/









































































































































































Текст
В. С.ТЕРГАН
Плоское
шлифование
В. С. ТЕРГАН
Плоское
шлифование
Издание третье,
переработанное и дополненное
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебника для профессионально-технических училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1980
ББК 34.637.3
Т35
УДК 621.795.2
Отзывы и замечания просим направлять по адресу: 101430. •
Москва, К-51, Неглинная ул., 29/14, издательство «Высшая школа»,
Терган В. С.
J35 Плоское шлифование: Учебник для профессионально-тех-
нических училищ. — 3-е изд., перераб. и доп. — М.: Высш,
школа, 1980.— 168 с., ил. — (Профтехобразование. Обраб.
резанием).
25 к.
В книге описаны основные модели плоскошлифовальных станков, шлифоваль-
ные круги, приспособления и технология плоского шлифования, изложены основы
резания металлов, сведения по механизации и автоматизации производства я тех*
Третье издание переработано с учетом ГОСТов ЕСТПП, ЕСТД и ЕСКД и допол-
нено сведениями о новых моделях плоскошлифовальных станков.
Учебник предназначен для профессионально-технических училищ, Может быть
использован при профессиональном обучении рабочих на производстве.
31207—
052(01)—80 87—80
2704040000
6П4.6
34.637.3
© ИздатеЬьств^жВьГсшая пщола», 1974
© Издательство «Высшая^ школа», ЙиО, с ц^^вдриями
Введение
Первостепенное значение для ускорения технического прогресса
и оснащения всех отраслей народного хозяйства новой техникой име-
ет дальнейшее быстрое развитие всех современных отраслей машино-
строения и в первую очередь атомного, металлургического, химичес-
кого и энергетического машиностроения.
В десятой пятилетке предполагается увеличить выпуск продук-
ции машиностроения и металлообработки в 1,5—1,6 раза. Задачи уве-
личения выпуска продукции сочетаются с задачами по улучшению ее
качества. Десятая пятилетка — это пятилетка качества и высокой
эффективности производства на базе ускорения научно-технического
прогресса и роста производительности труда.
В десятой пятилетке будет организовано производство оборудова-
ния для изготовления заготовок с использованием новых методов, по-
зволяющих получать заготовки сложной формы, близкие по размерам
к готовой детали, что дает возможность производить изделия практи-
чески без потерь металла.
Плоское шлифование занимает весьма значительное место в маши-
ностроении, оно широко применяется в станкостроении, сельскохозяй-
ствённом машиностроении и во многих других отраслях промышлен-
ности. Шлифованием обрабатывают направляющие станин, плоскости
разъема корпусов коробок скоростей, редукторов и насосов, рабочие
поверхности лемехов и других деталей сельскохозяйственных ма-
шин. Плоское шлифование является высокопроизводительным методом
механической обработки закаленных и незакаленных деталей. В ря-
де случаев плоское шлифование применяют вместо чернового и чисто-
вого строгания и фрезерования, а также такой трудоемкой операции,
как шабрение.
Современные плоскошлифовальные станки снабжены различными
автоматическими устройствами, действие которых основано на при-
менении пневматики, гидравлики и электроники.
Для обслуживания таких совершенных станков нужны высоко-
квалифицированные кадры рабочих, которые получают подготовку
в профессионально-технических учебных заведениях.
В создании материально-технической базы коммунизма, являю-
щейся одной из главных задач социалистического общенародного го-
сударства, огромное значение имеют творчество и инициатива трудя-
щихся и коллективов предприятий. Одной из форм проявления ак-
тивности является социалистическое соревнование, представляющее
собой могучее средство воспитания коммунистического отношения к
труду. /Иа социалистических предприятиях рабочие являются хозяе-
вами творцами, заинтересованными в результатах своей работы
и добивающимися все более высоких экономических показателей труда.
Глава I
Начальные сведения по плоскому
шлифованию
§ 1. Организация рабочего
места
2
Рис. 1. Схема рабочего места шли-
фовщика:
/ — шкафчик для хранения инструмен-
та, 2 — решетка под ноги рабочему,
3 — контрольный столик для измери-
тельного инструмента, 4 — положение
рабочего у станка, 5 — шлифовальный
станок с прямоугольным столом, 6 —
стеллаж для хранения крупногабарит-
ных приспособлений, 7 — фундамент
под станком
Рабочим местом называется та часть площади цеха с расположен
ными на ней оборудованием, инструментом и инвентарем, которая на
ходится в распоряжении рабочего, выполняющего порученную ему
работу (рис. 1). На рабочем месте
шлифовщика находится станок, шкаф-
чик для хранения инструмента (рис. 2)
и других принадлежностей, необхо-
димых для работы и обслуживания
станка, приспособления, тара для
хранения заготовок и готовых де-
талей.
На плоскошлифовальном станке с
прямоугольным столом (рис. 3, а) сб-
рабатывают плоские и фасонные по-
верхности деталей. На станине 13
имеется крестовый стол 2 с направ-
ляющими, по которым перемещается
продольный стол 5, На столе рас-
положены защитные кожухи 4. К сто-
лу крепится магнитная плита или
другое приспособление для установ-
ки и закрепления обрабатываемой
детали. На колонне 6 расположена
шлифовальная бабка 5, в шпинделе которой закреплен шлифоваль-
ный круг, работающий периферией круга. Для удобства управле-
ния станком органы управления 8 расположены на пульте пане-
ли. Рукоятки механизмов продольною ручного перемещения стола
Ю, механизма автоматической вертикальной подачи //, механизма
автоматической поперечной подачи 12 расположены на передней пане-
ли. Шлифование детали происходит при возвратно-поступательном
4
движении стола, быстром вращении круга и поперечном перемещении
шлифовальной бабки с кругом. После снятия одного слоя материала с
обрабатываемой поверхности шлифовальная бабка с кругом опуска-
ется вниз, чтобы круг мог снять последующий слой материала. Ста-
нок оснащен приставным оборудованием: системой подачи смазочно-
охлаждающей жидкости 7, гидростанцией 9, электрошкафом 7.
На плоскошлифовальном станке с круглым столом (рис. 3, б) к ста-
нине 7 на стойке 4 прикреплена шлифовальная бабка 5 с вертикально
расположенным шпинделем. На шпиндель устанавливается шлифо-
Рис. 2. Шкафчик шлифовщика
вальный круг 5, работающий торцом. На столе 6 расположена элект-
ромагнитная плита 2, на которой закрепляются обрабатываемые дета-
ли. Стол получает вращение , и возвратно-поступательное движение,
чтобы все детали, закрепленные на электромагнитной плите, шлифо-
вались кругом 3. Шлифовальная бабка получает как ручное, так и ав-
томатическое прерывистое вертикальное движение для врезания в об-
рабатываемые поверхности шлифуемых деталей. Быстрый подвод и от-
вод бабки осуществляется специальным электродвигателем. Рукоят-
ки и кнопки управления станком сосредоточены на панели 7.
Инструмент, приспособления, заготовки должны лежать близко от
шлифовщика. Предметы, которыми рабочий пользуется чаще всего,
должны находиться от него ближе, чем предметы, применяемые реже.
Предметы, которые берут правой рукой, следует располагать справа,
а те, которые берут левой рукой,— слева. После использования каж-
дый предмет нужно класть на отведенное для него место.
Шлифуемые изделия размещают на крышке шкафчика непосредст-
венно или в специальной таре.
<5
Рис. 3. Плоскошлифовальные станки:
а —с прямоугольным столом и горизонтальным шпинделем, б — с крус*
лым столом и вертикальным шпинделем
В серийном и единичном производстве
к задней стенке шкафчика прикрепляют
доску и полку. На доске крепится чертеж
детали, а на полку кладут технологиче-
скую карту и легкий измерительный инст-
румент (микрометр, штангенциркуль, ско-
бу, пробку).
Измерительный инструмент необходимо
хранить отдельно от рабочего инструмен-
та. В крупносерийном и массовом произ-
водстве для хранения сложного измери-
тельного устройства применяют специаль-
ные столы (рис. 4).
У станков должны находиться решет-
ки. Рабочий, стоя на решетке, должен
быть в зоне досягаемости станка на высо-
те 1000—1600 мм от решетки.
Специальная одежда рабочего должна
быть удобной, красивой и пригнанной по
фигуре. Ткани, из которых шьется одеж- рис. 4. Контрольный столик
да, должны быть немнущимися и стойкими.
Станочник обязан следить за чистотой своего рабочего места. За-
грязнение рабочего места отходами металла, маслом и эмульсией, за-
громождение заготовками и обработанными деталями, а также плохое
состояние пола (выбоины и трещины) могут быть причиной несчаст-
ного случая.
Отходы производства (стружка, всевозможные обрезки и др.) долж-
ны систематически убираться с рабочего места.
По состоянию рабочего места можно судить о производственной
культуре станочника. Слесари-ремонтники осуществляют технический
уход за оборудованием, устраняют поломки и различные дефекты
в станках, производят предусмотренные планово-предупредительной
системой ремонты. Кроме слесарей-ремонтников рабочее место станоч-
ника обслуживает дежурный электромонтер. Важнейшим условием
бесперебойной работы станка является своевременный технический
уход за ним: своевременная смазка, устранение мелких неисправно-
стей и очистка станка от загрязнений.
§ 2. Способы шлифования
При плоском шлифовании приходится снимать значительные слои
материала, называемые припусками, особенно при обработке литых
деталей и поковок.
На станках с прямоугольным столом при шлифовании торцом кру-
га снятие одинаковых по величине припусков осуществляют по двум
схемам.
По первой схеме (однопроходной) обработку ведут при
большой глубине резания, равной припуску на обработку. Этот спо-
7
Магнитная
плита
соб обработки наиболее целесообразный при шлифовании отливок, по-
ковок и т. п.
По второй схеме (многопроходной) весь припуск снимают
за несколько ходов стола. Сначала снимают большую часть припуска,
а затем остальную часть. При снятии припуска по второй схеме вре-
мя обработки деталей несколько возрастает.
На станках с круглым столом при шлифовании торцом круга сня-
тие припуска также осуществляют по однопроходной и многопроход-
ной схемам. При работе по первой схеме
вертикальная пода ча у ста н а вл и вается
сразу на всю глубину шлифования, и
обработка заканчивается за один обо-
рот стола, вращающегося с небольшой
скоростью (0,5—1,3 м/мин).
Если нужно получить высокую точ-
ность и низкую шероховатость поверх-
ности, то применяют многопроходную
схему и деталь обрабатывают на стан-
ках за несколько ходов или нескольки-
ми шпинделями: сначала снимают боль-
шую часть припуска, а последующи-
ми — меньшую, т. е. производят чисто-
вое шлифование и отделку.
Способ обработки по однопроходной
схеме, или глубинный способ, получил
широкое распространение в массовом
производстве, причем станки, работаю-
щие по этому способу, автоматизи-
рованы.
На станках с прямоугольным столом
при шлифовании периферией круга при-
меняют три основные схемы: снятие при-
пуска за несколько поперечных ходов,
способ врезания (глубинный) и ступен-
чатым кругом. При обработке п о
первой схеме поперечная подача
круга (вдоль оси шпинделя) осущест-
тола. Снимается слой, толщина которо-
го равна фактической глубине резания, а ширина — величине попе-
речной подачи круга за один ход стола (рис. 5, а). После снятия
первого слоя снова производят подачу круга на глубину резания и
поперечную подачу и снимают следующий слой металла. И так до
тех пор, пока не будет снят весь припуск.
По второй схеме обработку производят врезанием (глу-
бинный метод). При этом способе (рис. 5, б) за один ход круг снимает
основной припуск, после чего осуществляется чистовое шлифование
без врезания, а только поперечными ходами.
По третьей схеме обработку ведут ступенчатым кругом
<рис. 5, в). Припуск распределяется между всеми ступеньками круга и
'^//////^
61
Рис. 5. Схемы шлифования пе-
риферией круга на плоскошли-
фовальных станках:
а — поперечными ходами, б — вре-
занием, в — ступенчатым шлифо-
вальным кругом
вляется после каждого хода
8
снимается за один ход. Последняя ступенька круга снимает обычно
небольшой (по сравнению с другими ступеньками) слой металла и вы-
полняет чистовую обработку.
При поперечных ходах круг работает главным образом кромкой,
вся цилиндрическая же часть остается малонагруженной, поэтому
круг изнашивается неравномерно. В процессе работы ступенчатым
кругом нагрузка на него распределяется более равномерно, а при ра-
боте врезанием — равномерно по всей цилиндрической части круга.
Применение той или иной схемы зависит от конфигурации обраба-
тываемой детали, мощности станка, характеристики круга, опытности
шлифовщика и т. п. Детали, обладающие значительной жесткостью и
имеющие большие припуски, целесообразно обрабатывать по схеме
врезания и ступенчатым кругом, особенно при использовании мощ-
ных станков.
§ 3. Виды инструментов
Сущность обработки металлов на металлорежущих станках зак-
лючается в удалении с поверхности заготовки лишнего слоя металла
(стружки), в результате чего заготовка приобретает требуемую фор-
му и размеры.
Стружку снимают различными инструментами (рис. 6): резцами,
фрезами, сверлами, зенкерами, развертками, метчиками, протяжками,
шлифовальными кругами, брусками, наждачными шкурками, паста-
ми и др. Резцы, сверла, фрезы, зенкеры, развертки, метчики, протяж-
ки изготовляют из легированных, быстрорежущих и других инстру-
ментальных сталей, твердых и минералокерамических сплавов и
имеют заранее выполненные определенные режущие кромки.
Шлифовальные круги, бруски, шкурки состоят из абразивных
зерен, связанных между собой специальными материалами — связка-
ми. Абразивные зерна имеют острые кромки различных размеров, ко-
торыми снимается тонкий слой металла с заготовки, когда шлифоваль-
ный круг соприкасается с поверхностью обрабатываемой заготовки
и движется относительно нее.
Процессы снятия стружки металлическими и абразивными инстру-
ментами принципиально одинаковы. Режущая часть каждого режуще-
го инструмента по своей форме представляет клин. Под действием
приложенной силы режущие части инструментов углубляются в по-
верхность обрабатываемой заготовки и при движении производят сдвиг
и скалывание стружки. Но процессы резания резцом, фрезой, сверлом,
абразивными кругами и другими инструментами имеют особенности.
Рассмотрим, как происходит процесс резания наиболее простым
инструментом — резцом, являющимся основой конструкций всех ос-
тальных режущих инструментов. Резцами обрабатывают заготовки на
станках токарной группы (токарных, револьверных и др.) — строгаль-
ных, долбежных, расточных.
Режущая часть резца в форме клина с углом АОЕ (рис. 7, а), обра-
зованного передней О А и задней ОЕ поверхностями, под действием си-
лы Р входит в поверхность заготовки, срезая стружку (рис. 7, б). При
9
га
х;
Рис. 6. Схема основных видов механической обработки резанием:
а — точения, б — строгания, в — сверления, г — фрезерования, д — протягива-
ния, е — шлифования, ж — снятия стружки отдельным зерном; / — обрабаты-
ваемая поверхность, 2 — поверхность резания 3 — обработанная поверхность,
t — припуск, s — подача
этом передняя поверхность снимает слой обрабатываемого материала
и, преодолев внутренние силы сцепления, скалывает частицы метал-
ла и отводит их вверх в соответствии с наклоном передней поверхности
ОА.
Эти частицы металла называют элементами стружки, на рис. 7, г
они обозначены цифрами 1—6, Сдвиг элементов стружки обычно про-
исходит под углом 135—155° (рис. 7, в). Под действием силы Р резец
Рис. 7. Схема образования стружки и ее виды:
а—г — начальный и последующий моменты резания, д —стружка ска-
лывания, е — стружка сливная, ж — стружка надлома
последовательно срезает с необработанной поверхности заготовки
слой металла глубиной t (см. рис. 7, а). Задняя поверхность ОЕ резца
образует с обработанной поверхностью детали угол а, в результате
чего трение задней поверхности резца об обработанную поверхность
заготовки уменьшается.
Кроме заднего угла в процессе резания на производительность и
качество обработанной поверхности, а также на износ режущей части
резца влияют: передний угол — у, угол заострения — ₽, угол реза-
ния — б. Когда угол резания б меньше 90°, передний угол резца счита-
ется положительным, когда угол резания равен 90°, передний угол
равен нулю, если угол резания больше 90Q, передний угол считается
отрицательным.
Правильно выбранный передний угол облегчает снятие стружки,
уменьшает трение и износ по передней поверхности резца.
Резание сопровождается большим трением передней поверхности
об обрабатываемую поверхность и задней — об обработанную поверх-
ность, а следовательно, и большим тепловыделением.
Тепловыделение приводит к значительному нагреванию инстру-
мента. Любое нагретое тело становится более пластичным, т. е. ме-
нее твердым. Инструмент изготовляют из материалов, обладающих
после закалки высокой твердостью и не теряющих твердости и режу-
щих свойств при нагреве до значительных температур. Это свойство
материала называют красностойкостью. Углы резца также влияют на
теплообразование. Усилие на сжатие стружки при резании в основ-
ном зависит от угла резания б. Чем меньше этот угол, тем меньше тре-
буется усилие.
Различные материалы, например сталь, чугун, медь, образуют при
обработке стружку разных видов. Металлы средней твердости (твер-
дая сталь) образуют стружку скалывания, элементы которой связаны
друг с другом довольно прочно и имеют вид ступеней (см. рис. 7, д).
При обработке мягких металлов (меди, мягкой стали и др.) обра-
зуется стружка, верхняя сторона которой имеет мелкие зазубрины, а
нижняя, скользящая по передней поверхности резца,— гладкая и бле-
стящая. Такая стружка сходит в виде ленты и называется сливной
(см. рис. 7, в). При обработке хрупких твердых металлов образуется
стружка надлома (см. рис. 7, ж). Элементы ее отделены друг от друга
и имеют вид чешуек неправильной формы. В отличие от стружки ска-
лывания стружка надлома имеет неровную поверхность со стороны,
обращенной к передней грани резца, а противоположная сторона у
нее гладкая. Такая стружка образуется, например, при обработке
чугуна и бронзы.
На форму стружки влияют не только свойства обрабатываемого ма-
териала — сопротивление разрушению, пластичность, твердость, на-
личие остаточного аустенита, химические свойства, но и условия реза-
ния.
После механической обработки резанием свойства поверхностного
слоя материала несколько изменяются. Поверхностный слой на глу-
бине 0,1—0,5 мм становится более плотным, твердым, уменьшается
его пластичность. Это явление называется наклепом металла. При об-
работке разных металлов различны и изменения поверхностного слоя.
Чем вязче металл, тем выше степень и глубина наклепа. При обработ-
ке хрупких металлов наклеп не образуется. Степень и глубина накле-
па поверхностного слоя металла зависят от свойств материала и усло-
вий обработки.
§ 4. Обработка шлифовальными
кругами
Процесс резания материалов абразивными инструментами называ-
ется шлифованием. Шлифовальные круги состоят из абразивных зерен,
соединенных специальным связующим веществом. Каждое абразив-
ное зерно круга представляет собой резец. Количество таких резцов
12
в круге зависит от величины зерна, от расстояния между зернами, от
диаметра и высоты круга. В круге малого диаметра — десятки тысяч
абразивных зерен, в круге большого диаметра — сотни тысяч зерен.
Так, круг диаметром 200 мм, высотой 40 мм и величиной зерна в сече-
нии примерно 0,05 мм имеет на периферии круга более 200 тыс. режу-
щих зерен.
Абразивное зерно, вращаясь с очень большой скоростью (до
90 м/с), срезает материал с поверхностного слоя заготовки. Суммар-
ное снятие стружки всеми зернами, участвующими в резании, и состав-
ляет процесс шлифования. Стружка, снимаемая зернами, неодинако-
ва по форме, так как абразивные зерна различны по форме и располо-
жению относительно обрабатываемой поверхности. Образующаяся
при шлифовании стружка имеет очень малые размеры.
Процесс резания при шлифовании протекает примерно следующим
образом: абразивное зерно приближается к обрабатываемой поверх-
ности острой кромкой; вначале кромка скользит по поверхности дета-
ли, сдавливая металл, затем, когда давление кромки зерна превзой-
дет силу сцепления частиц металла, начинается отделение стружки.
Для врезания в твердый металл, например в закаленную сталь,
твердый чугун и др., материал режущего инструмента должен обла-
дать очень высокой твердостью. Для углубления в обрабатываемый
материал и среза стружки инструмент должен иметь острые режущие
кромки. Чтобы в процессе резания при высоких температурах, обра-
зующихся в месте контакта инструмента и заготовки, материал инстру-
мента не потерял режущей способности, он должен обладать большой
температурной стойкостью, а чтобы от усилий, возникающих при ре-
зании, инструмент не ломался, он должен иметь большую прочность.
Этими требованиями руководствуются при выборе абразивного мате-
риала.
§ 5. Абразивные материалы
Под абразивными материалами понимают тонко измельченные ве-
щества в виде зерен, полученные в результате дробления природных
искусственных минералов.
Для шлифования используют, природные абразивные материалы:
алмаз, наждак, корунд, окись хрома, окись железа. К искусственным
п синтетическим абразивным материалам относятся: электрокорунд,
электрокорунд хромистый, титанистый, циркониевый, карбид крем-
ния (карборунд), карбид бора, карбид циркония, борсиликарбид,
кубический нитрид бора (эльбор) и др.
Твердость абразивного материала определяют вдавливанием в него
алмазной пирамиды с углом при вершине 136°. При этом микротвер-
дость выражается в кгс/мм2:
Электрокорунд нормальный
Карбид кремния ....
Карбид бора ..........
Эльбор .............
Алмаз природный . . .
Алмаз синтетический
2000—2200
2900—3500
4000—4250
8500—8600
10 060
10 100
13
Алмаз — одна из трех разновидностей углерода (уголь, графит
и алмаз). Алмаз — редкий минерал, обладает высокой твердостью по
сравнению с известными естественными и искусственными материала-
ми, уступает в твердости лишь борсиликарбиду. Алмазы, применяемые
для правки шлифовальных кругов, для изготовления брусков, шлифо-
вальных кругов, инструментов, используемых при бурении нефтя-
ных скважин и др., называются техническими. Масса алмаза измеряет-
ся каратами. Один карат равен 0,2 г.
В настоящее время Академия наук СССР разработала методы полу-
чения синтетических алмазов, которые имеют очень шероховатую по-
верхность и изрезанные ребра, благодаря чему их производительность
несколько выше производительности кругов из природных алмазов.
Природные алмазы обозначаются буквой А, синтетические АСО, АСР,
АСВ, АСК, АСС, АСБ, АСПК.
Корунд — минерал, состоящий из окиси алюминия (А12О3
от 70 до 92%) и примесей окиси железа, слюды, кварца и др. Зерна
корунда очень тведые и при размоле образуют раковистый излом с ост-
рыми гранями. Зерна корунда не очень прочные и под усилиями реза-
ния быстро тупятся. Поэтому корундовые круги не могут работать в
тяжелых условиях.
Природный корунд обозначается буквой Е. Круги из природного
корунда используют для шлифования шариков подшипников, шлифо-
вания и доводки различных металлов, стекла и других материалов.
Электрокорунд — искусственный корунд, получаемый
электрической плавкой материалов, богатых окисью алюминия (на-
пример, боксита и глинозема). Различают три вида электрокорундов:
а) электрокорунд нормальный, содержащий не менее 87% окиси
алюминия и имеющий цвет от светло-коричневого до темно-коричнево-
го. Его получают методом восстановительной плавки бокситов. В за-
висимости от содержания А12О3, а также различных примесей электро-
корунд нормальный подразделяют на несколько марок. При содержа-
нии 92% А12О3 электрокорунд нормальный обозначают 13А, 93% —-
— 14А, 94% — 15А. Круги из этих марок применяют для обдирочного
шлифования чугунных и стальных отливок, поковок, штамповок, для
шлифования конструкционных и легированных сталей в сыром и за-
каленном состоянии, ковкого чугуна, твердой бронзы. Круги из элект-
рокорунда 15А применяют для шлифования закаленных углеродистых
и легированных сталей, быстрорежущих сталей и заточки инструмен-
тов;
б) электрокорунд белый, содержащий не менее 97% окиси алюми-
ния и имеющий белый или светло-розовый цвет. Его получают пере-
плавкой чистого глинозема. При содержании 98% А12О3 электроко-
рунд белый обозначают 22А, 99%—23А, 99,3%—24А, свыше 99,3% —
25А. Круги из этих марок применяют для шлифования и доводки
легированных сырых и закаленных сталей, заточки и доводки режуще-
го инструмента;
в) монокорунд — разновидность электрокорунда. В зависимости
от количества примесей разделяется на четыре вида: первый содержит
14
окиси алюминия от 96,5 до 97,4%, обозначается 43А; остальные от
97,5 до 98,5% обозначаются 43А, 44А. Монокорунд обладает высокой
режущей способностью. Круги из монокорунда имеют почти в два раза
большую стойкость, чем нормальные электрокорундовые круги. При
шлифовании кругами из монокорунда детали нагреваются незначи-
тельно, следовательно, расширяются мало. Деталь от круга дополни-
тельно не отжимается и поэтому достигается большая точность шли-
фования. Применяется для кругов, используемых при шлифовании
цементированных и азотированных закаленных сталей, заточке ре-
жущих инструментов.
Электро к орунд хромистый и титанистый
— искусственные материалы, изготовляемые на базе электрокорунда
белого с добавкой в процессе электроплавки окиси хрома или окиси
титана. Окислы хрома и титана упрочняют кристаллическую решетку
окиси алюминия и одновременно придают зерну очень высокую вяз-
кость, приближающуюся к вязкости нормального электрокорунда.
Электрокорунд хромистый обозначается ЗЗА и 34А, титанистый —
37А. Применяется в кругах для шлифования углеродистых и легиро-
ванных сталей. С 1976 г. применяют хромтитанистый электрокорунд.
Стойкость кругов увеличилась в 1,5—2 раза. Обозначают его 91А,
92А, 93А.
Электрокорунд циркониевый — искусственный
материал, изготовляемый на базе электрокорунда белого с добавкой
окиси циркония. Этот материал имеет очень высокую прочность. Он
способен обрабатывать материал с усилием прижима примерно в 10 раз
большим, чем обычный шлифовальный круг из других материалов.
При черновом и обдирочном шлифовании применение кругов из такого
материала очень эффективно. Вследствие незначительного нагрева-
ния заготовки на обработанной поверхности не возникают прижоги.
Он обозначается 38А.
Карбид кремния — химическое соединение кремния и
углерода, получаемое в электрических печах при температуре 2100—
—2200° С из кварцевого песка и кокса. Зерна карбида кремния имеют
темно-синюю и зеленую окраску с цветами побежалости и металличес-
кимблеском. Карбид кремния—очень твердый материал, уступает по
твердости эльбору, алмазу и борсиликарбиду; его зерна имеют острые
режущие грани и способны выдерживать температуру до 2050° С. Раз-
личают два вида карбида кремния — карбид кремния черный и кар-
бид кремния зеленый. В последнее время получен карбид кремния зеле-
ный высокой чистоты, содержащий карбиднеменее99,5%, обладающий
повышенной абразивной способностью. Производительность инстру-
ментов из этого материала на 20—25% выше, чем из других карбидов
кремния. Карбид кремния черный имеет разные обозначения в зави-
симости от содержания SiC, при 97% SiC обозначается 53С, при 98% —
— 54С. Применяется дЛ1я шлифования твердых хрупких материалов,
заточки инструментов, а также чугуна, меди, алюминия, стекла, фар-
фора и др.
Карбид кремния зеленый обозначается 63С. Применяется для чис-
тового и тонкого шлифования твердых сплавов, заточки и доводки
15
твердосплавных инструментов, легированных закаленных сталей и
неметаллических материалов еысокой твердости.
Карбид бора получают в электропечах при температуре
2000—2350° С из технической борной кислоты и малозольного угле-
родистого материала (нефтяного, пекового кокса, сажи и т.д.).
Карбид циркония — искусственный абразивный мате-
риал — соединение циркония с углеродом. При обработке титановых
сплавов он показывает высокую стойкость и обеспечивает хорошее ка-
чество поверхности.
Окись железа получают переработкой железного купороса и
щавелевой кислоты, применяют в виде порошка.
Окись хрома — порошок темно-зеленого цвета, получают
из бихромата калия с примесью серы.
Кубический нитрид бора изготовляется в виде зе-
рен порошков, микропорошков для абразивных инструментов. Круги
из этого материала обладают повышенной стойкостью, не дают прижо-
гов на поверхности деталей. Рекомендуется для шлифования высоко-
легированных закаленных инструментальных, жаропрочных, подшип-
никовых сталей и сплавов, обработка которых электрокорундами, кар-
бидами кремния, алмазом не эффективна. Выпускают двух модифика-
ций — эльбор и кубонит.
Эльбор обозначается буквой Л; зерна с обычной механической проч-
ностью обозначаются ЛО; с повышенной механической прочностью —
ЛП. Кубонит соответственно обозначается КО и КП.
В последнее время разработан эльбор еще более высокой прочно-
сти — поликристаллический. обозначающийся ЛД. Эльбор марок ЛП
и ЛД позволяет увеличить производительность в 2—2,5 раза по срав-
нению с Л О.
§ 6. Зернистость абразивных
материалов
Шлифовальный круг, брусок или порошок изготовляются из абра-
зивных зерен определенного размера, чтобы снимаемые ими стружки
были бы примерно одинаковыми. Для снятия большой стружки приме-
няют шлифовальные круги с крупными зернами, для снятия небольшой
стружки — с зернами помельче.
Опыт показал, что при однородном составе зерен уменьшаются из-
нос круга, шероховатость поверхности шлифованной детали, повыша-
ются производительность и точность обработки.
При подготовке абразивного материала большие куски его раз-
мельчают в дробилках до получения зерен требуемых размеров. После
дробления зерна очищают от посторонних примесей. Подвергают хи-
мической и термической обработке и просеивают на ситах для сорти-
ровки по размерам.
Размер зерен — зернистость абразивных материалов — определяется
размерами сторон ячеек двух сит, через которые просеивают отоб-
ранные абразивные зерна. Из-за недостаточной точности размеров яче-
ек металлических сит, на которых просеивается абразивный материал,
только до 60% зерен одинакового размера остается на сите.
16
Номера зернистости абразивных материалов по ГОСТ 3647 — 7]
задаются длиной стороны ячейки сита в сотых долях миллиметра.
Большие размеры зерен соответствуют тому размеру отверстий
сита, сквозь которые они проходят, а меньшие размеры — тому, на
котором зерна задерживаются.
Абразивные материалы по величине зерен разделяются на 4 груп-
пы со следующими номерами зернистости:
1) шлифзерно — 200, 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16;
2) шлифпорошки — 12; 10; 8; 6; 5; 4; 3;
3) микропорошки — М63; М50; М40; М28; М20; М14;
4) тонкие микропорошки М10; М7; М5; М3; Ml.
Микропорошки обозначаются буквой М и цифрой, показывающей
наибольший размер зерна в микрометрах. В каждом номере зернисто-
сти различают основную, крупную, предельную, мелкую и комплекс-
ную фракции. Размер зернистости характеризуется размером основной
фракции.
Основная фракция абразивного порошка — это совокупность аб-
разивных зерен одного интервала размеров, преобладающих по коли-
честву данного абразивного порошка. Размеры устанавливаются нор-
мативно-техническими документами.
В крупной фракции размеры зерен превышают размеры зерен ос-
новной фракции на один интервал размеров, в предельной фракции
превышение на 1—2 интервала. В мелкой фракции размеры зерен мо-
гут быть меньше на 1—2 интервала. В комплексной фракции разме-
ры могут колебаться на один интервал по отношению к основной фрак-
ции.
В зависимости от процентного состава основной фракции при соблю-
дении норм по остальным фракциям номер зернистости дополняется
буквенными индексами В; П; Н; Д. Например, 80П, М28Д и т. д.
1. Зернистость абразивных материалов и область их применения
Зернистость абразива по ГОСТ 3647-71 Область применения
200—160 Шлифование фибры текстолита, оргстекла и других неметаллических материалов
125-80 Зачистка сварных швов, литья и т. д.
50—40 Черновое шлифование деталей, предварительная заточка инструментов, шлифование меди, латуни, твердого чугунного литья
40—25—10 Получистовое и чистовое шлифование деталей, за- точка быстрорежущих и твердосплавных инструмен- тов, шлифование отбеленного чугуна Чистовое шлифование высокоответственных дета- лей, например размерных плиток, плоских калибров; заточка мелкого инструмента из очень твердых мате- риалов
10—6
12—4 Резьбошлифование
6-5 Доводка многолезвийного инструмента
6-3 Тонкое отделочное шлифование1
Размер зерен микропорошков определяется измерением наиболь-
шей ширины зерна, которую видно в поле зрения микроскопа. В табл. I
дана зернистость абразивных материалов и область их применения.
По ГОСТ 9206—70 алмазные шлифпорошки обозначают буквой А
и тремя или четырьмя буквами (синтетические алмазы) и цифрами.
В числителе стоит номинальный размер стороны ячейки в свету
(мкм), через которую проходит зерно, а в знаменателе — на которой
задерживается зерно. Например, А160/125, АСО 160/125. Соответст-
венно шлифпорошкам микропорошки и тонкие микропорошки из при-
родного алмаза обозначаются AM и АН, из синтетических алма-
зов — АСМ и АСН. Две цифры за буквами обозначают размеры зерен
основной фракции от — до. Например, AM 40/28; АСМ 40/28. Мик-
ропорошки из эльбора обозначаются ЛМ, кубонита — КМ.
§ 7. Связка и структура шлифовальных
кругов
Абразивные зерна после сортировки по размерам соединяют в еди-
ную прочную массу для образования шлифовального круга определен-
ной формы при помощи связующего вещества.
Связующие вещества делятся на неорганические и органические.
К неорганическим относят металлическую, керамическую, силикат-
ную и магнезиальную связку, к органическим — бакелитовую, глиф-
талевую и вулканитовую.
Алмазные зерна и зерна эльбора соединяют металлической, баке-
литовой и керамической связками. Металлическая связка бывает воль-
фрамокобальтовой, железоникелевой, медно-оловянной. На металли-
ческой связке изготовляют кольца с 100%-ной концентрацией алмаза,
что соответствует содержанию в 1 мм3 алмазоносного слоя 0,878 мг
алмаза, или 150%-ной и 200%-ной концентраций. На керамической
связке изготовляют кольца с 100%-ной концентрацией, на бакели-
товой связке— круги с 50%-ной и 25%-ной концентрациями (при
50%-ной концентрации — 0,439 мг; при 25%-ной — 0,219 мг алмаза).
Металлическая связка придает кругу светло-серый цвет. Обозна-
чается буквой М.
Керамическая связка представляет собой стекловид-
ную или фарфороподобную массу, составные части которой — огне-
упорная глина, полевой шпат, кварц и другие материалы. Смесь из
связки и абразивного зерна прессуется в форме или отливается. Ли-
тые круги более хрупки и пористы, чем прессованные. Различная твер-
дость кругов достигается подбором состава связки, а пористость — ре-
жимами прессования.
Керамическая связка устойчива при высоких температурах, обла-
дает большой химической стойкостью, а потому допускает при шли-
фовании применение различных смазывающих и охлаждающих жид-
костей. На керамической связке изготовляют шлифовальные круги из
электрокорунда нормального и белого, карбида кремния черного и зе-
леного.
18
Для выполнения ответственных шлифовальных операций применя-
ют инструменты из электрокорунда на керамических борных связках.
Окись бора улучшает процесс затвердевания (кристаллизации) связ-
ки, увеличивает прочность и уменьшает объем связки. Керамические
борные и сложнолегированные связки позволяют повысить произво-
дительность кругов на 20—40%. Керамическая связка обозначается
буквой К. Скорость кругов на керамической связке может достигать
65 м/с.
Силикатная связка состоит из жидкого стекла, смеши-
ваемого с окисью цинка, мелом и другими наполнителями. Она не обес-
печивает прочного закрепления зерен в круге, так как жидкое стекло
слабо сцепляется с абразивными зернами. Круги на силикатной связ-
ке применяются в тех случаях, когда обработка выполняется без ох-
лаждения и в то же время обрабатываемая поверхность не должна пере-
греваться. Круги на этой связке достаточно водо- и щелочеустойчивы.
Они обеспечивают большую производительность, чем круги на баке-
литовой связке. При нагреве затупившиеся зерна легко освобождают-
ся из связки и в работу вводятся новые зерна. Скорость кругов на
этой связке до 30 м/с. Силикатная связка обозначается буквой С.
Магнезиальная связка представляет собой смесь ка-
устического магнезита и хлористого магния (цемент Сореля). Приме-
няется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравно-
мерно изнашиваются, т. е. малостойки. Они очень чувствительны к
сырости, под действием которой разрушаются, а также к повышенным
температурам. Скорость кругов на этой связке до 20 м/с.
Бакелитовая связка представляет собой бакелитовую
смолу в виде порошка или бакелитового лака. Это наиболее распрост-
раненная из органических связок.
Круги на бакелитовой связке изготовляют из различных абразив-
ных материалов. Они обладают высокой прочностью и эластичностью,
устойчивы при переменных нагрузках, но пористость их ниже, чем у
кругов на керамической связке.
В настоящее время изготовляют круги на бакелитовой связке с
добавлением наполнителя — криолита. Стойкость кругов увеличи-
лась на 50% по сравнению с кругами, не наполненными криолитом.
Круги на бакелитовой связке работают при скоростях 35—70 м/с
и более. На этой связке изготовляют круги толщиной (высотой) до
0,18 мм для отрезных работ.
При работах, когда температура круга достигает более 300° С»
связка быстро выгорает, а зерна легко выкрашиваются. Под действи-
ем щелочных жидкостей бакелитовая связка частично разрушается»
а потому применение охлаждающих жидкостей с содержанием соды
более 1,5% не рекомендуется. Бакелитовая связка обозначается бук-
вой Б.
Глифталевая связка получается при взаимодействии
глицерина и фталевого ангидрида. На глифталевой связке инструмент
изготовляют примерно так же, как и на бакелитовой.
19
Водостойкость и упругость таких кругов больше, чем кругов на
бакелитовой связке, но прочность и теплостойкость меньше. Применя-
ется для окончательного шлифования и доводки поверхностей до ше-
роховатости 0,16—0,05. Скорость кругов на этой связке 35—50 м/с.
Глифталевая связка обозначается буквой Г.
Для шлифования высокоуглеродистых сталей во избежание при-
жогов и трещин применяют круги на бакелитовой и глифталевой связ-
ках.
Вулканитовая связка в своей основе имеет синтетичес-
кий каучук. При температуре круга выше 150° С каучук размягчается
и набивается в промежутки между зернами абразива. Круги на такой
связке засаливаются и требуют правки.
Круги на вулканитовой связке вследствие их эластичности успеш-
но используют для прорезных и отрезных работ. Они обладают хоро-
шей полирующей способностью и позволяют работать со щелочными
охлаждающими жидкостями. Скорость кругов на вулканитовой связ-
ке 18—80 м/с. Вулканитовая связка обозначается буквой В.
В настоящее время начали применять органические связки типа
БИ-1 для эльборовых кругов, полиуретановые связки — для кругов
из 63С, борлитийфторсодержащие связки, повышающие в 2,—2,5 раза
производительность шлифования.
Связки с упрочняющими материалами.
Освоен выпуск кругов с тканевыми прокладками или стеклоееткой.
Абразивный порошок смешивается с бакелитовой смолой и помещается
в пресс-форму между слоями ткани. При сжатии и нагреве пресс-фор-
мы получают монолитные абразивные круги, упрочненные прокладка-
ми. Такие круги обладают большой прочностью и позволяют работать
со скоростью 70—100 м/с.
В маркировку связок введен ряд условных обозначений, указываю-
щих на специфические свойства связок. Так, керамическая связка, обо-
значаемая КЗ, предназначается для кругов из карбида кремния, кера-
мическая связка К51 — для скоростных кругов, керамическая связка
К5 — для кругов из электрокорунда белого.
Структура круга. При изготовлении кругов и других абразивных
инструментов между отдельными частицами абразива и связкой об-
разуются пустоты — поры. Внутреннее строение, т. е количественное
соотношение и взаимное расположение зерен, связки и пор, называют
структурой круга.
В порах размещается стружка, образующаяся при шлифовании.
Стружка должна выпадать из пор при выходе круга из соприкоснове-
ния с обрабатываемой деталью. Если стружка задержится в порах, то
при соприкосновении с обрабатываемой поверхностью стружка на-
греется, расплавится и плотно закроет все поры, в результате режу-
щая способность круга снизится.
На рис. 8 схематично показаны шлифовальные круги одной и той
же зернистости, изготовленные на одной и той же связке, но имеющие
разную структуру. Чем плотнее структура, тем больше приходится
зерен на единицу поверхности и меньше связки и пор. В открытой струк-
20
туре количество пор в круге.больше и абразивные зерна располагаются
дальше друг от друга.
Изготовляются структурные круги, т. е. круги с заранее заданной
структурой.
Структура кругов обозначается номерами. Шкала структуры
кругов состоит из 12 номеров. Каждый номер характеризуется соот-
ношением объемов и взаимным расположением зерен, связки и пор в
круге.
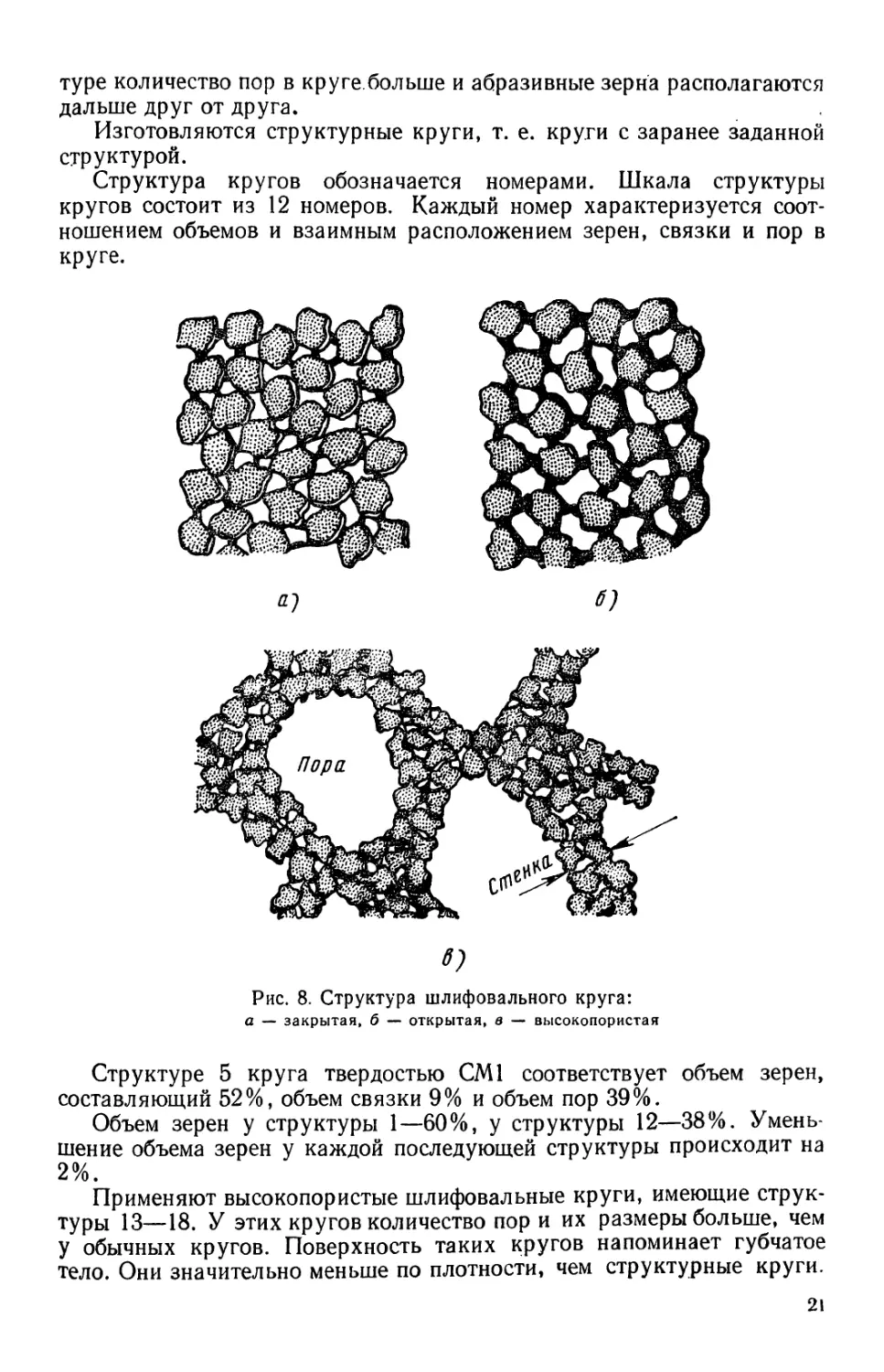
Рис. 8. Структура шлифовального круга:
а — закрытая, б — открытая, в — высокопористая
Структуре 5 круга твердостью СМ1 соответствует объем зерен,
составляющий 52%, объем связки 9% и объем пор 39%.
Объем зерен у структуры 1—60%, у структуры 12—38%. Умень-
шение объема зерен у каждой последующей структуры происходит на
2%.
Применяют высокопористые шлифовальные круги, имеющие струк-
туры 13—18. У этих кругов количество пори их размеры больше, чем
у обычных кругов. Поверхность таких кругов напоминает губчатое
тело. Они значительно меньше по плотности, чем структурные круги.
21
Высокопористый круг меньше засаливается и, кроме того, большие
поры позволяют воздушному потоку, образующемуся при шлифова-
нии, охлаждать режущие зерна и тем самым улучшать режущую спо-
собность круга. Такими кругами можно обрабатывать закаленные и
незакаленные стали, мягкие вязкие материалы — медь, латунь, пласт-
массы, кожу и т. д. Зернистость высокопористых кругов должна быть
на 1—2 номера меньше, чем у обычных. Например, обычный круг имеет
зернистость 40, а высокопористый должен иметь зернистость 25 или
16.
При выборе структуры круга нужно руководствоваться следующи-
ми соображениями.
Круги плотной структуры № 1, 2, 3, 4 предназначаются для обра-
ботки твердых материалов, для чистовых и доводочных работ, обес-
печивающих получение малой шероховатости.
Круги средней структуры № 5, 6, 7, 8 предназначаются для обра-
ботки металлов с высоким сопротивлением разрыву.
Круги открытой структуры № 9, 10, 11, 12 предназначаются для об-
работки вязких металлов с низким сопротивлением разрыву. При
этом шлифованная поверхность получается шероховатой, но обес-
печиваются лучший отвод стружки и лучшие условия охлаждения.
Круг изнашивается значительно.
§ 8. Твердость шлифовальных
кругов
Согласно ГОСТ 18118—72, под твердостью абразивного инструмен-
та понимается сопротивляемость связки вырыванию абразивных зерен
с поверхности инструмента под влиянием внешних усилий. Чем тверже
круг, тем большее усилие нужно, чтобы вырвать зерно из связки. Шка-
ла твердости абразивного инструмента дана в табл. 2.
2. Шкала твердости абразивного инструмента
Обозначение Наименование Группа твердости
М Мягкие Ml; М2; М3
СМ Средней мягкости СМ1; СМ2
с Средние Cl; С2
ст Средней твердости СТ1; СТ2; СТЗ
т Твердые Tl; Т2
ВТ Весьма твердые ВТ
ЧТ Чрезвычайно твердые ЧТ
Твердость шлифовальных кругов определяют тремя методами:
пескоструйным, вдавливанием шарика, высверливанием лунки.
Пескоструйный метод состоит в том, что на поверхность испыты-
ваемого круга под давлением направляется струя кварцевого песка,
которая оставляет на поверхности лунку. По глубине лунки судят о
твердости круга.
22
При втором методе г поверхность круга под определенной нагруз-
г кой вдавливается закаленный шарик. В мягком круге он оставляет
более глубокую лунку, чем в твердом. По глубине лунки судят о твер-
дости кругов.
Третий метод заключается в высверливании лунки определенной
глубины специальным сверлом при постоянном давлении на сверло.
По количеству оборотов сверла судят о твердости круга.
Твердость круга оказывает большое влияние на процесс шлифова-
ния. Мягкими кругами выполняют чистовую обработку таких твердых
материалов, как закаленная сталь, твердые сплавы. Для обдирочных
работ применяют более твердые круги. Кругами средней твердости и
твердыми обрабатывают непрочные и более мягкие металлы — неза-
каленную сталь, чугун и др.
При шлифовании тонких изделий применяют более мягкие круги;
при профильном шлифовании, шлифовании деталей небольшого раз-
мера, прерывающихся поверхностей, углов, радиусов ит. д. следует
применять более твердые круги.
При шлифовании с охлаждающей жидкостью пользуются более
твердыми кругами, чем при сухом шлифовании. При замене кругов на
керамической связке кругами на бакелитовой связке применяют более
твердые круги. Круги с мелким зерном следует выбирать более мяг-
кие чем применяемые для таких же условий обработки круги с более
крупным зерном.
На керамической и бакелитовой связке выпускаются инструмен-
ты всех твердостей, а на вулканитовой — только СМ1; СМ2; С1;
С2; СТ1; СТ2; СТЗ; Tl; Т2.
§ 9. Форма кругов и их
маркировка
Форма круга. Шлифовальные круги изготовляют различными по
форме и размерам. Круги больших размеров облегчают условия реза-
ния. Уменьшается нагрузка на одно зерно, ибо в работе участвует боль-
шее количество зерен, чем у кругов меньших размеров.
В табл. 3 приведены формы сечений и обозначения шлифовальных
кругов (ГОСТ 2424—75) и шлифовальных сегментов.
Круги ПП, ПВ, ПВК, ВПДК работают преимущественно перифери-
ей, а круги ПР, ПН, К, ЧЦ, ЧК, наборные абразивные блоки и голов-
ки из сегментов СП, 5С, 7С — торцом.
Круги ПВ с выточкой удобны тем, что крепежные фланцы в них
находятся в углублении и потому не мешают подводу круга к месту
шлифования. Выточки позволяют уменьшить габариты шлифоваль-
ной бабки. Круги ПП самые простые и применяются на большинстве
шлифовальных станков.
При шлифовании двух, или трех взаимно перпендикулярных плос-
костей применяются круги ПВК и ПВДК, причем основная плоскость
шлифуется периферией, а остальные — торцом.
Детали сложной формы, не удобной для крепления, предваритель-
но шлифуются кругами ПР.
23
3. Форма кругов и сегментов, применяющихся при плоском
шлифовании
Наименование формы круга Обозначение Форма сечения
Плоские прямого профиля пп 1 шя
Плоские с выточкой пв
Плоские с конической вы- точкой пвк
Плоские с двусторонней конической выточкой пвдк
Плоские рифленые ПР 1ЯЦ
Плоские наращенные пн —
Кольца к SZ£1
Чашки цилиндрические ЧП
pi
1
Чашки конические чк
Тарелки IT, 2Т, ЗТ, 4Т
Диски д
Сегмент плоский СП
Сегмент трапециевидный 5С
24
Продолжение табл. 3
Наименование формы круга Обозначение
Сегмент специальный 7С
Плоский прямого профи ля: из алмаза из эльбора АПП* Л1ПВ
Плоский с выточкой: из алмаза из эльбора А1ПВ* ЛШВ
Чашечные конические: из алмаза из эльбора АЧК ЛЧК
Профильные: из алмаза из эльбора А2П* Л2П
Профильные: из алмаза из эльбора А5П* Л5П
Форма сечения
* Круги из синтетических алмазов маркируют соответственно их обозначению, например
АССПП.
Круги ПН, имеющие высоту в два-три раза большую, чем круги
ПР, используют для черновой и чистовой обработки.
Круги К диаметром 200—450, высотой 100—150 мм используют
для черновой и чистовой обработки.
Круги ЧЦ крепятся на шпинделе очень надежно, но захватывают
малую зону шлифования. Диаметр абразивных чашечных кругов
достигает 300, ширина 100 мм.
Круги чашечные конические ЧК применяются в тех случаях, когда
подход к месту шлифования затруднен. Кругами ЧЦ и ЧК затачивают
инструменты, шлифуют направляющие станин станков и другие дета-
ли.
Шлифовальные сегменты представляют собой бруски различной фор-
мы. В специальном патроне укрепляется несколько брусков, таким
25
образом создается шлифовальный круг или блок с несплошной торцо-
вой поверхностью.
Маркировка круга. Все абразивные инструменты маркируют зна-
ками в определенной последовательности.
Например, на торце'круга имеется условное обозначение КАЗ 23А
40С25К 35 м/с ПП 350X40X 127 А. Расшифровывается так: КАЗ —
Косулинский абразивный завод, 23А — марка абразивного материа-
ла (электрокорунд белый, 99% А12О3), 40 — номер зернистости, С2—
степень твердости (средняя вторая), 5 — структура, К — вид связки
(керамическая). Иногда после обозначения связки стоят цифры, ука-
зывающие рецептуру связки. 35м/с -окружная скорость, при которой
обеспечивается безопасная работа, ПП — форма круга (плоский пря-
мого профиля), 350X40X 127 — размеры (наружного диаметра, вы-
соты, внутреннего диаметра), А — класс круга.
По ГОСТ 2424—75 шлифовальные круги изготовляются трех клас-
сов — А А; А; Б. Круги класса АА — более высокого качества. В них
не допускаются железисто-шлаковые включения, а в кругах классов
А и Б допускается небольшое количество включений малых размеров.
Повреждение кромок круга класса АА не допускается, а классов А и Б
допускаются незначительные повреждения (не более 1/20 высоты, ра-
диуса и длины окружности).
Допуски по наружному диаметру, высоте и внутреннему диаметру
для кругов класса АА примерно в два раза меньше, чем для кругов
классов А и Б.
По единой международной маркировке на торце круга должна быть
цветная полоса, характеризующая допускаемую скорость круга. Бе-
лая 35, голубая 45, желтая 60, красная 80, зеленая 100 м/с.
Все круги поставляются заводами отбалансированными.
Для контрольной проверки поставленных на завод шлифовальных
кругов всю партию осматривают и отбирают 20% кругов (но не менее
10 шт.) для обмера, проверки твердости и дисбаланса.
§ 10. Понятие о режимах
шлифования
Для шлифования заготовки нужно провести подготовительные ра-
боты, заключающиеся в выборе шлифовального круга и режимов шли-
фования, которые обеспечат получение нужных размеров и шерохова-
тости поверхности с наименьшей затратой времени на обработку и на-
именьшей стоимостью шлифования.
Правильно подобранный круг для обработки одной детали может
оказаться не пригодным для другой. Общие рекомендации по выбору
абразивных инструментов для обработки различных материалов при-
ведены в справочниках. Однако при пользовании справочниками
нужно учитывать конкретные условия обработки.
После выбора шлифовального круга необходимо определить, с ка-
кой скоростью должен вращаться круг, двигаться стол станка с де-
талью, а также на какую величину должен подаваться круг для сня-
26
тия последующего слоя материала с заготовки. Все эти величины со-
ставляют одно понятие — режимы шлифования.
Скорость круга ук —- это длина пути, которую прохо-
дит любая точка круга, находящаяся на наибольшем диаметре его
DK за 1 с. За один оборот круга точка пройдет путь, равный длине
окружности лОк, а за пк оборотов круга в минуту —л£)кпк. Если DK
Рис. 9. Схемы способов обработки поверхностей деталей при
плоском шлифовании:
а — периферией круга на станках с прямоугольным столом, б — юр*
цом круга на станках с прямоугольным столом, в — периферией круа
на станках с круглым столом, г — торцом круга на станках с круглым
столом, д — торцами двух кругов на станках с круглым столом, г —
торцами двух кругов одновременно двух торцов детали; икр— скорость
круга, ид — скорость детали, s поперечная подача, st —подача на
глубину
измеряется в миллиметрах, то для получения скорости в метрах нужно
л£>кпк разделить на 1000, если же мк — число оборотов в минуту,
а скорость нужно определить в секунду, то п„ нужно разделить на 60.
Тогда vK = nDKnK/1000-60.
Скорость детали од — скорость перемещения стола с
закрепленной на нем деталью относительно шлифовальной бабки
в м/с. Ее часто называют скоростью изделия. Главным движением пода-
чи называется перемещение детали на станках с прямоугольным сто-
лом. Оно осуществляется при возвратно-поступательном движении
стола (рис. 9, а. б), а на станках с круглым столом — при вращении
стола (рис. 9, в, г, д').
При вращении круглого стола окружная скорость изделия зависит
от расстояния, на котором расположена обрабатываемая поверхность
от оси вращения стола, т. е. от радиуса. На большем радиусе скорость
большая, а на меньшем — меньшая. Поэтому на таких станках прини-
мают среднее значение г»д>ср — скорость изделия, отнесенную к сред-
нему диаметру dup шлифования:
^ПР = (Dn + DB)/2 = DH - kB^
где Оп — наружный (наибольший) диаметр расположения деталей на
столе, мм; DB--внутренний (наименьший) диаметр расположения
деталей на столе, мм; бд — ширина обрабатываемой детали, мм;
k — количество рядов деталей.
В таблицах режимов резания обычно принимают dnp = 0,7DH.
Так как скорость обрабатываемой детали по сравнению со скоро-
стью абразивного круга очень мала, то ее величиной пренебрегают и
скорость абразивного круга принимают за скорость шлифования (ре-
зания).
Глубина резания t — величина припуска в миллимет-
рах, снимаемая кругом за один рабочий ход. Фактическая глубина ре-
зания несколько меньше, чем величина перемещения круга вместе с
бабкой перпендикулярно обрабатываемой поверхности, за счет отжатия
круга и детали под действием усилий резания и износа круга при обра-
ботке.
Поперечная подача snon — это перемещение круга от-
носительно закрепленной детали в миллиметрах за один ход прямоли-
нейно движущегося стола или шлифовальной бабки (см. рис. 9, а)
или за один оборот вращающегося стола в направлении, перпендику-
лярном главному движению подачи и параллельном шлифуемой по-
верхности (см. рис. 9, в).
Поперечная подача необходима для шлифования всей поверхности
обрабатываемой детали, когда размер детали больше ширины круга
при шлифовании периферией круга или диаметра круга при шлифова-
нии торцом круга. При ширине круга большей, чем ширина детали, по-
перечную подачу не производят (см. рис. 9, б,г, б).
После расчета режимов шлифования и соответствующей им наст-
ройке станка можно производить шлифование.
§ 11. Износ и засаливание кругов. Методы
и режимы правки кругов
В процессе снятия стружки режущие грани абразивных зерен за-
тупляются и на них образуются небольшие площадки. Кроме того,
происходит выкрашивание граней абразива. Образование площадок
вместо острых режущих кромок вызвано понижением прочности и твер-
дости абразивных зерен при температурах 1000—1600° С, возникаю-
щих в зоне контакта круга и детали.
На рис. 10, а показано режущее зерно после непродолжительного
времени работы. Вершина зерна округлилась, и сила, требуемая для
28
отделения стружки этим зерном, начинает возрастать. Зерно еще креп-
ко держится в связке, но прочность его недостаточна и оно раскалыва-
ется.
На рис. 10, б у зерна появились две новые вершины и его режущая
способность восстановлена. Сила резания уменьшается и становится
нормальной. Это свойство абразивных зерен восстанавливать свою ре-
жущую способность называется самозатачиванием.
Через некоторое время самозаточившееся зерно вновь притупля-
ется (рис. 10, в)\ одновременно возрастает сила резания. Зерно разру-
шается вторично и начинает нормально резать вновь образовавшими-
ся вершинами.
На рис. 10, г показано зерно после второго разрушения, а на рис.
10, д после третьего притупления. На этот раз высота, на кото-
рую зерно выступает из связки, на-
столько незначительна, что дальнейше-
му дроблению не поддается, но в то же
время связка его удерживает. В резуль-
тате зерно перестает резать и с боль-
шой силой трется об обрабатываемую
поверхность, вызывая прижоги и шли-
а.) й) г) д)
Рис. 10. Схема притупления аб-
разивного зерна
фовочные трещины.
Кроме этого, на износ влияют диффузионные и адгезионные про-
цессы (налипание), протекающие в зоне контакта круга и детали.
Диффузия, т. е. проникновение частиц одного материала в другой,
увеличивается при высоких температурах и при высоком давлении од-
ного тела на другое. Такие условия и возникают в зоне контакта.
Поэтому часть абразива переносится в обрабатываемую поверхность
детали, а часть материала детали переносится в абразивные зерна. На-
липший на зерна абразива материал как бы разделяет зерно, способ-
ствуя разрушению ранее монолитного абразивного зерна.
Диффузионный износ является наибольшим по величине при шлифо-
вании химически сродственных с данным абразивом материалов.
Например, карбид кремния близок по химическому составу сталям,
а не чугунам, поэтому им шлифуют чугуны. Электрокорунды по хи-
мическому составу близки чугунам, поэтому ими н. шлифуют чугуны.
Титановые сплавы следует шлифовать карбидами циркония или
карбидами кремния. При чистовых операциях самозатачивающиеся
круги не могут применяться, так как при самозатачивании они не сох-
раняют свои геометрические размеры, микропрофиль и режущие свой-
ства рабочей поверхности.
Затупление круга определяется по ряду признаков: усилению шу-
ма при шлифовании, усилению вибрации, возрастанию усилий реза-
ния, ухудшению качества поверхности, уменьшению точности формы
детали. Для восстановления режущей способности кругов следует их
периодически править. При правке нужно снимать возможно меньший
слой абразива.
При правке круга после каждой черновой обработки этот слой со-
ставляет 0,02—0,03 мм. Износ круга в процессе шлифования составля-
ет лишь 10—20% от объема, снимаемого при правке круга.
29
При переточках диаметр круга уменьшается. Круг можно исполь-
зовать только до размера, составляющего 0,65 от его первоначального
диаметра.
Продолжительность работы круга между двумя правками называ-
ется стойкостью круга. Высокая стойкость круга помимо экономии
абразивного инструмента сокращает рабочее время, которое затрачи-
вается на процесс правки, а также на наладку станка после правки.
Рис. 11. Правка шлифовальных кругов
Износ зависит от способа правки: наименьший — при правке алмаз-
но-металлическими карандашами и наибольший — при правке метал-
лическими дисками и звездочками.
Шлифовальные круги правят тремя методами: обтачиванием ал-
мазным инструментом (рис. 11, а); обкатыванием при помощи роли-
Рис. 12. Алмазный карандаш
ков (рис. 11, б); шлифованием круга-
ми из карбида кремния (рис. 11, в).
Правка алмазным инструментом.
При правке алмазным инструментом
происходит интенсивное удаление це-
лых зерен и дробление абразивного
материала и связки шлифовального
круга.
Для правки наиболее широко
применяют алмазно-металлические
карандаши, алмазные зерна в оправах, алмазные пластины и ролики.
Алмазно-металлические карандаши представляют собой стальную
или медную вставку /, в которой крепятся алмазы малых размеров
специальной связкой. Вставка запрессовывается в стальную оправу 2
(рис. _12). В карандашах алмазы могут располагаться слоями (тип С),
цепочкой вдоль оси (тип Ц) и неориентированно (тип Н).
В пределах каждого типа карандаши разделяются на марки в зави-
симости от массы и количества алмазов, размеров вставки и оправы.
Карандаши должны жестко крепиться в приспособлении. Алмаз-
ные зерна в оправах являются однолезвийными правящими инстру-
ментами. Для рационального использования алмазов и повышения
качества правки карандаши следует устанавливать с наклоном в сто-
рону вращения шлифовального круга под углом 10—15°. При
30
этом рабочая кромка алмаза должна находиться на уровне линии цент-
ров или ниже ее на 1—2 мм.
Для обеспечения равномерного износа алмаза и образования новых
режущих кромок алмаз с оправкой нужно периодически поворачи-
вать. Выполняется эта операция при помощи поворотных индексирую-
щих головок конструкции
ВНИИалмаз (рис. 13).
Правятся шлифоваль-
ные круги алмазным ин-
струментом при большой
скорости круга, что обес-
печивает большую произ-
водительность и высокое
качество поверхности кру-
га. Продольная подача ин-
струмента направлена па-
раллельно оси круга при
правке цилиндрической по-
верхности круга и перпен-
дикулярно оси вращения
шлифовального круга при
правке торцовой поверхно-
сти. При правке фасонной
поверхности продольная
подача инструмента на-
правлена вдоль образую-
щей рабочей поверхности
круга.
Алмазы крепятся в оп-
Рис. 13. Способы установки (а, б, в) индекси-
рующей головки с алмазной оправкой на
станках
равках (рис. 14).
Для правки кругов используют технические алмазы. Чем больше
диаметр круга и выше его зернистость и твердость, тем больше по раз-
меру должен быть применяемый для правки алмаз.
Рис. 14. Способы крепления алмаза в оправках:
d — навинчиванием колпачка 6 — то же. с пружинным
поджимом, в — зажимом между двумя планками, г —
припоем, за счет усадки припоя после его охлаждения
Например, для правки круга на керамической связке диаметром
200 мм, зернистости 40 и твердости СМ2 величина зерна должна быть
не менее 0,3 кар. Для круга той же характеристики диаметром 500 мм
требуется алмаз 0,75 кар.
31
Державка для правки кругов с 4—8 алмазами показана на рис. 15.
Алмазы располагают так, чтобы они выступали один относительно
другого на определенную величину. Поэтому за один рабочий ход каж-
дый алмаз снимает свой слой абразива. Таким образом сокращают
время на правку. Державку с алмазом (рис. 15, а) следует устанавли-
вать под углом 7—15°.
Алмазные пластинки применяют для правки профильных кругов
при врезном шлифовании (рис. 15, б).
Рис. 15. Державки для правки кругов;
а — с несколькими алмазами; / — корпус, 2 — верхняя крышка
с делениями для фиксации кулачкового валика; 3 — кулач-
ковый валик для выдвижения любой пластины. 4 — два винта
для закрепления пластин, 5 — алмазы в пластине (4—8 шт ),
6 — пластины (4 шт.); б — схема правки круга алмазной пла-
стинкой
Металлическая пластинка покрыта алмазным слоем толщиной 0,5—
—2 мм. Пластинки устанавливают в горизонтальной плоскости по
центру и под углом 8—10° к направлению перемещения ее.
Пластинка работает до полного износа алмазоносного слоя. Так
как в правке одновременно участвует много алмазных зерен, то время
на правку сокращается до 50%, расходы — до 40%, поверхность кру-
га получается менее шероховатой.
Режимы правки кругов алмазным инструментом: $прод = 0,05 ч-
Ч- 0,35 м/мин или 0,05ч-0,2 мм/об, $поп = 0,02 ч- 0,05 мм/ход при чер-
новых переходах и 0,005—0,01 мм/ход при чистовых переходах. С ука-
занными поперечными подачами правку производят за 1—2 рабочих
хода и за 1—2 рабочих хода без поперечной подачи.
Шлифовальные круги правят алмазным инструментом в следую-
щих случаях: при шлифовании до шероховатости 1,25 и ниже с жест-
кими допусками на точность формы и размеров; при отделочном шлифо-
вании детали для достижения шероховатости 0,08—0,04 и точности
выше 5-го квалитета; при зернистости кругов 50—25 и ниже на ке-
рамической связке, применяемой для шлифования периферией круга,
и на бакелитовой связке — для шлифования торцом круга. Перед
правкой шлифовальный круг должен быть тщательно отбалансирован.
Если правка осуществляется с охлаждением, то охлаждающая жид-
кость должна подаваться непрерывно, иначе на кристалле алмаза мо-
32
гут образоваться трещины, и тщательно очищаться от загрязнений
частицами абразива и металла, так как загрязненная жидкость сокра-
щает стойкость круга. Править круги без охлаждения надо с переры-
вами, чтобы алмазный инструмент мог охладиться на воздухе. Перед
началом правки необходимо проверить крепление приспособления на
станке и алмазного инструмента в приспособлении. После правки сле-
дует очистить правящие приспособления от абразивных частиц.
При правке алмазный инструмент следует подводить к поверхности
круга очень осторожно. Обычно алмаз подводят к поверхности круга в
середине его высоты (ширины) и как можно ближе к рабочей поверхно-
сти, а затем включают продольную подачу.
Правку кругов алмазозаменителями (безалмазная правка) про-
изводят методом обкатывания и применяют для кругов, которыми вы-
полняют предварительные, получистовые, и некоторые чистовые опе-
рации, когда требования к точности обработки не выше 6-го квалите-
та, а к шероховатости поверхности не выше 0,63. Безалмазная прав-
ка обеспечивает более быстрый съем абразива, чем алмазная.
Правка обкатыванием. Правку производят в приспособлении, в
котором могут быть установлены цельные диски из твердого сплава
(тип А) или сборные (тип Б) из зерен твердого сплава на латунной
связке марки Л62 или Л68, или круги из карбида кремния черного
на керамической связке.
Диски или круги крепят на осях, которые вращаются в подшип-
никах. Приспособление подводят к периферии шлифовального круга,
прижимают к нему диски с радиальным усилием в несколько килограм-
мов, и диски вращаются вместе с кругом. При обкатывании круга очень
твердым диском абразивные зерна дробятся и выкрашиваются.
Правящие инструменты крепят в малогабаритных, среднегабарит-
ных и крупногабаритных державках.
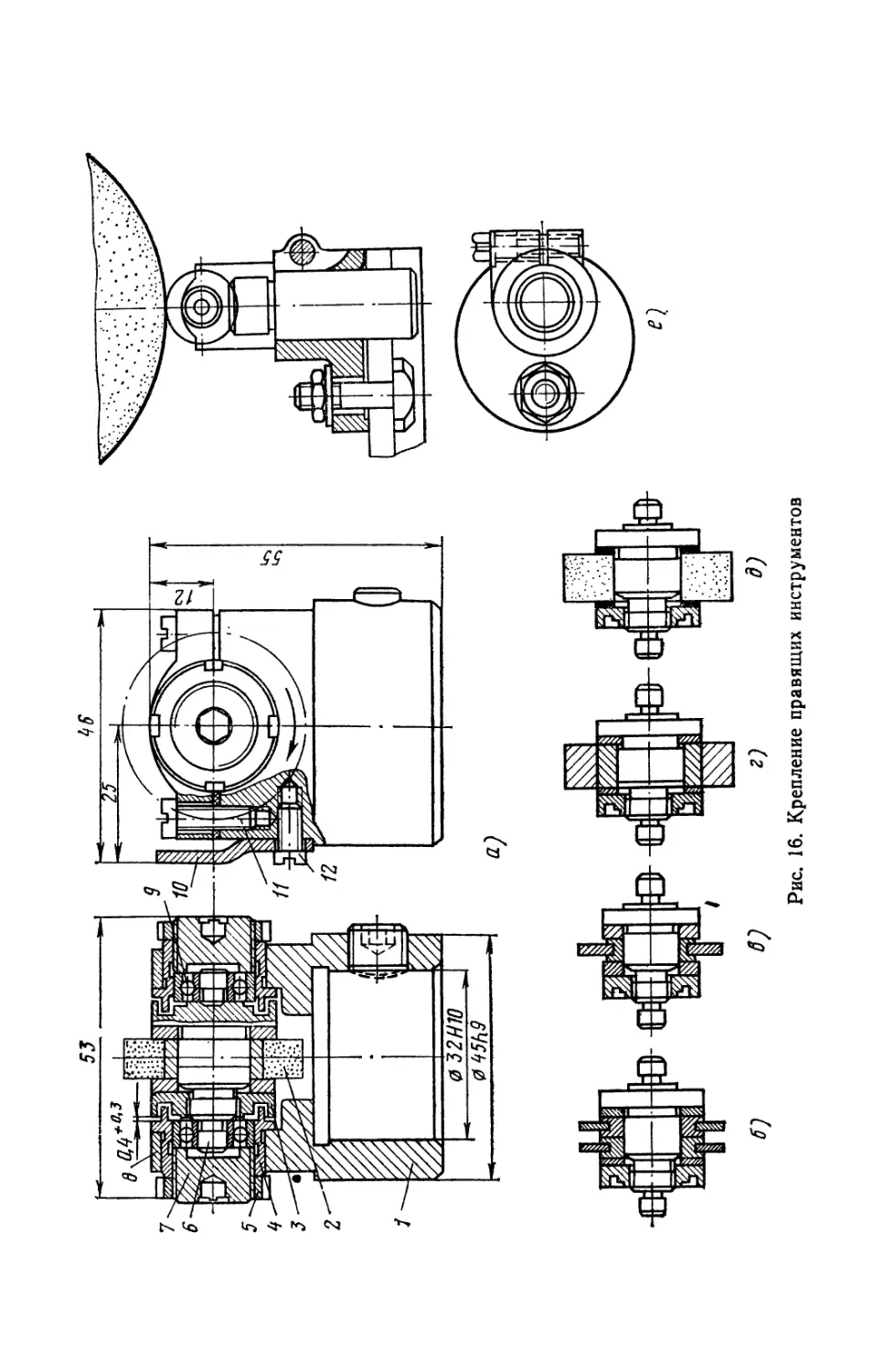
Среднегабаритная державка ДО-40 (рис. 16, а) состоит из корпуса 1
с крышкой, правящего узла, регулировочных деталей и щита.
Диски и круг 2 правящего узла вращаются на оси 6 и крепятся
гайкой 5. Ось установлена в подшипниках 9, вмонтированных в ста-
каны 4. Правящий узел крепится к корпусу / крышками 8 и винтами
11, Подшипники регулируются винтами 7, которые предохраняются
от самоотвинчивания гайками 5. Кожух 10, закрепленный винтами 12,
служит для предохранения разбрызгивания охлаждающей жидкости.
Державки ДО-40 применяются для правки кругов диаметром до
300 мм, они комплектуются различными правящими инструментами
(рис. 16, б—д).
Для* кругов диаметром 300 мм и выше применяется крупногабарит-
ная державка ДО-75, конструкция которой аналогична ДО-40.
При правке приспособление устанавливают на магнитную плиту
станка или закрепляют в пазах стола (рис. 16, е). Оправка, вставлен-
ная в отверстие корпуса приспособления, должна располагаться на оп-
ределенной высоте в зависимости от высоты шлифуемой детали. Прав-
ка твердосплавными дисками производится с $прод = 0,2 4- 0,7 м/мин
и Snon = 0,03 4-0,05 мм/ход. Число рабочих ходов без поперечной по-
дачи 2—3.
2 Зак. 1070
33
Рис. 16. Крепление правящих инструментов
Правка шлифованием. Правку производят очень твердыми круга-
ми из карбида кремния черного на керамической связке. Этот способ
правки заключается в следующем. Вращающийся круг большой твер-
дости (ВТ или ЧТ), установленный в специальном приспособлении,
подводят к шлифовальному кругу, с его поверхности снимаются и рас-
калываются зерна абразива. Правка производится с $прод = 0,2 4-
4- 0,7 м/мин, snon = 0,02 4- 0,04 мм/ ход. Для правки кругов на плос-
кошлифовальных станках этим способом пользуются редко.
Правку кругов шлифованием и алмазозаменителями производят в
такой последовательности: сообщают вращение кругу и включают по-
дачу охлаждающей жидкости; осторожно подводят державку к кругу
до легкого соприкосновения правящего инструмента с его вращающей-
ся поверхностью; струю охлаждающей жидкости направляют в зону
контакта инструмента с кругом; включают механизм продольной по-
дачи стола и после первого контрольного пробного прохода начинают
правку; выключают подачу охлаждающей жидкости; отводят шлифо-
вальный круг и державку. Рабочая поверхность абразивного круга
имеет ряд отклонений от правильной геометрической формы, напри-
мер конусность, волнистость, бочкообразность, эксцентричность, эл-
липтичность, огранку, неровность рабочей поверхности.
Чтобы круги не имели перечисленных погрешностей при эксплуа-
тации, нужно соблюдать следующие правила правки: устанавливать
инструмент для правки параллельно или перпендикулярно оси шли-
фовального круга; при правке методом обкатки ось правящего диска
устанавливать под углом 5° к оси круга; правящий инструмент кре-
пить в жестком приспособлении, а приспособление жестко крепить на
станке, чтобы не возникали вибрации; пользоваться точным правящим
инструментом; не допускать биения правящего диска или круга на
оправке; следить за состоянием подшипников правящего приспособле-
ния — должны быть точными, без значительных зазоров.
§ 12. Смазочно-охлаждающие жидкости
и способы их подвода
Смазочно-охлаждающие жидкости. Значительную часть теплоты,
образующейся при шлифовании; поглощает охлаждающая жидкость,
подводимая в .зону шлифования.
Применение эмульсий позволяет уменьшить образование тепла за
счет смазывающего действия при резании.
Правильно подобранная смазочно-охлаждающая жидкость (СОЖ)
повышает качество шлифуемой поверхности и увеличивает стойкость
круга. Кроме того, СОЖ отводит стружку и абразивную пыль из зоны
шлифования и со стола станка, создавая гигиенические условия труда
и увеличивая срок службы станка, так как абразивная пыль не попа-
дает на направляющие и подшипники, очищает поры круга от пыли и
стружки, сохраняя режущую способность круга и уменьшая количе-
ство его правок. Применение СОЖ позволяет использовать более твер-
дые круги.
2*
35
При шлифовании конструкционной и машиноподелочной стали при-
меняют СОЖ разных составов: 1) 1%-ный раствор кальцинирован-
ной соды и 0,15%-ный нитрита натрия; 2%-ный водный раствор мыль-
ного порошка и 3—10%-ный эмульсола; 1%-ный раствор триэтанола-
мина и 0,3%-ный нитрита натрия; 2) 3,5%-ный водный раствор ней-
трального эмульсола на основе олеиновой кислоты; 3) 3%-ный водный
раствор эмульсола НГЛ-205, увеличивающий стойкость кругов и на
один класс повышающий шероховатость обрабатываемой поверхности;
4) 0,2% олеиновой кислоты, 0,5% триэтаноламина, 0,2% нитрита нат-
рия, 6% сульфофрезола, остальное вода для шлифования стали ШХ15,
нержавеющих, жаропрочных и других труднообрабатываемых сталей.
При грубом шлифовании чугунных деталей охлаждение производят
раствором кальцинированной соды, при чистовом — водой с добавле-
нием масла и концентратом ТУН в соотношении 1 ч. ТУН на 3 ч. во-
ды. Для шлифования направляющих чугунных станин рекомендуется
состав 0,5—0,8% триэтаноламина, 0,1—0,2% нитрита натрия, осталь-
ное вода.
Иногда чугунные и медные детали шлифуют без охлаждения, но в
этих случаях применяют пылеотсосы.
Детали из никеля и его сплавов шлифуют без охлаждения. При
шлифовании без охлаждения следует применять более мягкие круги,
чем при шлифовании с охлаждением, чтобы уменьшить теплообразо-
вание и избежать шлифовочных прижогов.
Для обеспечения хорошего качества шлифования необходимо тща-
тельно очищать охлаждающую жидкость.
Смазочно-охлаждающие жидкости, содержащие масло и воду, слу-
жат питательной средой для различных бактерий. Бактерии вызывают
загнивание и разложение эмульсии. Для предотвращения этого яв-
ления и продления срока годности эмульсии применяют различные
добавки к ней. Хорошие результаты дает вводимый в эмульсию по
рошок гексахлорофена в 5 %-ном водном растворе каустической соды.
Перед употреблением необходимо проверять состав и свойства СОЖ.
Способы подвода СОЖ. Смазочно-охлаждающая жидкость подается
в зону шлифования по трубопроводу под определенным давлением спе-
циальным насосом, имеющимся на станке. Жидкость в зоне обработки
подводится несколькими способами:
1) по патрубку. Этот способ является наиболее распространенным.
Специальные заслонки патрубка должны предотвращать обильное
разбрызгивание СОЖ. Патрубок должен быть наклонен под углом 15°
к горизонту, чтобы струя СОЖ подавалась до зоны контакта круга
и изделия. Из-за пористости круга, неровностей его поверхности и
большой скорости круг нагнетает большое количество воздуха, за-
трудняющее попадание СОЖ в зону шлифования.
Ширина заслонок подбирается так, чтобы струя жидкости покры-
вала высоту круга. Количество подаваемой СОЖ для станков обычной
точности рекомендуется 0,8—1,0 л/мин на 1 мм высоты круга, для
станков повышенной точности 1,2—1,5 л/мин на 1 мм высоты круга.
К насадкам придается устройство, сообщающее струе СОЖ ультразву-
ковые колебания. За счет того, что колебательные движения передают
36
жидкости импульсы энергии, пузырьки воздуха, имеющиеся в жид-
кости, расширяются и сжимаются (кавитация). Встречая на своем пути
препятствия (поверхность круга), пузырьки лопаются. При этом про-
исходит воздействие на поверхность круга, заключающееся в отрыве
от поверхности микроскопических частиц. Это явление приводит к то-
му, что из пор круга вырывается металлическая стружка, уносимая
жидкостью;
2) распылением — охлаждение туманом. Применяется метод подачи
охлаждающей жидкости в виде мелких капелек. Капли, попадая на
нагретую деталь и инструмент, быстро нагреваются и испаряются, от-
Рис. 17. Инжекторное устройство для охлаждения распы-
ленной жидкостью:
1 — инжектор, 2 — игла, 3 — бачок с эмульсией, 4 — трубка с фильт-
ром, 5 — регулятор давления воздуха, 6 — кран, 7 — сопло-инжектор,
8 — шлифуемая деталь
бирая у детали и инструмента очень большое количество тепла. Жид-
кость распыляется специальным инжекторным устройством (рис. 17).
При таком способе охлаждения обеспечивается лучшее качество об-
работки поверхности, чем при подводе жидкости по патрубку.
Для обеспечения гигиенических условий труда применяют устрой-
ства, отсасывающие влагу;
3) через поры шлифовального круга. От гидронасоса (рис. 18)
охлаждающая жидкость подается шлангом в патрубок 6 и конусную
насадку /. Через осевые 3 и радиальные 4 каналы, расположенные во
фланце 2, охлаждающая жидкость попадает во внутреннюю полость
шлифовального круга 5. Радиальные каналы расположены в шахмат-
ном порядке и каждый канал соединен с отдельным осевым каналом.
Под действием центробежных сил жидкость проходит сквозь поры
круга на периферию и разбрызгивается по радиусу круга.
Охлаждающая жидкость перед подачей в зону шлифования очи-
щается от частиц металла и абразива в трех отстойниках: в первом
и втором отстойниках оседают крупные частицы, в третьем — очень
малые частицы.
Через поры круга охлаждаются круги из электрокорунда и кар-
бида кремния на керамической связке зернистостью 50—12. При
таком охлаждени и число правок кругов уменьшается, а стойкость уве-
37
личивается в 1,5—3 раза по сравнению со способом охлаждения через
патрубок.
4) СОЖ подается под давлением на рабочую поверхность шлифо-
вального круга вне зоны резания через одно или несколько сопл
(рис. 19). Струи СОЖ, обладающие большой кинетической энергией,
легко пробивают воздушный поток, окружающий шлифовальный круг,
и с определенной силой воздействуют на рабочую поверхность круга,
очищая его поры и абразивные зерна от частиц металла и отходов шли-
Рис. 18. Подача СОЖ
через поры круга
Рис. 19. Подача СО>К струйно-
напорным методом:
/ — сопло, 2 — круг, 3 — кожух, 4 —
шлифуемая деталь, 5 — патрубок
фования. Рабочая поверхность круга смачивается СОЖ, и за время
прохождения абразивными зернами дуги, соответствующей централь-
ному углу р, на них образуются смазочные пленки эффективной тол-
щины.
В процессе шлифования можно использовать одновременно два
метода подачи охлаждения: через поры шлифовального круга и по-
средством патрубка.
Иногда через наружный патрубок подают водный раствор, а через
поры круга — масло для снижения трения в зоне шлифювания.
В цехах, где сконцентрировано большое количество станков, ра-
ботающих с охлаждающей жидкостью одинакового состава, исполь-
зуются централизованные системы охлаждения. Такая система со-
стоит из мощного насоса, резервуара соответствующей емкости,
подающего трубопровода с ответвлениями к станкам, отводящей си-
стемы и отстойника для сбора использованной жидкости.
§ 13. Правила ухода за станком
Головными институтами Минстанкопрома (ЭНИМСом и др.) раз-
работаны нормы регламентированного (планового) обслуживания обо-
рудования слесарями, электриками и другими ремонтными рабочими,
обеспечивающими его надежную работу.
38
Разработана система методов и средств, применяемых для опре-
деления технического состояния машин без их разборки, называемая
технической диагностикой, чтобы своевременно выявлять необходимость
в ремонте. Данные по производительности, точности, жесткости, вибро-
устойчивости шлифовальных станков, полученные при технической
диагностике, сравниваются с нормами ГОСТ 8—71; 7035—75; 273—67;
26—71; 14—71; 10600—74, и при их определенных отклонениях ста-
нок ставится в ремонт.
Время бесперебойной длительной работы оборудования зависит и
от качественного ухода за станком.
Плоскошлифовальные станки работают в тяжелых условиях, осо-
бенно когда шлифование производят без охлаждения. Чрезвычайно
важно,чтобы шлифовщик содержал станок в чистоте, тщательно сле-
дил за смазкой шпинделя, стола, за исправностью гидравлической
системы.
До начала работы необходимо вытереть смазку со стола и других
не покрытых защитной краской частей станка.
Для обеспечения безопасности в работе все ограждения и кожухи
должны быть прочными и надежно закреплены на станке.
Станок необходимо смазывать согласно инструкции по обслужива-
нию смазочной системы.
По маслоуказателям необходимо контролировать наличие в резер-
вуаре масла или смазочной смеси, заливать масло во все масленки и сма-
зочные отверстия.
Во время работы нужно следить за температурой подшипников
шпинделя шлифовальной бабки. Нагрев подшипников не должен пре-
вышать 50—60° С. Причиной нагрева может быть излишняя затяжка
подшипников, недостаточная их смазка или неправильно выбранный
режим шлифования.
Не допускается вибрация в узлах станка. Причиной вибрации мо-
жет быть плохая балансировка шлифовального круга, увеличенный
зазор в подшипниках шлифовального шпинделя, неисправность ремен-
ной передачи.
Регулярно, раз в два-три месяца, нужно производить генеральную
чистку станка и проверять систему охлаждения. Если охлаждающая
жидкость вызывает ржавление станка или деталей, то в нее следует
ввести нитрит натрия, кальцинированную соду, тринатрийфосфат
или сменить жидкость. Жидкость сменяют также в том случае, если она
начинает неприятно пахнуть или раздражает руки рабочего. Во из-
бежание коррозии охлаждающая жидкость, находящаяся в станке, на
котором более недели не работали, должна быть проверена перед пу-
ском станка. Не реже одного раза в смену необходимо удалять из от-
стойного бака накопившийся шлам.
Станок необходимо ежедневно тщательно убирать, при этом следует
очищать кожух шлифовального круга; протирать направляющие
колонки и слегка смазывать их минеральным маслом; протирать из-
мерительные приборы, если они установлены на станке; промывать
прибор правки круга; промывать магнитную плиту и стол, слегка
смазывать их минеральным маслом; очищать изнутри кожух стола;
39
очищать все каналы слива охлаждающей жидкости; протирать махо-
вик, лимб, рукоятки, таблички и пульт управления.
Один раз в неделю нужно очищать сетки вентиляционных отверстий
шлифовальной бабки и протирать весь станок, чтобы удалить пыль
и влагу.
Контрольные вопросы
1. Как снимает стружку с заготовки шлифовальный круг?
2. Что обозначают буквы и цифры в маркировке кругов: 23А50СМ16К,
63С25СМ14К ПП 400X63X125 35 м/с?
3 Чем следует руководствоваться при выборе круга для шлифования дета-
ли ?
4. Какие связки применяют при изготовлении шлифовальных кругов?
5. Какую структуру круга следует выбирать для шлифования сырых и за-
каленных сталей?
6 Какую зернистость следует выбирать для чистового и чернового шлифо-
вания?
7. Расскажите основные правила ухода за станком,
Глава II
Способы и приемы
обработки деталей
на плоскошлифовальных станках
§ 14. Установка и закрепление шлифовальных
кругов на шпинделе
Шлифовальный круг следует устанавливать на посадочные места
шпинделя или посадочные буртики зажимных фланцев без натяга,
с некоторым зазором. Один из методов закрепления круга, работаю-
щего периферией, показан на рис. 20.
Размеры фланцев для закрепления круга — строго определенные
(нормализованы) и приводятся в справочниках. Нормализация флан-
цев позволила обеспечить их размеры, удовлетворяющие условиям
безопасной работы круга на станке.
На рис. 21 показаны способы крепления кругов, предназначенных
для плоского шлифования торцом. На рис. 21, а показано крепление
круга ЧЦ. Круг / зажимается между фланцами 2 и 3 винтом 4. На
кольцо 5, которое обеспечивает дополнительное крепление круга, на-
вернута гайка 6. По мере износа круга кольцо 5 перемещают вверх и
закрепляют винтами и гайкой 6.
Способ крепления кругов типа К показан на рис. 21, б. Шлифо-
вальный круг / крепится винтами 6 с помощью конусных сегментов 7
в стальном патроне 2, который в свою очередь закреплен на коническом
конце шпинделя 3 болтом 4. При срабатывании круга его выдвигают
из патрона. Винты 8 стопорят фланец 5 в нужном положении.
40
2
Рис. 20. Установка круга на оправке для
балансировки:
1 — картонные прокладки, 2 — грузик., 3 — кре-
пежный винт, 4 и 5 — фланцы. 6 — конусная оп-
равка, 7 — кольцевой паз, 8 — шлифовальный круг
i)
Рис. 21. Крепление кругов для торцового шли-
фования:
а —• типа ЧЦ, б — типа К
Крепление сегментов в круги показано на рис. 22. Восемь сегмен-
тов 1 прижимаются в прокладке 3 (рис. 22, а), расположенной в корпусе
шлифовальной головки. Зажимы 2 закрепляют сразу два сегмента.
После крепления сегментов рабочие торцы их правят так, чтобы торцы
находились в одной плоскости. Крепление новых сегментов / показано
на рис. 22, б. Сегментные круги имеют ряд достоинств по сравнению со
сплошными кругами: а) возможность замены поломанного сегмента
новым; б) обеспечение лучших условий шлифования по сравнению
с кольцевыми или чашечными кругами вследствие прерывистой зоны
Рис. 22. Способы крепления сегментов в шлифовальные круги
резания. При этом интенсифицируется подвод охлаждающей жидкости
и удаление стружки и абразивной пыли; в) возможность обработки до
почти полного износа сегментов.
На рис. 22, в показано.крепление сегмента, изношенного до поло-
вины высоты. В головку устанавливают прокладку 4, к которой
торцами соприкасаются сегменты перед их креплением. При еще боль*
шем износе сегментов в гнезде шлифовальной головки вставляют дер-
жавки 5 и в них закрепляют сегменты (рис. 22, г).
§ 15, Крепление и балансировка
шлифовального круга
Прежде чем установить фланцы с закрепленным между ними кру-
гом на шпиндель станка, собранный узел надо отбалансировать, т. е.
добиться, чтобы общий центр тяжести круга и фланцев был на оси
вращения.
42
Балансируют круги на специальном станке (рис. 23). В процессе
балансировки выявляют неуравновешенность круга и устраняют ее.
Перед балансировкой круг очищают от грязи и опилок и вниматель-
но осматривают. Круги с трещинами не балансируют, а бракуют.
Если диаметр отверстия больше диаметра оправки, то поверхность
отверстия может быть наращена специальной массой, причем толщина
массы при диаметре отверстия более 50 мм — до 5 мм. Наращивание
выполняют специально подготовленные рабочие.
Рис. 23. Балансировочные станки:
а —с опорами в виде валиков: 1, 3 —валики, 2 — шлифовальный круг на оправкез
о — с опорами в виде дисков: 1, 3 — диски, 2 — шлифовальный круг на оправке
Круги балансируют за несколько приемов. Вначале балансируют
новый круг на цилиндрической оправке, укладываемой на опоры балан-
сировочного станка. Станки бывают с опорами в виде валиков, призм
и дисков.
Оправка для балансирования круга приведена на рис. 20. Круг
8 с насаженной конусной оправкой 6 вращается на направляющих
станка для балансировки. Чтобы на результаты испытаний не сказы
вался наклон направляющих, горизонтальность их тщательно регу-
лируют и контролируют уровнем. На фланце 4 круга имеется кольцевой
паз 7, в котором перемещаются три грузика 2. Оправку кладут на
опоры балансировочного станка и слегка поворачивают. При наличии
неуравновешенной массы в какой-то части круга он повернется так,
что эта масса окажется внизу, под осью вращения. Нижнюю точку
круга отмечают мелом и проводят мелом прямую, соединяющую
эту точку с центром. Затем круг поворачивают на 90° (отмеченная ли-
ния становится горизонтальной) и отпускают его. Из-за наличия не-
уравновешенной массы круг повернется отмеченной точкой вниз.
Вновь нужно отметить мелом положение вертикального радиуса.
Так повторяют трижды и затем находят среднее положение трех отме-
43
ценных точек. Это положение и будет уравновешиваться грузиками,
место расположения которых отмечают мелом противоположно най-
денному положению неуравновешенной массы. Перемещая грузики
по кольцевому пазу, добиваются такого положения, чтобы при любом
повороте круга на небольшой угол, круг не возвращался в исходное
положение, т. е. уравновешивают круг. На вращение круга с оправкой
влияет трение между оправкой и опорами. Поэтому смещение центра
тяжести примерно равно коэффициенту трения.
Отбалансированный круг крепят на шпинделе плоскошлифоваль-
ного станка и подвергают первой правке—-придаюткругу правильную
геометрическую форму. После этого первоначальная балансировка
нарушается, так как при правке круга снимается неравномерный слой
абразива. Затем круг снимают со станка и повторно тщательно балан-
сируют. После второй балансировки круг окончательно правят, за-
тем используют для работы. При высоких требованиях к шерохова-
тости поверхности обрабатываемых деталей круги балансируют более
двух раз. Балансировку круга можно выполнять и на самом станке,
не снимая круг. Балансировка круга на станке обеспечивает большую
точность, чем вне станка. Поэтому современные станки снабжаются
специальными балансировочными устройствами.
В процессе шлифования диаметр круга постепенно уменьшается
и его уравновешенность может нарушиться, поэтому при уменьшении
диаметра круга на 50—60 мм его надо заново балансировать.
В соответствии с требованиями стандарта все шлифовальные кру-
ги до отправки в цех испытывают на прочность на специальных станках,
обеспечивающих окружную скорость вращения, в 1,5 раза превышаю-
щую рабочую.
§ 16. Установка и закрепление деталей
на плоскошлифовальных
станках
Плоскошлифовальные станки снабжены магнитными плитами
(рис. 24), на которых обрабатываемые детали закрепляют с помощью
электромагнита или постоянного магнита. Детали из немагнитных ма-
териалов устанавливают и закрепляют в специальных приспособле-
ниях с механическим, гидравлическим, пневматическим и другими
приводами, т. е. устройствами, приводящими зажимы в действие. На
магнитной плите очень часто устанавливают упорный угольник, ко-
торый прикрепляют к продольной стороне плиты. Угольник шлифуют
так, чтобы длинная сторона его была параллельна продольному ходу
станка и перпендикулярна плоскости магнитной плиты. По угольнику
устанавливают обрабатываемые детали.
При шлифовании плоскости, которая должна быть перпендикуляр-
на двум другим параллельным плоскостям, деталь зажимают в лекаль-
ных тисках. Однако тиски не всегда обеспечивают требуемую перпен-
дикулярность шлифуемых плоскостей. Например, если между корпусом
тисков и подвижной губкой имеется зазор, то деталь при зажиме можно
перекосить.
44
Для обработки перпендикулярных сторон с большой точностью
применяют чугунные или стальные упорные угольники (рис. 25) раз-
личных размеров.
Для шлифования наклонных участков деталей,расположенных к ба-
зовым поверхностям под углами 15, 30, 45, 60 и 759, используют уг-
Рис. 24. Магнитная плита с закрепленной деталью:
/ — плита, 2 — деталь
ловые магнитные призмы (рис. 26, в) и в комплекте с ними перевод-
ники (рис. 26, а, б), имеющие соответствующие углы.
С помощью магнитных призм прямоугольного сечения устанавли-
вают детали с уступами, затрудняющими закрепление детали на
основной плите. Призмы пред-
охраняют магнитную плиту от
царапин, забоин и быстрого из-
а)
Рис. 26. Переводники (а, б), угловые
магнитные призмы (в)
Рис. 25. Упорный угольник
45
носа и, следовательно, исключают необходимость частого шлифования
самой плиты. При шлифовании партии одинаковых деталей в призмах
часто делают пазы (гнезда), соответствующие профилю детали.
Магнитные призмы представляют собой набор чередующихся сталь-
ных и латунных или алюминиевых пластин, соединенных медными
Рис. 27. Магнитные плиты и делительное приспособление:
а — синусная для шлифования наклонных плоскостей, б — поворотная для шлифования по-
верхностей под разными углами, в — плиты-угольники, г — делительное приспособление для
шлифования многогранников
шпильками или заклепками. Магнитные призмы должны быть и^о-
товлены таким образом, чтобы торцы пластин прилегали к полюсам
магнитной плиты.
Для обработки деталей с наклонными плоскостями, а также для
расширения технологических возможностей плоскошлифовальных
станков применяют магнитные синусные плиты (рис. 27, а), поворотные
магнитные плиты (рис. 27, б) и магнитные плиты-угольники (рис. 27, в).
При шлифовании многогранных деталей применяют различные
приспособления с делительными дисками, синусные делительные
головки и делительные головки с червячной передачей.
Одна из простейших конструкций делительного приспособления
для шлифования многогранников показана на рис. 27, г.
46
На основании 1 установлены бабки 2 и 3, между центрами которых
крепится шлифуемая деталь. На шпиндель передней бабки насажен
делительный диск 4. который во время шлифования закрепляется фик-
сатором 5.
§ 17. Подготовка и настройка плоскошлифовального
станка
Подготовку к работе на станке рабочий начинает с приведения в
порядок рабочего места. Нужно аккуратно расположить на тумбоч-
ке вспомогательные и измерительные инструменты, технологическую
документацию, на стеллаже — заготовки. Перед пуском станка про-
веряют его исправность и готовность к работе, т. е. наличие масла в
системе смазки (уровень масла в гидробаке должен быть между двумя
рисками маслоуказателя), наличие СОЖ в системе подачи (кратко-
временным пуском насосов вхолостую), исправность ограждений круга
и стола, заземление станка. Проверяют магнитную плиту или магнит-
ный стол. Следует проверить марку круга, установленного на станке,
в соответствии с технологической картой обработки детали и при не-
обходимости заменить круг. Перед установкой круг нужно проверить
для обнаружения трещин или раковин на нем. Круг крепят с помощью
динамометрического ключа. Круг должен быть предварительно испы-
тан на прочность и отбалансирован. Для наладки станка на обработку
заданной детали необходимо проверить, перекрывает ли деталь два
полюса магнитной плиты и закрепляется ли деталь на плите (столе)
после включения плиты (стола). Если на магнитной плите (столе)
имеются забоины, то ее следует прошлифовать. После шлифования
поверхность плиты должна быть тусклой, без следов прожога. Уста-
навливают упоры переключения хода прямоугольного стола так, чтобы
перемещение круга вхолостую по длине обрабатываемых деталей было
не более 20—30 мм, а упоры, ограничивающие перемещение шлифо-
вальной бабки по ширине обрабатываемых деталей, — на величину
1 : 3 высоты круга. Затем устанавливают рукоятку гидропривода
стола на нужную скорость, задают число двойных ходов стола, уста-
навливают величину подачи на врезание и поперечной подачи шлифо-
вальной бабки, настраивают устройство для активного контроля.
§ 18. Шлифование периферией
круга
При шлифовании периферией круг, вращаясь с большой скоростью
вокруг своей оси, осуществляет резание" цилиндрической поверх-
ностью.
Существует три способа плоского шлифования периферией круга:
без поперечной подачи (рис. 28, а), с большой подачей на глубину и ма-
лой поперечной подачей (рис. 28, б), с малой подачей на глубину и боль-
шой поперечной подачей, доходящей до 3/4 ширины круга (рис. 28, в).
Шлифование без поперечной подачи применяют для обработки раз-
личных планок, ширина которых меньше ширины круга, и особенно в
тех случаях, когда шлифуемая плоскость ограничена с обоих боков
47
буртиками, не позволяющими производить поперечную подачу. Этот
способ малопроизводителен, так как круг изнашивается неравномер-
но и требует частой и относительно длительной правки. Этим способом
трудно обработать поверхность достаточно точно.
При шлифовании с большой подачей на глубину и малой поперечной
подачей зерна, расположенные ближе к торцам круга, испытывают
значительную нагрузку, в результате чего эти зерна быстрее выкра-
шиваются, и круг изнашивается на конус.
Наибольшее распространение получил третий способ шлифова-
ния — с малой подачей на глубину и большой поперечной подачей.
Рис. 28. Способы шлифования периферией круга
В некоторых случаях этот способ шлифования является единственно
возможным, например при обработке тонких закаленных деталей.
Для увеличения производительности ширину круга выбирают до
100—150 мм и соответственно подачу на один ход стола — 70—100 мм.
Дуга контакта при плоском периферийном шлифовании значитель-
но меньше, чем при торцовом. Обработка требует сравнительно не-
больших усилий резания, что особенно важно при прецизионном шли-
фовании деталей недостаточной жесткости, и сопровождается незна-
чительным выделением тепла, что позволяет шлифовать закаленные
детали, не опасаясь их отпуска, и обрабатывать тонкие детали с мень-
шей вероятностью прижога.
При периферийном шлифований на станках с прямолинейно дви-
жущимся столом следы обработки имеют форму прямых параллель-
ных линий, а на станках с вращающимся столом —спиралей с малым
шагом.
§ 19. Шлифование торцо/г
круга
При обработке плоскостей торцом круга скорость вращения зерен
колеблется от максимума у периферии круга до нуля в его центре,
поэтому при шлифовании торцом применяют кольцевые, чашечные,
тарельчатые и сегментные круги»
48
Если ось круга перпендикулярна плоскости стола станка (рис. 29, я),
то деталь шлифуется одновременно почти всеми зернами, которые рас-
положены на его торце. В этом случае возникают значительные усилия
резания, возрастает концентрация выделяющегося тепла и может по-
явиться прижог. При работе по этой схеме на детали образуется харак-
терный сетчатый рисунок. Чтобы этого не произошло, необходимо ось
шпинделя отклонять от вертикали на угол 2—3°. Угол наклона шпин-
деля должен быть минимальным: с увеличением угла наклона шпин-
а) Ъ)
Рис. 29. Шлифование торцом круга
деля шлифуемая поверхность приобретает вогнутость. Обычно шпин-
дель наклоняют так, чтобы на шлифуемой поверхности образовались
штрихи (рис. 29, б).
Для уменьшения длины дуги контакта круга с обрабатываемой
деталью следует шлифовать детали сегментными кругами (см. рис. 22).
При шлифовании сегментными кругами улучшается подвод охлаждаю-
щей жидкости в зону резания и отвод отходов шлифования.
Торцовое шлифование является очень производительным, так как
ширину поверхности обрабатываемой детали можно полностью пере-
крыть кругом.
§ 20. Шлифование типовых поверхностей
и деталей на плоскошлифовальных станках.
Контроль деталей
Самым простым способом плоского шлифования является обработка
прямолинейных поверхностей, образующих при своем пересечении
различные углы.
При шлифовании прямолинейных поверхностей сначала шлифуют
базовые опорные плоскости, которыми детали затем устанавливают на
магнитной плите станка или закрепляют в приспособлении. От этих
поверхностей производят основные замеры.
Прямоугольную деталь (рис. 30, а) шлифуют в такой последова-
тельности. Деталь устанавливают на магнитную плиту станка самой
49
широкой стороной А в продольном направлении. Столу сообщают воз-
вратно-поступательное движение. Затем шлифовальный круг посте-
пенно подводят к обрабатываемой поверхности (до появления искр).
Не изменяя скорости движения стола, вручную или автоматически че-
рез всю поверхность шлифуемой детали осуществляют поперечную
подачу. После этого стол вручную возвращают в исходное положение.
Установив соответствующую глубину резания для первого хода,
включают автоматическую поперечную подачу.
После окончательной обработки первой плоскости до заданной
шероховатости деталь поворачивают и шлифуют вторую параллель-
Рис. 30. Типовые детали,еобрабатываемые на плоскошлифовальных стан-
ках:
а — прямоугольная, б — угольник; в — с открытым пазом, г — с уступом, д — с не*
симметричными углами, е — с углом и пазом, ж — с трапецеидальными впадинами
ную плоскость на размер В, Затем шлифуют длинную плоскость,
расположенную перпендикулярно двум первоначально обработанным
плоскостям. Для этого деталь зажимают в лекальных тисках и шли-
фуют третью плоскость так же, как и первую. Если лекальные тиски
не обеспечивают требуемой перпендикулярности,- деталь прижимают
шлифованной поверхностью к плоскости угольника и закрепляют па-
раллельными струбцинами. Для шлифования четвертой плоскости
деталь устанавливают на магнитную плиту третьей плоскостью.
Торцовые плоскости шлифуют в таком же порядке, как и боковые,
с той лишь разницей, что перпендикулярность установки контролируют
по двум смежным обработанным плоскостям.
Угольник (рис. 30, б) шлифуют в такой последовательности. Сна-
чала на магнитной плите шлифуют на размер параллельные плоскости
2 и 6. После этого деталь устанавливают, как и в первом случае, в ле-
кальных тисках или крепят струбцинами к угольнику и шлифуют
плоскость 1. Затем деталь устанавливают на магнитную плиту пло-
скостью 1 и прижимают плоскостью 6 к установочному угольнику.
Периферией круга при вертикальной подаче шлифуют плоскость 5
до размера А и торцом при горизонтальной подаче стола шлифуют
плоскость 4 до размера В, Последней шлифуют плоскость 5,
50
Наружные плоскости открытого
как и в первых двух случаях. Для
ливают плоскостью 2 на магнитную
паза (рис. 30, в) шлифуют так же,
шлифования паза деталь устанав-
плиту и прижимают плоскостью 1
к установочному угольнику.
Боковые плоскости паза шлифуют торцами круга, а дно — пери-
ферией. Однако этот способ не обеспечивает высокий класс шерохо-
ватости, а часто и требуемой точности. Это происходит потому, что
лимб поперечной подачи стола на плоскошлифовальном станке не имеет
точных делений (обычно цена деления 0,05—0,1 мм).
В некоторых случаях используют измерительный штифт индикатора,
который приставляют к боковой части станка и наблюдают за его стрел-
кой, таким образом делают более точ-
ный отсчет.
Если при шлифовании паза шлифо-
вальный круг имеет осевой люфт в
шпинделе, то при входе в паз и выходе
из него круг смещается в осевом направ-
лении и не обеспечивает одинакового
размера по всей длине паза. Поэтому
прямые пазы, которые должны иметь
высокую точность и шероховатость
0,63—0,32 шлифуют следующими спо-
собами. После обработки наружных
поверхностей деталь 2 устанавливают в
магнитную призму 3 под углом 45° и
шлифуют последовательно боковые сто-
роны паза заправленным под 45° шли-
фовальным кругом 1 (рис. 31). При та-
Рис. 31. Схема шлифования
прямых пазов с помощью маг-
нитной призмы, шлифовальным
кругом, профилированным под
45°
ком способе шлифования боковые стороны паза обрабатывают не
торцами, а периферией круга, что повышает класс шероховатости.
Другим преимуществом этого способа является то, что врезание круга
производится лимбом вертикальной подачи, у которого цена деления
0.01 мм. Кроме того, так как шлифуемая поверхность паза в процессе
обработки повернута на 45°, шлифовальный круг при опускании на
0,01 мм снимает по ширине поверхности слой 0,007 мм, что позволяет
обрабатывать пазы с большой точностью.
Детали с уступом в средней части (см. рис. 30, г) необходимо шли-
фовать в такой последовательности. Деталь устанавливают на две
магнитные призмы одинаковой высоты так, чтобы уступы находились
между ними, и шлифуют «как чисто» плоскость 2. После этого деталь
прижимают плоскостью 2 к угольнику, закрепляют струбцинами и шли-
фуют плоскость 3. Затем деталь устанавливают плоскостью 3 на маг-
нитную плиту и шлифуют «как чисто» плоскость 1.
После обработки наружных базовых плоскостей деталь устанав-
ливают плоскостью 2 на магнитную плиту, прижимают к направляю-
щему угольнику и шлифуют торцом круга боковые стороны уступа
до размера tn, периферией — прилегающие к нему поверхности 4 и 6
до размера И, выдерживая симметричность расположения оси уступа
к боковым сторонам в пределах половины припуска на окончательное
51
шлифование плоскостей 1 и 3. Затем плоскости 1 и 3 шлифуют до нуж-
ного размера симметрично оси выступа и окончательно шлифуют пло-
скость 5.
Плоскости, наклоненные под различными углами, шлифуют чаще
всего периферией цилиндрического круга. Для этого деталь устанав-
ливают на синусной линейке и магнитной плите, поворачивают синус-
ную линейку при помощи блока концевых плиток на заданный угол а
и шлифуют с продольной и поперечной подачами.
При большой ширине наклонной поверхности синусную линейку
устанавливают вдоль магнитной плиты. Если же ширина наклонной
поверхности сравнительно небольшая, то ее располагают поперек
магнитной плиты.
Для шлифования плоскостей под углом а, равным 15, 30, 45, 60
и 75°, детали устанавливают в угловые магнитные призмы.
Если ширина наклонной поверхности меньше ширины шлифоваль-
ного круга, то обработку ведут кругом, установленным под соответ-
ствующим углом. Однако этот способ непроизводителен, так как тре-
бует значительного времени на профилирование круга.
Несколько наклонных плоскостей шлифуют последовательно, с
переналадкой синусной линейки на каждую плоскость.
Детали с двумя внешними несимметричными углами (см. рис. 30 д),
шлифуют так. На магнитную плиту устанавливают деталь и шлифуют
на требуемый размер плоскости 4 и 6, После этого деталь шлифован-
ными плоскостями зажимают в лекальных тисках, которые помещают
на синусную линейку с магнитной плитой. Набирают соответствующий
блок концевых плиток, поворачивают синусную линейку на угол 90° — 0
(в данном случае на 15°) и шлифуют плоскость 5 «как чисто». Затем
деталь устанавливают плоскостью 6 на синусную магнитную плиту,
поворачивают последнюю на угол а = 45е и шлифуют плоскость так,
чтобы ребра детали были параллельны.
Шлифование производится с продольной и поперечной подачами
до получения размера а. Размер а контролируют при помощи двух
роликов или инструментального микроскопа.
При шлифовании призмы с углом а = 90° и пазом а (см. рис. 30; е)
сначала обрабатывают наружные базовые поверхности, добиваясь
параллельности и перпендикулярности сторон. Затем деталь прижи-
мают к установочному угольнику и притягивают к плите магнитом.
В первую очередь шлифуют параллельный паз шириной а. Для
этого выбирают шлифовальный круг шириной менее а, на обеих тор-
цовых сторонах его делают поднутрение по направлению от наружного
диаметра к посадочному отверстию.
Стенки паза обрабатывают обоими торцами круга, а дно—перифе-
рией. После этого призму устанавливают опорной поверхностью на
синусную магнитную плиту, которую поворачивают на угол а/2 и
торцом тарелочного круга в ней шлифуют вперекидку стороны острого
угла.
Для получения более чистой поверхности при обработке несколь-
ких призм шлифование плоскостей, находящихся под углом а, про-
изводится не торцам прямого круга, а кругом, профилированным на
52
угол специальным приспособлением. Симметричность внутреннего
угла боковым сторонам проверяют по валику, вставленному в призму.
У деталей с тремя трапецеидальными впадинами,расположенными
под углом 90° (см. рис. 30, ж), сначала шлифуют все четыре стороны
до размеров,указанных на чертеже, а затем профиль впадин. Впадины
можно шлифовать двумя способами: раздельно каждую по плоскостям,
образующим профиль, или сразу всю впадину профилированным
кругом.
При раздельном шлифовании элементов профиля деталь устанав-
ливают на синусную магнитную плиту, которую поворачивают на
угол 45°, и поочередно шлифуют наклонные параллельные стороны,
затем деталь поворачивают и шлифуют противоположные стороны впа-
дин. После этого шлифуют горизонтальные участки впадин. Если ось
средней впадины совпадает с осью симметрии детали, а обе боковые
впадины равно удалены от ее краев, то для упрощения измерения обра-
ботку профиля на синусной магнитной плите ведут следующим об-
разом. Вначале шлифуют то одну, то другую боковые стороны цент-
ральной впадины, далее также обрабатывают боковые впадины, а за-
тем на магнитной плите шлифуют средние прямые участки впадин.
§ 21. Шлифование плоских поверхностей
крупных корпусных деталей.
Контроль деталей
Плоские поверхности имеют станины, корпусные и другие детали
металлорежущих станков и машин. Большинство этих деталей слож-
ной конфигурации. Для успешного шлифования таких деталей необ-
ходимо правильно определить последовательность их обработки, уста-
новки и выверки. Обработка таких деталей затрудняется из-за недо-
статочной жесткости их и деформации под действием массы,'усилий
резания, зажима, а также вызываемых нагревом при обработке. При-
пуск, снимаемый при шлифовании, составляет десятые доли милли-
метра, поэтому установка корпусных деталей и станин является одной
из самых ответственных операций.
Положение станины регулируют при помощи башмаков (рис. 32, а)
или клиньев (рис. 32, б), которые подкладывают под основание. Очень
удобно устанавливать станины на болты-домкраты (рис. 32, в). Для
этого в отверстиях под болты нарезают резьбу. Вывинчивая или за-
винчивая болты-домкраты, станину поднимают или опускают.
Детали, имеющие значительную длину, а иногда и ширину (столы
фрезерных, строгальных и шлифовальных станков), устанавливают
при помощи универсальных стоек с винтовым или клиновым регулиро-
ванием как в вертикальной, так и в горизонтальной плоскостях.
Стол 1 станка (рис. 33, а) устанавливают не на опоры, а на сплош-
ные базовые плоскости в виде подкладных плит 2.
Столы длиной 2 м при достаточной жесткости устанавливают на
четыре опорные точки; при установке столов длиной свыше 2 м число
опорных точек увеличивается до шести.
53
При этом три опоры неподвижные (основные) определяют поло-
жение горизонтальной плоскости, а остальные—подвижные. Они под-
водятся к поверхности стола после установки его на основные опоры
и служат дополнительными опорами, чтобы в процессе шлифования не
происходил прогиб стола.
Нежесткие детали, например чугунные каретки станков, длинные
станины испытывают растягивающие и сжимающие напряжения под
действием собственной массы. Такие детали желательно устанавливать
Рис. 32. Регулировка положения станины станка при плоском
шлифовании:
а — при помощи башмаков, б — клиньями, в — болтами-домкратами;
/ — подошва станины, 2 — башмак, 3 — клин, 4 — болт-домкрат, б —
накладка
так, чтобы их металл не испытывал напряжений,_т. е. был нейтральным.
Прием достижения нейтрального состояния называют методом выверки
станин и кареток в нейтральное положение. При выверке каретку
устанавливают на три основные опоры, четвертую опору доводят до
соприкосновения с поверхностью каретки, а затем ее поднимают на
0,05—0,07 мм.
Правильность установки станин (рис. 33, б) выверяют индикатором,
зажатым в одном из суппортов. Сначала выверку производят в верти-
кальной плоскости, для чего стол перемещают относительно инди-
катора плоской направляющей 7. После того как выверят вертикальную
плоскость с точностью до 0,02—0,03 мм, бабку 1 с индикатором пере-
мещают таким образом, чтобы измерительный штифт последнего упи-
рался в одну из наклонных плоскостей V-образных направляющих 8.
Перемещая стол вдоль V-образной направляющей, выверяют установку
54
станины в горизонтальной плоскости. Чтобы при этом не нарушить
положение детали в вертикальной плоскости, станину оставляют не-
подвижной, а перемещают стойку 2 по плите 3 при помощи винтов 4.
Если необходимо выверить деталь по второй вертикальной пло-
скости, перпендикулярной направлению движения каретки, то на
плоскую и V-образную направляющие ставят мостик 5 и, перемещая
бабку о индикатором по направляющим траверсы 6, определяют, на-
б)
Рис. 33. Установка стола станка (а) и станины (б)
сколько направляющие станины непараллельны направлению движения
шлифовальных бабок по траверсе. После выверки рабочие поверхности
станин, столов и т. п. шлифуют для получения необходимой точности.
Широкие направляющие плоскости обрабатывают разными спо-
собами. Обдирочное шлифование целесообразно производить сегмент-
ным кругом 24А80-50СМ1-СМ2 на бакелитовой связке. Шлифовальную
головку слегка наклоняют, чтобы круг резал одной стороной. При
наклоне шлифовальной головки круг соприкасается с обрабатываемой
деталью не всей торцовой поверхностью, поэтому он медленнее тупится,
а деталь меньше нагревается, что очень важно, так как при обдирке
снимается основной припуск и возможна деформация детали.
Для предварительной операции предпочтительно применять кру-
ги форм ЧК и ЧЦ 22А80, обладающие невысокой твердостью и рабо-
55
тающие с самозатачиванием, что облегчает резание и уменьшает тепло-
образование. Для обдирочного шлифования чугунных незакаленных
направляющих применяют скорость детали 10—12 м/мин и глубину
резания 0,05 мм. Чугунные закаленные направляющие шлифуют при
черновых переходах с глубиной резания 0,02—0,03 мм.
Чистовое шлифование чугунных незакаленных направляющих
станин ведут с продольной подачей 6 м/мин и глубиной шлифования
0,02 мм/дв. ход, а на последних ходах величину продольной подачи сни-
О)
Рис. 34. Шлифование плоских и призматических направляю-
щих
жают до 2 м/мин. Шлифование до прекращения искры (выхаживания)
осуществляют на скорости 2 м/мин без подачи на глубину резания.
Закаленные чугунные направляющие шлифуются о глубиной шлифо-
вания 0,01 мм/дв. ход.
Станины и столы, направляющие поверхности которых представляют
собой сочетание плоскости с призмой, обрабатываются в определенной
последовательности. Толщина металла у плоской направляющей на-
много меньше, чем у призматической, поэтому плоская направляющая
нагревается быстрее. Чтобы не перегреть деталь, вначале шлифуют
предварительно плоскую направляющую 3 и окончательно одну из
сторон 1 призмы (рис. 34, а), затем обрабатывают другую сторону 2
призмы, а когда плоская направляющая 3 остынет, ее снова шлифуют
окончательно. Более рациональный способ — одновременная обработка
обеих направляющих двумя кругами (рис. 34, б), один из которых имеет
больший диаметр. Двумя кругами шлифуют призму тогда, когда пло-
ская направляющая нагрета и ее необходимо охладить. При такой тех-
нологии легче получить требуемую точность и сократить время обра-
ботки.
56
Одновременно двумя кругами обрабатывают и направляющую в
виде двух призм. Каждую из них шлифуют по граням / и 2, а затем
шпиндели переносят на грани 3 и 4 (рис. 34, в). Если сначала одновре-
менно обрабатывать грани 1 и 4. а затем раздельно грани 2 и 3, удов-
летворительных результатов не получится, так как нагрев и дефор-
мация не дают возможности выдержать первоначальное расстояние
между гранями 1 и 4 и эти грани приходится шлифовать вторично.
В промышленности применяют продольношлифовальные станки,
снабженные кроме основных шпинделей дополнительными головками,
с помощью которых можно одновременно шлифовать весь профиль
Рис. 35. Шлифование профиля направляющих станин:
а — дополнительными головками, б — фасонными шлифовальными кругами
направляющих (рис. 35, а). Прогрессивным является также шлифо-
вание профиля направляющих станков фасонными шлифовальными
кругами (рис. 35, б).
Контроль станин. Поверхности направляющих станин после шли-
фования проверяют на прямолинейность, плоскостность, взаимное
расположение и шероховатость.
Контроль прямолинейности в продольном и поперечном направ-
лениях и плоскостности производят различными способами в зависи-
мости от размеров направляющих и требований по точности.
Направляющие станин станков средних размеров общего назначе-
ния можно проверять по уровню и контрольной линейке.
С помощью уровня проверяют прямолинейность и плоскостность.
Проверку производят перемещением уровня по всей длине направля-
ющей с одного участка на другой и измерением отклонений.
Проверку направляющих станин при помощи контрольных линеек
можно вести различными способами. Простейшим способом является
контроль накладыванием линейки, покрытой краской. Однако при
этом нельзя определить числовое значение отклонений. Кроме того, на
точность измерения влияет прогиб линейки под действием собственной
массы. Этот способ контроля целесообразно применять для поверх-
ностей небольшой длины (до 1—2 м).
Проверку направляющих контрольной линейкой 4 и индикатором 3
(рис. 36) можно производить в продольном и поперечном направле-
ниях. Для проведения измерений контрольную линейку устанавливают
57
параллельно проверяемой поверхности /ив соприкосновение с линей-
кой приводят индикатор. При перемещении индикатора по контроли-
руемой поверхности его наконечник, касаясь линейки, указывает
величину отклонений от прямолинейности. При этом необходимо учи-
тывать прогиб контрольной линейки под действием собственной массы.
Линейка 4 устанавливается на регулируемые опоры 2 так, чтобы пока-
зания индикатора на концах ли-
нейки были одинаковыми. Регули-
руемые опоры устанавливают в
точках, удаленных от концов ли-
нейки на 2/9 ее длины. При этом
прогибы линейки в середине и на
концах примерно одинаковы.
При проверке контрольной ли-
нейкой и щупом под нижнюю пло-
скость контрольной линейки, уста-
новленную на горизонтальную плоскость станины, как в продольном,
Рис. 36. Схема контроля прямолиней-
ности и плоскостности при помощи
контрольной линейки и индикатора
так и в поперечном направлении, вводят щуп.
Проверку выполняют в нескольких местах, через каждые 100—
150 мм. Этот способ применяют для контроля сравнительно небольших
по длине поверхностей.
Рис. 37. Индикатор с уровнем
Направляющие станин крупных тяжелых станков проверяют по
индикатору с помощью уровня, гидростатическим способом и опти-
ческими средствами.
Индикатор с уровнем (рис.37) имеет корпус, представляющий собой
трубу /, опирающуюся на две опоры. Первая опора 2 — жесткая,
рабочая поверхность ее имеет цилиндрическую форму, вторая опора 3—
самоцентрирующаяся круглая с плоской рабочей поверхностью.
Опора 3 закрепляется на трубе при помощи кронштейна и может
перемещаться по ней и таким образом изменять длину базы в пределах
400—600 мм. На трубе укреплен уровень 4, предназначенный для уста-
новки прибора в горизонтальном положении. Опора 3 запрессована
в подшипник, укрепленный в головке 5, соединенной с микрометри-
58
ческим винтом 6. Величина перемещения винта 6 отсчитывается по
индикатору 7, измерительный стержень которого упирается в торец
винта6.
Прибор устанавливают в исходное положение на контролируемой
станине. Вращая головку 5 с накаткой, устанавливают уровень 4
в нулевое положение; шкалу индикатора также устанавливают в нуле-
вое положение. Затем прибор переставляют по станине через определен-
ные интервалы. По показаниям индикатора определяют отклонение от
прямолинейности. Этот способ проверки несложен, достаточно точен
и не требует особой наладки.
Наиболее простым способом проверки прямолинейности и плоскост-
ности V-образных направляющих станин длиной 10 м и более является
гидростатическая проверка по уровню свободно налитой воды, ибо она
является эталоном горизонтальной плоскости. Штатив с микроско-
пической головкой или индикатором перемещается по разным участкам
плоскости. Конец индикатора или микроскопического винта приводится
в соприкосновение с поверхностью воды, определяемой на глаз, либо
замыканием электрического тока. По разности отсчета головки или
индикатора судят о неплоскостности. Погрешность метода составляет
0,01.
Имеются и другие методы проверки плоскостности и прямолиней-
ности станин на станкостроительных заводах, например коллима-
ционный метод.
Коллимационный и автоколлимационный методы контроля прямо-
линейности и плоскостности заключаются в том, что профиль проверяе-
мой поверхности сравнивается с лучом света, который распространяется
прямолинейно и поэтому может быть принят за исходную прямую.
Коллиматор — это оптический прибор, состоящий из источника света
и объектива с нанесенной на нем сеткой штрихов (шкалой), располо-
женной в фокальной плоскости. Коллиматор устанавливают на про-
веряемой поверхности детали. На неподвижной стойке устанавливают
зрительную трубу, в которую поступает пучок света от коллиматора.
В зрительной трубе находится объектив со шкалой штрихов для оп-
ределения положения пучка света. Коллиматор передвигают по
поверхности детали. Если поверхность прямолинейна, то пучок света
не отклоняется от своего первоначального положения. Если поверх-
ность не прямолинейна, то пучок света сместится относительно опти-
ческой оси зрительной и на шкале появится новое положение пучка
света. Зная фокусное расстояние зрительной трубы f и величину сме-
щения пучка света е по шкале объектива трубы, определяют угол на-
клона а по формуле: а = е//.
При автоколлимационном методе автоколлиматор устанавливают
на стойке неподвижно, а на измеряемой плоскости устанавливают,пло-
ское зеркало. Из автоколлиматора выходит луч, попадающий на
зеркало, и проходит на отсчетную шкалу, расположенную в фокаль-
ной плоскости окуляра автоколлиматора. Если поверхность не пря-
молинейна, то зеркало отклоняется на угол а, а отраженный от зер-
кала луч возвращается в автоколлиматор под углом 2а. В этом случае
59
угол наклона определяют по формуле: а = е/2Д т. е. автоколлима-
ционный метод в 2 раза точнее коллимационного.
Проверку прямолинейности осуществляют два контролера. Один
перемещает зеркало, другой производит отсчет величины е по шкале
автоколлиматора. Проверка плоскостности аналогична проверке пря-
молинейности, но измерение производится по пяти сечениям проверя-
емой плоскости.
§ 22. Шлифование тонких деталей
В ряде случаев тонкие детали деформируются при предваритель-
ной обработке или закалке. Такие детали, устанавливаемые на магнит-
ную плиту для плоского шлифования, притягиваются плитой и выпрям-
Рис. 38. Приспособление для закрепления планок при шлифовании
ляются. Прошлифованные в таком положении детали сохраняют пло-
скостность, пока находятся под действием магнитных потоков. После
снятия со станка детали вновь принимают искривленную форму. Кро-
ме того, если толщина детали незначительна, она сильнее прогревает-
ся, что также вызывает дополнительную деформацию.
Чтобы устранить указанные выше явления, деталь следует при шли-
фовании несколько раз переворачивать (если это планка), снимая при
этом небольшие припуски.
Тонкие планки перед шлифованием смазывают слоем масла. Бла-
годаря поверхностной энергии тонкого смазочного слоя шлифуемые
детали присасываются к столу и их можно шлифовать, не включая элек-
тромагнит.
Широко распространено шлифование тонких деталей типа планок
и линеек в специальных приспособлениях (рис. 38).
В корпусе 2 приспособления имеются поперечные пазы 6, в которых
установлены подвижные эксцентриковые зажимы. Эксцентриковый за-
60
жим состоит из эксцентрика 3, пальца 4 и рукоятки 5. Обрабатываемую
деталь 1 крепят в приспособлении поворотом эксцентрика 3 вокруг
оси.
Толщину тонких пластин измеряют универсальными инструмен-
тами (микрометрами, штангенциркулями и т. п.) и калибрами-скобами.
§ 23. Шлифование вогнутых и выпуклых
поверхностей. Профильное шлифование.
Контроль деталей
Вогнутые и выпуклые поверхности шлифуют как профилированным,
так и непрофилированным кругом. Профилированным кругом обра-
батывают поверхности небольших размеров, так как величина шлифу-
емой поверхности ограничивается шириной круга.
Рис. 39. Приспособление для профилирования шлифо-
вального круга по дуге:
1 — гайка, 2 — маховик, 3 — каретка, 4 — угольник, 5 — микро-
метрический винт, 6 — алмаз
Для профилирования шлифовального круга по дуге определенного
радиуса используют специальное приспособление.
Кривизна поверхности дуги, получающаяся при профилировании
круга этим приспособлением, зависит от расстояния между осью
вращения круга и вершиной алмаза, которым ведут обработку. Рас-
стояние устанавливают с помощью набора концевых мер длины.
Большое значение при шлифовании выпуклых и вогнутых поверх-
ностей имеет правильное расположение оси дугового участка по от-
ношению к базовым поверхностям обрабатываемой детали. При уста-
новке шлифуемой детали по отношению к профилированному кругу
необходимо учитывать положение профилирующего приспособления
во время профилирования круга.
Профилирующее приспособление (рис. 39) следует прижать опор-
ной плоскостью к установочному угольнику, прикрепленному к маг-
61
нитной плите, тогда расстояние от оси приспособления до установоч-
ного угольника будет равно расстоянию от угольника до центра про-
филируемой дуговой поверхности. Зная это расстояние, можно при
помощи набора концевых мер длины установить шлифуемую деталь на
магнитной плите так, чтобы ось шлифуемого дугового участка совпада-
ла с осью шлифовального круга.
Например, у детали, показанной на рис. 40, нужно прошлифовать
вогнутую поверхность радиусом R = 10,05 мм с расстоянием от оси
дуги до базовой плоскости 24,72 мм. На приспособлении для профи-
лирования круга расстояние от оси до основания А = 105,29 мм,
а расстояние от оси до боковой
базовой поверхности В — 68,34 мм
(эти значения маркируются на кор-
пусе приспособления).
Если на круге профилируют
выпуклую дугу, то величину уста-
новочного набора концевых мер
длины Н для получения радиуса R
определяют по формуле Н = А — R,
или Н = 105,29—10,05= 95,24 мм.
Для настройки приспособления
его устанавливают на контроль-
ную плиту. При этом гайку 1 (см.
рис. 39) ослабляют и каретку 3 сме-
щают вниз на 10 мм (отсчет произ-
водят по шкале и нониусу) и снова
Рис. 40. Деталь с вогнутой поверх-
ностью.
закрепляют ее положение гайкой.
Набор из концевых плиток величиной 95,24 мм ставят на плиту и на
концевые плитки кладут лекальную линейку так, чтобы свободный
конец ее находился над вершиной алмаза 6. Вращая микрометрический
винт 5, алмаз доводят до соприкосновения с лекальной линейкой. На-
строенное таким образом приспособление устанавливают на магнит-
ную плиту станка и прижимают его боковой опорной поверхностью
к треугольнику 4. Продольной подачей подводят алмаз к оси круга,
а поперечной — к его середине.
Установив приспособление в требуемое положение относительно
круга, приводят во вращение круг, поворачивая маховиком 2 каретку
с алмазом в обе стороны (приблизительно на угол 180°). Вертикальной
подачей постепенно опускают круг на алмаз и правят круг до образо-
вания полного профиля. Для экономии алмазов рекомендуется предва-
рительно обработать профиль круга по дуге другим шлифовальным
кругом из карбида кремния.
После окончания профилирования приспособление снимают с маг-
нитной плиты, а на плиту устанавливают обрабатываемую деталь
таким образом, чтобы расстояние от установочного угольника до оси
шлифуемого дугового участка детали было равно 68,34 мм. Для этого
между базовой плоскостью детали и установочным угольником нужно
поместить набор концевых мер, составляющих размер 68,34— 24,72 =
= 43,62 мм.
62
Аналогичным образом профилируют круг и шлифуют поверхности,
ограниченные выпуклой дугой. Однако если профилирование выпук-
лой дуги на круге с центральным углом 180QHe представляет больших
трудностей, то профилирование при помощи алмазов в описанном выше
приспособлении на круге дуги вогнутого профиля с таким централь-
ным углом невозможно. Это объясняется тем, что величина централь-
ного угла вогнутой дуги шлифовального круга ограничивается диа-
метральным размером державки с алмазом.
Наибольший центральный угол у (рис. 41), на который можно про-
филировать круг по вогнутой дуге, определяют так: у == 180Q— 20
Рис. 41. Схема определения
наибольшего центрального
угла при профилировании
вогнутой дуги
Рассматривая треуголь-.
ник АОВ, находим sin 0 =
= (d/2 + tn)IR, где d —
диаметр державки, в ко-
торой закреплен алмаз,
Рис. 42. Схема шли-
фования вогнутым
профилированным
кругом с поворотом
обрабатываемой дета-
ли на 180°
мм; tn — величина зазора между шлифовальным кругом в крайнем
положении и державкой с учетом запаса на выход алмаза (зависит от
расстояния алмаза до державки и величины самого алмаза), мм;
R — радиус профилируемой дуги, мм.
Определив величину угла 20, подставляем ее в уравнение для оп-
ределения у наибольшего центрального угла дуги окружности.
Если нет других возможностей, то выпуклые поверхности с цен-
тральным углом, приближающимся к 180°, шлифуют в два приема
профилированным кругом, при этом обрабатываемую деталь повора-
чивают на 180° (рис. 42).
Чтобы у профиля не изменялся размер, при шлифовании выпуклых
поверхностей профилированным кругом необходимо учитывать ве-
личину зазора в подшипниках станка и подвижных частях профили-
рующих приспособлений. Поэтому при профилировании круга для
обработки вогнутой поверхности берут радиус несколько меньше задан-
ного, а для выпуклой поверхности его несколько увеличивают. Ве-
63
личина «разбивания" профиля при работе на исправных плоскошли-
фовальных станках не превышает 0,01—0,02 мм.
При шлифовании непрофилированным кругом деталь должна по-
ворачиваться так, чтобы ось ее вращения совпадала с осью участка
дуги, которую обрабатывают, а круг постепенно подводят к центру дуги
до тех пор, пока рабочая поверхность его окажется от центра вращения
детали на расстоянии, равном величине заданного радиуса.
Выпуклые дуги шлифуют в центрах любого делительного приспо-
собления.
Контроль вогнутых и выпуклых поверхностей. Контроль радиусов
кривизны деталей может быть осуществлен на проекторе или с помощью
Рис. 43. Контроль радиусов предель-
ными шаблонами
Рис. 44. Схема контроля радиусов
сферических деталей измерением хор-
ды и высоты сегмента
радиусных шаблонов. Во многих случаях могут быть применены для
этой цели стандартные наборы радиусных шаблонов.
Деталь с вогнутым профилем признается годной, если при контроле
шаблоном с наименьшим допустимым радиусом просвет будет наблю-
даться по концам профиля (рис. 43, а) и если при контроле шаблоном
с наибольшим допустимым радиусом просвет будет наблюдаться посе-
редине профиля (рис. 43, в).
При измерении деталей с выпуклым профилем правило наблю-
дения просветов будет обратным (рис. 43, б, г).
Для указанных целей могут применяться три универсальных на-
бора радиусных шаблонов, выпускаемых инструментальной промыш-
ленностью.
Первый набор предназначен для измерения радиусов 1—6,5; вто-
рой — 7—14,5; третий — 15—25 мм.
Каждый набор состоит из 32 шаблонов (16 выпуклых и 16 вогнутых).
Другим распространенным способом является определение радиуса
через хорду и высоту сегмента окружности. Небольшие плоские де-
тали могут быть измерены на инструментальном или универсальном
микроскопе. Исходя из измеренных значений высоты а и соответствую-
щей ей хорды b (рис. 44), радиус R дуги определяется по формуле
R = + 4 я2)/8 а.
Для обеспечения надежности лучше дважды измерять значения а и Ь.
64
Измерение радиусов кривизны дуговых контуров на отдельных
участках криволинейных профилей может осуществляться также по-
средством калиброванных валиков и концевых мер.
На рис. 45, а и б показан подобный способ измерения профиля
большого радиуса кривизны. Изделие устанавливается на калибро-
ванные валики, как указано на рисунке. Валики удерживаются на пли-
те'с помощью соответствующих упоров. Расстояние между валиками
определяется путем измерений по наружным или внутренним образую-
щим цилиндров. Для вы-
пуклых профилей (рис.
45, a) R = L2/8 (2r—h)—h/2.
Для вогнутых профилей
(рис. 45, б) R = L2/8 (2г —
— hf)+ h'/2, где г — радиус
калиброванного валика, h
и hr — размеры блока кон-
цевых мер.
Для ускорения уста-
новки деталей с дуговыми
контурами и калиброван-
ных валиков может быть
применено приспособление,
указанное на рис. 45, в.
В плите 1 приспособления
высверлен ряд отверстий 2,
в которые могут вставлять-
ся гладкие пробки 3.*
Две такие пробки за-
меняют калиброванные ва-
лики, упоминавшиеся ра-
нее. Деталь 4 закрепляется зажимом 5 таким образом, чтобы прове-
ряемая дуга касалась вставленных пробок 3,
С другой стороны пробок прикладывается линейка 6, расстояние
от которой до контролируемого контура проверяется концевой мерой.
Проверяемая деталь 4 может перемещаться относительно пробок.
Таким образом можно обеспечить проверку разных точек профиля
в)
Рис. 45. Контроль радиусов с помощью калиб-
рованных роликов
§ 24. Особенности работы на оптико-шлифовальных
станках с пантографом и экраном
На оптико-шлифовальных станках с экраном шлифование криво-
линейных участков профиля производят до совпадения их изображения
с увеличенным чертежом-шаблоном. При этом обработку криволиней-
ного профиля непрерывно контролируют. Обработка криволинейных
участков профиля на оптико-шлифовальных станках с пантографом
затруднена тем, что ее можно контролировать только по отдельным
точкам при перемещении иглы пантографа по увеличенному чертежу
профиля изделия.
3 Зак, 1070
G5
Оптические профилешлифовальные станки являются универсаль-
ными; они позволяют шлифовать сложные профили круглых и плоских
деталей. Эти станки незаменимы при обработке сложных профилей
небольшого размера, особенно единичных деталей; при этом отпадают
расхбды на изготовление вспомогательного инструмента, а также сокра-
щается производственный цикл изготовления деталей. Однако шлифо-
вание прямолинейных участков значительной длины и профильных де-
талей больших габаритов часто можно более производительно выпол-
нять на плоскошлифовальном станке с горизонтальным шпинделем.
Обработку осуществляют либо непосредственно на магнитной плите
станка, либо на координатном приспособлении.
Профильные детали на оптико-шлифовальных станках шлифуют
с точностью 0,01—0,02 мм с шероховатостью поверхности, обычно
исключающей дальнейшую обработку.
При необходимости ручной пригонки профильной детали можно
предварительно прошлифовать ее на оптико-шлифовальном станке,
оставив припуск 0,015—0,03 мм, и тем самым значительно снизить
трудоемкость операций по ручной пригонке профиля.
Профильное шлифование деталей на оптико-шлифовальных стан-
ках требует от рабочих высокой квалификации.
§ 25. Правила техники безопасности
при плоском шлифовании деталей
Безопасность работы на плоскошлифовальных станках обеспечи-
вается ограждениями круга, а в некоторых случаях и стола.
Для ограждения кругов плоскошлифовальных станков применяют
постоянные защитные кожухи (рис. 46, а).
Защитный О
Рис. 46. Схемы ограждения шлифовальных кругов:
а — для кругов, работающих торцом, б — кожух-отсос для кругов,
работающих периферией (во всех случаях величина А должна быть
минимальной)
Чтобы круг или закрепляющие его детали не соприкасались с внут-
ренними стенками кожуха, между кругом и стенками защитного кожуха
предусматриваются зазоры. Углы раскрытия кожуха и величины за-
зоров устанавливаются ГОСТ 12.2.001—74. Например, максимальный
угол раскрытия защитного кожуха плоскошлифовальных станков,
работающих периферией круга, равен 150°.
66
Ограждения стола препятствуют вылету деталей, повышают сте-
пень безопасности при разрыве круга и защищают работающих от
брызг охлаждающей жидкости.
Шлифовальные станки должны иметь устройства, отсасывающие
абразивную и металлическую пыль. Кожух-отсос (рис. 46, б) состоит
из кожуха / с открывающейся дверцей 2 и устанавливаемого в требуе-
мом положении в зависимости от диаметра круга, фартука-козырь-
ка 3, преграждающего путь потоку пыли, и патрубка 4, к которому при-
соединяется гибкий металлический шланг 5. Шланг подключается
к общей системе отсасывающих воздуховодов в цехе. Рабочий должен
работать в защитных очках и спецодежде.
Защитные очки служат главным образом для защиты органов зре-
ния от механического и теплового воздействия. Применение очков
предупреждает ранение глаз от отлетающей в процессе шлифования
стружки, абразивной пыли, различных металлических осколков,
а также предохраняет от ожогов раскаленными частицами металла.
При работе на металлорежущих станках необходимо соблюдать
правила ношения личной одежды или спецодежды. Для предупреж-
дения захвата одежды вращающимися механизмами станка, приспособ-
лением или обрабатываемой деталью следует строго следить за тем,
чтобы она не имела свободно свисающих концов. Рукава должны плот-
но облегать руку и быть застегнуты на пуговицы. Завязок на одежде
не должно быть, так как их концы могут быть захвачены вращающимися
деталями станка. Блузу следует аккуратно заправлять в брюки
или юбку. Станочник должен работать в головном уборе, под который
убираются волосы.
§ 26. Виды брака и меры его
предупреждения
Детали, подлежащие плоскому шлифованию, до этого прошли
уже несколько операций, поэтому брак на этой стадии особенно неже-
лателен. Шлифовщику необходимо иметь ясное представление о всех
видах возможного брака, причинах, его вызывающих, и уметь вовремя
принять меры, исключающие появление брака. В табл. 4 приведены
основные сведения поэтому вопросу, которые нужно усвоить каждому
шлифовщику.
Контрольные вопросы
1. Каковы технологические особенности плоского шлифования?
2 Как устанавливают шлифовальные круги на шпинделе станков?
3 Какие детали шлифуют ступенчатыми шлифовальными кругами?
4 В каких случаях применяют шлифование торцом круга?
5. В каких случаях применяют шлифование периферией круга?
6. Перечислите методы установки деталей при плоском шлифовании.
7. Составьте схему шлифования прямоугольной и фасонной детали.
8. Каковы особенности шлифования тонких деталей?
9. Какие существуют способы шлифования вогнутых и выпуклых поверхно-
стей?
10. Укажите основные причины брака при работе на плоскошлифовальных
станках и меры борьбы с ними.
3*
67
Причины возникновения
Способы устранения
4. Виды брака при плоском шлифовании
Нарушение заданного размера
Неправильная установка ручной или
автоматической подачи на глубину, что
встречается при работе до упора или по
лимбу
Ошибки измерения нагретой или пере-
охлажденной детали. Последнее имеет
место при использовании охлаждающей
жидкости, температурой ниже темпера-
туры окружающего воздуха
Применение изношенного или невыве-
рениого измерительного инструмента
Периодически проверять детали во
время снятия припуска до достиже-
ния упора или соответствующей рис-
ки на лимбе *
Деталь и измерительный инстру-
мент должны иметь одинаковую тем-
пературу
Проверять измерительный инстру-
мент перед началом работы контроль-
ным инструментом
Занижение
Случайная подача круга на деталь
вместо его отвода
Самопроизвольная подача круга, так
называемое спадание бабки. Появляется
при наличии люфта в гайке механизма
вертикального перемещения или в ре-
зультате отсутствия противовеса, или его
недостаточной величины, слишком жест-
кой подвески противовеса, излишней за-
тянутости планок и клиньев в направля-
ющих вертикального перемещения
Местные «прихваты» круга — неожи-
данное его врезание в деталь с оставле-
нием глубокого (в несколько десятых до-
лей миллиметра) следа. Часто наблюда-
ется при сухом торцовом шлифовании
чашечным кругом без наклона оси бабки
и при шлифовании недостаточно жестких
деталей, которые деформируются — вы-
пучиваются или отгибаются
размера
Отводить круг только тогда, когда
деталь полностью выведена из-под
него
Устранить люфт в гайке подъема,
отрегулировать клинья и планки и по
возможности улучшить систему про-
тивовеса
По возможности работать с охлаж-
дением. Нежесткие детали шлифовать
с особой осторожностью, не форси-
ровать подачу на глубину. Применять
свободно режущие мягкие круги. На-
клонять ось круга на 2—3°. При ра-
боте без охлаждающей жидкости пе-
ред окончательным рабочим ходом
охладить детали
Непараллелъность шлифуемой и базовой поверхностей
Забоины или грязь на зеркале магнит-
ного стола и на базовой поверхности де-
тали. Выпуклость или вогнутость маг-
нитного стола
Выпуклость базовой поверхности дета-
ли
Периодически перешлифовывать
магнитный стол непосредственно на
самом станке, а базовую поверхность
детали зачищать напильником. Маг-
нитную плиту и деталь тщательно
протирать
Исправить базу строганием или
фрезерованием
Неплоскостность шлифуемых поверхностей
Изогнутость тонкой заготовки
Изношенность направляющих станины
прямоугольного стола (выпуклость или
вогнутость)
Заготовку отрихтовать механически
или термически — кипячением под
прессом в растворе едкого натра
Перешабрить или перешлифовать
направляющие
68
Продолжение табл. 4
Причины возникновения
Способы устранения
Непараллельность и неплоскостность шлифуемых
поверхностей
Изношенность направляющих горизон-
тальной шлифовальной бабки или под-
шипника
Изношенность направляющих верти-
кальной шлифовальной бабки, их непа-
раллельность оси круглого стола
Износ подшипника шпинделя
Неправильное закрепление деталей в
зажимном приспособлении (перекос)
или неточность базовых плоскостей при-
способления
Применение чрезмерно мягкого круга
Недостаточный сход круга с детали в
поперечном направлении
Плохая правка, в особенности при
врезном периферийном шлифовании де-
талей более узких, чем ширина круга
Слишком тяжелый режим обработки,
вызывающий чрезмерный нагрев детали
Если направляющие износились, но
прямолинейность не нарушилась, то
достаточно перешлифовать зеркало
стола в соответствии с новым поло-
жением направляющих. Если же они
стали непрямолинейными, то их надо
перешабрить или перешлифовать. За-
менить подшипник
Перешабрить или перешлифовать
направляющие
Заменить подшипник
Правильно закрепить деталь, про-
верить приспособление
Выбрать более твердый круг
Увеличить сход круга до 3/4 его
ширины
Чаще править круг, особенно во
время чистовых рабочих ходов
Изменить режим обработки, приме-
нить обильное охлаждение
Несоблюдение требуемого углового расположения поверхностей
Неточность приспособлений, непра- I Следить за правильной установкой
впльная установка изделий I изделия, проверять приспособления
Прижоги
Неправильный выбор шлифовального
круга (слишком твердый круг)
Недостаточное охлаждение
Слишком большая площадь соприкос-
новения круга и изделия
Чрезмерно интенсивный режим реза-
ния (глубина шлифования и др.)
Сменить круг на более мягкий
Увеличить интенсивность охлажде-
ния
Уменьшить площадь соприкоснове-
ния; при торцовом шлифовании сег-
ментным кругом установить сегмен-
ты через один паз; усилить охлажде-
ние
Изменить режим резания
Трещины на поверхности изделий
Недостаточное охлаждение
Перерывы в подаче охлаждающей
жидкости
Слишком интенсивный режим шлифо-
вания
Высокая твердость круга
Наладить беспрерывное поступле-
ние охлаждающей жидкости и уве-
личить ее количество: ослабить режим
шлифования; сменить круг на более
мягкий
69
Продолжение табл. 4
Причины возникновения
Способы устранения
Грубая обработка (чрезмерная шероховатость поверхности)
Недостаточный припуск
Применение крупнозернистого шлифо-
вального круга
Грубая правка
Недостаточное охлаждение
Недостаточная жесткость станка, не-
уравновешенность вращающихся масс
Чрезмерно интенсивный режим шлифо-
вания (глубина резания и скорость изде-
лия)
Задавать припуск в соответствии с
качеством поверхности после предва-
рительной обработки
Сменить круг на мелкозернистый, а
также, если требуется, на более мяг-
кий или более твердый
Производить более тонкую правку
Усилить охлаждение
Сбалансировать вращающиеся ча-
сти станка, шлифовальный круг и др.
Не производить чистовую обработ-
ку на нежестких, с вибрациями стан-
ках
Уменьшить подачу на врезание,
уменьшить скорость детали
Волнистость поверхности
Изменяющиеся при работе силы реза-
ния из-за неравномерного износа очень
мягкого или твердого круга
Неуравновешенность круга, и нежест-
кость системы
Заменить круг более твердым или
мягким в зависимости от требуемого
Ввести регулярную правку круга и
его балансировку. Чистовые операции
производить только на жестких стан-
ках
Грубые риски
Неравномерность зернистости круга
(засоренность крупным зерном)
Загрязненность охлаждающей жидко-
сти отходами обработки
Неравномерная правка круга
Чрезмерно большие подачи
Сменить круг
Регулярно менять охлаждающую
жидкость, ввести систему ее фильтро-
вания
Улучшить качество правки
Последние ходы производить с
уменьшенными подачами
Неоднородность поверхности
Неоднородность обрабатываемого ма-
териала и его термообработки
Скольжение ремня и грубая сшивка
его
Псплавпое, с толчками движение сто-
ла
Некоторое улучшение достигается,
если последние ходы производить при
пониженной скорости движения сто-
ла
Перешить ремень или заменить
склеенным
Проверить и отрегулировать рабо-
ту гидравлического привода
Дробление
Малая жесткость станка, слабый фун-
дамент, влияние соседних агрегатов
Чистовые работы не производить
на нежестких станках, для таких опе-
раций станки изолировать от вибри-
рующих агрегатов
70
Продолжение табл 4
Причины возникновения
Способы устранения
Люфт в подшипниках шлифовального
шпинделя или недостаточный их натяг
Грубая сшивка ремня
Неплавное движение
Плохое закрепление изделия
Неправильный выбор шлифовального
круга (мягкий круг может «дробить* из-
за неравномерного износа, твердый —
вследствие затупления, а затем и нерав-
номерного износа)
Неправильные режимы шлифования
Сменить или отремонтировать под-
шипники. Нагрев затянутых подшип-
ников не должен превышать 50° С
Перешить ремень или сменить бес-
конечным плетеным или клиновым
Наладить работу гидропривода сто-
ла
Перед началом работы проверить
правильность закрепления изделий
Сменить круг на более мягкий или
более твердый в зависимости от тре-
бований
Уменьшить поперечную подачу и
увеличить глубину резания
Глава III
Элементарные сведения
о технологическом процессе
§ 27. Понятие о производственном
и технологическом процессах
Производственным процессом называют совокупность всех дей-
ствий, в результате которых поступающие на завод материалы и за-
готовки превращаются в готовые изделия.
Технологическим процессом называется часть производственного,
содержащая действия по изменению и последующему определению
состояния предмета производства, т. е. по изменению размеров, формы,
свойств материала, контроля и перемещения детали.
Технологический процесс выполняется на определенном оборудо-
вании с использованием технологической оснастки, состоящей из
приспособлений, т. е. устройств, в которых устанавливаются и за-
крепляются обрабатываемые заготовки, режущих и измерительных
инструментов, устройств для установки и закрепления режущих и из-
мерительных инструментов, называемых вспомогательными инстру-
ментами. устройств, механизирующих и автоматизирующих про-
цессы.
Разрабатывать и выполнять технологический процесс нужно так,
чтобы надежно обеспечивать требования чертежа и технических ус-
ловий на обрабатываемую деталь при наименЫией себестоимости об-
71
рабатываемой детали. Технологический процесс является главной
частью производственного процесса, так как в нем выполняются все
работы по изготовлению заготовок, деталей, их контролю, переме-
щению и сборки деталей в машины.
§ 28. Основные элементы технологического
процесса
Технологический процесс расчленяется на операции, установы,
позиции, переходы, рабочие и вспомогательные ходы и вспомога-
тельные переходы.
Технологической операцией называют законченную часть техноло-
гического процесса, выполняемую на одном рабочем месте и охваты-
вающую все действия рабочего и оборудования, производимые с од-
ной или несколькими одновременно обрабатываемыми деталями. Об-
работку другой детали или другой поверхности в партии одинаковых
деталей считают новой операцией. Например, шлифование одной,
плиты на одном плоскошлифовальном станке с двух сторон выполняют
за одну операцию. Если же шлифуют по одной плите партию плит
сначала с одной стороны, а затем с другой, то при этом выполняются
две операции.
У становом называют часть технологической операции, выполняемой
при неизменном закреплении обрабатываемой заготовки или группы
одновременно обрабатываемых заготовок. Съем детали со станка с по-
следующим закреплением считается новым установом.
Позицией называется фиксированное положение, занимаемое не-
изменно закрепленной обрабатываемой заготовкой совместно с приспо-
соблением относительно инструмента или неподвижной части обору-
дования, для выполнения определенной части операции.
Технологическим переходом называют законченную часть техно-
логической операции, характеризующуюся постоянством применя-
емого инструмента и поверхностей, образуемых обработкой. Следо-
вательно, переход от обработки одной поверхности заготовки к другой
поверхности является следующим переходом.
Рабочий ход — это законченная часть технологического перехода,
состоящая из однократного перемещения инструмента относительно
заготовки, сопровождаемого изменением формы, размеров, шерохо-
ватости или свойств заготовки.
Вспомогательный переход — это законченная часть технологи-
ческой операции, состоящая из действий человека и оборудования
или одного оборудования, которые не сопровождаются изменением
формы, размеров и шероховатости поверхностей, но необходимы для
выполнения технологического перехода (пуск станка, останов станка,
включение подачи и т. д.).
Вспомогательным ходом называют законченную часть техноло-
гического перехода, состоящую из однократного перемещения ин-
струмента относительно заготовки, не сопровождаемого изменением
формы, размеров, шероховатости поверхности или свойств заготовки,
но необходимого для выполнения рабочего хода.
72
§ 29. Понятие о базах. Методы установки
деталей на станках
Рис. 47. Технологические базы:
А — установочная (фиксирующая де-
таль относительно смещения вдоль
оси z и поворота вокруг х и у), Б —
направляющая (фиксирующая деталь
относительно смещения вдоль оси х и
поворота вокруг оси г), В — опорная
(фиксирующая деталь относительно ее
перемещения вдоль оси у)
Базированием называют придание детали или сборочной единице
требуемого положения в пространстве относительно выбранной си-
стемы координат. Например, при шлифовании плоскости, параллель-
ной основанию, нужно установить деталь, так, чтобы плоскость ос-
нования совпала с плоскостью стола плоскошлифовального станка.
Базирование деталей производится с помощью определенных базовых
поверхностей. Для обеспечения постоянного контакта детали с по-
верхностями другой детали в сборочной единице или машине, в при-
способлении, при обработке или из-
мерении необходимо приложить оп-
ределенную силу или момент сил, соз-
дающих силовое замыкание.
Установка детали — это базиро-
вание и закрепление совместно. По
назначению базы классифицируют на
конструкторские, технологические и
измерительные.
Конструкторская база определяет
положение детали в изделии, техно-
логическая база — положение детали
в процессе ее изготовления, измери-
тельная база — положение детали
относительно средств измерения.
В процессе обработки детали ис-
пользуют установочные, направляю-
щие, опорные, двойные направля-
ющие и двойные опорные базы. Уста-
новочная база фиксирует положение
ных поворотов вокруг двух осей и перемещения относительно третьей.
Направляющая база фиксирует положение детали (рис. 47) относи-
тельно возможного поворота вокруг одной оси и перемещения отно-
сительно другой оси.Опорная база фиксирует положение детали
относительно перемещения или поворота вокруг одной оси. Двойная
напра-вляющая база фиксирует положение детали относительно воз-
можных поворотов вокруг двух осей и перемещений относительно этих
же осей. Например, установка детали по цилиндрической базовой
поверхности в призму. Плоская деталь, устанавливаемая основа-
нием на магнитную плиту, и прижимаемая боковой плоскостью к
упорной планке на магнитной плите, базируется на установочной
базе (плоскость основания) и опорной базе (боковой плоскости). Двой-
ная опорная база фиксирует положение детали относительно пере-
мещений вдоль двух осей.
Для получения высокой точности при обработке и измерении де-
тали стремятся совмещать конструкторские и технологические базы.
Например, у корпусных деталей конструктор задает размеры от пло-
скости основания — конструкторская база. Обработка такой детали
детали относительно возмож-
начинается с плоскости основания, чтобы затем остальные поверхности
обрабатывать, устанавливая деталь на плоскость основания, которая
будет технологической установочной базой.
Чтобы любая обрабатываемая деталь из одной партии деталей
занимала одинаковое положение относительно приспособления, ре-
жущего и измерительного инструментов в различных операциях об-
работки и контроля, следует сохранять одни и те же установочные
базы. Детали, обрабатываемые на станке, устанавливают с выверкой
непосредственно на станке, с выверкой по предварительно нанесен-
ным разметочным рискам и в специальном или специализированном
приспособлении.
При малых масштабах производства применение специальных при-
способлений невыгодно и обрабатываемые детали устанавливают не-
посредственно на станках с выверкой. Например, если плоскость обра-
батывают по разметке, то деталь устанавливают на домкратах (или
на регулируемых клиньях), помещенных на столе станка. В нужное
положение деталь устанавливают, приподнимая или опуская ее сто-
роны домкратами. Установочной базой в этом случае являются линии
разметки и деталь выверяют при помощи рейсмуса по линии раз-
метки. Такой способ установки детали требует от рабочего большого
опыта и много времени. Наиболее совершенным способом является
установка деталей в приспособлении, при котором достигается пос-
тоянство положения детали относительно инструментов, т. е. высокая
точность, при малых затратах времени на такую точную установку.
Для установки и закрепления деталей на плоскошлифовальных
станках чаще всего используют электромагнитные и магнитные плиты.
Электромагнитные и магнитные плиты обеспечивают: быстрое за-
крепление и раскрепление детали; прочность закрепления; возможность
одновременного закрепления нескольких деталей; возможность закреп-
ления на магнитной плите других приспособлений; хорошее прилегание
базовой плоскости детали к столу; возможность использования ста-
ционарных плоских и круглых плит, наклоняющихся и поворотных
плоских плит, плит-угольников, которые снабжаются различными
магнитными блоками для крепления деталей с выступами и другой
сложной формы.
Электромагнитная плита (рис. 48) состоит из стального литого или
сварного корпуса /, сердечников 2, катушек 3 и крышки 4. В верхней
части плиты сделано 96 пазов, расположенных в два ряда.С нижней сто-
роны корпуса в эти пазы входят выступы 12 сердечников с зазором
4—5 мм на сторону. На нижнюю часть сердечников надевают катушки
из медного эмалированного провода. Питается катушка через выводную
коробку. Оставшееся в корпусе свободное пространство заливается не-
магнитной массой. Магнитная плита герметизируется для предохра-
нения от попадания на обмотки охлаждающей жидкости.
Магнитные плиты закрепляют в Т-образных пазах столов и шли-
фуют для обеспечения параллельности плоскости зеркала плиты на-
правлению поперечной подачи.
Электромагнитные плиты питаются постоянным током, поэтому
станки снабжены специальными агрегатами, вырабатывающими посто-
74
янный ток, либо выпрямителями, которые преобразуют переменный
ток сети в постоянный.
Чтобы детали не срывались с магнитной плиты в случаях прекраще-
ния подачи тока в обмотки, на станках предусмотрена автоматическая
блокировка. При отключении плиты автоматически выключается пода-
ча и стол останавливается. <
л-л
Рис. 48. Электромагнитная плита
При одновременной обработке на магнитной плите нескольких дета
лей достигаются большая экономия времени и высокая точность разме
ров шлифуемых поверхностей.
1 2
а) б)
Рис. 49. Расположение деталей на магнитной плите:
а — беспорядочное (неправильно), б— в один ряд между упорными плянкями
(правильно)
Обрабатываемые детали нужно располагать на плите так, чтобы их
уместилось возможно больше и чтобы при обработке они не сдвигались
от усилий шлифования (рис. 49). Для увеличения жесткости установ-
ленных на плите деталей часто пользуются упорными планками 1 и 2,
к которым прижимают детали (рис. 49, б).
75
Магнитные плиты с постоянными магнитами (рис. 50) не требуют
специальных установок для питания электротоком.Верхняя часть пли-
ты состоит из железных пластин 1 и 2 с немагнитными прослойками 3
между ними. Сильные постоянные магниты 5 можно перемещать, замы-
кая магнитные силовые линии на железные пластины (рис. 50, я) или
на закрепляемую деталь 4 (рис. 50, б). Перемещают магниты рукоят-
кой 6 (рис. 50, а).
Притяжение деталей к магнитным плитам зависит от степени за-
грузки
плиты,
Рис. 50 Магнитная плита с постоянными маг-
нитами:
1 — общий вид. б — положение магнитов при закреп-
чении деталей, в — положение магнитов при уста-
новке и снятии деталей
размера поверхности детали, соприкасающейся с пли-
той. Длина изделия дол-
жна перекрывать не менее
одной магнитной прослой-
ки, тонкие стальные детали
притягиваются слабее, чем
толстые. На силу притя-
жения влияет также со-
стояние поверхности дета-
ли. Наличие зазоров между
плитой и деталью снижает
силу притяжения.
На электромагнитных и
магнитных плитах закреп-
ляют только стальные и чу-
гунные детали, которые мо-
гут притягиваться магни-
том. К числу немагнитных
относятся детали из меди
и ее сплавов, алюминия,
некоторых нержавеющих
сталей, немагнитного чугу-
на и других материалов.
Если деталь нельзя за-
крепить при помощи маг-
нитных приспособлений,
применяют приспособления
с винтовыми зажимами.
Наиболее распространен-
ными приспособлениями
такого типа являются тис-
ки (рис. 51). На корпусе 2
тисков имеется неподвижная губка 5, кронштейн 6 и направляющие
в виде ласточкиного хвоста или прямоугольника, выполненные за
одно целое с корпусом. В кронштейн 6 запрессовывают гайку для
винта /, который служит для перемещения подвижной губки 3 по на-
правляющим и закрепления детали. В неподвижную губку 5 встав-
ляют мерный штифт 4, служащий базой при измерении длины на-
клонных участков шлифуемого изделия.
Боковые поверхности лекальных тисков изготовляют параллельно
друг другу и перпендикулярно основанию. Зажимные плоскости гу-
76
бок должны быть перпендикулярны боковым поверхностям и осно-
ванию тисков. Для закрепления тисков в основании их сделаны резь-
бовые отверстия. Чаще всего тиски крепят непосредственно на маг-
нитной плите.
Рис, 51. Лекальные тиски
Рис. 52. Установочные планки и плитки:
а — набор плиток и планок, б — установка при помощи планок подкладки, в — установка
при помощи плиток: / — опорные плитки
Высокая точность расположения поверхностей тисков позволяет
шлифовать в них взаимно перпендикулярные поверхности с большой
точностью, не перезакрепляя деталь.
Для установки деталей в одинаковое положение на магнитной пли-
те применяют установочные планки и плитки 1 (рис. 52), которые при-
жимаются в определенном положении к
боковой шлифованной стороне,плиты и
к основанию плиты. При пользовании
такими планками и плитками повышает-
ся надежность крепления деталей к пли-
те. Планки-подкладки должны иметь
одинаковые размеры, чтобы шлифуемая
поверхность располагалась параллельно
верхней плоскости магнитной плиты.
Для шлифования лысок на цилин-
дрических поверхностях применяют
призмы / (рис. 53), на которые уклады-
вают деталь и крепят ее скобами 2 с
прижимными винтами 3. Приспособле-
ние устанавливают на магнитной плите.
Рис. 53. Призмы и струбцины
для установки и закрепления
цилиндрических деталей
77
Для установки деталей под разными углами наклона шлифуемой
поверхности к столу станка применяют различные синусные приспо-
собления.
Синусная линейка (рис. 54, а) состоит из плиты 1 с прикреплен-
ными к ней двумя мерными роликами 2. Плоскость плиты 4 строго па-
Рис. 54. Синусное приспособление:
а—синусная линейка, б—линейка с подставкой, в—схема
для расчета блока плиток к синусной линейке: /— плита,
2 — мерные ролики, 3 — планки, 4 — верхняя плоскость пли-
ты, 5 — полставки
раллельна плоскости, проходящей через оси роликов. Расстояние меж-
ду осями роликов постоянное и называется базой синусной линейки.
Оно проставляется на торце линейки и равно 100 или 200 мм. На плите
устанавливают две планки 3, служащие для упора деталей.
Синусную линейку можно применять в сочетании с угольником или
подставкой (рис. 54, б). При этом один ролик играет роль шарнирного
78
соединения. Плоскости подставки строго параллельны. На верхнюю
плоскость А устанавливают блок мерных плиток, в который упирается
второй ролик. Зная, на какой угол требуется установить деталь по
отношению к плоскости основания, и зная базу L (рис> 54, в), опреде-
ляют высоту блока плиток по соотношению, которое вытекает из
правил тригонометрии ВС = ЛВ-sin a; h = L-sin а.
Пользуясь тригонометрическими таблицами, по углу а находят
значение sin а. Значение гипотенузы АВ равно базе синусной линейки
L (100 или 200 мм).
Пример. Деталь нужно шлифовать под углом а = 30°25'. Базовая длина L =
= 100 мм. Определить высоту блока плиток h.
Решение. Определяем синус данного угла: sin 30°25/ = 0,50628, затем нахо-
дим высоту блока: h = L sin а = 100-0,50628 = 50, 628 мм. После этого под-
бираем блок так, чтобы число плиток в блоке было бы наименьшим.
§ 30. Черновые и чистовые операции и переходы
при шлифовании деталей
Шероховатость и точность при шлифовании зависят главным обра-
зом от глубины шлифования, скорости детали, т.е. продольной подачи
стола станка и поперечной подачи круга или стола, зернистости и твер-
дости, связки и структуры круга, а также от качества его правки и ква-
лификации рабочего.
Для повышения точности и уменьшения шероховатости шлифуе-
мых поверхностей рекомендуют разделять шлифовальные операции н )
черновые и чистовые переходы. При чистовых переходах уменьшают
подачу. Минимальное число черновых рабочих ходов должно обеспе-
чивать уменьшение погрешностей, полученных в результате деформа-
ции при термообработке, а также погрешностей, возникших при
выполнении предыдущих операций.
Количество чистовых рабочих ходов зависит от требований к шеро-
ховатости и точности детали. При повышенных требованиях к шеро-
ховатости поверхности необходимы дополнительные рабочие ходы без
подачи на глубину. Качество шлифования в значительной степени за-
висит от точности шлифовального станка. Поэтому отклонения точнос-
ти шлифовального станка за пределы норм не допускаются. Точность
шлифовальных станков, используемых для выполнения чистовых опе-
раций, должна быть указана в эксплуатационном паспорте станка и га-
рантирована службой главного механика.
§ 31. Технологическая
документация
На рабочее место вместе с заданием поступает технологическая до-
кументация: технологические маршрутные, операционные карты, эс-
кизы, чертежи. Не выполнять требования технологического процесса,
т. е. нарушать технологическую дисциплину недопустимо, так как это
приводит к снижению качества выпускаемой продукции.
79
Рационализаторские предложения по изменению технологического
процесса нужно излагать на специальном бланке. Каждое рационали-
заторское предложение рассматривается на заводе компетентными ли-
цами, и в случае обоснованности внесенного предложения оно прини-
мается к внедрению.
В Советском Союзе инициатива рабочих-рационализаторов всемерно
поощряется, на каждом предприятии существует специальное бюро
рабочего изобретательства (БРИЗ), а также организован Комитет,
осуществляющий руководство изобретательства.
В соответствии с ГОСТ 3.1107—73 установочные и зажимные эле-
менты приспособления показывают условными обозначениями. Уста-
новочные элементы располагают на технологических базах, а зажимные
в месте их соприкосновения с деталью. В табл. 5 показаны эскизы обра-
ботки с условными обозначениями установочных и зажимных элемен-
тов, приводящихся в операционных технологических картах и картах
эскизов. Операционная карта содержит все переходы обработки дета-
ли с указанием приспособлений, режущих и измерительных инстру-
ментов, режимов резания и норм времени. Обработку детали следует
производить соответственно указанным в карте данным. Такую карту
применяют в массовом и серийном производстве.
В маршрутной карте приводится краткое содержание операций, без
указания установок, переходов и режимов резания. В карте указывают-
ся данные по материалу детали, виду и массе заготовки, оборудованию,
технологической оснастке, разряду работы, нормам времени.
Для упрощения работы с технологической документацией произво-
дят ее обозначение — кодирование соответственно ГОСТ 3.1201—74.
Каждый разработанный технологический документ обозначается де-
сятью цифрами по пяти цифр через точку. До цифр в прямоугольнике
указывается код организации разработчика. Первые пять цифр обо-
значают код характеристики документа, вторые пять — порядко-
вый регистрационный номер. В коде характеристики документа пер-
вые две цифры определяют вид технологического документа. Напри-
мер, 10 —маршрутная карта, 20 — карта эскизов, 25 — технологичес-
кая инструкция, 50 — карта технологического процесса, 60 — опера-
ционная карта и т. п. Следующая цифра после первых двух характе-
ризует вид технологического процесса по его организации. Так,
цифра 1 означает единичный, 2 — типовой, 3 — групповой технологи-
ческие процессы или отдельные операции. Последние две цифры харак-
теризуют метод выполнения технологического процесса. Например,
01 — технологический процесс изготовления изделия, 02 — ремонт,
03 — технологический контроль, 10 — литье, 20 — ковка и горячая
штамповка, 40 — механическая обработка, 50 — термическая обра-
ботка, 51 —термообработка с нагревом токами высокой частоты и т. п.
Пример кодирования технологического документа на шлифоваль-
ную операцию: 60240.00126, где 60 — операционная карта, 2 — ти-
повая операция, 40 — механическая обработка, 00126 —порядко-
вый номер операции по книге регистрации технологических докумен-
тов. Код документа указывается в основной надписи каждого техно-
логического документа.
80
5. Условные обозначения
Наименование Обозначение
вид спереди | вид сверху
Штыри, пальцы, пластины /\ -0-
Оправки цилиндрические "МГ ~\/ц
Оправки конические
Опоры призматического типа 0—0
Зажим одиночный (механический) 9 (Е)
Зажим гидравлический t
Зажим пневматический t А
Зажим магнитный и электромагнитный Ф
Шлифование плоскости на станке с магнит- ной плитой
Ъ 7 )
со А ®|
/\ /\ /\
Шлифование плоскости на станке в тисках с механическим зажимом р
F
1> i,
/\ /\ /\
81
Контрольные вопросы
1. Что называют производственным и технологическим процессами?
2. Объясните понятие операция, уставов, технологический переход и рабо-
чий ход.
3. Какая разница между черновыми и чистовыми технологическими базами?
4. Почему операции или переходы при шлифовании деталей разделяют на
черновые и чистовые?
5. В каких случаях необходимы операционные карты, кроме маршрутных
технологических карт?
6. Нарисуйте условное изображение установки детали и ее закрепление на
магнитной плите.
Глава IV
Сведения о механизмах, машинах
и деталях машин
§ 32. Понятие о машине и механизме
Машина — сочетание механизмов, осуществляющих целесообраз-
ные движения для выполнения определенной работы или преобразова-
ния энергии. Машины, преобразующие один вид энергии в другой,
называют двигателями, например электрические, гидравлические,
пневматические. Машины, преобразующие размеры, форму, свойства
материала, называют машинами-орудиями или рабочими машинами,
К ним относят металлорежущие станки, деревообрабатывающие станки,
текстильные станки, транспортные устройства и т. д.
Плоскошлифовальный станок выполняет полезную работу, шлифуя
детали. Электродвигатели дают энергию, вращающую шлифоваль-
ный круг и приводящую в прямолинейное или круговое движение стол
с деталями.
Каждая машина состоит из совокупности механизмов. Механизм—
совокупность подвижно соединенных между собой тел (звеньев), совер-
шающих заранее заданные движения под действием приложенных сил.
В шлифовальных станках широко применяются механизмы: ремен-
ные, зубчатые, червячные и др., передающие и преобразующие движе-
ния.
§ 33. Движение и его виды
Шлифование плоскости на плоскошлифовальном станке с прямо-
угольным столом происходит в результате вращательного движения
шлифовального круга и возвратно-поступательного движения детали
вместе со столом станка в поперечном направлении относительно оси
вращения круга.
Чтобы установить некоторые основные закономерности движения,
выделим какую-нибудь точку на поверхности круга и проследим за ее
82
перемещением. Мысленно представим себе плоскость, установленную
на столе станка перпендикулярно оси вращения круга и проходящую
через взятую точку. При вращении круга точка опишет на этой плоскос-
ти путь в виде окружности, который называют траекторией движения
данной точки. Если включить продольное движение стола, то траекто-
рией движения любой точки шлифуемой детали будет прямая линия.
При установившемся процессе шлифования любая точка на поверх-
ности детали движется равномерно. Путь, пройденный ею за одну се-
кунду, есть скорость движения v этой точки v = S/t, где S — длина
траектории, описанной рассматриваемой точкой, t — время движения.
Если путь выразить в метрах, а время в секундах, то скорость будет
выражаться в м/с, если путь — в мм, то скорость — в мм/с.
Скорость движения любой точки на поверхности вращающегося
круга можно определить двумя способами. Пусть расстояние от данной
точки до оси вращения равно г и время, за которое деталь делает один
оборот, равно /. Путь, пройденный этой точкой за один оборот детали,
будет: S = 2лг, тогда v = 2nrlt.
Полученную скорость называют окружной скоростью вращения или
линейной скоростью, она относится только к точкам, расположенным
на расстоянии г от оси вращения.
Часто скорость вращательного движения выражают величиной угла,
на который данная точка повернулась вокруг своей оси вращения за
время 1 с. Выраженную таким образом скорость называют угловой ско-
ростью вращения. Угловую скорость определяют по формуле со = ср//,
где ср — угол поворота вращающейся точки, град (рад.), со — угловая
скорость, град/с (рад/с), t — время, с.
Угловая скорость точек вращающегося тела не зависит от расстоя-
ния их от оси вращения.
Угловую скорость также измеряют частотой вращения в секунду или
минуту и обозначают буквой п. Зная линейную скоростью (м/с) точки на
поверхности вращающегося тела диаметром D (мм), можно определить
частоту вращения в минуту п = гм 1000-60/лЕ) об/мин или, наоборот,
зная частоту вращения в минуту и диаметр вращающегося тела, можно
найти линейную скорость точки: о = л£М/1000*60 м/с.
Часто в шлифовальных станках используют возвратно-поступатель-
ное движение, при котором траектория любой движущейся точки пред-
ставляет собой прямую линию, причем направление движения непре-
рывно меняется на 180°.
Скорость движения стола шлифовального станка обычно измеряют
в мм/мин.
§ 34. Виды передач
Передача движения от одного механизма или узла к другому осу-
ществляется механическими, гидравлическими, электрическими, пнев-
матическими и смешанными приводами.
Механические приводы. К механическим передачам относят ремен-
ную, цепную, зубчатую, .винтовую, реечную, роликовую, червячную,
фрикционную.
83
Ременная передача служит для сообщения вращатель-
ного движения от одного вала к другому при значительных расстоя-
ниях между валами. На валах закрепляются шкивы, между которыми
натягивают гибкую ленту — ремень. Ремень может быть плоским и
клиновидным, сшитым и бесшовным. При вращении шкива А (рис.55)
за счет силы трения между шкивом и ремнем начинает двигаться ремень.
Ремень заставляет вращаться шкив Б силой трения, возникающей
между ремнем и шкивом Б. Шкив Л, передающий движение, называют
ведущим, а шкив Б, получающий движение, — ведомым.
Рис. 55. Ременная передача:
а — плоская прямая, б — плоская перекрестная, « — клиновидная
Шкивы свалами могут вращаться в одну сторону — прямая передача
(рис. 55, а) или в разные стороны — перекрестная передача (рис.55, 6).
В плоскоременных передачах шкивы имеют цилиндрическую или нем-
ного овальную поверхность. Плоские ремни бывают кожаными, проре-
зиненными и текстильными.
В последнее время широко применяют передачи с ремнями, имею-
щими в сечении клиновидную трапецеидальную форму (рис. 55, в). Та-
кую же форму имеют специальные канавки на шкивах. Ремень состоит
из нескольких рядов прорезиненной ткани, корда (толстые специаль-
ной крутки нити), резины и обертки из прорезиненной ткани.
Клиновидный ремень имеет большую поверхность соприкосновения
со шкивом, чем плоский, и потому сила трения между ремнем и шкивом
значительнее и, следовательно, клиноременная передача способна пере-
давать большую мощность, чем плоская.
Достоинства ременных передач в простоте и дешевизне изготов-
ления шкивов и ремней, в плавности и бесшумности работы, в эластич-
ности, смягчающей влияние колебания нагрузки. Недостатками ремен-
ной передачи являются увеличенная радиальная нагрузка на валы и
их опоры, непостоянство скорости вращения шкива вследствие про-
скальзывания ремня, нарушение нормальной работы передачи при
попадании йа ремень масла.
Ременная передача в шлифовальных станках используется главным
образом для сообщения движения от электродвигателя к шпинделю
шлифовального круга.
84
Передаточное отношение ременной передачи рассчитывают так:
и = пх/п2 = D2/Du
где — частота вращения ведущего вала, об/с, п2 — частота враще-.
ния ведомого вала, об/с, — диаметр ведущего шкива, мм(м), D2 —
диаметр ведомого шкива, мм(м).
В процессе эксплуатации ремни постепенно вытягиваются и начи-
нают проскальзывать. Для восстановления натяга ремня можно пе-
редвинуть на салазках электродвигатель, чтобы увеличить расстояние
между валом двигателя и ведомым валом, либо применить натяжное
Рис. 56. Цепная передача
устройство. Если на ведомом валу нужно получить несколько различ-
ных скоростей, то применяют многоступенчатые шкивы.
Цепная передача. Такая передача состоит из двух зубчатых колес-
звездочек, сидящих на двух параллельных валах, связанных между
собой бесконечной цепью, надетой на звездочки (рис. 56). Цепные пере-
дачи могут передавать большие мощности, чем ременные, при тех же
габаритах. Они применяются для передачи больших крутящих момен-
тов.
Недостатком цепных передач является нестабильное передаточное
отношение, ибо трудно изготовить очень точную цепь. В цепи имеются
разные зазоры между отверстиями во втулках и роликами, что приво-
дит к ударам и неустойчивым передаточным отношениям при резко
изменяющихся нагрузках.
В шлифовальных станках цепная передача применяется редко.
Зубчатые передачи. Зубчатая передача используется для передачи
вращения от одного вала к другому посредством зубчатых колес с на-
ружным и внутренним зацеплением.
Параллельные валы приводятся во вращение прямозубыми коле-
сами наружного и внутреннего зацепления (рис. 57, а, г), винтовыми
косозубыми колесами (рис. 57, б) и шевронными в виде елочки
(рис. 57, в).
Пересекающиеся валы приводятся во вращение коническими зубча-
тыми колесами с прямыми и спиральными зубьями (рис. 57, д).
85
Достоинством зубчатых передач является возможность передавать
большие крутящие моменты при малых расстояниях между валами и
малых габаритах самих колес и получать стабильные передаточные
отношения. Передачи эти долговечны и надежны в работе.
Недостатком передач являются дороговизна изготовления точных
зубчатых колес и значительный шум при работе с большими скоростя-
ми.
Большую плавность работы обеспечивают передачи о косозубыми
колесами.
Рис. 57. Зубчятыэ, червячная и винтовая передачи
Шевронные колеса обладают достоинствами косозубых колес и не
дакл осевой нагрузки на опору.
Передаточное отношение зубчатой передачи определяют по формуле
и = п^пг = г2/гъ
где пх — частота вращения ведущего вала, об/с (об/мин), п2 — частота
вращения ведомого вала, об/с (об/мин), zx — число зубьев ведущего
колеса, шт., г2 — число зубьев ведомого колеса, шт.
Скрещивающиеся валы вращаются при помощи червячной пары—
червяка и червячного колеса (рис. 57, е). Червяк представляет собой
винт с трапецеидальным профилем винтовой нитки и бывает однозаход-
ным и многозаходным.
Червячное колесо — это зубчатое колесо с зубьями особой формы.
Червячные передачи позволяют сильно уменьшить частоту вращения
передачи, так как при одном обороте однозаходного червяка червячное
колесо поворачивается только на один зуб. Червяки бывают одно- и
многозаходные.
8G
Передаточное отношение червячной пары определяют по формуле
и = z/k, где z — число зубьев червячного колеса; k — число заходов
червяка.
Червячная пара должна работать при обильной смазке, которая
уменьшает трение и отводит образующееся при трении тепло.
Для превращения вращательного движения в поступательное, и
наоборот, применяют рейку и зубчатое колесо (рис. 57, ж) или винто-
вую пару. При вращении зуб-
чатого колеса по часовой стрел-
ке рейка перемещается прямо-
линейно слева направо.
При вращении винта гайка,
удерживаемая от вращения сто-
порным винтом или другим креп-
лением, начинает перемещаться
поступательно вдоль оси винта
(рис. 57, з).
Винтовые передачи главным
образом применяются в меха-
низмах подач и механизмах ус-
тановочных движений. Меха-
низм обеспечивает высокую точ-
ность и плавность хода.
Винтовые механизмы выпол-
няются:
с вращающимся винтом и
перемещающейся поступательно
невращающейся гайкой. Напри-
мер, в токарных . станках ходо-
вой винт вращается, а гайка
движется (вместе с суппортом)
поступательно;
с вращающейся гайкой и пе-
Рис. 58. Гайка качения
ремещающимся поступательно
винтом, например, в механизме подъема и опускания шлифовальной
бабки некоторых плоскошлифовальных станков.
Винтовые передачи отличаются большими потерями на трение. Для
уменьшения потерь на трение в винте подачи шлифовальной бабки стан-
ков применяют гайки качения (рис. 58), в которых трение скольжения
обычного резьбового соединения заменяется трением качения. Винто-
вая канавка винта 1 заполнена роликами 4, находящимися на эксцент-
риковой оси 2. При вращении винта 1 ролики 4 перемещаются по
его винтовой канавке и заставляют всю гайку качения передвигаться
вдоль винта 1. Упорные подшипники 3 и 6 и игольчатые 5 на осях 2
значительно сокращают потери на трение. Гайкой 7 закрепляют детали
на оси 2.
Передачи и ряд других элементов, используемых в станках, обо-
значают в кинематических схемах условными знаками по ГОСТ
2.770—68.
87
Рис. 59. Схема гидропри-
вода возвратно-поступа-
тельного движения стола
Гидроприводы. Предназначаются для передачи движения от при-
водного двигателя к механизмам станка посредством рабочей жидкос-
ти — масла. Гидроприводы применяются главным образом для
обеспечения прямолинейных перемещений в механизмах подачи и рабо-
чего движения шлифовальных, строгальных, протяжных и других
станков. На резьбошлифовальном станке модели 582 гидропривод ис-
пользуется для вращения шлифуемого изделия.
В качестве рабочей жидкости для гидросистем служит очищенное
минеральное масло. Для механизмов, работающих на больших ско-
ростях, применяют менее вязкое масло, а на
меньших скоростях — более вязкое.
С помощью гидравлических передач часто
механизируется и автоматизируется управ-
ление станком, например переключение ско-
ростей и реверсирование.
На рис. 59 показана схема гидропривода,
обеспечивающего возвратно-поступательное
движение стола шлифовального станка.
ГЬсос 2, забирая масло из бака /, через
кран 4 управления направляет его в регуля-
тор скорости (дроссель) 5, а оттуда — в по-
лость цилиндра золотника 12. При положении
золотника, показанном на схеме, масло посту-
пает в левую полость рабочего цилиндра 10
и толкает поршень //, а вместе с ним — стол
станка вправо. Одновременно масло из пра-
вой полости рабочего цилиндра выталкивает-
ся и через золотник и правый трубопровод
направляется обратно в бак.
На боковой поверхности стола 8 станка в
нужном положении устанавливаются упоры 9
и 7, расстояние между которыми равно требуе-
Лри движении стола вправо упор 7, достигнув
головки рычага 6, передвигает его вправо, и под действием механиз-
ма мгновенного реверсирования (на рисунке не показан) плунжер зо-
лотника переходит в положение, показанное на схеме пунктиром. В
новом положении золотника масло от насоса будет поступать в пра-
вую полость рабочего цилиндра 10 и стол начнет двигаться влево, пока
упор 9 не возвратит плунжер золотника в прежнее положение.Механизм
мгновенного реверсирования предотвращает остановку движения
поршня 11 в тот момент, когда плунжер золотника занимает нейтраль-
ное положение и перекрывает соединительные каналы, ведущие в ци-
линдр 10.
Во время кратковременных остановок станка для замера или съема
прошлифованной детали и установки следующей насос обычно не от-
ключается, и в это время масло из насоса через предохранительный
клапан 3 сливается обратно в бак.
мой длине хода стола.
88
§ 35. Оси, валы и их элементы
Валом называется деталь привода, передающая крутящий момент.
Вал, как правило, также воспринимает и поперечные нагрузки.
Ось — деталь, не передающая крутящего момента и воспринимаю-
щая только поперечные нагрузки. Например, пальцы, на которые на-
деваются промежуточные зубчатые колеса в механизмах реверсирова-
ния.
На валы устанавливают подшипники, зубчатые колеса, шкивы,
звездочки и другие детали. Для каждой из этих деталей на валу имеет-
ся особая цилиндрическая поверхность, называемая шейкой. На вал
крутящий момент передается зубчатыми
колесами, шкивами, звездочками, полу- ~О~
муфтами при помощи шпоночных или
шлицевых соединений этих деталей с ва- .
лом. На валы и оси надеваются подшип- -------------—-----------J-
ники, которые вставляют в корпус ме- ^====:=^—*
ханизма, например шпиндель с подшип-
никами устанавливается в шпиндельную -О-
бабку станка.
Передвижные зубчатые блоки И сцеп- Рис- Четырехшлицевой вал
ные муфты чаще всего устанавливают с блоком 3Убчатых колес
на шлицевую часть вала (рис. 60).
Стальные валы, передающие значительные крутящие моменты,
обычно монтируют на подшипниках качения, тихоходные и малона-
груженные — в бронзовых или чугунных втулках.
§ 36. Опоры осей и валов
Неподвижные части, на которые опираются вращающиеся шейки
валов и осей, называются подшипниками. Подшипники воспринимают
усилия, передаваемые валом или осью на опору.
Подшипники разделяются на подшипники трения скольжения (меж-
ду поверхностью шейки и опоры действуют силы трения скольжения)
и подшипники трения качения,
в которых трение скольжения
заменено трением качения (ша-
риковые и роликовые подшип-
ники).
Подшипники скольжения
(рис. 61), использующиеся в
шпинделях станков, состоят из
корпуса / и трех—восьми вкла-
дышей — сегментов 2. Карманы,
образуемые сегментами и шейкой шпинделя, заполняют маслом. Сег-
менты могут поворачиваться относительно шейки (самоустанавли-
ваться), чтобы трение было не сухим, а жидкостным.
В гидростатических подшипниках масло в карманы подается от на-
соса под давлением, вследствие чего обеспечивается более точное цент-
89
рирование вала. Для очень быстроходных валов применяют аэро-
статические подшипники. У них шейка вала поддерживается воздухом,
находящимся под значительным давлением.
Подшипники качения (рис. 62) меньше теряют энергии на трение,
поэтому на них меньше, чем на подшипники скольжения, расходуется
масла. Подшипники состоят из наружного и внутреннего колец, меж-
ду которыми вставлены закаленные шарики или ролики. При вращении
вала шарики или ролики катятся по канавкам, сделанным в кольцах.
Подшипники качения подразделяются на радиальные, воспринимаю-
щие нагрузки, направленные радиально, упорные, воспринимающие
Рис 62 Подшипники качения: в)
о —радиальный шариковый, б —упорный шариковый, в — радиально упор-
ный с коническими роликами; / — внутреннее кольцо. 2 — наружное коль-
цо. 3 — шарики, 4 — ролики
нагрузки, действующие вдоль оси вала, и радиально-упорные, воспри-
нимающие радиальную и осевую нагрузки
Подшипники шпинделя должны обеспечивать неизменное положе-
ние оси вращения шпинделя. Допускаемое биение шпинделя станка
нормальной точности в радиальном и осевом направлениях не должно
превышать 0,005—0,01 мм. При больших зазорах возможна вибрация
шпинделя, а следовательно, и дробление поверхности детали во время
обработки. Вместе с тем при малых зазорах подшипники не должны
сильно нагреваться, чтобы не заклинить шпиндель, а для этого необ-
ходима качественная смазка и охлаждение подшипников. Для устране-
ния излишних зазоров подшипники шпинделя должны легко и точно
регулироваться, а также быть надежно защищены от попадания аб-
разивной и металлической пыли, грязи, охлаждающей жидкости и др.
Наиболее нагруженной опорой является передняя. Поэтому она
должна быть особенно тщательно отрегулирована и хорошо смазана.
Чем меньше вылет шпинделя, тем меньше нагружена передняя опора.
§ 37. Муфты
Муфты служат для соединения валов между собой, а также валов
со смонтированными на них деталями. Для соединения валов, которые
во время работы не разделяются, применяются постоянные муфты. На
90
Рис. 63. Муфты:
а — постоянная, б — кулачковая, в — фрикционная, г — предохранитель'
ная со шпилькой, д — пружинно-шариковая, е — обгонная
рис. 63, а показана постоянная муфта, соединяющая два соосно уста-
новленных вала.
Если монтаж соединяемых валов ведется без соблюдения их строгой
соосности, то в этом случае используют упругие муфты. В металлоре-
жущих станках чаще всего валы соединяют сцепными муфтами —
кулачковыми (рис. 63, б) и зубчатыми, допускающими периодичес-
кое соединение и разъединение валов. В качестве сцепных муфт часто
используют соответственно обработанные торцы соединяемых зубча-
тых колес.
Недостатком зубчатых и кулачковых муфт является невозможность
включения их на ходу. В тех случаях, когда необходимо включать пере-
дачу на ходу, применяют фрикционные муфты (рис. 63, в). Вращение
полумуфт осуществляется за счет трения конусов 1 и 2.
Чтобы не сломался вал или другая деталь при перегрузке механиз-
ма станка, на ведущем валу этого механизма ставится предохранитель-
ная муфта. На рис. 63, г показана такая муфта со шпилькой. Диаметр
шпильки 1 рассчитывают так, чтобы при превышении предельно до-
пустимого крутящего момента шпилька срезалась.
На рис. 63, д представлена пружинно-шариковая предохранитель-
ная муфта (в разомкнутом состоянии), которая автоматически восста-
навливает нарушенное соединение валов, когда передаваемый крутя-
щий момент снижается до установленного предела.
В механизмах ускоренной подачи при холостых ходах применяются
муфты обгона (рис. 63, е). Вал 7 муфты жестко связан с корпусом муф-
ты 6. При рабочей подаче происходит заклинивание трех роликов 4, ко-
торые перемещаются подпружиненными плунжерами 5, и втулка 5, по-
саженная на вал 2, начинает вращаться, увлекая за собой вал.Сели вал
2 от другого привода начнет вращаться в ту же сторону с большей ско-
ростью , то ролики расклиниваются и валы будут вращаться независи-
мо один от другого.
§ 38. Резьбовые соединения
Соединение двух или большего качества деталей с помощью крепеж-
ных деталей, имеющих специально выполненные резьбовые поверхнос-
ти, называют резьбовыми соединениями. Резьба — это винтовая ка-
навка определенного профиля, образуемая на наружной цилиндричес-
кой или конической поверхности винта или внутренней поверхности
отверстия детали. Выступы, образующиеся между канавками, назы-
вают витками резьбы. Расстояние вдоль оси между двумя параллельны-
ми сторонами резьбы называется шагом. По форме профиля различают
треугольную, прямоугольную, трапецеидальную и круглую резьбы.
В зависимости от назначения резьбы различают: а) крепежные, назна-
чение которых скреплять детали. Как правило, они треугольного про-
филя из-за повышенного трения, обеспечивающего меньшую опасность
ослабления затянутого соединения, высокой прочности и простоты изго-
товления. Резьба стандартизована и, так как основные размеры ее (на-
ружный диаметр и шаг) задаются в миллиметрах, она называется мет-
рической} б) крепежно-уплотнительные, назначение которых не только
92
скрепление, но и предохранение от вытекания жидкости. Иногда такая
резьба выполняется конической; в) ходовые, или отсчетные, предназ-
наченные для передачи движения в ходовых валах станков в счетных
механизмах приборов — микрометров и др. У этих резьб трение долж-
но быть минимальным. Для них используются часто резьбы с трапецеи-
дальным и прямоугольным профилем, изготовленные с большой точ-
ностью. Резьбовые соединения выполняют при помощи болтов, винтов,
шпилек и гаек (рис. 64).
Болт — это стержень с резьбой для гайки и головкой для его завин-
чивания и отвинчивания. Винт — это стержень с головкой и резьбой,
которой он ввинчивается в одну из скрепляемых деталей.
Рис. 64. Резьбовые соединения:
а — болтовое, б — шпилечное, в — винтовое, 1 — болт,
2 — шайба, 3 — гайка» 4 — шпилька, 5 — винт
Шпилька — это стержень с резьбой на двух концах. Одним концом
шпилька ввинчивается в одну из скрепляемых деталей, затем на нее
устанавливается другая соединяемая деталь, шайба и гайка, чтобы,
завинтив гайку, обеспечить неподвижное соединение одной и другой
деталей.
Гайка—это деталь с резьбовым отверстием, навинчиваемая на
болт или шпильку, чтобы обеспечить требуемое соединение деталей. Две
детали, сопрягающиеся одна с другой резвбовой поверхностью, назы-
вают винтовой парой (болт и гайка, ходовой винт и гайка и т. п.). Для
удобства соединения винтовых пар головки болтов, гаек, винтов вы-
полняют шестигранными, реже квадратными, чтобы завинчивание осу-
ществлялось соответствующими по размерам ключами. У винтов
малых размеров в головках выполняют прорезь — шлиц для завинчи-
вания отвертками.
Для предохранения поверхностей соединяемых деталей от по-
вреждения вращающейся гайкой или головкой винта, приме-
няют шайбы — пластинки с отверстием, надеваемые на болт или
винт.
Для предохранения от самоотвинчивания болтовых соединений при-
меняют две гайки (гайка и контргайка), разрезные шайбы, шплинты
и закладные болты. У последних под головкой имеется пирамидаль-
ный выступ, врезающийся в поверхность отверстия, что исключает
проворачивание болта.
93
§ 39. Шпоночные и шлицевые
соединения
В ряде механизмов имеется необходимость передачи вращения от
вала к шкиву, зубчатому колесу или, наоборот, от шкива, зубчатого
колеса к валу. Передача такого вращения может быть осуществлена
при помощи дополнительных деталей — шпонок. Шпонка устанавли*
вается на вал и входит в специально выполненную канавку в шкиве,
зубчатом колесе и т. п. В шпоночном соединении участвуют вал, шпонка
и шкив (зубчатое колесо). Наиболее часто применяют призматические
и сегментные шпонки (рис. 65, а, б). Половина высоты призматичес-
ких шпонок помещается в пазу вала и половина в пазу шкива. К валу
шпонки крепятся винтами. Сегментные шпонки проще в изготовлении
и сборке, чем призматические, но требуют глубоких пазов в валах, что
ослабляет валы. Эти шпонки не препятствуют перемещению шкива
вдоль оси вала и, если требуется осевая фиксация, то применяют eiiie
и гайку, крепящую шкив к торцу шейки вала. Реже призматических
применяют клиновые шпонки (рис. 65, в). На шпонку, установленную
на вал, надевают шкив, зубчатое колесо и т. п., а затем забивают шпон-
ку, чтобы она не только обеспечила передачу вращения от вала к шкиву,
но и создала неподвижное соединение вала и шкива. При перемещении
клина шпонки она смещает ось шкива (колеса) относительно оси ва-
ла, что приводит к перекосу соединения, к возникновению биения в ме-
ханизме из-за возникших центробежных сил вследствие образовавших-
ся неуравновешенных масс. Поэтому в зубчатых передачах клиновые
шпонки не допускаются. Шпоночные соединения стандартизованы.
Размеры пазов на валах и шкивах (колесах и пр.), а также самих шпо-
нок принимаются по таблицам ГОСТа в зависимости от размера вала.
Иногда в соединении требуется передать большой крутящий момент
и обеспечить возможность большого перемещения зубчатого колеса
относительно оси вала. Шпоночное соединение при этом заменяется
шлйцевым. На нескольких выступах вала находятся пазы, выполнен-
ные в отверстии зубчатого колеса. Вследствие большого количества вы-
ступов передается большой крутящий момент. Форма профиля впадин
и выступов бывает прямая, эвольвентная, треугольная. Точность цент-
94
рпрования шлицевых соединений более высокая, чем шпоночных,
они обеспечивают и более точное направление перемещения колеса по
валу, поэтому шлицевые соединения широко распространены в точных
механизмах.
§ 40. Неразъемные соединения
Неразъемными называют такие соединения деталей, которые нельзя
разобрать без их повреждения или разрушения. К ним относят свар-
ные, паяные, клеевые, скрепляющие детали силами молекулярного
сцепления, и клепаные, развальцованные, прессовые, скрепляющие
детали механическим путем.
Сварные соединения образуются двумя способами — плавлением и
давлением. При сварке плавлением торцы двух соединяемых деталей
нагревают до их оплавления, добавляют к расплаву расплавленный ме-
талл электрода, чтобы при охлаждении образовался шов, соединяю-
щий детали.
При сварке давлением соединяемые поверхности двух деталей нагре-
вают до пластического состояния и сдавливают до прочного соединения.
Соединение сваркой, пайкой, склеиванием не требует дополнитель-
ных деталей, как это требуется в резьбовых соединениях. Недостатка-
ми сварных соединений является коробление соединенных поверхностен
и часто большая твердость шва, поэтому обработка шва производится
абразивными инструментами. Сварное соединение на чертежах указы-
вается знаком и цифрами, обозначающими размеры шва.
Соединение пайкой заключается в том, что между поверхностями
двух соединяемых деталей из однородных или разнородных материа-
лов (сталь и алюминий и т. п.) подается тонкий специальный расплав-
ленный материал (припой), который соединяется с одной и другой де-
талью. Паяное соединение менее прочно, чем сварное, но обеспечивает
большую точность формы и размеров соединения деталей. Температура
плавления припоя (соединений олова, свинца, серебра) ниже, чем со-
единяемых деталей, поэтому детали в процессе пайки остаются твер-
дыми, и коробление очень незначительно. Клеевые соединения подоб-
ны паяным, но вместо металлического припоя применяется клей. Сое-
динение деталей образуется при затвердевании жидкого клея, который
за счет сил сцепления (адгезий) соединяется с поверхностями одной
и другой деталей. Имеются клеи, соединяющие поверхности только
определенных материалов (например, резиновые) и различных материа-
лов, например металлов, керамику, пластмассы (например, БФ). Скле-
ивание производят при незначительном нагревании поверхностей или
при комнатной температуре.
Клепаные соединения (рис. 66, а) образуются расклепыванием
стержня заклепки, вставленной в предварительно рассверленные от-
верстия соединяемых листовых или прокатанных профилей деталей.
При расклепывании образуется замыкающая головка требуемой фор-
мы, а стержень заполняет зазор в отверстии.
Развальцовкой получают соединения двух деталей, в отверстия ко-
торых вставляют пустотелые заклепки (рис. 66, б). Один из торцов
95
заклепки прижимается к соединяемым деталям, а другой при помощи
специального инструмента (обжимки) отгибается, чтобы прижаться
к торцу другой детали. Такое соединение применяют при малой тол-
щине соединяемых металлических и неметаллических деталей.
Соединения двух цилиндрических,
конических или других поверхностей
деталей, образующиеся при напрессов-
ке одной из них с размером соединяемой
поверхности (например, вала) несколь-
ко большим, чем у другой (отверстие),
a) 5)
Рис. 66. Заклепочные соеди-
нения:
а — сплошным стержнем, б — пус-
тотелым стержнем
называют прессовыми соединениями или
соединениями с натягом. Такие соедине-
ния выдерживают большие нагрузки и
не требуют дополнительных деталей (за-
клепок и т. п.), но точность изготовле-
ния соединяемых поверхностей должна
быть высокой.
При требованиях передачи небольших усилий натяг в соединении
можно получить при предварительном нагреве до 150° С или охлажде-
нии до —80° С одной из деталей соединения.
§ 41. Понятие о деформациях
Представим себе прямолинейный стержень, зажатый одним кон-
цом в тисках. Если повесить на свободный конец стержня гирю, то стер-
жень прогнется. В зависимости от массы гири, сечения стержня и ве-
личины его вылета, величина прогиба стержня будет колебаться в зна-
чительных пределах. Изменение формы или размеров тела под дейст-
вием приложенных к нему сил называется деформацией тела.
Если после прекращения действия силы форма тела восстановится,
то такая деформация называется упругой. Если же после прекращения
действия силы тело остается деформированным, то такая деформация
называется остаточной или пластической.
Различают следующие виды деформаций.
Деформация растяжения и сжатия. Такую деформацию испыты-
вает тело, к которому приложены силы вдоль его оси. Например, стер-
жень болта, затянутого гайкой, канат грузоподъемных механизмов и др.
Величина деформации при растяжении тем больше, чем больше вели-
чина прилагаемой силы и длина растягиваемого тела и чем меньше се-
чение его.
Деформация кручения. Примером тела, испытывающего деформацию
кручения, может служить вал, на одном конце которого установлен
ведущий шкив, а на другом — ведомый. Под действием двух вращаю-
щих моментов, направленных в разные стороны, вал закручивается на
угол, величина которого зависит от величины крутящих моментов и от
сечения вала.
Деформация изгиба. Деформацию изгиба испытывают разного рода
балки, оси и другие детали, имеющие одну или несколько опор и нагру-
женные сосредоточенными или распределенными силами.
96
На практике существуют также сложные деформации тела. Слож-
ным деформациям подвергается, например, ходовой валик токарного
станка, который одновременно испытывает деформации кручения и из-
гиба.
Контрольные вопросы
1. Какие виды движения имеют шпиндель и стол шлифовальных станков^
2. Какие виды механических передач применяют в станках?
3. Как определить передаточное отношение зубчатой передачи?
4. Для чего применяются муфты?
5. Как работает гайка качения?
6. Какие схемы гидроцилиндров применяются в станках?
7. Какие опоры применяют в станках
8. Назовите виды неподвижных соединений деталей.
,9. Для чего используют резьбовые соединения деталей?
10. Что означает деформация растяжения и сжатия?
Глава V
Плоскошлифовальные станки
§ 42. Классификация и назначение
плоскошлифовальных станков
Металлорежущие станки, у которых режущий инструмент является
абразивным, называются шлифовальными станками.
Для обозначения типов (моделей) станков, изготовляемых серийно,
разработана система обозначений.
Все станки делят на 10 групп. Обозначение, присваиваемое каждому
станку, может состоять из трех или четырех цифр и букв.
Первые цифры обозначают группу: 1 — токарные, 2 — сверлиль-
ные, 3 — шлифовальные, 5 — зубо- и резьбообрабатывающие, 6 —
фрезерные, 7 — строгальные, долбежные и протяжные, 8 — разрезные
и 9 — разные. Группы 0 и 4 оставлены свободными для обозначения
новых моделей станков.
Вторая цифра в обозначении указывает тип станка. Для шлифо-
вальных станков: 1 — круглошлифовальные, 2 — внутришлифоваль-
ные, 3 — обдирочно-шлифовальные, 4 — специализированные шли-
фовальные (для коленчатых валов), 5 — продольно-шлифовальные,
6 — заточные, 7 — плоскошлифовальные с прямоугольным или круг-
лым столом, а также разные станки, работающие абразивом (тип. 9).
Третья и четвертая цифры характеризуют один из важнейших для
эксплуатации размеров станка. Например, цифровой шифр 3740 обо-
значает: плоскошлифовальный станок с круглым столом, диаметр ко-
торого равен 400 мм.
Между цифрами или после них иногда стоит буква, указывающая на
модернизацию данного станка или различное исполнение одной и той
4 Зак. 1070
97
же конструктивной схемы. Например, станок ЗВ756 является модер-
низированным станком модели 3756.
Шлифовальные станки по степени точности разделяются на стан-
ки нормальной точности (Н), повышенной точности (П), высокой точ-
ности (В), особо высокой точности (А) и особо точные станки (С). Наи-
большее распространение получили станки нормальной и повышенной
точности.
Шлифовальные станки используются в машиностроении для чер-
новой и чистовой обработки деталей. По принципу работы плоскошли-
фовальные станки делятся на две основные группы: для шлифования
периферией круга и для шлифования торцом круга.
Периферией круга работают следующие станки: ЗЕ711В-1;
ЗЕ711АФ-1; ЗЕ711ВФ-1; ЗЕ721ВФ-1; ЗП722 и др. с прямолинейно-
возвратным движением стола, с вращающимся столом, например
ЗД741ЛВ, торцом круга работают станки 3731; ЗД732; ЗИ732 и др. с
прямолинейно-возвратным движением стола, с вращающимся столом
и одним кругом, например, ЗД754, ЗД756, двумя кругами станки моде-
ли ЗП772-2 и др.
Для шлифования крупногабаритных деталей применяют карусель-
но-шлифовальные станки моделей ЗН762, 3H763, ЗН764, позволяющие
щлифовать не только плоскости, но и наружные и внутренние цилинд-
рические и фасонные поверхности, а для шлифования крупных станин
используют станки портального типа, у которых шлифовальная бабка
перемещается на поперечине двухстоечного портала.
Плоскошлифовальный станок ЗЕ711В-1 (см. рис. 3, а) с прямоуголь-
ным столом и горизонтальным шпинделем предназначен для шлифова-
ния точных плоскостей деталей из различных материалов периферией
круга. Применяется в условиях единичного и серийного производства.
Детали могут быть закреплены на электромагнитных и магнитных
плитах, в приспособлениях или непосредственно на рабочей поверх-
ности стола. На станке возможен автоматический цикл обработки де-
тали, заключающийся во включениях черновых, а затем чистовых по-
дач после снятия чернового и чистового припуска, перехода на режимы
выхаживания. Рабочий должен управлять отводом круга после дости-
жения требуемого размера и выводом стола в зону разгрузки деталей
и загрузки заготовок. Автоматический цикл программируется с по-
мощью галетных переключателей для набора величин черновых и чис-
товых подач. Чистовой припуск и окончательный размер детали уста-
навливают соответствующей настройкой датчика контроля размера
шлифуемой поверхности детали. На станке имеются индикаторные
устройства, позволяющие вести визуальный контроль за вертикаль-
ной подачей шлифовального круга и поперечной подачей крестового
стола. Станок снабжен световой сигнализацией, срабатывающейпри на-
чале чистовой обработки и при достижении заданного размера.
Рациональная конструкция станины, салазок, крестового суппорта,
стола и шлифовальной бабки создают высокую жесткость, не допускают
возникновение вибраций, влияющих на точность и шероховатость об-
рабатываемых деталей. Шлифовальная бабка и крестовый стол имеют
ускоренные установочные перемещения. Органы управления станком
98
удобно расположены на специальном пульте. Привод поперечных подач
позволяет осуществлять непрерывную и комбинированную подачу на
ход стола.
Для удобства обслуживания, снижения вибраций и тепловых де-
формаций станка все аппараты управления гидро- и электрооборудова-
нием, а также гидростанция и система подачи охлаждения расположены
вне станка.
На станках моделей ЗЕ711ВФ-1, ЗЕ711АФ-1, ЗЕ721ВФ1-1 и др.,
отличающихся от станка ЗЕ711В1 габаритами, имеется полуавтомати-
ческий цикл с программируемой вертикальной подачей и цифровой
индикацией. По программе ведется черновая, чистовая обработка, вы-
хаживание, отвод шлифовального круга и вывод стола в зону загруз-
ки-разгрузки.
На станках особо высокой точности моделей ЗЕ711АФ-1, ЗЕ721АФ-1
и других в системе подачи охлаждающей жидкости кроме магнитного
сепаратора имеется бумажный фильтр-транспортер. Для снижения тем-
пературы масла в гидросистеме и шлифовальной бабке на этих станках
установлены блоки теплообменников. Шлифовальная бабка получает
принудительную смазку, а шпиндели имеют гидродинамические опоры.
Плоскошлифовальный станок ЗД741ЛВ с круглым столом и гори-
зонтальным шпинделем предназначен для обработки деталей перифе-
рией круга (рис. 67). Круговое движение стола осуществляется с оп-
ределенной частотой вращения, однако скорость главного движения
подачи (круговое движение ) неодинакова для всей обрабатываемой
поверхности детали. Чем дальше обрабатываемая поверхность нахо-
дится от центра вращения стола, тем больше скорость подачи ц, так
как v = лОл/ЮОО об/мин.
На станке обрабатывают плоские и фасонные (выпуклые и вогну-
тые) поверхности; особенно целесообразно использовать его для обра-
ботки колец, шайб, втулок, дисков в серийном и массовом производст-
ве.
Шлифуемые детали закрепляют непосредственно на круглом элект-
ромагнитном столе, либо в специальных приспособлениях, устанавли-
ваемых на нем. Круг получает вращение от встроенного электродвига-
теля.
Стол вращается вокруг своей оси и движется возвратно-поступа-
тельно относительно круга. При шлифовании клиновых поверхностей
стол станка может быть установлен под углом.
На обрабатываемую деталь круг подается автоматически или вруч-
ную в момент изменения направления движения стола.
Вращательное и возвратно-поступательное движение стола, а также
автоматическая подача шлифовального круга имеют гидравлический
привод и бесступенчатое регулирование.
В станке предусмотрено устройство для автоматического отклю-
чения подачи шлифовальной бабки.
Станок обладает хорошей жесткостью и виброустойчивостью, что
обеспечивает высокую точность и класс шероховатости поверхности
обрабатываемых на нем деталей, а также сохранение его первоначаль-
ной точности в течение длительного времени.
4*
99
Плоскошлифовальный двухшпиндельный вертикальный станок
ЗП772-2 с круглым столом (рис. 68) предназначен для шлифования пло-
скостей разных деталей торцами кругов в серийном и массовом произ-
водствах. Станок имеет приспособление для автоматической загрузки
деталей, что позволяет использовать его в автоматических линиях.
На станке установлены две шлифовальные бабки. Это дает возмож-
ность производить непрерывное черновое и чистовое шлифование за
один ход, что обеспечивает высокую производительность. Деталь, уста-
новленная в зажимное приспособление в секторе загрузки, проходит
вначале зону правой шлифовальной бабки, в которой происходит чер-
новое шлифование, а затем зону левой шлифовальной бабки, где про-
исходит чистовое шлифование.
Рис. 67. Плоскошлифовальпый станок
ЗД741ЛВ
Рис. 68. Плоскошлифовальный двух-
шпиндельный вертикальный станок
ЭП772-2
При выходе из зоны чистового шлифования детали поступают в сек-
тор разгрузки.
Вращение кругов осуществляется от встроенных электродвигателей,
вращение стола — от двухскоростного электродвигателя через клино-
ременную передачу и редуктор. Станок работает по автоматическому
циклу и снабжен устройством для автоматической компенсации изно-
са кругов.
§ 43. Области применения плоскошлифовальных
станков
Выбор станка определяется формой и размерами обрабатываемых
деталей, требованиями к точности и шероховатости обработанной по-
верхности. Для шлифования длинных деталей целесообразно приме-
нять станок с прямолинейным движением стола, а для деталей кольце-
вой формы — станок с круглым столом. Такой станок имеет меньшие
размеры, его шпиндель загружается равномернее и нет реверсирования
стола, что сокращает время обработки детали.
100
При шлифовании торцом круга образуется большая дуга контак-
та и снимается значительная стружка, поэтому такой способ шлифова-
ния очень производителен. Однако при работе торцом круга из-за боль-
шого нагрева и деформаций возможны прижоги и трещины на поверх-
ности обрабатываемой детали; кроме того, этот способ не обеспечивает
высокой точности. Станки, работающие торцом круга, рекомендуется
применять для обдирочного и чернового шлифования.
Чистовое шлифование плоских и фасонных поверхностей произво-
дится периферией круга.
Станки с прямоугольным столом, шлифующие периферией круга,
применяют для обработки: деталей с жесткими допусками по плоскост-
ности (линейки, шпонки, клинья и др.); фасонных деталей с примене-
нием профилированных кругов^(шлицевых и фасонных резцов, шабло-
нов, деталей штампов и т.п.); деталей с недостаточно развитой базовой
поверхностью (рам, стоек и т.п.), закрепляя их на станке при помощи
всевозможных прокладок и упорных планок, производя шлифование
с возможно меньшими усилиями, чтобы не опрокинуть или не сдвинуть
обрабатываемую деталь; деталей с буртиками, пазами, канавками,где
шлифование торцом затруднено или невозможно; направляющих ста-
нин, салазок и т.п.
Станки для обработки периферией круга с вращающимся столом
применяют для шлифования деталей, имеющих форму тел вращения
(колец, втулок, дисков, эксцентриков и т.п.), у которых обрабаты-
ваются торцы, а также при шлифовании небольших деталей прямоли-
нейного профиля (плиток, планок и др.).
Для профильного шлифования могут быть применены как плоско-
шлифовальные, так и оптико-шлифовальные станки.
§ 44. Основные узлы и механизмы
плоскошлифовальных станков
Станина служит для установки большинства деталей и узлов стан-
ка и обеспечивает их правильное взаимное расположение при всех пе-
ремещениях и режимах обработки. Станину отливают из серого чугуна.
Она должна обладать большой жесткостью, а направляющие ее —
твердостью и износостойкостью.
На рис. 69 показана станина плоскошлифовального станка прямо-
угольной формы с плоской 5 и призматической 4 направляющими, по
которым перемещается каретка. При помощи каретки стол станка дви-
жется вдоль станины и устанавливается в рабочее положение под шли-
фовальную бабку и в положение загрузки.
Смазка направляющих производится под давлением от маслораспре-
делительной сети.
Станина имеет наклонное дно для стока охлаждающей жидкости в
углубление, откуда через трубу 2 она поступает в магнитный сепаратор
для очистки от металлических частиц.
На специальных приливах-платиках 1 дна крепится гидроцилиндр
перемещения каретки 3. В правой нише станины помещается электро-
двигатель, который через клиноременную передачу и редуктор приво-
101
да передает вращение валу редуктора каретки, а затем магнитному сто-
лу. Доступ к электродвигателю и клиноременной передаче осуществ-
ляется через дверцу 7 на передней стенке станины. Справа на станину
устанавливается проставка под колонку.
В левой части станины находятся такелажные окна, а в правой —
два крюка 6 для транспортирования станины и собранного станка.
Стол станка служит для закрепления на нем обрабатываемых дета-
лей или приспособлений и сообщения обрабатываемым деталям движе-
ния подачи.
Рис. 69. Станина станка с прямоугольным столом
На рис. 70 показан прямоугольный стол. Рабочая поверхность его 7
имеет Т-образные пазы для крепления электромагнитной плиты, дру-
гих приспособлений или обрабатываемой детали. Стол перемещается по
плоской 2 и V-образной 9 направляющим станины /. На столе установ-
лены чугунные козырьки 5 и 6, между которыми закреплены передний
4 и задний 8 кожухи из листовой стали. На передней стенке стола имеет-
ся прилив с Т-образным пазом, в котором перемещаются упоры 3 для
переключения гидравлической коробки реверса (перемены направле-
ния движения) стола. Упоры размещены так, чтобы перемещение стола
соответствовало длине обрабатываемой детали. Для слива охлаждаю-
щей эмульсии на столе сделаны углубления — корыта с отверстиями.
На рис. 71 показан круглый стол станка. Стол 4 установлен на ка-
ретке /, которая перемещает его вместе с закрепленными на нем дета-
лями под шлифовальную бабку или в положение загрузки.Каретка пе-
ремещается по плоскости и V-образной направляющей станины. Верх-
няя часть каретки имеет форму чаши с кольцевой направляющей 2, на
которой от зубчатого колеса редуктора и зубчатого венца 3, закреплен-
ного на столе, вращается стол. Для большей жесткости в верхней части
102
Рис. 70. Прямоугольный стол станка
каретки сделаны ребра. Кольцевая направляющая и зубчатое зацепле-
ние периодически смазываются маслом, заливаемым через специально
установленную масленку 8. На плите 7 стола имеются пазы, в которых
находятся шесть электромагнитных катушек 6. На верхней крышке
стола сделаны пазы, заполненные немагнитными прокладками 5.
Шлифовальная бабка представляет собой корпус, в котором поме-
щены шпиндель шлифовального круга, опоры шпинделя, смазочные
Рис. 71. Круглый стол станка
устройства и привод шпинделя. Шлифовальная бабка имеет направляю-
щие, по которым она перемещается.Она сообщает шлифовальному кру-
гу главное движение резания. Шлифовальный круг вращается с боль-
шой частотой (до 3000 об/мин), чтобы обеспечить скорость резания
35 м/с и более.
Возникающие при шлифовании усилия резания воспринимаются
шлифовальной бабкой, поэтому она должна быть виброустойчивой,
прочной и жесткой.
104
Шпиндель — важнейшая деталь станка, определяющая в большой
степени точность его работы. У шпинделя станка тщательно обработа-
ны рабочие шейки, лежащие непосредственно на опорах. Шпиндель
должен быть прочным, жестким, виброустойчивым и износостойким.
На консольном конце шпинделя имеется коническая поверхность со
шпонкой для насадки фланца со шлифовальным кругом. Фланец закреп-
ляется на шпинделе гайкой.
Привод шпинделя шлифовальных станков осуществляется от ин-
дивидуального электродвигателя через ременную передачу или непо-
средственно от электродвигателя, встроенного в шлифовальную бабку.
Ременная передача обеспечивает безвибрационное вращение шли-
фовального круга. Изменять частоту вращения шпинделя можно, ме-
няя шкивы.
Широкое распространение получила конструкция шпинделя со
встроенным электродвигателем. Ротор двигателя напрессовывают на
шпиндель и вращают вместе с ним. В шпиндельной бабке сделана расточ-
ка, в которой закрепляют статор. Между ротором и статором должен
быть зазор до 0,2 мм. При увеличении зазора снижается мощность
электродвигателя.
Разность в размерах воздушного зазора по окружности между ста-
тором и ротором не должна превышать 0,05 мм. При большем зазоре воз-
никают вибрации. Для охлаждения электродвигателя предусмотрен
вентилятор, засасывающий воздух со стороны, противоположной поло-
жению шлифовального круга, чтобы вместе с воздухом не, попали пыль
и влага из зоны шлифования. Воздух прогоняется мимо обмотки стато-
ра и выходит через специальные окна.
§ 45. Подачи стола и шлифовального
круга
Стол станка и шпиндельная бабка, несущая круг, приводятся в дви-
жение от электродвигателей или вручную при помощи механических,
гидравлических и смешанных передач. При шлифовании обычно осу-
ществляются следующие подачи шлифовальной бабки: ручная верти-
кальная; автоматизированная вертикальная; ускоренная вертикаль-
ная, для быстрого отвода круга по окончании шлифования; ручная по-
перечная; автоматизированная поперечная, в этом случае стол станка
получает движение при помощи гидравлического привода.
Механизмы подач станка позволяют производить как большие, так
и очень малые вертикальные перемещения бабки вместе с кругом (по-
рядка 0,005 мм/ход стола). Автоматическая подача круга при черно-
вых проходах больше, чем при чистовых. Изменение подач происходит
автоматически. Для этого на станке имеется автоматическое измеритель-
ное устройство, подающее команду на электромагнит, управляющий
гидравлической коробкой, которая сообщает движение храповому ме-
ханизму подачи; За одно движение стола храповой механизм может по-
ворачиваться только на один зуб. Такой поворот соответствует верти-
кальному перемещению бабки на 0,005 мм.
105
§ 46. Особенности гидропривода
плоскошлифовальных станков
Гидравлический привод состоит из двух основных частей: насоса,
подающего рабочую жидкость (масло) в систему, и гидродвигателя (ци-
линдра или гидромотора), сообщающего механизмам станка опреде-
ленные движения. Работу насоса и гидродвигателя обеспечивают тру-
бопроводы, аппаратура, контролирующая давление и количество
масла в системе, — клапаны, регуляторы и т.п.; распределительные
устройства, управляющие циклом работы, — золотники, краны; вспо-
могательные устройства — резервуары для жидкости, фильтры, от-
стойники и т.п.
Рабочей жидкостью для гидравлических систем служат очищенные
минеральные масла различных марок. Наиболее часто применяют
следующие масла: индустриальное 12 (веретенное 2), индустриальное
20 (веретенное 3), индустриальное 30 (машинное Л).
Масло должно быть однородно по химическому составу, иметь высо-
кую температуру вспышки, низкую температуру застывания, не долж-
но содержать щелочей и кислот, растворимых в воде, так как они вы-
зывают коррозию металлов и появление мылообразующих жиров, вслед-
ствие чего появляется пена. Пена, попав в систему, может вызвать не-
равномерность движения механизмов.
Температурой вспышки называют такую температуру, при которой
смесь паров масла с воздухом вспыхивает от приближения открытого
пламени и даже искры. Применяемое в гидравлических системах мас-
ло должно иметь достаточно высокую температуру вспышки. При тем-
пературе масла, которая примерно на 80% ниже температуры вспыш-
ки, начинается его заметное испарение. При низкой температуре вспыш-
ки, кроме того, масло делается огнеопасным.
Температурой застывания называют температуру, при которой мас-
ло застывает. Во избежание нарушения работы гидравлических систем
масло должно иметь низкую температуру застывания. Важно знать са-
мую низкую температуру, при которой текучесть масла еще позволяет
применять его в гидравлических системах.
Необходимо, чтобы вязкость масла в гидросистеме с изменением
температуры изменялась незначительно.
Вязкость — это свойство масла, характеризующее внутреннее тре-
ние жидкости, оказывающее сопротивление перемещению его частиц.
Вязкость измеряется в градусах Энглера (°Е). Градусы Энглера —
условная величина, которая получается отделения времени истечения
200 см3 испытуемой жидкости через капиллярную трубочку с внут-
ренним диаметром 2,8 мм на время истечения через тот же капилляр
200 см3 воды при температуре 20° С. Прибор для определения вязкости
называется вискозиметром. Для характеристики вязкости масел при-
меняют показания вискозиметра при 20, 50 и 100° С, что соответствен-
но обозначается °Е20, °Е50 и °Е100.
При повышении температуры вязкость масла уменьшается, при по-
нижении — увеличивается. При увеличении давления вязкость воз-
растает, а при уменьшении — уменьшается.
106
§ 47. Лопастные насосы
для гидроприводов
Гидроприводы плоскошлифовальных станков чаще всего работают
от лопастных насосов марки ЛФ, выпускаемые восьми типоразмеров
со следующими техническими характеристиками: производительность
—5—100 л/мин, рабочее давление — до 65 МПа, приводная мощность-
до 13 кВт, объемный к.п.д. — 0,62—0,92.
Рис. 72. Лопастной насос станка ЗП722
Лопастной насос станка (рис. 72) имеет корпус, в котором распола-
гается статор — стальное закаленное кольцо. Внутренняя поверх-
ность кольца имеет форму эллипса.
Внутри статора размещен ротор — диск с радиальными прорезями.
В прорези вставлены пластины-лопатки. С боков ротор и статор закры-
ты двумя медными дисками, вследствие чего создается замкнутая рабо-
107
чая камера между ротором, статором и дисками. В дисках имеется по
четыре отверстия — два для всасывания и два для нагнетания.
При вращении ротора лопатки выдвигаются из пазов под дейст-
вием центробежных сил и прижимаются к эллиптической поверхности
статора. Благодаря такой форме статора за один оборот ротора лопат-
ки дважды выдвигаются и дважды вдвигаются в пазы ротора. При
выдвижении лопаток объем полости между двумя смежными лопатка-
ми увеличивается, в полости создается разрежение, благодаря чему
масло засасывается в полость через специальные окна. При дальней-
шем вращении объем полости уменьшается, и масло выдавливается в
окна 6, связанные с гидросистемой. При вращении ротора по часовой
стрелке масло засасывается одновременно в нижней правой и верхней
левой частях, а нагнетается в нижней левой и верхней правой частях.
Так как камеры нагнетания расположены диаметрально противо-
положно, то давление масла на ротор уравновешивается, поэтому вал
и подшипники разгружены. Скорость вращения вала вместе с ротором
1000 об/мин.
Лопастные гидронасосы изготовляют одинарными и сдвоенными.
Сдвоенный насос состоит из двух насосов аналогичной конструкции.
В корпусе 3 установлен вал 4, вращающийся от индивидуального
электродвигателя. Вал приводит в движение два ротора 9 с лопатками
<8, заключенными в статоре 5. В бронзовых дисках 1 и 2 имеются два
окна 7 для всасывания и два окна 6 для нагнетания. Один из насосов
создает большое давление, но мало расходует жидкости, другой —
малое давление, но расходует много жидкости. Работают насосы при
температуре масла от 10 до 50° С.
§ 48. Гидроцилиндры
Гидроцилиндры превращают движение масла в движение столов,
бабок, прибора для правки круга т. п. Цилиндры бывают с одним и
двумя штоками.
Одношточный цилиндр (рис. 73, а) состоит из цилиндра 5, поршня
6, штока 4, полихлорвиниловых уплотнительных манжет 7 поршня и
уплотнительных колец 2 штока, опор 3 и <8, удерживающих цилиндр
на станине. На малых и средних станках шток поршня соединен крон-
штейном 1 с торцом стола.
Масло попеременно подается в правую и левую полости цилиндра
через штуцера 9 и /0, и в зависимости от этого поршень со штоком и
связанный с ними стол перемещаются влево или вправо.
Масло поступает через верхние полости опор, что уменьшает опас-
ность попадания воздуха в цилиндр и облегчает удаление его. Масло
из правой полости цилиндра давит на всю поверхность поршня, из ле-
вой — на поверхность поршня, не занятую штоком. Скорости переме-
щения штока влево и вправо не равны, они обратно пропорциональны
величине полезных площадей. Однако разность скоростей при переме-
щении вправо и влево не превышает 10%.
Достоинствами такого цилиндра являются малые габариты и прос-
тота конструкции.
108
Рис. 73. Гидроцилиндры
К недостаткам относится большая нагрузка на тонкий шток. Поэ-
тому при движении влево шток прогибается относительно своей оси,
нарушая уплотнения.
Применяют также двухшточные цилиндры. Скорости поршня при
движении вправо и влево одинаковы. На рис. 73, б показан двухшточ-
ный цилиндр станка ЗП722. Этот цилиндр имеет большие габариты.
Масло поступает в цилиндр через пустотелые штоки 2 и 4. При подаче
масла в правую полость цилиндра связанный с ним стол перемещается
вправо, а масло из левой полости через каналы 3 и полость в штоке
попадает в штуцер 1 и далее в гидросистему на слив.
В некоторых станках стол движется от двух штоков при неподвиж-
ном цилиндре.
§ 49. Аппаратура гидросистемы
К аппаратуре гидросистем относятся распределительные и регули-
рующие устройства: клапаны, золотники, краны и т. п.
Распределительные устройства направляют по-
ток масла в различные механизмы гидравлической системы и отводят
его в резервуар, а также управляют последовательностью действия ме-
ханизмов.
Регулирующие устройства устанавливают требую-
щуюся величину давления в системе, скорость потока, скорость и ве-
личину перемещения механизмов станка. Управление золотниками и
кранами может быть ручное или автоматизированное.
Клапаны служат для регулирования давления, они открываются
или закрываются автоматически под действием пружины, жидкости или
собственной массы.
Предохранительные клапаны предназначены для поддержания
в системе давления масла, не превышающего определенной величины.
При давлении, превышающем установленный предел, клапан откры-
вается и перепускает жидкость в резервуар.
Часто предохранительные клапаны не только предупреждают пе-
регрузку системы, но и поддерживают требуемое давление для созда-
ния постоянного напора. В этом случае клапан работает как перепуск-
ной напорный: перепускает в резервуар излишек жидкости сверх того
количества, которое требуется для Получения нужной скорости дви-
жения.
Для распределения потока масла и регулирования давления слу-
жат золотники.
Золотники управляются при помощи кулачков, которые поворачива-
ют рычаг, перемещающий золотник в ту или другую сторону. Для пере-
ключения больших золотников требуются большие усилия; для этой
цели применяют системы со вспомогательными золотниками, которые
называются пилотами (рис. 74).
При движении рычага вправо пилот 3 занимает правое положение, и
масло от насоса, проходя через левые полости пилота, перемещает
плунжер золотника 2 вправо. При этом масло из золотника направля-
ется в левую полость цилиндра /, а из правой полости цилиндра ухо-
110
дит в бак. В конце рабочего хода стол поворачивает рычаг 4 своими упо-
рами. Тогда пилот 3 перемещается в крайнее левое положение, откры-
вает для масла каналы справа и закрывает слева. Масло подходит к зо-
лотнику 2 справа и перемещает его справа налево. При этом основной
поток масла идет через каналы в
правую полость цилиндра /, а из левой
оно сливается. Стол начнет дви-
гаться в обратном направлении.
Пилотом можно управлять и
вручную.
Регулирование рабо-
ты гидропривода. При
работе станка на различных ре-
жимах требуется изменять ско-
рость перемещения рабочих меха-
низмов, что достигается регули-
рованием количества масла, по-
ступающего в рабочие цилиндры
гидропривода при помощи дрос-
селей.
Рис. 75. Дроссель щелевой
Рис. 74. Золотник с пилотом
В щелевом дросселе (рис. 75) поворотом дросселя 1 вокруг его оси
изменяют размер щели для прохода масла из канала 2 в капал 5, что
вызывает изменение гидравлического сопротивления проходу масла.
Чем менып£ щель, тем больше гидравлическое сопротивление и тем
меньше количество пропускаемого масла, и наоборот.
Регулирование дросселем обеспечивает плавное изменение ско-
рости рабочего механизма в больших пределах.
В игольчатом дросселе (рис. 76) при перемещении иглы 1 изменя-
ется сечение канала. Перемещение иглы регулируют вращением винта
2. Применяют и автоматически действующие дроссели. Чтобы избежать
скачков давления в гидросистеме, излишки масла отводятся в бак, ми-
нуя рабочие цилиндры, через предохранительные клапаны.
На рис. 77 показан разрез шарикового предохранительного клапа-
на. Канал 1 соединен с трубопроводом гидросистемы. Пружина 4 давит
на наконечник <?, который посредством шарика 5 закрывает канал /.
111
Сила пружины выбрана с таким расчетом, чтобы при давлении в гидро-
системе, превышающем нормальное, шарик преодолевал сопротивле-
ние пружины и открывал выход для масла из канала / в каналы 2,
ведущие в бак.
Рис. 76. Дроссель игольчатый Рис. 77. Шариковый предохра-
нительный клапан
Перелив масла продолжается до тех пор, пока давление в системе
не установится нормальным.
§ 50. Вспомогательные устройства
гидросистем
К вспомогательным устройствам гидросистем относятся баки, тру-
бопроводы, фильтры, уплотнения.
Баки (рис. 78, а) служат резервуарами для масла. В баке должно
быть предусмотрено устройство для очистки масла, поступающего
из гидросистемы. Загрязненное масло
может засорить трубопроводы, дрос-
сели, клапаны и нарушить работу
всей системы.
Бак разделен на несколько отсеков
перегородками. Масло сливается в
правый отсек, а засасывается из ле-
вого. В первом отсеке струи масла
резко меняют направление движения,
вследствие чего посторонние частицы,
имеющиеся в масле, отделяются и
оседают. Воздух, смешавшийся с мас-
лом, также отделяется. Высота пере-
городки между отсеками ниже уров-
ня масла и потому в следующий отсек
переливается только верхняя, отсто-
явшаяся часть масла.
Для слива грязи и отстоя в отсе-
ках имеются краны. Пробка 2 бака
для заливки масла снабжена сеткой /
(рис. 78, б) с ячейками 0,1 X 0,1 мм,
чтобы в них задерживалась грязь.
Отверстие-сапун 3 служит для соеди-
нения резервуара о атмосферой.
112
Количество заливаемого в резервуар масла должно быть достаточ-
ным для работы насоса в течение 2—3 мин, причем уровень масла после
заполнения им всей системы не должен резко понижаться и масло
не должно очень нагреваться.
Рис. 79. Фильтры:
а — сетчатый, б — пластинчатый
В плоскошлифовальных станках резервуаром для масла обычно слу-
жит сама станина. Ребра жесткости создают те же условия для очистки
масла, что и перегородки.
Фильтры предназначены для очистки масла от твердых частиц.
Различают фильтры грубой очистки, пропускающие частицы менее
0,2; нормальной очистки — до 0,1; тонкой очистки — до 0,05 и очень
тонкой — до 0,005 мм. Масло очищается при прохождении через
латунные сетки с малыми размерами ячеек (рис. 79, а). Сетки очища-
ют, промывая их в бензине, керосине, жидком масле или продувая сжа-
тым воздухом. Имеются различные конструкции фильтров.
Применяют пластинчатые фильтры (рис. 79, б). В них загрязненное
масло поступает в стакан и, проходя через щели набора пластин, очи-
щается. Далее масло проникает внутрь набора пластин и оттуда через
выходное отверстие — в гидросистему. При загрязнении фильтра соп-
ротивление движению масла в системе увеличивается, поэтому фильт-
ры нужно очищать не реже одного раза в месяц. Для очистки фильтра
поворачивают рукоятку, на которой имеются скребки. Эти скребки про-
ходят между пластинами и счищают накопившуюся грязь.
Для очистки масла от металлических частиц применяют магнитные
сепараторы. Металлические частицы прилипают к магниту и отделяют-
ся от масла.
113
Фильтры устанавливают в трубопроводе, в нагнетательной или
отводящей магистрали.
Уплотнения служат для предотвращения утечки масла. Если зазоры
между сопряженными деталями малы (например, в золотниках), то
можно обойтись без уплотнений, но изготовление точных деталей
стоит дорого и поэтому невыгодно. Даже при малом износе таких дета-
лей зазоры увеличиваются, и происходит большая утечка масла.
Масло, вытекающее из системы, загрязняет станок, помещение цеха
и разъедает бетонный фундамент.
Уплотнениями служат мягкие набивки (сальники), манжеты, порш-
невые кольца и т. п.
Трубопроводы соединяют все элементы гидросистем. Применяют
стальные бесшовные, газовые и отожженные латунные трубы.
§ 51. Смазка станков
Все трущиеся части станка должны быть смазаны. Наличие смазки
повышает износоустойчивость деталей и снижает температуру их
нагрева. Особое значение имеет смазка подшипников шпинделя, на-
правляющих, зубчатых передач и других соединений.
Детали гидропривода смазываются маслом, служащим рабочей
жидкостью. Подшипники скольжения шпинделя смазываются жидким
минеральным маслом Т и индустриальным — 12.
Смазка может быть централизованной для всех объектов смазки
станка или направленной только на один объект. Она может осуществ-
ляться из масленки самотеком, циркуляцией без внешнего давления
и специальным насосом. Смазка из масленки самотеком наиболее
проста, но такая подача масла недостаточна для хорошего охлаждения.
Необходимо периодически заполнять и чистить масленку, следить за
уровнем масла и т. д. При циркуляционной смазке масло различ-
ными способами захватывается из ванны и подается к трущимся
частям. Смазка от специального насоса очень удобна, так как обеспе-
чивает обильное поступление масла к подшипникам.
Подшипники качения шпинделей смазывают консистентной смазкой
или жидким маслом. Консистентную смазку (технический вазелин,
солидол) кладут при монтаже в корпус подшипника,.а затем при помо-
щи шприц-масленки периодически добавляют. Жидкую смазку осущест-
вляют в масляной ванне, в которую погружена нижняя часть подшип-
ника так,чтобы уровень масла был не выше центра нижнего шарика.
Возможно также применение фитилей, которые из ванны подают
масло к подшипникам.
Чтобы удержать масло в системе, используют различные уплотне-
ния, которые вместе с тем препятствуют проникновению загрязнения
и влаги к подшипникам из внешней среды.
Перед пуском и во время работы станок нужно тщательно смазы-
вать в соответствии с инструкцией и картой смазки. Масло необходимо
хранить в закрытых сосудах.
114
§ 52. Система охлаждения
Рис. 80. Центрифуга для тонкой очистки
охлаждающей жидкости
Для поддержания температуры шлифуемой детали в пределах,
близких к температуре окружающей среды, при шлифовании приме-
няют охлаждение жидкостью. Однако назначение охлаждающей жид-
кости состоит не только в том, чтобы быстро отводить тепло от поверх-
ностного слоя детали, но и смывать отходы шлифования.
Чтобы не допускать обратного попадания этих отходов в зону шли-
фования, применяется ряд мер.
Охлаждающая жидкость находится в специальном закрытом баке,
имеющем перегородки для отстаивания жидкости.
Насос, всасывающий отстояв-
шуюся жидкость из бака и на-
правляющий ее по трубопрово-
ду в зону охлаждения, снаб-
жается фильтром. Кроме фильт-
ров для очистки охлаждающей
жидкости применяют магнитные
сепараторы.
В случаях, когда к шерохо-
ватости поверхности шлифуемых
деталей предъявляются особо
высокие требования, более тон-
кая очистка осуществляется ус-
тановкой, в которой жидкость,
прошедшая очистку в магнит-
ном сепараторе, стекает на по-
лосу фильтровальной бумаги и
далее в бак. Под резервуаром с бумагой расположен поплавок. Пока
бумага пропускает всю жидкость, поплавок находится в нижнем
положении. При засорении фильтровальной бумаги уровень жидкости
над ней повышается, поплавок поднимается и включает двигатель,
который на место загрязненной бумаги подает чистую.
Для тонкой очистки охлаждающей жидкости применяют центри-
фуги (рис. 80). Загрязненная жидкость поступает через впускное от-
верстие 3 в камеру, где получает вращательное движение от крыльчат-
ки двигателя 1. Возникающие при этом центробежные силы отбрасы-
вают тяжелые частицы абразива, металла и грязи к стенкам, а
очищенная от загрязнения жидкость сливается через разгрузоч-
ное отверстие 2.
§ 53. Кинематическая схема станка
Чтобы разобраться в устройстве станка и взаимодействии его движу-
щихся частей, пользуются кинематическими схемами, в которых содер-
жатся все звенья, служащие для передачи движения от двигателя
к различным частям станка. Эти связи называют кинематическими
цепями.
115
Кинематическая схема станка ЗД756 Липецкого станкостроитель-
ного завода приведена на рис. 81. Этот станок имеет следующие кине-
матические цепи: вращения электромагнитного стола; ускоренного
перемещения шлифовальной бабки; автоматической и ручной подачи
шлифовальной бабки; поворота кожуха.
Цепь вращения электромагнитного стола. Вращение стола осущест-
вляется от электродвигателя постоянного тока 36 через клиноременную
передачу, от шкива 35 электродвигателя на шкив 34 редуктора.
Шкив 34 сидит жестко на валу редуктора, с которым жестко свя-
зано зубчатое колесо 32. Колесо 32 передает вращение колесу 5/, сидя-
щему на втором валу редуктора привода. Этот вал передает вращение
на редуктор стола, где имеется коническая лара зубчатых колес 27—28.
На одном валу с колесом 28 находится цилиндрическое колесо 29,
зацепляющееся с колесом 30, передающим вращение столу.
Частота вращения электродвигателя 36 изменяется плавно (бессту-
пенчато) за счет привода магнитного усилителя (ПМУ) в пределах
1 : 10. Бесступенчатое регулирование частоты вращения стола на-
ходится в пределах от 6 до 30 об/мин.
Цепь ускоренного перемещения шлифовальной бабки. Ускоренное
перемещение шлифовальной бабки осуществляется двигателем по-
стоянного тока через червячные, цилиндрические и конические зубча-
тые колеса, коробки подач и винт по следующей цепи: от электродви-
гателя 33 ПМУ через муфту, червяк 20 на червячное колесо 19, ци-
линдрическое колесо 21, колесо 16, через муфту на цилиндрическое,
колесо 8, коническую пару 4—5 на винт 6 и гайку 7. При этом кулачко-
вая муфта, связывающая зубчатые колеса 15 и 16, отключена. Переме-
щение шлифовальной бабки вверх или вниз осуществляется реверси-
рованием электродвигателя 33.
Цепь автоматической подачи шлифовальной бабки. От электродви-
гателя 33 через муфту, червячную пару 19—20, планетарную передачу,
состоящую из блока зубчатых колес 17—18, который обкатывается вок-
руг колеса 22 и одновременно вращается вокруг своей оси, движение
сообщается колесу 23. Это колесо связано жестко с колесом 26, которое
вращается с той же скоростью, что и колесо 23. С колесом 26 зацепля-
ется колесо 9. Далее передача идет на обгонную муфту на цилиндри-
ческую пару 8—3, затем коническую пару 4—5, винт 6 и гайку 7. При
этом кулачковая муфта (колеса 15—16) включена, зубчатые колеса
21—22 разъединены, а маховичок вращается. При вращении электро-
магнитной муфты М зубчатое колесо 25, работающее вхолостую от
зубчатого колеса 24, начинает вращаться заодно с валом обгонной муф-
ты. Так как скорость вращения колеса 25 в четыре раза больше скорости
вращения обгонной муфты, то муфта вращается вхолостую, а подача
бабки происходит через зубчатые колеса 8—3 и 4—5, винт 6 и гайку 7.
Цепь ручной подачи шлифовальной бабки. Ручное перемещение и
ручная подача осуществляются вращением маховичка А при включе-
нии муфты 15—16 через коническую пару 12—13, цилиндрическую па-
ру 14—15, через колеса 8—3, коническую пару 4—5, винт 6 и гайку 7.
При этом цилиндрические колеса 23—16 разъединены, а муфта обгона
не работает.
116
Рис. 81. Кинематическая схема станка ЗД756
Кулачковая муфта 15—16 включается поворотом рукоятки Б ци-
линдрического колеса 10 и движущейся рейки 11.
Цепь поворота кожуха. При перемещении плунжера с рейкой 2
из одного крайнего положения в другое зубчатое колесо /, зацепляю-
щееся с рейкой, делает поворот на 180°, вследствие чего кожух закры-
вается или открывается.
§ 54. Электрооборудование
плоскошлифовальных станков
Каждый металлорежущий станок, как правило, приводится в дви-
жение от индивидуального электропривода, состоящего из одного или
нескольких электродвигателей.
Во многих шлифовальных станках привод шпинделя, шлифовально-
го круга осуществляется от электродвигателя, который устанавлива-
ется на корпусе шлифовальной бабки. Вращение шпинделю передается
через клиновидные ремни.
Часто применяются фланцевые электродвигатели, непосредственно
соединяемые с приводным валом механизма, причем вал может иметь
горизонтальное или вертикальное положение.
Широко распространены также встроенные электродвигатели, ро-
тор которых составляет одно целое со шпинделем станка, например
электрошпиндели внутришлифов.альных станков.
На металлорежущих станках в основном используют трехфазные
асинхронные электродвигатели с короткозамкнутым ротором, выпус-
каемые в открытом и закрытом (защищенном) исполнении. Обычно при-
меняют закрытые электродвигатели, в которых вращающиеся и токо-
ведущие части надежно защищены.
Для управления, регулирования и защиты электродвигателей
от опасных перегрузок каждый шлифовальный станок оснащается
комплектом аппаратов, порядок действия которых приводится на
электросхеме станка.
Защитная аппаратура. Для предупреждения перегрузок станка, ко-
торые могут привести к поломке узлов или деталей станка или к сгора-
нию обмотки статора электродвигателя, применяют плавкие предохра-
нители. При увеличении потребляемого тока сверх допустимых пре-
делов токопроводящая проволока предохранителя расплавляется и
прерывает цепь, питающую электродвигатель.
Недостатком такого способа защиты является отсутствие автомати-
ческого восстановления прерванной электрической цепи. Поэтому для
этой же цели применяют тепловые реле, которые, выключив электродви-
гатель при перегрузке, автоматически включают его, когда перегрузка
прекращается.
§ 55. Паспорт станка
Паспорт — это основной технический документ, содержащий
данные, характеризующие станок, рекомендации по установке его и
уходу за ним. В паспорте указывают основные размеры станка, ско-
рости шпинделя и стола, величины подач, величину наибольшего до-
118
пустимого крутящего момента на шпинделе и мощность. В нем содер-
жатся сведения об основных принадлежностях и приспособлениях
к станку, о приводе, гидравлических механизмах, схеме управления
станком, об устранении дефектов при работе, приводятся электро- и
гидросхемы, кинематическая схема, спецификация подшипников, зуб-
чатых колес, электродвигателей, золотников, клапанов и других уст-
ройств.
Паспорт используется цеховым технологом как документ для назна-
чения режимов обработки, подбора приспособлений, планировки раз-
мещения станка в цехе. Паспорт необходим также механику и энерге-
тику как руководство по эксплуатации и ремонту станка; в него вносят
данные о проведенных ремонтах и модернизации.
При работе станка могут возникнуть различные неисправности,
которые может устранить сам рабочий или сообщить о них слесарю-
ремонтнику. Указания о методах исправления дефектов приведены
в паспорте.
Контрольные вопросы
1. Как классифицируют плоскошлифовальныг станки?
2. Какие операции следует выполнять на станках с круглым столом и какие
на станках с прямоугольным столом?
3. Каково назначение станины и стола?
4. Как устроены шлифовальные бабки?
5. Какие основные части и узлы составляют гидравлическую схему станков?
6. Как производят смазку станка?
7. Каково назначение паспорта станка?
Глава VI
Основы теории резания
§ S6. Краткий исторический обзор
развития науки о резании металлов
Получение точных деталей заданной формы и размеров чаще всего
осуществляется снятием с заготовки слоя металла, т. е. процессами
резания. Для выявления закономерностей процесса резания более
НО лет назад ученые начали производить экспериментальные и тео-
ретические работы.
Первыми в мире русские ученые И. А. Тимме, К. А. Зворыкин,
Я. Г. Усачев и другие изучили основные вопросы резания металлов.
После Великой Октябрьской социалистической революции коллек-
тивы советских ученых и новаторов, возглавляемые А. В. Панкиным,
С. ф. Глебовым, И. М. Беспрозванным и др., продолжили изучение
процессов резания. Они установили важные зависимости и дали ценные
материалы по конструированию и расчету инструментов и оборудова-
119
ния, методам обработки и режимам резания. В настоящее время
институты Академии наук, другие институты и организации (ВНИИ,
ВНИИАШ, Московский станкоинструментальный институт, МВТУ,
заводы имени Ильича, МИЗ, «Фрезер» и др.) продолжают плодот-
ворно работать над изысканием новых инструментальных материа-
лов, npotpeccHBHbix форм инструментов и методов обработки деталей.
§ 57. Процесс резания
при шлифовании
Основные характеристики процесса. Шлифование представляет
собой процесс сверхскоростного резания, осуществляемого большим
количеством абразивных зерен, расположенных по периферии или
торцовой поверхности шли-
фовального круга.
Результатом резания от-
дельного абразивного зер-
на шлифовального круга,
удаляющего мелкую струж-
ку, является царапина на
обрабатываемой поверхно-
сти. Поэтому процесс реза-
ния при шлифовании мож-
Рис. 82. Схема срезания стружки абразив-
ным звеном
но рассматривать как сум-
марное царапание обраба-
тываемой поверхности аб-
разивными зернами.
Процесс резания при шлифовании отличается следующими особен-
ностями: 1. Шлифовальный круг имеет не сплошную, а прерывистую
режущую кромку, так как абразивные зерна находятся друг от друга
на некотором расстоянии.
2. Процесс шлифования заключается в очень тонком срезании от-
дельными зернами — резцами материала детали.
3. Зерна круга в отличие от резцов имеют неправильную округ-
ленную в вершинах геометрическую форму и произвольно расположены
в круге, поэтому нет определенных значений углов а, <рД и др., а пе-
редний угол, как правило, имеет отрицательное значение. Так, у зерен
электрокорунда зернистостью 40 имеются закругления на вершинах
радиусом 0,025 мм, а у зерен зернистостью 25 — радиусом 0,019 мм.
В момент, предшествующий врезанию, абразивные зерна интенсивно
скользят по металлу, вызывая большое тепловыделение, приводящее
к высокой мгновенной температуре.
На рис. 82, а показан момент вступления абразивного зерна в кон-
такт с обрабатываемой поверхностью, когда резания не происходит и
режущая кромка зерна скользит по обрабатываемой поверхности, в ре-
зультате металл под кромкой абразивного зерна сжимается (происходит
упругопластическая деформация металла).
На рис. 82, б процесс резания еще не начинается, реформирован-
ный металл приближается к передней поверхности режущего зерна.:
120
На рис. 82, в показан момент, когда в результате деформации ме-
талла и движения режущей кромки абразивного зерна его передняя
поверхность сталкивается с образовавшимся выступом металла, сдви-
гает его и скалывает стружку. Стружка успевает нагреться до оплав-
ления и уносится в виде застывшей капельки металла.
4. Абразивные зерна, находящиеся на режущей части круга, рас-
положены на различном расстоянии от поверхности круга, поэтому
в обрабатываемую поверхность зерна внедряются на различную,
очень малую глубину и вызывают лишь упругую деформацию. При
этом происходит большое трение и, следовательно, тепловыделение.
Некоторые зерна вообще не участвуют в процессе резания, так как
попадают в срезанные предыдущими зернами участки поверхности (ка-
навки) металла. Только 6—8% абразивных зерен, расположенных на
режущей части круга, участвуют в съеме металла.
В процессе шлифования под влиянием увеличивающейся нагрузки
на затупившиеся зерна последние могут выкрашиваться или раскалы-
ваться. При этом обнажаются новые острые кромки зерен. Таким об-
разом, в отличие от резца круги могут самозатачиваться.
5. Снятие стружки зерном происходит за очень незначительное
время (0,0001—0,00005 с), т. е. практически мгновенно, но благодаря
большому количеству зерен процесс стружкообразования протекает
для всего круга непрерывно.
6. Высокая твердость и термостойкость абразивных зерен, а также
увеличение пластичности обрабатываемого материала из-за местного
нагрева в зоне контакта круга с деталью дают возможность обрабаты-
вать очень твердые материалы (стальные закаленные детали, твердые
сплавы, высокотвердые чугуны и др.).
7. Высокая температура в зоне контакта абразивного зерна и дета-
ли приводит к интенсивному нагреву поверхности, образовавшейся
риски. После выхода зерна из зоны контакта начинается охлаждение,
но поверхность не успевает полностью охладиться до тех пор, пока
в работу вступает новое зерно. Можно считать, что новое зерно начинает
резание при температуре примерно 600° С.
При высоких температурах материал имеет меньшую твердость и
прочность и потому обрабатываемость его более легкая, чем холодного
материала.
Ряд легирующих элементов способствует сохранению высоких
механических свойств в нагретом состоянии, т. е. делает сталь более
жаропрочной. Наиболее эффективными элементами, повышающими
жаропрочность, являются вольфрам, молибден, кремний, титан.
Поэтому стали, легированные этими элементами, шлифуются труднее
углеродистых конструкционных сталей.
Легирование конструкционных сталей добавками хрома, марган-
ца, никеля ухудшает обрабатываемость стали шлифованием незначи-
тельно, а добавки вольфрама, кремния, титана и других элементов,
значительно повышающих жаропрочность, резко ухудшают обрабаты-
ваемость стали шлифованием.
Стружка, снимаемая при шлифовании и размещаемая в порах шли-
фовального круга, при выходе из зоны шлифования под действием
121
центробежных сил и струи охлаждающей жидкости удаляется с поверх-
ности круга. При сравнительно больших сечениях снимаемой стружки,
превышающих размер пор между зернами круга, она вдавливается
в поры круга с такой силой, что действия силы и струи охлаждающей
жидкости уже недостаточны, чтобы ее удалить. Такой режим шлифова-
ния ведет к быстрому засаливанию круга и браку деталей.
§ 58. Усилия, действующие в процессе шлифования,
и мощность, затрачиваемая на шлифование
Шлифовальный круг, врезаясь в поверхность детали абразивными
зернами, снимает стружку. Чем большую стружку нужно срезать
и чем прочнее материал детали, тем большую силу резания нужно
приложить к кругу.
Силу резания, приложенную к кругу, можно разложить на три сос-
тавляющие (рис. 83): окружную Рг, радиальную Pv и усилие пода-
чи Рх.
Окружная, или тангенциальная, сила Рг направлена параллельно
шлифуемой плоскости и касательна к окружности шлифоваль-
Величина Pz определяет
величины крутящего мо-
мента и мощности, кото-
рые необходимо затратить
на шлифование. Сила Рг
расходуется на отделение
стружки и преодоление сил
трения между кругом и об-
рабатываемой поверхно-
стью. На отделение струж-
ки у закаленной стали за-
трачивается 30—50% тан-
ного круга.
генциальной силы, у неза-
каленной стали 25—30%, на преодоление сил трения 50—75%. Коэф-
фициент трения при шлифовании незакаленной стали кругами из
электрокорунда составляет примерно 0,55, а закаленных сталей при-
n ерно 0,2. Это обстоятельство объясняет примерно одинаковую мощ-
ность, расходуемую на шлифование закаленных и незакаленных
сталей.
Сила Ру, направленная перпендикулярно шлифуемой поверхности,
является реакцией детали против стремления круга внедрить зерна
в тело обрабатываемой детали и деформировать обрабатываемую деталь.
Сила Ру при периферийном шлифовании стремится изогнуть шпиндель,
на котором закреплен круг, а при торцовом — прижать шпиндель
к осевым подшипникам и, если круг несколько наклонен и работает
только одной стороной, также и изогнуть шпиндель.
Усилие подачи Рх действует в плоскости шлифования, вызывая
дополнительный прогиб шпинделя.
Соотношение между Ру и Рг изменяется в зависимости от режимов
шлифования: Ру = (1,5 — 2) • Рг.
122
Окружное усилие при шлифовании определяют по эмпирическим
формулам.
Окружное усилие увеличивается с повышением скорости детали,
величины подачи и глубины шлифования, но уменьшается с увеличе-
нием скорости круга. С уменьшением диаметра в результате износа
снижается окружная скорость круга и возрастает окружное усилие.
Усилие и мощность повышаются при увеличении твердости круга.
Поэтому при обработке массивных деталей на мощных станках следует
использовать твердые круги, а на маломощных станках — мягкие
самозатачивающиеся, работающие всегда острыми кромками, и крупно-
зернистые круги, меньше дробящие стружку и работающие с незначи-
тельными усилиями резания.
Мощность, затрачиваемую непосредственно на процесс шлифования,
определяют по формуле: N = Р2ук/102, кВт, где Рг — усилие, кгс;
— скорость круга, м/с; 102 — коэффициент перевода килограммо-
метров в киловатты.
В настоящее время часто используют показатель, характеризующий
удельный расход мощности на съем единицы объема металла за 1 мин,
приходящийся на 1 мм ширины круга.
§ 59. Теплота, образующаяся при шлифовании.
Качество шлифованной поверхности
В зоне контакта шлифовального круга и обрабатываемой детали
возникает высокая температура, достигающая в некоторых случаях
1000—1600° С. При всех процессах резания выделяется тепло, но при
шлифовании его выделяется намного больше, чем при обработке
резцами, фрезами или другими многолезвийными инструментами. Это
объясняется следующим: скорость шлифования в 10—20 раз превышает
скорость обработки резцами и фрезами; абразивные зерна имеют, как
правило, отрицательные передние углы, и поэтому при резании зат-
рачивается много энергии на прижатие круга к детали, в результате
стружка более измельчается и выделяется много тепла. Выделяющееся
тепло нагревает круг, обрабатываемую деталь и окружающий воздух.
Так как воздух и круг обладают небольшой теплопроводностью, выде-
ляющееся тепло в основном поглощается обрабатываемой деталью.
Вследствие этого в момент снятия стружки в зоне резания образуется
так называемая мгновенная температура. Мгновенную температуру
отличают от установившейся температуры поверхностного слоя де-
тали, которая намного меньше мгновенной.
Установившаяся температура характеризуется количеством тепла,
поглощаемым деталью, равным количеству тепла, отводимым от детали
охлаждающей жидкостью.
В процессе окончательного шлифования установившаяся темпера-
тура должна быть примерно равной температуре цеха, ибо измери-
тельный инструмент, которым пользуются для контроля детали, имеет
температуру цеха.
За счет высокого нагревания и быстрого охлаждениия поверх-
ности закаленная сталь в поверхностном слое получает вторичную за-
123
калку и высокий отпуск. Под этим тонким поверхностным слоем полу-
чается отпущенный слой (структура троостит), а далее деталь имеет
структуру исходного металла.
Часто структурные изменения сопровождаются появлением на по-
верхности детали цветов побежалости. Такое состояние поверхност-
ного слоя называется прижогом.
Образование прижогов недопустимо, так как они снижают механи-
ческие свойства поверхностного слоя металла. Прижог в зависимости
от причины, его вызвавшей, может быть сплошным, когда значитель-
ная часть поверхности металла сплошь окрашена в цвета побежалости,
и местным, когда перегретыми оказываются отдельные участки на по-
верхности.
Появление сплошных прижогов на поверхности детали может быть
вызвано следующими причинами:
1. Завышением глубины шлифования.
2. Завышенной твердостью и несоответствием условий работы
выбранного круга.
3. Недостаточной интенсивностью охлаждения и нерациональным
способом подвода СОЖ.
4. Заниженной скоростью движения детали.
5. Несвоевременной, нерациональной или неправильной правкой
круга.
Местные прижоги могут появиться при вибрации станка (в резуль-
тате плохой балансировки круга), биении круга (из-за неточной цент-
ровки и закрепления круга на фланцах), а также в результате неисправ-
ностей подшипников шпинделя. Прижоги на поверхности детали обна-
руживают по цветам побежалости, а также травлением детали, которое
не оказывает влияния на качество поверхности.
Прижоги достигают глубины 1—2 мм, иногда при этом твердость
поверхности уменьшается с 62—64 до 45—55 HRC.
Разные структуры стали занимают разные объемы. Поэтому
участки с изменившейся структурой растягиваются или сжимаются
другими участками и в поверхностном слое возникают внутренние
напряжения. Особенно вредны растягивающие напряжения, достигаю-
щие очень больших значений, уменьшающие прочность, надежность и
долговечность детали.
Глубина распространения остаточных напряжений внутрь детали
составляет величину до 0,08 мм, а интенсивно напряженный слой
достигает глубины примерно 0,01 мм.
Если выбрать рациональные режимы шлифования, то можно добить-
ся сжимающих остаточных напряжений, которые увеличивают уста-
лостную прочность и долговечность детали.
Если внутренние напряжения превышают сопротивление материала
на разрыв, то в детали возникают шлифовочные трещины. Причины
образования шлифовочных трещин аналогичны причинам образования
прижогов, поэтому на практике шлифовочные трещины сопровождают-
ся возникновением прижогов.
Для уменьшения возможности возникновения прижогов и трещин
следует: 1. Подводить обильное количество СОЖ» уменьшающей
124
коэффициент трения между шлифуемой деталью и кругом. 2. Умень-
шать глубину шлифования и работать без подачи на глубину в конце
шлифования. 3. Применять более мягкие кр^^и. Если нельзя работать
мягкими кругами, необходимо увеличить скорость движения детали.
В результате этого уменьшится время нагревания каждого участка и
увеличится усилие шлифования, что будет способствовать самозата-
чиванию круга. 4. Применять круги из электрокорунда хромистого,
циркониевого, электрокорунда белого, эльбора вместо кругов из элект-
рокорунда нормального. 5. Применять сегментные круги вместо коль-
цевых при торцовом шлифовании. 6. Увеличить наклон оси шлифоваль-
ной бабки при торцовом шлифовании, чтобы сократить длину контак-
та круга с деталью.
Для выявления шлифовочных трещин применяют магнитную, люми-
несцентную дефектоскопию и электрофизическую при помощи вихре-
вых токов.
§ 60. Шероховатость шлифованной поверхности.
Контроль шероховатости поверхности
Качество шлифованной поверхности характеризуется не только фи-
зико-механическими свойствами поверхностного слоя, но и микроне-
ровностями, т. е. шероховатостью поверхности, штрихами обработки
и их направлением, формой неровностей.
Микронеровности (неровности небольшой высоты) поверхности за-
висят от формы режущего инструмента, подачи, зернистости, твердости,
структуры круга, скорости резания, вибрации круга, детали, станка
и других причин.
Шероховатость поверхности устанавливается конструктором. Шеро-
ховатость поверхности определяется числовым значением одного или
нескольких, значений параметров, установленных ГОСТ 2789—73.
Параметры шероховатости выбираются конструктором из следующей
номенклатуры:
Ra — среднее арифметическое отклонение профиля; Rz — высота не-
ровностей по десяти точкам, т. е. среднее арифметическое пяти наивыс-
ших и пяти наинизших точек; Rmax — наибольшая высота неровно-
стей профиля; Sm — средний шаг неровностей (измеренный по средней
линии профиля); S — средний шаг неровностей по вершинам; tp —
относительная опорная длина профиля.
Все параметры определяются на определенной длине поверхности
от 0,1 до 25 мм.
Для определения Ra (рис. 84) складывают все высоты точек про-
филя до средней линии профиля и делят на число этих высот:
#1 ~К*/2 4~ Уз + * • ♦ Л-Уп
п
Средняя высота неровностей Rz определяется как среднее расстоя-
ние между пятью высшими точками выступов и пятью низшими точ-
126
ками впадин, измеренных от линии параллельной средней линии:
__ Ц/Ц + + М + + +/т8 +^ю)1
Значения Sm и S рассчитывают так же, как и Ra\ tp, характери-
зуют поверхность детали, соприкасающуюся с плоскостью по мере
сглаживания или износа вершин. Величина р характеризует уровни
расположения плоскостей, проходящих по неровностям.
Для определения шероховатости поверхности в лабораторных усло-
виях применяют щуповые (профилометр, профилограф) и оптические
Рис. 84. Микронеровности поверхности
(двойной микроскоп, интерферометр) приборы, а в цеховых условиях —
эталонные образцы, которые совместно с обработанной деталью рас-
сматривают с помощью лупы или микроскопа.
Плоское шлифо вание при нормальных производственных условиях
обеспечивает шероховатости поверхности, указанные в табл. 6.
6. Шероховатость поверхности при плоском шлифовании
Характер обрабатываемой поверхности Тип станка Шероховатость Ra
Наружные плоские по- верхности С кругом, работающим торцом С кругом, работающим периферией 1,25—0,32 1,25—0,16
Внутренние плоские по- верхности С кругом, работающим торцом С кругом, работающим периферией 1,25-0,63 1,25-0,32
§ 61. Режимы шлифования
Скорость шлифования, или скорость вращения круга, имеет боль-
шое значение для процесса шлифования, так как производительность
шлифования возрастает почти пропорционально скорости круга.
Но увеличение скорости ограничивается прочностью круга и жест-
костью станка. Выбирать скорости нужно по наибольшим допустимым
126
значениям, указанным в ГОСТ 2424—75. Определение наивыгоднейшей
скорости детали производят по формулам:
для шлифования периферией круга
С
ип =-------—- , м/с,
д Tmtxsv-60 1
для шлифования торцом круга
г
va=----------- 60, м/с,
где С — коэффициент, Т — экономическая стойкость круга (время
в минутах между двумя правками), при которой стоимость операции
получается наименьшей, зависит от материала круга, требующейся
точности обработки, размеров круга, метода шлифования, мин, t —
глубина шлифования, мм, s—поперечная подача, мм, на .ход стола
при прямолинейно движущемся столе или, мм, на оборот стола при
вращающемся столе; Впр — приведенная (сплошная) ширина шли-
фования, мм; т, х, у, z — показатели степени, приводимые в справоч-
никах, зависят от материала детали, размеров детали .и др.
При шлифовании стали периферией круга на проход экономическая
стойкость t — 25 мин, торцом круга Т = 40 мин. Значения Т указаны
для наименьшей скорости шлифования.
Впр — это фактическая ширина слоя металла, снимаемого кругом:
для станков с прямоугольным столом Впр = F • q/L\
для деталей кольцевошформы Впр = л (D2 — d2) q/4L = 0,785 (D2—
- d2)/L;
для станков с вращающимся столом Впр = F^/nrfnp;
для деталей кольцевой формы = л (D2 — сР)/4лДи1) = 0,25 х
x(D‘-dHP>
где F — шлифуемая поверхность одной детали, мм2; q — количество
одновременно обрабатываемых деталей; L—длина участка прямоуголь-
ного стола, на котором располагаются обрабатываемые детали, мм,
dIip — средний диаметр шлифования, мм, D — наружный диаметр об-
рабатываемой детали, мм, d — внутренний диаметр обрабатываемой
детали, мм.
Шлифуемая площадь детали и габаритная площадь, которой деталь
устанавливается на стол станка, могут не совпадать. Поэтому вводят
понятие степень заполнения стола
^зап ~ = F * Ф^габ»
где Fra6 — общая габаритная площадь, занятая всеми деталями, ус-
тановленными на столе (включая просветы), мм2.
Режимы, обеспечивающие экономически эффективное шлифование,
не совпадают с режимами, обеспечивающими наибольшую производи-
тельность. Последние значительно увеличивают затраты на электро-
энергию, износ кругов, станка и др.
Глубину шлифования выбирают в зависимости от обрабатываемого
материала и вида шлифования. При черновом шлифовании выгодно
127
работать с наибольшей глубиной резания (шлифования), допускаемой
зерном круга, деталью и станком. При увеличении глубины резания
более допустимой поры круга быстро заполняются стружкой и круг
засаливается. С увеличением глубины шлифования возрастают усилия
и мощность, затрачиваемые на трение и дробление стружки. Поэтому
глубину шлифования следует уменьшать при обработке нежестких
деталей, слабо закрепленных на станке, и при возможности появле-
ния прижогов. При отделочном шлифовании глубина шлифования
должна быть небольшой, это повышает точность и качество обработки.
Твердые и прочные материалы шлифуются на меньшую глубину.
Прочность чашечных кругов допускает очень малую глубину ре-
зания — до нескольких сотых миллиметра. Допустимая глубина шли-
фования кольцевыми и сегментными кругами достигает нескольких
миллиметров.
Поперечную подачу измеряют в долях высоты круга. Для черново-
го шлифования она составляет 0,4—0,7, а при чистовых работах —
0,2—0,3 высоты круга на один ход стола. Чем больше величина пода-
чи, тем выше производительность, но больше шероховатость поверх-
ности.
Наиболее рациональные режимы резания ак, va, t, $поп выбирают
по таблицам справочника. Они колеблются в пределах t = 0,005 4-
4- 0,15 мм/ход, sllon = (0,2 4- 0,7) • В мм/ход, ад = 0,03 4- 0,66 м/с.
§ 62. Шлифование деталей кругами
из алмаза и эльбора
Рис. 85. Пло-
ский алмаз-
ный круг
прямого
профиля
Кругами из алмаза и эльбора шлифуют детали штампов, режущие
и измерительные инструменты и другие детали из закаленных сталей
и твердых сплавов, ибо шлифование твердых сплавов карбидом крем-
ния часто сопровождается появлением шлифовочных трещин. Перед чи-
стовой алмазной обработкой детали предварительно шлифуют круга-
ми из карбида кремния зеленого. При алмазном шлифовании править
круг нужно так часто, чтобы постоянно сохранять его
высокие режущие свойства.
Производительность при шлифовании алмазными и
эльборными кругами и качество шлифованной поверхно-
сти выше, чем при шлифовании другими абразивами
твердых сплавов и быстрорежущих сталей.
Алмазные и эльборные круги состоят из диска-кор-
пуса 2, на поверхность которого надевается iалмазное
кольцо /. Кольцо крепится на диске при помощи клея,
винтов или напрессовкой (рис. 85).
Корпус изготовляют из пластмассы, алюминиевых
или медных сплавов. Алмазоносное кольцо состоит из
связки, наполнителя и алмазного порошка. Кольца изго-
товляют со 100, 50 и 25%-ной концентрацией алмаза.
Под 100%-ной концентрацией понимается содержание
в 1 мм3 алмазоносного кольца 0,878 мг алмазов.
128
Круги проверяют на биение, которое допускается до 0,02 мм. Би-
ение устраняют правкой кругами или брусками из 63С16СМ12К.
Алмазные круги изнашиваются в сотни раз меньше, чем из карбида
кремния. В ряде случаев алмазное шлифование производят дважды —
предварительное кругами на металлической связке, добиваясь высокой
производительности и шероховатости и окончательное кругами на
органической связке.
7. Рекомендуемые режимы обработки при алмазном шлифовании
Вид шли-
фования
Плоское
Профиль-
ное
0,63
0,32
0,16
0,63
0,32
Подача»
Зернистость ал-
мазного круга
160/125—
—125/100
100/80—80/63
20/14—14/10
160/125-
—125/100
100/80—80/63
25
35
25
30
3—4
2—3
1,5—2
2
1,5
0,3—0,5
0,3—0,5
0,2—0,3
Ручная
Глубина шли-
фования t, мм
0,03—0,04
0,02—0,03
0,01—0,015
0,02—0,03
0,01—0,02
Связка
50
50
Металличес-
кая
Органичес-
кая
»
При засаливании круга на органической связке его очищают вруч-
ную пемзой. Круг при этом вращается со скоростью 25—30 м/с.
Режимы шлифования алмазными кругами приведены в табл. 7*
§ 63. Скоростное силовое
шлифование
Одним из путей повышения производительности труда и снижения
себестоимости при шлифовании металлов является увеличение ско-
рости вращения кругов и глубины резания.
Для скоростных шлифовальных кругов в СССР принята рабочая
окружная скорость 50 м/с и выше.
При увеличении скорости круга без изменения подачи на вреза-
ние уменьшается износ круга в среднем на 50%, ибо уменьшается сред-
няя толщина стружки и, следовательно, нагрузка на зерно, улучшает-
ся качество обрабатываемой поверхности на один-два класса за счет
уменьшения глубины врезания отдельных зерен при постоянном съе-
ме металла.
Такой метод применяют, если нужно повысить класс шерохова-
тости обрабатываемой поверхности. Можно производить шлифование
с пропорционально увеличивающейся скоростью и подачей на вреза-
ние, обеспечивающими значительное повышение производительности
труда. Выполняют также шлифование с увеличенной скоростью круга
и непропорционально увеличенной подачей на врезание. При этом не-
5 Зак. 1070
129
сколько меньше возрастают производительность и класс шероховато-
сти поверхности, чем в предыдущих случаях.
Мощность, затрачиваемая при скоростном шлифовании, возрастает
на 20—30%, а съем металла на 40% и более по сравнению с обычным
шлифованием. -
В процессе скоростного шлифования, как и при обычном, мягкие
круги затупляются быстрее, чем твердые.
Шероховатость поверхности детали большая при работе мягкими
кругами, чем при работе твердыми. При увеличении твердости кругов
уменьшается съем металла и ^шероховатость поверхности, примерно
в такой же зависимости как и при обычном шлифовании. Наибольший
съем металла получается при работе кругами твердости С1, наимень-
ший — СТ1.
Силовое шлифование заключается в том, что к шлифуемой поверх-
ности круг прижимается с большой силой, чтобы снимать стружку боль-
шой глубины. В последнее время ряд точных заготовок с общим при-
пуском до 6 мм обрабатывают шлифованием, причем черновая обработ-
ка осуществляется методом силового шлифования, позволяющим зна-
чительно уменьшить число рабочих ходов круга. При скоростном шли-
фовании применяют упрочненные кожухи, которые большим количест-
вом болтов крепят к станку. Под влиянием центробежной силы, воз-
никающей в кругах при вращении, в них появляются напряжения рас-
тяжения. При увеличении окружной скорости круга напряжения воз-
растают пропорционально квадрату окружной скорости. В связи с
этим круги для скоростного шлифования должны обладать повышенной
прочностью.
Такие круги изготовляют из нормального и белого электрокорун-
дов на керамической,.бакелитовой и вулканитовой связках и повышен-
ной пористости.
Повышение прочности керамических и вулканитовых кругов до-
стигается применением специально разработанных связок. В скорост-
ные бакелитовые круги заделывают стальные армирующие кольца
или тканевые прокладки. Перед установкой на станок такие круги ис-
пытывают на прочность повторно. Двукратное испытание кругов
гарантирует безопасность работы на высоких скоростях.
§ 64. Выбор шлифовальных кругов
для плоского шлифования
Круги подбирают в соответствии с особенностями обработки дета-
лей. Правильно подобранный круг для обработки одной детали может
оказаться не пригодным для другой. Общие рекомендации по выбору
абразивных инструментов для обработки различных материалов при-
ведены выше.
В справочниках имеются таблицы, в которых указываются различ-
ные материалы деталей, их термообработка и другие характеристики,
вид шлифования, рекомендуемый абразивный материал, зернистость,
твердость и связка. При пользовании таблицами нужно учитывать кон-
кретные условия обработки и вносить соответствующие коррективы.
130
Контрольные вопросы.
1. Каковы особенности процесса резания при шлифовании деталей?
2. Что понимают под режимами шлифования?
3. Как называют составляющие сил резания при шлифовании и как они дей-
ствуют на шлифуемую деталь, шлифовальный круг и шпиндель станка?
4. Как влияет теплообразование при шлифовании деталей?
5. В чем особенности скоростного и силового шлифования?
6. В чем особенности шлифования деталей алмазным и эльборными круга-
ми?
Глава VII
Технология плоского шлифования
§ 65. Типы (организационные формы)
производства
Технологические процессы изготовления деталей и сборки изделий
строятся по-разному в зависимости от номенклатуры выпускаемых из-
делий, программы, трудоемкости, регулярности и стабильности их вы-
пуска. В зависимости от организации производственного процесса
различают три типа производства: единичное, серийное, массовое.
Единичным называют производство, характеризуемое широкой но-
менклатурой изготовляемых или ремонтируемых изделий и малым объе-
мом выпуска изделий.
Серийным называют производство, характеризуемое ограниченной
номенклатурой изделий, изготовляемых или ремонтируемых партия-
ми, которые периодически повторяются. Объем выпуска изделий срав-
нительно большой.
Различают мелкосерийное, среднесерийное и крупносерийное про-
изводство в зависимости от количества изделий в партии (серии) и ко-
личества переналадок станков в месяц, характеризуемое коэффициен-
том закрепления операций. Так, в мелкосерийном производстве этот
коэффициент свыше 20 до 40, в среднесерийном — от 10 до 20, в круп-
носерийном — более 2 до 10. ,
Массовым называют производство, характеризуемое узкой номен-
клатурой и большим объемом выпуска изделий, непрерывно изготов-
ляемых или ремонтируемых в течение продолжительного времени.
Коэффициент закрепления операций до 1.
Условия работы в разных типах производства требуют особого
подхода к выбору заготовок, оборудования, технологической оснаст-
ки, квалификации рабочих, режимов обработки. Для единичного про-
изводства с часто меняющимися изделиями необходимы такие заготов-
ки, из которых можно обрабатывать разные по конфигурации детали,
иметь универсальные станки, позволяющие производить перенастрой-
ку их на обработку разных деталей с разными режимами резания, осна-
щать станки универсальными инструментами и приспособлениями.
5*
131
Рабочий должен иметь очень высокую квалификацию, чтобы перенала-
живать оборудование и технологическую оснастку при обработке каж-
дой из часто изменяющихся деталей.
В серийном производстве замена обрабатываемых деталей проис-
ходит реже, а потому можно использовать оборудование и технологи-
ческую оснастку, не имеющие таких широких возможностей для пере-
наладки, но обладающих большой производительностью. Возможно
использование средств механизации, облегчающих труд рабочего. Ра-
бочий не должен уметь выполнять такое большое число различных при-
емов, как в единичном производстве, т. е. у него может быть меньшая
квалификация.
В массовом производстве за каждым станком закреплена одна опе-
рация и потому оборудование и технологическая оснастка специально
приспособлены для обработки заданной детали. Производительность
их очень высокая. Возможна автоматизация процессов, позволяющая
вести работу без участия рабочего. Квалификация рабочего может быть
низкой, так как применящие^я им в работе приемы еще более ограниче-
ны. Высокую квалификацию должен иметь наладчик оборудования.
§ 66. Исходные данные для проектирования
технологического процесса шлифования
Исходными данными для проектирования технологического про-
цесса плоского шлифования являются: рабочие чертежи обрабатывае-
мых деталей, технические условия на их изготовление, чертежи заго-
товок, годовая производственная программа выпуска изделий и т. д.
В рабочем чертеже указаны размеры и точность шлифуемых поверх-
ностей, качество поверхностей, а также размеры и точность взаим-
ного расположения обрабатываемых поверхностей.
В зависимости от этих требований устанавливают последователь-
ность обработки детали по операциям и переходам, намечают базы
для обработки и измерения, определяют межоперационные размеры,
допуски и припуски на обработку.
Для каждой операции выбирают оборудование (станок) и приспособ-
ление для закрепления детали на столе станка во время обработки.
Выбирают режущий инструмент (форму, размеры и марку круга), оп-
ределяют способы измерения обработанной поверхности и назначают
соответствующие измерительные инструменты.
В зависимости от обрабатываемого материала, характеристики вы-
бранного круга и требований к шероховатости и точности детали наз-
начают соответствующие режимы резания.
Исходя из назначенных режимов резания и размеров обрабатывае-
мых поверхностей, определяют нормы времени на выполнение операций
и расценки. Заполняют технологическую документацию.
Технологические процессы различаются в зависимости от их по-
строения на единичные, типовые и групповые.
Единичный технологический процесс строится для изделий одного
наименования, типа, размера и исполнения. Он учитывает все кон-
структивные особенности данного изделия и поэтому позволяет соз-
132
дать такие условия изготовления, контроля, перемещения, которые
более всего соответствуют данному конкретному изделию. Единичный
процесс характерен специально изготовляемой технологической оснаст-
кой под обрабатываемые детали и иногда специальным оборудованием.
Единичный процесс разрабатывается очень подробно. Чаще всего
он используется в массовом производстве.
Типовой технологический процесс характеризуется единством содер-
жания большинства технологических операций (одинаковых установок,
позиций, переходов) для группы изделий с общими (одинаковыми или
близкими) конструктивными признаками.
Использование заранее разработанных технологических процес-
сов, обеспечиваемых не только типовыми документами, но и типовым
оборудованием, приспособлениями, режущими, измерительными и
вспомогательными инструментами, позволяет значительно повысить
производительность труда, ускорить процесс освоения новых изделий
и уменьшить их себестоимость. Единая система технологической под-
готовки производства (ЕСТПП) предусматривает технические и орга-
низационные мероприятия для быстрейшего внедрения прогрессивной
организации производства путем широкого использования типовых
и даже стандартизованных технологических процессов.
Групповой технологический процесс характеризуется единством
построения и содержания одной или нескольких технологических опе-
раций для групп изделий с различными конструктивными признаками.
Группы деталей создаются для шлифовального, токарного, револьвер-
ного, фрезерного и других классов, т. е. для определенного вида обра-
ботки деталей.Одна и та же деталь может быть в группе токарного клас-
са при токарной обработке, в группе сверлильного класса при сверлиль-
ной обработке, в третьей группе шлифовального класса и т. п. В каж-
дой группе создается «комплексная деталь». Она содержит обрабатывае-
мые поверхности такой формы, которая имеется у любой из деталей
группы.
Групповая технология позволяет использовать переналаживаемую
оснастку, чтобы, заменив лишь вкладыш у приспособлений и стандарт-
ный инструмент для получения требуемых размеров у разных деталей,
можно было без переналадки станка обрабатывать любую из деталей
данной группы. Групповая технология широко используется в мелко-
серийном и серийном производстве, позволяя повысить коэффициент
закрепления операций до 3—10 и создавая условия производства, близ-
кие к крупносерийному и массовому. В кодах технологической доку-
ментации групповые техпроцессы и операции имеют шифр —цифру 3.
Проектирование технологического процесса плоского шлифования
в основном сводится к выбору станков, приспособлений, средств изме-
рений и режимов резания.
Шероховатость и точность при плоском и фасонном шлифовании
зависят главным образом от глубины шлифования, скорости продоль-
ной подачи стола станка и круга, зернистости и твердости круга, а
также от качества его правки.
Для повышения точности и класса шероховатости поверхностей
следует разделять шлифовальные операции -на черновые и чистовые.
133
Минимальное число черновых ходов должно обеспечивать уменьшение
погрешностей, полученных в результате деформации при термообра-
ботке, а также погрешностей, возникших при выполнении предыду-
щих операций.
Количество чистовых ходов зависит от требований к шероховато-
сти и точности изделия. При повышенных требованиях к шероховато-
сти поверхности необходимы дополнительные ходы без подачи на глу-
бину.
Качество шлифования в большой степени зависит от точности шли-
фовального станка. Поэтому отклонения точности шлифовального стан-
ка за пределы норм не допускаются.
§ 67. Припуски на плоское
шлифование
Различают общие и межоперационные припуски. Общий припуск
определяется разностью размеров заготовки и готовой детали. Меж-
операционным припуском называют слой металла, снимаемый при
каждой операции.
Величина припуска значительно влияет на производительность
и себестоимость процесса обработки. Чем больше припуск, тем больше
трудоемкость механической обработки, выше расход электроэнергии
и режущего инструмента, больше расход металла и т. д. Припуски для
шлифования снижают повышением точности изготовления заготовки
или выполнением предварительных механических операций, однако
небольшие припуски требуют более тщательной установки деталей на
станках и в приспособлениях.
Припуски для обработки выбирают по данным технических спра-
вочников или заводских нормалей.
Примерные величины припусков при плоском шлифовании приве-
дены в табл. 8.
8. Припуски на плоское шлифование, мм
Характер обработки Длина обрабатываемой поверхности Ширина обрабатываемой поверхности
до 100 свыше 100 до 300 свыше 300 до 1000
Шлифование при уста- До 300 0,3 0,4 0,5
новке детали без вывер- Свыше 300 до 1000 0,4 0,5 0,6
ки » 1000 » 3000 0,5 0,6 0,7
Шлифование при уста- До 300 0,2 0,25 0,3
новке детали в приспо- Свыше 300 до 1000 0,25 0,3 0,35
соблении или с выверкой » 1000 » 3000 0,3 0,4 0,4
индикатором
Примечания; 1. Припуски даны на обработку одной стороны. 2. При одновремен-
ной обработке нескольких деталей длину и ширину считать вместе с промежутками между
деталями.
134
§ 68. Точность обработки при плоском шлифовании
периферией и торцом круга
Под точностью обработки понимается степень приближения дейст-
вительных размеров, формы и расположения обработанных поверх-
ностей к их значениям, заданным по чертежу детали или технологиче-
скому эскизу.Особое значение при плоском шлифовании имеет обеспе-
чение плоскостности поверхностей.
Для обеспечения точности заданных размеров можно производить
шлифование тремя способами: пробными проходами; автоматически
при работе до упора; механизированным или автоматизированным ме-
тодом, применяя контрольно-измерительные устройства.
Пробными проходами можно обеспечить высокую точность, соот-
ветственно чувствительности применяемых измерительных устройств.
Измерительный инструмент нужно выбирать так, чтобы цена его де-
ления составляла не более х/6 допуска на измеряемый размер. На-
пример, при допуске на размер 0,3 штангенциркуль следует приме-
нять с ценой деления 0,05. Недостаток этого метода — большой
объем ручных работ, связанных с многократными остановками стан-
ка, замерами и включениями станка вновь.
При автоматической подаче бабки с кругом до жесткого упора на
точность размера влияет точность станка, приспособления, а так-
же износ круга, тепловые и силовые деформации станка и детали.
Если стойкость круга составляет время меньше, чем время, необ-
ходимое для шлифования детали, приходится применять специаль-
ные устройства для изменения положения упора на величину, рав-
ную изменению размера радиуса круга при его правке. Такие уст-
ройства называются подналадчиками. Если устройство производит
подналадку станка без участия рабочего, то оно называется автопод-
наладчиком (см. гл. VIII).
При механизированном методе на станке устанавливается изме-
рительное устройство, контролирующее размер детали в процессе
шлифования. Рабочий по шкале прибора определяет момент, когда
размер детали достигает нужной величины к отключает станок. При
автоматизированном методе на станке устанавливается контрольное
устройство (автомат активного контроля), которое выключает станок
в тот момент, когда размер детали достигает заданной величины.
При шлифовании возникает деформация детали и круга. Поэтому
следует производить в конце обработки’несколько ходов стола без
подачи на врезание. Этот процесс называют «выхаживанием». Выха-
живание производят до тех пор, пока не заканчивается снятие струж-
ки (работа без искры).
Для обеспечения высокой плоскостности и параллельности пло-
скостей детали большое значение имеет точность станка, приспособ-
ления, режимы шлифования, разность температур у шлифуемой и про-
тивоположной плоскости. Так, при шлифовании торцом круга стани-
ны консольно-фрезерного станка после пяти—семи ходов температура
шлифуемой поверхности становится 45—50° С, т. е. на 25—35° С
135
больше температуры другой стороны станины. В результате темпе-
ратурных деформаций в процессе шлифования образуется изгиб в сто-
рону обрабатываемой поверхности. После охлаждения обработанная
поверхность становится вогнутой.
Для получения высокой плоскостности приходится добиваться та-
ких режимов обработки, при которых разность температуры у по-
верхностей детали будет в небольших пределах. Обработку высоко-
точных деталей производят на станках повышенной точности в спе-
циальных термоконстантных цехах, где колебание температуры воз-
духа автоматически выдерживается в пределах ±0,5°.
В ряде случаев удается получить высокую плоскостность, на-
пример на станках для двустороннего шлифования, одновременно об-
рабатывающих две плоскости. При тщательной правке шлифоваль-
ного круга и припусках, не превышающих 0,03—0,05 мм, достигает-
ся плоскостность порядка нескольких микрометров.
Для уменьшения шероховатости следует: уменьшить вибрации
станка за счет качественной балансировки круга, рациональной экс-
плуатации станка (правильной регулировке зазоров в подшипниках
шпинделя и др.); уменьшить все виды подач; увеличить время выха-
живания; работать с большими скоростями круга; применять мелко-
зернистые круги; применять круги на бакелитовой и вулканитовой
связке; править круг при малых подачах; править круг алмазными пла-
стинами вместо единичных алмазов; производить тонкую очистку
СОЖ (центрифугой или магнитным и бумажным сепараторами).
§ 69. Техническое нормирование
Техническое нормирование устанавливает норму времени, т. е.
время, потребное для выполнения заданной операции в определенных
производственных условиях.
По норме времени на операцию подсчитывают затраты времени на
всю программу выпуска деталей, определяют необходимое число ра-
бочих, станков, количество электроэнергии, устанавливают потреб-
ности в шлифовальных кругах и т. д.
В соответствии с нормами времени составляется производственный
план участка, цеха, завода в целом. В зависимости от затрат времени
производится оплата труда рабочих. Время, затрачиваемое на опера-
цию, характеризует производительность труда. Чем меньше времени
тратится на одну операцию, тем больше деталей будет обработано за
час или смену, т. е. выше производительность труда.
Под нормой выработки понимают то количество операций (объем
работы), которое может выполнять рабочий в единицу времени (в сме-
ну, в час). Зная продолжительность смены (420 мин при 7-часовом ра-
бочем дне или 480 мин при 8-часовом рабочем дне) и норму времени
на одну операцию (Т), определяют норму выработки (420 : Т или
480 : Т).
Норма времени не является постоянной величиной, так как с по-
вышением производительности труда норма времени снижается и уве-
личивается норма выработки.
136
При определении нормы предусматривается наилучшая органи-
зация труда и обслуживания рабочего места, т. е. в норму не должны
входить потери времени из-за организационных неполадок по об-
служиванию рабочего места.
Квалификация рабочего должна соответствовать выполняемой
работе; станочник не должен выполнять таких работ, которые обязаны
производить вспомогательные рабочие.
В норму не должны входить также потери времени на исправле-
ние брака или изготовление деталей взамен забракованных.
При расчете нормы времени должны учитываться действительные
режимы резания на данной операции, нормальные припуски на об-
работку, применение определенного инструмента и приспособления.
Техническая норма времени на операцию состоит из двух основ-
ных частей: нормы штучного времени и нормы подготовительно-за-
кл ючи тел ьного времен и.
Под нормой штучного времени Тшт понимают время, затрачиваемое
на обработку детали на станке.
Под нормой подготовительно-заключительного времени Тпз по-
нимают время, которое затрачивается на ознакомление с чертежом
или операционным эскизом и технологическим процессом выполнения
операции, на наладку станка, установку и снятие инструментов (шли-
фовальных кругов, например для обработки партии деталей из опреде-
ленного материала) и приспособлений, а также на выполнение всех
приемов, связанных с окончанием заданной работы, — сдачу гото-
вой продукции контролеру, сдачу инструмента в инструменталь-
ную кладовую и т. д.
Подготовительно-заключительное время затрачивается один раз
для всей партии одновременно обрабатываемых деталей. В массовом
производстве на станках выполняются одни и те же операции. По-
этому рабочий не должен менять приспособление, инструменты, зна-
комиться с чертежами и технологическими картами на изготовление
детали многократно. Он это делает один раз перед выполнением данной
операции.
Следовательно, в массовом производстве подготовительно-заклю-
чительное время в составе технической нормы не включается. Время
обработки детали в серийном производстве определяют по формуле
^ШТ.К =
где Тшт<к — норма штучно-калькуляционного времени, т. е. вре-
мени на операцию с учетом подготовительно-заключительного време-
ни. Значение Тпз можно взять в справочниках нормировщика, п —
число деталей в партии, шт.
Из формулы видно, что чем большая партия деталей обрабатывает-
ся на станке, тем дробь TnJn меньше и, следовательно, меньше ТШ1: К.
В норму штучного времени входят следующие величины:
^шт — Л) + + Л>бсл + Ли + Л1ер>
где То — основное (технологическое) время, мин, Гв — вспомога-
тельное время, мин, Тобсл — время обслуживания рабочего места,
6 Зак. 1070
137
мин; Тот — время перерывов на отдых и естественные надобности,
мин, Тпер — время на технологические перерывы.
Основным (технологическим) временем TQ называют время, в те-
чение которого изменяется форма и размеры обрабатываемой детали.
Основное время может быть:
а) машинным, если форму и размеры детали изменяют на станке
без непосредственного физического воздействия рабочего, например
шлифование на станке с автоматической подачей стола;
б) машинно-ручным, если форму и размеры изменяют на станке при
непосредственном участии рабочего, например шлифование на станке
с ручной подачей стола;
в) ручным, если форму и размеры детали изменяют рабочие вруч-
ную, например слесарные работы — шабрение, опиливание поверх-
ности и т. д.
Для определения основного — машинного — времени при перифе-
рийном шлифовании на станках с прямолинейно движущимся столом
пользуются формулой
ТМ = (L + y)BphK/imvasa„I1sl2,
где Тм — машинное время шлифования одной детали, мин, L — дли-
на шлифования, равная длине расположения деталей на столе с учетом
просветов между деталями, мм, у — перебег стола в обе стороны, у =
= 20 4-30 мм, Вр — расчетная ширина шлифования, равная ширине
расположения деталей на столе с учетом просветов, врезания, перебе-
гов и ширины круга, мм, h — припуск на сторону, мм, —
скорость движения стола (детали), м/мин, snon — подача на ширину
шлифования, мм/ход стола, st — подача на глубину шлифования,
мм/ход стола, г — число деталей, одновременно устанавливаемых на
столе, Д — коэффициент, учитывающий выхаживание и износ круга.
Точность шлифования, мы Значение коэффи»
циента, X
До 0,10.................................................. 1,00
0,10-0,07............................................... 1,07
0,07—0,05 .............................................. 1.20
0,05—0,03 ............................................... 1,44
0,03-0,01.......................................... 1,70
Расчетная ширина шлифования определяется по формуле
Вр = 2ВД + Н + 5,
где Вд — ширина каждой из шлифуемых деталей и просветов, мм, Н —
ширина круга, мм.
При периферийном шлифовании на станках с вращающимся столом
машинное время
7^M Z-/i/C//icsnons^2M мин,
где L — длина хода стола или круга в направлении радиуса стола,
мм, пс — число оборотов стола в минуту, snrn — поперечная подача
мм/ход, z—число деталей, одновременно устанавливаемых на столе#
13b
Длину хода L определяют по формуле
L = Рд + Н + 10, мм,
где Од — диаметр детали или ширина части стола, загруженной
деталями, мм, Н — ширина круга, мм, 10 мм — величина врезания
и перебега.
При торцовом шлифовании на станках с прямоугольно движущим-
ся столом машинное время
Тм = L-/i-/C/1000^szz, мин,
длина шлифования L = I + Ок + 10, мм, где I — длина шлифуе-
мых деталей с учетом просветов, мм, DK — диаметр круга, мм, уд —
скорость детали, м/мин, st — подача на глубину, мм/ход.
При торцовом шлифовании на станках с вращающимся столом ма-
шинное время
Тм = h*Klncstz, мин.
Вспомогательным временем Тъ называют время, затрачиваемое на
выполнение различных приемов, применяемых при производстве ос-
новной работы и повторяющихся с каждой обрабатываемой деталью,
т. е. на установку, выверку и зажим заготовки, пуск и остановку
станка, разжим и снятие детали, управление станком, контрольные
промеры детали.
Вспомогательное время определяют путем хронометража. Имеются
справочники, в которых установлено вспомогательное время для раз-
личных случаев обработки деталей. Вспомогательное время следует
уменьшать за счет применения быстродействующих загрузочных и раз-
грузочных устройств, приспособлений, механизации и автоматизации
контроля и управления станком. Чем меньше вспомогательное время,
тем лучше используется станок.
Время обслуживания рабочего места Тобсл — это время, затрачи-
ваемое на уход за рабочим местом на протяжении всей смены. Оно
включает в себя время на смену инструмента (шлифовального круга),
если круг меняется или балансируется в течение смены при обработке
одной и той же партии деталей, на регулирование и подналадку станка
в процессе работы, на правку круга алмазом, на удаление стружки в
процессе работы, на раскладку и уборку режущего и вспомогательно-
го инструментов в начале и в конце смены, на смазку и уборку станка.
Время на отдых и перерывы в работе на естественные надобности
определяется на всю смену. Время на обслуживание рабочего места
и на естественные надобности определяется в процентном отношении
к оперативному времени, т. е. к сумме То + Тв.
ТПор — время на технологические перерывы, часто связано с не-
обходимостью остановки станка для охлаждения детали перед изме-
рением и т. п.
Подсчитав все составляющие нормы времени и зная число одновре-
менно обрабатываемых деталей, определяют 7\ПТеК.
Кроме расчетно-технической нормы времени в индивидуальном
производстве пользуются опытно-статистическими нормами времени.
6* 1 >э
Такие нормы получают в результате математической обработки фак*
тических затрат времени на выполнение всей операции. Эти нормы вре-
мени не учитывают всех возможностей увеличения производительности
труда, а потому пользоваться ими не рекомендуется.
§ 70. Приспособления
Приспособлениями называют дополнительные устройства к стан-
кам, служащие для установки и закрепления обрабатываемой детали.
Вспомогательным инструментом называют дополнительные устрой-
ства, служащие для установки и закрепления режущего или измери-
тельного инструмента, например фланцы, на которые устанавливает-
ся шлифовальный круг.
Приспособления, вспомогательный, режущий и измерительный ин-
струмент, а также средства механизации и автоматизации операции
называют технологическим оснащением. Оборудование (станок), на
котором имеется технологическая оснастка, готово к выполнению за-
данной операции.
В прогрессивной системе подготовки производства к выпуску из-
делия стремятся подобрать такую оснастку, которая позволит быстро
наладить производство и получить наиболее экономичное изделие.
При шлифовальных работах приспособления играют важную роль,
позволяющую повысить производительность труда и точность обработ-
ки. Ряд приспособлений (магнитные плиты, лекальные тиски) рассмат-
ривались ранее.
Остановимся на магнитных приспособлениях и приспособлениях
с пневмоприводами.
Тиски с постоянными магнитами (рис. 86) служат для установки
и закрепления деталей из магнитных материалов при шлифовании
плоскостей на плоскошлифовальных станках. Тиски можно закреплять
на столе станка на нижнем основании или на одной из трех боковых пло-
скостей. Наличие съемной опорной плиты 2 позволяет крепить тиски
к столу станка винтами. Рукояткой 1 поворачивают магнитные блоки
в положение зажима детали 5, благодаря чему она притягивается к
горизонтальной 4 и вертикальной 5 установочным поверхностям тис-
ков.
Применение таких тисков позволяет получить высокую точность
обработки деталей при значительном сокращении времени. Для обра-
ботки деталей с выступами, несколькими пазами и т. п. иногда при-
ходится перемещать обрабатываемую деталь по столу, чтобы произве-
сти шлифование каждой из поверхностей. Упростить и облегчить такое
перемещение позволяет приспособление в виде плавающего стола на воз-
душной подушке с магнитным креплением (рис. 87). На основании 1 рас-
полагается планшайба 2 с рукояткой 3. На планшайбу 2 устанавли-
вается приспособление для закрепления детали, или сама обрабаты-
ваемая деталь. К основанию 1 подводится сжатый воздух под давлени-
ем 0,3—0,4 МПа (3—4 атм) через воздухоподводящую систему 4. На
верхней плоскости основания имеются калиброванные отверстия (жик-
леры), через которые выходит воздух, чтобы приподнять планшайбу
140
с деталью над основанием. Такая воздушная подушка позволяет лег-
ко перемещать планшайбу относительно основания, пользуясь руко-
яткой 3. Отключив воздух и включив блоки постоянных магнитов,
вмонтированных в планшайбу, обеспечивают прочное крепление план-
шайбы на основании.
Используется воздушная подушка и для перемещения специальной
шлифовальной головки с шлифовальным кругом, при шлифовании
Рис. 86. Магнитные тиски
плоскостей крупных деталей. Для этого к основанию шлифовальной
головки подводится сжатый воздух. Через жиклеры в основании воз-
дух выходит и приподнимает головку, чтобы можно было ее легко пе-
ремещать относительно детали, производя шлифование. Такой голов-
кой пользуются для предварительной обдирки и чернового шлифова-
ния плоскостей.
Пневматические приводы. Пневмоприводы применяют для закреп-
ления деталей в приспособлениях. Пневмоприводы бывают поршне-
вого и диафрагменного типов. Приводятся они в действие сжатым воз-
духом давлением 0,4—0,6 МПа.
ш
Принцип работы поршневых пневмоприводов аналогичен принципу
работы гидроприводов. В диафрагменных приводах сжатый воздух
поступает под резиновую диафрагму, с которой связан шток. Диаф-
рагма выг ибается под действием воздуха и перемещает шток. По срав-
Рис. 87. Плавающий стол на воздушной подушке
с магнитным креплением
нению с гидроприводами пневмоприводы имеют большие габариты
и не создают таких усилий на штоке, как у гидроприводов, где давле-
ние масла может достигать 20 МПа.
На рис. 88 показаны тиски с диафрагменным приводом. Через шту-
цер 9 воздух подается в камеру под резиновую диафрагму 8 с металли-
Рис. 88. Тиски с диафрагменным пневмоприводом
ческим фланцем 6, на котором закрепляется шток 7. Диафрагма выги-
бается и подает шток 7 вверх. Шток поворачивает левое плечо рыча-
га 1 вверх по часовой стрелке и правое плечо рычага нажимает на пол-
зун <?. На ползуне 3 закреплена подвижная губка 4 при помощи винта
5 с гайкой. При этом происходит прижим детали к неподвижной губ-
ке 2, закрепленной на крышке корпуса винтами. Для разжима детали
переключают кран подачи воздуха и воздух выходит из пневмокамеры
через каналы и штуцер 9. При этом две пружины 10 перемещают пол-
зун 3 вправо — в исходное положение. Одновременно поворачивается
рычаг 1 против часовой стрелки и давит на шток 7, опуская его вниз.
142
Так как перемещение штока 7 и ползуна 3 небольшое (до 12 мм), а раз-
меры деталей могут колебаться в больших пределах, то под каждую
партию деталей налаживают тиски, перемещая губку 4 по рифленой
поверхности ползуна 3 на нужную величину. Затем губка 4 закрепля-
ется винтом и гайкой 5 на ползуне.
§ 71. Технологические особенности'
плоского шлифования
Для снятия стружки с поверхности детали круг должен совершить
определенное движение в направлении подачи на врезание.
При шлифовании точных деталей шлифовщики пользуются мето-
дом пробных промеров. После каждого рабочего хода положение круга
корректируют с помощью лимба механизма подачи. Подача не долж-
на превышать 0,01 мм/ход. При такой подаче можно добиться точности
обработки детали в пределах 0,01, однако производительность процес-
са очень низкая. Для получения большей производительности и точно-
сти нужно очень точное перемещение шлифовального круга на вреза-
ние (0,5—1 мкм). Шлифовальные станки не обладают такой точностью
механизма подачи .Поэтому применяют приемы работы, использующие
упругость системы, — станок, приспособление, круг и деталь. При
автоматической подаче также пользуются этим методом.
При шлифовании движение круга слагается из таких элементов:
а) ускоренного перемещения до встречи о обрабатываемой поверх-
ностью,
б) перемещения круга при врезании в материал. Во время этого
движения радиальное усилие создает натяг между деталью и кругом.
Врезание можно осуществить постоянной (равной рабочей) или
ускоренной подачей. Ускорение подачи в 4—5 раз по сравнению с ра-
бочей подачей позволяет сократить время на врезание;
в) перемещение круга, соответствующего рабочей подаче. На этой
стадии шлифования фактический съем материала соответствует пода-
че;
г) перемещение круга, необходимого при осуществлении процесса
выхаживания. Для достижения высокой точности размеров, формы и
необходимой шероховатости поверхности обработку нужно произво-
дить так, чтобы не было деформации детали, или чтобы она была очень
малой. Поэтому приходится уменьшать натяг в технологической сис-
теме. Глубина врезания зерен в обрабатываемую поверхность умень-
шается, обрабатываемый размер выдерживается более точно, исправ-
ляется геометрическая форма детали (например, плоскостность),
уменьшается высота микронеровностей.
Выхаживание можно выполнять тремя способами: 1) выключением
подачи на врезание; 2) уменьшением рабочей подачи (замедленное
выхаживание). При уменьшении подачи уменьшается толщина сни-
маемого слоя, усилие и натяг системы. При обработке сталей, подвер-
женных прижогам и шлифовочным трещинам, этот способ способству-
ет получению высокого качества поверхности; 3) ускоренным спосо-
бом. Шлифовальная бабка отводится от обрабатываемой поверхности
ИЗ
на величину несколько меньшую, чем величина натяга в системе. От-
жатие системы совершается очень быстро и гем самым ускоряется весь
процесс выхаживания.
При выхаживании снимается слой от 20 до 40 мкм при малых уси-
лиях, способствующих уменьшению нагревания поверхности. Это по-
зволяет добиться обработки без прижогов и шлифовочных трещин, а
также шероховатости на 2—4 класса выше, чем при шлифовании о ра-
бочей подачей.
Контрольные вопросы
1. Чем характеризуют типы производства?
2. Какими способами можно обеспечить шлифование до требуемой точно-
сти размеров?
3. Как определить штучное время?
4. Укажите меры для уменьшения штучного и штучно-калькуляционного
времени
5. Укажите особенности плоского шлифования.
Глава VIII
Сведения о механизации
и автоматизации производства
§ 72. Основные понятия
Под механизацией технологических процессов понимают частичную
или полную замену ручного труда машинным в той части технологи-
ческого процесса, где происходит непосредственная обработка деталей
на станке, но сохраняется участие человека в управлении станком и
контроле за его работой.
Под автоматизацией технологических процессов понимают заме-
ну человеческого труда при управлении и обслуживании станков и
других производственных процессов в целом
Различают частичную и комплексную механизацию и автоматиза-
цию.
Частичная предусматривает лишь автоматизацию отдельных опе-
раций и внедрение в производство различных приспособлений и инст-
рументов, облегчающих труд рабочего и ускоряющих производствен-
ный процесс.
Комплексно автоматизированным называют такой производствен-
ный процесс, в котором автоматизированы все операции.
Автоматизация и механизация производственных процессов имеют
своей целью уменьшить долю ручного труда, затрачиваемого на уста-
новку заготовок и снятие обработанных деталей, контроль деталей,
управление станком и подналадку станка.
Процесс обработки на станках независимо от их типа складывается
из следующих элементов: установки заготовки, зажима заготовки, пус-
144
ка станка, подвода инструментов, собственно процесса обработки, от-
вода инструментов, остановки станка, контроля обрабатываемой де-
тали, снятия обработанной детали.
Каждый из указанных элементов операции может осуществляться
вручную или автоматически, т. е. без участия рабочего.
В результате механизации и автоматизации высвобождается время
и облегчается труд рабочего, а следовательно, повышается эффектив-
ность использования оборудования и производительность труда.
§ 73. Технические средства
автоматизации
Общие сведения. Независимо от целей и выполняемых функций ав-
томатическое управляющее устройство включает в себя три главней-
ших звена (в отдельных случаях второе звено может отсутствовать).
1. Датчик (командное звено), создающий первоначальный им-
пульс — командный сигнал для осуществления необходимого действия
или приема. Датчик срабатывает при воздействии на него соответству-
ющего задатчика. Задатчиком может быть механический нажим движу-
щейся части станка, вращающейся шайбы с кулачками, изменение
давления рабочей среды и др.
В зависимости от характера импульса датчики делятся на путевые,
размерные, силовые и скоростные.
В путевых датчиках импульс возникает в результате воздействия
на них движущихся частей станка или кулачковой шайбы в определен-
ный, заранее заданный момент; в размерных — когда обрабатываемая
поверхность приобрела требуемый размер; в силовых датчиках — ког-
да усилия, действующие в соответствующих механизмах станка, при-
способления или загрузочного устройства, достигают определенной
заранее заданной величины, в скоростных — когда скорость движения
в результате ее изменения достигает заданного значения.
По характеру создаваемых импульсов датчики разделяют на меха-
нические, электрические, фотоэлектрические, пневматические и гид-
равлические. Один датчик может давать командные импульсы нес-
кольким звеньям параллельно или последовательно.
2. Преобразователь импульсов, создаваемых дат-
чиком. Характер преобразования зависит от природы импульсов и
назначения автоматического устройства. Преобразователь импульсов
может быть использован для усиления, ослабления или замедления
передачи импульсов и для преобразования импульсов, например,
электрического в гидравлический или пневматический и т. д.
3. Исполнительное звено представляет собой ме-
ханизм, непосредственно выполняющий необходимую работу, напри-
мер, перемещение рабочего органа станка или другой машины. Испол-
нительные устройства разделяют на механические, электрические, элек-
тромеханические, гидравлические и пневматические.
Датчики. В системах автоматического управления часто применя-
ют путевые перекл^иятеди (рис. 89).
145
При нажиме движущейся частивмашины на шток 6 мостик отходит
влево и контакты 3—4, 7—8 размыкаются, а контакты 1—2, 9—10 за-
мыкаются. При прекращении воздействия на шток 6 контактные уст-
ройства возвращаются в исходное положение пружиной 5. Эти пере-
ключатели применяют при скоростях перемещения рабочих органов
машин свыше 0,4 м/мин.
При меньших скоростях используют моментные переключатели.
Гидравлические путевые датчики открывают
или перекрывают в нужный момент доступ жидкости к исполнитель-
ному звену. Датчик, изображенный на рис. 90, используют для изме-
/234
Рис. 89. Путевой переключа- Рис. 90. Гидравлический путевой переклкь
тель
чатель
пения направления движения, осуществляемого исполнительным дви-
гателем, или для изменения направления потока жидкости вместо од-
ного к другому исполнительному двигателю. В положении, показан-
ном на рис. 90, пружина <8 с помощью рычагов 9 и 10 отжимает плун-
жер в правое крайнее положение. Жидкость из нагнетательного тру-
бопровода 7 подается насосом в канал 3, и подвижная часть машины
движется вправо. Под действием закрепленного на ней упора рычаг
10 поворачивается вокруг оси /, отжимая при этом рычаг 9 вниз. Ког-
да рычаг 10 примет вертикальное положение, пружина 8 с помощью
рычага 9 продолжит его поворот и плунжер 6 окажется в крайнем ле-
вом положении. Теперь жидкость из трубопровода 7 направляется в
канал 4 и подвижная часть станка идет влево.
Для обеспечения плавности перемещения рабочего органа машины
полости а и б связаны каналом 2, в который включен дроссель 5. Ре-
гулированием дросселя можно изменять продолжительность переклю-
чения золотника и обеспечить необходимую перемену направления
движения рабочего органа машины.
Пневматические датчики по конструкции напоми-
нают гидравлические. Пневматические датчики не реагируют на виб-
рации, но чувствительны к попаданию пыли,
146
Раз м е рные датчики имеют одну, две или три точки со-
прикосновения с измеряемой поверхностью и ведут непрерывное ее
измерение, давая сигнал промежуточному механизму, как только об-
рабатываемая поверхность приобретает заданный размер.
В размерном датчике (рис. 91) шток 1 занимает в начале работы верх-
нее положение, при котором контакт 5, установленный на муфте 2,
замыкает контакт 6.
По мере шлифования размеры обрабатываемой поверхности уме-
ньшаются и шток вместе с контактом 5 опускается вниз. В момент окон-
Рис 91. Размерный элек-
троконтактный датчик
чания черновой обработки контак-
ты 5 и 6 размыкаются и осуществля-
ется переход с чернового режима на
чистовой.
Рис. 92. Силовой гидрав-
лический датчик
Когда обрабатываемая поверхность приобретает окончательный раз-
мер, замыкаются контакты 3 и 4.
Силовые датчики создают командный импульс в момент,
когда усилия, действующие на соответствующие механизмы машины
или рабочую среду в системе управления, достигают определенного
значения. На рис. 92 показан силовой гидравлический датчик. Вход-
ное отверстие в крышке 9 закрыто пробкой. Выходное отверстие 10
корпуса 3 связано с отверствием 8 плунжером золотника. Жидкость
подводится к датчику через отверстие 4. Под давлением пружины /,
расположенной в колпачке на крышке 2, плунжер занимает положе-
ние, показанное на рисунке, когда проход жидкости из отверстия 4 в
отверстие 10 закрыт. Входное отверстие 4 датчика каналами 5, 6 и 7
связано с полостью под плунжером. Когда давление жидкости дости-
гает заданного значения, плунжер приподнимается и соединяет вход-
ное отверстие 4 с выходным 10.
Реле. Реле служат для замыкания и размыкания электрических
цепей. На рис. 93 приведена схема электромагнитного реле. Обмотка
2 катушки включена последовательно с соответствующим устройством.
147
Якорь / отведен от сердечника 3 пружиной 4 и замыкает контакт 5,
включенный последовательно с катушкой контактора. При силе тока,
значение которого превышает установленное, якорь притягивается
к сердечнику, размыкает контакт 5 и электрическая цепь разрывается.
Исполнительные устройства. На рис. 94 показано исполнительное
электромагнитное устройство для включения и выключения подачи.
Рис. 93. Электромагнитное реле
ж
На ходовом валу / находятся кулачковые полумуфты 2 и 3. При пода-
че тока от датчика втягивается якорь 4 электромагнита 5, рычаг 6 по-
ворачивается, сжимает пружину, отводит полумуфту 2 и отключает
Рис. 94. Электромагнит,
управляющий муфтой
Рис. 95. Электромагнит-
ная муфта
полумуфту 3, а при прекращении подачи тока якорь 4 выдвигается под
действием пружины (на схеме не показано), в результате чего происхо-
дит соединение пол у муфт.
В системах автоматического управления широко применяют в ка-
честве исполнительного устройства электромагнитные муфты На рис.
95 показана однодисковая магнитная муфта. Корпус 2 электро-
магнита жестко закреплен на ведущем валу /, а якорь 5 расположен
148
на скользящей шпонке на ведомом валу 7. Между корпусом и якорем
помещена фрикционная прокладка 3. В корпусе находится катушка
4. Если через эту катушку пропустить ток, то в корпусе возникает
магнитный поток, пронизывающий фрикционную прокладку и замы-
кающийся якорем. Якорь притягивается к корпусу, и движение веду-
щего вала 1 через корпус и якорь будет передано ведомому валу 7.
После прекращения подачи тока в катушку пружина 6 отталкивает
якорь от корпуса и движение ведомого вала прекращается.
Понятие об электронике. Электроника — это наука, занимающая-
ся изучением электронных, ионных и полупроводниковых приборов,
которые применяются главным образом для автоматизации управления,
регулирования и контроля технологических и производственных про-
цессов. Электронные приборы основаны на использовании свойств
электрического тока, протекающего в пустоте, т. е. в вакууме, а ион-
ные приборы используют свойства электрического тока в разреженных
газах.
Электронные приборы представляют собой вакуумный или с сильно
разреженным воздухом баллон, в котором размещаются электроды.
Чтобы создать движение электронов или электронную эмиссию (про-
цесс испускания электронов), необходимо воздействовать на один из
электродов, а именно на катод.
Электронные баллоны представляют собой стеклянные или метал-
лические лампы, которые различаются по количеству электродов,
выраженных в греческом исчислении: диоды (два), триоды (три)
и т. д.
Двухэлектродная лампа — диод является простей-
шим электронным прибором; она имеет катод и анод, помещенные в
глубоком вакууме. Эта лампа проводит ток только в одном направле-
нии, и основное назначение диода состоит в выпрямлении переменного
тока.
Трехэлектродная лампа- триод является прибором,
у которого между катодом и анодом помещена сетка, т. е. третий элек-
трод. Трехэлектродные лампы могут применяться в качестве усилите-
лей.
Г азотрон представляет собой двухэлектродную лампу, в бал-
лоне которой находятся пары ртути или инертного газа; он служит
только для выпрямления тока. Если газотрон снабдить сеткой, то он
превращается втиратрон и может пропускать довольно значи-
тельные токи, вследствие чего широко используется в автоматике.
Тиратрон, так же как и другие газотроны, требует при включении пред-
варительного прогрева катода.
Полупроводниковые приборы обладают рядом существенных пре-
имуществ по сравнению с электронными и ионными лампами: отсут-
ствуют цепи накала, исключительно малые размеры и высокая надеж-
ность в эксплуатации.
Полупроводниковый триод (транзистор) является
усилителем подобно электронной лампе-триоду. Полупроводники так-
же используют и как выпрямители переменного тока.
149
§ 74. Механизация и автоматизацияY
плоскошлифовальных станков
На плоскошлифовальных станках механизируется и автоматизи-
руется загрузка, установка, закрепление заготовок, раскрепление и
снятие готовых деталей; контроль деталей в процессе обработки; ав-
томатическая поднастройка шлифовального круга, автоматическая
балансировка круга.
Автоматизация загрузки деталей. Автоматические загрузочные уст-
ройства освобождают рабочего от перемещения деталей в рабочую зо-
ну станка, а также от установки деталей в зажимное приспособление.
Рис. 96. Схема бункерных и магазинных загрузочных уст»
ройств
Конструкция и принцип работы загрузочных устройств зависят от
формы, массы, характера заготовок и вида обработки.
Бункерно-магазинное загрузочное устройство (рис. 96, а) состоит
из следующих основных механизмов: бункера-накопителя 1 деталей
6, лотка 2, предназначенного для перемещения деталей к питателю 3
или в рабочую зону станка. Загрузочные устройства снабжаются во-
рошителем 4, который служит для устранения затора деталей при по-
ступлении их из бункера в лоток, и отсекателем 5 для поштучной пода-
чи деталей.
Для деталей, форма, размер и масса которых не позволяют приме-
нить бункерное загрузочное устройство, применяют магазинные за-
грузочные устройства (рис. 96, б). Эти устройства состоят из лотка-ма-
газина 2, по которому перемещаются детали /, питателя 3, кулачкового
привода 4 питателя и отсекателя 5.
Автоматизация установки и закрепления заготовок. Установка и
закрепление деталей на магнитных плитах характеризуется быстро-
той закрепления, возможностью установки их на торец, от которого
чаще всего и приходится выдерживать размеры до второго торца. В
этом случае измерительные и установочные базы совмещаются, уси-
лия закрепления равномерно распределены по всей опорной поверхно-
сти, поэтому не образуются перекосы детали, т. е. погрешность уста-
новки детали равна нулю и создается возможность получения высокой
точности обработки. Очень удобно обрабатывать детали на станках с
150
круглым столом. Детали автоматически подаются на вращающуюся
круглую магнитную плиту, в которой ток из сектора загрузки плиты
выключен, при дальнейшем повороте плиты ток включается в этот сек-
тор и заготовка закрепляется. При раскреплении обработанной де-
тали в соответствующем секторе плиты выключается ток и деталь схо-
дит со станка. Для ликвидации остаточного магнетизма у обработан-
ной детали на пути сходящей детали за столом установлен демагнити-
затор. Он представляет собой корпус из немагнитного сплава, у кото-
рого на П-образном сердечнике последовательносоединены две катуш-
ки, питаемые переменным током. Продвигаемая над магнитным полем
двух катушек обработанная деталь размагничивается.
Детали из немагнитных материалов, а также при отсутствии плос-
костности у установочной базы заготовки устанавливают и закрепля-
ют в приспособлениях с пневматическими, гидравлическими и дру-
гими быстродействующими приводами.
§ 75. Измерительно-управляющие устройства
для управления элементами цикла шлифования
Затраты вспомогательного времени на измерение шлифуемой де-
тали составляют от 20 до 40%, на управление циклом шлифования до
30% всего вспомогательного времени. Из этого следует вывод о не-
обходимости внедрения автоматизации контроля и управления.
Для этого разработаны методы и средства активного контроля и
подналадки.
Активным контролем называют измерение детали, производящее
еся специальными устройствами без участия рабочего, когда устройст-
во, контролируя деталь в процессе обработки, атоматически сопостав-
ляет действительные размеры с заранее заданными. Когда действитель-
ные размеры становятся равными заранее заданным, устройство по-
лает сигнал на переключение режимов обработки (с чернового шлифо-
вания на чистовое) или на выключение станка.
Большинство устройств автоматического контроля, используемых
па плоскошлифовальных станках, основано на прямом косвенном или
комбинированном методах измерения.
При прямом методе измерительный наконечник активного контроль-
ного устройства все время находится в контакте с поверхностью обра-
батываемой заготовки и непрерывно контролирует ее размер. По до-
стижении заданного размера устройство срабатывает, изменяя режим
работы станка или останавливая его.
Активное устройство, основанное на косвенном методе измерения,
не имеет непосредственного соприкосновения с поверхностью обраба-
тываемой заготовки, так как окончание процесса обработки определя-
ется здесь не моментом достижения заготовкой заданного размера, а
величиной перемещения исполнительного органа станка, несущего шли-
фовальный круг.
При комбинированном методе измерения контролируются одновре-
менно положение режущего инструмента и размер обрабатываемой
заготовки.
151
Устройства для контроля размеров заготовок в процессе их обра-
ботки монтируют непосредственно на станках.
Автоматический контроль деталей в процессе обработки исключает
возможность появления брака, значительно сокращает время на конт-
роль (вспомогательное время), так как это время совмещается с вре-
менем шлифования детали (машинное время), позволяет освободить
рабочего от управления станком (отключение станка после окончания
обработки детали) и создает возможность для использования автопод-
наладчиков.
Для автоматического контроля и подналадки применяют приборы,
наконечники которых входят в контакт с обрабатываемыми и одновре-
менно измеряемыми деталями. Так как под наконечником периодически
образуется пространство, либо стол с деталью имеет перебег относитель-
но круга и наконечника, либо между несколькими одновременно уста-
новленными на столе обрабатываемыми деталями имеется разрыв, то
приборы, как правило, снабжены специальными устройствами, по-
зволяющими исключить ложные команды или показания за счет попа-
дания наконечника в разрывы между обрабатываемыми поверхностями.
По принципу действия эти специальные устройства разделяются на
три группы. Первые задерживают ложную команду, когда измеритель-
ный наконечник опускается, попадая в разрыв между деталями. За-
держка происходит от того, что на столе устанавливается передвиж-
ной упор (или несколько упоров) соответственно разрывам между де-
талями. Упор нажимает на конечный выключатель, отключающий из-
мерительный прибор на время прохождения наконечника над разры-
вом поверхности: Вторая группа устройств затормаживает измеритель-
ный наконечник во время его прохождения над разрывом обрабаты-
ваемой поверхности. Управление электромагнитным тормозом осущест-
вляется от упора (кулачка) и конечного выключателя. Третья группа
устройств разъединяет связь измерительного наконечника или датчи-
ка с исполнительным устройством, выключающим станок, как только
деталь обработана до нужного размера, или подналаживающим шли-
фовальный круг, во время прохождения наконечника над разрывом.
Управление производится от конечного выключателя, на который на-
жимает упор (кулачок) в момент подхода измеряемого наконечника к
разрыву Детали измеряются от плоскости магнитной плиты или сто-
ла, а не от непосредственно толщины детали, так как базовая поверх-
ность детали недоступна для измерительного наконечника.
Прибор активного контроля устанавливают на станине станка, а
потому на точность измерения влияют тепловые и силовые деформа-
ции станка, а также непостоянство зазора в направляющих стола,
на котором устанавливают обрабатываемые детали. Для повышения
точности прибор устанавливают непосредственно на столе или снаб-
жают его устройством, компенсирующим изменение положения плос-
кости магнитной плиты (или стола) относительно станины станка.
На рис, 97 приведена схема установки пневматического прибора
БВ-4066 для станков с прямоугольным и круглым столами. Над по-
верхностью стола / с закрепленными на нем деталями 2 в специаль-
ном кронштейне находится цилиндрический корпус измерительного
152
1
устройства 4, в нижней части которого расположено сопло 3 для вы-
хода сжатого воздуха. Размер высоты детали определяется зазором z
торцом сопла и обрабатываемой поверхностью. Измерительное
устройство соединено одним гибким шлангом со стабилизатором дав-
ления 13, от которого подается сжатый воздух определенного постоян-
ного давления, и другим шлангом с отсчетным устройством 12. Сопло
измерительного устройства может иметь зазор с деталью до 0,45 мм.
Поэтому при большом припуске устройство арретируется и опускает-
Рис, 97. Схема установки пневматического
прибора для активного контроля на станке
ся только после снятия некоторой части припуска. Подъем и опускание
устройства осуществляется рукояткой 7, действующей на кулак 6, ко-
торый, в свою очередь, нажимает на планку 5, подвешенную на плос-
ких пружинах 9 к корпусу 8. Величина арретирования 1,0—1,5 мм.
Грубая настройка осуществляется перемещением всего устрой-
ства по направляющим 10 относительно станины станка. Тонкую на-
стройку осуществляют микровинтом 11, который перемещает планку
5 с измерительным устройством 4 относительно корпуса 8.
Рассеивание размеров деталей при использовании пневматического
прибора (БВ-4066) 8—10 мкм. При настройке прибора на размер го-
ризонтальная скалка, на которой крепится измерительное устройство,
должна быть параллельна столу. Непараллельность может быть не
более 0,01—0,02 мм. Расстояние от сопла до эталонной детали и мерных
плиток нужного размера, закрепленных на электромагнитной плите,
регулируют в пределах 0,6—0,8 мм по щупу 0,6. Затем винтом тонкой
настройки опускают измерительное устройство, пока стрелка отсчет-
ного устройста не установится на нулевое деление шкалы. При вклю-
153
чении движения стола стрелка может несколько отклониться от нуле-
вого положения. Винтом тонкой настройки изменяют положение уст-
ройства, пока стрелка вновь не установится на нуль. Затем винт
тонкой настройки надежно контрят. После этого настраивают контак-
ты отсчетного устройства. Контакт окончательной команды настраи-
вают на срабатывание у нулевого деления шкалы. Момент срабатыва-
ния определяют по сигнальной лампочке отсчетного устройства. Еще
одну команду подают, перемещая указатель на размер детали, соответ-
ствующий переходу с черновой на чистовую обработку. При достиже-
Гис. 93 Схема автоподналалки плос-
к от л в фо б альн ого станка
нии такого размера подается коман-
да. на уменьшение подачи, чтобы
обеспечить режимы чистового шли-
фования. Также можно подать сиг-
нал на изменение подачи при дос-
тижении размеров для выхажи-
вания и для подналадки станка.
Автоматическая подналадка.
Круг изнашивается очень интен-
сивно и его размер быстро умень-
шается. При работе на станке, на-
строенном на обработку партии де-
талей (в серийном и массовом про-
изводствах), размер, от рабочей по-
верхности круга до определенной
контрольной поверхности станка
должен быть почти постоянным,
т. е. колебаться очень незначи-
тельно. Поэтому приходится часто
изменять положение [шлифовальной бабки с.кругом для подналадки
на заданный размер, чтобы компенсировать износ круга. На подна-
ладку уходит значительное время, она требует от рабочего навыков
в обеспечении малых перемещений бабки.
Для уменьшения времени на подналадку и исключения участия
рабочего в подналадке применяют автоподналадчики. Порядок уста-
новки и регулировки их имеет много общего с установкой и регулиров-
кой автоматов для активного контроля, так как автоподналадчики по-
лучают команду на подналадку от автоматического контрольного уст-
ройства.
На рис. 98 показана схема подналадчика станка. На двухшпин-
дельном станке после каждого шпинделя с кругом может быть установ-
лено измерительное устройство «3, под которым проходят обработанные
детали 2. Круг 1 постепенно изнашивается и потому расстояние от сто-
ла станка до круга и высота обрабатываемых деталей возрастают. Ког-
да размер детали станет равным подналадочному размеру, измеритель-
ное устройство 3 сработает и подает команду на подналадку, т. е. опус-
кание шпинделя с кругом. Команда, подаваемая датчиком командного
устройства, поступает в усилитель сигнала 4, а затем пускатель, вклю-
чающий электродвигатель 5. Вращение ротора двигателя 5 переда-
ется через редуктор 6, коническую пару 7 v винт S шлифовальной баб-
154
ки 9. Чем больше время вращается ротор двигателя, тем большее вер-
тикальное перемещение получит шлифовальная бабка.
Двигатель включается посредством реле времени, настраиваемым
на необходимое время вращения ротора. Чтобы не произошло случай-
ного включения подналадчика, в схеме имеется счетчик команд от дат-
чика. Двигатель 5 включится только после получения от датчика ко-
манд от трех идущих подряд деталей. В редукторе подач 6 имеются
сменные зубчатые колеса, позволяющие регулировать подачу шлифо-
вальной бабки в диапазоне от 0,05 до 0,2 мм/мин.
§ 76. Автоматизированные плоскошлифовальные
станки
На рис. 99 показан двухшпиндельный автоматизированный плос-
кошлифовальный станок. Обработка деталей ведется торцами крупно-
зернистого круга 3 и мелкозернистого круга 14. Заготовки 6 устанав-
ливаются на вращающийся стол 5 загрузочного устройства и, натал-
киваясь на планку 7, попадают на стол станка с установленной на нем
Рис. 99. Автоматизированный двухшпиндельный плоско-
шлифовальный станок
электромагнитной плитой 4. Заготовки проходят под кругом 3 (чер-
новое шлифование), а затем под наконечником 2 измерительного уст-
ройства Л управляющего подналадкой круга 3. После этого они попа-
дают под круг 14 для чистового шлифования и затем под наконечник
12 измерительного устройства 13. управляющего подналадкой круга
155
14. Обработанные и измеренные детали 11 наталкиваются на съемник
10 и соскальзывают на отводящий лоток <$, проходя сквозь демагни-
тизатор 9, где они размагничиваются.
Практически возможны колебания размеров обрабатываемых дета-
лей не только в сторону увеличения, но и в сторону уменьшения. По-
этому автоматизирующее устройство (рис. 100) позволяет производить
подналадку станка в двух направлениях. По достижении обрабатывае-
мыми деталями размера, соответствующего верхней предельной норме,
подается команда механизму подачи нижнего круга, и круг поднима-
ется на заданную величину вверх. При получении деталей с размера-
ми, соответствующими нижней предельной норме, подается команда
механизму подачи верхнего круга.
Рис. 100. Автоматизированный двусторонний плоскошлифоваль-
ный станок
Детали перемещаются в рабочую зону станка из магазина 1 с по-
мощью цепного транспортера 2. Проходя между нижним 3 и верхним 4
шлифовальными кругами, детали поступают на контрольную позицию.
Высота деталей фиксируется измерительным штоком и рычагом, кото-
рые воздействуют на электроконтактный датчик 5. Датчик управляет
механизмами подналадки кругов. Обработанные детали поступают на
отводящий лоток 6.
Двусторонние плоскошлифовальные станки получили большое
распределение, так как имеют высокие технические и экономические
характеристики. Станки применяются не только для чистового шли-
фования одновременно двух противоположных подшипников и роли-
ков на подшипниковых заводах, поршневых пальцев и других деталей
на автомобильных и машиностроительных заводах, но и для обди-
рочного шлифования одновременно двух торцов отливок и поковок
вместо ручной зачистки на Волжском автомобильном заводе и других
предприятиях.
Одновременное шлифование противоположных торцов обеспечива-
ет их взаимную параллельность с высокой точностью, позволяет вы-
держать размер между торцами по 7—5 квалитету при высокой про-
изводительности.
На двусторонних плоскошлифовальных станках оси шпинделей
могут располагаться не только вертикально (см, рис, 100), но и гори-
зонтально.
156
Конструкцией станков предусмотрено перемещение шлифовальных
бабок на значительные расстояния, чтобы шлифовать два торца раз-
личных по размеру деталей.
Станки являются автоматами, так как оснащаются устройствами
для загрузки и разгрузки деталей, контроля, подналадки и работают
по автоматическому циклу.
На станках устанавливают устройство для автоматической прав-
ки кругов алмазными карандашами, чтобы своевременно возобновлять
режущую способность кругов.
Алмазные карандаши приводятся в движение от индивидуальных
электродвигателей через червячные пары, ходовые винты и гайки.
Контрольные вопросы
1. Какова разница между механизацией и автоматизацией?
2. В чем заключается комплексная автоматизация?
3. В каких случаях следует производить механизацию и в каких автомати-
зацию?
4. Что понимают под автоматикой?
5. Какие основные направления в механизации и автоматизации?
6. Какая разница между магазинными и бункерными загрузочными устрой-
ствами?
7 Какими средствами производится автоматизация контроля?
8. Какими средствами автоматизируют управление станками?
9. Какие преимущества дает автоматизация шлифовальных станков?
Глава IX
Сведения по стандартизации
и контролю качества продукции
§ 77. Сущность стандартизации и ее роль
в развитии научно-технического прогресса
XXV съезд КПСС обратил особое внимание на необходимость все-
мерного улучшения качества продукции. Улучшение качества продук-
ции во всех отраслях народного хозяйства является необходимым ус-
ловием подъема материального и культурного уровня жизни советс-
кого народа, предусмотренного десятой пятилеткой.
Развитие техники, создание новых машин и приборов требуют при-
менения широкой номенклатуры материалов и комплектующих изде-
лий, требования к качеству которых постоянно возрастают.
В обеспечении высокого качества продукции огромную роль игра-
ет стандартизация. Установление нормативных документов, содержа-
щих определенные постоянные требования и правила поставки мате-
риалов и изделий, обеспечивает оптимальный уровень качества про-
дукции.
157
Под стандартизацией понимают процесс установления
и применения правил с целью упорядочения деятельности в опреде-
ленной области на пользу и при участии всех заинтересованных сто-
рон, в частности для достижения всеобщей оптимальной экономии, при
соблюдении условий эксплуатации (использования) и требований бе-
зопасности.
Стандартизация основывается на объединенных достижениях нау-
ки, техники и передового опыта и определяет основу не только настоя-
щего, но и будущего развития и должна осуществляться неразрывно
с прогрессом. Таким образом стандартизация это не механический от-
бор устоявшихся норм и правил, а выбор наиболее оптимальных ре-
шений, рассчитанных не только на сегодняшний уровень науки, но и
учитывающий перспективы развита я.
В условиях планового социалистического хозяйства важнейшей
особенностью стандартизации является ее активная роль в управлении
народным хозяйством, выражающаяся в плановой деятельности госу-
дарственных органов, предприятий и организаций по установлению и
применению обязательных норм, правил, требований, направленных
на ускорение технического прогресса и улучшения качеста продукции.
Результатом конкретной работы по стандартизации является стан-
дарт. Стандарт — нормативно-технический документ, устанав-
ливающий комплекс норм, правил, требований к объекту стандарти-
зации и утвержденный компетентным органом.
Объектами стандартизации могут быть как материальные предметы
(определенная продукция, эталоны, образцы веществ и т. п.), так и нор-
мы, правила, требования, методы, термины, обозначения и т. п. Стан-
дарт предусматривает решения, оптимальные для общества.
Одним из важнейших направлений стандартизации является
комплексная стандартизация, при которой осущест-
вляется целенаправленное установление и применение системы вза-
имосвязанных требований как к самому объекту стандартизации, так
и к его основным элементам.
Комплексная стандартизация представляет собой систему взаимо-
связанных стандартов. Комплексная стандартизация в машинострое-
нии сводится к установлению норм и требований к самой машине, к ее
деталям и сборочным единицам, а также к тем видам материалов, по-
луфабрикатов, комплектующих изделий, технологическим процессам,
показатели которых должны соответствовать уровню требований,
предъявляемых к самой машине.
Таким образом сущность комплексной стандартизации сводится
к взаимной увязке всех факторов, обеспечивающих оптимальный тех-
нический уровень и качество продукции.
Темпы научно-технического прогресса тесно связаны с темпами
показателей качества. Научно-технической прогресс заставляет быст-
ро «стареть» некоторые стандарты. В машиностроении продолжитель-
ность действия стандарта без его коренного пересмотра составляет
7—8 лет. Продлить действие стандарта можно за счет опережающей
стандартизации. Опережающая стандартизация за-
ключается в установлении повышенных по отношению к уже достиг-
ая
нутому на практике уровню норм и требований, которые согласно прог-
нозам будут оптимальными в последующее время.
Опережающая стандартизация обеспечивает наиболее эффектив-
ное планирование стандартизации и достижение высокого качества.
Принцип опережающей стандартизации позволяет влиять на качество
продукции, а следовательно, управлять им.
§ 78. Государственная система
стандартизации
Руководство стандартизацией и метрологией в стране осуществля-
ется Государственным комитетом стандартов Совета Министров СССР
(Госстандарт СССР).
Научно-техническое и организационно-методическое руководство
работами по стандартизации в отделах (цехах, лабораториях) предприя-
тия, а также непосредственное выполнение работ по стандартизации
осуществляет конструкторско-технологический или научно-исследо-
вательский отдел (лаборатория, бюро) стандартизации.
Службы стандартизации предприятий разрабатывают стандарты на
производимую предприятием продукцию; обеспечивают внедрение
стандартов и других документов по стандартизации на предприятии,
осуществляют нормоконтроль технической документации, разраба-
тываемой предприятием.
Основными целями стандартизации являются: ускорение техни-
ческого прогресса, повышение эффективности общественного произ-
водства и производительности труда, в том числе инженерного и уп-
равленческого; улучшение качества продукции и обеспечение его опти-
мального уровня; совершенствование организации управления народ-
ным хозяйством и установление рациональной номенклатуры выпускае-
мой продукции; развитие стандартизации при проектировании и про-
изводстве продукции; рациональное использование производственных
фондов и экономия материальных и энергетических ресурсов; обеспе-
чение безопасности труда работающих, а также охрана здоровья насе-
ления и сохранение окружающей среды; создание условий для широ-
кого развития Экспорта высококачественных товаров, отвечающих
требованиям мирового рынка; развитие международного экономичес-
кого и технического сотрудничества.
В зависимости от области применения стандарты в Советском Сою-
зе подразделяются на следующие категории: Государственный стан-
дарт Союза ССР (ГОСТ), отраслевой (ОСТ), республиканский (РСТ)
и стандарт предприятия или объединения (СТП). В настоящее время
широкое распространение получают стандарты СЭВ, действующие в
социалистических странах и вводимые в СССР в качестве государст-
венных стандартов. Государственные стандарты обязательны к при-
менению всеми предприятиями и организациями и учреждениями
страны. Они утверждаются Госстандартом СССР. Государственные
стандарты устанавливаются преимущественно на продукцию, имею-
щую межотраслевое применение, на научно-технические термины и
обозначения, системы конструкторской, технологической и другой
юэ
документации. К государственным стандартам относятся стандарты!
на допуски и посадки, шероховатость поверхности, резьбы и др. От-
раслевые стандарты устанавливаются на изделия, не являющиеся объ-
ектами государственной стандартизации, а также на правила, нормы,
требования, необходимые для обеспечения оптимального качества про-
дукции данной отрасли. Объектами отраслевой стандартизации могут
быть материалы, полуфабрикаты внутриотраслевого применения, тех-
нологическая оснастка, предназначенная для применения к данной от-
расли, и др. Например, ОСТы на абразивы. Отраслевые стандарты обя-
зательны для применения в данной отрасли.
Объектами республиканской стандартизации являются отдельные
виды продукции, изготовляемые предприятиями министерств и ведомств
союзных республик. Республиканские стандарты устанавливаются по
согласованию с Госстандартом СССР.
Стандарты предприятий (объединений) устанавливаются на нормы,
правила, требования, методы и другие объекты, применяемые только
на данном предприятии (объединении). Стандарты предприятий явля-
ются основой комплексной системы управления качеством продукции.
СТП разрабатываются на базе государственных стандартов для раз-
вития и конкретизации их применения в условиях данного предприя-
тия, чтобы способствовать созданию высококачественной продукции.
В зависимости от содержания и назначения всех категорий стан-
дартов на продукцию они подразделяются на виды: стандарты тех-
нических условий, технических требований, параметров и размеров,
марок, сортамента, методов контроля, правила эксплуатации и ремон-
та, типовых технологических процессов и др.
§ 79. Единая система конструкторской
документации
^СКД представляет собой комплекс государственных стандартов,
устанавливающий единые взаимосвязанные правила и положения по
составлению, оформлению и обращению конструкторской документа-
ции, разрабатываемой промышленными предприятиями, научно-ис-
следовательскими и проектно-конструкторскими организациями Со-
ветского Союза.
ЕСКД устанавливает виды конструкторских документов (чертеж
детали, сборочный чертеж, монтажный чертеж, схема, спецификация
и др.); стадии разработки конструкторской документации от техни-
ческого задания до рабочей документации; требования к текстовым
документам; общие правила выполнения чертежей (форматы, масшта-
бы, шрифты чертежные, изображения видов, разрезов, сечений и т.п.);
условные изображения резьб, болтов и гаек, зубчатых колес, реек,
пружин и других деталей.
Весь комплекс стандартов ЕСКД направлен на улучшение качества
проектируемых изделий, на снижение трудоемкости конструкторского
труда. Установленные ЕСКД! упрощенные формы конструкторских
документов и чертежей позволили значительно сократить затраты тру-
да на их выполнение. ЕСКД создает условия для взаимообмена кон-
160
структорской документацией между различными предприятиями и
организациями, повышает эффективность совместных проектно-кон-
структорских работ со странами СЭВ, увеличивает возможность при-
менения средств механизации и автоматизации при разработке кон-
структорской документации.
§ 80. Единая система технологической
документации
ЕСТД представляет собой комплекс государственных стандартов,
устаналивающих взаимосвязанные правила и положения по порядку
разработки, оформления и обращения технологической документации,
разрабатываемой и применяемой машиностроительными и приборо-
строительными организациями и предприятиями Советского Союза
для изготовления или ремонта изделия.
Основное назначение стандартов ЕСТД — установление в органи-
зациях и на предприятиях единых правил оформления и обращения
технологических документов.
ЕСТД устанавливает виды и формы технологических документов:
маршрутной карты, карты эскизов, технологической инструкции, ком-
плектовочной карты, ведомости оснастки, карты технологического
процесса, операционной карты и др. В комплекте технологических
документов на изделие основными документами являются: маршрут-
ная карта и карта технологического процесса. Правила оформления
технологических документов строго регламентированы.
ЕСТД устанавливает: единые условия графических обозначений
опор и зажимов, термины и определения основных понятий в области
технологических процессов производства и ремонта изделий машино-
строения и приборостроения.
Единые требования к} технологической документации создают воз-
можность передачи производств^ изделий с завода на завод. Стандарты
ЕСТД, регламентирующие нормативное хозяйство предприятия, пре-
дусматривают .оздание условий для использования вычислительной
техники и информационного обеспечения автоматических систем управ-
ления ,
§ 81. Единая система технологической
подготовки производства
ЕСТПП — установленная государственными стандартами система
организации и управления процессом технологической подготовки
производства. ЕСТПП предусматривает широкое применение прогрес-
сивных типовых технологических процессов, стандартной технологи-
ческой оснастки и оборудования, средств механизации и автомати-
зации производственных процессов, инженерно-технических и управ-
ленческих работ. Основное назначение ЕСТПП заключается в установ-
лении системы организации и управлении процессом технологической
подготовки производства. ЕСТПП предусматривает для всех предприя-
тий единый системный подход к выбору и применению методов и
161
средств технологической подготовки производства. ЕСТПП устанавли-
вает основные требования к технологической подготовке производства,
порядок организации научно-технических разработок в области техно-
логической подготовки производства, основные правила организации
и управления процессами технологической подготовки производством.
ЕСТПП значительно повышает уровень применения типовых техно-
логических процессов, удельный вес стандартной оснастки. Внедре-
ние этой системы в промышленность приводит к коренным изменениям
методов подготовки и организации производства, обеспечивает сокра-
щение сроков освоения новых изделий в 1,5—2 раза, создает условия
для повышения производительности труда за счет внедрения прогрес-
сивной технологии и повышения оснащаемости рабочих мест. ЕСТПП
значительно сокращает затраты на подготовку производства, что обес-
печивает снижение себестоимости продукции.
§ 82. Метрологическая служба
Метрология — это наука об единицах, средствах и методах
измерения. Метрология составляет научную основу измерительной тех-
ники.
Основной задачей метрологии является поддержание единства из-
мерений в стране. Эта задача осуществляется созданием эталонов и
образцовых измерительных средств для воспроизведения единиц из-
мерений и передачи их рабочим мерам и приборам.
Эталон воспроизводится с наивысшей точностью, достижимой при
данном состоянии науки и техники. Передача размера единицы (на-
пример, единицы длины — метра) от эталона рабочим средствам изме-
рения осуществляется по так называемой поверочной схеме. Повероч-
ная схема — документ, устанавливающий средства, методы и точность
передачи размера единицы от эталона рабочим средствам измерения.
В СССР единство измерения и правильность всех измерительных
средств, применяемых в народном хозяйстве, обеспечивается Госстан-
дартом СССР, в ведении которого находится государственная мет-
рологическая служба, представляющая широкую сеть научно-иссле-
довательских метрологических институтов, центров метрологии и ла-
бораторий государственного надзора (ЛГН).
§ 83. Качество продукции. Контроль
качества продукции
Под качеством продукции понимается совокупность свойств’ про-
дукции, обуславливающих ее пригодность удовлетворять определен-
ные потребности в соответствии с ее назначением. Качество изделия
охватывает различные конструктивные и технологические свойства.
В число свойств, определяемых качество изделия, могут входить такие
свойства, как безотказность, надежность, долговечность. Свойства,
составляющие качество продукции, характеризуются показателями
качества. Показатель качества продукции количественно характе-
ризует степень пригодности продукции удовлетворять определенные
162
потребности. Показатели качества стандартизрваны. Показатель ка-
чества, характеризующий одно свойство продукции, называется еди-
ничным, два или больше — комплексным. Примером единичного по-
казателя для станка может быть скорость резания. Этот показатель
характеризует одно свойство станка — производительность. Относи-
тельная характеристика качества продукции, основанная на сравнении
совокупности показателей ее качества с соответствующей совокупно-
стью базовых показателей, называется уровнем качества продукции.
В СССР введена государственная система аттестации качества про-
мышленной продукции. С целью стимулирования повышения качества
продукции, которая по своим технико-экономическим показателям со-
ответствует лучшим достижениям отечественной и зарубежной техни-
ки или превосходит их, присваивается государственный Знак качест-
ва.
Проверка соответствия продукции или процесса, от которого за-
висит качество продукции, установленным техническим требованиям
называется техническим контролем. Методы технического контроля в
машиностроении подразделяются: по виду применяемых измеритель-
ных средств на механические, оптические, пневматические, электри-
ческие, рентгеноскопические и др.; по способу определения качества
изделия контроль может быть поэлементным и комплексным, абсолют-
ным и относительным, контактным и бесконтактным; по степени тех-
нической оснащенности — механизированным, автоматизированным
(с частичным участием человека) и автоматическим (без непосредствен-
ного участия человека).
Стандарт устанавливает ряд видов технического контроля. К
видам технического контроля относятся контроль качества продук-
ции, контроль количественных и (или) качественных характеристик
свойств продукции, а также контроль за соблюдением режимов и пара-
метров технологического процесса; операционный контроль, при кото-
ром продукция контролируется во время выполнения или после за-
вершения определенной операции; сплошной контроль, когда контро-
лируется с одинаковой полнотой каждая единица продукции и выбо-
рочный —- контроль проб из партии продукции.
Современной прогрессивной формой контроля является статисти-
ческий контроль, позволяющий наблюдать за технологическим про-
цессом и оборудованием, чтобы своевременно обнаружить причины
разладки технологического процесса и путем необходимой подналадки
его не допускать брака.
§ 84. Организация технического контроля
на предприятии
Контроль качества продукции во всех производственных звеньях
предприятия осуществляется отделом технического контроля ОТК.
Начальник ОТК подчиняется непосредственно директору предпри-
ятия. Он наделен большими правами. Ему дано право прекращать
приемку и отгрузку готовой продукции, если она не соответствует
стандартам и технической документации.
163
В цехах контроль качества продукции осуществляется контроль-
ными мастерами и контролерами, подчиненными ОТК.
В обязанности ОТК входит предупреждение брака, выяснение при-
чин его возникновения и разработка совместно с техническими служ-
бами завода мероприятий по его устранению. На ОТК возлагается
также техническая приемка материалов, полуфабрикатов и готовых
изделий, поступающих от предприятий-поставщиков для основного
производства.
ОТК подчинена центральная измерительная лаборатория (ЦИЛ),
в состав которой входят различные измерительные лаборатории и конт-
рольно-поверочные пункты (КПП) по обслуживанию цехов завода.
ЦИЛ осуществляет разработки и внедрение поверочных схем, наблю-
дает за эксплуатацией и состоянием измерительных средств и представ-
лением их на поверку.
Контрольные вопросы
^К°Ва Роль стандартизации в развитии научно-технического прогресса?
2 Объясните, что понимают под термином стандартизация
3 ^аковы цели стандартизации в нашей стране?
4. назовите категории стандартов в зависимости от их области применения?
5. Укажите назначение ЕСКД и ЕСТД.
6. Укажите, каково назначение технического контроля и каковы его виды.
Глава X
Охрана труда и противопожарные
мероприятия на предприятии
§ 85. Понятие о промышленном травматизме
и задачи охраны труда
В системе мероприятий по охране труда первостепенное значение
имеют мероприятия по технике безопасности, направленные на обес-
печение безопасных условий работы, на устранение причин производ-
ственного травматизма.
Различают травмы производственные и бытовые. Под производст-
венной травмой понимают повреждения, явившиеся результатом ме-
ханического, электрического, химического или другого воздействия
на организм человека при выполнении им любого производственного
задания или общественного поручения. К бытовым относятся травмы,
происшедшие в домашней обстановке и не связанные с работой на про-
изводстве.
Производственные травмы (ушибы, переломы, порезы) могут быть
вызваны движущимися частями оборудования, обрабатываемыми де-
талями, инструментами, приспособлениями, стружкой, частицами аб-
разива, перемещающимися грузами,
161
Электрический ток может вызвать поражение организма внутрен-
нее (электрический удар) и внешнее местное (электрические ожоги,
металлизация кожи, электрические знаки).
В сухих помещениях считается безопасным напряжение, не пре-
вышающее 40 В. Ток силой выше 0,1 А смертелен для человека.
В процессе работы станочник прикасается руками к различным
частям станка. При пробое изоляции токоведущих частей работаю-
щий подвергается воздействию тока. В этом случае средством за-
щиты обычно служат защитное заземление и зануление.
В некоторых случаях причинами производственных травм явля-
ются: загроможденность рабочих мест и проходов заготовками, полу-
фабрикатами и готовой продукцией; нарушение нормального хода тех-
нологического процесса; отсутствие или неисправное состояние средств
индивидуальной защиты (спецодежды, очков, рукавиц, щитков и
др.); недостаточный инструктаж рабочих по вопросам безопасных ме-
тодов работы. Травмы могут произойти также вследствие невниматель-
ности и нарушения рабочими правил техники безопасности. В нашей
стране знание основных правил техники безопасности является обя-
занностью всех работников профессионального труда.
Первым этапом обучения рабочих правилам техники безопасно-
сти является вводный инструктаж, который знакомит рабочих
с общими правилами технической безопасности. Вторым — являет-
ся инструктаж на рабочем месте, проводимый в большинстве слу-
чаев мастером.
В § 25 приведены меры по безопасной работе, которые нужно
выполнять безукоснительно.
§ 86. Техника безопасности на территории
и в цехах предприятия. Противопожарная
безопасность
В целях предупреждения несчастных случаев на территории пред-
приятия необходимо обеспечить установленную ширину проездов для
автомобильного и железнодорожного транспорта, а также тротуары для
движения людей. На проездах должны быть шлагбаумы, светофоры и
звуковая сигнализация, а также предупредительные надписи. Желез-
нодорожные пути следует переходить лишь в указанных местах, обра-
щая внимание на сигналы, предупреждающие о приближении поезда.
Нельзя пролезать под вагонами стоящих на пути составов, а также
прыгать на ходу в вагоны или на платформы. Если на территории за-
вода работает кран или экскаватор, то запрещается ходить или стоять
под Поднятым грузом или ковшом.
Противопожарная безопасность на производстве обеспечивается
предупредительными мероприятиями, а также мероприятиями, ог-
раничивающими распространение возникающего пожара. К предупре-
дительным противопожарным мероприятиям относятся: проектиро-
вание технологического процесса с учетом требований пожарной безо-
пасности и мероприятия организационно-технического характера
(правильный монтаж электрооборудования3 надежное хранение го-
рюче-смазочных и других легковоспламеняющихся материалов).
Оглавление Стр.
Введение ......................................................... 3
Глава I. Начальные сведения по плоскому шлифованию • . • 4
§ 1. Организация рабочего места................... 4
§ 2. Способы шлифования............................ 7
§ 3. Виды инструментов............................ 9
§’4. Обработка шлифовальными кругами...........» 12
§ 5. Абразивные материалы . . , 13
§ 6. Зернистость абразивных материалов.............16
§ 7. Связка и структура шлифовальных кругов ... 18
§ 8. Твердость шлифовальных кругов.................22
§ 9. Форма кругов и их маркировка ......... 23
§ 10. Понятие о режимах шлифования ......... 26
§ 11. Износ и засаливание кругов. Методы и режимы
правки кругов ................................... .28
§ 12, Смазочно-охлаждающие жидкости и способы их под-
вода ........... ,................................ 35
§ 13. Правила ухода за станком...... . . . 38
Глава II. Способы и приемы обработки деталей на плоскошлифо-
вальных станках................................................ 40
§ 14. Установка и закрепление шлифовальных кругов
на шпинделе...................................... .40
§ 15. Крепление и балансировка шлифовального
круга............................................ .42
§ 16. Установка и закрепление деталей на плоскошли-
фовальных станках................................ 44
§ 17. Подготовка и настройка плоскошлифовального
станка........................................... 47
§ 18. Шлифование периферией круга..................47
§ 19. Шлифование торцом круга................\
§ 20. Шлифование типовых поверхностей и деталей на
плоскошлифовальных станках. Контроль дета-
лей ............................................. 49
§ 21. Шлифование плоских поверхностей крупных кор-
пусных деталей. Контроль деталей...................53
§ 22. Шлифование тонких деталей.................. 60
§ 23. Шлифование вогнутых и выпуклых поверхностей*
Профильное шлифование. Контроль деталей . .* 61
§ 24. Особенности работы на оптико-шлифовальных стан-
ках с пантографом и экраном........................65
§ 25. Правила техники безопасности при плоском шли-
фовании деталей.................................. 66
§ 26. Виды брака и меры его предупреждения..........67
Глава III. Элементарные сведения о технологическом процессе 71
§ 27. Понятие о производственном и технологическом про-
цессах .......................................... 71
§ 28. Основные элементы технологического процесса « . 72
166
Глава
Глава
'Глава
L
Глава
§ 29. Понятие о базах. Методы установки деталей на
станках...........................................
§ 30. Черновые и чистовые операции и переходы при шли-
фовании деталей.................................
§ 31. Технологическая документация ... ....
IV. Сведения о механизмах, машинах и деталях машин
§ 32. Понятие о машине и механизме.................
§ 33. Движение и его виды..........................
§ 34. Виды передач.................................
§ 35. Оси, валы и их элементы ....................
§ 36. Опоры осей и валов ..........................
§ 37. Муфты..................................
§ 38. Резьбовые соединения...................
§ 39. Шпоночные и шлицевые соединения . ...........
§ 40. Неразъемные соединения . .
§ 41. Понятие о деформациях
V. Плоскошлифовальные станки ...».....................
§ 42. Классификация в назначение плоскошлифоваль-
ных станков . . ...........
§ 43. Области применения плоскошлифовальных стан-
ков ...............................................
§ 44. Основные узлы и механизмы плоскошлифовальных
станков.................. .........................
§ 45. Подачи стола и шлифовального круга...........
§ 46. Особенности гидропривода плоскошлифовальных
станков................................... . . . .
§ 47. Лопастные насосы для гидроприводов...........
§ 48. Гидроцилиндры . . ......
§ 49. Аппаратура гидросистемы . .........
§ 50. Вспомогательные устройства гидросистем . . .
§ 51. Смазка станков . . . ..................
§ 52. Система охлаждения.................
§ 53. Кинематическая схема станка..................
§ 54. Электрооборудование плоскошлифовальных стан-
ков ...........................................
§ 55. Паспорт станка .................................
VI. Основы теории резания................................
§ 56. Краткий исторический обзор развития науки среза-
нии металлов
§ 57. Процесс резания при шлифовании..............
§ 58. Усилия, действующие в процессе шлифования, и
мощность, затрачиваемая на плифовалие . . . .
§ 59. Теплота, образующаяся при шлифовании. Качест-
во шлифованной поверхности ...
§ 60. Шероховатость шлифованной поверхности. Конт-
роль шероховатости поверхности..............
§ 61. Режимы шлифования..........................
§ 62. Шлифование деталей кругами из алмаза и эльбора
§ 63. Скоростное и силовое шлифование............
§ 64. Выбор шлифовальных кругов для плоского шли-
фования ........................
65
66.
§
67.
68.
VII. Технология плоского шлифования....................
Типы (организационные формы) производства . .
Исходные данные для проектирования технологи-
ческого процесса шлифования
Припуски на плоское шлифование ..... • • •
Точность обработки при плоском шлифовании пери-
ферией и торцом круга ......
Техническое нормирование • • • •••••••
73
79
79
82
82
82
83
89
89
90
92
94
95
96
97
97
100
101
105
166
107
108
НО
112
114
115
115
118
118
119
119
120
122
123
125
126
128
129
130
131
131
132
134
135
136
140
§
69. __
70. Приспособления
§
§
167
§ 71. Технологические особенности плоского шлифования 143
Глава VIII. Сведения о механизации и автоматизации производства 144
§ 72. Основные понятия............................................144
§ 73. Технические средства автоматизации...........145
§ 74. Механизация и автоматизация плоскошлифоваль-
ных станков.........................................150
§ 75. Измерительно-управляющие устройства для управ-
ления элементами цикла шлифования.................151
§ 76. Автоматизированные плоскошлифовальные станки 155
Глава IX. Сведения по стандартизации и контролю качества про-
дукции .........................................................157
§ 77. Сущность стандартизации и ее роль в развитии
научно-технического прогресса.............. , . 157
§ 78. Государственная система стандартизации.......159
§ 79. Единая система конструкторской документации 160
§80. Единая система технологической документации 161
§ 81. Единая система технологической подготовки про-
изводства ..........................................161
§ 82. Метрологическая служба.......................162
§ 83. Качество продукции. Контроль качества продук-
ции ..............................................162
§ 84. Организация технического контроля на предприя-
тии ..............................................163
Глава X. Охрана труда и противопожарные мероприятия на пред-
приятии .................................................. .... 164
§ 85. Понятие о промышленном травматизме и задачи
охраны труда...................................... .164
§ 86. Техника безопасности на территории и в цехах
предприятия. Противопожарная безопасность . . 165
Владимир Семенович Терган
ПЛОСКОЕ ШЛИФОВАНИЕ
Редактор В. А Козлов
Переплет художника Александрова
Художественный редактор В. И. Пономаренко
Изд. № М-108
Сдано в набор 26.04.79.
Формат 60X90716. Бум
Объем 10,5 усл. печ. л.
Технический редактор Т. Д. Гарина
Корректор Г. А. Чечеткина
ИБ № 1983
Подписано к печати 21.03.80. Т-06082.
. тип. № 2. Гарнитура литературная. Печать высокая*
11,1 уч.-изд. л Тираж 35 000 экз. Заказ 1070. Цена 25 коп.
А1осква, К-51, Неглинная ул., д. 29/14. издательство «Высшая школа>
Московская типография № 4 Союзполиграфпрома
Государственного комитета СССР
по делам издательств, полиграфии и книжной торговли,
Москва, 129041, Б, Переяславская, 46
25 sen.