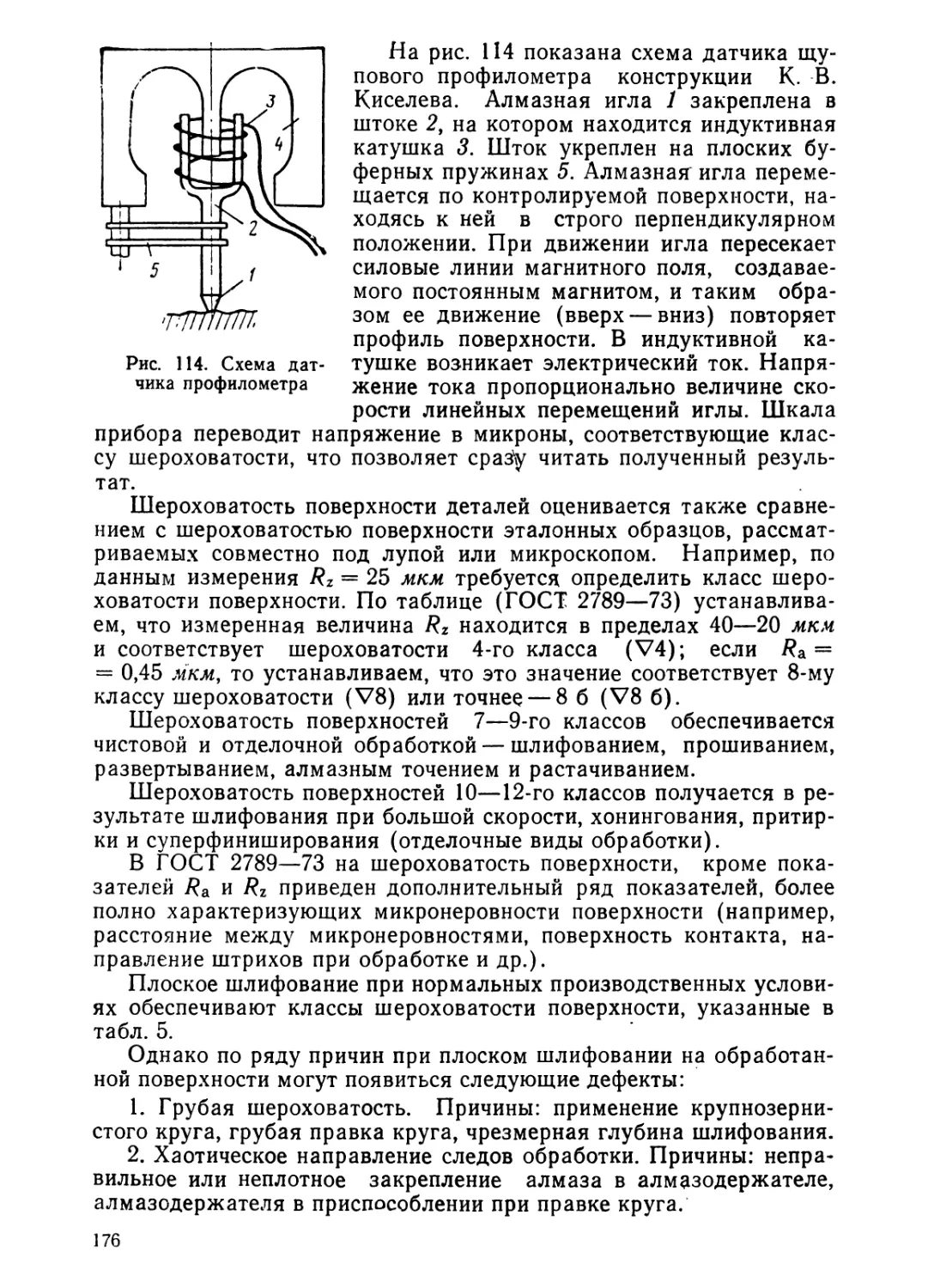
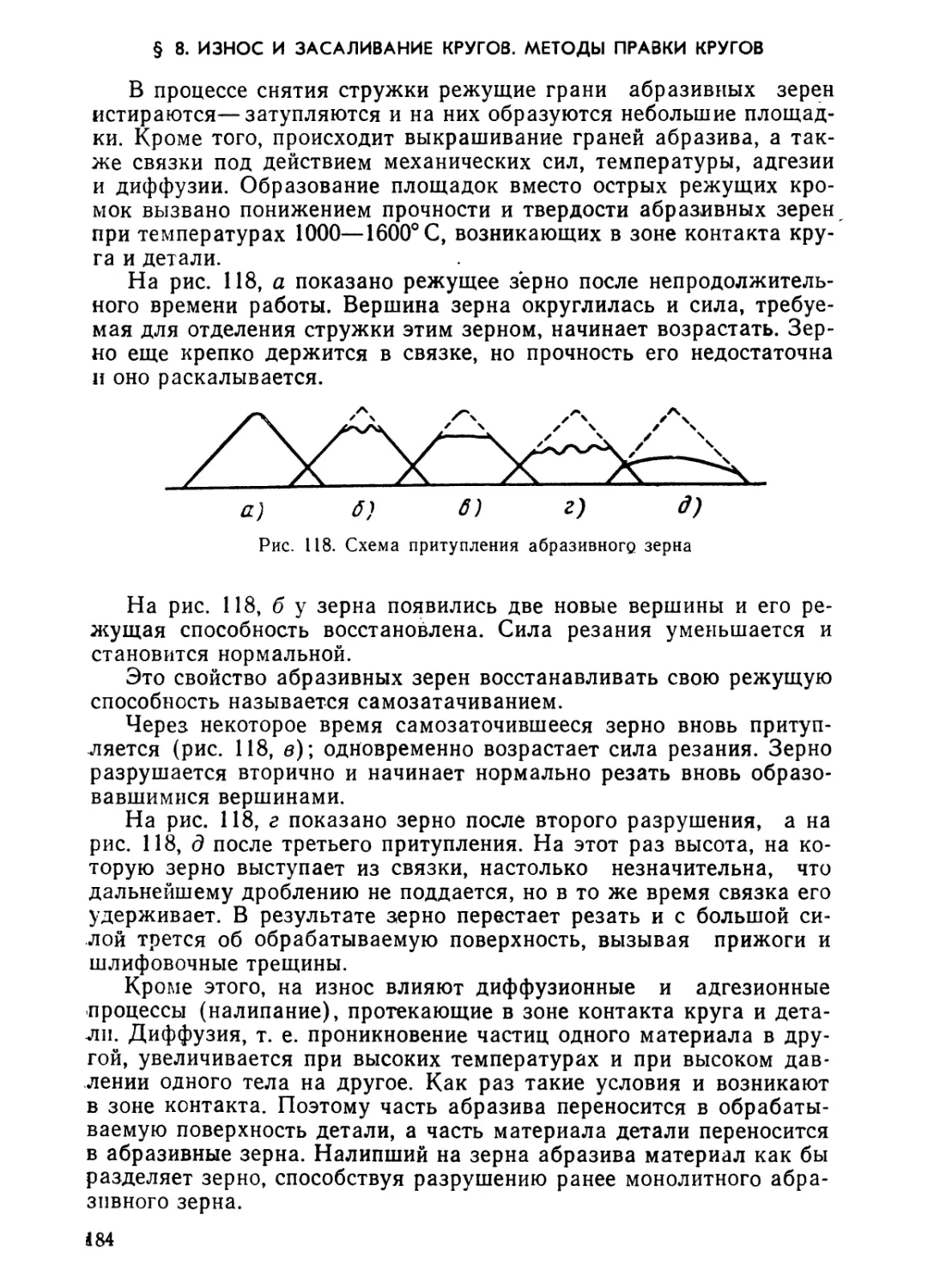
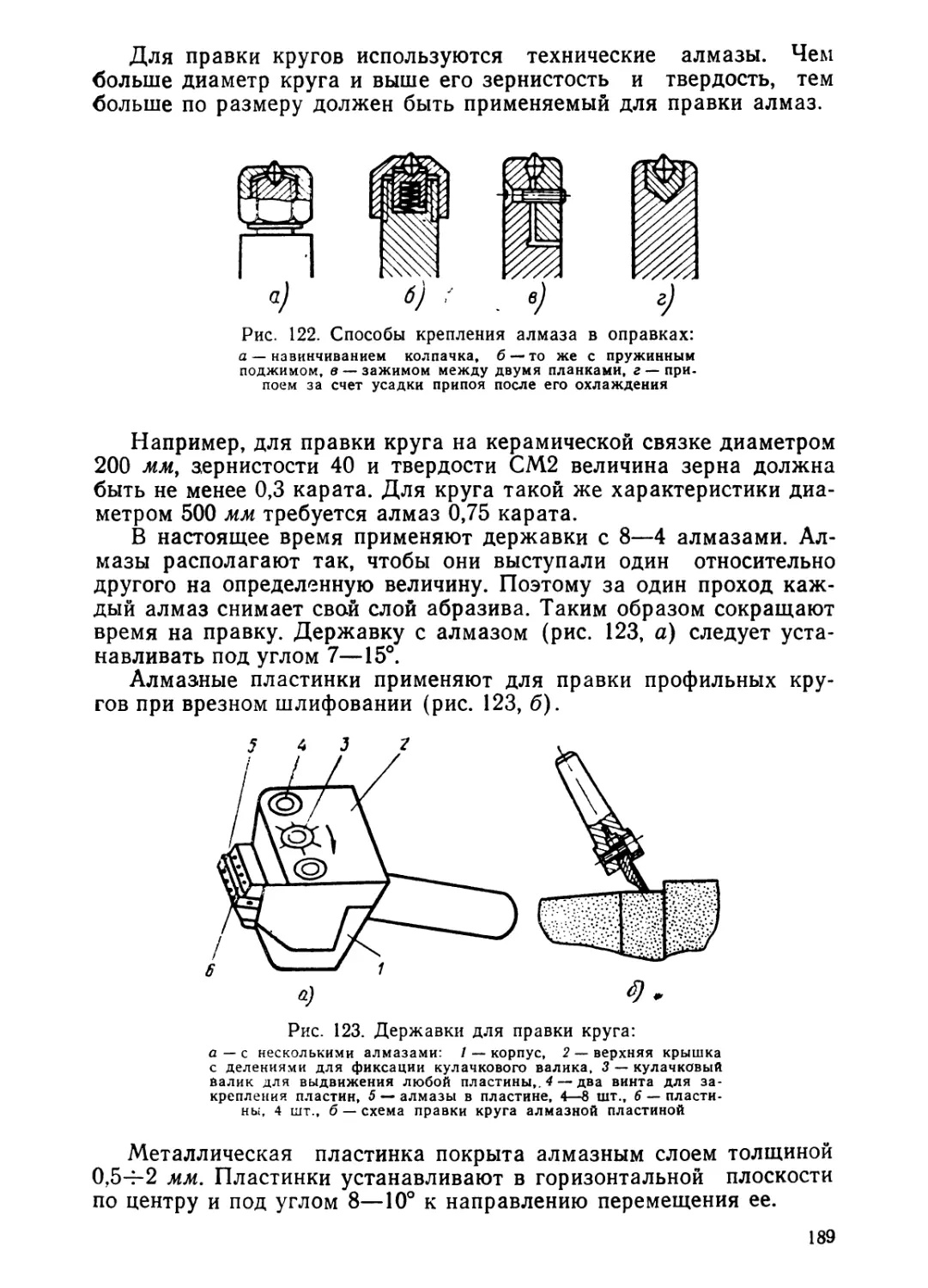
/
































































































































































































































Текст
В. С. Т ЕР Г * Н ПЛОСКОЕ
ШЛИФОВАНИЕ
ИЗДАНИЕ 2-е ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено
Ученым советом Государственного комитета
Совета Министров СССР
по профессионально-техническому образованию
в качестве учебного пособия
для профессионально-технических училищ
Chipmaker.ru
МОСКВА «ВЫСШАЯ ШКОЛА» 1974
6П4.67
Т35
Терган В. С.
Плоское шлифование. Учеб, пособие для проф.-техп.
Т35 училищ. Изд. 2-е, перераб. и доп. М., «Высш, школа»,
1974.
296 с. с ил.
Книга содержит сведения по основам шлифовального дела, о способах и
приемах работы на плоскошлифовальных станках, описаны устройства и меха-
низмы основных типов плоскошлифовальных станков, приведены характеристи-
ки шлифовальных кругов, описание универсальных и специальных приспособ-
лений для плоского шлифования; изложены сведения о профильном шлифова-
нии, освещены вопросы экономики, организации производства, а также техни-
ки безопасности и охраны труда.
31207—639
------------ R9__74
052 (01) —74 02
6П4.67
Отзывы и замечания просим направлять по адресу: Москва,
К-51, Неглинная ул., 29/14, издательство «Высшая школа».
Владимир Семенович Терган
ПЛОСКОЕ ШЛИФОВАНИЕ
Редактор Б. В. Романов
Художник В. М. Лукьянов
Художественный редактор Т. А. Коленкова
Технический редактор Т. А. Епифанова
Корректор М. И. Козлова
Т-00369 Сдано в набор 10/IX-73 г. Подп. к печати 14/III-74 г.
Формат 60х901/|6. Бум. тип. № 3. Объем 18,5 печ. л.
Уч.-изд. л. 19,64 Изд. № М-21 Тираж 20 000 экз. Цена 59 коп.
План выпуска литературы издательства <Высшая школа» для
профтехобразования на 1974 г. Позиция № 82
Москва, К-51, Неглинная ул., д. 29/14
Издательство <Высшая школа»
Великолукская городская типография управления издательств,
полиграфии и книжной торговли Псковского облисполкома,
г. Великие Луки, Половская, 13. Зак. 2228
©‘ Издательство <Высшая школа, 1974
ВВЕДЕНИЕ
Первостепенное значение для ускорения технического прогрес-
са и оснащения всех отраслей народного хозяйства новой техникой
имеет дальнейшее быстрое развитие всех современных отраслей ма-
шиностроения и в первую очередь тяжелого машиностроения, при-
боростроения, производства средств автоматики, телемеханики и
электроники.
Шлифование, являясь одним из самых производительных мето-
дов обработки металлов, обеспечивает высокий класс шероховато-
сти обрабатываемой поверхности, высокую точность формы и раз-
меров деталей. Шлифованием можно обрабатывать закаленные ста-
ли и твердые сплавы.
В результате совершенствования заготовительных операций, т. е.
приближения размеров и формы заготовки к размерам и форме де-
тали, строгальные, фрезерные, слесарные и другие операции можно
заменять шлифованием.
Абразивными инструментами пользовались еще в древности,
применяя природные твердые материалы для обработки (отделки)
металлов и неметаллов. Но шлифовальные станки начали выпус-
кать лишь с 1874 г. Качественные шлифовальные круги начали из-
готовляться с 1860 г. Искусственные абразивные материалы начали
выпускаться с 1891 г. В дореволюционной России только один за-
вод в г. Петербурге выпускал небольшое количество абразивных
кругов.
С 1931 г. в СССР началось изготовление абразивных кругов в
большом количестве. В 1940 г. выпуск таких инструментов увели-
чился в 45 раз по сравнению с дореволюционным периодом. В на-
стоящее время выпуск абразивного инструмента увеличился более
чем в 40 раз по сравнению с 1940 г., причем освоены новые абра-
зивные инструменты чрезвычайно высокого качества. Совершенст-
вуются не только инструменты, но и оборудование. Выпускаются
станки автоматические и полуавтоматические, станки с программ-
ным управлением, позволяющие производить высококачественную
и экономичную обработку деталей.
Плоское шлифование занимает весьма значительное место в ма-
шиностроении, оно широко применяется в станкостроении, сельско-
хозяйственном машиностроении и во многих других отраслях про-
мышленности. Шлифованием обрабатывают направляющие станин,
плоскости разъема корпусов коробок скоростей, редукторов и насо-
3
сов, рабочие поверхности лемехов и других деталей сельскохозяйст-
венных машин.
Плоское шлифование является высокопроизводительным мето-
дом механической обработки закаленных и незакаленных деталей.
В ряде случаев плоское шлифование применяют вместо чистового
строгания и чистового фрезерования, а также такой трудоемкой
операции, как шабрение.
Внедрению плоского шлифования способствуют новые прогрес-
сивные методы получения заготовок, например точное литье, чекан-
ка и др., которые позволяют во многих случаях исключить промежу-
точные, получистовые операции и только одним плоским шлифова-
нием получить необходимую шероховатость поверхности и точность.
На многих передовых заводах шлифуют профильные детали
(например, шаблоны) на плоскошлифовальных станках при помо-
щи соответствующих приспособлений, что обеспечивает не только
высокую точность обработки и улучшение качества рабочих поверх-
ностей, но и ускоряет изготовление деталей и снижает их стоимость.
Машиностроительные заводы оснащены высокопроизводитель-
ными универсальными и специальными плоскошлифовальными
станками, которые могут работать на повышенных режимах реза-
ния, быстро переналаживаться с одной операции на другую. Их об-
служивание и ремонт несложны. Современные плоскошлифоваль-
ные станки снабжены различными автоматическими устройствами,
действие которых основано на применении пневматики, гидравлики
и электроники.
Для обслуживания таких совершенных станков нужны высоко-
квалифицированные кадры рабочих.
На социалистических предприятиях рабочие являются хозяева-
ми— творцами, заинтересованными в результатах своей работы и
добивающимися все более высоких экономических показателей
труда.
В создании материально-технической базы коммунизма огром-
ное значение имеют творчество и инициатива трудящихся и коллек-
тивов предприятий. Одной из форм проявления активности являет-
ся социалистическое соревнование, представляющее собой могучее
средство воспитания коммунистического отношения к труду. Ком-
мунистическая партия и Советское правительство проявляют боль-
шую заботу о развитии социалистического соревнования, всемерно
поддерживают творческую инициативу, патриотический почин нова-
торов.
Широкий размах получило в нашей стране движение за созда-
ние бригад коммунистического труда, которые успешно выполняют
и перевыполняют государственные планы, обеспечивают высокое
качество продукции, показывают пример творческого, хозяйского
отношения к делу.
Члены бригад коммунистического труда берут на себя высокие
индивидуальные обязательства — работать производительно, обес-
печивая отличное качество, учиться упорно, быть примером в быту.
Достижения и опыт передовиков становятся достоянием всего
4
коллектива. Социалистическое соревнование позволяет лучше моби-
лизовать внутренние резервы предприятия.
Развитию социалистического соревнования способствует после-
довательное осуществление принципа материальной заинтересован-
ности работников в результатах их труда.
ГЛАВА I. ОСНОВЫ ШЛИФОВАНИЯ
§ 1. ПОНЯТИЕ О МЕТОДАХ ОБРАБОТКИ МАТЕРИАЛОВ
И ВИДЫ ИНСТРУМЕНТОВ
Сущность обработки металлов на металлорежущих станках за-
ключается в удалении с поверхности заготовки лишнего слоя метал-
ла (стружки), в результате чего заготовка приобретает требуемую
форму и размеры. Снимаемый с заготовки слой металла называют
припуском.
Стружку снимают различными инструментами (рис. 1): резца-
ми, фрезами, сверлами, зенкерами, развертками, метчиками, про-
тяжками, шлифовальными кругами, брусками, наждачными шкур-
ками, пастами и др. Резцы, сверла, фрезы, зенкеры, развертки, мет-
чики, протяжки изготовляют из легированных, быстрорежущих и
других инструментальных сталей, твердых и минералокерамиче-
ских сплавов и имеют заранее выполненные определенные режущие
кромки.
Шлифовальные круги, бруски, шкурки состоят из абразивных
зерен, связанных между собой специальными материалами — связ-
ками. Абразивные зерна имеют острые кромки различных размеров,
которыми снимается тонкий слой металла с заготовки, когда шли-
фовальный круг соприкасается с поверхностью обрабатываемой за-
готовки и движется относительно нее.
Процессы снятия стружки металлическими и абразивными инст-
рументами принципиально одинаковы. Режущая часть каждого ре-
жущего инструмента по своей форме представляет клин. Под дей-
ствием приложенной силы режущие части инструментов углубляют-
ся в поверхность обрабатываемой заготовки и при движении произ-
водят сдвиг и скалывание стружки. Но процессы резания резцом,
фрезой, сверлом, абразивными кругами и другими инструментами
имеют особенности.
Рассмотрим, как происходит процесс резания наиболее простым
инструментом — резцом, являющимся основой конструкций всех ос-
тальных режущих инструментов. Резцами обрабатывают заготовки
на станках токарной группы (токарных, револьверных и др.), стро-
гальных, долбежных, расточных.
Режущая часть резца в форме клина, образованного передней
и задней поверхностью, под действием силы входит в поверхность
заготовки, срезая стружку. Элементы резца показаны на рис. 2.
Углы заточки (углы, образованные сторонами клина) резца
должны обеспечивать при наименьшей силе резания нужное качест-
во поверхности и высокую производительность. В зависимости от
обрабатываемого материала и материала резца углы заточки резца
делают различными.
6
Заготовка,
Рис. 1. Схема основных видов механической обработки резанием:
а — точения, б — строгания, в — сверления, г — фрезерования, д — протяги-
вания, е — шлифования, ж — снятия стружки отдельным зерном; 1 — обра-
батываемая поверхность, 2—поверхность резания, 3—обработанная поверх-
ность, t — припуск, $ — подача
Рис. 2. Элементы резца:
1 — передняя поверхность, 2 — главная режу-
щая кромка, 3 — вспомогательная режущая
кромка, 4 — вершина резца, 5 — вспомогатель-
ная задняя поверхность, 6 — тело резца, 7 —
головка резца, 8— главная задняя поверхность
В процессе резания режу-
щая часть резца (рис.3,а), об-
разованная передней ОА и зад-
ней ОЕ поверхностями, под
действием усилия Р вклинива-
ется в материал заготовки
(рис. 3, б). При этом передняя
поверхность сжимает слой об-
рабатываемого материала и,
преодолев внутренние силы
сцепления, скалывает частицы
металла и отводит их вверх в
соответствии с наклоном перед-
ней грани.
Эти частицы металла назы-
вают элементами стружки, из
рис. 3, г они обозначены циф-
рами 1—6. Сдвиг элементов стружки обычно происходит под углом
135—155° (рис. 3, в). Под действием силы Р резец последовательно
слой металла
срезает с необработанной поверхности заготовки
глубиной t (см. рис. 3, а).
Рис. 3. Схема образования стружки и ее виды:
а, б, в, г — начальный и последующие моменты резания, д — стружка
скалывания, е — стружка сливная, ж — стружка надлома
Я
Задняя поверхность ОЕ резца (см. рис. 3, а) образует с обрабо-
танной поверхностью детали угол (а), в результате чего трение зад-
ней поверхности резца об обработанную поверхность заготовки
уменьшается.
Разрез
Рис. 4. Углы резца
Для определения углов резца принимаются следующие коорди-
натные плоскости: плоскость резания — плоскость, каса-
тельная, к поверхности резания и проходящая через главную режу-
щую кромку резца; основная плоскость — плоскость парал-
лельная продольной и поперечной подачам; у токарных стержневых
резцов с призматическим телом за основную плоскость может быть
принята нижняя опорная поверхность резца; главная секу-
щая плоскость — плоскость, перпендикулярная к проекции
главной режущей кромки на основную плоскость (AW— след этой
плоскости, см. рис. 4, а); вспомогательная секущая пло-
скость — плоскость, перпендикулярная к проекции вспомога-
тельной режущей кромки на основную плоскость (след NiNi см.
рис. 4,а).
У всякого резца различают главные и вспомогательные углы.
9
Главные углы измеряют в главной секущей плоскости (рис.4, а);
к ним относятся:
главный задний угол а — угол между главной задней
поверхностью и плоскостью резания;
угол заострения р — угол между передней и главной зад-
ней поверхностями резца;
передний угол у — угол между передней поверхностью
резца и плоскостью, перпендикулярной к плоскости резания;
угол резания д — угол между передней поверхностью и
плоскостью резания.
Как видно из рис. 4, а, между четырьмя главными углами су-
ществуют следующие зависимости:
а + р + Т = 90°, 8 + Т = 90°, 8 = а 4- р = 90° — Т.
Когда угол резания д меньше 90° (рис. 4, а I), передний угол
резца считается положительным, когда угол резания равен 90°, пе-
редний угол равен нулю (рис. 4, а II), если же угол резания боль-
ше 90°, передний угол считается отрицательным (рис. 4, а III).
Вспомогательные углы измеряются во вспомогательной секущей
плоскости NiNi (рис. 4,а); к ним относятся:
Вспомогательный задний угол оч — угол между
вспомогательной задней поверхностью и плоскостью, проходящей
через вспомогательную режущую кромку перпендикулярно к основ-
ной плоскости.
Вспомогательный передний угол yi измеряют во
вспомогательной секущей плоскости NiNi (рис. 4,а).
Кроме рассмотренных углов, резец, имеет углы в плане и угол
наклона главной режущей кромки. Углы в плане измеряют в основ-
ной плоскости.
Главный угол в плане <р — угол между проекцией
главной режущей кромки на основную плоскость и направлением
подачи.
Вспомогательный угол в плане cpi — угол между
проекцией вспомогательной режущей кромки на основную плос-
кость и направлением подачи.
Угол при вершине в плане 8 — угол между проек-
циями главной и вспомогательной режущих кромок на основную
плоскость. Как видно из рис. 4, а, ср + ср± + 8 = 180°.
Угол наклона главной режущей кромки X —
угол, заключенный между главной режущей кромкой и плоскостью,
проведенной через вершину резца параллельно основной плоскости
(рис. 4, б, в, г). Этот угол измеряется в плоскости, проходящей че-
рез главную режущую кромку, перпендикулярно к основной плос-
кости. Угол наклона главной режущей кромки считается положи-
тельным, когда вершина резца является наинизшей точкой режущей
кромки (рис. 4,г); отрицательным, когда вершина резца является
наивысшей точкой режущей кромки (рис. 4,6), и равным нулю —
при главной режущей кромке, параллельной основной плоскости
(рис. 4, в).
10
Углы режущей части резца, как и любого другого инструмента,
влияют на процесс резания. Правильно выбрав углы резца, можно
значительно уменьшить интенсивность износа его режущей части
(увеличить стойкость) и обработать в единицу времени большее
количество деталей.
Правильно выбранный передний угол облегчает снятие стружки,
уменьшает трение и износ по передней поверхности резца. Чем боль-
ше передний угол у, тем меньше угол заострения р, меньше «тело»
резца и, следовательно, его прочность (см. рис. 4, а /).
При обработке твердых материалов, когда действуют большие
силы при обработке прерывистых поверхностей, сопровождающейся
ударом, и в некоторых других случаях угол у следует выполнять
очень малым, а еще лучше — отрицательным. При отрицательном
переднем угле «тело» у режущей кромки будет больше и, следова-
тельно, повысится его прочность (рис. 4, а III). При обработке пре-
рывистых поверхностей, если передний угол положительный, удар
приходится на самую режущую кромку, а если отрицательный, то
на некотором расстоянии от режущей кромки, отчего она не подвер-
гается такому быстрому разрушению.
Резание сопровождается большим трением передней поверхно-
сти об обрабатываемую поверхность и задней — об обработанную
поверхность, а следовательно, и большим тепловыделением.
Правильно выбранный задний угол а уменьшает трение задней
поверхности об обработанную поверхность. При большом значе-
нии заднего угла уменьшается угол р, т. е. ослабляется прочность
режущей кромки. Усилие на сжатие стружки при резании в основ-
ном зависит от угла резания д. Чем меньше этот угол, тем меньше
требуется усилие.
Различные материалы, например сталь, чугун, медь, образуют
при обработке стружку разных видов. Металлы средней твердости
(твердая сталь) образуют стружку скалывания, элементы которой
связаны друг с другом довольно прочно и имеют вид ступеней (см.
рис. 3,5). При обработке мягких металлов (меди, мягкой стали
и др.) образуется стружка, верхняя сторона которой имеет мелкие
зазубрины, а нижняя, скользящая по передней поверхности рез-
ца,— гладкая и блестящая. Такая стружка сходит в виде ленты и
называется сливной (см. рис. 3, е). При обработке хрупких твердых
металлов образуется стружка надлома (см. рис. 3, ж). Элементы
ее отделены друг от друга и имеют вид чешуек неправильной фор-
мы. В отличие от стружки скалывания стружка надлома имеет не-
ровную поверхность со стороны, обращенной к передней грани рез-
ца, а противоположная сторона у нее гладкая. Такая стружка обра-
зуется, например, при обработке чугуна и бронзы.
На форму стружки влияют не только свойства обрабатываемо-
го материала — сопротивление разрушению, пластичность, твер-
дость, его структура (наличие остаточного аустенита), химические
свойства, но и условия резания.
С уменьшением угла резания д, толщины снимаемого слоя
стружки t и увеличением скорости резания стружка по своему ха-
11
рактеру приближается к сливной. При использовании смазывающе-
охлаждающих жидкостей стружка также приближается к сливной.
По виду стружки можно судить о качестве процесса резания.
Образование сливной стружки вместо стружки скалывания и над-
лома свидетельствует о правильном выборе режимов резания и
правильном назначении углов резца.
После механической обработки резанием свойства поверхност-
ного слоя материала несколько изменяются. Поверхностный слой
на глубине 0,1 — 0,5 мм становится более плотным, твердым, умень-
шается его пластичность. Это явление называется наклепом метал-
ла. При обработке разных металлов различны и изменения поверх-
ностного слоя. Чем вязче металл, тем выше степень и глубина на-
клепа. При обработке хрупких металлов наклеп не образуется. Сте-
пень и глубина наклепа поверхностного слоя металла зависят от
свойств материала и условий обработки.
§ 2. АБРАЗИВНЫЕ МАТЕРИАЛЫ.
ОБРАБОТКА АБРАЗИВНЫМИ КРУГАМИ
Под абразивными материалами понимают тонко измельченные
вещества в виде зерен, полученные дроблением природных и искус-
ственных минералов.
Для шлифования используют абразивные материалы — природ-
ные и синтетические. К природным относятся алмаз, наждак, ко-
рунд, окись хрома, окись железа; к синтетическим — электрокорунд,
а также хромистый, титанистый и циркониевый электрокорунды,
карбид кремния (карборунд), карбид бора, карбид циркония, бор-
силикарбид, кубический нитрид бора (эльбор), синтетический ал-
маз и другие материалы.
Алмаз — одна из трех разновидностей углерода (уголь, гра-
фит, алмаз). Это редкий минерал, обладает высокой твердостью по*
сравнению с другими природными и синтетическими материалами,
уступает в твердости лишь борсиликарбиду. Алмазы, применяемые
для правки абразивных кругов, изготовления кругов, брусков, инст-
рументов, используемых в горнодобывающей промышленности, на-
зывают техническими. Масса алмаза измеряется каратами, один ка-
рат равен 0,2 г.
Академией наук СССР разработаны методы получения синтети-
ческих алмазов, которые имеют очень шероховатую поверхность и
изрезанные ребра, круги с синтетическими алмазами высокопроиз-
водительны. Природный алмаз обозначают буквой А, синтетиче-
ский—АСО, АСР, АСК, АСС.
Корунд — минерал, состоящий их окиси алюминия (А12О3 от
70 до 92%) и примесей — окиси железа, слюды, кварца и других
веществ. Зерна корунда очень твердые, при размоле образуют ра-
ковистый излом с острыми гранями; но прочность зерен корунда не
очень велика: под усилиями резания быстро разрушаются. Поэтому
корундовые круги не могут работать, где требуются большие уси-
лия резания.
12
Электрокорунд — искусственный корунд, получаемый элек-
трической плавкой материалов, богатых окисью алюминия (напри-
мер, боксита и глинозема). Различают три вида электрокорундов:
а) электрокорунд нормальный, содержащий не менее 87% окиси
алюминия и имеющий цвет от серо-коричневого до темно-коричне-
вого. Его получают методом восстановительной плавки бокситов;
б) электрокорунд белый, содержащий не менее 97% окиси алю-
миния и имеющий белый или светло-розовый цвет. Его получают
переплавкой чистого глинозема;
в) монокорунд — разновидность электрокорунда. В зависимости
от количества примесей разделяется на два вида: первый содержит
окиси алюминия от 96,5 до 97,4% и второй — от 97,5 до 98,5%. Мо-
нокорунд обладает высокой режущей способностью. Круги из мо-
нокорунда имеют почти в два раза большую стойкость, чем нор-
мальные электрокорундовые круги. При шлифовании кругами из
монокорунда детали нагреваются незначительно, следовательно,
расширяются мало. Деталь от круга дополнительно не отжимается
и поэтому достигается большая точность шлифования.
Электрокорунд хромистый и титанистый — ис-
кусственные материалы, изготовляемые на базе электрокорунда бе-
лого с добавкой в процессе электроплавки окиси хрома или окиси
титана. Окислы хрома и титана упрочняют кристаллическую решет-
ку окиси алюминия и одновременно придают зерну очень высокую
вязкость.
Карбид кремния — химическое соединение кремния и уг-
лерода, получаемое в электрических печах при температуре 2100—
2200° С* из кварцевого песка и кокса. Зерна карбида кремния име-
ют темно-синюю и зеленую окраску с цветами побежалости и ме-
таллическим блеском. Карбид кремния очень твердый материал, ус-
тупает по твердости лишь алмазу, борсиликарбиду и эльбору; его
зерна имеют острые режущие грани и способны выдерживать тем-
пературу до 2050° С. Различают два вида карбида кремния — кар-
бид кремния черный КЧ и карбид кремния зеленый КЗ. В послед-
нее время получен карбид кремния зеленый высокой чистоты, содер-
жащий карбида не менее 99,5%, обладающий повышенной абразив-
ной способностью. Производительность инструментов из этого ма-
териала на 20—25% выше, чем из других карбидов кремния.
Ка-рбид бора получают в электропечах при температуре
2000—2350° С из технической борной кислоты и малозольного угле-
родистого материала (например, нефтяного кокса, пекового кокса,
сажи и т. д.).
Карбид циркония —искусственный абразивный матери-
ал — соединение циркония с углеродом. При обработке титановых
сплавов он показывает высокую стойкость и обеспечивает хорошее
качество поверхности.
* Единицей Измерения термодинамической температуры по Международной
системе единиц (СИ) является градус Кельвина ГОСТ (9867—61). Численные зна-
чения термодинамической температуры, выраженные в градусах Кельвина (°К)
и Цельсия (°C), характеризуются следующим соотношением: Т°К = /СС + 273,16.
13
Окись железа получают переработкой железного купороса
и щавелевой кислоты, применяют в виде порошка.
Окись хрома — порошок темно-зеленого цвета получают из
бихромата калия с примесью серы.
Кубический нитрид бора изготовляется с 1966 г. в ви-
де зерен порошков, микропорошков для абразивных инструментов.
Круги из этого материала обладают повышенной стойкостью, не
дают прижогов на поверхности деталей. Рекомендуется для шлифо-
вания высоколегированных закаленных сталей и сплавов, обработ-
ка которых электрокорундами, карбидами кремния, алмазом не эф-
фективна.
Абразивные зерна при помощи различных веществ — связок
соединяются в круг, брусок, сегмент и таким инструментом произво-
дится абразивная обработка.
Каждое абразивное зерно круга представляет собой резец. Ко-
личество таких резцов в круге зависит от величины зерна, от рас-
стояния между зернами, от диаметра и высоты круга.
В круге малого диаметра — десятки тысяч абразивных зерен,
в круге большого диаметра и высоты — сотни тысяч зерен. Так, круг
диаметром 200 мм, высотой 40 мм и зернистостью 50 имеет на пе-
риферии круга более 200 тыс. режущих зерен.
Режущая способность абразивных инструментов, т. е. способ-
ность обрабатывать тот или другой материал, зависит от формы зе-
рен— радиуса скругления зерна р и угла при вершине 8 (аналогич-
но углу при вершине резца).
Чем меньше р и е, тем лучше происходит процесс шлифования,
ибо р характеризует угол д, а уменьшение его способствует умень-
шению сил резания и образованию стружки, приближающейся к
сливной. Величина радиусов скругления р синтетических материа-
лов уменьшается в такой последовательности — электрокорунд нор-
мальный, электрокорунд белый, монокорунд, карбид кремния чер-
ный, карбид кремния зеленый.
Чем больше процентное содержание окиси алюминия или соот-
ветственно карбида кремния, тем меньше р и 8. Чем мельче разме-
ры зерен, тем меньше значения р и 8.
Стружка, снимаемая зернами при шлифовании, неодинакова по
форме, так как абразивные зерна различны по форме и располо-
жению относительно обрабатываемой поверхности. Образующаяся
при шлифовании стружка имеет очень малые размеры. ;
Процесс резания при шлифовании протекает примерно следую-
щим образом: абразивное зерно приближается к обрабатываемой
поверхности острой кромкой; вначале кромка скользит по поверхно-
сти детали, сдавливая металл; затем, когда давление кромки зерна
превзойдет силу сцепления частиц металла, начинается отделение
стружки.
Для врезания в твердый металл, например в закаленную сталь,
твердый чугун и другие, материал режущего инструмента должен
обладать очень высокой твердостью. Для углубления в обрабаты-
ваемый материал и среза стружки инструмент должен иметь ост-
14
рые режущие кромки. Чтобы в процессе резания при высоких тем-
пературах, образующихся в месте контакта инструмента и заготов-
ки, материал инструмента не потерял режущей способности, он дол-
жен обладать большой температурной стойкостью, а чтобы от уси-
лий, возникающих при резании, инструмент не ломался, он должен
иметь большую прочность. Этими требованиями следует руководст-
воваться при выборе абразивного материала.
Твердость абразивного материала определяют вдавливанием
в него алмазной пирамиды с углом прй вершине 136°. При этом мик-
ротвердость выражается в кгс/мм2:
электрокорунд нормальный 2000—2200
карбид кремния 2900—3500
карбид бора 4000—4250
алмаз природный 10060
алмаз синтетический 10100
эльбор 8500—8600
При высокой температуре в зоне резания микротвердость сни-
жается, поэтому затрудняется вдавливание зерен в поверхность об-
рабатываемого материала.
Чтобы сохранять высокую микротвердость, необходимо интен-
сивно охлаждать абразивный инструмент. Прочность абразивных
материалов больше прочности обрабатываемых материалов. На-
пример, предел прочности стали марки 40 при сжатии равен
58 кгс/мм2, при изгибе—12,6 кгс/мм2, у электрокорунда нормаль-
ного предел прочности при сжатии равен 75,7 кгс/мм2 и при изги-
бе— 8,72 кгс/мм2, у карбида кремния эти величины соответственно
равны 224 и 15,5 кгс!мм2, у монокорунда 304 и 36 кгс/мм2. Проч-
| ность зерен увеличивается с уменьшением размеров зерен.
Л
J § 3. ЗЕРНИСТОСТЬ АБРАЗИВНЫХ МАТЕРИАЛОВ
Шлифовальный круг, брусок или порошок изготовляется из аб-
разивных зерен определенного размера, чтобы снимаемые ими
стружки были бы примерно одинаковыми. Дня снятия большой
стружки, применяют шлифовальные круги с крупными зернами, для
снятия небольшой стружки — с зернами помельче.
Опыт показал, что при однородном составе зерен уменьшается
износ круга, улучшается качество поверхности шлифованной де-
тали, повышается производительность и точность обработки.
При подготовке абразивного материала большие куски его раз-
мельчают в дробилках до получения зерен требуемых размеров.
После дробления зерна очищают от посторонних примесей. Подвер-
гают химической и термической обработке и просеивают на ситах
для сортировки по размерам.
Размер зерен — зернистость абразивных материалов определяет-
ся размерами сторон ячеек двух сит, через которые просеивают аб-
разивные зерна. Из-за недостаточной точности размеров ячеек ме-
таллических сит, на которых просеивается абразивный материал, и
15
способов разделения зерен только до 55—60% зерен одинакового
размера остается на сите.
В настоящее время найдены новые методы просева, позволяю-
щие получать до 70% одинаковых зерен.
В процессе размельчения зерна приобретают разную форму.
Инструмент, изготовленный из зерен только одинаковой формы,
обеспечивает большую производительность и продолжительность
работы без правки (стойкость). В настоящее время7 разработан
способ разделения зерен по форме. Инструменты из таких зерен
применяются для ответственных видов шлифовальных работ.
Номера зернистости абразивных материалов по ГОСТ 3647—7!
задаются длиной стороны ячейки сита в сотых долях миллиметра
(по ГОСТ 3647—46 размеры определялись количеством проволочек
сита на длине в один дюйм — меш).
Большие размеры зерен соответствуют тому размеру отверстий
сита, сквозь которые они проходят, а меньшие размеры — тому, на
котором зерна задерживаются.
Абразивные материалы по величине зерен разделяются на
4 группы со следующими номерами зернистости:
1) шлифзерно —200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16;
2) шлифпорошки— 12; 10; 8; 6; 5; 4; 3;
3) микропорошки — М63; М50; М40; М28; М20; М14.
Микропорошки обозначаются буквой М и цифрой, показывающей
наибольший размер зерна в микрометрах (мкм);
4) тонкие микропорошки — М10; М7; М5.
В результате дробления, а затем разделения зерен по размерам
каждый номер зернистости характеризуется содержанием отдель-
ных фракций в процентах по весу. Получить в промышленных усло-
виях только одну фракцию зерен практически невозможно. Поэто-
му в каждом номере зернистости различают основную, крупную,
предельную, мелкую и комплексную фракции.
Основная фракция абразивного порошка — это совокупность аб-
разивных зерен одного интервала размеров, преобладающих по ко-
личеству данного абразивного порошка. Размеры устанавливаются
нормативно-техническими документами.
Крупная фракция абразивного порошка — совокупность абра-
зивных зерен, размеры которых превышают размеры зерен основной
фракции на один интервал размеров.
Предельная фракция абразивного порошка — совокупность аб-
разивных зерен, размеры которых превышают размер зерен основ-
ной фракции на один-два интервала.
Мелкая фракция — совокупность абразивных зерен в порошке,
размеры которых меньше размеров зерен основной фракции на
один-два размера.
Комплексная фракция — совокупность абразивных зерен, разме-
ры которых колеблются относительно размеров основной фракции
на ± один интервал.
Размер зернистости характеризуется размером только основной
фракции.
Номер зернистости дополняется буквенными индексами В; П;
Н; Д в зависимости от процентного состава основной фракции, при
соблюдении норм по остальным фракциям. Например 80П; М10Д
и т. п.
Чем больше содержание основной фракции, тем более одноро-
ден состав порошка абразива и лучше условия шлифования.
Зернистость круга выбирают в зависимости от вида шлифова-
ния, величины съема материала, требуемой шероховатости поверх-
ности и точности обработки. Круги с крупным зерном увеличивают
съем металла, повышают производительность труда, но при этом
на поверхности детали остаются глубокие риски; поэтому их при-
меняют на обдирочных работах.
Мелкозернистые круги используют при чистовом и тонком отде-
лочном шлифовании, обеспечивающем точность свыше 1-го класса
(допуск до 1—2 мкм).
Все более широкое распространение в инструментальном произ-
водстве получают алмазы. Природные алмазные зерна и порошки
по ГОСТ 9206—59 обозначались буквой А и цифрой, соответствую-
щей пределам крупности зерен, синтетические алмазы — АС. По
ГОСТ 9206—70 после букв, указывающих абразивный материал,
имеется дробь. В числителе дроби проставляется наибольший раз-
мер зерна, а в знаменателе — наименьший. Размеры синтетиче-
ских алмазов, изготовляемых промышленностью, указаны в спра-
вочниках.
Микропорошки из природного алмаза обозначаются AM и АН,
из синтетических алмазов — АСМ и АСН, а за буквенным обозна-
чением указываются размеры зерен основной фракции от — до.
Микропорошки марок АСН и АН обладают повышенной абразив-
ной способностью. Они применяются для обработки природных и
синтетических алмазов, корундов, спецкерамики и других сверх-
твердых и хрупких труднообрабатываемых материалов. Микропо-
рошки из эльбора обозначают ЛМ.
Применение алмазных и эльборовых кругов позволяет получать
шероховатость поверхности 12—14-го класса.
§ 4. СВЯЗКИ И СТРУКТУРА ШЛИФОВАЛЬНЫХ КРУГОВ
Абразивные зерна после сортировки по размерам соединяют в
единую прочную массу для образования шлифовального круга опре-
деленной формы при помощи связующего вещества.
Связующие вещества делятся на неорганические и органические.
К неорганическим относят металлическую, керамическую, силикат-
ную и магнезиальную связку, к органическим — бакелитовую, глиф-
талевую и вулканитовую.
Связки. Алмазные зерна и зерна эльбора соединяют металличе-
ской или бакелитовой связками. Металлическая связка бывает
вольфрамо-кобальтовой, железо-никелевой, медно-оловянной. На
2—2228 ~ 17
металлической связке изготовляют кольца с 100%-ной концентра-
цией алмаза, что соответствует содержанию в 1 мм3 алмазоносного
слоя 0,878 мг алмаза, или 150 и 200%-ной концентрации. На бакели-
товой связке изготовляют круги 50 и 25%-ной концентрации (при
50%-ной концентрации — 0,439 мг\ при 25%-ной — 0,219 мг алмаза).
Керамическая связка представляет собой стекловидную
или фарфороподобную массу, составные части которой — огнеупор-
ная глина, полевой шпат, кварц и другие материалы. Смесь из связ-
ки и абразивного зерна прессуется в форме или отливается. Литые
круги более хрупки и пористы, чем прессованные. Различная твер-
дость кругов достигается путем подбора состава связки, а порис-
тость— режимами прессования.
Керамическая связка устойчива при высоких температурах, об-
ладает большой химической стойкостью, а потому допускает при
шлифовании применение различных смазывающих и охлаждающих
жидкостей. На керамической связке изготовляют шлифовальные
круги из электрокорунда нормального, электрокорунда белого, кар-
бида кремния черного и зеленого.
Для выполнения ответственных шлифовальных операций инст-
рументы применяют из электрокорунда на керамических борных
связках. Окись бора улучшает процесс затвердевания (кристалли-
зации) связки, увеличивает прочность и уменьшает объем связки.
Керамические борные связки позволяют повысить производитель-
ность кругов на 20—30%.
Скорость кругов на керамической связке может достигать
65 м/сек. Однако при работе со скоростью вращения круга более
50 м/сек необходимо упрочнять защитный кожух круга и произво-
дить ужесточение конструкции станка. Тонкие круги на керамиче-
ской связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла, смеши-
ваемого с окисью цинка, мелом и другими наполнителями. Она не
обеспечивает прочного закрепления зерен в круге, так как жидкое
стекло слабо сцепляется с абразивными зернами. Круги на сили-
катной связке применяются в тех случаях, когда обработка выпол-
няется без охлаждения и в то же время обрабатываемая поверх-
ность не должна перегреваться. Круги на этой связке достаточно
водо- и щелочноустойчивы. Они обеспечивают большую производи-
тельность, чем круги на бакелитовой связке. При нагреве затупив-
шиеся зерна легко освобождаются из связки и в работу вводятся
новые зерна. Скорость кругов на этой связке — до 30 м/сек.
Магнезиальная связка представляет собой смесь каус-
тического магнезита и хлористого магния (цемент Сореля). Приме-
няется для изготовления кругов из наждака и природного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравно-
мерно изнашиваются, т. е. малостойки. Они очень чувствительны к
сырости, под действием которой разрушаются, а также к повышен-
ным температурам. Скорость кругов на этой связке — в пределах
20 м/сек.
Бакелитовая связка представляет собой бакелитовую
18
смолу в виде порошка или бакелитового лака. Это наиболее рас-
пространенная из органических связок.
Круги на бакелитовой связке изготовляют из различных абра-
зивных материалов. Они обладают высокой прочностью и эластич-
ностью, устойчивы при переменных нагрузках, но пористость их ни-
же, чем у кругов на керамической связке.
В настоящее время начали изготовлять круги на бакелитовой
связке с добавлением наполнителя — криолита, что позволило уве-
личить стойкость кругов на 50% по сравнению с кругами, не напол-
ненными криолитом.
Круги на бакелитовой связке работают при скоростях 35—
70 м/сек и более. На этой связке изготовляют круги малой толщи-
ны (высоты) для отрезных работ.
При работах, когда температура круга достигает более 300° С,
связка быстро выгорает, а зерна легко выкрашиваются. Под дейст-
вием щелочных жидкостей бакелитовая связка частично разрушает-
ся, а потому применение охлаждающих жидкостей с содержанием
соды более 1,5% не рекомендуется.
Глифталевая связка получается при взаимодействии
глицерина и фталевого ангидрида. Она по виду напоминает кани-
фоль. На глифталевой связке инструмент изготовляют примерно
так же, как и на бакелитовой. Зерна перемешивают с увлажните-
лем, затем с измельченной глифталевой смолой. Эту массу протира-
ют через сетку и формуют на гидравлических прессах в пресс-фор-
мах до получения заданного объемного веса. Затем производится
термообработка в камерных сушильных печах с электроподогревом.
Водостойкость и упругость таких кругов больше, чем кругов на ба-
келитовой связке, но прочность и теплостойкость меньше. Приме-
няется для окончательного шлифования и доводки поверхностей до
шероховатости V 10—VII. Скорость кругов на этой связке —
35—50 м/сек.
Для шлифования высокоуглеродистых сталей во избежание при-
жогов и трещин, применяют круги на бакелитовой и глифталевой
связках.
Вулканитовая связка в своей основе имеет синтетиче-
ский каучук. Для изготовления кругов абразивный материал сме-
шивают с каучуком, а также серой и другими компонентами в ма-
лых количествах. В специальных формах под прессом абразив-
ную смесь вулканизуют, при этом каучук становится твердым и
эластичным. При температуре выше 150° С каучук размягчается и
набивается в промежутки между зернами абразива. Круги на такой
связке засаливаются и часто требуют правки.
Круги на вулканитовой связке благодаря их эластичности ус-
пешно используют для прорезных и отрезных работ. Они обладают
хорошей полирующей способностью и позволяют работать со ще-
лочными охлаждающими жидкостями. Скорость кругов на вулка-
нитовой связке 18—80 м/сек.
Связки с упрочняющими материалами. В на-
стоящее время освоен выпуск кругов с тканевыми прокладками или
2* 19
стеклосеткой. Абразивный порошок смешивается с бакелитовой
смолой и помещается в пресс-форму между слоями ткани. При сжа-
тии и нагреве пресс-формы получают монолитные абразивные кру-
ги, упрочненные прокладками. Такие круги обладают большой
прочностью и позволяют работать со скоростью 70—100 м/сек.
В последнее время в маркировку связок введен ряд условных
обозначений, указывающих на специфические свойства связок. Так,
например, керамическая связка, обозначаемая КЗ, предназначает-
ся для кругов из карбида кремния, керамическая связка К51—для
скоростных кругов, керамическая связка К5 — для кругов из элек-
трокорунда белого.
Структура круга. При изготовлении кругов и других абразив-
ных инструментов между отдельными частицами абразива и связ-
кой образуются пустоты — поры. Внутреннее строение, т. е. коли-
чественное соотношение и взаимное расположение зерен, связки и
пор называются структурой круга. Важнейшей характеристикой
структуры круга является объем зерен в абразивном инструменте.
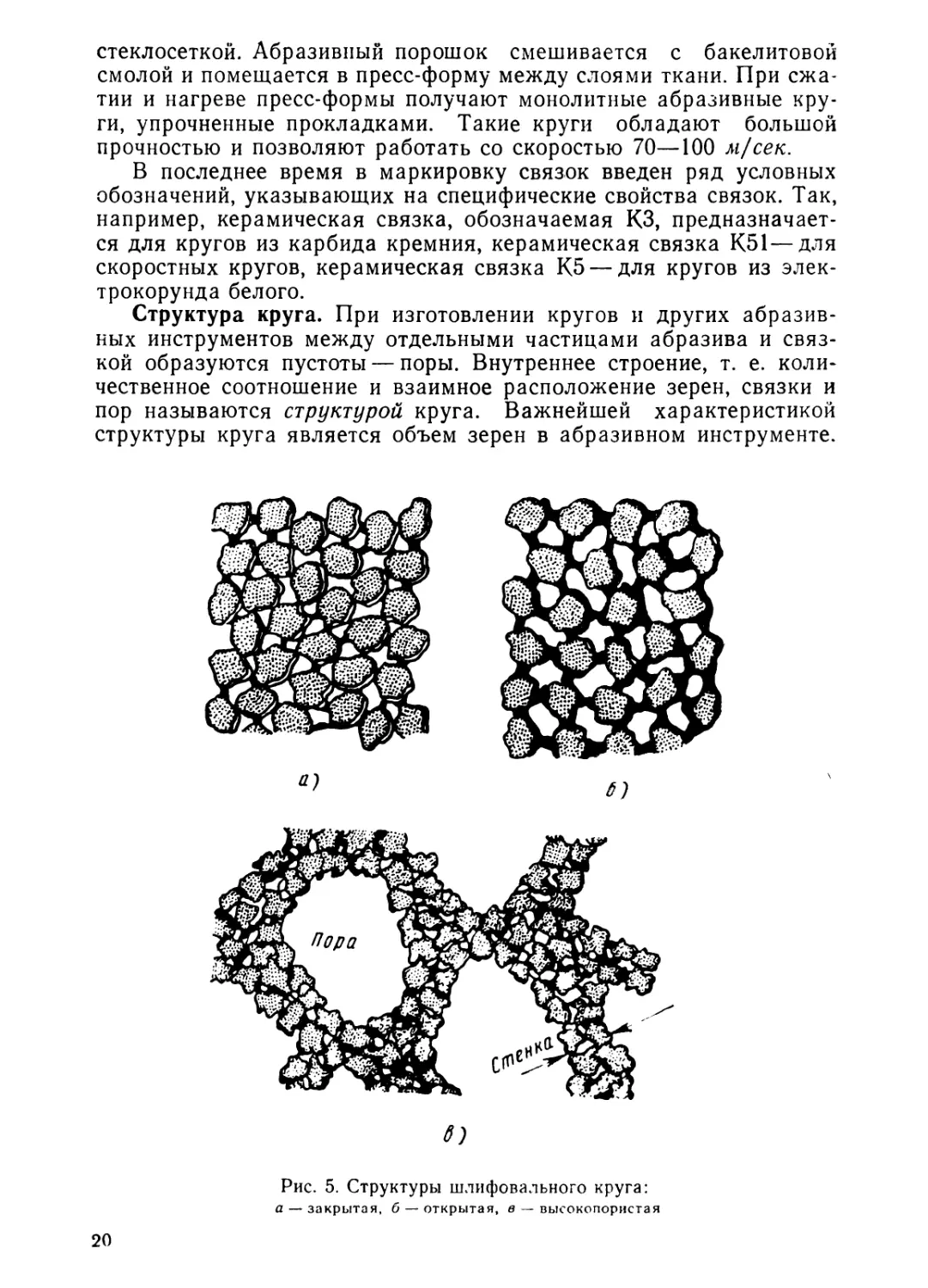
Рис. 5. Структуры шлифовального круга:
а — закрытая, б — открытая, в — высокопористая
20
Порами называют маленькие пустоты в круге, в которых разме-
щается стружка, образующаяся при шлифовании. Стружка долж-
на выпадать из пор при выходе круга из соприкосновения с обра-
батываемой деталью. Если стружка задержится в порах, то при со-
прикосновении с обрабатываемой поверхностью стружка нагреется,
расплавится и плотно закроет все поры, в результате режущая спо-
собность круга снизится.
На рис. 5 схематично показаны шлифовальные круги одной и
той же зернистости, изготовленные на одной и той же связке, но
имеющие разную структуру. Чем плотнее структура, тем больше
приходится зерен на единицу поверхности и меньше связки и пор.
В открытой структуре количество пор в круге больше и абразивные
зерна располагаются дальше друг от друга.
Изготовляются структурные круги, т. е. круги с заранее задан-
ной структурой.
Структура кругов обозначается номерами. Шкала структуры
кругов состоит из 12 номеров. Каждый номер характеризуется со-
отношением объемов и взаимным расположением зерен, связки и
пор в круге.
Структуре 1 соответствует объем зерен, составляющий 60% об-
щего объема, каждый последующий номер обозначает объем зерен
меньше на 2%.
Структуре 5 круга твердостью СМ1 соответствует объем зерен,
составляющий 52%, объем связки 9% и объем пор 39%.
Структура 6 круга той же твердости характеризуется следую-
щими объемами: зерна — 50%, связка—11%, поры — 39%.
Объемное содержание зерна (в процентах) в абразивных
инструментах различных структур:
Номер структуры .1 23456789 10 11 12
Объем зерна . . 60 58 56 54 52 50 48 46 44 42 40 38
При выборе структуры круга нужно руководствоваться следую-
щими соображениями.
Круги плотной структуры № 1, 2, 3, 4 предназначаются для об-
работки твердых материалов, для чистовых и доводочных работ,
обеспечивающих получение малой шероховатости.
Круги средней структуры № 5, 6, 7, 8 предназначаются для об-
работки металлов с высоким сопротивлением разрыву.
Круги открытой структуры № 9, 10, 11, 12 предназначаются для
обработки вязких металлов с низким сопротивлением разрыву.
При этом шлифованная поверхность получается невысокого каче-
ства, но обеспечиваются лучший отвод стружки и лучшие условия
охлаждения. Круг изнашивается значительно.
В настоящее время применяются высокопористые шлифоваль-
ные круги, имеющие структуры 13—18. У этих кругов количество
пор, их размеры больше, чем у обычных кругов. Поверхность таких
кругов напоминает губчатое тело. Они значительно меньше по плот-
ности, чем структурные круги. Высокопористый круг меньше заса-
21
«ливается и, кроме того, большие поры позволяют воздушному по-
току, образующемуся при шлифовании, охлаждать режущие зерна
и тем самым улучшать режущую способность круга. Такими круга-
тли можно обрабатывать закаленные и незакаленные стали, мягкие
вязкие материалы — медь, латунь, пластмассы, кожу и т. д. Зернис-
тость высокопористых кругов должна быть на 1—2 номера меньше,
чем у обычных. Например, обычный круг имеет зернистость 40, а
высокопористый должен иметь зернистость 25 или 16.
Высокопрочные круги на керамической связке имеют крупные
поры (0,2—1,5 мм), равномерно расположенные в теле круга. По-
ры образуются при обжиге круга выжиганием порообразующего
наполнителя, который добавляется в абразивную массу формуемо-
го круга. В кругах зернистостью 16, 25, 40, твердостью от СМ1 до
*Т2, диаметром 50—600 мм и высотой от 6 до 75 мм можно создать
10, 15, 20, 25 и 30-процентную пористость, применяя порообразую-
щее вещество зернистостью 40, 80 и 125. Нельзя применять высо-
копористые круги для шлифования стальных деталей, у которых
должны быть острые кромки.
§ 5. ТВЕРДОСТЬ ШЛИФОВАЛЬНЫХ КРУГОВ
Твердость шлифовального круга определяет силу, с которой аб-
разивные зерна удерживаются связкой. Согласно ГОСТ 3751—47
под твердостью абразивного инструмента понимается сопротивляе-
мость связки вырыванию абразивных зерен с поверхности инстру-
мента под влиянием внешних усилий. Чем тверже круг, тем боль-
шее усилие нужно чтобы вырвать зерно из связки. Шкала твердости
абразивного инструмента по ГОСТ дана в табл. 1.
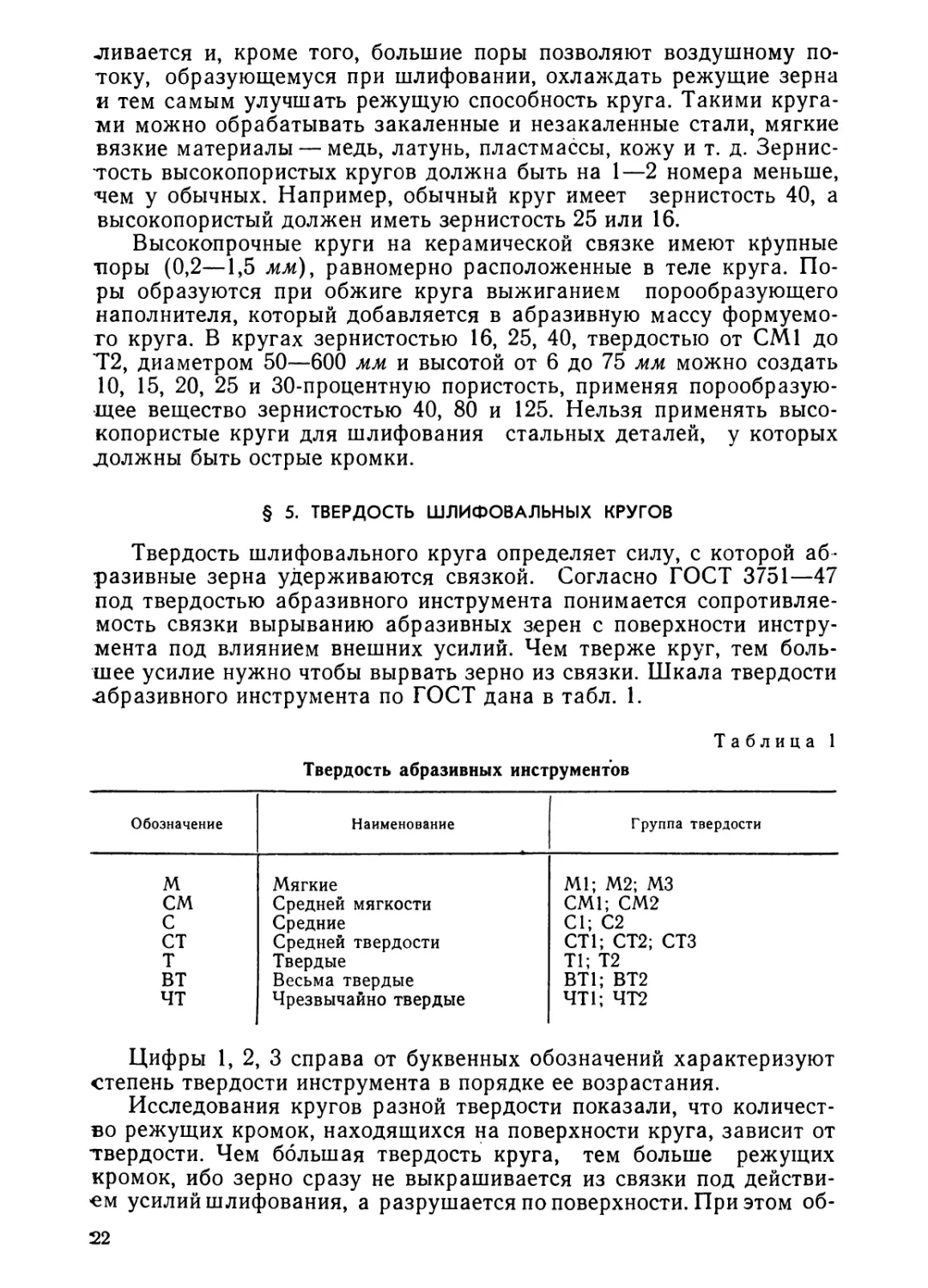
Таблица 1
Твердость абразивных инструментов
Обозначение Наименование Группа твердости
м Мягкие Ml; М2; М3
см Средней мягкости СМ1; СМ2
с Средние Cl; С2
ст Средней твердости СТ1; СТ2; СТЗ
т Твердые Tl; Т2
ВТ Весьма твердые ВТ1; ВТ2
ЧТ Чрезвычайно твердые ЧТ1; ЧТ2
Цифры 1, 2, 3 справа от буквенных обозначений характеризуют
степень твердости инструмента в порядке ее возрастания.
Исследования кругов разной твердости показали, что количест-
во режущих кромок, находящихся на поверхности круга, зависит от
твердости. Чем большая твердость круга, тем больше режущих
кромок, ибо зерно сразу не выкрашивается из связки под действи-
ем усилий шлифования, а разрушается по поверхности. При этом об-
22
нажаются новые режущие кромки. В производстве применяют про-
питку круга бакелитовым лаком, реже жидким стеклом по специ-
альным режимам, чтобы повысить твердость круга на 1—3 степени.
На керамической и бакелитовой связке выпускаются инструмен-
ты всех твердостей, а на вулканитовой — только СМ1; СМ2; С1;
С2; СТ1; СТ2; СТЗ; Tl; Т2.
Твердость круга оказывает большое влияние на процесс шли-
фования. Мягкими кругами выполняют чистовую обработку та-
ких твердых материалов, как закаленная сталь, твердые сплавы.
Для обдирочных работ применяют более твердые круги. Кругами
средней твердости и твердыми обрабатывают непрочные и более
мягкие металлы — незакаленную сталь, серый чугун и др.
При выборе круга по твердости руководствуются следующими
рекомендациями:
1) при шлифовании тонких изделий применяют более мягкие
круги;
2) при профильном (фасонном) шлифовании следует использо-
вать более твердые круги;
3) при шлифовании деталей небольшого размера, прерывающих-
ся поверхностей, углов, радиусов и т. д. следует применять более
твердые круги;
4) при шлифовании с охлаждающей жидкостью применять бо-
лее твердые круги, чем при сухом шлифовании;
5) при замене кругов на керамической связке кругами на баке-
литовой связке следует применять более твердые круги;
6) круги с мелким зерном следует выбирать более мягкие, чем
применяемые для таких же условий обработки круги с более круп-
ным зерном.
Твердость шлифовальных кругов определяют тремя методами:
пескоструйным, вдавливанием шарика, высверливанием лунки.
Пескоструйный метод состоит в том, что на поверхность испыты-
ваемого круга под'давлением направляется струя кварцевого песка,,
который оставляет на поверхности лунку. По глубине лунки судят
о твердости круга. Этим методом определяют твердость кругов на
керамической и бакелитовой связках зернистостью от 200 до 12.
При втором методе в поверхность круга под определенной на-
грузкой вдавливается закаленный шарик. В мягком круге он остав-
ляет более глубокую лунку, чем в твердом. По глубине лунки судят
о твердости кругов. Этим методом определяют твердость кругов на
бакелитовой и вулканитовой связках зернистостью от М12 до М14.
Третий метод заключается в высверливании лунки определенной
глубины специальным сверлом при постоянном давлении на сверло.
По количеству оборотов сверла судят о твердости круга.
Этим методом проверяют твердость кругов на вулканитовой
связке зернистостью от 80 до 10.
Кроме указанных методов, для определения твердости вулкани-
товых кругов применяют прибор ТКН (твердомер конусный). Ко-
нус прибора нагревается до температуры 100° С и вдавливается а
круг. По глубине вдавливания судят о твердости круга.
23
§ 6. ФОРМА КРУГОВ И ИХ МАРКИРОВКА
Форма круга. Шлифовальные круги изготовляют различными по
форме и размерам. Форма и размеры круга зависят от конструкции
станка, его мощности, размеров и формы обрабатываемых деталей
и условий шлифования.
Круги больших размеров облегчают условия резания. Умень-
шается нагрузка на одно зерно, ибо в работе участвует большее ко-
личество зерен, чем у кругов меньших размеров.
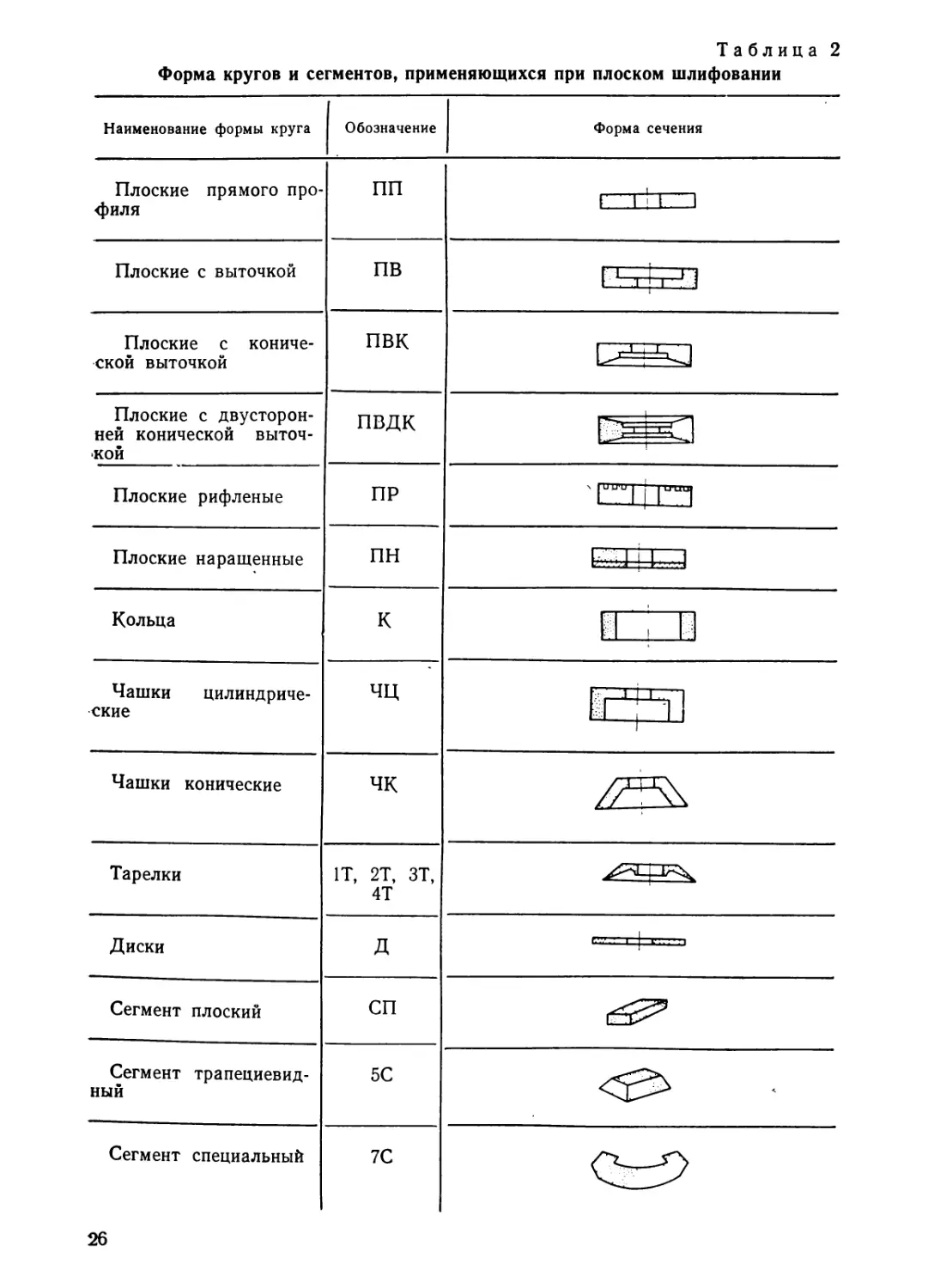
В табл. 2 приведены формы сечений и обозначения шлифоваль-
ных кругов (ГОСТ 2424—67) и шлифовальных сегментов (ГОСТ
2464—67).
Круги ПП, ПВ, ПВК, ВПДК работают преимущественно пе-
риферией, а круги ПР, ПН, К, ЧЦ, ЧК, наборные абразивные бло-
ки и головки из сегментов СП, 5С, 7С — торцом.
Круги ПВ с выточкой удобны тем, что крепежные фланцы в них
находятся в углублении и потому не мешают подводу круга к месту
шлифования. Выточки позволяют уменьшить габариты шлифоваль-
ной бабки. Круги ПП самые простые и применяются на большинст-
ве шлифовальных станков.
При шлифовании двух или трех взаимно перпендикулярных
плоскостей применяются круги ПВК и ПВДК, причем основная
плоскость шлифуется периферией, а остальные — торцом.
Детали сложной формы, не удобной для крепления, предвари-
тельно шлифуются кругами ПР.
Круги ПН, имеющие высоту в два-три раза большую, чем кру-
ги ПР, используют для черновой и чистовой обработки.
Круги К диаметром 200—450 мм, высотой 100—150 мм исполь-
зуют для черновой и чистовой обработки.
Круги ЧЦ крепятся на шпинделе очень надежно, но захватыва-
ют малую зону шлифования. Диаметр абразивных чашечных кру-
гов достигает 300 мм, ширина 100 мм.
Круги чашечные конические ЧК применяются в тех случаях,
когда подход к месту шлифования затруднен. Кругами ЧЦ и ЧК
затачивают инструменты, шлифуют направляющие станин станков
и другие детали.
Шлифовальные сегменты представляют собой бруски различ-
ной формы. В специальном патроне укрепляется несколько брус-
ков, таким образом создается шлифовальный круг или блок с не-
сплошной торцевой поверхностью. Подобный круг имеет ряд пре-
имуществ по сравнению со сплошным, уменьшаются зона шлифо-
вания и нагрев детали, улучшается охлаждение детали, обеспечи-
ваются лучший отвод стружки и промывка поверхности, уменьшают-
ся усилия, сдвигающие обрабатываемую деталь, лучше использует-
ся абразив.
Маркировка круга. Все абразивные инструменты маркируют.
В марке указывают завод-изготовитель, абразивный материал, его
зернистость, твердость, структуру, связку, форму круга, наружный
диаметр, высоту и внутренний диаметр, допускаемую окружную ско-
рость, класс инструмента. Все эти данные обозначают условными
24
знаками в определенной последовательности. Так, например, Челя-
бинский абразивный завод обозначается ЧАЗ, Запорожский абра-
зивный завод — ЗАЗ и т. д.
Зернистость обозначают согласно ГОСТ 3647—71. Твер-
дость абразивного материала указывают в соответствии с обозна-
чениями по ГОСТ 3751—47.
Структура задается номерами 1, 2, 3 и т. д. Связка круга обо-
значается условно буквами К — керамическая, Б — бакелитовая,
В — вулканитовая.
По ГОСТ 4785—64 шлифовальные круги на керамической и ба-
келитовой связках изготовляются двух классов — А и Б. Круги
класса А отличаются более высоким качеством. В их составе не до-
пускается присутствие железистошлаковых включений, а в клас-
се Б допускается небольшое количество включений малых разме-
ров. Повреждение кромок круга в классе А не допускается, а в клас-
се Б допускаются незначительные повреждения (не более V20 вы-
соты, радиуса и длины окружности).
Допуски по наружному диаметру, высоте и внутреннему диа-
метру для круга класса А примерно в два раза меньше, чем для
класса Б.
Все круги поставляются отбалансированными с маркировкой.
Если на торце круга имеется обозначение КАЗ Э940С25К
35 м/сек ПП 350Х40Х127А ГОСТ 4785—64, то его можно расшиф-
ровать так:
КАЗ — Косулинский абразивный завод;
Э9 — марка абразивного материала — электрокорунд белый с
содержанием А12О3 99%;
40 — номер зернистости;
С2 — степень твердости — средняя вторая;
5 — номер структуры;
К — вид связки — керамическая;
35 м/сек — окружная скорость, при которой обеспечивается бе-
зопасная работа;
ПП — форма круга — плоский прямого профиля;
350X40X127 — размеры наружного диаметра, высоты, внутрен-
него диаметра;
А — класс круга.
В марке высокопористых кругов указывают материал порооб-
разующего наполнителя, номер его зернистости и процентное со-
держание в круге:
Например, марка высокопористого круга:
Э9А 16 СТ1 13К
Б. 125. 30
В числителе указана обычно принятая марка круга, а в знаменате-
ле: материал порообразующего наполнителя (Б — бисер), номер
зернистости (125), процентное содержание наполнителя в круге
(30).
25
Таблица 2
Форма кругов и сегментов, применяющихся при плоском шлифовании
Наименование формы круга Обозначение Форма сечения
Плоские прямого про- филя пп Г 1 1 1 ~1
Плоские с выточкой пв
Плоские с кониче- ской выточкой пвк г
Плоские с двусторон- ней конической выточ- кой пвдк 1 1
Плоские рифленые ПР fPUUi 11.ц,ци|
Плоские наращенные пн Ed 1 Г. .1
Кольца к г; н
Чашки цилиндриче- ские чц
1
Чашки конические чк
Тарелки IT, 2Т, ЗТ, 4Т
Диски д
Сегмент плоский СП
Сегмент трапециевид- ный 5С
Сегмент специальный 7С
26
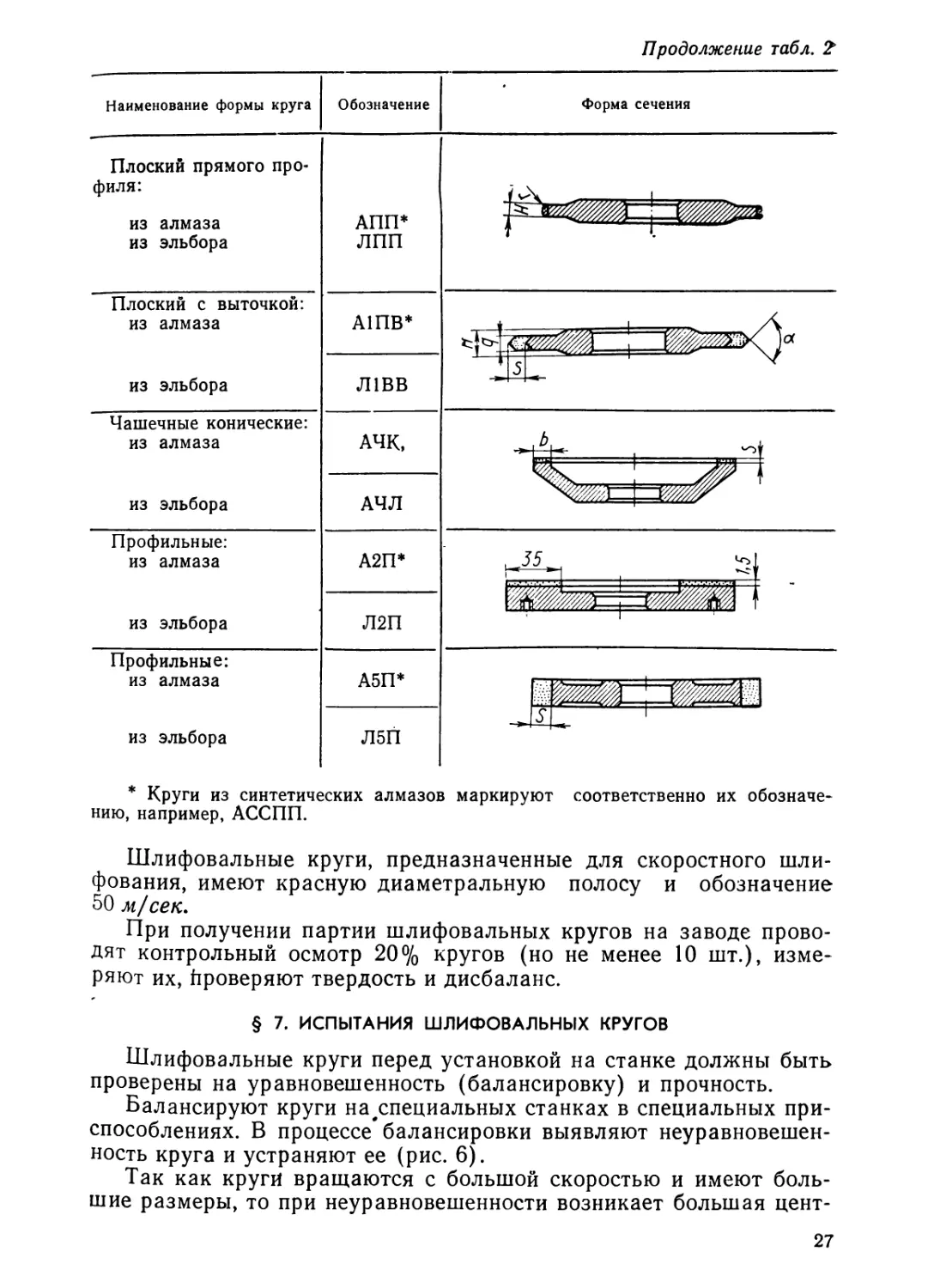
Продолжение табл. 2
Наименование формы круга Обозначение Форма сечения
Плоский прямого про- филя: из алмаза из эльбора АПП* ЛПП
Плоский с выточкой: из алмаза А1ПВ*
из эльбора Л1ВВ |5|7
Чашечные конические: из алмаза из эльбора АЧК, АЧЛ ^А. 1'
Профильные: из алмаза А2П* । ~55_
из эльбора Л2П f
Профильные: из алмаза А5П*
из эльбора Л5П
* Круги из синтетических алмазов маркируют соответственно их обозначе-
нию, например, АССПП.
Шлифовальные круги, предназначенные для скоростного шли-
фования, имеют красную диаметральную полосу и обозначение
50 м/сек.
При получении партии шлифовальных кругов на заводе прово-
дят контрольный осмотр 20% кругов (но не менее 10 шт.), изме-
ряют их, йроверяют твердость и дисбаланс.
§ 7. ИСПЫТАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ
Шлифовальные круги перед установкой на станке должны быть
проверены на уравновешенность (балансировку) и прочность.
Балансируют круги на/шециальных станках в специальных при-
способлениях. В процессе балансировки выявляют неуравновешен-
ность круга и устраняют ее (рис. 6).
Так как круги вращаются с большой скоростью и имеют боль-
шие размеры, то при неуравновешенности возникает большая цент-
27
робежная сила, стремящаяся отклонить круг от оси. Такой режим
работы сказывается на подшипниках шпинделя станка — они быст-
ро изнашиваются.
Неуравновешенность ухудшает обработку, поверхность полу-
чается шероховатой и дробленой, появляются выхваты. Основные
причины неуравновешенности круга следующие:
Рис. 6. Балансировочные станки:
а — с опорами в виде валиков, б — с опорами в виде дисков; 1 — валик,
2 — шлифовальный круг, 3 — оправка, 4 — диски
эксцентричное расположение отверстия относительно наружной
поверхности;
эксцентричная установка круга на шпинделе станка или во
фланцах;
неправильная форма наружной поверхности;
неодинаковая плотность материала круга.
Перед балансировкой круг очищают от грязи и опилок, внима-
тельно осматривают и насаживают на специальную оправку.
Если диаметр отверстия круга больше диаметра оправки, то по-
верхность отверстия может быть наращена специальной массой,
причем толщина слоя массы при диаметре отверстия круга более
50 мм может достигать 5 мм.
Круги балансируют за несколько приемов на балансировочных
станках, имеющих опоры в форме валиков, призм и дисков, и на
балансировочных весах.
Величина груза в граммах, устраняющая неуравновешенность,
вызванную смещением центра тяжести круга относительно геомет-
рического центра круга на 0,01 см, называется единицей дисбалан-
са Е (ГОСТ 3060—55).
П2 _ J2
Е = 0,0377 ----— Н,
’ D
где D — наружный диаметр круга, см;
d — диаметр отверстия круга, см;
Н — высота круга, см.
28
Различают 4 класса дисбаланса в зависимости от вида связки,
зернистости и высоты круга.
Оправка для балансирования круга приведена на рис. 7. Круг 7
с насаженной конусной оправкой 8 вращается на направляющих
станка для балансировки. Чтобы на результаты испытаний не ска-
зывался наклон направляющих, горизонтальность их тщательно ре-
гулируют и контролируют уровнем. На фланце 4 круга имеется
кольцевой паз 6, в котором перемещаются три грузика 2. Оправку
кладут на опоры балансировочного станка и слегка поворачивают.
При наличии неуравновешенной массы в какой-то части круга он
повернется так, что эта масса окажется внизу, под осью вращения.
Нижнюю точку круга отмечают мелом и проводят мелом прямую,
соединяющую эту точку с центром. Затем круг поворачивают на 90°
(отмеченная линия становится горизонтальной) и отпускают его.
Из-за наличия неуравновешенной массы круг повернется отмечен-
ной точкой вниз. Вновь нужно отметить мелом положение верти-
кального радиуса. Так повторяют трижды и затем находят среднее
положение 3 отмеченных точек. Это положение и будет уравнове-
шиваться грузиками, место расположения которых отмечают ме-
лОхМ противоположно найденному положению неуравновешенной
массы. Перемещая грузики по кольцевому пазу, добиваются такого
положения, чтобы при любом повороте круга на небольшой угол
круг не возвращался в исходное положение, т. е. уравновешивают
круг. На вращение круга с оправкой влияет трение между оправкой
и опорами. Поэтому смещение центра тяжести примерно равно ко-
эффициенту трения.
Отбалансированный круг крепят на шпинделе плоскошлифо-
вального станка и подвергают первой правке — придают кругу пра-
вильную геометрическую форму. После этого первоначальная ба-
лансировка нарушается, так как при правке круга снимается не-
равномерный слой абразива. Затем круг снимают со станка и по-
вторно тщательно балансируют. После второй балансировки круг
окончательно правят, затем используют для работы. При высоких
требованиях к шероховатости поверхности обрабатываемых дета-
лей круги балансируют более двух раз. Балансировку круга мож-
но выполнять и на самом станке, не снимая круг. Балансировка кру-
га на станке обеспечивает большую точность, чем вне станка. По-
этому современные станки снабжаются специальными балансиро-
вочными устройствами. Такой способ балансировки описывается в
главе 5.
При профильном шлифовании точных деталей необходима ба-
лансировка не только абразивного круга, но и всех быстровращаю-
Щихся деталей станка.
Шлифовальный круг считается сбалансированным в том слу-
чае, если его центр тяжести и ось вращения совпадают. Сбаланси-
рованный шлифовальный круг спокойно работает на высоких ско-
ростях.
При износе круга с уменьшением его диаметра уменьшается ли-
нейная скорость. В этом случае число оборотов круга может быть
29
увеличено, если оно не превышает допустимой для данного круга
окружной скорости и может быть обеспечено конструкцией станка.
В соответствии с требованиями ГОСТ 3881—65 все шлифовальные
круги до выдачи в цех испытывают на прочность на специальных
станках: кругу сообщают скорость вращения, в 1,5 раза превышаю-
щую рабочую. Продолжительность испытания — 3—10 мин, в зави-
симости от наружного диаметра круга.
§ 8. ВЫБОР ШЛИФОВАЛЬНЫХ КРУГОВ ДЛЯ ПЛОСКОГО ШЛИФОВАНИЯ
Шлифовальные круги подбирают в соответствии с особенностя-
ми обработки деталей. Правильно подобранный круг для обработки
одной детали может оказаться непригодным для другой детали.
Контрольные вопросы
1. Как происходит процесс резания при шлифовании?
2. Что обозначают буквы и цифры в маркировке кругов: Э950СМ.16К;
К3825СМ14К?
3. Как балансируют шлифовальные круги?
4. Какими данными надо руководствоваться при выборе круга для шлифо-
вания?
5. Какие существуют меры предупреждения применения непрочных кругов?
6. Как увеличить производительность при плоском шлифовании?
7. Как правят шлифовальные круги?
8. Какие связки применяют при изготовлении шлифовальных кругов?
9. Какие требования предъявляют к кругам и установке их на станке при ско-
ростном шлифовании?
ГЛАВА II. СПОСОБЫ И ПРИЕМЫ ОБРАБОТКИ ДЕТАЛЕЙ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. УСТАНОВКА И ЗАКРЕПЛЕНИЕ ШЛИФОВАЛЬНЫХ КРУГОВ НА ШПИНДЕЛЕ
Шлифовальный круг следует устанавливать на посадочные ме-
ста шпинделя или посадочные буртики зажимных фланцев без на-
тяга, с некоторым зазором.
Гарантированный зазор в отверстии круга
в пределах, указанных ниже:
Диаметры отверстий
в круге, мм
Г арантированный
зазор для кругов:
скоростных .
обычных
До 100 101—200*
0,1—0,5 0,2—0,6
0,1—0,8 0,2—1,0
должен находиться
Свыше 250
0,2—0,8
0,2—1,2
Один из методов закрепления круга, работающего периферией,
показан на рис. 7.
Размеры фланцев для закрепления круга —строго определен-
ные (нормализованы) и приводятся в справочниках. Нормализация
фланцев позволила обеспечить их размеры, удовлетворяющие усло-
вия безопасной работы круга на станке.
На рис. 8 показаны способы крепления кругов, предназначенных
для плоского шлифования торцем. На рис. 8, а показано крепление
круга ЧЦ. Круг 1 зажимается между фланцами 2 и 3 винтом 4. На
кольцо 5, которое обеспечивает дополнительное крепление абразив-
ного круга, навернута гайка 6. По мере износа круга кольцо 5 пе-
ремещают вверх и закрепляют винтами и гайкой 6.
Способ крепления кругов типа К показан на рис. 8, б. Абразив-
ный круг 1 крепится винтами 6 с помощью конусных сегментов 7
в стальном патроне 2, который в свою очередь закреплен на кони-
ческом конце шпинделя 3 болтом 4. При срабатывании абразив-
ного круга его выдвигают из патрона при помощи фланца вывин-
чивания 5. Винты 8 стопорят фланец в нужном положении.
Обе конструкции надежно защищают рабочего от осколков аб-
разива.
Крепление сегментов в круги показано на рис. 9. Восемь сегмен-
тов 1 прижимаются к прокладке 3 (рис. 9, а), расположенной в кор-
пусе шлифовальной головки. Зажимы 2 закрепляют сразу два сег-
мента. После крепления сегментов рабочие торцы их правят так,
чтобы торцы находились в одной плоскости. Крепление новых сег-
ментов показано на рис. 9, б. Сегментные круги имеют ряд досто-
инств по сравнению со сплошными кругами:
а) возможность замены поломанного сегмента новым;
б) обеспечением лучших условий шлифования по сравнению с
кольцевыми или чашечными кругами за счет прерывистой зоны ре-
зания. При этом интенсифицируется подвод охлаждающей жидко-
сти и удаление стружки и абразивной пыли;
в) возможность обработки до почти полного износа сегментов.
На рис. 9, в показано крепление сегмента, изношенного до поло-
вины высоты. В головку устанавливают прокладку 4, к которой тор-
31
2
Рис. 7. Оправка балансирования круга:
1 — картонные прокладки, 2 — грузик, 3 — крепеж-
ный винт, 4 и 5 — фланцы, 6 — кольцевой паз, 7 —
шлифовальный круг, 8 — конусная оправка
Ф260
ФЗЗО
о)
2 3
S)
Рис. 8. Крепление кругов для торцевого
шлифования:
а — круга типа ЧЦ, б — круга типа К
3
Рис. 9. Способы крепления сегментов в абразивные'
круги
нами соприкасаются сегменты перед их креплением. При еще боль-
шем износе сегментов в гнезде шлифовальной головки вставляют
державки 5 и в них закрепляют сегменты (рис. 9, г).
§ 2. УСТАНОВКА И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Плоскошлифовальные станки снабжены магнитными плитами
(рис. 10), на которых обрабатываемые детали закрепляют с по-
мощью электромагнита или постоянного магнита. Детали из не-
магнитных материалов устанавливают и закрепляют в специальных
приспособлениях с механическим, гидравлическим, пневматическим
и другими приводами, т. е. устройствами, приводящими зажимы в
Действие. На магнитной плите очень часто устанавливают упорный
угольник, который прикрепляют к продольной стороне плиты. Уголь-
ник шлифуют так, чтобы длинная сторона его была параллельна
продольному ходу станка и перпендикулярна плоскости магнитной
плиты. По угольнику устанавливают обрабатываемые детали.
При шлифовании плоскости, которая должна быть перпендику-
лярна двум другим параллельным плоскостям, деталь зажимают в
лекальных тисках. Однако тиски не всегда обеспечивают требуемую
перпендикулярность шлифуемых плоскостей. Например, если меж-
*У корпусом тисков и подвижной губкой имеется зазор, то деталь
при зажиме можно перекосить.
3 -2228 3.3
Для обработки перпендикулярных сторон с большой точностью
применяют чугунные или стальные упорные угольники (рис. 11) раз-
личных размеров.
Рис. 10. Магнитная плита с закрепленной деталью:
/ — плита, 2 — деталь
Для шлифования наклонных участков деталей, расположенных
к базовым поверхностям под углами 15, 30, 45, 60 и 75°, используют
угловые магнитные призмы (рис. 12, в) и в комплекте с
ними переводники (рис. 12, а, б), имеющие соответствующие углы.
С помощью магнитных призм прямоугольного сечения устанав-
ливают детали с уступами, за-
трудняющими закрепление де-
Рис. 12. Переводники (а, б), угловые
магнитные призмы (в)
тали на основной плите. Приз-
мы предохраняют магнитную
плиту от царапин, забоин и
быстрого износа и, следова-
ние. 11. Упорный угольник
34
тельно, исключают необходимость частого шлифования самой пли-
ты. При шлифовании партии одинаковых деталей в призмах часто
делают пазы (гнезда), соответствующие профилю детали.
Магнитные призмы представляют собой набор чередующихся
стальных и латунных или алюминиевых пластин, соединенных мед-
ными шпильками или заклепками. Магнитные призмы должны быть
изготовлены таким образом, чтобы торцы пластин прилегали к по-
люсам магнитной плиты.
Для обработки деталей с наклонными плоскостями, а также для
расширения технологических возможностей плоскошлифовальных
станков применяют магнитные синусные плиты
(рис. 13, а), поворотные магнитные плиты (рис.13,б)
и магнитные плиты-угольники (рис. 13, в).
Магнитная плита с постоянными магнитами (рис. 14), которая
состоит из корпуса /, закрепляемого на верхней плоскости синус-
ной линейки, и неподвижной верхней плиты 2 со вставленными в нее
пластинами 3, изолированными слоем припоя. Внутри корпуса рас-
положен подвижной магнит 4, промежуточные железные пласти-
01
Рис. 13. Магнитные плиты:
о —синусная для шлифования наклонных плоскостей,.
б — поворотная для шлифования поверхностей под раз-
ными углами, в — плиты-угольники
3*
35
яы 5 и алюминиевые вставки 6. При повороте рукоятки 7 влево по-
люса магнита размещаются под пластинами 3. Обрабатываемая
деталь своей массой замыкает магнитный поток и прочно притяги-
вается к плите. При повороте рукоятки вправо магнит перемещает-
ся, магнитный поток замыкается верхней плитой 2, и деталь осво-
бождается.
Рис. 14. Плита с постоянными магнитами
Рис. 15. Делительное приспособление
для шлифования многогранников
При шлифовании много-
гранных деталей применяют
различные приспособления с
делительными дисками, синус-
ные делительные головки и
делительные головки с червяч-
ной передачей.
Одна из простейших кон-
струкций делительного при-
способления для шлифова-
ния многогранников показана
на рис. 15.
На основании / установ-
лены бабки 2 и 3, между
центрами которых крепится
шлифуемая деталь. На
шпиндель передней бабки на-
сажен делительный диск 4,
который во время шлифования
закрепляется фиксатором 5.
При шлифовании плоско-
стей, сопряженных с точно
расположенными отверстиями,
применяют специальные при-
способления.
36
Если в соответствии с техническими требованиями шлифуемые
плоскости (рис. 16, а) должны быть параллельны осям I—I и
II—II, то для этого в отверстие по оси II—II устанавливают валик,
а в отверстие по оси I—I вставляют центр (рис. 16,6). Затем шли-
фуют одну из плоскостей до требуемого размера, после этого
центр 1 отжимают, деталь поворачивают в центрах 3 и 4 на 180°,
поджимают центром 2 и обрабатывают вторую плоскость.
Рис. 16. Приспособление для шлифования сопряженных поверхностей:
а _ обрабатываемая деталь, б — установка деталей в центрах
Размеры детали контролируют набором концевых мер, причем
отсчет ведут от плиты.
Перпендикулярность шлифуемого торца по отношению к отвер-
стию обеспечивает приспособление, показанное на рис. 17. Обраба-
тываемую деталь 1 (зубчатое колесо) надевают на оправку 2, ко-
торая установлена на магнитном столе станка. На торце оправки,
прилегающем к магнитной плите, имеются диамаг-
нитные прокладки 4. Магнитные линии пронизыва-
ют оправку и через деталь возвращаются в плиту.
Для предотвращения проворачивания зубчатого ко-
леса на оправке предусмотрен штифт 3, входящий
в одну из впадин между зубцами.
При работе на плоскошлифовальном станке
следует иметь в виду, что детали, устанавливаемые
на электромагнитные плиты, несколько намагничи-
ваются. ' Для их размагничивания применяют спе-
циальные приспособления — демагнитизаторы.
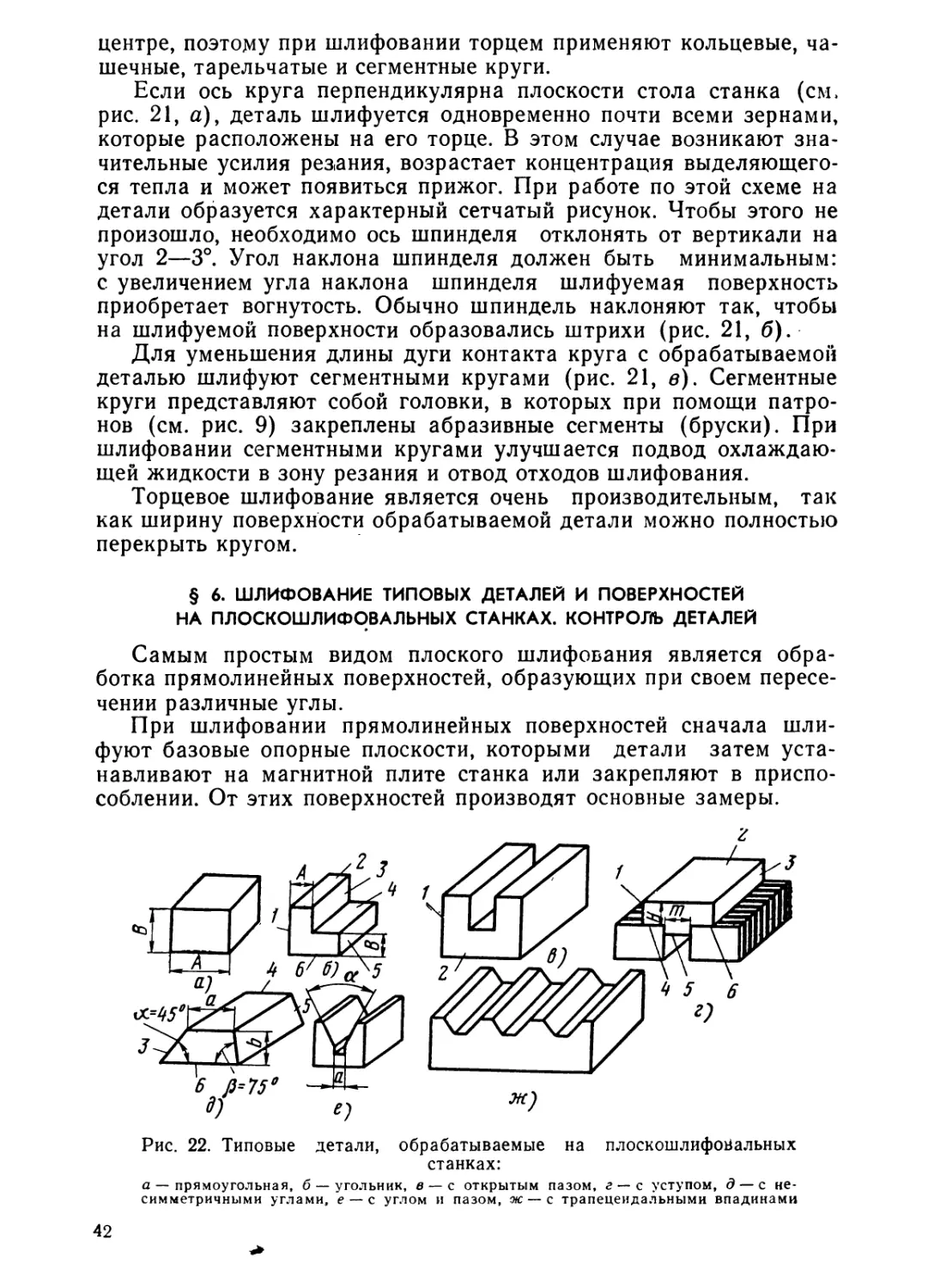
§ 3. СПОСОБЫ СНЯТИЯ ПРИПУСКА
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
При плоском шлифовании приходится снимать
Рис.. 17. При-
способление для
шлифования
торца зубчатого
колеса
значительные припуски, особенно при обработке
литых деталей и поковок.
На станках с прямоугольным столом при шли-
фовании торцем круга снятие одинаковых по вели-
чине припусков осуществляют по двум схемам.
37
По первой схеме (однопроходной) обработку ведут при
большой глубине резания, причем вначале резания осуществляют
повышенную вертикальную подачу, а при полном контакте круга
с обрабатываемой деталью подачу уменьшают. Этот метод обработ-
ки можно считать наиболее целесообразным при шлифовании отли-
вок, поковок и т. п.
По второй схеме (многопроходной) всей глубины резания дости-
гают за несколько ходов стола. Станок вначале нагружается мак-
симально, затем нагрузка его довольно резко падает и при послед-
них ходах стола при очередной подаче становится минимальной.
При снятии припуска по второй схеме машинное время обработки
деталей несколько возрастает.
На станках с круглым столом при шлифовании торцем круга
снятие припуска также осуществляют по однопроходной и много-
проходной схемам. При работе по первой схеме вертикальная по-
дача устанавливается сразу на всю глубину шлифования и обработ-
ка заканчивается за один оборот стола, вращающегося с неболь-
шой скоростью (0,5—1,3 jw/лшн).
Если же нужно получить высокую точность и чистоту поверхно-
сти, применяют многопроходную схему и деталь обрабатывают на
станках за несколько проходов или несколькими шпинделями: сна-
чала снимают большую часть припуска, а последующими произво-
дят чистовое шлифование и отделку.
Способ обработки по однопроходной схеме, или глубинный спо-
соб, получил широкое распространение в массовом производстве,
причем станки, работающие по этому способу, автоматизированы.
На станках с прямоугольным столом при шлифовании перифе-
рией круга применяют три основные схемы: снятие припуска за не-
сколько поперечных проходов, способом врезания (глубинный),
ступенчатым кругом. При обработке по первой схеме по-
перечная подача круга (вдоль оси шпинделя) осуществляется пос-
ле каждого хода стола. Снимается слой, толщина которого равна
фактической глубине резания, а ширина — величине поперечной по-
дачи круга за один ход стола (рис. 18, а). После первого прохода
снова производят подачу круга на глубину резания и поперечную
подачу и снимают следующий слой металла. И так до тех пор, пока
не будет снят весь припуск.
По второй схеме обработку производят врезанием (глу-
бинный метод). При этом способе (рис. 18, б) за один проход круг
снимает основной припуск, после чего осуществляется чистовое шли-
фование без врезания, а только поперечными проходами.
По третьей схеме обработку ведут ступенчатым кругом
(рис. 18, в). Припуск распределяется между всеми ступеньками
круга и снимается за один проход. Последняя ступенька круга сни-
мает обычно небольшой (по сравнению с другими ступеньками)
слой металла и выполняет чистовую обработку.
При поперечных проходах круг работает главным образом
кромкой, вся цилиндрическая же часть остается малонагруженной,
поэтому круг изнашивается неравномерно. В процессе работы сту-
38
пенчатым кругом нагрузка на него распределяется более равномер-
но, а при работе врезанием — равномерно по всей цилиндрической
части круга. Очевидно, что при снятии одного и того же объема ме-
талла за один ход стола удельное давление круга, работающего по
схеме поперечных проходов, будет наибольшим, а при врезании —
наименьшим. Поэтому при шлифовании поперечными проходами
(по первой схеме) необходимо применять более твердые круги, чем
при врезании.
В)
Рис. 18. Схемы шлифования
периферией круга на плоско-
шлифовальных станках с
прямоугольным столом:
« — поперечными проходами, б —
врезанием, в — ступенчатым
шлифовальным кругом
Применение той или иной схемы за-
висит от конфигурации обрабатывае-
мой детали, мощности станка, характе-
ристики круга, опытности шлифовщи-
ка и т. п. Детали, обладающие значи-
тельной жесткостью и имеющие боль-
шие припуски, целесообразно обраба-
тывать по схеме врезания и ступенча-
тым кругом, особенно при использо-
ваниии мощных станков.
Рис. 19. Правка
шлифовального
круга по шаблону
с алмазными вер-
шинами:
1 — круг, 2 — алмазы,
3 — шаблон
Следует отметить, что правку ступенчатого круга нужно вы-
полнять очень тщательно, иначе применение его неэффективно.
При правке вручную трудно обеспечить одинаковую ширину и вы-
соту ступенек. На правку тратится значительное время, снимается
большое количество абразива, расходуется много алмаза. Правку
необходимо производить с помощью специального шаблона с ал-
мазными вершинами (рис. 19). Шаблон укрепляют в оправке, ус-
танавливаемой на магнитной плите станка. Шаблон перемещают
на ширину одной ступени до тех пор, пока первый алмаз не подой-
дет к краю круга. Таким образом, профилем шаблона создается
профиль выправляемого круга. Этот способ обеспечивает равномер-
39
ную правку, сокращает непроизводительный расход шлифовального
круга и алмаза; занимает время, значительно меньшее, чем даже
при обычной, бесступенчатой правке.
§ 4. ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ КРУГА
При шлифовании периферией круг, вращаясь с большой скоро-
стью вокруг своей оси, осуществляет резание цилиндрической по-
верхностью.
Существует три способа плоского шлифования периферией кру-
га: без поперечной подачи (рис. 20,а), с большой подачей на глуби-
ну и малой поперечной подачей (рис. 20,6), с малой подачей на глу-
бину и большой поперечной подачей, доходящей до 3А ширины
круга (рис. 20, в).
Рис. 20. Способы шлифования периферией круга:
а — без поперечной подачи, б — с большой подачей на глубину и малой
поперечной подачей, в — с большой поперечной подачей и малой пода*
чей на глубину
Шлифование без поперечной подачи применяют
для обработки различных планок, ширина которых меньше шири-
ны круга, и особенно в тех случаях, когда шлифуемая плоскость
ограничена с обоих боков буртиками, не позволяющими произво-
дить поперечную подачу. Этот способ малопроизводителен, так как
круг изнашивается неравномерно и требует частой и относительно
длительной правки. Этим способом трудно обработать поверхность
достаточно точно.
При шлифовании с большой подачей на глу-
бину и малой поперечной подачей зерна, располо-
женные ближе к торцам круга, испытывают значительную на-
грузку, в результате чего эти зерна быстрее выкрашиваются, и круг
изнашивается на конус.
Наибольшее распространение получил третий способ шлифова-
ния— с малой подачей на глубину и большой по-
перечной подачей. В некоторых случаях этот способ шли-
фования является единственно возможным, например при обработ-
ке тонких закаленных деталей. Для увеличения производительно-
сти ширину круга выбирают до 100—150 мм и соответственно по-
дачу на один ход стола — 70—100 мм.
Дуга контакта при плоском периферийном шлифовании значи-
тельно меньше, чем при торцевом. Обработка требует сравнительно
небольших усилий резания, что особенно важно при прецизионном
шлифовании деталей недостаточной жесткости, и сопровождается
незначительным выделением тепла, что позволяет шлифовать зака-
ленные детали, не опасаясь их отпуска, и обрабатывать тонкие де-
тали с меньшей вероятностью прижога.
При периферийном шлифовании на станках с прямолинейно
движущимся столом следы обработки имеют форму прямых парал-
лельных линий, а на станках с вращающимся столом — спиралей с
малым шагом.
§ 5. ШЛИФОВАНИЕ ТОРЦЕМ КРУГА
При обработке плоскостей торцем круга скорость вращения зе-
рен колеблется от максимума у периферии круга до нуля в его
а)
Рис. 21. Шлифование торцем круга:
а — ось круга расположена перпендикулярно обрабатываемой по-
верхности. б — с наклоном оси шпинделя круга, в — сегментная го-
лоика
41
центре, поэтому при шлифовании торцем применяют кольцевые, ча-
шечные, тарельчатые и сегментные круги.
Если ось круга перпендикулярна плоскости стола станка (см,
рис. 21, а), деталь шлифуется одновременно почти всеми зернами,
которые расположены на его торце. В этом случае возникают зна-
чительные усилия резания, возрастает концентрация выделяющего-
ся тепла и может появиться прижог. При работе по этой схеме на
детали образуется характерный сетчатый рисунок. Чтобы этого не
произошло, необходимо ось шпинделя отклонять от вертикали на
угол 2—3°. Угол наклона шпинделя должен быть минимальным:
с увеличением угла наклона шпинделя шлифуемая поверхность
приобретает вогнутость. Обычно шпиндель наклоняют так, чтобы
на шлифуемой поверхности образовались штрихи (рис. 21, б).
Для уменьшения длины дуги контакта круга с обрабатываемой
деталью шлифуют сегментными кругами (рис. 21, в). Сегментные
круги представляют собой головки, в которых при помощи патро-
нов (см. рис. 9) закреплены абразивные сегменты (бруски). При
шлифовании сегментными кругами улучшается подвод охлаждаю-
щей жидкости в зону резания и отвод отходов шлифования.
Торцевое шлифование является очень производительным, так
как ширину поверхности обрабатываемой детали можно полностью
перекрыть кругом.
§ 6. ШЛИФОВАНИЕ ТИПОВЫХ ДЕТАЛЕЙ И ПОВЕРХНОСТЕЙ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ. КОНТРОЛЬ ДЕТАЛЕЙ
Самым простым видом плоского шлифования является обра-
ботка прямолинейных поверхностей, образующих при своем пересе-
чении различные углы.
При шлифовании прямолинейных поверхностей сначала шли-
фуют базовые опорные плоскости, которыми детали затем уста-
навливают на магнитной плите станка или закрепляют в приспо-
соблении. От этих поверхностей производят основные замеры.
Рис. 22. Типовые детали, обрабатываемые на плоскошлифоНальных
станках:
а — прямоугольная, б — угольник, в — с открытым пазом, г —с уступом, д — с не-
симметричными углами, е — с углом и пазом, ж — с трапецеидальными впадинами
42
Прямоугольную деталь (рис. 22, а) шлифуют в такой последова-
тельности. Деталь устанавливают на магнитную плиту станка са-
мой широкой стороной А в продольном направлении. Столу сооб-
щают возвратно-поступательное движение. Затем включают шли-
фовальный круг и постепенно подводят его к обрабатываемой по-
верхности (до появления искр). Не изменяя скорости движения сто-
ла, вручную или автоматически через всю поверхность шлифуемой
детали осуществляют поперечную подачу. После этого стол вруч-
ную возвращают в исходное положение. Установив соответствую-
щую глубину резания для первого прохода, включают автоматиче-
скую поперечную подачу.
После окончательной обработки первой плоскости до заданной
шероховатости деталь поворачивают и шлифуют вторую параллель-
ную плоскость на размер В. Затем шлифуют длинную плоскость,
расположенную перпендикулярно двум первоначально обработан-
ным плоскостям. Для этого деталь зажимают в лекальных тисках
и шлифуют третью плоскость так же, как и первую. Если лекаль-
ные тиски не обеспечивают требуемой перпендикулярности, деталь
прижимают шлифованной поверхностью к плоскости угольника и
закрепляют параллельными струбцинами. Для шлифования чет-
вертой плоскости деталь устанавливают на магнитную плиту тре-
тьей плоскостью.
Торцевые плоскости шлифуют в таком же порядке, как и боко-
вые, с той лишь разницей, что перпендикулярность установки конт-
ролируют по двум смежным обработанным плоскостям.
Угольник (рис. 22, б) шлифуют в такой последовательности.
Сначала на магнитной плите шлифуют на размер параллельные
плоскости 2 и 6. После этого деталь устанавливают, как и в
первом случае, в лекальных тисках или крепят струбцинами к
угольнику и шлифуют плоскость 1. Затем деталь устанавливают
на магнитную плиту плоскостью 1 и прижимают плоскостью 6 к
установочному угольнику.
Периферией круга при вертикальной подаче шлифуют плос-
кость 3 до размера А и торцем при горизонтальной подаче стола
шлифуют плоскость 4 до размера В. Последней шлифуют плос-
кость 5.
Наружные плоскости открытого паза (рис. 22, в) шлифуют так
же, как и в первых двух случаях. Для шлифования паза деталь ус-
танавливают плоскостью 2 на магнитную плиту и прижимают плос-
костью 1 к установочному угольнику.
Боковые плоскости паза шлифуют торцами круга, а дно — пе-
риферией. Однако этот способ не обеспечивает высокий класс ше-
роховатости, а часто и требуемой точности. Это происходит потому,
что лимб поперечной подачи стола на плоскошлифовальном станке
не имеет точных делений (обычно цена деления 0,05—0,1 мм).
В некоторых случаях используют измерительный штифт инди-
катора, который приставляют к боковой части станка и наблюда-
ют за его стрелкой, таким образом делают более точный отсчет.
43
Если при шлифовании паза шлифовальный круг имеет осевой
люфт в шпинделе, то при входе в паз и выходе из него круг сме-
щается в осевом направлении и не обеспечивает одинакового раз-
мера по всей длине паза. Поэтому прямые пазы, которые должны
иметь высокую точность и шероховатость V8—V9, шлифуют
следующими способами. После обработки наружных поверхно-
Рис. 23. Схема шлифования
прямых пазов при помощи
магнитной призмы шлифо-
вальным кругом, профилиро-
ванным под 45°:
1 — шлифовальный круг, 2 —
обрабатываемая деталь, 3 —
призма
стей деталь устанавливают в магнит-
ную призму 3 под углом 45° и шлифу-
ют последовательно боковые стороны
паза заправленным под 45° шлифо-
вальным кругом 1 (рис. 23). При таком
способе шлифования боковые стороны
паза обрабатывают не торцами, а пе-
риферией круга, что повышает класс
шероховатости. Другим преимущест-
вом этого способа является то, что вре-
зание круга производится лимбом
вертикальной подачи, у которого цена
деления 0,01 мм. Кроме того, так как
шлифуемая поверхность паза в процес-
се обработки повернута на 45°, шлифо-
вальный круг при опускании на 0,01 мм
снимает по ширине поверхности слой
0,007 мм, что позволяет обрабатывать
пазы с большой точностью.
Детали с уступом в средней части (см. рис. 22, г) необходимо
шлифовать в такой последовательности. Деталь устанавливают
на две магнитные призмы одинаковой высоты так, чтобы уступы
находились между ними, и шлифуют «как чисто» плоскость 2. Пос-
ле этого деталь прижимают плоскостью 2 к угольнику, закрепляют
струбцинами и шлифуют плоскость 3. Затем деталь устанавливают
плоскостью 3 на магнитную плиту и шлифуют «как чисто» плос-
кость 1.
После обработки наружных базовых плоскостей деталь устанав-
ливают плоскостью 2 на магнитную плиту, прижимают к направ-
ляющему угольнику и шлифуют торцем круга боковые стороны ус-
тупа до размера т, периферией — прилегающие к нему поверхно-
сти 4 и 6 до размера Я, выдерживая симметричность расположения
оси уступа к боковым сторонам в пределах половины припуска на
окончательное шлифование плоскостей 1 и 3. Затем плоскости 1 и 3
шлифуют до нужного размера симметрично оси выступа и оконча-
тельно шлифуют плоскость 5.
Плоскости, наклойенные под различными углами, шлифуют ча-
ще всего периферией цилиндрического круга. Для этого деталь ус-
танавливают на синусной линейке и магнитной плите, поворачива-
ют синусную линейку при помощи блока концевых плиток на задан-
ный угол а и шлифуют с продольной и поперечной подачами.
При большой ширине наклонной поверхности синусную линейку
устанавливают вдоль магнитной плиты. Если же ширина наклон-
44
ной поверхности сравнительно небольшая, то ее располагают попе*
рек магнитной плиты.
Для шлифования плоскостей под углом а, равным 15, 30, 457
60 и 75°, детали устанавливают в угловые магнитные призмы.
При отсутствии синусной магнитной плиты деталь с наклонными
плоскостями кладут на обычную синусную линейку и прикрепля-
ют к угольнику или прямой призме струбцинами.
Если ширина наклонной поверхности меньше ширины шлифо-
вального круга, то обработку производят кругом, установленным
под соответствующим углом. Однако этот способ непроизводите-
лен, так как требует затрат значительного времени на профилиро-
вание круга.
Несколько наклонных плоскостей шлифуют последовательно
с переналадкой синусной линейки на каждую плоскость.
Детали с двумя внешними несимметричными углами (см<
рис. 22, д) шлифуют так. На магнитную плиту устанавливают де-
таль и шлифуют на требуемый размер плоскости 4 и 6. После это-
го деталь шлифованными плоскостями зажимают в лекальных тис-
ках, которые помещают на синусную линейку с магнитной плитой.
Набирают соответствующий блок концевых плиток поворачивают
синусную линейку на угол 90°—р (в данном случае на 15°) и шли-
фуют плоскость 5 «как чисто». Затем деталь устанавливают плос-
костью 6 на синусную магнитную плиту, поворачивают последнюю
на угол а = 45° и шлифуют плоскость так, чтобы ребра детали были
параллельны.
Шлифование производится с продольной и поперечной подача-
ми до получения размера а. Размер а контролируют при помощи
двух роликов или инструментального микроскопа.
При шлифовании призмы с углом а < 90° и пазом а (см.
рис. 22, е) сначала обрабатывают наружные базовые поверхности,
добиваясь параллельности и перпендикулярности сторон. Затем де-
таль прижимают к установочному угольнику и притягивают к пли-
те магнитом.
В первую очередь шлифуют параллельный паз шириной а. Для*
этого выбирают шлифовальный круг шириной менее а, на обеих,
торцевых сторонах его делают поднутрение по направлению от на-
ружного диаметра к посадочному отверстию.
Стенки паза обрабатывают обоими торцами круга, а дно — пе-
риферией. После этого призму устанавливают опорной поверхно-
стью на синусную магнитную плиту, которую поворачивают на
а
2
угол
и торцем тарелочного круга в ней шлифуют вперекидку
стороны острого угла.
Для получения более чистой поверхности при обработке несколь-
ких призм шлифование плоскостей, находящихся под углом а, про-
изводится не торцем прямого круга, а кругом, профилированным
на угол специальным приспособлением. Симметричность внутренне-
го угла боковым сторонам проверяют по валику, вставленному &
призму.
45
У деталей с тремя трапецеидальными впадинами, расположен-
ными под углом 90° (см. рис. 22, ж), сначала шлифуют все четыре
стороны до размеров, указанных на чертеже, а затем профиль впа-
дин. Впадины можно шлифовать двумя способами: раздельно каж-
дую по плоскостям образующим профиль, или сразу всю впадину
профилированным кругом.
При раздельном шлифовании элементов профиля деталь уста-
навливают на синусную магнитную плиту, которую поворачивают
на угол 45°, и поочередно шлифуют наклонные параллельные сто-
роны, затем деталь поворачивают и шлифуют противоположные
стороны впадин. После этого шлифуют горизонтальные участки
впадин. Если ось средней впадины совпадает с осью симметрии де-
тали, а обе боковые впадины равно удалены от ее краев, то для
упрощения измерения обработку профиля на синусной магнитной
плите ведут следующим образом. Вначале шлифуют то одну, то
другую боковые стороны центральной впадины, далее также обра-
батывают боковые впадины, а затем на магнитной плите шлифуют
средние прямые участки впадин.
§ 7. ШЛИФОВАНИЕ ПЛОСКИХ ПОВЕРХНОСТЕЙ КРУПНЫХ
КОРПУСНЫХ ДЕТАЛЕЙ. КОНТРОЛЬ ДЕТАЛЕЙ
Плоские поверхности имеют станины, корпусные и другие дета-
ли металлорежущих станков и машин. Большинство этих деталей
сложном конфигурации. Для успешного шлифования таких деталей
Рис. 24. Регулировка положения станины станка при
плоском шлифовании:
а — при помощи башмаков, б — клиньями, в — болтами-дом-
кратами: / — подошва станины, 2 — башмак, 3 — клин, 4 —
болт-домкрат, ,5 — накладка
46
необходимо правильно определить последовательность их обработ-
ки, установки и выверки. Обработка таких деталей затрудняется
из-за недостаточной жесткости их и деформации под действием
усилий резания, зажима, а также вызываемых нагревом при обра-
ботке. Припуск, снимаемый при шлифовании, составляет десятые
доли миллиметра, поэтому установка корпусных деталей и станин
является одной из самых ответственных операций.
Положение станины регулируют при помощи башмаков
(рис. 24, а) или клиньев (рис. 24, б), которые подкладывают под
основание. Очень удобно устанавливать станины на болты-домкра-
ты (рис. 24, в). Для этого в отверстиях под болты нарезают резьбу.
Вывинчивая или завинчивая болты-домкраты, станину поднимают
или опускают.
Детали, имеющие значительную длину, а иногда и ширину
(столы фрезерных, строгальных и шлифовальных станков), уста-
навливают при помощи универсальных стоек с винтовым или кли-
новым регулированием как в вертикальной, так и в горизонталь-
ной плоскостях.
Стол 1 станка (рис. 25) устанавливают не на опоры, а на сплош-
ные базовые плоскости в виде подкладных плит 2.
Столы длиной 2 м при достаточной жесткости устанавливают на
четыре опорные точки; при установке столов длиной свыше 2 м чис-
ло опорных точек увеличивается до шести.
Правильность установки станин (рис. 25, б) выверяют индикато-
ром, зажатым в одном из суппортов. Сначала выверку производят
в вертикальной плоскости, для чего стол перемещают относительно
индикатора плоской направляющей 7. После того как выверят верти-
кальную плоскость с точностью до 0,02—0,03 мм, бабку 1 с индика-
тором перемещают таким образом, чтобы измерительный штифт
последнего упирался в одну из наклонных плоскостей V-образных
направляющих 8. Перемещая стол вдоль V-образной направляю-
щей, выверяют установку станины в горизонтальной плоскости. Что-
бы при этом не нарушить положение детали в вертикальной плос-
кости, станину оставляют неподвижной, а перемещают стойку 2 по
плите 3 при помощи винтов 4.
Если необходимо выверить деталь по второй вертикальной плос-
кости, перпендикулярной направлению движения каретки, то на
плоскую и V-образную направляющие ставят мостик 5 и, переме-
щая бабку с индикатором по направляющим траверсы б, определя-
ют, насколько направляющие станины непараллельны направле-
нию движения шлифовальных бабок по траверсе. После выверки
рабочие поверхности станин, столов и т. п. шлифуют для получения
необходимой точности (ГОСТ 13135—67).
Широкие направляющие плоскости обрабатывают разными спо-
собами. Обдирочное шлифование целесообразно производить сег-
ментным кругом Э980-50СМ1-СМ2 на бакелитовой связке. Шлифо-
вальную головку слегка наклоняют, чтобы круг резал одной сторо-
ной. При наклоне шлифовальной головки абразивный круг сопри-
касается с обрабатываемой деталью не всей торцевой поверхно-
47
стью, поэтому он медленнее тупится, а деталь меньше нагревается,
что очень важно, так как при обдирке снимается основной припуск
и возможна деформация детали.
Для предварительной операции предпочтительно применять
круги формы ЧК и ЧЦ из электрокорунда белого (Э8) зернисто-
стью 50. Круги из Э8 невысокой твердости работают с самозатачи-
ванием, что облегчает резание и уменьшает теплообразование. Для
обдирочного шлифования чугунных незакаленных направляющих
применяют скорость детали 10—12 м/мин и глубину резания
0,05 мм. Чугунные закаленные направляющие шлифуют при черно-
вых проходах с глубиной резания 0,02—0,03 мм.
°)
Рис. 25. Установка стола станка (а) и станины (6)
Чистовое шлифование — операция, в результате выполнения
которой получают нужную шероховатость поверхности, ликвидиру-
ют вогнутость, возникшую от наклона шлифовального шпинделя при
черновой обработке, и обеспечиваются размеры и геометрическая
форма детали, предусмотренные чертежом и техническими условия-
ми. Так как на чистовое шлифование оставляют очень маленький
48
припуск (0,04—0,06 мм), во избежание погрешностей оно выпол-
няется с одной установки детали. Между черновой и чистовой об-
работками при работе с большими глубинами резания необходим
разрыв во времени до полного остывания детали.
Чистовое шлифование чугунных незакаленных направляющих
станин ведут с продольной подачей 6 м/мин и глубиной шлифо-
вания 0,02 мм/дв. ход, а на последних проходах величину про-
дольной подачи снижают до 2 м/мин. Шлифование до прекраще-
ния искры (выхаживания) осуществляют на скорости 2 м/мин без
подачи на глубину резания. Закаленные чугунные направляющие
шлифуются с глубиной шлифования 0,01 мм/дв. ход.
Станины и столы, направляющие поверхности которых пред-
ставляют собой сочетание плоскости с призмой, обрабатываются
в определенной последовательности. Толщина металла у плоской
направляющей намного меньше, чем у призматической, поэтому
плоская направляющая нагревается быстрее. Чтобы не перегреть
деталь, вначале шлифуют предварительно плоскую направляю-
щую 3 и окончательно одну из сторон 1 призмы (рис. 26, а),
затем обрабатывают другую сторону призмы 2, а когда плоская
направляющая 3 остынет, ее снова шлифуют окончательно. Более
рациональный способ — одновременная обработка обеих направ-
ляющих двумя кругами (рис. 26, б), один из которых имеет боль-
ший диаметр. Двумя кругами шлифуют призму тогда, когда плос-
кая направляющая нагрета и ее необходимо охладить. При такой
технологии легче получить требуемую точность и сократить время
обработки.
Одновременно двумя кругами обрабатывают и направляющую
в виде двух призм. Каждую из них шлифуют по граням 1 и 2, а
Рис. 26. Шлифование деталей с плоскими и призматически-
ми направляющими
4 -2228
49
затем шпиндели переносят на грани 3 и 4 (рис. 26, в). Если сна-
чала одновременно обрабатывать грани 1 и 4, а затем раздельно
грани 2 и 3, удовлетворительных результатов не получится, так
как нагрев и деформация не дают возможности выдержать пер-
воначальное расстояние между гранями 1 и 4 и эти грани при-
ходится шлифовать вторично.
В промышленности применяют продольношлифовальные стан-
ки, снабженные, кроме основных шпинделей, дополнительными го-
ловками, с помощью которых можно одновременно шлифовать
весь профиль направляющих (рис. 27, а). Прогрессивным является
также шлифование профиля направляющих станков фасонными
шлифовальными кругами (рис. 27, б).
Рис. 27. Шлифование профиля направляющих станин:
а — дополнительными головками, б — фасонными шлифовальными кругами
Плоское шлифование широко используют при ремонте металло-
режущих станков. На рис. 28, а показано приспособление для шли-
фования направляющих станин. Плиту 4 с двумя сменными направ-
ляющими 2 и 3, которые крепятся к ней винтами, устанавливают
на шлифуемой станине. В нижней части плиты 4 смонтированы
подпружиненные упоры с роликами 1 и 5, выполняющими роль кат-
ков. Приспособление перемещают вдоль станины вручную или при
помощи цепной передачи. На рис. 28,6 показаны виды профилей
станин, обрабатываемых переносным шлифовальным приспособле-
нием.
Контроль станин. Поверхности направляющих станин после
шлифования проверяют на прямолинейность, плоскостность, взаим-
ное расположение и шероховатость.
Контроль прямолинейности в продольном и поперечном направ-
лениях и плоскостности производят различными способами в зави-
симости от размеров направляющих и требований по точности.
Направляющие станин станков средних размеров общего назна-
чения можно проверять по уровню и контрольной линейке.
Контроль с помощью уровня является наиболее простым спо-
собом проверки прямолинейности и плоскостности. Проверку произ-
водят перемещением уровня по всей длине направляющей с одного
участка на другой и измерением отклонений.
50
2
Рис. 28. Устройство, для шлифования направляющих станин при ремонте:
а — устройство в работе, б — виды обрабатываемых профилей станин
Проверку направляющих станин при помощи контрольных ли-
неек можно вести различными способами.
Простейшим способом является контроль накладыванием ли-
нейки, покрытой краской. Однако, при этом нельзя определить чис-
ловое значение отклонений. Кроме того, на точность измерения
влияет прогиб линейки под действием собственной массы. Этот спо-
соб контроля целесообразно применять для поверхностей неболь-
шой длины (до 1—2 м).
Проверку направляющих
контрольной линейкой 4 и инди-
катором 3 (рис. 29) можно произ-
водить в продольном и попереч-
ном направлениях. Для проведе-
ния измерений контрольную ли-
нейку устанавливают параллель-
но проверяемой поверхности 1 и
в соприкосновение с линейкой
приводят индикатор. При пере-
Рис. 29. Схема контроля прямоли-
нейности и плоскостности при по-
мощи контрольной линейки и инди-
катора
мещении индикатора по контро-
лируемой поверхности его наконечник, касаясь линейки, указывает
величину отклонений от прямолинейности. При этом необходимо
учитывать прогиб контрольной линейки под действием собственной
массы. Линейка 4 устанавливается на регулируемые опоры 2 так,
чтобы показания индикатора на концах линейки были одинаковы-
ми. Регулируемые опоры устанавливают в точках, удаленных от
концов линейки на 2/э ее длины. При этом прогибы линейки в сере-
дине и на концах примерно одинаковы.
При проверке контрольной линейкой и щупом под нижнюю
плоскость контрольной линейки, установленную на горизонталь-
ную плоскость станины, как в продольном, так и в поперечном на-
правлении, вводят щуп.
Проверку производят в нескольких местах, через каждые
100—150 мм. Этот способ применяют для контроля сравнительно
небольших по длине поверхностей.
Направляющие станин крупных тяжелых станков проверяют по
индикатору с помощью уровня, гидростатическим способом и опти-
ческими средствами.
Индикатор с уровнем (рис. 30) имеет корпус, представляющий
собой трубу 1, опирающуюся на две опоры. Первая опора 2—
жесткая, рабочая поверхность ее имеет цилиндрическую форму,
вторая опора 3— самоцентрирующаяся круглая с плоской рабочей
поверхностью.
Опора 3 закрепляется на трубе при помощи кронштейна и мо-
жет перемещаться по ней и таким образом изменять длину базы
в пределах 400—600 мм. На трубе укреплен уровень 4, предназна-
ченный для установки прибора в горизонтальном положении. Опо-
ра 3 запрессована в подшипник, укрепленный в головке 5, соединен-
ной с микрометрическим винтом 6. Величина перемещения винта 6
отсчитывается по индикатору 7, измерительный стержень которого1
упирается в торец винта 6,
Прибор устанавливают в исходное положение на контролируе-
мой станине. Вращая головку 5 с накаткой, устанавливают уро-
вень 4 в нулевое положение; шкалу индикатора также устанавли-
вают в нулевое положение. Затем прибор переставляют по станине
через определенные интервалы. По показаниям индикатора опреде-
ляют отклонение от прямолинейности. Этот способ проверки несло-
жен, достаточно точен и не требует особой наладки.
Рис. 30. Индикатор с уровнем
Наиболее простым способом проверки прямолинейности и плос-
костности V-образных направляющих станин длиной 10 м и более
является гидростатическая проверка по уровню свободно налитой
воды, ибо она является эталоном горизонтальной плоскости. Шта-
тив с микроскопической головкой или индикатором перемещается
по разным участкам плоскости. Конец индикатора или микроскопи-
ческого винта приводится в соприкосновение с поверхностью воды,,
определяемый на глаз либо замыканием электрического тока. По
разности отсчета головки или индикатора судят о неплоскостности..
Погрешность метода составляет 0,01.
Имеются и другие методы проверки плоскостности и прямоли-
нейности станин на станкостроительных заводах, например, колли-
мационной линейкой.
§ 8. ШЛИФОВАНИЕ ТОНКИХ ДЕТАЛЕЙ
В ряде случаев тонкие детали деформируются при предвари-
тельной обработке или закалке. Такие детали, устанавливаемые
на магнитную плиту для плоского шлифования, притягиваются
плитой и выпрямляются. Прошлифованные в таком положении де-
тали сохраняют плоскостность, пока находятся под действием маг-
нитных потоков. После снятия со станка детали вновь принимают
искривленную форму. Кроме того, если толщина детали незначи-
тельна, она сильнее прогревается, что также вызывает дополни-
тельную деформацию.
Чтобы устранить указанные выше явления, деталь следует при
шлифовании несколько раз переворачивать (если это планка),
снимая при этом небольшие припуски.
Тонкие планки перед шлифованием смазывают слоем масла.
Благодаря поверхностной энергии тонкого смазочного слоя шлифуе-
мые детали присасываются к столу и их можно шлифовать, не
включая электромагнит.
Широко распространено шлифование тонких деталей типа пла-
нок и линеек в специальных приспособлениях (рис. 31).
Рис. 31. Приспособление для закрепления планок при шлифовании
В корпусе 2 приспособления имеются поперечные пазы 6, в ко-
торых установлены подвижные эксцентриковые зажимы. Эксцент-
риковый зажим состоит из эксцентрика 3, пальца 4 и рукоятки 5.
Обрабатываемую деталь 1 крепят в приспособлении поворотом
эксцентрика 3 вокруг оси.
При шлифовании тонких планок применяют также приспособле-
ние (рис. 32), в котором обрабатываемую планку 1 кладут на игол-
ки 2. Под иголками лежит резиновая прокладка 3, она способству-
ет плотному прилеганию иголок к поверхности детали за счет сил
молекулярного сцепления. Деталь и иголки закрепляют в прижим-
ных планках. После этого шлифуют одну сторону детали, затем де-
таль поворачивают и шлифуют другую ее сторону в размер.
Толщину тонких пластин измеряют универсальными инстру-
ментами (микрометрами, штангенциркулями и т. п.) и калибрами-
скобами.
54
Неплоскостность пластин можно обнаружить приспособлением
(рис. 33). Проверяемую деталь 1 перемещают по столу корпуса 2.
В корпусе имеется отверстие, перпендикулярное к плоскости стола,
в которое вставлен штифт 4, нажимающий на одно плечо рычага 5,
а на второе плечо нажимает стержень индикатора 3. При такой схе-
ме стержень индикатора не подвергается боковым усилиям, что по-
вышает точность измерения.
Рис. 32. Схема приспособления для шли-
фования тонких планок
Рис. 33. Индикаторное приспособ-
ление для контроля неплоскост-
ности
§ 9. ШЛИФОВАНИЕ ВОГНУТЫХ И ВЫПУКЛЫХ ПОВЕРХНОСТЕЙ.
КОНТРОЛЬ ДЕТАЛЕЙ
Вогнутые и выпуклые поверхности шлифуют как профилиро-
ванным, так и непрофилированным кругом. Профилированным
кругом обрабатывают поверхности небольших размеров, так как
величина шлифуемой поверхности ограничивается шириной круга.
Для профилирования шлифовального круга па
дуге определенного радиуса используют специальное приспособле-
ние.
Кривизна поверхности дуги, получающаяся при профилирова-
нии круга этим приспособлением, зависит от расстояния между
осью вращения круга и вершиной алмаза, которым ведут обработ-
ку. Расстояние устанавливают с помощью набора концевых ме]>
длины.
Большое значение при шлифовании выпуклых и вогнутых по-
верхностей имеет правильное расположение оси дугового участка
по отношению к базовым поверхностям обрабатываемой детали.
При установке шлифуемой детали по отношению к профилирован-
ному кругу необходимо учитывать положение профилирующего
приспособления во время профилирования круга. *
Профилирующее приспособление (рис. 34) следует прижать
опорной плоскостью к установочному угольнику, прикрепленному
к магнитной плите, тогда расстояние от оси приспособления до ус-
тановочного угольника будет равно расстоянию от угольника до
центра профилируемой дуговой поверхности. Зная это расстояние,
можно при помощи набора концевых мер длины установить шли-
фуемую деталь на магнитной плите так, чтобы ось шлифуемого
дугового участка совпадала с осью шлифовального круга.
55
Рис. 34. Приспособление для профилирования шлифовально-
го круга по дуге:
1 — ганка, 2 — маховик, 3 — каретка, 4 — угольник, 5 — микрометри-
ческий винт, 6 — алмаз
Например, у детали, показанной на рис. 35, нужно прошлифо-
вать вогнутую поверхность радиусом R — 10,05 мм с расстоянием
•от оси дуги до базовой плоскости 24,72 мм. На приспособлении для
Рис. 35. Деталь с вогнутой поверх
ностью
профилирования круга расстоя-
ние от оси до основания А =
= 105,29 мм, а расстояние от оси
до боковой базовой поверхности
В = 68,34 мм (эти значения мар-
кируются на корпусе приспособ-’
ления).
Если на круге профилируют
выпуклую дугу, то величину ус-
тановочного набора концевых
мер длины Н для получения ра-
диуса R определяют по формуле
Н = А — R или Н =
= 105,29— 10,05 = 95,24 мм.
Для настройки приспособления его устанавливают на контроль-
ную плиту. При этом гайку I (см. рис. 34) ослабляют и каретку 3
смещают вниз на 10 мм (отсчет производят по шкале и нониусу)
и снова закрепляют ее положение гайкой.
Набор из концевых плиток величиной 95,24 мм ставят на пли-
ту и на концевые плитки кладут лекальную линейку так, чтобы
свободный конец ее находился над вершиной алмаза 6. Вращая
56
микрометрический винт 5, алмаз доводят до соприкосновения с
лекальной линейкой. Настроенное таким образом приспособление
устанавливают на магнитную плиту станка и прижимают его бо-
ковой опорной поверхностью к треугольнику 4. Продольной пода-
чей подводят алмаз к оси круга, а поперечной — к его середине.
Установив приспособление в требуемое положение относительно
круга, приводят во вращение круг, поворачивая маховиком 2 ка-
ретку с алмазом в обе стороны (приблизительно на угол 180°). Вер-
тикальной подачей постепенно опускают круг на алмаз и правят
круг до образования полного профиля. Для экономии алмазов ре-
комендуется предварительно обработать профиль круга по дуге
другим шлифовальным кругом из карбида кремния.
После окончания профилирования приспособление снимают
с магнитной плиты, а на плиту устанавливают обрабатываемую
деталь, таким образом, чтобы расстояние от установочного уголь-
ника до оси шлифуемого дугового участка детали было равно
68,34 мм. Для этого между базовой плоскостью детали и установоч-
ным угольником нужно поместить набор концевых мер, составляю-
щих размер 68,34—24,72 = 43,62 мм.
Аналогичным образом профилируют круг и шлифуют поверх-
ности, ограниченные выпуклой дугой. Однако если профилирова-
ние выпуклой дуги на круге с центральным углом 180° не представ-
ляет больших трудностей, то профилирование при помощи алмазов
в описанном выше приспособлении на круге дуги вогнутого профи-
ля с таким центральным углом невозможно. Это объясняется тем,
что величина центрального угла вогнутой дуги шлифовального кру-
га ограничивается диаметральным размером державки с алмазом.
Наибольший центральный угол у (рис. 36), на который можно
профилировать круг по вогнутой дуге, определяют так:
Т = 180° — 2₽.
Рассматривая треугольник АОВ, находим
d
— 4"т
9
sin 3 =------,
R
где d — диаметр державки, в которой закреплен алмаз, мм\
т — величина зазора между шлифовальным кругом в крайнем
положении и державкой с учетом запаса на выход алма-
за (зависит от расстояния алмаза до державки и величи-
ны самого алмаза), мм\
R — радиус профилируемой дуги, мм.
Определив величину угла 20, подставляем ее в уравнение для
определения у наибольшего центрального угла дуги окружности.
Если нет других возможностей, то выпуклые поверхности с цент-
ральным углом, приближающимся к 180°, шлифуют в два приема
профилированным кругом, при этом обрабатываемую деталь пово-
рачивают на 180° (рис. 37).
57
Чтобы у профиля не из,менялся размер, при шлифовании выпук-
лых поверхностей профилированным кругом необходимо учиты-
вать величину зазора в подшипниках станка и подвижных частях
профилирующих приспособлений. Поэтому при профилировании
круга для обработки вогнутой поверхности берут радиус несколько
меньше заданного, а для выпуклой поверхности его несколько уве-
личивают. Величина «разбивания» профиля при работе на исправ-
ных плоскошлифовальных станках не превышает 0,01—0,02 мм.
Рис. 36. Схема определения наиболь-
шего центрального угла при профили-
ровании вогнутой дуги
Рис. 37. Схема шлифо-
фования вогнутым
профилированным кру-
гом с поворотрм обра-
батываемой детали на
180°
При шлифовании непрофилированным кругом
деталь должна поворачиваться так, чтобы ось ее вращения совпадала
с осью участка дуги, которую обрабатывают, а шлифовальный круг
постепенно подводят к центру дуги до тех пор, пока рабочая по-
верхность его окажется от центра вращения детали на расстоянии,
равном величине заданного радиуса.
Выпуклые дуги шлифуют в центрах любого делительного при-
способления.
Контроль вогнутых и выпуклых поверхностей. Контроль радиу-
сов кривизны деталей может быть осуществлен на проекторе или с
помощью радиусных шаблонов. Во многих случаях могут быть при-
менены для этой цели стандартные наборы радиусных шаблонов.
Деталь с вогнутым профилем признается годной, если при конт-
роле шаблоном с наименьшим допустимым радиусом просвет будет
наблюдаться по концам профиля (рис. 38, а) и если при контроле
шаблоном с наибольшим допустимым радиусом просвет будет на-
блюдаться посередине профиля (рис. 38, в).
При измерении деталей с выпуклым профилем правило наблю-
дения просветов будет обратным (рис. 38, б, г).
58
Для указанных целей могут применяться три универсальных на-
бора радиусных шаблонов, выпускаемых инструментальной про-
мышленностью.
Первый набор предназначен для измерения радиусов 1—6,5 мм\
второй набор — 7—14,5 мм\ третий набор— 15—25 мм.
Каждый набор состоит из 32 шаблонов (16 выпуклых и 16 во-
гнутых).
Рис. 38. Контроль радиусов предель-
ными шаблонами
Рис. 39. Схема контроля радиусов
сферических деталей с помощью
хорды и высоты сегмента
Другим распространенным методом является определение ра-
диуса через хорду и высоту сегмента окружности. Небольшие плос-
кие детали могут быть измерены на инструментальном или универ-
сальном микроскопе. Ис-
ходя из измеренных зна-
чений высоты а и соответ-
ствующей ей хорды b
(рис. 39), радиус R дуги
определяется по формуле
624-4а2
8л ’
Для обеспечения на-
дежности лучше дважды
измерять значения а и Ь.
Измерение радиусов
кривизны дуговых конту-
ров на отдельных участ-
ках криволинейных про-
филей может осущест-
вляться также посредст-
иом калиброванных ва-
ликов и концевых мер.
На рис. 40, а и б по-
казан подобный способ
Рис. 40. Контроль радиусов с помощью калиб-
рованных роликов
59
измерения профиля большого радиуса кривизны. Изделие устанав-
ливается на калиброванные валики, как указано на рисунке. Вали-
ки удерживаются на плите с помощью соответствующих упоров.
Расстояние L между валиками определяется путем измерений по
.наружным или внутренним образующим цилиндров.
Для выпуклых профилей (рис. 40, а)
8(2г —Л) 2 '
Для вогнутых профилей (рис. 40, б)
8(2r — h') 2
где г — радиус калиброванного валика;
Л и V —размеры блока концевых мер.
Для ускорения установки деталей с дуговыми контурами и ка-
либрованных валиков может быть применено приспособление, ука-
занное на рис. 40, в.
В плите 1 приспособления высверлен ряд отверстий 2, в кото-
рые могут вставляться гладкие пробки <3.
Две такие пробки заменяют калиброванные валики, упоминав-
шиеся ранее. Деталь 4 закрепляется зажимом 5 таким образом, что-
бы проверяемая дуга касалась вставленных пробок 3.
С другой стороны пробок прикладывается линейка 6, рас-
стояние от которой до контролируемого контура проверяется кон-
цевой мерой.
Проверяемая деталь 4 может перемещаться относительно про-
бок. Таким образом можно обеспечить проверку разных точек про-
филя.
§ 10. ШЛИФОВАНИЕ ПРОФИЛЬНЫХ (ФАСОННЫХ) ДЕТАЛЕЙ В СМЕННЫХ
ПРИЖИМНЫХ ПЛАНКАХ. КОНТРОЛЬ ДЕТАЛЕЙ
Шлифование сложных профилей пуансонов штампов, инстру-
ментов и фасонных деталей является весьма трудоемкой опера-
цией, обычно выполняемой на малопроизводительных оптикошли-
фовальных и копировальных станках, а при отсутствии их — вруч-
ную. В современных условиях потребность в фасонных измеритель-
ных инструментах и шаблонах, заменяющих ряд универсальных
измерительных устройств, все возрастает. Малопроизводительные
и тем более ручные методы обработки необходимо механизировать.
Высокую точность обработки и производительность дает шли-
фование фасонных деталей в сменных прижимных планках на плос-
кошлифовальных станках.
Высокая производительность труда объясняется тем, что за один
проход можно снять слой металла толщиной 0,1—0,12 мм. При
этом способе обработки (рис. 41) криволинейные участки профиля
детали 6, зажатой между двумя планками 5, имеющими центро-
вые отверстия, шлифуют в центрах приспособления, установленного
на магнитной плите плоскошлифовального станка. Ось центровых
60
11
Рис. 41. Шлифование детали, закрепленной в сменных прижимных планках
отверстий прижимных планок должна совпадать с центром дуги
обрабатываемого криволинейного участка профиля.
Приспособление состоит из плиты /, на которой установлены
передняя бабка 10 и задняя бабка 2. Бабки перемещаются вдоль-
плиты и закрепляются в требуемом положении рукояткой 9, сидя-
щей на оси 8 эксцентрика. Для возможности шлифования поверх-
ностей малых деталей и криволинейных поверхностей небольших
радиусов верхняя часть зажимных центров 4 и 7 срезана таким об-
разом, чтобы расстояние от оси центров до плоскости среза было
наименьшим. Центры в бабках зажимаются поворотом рукояток 13.
Центр задней бабки винтом 3 перемещается в осевом направлении.
Ось центров приспособления при любом положении бабок должна
быть параллельна опорной плоскости плиты 1.
Рис. 42. Сменные прижимные планки
Шлифуемая деталь 6 скобой И скреплена со сменными при-
жимными планками 5, между свободными концами которых прокла-
дывают блок концевых мер 12, высота которого равна толщине об-
рабатываемой детали.
Шлифование фасонных деталей производят обычно дисковым
шлифовальным кругом, правка которого весьма проста, а износ
незначителен. При обработке изделия профилированным кругом
62
расход абразива на правку значительно больше. Кроме того»
обработка профиля детали периферией круга проста и не требует
применения дорогих и сложных приспособлений. Контролируют
шлифуемые участки профиля, не снимая деталь со станка.
Для этого пользуются блоком концевых мер и стойкой с инди-
катором.
Сменные прижимные планки представляют собой универсаль-
ные приспособления, значительно облегчающие шлифование кри-
волинейных профилей, состоящих из дуг окружностей и из пря-
мых линий. На рис. 42 показаны наиболее часто применяемые
сменные прижимные планки.
Шлифуемую деталь 3 в сменных прижимных планках зажимают
на плите. Прижимную планку 4 (рис. 43), расстояния оси центрово-
го отверстия которой от боковых плоскостей равны, например 26
и 8 мм, устанавливают на блок мерных плиток 7, равный 46,3—
—13,5—26=6,8 мм, положенный на разметочную плиту /. Между дру-
гой ее стороной и угольником 6 прокладывают блок 5, составляю-
щий размер 13,5—8 = 5,5 мм. Шлифуемую профильную деталь при-
жимают сторонами К и Л к разметочной плите 1 и угольнику 6.
Рис. 43. Схема установки фасонной детали в сменных при-
жимных планках
Обе сменные прижимные планки устанавливают на одинаковые
по размеру блоки концевых мер, так как при изготовлении каждой
пары планок расстояния от их наружных боковых плоскостей до
оси центрового отверстия выдерживают одинаковыми с большой
точностью. Расположенные таким образом прижимные планки и об-
рабатываемую деталь закрепляют хомутиком 2, устанавливаемым
так, чтобы он не мешал при шлифовании соответствующего участка
профиля детали.
Сменные прижимные планки выбирают по размерам детали и
радиусу шлифуемого криволинейного участка профиля. Для обес-
печения надежного закрепления больших деталей применяют при-
жимные планки больших габаритных размеров.
Точность шлифования фасонных деталей указанным способом
зависит прежде всего от качества и точности изготовления смен-
ных прижимных планок.
63
6
Рис. 44. Схема контроля расстояния
от оси центрального отверстия смен-
ной прижимной планки до ее боковых
сторон
Контроль рас стояния
(20 мм) от оси центрового от-
верстия до боковой плоскости,
упирающейся в блок концевых
мер при установке сменной
прижимной планки на плите,
производят по схеме, показан-
ной на рис. 44. Планку 2 уста-
навливают на разметочную
плиту 5 так, чтобы она упира-
лась в угольник 1. В центровое
отверстие прижимной планки
вставляют конус калибра 4, а
другой конец калибра устанав-
ливают на блок концевых мер 6, составляющий размер ^20 —
где D — диаметр цилиндрической части калибра, изготовленного
с большой точностью.
Если стрелка микронного индикатора 3 при установке его мери-
тельного стержня в любой точке образующей цилиндра калибра не
будет отклоняться от нуля, это значит, что расстояние от оси цент-
рового отверстия до соответствующей боковой плоскости сменной
прижимной планки выдержано.
Рис. 45. Шлифование шаблона со сложным сопряженным про-
филем:
а — шаблон, б — схема установки шаблона относительно сменных при-
жимных планок, в — шлифование криволинейной поверхности, г — конт-
роль величины радиуса шаблона с помощью регулируемого установа;
/ — угольник, 2 — шлифуемая деталь, 3 — сменная прижимная планка,
4 — плита, 5 — блоки концевых длин, 6 — регулируемый установ, 7 —
плоскость магнитной плиты с центровым приспособлением
64
Шлифование сложного сопряженного профиля шаблона, пока-
занного на рис. 45, а, начинают с обработки криволинейного уча-
стка, имеющего большой радиус. Установку прижимных планок
относительно шаблона производят по концевым мерам длины
(рис. 45, б). Между стороной А планки и угольником проклады-
вают блок концевых мер, составляющий размер 54,55—8 = 46,55 мм,
а между стороной Б прижимной планки и плитой — блок, состав-
ляющий размер 51,74—26 = 25,74 мм. После такой установки центр
дуги радиусом 58,8 мм совместится с осью центров сменных при-
жимных планок. В этом положении шаблон с двумя прижимными
планками закрепляют хомутиком и устанавливают между центра-
ми приспособления, расположенного на столе плоскошлифовально-
го станка. Затем криволинейную поверхность радиусом 58,8 мм
шлифуют на выход. Центр дуги радиусом 27 мм совмещают с осью
центров сменных прижимных планок по блокам концевых мер
(рис. 45, б), составляющим размер (58,26 + 51,74—27)—26=57 мм
и (73,55—50,5)—8=15,05 мм.
При обработке дуги радиусом 27 мм шлифовальный круг не
должен врезаться в обработанную дугу радиусом 58,8 мм, для
чего шаблон с помощью синусной линейки поворачивают на угол
сопряжения дуг р (угол между вертикалью и линией, соединяю-
щей центры дуг радиусом 58,8 и 27 мм).
Угол сопряжения р определяется из треугольника ОМЕ (см.
рис. 45,а).
sinр = — = 54,55 — 50,5 = 0 12735; ₽ = 7°19'.
г ОЕ 58,8 — 27 ’ г
Криволинейную поверхность радиусом 27 мм шлифуют из ис-
ходного положения (рис. 45, в) после поворота.
Размеры радиусов 58,8 и 27 мм контролируют непосредственно
на станке. На площадку /< регулируемого установа (рис. 45, г),
расположенную на высоте оси центров приспособления, укладыва-
ют блок концевых мер, по высоте равный величине радиуса прове-
ряемой криволинейной поверхности. Мерительный стержень инди-
катора, закрепленного в универсальной стойке, устанавливают на
блок, после чего для сравнения размера переносят на обрабаты-
ваемую поверхность. Шлифование поверхности заканчивают, когда
стрелка индикатора после переноса на обрабатываемую поверх-
ность остается на нуле или отклоняется на величину, меньшую до-
пуска на радиус.
Применение регулируемого установа в значительной степени
сокращает время на подбор блоков концевых мер длины. При конт-
роле вогнутых криволинейных поверхностей блокй концевых мер
укладывают на движок, который может перемещаться по Т-образ-
ному пазу корпуса установа и в нужном положении закрепляться.
Плоскость Е движка устанавливают ниже оси центров на опреде-
леннОлМ и точном расстоянии от основания приспособления. Плоско-
сти К и Е регулируемого установа должны быть строго параллель-
ны и доведены до зеркального блеска.
Фасонную деталь прибора, показанную на рис. 46, а, обраба-
5-2228
65
Рис. 46. Фасонная деталь (а) и схемы ее установки
относительно сменных прижимных планок (б—е):
I — блок концевых мер, 2 — прижимная планка, 3 — угольник,
4 — плита, 5 — шлифуемая деталь
тывают с помощью сменных прижимных планок следующим обра-
зом. Стороны А й Б заготовки детали окончательно шлифуют на
плоскошлифовальном станке до размера 8-0,1, после чего деталь об-
рабатывают до размеров 76 и 105 мм.
Для шлифования криволинейных участков профиля радиусом
107 мм, центр которого находится за пределами контура детали,
нужно пользоваться прижимными планками, показанными на
рис. 46, б. Установка планок для совмещения оси их центровых от-
верстий с центрами дуг радиуса 107 мм показана на рис. 46, б, в.
Между выступающими за пределы детали концами сменных при-
жимных планок помещают блок концевых мер 1 размером 8 мм
(высота блока плиток равна толщине шлифуемой детали).
Между плитой или угольником и соответствующими сторонами
сменных прижимных планок прокладывают блоки концевых мер
размером 7 и 20,5 мм. Контроль при шлифовании осуществляют
с помощью блока мер длины высотой 107 мм, который уклады-
вают на площадку регулируемого установа, расположенную на вы-
66
соте оси центров. Шлифование этих участков производят из исход-
ного положения на выход. Установка сменных прижимных планок
относительно детали для шлифования участка профиля радиусом
27,5 мм, сопряженного с двумя криволинейными участками радиу-
сом 107 мм, показана на рис. 46, г.
При работе необходимо следить, чтобы шлифовальный круг не
врезался в прошлифованные участки профиля радиусом 107 мм,
для чего при повороте следует учесть угол сопряжения, равный 116°,
и рабочая часть круга должна быть закруглена.
Установка прижимных планок для шлифования участков ра-
диусом 28 мм показана на рис. 46, д и е. Контроль этого участка
профиля производят по блоку концевых мер высотой 28 мм.
Правильность положения сменных прижимных планок относи-
тельно шлифуемой детали можно проверить еще до начала обра-
ботки. Для этого на контролируемую криволинейную поверхность
устанавливают мерительный стержень индикатора и деталь пово-
рачивают в центрах приспособления. При правильной установке
стрелка индикатора не должна отклоняться.
Преимущества шлифования фасонных деталей в сменных при-
жимных планках особенно наглядны при рассмотрении примера
шлифования шаблона для контроля внутреннего профиля рабочей
лопатки газовой турбины (рис. 47).
Рис. 47. Шаблон для контроля внутреннего профиля рабо-
чей лопатки газовой турбины
Сложный профиль этого шаблона состоит из четырех сопряжен-
ных дуг разных радиусов и должен быть выдержан с точностью
±0,02 мм. После фрезерования профиля шаблона по разметке и
5*
67
после термической обработки шлифуют плоскости А и Б; затем
шлифуют до размера 127,076±0,01 мм боковые стороны В и Г.
Для шлифования криволинейных участков профиля шаблона
с радиусами 350 и 125 мм, центры которых расположены за пре-
делами контура шаблона, следует применять удлиненные сменные
прижимные планки. Для совмещения центра дуги радиусом 350 мм
с осью центров прижимных планок при установке планок нужно по-
местить блоки концевых мер длины, высота которых между плитой
и прижимной планкой составляет 344,835—260 = 84,835 мм (рас-
стояние между осью центров планки и нижней стороной принято
260 мм), а между угольником и прижимной планкой равна 210—
— (123,081+59,909)—15=12,01 мм, где 15 мм — половина ширины
планки.
Этот участок профиля шлифуют на выход.
Установку прижимных планок и шаблона для обработки дуго-
вого участка радиусом 125 мм производят с помощью блоков кон-
цевых мер длины следующей высоты: между плитой и прижимной
планкой 137,8—100 = 37,8 мм, между угольником и прижимной
планкой 210—(123,081—28,19) —15=100,11 мм. Затем на выход
шлифуют участок криволинейного профиля, имеющего радиус
80 мм. Блоки мер длины, необходимые для установки прижимных
планок, соответственно равны: 210— (123,081 —45,635)—100 =
= 32,554 мм и 62,139—15 = 47,139 мм.
Наконец, шлифуют дуговую поверхность радиусом 45 мм до
плавного сопряжения с поверхностями радиусом 125 и 80 мм.
Совпадение оси центров сменных прижимных планок с центром
дуги радиуса 45 мм достигается установкой планок по блокам кон-
цевых мер длины высотой 210—(45+100) =65 мм и 75,263—15 =
= 60,263 мм.
Профилированным шлифовальным кругом в прижимных план-
ках можно сразу прошлифовать весь профиль трудного для изго-
товления шаблона, показанного на рис. 45, а, также профиль дета-
ли, приведенной на рис. 46, в два приема. Недостатками этого спо-
соба обработки профильных деталей является следующее. Профи-
лирование таких кругов доступно лишь высококвалифицированным
шлифовщикам, имеющим большой опыт. Кроме того, при профили-
ровании шлифовальных кругов расходуется много абразивных ма-
териалов. При шлифовании полным профилем быстро срабатывают-
ся участки круга, которыми обрабатывают вертикальные участки
профиля изделия.
Приведенные детали могут быть также обработаны путем по-
следовательного шлифования фасонными кругами отдельных участ-
ков профиля. В этом случае профиль детали, показанный на рис. 45;
обрабатывают тремя разными кругами, каждый из которых профи-
лирован на определенный радиус (например, 27 мм). Такой спо-
соб обработки требует точной установки круга относительно детали
для получения на ней правильного сопряженного профиля. При
этом необходимо три раза менять круги и точно их профилировать.
Расход абразивного материала при этом способе профильного шли-
68
фования также весьма значителен. Следовательно, обработка по-
добных деталей в сменных прижимных планках также предпочти-
тельнее.
На практике часто приходится обрабатывать детали, у которых
центр дуги, соответствующей части профиля, лежит за пределами
контура детали, расположен в отверстиях или вырезах. Обычно для
обработки таких деталей создают фальшивые центры, для чего на
торце детали напаивают пластины, в которых на координатно-рас-
точном станке намечают центровые отверстия. Обрабатывают же
такие детали в сменных прижимных планках, что ускоряет процесс
их изготовления и значительно снижает стоимость.
Способом обработки деталей в фальшивых центрах целесооб-
разно шлифовать участки профиля, у которых центры соседних дуг
расположены на расстоянии, превышающем диаметр центрового от-
верстия. В сменных прижимных планках закрепляют детали, у ко-
торых центры двух дуг находятся на расстоянии в несколько сотых
миллиметра.
На центровом приспособлении при помощи сменных прижимных
планок можно шлифовать и конусные поверхности, например ко-
нусные фасонные калибры. Для этого центровое приспособление
устанавливают под нужным углом при помощи клина.
Обработка сложных сопряженных профилей значительно облег-
чается, если на рабочих чертежах проставлены величины углов, оп-
ределяющих точки сопряжения кривых профиля.
Контроль фасонных деталей — сложная и ответственная часть
работы шлифовщика, ибо требования к фасонным деталям очень ве-
лики. Точность фасонных деталей часто находится в пределах 2-го
и 1-го класса точности.
Измерение размеров фасонных деталей производится универ-
сальным и специальным измерительным инструментом.
Универсальными инструментами пользуются при малом коли-
честве изготавливаемых деталей. Причем измерение прямолиней-
ных и криволинейных поверхностей осуществляется так же, как бы-
ло указано выше.
При большом количестве изготавливаемых деталей контроль
производится специальными измерительными инструментами и уст-
ройствами (шаблоны, многомерные контрольные приборы, инстру-
ментальные микроскопы, проекторы и др.). На рис. 48, а показан
контроль фасонной детали 2 по контршаблону /, при помощи пре-
дельного калибра пробки 3. Деталь так устанавливается на шабло-
не, что между контуром детали и шаблона должен быть постоян-
ный зазор (например, 3 мм). Номинальный размер зазора являет-
ся номиналом проходной стороны пробки. Сумма номинального за-
зора и допуска, проверяемого профиля на данном участке, являет-
ся номиналом непроходной стороны пробки.
На рис. 48, б показано определение размеров детали сравнени-
ем с размерами шаблона.
Шаблон 1 и проверяемая деталь 2 закрепляются в колодке 3,
установленной на проверочной плите 4. Проверяемая деталь за-
.69
крепляется за базовые поверхности, относительно которых изме-
ряется расположение проверяемого профиля. В данном примере де-
таль при закреплении ориентируется своими отверстиями 5.
На штативе 6 закреплен индикатор 7 таким образом, чтобы оси
его наконечника 8 и вертикального упора К штатива 6 располага-
лись в одной вертикальной плоскости.
Рис. 48. Контроль фасонных деталей по шаблонам:
а — при помощи калибр-пробки, б — при помощи устройства с индикатором
Если штатив с индикатором перемещать по плите, прижимая его
к контуру проверяемой детали, то наконечник индикатора будет
скользить по контуру шаблона, а стрелка индикатора будет пока-
зывать отклонения расположения и размеров проверяемого контура
от контура шаблона.
Установка индикатора в нулевое положение производится по за-
крепленному на плите бруску 9.
Одной из систематических погрешностей измерения является
температурная погрешность. Она возникает из-за тепловых дефор-
маций измеряемой детали и инструмента. Температура в начале
и в конце измерения детали бывает разной. Измерение нужно про-
изводить при t° = 20±2°С. Однако в практике это не всегда выдер-
живается и появляются погрешности.
Температурные погрешности вызываются:
1. Разностью температур контролируемой детали и измеритель-
ных средств;
2. Разностью коэффициентов расширения измеряемой детали
и измерительных средств при завершенном выравнивании их тем-
пературы.
Чтобы уменьшить погрешности измерения, выдерживают изме-
ряемую деталь и измерительные средства на металлической плите,
чтобы их температура выравнялась.
Рис. 49. Универсальное синусное делительное приспособление
§ 11. ШЛИФОВАНИЕ ПРОФИЛЬНЫХ ДЕТАЛЕЙ НА УНИВЕРСАЛЬНОМ
СИНУСНОМ ДЕЛИТЕЛЬНОМ ПРИСПОСОБЛЕНИИ. КОНТРОЛЬ ДЕТАЛЕЙ
Универсальное синусное делительное приспособление (рис. 49) г
являющееся комбинацией поворотных синусных центров и синус-
ного делительного приспособления, применяют для шлифования
различных деталей, плоскости которых расположены точно одна
относительно другой, шлицевых калибров-пробок и деталей, про-
филь которых находится под углом к оси центров (например, мно-
гогранных протяжек). На приспособлении также можно шлифовать
сложные профили пуансонов и штампов. При помощи блоков кон-
цевых мер на этом приспособлении можно точно поворачивать об-
рабатываемую деталь на любой угол.
Рис. 50. Кулачок (а), оправка для его закрепления и уста-
новки на синусном делительном приспособлении (б), схема
начальной установки кулачка и измерения (в)
На плите 2 приспособления установлены передняя бабка 15
и задняя бабка 7. В передней бабке смонтирован шпиндель 16, на
котором укреплен делительный диск 17 с точными роликами 18.
Заднюю бабку 7 можно перемещать вдоль направляющих плиты 2
и в требуемом положении закреплять рукояткой. Шлифуемую де-
72
таль зажимают между центром 13, закрепленным в шпинделе 16,
и центром 10, установленным в скалке 9 задней бабки. Быстрый от-
вод центра 10 осуществляется собачкой 8, сидящей на оси рукоятки.
Блоки концевых мер, в которые упирается при повороте делитель-
ного диска 17 ролик 18, устанавливают на закаленную и доведен-
ную планку 19. Поводок 14, укрепленный на центре, служит для
зажатия хвоста хомутика, надеваемого на обрабатываемую деталь.
После каждого поворота детали на требуемый угол шпиндель пе-
редней бабки необходимо стопорить при помощи рукоятки 20.
Когда обрабатываемые поверхности параллельны основанию
приспособления, верхняя поворотная плита 6 скрепляется с основа-
нием при помощи откидного винта 3 и гайки 4 (положение .плиты
показано на рисунке пунктиром). При этом центры 10 и 13 должны
находиться на одной оси, параллельной основанию 2 и боковым его
граням. В этом случае при установке приспособления на магнитной
плите станка так, чтобы боковая грань основания его прилегала к
планке плиты, обеспечивается параллельность оси шлифуемой де-
тали продольному перемещению стола станка. Для подъема и опус-
кания плиты 6 на ней имеется ручка 5. Блок концевых мер уклады-
вают на закаленную планку /ив него упирается ролик 11, при-
крепленный винтами к угольнику 12.
Рассмотрим порядок обработки на этом приспособлении кулач-
ка (рис. 50, а). Кулачок закрепляют на оправке (рис. 50, б) и уста-
навливают в центрах приспособления так, чтобы его сторона А рас-
положилась горизонтально. В этом положении кулачка 2 ролики
делительного диска 4 (рис. 50, в) должны упираться в эталоны 5.
Стороны А и радиус R = 8 мм обрабатывают фасонным шлифо-
вальным кругом 3 при поперечной подаче стола станка. Контроль
радиуса R = 8 мм осуществляют индикатором при помощи блока
плиток 7 размером а = Ос +- — и точного ролика диаметром
d = 16 мм. Блоки концевых мер длины при контроле устанавлива-
ют на эталон высоты оси 6, размер которого от плоскости магнит-
ной плиты / равен Н.
Ос= ) (об)2 — (be}* = /262 — 82 = 24,74 мм\
следовательно, а = 24,74 + 8,00 = 32,74 мм.
Дуги радиусами R = 18 мм и R — 8 мм (с противоположной
стороны) шлифуют поворотом кулачка вокруг оси центров на 180°.
Припуск на шлифование снимают за несколько проходов. Радиус
Я = 18 мм контролируют по блоку концевых мер, равному Н +
+ 18 мм. Затем кулачок поворачивают на 90° и шлифуют дугу ра-
диусом R = 25 мм с центральным углом а = 90°+7°68'=97о68'.
Размер блока мер длины, устанавливаемого на эталон 5 для
фиксирования этого угла, определяют по формуле
h = 50 • sin 7°68' = 50 . 0,13802 = 6,9 мм.
Далее шлифуют плоскость, наклоненную под углом 7Э68', кото-
рая при упоре ролика делительного диска в блок мерных плиток
73
размером h расположится горизонтально. Кроме того, шлифуют ду-
гу радиусом R = 62 мм. Радиус R = 1 мм пригоняется лекальщиком
вручную.
Шлифование пуансона вырубного штампа (рис. 51) на универ-
сальном делительном приспособлении производят на оправке, плот-
но пригоняемой к отверстию диаметром 8 мм в пуансоне (под ло-
витель), относительно которого должен быть точно обработан про-
филь пуансона.
Рис. 51. Шлифование пуансона вырубного штампа
на универсальном синусном делительном приспо-
соблении:
1 — блок концевых длин, 2 — эталон высоты оси. 3 — шли-
фовальный круг, 4 — шлифуемый пуансон, 5 — эталон
Пуансон устанавливают в центрах приспособления так, чтобы
его плоскость была горизонтальна (в пределах припуска на обра;
ботку). Установку производят по угольнику или индикатору
(рис. 51, а). Перед шлифованием штангенциркулем измеряют рас-
стояния между плоскостями аа и бб, а также между плоскостями
вв и гг. Предположим, что они будут соответственно равны 16,58
и 21,66 мм. Следовательно, припуски на обработку (на сторону) со-
ответственно будут равны 0,29 и 0,33 мм (рис. 51, е).
По лимбу маховика вертикальной подачи шлифовального круга
шлифуется сторона аа пуансона на глубину 0,25 мм (0,04 мм остав-
ляют на чистовой проход) и при этом мелом отмечают показание
лимба маховика. Затем пуансон поворачивают на 180° (рис. 51, б)
и сторону бб пуансона шлифуют до того же показания лимба ма-
ховика. Этим достигается симметричное расположение сторон пуан-
сона. Если после измерения размер между обработанными поверх-
ностями будет равен 16,07 мм, то для получения требуемого размера
пуансона необходимо сошлифовать с каждой стороны еще по 0,04 мм.
Для шлифования сторон вв и гг пуансон поворачивается на угол
30°5' (рис. 51, в и г). Для фиксирования положения пуансона, при
котором эти стороны расположатся горизонтально, ролик III или
ролик I делительного диска приспособления упирается в блок кон-
цевых мер, установленный на эталон 5. Размер блока плиток ра-
вен h = 50 • sin 30°5' = 50 • 0,50126 = 25,06 мм.
Контроль размера 16—0,02 мм осуществляют индикатором по бло-
ку концевых мер длины размером 8 мм, установленному на эталон 2
высоты оси, а контроль размера 21_о,оз мм — по блоку размером
10,5 мм.
Измерение поверхности при шлифовании пуансона диаметром
32,5_о,о2 мм (рис. 51, д) производят индикатором по блоку конце-
вых мер размером 16,25 мм. Размеры 16-0,02 и 32,5_о,ог мм можно
также проверить микрометром. Для получения заданной шерохова-
тости шлифуемой поверхности рекомендуют последние' два-три про-
хода производить с подачей на глубину не более 0,01—0,02 мм.
Профиль пуансона (рис. 51, е) обрабатывают на синусном де-
лительном приспособлении с одной установки без применения фа-
сонного шлифовального круга. Вследствие того что расстояние меж-
ду осями роликов (базовый размер) в этом приспособлении 250 мм,
угол установки обрабатываемой детали выдерживается точнее, чем
при обработке на синусной линейке с базовым размером в 100 или
150 мм. Высоту центров приспособления (от нижней плоскости при-
способления) маркируют на видном месте поворотной плиты.
На точно изготовленном универсальном синусном делительном
приспособлении углы у деталей шлифуются с точностью до 30".
Шлифованные детали контролируют указанными выше мето-
дами.
§ 12. ОСОБЕННОСТИ РАБОТЫ НА ОПТИКОШЛИФОВАЛЬНЫХ СТАНКАХ
С ПАНТОГРАФОМ И ЭКРАНОМ
На оптикошлифовальных станках с экраном шлифование кри-
волинейных участков профиля производят до совпадения их изо-
бражения с увеличенным чертежом-шаблоном. При этом обработку
криволинейного профиля непрерывно контролируют. Обработка
криволинейных участков профиля на оптикошлифовальных станках
с пантографом затруднена тем, что ее можно контролировать толь-
ко по отдельным точкам при перемещении иглы пантографа по уве-
личенному чертежу профиля изделия.
Оптические профилешлифовальные станки являются универ-
сальными; они позволяют шлифовать сложные профили круглых
75
и плоских деталей. Эти станки незаменимы при обработке слож-
ных профилей небольшого размера, особенно единичных деталей;
при этом отпадают расходы на изготовление вспомогательного
инструмента, а также сокращается производственный цикл изго-
товления деталей. Однако шлифование прямолинейных участков
значительной длины и профильных деталей больших габаритов
часто можно более производительно выполнять на плоскошлифо-
вальном станке с горизонтальным шпинделем. Обработку осуще-
ставляют либо непосредственно на магнитной плите станка, либо
на координатном приспособлении.
Профильные детали на оптикошлифовальных станках шли-
фуют с точностью 0,01—0,02 мм с шероховатостью поверхности,
обычно исключающую дальнейшую обработку.
При необходимости ручной пригонки профильной детали мож-
но предварительно прошлифовать ее на оптикошлифовальном стан-
ке, оставив припуск 0,015—0,03 мм, и тем самым значительно сни-
зить трудоемкость операций по ручной пригонке профиля.
Износ шлифовального круга при работе на оптических профи-
лешлифовальных станках с пантографом и экраном не влияет на
точность обработки профиля детали, так как шлифовщик непрерыв-
но следит за перемещением режущей кромки шлифовального кру-
га и вносит нужные поправки в его подачу.
Профильное шлифование деталей на оптикошлифовальных стан-
ках требует от рабочих высокой квалификации. Шлифовщик дол-
жен хорошо освоить наладку станка, уметь правильно подбирать
шлифовальный круг по твердости и зернистости в зависимости от
материала, твердости и конфигурации изделия. Кроме того, шли-
фовщик должен уметь правильно управлять перемещениями шли-
фовальной головки станка и точно вести режущую кромку по уве-
личенному чертежу контура обрабатываемого изделия.
От точности выполнения увеличенного чертежа непосредственно
зависит точность профильного шлифования изделия. Точность изго-
товления увеличенного чертежа определяется допуском на изготов-
ление профиля изделия. Например, для обработки профиля изделия
с допуском 0,03 мм увеличенный чертеж должен быть изготовлен
с точностью 1,5 мм (с учетом 50-кратного увеличения оптической
системы станка). Однако на заводах, как правило, увеличенные
чертежи независимо от допуска на изделие выполняют с точностью
до 0,5 мм, так как при использовании хорошего инструмента и на-
личии навыка вычерчивание профиля с такой точностью не пред-
ставляет никаких трудностей.
Вычерчивание увеличенного чертежа профиля изделия начина-
ют с построения квадрата 500X500 мм. Стороны квадрата служаг
базами, от которых откладывают координаты отдельных участков
профиля изделия, поэтому они должны быть взаимно перпендику-
лярны. Один из быстрых способов проверки правильности вычер-
ченного квадрата — сравнение длин его диагоналей, которые долж-
ны быть равны.
При 50-кратном увеличении оптической системы размеры экра-
76
на станка 500X500 мм соответствуют размерам профиля изделия
10X10 мм. Если размеры изделия превышают размеры экрана, не-
обходимо увеличенный чертеж выполнить в совмещенном виде.
На рис. 52, а показан шаблон, профиль которого должен быть
прошлифован на оптикошлифовальном станке с экраном, а на
рис. 52,6 — увеличенный в 50 раз
профиль этого шаблона, который
по оси абсцисс разбит на участки
длиной в 500 мм. Характерные
точки каждого участка профиля
шаблона обозначены цифрами
0—8. Если с базовой стороной А
увеличенного чертежа профиля
шаблона совместить все парал-
лельные ей линии, которыми на
части, равные 500 мм рассечен
профиль, получим увеличенный
совмещенный чертеж, приведен-
ный на рис. 52, в.
Увеличенное совмещенное
изображение профиля изделия
позволяет шлифовать по одному
чертежу, который при обработке
остается неподвижным; переме-
щается же только изделие с ко-
ординатным столом станка.
Вначале по совмещенному чер-
тежу шлифуют участок профи-
ля 0—1—2—3, затем заготовку
шаблона продольными салазками
координатного стола перемеща-
ют на 10 мм и шлифуют участок
профиля 3'—4—5. Таким же обра-
зом по увеличенному совмещен-
ному чертежу обрабатывают уча-
стки профиля 5'—6 и 6'—7—8 (по-
сле соответствующего перемеще-
ния продольных салазок на
10 мм). В случае, когда на черте-
Рис. 52. Шаблон для контроля про-
фильной детали (а), увеличенный
чертеж профиля шаблона (б) и сов-
мещенный чертеж (в)
же изделия заданы координаты
точек сопряжения дуг и прямых, участки профиля для выполне-
ния совмещенного чертежа можно разбивать на расстояния, не
равные 10 мм. Если глубина профиля изделия превышает 10 мм.
разбивку производят в поперечном направлении и каждый участок
профиля наносят на увеличенный совмещенный чертеж.
На оптических профилешлифовальных станках с пантографом
и экраном обычно применяют шлифовальные круги прямого профи-
ля 125X6x20 мм из электрокорунда белого на керамической связ-
ке зернистостью 16—4.
77
Для обработки узких прорезей на деталях (0,3—1 мм) применя-
ют шлифовальные круги на вулканитовой и бакелитовой связках.
Для предварительной обработки профиля применяют крупнозер-
нистые шлифовальные круги. При обработке шаблонов и другого
мерительного инструмента из углеродистой инструментальной ста-
ли для предварительного шлифования применяют круги из элек-
трокорунда белого и нормального твердостью СМ1—СМ2 и зернис-
тостью 25—10 на керамической связке; для чистового шлифова-
ния— те же круги твердостью СМ2—С1 и зернистостью 10—6. При
предварительном шлифовании роликов для накатки шлифовальных
кругов и круглых фасонных резцов из легированной стали 9ХВГ
применяют шлифовальные круги из того же абразивного материала
твердостью СМ1—СМ2 и зернистостью 25—16, при чистовом шли-
фовании— круги твердостью СМ2—С1 и зернистостью 12—10.
Контрольные вопросы
1. Каковы технологические особенности плоского и профильного шлифования?
2. Как устанавливают шлифовальные круги на шпинделе станков?
3. Каким образом можно расточить отверстие при установке шлифовального
круга?
4. Выберите* наиболее производительную схему снятия припуска при черновой
и чистовой обработках на плоскошлифовальном станке.
5. Какие детали шлифуют ступенчатыми шлифовальными кругами?
6. В каких случаях применяют шлифование торцем круга?
7. В каких случаях применяют шлифование периферией круга?
8. Перечислите методы установки деталей при плоском шлифовании.
9. Составьте схему шлифования прямоугольной детали.
10. Составьте схему шлифования фасонной детали.
11. Какие существуют способы и каковы особенности шлифования тонких
деталей?
12. Какие существуют способы шлифования вогнутых и выпуклых поверх-
ностей?
13. Какие приспособления применяют для профильного шлифования?
14. В чем заключается процесс обработки детали на оптикошлифовальных
станках?
15. Как контролируют плоскости деталей?
16. Как контролируют вогнутые и выпуклые поверхности?
17. Как измеряется размер детали при повышении температуры?
18. В чем сущность внесения поправок на измеряемый размер?
ГЛАВА III. СВЕДЕНИЯ ИЗ ТЕХНИЧЕСКОЙ МЕХАНИКИ
§ 1. ПОНЯТИЕ О МАШИНЕ И МЕХАНИЗМЕ
Машина — сочетание механизмов, осуществляющих целесооб-
разные движения для выполнения определенной работы или пре-
образования энергии. Машины, преобразующие один вид энергии
в другой, называют двигателями, например электрические, гид-
равлические, пневматические. Машины, преобразующие размеры,
форму, свойства материала, называют машинами-орудиями, или
рабочими машинами. ним относят металлорежущие станки, де-
ревообрабатывающие станки, текстильные станки, транспортные
устройства и т. д.
Плоскошлифовальный станок выполняет полезную работу, шли-
фуя детали. Электродвигатели дают энергию, вращающую шлифо-
вальный круг и приводящую в прямолинейное или круговое движе-
ние стол с деталями.
Плоскошлифовальные станки, как и всякие другие машины,
должны быть высокопроизводительными, т. е. обрабатывать воз-
можно большее количество изделий за единицу времени, занимать
возможно меньше производственной площади, обладать наимень-
шей необходимой массой, обеспечивать высокую точность и качест-
во изделий и быть дешевыми.
Каждая машина состоит из совокупности механизмов. Меха-
низм — совокупность подвижно соединенных между собой тел
(звеньев), совершающих заранее заданные движения под действи-
ем приложенных сил.
В шлифовальных станках широко применяются механизмы: ре-
менные, зубчатые, червячные и другие, передающие и преобразую-
щие движения.
§ 2. ПОНЯТИЕ О СИЛЕ И МОМЕНТЕ СИЛ
Воздействие одного тела на другое, в результате которого изме-
няются их состояние или положение, называют силой.
Сила воздействия одного
тела на другое всегда характе-
ризуется направлением.
Всякое тело стремится
упасть на землю, так как на
него действует сила земного
притяжения (сила тяжести или
вес), которая направлена вер-
тикально вниз.
Перемещение тела или из-
менение его состояния под дей-
ствием другого тела могут осу-
ществляться быстрее или мед-
леннее, это зависит от того,
с какой силой одно тело воз-
действует на другое.
79
Сила характеризуется величиной. Для сравнения действую-
щих сил по величине пользуются системами единйц силы. В качест-
ве единиц силы практически применяют чаще всего килограмм-си-
лу кгс). В международной системе СИ з? единицу силы принят
ньютон (н). Для перевода величины силы/измеряемой в кгс, в СИ
пользуются соотношением: 1 кгс = 9,80665 н («9,81 н).
Если при завертывании гайки (рис. 53) нажимать не на конец
рукоятки ключа (положение Л), а на его середину (положение Б),
то для затягивания гайки потребуется приложить значительно боль-
шее усилие. Таким образом, помимо направления и величины, дей-
ствие силы определяется еще точкой ее приложения.
Все три элемента, определяющие силу, очень наглядно вос-
принимаются при графическом изображении, когда силу представ-,
ляют в виде отрезка прямой, называемого вектором. Длина вектора
в определенном масштабе характеризует величину силы, начало
вектора соответствует точке приложения силы, а стрелка на конце
вектора указывает направление.
На рис. 54, а вектор АВ изображает силу, приложенную в точ-
ке Л и направленную под углом 30° к горизонтальной плоскости.
При длине вектора АВ = 50 мм и масштабе 1 н = 5 мм изображае-
мая сила Р = 10 н.
5
Рис. 54. Графическое изображение величины и направ-
ления силы (а) и сложение сил, действующих под
углом (б)
Две силы, направленные по одной прямой, можно заменить од-
ной силой, равной их алгебраической сумме, при сохранении на-
правления большей из слагаемых сил. Отсюда следует, что если две
силы равны по величине и направлены по одной прямой в разные
стороны, то они взаимно уравновешиваются.
Чтобы сложить две силы Pi и Рг, приложенные в одной точке
и направленные под углом одна к другой, достаточно построить
параллелограмм (рис. 54, б), стороны которого в масштабе
равнялись бы данным силам и были одинаково с ними направлены.
Диагональ полученного параллелограмма по величине и направле-
нию будет соответствовать их сумме, т. е. равнодействующей этих
двух сил.
При шлифовании детали сумма сил Рх (усилие подачи) и Р2
(окружное или тангенциальное усилие) вызывает прогиб шпинде-
ля. Величина и направление прогиба шпинделя зависят от величи-
ны и направления суммарной силы Р (рис. 55).
Если шарику М (рис. 56), подвешенному на проволоке МО, со-
общить вращательное движение вокруг оси О, проходящей через
80
второй конец проволоки, то проволока при вращении шарика натя-
гивается. Чем больше скорость вращения шарика и чем больше его
масса, тем с большей силой натягивается проволока. Сила, вызвав-
шая натяжение проволоки и возникшая в результате вращения ша-
рика, называется центробежной силой.
Рис. 55. Сложение сил,
вызывающих изгиб шпин-
деля плоскошлифоваль-
ного станка
Рис. 56. Графическое изо-
бражение центробежной
и центростремительной
сил
Величину центробежной силы определяют по формуле
N = — н,
R
где m— масса вращающегося шарика, кг;
V.— линейная скорость шарика, м/сек;
R— расстояние центра тяжести шарика от оси вращения, м.
В шлифовальном круге, вращающемся с большой скоростью,
возникают центробежные силы, создающие весьма значительные
внутренние напряжения в материале круга.
На вращающийся шарик действует сила, равная по величине
той, с которой шарик натягивает проволоку, но направленная к
центру вращения. Эту силу Q, равную по величине центробеж-
ной, но обратно направленную, называют центростремительной
силой.
При перемещении одного тела по поверхности другого воз-
никает сила сопротивления движению, которую называют силой
трения.
Силы трения бывают двух видов. При вращении шпинделя
шлифовального круга в бронзовых вкладышах создается трение
скольжения. При трении скольжения каждая точка на шпинделе
последовательно соприкасается с бесчисленным количеством точек
вкладыша, лежащих на кольцевой линии, по которой эта точка пе-
ремещается.
6-2228
81
При движении же колеса по рельсу каждая точка на поверхно-
сти колеса за один его оборот совпадает только с одной соответст-
вующей ей точкой на рельсе. Такое движение называется качением,
а сопротивление, возникающее при качении, называется трением
качения. Величина силы сопротивления движению при качении зна-
чительно меньше, чем при скольжении. Поэтому на балансировоч-
ных станках используют оправки, вращению которых на направ-
ляющих препятствует сила трения качения.
Обычно сила трения создает вредные сопротивления движению,
вызывающие увеличенный расход энергии, а также нагрев и уси-
ленный износ трущихся деталей. Поэтому в механизмах стремятся
уменьшить силы трения и заменить трение скольжения трением ка-
чения.
Однако трение необходимо, например, во всевозможных механиз-
мах торможения. В этих случаях используют трение скольжения
и подбирают такие пары трущихся поверхностей, которые создают
большое сопротивление трения, т. е. характеризуются большим ко-
эффициентом трения.
Сила трения, возникающая между изделием и магнитной плитой
шлифовального станка, противодействует сдвигу изделия по отно-
шению к плите. Эту силу определяют по формуле Т = pQ, где ц—
коэффициент трения, Q — усилие притяжения изделия к магнитной
плите под действием магнитного поля (см. главу V).
На деталь, установленную на столе станка, действует сила инер-
ции в тот момент, когда происходит изменение направления движе-
ния стола (реверсирование), силу инерции определяют по формуле:
FKH = m. а(н),
где m — масса детали, кг\
а — ускорение (замедление), л/сек2.
Сила трения должна быть больше сил резания, стремящихся
сдвинуть деталь со стола станка, и сил инерции. При больших мас-
сах детали силы инерции становятся очень большими, поэтому де-
таль нужно надежно крепить к столу.
На каждую частицу тела действует сила земного притяжения.
Все эти силы практически параллельны, а их равнодействующая
представляет собой вес рассматриваемого тела. Точку приложения
этой равнодействующей (силы тяжести) называют центром тяжести
тела (ц. т.).
На рис. 57 показаны три шлифовальных круга, поставленных
наружными цилиндрическими поверхностями на горизонтальную
плоскость. Масса первого круга (рис. 57, а) распределена равно-
мерно, его центр тяжести совпадает с геометрическим центром кру-
га (точка С) и при повороте круга относительно горизонтальной
плоскости не меняет своего положения. Такое состояние называют
безразличным равновесием тела. Центр тяжести второго круга
(рис. 57, б) расположен на вертикальной прямой выше геометриче-
ского центра, и круг находится в неустойчивом равновесии: стоит
слегка толкнуть круг, и он покатится по плоскости. Центр тяжести
82
третьего круга (рис. 57, в) расположен на вертикали ниже геомет-
рического центра, и, если круг слегка толкнуть, то он тут же воз-
вратится в прежнее положение.
Таким образом, положение цент-
ра тяжести тела влияет на его ус-
тойчивость. Если центр тяжести
тела, находящегося в равновесии,
занимает не самое низкое положе-
ние, то такое равновесие неустойчи-
Рис. 58. Момент силы
Рис. 57. Положение равновесия кругов:
а — безразмерное, б — неустойчивое, в — устой-
чивое
во и, наоборот, тело будет находиться в устойчивом равновесии,
если центр тяжести занимает самое низкое положение. Что
касается первого круга, то его центр тяжести при перекатывании
круга по плоскости не меняет своего положения на вертикальной
прямой. При балансировке круга добиваются состояния безразлич-
ного равновесия.
Выше уже было сказано, что чем длиннее рукоятка гаечного
ключа при завертывании гайки, тем меньше затрата сил. Это зна-
чит, что вращающее действие силы относительно оси зависит не
только от величины и направления силы, но и от расстояния точки
приложения силы до оси вращения.
Мерой вращающего действия силы в механике служит величи-
на, называемая моментом силы.
. Момент силы Р(н) относительно точки О (рис. 58) равен произ-
ведению силы на ее плечо относительно этой точки: М = Р1н-м,
где / — длина перпендикуляра, опущенного из точки О на направ-
ление действия силы Р, м.
Точку О, относительно которой определяют момент силы, на-
зывают центром момента, а расстояние центра момента от линии
действия силы — плечом.
Давлением называют величину силы, действующей на единицу
поверхности, и определяют по формуле
р = -^- кгс!см2 (н/м2),
где р — давление, кгс/см2 (н/м2)\
Р — сила, действующая на поверхность, кгс (н)\
F — площадь поверхности, см2 (м2).
6*
83
Величину давления, равную 1 кгс на 1 см2, называют техниче-
ской атмосферой и обозначают ат.
Если известна площадь F и удельное давление жидкости на эту
площадь р, то можно определить величину силы Р, с которой жид-
кость давит на эту площадь
Р = р. • F кгс (н).
На жидкость, помещенную в замкнутый сосуд или систему, рас-
пространяется закон Паскаля: внешнее давление, оказываемое на
поверхность жидкости, передается жидкостью во все стороны с оди-
наковой силой. Это свойство обеспечивает получение больших уси-
лий на поршне гидроцилиндра в прессах, станках и других силовых
механизмах, в которые поступает жидкость под давлением.
• § 3. ПОНЯТИЕ О ДЕФОРМАЦИЯХ
Представим себе прямолинейный стержень, один конец которо-
го зажат в тисках. Если на другой его конец повесить гирю, то стер-
жень прогнется. Величина прогиба будет изменяться в зависимости
от веса гири, от сечения и длины стержня.
Изменение формы или размеров тела под действием приложен-
ных к нему сил называют деформацией тела.
Если после прекращения действия силы форма тела и размер
полностью восстановится, то такую деформацию называют упругой.
Если же после прекращения действия силы тело остается деформи-
рованным, то такую деформацию называют остаточной, или плас-
тической.
Различают следующие виды деформаций: растяжения и сжатия,
кручения, изгиба.
Деформацию растяжения и сжатия испытывает
тело, к которому приложены силы вдоль оси, например стержень
болта, затянутого гайкой, канат грузоподъемных механизмов и т. п.
Величина деформаций при растяжении тем больше, чем боль-
ше величина прилагаемой силы и длина растягиваемого тела и чем
меньше его поперечное сечение.
Деформацию кручения испытывает вал, на одном кон-
це которого установлен ведущий шкив, а на другом — ведомый.
Под действием двух вращающих моментов, направленных в разные
стороны, вал закручивается на угол, величина которого зависит от
величины крутящих моментов и от сечения вала.
Деформацию изгиба испытывают разного рода балки,
имеющие одну или несколько опор и нагруженные сосредоточенны-
ми или распределенными силами.
На практике существуют также сложные деформации тела.
Сложным деформациям подвергается, например, ходовой валик то-
карного станка, который одновременно испытывает деформации
кручения и изгиба.
Каждому виду деформации соответствует вид внутренних на-
пряжений. Под напряжением а понимают отношение внутренней
84
силы Р, действующую на небольшую часть мысленно проведенного
сечения, к величине площади F этого сечения:
Р
о = —.
F
§ 4. ДВИЖЕНИЕ И ЕГО ВИДЫ
Шлифование плоскости на плоскошлифовальном станке с пря-
моугольным столом происходит в результате вращательного движе-
ния шлифовального круга и возвратно-поступательного движения
детали вместе со столом станка в поперечном направлении относи-
тельно оси вращения круга.
Чтобы установить некоторые основные закономерности движе-
ния, выделим какую-нибудь точку на поверхности круга и просле-
дим за ее перемещением. Мысленно представим себе плоскость, ус-
тановленную на столе станка перпендикулярно к оси вращения кру-
га и проходящую через взятую точку. При вращении круга точка
опишет на этой плоскости путь в виде окружности, который назы-
вают траекторией движения данной точки. Если включить продоль-
ное движение стола, то траекторией движения любой точки шлифу-
емой детали будет прямая линия.
При установившемся процессе шлифования любая точка на по-
верхности детали движется равномерно. Путь, пройденный ею за
одну секунду, есть скорость движения v этой точки
где S — длина траектории, описанной рассматриваемой точкой;
t — время движения.
Если путь выразить в метрах, а время в секундах, то скорость
будет выражаться в м/сек, если путь — в мм, то скорость — в
мм/сек.
Скорость движения любой точки на поверхности вращающего-
ся круга можно определить двумя способами. Пусть расстояние
от данной точки до оси вращения равно г и время, за которое де-
таль делает один оборот, равно t. Путь, пройденный этой точкой за
один оборот детали, будет
S = 2zr,
тогда
Полученную скорость называют окружной скоростью вращения
или линейной скоростью, она относится только к точкам, располо-
женным на расстоянии г от оси вращения.
Часто скорость вращательного движения выражают величиной
угла, на который данная точка повернулась вокруг своей оси вра-
щения за время 1 сек. Выраженную таким образом скорость назы-
вают угловой скоростью вращения. Угловую скорость определяют
по формуле
85
<р
(JD = ——.
t
где ср—угол поворота вращающейся точки, град (рад)\
и) — угловая скорость, град/сек (рад/сек);
t — время, сек.
Угловая скорость точек вращающегося тела не зависит от рас-
стояния их от оси вращения.
Угловую скорость также измеряют числом оборотов в секунду
или мунуту и обозначают буквой п. Зная линейную скорость v
(м/сек) точки на поверхности вращающегося тела диаметром D
{мм), можно определить число оборотов в минуту
v • 1000 • 60
п =----------- об/мин.
TZD
И наоборот, зная число оборотов в минуту и диаметр вращающе-
гося тела, можно найти линейную скорость точки
у = rD *п - м/сек.
60- 1000
Очень часто в шлифовальных станках используют возвратно-
поступательное движение, при котором траектория любой движу-
щейся точки представляет собой прямую линию, причем направ-
ление движения непрерывно меняется на 180°.
Скорость движения стола шлифовального станка обычно изме-
ряют в мм/мин.
Рассмотренные виды вращательного и поступательного движе-
ния являются только частными случаями движения тела. Исследо-
вание многообразных форм движения является предметом раздела
технической механики, называемого кинематикой.
§ 5. РАБОТА. МОЩНОСТЬ
Чтобы переместить груз по горизонтальной плоскости, нужно
приложить усилие для преодоления силы трения.
Допустим, что величина прилагаемой силы равна Р, а путь, ко-
торый груз прошел под действием этой силы, равен S, тогда произ-
ведение P*S будет количеством работы W, затраченной на переме-
щение данного груза. За единицу работы принят 1 кгс-м, т. е. рабо-
та, производимая силой 1 кгс на пути в 1 м. В СИ работа измеряет-
ся в джоулях (дж), 1 джоуль = 1 н-1 м.
Чтобы оценить эффективность источника энергии,- определяют
работу, которую он выполняет за одну секунду, т. е. его мощность.
Единицей мощности является кгс-м/сек. Часто мощность измеряют
более крупной единицей — киловаттом (кет), равным 102 кгс*м/сек.
За единицу мощности в СИ принят ватт, 1 дж-1 сек = вт.
В каждой машине работа движущей силы (№дв) тратится на
преодоление полезных сопротивлений (например, сопротивления
металла резанию) и вредных (например, сопротивления трению).
Если обозначить работу, затрачиваемую на преодоление полезно-
86
го сопротивления, через №Пол, а вредного сопротивления через №вр,
то очевидно
^дв=^пол + ^вр.
Разделив обе части этого равенства на №дв, получим
^ДВ __ ^ПОЛ I __ |
№дв ^дв ^дв
показывает, какая доля потребляемой энергии
используется по назначению, ее называют коэффициентом полезно-
го действия (к. п.д.). Так как вредные сопротивления всегда имеют-
ся в механизмах, то к.п.д. любой машины всегда меньше единицы.
Отношение
^дв
§ 6. ВИДЫ ПЕРЕДАЧ
Рис. 59. Четырехшлицевой вал с
блоком зубчатых колес
Передача движения от одного механизма или узла к другому
осуществляется механическими, гидравлическими, электрическими,
пневматическими и смешанными
приводами.
Вращательное движение пере-
дается на валы. Валы включаются
во вращение при помощи муфт. На
валах устанавливаются шкивы, зуб-
чатые колеса, червячные колеса,
червяки, звездочки. Крутящий мо-
мент передается на вал и с вала —
на указанные детали при помощи
шпонок, шлицев и другими способа-
ми. Передвижные зубчатые блоки
и сцепные муфты чаще всего устанавливают на шлицевую часть
вала (рис. 59).
Валы, передающие значительные крутящие моменты, обычно
монтируются на подшипниках качения, тихоходные и малонагру-
женные — в бронзовых или чугунных втулках.
Выбор марки стали для изготовления валов зависит от величи-
ны его максимальной нагрузки. Для средненагруженных валов при-
меняют сталь 40. Диаметр вала рассчитывается по формуле
4 / д/
£=101/ —,
у п
где N — передаваемая мощность, л. с.\
п — число оборотов вала в минуту.
Оси в отличие от валов не воспринимают крутящие моменты,
а служат только для поддержания деталей. Примером осей являют-
ся пальцы, на которые надеваются промежуточные зубчатые коле-
са в механизмах реверсирования.
Рис. 60. Муфты:
а — постоянная, б — кулачковая, в — фрикционная, г — предохранитель-
ная со шпилькой, д — пружинно-шариковая, е — обгонная
Муфты служат для соединения валов между собой, а также ва-
лов со смонтированными на них деталями. Для соединения валов,
крторые во время работы не разделяются, применяются постоянные
муфты. На рис. 60, а показана постоянная муфта, соединяющая два
соосно установленных вала.
Если монтаж соединяемых валов ведется без соблюдения их
строгой соосности, то в этом случае используют упругие муфты.
В металлорежущих станках чаще всего валы соединяют сцепными
муфтами — кулачковыми (рис. 60, б) и зубчатыми, допускающими
периодическое соединение и разъединение валов. В качестве сцеп-
ных муфт часто используются соответственно обработанные торцы
соединяемых зубчатых колес.
Недостатком зубчатых и кулачковых муфт является невозмож-
ность включения их на ходу. В тех случаях, когда необходимо вклю-
чать передачу на ходу, применяют фрикционные муфты (рис. 60, в).
Вращение полумуфт осуществляется за счет трения конусов 1 и 2.
Чтобы не сломался вал или другая деталь при перегрузке меха-
низма станка, на ведущем валу этого механизма ставится предо-
хранительная муфта. На рис. 60, г показана такая муфта со шпиль-
кой. Диаметры шпильки 1 рассчитывают так, чтобы при превыше-
нии предельно допустимого крутящего момента шпилька срезалась.
На рис. 60, д представлена пружинно-шариковая предохрани-
тельная муфта (в разомкнутом состоянии), которая автоматиче-
ски восстанавливает нарушенное соединение валов, когда переда-
ваемый крутящий момент снижается до установленного предела.
В механизмах ускоренной подачи при холостых ходах приме-
няются муфты обгона (рис. 60, е). Вал 7 муфты жестко связан с
корпусом муфты 6. При рабочей подаче происходит заклинивание
трех роликов 4, которые перемещаются подпружиненными плунже-
рами 5, и втулка 5, посаженная на вал 2, начинает вращаться, ув-
лекая за собой вал. Если вал 2 от другого привода начнет вращать-
ся в ту же сторону с большей скоростью, то ролики расклинивают;
ся и валы будут вращаться независимо.
Механические передачи. К механическим передачам относят ре-
менную, фрикционную, цепную, зубчатую, винтовую, реечную, ро-
ликовую, червячную.
Ременная передача служит для сообщения вращатель-
ного движения от одного вала к другому при значительных расстоя-
ниях между валами. На валах закрепляются шкивы, между кото-
рыми натягивают гибкую ленту — ремень. Ремень может быть плос-
ким и клиновидным, сшитым и бесшовным. При вращении шкива А
(рис. 61) за счет силы трения между шкивом и ремнем начинает
двигаться ремень. Ремень заставляет вращаться шкив Б силой тре-
ния, возникающей между ремнем и шкивом Б. Шкив Л, передаю-
щий движение, называют ведущим, а шкив Б, получающий движе-
ние, — ведомым.
Шкивы с валами могут вращаться в одну сторону—прямая пере-
дача (рис. 61, а) или в разные стороны — перекрестная передача
89
(рис. 61, б). В плоскоременных передачах шкивы имеют цилиндри-
ческую или немного выпуклую поверхность. Плоские ремни бывают
кожаными, прорезиненными и текстильными.
Рис. 61. Ременная передача:
а — плоская прямая, б — плоская перекрестная, в — клиновидная
В последнее время широко применяют передачи с ремнями,
имеющими в сечении клиновидную трапецеидальную форму
(рис. 61, в). Такую же форму имеют специальные канавки на шки-
вах. Ремень состоит из нескольких рядов прорезиненной ткани, кор-
да (толстые специальной крутки нити), резины и обертки из проре-
зиненной ткани.
Клиновидный ремень имеет большую поверхность соприкосно-
вения со шкивом, чем плоский, и потому сила трения между рем-
нем и шкивом значительнее и, следовательно, клиноременная пере-
дача способна передавать большую мощность, чем плоская.
Клиновые ремни изготовляют по ГОСТ семи различных профи-
лей и различной длины. Профиль канавок на шкивах должен соот-
ветствовать профилю ремня.
Достоинства ременных передач в простоте и дешевизне изготов-
ления шкивов и ремней, в плавности и бесшумности работы, в элас-
тичности, смягчающей влияние колебания нагрузки. Недостатками
ременной передачи являются увеличенная радиальная нагрузка на
валы и их опоры, непостоянство скорости вращения шкива вследст-
вие проскальзывания ремня, нарушение нормальной работы пере-
дачи при попадании на ремень масла.
Ременная передача в шлифовальных станках используется глав-
ным образом для сообщения движения от электродвигателя к шпин-
делю шлифовального круга.
Передаточное отношение, т. е. число, показывающее, во сколько
раз изменяются обороты ведущего вала по отношению к ведомому
валу для ременной передачи рассчитывают так:
nt Di ’
где Hi — число оборотов ведущего вала, сек (мин);
п2 — число оборотов ведомого вала, сек (мин); I
90
Рис. 62. Натяжное
устройство с роли-
ком
Di — диаметр ведущего шкива, мм (м);
D2— диаметр ведомого шкива, мм (м).
В процессе эксплуатации ремни постепенно вытягиваются и на-
чинают проскальзывать. Для восстановления натяга ремня сдви-
гают электродвигатель, чтобы увеличить расстояние между валом
двигателя и ведомым валом, либо применить натяжное устройство
с роликом (рис. 62). Поворачивая кронштейн 2
с роликом, натягивают ремень. Затем кронштейн
закрепляют винтом /. Если на ведомом валу
нужно получить несколько различных скоростей,
то применяют многоступенчатые шкивы.
В станках приняты следующие пределы ок- -i
ружных скоростей, передаваемых ремнями: про-
резиненные сшитые — 25 м/сек, кожаные сши-
тые— 40 м!сек, клиновые — 20—50 м/сек, бес-
шовные хлопчатобумажные слойные — 50 м/сек,
шелковые малослойные — 75 м/сек.
Фрикционная передача состоит из
двух катков (колес), прижимаемых друг к другу.
При вращении одного из катков приходит в дви-
жение другой каток, благодаря силе трения, воз-
никающей на катке.
Фрикционные передачи могут быть с постоян-
ным передаточным отношением, если пренебречь
малым проскальзыванием, которое возможно в
передаче и с переменным передаточным отноше-
нием.
Постоянные передачи бывают при параллельном расположе-
нии валов — цилиндрическая передача (рис. 63, а) и при пересе-
кающихся валах — коническая передача (рис. 63, б).
Передаточное отношение определяют по формуле
i = П1 = —
П2 Di ’
где Mi — число оборотов ведущего вала, об/мин\
п2— число оборотов ведомого зала, об/мин-,
Di — диаметр ведомого катка, мм-,
D2 — диаметр ведущего катка, мм.
Потери на трение в фрикционной передаче составляют от 5
до 30%.
Передачи с переменным передаточным числом (рис. 63, в) поз-
воляют производить бесступенчатое регулирование скорости вра-
щения ведомого вала при постоянной скорости вращения ведущего
вала за счет перемещения ведущего катка вдоль оси (рис. 63, в).
При перемещении ведущего катка влево до центра он зацепляет-
ся с ведомым катком по меньшему радиусу (расстоянию от оси ве-
домого катка) и потому передаточное число уменьшается.
Когда ведущий каток расположится по центру ведомого катка,
вращение ведомого катка прекратится потому, что момент силы
91
Рис. 63. Фрикционные передачи:
с —цилиндрическая, б — коническая, в —с переменным передаточным числом, прц перемеще-
нии катка вдоль оси
трения станет равным нулю (плечо равно нулю). При дальнейшем
перемещении ведущего катка влево, за центр ведомого катка, про-
исходит реверсирование ведомого катка (изменение направления
вращения) без изменения направления вращения ведущего вала,
так как знак момента силы трения меняется на обратный. Указан-
ное свойство фрикционной передачи используется в прессах для хо-
лодной штамповки и других механизмах.
Фрикционные передачи передают мощности до 12—20 кет. При-
меняются в прессах. В станках применяются очень редко.
Цепная передача. Такая передача состоит из двух зуб-
чатых колес-звездочек, сидящих на двух параллельных валах, свя-
занных между собой бесконечной цепью, надетой на звездочки
(рис. 64). Цепные передачи могут передавать большие мощности,
чем ременные, при тех же габаритах. Они применяются для переда-
чи больших крутящих моментов.
Недостатком цепных передач является нестабильное передаточ-
ное отношение, ибо трудно изготовить очень точную цепь. В цепи
имеются разные зазоры между отверстиями во втулках и роликами,
что приводит к ударам и неустойчивым передаточным отношениям
при резко изменяющихся нагрузках.
* В металлорежущих станках применяют втулочно-роликовые це-
пи и реже — зубчатые бесшумные цепи. Зубчатые бесшумные цепи
обеспечивают более плавную работу, но они сложнее и дороже в из-
готовлении.
Передаточное отношение цепных передач рассчитывают по фор-
муле
I = Hi = 21
где — число оборотов ведущего вала, сек (мин);
п2 — число оборотов ведомого вала, сек (мин);
92
Zi — число зубьев ведущего колеса;
z2 — число зубьев ведомого колеса.
Рис. 64. Цепная передача:
а — втулочно-роликовая, б — бесшумная
В шлифовальных станках цепная передача применяется редко.
Зубчатые передачи. Зубчатая передача используется для
передачи вращения от одного вала к другому посредством зубча-
тых колес с наружным и внутренним зацеплением.
Параллельные валы приводятся во вращение прямозубыми ко-
лесами наружного и внутреннего зацепления (рис. 65, а, г), винто-
выми косозубыми колесами (рис. 65, б) и шевронными с зубьями
в виде елочки (рис. 65, в).
Пересекающиеся валы приводятся во вращение коническими ,
зубчатыми колесами с прямыми и спиральными зубьями (рис. 65, <5).
• 93
Достоинствами зубчатых передач является возможность пере-
давать большие крутящие моменты при малых расстояниях между
валами и малых габаритах самих колес и получать стабильные пе-
редаточные отношения. Передачи эти долговечны и надежны в ра-
боте.
Рис. 65. Зубчатые передачи
Недостатком передач является дороговизна изготовления точ-
ных зубчатых колес и значительный шум при работе с большими
скоростями.
Большую плавность работы обеспечивают передачи с косозубы-
ми колесами. Однако при такой передаче возникает большое осевое
давление, передающееся на опору вала. Поэтому опору нужно пре-
дусматривать не только для восприятия радиального, но и осевого
усилия.
Шевронные колеса обладают достоинствами косозубых колес и
не дают осевой нагрузки на опору.
Ответственные зубчатые колеса, предназначенные для работы
при большой нагрузке и высоких скоростях (более 10 м/сек), изго-
товляют из конструкционных качественных сталей, а малонагру-
женные, тихоходные — из машиноподелочных сталей и чугунов.
Передаточное отношение зубчатой передачи определяют по фор-
муле
= ”i = 21.
л2 ч ’
где П1 — число оборотов ведущего вала, сек (мин);
п2 — число оборотов ведомого вала, сек (мин);
21 — число зубьев ведущего колеса;
г2 — число зубьев ведомого колеса.
94
Скрещивающиеся валы вращаются при помощи червячной па-
ры— червяка и червячного колеса (рис. 65, е). Червяк представля-
ет собой винт с трапецеидальным профилем винтовой нитки и бы-
вает однозаходным и многозаходным.
Червячное колесо — это зубчатое колесо с зубьями особой фор-
мы. Червячные передачи позволяют значительно уменьшить переда-
точное отношение передачи, так как при одном обороте однозаход-
ного червяка червячное колесо поворачивается только на один зуб,
при двухзаходном червяке — на два зуба.
Передаточное отношение червячной пары определяют по фор-
муле
Z
I — —,
к
где z — число зубьев червячного колеса;
к— число заходов червяка.
Червячная пара должна работать при обильной смазке, которая
уменьшает трение и отводит образующееся при трении тепло.
Червяки изготовляются из конструкционных и легированных
сталей, а червячные колеса для малонагруженных тихоходных пе-
редач (при окружной скорости червяка меньше 3 м/сек) — из чугу-
на; для нагруженных передач колесо изготовляют из бронзы.
Для превращения вращательного движения в поступательное
и наоборот применяют рейку и зубчатое колесо (рис. 65, ж) или
винтовую пару. При вращении зубчатого колеса по часовой стрелке
рейка перемещается прямолинейно слева направо.
При вращении винта гайка, удерживаемая от вращения стопор-
ным винтом или другим креплением, начинает перемещаться посту-
пательно вдоль оси винта (рис. 65, з).
Винтовые передачи главным образом применяются в механиз-
мах подач и механизмах установочных движений. Механизмы с вин-
товыми передачами предназначены для преобразования вращатель-
ного движения в поступательное. Эти передачи обеспечивают высо-
кую точность и плавность хода.
Винтовые механизмы выполняются:
а) с вращающимся винтом и перемещающейся поступательно
или неподвижной гайкой. Например, в токарных станках ходовой
винт вращается, а гайка движется (вместе с суппортом) поступа-
тельно;
б) с вращающейся гайкой и перемещающимся поступательно
винтом, например, в механизме подъема и опускания шлифоваль-
ной бабки некоторых плоскошлифовальных станков.
Ходовые винты обычно имеют трапецеидальную резьбу и лишь
в отдельных случаях — прямоугольную.
Ходовые винты изготовляют большей частью из конструкцион-
ной стали, а гайки к ним — из оловянистой бронзы. В менее ответст-
венных случаях гайки выполняют из антифрикционного чугуна.
Винтовые передачи отличаются большими потерями на трение.
Для уменьшения потерь на трение в винте подачи шлифовальной
бабки станков применяют гайки новой конструкции — гайки каче-
95
ния (рис. 66), в которых трение скольжения обычного резьбового
соединения заменяется трением качения. Винтовая канавка винта 1
заполнена роликами 4, находящимися на эксцентриковой оси 2.
При вращении винта 1 ролики 4 перемещаются по его винтовой ка-
навке и заставляют всю гайку качения передвигаться вдоль вин-
та 1. Упорные подшипники 3 и 6 и игольчатые 5 на осях 2 значи-
тельно сокращают потери на трение. Гайкой 7 закрепляют детали
на оси 2.
Рис. 66. Гайка качения:
/ — винт, 2 — эксцентриковая ось, 3 и 6 —
упорные подшипники, 4 — ролики, b — иголь-
чатый подшипник, 7 — гайка
Рис. 67. Схема гидроприво-
да возвратно-поступательно-
го движения стола
§ 7. ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ ПРИВОДЫ
Гидроприводы широко используются в современных металлоре-
жущих станках. Они предназначаются для передачи движения от
приводного двигателя к механизмам станка посредством рабочей
жидкости — масла. Гидроприводы применяются главным образом
для обеспечения прямолинейных перемещений в механизмах пода-
чи и рабочего движения шлифовальных, строгальных, протяжных
и других станков. На резьбошлифовальном станке модели 582 гид-
ропривод используется для вращения шлифуемого изделия.
В качестве рабочей жидкости для гидросистем служит очищен-
ное минеральное масло. Для механизмов, работающих на больших
96
скоростях, применяют менее вязкое масло, а на меньших скорос-
тях — более вязкое.
С помощью гидравлических передач часто механизируется и ав-
томатизируется управление станком, например переключение ско-
ростей и реверсирование.
В гидроприводах имеются потери мощности на трение в движу-
щихся деталях гидросистемы (механические потери), потери, свя-
занные с уменьшением объема жидкости из-за утечки масла через
неплотности и зазоры во всех звеньях (объемные потери), и гид-
равлические потери.
Механические потери учитываются коэффициентом полезного
действия т)м, значение которого принимается таким же, как и в дру-
гих механизмах.
Объемные потери учитываются объемным к. п. h., значение кото-
рого равно
где фд— действительный объем масла в рабочей зоне гидропри-
вода;
QT — теоретический объем масла, на который рассчитан насос.
Объемный к.п.д. зависит от давления, температуры и вязкости
масла, от состояния уплотнений и зазоров в движущихся органах
гидросистемы и колеблется в пределах 0,9—0,985.
Потери гидравлические, вызванные внутренним трением частиц
масла, трением движущегося масла о стенки труб и других деталей
гидроаппаратуры, сопротивлением движению масла при резких из-
менениях направления и сечения в коленах трубопровода и отвер-
стиях аппаратуры, определяется гидравлическим к. п.д. т]г, значение
которого колеблется в пределах 0,95—0,98. Общий к. п. д. гидро-
привода Т) = Т]м • Т]об * Т)г.
Гидропривод, помимо насоса и рабочего цилиндра, имеет регу-
лятор скорости и давления, а также распределительные устройства.
На рис. 67 показана схема гидропривода, обеспечивающего воз-
вратно-поступательное движение стола шлифовального станка.
Насос 2, забирая масло из бака /, через кран 4 управления на-
правляет его в регулятор скорости (дроссель) 5, а оттуда — в по-
лость цилиндра золотника 12. При положении золотника, показан-
ном на схеме, масло поступает в левую полость рабочего цилинд-
ра 10 и толкает поршень 11, а вместе с ним и стол станка вправо.
Одновременно масло из правой полости рабочего цилиндра вытал-
кивается и через золотник и правый трубопровод направляется об-
ратно в бак.
На боковой поверхности стола 8 станка в нужном положении
устанавливаются упоры 9 и 7, расстояние между которыми равно
требуемой длине хода стола. При движении стола вправо упор 7,
достигнув головки рычага 6, передвигает его вправо, и под действи-
ем механизма мгновенного реверсирования (на рисунке не пока-
зан) плунжер золотника переходит в положение, показанное на схе-
ме пунктиром. В новом положении золотника масло от насоса бу-
7—2228 97
дет поступать в правую полость рабочего цилиндра 10 и стол нач-
нет двигаться влево, пока упор 9 не возвратит плунжер золотника
в прежнее положение. Механизм мгновенного реверсирования пред-
отвращает остановку движения поршня 11 в тот момент, когда
плунжер золотника занимает нейтральное положение и перекрыва-
ет соединительные каналы, сообщающиеся с цилиндром 10.
При кратковременной остановке станка для измерения или съе-
ма прошлифованной детали и установки следующей насос обычно
не выключают, а перекрывают кран 4, при этом масло из насоса че-
рез предохранительный клапан 3 сливается обратно в бак.
Насосы. Насосы гидропривода предназначены для нагнетания
масла в гидросистему. В металлорежущих станках применяются
насосы трех типов: шестеренчатые, поршневые и лопастные.
Шестеренчатые насосы имеют постоянную производитель-
ность, а поршневые и лопастные — как постоянную, так и пе-
ременную.
Шестеренчатый насос состоит из двух зацепляющихся зубча-
тых колес, помещенных в общий корпус (рис. 68, а). Одно зубча-
тое колесо (ведущее) сидит на валу, которому сообщается враще-
ние от электродвигателя или механической передачи, другое (ведо-
мое) получает вращение от ведущего колеса. Размеры колес одина-
ковы.
В корпусе насоса имеются зона 1 для всасывания жидкости и
зона 2 для ее нагнетания.
Рис. 68. Гидронасосы*
а — шестеренчатый, б — поршневой
Всасывающее отверстие располагается с той стороны, где зубья
выходят из зацепления, т. е. где зубья как бы расходятся и осво-
бождают некоторый объем камеры. При этом масло из бачка под
действием атмосферного давления устремляется в камеру насоса
и заполняет ее.
Попадая в пространство между зубьями, масло переносится в
98
зону 2 нагнетания. При вращении колес масло, находящееся во
впадинах, выдавливается в трубопровод под определенным давле-
нием. Шестеренчатые насосы изготовляются для работы при низ-
ком (до 5 ат), среднем (до 30 ат) и высоком давлении (до 70 ат).
Производительность насосов — от 18 до 125 л/мин.
Насосы низкого давления, собранные вместе с электродвигате-
лем (ШДП), применяют в системах охлаждения станков. Такие же
насосы, но без электродвигателя применяют в системах смазки
станков при давлении 2—5 кгс/см1.
Для питания гидросистем используют шестеренчатые насо'сы
среднего и высокого давления (10—65 кгс/см*) производительно-
стью 5—125 л/мин.
Производительность шестеренчатого насоса с одинаковыми шес-
тернями определяют с точностью до 2% по формуле
q==-S(D-S)b.nAlMiiH
х 106
где D — диаметр наружной окружности зубчатого колеса, мм;
S — расстояние между центрами зубчатых колес, мм;
b — ширина зубчатого колеса, мм;
п — число оборотов шестерен в минуту.
Поршневые насосы позволяют развивать давление в гид-
росистеме 744-200 кгс/см2.
Схема насоса приведена на рис. 68, б. Ротор 1 вращается на не-
подвижном валу 2, который по длине имеет два изолированных
друг от друга канала/Один канал (на схеме нижний) соединен со
всасывающей трубой, а другой — с нагнетательной.
В роторе имеется ряд радиальных отверстий 3, служащих ци-
линдрами для поршней 4. Эксцентрично ротору неподвижно смон-
тирован цилиндр 5, внутренняя поверхность которого при вращении
ротора вызывает возвратно-поступательное движение поршней в ра-
диальном направлении. Путь каждого поршня равен удвоенной ве-
личине смещения центров е. При движении головки поршня по по-
луокружности АВС он перемещается к центру и нагнетает масло
в верхний канал, а оттуда — в нагнета-
тельную трубу. На участке CDA движе-
ние головки поршня производит всасыва-
ние масла. За один оборот ротора каждый
поршень совершает двойной ход. Число
цилиндров — 5—9, а в более мощных на-
сосах используются два ряда цилиндров.
Различные типоразмеры поршневых на-
сосов имеют производительность 50—
200 л/мин.
Описание лопастных насосов приво-
дится в гл. IV.
Рис. 69. Гидрбцилиндры:
а — с односторонним штоком,
б — с двусторонним штоком
Рабочие гидроцилиндры. В механиз-
мах с возвратно-поступательным движе-
нием в качестве гидродвигателей применяются рабочие цилиндры.
Рабочие цилиндры имеют поршни с односторонним (рис. 69, а)
или двусторонним штоком (рис. 69, б).
В цилиндре с двусторонним штоком обеспечивается равенство
скоростей прямого и обратного ходов. Однако на практике часто
применяют рабочие цилиндры, имеющие поршни с односторонним
штоком. В таких цилиндрах скорость движения поршня в разные
стороны неодинакова.
Для определения отношения скоростей поршня в правую и ле-
вую сторону вводим следующие обозначения:
/о = F — FmT — площадь сечения левой полости;
F — площадь сечения цилиндра;
Лит — площадь сечения штока;
Vi — скорость движения поршня вправо;
v2 — скорость движения поршня влево;
Q — расход масла.
Из условия равенства расхода масла следует:
Q= FQ • v± = F • = (F — FmT)
^2 F F шт 1 ^ШТ
откуда — =-----------— = 1-------—.
V! F F
Обычно отношение диаметра штока к диаметру цилиндра со-
ставляет от 0,25 до 0,4.
Пример. Определить отношение скоростей поршня в правую и левую сто-
роны, если диаметр штока равен 0,4 диаметра цилиндра, т. е.
— = 0,4.
D
Решение:
' ^2 __ । Fшт '
Vi F ’
= — = — = о 42 = 0 16,
F л£>2 D* ’
откуда
— =1 — 0,16 = 0,84.
Следовательно,
Все рассмотренные выше виды передач применяются в шлифо-
вальных станках.
Аппаратура гидросистем рассматривается в гл. IV.
Пневматические приводы. Пневмоприводы применяют для за-
крепления деталей в приспособлениях. Пневмоприводы бывают
поршневого и диафрагменного типов. Приводятся они в действие
сжатым воздухом давлением 4—6 ат.
Принцип работы поршневых пневмоприводов аналогичен прин-
ципу работы гидроприводов. В диафрагменных приводах сжатый
воздух поступает под резиновую диафрагму, с которой связан шток.
Диафрагма выгибается под действием воздуха и перемещает шток.
100
Рис. 70. Тиски с диафрагменным приводом
По сравнению с гидроприводами пневмоприводы имеют большие
габариты и не создают таких усилий на штоке, как у гидроприво-
дов, где давление масла может достигать 200 кгс/см2.
На рис. 70 показаны тиски с диафрагменным приводом. Через
штуцер 10 воздух подается в камеру под резиновую диафрагму 8
с металлическим фланцем 9, на котором закрепляется шток 7. Ди-
афрагма выгибается и подает шток 7 вверх. Шток поворачивает
левое плечо рычага 1 вверх по часовой стрелке и правое плечо ры-
чага нажимает на ползун 4. На ползуне 4 закреплена подвижная
губка 3 при помощи винта 5 с гайкой. При этом происходит при-
жим детали к неподвижной губке. 2, закрепленной на крышке кор-
пуса винтами. Для разжима детали переключают кран подачи воз-
духа и воздух выходит из пневмокамеры через каналы и штуцер 10.
При этом две пружины 6 перемещают ползун 4 вправо — в исход-
ное положение. Одновременно поворачивается рычаг 1 против ча-
совой стрелки и давит на шток /, опуская его вниз. Так как пере-
мещение штока 7 и ползуна 4 небольшое (до 12 мм), а размеры де-
талей могут колебаться в больших пределах, то под каждую пар-
тию деталей налаживают тиски, перемещая губку 3 по рифленой
поверхности ползуна 4 на нужную величину. Затем губка 3 закреп-
ляется винтом и гайкой 5 на ползуне.
Контрольные вопросы
1. Какие требования предъявляют к машинам-орудиям?
2. Как производится сложение и разложение сил?
3. К чему приводит неуравновешенность шлифовального круга и как прове-
рить его равновесие? '
4. Что означает деформация растяжения и сжатия?
5. Какие виды движений совершают шпиндель и стол плоскошлнфовальных
станков?
6. Как по линейной скорости цк рассчитать число оборотов круга диамет-
ром D?
7. Какие виды механических передач применяют в станках?
8. Как определить передаточное отношение зубчатой передачи?
9. Какие потери имеются в гидроприводе?
10. Каков принцип работы шестеренчатых и поршневых насосов?
11. Какие рабочие цилиндры применяют в станках?
12. Какая разница между гидроприводами и пневмоприводами?
ГЛАВА IV. ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Металлорежущие станки, у которых режущий инструмент яв-
ляется абразивным, называются шлифовальными станками.
Для обозначения типов (моделей) станков, изготовляемых се-
рийно, разработана система обозначений.
Все станки делят на 10 групп. Обозначение, присваиваемое каж-
дому станку, может состоять из трех или четырех цифр и букв.
Первые цифры обозначают группу: 1—токарные, 2 — сверлиль-
ные, 3 — шлифовальные, 5 — зубо- и резьбообрабатывающие, 6 —
фрезерные, 7 — строгальные, долбежные и протяжные, 8 — разрез-
ные и 9 — разные. Группы 0 и 4 оставлены свободными для обозна-
чения новых моделей станков.
Вторая цифра в обозначении указывает тип станка.
Третья и четвертая цифры характеризуют один из важнейших
для эксплуатации размеров станка. Например, цифровой шифр 3740
обозначает: плоскошлифовальный станок с .круглым столом, диа-
метр которого равен 400 мм.
Между цифрами или после них иногда стоит буква, указываю-
щая на модернизацию данного станка или различное исполнение
одной и той же конструктивной схемы. Например, станок ЗВ756 яв-
ляется модернизированным станком модели 3756.
Шлифовальные станки по степени точности разделяются на стан-
ки нормальной точности (Н), повышенной точности (П), высокой
точности (В), особо высокой точности (А) и особо точные стан-
ки (С). Наибольшее распространение получили станки нормальной
и повышенной точности.
Шлифовальные станки используются в машиностроении для чер-
новой и чистовой обработки деталей.
В машиностроении применяют следующие типы плоскошлифо-
вальных станков: 1) круглошлифовальные, 2) внутришлифоваль-
ные, 3) обдирочно-шлифовальные, 4) специализированные шлифо-
вальные (для коленчатых валов), 5) продольно-шлифовальные,
6) заточные, 7) плоскошлифовальные с прямоугольным или круг-
лым столом, а также разные станки, работающие абразивом
(тип 9).
Плоскошлифовальные станки служат для обработки плоских
и фасонных поверхностей деталей. По принципу работы плоскошли-
фовальные станки делятся на две основные группы: для шлифова-
ния периферией круга и для шлифования торцем круга. На рис. 71
показаны схемы работы плоскошлифовальных станков. Перифери-
ей круга работают следующие станки: с прямолинейно-возвратным
движением стола ЗГ71, 371М, 372Б, ЗБ722, 3722, МШ219 (рис. 71, п),
со шпинделем на двух опорах — 3724 (рис. 76, б), с вращающимся
столом — 3740 и ЗА741 (рис. 71, в). Цифры 1 на рисунках обозна-
чают стол.
Торцем круга работают станки с прямолинейно-возвратным дви-
жением стола — одноколонные ЗЕ71, 373, 3A732 (рис. 71, г); двух-
Рис. 71. Схемы работы плоскошлифовальных станков:
а, б. в — работающих периферией круга, г, д, е, ж, з — работающих торцем круга
колонные — 3508, 3510, 3512 (рис. 71, д); с горизонтальным шпин-
делем— ВШ-2 (рис, 71, е), с вращающимся столом—3756, ЗА756
(рис. 71, ж) и с двумя кругами и вращающимся столом — 3772Б,
3772В (рис. 71,з).
В массовом и крупносерийном производствах применяют авто-
матизированные станки, на которых обрабатываются детали без не-
посредственного участия рабочего.
Для шлифования крупногабаритных деталей применяют станки
портального типа, у которых шлифовальная бабка перемещается
по поперечине двухстоечного портала, например станок 375. В ме-
ханических цехах основного производства чаще всего используют
станки 372Б, 3724, 3740, ЗА756, 3772Б, ЗА544.
Плоскошлифовальный станок 372Б (рис. 72) с
прямоугольным столом и горизонтальным шпинделем предназна-
чен для шлифования плоскостей деталей периферией круга. Обра-
батываемые детали могут быть закреплены на рабочей поверхности
стола или непосредственно на электромагнитной плите с помощью
приспособлений. На станке можно производить черновую и чисто-
вую обработку деталей при различных режимах резания. Шлифо-
вальный круг вращается от встроенного электродвигателя.
Продольное перемещение стола осуществляется гидравлически-
Рис. 72. Плоскошлифовальный станок 372Б с прямо-
угольным столом и горизонтальным шпинделем
104
ми устройствами. Поперечная подача шлифовальной бабки имеет
гидравлический привод, а также ручной привод. Поперечная пода-
ча может быть прерывистой и непрерывной; в обоих случаях вели-
чину подач настраивают рукоятками, расположенными на гидропа-
нели. Скорость продольного перемещения стола и величина попе-
речной (прерывистой и непрерывной) подачи шлифовальной бабки
регулируются бесступенчато.
Вертикальную подачу шлифовальной бабки осуществляют вруч-
ную. Конструкция станины, стола и шлифовальной бабки обеспе-
чивает станку достаточную жесткость, что предупреждает возник-
новение вибраций. От загрязнения и попадания абразивной пыли
направляющие станка защищены щитками. Для обеспечения без-
аварийной работы станок снабжен необходимыми блокировочными
устройствами.
Рукоятки управления расположены с передней стороны станка,
легко доступны, снабжены четкими лимбами или табличками с не-
обходимыми указаниями для настройки станка.
Охлаждающая жидкость подается непосредственно в зону ре-
зания шлифовального круга. Станок используют в индивидуаль
ном и серийном производствах.
Плоскошлифовальный станок 3724 с прямоуголь-
ным столом (рис. 73) имеет более жесткую конструкцию и обеспе-
чивает большую производительность, чем станок 372Б, его исполь-
зуют для черновой и чистовой обработки деталей периферией круга.
Рис. 73. Плоскошлифовальный станок 3724 с прямоугольным столом
Жесткость конструкции увеличена за счет перемещения каретки
станка, несущей шлифовальную бабку, в вертикальном направле-
нии между двумя колонками. Шлифовальный круг вращается от
устроенного электродвигателя переменного тока.
105
На станке осуществляют шлифование с вертикальной подачей
шлифовальной бабки до жесткого упора и с компенсацией износа
круга.
Плоскошлифовальный станок 3740 с круглым сто-
лом и горизонтальным шпинделем предназначен для обработки де-
талей периферией круга (рис. 74). Круговое движение стола осу-
ществляется при определенном числе оборотов, однако скорость
главного движения подачи (круговое движение) неодинакова для
всей обрабатываемой поверхности детали. Чем дальше обрабаты-
ваемая поверхность находится от центра вращения стола, тем боль-
ше скорость подачи у, так как
v = об/мин.
юоо
Рис. 74. Плоскошлифовальный станок 3740 с круглым столом
и горизонтальным шпинделем
На станке 3740 обрабатывают плоские и фасонные (выпуклые
и вогнутые) поверхности; особенно целесообразно использовать его
для обработки колец, шайб, втулок, дисков.
Шлифуемые детали закрепляют непосредственно на круглом
электромагнитном столе либо в специальных приспособлениях, ус-
танавливаемых на нем. Шлифовальный круг получает вращение от
встроенного электродвигателя.
Стол вращается вокруг своей оси и движется возвратно-посту-
пательно относительно шлифовального круга. При шлифовании
106
клиновых поверхностей стол станка может быть установлен под уг-
лом.
На обрабатываемую деталь шлифовальный круг подается авто-
матически или вручную в момент изменения направления движения
стола.
Вращательное и возвратно-поступательное движение стола,
а также автоматическая подача шлифовального круга имеют гид-
равлический привод и бесступенчатое регулирование.
В станке предусмотрено устройство для автоматического отклю-
чения подачи шлифовальной бабки.
Станок обладает хорошей жесткостью и виброустойчивостью,
что обеспечивает высокую точность и высокий класс шероховатости
поверхности обрабатываемых на нем деталей, а также сохранение
его первоначальной точности в течение длительного времени. Ста-
нок используют в индивидуальном и серийном производствах.
Плоскошлифовальный станок ЗА756 с круглым сто-
лом и вертикальным шпинделем (рис. 75) служит для шлифования
плоских поверхностей различных деталей, применяется в серийном
и массовом производствах.
Шлифуемые изделия в
зависимости от конфигу-
рации и материала за-
крепляют непосредствен-
но на электромагнитном
столе или в специальных
приспособлениях, уста-
навливаемых на столе.
Шлифовальный круг вра-
щается от встроенного
электродвигателя. Элек-
тромагнитный стол полу-
чает вращение от двух-
скоростного электродви-
гателя через, коробку ско-
ростей, возвратно-посту-
пательное перемещение
стола осуществляет элек-
тродвигатель через редук-
тор.
Ручная и автоматиче-
ская прерывистая подачи
шлифовальной бабки про-
Рис. 75..Плоскошлифовальный станок ЗА756
с круглым столом и вертикальным шпинде-
лем
изводятся при помощи
коробки подач, ускоренное перемещение — от специального элек-
тродвигателя. Станок обладает высокой жесткостью и виброустой-
чивостью.
Плоскошлифовальный двухшпиндельный вер-
тикальный станок 3772В с круглым столом (рис. 76) пред-
назначен для шлифования плоскостей разных деталей торцами
107
шлифовальных кругов. Этот станок используют в крупносерийном
и массовом производствах. Станок имеет приспособление для авто-
матической загрузки деталей, что позволяет использовать его в ав-
томатических линиях.
На станке установлены две шлифовальные бабки. Это дает воз-
можность производить непрерывное черновое и чистовое шлифова-
ние за один проход, что обеспечивает высокую производительность.
Деталь, установленная в зажимное приспособление в секторе загруз-
ки, проходит вначале зону правой шлифовальной бабки, в которой
происходит черновое шлифование, а затем зону левой шлифоваль-
ной бабки, где происходит чистовое шлифование.
Рис. 76. Плоскошлифовальный двухшпиндельный верти-
кальный станок 3772В с круглым столом
При выходе из зоны чистового шлифования детали поступают
в сектор разгрузки, где их снимают вручную или автоматически.
Вращение шлифовальных кругов осуществляется от встроенных
электродвигателей,’вращение стола—от двухскоростного электро-'
двигателя через клиноременную передачу и редуктор.
Вертикальная подача шлифовальных бабок производится меха-
нически и вручную. Величина механической подачи устанавливает-
ся сменными зубчатыми колесами и переключением рукоятки ко-
робки подач. Шлифовальные бабки полностью защищены от пыли
и паров воды. Станок работает по полуавтоматическому циклу и
108
снабжен устройством для автоматической компенсации износа шли-
фовальных кругов.
Плоек о шлифовальный станок ЗА544 (рис. 77) пред-
назначен для шлифования плоских и призматических направляю-
щих станин, столов, колонок и других базовых деталей.
Рис. 77. Плоскошлифовальный станок ЗА544
Обрабатываемую деталь устанавливают на плите, находящейся
рядом со станиной, вне станка. По станине станка перемещается
стол, несущий на себе колонку с траверсой, и пылеуловитель. На
траверсе находятся три шлифовальные бабки: одна большая шли-
фовальная бабка, закрепленная неподвижно на левом конце тра-
версы, и две малые поворотные шлифовальные бабки, которые мо-
гут перемещаться по горизонтальным направляющим траверсы и по
вертикальным направляющим суппорта.
Большая шлифовальная бабка позволяет производить обработ-
ку направляющих шириной до 480 мм. Две малые поворотные шли-
фовальные бабки и две шлифовальные головки, работающие чашеч-
ными кругами, дают возможность шлифовать как плоские, так и
призматические направляющие, расположенные под различными уг-
лами. Горизонтальное перемещение суппортов может быть ручное
или электромеханическое, а вертикальное перемещение шлифоваль-
ных бабок —только ручное. Траверса вместе со шлифовальными
бабками может перемещаться вверх и вниз на 250 мм и вместе
с колонной поворачиваться на 180° вокруг оси колонны. Стол име-
ет гидравлический привод.
Регулирование скорости перемещения стола, несущего траверсу
со шлифовальными бабками, и установку определенной длины шли-
фования производят маховичком и рукоятками лимба, находящи-
мися на колонке управления.
Шпиндели шлифовальных бабок вращаются от встроенных элек-
тродвигателей. Вращение шпинделя шлифовальной головки осу-
109
ществляется ременной передачей от шпинделя малой шлифовальной
бабки.
Жесткая массивная конструкция станка обеспечивает надеж-
ность его в эксплуатации и высокий класс шероховатости и точность
обработанной поверхности. Надежная защита направляющих стола
от пыли и абразивного порошка, а также их смазка под давлением
уменьшают износ направляющих.
Управление электродвигателями осуществляется с главного и
двух вспомогательных пультов, расположенных на траверсе.
§ 2. ОБЛАСТИ ПРИМЕНЕНИЯ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ.
ПРОФИЛЕШЛИФОВАЛЬНЫЙ СТАНОК
Выбор станка определяется формой и размерами обрабатывае-
мых деталей, требованиями к точности и шероховатости обработан-
ной поверхности. Для шлифования длинных деталей целесообразно
применять станок с прямолинейным движением стола, а для дета-
лей кольцевой формы—станок с круглым столом. Такой станок
имеет меньшие размеры, его шпиндель загружается равномернее
и нет реверсирования стола, что сокращает время обработка! де-
тали.
При шлифовании торцем круга образуется большая дуга кон-
такта и снимается значительная стружка, поэтому такой способ
шлифования очень производителен. Однако при работе торцем кру-
га из-за большого нагрева и деформаций возможны прижогй и тре-
щины на поверхности обрабатываемой детали; кроме того, этот спо-
соб не обеспечивает высокой точности. Станки, работающие торцем
круга, рекомендуется применять для обдирочного и чернового шли-
фования.
Чистовое шлифование плоских и фасонных поверхностей про
изводится периферией круга.
Станки с прямоугольным столом, шлифующие периферией кру-
га, применяют для обработки:
деталей с жесткими допусками на плоскостность (линеек, шпо-
нок, клиньев и др.);
фасонных деталей с применением профилированных кругов
(шлицевых резцов, фасонных резцов, шаблонов, деталей штам-
пов и т. п.);
деталей с недостаточно развитой базовой поверхностью (рам,
стоек, и т. п.), закрепляя их на станке при помощи всевозможных
прокладок и упорных планок, производя шлифование с возможно
меньшими усилиями, чтобы не опрокинуть или не сдвинуть обраба-
тываемую деталь;
деталей с буртиками, пазами, канавками, где шлифование тор-
цем затруднено или невозможно;
направляющих станин, салазок и т. п.
Станки для обработки периферией круга с вращающимся сто-
лом применяют для шлифования деталей, имеющих форму тел вра-
щения (колец, втулок, дисков, эксцентриков и т. п.), у которых об-
рабатываются торцы, а также при шлифовании небольших деталей
прямолинейного профиля (плиток, планок и др.).
110
Рис. 78. Оптический профилешлифовальный станок 395М
Для профильного шлифования могут быть применены как плос-
кошлифовальные, так и специальные станки, имеющие экран, на ко-
торый в увеличенном виде, например в масштабе 50: 1, проецирует-
ся обрабатываемое изделие и круг. На рис. 78 показан оптический
профилешлифовальный станок 395М. На станке можно шлифовать
сложные фасонные поверхности шаблонов, пуансонов, разъемных
матриц, а также фасонные резцы, где поверхности могут быть час-
тями дуг, окружностей, прямых и т. п. Станок снабжен специаль-
ным оптическим устройством, которое проецирует на экран режу-
щую кромку шлифовального круга и изделие. На экране помещена
прозрачная калька. На ней тушью в масштабе 50: 1 выполнен кон-
тур изделия, который должен получиться после шлифования. Каль-
ку помещают между экранными стеклами проектора.
Шлифовщик в процессе работы перемещает шлифовальный
круг так, чтобы на экране контур шлифуемого изделия точно сов-
пал с контуром кальки-шаблона. Для этого на станке имеются ос-
ветители 5 и /7, расположенные над плоскостью детали под углом
один к другому, осветитель 15, расположенный под плоскостью де-
тали.
На станине 22 смонтирован проектор 24 с экраном 9, подъем-
ный механизм 14 с закрепленным на нем координатным столом 13,
предназначенным для установки шлифуемой детали. Подьемный
механизм служит для перемещения шлифуемой детали вверх или
вниз, чтобы профиль детали был отчетливо виден, т. е. попал в фо-
кус оптической системы.
На станине закреплены салазки 23, на которых установлена
шлифовальная головка 3. Шлифовальный шпиндель с кругом 15
получает вращение от электродвигателя, закрепленного на задней
стенке корпуса головки 3. Шлифовальный шпиндель закреплен на
салазках, которые имеют прямолинейное возвратно-поступательное
перемещение вдоль направляющих корпуса 4. Возвратно-поступа-
тельное движение осуществляется кулисным механизмом, имеющим
111
привод от двигателя бабки через ременную передачу. Ход салазок
может изменяться от 0 до 50 мм. Поэтому наибольшая высота де-
тали, которую можно шлифовать на оптикошлифовальном стан-
ке,— 50 мм. Салазки можно устанавливать под углами к горизон-
тальной и вертикальной плоскостям, по соответствующим угловым
шкалам, чтобы можно было шлифовать поверхности под заданны-
ми углами (например, для получения заданного заднего угла у рез-
ца).
Круг для обработки заданного контура перемещается по верх-
ним и нижним салазкам суппорта шлифовальной головки с помо-
щью редуктора 21 от ручного или автоматического включения.
Верхние и нижние салазки имеют отдельные редукторы.
При помощи редуктора и электродвигателя постоянного тока на
станке получают два варианта скоростей автоматического и два
ручного перемещения салазок шлифовальной головки.
Маховик 18 служит для ручного перемещения верхних салазок,
а маховик 1 — для нижних салазок. За один оборот маховика са-
лазки перемещаются на 0,02 мм. Так как допуски на профильные
поверхности чаще всего находятся в пределах 0,01—0,03 мм, то пе-
ремещение салазок должно быть меньшим, чем 0,02 мм. Для этого
имеется специальный механизм на станке. При помощи винта 19
и маховиков 20 и 2 можно изменять скорости движения салазок от
наибольших до наименьших.
Автоматическое управление верхними салазками осуществляет-
ся рукояткой 7, а нижними — рукояткой 11.
Для изменения направления движения верхних салазок шли-
фовальной головки служит переключатель 6, нижних салазок — пе-
реключатель —12.
Пуск и останов шлифовального шпинделя осуществляются кноп-
ками S, а пуск и выключение генератора — кнопками 10.
Координатный стол позволяет перемещать деталь в поперечном
и продольном направлениях с точностью 0,01 мм.
§ 3. ОСНОВНЫЕ УЗЛЫ И МЕХАНИЗМЫ
ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Рассмотрим основные узлы и механизмы станка, их устрой-
ство, назначение, правила ухода и эксплуатации.
Станина служит для установки большинства деталей и уз-
лов станка и обеспечивает их правильное взаимное расположение
при всех перемещениях и режимах обработкй.
Станину отливают из серого чугуна. Она должна обладать боль-
шой жесткостью, а направляющие ее — твердостью и износостой-
костью.
На рис. 79 показана станина плоодошлифовального станка
ЗВ756 прямоугольной формы с плоской 16 и призматической 4 на-
правляющими, по которым перемещается каретка. При помощи ка-
ретки стол станка движется вдоль станины и устанавливается в ра-
бочее положение под шлифовальную бабку и в положение загруз-
112
ки. На каретке закреплен козырек 9, предназначенный для защи-
ты направляющих. Смазка направляющих производится под давле-
нием от маслораспределительной сети.
Станина имеет наклонное дно 13 для стока охлаждающей жид-
кости в углубление, откуда через трубу 2 она поступает в магнит-
ный сепаратор для очистки от металлических частиц.
Станина снабжена внутренними продольными и поперечными
ребрами жесткости 15. На специальных приливах-платиках 1 дна
крепится гидроцилиндр перемещения каретки 3.
В правой нише станины помещается электродвигатель 14, кото-
рый через клиноременную передачу и редуктор привода 12 передает
вращение валу редуктора каретки 11, а затем магнитному столу.
Доступ к электродвигателю и клиноременной передаче осуществ-
ляется через дверцу 5 и крышку 18 на передней стенке станины.
Справа на станину устанавливается проставка 8 под колонку 7.
В нижнюю нишу проставки заходит козырек, защищающий на-
правляющие станины. На передней стенке проставки смонтирован
пульт управления 6, а в боковой нише помещена клеммная короб-
ка, доступ к которой осуществляется через дверцы 10.
В левой части станины находятся такелажные окна, а в пра-
вой— два крюка 17 для транспортирования станины и собранного
станка.
Направляющие шлифовальных станков должны отвечать сле-
дующим требованиям:
быть достаточно жесткими, чтобы обеспечить прямолинейность
перемещения движущихся частей станка, точность малых пере-
мещений и равномерность перемещений при малых скоростях;
быть длительное время износоустойчивыми;
не нагреваться при работе.
Для обеспечения указанных требований необходимо, чтобы ко-
эффйциент трения при покое и при движении были примерно рав-
ны. Поэтому направляющие обычной формы, по которым скользит
стол, изготовляют из специального материала или производят по-
крытие поверхности, чтобы коэффициенты трения были близкими.
Работы последних лет показали, что такие пары составляют ма-
териалы сталь и хром, коэффициент трения покоя которых 0,16,
а трения движения — 0,17.
Кроме того, подбирают соответствующую смазку, которая умень-
шает скачкообразность перемещения стола по направляющим.
В некоторых конструкциях применяют вместо направляющих
скольжения направляющие качения в виде роликов и шариков.
Износостойкой является конструкция, в которой беговая дорож-
ка для шариков образована двумя проволочками из твердого спла-
ва. Проволочки эти расположены на направляющих стола и на-
правляющих станины.
Вместо V-образных направляющих (рис. 80, а) иногда приме-
няют плоские или другой формы направляющие (рис. 80, б).
Точное направление движения стола обеспечивается предвари-
тельным натягом за счет того, что расстояние между двумя верти-
8-2228
113
ОС
А-А
Рис. 79. Станина станка ЗВ756
кальными плоскостями на салазках меньше, чем размер охваты-
ваемой поверхности стола.
Направляющие качения изготовляют с высокой точностью: пря-
молинейность беговых дорожек 1 мкм, одинаковость размеров ша-
риков или роликов ±1 мкм, шероховатость поверхностей V9—VI О,
твердость поверхностей HRC 60—62. Конструкции таких направ-
ляющих для малых станков разработаны и выпущены.
Рис. 80 Направляющие качения:
а — V-образная, б — образованные горизонтальными и вертикальными
плоскостями; / — стол, 2—шарик, 3 — проволочки, 4, 8 — станины, 5 — се-
паратор, 6 — салазки, 7 — шарики
Стол станка служит для закрепления на нем обрабатывае-
мых деталей или приспособлений и сообщения обрабатываемым
деталям движения подачи.
На рис. 81 показан прямоугольный стол станка 372Б. Рабочая
поверхность прямоугольного стола 7 имеет Т-образные пазы для
крепления электромагнитной плиты, специальных приспособлений
или обрабатываемой детали. Стол перемещается по плоской 2
и V-образной 9 направляющим станины 1.
На столе установлены чугунные козырьки 5 и 6, между кото-
рыми закреплены передний 4 и задний 8 кожухи из листовой ста-
ли. На передней стенке стола имеется прилив с Т-образным пазом;
в котором перемещаются упоры 3 для переключения гидравличе-
ской коробки реверса (перемены направления движения) стола.
Упоры размещены так, чтобы перемещение стола соответствовало
длине обрабатываемой детали. Для слива охлаждающей эмульсии
на столе сделаны углубления — корыта с отверстиями.
На рис. 82 показан круглый стол станка ЗВ756. Стол 4 установ-
лен на каретке /, которая перемещает его вместе с закрепленными
на нем деталями под шлифовальную бабку или в положение за-
грузки, Каретка перемещается по плоской и V-рбразной направ-
ляющим станины. Верхняя часть каретки имеет форму чаши с коль-
цевой направляющей 2, на которой от зубчатого колеса редуктора
и зубчатого венца 3, закрепленного на столе, вращается стол. Для
большей жесткости в верхней части каретки сделаны ребра. Коль-
цевая направляющая и зубчатое зацепление периодически смазы-
ваются маслом, заливаемым через специально установленную мас-
116
Рис. 81. Прямоугольный стол станка 372Б
ленку 8. На плите 7 стола имеются пазы, в которых находятся шесть
электромагнитных катушек 6. На верхней крышке стола сделаны
пазы, заполненные немагнитными прокладками 5.
Шлифовальная бабка представляет собой корпус, в ко-
тором помещены шпиндель шлифовального круга,’ опоры шпинде-
ля, смазочные устройства и привод шпинделя. Шлифовальная баб-
ка имеет направляющие, по которым она перемещается. Она сооб-
щает абразивному кругу главное движение резания. Абразивный
117
круг вращается с большим числом оборотов (до 3000 об/мин), чтобы
обеспечить скорость резания 35 м/сек и более.
Возникающие при шлифовании усилия резания воспринимают-
ся шлифовальной бабкой, поэтому она должна быть виброустойчи-
вой, прочной и жесткой.
5 6
Рис. 82. Круглый стол станка ЗВ756
Шпиндель — важнейшая деталь станка, определяющая в
большой степени точность его работы. У шпинделя станка тщатель-
но обработаны рабочие шейки, лежащие непосредственно на опо-
рах. Шпиндель должен быть прочным, жестким, виброустойчивым
и износостойким. На консольном конце шпинделя (см. рис. 71, а
и в) имеется коническая поверхность со шпонкой для насадки флан-
ца со шлифовальным кругом. Фланец закрепляется на шпинделе
тайкой.
Опоры — неподвижные части, на которые опираются вращаю-
щиеся цапфы (шейки) валов и осей, называются подшипниками.
Подшипники воспринимают усилия, передаваемые валом или осью
118
Рис. 83. Подшипник скольжения:
1 — основание, 2 — вкладыш, 3 — прорези вклады-
ша, 4 — регулировочные винты, 5 — гайки, 6 — вал
на опору. В станках устанавливают подшипники скольжения и под-
шипники качения (шариковые и роликовые).
Основные детали подшипников скольжения (рис. 83) —корпус
и вкладыши или втулка. Корпус может быть цельным или разъем-
ным. Вкладыши изготовляют из антифрикционных материалов
(бронзы, чугуна), металлокерамических материалов, пластмасс
или заливают баббитом.
Подшипники качения со-
стоят из наружного и внут-
реннего колец, между кото-
рыми размещены закален-
ные шарики или ролики.
При вращении вала или
корпуса шарики или роли-
ки катятся по канавкам, сде-
ланным в кольцах.
Подшипники качения
разделяются на радиаль-
ные (рис. 84,а), восприни-
мающие нагрузки, направ-
ленные радиально, упорные
(рис. 84,6), воспринимающи
вала, и радиально-упорные (рис. 84,в), воспринимающие радиаль-
нагрузки, действующие вдоль оси
ные и осевые нагрузки.
Подшипники шпинделя должны обеспечивать неизменное поло-
жение шпинделя при вращении. Допускаемое биение шпинделя
станка нормальной точности в радиальном и осевом направлениях
не должно превышать 0,005—0,01 мм. При больших зазорах воз-
можна вибрация шпинделя, что отразится на качестве обработки
поверхности. Вместе с тем при малых зазорах подшипники могут
сильно нагреваться, вызывая заклинивание шпинделя. При малых
зазорах необходима обильная смазка и охлаждение подшипников.
Рис. 84. Подшипники качения:
а — радиальный шариковый, б — упорный шариковый, в — радиально-упор-
ный с коническими роликами; 1 — внутреннее кольцо, 2 — наружное кольцо,
3 — шарики, 4 — ролики
119
Зазоры в подшипниках шпинделя должны легко и точно регулиро-
ваться. Подшипники должны быть надежно защищены от попада-
ния абразивной и металлической пыли, грязи, охлаждающей жид-
кости.
Наиболее нагруженной опорой шпинделя является передняя. По-
этому она должна быть особенно тщательно отрегулирована и хо-
рошо смазана. Чем меньше вылет шпинделя, тем меньше нагруже-
на передняя опора.
На большинстве станков устанавливают регулируемые подшип-
ники скольжения, вкладыши которых имеют цилиндрическую внут-
реннюю опорную поверхность и коническую наружную. Зазор ре-
гулируют продольным перемещением вкладыша.
На рис. 85 показана шлифовальная бабка станка 3741, установ-
ленная на подшипниках скольжения с несколькими вкладышами.
В станках 3740, 3741, 3772. и других устанавливают подшипники
с тремя вкладышами. Такие подшипники обеспечивают хорошее
направление оси шпинделя при различных нагрузках и высокую
точность обработки.
Вкладыши И изготовляют из стали, внутренняя поверхность их
покрыта тонким слоем бронзы. Внутренняя поверхность вклады-
ша 10 точно пришабривается по шейке шпинделя 5. Наружная по-
верхность вкладышей тоже цилиндрическая, но она меньше расто-
ченного отверстия стакана 9, что позволяет ему самоустанавливать-
ея в зависимости от величины и формы масляного клина, образую-
щегося между шпинделем и внутренней поверхностью вкладыша.
Вкладыши регулируют винтами 13 и 14, которые стопорятся
винтами 15. При правильном регулировании шпиндель должен про-
ворачиваться от руки. Масло подается от насоса 1 и заполняет про-
странство между вкладышами. Чтобы масло не вытекало, к тор-
цам стаканоц 9 и 2 и шпинделю плотно прилегают кольца 3 и 12.
Осевое смещение шпинделя предотвращают кольца 6 и 8, которые
зажимают его буртик 7. Шпиндель получает вращение от электро-
двигателя 4.
Подшипники скольжения в шлифовальных бабках заменяют
подшипниками качения. Подшипники качения имеют следующие
преимущества:
упрощается и ускоряется сборка шпиндельной бабки, так как не
требуется пришабривать вкладыши;
уменьшаются габариты бабки, так как подшипники качения
имеют меньшую ширину, чем подшипник скольжения;
можно применять консистентную смазку, закладывая ее с помо-
щью простых смазочных устройств;
воспринимают не только радиальные, но и осевые нагрузки без
установки специальных упорных подшипников;
повышается срок эксплуатации шпиндельного узла.
Подшипники качения применяют в шлифовальных станках с вер-
тикальным расположением шпинделя. В станках общего типа с го-
ризонтальным расположением шпинделя применяют как подшип-
ники качения, так и скольжения, а также комбинированные опоры.
120
Рис. 85. Шлифовальная бабка станка 3741
На рис. 86 показана шлифовальная бабка станка ЗВ756, шпин-
дель 13 которой вращается на нижней опоре с двумя радиально-
упорными подшипниками класса Л и на верхней опоре с двумя ша-
риковыми подшипниками класса В. Подшипники имеют фланцы
9 и 18, соединенные с корпусом 10 винтами.
Нижние подшипники смазываются жидкой смазкой из ванны 17,
куда масло подается через специальную масленку. Крыльчатка 15,
Рис. 86. Шлифовальная бабка станка ЗВ756:
/ — направляющие, 2 — винт, 3 — стакан, 4 — три валика, 5 — шариковые подпятники,
6 — гайка, 7 — вентилятор, 8 — окно, $ — фланец верхний, 10 — корпус, // — статор
двигателя, /2 — ротор двигателя, 13— шпиндель, 14 — нижняя опора, /5 — крыльчатка,
16 — фланец с кругом, 17 — масляная ванна, 18 — фланец нижний
122
сидящая на шпинделе и вращающаяся вместе с ним, оторасываег
масло к стенкам фланца. Оттуда через отверстия в фланце масло
поступает в верхнюю полость. Стекая в ванну, масло смазывает
подшипники. Аналогично смазываются и подшипники верхней опо-
ры.
Шпиндель может быть установлен на роликовых и конических
подшипниках. На рис. 87 показана шлифовальная бабка станка 375
с комбинированными опорами: передняя — подшипник скольжения,
задняя — два шарикоподшипника.
Прив од шпинделя шлифовальных станков осуществляет-
ся от индивидуального электродвигателя через ременную передачу
или непосредственно от электродвигателя, встроенного в шлифо-
вальную бабку.
Электродвигатели должны обеспечивать плавную работу станка
и требуемое число оборотов под нагрузкой. Чтобы разгрузить шпин-
дель от усилий натяжения ремня, шкив 2 (рис. 87) насаживают
не на шпиндель, а на фланец 3, укрепленный в корпусе шпиндель-
ной бабки. Шкив устанавливают на шарикоподшипниках. С ним
соединена шлицевая муфта, перемещающаяся по шлицевой части
шпинделя.
Ременная передача обеспечивает безвибрационное вращение аб-
разивного круга. Изменять число оборотов шпинделя можно, меняя
шкивы. Недостатком ременной передачи является необходимость
увеличения габаритов бабки за счет применения устройства для
разгрузки шпинделя и натяжения ремня.
Более широкое распространение получила конструкция шпинде-
ля со встроенным электродвигателем. Ротор двигателя напрессовы-
вают на шпиндель и вращают вместе с ним.. В шпиндельной бабке
сделана расточка, в которой закрепляют статор. Между' ротором
и статором должен быть зазор до 0,2 мм. При увеличении зазора
снижается мощность электродвигателя.
Разность в размерах воздушного зазора по окружности между
статором и ротором не должна превышать 0,05 мм. При большем
зазоре возникают вибрации. Для охлаждения электродвигателя
предусмотрен вентилятор, засасывающий воздух со стороны, про-
тивоположной положению шлифовального круга, чтобы вместе с
воздухом не попали пыль и влага из зоны шлифования. Воздух про-
гоняется мимо обмотки статора и выходит через специальные окна.
Шпиндель со встроенным двигателем обладает высоким к. п.д.
передачи, он компактен, прост в эксплуатации. Но шпиндель со
встроенным двигателем обладает и рядом недостатков: числа обо-
ротов такого шпинделя невозможно регулировать (можно получить
лишь 3000, 1500 или 1000 об/мин)} для обеспечения равномерного
зазора между статором и ротором значительно усложняется обра-
ботка корпуса бабки; из-за возникновения вибраций ухудшается
качество поверхности шлифуемых деталей; электродвигатель быстро
выходит из строя из-за повреждения обмотки абразивной и метал-
лической пылью, а также маслом, смазывающим подшипники и по-
падающим на статор.
123
13 74
Рис. 87. Шлифовальная бабка станка 375:
/ — шлицевая муфта, 2 — шкив, 3 — фланец, 4 — задняя опара, 5 — шпиндель, 6, /4 — гайки, 7 — полость, 8 — фитиль, 9 — пружина,
/// — винтовые канавки, // — вкладыш, 12 — стакан, 13 — корпус, /5 — болты, 16 — масленка, 17 — прорезь
Шлифовальные бабки являются наиболее ответственными узла-
ми станков, требующими тщательного и квалифицированного из-
готовления и обслуживания.
Шпиндель шлифовальной бабки в сборе, как и все вращающие-
ся части станка, обязательно подвергается динамической баланси-
ровке. Тщательно отбалансированный станок обеспечивает получе-
ние высокого класса шероховатости поверхности деталей. Шлифо-
вальный круг после установки на станке балансируют при помощи
приспособления с грузиками. Грузики устанавливают в такое поло-
жение, при котором вибрации наименьшие.
§ 4. ПОДАЧИ СТОЛА И ШЛИФОВАЛЬНОГО КРУГА
Стол станка и шпиндельная бабка, несущая абразивный круг,
приводятся в движение от электродвигателей или вручную при по-
мощи механических, гидравлических и смешанных передач. При
шлифовании обычно осуществляются следующие подачи шлифо-
вальной бабки:
ручная вертикальная;
автоматизированная вертикальная;
ускоренная вертикальная, для быстрого отвода круга по окон-
чании шлифования;
ручная поперечная;
автоматизированная поперечная, в этом случае стол станка по-
лучает движение при помощи гидравлического привода.
Механизмы подач станка позволяют производить как большие,
так и очень малые вертикальные перемещения бабки вместе с кру-
гом (порядка 0,005 мм/ход стола). Автоматическая подача круга
при черновых проходах больше, чем при чистовых. Изменение по-
дач происходит автоматически. Для этого на станке имеется авто-
матическое измерительное устройство, подающее команду на элек-
тромагнит, управляющий гидравлической коробкой, которая сооб-
щает движение храповому механизму подачи. За одно движение
стола храповой механизм может поворачиваться только на один
зуб. Такой поворот соответствует вертикальному перемещению баб-
ки на 0,005 мм.
Сочетание механических и гидравлических приводов позволяет
упростить схему станка, сделать станок компактным, легко управ-
ляемым и точным.
На рис. 88 приведены общий вид, а на рис. 89 кинематическая
схема станка 3722. Шпиндель станка с шлифовальным кругом вра-
щается от фланцевого электродвигателя, установленного соосно со
шпинделем и соединенного с ним игольчатой и обгонной муфтами.
Двигатель мощностью 7 кет с числом оборотов 1460 в минуту обес-
печивает получение скорости шлифования 35 м/сек.
Рассмотрим ручную и автоматическую вертикальную подачи
шлифовальной бабки.
Ручная подача производится вращением маховика /5. При этом
движение передается через вал 1 на зубчатые колеса 4 и 5, муфту.
125
вал 6, конические зубчатые колеса 7 и S, гайку 9 и ходовой винт 10.
Гайка в осевом направлении двигаться не может, ибо упирается в
упорный подшипник, поэтому перемещается винт, а с ним вместе
и шпиндельная бабка.
Рис. 88. Общий вид станка 3722
Автоматическая подача как грубая, так и тонкая осуществляет-
ся комбинированным приводом — гидравлическим и механическим.
В момент, когда направление движения стола 16 меняется, масло
подается в одну из полостей плунжера механизма подачи (на схе-
ме не показан) и перемещает плунжер 12, на свободном конце ко-
торого нарезана рейка. Рейка сообщает вращение зубчатому коле-
су 11, валу и кривошипу 17, который через шатун 18 поворачивает
рычаг 19 с сидящей на нем собачкой 23 на угол 36—40°. При этом
собачка поворачивает храповое колесо 14, жестко связанное с ма-
ховиком 15, и приводит маховик во вращение. Маховик 15 сообща-
ет движение шлифовальной бабке по вышеописанной цепи.
Регулирует величину автоматической подачи перекрыватель 13'.
Благодаря ему собачка 23 может поворачивать храповик 14 только
на определенном пути своего движения. Изменение положения пе-
рекрывателя, имеющего зубчатый сектор, осуществляется рукоят-
кой 20 через зубчатые колеса 2 и 3.
После окончания чернового шлифования с грубой (большой)
подачей измерительный автоматический прибор через электромаг-
нит воздействует на гидрокоробку цикла. При этом плунжер 21 пе-
126
Рис. 89. Кинематическая схема вертикальной подачи станка 3722
ремещается в крайнее левое положение и укрепленный на нем па-
лец входит в паз 22 перекрывателя 13, чтобы оставить открытым
только один зуб храпового колеса 14. Таким образом, собачка 23
может повернуть храповое колесо только на один зуб, что соответ-
ствует вертикальному перемещению бабки на 0,005 мм при одном
реверсивном движении стола.
На станке можно осуществлять ручную подачу до жесткого упо-
ра, производить ускоренное вертикальное перемещение.
§ 5. ОСОБЕННОСТИ ГИДРОПРИВОДА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Гидравлический привод состоит из двух основных частей: насо-
са, подающего рабочую жидкость (масло) в систему, и гидродвига-
теля (цилиндра или гидромотора), сообщающего механизмам стан-
ка определенные движения. Работу насоса и гидродвигателя обес-
печивают трубопроводы, аппаратура, контролирующая давление и
количество масла в системе, — клапаны, регуляторы и т. п.; распре-
делительные устройства, управляющие циклом работы, — золотни-
ки, краны; вспомогательные устройства — резервуары для жидкос-
ти, фильтры, отстойники и т. п.
В современных плоскошлифовальных станках гидравлические
приводы широко применяются, так как имеют ряд преимуществ:
передают большие мощности;
осуществляют бесступенчатое регулирование скоростей .и подач;
обеспечивают плавные перемещения без вибраций;
изменяют скорости и подачи во время движения и осуществля-
ют автоматическую работу по заданной программе;
осуществляют простые прямолинейные перемещения;
позволяют часто и быстро изменять направление движения;
удобны в обслуживании благодаря расположению гидравличе-
ских устройств независимо от расположения механических передач;
просты и удобны для управления;
могут одновременно воздействовать на различные устройства
станков, расположенные на значительных расстояниях одно от
другого;
позволяют производить смазку трущихся поверхностей, напри-
мер направляющих.
Но гидравлические приводы имеют и ряд недостатков, к ним от-
носятся:
потери на трение жидкости в трубопроводах и в местах измене-
ния скорости или направления течения жидкости, которые возрас-
тают с увеличением скорости движения жидкости, поэтому скорость
масла в трубопроводах не превышает 9—10 м/сек, а число оборо-
тов гидронасосов и гидродвигателей в станках — 3500;
утечки жидкости из гидросистемы, приводящие к неравномерно-
му движению механизмов;
проникновение воздуха в гидросистему, вызывающее неравно-
мерное, скачкообразное движение рабочих механизмов из-за силь-
ного сжатия и расширения воздуха (поэтому сливные трубопроводы
128
следует располагать ниже уровня жидкости в баке, а насос — воз-
можно ближе к уровню масла в баке);
сжатие и расширение трубопроводов, вызывающие расшатыва-
ние соединений и уплотнений;
трудоемкость изготовления деталей и узлов гидроустройств, зо-
лотников и клапанов, в которых необходимо обеспечить точное со-
пряжение деталей с малыми зазорами;
применение огнеопасных масел в качестве рабочей жидкости.
Рабочей жидкостью для гидравлических систем служат очищен-
ные минеральные масла различных марок. Наиболее часто приме-
няют следующие масла: индустриальное 12 (веретенное 2), инду-
стриальное 20 (веретенное 3), индустриальное 30 (машинное Л) по
ГОСТ 1707—51.
Масло должно быть однородно по химическому составу, иметь
высокую температуру вспышки, низкую температуру застывания,
не должно содержать щелочей и кислот, растворимых в воде, так
как они вызывают коррозию металлов и появление мылообразую-
щих жиров, благодаря чему появляется пена. Пена, попав в систе-
му, может вызвать неравномерность движения механизмов.
Температурой вспышки называют такую температуру, при кото-
рой смесь паров масла с воздухом вспыхивает от приближения от-
крытого пламени и даже искры. Применяемое в гидравлических си-
стемах масло должно иметь достаточно высокую температуру
вспышки. При температуре масла, которая примерно на 80% ниже
температуры вспышки, начинается его заметное испарение. При
низкой температуре вспышки, кроме того, масло делается огнеопас-
ным.
Температурой застывания называют температуру, при которой
масло застывает. Во избежание нарушения работы гидравлических
систем масло должно иметь низкую температуру застывания. Важ-
но знать самую низкую температуру, при которой текучесть масла
еще позволяет применять его в гидравлических системах.
Необходимо, чтобы вязкость масла в гидросистеме с изменени-
ем температуры изменялась незначительно.
Вязкость — это свойство масла, характеризующее внутреннее
трение жидкости, оказывающее сопротивление перемещению его
частиц. Вязкость измеряется в градусах Энглера (°Е). Градусы Эн-
глера— условная величина, которая получается от деления време-
ни истечения 200 см3 испытуемой жидкости через капиллярную тру-
бочку с внутренним диаметром 2,8 мм на время истечения через
тот же капилляр 200 см3 воды при температуре 20° С. Прибор для
определения вязкости называется вискозиметром. Для характерис-
тики вязкости масел применяют показания вискозиметра при.20,
50 и 100° С, что соответственно обозначается °Е2о, °Е50 и °Еюо.
При повышении температуры вязкость масла уменьшается, при
понижении увеличивается. При увеличении давления вязкость воз-
растает, а при уменьшении уменьшается.
Свойства масла характеризуются также плотностью — массой
единицы объема. Плотность обозначается у и подсчитывается по
формуле
9—2228 129
р = — кг!м\
1 V
где т — масса, кг\
V — объем, м3.
§ 6. ЛОПАСТНЫЕ НАСОСЫ ДЛЯ ГИДРОПРИВОДОВ
Гидроприводы плоскошлифовальных станков чаще всего рабо-
тают от лопастных насосов марки Л/Ф, выпускаемые восьми типо-
размеров со следующими техническими характеристиками:
производительность.............................5—100 л!мин
рабочее давление...............................до 65 кгс!смг
приводная мощность.............................до 13 кет
объемный к. п. д...............................0,62—0,92
Лопастной насос станка 3722 (рис. 90) имеет корпус, в котором
располагается статор — стальное закаленное кольцо. Внутренняя
поверхность кольца имеет форму эллипса.
Внутри статора размещен ротор — диск с радиальными прорезя-
ми. В прорези вставлены пластины-лопатки. С боков ротор и статор
закрыты двумя медными дисками, благодаря чему создается замк-
нутая рабочая камера между ротором, статором и дисками. В дис-
ках имеется по четыре отверстия — два для всасывания и два для
нагнетания.
При вращении ротора лопатки выдвигаются из пазов под дейст-
вием центробежных сил и прижимаются к эллиптической поверх-
ности статора. Благодаря такой форме статора за один оборот ро-
тора лопатки дважды выдвигаются и дважды вдвигаются в пазы
ротора. При выдвижении лопаток объем полости между двумя
смежными лопатками увеличивается, в полости создается разреже-
ние, благодаря чему масло засасывается в полость через специаль-
ные окна. При дальнейшем вращении объем полости уменьшается,
и масло выдавливается в окна 6, связанные с гидросистемой. При
вращении ротора по часовой стрелке масло засасывается одновре-
менно в нижней правой и верхней левой частях, а нагнетается в
нижней левой и верхней правой частях.
Так как камеры нагнетания расположены диаметрально проти-
воположно, то давление масла на ротор уравновешивается, поэто-
му вал и подшипники разгружены. Давление масла достигает 65 ат.
Скорость вращения вала вместе с ротором— 1000 об/мин.
Лопастные гидронасосы изготовляют одинарными и сдвоенны-
ми. Сдвоенный насос (см. рис. 90) состоит из двух насосов анало-
гичной конструкции. В корпусе 3 установлен вал 4, вращающийся
от индивидуального электродвигателя. Вал приводит в движение
два ротора 9 с лопатками S, заключенными в статоре 5. В бронзо-
вых дисках 1 и 2 имеются два окна 7 для всасывания и два окна 6
для нагнетания. Один из насосов создает большое давление, но ма-
ло расходует жидкости, другой — малое давление, но расходует мно-
го жидкости. Работают насосы при температуре масла от +10 до
+ 50° С.
130
/, 2 — диски, 3— корпус, 4 — вал, 5 — статор, 6 — окна нагнетания, 7 — окна вса-
сывания, 8 — лопатки, 9 — ротор
Иногда сдвоенные насосы работают так, что нагнетаемая одним
насосом жидкость поступает во всасывающую зону другого насоса
и затем происходит нагнетание ее во втором насосе. Так создается
давление до 135 ат. В первом случае насосы работают параллель-
но, во втором — последовательно.
§ 7. ГИДРОЦИЛИНДРЫ
Гидроцилиндры превращают движение масла в движение сто-
лов, бабок, прибора для правки круга и т. п. Цилиндры бывают
простого действия и дифференциальные.
9*
131
Рис. 91. Рабочие гидроцилиндры:
а — одношточный дифференциального действия, б — двухшточный; / — кронштейн, 2 — уплотнительные
кольца, 3 и 8 — опоры, 4, 12, 17 — штоки, 5 — цилиндр, 6 и 14 — поршни, 7, 13 — уплотнительные манжеты,
9, 10, II и 16 — штуцеры, /5 — уплотнительный манжет, поршня, 18 — каналы
Цилиндры простого действия применяют в тех случаях, когда
скорости прямого и обратного хода узла станка, а следовательно,
и поршня, связанного с ним, должны быть равны. Цилиндры диф-
ференциального действия используют тогда, когда скорости прямо-
го и обратного ходов должны быть равными.
Гидравлический цилиндр дифференциального действия стола
станка 372Б (рис. 91, а) состоит из цилиндра 5, поршня 6, штока /,
полихлорвиниловых уплотнительных манжет 7 поршня и уплотни-
тельных колец 2 штока, опор 3 и S, удерживающих цилиндр на ста-
нине. На малых и средних станках шток поршня соединен кронш-
тейном 1 с торцем стола.
Масло попеременно подается в правую и левую полости цилинд-
ра через штуцеры 9 и 10, и в зависимости от этого поршень со што-
ком и связанный с ними стол перемещаются влево или вправо.
Масло поступает через верхние полости опор, что уменьшает
опасность попадания воздуха в цилиндр и облегчает удаление его.
Масло из правой полости цилиндра давит на всю поверхность порш-
ня. из левой — на поверхность поршня, не занятую штоком. Скоро-
сти перемещения штока влево и вправо не равны, они обратно про-
порциональны величине полезных площадей. Однако разность ско-
ростей при перемещении вправо и влево не превышает 10%.
Достоинствами такого цилиндра являются малые габариты и
простота конструкции.
К недостаткам относится большая нагрузка на тонкий шток. По-
этому при движении влево шток прогибается относительно своей
оси, нарушая уплотнения.
Применяют также двухшточные цилиндры. Скорости поршня
при движении вправо и влево одинаковы. На рис. 91, б показан
двухшточный цилиндр станка 3722. Этот цилиндр имеет большие
габариты. Масло поступает в цилиндр через пустотелые штоки 12
и 17. При подаче масла в правую полость цилиндра связанный
с ним стол перемещается вправо, а масло из левой полости через
каналы 18 и полость в штоке попадает в штуцер И и далее в гид-
росистему на слив.
В некоторых станках стол движется от двух штоков при непод-
вижном цилиндре.
§ 8. АППАРАТУРА ГИДРОСИСТЕМЫ
К аппаратуре гидросистем относятся распределительные и регу-
лирующие устройства: клапаны, золотники, краны и т. п.
Распределительные устройства направляют поток
масла в различные механизмы гидравлической системы и отводят
его в резервуар, а также управляют последовательностью действия
механизмов.
Регулирующие устройства устанавливают требую-
щуюся величину давления в системе, скорость потока, скорость и ве-
личину перемещения механизмов станка. Управление золотниками
и кранами может быть ручное или автоматизированное.
133
Клапаны служат для регулирования давления, открываются или
закрываются автоматически под действием давления пружины,
жидкости или собственного веса.
Предохранительные клапаны предназначены для поддержания
в системе давления масла, не превышающего определенной величи-
ны. При давлении, превышающем установленный предел, клапан
открывается и перепускает жидкость в резервуар.
Часто предохранитель-
Рис. 92. Напорный золотник Г54-13
Для распределения потока масла
ные клапаны не только
предупреждают пере-
грузку системы, но и под-
держивают требуемое
давление для создания по-
стоянного напора. В
этом случае клапан рабо-
тает как перепускной на-
порный: перепускает в
резервуар излишек жид-
кости сверх того количест-
ва, которое требуется для
получения нужной скоро-
сти движения.
и регулирования давления
служат золотники.
На рис. 92 показан напорный золотник Г54-13 конструкции
ЭНИИМСа. Золотник устанавливают за насосом параллельно дру-
гим устройствам. Корпус 10 закрывается нижней крышкой 9 и верх-
ней 12. В корпусе имеется собственно золотник <$, на который давит
пружина 13. Масло от насоса поступает в камеру 3 и через кана-
лы 4, 5, 6 и камеру 7 подходит к торцу золотника 8.
Когда давление в системе настолько возрастает, что преодоле-
вает усилие пружины 13, золотник 8 перемещается вправо до упор-
ной шайбы 11, а масло из камеры 3 поступает в камеру 2 и оттуда
сливается в бак. Отверстия 1 и 15 закрыты пробками. Усилие, соз-
даваемое пружиной, регулируют винтом 14.
Для предупреждения утечки масла через резьбовое соединение
винта 14 устанавливают -медные прокладки 16, контргайку 18 и кол-
пачок 17.
Крышки 9 и 12 можно установить в корпусе 10 по-разному. Ес-
ли крышку 9 повернуть, то канал 4 не совместится с каналом 5.
При этом масло в камеру 7 будет подаваться через отверстие из спе-
циального трубопровода. Если повернуть крышку 12, можно разъ;
единить полость 19 и полость слива 2, так как каналы будут закры-
ты. Но полости будут соединены с баком через отверстие 15.
Золотники управляются при помощи кулачков, которые повора-
чивают рычаг, перемещающий золотник в ту или другую сторону.
Для переключения больших золотников требуются большие уси-
лия; для этой цели применяют системы со вспомогательными золот-
никами, которые называются пилотами (рис. 93).
134
При движении рычага вправо
пилот 3 занимает правое положе-
ние, и масло от насоса, проходя
через левые полости пилота, переме-
щает плунжер золотника 2 вправо.
При этом масло из золотника на-
правляется в левую полость цилин-
дра /, а из правой полости цилинд-
ра уходит в бак. В конце рабочего
хода стол поворачивает рычаг 4
своими упорами. Тогда пилот 3
перемещается в крайнее левое поло-
жение, открывает для масла кана-
лы справа и закрывает слева. Мас-
ло подходит к золотнику 2 справа и
перемещает его справа налево. При
этом основной поток масла идет че-
рез каналы в правую полость ци-
линдра /, а из левой оно сливается.
Стол начнет двигаться в обратном
направлении. Пилотом можно уп-
равлять и вручную.
Регулирование работы
гидропривода. При работе
станка на различных режимах тре-
буется изменять скорость перемеще-
ния рабочих механизмов, что дости-
гается регулированием количества
масла, поступающего в рабочие цилиндры гидропривода при по-
мощи дросселя.
Рис. 93. Золотник с пилотом
От насоса
а)
Рис. 94. Дроссели:
1 — щелевой, б — игольчатый
135
В щелевом дросселе (рис. 94, а) поворотом дросселя 1 вокруг
его оси изменяют размер щели для прохода масла из канала 2 в ка-
нал 3, что вызывает изменение гидравлического сопротивления
проходу масла. Чем меньше щель, тем больше гидравлическое со-
противление и тем меньше количество пропускаемого масла, и на-
оборот.
Регулирование дросселем обеспечивает плавное изменение ско-
рости рабочего механизма в больших пределах.
В игольчатом дросселе (рис. 94, б) при перемещении иглы 1
изменяется сечение канала. Перемещение иглы регулируют враще-
нием винта 2. Применяют и автоматически действующие дроссели.
Дроссели можно ставить либо на входе масла в рабочий ци-
линдр, либо на выходе из цилиндра. Чаще дроссель устанавливают
на выходе, что обеспечивает более равномерный ход поршня.
Обычно в гидроприводах металлорежущих станков применяют
насосы постоянной производительности. Но так как расход масла
колеблется в значительных пределах, то в гидросистеме станка
иногда образуется излишек масла. Чтобы избежать скачков давле-
ния в гидросистеме, излишки масла отводятся в бак, минуя рабочие
цилиндры, через предохранительные
Рис. 95. Шариковый предохранительный
клапан
клапаны.
На рис. 95 показан раз-
рез шарикового предохрани-
тельного клапана. Канал 1
соединен с трубопроводом
гидросистемы. Пружина 5
давит на наконечник 3, ко-
торый посредством шарика 4
закрывает канал 1. Сила
пружины выбрана с таким
расчетом, чтобы при давле-
нии в гидросистеме, превы-
шающем нормальное, ша-
рик преодолевал сопротив-
ление пружины и открывал
выход для масла из канала 1 в каналы 2, ведущие в бак.
Перелив масла продолжается до тех пор, пока давление в сис-
теме не установится нормальным.
§ 9. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА ГИДРОСИСТЕМ
К вспомогательным устройствам гидросистем относятся баки,
трубопроводы, фильтры, уплотнения.
Баки (рис. 96, а) служат резервуарами для масла. В баке
должно быть предусмотрено устройство для очистки масла, посту-
пающего из гидросистемы. Загрязненное масло может засорить
трубопроводы, дроссели, клапаны и нарушить работу всей системы.
Бак разделен на несколько отсеков перегородками. Масло сли-
вается в правый отсек, а засасывается из левого. В первом отсеке
струи масла резко меняют направление движения, вследствие чего
136
6)
Рис. 96. Бак для масла:
а — общий вид, б — пробка
посторонние частицы, имеющиеся
в масле, отделяются и оседают.
Воздух, смешавшийся с маслом,
также отделяется. Высота пере-
городки между отсеками ниже
уровня масла, и потому в следую-
щий отсек переливается только
верхняя, отстоявшаяся часть мас-
ла.
Для слива грязи и отстоя в от-
секах имеются краны. Пробка 2
бака для заливки масла снабже-
на сеткой 1 (рис. 96, б) с ячейка-
ми 0,1 ХО, 1 мм, чтобы в них за-
держивалась грязь. Отверстие-
сапун 3 служит для соединения
резервуара с атмосферой.
Количество заливаемого в ре-
зервуар масла должно быть до-
статочным для работы насоса в
течение 2—3 мин, причем уровень
масла после заполнения им всей
системы не должен резко пони-
жаться и масло не должно очень
нагреваться.
В плоскошлифовадьных стан-
ках резервуаром для масла обычно служит сама станина. Ребра
жесткости создают те же условия для очистки масла, что и перего-
родки.
Фильтры предназначены для очистки масла от твердых час-
тиц. Различают фильтры грубой очистки, пропускающие частицы
менее 0,2; нормальной очистки — до 0,1; тонкой очистки — до 0,05
и очень тонкой — до 0,005 мм. Масло очищается при прохождении
через латунные сетки с малыми размерами ячеек (рис. 97, а). Сет-
ки очищают, промывая их в бензине, керосине, жидком масле или
продувая сжатым воздухом. Имеются различные конструкции филь-
тров.
Применяют пластинчатые фильтры (рис. 97, б). В них загряз-
ненное масло поступает в стакан и, проходя через щели набора
пластин, очищается. Далее масло проникаем внутрь набора пластин
и оттуда через выходное отверстие — в гидросистему. При загряз-
нении фильтра сопротивление движению масла в системе увеличи-
вается, поэтому фильтры нужно очищать не реже одного раза в ме-
сяц. Для очистки фильтра поворачивают рукоятку, на которой
имеются скребки. Эти скребки проходят между пластинами и счи-
щают накопившуюся грязь.
Для очистки масла от металлических частиц применяют магнит-
ные сепараторы. Металлические частицы прилипают к магниту и
отделяются от масла.
137
Фильтры устанавливают в трубопроводе, в нагнетательной или
отводящей магистрали.
Уплотнения служат для предотвращения утечки масла. Ес-
ли зазоры между сопряженными деталями малы (например, в зо-
лотниках), то можно обойтись без уплотнений, но изготовление
точных деталей стоит дорого и поэтому невыгодно. Даже при ма-
лом износе таких деталей зазоры увеличиваются, й происходит
большая утечка масла. Масло, вытекающее из системы, загрязняет
станок, помещение цеха и разъедает бетонный фундамент.
Рис. 97. Фильтры:
а — сетчатый, б — пластинчатый
Уплотнениями служат мягкие набивки (сальники), манжеты,
поршневые кольца и т. п. Сальники изготовляют из асбестовых,
льняных, хлопчатобумажных нитей, из пробки, маслостойкой рези-
ны и асбест-графита. Набивки прижимаются к уплотняемым по-
верхностям за счет давления крышек и масла. ЛАанжеты изготов-
ляются из резины, прорезиненной ткани, пластмасс и кожи, прижи-
маются к уплотняемым поверхностям давлением масла.
Трубопроводы соединяют все элементы гидросистем. При-
меняются стальные бесшовные, газовые и отожженные латунные
трубы.
Латунные трубы дороже стальных, ухудшают свойства масла
и цоэтому применяют их для внутреннего монтажа только в стес-
ненных местах, где гнуть их легче, чем стальные трубы. Чаще всего
применяют трубы диаметром от 14 до 89 мм. Для соединения пере-
мещающихся узлов применяют гибкие дюритовые шланги в метал-
лической оплетке или телескопические трубы.
Тонкие стальные и латунные трубы соединяют развальцовкой
или при помощи штуцеров. Штуцеры имеют коническую либо ци-
138
линдрическую трубную резьбу. Для герметичности их устанавлива-
ют на медное уплотнительное кольцо.
§ 10. МЕХАНИЗМЫ ПРОДОЛЬНОЙ И ПОПЕРЕЧНОЙ ПОДАЧ
Устройство и принцип действия. Прямолинейно движущиеся сто-
лы работают, как правило, от гидравлического привода. Изготовля-
ют также станки с ручным приводом. У большинства легких стан-
ков, кроме ручного, предусмотрен и гидравлический привод стола.
Ручной привод используют как при наладке, так и при шлифовке
с ручной подачей.
На рис. 98 показан механизм ручной подачи станка 371-М1. От
маховика 5 вращение сообщается широкому зубчатому колесу 4,
а от него — узкому колесу 6, сидящему на одном валу с зубчатым
колесом /. При вращении колесо 1 перемещается по неподвижной
рейке стола и увлекает его за собой.
Рис. 98. Механизм ручной подачи станка 371-М1
При включении автоматического хода стола от гидропривода
маховик отключается при помощи автоблокировки и не вращается.
Это происходит следующим образом. Масло из гидросистемы через
штуцер 8 поступает в полость 7, которая находится в корпусе 2
между неподвижным кольцом 3 и торцем колеса 6. Под давлением
масла колесо 6 перемещается вправо вместе с валом. При этом пру-
жина 9 сжимается, а зубчатое колесо 1 выходит из зацепления с
рейкой. При отключении гидравлической подачи стола давление
масла падает и пружина 9 вновь вводит зубчатое колесо 1 в зацеп-
ление с рейкой.
Гидравлическая схема и механизм поперечной подачи стола
станка 371-М1 показаны на рис. 99.
Из масляного резервуара через сетчатый фильтр масло засасы-
вается лопастным насосом 1 (рис. 99, а) производительностью
50 л/мин и нагнетается в гидравлическую систему. По металлйче-
139
ской трубке масло поступает в гидропанель 16 к перепускному кла-
пану 18, а от него через скоростной дроссель 15 к золотнику 14 ре-
верса стола и через соединенные полости и трубопровод в левую по-
лость цилиндра 8, заставляя поршень и связанный с ним стол дви-
гаться слева направо.
Из противоположной полости цилиндра масло сливается через
золотник реверса 14 и золотник управления 6 в резервуар станины.
При движении стола укрепленный на нем упор поворачивает ось 7,
которая связана с золотником управления 6, и перемещает его вле-
во. При этом полости Е и Ж соединяются и масло попадает к пра-
вому торцу золотника 14 реверса, заставляя золотник переместить-
ся влево. При перемещении золотника 14 каналы 3 и И соединяют-
ся, в результате чего масло от насоса поступает в противоположную
полость цилиндра 8 стола. Стол движется в обратном направлении.
Таким образом, реверс осуществляется в каждом крайнем положе-
нии стола.
При повороте скоростного дросселя 15 изменяется сечение ка-
нала К для прохода масла и тем самым обеспечивается бесступен-
чатое регулирование скорости. Наличие регулирующих дроссе-
лей 13 и винтовых упоров 5 позволяет установить положение и ско-
рость движения золотника 14, а также добиться плавного реверса
стола даже при наибольших скоростях движения его.
Кнопка 17 пуска и останова стола имеет два положения: «рабо-
чий <ход» и «стоп». При «рабочем ходе» стола кнопка находится в
положении, указанном на схеме. При этом масло от насоса 1 через
скоростной дроссель 15 подводится к золотнику 14 и одновременно
к механизму ручного перемещения стола 4, выводя из зацепления с
рейкой зубчатое колесо механизма. При правом положении кноп-
ки 17 масло свободно перекачивается и не создает давления в сис-
теме. В это время золотник 9 под действием пружины занимает та-
кое положение, когда обе полости цилиндра соединены между со-
бой. Это позволяет перемещать стол вручную, перегоняя масло из
одной полости цилиндра в другую.
Привод механизма автоматической поперечной подачи
(рис. 99, б) шлифовального круга осуществляется следующим об-
разом. При повороте оси 7 золотник 6 (рис. 99, а) перемещается
в одно из крайних положений, соединяя между собой полости Л
и М или Е и Ж. Через эти полости в момент реверса масло посту-
пает к золотнику 12 поперечной подачи, заставляя его перемещать-
ся. В то время масло через среднюю проточку золотника попадает
в полость И, оттуда в нижнюю полость узла механизма подачи
и перемещает вверх плунжер 10. Средняя часть плунжера представ-
ляет собой рейку, соединенную с зубчатым сектором 19 (см.
рис. 99, б), свободно сидящим на промежуточном валике 20.
Сектор 19 имеет собачку, которая своим зубом соединяется
с храповым колесом 21, жестко сидящим на валике 20. При пере-
мещении плунжера сектор поворачивается на некоторый угол, ве-
личина которого регулируется упором. Собачка сектора вращает
храповое колесо, а с ним и валик. На другом конце валика 20 си-
141
дит зубчатое колесо 22. Блок зубчатых колес 23 на шлицах ходово-
го винта может соединяться с колесом 22 непосредственно либо че-
рез промежуточное колесо 24, это позволяет менять направление
прерывистой подачи.
За счет разности площадей плунжера 10 масло из верхней
полости вытесняется и плунжер опускается. При перемещении зо-
лотника 12 вправо полость О перекрывается плунжером, а по-
лость Н соединяется со сливной полостью Р.
Под давлением масла плунжер 10 опускается, происходит за-
рядка механизма подачи. При втором положении стола подача осу-
ществляется аналогично, только в полость Р будет поступать мас-
ло под давлением от золотника управления 6, а полость О будет
соединена со сливом. Для увеличения времени хода золотника 12
и обеспечения полной подачи служат демпферы И.
Давление в гидросистеме поддерживается в пределах 10—
12 ат и регулируется редукционным клапаном 2. Шарик клапана
прижимается к седлу при помощи пружины, которая регулирует-
ся винтом 3. Перепускной клапан 18 служит для предохранения
систем от перегрузки.
Уход и контроль. Все устройства гидравлической системы долж-
ны быть очищены от ржавчины, окалины и грязи. Необходимо
очень тщательно очищать и обтирать масляный бак. Все соедине-
ния гидросистемы должны иметь хорошие уплотнения, чтобы воз-
можность засасывания воздуха была исключена.
Масло заливают в систему до уровня, отмеченного на масло-
указателе. Нельзя заливать грязное, нефильтрованное масло и мас-
ло несоответствующей марки, так как это может вывести из строя
насос и другие элементы гидравлической системы.
Гидравлический привод регулируют на заводе-изготовителе
станка. При эксплуатации гидропривод регулируют только при ре-
монте станка. При этом регулируют реверс стола, добиваются рав-
номерности прерывистой подачи, настраивают предохранительный
клапан и напорные золотники. Регулирование выполняют по спе-
циальным инструкциям, имеющимся в паспортах станков.
Проверку давления масла в системе осуществляют при помощи
манометров. Во избежание порчи манометров их необходимо вклю-
чать, когда стол неподвижен. Пуск гидравлической системы при
включенных манометрах не допускается.
§ 11. СМАЗКА СТАНКОВ
Все трущиеся части станка должны быть смазаны. Наличие
смазки повышает износоустойчивость деталей и снижает темпера-
туру их нагрева. Особое значение имеет смазка подшипников шпин-
деля, направляющих, зубчатых передач и других соединений.
Детали гидропривода смазываются маслом, служащим рабочей
жидкостью. Подшипники скольжения шпинделя смазываются жид-
ким минеральным маслом Т и индустриальным 12.
Смазка может быть централизованной для всех объектов смаз-
ки станка или направленной только на один объект. Она может
142
осуществляться из масленки самотеком, циркуляцией без внешнего
давления и специальным насосом. Смазка из масленки самотеком
наиболее проста, но такая подача масла недостаточна для хороше-
го охлаждения. Необходимо периодически заполнять и чистить мас-
ленку, следить за уровнем масла и т. д. При циркуляционной смаз-
ке масло различными способами захватывается из ванны и подает-
ся к трущимся частям. Смазка от специального насоса очень удоб-
на, так как обеспечивает обильное поступление масла к подшипни-
кам.
В системе смазки иногда устанавливают фильтры для очистки
подающегося к подшипникам масла. Для блокировки применяют
гидроэлектрическое реле, которое включает электродвигатель тог-
да, когда в системе смазки создается определенное давление.
Подшипники качения шпинделей смазывают консистентной
смазкой или жидким маслом. Консистентную смазку (технический
вазелин, солидол) кладут при монтаже в корпус подшипника, а за-
тем при помощи шприц-масленки периодически добавляют. Жид-
кую смазку осуществляют в масляной ванне, в которую погружена
нижняя часть подшипника так, чтобы уровень масла был не выше
центра нижнего шарика. Возможно также применение фитилей, ко-
торые из ванны подают масло к подшипникам.
Чтобы удержать масло в системе, используют различные уплот-
нения, которые вместе с тем препятствуют проникновению загрязне-
ния и влаги к подшипникам из внешней среды.
Смазку направляющих станин осуществляют разными спосо-
бами.
В станке 3A732 смазка поступает от общей системы гидропри-
вода. В станках 372Б, 3740 смазку подает отдельный масляный на-
сос периодического действия низкого давления и малой производи-
тельности. В этом случае привод насоса осуществляется от гидрав-
лической коробки реверса стола. При движении стола влево пор-
шень насоса перемещается и всасывает масло из резервуара через
шариковый клапан. При движении стола вправо поршень переме-
щается в другую сторону и выдавливает масло через другой шари-
ковый клапан к направляющим станины.
В станке 3722 смазка распределяется с помощью роликов, пере-
дающих масло из ванны движущимся направляющим стола.
Направляющие круглых столов смазываются из масляной ван-
ны, окружающей их.
Перед пуском и во время работы станок нужно тщательно сма-
зывать в соответствии с инструкцией и картой смазки. Масло не-
обходимо хранить в закрытых сосудах.
§ 12. СИСТЕМА ОХЛАЖДЕНИЯ
При работе плоскошлифовальных станков применяют, как пра-
вило, обильное смазывание и охлаждение. Смазочно-охлаждающая
жидкость находится в специальном, закрытом баке 1 (рис. 100),
имеющем перегородки для отстаивания жидкости. На баке монти-
руется центробежный насос 2 с фильтром, всасывающий жидкость
143
Рис. 100. Система охлаждения станка 3722
и подающий ее по трубопроводу к соплу, направляющему жидкость
в зону шлифования. Количество подаваемой жидкости регулируют
краном. Сопло устанавливается в нужное положение при помощи
шарнирного устройства.
Кроме фильтров, для очистки охлаждающей жидкости исполь-
зуют магнитный сепаратор и центрифугу. Магнитный сепаратор со-
стоит из чугунного корпуса 9, в котором вращается немагнитный ба-
рабан 6. Внутри барабана находятся постоянные магниты 5.
В щель 10 между корпусом сепаратора и барабаном с магнитами
поступает охлаждающая жидкость в направлении, обратном вра-
щению барабана, и омывает часть поверхности барабана. При этом
металлические частицы попадают в магнитное поле и налипают на
поверхность барабана, образуя своеобразные металлические щетки
под полюсами магнитов. Образовавшиеся щетки задерживают не-
магнитные (абразивные) частицы.
Магнитный барабан
вращается от электродви- f J&yX
гателя с редуктором 3. '^7/Ж)
Шлам (грязь), увлекав- хг-—
мый магнитами барабана, //oavCW'
поднимается и попадает _____
под ролик 8, который от- ( /Л
жимает жидкость. С по- / I '.
верхности барабана шлам I УТУКй'
снимается лотком 7 и отво-
дится в приемный ящик 4. •—
Очищенная жидкость ели- —----------/
вается в бак 1 и продол- у
жает циркулировать в а “
системе охлаждения. Рис. 101. Центрифуга для тонкой очистки
Более тонкую очистку охлаждающей жидкости
осуществляют установ-
кой, в которой жидкость, прошедшая очистку в магнитном сепа-
раторе, стекает на фильтровальную бумагу и далее в бак. Над ре-
зервуаром с бумагой расположен поплавок. Пока бумага пропус-
кает всю жидкость, поплавок находится в нижнем положении. При
' засорении фильтровальной бумаги уровень жидкости над ней 'по-
вышается, поплавок поднимается и включает двигатель, который
на место загрязненной бумаги подает чистую.
Для тонкой очистки жидкости применяют центрифуги
(рис. 101). Загрязненная жидкость поступает через впускное отвер-
стие 3 в камеру, где получает вращательное движение от крыльча-
ток двигателя 1. Возникающие при этом центробежные силы отбра-
сывают тяжелые частицы абразива, металла и грязи к стенкам, а
очищенная от загрязнения жидкость сливается через загрузочное
отверстие 2. При содержании в охлаждающей жидкости абразив-
ных и металлических частиц более 0,03% можно добиться шерохо-
ватости поверхности обрабатываемых деталей не выше пятого —
шестого классов.
10 - 2228
145
§ 13. СИСТЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Производительность, простота обслуживания, надежность рабо-
ты и эксплуатационные свойства станка в большой степени зависят
от удобства управления им. В системе управления часто сочетают-
ся механические, электрические, гидравлические и пневматические
устройства.
К системе управления предъявляются следующие требования:
1. Безопасность в работе. Для этого рукоятки, кнопки и т. п.
должны быть расположены в удобных местах, сблокированы и скон-
центрированы по возможности так, чтобы рабочему не приходилось
делать лишних движений. Штурвалы и маховички должны быть
плотно насажены на валы и не должны самостоятельно вращаться
во время работы станка.
2. Быстрота действия.
3. Точность управления. Перемещения частей станка должны
отвечать необходимому перемещению шлифовального круга (на-
пример, подача бабки станка на врезание).
4. Легкость и удобство перемещений рукояток, рычагов и т. д.
По нормам для часто выполняемых приемов управления усилие
на рукоятках должно быть в пределах до 4—4,5 кгс. Максималь-
но допустимые кратковременные усилия — до 16 кгс.
На плоскошлифовальных станках органы управления распола-
гают на передней стороне станка. К органам управления относят-
ся кнопки, рукоятки и маховички для пуска и останова станка,
пуска и останова вращения шлифовального круга, включения маг-
нитной плиты, гидравлической системы, механизма вертикальной
подачи шлифовальной бабки, механизма поперечной подачи, регу-
лирования скорости стола, пуска и останова стола и т. д. Перед на-
чалом работы следует тщательно изучить по инструкциям и паспор-
ту назначение, расположение и способ действия различных органов
управления станка.
В современных станках управление широко автоматизировано.
Рабочему не приходится вращать рукоятки, нажимать кнопки
и т. д. — это облегчает труд рабочего, повышает производитель-
ность и обеспечивает возможности многостаночного обслуживания.
§ 14. КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
Чтобы разобраться в устройстве станка и взаимодействии его
движущихся частей, пользуются кинематическими схемами, в кото-
рых содержатся все звенья, служащие для передачи движения от
двигателя к различным частям станка. Эти связи называют кине-
матическими цепями.
Кинематическая схема станка ЗВ756 Липецкого станкострои-
тельного завода приведена на рис. 102. Этот станок имеет следую-
щие кинематические цепи: вращения электромагнитного стола; ус-
коренного перемещения шлифовальной бабки; автоматической и
ручной подачи шлифовальной бабки; поворота кожуха.
Цепь вращения электромагнитного стола. Вращение стола осу-
146
Рис. 102. Кинематическая схема станка ЗВ756
ществляется от электродвигателя постоянного тока МИ-41 через
клиноременную передачу, от шкива диаметром 90 мм электродви-
гателя на шкив диаметром 130 мм редуктора.
Шкив диаметром 130 мм сидит жестко на валу редуктора, с ко-
торым жестко связано зубчатое колесо 32. Колесо 32 передает вра-
щение колесу 31, сидящему на втором валу редуктора привода.
Этот вал передает вращение на редуктор стола, где имеется кони-
ческая пара зубчатых колес 27—28. На одном валу с колесом 28
находится цилиндрическое колесо 29, зацепляющееся с колесом 30,
передающим вращение столу.
Число оборотов электродвигателя МИ-41 изменяется плавно
(бесступенчато) за счет привода магнитного усилителя ПМУ в пре-
делах 1:10. Бесступенчатое регулирование чисел оборотов стола на-
ходится в пределах от 6 до 30 об/мин.
Цепь ускоренного перемещения шлифовальной бабки. Ускорен-
ное перемещение шлифовальной бабки осуществляется двигателем
постоянного тока через червячные, цилиндрические и конические
зубчатые колеса коробки подач и винт по следующей цепи: от
электродвигателя П21 с ПМУ-5 через муфту, червяк 20 на червяч-
ное колесо 19, цилиндрическое колесо 21, колесо 16, через муфту
на цилиндрическое колесо 8, коническую пару 4—5 на винт 6 и гай-
ку 7. При этом кулачковая муфта, связывающая зубчатые колеса
15 и 16, отключена. Перемещение шлифовальной бабки вверх или
вниз, осуществляется реверсированием электродвигателя П21.
Цепь автоматической подачи шлифовальной бабки. От электро-
двигателя П21 через муфту, червячную пару 19—20, планетарную
передачу, состоящую из блока зубчатых колес 17—18, который об
катывается вокруг колеса 22 и одновременно вращается вокруг
своей оси, движение сообщается колесу 23. Это колесо связано
жестко с колесом 26, которое вращается с той же скоростью, что
и колесо 23. С колесом 26 зацепляется колесо 9. Далее передача
идет на обгонную муфту, на цилиндрическую пару 8—3, затем ко-
ническую пару 4—5, винт 6 и гайку 7. При этом кулачковая муфта
(колеса 15—16) включена, зубчатые колеса 21—22 разъединены,
а маховичок вращается.
При вращении электромагнитной муфты М зубчатое колесо 25,
работающее вхолостую от зубчатого колеса 24, начинает вращаться
заодно с валом обгонной муфты. Так как скорость вращения коле-
са 25 в четыре раза больше скорости вращения обгонной муфты, то
муфта вращается вхолостую, а подача бабки происходит через зуб-
чатые колеса 8—3 и 4—5, винт 6 и гайку ,7.
Цепь ручной подачи шлифовальной бабки. Ручное перемещение
и ручная подача осуществляются вращением маховичка А при
включении муфты 15—16 через коническую пару 12—13, цилиндри-
ческую пару 14—15, через колеса 8—3, коническую пару 4—5,
винт 6 и гайку 7. При этом цилиндрические колеса 23—16 разъеди-
нены, а муфта обгона не работает.
Кулачковая муфта 15—16 включается путем поворота рукоят*
ки Б и цилиндрического колеса 10 и движущейся рейки 11.
148
Цепь поворота кожуха. При перемещении плунжера с рейкой
2 из одного крайнего положения в другое зубчатое колесо /, зацеп-
ляющееся с рейкой, делает поворот на 180°, вследствие чего кожух
закрывается или открывается.
§ 15. ЭЛЕКТРООБОРУДОВАНИЕ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Узлы и механизмы плоскошлифовальных станков приводятся
в действие от трехфазных короткозамкнутых асинхронных двига-
телей, питающихся переменным током напряжением 380, 220 или
500 в (по спецзаказам). Обычно такие электродвигатели служат:
для привода шлифовального круга (7—30 кет);
для привода гидронасосной установки (0,6—5 кет);
для привода электронасоса охлаждения (0,2—0,6 кет);
для привода магнитного сепаратора (0,12 кет);
для ускоренного перемещения шлифовальной бабки (1,0 кет).
На некоторых станках, например ЗВ756, применяют двигатели
постоянного тока мощностью 1,1 кет для привода вращения стола
и для привода механизма подачи — двигатель мощностью 1,5 кет.
Магнитные плиты или столы плоскошлифовальных стапков пи-
таются постоянным током напряжением ПО в, которое осуществ-
ляется выпрямлением переменного тока с помощью селеновых вы-
прямителей, расположенных, например, на колонке (станок 3722}
или в нише станины (станок 3A732). Усилия притяжения деталей
к магнитному столу можно регулировать изменением напряжения
питания, которое измеряют вольтметром.
Селеновый выпрямитель надежно работает при температуре ок-
ружающей среды от —20° до +35° С. Селеновый выпрямитель за-
ливают трансформаторным маслом до уровня, указанного на кожу-
хе— выше уровня селеновых столбов на 10—15 мм. Уровень масла
проверяют периодически раз в 3—4 недели; при снижении уровня
надо отвернуть верхнюю пробку и через воронку долить масло. Пе-
ред заливкой нужно проверить, плотно ли завернута нижняя проб-
ка. Масляный бак не герметичен, поэтому селеновый выпрямитель
нельзя опрокидывать.
, Для обеспечения безопасной работы на станке имеются автома-
тические устройства, выключающие переменный ток питания стан-
ка при внезапном исчезновении постоянного тока, питающего элек-
тромагнитные устройства.
На станках предусмотрены приборы для контроля нагрузки
электродвигателя шлифовального круга, для регулирования скоро-
сти вращения электродвигателей постоянного тока. На станках
имеются лампы местного освещения.
Цепи управления станками питаются от сети с напряжением
127 в, а местное освещение и сигнальные лампы имеют напряже-
ние 12 в.
Гидравлическая система имеет полуавтоматическое управление
при помоЩи датчиков, реле и электромагнитов.
На станках устанавливают приборы активного контроля, осу-
ществляющие контроль изделия в процессе шлифования, реле вре-
мени выхаживания круга после чернового шлифования, реле време-
ни выхаживания после чистового шлифования, реле времени отвода
шлифовального круга на величину припуска и необходимого воз-
душного зазора.
Аппаратура управления имеет устройства для автоблокировки
и расположена в нишах тумб и колонн. Кнопочное электрическое
управление производится с пульта, который расположен на перед-
ней части станка.
Некоторые устройства станка включаются автоматически. На-
пример, при загрязнении шламом охлаждающей жидкости контак-
ты датчика (микропереключателя МП), замыкаются и подается
напряжение на двигатель привода вращения барабана магнитного
сепаратора. Если ток в электромагнитной плите отсутствует, то не
включается двигатель гидронасоса. Если во время шлифования ис-
чезнет ток в магнитной плите, то останавливается двигатель гидро-
насоса и прекращается движение стола.
Электродвигатели станков защищены от перегрузки тепловыми
реле и от коротких замыканий предохранителями. Кроме того, при
самопроизвольном включении двигателя, при восстановлении на-
пряжения после его резкого падения или полного исчезновения сра-
батывает нулевая защита, которая осуществляется за счет размы-
кания нормально открытых контактов контакторов.
Электрооборудование станка подключается к контуру заземле-
ния.
Ниже изложены некоторые сведения об электрооборудовании
шлифовальных станков.
Электродвигатели. Асинхронный электродвигатель с коротко-
замкнутым ротором, применяемый в приводах металлорежущих
станков, состоит из статора и ротора. На статоре расположена трех-
фазная обмотка, питаемая трехфазным током. При включении об-
мотки статора в цепь трехфазного переменного тока возникает вра-
щающееся магнитное поле, возбуждающее в короткозамкнутом ро-
торе ток. Ток ротора, взаимодействуя с магнитным полем статора,
создает вращающий момент, под действием которого ротор начина-
ет вращаться в сторону вращения магнитного поля статора.
Скорость вращения ротора всегда несколько отстает от скорос-
ти вращения магнитного поля статора, поэтому такие двигатели на-
зываются асинхронными (несинхронными)..
Для выпускаемых отечественной электропромышленностью элек-
тродвигателей трехфазного тока единой серии приняты обозначе-
ния, определяющие материал, из которого изготовлен корпус, за-
щищенность, габариты и число полюсов. Так АОЛ62/6 обозначает
электродвигатель с алюминиевым корпусом, закрытого исполнения,
габарит 62 на 6 полюсов. Такой же двигатель с чугунным корпусом
обозначается АО62/6.
Асинхронные электродвигатели выпускаются на напряжения
127—220, 220—380 и 500 в. Фактическое рабочее напряжение элек-
тродвигателя зависит от способа присоединения его к сети. Вклю-
чение электродвигателя в сеть треугольником дает меньшее рабочее
150
напряжение (127—220 в), а при включении звездой — большее
(220—380 в).
Электродвигатели, применяемые на станках, имеют одно из сле-
дующих чисел оборотов в минуту: 3000, 1500, 1000, 750, 600, 500.
Иногда используют двух-, трех- и четырехскоростные электродви-
гатели.
Работа на металлорежущих станках связана со значительными
временами нагрузки, при этом число оборотов шпинделя должно
оставаться постоянным. Это оказалось возможным благодаря спо-
собности асинхронных короткозамкнутых электродвигателей не-
значительно изменять скорость вращения при колебаниях нагрузки.
Зременная перегрузка электродвигателя в 2—2,5 раза изменяет
шсло его оборотов лишь на 10—15%. При дальнейшем увеличении
тагрузки электродвигатель резко снижает скорость вращения и ос-
танавливается.
Во время пуска станка электродвигателю приходится преодоле-
вать дополнительное сопротивление сил инерции производимых в
хвижение деталей, поэтому способность асинхронного короткозамк-
хутого электродвигателя развивать во время пуска момент, превос-
<одящий номинальный, является также положительным качеством-
Этношение пускового момента к номинальному в некоторых случа-
ях достигает 1,7: 1.
На пуск асинхронного электродвигателя затрачивается большая
шла тока, она примерно в 6 раз превосходит силу тока при уста-
ювившемся режиме, ввиду этого включение мощных станков надо
1роизводить при наименьшей нагрузке и вводить в работу основ-
1ые механизмы при установившемся движении электродвигателя.
Максимальный пусковой ток не влияет на электродвигатель, так
сак продолжительность его действия составляет доли секунды, од-
1ако он может вредно влиять на работающие станки в цехе.
Реверсирование (изменение направления вращения) асинхрон-
loro электродвигателя осуществляется путем переключения любых
[вух внешних контактов фазовых обмоток. Однако такой способ ре-
версирования применяется лишь в тех случаях, когда число пере-
ключений в час не очень велико (20—30).
w Пускорегулирующая аппаратура. Электродвигатели и другие
>лектромеханизмы станков включаются и управляются с помощью
зубильников, кнопочных пускателей и другой аппаратуры.
Рубильник предназначен для не-
осредственного включения в сеть элек-
родвигателя или группы электродвигате-
лей, токопитание которых сосредоточено
отдельном шкафу. Все детали рубиль-
ика, находящиеся под током, заключены
кожух, а изолированная рукоятка вы-
едена наружу.
Трехполюсные кнопочные
ускатейи типа КА—73А (рис. 103)
акже предназначены для непосредствен-
3 2
Рис. 103. Схема трехпо-
люсного пускателя
151
кого включения электродвигателя в сеть. При нажатии на кнопку /
перемещается рычаг 3, замыкающий одновременно все три контак-
та. Для отключения электродвигателя служит кнопка 2.
Пакетные переключатели (рис. 104) служат для вклю-
чения, реверсирования и отключения электродвигателя от сети. Ру-
коятка переключателя поворачивается на 360° и фиксируется в трех
положениях через каждые 120°. В первом положении рукоятки
(рис. 104, а) все три фазы электродвигателя отсоединены от сети
{двигатель не работает). Во втором положении рукоятки
(рис. 104,6) двигатель включен, и ток подается от фазных линий в
порядке L3 — — ^2.
Рис. 104. Схема пакетного переключателя
Для переключения вращения двигателя в обратную сторону ру-
коятку переключателя переводят в третье положение (рис. 104, а).
В этом случае ток подается в порядке £з — L2— Li. Так как фазы
Ц и L2 поменялись местами, двигатель вращается в обратную
сторону.
Включение двигателя при помощи пакетного переключателя
применяется при ограниченном числе включений в час.
Кнопочные станции (рис. 105, а) используются почти
на каждом станке. Они предназначены для включения, переключе-
ния на обратный ход и для отключения электродвигателя.
На рис. 105, б показано устройство кнопочного элемента.
Нажатием кнопки 1 опускается стержень 5, и контактный мос-
тик 3 на конце этого стержня соединяется с неподвижным контак-
том 4. Кнопки в кнопочной станции сблокированы, и при включе-
нии любой кнопки ранее включенная кнопка под действием пружи-
ны 2 возвращается в исходное положение.
Кнопочная станция очень компактна и ее можно разместить
152
в любом месте на станке. На крупных станках применяют также
подвесные кнопочные станции.
Контакторное управление. Рассмотренные выше аппараты для
включения электродвигателя отличаются тем, что они включаются
непосредственно в управляемую цепь рабочего тока и называются
аппаратами ручного управления электродвигателями. В металлоре-
жущих станках обычно применяют контакторные аппараты проме-
жуточного управления электродвигателем. Такие аппараты вклю-
чаются не в цепь рабочего тока, а в промежуточную цепь управле-
ния, изолированную от цепи рабочего тока.
/
5)
Рис. 105. Кнопочная станция:
а — общий вид, б — устройство кнопочного элемента
На рис. 106 показана схема контакторного управления электро-
двигателем. Соленоид ЛЛ представляет собой катушку с большим
числом витков тонкой проволоки. При включении кнопки «Хед» по
катушке соленоида
проходит ток и созда-
ется магнитное поле,
втягивающее сердеч-
ник катушки, включаю-
щий рубильник Л, и
электродвигатель начи-
нает работать. Нажа-
тием кнопки «Стоп»
прекращается подача
тока в соленоид, сер-
дечник пружиной воз-
вращается в исходное
положение, и рубиль-
Рис. 106. Схема контакторного управле-
ния
153
ник отключается, при этом электродвигатель останавливается.
Магнитные пускатели представляют собой комплект
контакторных аппаратов, объединенных вместе, и предназначают-
ся для пуска, переключения и остановки электродвигателя.
Магнитные пускатели исключают возможность самопроизволь-
ного включения электродвигателя, так как при прекращении пода-
чи тока в сеть сердечник катушки под действием пружины отклю-
чает рубильник и длй^включения электродвигателя требуется вто-
ричное нажатие кнопки «Ход»,
Магнитные пускатели допускают значительно большее число
включений в час (120—500), чем аппараты ручного включения
(20—30 включений в час).
Защитная аппаратура. Для предупреждения перегрузок станка,
которые могут привести к поломке узлов или деталей станка или
к сгоранию обмотки статора электродвигателя, применяют плавкие
предохранители. При увеличении потребляемого тока сверх допус-
тимых пределов токопроводящая проволока предохранителя рас-
плавляется и прерывает цепь, питающую электродвигатель. .
Недостатком такого способа защиты является отсутствие авто-
матического восстановления прерванной электрической цепи. По-
этому для этой же цепи применяют тепловые реле, которые выклю-
чив электродвигатель при перегрузке, автоматически включают его,
когда перегрузка прекращается.
Сигнально-блокировочные устройства к плос-
кошлифовальным станкам. При работе на электромаг-
нитных плитах необходимо предусматривать возможность отклю-
чения тока в цепи закрепления детали, что могло бы привести к
выбрасыванию обрабатываемой детали и соответственно травма-
тизму рабочих. Поэтому нужно предусматривать автоматическое
отключение двигателя шпинделя станка при отключении напряже-
ния (аварии) на плите электромагнита.
На рис. 107 показана схема устройства, предложенного А. П. По-
ляковым. При включении рубильника 6 ток из сети переменного
тока (цепи переменного тока показаны сплошными линиями) на-
пряжением 220 в по проводам 11 поступает в электродвигатель 12,
вращающий генератор 7 постоянного тока. Из генератора постоян-
ный ток (цепи постоянного тока обозначены на схеме пунктиром)
идет в катушку реле 8, чтобы якорь переместился направо и замк-
нул контакты. При этом переменный ток по проводам И пойдет
в катушку магнитного пускателя 9, благодаря чему якорь замкнет
контакты сетей постоянного и переменного тока. Постоянный ток
пойдет к электромагнитной плите /, а переменный — по проводам 13
в катушку магнитного пускателя 2, чтобы замкнулись контакты и
переменный ток направился в электродвигатель 14 шпинделя стан-
ка 3. Для включения электромагнитной плиты 1 и электродвигате-
ля 14 необходимо, кроме того, включение рубильника 4. При разъ-
единенном рубильнике 4 даже нажатие на кнопку включения 15
магнитного пускателя 2, электродвигатель 14 не включит, ибо
цепь тока окажется разомкнутой. При внезапном исчезновении на-
154
пряжения в сети электродвигатель 12 и генератор постоянного то-
ка 7 перестанут работать, ток не пойдет в катушки реле 8 и магнит-
ного пускателя 9. Цепи постоянного и переменного тока окажутся
прерванными, а электромагнитная плита 1 и электродвигатель 14 —
выключенными. При таком или другом аварийном отключении элек-
тродвигателя 14 шлифовальный круг еще некоторое время вращает-
ся по инерции и старается сдвинуть (оторвать) деталь от электро-
220 О
Рис. 107. Схема сигнально-блокировочного устройства к плоско-
шлифовальному станку
магнитной плиты. Чтобы электромагнитная плита продолжала удер*
живать деталь, в схеме предусмотрено питание плиты от аккумуля^
торной батареи 10. Аккумуляторная батарея 10 включается в цепь
замыканием контактов при перемещении вправо якоря катушки маг-
нитного пускателя 9. При этом ток от батареи пойдет по прово-
дам 16 и 17 в плиту 1 и сигнальную лампу 5. Зажженная лампа 5
свидетельствует о срабатывании автоблокировки и указывает о не-
обходимости отключения батареи при остановке шпинделя, чтобы
не расходовать заряд батареи без надобности.
Таким образом, включение шпинделя может осуществляться
только после включения электромагнитной плиты, а выключение
шпинделя не приводит к отключению магнитной плиты.
§ 16. ПОНЯТИЕ О ПРИЕМКЕ И ПРОВЕРКЕ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Изготовленный станок, а также станок, прошедший капиталь-
ный ремонт, подвергаются испытаниями в соответствии с государ-
ственными стандартами (ГОСТ 8—71; ГОСТ 14—62; ГОСТ 27—71;
ГОСТ 273—67, ГОСТ 9735—65).
При испытаниях проверяют:
качество изготовления деталей и узлов станка и сборку станка;
электро-, гидро- и пневмооборудование;
системы смазки и охлаждения;
работу станка на холостом ходу;
работу станка под нагрузкой;
геометрическую точность станка, чистоту и точность обработки
детали;
жесткость станка.
Перед проверкой станок устанавливают на фундаменте по уров-
ню. Допускаемые отклонения от горизонтали для станков нормаль-
ной точности до 0,02 мм на 1000 мм длины. При проверке станка
на точность используют мерные плитки, индикаторы, контрольные
линейки, оправки, угольники.
При испытании на холостом ходу проверяют плоскостность сто-
ла и прямолинейность его движения, перекосы стола в продольном
и поперечном направлениях, радиальное и осевое биение шпинделя,
параллельность оси шпинделя к поперечному перемещению сто-
ла, перпендикулярность перемещения шлифовальной бабки к про-
дольному перемещению стола, точность подачи на одно деление
лимба.
Плоскошлифовальные станки нормальной точности должны от-
вечать следующим требованиям:
плоскостность рабочей поверхности (зеркала) стола должна
•быть выдержана в пределах 0,012—0,02 мм на длине 1000 мм (толь-
ко в сторону вогнутости), для станков повышенной точности 0,01 мм
на длине 1000 мм;
параллельность рабочей поверхности стола направлению его
продольного или кругового перемещения по направляющим стани-
ны должна быть 0,02 мм на длине 1000 мм;
параллельность рабочей поверхности стола направлению его по-
перечного перемещения или направлению поперечной подачи шли-
фовальной бабки при различных положениях ее по высоте в преде-
лах 0,005—0,1 мм на всей ширине стола (для станков, работающих
периферией круга);
перпендикулярность или параллельность оси шпинделя рабочей
поверхности стола должны быть в пределах 0,01—0,015 мм на дли-
не 300 мм\
осевое биение шпинделя должно колебаться от 0,01 до 0,015 мм;
радиальное биение шпинделя допустимо в пределах 0,01 —
0,015 мм.
При испытании станка в работе определяют точность и шерохо-
ватость обработки образца после чистового шлифования.
При испытании на жесткость проверяют отклонения стола и
шпинделя станка под действием нагрузки.
Для проверки плоскостности поверхности стола (рис. 108, а)
на его рабочую поверхность устанавливают две мерные плитки оди-
наковой высоты и на них укладывают контрольную линейку.
К верхней грани линейки подводят измерительный штифт индика-
156
тора, установленного на столе, и перемещают его вдоль линейки.
Для станков с шириной обрабатываемой на станке детали до 125 мм
допускается отклонение стрелки индикатора до 0,003 мм и только
в сторону вогнутости стола.
Для проверки параллельно-
сти оси шпинделя направле-
нию поперечного перемещения
стола (рис. 108, б) на рабочей
поверхности стола устанавли-
вают индикатор так, чтобы из-
мерительным шрифтом он ка-
сался верхней поверхности оп-
равки, укрепленной на шпинде-
ле. Стол перемещают в попереч-
ном направлении на всю дли-
ну хода и в двух крайних и
среднем положении произво-
дят отсчет показаний стрелки
индикатора. Затем поворачи-
вают шпиндель на 180° и по-
вторяют измерение.
Погрешность определяется
как среднее арифметическое
значение результатов замеров
и должна быть не более
0,003 мм для станков с наи-
большей шириной обрабаты-
ваемой детали до 125 мм при
длине перемещения стола в
поперечном направлении на
100 мм и не более 0,005 мм для
детали шириной свыше 125 мм
при перемещении стола в по-
перечном направлении на
150 мм.
Паспорт станка. Паспорт —
это основной технический до-
кумент, содержащий данные,
характеризующие станок, ре-
комендации по установке его и
уходу за ним. В паспорте ука-
Рис. 108. Контроль геометрической точ-
ности станка:
'а — проверка плоскостности, б — проверка па-
раллельности оси шпинделя направлению по-
перечного перемещения стола
зывают основные размеры станка, скорости шпинделя и стола, ве-
личины подач, величину наибольшего допустимого крутящего мо-
мента на шпинделе и мощности. В нем содержатся сведения об
основных принадлежностях и приспособлениях к станку, о приводе,
гидравлических механизмах, схеме управления станком, об устра-
нении дефектов при работе, приводятся электро- и гидросхемы,
кинематическая схема, спецификация подшипников, зубчатых ко-
лес, электродвигателей, золотников, клапанов и других устройств.
157
Паспорт используется цеховым технологом как документ для
назначения режимов обработки, подбора приспособлений, плани-
ровки размещения станка в цехе. Паспорт необходим также меха-
нику и энергетику как руководство по эксплуатации и ремонту стан-
ка; в него вносят данные о проведенных ремонтах и модернизации.
При работе станка могут возникнуть различные неисправности,
которые может устранить сам рабочий или сообщить о них слесарю-
ремонтнику. Например, в шлифовальной бабке может произойти пе-
регрев подшипников, от чего возникает вибрация шпинделя. В ра-
боте стола часто возникают неисправности, связанные с дефектами
гидравлической системы. В системе смазки может прекратиться по-
дача масла к направляющим станка. В работе системы охлажде-
ния может полностью или частично прекратиться подача эмульсии
из-за неисправности насоса. Указания о методах исправлениях де-
фектов приводят в паспорте.
§ 17. УХОД ЗА СТАНКОМ
Точность работы станка, его производителньость, а также срок
службы зависят от правильного ухода за ним.
Плоскошлифовальные станки работают в тяжелых условиях,
особенно когда шлифование производят всухую, без охлаждения.
Чрезвычайно важно, чтобы шлифовщик содержал станок в чистоте,
тщательно следил за смазкой шпинделя, стола, за исправностью
гидравлической системы.
До начала работы необходимо вытереть смазку со стола и дру-
гих не покрытых защитной краской частей станка.
Для обеспечения безопасности в работе все ограждения и кожу-
хи должны быть прочными и надежно закреплены на станке.
Станок необходимо смазывать согласно инструкции по обслужи-
ванию смазочной системы.
По маслоуказателям необходимо контролировать наличие в ре-
зервуаре масла или смазочной смеси, заливать масло во все мас-
ленки и смазочные отверстия.
Во время работы нужно следить за температурой подшипников
шпинделя шлифовальной бабки. Нагрев подшипников не должен
превышать 50—60°С. Причиной нагрева может быть излишняя за-
тяжка подшипников, недостаточная их смазка или неправильно
выбранный режим шлифования.
Не допускается вибрация в узлах станка. Причиной вибрации
может быть плохая балансировка шлифовального круга, увеличен-
ный зазор в подшипниках шлифовального шпинделя, неисправ-
ность ременной передачи.
Регулярно, раз в два-три месяца нужно производить генераль-
ную чистку станка и проверять систему охлаждения. Если охлаж-
дающая жидкость вызывает ржавление станка или деталей, то в нее
следует ввести нитрит натрия, кальцинированную соду, тринатрий-
фосфат или сменить жидкость. Жидкость сменяют также в том слу-
чае, если она начинает неприятно пахнуть или раздражает руки ра-
бочего. Во избежание коррозии охлаждающая жидкость, находя-
158
щаяся в станке, на котором более недели не работали, должна быть
проверена перед пуском станка. Не реже одного раза в смену не-
обходимо удалять из отстойного бака накопившийся шлам.
Станок необходимо ежедневно тщательно убирать, при этом сле-
дует:
очищать кожух шлифовального круга;
протирать направляющие колонки и слегка смазывать их мине-
ральным маслом;
протирать измерительные приборы, если они установлены на
станке;
промывать прибор правки круга;
промывать магнитную плиту и стол, слегка смазывать их мине-
ральным маслом;
очищать изнутри кожух стола;
очищать все каналы слива охлаждающей жидкости;
протирать маховик, лимб, рукоятки, таблички и пульт управле-
ния.
Один раз в неделю нужно очищать сетки вентиляционных отвер-
стий шлифовальной бабки и протирать весь станок, чтобы удалить
пыль и влагу.
§ 18. МОДЕРНИЗАЦИЯ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Под модернизацией оборудования, понимают повышение техни-
ческого уровня машин устаревших конструкций до уровня совре-
менных. Модернизацию станков производят с целью сокращения
машинного и вспомогательного времени (повышения уровня меха-
низации и автоматизации), повышения точности обработки, улуч-
шения условий труда, повышения эксплуатационных качеств
станка.
ЭНИИМСом разработаны типовые проекты по модернизации
устаревших станков, в том числе и плоскошлифовальных. Модер-
низацию станков проводят также и по заводским разработкам.
В качестве примера можно привести модернизацию шпинделя
станка 371-Ml, у которого очень сложно регулировать перед-
ний подшипник и трудно обеспечить соосность передней и задней
опор шпинделя. Сложна также разработка и сборка шпиндельного
узла. На Ленинградском заводе полиграфических машин по пред-
ложению слесаря Б. Т. Гельберга была проведена модернизация
шпиндельного узла этого станка. В модернизированной конструк-
ции (рис. 109) шпиндельный узел монтируют в стакане 2, который
по плотной посадке входит в корпус бабки 3, и закрепляют четырь-
мя болтами. В стакан 2 входит шпиндель, сидящий на четырех ра-
диально-упорных подшипниках, точность которых должна быть не
ниже типа В. Ротор электродвигателя 1 входит в статор 4 и наса-
жен на конический хвостовик шпинделя.
После модернизации жесткость шпинделя увеличилась, класс
шероховатости обрабатываемых поверхностей повысился, межре-
монтный цикл стал больше, условия эксплуатации станка облег-
чились.
159
Рис. 109. Модернизированная конструкция шпинделя станка
371-М1
Контрольные вопросы
1. Как классифицируют плоскошлифовальные станки?
2. Какие операции следует выполнять на станках с круглым столом и какие
на станках с прямоугольным столом?
3. Каково назначение станины и стола?
4. Как устроены шлифовальные бабки?
5. Какие опоры бывают у шпинделей плоскошлифовальных станков?
6. Какие основные части и узлы составляют гидравлическую схему станков?
7. Как производят смазку станка?
8 Для чего служит кинематическая схема станка?
9. Каково назначение паспорта станка?
10. Какие следует соблюдать правила ухода за станком?
11. Каковы цели модернизации станков?
ГЛАВА V. ТЕХНОЛОГИЯ ПЛОСКОГО ШЛИФОВАНИЯ
§ 1. ПОНЯТИЕ О ПРОИЗВОДСТВЕННОМ И ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССАХ
И ТИПЫ (ОРГАНИЗАЦИОННЫЕ ФОРМЫ) ПРОИЗВОДСТВА
П роизвод ст венным процессом называют совокупность всех дей-
ствий, в результате которых поступающие на завод материалы и
заготовки превращаются в готовые изделия.
Технологическим процессом называется часть производственно-
го, содержащая действия по изменению и последующему опреде-
лению состояния предмета производства, т. е по изменению разме-
ров, формы, свойств материала и контроля детали. Технологи-
ческий процесс расчленяется на операции, установы, позиции, пе-
реходы, рабочие и вспомогательные ходы и вспомогательные пе-
реходы.
Технологической операцией называют законченную часть техно-
логического процесса, выполняемую на одном рабочем месте и
охватывающую все действия рабочего и оборудования, производи-
мые с одной или несколькими одновременно обрабатываемыми де-
талями. Обработку другой детали или другой поверхности в партии
одинаковых деталей считают новой операцией. Например, шлифо-
вание одной плиты на одном плоскошлифовальном станке с двух
сторон выполняют за одну операцию. Если же шлифуют по одной
плите партию плит сначала с одной стороны, а затем с другой, то
при этом выполняются две операции.
У становом называют технологическую часть операции, выпол-
няемой при неизменном закреплении обрабатываемой заготовки
или группы одновременно обрабатываемых заготовок. Съем детали
со станка с последующим закреплением считается новым уста-
новом.
Позицией называется фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой заготовкой совместно с
приспособлением относительно инструмента или неподвижной
части оборудования, для выполнения определенной части операции.
Технологическим переходом называют законченную часть тех-
нологической операции, характеризующуюся постоянством приме-
няемого инструмента и поверхностей, образуемых обработкой.
Следовательно, переход от обработки одной поверхности заготовки
к другой поверхности является следующим переходом.
Рабочий ход — это законченная часть технологического пере-
хода, состоящая из одного однократного перемещения инструмен-
та относительно заготовки, сопровождаемого изменением формы,
размеров, шероховатости или свойств заготовки.
Вспомогательный переход — законченная часть технологиче-
ского перехода, состоящая из действий человека и оборудования
или одного оборудования, которые не сопровождаются изменением
формы, размеров и шероховатости поверхностей, но необходим^
для выполнения технологического перехода (пуск станка, останов
станка, включение подачи и т. д.).
В зависимости от величины годовой производственной програм-
11—2228
161
Характерные признаки типов производства
Таблица 3
Показатели Типы производства
индивидуальное серийное массовое
Вид заготовки Прокатные профили, от- ливки в земляные формы, по- ковки, полученные свободной ковкой Прокатные профили, от- ливки в земляные и металли- ческие формы, поковки, по- лученные в ковочных (под- кладных) штампах Прокатные профили, перио- дический прокат, отливки в металлические и оболочковые формы, прецизионное литье, литье под давлением, штам- повки, полученные в закры- тых штампах
Оборудование Универсальное оборудова- ние без специальных приспо- соблений Универсальное оборудова- ние, оснащенное специальны- ми приспособлениями, а так- же специализированные стан- ки и переналаживаемые ав- томатические линии Специализированное и спе- циальное оборудование, авто- матические линии
Расположение оборудо- Групповое (по видам стан- Переменно-поточные линии, Специализированные участ-
вания ков) и предметное (по видам изделий) станки расположены в по- рядке, предусмотренном тех- нологическим процессом ки, поточные и автоматические линии
Технологическая оснаст- Универсальные приспособ- Универсальные и специаль- Преимущественно специаль-
ка (приспособления, режу- щий, измерительный и вспо- могательный инструменты) ления и инструменты ные приспособления и инст- рументы ные приспособления и инстру- менты
Квалификация рабочих Высокая Средняя Низкая: операторы 2—3-го разрядов. Высокая: наладчики 4—6-го разрядов (
мы, номенклатуры, трудоемкости изготовляемых изделий и приме-
няемого оборудования различают три типа производства (табл. 3).
Индивидуальным производством называют такое производство,'
при котором изделия выпускаются единицами или в небольших ко-
личествах.
Серийным производством называют такое производство, в кото-
ром изделия изготовляются партиями или сериями. В зависимости
от величины и частоты повторяемости серий или партий и трудоем-
кости изготовляемых деталей различают мелкосерийное, серийное
и крупносерийное производство.
Массовым называют такое производство, когда на предприятии
непрерывно изготовляют в больших количествах одни и те же, по-
стоянно повторяющиеся изделия.
§ 2. ПРОЦЕСС РЕЗАНИЯ ПРИ ШЛИФОВАНИИ
Основные характеристики процесса. Шлифование представля-
ет собой процесс сверхскоростного резания, осуществляемого мас-
сой абразивных зерен, расположенных по периферии или торцевой
поверхности шлифовального круга.
Процесс резания при шлифовании можно рассматривать как
суммарное царапание обрабатываемой поверхности абразивными
зернами.
Процесс резания при шлифовании отличается следующими осо-
бенностями: 1. Шлифовальный круг имеет не сплошную, а преры-
вистую режущую кромку, так как абразивные зерна находятся друг
от друга на некотором расстоянии.
2. Процесс шлифования заключается в очень тонком срезании от-
дельными зернами — резцами материала детали.
3. Зерна круга в отличие от резцов цмеют неправильную округ-
ленную в вершинах геометрическую форму и произвольно располо-
жены в круге, поэтому нет определенных значений углов а, <р, X
и других, а передний угол, как правило, имеет отрицательное зна-
чение. Так, у зерен электрокорунда зернистостью 40 имеются за-
кругления на вершинах радиусом 0,025 мм, а у зерен зернистостью
25 — радиусом 0,019 мм. В момент, предшествующий врезанию, аб-
разивные зерна интенсивно скользят по металлу, вызывая большое
тепловыделение, приводящее к высокой мгновенной температуре.
На рис. ПО, а показан момент вступления абразивного зерна
в контакт с обрабатывае-
мой поверхностью, когда
резания не происходит и
режущая кромка зерна
скользит по обрабатывае-
мой поверхности, в ре-
зультате металл под
кромкой абразивного зер- ______--------------- —г
на сжимается (происхо- а) 6) в)
ДИТ упругопластическая Рис. 110. Схема срезания стружки абраэ
деформация металла). ным зерном
н*
163
На рис. ПО, б процесс резания еще не начинается, деформиро-
ванный металл приближается к передней поверхности режущего
зерна.
На рис. ПО, в показан момент, когда в результате деформации
металла и движения режущей кромки абразивного зерна его пе-
редняя поверхность сталкивается с образовавшимся выступом ме-
талла, сдвигает его, и скалывает стружку. Стружка успевает на-
греться до оплавления и уносится в виде застывшей капельки ме-
талла.
4. Абразивные зерна, находящиеся на режущей части круга, рас-
положены на различном расстоянии от поверхности круга, поэтому
в обрабатываемую поверхность зерна внедряются на различную,
очень малую глубину и вызывают лишь упругую деформацию. При
этом происходит большое трение и, следовательно, тепловыделение.
Некоторые зерна вообще не участвуют в процессе резания, так
как попадают в срезанные предыдущими зернами участки поверх-
ности (канавки) металла. Только 6—8% абразивных зерен, распо-
ложенных на режущей части круга, участвуют в съеме металла.
В процессе шлифования под влиянием увеличивающейся на-
грузки на затупившиеся зерна последние могут выкрашиваться или
раскалываться. При этом обнажаются новые острые кромки зерен.
Таким образом, в отличие от резца круги могут самозатачиваться.
5. Снятие стружки зерном происходит за очень незначительное
время (0,0001—0,00005 сек), т. е. практически мгновенно, но бла-
годаря большому количеству зерен процесс стружкообразования
протекает для всего круга непрерывно.
6. Высокая твердость и термостойкость абразивных зерен, а так-
же увеличение пластичности обрабатываемого материала из-за
местного нагрева в зоне контакта круга с деталью дают возмож-
ность обрабатывать очень твердые материалы (стальные закален-
ные детали, твердые сплавы, высокотвердые чугуны и др.).
7. Высокая температура в зоне контакта абразивного зерна и де-
тали приводит к интенсивному нагреву поверхности, образовавшей-
ся риски. После выхода зерна из зоны контакта начинается охлаж-
дение, но поверхность не успевает полностью охладиться до тех
пор, пока в работу вступает новое зерно. Можно считать, что новое
зерно начинает резание при температуре примерно 600° С.
Таким образом, в процессе шлифования резание осуществляет-
ся при высокой температуре детали, тогда как резание резцами или
фрезами — при значительно более низкой. Это обстоятельство при-
водит к необходимости учитывать при шлифовании физико-механи-
ческие свойства стали и чугунов при температуре 600° С, а не в хо-
лодном состоянии.
При высоких температурах материал имеет меньшую твердость
и прочность и потому обрабатываемость его более легкая чем хо-
лодного материала.
Ряд легирующих элементов способствует сохранению высоких
механических свойств в нагретом состоянии, т. е. делает сталь бо-
лее жаропрочной. Наиболее эффективными элементами, повышаю-
164
щими жаропрочность, являются вольфрам, молибден, кремний, ти-
тан. Поэтому стали, легированные этими элементами, шлифуются
труднее углеродистых конструкционных сталей.
Легирование конструкционных сталей добавками хрома, марган-
ца, никеля ухудшает обрабатываемость стали шлифованием незна-
чительно, а добавки вольфрама, кремния, титана и других элемен-
тов, значительно повышающих жаропрочность, резко ухудшают об-
рабатываемость стали шлифованием.
Стружка, снимаемая при шлифовании и размещаемая в порах
шлифовального круга, при выходе из зоны шлифования под дейст-
вием центробежных сил и струи охлаждающей жидкости удаляется
с поверхности круга. При сравнительно больших сечениях снимае-
мой стружки, превышающих размер пор между зернами круга, она
вдавливается в поры круга с такой силой, что действия силы и струи
охлаждающей жидкости уже недостаточны, чтобы ее удалить. Та-
кой режим шлифования ведет к быстрому засаливанию круга и бра-
ку деталей.
Средняя толщина стружки, снимаемой одним зерном абразив-
ного круга, имеет также большое влияние на стойкость и произво-
дительность шлифовального круга.
Параметры шлифования. Рассмотрим основные параметры, ха-
рактеризующие процесс шлифования.
1. Скорость круга ик— окружная скорость периферий-
ных зерен круга, измеряемая в м/сек. Эта скорость представляет
путь, выраженный в лс, который проходит любая точка круга, на-
ходящаяся на наибольшем диаметре круга Ок за 1 сек.
За один оборот круга его периферийная точка пройдет путь,
равный длине окружности, nDK, а за и оборотов круга в минуту —
nDK-n. Так как Ок выражают в мм, а п в об/мин, то для получе-
ния величины ик в м/сек полученное произведение л£>к-п следует
разделить на 1000 и на 60:
itDKn ,
vK =-----— м/сек.
к 1000 - 60
Так как скорость обрабатываемой детали по сравнению со ско-
ростью абразивного круга очень мала, то ее величиной пренебрега-
ют и скорость абразивного круга принимают за скорость шли-
фования (резания).
2. Скорость детали уд— скорость перемещения стола
с закрепленной на нём деталью относительно шлифовальной бабки
в м/мин. Ее часто называют скоростью изделия. Главным движени-
ем подачи называется перемещение детали на станках с прямо-
угольным столом. Оно осуществляется при возвратно поступатель-
ном движении стола (рис. 111, а и б), а на станках с круглым сто-
лом— при вращении стола (рис. 111, в и г).
При вращении круглого стола окружная скорость изделия за-
висит от расстояния, на котором расположена обрабатываемая по-
верхность от оси вращения стола, т. е. от радиуса. На большемра-
диусе скорость большая, а на меньшем — меньшая. Поэтому нЗ>а-
ких станках принимают среднее значение иДср —скорость изделия,
отнесенную к среднему диаметру dnp шлифования:
165
апр = ^±^- = ои-квл
где /)н — наружный (наибольший) диаметр расположения деталей
на столе, мм\
DB — внутренний (наименьший) диаметр расположения дета-
лей на столе, мм;
Вд — ширина обрабатываемой детали, мм\
к — количество рядов деталей.
В таблицах режимов резания обычно принимают dnp = 0,7Ди.
3. Глубина реза-
ния t — величина припу-
ска в миллиметрах, сни-
маемая кругом за один
проход. Фактическая глу-
бина резания несколько
меньше, чем величина пе-
ремещения круга вместе
с бабкой перпендикуляр-
но обрабатываемой по-
верхности, St за счет от-
жатия круга и детали под
действием усилий резания
и износа круга при обра-
ботке.
4. Поперечная по-
дача 5Поп — это переме-
щение круга относитель-
но закрепленной детали в
миллиметрах за один ход
прямолинейно движуще-
гося стола или шлифо-
вальной бабки (см. рис.
111, а) или за один обо-
рот вращающегося стола
в направлении, перпенди-
кулярном главному дви-
жению подачи и парал-
лельном шлифуемой по-
верхности (см. рис.
111, в).
Поперечная подача не-
обходима для шлифова-
ния всей поверхности об-
рабатываемой детали,
когда размер детали боль-
ше ширины круга, при шлифовании периферией круга, или диамет-
ра круга, при шлифовании торцем круга. При ширине круга боль-
шей, чем ширина детали, поперечную подачу не производят (см.
рис. 111, б, г).
6) г)
Рис. 111. Схемы способов обработки по-
верхностей деталей при плоском шлифо-
вании:
а — периферией круга на станках с прямоуголь-
ным столом, б — торцом круга на станках с пря-
моугольным столом, в — периферией круга на
станках с круглым столом, г — торцом круга на
станках с круглым столом; ик — скорость круга;
— скорость деталй, $поп — поперечная подача,
st — подача на глубину
166
На процесс резания при шлифовании влияют такие величины,
как толщина и длина стружки.
При обработке детали шлифовальный круг подается на деталь,
и зерна его врезаются на глубину резания, при этом каждое зерно
снимает слой металла а (толщину стружки). Эту величину можно
определить по формуле:
при шлифовании периферией круга
а = —1/ — мм\
30oKZ У DK
при шлифовании торцом круга
1 Vj
а = k • —— мм.
vKZ
где уд — скорость движения детали, м/мин\
ук — окружная скорость круга, м/сек\
Z— число зерен, приходящееся на единицу длины круга, шт.;
t — глубина резания, мм\
DK — диаметр круга, мм\
k — коэффициент.
Толщина стружки влияет на ход процесса шлифования. От нее
зависят нагрузка на зерно, шероховатость шлифуемой поверхнос-
ти, стойкость круга. Для повышения стойкости круга и повышения
класса шероховатости поверхности рекомендуется уменьшать тол-
щину стружки.
Толщину стружки можно уменьшить, снизив скорость движе-
ния детали и повысив скорость круга. В меньшей степени толщи-
на стружки зависит от глубины шлифования и диаметра круга.
Износ круга уменьшается при снижении скорости детали или
повышении скорости вращения круга. Если круг засаливается, то
следует увеличить толщину стружки, уменьшив скорость круга v-L<
или увеличив скорость детали уд.
Длина стружки — часть длины дуги, которую проходит
абразивное зерно за время контакта с обрабатываемой поверхно-
стью.
Чем больше диаметр круга, тем больше дуга контакта и тем
больше выделяется тепла. Условия отвода тепла одинаковы как
при малой, так и при большой дуге контакта. Поэтому при боль-
шой длине стружки удаление ее затрудняется, стружка прилипа-
ет к кругу и засоряет его.
При больших скоростях круга длина стружки уменьшается.
Более короткую стружку можно получить за счет снижения глуби-
ны шлифования, но при этом понижается производительность.
§ 3. РЕЖИМЫ ШЛИФОВАНИЯ
Скорость шлифования, или скорость вращения круга, имеет
большое значение для процесса шлифования, так как производи-
тельность шлифования возрастает почти пропорционально ско-
167
рости круга. Чем больше скорость его вращения, тем меньше тол-
щина и сечение стружки. Поэтому для уменьшения износа круга,
уменьшения нагрузки на круг при обработке нежестких деталей,
а также для повышения класса шероховатости обрабатываемой по-
верхности нужно увеличить скорость вращения круга. Но увеличе-
ние скорости ограничивается прочностью круга и жесткостью стан-
ка. Выбирать скорости нужно по наибольшим допустимым значе-
ниям, указанным в ГОСТ 4785—64, в зависимости от формы круга,
связки, обрабатываемого материала, вида шлифования, конструк-
ции станка. Определение наивыгоднейшей скорости детали
производят по формуле:
для шлифования периферией круга
С /
V- => ------- M MUH\
Тт *tx • Sy
для шлифования торцом круга
С
Уд= --------- MjMUH,
где С — коэффициент;
Т — экономическая стойкость круга (время в минутах меж-
ду двумя правками), при которой стоимость операции
получается наименьшей, зависит от материала круга,
требующейся точности обработки, размеров круга, ме-
тода шлифования;
I — глубина шлифования, мм;
S — поперечная подача, в мм на ход стола при прямоли-
нейно движущемся столе или в мм на оборот стола
при вращающемся столе;
Впр— приведенная (сплошная) ширина шлифования, мм;
ди, х, у, z — показатели степени, приводимые в справочниках, за-
висят от материала детали, размеров детали и др.
При шлифовании стали периферией круга на проход экономиче-
ская стойкость обычно равна Т = 25 мин, торцом круга — Т =
= 40 мин. Значения Т указаны для наименьшей скорости шлифо-
вания.
Впр— это фактическая ширина слоя металла, снимаемого кру-
гом;
для станков с прямоугольным столом
D Р * Q
для деталей кольцевой формы
о _п(рл — d*) q _ 0,785 (D* — d*)q
np“ 4L ~ L '
г для станков с вращающимся столом
В = F 'q-
пр «-V
168
для деталей кольцевой формы
в _ r.(D* — d*) _ 0,25(0*—d2)
4<tdnp ^пр
где F — шлифуемая поверхность одной детали, мм2;
q — количество одновременно обрабатываемых деталей;
L — длина участка прямоугольного стола, на котором распола-
гаются обрабатываемые детали, мм;
dnp — средний диаметр шлифования, мм;
D — наружный диаметр обрабатываемой детали, мм;
d — внутренний диаметр обрабатываемой детали, мм.
Шлифуемая площадь детали и габаритная площадь, которой де-
таль устанавливается на стол станка, могут не совпадать. Поэтому
вводят понятие степень заполнения стола Лзап
„ rF
Лзап ~ F F а ’
г габ ггаб
где Fra6 — общая габаритная площадь, занятая всеми деталями,
установленными на столе (включая просветы) мм2.
Режимы, обеспечивающие экономически эффективное шлифова-
ние, не совпадают с режимами, обеспечивающими наибольшую про-
изводительность. Последние значительно увеличивают затраты на
электроэнергию, износ шлифовальных кругов, станка и др.
Глубину шлифования выбирают в зависимости от обрабатывае-
мого материала и вида шлифования. При черновом шлифовании
выгодно работать с наибольшей глубиной резания (шлифования),
допускаемой зерном круга, деталью и станком. При этом глубина
резания не должна превышать половины поперечного размера зерна.
Так, например, для круга зернистостью 50 она должна быть
не более 0,25 мм. При увеличении глубины резания более допу-
стимой поры круга быстро заполняются стружкой и круг заса-
ливается. С увеличением глубины шлифования возрастают уси-
лия и мощность, затрачиваемые на трение и дробление стружки.
Поэтому глубину шлифования следует уменьшать при обработке
нежестких деталей, слабо закрепленных на станке, и при воз-
можности появления прижогов. При отделочном шлифовании глу-
бина шлифования должна быть небольшой, это повышает точ-
ность и качество обработки. Твердые и прочные материалы шли-
фуются на меньшую глубину.
Прочность чашечных кругов допускает очень малую глубину
резания — до нескольких сотых миллиметра. Допустимая глуби-
на шлифования кольцевыми и сегментными кругами достигает
нескольких миллиметров.
Поперечную подачу измеряют в долях высоты круга. Для чер-
нового шлифования она составляет 0,4—0,7, а при чистовых рабо-
тах— 0,2—0,3 высоты круга на один ход стола. Чем больше вели-
чина подачи, тем выше производительность, но ниже класс шерохо-
ватости поверхности.
Наиболее рациональные режимы резания ик, ^д, Л «$поп вь^йи-
рают ho таблицам справочника. Режимы, указанные в табл. Я,
169
можно брать за основу, но в каждом конкретном случае следует
учитывать возможности станка, условия работы, требуемую точ-
ность и шероховатость поверхности обрабатываемых деталей.
Таблица 4
Рекомендуемые режимы резания при плоском шлифовании
Типы станка Вид шлифования Глубина шлифования мм Поперечная подача в долях ширины круга 5noir мм Скорость детали ^д» м/мин
Шлифование периферией круга
Станки с прямоуголь-
ным столом
Станки с круглым
столом
Предваритель-
ное и чистовое
То же
0,015—0,15
9,005—0,015
0,005—0,06
0,005—0,013
0,4—0,7
0,2—0,3
0,3—0,6
0,5—0,25
8—30
15—20
8—40
20-^40
Шлифование торцем круга
Станки с прямоуголь-
ным столом
Станки с круглым
столом
Полуавтоматические
станки с круглым сто-
лом
Предваритель-
ное и чистовое
То же
я
0,015—0,08
0,005—0,02
0,015—0,06
0,005—0,02
0,10 —0,15
0,005—0,01
8—25
8—25
10—40
10—40
2—3
2—3
§ 4. УСИЛИЯ, ДЕЙСТВУЮЩИЕ В ПРОЦЕССЕ ШЛИФОВАНИЯ,
И МОЩНОСТЬ, ЗАТРАЧИВАЕМАЯ НА ШЛИФОВАНИЕ
Шлифовальный круг, врезаясь в поверхность детали абразив-
ными зернами, снимает стружку. Чем большую стружку нужно
срезать и чем прочнее материал детали, тем большую силу реза-
ния нужно приложить к кругу.
Силу резания, приложенную к кругу, можно разложить на три
составляющие (рис. 112): окружную А, реакцию Ру и усилие по-
дачи Рх.
Окружная, или тангенциальная, сила Pz направлена парал-
лельно шлифуемой плоскости и касательно к окружности шлифо-
вального круга. Величина Pz определяет величины крутящего мо-
мента и мощности, которые не-
обходимо затратить на шлифо-
вание. Сила Pz расходуется на
отделение стружки и преодоле-
ние сил трения между кругом
и обрабатываемой поверхно-
стью. На отделение стружки у
закаленной стали затрачивает-
ся 30—50% тангенциальной
Рис. 112. Усилия резания при шлифовании: силы, у незакаленной стали
а — периферией круга, б— торцом круга 25 30%, На ПреОДОЛСНИе СИЛ
170
трения — 50—75%. Коэффициент трения при шлифовании неза-
каленной стали кругами из электрокорунда составляет примерно
0,55, а закаленных сталей примерно 0,2. Это обстоятельство объяс-
няет примерно одинаковую мощность, расходуемую на шлифование
закаленных и незакаленных сталей.
Сила Ру, направленная перпендикулярно шлифуемой поверх-
ности, является реакцией детали против стремления кру-
га внедрить зерна в тело обрабатываемой детали и деформиро-
вать обрабатываемую деталь. Сила Ру при периферийном шли-
фовании стремится изогнуть"шпиндель, на котором закреплен круг,
а при торцевом — прижать шпиндель к осевым подшипникам и, ес-
ли круг несколько наклонен и работает только одной стороной, так-
же и изогнуть шпиндель.
Усилие подачи Рх действует в плоскости шлифования, вы-
зывая дополнительный прогиб шпинделя.
Соотношение между Рг и Ру изменяется в зависимости от ре-
жимов шлифования:
Ру= (1,5-2). Pz.
Окружное усилие при периферийном шлифовании определяют
по формулам:
для стали
р =25— . /0,5330.53, кгс.
VK
для чугуна
Рz = 21— • /°’33.5°,33 кгс.
t'K
Окружное усилие увеличивается с повышением скорости дета-
ли, величины подачи и глубины шлифования, но уменьшается с уве-
личением скорости круга. С уменьшением диаметра в результате из-
носа снижается окружная его скорость и возрастает окружное уси-
лие.
Усилие и мощность повышаются при увеличении твердости кру-
га. Поэтому при обработке массивных деталей на мощных станках
следует использовать твердые круги, а на маломощных станках
мягкие самозатачивающиеся, работающие всегда острыми кромка-
ми, и крупнозернистые круги, меньше дробящие стружку и работаю-
щие с незначительными усилиями резания.
Мощность, затрачиваемую непосредственно на процесс шлифо-
вания, определяют по формуле
AZ = РА квт
102
где Pz — усилие, кгс *;
ук — скорость круга, м/сек\
102 — коэффициент перевода килограммометров в киловатты.
* Для перевода силы, выраженной в килограммах, в ньютоны нужно значение
силы в килограммах умножить на коэффициент 9,80665. 1 кгс = 9,80665 н.
171
В настоящее время часто используют показатель, характери-
ризующий удельный расход мощности на съем единицы объема ме-
талла за 1 мин, приходящийся на 1 мм ширины круга.
§ 5. ТЕПЛОТА, ОБРАЗУЮЩАЯСЯ ПРИ ШЛИФОВАНИИ.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОВЕРХНОСТИ
В зоне контакта абразивного круга и обрабатываемой детали
возникает высокая температура, достигающая в некоторых случа-
ях 1000—1600° С. При всех процессах резания выделяется тепло,
но при шлифовании его выделяется намного больше, чем при об-
работке резцами, фрезами или другими многолезвийными инстру-
ментами. Это объясняется следующим: скорость шлифования в
10—20 раз превышает скорость обработки резцами и фрезами; аб-
разивные зерна имеют, как правило, отрицательные передние углы
и поэтому при резании затрачивается много энергии на прижатие
шлифовального круга к детали, в результате стружка более измель-
чается и выделяется много тепла. Выделяющееся тепло нагревает
абразивный круг, обрабатываемую деталь и окружающий воздух.
Так как воздух и абразивный круг обладает небольшой теплопро-
водностью, выделяющее тепло в основном поглощается обрабаты-
ваемой деталью; количество теплоты, поглощаемой деталью при
снятии 1000 мм3 металла абразивным кругом, составляет 10,7—
13,5 ккал, стружка уносит всего 2—8%, а в деталь отводится от 70
до 85% выделяемой теплоты. Вследствие этого в момент снятия
стружки в зоне резания образуется так называемая мгновенная тем-
пература. Мгновенную температуру отличают от установившейся
температуры поверхностного слоя детали, которая намного меньше
мгновенной.
Установившаяся температура характеризуется количеством теп-
ла, поглощаемым деталью, равным количеству тепла, отводимым от
детали охлаждающей жидкостью.
В процессе окончательного шлифования установившаяся темпе-
ратура должна быть примерно равной температуре цеха, ибо изме-
рительный инструмент, которым пользуются для контроля детали,
имеет температуру цеха. Чтобы избежать ошибок, измерение по-
верхностей должно производиться при примерно одинаковой тем-
пературе детали и инструмента (20±2°С). Иногда мгновенная тем-
пература бывает настолько высокой, что стружка размягчается, спе-
кается и даже плавится.
80% энергии при шлифовании затрачивается на нагрев и лишь
20% на деформацию кристаллической решетки.
За счет высокого нагревания и быстрого охлаждения поверхно-
сти закаленная сталь в поверхностном слое получает вторичную за-
калку и высокий отпуск. Под этим тонким поверхностным слоем
получается отпущенный слой (структура троостит), а далее деталь
имеет структуру исходного металла.
Часто структурные изменения сопровождаются появлением на
поверхности детали цветов побежалости. Такое состояние поверх-
ностного слоя называется прижогом.
172
Образование прижогов недопустимо, так как они снижают меха-
нические свойства поверхностного слоя металла. Прижог в зависи-
мости от причины, его вызвавшей, может быть сплошным, когда
значительная часть поверхности металла сплошь окрашена в цве-
та побежалости, и местным, когда перегретым оказываются от-
дельные участки на поверхности.
Появление сплошных прижогов на поверхности детали может
быть вызвано следующими причинами:
1. Завышением глубины шлифования, вследствие чего средняя
толщина стружки, снимаемой одним зерном шлифовального круга,
получается слишком большой; в результате резко увеличивается
давление абразивных зерен на обрабатываемую поверхность, уве-
личивается работа трения и происходит усиленный нагрев поверх-
ности.
2. Завышенной твердостью и несоответствием условий работы
выбранного шлифовального круга, что также вызывает чрезмерное
давление шлифующих зерен на поверхность детали; увеличивается
работа трения и происходит усиленный нагрев поверхности.
3. Недостаточной интенсивностью охлаждения и неправильным
подбором способа подвода смазочно-охлаждающей жидкости.
4. Заниженной скоростью движения детали. При этом нагретая
царапина, сделанная абразивным зерном, не успевает охладиться
до того, как следующее зерно врезается в нее, вызывая дополни-
тельный нагрев поверхности.
5. Несвоевременной, нерациональной или неправильной правкой
круга, когда на круге не образовались абразивные зерна с остры-
ми режущими кромками. Резание производится тупым кругом.
Местные прижоги могут появиться при вибрации станка (в ре-
зультате плохой балансировки круга), биении круга (из-за неточ-
ной центровки и закрепления круга на фланцах), а также в резуль-
тате неисправностей подшипников шпинделя. Прижоги на поверх-
ности детали обнаруживают по цветам побежалости, а также трав-
лением детали, которое не оказывает влияния на качество поверхно-
сти. Травление производят в растворе азотной кислоты (2—5%)
в этиленгликоли или в этиловом спирте, затем деталь промывают,
осветляют в растворе соляной кислоты, нейтрализуют в растворе
кальцинированной соды и предохраняют от коррозии в растворе
нитрида натрия. Так как структура троостита более чувствительна
к действию кислот, чем другие структуры, то поверхность без при-
жогов остается светлой, а отпущенная при прижоге темнеет и тем
сильнее, чем мягче стала сталь.
При хорошо шлифованной поверхности (малой шероховатости)
требуется слабое травление, при грубой шлифовке, когда на по-
верхности остаются большие неровности, необходимо применять
более длительное травление в более крепких растворах.
Прижоги достигают 2 мм глубины, иногда при этом твердость
поверхности уменьшается с 62—64 до 45—55 единиц HRC.
Разные структуры стали занимают разные объемы. Поэтому
участки с изменившейся структурой растягиваются или сжимаются
173
другими участками и в поверхностном слое возникают внутренние
напряжения. Особенно вредны растягивающие напряжения, дости-
гающие очень больших значений (80—100 кгс/Оиж2), уменьшаю-
щие прочность, надежность и долговечность детали.
Глубина распространения остаточных напряжений внутрь дета-
ли составляет величину до 0,08 мм, а интенсивно напряженный слой
достигает глубины примерно 0,01 мм.
Если выбрать рациональные режимы шлифования, то можно до-
биться сжимающих остаточных напряжений, которые увеличивают
усталостную прочность и долговечность детали.
Если внутренние напряжения превышают сопротивление мате-
риала на разрыв, то в детали возникают шлифовочные трещины.
Причины образования шлифовочных трещин аналогичны причинам
образования прижогов, поэтому на практике шлифовочные трещи-
ны сопровождаются возникновением прижогов.
Для уменьшения возможности возникновения прижогов и тре-
щин следует:
1. Подводить обильное количество смазочно-охлаждающей жид-
кости, уменьшающей коэффициент трения между шлифуемой де-
талью и кругом.
2. Уменьшать глубину шлифования и работать без подачи на
глубину в конце шлифования.
3. Применять более мягкие круги. Если нельзя работать мягки-
ми кругами, необходимо увеличить скорость движения детали. В ре-
зультате этого уменьшится время нагревания каждого участка и
увеличится усилие шлифования, что будет способствовать самоза-
тачиванию круга.
4. Применять круги из электрокорунда хромистого, циркониево-
го, электрокорунда белого, эльбора вместо кругов из электрокорун-
да нормального.
5. Применять сегментные круги, вместо кольцевых, при торце-
вом шлифовании.
6. Увеличить наклон оси шлифовальной бабки при торцевом
шлифовании, чтобы сократить длину контакта круга с деталью.
Для выявления шлифовочных трещин применяют различные ме-
тоды. Детали из магнитных материалов проверяются методами
магнитной дефектоскопии.
Для немагнитных материалов применяют люминесцентную де-
фектоскопию.
Для нержавеющих и жаропрочных материалов применяется лю-
минесцентная дефектоскопия с использованием красителя «Судан»,
отличающегося высокой способностью заполнять малейшие трещи-
ны и поры. В настоящее время применяют также дефектоскопию
при помощи вихревых токов.
§ 6. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Качество шлифованной поверхности характеризуется не только
физико-механическими свойствами поверхностного слоя, но и мик-
174
ронеровностями, т. е. шероховатостью поверхности, штрихами об-
работки и их направлением, формой неровностей.
Микронеровности (неровности небольшой высоты) поверхности
зависят от формы режущего инструмента, подачи, зернистости,
твердости, структуры, шлифовального круга, скорости резания, виб-
рации круга, детали, станка и других причин.
Различают 14 классов шероховатости поверхности (ГОСТ
2789—73) в зависимости от высоты микронеровностей, обозначаю-
щихся Rz или среднеарифметического отклонения профиля поверх-
ности 7?а в микрометрах.
L
Рис. 113. Микронеровности поверхности
Среднее арифметическое отклонение профиля определяют сле-
дующим образом (рис. 113): складывают все величины измеренных
расстояний точек профиля от средней линии профиля и делят на
число этих точек
= У1 + У2 + Уз + .. • +уп
а п
Высоту неровностей Rz определяют, как среднее расстояние меж-
ду пятью высшими точками выступов и пятью низшими точками
впадин, измеренных от линии, параллельной средней линии
D (Л1 + Л3 4“ ^5 + ^7 Ч- - (^2 4" ^4 4“ в + Л10)
I
R& и Rz определяются на участке установленной длины.
По ГОСТ 2789—73 R& и Rz должны быть не более чем указано
в табл. 24 для данного класса шероховатости. Измерение шерохо-
ватости производится на участке определенной длины I = 0,08—
—0,25; 0,8; 2,5; 8 мм.
Классы шероховатости поверхностей от 6 до 14 дополнительно
разбиваются на три разряда — а, б, в (табл. 25), чтобы ограничить
величину допускаемых микронеровностей тремя значениями в пре-
делах одного класса.
Шероховатость поверхности условно обозначают знаком V,
с указанием класса шероховатости, например V8, или класса и раз-
ряда шероховатости — V6 а.
Шероховатость поверхности измеряется щуповыми приборами
(профилометром и профилографом) и оптическими (микроинтер-
ферометром и двойным микроскопом).
175
Рис. 114. Схема дат-
чика профилометра
На рис. 114 показана схема датчика щу-
пового профилометра конструкции К. В.
Киселева. Алмазная игла 1 закреплена в
штоке 2, на котором находится индуктивная
катушка 3. Шток укреплен на плоских бу-
ферных пружинах 5. Алмазная игла переме-
щается по контролируемой поверхности, на-
ходясь к ней в строго перпендикулярном
положении. При движении игла пересекает
силовые линии магнитного поля, создавае-
мого постоянным магнитом, и таким обра-
зом ее движение (вверх — вниз) повторяет
профиль поверхности. В индуктивной ка-
тушке возникает электрический ток. Напря-
жение тока пропорционально величине ско-
рости линейных перемещений иглы. Шкала
прибора переводит напряжение в микроны, соответствующие клас-
су шероховатости, что позволяет сразу читать полученный резуль-
тат.
Шероховатость поверхности деталей оценивается также сравне-
нием с шероховатостью поверхности эталонных образцов, рассмат-
риваемых совместно под лупой или микроскопом. Например, по
данным измерения Rz = 25 мкм требуется определить класс шеро-
ховатости поверхности. По таблице (ГОСТ 2789—73) устанавлива-
ем, что измеренная величина Rz находится в пределах 40—20 мкм
и соответствует шероховатости 4-го класса (V4); если 7?а =
= 0,45 мкм, то устанавливаем, что это значение соответствует 8-му
классу шероховатости (V8) или точнее — 8 б (V8 б).
Шероховатость поверхностей 7—9-го классов обеспечивается
чистовой и отделочной обработкой — шлифованием, прошиванием,
развертыванием, алмазным точением и растачиванием.
Шероховатость поверхностей 10—12-го классов получается в ре-
зультате шлифования при большой скорости, хонингования, притир-
ки и суперфиниширования (отделочные виды обработки).
В ГОСТ 2789—73 на шероховатость поверхности, кроме пока-
зателей 7?а и Rz приведен дополнительный ряд показателей, более
полно характеризующих микронеровности поверхности (например,
расстояние между микронеровностями, поверхность контакта, на-
правление штрихов при обработке и др.).
Плоское шлифование при нормальных производственных услови-
ях обеспечивают классы шероховатости поверхности, указанные в
табл. 5.
Однако по ряду причин при плоском шлифовании на обработан-
ной поверхности могут появиться следующие дефекты:
1. Грубая шероховатость. Причины: применение крупнозерни-
стого круга, грубая правка круга, чрезмерная глубина шлифования.
2. Хаотическое направление следов обработки. Причины: непра-
вильное или неплотное закрепление алмаза в алмазодержателе,
алмазодержателя в приспособлении при правке круга.
176
Таблица 5
Шероховатость поверхности при плоском шлифовании
Характер обрабатываемой поверхности Тип станка Класс шерохо- ватости
Наружные плоские поверх- С кругом, работающим торцем V7—V9
ности С кругом, работающим периферией V7—V10
Внутренние плоские поверх- С кругом, работающим торцем V7—V8
ности С кругом, работающим периферией V7—
3. Небольшие спиральные следы или следы, направленные пер-
пендикулярно движению стола. Причина: осевой люфт абразивно-
го круга, работающего периферией.
4. Царапины самой разнообразной формы и направления. При-
чины: загрязнение охлаждающей эмульсии.
5. Следы дробления. Причины: чрезмерный зазор в опорах шпин-
деля, недостаточная жесткость шпинделя, дисбаланс деталей, вра-
щающихся вместе со шпинделем, недостаточная смазка или чрез-
мерное заполнение густой смазкой масляных ванн подшипников,
наличие грубой сшивки на приводном ремне, дисбаланс приводных
электродвигателей и гидронасосов, укрепленных на станке, люфт з
направляющих шлифовальной бабки, жесткий реверс стола, вызван-
ный неудачной конструкцией гидропанели или плохой ее регулиров-
кой, влияние других близко расположенных машин, особенно рабо-
тающих с ударной нагрузкой, применение слишком твердого и мел-
козернистого круга и неправильный выбор режима шлифования.
Для устранения этих дефектов и получения необходимого каче-
ства шлифованной поверхности необходимо хорошо знать устройст-
во станка, содержать его в исправном состоянии и строго выполнять
требования, предъявляемые к обработке.
§ 7. СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ И МЕТОДЫ ИХ ПОДВОДА
Смазывающе-охлаждающая жидкость существенно влияет на
процесс шлифования:
поглощает тепло, выделяемое при резании;
снижает коэффициент трения, уменьшая контакт между зерна-
ми абразивного инструмента и обрабатываемой поверхностью;
удаляет из зоны резания стружку и абразивную пыль.
Таким образом, применение смазывающе-охлаждающей жидко-
сти позволяет улучшить условия труда, увеличивает срок службы
станка, так как абразивная пыль не попадает на направляющие
и подшипники, очищает поры круга от пыли и стружки, сохраняя
режущую способность круга и уменьшая количество его правок.
12-2228 177
Правильный подбор смазывающе-охлаждающей жидкости по-
вышает качество шлифуемой поверхности и увеличивает стойкость
круга. Применение смазывающей жидкости позволяет также ис-
пользовать более твердые круги.
Чем тверже шлифовальный круг, тем больше выделяется тепла
при шлифовании и, следовательно, обильнее должно быть охлаж-
дение.
При шлифовании конструкционных и легированных сталей при-
меняют смазочно-охлаждающие жидкости следующих составов.
1. 1%-ный раствор кальцинированной соды и 0,15%-ный нитрита
натрия.
2. 2%-ный водный раствор мыльного порошка и 3—10%-ный
эмульсола.
3. 1%-ный раствор триэтаноламина и 0,3%-ный нитрита натрия.
4. 3,5%-ный водный раствор нейтрального эмульсола на основе
олеиновой кислоты.
5. 3%-ный водный раствор эмульсола НГЛ-205 (увеличивает
стойкость кругов и повышает чистоту обрабатываемой поверхно-
сти на один класс).
6. 5—10%-ный раствор эмульсола марки СДМУ, в состав ко-
торого входит дисульфид молибдена (повышает стойкость круга
в 2—4 раза и качество поверхности на один-два класса).
7. Состав из 0,1% олеиновой кислоты, 0,2% триэтаноламина,
0,9% мылонафта и воды при шлифовании сталей 40Х, Х9СА (улуч-
шает чистоту поверхности на два класса, повышает стойкость кру-
га).
8. Раствор концентрата ТУН— 12 частей триэтаноламина, 24 ча-
сти уротропина, 12 частей нитрита натрия, 52 части воды в соотно-
шении 1 часть ТУН на 3 части воды (для алмазной заточки инстру-
ментов).
При шлифовании алюминия применяют следующие смазываю-
ще-охлаждающие жидкости:
состав из 0,2% мылонафта, 0,2 олеиновой кислоты, 0,5 триэта-
ноламина, 0,2 тринатрийфосфата, 0,2 ОП-7 (вспомогательных ве-
ществ), 98,7% воды;
состав из 50% керосина и 50% веретенного масла.
При грубом шлифовании чугунных деталей охлаждение произ-
водят раствором кальцинированной соды, при чистовом — водой
с добавлением масла, концентратом ТУН в соотношении 1 часть
ТУН на 3 части воды. Для шлифования направляющих чугунных
станин рекомендуют состав: 0,5—0,8% триэтаноламина, 0,1—0,2%
нитрита натрия, остальное вода.
Иногда чугунные и медные детали шлифуют без охлаждения, но
в этих случаях применяют пылеотсосы.
Детали из никеля и его сплавов шлифуют без охлаждения. При
шлифовании без охлаждения следует применять более мягкие кру-
ги, чем при шлифовании с охлаждением, чтобы уменьшить теплооб-
разование и избежать шлифовочных прижогов.
Для обеспечения хорошего качества шлифовайия необходимо
178
тщательно очищать охлаждающую жидкость от абразивной пыли
и металлической стружки. Для этого применяют фильтры, магнит-
ные сепараторы и центрифуги, устанавливаемые у станка.
Если в смазочно-охлаждающей жидкости имеется примесей свы-
ше 0,03% по весу, то шероховатость обрабатываемой поверхности
ухудшается примерно на один разряд. При количестве примесей
свыше 0,1% шероховатость ухудшается на 1—3 разряда и на шли-
фованной поверхности появляются риски. При этом стойкость кру-
га уменьшается на 15—20%.
Использованную охлаждающую жидкость очищают от частиц
металла и абразива в трех отстойниках: в первом и втором оседают
крупные частицы, в третьем — очень мелкие. Иногда в баки насыпа-
ют стружку, шлак, песок, чтобы лучше фильтровалась (очищалась)
жидкость.
Для тонкой очистки СОЖ (до 0,03—0,05% примесей) применя-
ют магнитные сепараторы. При использовании сепараторов с фильт-
ровальной бумагой примеси остаются менее 0,03%. Для особо тон-
кой очистки СОЖ применяют центрифуги. В цехах, где смонтирова-
но большое количество станков, обрабатывающих детали с одина-
ковой смазочно-охлаждающей жидкостью, используются централи-
зованные системы охлаждения. Система состоит из мощного насо-
са, резервуара большой емкости, подающего трубопровода с от-
ветвлениями к станкам, отводящей системы с очистителями и от-
стойниками для использованной жидкости.
Первый способ является наиболее распространенным.
Специальные заслонки патрубка должны предотвращать обильное
разбрызгивание СОЖ. Патрубок должен быть наклонен под углом
15° к горизонту, чтобы струя СОЖ подавалась до зоны контакта
круга и изделия. Из-за пористости круга, неровностей его поверх-
ности и большой скорости круг нагнетает большое количество воз-
духа, затрудняющее попадание СОЖ в зону шлифования.
Ширина заслонок подбирается так, чтобы струя жидкости по-
крывала высоту круга. Количество подаваемой СОЖ для станков
обычной точности рекомендуется 0,8—1,0 л/мин на 1 мм высоты
круга, для станков повышенной точности 1,2—1,5 л/мин на 1 мм
высоты круга. В последнее время к насадкам придается устройство,
сообщающее струе СОЖ ультразвуковые колебания. Для этого
в трубопровод вставляется алюминиевая насадка к торцу, которой
прикрепляется специальный источник колебаний с ультразвуковой
частотой диапазоном 20—40 кгц (магнитострикционный преобра-
зователь). Патрубок располагают на очень близком расстоянии от
шлифовального круга — до 0,05 мм. Поток СОЖ попадает на круг
при действии на жидкость колебательных движений. За счет того,
что колебательные движения передают жидкости импульсы энер-
гии, пузырьки воздуха, имеющиеся в жидкости, расширяются и
сжимаются (кавитация). Встречая на своем пути препятствия (по-
верхность круга), пузырьки лопаются. При этом происходит воз-
действие на поверхность круга, заключающееся в отрыве от поверх-
ности микроскопических частиц. Это явление приводит к тому, что
12:
179
из пор круга вырывается металлическая стружка, уносимая жидко-
стью.
Смазочно-охлаждающие жидкости, содержащие масло и во-
ду, служат питательной средой для различных бактерий. Бактерии
вызывают загнивание и разложение эмульсии. Для предотвраще-
ния загнивания и продления срока годности эмульсии применяют
различные добавки к ней. Хороших показателей достигают при
применении порошка гексахлорофена (ГХФ), вводимого в эмуль-
сию в 5%-ном водном растворе каустической соды. Состав эмуль-
сии с добавкой ГХФ следующий:
Вещества Состав, %
эмульсол.................................. ... 40—50
сода кальцинированная .... ... 2—3
сода каустическая......................... ... 0,06
гексахлорофен............................. ... 0,13 г!л
вода...................................... ... остальное
Срок службы эмульсии возрастает при этом с 1—2 недель до
2—3 месяцев.
Перечисленные охлаждающие жидкости не имеют ядовитых
примесей, вызывающих раздражение кожи рук, разъедающих ме-
талл и покрытие станков. Перед употреблением необходимо про-
верить состав и свойства смазывающе-охлаждающей жидкости.
Охлаждающая жидкость поступает в зону шлифования по тру-
бопроводу под определенным давлением от специального насоса,
установленного на станке.
Смазывающе-охлаждающая жидкость в зону резания подается
несколькими способами:
из патрубка со скошенным торцом, скос которого обращен к де-
тали;
из специального инжекторного устройства (рис. 115) распыли-
ванием — охлаждение туманом;
через поры шлифовального круга.
Улучшаются также условия срезания стружки, поэтому умень-
шается температура и улучшается качество поверхности детали,
а также стойкость круга. Рекомендуется этот метод для шлифова-
ния трудношлифуемых жаропрочных и других сталей и цветных
сплавов.
Второй способ — применяется для подачи охлаждающей
жидкости в виде мелких капелек. Капли, попадая на нагретую де-
таль и инструмент, быстро нагреваются и испаряются, отбирая у де-
тали и инструмента очень большое количество тепла.
Жидкость распыляется специальным инжекторным устройством
(рис. 115). Из сопла струя воздушно-жидкостной смеси истекает
со скоростью более 300 м/сек. Быстро расширяясь на выходе, струя
резко охлаждается до температуры 2—4° С. Попадая на нагретую
поверхность детали и круга, капли жидкости нагреваются до кипе-
ния и испаряются. При этом отбирается от круга и детали большое
количество тепла.
Струя воздушно-жидкостной смеси разрывает оболочку пара
180
и попадает на поверхность. Жидкость остается на поверхностях
круга и детали, а воздух уносит из зоны резания стружку. Объем
жидкости, подаваемой для охлаждения, можно значительно умень-
шить по сравнению с первым способом.
Рис. 115. Инжекторное устройство для охлаждения распылен-
ной жидкостью:
1 — инжектор, 2 — бачок с эмульсией, 3 — регулятор давления воздуха,
4 — игла, 5 — трубка с фильтром, 6 — кран, 7 — сопло-инжектор, 8 — шли-
фуемая деталь
Для обеспечения охлаждающего действия достаточно подводить
50—600 г/ч распыленной жидкости, а для обеспечения смазки
0,5—2 г/ч распыленного масла. При таком способе охлаждения по-
вышается стойкость круга, обеспечивается лучшее качество обра-
ботки поверхности (уменьшается шероховатость и прижоги), чем
при подводе жидкости по патрубку. Но шум форсунки вызывает
утомление рабочего и атмосфера цеха насыщается парами, содер-
жащими масло.
Для того чтобы обеспечить гигиеничные условия труда, приме-
няют устройства, отсасывающие влагу.
Третий способ заключается в следующем. От гидронасоса
охлаждающая жидкость подается шлангом в патрубок 6
(рис. 116, а) и конусную насадку 1. Через осевые каналы 3 и ради-
альные каналы 4, расположенные во фланце 2, охлаждающая жид-
кость попадает во внутреннюю полость абразивного круга 5. Ради-
альные каналы расположены в шахматном порядке, и каждый из.
них соединен с соответствующим осевым. Под действием центробеж-
ных сил жидкость проходит сквозь поры круга к его периферии и
разбрызгивается.
При шлифовании торцем чашечного круга (рис. 116,6) жидкость
по шлангу 7 подается в насадку 8, откуда через полый шпиндель 9
попадает в оправку 10 и во внутреннюю полость круга 5. Под дейст-
вием центробежных сил жидкость проходит через поры круга и,
опускаясь по внешним образующим, выходит на его рабочий то-
рец. Чтобы боковая конусная поверхность не смачивалась, ее по-
крывают слоем водонепроницаемой эмалевой краски или асфаль-
товым лаком. Непрерывно циркулирующая жидкость обязательно
181
попадает в зону резания, промывает поры круга и уменьшает из-
нос абразивных зерен.
Этим способом охлаждаются круги из электрокорунда и карби-
да кремния на керамической связке зернистостью 50—12. При та-
ком охлаждении число правок кругов уменьшается, а стойкость уве-
личивается в 1,5—3 раза по сравнению со способом охлаждения
через патрубок.
°)
Рис. 116. Подача охлаждающей жидкости через
поры круга:
а — плоского, б — чашечного
Способ подвода охлаждающей жидкости через поры круга эф-
фективен при обработке твердых сплавов, вязких цветных сплавов
(алюминия, свинцовистых и цинковых сплавов) и пластмасс.
В процессе шлифования можно использовать одновременно два
метода подачи смазывающе-охлаждающей жидкости: через поры
шлифовального круга и через патрубок или распыливанием.
Четвертый способ — струйно-напорный внезонный
(рис. 117).
Под давлением СОЖ подается на рабочую поверхность шлифо-
вального круга вне зоны резания через одно или несколько сопел
(рис. 117, а). Струи СОЖ, обладающие большой кинетической энер-
гией, легко пробивают воздушный поток, окружающий шлифоваль-
ный круг, и с определенной силой воздействуют на рабочую поверх-
ность круга, очищая его поры и абразивные зерна от частиц ме-
талла и отходов шлифования. Рабочая поверхность круга смачи-
вается СОЖ, и за время прохождения абразивными зернами дуги,
-соответствующей центральному углу р, на них образуются смазоч-
182
ные пленки эффективной толщины. СОЖ осуществляет в полной
мере моющее и смазочное действие: засаливание круга сводится
к минимуму, а трение между кругом и деталью уменьшается.
Рис. 117. Схема подачи СОЖ струйно-напорным способом
Способ охлаждения детали зависит от условий шлифования.
Если подача СОЖ напорной струей осуществляется через многока-
нальное сопло 1 (рис. 117,6), то расход СОЖ достаточно велик
и шлифовальный круг 2 выносит из-под кожуха 3 поток СОЖ, по-
падающий на обрабатываемую деталь 4, При подаче СОЖ через
неподвижное сопло мощность насосной станции станка пропорцио-
нальна высоте круга /7, так как с увеличением последней необхо-
димо увеличить число отверстий в сопле и расход СОЖ. Поэтому
при шлифовании широкими кругами использовать неподвижные
многоканальные сопла затруднительно, а иногда и невозможно.
В этих случаях целесообразно использовать подвижные сопла: дви-
жущиеся возвратно-поступательно (рис. 117, в), вращающиеся
(рис. 117, г) или качающиеся (рис. 117, д). Расход СОЖ через
подвижное сопло, имеющее одно или небольшое число выходных от-
верстий (каналов), относительно мал, и поэтому охлаждение дета-
ли в этом случае следует осуществлять свободно падающей струей
через стандартное щелевое сопло. Следовательно, подача СОЖ бу-
дет комбинированной: напорной струей через одноканальное под-
вижное сопло 1 и свободно падающей струей через стандартное
сопло 5.
183
§ 8. ИЗНОС И ЗАСАЛИВАНИЕ КРУГОВ. МЕТОДЫ ПРАВКИ КРУГОВ
В процессе снятия стружки режущие грани абразивных зерен
истираются—затупляются и на них образуются небольшие площад-
ки. Кроме того, происходит выкрашивание граней абразива, а так-
же связки под действием механических сил, температуры, адгезии
и диффузии. Образование площадок вместо острых режущих кро-
мок вызвано понижением прочности и твердости абразивных зерен
при температурах 1000—1600° С, возникающих в зоне контакта кру-
га и детали.
На рис. 118, а показано режущее зерно после непродолжитель-
ного времени работы. Вершина зерна округлилась и сила, требуе-
мая для отделения стружки этим зерном, начинает возрастать. Зер-
но еще крепко держится в связке, но прочность его недостаточна
и оно раскалывается.
а) б) 6) г) б)
Рис. 118. Схема притупления абразивного зерна
На рис. 118, б у зерна появились две новые вершины и его ре-
жущая способность восстановлена. Сила резания уменьшается и
становится нормальной.
Это свойство абразивных зерен восстанавливать свою режущую
способность называется самозатачиванием.
Через некоторое время самозаточившееся зерно вновь притуп-
ляется (рис. 118, в); одновременно возрастает сила резания. Зерно
разрушается вторично и начинает нормально резать вновь образо-
вавшимися вершинами.
На рис. 118, г показано зерно после второго разрушения, а на
рис. 118, д после третьего притупления. На этот раз высота, на ко-
торую зерно выступает из связки, настолько незначительна, что
дальнейшему дроблению не поддается, но в то же время связка его
удерживает. В результате зерно перестает резать и с большой си-
лой трется об обрабатываемую поверхность, вызывая прижоги и
шлифовочные трещины.
Кроме этого, на износ влияют диффузионные и адгезионные
процессы (налипание), протекающие в зоне контакта круга и дета-
ли. Диффузия, т. е. проникновение частиц одного материала в дру-
гой, увеличивается при высоких температурах и при высоком дав-
лении одного тела на другое. Как раз такие условия и возникают
в зоне контакта. Поэтому часть абразива переносится в обрабаты-
ваемую поверхность детали, а часть материала детали переносится
в абразивные зерна. Налипший на зерна абразива материал как бы
разделяет зерно, способствуя разрушению ранее монолитного абра-
зивного зерна.
484
Диффузионный износ является наибольшим по величине при
шлифовании химически сродственных с данным абразивом мате-
риалов.
Так, например, карбид кремния химически сродствен сталям
и не сродствен чугунам, поэтому им шлифуют чугуны. Электроко-
рунды химически сродственны чугунам, поэтому ими не шлифуют
чугуны. Титановые сплавы очень сродственны электрокорундам, ме-
нее карбиду кремния и не сродственны карбидам циркония. Сле-
довательно, титановые сплавы следует шлифовать карбидами цир-
кония или карбидами кремния.
Полное самозатачивание круга происходит иногда при выполне-
нии некоторых предварительных операций. При чистовых операци-
ях самозатачивающиеся круги не могут применяться, так как при
самозатачивании они не сохраняют свои геометрические размеры,
микропрофиль, и режущие свойства рабочей поверхности.
Затупление круга определяется по ряду признаков: усилению
шума при шлифовании, усилению вибрации, возрастанию усилий
резания, ухудшению чистоты поверхности, уменьшению точности
формы детали. Для восстановления режущей способности кругов
следует их периодически править. При правке нужно снимать воз-
можно меньший слой абразива.
Величина такого слоя на сторону может составлять 0,133 мм
для круга зернистостью 40 и 0,1 мм для круга зернистостью 25
и ниже.
Износ круга в процессе шлифования составляет лишь 10—20%
от объема, снимаемого при правке. Поэтому эффективно примене-
ние кругов с большой стойкостью.
Продолжительность работы круга между двумя правками на-
зывается стойкостью круга. Высокая стойкость круга, помимо эко-
номии абразивного инструмента, сокращает рабочее время, кото-
рое затрачивается на процесс правки, а также на наладку станка
после правки.
Величина стойкости шлифовального круга колеблется в широ-
ких пределах. Для кругов малого диаметра она незначительна, для
больших диаметров стойкость в некоторых случаях измеряется де-
сятками минут и более.
Стойкость круга зависит не только от размера, но и от других
факторов, характеризующих круг, а также от режима шлифования,
от материала и размера шлифуемых деталей. Так, стойкость круга
уменьшается при уменьшении твердости круга с увеличением зер-
нистости, с уменьшением структуры, уменьшением высоты круга.
Круги на бакелитовой связке имеют износ примерно на 30% боль-
ший, чем на керамической связке. Чем больше режимы шлифова-
ния (все виды подач), тем больший износ круга.
При шлифовании сталей с большим содержанием углерода
имеется меньший износ круга. Шлифование сталей с присадками
хрома, никеля и других элементов, способствующих замедлению
процессов коррозии, повышает износ круга, так как затрудняется
образование и удаление стружки. Стали аустенитного класса дают
185
большой износ круга, так как имеют большую пластичность и низ-
кую теплопроводность.
Большой износ круга наблюдается при шлифовании жаропроч-
ных сплавов, так как ванадий, вольфрам, кобальт, бор и другие
компоненты способствуют образованию карбидов, твердость кото-
рых близка к твердости абразивных зерен.
Чем тверже обрабатываемая закаленная сталь, тем больше из-
нос круга.
Необходимо добиваться большой стойкости круга. Износ зави-
сит также от способа правки — наименьший при правке алмазно-
металлическими карандашами и наибольший при правке металли-
ческими дисками и звездочками.
При переточках диаметр круга уменьшается. Круг можно ис-
пользовать только до размера, составляющего 0,65 от его первона-
чального диаметра.
Шлифовальные круги правят тремя методами: обтачиванием ал-
мазным инструментом (рис. 119, а), обкатыванием дисками (рис.
119, б), шлифованием кругами из карбида кремния (рис. 119, в).
Рис. 119. Правка шлифовальных кругов:
а — алмазным инструментом, б — дисками, в — кругами из
карбида кремния
Правка алмазным инструментом. При правке алмазным инстру-
ментом происходит интенсивное удаление целых зерен, а также
дробление абразивных зерен и связки шлифовального круга. Для
правки наиболее широко применяют алмазно-металлические каран-
даши, алмазные зерна в оправках, алмазные пластины и ролики.
Алмазно-металлические карандаши представляют собой сталь-
ную или медную вставку /, в которой крепятся алмазы малых раз-
меров при помощи специальной связки. Эта вставка запрессовы-
вается в стальную оправку 2 (рис. 120). В карандашах алмазы мо-
гут располагаться слоями (тип С), цепочкой вдоль оси (тип Ц) и
неориентированно (тип Н).
В пределах каждого типа карандаши разделяются на марки
(от 1 до 7) в зависимости от массы (от 0,5 до 2 карат) и количест-
ва алмазов, размеров вставки (диаметр 6—14 мм) и оправки (диа-
метр 8—18 мм). При большом количестве зерен в слое повышается
186
износостойкость карандашей, раз-
мерный износ круга, а усилия при
правке снижаются.
Для правки кругов из элек-
трокорундов, монокорундов и
карбидов кремния зернистостью
25—40 на керамической связке
при шлифовании периферией кру-
га применяют карандаши С2, Ц4,
Ц5, при шлифовании торцем и тех
же характеристиках круга, но на
бакелитовой связке — Ц2, ЦЗ, С2,
а при зернистости ниже 25 — Ц2,
ЦЗ, Н7. Карандаши должны
жестко крепиться в головках.
Алмазные зерна в оправках
являются однолезвийными правя-
щими инструментами.
Для рационального использо-
вания алмазов и повышения ка-
чества правки карандаши типа С
и Ц следует устанавливать с нак-
лоном в сторону вращения шли-
фовального круга под углом 10—
15°. При этом рабочая кромка
алмаза должна находиться на
уровне линии центров или ниже
ее на 1—2 мм.
Для обеспечения равномерно-
го износа алмаза и образования
новых режущих кромок алмаз с
оправкой нужно периодически
поворачивать. Выполняется эта
операция при помощи повторных
индексирующих головок конст-
рукции ВНИИАЛМАЗ (рис. 121).
Рис. 120. Алмазные карандаши:
а — с непрерывающими слоями алмазов
(тип С), б —с перекрывающимися слоя-
ми алмазов (тип С.) в — с расположе-
нием алмаздв цепочкой (тип Ц), г —с
неориентированным расположением ал-
мазов (тип Н)
Правятся шлифовальные кру-
ги алмазным инструментом при
большой скорости круга, что
обеспечивает большую произво-
дительность и высокое качество
поверхности круга. Продольная подача инструмента направлена
параллельно оси круга при правке цилиндрической поверхности
круга и перпендикулярно оси вращения шлифовального круга при
правке торцевой поверхности. При правке фасонной поверхности
продольная подача инструмента направлена вдоль образующей
рабочей поверхности круга.
Алмазы крепятся в оправках (рис. 122) чаще всего пайкой и че-
канкой. В последнее время в промышленности получил применение
187
г)
Рис. 121. Индексирующая головка с алмазной
оправкой:
а, б. в — способы установки на станках, г — поворотная
головка; I — цанга для установки алмазной оправки, 2 —
оправка с алмазной вставкой, 3 — крышка, 4 — уплотни-
тельное кольцо, 5 — втулка, 6 — гайка для зажима оправ-
ки в цанге, 7 — корпус, 8 — винт для закрепления втулки,
9 — уплотнение
прогрессивный метод впайки алмазных зерен и низкотемпературный
дешевый цинко-алюминиевый припой, который не вызывает обра-
зование трещин в алмазе. Припой заливают в отверстие оправки,
а затем в него осторожно опускают алмаз. Затвердевший припой
прочно удерживает алмаз. Этот метод упрощает технологию изго-
товления алмазных инструментов.
188
Для правки кругов используются технические алмазы. Чем
больше диаметр круга и выше его зернистость и твердость, тем
больше по размеру должен быть применяемый для правки алмаз.
Рис. 122. Способы крепления алмаза в оправках:
а — навинчиванием колпачка, б — то же с пружинным
поджимом, в — зажимом между двумя планками, г — при-
поем за счет усадки припоя после его охлаждения
Например, для правки круга на керамической связке диаметром
200 мм, зернистости 40 и твердости СМ2 величина зерна должна
быть не менее 0,3 карата. Для круга такой же характеристики диа-
метром 500 мм требуется алмаз 0,75 карата.
В настоящее время применяют державки с 8—4 алмазами. Ал-
мазы располагают так, чтобы они выступали один относительно
другого на определенную величину. Поэтому за один проход каж-
дый алмаз снимает свай слой абразива. Таким образом сокращают
время на правку. Державку с алмазом (рис. 123, а) следует уста-
навливать под углом 7—15°.
Алмазные пластинки применяют для правки профильных кру-
гов при врезном шлифовании (рис. 123, б).
Рис. 123. Державки для правки круга:
а —с несколькими алмазами: / — корпус, 2 — верхняя крышка
с делениями для фиксации кулачкового валика, 3 — кулачковый
валик для выдвижения любой пластины,. 4 — два винта для за-
крепления пластин, 5 — алмазы в пластине, 4—8 шт., 6 — пласти-
ны, 4 шт., б — схема правки круга алмазной пластиной
Металлическая пластинка покрыта алмазным слоем толщиной
0,54-2 мм. Пластинки устанавливают в горизонтальной плоскости
по центру и под углом 8—10° к направлению перемещения ее.
189
Пластинка работает до полного износа алмазоносного слоя. Так
как в правке одновременно участвует много алмазных зерен, то
время на правку сокращается (до 50%), сокращаются расходы на
правку (до 40%), а поверхность круга получается менее шерохо-
ватой.
Режимы правки кругов алмазным инструментом приведены
в табл. 6.
Шлифовальные круги правят алмазным инструментом в сле-
дующих случаях:
при шлифовании до шероховатости V7 и выше с жесткими до-
пусками на точность формы и размеров;
при отделочном шлифовании детали для достижения шерохова-
тости VII — V12 и точности выше 1-го класса;
при зернистости кругов 50—25 и ниже на керамической связке,
применяемой для шлифования периферией круга, и на бакелитовой
связке — для шлифования торцем круга.
Перед правкой шлифовальный круг должен быть тщательно от-
балансирован.
Правят круги при охлаждении или без охлаждения жидкостью.
Если правка осуществляется с охлаждением, то охлаждающая жид-
кость должна подаваться непрерывно, иначе на кристалле алмаза
могут образоваться трещины, и быть тщательно очищена от загряз-
нений частицами абразива и металла, так как загрязненная жид-
кость сокращает стойкость (срок эксплуатации) круга от одной до
другой правки. Править круги без охлаждения надо с перерыва-
ми, чтобы алмазный инструмент мог охладиться на воздухе. Перед
началом правки необходимо проверить крепление приспособления
на станке и алмазного инструмента в приспособлении. После прав-
ки следует очистить правящие приспособления от абразивных час-
тиц.
При правке алмазный инструмент следует подводить к поверх-
ности круга очень осторожно. Обычно алмаз подводят к поверхно-
сти круга в середине его высоты (ширины) и как можно ближе к
рабочей поверхности, а затем включают продольную подачу.
Правку кругов алмазозаменителями (безалмазную правку),
производят методом обкатывания и применяют для кругов, которы-
ми выполняют предварительные, получистовые и некоторые чисто-
вые операции, когда требования к точности обработки не выше 2-го
класса, а к шероховатости поверхности не выше V8. Безалмазная
правка обеспечивает более быстрый съем абразива, чем алмазная.
Правку обкатыванием производят в приспособлении, в котором
могут быть установлены цельные диски из твердого сплава (тип А)
или сборные (тип Б) из зерен твердого сплава на латунной связке
марки Л62 или Л68, или круги из карбида кремния черного на ке-
рамической связке.
Диски или круги крепят на осях, которые вращаются в подшип-
никах. Приспособление подводят к периферии шлифовального кру-
га, прижимают к нему диски с радиальным усилием в несколько ки-
лограммов, и диски вращаются вместе с кругом. При обкатывании
190
Таблица 6
Режимы правки шлифовальных кругов алмазным инструментом
Шлифуемый материал Класс шероховатости поверхности Режимы правки
продольная подача $прод* MIMUH поперечные подачи, мм!ход
закаленных металлов незакаленных металлов при черновых проходах при чистовых проходах число прохо- дов без подачи
величина подачи число проходов величина подачи число проходов
Плоское шлифование
Сталь и чугун 7 6 0,25—0,35 0,02—0.03 2—3 0,01 1—2 1
8 7 0,15—0,25 0,02—0,03 2—3 0.01 1—2 1—2
9 8 0,08—0,15 0,02—0,03 2—3 0,005 1—2 2—3
Профильное шлифование
Сталь и чугун 8—7 6—7 0,1-0,2 0,03—0,05 3—5 0,01 1—2 1—2
8—9 7—8 0,05—0,15 0,02—0,04 3—4 0.005-0,1 2—3 2—3
круга очень твердым диском абразивные зерна дробятся и выкра-
шиваются.
Правящие инструменты крепят в малогабаритных, среднегаба-
ритных и крупногабаритных державках.
Среднегабаритная державка ДО-40 (рис. 124, а) состоит из кор-
пуса 1 с крышкой, правящего узла, регулировочных деталей
и щита.
Диски или круг 2 правящего узла вращаются на оси 6 и кре-
пятся гайкой 3. Ось установлена в подшипниках 9, вмонтирован-
ных в стаканы 4. Правящий узел крепится к корпусу 1 крышками 8
и винтами 11. Подшипники регулируются винтами 7, которые предо-
храняются от самоотвинчивания гайками 5. Кожух 10, закреплен-
ный винтами 12, служит для предохранения разбрызгивания охлаж-
дающей жидкости.
Державки ДО-40 применяются для правки кругов диаметром
до 300 мм, они комплектуются различными правящими инструмен-
тами (рис. 124, б — д).
Для кругов диаметром 300 мм и выше применяется крупногаба-
ритная державка ДО-75, конструкция которой аналогична ДО-40.
При правке приспособление устанавливают на магнитную плиту
станка или закрепляют в пазах стола (рис. 124, е). Оправка, встав-
ленная в отверстие корпуса приспособления, должна располагаться
на определенной высоте в зависимости от высоты шлифуемой де-
тали.
Режимы правки кругов приведены в табл. 7.
Таблица 7
Режимы правки шлифовальных кругов алмазозаменителями
Инструменты Поперечная подача на один проход $поп’ мм /ход Продольная подача про д’ мГмин Число проходов
Твердосплавные мо- нолитные диски и дис- ки из зерен твердого сплава 0,03—0,05 0.2—0,7 До выравнивания поверх- ности круга и снятия де- фектного слоя. Число про- ходов без поперечной по- дачи 2—3
Абразивные круги из карбида кремния 0,02—0,04 0,5—1,0 До снятия дефектного слоя. Число проходов без поперечной подачи 2—3
Правку шлифованием производят очень твердыми кругами из
карбида кремния черного на керамической связке. Этот способ
правки заключается в следующем. Вращающийся круг большой
твердости (ВТ или ЧТ), установленный в специальном приспособ-
лении, подводят к шлифовальному кругу, с его поверхности сни-
маются и раскалываются зерна абразива. Для правки кругов, при-
меняемых на плоскошлифовальных станках, этим способом поль-
зуются редко.
192
co
I
-2228
Рис. 124. Крепление правящих инструментов:
а — державки ДО-40, б, в, г, д — правящие инструменты для державки, е — приспособление для правки круга державчой
ДО-40 на станке 372Б
Правку кругов шлифованием алмазозаменителями производят
в такой последовательности:
сообщают вращение кругу и включают подачу охлаждающей
жидкости;
осторожно подводят державку к кругу до легкого соприкоснове-
ния правящего инструмента с его вращающейся поверхностью;
струю охлаждающей жидкости направляют в зону контакта ин-
струмента с кругом;
включают механизм продольной подачи стола и после первого
контрольного пробного прохода начинают правку;
выключают подачу охлаждающей жидкости; ♦
отводят шлифовальный круг и державку.
Рабочая поверхность абразивного круга имеет ряд отклонений
от правильной геометрической формы, например конусность, вол-
нистость, бочкообразность, эксцентричность, эллиптичность, огран-
ку, неровность рабочей поверхности.
Чтобы круги не имели перечисленных погрешностей при эксплуа-
тации, нужно соблюдать следующие правила правки:
устанавливать инструмент для правки параллельно или перпен-
дикулярно оси шлифовального круга; при правке методом обкатки
ось правящего диска устанавливать под углом 5° к оси круга;
правящий инструмент крепить в жестком приспособлении, а при-
способление жестко крепить на станке, чтобы не возникали виб-
рации;
пользоваться точным правящим инструментом;
не допускать биения правящего диска или круга на оправке;
следить за состоянием подшипников правящего приспособле-
ния— должны быть точными, без значительных зазоров.
§ 9. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ КРУГОВ
При профильном шлифовании деталей наибольшую сложность
представляет правка профильных кругов. Она в основном опреде-
ляет качество и точность обрабатываемых деталей. На производст-
ве особенно большие трудности возникают при йравке сложных
сопряженных профилей. Применяемый на ряде машиностроитель-
ных и приборостроительных заводов универсальный вспомогатель-
ный инструмент для правки шлифовальных кругов (рис. 125) со-
стоит из основания /5, относительно которого может поворачи-
ваться корпус 2. По направляющим корпуса может перемещаться
каретка 1 и закрепляться в требуемом положении. На направляю-
щих каретки установлен ползун 3 с прикрепленной к нему стой-
кой 4. Возвратно-побтупательное перемещение ползуна осуществ-
ляется зубчатым колесом, сидящим на оси маховичка S, и сцеплен-
ной с ним рейкой, прикрепленной винтами к ползуну.
В стойке приспособления двумя винтами 6 закрепляется дер-
жавка с алмазом 5. Для установки алмаза в исходное положение,
при котором его режущая кромка совпала бы с осью вращения
корпуса приспособления, служит Г-образный шаблон (на рис. 125
не показан). В этом случае одна грань шаблона упирается в плос-
194
Рис. 125. Универсальный вспомогательный
инструмент для правки шлифовальных кру-
гов
кость А стойки, а к параллельной ей грани шаблона подводится ре-
жущая кромка алмаза. В таком положении расстояние между об-
разующей штифта, запрессованного в корпус, и упором 9 равно
60 мм. Алмаз зачеканивают таким образом, чтобы его режущая
кромка лежала на оси державки. Последняя должна находиться
в вертикальной плоско-
сти, проходящей через
ось вращения приспособ-
ления. Такое совмещение
производится при изготов-
лении приспособления и
фиксируется двумя упора-
ми 7. При выключении
одного из упоров ползун •
можно перемещать пово-
ротом маховичка 8 из ис-
ходного положения толь-
ко в одну сторону.
Для правки выпуклой
поверхности шлифоваль-
ного круга по дуге окруж-
ности радиусом R между
штифтом и упором поме-
щается блок плоскопарал-
лельных концевых мер
длины размером 60 + R
(предварительно режу-
щую кромку алмаза уста-
навливают по шаблону).
При правке вогнутой по-
верхности шлифовально-
го круга по дуге окруж-
ности радиусом R размер
блока равен 60 — R. По-
сле установки режущей кромки алмаза ползун 3 закрепляют упора-
ми 7, а каретку 1 — рукояткой. Правку шлифовального круга осу-
ществляют вращением корпуса вручную.
Для правки шлифовального круга под углом корпус поворачи-
вают по нониусу 14, закрепленному на плите 13, и по шкале 12, на-
несенной на его цилиндрической поверхности. Закрепляют корпус
в этом положении зажимом и гайкой. Упоры 7 вынимают, и при по-
вороте маховичка 8 освобожденный ползун 3 с установленной на
кем стойкой 4 совершает возвратно-поступательные перемещения
под установленным углом.
Подачу алмаза на шлифовальный круг производят поворотом
ручки И, закрепленной на ходовом винте, который ввернут в не-
подвижную гайку, прикрепленную к основанию 15 приспособления.
На лимбе 10 ходового винта имеется шкала с ценой деления 0,02 мм
а на срезе Е плиты нанесена риска.
13*
195
Для ограничения перемещения корпуса при профилировании по-
верхности радиусом R на определенном центральном угле служат
упоры. Один из упоров запрессован в корпус, а другой можно пере-
мещать по прорези плиты и фиксировать в нужном положении гай-
кой и болтом. При применении упоров алмаз не врезается в сосед-
ний участок, и правка происходит только на определенном цент-
ральном угле.
Описанный инструмент закрепляют на магнитной плите станка
так, чтобы ось державки алмаза была перпендикулярна оси шпин-
деля станка. Для этого одну грань основания инструмента прижи-
мают к боковой упорной планке магнитной плиты. При правке ре-
жущую кромку алмаза устанавливают на одной высоте с осью
шпинделя станка, что достигается вертикальным перемещением
шлифовального круга. Это необходимо для предотвращения иска-
жений профиля шлифовального круга.
Вспомогательный инструмент, если он хорошо изготовлен, мо-
жет править шлифовальные круги с точностью радиуса дуг окруж-
ности до 0,015—0,02 мм, а углов — до 5'.
Профиль шлифовального круга, составленный из трех прямо-
угольных участков (рис. 126, а), правят с помощью универсального
приспособления следующим образом. Сначала правится учас-
ток БВ при нулевом положении алмаза (режущая кромка алмаза
совпадает с осью вращения корпуса приспособления) и вынутых
упорах, фиксирующих ползун. Затем стол станка перемещают в по-
перечном направлении, чтобы режущая кромка алмаза оказалась
примерно посередине участка профиля БВ. Если при этом положе-
нии каретки повернуть корпус по часовой стрелке на угол а и про-
извести правку шлифовального круга, угловой участок профиля пой-
Рис. 126. Правка профиля шлифо-
вального круга
Рис. 127. Установка вспомогательного ин-
струмента на магнитной плите станка для
правки профиля шлифовального круга
196
дет не по линии АБУ а по линии ДД. Поэтому необходимо до пово-
рота корпуса на угол а переместить вспомогательный инструмент
в продольном направлении на расстояние ДК = ДБ-ctg (90° — а),
а между угольником и основанием вспомогательного инструмента
проложить блок концевых мер размером ДК. Правка участка про-
филя АБ также производится при вынутых упорах.
Установка вспомогательного инструмента для правки второго
углового участка ВГ производится по блоку мерных плиток разме-
ром ДС = ВД-ctg (90° — 0), прокладываемому между основанием
вспомогательного инструмента и угольником. Корпус вспомога-
тельного инструмента должен быть повернут на угол 0 против часо-
вой стрелки.
В практике часто приходится править на кругах профиль, со-
ставленный из дуг окружности и двух прямолинейных участков, об-
разующих с вертикальной осью профиля угол 0 (рис. 126, б, в).
При правке такого профиля вначале обрабатывают криволинейный
участок, а затем прямолинейные.
Установка вспомогательного инструмента на магнитной плите
станка для правки участка профиля радиуса R показана на рис.
127, а — г. Между угольником и соответствующими сторонами
вспомогательного инструмента прокладывают блоки концевых мер
длины. Размер блока мерных плиток СО определяют из прямо-
угольного треугольника OCOt (см. рис. 126, в).
OC^V^ + R^-L}.
Поверхность радиуса R3 правят на угле сопряжения после уста-
новки вспомогательного инструмента по блокам платок
(Li + L2) мм. Из прямоугольного треугольника ОСОХ определяем
sina= ——------.
₽i+Rt
Для совмещения оси вращения поворотной части вспомогатель-
ного инструмента с центром дуги радиуса /?2 (ряс. 127, в) между
одной гранью вспомогательного инструмента и угольником прокла-
дывают блок мерных плиток размером Ri + R2 мм, а между второй
гранью и угольником — блок мерных плиток размером L3. С этой
же установки правят и прямолинейный участок профиля, идущий
по касательной к кривой радиуса Ri и /?2-
На рис. 127, г приведена схема установки вспомогательного ин-
струмента относительно шлифовального круга для правки поверх-
ности, имеющей форму дуги радуса R3, и прямолинейного участка,
параллельного оси круга. Размер блока Н. и угол сопряжения р оп-
ределяют по формулам:
Н — Rx 4- R2 ОгС1 = 4- R2 — Ч- *з)2 ^*з
sin 8 =---^2—
4* Rs
(катет О2С1 и угол р определяют из треугольника О2С[О3
(рис. 126, в).
197
Рис. 128. Правка фасон-
ного круга алмазным
роликом:
1 — шлифовальный круг, 2 —
правящий ролик, 3— алмаз-
ный слой
Внедрение универсального вспомога-
тельного инструмента повышает произво-
дительность труда в 2—3 раза и позволя-
ет с высокой точностью править шлифо-
вальные круги сложного профиля.
Для правки фасонных шлифовальных
кругов в серийном и массовом производ-
стве применяют алмазные ролики. На по-
верхность металлического ролика, про-
филь которого соответствует профилю
шлифовального круга, наносят слой ал-
мазных зерен, закрепленных связкой из
спеченого порошкового металла (рис.
128). Ролик при правке получает прину-
дительное вращение и поперечную пода-
чу. Сами ролики правят методом шлифо-
вания. По сравнению с другими алмазны-
ми инструментами у роликов гораздо
большая стойкость, а правящая способ-
ность во время работы остается постоян-
ной. Время на правку роликами состав-
ляет 2,5—5 сек, поэтому правка может
производиться во время загрузки и раз-
грузки станка.
§ 10. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Исходными данными для проектирования технологического про-
цесса плоского шлифования являются: рабочие чертежи обрабаты-
ваемых деталей, технические условия на их изготовление, чертежи
заготовок, годовая производственная программа выпуска изделий,
характеристика оборудования, приспособлений и т. д.
В рабочем чертеже указаны размеры и точность шлифуемых по-
верхностей, качество поверхностей, а также размеры и точность вза-
имного расположения обрабатываемых поверхностей.
В зависимости от этих требований устанавливают последователь-
ность обработки детали по операциям и переходам, намечают тех-
нологические базы для обработки и измерения, определяют меж-
операционные размеры, допуски и припуски на обработку.
Для каждой операции выбирают оборудование (станок) и при-
способление для закрепления детали на столе станка во время об-
работки. Выбирают режущий инструмент (форму, размеры и марку
круга), определяют способы измерения обработанной поверхности
и назначают соответствующие измерительные инструменты.
В зависимости от обрабатываемого материала, характеристики
выбранного круга и требований к шероховатости и точности детали
назначают соответствующие режимы резания.
Исходя из назначенных режимов резания и размеров обрабаты-
198
ваемых поверхностей, определяют нормы времени на выполнение
операций и расценки. Заполняют технологическую документацию.
Технологические процессы механической обработки оформляют
на специальных документах, называемых технологическими карта-
ми. В картах описывают содержание операции и переходов, указы-
вают применяемые станки, приспособления, режущие и измеритель-
ные инструменты, приводят режимы резания, нормы времени и рас-
ценки.
В зависимости от типа производства заполняют ту или другую
форму технологической документации. Маршрутную технологиче-
скую карту (см. табл. 8) заполняют для всех типов производства.
Эта карта содержит данные о движении детали по всем цехам,
включая заготовительные, а также все необходимые сведения о каж-
дой операции. В условиях индивидуального производства такая кар-
та является единственным технологическим документом.
В массовом и крупносерийном производствах составляют, кроме
того, и операционные технологические карты (см. табл. 9). Каждую
карту разрабатывают только на одну операцию, она содержит
в отличие от маршрутной технологической карты режимы резания
для каждого перехода. Кроме того, имеются карты эскизов по ГОСТ
3.1105—71.
Если в рабочем чертеже предусмотрены термическая обработка
и старение заготовки, то в этом случае необходимо некоторое увели-
чение припуска, величина которого перекрывала бы деформации,
возникающие в результате термической обработки и старения.
При проектировании технологических процессов для плоского
шлифования следует учитывать форму базовых поверхностей и тол-
щину шлифуемых деталей. При плоском шлифовании в большин-
стве случаев в качестве приспособлений применяют различного ро-
да магнитные плиты. Большие силы притяжения этих плит могут
привести к деформациям при закреплении шлифуемых деталей, ес-
ли плоскостность базовой поверхности низкая.
В большинстве случаев заготовки перед плоским шлифованием
предварительно обрабатывают на строгальных или фрезерных стан-
ках, и проектирование технологического процесса плоского шлифо-
вания в основном сводится к выбору станков, приспособлений и
средств измерений.
Иногда же припуск на шлифование необходимо снять без какой-
либо другой предварительной обработки, т. е. непосредственно с за-
готовки.
Шероховатость и точность при плоском и фасонном шлифовании
зависят главным образом от глубины шлифования, скорости про-
дольной подачи стола станка и шлифовального круга, зернистости
и твердости шлифовального круга, а также, от качества его правки.
Для повышения точности и класса шероховатости поверхностей
следует разделять шлифовальные операции на черновые и чис-
товые. Минимальное число черновых проходов должно обеспечи-
вать уменьшение погрешностей, полученных в результате деформа-
199
N-ский машинострои- тельный завод Маршрутная карта технологического процесса Литер
Б
Материал
Наименование марка, ГОСТ, ТУ Твер- дость Обозначение
сталь горячекатаная квадратная ГОСТ 2591—71 НВ 156—200 20 ГОСТ 2591—57 45 ГОСТ 1050—60
I Подпись и дата номер цеха номер участка номер операции Наименование и содержание операции Оборудование (наименование, обозначе- ние, инвентаризационный _ номер)
3 5 1 Отрезать заготовку дли- ной 330 мм. Резать одно- временно два прутка Отрезной станок модели 8Б66, № 1257
Инв. № дубл.
3 2 2 Фрезеровать с 4-х сторон по 4 штуке Вертикально-фрезерный модели 6Н12, № 1324
' Взам. инв. № 3 8 3 Шлифовать с 4-х сторон по 8 штук Плоскошлифовальный модели ЗГ71, № 1411
Подпись и дата
Инв. № подл.
Изм.< Лист № докум. Подпись Дата Изм.
Тиски машинные III—180 ГОСТ 4045—57 и инструмент (наименование и обозначение) Приспособление
Коэффициент штучного времени
i— Кол-во рабочих
Фрезе- ров- щик Обозначение профессии
GO Разряд работы
Хо- лод- ные Тарифная сетка О о
Хро- номе- тража Виды нормы означен
1 шт. Единица нормиров. к ф
0,15 . Т пз
0.11 Расценки
о оо Т шт
0,59 Расценки
ж Обознач. един, измер.
0,95 i Масса детали
Горяче- катаный квадратный Вид и обозначение I Заготовка
20X20 длина 330 Профиль и размеры
1—» Количество деталей
Масса
1 шт. Обознач. един. нормир.
1,15 Норма расхода
100 шт. Размер партии
128. 0250. Cl 10230.001
hl
s
Л
оэ
ОС
N-ский Операционная карта Литер
машиностроительный технологического процесса
завод механической обработки Б
Материал
Наименование, марка, ГОСТ, ТУ
Инв. № дубл. Подпись и дата Взам. инв. № Инв. № подл. Подп. и дата
сталь 45 ГОСТ 1050—60
Единица нормирован. Норма расхода Размер партии Номер участка Номер операции Оборудование Коэффици- ент штуч- ного вре- мени
Наименование Обозна - чение
Шт. 1,9 10 000 5 24 Плоскошлифо- вальный станок ЗБ756 1
При- способ- ление Наименование Демагнитизатор
Обозначение Д1
№ пере- хода Содержание перехода Номер позиции Инстру
Наименование
1. Шлифовать торец зубчатого Шлифовальный круг —
колеса в размер 42Zo,’25* Э5 25 М3 7Б
V 7. На столе расположить 1К450Х 125x250
117 деталей = 700 мм, Шаблон 42 Zq 25
d3 = 100 мм, dn? = 400 мм
Изм. Лист № документа Подпись Дата Изм.
202
Таблица 9
Зубчатое колесо Кол-во деталей из заготовки
315. 0125. 01 20230. 024
я Обознач. един, изм. Масса детали Заготовка
Наименова- ние вида Обозначение вида Профиль и размеры, мм Твердость Количество деталей из заготовки Масса
1,3 Штамповка HRC 52—56 1 1,7
Кол-во ра- бочих на операции Количество отработан, деталей Профессия Разряд работы Тарифная сетка Вид нормы Единица нормиров. Т ПЗ Рас- ценка То Те Т ШТ Рас- ценка
1 117 Шли- фов- щик 3 Сдель ная Рас- чет- ная 1 шт. — — 0,01; 8 — 0,022
мент Расчетн. размеры, мм Режимы обработки То Те
Обозна- чение Диаметр Ширина Длина t S п V i
37,4 0,25 0,126 мм!мин 21,4 об!м.ин 26,8 м/мин 0,0179 2,1 —
3420— —1518 (приведен- ная) на все детали
1152— —2340
-
Разраб. Лист
Пров. 1
Нормир. Листов
Лист № документа Подпись ► Дата Н. контр. 1
203
ции при термообработке, а также погрешностей, возникших при вы-
полнении предыдущих операций.
Количество чистовых проходов зависит от требований к шеро-
ховатости и точности изделия. При повышенных требованиях к ше-
роховатости поверхности необходимы дополнительные проходы без
подачи на глубину.
Качество шлифования в большой степени зависит от точности
шлифовального станка. Поэтому отклонения точности шлифоваль-
ного станка за пределы норм не допускаются. Точность шлифоваль-
ных станков, используемых для выполнения чистовых операций,
должна быть указана в эксплуатационном паспорте станка и гаран-
тирована службой главного механика. В отдельных случаях, если
это диктуется производственными соображениями, заводу-изготови-
телю заказывают шлифовальный станок повышенной точности или
же заводская служба главного механика производит модернизацию
станка с целью повышения его точности.
§ 11. ПРИПУСКИ НА ПЛОСКОЕ ШЛИФОВАНИЕ
Припуском при плоском шлифовании называют слой металла,
снимаемый с заготовки для получения готовой детали. Различают
общие и межоперационные припуски. Общим припуском называют
сумму операционных припусков. Общий припуск определяется раз-
ностью размеров заготовки и готовой детали. Межоперационным
припуском называют слой металла, снимаемый при каждой опера-
ции.
Величина припуска значительно влияет на производительность
и себестоимость процесса обработки. Чем больше припуск, тем
больше трудоемкость механической обработки, выше расход элек-
троэнергии и режущего инструмента, больше расход металла и т. д.
Припуски для шлифования снижают путем повышения точности из-
готовления заготовки или выполнения предварительных механиче-
ских операций, однако небольшие припуски требуют более тщатель-
ной установки деталей на станках и в приспособлениях.
При установлении припусков на обработку необходимо иметь
в виду, что номинальная величина припуска может колебаться в.
пределах величины операционного допуска. На рис. 129 представ-
лена схема операционных припусков и допусков на обработку
плоскости.
Величина припуска зависит от формы и размеров детали, точ-
ности заготовки, поступающей на шлифование, требований к точно-
сти деталей и к шероховатости поверхности, от величины дефектно-
го поверхностного слоя. Припуски для обработки выбирают по дан-
ным технических справочников или заводских нормалей.
Примерные величины припусков при плоском шлифовании при-
ведены в табл. 10.
При определении припусков на плоское шлифование необходи-
мо учитывать погрешности геометрической формы заготовок, а так-
же величину обезуглероженного поверхностного слоя, который при
шлифовании может иметь прижоги.
204
Припуски на плоское шлифование, мм
Таблица 10
Характер обработки Длина обрабатываемой поверхности Ширина обрабатываемой поверхности
до 100 свыше' 100 до 300 свыше 300 до 1000
Шлифование при ус- До 300 0,3 0,4 0,5
тановке детали без вы- Свыше 300 до 1000 0,4 0,5 0,6
верки Свыше 1000 до 3000 0,5 0,6 0,7
Шлифование при ус- До 300 0,2 0,25 0,3
тановке детали в при- Свыше 300 до 1000 0,25 0,3 0,35
способлении или с вы- Свыше 1000 до 3000 0,3 0,4 0,4
веркой индикатором
Примечания. 1. Припуски даны на обработку одной стороны. 2. При од-
новременной обработке нескольких деталей длину и ширину считать вместе с про-
межутками между деталями.
205
§ 12. ТОЧНОСТЬ ОБРАБОТКИ ПРИ ПЛОСКОМ ШЛИФОВАНИИ
ПЕРИФЕРИЕЙ И ТОРЦЕМ КРУГА
В процессе шлифования, как и при всяком другом виде механи-
ческой обработки, возникают четыре основных вида погрешностей:
размеров, формы, расположения одних поверхностей детали по от-
ношению к другим и шероховатости поверхности.
При плоском шлифовании под точностью обработки понимается
степень приближения действительных размеров, формы и располо-
жения обработанных поверхностей к их значениям, заданным по
чертежу детали или технологическому эскизу. Особое значение при
плоском шлифовании имеет обеспечение плоскостности поверхнос-
тей.
В технологии машиностроения различают экономическую и до-
стижимую точность обработки. Экономическая точность обработки
характеризуется средними отклонениями размеров обрабатываемой
детали от заданных размеров в пределах допуска, когда обработка
выполняется на исправных металлорежущих станках, при правиль-
но назначенных припусках и режимах резания, соответствии ква-
лификации рабочего, сложности работы. Достижимая точность
обеспечивается за счет очень высокой квалификации рабочего и ра-
боты на станке при заниженных подачах. Работать следует на ре-
жимах экономической точности.
Для обеспечения требуемой точности обработки необходимо
уменьшать влияние причин, вызывающих погрешности обработки.
На точность обработки влияет ряд причин, доля погрешности
которых по отношению к допуску на измеряемую величину состав-
ляет, по данным ЭНИМСа:
Неточность установки круга
Силовые деформации станка, приспособления,
круга и детали при шлифовании
Тепловые деформации станка, приспособления,
детали и круга при шлифовании
Деформация детали вследствие внутренних на-
пряжений
Износ круга
Погрешности измерения
Колебания температуры цеха
Случайные причины
Для обеспечения точности заданных размеров
дить шлифование тремя способами:
1. Пробными проходами.
2. Автоматически при работе до упора.
3. Механизированным или автоматизированным методом, при-
меняя контрольно-измерительные устройства.
Пробными проходами можно обеспечить высокую точность, со-
ответственно чувствительности применяемых измерительных уст-
ройств. Измерительный инструмент нужно выбирать так, чтобы це-
на его деления составляла не более 7з допуска на измеряемый раз-
мер. Например, при допуске на размер 0,2 штангенциркуль следует
применять с ценой деления 0,05. Недостаток этого метода — боль-
206
10—60%
10-70%
5—60%
до 50%
до 30%
10-15%
до 25%
до 20%
можно произво-
шой объем ручных работ, связанных с многократными остановками
станка, замерами и включениями станка bhobi?.
При автоматической подаче бабки с кругом до жесткого упора
на точность размера влияет точность станка, приспособления, а так-
же износ круга, тепловые и силовые деформации станка и детали.
Поэтому точность обработки можно обеспечить в пределах клас-
сов 3, 2а. Если стойкость круга составляет время меньше, чем вре-
мя, необходимое для шлифования детали, приходится применять
специальные устройства для изменения положения упора на вели-
чину, равную изменению размера радиуса круга при его правке.
Такие устройства называются подналадчиками. Если устройство
производит подналадку станка без участия рабочего, то оно назы-
вается автоподналадчиком (см.гл. 6).
При механизированном методе на станке устанавливается из-
мерительное устройство, контролирующее размер детали в процес-
се шлифования. Рабочий по шкале прибора определяет момент,
когда размер детали достигает нужной величины и отключает ста-
нок. При. автоматизированном методе на станке устанавливается
контрольное устройство (автомат активного контроля), которое вы-
ключает станок в тот момент, когда размер детали достигает задан-
ной величины.
При шлифовании возникает деформация детали и круга. Поэто-
му следует производить в конце обработки несколько ходов стола
без подачи на врезание. Этот процесс называют «выхаживанием».
Выхаживание производят до тех пор, пока не заканчивается сня-
тие стружки (работа без искры).
Для обеспечения высокой плоскостности и параллельности плос-
костей детали имеет большое значение точность станка, приспособ-
ления, режимы шлифования и разность температур у шлифуемой
противоположной плоскости. Так, например, при шлифовании тор-
цем круга станины консольно-фрезерного станка после пяти—семи
проходов температура шлифуемой поверхности становится 45—50°С,
т. е. на 25—35° больше температуры другой стороны станины. В ре-
зультате температурных деформаций в процессе шлифования обра-
зуется изгиб в сторону обрабатываемой поверхности. После охлаж-
дения обработанная поверхность становится вогнутой.
Для получения высокой плоскостности приходится добиваться
таких режимов обработки, при которых разность температуры у по-
верхностей детали будет в небольших пределах. Обработку высоко-
точных деталей производя! на станках повышенной точности в спе-
циальных термоконстантных цехах, где колебание температуры
воздуха автоматически выдерживается в пределах ±0,5°.
Плоскошлифовальные станки нормальной точности, работаю-
щие периферией круга, обеспечивают плоскостность в пределах
0,015 мм на 1000 мм длины, станки повышенной точности — в пре-
делах 0,005 мм на 500 мм. Станки нормальной точности, работаю-
щие торцем круга, обеспечивают плоскостность при вращающемся
столе 0,02 мм, при прямолинейно движущемся столе — 0,015 мм на
1000 мм длины.
207
В ряде случаев удается получить более высокую точность, на-
пример на станках для двустороннего шлифования, одновременно
обрабатывающих две плоскости. При тщательной правке шлифо-
вального круга и припусках, не превышающих 0,03—0,05 мм, дости-
гается плоскостность порядка нескольких микрометров.
Для уменьшения шероховатости следует:
1. Уменьшить вибрации станка за счет качественной баланси-
ровки круга, рациональной эксплуатации станка (правильной ре-
гулировке зазоров в подшипниках шпинделя и др.).
2. Уменьшить все виды подач.
3. Увеличить время выхаживания.
4. Работать с большими скоростями круга.
5. Применять мелкозернистые круги.
6. Применять круги на бакелитовой и вулканитовой связке.
7. Править круг при малых подачах.
8. Править круг алмазными пластинами вместо единичных ал-
мазов, что позволяет не только увеличить производительность прав-
ки, но и обеспечить увеличение класса шероховатости на 2—3 раз-
ряда.
9. Производить тонкую очистку смазочно-охлаждающей жидко-
сти (центрифугой или магнитным и бумажным сепаратором).
§ 13. БАЗЫ. МЕТОДЫ УСТАНОВКИ ДЕТАЛЕЙ
Различают конструкторские и технологические базы. Конструк-
торские базы — это линии и точки чертежа, от которых конструктор
указывает размеры или положение других лиций и точек. Конструк-
тор назначает базы так, чтобы легко было измерять поверхности
детали при обработке.
Технологические базы — это поверхности детали, имеющие раз-
личное назначение при обработке, измерении и сборке деталей.
Различают технологические установочные, измерительные и сбо-
рочные базы.
Установочные базы — поверхности детали, которыми деталь со-
прикасается с установочными элементами приспособления при об-
работке ее на станке.
Измерительные базы — поверхность детали, от которых произ-
водится измерение других обработанных поверхностей.
Сборочные базы — поверхности детали, которыми деталь сопря-
гается с поверхностями других деталей при сборке.
Установочные базы в значительной мере определяют точность
обработки детали, поэтому они должны быть точно обработаны
и иметь высокий класс шероховатости поверхности.
Для получения высокой точности при обработке и измерении де-
тали стремятся совмещать конструкторские и технологические ба-
зы. Так, например, у корпусных деталей конструктор задает разме-
ры от плоскости основания — конструкторская база. Обработка та-
кой детали начинается с плоскости основания, чтобы затем осталь-
ные поверхности обрабатывать, устанавливая деталь на плоскость
основания, которая будет технологической установочной базой.
208
Установочные базы бывают основными и вспомогательными.
Основные базы — это поверхности, служащие сборочными база-
ми и использующиеся для установки детали при обработке. Такой
базой является, например, плоскость основания корпусной детали.
Кроме основной базы имеются и опорные. При шлифовании дета-
лей, показанных на рис. 130, а, необходимо обеспечить параллель-
ность обрабатываемой плоскости 3,
плоскости основания 2 и размер Н. В
этом случае основной базой является
поверхность 2, а упорной базой поверх-
ность /, которая подводится к упору 4.
Упор 4 может быть в виде планки на
магнитной плите. Планка предотвра-
щает сдвиг детали.
Если положение обрабатываемой
поверхности 3 должно быть парал-
лельно основанию и задано размера-
ми Н и L (рис. 130, б), то основной
технологической базой являются по-
верхности 1 и 2. Упор 4 служит для
фиксации детали на магнитной плите.
Вспомогательные базы — это
поверхности, которые специально
А)
Рис. 130. Базирование при шли-
фовании плоскостей
обрабатываются, чтобы в после-
дующих операциях деталь устанавливалась на эти поверхности.
Примером вспомогательных баз служат отверстия, просверлен-
ные и развернутые в плоскости основания, в тело корпусной детали,
перпендикулярно плоскости основания. Эти отверстия специально
засверливают, чтобы деталь установить на два пальца, входящие
в эти отверстия, и на пластины или штыри, соприкасающиеся с пло-
скостью основания. При такой установке детали можно обрабаты-
вать любые плоскости и отверстия, выдерживая определенное по-
ложение этих поверхностей относительно плоскости основания (ос-
новная база) и двух специально выполненных отверстий (вспомога-
тельные базы).
Чтобы любая обрабатываемая деталь из одной партии деталей
занимала одинаковое положение относительно приспособления, ре-
жущего и измерительного инструментов в различных операциях об-
работки и контроля следует сохранять одни и те же установочные
базы.
Детали, обрабатываемые на станке, устанавливают с выверкой
непосредственно на станке, с выверкой по предварительно нанесен-
ным разметочным рискам и в специальном или специализирован-
ном приспособлении.
При малых масштабах производства применение специальных
приспособлений невыгодно и обрабатываемые детали устанавли-
вают непосредственно на станках с выверкой. Например, если плос-
кость обрабатывают по разметке, то деталь устанавливают на дом-
кратах (или на регулируемых клиньях), помещенных на столе
14—2228
209
станка. В нужное положение деталь устанавливают, приподнимая
или опуская ее стороны домкратами. Установочной базой в этом
случае являются линии разметки и деталь выверяют при помощи
рейсмаса по линии разметки. Такой способ установки детали тре-
бует от рабочего большого опыта и много времени. Наиболее совер-
шенным способом является установка деталей в приспособление,
при котором достигается постоянство положения детали , относи-
тельно инструментов, т. е. высокая точность, при малых затратах
времени на такую точную установку.
Поэтому в современном производстве используют различные ви-
ды приспособлений.
§ 14. ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
ПРИ ПЛОСКОМ И ПРОФИЛЬНОМ ШЛИФОВАНИИ
На плоскошлифовальных станках шлифуют плоские и фасонные
поверхности, расположенные под разными углами. Для установки
и закрепления обрабатываемых деталей в нужном положении стан-
ки оснащают различными приспособлениями.
Приспособлением называют дополнительное устройство к стан-
ку, которое служит для установки и закрепления детали определен-
ным обозом по отношению к режущему инструменту. Кроме при-
способлений, для выполнения операции станок должен оснащаться
режущим инструментом — шлифовальными кругами, измеритель-
ным инструментом и вспомогательным инструментом.
Вспомогательным инструментом называют дополнительные уст-
ройства к станкам, служащие для установки и закрепления инстру-
ментов. Например, фланцы для крепления круга на станке, устрой-
ство для правки шлифовального круга, различные штативы и под-
ставки для измерительных инструментов и т. п.
Совокупность приспособления режущего инструмента, измери-
тельного инструмента и вспомогательных инструментов называется
технологической оснасткой. По принятой классификации вся осна-
стка нумеруется восьмью цифрами. Приспособления имеют первую
цифру нумерации 7, вспомогательный инструмент — 6. Приспособ-
ления— это наиболее трудоемкая и дорогая часть всей технологи-
ческой оснастки. Различают универсальные, специальные и специа-
лизированные приспособления.
Универсальные приспособления применяют для
обработки различных деталей. В эти приспособления деталь уста-
навливают с обязательной выверкой. Такие приспособления при-
меняют при изготовлении только одной или нескольких деталей, т. е.
в единичном и мелкосерийном производствах.
Специальные приспособления применяют для об-
работки одного определенного вида и размера деталей. В эти при-
способления деталь устанавливают без выверки. Они очень удобны
в работе и быстро зажимают деталь. Специальные приспособления
становятся непригодными к работе при изменении размеров или
формы детали. Используют их в крупносерийном и массовом про-
изводствах.
210
Специализированные приспособления бывают
универсально-налаживаемые (УНП) и универ-
сально-сборные (УСП). УНП имеют различные специаль-
ные вкладыши, которые применяют при обработке деталей опреде-
ленных (типоразмеров. Таким образом, приспособление специализи-
руют для обработки определенного типоразмера детали. При пере-
ходе к обработке других деталей того же типа заменяют вкладыши
и приспособления специализируют для обработки уже этих деталей.
УСП собирают из нормализованных частей, и они предназначены
для обработки определенной детали. После использования такое
приспособление разбирают на части, из которых затем собирают
другое приспособление. Специализированные приспособления обла-
дают всеми преимуществами специальных приспособлений и допус-
кают возможность использования их в мелкосерийном и серийном
производствах.
К универсальным, универсально-налаживаемым приспособлени-
ям относят машинные тиски, магнитные плиты, поворотные столы,
синусные линейки и др.
Приспособления должны обеспечивать требуемую точность об-
работки, производительность, безопасность и удобство в работе.
Для закрепления деталей на плоскошлифовальных станках ча-
ще всего используют электромагнитные и магнитные плиты.
Электромагнитные и магнитные плиты обеспе-
чивают:
1) быстрое закрепление и раскрепление детали;
2) прочность закрепления;
3) возможность одновременного закрепления нескольких дета-
лей;
4) возможность закрепления на магнитной плите других приспо-
соблений;
5) хорошее прилегание базовой плоскости детали к столу;
6) возможность использования стационарных плоских и круг-
лых плит, наклоняющихся и поворотных плоских плит, плит-уголь-
пиков, которые снабжаются различными магнитными блоками для
крепления деталей с выступами и другой сложной формы.
Электромагнитная плита (рис. 131) состоит из стального литого
или сварного корпуса /, сердечников 2, катушек 3 и крышки 4.
В верхней части плиты сделано 96 пазов, расположенных в два ря-
да. С нижней стороны корпуса в эти пазы входят выступы. 12 сер-
дечников из малоуглеродистой магнитной стали с зазором 4—5 мм
на сторону. На нижнюю часть сердечников надевают катушки из
медного эмалированного провода. Питается катушка через вывод-
ную коробку. Оставшееся в корпусе свободное пространство за-
ливается немагнитной массой. Магнитная плита герметизируется
для предохранения от попадания на обмотки охлаждающей жид-
кости.
Магнитные плиты закрепляют в Т-образных пазах столов и шли-
фуют для обеспечения параллельности плоскости зеркала плиты на-
правлению поперечной подачи.
14
211
Рис. 131. Электромагнитная плита
Электромагнитные плиты питаются постоянным током, поэтому
станки снабжены специальными агрегатами, вырабатывающими
постоянный ток, либо выпрямителями, которые преобразуют пере-
менный ток сети в постоянный.
Чтобы детали не срывались с магнитной плиты в случаях прек-
ращения подачи тока в обмотки, на станках предусмотрена автома-
тическая блокировка. При отключении плиты автоматически вы-
ключается подача и стол останавливается.
Магнитные блоки изготовляют из пластин магнитомягкого ма-
териала— железо Армко, чередующихся с латунными магнитоне-
проводящими пластинами. Плиты скрепляют латунными заклепка-
ми. Блоки точно обрабатывают, выдерживая параллельность сторон.
При одновременной обработке на магнитной плите несколь-
ких деталей достигаются большая экономия времени и высокая точ-
ность размеров шлифуемых поверхностей.
Рис. 132. Расположение деталей на магнитной плите:
а — беспорядочное (неправильно), б — в один ряд между упорными планками
(правильно)
212
Обрабатываемые детали нужно располагать на плите так, что-
бы их уместилось возможно больше и чтобы при обработке они не
сдвигались от усилий шлифования (рис. 132). Для увеличения
жесткости установленных на плите деталей часто пользуются упор-
ными планками 1 и 2, к которым прижимают детали.
Магнитные плиты с постоянными магнитами (рис. 133) не тре-
буют специальных установок для питания электротоком. Верхняя
часть плиты состоит из железных пластин 1 и 2 с немагнитными
прослойками 3 между ними. Сильные постоянные магниты 5 можно
перемещать, замыкая магнитные силовые линии на железные плас-
тины (рис. 133, в) или на закрепляемую деталь 4 (рис. 133,6). Пе-
ремещают магниты рукояткой 6 (рис. 133, а).
Притяжение деталей к магнитным плитам зависит от степени за-
грузки плиты, размера поверхности детали, соприкасающейся с пли-
той. Длина изделия должна перекрывать не менее одной магнитной
прослойки, тонкие стальные детали притягиваются слабее, чем тол-
стые. На силу притяжения влияет также состояние поверхности де-
тали. Наличие зазоров между плитой и деталью снижает силу при-
тяжения.
Особенно важную
роль играют перечислен-
ные факторы при исполь-
зовании постоянных маг-
нитов. В электромагнит-
ных плитах благодаря
большей мощности маг-
нитного потока влияние
этих факторов меньше.
На электромагнитных
и магнитных плитах за-
крепляют только сталь-
ные и чугунные детали,
которые могут притяги-
ваться магнитом. К числу
немагнитных относятся
детали из меди и ее спла-
вов, алюминия, некото-
рых нержавеющих сталей,
немагнитного чугуна и из
других материалов.
Если деталь нельзя
закрепить при помощи
магнитных приспособле-
ний, применяют приспо-
собления с винтовыми за-
жимами. Наиболее рас-
Рис. 133. Магнитная плита с постоянными маг-
нитами:
а — общий вид, б — положение магнитов при за-
креплении деталей, в — положение магнитов при
установке и снятии деталей
пространенными приспо-
соблениями такого типа
являются тиски.
213.
На рис. 134 показаны лекальные тиски. На корпусе 2 тисков
имеется неподвижная губка 5, кронштейн 6 и направляющие в виде
ласточкиного хвоста или прямоугольника, выполненные за одно це-
лое с корпусом. В кронштейн 6 запрессовывают гайку для винта /,
который служит для перемещения подвижной губки 3 по направ-
ляющим и закрепления детали. В неподвижную губку 5 вставляют
мерный штифт 4, служащий базой при измерении длины наклон-
ных участков шлифуемого изделия.
Рис. 134. Лекальные тиски
Боковые поверхности лекальных тисков изготовляют параллель-
но друг другу и перпендикулярно основанию. Зажимные плоскости
губок должны быть перпендикулярны боковым поверхностям и ос-
нованию тисков. Для закрепления тисков на приспособлениях в ос-
новании их сделаны резьбовые отверстия. Чаще всего тиски крепят
непосредственно на магнитной плите.
Высокая точность расположения поверхностей тисков позволя-
ет шлифовать в них взаимно перпендикулярные поверхности с боль-
шой точностью, не перездкрепляя деталь.
Для установки деталей в одинаковое положение на магнитной
плинте применяют установочные планки и плиты / (рис. 135),
которые прижимаются в определенном положении к боковой шли-
фованной стороне плиты и к основанию плиты. При пользовании
такими планками и плитками повышается надежность крепления
деталей к плите. Планки-подкладки должны иметь одинаковые раз-
меры, чтобы шлифуемая поверхность располагалась параллельно
верхней плоскости магнитной плиты.
Рис. 1,35. Установочные планки и плитки:
а — набор плиток и планок, б — установка при помощи планок подкладки, в — установ-
ка при помощи плиток; 1 — опорные плитки
214
Установочные угольники
изготовляются из стали с закален-
ными и шлифованными поверхно-
стями, расположенными под углом
90°, или из* чугуна с шлифованными
поверхностями. Детали прижимают
к угольнику при помощи хомутиков.
Для шлифования лысок на ци-
линдрических поверхностях приме-
няют призмы 1 (рис. 136), на ко-
торые укладывают деталь и крепя г
ее скобами 2 с прижимными винта-
ми 3. Приспособление устанавлива-
ют на магнитной плите.
Для шлифования многогранных
деталей используют приспособ-
Рис. 136. Призмы и струб-
цины для закрепления ци-
линдрических деталей
ление с точно выполненными гранями, расположен-
ными так же, как и у шлифуемой детали (рис. 137). Деталь закреп-
ляется в цанговую втулку и при повороте втулки шлифуется соот-
ветствующая грань детали.
Рис. 137. Приспособление с точными гранями:
1 — корпус, 2 — рукоятка зажима цанговой втулки, 3 — цанговая втулка
Для установки деталей под разными углами наклона шлифуе-
мой поверхности к столу станка применяют различные синусные
приспособления.
Синусная линейка (рис. 138, а) состоит из плиты 1 с
прикрепленными к ней двумя мерными роликами 2. Плоскость
плиты 4 строго параллельна плоскости, проходящей через оси ро-
ликов. Расстояние между осями роликов постоянное и называется
базой синусной линейки. Оно проставляется на торце линейки и рав-
но 100 или 200 мм. На плите устанавливают две планки 3, служа-
щие для упора деталей.
Синусную линейку можно применять в сочетании с угольником
или подставкой (рис. 138, б). При этом один ролик играет роль
шарнирного соединения. Плоскости подставки строго параллельны.,
На верхнюю плоскость А устанавливают блок мерных плиток, в ко-
торый упирается второй ролик. Зная, на какой угол требуется ус-
тановить деталь по отношению к плоскости основания, и зная ба-
215
зу L (рис. 138, в), определяют высоту блока плиток по соотноше-
нию, которое вытекает из правил тригонометрии
ВС — АВ • sin a, h = L . sin а.
Пользуясь тригонометрическими таблицами, по углу а находят
значение sin а. Значение гипотенузы АВ равно базе синусной ли-
нейки L (100 или 200 мм).
Рис. 138. Синусные приспособления:
а — синусная линейка, б — линейка с подставкой, в — схема для
расчета блока плиток к синусной линейке; / — плита, 2 — медные
ролики, 3 — планки, 4 — верхняя плоскость плиты, 5 — подставки
216
Пример. Деталь нужно шлифовать под углом а = 30°25'. Базовая длина
. = 100 леи. Определить высоту блока плиток А.
Решение.
Определяем синус данного угла: sin 30°25'=0,50628, затем находим высоту
»локи: A = /-sina = 100-0,50628 = 50,628 мм. После этого подбираем блок так,,
тобы число плиток в блоке было бы наименьшим.
Синусные приспособления применяют также в сочетании с ме-
ханическими зажимными устройствами, с делительными устройства-
ми и устройствами для правки кругов под углом.
} 15. ПЕРЕДОВЫЕ МЕТОДЫ ОБРАБОТКИ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Одним из путей повышения производительности труда и сниже-
ния себестоимости при шлифовании металлов является увеличение
жорости вращения шлифовальных кругов.
Скоростные шлифовальные круги работают с окружной скоро-
стью 50 м/сек вместо применяемой при обычном шлифовании
30—35 м/сек.
Скоростным шлифованием достигают более высокий класс ше-
роховатости поверхности, что является дополнительным резервом
повышения производительности, так как при одних и тех же требо-
ваниях к шероховатости поверхности можно увеличить подачу не
пропорционально скорости круга, а в большей степени.
Весьма эффективно скоростное шлифование нержавеющих и жа-
ропрочных сталей.
При увеличении скорости круга без изменения подач износ кру-
га уменьшается в среднем на 50%, шероховатость обрабатываемой
поверхности улучшается примерно на один класс. Увеличение про-
изводительности в этом случае составляет только 10—15%, а по-
требляемая мощность возрастает на 20—30%.
Значительно большая эффективность шлифования при одновре-
менном увеличении окружной скорости круга и соответственном
изменении подачи. Производительность при этом возрастает на
40—70% по основному технологическому времени, примерно на
30% уменьшается износ круга на приведенную единицу изделия
и улучшается шероховатость обрабатываемой поверхности. Однако
потребляемая мощность возрастает пропорционально скорости кру-
га за счет увеличения радиальной составляющей усилия резания.
С увеличением скорости вращения круга уменьшается прилипа-
ние металла к его поверхности и, следовательно, «засаливание»
круга, что повышает его стойкость и позволяет получить более вы-
сокий класс шероховатости поверхности.
В целях обеспечения техники безопасности при скоростном шли-
фовании применяют специальные круги и упрочненные кожухи. Под
влиянием центробежной силы, возникающей при вращении, в кругах
появляется напряжение растяжения. При увеличении окружной
скорости круга напряжение возрастает пропорционально квадрату
окружной скорости. Поэтому круги для скоростного шлифования
217
Круги ПП для скоростного шлифования
Таблица 11
Размеры, мм Характеристика
D в d связка абразив- ные ма- териалы зернистость твердость
300—900 13—150 75—305 Керами- ческая Э5 40 и мель- че СМ и твер- же
30—1100 10—200 10-305 То же Э9А То же То же
300—600 40—75 75—305 Бакели- товая Э5 125 и мель- че СТ1 и твер- же
300—600 40—75 75—305 То же КЧ8 То же То же
60—500 60—150 и другие 20—350 Вулкани- товая Э9А 16 и мель- че С и твер- же
Рис. 139.
Плоский ал-
мазный круг
прямого про-
филя:
1 — алмазное
кольцо, 2 —
корпус
должны обладать повышенной прочностью. Такие круги изготовля-
ют из нормального и белого электрокорунда на керамической, баке-
литовой и вулканитовой связках. Их структура должна быть повы-
шенной пористости.
Ассортимент кругов формы ПП для скоростного шлифования
приведен в табл. 11. Круги для скоростного шлифования отмече-
ны красной полосой или имеют надпись «Скоростной».
Прочность кругов повышают, применяя специально разработан-
ные связки на керамической и вулканитовой основах. В скоростные
бакелитовые круги заделывают стальные армирующие кольца или
тканевые прокладки. Перед установкой на станок каждый круг для
скоростного шлифования должен быть испытан на прочность при
скорости, в 1,5 раза большей рабочей. Двукратное испытание кру-
гов гарантирует безопасность работы на высоких скоростях.
Алмазные круги применяют для чистовой обработки деталей
штампов, режущих инструментов и деталей из твердых сплавов.
Часто перед чистовой алмазной обработкой детали
предварительно шлифуют кругами из карбида кремния
зеленого. Для плоского алмазного шлифования ис-
пользуют круги АПП, АЧК.
При шлифовании деталей из твердых сплавов и
быстрорежущих сталей алмазными кругами их каче-
ство поверхности лучше, чем при обработке кругами из
других абразивных материалов, и производительность
выше.
Алмазный круг (рис. 139) состоит из диска-кор-
пуса, на поверхность которого надето алмазоносное
кольцо. Кольцо может быть закреплено на диске кле-
ем, винтами или напрессовано.
Корпус изготовляют из пластмассы, алюминиевых
или медных сплавов. Алмазоносное кольцо состоит из
связки, наполнителя и алмазного порошка с концентра-
цией алмаза 200, 150, 100, 50 и 25%.
Алмазные круги должны удовлетворять требова-
ниям ГОСТ 16167—70, 16168—70,16170—70, 16171—70,
16172—70, 16175—70, 16176—70, 16177—70, 16179—70.
218
Перед шлифованием круги проверяют на биение. Допускаемое-
биение — 0,02 мм. Устраняют биение правкой кругами или бруска-
ми К3916СМ12К.
В ряде случаев алмазное шлифование производят дважды: пред-
варительное— кругами на металлической связке, добиваясь высо-
кой производительности и шероховатости V7 — V8; окончатель-
ное— кругами на органической связке до шероховатости поверхно-
сти V10—V13.
Режимы шлифования алмазщями кругами приведены в табл. 12.
Таблица 12
Рекомендуемые режимы обработки при алмазном шлифовании
Плоское
8
9
10
А12, А10
А8, А6
АМ28,
АМ5
25 3—4 0,3—0,5
0,03—0,04
2—3 0,3—0,5 0,02—0,03
1,5—2 0,2—0,3 0,01—0,015
Метал-
лическая
Органи-
ческая
Профильное
8 А12, А10 25 2
9 А8, А6 30 1,5
Ручная
0,02—0,03
0,01—0,02
Органи-
ческая
Алмазное шлифование производят с применением смазочно-ох-
лаждающих жидкостей следующих составов:
1. Эмульсия с добавкой 5—7% щелочи.
2. Тринатрийфосфат 0,6%, вазелиновое масло 0,05, бура 0,3,
кальцинированная сода 0,25, нитрат натрия 0,1, вода 98,7% (по
весу).
3. Вазелиновое масло 2 части, парафин 1 часть.
При засаливании круга на органической связке его очищают
вручную пемзой. Круг при этом вращается со скоростью 25—
30 м/сек.
Применение специальных приспособлений. Способ шли-
фования в к ас сетах обеспечивает большую экономию вре-
мени и снижение себестоимости обработки. На рис. 140, а показан
клин, для шлифования ребер 1 и 2 которого применяют кассетное
приспособление, показанное на рис. 140, б. Оно состоит из рамки-
кассеты 1 и установочного столика 5. Клинья устанавливают в рам-
ку и прижимают планкой 2, сидящей в ней на направляющих шты-
рях 4. Детали закрепляют винтом 3. Кассеты заряжают на устано-
вочном столике с широким пазом, благодаря которому клинья по-
мещаются в рамки симметрично относительно ее оси О—Oi. Уста-
новка кассеты на магнитном столе плоскошлифовального станка
позволяет ориентировать ось рамки параллельно зеркалу плиты.
219
Рис. 140. Шлифование клиньев:
а — деталь, б — кассетное приспособление
б)
S)
Рис. 14V Конструкции кассет для шлифова-
ния:
а — торцев втулок, б — торцев пружин
Заряженные кассеты
устанавливают на магнит-
ную плиту плоскостью Б,
образованной ребрами
клиньев, и шлифуют реб-
ра А, Затем всю партию
кассет заново устанавли-
вают для шлифования
ребер Б. Время,- затрачи-
ваемое на зарядку одной
кассеты, перекрывается
временем шлифования
другой кассеты. Такое
приспособление позволя-
ет сократить вспомога-
тельное время и шлифо-
вать одновременно до 30
деталей.
На рис. 141, а показа-
на кассета, применяемая
для шлифования торцев
втулок. Кассета представ-
ляет собой стальной сек-
тор, в котором имеется 50
отверстий. Оси отверстий
перпендикулярны основа-
нию. Восемь таких кас-
сет устанавливают на
круглый магнитный стол
станка, работающего тор-
цем круга, и одновремен-
но обрабатывают 400 де-
талей, вложенных в отвер-
220
стия кассет. Торцы втулок выступают над поверхностью кассеты
всего на несколько десятых долей миллиметра.
Кассета для шлифования торцев пружин показана на рис. 141, б.
Она состоит из основания 1, в котором запрессованы 86 цилиндри-
ческих штифтов 2. Поверхность Л4 и противоположная ей поверх-
ность выполнены с отклонениями от параллельности в пределах
0,01 мм и от плоскостности — не более 0,01 лл1. К основанию кассе-
ты винтами 4 крепят планку 3, которая имеет отверстия, совпадаю-
щие с осями выступающих штифтов. Пружины надеваются на штиф-
ты и заходят в отверстия в планке, упираясь при этом одним тор-
цем в поверхность основания. Наличие штифта и отверстия в план-
ке позволяет достаточно точно выдержать перпендикулярность тор-
ца пружины и надежно удерживать ее в приспособлении в процес-
се шлифования. Кассету можно закреплять на магнитной плите
плоскошлифовального станка.
Для зажима немагнитных деталей, а также деталей, имеющих
малую опорную поверхность, применяют рамочные кассетные при-
способления, устанавливаемые на магнитных плитах. Приспособле-
ние (рис. 142, а) состоит из рамки, образуемой торцевыми планка-
ми 1 и 6 и боковыми планками 2 и 9. Планку 6 можно снять, отвин-
тив барашки 5 со шпилек 4. В вырезы планок 1 и 6, параллельные
планкам 2 и 9, вставляют промежуточные пластины 3, между кото-
рыми укладывают детали (тонкие пластины), подлежащие шлифо-
ванию. В продольном направлении детали поджимаются винта-
ми 10, перемещающимися в плавающих гайках 11. Детали в попе-
речном направлении прижимаются винтами 8 через нажимную пла-
стину 7.
Рис. 142. Рамочные приспособления:
а — для шлифования тонких пластин, б — для шлифования торцев втулок
221
Приспособление для шлифования торцев втулок, показанное
на рис. 142, б, состоит из прямоугольной сборной стальной рамы,,
размеры которой соответствуют размерам магнитного стола 1.
В бруске 2 рамы прорезан длинный паз п, вдоль которого переме-
щаются квадратные плавающие гайки 3 с буртиками. Последние
могут быть установлены на требуемом расстоянии друг от друга,
В раме рядами устанавливают обрабатываемые детали-втулки,,
у которых шлифуются торцы. Ряды втулок разделены промежуточ-
ными планками 5 из малоуглеродистой стали. В продольном на-
правлении втулки сжимаются винтами, проходящими через гайки 3,.
в перпендикулярном направлении — винтами бруска 6. Торцы вту-
лок выступают над уровнем рамы и их шлифуют периферией кру-
га 4.
В этом приспособлении можно последовательно шлифовать верх-
ние и нижние торцы втулок, если установить их так, чтобы торцы
выступали не только над верхним, но и над нижним уровнями ра-
мы. Для этого под брусья рамы укладывают мерные шлифовальные
прокладки из мягкой стали, через которые рама притягивается к
магнитному столу. После шлифования верхних торцев раму повора-
чивают и шлифуют нижние торцы деталей.
Рис. 143. Постоянные магнитные блоки:
а — блоки для цилиндрической формы, б — общий вид нормализованных цилиндрических
магнитных блоков
В последнее время появились конструкции приспособлений, в
которых используют постоянные магнитные блоки цилиндрической
формы. Блок (рис. 143, а) состоит из цилиндрического постоянного
магнита /, вставленного в немагнитную (например, из латуни)
втулку 2, которая в свою очередь помещена в цилиндрический кор-
пус из магнитомягкого материала (мягкая сталь, железо Армко),
обладающего высокой магнитной проницаемостью. Цилиндрический
корпус 3 имеет или кольцевую канавку а, или резьбовой конец b
для закрепления в приспособлениях. Блоки изготовляют диамет-
ром от 6 до 60 мм и длиной от 20 до 65 мм.
На рис. 143, б показаны нормализованные магнитные блоки.
Их вставляют в соответствующие гнезда приспособлений и исполь-
зуют для быстрого зажима деталей. Обычно блок имеет плоскую
222
Рис. 144. Вакуумный стол
для плоского шлифова-
ния
торцевую поверхность зажима, но ей можно придать и любую дру-
гую форму, например конусную, шаровую или У-образную.
Шлифование при помощи вакуумных столов.
На вакуумных столах закрепляют тонкие плоскостные магнитные
и немагнитные детали.
Показанный на рис. 144 вакуумный стол применяют для шли-
фования планок и тонких линеек. Он представляет собой плиту;
к верхней поверхности которой прикреплена планка 1 из твердой
меди. В последней просверлен ряд отвер-
стий. В верхней части плиты профрезерова-
ны три узких паза, расположение которых
соответствует рядам отверстий в медной
планке. Эти три паза соединены друг с дру-
гом и сообщаются с отверстиями в боковой
стенке плиты, имеющей резьбу. Приспособ-
ление крепят на магнитном столе шлифо-
вального станка. С помощью шланга 2 оно
соединяется с вакуум-насосом. После уста-
новки обрабатываемая деталь должна пе-
рекрывать все отверстия в медной планке.
При шлифовании коротких деталей непе-
рекрытые отверстия заливают стеарином
или воском.
Медь отводит тепло от детали, а большое число отверстий обес-
печивает многоточечное прижатие детали к плите. В сравнении с ус-
тановкой на магнитном столе, полюсы которого находятся на срав-
нительно большом расстоянии друг от друга, зажим деталей в ва-
куумных приспособлениях получается более равномерным и на-
дежным.
В некоторых случаях такие детали закрепляют на столах разо:
гретой канифоли или шеллака, которые при застывании прочно схва-
тывают детали с боков и удерживают их на плите.
Приспособления с гидропластмассой. При шли-
фовании одновременно нескольких деталей часто применяют гидро-
пластмассовые кассетные приспособления, в которых зажим дета-
лей обеспечивается равенством сил, действующих на каждый плун-
жер. Плунжером называют деталь, которая точно пригоняется к от-
верстию (подобно поршню) и имеет прямолинейное движение вдоль
оси отверстия. Гидропластмасса — это пластическая масса, легко
изменяющая свою форму под действием зажимных усилий. Объем
ее при этом (подобно жидкости) остается постоянным. На рис. 145
показано такое приспособление для шлифования торца фиксатора
револьверной головки.
В корпус 7 вставлена разрезная 6 и упорная 5 втулки. Корпус
скреплен с основанием 4. Он имеет длинное отверстие, заполненное
гидропластмассой 8. С каналом для гидропластмассы соединяются
отверстия с плунжерами 3. Зажимный винт 1 при вращении застав-
ляет перемещаться плунжер 2. При этом гидропластмасса передает
давление одинаковой силы на плунжеры 3.
223
Рис. 145. Многоместное приспособление с гидропластмассой
Обрабатываемая
рртппк
ГО; 9
Обрабатываемые детали вставляют в пружинящую втулку 6 до
упора 5, выравнивают их по пазу при помощи линейки и зажимают
винтом 1. Плунжеры 3 давят на стенки разрезных втулок 6', и втул-
ки зажимают обрабатываемые детали. При отжиме винта 1 втул-
ка 6 освобождает деталь. Для очистки пыли и выталкивания детали
из приспособления упор 5 сделан в виде трубки.
В машиностроении ряд деталей, главным образом корпусных,
нельзя установить на магнитной плите. К ним относятся немагнит-
ные детали. Такие детали устанавливают на плиту при помощи спе-
циального приспособления.
На рис. 146, а показано приспособление для шлифования плос-
кости картера. Деталь, устанавливаемая базовыми плоскостями
на опорные плитки 4, зажимается гайкой 6 и прихватом 5. Упор 3,
воспринимающий усилие зажима, прижимает деталь к опорным
Переход 1
Эскиз dsT'Q/iu
Переход I
б)
Рис. 146. Приспособление для закрепления немагнитных дета-
лей:
а — картера, и — брусков
15-2228
225
плиткам, передвигаясь вниз по косому пазу а. Пружины 1^2 отво-
дят упоры обратно вверх при освобождении детали. На рис. 146, 5
показано приспособление для шлифования брусков. На плиту 1 ус-
танавливаются две детали. Через распределительный кран сжатый
воздух поступает в цилиндр 7. Давление воздуха на диафрагму 8
через палец 6 передается на рычаги 5, которые посредством вилок 4
и роликов 3 прижимают детали к упорам рычагами 2. Освобож-
даются бруски при помощи пружин.
Рассмотренные приспособления составляют лишь часть исполь-
зуемых при работе на плоскошлифовальных станках приспособле-
ний. На каждом предприятии применяют десятки специальных и
специализированных приспособлений, значительно повышающих
производительность труда.
Другие способы повышения производительности труда. Плос-
кое шлифование профилированным кругом спо-
собствует значительному повышению производительности труда.
Рис. 147. Плоское шлифование профилированным кругом:
и — обрабатываемая деталь, б — схема шлифования
Примером подобной обработки может служить шлифование
рамки клина. Эта деталь (рис. 147) отличается сложностью фор-
мы и точными размерами. Рамка представляет собой призмати-
ческий клин, с одной стороны которого имеется направляющая
в виде ласточкина хвоста и основание 3. Поверхности 1 и 2 рамки
шлифуют. Обе поверхности должны находиться строго в одной
плоскости и иметь высокий класс шероховатости, так как они в сбо-
ре с клином работают как плоские направляющие.
226
Шлифование шаблонов с помощью призмы и
синусного кубика. Профиль шаблона, показанного на
рис. 148, а, шлифуют на магнитной плите плоскошлифовального-
станка. Вначале шлифуют две стороны А и В шаблона под пря-
мым углом. Обрабатывают стороны с одного закрепления шабло-
на путем установки прямоугольной призмы (рис. 148, б) на две
взаимно перпендикулярные грани. Затем шаблон прошлифованной
стороной А устанавливают на магнитный блок и подпирают, с двух
сторон призмой (рис. 148, в) и шлифованной планкой. Сторону С
шлифуют до получения размера 30, 48 мм. Аналогичным способом
устанавливают шаблон на сторону В и шлифуют сторону D на раз-
мер 54 мм.
Рис. 148. Установка шаблона при помощи призмы и синусного кубика:
/ — прямоугольная призма, 2 — блок мерных плиток, 3 — прихват, 4 — синусный кубик
5 — мерный ролик, 6 — разметочная плита, 7 — магнитная плита станка, 8 — магнитный,
блок, 9— призма, 10 — шлифовальная планка, // — шлифовальный круг
Стороны шаблона, расположенные под углом 26°42', обрабаты-
вают на синусном кубике (рис. 148, г), на одной стороне которого
имеются четыре точных отверстия Л и несколько резьбовых отвер-
стий М. В отверстия синусного кубика вставляют мерные штифты,
между ними и стороной А шаблона устанавливают блок мерных,
плиток, соответствующий углу 26°42z. При расстоянии между ося-
ми отверстий 100 мм размер блока мерных плиток h = 100Х
X sin 26°42' = 100-0,44932 = 44,93 мм. Шлифуемый шаблон в поло-
жении, при котором его сторона А упирается в один из штифтов и
в блок мерных плиток, закрепляют прихватами и болтами.
15*
227
Для получения на шаблоне размера 19, 14 мм сторону Е пред-
варительно шлифуют с таким расчетом, чтобы длина стороны D
оказалась больше 19,14 мм (ориентировочно ее размер можно оп-
ределить штангенциркулем). Затем действительную длину сторо-
ны D шаблона проверяют микрометром. Если ее размер окажется
равным, например 19,44, со стороны Е шаблона необходимо допол-
нительно снять слой металла толщиной К. (см. рис. 148,а). Величи-
ну катета К определяют из прямоугольного треугольника по фор-
муле
K = S • sin (90° - 26°42') = (19,44— 19,14) • sin63°18' =
= 0,3 • 0,80337 = 0,24 мм.
Со стороны Е шаблона слой металла толщиной 0,24 мм сни-
мают, регулируя величину вертикальной подачи шлифовального
круга, пользуясь лимбом маховика.
Длину стороны D шаблона можно иначе определить следую-
щим образом. На разметочную плиту устанавливают шаблон с
мерным роликом, как показано на рис. 148, д. Вначале находят с
помощью микрометра вспомогательный размер L.
На основании рис. 148, д можно написать равенство
L'= 19,14 + / + #,
где R — радиус мерного ролика;
сторона D = 19,14
2
Следовательно, действительная длина стороны D шаблона боль-
ше требуемого размера на величину (L — L') мм. Поэтому со сто-
роны Е шаблона нужно дополнительно сошлифовать слой металла
толщиной К = (L— L') - sin (90°—26°42').
Контролируют размеры 30, 48 мм и 54 мм микрометром, а угол
26°42' шаблона проверяют индикатором, закрепленным в универ-
сальной стойке, при установке шаблона на синусной линейке.
На рис. 149 показана конструкция механизма для ба-
лансировки шлифовального круга непосредст-
венно на станке.
Принцип действия этого балансировочного приспособления за-
ключается в регулировке взаимного положения двух грузов 13 и 14.
Эти грузы, имеющие форму полудисков, при помощи зубчатых и
червячной передач в процессе балансирования поворачиваются во-
круг оси, совпадающей с осью шпинделя шлифовального круга, при
этом они медленно, но непрерывно меняют положение один относи-
тельно другого. Если их развернуть на 180°, вносимый ими дисба-
ланс будет равен нулю, если же их совместить, т. е. сделать угол
между ними равным 0, то они сообщат вращающейся системе шпин-
дель— шлифовальный круг — планшайба — балансировочный меха-
низм максимальный дисбаланс. Чтобы сбалансировать систему, их
нужно установить в некоторое промежуточное положение, когда
центр тяжести балансируемой системы совпадет с осью вращения
шлифовального круга.
228
Рис. 149. Механизм для балансировки шлифовальных кругов непосредственно на станке
Описываемый балансировочный механизм представляет собой
малогабаритный редуктор, состоящий из зубчатых и червячной пе-
редач, смонтированных в корпусе 11. С правой стороны, вне корпу-
са, смонтированы два маховичка 5 и 6, а с левой стороны к кор-
пусу привернут фланец /, который вставляется в выточку планшай-
бы шлифовального круга и закрепляется винтами 2.
Маховичок 5 жестко соединен с валиком, на обратном конце ко-
торого также жестко посажено зубчатое колесо 8. Если во время
вращения шлифовального круга рукой затормозить маховичок 5,
то зубчатое колесо <3 перестанет вращаться, так как оно жестко свя-
зано с маховичком 5, а зубчатое колесо 17 начнет совершать пла-
нетарное вращение вокруг зубчатого колеса <3, приводя во враще-
ние валик, с которым оно жестко связано. На этом же валике жест-
ко смонтировано винтовое зубчатое колесо 16, которое посредством
парного винтового колеса 13 передает вращение червячной паре
12—10. Червячное колесо выполнено в виде втулки, на левом кон-
це которой на шпонках смонтирован груз 15. Следовательно, затор-
маживая маховичок 5, мы сообщаем грузу 15 вращение относитель-
но корпуса редуктора. Одновременно вращение втулки червячного
колеса 10 передается блоку зубчатых колес 3—4, который приводит
во вращение зубчатое колесо 9, жестко связанное с грузом 14. Сле-
довательно, груз 14 при торможении маховичка 5 тоже вращается
относительно корпуса редуктора. Направление вращения обоих гру-
зов одинаковое, но скорость вращения разная. При фактических
передаточных отношениях элементов механизма за один оборот гру-
за 15 груз 14 сделает 0,99 оборота и для того, чтобы развести грузы
на 180°, груз 15 должен сделать 50 оборотов. Учитывая, что за один
оборот груза 15 редуктор вместе с шлифовальным кругом сделает
128 оборотов, можно определить время, за которое грузы 15 и 14 ра-
зойдутся на 180°
. 50 . 128 5°.128
I = ------ = --------о мин.
п 1000
где п — число оборотов в минуту шлифовального круга.
Если затормозить маховичок 6, то остановится зубчатое коле-
со 7 и начнет вращаться вокруг оси зубчатое колесо <$, которое си-
дит на одном валу с зубчатыми колесами 17 и 16 и соединено с зуб-
чатым колесом 7 через паразитное зубчатое колесо, не обозначен-
ное на рисунке. Далее вращение передается грузам 15 и 14 по той
же кинематической цепи с той лишь разницей, что направление вра-
щения будет обратным, а скорость вращения в 2 раза выше и, сле-
довательно, при затормаживании маховичка 6, на разведение гру-
зов на 180° потребуется приблизительно 3 мин.
Балансировка с помощью этого приспособления осуществляет-
ся следующим образом. Включив вращение шпинделя, наблюдают
за стрелкой виброметра, установленного на шлифовальной бабке.
Если вибрация окажется большой, маховичок 6 притормаживают
до тех пор, пока вибрация не уменьшится до нуля. Если этот мо-
мент упущен и вибрация начнет нарастать, то маховичок 6 отпуска-
230
ют и притормаживают маховичок 5 до тех пор, пока вибрация не
начнет убывать до 0. Пользуясь этим приспособлением, на балан-
сировку затрачивают 3—5 мин. Наибольшая балансирующая спо-
собность этого механизма составляет приблизительно 800 г* см.
Бывают случаи, когда неоднородность круга настолько значи-
тельна, что он не поддается балансировке. Такими кругами пользо-
ваться нельзя, их следует возвращать на склад.
Силовое шлифование. Широкое распространение получило шли-
фование со снятием припуска до 6 мм. При силовом шлифовании
применяют круги, армированные тканевыми прокладками, повы-
шающими прочность круга. Для торцевого шлифования используют
армированные тканью сегменты. Каждый сегмент состоит из слоев
абразива со связкой, между которыми проложены тканевые про-
кладки.
Армированные круги допускают работу при скорости 70 м/сек,
а по некоторым данным до 90 м/сек. При шлифовании упрочнен-
ными кругами (с большой скоростью) съем металла увеличивается
почти в два раза.
При силовом шлифовании появляется возможность шлифовать
заготовку без» предварительного фрезерования или строгания. До-
стоинствами силового шлифования является и увеличение интен-
сивности снятия стружки до 570 см?/мин по стали и 740 см31мин
по чугуну, при этом уменьшается удельный расход энергии, время
на обработку, время на смену и правку шлифовальных кругов, со-
кращается число операций, а поэтому и время на установку и за-
крепление заготовки также сокращается, так как в шлифовальной
операции происходит и черновая и чистовая обработка поверхно-
сти.
При силовом шлифовании повышается размерная точность и сни-
жается шероховатость, появляется возможность производить чер-
новые обработки закаленных поковок. Стоимость обработки при
силовом шлифовании значительно уменьшается. Станки для сило-
вого шлифования оснащают электродвигателями мощностью
130—250 кет.
Электроабразивное шлифование. Одной из разновидностей шли-
фования труднообрабатываемых материалов является электроаб-
разивное шлифование.
Сущность его заключается в сочетании абразивной и электрохи-
мической обработки. Электрохимическая обработка заключается
в том, что деталь подключается к положительному полюсу посто-
янного тока ( анод), а инструмент — к отрицательному (катод).
Если между катодом и анодом будет находиться токопроводящая
жидкость (электролит) и по цепи будет проходить ток, то при оп-
ределенных электрических режимах с детали будет сниматься слой
металла, т. е. будет происходить так называемое анодное (электро-
химическое) растворение металла. Шлифовальный круг может про-
водить ток только, если абразивные зерна (диэлектрик) будут на-
ходиться в токопроводящей связке. Такой связкой служит метал-
лическая МИ, МК, МС2 и др. Наибольшую производительность
231
и наименьший расход алмазов при электроалмазном шлифовании
показала связка МС2. Разные связки влияют на производитель-
ность из-за их разного омического сопротивления, а следовательно,
и на эффективность анодного растворения. Вид связки влияет на
расход алмазов, ибо по-разному удерживают зерна алмазов в кру-
ге. На основе экспериментальных данных установлено, что электро-
химическое растворение снимает более 75% припуска, а абразив-
ная обработка остальной. При электроабразивной обработке ис-
пользуют различные абразивные материалы. Алмазные круги обес-
печивают производительность более чем в три раза по сравнению с
электрокорундовыми или из карбида кремния, при этом шерохова-
тость уменьшается в 3—5 раз и высота микронеровностей полу-
чается до 0,04 мкм. Зернистость алмазных кругов влияет на элек-
троалмазное шлифование незначительно. Наименьшая себестои-
мость достигается при работе кругами зернистостью 315/250
и 250/200.
Температура при электрохимической обработке значительно
меньшая, чем при абразивной обработке, поэтому не происходит
ухудшение физико-механических свойств поверхности из-за темпе-
ратурных деформаций. Чистку кругов можно производить за счет
смены полярности круга и изделия, но это не обеспечивает требую-
щуюся производительность. На чистку поверхности круга бруска-
ми из КЗ или пемзы затрачивается значительно меньшее время. Ес-
ли требуется исправление формы круга, то производят его правку
алмазным инструментом.
Электролитами служат составы из азотнокислых натрия
(NaNO3) и калия (KNO3) в соединении с другими солями и водой,
обладающие антикоррозийными свойствами, высокой электропро-
водностью, способными растворять вещества, образующиеся в ре-
зультате электрохимических реакций, быть безопасными в работе.
Часто используются такие:
а) 5% NaNO3, 0,3% NaNO2 — остальное вода;
б) 15% NaNO3, 0,5% NaNO2, 2,0% KNaCJ-hOe — остальное вода;
в) 5% NaNO3, 1% NaNO2, 0,75% Na2B2O7, 0,4% Na2CO3>
0,7% Na3PO4 — остальное вода.
Электролиты подаются в зону шлифования в пределах 2—
4 л/мин. Электролит должен равномерно попадать по всей ширине
круга, во избежание появления искрения между кругом и деталью.
При электрохимической обработке напряжение тока — 4—12 в, ско-
рость круга 25—30 м/сек. Удельное давление круга на деталь в пре-
делах 4—10 кгс/см2. Продольная подача — 4—6 м/мин. В настоя-
щее время отечественные станкозаводы серийно выпускают станки
для электроалмазной обработки (модель 3623, 2ПЭШ, 3672, ЗЭ667,
ЗЭ730, ЗЭ731 и др.). На рис. 150 приведен электроалмазный плоско-
шлифовальный станок модели 2ПЭШ-М.
Шлифование производится торцем алмазного круга, закреплен-
ного в головке с вертикальным шпинделем. Электролит подается че-
рез центральное отверстие шпинделя. Внутри круга установлен раз-
брызгиватель для лучшей подачи электролита в зону обработки.
232
В верхней части шпинделя имеются серебряное кольцо и щетка для
подачи тока через шпиндель на круг. Шпиндель электроизолирован
от основания станка. Вертикальное перемещение головки осуществ-
ляется вручную. Движение стола — гидросистемой. На столе уста-
новлена магнитная плита с ванной. Дно ванны имеет уклон 5° и па-
трубок для слива электролита в бак. Станок имеет систему авто-
1730
Рис. 150. Электроалмазный плоскошлифовальный станок 2ПЭШ:
/ — станина, 2 — кнопочная станция, <3 —стол, 4 и 8 — маховики, 5 — ручки
управления гидросистемой, 6 — шпиндель, 7 — токоведущий алмазный
круг, 9 — вентиль подачи электролита, 10 — ванна, 11 — шлифовальная бабка с
кожухом, 12 — колонна, 13 — механизм подачи, 14 — бак с насосом подачи
электролита
магической подачи круга. Станок снабжен селеновым выпрямите-
лем для ведения электрохимического процесса. Допускается работа
на электрорежимах: напряжение 6—42 в, ток 2000—20 а. Скорость
перемещения стола 1—10 м/мин. На станке достигается неплос-
костность до 0,01X100. Обработка производится кругами диамет-
ром 150 и 200 мм. Наибольшие размеры обрабатываемых поверх-
ностей 170X170X150 мм. Возможно применение кругов из электро-
корунда и карбида кремния.
233
§ 16. ЗАЩИТА ШЛИФУЕМЫХ ИЗДЕЛИЙ ОТ КОРРОЗИИ
В результате воздействия окружающей среды (воздуха, воды,
химических продуктов и их паров) металл разрушается (корроди-
рует). Действию коррозии в большей или меньшей степени подвер-
гается большинство металлов, исключение составляют так назы-
ваемые благородные металлы (золото, платина и др.).
При коррозии на поверхности металлов в результате взаимо-
действия с кислородом образуется окисная пленка. Чем выше влаж-
ность воздуха, резче перепады температуры, выше давление и тем-
пература, тем интенсивнее идет окисление.
При шлифовании большое значение имеет межоперационная за-
щита изделий от коррозии. С этой целью шлифованные изделия про-
мывают в водных растворах эмульсола и хранят в нем в течение
3—5 дней. В качестве средства межоперационной защиты от корро-
зии широко применяется раствор триэтаноламина и нитрита натрия.
Промытые в этом растворе детали просушиваются на воздухе, пос-
ле чего на поверхности металла остается защитная пленка.
В тех случаях, когда хранение в водных растворах или под
пленками этих растворов недостаточно эффективно, детали хранят
в закрытых емкостях с селикагелем. Селикагель обладает свойством
поглощать влагу из атмосферы, поэтому влажность воздуха в за-
крытом пространстве с селикагелем настолько снижается, что про-
цессы коррозии не могут протекать.
В последнее время широко используют летучие замедлители —
ингибиторы коррозии — вещества, препятствующие окислению ме-
таллов. В качестве ингибиторов применяются нитриты аммония,
двойные нитриты аммония и меди, аминоспирты и их соединения
с кислотами и др. Наибольшее распространение из ингибиторов по-
лучили карбонат моноэтаноламина (МЭАК), нитрит дициклогекси-
ламина (НДА), циклогексиламинкарбонат (ЦГАК).
§ 17. ШЛИФОВАНИЕ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Шлифуют не только металл, но и неметаллические материалы,
например, пластмассы, фибру, стекло, минералокерамику, металло-
керамику и др.
Шлифование неметаллов отличается рядом особенностей, по
сравнению с шлифованием металлов.
Пластмассы отличаются высокой вязкостью, а также прилипае-
мостью к инструменту. У пластмасс низкая теплопроводность, по-
этому отвод тепла от зоны обработки в «тело», детали незначите-
лен, а в зоне резания из-за низкой температуры плавления пласт-
массы могут размягчаться.
Пластмассы не должны нагреваться до высоких тёмператур, так
как они при этом размягчаются (термопласты) или обугливаются
(реактопласты).
При нагревании пластмассы выделяют газообразные вещества,
загрязняющие атмосферу цеха.
Ряд пластмасс гигроскопичен, поэтому охлаждать их водными
или масляными эмульсиями нельзя.
234
Таблица 13
Режимы шлифования неметаллических материалов
Обрабатывае- мый материал детали Характери- стика шлифова- ния Характеристика круга Режимы шлифования Примеча- ние
Мате- риал Зернистость Твердость Связка глубина шлифова- ния, мм 1 ход скорость детали, м(мин скорость круга. м!сек.
Аминопласт Черновое КЧ7 100; 80; 50 CMj—СМ2 Ki 0,07—0,2 3—5 25—35
Чистовое КЧ8 25—16 СМХ—см2 К; Б 0,01—0,05 2—3 30—35
Фенопласт Черновое К 47 100—50 сх—м2 К 0,07—0,2 2—5 22—35
Текстолит Чистовое Э8 25 Ci-M2 К; Б 0,01—0,05 1—2 30—35
Эпоксидная смо- Чистовое Э8 40 CMi К; Б 0,5 0,5 35
ла ЭД5
Гетинакс Черновое КЧ7 63—40 Mi-M2 К 0,1 3—5 25
Эбонит Чистовое КЧ8 ' 40—25 CMi—см2 К 0,07—0,2 2-5 25—35
Э8
Черновое К 47 50—40 Сх-СЬ К 0,05—0,07 2—5 10—15
Мрамор Чистовое КЧ8 500/4004- Концентра- М 0,02 1—3 22—30
АСК 4-315/250 ция 50%
Стекло Черновое К38 50—40 CMi-CM2 Б Обеспечить
CMi-CMa К 0,07—0,2 2—3 20—30 отсос всей
Чистовое АС В 400/315-т- Концентра- БМ пыли
АСК 4-100/80 ция
50—100%
Минералокера- Чистовое К39 Л-А 8—6 CMjl—СМ2 0,05—0,07 1—3 10—15
мика СО 100/80—63/50 Концентра- Б1 0,01—0,02 1—3 25—35
ция 50%
Таблица 14
Режимы шлифования твердых сплавов
Вид шлифова- ния Класс шерохова- тости обрабаты* ваемой поверх- ности ГОСТ 2789—73 Характеристика круга Припуск на об- работку, мм Режимы обработки Глубина шли- фования, мм
Форма 1 Зернистость алмазного порошка Связка Скорость круга, м{сек Скорость де- тали, mJmuh Поперечная подача. мм! ход
Плоское 7 8 9 10 АПП, ЛПП АСПП 100/80—80/63 80/63—63/50 63/50—50/40 50/40 М Б 0,1—0,2 0,05—0,1 20—30 25—35 5,0 4,0 3,0 2,0 0,5 0,5 0,4 0,3 0,04 0,03 0,02—0,03 0,01—0,02
Профильное 7 8 9 А2П Л2П АС2П 1 100/80—80/63 80/63—63/50 63/50-50/40 1 м Б 0,1—0,2 0,05—0,1 20—27 20—27 1,0—1,5 ручная 0,05—0,1 мм/об 0,02—0,03 0,01-0,02
Некоторые пластмассы выделяют большое количество пыли при
обработке, поэтому такие пластмассы нужно обрабатывать, приме-
няя воздушный отсос стружки, пыли и газов. Пылеотсасывающие
устройства рассмотрены в гл. VIII.
Обработка фибры, стекла, минералокерамики, металлокерамики
имеет много общего с обработкой пластмасс. Эбонит, фибру, стек-
ло, мрамор нужно обрабатывать высокопористы.ми кругами на ке-
рамической и бакелитовой связках.
Рекомендуемые характеристики кругов и режимы обработки не-
металлических материалов приводятся в табл. 13, а режимы обра-
ботки твердых сплавов в табл. 14.
§ 18. БРАК И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Детали, подлежащие круглому шлифованию, до этого прошли
уже несколько операций, поэтому брак на этой стадии особенно не-
желателен. Шлифовщику необходимо иметь ясное представление
о всех видах возможного брака, причинах, его вызывающих, и уметь
вовремя принять меры, исключающие появление брака. В табл. 15
приведены основные сведения по этому вопросу, которые нужно ус-
воить каждому шлифовщику.
Таблица 15
Виды брака при плоском шлифовании
Вид брака Причины возникновения Способы устранения
Нарушение за- данного размера Неправильная установ- ка ручной или автомати- ческой подачи на глубину, что встречается при рабо- те до упора или по лим- бу Ошибки измерения на- гретой или переохлажден- ной детали. Последнее имеет место при исполь- зовании охлаждающей жидкости, температурой ниже температуры окру- жающего воздуха Применение изношенно- го или невыверенного из- мерительного инструмента Периодически проверять детали во время снятия при- пуска до достижении упора или соответствующей риски на лимбе
Деталь и измерительный инструмент должны иметь одинаковую температуру Проверять измерительный инструмент перед началом работы контрольным инст- рументом
Занижение раз- мера Случайная подача кру- га на деталь вместо его отвода Отводить круг только тог- да, когда деталь полностью выведена из-под него
Самопроизвольная по- дача круга, так называе- мое спадание бабки. По- является при наличии люфта в гайке механизма Устранить люфт в гайке подъема, отрегулировать клинья и планки и по воз- можности улучшить систе- му противовеса
237
Продолжение табл. 15
Вид брака Причины возникновения Способы устранения
вертикального перемеще- ния или в результате от- сутствия противовеса, или его недостаточной величи- ны, слишком жесткой под- вески противовеса, излиш- ней затянутости планок и клиньев в направляющих вертикального перемеще- ния Местные «прихваты» круга — неожиданное его врезание в деталь с остав- лением глубокого (в не- сколько десятых долей миллиметра) следа. Часто наблюдается при сухом торцевом шлифовании ча- шечным кругом без накло- на оси бабки и при шли- фовании недостаточно жестких деталей, кото- рые деформируются — выпучиваются или отгиба- ются По возможности работать с охлаждением. Нежесткие детали шлифовать с особой осторожностью, не форси- ровать подачу на глубину. Применять свободно режу- щие мягкие круги. Накло- нять ось круга на 2—3°. При работе без охлаждающей жидкости перед окончатель- ным проходом охладить де- тали
Непараллель- Забоины или грязь на Периодически перешлифо-
ность шлифуемой зеркале магнитного стола вывать магнитный стол не-
и базовой поверх- и на базовой поверхности посредственно на самом
ностей детали. Выпуклость или вогнутость магнитного сто- ла Выпуклость базовой по- верхности детали станке, а базовую поверх- ность детали зачищать на- пильником. Магнитную пли- ту и деталь тщательно про- тирать Исправить базу строгани- ем или фрезерованием
Неплоскостность Изогнутость тонкой за- Заготовку отрихтовать
шлифуемых по- верхностей готовки Изношенность направ- ляющих станины прямо- угольного стола (выпук- лость или вогнутость) механически или термиче- ски — кипячением под прес- сом в растворе едкого натра Перешабрить или пере- шлифовать направляющие
Непараллель- Изношенность направ- Если направляющие изно-
ность и неплоско- ляющих горизонтальной сились, но прямолинейность
стность шлифуе- шлифовальной бабки или не нарушилась, то доста-
мых поверхностей подшипника точно перешлифовать зерка- ло стола в соответствии с новым положением направ- ляющих. Если же они стали непрямолинейными, то их надо перешабрить или пере- шлифовать. Заменить под- шипник
238
Продолжение табл. 15
Вид брака Причины возникновения Способы устранения
Изношенность направ- ляющих вертикальной шлифовальной бабки, не- параллельность их оси круглого стола Износ подшипника шпинделя Неправильное закреп- ление деталей в зажимном приспособлении (перекос) или неточность базовых плоскостей приспособле- ния Применение чрезмерно мягкого круга Недостаточный сход круга с ^детали в попереч- ном направлении Плохая правка, в осо- бенности при врезном пе- риферийном шлифовании деталей более узких, чем ширина круга Перешабрить или пере- шлифовать направляющие Правильно закрепить де- таль, проверить приспособ- ление Выбрать более твердый круг Увеличить сход круга до 3Д ширины его Чаще править крут, осо- бенно во время чистовых проходов
Слишком тяжелый ре- жим обработки, вызываю- щий чрезмерный нагрев детали Изменить режим обработ- ки, применить обильное ох- лаждение
Несоблюдение требуемого углово- го расположения поверхностей Прижоги Неточность приспособ- лений, неправильная уста- новка изделий Неправильный выбор шлифовального круга (слишком твердый круг) Недостаточное охлажде- ние Слишком большая пло- щадь соприкосновения круга и изделия Чрезмерно интенсивный режим резания (глубина шлифования и др.) Следить за правильной ус- тановкой изделия, проверять приспособления Сменить круг на более мягкий Увеличить интенсивность охлаждения Уменьшить площадь со- прикосновения: при торце- вом шлифовании сегментным кругом установить сегменты через один паз; усилить ох- лаждение Изменить режим резания
Трещины на по- верхности изделий 1 Недостаточное охлажде- ние Перерывы в подаче ох- лаждающей жидкости Слишком интенсивный эежим шлифования Высокая твердость кру- га Наладить беспрерывное поступление охлаждающей жидкости и увеличить ее количество; ослабить режим шлифования; сменить круг на более мягкий
239
Продолжение табл. 15
Вид брака Причины возникновения | Способы устранения
Грубая обработ- ка (чрезмерная шероховатость по- верхности) Недостаточный припуск “ Применение крупнозер- нистого шлифовального круга^ Грубая правка Недостаточное охлаж- дение Недостаточная жест- кость станка, неуравнове- шенность вращающихся масс Чрезмерно интенсивный режим шлифования (глу- бина резания и скорость изделия) Задавать припуск в соот- ветствии с качеством по- верхности после предвари- тельной обработки Сменить круг на более мелкозернистый, а также, если требуется, на более мягкий или более твердый Производить более тон- кую правку Усилить охлаждение Сбалансировать вращаю- щиеся части станка, шлифо- вальный круг и др. Не про- изводить чистовую обработ- ку на нежестких, с вибра- циями, станках Уменьшить подачу на врезание, уменьшить ско- рость детали
Волнистость по- Изменяющиеся при ра- Заменить круг более твер-
верхности боте силы резания из-за неравномерного износа очень мягкого или твер- дого круга Неуравновешенность круга и нежесткость си- стемы дым или мягким в зависи- мости от требуемого Ввести регулярную прав- ку круга и его балансиров- ку. Чистовые операции про- изводить только на жестких станках
Грубые риски Неравномерность зерни- стости круга (засорен- ность крупным зерном) Загрязненность охлаж- дающей жидкости отхода- ми обработки Неравномерная правка круга Чрезмерно большие по- дачи Сменить круг Регулярно менять охлаж- дающую жидкость, ввести систему ее фильтрования Улучшить качество правки Последние проходы произ- водить с уменьшенными подачами
Неоднородность Неоднородность обра- Некоторое улучшение до-
поверхности батываемого материала и его термообработки Скольжение ремня и грубая сшивка его Неплавное, с толчками движение стола стигается, если последние проходы производить при пониженной скорости дви- жения стола Перешить ремень или за- менить склеенным Проверить и отрегулиро- вать работу гидравлическо- го привода
240
Продолжение табл. IS
Вид брака Причины возникновения Способы устранения
Дробление Малая жесткость стан- ка, слабый фундамент, влияние соседних агрега- тов Люфт в подшипниках шлифовального шпинделя или недостаточный их на- тяг Грубая сшивка ремня Неплавное движение стола Плохое закрепление из- делия Неправильный выбор шлифовального круга (мягкий круг может «дро- Чистовые работы не про- изводить на нежестких станках; применяемые стан- ки для таких операций изо- лировать от вибрирующих агрегатов Сменить или отремонти- ровать подшипники. Нагрев затянутых подшипников не должен превышать 50°С Перешить ремень или сме- нить бесконечным плетеным или клиновым Наладить работу гидро- привода стола Перед началом работы проверить правильность за- крепления изделий Сменить круг на более мягкий или более твердый, в зависимости от требова-
бить» из-за неравномерно- го износа, твердый — вследствие затупления, а затем и неравномерного износа) Неправильные режимы шлифования ний Уменьшить поперечную подачу и увеличить глубину резания
Контрольные вопросы
1. Что следует понимать под производственным процессом?
2. Что понимают под технологических процессом?
3. Что понимается под операцией и проходом?
4. Чем характеризуется единичное производство?
5. Чем характеризуется массовое производство?
6. В чем основные особенности процесса резания при шлифовании?
7. Как назначаются режимы резания при плоском шлифовании для черновой
и чистовой обработки? *•
8. Какие существуют меры предупреждения прижогов и шлифовочных трещин?
9. Как увеличить производительность при плоском шлифовании?
10. Как правят шлифовальные круги?
11. Что такое общий припуск?
12. Что называют операционным припуском?
13. Как определяют припуски на шлифование и от чего они зависят?
14. Что понимают под установочными и измерительными технологическими
базами?
15. Какие приспособления применяют для обработки деталей из магнитных
материалов на плоскошлифовальных станках?
16. Какие приспособления применяют для обработки деталей из немагнит-
ных материалов?
1/а16—222а 241
17. Как устанавливать и закреплять тонкие детали из немагнитных материа-
лов при плоском шлифовании?
18. Какую экономическую точность получают при плоском шлифовании пери-
ферией и торцом круга?
19. Укажите преимущества скоростного шлифования.
20. Перечислите основные причины брака при работе на плоскошлифовальных
станках и меры борьбы с ними.
ГЛАВА Vk МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ РАБОТ
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАЙКАХ
Выполняя решения партии и правительства, станкоинструмен-
тальная промышленность создает автоматические линии для раз-
личных отраслей машиностроения, а также выпускает полуавто-
матические и автоматические станки. Одновременно широко осу-
ществляется автоматизация универсальных металлорежущих стан-
ков и компоновка их в автоматические линии.
§ 1. ОСНОВНЫЕ понятия
Под механизацией технологических процессов понимают час-
тичную или полную замену ручного труда машинным в той части
технологического процесса, где происходит непосредственная об-
работка деталей на станке, но сохраняется участие человека в уп-
равлении машиной и контроле за ее работой.
Под автоматизацией технологических процессов понимают за-
мену человеческого труда при управлении и обслуживании станков
и других производственных процессов в целом.
Различают частичную и полную или комплексную автоматиза-
цию.
Частичная автоматизация предусматривает лишь автоматиза-
цию отдельных операций и внедрение в производство различных
приспособлений и инструментов, облегчающих труд рабочего и ус-
коряющих производственный процесс.
Полным или комплексно автоматизированным называют такой
производственный процесс, в котором автоматизированы все основ-
ные и вспомогательные операции.
Совершенствование производства на основе широкой механиза-
ции и автоматизации должно сопровождаться технологической и
организационной перестройкой его в соответствии с условиями наи-
более рационального выполнения работ и использования механизи-
рованных и автоматизированных средств. Основными из этих усло-
вий являются:
построение технологических процессов на основе концентрации
обработки и поточных методов производства;
применение таких способов обработки, которые в первую оче-
редь поддаются механизации и автоматизации с обеспечением наи-
большего экономического эффекта;
укрупнение партий деталей, применение групповой обработ-
ки и т. д.;
уменьшение непроизводительных потерь, связанных с экс-
плуатацией оборудования и организационно-техническим обслужи-
ванием.
Автоматизация и механизация производственных процессов име-
ют своей целью уменьшить долю ручного труда, затрачиваемого на
установку заготовок и снятие обработанных деталей, контроль де-
талей и управление станком. >
7216* 243
Процесс обработки на станках независимо от их типа склады-
вается из следующих элементов: 1) установки заготовки; 2) зажи-
ма заготовки; 3) пуска станка; 4) подвода инструментов; 5) собст-
венно процесса обработки; 6) отвода инструментов; 7) остановки
станка; 8) контроля обрабатываемой детали; 9) снятия обработан-
ной детали.
Каждый из указанных элементов операции может осуществлять-
ся вручную или автоматически, т. е. без участия рабочего.
При применении механизации и автоматизации высвобождает-
ся время и облегчается труд рабочего, а следовательно, повышает-
ся эффективность использования оборудования и производитель-
ность труда.
Автоматика — это отрасль науки и техники, изучающая техни-
ческие средства и методы, позволяющие осуществлять технические
процессы без участия человека. Она включает теорию автоматиче-
ского управления, контроля, регулирования и методы создания ав-
томатических устройств.
Автоматическим регулированием называют область автоматики,
занимающуюся изучением и созданием методов и средств, которые
обеспечивают в каком-либо рабочем процессе заданное значение
или же изменение физических величин — скорости вращения, темпе-
ратуры, давления, уровня жидкости и др.
Устройства, выполняющие указанные функции, называют регу-
ляторами. Назначение всякого автоматического регулятора — об-
наружить отклонения величин, характеризующих работу машин или
протекание процесса, от требуемого режима или от заданной про-
граммы, и при этом воздействовать на органы машины или процесс
так, чтобы устранить выявленные отклонения.
Автоматический контроль можно разделить на не-
сколько основных видов: автоматическая сигнализация, измерение,
сортировка.
Автоматическая сигнализация является простейшим видом ав-
томатического контроля, с ее помощью контролируются предельные
(крайние) значения каких-либо физических параметров, характе-
ризующих ход технологического процесса.
При отступлении от нормальных (заданных) режимов работы
машины прибор автоматического контроля подает сигнал, который
указывает обслуживающему персоналу место и характер наруше-
ния в работе машины. Схема контроля аварийных режимов, как
правило, имеет два вида сигналов—звуковой и световой. Звуковой
сигнал служит для привлечения внимания обслуживающего персо-
нала, а световой сигнал (на сигнальном щите) указывает место на-
рушения технологического процесса.
При автоматическом измерении сигналы об отклонении задан-
ных размеров поступают к автоматическим регуляторам-подпалад-
чикам. Устройства автоматического контроля осуществляют учет
количества выпускаемой продукции, сортировку ее по размеру, ве-
су, твердости и другим показателям, а также маркировку изделий.
Автоматическая защита имеет устройства, либо пре-
244
кращающйе производственный процесс при возникновении ненор-
мальных режимов (например, отключают электродвигатели и элек-
трические сети при коротких замыканиях), либо обеспечивающие
другие меры для предупреждения аварий (например, открывают
предохранительный клапан для снижения давления или, наоборот,
вводят в действие обратный клапан для сохранения давления в
пневмоприводах).
Широко применяют автоматические приспособления, отключаю-
щие поврежденный участок или сигнализирующие о ненормальном
режиме работы.
К автоматической защите следует отнести также автоблокиров-
ку, устройства которой предотвращают возможность неправильных
включений и отключений оборудования и тем самым предупрежда-
ют повреждения и аварии.
§ 2. ТЕХНИЧЕСКИЕ СРЕДСТВА АВТОМАТИЗАЦИИ
Общие сведения. Независимо от целей и выполняемых функ-
ций автоматическое управляющее устройство включает в себя три
главнейших звена (в отдельных случаях второе звено может от-
сутствовать).
1. Датчик (командное звено), создающий первоначальный
импульс — командный сигнал для осуществления необходимого
действия или приема. Датчик срабатывает при воздействии на не-
го соответствующего задатчика. Задатчиком может быть механи-
ческий нажим движущейся части станка, вращающейся шайбы с ку-
лачками, изменение давления рабочей среды и др.
В зависимости от характера импульса датчики делятся на путе-
вые, размерные, силовые и скоростные.
В путевых датчиках импульс возникает в результате воздей-
ствия на них движущихся частей станка или кулачковой шайбы
в определенный, заранее заданный момент; в размерных — когда
обрабатываемая поверхность приобрела требуемый размер; в си-
ловых датчиках — когда усилия, действующие в соответствующих
механизмах станка, приспособления или загрузочного устройства,
достигают определенной заранее заданной величины; в скорост-
ных— когда скорость движения в результате ее изменения дости-
гает заданного значения.
По характеру создаваемых импульсов датчики разделяют на
механические, электрические, фотоэлектрические, пневматические
и гидравлические. Один датчик может давать командные импуль-
сы нескольким звеньям параллельно или последовательно.
2. Преобразователь импульсов, создаваемых датчи-
ком. Характер преобразования зависит от природы импульсов и на-
значения автоматического устройства. Преобразователь импульсов
может быть использован для усиления, ослабления или замедления
импульсов и для преобразования импульсов, например электриче-
ского в гидравлический или пневматический и т. д.
3. Исполнительное звено представляет собой механизм,
непосредственно, без участия рабочего, выполняющий тот или иной
17—2228
245
прием, например, выключение подачи, изменение подачи с черно-
вой обработки на чистовую и т. п. Исполнительные устройства раз-
деляют на механические, электрические, электромеханические, гид-
равлические и пневматические.
Датчики. Электрические путевые датчики пред-
назначены для замыкания соответствующих электрических цепей
управления в тот момент, когда движущаяся часть станка или
другой машины достигла заданного положения.
В системах автоматического уп-
равления часто применяют путе-
вые переключатели ВЛК2110,
ВЛК2111 и др. При нажиме движу-
щейся части станка на шток 6
(рис. 151) мостик отходит влево и
контакты 3—4, 7—8 размыкаются,
Рис. 152. Схема моментного пу-
тевого переключателя
Рис. 151. Схема путевого
переключателя
а контакты 1—2, 9—10 замыкаются. При прекращении воздействия
на шток 6 контактные устройства возвращаются в исходное поло-
жение пружиной 5. Эти переключатели применяют при скоростях
перемещения рабочих органов машин свыше 0,4 м!мин.
При меньших скоростях применяют моментные переключатели
ВК211 (рис. 152). При нажиме движущей части машины на ро-
лик 1 рычаг 2 поворачивается против часовой стрелки, увлекая за
собой через шарнир 3 поводок 4. При этом ролик 12 отводит защел-
ку 6 и поворачивает планку 11 вокруг ее оси, вызывая замыкание
контактов 9—10 и размыкание контактов 7—8. Переключатель воз-
вращается в исходное положение пружиной 5.
Если подвижная часть машины совершает вращательное дви-
жение, применяют поворотный переключатель (рис. 153). Он рабо-
тает следующим образом. На вращающемся валу укреплен диск 1„
в Т-образных пазах которого могут перемещаться кулачки 2 и 3.
246
При вращении диска 1 кулачок 3 нажимает на ролик 8 и по-
ворачивает защелку 13 вокруг оси 12. Действием пружины 10 ры-
чаг 6 поворачивается вокруг оси 7 и, отводя мостик 5, размыкает
контакты 4. При дальнейшем вращении диска второй кулачок на-
жимает на ролик 9, укрепленный на рычаге 6, и поворачивает его
против часовой стрелки. Контакты 4 вновь замыкаются. Пружина 11
поднимает защелку 13 и фиксирует положение рычага. Точность
срабатывания измерительных устройств с электрическими датчика-
ми 2—3 сек.
Рис. 153. Поворотный путе-
вой переключатель
Рис. 154. Гидравлический путевой пере-
ключатель
Гидравлические путевые датчики открывают или
перекрывают в нужный момент доступ жидкости к исполнительно-
му звену. Датчик, изображенный на рис. 154, используют для изме-
нения направления движения, осуществляемого исполнительным
двигателем, или для изменения направления потока жидкости вме-
сто одного к другому исполнительному двигателю. В положении,
показанном на рис. 154, пружина 8 с помощью рычагов 9 и 10 отжи-
мает плунжер в правое крайнее положение. Жидкость из нагнета-
тельного трубопровода 7 подается насосом в канал 3, и подвижная
часть машины движется вправо. Под действием закрепленного на
ней упора рычаг 10 поворачивается вокруг оси /, отжимая при этом
рычаг 9 вниз. Когда рычаг 10 примет вертикальное положение, пру-
жина 8 с помощью рычага 9 продолжит его поворот и плунжер 6 ока-
жется в крайнем левом положении. Теперь жидкость из трубопро-
вода 7 направляется в канал 4, и подвижная часть станка идет
влево.
Для обеспечения плавности перемещения рабочего органа ма-
шины полости а и б связаны каналом 2, в который включен дрос-
сель 5. Регулированием дросселя можно наменять длительность
переключения золотника и обеспечить необходимую плавность пе-
ремены направления рабочего органа машины.
Пневматические датчики по конструкции напомина-
ют гидравлические датчики. Пневматические датчики не реагиру-
17* 247
ют на вибрации, но чувствительны к попаданию пыли. Их недостат-
ком является необходимость большой величины перемещения плун-
жера для срабатывания. Датчик, изображенный на рис. 155, свобо-
ден от этого недостатка и срабатывает при перемещении на
1—1,5 мм. При данном положении штока 6, воздух из магистрали
проходит через каналы 1, 3, 4 и попадает в цилиндр. Шарик 10 по-
средством пружины отжимается вниз и закрывает канал 9, а следо-
вательно, и выход в атмосферу. При перемещении штока б влево
плунжер 5 опускается, а плунжер 7 поднимается. В результате это-
го шарик 2 под действием пружины опускается вниз и закрывает
проход воздуху из магистрали в канал 3. Плунжер 7 поднимает ша-
рик 10, и цилиндр двигателя через каналы 4, 11, 9 и 8 сообщается
с атмосферой.
Размерные датчики имеют одну,
две или три точки соприкосновения с измеря-
емой поверхностью и ведут непрерывное ее из-
мерение, давая сигнал промежуточному меха-
низму, как только обрабатываемая поверх-
ность приобретает заданный размер.
Рис. 156. Размер-
ный датчик
Рис. 1.55. Пневматический датчик
В размерном датчике (рис. 156) шток / занимает в начале ра-
боты верхнее положение, при котором контакт 5, установленный на
муфте 2, замыкает контакт 6.
По мере шлифования размеры обрабатываемой поверхности
уменьшаются и шток вместе с контактом 5 опускается вниз. В мо-
мент окончания черновой обработки контакты 5 и 6 размыкаются
и осуществляется переход с чернового режима на чистовой. Когда
обрабатываемая поверхность приобретает окончательный размер,
замыкаются контакты 3 и 4.
В фотоэлектрических датчиках используются свой-
ства фотоэлементов. Фотоэлемент, основанный на внешнем фотоэф-
фекте, часто состоит из стеклянной колбы (рис. 157) с двумя цоко-
лями 1 и 3. Колбы могут иметь вакуум или быть наполнены инерт-
ным газом. На внутренней поверхности колбы нанесен чувствитель-
ный слой 4, обычно цезиевый или сурьмяно-цезиевый.
248
Свет, попадая на светочувствительный слой, вызывает движе-
ние электронов к аноду 2. Возникающий в результате этого анод-
ный ток после усиления направляется к исполнительному органу
машины.
Силовые датчики создают командный импульс в момент, когда
усилия, действующие в соответствующих механизмах машины, или
давление рабочей среды в системе управления достигают опреде-
ленного значения. На рис. 158 показан силовой гидравлический дат-
чик. Входное отверстие в крышке 9 закрыто пробкой. Выходное от-
верстие 10 корпуса 3 связано с отверстием 8 плунжером золотника.
Жидкость подводится к датчику через отверстие 4. Под давлением
пружины /, расположенной в колпачке на крышке 2, плунжер зани-
мает положение, показанное на рисунке, когда проход жидкости
из отверстия 4 в отверстие 10 закрыт. Входное отверстие 4 датчика
каналами 5, 6 и 7 связано с полостью под плунжером. Когда дав-
ление жидкости достигает заданного значения, плунжер приподни-
мается и соединяет входное отверстие 4 с выходным 10.
Рис. 157. Фотоэлек-
трический датчик
Рис. 158. Силовой гид-
равлический датчик
Рис. 159. Электроме-
ханический силовой
датчик
На рис. 159 показан электромеханический силовой датчик, со-
стоящий из двух зубчатых муфт 7 и 2 со скошенными зубьями, свя-
зывающих валы 1 и 4. Когда усилия в приводе достигнут заданного
значения, муфта 2 отталкивается вправо, преодолевая давление
пружины 3. При этом она поворачивает рычажок 5, заставляя его
воздействовать на микропереключатель 6.
Реле. Реле служит для замыкания и размыкания электрических
цепей. На рис. 160, а приведена схема электромагнитного реле. Об-
мотка катушки 2 включена последовательно с соответствующим
устройством. Якорь 1 отведен от сердечника 3 пружиной 4 и замы-
кает контакт 5, включенный последовательно с катушкой контакто-
ра. При силе тока, значение которого превышает установленное,
якорь притягивается к сердечнику, размыкает контакт 5 и электри-
ческая цепь разрывается.
249
На рис. 160, б показано реле, используемое в гидросистемах
с давлением в пределах 5—65 кгс/с^-. При повышении давления
в трубке 1 изгибается мембрана 2. Пружина 3 при этом сжимается,
а рычаг 6, поворачиваясь вокруг оси, нажимает на шток микропе-
реключателя 5. Установка реле производится путем регулирования
степени сжатия пружины 3 гайкой 4.
Исполнительные устройства. На рис. 161, а изображено испол-
нительное электромагнитное устройство. При протекании тока че-
рез катушку 1 возникает магнитный поток, который замыкается
через магнитопровод 2, собранный из листовой стали, и якорь 3.
Якорь втягивается в катушку, и магнитное поле полностью замы-
кается через сердечник и якорь. Ход якоря х отсчитывают от тор-
ца 4.
а)
Рис. 160. Реле:
а — электромагнитное, б — давления
250
На рис. 161, б показано исполнительное электромагнитное уст-
ройство для включения и выключения подачи. На ходовом валу /
находятся кулачковые муфты 2 и 3. При втягивании якоря 4 элек-
тромагнита 5 рычаг 6 отключает муфту 5, а при прекращении по-
дачи тока якорь 4 выдвигается под действием пружины (на схеме
не показано), в результате чего происходит включение муфт.
Рис. 161. Исполнительные устройства:
а — электромагнит, б — применение электромагнита для управления муфтой,
в — электромагнитная муфта
В системах автоматического управления широко применяют
в качестве исполнительного устройства электромагнитные муфты.
На рис. 161, в показана однодисковая магнитная муфта. Корпус 2
электромагнита жестко закреплен на ведущем валу /, а якорь 5
расположен на скользящей шпонке на ведомом валу 7. Между
корпусом и якорем помещена фрикционная прокладка 3. В кор-
пусе находится катушка 4. Если через эту катушку пропустить
ток, то в корпусе возникает магнитный поток, пронизывающий
фрикционную прокладку и замыкающийся якорем. Якорь притя-
гивается к корпусу, и движение ведущего вала 1 через корпус и
якорь будет передано ведомому валу 7. По прекращении подачи
тока в катушку пружина 6 отталкивает якорь от корпуса и движе-
ние ведомого вала прекращается.
Понятие об электронике. Электроника—это наука, занимаю-
щаяся изучение^ электронных, ионных и полупроводниковых при-
боров, которые применяют главным образом для автоматизации
управления, регулирования и контроля технологических и произ-
водственных процессов. Электронные приборы основаны на исполь-
зовании свойств электрического тока, протекающего в пустоте, т. е.
в вакууме, а ионные приборы используют свойства электрического
тока в разреженных газах.
Электронные приборы представляют собой вакуумный или с
сильно разреженным воздухом баллон, в котором размещаются
электроды. Чтобы создать движение электронов или электронную
эмиссию (процесс испускания электронов), необходимо воздейство-
вать на один из электродов, а именно на катод.
251
Получение электрического тока, или электронной эмиссии, осу-
ществляется несколькими методами.
Термоэлектронная эмиссия — нагрев катода производится током
специального источника.
Фотоэлектронная эмиссия — поток электронов с катода вызы-
вается падающим на него светом.
Автоэлектронная эмиссия — электроны вырываются с поверхно-
сти тела (ртути) под действием электрического поля высокой на-
пряженности.
Электронные приборы могут быть с накаливаемым катодом,
с холодным катодом, с жидким (ртутным) катодом и с фотокато-
дом. Электронные баллоны представляют собой стеклянные или ме-
таллические лампы, которые различаются по количеству электро-
дов: диоды (два), триоды (три) и т. д.
Двухэлектродная лампа — диод является простейшим электрон-
ным прибором; она имеет катод и анод, помещенные в глубоком ва-
кууме. Двухэлектродная лампа проводит ток только в одном на-
правлении, и основное назначение диода состоит в выпрямлении
переменного тока.
Трехэлектродная лампа — триод является прибором, у которо-
го между катодом и анодом помещена сетка, т. е. третий электрод.
Трехэлектродные лампы могут применяться в качестве усилите-
лей.
Газотрон представляет собой двухэлектродную лампу, в балло-
не которой находятся пары ртути или инертного газа; он служит
только для выпрямления тока. Если газотрон снабдить сеткой, то
он превратится в тиратрон и сможет пропускать довольно значи-
тельные токи, вследствие чего он широко используется в автомати-
ке. Тиратрон, так же как и другие газотроны, требует при включе-
нии предварительного прогрева катода.
Полупроводниковые приборы обладают рядом существенных
преимуществ по сравнению с электронными и ионными лампами:
отсутствуют цепи накала, исключительно малые размеры и высо-
кая надежность в эксплуатации.
Полупроводниковый триод (транзистор) является усилителем
подобно электронной лампе-триоду. Полупроводники также ис-
пользуют и как выпрямители переменного тока.
За последние два десятилетия электронные аппараты и тран-
зисторы стали широко применяться при плоском шлифовании и за-
рекомендовали себя как надежное средство управления.
К числу важнейших достоинств электронных устройств отно-
сятся:
1. Отсутствие движущихся изнашивающихся частей. Единст-
венными сменными деталями являются сами электронные лампы.
2. Безынерционность.
3. Быстрота срабатывания и т. д.
Указанные свойства электронных устройств являются чрезвычай-
но важными для плоско- и профилешлифовальных станков. Они ис-
пользуются в регулируемых электроприводах с двигателями посто-
252
явного тока, кроме того, фотоэлектронные реле, электронные реле
времени, электронные измерительные приборы применяются также-
для измерений высоко точных деталей.
§ 3. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
Современные методы производства предусматривают работу при
наименьшем количестве ручных приемов. Поэтому механизация и
автоматизация плоскошлифовальных станков имеет большое значе-
ние.
На плоскошлифовальных станках механизируется и автоматизи-
руется загрузка, установка, закрепление заготовок, раскрепление
и снятие готовых деталей; контроль деталей в процессе обработки;
автоматическая поднастройка шлифовального круга, автоматиче-
ская балансировка круга.
Автоматизация загрузки деталей. Автоматические загрузочные
устройства освобождают рабочего от перемещения деталей в рабо-
чую зону станка, а также от установки деталей в зажимное при-
способление. Конструкция и принцип работы загрузочных устройств
зависят от формы, массы характера заготовок и вида обработки.
Бункерно-магазинное загрузочное устройство (рис. 162, а) со-
стоит из следующих основных механизмов: бункера-накопителя за-
готовок /, лотка 2, предназначенного для перемещения деталей к пи-
тателю 3 или в рабочую зону станка. Загрузочные устройства снаб-
жаются ворошителем 4, который служит для устранения затора за-
готовок при поступлении их из бункера в лоток, и отсекателем 5
для поштучной подачи деталей.
Для деталей, форма, размер и масса которых не позволяют при-
менить бункерное загрузочное устройство, применяют магазинные
загрузочные устройства (рис. 162,6). Эти устройства состоят из лот-
ка-магазина 2, по которому перемещаются детали /, питателя 3,.
кулачкового привода питателя 4 и отсекателя 5. На рис. 162, в, г
показаны наиболее распространенные конструкции магазинов-лот-
ков.
Широко на плоскошлифовальных станках применяют карманчи-
ковые бункера (рис. 162, д), которые состоят из кожуха /, диска 2
с карманами (вырезами), лотка 3 и привода 4.
В последнее время на плоскошлифовальных и других металло-
режущих станках нашли широкое применение переналаживаемые
вибрационные бункера. На рис. 162, е показана схема вибрацион-
ного бункера, который состоит из двух узлов: чаши /, в которую
вмонтированы лотки 2, и привода, сообщающего колебательные
движения бункеру. Диаметр чаши делают в 8—14 раз больше наи-
большего размера детали. Чаши и лотки сменные и легко заменяют-
ся. Привод вибробункера представляют собой электромагнит, сер-
дечник 3 которого крепят к днищу чаши, а якорь 4 к массивному
основанию 5, масса которого превышает массу всех вибрирующих
частей в 5—6 раз. Чашу закрепляют на трех плоских пружинах,
нижние концы которых жестко закреплены на основании. Для пре-
253;
Рис. 162. Загрузочные устройства к металлорежущим станкам:
а — бункерно-магазинный, б — магазинный, в, г — стационарные и переналаживаемые лотки, д — кар-
манчиковый бункер, е — вибрационный бункер, ж — отсекатели, з — питатели
образования переменного тока в постоянный служит выпрямитель
й катушка.
Поштучная подача заготовок в зону обработки выполняется от-
секателями (рис. 162, jw).
Питатели (рис. 162, з) предназначены для перемещения загото-
вок из магазина (лотка, трубки и т. п.) в рабочую зону станка
в строго определенном положении и в определенные промежутки
времени. Конструкция питателя зависит от типа станка, геометриче-
ской формы заготовок и положения режущего инструмента относи-
тельно обрабатываемой детали.
Автоматизация установки и закрепления заготовок. Установка
и закрепление деталей на магнитных плитах характеризуется быст-
ротой закрепления, возможностью установки их на торец, от кото-
рого чаще всего и приходится выдерживать размеры до второгр
торца. В этом случае измерительные и установочные базы совме-
щаются, усилия закрепления равномерно распределены по всей
опорной поверхности, поэтому не образуются перекосы детали, т. е.
погрешность установки детали равна нулю и создается возможность
получения высокой точности обработки. Очень удобно обрабаты-
вать детали на станках с круглым столом. Детали автоматически
подаются на вращающуюся круглую магнитную плиту, в которой
ток из сектора загрузки плиты выключен, при дальнейшем повороте
плиты ток включается в этот сектор и заготовка закрепляется. При
раскреплении обработанной детали в соответствующем секторе
плиты выключается ток и деталь сходит со станка. Для ликвидации
остаточного магнетизма у обработанной детали на пути сходящей
детали за столом установлен демагнитизатор. В корпусе 3, изготов-
ленного из немагнитного сплава демагнитизатора типа Д (рис. 163),
находится железный П-образный сердечник 5, на который насаже-
ны две последовательно соединенные катушки 4. К катушкам под-
водится переменный ток. При помощи пружины 6 железный сердеч-
ник 5 прижимается к двум
крышкам 2, разъединенным
текстолитовой прокладкой 1.
,j Детали проходят над двумя
крышками 2 последовательно
и под воздействием переменно-
.4 го магнитного поля детали
размагничиваются. Обычно де-
магнитизаторы устанавливают
около плиты станка на наклон-
ной плоскости, чтобы обрабо-
танная деталь под действием
собственного веса автоматиче-
6 ски двигалась по наклонной
плоскости и перемещалась по
крышкам демагнитизатора.
Детали из немагнитных ма-
териалов, а также при отсут-
256
ствии плоскостности у установочной базы заготовки устанавливают
и закрепляют в приспособлениях с пневматическими, гидравличе-
скими и другими быстродействующими приводами. Описание таких
приспособлений приведено ранее.
Автоматизация контроля. Затраты вспомогательного времени
на измерение шлифуемой детали составляют от 20 до 40% всего
вспомогательного времени. Из этого следует вывод о необходимо-
сти внедрения средств механизации и автоматизации контроля.
Механизацией контрольных операций является применение од-
носторонних или двусторонних предельных калибров — скоб и шаб-
лонов. Однако при пользовании ими приходится выключать движе-
ние заготовки, ждать полной остановки стола и лишь после этого
производить измерение. Для получения требуемого размера прихо-
дится многократно производить измерение. По сравнению с исполь-
зованием универсальных инструментов, измерение механизирован-
ными инструментами дает значительную экономию времени, но та-
кая механизация контроля недостаточна.
В настоящее время разработаны методы и средства активного
контроля.
Активным контролем называют измерение детали, производя-
щееся специальными устройствами без участия рабочего, когда
устройство, контролируя деталь в процессе обработки, автоматиче-
ски сопоставляет действительные размеры с заранее заданными.
Когда действительные размеры становятся равными заранее задан-
ным, устройство подает сигнал на переключение режимов обработ-
ки (с чернового шлифования на чистовое) или на выключение
станка.
Большинство устройств автоматического контроля, используе-
мых на плоскошлифовальных станках, основано на прямом, кос-
венном или комбинированном методах измерения.
При прямом методе измерительный наконечник активного конт-
рольного устройства все время находится в контакте с поверхностью
обрабатываемой заготовки и непрерывно контролирует ее размер.
По достижении заданного размера устройство срабатывает, изме-
няя режим работы станка или останавливая его.
Активное устройство, основанное на косвенном методе измере-
ния, не имеет непосредственного соприкосновения с поверхностью
обрабатываемой заготовки, так как окончание процесса обработ-
ки определяется здесь не моментом достижения заготовкой задан-
ного размера, а величиной перемещения исполнительного органа
станка, несущего шлифовальный круг.
При комбинированном методе измерения контролируются одно-
временно положение режущего инструмента и размер обрабатывае-
мой заготовки.
Устройства для контроля размеров заготовок в процессе их об-
работки монтируют непосредственно на станках.
Автоматический контроль деталей в процессе обработки на ав-
томатах активного контроля исключает возможность появления
брака, значительно сокращает время на контроль (вспомогатель-
257
ное время), так как это время совмещается с временем шлифования
детали (машинное время), позволяет освободить рабочего от управ-
ления станком (отключение станка после окончания обработки де-
тали) и создает возможность для использования автоподналадчи-
ков.
Для автоматического контроля и подналадки применяют прибо-
ры, наконечники которых входят в контакт с обрабатываемыми и
одновременно измеряемыми деталями. Так как под наконечником
периодически образуется пространство, ибо стол с деталью имеет
перебег относительно круга и наконечника, либо между нескольки-
ми одновременно установленными на столе обрабатываемыми дета-
лями имеется разрыв, то приборы, как правило, снабжены специаль-
ными устройствами, позволяющими исключить ложные команды
или показания за счет попадания наконечника в разрывы между
обрабатываемыми поверхностями.
По принципу действия эти специальные устройства разделяют-
ся на три группы. Первые задерживают ложную команду, когда
измерительный наконечник опускается, попадая в разрыв между
деталями. Задержка происходит от того, что на столе устанавли-
вается передвижной упор (или несколько упоров) соответственно
разрывам между деталями. Упор нажимает на конечный выключа-
тель, отключающий измерительный прибор на время прохождения
наконечника над разрывом поверхности. Вторая группа устройств
затормаживает измерительный наконечник во время его прохожде-
ния над разрывом обрабатываемой поверхности. Управление элек-
тромагнитным тормозом осуществляется от упора (кулачка) и ко-
нечного выключателя. Третья группа устройств разъединяет связь
измерительного наконечника или датчика с исполнительным уст-
ройством, выключающим станок, как только деталь обработана до
нужного размера, или подналаживающим шлифовальный круг, во
время прохождения наконечника над разрывом. Управление произ-
водится от конечного выключателя, на который нажимает упор (ку-
лачок) в момент подхода измеряемого наконечника к разрыву. Де-
тали измеряются от плоскости магнитной плиты или стола, а не от
непосредственно толщины детали, так как базовая поверхность де-
тали недоступна для измерительного наконечника.
Прибор активного контроля устанавливают на станине станка,
а потому на точность измерения влияют тепловые и силовые дефор-
мации станка, а также непостоянство зазора в направляющих сто-
ла, на котором устанавливают обрабатываемые детали. Для повы-
шения точности прибор устанавливают непосредственно на столе
или снабжают его устройством, компенсирующим изменение поло-
жения плоскости магнитной плиты (или стола) относительно ста-
нины станка.
Для уменьшения износа у прибора наконечника штока, который
контактирует с большим количеством обрабатываемых деталей, на-
конечник изготовляют с твердосплавными пластинками, алмазны-
ми вставками или применяют бесконтактные (пневматические, ин-
дуктивные, фотоэлектрические) контрольные приборы.
258
Рис. 164. Схема установки пневматического
прибора для активного контроля на станке
Рис. 165. Схема действия
пневматического прибора
активного контроля
На рис. 164 приведена схема установки пневматического прибо-
ра БВ-4066 для станков с прямоугольным и круглым столом. Над
поверхностью стола 1 с закрепленными на нем деталями 2 в специ-
альном кронштейне находится цилиндрический корпус измеритель-
ного устройства 4, в нижней части которого расположено сопло 3
для выхода сжатого воздуха. Размер высоты детали определяется
зазором z между торцом сопла и обрабатываемой поверхностью.
Измерительное устройство соединено одним гибким шлангом со
стабилизатором давления 13, от которого подается сжатый воздух
определенного постоянного давления, и другим шлангом с отсчет-
ным устройством 12. Сопло измерительного устройства может иметь
зазор с деталью до 0,45 мм. Поэтому при большом припуске уст-
ройство арретируется и опускается только после снятия некоторой
части припуска. Подъем и опускание устройства осуществляется
рукояткой 7, действующей на кулак 6, который, в свою очередь, на-
жимает на планку 5, подвешенную на плоских пружинах 9 к кор-
пусу 8. Величина арретирования 1,0—1,5 мм.
Грубая настройка осуществляется перемещением всего устройст-
ва по направляющим 10 относительно станины станка. Тонкую на-
стройку осуществляют микровинтом 11, который перемещает план-
ку 5 с измерительным устройством 4 относительно корпуса 8.
Прерывистые поверхности контролируются измерительным уст-
ройством, изображенным на рис. 165. Для увеличения предела из-
мерения в приборе применена эжекторная измерительная система.
259
Сжатый воздух под постоянным давлением поступает к входному
соплу 3, затем в измерительную камеру 2 и сопло 1. Из сопла 1 воз-
дух уходит в атмосферу. В зависимости от величины зазора z меж-
ду торцом сопла 1, управляющим соплом 16 и деталью 17 воздух
выходит из сопла с разной скоростью: чем меньше зазор, тем боль-
ше препятствие для выхода воздуха и тем большая скорость долж-
на быть у воздуха, чтобы он мог выходить из сопла 1. При этом по-
ток воздуха, выходящий из сопла 1, отсасывает воздух из концент-
рично ему расположенного управляющего сопла 16, связанного с
камерой 8. В камере образуется разряжение. При отсутствии под
соплами 1 и 16 детали воздух выходит из сопла 1 и не создает раз-
ряжения в камере 8, поэтому давление в камере 8 равно атмосфер-
ному. Камера 8 образуется вялыми мембранами 13 и 14. На вялых
мембранах 13, 14, 15 подвешен шток 6. Камера 7, образованная
мембранами 14 и 15, постоянно соединена с атмосферой под дейст-
вием пружины 10. Торец штока 6 перекрывает отверстие 4, фикси-
руя давление в чувствительном элементе отсчетного устройства 18.
Площади мембран 13 и 15 равны, поэтому изменение величины из-
мерительного давления в камерах 5 и 9 не влияет на силу прижатия
торца штока 6 к отверстию 4.
Когда под измерительным соплом находится обрабатываемая
деталь, давление в камере 2 увеличивается до заданного размера,
и в камере 8 образуется разряжение, поэтому мембрана 14 и шток 6
поднимаются вверх, открывается отверстие 4 и измерительная ка-
мера 2 эжекторного сопла соединяется с отсчетным устройством 18.
Таким образом, изменение давления в камере 2, из-за изменивше-
гося зазора z, будет отражаться на показаниях отсчетного устрой-
ства 18, т. е. происходит измерение размеров обрабатываемой дета-
ли. Усилие пружины 10 регулируют настроечным винтом 11 с гай-
кой 12.
Пневматические приборы являются бесконтактными приборами,
т. е. они не имеют штоков, контактирующихся с деталями, изна-
шивающимися при этом, что вызывает снижение точности измере-
ния. Рассеивание размеров деталей при использовании пневмати-
ческого прибора БВ 4066 — 8—10 мкм. При настройке прибора на
размер горизонтальная скалка, на которой крепится измерительное
устройство, должна быть параллельна столу. Непараллельность мо-
жет быть не более 0,01—0,02 мм. Расстояние от сопла до эталонной
детали и мерных плиток нужного размера, закрепленных на элек-
тромагнитной плите, регулируют в пределах 0,6—0,8 мм по щу-
пу 0,6. Затем винтом тонкой настройки опускают измерительное
устройство, пока стрелка отсчетного устройства не установится на
нулевое деление шкалы. При включении движения стола стрелка
может несколько отклониться от нулевого положения. Винтом тон-
кой настройки изменяют положение устройства, пока стрелка вновь
не установится на нуль. Затем винт тонкой настройки надежно
контрят. После этого настраивают контакты отсчетного устройст-
ва. Контакт окончательной команды настраивают на срабатывание
у нулевого деления шкалы. Момент срабатывания определяют по
260
сигнальной лампочке отсчетного устройства. Еще одну команду по-
дают, перемещая указатель на размер детали, соответствующий
переходу с черновой на чистовую обработку. При достижении тако-
го размера подается команда па уменьшение подачи, чтобы обеспе-
чить режимы чистого шлифования. Также можно подать сигнал на
изменение подачи при достижении размеров для выхаживания.
Конструкции, в которых используются электроконтактные раз-
мерные датчики, рассмотрим на примере автоматических подналад-
чиков нлоскошлифовальных станков.
Автоматическая подналадка. Шлифовальный круг изнашивает-
ся очень интенсивно и его размер быстро уменьшается. При работе
на станке, настроенном на обработку партии деталей (в серийном
и массовом производствах), размер от рабочей поверхности круга
до определенной контрольной поверхности станка должен быть поч-
ти постоянным, т. е. колебаться очень незначительно. Поэтому при-
ходится часто изменять положение шлифовальной бабки с кругом
для подналадки на заданный размер, чтобы компенсировать износ
круга. На подналадку уходит значительное время, она требует ог
рабочего навыков в обеспечении малых перемещений бабки.
Для уменьшения времени на
подналадку и исключения уча-
стия рабочего в подналадке при-
меняют автоподналадчики. Поря-
док установки и регулировки их
имеет много общего с установкой
и регулировкой автоматов для ак-
тивного контроля, так как авто-
подналадчики подучают команду
на подналадку от автоматическо-
го контрольного устройства.
На рис. 166 показана схема
подналадчика станка. На двух-
шпинделыюм станке после каж-
дого шпинделя с кругом может
быть установлено измерительное
устройство 3, под которым про-
ходят обработанные детали 2.
Круг 1 постепенно изнашивается
Рис. 166. Схема установки авто-
подналадчика на плоскошлифо-
вальном станке
и потому расстояние от стола
станка до круга и высота обрабатываемых деталей возрастает.
Когда размер детали станет равным подналадочному размеру, из-
мерительное устройство 3 сработает и подаст команду на подна-
ладку, т. е. опускание шпинделя с кругом. Команда, подаваемая
датчиком командного устройства, поступает в усилитель сигнала 4,
а затем пускатель, включающий электродвигатель 5. Вращение ро-
тора двигателя 5 передается через редуктор 6, коническую пару 7
и винт 8 шлифовальной бабки 9. Чем большее время вращается ро-
тор двигателя, тем больше вертикальное перемещение получит шли-
фовальная бабка.
261
Двигатель включается посредством реле времени, настраивае-
мым на необходимое время вращения ротора. Чтобы не произошло
случайного включения подналадчика, в схеме имеется счетчик
команд от датчика. Двигатель 5 включится только после получения
от датчика команд от трех идущих подряд деталей. В редукторе по-
дач 6 имеются сменные зубчатые колеса, позволяющие регулиро-
вать подачу шлифовальной бабки в диапазоне от 0,05 до 0.2 мм/мин.
Измерительный электрокон-
тактный датчик (рис. 167) за-
крепляется на станине станка.
Установочный кронштейн по-
зволяет перемещать датчик по
горизонтали и вертикали, что-
бы направление поворота ры-
чага 1 совпадало с направлени-
ем перемещения обрабатывае-
мых деталей 12 и чтобы датчик
устанавливать на заданный
размер (грубо).
На магнитном столе 13 за-
креплены детали 12. После
прохождения под шлифоваль-
ным кругом деталь проходит
под измерительным наконеч-
ником 11. Когда высота дета-
лей станет равной подпаладоч-
ному размеру, деталь заденет
наконечник 11 и, двигаясь, по-
вернет наконечник совместно с
рычагом 1—4 по часовой стрел-
ке. При этом рычаг 4 преодо-
леет усилие пружины 3 и упор-
ный винт отойдет от пятки 2,
а конец рычага 4 отойдет от
упора в рычаг 5. Рычаг 5 с
контактом 9 под действием
пружины 6 замкнет контакт 8,
чтобы подать команду (ток)
через электронное реле БВ-220
для опускания шлифовальной
бабки.
При предварительной (гру-
бой) настройке измерительный прибор перемещают по установоч-
ному кронштейну, пока между эталонной деталью и наконечни-
ком 11 не останется зазор 0,5—1 мм, Затем вращают лимб 14, опу-
ская наконечник 11 до соприкосновения с эталонной деталью, пос-
ле чего поворачивают лимб еще на пол-оборота и закрепляют
клеммным зажимом. Винтом 7 регулируют положение контакта 8,
определяя момент срабатывания по сигнальной лампочке на кор-
262
пусе 10. Правильность настройки прибора определяют многократ-
ным пропусканием деталей под прибором, при работающем станке,
чтобы учесть динамические нагрузки, возникающие при работе стан
ка. При правильной настройке количество срабатываний должно со-
ставлять примерно 50% от общего числа измерений. Каждый час
следует проверять работу прибора, измеряя универсальными инст-
рументами обработанные детали, так как возможно смещение по-
ложения измерительного прибора вследствие тепловых деформаций
и других причин.
Если действительные размеры детали будут близкими к верх-
нему или нижнему предельными размерами, то винтом 7 поднаст-
раивают контакт 8. При нарушении герметичности корпуса 10 при-
бора СОЖ попадает в корпус и происходит замыкание на корпус
контактов 8 или 9 (сигнальная лампочка постоянно горит). Испра-
вить указанный дефект можно заменой прокладок в корпусе.
Кроме конструкции рассмотренного подналадчика, контролирую-
щего детали высотой до 100 мм, применяют и другие подналадчики
как отечественного, так и зарубежного производства.
§ 4. АВТОМАТИЗИРОВАННЫЕ ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
На рис. 168 показан двухшпиндельный автоматизированный
плоскошлифовальный станок. Обработка деталей ведется торца-
ми крупнозернистого круга 3 и мелкозернистого круга 14. Заго-
Рнс. 168. Автоматизированный двухшпиндельный
плоекошлифовальный станок
262
говки 6 устанавливаются на вращающийся стол 5 загрузочного
устройства и, наталкиваясь на планку 7, попадают на стол стан-
<а с установленной на нем электромагнитной плитой 4. Заготов-
<и проходят под кругом 3 (черновое шлифование), а затем под
шконечником 2 измерительного устройства /, управляющего под-
наладкой круга 3. После этого они попадают под круг 14 для чисто-
вого шлифования и затем под наконечник 12 измерительного уст-
эойства 13, управляющего подналадкой круга 14. Обработанные и
измеренные детали И наталкиваются на съемник 10 и соскальзы-
вают на отводящий лоток S, проходя сквозь демагнитизатор 9, где
эни размагничиваются.
Так как практически возможны колебания размеров обрабаты-
ваемых деталей не только в сторону увеличения, но и в сторону
уменьшения, представляет интерес автоматизирующее устройство
показанное на рис. 169. Это устройство позволяет производить под-
наладку станка в двух направлениях. По достижении обрабатывае-
мыми деталями размера, соответствующего верхней предельной
норме, подается команда механизму подачи нижнего круга, и круг
поднимается на заданную величину вверх. При получении деталей
з размерами, соответствующими нижней предельной норме, подает-
ся команда механизму подачи верхнего круга.
Рис. 169. Автоматизированный двусторонний плоскошлифоваль-
ный станок
Детали перемещаются в рабочую зону станка из магазина 1 с
помощью цепного транспортера 2. Проходя между нижним 3 и верх-
ним 4 шлифовальными кругами, детали поступают на контрольную
позицию. Высота деталей фиксируется измерительным штоком и
рычагом, которые воздействуют на электроконтактный датчик 5.
Датчик управляет механизмами подналадки кругов. Обработанные
детали поступают на отводящий лоток 6.
Контрольные вопросы
1. Какова разница между механизацией и автоматизацией?
2. В чем заключается полная автоматизация?
3. В каких случаях следует производить механизацию и в каких автомати-
зацию?
4. Что понимают под автоматикой?
5. Какие основные направления в механизации и автоматизации?
264
*6. Какая разница между магазинными и бункерными загрузочными устрой-
ствами?
7. Какими автоматическими устройствами загружают заготовки в приспо-
собления?
8. Какими средствами производится автоматизация контроля?
9. Сформулируйте понятие активного контроля.
10. Какими средствами автоматизируют управление станками?
11. В чем сущность автоматической работы «до упора» и какова точность, до-
стигаемая при этом?
12. Какова точность, достигаемая при работе с автоматическим активным
контролем?
13. В чем сущность автоматической защиты?
14. В чем сущность автоматической блокировки?
15. Какие преимущества дает автоматизация шлифовальных станков?
1 я—2228
ГЛАВА VII. ОСНОВНЫЕ СВЕДЕНИЯ ПО ОРГАНИЗАЦИИ
И ЭКОНОМИКЕ ПРОИЗВОДСТВА
§ 1. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Основой социалистического способа производства является об-
щенародная собственность на средства производства.
Государственное социалистическое предприятие является основ-
ным звеном промышленности. Предприятие — это сложная хозяйст-
венная единица, выпускающая определенную продукцию для народ-
ного хозяйства. Материалы и полуфабрикаты оно получает от од-
них предприятий, а свои изделия передает другим. Таким образом,
их деятельность взаимосвязана и от успешной работы каждого пред-
приятия зависит успешное развитие всего народного хозяйства.
Социалистические предприятия принципиально отличаются от
капиталистических. Они действуют на основе плановых заданий го-
сударства и находятся в тесной и планомерно организованной взаи-
мосвязи с другими предприятими и отраслями народного хозяйства.
Поэтому каждый завод и фабрика обеспечивают непрерывный рост
выпуска продукции, совершенствование процесса производства, об-
мен передовым опытом и на этой основе увеличение производитель-
ности труда, а также сбыт готовой продукции.
В капиталистическом государстве основой производства являет-
ся частная собственность на орудия труда и поэтому исключается
возможность планового руководства экономикой.
Анархия и бесплановость капиталистического производства ска-
зываются на работе отдельных предприятий, и исключает возмож-
ность их непрерывного планомерного развития.
За последние десять лет средние ежегодные темпы роста социа-
листической экономики составили 14%, а в капиталистическом ми-
ре 5%, причем за 50 лет Советской власти прирост промышленной
продукции в СССР составил 10% в год, а в наиболее развитой ка-
питалистической стране США менее 4%. Стремление к максималь-
ной прибыли и конкурентная борьба побуждает владельцев пред-
приятий увеличивать объем производства и усиливать эксплуатацию
рабочих. Но уменьшение оплаты труда трудящихся приводит к то-
му, что выпускаемая продукция не может быть выкуплена. Проис-
ходит затоваривание, приводящее к экономическому кризису. Ка-
питалисты приостанавливают работу своих предприятий и выбра-
сывают на улицу сотни тысяч рабочих.
В социалистическом обществе имеются неограниченные возмож-
ности непрерывного и планомерного роста производства для более
полного удовлетворения потребностей советских людей. Непрерыв-
ный рост производства требует постоянного улучшения методов тру-
да, введения механизации и автоматизации, новых прогрессивных
технологических процессов и лучшей организации производства.
В социалистическим государстве, где имеется общественная соб-
ственность на все средства производства, создается возможность
планового государственного руководства промышленностью в масш-
табе всей страны.
266
Организация и планирование деятельности отдельных предприя-
тий охватывает разнообразные работы, важнейшими из которых
являются:
1. Разработка планов деятельности предприятия.
2. Контроль выполнения плана.
3. Анализ работы предприятия.
4. Разработка плана внедрения новой техники и определение
экономической эффективности новой техники, технологии, новых
методов организации производства и труда.
5. Организация материально-технического снабжения.
6. Организация сбыта продукции.
7. Организация заработной платы и других форм материального
стимулирования работников и др.
Правильная организация производства заключается в выборе
наиболее рациональных методов изготовления продукции (правиль-
ный выбор оборудования, инструментов, приспособлений для каж-
дой операции, внутризаводского, внутрицехового и межоперацион-
ного транспорта, обеспечение бесперебойного снабжения заготовка-
ми и полуфабрикатами, энергией, рабочими соответствующих ква-
лификаций, рациональный выбор приемов выполнения отдельных
операций, создание условий, отвечающих требованиям производст-
венной эстетики, санитарии, охраны труда и техники безопасности
у каждого рабочего места, на участках и в масштабе цехов).
Предприятия, выпускающие продукцию, соответствующую тре-
бованиям мировых стандартов, маркируют эту продукцию специ-
альным знаком — знаком качества и получают за продукцию поощ-
рительные премии.
В современных условиях на предприятиях пользуются новыми
методами планирования, экономического и материального стимули-
рования, позволяющими организовать производство так, чтобы вы-
пускать продукцию высокого качества, бережно вести хозяйство,
ликвидировать непроизводйтельные расходы, совершенствовать
культуру производства и увеличивать выпуск необходимых народ-
ному хозяйству изделий.
Каждый рабочий должен принимать участие в улучшении всей
деятельности предприятий за счет рациональной организации рабо-
чего места, строжайшего соблюдения технологической дисциплины,
изготовления деталей высокого качества, перевыполнения произ-
водственных заданий.
§ 2. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ ПРЕДПРИЯТИЕМ
Задачи социалистического предприятия полностью соответству-
ют основным задачам коммунистического строительства. Рабочие
и служащие социалистических предприятий принимают активное
участие в управлении производством.
Вопросы управления социалистической промышленностью всег-
да находятся в центре внимания партии и правительства, которые
определяют лучшие формы их, обеспечивающие наиболее полное,
конкретное и плодотворное руководство промышленностью. Система
18*
267
управления социалистическим производством строится на ленин-
ских принципах руководства народным хозяйством.
Предприятием руководит директор, назначаемый и смещаемый
соответствующими государственными органами. Действия директо-
ра определяются «Положением о социалистическом предприятии»,
утвержденным Советом Министров СССР.
Главными пунктами «Положения» является то, что деятельность
государственного предприятия строится на сочетании централизо-
ванного руководства с хозяйственной самостоятельностью и ини-
циативой предприятия и что социалистическое государственное про-
изводственное предприятие, используя закрепленное в его оператив-
ном управлении или пользовании государственное имущество, осу-
ществляет силами своего коллектива, под руководством вышестоя-
щего органа производственно-хозяйственную деятельность (изго-
товление продукции, выполнение работ, оказание услуг) в соответ-
ствии с народнохозяйственным планом, на основе хозяйственного
расчета, выполняет обязанности и пользуется правами, связанными
с этой деятельностью, имеет самостоятельный баланс и является
юридическим лицом.
Директору непосредственно подчиняются планово-экономиче •
ский отдел, главная бухгалтерия, отдел организации труда и зар-
платы, отдел технического контроля, отдел капитального строитель-
ства. У директора имеются три заместителя — главный инженер,
заместитель по снабжению и административно-хозяйственным во-
просам и заместитель по кадрам.
Главному инженеру подчиняются цехи и отделы: конструктор-
ский, технологический, инструментальный, производственно-диспет-
черский, главного механика и энергетика, механизации и автомати-
зации. У инструментального отдела в подчинении находится инстру-
ментальный цех, а у отдела главного механика и энергетика — ре-
монтно-механический и энергетический цехи.
Заместителю директора по снабжению и административно-хо-
зяйственным вопросам подчиняются отделы материально-техниче-
ского снабжения, сбыта, транспортный и административно-хозяйст-
венный.
Заместителю директора по кадрам подчиняются отдел кадров и
отдел подготовки кадров.
Работой цеха руководит начальник цеха. В цехе имеются участ-
ки, возглавляемые мастерами. При большом количестве участков
могут вводиться должности старших мастеров и начальников участ-
ков. Мастер, старший мастер и начальник участка являются непо-
средственными организаторами и руководителями производства на
участках. Указания мастера обязательны для всех работающих на
участке. Мастер подчиняется старшему мастеру или начальнику
участка, в тех случаях, когда нет старших мастеров и начальников
участков, — начальнику цеха. Мастер участка имеет большие пра-
ва, но на него возлагаются и большие обязанности. Он занимается
вопросами соблюдения технологии производства и выпуска продук-
ции высокого качества, правил техники безопасност и охраны труда.
268
Мастер создает условия для выполнения рабочими заданий и социа-
листических обязательств. Он содействует изобретателям и рацио-
нализаторам; борется за соблюдение трудовой дисциплины, чисто-
ты и порядка на участке и рабочих местах. Мастер принимает уча-
стие в вопросах найма и увольнения рабочих, присвоения им тариф-
ных разрядов, представляет рабочих к премированию и другим ви-
дам поощрения, а также ходатайствует о наложении дисциплинар-
ных взысканий на рабочих, нарушающих трудовую или технологи-
ческую дисциплину и изготовляющих недоброкачественную продук-
цию. Мастер следит за расходом фонда заработной платы на
участке.
На заводах с небольшими производственными цехами существует
бесцеховая структура. При такой структуре вместо цехов имеются
производственные участки, возглавляемые старшими мастерами.
Управляет участками непосредственно руководство завода.
За счет сокращения цеховой администрации уменьшаются це-
ховые расходы, а руководство завода приближается к производст-
венным участкам и рабочим местам.
В условиях осуществления новой системы управления, планиро-
вания и материального стимулирования большое значение имеет
привлечение трудящихся к управлению.
Партийная организация предприятия руководит работниками,
мобилизуя их на выполнение производственных планов, укрепление
трудовой дисциплины и развитие соцсоревнования, ведет борьбу
с бесхозяйственностью, заботится об улучшении культурно-бытовых
условий, помогает администрации в подборе и расстановке кадров,
контролирует деятельность администрации, руководит деятельно-
стью профсоюзной, комсомольской и других общественных органи-
заций, проводит политико-воспитательную работу среди трудящих-
ся и тем привлекает весь коллектив к управлению социалистиче-
ским предприятием.
Профсоюзная организация руководит соцсоревнованием, попу-
ляризирует передовой опыт и приемы труда, помогая работникам
выполнять соцобязательства. Профессиональные комитеты (завко-
мы, цехкомы) организуют контроль общественности за охраной
труда на производстве, выполнением планов жилищного строитель-
ства, распределением жилой площади, использованием поощри-
тельных фондов, работой предприятий общественного питания, ме-
дицинским и коммунальным обслуживанием трудящихся. Они сле-
дят за соблюдением трудового законодательства, правильной орга-
низацией заработной платы, состоянием нормирования труда, доби-
ваются создания хороших условий труда и отдыха работников.
Профсоюзная организация совместно с администрацией органи-
зует соревнование за бездефектную сдачу продукции, за звание
ударников коммунистического труда, за бережливость и экономию
материалов, электроэнергию и др.
Профсоюзные организации принимают участие в вопросах най-
ма и увольнения работников, рассмотрения трудовых конфликтов,
пересмотра норм выработки.
269
Взаимные обязательства коллектива работников и администра-
ции предприятия оформляются в коллективном договоре, где кол-
лектив принимает на себя обязательства по выполнению и перевы-
полнению планов, а администрация — обязательства по улучшению
условий труда, усовершенствованию техпроцесса, улучшению мате-
риального и культурного обслуживания и т. д.
Комсомольская организация проводит большую работу по повы-
шению культурного, технического и идейно-политического уровня
молодежи. Она активно участвует в работе по выявлению резервов
производства, берет под свой контроль выполнение наиболее важ-
ных заказов. На предприятиях работают технические и экономиче-
ские советы, бюро экономического анализа и другие группы, дейст-
вующие на правах совещательного органа при директоре. Все орга-
низации активно вовлекают трудящихся в управление предприя-
тием.
§ 3. ОРГАНИЗАЦИЯ ТРУДА
Важнейшими задачами организации производства являются
обеспечение .непрерывного роста производительности труда и сни-
жение себестоимости продукции. Рост производительности труда —
одно из важнейших условий обеспечения растущих потребностей со-
ветских людей. В. И. Ленин писал: «Производительность труда, это,
в последнем счете, самое важное, самое главное для победы нового
общественного строя» *.
Основные требования, предъявляемые к организации труда, сле-
дующие:
1. Создание условий для производительной работы.
2. Систематическое внедрение передового опыта новаторов про-
изводства.
3. Внедрение средств механизации и автоматизации производст-
венных процессов.
4. Обеспечение здоровых и безопасных условий труда.
5. Полное использование высокопроизводительного оборудова-
ния, устранение причин, вызывающих простои оборудования.
6. Соблюдение социалистической дисциплины труда, основанной
на отношении товарищеского сотрудничества и взаимопомощи, при-
мером которой служит работа бригад коммунистического труда.
Труд должен быть организован так, чтобы обеспечивались усло-
вия для производительной работы, т. е. чтобы не было шума, виб-
раций, повышенной влажности и температуры, недостаточной осве-
щенности, больших физических и умственных напряжений и т. д.
Научная организация труда предусматривает применение наибо-
лее рациональных методов и приемов выполнения отдельных опе-
раций, заимствованных у передовиков производства.
♦ В. И. Ленин. Поли. собр. соч., т. 39, стр. 21.
270
Научная организация труда (НОТ) —это совокупность органи-
зационных, технических, санитарно-гигиенических и других меро-
приятий, обеспечивающих накопление и использование наиболее про-
изводительных навыков труда, устранение тяжелого и ручного тру-
да, создание наиболее благоприятных условий труда, наиболее це-
лесообразное использование рабочего времени, развитие творческих
способностей каждого члена коллектива и достижение на этой ос-
нове высокой производительности и высокого уровня материально-
го благосостояния трудящихся.
Работа по внедрению НОТ планируется. Основными задачами
НОТ на производстве является полное использование современной
технологии и техники, сокращение затрат труда на производство
продукции, внедрение целесообразных форм разделения и коопера-
ции труда, достижение наилучших форм сочетания материальных
и моральных стимулов в деятельности коллектива, вовлечение все-
го коллектива в решение вопросов рациональной организации тру-
да, достижение высокого качества продукции и высокой производи-
тельности труда.
Очень важно рационально организовать рабочее место и свое-
временно, бесперебойно обеспечивать его заготовками, инструмен-
тами, приспособлениями, вспомогательными материалами, всем не-
обходимым для выполнения задания, своевременно инструктиро-
вать рабочего и производить ремонт оборудования.
§ 4. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Рабочим местом называется та часть площади цеха с располо-
женными на ней оборудованием, инструментом и инвентарем, кото-
рая находится в распоряжении рабо-
чего, выполняющего порученную
ему работу (рис. 170). На рабочем
месте шлифовщика находится ста-
нок, шкафчик для хранения инстру-
мента (рис. 171) и других принад-
лежностей, необходимых для рабо-
ты и обслуживания станка, приспо-
собления, тара для хранения заго-
товок и готовых деталей. Инстру-
мент, приспособления, заготовки
должны лежать близко от шлифов-
щика. Предметы, которыми рабочий
пользуется чаще всего, должны на-
Рис. 170. Схема рабочего места
шлифовщика:
1 — шкафчик для хранения инстру-
мента, 2 — решетка под ноги рабо-
чему, 3 — контрольный столик для
измерительного инструмента, 4 —
положение рабочего у станка, 5 —
станок ЗБ722, 6 — стеллаж для хра-
нения крупногабаритных приспособ-
лений, 7 — фундамент под станком
ходиться от него ближе, чем пред-
меты, применяемые реже. Предме-
ты, которые берут правой рукой,
следует располагать справа, а те,
которые берут левой рукой, — слева.
После использования каждый предмет нужно класть на отведен-
ное для него место.
При двухсменной работе в шкафчике имеется два отделения, по
одному для рабочего в первую и вторую смену. Для большого удоб-
ства и лучшего использования объема шкафчика полки выполняют-
ся поворотными. Открыв дверь шкафчика, рабочий поворачивает
полку и, видя содержимое полки, может легко взять любой из инст-
рументов или приспособление, нужное для работы.
Рис. 171. Шкафчик шлифовщика
Шлифуемые изделия размещают на крышке шкафчика непо-
средственно или в специальной таре.
Если площадь крышки не позволяет разместить все заготовки, то
поворачивают кронштейн, удлиняющий крышку.
В серийном и единичном производстве к задней стенке шкафчи-
ка прикрепляют доску и полку. На доске крепится чертеж детали,
а на полку кладут технологическую карту и легкий измерительный
инструмент (микрометр, штангенциркуль, скобу, пробку).
Измерительный инструмент необходимо хранить отдельно от ра-
бочего инструмента. В крупносерийном и массовом производстве
для хранения сложного измерительного устройства применяют спе-
циальные столы (рис. 172).
Устройство находится в ящике стола. Для установки его в ра-
бочее положение поворачивают крышку стола, вынимают устройст-
во из ящика и устанавливают его на крышке.
272
Рабочее место должно быть организовано рационально. Инсти-
тут охраны труда и лаборатории НОТ многих заводов установили
условия наилучшей организации труда.
У станков должны находиться подставки. Рабочий, стоя на под-
ставке, должен быть в зоне досягаемости станка на высоте 1000—
1600 мм от подставки (рис. 173). Рабочему приходится устанавли-
вать заготовки на станок и снимать со станка готовые детали. В за-
висимости от положения тары с заготовками и- массы заготовок до-
пускается и определенный сменный грузооборот.
Повторяемость однообразных при-
емов управления станком криводит к
утомляемости. Исследования показа-
ли, что при выполнении до 180 однооб-
разных приемов в час утомляемость
нормальная, а при более 600 — очень
большая.
Для сокращения затрат мускульной
энергии и уменьшения утомляемости
рабочего используют ряд технологиче-
ских, трудовых и организационных
факторов.
К технологическим относят рацио-
нальную последовательность выполне-
ния переходов и проходов, применение
быстродействующих приспособлений
с пневматическими, гидравлическими,
и другими приводами, управляемыми
без больших затрат мускульной энер-
гии, использование кнопочного управ-
ления вместо рычажного, Замену руч- Рис. 172. Контрольный
пых приемов работы механизирован- столик
ными и автоматизированными.
К трудовым относят максимальную экономию движений при ра-
боте у станка, высокое мастерство при выполнении отдельных прие-
мов, ритмичность в работе, устранение неудобных положений при
выполнении работы.
К организационным относят своевременную подготовку к рабо-
те, рациональную организацию рабочего места, кратчайшие марш-
руты передвижения при подготовке и выполнении операций, свое-
временное снабжение рабочего места заготовками, приспособления-
ми, измерительными инструментами и шлифовальными кругами,
применение различных подъемно-транспортных устройств для пода-
чи заготовок и снятия готовых деталей, механизацию и автоматиза-
цию операций и организацию многостаночного обслуживания.
Снижению утомляемости при работе способствуют следующие
условия:
а) сокращение затрат физических усилий при выполнении опе-
раций;
273
1500
Рис. 173 Рациональное положение рабочего у станка
б) сокращение нервного напряжения (например, при шлифова-
нии особоточных деталей) за счет использования средств активного
контроля;
в) сокращение темпа ручной работы за счет применения автома-
тизированной обработки;
г) изменение положения при выполнении работы. Рабочему
нужно приспосабливаться к работе, чтобы избегать «неудобных»
положений;
д) уменьшение монотонности работы, характеризующейся мно-
гократным повторением однообразных кратковременных операций
и действий. Работы со средней и повышенной монотонностью необ-
ходимо механизировать и автоматизировать;
е) уменьшение влияния суммарного воздействия температуры
воздуха, его влажности и теплового излучения в рабочей зоне. Не-
значительное влияние оказывает температура в пределах 20—25° С
при относительной влажности воздуха до 70%. Рабочее место нуж-
но организовать так, чтобы иметь незначительное влияние темпера-
туры и влажности воздуха за счет правильного отопления и венти-
ляции;
ж) уменьшение загрязненности воздуха. Загрязненность харак-
теризуется количеством содержащихся в нем примесей. Загрязнен-
ность воздуха может быть незначительной, средней, повышенной,
сильной, очень сильной. Незначительной считается загрязненность
воздуха нетоксической пылью, составляющей от 35 до 50% предель-
но-допустимой концентрации. Для абразивной пыли с содержанием
свободной двуокиси кремния SiO2 более 70% установлена предель-
но допустимая концентрация I мг/м? в зоне дыхания рабочего, а для
пыли с содержанием SiO2 от 10 до 70% —2 jwa/ле3;
з) уменьшение производственного шума;
и) уменьшение вибрации, вращения и толчков, действующих на
рабочего;
к) оптимальное освещение (свыше 49 лк). Неправильное осве-
щение приводит к быстрой утомляемости.
При нормировании работы необходимо учитывать все факторы
утомляемости, чтобы дать достаточное время на отдых.
Специальная одежда рабочего должна быть удобной, красивой
и пригнанной по фигуре. Ткани, из которых шьется одежда, должны
быть немнущимися и стойкими.
Станочник обязан следить за чистотой своего рабочего места.
Загрязнение рабочего места отходами металла, маслом и эмуль-
сией, загромождение заготовками и обработанными деталями, а
также плохое состояние пола (выбоины и трещины) могут быть
причиной несчастного случая.
Отходы производства (стружка, всевозможные обрезки и др.)
должны систематически убираться с рабочего места. Подача заго-
товок на рабочее место и удаление готовых деталей должны произ-
водиться регулярно.
По состоянию рабочего места можно судить о производственной
культуре станочника. Слесари-ремонтники осуществляют техниче-
275
ский уход за оборудованием, устраняют поломки и различные де-
фекты в станках, производят предусмотренные планово-предупре-
дительной системой ремонты. Кроме слесарей-ремонтников, рабочее
место станочника обслуживает дежурный электромонтер. Важней-
шим условием бесперебойной работы станка является своевремен-
ный технический уход за ним — своевременная смазка, устранение
мелких неисправностей и очистка станка от загрязнений.
Станочник должен выполнять следующие основные правила по
уходу за станком:
1) перед пуском станка проверять его исправность, тщательно
очищать от загрязнений, проверять исправность смазочно-охлаж-
дающей системы;
2) в процессе работы следить за поступлением смазки из сма-
зочных устройств, своевременно заполнять смазочные устройства
смазкой;
3) направляющие, горизонтальные винты, валики и другие от-
крытые трущиеся части смазывать тонким слоем индустриального
масла марки 30, а вертикальные валики и винты — консистентной
смазкой (густой) УС. Открытые зубчатые передачи смазывать ин-
дустриальным маслом 30, а малодоступные — консистентной смаз-
кой;
4) подшипники с кольцевой смазкой заливать индустриальным
маслом 20 до уровня контрольной пробки;
5) масляные ванны заливать маслом согласно схемы смазки»
указанной в паспорте станка (на 15—20 мм ниже валиков, прохо-
дящих через стенки коробки);
6) грязь и отработанную смазку удалять не реже одного раза
в недёлю. Полную замену масла нужно производить не реже одно-
го раза в три месяца, а в быстроходных шлифовальных станках —
один раз в месяц. Раз в три месяца масляные ванны следует очи:
щать от загрязненного масла, промывать керосином, протирать и
просушивать;
7) очищать и промывать охлаждающую систему с полной заме-
ной охлаждающей жидкости не реже двух раз в месяц;
8) по окончании работы станочник обязан очистить станок и ра-
бочее место от загрязнений.
В настоящее время на большинстве предприятий основные про-
изводственные цехи работают в две смены. Ремонтные и другие
вспомогательные цехи (например, котельная) часто работают в три
смены. В смену работают по 7 ч, а в предвыходные и предпразднич-
ные дни — по 6 ч, при одном выходном дне в неделю. При двух вы-
ходных днях работают в среднем по 8 ч и 12 мин в смену, чтобы ра-
бочая неделя составляла 41ч.
На ряде предприятий в смену работают по 8 ч или несколько
меньше. При этом недорабатываемые ежедневно несколько минут
восполняют за счет работы в субботний день. Таких суббот может
быть одна или две в месяц.
Для выполнения определенного задания рабочий получает наряд
от нарядчика, а нарядчик получает инструкции от мастера. В каж-
276
дом наряде указывается характер работы, норма, расценки, фами-
лия рабочего.
Если характер работы не изменяется определенное время (в се-
рийном производстве), наряд может быть выписан на всю партию
обрабатываемых деталей. Иногда применяется система маршрут-
ных карт, в которых указаны все операции, необходимые для изго-
товления детали. После приемки детали на каждой операции де-
лается отметка о количестве годных и забракованных деталей. Од-
новременно вносится запись в сменный рапорт, который служит ос-
нованием для начисления зарплаты.
В массовом производстве обычно выдают пятидневные наряды
на всю работу, планируемую на одно рабочее место, либо учитыва-
ют работу в сменных рапортах или в ведомостях о выработке.
На внеплановую работу оформляется особый наряд. Этот наряд,
кроме мастера, подписывает лицо, отвечающее за выполнение за-
данной работы.
Кроме наряда на работу, рабочий получает операционную или
маршрутную карту. В операционной карте приводятся все дан-
ные, относящиеся к обработке детали: последовательность устано-
вок, переходов и проходов с указанием режима обработки. В ней
приводятся данные о режущем и мерительном инструменте, о при-
способлении, о норме времени на все элементы работ и на всю ра-
боту в целом, а также норма выработки в час или смену.
Выполненная работа предъявляется контролеру отдела техниче-
ского контроля (ОТК). Контролер проставляет в наряде количест-
во годных и бракованных деталей, указывая, если имеется брак,
конкретного виновника его. На бракованные детали составляется
документ, называемый извещением о браке. После этого наряд
подписывает мастер цеха и передает в бухгалтерию для оплаты.
Для повышения производительности труда при шлифовании
применяют: скоростное шлифование, одновременное шлифование
нескольких поверхностей одной детали, одновременное шлифование
нескольких деталей, высококачественные смазочно-охлаждающие
жидкости и совершенные способы их подвода (распыливанием, по-
дачей через поры круга и др.); средства активного контроля и ав-
топодналадки станка; приспособления, позволяющие выполнять
быстрый зажим и разжим детали на станке, автоматизацию подач
шлифовального круга и всего цикла обработки.
Использование технических усовершенствований позволяет шли-
фовщикам-новаторам повышать производительность труда и доби-’
ваться отличного качества продукции. Для овладевания мастерст-
вом шлифовщика нужно непрестанно повышать свою квалифика-
цию, знакомиться с передовыми методами труда, принимать уча-
стие в соцсоревновании.
§ 5. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Техническое нормирование устанавливает норму времени, т. е.
время, потребное для выполнения заданной операции в определен-
ных производственных условиях.
277
По норме времени на операцию подсчитывают затраты времени
на всю программу выпуска деталей, определяют необходимое чис-
ло рабочих, станков, количество электроэнергии, устанавливают по-
требности в шлифовальных кругах и т. д.
В соответствии с нормами времени составляется производствен-
ный план участка, цеха, завода в целом. В зависимости от затрат
времени производится оплата труда рабочих. Время, затрачивае-
мое на операцию, характеризует производительность труда. Чем
меньше времени тратится на одну операцию, тем больше деталей
будет обработано за час или смену, т. е. тем выше производитель-
ность труда.
Под нормой выработки понимают то количество операций (объ-
ем работы), которое может выполнять рабочий в единицу времени
(в смену, в час). Зная продолжительность смены (420 мин, при
7-часовом рабочем дне или 480 мин, при 8-часовом рабочем дне)
и норму времени на одну операцию (Т), определяют норму выра-
ботки (420 : Т или 480 : Т).
Норма времени не является постоянной величиной, так как с по-
вышением производительности труда норма времени снижается
и увеличивается норма выработки.
При определении нормы предусматривается наилучшая органи-
зация труда и обслуживания рабочего места, т. е. в норму не долж-
ны входить потери времени из-за организационных неполадок по
обслуживанию рабочего места.
Квалификация рабочего должна соответствовать выполняемой
работе; станочник не должен выполнять таких работ, которые обя-
заны производить вспомогательные рабочие.
В норму не должны входить также потери времени на исправле-
ние брака или изготовление деталей, взамен забракованных.*
При расчете нормы времени должны учитываться действитель-
ные режимы резания на данной операции, нормальные припуски
на обработку, применение определенного инструмента и приспособ-
ления.
Техническая норма времени на операцию состоит из двух основ-
ных частей: нормы штучного времени и нормы подготовительно-за-
ключительного времени.
Под нормой штучного времени понимают время, затрачиваемое
на обработку детали на станке.
Под нормой подготовительно-заключительного времени понима-
ют время, которое затрачивается на ознакомление с чертежом или
операционным эскизом и технологическим процессом выполнения
операции, на наладку станка, установку и снятие инструментов
(шлифовальных кругов, например, для обработки партии деталей
из определенного материала) и приспособлений, а также на выпол-
нение всех приемов, связанных с окончанием заданной работы —
сдачу готовой продукции контролеру, сдачу инструмента в инстру-
ментальную кладовую и т. д.
Подготовительно-заключительное время затрачивается, один
раз для всей партии одновременно обрабатываемых деталей. В мас-
278
совом производстве на станках выполняются одни и те же опера-
ции. Поэтому рабочий не должен менять приспособление, инстру-
менты, знакомиться с чертежами и технологическими картами на
изготовление детали многократно. Он это делает один раз перед вы-
полнением данной операции.
Следовательно, в массовом производстве подготовительно-за-
ключительное время в состав технической нормы не включается.
Время обработки партии деталей в серийном производстве опреде-
ляют по формуле
ГПарт = ^*шт^ Ч- Тпз,
где Тпарт — норма времени на партию, мин\
Лит — штучное время, мин;
п — число деталей в партии, шт.;
Тпз — подготовительно-заключительное время, мин.
Из этой формулы можно определить время на изготовление од-
ной детали, если разделить правую и левую части на число деталей
в партии
Т =Т
п
где Тштк — норма штучно-калькуляционного времени, т. е. времени
на операцию с учетом подготовительно-заключительного времени.
Значение Гцз можно взять в справочниках нормировщика.
Из формулы видно, что чем большая партия деталей обрабаты-
вается на станке, тем дробь меньше и, следовательно, мень-
ше 7\птк. П
В норму штучного времени входят следующие величины:
гшт = То + Тъ 4- тобсл + тот,
где То — основное (технологическое) время, мин;
Тв — вспомогательное время, мин;
Гобел — время обслуживания рабочего места, мин;
Тот — время перерывов на отдых и естественные надобно-
сти, мин.
Основным (технологическим) временем То называют время, в те-
чение которого изменяется форма и размеры обрабатываемой де-
тали.
Основное время может быть:
а) машинным, если форму и размеры детали изменяют на стан-
ке без непосредственного физического воздействия рабочего, напри-
мер шлифование на станке с автоматической подачей стола;
б) машинно-ручным, если форму и размеры изменяют на станке
при непосредственном участии рабочего, например шлифование на
станке с ручной подачей стола;
в) ручным, если форму и размеры детали изменяют рабочие,
вручную, например слесарные работы — шабрение, опиливание по-
верхности и т. д.
Для определения основного — машинного времени при перифе-
рийном шлифовании на станках с прямолинейно движущимся сто-
лом пользуются формулой
279
т _ (L + y)Bp-h.K
л ** '• " ИгГ1
1000 . t/д • s • st • z
где Тм — машинное время шлифования одной детали, мин;
L —длина шлифования, равная длине расположения деталей
на столе с учетом просветов между деталями, м.м;
у — перебег стола в обе стороны, у = 204-30 мм;
Вр—расчетная ширина шлифования, равная ширине располо-
жения деталей на столе с учетом просветов, врезания,
перебегов и ширины круга, мм;
h —припуск на сторону, мм;
Vji — скорость движения стола (детали), м/мин;
s — подача на ширину шлифования, мм/ход стола;
st — подача на глубину шлифования, мм/ход стола;
z — число деталей, одновременно устанавливаемых на столе;
К — коэффициент, учитывающий выхаживание и износ круга.
Точность шлифования, мм 3"Ттен та™?*"’
До 0,10 ... 1,00
0,10—0,07 . ... .1,07
0,07—0,05 . ... .1,20
0,05—0,03 . ... .1,44
0,03—0,01 . ... .1,70
Расчетнаая ширина шлифования определяется по формуле
Вр = ^Вл Н -|- 5, мм,
где Вд — ширина каждой из шлифуемых деталей и просветов, мм;
Н — ширина круга, мм.
При периферийном шлифовании на станках с вращающимся сто-
лом машинное время
Т -J^LMuh
1 — М(Л, ГТ т
ricSfSZ
где L — длина хода стола или круга в направлении радиуса сто-
ла, мм;
пс — число оборотов стола в минуту;
s — поперечная подача, мм/ход;
z — число деталей, одновременно устанавливаемых на столе.
Длину хода L определяют по формуле
L = Од - Н + Ю лмс,
где £>д — диаметр детали или ширина части стола, загруженной
деталями, мм;
Н — ширина круга, мм;
10 мм — величина врезания и перебега.
При торцевом шлифовании на станках с прямоугольно движу-
щимся столом машинное время
/р LhK
Тм =-------------мин,
1000 • ид • St • г
длина шлифования
280
L = I 4-Z)K 4" 10 мм,
где I — длина шлифуемых деталей с учетом просветов, мм;
DK — диаметр круга, мм;
— скорость детали, м/мин;
st — подача на глубину, мм/ход.
При торцевом шлифовании на станках с вращающимся столом
машинное время
Тм мин.
ncstz
На основании изучения опыта работы шлифовщиков установле-
но, что затраты основного времени составляют от 30 до 75% всего
рабочего времени. Остальное время составляет вспомогательное
время, время на обслуживание рабочего места, естественные надоб-
ности и подготовительно-заключительное время.
Вспомогательным временем Тв называют время, затрачиваемое
на выполнение различных приемов, применяемых при производстве
основной работы и повторяющихся с каждой обрабатываемой де-
талью, т. е. на установку, выверку и зажим заготовки, пуск и оста-
новку станка, разжим и снятие детали, управление станком, конт-
рольные промеры детали.
Вспомогательное' время определяют путем хронометража.
Имеются справочники, в которых установлено вспомогательное вре-
мя для различных случаев обработки деталей. Вспомогательное
время следует уменьшать за счет применения быстродействующих
приспособлений, механизации и автоматизации контроля и управ-
ления станком. Чем меньше вспомогательное время, тем лучше ис-
пользуется станок.
Время обслуживания рабочего места ГОбсл— это время, затра-
чиваемое на уход за рабочим местом на протяжении всей смены.
Оно включает в себя время на смену инструмента (шлифовального
круга), если круг меняется или балансируется в течение смены при
обработке одной и той же партии деталей, на регулирование и под-
наладку станка в процессе работы, на правку шлифовального кру-
га алмазом, на удаление стружки в процессе работы, на раскладку
и уборку режущего и вспомогательного инструментов в начале и в
конце смены, на смазку и уборку станка.
Время на отдых и перерывы в работе на естественные надобно-
сти определяется на всю смену. Время на обслуживание рабочего
места и на естественные надобности определяется в процентном от-
ношении к оперативному времени, т. е. к сумме То + Тв.
Подсчитав все составляющие нормы времени Го, Гв, Гобел., Гот,
Гп.з и зная число W одновременно обрабатываемых деталей, опреде-
ляют Гшт.к«
Зная Гшт.к и количество часов работы в смену, можно найти
норму выработки в смену
„ _ 480
Г7выр. см — — ,
1 шт. к
19—2228
281
где 480 — число минут в смене при 5-дневной рабочей неделе и ра-
боте 8 ч в смену.
Норма выработки в час
и _ 60
п выр. ч — — •
1 шт. к
Из этих формул видно, что чем меньше норма времени Тшт.к,
тем больше выработка в час и смену. При хорошо налаженной ра-
боте рабочие выполняют и перевыполняют нормы выработки, что
приводит к выполнению и перевыполнению производственного пла-
на и к повышению производительности труда.
Кроме расчетно-технической нормы времени, в индивидуальном
производстве пользуются опытно-статистическими нормами време-
ни. Такие нормы получают в результате математической обработки
фактических затрат времени на выполнение всей операции. Эти нор:
мы времени не учитывают всех возможностей увеличения произво-
дительности труда, а потому пользоваться ими не рекомендуется.
§ 6. ЗАРАБОТНАЯ ПЛАТА
Система заработной платы в СССР исключает уравниловку, спо-
собствует росту производительности труда, квалификации работни-
ков, повышению материального и культурного уровня жизни тру-
дящихся. Заработок рабочего в нашей стране определяете^ степе-
нью трудности и сложности производимой им работы, ее качеством,
а также производительностью труда рабочего и его квалификацией.
Основой организации заработной платы на промышленном
предприятии является тарифная система, состоящая из тарифной
сетки и тарифно-квалификационные справочники.
В соответствии с тарифно-квалификационным справочником
рабочему присваивается производственный разряд. В СССР квали-
фикация рабочего определяется по шестиразрядной сетке, в кото-
рой шестой разряд соответствует наивысшей квалификации.
Тарифная ставка определяет размер оплаты труда рабочего
данного разряда за 1 ч рабочего времени. Тарифная ставка часо-
вой оплаты любого разряда определяется ставкой 1-го разряда, ум-
ноженной на тарифный коэффициент.
Оплата труда бывает сдельной, повременной и прогрессивной.
При сдельной оплате рабочий получает за количество обрабо-
танных им деталей. Сдельная расценка на работу определяется нор-
мой времени и разрядом работ.
При повременной оплате рабочий получает не за количество об-
работанных деталей, а за проработанное время.
При прогрессивной оплате труда рабочему устанавливается нор-
ма. Если рабочий выполнит только одну норму, то за обработан-
ные детали он получает по установленной сдельной расценке. За
выработку сверх нормы качественных деталей расценки прогрессив-
но увеличиваются по определенной шкале.
Тарифные ставки установлены для двух групп предприятий.
В первую группу входят рабочие предприятий авиационной, авто-
282
мобильной, инструментальной, оборонной, подшипниковой, радио-
технической, станкостроительной, судостроительной, тракторной,
электротехнической промышленности, транспортного, энергетиче-
ского и сельскохозяйственного машиностроения, приборостроения
и по производству оборудования для горнорудной, металлургиче-
ской, нефтегазодобывающей, химической и торфяной промышленно-
сти, по производству бурового, насосно-компрессорного и холодиль-
ного оборудования.
Ко второй группе относятся рабочие остальных машинострои-
тельных и металлообрабатывающих предприятий, министерств и
ведомств.
В табл. 16 приведена тарифная сетка для рабочих машино-
строительной и металлообрабатывающей промышленности.
Таблица 16
Тарифные ставки для станочников, коп!ч
Показатели Разряды
I п Ш IV 1 1 v VI
На холодных работах: ' для повременщиков: 1-я группа 39,9 42,6 43,8 47,2 54,9 63,8
2-я группа 37,8 39,4 40,9 42,8 49,7 57,9
для сдельщиков: 1-я группа 41,5 43,8 ’ 47,9 55,0 63,8 74,2
2-я группа 40,1 41,7 44,0 50,5 58,8 68,3
На работах с вредными ус- ловиями труда: для повременщиков: 1-я группа 41,9 44,7 46,0 49,6 57,6 67,0
2-я группа 39,7 41,0 42,9 45,1 52,5 61,0
для сдельщиков: 1-я группа 43,6 46,0 50,3 57,8 67,0 77,9
2-я группа 42,1 43,8 46,2 53,0 61,7 71,7
§ 7. ПОНЯТИЕ О ПЛАНИРОВАНИИ, ХОЗРАСЧЕТЕ И РЕНТАБЕЛЬНОСТИ
Госплан СССР совместно с Госпланами союзных республик раз-
рабатывает контрольные цифры развития народного хозяйства.
На основе этих цифр составляются планы предприятий с учетом не-
обходимых поправок.
Различают себестоимость всего изделия и себестоимость отдель-
ных элементов изделия. Себестоимость изделия состоит из себестои-
мости отдельных его элементов (деталей) с учетом сборочных и ис-
пытательных операций.
Себестоимость детали включает стоимость материала заготовки,
себестоимость изготовления детали на всех операциях в цехах плюс
цеховые и общезаводские расходы.
К цеховым расходам относят расходы на содержание и эксплуа-
тацию оборудования, зарплату вспомогательных рабочих, инже-
19*
283
нерно-технических работников, зарплату младшего обслуживающе-
го персонала, счетно-конторских работников, расходы на дополни-
тельную зарплату этих категорий работающих, на амортизацию
зданий, сооружений и оборудования, на текущий ремонт зданий
и производственного инвентаря, на вспомогательные материалы для
хозяйственных и ремонтно-строительных работ, на охрану труда,
на рационализацию и изобретение и прочие расходы.
В машиностроении цеховые расходы распределяются пропорцио-
нально производственной зарплате. Например, зарплата производ-
ственных рабочих по цеху 5000 руб., а цеховые расходы 7500 руб.
в месяц, тогда накладные расходы составят —— • 100% = 150%,
5000
т. е. на каждый рубль зарплаты производственного рабочего прихо-
дится 1,5 руб. цеховых расходов.
В общезаводские расходы входят зарплата работников заводо-
управления, расходы по содержанию зданий и сооружений общеза-
водского значения (котельная, компрессорная и др.), расходы на
содержание общезаводских лабораторий, транспорта и т. п. Эти
расходы распределяются по цехам пропорционально производствен-
ной зарплате.
Если необходимо определить себестоимость одной операции,
то говорят о технологической себестоимости данной операции.
Для определения технологической себестоимости операции пло-
ского шлифования необходимо определить стоимость затрат на
эксплуатацию и амортизацию станка и оснастки, а также на зара-
ботную плату рабочего с добавлениями и начислениями. В техноло-
гическую себестоимость не включаются затраты на содержание
и амортизацию здания, оплату вспомогательных рабочих, ИТР
и др.
В стоимость эксплуатации станка входят затраты на содержание
станка, ремонт и электроэнергию.
Стоимость эксплуатации станка зависит от модели станка, мощ-
ности электродвигателя, категории ремонтной сложности. Аморти-
зация станка зависит от его массы, вида обработки (абразивная,
неабразивная), типа производства (массовое, серийное, единичное),
стоимости, количества смен, стоимости транспортировки и монтажа.
Стоимость эксплуатации оснастки складывается из стоимости
эксплуатации приспособления, режущего (шлифовального круга)
и измерительного инструментов. Зарплата рабочего с добавлениями
и начислениями зависит от разряда рабочего. В некоторых справоч-
никах все указанные расходы приводят к их стоимости за 1 мин.
При умножении расходов за 1 мин на время, затраченное на обра-
ботку одной детали, и добавлении стоимости наладки станка полу-
чают технологическую себестоимость обработки одной детали:
Ст=(Г + 3)Т + Рнал,
где Ст — технологическая себестоимость операции, коп! шт,
W—стоимость эксплуатации и амортизации станка, приспо-
собления и инструмента за 1 мин, коп/мин,
284
3 — зарплата с добавлением и начислениями за 1 мин,
коп/мин,
Т — время, затрачиваемое на операцию по обработке одной
детали (Тшт ), мин/ШТ,
Рнал— расходы по наладке станка, коп/мин.
Например, стоимость эксплуатации и амортизации W плоско-
шлифовального станка модели ЗГ71, приспособлений и инструмен-
тов составляет для серийного производства 0,502 коп/мин, а в мас-
совом производстве — 0,623 коп/мин.
Расходы на наладку определяют по формуле:
Л.ал=3наЛ КОП,
п
где Знал — минутная тарифная ставка наладчика с дополнитель-
ной зарплатой 6% и начислениями по соцстраху 7,6%
в зависимости от налаживаемого оборудования. Для
наладчика 3-го разряда плоскошлифовальных станков
Знал = 0,910 коп.;
t — время наладки станка на данную операцию. Для плоско-
шлифовальных станков при установке детали на магнит-
ный стол t = 12 мин\
ш — количество деталей, одновременно шлифуемых на стан-
ке;
п — число деталей в партии, на которую настраивают ста-
нок для обработки.
Если шлифовщик настраивает станок сам без помощи наладчи-
ка, то из формулы технологической себестоимости Ст нужно исклю-
чить слагаемое Риал, но время, затрачиваемое на обработку, брать
не штучное (ГШт), а штучно-калькуляционное (Тштк).
Для снижения себестоимости продукции предприятия каждый
рабочий должен сокращать расходы на вспомогательные материа-
лы, электроэнергию, инструменты и т. п. Снижение себестоимости
планируется.
В плане работы цеха указывают следующие показатели:
1) количество и качество выпускаемой продукции;
2) хозрасчетную себестоимость;
3) сумму прибыли — разницу между себестоимостью продукции
и суммой ее реализации;
4) фонд заработной платы;
5) рентабельность;
6) стоимость основных фондов — среднегодовую сумму стоимо-
сти зданий, производственных сооружений, технологического обору-
дования, транспортных средств, силовых установок, измерительных
приборов, дорогостоящих инструментов и приспособлений;
7) стоимость оборотных средств — среднегодовую сумму стои-
мости остатков сырья, основных материалов, полуфабрикатов и
вспомогательных материалов в кладовых цеха, остаток незавершен-
ного производства и остаточную стоимость быстроизнашивающихся
инструментов и приспособлений;
285
8) плату за фонды, устанавливаемую в размере 6% от суммы
стоимости оборудования;
9) организационно-технические мероприятия с указанием сро-
ков исполнения, ответственных за выполнение, затрат и экономии
от внедрения;
10) выработку продукции на одного рабочего;
11) фонд материального поощрения — сумму отчислений от при-
были цеха в фонд материального поощрения всех работников цеха,
премии за выполнение особо важных заданий и единовременные
вознаграждения за годовые итоги работы.
Введение механизации и автоматизации производственных про-
цессов, сокращение административно-управленческого аппарата,
строжайшая экономия материалов, уменьшение отходов и брака
обеспечивают снижение стоимости деталей и машин, увеличение
общенародного дохода.
Контрольные вопросы
1. Как организовано машиностроительное предприятие?
ч 2. Как управляется машиностроительное предприятие?
3. Как рационально организовать рабочее место?
4. Как подсчитывается машинное время?
5. Укажите, на что затрачивается вспомогательное время?
6. Назовите мероприятия, способствующие уменьшению штучного времени.
7. Что означает хозрасчет?
8. Что нужно понимать под рентабельностью?
9. Что нужно понимать под технологической себестоимостью?
10. Как шлифовщик может содействовать уменьшению технологической се-
бестоимости?
11. Какие меры приводят к уменьшению себестоимости?
ГЛАВА VIII. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
§ 1. ОБЩИЕ ПОНЯТИЯ О ПРОМЫШЛЕННОМ ТРАВМАТИЗМЕ
И ЗАДАЧИ ОХРАНЫ ТРУДА
В системе мероприятий по охране труда первостепенное значе-
ние имеют мероприятия по технике безопасности, направленные на
обеспечение безопасных условий работы, на устранение причин про-
изводственного травматизма.
Различают травмы производственные и бытовые. Под производ-
ственной травмой понимают повреждения, явившееся результатом
механического, электрического, химического или другого воздейст-
вия на организм человека при выполнении им любого производст-
венного задания или общественного поручения. К бытовым относят-
ся травмы, происшедшие в домашней обстановке и не связанные
с работой на производстве.
Производственные травмы (ушибы, переломы, порезы) могут
быть вызваны движущимися частями оборудования, обрабатывае-
мыми деталями, инструментами, приспособлениями, стружкой, час-
тицами абразива, перемещающимися грузами.
Электрический ток может вызвать поражение организма внут-
реннее (электрический удар) и внешнее ^местное (электрические
ожоги, металлизация кожи, электрические знаки).
В цехах, где не уделяют достаточного внимания санитарно-
гигиеническим условиям труда, возможны случаи заболевания ра-
бочих из-за насыщения воздуха пылью и резкого колебания темпе-
ратуры воздуха, недостаточного освещения.
В некоторых случаях причинами производственных травм яв-
ляются: загроможденность рабочих мест и проходов заготовками^
полуфабрикатами и готовой продукцией; нарушение нормального
хода технологического процесса; отсутствие или неисправное состоя-
ние средств индивидуальной защиты (спецодежды, очков, рукавиц,,
щитков и др.); недостаточный инструктаж рабочих по вопросам без-
опасных методов работы. Травмы могут произойти также вслед-
ствие невнимательности и нарушения рабочими правил техники бе-
зопасности. В нашей стране знание основных правил техники безо-
пасности является обязанностью всех работников профессиональ-
ного труда.
Защитные очки и индивидуальные щитки служат главным обра-
зом для защиты органов зрения от механического и теплового воз-
действия. Применение очков и щитков предупреждает ранение глаз
отлетающими частями обрабатываемого изделия и инструмента
(стружкой, абразивной пылью, различными металлическими оскол-
ками) и ожоги раскаленными частицами металла.
При работе на металлорежущих станках необходимо соблюдать
правила ношения личной одежды или спецодежды. Для предупреж-
дения захвата одежды вращающимися механизмами станка, при-
способлением или обрабатываемой деталью следует строго следить
за тем, чтобы она не имела свободно свисающих концов. Рукава
287
должны плотно облегать руку и быть застегнутыми на пуговицы.
Завязок на одежде не должно быть, так как их концы могут быть
захвачены вращающимися деталями станка. Блузу следует акку-
ратно заправлять в брюки или юбку. Станочник должен работать
в головном уборе, под который убираются волосы.
Во многих случаях при обработке металлов резанием приме-
няются смазывающе-охлаждающие жидкости, содержащие щелочь
и другие продукты. Эти вещества при наличии царапин на руках
вызывают заболевания кожи. Одним из профилактических средств,
предупреждающих кожные заболевания, является применение за-
щитных паст и мазей.
Для охраны труда и обеспечения техники безопасности следует:
соблюдать нормы площади и объема помещений, приходящихся
на 1 работающего; порядок содержания проходов и проездов; пре-
дусмотреть устранение опасностей в работе.
Создание безопасных условий работы предусматривает защиту
работающих от производственных травм.
Производственные травмы могут быть: механическими (ушибы,
порезы и т. д.); тепловыми (тепловые ожоги); световыми (кратко-
временное или длительное ослепление); акустическими (шумовые
контузии и т. п.).
Необходимо проводить конкретные технические и организацион-
ные мероприятия, направленные на борьбу с травматизмом.
К числу таких мероприятий относятся:
1) применение станков, безопасных в эксплуатации, при наладке
и в ремонте;
2) механизация и автоматизация тяжелых, трудоемких и опас-
ных работ;
3) выделение для выполнения вредных и опасных операций спе-
циальных помещений;
4) испытание агрегатов, узлов, приспособлений до пуска их
в эксплуатацию;
5) создание повышенных запасов прочности у особо опасных уз-
лов или деталей;
6) ограждение движущихся, токоведущих и других деталей
и ременных передач. Все ремни шириной 50 мм и движущиеся со
скоростью 5 м/сек и более подлежат изоляции;
7) установка ограждений, защищающих от. стружки, абразив-
ных частиц, охлаждающих и смазывающих жидкостей;
8) правильное расположение всех материально-технических
средств на рабочих местах (станок, подставки, инструментальный
шкаф, тара для заготовок и готовой продукции и т. д.);
9) осуществление предварительного, повторного и текущего
инструктажа рабочих по технике безопасности, периодическая про-
верка знаний;
10) обеспечение каждого работающего инструкцией по технике
безопасности;
11) запрещение работы на неисправном оборудовании ,с приме-
нением неисправного инструмента;
288
12) своевременное обеспечение работающих индивидуальными
защитными средствами (защитные очки, спецодежда и т. д.);
13) строгое соблюдение установленного регламента работы (про-
должительность рабочего дня, соблюдение установленных переры-
вов и т. п.);
14) создание нормальных гигиенических условий труда;
15) в зимних условиях при незначительных тепловыделениях
и легкой работе температура в цехе должна быть равна 16—20° С,
а при тяжелой работе— 10—15° С;
16) летом при незначительных производственных тепловыделе-
ниях температура в цехе может превышать наружную не более чем
на 3°С;
17) относительная влажность в цехе должна быть в пределах
60—75%;
18) скорость движения воздуха — 0,1 м/сек\
19) шум в механических цехах не должен превышать 60—70 дб
(децибел).
Снижение шума достигается за счет применения шумопогло-
щающих элементов в конструкциях станков (применение неметал-
лических зубчатых колес, шумопоглощающих прокладок, труб в ав-
томатах и револьверных станках со звукопоглощающими устройст-
вами).
§ 2. СРЕДСТВА ЗАЩИТЫ ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Травмы, вызываемые электрическим током, опасны для жизни
человека. При воздействии на человека тока силой свыше 0,06 а
человек не может оторваться от токоведущих частей и теряет созна-
ние. Ток силой выше 0,1 а смертелен для человека.
С изменением частоты тока изменяется и степень опасности
электрических травм. Наиболее опасен ток частотой 40—60 гц.
В сухих помещениях считается безопасным напряжение, не пре-
вышающее 40 в.
Токоведущие части металлорежущих станков находятся под на-
пряжением НО, 220 и 380 в при частоте тока 50 гц. Чтобы обеспе-
чить безопасность работающих на станках, необходима изоляция то-
коведущих частей станка специальными ограждениями и примене-
ние блокирующих устройств, предупреждающих переход напряже-
ния на конструктивные части станка.
С течением времени под действием пыли, температуры и т. д.
изоляция может прийти в негодность, поэтому в механических це-
хах ее следует проверять не реже одного раза в год. Для шлифо-
вальных и других металлорежущих станков, при работе которых
выделяется большое количество металлической пыли и мелкой
стружки, рекомендуют электродвигатели закрытого типа.
В процессе работы станочник прикасается руками к различным
частям станка. При пробое изоляции токоведущих частей работаю-
щий подвергается воздействию тока. В этом случае средствам за-
щиты обычно служат защитное заземление и зануление.
289
§ 3. ИСКУССТВЕННОЕ ОСВЕЩЕНИЕ РАБОЧИХ МЕСТ
Хорошее освещение рабочих мест предупреждает травматизм
на производстве. Особенно важное значение имеет искусственное ос-
вещение там, где работа требует большого напряжения зрения и вы-
полняется в вечернюю или ночную смену.
При плохом освещении станка станочнику приходится близко
наклоняться к вращающимся и движущимся частям станка. Поэто-
му на металлорежущих станках применяют комбинированную си-
стему освещения: сочетается общее и местное освещение.
Большинство металлорежущих станков имеет три основные зо-
ны, требующие хорошего освещения: зону обработки изделия и
контрольных промеров его, зону лимбов и зону расчетной таблицы
режимов работы.
Один источник местного освещения не всегда может осветить
все зоны. Поэтому в последнее время для освещения станков при-
меняют несколько источников света малой мощности.
Зона обработки и лимб освещаются лампой 25 вт, а расчетная
таблица режимов работы — софитной лампой 5 вт.
§ 4. ИНСТРУКТАЖ РАБОЧИХ О БЕЗОПАСНЫХ МЕТОДАХ РАБОТЫ
И МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Обучение рабочих правилам техники безопасности является не-
обходимым условием успешной борьбы с производственным трав-
матизмом.
Первым этапом обучения рабочих, поступающих на предприя-
тие, является вводный инструктаж, который проводится инжене-
ром по технике безопасности с целью ознакомления рабочих с об-
щими правилами технической безопасности. Знание этих правил не-
обходимо каждому рабочему независимо от того, на каком участке
он будет работать.
При инструктаже освещают следующие основные вопросы:
роль и значение техники безопасности; правила поведения рабочих
на территории предприятия (на дворе, в подсобных помещениях,
производственных цехах); общие правила безопасности при обслу-
живании машин; правила содержания рабочего места; опасность
поражения электрическим током; средства защиты и меры первой
помощи; правила ношения спецодежды.
После проведения такого инструктажа поступающему выдают
соответствующую справку, и он может быть зачислен отделом кад-
ров на соответствующую работу.
Вторым этапом обучения рабочего является инструктаж на ра-
бочем месте, проводимый в большинстве случаев мастером. Мастер
знакомит рабочего с особенностями оборудования, на котором он
будет работать, с характером предстоящей работы и необходимыми
мерами безопасности при ее выполнении. Только после проведения
такого инструктажа рабочий может быть допущен к самостоятель-
ному выполнению порученной ему работы.
290
Неправильная эксплуатация, а также наличие дефектов (тре-
щин, выбоин) может привести к разрыву шлифовального круга
в процессе работы. При разрыве вращающегося с большой скоро-
стью круга возможны случаи травмирования станочников и других
рабочих, находящихся поблизости, осколками. Поэтому необходи-
мо строго соблюдать правила техники безопасности при выборе
и подготовке к работе абразивного круга, а также при эксплуата-
ции шлифовальных станков.
Полученные от поставщиков шлифовальные круги следует про-
сушить и тщательно осмотреть для выявления трещин, выбоин и
других видимых дефектов. После этого круг надевают на деревян-
ный или металлический стержень и слегка простукивают деревян-
ным молотком по торцу для обнаружения внутренних дефектов по
звуку. Если на круге имеются выбоины или видимые трещины или
при простукивании он издает дребезжащий звук, > то такой круг
бракуют.
Нельзя пользоваться шлифовальным кругом, у которого торец
не перпендикулярен отверстию, так как при этом торец будет при-
легать к фланцу только в одном месте и усилия зажима круга соз-
дадут в нем напряжения и деформации, которые могут привести к
образованию трещин.
Между фланцами и торцами круга необходимо располагать кар-
тонные, резиновые, кожаные прокладки толщиной 0,8—1,0 лм/,
диаметром на 3—5 мм больше диаметра фланцев.
Размеры фланцев должны соответствовать нормативам по ГОСТ
3881—65. Перед установкой круга на оправку, его поверхность, по-
верхности прокладок и фланцев должны быть тщательно очищены
от грязи и пыли, чтобы обеспечить плотное прилегание по плоскости
фланцев. Фланцы зажимают гайкой с направлением резьбы, обрат-
ным направлению вращения шпинделя,’ что предупреждает свинчи-
вание гайки во время работы.
Перед установкой на станок абразивный круг испытывают на
прочность вращением на специальных испытательных станках.
В процессе испытания ненагруженному кругу сообщается окружная
скорость на 50% превышающая рабочую.
Применять круги без отметки об испытании нельзя.
Устанавливать круг на станок должен наладчик или специально
обученный рабочий, постоянно работающий на данном станке.
Применение насадок на гаечные ключи и ударных инструментов
при закреплении кругов запрещается.
Перед началом работы круг, установленный на станок, должен
быть подвергнут кратковременному вращению вхолостую с рабо-
чей скоростью: при диаметре круга от 150 до 400 мм — не менее
2 мин, при диаметре круга свыше 400 мм — не менее 5 мин.
Если круг не уравновешен, т. е. его центр тяжести не совпадает
с геометрической осью вращения шпинделя, на который он наса-
жен, то возникающие напряжения могут превысить прочность связ-
ки и разорвать круг. Для устранения неуравновешенности круг ба-
лансируют.
291
В процессе работы режущие зерна шлифовального круга выкра-
шиваются, а сам круг теряет правильную геометрическую форму,
поэтому его периодически правят. При большой или неравномерной
подаче правящего инструмента или при неправильной установке и
креплении этих инструментов круг также может разорваться.
Для предупреждения несчастных случаев при правке круга не-
обходимо соблюдать следующие меры предосторожности: 1) ограж-
дать шлифовальный круг защитным кожухом; 2) производить пода-
чу правящего инструмента в соответствии с рекомендациями по ре-
жимам правки; 3) не работать правящими приспособлениями без
площадок для опоры подручника; 4) не удалять абразивную пыль
при правке шлифовального круга без охлаждающей жидкости.
Для предупреждения кожных заболеваний рабочих рекомендует-
ся использовать специальные мази типа «Невидимые перчатки», об-
разующие на коже тонкую пленку, предохраняющую от контакта
с вредными веществами, находящимися в СОЖ.
§ 5. СПЕЦИАЛЬНЫЕ УСТРОЙСТВА ДЛЯ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ
ПРИ РАБОТЕ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Безопасность работы на плоскощлифовальных станках обеспе-
чивается, как уже упоминалось, ограждениями круга, а в некото-
рых случаях и стола.
Для ограждения кругов плоскошлифовальных станков применя-
ют постоянные защитные кожухи (рис. 174, а).
а)
Рис. 174. Схемы ограждений шлифовальных кругов:
а — для кругов, работающих торцем, б — кожух-отсос для кругов,
работающих периферией (во всех случаях величина А должна быть
минимальной)
Чтобы круг или закрепляющие его детали не соприкасались
с внутренними стенками кожуха, между кругом и стенками защит-
ного кожуха предусматриваются зазоры. Углы раскрытия кожуха
и величины зазоров устанавливаются ГОСТ 3881—65. Так, напри-
мер, максимальный угол раскрытия защитного кожуха плоскошли-
фовальных станков, работающих периферией круга, равен 150°,
а зазор для круга диаметром до 300 мм составляет 5—10 мм, для
круга диаметром от 300 до 600 мм зазор между периферией круга
и внутренней поверхностью кожуха должен составлять 10—15 мм,
а для кругов диаметром 750—1100 мм — 15—20 мм. Между боко-
292
выми стенками кожуха и торцем круга зазор колеблется в преде-
лах 10—15 мм.
В ряде случаев шлифовальные станки имеют ограждения стола,
которые препятствуют вылету деталей, повышают степень безопас-
ности при разрыве круга и защищают работающих от брызг охлаж-
дающей жидкости.
Шлифовальные станки должны иметь устройства, отсасываю-
щие абразивную и металлическую пыль. Кожух-отсос (рис. 174, б)
состоит из кожуха 1 с открывающейся дверцей 2 и устанавливаемо-
го в требуемом положении, в зависимости от диаметра круга, фар-
тука-козырька <3, преграждающего путь потоку пыли, и патрубка 4,
к которому присоединяется гибкий металлический шланг 5. Шланг
подключается к общей системе отсасывающих воздуховодов в цехе.
Шлифовальные станки,
работающие без охлажде-
ния жидкостью, снабжают
также индивидуальными от-
сосами абразивной пыли.
Обеспыливающий агре-
гат с трехступенчатой очист-
кой воздуха (рис. 175) сос-
тоит из цилиндрического
циклона 7, пластинчатого
фильтра 7, фильтра 2, вен-
тилятора 4, электродвигате-
ля 5 и пылеосадочной каме-
ры 9. Загрязненный воздух
поступает в циклон через
шланг 6 и патрубок 8. Ос-
новная масса пыли соби-
рается в пылеосадочной ка-
мере 9, а не задержанная
пыль поступает в пластинча-
тый фильтр. Далее воздух
проходит фильтр с цилин-
дриками, смоченными мас-
лом, где окончательно очи-
щается от пыли и выбрасы-
вается через кольцевую
щель в кожухе 3. Этот агре-
гат эффективно работает
Рис. 175. Индивидуальный обеспыливающий
агрегат
при концентрации абразивной
пыли в воздухе до 200 мг/м3.
Некоторые материалы при шлифовании нельзя охлаждать жид-
костью, например фрикционные асбестовые диски, изделия из ряда
пластических масс и др. В этих случаях необходим интенсивный от-
сос абразивной пыли и стружек, так как запыленный воздух вредно
действует на рабочего. Для абразивной пыли с содержанием сво-
бодной двуокиси кремния SiO2 более 70% установлена предельно
допустимая концентрация 1 мг/м3 в зоне дыхания рабочего. Запы-
293
ленный воздух служит причиной частых переналадок станка, быст-
рого износа трущихся частей.
Для отсоса пыли станок подключают к общецеховой пылеотса-
сывающей сети или устанавливают индивидуальный пылесос.
§ 6. ТЕХНИКА БЕЗОПАСНОСТИ НА ТЕРРИТОРИИ И В ЦЕХАХ ПРЕДПРИЯТИЯ.
ПРОТИВОПОЖАРНАЯ БЕЗОПАСНОСТЬ
В целях предупреждения несчастных случаев на территории
предприятия необходимо обеспечить установленную ширину проез-
дов для автомобильного и железнодорожного транспорта, а также
тротуары для движения людей. На проездах должны быть шлаг-
баумы, светофоры и звуковая сигнализация, а также предупреди-
тельные надписи. Железнодорожные пути следует переходить лишь
в указанных местах, обращая внимание на сигналы, предупреждаю-
щие о приближении поезда. Нельзя пролезать под вагонами стоя-
щих на пути составов, а также прыгать на ходу в вагоны или на
платформы. Если на территории завода работает кран или экскава-
тор, то запрещается ходить или стоять под поднятым грузом или
ковшом.
Противопожарная безопасность на производстве обеспечивается
предупредительными мероприятиями, а также мероприятиями, ог-
раничивающими распространение возникшего пожара. К предупре-
дительным противопожарным мероприятиям относятся: проектиро-
вание технологического процесса с учетом требований пожарной
безопасности и мероприятия организационно-технического характе-
ра (правильный монтаж электрооборудования, надежное хранение
горюче-смазочных и других легковоспламеняющихся материалов).
Контрольные вопросы
1. Какие травмы считаются производственными?
2. Какие поражения может вызвать электрический ток?
3. Перечислите основные причины возникновения производственных травм?
4. Для чего применяют защитные очки?
5. Перечислите правила ношения личной одежды или спецодежды.
6. Перечислите основные зоны освещения станка.
7. Какие меры безопасности нужно соблюдать при работе на плоскошлифо-
вальных станках?
8. Какие устройства применяют для обеспечения безопасности при работе
на плоскошлифовальных станках?
9. Перечислите правила техники безопасности и противопожарной защиты на
территории предприятия и в цехе.
ОГЛАВЛЕНИЕ
стр
Введение 3
Глава I. Основы шлифования............................................................................................6
§ 1. Понятие о методах обработки материалов и виды инструмен-
тов ...........................................................6
§ 2. Абразивные материалы. Обработка абразивными кругами . . 12
§ 3. Зернистость абразивных материалов............................................................................15
§ 4. Связки и структура шлифовальных кругов.......................................................................17
§ 5. Твердость шлифовальных кругов................................................................................22
§ 6. Форма кругов и их маркировка.................................................................................24
§ 7. Испытания шлифовальных кругов ...............................................................................27
§ 8. Выбор шлифовальных кругов для плоского шлифования . 30
Глава II. Способы и приемы обработки деталей на плоскошлифоваль-
ных станках.........................................................31
§ J. Установка и закрепление шлифовальных кругов на шпинделе 31
§ 2. Установка и закрепление деталей на плоскошлифовальных
станках........................................................................................................33
§ 3. Способы снятия припуска на плоскошлифовальных станках . 37
§ 4. Шлифование периферией круга..................................................................................40
§ 5. Шлифование торцем круга.................................................................41
§ 6. Шлифование типовых деталей и поверхностей на плоскошли-
фовальных станках. Контроль деталей...........................42
§ 7. Шлифование плоских поверхностей крупных корпусных дета-
лей. Контроль деталей.........................................46
§ 8. Шлифование тонких деталей....................................................................................53
§ 9. Шлифование вогнутых и выпуклых поверхностей. Контроль
деталей........................................................................................................56
§ 10. Шлифование профильных (фасонных) деталей в сменных при-
жимных планках. Контроль деталей..............................60
§ 11. Шлифование профильных деталей на универсальном синусном
делительном приспособлении. Контроль деталей .... 72
§ 12. Особенности работы на оптикошлифовальных станках с панто-
графом и экраном..............................................75
Глава III. Сведения из технической механики.............................................................................79
§ 1. Понятие о машине и механизме.................................................................................79
§ 2. Понятие о силе и моменте сил.................................................................................79
§ 3. Понятие о деформациях........................................................................................84
§ 4. Движение и его виды..........................................................................................85
§ 5. Работа. Мощность.............................................................................................86
§ 6. Виды передач.................................................................................................87
§ 7. Гидравлические и пневматические приводы .....................................................................96
Глава IV. Плоскошлифовальные станки....................................................................................102
§ 1. Классификация и назначение плоскошлифовальных станков 102
§ 2. Области применения плоскошлифовальных станков. Профиле-
шлифовальный станок...........................................ПО
§ 3. Основные узлы и механизмы плоскошлифовальных станков . 112
§ 4. Подачи стола и шлифовального круга....................125
§ 5. Особенности гидропривода плоскошлифовальных станков . .128
§ 6. Лопастные насосы для гидроприводов....................130
§ 7. Гидроцилиндры.........................................131
§ 8. Аппаратура гидросистемы...............................133
§ 9. Вспомогательные устройства гидросистемы...............136
§ 10. Механизмы продольной и поперечной подач...............139
295
\ Стр.
* § 11. Смазка станков .... .... . 142
§ 12. Система охлаждения.................................. , 143
§ 13. Системы управления станком............... . , 146
§ 14. Кинематическая схема станка.................. . . 146
§ 15. Электрооборудование плоскошлифовальных станков . 149
§ 16. Понятие о приеме и проверке плоскошлифовальных станков 155
§ 17. Уход за станком.....................................................................158
§ 18. Модернизация плоскошлифовальных станков . 159
Глава V. Технология плоского шлифования........................................................ 161
§ 1. Понятие о производственном и технологическом процессах и
типы (организационные формы) производства . . . .161
§ 2. Процесс резания при шлифовании.................163
§ 3. Режимы шлифования.167
§ 4. Усилия, действующие в процессе шлифования, и мощность,
затрачиваемая на шлифование...............................170
§ 5. Теплота, образующаяся при шлифовании. Физико-механиче-
ские свойства поверхности 172
§ 6. Шероховатость поверхности .................................174
§ 7. Смазывающе-охлаждающие жидкости и методы их подвода . 177
§ 8. Износ и засаливание кругов. Методы правки кругов . . 184
§ 9. Вспомогательный инструмент для профильной правки кругов 194
§ 10. Исходные данные для проектирования технологических про-
цессов ......................................................198
§ 11. Припуски на плоское шлифование......................................................204
§ 12. Точность обработки при плоском шлифовании периферией и
торцем круга............................................... 206
§ 13. Базы. Методы установки деталей..................................................... 208
§ 14. Приспособления для установки и закрепления деталей при
плоском и профильном шлифовании..............................210
§ 15. Передовые методы обработки на плоскошлифовальных станках 217
§ 16. Защита шлифуемых изделий от коррозии................................................234
§ 17. Шлифование неметаллических материалов...............................................234
§ 18. Брак и меры его предупреждения......................................................237
Глава VI. Механизация и автоматизация работ на плоскошлифоваль-
ных станках........................................................243
§ 1. Основные понятия....................................................................243
§ 2. Технические средства автоматизации..................................................245
§ 3. Механизация и автоматизация плоскошлифовальных станков 253
§ 4. Автоматизированные плоскошлифовальные станки .... 263
Глава VII. Основные сведения по организации и экономике производства 266
§ 1. Организация производства............................................................266
§ 2. Организация управления предприятием ... ... 267
§ 3. Организация труда...................................................................270
§ 4. Организация рабочего места..........................................................272
§ 5. Техническое нормирование.....................................277
§ 6. Заработная плата....................................................................282
§ 7. Понятие о планировании, хозрасчете и рентабельности . . 283
Глава VIII. Охрана труда и техника безопасности..................................................287
§ 1. Общие понятия о промышленном травматизме и задачи ох-
раны труда...................................................287
§ 2. Средства защиты от поражения электрическим током . . . 289
§ 3. Искусственное освещение рабочих мест................................................290
§ 4. Инструктаж рабочих о безопасных методах работы и меры
безопасности при работе на плоскошлифовальных станках . 290
§ 5. Специальные устройства для обеспечения безопасности при
работе на плоскошлифовальных станках.........................292
§ 6. Техника безопасности на территории и в цехах предприятия.
Противопожарная безопасность.................................294