/

































































































































Текст
chipmaker.ru
В. С. ТЕРРАН, |б. С. ЛИБЕРМАН I
ПЛОСКОЕ ШЛИФОВАНИЕ
Одобрено
Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособия для профессионально-технических училищ
Chipmaker.ru
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА» Москва 1969
chipmaker.ru
6П4.67
Т35
Т35
Терган В. С. н | Либерман Б. С. |
Плоское шлифование. Учеб, пособие для проф.-техн. училищ. М., «Высш, школа», 1969.
284 с. с илл.
Книга содержит сведения по основам шлифовального дела, технологии плоского шлифования, описание устройств и механизмов основных типов плоскошлифовальных станков, характеристики шлифовальных кругов, описание универсальных и специальных приспособлений для плоского шлифования. Кроме того, в книгу включен материал о профильном шлифовании, освещены вопросы экономики, организации производства, а также техники безопасности и охраны труда.
Книга является учебным пособием для подготовки в городских профессионально-технических училищах шлифовщиков на плоскошлифовальных станках.
3—12—4
65—69
6П4.67
Отзывы и замечания просим направлять по адресу: Москва, К-51, Неглинная ул., 29114, издательство «Высшая школа».
Владимир Семенович Терган,
\Борис Сергеевич Либерман |
Плоское шлифование
Научный редактор Ю. В. Шарловский Редакторы Л. К. Горюнова, Л. П. Чарноцкая Художник А. Т. Яковлев
Технический редактор А. К. Нестерова Корректор В. В. Кожуткина
Т—12237 Сдано в набор 24/IV-69 г. Поди, к печати 4/IX-69 г. Формат 60Х90’/1в Объем 17,75 печ. л. Уч.-изд. л. 16,10 Изд. № М-111 Тираж 21000 экз. Цена 56 коп. Тематический план издательства «Высшая школа» (профтехобразование)' на 1969 г. Позиция № 65 Москва. К-51, Неглииная ул., д. 29/14, Издательство «Высшая школа»
Московская типография № 8 Главполиграфпрома Комитета по печати при Совете Министров СССР, Хохловский пер., 7. Зак. 3818
Chipmaker.ru
ПРЕДИСЛОВИЕ
Для технического прогресса во всех отраслях народного хозяйства имеет первостепенное значение непрерывное совершенствование металлообрабатывающей и машиностроительной промышленности. С каждым годом отечественное машиностроение оснащается новыми совершенными полуавтоматическими и автоматическими станками, универсальными станками с копировальными устройствами, станками с программным управлением, агрегатными станками и автоматическими станочными линиями.
Расширение производства автоматических машин и создание автоматических линий позволяет создавать полностью автоматизированные цехи и комплексно-автоматизированные предприятия.
Новую технику могут освоить только технически грамотные, высококвалифицированные рабочие. Подготовка рабочих кадров в нашей стране осуществляется в профессионально-технических училищах, а также непосредственно на производстве.
Настоящая книга предназначается в качестве учебного пособия для подготовки в профессиональ
3
chipmaker.ru
но-технических училищах шлифовщиков. Она знакомит с основами шлифовального дела, с устройством современных плоскошлифовальных станков, с технологией шлифования.
В создании материально-технической базы коммунизма огромное значение имеют творчество и инициатива трудящихся и коллективов предприятий. Одной из форм проявления активности является социалистическое соревнование, представляющее собой могучее средство воспитания коммунистического отношения к труду, позволяющее вести строительство социализма и коммунизма на основе максимальной активности трудящихся. Коммунистическая партия и Советское правительство проявляют исключительную заботу о развитии социалистического соревнования, всемерно поддерживают творческую инициативу, патриотический почин новаторов.
Широкий размах получило в нашей стране движение за создание бригад коммунистического труда, которые, успешно выполняя и перевыполняя государственные планы, обеспечивают высокое качество продукции, показывают пример творческого, хозяйского отношения к делу.
Члены бригад коммунистического труда берут на себя высокие индивидуальные обязательства — работать производительно, обеспечивая отличное качество, учиться упорно, быть примером в быту.
Достижения и опыт передовиков становятся достоянием всего коллектива. Социалистическое соревнование позволяет лучше мобилизовать внутренние резервы предприятия.
Развитию социалистического соревнования способствует последовательное осуществление принципа материальной заинтересованности работников в результатах их труда.
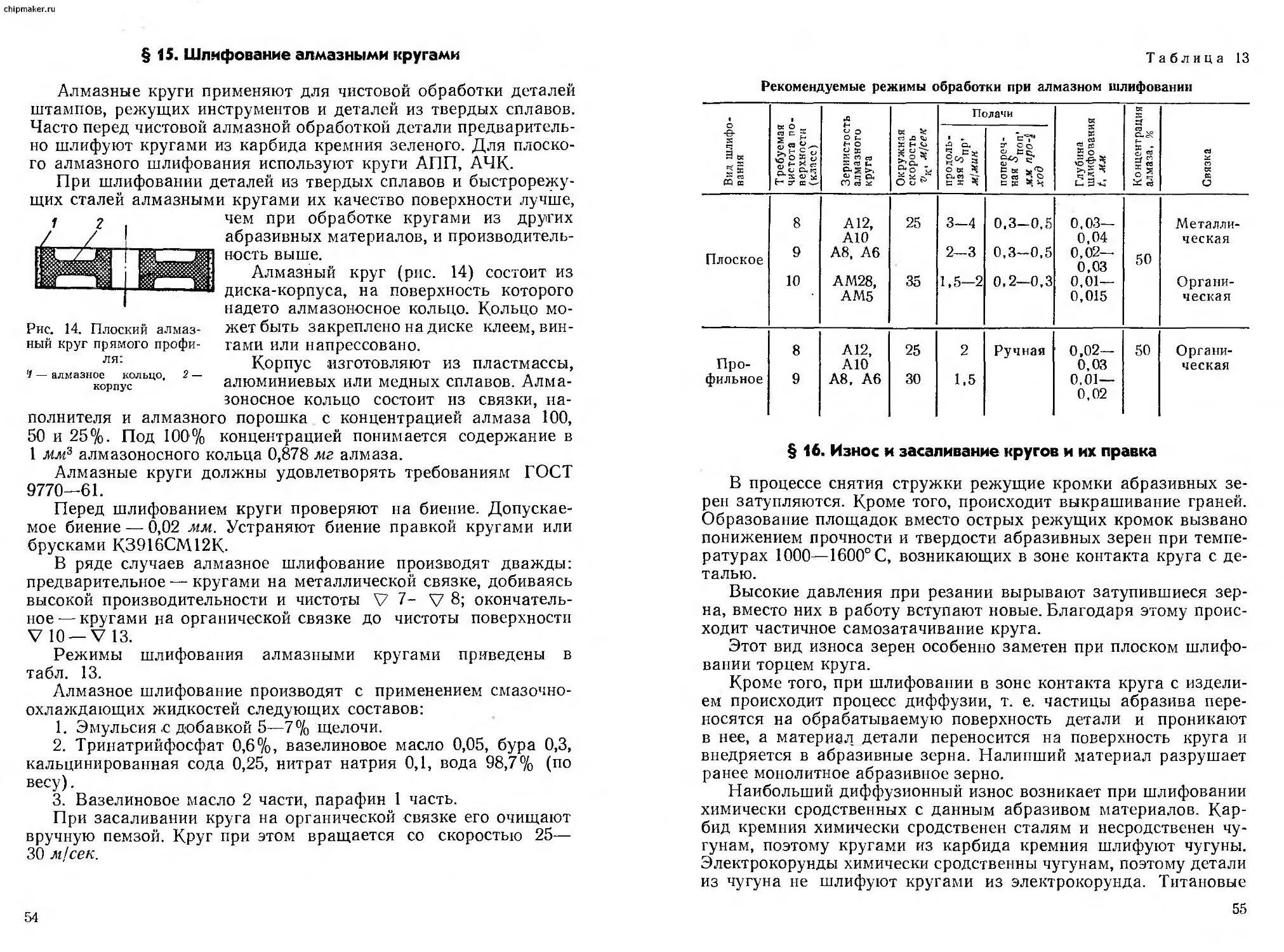
Плоское шлифование занимает весьма видное место в современном машиностроении. В последнее время плоское шлифование нашло широкое при
4
менение в станкостроении, сельскохозяйственном машиностроении и во многих других отраслях промышленности. Шлифованием обрабатывают направляющие станин, плоскости разъема корпусов коробок скоростей, редукторов и насосов, рабочие поверхности лемехов и других деталей сельскохозяйственных машин.
Плоское шлифование является высокопроизводительным методом механической обработки закаленных и незакаленных деталей. В ряде случаев плоское шлифование применяют вместо чистового строгания и . чистового фрезерования, а также такой трудоемкой операции, как шабрение.
Внедрению плоского шлифования способствуют новые прогрессивные методы получения заготовок, например точное литье, чеканка и др., которые позволяют во многих случаях исключить промежуточные, получистовые операции и только одним плоским шлифованием получить необходимую чистоту поверхности и точность.
На многих передовых заводах шлифуют профильные детали (например, шаблоны) на плоскошлифовальных станках при помощи соответствующих приспособлений, что обеспечивает не только высокую точность обработки и улучшение качества рабочих поверхностей, но и ускоряет изготовление деталей и снижает их стоимость.
Машиностроительные заводы оснащены высокопроизводительными универсальными и специальными плоскошлифовальными станками, которые могут работать на повышенных режимах резания, быстро переналаживаться с одной операции на другую. Их обслуживание и ремонт несложны. Современные плоскошлифовальные станки снабжены различными автоматическими устройствами, действие которых основано на применении пневматики, гидравлики и электроники.
Для обслуживания таких совершенных станков нужны высококвалифицированные кадры рабочих,
5
chipmaker.ru
поэтому производственно-техническое обучение рабочих должно включать в себя элементы инженерно-технических знаний.
В связи с этим в книгу включен материал но основам автоматики и средствам автоматизации, изучив который рабочий не только научится работать на действующих плоскошлифовальных станках, но и сможет освоить вновь выпускаемое оборудование.
Chlpmaker.ru
Глава I
ОСНОВЫ ШЛИФОВАНИЯ
§ 1. Основные понятия о резании и режущем инструменте
Сущность обработки заготовок деталей на металлорежущих станках заключается в удалении с ее поверхности лишнего металла для получения требуемых форм и размеров. Снимаемый с заготовки слой металла называют припуском (рис. 1, а).
Припуск снимают различными инструментами: резцами, фрезами, сверлами, зенкерами, развертками, метчиками, протяжками, шлифовальными кругами (рис. 1, б). При этом детали сообщается определенная подача и скорость vR, а режущему инструменту — скорость vK.
Шлифовальные круги и бруски состоят из абразивных зерен, связанных специальными материалами — связками. Кроме того, применяют специальные полотна. Абразивные зерна в этом случае наклеивают на какую-либо основу специальными клеящими веществами. Абразивные зерна имеют острые кромки, которые снимают с заготовки тонкий слой металла, когда шлифовальный круг соприкасается с поверхностью обрабатываемой заготовки и движется относительно ее.
Процессы снятия стружки такими инструментами, как токарный резец, фреза и другими, и абразивными инструментами принципиально одинаковы. Режущая часть каждого инструмента имеет форму клина. Под действием приложенной силы режущая часть инструмента врезается в обрабатываемую деталь и при движении сдвигает и скалывает элементы стружки.
Процессы резания резцом, фрезой, сверлом, абразивными кругами и другими инструментами имеют свои особенности.
Рассмотрим процесс резания наиболее простым инструментом — резцом, режущая часть которого является основой конструкций всех остальных режущих инструментов. Резцами обра
7
chipmaker.ru
батывают детали на токарных, револьверных, расточных, строгальных, долбежных станках. Элементы резца показаны на рис. 2.
В зависимости от материала заготовки и резца углы заточки резца (углы, образованные сторонами клина) делают определенной величины. Угол заострения резца должен обеспечивать при наименьшей силе резания требуемую чистоту поверхности и высокую производительность,
В процессе резания режущая часть резца (рис. 3,а, б, в, г), образованная передней ОА и задней ОЕ поверхностями, под действием усилия Р вклинивается в материал заготовки. При этом передняя поверхность сжимает слой обрабатываемого материала и, преодолев внутренние силы сцепления, скалывает частицы металла
Припуск
Рис. 2. Элементы резца:
Л
3
9
Tv’
инструментов:
а — резца: б — шлифовального круга; в —• отдельного абразивного зерна; 1 — резец, 2—головка резца-клин, 3 — заготовка
1 — передняя поверхность, 2 — главная режущая кромка, 3 — вспомогательная режущая кромка, 4 — вершина резца, 5 — вспомогательная задняя поверхность, 6 — тело резца, 7 — головка резца, 8 — главная задняя поверхность
Рис. 1. Схемы работы режущих
и отводит их вверх в соответствии с наклоном передней грани. Эти частицы металла называются элементами стружки. На рис. 3, г они обозначены цифрами 1—6. Сдвиг элементов стружки обычно происходит под углом 135—155°. Под действием силы Р резец последовательно срезает с необработанной поверхности заготовки слой металла t.
Задняя поверхность ОЕ резца образует с обработанной поверхностью детали угол ЕОЕ, в результате чего трение задней поверхности резца об обработанную поверхность уменьшается.
8
Углы, образуемые между поверхностями резца и заготовки, имеют следующие названия:
У — передний угол—угол, заключенный между плоскостью, перпендикулярной плоскости резания, и передней поверхностью резца;
Рис. 3. Схема образования стружки и ее виды:
а, б, в, г — начальный и последующие моменты резания, д — стружка скалывания, е — стружка сливная, ок — стружка надлома
Р — угол заострения — угол между передней и задней поверхностью резца;
с — задний угол — угол между задней поверхностью резца и плоскостью резания;
6 — угол резания — угол между передней поверхностью резца и плоскостью резания, б=«+ р.
Все углы измеряют в плоскости, перпендикулярной к режу-жей кромке.
Усилие, затрачиваемое на сжатие стружки при резании, в основном зависит от величины угла резания 6. Чем меньше угол, тем меньше необходимое усилие.
Различные материалы, например сталь, чугун, медь, образуют при обработке стружку разных видов. Металлы средней твер
9
' chipmaker.ru
дости (твердая сталь) образуют стружку скалывания, элементы которой связаны один с другим довольно прочно и имеют вид ступеней (рис. 3, д). При обработке мягких металлов (меди, мягкой стали и др.) образуется сливная стружка (рис. 3, е). Верхняя сторона ее имеет мелкие зазубрины, а нижняя, скользящая по передней поверхности резца, — гладкая и блестящая. Такая стружка сходит в виде спиральной ленты. При обработке хрупких твердых металлов чугуна, бронзы образуется стружка надлома (рис. 3, ж). Элементы ее отделены один от другого и имеют вид чешуек неправильной формы. В отличие от стружки скалывания стружка надлома имеет неровную поверхность со стороны, обращенной к передней поверхности резца, ее противоположная сторона гладкая.
На форму стружки влияют не только свойства обрабатывае-' мого материала, но и условия резания. С уменьшением угла резания б, толщины снимаемого слоя стружки t и увеличением скорости резания стружка по своему виду приближается к сливной. При использовании смазывающеохлаждающих жидкостей снимается также стружка, приближающаяся по форме к сливной.
По виду стружки можно судить о качестве процесса резания. Получение сливной стружки при обработке стальных деталей свидетельствует о правильном выборе режимов резания и соответствии им углов резца.
После механической обработки резанием свойства поверхностного слоя обрабатываемой заготовки несколько изменяются. Поверхностный слой на глубине 0,1—0,5 мм становится более плотным, твердым, уменьшается его пластичность. Это явление называется наклепом металла. Для различных металлов будут различны и изменения поверхностного слоя. Чем больше вязкость металла, тем выше степень и глубина наклепа. При обработке хрупких металлов наклеп не образуется. Степень и глубина наклепа поверхностного слоя металла зависят от свойств мате-риала и условий обработки.
§ 2. Абразивные круги и абразивные материалы
Каждое абразивное зерно круга можно представить как резец. Количество таких резцов в круге зависит от величины зерен, от расстояния между ними и размеров круга. Так, круг диаметром 400 jwjw, высотой 40 мм и зернистостью 50 имеет 200 тысяч режущих зерен, расположенных на периферии круга.
Элементы стружки, образующейся при шлифовании, неодинаковы по форме, так как абразивные зерна различны по форме и расположению относительно обрабатываемой поверхности и имеют очень малые размеры.
10
В процессе резания при шлифовании абразивное зерно приближается к обрабатываемой поверхности острой кромкой. Кромка скользит по поверхности детали, сдавливая металл. Когда давление кромки зерна превзойдет силу сцепления частиц металла, начинается отделение стружки.
Для резания твердых металлов, например закаленной стали, твердого чугуна и др., материал режущего инструмента должен обладать очень высокой твердостью, прочностью, иметь острые режущие кромки. Чтобы в процессе резания при высоких температурах, образующихся в месте контакта инструмента и детали, материал инструмента не потерял своей режущей способности, он должен обладать большой температурной стойкостью. Эти требования, характеризующие абразивную способность материала, являются основными при выборе абразивного инструмента.
Под абразивной способностью материала понимают способность абразивных материалов обрабатывать тот или другой материал.
Абразивную способность определяют на приборе Миндта. Абразивное зерно определенного размера зажимают между двумя дисками. Диски вращаются в разные стороны и острые кромки зерна снимают с дисков стружку. Количество стружки (в а), снятое за определенное время, и есть абразивная способность данного материала.
При шлифовании стекла абразивная способность некоторых материалов выражается такими величинами.
Материал
Абразивная способность
алмаз ................. 1,0
карбид бора............ 0,5—0,6
карбид кремния .... 0,25—0,45
монокорунд .... 0,15—0,25
электрокорунд .... 0,14—0,16
наждак ................... 0,03—0,08
кварц ................. 0,02 — 0,03
Для шлифования используют абразивные материалы естественные и искусственные. К естественным относятся: алмаз, наждак, корунд, окись хрома, окись железа; к искусственным — электрокорунд и электрокорунд с различными элементами, например хромистый карбид кремния (карборунд), карбид бора, карбид циркония, борсиликарбид, кубический нитрид бора (эльбор) и др.
Твердость этих материалов определяют по принятой в минералогии шкале Мооса, согласно которой твердость алмаза составляет 10 единиц. Определять твердость абразивного материала можно вдавливанием в него алмазной пирамиды с углом при вершине 136°.
11
। chipmaker.ru
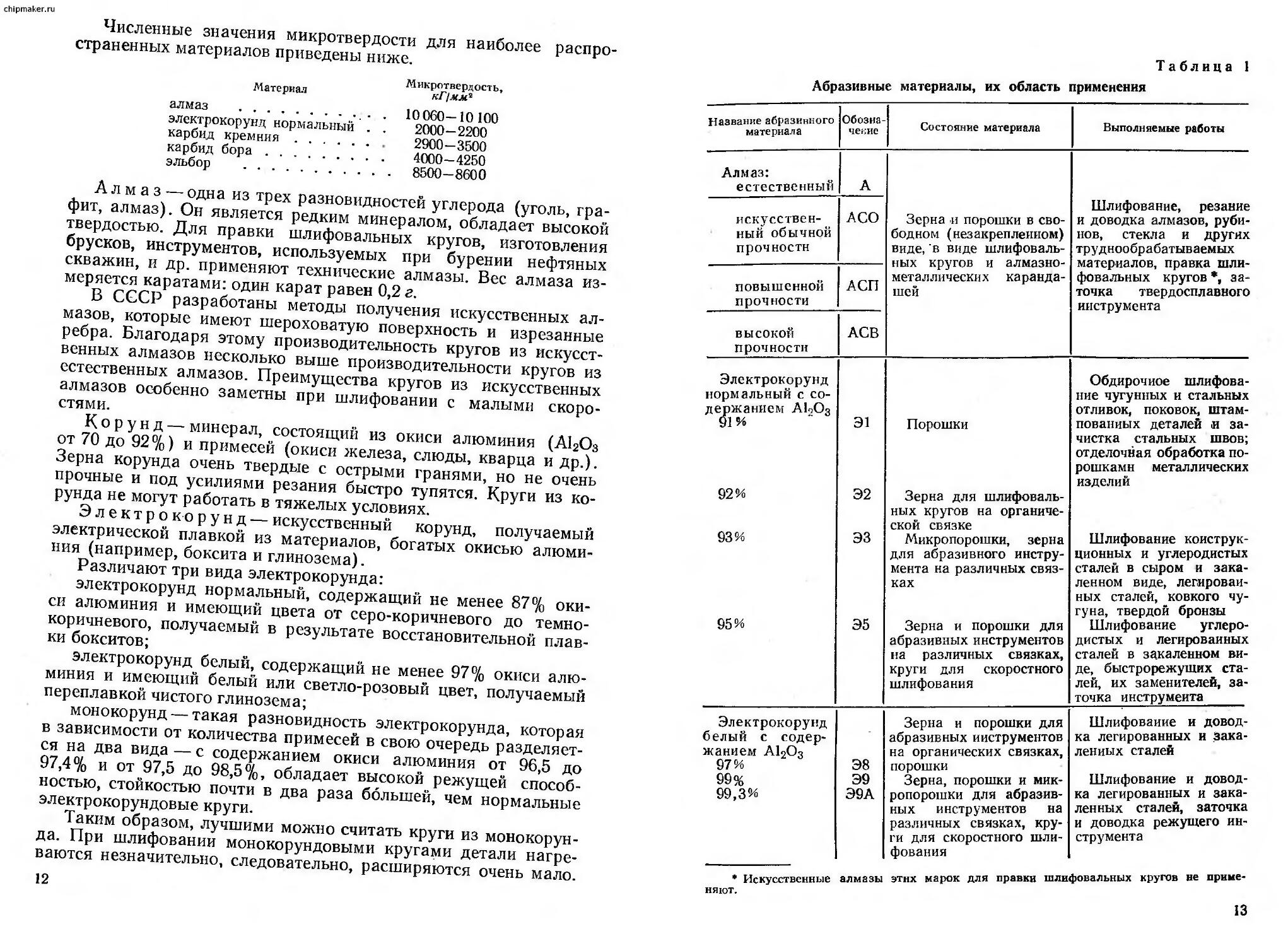
Численные значения микротвердости для наиболее распро страненных материалов приведены ниже.
Микротвердость,
Материал kI'Imm*
алмаз ................... . 10 060—10 100
электрокорунд нормальный . . 2000—2200
карбид кремния................. 2900—3500
карбид бора.................... 4000—4250
эльбор ......................... 8500—8600
Алмаз — одна из трех разновидностей углерода (уголь, графит, алмаз). Он является редким минералом, обладает высокой твердостью. Для правки шлифовальных кругов, изготовления брусков, инструментов, используемых при бурении нефтяных скважин, и др. применяют технические алмазы. Вес алмаза измеряется каратами: один карат равен 0,2 г.
В СССР разработаны методы получения искусственных алмазов, которые имеют шероховатую поверхность и изрезанные ребра. Благодаря этому производительность кругов из искусственных алмазов несколько выше производительности кругов из естественных алмазов. Преимущества кругов из искусственных алмазов особенно заметны при шлифовании с малыми скоростями.
Корунд—минерал, состоящий из окиси алюминия (А12Оз от 70 до 92%) и примесей (окиси железа, слюды, кварца и др.). Зерна корунда очень твердые с острыми гранями, но не очень прочные и под усилиями резания быстро тупятся. Круги из корунда не могут работать в тяжелых условиях.
Электро корунд — искусственный корунд, получаемый электрической плавкой из материалов, богатых окисью алюминия (например, боксита и глинозема).
Различают три вида электрокорунда:
электрокорунд нормальный, содержащий не менее 87% окиси алюминия и имеющий цвета от серо-коричневого до темно-коричневого, получаемый в результате восстановительной плавки бокситов;
электрокорунд белый, содержащий не менее 97% окиси алюминия и имеющий белый или светло-розовый цвет, получаемый переплавкой чистого глинозема;
монокорунд — такая разновидность электрокорунда, которая в зависимости от количества примесей в свою очередь разделяется на два вида — с содержанием окиси алюминия от 96,5 до 97,4% и от 97,5 до 98,5%, обладает высокой режущей способностью, стойкостью почти в два раза большей, чем нормальные электрокорундовые круги.
Таким образом, лучшими можно считать круги из монокорунда. При шлифовании монокорундовыми кругами детали нагреваются незначительно, следовательно, расширяются очень мало.
Таблица 1
Абразивные материалы, их область применения
Название абразивного материала Обозначение Состояние материала Выполняемые работы
Алмаз: естественный А Зерна и порошки в свободном (незакрепленном) виде, в виде шлифовальных кругов и алмазнометаллических карандашей Шлифование, резание и доводка алмазов, рубинов, стекла и других труднообрабатываемых материалов, правка шлифовальных кругов ♦, заточка твердосплавного инструмента
искусственный обычной прочности АСО
повышенной прочности АСП
высокой прочности АСВ
Электрокорунд нормальный с содержанием АЬО3 91% 92% 93% 95% Э1 Э2 ЭЗ Э5 Порошки Зерна для шлифовальных кругов на органической связке Микропорошки, зерна для абразивного инструмента на различных связках Зерна и порошки для абразивных инструментов на различных связках, круги для скоростного шлифования Обдирочное шлифование чугунных и стальных отливок, поковок, штампованных деталей и зачистка стальных швов; отделочная обработка порошками металлических изделий Шлифование конструкционных и углеродистых сталей в сыром и закаленном виде, легированных сталей, ковкого чугуна, твердой бронзы Шлифование углеродистых и легированных сталей в закаленном виде, быстрорежущих сталей, их заменителей, заточка инструмента
Электрокорунд белый с содержанием АЬОя 97% 99% 99,3% Э8 Э9 Э9А Зерна и порошки для абразивных инструментов на органических связках, порошки Зерна, порошки и микропорошки для абразивных инструментов на различных связках, круги для скоростного шлифования Шлифование и доводка легированных и закаленных сталей Шлифование и доводка легированных и закаленных сталей, заточка и доводка режущего инструмента
• Искусственные алмазы этих марок для правки шлифовальных кругов не приме-
няют.
13
chipmaker.ru
Продолжение табл. 1
Название абразивного материала Обозначение Состояние материала Выполняемые работы
Монокорунд с содержанием А1оОз 96,5—97,4О/о 97,5—98,5% М7 М8 Порошки и пасты из них Зерна и порошки для абразивных инструментов на различных связках Доводка закаленных углеродистых и легированных сталей Шлифование легированных, цементированных, закаленных и азотированных сталей, заточка и доводка режущего инструмента
Электрокорунд хромистый Электрокорунд титанистый ЭХ эт Зерна и порошки для абразивных инструментов на различных связках То же Шлифование конструкционных углеродистых легированных сталей То же
Карбид кремния черный с содержанием SiC 95% 97% 98% КЧ5 К 47 КЧ8 Зерна и порошки Зерна и порошки для абразивных инструментов на различных связках: зернистостью 125—50 зернистостью 40—16 Шлифование твердых металлов и неметаллических материалов Обработка чугуна, меди, алюминия, стекла, фарфора, камня, эбонита н т. д. Шлифование твердых и хрупких материалов, заточка инструментов, оснащенных твердыми сплавами
Карбид кремния зеленый с содержанием SiC 96% 97% К36 К37 Порошки и микропорошки Шлифование твердых сплавов, заточка твердосплавного инструмента, заточка минералокерамических резцов, обработка неметаллических материалов высокой твердости
14
Продолжение табл. 1
Название абразивного материала Обозначение Состояние материала Выполняемые работы
98°/° 99% К 38 К39 Зерна для абразивных инструментов на различных связках Тонкое шлифование и доводка легированных и закаленных сталей и неметаллических материалов высокой твердости
Кубический нитрид бора (эль-бор) КНБ Зерна и порошки для абразивных инструментов на различных связках; микропорошки Шлифование закаленных легированных, высоколегированных инструментальных, жаропрочных и подшипниковых сталей. Профильное шлифование
Деталь не отжимается от круга дополнительно, поэтому получает большую точность обработки.
Электрокорунд хромистый — искусственный материал. При шлифовании конструкционных и ряда легированных сталей кругами из электрокорунда хромистого получают большую чистоту поверхности (на один класс) и большую производительность (на 40%) по сравнению с электрокорундом. Поверхность деталей нагревается незначительно, поэтому вероятность возникновения прижогов очень мала.
Карбид кремния — химическое соединение кремния и углерода, получаемое в электрических печах при температуре 2100—2200° С из кварцевого песка и кокса, имеет темно-синюю и зеленую окраску с металлическим блеском и цветами побежалости. Различают два вида карбида кремния — карбид кремния черный КЧ и карбид кремния зеленый КЗ. Карбид кремния уступает по твердости лишь алмазу и борсиликарбиду. Зерна карбида кремния имеют острые режущие грани и способны выдерживать температуру до 2050° С.
Карбид бора — искусственный абразивный материал, получают в электропечах при температуре 2000—2350° С из технической борной кислоты и малозольного углеродистого материала (например, нефтяного кокса, пекового кокса, сажи и т. д.).
Карбид циркония — искусственный абразивный материал — соединение циркония с углеродом. Кругами из этого материала обрабатывают титановые сплавы. Он имеет высокую стойкость, обеспечивает хорошее качество шлифованной поверхности.
Кубический нитрид бора — искусственный абразивный материал в виде зерен, порошков, микропорошков. Инструмент из этого материала обладает повышенной стойкостью (в
15
chipmaker.ru
1 раза), не дает прижогов на поверхности деталей. Рекомендуется для шлифования высоколегированных закаленных сталей, обработка которых инструментами из электрокорунда, карбида кремния, алмаза не эффективна.
Указанные абразивные материалы и их область применения приведены в табл. 1.
§ 3. Зернистость абразивных материалов
Для изготовления инструмента из абразивного материала его размельчают в дробилках до получения зерен требуемых размеров. Зерна очищают от посторонних примесей, подвергают химической и термической обработке.
Зернистость абразивных материалов (размер зерен) определяется размерами сторон ячеек двух сит, через которые просеивают отобранные зерна (порошок).
Согласно ГОСТ 3647—59 зерна по размеру делятся на следующие группы по номерам зернистости:
шлифзерно ...... 200, 160, 125, 100, 83 , 63 , 50 , 40,
32, 25. 20, 16
шлифпорошки ..... 12, 10, 8, 6, 5, 4, 3
микропорошки . . . . . .М40, М28, М20, М14, М10, М7, М5
Номера зернистости абразивных материалов до № 5 (включительно) определяются длиной стороны ячейки контрольных сит в сотых долях миллиметра. Зерна в шлифпорошках № 4 и 3 измеряются комбинированным методом: зерна крупнее 40 мк определяются размерами сторон ячеек сита, а более мелкие — линейным измерением зерен под микроскопом.
Размер зерен микропорошков 'измеряют с помощью микроскопа по наибольшей ширине площади зерна, которую видно в микроскоп. Микропорошки обозначаются буквой М и цифрой, показывающей наибольший размер зерна в микронах.
По старому ГОСТу размеры определялись количеством проволочек сита на длине в один дюйм — меш. Перевод обозначений зернистости из метрической в дюймовую систему и наоборот приводится в табл. 2.
Большие размеры зерен, указанные в таблице, соответствуют тому размеру отверстий сита, сквозь которые они проходят, а меньшие размеры — тому, на котором зерна задерживаются.
Зернистость круга выбирают в зависимости от вида шлифования, глубины шлифования, требуемой чистоты поверхности и точности обработки. Круги с крупным зерном снимают большой слой металла, обеспечивают высокую производительность труда, но при этом на поверхности детали остаются глубокие риски; поэтому такие круги применяют для обдирочных работ. Мелкозернистые круги применяют при чистовом и тонком отделочном 16
шлифовании для обеспечения точности выше 1-го класса (допуск до 1 мкм). В табл. 3 даны рекомендации по выбору зернистости абразивного материала.
Таблица 2
Зернистость абразивных материалов в метрической и дюймовой системах н номера сеток для просеивания зерен
Номера зернистости абразива Зерно проходит через сито с сеткой Зерно остается на сите с сеткой
по ГОСТ 3647—59 в дюймовой системе, меш ио мер сетки номинальный размер стороны ячейки в свету, мкм номер сетки номинальный размер стороны ячейки в свету, мкм
200 10 2,5 2500 2 2000
160 12 2 2000 1,6 1600
125 16 1,6 1600 1,25 1250
100 20 1,25 1250 1 1000
80 24 1 1000 08 800
63 30 08 800 063 630
50 36 063 630 05 500
40 46 04 50 04 400
32 54 05 400 0315 315
25 60 0315 315 025 250
20 70 025 250 02 200
16 80 02 200 016 160
12 100 016 160 0125 125
10 120 0125 125 01 100
8 150 01 100 008 80
6 180 008 80 0063 63
5 230 0063 63 005 50
4 280 005 50 004 40
3 320 004 40 28* —
* Определяется микроскопическим методом.
Таблица 3
Применение абразивных материалов в зависимости от их зернистости
Зернистость (ГОСТ 3647—59*) Область применения
200—160 Шлифование фибры, текстолита, оргстекла и других неме-
50-40 таллических материалов Черновое шлифование деталей, предварительная заточка инструментов, шлифование меди, латуни, твердого чугунного литья
40-25-10 Получистовое и чистовое шлифование деталей, заточка быстрорежущих и твердосплавных инструментов, шлифование отбеленного чугуна
10-6 Чистовое шлифование высокоответственных деталей (размерных плиток, плоских калибров), заточка мелкого инет-
6-5 6—3 румента из очень твердых материалов Доводка многолезвийного инструмента Тонкое отделочное шлифование
17
chipmaker.ru
Наиболее широкое распространение в инструментальном производстве получили алмазы. Алмазные зерна и порошки по ГОСТ 9206—59 обозначаются буквой А и цифрой, соответствующей пределам крупности зерен (табл. 4). Искусственные алмазы обозначаются соответственно буквами АС.
Величины крупности алмазных зерен
Таблица 4
Обозначение зернистости Пределы крупности зерзн основной фракции, мкм Обозначение зеринстостн Пределы крупности зереи основной фракции, мкм
А50 630—500 А4 50—40
А40 500-400 АМ40 40—28
А32 400-315 АМ28 28—20
А25 315—250 АМ20 20—14
А 20 250-200 АМ14 14—10
А16 200-160 А.М10 10—7
А12 160—125 АМ7 7—5
АЮ 125—100 АМ5 5-3
А8 100-80 А М3 3-1
А6 80—63 АМ1 Мельче 1—0
А5 63-50
Применение алмазных кругов позволяет получить поверхность с шероховатостью 12—13 класса, уменьшить время доводки в 5—7 раз по сравнению с доводкой при помощи пасты из карбида бора, увеличить стойкость заточенного твердосплавного инструмента примерно в 3 раза.
§ 4. Связки и структура шлифовальных кругов
После сортировки по размерам абразивные зерна с помощью связующего вещества соединяют в единую прочную массу, которой придают определенную форму для образования шлифовального круга.
Связующие вещества делятся на неорганические и органические. Неорганическими являются металлическая, керамическая, силикатная и магнезиальная связки, органическими — бакелитовая, глифталевая и вулканитовая.
Алмазные зерна и зерна эльбора соединяют металлической или бакелитовой связками. Металлические связки бывают воль-фрамо-кобальтовая, железо-никелевая, медно-оловянная. На металлической связке изготовляют кольца с концентрацией алмаза 100, 150 и 200%. При 100%-ной концентрации в 1 мм3 алмазоносного слоя содержится 0,878 мг алмаза. На бакелитовой связке изготовляют круги с 50 и 25% концентрацией.
18
Керамическая связка представляет собой стекловидную или фарфороподобную массу, в состав которой входят огнеупорная глина, полевой шпат, кварц и другие материалы. Абразивный материал смешивается со связкой, прессуется или отливается в форме круга. Литые круги более хрупкие и пористые, чем прессованные. Чтобы изготовить круги различной твердости, подбирают состав связки. Различную пористость обеспечивают режимами прессования.
Керамическая связка устойчива против высоких температур, обладает большой химической стойкостью, что позволяет при шлифовании применять различные охлаждающие и смазывающие жидкости. На этой связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Круги на керамической связке могут работать со скоростью 35 м!сек. Недостатком тонких кругов на керамической связке является их хрупкость — не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла, смешиваемого с окисью цинка, мелом и другими наполнителями. Она не обеспечивает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяют в тех случаях, когда обработку детали ведут без охлаждения, а обрабатываемая поверхность не должна перегреваться. Круги на этой связке достаточно водо- и щелочеустойчивы. Применение их при шлифовании торцев колец подшипников дает большую производительность и они более стойки, чем круги на бакелитовой связке. При нагревании связка размягчается, затупившиеся зерна легко отрываются от поверхности круга и на смену им выступают новые зерна с острыми кромками.
Бакелитовая связка представляет собой бакелитовую смолу в виде порошка или бакелитового лака. Это наиболее распространенная органическая связка.
Круги на бакелитовой связке изготовляют из различных абразивных материалов. Они обладают высокой прочностью и эластичностью, высокой стойкостью при переменных нагрузках, но пористость их меньше, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—40 м!сек. На этой связке изготовляют круги для отрезных работ толщиной (высотой) от 0,18 мм и более.
При тяжелых работах, когда температура достигает более 300° С, связка быстро выгорает, а зерна легко выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
19
chipmaker.ru
Гл и фталевая связка получается при соединении глицерина и фталевого ангидрида. По виду она напоминает канифоль.
Водостойкость и упругость кругов на глифталевой связке большая, чем кругов на бакелитовой связке, но прочность и теплостойкость меньше. Круги эти применяют для окончательного шлифования и доводки поверхностей с шероховатостями V10—VII.
Основой вулканитовой связки является синтетический каучук. При изготовлении кругов абразивный материал смешивают с каучуком, добавляя серу и другие компоненты в небольших количествах. В специальных формах под прессом абразивную смесь вулканизируют, при этом каучук становится твердым и эластичным. Во время шлифования при температуре выше 150° С каучук размягчается и выступает в промежутках между зернами. Круг «засаливается» и для продолжения работы требуется правка его.
Круги на вулканитовой связке благодаря их эластичности успешно используются для прорезных и отрезных работ. Такие круги обладают хорошей полирующей способностью, выдерживают работу со щелочными охлаждающими жидкостями.
В настоящее время освоен выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в прессформу между слоями ткани. При сжатии и нагреве прессформы получаются монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 50—70 м/сек.
Маркировка связок имеет ряд условных обозначений для указания специфических свойств связок. Так, например, керамическая связка, обозначаемая КЗ, предназначается для изготовления кругов из карбида кремния, керамическая связка К51—для скоростных кругов, керамическая связка К5 — для кругов из электрокорунда белого и т. д. Обозначения связок и область применения их приведены в табл. 5.
В кругах и других абразивных инструментах между отдельными частицами абразива со связкой имеются пустоты (поры), в которых размещается стружка, образующаяся при шлифовании. Стружка должна выпадать из пор при выходе круга из соприкосновения с обрабатываемой деталью. Если стружка задержится в порах, то при шлифовании она нагреется и плотно закроет поры, в результате чего режущая способность круга снизится.
Внутреннее строение, т. е. количественное соотношение и взаимное расположение зерен, связки и пор, называют структурой круга.
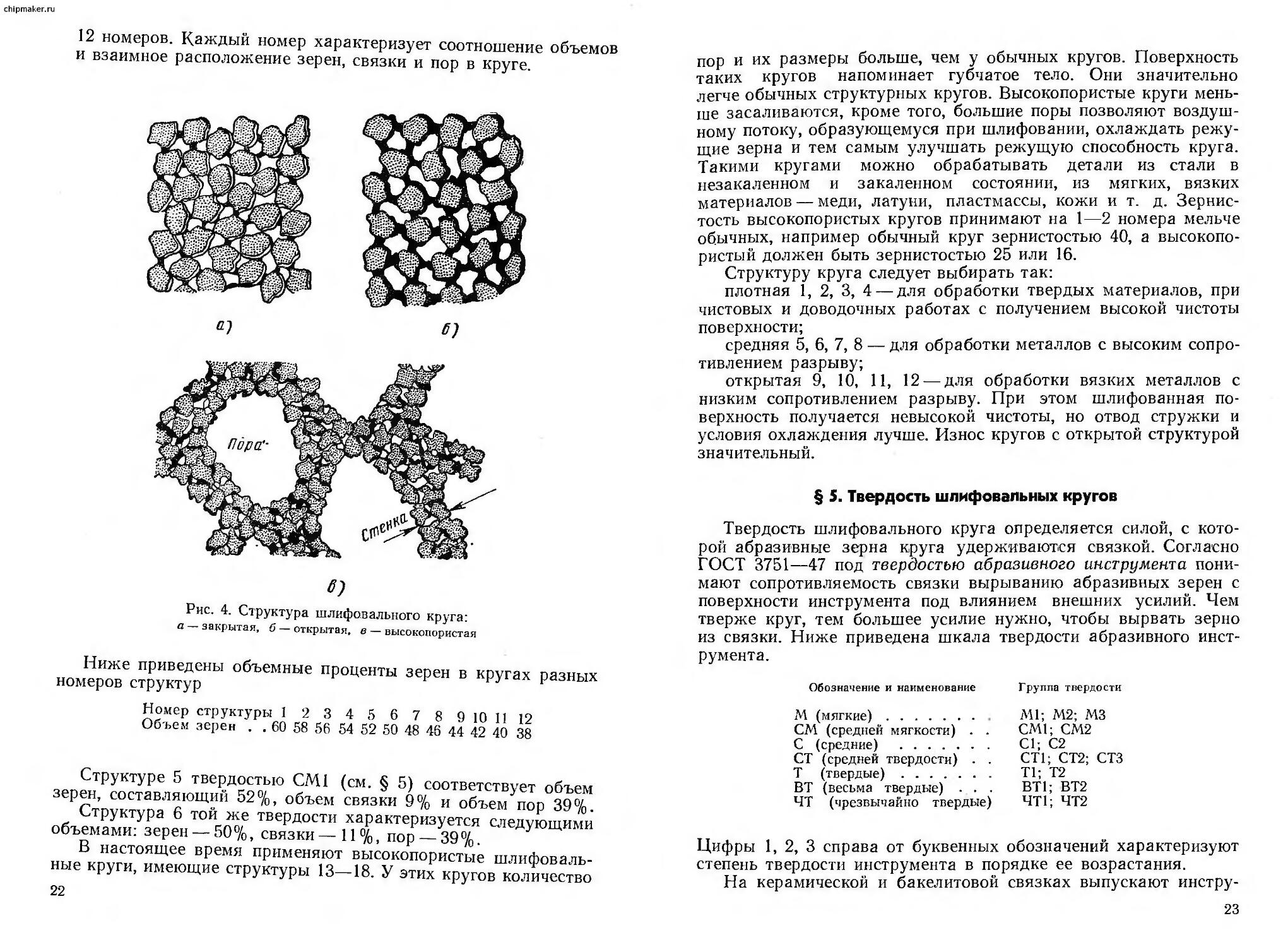
На рис. 4 схематично показаны шлифовальные круги с одной и той же зернистостью, изготовленные на одной и той же связке, но имеющие разную структуру. Чем плотнее структура, тем 20
Таблица 5
Применение связок для абразивных инструментов
Вил связки Обозначение Применение
Керамическая, цвет круга от бело-розового до коричневого ко К1 КЗ К5 К7 К8 К13 К51 Для мелкозернистых брусков, обжигаемых при температуре 800° С Для кругов из Э8; Э9; Э9Л Для кругов из карбида кремния Для кругов из Э8; Э9; Э9А Для мелкозернистых абразивных инструментов Для кругов из электрокорунда (наиболее распространенная) Для кругов из карбида кремния (обеспечивает повышение прочности связки между зернами) Для кругов с повышенной кромко-стойкостью (на боросодержащем сырье)
Бакелитовая, цвет круга коричневый разных оттенков Б1 Б2 БЗ Для кругов, формуемых методом прокатки Для обдирочных кругов Круги для резьбошлифования, toi-кие разрезные круги
Вулканитовая, цвет круга от коричневого до черного В1 В2 ВЗ 1ГК 2ГК ЗГК 4ГК Для кругов, получаемых прокаткой на вальцах Для шлифования резьбы с мелким шагом Для кругов, формуемых прессованием из вулканитовой крошки Для эластичных кругов, предназначенных для полирования, при толщине снимаемого слоя в несколько микрон Для среднеэластичных кругов при толщине снимаемого слоя в несколько микрон Для малоэластичиых кругов Для жестких кругов при припуске 0,2—0,3 мм
Chipmaker.ru
больше приходится зерен на единицу поверхности и меньше пор. В открытой структуре количество пор в круге больше и абразивные зерна располагаются дальше одно от другого. Изготовляют структурные круги, т. е. круги с заранее заданной структурой.
Важнейшей характеристикой структуры круга является объемный процент зерен в абразивном инструменте. Структуру кругов обозначают номерами. Шкала структуры кругов состоит из
21
chipmaker.ru
12 номеров. Каждый номер характеризует соотношение объемов и взаимное расположение зерен, связки и пор в круге.
В)
Рис. 4. Структура шлифовального круга: а — закрытая, б — открытая, в — высокопористая
Ниже приведены объемные проценты зерен в кругах разных номеров структур
Номер структуры 1 2 3 4 5 6 7 8 9 10 11 12
Объем зерен . . 60 58 56 54 52 50 48 46 44 42 40 38
Структуре 5 твердостью СМ1 (см. § 5) соответствует объем зерен, составляющий 52%, объем связки 9% и объем пор 39%.
Структура 6 той же твердости характеризуется следующими объемами: зерен — 50%, связки — 11%, пор — 39%.
В настоящее время применяют высокопористые шлифовальные круги, имеющие структуры 13—18. У этих кругов количество 22
пор и их размеры больше, чем у обычных кругов. Поверхность таких кругов напоминает губчатое тело. Они значительно легче обычных структурных кругов. Высокопористые круги меньше засаливаются, кроме того, большие поры позволяют воздушному потоку, образующемуся при шлифовании, охлаждать режущие зерна и тем самым улучшать режущую способность круга. Такими кругами можно обрабатывать детали из стали в незакаленном и закаленном состоянии, из мягких, вязких материалов — меди, латуни, пластмассы, кожи и т. д. Зернистость высокопористых кругов принимают на 1—2 номера мельче обычных, например обычный круг зернистостью 40, а высокопористый должен быть зернистостью 25 или 16.
Структуру круга следует выбирать так:
плотная 1, 2, 3, 4 — для обработки твердых материалов, при чистовых и доводочных работах с получением высокой чистоты поверхности;
средняя 5, 6, 7, 8 — для обработки металлов с высоким сопротивлением разрыву;
открытая 9, 10, 11, 12 — для обработки вязких металлов с низким сопротивлением разрыву. При этом шлифованная поверхность получается невысокой чистоты, но отвод стружки и условия охлаждения лучше. Износ кругов с открытой структурой значительный.
§ 5. Твердость шлифовальных кругов
Твердость шлифовального круга определяется силой, с которой абразивные зерна круга удерживаются связкой. Согласно ГОСТ 3751—47 под твердостью абразивного инструмента понимают сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием внешних усилий. Чем тверже круг, тем большее усилие нужно, чтобы вырвать зерно из связки. Ниже приведена шкала твердости абразивного инструмента.
Обозначение и наименование
Группа твердости
М (мягкие)............... Ml; М2; М3
СМ (средней мягкости) . . СМ1; СМ2
С (средние) ................ Cl; С2
СТ (средней твердости) . . СТ1; СТ2; СТЗ
Т (твердые)................. Tl; Т2
ВТ (весьма твердые) . . . ВТ1; ВТ2
ЧТ (чрезвычайно твердые) ЧТ1; ЧТ2
Цифры 1, 2, 3 справа от буквенных обозначений характеризуют степень твердости инструмента в порядке ее возрастания.
На керамической и бакелитовой связках выпускают инстру-
23
chipmaker.ru
менты всех твердостей, а на вулканитовой — только СМ1; СМ2; С2; СТ1; СТ2; СТЗ; Tl; Т2.
Твердость круга оказывает большое влияние на процесс шлифования. Мягкими кругами выполняют чистовую обработку твердых материалов, таких, как закаленная сталь, твердые сплавы. Для обдирочных работ применяют более твердые круги из рекомендуемых в справочниках. Кругами средней твердости и твердыми обрабатывают более мягкие металлы — незакаленную сталь, чугун и др.
При выборе круга по твердости следует:
для шлифования тонких деталей применять более мягкие круги;
для профильного (фасонного) шлифования и шлифования деталей небольшого диаметра с прерывающимися поверхностями, углов, закруглений и т. д. применять более твердые круги;
для шлифования с охлаждающей жидкостью применять более твердые круги, чем при сухом шлифовании;
при замене кругов на керамической связке кругами на бакелитовой связке следует устанавливать более твердые круги;
круги с мелким зерном следует выбирать более мягкие, чем применяемые для таких же условий обработки круги с более крупным зерном.
Твердость шлифовальных кругов определяют тремя методами: пескоструйным, вдавливанием шарика, высверливанием лунки.
Пескоструйный метод состоит в том, что на поверхность испытываемого круга направляют под давлением струю кварцевого песка, зерна которого оставляют на поверхности круга лунки. Глубина лунки характеризует твердость круга. Этим методом определяют твердость кругов на керамической и бакелитовой связках зернистостью от 200 до 12.
Метод вдавливания заключается в том, что в поверхность круга под определенной нагрузкой вдавливается закаленный стальной шарик. В мягком круге он оставляет более глубокую лунку, чем в твердом. По глубине лунок судят о твердости кругов. Этим методом определяют твердость кругов на бакелитовой и вулканитовой связках зернистостью от 12 до М14.
Метод высверливания заключается в высверливании лунки определенной глубины специальным сверлом при постоянном давлении на сверло. По количеству оборотов сверла судят о твердости круга.
Этим методом проверяют твердость кругов на вулканитовой связке зернистостью от 80 до 10.
Кроме указанных методов, для определения твердости вулканитовых кругов применяют прибор ТКН (твердомер конусный). Конус прибора нагревают до температуры 1000 С и вдавливают в круг. По отпечатку судят о твердости круга.
24
§ 6. Форма кругов и их маркировка
Форма круга. Шлифовальные круги изготовляют различные по форме и размерам. Форма и размеры круга зависят от конструкции станка, его мощности, размеров и формы обрабатываемых деталей и условий шлифования.
Круги больших размеров облегчают условия резания. Уменьшается нагрузка на одно зерно, ибо в работе участвует большее количество зерен, чем у кругов меньших размеров.
В табл. 6 приведены формы сечений и обозначения шлифовальных кругов (ГОСТ 2424—67) и шлифовальных сегментов (ГОСТ 2464—67).
Круги ПП, ПВ, ПВК, ВПДК работают преимущественно периферией, а круги ПР, ПН, К, ЧЦ, ЧК, наборные абразивные блоки и головки из сегментов СП, 5С, 7С — торцом.
Круги ПВ с выточкой удобны тем, что крепежные фланцы в них находятся в углублении и потому не мешают подводу круга к месту шлифования. Выточки позволяют уменьшить габариты шлифовальной бабки. Круги ПП самые простые и применяются на большинстве шлифовальных станков.
При шлифовании двух или трех взаимно перпендикулярных плоскостей применяются круги ПВК и ПВДК, причем основная плоскость шлифуется периферией, а остальные — торцом.
Детали сложной формы, не удобной для крепления, предварительно шлифуются кругами ПР.
Круги ПН, имеющие высоту в два-три раза большую, чем круги ПР, используют для черновой и чистовой обработки.
Круги К диаметром 200—450 мм, высотой 100—150 мм используют для черновой и чистовой обработки.
Круги ЧЦ крепятся на шпинделе очень надежно, но захватывают малую зону шлифования. Диаметр абразивных чашечных кругов достигает 300 мм, ширина 100 мм.
Круги чашечные конические ЧК применяются в тех случаях, когда подход к месту шлифования затруднен. Кругами ЧЦ и ЧК затачивают инструменты, шлифуют направляющие станин станков и другие детали.
Шлифовальные сегменты представляют собой бруски различной формы. В специальном патроне укрепляется несколько брусков, таким образом создается шлифовальный круг или блок с несплошной торцевой поверхностью. Подобный круг имеет ряд преимуществ по сравнению со сплошным: уменьшаются зона шлифования и нагрев детали, улучшается охлаждение детали, обеспечиваются лучший отвод стружки и промывка поверхности, уменьшаются усилия, сдвигающие обрабатываемую деталь, лучше используется абразив.
Маркировка круга.'Все абразивные инструменты маркируют. В марке указывают завод-изготовитель, абразивный материал,
25
chipmaker.ru
Таблица 6
Формы кругов и сегментов, применяющихся при плоском шлифовании
Наименование формы круга
I
I
I
1
I
I
I
I
I
I
I
I
I
1
I
I
I
I
I
1
I
I
I
I
I
I
I
I
Плоские прямого профиля
Плоские с выточкой
Плоские с конической выточкой
Плоские с двусторонней конической выточкой
Плоские рифленые
Плоские наращенные
Кольца
Чашки цилиндрические
Чашки конические
Тарелки
Диски
Сегмент плоский
Форма сечения
Обозначение
ПП
ПВ
ПВК
ПВДК
ПР
ПН
К
ЧЦ
ЧК
IT, 2Т, ЗТ 4Т
Д
СП
5С
7С
Сегмент трапециевидный
Сегмент специальный
26
1
I
I
I
его зернистость, твердость, структуру, связку, форму круга, наружный диаметр, высоту и внутренний диаметр, допускаемую окружную скорость, класс инструмента. Все эти данные обозначают условными знаками в определенной последовательности. Так, например, Челябинский абразивный завод обозначается ЧАЗ, Запорожский абразивный завод — ЗАЗ и т. д.
Абразивные материалы имеют обозначения, указанные в табл. 1. Зернистость обозначают согласно ГОСТ 3647—59. Твердость абразивного материала указывают в соответствии с обозначениями по ГОСТ 3751—47.
Структура задается номерами 1, 2, 3 и т. д. Связка круга обозначается условно буквами К — керамическая, Б — бакелитовая, В — вулканитовая.
По ГОСТ 4785—64 шлифовальные круги изготовляются двух классов — А и Б. Круги класса А отличаются более высоким качеством. В их составе не допускается присутствие железистошлаковых включений, а в классе Б допускается небольшое количество включений малых размеров. Повреждение кромок круга в классе А не допускается, а в классе Б допускаются незначительные повреждения (не более ]/го высоты, радиуса и длины окружности).
Допуски по наружному диаметру, высоте и внутреннему диаметру для круга класса А примерно в два раза меньше, чем для класса Б.
Все круги поставляются отбалансированными с маркировкой.
Если на торце круга имеется обозначение КАЗ Э940С25К 35 м/сек ПП 350X40X127А ГОСТ 4785—64, то его можно расшифровать так:
КАЗ — Косулинский абразивный завод;
Э9 — марка абразивного материала — электрокорунд белый с содержанием А120з 99%;.
40 — номер зернистости;
С2 — степень твердости — средняя вторая;
5 — структура — 5;
К — вид связки — керамическая;
35 м/сек — окружная скорость, при которой обеспечивается безопасная работа;
ПП — форма круга — плоский прямого профиля;
350Х40Х 127 —размеры наружного диаметра, высоты внутреннего диаметра;
А — класс круга.
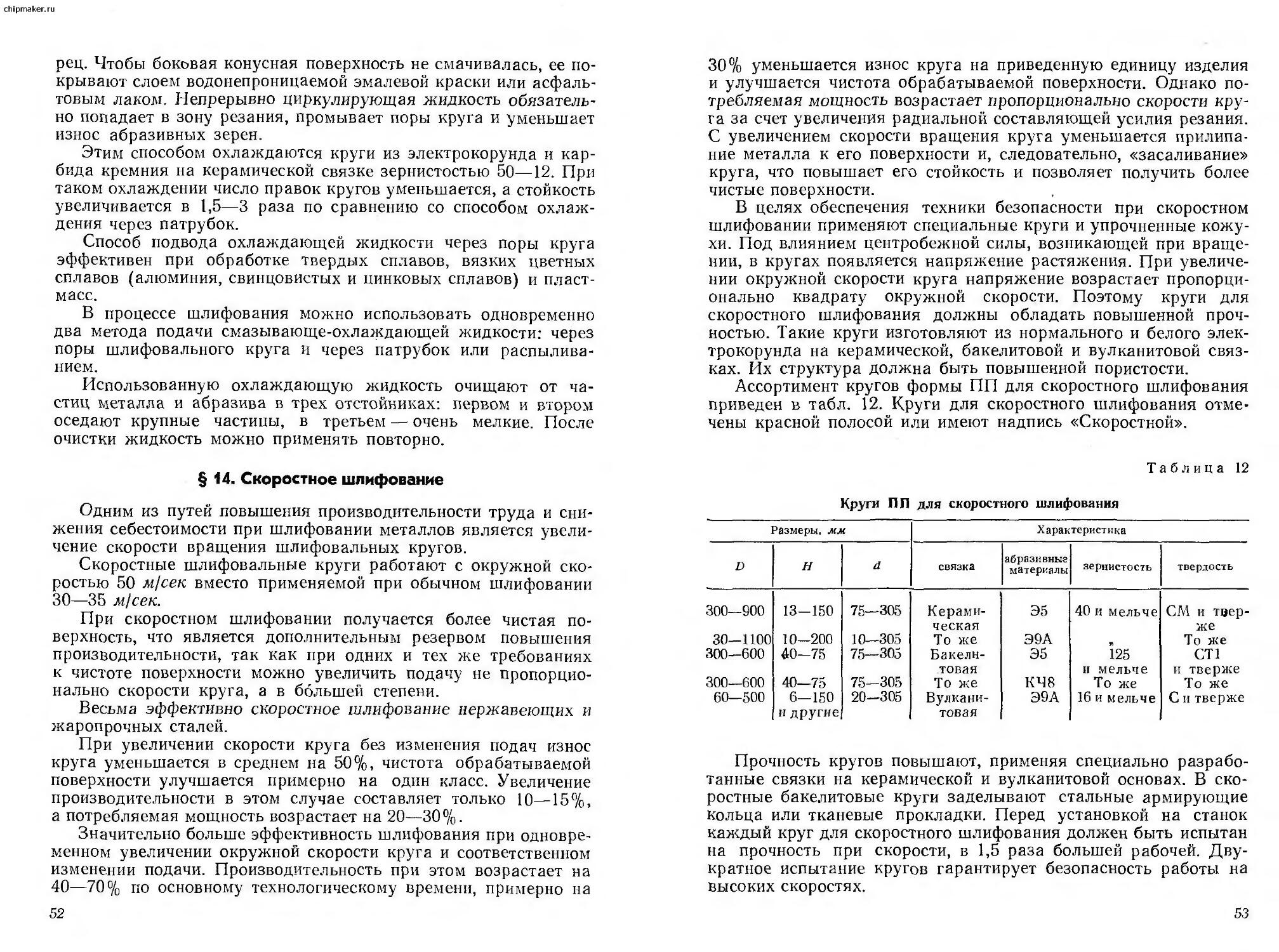
Шлифовальные круги, предназначенные для скоростного шлифования, имеют красную диаметральную полосу и обозначение 50 м/сек.
При получении партии шлифовальных кругов на заводе проводят контрольный осмотр 20% кругов (но не менее 10 шт.), обмеряют их, проверяют твердость и дисбаланс.
27
chipmaker.ru
§ 7. Испытания шлифовальных кругов
Шлифовальные круги перед установкой на станке должны быть проверены на уравновешенность (балансировку) и прочность.
Балансируют круги на специальных станках в специальных приспособлениях. В процессе балансировки выявляют неуравновешенность круга и устраняют ее.
Так как круги вращаются с большой скоростью и имеют большие размеры, то при неуравновешенности возникает большая центробежная сила, стремящаяся отклонить круг от оси. Такой режим работы сказывается на подшипниках шпинделя станка — они быстро изнашиваются.
Неуравновешенность ухудшает обработку, поверхность получается шероховатой и дробленой, появляются выхваты. Основные причины неуравновешенности круга следующие:
эксцентричное расположение отверстия относительно наружной поверхности;
эксцентричная установка круга на шпинделе станка или во фланцах;
неправильная форма наружной поверхности;
неодинаковая плотность материала круга.
Перед балансировкой круг очищают от грязи и опилок, внимательно осматривают и насаживают на специальную оправку.
Если диаметр отверстия круга больше диаметра оправки, то поверхность отверстия может быть наращена специальной массой, причем толщина слоя массы при диаметре отверстия круга более 50 мм может достигать 5 мм.
Круги балансируют за несколько приемов на балансировочных станках, имеющих опоры в форме валиков, призм и дисков. Горизонтальность опор балансировочного станка (рис. 5) тщательно проверяют по уровню.
Круг, насаженный на оправку (рис. 6) с кольцевым пазом, в котором перемещаются три грузика, кладут на опоры балансировочного станка и слегка поворачивают. При наличии неуравновешенной массы в какой-то части круга он повернется так, что эта масса окажется внизу, под осью вращения. Перемещая грузики по кольцевому пазу, эту массу уравновешивают, т. е. добиваются такого положения, чтобы при любом повороте круга на небольшой угол он не возвращался в исходное положение.
Отбалансированный круг крепят на шпинделе плоскошлифовального станка и подвергают первой правке — придают кругу правильную геометрическую форму. После этого первоначальная балансировка нарушается, так как при правке круга снимается неравномерный слой абразива. Затем круг снимают со станка и повторно тщательно балансируют. После второй балансировки круг окончательно правят, после чего его используют для работы.
28
а1 о
Рис. 5. Балансировочные станки:
« 7^г>и»Пп₽аМ11 в Еиде валиков: 1 ~ винты для установки опор °J“таль“ом положении, 2 - опоры; б - с опорами в виде дисков. 1,3 — диски, 2 — шлифовальный круг иа оправке
Рис. 6. Оправка для балансирования круга: 1 — картонные прокладки, 2 — грузик, 3 — винт для крепления круга, 4 и б — фланцы для крепления круга, 6 — кольцевая канавка, 7 — круг, 8 — конусная оправка
29
chipmaker.ru
При высоких требованиях к чистоте поверхности обрабатываемых деталей круги балансируют более двух раз.
При профильном шлифовании точных деталей необходима балансировка не только абразивного круга, но и всех быстро-врагцающихся деталей станка.
Шлифовальный круг считается сбалансированным в том случае, если его центр тяжести и ось вращения совпадают. Сбалансированный шлифовальный круг спокойно работает на высоких скоростях.
При износе круга с уменьшением его диаметра уменьшается линейная скорость. В этом случае число оборотов круга может быть увеличено, если оно не превышает допустимой для данного круга окружной скорости и может быть обеспечено конструкцией станка. В соответствии с требованиями ГОСТ 3881—65 все шлифовальные круги до выдачи в цех испытывают на прочность, сообщая им окружную скорость, в 1,5 раза превышающую рабочую. Испытания проводят на специальных станках. Продолжительность испытания зависит от наружного диаметра круга.
§ 8. Выбор шлифовальных кругов для плоского шлифования
Шлифовальные круги подбирают в соответствии с особенностями обработки деталей. Правильно подобранный круг для обработки одной детали может оказаться непригодным для другой. В табл. 7 и 8 приведены общие рекомендации по выбору абразивных инструментов для различных материалов, однако при пользовании таблицей нужно вносить уточнения, учитывающие конкретные условия обработки.
Таблица 7
Рекомендации по применению абразивного инструмента при плоском шлифовании периферией круга
Обрабатываемый материал Вил шлифования Характеристика круга
наименование термическая обработка абразивный материал зернистость тверюсть связка
Алюминий и его сплавы — Комбинированное К 48 32-50 СМ 1—СМ2 к
Бронза мягкая — Предварительное, чистовое, комбинированное КЧ7 КЧ8 КЧ8 80 32-40 50 М3—СМ1 М3—СМ1 М3—СМ1 к к к
30
Продолжение табл. 7
Обрабатываемый материал Характеристика круга
—— термическая Вил шлифования абразивный зернис- твердость связка
наименование обработка материал тость
Высокоуг- Без терми- Предвари- Э5 32-50 С1-С2 к
леродистая и быстро- ческой тельное, Э5 20—25 С1-С2 к
обработки чистовое Э9 20-25 СМ2—С1 к
режущая
сталь
Быстро- Закалка Предвари- Э8 32—40 СМ2—С1 к
режущие стали Р9Ф5; тельное, Э9 20-25 СМ1—СМ2 к
чистовое, комбини- ЭХ 16-25 СМ1—СМ2 к
Р9К10 и др. КН Б 16-25 СМ1-СМ2 Б
рованное 39 32-40 СМ2—С1 К
Латунь — Комбинированное К 48 50-80 М3—СМ2 К
Марганцо- Предвари- Э5 63—80 СМ1—СМ2 К
вистая тельное, Э9, Э5 32-40 С Ml—СМ2 К
сталь чистовое, комбинированное Э5, М8 40 СМ1-СМ2 к
Без терми- То же Э5 32—40 Cl—СТ1 к
ческой Э5 20-40 Cl—СМ2 к
Машино- обработки Э5 32—40 СМ2-С2 к
Закалка Предвари- Э5 32-40 Cl—С2 к
поделочная сталь
тельное, Э9 20—25 СМ2—Cl к
чистовое, комби ни- рованное Э9 32-40 СМ2—Cl к
Без терми- То же Э5 32-40 Cl—C2 к
ческой Э5 20-40 C1-C2 к
Никелевая обработки Э5 32—40 Cl—C2 к
сталь Цементация » Э8 50 СМ2—Cl Б
и закалка Э9 32-40 C Ml—СМ2 Б
Э9 32-40 СМ2—Cl Б
Никель - » Э8 20—25 CM 1—СМ2 К
и никелевые М8 16 CM1— СМ2 К
сплавы М8 20—25 C Ml—СМ2 К
Твердые — К38 25-50 M3-CM2 К
сплавы К 39 12-16 М3—CM1 К
К39 25 CM 1-СМ2 К
31
chipmaker.ru
Продолжение табл. 1
Обрабатываемый материал Вид шлифования Характеристика круга
наименование термическая обработка абразивный материал зернистость твердость связка
Хромистая сталь Без термической обработки Предварительное, чистовое, комбинированное Э5 Э9 Э5 32-40 20—40 32—40 С2-СТ1 СМ2-С1 Cl—С2 к к к
Закалка То же Э5 Э9 Э5 32-40 20-40 32-40 Cl—С2 СМ2—CI СМ2—С2 к к к
Хромомар-ганцевомо- Без термической обработки Э5 Э5 Э5 32-40 20—25 32—40 С2-СТ1 С1 Cl—С2 к к к
лнбденовая сталь Закалка я Э5 Э5 Э5 32—40 20—40 32—40 С1 СМ2 СМ2-С1 к к к
Хромомарганцевотитанистая Нормализация и отпуск Комбинированное Э5 32—40 С2 к
сталь Цементация и закалка То же Э5 32—40 СМ2—С1 к
Хромоникелевая сталь Без термической обработки Предварительное, чистовое, комбинированное Э5 Э9 Э5 50-80 32-40 32—50 СМ2—С2 СМ1—СМ2 СМ2 к к к
Закалка То же Э5 Э9 Э5 Э5 Эльбор 32—50 32-40 20-40 32-40 32—40 С1-С2 Cl—С2 СМ2 СМ2—С1 СМ2—С1 к к к к к
Чугун (отбеленный и серый) — я КЧ7 КЧ8 К 48 50 20-40 40 М3—С1 М3—СМ2 МЗ-СМ2 к к к
Чугун (перлитовая структура) — я Э5 Э5 Э5 50-80 20-40 32-40 СМ2-С1 СМ2—С1 СМ2—CI к к к
32
Таблица 8
Рекомендации по применению абразивного инструмента при плоском шлифовании торцом круга
Обрабатываем наименование ый материал термическая обработка Вид шлифования 1бразивный материал Характерисз зернистость гика круга твердость связка
Алюминий и его сплавы — Предварительное, чистовое, комбинированное К 47 КЧ8 Э9 63-125 50—80 63—125 М3—СМ1 СМ1—СМ2 М3 к Б К
Бронза мягкая — То же КЧ7 КЧ8 63—125 50-80 МЗ-СМ1 СМ1—СМ2 К Б
Бронза твердая и вязкая — Предварительное, чистовое ЭЗ Э5 63—125 63—80 М3—СМ1 СМ2—С1 К Б
Высокоугг леродистая и быстрорежущая Без термической обработки Предварительное, чистовое, комбинированное Э5 Э5 50 50—80 СМ1 Cl—С2 К Б
сталь Закалка Комбинированное Э9 Э9 32-=—50 32—50 СМ1 СМ1—С1 К Б
Медь — Чистовое К 47 КЧ8 К 48 10Q—160 50—80 20—40 СМ1—СМ2 СМ1—СМ2 СМ1—СМ2 К Б Б; К
Латунь — Комбинированное КЧ8 К 48 63-80 50—80 М3 СМ1—СМ2 К Б
Марганцовистая сталь — То же Э5 Э5 63—125 63-125 СМ1—СМ2 Cl—С2 К
Без термической Предварительное Э5 Э5 50-80 50—80 СМ2 Cl—С2 К Б
Машиноподелочная сталь обработки Чистовое Э5 20—25 СМ1-СМ2 Б
Закалка Комбинированное Э9 Э5 50—80 32—50 СМ1—СМ2 СМ2-С2 К Б
33
chipmaker.ru
Продолжение табл. 8
Обрабатываемый материал Вид шлифования Характеристика круга
наименование термическая обработка абразивный материал зернистость твердость связка
Никелевая сталь Без термической обработки Комбинированное Э5 Э5 63—80 50—80 М3—СМ1 С1-С2 к Б
Цементация и закалка То же Э9 Э9 50—80 32-50 М2—М3 СМ1—СМ2 К Б
Никель и никелевые сплавы » Э9; М8 20—25 СМ1 К
Твердые сплавы (при ручной подаче изделия) — К39 К39 К39 32—40 12—16 20-25 М2—СМ1 М2—М3 М2—М3 К К К
Хромистая сталь Без термической обработки Предварительное, чистовое ЭЗ Э5 50-80 32—40 С2—СТ1 СМ2—С1 Б Б
Закалка Предварительное, чистовое, комбинированное ЭЗ Э5 Э5 50—80 20—40 20—40 Cl—С2 М3—СМ1 СМ1 Б Б Б
Хромомарганцевотитанистая сталь Закалка Комбинированное Э5 Э5 63—80 20—40 СМ2 СМ1—СМ2 Б К
Хромоникелевая сталь Без термической обработки Предварительное Э5 Э5 Э5 50 63—80 32—50 Cl—С2 М3—СМ1 СМ1—СМ2 Б К Б
Чистовое Э5 20—25 СМ1-СМ2 Б
Чугун ковкий (отожженный) — Комбинированное Э5 63—125 МЗ-СМ2 К
34
Продолжение табл. 8
Обрабатываемый материал Вил шлифования Характеристика круга
наименование термическая обработка абразивный материал зернистость твердость связка
Чугун (перлитовая структура) — Комбинированное Э5 50—80 СМ2—С2 Б
Чугун отбеленный — То же КЧ8 50—125 М3—СМ1 К
Чугун серый — » КЧ8 50-80 Cl—С2 Б
§ 9. Процесс резания при шлифовании
Особенности процесса. Шлифование представляет собой процесс сверхскоростного резания, осуществляемого абразивными зернами, расположенными по периферии или торцевой поверхности шлифовального круга.
Результатом резания одного абразивного зерна шлифовального круга, удаляющего мелкую стружку, является царапина на обрабатываемой поверхности. Процесс резания при шлифовании можно рассматривать как царапание обрабатываемой поверхности абразивными зернами. Результатом шлифования является высокая чистота обрабатываемой поверхности, которая достигается благодаря наличию на поверхности инструмента большого числа царапающих зерен. При обработке детали царапины на ее поверхности не только плотно размещены, но и многократно перекрываются.
Процесс резания при шлифовании отличается следующими особенностями:
1. Шлифовальный круг имеет не сплошную, а прерывистую режущую кромку, так как абразивные зерна находятся на некотором расстоянии одно от другого.
2. Процесс шлифования заключается в срезании отдельными зернами-резцами тонкого слоя материала детали.
3. Зерна круга в отличие от резцов имеют неправильную округленную в вершинах геометрическую форму и расположены в круге произвольно, поэтому передний угол, как правило, имеет отрицательное значение. В момент, предшествующий врезанию (рис. 7), абразивные зерна интенсивно скользят по металлу.
35
chipmaker.ru
6)
Рис. 7. Работа абразивного зерна: a — вступление зерна в контакт с обрабатываемой поверхностью, режущая кромка скользит по обработанной поверхности; б — передняя поверхность зерна приближается к деформируемому материалу; в — передняя поверхность зерна столкнулась с обрабатываемой поверхностью, сдвигает ее и скалывает стружку
В результате трения место контакта нагревается до очень высокой мгновенной температуры *.
4. В процессе шлифования затупившиеся зерна выкрашиваются или раскалываются. При этом обнажаются новые острые кромки. Таким образом, в отличие от резца круги могут «самозатачиваться».
5. Снятие стружки одним зерном происходит незначительное время (0,0001—0,00005 сек), т. е. практически мгновенно, и благодаря большому количеству зерен процесс стружкообразования протекает непрерывно.
6. Высокая твердость и термостойкость абразивных зерен, а также увеличение пластичности обрабатываемого материала из-за местного нагрева в зоне контакта круга с деталью дают возможность обрабатывать детали из очень твердых материалов (закаленные стальные из твердых сплавов, высокотвердых чугунов и др.).
На рис. 8 показаны схемы способов обработки поверхностей деталей при плоском шлифовании, характеризующие процесс шлифования.
Параметры шлифования. Рассмотрим основные параметры, характеризующие процесс шлифования.
1. Скорость круга — окружная скорость периферийных зерен круга, измеряемая в м/сек. Эта скорость представляет путь, выраженный в м, который проходит любая точка круга, находящаяся на наибольшем диаметре круга £>к за 1 сек.
За один оборот круга его периферийная точка пройдет путь, равный длине окружности, nDK, а за п оборотов круга в минуту— nDK-n. Так как Ьк выражают в мм, а п в об/мин, то для получения величины vK в м/сек полученное произведение • п следует разделить на 1000 и на 60:
VK
tiDKn '1000-60
м/сек.
Так как скорость обрабатываемой детали по сравнению со скоростью абразивного круга очень мала, то ее величиной прене
* Более подробно о понятии «мгновенная температура» см. § 12.
36
брегают и скорость абразивного круга принимают за скорость шлифования (резания).
2. Скорость детали г>я — скорость перемещения стола с закрепленной на нем деталью относительно шлифовальной бабки в м/мин. Ее часто называют скоростью изделия. Главным движением подачи называется перемещение детали на станках с прямоугольным столом. Оно осуществляется при возвратно по
Рис. 8. Схемы способов обработки поверхностей деталей при плоском шлифовании на станках с прямоугольным столом — периферийное (а), торцевое (б), на станках с круглым столом — периферийное (о), торцевое (г)
ступательном движении стола (рис. 8, а и б), а на станках с круглым столом — при вращении стола (рис. 8, виг).
При вращении круглого стола окружная скорость изделия зависит от расстояния, на котором расположена обрабатываемая поверхность от оси вращения стола, т. е. от радиуса. На большем радиусе скорость большая, а на меньшем — меньшая. Поэтому
37
chipmaker.ru
на таких станках принимают среднее значение цдср— скорость изделия, отнесенную к среднему диаметру шлифования.
В таблицах режимов резания обычно принимают ОСр = 0.7 £>Нб, где £>„6 — наибольший диаметр шлифования.
3. Глубина резания t — величина припуска в миллиметрах, снимаемая кругом за один проход. Фактическая глубина резания несколько меньше, чем величины перемещения круга вместе с бабкой перпендикулярно обрабатываемой поверхности за счет отжатия круга и детали под действием усилий резания и износа круга при обработке.
4. Поперечная подача 5Поп — это перемещение круга относительно закрепленной детали в миллиметрах за один ход прямолинейно движущегося стола или шлифовальной бабки (см. рис. 8, а) или за один оборот вращающегося стола в направлении, перпендикулярном главному движению подачи и параллельном шлифуемой поверхности (см. рис. 8, в).
Поперечная подача необходима для шлифования всей поверхности обрабатываемой детали, когда размер детали больше ширины круга, при шлифовании периферией круга, или диаметра круга, при шлифовании торцом круга. При ширине круга большей, чем ширина детали, поперечную подачу не производят (см. рис. 8, б, г).
На процесс резания при шлифовании влияют такие величины, как толщина и длина стружки.
При обработке детали шлифовальный круг подается на деталь, и зерна его врезаются на глубину резания, при этом каждое зерно снимает слой металла а (толщину стружки). Эту величину можно определить по формуле:
при шлифовании периферией круга
а = —|/ — мм;
30t>KZ ’ DK
при шлифовании торцом круга а = k —— мм, vKZ
где цд — скорость движения детали, м/мин;
vK — окружная скорость круга, м/сек;
Z — число зерен, приходящееся на единицу длины круга, шт.;
t — глубина резания, мм;
DK — диаметр круга, мм;
k — коэффициент.
Толщина стружки влияет на ход процесса шлифования. От нее зависит нагрузка на зерно, чистота шлифуемой поверхности, стойкость круга. Для повышения стойкости круга и улучшения чистоты поверхности рекомендуется уменьшать толщину стружки.
38
Толщину стружки можно уменьшить, снизив скорость движения детали и повысив скорость круга. В меньшей степени толщина стружки зависит от глубины шлифования и диаметра круга.
Износ круга уменьшается при снижении скорости детали или повышении скорости вращения круга. Если круг засаливается, то следует увеличить толщину стружки, уменьшив скорость круга ок или увеличив скорость детали од.
Длина стружки — часть длины дуги, которую проходит абразивное зерно за время контакта с обрабатываемой поверхностью.
Чем больше диаметр круга, тем больше дуга контакта и тем больше выделяется тепла. Условия отвода тепла одинаковы как при малой, так й при большой дуге контакта. Поэтому при большой длине стружки удаление ее затрудняется, стружка прилипает к кругу и засоряет его.
При больших скоростях круга длина стружки уменьшается. Более короткую стружку можно получить за счет снижения глубины шлифования, но при этом понижается производительность.
§ 10. Режимы шлифования
Скорость шлифования, или скорость вращения круга, имеет большое значение для процесса шлифования, так как производительность шлифования возрастает почти пропорционально скорости круга. Чем больше скорость его вращения, тем меньше толщина и сечение стружки. Поэтому для уменьшения износа круга, уменьшения нагрузки на круг при обработке нежестких деталей, а также для повышения чистоты обрабатываемой поверхности нужно увеличить скорость вращения круга. Но увеличение скорости ограничивается прочностью круга и жесткостью станка. Выбирать скорости нужно по наибольшим допустимым значениям, указанным в ГОСТ 4785—64, в зависимости от формы круга, связки, обрабатываемого материала, вида шлифования, конструкции станка. Определение наивыгоднейшей скорости детали производят по формуле:
для шлифования периферией круга
С
Va —
для шлифования торцом круга
С м/мин> пр
где С—коэффициент;
Т — экономическая стойкость круга (время в минутах между двумя правками), при которой
39
chipmaker.ru
стоимость операции получается наименьшей, зависит от материала круга, требующейся точности обработки, размеров круга, метода шлифования;
t— глубина шлифования, лш;
S—поперечная подача, в мм на ход стола при прямолинейно движущемся столе или в мм на оборот стола при вращающемся столе;
Вгр—приведенная (сплошная) ширина шлифования, мм;
tn, х, у, Z — показатели степени, приводимые в справочниках, зависят от материала детали, размеров детали и др.
При шлифовании стали периферией круга на проход экономическая стойкость 7=25 мин, торцом круга — 7=40 мин. Значения Т указаны для наименьшей скорости шлифования.
Впр — это фактическая ширина слоя металла, снимаемого кругом:
для станков с прямолинейно перемещающимся столом
F-g В^ = ё
L ’
для станков с вращающимся столом
о _
ПР л-£>Ср ’
где F — площадь одной детали, мм2;
g — количество одновременно обрабатываемых деталей;
L—длина участка прямоугольного стола, на котором располагаются обрабатываемые детали, м;
Dcp — средний диаметр круглого стола, мм.
Если на круглом столе диаметром Пст детали устанавливаются в несколько рядов k, а ширина детали составляет Вд, то средний диаметр определяют по формуле
О ср DCT k-BR.
Режимы, обеспечивающие экономически эффективное шлифование, не совпадают с режимами, обеспечивающими наибольшую производительность. Последние значительно увеличивают затраты на электроэнергию, износ шлифовальных кругов, станка и др.
Глубину шлифования выбирают в зависимости от обрабатываемого материала и вида шлифования. При черновом шлифовании выгодно работать с наибольшей глубиной резания (шлифования) , допускаемой зерном круга, деталью и станком. При этом глубина резания не должна превышать половины поперечного размера зерна.
40
Так, например, для круга зернистостью 50 она должна быть не более 0,25 мм. При увеличении глубины резания более допустимой поры круга быстро заполняются стружкой и круг засаливается. С увеличением глубины шлифования возрастают усилия и мощность, затрачиваемые на трение и дробление стружки. Поэтому глубину шлифования следует уменьшать при обработке нежестких деталей, слабо закрепленных на станке, и при возможности появления прижогов. При отделочном шлифовании глубина шлифования должна быть небольшой, это повышает точность и чистоту обработки. Твердые и прочные материалы шлифуются на меньшую глубину.
Прочность чашечных кругов допускает очень малую глубину резания—до нескольких сотых миллиметра. Допустимая глубина шлифования кольцевыми и сегментными кругами достигает нескольких миллиметров.
Поперечную подачу измеряют в долях ширины круга. Для чернового шлифования она составляет 0,4—0,7, а при чистовых работах — 0,2—0,3 ширины круга на один ход стола. Чем больше величина подачи, тем выше производительность, но ниже класс чистоты поверхности.
Наиболее рациональные режимы резания ок, од, t, Snon выбирают по таблицам справочника. Режимы, указанные в табл. 9, можно брать за основу, но в каждом конкретном случае следует учитывать возможности станка, условия работы, требуемую точность и чистоту поверхности обрабатываемых деталей.
Таблица 9
Рекомендуемые режимы резания при плоском шлифовании
Типы станка Вид обработки Глубина шлифования ял Поперечная подача в долях ширины круга «поп. мм Скорость детали V
Шлифование периферией круга
Станки с прямо- Предварительное и 0,015-0,15 0,4—0,7 8—30
угольным столом чистовое 9,005— 0,015 0,2—0,3 15—20
Станки с круглым То же 0,005—0,06 0.3—0,6 8—40
СТОЛОМ 0,005-0,013 0,2—0,25 20—40
Шлифование торцем круга
Станки с прямо- Предварительное и 0,015—0,08 — 8—25
угольным столом чистовое 0,005—0,02 -— 8—25
Станки с круглым То же 0,015-0,06 — 10—40
СТОЛОМ 0,005—0,02 1 — 1Q-40
Полуавтоматические » 0,10 —0,15 — 2—3
станки с круглым сто- 0,00ь— 0,01 •—- 2—3
лом
41
chipmaker.ru
§ 11. Усилия, действующие в процессе шлифования, и мощность, затрачиваемая на шлифование
Шлифовальный круг, врезаясь в поверхность детали абразивными зернами, снимает стружку. Чем большую стружку нужно срезать и чем прочнее материал детали, тем большую силу резания нужно приложить к кругу.
Силу резания, приложенную к кругу, можно разложить на три составляющие (рис. 9): окружную Pz, реакцию Ру и усилие подачи Рх.
Рис. 9. Усилия резания при шлифовании периферией (а) и торцом круга (б)
Окружная, или тангенциальная, сила Pz направлена параллельно шлифуемой плоскости и касательно к окружности шлифовального круга. Величина Pz определяет величины крутящего момента и мощности, которые необходимо затратить на шлифование.
Сила Ру, направленная перпендикулярно шлифуемой поверхности, является реакцией детали против стремления круга внедрить зерна в тело обрабатываемой детали и деформировать обрабатываемую деталь. Сила Ру при периферийном шлифовании стремится изогнуть шпиндель, на котором закреплен круг, а при торцевом — прижать шпиндель к осевым подшипникам и, если круг несколько наклонен и работает только одной стороной, также и изогнуть шпиндель.
Усилие подачи Рх действует в плоскости шлифования, вызывая дополнительный прогиб шпинделя.
Соотношение между Pz и Ру изменяется в зависимости от режимов шлифования:
Ру = (1,5 - 2)-Pz.
Окружное усилие при периферийном шлифовании определяют по формулам:
42
для стали
Pz = 25—-mso.53 Kf;
VK
для чугуна
Pz = 21 — t0-S3-S°’S3 кГ.
ок
Окружное усилие увеличивается с повышением скорости детали, величины подачи и глубины шлифования, но уменьшается с увеличением скорости круга. С уменьшением диаметра в результате износа снижается окружная его скорость и возрастает окружное усилие.
Усилие и мощность повышаются при увеличении твердости круга. Поэтому при обработке массивных деталей на мощных станках следует использовать твердые круги, а на маломощных станках мягкие самозатачивающиеся, работающие всегда острыми кромками, и крупнозернистые круги, меньше дробящие стружку и работающие с незначительными усилиями резания.
Мощность, затрачиваемую непосредственно на процесс шлифования, определяют по формуле
где Pz — усилие, кг *;
с,; — скорость круга, м!сек-,
102—коэффициент перевода килограммометров и киловатты.
§ 12. Теплота, образующаяся при шлифовании. Качество шлифованной поверхности
В зоне контакта абразивного круга и обрабатываемой детали возникает высокая температура, достигающая в некоторых случаях 1000—1600° С. При всех процессах резания выделяется тепло, но при шлифовании его выделяется намного больше, чем при обработке резцами, фрезами или другими многолезвийными инструментами.
При шлифовании 80% энергии затрачивается на нагрев и лишь 20% на деформацию кристаллической решетки. Скорость шлифования в 10—20 раз превышает скорость обработки резцами и фрезами. Абразивные зерна имеют, как правило, отрицательные передние углы, поэтому при шлифовании требуется много энергии на прижатие круга к детали. Таким образом в процессе шлифования выделяется много тепла, за счет которого
* Для перевода силы, выраженной в килограммах, в ньютоны нужно значение силы в килограммах умножить на коэффициент 9,80665. 1 кГ=9,80665 н.
43
chipmaker.ru
нагреваются абразивный круг, обрабатываемая деталь и окружающий воздух. Так как воздух и абразивный круг обладают плохой теплопроводностью, то выделяющееся тепло главным образом поглощает обрабатываемая деталь, вследствие чего в момент снятия стружки в зоне резания образуется высокая мгновенная температура. Мгновенная температура намного больше установившейся температуры поверхностного слоя детали и иногда настолько высока, что стружка размягчается, спекается и даже плавится.
Высокий нагрев поверхности деталей из закаленной стали дает вторичную закалку и высокий отпуск. Под тонким поверхностным слоем лежит отпущенный слой (трооститный), а глубже сохраняется структура исходного металла.
Часто высокий нагрев вызывает появление на поверхности детали прижога. Образование прижогов недопустимо, так как они снижают механические свойства поверхностного слоя детали. Прижог может быть сплошным, когда значительная часть поверхности детали сплошь окрашена в цвета побежалости, и местным, когда перегретыми оказываются небольшие участки на поверхности детали.
Появление сплошных прижогов на поверхности детали могут вызвать три причины:
увеличение глубины резания и подачи — средняя толщина стружки, снимаемой одним зерном шлифовального круга, получается слишком большой;
неправильный выбор круга — более твердый крут и несоответствие условий работы выбранному кругу;
недостаточная интенсивность охлаждения и несвоевременная или неправильно выполненная правка круга.
Местные прижоги на поверхности детали могут появиться при вибрации (в результате плохой балансировки круга), биении круга (из-за неточной центровки и закрепления круга на фланцах), а также в результате неисправностей подшипников шпинделя. О прижоге на поверхности детали свидетельствуют цвета побежалости, кроме того, выявить прижог можно, протравив поверхность в этиленгликоле, этиловом спирте, ацетоне или азотной кислоте, промыв ее и осветлив серной и соляной кислотой последовательно. После такой обработки осматривают поверхность.
Поверхность без прижогов остается светлой, а отпущенная при прижоге темнеет и тем сильнее, чем мягче она стала.
Прижоги достигают глубины 1,5—2 мм. Твердость закаленной поверхности уменьшается с 61—64 до 45—55 единиц HRC.
Разные структуры стали имеют разные удельные объемы. Поэтому участки с изменившейся структурой растягиваются или сжимаются другими участками, и в поверхностном слое возникают внутренние напряжения.
44
Особенно вредны растягивающие напряжения, достигающие очень больших значений (80—100 кГ1мм2) и уменьшающие прочность, надежность и долговечность детали. Глубина распространения остаточных напряжений составляет величину до 0,08 мм, а глубина интенсивно напряженного слоя — 0,01 мм.
При рациональных режимах шлифования возникают сжимающие остаточные напряжения, которые повышают усталостную прочность и увеличивают долговечность детали.
Если внутренние напряжения превышают допустимые напряжения материала на разрыв, то на поверхности детали возника-ют ш л и ф о в о ч н ы е трещины. Причины образования шлифовочных трещин аналогичны причинам образования прижогов. На практике шлифовочные трещины сопровождаются возникновением прижогов.
Для уменьшения возникновения прижогов и трещин следует: подводить обильное количество смазочно-охлаждающей жидкости, уменьшающей коэффициент трения между шлифуемой деталью и кругом;
применять прогрессивные методы подвода смазочно-охлаждающей жидкости распыливанием, через поры шлифовального круга;
уменьшать глубину шлифования и работать без поперечной подачи в конце шлифования;
применять более мягкие круги, при невозможности применения мягких кругов увеличивать скорость движения детали, чтобы уменьшить контакт круга с деталью и сократить время нагрева каждого участка;
применять круги ЭХ, ЭБ из эльбора вместо кругов Э;
применять круги на бакелитовой связке (прижоги образуются чаще при работе на вулканитовой связке);
применять пористые и высокопористые круги;
применять сегментные круги вместо кольцевых при торцевом шлифовании;
увеличить наклон оси шлифовальной бабки при торцевом шлифовании, чтобы сократить площадь контакта круга с деталью;
работать с расчетными режимами шлифования па исправных станках, следить, чтобы круг не бил по поверхности детали, чтобы не было дисбаланса, снимался равномерный припуск.
Качество шлифованной поверхности характеризуется не только физико-механическими свойствами поверхностного слоя, но и микронеровностями поверхности, т. е. степенью шероховатости, штрихами обработки, их направлением, формой неровностей.
Микронеровпости поверхности (рис. 10) зависят от формы режущего инструмента, величины подачи, зернистости шлифовального круга, скорости резания, вибраций круга, детали, станка и других причин.
По ГОСТ 2789—59 установлено 14 классов чистоты поверхно-
45
chipmaker.ru
сти в зависимости от высоты микронеровностей, обозначающихся Rz, или среднеарифметического отклонения профиля поверхности Ra в микронах.
Среднее арифметическое отклонение профиля определяют следующим образом: складывают все величины измеренных отклонений точек профиля от средней линии профиля и делят на число этих отклонений
П Hi + 1/2 + Уз + + У' t\& —
h
Высоту неровностей Rz определяют, как среднее расстояние между пятью высшими точками выступов и пятью низшими точ-
ками впадин, измеренных от линии, параллельной средней линии
+ Лз -ф Й5 + /г7 ф- /г9) — (h2 + Л4 -|- й10)
Az — '--------------'-----------1-- •
5
Ra и Rz определяются на участке установленной длины.
По ГОСТ 2789—59 Ra и Rz должны быть не более, чем указано в табл. 10 для данного класса чистоты. Измерение шероховатости производится на участке определенной длины 7=0,08— 0,25; 0,8; 2,5; 8 мм.
Классы чистоты поверхностей от 6 до 14 дополнительно разбиваются на три разряда — а, б, в (табл. 11).
Чистоту поверхности условно обозначают значком V с указанием класса чистоты, например V 8, или класса и разряда чистоты — V6 а.
Чистота поверхности измеряется щуповыми приборами (профилометром и профилографом) и оптическими (микроинтерферометром и двойным микроскопом).
На рис. 11 показана схема датчика щупового профилометра конструкции К. В. Киселева. Алмазная игла 1 закреплена в штоке 2, на котором находится индуктивная катушка 3. Шток укреплен на плоских буферных пружинах 5. Алмазная игла переме-46
Таблица 10
Значения Ra и Rz для различных классов чистоты поверхности по ГОСТ 2789—59
Класс чистоты поверхности Среднее арифметическое отклонение грофиля мкм Высота неровностей Rz, мкм Класс ЧИСТОТЫ поверхности Среднее арифметическое отклонение профиля Ra, мкм Высота неровностей мкм
1 80 320 8 0,63 3.2
2 40 160 9 0,32 1.6
3 20 80 10 0,16 0,8
4 10 40 11 0,08 0,4
5 5 20 12 0,04 0,2
6 2.5 10 13 0,02 0,1
7 1,25 6,3 14 0.01 0,05
Значение величин отклонений профиля Ra и высоты неровностей Rz в разрядах
Таблица 11
Среднее арифметическое отклонение профиля Ra Высота неровностей Rz
Класс чистоты поверхности Разряды
а б в а б в
6 7 8 9 10 11 12 13 14 2.5 1.25 0,63 0,32 0,16 0.08 0.04 0,02 0,01 2,0 1,0 0.5 0.25 0,125 0,063 0,032 0,016 0,008 1,6 0,8 0,4 0,20 0,10 0,05 0,025 0,012 0.005 10 6,3 3,2 1.6 0,8 0,4 0.2 0,1 0,05 8 5,0 2,5 1,25 0,63 0,32 0,16 0,08 0,04 4,0 2,0 1.0 0,50 0,25 0.125 0,063 0,032
щается по контролируемой поверхности, находясь к ней в строго перпендикулярном положении. При движении игла пересекает силовые линии магнитного поля, создаваемого постоянным магнитом, и таким образом ее движение (вверх — вниз) повторяет профиль поверхности. В индуктивной катушке возникает электри-
47
। cbiipmaker.ru
Рис. 11. Схема
датчика профилометра:
1 — алмазная игла, шток, 3 — индуктивная тушка, 4 — постоянный
нит, 5 — буферные пружины
ческий ток. Напряжение тока пропорционально величине скорости линейных перемещений иглы. Шкала прибора переводит напряжение в микроны, соответствующие классу чистоты, что позволяет сразу читать полученный результат.
Чистота поверхности деталей оценивается также при помощи сравнения с чистотой поверхности эталонных образцов, рассматриваемых совместно под лупой или микроскопом. Например, по данным измерения /?г = 25 мкм, требуется определить класс чистоты поверхности. По табл. 12 устанавливаем, что измеренная величина jRz находится в пределах 40—20 мкм и соответствует чистоте 4-го класса (V4). Если 7?а=0,45 мкм, то с помощью табл. 12 устанавливаем, что это значение соответствует 8-у классу чистоты (V8) или точнее — 86 ( V86).
Чистота поверхностей 7—9-го классов обеспечивается чистовой и отделочной обработкой — шлифованием, прошиванием, развертыванием, алмазным точением и растачиванием.
Чистота поверхностей 10—12-го клас-
сов получается в результате шлифования при большой скорости, хонингования, притирки и суперфиниширования.
2 —• ка-маг-
§ 13. Смазывающе-охлаждающие жидкости
Смазывающе-охлаждающая жидкость существенно влияет на процесс шлифования:
поглощает тепло, выделяемое при резании;
снижает коэффициент трения, уменьшая контакт между зернами абразивного инструмента и обрабатываемой поверхностью;
удаляет из зоны резания стружку и абразивную пыль.
Таким образом, применение смазывающе-охлаждающей жидкости позволяет улучшить условия труда, увеличивает срок службы станка, так как абразивная пыль не попадает на направляющие и подшипники, очищает поры круга от пыли и стружки, сохраняя режущую способность круга и уменьшая количество его правок.
Правильный подбор смазывающе-охлаждающей жидкости повышает чистоту шлифуемой поверхности и увеличивает стойкость круга. Применение смазывающей жидкости позволяет также использовать более твердые круги.
43
I
Чем тверже шлифовальный круг, тем больше выделяется тепла при шлифовании и, следовательно, обильнее должно быть охлаждение.
При шлифовании конструкционных и легированных сталей применяют смазывающе-охлаждающие жидкости следующих составов.
1. 1%-ный раствор кальцинированной соды и 0,15%-ный нитрита натрия.
2. 2%-ный водный раствор мыльного порошка и 3—10%-ный эмульсола.
3. 1%-ный раствор триэтаноламина и 0,3%-ный нитрита натрия.
4. 3,5%-ный водный раствор нейтрального эмульсола на основе олеиновой кислоты.
5. 3%-ный водный раствор эмульсола НГЛ-205 (увеличивает стойкость кругов и повышает чистоту обрабатываемой поверхности на один класс).
6. 5—10%-ный раствор эмульсола марки СДМУ, в состав которого входит дисульфид молибдена (повышает стойкость круга в 2—4 раза и чистоту поверхности на один-два класса).
7. Состав из 0,1% олеиновой кислоты, 0,2% триэтаноламина, 0,9% мылонафта и воды при шлифовании сталей 40Х, Х9СА (улучшает чистоту поверхности на два класса, повышает стойкость круга).
8. Раствор концентрата ТУН—12 частей триэтаноламина, 24 части уротропина, 12 частей нитрита натрия, 52 части воды в соотношении 1 часть ТУН на 3 части воды (для алмазной заточки инструментов).
При шлифовании алюминия применяют следующие смазывающе-охлаждающие жидкости:
состав из 0,2% мылонафта, 0,2 олеиновой кислоты, 0,5 триэтаноламина, 0,2 тринатрийфосфата, 0,2 ОП-7 (вспомогательных веществ), 98,7% воды;
состав из 50% керосина и 50% веретенного масла.
При грубом шлифовании чугунных деталей охлаждение производят раствором кальцинированной соды, при чистовом — водой с добавлением масла, концентратом ТУН в соотношении 1 часть ТУН на 3 части воды. Для шлифования направляющих чугунных станин рекомендуют состав: 0,5—0,8% триэтаноламина, 0,1—0,2% нитрита натрия, остальное вода.
Иногда чугунные и медные детали шлифуют без охлаждения, но в этих случаях применяют пылеотсосы.
Детали из никеля и его сплавов шлифуют без охлаждения. При шлифовании без охлаждения следует применять более мягкие крути, чем при шлифовании с охлаждением, чтобы уменьшить теплообразование и избежать шлифовочных прижогов.
Для обеспечения хорошего качества шлифования необходимо
49
chipmaker.ru
тщательно очищать охлаждающую жидкость от абразивной пыли и металлической стружки. Для этого применяют фильтры, магнитные сепараторы и центрифуги, устанавливаемые на станке. Смазочно-охлаждающие.жидкости, содержащие масло и воду,
служат питательной средой для различных бактерий. Бактерии вызывают загнивание и разложение эмульсии. Для предотвраще-
ния загнивания и продления срока годности эмульсии применяют различные добавки к ней. Хороших показателей достигают при
применении порошка гексахлорофена (ГХФ), вводимого в эмульсию в 5 %-ном водном растворе каустической соды. Состав эмуль-
сии с добавкой ГХФ следующий:
Вещества Состав, %
эмульсол ...................... 40 — 50
сода кальцинированная................. 2—3
сода каустическая.................... 0,06
гексахлорофен .................0,13 г/л
Вода.................................Остальное
Chipmaker.ru
Срок службы эмульсии возрастает при этом с 1—2 недель до 2— 3 месяцев.
Перечисленные охлаждающие жидкости не имеют ядовитых примесей, вызывающих раздражение кожи рук, разъедающих металл и покрытие станков. Перед употреблением необходимо проверить состав и свойства смазывающе-охлаждающей жидкости.
Охлаждающая жидкость поступает в зону шлифования по трубопроводу под определенным давлением от специального насоса, установленного на станке.
Смазывающе-охлаждающая жидкость в зону резания подается несколькими способами:
из патрубка со скошенным торцом, скос которого обращен к детали;
из специального инжекторного устройства (рис. 12) распиливанием— охлаждение туманом;
через поры шлифовального круга.
Первый способ дает возможность обеспечить сильное разбрызгивание и неинтенсивное охлаждение.
Второй способ обеспечивает высокое качество обработки. В этом случае мелкие капли, попадая на деталь и инструмент, быстро нагреваются и испаряются, отбирая большое количество тепла и равномерно охлаждая поверхность. Но шум форсунки утомляет рабочего, а атмосфера цеха насыщается парами, содер-
жащими масло.
Третий способ является прогрессивным и заключается в следующем (рис. 13).
От гидронасоса (рис. 13, а) смазывающе-охлаждающая жидкость подается шлангом в патрубок 6 и конусную насадку 1. Через осевые каналы 3 и радиальные каналы 4, расположенные во фланце 2, охлаждающая жидкость попадает во внутреннюю
полость абразивного круга 5. Радиальные каналы расположены в шахматном порядке, и каждый из них соединен с соответствующим осевым. Под действием центробежных сил жидкость проходит сквозь поры круга к его периферии и разбрызгивается.
Рис. 12. Инжекторное устройство для охлаждения:
1 — инжектор, 2 — бачок с эмульсией, 3 — регулятор давления воздуха, 4 — игла, 5 — трубка с фильтром, 6 — край, 7 — сопло
Рис. 13. Подача смазывающе-охлаждающей жидкости через поры круга:
а — плоского; б — чашечного
При шлифовании торцем чашечного круга жидкость по шлангу 7 подается в насадку 8, откуда через полый шпиндель 9 попадает в оправку 10 и во внутреннюю полость круга 5. Под действием центробежных сил жидкость проходит через поры круга и, опускаясь по внешним образующим, выходит на его рабочий то-
50
51
chipmaker.ru
рец. Чтобы боковая конусная поверхность не смачивалась, ее покрывают слоем водонепроницаемой эмалевой краски или асфальтовым лаком. Непрерывно циркулирующая жидкость обязательно попадает в зону резания, промывает поры круга и уменьшает износ абразивных зерен.
Этим способом охлаждаются круги из электрокорунда и карбида кремния на керамической связке зернистостью 50—12. При таком охлаждении число правок кругов уменьшается, а стойкость увеличивается в 1,5—3 раза по сравнению со способом охлаждения через патрубок.
Способ подвода охлаждающей жидкости через поры круга эффективен при обработке твердых сплавов, вязких цветных сплавов (алюминия, свинцовистых и цинковых сплавов) и пластмасс.
В процессе шлифования можно использовать одновременно два метода подачи смазывающе-охлаждающей жидкости: через поры шлифовального круга и через патрубок или распиливанием.
Использованную охлаждающую жидкость очиш.ают от частиц металла и абразива в трех отстойниках: первом и втором оседают крупные частицы, в третьем — очень мелкие. После очистки жидкость можно применять повторно.
§ 14. Скоростное шлифование
Одним из путей повышения производительности труда и снижения себестоимости при шлифовании металлов является увеличение скорости вращения шлифовальных кругов.
Скоростные шлифовальные круги работают с окружной скоростью 50 м!сек вместо применяемой при обычном шлифовании 30—35 м]сек.
При скоростном шлифовании получается более чистая поверхность, что является дополнительным резервом повышения производительности, так как при одних и тех же требованиях к чистоте поверхности можно увеличить подачу не пропорционально скорости круга, а в большей степени.
Весьма эффективно скоростное шлифование нержавеющих и жаропрочных сталей.
При увеличении скорости круга без изменения подач износ круга уменьшается в среднем на 50%, чистота обрабатываемой поверхности улучшается примерно на один класс. Увеличение производительности в этом случае составляет только 10—15%, а потребляемая мощность возрастает на 20—30%.
Значительно больше эффективность шлифования при одновременном увеличении окружной скорости круга и соответственном изменении подачи. Производительность при этом возрастает на 40—70% по основному технологическому времени, примерно на
52
30% уменьшается износ круга на приведенную единицу изделия и улучшается чистота обрабатываемой поверхности. Однако потребляемая мощность возрастает пропорционально скорости круга за счет увеличения радиальной составляющей усилия резания. С увеличением скорости вращения круга уменьшается прилипание металла к его поверхности и, следовательно, «засаливание» круга, что повышает его стойкость и позволяет получить более чистые поверхности.
Б целях обеспечения техники безопасности при скоростном шлифовании применяют специальные круги и упрочненные кожухи. Под влиянием центробежной силы, возникающей при вращении, в кругах появляется напряжение растяжения. При увеличении окружной скорости круга напряжение возрастает пропорционально квадрату окружной скорости. Поэтому круги для скоростного шлифования должны обладать повышенной прочностью. Такие круги изготовляют из нормального и белого электрокорунда на керамической, бакелитовой и вулканитовой связках. Их структура должна быть повышенной пористости.
Ассортимент кругов формы ПП для скоростного шлифования приведен в табл. 12. Круги для скоростного шлифования отмечены красной полосой или имеют надпись «Скоростной».
Таблица 12
Круги ПП для скоростного шлифования
Размеры, мм Характеристика
D н а связка абразивные материалы зернистость твердость
300—900 13—150 75—305 Керамическая Э5 40 и мельче СМ и тверже
30—1100 10—200 10—305 То же Э9А То же
300—600 40—75 75—305 Бакелитовая Э5 125 н мельче СТ1 и тверже
300—600 40—75 75—305 То же КЧ8 То же То же
60—500 6—150 и другие 20—305 Вулканитовая Э9А 16 и мельче С и тверже
Прочность кругов повышают, применяя специально разработанные связки на керамической и вулканитовой основах. В скоростные бакелитовые круги заделывают стальные армирующие кольца или тканевые прокладки. Перед установкой на станок каждый круг для скоростного шлифования должен быть испытан на прочность при скорости, в 1,5 раза большей рабочей. Двукратное испытание кругов гарантирует безопасность работы на высоких скоростях.
53
chipmaker.ru
§15. Шлифование алмазными кругами
Алмазные круги применяют для чистовой обработки деталей штампов, режущих инструментов и деталей из твердых сплавов. Часто перед чистовой алмазной обработкой детали предварительно шлифуют кругами из карбида кремния зеленого. Для плоского алмазного шлифования используют круги АПП, АЧК.
При шлифовании деталей из твердых сплавов и быстрорежущих сталей алмазными кругами их качество поверхности лучше, чем при обработке кругами из других абразивных материалов, и производительность выше.
Алмазный круг (рис. 14) состоит из диска-корпуса, на поверхность которого надето алмазоносное кольцо. Кольцо может быть закреплено на диске клеем,вин
Рис. 14. Плоский алмаз-
ный круг прямого профиля:
'/ — алмазное кольцо, 2 — корпус
гами или напрессовано.
Корпус изготовляют из пластмассы, алюминиевых или медных сплавов. Алмазоносное кольцо состоит из связки, на-
полнителя и алмазного порошка с концентрацией алмаза 100, 50 и 25%. Под 100% концентрацией понимается содержание в 1 лш3 алмазоносного кольца 0,878 мг алмаза.
Алмазные круги должны удовлетворять требованиям ГОСТ 9770—61.
Перед шлифованием круги проверяют на биение. Допускаемое биение — 0,02 мм. Устраняют биение правкой кругами или брусками К3916СМ12К
В ряде случаев алмазное шлифование производят дважды: предварительное — кругами на металлической связке, добиваясь высокой производительности и чистоты V 7- V 8; окончательное — кругами на органической связке до чистоты поверхности V 10 —V 13.
Режимы шлифования алмазными кругами приведены в табл. 13.
Алмазное шлифование производят с применением смазочноохлаждающих жидкостей следующих составов:
1. Эмульсия с добавкой 5—7% щелочи.
2. Тринатрийфосфат 0,6%, вазелиновое масло 0,05, бура 0,3, кальцинированная сода 0,25, нитрат натрия 0,1, вода 98,7% (по весу).
3. Вазелиновое масло 2 части, парафин 1 часть.
При засаливании круга на органической связке его очищают вручную пемзой. Круг при этом вращается со скоростью 25— 30 м!сек.
54
Таблица 13
Рекомендуемые режимы обработки при алмазном шлифовании
Вид шлифования Требуемая чистота поверхности (класс) Зернистость алмазного круга Окружная скорость Mjceк Подачи Глубина ! шлифования Л мм ; Концентрация алмаза, % Связка
продОЛЬ-нзя «пр-м/мин. попереч-ная «поп-мм npo-j ход
Плоское 8 9 10 А12, А10 А8, А6 АМ28, АМ5 25 35 3-4 2—3 1,5—2 0,3-0,5 0,3-0,5 0,2—0,3 0,03— 0,04 0,02— 0,03 0,Ol-О. 015 50 Металлическая Органическая
Профильное 8 9 А12, А10 А8, А6 25 30 2 1.5 Ручная 0,02— 0,03 0,01— 0,02 50 Органическая
§ 16. Износ и засаливание кругов и их правка
В процессе снятия стружки режущие кромки абразивных зерен затупляются. Кроме того, происходит выкрашивание граней. Образование площадок вместо острых режущих кромок вызвано понижением прочности и твердости абразивных зерен при температурах 1000—1600° С, возникающих в зоне контакта круга с деталью.
Высокие давления при резании вырывают затупившиеся зерна, вместо них в работу вступают новые. Благодаря этому происходит частичное самозатачивание круга.
Этот вид износа зерен особенно заметен при плоском шлифовании торцем круга.
Кроме того, при шлифовании в зоне контакта круга с изделием происходит процесс диффузии, т. е. частицы абразива переносятся на обрабатываемую поверхность детали и проникают в нее, а материал детали переносится на поверхность круга и внедряется в абразивные зерна. Налипший материал разрушает ранее монолитное абразивное зерно.
Наибольший диффузионный износ возникает при шлифовании химически сродственных с данным абразивом материалов. Карбид кремния химически сродственен сталям и несродственен чугунам, поэтому кругами из карбида кремния шлифуют чугуны. Электрокорунды химически сродственны чугунам, поэтому детали из чугуна не шлифуют кругами из электрокорунда. Титановые
55
chipmaker.ru
сплавы очень сродственны электрокорундам, менее карбиду кремния и не сродственны карбидам циркония. Следовательно, детали из титановых сплавов следует шлифовать кругами из карбида циркония или карбида кремния.
При выполнении некоторых предварительных операций шлифования можно использовать круг до полного самозатачивания. При чистовых операциях самозатачивающиеся круги применять нельзя, так как при этом не сохраняются постоянные геометрические размеры круга, микропрофиль и режущие свойства его рабочей поверхности.
Рис. 15. Правка шлифовальных кругов:
а — алмазным инструментом; б — дисками; в — кругами из карбида кремния
Затупление круга определяют по ряду признаков: усиление шума при шлифовании, усиление вибрации, возрастание усилий резания, ухудшение чистоты поверхности, уменьшение точности формы детали.
Для восстановления режущей способности кругов их следует периодически править. При правке нужно снимать возможно меньший слой абразива. Величина такого слоя на сторону может составлять 0,133 мм для круга зернистостью 40 и 0,1 мм для круга зернистостью 25 и ниже.
Износ круга в процессе шлифования составляет лишь, 10— 20% от объема, снимаемого при правке. Поэтому эффективно применение кругов с большой стойкостью. Износ зависит от способа выполнения правки. Он наименьший при правке алмазнометаллическими карандашами и наибольший при правке металлическими дисками и звездочками.
Шлифовальные круги правят тремя способами: обтачивают алмазным инструментом (рис. 15, а): обкатывают абразивными или твердосплавными дисками (рис. 15,6);
шлифуют кругами из карбида кремния (рис. 15, в).
При правке алмазным инструментом происходит интенсивное
56
разрушение абразивного материала и связки шлифовального круга. Для правки наиболее широко применяют алмазно-метал-
лические карандаши и алмазные зерна в оправках.
Алмазно-металлические ка-
рандаши представляют собой стальную или медную вставку, в которой закреплены алмазы малых размеров. Эта вставка запрессована в стальной оправке. В карандашах алмазы могут располагаться слоями (тип С), цепочкой вдоль оси (типЦ) и могут быть неориентированы (тип Н). На рис. 16 показаны алмазные карандаши.
Для правки кругов из электрокорундов, монокорундов и карбидов кремния зернистостью 25—40 на керамической связке при шлифовании периферией круга применяют карандаши С2, Ц4, Ц5, при шлифовании торцем и тех же характеристиках круга, но на бакелитовой связке — Ц2, ЦЗ, С2, а при зернистости ниже 25 — Ц2, ЦЗ, Н7.
Алмазы крепят в оправках различными способами, но чаще всего пайкой и чеканкой. В последнее время в промышленности получил применение прогрессивный способ впайки зерен в низкотемпературный дешевый цинкоалюминиевый припой, который не оказывает воздействия на алмаз. Этот способ упрощает технологию изготовления алмазных инструментов. На рис. 17 показаны способы крепления алмазов в оправках.
Для повышения качества
Рис. 16. Алмазные карандаши: а — с неперерывающим ис я слоями алмазов (тип С); б — С перекрывающимися слоями алмазов (тип С); в — с расположением алмазов цепочкой (тип Ц); г — с неориентированным расположением алмазов (тип Н)
правки и рационального ис-
пользования алмазов при правке инструменты следует устанав-ливать с наклоном в сторону вращения шлифовального круга
57
chipmaker.ru
под углом 10—15°, рабочая кромка алмаза должна находиться на уровне линии центров или быть ниже ее на 1—2 мм.
Для обеспечения равномерного износа алмаза и образования новых режущих кромок алмаз с оправкой нужно периодически поворачивать. Выполняется эта операция при помощи поворотных индексирующих головок конструкции НИИАлмаз (рис. 18).
Правку шлифовальных кругов алмазным инструментом производят на большой скорости, что обеспечивает большую производительность и дает хорошее качество поверхности круга. Продольная подача инструмента направлена параллельно оси круга
Рис. 17. Способы крепления алмазов в оправках:
а — навинчиваемым колпачком; б — то же, с пружинным поджимом; в — зажимом между двух планок; г —• припоем, за счет усадки припоя после его охлаждения
при правке цилиндрической поверхности круга и перпендикуляр-но оси вращения шлифовального круга при правке торцевой поверхности. При правке фасонной поверхности продольная подача инструмента направлена вдоль образующей рабочей поверхности круга.
В табл. 14 приведены режимы правки кругов алмазным инструментом.
Для правки фасонных шлифовальных кругов в настоящее время начали применять алмазные ролики (рис. 19). Профиль металлического ролика соответствует профилю шлифовального круга, на поверхности ролика закреплены связкой из спеченного порошкового металла алмазные зерна.
Ролик при правке вращается и имеет поперечную подачу. Ролики в свою очередь правят методом шлифования.
Шлифовальные круги правят алмазным инструментом в следующих случаях:
при шлифовании до чистоты V 7 и выше с жесткими допусками на точность формы и размеров;
при отделочном шлифовании детали для достижения чистоты VII — V 12 и точности выше 1-го класса;
при зернистости кругов 50—25 и ниже на керамической связке, применяемой для шлифования периферией круга, и на бакелитовой связке — для шлифования торцем круга.
58
Перед правкой шлифовальный круг должен быть тщательно отбалансирован.
*2
Рис. 18. Индексирующая головка с алмазной оправкой:
а, б, в — способы установки на станках; г — поворотная головка: / — цанга для установки алмазной оправки, 2 — оправка с алмазной вставкой, 3—крышка, 4 — уплотнительное кольцо, 5— втулка, 6 — гайка для зажима оправки в цанге, 7 — корпус, 8 — винт для закрепления втулки, 9 — уплотнение
Правят круги при охлаждении или без охлаждения жидкостью. Если правка осуществляется с охлаждением, то охлаждающая жидкость должна подаваться непрерывно, иначе на
59
chipmaker, ru
Таблица 14
Режимы правки шлифовальных кругов алмазным инструментом
Шлифу--емый материал
Класс чистоты поверхности
Режимы правки
продольная подача с прод’ MIMUH поперечные подачи, мм/ход
при черновых проходах при чистовых проходах число проходов без подачи
величина подачи число проходов величина подачи число проходов
Сталь 7
и чугун 8
9
6
7
8
Сталь 7—8 6—7 н чугун 8—9 7—8
Плоское шлифование
0,25—0,35 0,15—0,25 0,08—0,15 0,02—0,03 0,02—0,03 0,02—0,03 2—3 2—3 2—3 0,01 0,01 0,005 1—2 1—2 1—2 1 1-2 2—3
Профильн 0,1—0,2 ое шлифован 0.03—0,05 ие 3—5 0,01 1—2 1-2
0,05—0,15 0,02—0,04 3—4 0,005—0,1 2-3 2—3
кристалле алмаза могут образоваться трещины, и быть тщатель-
но очищена от загрязнений частицами абразива и металла, так
как загрязненная жидкость сокращает стойкость (срок эксплуа-
тации) крута от одной до другой правки. Править круги без охлаждения надо с перерывами, чтобы алмазный инструмент мог охладиться на воздухе. Перед началом правки необходимо
Рис. 19. Правка фасонного круга алмазным роликом:
проверить крепление приспособления на станке и алмазного инструмента в приспособлении. После правки следует очистить правящие приспособления от абразивных частиц.
При правке алмазный инструмент следует подводить к поверхности круга очень осторожно. Обычно алмаз подводят к поверхности круга в середине его высоты (ширины) и как можно ближе к рабочей поверхности, а затем включают продольную подачу.
Правку кругов алмазозаменителями (безалмазную правку) производят методом обкатывания и применяют для
/ — шлифовальный круг, 2 — правящий ролик, 3 — алмазный слой
кругов, которыми выполняют предварительные, получистовые и некоторые
60
чистовые операции, когда требования к точности обработки не выше 2-го класса, а к чистоте поверхности не выше V8. Безал-мазная правка обеспечивает более быстрый съем абразива, чем алмазная.
Правку обкатыванием производят в приспособлении, в котором могут быть установлены цельные диски из твердого сплава (тип А) или сборные (тип Б) из зерен твердого сплава на латунной связке марки Л62 или Л68, или круги из карбида кремния черного на керамической связке.
Диски или круги крепят на осях, которые вращаются в подшипниках. Приспособление подводят к периферии шлифовального круга, прижимают к нему диски с радиальным усилием в несколько килограммов, и диски вращаются вместе с кругом. При обкатывании круга очень твердым диском абразивные зерна дробятся и выкрашиваются.
Правящие инструменты крепят в малогабаритных, среднегабаритных и крупногабаритных державках (рис. 20).
Среднегабарнтная державка ДО-40 (рис. 20, и) состоит из корпуса 1 с крышкой, правящего узла, регулировочных деталей и щита.
Диски или круг 2 правящего узла вращаются на оси 6 и крепятся гайкой 3. Ось установлена в подшипниках 9, вмонтированных в стаканы 4. Правящий узел крепится к корпусу 1 крышками 8 и винтами 11. Подшипники регулируются винтами 7, которые предохраняются от самоотвинчивания гайками 5. Кожух 10, закрепленный винтами 12, служит для предохранения разбрызгивания охлаждающей жидкости.
Державки ДО-40 применяются для правки кругов диаметром до 300 мм, они комплектуются различными правящими инструментами (рис. 20,6 —д).
Для кругов диаметром 300 мм и выше применяется крупногабаритная державка ДО-75, конструкция которой аналогична ДО-40.
При правке приспособление устанавливают на магнитную плиту станка или закрепляют в пазах стола (рис. 20, е). Оправка, вставленная в отверстие корпуса приспособления, должна располагаться на определенной высоте в зависимости от высоты шлифуемой детали.
Режимы правки кругов приведены в табл. 15.
Правку шлифованием производят очень твердыми кругами из карбида кремния черного на керамической связке. Этот способ правки заключается в следующем. Вращающийся круг большой твердости (ВТ или ЧТ), установленный в специальном приспособлении, подводят к шлифовальному кругу, с его поверхности снимаются и раскалываются зерна абразива. Для правки кругов, применяемых на плоскошлифовальных станках, этим способом пользуются редко.
61
chipmaker.ru
+ 0,3
62
Таблица 15
Режимы правки шлифовальных кругов алмазозаменителями
Инструменты Поперечная подача на один проход «поп- -«-«/хоб Продольная подача «прол* м мин Число проходов
Твердосплавные монолитные диски и диски из зерен твердого сплава 0,03—0,05 0,2—0,7 До выравнивания поверхности круга и снятия дефектного слоя. Число ходов без поперечной подачи 2—3
Абразивные круги из карбида кремния 0,02—0,04 0,5—1,0 До снятия дефектного слоя. Число ходов без поперечной подачи 2—3
Правку кругов шлифованием алмазозаменителями производят в такой последовательности:
сообщают вращение .кругу и включают подачу охлаждающей жидкости;
осторожно подводят державку к кругу до легкого соприкосновения правящего инструмента с его вращающейся поверхностью;
струю охлаждающей жидкости направляют в зону контакта инструмента с кругом;
включают механизм продольной подачи стола и после первого контрольного прохода начинают правку;
выключают подачу охлаждающей жидкости;.
отводят шлифовальный круг и державку.
Рабочая поверхность абразивного круга имеет ряд отклонений от правильной геометрической формы, например конусность, волнистость, бочкообразность, эксцентричность, эллиптичность, огранку, неровность рабочей поверхности.
Чтобы круги не имели перечисленных погрешностей при эксплуатации, нужно соблюдать следующие правила правки:
устанавливать инструмент для правки параллельно или перпендикулярно оси шлифовального круга; при правке методом обкатки ось правящего диска устанавливать под углом 5° к оси круга;
правящий инструмент крепить в жестком приспособлении, а приспособление жестко крепить на станке, чтобы не возникали вибрации;
пользоваться точным правящим инструментом;
не допускать биения правящего диска или круга на оправке;
следить за состоянием подшипников правящего приспособления — должны быть точными, без значительных зазоров.
63
chipmaker.ru
§17. Приспособления для профильной правки кругов
При профильном шлифовании деталей наибольшую сложность составляет правка профильных кругов. Она в основном определяет качество и точность обрабатываемых деталей. На производ-
стве особенно большие трудности возникаю? при правке сложных сопряженных профилей.
Применяемое на ря
Рис. 21. Универсальное приспособление для правки шлифовальных кругов
де машпностроитель-HpIX и приборостроительных заводов универсальное приспособление для правки шлифовальных кругов (рис. 21) состоит из основания 15, относительно
рис. 22. Правка профиля шлифовального круга
которого может поворачиваться корпус 2. По направляющим корпуса может перемещаться каретка 1 й закрепляться в требуемом положении. На направляющих каретки установлен ползун 3 с прикрепленной к нему стойкой 4. Возвратно-поступательное перемещение ползуна осуществляется зубчатым колесом, сидящим на оси маховичка 8, и сцепленной с ним рейкой, прикрепленной винтами к ползуну.
В стойке приспособления двумя винтами 6 закрепляется державка с алмазом 5. Для установки алмаза в исходное положение, при котором его режущая кромка совпала бы с осью вращения корпуса приспособления, служит Гобразный шаблон (на рис. 21 не показан). В этом случае одна грань шаблона упирает-
64
ся в плоскость А стойки, а к параллельной ей грани шаблона подводится режущая кромка алмаза. В -таком положении расстояние между образующей штифта, запрессованного в корпус, и упором 9 равно 60 мм. Алмаз зачеканивают таким образом, чтобы его режущая кромка лежала на оси державки. Последняя должна находиться в вертикальной плоскости, проходящей чере:* ось вращения приспособления. Такое совмещение производите^ при изготовлении приспособления и фиксируется двумя упорами 7. При выключении одного из упоров ползун можно перемешать поворотом маховичка 8 из исходного положения только Н одну сторону.
Для правки выпуклой поверхности шлифовального круга пб дуге окружности радиусом R между штифтом и упором помещается блок плоскопараллельных концевых мер длины размеров 60+/? (предварительно режущую кромку алмаза устанавливают по шаблону). При правке вогнутой поверхности шлифовального круга по дуге окружности радиусом R размер блока равен 60—R. После установки режущей кромки алмаза ползун 5 закрепляют упорами 7, а каретку 1 — рукояткой. Правку шлифовального круга осуществляют вращением корпуса вручную.
Для правки шлифовального круга под углом корпус поворачивают по нониусу 14, закрепленному на плите 13, и по шкале 1%, нанесенной на его цилиндрической поверхности. Закрепляют корпус в этом положении зажимом и гайкой. Упоры 7 вынимают, и при повороте маховичка 8 освобожденный ползун 3 с установленной на нем стойкой 4 совершает возвратно-поступательные перемещения под установленным углом.
Подачу алмаза на шлифовальный круг производят поворотом ручки 11, закрепленной на ходовом винте, который ввернут в неподвижную гайку, прикрепленную к основанию 15 приспособления. На лимбе 10 ходового винта имеется шкала с ценой деления 0,02 мм, а на срезе Е плиты нанесена риска.
Для ограничения перемещения корпуса при профилировании поверхности радиусом R на определенном центральном угле служат упоры. Один из упоров запрессован в корпус, а другой молено перемещать по прорези плиты и фиксировать в-нужном положении гайкой и болтом. При применении упоров алмаз не врезается в соседний участок, и правка происходит только на определенном центральном угле.
Описанное приспособление закрепляют на магнитной плиГе станка так, чтобы ось державки алмаза была перпендикулярна оси шпинделя станка. Для этого одну грань основания приспособления прижимают к боковой упорной планке магнитной пл+ ты. При правке режущую кромку алмаза устанавливают на одной высоте с осью шпинделя станка, что достигается вертикальным перемещением шлифовального круга. Это необходимо для предотвращения искажений профиля шлифовального круга.
65
chipmaker.ru
участок БВ при нулевом положении
Рис. 23. Установка приспособления для правки профиля шлифовального круга на магнитной плите станка
Описанным приспособлением, если оно хорошо изготовлено, Можно править шлифовальные круги с точностью радиуса дуг окружности до 0,015—0,02 мм, а углов — до 5'.
Профиль шлифовального круга, составленный из трех прямолинейных участков (рис. 22, а), правят с помощью универсального приспособления следующим образом. Сначала правится алмаза (режущая кромка алмаза совпадает с осью вращения корпуса приспособления) и вынутых упорах, фиксирующих ползун. Затем стол станка перемещают в поперечном направлении, чтобы режущая кромка алмаза оказалась примерно посередине участка профиля БВ. Если при этом положении каретки повернуть корпус по часовой стрелке на угол а и произвести правку шлифовального круга, угловой участок профиля пойдет не по линии АБ, а по линии DD. Поэтому необходимо до поворота корпуса на угол а переместить приспособление в продольном направлении на расстояние
DK—DE • ctg(90°—а), а между угольником и основанием приспособления проложить блок концевых мер размером ОК. Правка участка профиля АБ также производится при вынутых упорах.
Установка приспособления для правки второго углового участка ВГ производится по блоку мерных плиток размером DC=BD • ctg(90°—р), прокладываемому между основанием приспособления и угольником. Корпус приспособления должен быть повернут на угол р против часовой стрелки.
В практике часто приходится править на кругах профиль, составленный из дуг окружности и двух прямолинейных участков, образующих с вертикальной осью профиля угол р (рис. 22, б, в). При правке такого профиля вначале обрабатывают криволинейный участок, а затем прямолинейные.
Установка приспособления на магнитной плите станка для правки участка профиля радиуса R показана на рис. 23, а — г. Между угольником и соответствующими сторонами приспособления прокладывают блоки концевых мер длины.
66
Размер блока мерных плиток СО определяют из прямоугольного треугольника ОСОХ (см. рис. 22, в)
ОС = V
Поверхность радиуса /?2 правят на угле сопряжения а после установки приспособления по блокам плиток (Li + L2) мм.
Из прямоугольного треугольника ОСО]
Ll sin а — —----— .
+ R2
Для совмещения оси вращения поворотной части приспособления с центром дуги радиуса R2 (рис. 23, в) между одной гранью приспособления и угольником прокладывают блок мерных плиток размером Я1+’Т?2 мм, а между второй гранью и угольником — блок мерных плиток размером L3. С этой же установки правят и прямолинейный участок профиля, идущий по касательной к кривой радиуса R] и R2.
На рис. 23, г приведена схема установки приспособления относительно шлифовального круга для правки поверхности, имеющей форму дуги радиуса /?а, и прямолинейного участка, параллельного оси круга. Размер блока плиток Н и угол сопряжения £ определяют по формулам
Н — Ri + R2 — O2Ci = Ri -|- R2 — | (Rz -|- R3)2 — L32, о
(катет O2C] и угол p определяют из треугольника O2CiO3, рис. 22,в).
Внедрение универсального приспособления повышает производительность труда в 2—3 раза и дает возможность с высокой точностью править шлифовальные круги сложного сопряженного профиля.
Контрольные вопросы
I. Как происходит процесс резания при шлифовании?
2. Что обозначают буквы и цифры в маркировке кругов: Э950СМ16К; К3825СМ1ЧК?
3. Как балансируют шлифовальные круги?
4. Какими данными надо руководствоваться при выборе круга для шлифования?
5. Какие существуют меры предупреждения прижогов и шлифовочных трещин?
6. Как увеличить производительность при плоском шлифовании?
7. Как правят шлифовальные круги?
8. Какие связки применяют при изготовлении шлифовальных кругов?
9. Какие требования предъявляют к кругам и установке их па станке при скоростном шлифовании?
chipmaker.ru
Глава II
СПОСОБЫ И ПРИЕМЫ ОБРАБОТКИ ДЕТАЛЕЙ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
§ 1. Установка и закрепление шлифовальных кругов на шпинделе
Шлифовальный круг следует устанавливать на посадочные места шпинделя или посадочные буртики зажимных фланцев без натяга, с некоторым зазором.
Гарантированный зазор в отверстии круга должен находиться в пределах, указанных в табл. 16.
Таблица 16
Величина зазора в отверстии круга, закрепленного на шпинделе
Диаметры отверстий в круге, лг.ад Гарантированный зазор для кругов
скоростных обычных
До 100 0,1—0,5 0,1—0,8
101—250 0,2—0,6 0.2—1,0
Свыше 250 0.2—0.8 0,2-1.2
На рис. 24 показаны способы крепления кругов, предназначенных для плоского шлифования торцем.
На рис. 24, а показано крепление круга ЧЦ. Круг 1 зажимается двумя фланцами 2 и 3 при помощи винтов 4. На кольцо 6 навернута гайка 5, которая выполняет роль предохранительного патрона и обеспечивает дополнительное крепление абразивного круга. По мере износа круга гайка 5 вместе с кольцом 6 перемещается вправо.
Способ крепления кругов типа К показан на рис. 24, б. Абразивный круг 1 крепится в стальном патроне 2, который в свою 68
Рис, 24. Способы крепления кругов для ториевого шлифования на плоскошлифовальных станках
очередь закреплен на коническом конце шпинделя 3 болтом 4. Абразивный круг крепится в патроне 2 конусными сегментами 7, затягиваемыми винтами 6. По мере срабатывания абразивного круга его можно выдвигать из патрона при помощи фланца вывинчивания 5. Винты 8 стопорят фланец в определенном положении.
Обе конструкции надежно защищают рабочего от осколков абразива.
§ 2. Способы снятия припуска на плоскошлифовальных станках
При плоском шлифовании приходится снимать значительные припуски, особенно при обработке литых деталей и поковок.
На станках с прямоугольным столом при шлифовании торцем круга снятие одинаковых по величине припусков осуществляют по двум схемам.
По первой схеме (однопроходной) обработку ведут при большой глубине резания, причем вначале резания осуществляют повышенную вертикальную подачу, а при полном контакте круга с обрабатываемой деталью подачу уменьшают. Этот метод обработки можно считать наиболее целесообразным при шлифовании отливок, поковок и т. п.
По второй схеме (многопроходной) полной глубины подачи достигают за несколько ходов стола. Станок вначале нагружается максимально, затем нагрузка его довольно резко падает и при последних ходах стола перед очередной подачей становится минимальной. При снятии припуска по второй схеме машинное время обработки деталей несколько возрастает.
69
I chipmaker.ru
На станках с круглым столом при шлифовании торцем круга снятие припуска также осуществляют по однопроходной и многопроходной схемам. При работе по первой схеме вертикальная подача устанавливается сразу на всю глубину шлифования и обработка заканчивается за один оборот стола, вращающегося с небольшой скоростью (0,5—1,3 м!мин).
Если же нужно получить
высокую точность и чистоту поверхности, применяют многопроходную схему и деталь обрабатывают на станках за несколько проходов или несколькими шпинделями: сначала снимают большую часть припуска, а последующими производят чистовое шлифование и отделку.
В)
Рис. 25. Схемы шлифования периферией круга на плоскошлифовальных станках с прямоугольным столом:
а — поперечными проходами, б — врезанием, в — ступенчатым шлифовальным кругом
Рис. 26. Правка шлифовального круга по шаблону с алмазными вершинами:
1 — круг, 2 — алмаз, 3 — шаблон
Способ обработки по однопроходной схеме, или глубинный способ, получил широкое распространение в массовом производстве, причем станки, работающие по этому способу, автоматизированы.
На станках с прямоугольным столом при шлифовании периферией круга применяют три основные схемы: снятие припуска за несколько поперечных проходов, способом врезания (глубинный), ступенчатым кругом. При обработке по первой схеме поперечная подача круга (вдоль оси шпинделя) осуществляется после каждого хода стола. Снимается слой, толщина которого
70
равна фактической глубине резания, а ширина — величине поперечной подачи круга за один ход стола (рис. 25,а). После первого прохода снова производят подачу круга на глубину резания и поперечную подачу и снимают следующий слой металла. Итак до тех пор, пока не будет снят весь припуск.
По второй схеме обработку производят врезанием (глубинный метод). При этом способе (рис. 25,6) за один проход круг снимает основной припуск, после чего осуществляется чистовое шлифование без врезания, а только поперечными проходами.
По третьей схеме обработку ведут ступенчатым кругом (рис. 25,в). Припуск распределяется между всеми ступеньками круга и снимается за один проход. Последняя ступенька круга снимает обычно небольшой (по сравнению с другими ступеньками) слой металла и выполняет чистовую обработку.
При поперечных проходах круг работает главным образом кромкой, вся цилиндрическая же часть остается малонагружен-ной, поэтому круг изнашивается неравномерно. В процессе работы ступенчатым кругом нагрузка на него распределяется более равномерно, а при работе врезанием — равномерно по всей цилиндрической части круга. Очевидно, что при снятии одного и того же объема металла за один ход стола удельное давление круга, работающего по схеме поперечных проходов, будет наибольшим, а при врезании — наименьшим. Поэтому при шлифовании поперечными проходами (по первой схеме) необходимо применять более твердые круги, чем при врезании.
Применение той или иной схемы зависит от конфигурации обрабатываемой детали, мощности станка, характеристики крута, опытности шлифовщика и т. п. Детали, обладающие значительной жесткостью и имеющие большие припуски, целесообразно обрабатывать по схеме врезания и ступенчатым кругом, особенно при использовании мощных станков.
Следует отметить, что правку ступенчатого круга нужно выполнять очень тщательно, иначе применение его неэффективно. При правке вручную трудно обеспечить одинаковую ширину и высоту ступенек. На правку тратится значительное время, снимается большое количество абразива, расходуется много алмаза. Правку необходимо производить с помощью специального шаблона с алмазными вершинами (рис. 26). Шаблон укрепляют в оправке, устанавливаемой на магнитной плите станка. Шаблон перемещают на ширину одной ступени до тех пор, пока первый алмаз не подойдет к краю круга. Таким образом, профилем шаблона создается профиль выправляемого круга. Этот способ обеспечивает равномерную правку, сокращает непроизводительный расход шлифовального круга и алмаза; занимает время, значительно меньшее, чем даже при обычной, бесступенчатой правке.
71
chipmaker.ru
§ 3. Шлифование периферией круга
При шлифовании периферией круг, вращаясь с большой скоростью вокруг своей оси, осуществляет резание образующей поверхностью.
Существует три способа плоского шлифования периферией круга: без поперечной подачи (рис. 27,а), с большой подачей на глубину и малой поперечной подачей (рис. 27,6), с малой подачей на глубину и большой поперечной 8/« ширины круга (рис. 27,в).
подачей, доходящей до
6)
Рис. 27. Способы шлифования периферией круга:
а — без поперечной подачи, б — с большой подачей на глубину и малой поперечной подачей, в — с большой поперечной подачей и малой подачей на глубину
поперечной подачи применяют планок, ширина которых меньше ши-тех случаях, когда шлифуемая плос-боков буртиками, не позволяющими
Шлифование без для обработки различных рины круга, и особенно в кость ограничена с обоих производить поперечную подачу. Этот способ малопроизводителен, так как круг изнашивается неравномерно и требует частой и относительно длительной правки. Этим способом трудно обработать поверхность достаточно точно.
При шлифовании с большой подачей на глубину и малой поперечной подачей зерна, расположенные ближе к торцам круга, испытывают значительную нагрузку, в результате чего эти зерна быстрее выкрашиваются, и круг изнашивается на конус.
Наибольшее распространение получил третий способ шлифования— с малой подачей на глубину и большой поперечной подачей. В некоторых случаях этот способ шлифования является единственно возможным, например при обработке тонких закаленных деталей. Для увеличения производительности ширину круга выбирают до 100—150 мм и соответственно подачу на один ход стола — 70—100 мм.
Дуга контакта при плоском периферийном шлифовании зна
72
чительно меньше, чем при торцевом. Обработка требует сравнительно небольших усилий резания, что особенно важно при прецизионном шлифовании деталей недостаточной жесткости, и сопровождается незначительным выделением тепла, что позволяет шлифовать закаленные детали, не опасаясь их отпуска, и обрабатывать тонкие детали с меньшей вероятностью прижога.
При периферийном шлифовании на станках с прямолинейно движущимся столом следы обработки имеют форму прямых параллельных линий, а на станках с вращающимся столом — спиралей с малым шагом.
§ 4. Шлифование торцем круга
При обработке плоскостей торцем круга скорость вращения зерен колеблется от максимума у периферии круга до нуля в его центре. Если ось круга перпендикулярна плоскости стола станка
а)
в)
Рис. 28. Шлифование торцем круга:
а — ось круга расположена перпендикулярно обрабатываемой поверхности, и — с наклоном оси шпинделя круга, в — сегментная головка
73
chipmaker.ru
(рис. 28, а), то деталь шлифуется одновременно почти всеми зернами, которые расположены на его торце. В результате этого значительно повышаются усилия резания, возрастает концентрация выделяющегося тепла и может появиться прожог. При работе по этой схеме на детали образуется характерный сетчатый рисунок.
Для устранения указанных недостатков необходимо, чтобы ось шпинделя отклонялась от вертикали на угол 2—3°. Угол наклона шпинделя должен быть минимальным, потому что с увеличением угла наклона шпинделя шлифуемая поверхность приобретает вогнутость. Практически шпиндель наклоняют (рис. 28,6) так, чтобы на шлифуемой поверхности получить штрихи.
Для уменьшения длины дуги контакта круга с обрабатываемой деталью шлифуют сегментными кругами (рис. 28,в). Сегментные круги представляют собой головки, в которых при помощи специальных приспособлений закреплены абразивные сегменты (бруски). При шлифовании сегментными кругами улучшается подвод охлаждающей жидкости в зону резания и отвод отходов шлифования.
Торцевое шлифование является очень производительным методом обработки, так как поверхность обрабатываемой детали почти полностью перекрывается кругом.
§ 5. Способы установки и закрепления деталей на плоскошлифовальных станках
Плоскошлифовальные станки снабжены магнитными плитами (рис. 29), на которых закрепление обрабатываемых
Рис. 29. Магнитная плита с угольником
74
деталей из стали и других магнитных материалов осуществляется электромагнитом или постоянным магнитом. На магнитной плите устанавливают упорный угольник, который прикрепляют к продольной стороне плиты. Угольник шлифуют так, чтобы длинная сторона его была параллельна продольному ходу станка и перпендикулярна плоскости магнитной плиты. По угольнику устанавливают обрабатываемые детали.
Рис. 30. Упорный угольник
Рис. 31. Угловые магнитные призмы и переводники
а)
При шлифовании плоскости, которая должна быть перпендикулярна двум другим параллельным плоскостям, деталь зажимают в лекальных тисках. Однако тиски не всегда обеспечивают требуемую перпендикулярность шлифуемых плоскостей. Например, если между корпусом тисков и подвижной губкой имеется зазор, то деталь при зажиме можно перекосить.
Для обработки перпендикулярных сторон с большой точностью применяют чугунные или стальные упорные угольники (рис. 30) различных размеров.
Для шлифования наклонных участков деталей, расположенных к базовым поверхностям под углами 15, 30, 45, 60 и 75°, используют угловые магнитные призмы (рис. 31, в) и в комплекте с ними переводники (рис. 31, а, б), имеющие соответствующие углы.
С помощью магнитных призм прямоугольного сечения устанавливают детали с уступами, затрудняющими закрепление детали на основной плите. Призмы предохраняют магнитную плиту от царапин, забоин и быстрого износа и, следовательно, исклю
75
chipmaker.ru
чают необходимость частого шлифования самой плиты. При шлифовании партии одинаковых деталей в призмах часто делают пазы (гнезда), соответствующие профилю детали.
Магнитные призмы представляют собой набор чередующихся стальных и латунных или алюминиевых пластин, соединенных медными шпильками или заклепками. Магнитные призмы должны быть изготовлены таким образом, чтобы торцы пластин прилегали к полюсам магнитной плиты.
Рис. 32. Магнитные плиты:
а — синусная — для шлифования наклонных плоскостей; б — поворотная, позволяющая производить загрузку в процессе шлифования; в — плиты-угольники
Для обработки деталей с наклонными плоскостями, а также для расширения технологических возможностей плоскошлифовальных станков применяют магнитные синусные плиты (рис. 32, а), поворотные магнитные плиты (рис 32,6) и магнитные п л ит ы - у го л ь н и к и (рис. 32, в).
Магнитная плита с постоянными магнитами (рис. 33), которая состоит из корпуса 1, закрепляемого на верхней плоскости синусной линейки, и неподвижной верхней плиты 2 со вставленными в нее пластинами 3, изолированными слоем припоя. Внутри корпуса расположен подвижной магнит 4, промежуточные желез-
76
ные пластины 5 и алюминиевые вставки 6. При повороте рукоятки 7 влево полюса магнита размещаются под пластинами 3. Обрабатываемая деталь своей массой замыкает магнитный поток и прочно притягивается к плите. При повороте рукоятки
Рис. 33. Плиты с постоянными магнитами
вправо магнит перемещается, магнитный поток замыкается верхней плитой 2, и деталь освобождается.
При шлифовании многогранных деталей применяют различные приспособления с делительными дисками, синусные делительные головки и делительные голов
ки с червячной передачей.
Одна из простейших конструкций делительного приспособления для шлифования многогранников показана на рис. 34.
На основании / установлены бабки 2 и 3, между центрами которых крепится шлифуемая деталь. На шпиндель передней бабки насажен делительный диск 4, который во время шлифования закрепляется фиксатором 5.
При шлифовании плоскостей, сопряженных с точно расположенными отверстиями, применяют специальные приспособления.
Рис. 34. Делительное приспособление
для шлифования многогранников
77
chipmaker.ru
Если в соответствии с техническими требованиями шлифуемые плоскости (рис. 35, а) должны быть параллельны осям I—I и II—II, то для этого в отверстие по оси II—II устанавливают валик, а в отверстие по оси I—I вставляют центр (рис. 35,6). Затем шлифуют одну из плоскостей до требуемого
Рис. 35. Приспособление для шлифования сопряженных поверхностей: а — обрабатываемая деталь, б — установка деталей в центрах
размера, после этого центр 1 отжимают, деталь поворачивают в центрах 3 и 4 на 180°, поджимают центром 2 и обрабатывают
Рис. 36. Приспособление для шлифования торца зубчатого колеса
вторую ПЛОСКОСТЬ.
Размеры детали контролируют набором концевых мер, причем отсчет ведут от плиты.
Перпендикулярность шлифуемого торца по отношению к отверстию обеспечивает приспособление, показанное на рис. 36. Обрабатываемую деталь 1 (зубчатое колесо) надевают на оправку 2, которая установлена на магнитном столе станка. На торце оправки, прилегающем к магнитной плите, имеются диамагнитные прокладки 4. Магнитные линии пронизывают оправку и через деталь возвращаются в плиту. Для предотвращения проворачивания зубчатого колеса на оправке предусмотрен штифт 3, входящий в одну из впадин между зубцами.
При работе на плоскошлифовальном станке следует иметь в виду, что детали, устанавливаемые на электромагнитные плиты, несколько намагничиваются. Для их размагничивания применяют специальные приспособления — демагнити-заторы.
78
§ 6. Шлифование типовых деталей и поверхностей на плоскошлифовальных станках
Самым простым видом плоского шлифования является обработка прямолинейных плоскостей, образующих при своем пересечении различные углы.
При шлифовании прямолинейных плоскостей первоначально шлифуют базовые опорные поверхности, которыми детали устанавливают на магнитной плите станка или закрепляют в приспособлении. От этих поверхностей производят основные замеры.
Рис. 37. Типовые детали, обрабатываемые на плоскошлифовальных станках:
а прямоугольная, б — угольник, в — с открытым пазом, г ~ с уступом, д — с несимметричными углами, е—с углом и пазом, ж— с трапецеидальными впадинами
Прямоугольную деталь (рис. 37, с) шлифуют в такой последовательности. Деталь устанавливают на магнитную плиту станка самой широкой стороной А в продольном направлении. Столу сообщают возвратно-поступательное движение. Затем включают шлифовальный круг и постепенно подводят его к обрабатываемой поверхности (до появления искр). Не изменяя скорости движения стола, вручную или автоматически через всю поверхность шлифуемой детали осуществляют поперечную подачу. После этого стол вручную возвращают в исходное положение. Установив соответствующую глубину резания для первого прохода, включают автоматическую поперечную подачу.
После окончательной обработки первой плоскости до заданной чистоты деталь переворачивают и шлифуют вторую параллельную плоскость на размер В. Затем шлифуют длинную узкую плоскость, расположенную перпендикулярно двум первоначально обработанным плоскостям. Для этого деталь зажимают в лекальных тисках и шлифуют третью плоскость так же, как и первую. Если лекальные тиски не обеспечивают требуемой перпенди
79
chipmaker.ru
кулярности, деталь прижимают шлифованной поверхностью к плоскости угольника и закрепляют параллельными струбцинами. Для шлифования четвертой плоскости деталь устанавливают на магнитную плиту третьей плоскостью.
Торцевые плоскости шлифуют в таком же порядке, как и боковые, с той лишь разницей, что перпендикулярность установки контролируют по двум смежным обработанным плоскостям.
Угольник (рис. 37, б) шлифуют в такой последовательности. Сначала на магнитной плите шлифуют па параллельность и размер плоскости 2 и 6. После этого деталь устанавливают, как и в первом случае, в лекальных тисках или крепят струбцинами к угольнику и шлифуют плоскость /. Затем деталь устанавливают на магнитную плиту плоскостью 1 и прижимают плоскостью 6 к установочному угольнику.
Периферией круга при вертикальной подаче шлифуют плоскость 3 до размера А и торцем при горизонтальной подаче стола шлифуют плоскость 4 до размеров В. Последней шлифуют плоскость 5.
Наружные плоскости открытого паза (рис. 37, в) шлифуют так же, как и в первых двух случаях. Для шлифования паза деталь устанавливают плоскостью 2 на магнитную плиту и прижимают плоскостью 1 к установочному угольнику.
Боковые плоскости паза шлифуют торцами круга, а дно — периферией. Однако этот способ не обеспечивает высокой чистоты обработки, а часто и требуемой точности. Это происходит потому, что лимб поперечной подачи стола на плоскошлифовальном станке не имеет точных делений (обычно пена деления 0,05—0,1 мм).
В некоторых случаях используют измерительный штифт индикатора, который приставляют к боковой части станка и наблюдают за его стрелкой, таким образом делают более точный отсчет.
Если при шлифовании паза шлифовальный круг имеет осевой люфт в шпинделе, то при входе в паз и выходе из него круг смещается в осевом направлении и не обеспечивает одинакового размера по всей длине паза. Поэтому прямые пазы, которые должны иметь высокую точность и чистоту поверхности (V8—V9), шлифуют следующими способами. После обработки наружных поверхностей деталь устанавливают в магнитную призму 3 под углом 45° и шлифуют в перекидку боковые стороны паза заправленным под 45° шлифовальным кругом 1 (рис. 38). При таком способе шлифования боковые стороны паза обрабатывают не торцами, а периферией круга, что повышает чистоту поверхности. Другим преимуществом этого способа является то, что врезание круга производится лимбом вертикальной подачи, у которого цена деления 0,01 мм. Кроме того, так как шлифуемая поверхность паза в процессе обработки повернута на 45°, шлифо
80
вальный круг при опускании на 0,01 мм снимает по ширине поверхности слой 0.007 мм, что позволяет обрабатывать пазы с большой точностью.
Детали с уступом в средней части (см. рис. 37, г) необходимо шлифовать в такой последовательности. Деталь устанавливают
на две магнитные призмы одинаковой высоты так, чтобы уступы находились между ними, и шлифуют «как чисто» плоскость 2.
После этого деталь прижимают плоскостью 2 к угольнику, закрепляют струбцинами и шлифуют плоскость 3. Затем деталь
устанавливают плоскостью 3 на магнитную плиту и шлифуют «как чисто» плоскость 1.
После обработки наружных базовых плоскостей деталь устанавливают плоскостью 2 на магнитную' плиту, прижимают к направляюще- ~ му угольнику и шлифуют торцем . круга боковые стороны уступа до размера т, периферией — прилегающие к нему поверхности 4 и 6 до размера Н, выдерживая симметрии- " ность расположения оси уступа к боковым сторонам в пределах половины припуска на окончательное шлифование плоскостей 1 и 3. Затем плоскости I и 3 шлифуют до нужного размера симметрично осп выступа и окончательно шлифуют плоскость 5.
Рис. 38. Схема шлифования прямых пазов при помощи магнитной призмы шлифовальным кругом, профилированным под 45°:
1— шлифовальный круг, 2— обрабатываемая деталь, 3 — призма
Плоскости, наклоненные под различными углами, шлифуют чаще всего периферией цилиндрического круга. Для этого деталь устанавливают на синусной линейке и магнитной плите, поворачивают синусную линейку при помощи блока концевых плиток на заданный угол а и шлифуют с продольной и поперечной подачами.
При большой ширине наклонной поверхности синусную линейку устанавливают вдоль магнитной плиты. Если же ширина наклонной поверхности сравнительно небольшая, то ее располагают поперек магнитной плиты.
Для шлифования плоскостей под углом а, равным 15, 30, 45, 60 и 75°, детали устанавливают в угловые магнитные призмы.
При отсутствии синусной магнитной плиты деталь с наклонными плоскостями кладут на обычную синусную линейку и прикрепляют к угольнику или прямой призме струбцинами.
Если ширина наклонной поверхности меньше ширины шлифовального круга, то обработку производят кругом, установленным под соответствующим углом. Однако этот способ непроизводи
81
chipmaker.ru
телен, так как требует затрат значительного времени на профилирование круга.
Несколько наклонных плоскостей шлифуют последовательно с переналадкой синусной линейки на каждую плоскость.
Детали с двумя внешними несимметричными углами (см. рис. 37, д) шлифуют так. На магнитную плиту устанавливают деталь и шлифуют на требуемый размер плоскости 4 и 6. После этого деталь шлифованными плоскостями зажимают в лекальных тисках, которые помещают на синусную линейку с магнитной плитой. Набирают соответствующий блок концевых плиток, поворачивают синусную линейку на угол 90°—р (в данном случае на 15°) и шлифуют плоскость 5 «как чисто». Затем деталь устанавливают плоскостью 6 на синусную магнитную плиту, поворачивают последнюю на угол а = 45° и шлифуют плоскость так, чтобы ребра детали были параллельны.
Шлифование производится с продольной и поперечной подачами до получения размера а. Размер а контролируют при помощи двух роликов или инструментального микроскопа.
При шлифовании призмы с утлом а<90° и пазом а (см. рис. 37, е) сначала обрабатывают наружные базовые поверхности, добиваясь параллельности и перпендикулярности сторон. Затем деталь прижимают к установочному угольнику и притягивают к плите магнитом.
В первую очередь шлифуют параллельный паз шириной а. Для этого выбирают шлифовальный круг шириной менее а, на обеих торцевых сторонах его делают поднутрение по направлению от наружного диаметра к посадочному отверстию.
Стенки паза обрабатывают обоими торцами круга, а дно — периферией. После этого призму устанавливают опорной поверхностью на синусную магнитную плиту, которую поворачивают на угол ~ и торцем тарелочного круга в ней шлифуют вперекидку стороны острого угла.
Для получения более чистой поверхности при обработке нескольких призм шлифование плоскостей, находящихся под углом а, производится не торцем прямого угла, а кругом, профилированным на угол специальным приспособлением. Симметричность внутреннего угла боковым сторонам проверяют по валику, вставленному в призму.
У деталей с тремя трапецеидальными впадинами, расположенными под углом 90° (см. рис. 37, ж), сначала шлифуют все четыре стороны до размеров, указанных на чертеже, а затем профиль впадин. Впадины можно шлифовать двумя способами: раздельно каждую по плоскостям образующим профиль, или сразу всю впадину профилированным кругом.
При раздельном шлифовании элементов профиля деталь устанавливают на синусную магнитную плиту, которую поворачивают
82
на угол 45°, и поочередно шлифуют наклонные параллельные стороны, затем деталь поворачивают и шлифуют противоположные стороны впадин. После этого шлифуют горизонтальные участки впадин. Если ось средней впадины совпадает с осью симметрии детали, а обе боковые впадины равно удалены от ее краев, то для упрощения измерения обработку профиля на синусной магнитной плите ведут следующим образом. Вначале шлифуют то одну, то другую боковые стороны центральной впадины, далее также обрабатывают боковые впадины, а затем на магнитной плите шлифуют средние прямые участки впадин.
§ 7. Шлифование плоских поверхностей деталей
Плоские поверхности имеют станины, корпусные и другие детали металлорежущих станков и машин. Большинство этих деталей сложной конфигурации. Для успешного шлифования таких деталей необходимо правильно определить последовательность их обработки, установки и выверки. Обработка таких деталей затрудняется из-за недостаточной жесткости их и деформации под действием усилий резания, зажима, а также вызываемых нагревом, при обработке. Припуск, снимаемый при шлифовании, составляет десятые доли миллиметра, поэтому установка корпусных деталей и станин является одной из самых ответственных операций. '
Положение станины регулируют при помощи башмаков (рис. 39,а) или клиньев (рис. 39, б), которые подкладывают под основание. Очень удобно устанавливать станины на болты-домкраты (рис. 39,в). Для этого в отверстиях под болты нарезают резьбу. Вывинчивая или завинчивая болты-домкраты, станину поднимают или опускают.
Детали, имеющие значительную длину, а иногда и ширину (столы фрезерных, строгальных и шлифовальных станков), устанавливают при помощи универсальных стоек с винтовым или клиновым регулированием как в вертикальной, так и в горизонтальной плоскостях.
Стол 1 плоскошлифовального станка (рис. 40, с) устанавливают не на опоры, а на сплошные базовые плоскости в виде подкладных плит 2.
Столы длиной 2 м при достаточной жесткости устанавливают на четыре опорные точки; при установке столов длиной свыше 2 м число опорных точек увеличивают до шести.
Правильность установки станин (рис. 40,6) выверяют индикатором, зажатым в одном из суппортов. Сначала выверку производят в вертикальной плоскости, для чего стол перемещают относительно индикатора плоской направляющей 7. После того как выверят вертикальную плоскость с точностью до 0,02—0,03 мм, бабку 1 с индикатором перемещают таким образом, чтобы изме
83
chipmaker.ru
рительный штифт последнего упирался в одну из наклонных плоскостей V-образных направляющих 8. Перемещая стол вдоль V-образной направляющей, выверяют установку станины в горизонтальной плоскости. Чтобы при этом не нарушить положение детали в вертикальной плоскости, станину оставляют неподвижной, а перемещают стойку 2 по плите 3 при помощи винтов 4.
Если необходимо выверить деталь по второй вертикальной плоскости, перпендикулярной направлению движения каретки,
Рис. 39. Регулировка положения станины станка при плоском шлифовании:
а — при помощи башмаков, б — клиньями, в — болтами-домкратами; / — подошва станины, 2 — башмак, 3— клин, 4 — болт-домкрат, 5 — накладка
то на плоскую и V-образную направляющие ставят мостик 5 и, перемещая бабку с индикатором по направляющим траверсы 6, определяют, насколько направляющие станины непараллельны направлению движения шлифовальных бабок по траверсе. После выверки рабочие поверхности станин, столов и т. п. шлифуют для получения необходимой точности (ГОСТ 13135—67).
Широкие направляющие плоскости обрабатывают разными способами. Обдирочное шлифование целесообразно производить сегментным кругом Э980-50СМ1-СМ2 на бакелитовой связке. Шлифовальную головку слегка наклоняют, чтобы круг резал одной стороной. При наклоне шлифовальной головки абразивный круг соприкасается с обрабатываемой деталью не всей торцевой
84
поверхностью, поэтому он медленнее тупится, а деталь меньше нагревается, что очень важно, так как при обдирке снимается основной припуск и возможна деформация детали.
Для предварительной операции предпочтительно применять круги формы ЧК и ЧЦ из электрокорунда белого (Э8) зернистостью 50. Круги из Э8 невысокой твердости работают с само-
б)
Рис. 40. Установка стола плоскошлифовального станка (а) и станины (б)
затачиванием, что облегчает резание и уменьшает теплообразование. Для обдирочного шлифования чугунных незакаленных направляющих применяют скорость детали 10—12 м/мин и глубину резания 0,05 мм. Чугунные закаленные направляющие шлифуют при черновых проходах с глубиной резания 0,02—0,03 мм.
Чистовое шлифование — операция, в результате выполнения которой получается требуемая чистота поверхности, ликвидируется вогнутость, возникшая от наклона шлифовального шпин
85
chipmaker.ru
деля при черновой обработке, и обеспечиваются размеры и геометрическая форма детали, предусмотренные чертежом и техническими условиями. Так как на чистовое шлифование оставляют очень маленький припуск — 0,04—0,06 мм, во избежание погрешностей оно выполняется с одной установки детали. Между черновой и чистовой обработками при работе с большими глубинами резания необходим разрыв во времени до полного остывания детали.
Чистовое шлифование чугунных незакаленных направляющих станин ведут с продольной подачей 6 м/мин и глубиной шлифо-
Рис. 41. Шлифование деталей с плоскими призматическими направляющими
вания 0,02 мм/дв. ход, а на последних проходах величину продольной подачи снижают до 2 м/мин. Шлифование до прекращения искры (выхаживания) осуществляют на скорости 2 м/мин без подачи на глубину резания. Закаленные чугунные направляющие шлифуются с поперечной подачей 0,01 мм/дв. ход.
Станины и столы, направляющие поверхности которых представляют собой сочетание плоскости с призмой, обрабатываются в определенной последовательности. Толщина металла у плоской направляющей намного меньше, чем у призматической, поэтому плоская направляющая нагревается быстрее. Чтобы не перегреть деталь, вначале шлифуют предварительно плоскую направляющую 3 и окончательно одну из сторон 1 призмы (рис. 41,а), затем обрабатывают другую сторону призмы 2, а когда плоская
«6
направляющая 3 остынет, ее снова шлифуют окончательно. Более рациональный способ — одновременная обработка обеих направляющих двумя кругами (рис. 41, б), один из которых имеет больший диаметр. Вторым крутом шлифуют призму тогда, когда плоская направляющая нагрета и ее необходимо охладить. При такой технологии легче получить требуемую точность и сократить время обработки.
Одновременно двумя кругами обрабатывают и направляющую в виде двух призм. Каждую из них шлифуют по граням 1 и 2, а затем шпиндели переносят на грани 3 и 4 (рис. 41,в). Если сначала одновременно обрабатывать грани 1 и 4, а затем раздельно грани 2 и 3, удовлетворительных результатов не получится, так
Рис. 42. Шлифование профиля направляющих станин: а — дополнительными головками, б — фасонным шлифовальным кругом
как нагрев и деформация не дают возможности выдержать первоначальное расстояние между гранями 1 и 4 и эти грани приходится шлифовать вторично.
В промышленности применяют продольношлифовальные станки, снабженные, кроме основных шпинделей, дополнительными головками, с помощью которых можно одновременно шлифовать весь профиль направляющих (рис. 42, с). Прогрессивным является также шлифование профиля направляющих станков фасонными шлифовальными кругами (рис. 42,6).
Плоское шлифование широко используют при ремонте металлорежущих станков. На рис. 43, а показано приспособление для шлифования направляющих станин. Плиту 4 с двумя сменными направляющими 2 и 3, которые крепятся к ней винтами, устанавливают на шлифуемой станине. В нижней части плиты 4 смонтированы подпружиненные упоры с роликами 1 и 5, выполняющими роль катков. Приспособление перемещают вдоль станины вручную или при помощи цепной передачи. На рис. 43, б показаны виды профилей станин, обрабатываемых переносным шлифовальным приспособлением.
87
chipmaker.ru
Рис. 43. Приспособление для шлифования направляющих станин при ремонте: а — приспособление в работе, б — виды обрабатываемых профилей и станин
§ 8. Шлифование тонких деталей
В ряде случаев тонкие детали деформируются при предварительной обработке или закалке. Такне детали, устанавливаемые на магнитную плиту, для плоского шлифования притягиваются плитой и выпрямляются. Прошлифованные в таком положении детали сохраняют плоскостность, пока находятся под действием магнитных потоков. После снятия со станка детали вновь принимают искривленную форму. Кроме того, если толщина детали
Рис. 44. Приспособление для закрепления при шлифовании планок
незначительна, она сильнее прогревается, что также вызывает дополнительную деформацию.
Чтобы устранить указанные выше явления, деталь следует при шлифовании несколько раз переворачивать (если это планка), снимая при этом небольшие припуски.
' Тонкие планки перед шлифованием смазывают слоем масла. Благодаря поверхностной энергии тонкого смазочного слоя шлифуемые детали присасываются к столу и их можно шлифовать, не включая электромагнит.
Широко распространено шлифование тонких деталей типа планок и линеек в специальных приспособлениях (рис. 44).
В корпусе 2 приспособления имеются поперечные пазы 6, в которых установлены подвижные эксцентриковые зажимы. Эксцентриковый зажим состоит из эксцентрика 3, пальца 4 и рукоятки 5. Обрабатываемую деталь 1 крепят в приспособлении поворотом эксцентрика 3 вокруг оси.
89
chipmaker.ru
При шлифовании тонких планок применяют также приспособление (рис. 45), в котором обрабатываемую планку 1 кладут на уголки 2. Под иголками лежит резиновая прокладка 3, она способствует плотному прилеганию иголок к поверхности детали за
Рис. 45. Схема приспособления для шлифования тонких планок
счет сил молекулярного сцепления. Деталь и иголки закрепляют в прижимных планках. После этого шлифуют одну сторону детали, затем деталь поворачивают и шлифуют другую ее сторону в размер.
§ 9. Шлифование вогнутых и выпуклых поверхностей
Вогнутые и выпуклые поверхности шлифуют как профилированным, так и непрофилированным крутом. Профилированным кругом обрабатывают поверхности небольших размеров, так как величина шлифуемой поверхности ограничивается шириной круга.
Для профилирования шлифовального круга по дуге определенного радиуса используют специальное приспособление.
Кривизна поверхности дуги, получающаяся при профилировании круга этим приспособлением, зависит от расстояния между осью вращения круга и вершиной алмаза, которым ведут обработку. Расстояние устанавливают с помощью набора концевых мер длины.
Большое значение при шлифовании выпуклых и вогнутых поверхностей имеет правильное расположение оси дугового участка по отношению к базовым поверхностям обрабатываемой детали. При установке шлифуемой детали по отношению к профилированному кругу необходимо учитывать положение профилирующего приспособления во время профилирования круга.
Профилирующее приспособление (рис. 46) следует прижать опорной плоскостью к установочному угольнику, прикрепленному к магнитной плите, тогда расстояние от оси приспособления до установочного угольника будет равно расстоянию от угольника до центра профилируемой дуговой поверхности. Зная это расстояние, можно при помощи набора концевых мер длины уста-
90
ловить шлифуемую деталь на магнитной плите так, чтобы ось шлифуемого дугового участка совпадала с осью шлифовального круга.
Рис. 46. Приспособление для профилирования шлифовального круга по дуге:
1 — гайка, 2 — маховик, 3 — каретка, 4 — угольник, 5 — микрометрический винт, 6 — алмаз
Например, у детали, показанной на рис. 47, нужно прошлифовать вогнутую поверхность радиусом R = 10,05 мм с расстоянием от оси дуги до базовой плоскости 24,72 мм. На приспособле
нии для профилирования круга расстояние от оси до основания А = 105,29 мм, а расстояние от оси до боковой базовой поверхности В = 68,34 мм (эти значения маркируются на корпусе приспособления).
Если на круге профилируют выпуклую дугу, то величину установочного набора концевых мер длины Н для получения радиуса R определяют по формуле
Рис. 47. Чертеж детали с вогнутой поверхностью
Н = А — R пли Н = 105,29 — 10,05 = 95,24 мм.
Для настройки приспособления его устанавливают на контрольную плиту. При этом гайку 1 (см. рис. 46) ослабляют и ка
91
chipmaker.ru
ретку 3 смещают вниз на 10 мм ( отсчет производят по шкале и нониусу) и снова закрепляют ее положение гайкой.
Набор из концевых плиток величиной 95,24 мм ставят на плиту и на концевые плитки кладут лекальную линейку так, чтобы свободный конец ее находился над вершиной алмаза 6. Вращая микрометрический винт 5, алмаз доводят до соприкосновения с лекальной линейкой. Настроенное таким образом приспособление устанавливают на магнитную плиту станка и прижимают его бо-
Рис. 48. Схема определения наибольшего центрального угла при профилировании вогнутой дуги
ковои опорной поверхностью к треугольнику 4. Продольной подачей подводят алмаз к оси круга, а поперечной — к его середине.
Установив приспособление в требуемое положение относительно круга, приводят во вращение круг, поворачивая маховиком 2 каретку с алмазом в обе стороны (приблизительно на угол 180°). Вертикальной подачей постепенно опускают круг на алмаз и правят круг до образования полного профиля. Для экономии алмазов рекомендуется предварительно обработать профиль круга по дуге другим шлифовальным кругом из карбида кремния.
После окончания профилирования приспособление снимают с магнитной плиты, а на плиту устанавливают обрабатываемую деталь, таким образом расстояние от установочного угольника до оси шлифуемого дугового участка детали было равно 63,34мм. Для этого между базовой плоскостью детали и установочным угольником нужно поместить набор концевых мер, составляющих размер 68,34—24, 72 = 43, 62 мм.
Аналогичным образом профилируют круг и шлифуют поверхности, ограниченные выпуклой дугой. Однако если профилирование выпуклой дуги на круге с центральным углом 180° не представляет больших трудностей, то профилирование при помощи алмазов в описанном выше приспособлении на круге дуги вогнутого профиля с таким центральным углом невозможно. Это объясняется тем, что величина центрального угла вогнутой дуги шлифовального круга ограничивается диаметральным размером державки с алмазом.
92
Наибольший центральный угол (рис. 48), на который можно профилировать круг по вогнутой дуге, определяют следующим образом:
а=180° —2р, где а—наибольший центральный угол профилирования вогнутой дуги.
Рассматривая треугольник АОВ, находим d ~2+'П sin р --------------------------,
где d — диаметр державки, в которой закреплен алмаз, мм;
т — величина зазора между шлифовальным кругом в крайнем положении державки с учетом запаса на выход алмаза (определяется практически в зависимости от расстояния алмаза до державки и величины самого алмаза), мм;
R — радиус профилируемой дуги, мм.
Определив величину угла 2р, подставляем это значение в уравнение для определения а наибольшего центрального угла дуги окружности.
Если нет других возможностей, то выпуклые поверхности с центральным углом, приближающимся к 180°, шлифуют в два приема профилированным кругом, при этом обрабатываемую деталь поворачивают на 180° (рис. 49).
Чтобы профиль не разбивался, при шлифовании выпуклых поверхностей профилированным кругом необходимо учитывать величину зазора в подшипниках станка и подвижных частях профилирующих приспособлений. Поэтому при профилировании круга для обработки вогнутой поверхности берут радиус несколько меньше заданного, а для выпуклой поверхности его несколько увеличивают. Величина разбивания профиля при работе на исправных плоскошлифовальных станках не превышает 0,01—0,02 мм.
При шлифовании н е п р о ф и л и р о в гом деталь вращается вокруг оси окружности,
положен участок дуги, а шлифовальный круг постепенно подводят к центру дуги до тех пор, пока рабочая поверхность его не окажется от центра вращения детали на расстоянии, равном величине заданного радиуса.
Выпуклые дуги шлифуют в центрах любого делительного приспособления.
Рис. 49 Схема шлифования вогнутым профилированным кругом с поворотом обрабатываемой детали на 180°
энным к р у-на которой рас-
93
chipmaker.ru
Рис. 50. Шлифование летали, закрепленной в сменных прижимных планках
94
§ 10. Шлифование профильных (фасонных) деталей в сменных прижимных планках
Шлифование сложных профилей пуансонов штампов, инструментов и фасонных деталей является весьма трудоемкой операцией, обычно выполняемой на малопроизводительных оптикошлифовальных и копировальных станках, а при отсутствии их — вручную. В современных условиях потребность в фасонных измерительных инструментах и шаблонах, заменяющих ряд универсальных измерительных устройств, все возрастает. Малопроизводительные и тем более ручные методы обработки необходимо механизировать.
Хорошую точность обработки и производительность дает шлифование фасонных деталей в сменных прижимных планках на плоскошлифовальных станках.
Высокая производительность труда объясняется тем, что за один проход можно снять слой металла толщиной 0,1—0,12 мм. При этом способе обработки (рис. 50) криволинейные участки профиля детали 6, зажатой между двумя планками 5, имеющими центровые отверстия, шлифуют в центрах приспособления, установленного на магнитной плите плоскошлифовального станка. Ось центровых отверстий прижимных планок должна совпадать с центром дуги обрабатываемого криволинейного участка профиля.
Приспособление состоит из плиты 1, на которой установлены передняя бабка 10 и задняя бабка 2. Бабки перемещаются вдоль плиты и закрепляются в требуемом положении рукояткой 9, сидящей на оси 8 эксцентрика. Для возможности шлифования поверхностей малых деталей и криволинейных поверхностей небольших радиусов верхняя часть зажимных центров 4 и 7 срезана таким образом, чтобы расстояние от оси центров до плоскости среза было наименьшим. Центры в бабках зажимаются поворотом рукояток 18. Центр задней бабки винтом 8 перемещается в осевом направлении. Ось центров приспособления при любом положении бабок должна быть параллельна опорной плоскости плиты 1.
Шлифуемая деталь 6 скобой 11 скреплена со сменными прижимными планками 5, между свободными концами которых прокладывают блок концевых мер 12, высота которого равна толщине обрабатываемой детали.
Шлифование фасонных деталей производят обычно дисковым шлифовальным кругом, правка которого весьма проста, а износ незначителен. При обработке изделия профилированным кругом расход абразива на правку значительно больше. Кроме того, обработка профиля детали периферией круга проста и не требует применения дорогих и сложных приспособлений. Контролируют шлифуемые участки профиля, не снимая деталь со станка.
95
chipmaker.ru
Для этого пользуются блоком концевых мер и стойкой с индикатором.
Сменные прижимные планки представляют собой универсальные приспособления, значительно облегчающие шлифование криволинейных профилей, состоящих из дуг окружностей и из прямых линий. На рис. 51 показаны наиболее часто применяемые сменные прижимные планки.
Рис. 51. Сменные прижимные планки
Шлифуемую деталь 3 в сменных прижимных планках зажимают на плите. Прижимную планку 4 (рис. 52), расстояния осп центрового отверстия которой от боковых плоскостей равны, например 26 и 8 мм, устанавливают на блок мерных плиток 7, равный 46,3—13,5—26 = 6,8 мм, положенный на разметочную плиту 1. Между другой ее стороной и угольником 6 прокладывают блок 5, составляющий размер 13,5—8 = 5,5 мм. Шлифуемую профильную деталь прижимают сторонами К и Л к разметочной плите 1 и угольнику 6.
Обе сменные прижимные планки устанавливают на одинаковые по размеру блоки концевых мер, так как при изготовлении каждой пары планок расстояния от их наружных боковых плос-
96
костей до оси центрового отверстия выдерживают одинаковыми с большой точностью. Расположенные таким образом прижимные планки и обрабатываемую деталь закрепляют хомутиком 2, устанавливаемым так, чтобы он не мешал при шлифовании соответствующего участка профиля детали.
Рис. 52. Схема установки фасонной детали в сменных прижимных планках
Сменные прижимные планки выбирают по размерам детали и радиусу шлифуемого криволинейного участка профиля. Для обеспечения надежного закрепления больших деталей при
меняют прижимные планки больших габаритных размеров
Точность шлифования фасонных деталей указанным способом зависит прежде всего от качества и точности изготовления сменных прижимных планок.
Контроль расстояния (20 мм) от оси центрового отверстия до боковой плоскости, упирающейся в блок концевых мер при установке сменной прижимной планки на плите,
Рис. 53. Схема контроля расстояния □ся центрального отверстия сменной прижимной планки до ее боковых сторон
производят по схеме, по-
казанной на рис. 53. Планку 2 устанавливают на разметочную плиту 5 так, чтобы она упиралась в угольник 1. В центровое отверстие прижимной планки вставляют конус калибра 4, а другой конец калибра устанавливают на блок концевых мер 6. составляющий размер (20—где D — диаметр цилиндрической ча
сти калибра, изготовленного с большой точностью.
Если стрелка микронного индикатора 3 при установке его мерительного стержня в любой точке образующей цилиндра
97
chipmaker.ru
калибра не будет отклоняться от нуля, это значит, что расстояние от оси центрового отверстия до соответствующей боковой плоскости сменной прижимной планки выдержано.
Шлифование сложного сопряженного профиля шаблона, показанного на рис. 54, а, начинают с обработки криволинейного участка, имеющего большой радиус. Установку прижимных планок
Рис. 54. Шлифование шаблона со сложным сопряженным профилем:
а — шаблон, б — схема установки шаблона относительно сменных прижимных планок, в — шлифование криволинейной поверхности, г — контроль величины радиуса шаблона с помощью регулируемого установа; 1 — угольник, 2 — шлифуемая деталь, 3 — сменная прижимная планка, 4 — плита, 5 — блоки концевых длин, 6 — регулируемый установ, 7 — плоскость магнитной плиты с центровым приспособлением
относительно шаблона производят по концевым мерам длины (рис. 54,6). Л4ежду стороной А планки и угольником прокладывают блок концевых мер, составляющий размер 54,55—8 = = 46,55 мм, а между стороной Б прижимной планки и плитой — блок, составляющий размер 51,74 — 26=25,74 мм. После такой установки центр дуги радиусом 58,8 мм совместится с осью центров сменных прижимных планок. В этом положении шаблон с двумя прижимными планками закрепляют хомутиком и устанавливают между центрами приспособления, расположенного на столе плоскошлифовального станка. Затем криволинейную поверхность радиусом 58,8 мм шлифуют на выход. Центр дуги радиусом 27 мм совмещают с осью центров сменных прижимных
98
планок по блокам концевых мер (рис. 54, б), составляющим размер (58,26+51,74-27)-26 = 57 мм и (73,55-50,5)-8= 15,05 мм.
При обработке дуги радиусом 27 мм шлифовальный круг не должен врезаться в обработанную дугу радиусом 58,8 мм, для чего шаблон с помощью синусной линейки поворачивают на угол сопряжения дуг (3 (угол между вертикалью и линией, соединяющей центры дуг радиусом 58,8 и 27 мм).
Угол сопряжения |3 определяется из треугольника ОМЕ
ОМ 54,55 — 50,5 sin В = —— = —----------------=
1 ОЕ 58,8 — 27
0,12735;
р = 7°19'.
Криволинейную поверхность радиусом 27 мм шлифуют из исходного положения (рис. 54, в) после поворота.
Размеры радиусов 58,8 и 27 мм контролируют непосредственно на станке. На площадку К регулируемого установа (рис. 54,г), расположенную на высоте оси центров приспособления, укладывают б чок концевых мер, по высоте равный величине радиуса проверяемой криволинейной поверхности. Мерительный стержень индикатора, закрепленного в универсальной стойке, устанавливают на блок, после чего для сравнения размера переносят на обрабатываемую поверхность. Шлифование поверхности заканчивают, когда стрелка индикатора после переноса на обрабатываемую поверхность остается на нуле или отклоняется на величину, меньшую допуска на радиус.
Применение регулируемого установа в значительной степени сокращает время на подбор блоков концевых мер длины. При контроле вогнутых криволинейных поверхностей блоки концевых мер укладывают на движок, который может перемещаться по Т-образному пазу корпуса установа и в нужном положении закрепляться. Плоскость Е движка устанавливают ниже оси центров на определенном и точном расстоянии от основания приспособления. Плоскости К и Е регулируемого установа должны быть строго параллельны и доведены до зеркального блеска.
Фасонную деталь прибора, показанную на рис. 55, а, обрабатывают с помощью сменных прижимных планок следующим образом. Стороны А и Б заготовки детали окончательно шлифуют на плоскошлифовальном станке до размера 8_0д, после чего деталь обрабатывают до размеров 76 и 105 мм.
Для шлифования криволинейных участков профиля радиусом 107 мм, центр которого находится за пределами контура детали, нужно пользоваться прижимными планками, показанными на рис. 55, б. Установка планок для совмещения оси их центровых отверстий с центрами дуг радиуса 107 мм показана на рис. 55, б, в. Между выступающими за пределы детали концами сменных прижимных планок помещают блок концевых мер 1 размером 8 мм (высота блока плиток равна толщине шлифуемой детали).
99
chipmaker.ru
Между плитой или угольником и соответствующими сторонами сменных прижимных планок прокладывают блоки концевых мер размером 7 и 20,5 мм. Контроль при шлифовании осуществляют с помощью блока мер длины высотой 107 мм, который уклады-
Рис. 55. Фасонная деталь (а) и схемы установки ее относительно сменных прижимных планок
/ — блок концевых мер, 2 — прижимная планка» 3 — уголь* ник, 4 — плита, 5 — шлифуемая деталь
вают на площадку регулируемого установи, расположенную на высоте оси центров. Шлифование этих участков производят из исходного положения на выход. Установка сменных прижимных планок относительно детали для шлифования участка профиля радиусом 27,5 мм, сопряженного с двумя криволинейными участками радиусом 107 мм, показана на рис. 55, г.
При работе необходимо следить, чтобы шлифовальный круг не врезался в прошлифованные участки профиля радиусом
100
107 мм, для чего при повороте следует учесть угол сопряжения, равный 116°, и рабочая часть круга должна быть закруглена.
Установка прижимных планок для шлифования участков радиусом 28 мм показана на рис. 55, д и е. Контроль этого участка профиля производят по блоку концевых мер высотой 28 мм.
Правильность положения сменных прижимных планок относительно шлифуемой детали можно проверить еще до начала
Рис. 56. Шаблон для контроля внутреннего профиля рабочей лопатки газовой турбины
обработки. Для этого на контролируемую криволинейную поверхность устанавливают мерительный стержень индикатора и деталь поворачивают в центрах приспособления. При правильной установке стрелка индикатора не должна отклоняться.
Преимущества шлифования фасонных деталей в сменных прижимных планках особенно наглядны при рассмотрении примера шлифования шаблона для контроля внутреннего профиля рабочей лопатки газовой турбины (рис. 56).
Сложный профиль этого шаблона состоит из четырех сопряженных дуг разных радиусов и должен быть выдержан с точностью ±0,02 мм. После фрезерования профиля шаблона по разметке и после термической обработки шлифуют плоскости А и 5; затем шлифуют до размера 127,076±0,01 мм боковые стороны В и Г.
101
chipmaker.ru
Для шлифования криволинейных участков профиля шаблона с радиусами 350 и 125 мм, центры которых расположены за пределами контура шаблона, следует применять удлиненные сменные прижимные планки. Для совмещения центра дуги радиусом 350 мм с осью центров прижимных планок при установке планок нужно поместить блоки концевых мер длины, высота которых между плитой и прижимной планкой составляет 344,835—260 = = 84,835 мм (расстояние между осью центров планки и нижней стороной принято 260 мм), а между угольником и прижимной планкой равна 210— (123,081 + 59,909) — 15=12,01 мм, где 15 мм — половина ширины планки.
Этот участок профиля шлифуют на выход.
Установку прижимных планок и шаблона для обработки дугового участка радиусом 125 мм производят с помощью блоков концевых мер длины следующей высоты: между плитой и прижимной планкой 137,8—100=37,8 мм, между угольником и прижимной планкой 210— (123,081—28,19)— 15=100,11 мм. Затем на выход шлифуют участок криволинейного профиля, имеющего радиус 80 мм. Блоки мер. длины, необходимые для установки прижимных планок, соответственно равны: 210—(123,081 — 45,635) — 100=32,554 мм и 62,139—15 = 47,139 мм.
Наконец, шлифуют дуговую поверхность радиусом 45 мм до плавного сопряжения с поверхностями радиусом 125 и 80 мм.
Совпадение оси центров сменных прижимных планок с центром дуги радиуса 45 мм достигается установкой планок по блокам концевых мер длины высотой 210—(45+100) =65 мм и 75,263—15=60,263 мм.
Профилированным шлифовальным кругом в прижимных планках можно сразу прошлифовать весь профиль трудного для изготовления шаблона, показанного на рис. 54, а, также профиль детали, приведенной на рис. 55, в два приема. Недостатками этого способа обработки профильных деталей является следующее. Профилирование таких кругов доступно лишь высококвалифицированным шлифовщикам, имеющим большой опыт. Кроме того, при профилировании шлифовальных кругов расходуется много абразивных материалов. При шлифовании полным профилем быстро срабатываются участки круга, которыми обрабатывают вертикальные участки профиля изделия.
Приведенные детали могут быть также обработаны путем последовательного шлифования фасонными кругами отдельных участков профиля. В этом случае профиль детали, показанный на рис. 52, обрабатывают тремя разными кругами, каждый из которых профилирован на определенный радиус (28,107 или 27,5 мм). Такой способ обработки требует точной установки круга относительно детали для получения на ней правильного сопряженного профиля. При этом необходимо три раза менять круги и точно их профилировать. Расход абразивного материала
102
при этом способе профильного шлифования также весьма значителен. Следовательно, обработка подобных деталей в сменных прижимных планках также предпочтительнее.
На практике часто приходится обрабатывать детали, у которых центр дуги, соответствующей части профиля, лежит за пределами контура детали, расположен в отверстиях или вырезах. Обычно для обработки таких деталей создают фальшивые центры, для чего на торце детали напаивают пластины, в которых на координатно-расточном станке намечают центровые отверстия. Обрабатывают же такие детали в сменных прижимных планках, что ускоряет процесс их изготовления и значительно снижает стоимость.
Способом обработки деталей в фальшивых центрах целесо-©бразно шлифовать участки профиля, у которых центры соседних дуг расположены на расстоянии, превышающем диаметр центрового отверстия. В сменных прижимных планках закрепляют детали, у которых центры двух дуг находятся на расстоянии в несколько сотых миллиметра.
На центровом приспособлении при помощи сменных прижимных планок можно шлифовать и конусные поверхности, например конусные фасонные калибры. Для этого центровое приспособление устанавливают под нужным углом при помощи клина.
Обработка сложных сопряженных профилей значительно облегчается, если на рабочих чертежах проставлены величины углов, определяющих точки сопряжения кривых профиля.
§ 11. Шлифование профильных деталей на универсальном синусном делительном приспособлении
Универсальное синусное делительное приспособление (рис. 57), являющееся комбинацией поворотных синусных центров и синусного делительного приспособления, применяют для шлифования различных деталей, плоскости которых расположены точно одна относительно другой, шлицевых калибров-пробок и деталей, профиль которых находится под углом к оси центров (например, многогранных протяжек). На приспособлении также можно шлифовать сложные профили пуансонов и штампов. При помощи блоков концевых мер на этом приспособлении можно точно поворачивать обрабатываемую деталь на любой угол.
На плите 2 приспособления установлены передняя бабка /5 и задняя бабка 7. В передней бабке смонтирован шпиндель 16, на котором укреплен делительный диск 17 с точными роликами 18. Заднюю бабку 7 можно перемещать вдоль направляющих плиты 2 и в требуемом положении закреплять рукояткой. Шлифуемую деталь зажимают между центром 13, закрепленным в шпинделе 16, и центром 10, установленным в скалке 9 задней
103
/ "'‘РП
бабки. Быстрый отвод центра 10 осуществляется собачкой 8, сидящей на оси рукоятки. Блоки концевых мер, в которые упирается при повороте делительного диска 17 ролик 18, устанавливают на закаленную и доведенную планку 19. Поводок 14, укрепленный на центре, служит для зажатия хвоста хомутика, надеваемого на обрабатываемую деталь. После каждого поворота детали на требуемый угол шпиндель передней бабки необходимо стопорить при помощи рукоятки 20.
Когда обрабатываемые поверхности параллельны основанию приспособления, верхняя поворотная плита 6 скрепляется с основанием при помощи откидного винта 3 и гайки 4 (положение плиты показано на рисунке пунктиром). При этом центры 10 и 13 должны находиться на одной оси, параллельной основанию 2 и боковым его граням. В этом случае при установке приспособления на магнитной плите станка так, чтобы боковая грань основания его прилегала к планке плиты, обеспечивается параллельность оси шлифуемой детали продольному перемещению стола станка. Для подъема и опускания плиты 6 на ней имеется ручка 5. Блок концевых мер укладывают на закаленную планку /ив него упирается ролик 11, прикрепленный винтами к угольнику 12.
Рассмотрим порядок обработки на этом приспособлении кулачка (рис. 58,а). Кулачок закрепляют на оправке (рис. 58,6) и устанавливают в центрах приспособления так, чтобы его сторона А расположилась горизонтально. В этом положении кулачка 2 ролики делительного диска 4 (рис. 58, н) должны упираться в эталоны 5.
Сторону А и радиус /?=8 мм обрабатывают фасонным шлифовальным кругом 3 при поперечной подаче стола станка. Контроль радиуса R—8 мм осуществляют индикатором при помощи блока плиток 7 размером а=Ос+ и точного ролика диаметром (/=16 мм. Блоки концевых мер длины при контроле устанавливают на эталон высоты оси 6, размер которого от плоскости магнитной плиты 1 равен Н.
Ос = У(Ов)2 — (вс)2 = /262 — 82 = 24,74 мм-, следовательно, а = 24, 74 + 8,00= 32, 74 мм.
Дуги радиусами 7^ = 18 мм и /? = 8 мм (с противоположной стороны) шлифуют поворотом кулачка вокруг оси центров на 180°. Припуск на шлифование снимают за несколько проходов. Радиус R = 18 мм контролируют по блоку концевых мер, равному /7+18 нм. Затем кулачок поворачивают на 90° и шлифуют дугу радиусом R=25 мм с центральным углом а =90°+7°68'=97°68'.
Размер блока мер длины, устанавливаемого на эталон 5 для фиксирования этого угла, определяют по формуле
h=50 • sin 7°68'=50 • 0,13802=6,9 мм.
105
chipmaker.ru
Далее шлифуют плоскость, наклоненную под углом 7°68', которая при упоре ролика делительного диска в блок мерных плиток размером h расположится горизонтально. Кроме того, шлифуют дугу радиусом 7?=62 мм. Радиус /?=1 мм пригоняется лекальщиком вручную.
Рис. 58. Кулачок (с), оправка для его закрепления и установки на синусном делительном приспособлении (б), схема начальной установки кулачка и измерения (в)
Шлифование пуансона вырубного штампа (рис. 59) на универсальном делительном приспособлении производят на оправке, плотно пригоняемой к отверстию диаметром 8 мм в пуансоне (под ловитель), относительно которого должен быть точно обработан профиль пуансона.
Пуансон устанавливают в центрах приспособления так, чтобы его плоскость была горизонтальна (в пределах припуска на обработку). Установку производят по угольнику или индикатору (рис. 59, а). Перед шлифованием штангенциркулем измеряют расстояния между плоскостями аа и бб, а также между плоскостями вв и гг. Предположим, что они будут соответственно рав
106
ны 16,58 и 21,66 мм. Следовательно, припуски на обработку (на сторону) соответственно будут равны 0,29 и 0,33 мм (рис. 59, е).
По лимбу маховика вертикальной подачи шлифовального круга шлифуется сторона аа пуансона на глубину 0,25 мм (0,04 мм оставляют на чистовой проход) и при этом мелом отме-
Рис. 59. Шлифование пуансона вырубного штампа на универсальном синусном делительном приспособлении:
1 ~ блок концевых длин, 2 — эталон высоты оси, 3 — шлифовальный круг, 4 — шлифуемый пуансон, 5 — эталон
чают показание лимба маховика. Затем пуансон поворачивают на 180° (рис. 59, б) и сторону бб пуансона шлифуют до того же показания лимба маховика. Этим достигается симметричное расположение сторон пуансона. Если после измерения размер между обработанными поверхностями будет равен 16,07 мм, то для получения требуемого размера пуансона необходимо сошли-фовать с каждой стороны еще по 0,04 мм. Для шлифования сторон ев и гг пуансон поворачивается на угол 30°5' (рис. 59, в и г). Для фиксирования положения пуансона, при котором эти сторо
107
chipmaker.ru
ны расположатся горизонтально, ролик III или ролик I делительного диска приспособления упирается в блок концевых мер, установленный на эталон 5. Размер блока плиток равен Л = = 50 • sin 30°5'=50 • 0,50126=25,06 мм.
Контроль размера 16_о,о2 мм осуществляют индикатором по блоку концевых мер длины размером 8 мм, установленному на эталон 2 высоты оси, а контроль размера 21_0,03 мм — по блоку размером 10,5 мм.
Измерение поверхности при шлифовании пуансона диаметром 32,5-0,02 мм (рис. 59, д) производят индикатором по блоку концевых мер размером 16,25 мм. Размеры 16-о,о2 и 32,5-о,о2 мм можно также проверить микрометром. Для получения хорошей чистоты шлифуемой поверхности рекомендуют последние два-три прохода производить с подачей на глубину не более 0,01— 0,02 мм.
Профиль пуансона (рис. 59, е) обрабатывают на синусном делительном приспособлении с одной установки без применения фасонного шлифовального круга. Вследствие того что расстояние между осями роликов (базовый размер) в этом приспособлении 250 мм, угол установки обрабатываемой детали выдерживается точнее, чем при обработке на синусной линейке с базовым размером в 100 или 150 мм. Высоту центров приспособления (от нижней плоскости приспособления) маркируют на видном месте поворотной плиты.
На точно изготовленном универсальном синусном делительном приспособлении углы у деталей шлифуются с точностью до 30".
§ 12. Особенности работы на оптикошлифовальных станках с пантографом и экраном
На оптикошлифовальных станках с экраном шлифование криволинейных участков профиля производят до совпадения их изображения с увеличенным чертежом-шаблоном. При этом обработку криволинейного профиля непрерывно контролируют. Обработка криволинейных участков профиля на оптикошлифовальных станках с пантографом затруднена тем, что ее можно контролировать только по отдельным точкам при перемещении иглы пантографа по увеличенному чертежу профиля изделия.
Оптические профилешлифовальные станки являются универсальными; они позволяют шлифовать сложные профили круглых и плоских деталей. Эти станки незаменимы при обработке сложных профилей небольшого размера, особенно единичных деталей; при этом отпадают расходы на изготовление вспомогательного инструмента, а также сокращается производственный цикл изготовления деталей. Однако шлифование прямолинейных участков значительной длины и профильных деталей больших габаритов часто можно более производительно выполнять на плоскошлифо
108
вальном станке с горизонтальным шпинделем. Обработку осуществляют либо непосредственно на магнитной плите станка, либо на координатном приспособлении.
Профильные детали на оптикошлифовальных станках шлифуют с точностью 0,01—0,02 мм с чистотой поверхности, обычно исключающей дальнейшую обработку.
При необходимости ручной пригонки профильной детали можно предварительно прошлифовать ее на оптикошлифовальном станке, оставив припуск 0,015—0,03 мм, и тем самым значительно снизить трудоемкость операций по ручной пригонке профиля.
Износ шлифовального круга при работе на оптических профилешлифовальных станках с пантографом и экраном не влияет на точность обработки профиля детали, так как шлифовщик непрерывно следит за перемещением режущей кромки шлифовального круга и вносит нужные поправки в его подачу.
Профильное шлифование деталей на оптикошлифовальных станках требует от рабочих высокой квалификации. Шлифовщик должен хорошо освоить наладку станка, уметь правильно подбирать шлифовальный круг по твердости и зернистости в зависимости от материала, твердости и конфигурации изделия. Кроме того, шлифовщик должен уметь правильно управлять перемещениями шлифовальной головки станка и точно вести режущую кромку по увеличенному чертежу контура обрабатываемого изделия.
От точности выполнения увеличенного чертежа непосредственно зависит точность профильного шлифования изделия. Точность изготовления увеличенного чертежа определяется допуском на изготовление профиля изделия. Например, для обработки профиля изделия с допуском 0,03 мм увеличенный чертеж должен быть изготовлен с точностью 1,5 мм (с учетом 50-кратного увеличения оптической системы станка). Однако на заводах, как правило, увеличенные чертежи независимо от допуска на изделие выполняют с точностью до 0,5 мм, так как при использовании хорошего инструмента и наличии навыка вычерчивание профиля с такой точностью не представляет никаких трудностей.
Вычерчивание увеличенного чертежа профиля изделия начинают с построения квадрата 500X500 мм. Стороны квадрата служат базами, от которых откладывают координаты отдельных участков профиля изделия, поэтому они должны быть взаимно перпендикулярны. Один из быстрых способов проверки правильности вычерченного квадрата — сравнение длин его диагоналей, которые должны быть равны.
При 50-кратном увеличении оптической системы размеры экрана станка 500X500 мм соответствуют размерам профиля изделия 10X10 мм. Если размеры изделия превышают размеры экрана, необходимо увеличенный чертеж выполнить в совмещенном виде.
109
На рис. 60, а показан шаблон, профиль которого должен быть прошлифован на оптикошлифовальном станке с экраном, а на рис. 60,6—увеличенный в 50 раз профиль этого шаблона, который по оси абсцисс разбит на участки длиной в 500 мм. Харак-
терные точки каждого участка профиля шаблона обозначены цифрами 0—8. Если с базовой стороной А увеличенного чертежа профиля шаблона совместить все параллельные ей линии, которыми на расстоянии в 500 мм рассечен профиль, получим увеличенный совмещенный чертеж, приведенный на рис. 60, в.
Увеличенное совмещенное изображение профиля изделия позволяет шлифовать по одному чертежу, который при обработке остается неподвижным; перемещается же только изделие с координатным столом станка.
Вначале по совмещенному чертежу шлифуют участок профиля 0—1—2—3, затем заготовку шаблона продольными салазками координатного стола перемещают на 10 мм и шлифуют участок профиля 3—4—5. Таким же образом по увеличенному совмещенному чертежу обрабатывают участки профиля 5—6 и 6—7—8 (после соответствующего перемещения продольных салазок на 10 мм). В случае, когда на чер-
Рис. 60. Шаблон для контроля профильной детали (с), увеличенный чертеж профиля шаблона (б) и совмещенный чертеж (в)
теже изделия заданы координаты точек сопряжения дуг и прямых, участки профиля для выполнения совмещенного чертежа можно разбивать на расстояния, не равные 10 мм. Если глубина профиля изделия превышает 10 мм, разбивку производят в поперечном направлении и каждый участок профиля наносят на увеличенный совмещенный чертеж. На оптических профилешлифовальных станках с пантографом и экраном обычно применяют шлифовальные круги прямого профиля 125X6X20 мм из электрокорунда белого на керамической связке зернистостью 16—4.
ПО
Для обработки узких прорезей на деталях (0,3—1 мм) применяют шлифовальные круги на вулканитовой и бакелитовой связках.
Для предварительной обработки профиля применяют крупнозернистые шлифовальные круги. При обработке шаблонов и другого мерительного инструмента из углеродистой инструментальной стали для предварительного шлифования применяют круги из электрокорунда белого и нормального твердостью СМ1—СМ2 и зернистостью 25—10 на керамической связке; для чистового шлифования— те же круги твердостью СМ2—С1 и зернистостью 10—6. При предварительном шлифовании роликов для накатки шлифовальных кругов и круглых фасонных резцов из легированной стали 9ХВГ применяют шлифовальные круги из того же абразивного материала твердостью СМ1—СМ2 и зернистостью 25—16, при чистовом шлифовании — круги твердостью СМ2—С1 и зернистостью 12—10.
§ 13. Измерения и контрольно-измерительный инструмент
Измерение и контроль деталей при обработке их на плоскошлифовальных станках имеют большое значение, так как требования, предъявляемые к шлифованным деталям, очень высоки. Если не принимать во внимание обдирочное шлифование, то следует отметить, что размеры деталей, обработанных на плоскошлифовальных станках, выполняются обычно по 1—2-у классам точности.
Для осуществления измерений и контроля размеров, формы и чистоты поверхности в распоряжении шлифовщика имеется большой выбор контрольно-измерительных инструментов, приборов и приспособлений. Многие из широко применяемых измерительных инструментов (штангенциркули, микрометры, угломеры и др.) подробно описываются в различной технической и учебной литературе. В настоящем параграфе рассматриваются контрольно-измерительные инструменты, которые наряду со штангенциркулем и микрометром являются необходимыми при выполнении работ на плоскошлифовальных станках.
Необходимым инструментом при работе на плоскошлифовальных станках является лекальная линейка. Инструментальной промышленностью лекальные линейки выпускаются 0 и 1-го классов точности.
Они бывают четырех типов, но наиболее распространенными являются линейки с двусторонним скосом или четырехгранные. Точность линейки определяется прямолинейностью рабочего ребра, которое образуется пересечением двух доведенных поверхностей. Лекальные линейки применяются для проверки прямолинейности по методу световой щели (на просвет). Для контроля прямолинейности лекальную линейку прикладывают рабочим
111
chipmaker.ru
ребром к контролируемой поверхности и располагают между глазом и источником света. При наличии отклонения от прямолинейности шлифуемой детали между линейкой и контролируемой поверхностью видна щель, даже в том случае, если максимальная величина зазора составляет 2—3 мкм. Если контролируемая поверхность детали прямолинейная, то рабочее ребро линейки прилегает плотно, без зазора и на просвет щели не видно.
При плоском шлифовании отклонение от прямолинейности является наиболее часто встречающимся видом брака, особенно при шлифовании тонких закаленных деталей, деталей сложной формы, со всевозможными вырезами, с непрямолинейной базовой поверхностью и т. д. Поэтому для проверки отклонений каждый шлифовщик должен иметь лекальную линейку.
По методу световой щели осуществляется контроль всевозможных фасонных поверхностей. С этой целью для каждой конкретной детали изготовляют специальный фасонный шаблон.
Контрольные вопросы
1. Каковы технологические особенности плоского и профильного шлифования?
2. Как устанавливают шлифовальные круги на шпинделе станков?
3. Каким образом можно расточить отверстие при установке шлифовального круга?
4. Выберите наиболее производительную схему снятия припуска при черновой и чистовой обработках на плоскошлифовальном станке.
5. Какие детали шлифуют ступенчатыми шлифовальными кругами?
6. В каких случаях применяют шлифование торцем круга?
7. В каких случаях применяют шлифование периферией круга?
8. Перечислите методы установки деталей при плоском шлифовании.
9. Составьте схему шлифования прямоугольной детали.
10. Составьте схему шлифования фасонной детали.
11. Какие существуют способы и каковы особенности шлифования тонких деталей?
12. Какие существуют способы шлифования вогнутых и выпуклых поверхностей?
13. Какие приспособления применяют для профильного шлифования?
14. В чем заключается процесс обработки детали на оптикошлифовальных станках?
Глава III
СВЕДЕНИЯ ИЗ ТЕХНИЧЕСКОЙ МЕХАНИКИ
§ 1. Понятие о машине и механизме
Машина — сочетание механизмов, осуществляющих целесообразные движения для выполнения определенной работы или преобразования энергии. Машины, преобразующие один вид энергии в другой, называют двигателями, например электрические, гидравлические, пневматические. Машины, преобразующие размеры, форму, свойства материала, называют машинами-орудиями, или рабочими машинами. К ним относят металлорежущие станки, деревообрабатывающие станки, текстильные станки, транспортные устройства и т. д.
Плоскошлифовальный станок выполняет полезную работу, шлифуя детали. Электродвигатели дают энергию, вращающую шлифовальный круг и приводящую в прямолинейное или круговое движение стол с деталями.
Плоскошлифовальные станки, как и всякие другие машины, должны быть высокопроизводительными, т. е. обрабатывать возможно большее количество изделий за единицу времени, занимать возможно меньше производственной площади, обладать наименьшим необходимым весом, обеспечивать высокую точность и качество изделий и быть дешевыми.
Каждая машина состоит из совокупности механизмов. Механизм — совокупность подвижно соединенных между собой тел (звеньев), совершающих заранее заданные движения под действием приложенных сил.
В шлифовальных станках широко применяются механизмы: ременные, зубчатые, червячные и другие, передающие и преобразующие движения.
113
chipmaker.ru
§ 2. Понятие о силе и моменте сил
Воздействие одного тела на другое, в результате которого изменяются их состояние или положение, называют силой.
Сила воздействия одного тела на другое всегда характери
зуется направлением.
Всякое тело стремится упасть на землю, так как на него действует сила земного притяжения (сила тяжести или вес), ко-
торая направлена вертикально вниз.
Перемещение тела или изменение его состояния под действием другого тела могут осуществляться быстрее или медленнее, это зависит от того, с какой
силой одно тело воздействует на другое.
Сила характеризуется величиной. Для сравнения действующих сил по величине пользуются системами единиц силы. В качестве единиц силы практически применяют чаще всего килограмм-силу (кГ, кгс). В
Рис. 61. Завертывание гайки ключом международной системе СИ за единицу силы принят ньютон (н). Для перевода величины силы, измеряемой в кГ (кгс), в СИ пользуются соотношением: 1 кГ (1 кгс) =9,80665 н (—9,81 н).
Если при завертывании гайки (рис. 61) нажимать не на конец рукоятки ключа (положение Л), а на его середину (положение Б), то для затягивания гайки потребуется приложить значительно большее усилие. Таким образом, помимо направления и величины, действие силы определяется еще точкой ее при-
ложения.
Все три элемента, определяющие силу, очень наглядно воспринимаются при графическом изображении, когда силу представляют в виде отрезка прямой, называемого вектором. Длина вектора в определенном масштабе характеризует величину силы, начало вектора соответствует точке приложения силы, а стрелка на конце вектора указывает направление.
На рис. 62, а вектор АВ изображает силу, приложенную в точке А и направленную под углом 30° к горизонтальной плоскости. При длине вектора ДВ = 50 мм и масштабе 1 н = 5 мм изображаемая сила Р=10 н.
Две силы, направленные по одной прямой, можно заменить одной силой, равной их алгебраической сумме, при сохранении направления большей из слагаемых сил. Отсюда следует, что
114
если две силы равны по величине и направлены по одной прямой в разные стороны, то они взаимно уравновешиваются.
Чтобы сложить две силы Pi и Р2, приложенные в одной точке и направленные под углом одна к другой, достаточно построить
Рис. 62. Графическое изображение величины и направления силы (а) и сложение сил, действующих под углом (б)
параллелограмм (рис. 62, б), стороны которого в масштабе равнялись бы данным силам и были одинаково с ними направлены. Диагональ полученного параллелограмма по величине и направлению будет соответствовать их сумме, т. е. равнодействующей этих двух сил.
Рис. 64. Графическое изображение центробежной и центростремительной сил
Рис. 63. Сложение сил, вызывающих изгиб шпинделя плоскошлифовального станка
При шлифовании детали сумма сил Рх (усилие подачи) и Pz (окружное или тангенциальное усилие) вызывает прогиб шпинделя. Величина и направление прогиба шпинделя зависят от величины и направления суммарной силы R (рис. 63).
Если шарику М (рис. 64), подвешенному на проволоке МО, сообщить вращательное движение вокруг оси О, проходящей через второй конец проволоки, то проволока при вращении шарика натягивается. Чем больше скорость вращения шарика и чем
115
chipmaker.ru
больше его масса, тем с большей силой натягивается проволока. Сила, вызвавшая натяжение проволоки и возникшая в результате вращения шарика, называется центробежной силой.
Величину центробежной силы определяют по формуле
где m — масса вращающегося шарика, кг\ v — линейная скорость шарика, м/сек-, R — расстояние центра тяжести шарика от оси вращения, м.
В шлифовальном круге, вращающемся с большой скоростью, возникают центробежные силы, создающие весьма значительные внутренние напряжения в материале круга.
На вращающийся шарик действует сила, равная по величине той, с которой шарик натягивает проволоку, но направленная к центру вращения. Эту силу Q, равную по величине центробежной, но обратно направленную, называют центростремительной силой.
При перемещении одного тела по поверхности другого возникает сила сопротивления движению, которую называют силой трения.
Силы трения бывают двух видов. При вращении шпинделя шлифовального круга в бронзовых вкладышах создается трение скольжения. При трении скольжения каждая точка на шпинделе последовательно соприкасается с бесчисленным количеством точек вкладыша, лежащих на кольцевой линии, по которой эта точка перемещается.
При движении же колеса по рельсу каждая точка на поверхности колеса за один его оборот совпадает только с одной соответствующей ей точкой на рельсе. Такое движение называется качением, а сопротивление, возникающее при качении, называется трением качения. Величина силы сопротивления движению при качении значительно меньше, чем при скольжении.
Обычно сила трения создает вредные сопротивления движению, вызывающие увеличенный расход энергии, а также нагрев и усиленный износ трущихся деталей. Поэтому в механизмах стремятся уменьшить силы трения и заменить трение скольжения трением качения.
Однако трение необходимо, например, во всевозможных механизмах торможения. В этих случаях используют трение скольжения и подбирают такие пары трущихся поверхностей, которые создают большое сопротивление трения, т. е. характеризуются большим коэффициентом трения.
Сила трения, возникающая между изделием и магнитной плитой шлифовального станка, противодействует сдвигу изделия по отношению к плите. Эту силу определяют по формуле 7’=ц<2,
116
где p. — коэффициент трения, Q — усилие притяжения изделия к магнитной плите под действием магнитного поля.
Па каждую частицу тела действует сила земного притяжения. Все эти силы практически параллельны, а их равнодействующая представляет собой вес рассматриваемого т®ла. Точку приложе-
ния этой равнодействующей (силы тяжести) называют центром тяжести тела (ц. т.).
На рис. 65 показаны гри шлифовальных круга, поставленных наружными цилиндрическими поверхностями на горизонтальную плоскость. Масса первого круга (рис. 65, а) распределена равномерно, его центр тяжести сов
Рис. 65. Шлифовальные круги, находящиеся в состоянии безразличного равновесия (а), в состоянии неустойчивого равновесия (б) и устойчивого равновесия (в)
падает с геометрическим
центром круга (точка С) и при повороте круга относительно горизонтальной плоскости не меняет своего положения. Такое состояние называют безразличным равновесием тела. Центр тяжести второго круга (рис. 65,6) расположен на вертикальной прямой выше геометрического центра, и круг находится в неустой
чивом равновесии: стоит слегка толкнуть круг, и он покатится по плоскости. Центр тяжести третьего круга (рис. 65, в) расположен на вертикали ниже геометрического центра, и, если круг
слегка толкнуть, то он тут же возвратится в прежнее положение.
Таким образом, положение центра тяжести тела влияет на его устойчивость. Если центр тяжести тела, находящегося в равновесии, занимает не самое низкое положение, то такое равновесие неустойчиво и, наоборот, тело будет находиться в устойчивом равновесии, если центр тяжести занимает самое низкое положение. Что касается первого круга, то его центр тяжести при перекатывании круга по плоскости не меняет своего положения на вертикальной прямой. При балансировке круга добиваются состояния безразличного равновесия.
Выше уже было сказано, что чем длиннее рукоятка гаечного ключа при завертывании гайки, тем меньше затрата сил. Это значит, что вращающее действие силы относительно оси зависит не только от величины и направления силы, но и от расстояния точки приложения силы до оси вращения.
Мерой вращающего действия силы в механике служит величина, называемая моментом силы.
Момент силы Е(н) относительно точки О (рис. 66) равен произведению силы на ее плечо относительно этой точки:
117
chipmaker.ru
М = Рр Н'М, где р — длина перпендикуляра, опущенного из точки О на направление действия силы F, м.
Точку О, относительно которой определяют момент силы, называют центром момента, а расстояние центра момента от линии действия силы — плечом.
Давлением называют величину силы, действующей на единицу поверхности, и определяют по формуле
Р Г, 2/ / 24
р = — кГ/см2 (н/м2), г
Рис. 66. Момент силы
где р — давление, кГ/см2 (н/м2);
Р — сила, действующая на поверхность, кГ (м);
F — площадь поверхности, сл«2 (л«2).
Величину давления, равную 1 кГ на 1 сл«2, называют технической атмосферой и обозначают ат.
Если известна площадь F и удельное давление жидкости на эту площадь р, то можно определить величину силы Р, с которой жидкость давит на эту площадь
Р=р • F кГ (н).
11а жидкость, помещенную в замкнутый сосуд или систему, распространяется закон Паскаля: внешнее давление, оказываемое на поверхность жидкости, передается жидкостью во все стороны с одинаковой силой. Это свойство обеспечивает получение больших усилий на прессах, станках и других силовых ме-
поршне гидроцилиндра
ханизмах, в которые поступает жидкость под давлением.
в
§ 3. Понятие о деформациях
Представим себе прямолинейный стержень, один конец которого зажат в тисках. Если на другой его конец повесить гирю, то стержень прогнется. Величина прогиба будет изменяться в зависимости от веса гири, от сечения и длины стержня.
Изменение формы или размеров тела под действием приложенных к нему сил называют деформацией тела.
Если после прекращения действия силы форма тела полностью восстановится, то такую деформацию называют упругой. Если же после прекращения действия силы тело остается деформированным, то такую деформацию называют остаточной, или пластической.
118
Различают следующие виды деформаций: растяжения и сжатия, кручения, изгиба.
Деформацию растяжения и сжатия испытывает тело, к которому приложены силы вдоль оси, например стержень болта, затянутого гайкой, канат грузоподъемных механизмов и т. п.
Величина деформаций при растяжении тем больше, чем больше величина прилагаемой силы и длина растягиваемого тела и чем меньше его поперечное сечение.
Деформацию кручения испытывает вал, на одном конце которого установлен ведущий шкив, а на другом — ведомый. Под действием двух вращающих моментов, направленных в разные стороны, вал закручивается на угол, величина которого зависит от величины крутящих моментов и от сечения вала.
Деформацию изгиба испытывают разного рода балки, имеющие одну или несколько опор и нагруженные сосредоточенными или распределенными силами.
На практике существуют также сложные деформации тела. Сложным деформациям подвергается, например, ходовой валик токарного станка, который одновременно испытывает деформации кручения и изгиба.
§ 4. Движение и его виды
Шлифование плоскости на плоскошлифовальном станке происходит в результате вращательного движения шлифовального круга и возвратно-поступательного движения детали вместе со столом станка в поперечном направлении относительно оси вращения круга.
Чтобы установить некоторые основные закономерности движения, выделим какую-нибудь точку на поверхности круга и проследим за ее перемещением. Мысленно представим себе плоскость, установленную на столе станка перпендикулярно к оси вращения круга и проходящую через взятую точку. При вращении круга точка опишет на этой плоскости путь в виде окружности, который называют траекторией движения данной точки. Если включить продольное движение стола, то траекторией движения любой точки шлифуемой детали будет прямая линия.
При установившемся процессе шлифования любая точка на поверхности детали движется равномерно. Путь, пройденный ею за одну секунду, есть скорость движения v этой точки
S
где s — длина траектории, описанной рассматриваемой точкой; t — время движения.
119
r. I'll
Если путь выразить в метрах, а время в секундах, то скорость будет выражаться в м!сек, если путь-—в мм, то скорость — в мм I сек.
Скорость движения любой точки на поверхности вращающейся детали можно определить двумя способами. Пусть расстояние от данной точки до оси вращения равно г и время, за которое деталь делает один оборот, равно /. Путь, пройденный этой точкой за один оборот детали, будет
S - 2лг, тогда
2лг v = — .
t
Полученную скорость называют окружной скоростью вращения или линейной скоростью, она относится только к точкам, расположенным на расстоянии г от оси вращения.
Часто скорость вращательного движения выражают величиной угла, на который данная точка повернулась вокруг своей оси вращения за время 1 сек. Выраженную таким образом скорость называют угловой скоростью вращения. Угловую скорость определяют по формуле
где <р — угол поворота вращающейся точки, град (рад);
(о — угловая скорость, град/сек (рад/сек);
t — время, сек.
Угловая скорость точек вращающегося тела не зависит от расстояния их от оси вращения.
Угловую скорость также измеряют числом оборотов в секунду или минуту и обозначают буквой п. Зная линейную скорость v (м]сек) точки на поверхности вращающегося тела диаметром D (мм), можно определить число оборотов в минуту
V-1000-60 п =-----—----об /мин.
И наоборот, зная число оборотов в минуту и диаметр вращающегося тела, можно найти линейную скорость точки
nD-n v =--------м сек.
60-1000 '
Очень часто в шлифовальных станках используют возвратно-поступательное движение, при котором траектория любой движущейся точки представляет собой прямую линию, причем направление движения непрерывно меняется на 180°.
120
Скорость движения стола шлифовального станка обычно измеряют в мм/мин.
Рассмотренные виды вращательного и поступательного движения являются только частными случаями движения тела. Исследование многообразных форм движения является предметом раздела технической механики, называемого кинематикой.
§ 5. Работа. Мощность
Чтобы переместить груз по горизонтальной плоскости, нужно приложить усилие для преодоления силы трения.
Допустим, что величина прилагаемой силы равна Р, а путь, который груз прошел под действием этой силы, равен S, тогда произведение Р-S будет количеством работы W, затраченной на перемещение данного груза. За единицу работы принят 1 кГ-м (кгс-м), т. е. работа, производимая силой в 1 кГ (кгс) на пути в 1 м. В СИ работа измеряется в джоулях (дж) 1 джоуль = = (1 н • 1 м).
Чтобы оценить эффективность источника энергии, определяют работу, которую он производит в одну секунду, т. е. его мощность.
Единицей мощности является кГм/сек (кгс • м/сек). Часто мощность измеряют более крупной единицей — киловаттом (кет), равным 102 кГм/сек (кгс-м/сек). За единицу мощности в СИ принят ватт (1 дж-1 сек)=вт.
В каждой машине работа движущей силы (№дВ) тратится на преодоление полезных сопротивлений (например, сопротивления металла резанию) и вредных (например, сопротивления трению). Если обозначить работу, затрачиваемую на преодоление полезного сопротивления, через А^пол, а вредного сопротивления через И7ьр, то очевидно
1^дв = и^пол + ^вр.
Разделив обе части этого равенства на 1^дв, получим
1РдВ ^пол IEbp _______ ]
№дв ^дВ 1Едв
Отношение - — °-- показывает, какая доля потребляемой
^лв ,
энергии используется по назначению, ее называют коэффициентом полезного действия (к. п.д.). Так как вредные сопротивления всегда имеются в механизмах, то к. п. д. любой машины всегда меньше единицы.
121
chipmaker.ru
§ 6. Передача движений. Механические передачи
Детали и механизмы передач. Передача движения от одного механизма (или узла) к другому осуществляется механическими, гидравлическими, электрическими, пневматическими и смешанными приводами, в которые входят валы, оси, муфты, зубчатые колеса и т. п.
Вращательное движение передается на вал ы. На валах устанавливают шкивы, зубчатые колеса, червячные колеса, червяки, звездочки. Крутящий момент передается на вал и с вала
Рис. 67. Шлицевой вал с блоком зубчатых колес (а) и поперечное сечение шлицевого вала (б)
на указанные детали при помощи шпонок, шлицев и другими приспособлениями. Передвижные зубчатые блоки и сцепные муфты чаще всего устанавливают на шлицевой части вала (рис. 67).
Валы, передающие значительные крутящие моменты, обычно монтируют на подшипниках качения, тихоходные и малонагру-женные — в бронзовых или чугунных втулках подшипников скольжения.
Оси в отличие от валов крутящих моментов не воспринимают, а служат только для поддержания деталей в качестве опор. Примером осей являются пальцы, на которые надевают промежуточные зубчатые колеса в механизмах реверсирования.
Для соединения валов между собой служат муфты. Валы, которые во время работы не разъединяются, соединяют постоянными муфтами (рис. 68,и).
Если монтаж соединяемых валов производится без соблюдения их строгой соосности, то в этом случае используют упругие муфты. В металлорежущих станках чаще всего валы соединяют сцепными муфтами — кулачковыми (рис. 68, б) и зубчатыми, которые могут периодически соединять и разъединять валы. Вместо сцепных муфт часто используют соответственно обработанные торцы соединяемых зубчатых колес. Недостатком зубчатых и кулачковых муфт является невозможность их включения на ходу. При необходимости передачи на ходу применяют фрикционные муфты (рис. 68, в). Движение полумуфт осуществляется за счет трения конусных поверхностей.
122
Рис. 68. Муфты:
я — постоянная, б — кулачковая, в —- фрикционная, с — предохранительная со шпилькой, д —- пружинно-шариковая, е обгонная
123
chipmaker.ru
Для предохранения от поломки вала или других деталей при возможной перегрузке механизма станка на ведущем валу этого механизма ставят предохранительную муфту. На рис. 68, г показана такая муфта со шпилькой. Диаметр шпильки 1 рассчитывают так, чтобы при превышении предельно допустимого крутящего момента шпилька срезалась.
На рис. 68, д представлена пружинно-шариковая предохранительная муфта (в разомкнутом положении), которая автоматически восстанавливает нарушенное соединение валов
Рис. 69. Гибкие передачи:
а — ременная плоская прямая, б — ременная плоская перекрестная, в — ременная клиновидная, г — цепная
при снижении передаваемого крутящего момента до установленного предела.
В механизмах ускоренной подачи при холостых ходах устанавливают муфты обгона (рис. 68, е). Вал 7 муфты жестко связан с корпусом муфты 6. При рабочей подаче происходит заклинивание трех роликов 4, которые перемещаются плунжерами 5, и втулка 3, посаженная на вал 2, начинает вращаться, увлекая за собой вал. Если вал 2 от другого привода начнет вращаться в ту же сторону с большей скоростью, то ролики расклинятся и валы будут вращаться независимо.
Механические передачи. К механическим передачам относятся ременные, цепные, зубчатые, винтовые, реечные, роликовые, червячные.
Ременная передача служит для передачи вращательного движения от одного вала другому. На валах закрепляют шкивы, на которые натягивают гибкую ленту — ремень. Ремень может быть плоским и клиновидным, сшитым и бесшовным. При вращении шкива А (рис. 69) за счет силы трения между шкивом и натянутым ремнем начинает двигаться ремень и заставляет также вращаться шкив Б под действием силы трения, возникающей между ремнем и шкивом Б. Шкив А, передающий движение, называют ведущим, а шкив Б, получающий движение, — ведомым.
124
Если шкивы с валами вращаются в одну сторону, передача называется прямой (рис. 69, а), если в разные стороны — перекрестной (рис. 69,6).
Широко применяются передачи с клиновыми ремнями, имеющими в сечении трапецеидальную форму (рис. 69, в). Такую же форму имеют канавки на шкивах. Ремень изготовляют из прорезиненной вулканизированной ткани с наружной резиновой обкладкой или без нее.
Клиновой ремень имеет большую поверхность соприкосновения со шкивом, чем плоский, сила трения между ремнем и шкивом значительнее, и, следовательно, клиноременная передача способна передать большую мощность, чем плоская.
Клиновые ремни изготовляют по ГОСТ 1284—57 семи различных профилей и различной длины.
Ременную передачу в шлифовальных станках используют главным образом для сообщения движения от электродвигателя шпинделю шлифовального круга.
Диаметры шкивов могут быть разными, а так как скорость ремня одинаковая на ведущем и ведомом шкивах, то меньший шкив совершает большее число оборотов и, наоборот, больший шкив — меньшее число оборотов.
Любой вид передачи характеризуется передаточным отношением. Передаточным отношением i ременной передачи называют частное от деления числа оборотов ведущего вала Vi на число оборотов ведомого вала v2. Если
TtDitii nD2n2
Vi = -----, v2 —--------и
1000 1000
nD^rii nD2n2
отсюда
Hi D2 l —---= —,
n2 Di
где tix — число оборотов ведущего вала, об/мин-, п2— число оборотов ведомого вала, об/мин-, D\ —диаметр ведущего шкива, мм\ D2 — диаметр ведомого шкива, мм.
В процессе эксплуатации ремни постепенно вытягиваются и вследствие ослабления натяжения начинают проскальзывать. Для восстановления натяжения ремня, можно передвинуть на салазках электродвигатель, чтобы увеличить расстояние между ведущим и ведомым валом, либо применить натяжное устройство с роликом (рис. 70). Поворачивая кронштейн 2 с роликом, натягивают ремень и в этом положении кронштейн закрепляют винтом 1.
125
chipmaker.ru
также служит одного вала на
Ремни, применяемые в металлорежущих станках, передают следующие окружные скорости: прорезиненные сшитые — 25 м/сек, кожаные сшитые — 40 м/сек, клиновые — 30 м/сек, бесшовные хлопчатобумажные слойные — 50 м/сек, шелковые маслостойкие — 75 м/сек.
Цепная передача для передачи вращения с
другой. Такая передача состоит из двух зубчатых колес-звездочек, сидящих на двух параллельных валах, и бесконечной цепи, надетой на звездочки (см. рис. 69, г). В шлифовальных станках цепную передачу применяют редко.
Передаточное отношение цепных передач рассчитывают по формуле
fl! Z2
I = — — —, «2 21
Рис. 70. Натяж- Г&е ni — число оборотов ведущего вала, ное устройство об/мин",
с роликом н2— число оборотов ведомого вала,
об/мин-,
Z\ — число зубьев ведущего колеса;
г2 — число зубьев ведомого колеса.
Зубчатую передачу используют для передачи вращения от одного вала к другому посредством зубчатых колес с наружным и внутренним зацеплениями.
Передачу вращения между параллельными валами осуществляют прямозубыми колесами с наружным (рис. 71, а) и внутренним зацеплениями (рис. 71,а), винтовыми и шевронными (в виде елочки) косозубыми колесами (рис. 71,6 и в). Передачу вращения между пересекающимися под углом валами осуществляют коническими зубчатыми колесами (рис. 71,6).
Передаточное отношение зубчатой передачи определяют по формуле
. П1 г2 i = — = —.
«2 Zi
Вращение между скрещивающимися валами передают при помощи червячной пары — червяка и червячного колеса (рис. 71, е). Червяк представляет собой винт с трапецеидальным профилем и бывает однозаходным и многозаходным. Червячное колесо — это зубчатое колесо с зубьями особой формы. Применение червячной передачи позволяет получать малые передаточные отношения, так как при одном обороте однозаходного червяка червячное колесо поворачивается только на один зуб.
126
Адгп rmtfi
ITS CO
1. — виит, 2 — эксцентриковая ось, 3, упорные подшипники, 4 — ролики, игольчатый подшипник, 7 — гайка
chipmaker.ru
Передаточное отношение червячной пары определяют по формуле
. К
i — —
Z
где К — число заходов червяка;
z— число зубьев червячного колеса.
Червячная пара должна работать при обильной смазке, которая уменьшает трение и отводит образующееся при трении тепло.
Для преобразования вращательного движения в поступательное и наоборот применяют рейку и зубчатое колесо (рис. 71, ж) или винтовую пару. При вращении зубчатого колеса по часовой стрелке рейка перемещается прямолинейно слева направо.
При вращении винта гайка, удерживаемая от вращения стопорным винтом или другим креплением, начинает перемещаться поступательно вдоль оси винта вместе с кареткой, на которой она закреплена (рис. 71,з).
Для уменьшения потерь на трение в винте подачи шлифовальной бабки станков применяют гайки качения (рис. 72), в которых трение скольжения обычного резьбового соединения заменяется трением качения. Эта конструкция обеспечивает большую точность передачи, применяется для осуществления очень малых подач.
Передачи и другие элементы, применяющиеся в станках, имеют условные обозначения по ГОСТ 3462—61, что намного упрощает чертежи и кинематические схемы. Обозначения эти приведены в табл. 17.
§ 7. Гидравлические и пневматические передачи
Гидроприводы. В современных металлорежущих станках для передачи движения от приводного двигателя к механизмам станка широко применяют гидроприводы. Рабочим телом, передающим энергию, в гидроприводах является масло или особая рабочая жидкость. Гидроприводы служат главным образом для получения прямолинейных перемещений в механизмах подачи и рабочего движения в шлифовальных, строгальных, протяжных и других станках. На резьбошлифовальном станке 582 гидропривод используется для вращения шлифуемого изделия.
Гидравлические передачи позволяют осуществлять механизацию и автоматизацию управления станком, например переключение и реверсирование скоростей.
Подробное описание гидропривода шлифовальных станков и аппаратуры гидросистемы приведено в главе IV. Условные обозначения элементов гидроприводов приведены в табл. 18.
В гидроприводах имеются потери мощности на трение в дви-
128
'словные обозначения элементов на кинематических схемах Таблица 17
>>
129
Продолжение табл. 17
Зубчатые зацепления между валами, оси которых параллельны; передачи цилиндрические: а) внешнее зацепление, общее обозначение без уточнения типа б) то же, но с прямыми, косыми и шевронными зубьями £ / -( 1 П ( 1 V 1 1 1 1 д ИШ'.ТТ! 1 I illllllSlH il и пт ш i it D г
Зубчатые зацепления между валами, оси которых пересекаются; передачи конические (общее обозначение без уточнения 4-7V-V
типа зубьев)
Реечное зацепление (общее обозначение без уточнения типа з\бьев) 4 LJ. - * - о
Передача клиновидными ремнями
Подшипники скольжения и качения (на валу): а) общее обозначение без уточнения типа
б) подшипник скольжения
в) подшипник скольжения с кольцевой смазкой
г) подшипник скольжения упорный
д) подшипник качения радиальный, шариковый
е) подшипник качения радиально-упорный, шариковый
ж) подшипник качения упорный односторонний
г?
81
е)
М)
Концы шпинделей металлорежущих станков для работ; а) центровочных б) патронных в) прутковых г) сверлильных д) горизонтально-Фпезерных е) вертикально-фрезерных в) Р) 61 г; К™
д) Ж)
ж) шлифовальных
Гайка на винте, передающем движение: а) неразъемная б) разъемная О) 5)
Передвижные упоры 1 ' 4
Маховичок
Дт-игатели:
а) общее обозначение без уточнения типа (за исключением электродвигателя)
б) общее обозначение электродвигателя
в) электродвигатель на лапках
г) электродвигатель фланцевый
д) электродвигатель встроенный
chipmaker.ru
Условные обозначения элементов гидравлических систем
Таблица 18
Наименование Обозначение Наименование Обозначение Наименование Обозначение
Насос (обозначение общее для всех конструкций) н Сетчатый фильтр Цилиндры с подводом жидкости: а) с двусторонним штоком б) с односторонним штоком в) с дифференциальны м поршнем г) с плунжером
J 1 1 -JL,
I— Г J
Насос шестеренчатый нерегулируемый Щелевой фильтр а) J 1_
~~Д -1 _г
—
г
д _
б) _i ।
Насос лопастной одинарного действия нерегулируемый Приемный сетчатый фильтр
Г --"1 —
6) L
Кран про х одной Резервуар для масла _J п )
г)
Крап трехходовой
Кран двухпози-ниопный (кран управления)
Цилиндры с подводом жидкости через шток: а) с двусторонним штоком б) с односторонним штоком
Обратный клапан
Сопротивление регулируемое (дроссель)
Клапан напорный (предохранительный нагрузочный): а) нерегулируемый
б) регулируемый
Манометр
Напорный клапан (предохранительный нагрузочный золотник)
chipmaker.ru
жущихся деталях гидросистемы (механические потери), потери, связанные с уменьшением объема жидкости из-за утечки масла через неплотности и зазоры во всех звеньях, и гидравлические потери.
Механические потери учитывают коэффициентом полезного действия т]м, значения которого по величине принимают такими же, как и в обычных механизмах.
Объемные потери учитываются объемным к. п.д., значение которого равно
Q, ^^07’
где Qji — действительный объем масла в рабочей зоне гидропривода;
QT — теоретический объем масла.
Объемный к. п. д. зависит от давления, температуры и вязкости масла, от уплотнений и зазоров в движущихся органах гидросистемы, и значение его колеблется в пределах 0,985—0,9.
Гидравлические потери, вызванные внутренним трением частиц масла, трением движущегося масла о стенки труб и других деталей гидроаппаратуры, сопротивлением движению масла при резких изменениях направления и сечения в коленах трубопровода и отверстиях аппаратуры, определяются гидравлическим к. п. д. т]г, значение которого колеблется в пределах 0,98—0,95.
Общий к. п. д. гидропривода можно подсчитать так
В гидропривод входит насос и рабочий цилиндр, регуляторы скорости и давления, а также распределительные устройства. На рис. 73 показана схема гидропривода возвратно-поступательного движения стола шлифовального станка.
Насос 2, забирая масло из бака 1, через кран 4 управления приводом направляет его в регулятор скорости (дроссель) 5, а оттуда в полость цилиндра золотника 12. При положении золотника, показанном на схеме, масло поступает в левую полость рабочего цилиндра 10 и толкает поршень 11, а вместе с ним стол станка 8 вправо. Масло из правой полости рабочего цилиндра выталкивается и тем же путем направляется обратно в бак (сплошные стрелки).
На боковой поверхности стола 8 станка в нужном положении устанавливаются упоры 9 и 7, расстояние между которыми равно требуемой длине хода стола. При движении стола вправо упор 7, достигнув головки рычага 6, передвигает его вправо и под действием механизма мгновенного реверсирования (на рисунке не показан) плунжер золотника переходит в положение,
134
показанное на схеме пунктиром. В новом положении золотника масло от насоса будет поступать в правую полость рабочего
цилиндра (пунктирные стрелки) 10, и стол будет двигаться вле-
во до тех пор, пока упор 9 не возвратит плунжер золотника в прежнее положение. Механизм мгновенного реверсирования устраняет возможность остановки движения поршня 11 в тот момент, когда плунжер золотника занимает нейтральное положение, и перекрывает соединительные каналы, соединенные с цилиндром 10.
Во время кратковременных остановок станка для замера или съема прошлифованной детали и установки следующей насос обычно не отключают, а перекрывают кран 4. Масло из насоса через предохранительный клапан 3 сливается в бак.
Для нагнетания масла в гидросистему служат насосы. В металлорежущих станках применяют насосы трех типов: шестеренчатые,
Рис. 73. Схема гидропривода возвратно-поступательного движения стола
поршневые и лопастные.
Шестеренчатые насосы имеют
постоянную производитель-
ность, а поршневые и лопастные как постоянную, так и пере-
менную.
Шестеренчатый насос состоит из двух зацепляющихся зубчатых колес, помещенных в общий корпус (рис. 74, а). Одно зубчатое колесо (ведущее) сидит на валу, которому сообщается вращение от электродвигателя или механической передачи, другое (ведомое) получает вращение от ведущего колеса. Размеры колес одинаковы. Жидкость поступает в насос через зону 1 всасывания и попадает из нее в зону 2 нагнетания.
Всасывающее отверстие расположено в том месте, где зубья рабочих колес выходят из зацепления, т. е. где они как бы расходятся и освобождают некоторый объем камеры. При этом масло из бачка под действием атмосферного давления устремляется в камеру насоса и заполняет ее.
Попадая в пространство между зубьями, масло переносится в зону нагнетания. При вращении колес масло, находящееся во впадинах, выдавливается в трубопровод. Шестеренчатые насосы работают при низком (до 5 ат), среднем (до 30 ат) и высоком (до 70 ат) давлениях. Производительность насосов от 18 до 125 л!мин.
Насосы низкого давления, собранные совместно с электродви
135
chipmaker.ru
гателем, применяют в .системах охлаждения станков. Такие же насосы, но без электродвигателя применяют в системах смазки станков.
Для питания гидросистем используют шестеренчатые насосы среднего и высокого давления.
Производительность шестеренчатого насоса с одинаковыми шестернями определяют с точностью до 2% по формуле
~ nS(D — S)bn .
Q ----3— ---- л/мин,
где D — диаметр наружной окружности зубчатого колеса, мм;
S—расстояние между центрами зубчатых колес, мм;
Ь — ширина зубчатого колеса, мм;
п — число оборотов шестерен, об!мин.
Для создания в гидросистеме давления до 75—200 кГ1см? используют поршневые насосы.
Схема поршневого насоса приведена на рис. 74, б. Ротор 1 вращается на неподвижном валу 2, который имеет два изолированных канала. Один канал (на схеме верхний) соединен со всасывающей трубой, а другой — с нагнетательной.
В роторе имеется несколько радиальных отверстий 3, служащих цилиндрами для поршней 4. Эксцентрично ротору неподвижно расположен цилиндр 5. Поршни при вращении ротора, скользя по внутренней поверхности цилиндра, совершают возвратно-поступательное движение в радиальном направлении. Путь каждого поршня равен удвоенной величине смещения центров — эксцентриситету е. При движении головки поршня по полуокружности АВС он перемещается к центру и нагнетает масло в нижний канал, а оттуда в нагнетательную трубу. На участке CDA движения головки поршня происходит всасывание масла через
136
верхние каналы. За один оборот ротора каждый поршень совершает двойной ход. Число цилиндров может быть 5—9, а в более
мощных насосах используют два ряда цилиндров. Различные типоразмеры поршневых насосов имеют производительность 50—200 л/мин.
В механизмах с возвратно-поступательным движением применяют рабочие г и д р о ц и л и н д р ы, которые имеют поршни с односторонним (рис. 75, а) или двусторонним (рис. 75, б) штоками.
В цилиндре с двусторонним штоком обеспечивается равенство скоростей прямого и обратного ходов. Однако на практике часто применяют рабочие цилиндры, имеющие поршни с односторонним штоком. В таких цилиндрах скорость движе
Рис. 75. Гидравлические цилиндры с односторонним (а) и двусторонним (б) штоками
ния поршня в разные стороны неоди-
накова за счет разности площадей поперечных сечений полостей
цилиндра.
Пневмоприводы применяют для закрепления деталей в приспособлениях. Пневмоприводы бывают поршневого и диафрагменного типа, приводятся в действие сжатым воздухом под давлением 3—6 ат.
Поршневые пневмоприводы работают аналогично поршневым гидроприводам. В диафрагменных приводах сжатый воздух поступает под резиновую диафрагму, с которой связан шток. Диафрагма выгибается под действием воздуха и перемещает шток. По сравнению с гидроприводами пневмоприводы имеют большие габариты и создают меньшие усилия на штоке, чем гидроприводы.
В плоскошлифовальных станках используют тиски с пневмо-
приводом.
Контрольные вопросы
1. Какие требования предъявляют к машинам-орудиям?
2. Как производится сложение и разложение сил?
3. К чему приводит неуравновешенность шлифовального круга и как проверить его равновесие?
4. Что означает деформация растяжения и сжатия?
5. Какие виды движений совершают шпиндель и стол плоскошлифовальных станков?
6. Как по линейной скорости vK рассчитать число оборотов круга диаметром £>?
7. Какие виды механических передач применяют в станках?
8. Как определить передаточное отношение зубчатой передачи?
9. Какие потери имеются в гидроприводе?
10. Каков принцип работы шестеренчатых и поршневых насосов?
11. Какие рабочие цилиндры применяют в станках?
137
chipmaker.ru
Глава IV ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
§ 1. Классификация и назначение плоскошлифовальных станков
Металлорежущие станки, у которых режущий инструмент является абразивным, называются шлифовальными станками.
Для обозначения типов (моделей) станков, изготовляемых серийно, разработана система обозначений.
Все станки делят на 10 групп. Обозначение, присваиваемое-каждому станку, может состоять из трех или четырех цифр и букв.
Первые цифры обозначают группу: 1—токарные, 2 — сверлильные, 3 — шлифовальные, 5 — зубо- и резьбообрабатывающие, 6 — фрезерные, 7 —строгальные, долбежные и протяжные, 8 — разрезные и 9 — разные. Группы 0 и 4 оставлены свободными для обозначения новых моделей станков.
Вторая цифра в обозначении указывает тип станка (табл. 19).
Третья и четвертая цифры характеризуют один из важнейших для эксплуатации размеров станка. Например, цифровой шифр 3740 обозначает: плоскошлифовальный станок с круглым столом, диаметр которого равен 400 мм. Обозначение типов шлифовальных станков приведено в табл. 19.
Между цифрами или после них иногда стоит буква, указывающая на модернизацию данного станка или различное исполнение одной и той же конструктивной схемы. Например, станок ЗВ756 является модернизированным станком модели 3756.
Шлифовальные станки по степени точности разделяются на станки нормальной точности (Н), повышенной точности (П), высокой точности (В), особо высокой точности (А) и особо точные станки (С). Наибольшее распространение получили станки нормальной и повышенной точности.
Шлифовальные станки используются в машиностроении главным образом для чистовой обработки деталей.
Примечание. Возможно обозначение станков, не соответствующее таблице. Например, специальный профильношлифовальный станок для обработки профилей лопаток гидротурбин обозначен МШ219.
138
139
chipmaker.ru
Таблица 20
Основные характеристики плоскошлифовальных станков
1. Станки с прямоугольным столом и горизонтальным шпинделем
Типоразмеры
Технические характеристики ЗГ71 372Б 3724 ЗБ722 ЗБ724
Наибольшие размеры шлифуемых поверхностей, мм:
длина 630 1000 2000 1000 2000
ширина . 200 300 400 360 400
высота . . .... . 320 300 600 400 600
Рабочая поверхность
стола, мм:
длина . 630 1000 2000 1000 2000
ширина 200 300 400 320 400
Пределы продольного гидравлического перемещения стола, мм .... 70-710 100—900 300—2300 300-1050 ЗСО—2300
Пределы скоростей перемещения стола, м/мин (бесступенчатое регулирование) 5-20 3—30 3-33 2—40 3—30
Наибольшее гидравли-
ческое поперечное перемещение шлифовальной 500
бабки, мм Пределы прерывистой поперечной подачи шлифовальной бабкн на ход стола, мм (бесступенчатое регулирование) . . 400 500
3—50
0,3—4,0 3-30 0,5—30 0,75—75
Пределы непрерывной
поперечной подачи шлифовальной бабки, м/мин
(бесступенчатое регулирование) — — 0,3—5,0 0,5-3,0 0,3—5,0
Наибольшее перемещение шлифовальной бабки от руки, мм:
поперечное вертикальное .... — 300 320 520 673 400 440 520 673
Пределы автоматиче-
ских вертикальных подач шлифовальной бабки
на ход стола, мм .... 0,005— 0,01—0,1 Ручная 0,005— 0,005—0,?
0,05 от 0,01 0,1
Ускоренное вертикальное перемещение шлифовальной бабки, мм!мин 270 — 300 406 300
КО
Продолжение табл. 20
Технические характеристики Типоразмеры
ЗГ71 372Е 3724 ЗБ722 ЗБ724
Размеры рабочей поверхности электромаг- нитной плиты, мм: ширина 125 300 400 320 400
длина 360 680 1400 900 1400
Наибольшие размеры шлифовального круга, мм: диаметр 250 350 500 450 500
ширина 25 40 100 63 100
Мощность электродвигателя главного движения, кет 1,7 4,5 28,0 10,0 28,0
Габариты станка, мм: ширина 1870 3505 5000 3300 5660
длина . . .... 1550 1845 2505 2020 2580
высота I960 2135 2955 2290 2755
Вес станка, кГ . . . . 1900 4.5(10 17000 7100 14950
2. Станки с круглым столом и горизонтальным шпинделем
Технические характеристики Типоразмеры
3740 ЗБ740 ЗА741 375С
Наружный диаметр 400
стола, мм ...... 400 800 1500
Наибольшие размеры шлифуемых поверхностей, мм:
диаметр 400 400 800 1500
высота 175 175 170 500
Угол поворота стола или траверсы для шли- 10 10
фования конусов, град . 15 15 7,0 ±3
Размеры шлифовального круга, мм:
диаметр 350 350 400 500
ширина . . . „ о = . 40 40 50 63 -н 100
Число оборотов шлифовального круга в минуту 1440 1440 1570—2380 1440
141
chipmaker.ru
Продолжение табл. 20
Технические характеристики Т ипоразмеры
3740 ЗБ740 ЗА741 375С
Число оборотов или предел чисел оборотов стола в минуту (бессту- 40—210 ’40—210 14—90 ( ± 5) без ав- 7,8
пенчатое регулирование) томат, регулирова- 10,9
Пределы скорости перемещения стола, м/мин (бесступенчатое регулирование) 0,6—4,0 0,6-4,0 ния 14—36 (± 5) при автоматическом регулировании 0,2—3,2 ( + 0,2) 15,4 23,1 30,2 41,7
Продольные подачн шлифовальной бабки, мм)об — 3 82,7
Пределы вертикальных подач шлифовальной бабки за один ход стола или каретки, мм . . 0,005— 0,005— 0,005—0,01 0,015-5-
0,03 0,03 0,015—0,2 -5- 1 ,0
Вертикальное перемещение шлифовальной бабки за одно деление лимба, мм . 0,003— 0,025—0,03
Мощность электродвигателя главного движения, кет 0,005 7,0 7,0 7,0 28
Габариты станка, мм: длина . 2250 2250 2775 6260
ширина . . 1 1565 1585 1795 4060
высота 1900 1900 1980 3720
Вес станка, кГ . , 3750 3750 5400 30000
3. Станки с круглым столом и вертикальным шпинделем
Технические характеристики Т ипоразмеры
ЗБ756 3756 3772Б 3772В
Наибольшие размеры шлифуемых поверхностей, мм: диаметр или ширина 850 750 170 170
высота 350 ' 350 50 50
142
Продолжение табл. 20
Технические характеристики Типоразмеры
ЗБ756 3756 3772 Б 3772В
Размер электромаг- нитного стола, мм: наружным . . . - 850 750 1 000 1100
внутренний — 1 — 600 600
Наибольшее вертикальное перемещение шлифовальной бабки, лои 350 450 200 200
Количество шлифовальных бабок 1 1 2 2
Ускоренное перемещение шлифовальной бабки. м/мин 0,066—0,624 0,586
Наибольшее продольное перемещение стола, мм 550 550
Скорость продольного перемещения стола, м/мин 3,9 3,9
Пределы вертикаль- ных подач шлифовальной бабки, мм/мин 0,15—0,6 0,16-^1,6
Вертикальное перемещение шлифовальной бабки за одно деление лимба, мм 0,01 0,01 0,01 0,01
Диаметр шлифовального круга, мм: сегментного 500 450 500 500
кольцевого 500 450 500 500
Число оборотов шлифовального круга в минуту 975 975 980 975
Число скоростей вращения стола . . .... 6 6 6 6
Числа оборотов или пределы чисел оборотов стола в минуту .... 5; 8,5; И 5; 7; 10; 0,36-1 ,16 0,36; 0,72
Мощность электродвигателя главного движении, кет . . , 15; 21; 29 28,0 14; 20; 29 28,0 28,0 0,58; 1,16 0,91; 1,82 28,0
Габариты станка, мм: длина . 2870 2600 3000 2600
ширина 2335 1565 4600 2500
высота 2550 2530 2650 2650
Вес станка, кГ . . . . 6750 7300 11500 11500
143
chipmaker.ru
Продолжение табл. 20
4. Станки для шлифования направляющих станин, столов, траверс и др.
Технические характеристики Т ипоразмеры
ЗА 350 .3510 3544
Наибольшие размеры устанавливаемой детали.
ММ:
длина 2300 4000 4200
ширина высота 800 500 1000 800 1300 1200
Размеры рабочей поверхности стола, мм:
длина 2000 4000 4200
ширина 630 900 1300
Наибольшие размеры шлифования, мм:
длина 2000 4000 4000
ширина 800 800 1150
Количество шлифо- вальных бабок и головок:
вертикальных . . . 3 1 1 3
горизонтальных .... Пределы скоростей —
продольного перемещения стола, м/мин (бес-
ступенчатое регулирование) 1,5-15 2-25 1,5-12
Пределы прерывистых
поперечных подач шлифовальной бабки на ход
стола, мм (бесступенчатое регулирование) . . Пределы вертикальных подач шлифовальных бабок на ход стола, мм: — 4—100 —
горизонтальной .... ручная 0,0025—0,05 ручная
вертикальной .... Размеры шлифовали- -— 0,0025—0,1 —
ных кругов, мм:
чашечных 75-175 150 75-175
сегментных 500 — 500
дисковых — 600 х 150 —
Число оборотов шлифовальных кругов в минуту:
чашечных 2850 — 2850
сегментных 970 — 970
Суммарная мощность электродвигателей главного движения, кет . . 20,65 36 20,65
144
Продолжение табл. 20
Технические характеристики Тило: азмеры
ЗА350 3510 3544
Габариты станка, л.и;
длина 7 470 12000 10 430
ширина 3 900 5 350 4 670
высота 3 500 4 100 3180
Вес станка, кГ . . . . 15 21,э 44 000 28 000
Плоскошлифовальные станки служат для обработки плоских и фасонных поверхностей деталей. По принципу работы плоскошлифовальные станки делятся на две основные группы: для шлифования периферией круга и для шлифования торцем круга. На рис. 76 показаны схемы работы плоскошлифовальных станков. Периферией круга работают следующие станки с прямолинейно-возвратным движением стола ЗГ71, 371М, 372Б, ЗБ722, 3722, МШ219 (рис. 76, й), со шпинделем на двух опорах — 3724 (рис. 76, б) с вращающимся столом — 3740 и ЗА741 (рис. 76, в).
Торцем круга работают станки с прямолинейно-возвратным движением стола — одноколонные ЗЕ71, 373, 3A732 (рис. 76, г); двухколонные — 3508, 3510, 3512 (рис. 76, д); с горизонтальным шпинделем — ВШ-2 (рис. 76, е), с вращающимся столом — 3756, ЗА756 (рис. 76, ж) и с двумя кругами и вращающимся столом — 3772Б, 3772В (рис. 76, з).
Краткие технические характеристики наиболее распространенных плоскошлифовальных станков приведены в табл. 20.
В массовом и крупносерийном производствах применяют автоматизированные станки, на которых обрабатываются детали без непосредственного участия рабочего.
Для шлифования крупногабаритных деталей применяют станки портального типа, у которых шлифовальная бабка перемещается по поперечине двухстоечного портала, например станок 375. В механических цехах основного производства чаще всего используют станки 372Б, 3724, 3740, ЗА756, 3772В, ЗА544.
Плоскошлифовальный станок (372Б) (рис. 77) с прямоугольным столом и горизонтальным шпинделем предназначен для шлифования плоскостей деталей периферией круга. Обрабатываемые детали могут быть закреплены на рабочей поверхности стола или непосредственно на электромагнитной плите с помощью приспособлений. На станке можно производить черновую и чистовую обработку деталей при различных режимах резания. Шлифовальный круг вращается от встроенного электродвигателя.
145
chipmaker.ru
Рис. 76. Схема работы плоскошлифовальных станков: работающих периферией круга, г, д, е, ж, з - работающих торцем круга; I
Продольное перемещение стола осуществляется с помощью гидравлики. Поперечная подача шлифовальной бабки имеет гидравлический привод, а также ручной привод. Поперечная подача может быть прерывистой и непрерывной; в обоих случаях величину подач настраивают рукоятками, расположенными на
Рис. 77. Плоскошлифовальный станок 372Б с прямоугольным столом и горизонтальным шпинделем
гидропанели. Скорость продольного перемещения стола и величина поперечной (прерывистой и непрерывной) подачи шлифовальной бабки регулируются бесступенчато.
Вертикальная подача шлифовальной бабки осуществляется от руки. Конструкция станины, стола и шлифовальной бабки обеспечивает станку достаточную жесткость, что предупреждает возникновение вибраций. От загрязнения и попадания абразивной пыли направляющие станка защищены щитками. Для обеспечения безаварийной работы станок снабжен необходимыми блокировочными устройствами.
Рукоятки управления расположены с передней стороны станка, легко доступны, снабжены четкими лимбами или табличками с необходимыми указаниями для настройки станка.
147
chipmaker, ru
Рис. 78. Плоскошлифовальный станок 3724 с прямоугольным столом
Рис. 79 Плоскошлифовальный станок 3740 с круглым сто том и горизонтальным шпинделем
148
Охлаждающая жидкость подается непосредственно в зону резания шлифовального круга. Станок используют в индивидуальном и серийном производствах.
Плоскошлифовальный станок 3724 с прямоугольным столом (рис. 78) имеет ботее жесткую конструкцию и обеспечивает большую производительность, чем станок 372Б, его используют для черновой и чистовой обработки деталей периферией круга.
Жесткость конструкции увеличена за счет перемещения каретки станка, несущей шлифовальную бабку, в вертикальном направлении между двумя колонками. Шлифовальный круг вращается от встроенного электродвигателя переменного тока.
На станке осуществляют шлифование с вертикальной подачей шлифовальной бабки до жесткого упора в с компенсацией износа круга.
Плоскошлифовальный станок 3740 с круглым столом и горизонтальным шпинделем предназначен для обработки деталей периферией круга (рис. 79). Круговое движение стола осуществляется при определенном числе оборотов, однако скорость главного движения подачи (круговое движение) неодинакова для всей обрабатываемой поверхности детали. Чем дальше обрабатываемая поверхность находится от центра вращения стола, тем больше скорость подачи е, так как
-Dn
V —----- OOlMUH.
1000
На станке 3740 обрабатывают плоские и конусные (выпуклые и вогнутые) поверхности; особенно целесообразно использовать его для обработки колец, шайб, втулок, дисков.
Шлифуемые детали закрепляют непосредственно на круглом электромагнитном столе либо в специальных приспособлениях, устанавливаемых на нем. Шлифовальный круг получает вращение от встроенного электродвигателя.
Стол вращается вокруг своей оси и движется возвратно-поступательно относительно шлифовального круга. При шлифовании клиновых поверхностей стол станка может быть установлен под углом.
На обрабатываемую деталь шлифовальный круг подается автоматически или вручную в момент изменения направления движения стола.
Вращательное и возвратно-поступательное движения стола, а также автоматическая подача шлифовального круга имеют гидравлический привод и бесступенчатое регулирование.
В станке предусмотрено устройство для автоматического отключения подачи шлифовальной бабки.
149
r.ru
Станок обладает высокой жесткостью и виброустойчивостью, что обеспечивает высокую точность и чистоту поверхности обрабатываемых на нем деталей, а также сохранение его первоначальной точности в течение длительного времени. Станок используют в индивидуальном и серийном производствах.
Плоскошлифовальный станок ЗА756 с круглым столом и вертикальным шпинделем (рис. 80) служит для шлифо-
Рис. 80. Плоскошлифовальный станок ЗА756 с круглым столом и вертикальным шпинделем
вания плоских поверхностей различных деталей, применяется в серийном и массовом производствах.
Шлифуемые изделия в зависимости от конфигурации и материала закрепляют непосредственно на электромагнитном столе или в специальных приспособлениях, устанавливаемых на столе. Шлифовальный круг вращается от встроенного электродвигателя. Электромагнитный стол получает вращение от двухскоростного электродвигателя через коробку скоростей, возвратно-поступательное перемещение стола осуществляет электродвигатель через редуктор.
Ручная и автоматическая прерывистая подачи шлифовальной бабки производятся при помощи коробки подач, ускоренное перемещение — от электродвигателя. Станок обладает высокой жесткостью и виброустойчивостью.
Плоскошлифовальный двухшпиндельный вертикальный станок 3772В с круглым столом (рис. 81)
150
предназначен для шлифования плоскостей разных деталей торцами шлифовальных кругов. Этот станок используют в крупносерийном и массовом производствах. Станок имеет приспособление для автоматической загрузки деталей, что позволяет использовать его в автоматических линиях.
На станке установлены две шлифовальные бабки. Это дает возможность производить непрерывное черновое и чистовое
Рис. 81. Плоскошлифовальный двухшпиндельный вер тикальный станок 3772В с круглым столом
шлифование за один проход, что обеспечивает высокую производительность. Деталь, установленная в зажимное приспособление в секторе загрузки, проходит вначале зону правой шлифовальной бабки, в которой происходит черновое шлифование, а затем зону левой шлифовальной бабки, где происходит чистовое шлифование.
При выходе из зоны чистового шлифования детали поступают в сектор разгрузки, где их снимают вручную или автоматически.
Вращение шлифовальных кругов осуществляется от встроенных электродвигателей, вращение стола — от двухскоростного электродвигателя через клиноременную передачу и редуктор.
151
ir.ru
Вертикальная подача шлифовальных бабок производится механически и вручную. Величина механической подачи устанавливается сменными зубчатыми колесами и переключением рукоятки коробки подач. Шлифовальные бабки полностью защищены от пыли и паров воды. Станок работает по полуавтоматическому циклу и снабжен устройством для автоматической компенсации износа шлифовальных кругов.
Рис. 82. Плоскошлифовальный станок ЗА544
Плоскошлифовальный станок ЗА544 (рис. 82) предназначен для шлифования плоских и призматических направляющих станин, столов, колонок и других базовых деталей.
Обрабатываемую деталь устанавливают на плите вне станка. По станине станка перемещается стол, несущий на себе колонку с траверсой, и пылеуловитель. На траверсе находятся три шлифовальные бабки: одна большая шлифовальная бабка, закрепленная неподвижно на левом конце траверсы, и две малые поворотные шлифовальные бабки, которые могут перемещаться по горизонтальным направляющим траверсы и по вертикальным направляющим суппорта.
Большая шлифовальная бабка позволяет производить обработку направляющих шириной до 480 мм. Две малые поворотные шлифовальные бабки и две шлифовальные головки, работающие чашечными кругами, дают возможность шлифовать как плоские, так и призматические направляющие, расположенные под различными углами. Горизонтальное перемещение суппортов может быть ручное или электромеханическое, а вертикальное перемещение шлифовальных бабок —только ручное. Траверса вместе
152
со шлифовальными бабками может перемещаться вверх и вниз на 250 мм и вместе с колонной поворачиваться на 180° вокруг оси колонны. Стол имеет гидравлический привод.
Регулирование скорости перемещения стола, несущего траверсу со шлифовальными бабками, и установку определенной длины шлифования производят маховичком и рукоятками лимба, находящимися на колонке управления.
Шпиндели шлифовальных бабок вращаются от встроенных электродвигателей. Вращение шпинделя шлифовальной головки осуществляется ременной передачей от шпинделя малой шлифовальной бабки.
Жесткая массивная конструкция станка обеспечивает надежность его в эксплуатации и высокую чистоту и точность обработанной поверхности. Надежная защита направляющих стола от пыли и абразивного порошка, а также их смазка под давлением уменьшают износ направляющих.
Управление электродвигателями осуществляется с главного и двух вспомогательных пультов, расположенных на траверсе.
§ 2. Области применения плоскошлифовальных станков
Выбор станка определяется формой и размерами обрабатываемых деталей и требованиями к точности и чистоте поверхности их обработки. Для шлифования длинных деталей целесообразно применять станок с прямолинейным движением стола, а для деталей кольцевой формы — станок с круглым столом. Такой станок имеет меньшие размеры, его шпиндель загружается равномернее и нет реверсирования стола, что сокращает время обработки детали.
При шлифовании торцем круга образуется большая дуга контакта и снимается значительная стружка, поэтому такой способ шлифования очень производителен. Однако при работе торцем круга из-за большого нагрева и деформаций возможны прижоги и трещины на поверхности обрабатываемой детали; кроме того, этот способ не обеспечивает высокой точности. Станки, работающие торцем круга, рекомендуется применять для обдирочного и чернового шлифования.
Чистовое шлифование плоских и фасонных поверхностй производится периферией круга.
Станки с прямоугольным столом, шлифующие периферией круга, применяют для обработки:
деталей с жесткими допусками на плоскостность (линеек, шпонок, клиньев и др.);
фасонных деталей с применением профилированных кругов (шлицевых резцов, фасонных резцов, шаблонов, деталей штампов и т. п.);
153
.ru
деталей с недостаточно развитой базовой поверхностью (рам, стоек и т. п.), закрепляя их на станке при помощи всевозможных прокладок и упорных планок, производя шлифование с возможно меньшими усилиями, чтобы не опрокинуть или не сдвинуть обрабатываемую деталь;
деталей с буртиками, пазами, канавками, где шлифование торцем затруднено или невозможно;
направляющих станин, салазок и т. п.
Станки для обработки периферией круга с вращающимся столом применяют для шлифования деталей, имеющих форму тел
Рис. 83. Оптический профилешлифовальный станок 395М
вращения (колец, втулок, дисков, эксцентриков и т. п.), у которых обрабатываются торцы, а также при шлифовании небольших деталей прямолинейного профиля (плиток, планок и др.).
Для профильного шлифования могут быть применены как плоскошлифовальные, так и специальные станки, имеющие экран, на который в увеличенном виде, например в масштабе 50: 1, проецируется обрабатываемое изделие и крут. На рис. 83 показан оптический профилешлифовальный станок 395М. На станке можно шлифовать сложные фасонные поверхности шаблонов, пуансонов, разъемных матриц, а также фасонные резцы, где поверхности могут быть частями дуг, окружностей, прямых и т. п. Станок снабжен специальным оптическим устройством, которое проецирует на экран режущую кромку шлифовального круга и изделие. На экране помещена прозрачная калька. На ней тушью в масштабе 50: 1 выполнен контур изделия, который должен получиться после шлифования. Кальку помещают между экранными стеклами проектора.
154
Шлифовщик в процессе работы перемещает шлифовальный круг так, чтобы на экране контур шлифуемого изделия точно совпал с контуром кальки-шаблона. Для этого на станке имеются осветители 5 и 17, расположенные над плоскостью детали под углом один к другому, осветитель 15, расположенный под плоскостью детали.
На станине 22 смонтирован проектор 24 с экраном 9, подъемный механизм 14 с закрепленным на нем координатным столом 13, предназначенным для установки шлифуемой детали. Подъемный механизм служит для перемещения шлифуемой детали вверх или вниз, чтобы профиль детали был отчетливо виден, т. е. попал в фокус оптической системы.
На станине закреплены салазки 23, на которых установлена шлифовальная головка 3. Шлифовальный шпиндель с кругом 16 получает вращение от электродвигателя, закрепленного на задней стенке корпуса головки 3. Шлифовальный шпиндель закреплен на салазках, которые имеют прямолинейное возвратно-поступательное перемещение вдоль направляющих корпуса 4. Возвратно-поступательное движение осуществляется кулисным механизмом, имеющим привод от двигателя бабки через ременную передачу. Ход салазок может изменяться от 0 до 50 мм. Поэтому наибольшая высота детали, которую можно шлифовать на оптикошлифовальном станке, — 50 мм. Салазки можно устанавливать под углами к горизонтальной и вертикальной плоскостям, по соответствующим угловым шкалам, чтобы можно было шлифовать поверхности под заданными углами (например, для получения заданного заднего угла у резца).
Круг для обработки заданного контура перемещается по верхним и нижним салазкам суппорта шлифовальной головки с помощью редуктора 21 от ручного или автоматического включения. Верхние и нижние салазки имеют отдельные редукторы.
При помощи редуктора и электродвигателя постоянного тока на станке получают два варианта скоростей автоматического и два ручного перемещения салазок шлифовальной головки.
Маховик 18 служит для ручного перемещения верхних салазок, а маховик 1 — для нижних салазок. За один оборот маховика салазки перемещаются на 0,02 мм. Так как допуски на профильные поверхности чаще всего находятся в пределах 0,01 — 0,03 мм, то перемещение салазок должно быть меньшим, чем 0,02 мм. Для этого имеется специальный механизм на станке. При помощи винта 19 и маховиков 20 и 2 можно изменять скорости движения салазок от наибольших до наименьших.
Автоматическое управление верхними салазками осуществляется рукояткой 7, а нижними — рукояткой 11.
Для изменения направления движения верхних салазок шлифовальной головки служит переключатель 6, нижних салазок — переключатель — 12.
155
chipmaker.ru
Б-В
А-А
Рис. 84. Станина станка ЗВ756
chipmaker.ru
Пуск и останов шлифовального шпинделя осуществляются кнопками 8, а пуск и выключение генератора — кнопками 10.
Координатный стол позволяет перемещать деталь в поперечном и продольном направлениях с точностью 0,01 мм.
§ 3. Основные узлы и механизмы плоскошлифовальных станков
Рассмотрим основные узлы и механизмы станка, их устройство, назначение, правила ухода и эксплуатации.
Станина служит для установки большинства деталей и узлов станка и обеспечивает их правильное взаимное расположение при всех перемещениях и режимах обработки.
Станину отливают из серого чугуна. Она должна обладать большой жесткостью, а направляющие ее — твердостью и износостойкостью.
На рис. 84 показана станина плоскошлифовального станка ЗВ756 прямоугольной формы с плоской 16 и призматической 4 направляющими, по которым перемещается каретка. При помощи каретки стол станка движется вдоль станины и устанавливается в рабочее положение под шлифовальную бабку и в положение загрузки. На каретке закреплен козырёк 9, предназначенный для защиты направляющих. Смазка направляющих производится под давлением от маслораспределительной сети.
Станина имеет наклонное дно 13 для стока охлаждающей жидкости в углубление, откуда через трубу 2 она поступает в магнитный сепаратор для очистки от металлических частиц.
Станина снабжена внутренними продольными и поперечными ребрами жесткости 15. На специальных приливах-платиках / дна крепится гидроцилиндр перемещения каретки 3.
В правой нише станины помещается электродвигатель 14, который через клиноременную передачу и редуктор привода 12 передает вращение валу редуктора каретки 11, а затем магнитному столу. Доступ к электродвигателю и клиноременной передаче осуществляется через дверцу 5 и крышку 18 на передней стенке станины. Справа на станину устанавливается проставка 8 под колонку 7.
В нижнюю нишу проставки заходит козырек, защищающий направляющие станины. На передней стенке проставки смонтирован пульт управления 6, а в боковой нише помещена клеммная коробка, доступ к которой осуществляется через дверцы 10.
В левой части станины находятся такелажные окна, а в правой— два крюка 17 для транспортирования станины и собранного станка.
Направляющие шлифовальных станков должны отвечать следующим требованиям:
быть достаточно жесткими, чтобы обеспечить прямолинейность перемещения движущихся частей станка, точность малых
158
перемещений и равномерность перемещений при малых скоростях;
быть длительное время износоустойчивыми;
не нагреваться при работе.
Для обеспечения указанных требований необходимо, чтобы коэффициент трения при покое и при движении были примерно равны. Поэтому направляющие обычной формы, по которым скользит стол изготовляют из специального материала или производят покрытие поверхности, чтобы коэффициенты трения были близкими.
а — V-образная, б — образованные горизонтальными и вертикальными плоскостями; 1 — стол, 2 — шарик, 3 — проволочки, 4, 8 — станины, 5 — сепаратор, 6 — салазки, 7 — шарики
Работы последних лет показали, что такие пары составляют материалы сталь и хром, коэффициент трения покоя которых 0,16, а трения движения — 0,17.
Кроме того, подбирают соответствующую смазку, которая уменьшает скачкообразность перемещения стола по направляющим.
В некоторых конструкциях применяют вместо направляющих скольжения направляющие качения в виде роликов и шариков.
Износостойкой является конструкция, в которой беговая дорожка для шариков образована двумя проволочками из твердого сплава. Проволочки эти расположены на направляющих стола и направляющих станины.
Вместо V-образных направляющих (рис. 85, а) иногда применяют плоские или другой формы направляющие (рис. 85, б).
Точное направление движения стола обеспечивается предварительным натягом за счет того, что расстояние между двумя вертикальными плоскостями на салазках меньше, чем размер охватываемой поверхности стола.
159
chipmaker, ru
Направляющие качения изготовляют с высокой точностью: прямолинейность беговых дорожек 1 мкм, одинаковость размеров шариков или роликов ± 1 мкм, чистота поверхностей V9—V10, твердость поверхностей HRC 60—62. Конструкции таких направляющих для малых станков разработаны и выпущены рядом зарубежных фирм.
Рис. 86. Прямоугольный стол станка 372Б
160
Стол станка служит для закрепления на нем обрабатываемых деталей или приспособлений и сообщения обрабатываемым деталям движения подачи.
На рис. 86 показан прямоугольный стол станка 372Б. Рабочая поверхность прямоугольного стола 7 имеет Т-образные пазы для крепления электромагнитной плиты, специальных приспособлений или обрабатываемой детали. Стол перемещается по плоской 2 и V-образной 9 направляющим станины 1.
На столе установлены чугунные козырьки 5 и 6, между которыми закреплены передний 4 и задний 8 кожухи из листовой стали. На передней стенке стола имеется прилив с Т-образным пазом, в котором перемещаются упоры 3 для переключения гидравлической коробки реверса (перемены направления движения) стола. Упоры размещены так, чтобы перемещение стола соответствовало длине обрабатываемой детали. Для слива охлаждающей эмульсии на столе сделаны углубления — корыта с отверстиями.
На рис. 87 показан круглый стол станка ЗВ756. Стол 4 установлен на каретке 1, которая перемещает его вместе с закрепленными на нем деталями под шлифовальную бабку или в положение загрузки. Каретка перемещается по плоской и V-образной направляющим станины. Верхняя часть каретки имеет форму чаши с кольцевой направляющей 2, на которой от зубчатого колеса редуктора и зубчатого венца 3, закрепленного на столе, вращается стол. Для большей жесткости в верхней части каретки сделаны ребра. Кольцевая направляющая и зубчатое зацепление периодически смазываются маслом, заливаемым через специально установленную масленку 8. На плите 7 стола имеются пазы, в которых находятся пять электромагнитных катушек 6. На верхней крышке стола сделаны пазы, заполненные немагнитными прокладками 5.
Шлифовальная бабка представляет собой корпус, в котором помещены шпиндель шлифовального круга, опоры шпинделя, смазочные устройства и привод шпинделя. Шлифовальная бабка имеет направляющие, по которым она перемещается. Она сообщает абразивному кругу главное движение резания. Абразивный круг вращается с большим числом оборотов (до 3000 об)мин), чтобы обеспечить скорость резания 35 м/сек и более.
Возникающие при шлифовании усилия резания воспринимаются шлифовальной бабкой, поэтому она должна быть виброус-тойчивой, прочной и жесткой.
Ш п и н де л ь — важнейшая деталь станка, определяющая в большой степени точность его работы. У шпинделя станка тщательно обработаны рабочие шейки, лежащие непосредственно на опорах. Шпиндель должен быть прочным, жестким, виброустой-чивым и износостойким. На консольном конце шпинделя
161
chipmaker.ru
(см. рис. 76, а и в) имеется коническая поверхность со шпонкой для насадки фланца со шлифовальным кругом. Фланец закрепляется на шпинделе гайкой.
Опоры — неподвижные части, на которые опираются вращающиеся шейки валов и осей, называются подшипниками. Под-
Рис. 87. Круглый стол станка ЗВ756
шипники воспринимают усилия, передаваемые валом или осью на опору. В станках устанавливают подшипники скольжения и подшипники качения (шариковые и роликовые).
Основные детали подшипников скольжения (рис. 88) — корпус и вкладыши или втулка. Корпус может быть цельным или разъемным. Вкладыши изготовляют из антифрикционных материалов (бронзы, чугуна) или заливают баббитом, металлокерамическими материалами, пластмассами.
162
Подшипники качения состоят из наружного и внутреннего колец, между которыми размещены закаленные шарики или ролики. При вращении вала или корпуса шарики или ролики катятся по канавкам, сделанным в кольцах.
Рис. 89. Подшипники качения:
а — радиальный шариковый, б — упорный шариковый; в — радиально-упорный с коническими роликами; 1 — внутреннее кольцо, 2 — наружное кольцо, 3 — шарики, 4 — ролики
Подшипники качения разделяются на радиальные (рис. 89, а), воспринимающие нагрузки, направленные радиально, упорные (рис. 89, б), воспринимающие нагрузки, действующие вдоль оси вала, и радиально-упорные (рис. 89, в), воспринимающие радиальные и осевые нагрузки.
Подшипники шпинделя должны обеспечивать неизменное положение шпинделя при вращении. Допускаемое биение шпинделя станка нормальной точности в радиальном и осевом направлениях не должно превышать 0,005—0,01 мм. При больших зазо-
163
chipmaker.ru
pax возможна вибрация шпинделя, что отразится на качестве обработки поверхности. Вместе с тем при малых зазорах подшипники могут сильно нагреваться, вызывая заклинивание шпинделя. При малых зазорах необходима обильная смазка и охлаждение подшипников. Зазоры в подшипниках шпинделя должны легко и точно регулироваться. Подшипники должны быть надежно защищены от попадания абразивной и металлической пыли, грязи, охлаждающей жидкости.
Наиболее нагруженной опорой шпинделя является передняя. Поэтому она должна быть особенно тщательно отрегулирована и хорошо смазана. Чем меньше вылет шпинделя, тем меньше нагружена передняя опора.
На большинстве станков устанавливают регулируемые подшипники скольжения, вкладыши которых имеют цилиндрическую внутреннюю опорную поверхность и коническую наружную. Зазор регулируют продольным перемещением вкладыша.
На рис. 90 показана шлифовальная бабка станка 3741, установленная на подшипниках скольжения с несколькими вкладышами. В станках 3740, 3741, 3772 и других устанавливают подшипники с тремя вкладышами. Такие подшипники обеспечивают хорошее направление оси шпинделя при различных нагрузках и высокую точность обработки.
Вкладыши 11 изготовляют из стали, внутренняя поверхность их покрыта тонким слоем бронзы. Внутренняя поверхность вкладыша 10 точно пришабривается по шейке шпинделя 5. Наружная поверхность .вкладышей тоже цилиндрическая, но она меньше расточенного отверстия стакана 9, что позволяет ему само-устанавливаться в зависимости от величины и формы масляного клина, образующегося между шпинделем и внутренней поверхностью вкладыша.
Вкладыши регулируют винтами 13 и 14, которые стопорятся винтами 15. При правильном регулировании шпиндель должен проворачиваться от руки. Масло подается от насоса 1 и заполняет пространство между вкладышами. Чтобы масло не вытекало, к торцам стаканов 9 и 2, к шпинделю плотно прилегают кольца 3 и 12. Осевое смещение шпинделя предотвращают кольца 6 и 8, которые зажимают его буртик 7. Шпиндель получает вращение от электродвигателя 4.
Подшипники скольжения в шлифовальных бабках заменяют подшипниками качения. Подшипники качения имеют следующие преимущества:
упрощается и ускоряется сборка шпиндельной бабки, так как не требуется пришабривать вкладыши;
уменьшаются габариты бабки, так как подшипники качения имеют меньшую ширину, чем подшипник скольжения;
можно применять консистентную смазку, закладывая ее с помощью упрощенных смазочных устройств;
164
6 7 8 S 10 11 12
Рис. 90. Шлифовальная бабка станка 3741
chipmaker.ru
воспринимают не только радиальные, но и осевые нагрузки без установки специальных опорных подшипников;
повышается срок эксплуатации шпиндельного узла.
Подшипники качения применяют в шлифовальных станках с вертикальным расположением шпинделя. В станках общего типа с горизонтальным расположением шпинделя применяют как подшипники качения, так и скольжения, а также комбинированные опоры.
На рис. 91 показана шлифовальная бабка станка ЗВ756, шпиндель 13 которой вращается на нижней опоре с двумя радиально-упорными подшипниками класса А и на верхней опоре с двумя шариковыми подшипниками класса В. Подшипники имеют фланцы 10 и 18, соединенные с корпусом 9 винтами.
Нижние подшипники смазываются жидкой смазкой из ванны 17, куда масло подается через специальную масленку. Крыльчатка 15, сидящая на шпинделе и вращающаяся вместе с ним, отбрасывает масло к стенкам фланца. Оттуда через отверстия в фланце масло поступает в верхнюю полость. Стекая в ванну, масло смазывает подшипники. Аналогично смазываются и подшипники верхней опоры.
Шпиндель может быть установлен на роликовых и конических подшипниках. На рис. 92 показана шлифовальная бабка станка 375 с комбинированными опорами: передняя — подшипник скольжения, задняя — два шарикоподшипника.
Прив од шпинделя шлифовальных станков осуществляется от индивидуального электродвигателя через ременную передачу или непосредственно от электродвигателя, встроенного в шлифовальную бабку.
Электродвигатели должны обеспечивать плавную работу станка и требуемое число оборотов под нагрузкой. Чтобы разгрузить шпиндель от усилий натяжения ремня, шкив 2 (рис. 92) насаживают не на шпиндель, а на фланец 3, укрепленный в корпусе шпиндельной бабки. Шкив устанавливают на шарикоподшипниках. С ним соединена шлицевая муфта, перемещающаяся по шлицевой части шпинделя.
Ременная передача обеспечивает безвибрационное вращение абразивного круга. Изменять число оборотов шпинделя можно, меняя шкивы. Недостатком ременной передачи является необходимость увеличения габаритов бабки за счет применения устройства для разгрузки шпинделя и натяжения ремня.
Более широкое распространение получила конструкция шпинделя со встроенным электродвигателем. Ротор двигателя напрессовывают на шпиндель и вращают вместе с ним. В шпиндельной бабке сделана расточка, в которой закрепляют статоо. Между ротором и статором должен быть зазор до 0,2 мм. При увеличении зазора снижается мощность электродвигателя.
Разность в размерах воздушного зазора по окружности меж-
166
Рис. 91. Шлифовальная бабка станка ЗВ756:
/ — направляющие, 2 — впит, 3 — стакан, 4 — три валика, 5 — шариковые подпятники, 6 — гайка, / — вентилятор, 8 — окно, 9 — корпус, 10 — фланец верхний, 11 — статор двигателя, 12 — ротор двигателя, 13 — шпиндель, 14 — нижняя опора, 15 — крыльчатка, 16 — фланец с кругом, 17 — масляная ванна, 18 — фланец нижний
167
chipmaker.ru
ду статором и ротором не должна превышать 0,05 мм. При большем зазоре возникают вибрации. Для охлаждения электродвигателя предусмотрен вентилятор, засасывающий воздух со стороны, противоположной положению шлифовального круга, чтобы вместе с воздухом не попали пыль и влага из зоны шлифования. Воздух прогоняется мимо обмотки статора и выходит через специальные окна.
Шпиндель со встроенным двигателем обладает высоким к. п. д. передачи, он компактен, прост в эксплуатации. Но шпиндель со встроенным двигателем обладает и рядом недостатков: числа оборотов такого шпинделя невозможно регулировать (можно получить лишь 3000, 1500 или 1000 об/мин)-, для обеспечения равномерного зазора между статором и ротором значительно усложняется обработка корпуса бабки; из-за возникновения вибраций ухудшается чистота поверхности шлифуемых деталей; электродвигатель быстро выходит из строя из-за повреждения обмотки абразивной и металлической пылью, а также маслом, смазывающим подшипники и попадающим на статор.
Шлифовальные бабки являются наиболее ответственными узлами станков, требующими тщательного и квалифицированного изготовления и обслуживания.
Шпиндель шлифовальной бабки в сборе, как и все вращающиеся части станка, обязательно подвергается динамической балансировке. Тщательно отбалансированный станок обеспечивает получение высокой чистоты поверхности деталей. Шлифовальный круг после установки на станке балансируют при помощи приспособления с двумя грузиками. Грузики устанавливают в такое положение, при котором вибрации наименьшие.
§ 4. Подачи стола и шлифовального круга
Стол станка и шпиндельная бабка, несущая абразивный круг, приводятся в движение от электродвигателей или включаются вручную при помощи механических, гидравлических и смешанных передач. При шлифовании обычно осуществляются следующие подачи шлифовальной бабки:
ручная вертикальная;
автоматизированная вертикальная;
ускоренная вертикальная, для быстрого отвода круга по окончании шлифования;
ручная поперечная;
автоматизированная поперечная, в этом случае стол станка получает движение при помощи гидравлического привода.
Механизмы подач станка позволяют производить как большие, так и очень малые вертикальные перемещения бабки вмес
169
chipmaker.ru
те с кругом (порядка 0,005 мм) ход стола). Автоматическая подача круга при черновых проходах больше, чем при чистовых. Изменение подач происходит автоматически. Для этого на станке имеется автоматическое измерительное устройство, подающее команду на электромагнит, управляющий гидравлической коробкой, которая сообщает движение храповому механизму подачи. За одно движение стола храповой механизм может поворачиваться только на один зуб. Такой поворот соответствует вертикальному перемещению бабки на 0,005 мм.
Сочетание механических и гидравлических приводов позволяет упростить схему станка, сделать станок компактным, легко управляемым и точным.
На рис. 93, а приведены общий вид и кинематическая схема (рис. 93, б) станка 3722. Шпиндель станка с шлифовальным кругом вращается от фланцевого электродвигателя, установленного соосно со шпинделем и соединенного с ним игольчатой и обгонной муфтами. Двигатель мощностью 7 кет с числом оборотов 1460 в минуту обеспечивает получение скорости штифования 35 м!сек.
Рассмотрим ручную и автоматическую вертикальную подачи шлифовальной бабки.
Рис. 93. Общий вид и кинематическая схема вертикальной подачи станка 3722
170
Рис. 93, Продолжение.
17
chipmaker.ru
Ручная подача производится вращением маховика 15. При этом движение передается через вал 1 на зубчатые колеса 4 и 5, муфту, вал 6, конические зубчатые колеса 7 и 8, гайку 9 и ходовой винт 10. Гайка в осевом направлении двигаться не может, ибо упирается в упорный подшипник, поэтому перемещается винт, а с ним вместе и шпиндельная бабка.
Автоматическая подача как грубая, так и тонкая осуществляется комбинированным приводом — гидравлическим и механическим. В момент, когда направление движения стола 16 меняется, масло подается в одну из полостей плунжера механизма подачи (на схеме не показан) и перемещает плунжер 12, на свободном конце которого нарезана рейка. Рейка сообщает вращение зубчатому колесу 11, валу и кривошипу 17, который через шатун 18 поворачивает рычаг 19 с сидящей на нем собачкой 23 на угол 36—40°. При этом собачка поворачивает храповое колесо 14, жестко связанное с маховиком 15, и приводит маховик во вращение. Маховик 15 сообщает движение шлифовальной бабке по вышеописанной цепи.
Регулирует величину автоматической подачи перекрыватель 13. Благодаря ему собачка 23 может поворачивать храповик 14 только на определенном пути своего движения. Изменение положения перекрывателя, имеющего зубчатый сектор, осуществляется рукояткой 20 через зубчатые колеса 2 и 3.
После окончания чернового шлифования с грубой (большой) подачей измерительный автоматический прибор через электромагнит воздействует на гидрокоробку цикла. При этом плунжер 21 перемещается в крайнее левое положение и укрепленный на нем палец входит в паз 22 перекрывателя 13, чтобы оставить открытым только один зуб храпового колеса 14. Таким образом, собачка 23 может повернуть храповое колесо только на один зуб, что соответствует вертикальному перемещению бабки на 0,005 мм при одном реверсивном движении стола.
На станке можно осуществлять ручную подачу до жесткого упора, производить ускоренное вертикальное перемещение.
§ 5. Особенности гидроприводов плоскошлифовальных станков
Гидравлический привод состоит из двух основных частей: насоса, подающего рабочую жидкость (масло) в систему, и гидродвигателя (цилиндра или гидромотора), сообщающего механизмам станка определенные движения. Работу насоса и гидродвигателя обеспечивают трубопроводы, аппаратура, контролирующая давление и количество масла в системе, — клапаны, регуляторы и т. п.; распределительные устройства, управляющие циклом работы,—золотники, краны; вспомогательные устройства — резервуары для жидкости, фильтры, отстойники и т. п.
172
В современных плоскошлифовальных станках гидравлические приводы широко применяются, так как имеют ряд преимуществ: передают большие мощности;
осуществляют бесступенчатое регулирование скоростей и подач;
обеспечивают плавные перемещения без вибраций;
изменяют скорости и подачи во время движения и осуществляют автоматическую работу по заданной программе;
осуществляют простые прямолинейные перемещения;
позволяют часто и быстро изменять направление движения;
удобны в обслуживании благодаря расположению гидравлических устройств независимо от расположения механических передач;
просты и удобны для управления;
могут одновременно воздействовать на различные устройства станков, расположенные на значительных расстояниях одно от другого;
позволяют производить смазку трущихся поверхностей, например направляющих.
Но гидравлические приводы имеют и ряд недостатков, к ним относятся:
потери на трение жидкости в трубопроводах и в местах изменения скорости или направления течения жидкости, которые возрастают с увеличением скорости движения жидкости, поэтому скорость масла в трубопроводах не превышает 9—10 м!сек, а число оборотов гидронасосов и гидродвигателей в станках — 3500;
утечки жидкости из гидросистемы, приводящие к неравномерному движению механизмов;
проникновение воздуха в гидросистему, вызывающее неравномерное, скачкообразное движение рабочих механизмов из-за сильного сжатия и расширения воздуха (поэтому сливные трубопроводы следует располагать ниже уровня жидкости в баке, а насос — возможно ближе к уровню масла в баке);
сжатие и расширение трубопроводов, вызывающие расшатывание соединений и уплотнений;
трудоемкость изготовления деталей и узлов гидроустройств, золотников и клапанов, в которых необходимо обеспечить точное сопряжение деталей с малыми зазорами;
применение огнеопасных масел в качестве рабочей жидкости.
Рабочей жидкостью для гидравлических систем служат очищенные минеральные масла различных марок. Наиболее часто применяют следующие масла: индустриальное 12 (веретенное 2), индустриальное 20 (веретенное 3), индустриальное 30 (машинное Л) по ГОСТ 1707—51.
Масло должно быть однородно по химическому составу, иметь высокую температуру вспышки, низкую температуру за
173
chipmaker.ru
стывания, не должно содержать щелочей и кислот, растворимых в воде, так как они вызывают коррозию металлов и появление мылообразующих жиров, благодаря чему появляется пена. Пена, попав в систему, может вызвать неравномерность движения механизмов.
Температурой вспышки называют такую температуру, при которой смесь паров масла с воздухом вспыхивает от приближения открытого пламени и даже искры. Применяемое в гидравлических системах масло должно иметь достаточно высокую температуру вспышки. При температуре масла, которая примерно на 80% ниже температуры вспышки, начинается его заметное испарение. При низкой температуре вспышки, кроме того, масло делается огнеопасным.
Температурой застывания называют температуру, при которой масло застывает. Во избежание нарушения работы гидравлических систем масло должно иметь низкую температуру застывания. Важно знать самую низкую температуру, при которой текучесть масла еще позволяет применять его в гидравлических системах.
Необходимо, чтобы вязкость масла в гидросистеме с изменением температуры изменялась незначительно.
Вязкость — это свойство масла, характеризующее внутреннее трение жидкости, оказывающее сопротивление перемещению его частиц. Вязкость измеряется в градусах Энглера (°Е). Градусы Энглера — условная величина, которая получается от деления времени истечения 200 см3 испытуемой жидкости через капиллярную трубочку с внутренним диаметром 2,8 мм на время истечения через тот же капилляр 200 см3 воды при температуре 20°С. Прибор для определения вязкости называется вискозиметром. Для характеристики вязкости масел применяют показания вискозиметра при 20, 50 и 100° С, что соответственно обозначается “Его, °Е so и °Еюо-
При повышении температуры вязкость масла уменьшается, при понижении увеличивается. При увеличении давления вязкость возрастает, а при уменьшении уменьшается.
Свойства масла характеризуются также плотностью — весом единицы объема. Плотность обозначается у и подсчитывается по формуле
G . з у — — кт/см , V
где G — вес, кг;
v — объем, см3.
Свойства масел, применяемых в гидроприводах, приведены в табл. 21.
174
Таблица 21
Физические свойства масел, применяемых в гидроприводах станков
Масло Плотность, кг/см9 Темпера-тура вспышки, °C (не ниже Температура застывания. °C (не ниже) Вязкость, °£5о Химические примеси, %
Индустриальное 12 (веретенное 2) 0,876-0,891 165 -30 1,86—2,26
Индустриальное 20 (веретенное 3) 0,881—0,601 170 —20 2,6-3,31 —
Индустриальное 30 (машинное Л) . . . 0,886—0,916 180 —15 3,81-4,59 0,007
§ 6. Лопастные насосы для гидроприводов
Гидроприводы плоскошлифовальных станков чаще всего работают от лопастных насосов марки Л/Ф, выпускаемые восьми типоразмеров со следующими техническими характеристиками: производительность ................... 5—100 л/мин
рабочее давление.......... до 65 кГ/см2
приводная мощность........... до 13 кет
объемный к. п. д........... 0,62—0,92
Лопастной насос станка 3722 (рис. 94) имеет корпус, в котором располагается статор — стальное закаленное кольцо. Внутренняя поверхность кольца имеет форму эллипса.
Внутри статора размещен ротор — диск с радиальными прорезями. В прорези вставлены пластины-лопатки. С боков ротор и статор закрыты двумя медными дисками, благодаря чему создается замкнутая рабочая камера между ротором, статором и дисками. В дисках имеется по четыре отверстия — два для всасывания и два для нагнетания.
При вращении ротора лопатки выдвигаются из пазов под действием центробежных сил и прижимаются к эллиптической поверхности статора. Благодаря такой форме статора за один оборот ротора лопатки дважды выдвигаются и дважды вдвигаются в пазы ротора. При выдвижении лопаток объем полости между двумя смежными лопатками увеличивается, в полости создается разрежение, благодаря чему масло засасывается в полость через специальные окна. При дальнейшем вращении объем полости уменьшается, и масло выдавливается в окна 6, связанные с гидросистемой. При вращении ротора по часовой стрелке масло засасывается одновременно в нижней правой и верхней левой частях, а нагнетается в нижней левой и верхней правой частях.
Так как камеры нагнетания расположены диаметрально противоположно, то давление масла на ротор уравновешивается,
175
поэтому вал и подшипники разгружены. Давление масла достигает 65 ат. Скорость вращения вала вместе с ротором — 1000 об!мин.
Рис. 94. Лопастной насос станка 3722:
I, 2 — ляекя., 3 — корпус, 4 — вал, 5 — статор, 6 — окна нагнетания, 7 — окна всасывания, 8 — лопатки, 9 — ротор
Лопастные гидронасосы изготовляют одинарными и сдвоенными. Сдвоенный насос (см. рис. 94) состоит из двух насосов аналогичной конструкции. В корпусе 3 установлен вал 4, вращающийся от индивидуального электродвигателя. Вал приводит
в движение два ротора 9 с лопатками 8, заключенными в статоре 5. В бронзовых дисках 1 и 2 имеются два окна 7 для всасывания и два окна 6 для нагнетания. Один из насосов создает большое давление, но мало расходует жидкости, другой — малое давление, но расходует много жидкости. Работают насосы при температуре масла от +10 до +50° С.
Иногда сдвоенные насосы работают так, что нагнетаемая одним насосом жидкость поступает во всасывающую зону другого насоса и затем происходит нагнетание ее во втором насосе. Так создается давление до 135 ат. В первом случае насосы работают параллельно, во втором — последовательно.
§ 7. Гидроцилиндры
Гидроцилиндры превращают движение масла в движение столов, бабок, прибора для правки круга и т. п. Цилиндры бывают простого действия и дифференциальные.
Цилиндры простого действия применяют в тех случаях, когда скорости прямого и обратного хода узла станка, а следовательно, и поршня, связанного с ним, должны быть равны. Цилиндры дифференциального действия используют тогда, когда скорости прямого и обратного ходов должны быть разными.
Гидравлический цилиндр дифференциального действия стола станка 372Б (рис. 95, а) состоит из цилиндра 5, поршня, 6, штока 4, полихлорвиниловых уплотнительных манжет 7 поршня и уплотнительных колец 2 штока, опор 3 и 8, удерживающих цилиндр на станине. На малых и средних станках шток поршня соединен кронштейном 1 с торцем стола.
Масло попеременно подается в правую и левую полости цилиндра через штуцеры 9 и 10, и в зависимости от этого поршень со штоком и связанный с ними стол перемещаются влево или вправо.
Масло поступает через верхние полости опор, что уменьшает опасность попадания воздуха в цилиндр и облегчает удаление его. Масло из правой полости цилиндра давит на всю поверхность поршня, из левой — на поверхность поршня, не занятую штоком. Скорости перемещения штока влево и вправо не равны, они обратно пропорциональны величине полезных площадей. Однако разность скоростей при перемещении вправо и влево не превышает 10%.
Достоинствами такого цилиндра являются малые габариты и простота конструкции.
К недостаткам относится большая нагрузка на тонкий шток. Поэтому при движении влево шток прогибается относительно своей оси, нарушая уплотнения.
Применяют также двухшточные цилиндры. Скорости поршня при движении вправо и влево одинаковы. На рис. 95, б показан
177
chipmaker.ru
Рис. 95. Рабочие гидроцилиндры: а — одношточный дифференциального действия; б — двухшточный; / — кронштейн, 2 — уплотнительные кольца, 3 и 8 -опоры, 4, 12, 17 — штоки, 5 — цилиндр, 6 и 14 — поршни, 7 и 13 — Уплотнительные манжеты, 9, 10, 11 и 16 — штуцеры, 15 — уплотнительный манжет порщня, 18 - каналы
двухшточный цилиндр станка 3722. Этот цилиндр имеет большие габариты. Масло поступает в цилиндр через пустотелые штоки 12 и 17. При подаче масла в правую полость цилиндра связанный с ним стол перемещается вправо, а масло из левой полости через каналы 18 и полость в штоке попадает в штуцер 11 и далее в гидросистему на слив.
В некоторых станках стол движется от двух штоков при неподвижном цилиндре.
§ 8. Аппаратура гидросистем
К аппаратуре гидросистем относятся распределительные и регулирующие устройства: клапаны, золотники, краны и т. ц.
Распределительные устройства направляют поток масла в различные механизмы гидравлической системы и отводят его в резервуар, а также управляют последовательностью действия механизмов.
Регулирующие устройства устанавливают требующуюся величину давления в системе, скорость потока, скорость и величину перемещения механизмов станка. Управление золотниками и кранами может быть ручное или автоматизированное.
Клапаны, служат для регулирования давления, открываются или закрываются автоматически под действием давления пружины, жидкости или собственного веса.
Предохранительные клапаны предназначены для поддержания в системе давления масла, не превышающего определенной величины. При давлении, превышающем установленный предел, клапан открывается и перепускает жидкость в резервуар.
Часто предохранительные клапаны не только предупреждают перегрузку системы, но и поддерживают требуемое давление для создания постоянного напора. В этом случае клапан работает как перепускной напорный: перепускает в резервуар излишек жидкости сверх того количества, которое требуется для получения нужной скорости движения.
Для распределения потока масла и регулирования давления служат золотника.
На рис. 96 показан напорный золотник Г54-13 конструкции ЭНИИМСа. Золотник устанавливают за насосом параллельно другим устройствам. Корпус 10 закрывается нижней крышкой 9 и верхней 12. В корпусе имеется собственно золотник 8, на который давит пружина 13. Масло от насоса поступает в камеру 3 и через каналы 4, 5, 6 и камеру 7 подходит к торцу золотника 8.
Когда давление в системе настолько возрастает, что преодолевает усилие пружины 13, золотник 8 перемещается вправо до упорной шайбы 11, а масло из камеры 3 поступает в камеру 5 и оттуда сливается в бак. Отверстия 1 и 15 закрыты пробками. Усилие, создаваемое пружиной, регулируют винтом 14.
17<)
chipmaker.ru
Для предупреждения утечки масла через резьбовое соединение винта 14 устанавливают медные прокладки 16, контргайку 18 и колпачок 17.
Крышки 9 и 12 можно установить в корпусе 10 по-разному. Если крышку 9 повернуть, то канал 4 не совместится с каналом 5. При этом масло в камеру 7 будет подаваться через отверстие из специального трубопровода. Если повернуть крышку 12, можно разъединить полость 19 и полость слива 2, так как каналы будут закрыты. Но полости будут соединены с баком через отверстие 15.
Рис. 96. Напорный золотник Г54-13
Золотники управляются при помощи кулачков, которые поворачивают рычаг, перемещающий золотник в ту или другую сторону. Для переключения больших золотников требуются большие усилия; для этой цели применяют системы со вспомогательными золотниками, которые называются пилотами (рис. 97).
При движении рычага вправо пилот 3 занимает правое положение, и масло от насоса, проходя через левые полости пилота, перемещает плунжер золотника 2 вправо. При этом масло из золотника направляется в левую полость цилиндра 1, а из правой полости цилиндра уходит в бак. В конце рабочего хода стол поворачивает рычаг 4 своими упорами. Тогда пилот 3 перемещается в крайнее левое положение, открывает для масла каналы справа и закрывает слева. Масло подходит к золотнику 2 справа и перемещает его справа налево. При этом основной поток масла идет через каналы в правую полость цилиндра 1, а из левой оно сливается. СтоЛ начнет двигаться в обратном направлении. Пилотом можно управлять и вручную.
Регуляторы скорости — дроссели — изменяют сечение канала для уменьшения давления жидкости в системе, для поддержания постоянного числа оборотов. При прикрытом дросселе толь-
180
пилотом Рис. 98. Дроссели:
а — игольчатый, б — щелевой
chipmaker.ru
ко часть жидкости может пройти через дроссель, а большая часть возвращается через обратный клапан в резервуар. Обратный клапан расположен перед дросселем, параллельно ему.
На рис. 98 показаны дроссели. В игольчатом дросселе (рис. 98, а) при перемещении иглы 1 меняется сечение канала. Перемещение иглы регулируют вращением винта 2. Применяют также поворотные щелевые (рис. 98, б) и другие дроссели. Имеются и автоматически действующие дроссели.
§ 9. Вспомогательные устройства гидросистем
К вспомогательным устройствам гидросистем относятся баки, трубопроводы, фильтры, уплотнения.
Баки (рис. 99, а) служат резервуарами для масла. В баке должно быть предусмотрено устройство для очистки масла, по-
б)
Рис. 99. Бак для масла: а — общий вид, б — пробка
ступающего из гидросистемы. Загрязненное масло может забить трубопроводы, дроссели, клапаны и нарушить работу всей системы.
Бак разделен на несколько отсеков перегородками. Масло сливается в правый отсек, а засасывается из левого. В первом отсеке струи масла резко меняют направление движения, вследствие чего посторонние частицы, имеющиеся в масле, отделяются и оседают. Воздух, смешавшийся с маслом, также отделяется. Высота перегородки между отсеками ниже уровня масла, и потому в следующий отсек переливается только верхняя, отстоявшаяся часть масла.
Для слива грязи и отстоя в отсеках имеются краны. Пробка 2 бака для заливки масла снабжена сеткой 1 (рис. 99, б) с ячейками 0,1X0,1 мм, чтобы
в ней задерживалась грязь. Отверстие-сапун 3 служит для соединения резервуара с атмосферой.
Количество заливаемого в резервуар масла должно быть достаточным для работы насоса в течение 2—3 мин, причем уровень масла после заполнения им всей системы не должен резко понижаться и масло не должно очень нагреваться.
182
В плоскошлифовальных станках резервуаром для масла обычно служит сама станина. Ребра жесткости создают те же условия для очистки масла, что и перегородки.
Фильтры предназначены для очистки масла от твердых частиц. Различают фильтры грубой очистки, пропускающие частицы менее 0,2; нормальной очистки — до 0,1; тонкой очистки—до 0,05 и очень тонкой — до 0,005 мм. Масло очищается при
Рис. 100. Фильтры: а — сетчатый. б — пластинчатый
прохождении через латунные еетки с малыми размерами ячеек (рис. 100, а). Сетки очищают, промывая их в бензине, керосине, жидком масле или продувая сжатым воздухом. Имеются различные конструкции фильтров.
Применяют пластинчатые фильтры (рис. 100, б). В них загрязненное масло поступает в стакан и, проходя через щели набора пластин, очищается. Далее масло проникает внутрь набора пластин и оттуда через выходное отверстие — в гидросистему. При загрязнении фильтра сопротивление движению масла в системе увеличивается, поэтому фильтры нужно очищать не реже одного раза в месяц. Для очистки фильтра поворачивают рукоятку, на которой имеются скребки. Эти скребки проходят между пластинами и счищают накопившуюся грязь.
Для очистки масла от металлических частиц применяют магнитные сепараторы. Металлические частицы прилипают к магниту и отделяются от масла.
183
chipmaker.ru
Фильтры устанавливают в трубопроводе, в нагнетательной или отводящей магистрали.
Уплотнения служат для предотвращения утечки масла. Если зазоры между сопряженными деталями малы (например, в золотниках), то можно обойтись без уплотнений, но изготовление точных деталей стоит дорого и поэтому невыгодно. Даже при малом износе таких деталей зазоры увеличиваются, и происходит большая утечка масла. Масло, вытекающее из системы, загрязняет станок, помещение цеха и разъедает бетонный фундамент.
Уплотнениями служат мягкие набивки, сальники, манжеты, поршневые кольца и т. п. Сальники изготовляют из асбестовых, льняных, хлопчатобумажных нитей, из пробки, маслостойкой резины и асбест-графита. Набивки прижимаются к уплотняемым поверхностям за счет давления крышек и масла. Манжеты изготовляются из резины, прорезиненной ткани, пластмасс и кожи, прижимаются к уплотняемым поверхностям давлением масла.
Трубопроводы соединяют все элементы гидросистем. Применяются стальные бесшовные, газовые и отожженные латунные трубы.
Латунные трубы дороже стальных, ухудшают свойства масла и поэтому применяют их для внутреннего монтажа только в стесненных местах, где гнуть их легче, чем стальные трубы. Чаще всего применяют трубы диаметром от 14 до 89 мм. Для соединения перемещающихся узлов применяют гибкие дюрито-вые шланги в металлической оплетке или телескопические трубы.
Тонкие стальные и латунные трубы соединяют развальцовкой или при помощи штуцеров. Штуцера имеют коническую либо цилиндрическую трубную резьбу. Для герметичности их устанавливают на медное уплотнительное кольцо.
§ 10. Механизмы продольной и поперечной подач
Устройство и принцип действия. Прямолинейно движущиеся столы работают, как правило, от гидравлического привода. Изготовляют также станки только с ручным приводом. У большинства легких станков, кроме ручного, предусмотрен и гидравлический привод стола. Ручной привод используют как при наладке, так и при шлифовке с ручной подачей.
На рис. 101 показан механизм ручной подачи станка 371-М1. От маховика 5 вращение сообщается широкому зубчатому колесу 4, а от него — узкому колесу 6, сидящему на одном валу с зубчатым колесом 1. При вращении колесо 1 перемещается по неподвижной рейке стола и увлекает его за собой.
При включении автоматического хода стола от гидропривода маховик отключается при помощи автоблокировки и не вращается. Это происходит следующим образом. Масло из гидросистемы 184
через штуцер 8 поступает в полость 7, которая находится в корпусе 2 между неподвижным кольцом 3 и торцем колеса 6. Под давлением масла колесо 6 перемещается вправо вместе с валом. При этом пружина 9 сжимается, а зубчатое колесо 1 выходит из зацепления с рейкой. При отключении гидравлической подачи стола давление масла падает и пружина 9 вновь вводит зубчатое колесо 1 в зацепление с рейкой.
Гидравлическая схема и механизм поперечной подачи стола -станка 371-Ml показаны на рис. 102.
Рис. 101. Механизм ручной подачи станка 371-М1
Из масляного резервуара через сетчатый фильтр масло засасывается лопастным насосом 1 (рис. 102, а) производительностью 50 л/мин и нагнетается в гидравлическую систему. По металлической трубке масло поступает в гидропанель 16 к перепускному клапану 18, а от него через скоростной дроссель 15 к золотнику 14 реверса стола и через соединенные полости и трубопровод в левую полость цилиндра 8, заставляя поршень и связанный с ним стол двигаться слева направо.
Из противоположной полости цилиндра масло сливается через золотник реверса 14 и золотник управления 6 в резервуар станины. При движении стола укрепленный на нем упор поворачивает ось 7, которая связана с золотником управления 6, и перемещает ее влево. При этом полости Е и Ж соединяются и масло попадает к правому торцу золотника 14 реверса, заставляя передний переместиться влево. При перемещении золотника 14 каналы 3 и И соединяются, в результате чего масло от насоса поступает в противоположную полость цилиндра 8 стола. Стол движется в обратном направлении. Таким образом, реверс осуществляется в каждом крайнем положении стола.
185
chipmaker.ru
б)
Рис. 102 Гидравлическая схема механизма поперечной подачи станка 371-М1
186
При повороте скоростного дросселя 15 изменяется сечение канала К для прохода масла и тем самым обеспечивается бесступенчатое регулирование скорости. Наличие регулирующих дросселей 13 и винтовых упоров 5 позволяет установить положение и скорость движения золотника 14, а также добиться плавного реверса стола даже при наибольших скоростях движения его.
Кнопка 17 пуска и останова стола имеет два положения: «рабочий ход» и «стоп». При «рабочем ходе» стола кнопка находится в положении, указанном на схеме. При этом масло от насоса 1 через скоростной дроссель 15 подводится к золотнику 14 и одновременно к механизму ручного перемещения стола 4, выводя из зацепления с рейкой зубчатое колесо механизма. При правом положении кнопки 17 масло свободно перекачивается и не создает давления в системе. В это время золотник 9 под действием пружины занимает такое положение, когда обе полости цилиндра соединены между собой. Это позволяет перемещать стол вручную, перегоняя масло из одной полости цилиндра в другую.
Привод механизма автоматической поперечной подачи (рис. 102, б) шлифовального круга осуществляется следующим образом. При повороте оси 7 золотник 6 управления перемещается в одно из крайних положений, соединяя между собой полости Л и М или Е и Ж. Через эти полости в момент реверса масло поступает к золотнику 12 поперечной подачи, заставляя его перемещаться. В то время масло через среднюю проточку золотника попадает в полость Н, оттуда в нижнюю полость узла механизма подачи и перемещает вверх плунжер 10. Средняя часть плунжера представляет собой рейку, соединенную с зубчатым сектором 19 (рис. 102, б), свободно сидящим на промежуточном валике 20.
Сектор 19 имеет собачку, которая своим зубом соединяется с храповым колесом 21, жестко сидящим на валике 20. При перемещении плунжера сектор поворачивается на некоторый угол, величина которого регулируется упором. Собачка сектора вращает храповое колесо, а с ним и валик. На другом конце валика 20 сидит зубчатое колесо 22. Блок зубчатых колес 23 на шлицах ходового винта может соединяться с колесом 22 непосредственно либо через промежуточное колесо 24, это позволяет менять направление прерывистой подачи.
За счет разности площадей плунжера 10 масло из верхней полости вытесняется и плунжер опускается. При перемещении золотника 12 вправо полость О перекрывается плунжером, а полость Н соединяется со сливной полостью Р.
Под давлением масла плунжер 10 опускается, происходит зарядка механизма подачи. При втором положении стола подача осуществляется аналогично, только в полость Р будет поступать масло под давлением от золотника управления 6, а полость О
187
chipmaker.ru
будет соединена со сливом. Для увеличения времени хода золотника 12 и обеспечения полной подачи служат демпферы 11.
Давление в гидросистеме поддерживается в пределах 10— 12 ат и регулируется редукционным клапаном 2. Шарик клапана прижимается к седлу при помощи пружины, которая регулируется винтом 3. Перепускной клапан 18 служит для предохранения систем от перегрузки.
Уход и контроль за работой. При эксплуатации все агрегаты гидравлической системы не должны иметь ржавчины, окалины, быть загрязнены. Необходимо очень тщательно очищать и обтирать масляный бак. Все соединения гидросистемы должны иметь хорошие уплотнения, чтобы возможность засасывания воздуха была исключена.
Масло заливают в систему до уровня, отмеченного на масло-указателе. Нельзя заливать грязное, нефильтрованное масло и масло несоответствующей марки, так как это может вывести из строя насос и другие элементы гидравлической системы.
Гидравлический привод регулируют на заводе-изготовителе станка. При эксплуатации гидропривод регулируют только при ремонте станка. При этом регулируют реверс стола, добиваются равномерности прерывистой подачи, настраивают предохранительный клапан и напорные золотники. Регулирование выполняют по специальным инструкциям, имеющимся в паспортах станков.
Проверку давления масла в системе осуществляют при помощи манометров. Во избежание порчи манометров их необходимо включать, когда стол неподвижен. Пуск гидравлической системы при включенных манометрах не допускается.
§ 11. Смазка станков
Все трущиеся части станка должны быть смазаны. Наличие смазки повышает износоустойчивость деталей и снижает температуру их нагрева. Особое значение имеет смазка подшипников шпинделя, направляющих, зубчатых передач и других соединений.
Детали гидропривода смазываются маслом, служащим рабочей жидкостью. Подшипники скольжения шпинделя смазываются жидким минеральным маслом Т и индустриальным 12.
Смазка может быть централизованной или направленной только на один объект. Она может осуществляться из масленки самотеком, циркуляцией без внешнего давления и специальным насосом. Смазка из масленки самотеком наиболее проста, но такая подача масла недостаточна для хорошего охлаждения. Необходимо периодически заполнять и чистить масленку, следить за уровнем масла и т. д. При циркуляционной смазке масло различными способами захватывается из ванны и подается к тру-
188
Рис. 103. Система охлаждения станка 3722
chipmaker.ru
щимся частям. Смазка от специального насоса очень удобна, так как обеспечивает обильное поступление масла к подшипникам.
В системе смазки иногда устанавливают фильтры для очистки подающегося к подшипникам масла. Для блокировки применяют гидроэлектрическое реле, которое включает электродвигатель тогда, когда в системе смазки создается определенное давление.
Подшипники качения шпинделей смазывают консистентной смазкой или жидким маслом. Консистентную смазку (технический вазелин, солидол) кладут при монтаже в корпус подшипника, а затем при помощи шприц-масленки периодически добавляют. Жидкую смазку осуществляют в масляной ванне, в которую погружена нижняя часть подшипника так, чтобы уровень масла был не выше центра нижнего шарика. Возможно также применение фитилей, которые из ванны подают масло к подшипникам.
Чтобы удержать масло в системе, используют различные уплотнения, которые вместе с тем препятствуют проникновению загрязнения и влаги к подшипникам из внешней среды.
Смазку направляющих станин осуществляют разными способами.
В станке 3A732 смазка поступает от общей системы гидропривода. В станках 372Б, 3740 смазку подает отдельный масляный насос периодического действия низкого давления и малой производительности. В этом случае привод насоса осуществляется от гидравлической коробки реверса стола. При движении стола влево поршень насоса перемещается и всасывает масло из резервуара через шариковый клапан. При движении стола вправо поршень перемещается в другую сторону и выдавливает масло через другой шариковый клапан к направляющим станины.
В станке 3722 смазка распределяется с помощью роликов, передающих масло из ванны движущимся направляющим стола.
Направляющие круглых столов смазываются из масляной ванны, окружающей их.
Перед пуском и во время работы станок нужно тщательно смазывать в соответствии с инструкцией. Масло необходимо хранить в закрытых сосудах.
§ 12. Система охлаждения
При работе плоскошлифовальных станков применяют, как правило, обильное охлаждение. Охлаждающая жидкость находится в специальном закрытом баке 1 (рис. 103), имеющем перегородки для отстаивания жидкости. На баке монтируется центробежный насос 2 с фильтром, всасывающий жидкость и подающий ее по трубопроводу к соплу, направляющему жидкость
190
в зону шлифования. Количество подаваемой жидкости регулируют краном. Сопло устанавливается в нужное положение при помощи шарнирного устройства.
Кроме фильтров, для очистки охлаждающей жидкости используют магнитный сепаратор и центрифугу. Магнитный сепаратор состоит из чугунного корпуса 9, в котором вращается немагнитный барабан 6. Внутри барабана находятся постоянные магниты 5. В щель 10 между корпусом сепаратора и барабаном с магнитами поступает охлаждающая жидкость в направлении,
обратном вращению барабана, и омывает часть поверхности барабана. При этом металлические частицы попадают в магнитное поле и налипают на поверхность барабана, образуя своеобразные металлические щетки под полюсами магнитов. Образовавшиеся щетки задерживают немагнитные (абразивные) частицы.
Магнитный барабан
Рис. 104. Центрифуга для тонкой очистки охлаждающей жидкости
вращается от электро-
двигателя с редуктором 3. Шлам (грязь), увлекаемый магнитами барабана, поднимается и подает под ролик 8, который от-
жимает жидкость. С поверхности барабана шлам снимается лотком 7 и отводится в приемный ящик 4. Очищенная жидкость
сливается в бак 1 и продолжает циркулировать в системе
охлаждения.
Более тонкую очистку осуществляют установкой, в которой жидкость, прошедшая очистку в магнитном сепараторе, стекает на фильтровальную бумагу, и далее в бак. Над резервуаром с бумагой расположен поплавок. Пока бумага пропускает всю жидкость, поплавок находится в нижнем положении. При засорении фильтровальной бумаги уровень жидкости над ней повышается, поплавок поднимается и включает двигатель, который на место загрязненной бумаги подает чистую.
Для тонкой очистки жидкости применяют центрифуги (рис. 104). Загрязненная жидкость поступает через впускное отверстие 3 в камеру, где получает вращательное движение от крыльчаток двигателя 1. Возникающие при этом центробежные силы отбрасывают тяжелые частицы абразива, металла и грязи к стенкам, а очищенная от загрязнения жидкость сливается через разгрузочное отверстие 2. При содержании в охлаждающей
191
chipmaker.ru
жидкости абразивных и металлических частиц более 0,03% можно добиться чистоты поверхности обрабатываемых деталей не выше пятого-шестого классов.
§ 13. Системы управления станком
Производительность, простота обслуживания, надежность работы и эксплуатационные свойства станка в большой степени зависят от удобства управления им. В системе управления часто сочетаются механические, электрические, гидравлические и пневматические устройства.
К системе управления предъявляются следующие требования:
1. Безопасность в работе. Для этого рукоятки, кнопки и т. п. должны быть расположены в удобных местах, сблокированы и сконцентрированы по возможности так, чтобы рабочему не приходилось делать лишних движений. Штурвалы и маховички не должны быть ослаблены и самостоятельно вращаться во время работы станка.
2. Быстрота действия.
3. Точность управления. Перемещения частей станка должны отвечать необходимому перемещению шлифовального круга (например, подача бабки станка на врезание).
4. Легкость и удобство перемещений рукояток, рычагов и т. д. По нормам для часто выполняемых приемов управления усилие на рукоятках должно быть в пределах до 4—4,5 кГ. Максимально допустимые кратковременные усилия — до 16 кГ.
На плоскошлифовальных станках органы управления располагают на передней стороне станка. К органам управления относятся кнопки, рукоятки и маховички для пуска и останова станка, пуска и останова вращения шлифовального круга, включения магнитной плиты, гидравлической системы, механизма вертикальной подачи шлифовальной бабки, механизма поперечной подачи, регулирования скорости стола, пуска и останова стола и т. д. Перед началом работы следует тщательно изучить по инструкциям и паспорту назначение, расположение и способ действия различных органов управления станка.
В современных станках управление широко автоматизировано. Рабочему не приходится крутить рукоятки, нажимать кнопки и т. д. — это облегчает труд рабочего, повышает производительность и обеспечивает возможности многостаночного обслуживания
§ 14. Кинематическая схема станка
Чтобы разобраться в устройстве станка и взаимодействии его движущихся частей, пользуются кинематическими схемами, в которых содержатся все звенья, служащие для передачи движения от двигателя к различным частям станка. Эти связи называют кинематическими цепями.
192
Кинематическая схема станка ЗВ756 Московского завода шлифовальных станков приведена на рис. 105. Этот станок имеет следующие кинематические цепи: вращения электромагнитного стола; ускоренного перемещения шлифовальной бабки; автоматической и ручной подачи шлифовальной бабки; поворота кожуха.
Цепь вращения электромагнитного стола. Вращение стола осуществляется от электродвигателя постоянного тока МИ-41 через клиноременную передачу, от шкива диаметром 90 мм, электродвигателя на шкив диаметром 130 мм редуктора.
Шкив диаметром 130 мм сидит жестко на валу редуктора, с которым жестко связано зубчатое колесо 32. Колесо 32 передает вращение колесу 31, сидящему на втором валу редуктора привода. Этот вал передает вращение на редуктор стола, где имеется коническая пара зубчатых колес 27—28. На одном валу с колесом 28 находится цилиндрическое колесо 29, зацепляющееся с колесом 30, передающим вращение столу.
Число оборотов электродвигателя МИ-41 изменяется плавно (бесступенчато) за счет привода магнитного усилителя ПМУ в пределах 1:10. Бесступенчатое регулирование чисел оборотов стола находится в пределах от 6 до 30 об/мин.
Цепь ускоренного перемещения шлифовальной бабки. Ускоренное перемещение шлифовальной бабки осуществляется двигателем постоянного тока через червячные, цилиндрические и конические зубчатые колеса коробки подач и винт по следующей цепи: от электродвигателя П21 с ПМУ-5 через муфту, червяк 20 на червячное колесо 19, цилиндрическое колесо 21, колесо 16, через муфту на цилиндрическое колесо 8, коническую пару 4—5 на винт 6 и гайку 7. При этом кулачковая муфта, связывающая зубчатые колеса 15 и 16, отключена. Перемещение шлифовальной бабки вверх или вниз осуществляется реверсированием электродвигателя П21.
Цепь автоматической подачи шлифовальной бабки. От электродвигателя П21 через муфту, червячную пару 19—20, планетарную передачу, состоящую из блока зубчатых колес 17—18, который обкатывается вокруг колеса 22 и одновременно вращается вокруг своей оси, движение сообщается колесу 23. Это колесо связано жестко с колесом 26, которое вращается с той же скоростью, что и колесо 23. С колесом 26 зацепляется колесо 9. Далее передача идет на обгонную муфту, на цилиндрическую пару 8—3, затем коническую пару 4—5, винт 6 и гайку 7. При этом кулачковая муфта (колеса 15—16) включена, зубчатые колеса 21—22 разъединены, а маховичок вращается.
При вращении электромагнитной муфты М зубчатое колесо 25, работающее вхолостую от зубчатого колеса 24, начинает вращаться заодно с валом обгонной муфты. Так как скорость вращения колеса 25 в четыре раза больше скорости вращения обгон-
193
chipmaker.ru
Pur IfiFv ТГииАМятииАГтгд a rveua лтдитга
ной муфты, то муфта вращается вхолостую, а подача бабки происходит через зубчатые колеса 8—3 и 4—5, винт 6 и гайку 7.
Цепь ручной подачи шлифовальной бабки. Ручное перемещение и ручная подача осуществляются вращением маховичка А при включении муфты 15—16 через коническую пару 12—13, цилиндрическую пару 14—15, через колеса 8—3, коническую пару 4—5, винт 6 и гайку 7. При этом цилиндрические колеса 23—16 разъединены, а муфта обгона не работает.
Кулачковая муфта 15—16 включается путем поворота рукоятки Б и цилиндрического колеса 10 и движущейся рейки 11.
Цепь поворота кожуха. При перемещении плунжера с рейкой 2 из одного крайнего положения в другое зубчатое колесо 1, зацепляющееся с рейкой, делает поворот на 180°, вследствие чего кожух закрывается или открывается.
§ 15. Электрооборудование плоскошлифовальных станков
Узлы и механизмы плоскошлифовальных станков приводятся в действие от трехфазных короткозамкнутых асинхронных двигателей, питающихся переменным током напряжением 380, 220 или 500 в (по спецзаказам). Обычно такие электродвигатели служат:
для привода шлифовального круга (7—30 кет);
для привода гидронасосной установки (0,6—5 кет);
для привода электронасоса охлаждения (0,2—0,6 кет);
для привода магнитного сепаратора (0,12 кет);
для ускоренного перемещения шлифовальной бабки (1,0 кет).
На некоторых станках, например ЗВ756, применяют двигатели постоянного тока мощностью 1,1 кет для привода вращения стола и для привода механизма подачи — двигатель мощностью 1,5 кет.
Магнитные плиты или столы плоскошлифовальных станков питаются постоянным током напряжением ПО в, которое осуществляется выпрямлением переменного тока с помощью селеновых выпрямителей, расположенных, например, на колонке (станок 3722) или в нише станины (станок 3A732).
Усилия притяжения деталей к магнитному столу можно регулировать изменением напряжения питания, которое измеряют вольтметром. На станках предусмотрены приборы для контроля нагрузки электродвигателя шлифовального круга, для регулирования скорости вращения электродвигателей постоянного тока. На станках имеются лампы местного освещения.
Цепи управления станками питаются от сети с напряжением 127 в, а местное освещение и сигнальные лампы имеют напряжение 12 в.
Гидравлическая система имеет полуавтоматическое управление при помощи датчиков, реле и электромагнитов.
195
chipmaker.ru
На станках устанавливают приборы активного контроля, осуществляющие контроль изделия в процессе шлифования, реле времени выхаживания круга после чернового шлифования, реле времени выхаживания после чистового шлифования, реле времени отвода шлифовального круга на величину припуска и необходимого воздушного зазора.
Аппаратура управления имеет устройства для автоблокировки и расположена в нишах тумб и колонн. Кнопочное электрическое управление производится с пульта, который расположен на передней части станка.
Некоторые устройства станка включаются автоматически. Например, при загрязнении шламом охлаждающей жидкости контакты датчика (микропереключателя МП) замыкаются и подается напряжение на двигатель привода вращения барабана магнитного сепаратора. Если ток в электромагнитной плите отсутствует, то не включается двигатель гидронасоса. Если во время шлифования исчезнет ток в магнитной плите, то останавливается двигатель гидронасоса и прекращается движение стола.
Электродвигатели станков защищены от перегрузки тепловыми реле и от коротких замыканий предохранителями. Кроме того, при самопроизвольном включении двигателя, при восстановлении напряжения после его резкого падения или полного исчезновения срабатывает нулевая защита, которая осуществляется за счет размыкания нормально открытых контактов контакторов.
Электрооборудование станка подключается к контуру заземления.
§ 16. Понятие о приеме и проверке плоскошлифовальных станков
Изготовленный станок, а также станок, прошедший капитальный ремонт, подвергаются испытаниям в соответствии с государственными стандартами (ГОСТ 8—53; ГОСТ 14—62; ГОСТ 27—62; ГОСТ 273—67).
При испытаниях проверяют:
качество изготовления деталей и узлов станка и сборку станка;
электро-, гидро- и пневмооборудование;
системы смазки и охлаждения;
работу станка на холостом ходу;
работу станка под нагрузкой;
геометрическую точность станка, чистоту и точность обработки детали;
жесткость станка.
Перед проверкой станок устанавливают на фундаменте по уровню. Допускаемые отклонения от горизонтали для станков нормальной точности до 0,02 мм на 1000 мм длины. При про-
196
верке станка на точность используют мерные плитки, индикаторы, контрольные линейки, оправки, угольники.
При испытании на холостом ходу проверяют плоскостность стола и прямолинейность его движения, перекосы стола в продольном и поперечном направлениях, радиальное и осевое биение шпинделя, параллельность оси шпинделя к поперечному перемещению стола, перпендикулярность перемещения шлифовальной бабки к продольному перемещению стола, точность подачи на одно деление лимба.
Плоскошлифовальные станки нормальной точности должны отвечать следующим требованиям:
плоскостность рабочей поверхности (зеркала) стола должна быть выдержана в пределах 0,012—0,02 мм на длине 1000 мм (только в сторону вогнутости), для станков повышенной точности 0,01 мм на длине 1000 мм;
параллельность рабочей поверхности стола направлению его продольного или кругового перемещения по направляющим станины должна быть 0,02 мм на длине 1000 мм;
параллельность рабочей поверхности стола направлению его поперечного перемещения или направлению поперечной подачи шлифовальной бабки при различных положениях ее по высоте в пределах 0,005—0,1 мм на всей ширине стола (для станков, работающих периферией круга);
перпендикулярность или параллельность оси шпинделя рабочей поверхности стола должны быть в пределах 0,01—0,015 мм на длине 300 мм;
осевое биение шпинделя должно колебаться от 0,01 до 0,015 мм;
радиальное биение шпинделя допустимо в пределах 0,01—0,015 мм.
При испытании станка в работе определяют точность и чистоту обработки образна после чистового шлифования.
При испытании на жесткость проверяют отклонения стола и шпинделя станка под действием нагрузки.
Для проверки плоскостности поверхности стола (рис. 106, а) на его рабочую поверхность устанавливают две мерные плитки одинаковой высоты и на них укладывают контрольную линейку. К верхней грани линейки подводят измерительный штифт индикатора, установленного на столе, и перемещают его вдоль линейки. Для станков с шириной обрабатываемой на станке детали до 125 мм допускается отклонение стрелки индикатора до 0,003 мм и только в сторону вогнутости стола.
Для проверки параллельности оси шпинделя направлению поперечного перемещения стола (рис. 106,6) на рабочей поверхности стола устанавливают индикатор так, чтобы измерительным шрифтом он касался верхней поверхности оправки, укрепленной
197
chipmaker.ru
на шпинделе. Стол перемещают в поперечном направлении на всю длину хода и в двух крайних и среднем- положении производят отсчет показаний стрелки индикатора. Затем поворачивают шпиндель на 180° и повторяют измерение.
Погрешность определяется как среднее арифметическое значение результатов замеров и должна быть не более 0,003 мм для станков с наибольшей
Рис. 106. Контроль геометрической точности станка:
а —- проверка плоскостности, б — проверка параллельности оси шпинделя направлению поперечного перемещения стола
шириной обрабатываемой детали до 125 мм при длине перемещения стола в поперечном направлении на 100 ими не более 0,005 мм для детали шириной свыше 125 мм при перемещении стола в поперечном направлении на 150 мм.
Паспорт станка. Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощности. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механиз-
мах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая
схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств.
Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремон
198
ту станка; в него вносят данные о проведенных ремонтах и модернизации.
При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Например, в шлифовальной бабке может произойти перегрев подшипников, от чего возникает вибрация шпинделя. В работе стола часто возникают неисправности, связанные с дефектами гидравлической системы. В системе смазки может прекратиться подача масла к направляющим станка. В работе системы охлаждения может полностью или частично прекратиться подача эмульсии из-за неисправности насоса. Указания о методах исправления дефектов приводят в паспорте.
§ 17. Уход за станком
Плоскошлифовальные станки работают в тяжелых условиях, особенно когда шлифование производят всухую, без охлаждения. Чрезвычайно важно, чтобы шлифовщик содержал станок в чистоте, тщательно следил за смазкой шпинделя, стола, за исправностью гидравлической системы.
Для обеспечения безопасности в работе все ограждения и кожухи должны быть прочными и надежно закреплены на станке.
Станок необходимо смазывать согласно инструкции по обслуживанию смазочной системы.
Регулярно, раз в два-три месяца нужно производить генеральную чистку станка п проверять систему охлаждения. Если охлаждающая жидкость вызывает ржавление станка или деталей, то в нее следует ввести нитрит натрия, кальцинированную соду, тринатрийфосфат или сменить жидкость. Жидкость сменяют также в том случае, если она начинает неприятно пахнуть или раздражает руки рабочего. Во избежании коррозии охлаждающая жидкость, находящаяся в станке, на котором более недели не работали, должна быть проверена перед пуском станка. Не реже одного раза в смену необходимо выгребать из отстойного бака накопившийся шлам.
Станок необходимо ежедневно тщательно убирать, при этом следует:
очищать кожух шлифовального круга;
протирать направляющие колонки и слегка смазывать их минеральным маслом;
протирать измерительные приборы, если они установлены на станке;
промывать прибор правки круга;
промывать магнитную плиту и стол, слегка смазывать их минеральным маслом;
очищать изнутри кожух стола;
199
chipmaker.ru
очищать все каналы слива охлаждающей жидкости;
протирать маховик, лимб, рукоятки, таблички и пульт управления.
Один раз в неделю нужно очищать сетки вентиляционных отверстий шлифовальной бабки и протирать весь станок, чтобы удалить пыль и влагу.
§ 18. Модернизация плоскошлифовальных станков
Под модернизацией оборудования понимают повышение технического уровня машин устаревших конструкций до уровня современных. Модернизацию станков производят с целью сокращения машинного и вспомогательного времени (повышения
Рис. 107. Модернизированная конструкция шпинделя станка 371-Ml
уровня механизации и автоматизации), повышения точности обработки, улучшения условий труда, повышения эксплуатационных качеств станка.
ЭНИИМСом разработаны типовые проекты по модернизации устаревших станков, в том числе и плоскошлифовальных. Модернизацию станков проводят также и по заводским разработкам.
В качестве примера можно привести модернизацию шпинделя станка 371-Ml, в котором очень сложно регулирование переднего подшипника и трудно обеспечить соосность передней и задней опор шпинделя. Сложна также разборка и сборка шпиндельного узла. На Ленинградском заводе полиграфических машин по предложению слесаря Б. Г. Гильберга была проведена модернизация шпиндельного узла этого станка. В модернизированной конструкции (рис. 107) шпиндельный узел монтируют в стакане 2, который с плотной посадкой входит в корпус бабки 3, и закрепляют четырьмя болтами. В стакан 2 входит шпиндель, сидящий на четырех радиально-упорных подшипниках, точность которых
200
должна быть не ниже типа В. Ротор электродвигатели 1 входит в статор 4 и насажен на конический хвостовик шпинделя.
После модернизации жесткость шпинделя увеличилась, чистота обрабатываемых поверхностей возросла, межремонтный цикл стал больше, условия эксплуатации станка облегчились.
Контрольные вопросы
1. В зависимости от каких качеств классифицируют плоскошлифовальные станки?
2. Какие операции следует выполнять на станках с круглым столом и какие иа станках с прямоугольным столом?
3. Каково назначение станины и стола?
4. Как устроены шлифовальные бабки?
5. Какие опоры бывают у шпинделей плоскошлифовальных станков?
6. Какие основные части и узлы составляют гидравлическую схему станков?
7. Как производят смазку станка?
8. Для чего служит кинематическая схема станка?
9. Каково назначение паспорта станка?
10. Какие следует соблюдать правила ухода за станком?
11. Каковы цели модернизации станков?
Глава V ТЕХНОЛОГИЯ ШЛИФОВАНИЯ
§ 1. Понятие о производственном и технологическом процессах и типах производства
Под технологией обработки понимают совокупность сведений о различных способах и средствах выполнения производственных процессов.
П роизводственным процессом называют совокупность всех действий, в результате которых поступающие на завод материалы и заготовки превращаются в готовые изделия.
Технологическим процессом называется часть производственного, непосредственно связанная с изменением размеров, формы или свойств материала заготовки с целью получения из нее готовой детали. Технологический процесс расчленяется на операции, установки, позиции, переходы, проходы и приемы.
Операцией называют часть технологического процесса, выполняемую на одном рабочем месте одним или несколькими рабочими и охватывающую все действия рабочих и оборудования, производимые с одной или несколькими одновременно обрабатываемыми деталями. Обработку другой детали или другой поверхности в партии одинаковых деталей считают новой операцией. Например, шлифование одной плиты на одном плоскошлифовальном станке с двух сторон выполняют за одну операцию. Если же шлифуют несколько плит сначала с одной стороны, а затем с другой, то при этом выполняются две операции.
Установкой (или установом) называют часть операции, выполняемой при одном закреплении детали или группы одновременно обрабатываемых деталей. Съем детали со станка с последующим закреплением считается новой установкой.
Позицией называют изменение положения обрабатываемой детали относительно оборудования при неизменном ее закреплении.
Переходом называют часть операции, на всем протяжении которой остаются неизменными обрабатываемая поверхность,
202
режущий инструмент и режимы работы станка. Переход может состоять из нескольких проходов.
Проход — это часть перехода, во время которого снимается один слой металла.
Прием — совокупность отдельных движений в процессе выполнения работы или подготовки к ней (пуск станка, останов станка, включение подачи и т. д.).
Таблица 22
Характерные признаки типов производства
Показатели Типы производства
индивидуальное серийное массовое
Заготов- Прокатные профи- Прокатные профи- Периодический про-
ки ли, отливки в земляные формы, поковки, полученные свободной ковкой ли, отлнвки в земляные и металлические формы, поковки, полученные в ковочных (подкладных) штампах кат, отливки в метал лические и оболочко-вые формы, прецизионное литье, литье под давлением, штамповки, полученные в закрытых штампах
Обору- Универсальное обо- Универсальное обо- Специализирован-
дование рудование без специальных приспособлений рудование, оснащенное специальными приспособлениями, а также специализированные станки и переналаживаемые автоматические линии ное и специальное оборудование, автоматические линии
Распо- Групповое (по вн- Переменно - поточ- Специализирован-
ложение дам станков) и предметное (по видам изделий) ные линии, станки расположены в порядке, предусмотренном технологическим процессом ные участки, поточные и автоматические линии
Техноло- Универсальные при- Универсальные и Преимущественно
гичес- способления и инстру- специальные приспо- специальные приспо-
кая оснастка (приспо- собления, режущий, измерительный и вспомогательный инструменты) менты собления и инструменты собления и инструменты
Квалификация рабочих Высокая Средняя Низкая: операторы 2—3-го разрядов. Высокая: наладчики 4—6-го разрядов 203
chipmaker, ru
В зависимости от величины годовой производственной программы, номенклатуры, трудоемкости изготовляемых изделий и применяемого оборудования различают три типа производства: индивидуальное, серийное и массовое.
Индивидуальным производством называют такое производство, при котором изделия выпускаются единицами или в небольших количествах.
Серийным производством называют такое производство, в котором изделия изготовляются партиями или сериями. В зависимости от величины и частоты повторяемости серий или партий и трудоемкости изготовляемых деталей различают мелкосерийное, серийное и крупносерийное производство.
Массовым называют такое производство, когда на предприятии непрерывно изготовляются в больших количествах одни и те же, постоянно повторяющиеся изделия.
Основные признаки типов производств приведены в табл. 22.
§ 2. Проектирование технологических процессов
Исходными данными для проектирования технологического процесса плоского шлифования являются: рабочие чертежи обрабатываемых деталей, технические условия на их изготовление, чертежи заготовок, годовая производственная программа выпуска изделий, характеристика оборудования, приспособлений и т. д.
В рабочем чертеже указаны размеры и точность шлифуемых поверхностей, качество поверхностей, а также размеры и точность взаимного расположения обрабатываемых поверхностей.
В зависимости от этих требований устанавливают последовательность обработки детали по операциям и переходам, намечают технологические базы для обработки и измерения, определяют межоперационные размеры, допуски и припуски на обработку.
Для каждой операции выбирают оборудование (станок) и приспособление для закрепления детали на столе станка во время обработки. Выбирают режущий инструмент (форму, размеры и марку круга), определяют способы измерения обработанной поверхности и назначают соответствующие измерительные инструменты.
В зависимости от материала, марки выбранного круга и требований к чистоте и точности назначают соответствующие режимы резания.
Исходя из назначенных режимов резания и размеров обрабатываемых поверхностей, определяют нормы времени на выполнение операций и расценки. Заполняют технологическую документацию.
Технологические процессы механической обработки оформляют на специальных документах, называемых технологическими
204
картами. В картах описывают содержание операции и переходов, указывают применяемые станки, приспособления, режущие и измерительные инструменты, приводят режимы резания, нормы времени и расценки.
В зависимости от типа производства заполняют ту или другую форму технологической документации. Маршрутно-технологическую карту (см. табл. 23) заполняют для всех типов производства. Эта карта содержит данные о движении детали по всем цехам, включая заготовительные, а также все необходимые сведения о каждой операции. В условиях индивидуального производства такая карта является единственным технологическим документом.
В массовом и крупносерийном производствах составляют, кроме того, и операционно-технологические карты (см. табл. 24). Каждую карту разрабатывают только на одну операцию, и она содержит в отличие от маршрутно-технологической карты режимы резания для каждого перехода, а также операционный технологический эскиз или чертеж наладки.
Если в рабочем чертеже предусмотрены термическая обработка и старение заготовки, то в этом случае необходимо некоторое увеличение припуска, величина которого перекрывала бы деформации, возникающие в результате термической обработки и старения.
При проектировании технологических процессов для плоского шлифования следует учитывать форму базовых поверхностей и толщину шлифуемых деталей. При плоском шлифовании в большинстве случаев в качестве приспособлений применяют различного рода магнитные плиты. Повышение силы притяжения этих плит может привести к деформациям при закреплении шлифуемых деталей.
В большинстве случаев заготовки перед плоским шлифованием предварительно обрабатывают на строгальных или фрезерных станках и проектирование технологического процесса плоского шлифования в основном сводится к выбору станков, приспособлений и средств измерений.
Иногда же припуск на шлифование необходимо снять без какой-либо другой предварительной обработки, т. е. непосредственно с заготовки.
Чистота и точность при плоском и фасонном шлифовании зависят главным образом от глубины шлифования, скорости продольной подачи стола станка и шлифовального круга, зернистости и твердости шлифовального круга, а также от качества его правки.
Для повышения точности и чистоты шлифуемых поверхностей рекомендуют разбивать шлифовальные операции на черновые и чистовые. Минимальное число черновых проходов должно обеспечивать уменьшение погрешностей, полученных в результате
205
Таблица 23
Маршрутно-технологическая карта
(.ССР
Завод
Маршрутно-’tехнологическая карта №_____________________________
Всего
Чср1сж
Деталь
Matepita.T и марка Вос летали, кг Наименование изделия
Профиль и размер _ ' , Черный hie с детали - * Наименование детали
Вид заготовки Чистый вес детали Количество деталей в изделии Размер нарт ии
Количество штук в одной заготовке Норма расхода материала
Таблица 24
Операционно-технологическая карга
Станок Тип и форма Модель Мощность Инв. № Охлаждение Зав от Цех
П л о с к о ш л и ф о в ал ь ны й МСЗ 3756 28 квт 1375 Эмульсия Участок
№ и наименование детали Шестерни И передачи вторичного вала Вес, кГ Материален его твердость Характер заготовки
1,2 Сталь 15ХНПА Я/?С=58-62 Штамповка
№ и наименование операции с указанием основных размеров обработки Операция 27 Шлифовать торец шестерни в размер 42,2—0,05
Количество одновременно обрабатываемых деталей, средний диаметр расположения деталей £>Ср, скорость круга 7кр и др. ND о D Г= £>ст — KBd. D = 700 — 3.100 = 400 мм. т = П7: V’ = 23 м/сек. кр Площадь шлифуемых поверхностей 47 000 жлг5, чистота поверхности V 7
chipmaker.ru
Продолжение табл. 24
S S *
‘ЕЭ^ДГ ВИНВЕ0Й ЧЛЭОНТПОИ 1
ипзс HMioQBdgo Kiveda 1,32 (па одну педаль 0,012)
НШГ ‘хна; ШШВЫИЖВХНЬ BWSdu CN
(Is m 1 / б ин в cods erred н vo‘o
М'И' •Х1Ч% иинвнижвхиа nd 1 шчиавиииэ 4могэ о
Число оборотов (ПППЙНМУ ходов) 1 в минуту, п СОХВНИЙи СЧ
/7 А них -вийин ои ввннвьиьэзш!
Скорость резания для шлифования
(скорость летали) V, м! мин Ч XWolKHlldu OU квннвхиьзэей CN
KBsHxewdoH он о
исяихвийон ou кинвеой яхэояуохэ US
Подача, мм в минуту 1 5мнн ВВХБНИЙП 0,2]
вен -ХЭЬЭЕО НЕИ ИВИИХВИЙОД 0,21
\с с £ или двойной; ход st на глубину BBXBMitdu 1
WBHHXBWdOH OU 1
BBXBHiidu 1
нвнихвийон о . ) 1
с Я зуб S2 ЕВ LKHlidU 1
ивпихвийон o.j 1
Размеры обработки, мм 1 Х (17 EVOX OJOhOged ЕНИЬ'К 1
нинвеой внип'' 1
(v uuairauudu) q внийиш
v aximidu 7 внярЛнх с-5
O ЧХлОНЬОХ 1 0,05
р йхонеие 001 1
Инструмент । Наименование с указанием основных размеров и характеристик Шлифовальный круг Э840М35Б 450Х125Х Х127
Хвинэе он 6\р
ияиоь'ол ‘BidoiiuAi &Х
Bi-oxadau ‘иипивом б\р
деформации при термообработке, а также погрешностей, возникших при выполнении предыдущих операций.
Количество чистовых проходов зависит от требований к чистоте и точности изделия. При повышенных требованиях к чистоте поверхности необходимы дополнительные проходы без подачи на глубину. Качество шлифования в значительной степени зависит от точности шлифовального станка. Поэтому отклонения точности шлифовального станка за пределы норм не допускаются. Точность шлифовальных станков, используемых для выполнения чистовых операций, должна быть указана в эксплуатационном паспорте станка и гарантирована службой главного механика. В отдельных случаях, если это диктуется производственными соображениями, заводу-изготовителю заказывают шлифовальный станок повышенной точности или же заводская служба главного механика производит модернизацию станка с целью повышения его точности.
§ 3. Припуски на плоское шлифование
Припуском при плоском шлифовании называют слой металла, снимаемый с заготовки для получения готовой детали. Различают общие и межоперационные припуски. Общим припуском называют сумму операционных припусков. Общий припуск определяется разностью размеров заготовки и готовой детали. Межоперационным припуском называют слой металла, снимаемый при каждой операции.
Величина припуска значительно влияет на производительность и себестоимость процесса обработки. Чем больше припуск, тем больше трудоемкость механической обработки, выше расход электроэнергии и режущего инструмента, больше расход металла и т. д. Припуски для шлифования снижают путем повышения точности изготовления заготовки или выполнения предварительных механических операций, однако небольшие припуски требуют более тщательной установки деталей на станках и в приспособлениях.
При установлении припусков на обработку необходимо иметь в виду, что номинальная величина припуска может колебаться в пределах величины операционного допуска. На рис. 108 представлена схема операционных припусков и допусков на обработку плоскости.
Величина припуска зависит от формы и размеров детали, точности заготовки, поступающей на шлифование, требований к точности деталей и к чистоте поверхности, от величины дефектного поверхностного слоя. Припуски для обработки выбирают по данным технических справочников или заводских нормалей, Примерные величины припусков при плоском шлифовании приведены в табл. 25.
208
209
chipmaker, ru
Рис. 108. Схема расположения припусков и операционных допусков
Припуски на плоское шлифование, мл Таблица 25 г
Характер обработки Длина обрабатываемой Ширина обрабатываемой поверхности
поверхности то 100 свыше 100 до 300 свыше .3 00 до 1000
Шлифование при установке детали без выверки До 300 Свыше 300 до 1000 Свыше 1000 до 3000 0,3 0,4 0,5 0,4 0,5 0,6 0,5 0,6 0,7
Шлифование при установке детали в приспособлении или с выверкой индикатором До 300 Свыше 300 до 1000 Свыше 1000 до 3000 0,2 0,25 0,3 0,25 0.3 0 4 0,3 0.35 0,4
Примечания: I. Припуски даны на обработку одной стороны. 2. При одновременной обработке нескольких деталей длину и ширину считать вместе с промежутками между деталями.
210
При определении припусков на плоское шлифование необходимо учитывать погрешности геометрической формы заготовок, а также величину обезуглероженного поверхностного слоя, который при шлифовании может иметь прижоги.
§ 4. Технологические особенности плоского и профильного шлифования
Точ.ность при плоском шлифовании. В процессе шлифование, как и при всяком другом виде механической обработки, возникают три основных вида погрешностей, размера, формы и расположения одних поверхностей детали по отношению к другим.
При плоском шлифовании под точностью обработки понимается точность расположения обрабатываемой плоскости относительно других поверхностей, а также ее плоскостность.
Плоскошлифовальные станки нормальной точности, работающие периферией круга, обеспечивают точность в пределах 0,015 лмг на 1000 мм длины, станки повышенной точности — в пределах 0,005 мм на 500 мм. Станки нормальной точности, работающие торцем круга, обеспечивают точность при вращающемся столе 0,02 мм, ггргг арямолккетсо авкжусссемся столе— 0,015 мм не 1000 мм длины.
В ряде случаев удается получить более высокую точность,, например на станках для двустороннего шлифования, одновременно обрабатывающих две плоскости. При тщательной правке шлифовального круга и припусках, не превышающих 0,03—0,5 мм, достигается точность порядка нескольких микронов.
Основные виды погрешностей, возникающих при плоском шлифовании, причины их возникновения и способы устранения приведены в табл. 26.
В технологии машиностроения различают экономическую и возможную точность обработки. Экономическая точность обработки характеризуется средними отклонениями размеров обрабатываемой детали от заданных размеров, обработка выполняется на металлорежущих станках в нормальных производственных условиях, под которыми понимают исправность ‘танков, правильное назначение припусков и режимов резанид, соответствие квалификации рабочего сложности работы и т. д. Возможная точность достигается за счет высокой квалификации рабочего, применения специальных приспособлений и станков повышенной точности, работе при заниженных подачах.
Для обеспечения требуемой точности обработки необходимо периодически при помощи индикатора и плоскопараллельных концевых мер проверять точность станка. Ось шпинделя станка должна быть перпендикулярна направлению продольного пере-
211
Таблица 26
Виды погрешностей при плоском шлифовании
Погрешности
Причины возникновения погрешностей
Способы устранения погрешностей
Нарушение за-
данного размера
Занижение размера
Непараллельное™ шлифуемой и базовой поверхностей
Неправильная установка ручной или автоматической подачи на глубину, что встречается при работе до упора или по лимбу
Ошибки измерения нагретой или переохлажденной детали. Последнее имеет место при использовании охлаждающей жидкости, температурой ниже температуры окружающего воздуха
Применение изношенного пли невыверенного измерительного инструмента
Случайная подача круга на деталь вместо его отвода
Самопроизвольная подача круга, так называемое спадание бабки. Появляется при наличии люфта в гайке механизма вертикального перемещения или в результате отсутствия противовеса, или его недостаточной величины, слишком жесткой подвески противовеса, излишней затя-нутости планок и клиньев в направляющих вертикального перемещения
Местные «прихваты» круга — неожиданное его врезание в деталь с оставлением глубокого (в несколько десятых долей миллиметра) следа. Часто наблюдается при сухом торцевом шлифовании чашечным крутом без наклона оси бабки и при шлифовании недостаточно жестких деталей, которые деформируются — выпучиваются или отгибаются
Забоины или грязь на зеркале магнитного стола и на базовой поверхности детали. Выпуклость или вогнутость магнитного стола.
Периодически проверять детали во время снятия припуска до достижения упора или соответствующей риски на лимбе
Деталь и измерительный инструмент должны иметь одинаковую температуру
Проверять измерительный инструмент перед началом работы контрольным инст-руменюм
Отводить круг только тогда, когда деталь полностью выведена из-под него
Устранить люфт в гайке подъема, отрегулировать клинья и планки и по возможности улучшить систему противовеса
По возможности работать с охлаждением. Нежесткие детали шлифовать с особой осторожностью, не форсировать подачу на глубину. Применять свободно режущие мягкие круги. Наклонять ось круга на 2—3°. При работе без охлаждающей жидкости перед окончательным проходом охладить детали
Периодически перешлифовывать магнитный стол непосредственно на самом станке, а базовую поверхность детали зачищать напильником
212
Продолжение табл. 26
Погрешности Причины возникновения погрешностей Способы устранения погрешностей
Неплоскост- Выпуклость базовой поверхности детали. Изогнутость тонкой заго- Исправить базу строганием или фрезерованием. Заготовку отрихтовать ме-
ность шлифуемых товки ханически или термически —
поверхностей Непараллель- Изношенность направляющих станины прямоугольного стола (выпуклость или вогнутость) Изношенность направляю- кипячением под прессом в растворе едкого натра Перешабрить или пере- шлифовать направляющие Если направляющие изно-
ность и неплос- щих горизонтальной шлифо- сились, но прямолинейность
костность шлифу- вальной бабки не нарушилась, то достаточно перешлифовать зеркало стола в соответствии с новым положением направляющих. Если же они стали непрямолпнейными, то их надо перешабрить или перешлифовать Перешабрить или перешлифовать направляющие Правильно закрепить деталь, проверить приспособление Выбрать более твердый круг Увеличить сход круга до :'74 ширины его Чаще править круг, особенно во время чистовых проходов Изменить режим обработки, применить обильное охлаждение
емых поверхностей Изношенность направляющих вертикальной шлифовальной бабки, непараллель-иости их оси круглого стола Неправильное закрепление деталей в зажимном приспособлении (перекос) или неточность базовых плоскостей приспособления Применение чрезмерно мягкого круга Недостаточный сход круга с детали в поперечном направлении Плохая правка, в особенности при врезном периферийном шлифовании деталей более узких, чем ширина круга Слишком тяжелый режим обработки, вызывающий чрезмерный нагрев де>али
мещения стола, а также параллельна верхней плоскости стола или магнитной плиты. Шпиндель станка не должен иметь биения как в осевом, так и в радиальном направлениях, и его перемещение в вертикальной плоскости должно происходить перпендикулярно плоскости стола станка. Продольное и поперечное перемещения стола должны быть перпендикулярны друг другу. Способы проверки точности станков и значения допустимых отклонений приведены в § 16 главы IV. После каждой установки магнитной плиты необходимо шлифовать ее плоскость.
213
Качество шлифованной поверхности. Качество шлифованной поверхности характеризуется физико-механическими свойствами поверхностного слоя обработанной детали и степенью ее шероховатости. Оба эти фактора зависят от величины давления резания,
Рис. 109. Базирование и установка деталей при шлифовании плоскостей
деформаций и температуры в зоне резания, остроты режущих элементов инструментов, скорости резания и величины подачи.
Плоское шлифование при нормальных производственных условиях обеспечивают классы чистоты поверхности, указанные в табл. 27.
Однако по ряду причин при плоском шлифовании на обработанной поверхности могут появиться следующие дефекты:
1. Грубая шероховатость. Причины: применение крупнозернистого круга, грубая правка круга, чрезмерная глубина шлифования.
2. Хаотическое направление следов обработки. Причины: неправильное или неплотное закрепление алмаза в алмазодержателе, алмазо-держателя в приспособлении при
правке круга.
3. Небольшие спиральные следы или следы, направленные перпендикулярно движению стола. Причины: осевой люфт абразивного круга, работающего периферией.
Таблица 27
Чистота поверхности при плоском шлифовании
Характер обрабатываемой поверхности Тп 1 станка классы чистоты
Наружные плоские поверхности С кругом, работающим торцем v7— v9
С кругом, работающим периферией 77-710
Внутренние плоские поверхности С кругом, работающим торцем V7—
С кругом, работающим периферией v7—v9
214
4. Царапины самой разнообразной формы и направления. Причины: загрязнение охлаждающей эмульсии.
5. Следы дробления. Причины: чрезмерный зазор в опорах шпинделя, недостаточная жесткость шпинделя, дисбаланс деталей, вращающихся вместе со шпинделем, недостаточная смазка или чрезмерное заполнение густой смазкой масляных ванн подшипников, наличие грубой сшивки на приводном ремне, дисбаланс приводных электродвигателей и гидронасосов, укрепленных на станке, люфт в направляющих шлифовальной бабки, жесткий реверс стола, вызванный неудачной конструкцией гидропанели или плохой ее регулировкой, влияние других близко расположенных машин, особенно работающих с ударной нагрузкой, применение слишком твердого и мелкозернистого круга и неправильный выбор режима шлифования.
Для устранения этих дефектов и получения необходимого качества шлифованной поверхности необходимо хорошо знать устройство станка, содержать его в исправном состоянии и строго выполнять требования, предъявляемые к обработке.
§ 5. Методы установки обрабатываемых деталей. Базы
Детали при обработке устанавливают: с выверкой непосредственно на станке; с выверкой по предварительно нанесенным разметочным рискам и в приспособлении.
При малых масштабах производства применение приспособлений невыгодно и обрабатываемые детали устанавливают непосредственно на станках с выверкой. Например, если плоскость обрабатывают по разметке, то деталь устанавливают на домкрата?: (или на регулируемых клиньях), помещенных на столе станка. В нужное положение деталь устанавливают, приподнимая или опуская ее стороны домкратами. При этом деталь выверяют при помощи рейсмаса по линии разметки. Такой способ установки детали требует от рабочего большого опыта и много времени. Поэтому наиболее совершенным способом является установка деталей в приспособлении, при котором достигаются высокая точность и минимальные затраты времени.
Независимо от способа установки обрабатываемой детали прежде всего необходимо выбрать технологическую базу. Технологической базой называется поверхность пли совокупность поверхностей обрабатываемой детали, при помощи которых последняя устанавливается на стол станка или в приспособление относительно режущего инструмента. При плоском шлифовании в качестве технологических баз (на первых операциях) стараются выбрать те поверхности обрабатываемой детали, которые имеют наибольшие размеры.
Технологические базы бывают основные и опорные. Например, при шлифовании заштрихованной поверхности 3 (рис. 109, а)
215
chipmaker.ru
нужно выдержать размер Н. В данном случае основной технологической базой будет поверхность 2. Поверхность /, соприкасающаяся с упорами 4, которые предотвращают сдвиг детали, является опорной базой.
Если положение обрабатываемой поверхности задано размерами Н и L (рис. 109,6), то основной технологической базой являются поверхности 1 и 2. При установке детали, показанной на рис. 109, в, основной технологической базой служат поверхности 1, 2 и 3.
Технологические базы подразделяются на установочные и измерительные.
Установочными базами называют поверхности, по которым деталь устанавливается и ориентируется при обработке.
Измерительной базой называют поверхность обрабатываемой детали, от которой определяют размеры при измерении деталей.
§ 6. Приспособление для установки и закрепления деталей
На плоскошлифовальных станках шлифуют плоские и фасонные поверхности, расположенные под разными углами. Для установки и закрепления обрабатываемых деталей в нужном положении станки снабжают различными устройствами — приспособлениями.
Приспособлением называют дополнительное устройство к станку, которое служит для установки и закрепления детали определенным образом по отношению к режимному инструменту. Различают универсальные, специальные и специализированные приспособления.
Универсальные приспособления применяют для обработки различных деталей. В эти приспособления деталь устанавливают с обязательной выверкой. Такие приспособления применяют при изготовлении одной или нескольких деталей, т. е. в единичном и мелкосерийном производствах.
Специальные приспособления применяют для обработки одного определенного вида и размера деталей. В эти приспособления деталь устанавливают без выверки. Они очень удобны в работе и быстро зажимают деталь. Специальные приспособления становятся непригодными к работе при изменении размеров или формы детали. Используют их в крупносерийном и массовом производствах.
Специализированные приспособления бывают у н и в е р с а л ь н о - н а л а ж и в а е м ы е (УНП) и универсально-сборные (УСП). УНП имеют различные специальные вкладыши, которые применяют при обработке деталей определенных типоразмеров. Таким образом, приспособление специализируют для обработки определенного типоразмера детали. При переходе к обработке других деталей того же типа заменяют вкладыши и приспособления специализируют для обработки уже
216
этих деталей. УСП собирают из нормализованных частей, и они предназначены для обработки определенной детали. После использования такое приспособление разбирают на части, из которых затем собирают другое приспособление. Специализированные приспособления обладают всеми преимуществами специальных приспособлений и допускают возможность использования их в мелкосерийном и серийном производствах.
К универсальным, универсально-налаживаемым приспособлениям относят машинные тиски, магнитные плиты, поворотные столы, синусные линейки и др.
Приспособления должны обеспечивать требуемую точность обработки, производительность, безопасность и удобство в работе.
Для закрепления деталей на плоскошлифовальных станках чаще всего используют электромагнитные и магнитные плиты.
Электромагнитные и магнитные п л и т ы обеспечивают:
1) быстрое закрепление и раскрепление детали;
2) прочность закрепления;
3) возможность одновременного закрепления нескольких деталей;
4) возможность закрепления на магнитной плите других приспособлений;
5) хорошее прилегание базовой плоскости детали к столу;
6) возможность использования стационарных плоских и круглых плит, наклоняющихся и поворотных плоских плит, плит-угольников, которые снабжаются различными магнитными блоками для крепления детален с выступами и другой сложной формы.
Электромагнитная плита (рис. 110) состоит из стального литого или сварного корпуса 1, сердечников 2, катушек <3 и нижней крышки 4. В верхней части плиты сделано 96 пазов, расположенных в два ряда. С нижней стороны корпуса в эти пазы входят выступы 12 сердечников из малоуглеродистой магнитной стали с зазором 4—5 мм на сторону. На нижнюю часть сердечников надевают катушки из медного эмалированного провода. Питается катушка через выводную коробку. Оставшееся в корпусе свободное пространство заливается немагнитной массой. Магнитная плита герметизируется для предохранения от попадания на обмотки охлаждающей жидкости.
Магнитные плиты закрепляют в Т-образных пазах столов и шлифуют для обеспечения параллельности плоскости зеркала плиты направлению поперечной подачи.
Электромагнитные плиты питаются постоянным током, поэтому станки снабжены специальными агрегатами, вырабатывающими постоянный ток, либо выпрямителями, которые преобразуют переменный ток сети в постоянный.
217
chipmaker.ru
Чтобы детали не срывались с магнитной плиты в случаях прекращения подачи тока в обмотки, на станках предусмотрена автоматическая блокировка. При отключении плиты автоматически выключается подача и стол останавливается.
Магнитные блоки изготовляют из пластин магнитомягкого материала — железо Армко, чередующихся с латунными магнитонепроводящими пластинами. Плиты скрепляют латунными заклепками. Блоки точно обрабатывают, выдерживая параллельность сторон.
Д-Д
ч
Рис. ПО. Электромагнитная плита
При одновременной обработке на магнитной плите нескольких деталей достигаются большая экономия времени и высокая точность размеров шлифуемых поверхностей.
Обрабатываемые детали нужно располагать на плите так, чтобы их уместилось возможно больше и чтобы при обработке они не сдвигались от усилий шлифования (рис. 111). Для увеличения жесткости установленных на плите деталей часто пользуются упорными планками 1 и 2, к которым прижимают детали.
Магнитные плиты с постоянными магнитами (рис. 112) не требуют специальных установок для питания электротоком. Верхняя часть плиты состоит из железных пластин 1 и 2 с немагнитными прослойками 3 между ними. Сильные постоянные магниты 5 можно перемещать, замыкая магнитные силовые линии на железные пластины (рис. 112,6) или на закрепляемую деталь 4 (рис. 112, в). Перемещают магниты рукояткой 6 (рис. 112, а).
218
1
Рис. 111. Расположение деталей на магнитной плите:
a — беспорядочное (неправильно), б — в один ряд между упорными планками (правильно)
Рис. 112. Магнитная плита с постоянными маг-
нитами:
а — общий вид, б — положение магнитов при закреплении деталей, в—положение магнитов при установи ке и снятии деталей
chipmaker.ru
Притяжение деталей к магнитным плитам зависит от степени загрузки плиты, размера поверхности детали, соприкасающейся с плитой. Длина изделия должна перекрывать не менее одной магнитной прослойки, тонкие стальные детали притягиваются слабее, чем толстые. На силу притяжения влияет также состояние поверхности детали. Наличие зазоров между плитой и деталью снижает силу притяжения.
Особенно важную роль играют перечисленные факторы при использовании постоянных магнитов. В электромагнитных'пли-
Рис. 113. Лекальные тиски
тах благодаря большей мощности магнитного потока влияние этих факторов меньше.
На электромагнитных и магнитных плитах закрепляют только стальные и чугунные детали, которые могут притягиваться магнитом. К числу немагнитных относятся детали из меди и ее сплавов, алюминия, некоторых нержавеющих сталей, немагнитного чугуна и из других материалов.
Если деталь нельзя закрепить при помощи магнитных приспособлений, применяют приспособления с винтовыми зажимами. Наиболее распространенными приспособлениями такого типа являются тиски.
На рис. 113 показаны лекальные тиски. На корпусе 2 тисков имеется неподвижная губка 5, кронштейн 6 и направляющие в виде ласточкиного хвоста или прямоугольника, выполненные за одно целое с корпусом. В кронштейн 6 запрессовывают гайку для винта 1, который служит для перемещения подвижной губки 3 по направляющим и закрепления детали. В неподвижную губку 5 вставляют мерный штифт 4, служащий базой при измерении длины наклонных участков шлифуемого изделия.
Боковые поверхности лекальных тисков изготовляют параллельно друг другу и перпендикулярно основанию. Зажимные плоскости губок должны быть перпендикулярны боковым поверхностям и основанию тисков. Для закрепления тисков на приспособлениях в основании их сделаны резьбовые отверстия. Чаще всего тиски крепят непосредственно на магнитной плите.
220
Высокая точность расположения поверхностей тисков позволяет шлифовать в них взаимно перпендикулярные поверхности с большой точностью, не перезакрепляя деталь.
Рис. 114. Установочные планки и плитки:
а — набор плиток и планок, б — установка при помощи планок подкладки, в — установка при помощи плиток — опорные плитки
Рис. 115. Призмы для закрепления цилиндрических деталей
Для установки деталей в одинаковое положение на магнитной плите применяют установочные планки и плиты 1 (рис. 114), которые прижимаются в определенном положении к боковой шлифованной стороне плиты и к основанию плиты. При пользовании такими планками и плитками повышается надежность крепления деталей к плите. Планки-подкладки должны иметь одинаковые размеры, чтобы шлифуемая поверхность располагалась параллельно верхней плоскости магнитной плиты.
Установочные угольники изготовляют из стали с закаленными и шлифованными по
верхностями, расположенными под углом 90°, пли из чугуна с шлифованными поверхностями. Детали прижимают к угольнику при помощи хомутиков.
Для шлифования лысок на цилиндрических поверхностях применяют призмы 1 (рис. 115), на которые укладывают деталь и крепят ее скобами 2 с прижимными винтами 3. Приспособление устанавливают на магнитной плите.
Для шлифования многогранных деталей используют п р и-способление с точно выполненными гранями,
chipmaker.ru
расположенными так же, как и у шлифуемой детали (рис. 116). Деталь закрепляется в цанговую втулку и при повороте втулки шлифуется соответствующая грань детали.
Для установки деталей под разными углами наклона шлифуемой поверхности к столу станка применяют различные синусные приспособления (рис. 117).
Синусная линейка (рис. 117,а) состоит из плиты 1 с прикрепленными к ней двумя мерными роликами 2. Плоскость плиты 4 строго параллельна плоскости, проходящей через пси
Рис. 116. Приспособление с точными гранями:
1 — корпус, 2 — рукоятка зажима цанговой втулки, 3 - цанговая Втулка
роликов. Расстояние между осями роликов постоянное и называется базой синусной линейки. Оно проставляется на торце линейки и равно 100 или 200 мм. На плите устанавливают две планки 3, служащие для упора деталей.
Синусную линейку можно применять в сочетании с угольником или подставкой (рис. 117,6). При этом один ролик играет роль шарнирного соединения. Плоскости подставки строго параллельны. На верхнюю плоскость А устанавливают блок мерных плиток, в который упирается второй ролик. Зная, на какой угол требуется установить деталь по отношению к плоскости основания, и зная базу L (рис. 117,в), определяют высоту блока плиток по соотношению, которое вытекает из правил тригонометрии
ВС=^АВ-sina, A=L-sinT..
Пользуясь тригонометрическими таблицами, по углу а находят значение sina. Значение гипотенузы АВ равно базе синусной линейки L (100 или 200 мм).
Пример. Деталь нужно шлифовать под углом а—30°25'. Базовая длина 7=100 мм. Определить высоту блока плиток ft.
Решение:
Определяем
sin 30°25'=0,50628,
222
затем находим высоту блока
h=I-sin а — 100• 0,50628 = 50,628 мм.
После этого подбираем блок так, чтобы число плиток в блоке было бы наименьшим.
Синусные приспособления применяют также в сочетании с механическими зажимными устройствами, с делительными устройствами и устройствами для правки кругов под углом.
Рис. 117. Синусные приспособления:
а — синусная линейка, б — линейка с подставкой, в — схема для расчета блока плиток к синусной линейке; / — плита, 2 — мерные ролики, 3 плаики, 4 — верхняя плоскость плиты, 5 — подставки
223
chipmaker, ru
§ 7. Передовые методы обработки на плоскошлифовальных станках
Применение специальных приспособлений. Способ шлифования в кассетах обеспечивает большую экономию времени и снижение себестоимости обработки. На рис. 118, а показан клин, для шлифования ребер 1 и 2 которого применяют кассетное приспособление, показанное на рис. 118, б. Оно состоит из рамки-кассеты / и установочного столика 5. Клинья устанав-
Рис. 118. Шлифование клиньев: а — деталь, б кассетное приспособление
ливают в рамки и прижимают планкой 2, сидящей в ней на направляющих штырях 4. Детали закрепляют винтом 3. Кассеты заряжают на установочном столике с широким пазом, благодаря которому клинья помещаются в рамки симметрично относительно ее оси О—О,. Установка кассеты на магнитном столе плоскошлифовального станка позволяет ориентировать ось рамки параллельно зеркалу плиты.
Заряженные кассеты устанавливают на магнитную плиту плоскостью Б, образованной ребрами клиньев, и шлифуют ребра А. Затем всю партию кассет заново устанавливают для шлифования ребер Б. Время, затрачиваемое на зарядку одной кассеты, перекрывается временем шлифования другой кассеты. Такое приспособление позволяет сократить вспомогательное время и шлифовать одновременно до 30 деталей.
На рис. 119, а показана кассета, применяемая для шлифования торцев втулок. Кассета представляет собой стальной сектор, в котором имеется 50 отверстий. Оси отверстий перпендикулярны основанию. Восемь таких кассет устанавливают на круглый магнитный стол станка, работающего торцем круга, и одновременно обрабатывают 400 деталей. Торцы втулок выступают над поверхностью кассеты всего на несколько десятых миллиметра.
224
Кассета для шлифования торцев пружин показана на рис. 119, б. Она состоит из основания 1, в котором запрессованы 86 цилиндрических штифтов 2. Поверхность М и противоположная ей поверхность выполнены с отклонениями от параллельно* сти в пределах 0,01 мм
и от плоскостности — не более 0,01 мм. К основанию кассеты винтами 4 крепят планку 3, которая имеет отверстия, совпадающие с осями выступающих штифтов. Пружины надеваются на штифты и заходят в отверстия в планке, упираясь при этом одним торцем в поверхность основания. Наличие штифта и отверстия в планке позволяет достаточно точно выдержать перпендикулярность торца пружины и надежно удерживать ее в приспособлении в процессе шлифования. Кассету можно закреплять на магнитной плите плоскошлифовального стайка.
Для зажима немагнитных деталей, а также деталей, имеющих малую опорную поверхность, применяют ра
Рис. 119. Конструкция кассет для шлифования:
а — торцев втулок, б — торцев пружин
устанав-магнит-п литах. Приспо-
мочные кассетные при-способления, ливаемые на ных
собление (рис. 120, а) состоит из оамки, образуемой торцевыми планками 1 и 6 и боковыми планками 2 и 9. Планку 6 можно снять, отвинтив барашки 5 со шпилек 4. В вырезы планок 1 и 6, параллельные планкам 2 и 9, вставляют промежуточные пластины 3, между которыми укладывают детали (тонкие пластины), подлежащие шлифованию. В продольном направлении детали поджимаются винтами 10, перемещающимися в плаваю-
225
chipmaker.ru
щих гайках 11. Детали в поперечном направлении прижимаются винтами 8 через нажимную пластину 7.
Приспособление для шлифования торцев втулок, показанное на рис. 120, б, состоит из прямоугольной сборной стальной рамы,
шлифовальный
Рис. 120. Рамочные приспособления: а — для шлифования тонких пластин, б — для шлифования торцев втулок
размеры которой соответствуют размерам магнитного стола 1. В бруске 2 рамы прорезан длинный паз а, вдоль которого перемещаются квадратные плавающие гайки 3 с буртиками. Последние могут быть установлены на требуемом расстоянии друг от друга.
В раме рядами устанавливают обрабатываемые детали-втулки, у которых шлифуются торцы. Ряды втулок разделены промежуточными планками 5 из малоуглеродистой стали. В продольном направлении втулки сжимаются винтами,проходящими через гайки 3, в перпендикулярном направлении— винтами бруска 6. Торцы втулок выступают над уровнем рамы и их шлифуют периферией круга 4.
В этом приспособлении можно последовательно шлифовать верхние и нижние торцы втулок, если установить их так, чтобы торцы выступали не только над верхним, но и над нижним уровнями рамы. Для этого под брусья рамы укладывают мерные шлифовальные прокладки из
мягкой стали, через которые рама притягивается к магнитному столу. После шлифования верхних торцев раму поворачивают и шлифуют нижние торцы деталей.
226
В последнее время появились конструкции приспособлений,в которых используют постоянные магнитные блоки цилиндрической формы. Блок (рис. 121, а) состоит из цилиндрического постоянного магнита 1, вставленного в немагнитную (например, из
Рис. 121. Постоянные магнитные блоки:
а — блоки цилиндрической формы, б — общий вид нормализованных цилиндрических магнитных блоков
/1азы
Вакуумные столы
Рис. 122.
для плоского шлифования
латуни) втулку 2, которая в свою очередь помещена в цилиндрический корпус из магнитомягкого материала (мягкая сталь, железо Армко), обладающего высокой магнитной проницаемостью. Цилиндрический корпус 3 имеет или кольцевую канавку а, или резьбовой конец b для закрепления в приспособлениях. Блоки изготовляют диаметром от 6 до 60 мм и длиной от 20 до 65 мм.
На рис. 121, б показаны нормализованные магнитные блоки. Их вставляют в соответствующие гнезда приспособлений и используют для быстрого зажима деталей. Обычно блок имеет плоскую торцевую поверхность зажима, но ей можно придать и любую другую форму, например конусную, шаровую или У-образную.
Шлифование при помощи
На вакуумных столах закрепляют тонкие плоскостные магнитные
а к у у м н ы х столов.
в
и немагнитные детали.
Показанный на рис. 122 вакуумный стол применяют для шлифования планок и тонких линеек. Он представляет собой плиту, к верхней поверхности которой прикреплена планка 1 из твердой меди. В последней просверлен ряд отверстий. В верхней части плиты профрезерованы три узких паза, расположение которых
227
chipmaker.ru
соответствует рядам отверстий в медной плите. Эти три паза соединены друг с другом и сообщаются с отверстиями в боковой стенке плиты, имеющей резьбу. Приспособление крепят на магнитном столе шлифовального станка. С помощью шланга 2 оно соединяется с вакуум-насосом. После установки обрабатываемая деталь должна перекрывать все отверстия в медной планке. При шлифовании коротких деталей неперекрытые отверстия заливают стеарином или воском.
Медь отводит тепло от детали, а большое число отверстий обеспечивает многоточечное прижатие детали к плите. В сравнении с установкой на магнитном столе, полюсы которого находятся на сравнительно большом расстоянии друг от друга, зажим деталей в приспособлении получается более равномерным и надежным.
Приспособления с гидропластмассой. При шлифовании одновременно нескольких деталей часто применяют гпдропластмассовые кассетные приспособления, в которых зажим деталей обеспечивается равенством сил, действующих на каждый плунжер. Плунжером называют деталь, которая точно пригоняется к отверстию (подобно поршню). Гидропластмасса — это пластическая масса, легко изменяющая свою форму под действием зажимных усилий. Объем ее при этом (подобно жидкости) остается постоянным. На рис. 123 показано такое приспособление для шлифования торца фиксатора револьверной головки. При малых размерах детали зажим ее очень затруднителен.
В корпус 7 вставлена разрезная 6 и упорная 5 втулки. Корпус скреплен с основанием 4. Он имеет длинное отверстие, заполненное гидропластмассой 8. С каналом для гидропластмассы соединяются отверстия с плунжерами 3. Зажимный винт 1 при вращении заставляет перемещаться плунжер 2. При этом гидропластмасса передает давление одинаковой силы на плунжеры 3.
Обрабатываемые детали вставляют в пружинящую втулку 6 до упора 5, выравнивают их по пазу при помощи линейки и заживают винтом 1. Плунжеры 3 давят на стенки разрезных втулок 6, и втулки зажимают обрабатываемые детали. При отжиме винта / втулка 6 освобождает деталь. Для очистки пыли и выталкивания детали из приспособления упор 5 сделан в виде трубки.
В машиностроении ряд деталей, главным образом корпусных, нельзя установить на магнитной плите. К ним относятся немагнитные детали. Такие детали устанавливают на плиту при помощи специального приспособления.
На рис. 124, а показано приспособление для шлифования плоскости картера. Деталь, устанавливаемая базовыми плоскостями на опорные плитки 4, зажимается гайкой 6 и прихватом 5. Упор 3, воспринимающий усилие зажима, прижимает деталь к опорным плиткам, передвигаясь вниз по косому пазу а. Пружины 1 и 2 отводят упоры обратно вверх при освобождении детали.
228
Рис. 123. Многоместное приспособление с гидропластмассо!
chipmaker.ru
На рис. 124, б показано приспособление для шлифования брусков. На плиту 1 устанавливаются две детали. Через распределительный кран сжатый воздух поступает в цилиндр 7. Давление
Эскиз детали
Рис. 124. Приспособление для закрепления немагнитных деталей: а — картера, б — брусков
воздуха на диафрагму 8 через палец 6 передается на рычаги 5, которые посредством вилок 4 и роликов 3 прижимают детали к упорам рычагами 2. Освобождаются бруски при помощи пружин.
Рассмотренные приспособления составляют лишь часть используемых при работе на плоскошлифовальных станках при-230
способлений. На каждом предприятии применяют десятки специальных и специализированных приспособлений, значительно повышающих производительность труда.
Другие способы повышения производительности труда. Плоское шлифование профилированным кругом способствует значительному повышению производительности
труда.
Рис. 125. Плоское шлифование профилированным кругом: а — обрабатываемая деталь, б — схема шлифования
О
Примером подобной обработки может служить шлифование рамки клина. Эта деталь (рис. 125) отличается сложностью формы и точными размерами. Рамка представляет собой призматический клин, с одной стороны которого имеется направляющая в виде ласточкина хвоста и основание 3. Поверхности 1 и 2 рамки шлифуют. Обе поверхности должны находиться строго в одной плоскости и иметь высокий класс чистоты, так как они в сборе с клином работают как плоские направляющие.
Шлифование шаблонов с помощью призмы и синусного кубика. Профиль шаблона, показанного на рис. 126, а, шлифуют на магнитной плите плоскошлифовального станка. Вначале шлифуют две стороны А и В шаблона под прямым углом. Обрабатывают стороны с одного закрепления шаблона путем установки прямоугольной призмы (рис. 126,6) на две взаимно перпендикулярные грани. Затем шаблон прошлифованной стороной А устанавливают на магнитный блок и подпирают
231
chipmaker.ru
с двух сторон призмой (рис. 126,в) и шлифованной планкой. Сторону С шлифуют до получения размера 30, 48 мм. Аналогичным способом устанавливают шаблон на сторону В и шлифуют сторону D на размер 54 мм.
Рис. 126. Установка шаблона при помощи призмы и синусного кубика:
1 — прямоугольная призма, 2 — блок мерных плиток, 3 — прихват, 4 — синусный кубик, 5 — мерный ролик, 6 — разметочная плита, 7 - магнитная плита стайка, 8—магнитный блок, 9— призма, 10 — шлифовальная планка, 11 — шлифовальный круг
Стороны шаблона, расположенные под углом 26°42', обрабатывают на синусном кубике (рис. 126,г), на одной стороне которого имеются четыре точных отверстия Л и несколько резьбовых отверстий М. В отверстия синусного кубика вставляют мерные штифты, между ними и стороной А шаблона устанавливают блок мерных плиток, соответствующий углу 26°42'. При расстоянии между осями отверстий 100 мм размер блока мерных плиток Л = = 100-sin 26°42'= 100-0,44932=44,93 мм. Шлифуемый шаблон в
232
положении, при котором его сторона А упирается в один из штифтов и в блок мерных плиток, закрепляют прихватами и болтами.
Для получения на шаблоне размера 19, 14 мм сторону Е предварительно шлифуют с таким расчетом, чтобы длина стороны D оказалась больше 19,14 мм (ориентировочно ее размер можно определить штангенциркулем). Затем действительную длину стороны D шаблона проверяют микрометром. Если ее размер окажется равным, например 19,44, со стороны Е шаблона необходимо дополнительно снять слой металла толщиной К (см. рис. 126, а). Величину катета К определяют из прямоугольного треугольника по формуле
tf = S-sin (90°-26°42') = (19,44- 19,14)-sin63°18' =
= 0,3-0,89337 = 0,27 мм.
Со стороны Е шаблона слой металла толщиной 0,27 мм снимают, регулируя величину вертикальной подачи шлифовального круга, пользуясь лимбом маховика.
Длину стороны D шаблона можно иначе определить следующим образом. На разметочную плиту устанавливают шаблон с мерным роликом, как показано на рис. 126, д. Вначале находят с помощью микрометра вспомогательный размер L.
На основании рис. 126 можно написать равенство
£'=19,14 4-/ + /?,
где R — радиус мерного ролика;
0=19,14
Следовательно, действительная длина стороны О шаблона больше требуемого размера на величину (L — L') мм. Поэтому со стороны Е шаблона нужно дополнительно сошлифовать слой металла толщиной К = (L — L') - sin (90°—26°42').
Контролируют размеры 30, 48 мм и 54 мм микрометром, а угол 26°42' шаблона проверяют индикатором, закрепленным в универсальной стойке, при установке шаблона на синусной линейке.
Контрольные вопросы
1. В чем принципиальное различие производственного и технологического процессов?
2. Какими двумя основными факторами характеризуется качество шлифованной поверхности?
233
chipmaker.ru
3. Какие классы чистоты достигают при плоском шлифовании?
4. Какую точность обработки обеспечивают плоскошлифовальные станки?
5. Какие основные виды погрешностей сопровождают процесс плоского шлифования и способы их устранения?
6. Перечислите факторы, влияющие на величину припуска при плоском шлифовании.
7. Каковы методы базирования деталей на плоскошлифовальных станках?
8. Перечислите методы закрепления деталей на плоскошлифовальных станках.
9. Перечислите технико-экономические преимущества кассетных приспособлений,
Глава VI
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ РАБОТ НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Выполняя решения партии и правительства, станкоинструментальная промышленность создает автоматические линии для различных отраслей машиностроения, а также выпускает полуавтоматические и автоматические станки. Одновременно широко осуществляется автоматизация универсальных металлорежущих станков и компоновка их в автоматические линии.
§ 1. Основные понятия
Под механизацией технологических процессов понимают частичную или полную замену ручного труда машинным в той части технологического процесса, где происходит непосредственная обработка деталей на станке, но сохраняется участие человека в управлении машиной и контроле за ее работой.
Под автоматизацией технологических процессов понимают замену человеческого труда при управлении и обслуживании станков и других производственных процессов в целом.
Различают частичную и полную или комплексную автоматизацию.
Частичная автоматизация предусматривает лишь автоматизацию отдельных операций и внедрение в производство различных приспособлений и инструментов, облегчающих труд рабочего и ускоряющих производственный процесс.
Полным или комплексно автоматизированным называют такой производственный процесс, в котором автоматизированы все основные и вспомогательные операции.
Совершенствование производства на основе широкой механизации и автоматизации должно сопровождаться технологической и организационной перестройкой его в соответствии с условиями наиболее рационального выполнения работ и использования
235
r.ru
механизированных и автоматизированных средств. Основными из этих условий являются:
построение технологических процессов на основе концентрации обработки и поточных методов производства;
применение таких способов обработки, которые в первую очередь поддаются механизации и автоматизации с обеспечением наибольшего экономического эффекта;
укрупнение партий деталей, применение групповой обработки и т. д.;
уменьшение непроизводительных потерь оборудования, связанных с его эксплуатацией и организационно-техническим обслуживанием.
Автоматизация и механизация производственных процессов имеют своей целью уменьшить долю ручного труда, затрачиваемого на установку заготовок и снятие обработанных деталей, контроль деталей и управление станком.
Процесс обработки на станках независимо от их типа складывается из следующих элементов: 1) установки заготовки; 2) зажима заготовки; 3) пуска станка; 4) подвода инструментов; 5) собственно (процесса обработки; 6) отвода инструментов; 7) остановки станка; 8) контроля обрабатываемой детали; 9) снятия обработанной детали.
Каждый из указанных элементов операции может осуществляться вручную или автоматически, т. е. без участия рабочего.
При применении механизации и автоматизации высвобождается время и облегчается труд рабочего, а следовательно, повышается эффективность использования оборудования и производительность труда.
Автоматика — это отрасль науки и техники, изучающая технические средства и методы, позволяющие осуществлять технические процессы без участия человека. Она включает теорию автоматического управления, контроля, регулирования и методы создания автоматических устройств.
Автоматическим регулированием называют область автоматики, занимающуюся изучением и созданием методов и средств, которые обеспечивают в каком-либо рабочем процессе заданное значение или же изменение физических величин — скорости вращения, температуры, давления, уровня жидкости и др.
Устройства, выполняющие указанные функции, называют регуляторами. Назначение всякого автоматического регулятора — обнаружить отклонения величин, характеризующих работу машин или протекание процесса, от требуемого режима или от заданной программы, и при этом воздействовать на органы машины или процесс так, чтобы устранить выявленные отклонения.
Автоматический контроль можно разделить на несколько основных видов: автоматическая сигнализация, измерение, сортировка.
236
Автоматическая сигнализация является простейшим видом автоматического контроля, с ее помощью контролируются предельные (крайние) значения каких-либо физических параметров, характеризующих ход технологического процесса.
При отступлении от нормальных (заданных) режимов работы машины прибор автоматического контроля подает сигнал, который указывает обслуживающему персоналу место и характер нарушения в работе машины. Схема контроля аварийных режимов, как правило, имеет два вида сигналов — звуковой и световой. Звуковой сигнал служит для привлечения внимания обслуживающего персонала, а световой сигнал (на сигнальном щите) указывает место нарушения технологического процесса.
При автоматическом измерении сигналы об отклонении заданных размеров поступают к автоматическим регуляторам-подиаладчикам. Устройства автоматического контроля осуществляют учет количества выпускаемой продукции, сортировку ее по размеру, весу, твердости и другим показателям, а также маркировку изделий.
Автоматическая защита имеет устройства, либо прекращающие производственный процесс при возникновении ненормальных режимов (например, отключают электродвигатели и электрические сети при коротких замыканиях), либо обеспечивающие другие меры для предупреждения аварий (например, открывают предохранительный клапан для снижения давления или, наоборот, вводят в действие обратный клапан для сохранения давления в пневмоприводах).
Широко применяют автоматические приспособления, отключающие поврежденный участок или сигнализирующие о ненормальном режиме работы.
К автоматической защите следует отнести также автоблокировку, устройства которой предотвращают возможность неправильных включений и отключений оборудования и тем самым предупреждают повреждения и аварии.
§ 2. Технические средства автоматизации
Общие сведения. Независимо от целей и выполняемых функций автоматическое управляющее устройство включает в себя три главнейших звена (в отдельных случаях второе звено может отсутствовать).
1. Д а т ч и к (командное звено), создающий первоначальный импульс — командный сигнал для осуществления необходимого действия или приема. Датчик срабатывает при воздействии на него соответствующего задатчика. Задатчиком может быть механический нажим движущейся части станка, вращающейся шайбы с кулачками, изменение давления рабочей среды и др.
237
В зависимости от характера импульса датчики делятся на путевые, размерные, силовые и скоростные.
В путевых датчиках импульс возникает в результате воздействия на них движущихся частей станка или кулачковой шайбы в определенный, заранее заданный момент; в размерных — когда обрабатываемая поверхность приобрела требуемый размер; в силовых датчиках — когда усилия, действующие в соответствующих механизмах станка, приспособления или загрузочного устройства, достигают определенной заранее заданной величины; в скоростных — когда скорость движения в результате ее изменения достигает заданного значения.
По характеру создаваемых импульсов датчики разделяют на механические, электрические, фотоэлектрические, пневматические и гидравлические. Один датчик может давать командные импульсы нескольким звеньям параллельно или последовательно.
2. Преобразователь импульсов, создаваемых датчиком. Характер преобразования зависит от природы импульсов и назначения автоматического устройства. Преобразователь импульсов может быть использован для усиления, ослабления или замедления импульсов и для преобразования импульсов, например электрического в гидравлический или пневматический и т. д.
3. Исполнительное звено представляет собой механизм, непосредственно выполняющий необходимую работу, например перемещение рабочего органа станка. Исполнительные устройства разделяют на механические, электрические, электромеханические, гидравлические и пневматические.
Датчики. Электрические путевые датчики предназначены для замыкания соответствующих электрических цепей управления в тот момент, когда движущаяся часть станка или другой машины достигла заданного положения.
В системах автоматического управления часто применяют путевые переключатели ВК.411 (рис. 127, а). При нажиме движущей части машины на шток 6 мостик отходит влево и контакты 3—4, 7—8 размыкаются, а контакты /—2, 9—10 замыкаются. При прекращении воздействия на шток 6 контактные устройства возвращаются в исходное положение пружиной 5. Эти переключатели применяют при скоростях перемещения рабочих органов машин свыше 0,4 м/мин.
При меньших скоростях применяют моментные переключатели ВК.211 (рис. 127, б). При нажиме движущей части машины на ролик 1 рычаг 2 поворачивается против часовой стрелки, увлекая за собой через шарнир 3 поводок 4. При этом ролик 12 отводит защелку 6 и поворачивает планку И вокруг ее оси, вызывая замыкание контактов 9—10 и размыкание контактов 7—8. Переключатель возвращается в исходное положение пружиной 5.
Если подвижная часть машины совершает вращательное движение, применяют поворотный переключатель, показанный на
238
рис. 127, в. Он работает следующим образом. На вращающемся валу укреплен диск 1, в Т-образных пазах которого могут перемещаться кулачки 2 и 3.
При вращении диска 1 кулачок 3 нажимает на ролик 8 и поворачивает защелку 13 вокруг оси 12. Действием пружины 10 рычаг 6 поворачивается вокруг оси 7 и, отводя мостик 5, размыкает контакты 4. При дальнейшем вращении диска второй кулачок нажимает на ролик 9, укрепленный на рычаге 6, и поворачивает его против часовой стрелки. Контакты 4 вновь замыкаются. Пружина И поднимает защелку 13 и фиксирует положение рычага. Точность срабатывания измерительных устройств с электрическими датчиками 2—3 сек.
Гидравлические путевые датчики открывают или перекрывают в нужный момент доступ жидкости к исполнительному звену. Датчик, изображенный на рис. 127, а, используют для изменения направления движения, осуществляемого исполнительным двигателем, или для изменения направления потока жидкости вместо одного к другому исполнительному двигателю. В положении, показанном на рис. 127, а, пружина 8 с помощью рычагов 9 и 10 отжимает плунжер в правое крайнее положение. Жидкость из нагнетательного трубопровода 7 подается насосом в канал 3, и подвижная часть машины движется вправо. Под действием закрепленного на ней упора рычаг 10 поворачивается вокруг оси 1, отжимая при этом рычаг 9 вниз. Когда рычаг 10 примет вертикальное положение, пружина 8 с помощью рычага 9 продолжит его поворот и плунжер 6 окажется в крайнем левом положении. Теперь жидкость из трубопровода 7 направляется в канал 4, и подвижная часть станка идет влево.
Для обеспечения плавности перемещения рабочего органа машины полости ап б связаны каналом 2, в который включен дроссель 5. Регулированием дросселя можно изменять длительность переключения золотника и обеспечить необходимую плавность перемены направления рабочего органа машины.
Пневматические датчики по конструкции напоминают гидравлические датчики. Пневматические датчики не реагируют на вибрации, но чувствительны к попаданию пыли. Их недостатком является большая величина перемещения плунжера. Датчик, изображенный на рис. 127, д, свободен от этого недостатка и срабатывает при перемещении на 1—1,5 мм.
В положении штока 6, показанном на рис. 127, д, воздух из магистрали проходит через каналы 1, 3, 4 и попадает в цилиндр. Шарик 10 посредством пружины отжимается вниз и закрывает канал 9, а следовательно, и выход в атмосферу. При перемещении штока 6 влево плунжер 5 опускается, а плунжер 7 поднимается. В результате этого шарик 2 под действием пружины опускается вниз и закрывает проход воздуху из магистрали в ка-
239
chipmaker.ru
Рис. 127.
а путевой переключатель, б — моментный путевой переключатель, в — поворотный пчте чик, е — размерный датчик, ж — фотоэлектрический датчик, з - силовой гидравлический
240
241
r.ru
нал 3. Плунжер 7 поднимает шарик 10, и цилиндр двигателя через каналы 4, 11, 9 и 8 сообщается с атмосферой.
Размерные датчики имеют одну, две или три точки соприкосновения с измеряемой поверхностью и ведут непрерывное ее измерение, давая сигнал промежуточному механизму, как только обрабатываемая поверхность приобретает заданный размер.
В размерном датчике (рис. 127, е) шток 1 занимает в начале работы верхнее положение, при котором контакт 5, установленный на муфте 2, замыкает контакт 6.
По мере шлифования размеры обрабатываемой поверхности уменьшаются и шток вместе с контактом 5 опускается вниз. В момент окончания черновой обработки контакты 5 и 6 размыкаются и осуществляется переход с чернового режима на чистовой. Когда обрабатываемая поверхность приобретает окончательный размер, замыкаются контакты 3 и 4.
В фотоэлектрических датчиках используются свойства фотоэлементов. Фотоэлемент, основанный на внешнем фотоэффекте, часто состоит из стеклянной колбы (рис. 127, ж) с двумя цоколями 1 и 3. Колбы могут иметь вакуум или быть наполнены инертным газом. На внутренней поверхности колбы нанесен чувствительный слой 4, обычно цезиевый или сурьмяно-цезиевый.
Свет, попадая на светочувствительный слой, вызывает движение электронов к аноду 2. Возникающий в результате этого анодный ток после усиления направляется к исполнительному органу машины.
Силовые датчики создают командный импульс в момент, когда усилия, действующие в соответствующих механизмах машины, или давление рабочей среды в системе управления достигают определенного значения. На рис. 127, з показан силовой гидравлический датчик. Входное отверстие в крышке 9 закрыто пробкой. Выходное отверстие 10 корпуса 3 связано с отверстием <8 плунжером золотника. Жидкость подводится к датчику через отверстие 4. Под давлением пружины 1, расположенной в колпачке на крышке 2, плунжер занимает положение, показанное на рисунке, когда проход жидкости из отверстия 4 в отверстие 10 закрыт. Входное отверстие 4 датчика каналами 5, 6 и 7 связано с полостью под плунжером. Когда давление жидкости достигает заданного значения, плунжер приподнимается и соединяет входное отверстие 4 с выходным 10.
На рис. 127, и показан электромеханический силовой датчик, состоящий из двух зубчатых муфт 7 и 2 со скошенными зубьями, связывающих валы 1 и 4. Когда усилия в приводе достигнут заданного значения, муфта 2 отталкивается вправо, преодолевая давление пружины 3. При этом она поворачивает рычажок 5, заставляя его воздействовать на микропереключатель 6.
242
Реле. Реле применяют для замыкания и размыкания электрических цепей. На рис. 128, а приведена схема электромагнитного реле. Обмотка катушки 2 включена последовательно с соответствующим устройством. Якорь 1 отведен от сердечника 3 пружиной 4 и замыкает контакт 5, включенный последовательно с катушкой контактора. При силе тока, значение которого превышает установленное, якорь притягивается к сердечнику, размыкает контакт 5 и электрическая цепь разрывается.
На рис. 128,6 показано реле, используемое в гидросистемах с давлением в пределах 5—65 кгс]см2. При повышении давления в трубке 1 выгибается мембрана 2. Пружина 3 при этом сжимается, а рычаг 6, поворачиваясь вокруг оси, нажимает на шток микропереключателя 5. Установка реле производится путем регулирования степени сжатия пружины 3 гайкой 4.
Исполнительные устройства. На рис. 129, а изображено исполнительное электромагнитное устройство. При протекании тока через катушку 1 возникает магнитный поток, который замыкается через магнитопровод 2, собранный из листовой стали, и якорь 3. Якорь втягивается в катушку, и магнитное поле полностью замыкается через сердечник и якорь. Ход якоря х отсчитывают от торца 4.
На рис. 129,6 показано исполнительное электромагнитное устройство для включения и выключения подачи. На ходовом валу 1 находятся кулачковые муфты 2 и 3. При втягивании якоря 4 электромагнита 5 рычаг 6 отключает муфту 3, а при прекращении подачи тока якорь 4 выдвигается под действием пружины (на схеме не показано), в результате чего происходит включение муфт.
В системах автоматического управления широко применяют в качестве исполнительного устройства электромагнитные муфты. На рис. 129, в показана однодисковая магнитная муфта. Корпус2 электромагнита жестко закреплен на ведущем валу 1, а якорь 5 расположен на скользящей шпонке на ведомом валу 7. Между корпусом и якорем помещена фрикционная прокладка 3. В корпусе находится катушка 4. Если через эту катушку пропустить ток, то в корпусе возникает магнитный поток, пронизывающий фрикционную прокладку и замыкающийся якорем. Якорь притягивается к корпусу, и движение ведущего вала 1 через корпус и якорь будет передано ведомому валу 7. По прекращении подачи тока в катушку пружина 6 отталкивает якорь от корпуса и движение ведомого вала прекращается.
Понятие об электронике. Электроника — это наука, занимающаяся изучением электронных, ионных и полупроводниковых приборов, которые применяют главным образом для автоматизации управления, регулирования и контроля технологических и производственных процессов. Электронные приборы основаны на использовании свойств электрического тока, протекающего в
243
chipmaker.ru
пустоте, т. е. в вакууме, а ионные приборы используют свойства электрического тока в разреженных газах.
Электронные приборы представляют собой вакуумный или с сильно разреженным воздухом баллон, в котором размещаются
Рис. 128. Реле: а — электромагнитное реле, б — реле давления
электроды. Чтобы создать движение электронов или электронную эмиссию (процесс испускания электронов), необходимо воздействовать на один из электродов, а именно на катод.
Получение электрического тока, или электронной эмиссии, осуществляется несколькими методами.
244
электромагнит, б — применение электромагнита для управления муфтой, в — электромагнитная муфта
chipmaker.ru
Термоэлектронная эмиссия — нагрев катода производится током специального источника.
Фотоэлектронная эмиссия — поток электронов с катода вызывается падающим на него светом.
Автоэлектронная эмиссия — электроны вырываются с поверхности тела (ртути) под действием электрического поля высокой напряженности.
Электронные приборы могут быть с накаливаемым катодом, с холодным катодом, с жидким (ртутным) катодом и с фотокатодом. Электронные баллоны представляют собой стеклянные или металлические лампы, которые различаются по количеству электродов, выраженных в греческом исчислении: диоды (два), триоды (три) и т. д.
Двухэлектродная лампа — диод является простейшим электронным прибором; она имеет катод и анод, помещенные в глубоком вакууме. Двухэлектродная лампа проводит ток только в одном направлении, и основное назначение диода состоит в выпрямлении переменного тока.
Трехэлектродная лампа — триод является прибором, у которого между катодом и анодом помещена сетка, т. е. третий электрод. Трехэлектродные лампы могут применяться в качестве усилителей.
Газотрон представляет собой двухэлектродную лампу, в баллоне которой находятся пары ртути или инертного газа; он служит только для выпрямления тока. Если газотрон снабдить сеткой, то он превратится в тиратрон и сможет пропускать довольно значительные токи, вследствие чего он широко используется в автоматике. Тиратрон, так же как и другие газотроны, требует при включении предварительного прогрева катода.
Полупроводниковые приборы обладают рядом существенных преимуществ по сравнению с электронными и ионными лампами: отсутствуют цепи накала, исключительно малые размеры и высокая надежность в эксплуатации.
Полупроводниковый триод (транзистор) является усилителем подобно электронной лампе-триоду. Полупроводники также используют и как выпрямители переменного тока.
За последние два десятилетия электронные аппараты и транзисторы стали широко применяться при плоском шлифовании и зарекомендовали себя как надежное средство управления.
К числу важнейших достоинств электронных устройств относятся:
1. Отсутствие движущихся изнашивающихся частей. Единственными сменными деталями являются сами электронные лампы.
2. Безинерционность.
3. Быстрота срабатывания и т. д.
Указанные свойства электронных устройств являются чрезвычайно важными для плоско- и профилешлифовальных станков.
246
Они используются в регулируемых электроприводах с двигателями постоянного тока, кроме того, фотоэлектронные реле, электронные реле времени, электронные измерительные приборы применяются также для измерений высоко точных деталей.
§ 3. Механизация и автоматизация плоскошлифовальных станков
Автоматизация загрузки деталей. Автоматические загрузочные устройства освобождают рабочего от перемещения деталей в рабочую зону станка, а также от установки деталей в зажимное приспособление. Конструкция и принцип работы загрузочных устройств зависят от формы, веса, характера заготовок и вида обработки.
Бункерно-магазинное загрузочное устройство (рис. 130, а) состоит из следующих основных механизмов: бункера-накопителя заготовок 1, лотка 2, предназначенного для перемещения деталей к питателю 3 или в рабочую зону станка. Загрузочные устройства снабжаются ворошителем 4, который служит для устранения затора заготовок при поступлении их из бункера в лоток, и отсекателем 5 для поштучной подачи деталей.
Для деталей, форма, размер и вес которых не позволяют применить 'бункерное загрузочное устройство, применяют магазинные загрузочные устройства (рис. 130,6). Эти устройства состоят из лотка-магазина 2, по которому перемещаются детали 1, питателя 3, кулачкового привода питателя 4 и отсекателя 5. На рис. 130, в, г показаны наиболее распространенные конструкции магазинов-лотков.
Наиболее широко на плоскошлифовальных станках применяют карманчиковые бункера (рис. 130,6), которые состоят из кожуха 1, диска 2 с карманами (вырезами), лотка 3 и привода4.
В последнее время на плоскошлифовальных и других металлорежущих станках нашли широкое применение переналаживаемые вибрационные бункера. На рис. 130, е показана схема вибрационного бункера, который состоит из двух узлов: чаши 1, в которую вмонтированы лотки 2, и привода, сообщающего колебательные движения бункеру. Диаметр чаши делают в 8—14 раз больше наибольшего размера детали. Чаши и лотки сменные и легко заменяются. Привод вибробункера представляет собой электромагнит, сердечник 3 которого крепят к днищу чаши, а якорь 4 к массивному основанию 5, вес которого превышает вес всех вибрирующих частей в 5—6 раз. Чаши закрепляют на трех плоских пружинах, нижние концы которых жестко закреплены на основании. Для преобразования переменного тока в постоянный служит выпрямитель Б и катушка В.
Поштучная подача заготовок в зону обработки выполняется отсекателями (рис. 130, ж).
247
chipmaker.ru
^2 г)
Рис. 130. Загрузочные устройства
с - бункерно-магазинные, б — магазинные, в. г — стационарные и переналаживаемые тате
248
к металлорежущим станкам:
потки, д — карманчиковые бункера, е — вибрационные бункера, ж — отсекатели, з — пили
249
chipmaker.ru
Питатели (рис. 130, з) предназначены для перемещения заготовок из магазина (лотка, трубки и т. и.) в рабочую зону станка в строго определенном положении и в определенные промежутки времени. Конструкция питателя зависит от типа станка, геометрической формы заготовок и положения режущего инструмента относительно обрабатываемой детали.
Автоматизация контроля и подналадки на плоскошлифовальных станках. Важнейшей задачей автоматизации технического контроля являются измерения в процессе обработки. Автоматический контроль предупреждает появление брака и значительно уменьшает затраты вспомогательного времени.
Автоматизация контроля на плоскошлифовальных станках развивается по двум основным направлениям: измерения размеров обрабатываемых деталей в процессе шлифования и применение автоподналадчиков.
Большинство устройств автоматического контроля, используемых на плоскошлифовальных станках, основано на прямом, косвенном или комбинированном методах измерения.
При прямом методе измерительный наконечник активного контрольного устройства все время находится в контакте с поверхностью обрабатываемой заготовки и непрерывно контролирует ее размер. По достижении заданного размера устройство срабатывает, изменяя режим работы станка или останавливая его.
Активное устройство, основанное на косвенном методе измерения, не имеет непосредственного соприкосновения с поверхностью обрабатываемой заготовки, так как окончание процесса обработки определяется здесь не моментом достижения заготовкой заданного размера, а величиной перемещения исполнительного органа станка, несущего шлифовальный круг.
При комбинированном методе измерения контролируются одновременно положение режущего инструмента и размер обрабатываемой заготовки.
Устройства для контроля размеров заготовок в процессе их обработки монтируют непосредственно на станках.
На рис. 131 показаны схемы автоматической подналадки. При увеличении зазора ё за счет износа шлифовального круга давление в воздушном промежутке падает, в результате срабатывает автоматическое устройство и шпиндельная бабка опускается на величину износа (рис. 131, а), восстанавливая нормальный зазор ё.
На рис. 131, б показан датчик 3, работающий следующим образом. При износе шлифовального круга размеры шлифуемой детали увеличиваются и воздействуют на измерительный стержень 5. Стержень 5 подымается и замыкает контакты. В результате замыкания контактов подается сигнал на выключение или подналадку станка (рис. 131,6).
250
Для измерения высоты деталей в процессе шлифования на плоскошлифовальном станке применяют устройство активного контроля (рис. 132). В этом устройстве шток 1 соприкасается с обрабатываемой деталью 2. Шток через пластину 3 в первую очередь воздействует на индикатор 4, по которому можно на-
Рис. 131. Схемы автоматического (активного) контроля:
ч — при обработке торцем круга, б — при обработке периферией круга; 1 — деталь, 2 — воздушное сопло, 3 — датчики, 4 — плоские пружины, 5 — стержень
блюдать за изменением размеров шлифуемой заготовки, и с некоторым замедлением воздействует на датчик 5, контакты которого размыкаются и останавливают станок.
К устройствам активного контроля можно также отнести автоматические подналадчики, которые изменяют расположение рабочих органов станка относительно обрабатываемой поверхности детали. На рис. 133 показан автоподналадчик к плоскошлифовальному станку. Измерительный наконечник 19 закрепляется на рычаге 18, сидящем на оси 17. К верхней части оси прикреплен нажимной рычаг 15, движение которого регулируется винтом 14 и пружиной 16. В начале работы высота заготовок, выходящих из-под шлифовального круга, такова, что они свободно проходят под измерительным наконечником 19, не задевая за него.
251
chipmaker.ru
Рис. 132. Автоматическое устройство для Рис, 133. Лвтоподналадчик к плоскошлц-
контроля деталей на плоскошлифовальных фовальному станку
станках
В дальнейшем шлифовальный круг изнашивается и из-под него начинают выходить заготовки с увеличенным по высоте размером. При этом они, проходя под наконечником 19, задевают за него и повертывают связанные с ним рычаги по ходу вращения стола станка. При этом рычаг 15 воздействует на наконечник 13 микровыключателя 12, который включает электромагнитную муфту 8 механизма подналадки.
При включении электромагнитной муфты ее диски, связанные с ведущим валом 7 и получающие вращение от электродвигателя 11 через червячную передачу 10, притягивают к себе диски, сидящие на ведомом валу 6. Последний начинает вращаться и через конические зубчатые передачи поворачивает винт 3 механизма подналадки. Ввинчиваясь в гайку 4, закрепленную в стойке 5, винт заставляет шлифовальную бабку 2 опускаться. Вместе с ней опускается шлифовальный круг. После этого электромагнитная муфта 8 выключается с помощью кулачка или реле.
Если полученное перемещение шлифовального круга недостаточно для компенсации его износа, то заготовки, выходящие из-под опустившегося круга, вновь заставляют измерительный рычаг повернуться и подналадка повторяется.
Подналадка станка вручную выполняется при помощи маховичка 9, выходящего наружу из кожуха 1 станка. При настройке устройства на заданный размер измерительный наконечник 19 перемещают до соприкосновения с эталонной деталью, установленной на столе станка. Для этого вращают за рукоятку 20 червяк 21 и червячное колесо 22, в отверстии которого нарезана резьба. В эту резьбу ввинчивается (или вывинчивается) корпус 23, в котором размещены подшипники оси измерительного рычага 18.
Точность обработки деталей при помощи описанного автоподналадчика колеблется в пределах ±0,02 мм.
§ 4. Автоматизированные плоскошлифовальные станки
На рис. 134 показан двухшпиндельный автоматизированный плоскошлифовальный станок. Обработка деталей ведется торцами крупнозернистого круга 3 и мелкозернистого круга 14. Заготовки 6 устанавливаются на вращающийся стол 5 загрузочного устройства и, наталкиваясь на планку 7, попадают на стол станка с установленной на нем электромагнитной плитой 4. Заготовки проходят под кругом 3 (черновое шлифование), а затем под наконечником 2 измерительного устройства 1, управляющего подналадкой круга 3. После этого они попадают под круг 14 для чистового шлифования и затем под наконечник 12 измерительного устройства 13, управляющего подналадкой круга 14. Обработанные и измеренные детали 11 наталкиваются на съем
253
chipmaker.ru
ник 10 и соскальзывают на отводящий лоток 8, проходя сквозь демагнитизатор 9, где они размагничиваются.
Так как практически возможны колебания размеров обрабатываемых деталей не только в сторону увеличения, но и в сторо-
Рис. 134. Автоматизированный двухшпиндельный плоскошлифовальный станок
ну уменьшения, представляет интерес автоматизирующее устройство, показанное на рис. 135. Это устройство позволяет производить подналадку станка в двух направлениях. По достижении обрабатываемыми деталями размера, соответствующего верхней предельной норме, подается команда механизму
Рис. 135. Автоматизированный двусторонний плоскошлифовальный станок
254
подачи нижнего круга, и круг поднимается на заданную величину вверх. При получении деталей с размерами, соответствующими нижней предельной норме, подается команда механизму подачи верхнего круга.
Детали перемещаются в рабочую зону станка из магазина 1 с помощью цепного транспортера 2. Проходя между нижним 3 и верхним 4 шлифовальными кругами, детали поступают на контрольную позицию. Высота деталей фиксируется измерительным штоком и рычагом, которые воздействуют на электрокон-тактный датчик 5. Датчик управляет механизмами подналадки кругов. Обработанные детали поступают на отводящий лоток 6.
Контрольные вопросы
1. Данте определение понятия автоматизации производственных процессов.
2. В чем заключается частичная и полная автоматизация?
3. Какие технико-экономические условия необходимы при внедрении автоматизации в производство?
4. Дайте определение автоматики.
5. Дайте определение автоматического управления.
6. Дайте определение автоматического регулирования.
7. Дайте определение автоматической защиты.
8. Перечислите технические средства автоматизации.
9. В чем заключается сущность автоматического (активного) контроля?
chipmaker.ru
Глава VII
ОСНОВНЫЕ СВЕДЕНИЯ ПО ОРГАНИЗАЦИИ И ЭКОНОМИКЕ ПРОИЗВОДСТВА
§ 1. Организация производства
Государственное социалистическое предприятие является основным звеном промышленности. Социалистическое предприятие—это сложная хозяйственная единица, выпускающая определенную продукцию для народного хозяйства. Материалы и полуфабрикаты оно получает от одних предприятий, а свои изделия передает другим. Таким образом, их деятельность взаимосвязана и от успешной работы каждого предприятия зависит успешное выполнение задач развития всего народного хозяйства.
Социалистические предприятия принципиально отличаются от капиталистических. Они действуют на основе плановых заданий Советского государства и находятся в тесной и планомерной организованной взаимосвязи с другими предприятиями и отраслями народного хозяйства. Поэтому каждый завод и фабрика обеспечивают непрерывный рост выпуска продукции, совершенствование процесса производства и на основе обмена передовым опытом увеличивают производительность труда.
В капиталистическом'государстве основой производства является частная собственность на орудия труда и поэтому исключается возможность планового руководства экономикой.
В социалистическом обществе имеются неограниченные возможности непрерывного и планомерного роста производства для более полного удовлетворения потребностей советских людей. Непрерывный рост производства требует постоянного улучшения методов труда, введения механизации и автоматизации, новых прогрессивных технологических процессов и лучшей организации производства.
256
В социалистическом государстве, где имеется общественная собственность на все средства производства, осуществляется плановое государственное руководство промышленностью в масштабе всей страны.
Организация и планирование предусматривают разработку планов деятельности предприятия, контроль выполнения плана; анализ работы предприятия; определение экономической эффективности новой техники; технологии, новых методов организации производства и труда; организацию материально-технического снабжения; организацию сбыта продукции; организацию заработной платы и других форм материального стимулирования работников и пр.
Правильная организация производства заключается в выборе наиболее рациональных методов изготовления продукции, т. е. соответствующем выборе оборудования, инструментов, приспособлений для каждой операции, внутризаводского, внутрицехового и межоперационного транспорта, обеспечении бесперебойного снабжения заготовками и полуфабрикатами, энергией, рабочими соответствующих квалификаций, выборе приемов выполнения отдельных операций, создании условий, отвечающих требованиям производственной эстетики, санитарии, охраны труда и техники безопасности.
Предприятия, выпускающие продукцию, соответствующую требованиям мировых стандартов, маркируют эту продукцию специальным знаком качества и получают за продукцию поощрительные премии.
В современных условиях на предприятиях осуществляются новые методы планирования и материального стимулирования, позволяющие организовать производство так, чтобы выпускать продукцию высокого качества, бережно вести хозяйство, ликвидировать непроизводительные расходы, совершенствовать культуру производства и увеличить выпуск необходимых народному хозяйству изделий.
Каждый рабочий должен принимать участие в улучшении всей деятельности предприятия путем рациональной организации рабочего места, строжайшего соблюдения технологического процесса, изготовления деталей высокого качества, перевыполнения производственного задания.
§ 2. Организация управления предприятием
Система управления социалистическим производством строится на ленинских принципах руководства народным хозяйством.
Предприятием руководит директор, назначаемый и смещаемый соответствующими государственными органами. Действия директора определяются Положением о социалистическом предприятии, утвержденным Советом Министров СССР.
257
chipmaker, ru
Деятельность государственного предприятия строится на сочетании централизованного руководства с хозяйственной самостоятельностью и инициативой. Социалистическое государственное производственное предприятие, используя закрепленное в его оперативном управлении или пользовании государственное имущество, осуществляет силами своего коллектива, под руководством вышестоящего органа производственно-хозяйственную деятельность (изготовление продукции, выполнение работ, оказание услуг) в соответствии с народнохозяйственным планом, на основе хозяйственного расчета, выполняет обязанности и пользуется правами, связанными с этой деятельностью, имеет самостоятельный баланс и является юридическим лицом.
Директору предприятия непосредственно подчинены плановоэкономический отдел, главная бухгалтерия, отдел организации труда и зарплаты (ОТЗ), отдел технического контроля (ОТК), отдел капитального строительства. Директор имеет трех заместителей — главного инженера, заместителя по снабжению и административно-хозяйственным вопросам и заместителя по кадрам.
Главному инженеру подчинены все цехи и отделы: конструкторский, технологический, инструментальный, производственнодиспетчерский, главного механика и энергетика, механизации и автоматизации. В подчинении инструментального отдела находится инструментальный цех, а отдела главного механика и энергетика — ремонтно-механический и энергетический цехи.
Заместителю директора по снабжению и административно-хозяйственным вопросам подчинены отделы материально-технического снабжения, сбыта, транспортный и административно-хозяйственный.
Заместителю директора по кадрам подчинены отделы: кадров и подготовки кадров.
Работой цеха руководит начальник цеха. В цехе имеются участки, возглавляемые мастерами. При большом количестве участков могут вводиться должности старших мастеров и начальников участков. Мастер, старший мастер и начальник участка являются непосредственными организаторами и руководителями производства на участках. Указания мастера являются обязательными для всех работающих на участке. Мастер подчинен старшему мастеру или начальнику участка, а в тех случаях, когда нет старших мастеров и начальников участков, непосредственно начальнику цеха. Мастер участка имеет большие права и обязанности. Он занимается вопросами соблюдения технологии и выпуска продукции высокого качества, правил техники безопасности и охраны труда. Мастер обеспечивает условия для выполнения рабочими заданий и социалистических обязательств, содействует изобретателям и рационализаторам; борется за соблюдение трудовой дисциплины, чистоты и порядка на участках
258
и рабочих местах. Мастер занимается вопросами найма и увольнения рабочих, присвоения им тарифных разрядов, представляет рабочих к премированию и другим видам поощрения, а также предлагает дисциплинарные взыскания за нарушение трудовой или технологической дисциплины и изготовление недоброкачественной продукции. Мастер следит за тем, чтобы не было перерасхода фондов заработной платы на участке.
На заводах с небольшими производственными цехами существует бесцеховая структура, когда вместо цехов имеются производственные участки, возглавляемые старшими мастерами. Управляет участками непосредственно руководство завода.
За счет сокращения цеховой администрации уменьшаются накладные расходы, а руководство завода приближается к производственным участкам и рабочим местам.
В условиях новой системы управления, планирования и материального стимулирования большое значение имеет привлечение трудящихся к управлению.
Партийная организация предприятия руководит работниками, мобилизуя их на выполнение производственных планов, укрепление трудовой дисциплины и развитие соцсоревнования, ведет борьбу с бесхозяйственностью, заботится об улучшении культурно-бытовых условий, помогает администрации в подборе и расстановке кадров, контролирует деятельность администрации, руководит деятельностью профсоюзной, комсомольской и других общественных организаций; проводит политико-воспитательную работу среди трудящихся и тем привлекает весь коллектив к управлению социалистическим предприятием.
Профсоюзная организация руководит соцсоревнованием, популяризирует передовой опыт и приемы труда, помогает выполнять соцобязательства. Профессиональные комитеты (завкомы, цехкомы) организуют контроль за охраной труда на производстве, выполнением планов жилищного строительства, распределением жилой площади, использованием поощрительных фондов, работой предприятий общественного питания, медицинским и и коммунальным обслуживанием трудящихся. Они следят за соблюдением трудового законодательства, правильным начислением заработной платы, состоянием нормирования труда.
Профсоюзные организации принимают участие в решении вопросов найма и увольнения работников, рассмотрении трудовых конфликтов, пересмотре норм выработки.
Взаимные обязательства коллектива работников и администрации предприятия оформляются коллективным договором: коллектив принимает на себя обязательства по выполнению и перевыполнению планов, а администрация — обязательства по улучшению условий труда, усовершенствованию техпроцесса, улучшению материального и культурного обслуживания, расшивке «узких» мест производства и т. д.
259
chipmaker.ru
Комсомольская организация проводит большую работу по повышению культурного, технического и идейно-политического уровня молодежи. Она активно участвует в работе по выявлению резервов производства, контролирует выполнение наиболее важных заказов.
На предприятиях работают технические и экономические советы, бюро экономического анализа и другие группы, действующие на правах совещательного органа при директоре. Все организации активно вовлекают трудящихся в управление предприятием.
§ 3. Организация труда
Важнейшими задачами организации производства являются обеспечение непрерывного роста производительности труда и снижение себестоимости продукции. Рост производительности труда — одно из важнейших условий обеспечения растущих потребностей советских людей. В. И. Ленин писал: «Производительность труда, это, ь последнем счете, самое важное, самое главное для победы нового общественного строя» *.
На XXIII съезде КПСС в качестве первоочередного был выдвинут вопрос о внедрении на всех предприятиях научной организации труда (НОТ) в производство, соответствующей требованиям научно-технического прогресса.
Основные требования, предъявляемые к организации труда, следующие:
1) создание условий для производительной работы;
2) систематическое внедрение передового опыта новаторов производства;
3) внедрение средств механизации и автоматизации производственных процессов;
4) обеспечение здоровых и безопасных условий труда;
5) полное использование высокопроизводительного оборудования, устранение причин, вызывающих простои оборудования;
6) соблюдение социалистической дисциплины труда, основанной на отношении товарищеского сотрудничества и взаимопомощи, примером которой служит работа бригад коммунистического труда.
При научной организации труда рабочий должен выполнять работу, соответствующую его способностям, навыкам и квалификации.
Важно рационально организовать рабочее место и своевременно и бесперебойно обеспечивать его заготовками, инструментами, приспособлениями, вспомогательными материалами. Свое-
В. И. Ленин, Поли. собр. соч., т. 39, стр. 21.
2с’О
временно и качественно производить инструктаж рабочего; а также ремонт оборудования.
Рабочее место должно быть организовано так, чтобы средства и орудия работы находились под руками у работающего и ему не приходилось совершать лишние передвижения. Инструменты следует размещать на верстаке, заготовки — на подставках, стеллажах. Заготовки и инструменты, которые берут левой рукой, следует располагать слева, те, что берут правой рукой — справа. Предметы, которыми пользуются чаще, располагают ближе к рабочему. Запасные материалы, инструменты и приспособления для обслуживания рабочего места хранят в шкафчиках и ящиках, расположенных вне оперативной зоны работы.
Научная организация труда — это совокупность организационных, технических, санитарно-гигиенических и других мероприятий, обеспечивающих накопление и использование наиболее производительных навыков труда, устранение тяжелого ручного труда, создание наиболее благоприятных условий труда, целесообразное использование рабочего времени, развитие творческих способностей каждого члена коллектива и достижения на этой основе высокой производительности и высокого уровня материального благосостояния трудящихся.
Работа по внедрению НОТ планируется. Основными задачами НОТ на производстве является обеспечение полного использования современной технологии и техники, сокращение затрат труда на производство продукции, внедрение целесообразных форм разделения и кооперации труда, достижения наилучших форм сочетания материальных и моральных стимулов в деятельности коллектива, вовлечение всего коллектива в решение вопросов рациональной организации труда, повышение качества продукции.
В настоящее время на большинстве предприятий основные производственные цехи работают в две смены. Ремонтные и другие вспомогательные цехи (например, котельная) часто работают в три смены. В смену работают по 7 ч, а в предвыходные и предпраздничные дни — по 6 ч, при одном выходном дне в неделю. При двух выходных днях работают по 8 ч 12 мин в смену, т. е. 41 ч в неделю. Для выполнения определенного задания рабочий получает наряд от нарядчика, а нарядчик получает указания от мастера.
Если характер работы не изменяется определенное время (в серийном производстве), наряд может быть выписан на всю партию обрабатываемых деталей. Иногда применяется система маршрутных карт (см. табл. 25), в которых указаны все операции, необходимые для изготовления детали. После приемки детали на каждой операции делается отметка о количестве годных и забракованных деталей в сменном рапорте, который служит основанием для начисления зарплаты.
261
chipmaker.ru
При массовом производстве обычно выдают пятидневные наряды на всю работу, планируемую на одно рабочее место, либо учитывают работу в сменных рапортах или ведомостях о выработке.
В каждом наряде указывают-характер работы, норму, расценки, фамилию рабочего.
На внеплановую работу оформляют особый наряд. Этот наряд, кроме мастера, подписывает лицо, отвечающее за выполнение данной работы.
Кроме наряда на работу, рабочий получает технологическую или технико-нормировочную карту. В технологической карте приведены все данные, относящиеся к обработке детали: последовательность установок, переходов и проходов с указанием режима обработки. В ней приводятся данные о режущем и мерительном инструменте, приспособлениях, норме времени на все элементы работ и на всю работу в целом, а также норма выработки в час или смену.
Выполненная работа предъявляется контролеру отдела технического контроля (ОТК). Контролер указывает в наряде количество годных и бракованных деталей и конкретного виновника брака. На бракованные детали составляется документ, называемый извещением о браке. После этого наряд подписывает мастер цеха и передает его в бухгалтерию для оплаты.
Повышают производительность труда при шлифовании, применяя скоростное шлифование, позиционное шлифование, при котором установку одной детали производят во время обработки другой, одновременное шлифование нескольких деталей, качественные смазывающе-охлаждающие жидкости и совершенные способы их подвода (распыливанием, подачей через поры круга и др.); средства активного контроля и автоподналадки станка; приспособления, позволяющие производить быстрый зажим и разжим детали на станке.
§ 4. Техническое нормирование
При техническом нормировании устанавливают норму времени на выполнение заданной операции в определенных производственных условиях.
По норме времени на операцию подсчитывают время, необходимое на всю программу выпуска деталей, определяют требующееся число рабочих, станков, количество электроэнергии и т. д.
В соответствии с нормами времени устанавливается производственный план участка, цеха, завода в целом. В зависимости от затрат времени на выполнение работы производится оплата труда рабочих. Время, затрачиваемое на операцию, характеризует производительность труда. Чем меньше времени тратится на
262
одну операцию, тем больше деталей будет обработано за час или смену, т. е. тем выше производительность труда.
Под нормой выработки понимают то количество операций (объем работы), которое может выполнять рабочий в единицу времени (в смену, в час). Зная продолжительность смены (420 мин при 7-часовом рабочем дне или 492 мин при 8-часовом и 12-минутном рабочем дне) и норму времени на одну операцию Т, находят норму выработки (420 : Т или 492 : Т).
Норма времени не является постоянной величиной, так как с повышением производительности труда норма времени снижается и увеличивается норма выработки.
Определяя норму, учитывают наилучшую организацию труда и обслуживания рабочего места, т. е. в норму не должны входить потери времени из-за организационных неполадок при обслуживании рабочего места.
Квалификация рабочего должна соответствовать выполняемой им работе. Станочник не должен выполнять работы, которые обязаны производить вспомогательные рабочие.
В норму не входят также потери времени на исправление брака или изготовление деталей взамен забракованных.
При расчете норм времени нужно учитывать действительные режимы резания при выполнении данной операции, нормальные припуски на обработку, применение определенного инструмента и приспособления.
Техническая норма времени на операцию состоит из двух основных частей: нормы штучного времени и нормы подготовительно-заключительного времени.
Под нормой штучного времени понимают время, затрачиваемое на обработку детали на станке.
Под нормой подготовительно-заключительного времени понимают время, затрачиваемое на ознакомление с чертежом и технологическим процессом, на наладку станка, установку и снятие инструментов (шлифовальных кругов) и приспособлений, а также на выполнение всех приемов, связанных с окончанием заданной работы,— сдачу готовой продукции контролеру, сдачу инструмента в инструментальную кладовую и т. д.
Подготовительно-заключительное время затрачивают один раз на всю партию одновременно обрабатываемых деталей. Время обработки партии деталей определяется из формулы
7'парт = 7'шт N -|-7'п.з,
где 7парт — норма времени на партию, мин-,
ТШ1.— штучное время, мин;
N— число деталей в партии, шт.;
Тп з— подготовительно-заключительное время, мин.
Из этой формулы можно определить время на изготовление одной детали, если разделить правую и левую части на число
263
chipmaker.ru
Деталей в партии
Т
Т — Т I 11 3 ' ШТ.К-' шт 1 ~ >
где Тщт.к — норма штучно-калькуляционного времени, т. е. времени на операцию с учетом подготовительно-заключительного времени. Значение Таз можно взять из справочника нормировщика.
В норму штучного времени входят следующие элементы:
У'шт — То 4* 1 о 4" Л)бсл 4* Тох,
где То — основное (технологическое) время, мин;
Тв — вспомогательное время, мин;
Т'обсл — время обслуживания рабочего места, мин;
Тсп — время перерывов на отдых и естественные надобности, мин.
Основным (технологическим) временем То называют время, в течение которого изменяется форма и размеры обрабатываемой детали.
Основное время может быть:
а) машинным, если форму и размеры детали изменяют на станке без непосредственного физического воздействия рабочего, например шлифование на станке с автоматической подачей стола;
б) машинно-ручным, если форму и размеры изменяют на станке при непосредственном участии рабочего, например шлифование на станке с ручной подачей стола;
в) ручным, если форму и размеры детали изменяют рабочие, вручную, например слесарные работы — шабрение, опиливание поверхности и т. д.
Для определения основного машинного времени при периферийном шлифовании на станках с прямолинейно движущимся столом пользуются формулой
7. _ HhK * м . »
ntsz
где Тм—машинное время шлифования одной детали, мин;
Н — расчетная ширина шлифования, мм;
h — припуск на сторону, мм;
п — число одинарных ходов стола в минуту;
1000т\чет ^ + .г/
264
где — скорость движения стола (детали), лг/лп/н;
I — длина шлифуемой поверхности, мм;
у=20—30 мм— перебег круга в обе стороны;
t — глубина шлифования, мм;
s — поперечная подача, мм/ход;
z — число деталей, одновременно устанавливаемых на столе;
ft— коэффициент, учитывающий выхаживание и износ круга.
Точность Значение
шлифования, ^коэффи-
мм . циента К
До 0,10.......................... 1,00
0,10-0,07....................... 1,07
0,07-0,05 ....................... 1,20
0,05-0,03 1.44
0,03—0.01........................ 1,70
Расчетная ширина шлифования определяется по формуле /У— Д Ч-п5 мм;
где В — ширина шлифуемых деталей, мм;
в — ширина круга, мм.
При периферийном шлифовании на станках с вращающимся столом машинное время
nctsz
где L- длина хода стола или круга в направлении радиуса стола, мм;
пк — число оборотов стола в минуту;
s — поперечная подача, мм/ход;
z — число деталей, одновременно устанавливаемых на столе. Длину хода L определяют по формуле
L=Di фД-фЮ мм, где — диаметр детали или части стола, загруженной деталями, мм;
В — ширина круга, мм;
10 мм — величина врезания и перебега.
При торцевом шлифовании на станках с прямоугольно движущимся столом машинное время
LhK Ти —------- мин,
vKtz
длина хода
2,= /-ф£>к-ф 10 мм,
265
aker.ru
где I — длина шлифования, мм;
DK — диаметр круга, мм;
vR — скорость детали, м/мин.
При торцевом шлифовании на станках с вращающимся столом машинное время
„ hK
1 =-------- мин.
nztz
На основании изучения опыта работы шлифовщиков установлено, что затраты основного времени составляют от 30 до 75% всего рабочего времени. Остальное время составляет вспомогательное время, время на обслуживание рабочего места, естественные надобности и подготовительно-заключительное время.
Вспомогательным временем 7В называют время, затрачиваемое на выполнение различных приемов, применяемых при производстве основной работы и повторяющихся с каждой обрабатываемой деталью, т. е. на установку, выверку и зажим заготовки, пуск и остановку станка, разжим и снятие детали, управление станком, контрольные промеры детали.
Вспомогательное время определяют путем хронометража. Имеются справочники, в которых установлено вспомогательное время для различных случаев обработки деталей. Вспомогательное время следует уменьшать за счет применения быстродействующих приспособлений, механизации и автоматизации контроля и управления станком. Чем меньше вспомогательное время, тем лучше используется станок.
Время обслуживания рабочего места 7ОбСл — это время, затрачиваемое на уход за рабочим местом на протяжении всей смены. Оно включает в себя время на смену инструмента (шлифовального круга), на регулирование и подналадку станка в процессе работы, на правку шлифовального круга алмазом, на удаление стружки в процессе работы, на раскладку и уборку режущего и вспомогательного инструментов в начален в конце смены, на смазку и уборку станка.
Время на отдых и перерывы в работе на естественные надобности определяется на всю смену. Время на обслуживание рабочего места и на естественные надобности определяется в процентном отношении к оперативному времени, т. е. к сумме То + Тв.
Подсчитав все составляющие нормы времени То, Тв, Тп5сл,, ^от, Тпз и зная число N одновременно обрабатываемых деталей, определяют Гштк.
Зная Т'шт.к и количество часов работы в смену, можно найти норму выработки в смену
„ 492
выр. см- " ,
* шт.к
266
где 492 — число минут в смене при 5-дневной рабочей неделе.
Норма выработки в час
„ __ 60
Г* выр. ч — ——— в 7*шт-к
Из этих формул видно, что чем меньше норма времени Тшт.к, тем больше выработка в час и смену. При хорошо налаженной работе рабочие выполняют и перевыполняют нормы выработки, что приводит к выполнению и перевыполнению производственного плана и к повышению производительности труда.
Кроме расчетно-технической нормы времени, в индивидуальном производстве пользуются опытно-статистическими нормами времени. Такие нормы получают в результате математической обработки фактических затрат времени на выполнение всей операции. Эти нормы времени не учитывают всех возможностей увеличения производительности труда, а потому пользоваться ими не рекомендуется.
§ 5. Заработная плата
Система заработной платы в СССР исключает уравниловку, способствует росту производительности труда, квалификации работников, повышению материального и культурного уровня жизни трудящихся. Заработок рабочего в нашей стране определяется степенью трудности и сложности производимой им работы, ее качеством, а также производительностью труда рабочего и его квалификацией.
Основой организации заработной платы на промышленном предприятии является тарифная система, состоящая из тарифной сетки и тарифно-квалификационные справочники.
В соответствии с тарифно-квалификационным справочником рабочему присваивается производственный разряд. В СССР квалификация рабочего определяется по шестиразрядной сетке, в которой шестой разряд соответствует наивысшей квалификации.
Тарифная ставка определяет размер оплаты труда рабочего данного разряда за 1 ч рабочего времени. Тарифная ставка часовой оплаты любого разряда определяется ставкой 1-го разряда, умноженной на тарифный коэффициент.
Оплата труда бывает сдельной, повременной и прогрессивной.
При сдельной оплате рабочий получает за количество обработанных им деталей. Сдельная расценка на работу определяется нормой времени и разрядом работ.
При повременной оплате рабочий получает не за количество обработанных деталей, а за проработанное время.
При прогрессивной оплате труда рабочему устанавливается норма. Если рабочий выполнит только одну норму, то за обработанные детали он получает по установленной сдельной расценке.
267
chipmaker.ru
За выработку сверх нормы качественных деталей расценки прогрессивно увеличиваются по определенной шкале.
. Тарифные ставки установлены для двух групп предприятий. В первую группу входят рабочие предприятий авиационной, автомобильной, инструментальной, оборонной, подшипниковой, радиотехнической, станкостроительной, судостроительной, тракторной, электротехнической промышленности, транспортного, энергетического и сельскохозяйственного машиностроения, приборостроения и по производству оборудования для горнорудной, металлургической, нефтегазодобывающей, химической и торфяной промышленности, по производству бурового, насосно-компрессорного и холодильного оборудования.
Ко второй группе относятся рабочие остальных машиностроительных и металлообрабатывающих предприятий, министерств и ведомств.
В табл. 28 приведена тарифная сетка для раб’очпх машиностроительной и металлообрабатывающей промышленности.
Таблица 28
Тарифные ставки для станочников, коп:ч
Показатели Разряды
I II III IV V VI
На холодных работах: для повременщиков: 1 группа .... 39,9 42,6 43,8 47,2 54,9 63,8
2 группа^ .... 37,8 39,4 40,9 42,8 49,7 57,9
для сдельщиков: 1 группа . . . 41,5 43,8 47,9 55,0 63,8 74,2
2 группа .... 40.1 41,7 44,0 50,5 58,8 68,3
На работах с вредными условиями труда: для повременщиков: 1 группа .... 41,9 44,7 45,0 49,6 57,6 67,0
2 группа .... 39,7 41,4 42,9 45,1 52,5 61,0
для сдельщиков: 1 группа . . . 43,6 46,0 50,3 57,8 67,0 77,9
2 группа . , . 42,1 43,8 46,2 53,0 61,7 71,7
§ 6. Понятие о планировании, хозрасчете и рентабельности
Госплан СССР совместно с Госпланами союзных республик разрабатывает контрольные цифры развития народного хозяйства. На основе этих цифр составляются планы предприятий с учетом необходимых поправок.
Задачей внутризаводского планирования является составление плана предприятия, доведение плановых заданий до цехов, производственных участков, бригад и отдельных рабочих, а также контроль за выполнением плана.
При разработке плана выпуска товарной продукции устанавливают номенклатуру изделий и количество по каждому виду, который может быть изготовлен предприятием, исходя из потребностей народного хозяйства. План производства составляют на плановый год с распределением по кварталам; его разрабатывают для основных цехов в виде производственной программы на каждый месяц. Программу цеха распределяют по участкам и рабочим местам.
Хозяйственный расчет — это метод работы социалистического предприятия. При хозяйственном расчете предприятие производит расходы на выпуск продукции, которые должны перекрываться доходами, получаемыми от реализации готовой продукции.
Производство работает рентабельно, когда оно имеет прибыль от реализации готовой продукции. Прибыль производства получает за счет снижения расходов на основные и вспомогательные материалы, затрат труда, накладных расходов производства. Иначе говоря, прибыль получают за счет снижения себестоимости продукции.
Наряду с хозрасчетом предприятия существует хозрасчет цехов, участков цеха и бригад. Хозрасчет бригад является одной из форм соцсоревнования. Сущность такого соревнования заключается в том, что всей бригаде и каждому члену ее устанавливают нормы расхода основного материала, нормы выработки, нормы расхода режущего и мерительного инструментов, смазочных и обтирочных материалов, а также затраты по межремонтному обслуживанию станка. Эти данные, а также плановое производственное задание на месяц фиксируют в так называемом хозрасчетном листе, который выдают рабочему.
С введением хозрасчета бригад и отдельных рабочих мест изменяется порядок выдачи и учета материалов и инструмента. Все материалы и инструменты в этом случае должны отпускаться из цеховых кладовых по отдельным рабочим карточкам. Цеховая бухгалтерия по отчетным данным кладовых и по нарядам рабочих записывает в хозрасчетный лист каждого рабочего фактически выполненную работу и производственные расходы на взятые со склада материалы, инструменты и др. По окончании месяца подсчитывают результаты хозрасчетной деятельности и определяют фактическую себестоимость обработанных деталей.
Себестоимость продукции предприятия представляет собой выраженные в денежной форме затраты на потребленные средства производства (материалы, оборудование и т. д.), выплаченную зарплату с начислениями и оплату услуг по изготовлению и реализации продукции.
269
chipmaker.ru
Различают себестоимость всего изделия и себестоимость отдельных элементов изделия. Себестоимость изделия состоит из себестоимости отдельных его элементов (деталей) с учетом сборочных и испытательных операций.
Себестоимость детали включает стоимость материала заготовки, себестоимость изготовления детали на всех операциях в цехах плюс общезаводские расходы.
В машиностроении цеховые расходы распределяются пропорционально производственной зарплате. Например, зарплата производственных рабочих по цеху 5000 руб, а цеховые накладные расходы 7500 руб в месяц, тогда накладные расходы составят 100% = 150%, т. е. на каждый рубль зарплаты произвол-5000 ственного рабочего приходится 1,5 руб накладных расходов.
В общезаводские расходы входят зарплата работников заводоуправления, расходы по содержанию зданий и сооружений общезаводского значения (котельная, компрессорная и др.), расходы на содержание общезаводских лабораторий, транспорта и т. п. Эти расходы распределяются по цехам пропорционально производственной зарплате.
Для снижения себестоимости продукции предприятия каждый рабочий должен сокращать расходы на вспомогательные материалы, электроэнергию, инструменты и т. п. Снижение себестоимости планируется.
В плане работы цеха указывают следующие показатели:
1) количество и качество выпускаемой продукции;
2) хозрасчетную себестоимость;
3) сумму прибыли — разницу между себестоимостью продукции и суммой ее реализации;
4) фонд заработной платы;
5) рентабельность;
6) стоимость основных фондов — среднегодовую сумму стоимости зданий, производственных сооружений, технологического оборудования, транспортных средств, силовых установок, измерительных приборов, дорогостоящих инструментов и приспособлений;
7) стоимость оборотных средств — среднегодовую сумму стоимости остатков сырья, основных материалов, полуфабрикатов и вспомогательных материалов в кладовых цеха, остаток незавершенного производства и остаточную стоимость быстроизнашива-ющихся инструментов и приспособлений;
8) плату за фонды, устанавливаемую в размере 6% от суммы стоимости оборудования;
9) организационно-технические мероприятия с указанием сроков исполнения, ответственных за выполнение, затрат и экономии от внедрения;
10) фонд материального поощрения — сумму отчислений от
270
прибыли цеха в фонд материального поощрения всех работников цеха, премии за выполнение особо важных заданий и единовременные вознаграждения за годовые итоги работы.
Введение механизации и автоматизации производственных процессов, сокращение административно-управленческого аппарата, строжайшая экономия материалов, уменьшение отходов и брака обеспечивают снижение стоимости деталей и машин, увеличение общенародного дохода.
Контрольные вопросы
1. Как организовано машиностроительное предприятие?
2. Как подсчитывают машинное время?
3. Укажите, на что затрачивается вспомогательное время?
4. Назовите мероприятия, снижающие штучное время.
5. Что означает хозрасчет?
6. Что понимают под рентабельностью?
7. Какие мероприятия способствуют уменьшению себестоимости продукции?
chipmaker.ru
Chipmaker.ru
Глава VIII
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
§ 1. Общие понятия о промышленном травматизме и задачи техники безопасности
В системе мероприятий по охране труда первостепенное значение имеют мероприятия по технике безопасности, направленные на обеспечение безопасных условий работы, на устранение-причин производственного травматизма.
Различают травмы производственные и бытовые. Под производственной травмой понимают повреждения, явившиеся результатом механического, электрического, химического или другого воздействия на организм человека при выполнении им любого производственного задания или общественного поручения. К бытовым относятся травмы, происшедшие в домашней обстановке и не связанные с работой на производстве.
Производственные травмы (ушибы, переломы, порезы) могут быть вызваны движущимися частями оборудования, обрабатываемыми деталями, инструментами, приспособлениями, стружкой,, частицами абразива, перемещающимися грузами.
Электрический ток может вызвать поражение организма внутреннее (электрический удар) и внешнее местное (электрические ожоги, металлизация кожи, электрические знаки).
В цехах, где не уделяют достаточного внимания санитарно-гигиеническим условиям труда, возможны случаи заболевания рабочих из-за насыщения воздуха пылью и резкого колебания температуры воздуха, недостаточного освещения.
В некоторых случаях причинами производственных травм являются: загроможденность рабочих мест и проходов заготовками, полуфабрикатами и готовой продукцией; нарушение нор-272
мального хода технологического процесса; отсутствие пли неисправное состояние средств индивидуальной защиты (спецодежды, очков, рукавиц, щитков и др.); недостаточный инструктаж рабочих по вопросам безопасных методов работы. Травмы могут произойти также вследствие невнимательности и нарушения рабочими правил техники безопасности. В нашей стране знание основных правил техники безопасности является обязанностью всех работников профессионального труда.
Защитные очки и индивидуальные щитки служат главным образом для защиты органов зрения от механического и теплового воздействия. Применение очков и щитков предупреждает ранение глаз отлетающими частями обрабатываемого изделия и инструмента (стружкой, абразивной пылью, различными металлическими осколками) и ожоги раскаленными частицами металла.
При работе на металлорежущих станках необходимо соблюдать правила ношения личной одежды или спецодежды. Для предупреждения захвата одежды вращающимися механизмами станка, приспособлением или обрабатываемой деталью следует строго следить за тем, чтобы она не имела свободно свисающих концов. Рукава должны плотно облегать руку и быть застегнутыми на пуговицы. Завязок на одежде не должно быть, так как их концы могут быть захвачены вращающимися деталями станка. Блузу следует аккуратно заправлять в брюки или юбку. Станочник должен работать в головном уборе, под который убираются волосы.
Во многих случаях при обработке металлов резанием применяются смазывающе-охлаждающие жидкости, содержащие щелочь и другие продукты. Эти вещества при наличии царапин на руках вызывают заболевания кожи. Одним из профилактических средств, предупреждающих кожные заболевания, является применение защитных паст и мазей.
Для охраны труда и обеспечения техники безопасности следует: соблюдать нормы площади и объема помещений, приходящихся на 1 работающего; порядок содержания проходов и проездов; предусмотреть устранение опасностей в работе.
Создание безопасных условий работы предусматривает защиту работающих от производственных травм.
Производственные травмы могут быть: механическими (ушибы, порезы и т. д.); тепловыми (тепловые ожоги); световыми (кратковременное или длительное ослепление); акустическими (шумовые контузии и т. п.).
Необходимо проводить конкретные технические и организационные мероприятия, направленные на борьбу с травматизмом.
К числу таких мероприятий относятся:
1) применение станков, безопасных в эксплуатации, при наладке и в ремонте;
273.
chipmaker.ru
2) механизация и автоматизация тяжелых, трудоемких и опасных работ;
3) выделение для выполнения вредных и опасных операций специальных помещений;
4) испытание агрегатов, узлов, приспособлений до пуска их в эксплуатацию;
5) создание повышенных запасов прочности у особо опасных узлов или деталей;
6) ограждение движущихся, токоведущих и других деталей и ременных передач. Все ремни шириной 50 мм и движущиеся со скоростью 5 м/сек и более подлежат изоляции;
7) установка ограждений, защищающих от стружки, абразивных частиц, охлаждающих и смазывающих жидкостей;
8) правильное расположение всех материально-технических средств на рабочих местах (станок, подставки, инструментальный шкаф, тара для заготовок и готовой продукции и т. д.);
9) осуществление предварительного, повторного и текущего инструктажа рабочих по технике безопасности, периодическая проверка знаний;
10) обеспечение каждого работающего инструкцией по технике безопасности;
11) запрещение работы на неисправном оборудовании, с применением неисправного инструмента;
12) своевременное обеспечение работающих индивидуальными защитными средствами (защитные очки, спецодежда и т. д.);
13) строгое соблюдение установленного регламента работы (продолжительность рабочего дня, соблюдение установленных перерывов и т. п.);
14) создание нормальных гигиенических условий труда;
15) в зимних условиях при незначительных тепловыделениях и легкой работе температура в цехе должна быть равна 16—20° С, а при тяжелой работе—10—15°С;
16) летом при незначительных производственных тепловыделениях температура в цехе может превышать наружную не более чем на 3° С;
17) относительная влажность в цехе должна быть в пределах 60—75%;
18) скорость движения воздуха — 0,1 м/сек;
19) шум в механических цехах не должен превышать 60—-70 дб (децибел).
Снижение шума достигается за счет применения шумопоглощающих элементов в конструкциях станков (применение неметаллических зубчатых колес, шумопоглощающих прокладок, труб в автоматах и револьверных станках со звукопоглощающими устройствами).
‘274
§ 2. Средства защиты от поражения электрическим током
Травмы, вызываемые электрическим током, опасны для жизни человека. Ток силой выше 0,1 а смертелен для человека.
С изменением частоты тока изменяется и степень опасности электрических травм. Наиболее опасен ток частотой 40—60 гц.
В сухих помещениях считается безопасным напряжение, непревышающее 40 в.
Токоведущие части металлорежущих станков находятся под напряжением НО, 220 и 380 в при частоте тока 50 гц. Чтобы обеспечить безопасность работающих на станках, необходима изоляция токоведущпх частей станка специальными ограждениями и применение блокирующих устройств, предупреждающих переход напряжения на конструктивные части станка.
С течением времени под действием пыли, температуры и т. д. изоляция может прийти в негодность, поэтому в механических цехах ее следует проверять не реже одного раза в год. Для шлифовальных и других металлорежущих станков, при работе которых выделяется большое количество металлической пыли и мелкой стружки, рекомендуют электродвигатели закрытого типа.
В процессе работы станочник прикасается руками к различным частям станка. При пробое изоляции токоведущих частей работающий подвергается воздействию тока. В этом случае средством защиты обычно служат защитное заземление и зануление.
§ 3. Искусственное освещение рабочих мест
Хорошее освещение рабочих мест предупреждает травматизм па производстве. Особенно важное значение имеет искусственное освещение там, где работа требует большого напряжения зрения и выполняется в вечернюю или ночную смену.
При плохом освещении станка станочнику приходится близко наклоняться к вращающимся и движущимся частям станка. Поэтому на металлорежущих станках применяют комбинированную систему освещения: сочетается общее и местное освещение.
Большинство металлорежущих станков имеет три основные зоны, требующие хорошего освещения: зону обработки изделия и контрольных промеров его, зону лимбов и зону расчетной таблицы режимов работы.
Один источник местного освещения не всегда может осветить, все зоны. Поэтому в последнее время для освещения станков применяют несколько источников света малой мощности.
Зона обработки и лимб освещаются лампой 25 вт, а расчетная таблица режимов работы — софитной лампой 5 вт.
275-
§ 4. Инструктаж рабочих о безопасных методах работы и меры безопасности при работе на плоскошлифовальных
станках
Обучение рабочих правилам техники безопасности является необходимым условием успешной борьбы с производственным травматизмом.
Первым этапом обучения рабочих, поступающих на предприятие, является вводный инструктаж, который проводится инженером по технике безопасности с целью ознакомления рабочих с общими правилами технической безопасности. Знание этих правил необходимо каждому рабочему независимо от того, на каком участке он будет работать.
При инструктаже освещают следующие основные вопросы: роль и значение техники безопасности; правила поведения рабочих на территории предприятия (на дворе, в подсобных помещениях, производственных цехах); общие правила безопасности при обслуживании машин; правила содержания рабочего места; опасность поражения электрическим током; средства защиты и меры первой помощи; правила ношения спецодежды.
После проведения такого инструктажа поступающему выдают -соответствующую справку, и он может быть зачислен отделом кадров на соответствующую работу.
Вторым этапом обучения рабочего является инструктаж на рабочем месте, проводимый в большинстве случаев мастером. Мастер знакомит рабочего с особенностями оборудования, на котором он будет работать, с характером предстоящей работы и необходимыми мерами безопасности при ее выполнении. Только после проведения такого инструктажа рабочий может быть допущен к самостоятельному выполнению порученной ему работы.
Неправильная эксплуатация, а также наличие дефектов (трещин, выбоин) может привести к разрыву шлифовального круга в процессе работы. При разрыве вращающегося с большой скоростью круга возможны случаи травмирования станочников и других рабочих, находящихся поблизости, осколками. Поэтому необходимо строго соблюдать правила техники безопасности при выборе и подготовке к работе абразивного крута, а также при эксплуатации шлифовальных станков.
Полученные от поставщиков шлифовальные круги следует просушить и тщательно осмотреть для выявления трещин, выбоин и других видимых дефектов. После этого круг надевают на деревянный или металлический стержень и слегка простукивают деревянным молотком по торцу для обнаружения внутренних дефектов по звуку. Если на круге имеются выбоины или видимые трещины или при простукивании он издает дребезжащий звук, то такой круг бракуют.
276
Перед установкой на станок абразивный круг испытывают на прочность вращением на специальных испытательных станках. В процессе испытания ненагруженному кругу сообщается окружная скорость, на 50% превышающая рабочую. Если круг не уравновешен, т. е. его центр тяжести не совпадает с геометрической осью вращения шпинделя, на который он насажен, то возникающие напряжения могут превысить прочность связки и разорвать круг. Для устранения неуравновешенности круг балансируют.
В процессе работы режущие зерна шлифовального круга-выкрашиваются, а сам круг теряет правильную геометрическую форму, поэтому его периодически правят. При большой или неравномерной подаче правящего инструмента или при неправильной установке и креплении этих инструментов также может произойти разрыв круга. В процессе ручной правки в результате срыва шарошки и соприкосновения рук с вращающимся кругом руки можно поранить.
Для предупреждения несчастных случаев при правке круга необходимо соблюдать следующие меры предосторожности: 1) ограждать шлифовальный круг защитным кожухом; 2) производить подачу правящего инструмента в соответствии с рекомендациями по режимам правки; 3) не работать правящими приспособлениями без площадок для опоры подручника; 4) не удалять абразивную пыль при правке шлифовального круга без охлаждающей жидкости.
§ 5. Специальные устройства для обеспечения безопасности при работе на плоскошлифовапьных станках
Безопасность работы на плоскошлифовальных станках обеспечивается, как уже упоминалось, ограждениями круга, а в некоторых случаях и стола.
Для ограждения кругов плоскошлифовальных станков применяют постоянные защитные кожухи (рис. 136, а).
Рис. 136. Схема ограждений шлифовальных кругов: а — для кругов, работающих торцем, б — кожух-отсос для кругов, работающих периферией (во всех случаях величина А должна быть минимальной)
277
chipmaker.ru
Чтобы круг или закрепляющие его детали не соприкасались с внутренними стенками кожуха, между кругом и стенками защитного кожуха предусматриваются зазоры. Углы раскрытия кожуха и величины зазоров устанавливаются ГОСТ 3881—65. Так, например, максимальный угол раскрытия защитного кожуха плоскошлифовальных станков, работающих периферией круга, равен 150°, а зазор для круга диаметром до 300 мм составляет 5—10 мм, для круга диаметром от 300 до 600 мм зазор между периферией круга и внутренней поверхностью кожуха должен составлять 10—15 мм, а для кругов диаметром 750—1100 мм — 15—20 мм. Между боковыми стенками кожуха и торцем круга зазор колеблется в пределах 10—15 мм.
В ряде случаев шлифовальные станки имеют ограждения стола, которые препятствуют вылету деталей, повышают степень безопасности при разрыве круга и защищают работающих от брызг охлаждающей жидкости.
Шлифовальные станки должны иметь устройства, отсасывающие абразивную и металлическую пыль. Кожух-отсос (рис. 136,6) состоит из кожуха 1 с открывающейся дверцей 2 и устанавливаемого в требуемом положении, в зависимости от диаметра круга, фартука-козырька 3, преграждающего путь потоку пыли, и патрубка 4, к которому присоединяется гибкий металлический шланг 5. Шланг подключается к общей системе отсасывающих воздуховодов в цехе.
Шлифовальные станки, работающие без охлаждения жидкостью, снабжают также индивидуальными отсосами абразивной пыли.
Обеспыливающий агрегат с трехступенчатой очисткой воздуха (рис. 137) состоит из цилиндрического циклона 1, пластинчатого фильтра 7, фильтра 2, вентилятора 4, электродвигателя 5 и пылеосадочной камеры 9. Загрязненный воздух поступает в циклон через шланг 6 и патрубок 8. Основная масса пыли собирается в пылеосадочной камере 9, а не задержанная пыль поступает в пластинчатый фильтр. Далее воздух проходит фильтр с цилиндриками, смоченными маслом, где окончательно очищается от пыли и выбрасывается через кольцевую щель в кожухе 3. Этот агрегат эффективно работает при концентрациях абразивной пыли в воздухе до 200 мГ/м3.
Некоторые материалы при шлифовании нельзя охлаждать жидкостью, например фрикционные асбестовые диски, изделия из ряда пластических масс и др. В этих случаях необходим интенсивный отсос абразивной пыли и стружек, так как запыленный воздух вредно действует на рабочего. Для абразивной пыли с содержанием свободной двуокиси кремния SiO2 более 70% установлена предельно допустимая концентрация 1 мГ1м? в зоне дыхания рабочего. Запыленный воздух служит причиной частых переналадок станка, быстрого износа трущихся частей.
278
2 нз гофрированного шланга или тон-
Рис. 137. Индивидуальный обеспыливающий агрегат
Для отсоса пыли станок подключают к общецеховой пылеотсасывающей сети или устанавливают индивидуальный пылесос.
В индивидуальном пылесосе (рис. 138, а) имеется пылеприемный кожух с соплом 1, в который поступает пыль. Пылеприемник соединен с пылепроводом 2 из гофрированного шланга или тонкой стальной трубы, а пылепровод — с пылесосом 3, являющимся центробежным вентилятором. Из пылесоса поток пыли с воздухом поступает в пылесбор-ник 4, где пыль оседает, проходя через лабиринт камер или фильтры.
На шлифовальных станках используют также пылеотделители . типа «Циклон», в которых имеется несколько цилиндров и конусов, сделанных из листовой стали. Входной канал выполнен так, что воздух с пылью, попадающий в него из пылесоса, вращается вокруг оси пылеотделителя «Циклон». Под действием центробежных сил твердые частицы отбрасываются на стенки и попадают в пыле-сборник.
На рис. 138,6 и в показаны обеспыливающие кожухи к станкам 372Б и 371-Ml. В левой стороне кожуха вырезают часть стенки и винтом Б прикрепляют всасывающую часть защитно-обеспыливающего кожуха А. Кожух состоит из патрубка 5, соединенного с гибким металлическим рукавом, а рукав присоединен к вентиляционному воздуховоду. Раструб 6 соединяется с корпусом отсоса 7, имеющего верхний 8 и нижний 10 фартуки, сделанные из латуни и вращающиеся на оси 9. Фартуки направляют поток пыли во всасывающее отверстие, что обеспечивает полное улавливание и отвод пыли.
В конструкции защитно-обеспыливающего корпуса станка 371-Ml корпус отсоса 7 надевается на штырь 11 втулкой 12.
‘279
chipmaker.ru
Рис. 138. Пылеотсасывающие системы:
а — общий вид станка с пылесосом, б — устройство к станке о,2Б. в — устройство к станку 371-М1
280
Штырь 11 закреплен на кожухе станка. По мере срабатывания круга отсос поднимают и закрепляют стопорным винтом на штыре И.
§ 6. Техника безопасности на территории и в цехах предприятия. Противопожарная безопасность
В целях предупреждения несчастных случаев на территории предприятия необходимо обеспечить установленную ширину проездов для автомобильного и железнодорожного транспортов, а также тротуары для движения людей. На проездах должны быть шлагбаумы, светофоры и звуковая сигнализация, а также предупредительные надписи. Железнодорожные пути следует переходить лишь в указанных местах, обращая внимание на сигналы, предупреждающие о приближении поезда. Нельзя пролезать под вагонами стоящих на пути составов, а также прыгать на ходу в вагоны или на платформы. Если на территории завода работает кран или экскаватор, то запрещается ходить или стоять под поднятым грузом или ковшом.
Противопожарная безопасность на производстве обеспечивается предупредительными мероприятиями, а также мероприятиями, ограничивающими распространение возникшего пожара К предупредительным противопожарным мероприятиям относятся: проектирование технологического процесса с учетом требований пожарной безопасности и мероприятия организационно-технического характера (правильный монтаж электрообору-•дования, надежное хранение горюче-смазочных и других легковоспламеняющихся материалов).
Контрольные*вопросы
1. Какие травмы считаются производственными?
2. Какие поражения может вызвать электрический ток?
3. Перечислите основные причины возникновения производственных травм?
4. Для чего применяют защитные очки?
5. Перечислите правила ношения личной одежды или спецодежды.
6. Перечислите основные зоны освещения станка.
7. Какие меры безопасности нужно соблюдать при работе на плоскошлифовальных станках?
8. Какие устройства применяют ття обеспечения безопасности при работе на плоскошлифовальных станках?
9. Перечислите правила техники безопасности и противопожарной защиты на территории предприятия и в цехе.
Chipmaker.ru
chipmaker.ru
Chiprnaker.ru
СОДЕРЖАНИЕ
Стр.
Предисловие ........................................... 3
Глава 1. Основы шлифования..................................... 7
§ 1. Основные понятия о резании и режущем инструменте 7
§ 2. Абразивные круги н абразивные материалы ..... 10
§ 3. Зернистость абразивных материалов................16
§ 4. Связки и структура шлифовальных кругов .... 18
§ 5. Твердость шлифовальных кругов.................. 23
§ 6. Форма кругов и их маркировка............... . 25
§ . Испытания шлифовальных кругов...................28
§ 8. Выбор шлифовальных кругов для плоского шлифования 30
§ 9. Процесс резания при шлифовании...................35
§ 10. Режимы шлифования............................... 39
§ 11. Усилия, действующие в процессе шлифования, и мощность, затрачиваемая на шлифование....................42
§ 12. Теплота, образующаяся при шлифовании. Качество шлифованной поверхности................................. 43
§ 13. Смазывающе-охлаждаюшие жидкости ... .48
§ 14. Скоростное шлифование........................... 52
§ 15. Шлифование алмазными кругами.................... 54
§ 16. Износ и засаливание кругов и их правка.......... 55
§ 17. Приспособления для профильной правки кругов . . 64
Глава II. Способы и приемы обработки деталей на плоскошлифоваль-
ных станках.............. .................... . 68
§ 1. Установка и закрепление шлифовальных кругов на шпинделе 68
§ 2. Способы снятия припуска на плоскошлифовальных
станках ..........................................69
§ 3. Шлифование периферией круга. 72
§ 4. Шлифование торцом круга......... 73
§ 5. Способы установки и закрепления деталей на плоскошлифовальных станках............................ 74
§ 6. Шлифование типовых деталей и поверхностей на плоскошлифовальных станках...................................79
§ 7. Шлифование плоских поверхностей деталей . ... 83
§ 8. Шлифование тонких деталей........................89
§ 9. Шлифование вогнутых и выпуклых поверхностей .... 90
§ 10. Шлифование профильных (фасонных) деталей в сменных прижимных планках..................................95
282
Стр.
§ 11. Шлифование профильных деталей на универсальном синусном делительном приспособлении.......................ЮЗ
§ 12. Особенности работы на оптикошлифовальных станках с пантографом и экраном............................... 108
§ 13. Измерения и контрольно-измерительный инструмент . 111
Глава III. Сведения из технической механики .................... 113
§ 1. Понятие о машине и механизме ..................... 113
§ 2. Понятие о силе и моменте сия.......................114
§ 3. Понятие о деформациях .............................118
§ 4. Движение и его виды............... . . 119
§ 5. Работа. Мощность.................................. 121
§ 6. Передача движений. Механические передачи 122
§ 7. Гидравлические и пневматические передачи . .128
Глава IV. Плоскошлифовальные станки............................138
§ I. Классификация и назначение плоскошлифовальных станков ...............................................138
§ 2. Области применения плоскошлифовальных станков . . 153
§ 3. Основные узлы и механизмы плоскошлифовальных станков ................................................. 1о8
§ 4. Подачи стола и шлифовального круга..................169
§ 5. Особенности гидроприводов плоскошлифовальных станков ...............................................172
§ 6. Лопастные насосы для гидроприводов . .......... . 175
§ 7. Гидроцилиндры.................................... 177
§ 8. Аппаратура гидросистемы............... . . 179
§ 9. Вспомогательные устройства гидросистем............ 182
§ 10. Механизмы продольной и поперечной подач . . . 184
§ 11. Смазка станков . . . ............................. 188
§ 12. Система охлаждения....................... . . . 190
§ 13. Системы управления станком .... ... 192
§ 14. Кинематическая схема станка....................... 192
§ 15. Электрооборудование плоскошлифовальных станков . 195
§ 16. Понятие о приеме и проверке плоскошлифовальных станков ............................................. . 196
§ 17. Уход за станком................................... 199
§ 18. Модернизация плоскошлифовальных станков............200
Глава V. Технология шлифования . ................. . 202
§ 1. Понятие о производственном и технологическом процессах и типах производства..................... . . . 202
§ 2. Проектирование технологических процессов ..........204
§ 3. Припуски на плоское шлифование.................... 209
§ 4. Технологические особенности плоского и профильного шлифования ............................................211
§ 5. Методы установки обрабатываемых деталей. Базы . . .215
§ 6. Приспособление для установки и закрепления деталей 216
§ 7. Передовые методы обработки на плоскошлифовальных станках ....................................224
Глава VI. Механизация и автоматизация работ на плоскошлифовальных станках................................................... 235
§ 1. Основные понятия...................................235
§ 2. Технические средства автоматизации.................237
§ 3. Механизация и автоматизация плоскошлифовальных станков ............................................ . 249
§ 4 Автоматизированные плоскошлифовальные станки . . . 253
283
chipmaker.ru
Стр.
Глава VII. Основные сведения по организации и экономике производства ..................................................... . . - 256
§ 1. Организация производства........... . . .......256
§ 2. Организация управления предприятием . . 257
§ 3. Организация труда.......................... . . . 260
§ 4. Техническое нормирование ........................ 262
§ 5. Заработная плата..................................267
§ 6. Понятие о планировании, хозрасчете и рентабельности 268
Глава VIII. Охрана труда и техника безопасности . . . . 272
§ 1. Общие понятия о промышленном травматизме и задачи техники безопасности ................................. 272
§ 2. Средства защиты от поражения электрическим током . . 275
§ 3. Искусственное освещение рабочих мест..............275
§ 4. Инструктаж рабочих о безопасных методах работы и меры безопасности при работе на плоскошлифовальных станках ...............................................276
§ 5. Специальные устройства для обеспечения безопасности при работе на плоскошлифовальных станках...............277
§ 6. Техника безопасности на территории и в цехах предприятия. Противопожарная безопасность......................281
Chipmaker.ru