







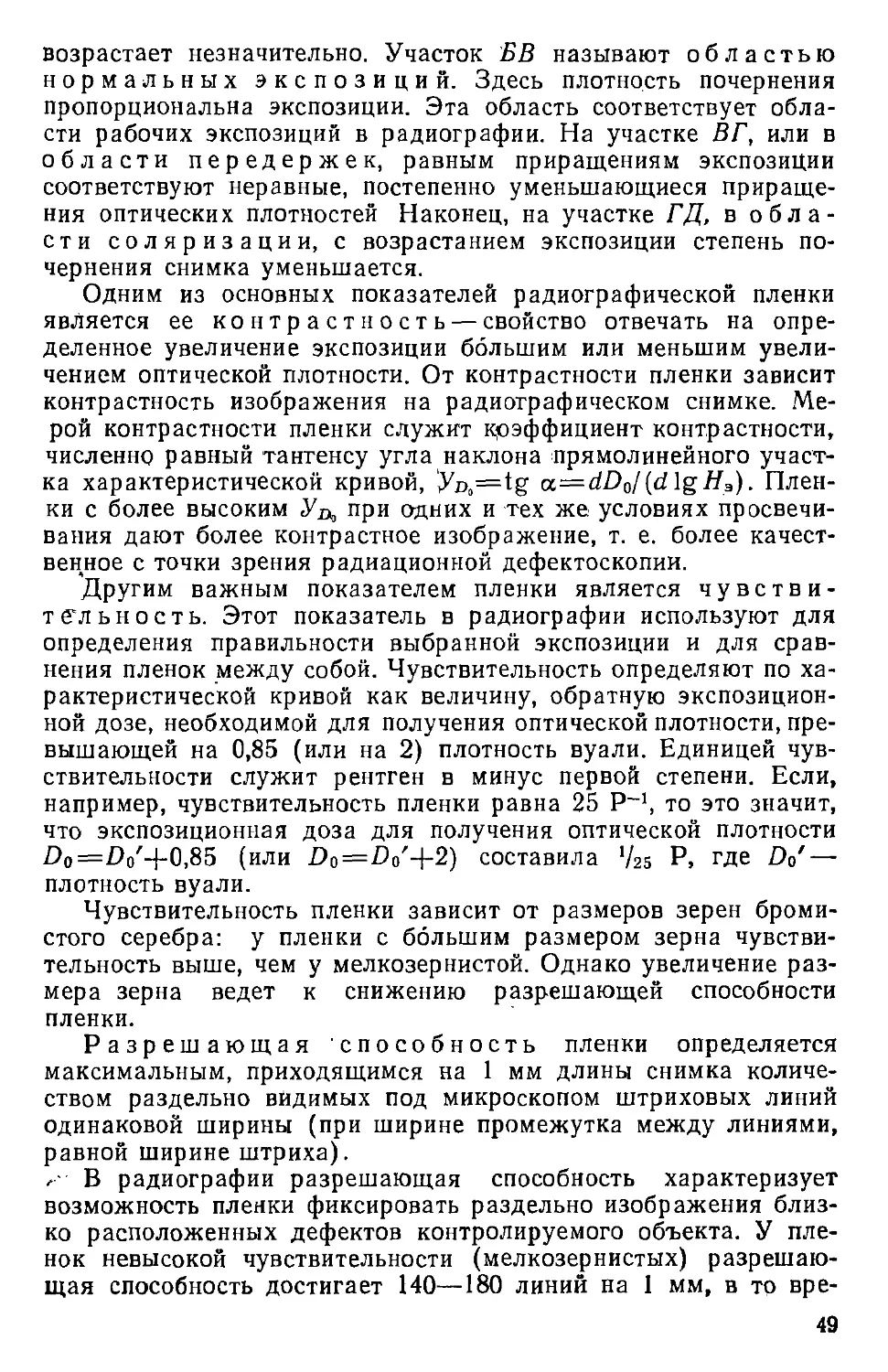

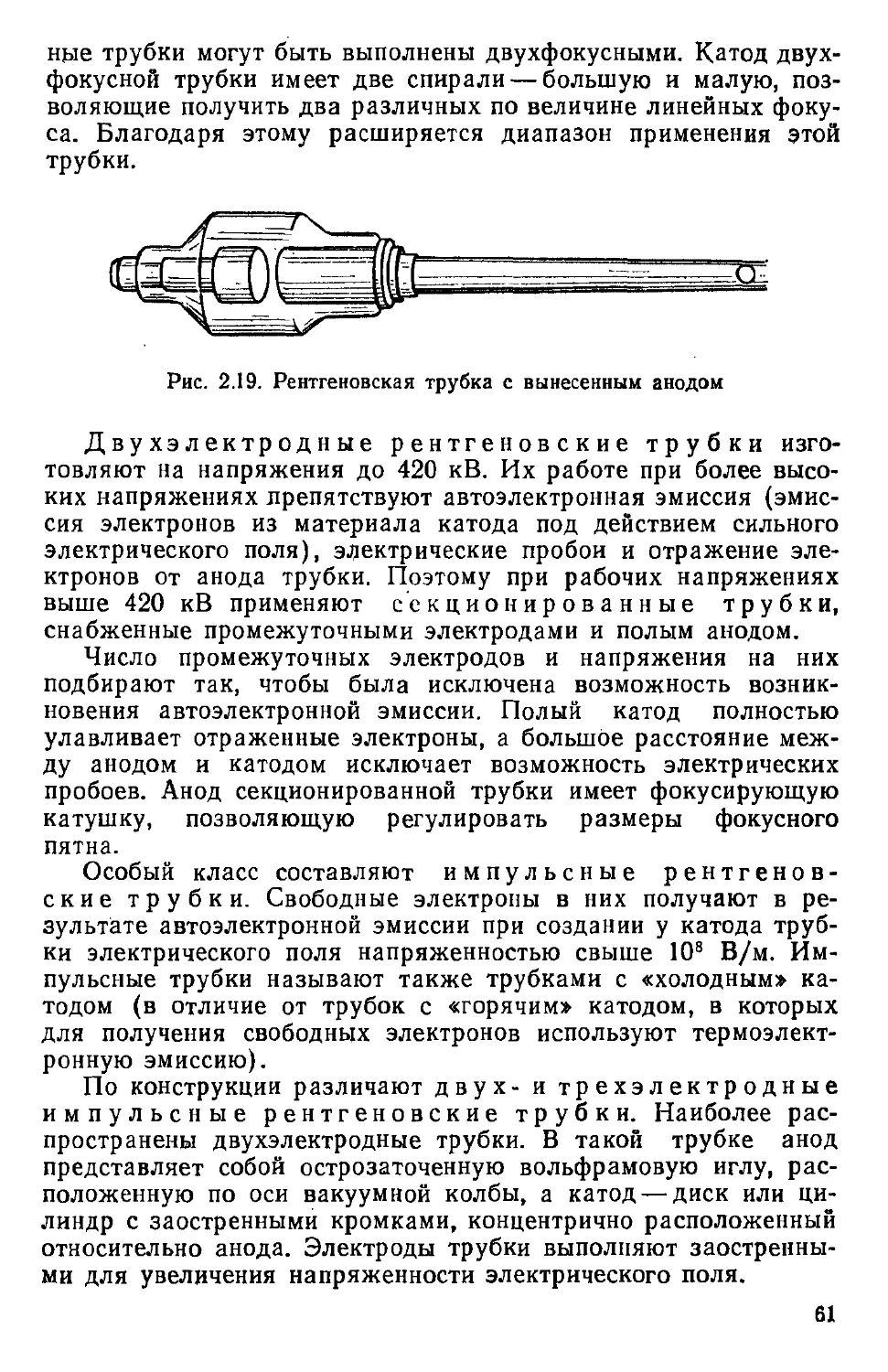

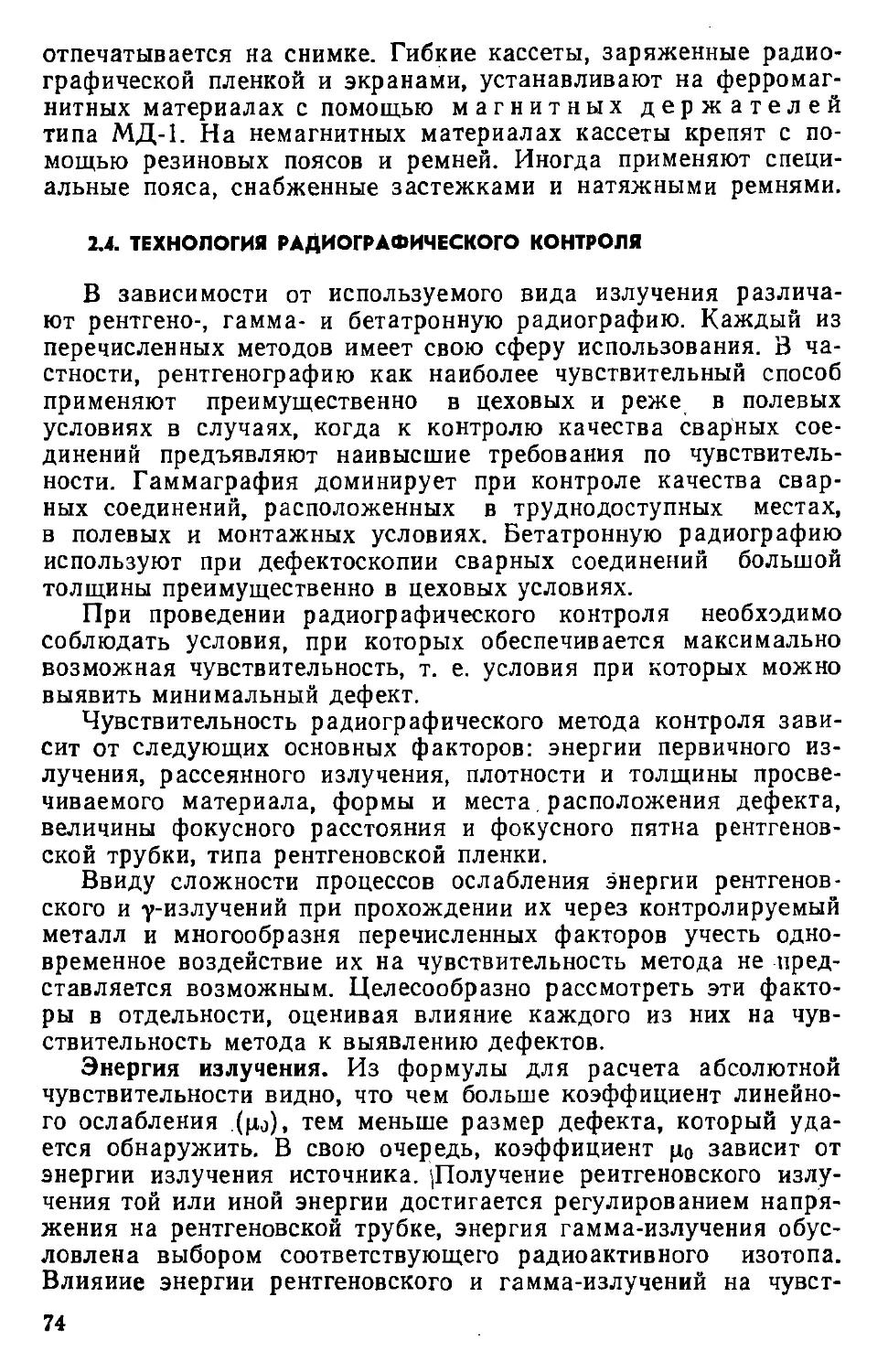












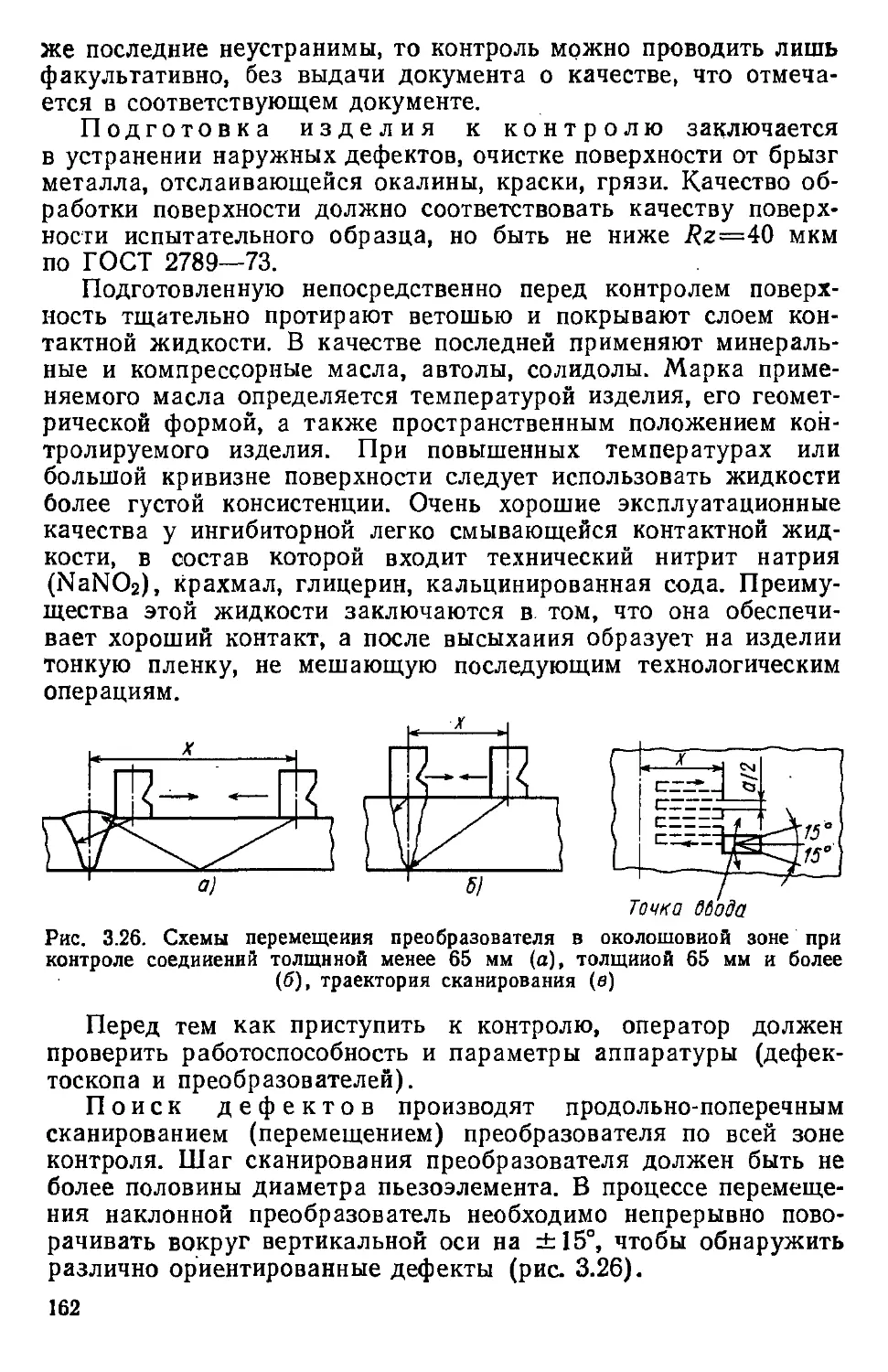




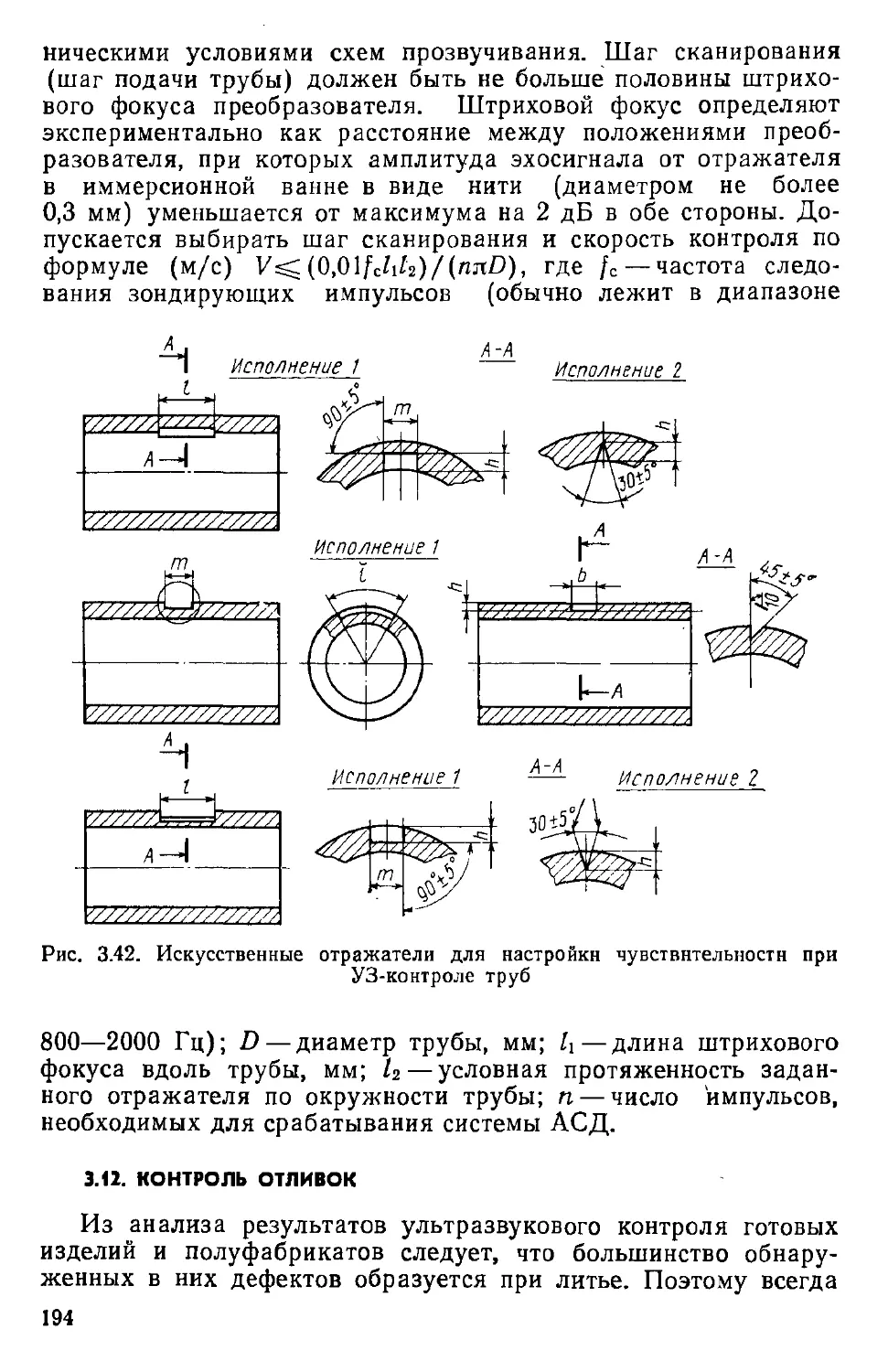


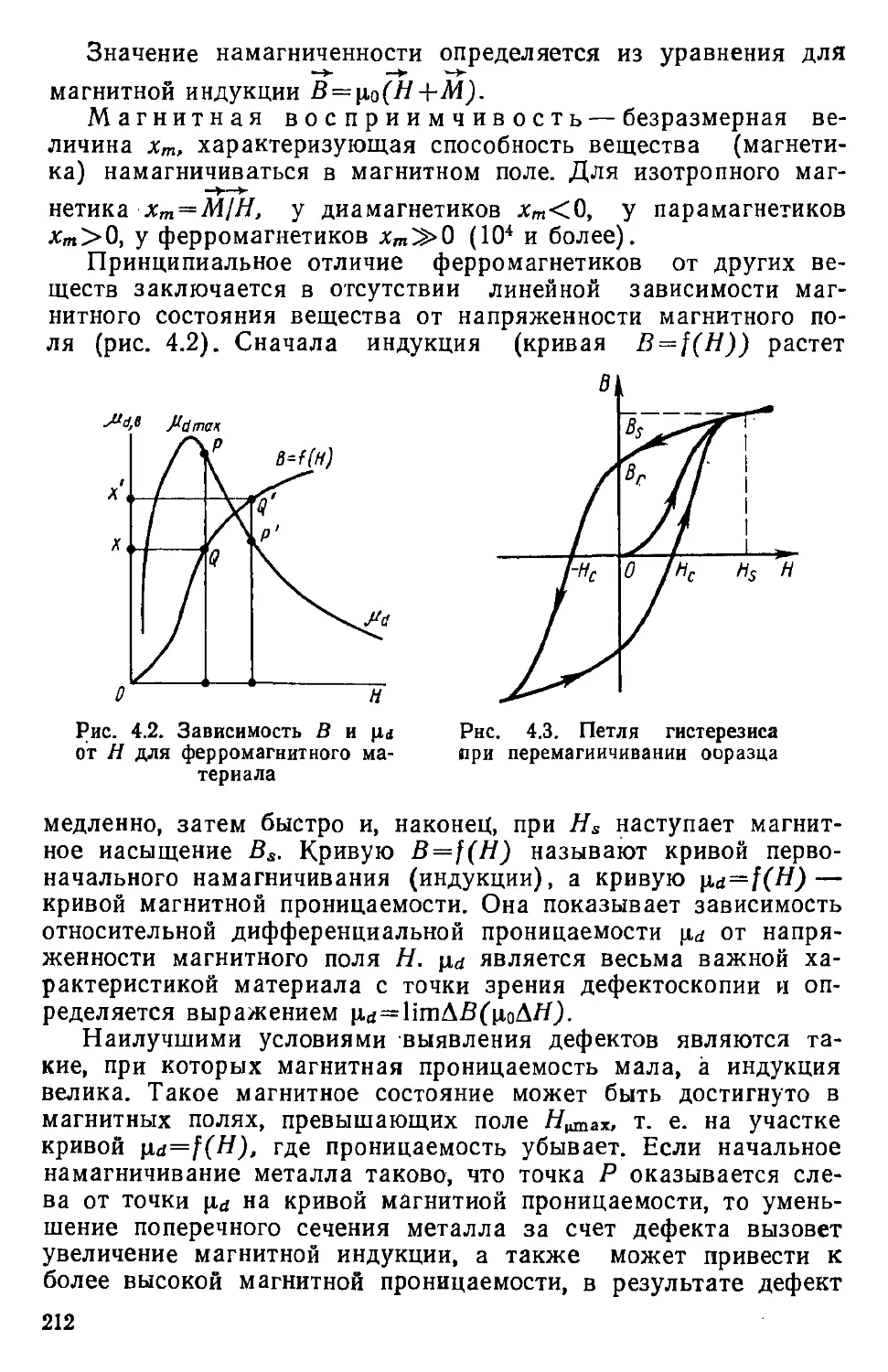
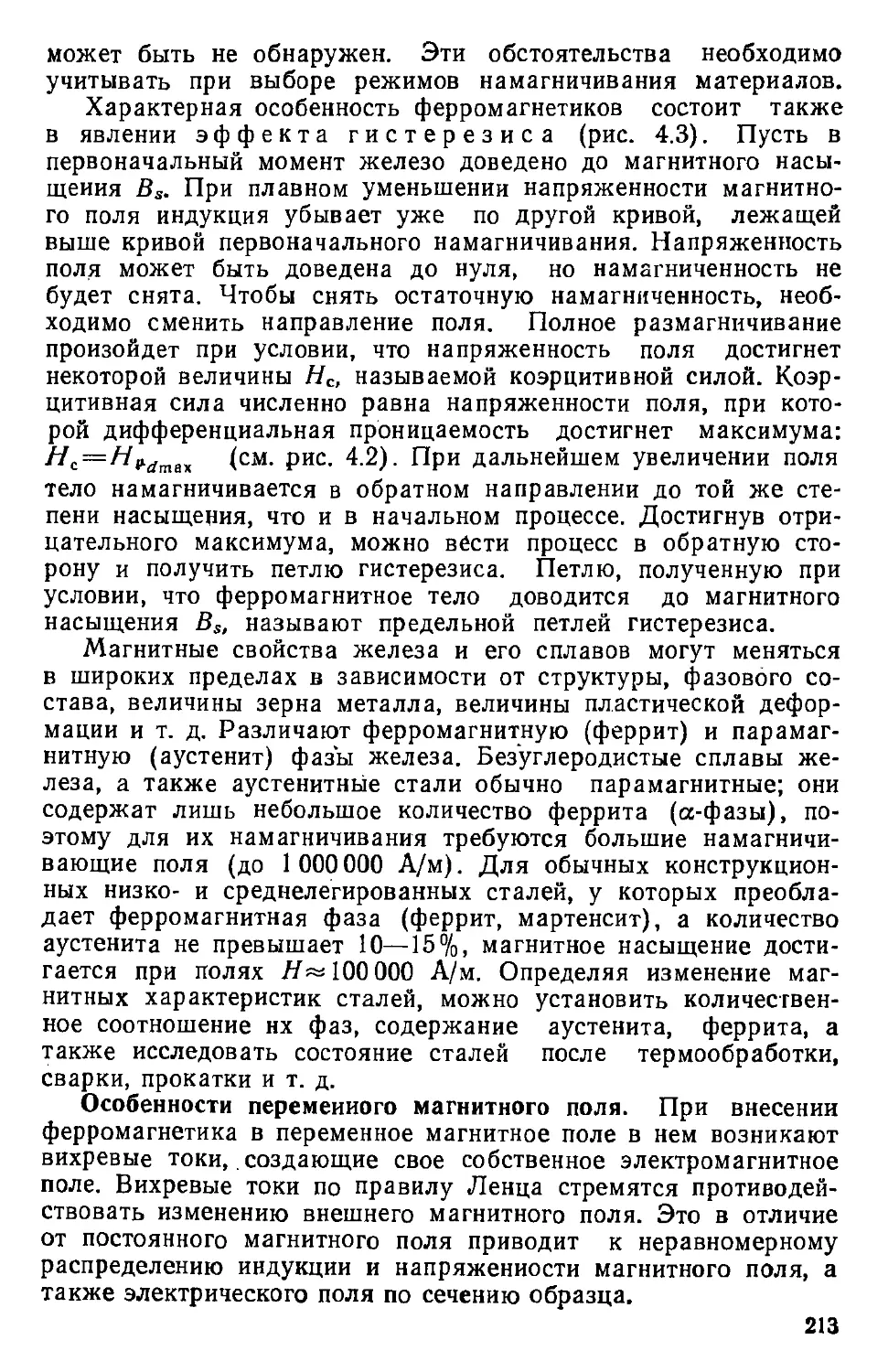
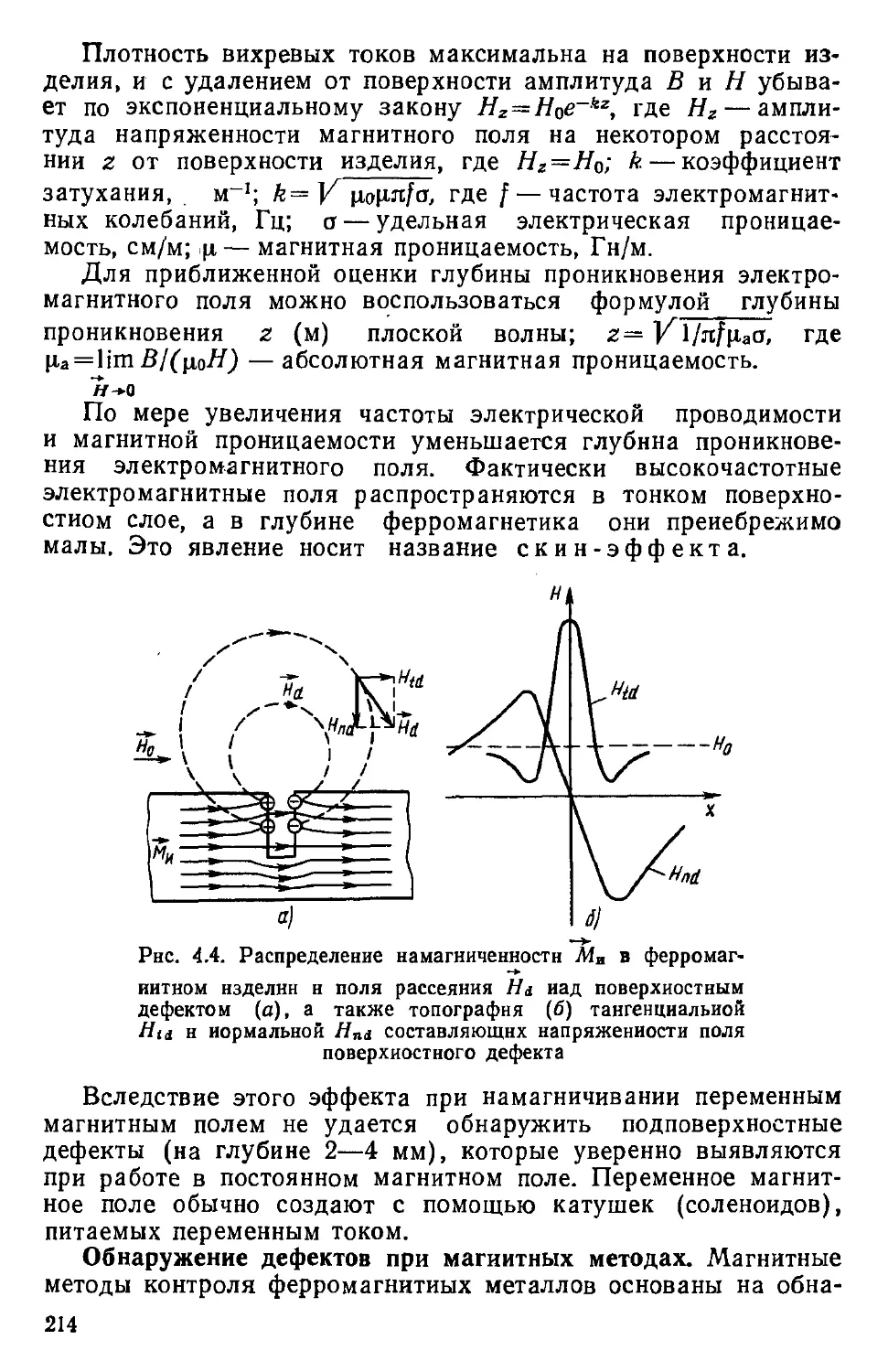
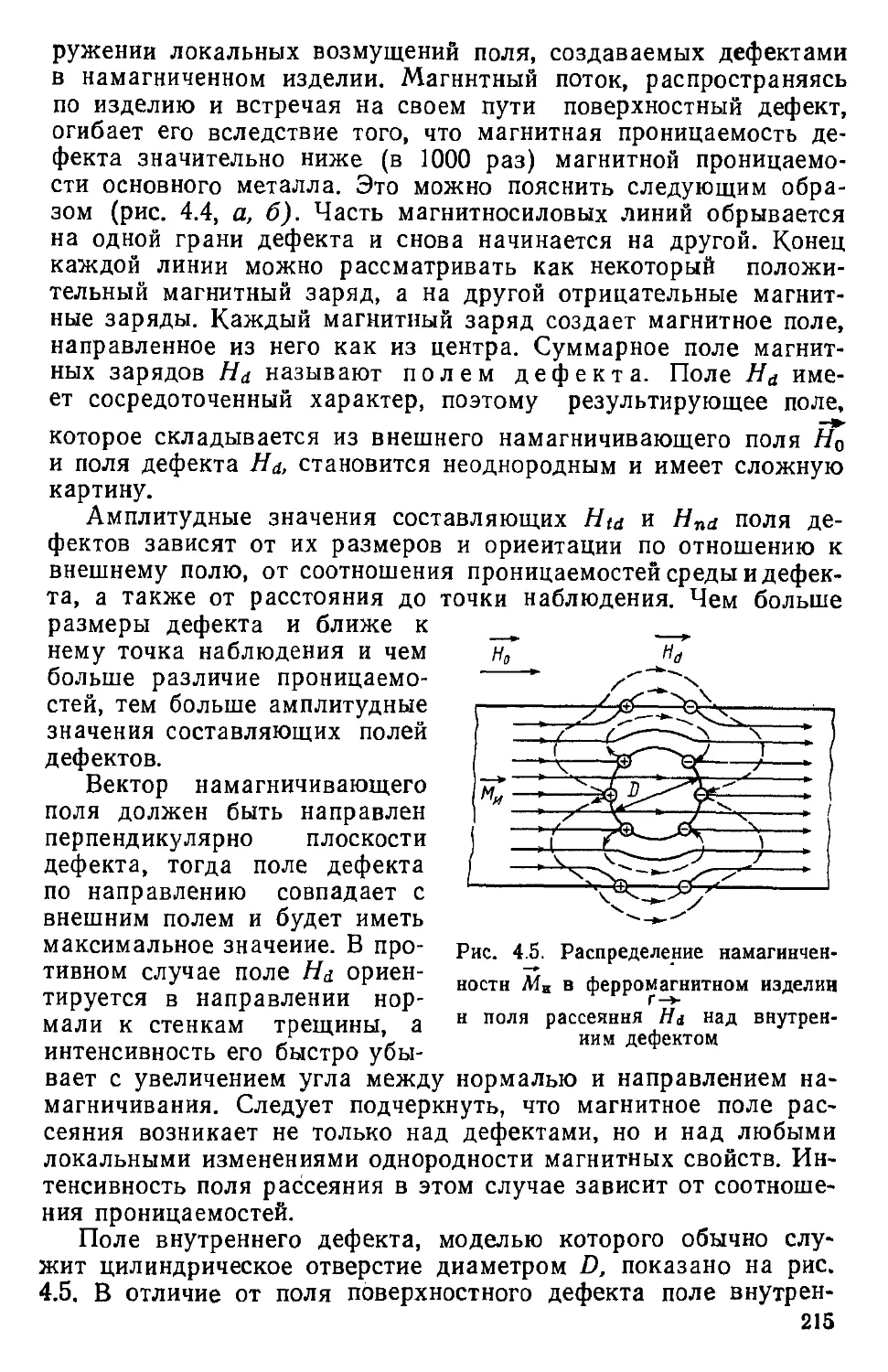







Автор: Алешин Н.П. Щербинский В.Г.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства обработка металлов металлы металловедение дефектоскопия
ISBN: 5-06-000923-8
Год: 1991


R. П. АЛЕШИН, В. Г. ЩЕРБИНСКИИ
Радиационная,
ультразвуковая
и магнитная
дефектоскопия
металлоизделий
Н.П. АЛЕШИН. В. Г. ЩЕРБИНСКИЙ
Радиационная,
ультразвуковая
и магнитная
дефектоскопия
металлоизделий
Допущено
Государственным комитетом СССР
ло народному образованию в качестве
учебника для профессионально-технических
училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1991
ББК 34.641
А49
УДК 621.791
Рецензенты:
канд. техн. наук. М. В. Григорьев,
канд. техн, наук В. Ф. Чабуркин
Алешин Н. П., Щербинский В. Г.
А49 Радиационная, ультразвуковая и магнитная дефектоско-
пия металлоизделий: Учеб, для ПТУ.— М..: Высш, шк.,
1991. —271 с.: ил.
ISBN 5-06-000923-8
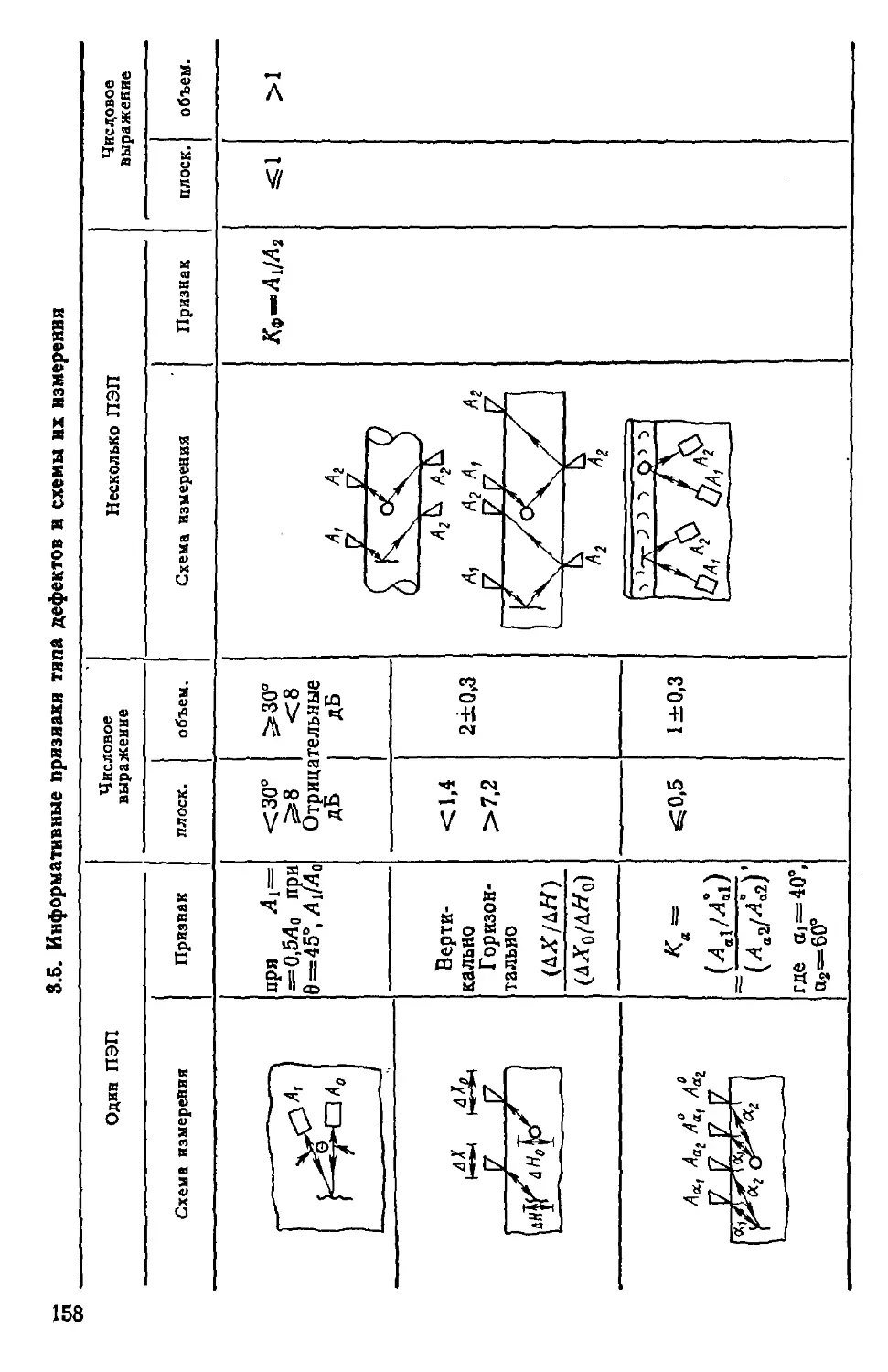
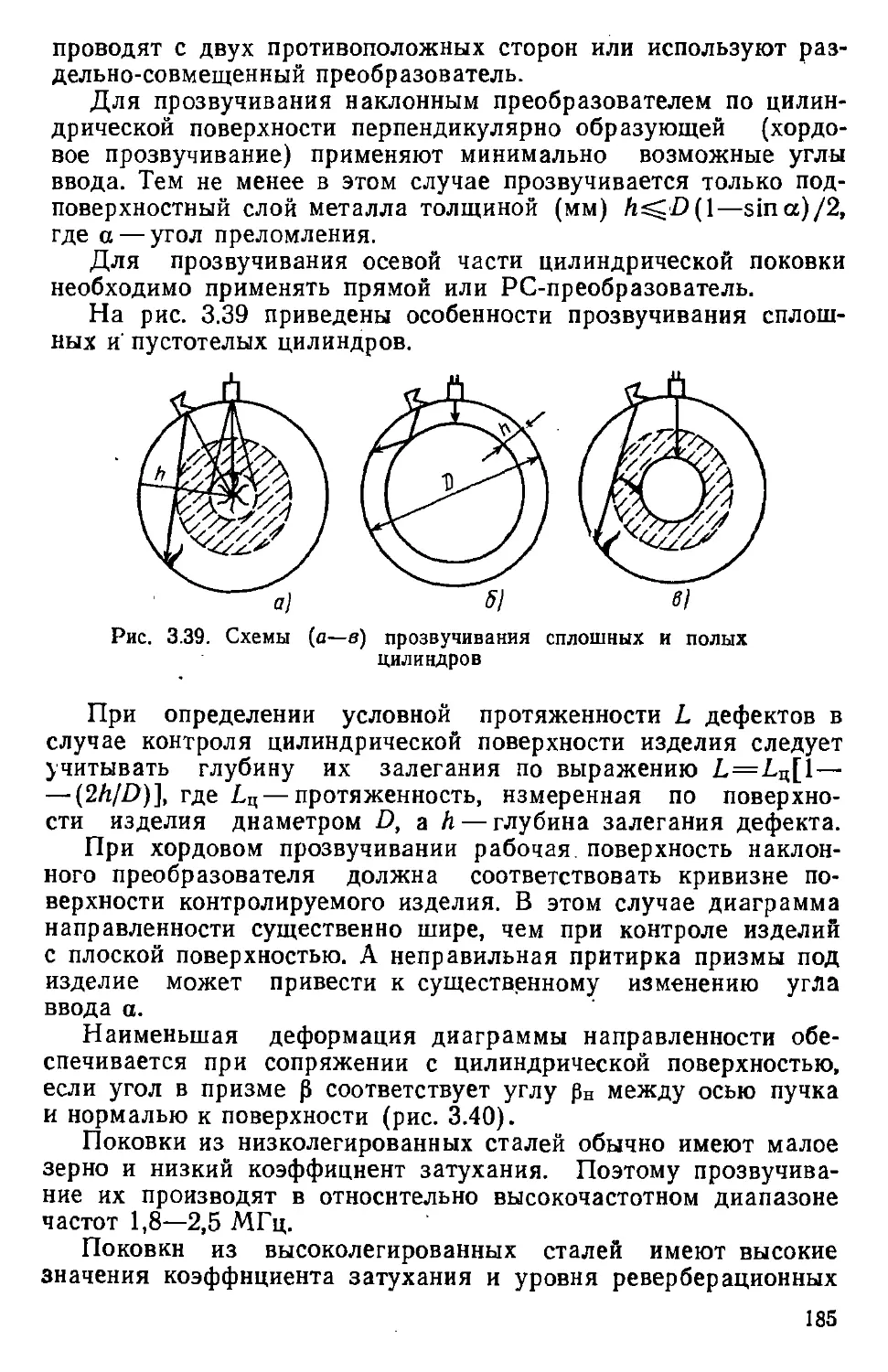
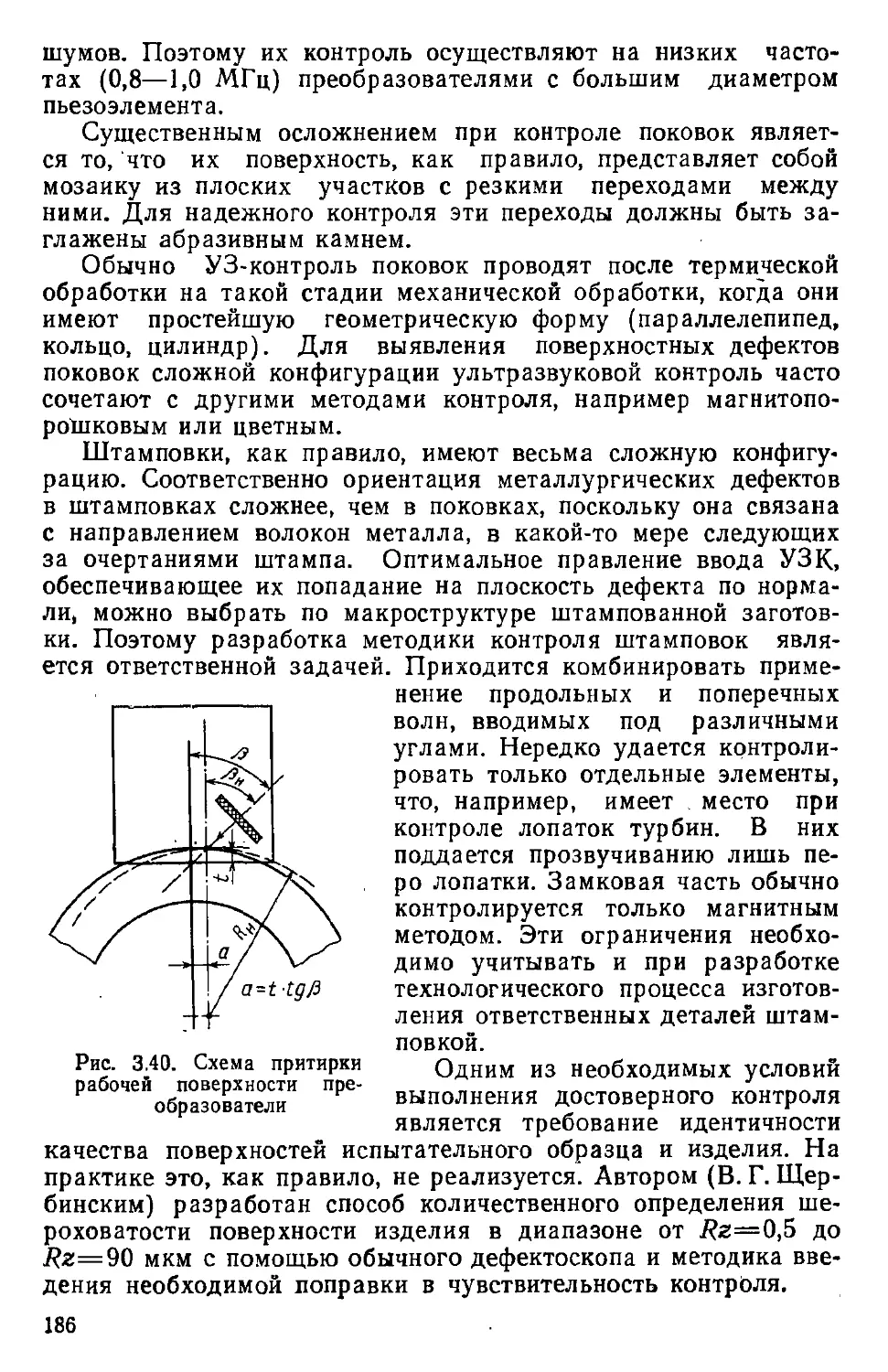
Приведены сведения о дефектах, встречающихся при изготовлении деталей
литьем, плавлением, давлением, а также в конструкциях, изготовленных различ-
ными способами сварки и пайки; рассмотрены оборудование и методики указан-
ных способов дефектоскопии; особое внимание уделено технологическим приемам и
особенностям проведения контроля.
Для учащихся профтехучилищ. Может быть использован при профессиональ-
ном обучении рабочих на производстве.
2004070000(4307000000) —051 ББК 34.641
052(01)—91 21—90 6П4.61
ISBN 5-06-000923-8
© Н. П. Алешин, В. Г. Щербинский, 1991
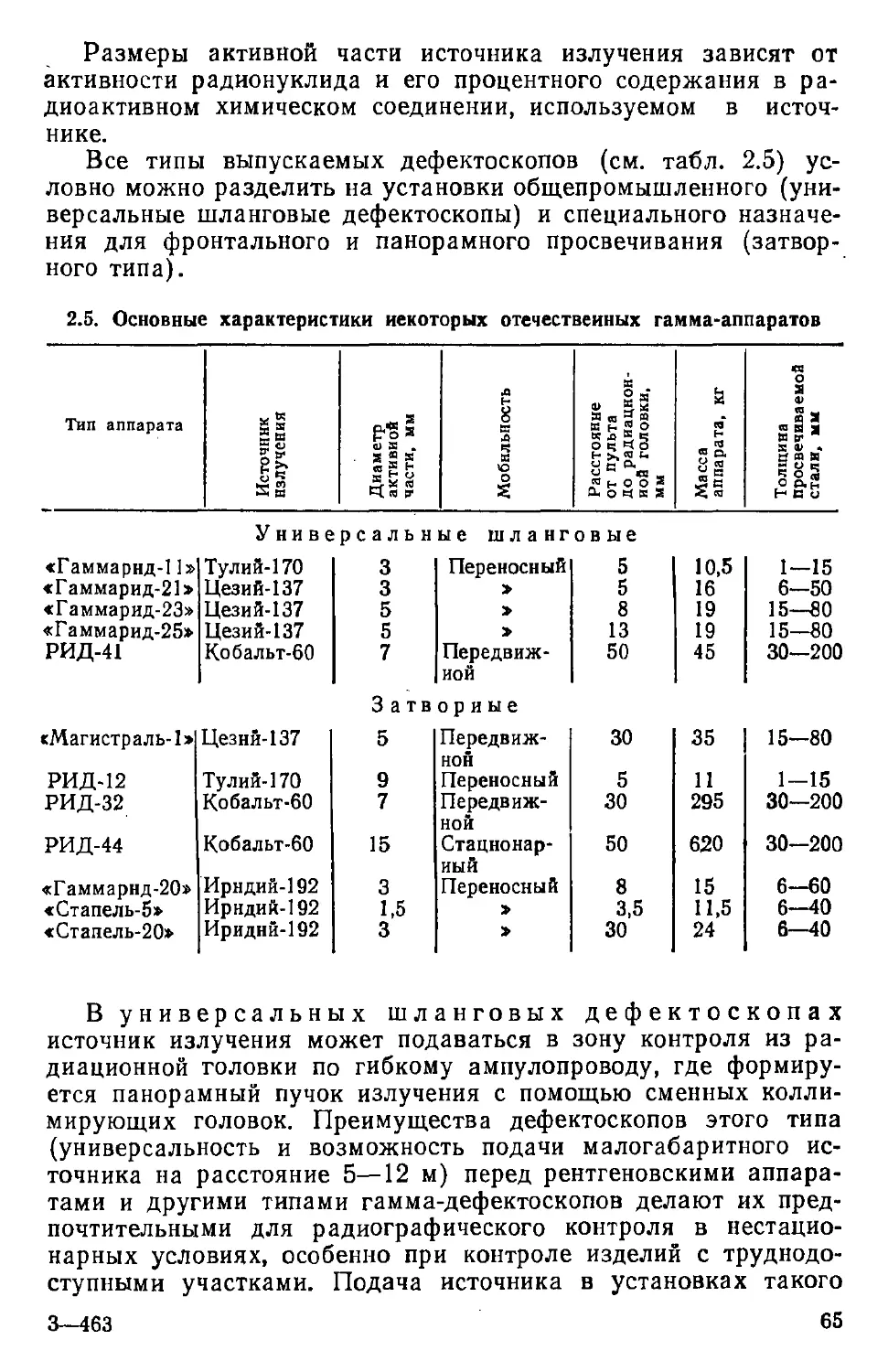
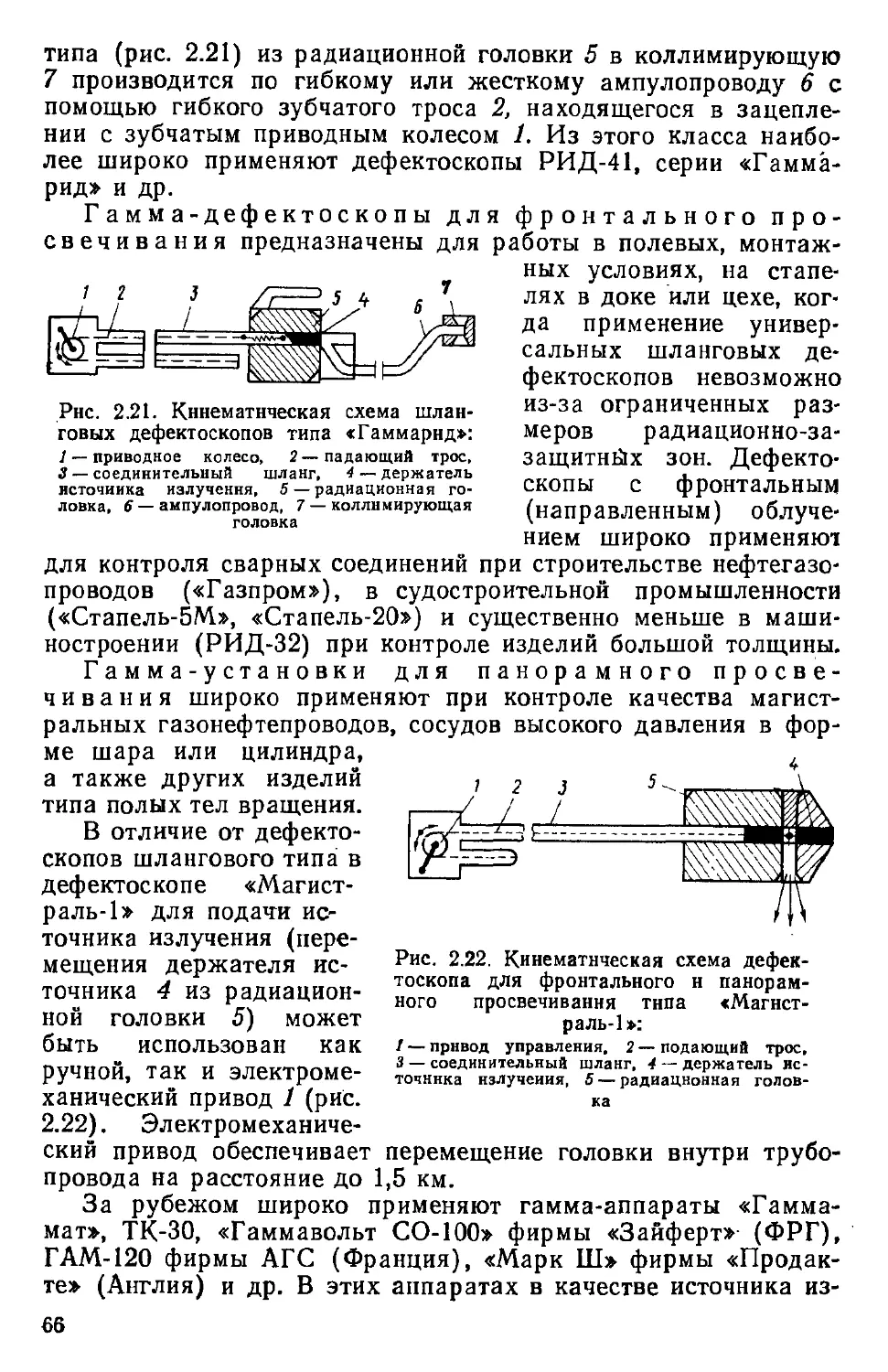
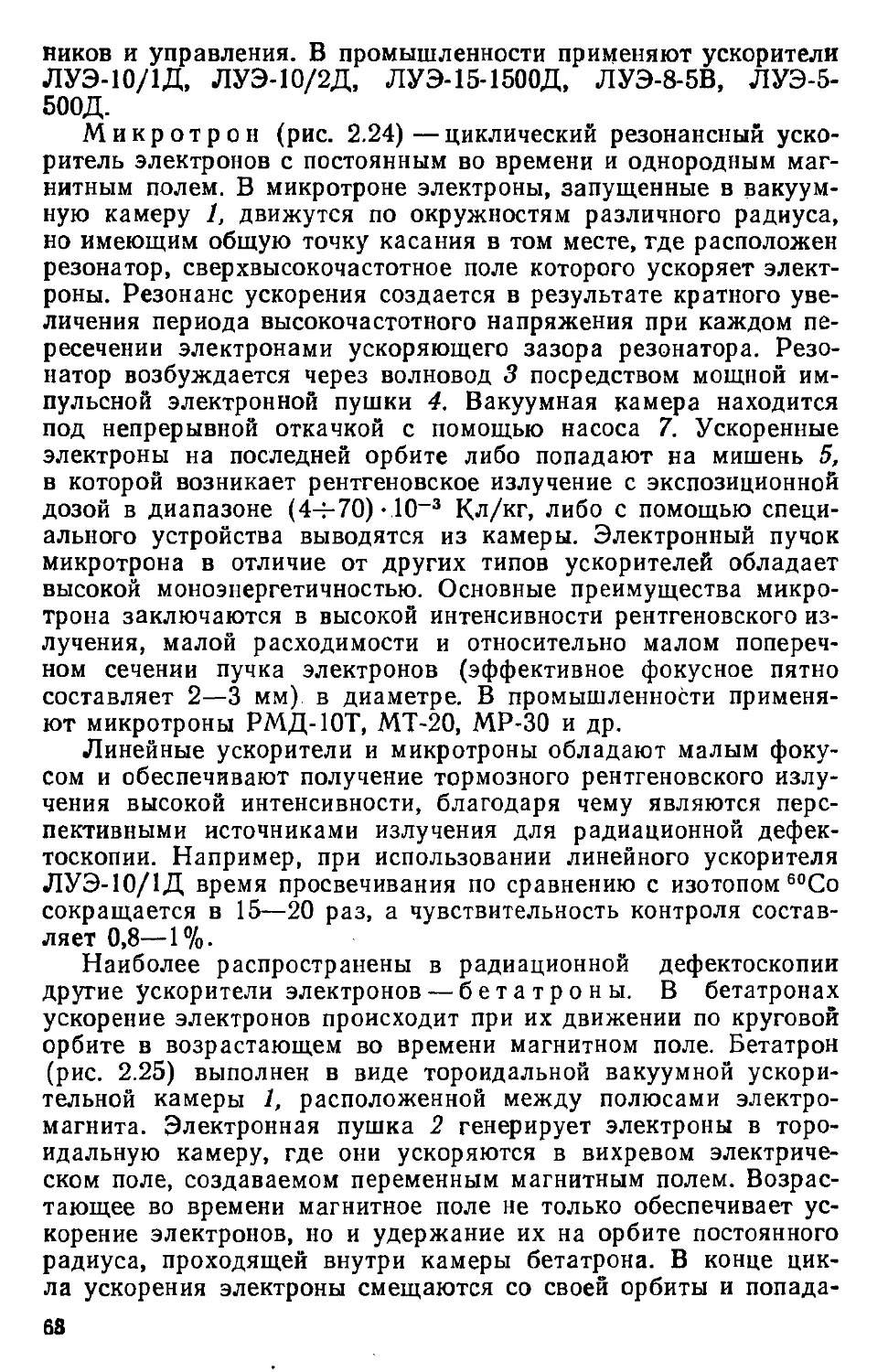
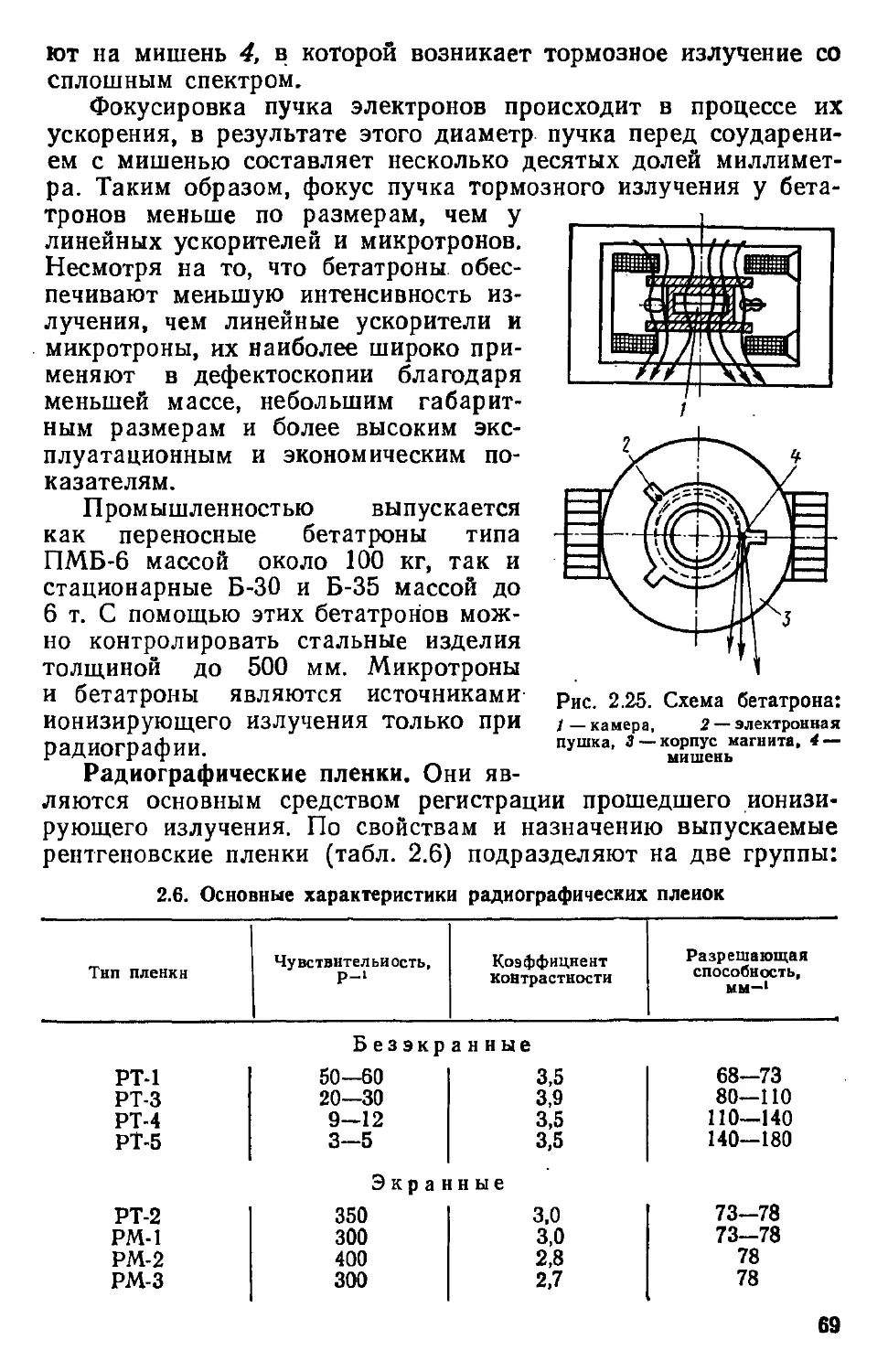
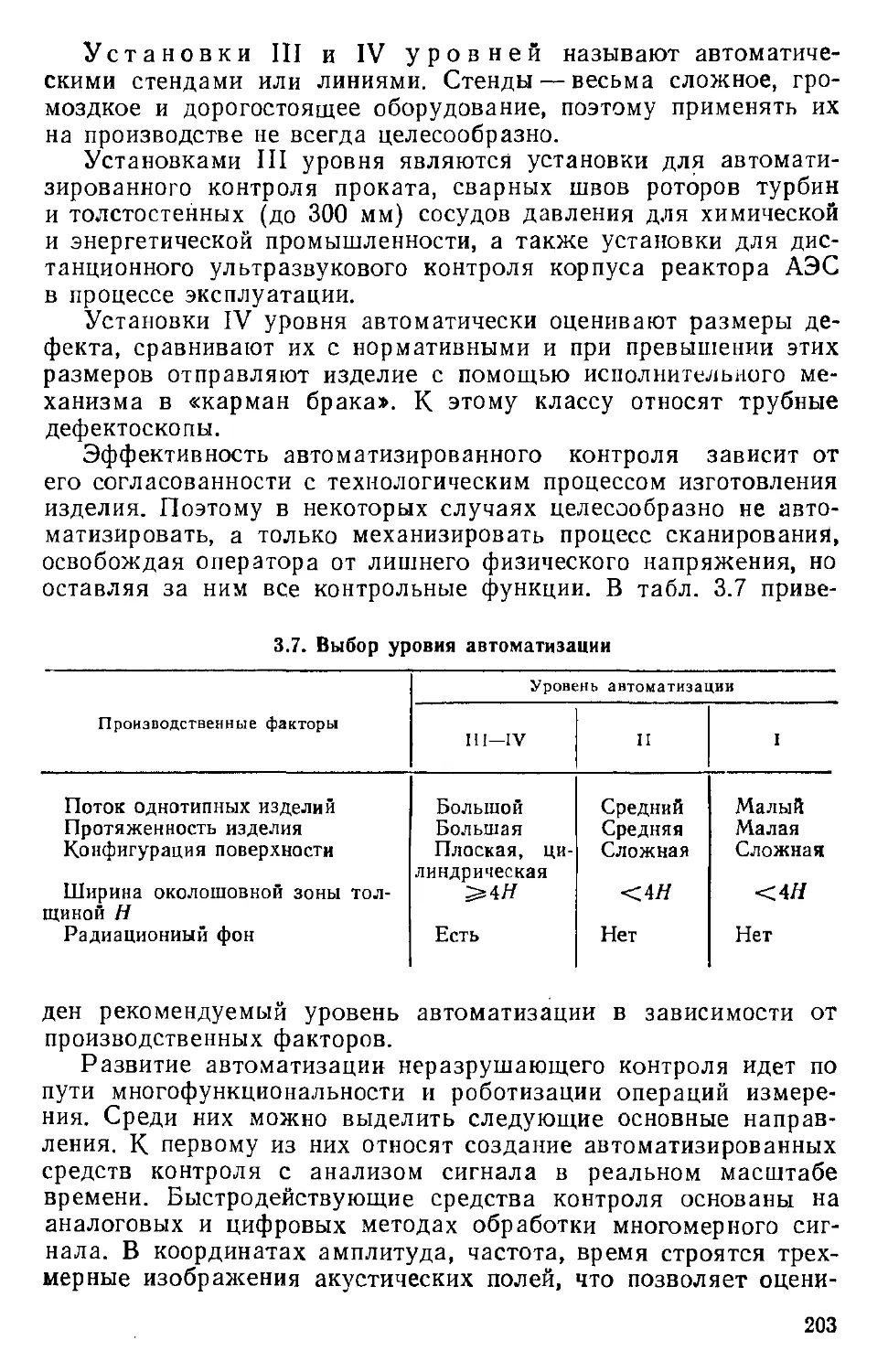
Введение
В связи с повышением требований к качеству и надежности
выпускаемых изделий все большее значение приобретают фи-
зические методы контроля металлов и изделий из них, не тре-
бующие вырезки образцов или разрушения готовых изделий.
Основные преимущества этих методов контроля выявляются
при использовании их в серийном производстве, тем более что
на ряде предприятий уже ощущается значительное отставание
производительности труда на контрольных операциях по срав-
нению с операциями изготовления.
Об удельном весе контрольных операций в технологическом
процессе свидетельствуют, например, такие данные. На метал-
лургических предприятиях, выпускающих трубы, на контроле
занято 18—20 % рабочих (их число тем больше, чем выше тре-
бования к качеству изделий), при этом разрушению подверга-
ются 10—12 % труб от партии. На машиностроительных заво-
дах количество разрушенных деталей может достигать 15—20 %
от партии, поскольку из деталей изготовляют образцы для ме-
ханических и металлографических испытаний после литья и тер-
мической обработки, после механической и окончательной тер-
мической обработки.
Широкое применение неразрушающих методов контроля по-
зволяет избежать столь больших потерь времени и материаль-
ных затрат, а также обеспечить полную или частичную автома-
тизацию операций контроля при одновременном значительном
повышении качества и надежности изделий.
Важность развития неразрушающих методов контроля об-
условлена также теми новыми задачами, которые ставит перед
ними стремительный прогресс науки и техники. Создание кос-
мических, станций-спутников, сборка которых будет осуществ-
ляться в условиях глубокого вакуума при несвойственных для
наземных условий температурах и повышенной радиации, тре-
бует разработки специальной аппаратуры и методик контроля
сварки, сборки, а также измерений механических и электрофи-
зических характеристик материалов в условиях космоса. Пред-
стоит большая работа по использованию космического излуче-
ния в качестве проникающего, созданию устройств для
регистрации информации и обеспечению полной автоматизации
операций контроля.
3
Все это объясняет то огромное внимание, которое уделяется
дефектоскопии в нашей стране и за рубежом. Ни один техно-
логический процесс получения ответственной продукции не ре-
комендуется для внедрения в промышленность без соответст-
вующей системы неразрушающего контроля.
В содержание книги вошли общие вопросы неразрушающе-
го контроля; понятие о дефектах при различных технологиче-
ских процессах; радиационные, ультразвуковые, магнитные и
электромагнитные методы контроля; организация служб нераз-
рушающего контроля; стандартизация и метрологическое обе-
спечение, а также вопросы безопасности труда при дефектоско-
пии изделий.
Книга предназначена для учащихся профтехучилищ, она
должна помочь им освоить приемы выполнения контрольных
операций и ознакомить их с устройством и работой аппарату-
ры контроля. Введение, гл. 1, 2, 4, 5, 6 написаны Н. П. Алеши-
ным; гл. 3—В. Г. Щербинским.
I. Неразрушающий контроль
и дефекты продукции
1.1. ВИДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Классификация. Все дефекты, как известно, вызывают из-
менение одной или нескольких физических характеристик ме-
таллов и их сплавов — плотности, электропроводности, магнит-
ной проницаемости, упругих свойств и т. д. Исследование изме-
нений характеристик металлов и обнаружение дефектов, являю-
щихся причиной этих изменений, составляет физическую основу
методов неразрушающего контроля (МНК)|/Эти методы осно-
ваны на использовании проникающих излучений (рентгеновско-
го и гамма-излучений, ультразвуковых и звуковых колебаний,
магнитных и электромагнитных полей, оптических спектров,
явлений капиллярности и т. д.).
По ГОСТ 18353—79 НК классифицируют на виды: акусти-
ческий, магнитный, оптический, проникающими веществами, ра-
диационный, радиоволновый, тепловой, электрический и элект-
ромагнитный.(/Вид неразрушающего контроля — это условная
группировка методов НК, объединенная общностью физических
характеристик.
Акустические методы основаны на регистрации упру-
гих колебаний, возбужденных в контролируемом объекте; при-
меняют дли обнаружения поверхностных и внутренних дефектов
(нарушений сплошности, неоднородности структуры, межкрис-
таллитной коррозии, дефектов склейки, пайки, сварки и т. д.)
в заготовках и изделиях, изготовленных из различных материа-
лов. Они позволяют измерять геометрические параметры при
одностороннем доступе к изделию, а также физико-механиче-
ские свойства металлов и металлоизделий без их разрушения.
Особенности этих методов будут рассмотрены более подробно
в гл. 3.
Магнитные методы основаны на регистрации магнит-
ных полей рассеяния над дефектами или магнитных свойств
контролируемого объекта; применяют для обнаружения поверх-
ностных и подповерхностных дефектов в деталях и полуфабри-
катах различной формы, изготовленных из ферромагнитных ма-
териалов. К ним относят магнитопорошковый, магнитографи-
5
ческий, феррозондовый, магннтоиндуктивный и другие мето-
ды (см. гл. 4).
Оптические методы основаны на взаимодействии све-
тового излучения с контролируемым объектом. По характеру
взаимодействия различают методы прошедшего, отраженного,
рассеянного и индуцированного излучений. Последним терми-
ном определяют оптическое излучение объекта под действием
внешнего воздействия, например, люминесценцию. Первичны-
ми информативными параметрами этих методов контроля явля-
ются амплитуда, фаза, степень поляризации, частота или час-
тотный спектр, время прохождения света через объект, геомет-
рия преломления и отражения излучения. Оптические методы
широко применяют из-за большого разнообразия способов по-
лучения первичной информации. Возможность обнаружения на-
ружных дефектов не зависит от материала контролируемого
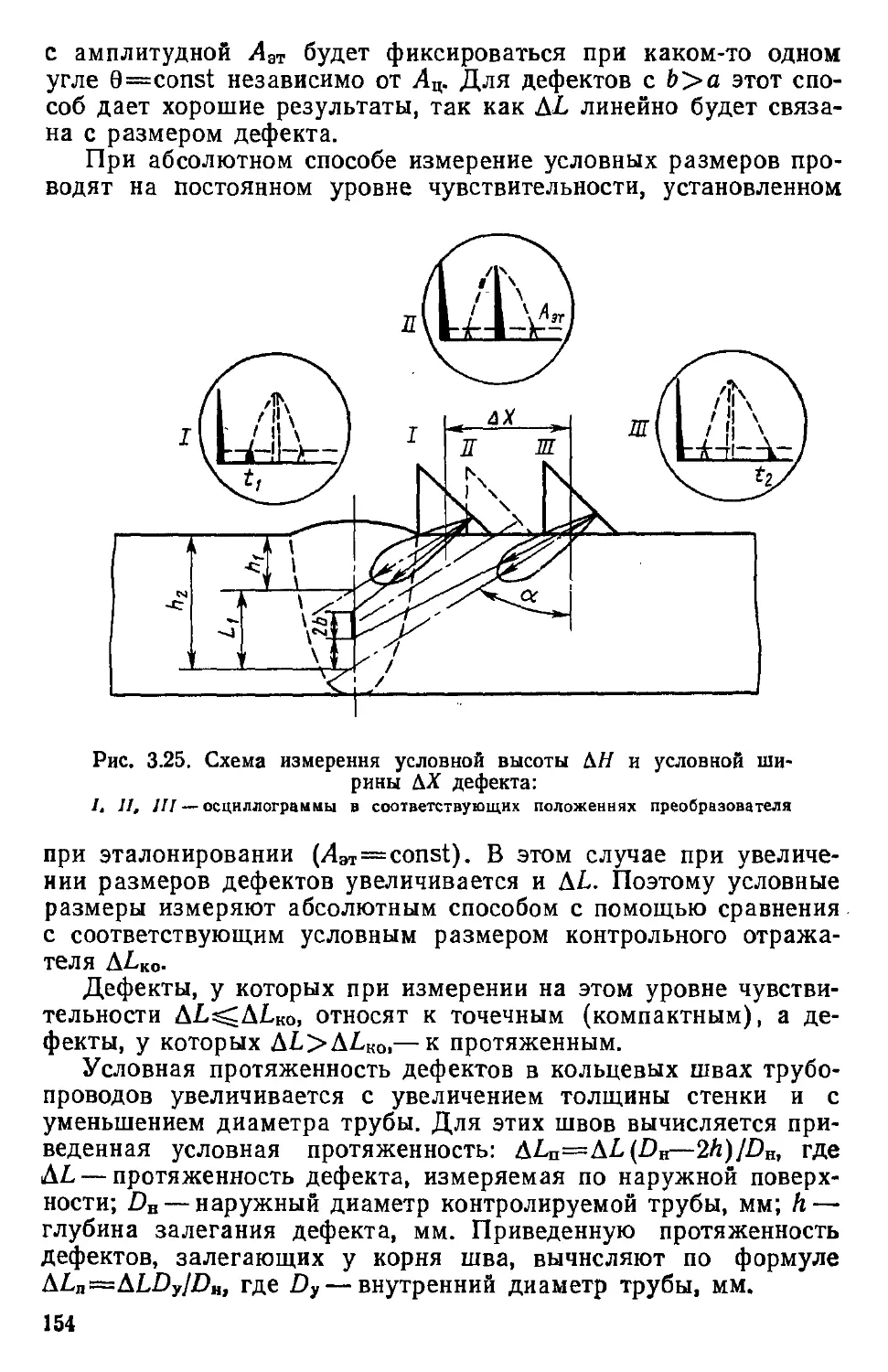
объекта.
Самым простым методом является органолептический ви-
зуальный контроль, с помощью которогоунаходят наружные
дефекты, отклонения от заданных формы, цвета и т. д. Приме-
нение луп, микроскопов, эндоскопов для контроля формы из-
делий, спроектированных в увеличенном виде на экран, значи-
тельно расширяет возможности визуально-оптического метода.
Использование интерференции позволяет с погрешностью до
0,1 длины волны контролировать сферичность, шероховатость,
толщину изделий. Дифракция применима для контроля диа-
метров тонких волокон, толщины лент, форм острых кромок.
Оптическими методами широко контролируют и прозрачные
объекты. В них обнаруживают макро- и микродефекты, струк-
турные неоднородности, внутренние напряжения. Использова-
ние световодов, лазеров, оптической голографии, телевидения
значительно расширяет область применения оптических мето-
дов.
Капиллярные методы основаны на капиллярном про-
никновении индикаторных жидкостей в полости поверхностных
дефектов. При контроле этими методами на очищенную поверх-
ность детали наносят проникающую жидкость, которая запол-
няет полости поверхностных дефектов. Затем жидкость удаля-
ют, а оставшуюся в полостях дефектов часть обнаруживают
нанесением проявителя, который образует индикаторный ри-
сунок. Эти методы применяют в цеховых, лабораторных и по-
левых условиях, при положительных и отрицательных темпера-
турах. Они позволяют обнаруживать дефекты производственно-
технологического н эксплуатационного происхождения, трещи-
ны шлифовочные, термические, усталостные; волосовины, зака-
ты и др. Капиллярные методы могут быть применены для об-
наружения дефектов в деталях из металлов и неметаллов прос-
той и сложной форм.
6
Наиболее распространены цветовой, люминесцентный, люми-
несцентно-цветовой, фильтрующихся частиц, радиоактивных
жидкостей и другие капиллярные методы.
Методы течеискания основаны на регистрации инди-
каторных жидкостей и газов, проникающих в сквозные дефек-
ты контролируемого объекта. Их применяют для контроля гер-
метичности работающих под давлением сварных сосудов, бал-
лонов, трубопроводов гидро-, топливной аппаратуры, масляных
систем силовых установок и т. п. К методам течеискания от-
носят гидравлическую опрессовку, аммиачно-индикаторный ме-
тод, контроль с помощью гелиевого и галоидного течеискате-
лей и т. д. Проведение течеискания с помощью радиоактивных
веществ позволяет значительно увеличить чувствительность ме-
тода.
Радиационные методы контроля основаны на регист-
рации и анализе проникающего ионизирующего излучения. Про-
никающие излучения (рентгеновское, у-излучение, потоки ней-
тронов и др.), проходя через толщу изделия, по-разному ослаб-
ляются в дефектном и бездефектном сечениях и несут инфор-
мацию о внутреннем строении вещества и наличии дефектов
внутри контролируемых объектов (более подробно см. гл. 2).
Радиационные методы применяют для контроля сварных и па-
яных швов, отливок, проката и т. д.
Радиоволновые методы основаны на регистрации из-
менения параметров электромагнитных волн радиодиапазона,
взаимодействующих с контролируемым объектом. Обычно при-
меняют волны сверхвысокочастотного (СВЧ) диапазона длиной
1—100 мм для контроля изделий из материалов, где радиовол-
ны не очень сильно затухают: диэлектрики (пластмассы, кера-
мика, стекловолокно), магнитодиэлектрики (ферриты), полу-
проводники, тонкостенные металлические объекты. По характе-
ру взаимодействия с объектом контроля различают методы про-
шедшего, отраженного, рассеянного излучения и резонансный.
Тепловые методы основаны на регистрации изменений
тепловых или температурных полей контролируемых объектов.
Они применимы к объектам из любых материалов. По харак-
теру взаимодействия поля с контролируемым объектом разли-
чают пассивный (на объект не воздействуют внешним источни-
ком энергии) и активный (объект нагревают или охлаждают от
внешнего источника) методы. Измеряемым информативным па-
раметром является либо температура, либо тепловой поток.
При контроле пассивным методом измеряют тепловые пото-
ки или температурные поля работающих объектов с целью оп-
ределения неисправностей, проявляющихся в виде мест повы-
шенного нагрева. Таким методом выявляют уменьшение тол-
щины футеровки доменных и мартеновских печей, места утеч-
ки теплоты в зданиях, трещины в двигателях и т. д.
7
При контроле активным методом объект обычно нагревают
контактным или бесконтактным способом н измеряют темпера-
туру с той же или с другой стороны объекта. Это позволяет об-
наруживать несплошности (трещины, пористость, инородные
включения) в объектах, изменения в структуре и физико-меха-
нических свойствах материалов по изменению теплопроводно-
сти, теплоемкости, коэффициенту теплопередачи. Измерения
температур или тепловых потоков выполняют контактным нли
бесконтактным способом. В последнем случае передача теплоты
происходит в основном за счет радиации, т. е. излучения эле-
ктромагнитных волн в инфракрасной или видимой части спект-
ра в зависимости от температуры тела.
Наиболее эффективным средством бесконтактного наблюде-
ния, регистрации температурных полей и тепловых потоков яв-
ляется сканирующий тепловизор. Его применяют для определе-
ния дефектов пайки многослойных соединений из металлов и
неметаллов, клеевых соединений и т. д.
Электрические методы основаны на регистрации па-
раметров электрического поля, взаимодействующего с контро-
лируемым объектом (собственно электрический метод), или по-
ля, возникающего в контролируемом объекте в результате внеш-
него воздействия (термоэлектрический или трибоэлектрический
методы). Первичными информативными параметрами являются
электрические емкость или потенциал.
Емкостный метод применяют для контроля диэлектрических
или полупроводниковых материалов. По изменению диэлектри-
ческой проницаемости, в том числе ее реактивной части, конт-
ролируют химический состав пластмасс, полупроводников, на-
личие в них несплошностей, влажность сыпучих материалов и
другие свойства.
Метод электрического потенциала применяют для контро-
ля проводников. Измеряя падение потенциала на некотором
участке, контролируют толщину проводящего слоя, наличие
несплошностей вблизи поверхности проводника. Электрический
ток огибает поверхностный дефект, по увеличению падения по-
тенциала на участке с дефектом определяют глубину несплош-
ности с погрешностью в несколько процентов.
Термоэлектрический метод применяют для контроля хим-
состава материалов. Например, нагретый до постоянной темпе-
ратуры медный электрод прижимают к поверхности изделия и
по возникающей разности потенциалов определяют марку ста-
ли, титана, алюминия или другого материала, из которого сде-
лано изделие.
В настоящее время получил развитие метод электронной
эмиссии—эмиссии ионов с поверхности изделий под влиянием
внутренних напряжений. Этот метод применяют для определе-
ния растрескиваний в эмалиевых покрытиях, для сортировки
8
деталей, измерения толщины пленочных покрытий, проверки хи-
мического состава и определения степени закалки изделий.
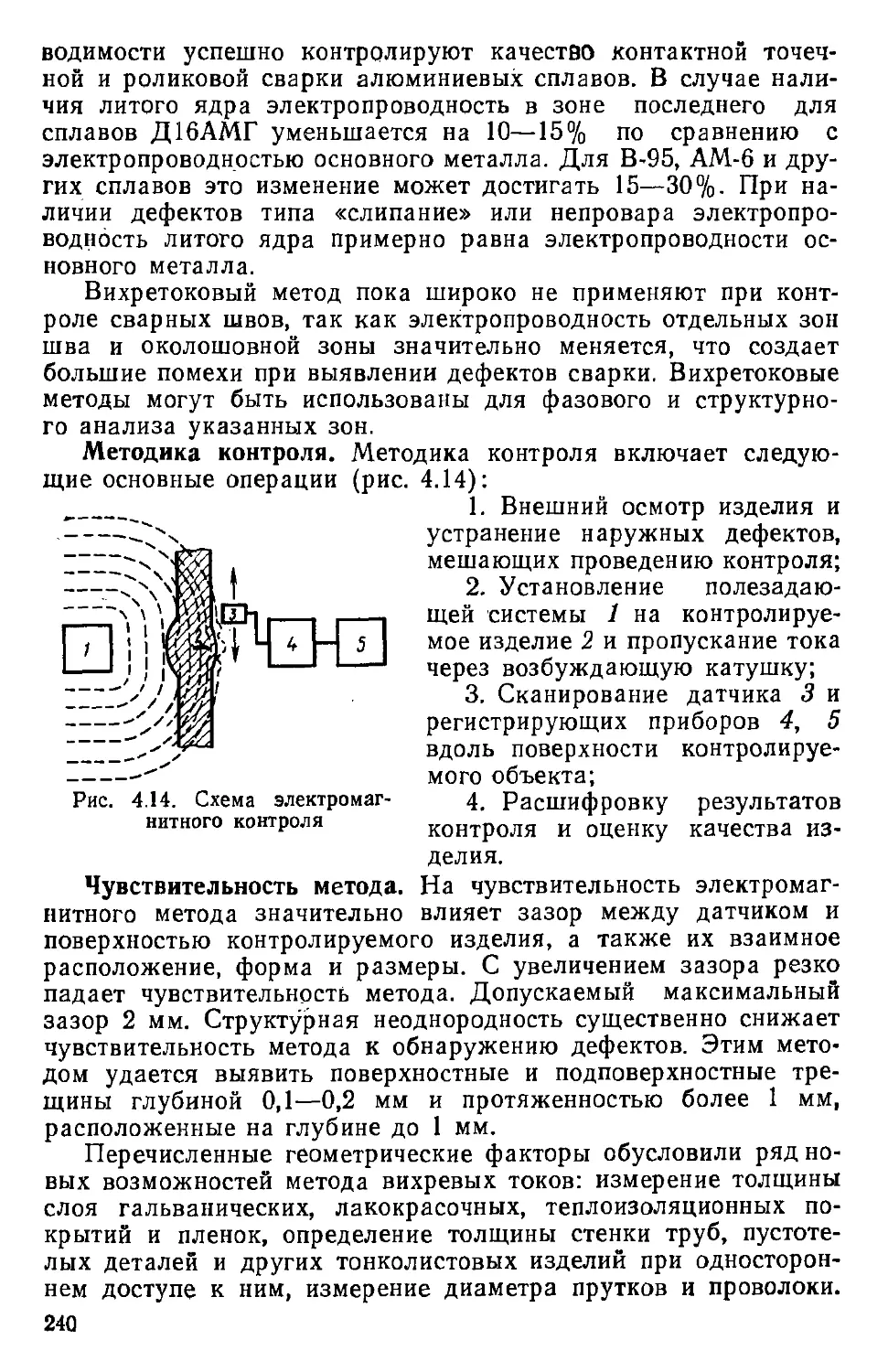
Электромагнитный метод (вихревых токов) основан
на регистрации изменений взаимодействия электромагнитного
поля катушки с электромагнитным полем вихревых токов, на-
водимых этой катушкой в контролируемом объекте. Его приме-
няют для обнаружения поверхностных дефектов в магнитных
и немагнитных деталях и полуфабрикатах. Метод позволяет
выявлять нарушения сплошности (в основном трещин) на раз-
личных по конфигурации деталях, в том числе имеющих покры-
тия (более подробно см. гл. 4).
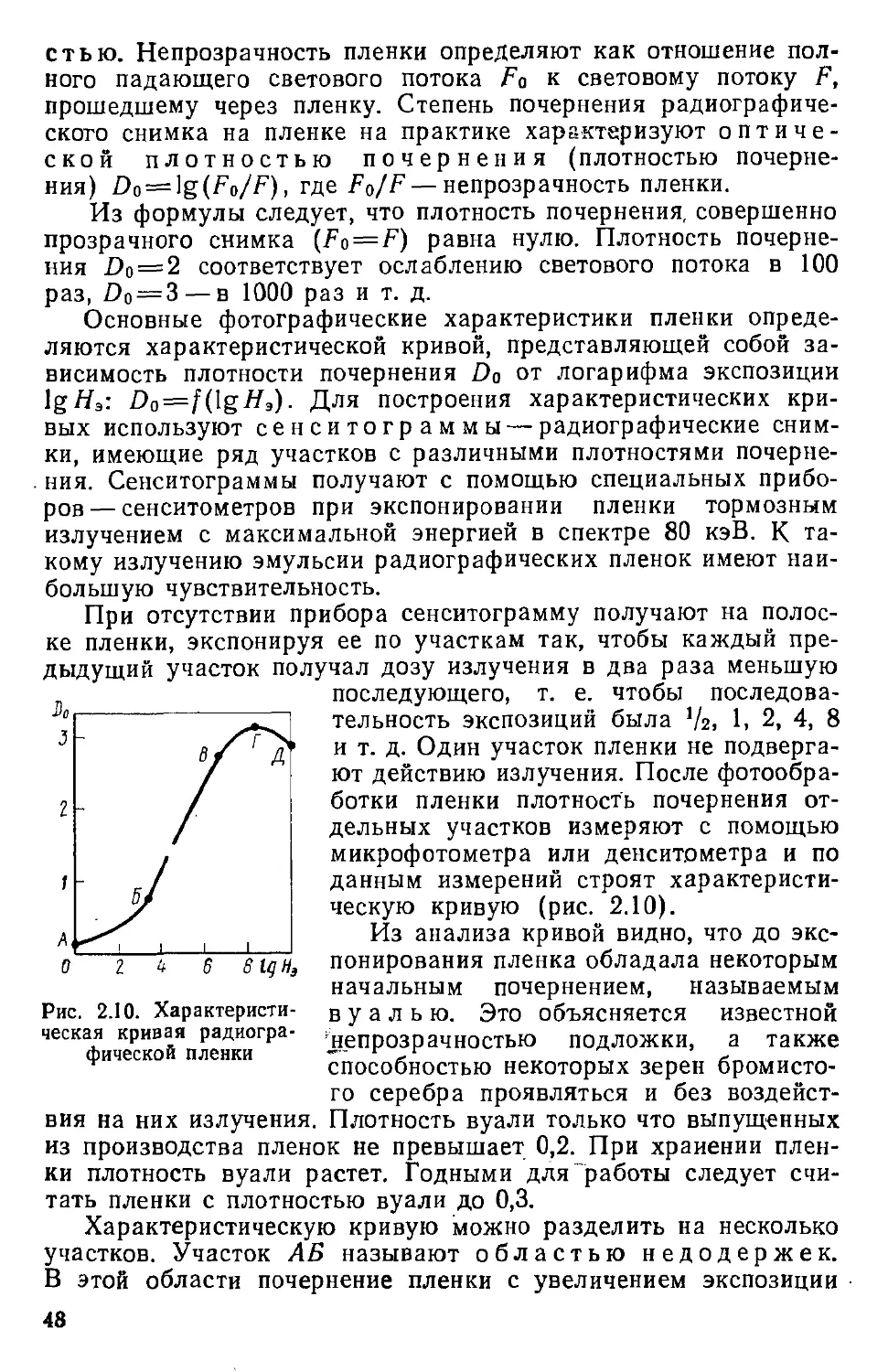
1.1 ЭФФЕКТИВНОСТЬ МЕТОДОВ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
Эффективность метода НК определяется большим числом
факторов, главные из которых — выявляемость дефектов, про-
изводительность, оперативность, безопасность и стоимость.
Оценку эффективности по этим факторам производят в тех слу-
чаях, когда возможно применение нескольких методов НК.
Если рассматривать эффективность методов НК при конт-
роле изделий из ферромагнитных материалов, то необходимо
отметить следующие особенности. С точки зрения выявляемо-
сти визуальные и капиллярные методы контроля позволяют об-
наруживать только дефекты, выходящие на поверхность. Маг-
нитными и вихретоковыми методами обнаруживают как поверх-
ностные, так и подповерхностные (залегающие на глубине в
несколько мм) дефекты. Радиационными и акустическими ме-
тодами можно обнаруживать дефекты как поверхностные, так
и внутренние, но эти методы преимущественно используют для
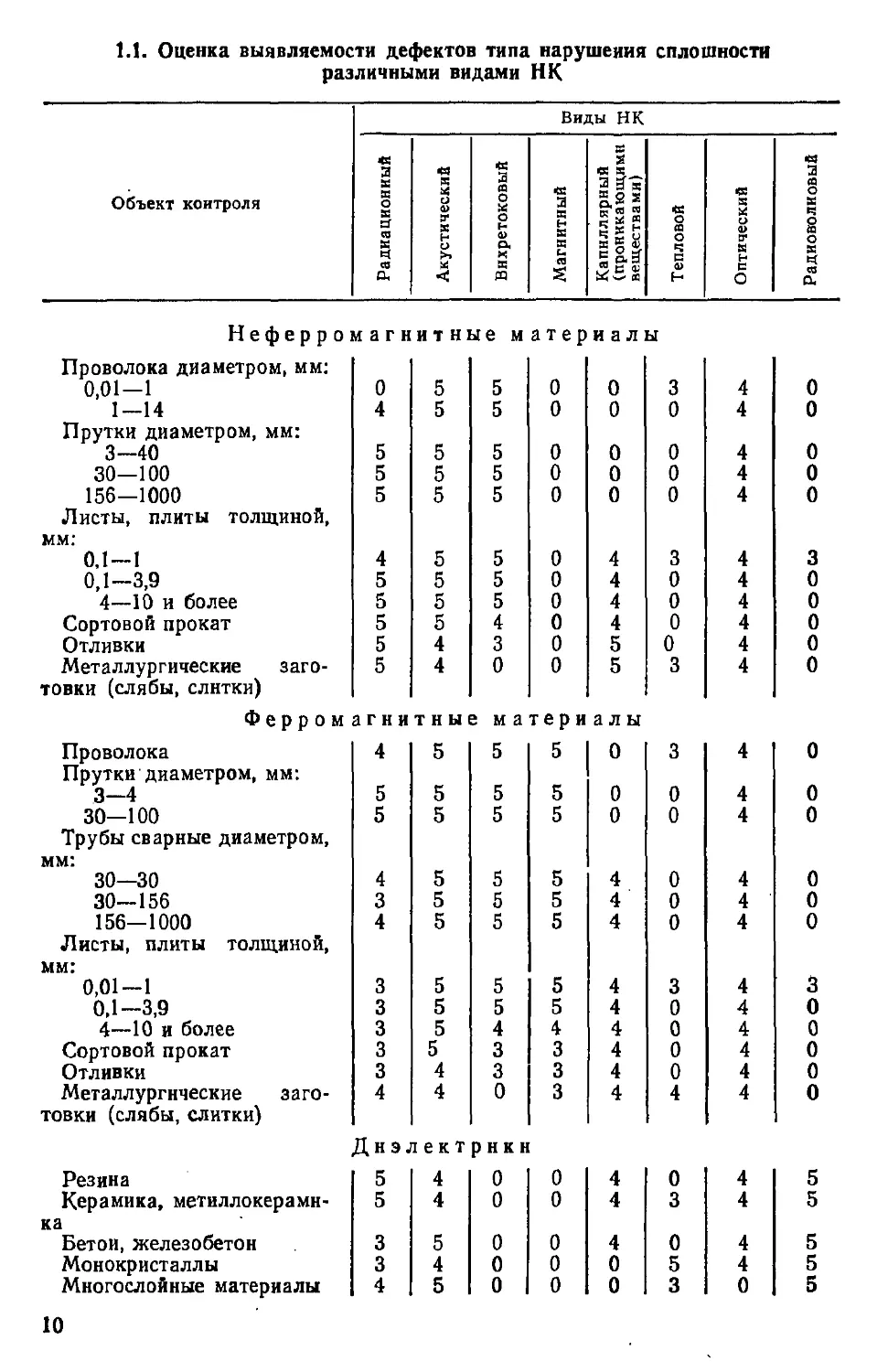
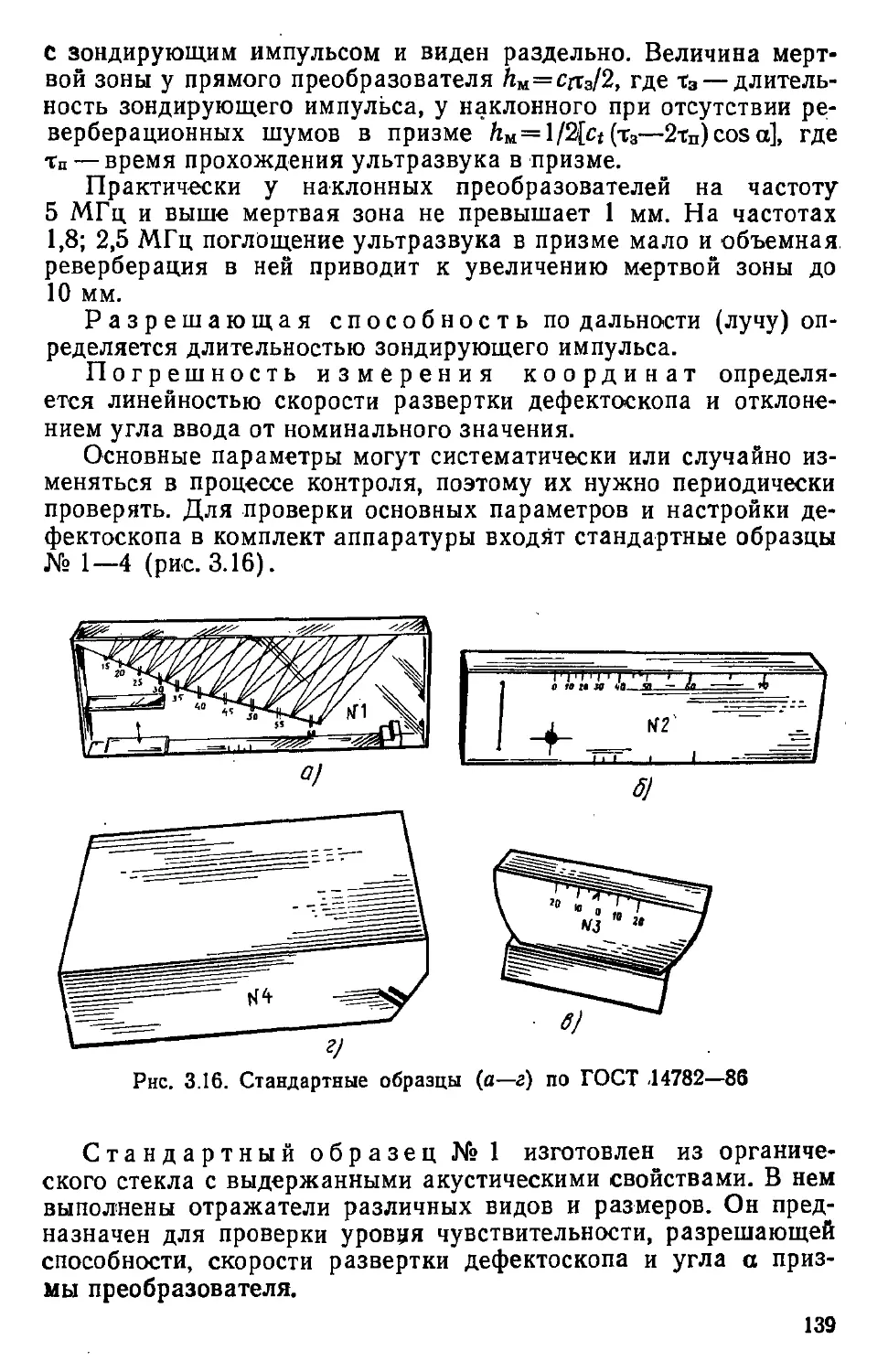
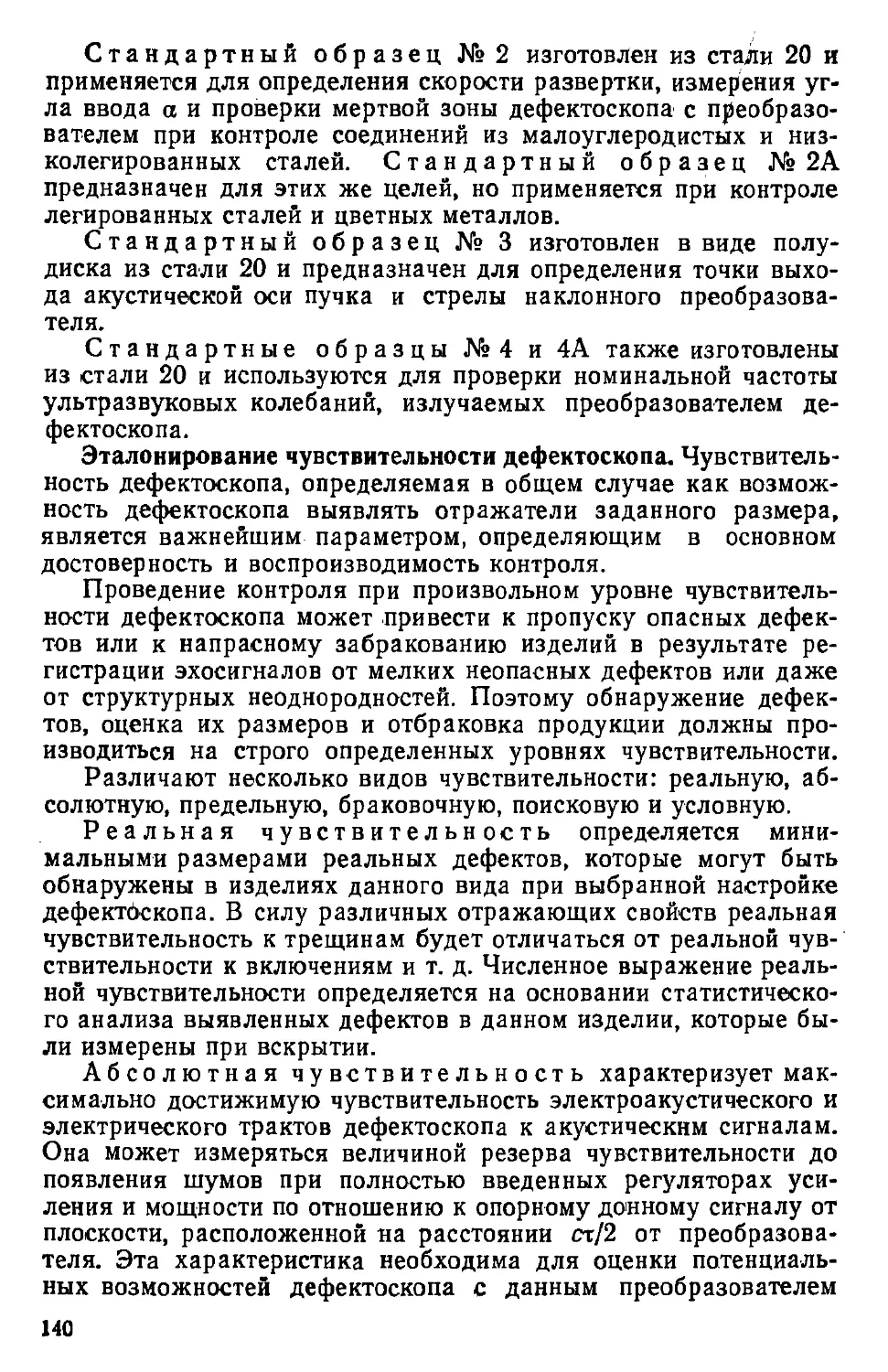
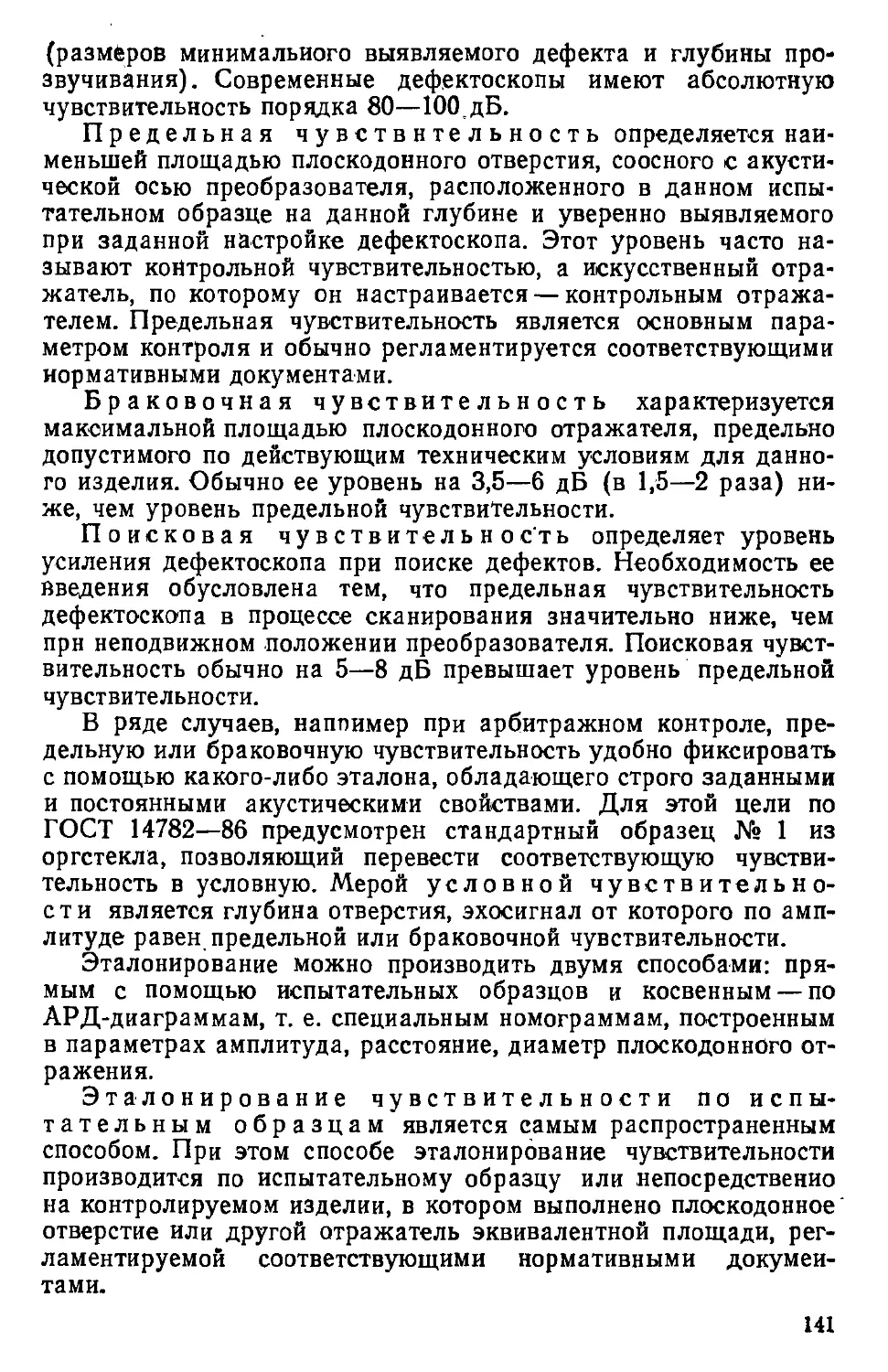
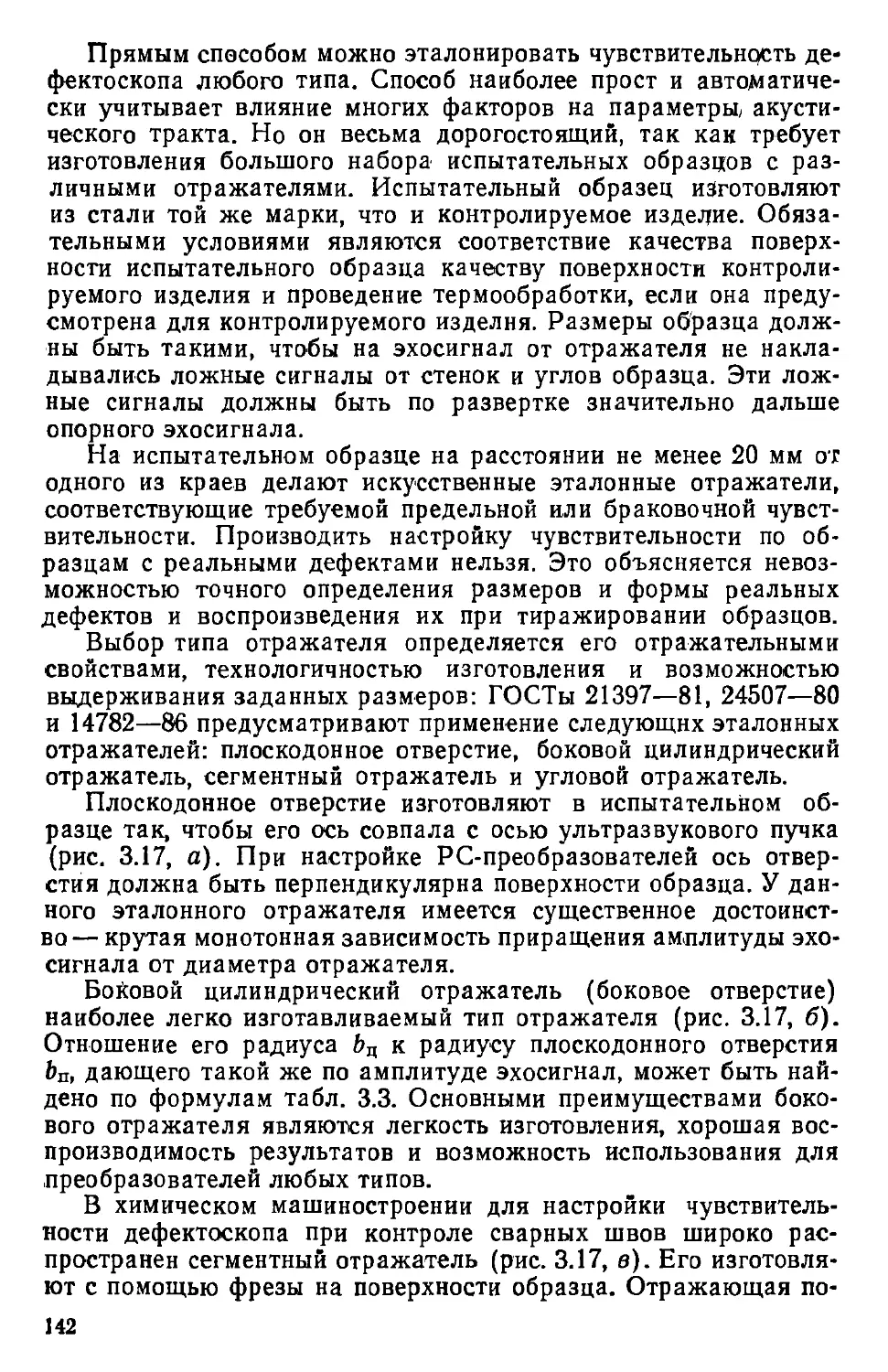
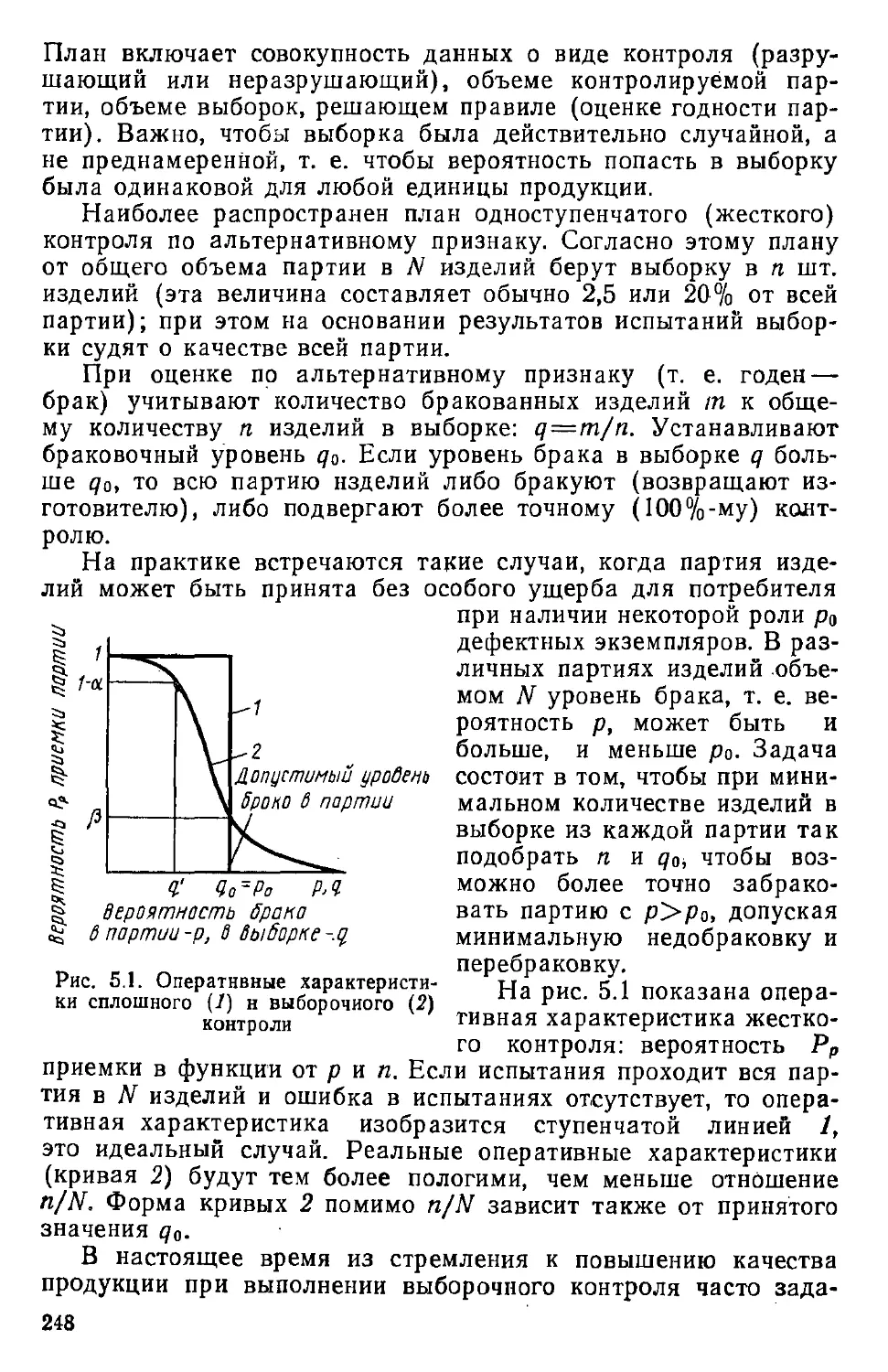
выявления внутренних дефектов. В табл. 1.1 приведены при-
мерные оценки различных методов контроля по выявляемое™
дефектов в изделиях из различных материалов и различного
назначения.
С точки зрения безопасности для обслуживающего персо-
нала выделяются радиационные методы. Определенную токсич-
ность имеют методы капиллярные и течеискания при исполь-
зовании некоторых типов пробных веществ и ультрафиолетовых
осветителей. Для остальных методов НК заметного влияния на
здоровье обслуживающего персонала не установлено.
С точки зрения возможностей автоматизации контроля наи-
более благоприятны вихретоковый вид контроля, магнитные ме-
тоды с феррозондовыми, индукционными и тому подобными ти-
пами преобразователей, радиационный радиометрический метод
и некоторые виды тепловых методов. Главные их преимуще-
ства заключаются в отсутствии прямого контакта преобразова-
теля с изделием и в представлении информации о дефектах в
9
1.1. Оценка выявляемости дефектов типа нарушения сплошности
различными видами НК
Объект контроля Виды НК
Радиационный Акустический Вихретоковый Магнитный Капиллярный (проникающимн вещест вами) Тепловой Оптический Радиоволновый
Неферрома гнитные м атериалы
Проволока диаметром, мм:
0,01-1 0 5 5 0 0 3 4 0
1—14 4 5 5 0 0 0 4 0
Прутки диаметром, мм:
3—40 5 5 5 0 0 0 4 0
30—100 5 5 5 0 0 0 4 0
156—1000 5 5 5 0 0 0 4 0
Листы, плиты толщиной, мм:
0,1-1 4 5 5 0 4 3 4 3
0,1-3,9 5 5 5 0 4 0 4 0
4—10 и более 5 5 5 0 4 0 4 0
Сортовой прокат 5 5 4 0 4 0 4 0
Отливки 5 4 3 0 5 0 4 0
Металлургические заго- 5 4 0 0 5 3 4 0
товки (слябы, слитки)
Ферром Проволока а г н и 4 т н ы 5 г м а 5 тери 5 алы 0 3 4 0
Прутки диаметром, мм:
3—4 5 5 5 5 0 0 4 0
30-100 5 5 5 5 0 0 4 0
Трубы сварные диаметром, мм:
30—30 4 5 5 5 4 0 4 0
30-156 3 5 5 5 4 0 4 0
156—1000 4 5 5 5 4 0 4 0
Листы, плиты толщиной, мм:
0,01-1 3 5 5 5 4 3 4 3
0.1—3,9 3 5 5 5 4 0 4 0
4—10 и более 3 5 4 4 4 0 4 0
Сортовой прокат 3 5 3 3 4 0 4 0
Отливки 3 4 3 3 4 0 4 0
Металлургические заго- 4 4 0 3 4 4 4 0
товки (слябы, слитки)
Резина Ahsj 5 I е к т 4 р н К н 0 0 4 0 4 5
Керамика, метиллокерамн- 5 4 0 0 4 3 4 5
ка
Бетой, железобетон 3 5 0 0 4 0 4 5
Монокристаллы 3 4 0 0 0 5 4 5
Многослойные материалы 4 5 0 0 0 3 0 5
10
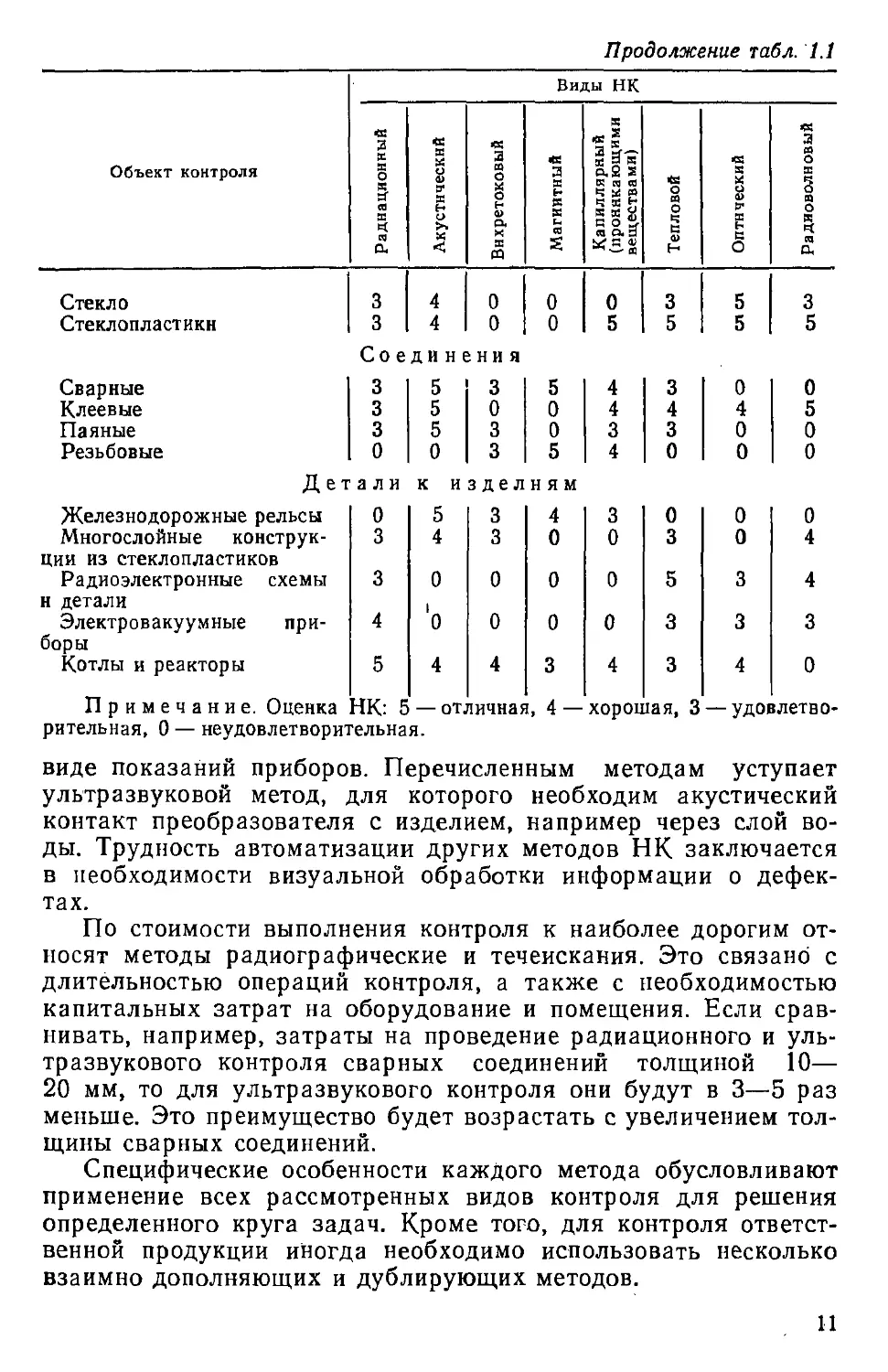
Продолжение табл. 1.1
Объект контроля Виды НК
Радиационный ! 1 Акустический Вихретоковый Магнитный Капиллярный ' (проникающими 1 веществами) Тепловой Оптический Радиоволновый
Стекло 3 4 0 0 0 3 5 3
Стеклопластики 3 4 0 0 5 5 5 5
Соединения
Сварные 3 5 3 5 4 3 0 0
Клеевые 3 5 0 0 4 4 4 5
Паяные 3 5 3 0 3 3 0 0
Резьбовые 0 0 3 5 4 0 0 0
Детали к изделиям
Железнодорожные рельсы 0 5 3 4 3 0 0 0
Многослойные конструк- 3 4 3 0 0 3 0 4
ции из стеклопластиков Радиоэлектронные схемы н детали 3 0 1 0 0 0 5 3 4
Электровакуумные при- боры 4 0 0 0 0 3 3 3
Котлы и реакторы 5 4 4 3 4 3 4 0
Примечание. Оценка НК: Е — OTJ гичнаг , 4 — Хорог гая, 3 — УДО1 1летво-
рительная, 0 — неудовлетворительная.
виде показаний приборов. Перечисленным методам уступает
ультразвуковой метод, для которого необходим акустический
контакт преобразователя с изделием, например через слой во-
ды. Трудность автоматизации других методов НК заключается
в необходимости визуальной обработки информации о дефек-
тах.
По стоимости выполнения контроля к наиболее дорогим от-
носят методы радиографические и течеискания. Это связано с
длительностью операций контроля, а также с необходимостью
капитальных затрат на оборудование и помещения. Если срав-
нивать, например, затраты на проведение радиационного и уль-
тразвукового контроля сварных соединений толщиной 10—
20 мм, то для ультразвукового контроля они будут в 3—5 раз
меньше. Это преимущество будет возрастать с увеличением тол-
щины сварных соединений.
Специфические особенности каждого метода обусловливают
применение всех рассмотренных видов контроля для решения
определенного круга задач. Кроме того, для контроля ответст-
венной продукции иногда необходимо использовать несколько
взаимно дополняющих и дублирующих методов.
И
1.3. ПОНЯТИЕ О ДЕФЕКТАХ
Дефектом называют каждое отдельное несоответствие
продукции установленным требованиям. Дефекты, обнаруживае-
мые при контроле изделий, подразделяют на явные (наружные)
и скрытые (внутренние), исправимые и неисправимые. Некото-
рые явные дефекты (поверхностные риски, подрезы, забои-
ны, вмятины, деформация деталей и т. д.) выявляют визуаль-
но при внешнем осмотре- Скрытые дефекты можно обна-
ружить только с помощью инструмента или прибора, преду-
смотренного нормативной документацией (раковины в литых
заготовках, непровары и трещины в сварных швах, шлифовоч-
ные трещины на поверхности деталей и т. д.).
Дефект, устранение которого технически возможно и эконо-
мически целесообразно, называют исправимым; если же
устранение дефекта технически невозможно или связано с боль-
шими затратами, то его называют неисправимым.
Исправимость и неисправимость дефекта определяют приме-
нительно к рассматриваемым конкретным условиям производст-
ва и ремонта с учетом затрат и других факторов.
В зависимости от влияния на работоспособность и безопас-
ность использования продукции все дефекты подразделяют на
критические, значительные и малозначительные:
критический — это дефект, при наличии которого исполь-
зование продукции по назначению практически невозможно или
недопустимо, так как она не отвечает требованиям безопасно-
сти или надежности;
значительным считается дефект, который существенно
влияет на использование продукции по назначению и ее дол-
говечность, но не является критическим;
малозначительным является дефект, который не су-
щественно влияет на использование продукции по назначению
и ее долговечность.
Опасность влияния дефектов на работоспособность зависит
от их вида и типа, а также от многих конструктивных и экс-
плуатационных факторов. Перечисленные факторы детермини-
рованы, т. е. относятся к конкретным конструкциям, дефектам
и технологическим процессам. В реальном производстве следу-
ет учитывать засоренность продукции дефектами, т. е. стати-
стические показатели дефектности. К ним относят q=m/N —
доля дефектных элементов т в партии W и qo=M/N — доля
брака или доля исправимых элементов с недопустимыми дефек-
тами. Числовые характеристики появившихся дефектов можно
считать случайными величинами. Для них справедливы веро-
ятностные модели — статистические распределения. Например,
размер появляющихся дефектов в швах, выполненных сваркой
плавлением, описывается законом Пуассона или Вейбулла.
12
По происхождению дефекты изделий подразделяют на
конструктивные, являющиеся следствием несовершенства
конструкции из-за ошибок конструктора; производствен-
но-технологические, возникающие при отливке и прока-
те металлов, изготовлении и ремонте деталей (пайке, сварке,
клепке, склеивании, механической, термической и других видах
обработки, нанесении покрытий и др.), а также эксплуата-
ционные, возникающие после некоторой наработки изделия
в результате усталости металла деталей, коррозии, изнашива-
ния и неправильного технического обслуживания и эксплуата-
ции.
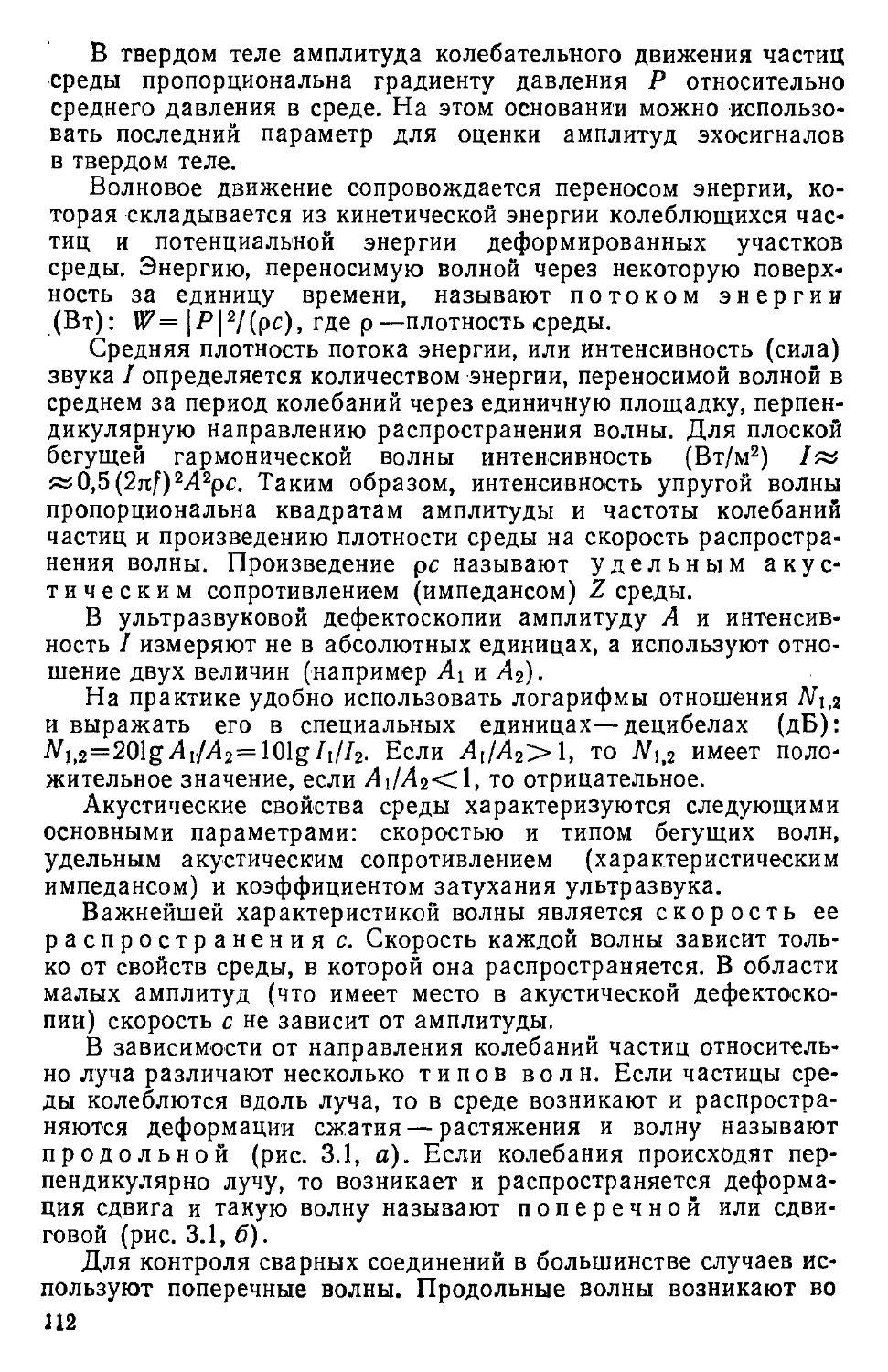
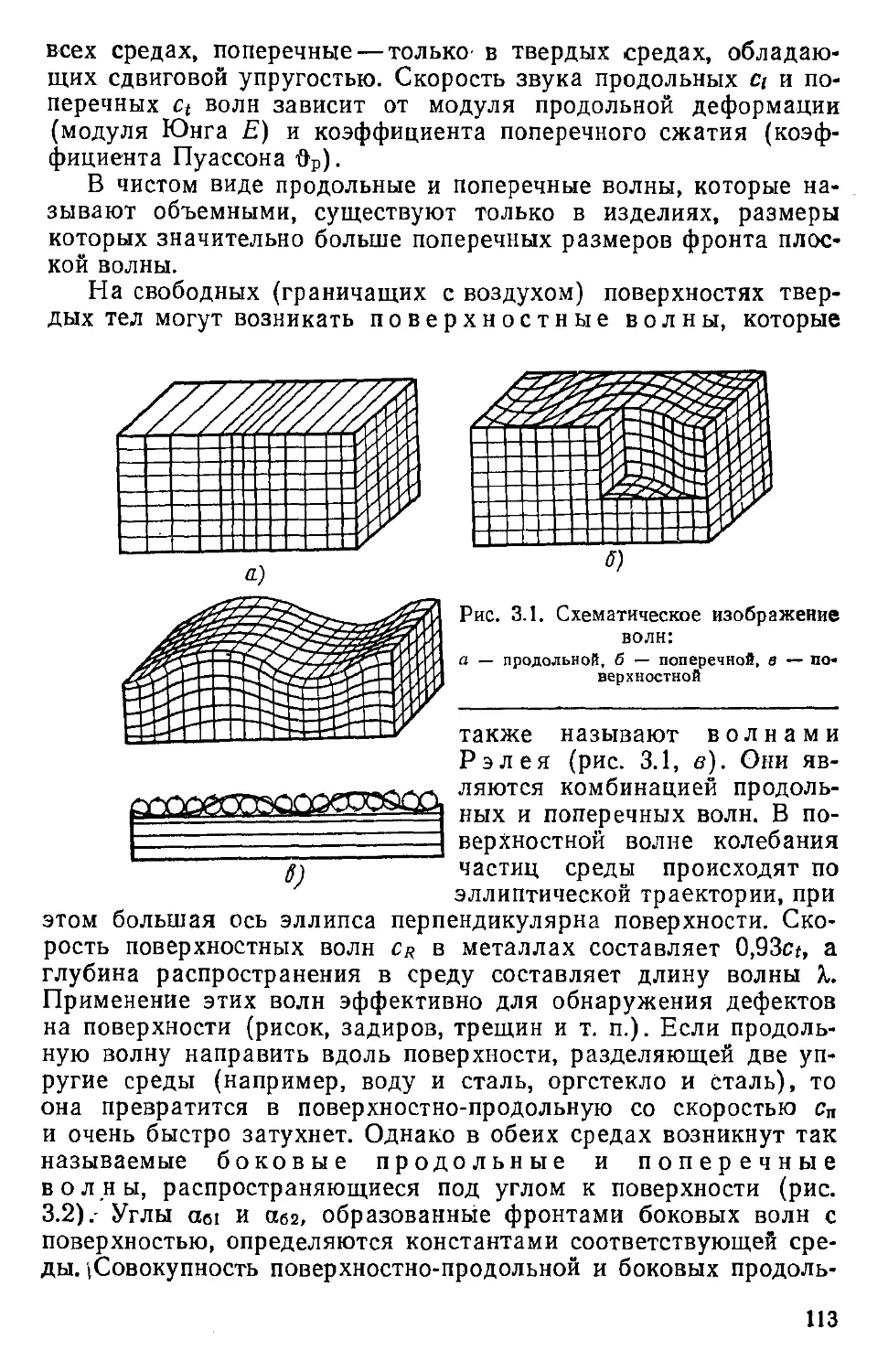
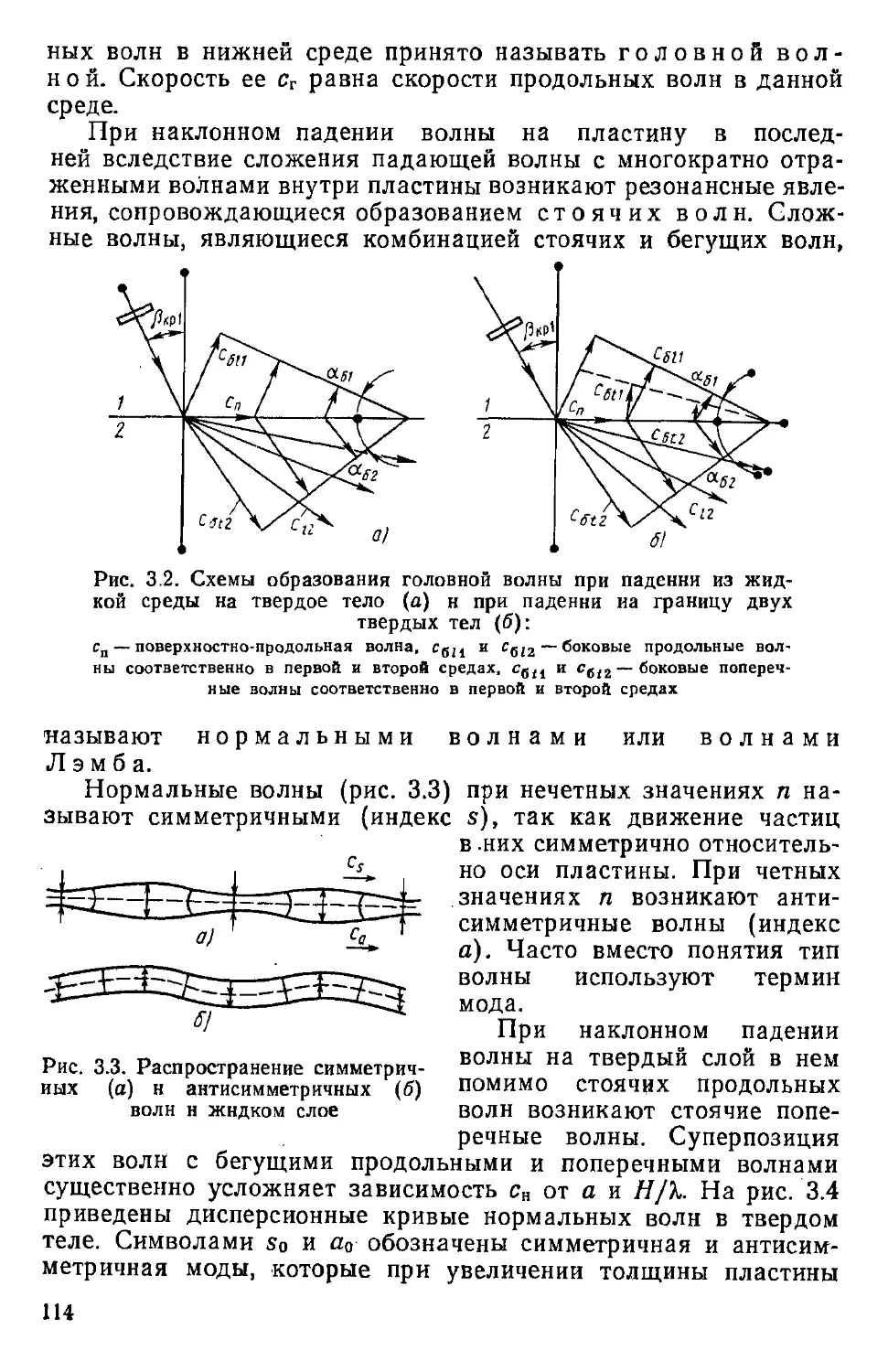
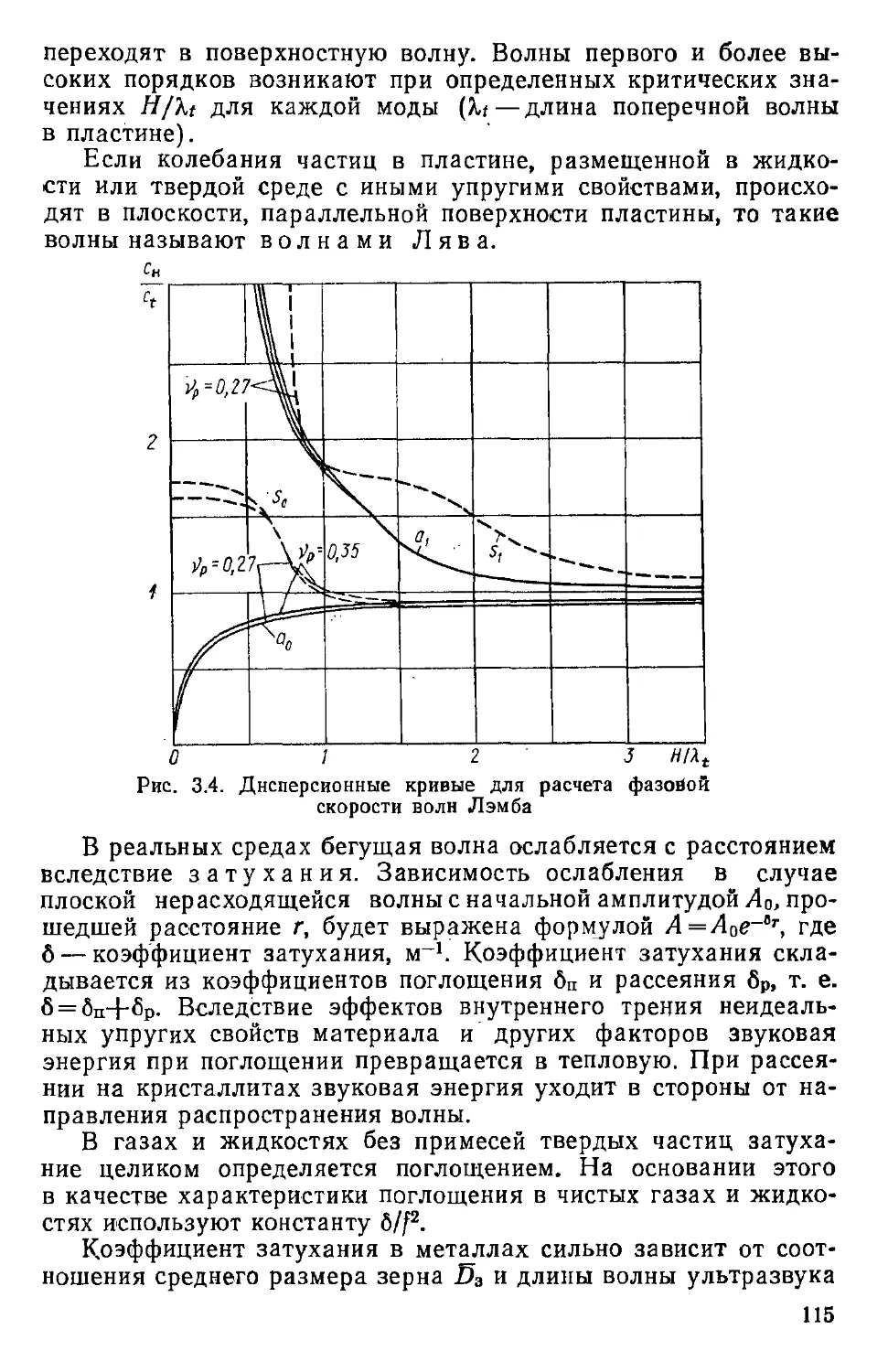
Рассмотрим кратко основные дефекты, встречающиеся в ме-
таллических заготовках, полуфабрикатах и изделиях в процессе
их изготовления и эксплуатации.
Дефекты плавки и литья. Одним из основных дефектов плав-
ки является несоответствие металла заданному химическо-
му составу, которое обусловливается ошибками, допущенными
при расчете шихты, неправильным ведением процесса плавки
или выгоранием отдельных компонентов сплава.
Одними из основных дефектов стальных отливок являются
усадочные раковины и рыхлоты. Они образуются
вследствие недостаточного питания отливки в процессе кристал-
лизации и отсутствия условий для направленной кристаллиза-
ции. Эти дефекты уверенно обнаруживают ультразвуковым и
радиационным методами контроля.
Некоторые сорта металлов, например кипящую сталь, ва-
рят так, чтобы растворенные в металле газы выделялись не
полностью. Это уменьшает' размеры усадочной раковины, но
приводит к образованию газовой пористости, рассеянной
по всему объему литого металла. Если поры и газовые пузыри
в слитке имеют неокисленную поверхность, то она заваривается
в процессе обработки давлением. В высококачественной отлив-
ке поры и пузыри недопустимы, для их обнаружения применя-
ют радиационные методы контроля.
Специфическим дефектом литого металла является ликва-
ция— неоднородность химического состава по скелету дендри-
та и объему зерна. Сначала кристаллизуется аустенит с малым
содержанием углерода, а затем с большим;- если такая ликва-
ция недопустима, то следует замедлить процесс кристаллиза-
ции, провести гомогенизирующий отжиг.
Ликвация по плотности металла проявляется в
обогащении нижней части слитка или отливки компонентами
с большей плотностью в результате плохого перемешивания
жидкого металла. Зональная ликвация в отличие от не-
однородности химического состава металла в дендритах и меж-
дендритных промежутках проявляется в обогащении легкоплав-
кими составляющими центральной части слитка. Ликвацию об-
13
наруживают по разному поглощению рентгеновского и гамма-
излучений, химическим и металлографическим анализом по-
верхностей или сечений металла.
Общими дефектами для слитка и отливки являются неме-
таллические включения. Они возникают при недоста-
точной очистке зеркала расплавленного металла от шлака и
флюса перед разливкой, плохого отвода их в процессе разлив-
ки. К включениям относят также оксиды железа и различных
металлов, добавляемых в процессе плавки, частицы огнеупор-
ного и формовочного материала, электродов и т. п. Специфи-
ческим типом включений являются оксидные пленки в виде
тонких и хрупких прослоек окисленного металла. Они образу-
ются на зеркале и в струе расплава. Перечисленные дефекты
при превышении определенных размеров недопустимы как в
отливках, так и в слитке. При обработке давлением они лишь
деформируются (расплющиваются, раскатываются), но не уст-
раняются. Неметаллические включения обнаруживают радиа-
ционными и ультразвуковыми методами контроля, а плены —
ультразвуковыми. В случае выхода на поверхность их обнару-
живают методами поверхностей дефектоскопии.
Неслитины и неспаи возникают в результате переры-
вов в течении струи расплава и имеют вид тонких прослоек не-
соединившегося металла. Наплывы на поверхности слитка
или отливок образуются в результате прорыва расплава из
внутренних слоев через затвердевшую корку металла. От-
слоения возникают от брызг металла, попавших на стенки
изложницы или формы н слабо соединившихся с заполняющим
форму металлом. Наружные дефекты этих типов обнаруживают
поверхностными методами дефектоскопии, а внутренние (неко-
торые неслитины) —ультразвуковыми методами дефектоскопии.
При деформации слитка дефекты эти не устраняются, их уда-
ляют зачисткой поверхности или вырубкой.
Наиболее опасным дефектом отливок являются трещины.
Горячие трещины возникают в результате разрушения
закристаллизовавшегося скелета сплава под действием терми-
ческих и усадочных напряжений, особенно при быстром твер-
дении сплава, когда термическому сжатию металла препятству-
ет литейная форма. Поверхность таких трещин сильно окисле-
на, в изломе имеет темный вид. При деформации слитка они
не завариваются, а, наоборот, развиваются.
Холодные трещины возникают также под действием
термических и усадочных напряжений, но они образуются да-
же, когда металл находится вне формы, в результате разной
скорости охлаждения различных участков, например тонких и
толстых сечений отливки. Эти трещины имеют светлую, неокис-
лившуюся поверхность и могут завариваться при деформации
слитка.
И
Внутренние трещины выявляют радиационными и ультра-
звуковыми методами дефектоскопии. Трещины исправляют вы-
рубкой и подваркой металла с обязательным последующим
контролем на отсутствие трещин в местах ремонта.
Полые отливки, предназначенные для использования в си-
стемах, работающих под давлением, например корпуса насо-
сов, задвижек, тройников, контролируют на герметичность. Для
этого имеющиеся отверстия заглушают (обычно после их ме-
ханической обработки) и выполняют контроль методами течеис-
кания.
Наличие графитных включений затрудняет дефектоскопию
чугуна всех типов, кроме белого, который применяют сравни-
тельно редко. Например, при радиационном контроле скопле-
ния графитных включений, расположенных по ходу проникаю-
щего излучения, могут быть ошибочно классифицированы как
дефекты. Поэтому чувствительность всех методов дефектоско-
пии при контроле чугуна понижена. Особенно затруднен ульт-
развуковой контроль наличием ложных сигналов от графитных
включений, его проводят на пониженных (0,5—2 Гц) частотах.
Специфической задачей при литье чугунных отливок явля-
ется контроль размеров и формы графитных включений. Ее ре-
шают по измерению скорости и затухания ультразвука. Общая
тенденция такова, что чем меньше средний размер графитных
включений и больше их форма, приближающаяся к сфериче-
ской, тем выше скорость ультразвука и меньше его затухание.
Алюминиевым отливкам свойственны те же дефекты, что и
стальным. Значительными по влиянию на работоспособность и
трудно обнаруживаемыми дефектами являются оксидные пле-
ны, поскольку по плотности и акустическим свойствам они близ-
ки к алюминию. Ультразвуковой и радиационный контроль алю-
миния выполнять легче, чем стали, поскольку алюминий обла-
дает малой упругой анизотропией (мало рассеяние ультразву-
ка) и в 3 раза меньше стали поглощает рентгеновское излу-
чение. Оксидные плены на рентгенограмме видны как светлые
полосы, потому что они поглощают рентгеновское излучение
сильнее, чем алюминий.
Специфическим дефектом алюминиевой отливки является
крупнозернистая структура, снижающая механические свойст-
ва, особенно пластичность. Для получения мелкозернистой
структуры снижают температуру сплава перед заливкой в
форму. Структуру контролируют металлографическим анали-
зом и по затуханию ультразвука.
Дефекты обработки давлением. Существуют различные спо-
собы обработки металлов давлением: свободная ковка (удар-
ное воздействие), прессование (статическое воздействие), штам-
повка (ковка или прессование в форму-штамп), высадка (про-
давливание через отверстие), волочение (протяжка металла че-
15
рез отверстие для получения прутка, проволоки), прокатка и др.,
при которых могут возникнуть следующие основные дефекты.
Трещины (поверхностные и внутренние) и разрывы
появляются в поковке (штамповке, прокате) из-за значитель-
ных напряжений в металле при деформации. Растягивающие
внутренние напряжения могут привести к появлению разрывов
и трещин металла в зонах, ослабленных дефектами слитка, а
иногда к разрушению зон, не пораженных дефектами. Следует
отметить, что при обработке давлением металл неоднократно
подвергают нагреву и охлаждению, что приводит к возникнове-
нию термических напряжений, способствующих образованию
внутренних разрывов и трещин.
При холодной объемной штамповке из-за малой пластично-
сти исходных материалов на поверхности обрабатываемых де-
талей возникают скалывающие трещины, распростра-
няющиеся под углом 45° к направлению действующего
усилия.
Риски появляются на поверхности проката в виде мелких
открытых царапин глубиной 0,2—0,5 мм в результате попадания
мелких частиц на валки при прокате или изнашивания матри-
цы при прессовании.
Волосовины являются результатом деформации мелких
неметаллических включений и газовых пузырей. Эти дефекты
имеют вид тонких прямых линий длиной от долей миллиметра
до нескольких сантиметров. Волосовины расположены на по-
верхности и в подповерхностном слое металла; встречаются во
всех конструкционных сталях.
Закаты возникают при избытке металла в валках (калиб-
рах) в виде заусенцев глубиной более 1 мм, закатанных в диа-
метрально противоположных направлениях.
Плены — брызги жидкой стали, застывшие на поверхности
слитка и раскатанные при прокатке в виде отслаивающихся
с поверхности пленок толщиной до 1,5 мм.
Расслоения — внутренние нарушения сплошности, ори-
ентированные по направлению волокна; возникают при обра-
ботке давлением слитка, имевшего усадочные раковины или
рыхлоты, а также при прокатке листа в результате расплющи-
вания сравнительно крупных неметаллических включений и га-
зовых пузырей. Поверхность нарушения сплошности параллель-
на плоскости прокатки.
Шлаковые включения в исходных заготовках (метал-
лургический брак) при дальнейшей горячей объемной штампов-
ке приводят к нарушению сплошности в поковке.
К образованию разрывов или надрывов металла по
краям при прокатке слитков особенно склонны высоколегиро-
ванные стали и чугун с крупнозернистой структурой.
Флокены появляются наиболее часто в среднеуглероди-
16
стых и среднелегированных сталях при повышенном содержа-
нии в них водорода. Флокены обычно появляются в централь-
ной зоне кованых или катаных заготовок крупных сечений и ре-
же в слитках. Они имеют вид тонких извилистых трещин, пред-
ставляющих в изломе пятна с поверхностью характерного се-
ребристого цвета округлой формы. Поковки, отштампованные
из металла, пораженного флокенами, иногда растрескиваются
с отделением кусков металла. Это обнаруживается при закалке
после снятия припуска механической обработкой или при по-
ломке детали в эксплуатации.
Торцовые трещины появляются при резке крупных
профилей проката, когда к моменту среза заготовка под дей-
ствием больших удельных давлений под ножом сминается, пе-
реходя из круглого сечения в эллипс. При этом в металле воз-
никают большие внутренние напряжения и он растрескивается
иногда через 2—6 ч после резки. Трещины по торцам среза воз-
растают в зимнее время, так как низкая температура способ-
ствует растрескиванию металла даже при резке малых про-
филей. Подбор оптимальных условий резки сводит к минимуму
возникновение торцовых трещин.
Зажим — заштампованная складка, которая появляется в
результате неправильного наполнения фигуры штампа метал-
лом или при закатывании заусенцев, полученных на первых
переходах штамповки.
Утонение и разрывы появляются в результате наруше-
ния технологии при штамповке — вытяжки деталей из листово-
го материала. Разрывы определяют визуально (у средне- и
крупногабаритных деталей), а недопустимую степень утоне-
ния— специальными (например, радиоизотопными и др.) мето-
дами.
Грубые наружные дефекты в изделиях, полученных обра-
боткой давлением (вмятины, разрывы, надрывы, отдельные рис-
ки, плены, трещины и заковы), выявляют визуально. Более тон-
кие дефекты того же типа обнаруживают капиллярными, маг-
нитными и в ряде случаев ультразвуковыми методами. Для
контроля изделий прокатки и волочения применяют ультразву-
ковые, вихретоковые, индукционные и феррозондовые методы
дефектоскопии, которые обеспечивают высокую достоверность
обнаружения дефектов и производительность.
Дефекты термообработки. Характерными дефектами явля-
ются перегрев или пережог, которые возникают при тер-
мической обработке из-за несоблюдения температуры, времени
выдержки, скорости нагрева и охлаждения детали. Перегрев
приводит к. .образованию. крупнозернистой структуры оксидных
и сульфидных выделений по границам зерен. Пережог вызыва-
ет образование крупного зерна и оплавление границ зерен, что
способствует в дальнейшем разрушению металла.
17
Трещины термические (в том числе закалочные) воз-
никают в металле при резком нагреве или охлаждении (напри-
мер, при закалке). В этом случае появляются термические на-
пряжения от температурного перепада по сечению, а также
структурные напряжения, связанные с тем, что структурные
превращения по сечению детали происходят неодновременно.
В результате наложения термических напряжений на структур-
ные в закаливаемой детали могут возникнуть закалочные тре-
щины различной величины и ориентации. Они могут начинать-
ся на поверхности детали и распространяться вглубь, возни-
кать внутри детали в ее сердцевинной части и распространять-
ся в поперечном направлении.
Обезуглероживание наблюдается при нагреве сталь-
ных изделий в среде, содержащей избыток паров воды, угле-
кислого газа или водорода. В этом случае происходит выгора-
ние углерода в поверхностных слоях, что значительно снижает
прочность стали. В изделиях из инструментальной стали, про-
каливающихся полностью или на большую глубину и имеющих
обезуглероженный слой, возникают поверхностные трещины
глубиной до 1,0—2,0 мм (и даже больше). Они — следствие
растягивающих напряжений, вызванных тем, что в обезуглеро-
женном слое при закалке образуется низкоуглеродистый мар-
тенсит с меньшим объемом, чем в сердцевине. Обезуглерожива-
ние как процесс, приводящий к образованию трещин, наиболее
опасен для сталей с повышенным содержанием углерода
(-0,5%).
Науглероживание наблюдается при нагреве стальных
изделий в среде с избыточным содержанием оксида углерода.
Это приводит к насыщению поверхностных слоев углеродом, по-
вышающим хрупкость и склонность к трещинообразованию.
К образованию трещин приводит также насыщение поверх-
ностного слоя стали водородом под действием щелочей, кислот
и специальных растворов при травлении и электрохимической
обработке. Насыщение поверхностного слоя водородом резко
снижает пластичность и приводит к хрупким разрушениям, оча-
гом крторых обычно являются микротрещины, имеющиеся на
поверхности детали.
Для обнаружения дефектов термообработки чаще всего при-
меняют вихретоковый, магнитный и реже ультразвуковой мето-
ды контроля.
Дефекты механической обработки. Наиболее частым дефек-
том (в общем смысле этого термина) механической обработки
является несоответствие геометрических размеров и качества
поверхности установленным требованиям. Такой дефект обыч-
но определяют механическими измерительными средствами; из
неразрушающих методов контроля для этой цели применяют
оптические.
18
Дефекты типа несплошностей в процессе механической об-
работки возникают редко, например, при обработке резанием
в металле, который имеет большие поверхностные напряжения,
могут возникнуть трещины. Исключение составляет операция
шлифования, при которой происходит резкий нагрев поверх-
ностного слоя металла, что может привести к появлению сетки
мелких трещин и к пр.ижогам (локальным перезакаленным
участкам). Поверхностные трещины обнаруживают капилляр-
ным, магнитным и вихретоковым, а прижоги — склерометриче-
ским, магнитным и термоэлектрическим методами.
При правке и рихтовке изделий и монтаже оборудования
также могут появляться поверхностные трещины, расположен-
ные поперек направления максимальных растягивающих на-
пряжений. Для их обнаружения помимо названных выше ме-
тодов используют ультразвуковую и радиационную дефекто-
скопию, когда поверхность с возможными трещинами недоступ-
на после монтажа к проведению контроля.
Дефекты соединения материалов. Неразъемные соединения
материалов выполняют сваркой, пайкой, склейкой, клепкой.
Все способы сварки разделяют на две группы: сварку плав-
лением и давлением. Для сварки плавлением (ГОСТ 2601 —
84) свойственны некоторые дефекты, характерные для литого
металла: усадочная раковина, поры (иногда поры располага-
ются цепочками, группами), включения (шлаковые, флюсовые,
оксидные, сульфидные, металлические). К специфическим де-
фектам относят поры, шлаковые включения, непровары, не-
сплавления и трещины.
Поры в виде полости округлой формы, заполненной газом,
образуются вследствие загрязненности кромок свариваемого
металла, использования влажного флюса или отсыревших эле-
ктродов, недостаточной защиты шва при сварке в среде угле-
кислого газа, увеличенной скорости сварки и завышенной дли-
ны дуги. При сварке в среде углекислого газа, а в некоторых
случаях и под флюсом на больших токах образуются сквозные
поры, так называемые свищи; размеры внутренних пор ко-
леблются от 0,1 до 2—3 мм в диаметре, а иногда и более.
Поры, выходящие на поверхность шва, могут иметь и большие
размеры. Свищи при сварке под флюсом и в углекислом газе
на больших токах могут иметь диаметр до 6—8 мм. Так назы-
ваемые «червеобразованные» поры имеют длину до нескольких
сантиметров.
Равномерная пористость обычно возникает при по-
стоянно действующих факторах: загрязненности основного ме-
талла по свариваемым поверхностям (ржавчина, масло и т. п.),
непостоянной толщине покрытия электродов и т. д.
Скопление пор образуется при местных загрязнениях
или при отклонениях от установленного режима сварки, а так-
19
же при нарушении сплошности обмазки электрода, при сварке
в начале шва и обрыве дуги или при случайных изменениях ее
длины.
Цепочка пор образуется в условиях, когда газообразные
продукты проникают в металл по оси шва на всем его протя-
жении (при сварке по ржавчине, при подсосе воздуха через за-
зор между кромками, при подварке корня шва некачественны-
ми электродами). Одиночные поры возникают за счет дей-
ствия случайных факторов (колебания напряжения в сети
ит. д.). Наиболее вероятно возникновение пор при сварке алю-
миниевых и титановых сплавов, в меньшей степени при сварке
сталей.
Шлаковые включения в металле сварного шва — это
небольшие объемы, заполненные неметаллическими вещества-
ми (шлаками, оксидами). Вероятность образования шлаковых
включений в значительной мере определяется маркой свароч-
ного электрода. При сварке электродами с тонкой обмазкой
вероятность образования шлаковых включений очень велика.
При сварке качественными электродами, дающими много шла-
ка, расплавленный металл дольше находится в жидком состоя-
нии и неметаллические включения успевают всплыть на его по-
верхность, в результате чего шов засоряется незначительно.
Шлаковые включения можно разделить на макро- и микро-
скопические. Макроскопические включения имеют сферическую
и продолговатую форму в виде вытянутых «хвостов». Эти вклю-
чения образуются в шве из-за плохой очистки свариваемых кро-
мок от окалины и других загрязнений и чаще всего из-за внут-
ренних подрезов и плохой зачистки от шлака поверхности пер-
вых слоев многослойных швов перед заваркой последующих.
Микроскопические шлаковые включения возникают в ре-
зультате образования в процессе плавления некоторых хими-
ческих соединений, остающихся в шве при кристаллизации.
Оксидные пленки могут возникать при всех видах
сварки. Причины их образования такие же, как и шлаковых
включений: загрязненность поверхностей свариваемых элемен-
тов; плохая зачистка от шлака поверхности слоев шва при мно-
гослойной сварке; низкое качество электродного покрытия или
флюса; низкая квалификация сварщика и т. д.
Непровары — это дефект в виде местного несплавления
в сварном соединении из-за неполного расплавления кромок
или поверхностей ранее выполненных валиков шва. Непровары
в виде несплавления основного металла с наплавленным пред-
ставляют собой тонкую прослойку оксидов, а в некоторых слу-
чаях грубую шлаковую прослойку между основным и наплав-
ленным металлом. Причинами образования таких непроваров
являются плохая зачистка кромок свариваемых деталей от ока-
лины, ржавчины, краски, шлака, масла и других загрязнений;
20
блуждание или отклонение дуги под влиянием магнитных по-
лей, особенно при сварке на постоянном токе; применение эле-
ктродов из легкоплавких материалов (при выполнении шва та-
кими электродами жидкий металл натекает на неоплавленные
свариваемые кромки); чрезмерная скорость сварки, при кото
рой свариваемые кромки не успевают расплавиться; значитель-
ное смещение электрода в сторону одной из свариваемых кро-
мок, при этом расплавленный металл натекает на вторую не-
расплавленную кромку, прикрывая непровар; неудовлетвори-
тельное качество основного металла,сварочной проволоки, флю-
сов и т. д.; неудовлетворительная работа сварочного оборудо-
вания— колебания силы сварочного тока и напряжения дуги в
процессе сварки; низкая квалификация сварщика.
Причинами образования непроваров в корне шва (кроме
указанных выше) могут быть недостаточный угол скоса кро-
мок; большая величина их притупления; недостаточный зазор
между кромками свариваемых деталей; большое сечение элект-
рода или присадочной проволоки, укладываемой в разделку
шва, что значительно затрудняет расплавление основного ме-
талла. Непровары между отдельными слоями возникают по
следующим причинам: не полностью удален шлак, образовав-
шийся при наложении предыдущего валика, что возможно из-
за трудности его удаления или небрежности сварщика; недо-
статочная тепловая мощность (малый ток, излишне длинная
или короткая дуга).
Трещины — частичное местное разрушение сварного сое-
динения в виде разрыва. Образованию трещин способствуют
следующие факторы: сварка легированных сталей в жестко за-
крепленных конструкциях; высокая скорость охлаждения при
сварке углеродистых сталей, склонных к закалке на воздухе;
применение высокоуглеродистой электродной проволоки при.
автоматической сварке конструкционной легированной стали;
использование повышенных плотностей сварочного тока при на-
ложении первого слоя многослойного шва толстостенных сосу-
дов и изделий; недостаточный зазор между кромками деталей
при электрошлаковой сварке; слишком глубокие и узкие швы
при автоматической сварке под флюсом; выполнение свароч-
ных работ при низкой температуре; чрезмерное нагромождение
швов для усиления конструкции (применение накладок и т. п.),
в результате чего возрастают сварочные напряжения, способ-
ствующие образованию трещин в сварном соединении; наличие
в сварных соединениях других дефектов, являющихся концент-
раторами напряжений, под действием которых в области де-
фектов начинают развиваться трещины.
Существенным фактором, влияющим на образование горя-
чих трещин, является засоренность основного и присадоч-
ного металла вредными примесями серы и фосфора. Холодные
21
трещины образуются при наличии составляющих мартенситного
и бейнитного типа, концентрации диффузного водорода в зоне
зарождения трещин и растягивающих напряжений I рода. Тре-
щины относят к числу наиболее опасных дефектов и по всем
действующим нормативно-техническим документам являются
недопустимыми.
Слипания представляют собой несплошности малого рас-
крытия на свариваемых поверхностях или кромках металла, ко-
торые ненадежно выявляются современными средствами де-
фектоскопии. Эти дефекты наиболее характерны для аргоно-
дуговой сварки алюминиево-магниевых сплавов, контактной
сварки и сварки давлением.
Типичными дефектами стыковой, точечной и шовной
контактной сварки являются пережог металла, непровары, не-
сплавления, пористость, радиальные и продольные трещины.
Эти дефекты образуются при нарушении технологии и режи-
мов сварки (большом или малом токе, неправильно выбранных
давлении, скорости осадки и продолжительности выдержки под
током и т. д.). Все эти дефекты значительно снижают работо-
способность соединений. Выявлять дефекты сварки давлением
обычно значительно сложнее, чем дефекты сварки плавлением.
Основным дефектом пайки является непропай. Он обыч-
но возникает при недостаточно тщательной очистке припаевые-
мых поверхностей или из-за нарушения температурного режи-
ма пайки. Паяные соединения контролируют ультразвуком, при-
меняя эхотеневой или импедансный методы (см. гл. 3).
Основными дефектами клеевого соединения яв-
ляются непроклеи, возникающие в результате некачественной
очистки склеиваемых поверхностей или нарушения режима
склейки. Для их выявления применяют те же методы, что и
при контроле паяных соединений.
Дефекты клепаных соединений связаны с возникно-
вением трещин в заклепках и соединяемых деталях. В обоих
случаях их выявляют ультразвуковыми методами.
Герметичные сварные, паяные и клеевые соединения
проверяют методами течеискания.
Эксплуатационные дефекты. К эксплуатационным дефектам
относят прежде всего механические повреждения, коррозию,
изнашивание и др.
Коррозия происходит в результате химического или эле-
ктрохимического взаимодействия деталей с внешней средой.
В элементах конструкции, где имеется неблагоприятное соче-
тание сопрягаемых металлов, может (в случае нарушения
сплошности защитных покрытий) возникать коррозия из-за об-
разования гальванической пары. Металл, имеющий более от-
рицательный потенциал, в этом случае будет разрушаться. На-
пример, детали из магниевых сплавов в соединениях со сталь-
22
ними элементами или элементами из алюминиевых сплавов
разрушаются в случае нарушения сплошности защитных покры-
тий.
По месту протекания коррозионных процессов различают
поверхностную и межкристаллитную коррозию. Поверхностная
коррозия обусловливается указанными выше причинами, а так-
же влиянием газовой среды при высокой температуре. Специ-
фическим видом разрушения является коррозия под напряже-
нием, при этом агрессивное действие среды усиливается внут-
ренними напряжениями в металле изделия.
Причинами эксплуатационных разрушений могут явиться
трещины усталостного типа, возникающие в местах концент-
рации напряжений под действием циклической механической
нагрузки или изменения температуры. Длительная, достаточно
большая статическая нагрузка также может привести к разру-
шению материала (явлению ползучести). Ресурс работы изде-
лия задают с учетом действия всех перечисленных факторов.
Средствами дефектоскопии во всех рассмотренных случаях
являются внешний осмотр и контроль капиллярным, магнитным
и вихретоковым методами на поверхностные дефекты. Внутрен-
ние трещины любого происхождения обнаруживают ультразву-
ковым эхометодом. Интенсивно прорабатывается вопрос приме-
нения метода, акустической эмиссии для наблюдения за появле-
нием и развитием трещин.
1.4. ВЛИЯНИЕ ДЕФЕКТОВ НА РАБОТОСПОСОБНОСТЬ КОНСТРУКЦИЯ
Современное машиностроение предъявляет весьма высокие
требования к качеству изготовляемых изделий и прежде всего к
их прочности, понимаемой в широком смысле как сопротивле-
ние деформированию и разрушению. Эти требования обуслов-
лены все возрастающей напряженностью условий работы дета-
лей машин. Еще несколько десятков лет назад подавляющее
число деталей различных машин и строительных сооружений
работало в условиях статического нагружения при темпера-
турах, близких к комнатной, и при большом запасе прочности.
При расчете деталей на прочность исходили из модели сплош-
ного твердого тела, обладающего совершенной структурой, а
для изготовления их могли быть использованы простые по со-
ставу материалы (например, углеродистые и низколегирован-
ные стали), отличающиеся высокой технологичностью. В совре-
менных же агрегатах значительная часть деталей подвергает-»
ся длительным статическим нагрузкам при повышенных тем-
пературах или повторным нагрузкам (в том числе и знакопе-
ременным) при нормальных и повышенных температурах, или
же работает в условиях воздействия на них агрессивных сред,
резких тепловых «ударов» или радиоактивного излучения. Для
23
изготовления таких деталей требуются высокопрочные, жаро-
прочные, кислотоупорные металлические и неметаллические ма-
териалы— стали, сплавы, пластические массы, обладающие по-
вышенными специальными свойствами (пределом прочности,
длительной прочностью, пределом ползучести, пределом вынос-
ливости, сопротивлением термической усталости, коррозионной
стойкостью и т. д.).
Стали и сплавы, удовлетворяющие этим требованиям, как
правило, обладают сложным составом и характеризуются более
низкими технологическими свойствами, что весьма затрудняет
изготовление из них изделий, а в ряде случаев приводит к не-
обходимости создания новых технологических процессов для
придания им необходимой формы и свойств.
Требование сочетать указанные выше свойства с малой мас-
сой изделия приводит также к применению составных конструк-
ций, например из металлических и неметаллических материа-
лов, соединенных склейкой и пайкой.
Методы расчета деталей на прочность, работающих в тяже-
лых условиях нагружения, значительно сложнее, особенно это
относится к расчетам деталей авиационной и ракетной техни-
ки, поскольку в этих случаях конструктор, стремцсь в макси-
мальной степени облегчить изделие, исходит из минимального
запаса прочности. Например, для основных деталей авиацион-
ных двигателей (коленчатый вал, шатун, лопатка и диск тур-
бины и компрессора) минимальный запас прочности равен
1,3—1,5, в то время как в общем машиностроении и в строи-
тельной практике он доходит до 10—15.
Как известно, теоретические значения прочности металла,
рассчитываемые по величине энергии, затрачиваемой на обра-
зование двух новых поверхностей при преодолении межатом-
ных связей в идеальной решетке монокристалла, во много раз
выше значений «технической» прочности, получаемых при ис-
пытании реальных образцов того же металла. Так, для чистого
железа теоретическое значение прочности превышает
10 000 МПа, а «техническое» примерно 250 МПа. Это расхож-
дение объясняется наличием различного рода дефектов — не-
совершенств строения кристаллического тела,
влияние которых на свойства этого тела столь значительно, что
современную физику твердого тела часто определяют как
физику дефектов. К таким дефектам — несовершенствам тон-
кой структуры —относят прежде всего дислокации, т. е. особые
зоны искажений атомной решетки, содержащиеся в реальных
Кристаллах в огромных количествах (порядка 108 на 1 см2).
К дефектам более грубого порядка относят
су б м и к р о с ко п и ч е ск и е трещины, по размерам не пре-
вышающие предела разрешения оптического микроскопа
(^0,2 мкм). Такие трещины, согласно гипотезе Гриффитса,
24
могут образовываться по границам блоков кристалла в про-
цессе его роста, а также могут появляться в результате при-
ложения напряжений.
В реальном металле — поликристаллическом теле — встреча-
ются еще более грубые дефекты, например микроскопиче-
ские трещины размерами >0,2 мкм. Такие трещины обра-
зуются на' поверхности стальных деталей в процессе их меха-
нической обработки или эксплуатации.
Несмотря на незначительную (порядка нескольких микрон)
глубину, эти трещины резко снижают прочность детали (особен-
но при работе в условиях сложного напряженного состояния
или воздействия поверхностно-активных сред), ускоряя ее раз-
рушение. Удаление поврежденного поверхностного слоя механи-
чески (зачисткой тонкой шкуркой, пескоструйной обработкой)
или электролитическим растворением существенно повышает
прочность детали.
Наконец, наиболее грубыми являются макроскопиче-
ские, видимые в ряде случаев невооруженным глазом дефек-
ты, представляющие собой различного рода нарушения сплош-
ности или однородности металла. Эти дефекты могут стать
причиной особенно резкого снижения прочности детали и ее
разрушения. С увеличением размеров детали вероятность нали-
чия дефектов возрастает, поэтому реальное снижение прочно-
сти на крупногабаритных деталях проявляется более резко
(масштабный фактор).
Наиболее детально влияние дефектов на работоспособность
конструкций изучено для изделий, выполненных сваркой [1].
В большинстве случаев степень влияния того или иного дефек-
та на работоспособность конструкций устанавливают экспери-
ментально испытаниями образцов с дефектами.
При сдаче конструкции в эксплуатадию прежде всего оце-
нивают допустимость наличия наружных дефектов. Значения
допустимости наружных дефектов, как правило, указаны в тех-
нических условиях на изготовление конструкции и зависят от
условий ее эксплуатации.
Установлено, что усиление шва не снижает статической
прочности, однако сильно влияет на вибрационную прочность.
Чем больше усиление шва и, следовательно, меньше угол пе-
реходи от основного металла к наплавленному, тем сильнее оно
снижает предел выносливости. Таким образом, наличие чрез-
мерного усиления шва может привести к нулю все преи-
мущества, полученные от оптимизации технологического процес-
са по улучшению качества сварных соединений, работающих
при вибрационных, динамических и повторно-статических на-
грузках.
Значительным (по влиянию на работоспособность) наруж-
ным дефектом является подрез. Он не допустим в конструк-
25
циях, работающих на выносливость. Небольшой протяженно-
сти подрезы, ослабляющие сечение шва не более чем на 5%
в конструкциях, работающих под действием статических нагру-
зок, можно считать допустимыми.
Наплывы, резко изменяя очертания швов, образуют кон-
центраторы напряжений и тем самым снижают выносливость
конструкции. Наплывы, имеющие большую протяженность, сле-
дует считать недопустимыми дефектами, так как вызывают кон-
центрацию напряжений и нередко сопровождаются непровара-
ми. Небольшие местные наплывы, вызванные случайными от-
клонениями сварочных режимов от заданных, можно считать
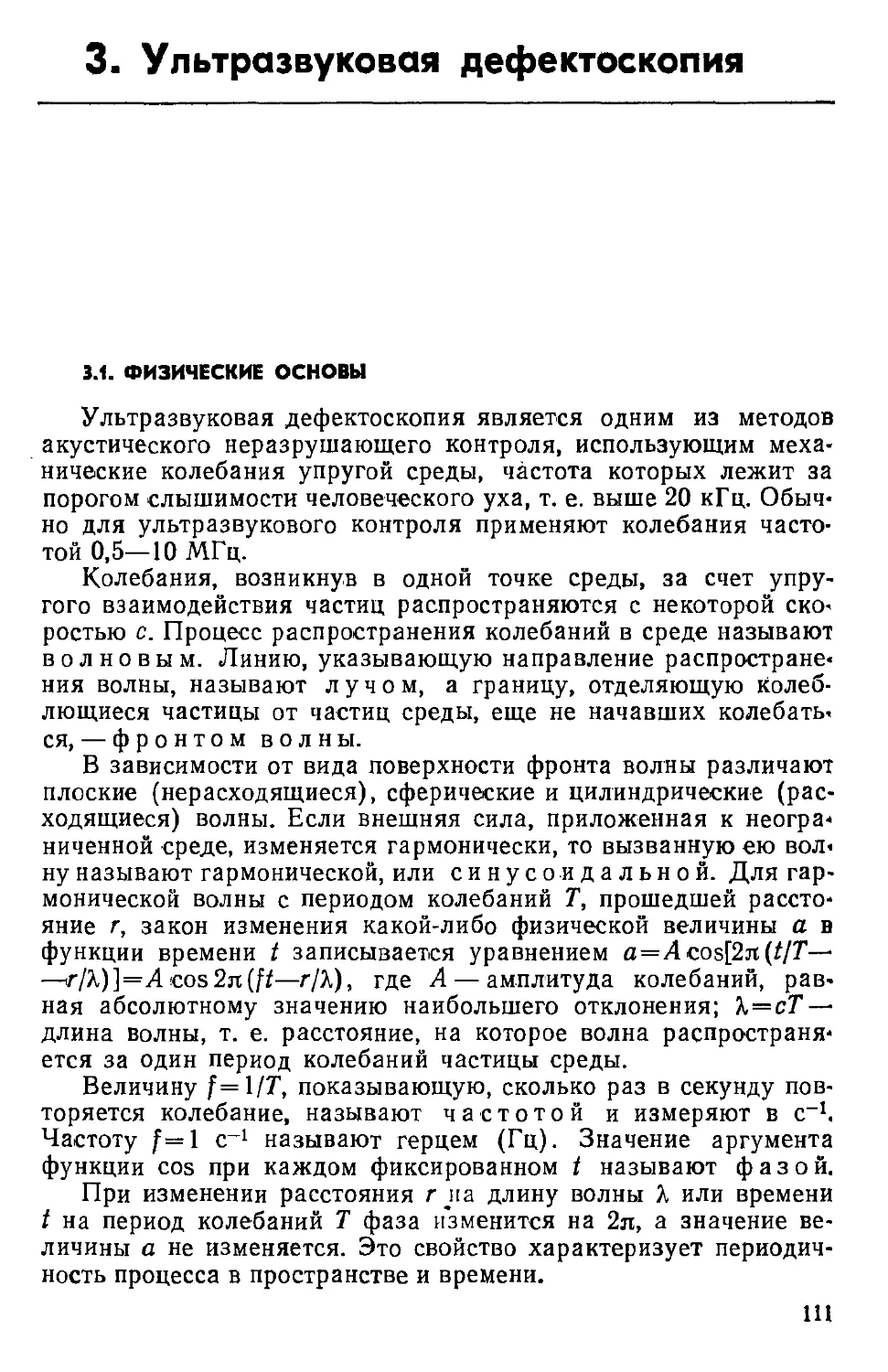
допустимыми дефектами.
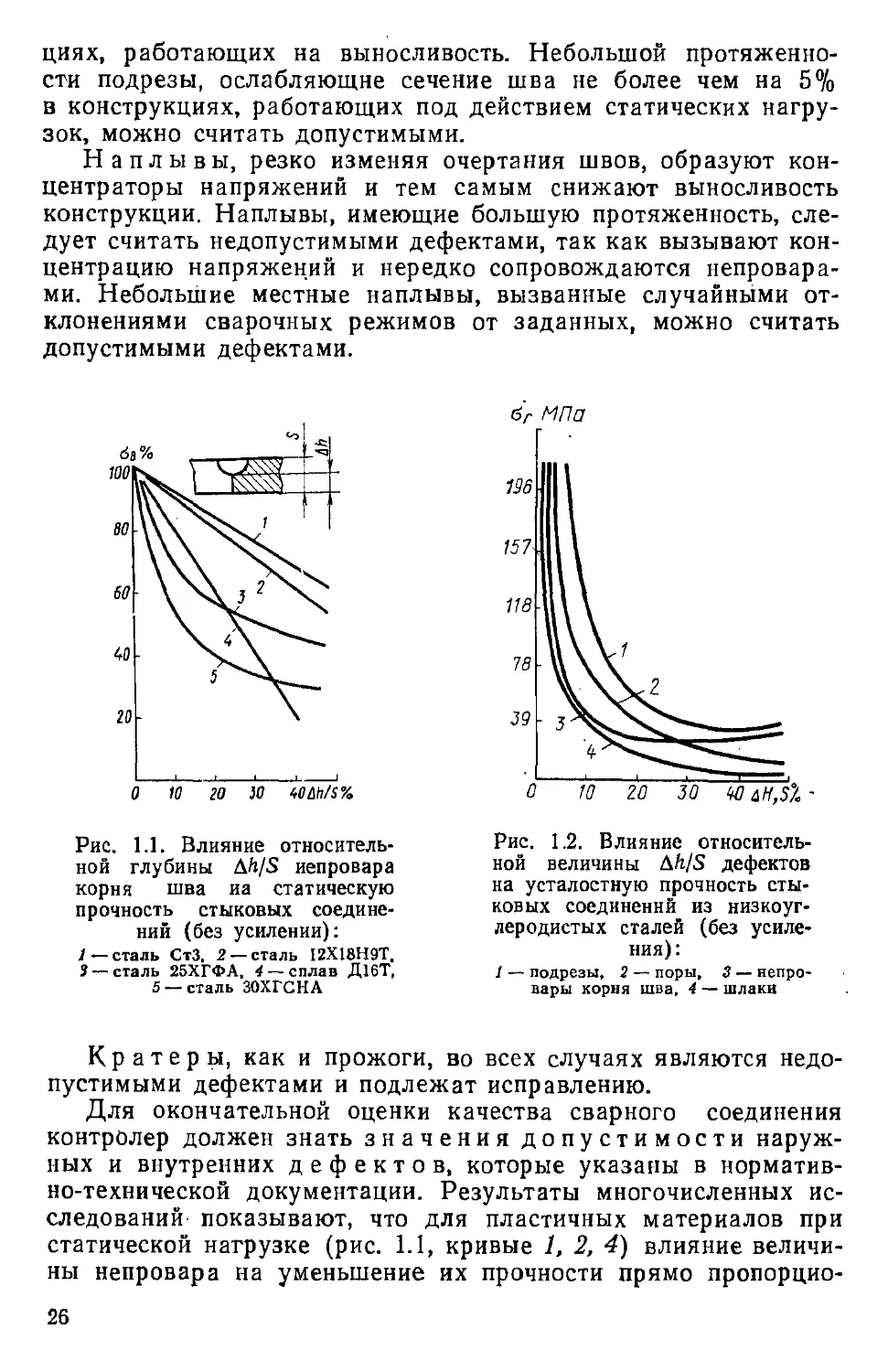
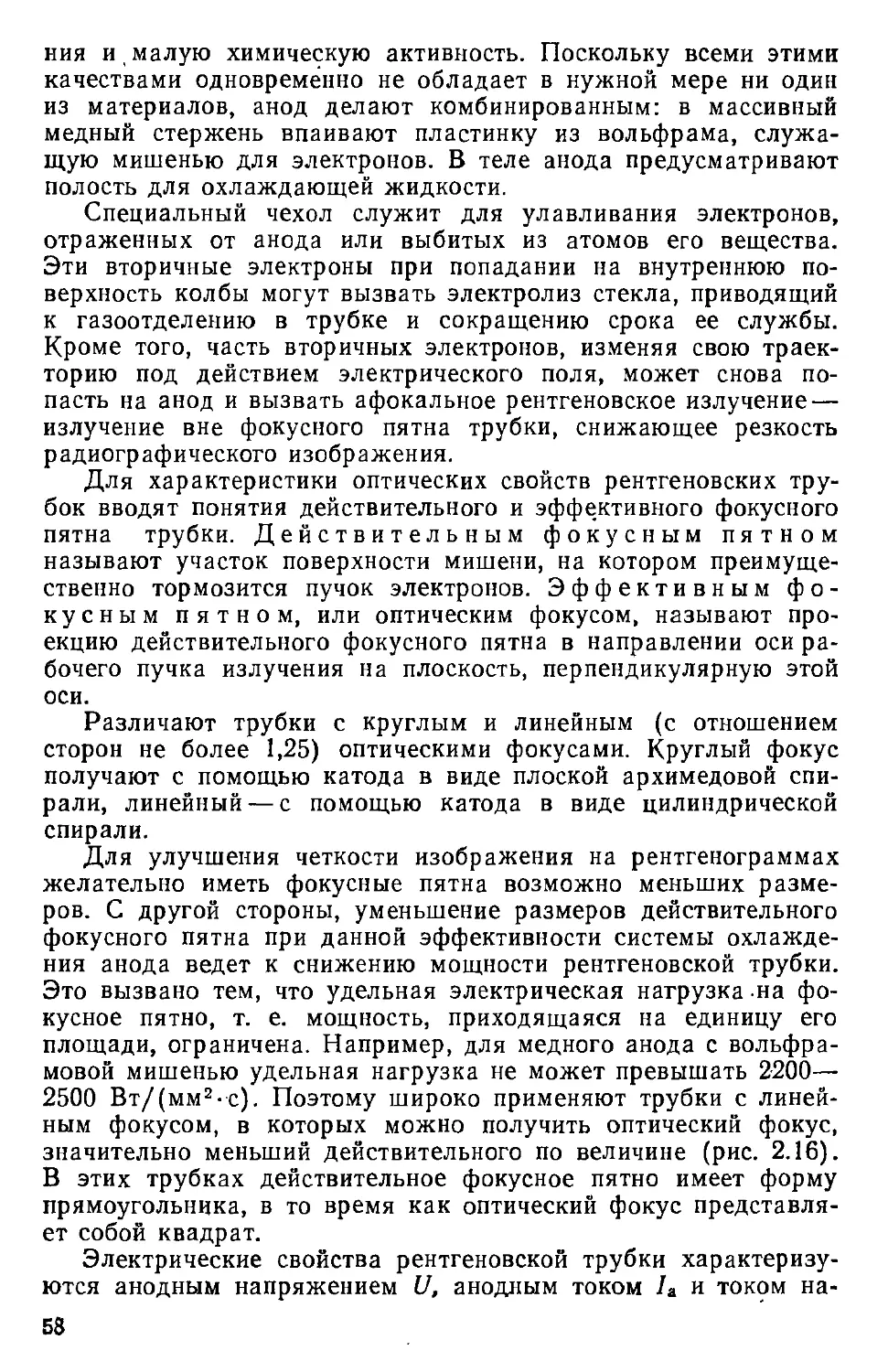
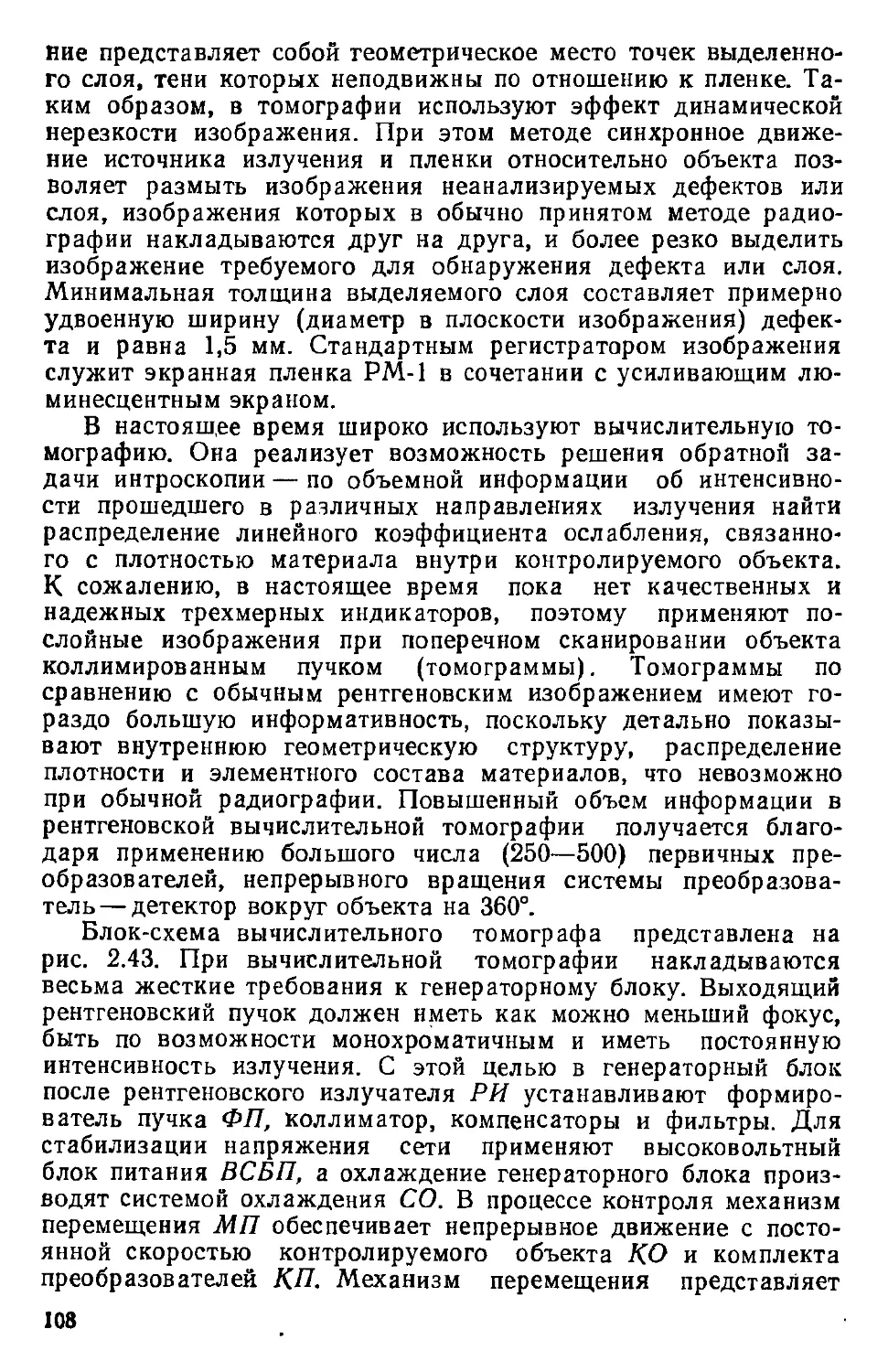
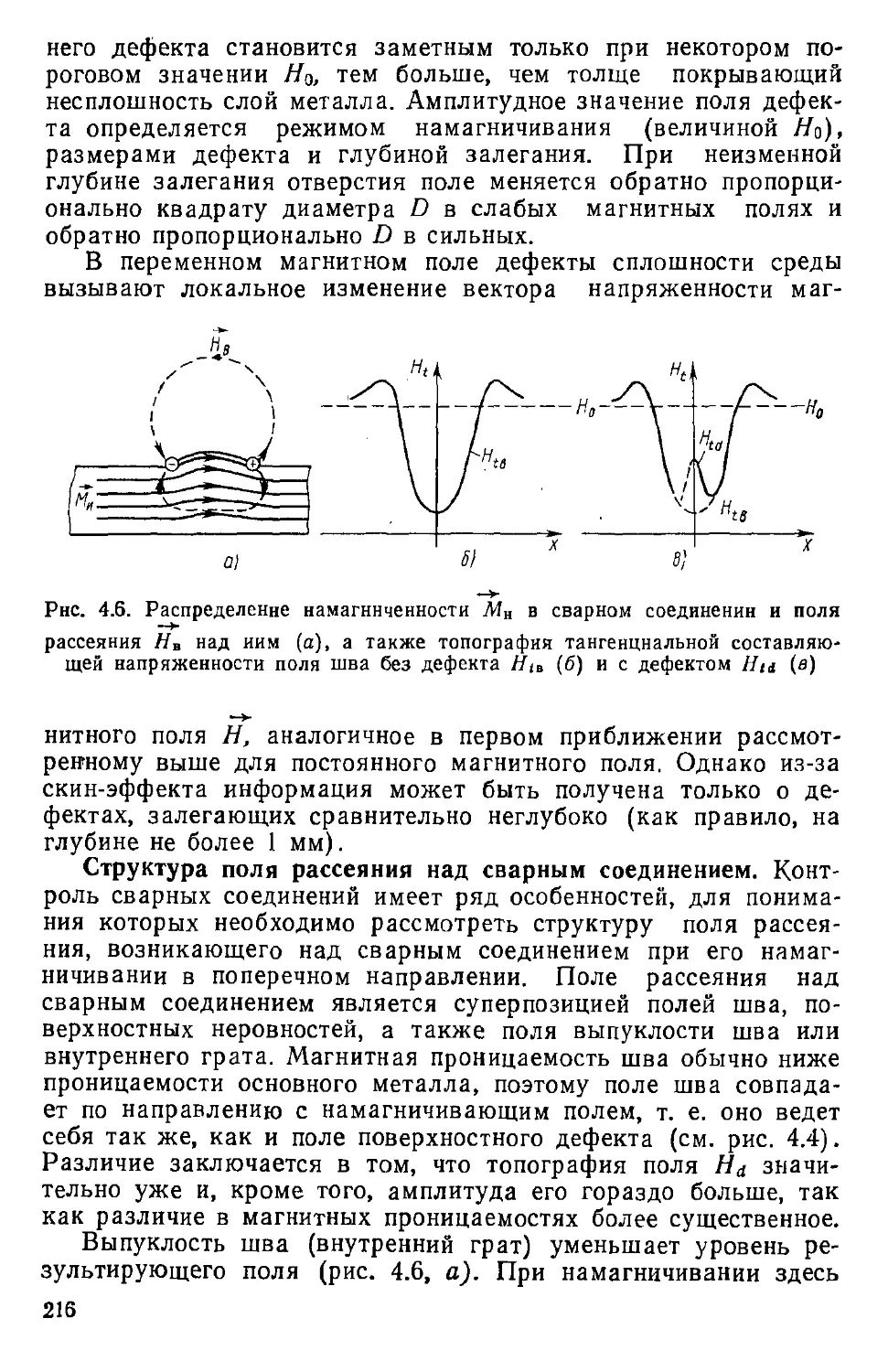
Рис. 1.1. Влияние относитель-
ной глубины Ыг/S непровара
корня шва на статическую
прочность стыковых соедине-
ний (без усилении):
/ — сталь СтЗ, 2 — сталь I2X18H9T,
3— сталь 25ХГФА, 4 — сплав Д16Т,
5 —сталь ЗОХГСНА
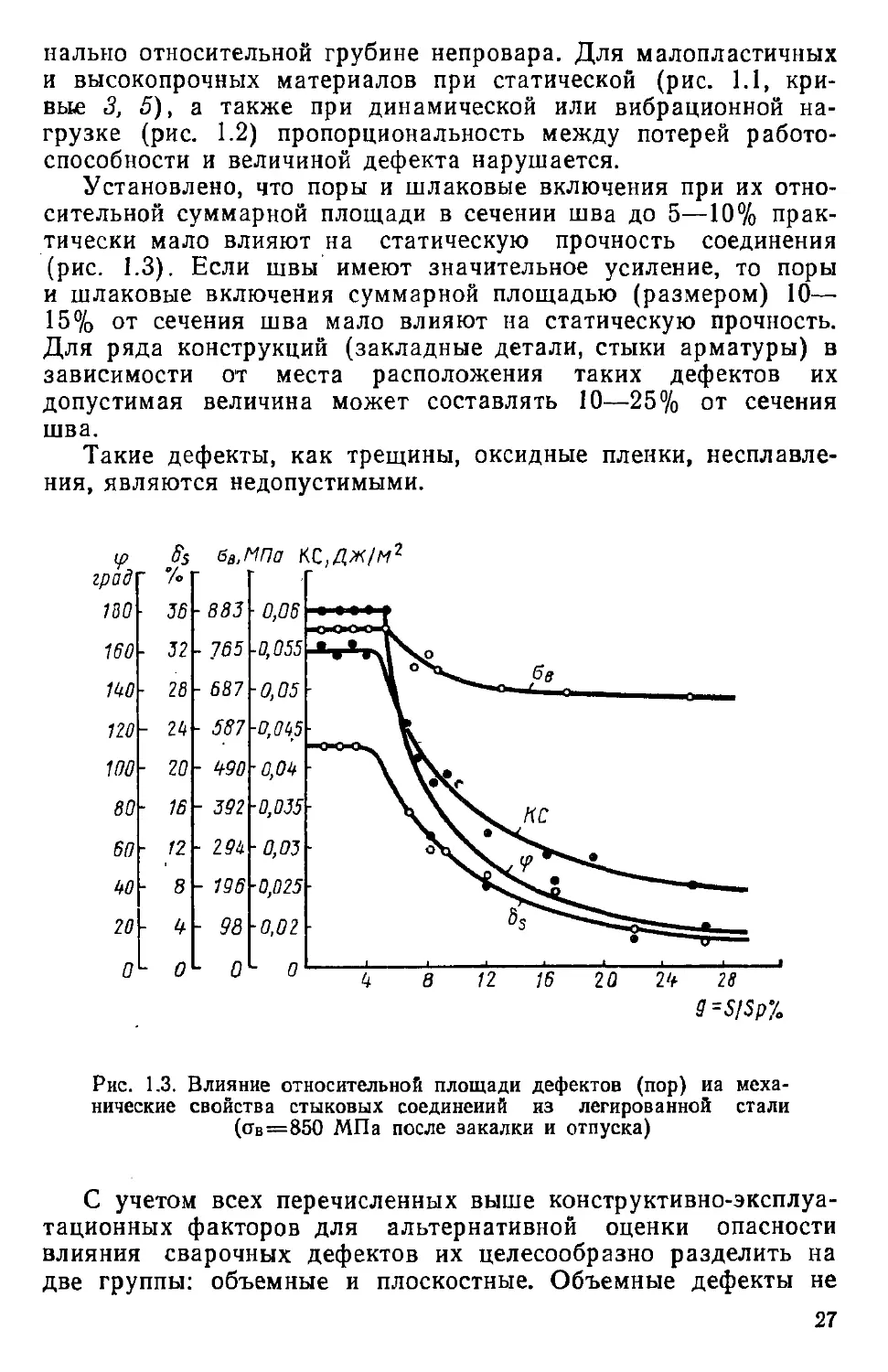
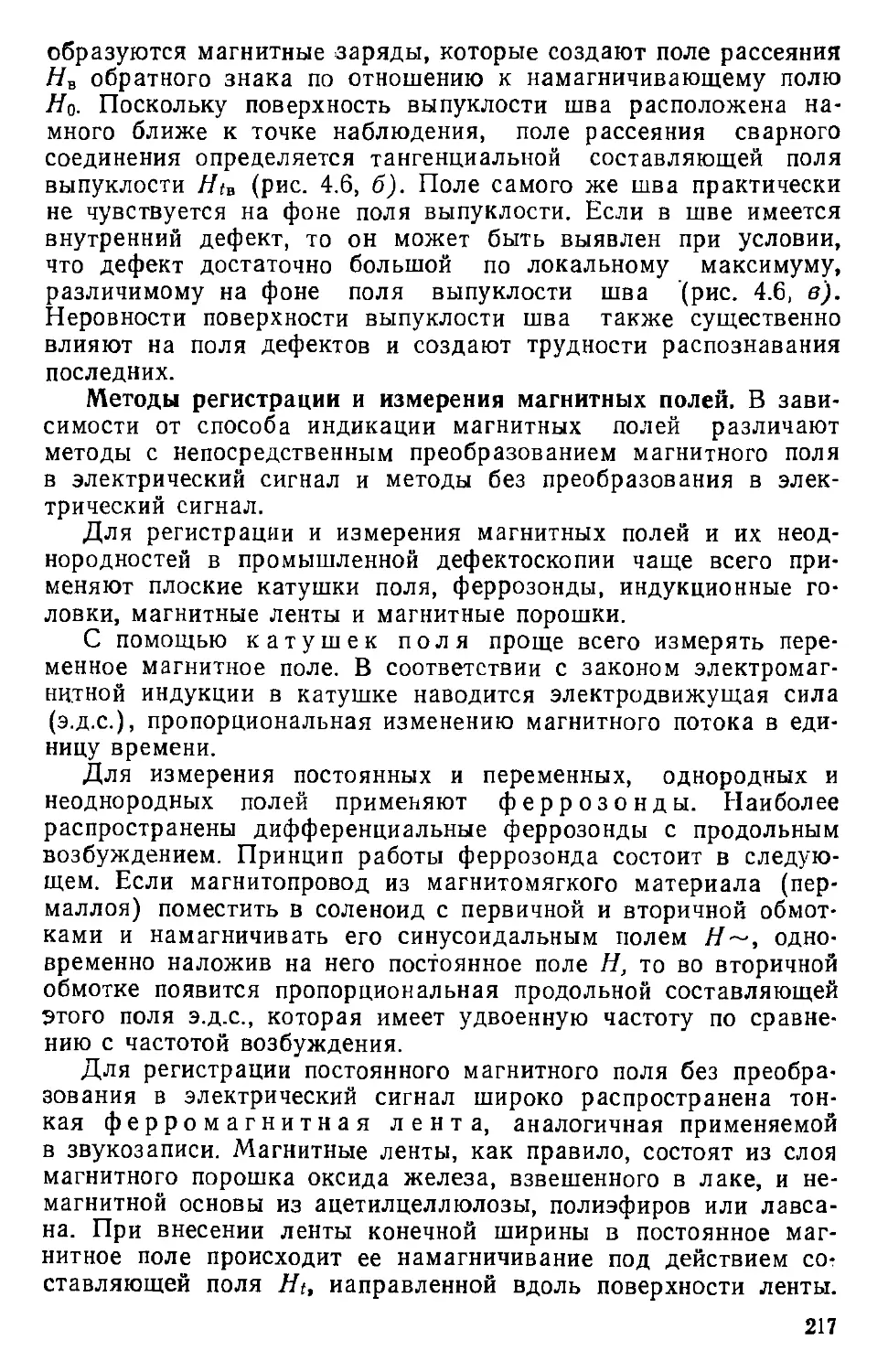
Рис. 1.2. Влияние относитель-
ной величины Д/i/S дефектов
на усталостную прочность сты-
ковых соединений из низкоуг-
леродистых сталей (без усиле-
ния):
1 — подрезы. 2 — поры. 3 — непро-
вары корня шва, 4 — шлаки
Кратеры, как и прожоги, во всех случаях являются недо-
пустимыми дефектами и подлежат исправлению.
Для окончательной оценки качества сварного соединения
контролер должен знать значения допустимости наруж-
ных и внутренних дефектов, которые указаны в норматив-
но-технической документации. Результаты многочисленных ис-
следований показывают, что для пластичных материалов при
статической нагрузке (рис. 1.1, кривые 1, 2, 4) влияние величи-
ны непровара на уменьшение их прочности прямо пропорцио-
26
нально относительной грубине непровара. Для малопластичных
и высокопрочных материалов при статической (рис. 1.1, кри-
вые 3, 5), а также при динамической или вибрационной на-
грузке (рис. 1.2) пропорциональность между потерей работо-
способности и величиной дефекта нарушается.
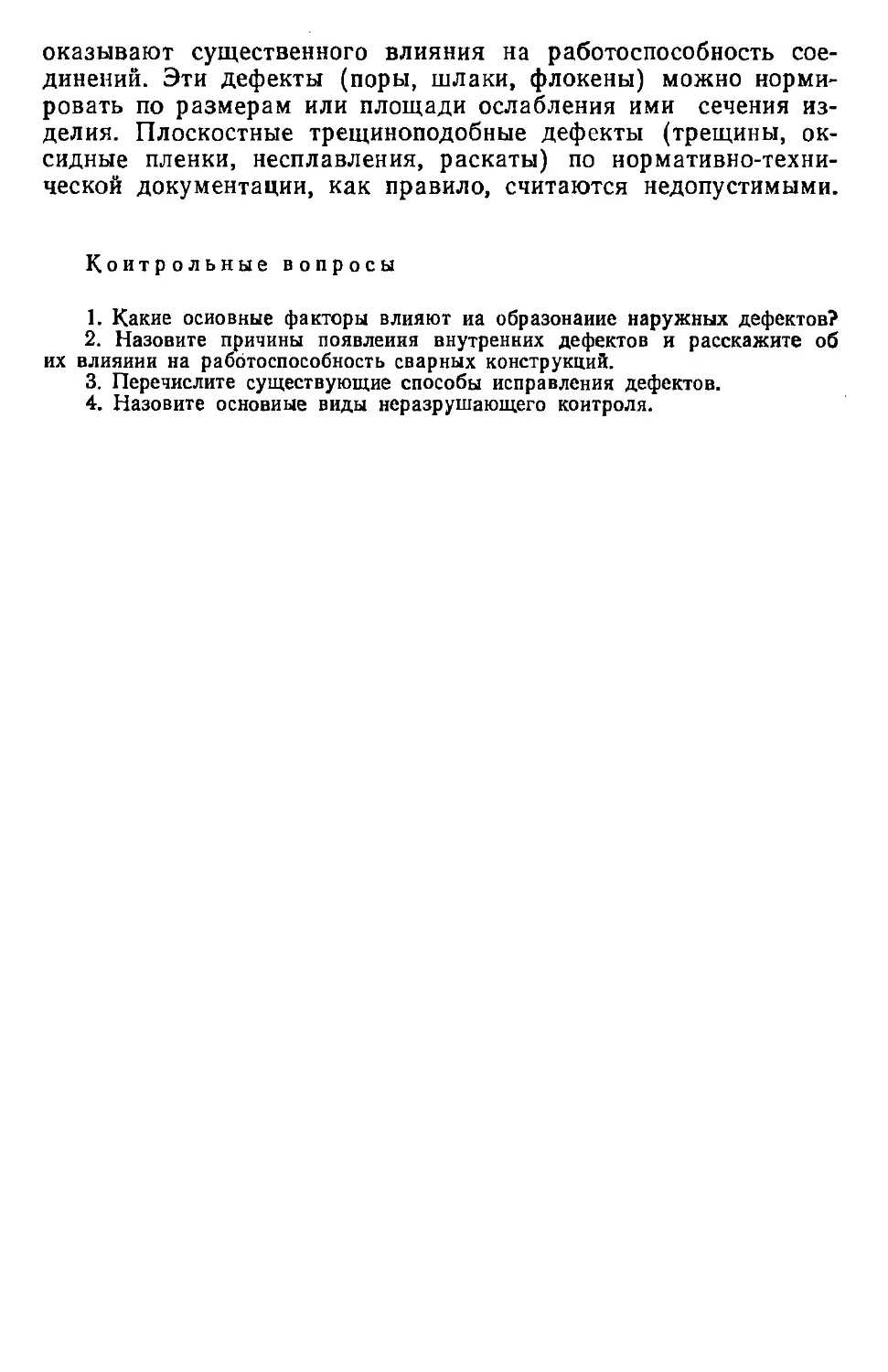
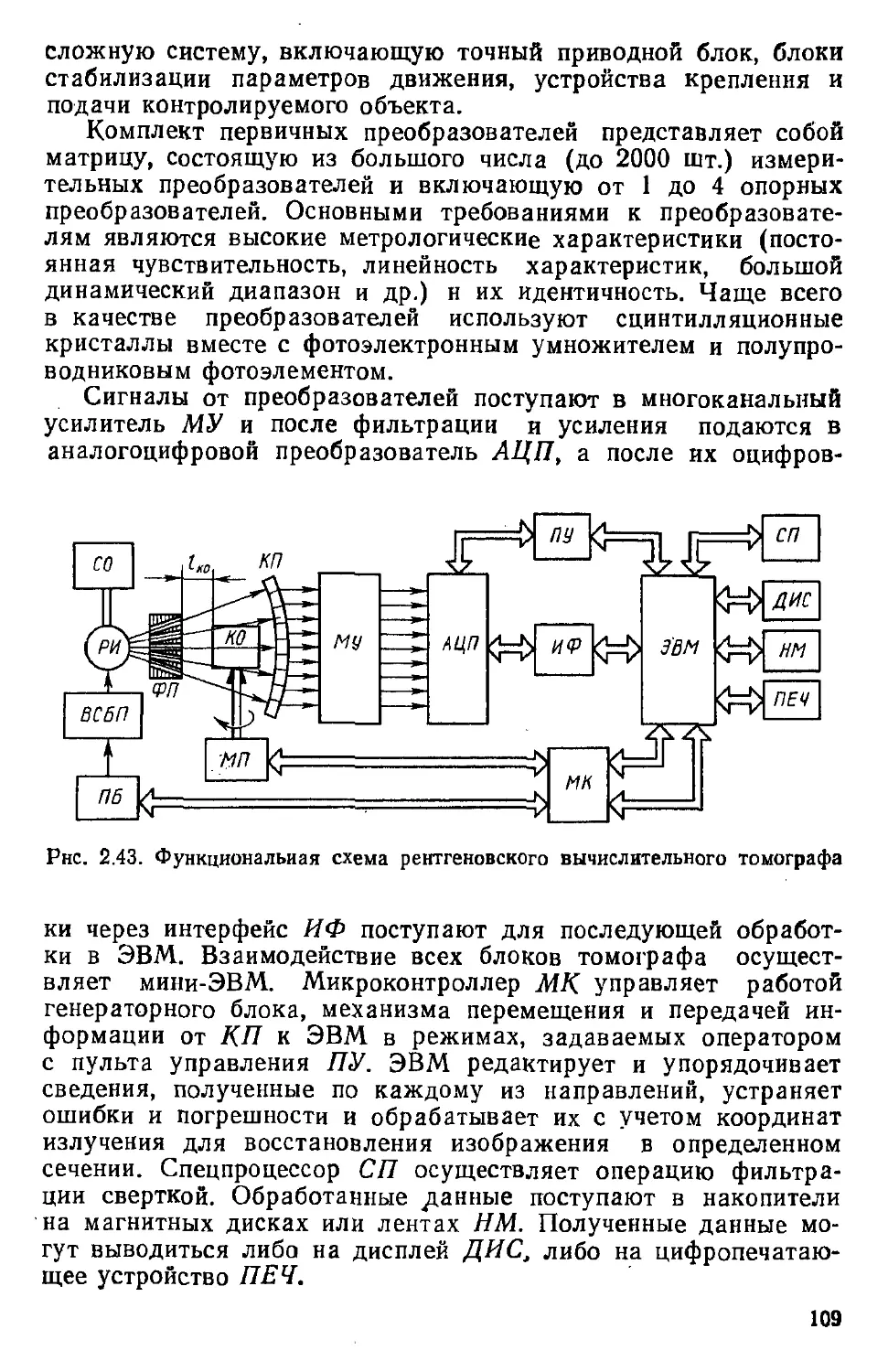
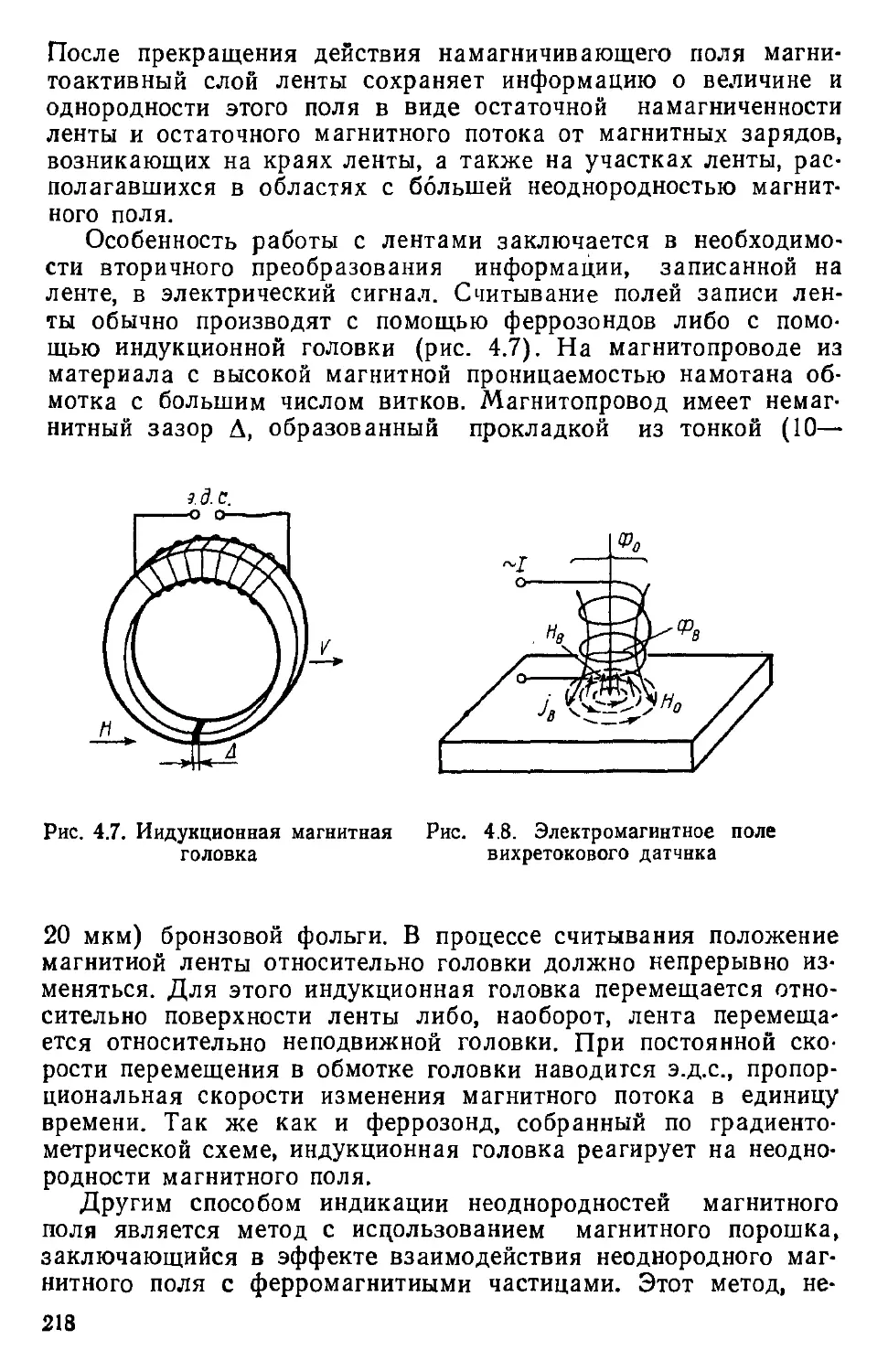
Установлено, что поры и шлаковые включения при их отно-
сительной суммарной площади в сечении шва до 5—10% прак-
тически мало влияют на статическую прочность соединения
(рис. 1.3). Если швы имеют значительное усиление, то поры
и шлаковые включения суммарной площадью (размером) 10—
15% от сечения шва мало влияют на статическую прочность.
Для ряда конструкций (закладные детали, стыки арматуры) в
зависимости от места расположения таких дефектов их
допустимая величина может составлять 10—25% от сечения
шва.
Такие дефекты, как трещины, оксидные пленки, несплавле-
ния, являются недопустимыми.
Рис. 1.3. Влияние относительной площади дефектов (пор) иа меха-
нические свойства стыковых соединений из легированной стали
(<Тв=850 МПа после закалки и отпуска)
С учетом всех перечисленных выше конструктивно-эксплуа-
тационных факторов для альтернативной оценки опасности
влияния сварочных дефектов их целесообразно разделить на
две группы: объемные и плоскостные. Объемные дефекты не
27
оказывают существенного влияния на работоспособность сое-
динений. Эти дефекты (поры, шлаки, флокены) можно норми-
ровать по размерам или площади ослабления ими сечения из-
делия. Плоскостные трещиноподобные дефекты (трещины, ок-
сидные пленки, несплавления, раскаты) по нормативно-техни-
ческой документации, как правило, считаются недопустимыми.
Контрольные вопросы
1. Какие основные факторы влияют на образонаиие наружных дефектов?
2. Назовите причины появления внутренних дефектов и расскажите об
их влиянии на работоспособность сварных конструкций.
3. Перечислите существующие способы исправления дефектов.
4. Назовите основные виды неразрушающего контроля.
2. Радиационная дефектоскопия
2.1. ИОНИЗИРУЮЩИЕ ИЗЛУЧЕНИЯ
Ионизирующие излучения обусловлены процессами, проис-
ходящими с ядром атома (гамма-излучение) и частицами (эле-
ктронами), окружающими его (рентгеновское излучение).
Природа гамма-излучения. Ядро атома состоит из двух ви-
дов элементарных частиц: протонов и нейтронов. Протон —
частица, обладающая положительным электрическим зарядом,
нейтрон — электрически нейтральная частица. Протоны и
нейтроны, находящиеся в атомном ядре, называют также нук-
лонами.
Число протонов определяет заряд ядра и атомный номер
элемента Z в периодической системе элементов Менделеева.
Массы протона и нейтрона приблизительно равны и очень близ-
ки по значению к атомной единице массы. Поскольку масса
нуклона превосходит массу электрона в 1840 раз, практически
вся масса атома сосредоточена в его ядре.
Большая часть химических элементов имеет несколько раз-
новидностей атомов, отличающихся друг от друга числом нейт-
ронов N„ в ядре. Такие атомы называют изотопами.
Атомы, ядра которых отличаются по своему составу, т. е. со-
держат различное число протонов или нейтронов, либо тех и
других Одновременно, называют нуклидами. Таким образом,
разные изотопы одного и того же химического элемента явля-
ются нуклидами, отличающимися только числом нейтронов.
Между одноименно заряженными частицами ядра (прото-
нами) действуют силы электростатического отталкивания, од-
нако ядро является чрезвычайно устойчивой системой. Это объ-
ясняется тем, что между нуклонами в ядре действуют так на-
зываемые ядерные силы, определяющие его строение и свойст-
ва. Ядерные силы обладают рядом специфических свойств. Они
на много порядков превышают электромагнитные и гравитаци-
онные силы, а нх значение не зависит от заряда взаимодейст-
вующих нуклонов. Действие ядерных сил проявляется в том,
что у всех атомных ядер плотности ядерного вещества и удель-
ные энергии связи приблизительно одинаковы.
Ядерные силы — коротко действующие силы; они очень быст-
ро убывают с увеличением расстояния г между нуклонами и
29
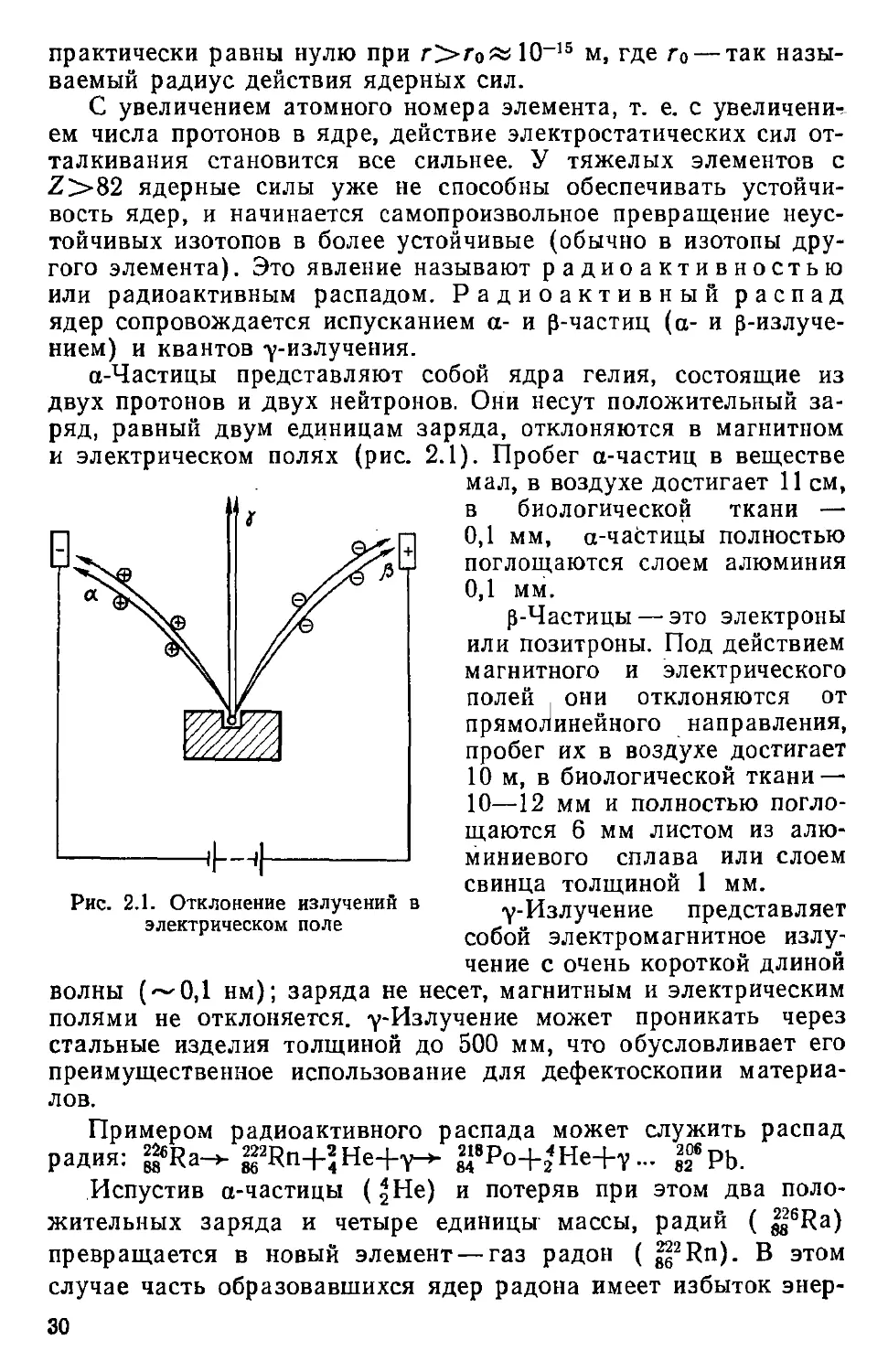
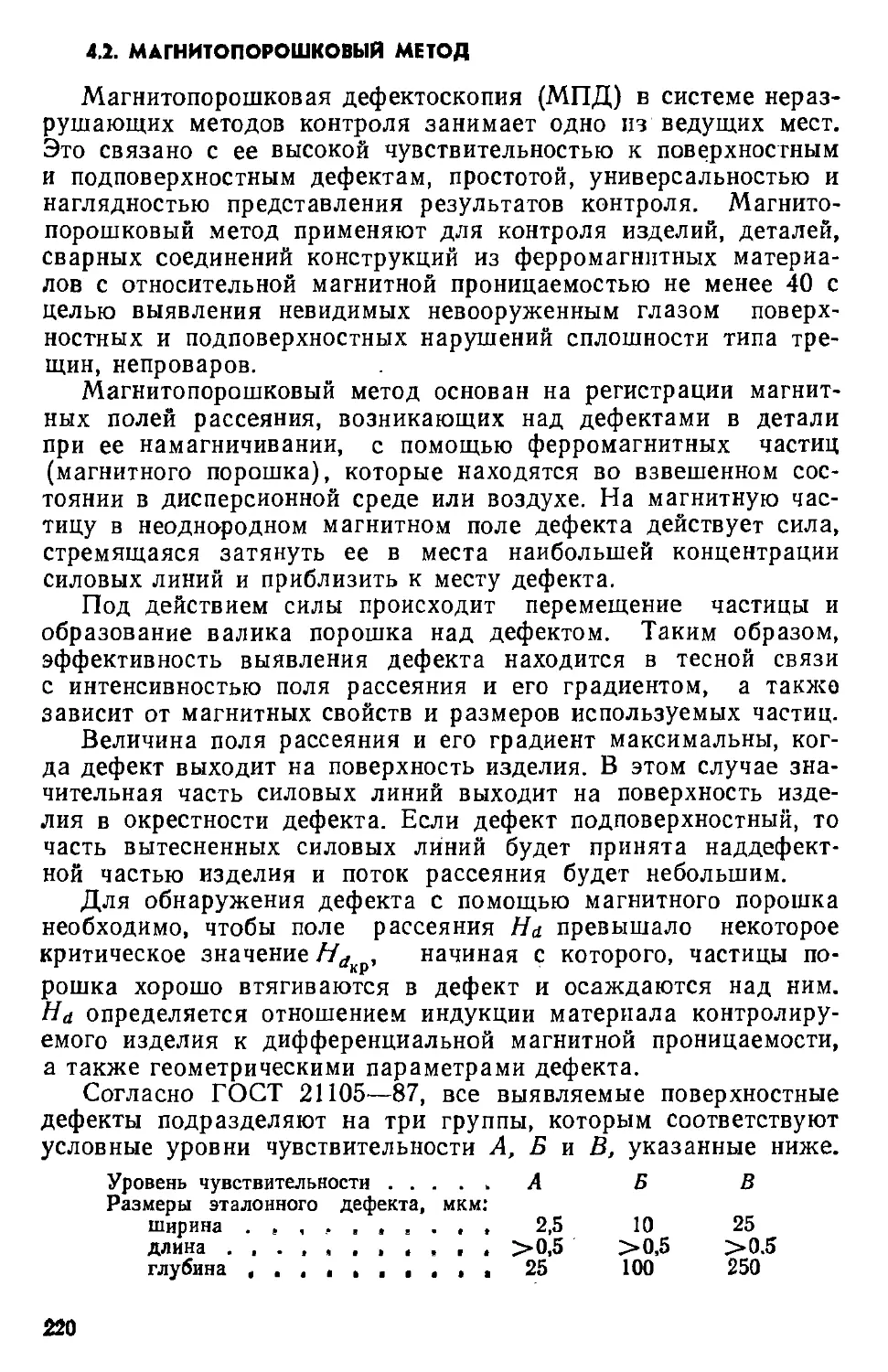
Рис. 2.1. Отклонение излучений в
электрическом поле
практически равны нулю при r>ro« 10-15 м, где г0 — так назы-
ваемый радиус действия ядерных сил.
С увеличением атомного номера элемента, т. е. с увеличени-
ем числа протонов в ядре, действие электростатических сил от-
талкивания становится все сильнее. У тяжелых элементов с
Z>82 ядерные силы уже не способны обеспечивать устойчи-
вость ядер, и начинается самопроизвольное превращение неус-
тойчивых изотопов в более устойчивые (обычно в изотопы дру-
гого элемента). Это явление называют радиоактивностью
или радиоактивным распадом. Радиоактивный распад
ядер сопровождается испусканием а- и р-частиц (а- и р-излуче-
нием) и квантов у-излучения.
а-Частицы представляют собой ядра гелия, состоящие из
двух протонов и двух нейтронов. Они несут положительный за-
ряд, равный двум единицам заряда, отклоняются в магнитном
и электрическом полях (рис. 2.1). Пробег а-частиц в веществе
мал, в воздухе достигает 11 см,
в биологической ткани —
0,1 мм, а-частицы полностью
поглощаются слоем алюминия
0,1 мм.
р-Частицы — это электроны
или позитроны. Под действием
магнитного и электрического
полей . они отклоняются от
прямолинейного направления,
пробег их в воздухе достигает
10 м, в биологической ткани —
10—12 мм и полностью погло-
щаются 6 мм листом из алю-
миниевого сплава или слоем
свинца толщиной 1 мм.
у-Излучение представляет
собой электромагнитное излу-
чение с очень короткой длиной
волны (~0,1 нм); заряда не несет, магнитным и электрическим
полями не отклоняется. у-Излучение может проникать через
стальные изделия толщиной до 500 мм, что обусловливает его
преимущественное использование для дефектоскопии материа-
лов.
Примером радиоактивного распада может служить распад
радия: ||6Ra->-^Rn-f-^He+y-»- 848р°+г Не+? - 82°®рь.
Испустив а-частицы (2Не) и потеряв при этом два поло-
жительных заряда и четыре единицы массы, радий ( ^6Ra)
превращается в новый элемент — газ радон ( |j?2Rn). В этом
случае часть образовавшихся ядер радона имеет избыток энер-
30
гии — находится в возбужденном состоянии. Этот избыток энер-
гии излучается в виде квантов у-излучения. Вновь образовав-
шийся B62Rn также оказывается неустойчивым и, испустив, в
свою очередь, а-частицу, превращается в новое, тоже неустой-
чивое радиоактивное вещество полоний ( ^8Ро). Этот процесс
образования и распада последующих поколений радиоактивных
веществ остановится только тогда, когда все исходное количе-
ство радия превратится в изотоп свинца 2^РЬ.
Скорость, с которой распадается радиоактивный элемент,
постоянна и не зависит от физических или химических усло-
вий, однако у разных элементов она различна. У каждого из
них за единицу времени распадается некоторая доля общего
числа атомных ядер, характерная для этого элемента и назы-
ваемая постоянной распада о)Р. Закон радиоактивного
распада имеет вид экспоненциальной зависимости: Af=Afoe_“<,
где N — число радиоактивных ядер к моменту времени t, No —
число ядер в начальный момент времени /=0; е — основание
натурального логарифма, равное 2,718. На практике характери-
стикой устойчивости ядра радиоактивного элемента служит
период полураспада т. е. время, в течение которого
число радиоактивных атомов уменьшается вдвое. За это время
число оставшихся ядер станет равным У=У0/2. Тогда М>/2 =
=Afoe_“Ti/2 или 1/2=е-шТ]/2. Откуда 7'i/2 = 0,693/tt)p. Период
полураспада не зависит от количества, формы и геометриче-
ских размеров источника излучения и у различных радиоактив-
ных изотопов, применяемых в дефектоскопии, колеблется от
нескольких дней до десятков лет (табл. 2.1).
2.1. Изотопы, применяемые в дефектоскопии
Наименование Период полураспада Диапазон толщин контролируемых стальных изделий, мм
Тулий-170 129 дн 15
Селен-75 120,4 дн 25
Иридий-192 74,4 дн 6—70
Цезий-137 33 года 25-120
Кобальт-60 РТТгет А-) 3
Природа рентгеновского излучения. В зависимости от вза-
имного расположения ядра атома и окружающих его электро-
нов внутренняя энергия атома может иметь ряд дискретных зна-
чений: минимальное значение энергии из этого ряда соответст-
вует нормальному или основному состоянию атома, любое дру-
гое— возбужденному состоянию. В нормальном состоянии сво-
бодный атом, не подверженный внешним воздействиям, может
находиться неограниченное время, в возбужденном — лишь
очень короткое время, обычно не более 10 нс. В нормальном
31
состоянии атом электрически нейтрален, число электронов в
нем равно заряду ядра, выраженному в электронных едини-
цах (зарядовому числу), и атомному номеру элемента в перио-
дической системе Менделеева.
Электроны в атоме располагаются на строго определенных
энергетических уровнях — электронных оболочках. Электрон-
ные оболочки обозначают (в порядке удаления от ядра) сим-,
волами К, L, М, N, О, Р, Q. Каких-либо промежуточных зна-
чений энергии в атоме электрон иметь не может, а также не
может быть двух электронов, которые бы находились в одном
энергетическом состоянии. Поэтому распределение электронов
в атоме происходит по следующему принципу: в первую оче-
редь электрон занимает ту оболочку, на которой он обладает
наименьшей энергией и имеет наибольшую силу притяжения к
ядру, т. е. занимает ближайшую к ядру оболочку. Следующий
электрон занимает оболочку, соответствующую более высокому
уровню энергии и остающуюся еще свободной и т. д.
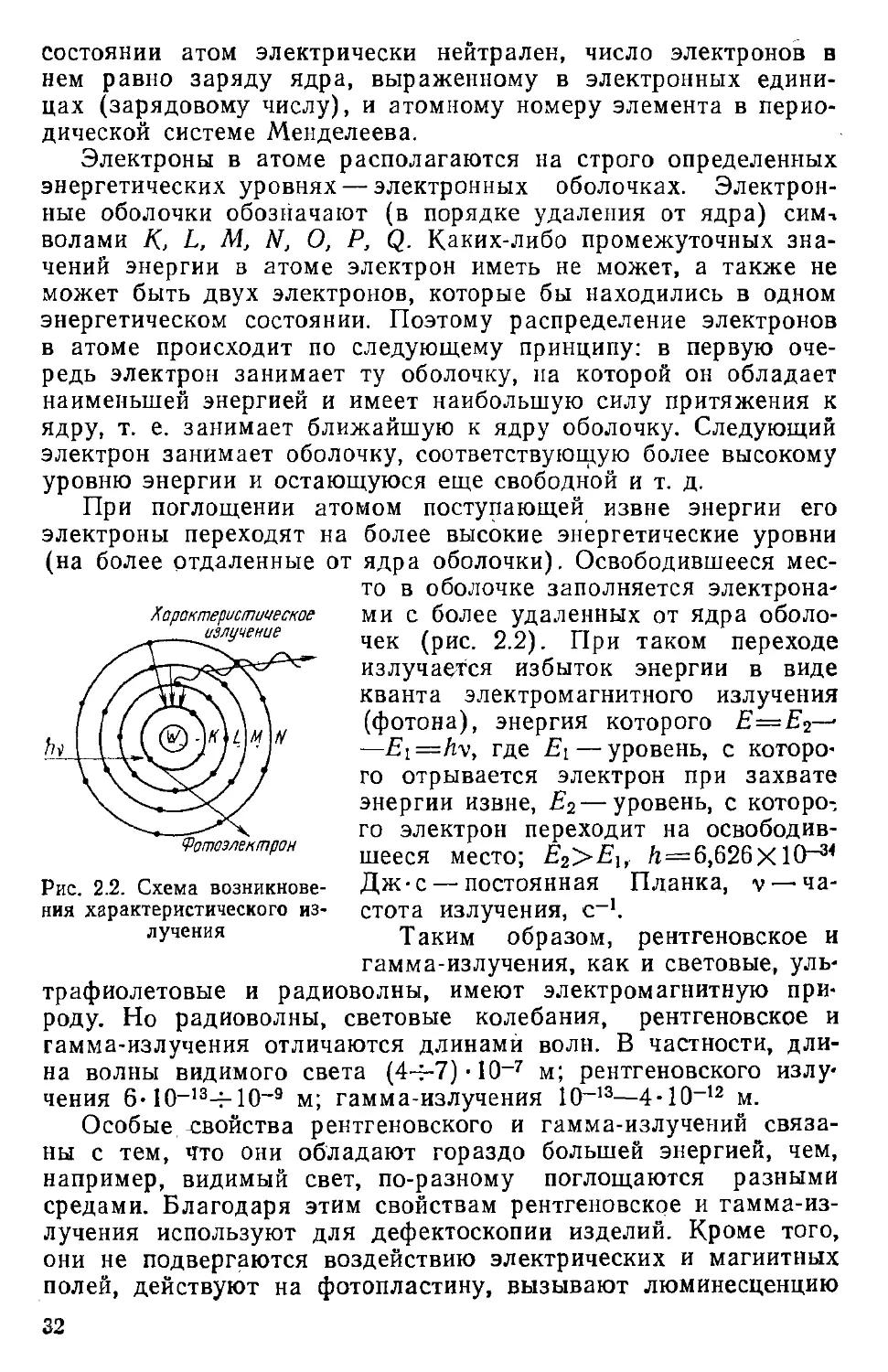
При поглощении атомом поступающей извне энергии его
электроны переходят на более высокие энергетические уровни
(на более отдаленные от ядра оболочки). Освободившееся мес-
то в оболочке заполняется электрона-
Рис. 2.2. Схема возникнове-
ния характеристического из-
лучения
ми с более удаленных от ядра оболо-
чек (рис. 2.2). При таком переходе
излучается избыток энергии в виде
кванта электромагнитного излучения
(фотона), энергия которого £'=£'2—
—Et=hv, где Et — уровень, с которо-
го отрывается электрон при захвате
энергии извне, Е2— уровень, с которо-
го электрон переходит на освободив-
шееся место; E2>EU /г=6,626X IO-34
Дж-с — постоянная Планка, у—-ча-
стота излучения, с-1.
Таким образом, рентгеновское и
гамма-излучения, как и световые, уль-
трафиолетовые и радиоволны, имеют электромагнитную при-
роду. Но радиоволны, световые колебания, рентгеновское и
гамма-излучения отличаются длинами волн. В частности, дли-
на волны видимого света (44-7) -10-7 м; рентгеновского излу-
чения 6-10—13Ч-10—9 м; гамма-излучения 10-13—4-Ю-12 м.
Особые двойства рентгеновского и гамма-излучений связа-
ны с тем, что они обладают гораздо большей энергией, чем,
например, видимый свет, по-разному поглощаются разными
средами. Благодаря этим свойствам рентгеновское и гамма-из-
лучения используют для дефектоскопии изделий. Кроме того,
они не подвергаются воздействию электрических и магнитных
полей, действуют на фотопластину, вызывают люминесценцию
32
некоторых химических соединении, ионизируют газы, нагрева-
ют облучаемое вещество, воздействуют на живые организмы.
Получение гамма-излучения. На практике чаще всего ис-
пользуют искусственные изотопы, ядерные реакции у которых
вызывают бомбардировкой их ядра частицами с определенной
кинетической энергией. Наиболее широко распространены реак-
ции под действием нейтронов и дейтронов. Благодаря отсутст-
вию заряда нейтрон легко проникает в атомное ядро и поэтому
наиболее эффективен для осуществления ядерных реакций. При
бомбардировке нейтронами ядро атома захватывает нейтрон,
заряд ядра при этом не изменяется, но масса его увеличивает-
ся на единицу, в результате чего ядро окажется в неустойчи-
вом (возбужденном) состоянии, что и приведет к самопроиз-
вольному его распаду. Источниками нейтронов являются ядер-
ные реакторы, нейтронные генераторы, а также естественные
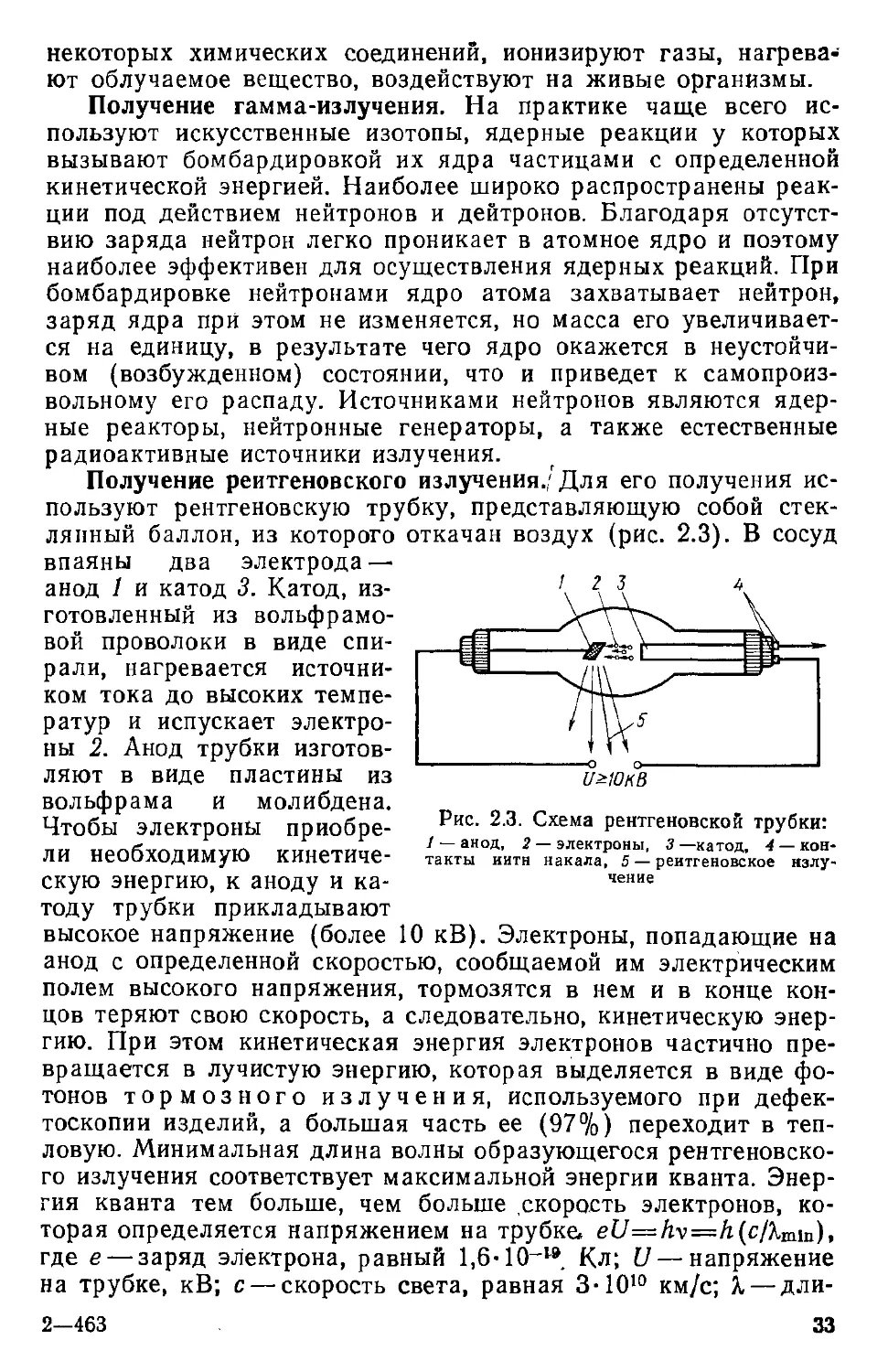
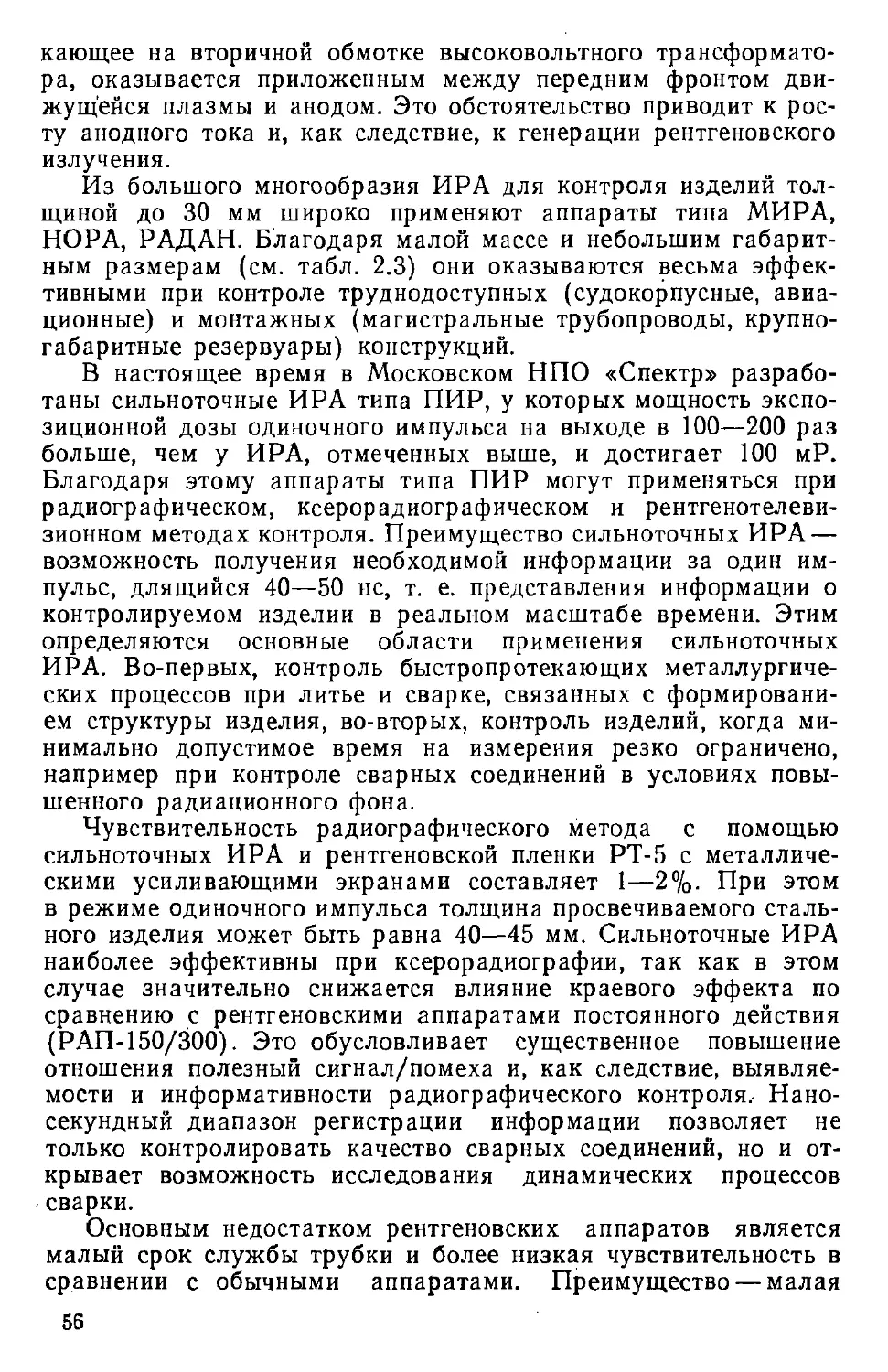
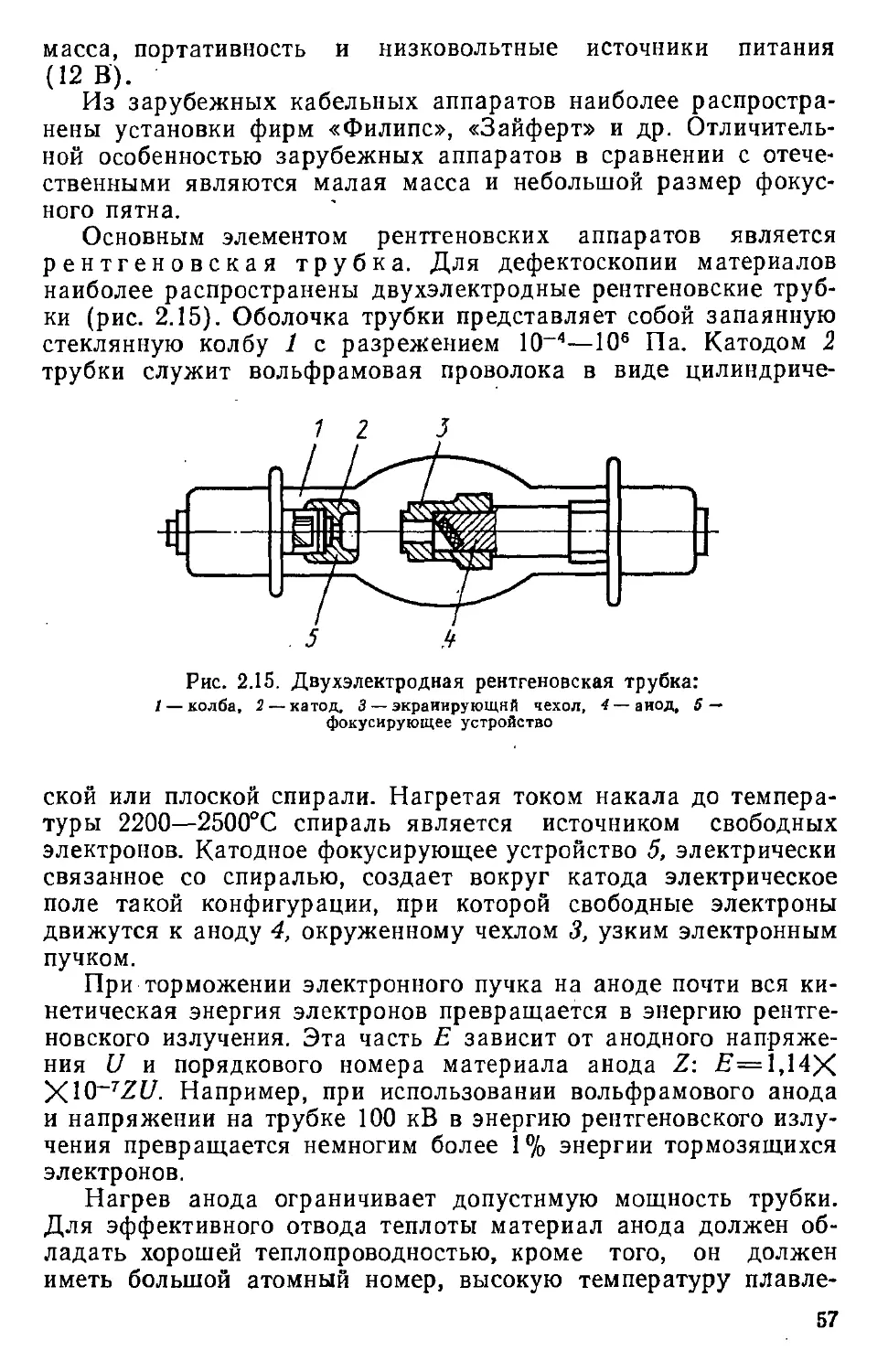
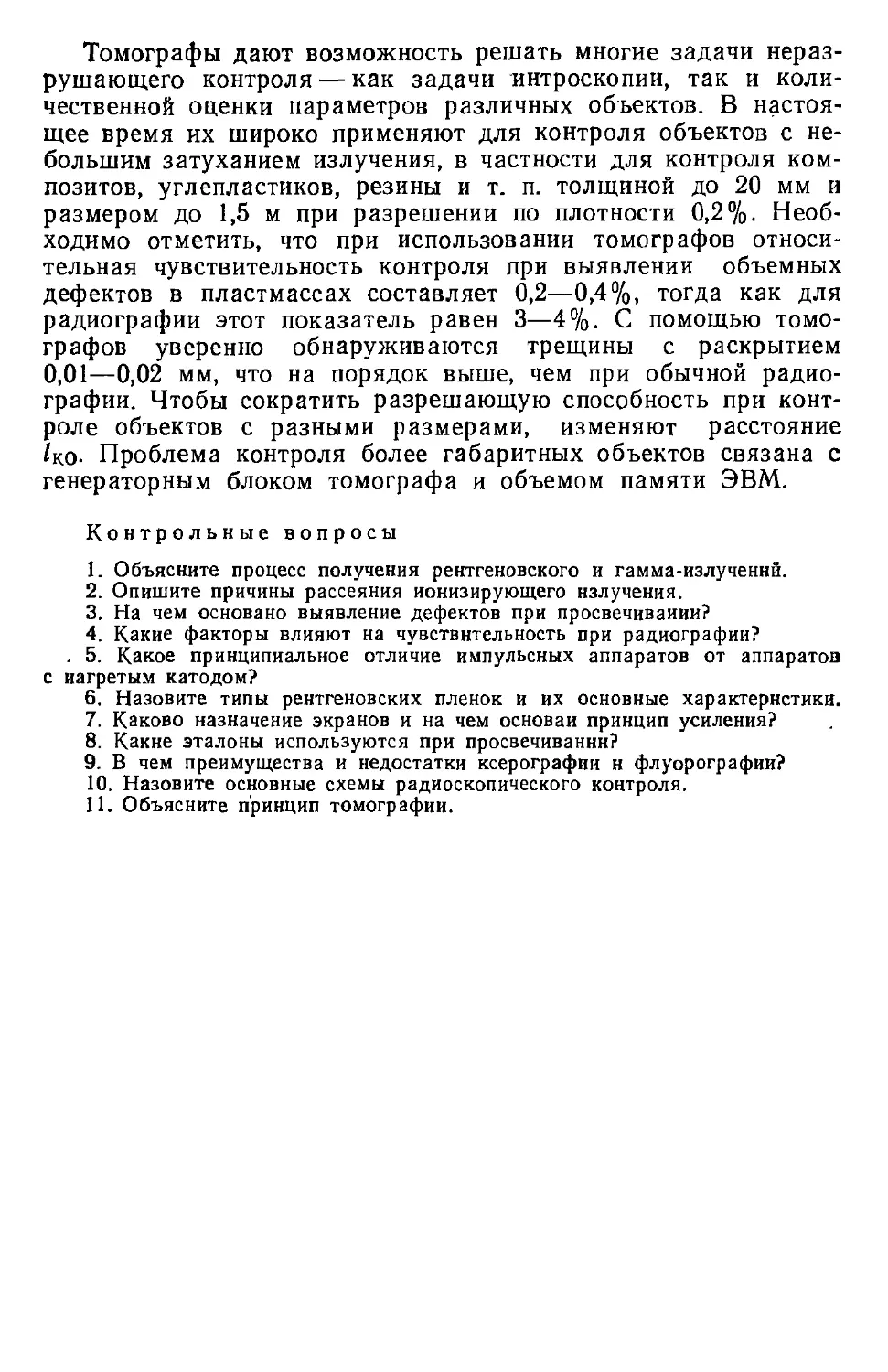
Рис. 2.3. Схема рентгеновской трубки:
/ — анод, 2 — электроны, 3—катод, 4 — кон-
такты иитн накала, 5 — рентгеновское излу-
чение
радиоактивные источники излучения.
Получение рентгеновского излучения./Для его получения ис-
пользуют рентгеновскую трубку, представляющую собой стек-
лянный баллон, из которого откачан воздух (рис. 2.3). В сосуд
впаяны два электрода—•
анод 1 и катод 3. Катод, из-
готовленный из вольфрамо-
вой проволоки в виде спи-
рали, нагревается источни-
ком тока до высоких темпе-
ратур и испускает электро-
ны 2. Анод трубки изготов-
ляют в виде пластины из
вольфрама и молибдена.
Чтобы электроны приобре-
ли необходимую кинетиче-
скую энергию, к аноду и ка-
тоду трубки прикладывают
высокое напряжение (более 10 кВ). Электроны, попадающие на
анод с определенной скоростью, сообщаемой им электрическим
полем высокого напряжения, тормозятся в нем и в конце кон-
цов теряют свою скорость, а следовательно, кинетическую энер-
гию. При этом кинетическая энергия электронов частично пре-
вращается в лучистую энергию, которая выделяется в виде фо-
тонов тормозного излучения, используемого при дефек-
тоскопии изделий, а большая часть ее (97%) переходит в теп-
ловую. Минимальная длина волны образующегося рентгеновско-
го излучения соответствует максимальной энергии кванта. Энер-
гия кванта тем больше, чем больше скорость электронов, ко-
торая определяется напряжением на трубке, e{7=/iv=/i(c/Xmin),
где е — заряд электрона, равный l,6-10~w. Кл; U — напряжение
на трубке, кВ; с — скорость света, равная 3-1010 км/с; % — дли-
2—463
33
на волны, см. Подставляя числовые значения в приведенную
формулу, получим Xmin= 12,4 (J. Из приведенной формулы вид-
но, что энергетический спектр тормозного излучения определя-
ется величиной напряжения на трубке. Чем выше напряжение,
тем больше скорость электронов, тем больше энергия излучения,
тем меньше длина волны и тем больше проникающая способ-
ность излучения. Поскольку электроны, испускаемые катодом,
имеют непрерывное (максвелловское) распределение скоростей,
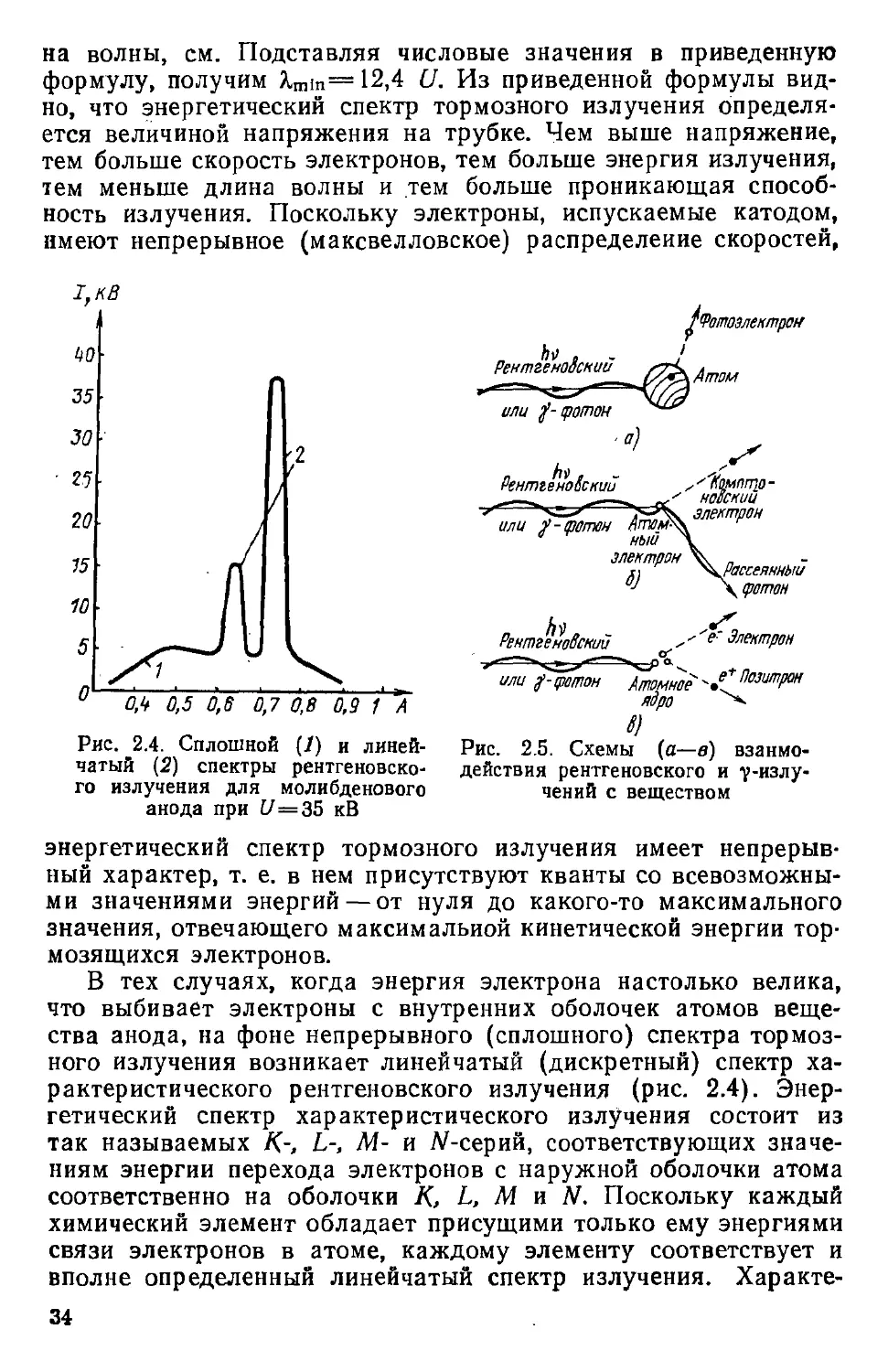
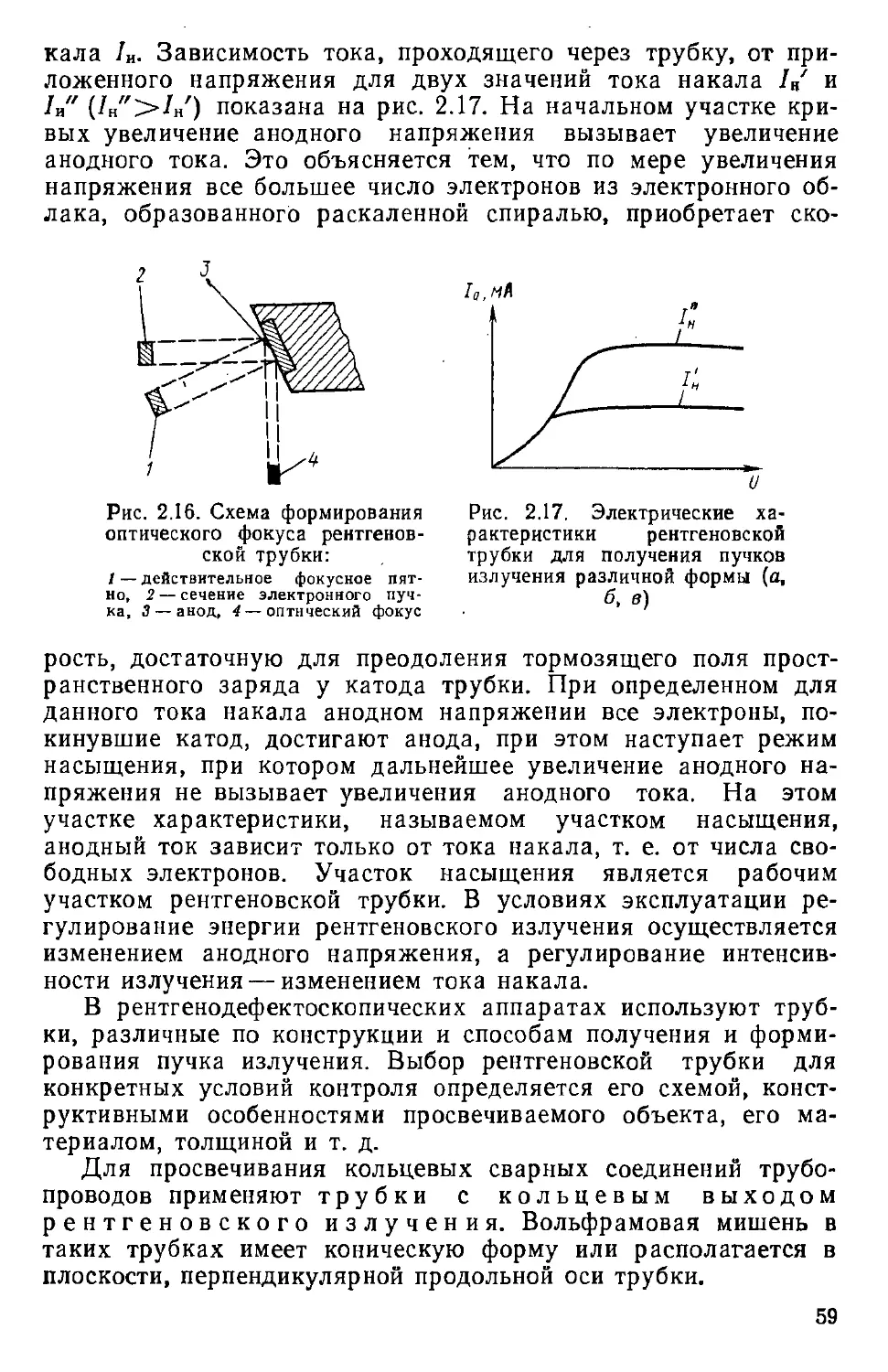
Рис. 2.4. Сплошной (/) и линей-
чатый (2) спектры рентгеновско-
го излучения для молибденового
анода при [/=35 кВ
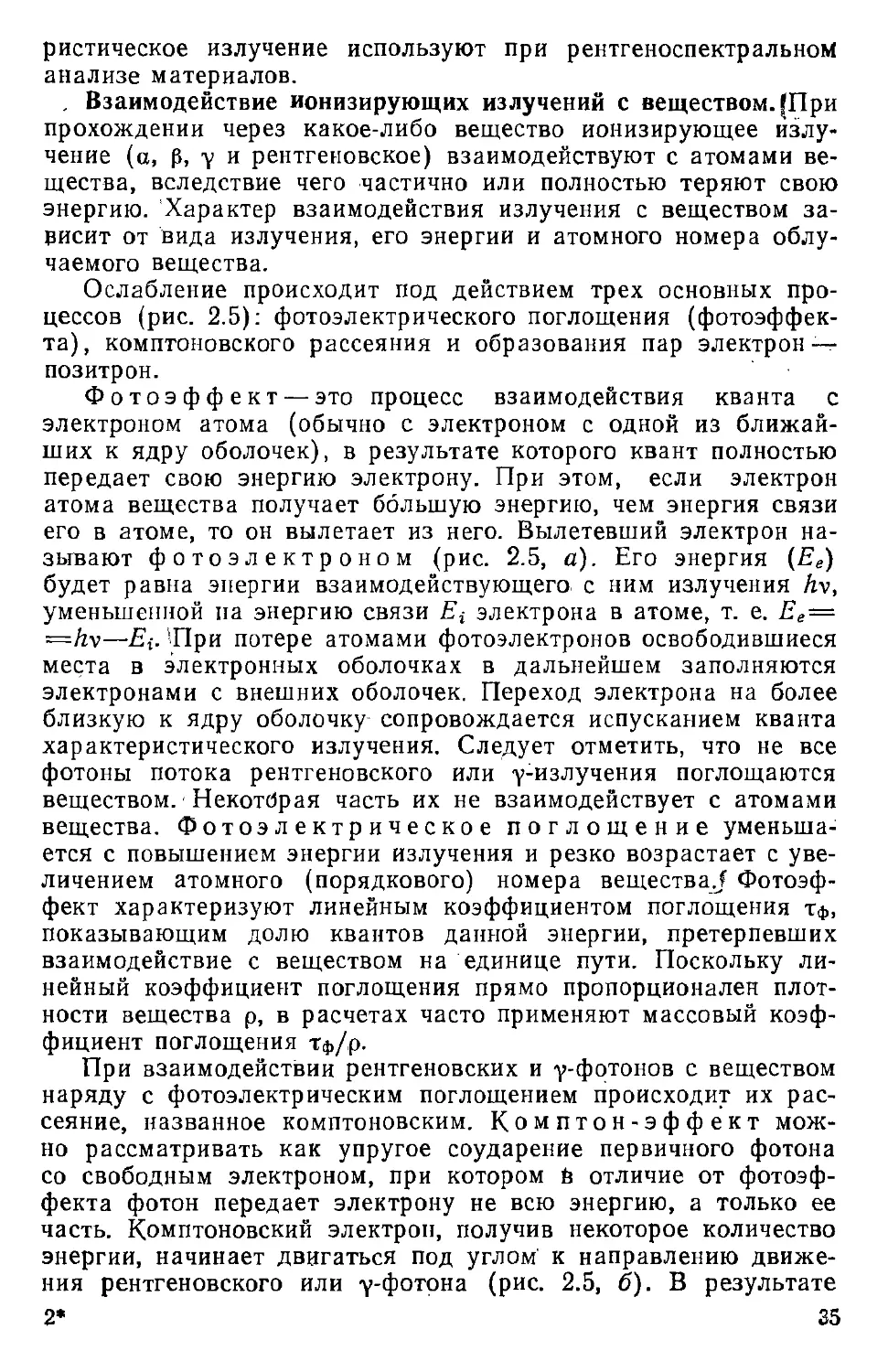
Рентгеновский
^Фотоэлектрон
I
\Атом
или tf-фотон
Рентгеновский
^Компто-
новский
электрон
Рассеянный
фотон
или f-фотон Атом-
ный
электрон
i)
Рентгеновский е' Электрон
или f-фотон Атомное Рсэитрон
ядро
6)
Рис. 2.5. Схемы (а—в) взаимо-
действия рентгеновского и у-излу-
чений с веществом
энергетический спектр тормозного излучения имеет непрерыв-
ный характер, т. е. в нем присутствуют кванты со всевозможны-
ми значениями энергий — от нуля до какого-то максимального
значения, отвечающего максимальной кинетической энергии тор-
мозящихся электронов.
В тех случаях, когда энергия электрона настолько велика,
что выбивает электроны с внутренних оболочек атомов веще-
ства анода, на фоне непрерывного (сплошного) спектра тормоз-
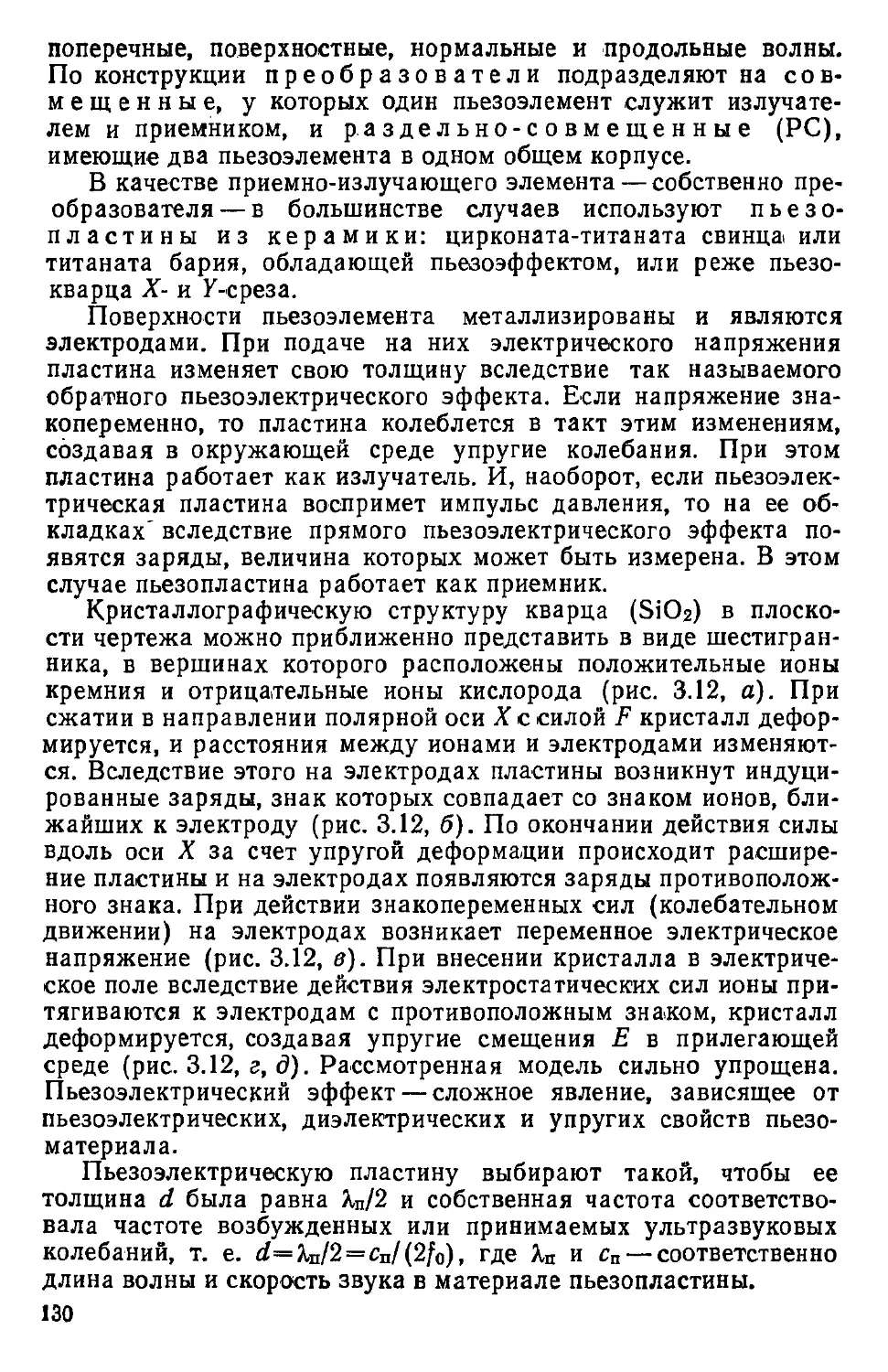
ного излучения возникает линейчатый (дискретный) спектр ха-
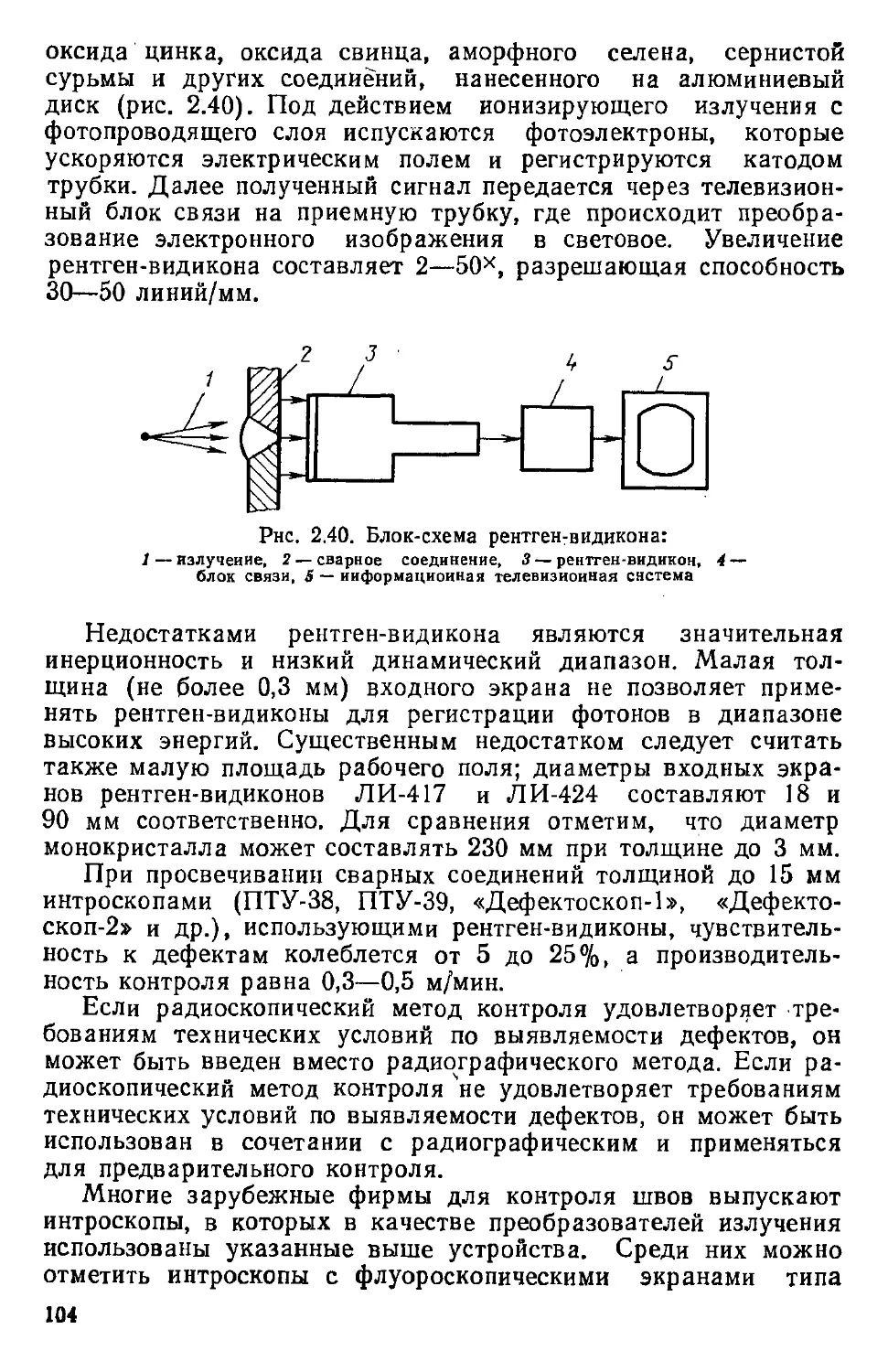
рактеристического рентгеновского излучения (рис. 2.4). Энер-
гетический спектр характеристического излучения состоит из
так называемых К.-, L-, М- и Л[-серий, соответствующих значе-
ниям энергии перехода электронов с наружной оболочки атома
соответственно на оболочки К, L, Л1 и N. Поскольку каждый
химический элемент обладает присущими только ему энергиями
связи электронов в атоме, каждому элементу соответствует и
вполне определенный линейчатый спектр излучения. Характе-
34
ристическое излучение используют при рентгеноспектральном
анализе материалов.
. Взаимодействие ионизирующих излучений с веществом. (При
прохождении через какое-либо вещество ионизирующее излу-
чение (а, р, у и рентгеновское) взаимодействуют с атомами ве-
щества, вследствие чего частично или полностью теряют свою
энергию. Характер взаимодействия излучения с веществом за-
рисит от вида излучения, его энергии и атомного номера облу-
чаемого вещества.
Ослабление происходит под действием трех основных про-
цессов (рис. 2.5): фотоэлектрического поглощения (фотоэффек-
та), комптоновского рассеяния и образования пар электрон —
позитрон.
Фотоэффект — это процесс взаимодействия кванта с
электроном атома (обычно с электроном с одной из ближай-
ших к ядру оболочек), в результате которого квант полностью
передает свою энергию электрону. При этом, если электрон
атома вещества получает большую энергию, чем энергия связи
его в атоме, то он вылетает из него. Вылетевший электрон на-
зывают фотоэлектроном (рис. 2.5, а). Его энергия (Ее)
будет равна энергии взаимодействующего с ним излучения Av,
уменьшенной па энергию связи электрона в атоме, т. е. Ее=
—hv—Ei. 'При потере атомами фотоэлектронов освободившиеся
места в электронных оболочках в дальнейшем заполняются
электронами с внешних оболочек. Переход электрона на более
близкую к ядру оболочку сопровождается испусканием кванта
характеристического излучения. Следует отметить, что не все
фотоны потока рентгеновского или у-излучения поглощаются
веществом. Некоторая часть их не взаимодействует с атомами
вещества. Фотоэлектрическое поглощение уменьша-
ется с повышением энергии излучения и резко возрастает с уве-
личением атомного (порядкового) номера вещества./ Фотоэф-
фект характеризуют линейным коэффициентом поглощения Тф,
показывающим долю квантов данной энергии, претерпевших
взаимодействие с веществом на единице пути. Поскольку ли-
нейный коэффициент поглощения прямо пропорционален плот-
ности вещества р, в расчетах часто применяют массовый коэф-
фициент поглощения Тф/р.
При взаимодействии рентгеновских и у-фотонов с веществом
наряду с фотоэлектрическим поглощением происходит их рас-
сеяние, названное комптоновским. Комптон-эффект мож-
но рассматривать как упругое соударение первичного фотона
со свободным электроном, при котором fe отличие от фотоэф-
фекта фотон передает электрону не всю энергию, а только ее
часть. Комптоновский электрон, получив некоторое количество
энергии, начинает двигаться под углом к направлению движе-
ния рентгеновского или у-фотрна (рис. 2.5, б). В результате
2* 35
эффекта Комптона появляется рассеянный фотон с большей
длиной волны и меньшей энергией, который продолжает дви-
гаться, отклоняясь от своего первоначального направления на
угол <р. Энергия излучения (Е) после рассеяния под углом <р
будет равна E=ftv/(1+0,024 cos <р), где hv — энергия падаю-
щего фотона.
Из рассмотрения комптоновского рассеяния следует, что ос-
лабление интенсивности первичного излучения происходит в ре-
зультате взаимодействия с электронами атомов среды рентге-
новского или у-фотона и рассеяния их в различных направле-
ниях в основном за пределы первичного пучка излучения.С по-
вышением энергии излучения коэффициент комптоновского рас-
сеяния уменьшается гораздо в меньшей степени, чем коэффи-
циент фотоэлектрического поглощения.
Вероятность рассеяния в сравнении с фотоэффектом воз-
растает с увеличением энергии излучения и с уменьшением
атомного номера вещества. Комптоновское рассеяние является
основным видом взаимодействия излучения с веществом в ши-
роком интервале энергии квантов, например рассеяние преоб-
ладает при энергиях 0,5—5 МэВ в свинце, при энергиях 0,1—
10 МэВ в железе, при энергиях 0,05—15 МэВ в алюминии.
Комптоновское рассеяние характеризуют линейным ор и массо-
вым Op/р коэффициентом рассеяния.
При взаимодействии с веществом фотонов рентгеновского
или у-излучения достаточно высокой энергии происходит про-
цесс образования пар (рис. 2.5, в), т. е. фотоны погло-
щаются ядерным полем атомов вещества, образуя пару час-
тиц— позитрон (е+) и электрон (е~). Так как массы покоя эле-
ктрона и позитрона в энергетических единицах равны 0,511 МэВ,
то для образования электронно-позитронной пары требуется по
меньшей мере энергия кванта 1,022 МэВ. В дальнейшем элект-
рон пары тормозится в веществе, испуская квант тормозного
рентгеновского излучения, а позитрон взаимодействует с одним
из электронов вещества. При взаимодействии позитрона пары
с электроном обе частицы аннигилируют с образованием двух
квантов с энергией по 0,511 МэВ, т. е. по существу происходит
процесс, обратный процессу образования пар.
Процесс образования пар характеризуют линейным коэффи-
циентом ослабления хп или массовым коэффициентом хп/р. Ве-
роятность процесса образования пар повышается с ростом
энергии излучения и атомного номера вещества.
Энергия рентгеновского излучения от большинства аппара-
тов, применяемых для промышленной дефектоскопии, за исклю-
чением бетатронов, микротронов и ускорителей, лежит ниже
энергии излучения, необходимой для образования пар, поэтому
этот вид поглощения при просвечивании рентгеновским излуче-
нием не имеет места. Гамма-излучение от большинства радио-
36
активных источников, используемых для просвечивания, не пре-
восходит 2—2,5 МэВ, и поэтому поглощение гамма-излучения
за счет образования пар электрон — позитрон несущественно.
Только для 60Со этот эффект проявляется некоторым (малоза-
метным) образом.
Таким образом, вследствие описанных выше эффектов ин-
тенсивность и мощность экспозиционной дозы первичного излу-
чения по мере прохождения его через вещество непрерывно
уменьшается. Чем толще слой вещества, тем большее ослабле-
ние будет испытывать проходящее через него излучение, так
как на его пути возрастает число атомов и электронов вещест-
ва, с которыми оно взаимодействует.
Законы ослабления рентгеновского и у-излучений. Интенсив-
ность первичного моноэнергетического потока рентгеновского
и у-излучений при прохождении через вещество уменьшается
по экспоненциальному закону: /я=/оехр(—цох), где 1Х — ин-
тенсивность потока излучения в данной точке пространства,
прошедшего слой поглотителя толщиной х; 10 — интенсивность
потока излучения в той же точке при отсутствии поглотителя;
цо — линейный коэффициент ослабления, характеризующий ос-
лабление излучения на единице длины пути в данном веществе.
Линейный коэффициент ослабления ц0 представляет собой
сумму трех коэффициентов: р.о=Тф+<тР4-хп, где Тф, оР, хп —
коэффициенты линейного ослабления излучения соответствен-
но при фотоэлектрическом поглощении, комптоновском рассея-
нии и эффекте образования пар, м-1.
Зависимость линейного коэффициента ослабления р0 от
энергии рентгеновского и у-излучений, а также характер изме-
нения этой зависимости для поглотителей с различными атом-
ными номерами показаны ira рис. 2.6 и 2.7.
В области энергий излучения, где основными процессами
взаимодействия являются фотоэффект и комптоновское рассея-
ние, с увеличением энергии излучения коэффициент ц0 умень-
шается, что и определяет возрастание проникающей способ-
ности излучения. В области больших энергий излучения, где
превалирует процесс образования пар, коэффициент ро с уве-
личением энергии растет. Для каждого элемента существует
определенное значение энергии излучения £т1п, при котором
значение р0 минимально. Поскольку с увеличением энергии из-
лучения линейный коэффициент оР комптоновского рассеяния
убывает пропорционально Z, а линейный коэффициент хп об-
разования пар — пропорционально Z2, значение Ftnin уменьша-
ется с возрастанием Z.
Кроме линейного коэффициента ослабления ц0 в расчетах
используют также массовый коэффициент ослабления рт, кото-
рый представляет собой сумму массовых коэффициентов взаи-
модействия, м2/кг; Цт=Цо/р+тф/р+оР/р+хп/р.
37
Способность вещества поглощать рентгеновское и у-излу-
чения часто оценивают слоем половинного ослабления Д|/2, под
которым понимают толщину слоя данного вещества, ослабляю-
щую интенсивность излучения в два раза, т. е. когда 1х—1й/2.
Рнс. 2.6. Зависимость линейных
коэффициентов ослабления от
энергии излучения
Рис. 2.7. Зависимость коэффици-
ента ро от энергии излучения для
различных материалов
При этом условии уравнение 1х=10ехр(—рюх) примет вид
10/2—10ехр(—рюх). Логарифмируя это уравнение, найдем
Д1/2 =: (In 2) pto = 0,693/pi0-
Закон ослабления моноэнергетического излучения с доста-
точной для практики достоверностью применим и к ослаблению
излучения со сложным линейчатым или непрерывным спект-
ром, если рассматривать немоноэнергетическое излучение как
моноэнергетическое с некоторой эффективной энергией излуче-
ния £эфф и эффективным коэффициентом ослабления излучения
Р1о.эфф- Таким образом, для немоноэнергетического излучения
можно записать fa=/0 ехр(—рю.эффх), откуда рю.эфф=—[tn(Ix/
/о)]/х. Значения 1Х и /о обычно определяют экспериментально.
Все сказанное выше об ослаблении рентгеновского и у-излу-
чений относится к потоку излучения, в котором за поглотите-
лем отсутствуют кванты рассеянного излучения. Это условие
практически может быть реализовано лишь в очень узком пуч-
ке излучения, в котором каждый отклонившийся от первона-
чального направления квант выходит за пределы пучка. При
более широких пучках, с которыми обычно имеют дело на прак-
тике, излучение ослабляется меньше, так как к прошедшему
через поглотитель первичному излучению добавляется та часть
ртлрчпнпго (рассеянного) излучения, которая по направлению
. с первичным потоком. При этом доля вторичного
38
излучения увеличивается с увеличением толщины поглотителя
и поля облучения, т. е. угла расхождения пучка.
Закон ослабления широкого пучка излучения может быть
представлен в следующем виде: /ш=/х+Л>=/оехр(—р.ох)Вн
или /ш=/о ехр(—ро.шх) (по аналогии с уравнением для интен-
сивности первичного излучения), где 1Ш — интенсивность широ-
кого пучка излучения, прошедшего слой поглотителя; /р — ин-
тентивность рассеянного излучения в той же точке; Вп — фак-
тор накопления; цо.ш — линейный коэффициент ослабления ши-
рокого пучка излучения.
Фактором накопления называют отношение суммы
интенсивности нерассеянного и рассеянного излучений к ин-
тенсивности нерассеянного излучения: 5Н = (Ае+ЛО/Ае-
Основные единицы измерения ионизирующих излучений.
Единицей измерения энергии ионизирующего излуче-
ния в Международной системе единиц (СИ) служит джоуль
(Дж). 1 Дж эквивалентен механической работе силы в 1 Н,
перемещающей тело на расстояние 1 м в направлении действия
силы.
Часто энергию рентгеновского и у-излучений выражают в
килоэлектронвольтах (кэВ) или мегаэлектронвольтах (МэВ).
Электронвольт равен энергии, которую приобретает заряжен-
ная частица, несущая один элементарный заряд (заряд элект-
рона), при перемещении в электрическом поле между двумя
точками с разностью потенциалов в 1 В.
Активность радиоактивного изотопа в источни-
ке (любом объекте, содержащем какое-либо количество радио-
активного вещества) определяется числом атомов, распадаю-
щихся в единицу времени. Активность радиоактивного изотопа
равна произведению постоянной распада на общее число радио-
активных атомов: AH=ci)pW.
Активность изотопа в источнике определяется числом рас-
падов в секунду и в системе СИ измеряется в беккерелях (Бк).
На практике широко применяют внесистемную единицу актив-
ности— кюри (Ки). Кюри—активность такого количества ра-
диоактивного вещества, в котором происходит 3,7-1010 распа-
дов в секунду. Такое число распадов в секунду происходит в
1 г радия.
Отношение активности изотопа в радиоактивном источнике
к массе или объему источника называют соответственно
удельной или объемной активностью изотопа.
Из определения активности следует, что чем больше радио-
активного вещества находится в источнике, тем выше актив-
ность источника, и чем больше период полураспада изотопа,
теги больше радиоактивного вещества необходимо взять для
получения данной активности. Например, активностью 1 Ки об-
ладает источник со стронцием 90Sr, в котором находится менее
39
0,01 г радиоактивного вещества, в то же время для получения
такой же активности источника с ураном 238U потребовалось бы
более тонны природного урана.
Интенсивностью ионизирующего излучения
или платностью потока энергии) называют энергию излучения,
падающую в единицу времени на единицу площади, располо-
женной перпендикулярно направлению излучения. Единицей
интенсивности служит Вт/м2. 1 Вт/м2 эквивалентен энергии из-
лучения в 1 Дж, падающей на поверхность площадью 1 м2 в
течение 1 с.
Для излучения с частотой v интенсивность I определяется
по формуле l=NKhv, где NK — число квантов энергии, падаю-
щих на поверхность площадью 1 м2 в 1 с; hv— энергия кванта.
В радиационной дефектоскопии для большей части расчетов
можно принять рентгеновский излучатель или источник у-излу-
чения за точечный источник, т. е. за такой источник излучения,
линейные размеры которого значительно меньше расстояния
между ним и местом регистрации излучения. В таком случае к
источникам рентгеновского и у-излучений применим закон, со-
гласно которому интенсивность излучения изменяется обратно
пропорционально квадрату расстояния от источника 1х/1ч=1
—г^[г\2.
Для оценки действия ионизирующего излучения в какой-ли-
бо среде служат так называемые дозовые характеристики поля
излучения. Одна из этих характеристик — поглощенная
доза излучения £)п — представляет собой энергию ионизи-
рующего излучения, отнесенную к единице массы облучаемого
вещества. Единица поглощенной дозы — грей (Гр). 1 Гр — это
доза излучения, при которой облученному веществу массой 1 кг
передается энергия ионизирующего излучения в 1 Дж. Внеси-
стемная единица поглощенной дозы — рад.
Мощностью поглощенной дозы называют дозу, по-
глощенную в единицу времени. За единицу мощности погло-
щенной дозы любого вида ионизирующего излучения принят
Гр/с, внесистемная единица — рад/с.
Эквивалентная доза излучения определяет био-
логическое воздействие излучения на организм человека. Экви-
валентная доза излучения равна произведению поглощенной до-
зы £)п излучения в биологической ткани на коэффициент ка-
чества К этого излучения: D3Kb=KD„. Коэффициент качества
К служит для сравнения различных видов ионизирующего из-
лучения по ожидаемому биологическому эффекту. Например,
для p-излучения, рентгеновского и у-излучений К=1; для пото-
ка нейтронов с энергией до 10 МэВ К = 10, а для а-излуче-
ния с энергией до 10 МэВ К=20. За единицу эквивалент-
ной дозы излучения принят зиверт (Зв). Внесистемная едини-
ца эквивалентной дозы — бэр. 1 бэр численно равен одному
40
раду, деленному на коэффициент качества К. Единицами мощ-
ности эквивалентной дозы излучения являются Зв/с и бэр/с.
Экспозиционная доза — характеристика, основанная
на ионизирующем действии излучения в сухом атмосферном
воздухе. Единица экспозиционной дозы — Кл/кг. 1 Кл/кг со-
ответствует экспозиционной дозе рентгеновского или у-излуче-
ния, при прохождении которого через 1 кг воздуха в резуль-
тате всех ионизационных процессов в воздухе создаются ионы,
несущие заряд в один кулон электричества каждого знака.
Внесистемная единица экспозиционной дозы — рентген (Р).
Рентген — это экспозиционная доза рентгеновского и у-излуче-
ний, при прохождении которых через 1,293-10-3 г воздуха в
результате завершения всех ионизационных процессов в воз-
духе создаются ионы, несущие заряд в одну электростатиче-
скую единицу количества электричества каждого знака (1,293Х
ХЮ”3 г — масса 1 см3 атмосферного воздуха при 0°С и давле-
нии 1013 ГПа).
2.2. Единицы измерения ионизирующих излучений
Величина Единица измерения ' в системе СИ Внесистем- ная единица Соотношение между единицами
Энергия ионизирующе- го излучения Дж эВ 1 Дж=6,25-1012 МэВ
Активность изотопа Бк * Ки 1 Bk=2,7-10h Ки
Интенсивность иони- Вт/м2 МэВ/ 1 Вт/м2=6,24Х
зирующего излучения (см2-с) Х101 МэВ/(см2-с)
Поглощенная доза из- лучения Гр рад 1 Гр= 102 рад
Мощность поглощенной дозы излучения Гр/с рад/с 1 Гр/с=102 рад/с
Эквивалентная доза из- лучения Зв бэр 1 Зв= 102 бэр
Мощность эквивалент- ной дозы излучения Зв/с бэр/с 1 Зв/с=102 бэр/с
Экспозиционная доза излучения Кл/кг Р 1 Кл/кг== 3,88-103 Р
Мощность экспозици- онной дозы излучения А/кг 1 Р/с 1 А/кг=3,88-10s Р/с
Мощность экспозиционной дозы (МЭД), т. е. экс-
позиционная доза излучения, отнесенная к единице времени, вы-
ражается в А/кг или Р/с. Ампер на килограмм равен мощности
экспозиционной дозы рентгеновского и у-излучений, при кото-
рой за время 1 м сухому атмосферному воздуху передается экс-
позиционная доза 1 Кл/кг.
Основные единицы измерения ионизирующих излучений в
Международной системе единиц (СИ) и их связь с внесистем-
ными единицами приведены в табл. 2.2.
41
Понятие гамма-эквивалента (или радиевого гамма-
эквивалента) не установлено стандартами, однако эти характе-
ристики источников у-излучения широко используют при ре-
шении многих практических задач.
Если два источника у-излучения при одинаковых условиях
измерения создают одинаковую мощность экспозиционной дозы,
то они равны по гамма-эквиваленту.
Измерением установлено, что 1 мг радия Ra в виде точеч-
ного источника, помещенного в фильтр из платины толщиной
0,5 мм, создает на расстоянии 1 см мощность экспозиционной
дозы, равную 8,4 Р/ч. Эта величина названа ионизационной
постоянной, или гамма-постоянной Г, радия. Каждый изотоп
имеет свою гамма-постоянную, показывающую, какую мощ-
ность экспозиционной дозы у-излучения создает точечный ис-
точник данного изотопа активностью 1 мКи на расстоянии 1 см
в течение 1 ч. Единица измерения гамма-постоянной Р-см2/
(ч-мКи).
Гамма-постоянная зависит от схемы радиоактивного распа-
да изотопов, т. е. от числа у-квантов, приходящихся на один
распад, и их энергии. Некоторые радиоактивные изотопы ис-
пускают кванты одинаковой энергии, например цезий 137Cs, у
которого энергия квантов равна 0,661 МэВ. Такое излучение
называют многоэнергетическим (монохроматическим), а его
спектр графически представляют в виде одной линии. Большая
часть изотопов испускает кванты различных энергий, например
спектр излучения кобальта 60Со состоит из двух основных ли-
ний, соответствующих энергиям 1,17 и 1,33 МэВ, спектр излу-
чения иридия 1921г имеет шестнадцать основных линий и т. д.
Соотношение между гамма-эквивалентом М точечного источ-
ника излучения и экспозиционной дозой D3KC, создаваемой ис-
точником на расстоянии г, может быть выражено формулой
Г>экс=8,4А1т/г2, где т — время облучения, ч; 8,4 — гамма-по-
стоянная радия [10].
Детекторы ионизирующих излучений. В радиационной де-
фектоскопии и дозиметрии наиболее распространены иониза-
ционные, полупроводниковые, радиолюминесцентные и фото-
графические детекторы ионизирующих излучений.
Ионизационный детектор представляет собой напол-
ненный газом конденсатор. При отсутствии электрического по-
ля между обкладками (электродами) конденсатора образовав-
шиеся под воздействием излучения пары ионов (число которых
зависит от интенсивности излучения) взаимно нейтрализуют-
ся— рекомбинируют. При наличии поля ионы движутся к соот-
ветствующим электродам и во внешней цепи появляется ток,
Величина которого определяется разностью потенциалов на эле-
ктродах. Зависимость ионизационного тока /п от напряжения U
на электродах конденсатора показана, на рис. 2.8.
42
В диапазоне напряжений Ио—U\ ионизационный ток непре-
рывно возрастает, так как с увеличением напряженности поля
увеличивается скорость ионов и повышается вероятность дости-
жения ими соответствующего электрода без рекомбинации.
В диапазоне напряжений Ui—U2 все образовавшиеся ионы до-
стигают электродов, поэтому увеличение напряжения не вызы-
вает увеличения тока, возрастает лишь скорость ионов. Этот
участок вольт-амперной характеристики ионизационного детек-
тора называют областью насыщения.
При U=U2 скорость ионов становится достаточной для ио-
низации молекул газа через столкновение (ударной ионизации),
в результате чего появляются новые
носители зарядов. С дальнейшим
увеличением напряжения энергия
возникающих при ударной иониза-
ции вторичных электронов возраста-
ет и достигает значения, при кото-
ром они, в свою очередь, ионизи-
руют молекулы газа. Таким обра-
зом, с увеличением напряжения не-
прерывно увеличивается количество
пар ионов, а следовательно, и иони-
зационный ток. Этот процесс назы-
вают газовым усилением и
характеризуют коэффициентом га-
зового усиления — отношением ве-
Рис. 2.8. Зависимость иониза-
ционного тока от напряжения
иа электродах ионизационного
детектора
личины заряда на электродах кон-
денсатора к величине заряда, образовавшегося в результате
первичной ионизации.
В диапазоне напряжений U2—U3 (область полной пропор-
циональности) коэффициент газового усиления (линейного) за-
висит от напряжения на электродах, а в диапазоне U3—ли-
нейная зависимость его нарушается (область неполной пропор-
циональности). Наконец, при (область Гейгера) в газе,
заполняющем конденсатор, возникает электронная лавина, воз-
буждающая атомы газа. Возбужденные атомы испускают кван-
ты ультрафиолетового излучения. Эти кванты совместно с по-
ложительными ионами выбивают из катода свободные электро-
ны, которые, ускоряясь электрическим полем, способствуют
поддержанию в газе’самостоятельного разряда.
Для регистрации ионизирующих излучений применяют де-
текторы, работающие в различных областях газового разряда.
В области насыщения работают ионизационные камеры.
Напряжение насыщения зависит от формы электродов и рас-
стояния между ними. Обычно напряжение на электродах ио-
низационных камер составляет порядка 100—220 В. Применя-
ют ионизационные камеры цилиндрической, плоской и сфериче-
43
ской форм. Размеры камер определяются видом регистрируе-
мого излучения и его энергией.
Регистрация а- и р-частиц происходит вследствие непосред-
ственной ионизации этими частицами газа, заполняющего ка-
меры, а регистрация рентгеновского и у-излучений обусловле-
на главным образом ионизирующим действием электронов, вы-
биваемых этими излучениями из стенок камеры. Поэтому для
камер, регистрирующих рентгеновские и у-кванты, важную роль
играет выбор материала стенок и их толщины.
Поскольку коэффициент газового усиления ионизационных
камер равен единице, ионизационные токи в них намного мень-
ше, чем в других ионизационных детекторах. Обычно на выхо-
де камеры имеются усилительные устройства.
К газоразрядным счетчикам относят пропорцио-
нальные счетчики и счетчики Гейгера — Мюллера.
Пропорциональные счетчики работают в условиях
газового усиления в области полной пропорциональности, где
значение импульса тока зависит от первичной ионизации, по-
этому с помощью этих счетчиков можно определять вид и энер-
гию ионизирующих частиц.
Коэффициент газового усиления пропорционального счет-
чика может достигать 106. Чтобы коэффициент газового усиле-
ния как можно меньше зависел от места возникновения первич-
ной ионизации, катод счетчика выполнен в виде цилиндра, а
анодом служит тонкая вольфрамовая нить, натянутая по оси
этого цилиндра. На электроды пропорционального счетчика по-
дается напряжение более 300 В.
Счетчики Гейгера — Мюллера работают в области
Гейгера, величина импульса тока в которой не зависит от пер-
вичной ионизации и имеет одинаковое значение для любых ви-
дов и энергий ионизирующих частиц, производящих ионизацию
в единицу времени.
В условиях самостоятельного газового разряда регистрация
счетчиком каждой последующей частицы возможна лишь при
условии гашения разряда, вызванного предыдущей частицей.
По способу гашения газового разряда счетчики Гейгера —
Мюллера подразделяют на несамогасящиеся и самогасящиеся.
В несамргасящихся счетчиках для гашения разря-
да используют радиотехнические средства. Например, последо-
вательно с анодом в цепь включают резисторы сопротивлением
~1010 Ом, вызывающие при максимальном разрядном токе па-
дение анодного напряжения до значения, при котором само-
стоятельный разряд в счетчике прекращается.
В самогасящихся счетчиках в газ, заполняющий
счетчик, вводят «гасящие» добавки: пары и газы органических
и галогенных соединений, кислород. Молекулы гасящей добав-
ки нейтрализуют положительные ионы, передавая им при этом
44
Положительный заряд, и диссоциируют на катоде, не образуя
вторичных электронов. Кроме того, молекулы «гасящей» добав-
ки поглощают кванты ультрафиолетового излучения, создавае-
мые электронной лавиной.
На электроды несамогасящихся счетчиков подается напря-
жение 700 В, самогасящиеся счетчики работают при напряже-
ниях 400—450 В. Самогасящиеся счетчики имеют наибольший
коэффициент газового усиления (1010—10й). Их выходной сиг7
нал имеет амплитуду до 50 В, поэтому может быть зарегистри-
рован без усиления.
Полупроводниковые детекторы. Принцип действия полупро-
водниковых детекторов основан на явлении фотопроводимости,
т. е. на изменении электрической проводимости в твердых те-
лах под действием излучения. К полупроводниковым детекто-
рам относят полупроводниковые счетчики и электрорадиогра-
фические пластины.
Полупроводниковый счетчик в известном прибли-
жении можно рассматривать как ионизационную камеру, в ко-
торой вместо газа использован полупроводник (кремний, гер-
маний, сульфид кадмия и др.). К электродам счетчика в не-
проводящем направлении прикладывают напряжение смещения.
Попадая в чувствительный объем счетчика, ионизирующие час-
тицы образуют там свободные носители зарядов — пары эле-
ктрон— дырка, при этом в цепи счетчика появляется ток, ко-
торый регистрируется электронной схемой.
Амплитудное разрешение полупроводниковых счетчиков
примерно в пять раз лучше, чем пропорциональных. Кроме то-
го, они обладают такими преимуществами, как высокая ско-
рость счета, линейность сигнала в широком диапазоне энер-
гий, возможность селективной регистрации частиц, небольшие
размеры и др.
Электрорадиографические (ксерорадиографиче-
ские) пластины применяют в качестве детектора ионизирующе-
го излучения при электрорадиографическом методе радиацион-
ной дефектоскопии. Этот метод будет рассмотрен ниже.
Радиолюминесцентные детекторы. Принцип действия этих
детекторов основан на явлении радиолюминесценции —
излучении некоторыми веществами света под воздействием ио-
низирующего излучения. Такими веществами являются люмино-
форы и сцинтилляторы.
Люминофоры, применяемые для регистрации рентгенов-
ского и у-излучений, можно разделить на две группы: с желто-
зеленым свечением и с сине-фиолетовым. Первые, например
смесь сульфидов цинка и кадмия, дают спектральное распреде-
ление свечения, максимум энергетического выхода которого сов-
падает с максимумом чувствительности человеческого глаза.
Эти люминофоры используют для изготовления флуороскопиче-
45
ских экранов, применяемых для визуального наблюдения изоб-
ражений при облучении объектов исследования рентгеновским
или у-излучением.
У люминофоров с сине-фиолетовым свечением, например
вольфрамата кальция, максимум энергетического выхода све-
чения близок к максимуму спектральной чувствительности ра-
диографических пленок. Их используют для изготовления флуо-
ресцентных экранов, применяемых для усиления фотографиче-
ского действия рентгеновского и у-излучений.
Сцинтилляторами называют люминофоры, которые
под воздействием ионизирующего излучения люминесцируют
кратковременными (100 мкс—1 нс) вспышками — сцинтилля-
циями. Поскольку каждая такая вспышка является результа-
том действия одной ионизирующей частицы, сцинтилляторы в
отличие от других люминофоров можно использовать для ко-
личественной оценки излучения.
Сцинтилляционный счетчик представляет собой
сочетание сцинтиллятора и фотоэлектронного умножителя
(ФЭУ), преобразующего световые вспышки в электрические им-
пульсы. В качестве сцинтиллятора чаще всего применяют крис-
таллы йодистого натрия или йодистого калия, активирован-
ные таллием. Высокая светоотдача сцинтиллятора и высокий
коэффициент усиления ФЭУ (порядка 106—108) обеспечивают
высокую чувствительность счетчика. Так, в сцинтилляционных
счетчиках регистрируется до 20% падающих квантов рентге-
новского или у-излучения, тогда как в газоразрядных — толь-
ко до 1%. Другими достоинствами этих счетчиков являются
большая скорость счета (5-.104 импульсов в секунду против
5-Ю3 у газоразрядных) и пропорциональность зависимости ио-
низирующей способности частицы от амплитуды импульса тока
на выходе ФЭУ, что позволяет различать частицы по их энер-
гиям.
Фотографические детекторы. Использование этих детекторов
основано на действии ионизирующего излучения на фотогра-
фическую эмульсию. К фотографическим детекторам относят
радиографические пленки, применяемые в радиографии и дози-
метрии.
Основой радиографической пленки служит гибкая
прозрачная подложка 4 толщиной 100—200 мкм из негорючей
пластмассы -f- ацетатцеллюлозы (рис. 2.9). На подложку с двух
сторон наносят чувствительную к излучению эмульсию 2, пред-
ставляющую собой слой желатины толщиной 10—30 мкм, в ко-
тором равномерно распределены микрокристаллы бромистого
серебра. Размеры микрокристаллов не превышают 3 мкм. Для
увеличения прочности соединения между эмульсией и подлож-
кой лежит слой специального клея 3, называемый подслоем.
Снаружи на эмульсию наносят защитный слой 1 из задублен-
46
Рис. 2.9. Схема строения радио-
графической пленки
превращения скрытого изо-
ной желатины толщиной до 1 мкм, предохраняющий эмульсию
от механических повреждений.
Ионизирующие излучения в кристаллах бромистого сереб-
ра вызывают фотохимические превращения Ag+Br~ (/iv) ->
->Ag++Br-|-e->Ag-|-Br, т. е. под влиянием кванта излучения
hv отрицательный ион брома Вг~ теряет свой валентный элект-
рон и становится нейтральным атомом Вг. Этот атом переме-
щается к поверхности кристалла,
где связывается желатиной, а ос-
вободившейся электрон, взаимо-
действуя со свободным положи-
тельным ионом серебра, превра-
щает его в нейтральный атом се-
ребра Ag.
Когда в результате действия
излучения в кристалле бромисто-
го серебра'накапливается опреде-
ленное число атомов восстанов-
ленного металлического серебра,
в нем образуется так называемый
центр скрытого изображения. Дл
бражения в видимое радиографическую пленку обрабатывают
в растворе проявителя. В проявителе происходит химическая ре-
акция восстановления бромистого серебра в металлическое.
Причем процесс восстановления идет избирательно — наиболее
эффективно он протекает в кристаллах, имеющих центры скры-
того изображения. Эти центры, называемые также центрами
проявления, можно рассматривать как частицы катализатора,
способствующие восстановлению ионов серебра во всем объеме
облученных кристаллов.
Зерна восстановленного металлического серебра придают
пленке темную окраску, т. е. определяют ее прозрачность.
В общем случае проявленное изображение представляет собой
картину из почерневших и прозрачных (светлых) мест на плен-
ке, отвечающих соответственно участкам эмульсии, подвергну-
тым и неподвергнутым действию излучения. Степень почернения
какого-либо участка>изображения зависит от количества зерен
металлического серебра на нем и определяется интенсивностью
излучения / и временем t его воздействия на эмульсию. Произ-
ведение It называют экспозицией.
Чтобы зафиксировать полученное изображение, т. е. сделать
его нечувствительным к свету, проявленную пленку обрабаты-
вают в растворе закрепителя. Закрепитель растворяет крис-
таллы бромистого серебра, непрореагировавшие с прояви-
телем. »
Свойство радиографической пленки ослаблять проходящий
через нее световой поток принято называть непрозрачно-.
47
стью. Непрозрачность пленки определяют как отношение пол-
ного падающего светового потока Fo к световому потоку F,
прошедшему через пленку. Степень почернения радиографиче-
ского снимка на пленке на практике характеризуют оптиче-
ской плотностью почернения (плотностью почерне-
ния) D0 — \g(F0/F), где Fo/F — непрозрачность пленки.
Из формулы следует, что плотность почернения, совершенно
прозрачного снимка (Fo = F) равна нулю. Плотность почерне-
ния £>о = 2 соответствует ослаблению светового потока в 100
раз, £>о = 3 — в 1000 раз и т. д.
Основные фотографические характеристики пленки опреде-
ляются характеристической кривой, представляющей собой за-
висимость плотности почернения Do от логарифма экспозиции
1g Нэ: D0=f(\gH3). Для построения характеристических кри-
вых используют сенситограммы — радиографические сним-
ки, имеющие ряд участков с различными плотностями почерне-
ния. Сенситограммы получают с помощью специальных прибо-
ров— сенситометров при экспонировании пленки тормозным
излучением с максимальной энергией в спектре 80 кэВ. К та-
кому излучению эмульсии радиографических пленок имеют наи-
большую чувствительность.
При отсутствии прибора сенситограмму получают на полос-
ке пленки, экспонируя ее по участкам так, чтобы каждый пре-
дыдущий участок получал дозу излучения в два раза меньшую
последующего, т. е. чтобы последова-
тельность экспозиций была ’/2, 1, 2, 4, 8
и т. д. Один участок пленки не подверга-
ют действию излучения. После фотообра-
ботки пленки плотность почернения от-
дельных участков измеряют с помощью
микрофотометра или денситометра и по
данным измерений строят характеристи-
ческую кривую (рис. 2.10).
Из анализа кривой видно, что до экс-
понирования пленка обладала некоторым
начальным почернением, называемым
вуалью. Это объясняется известной
непрозрачностью подложки, а также
способностью некоторых зерен бромисто-
го серебра проявляться и без воздейст-
Плотность вуали только что выпущенных
из производства пленок не превышает 0,2. При хранении плен-
ки плотность вуали растет. Годными для "работы следует счи-
тать пленки с плотностью вуали до 0,3.
Характеристическую кривую можно разделить на несколько
участков. Участок АВ называют областью недодержек.
В этой области почернение пленки с увеличением экспозиции
Рис. 2.10. Характеристи-
ческая кривая радиогра-
фической пленки
вия на них излучения.
48
возрастает незначительно. Участок Б В называют областью
нормальных экспозиций. Здесь плотность почернения
пропорциональна экспозиции. Эта область соответствует обла-
сти рабочих экспозиций в радиографии. На участке ВГ, или в
области передержек, равным приращениям экспозиции
соответствуют неравные, постепенно уменьшающиеся прираще-
ния оптических плотностей Наконец, на участке ГД, в обла-
сти соляризации, с возрастанием экспозиции степень по-
чернения снимка уменьшается.
Одним из основных показателей радиографической пленки
является ее контрастность — свойство отвечать на опре-
деленное увеличение экспозиции большим или меньшим увели-
чением оптической плотности. От контрастности пленки зависит
контрастность изображения на радиографическом снимке. Ме-
рой контрастности пленки служит коэффициент контрастности,
численно равный тангенсу угла наклона прямолинейного участ-
ка характеристической кривой, XD0=tg a—dD0/(d\gH3). Плен-
ки с более высоким Уд, при одних и тех же условиях просвечи-
вания дают более контрастное изображение, т. е. более качест-
венное с точки зрения радиационной дефектоскопии.
Другим важным показателем пленки является чувстви-
тельность. Этот показатель в радиографии используют для
определения правильности выбранной экспозиции и для срав-
нения пленок между собой. Чувствительность определяют по ха-
рактеристической кривой как величину, обратную экспозицион-
ной дозе, необходимой для получения оптической плотности, пре-
вышающей на 0,85 (или на 2) плотность вуали. Единицей чув-
ствительности служит рентген в минус первой степени. Если,
например, чувствительность пленки равна 25 Р~’, то это значит,
что экспозиционная доза для получения оптической плотности
£>о=До,+0,85 (или £>о=До'+2) составила ’/25 Р> где До'—
плотность вуали.
Чувствительность пленки зависит от размеров зерен броми-
стого серебра: у пленки с большим размером зерна чувстви-
тельность выше, чем у мелкозернистой. Однако увеличение раз-
мера зерна ведет к снижению разрешающей способности
пленки.
Разрешающая способность пленки определяется
максимальным, приходящимся на 1 мм длины снимка количе-
ством раздельно видимых под микроскопом штриховых линий
одинаковой ширины (при ширине промежутка между линиями,
равной ширине штриха).
В радиографии разрешающая способность характеризует
возможность пленки фиксировать раздельно изображения близ-
ко расположенных дефектов контролируемого объекта. У пле-
нок невысокой чувствительности (мелкозернистых) разрешаю-
щая способность достигает 140—180 линий на 1 мм, в то вре-
49
мя как у высокочувствительных (крупнозернистых) она со-
ставляет 60—70 линий на 1 мм.
Чувствительность радиографических пленок к рентгеновско-
му и у-излучениям невелика — большая часть квантов, падаю-
щих на пленку (~99%), проходят через нее, не вызывая в
эмульсии фотохимических реакций; поэтому в радиографии для
сокращения экспозиции применяют пленку с усиливающими
металлическими или флуоресцентными экранами (см. § 2.3).
2.2. ФИЗИЧЕСКИЕ ОСНОВЫ МЕТОДОВ РАДИАЦИОННОЙ
ДЕФЕКТОСКОПИИ
Рис. 2.11. Схема просве-
чивания изделия рентге-
новским или у-излуче-
нием:
/ — источник, 2— контроли-
руемый объект, 3 — рако-
вина, 4 — шлаковое включе-
ние, 5 — эпюра интенсивно-
сти излучения за объектом
Выявление внутренних дефектов при просвечивании основа-
но на способности ионизирующего излучения неодинаково про-
никать через различные материалы и поглощаться в них в за-
висимости от толщины, рода (плотности) материалов и энер-
гии излучения. Для выявления дефектов в изделиях с одной
стороны устанавливают источник излучения, с другой — детек-
тор, регистрирующий информацию о внутреннем строении конт-
ролируемого объекта (рис. 2.11). Излу-
чение от источника 1 проходит через из-
делие 2, имеющее внутренние дефекты 3,
4 с разной плотностью. В дефектном и
бездефектном местах оно будет погло-
щаться по-разному и выходить на детек-
тор с разной интенсивностью 5. Интен-
сивность излучения при прохождении
через дефект 3, заполненный воздухом
или газом, ослабляется меньше, чем в
сплошном металле, а сильнее — над де-
фектом 4, заполненным более плотным
материалом (например, вольфрамом),
чем основной.
Разность интенсивностей будет заре-
гистрирована детектором? В зависимости
от вида применяемого детектора разли-
чают три основных метода радиационно-
го контроля: радиографический, радио-
скопический и радиометрический.
Под радиографическим пони-
мают метод радиационного контроля,
при котором радиационное изображение
просвечиваемого объекта регистрируется на радиографическую
пленку, ксерорадиографическую пластину или фотобумагу. Ра-
диографические снимки объекта называют радиограммами.
Радиографический метод является самым распространенным
50
методом радиационной дефектоскопии из-за его более высокой
чувствительности по сравнению с другими методами, простоты
и наличия документа контроля.
При радиоскопическом методе радиационное изобра-.
жение преобразуют в светотеневое, передаваемое на экран ви-
деоконтрольного устройства. В качестве детекторов используют
флуоресцентные монокристаллические экраны или радиацион-
но-оптические преобразователи, изображение с которых через
оптическую систему передается на телевизионную трубку.
Производительность радиоскопического методд в 3;—10 раз
выше радиографического. Однако по сравнению с радиографи-
ческим чувствительность радиоскопического метода при исполь-
зовании отечественных установок примерно в два раза ниже.
Более подробно особенности данного метода рассмотрены в
§ 2.7.
Под радиометрическим понимают метод радиацион-
ного контроля, основанный на измерении интенсивности ионизи-
рующего излучения, прошедшего через контролируемый объ-
ект. В качестве детекторов излучения чаще всего используют
сцинтилляционные счетчики и ионизационные камеры. Интен-
сивность излучения измеряют последовательно в разных точках
за объектом, просвечивая его узким коллимированным пучком
излучения] Выходной сигнал детектора после преобразования
регистрируется на диаграммной ленте. Радиометрический ме-
тод по сравнению с радиографическим более экономичный и
производительный и не менее чувствительный к дефектам. Од-
нако область применения этого метода ограничена, так как им
можно просвечивать только изделия одинаковой толщины. Тех-
ническая реализация метода и его возможности описаны в
§ 2.7.
2.3. АППАРАТУРА И МАТЕРИАЛЫ
Рентгеновские аппараты. Рентгеновским аппаратом называ-
ют совокупность технических средств, предназначенных для по-
лучения и использования рентгеновского излучения. Основными
составляющими рентгеновского аппарата являются рентгенов-
ский излучатель, питающее устройство и пульт управления.
Рентгеновский излучатель представляет собой высоковольт-
ное устройство, состоящее из рентгеновской трубки и защитно-
го кожуха, в котором размещена трубка. Конструкция излуча-
теля гарантирует защиту персонала от неиспользуемого рентге-
новского излучения и поражения электрическим током, а также
обеспечивает электрическую прочность устройства и охлажде-
ние трубки.
Питающим устройством называют комплекс электрической,
электромеханической и электронной аппаратуры, обеспечиваю-
51
щей питание рентгеновской трубки электроэнергией, регулиро-
вание и стабилизацию режимов ее работы и защиту от пере-
грузки. К питающему устройству относят высоковольтный
трансформатор, трансформатор накала, устройства для регули-
рования напряжения и тока трубки, системы коммутации и ре-
гулирования длительности включения высокого напряжения и
другие устройства.
В пульт управления входят контрольно-измерительные при-
боры, приборы управления аппаратом, цепи сигнализации и др.
В практике радиационной дефектоскопии широко применя-
ют аппараты с постоянной нагрузкой и импульсные (табл. 2.3).
2.3. Характеристики рентгеновских аппаратов
Тип аппарата Напряже* ние иа трубке, кВ Ток трубки, мА Размер фокус- ного пятна, мм Масса рентге- новского излуча- теля и гене- ратора, кг Толщи- на про- свечи- ваемой стали, мм
Отечественные
Моноблоки
РУП-120-5 50—120 5 2X2 45 15
РАП-150-ЗДФ 0—150 3 2X2 20 40
РАП-160-6П 50—160 6 1,2X3,5 35 40
РАП-160-10Н 40—160 10 2X2 55 45
РАП-220-5Н 40—220 5 2X2,5 62 60
РАП-300-5Н 100—300 5 зхз 70 70
Кабельные
РУП-100-10 10—100 1—10 1,5X1,5 77 10
РУП-150-10-1 35—150 10 05 85 25
РУП-150-01 35—150 2 0,3X1,4 85 15
РУП-150-02 10—150 10 1,5X1,5 90 20
РУП-150-03 35—150 10 05 100 30
РУП-150-7 10—150 1—7 0,3X1,4 104 15
РУП-150/300-10 10—100 1—3 1,5X1,5 510 10
10—150 0,5+2,0 0,3 560 40
30—150 1—10 5 560 40
30—300 4—10 1,5X4 620 80
РАП-320-15 80—320 15 05 700 85
РТД-1 250—1000 1,5 0,3X5 1600 120
Импульсные
МИРА-2Д 120 15 3 10 20
МИРА-ЗД 160 20 4 20 30
РАПС-1М 300 2 3 40 40
ПИР-600 600 2 3 120 20
ПИР-1200 1200 2 4 35 45
РАДАН-220 200 4 3 8,2 40
52
Продолжение табл. 2.3
Тип аппарата Напряжение на трубке, кВ Ток трубки, мА Размер фокус- ного пятна, мм Масса рентге- новского излуча- теля и гене- ратора, кг Толщина просве- чиваемой стали, мм
Заруб М о н о е ж и ы е блоки
Радноляйт («Джнлар- доно», Италия) 5-80 15 2X2 19,0 10
Макротанк («Мюллер», ФРГ) 35-140 5 1,2X1,2 25 30
100В («Балто», Бель- гия) 40-100 4 0,8X2,1 36,5 16
Супер-лилипут 140 («Меднкои», Венгрия) Эреско-200 («Зейферт», ФРГ) 140 8-14 1,5X1,5 32 22
200 5 2,0х2,0 75 60
Кабельные
Изовольт-200 («Зей- 200 20 1,5х 1,5 75 60
ферт», ФРГ) 0,4X0,4 2,5X2,5
2064 («Пвнтак», Анг- лия) 200 15 1,5X1,5 545 60
Изовольт-400 («Зей- ферт», ФРГ) 400 10 4X4 — 80
400/10 («Балто», Бель- гия) 400 10 4X4 — 80
В свою очередь, аппараты с постоянной нагрузкой подразделя-
ют на аппараты-моноблоки и аппараты кабельного типа.
Аппараты-моноблоки имеют рентгеновские трубки и
высоковольтный трансформатор, смонтированные в единые
блок-трансформаторы, залитые маслом или заполненные газом.
Основное требование к таким аппаратам — минимальные габа-
ритные размеры и масса. Для достижения этого поступаются
такими важными показателями процесса контроля, как каче-
ство излучения и длительность непрерывной работы. Последнее
объясняется следующим обстоятельством. В аппаратах-монобло-
ках обычно применяют наиболее простую схему (рис. 2.12, а,
б) — полуволновую безвентильную, в которой выпрямителем
служит сама рентгеновская трубка. На трубку подается ток
непосредственно от трансформатора высокого напряжения, она
пропускает ток только в одном направлении в течение первого
полупериода, а затем во время второго полупериода запирает
ток, работая как выпрямитель. Применение подобной схемы
сокращает срок службы трубки.
53
Выпускается типовой ряд моноблочных аппаратов, комплек-
тующихся унифицированными пультами управления. К этим
аппаратам относят как портативные для работы в полевых и
монтажных условиях (например, РУП-120-5, РАП-160-6П,
РУП-200-5, РУП-220-5Н, РАП-300-5Н), так и стационарные вы-
Рис. 2.12. Принципиальная (а) и блок-схема (б) рент-
геновского аппарата-моноблока:
/—трансформатор Гр, 2 — рентгеновская трубка, 3 — рентге-
новское излучение, 4 — кожух
соковольтные (например, РУП-400-5). Моноблоки применяют
преимущественно там, где требуется удалить излучатель от
пульта управления на большое расстояние (до 30 м и более)
и получить большую маневренность излучателя. Характерным
примером может служить аппарат РАП-160-6П, предназначен-
ный специально для контроля магистральных трубопроводов.
Он создает панорамное поле облучения, что позволяет просве-
чивать кольцевые стыки труб за одну экспозицию при помеще-
нии аппарата внутрь трубы.
Аппараты кабельного типа состоят из самостоятель-
ного генераторного устройства, рентгеновской трубки и пульта
управления. В аппаратах кабельного типа применяют, как пра-
вило, схемы удвоенного напряжения с двумя выпрямителями
(рис. 2.13, а, б). Во время отрицательного полупериода напря-
жения конденсаторы Ci и Ci заряжаются через выпрямители
Bi и В2 до амплитудного значения. С приходом положительно-
го полупериода они оказываются включенными последователь-
но со вторичной обмоткой трансформатора, при этом напряже-
ние на аноде трубки увеличивается в два раза. Выход рентге-
новского излучения происходит в течение полупериода.
Аппараты этого типа выпускают, как правило, передвижны-
ми и используют для работы в цеховых и лабораторных усло-
виях (например, РУП-150-10, РУП-150/300-10, РАП-150-7, РАП-
150/300-01). К аппаратам этого класса относится рентгенов-
ская установка РУП-100-10, которая снабжена легким (6 кг)
защитным кожухом рентгеновской трубки. Малая масса блока
54
излучения и возможность установок высоковольтного генерато-
ра и пульта управления на значительное расстояние (до 10 м)
от рентгеновской трубки позволяют использовать аппарат
РУП-100-10 для контроля труднодоступных мест.
Рнс. 2.13. Принципиальная (а) и блок-схема (б) кабельного
аппарата:
/ — трансформатор Тр, 2 — рентгеновская трубка, 3— рентгеиевское
излучение, 4 — выпрямители, 5 — конденсаторы
Импульсные рентгеновские аппараты (ИРА)
конструктивно выполнены из двух блоков: управления и рент-
геновского (рис. 2.14). Конденсатор С заряжается через вы-
прямитель В от трансформатора Тр\. С помощью электронного
ключа ЭК конденсатор разряжается на повышающий трансфор-
матор Tpt в цепи трубки.
Под действием импульса высокого напряжения в специаль-
ной рентгеновской трубке с холодным катодом возникает авто-
электронный ток. В результате этого происходит разогрев като-
Рис. 2.14. Принципиальная (а) н блок-схема (б) импульсного рентгеновского
аппарата:
1 — трансформатор Tpi, 2 — выпрямитель В, 3 — конденсатор С, •# —электронный ключ
ЭК, 5 — импульсный трансформатор Тр2, 6 — рентгеновская трубка РТ, 7 — рентгенов-
ское излучение
да и с его поверхности эмитируются электроны, образуя облако
плазмы, которое движется к аноду трубки с постоянной скоро-
стью. В результате высокое напряжение (250—300 кВ), возни-
55
кающее на вторичной обмотке высоковольтного трансформато-
ра, оказывается приложенным между передним фронтом дви-
жущейся плазмы и анодом. Это обстоятельство приводит к рос-
ту анодного тока и, как следствие, к генерации рентгеновского
излучения.
Из большого многообразия ИРА для контроля изделий тол-
щиной до 30 мм широко применяют аппараты типа МИРА,
НОРА, РАДАН. Благодаря малой массе и небольшим габарит-
ным размерам (см. табл. 2.3) они оказываются весьма эффек-
тивными при контроле труднодоступных (судокорпусные, авиа-
ционные) и монтажных (магистральные трубопроводы, крупно-
габаритные резервуары) конструкций.
В настоящее время в Московском НПО «Спектр» разрабо-
таны сильноточные ИРА типа ПИР, у которых мощность экспо-
зиционной дозы одиночного импульса на выходе в 100—200 раз
больше, чем у ИРА, отмеченных выше, и достигает 100 мР.
Благодаря этому аппараты типа ПИР могут применяться при
радиографическом, ксерорадиографическом и рентгенотелеви-
зионном методах контроля. Преимущество сильноточных ИРА —
возможность получения необходимой информации за один им-
пульс, длящийся 40—50 нс, т. е. представления информации о
контролируемом изделии в реальном масштабе времени. Этим
определяются основные области применения сильноточных
ИРА. Во-первых, контроль быстропротекающих металлургиче-
ских процессов при литье и сварке, связанных с формировани-
ем структуры изделия, во-вторых, контроль изделий, когда ми-
нимально допустимое время на измерения резко ограничено,
например при контроле сварных соединений в условиях повы-
шенного радиационного фона.
Чувствительность радиографического метода с помощью
сильноточных ИРА и рентгеновской пленки РТ-5 с металличе-
скими усиливающими экранами составляет 1—2°/о- При этом
в режиме одиночного импульса толщина просвечиваемого сталь-
ного изделия может быть равна 40—45 мм. Сильноточные ИРА
наиболее эффективны при ксерорадиографии, так как в этом
случае значительно снижается влияние краевого эффекта по
сравнению с рентгеновскими аппаратами постоянного действия
(РАП-150/300). Это обусловливает существенное повышение
отношения полезный сигнал/помеха и, как следствие, выявляе-
мое™ и информативности радиографического контроля. Нано-
секундный диапазон регистрации информации позволяет не
только контролировать качество сварных соединений, но и от-
крывает возможность исследования динамических процессов
сварки.
Основным недостатком рентгеновских аппаратов является
малый срок службы трубки и более низкая чувствительность в
сравнении с обычными аппаратами. Преимущество — малая
56
масса, портативность и низковольтные источники питания
(12 В).
Из зарубежных кабельных аппаратов наиболее распростра-
нены установки фирм «Филипс», «Зайферт» и др. Отличитель-
ной особенностью зарубежных аппаратов в сравнении с отече-
ственными являются малая масса и небольшой размер фокус-
ного пятна.
Основным элементом рентгеновских аппаратов является
рентгеновская трубка. Для дефектоскопии материалов
наиболее распространены двухэлектродные рентгеновские труб-
ки (рис. 2.15). Оболочка трубки представляет собой запаянную
стеклянную колбу 1 с разрежением IO-4—106 Па. Катодом 2
трубки служит вольфрамовая проволока в виде цилиндриче-
Рис. 2.15. Двухэлектродная рентгеновская трубка:
/ — колба, 2 — катод, 3 — экранирующий чехол, 4— анод, 5 —
фокусирующее устройство
ской или плоской спирали. Нагретая током накала до темпера-
туры 2200—2500°С спираль является источником свободных
электронов. Катодное фокусирующее устройство 5, электрически
связанное со спиралью, создает вокруг катода электрическое
поле такой конфигурации, при которой свободные электроны
движутся к аноду 4, окруженному чехлом 3, узким электронным
пучком.
При торможении электронного пучка на аноде почти вся ки-
нетическая энергия электронов превращается в энергию рентге-
новского излучения. Эта часть Е зависит от анодного напряже-
ния U и порядкового номера материала анода Z: Д=1,14Х
X10~7Z(7. Например, при использовании вольфрамового анода
и напряжении на трубке 100 кВ в энергию рентгеновского излу-
чения превращается немногим более 1% энергии тормозящихся
электронов.
Нагрев анода ограничивает допустимую мощность трубки.
Для эффективного отвода теплоты материал анода должен об-
ладать хорошей теплопроводностью, кроме того, он должен
иметь большой атомный номер, высокую температуру плавле-
57
ния и малую химическую активность. Поскольку всеми этими
качествами одновременно не обладает в нужной мере ни один
из материалов, анод делают комбинированным: в массивный
медный стержень впаивают пластинку из вольфрама, служа-
щую мишенью для электронов. В теле анода предусматривают
полость для охлаждающей жидкости.
Специальный чехол служит для улавливания электронов,
отраженных от анода или выбитых из атомов его вещества.
Эти вторичные электроны при попадании на внутреннюю по-
верхность колбы могут вызвать электролиз стекла, приводящий
к газоотделению в трубке и сокращению срока ее службы.
Кроме того, часть вторичных электронов, изменяя свою траек-
торию под действием электрического поля, может снова по-
пасть на анод и вызвать афокальное рентгеновское излучение —
излучение вне фокусного пятна трубки, снижающее резкость
радиографического изображения.
Для характеристики оптических свойств рентгеновских тру-
бок вводят понятия действительного и эффективного фокусного
пятна трубки. Действительным фокусным пятном
называют участок поверхности мишени, на котором преимуще-
ственно тормозится пучок электронов. Эффективным фо-
кусным пятном, или оптическим фокусом, называют про-
екцию действительного фокусного пятна в направлении оси ра-
бочего пучка излучения на плоскость, перпендикулярную этой
оси.
Различают трубки с круглым и линейным (с отношением
сторон не более 1,25) оптическими фокусами. Круглый фокус
получают с помощью катода в виде плоской архимедовой спи-
рали, линейный — с помощью катода в виде цилиндрической
спирали.
Для улучшения четкости изображения на рентгенограммах
желательно иметь фокусные пятна возможно меньших разме-
ров. С другой стороны, уменьшение размеров действительного
фокусного пятна при данной эффективности системы охлажде-
ния анода ведет к снижению мощности рентгеновской трубки.
Это вызвано тем, что удельная электрическая нагрузка на фо-
кусное пятно, т. е. мощность, приходящаяся на единицу его
площади, ограничена. Например, для медного анода с вольфра-
мовой мишенью удельная нагрузка не может превышать 2200—
2500 Вт/(мм2-с). Поэтому широко применяют трубки с линей-
ным фокусом, в которых можно получить оптический фокус,
значительно меньший действительного по величине (рис. 2.16).
В этих трубках действительное фокусное пятно имеет форму
прямоугольника, в то время как оптический фокус представля-
ет собой квадрат.
Электрические свойства рентгеновской трубки характеризу-
ются анодным напряжением U, анодным током /а и током на-
58
кала /и. Зависимость тока, проходящего через трубку, от при-
ложенного напряжения для двух значений тока накала // и
Д" (//'>//) показана на рис. 2.17. На начальном участке кри-
вых увеличение анодного напряжения вызывает увеличение
анодного тока. Это объясняется тем, что по мере увеличения
напряжения все большее число электронов из электронного об-
лака, образованного раскаленной спиралью, приобретает ско-
Рис. 2.16. Схема формирования
оптического фокуса рентгенов-
ской трубки:
/—действительное фокусное пят-
но, 2—сечение электронного пуч-
ка, 3— анод, 4 — оптический фокус
Рис. 2.17, Электрические ха-
рактеристики рентгеновской
трубки для получения пучков
излучения различной формы (а,
б, в)
рость, достаточную для преодоления тормозящего поля прост-
ранственного заряда у катода трубки. При определенном для
данного тока накала анодном напряжении все электроны, по-
кинувшие катод, достигают анода, при этом наступает режим
насыщения, при котором дальнейшее увеличение анодного на-
пряжения не вызывает увеличения анодного тока. На этом
участке характеристики, называемом участком насыщения,
анодный ток зависит только от тока накала, т. е. от числа сво-
бодных электронов. Участок насыщения является рабочим
участком рентгеновской трубки. В условиях эксплуатации ре-
гулирование энергии рентгеновского излучения осуществляется
изменением анодного напряжения, а регулирование интенсив-
ности излучения — изменением тока накала.
В рентгенодефектоскопических аппаратах используют труб-
ки, различные по конструкции и способам получения и форми-
рования пучка излучения. Выбор рентгеновской трубки для
конкретных условий контроля определяется его схемой, конст-
руктивными особенностями просвечиваемого объекта, его ма-
териалом, толщиной и т. д.
Для просвечивания кольцевых сварных соединений трубо-
проводов применяют трубки с кольцевым выходом
рентгеновского излучения. Вольфрамовая мишень в
таких трубках имеет коническую форму или располагается в
плоскости, перпендикулярной продольной оси трубки.
59
Для просвечивания объектов, доступ к которым затруднен,
со свободной полостью внутри предназначены также рентге-
новские трубки с вынесенным анодом (рис. 2.18).
Анод трубки представляет собой медную полую трубу, далеко
выступающую за пределы стеклянной колбы. Вольфрамовая ми-
шень находится внутри этой трубы, в конце ее консольной час-
ти. Снаружи на трубу надевают тонкостенную латунную обо-
лочку, в промежутке между трубой и оболочкой циркулирует
охлаждающая вода. Из-за большого расстояния между катодом
и анодом в трубках подобной конструкции электрическая фоку-
сировка электронного пучка оказывается недостаточной, по-
этому прибегают к дополнительной магнитной фокусировке.
Для этого на трубу анода надевают специальную фокусирую-
щую катушку, при прохождении электрического тока через ко-
торую создается магнитное поле, суживающее электронный пу-
чок. Степень фокусировки пучка регулируется изменением то-
ка катушки. В зависимости от конструкции излучающей части
вынесенного анода (рис. 2.19) могут быть получены рабочие
пучки излучения различной формы: кольцевой (см. рис.2.18,а),
направленный (см. рис. 2.18,6)
и торцовой (см. рис. 2.18, в).
В последнем случае анод имеет
так называемую «прострельную»
мишень, представляющую собой
тонкую медную стенку.
Для просвечивания движу-
щихся объектов и в случаях, ког-
да нужно получить минимальный
оптический фокус при большой
мощности, применяют трубки
с вращающимся анодом,
В этих трубках вращается воль-
фрамовая мишень в форме усе-
ченного конуса, на боковую по-
верхность которого направлен по-
ток электронов, испускаемых ка-
тодом. Подобное устройство поз-
воляет повысить мощность этой
трубки по сравнению с трубками
с неподвижным анодом в десятки раз. В трубках с вращаю-
щимся анодом вал, на котором укреплена мишень, является
ротором асинхронного двигателя. Статор двигателя расположен
снаружи трубки. Поскольку охлаждение анода осуществляется
только в результате вращения мишени, эти трубки эффективны
при экспозиции до 5 с; дальнейшее увеличение времени экспо-
зиции резко сокращает их мощность.
Трубка с вращающимся анодом и обычные двухэлектрод-
Рис. 2.18. Излучающая часть
полого анода
60
ные трубки могут быть выполнены двухфокусными. Катод двух-
фокусной трубки имеет две спирали — большую и малую, поз-
воляющие получить два различных по величине линейных фоку-
са. Благодаря этому расширяется диапазон применения этой
трубки.
Рис. 2.19. Рентгеновская трубка с вынесенным анодом
Двухэлектродные рентгеновские трубки изго-
товляют на напряжения до 420 кВ. Их работе при более высо-
ких напряжениях препятствуют автоэлектронная эмиссия (эмис-
сия электронов из материала катода под действием сильного
электрического поля), электрические пробои и отражение эле-
ктронов от анода трубки. Поэтому при рабочих напряжениях
выше 420 кВ применяют секционированные трубки,
снабженные промежуточными электродами и полым анодом.
Число промежуточных электродов и напряжения на них
подбирают так, чтобы была исключена возможность возник-
новения автоэлектронной эмиссии. Полый катод полностью
улавливает отраженные электроны, а большое расстояние меж-
ду анодом и катодом исключает возможность электрических
пробоев. Анод секционированной трубки имеет фокусирующую
катушку, позволяющую регулировать размеры фокусного
пятна.
Особый класс составляют импульсные рентгенов-
ские трубки. Свободные электроны в них получают в ре-
зультате автоэлектронной эмиссии при создании у катода труб-
ки электрического поля напряженностью свыше 108 В/м. Им-
пульсные трубки называют также трубками с «холодным» ка-
тодом (в отличие от трубок с «горячим» катодом, в которых
для получения свободных электронов используют термоэлект-
ронную эмиссию).
По конструкции различают двух- и трехэлектродные
импульсные рентгеновские трубки. Наиболее рас-
пространены двухэлектродные трубки. В такой трубке анод
представляет собой острозаточенную вольфрамовую иглу, рас-
положенную по оси вакуумной колбы, а катод — диск или ци-
линдр с заостренными кромками, концентрично расположенный
относительно анода. Электроды трубки выполняют заостренны-
ми для увеличения напряженности электрического поля.
61
Источниками анодного напряжения являются высоковольт-
ные импульсные трансформаторы; амплитуды анодного напря-
жения обычно 200—350 кВ. При подаче на электроды импульса
напряжения в трубке возникает автоэлектронная эмиссия, в ре-
зультате которой между анодом и катодом проходит электри-
ческий разряд, носящий характер пробоя в вакууме. Анод труб-
ки при бомбардировке его электронами дает импульс рентгенов-
ского излучения длительностью L0-9—10-6 с.
Недостатком двухэлектродных импульсных трубок является
нестабильность интенсивности и спектрального состава излуче-
ния, обусловленная тем, что напряжение па аноде, при кото-
ром происходит пробой анодно-катодного пространства, сильно
изменяется от включения к включению. В трехэлектродных им-
пульсных трубках этот недостаток устраняют введением в труб-
ку дополнительно поджигающего электрода. При приложении
импульса пониженного напряжения (~10 кВ) между поджи-
гающим электродом и катодом в строго заданный момент вре-
мени возникает дуговой разряд, который затем переходит в раз-
ряд между анодом и катодом.
Импульсные трубки имеют большую мгновенную мощность,
а достигнутая частота повторения импульса не превышает
50 Гц. Мощность дозы излучения на расстоянии 1 м не превы-
шает 2 Р/мин, тогда кац трубки с «горячим» катодом при та-
ких же напряжениях (250—300 кВ) дают до 10 Р/мин. Ресурс
работы импульсных рентгеновских трубок много меньше, чем
трубок накала: в новейших аппаратах серии МИРА он дости-
гает 5-106 импульсов, что при частоте 25 Гц обеспечивает все-
го 50 ч работы по сравнению с 500 ч работы трубок накала.
Условное обозначение трубки, состоящее из ком-
бинации цифр и букв, позволяет определить ее назначение, ос-
новные эксплуатационные характеристики и конструктивные
особенности (табл. 2.4). Например, условное обозначение тру-
бок с «горячим» катодом состоит из следующих элементов. Пер-
вая цифра обозначает допустимую мощность в кВт, при нали-
чии двух фокусов указывают две цифры. Первая буква обозна-
чает род защиты трубки: Р — защита от неиспользуемого рент-
геновского излучения, Б — неполная защита или ее отсутствие
(для трубок, предназначенных для работы в защищенном кожу-
хе). Отсутствие буквы означает отсутствие защиты. Вторая бук-
ва указывает основную область применения трубки: Д — для
диагностики, Т — для терапии, П — для просвечивания мате-
риалов, С — для структурного анализа, X — для спектрального
анализа. Третья буква указывает род охлаждения анода: В —
водяное, К — воздушное, радиаторное, М — масляное. Отсутст-
вие буквы означает естественное охлаждение лучеиспусканием.
Вторая цифра соответствует порядковому номеру модели труб-
ки. Третья цифра определяет номинальное напряжение в кВ.
62
2.4. Основные технические характеристики рентгеновских трубок
Обозначение трубки Ток накала» А Угол наклона зеркала анода, град Размеры эффективного фокусного пятна Охлаждение Размеры, мм Масса, кг
длина диаметр
0.3БПВ6-15О* 2,6 60 00,3—1,4 Вода 653 102 1,67
0,4БПМ2-120 ** 4,5 71 12X12 Масло Принуди- тельная цир- куляция 269 84 1,8
0.7БПМЗ-200 *» 4,5 71 2X2 То же 409 101 3,6
0.7БПК2-160» 3,4 130 (конус) 3,5X1,2 Воздуш- ное принуди- тельное 280Л 103 2,5
1БПВ15-100 ** 4,5 71 1,5X1,5 Антифриз, вода 258 63 1,4
1,2-ЗБПМБ-ЗОО ** 3,5 71 01,5-4 Масло 410 105 3,7
1.5БПВ2-400 ** 7,6 90 05 Вода 1387 90 7
1.5БПВЗ-400 ** 7,4 60 05 » 1387 90 7
1.5БПВ7-150* 3,8 90 05 » 643 160 3,00
* Непрерывный режим
работы. •• Повторно-кратковременный режим
работы.
В обозначении трубок для структурного анализа вместо анод-
ного напряжения указывают материал зеркала анода.
Например, трубка 0.4БПМ2-120 имеет мощность 0,4 кВт,
работает в защитном кожухе, предназначена для просвечива-
Ряс. 2.20. Рентгеновский излучатель
ния материалов, охлаждение масляное; модель трубки в дан-
ной группе трубок — 2; анодное напряжение— 120 кВ.
Рентгеновский излучатель (рис. 2.20) состоит из
герметично закрытого металлического цилиндрического корпу-
са 4, заполненного трансформаторным маслом, рентгеновской
63
трубки 5 с вынесенным анодом, размещенной внутри корпуса и
высоковольтного стакана 3, являющегося частью высоковольт-
ного кабельного разъема для подведения высокого напряжения
и напряжения накала к рентгеновской трубке. На высоковольт-
ном стакане закреплен высоковольтный изолятор 1. Масляная
изоляция кожуха во избежание электрического пробоя не долж-
на иметь воздушных пузырей. Чтобы масло занимало весь сво-
бодный объем кожуха и в то же время могло свободно расши-
ряться при нагреве, в излучателях применяют маслорасшири-
тель 2. Маслорасширитель представляет собой помещенный в
масло резиновый карман, внутренность которого соединена с ок-
ружающей средой. При нагреве масло выдавливает воздух из
кармана, увеличивая свой объем. При охлаждении масла кар-
ман вновь наполняется воздухом. На’корпусе излучателя име-
ются патрубки для подведения охлаждающей воды к аноду
трубки. Вынесенная анодная часть трубки окружена металли-
ческим цилиндром 6 со свинцовой съемной заглушкой в выход-
ном окне.
Гамма-дефектоскопы. Они предназначены для контроля ка-
чества изделий гамма-излучением радиоактивных изотопов.
В общем случае гамма-дефектоскоп состоит из источника из-
лучения; защитной радиационной головки (контейнера), слу-
жащей для перекрытия излучения радиоизотопного источника
и снижения мощности дозы излучения до допустимого уровня;
встроенных или сменных коллиматоров, обеспечивающих изме-
нение размеров и пространственной ориентации рабочего пуч-
ка излучения; пульта управления выпуском и перекрытием ра-
бочего пучка излучения.
В комплект гамма-дефектоскопа входят также вспомогатель-
ное оборудование и принадлежности (транспортные тележки,
штативы для крепления радиационной головки, контейнеры для
безопасного транспортирования и перезарядки источников из-
лучения и др.).
Источник излучения представляет собой герметично закры-
тую (заваренную или завальцованную) ампулу из коррозионно-
стойкой стали и алюминиевого сплава, содержащую определен-
ное количество радиоактивного изотопа (радионуклида). Внут-
ренние размеры ампулы определяют размеры активной части
источника. Проекцию активной части источника в направлении
просвечивания на плоскость, перпендикулярную этому направ-
лению, называют фокусным пятном источника излучения.
В качестве радионуклидов в промышленной дефектоскопии.
наиболее часто используют тулий |70Тгп, селен 75Se, иридий
1921г, цезий 137Cs и кобальт 60Со (табл. 2.5). Это искусствен-
ные радионуклиды, получаемые в ядерных реакторах при об-
лучении веществ в нейтронных потоках или при обработке про-
дуктов распада, образующихся в реакторах.
64
Размеры активной части источника излучения зависят от
активности радионуклида и его процентного содержания в ра-
диоактивном химическом соединении, используемом в источ-
нике.
Все типы выпускаемых дефектоскопов (см. табл. 2.5) ус-
ловно можно разделить на установки общепромышленного (уни-
версальные шланговые дефектоскопы) и специального назначе-
ния для фронтального и панорамного просвечивания (затвор-
ного типа).
2.5. Основные характеристики некоторых отечественных гамма-аппаратов
Тип аппарата Источник излучения Диаметр активной части, мм Мобильность Расстояние от пульта до радиацион- ной головки, мм Масса аппарата, кг Толщина просвечиваемой стали, мм
Универсальные шланговые
«Гаммарнд-11» Тулий-170 3 Переносный 5 10,5 1—15
«Гаммарид-21» Цезий-137 3 » 5 16 6—50
«Гаммарид-23» Цезий-137 5 » 8 19 15—80
«Гаммарид-25» Цезий-137 5 » 13 19 15—80
РИД-41 Кобальт-60 7 Передвиж- ной 50 45 30—200
Затворные
«Магистраль-!» Цезий-137 5 Передвиж- ной 30 35 15—80
РИД-12 Тулий-170 9 Переносный 5 11 1-15
РИД-32 Кобальт-60 7 Передвиж- ной 30 295 30—200
РИД-44 Кобальт-60 15 Стационар- ный 50 620 30-200
«Гаммарнд-20» Ирндий-192 3 Переносный 8 15 6—60
«Стапель-5» Иридий-192 1,5 » 3,5 11,5 6—40
«Стапель-20» Ириднй-192 3 » 30 24 6—40
В универсальных шланговых дефектоскопах
источник излучения может подаваться в зону контроля из ра-
диационной головки по гибкому ампулопроводу, где формиру-
ется панорамный пучок излучения с помощью сменных колли-
мирующих головок. Преимущества дефектоскопов этого типа
(универсальность и возможность подачи малогабаритного ис-
точника на расстояние 5—12 м) перед рентгеновскими аппара-
тами и другими типами гамма-дефектоскопов делают их пред-
почтительными для радиографического контроля в нестацио-
нарных условиях, особенно при контроле изделий с труднодо-
ступными участками. Подача источника в установках такого
3—463 65
типа (рис. 2.21) из радиационной головки 5 в коллимирующую
7 производится по гибкому или жесткому ампулопроводу 6 с
помощью гибкого зубчатого троса 2, находящегося в зацепле-
нии с зубчатым приводным колесом 1. Из этого класса наибо-
лее широко применяют дефектоскопы РИД-41, серии «Гамма-
рид» и др.
Г амма-дефектоскопы для фронтального про-
свечивания предназначены для работы в полевых, монтаж-
Рнс. 2.21. Кинематическая схема шлан-
говых дефектоскопов типа «Гаммарнд»:
/ — приводное колесо, 2—падающий трос,
^ — соединительный шланг, 4— держатель
источника излучения, 5 — радиационная го-
ловка, 6 — ампулопровод, 7 — коллимирующая
головка
ных условиях, на стапе-
лях в доке или цехе, ког-
да применение универ-
сальных шланговых де-
фектоскопов невозможно
из-за ограниченных раз-
меров радиационно-за-
защитнйх зон. Дефекто-
скопы с фронтальным
(направленным) облуче-
нием широко применяют
для контроля сварных соединений при строительстве нефтегазо-
проводов («Газпром»), в судостроительной промышленности
(«Стапель-5М», «Стапель-20») и существенно меньше в маши-
ностроении (РИД-32) при контроле изделий большой толщины.
Гамма-установки для панорамного просве-
чивания широко применяют при контроле качества магист-
ральных газонефтепроводов, сосудов высокого давления в фор-
ме шара или цилиндра,
а также других изделий
типа полых тел вращения.
В отличие от дефекто-
скопов шлангового типа в
дефектоскопе «Магист-
раль-1» для подачи ис-
точника излучения (пере-
мещения держателя ис-
точника 4 из радиацион-
ной головки 5) может
быть использован как
ручной, так и электроме-
ханический привод 1 (рис.
2.22). Электромеханиче-
Рис. 2.22. Кинематическая схема дефек-
тоскопа для фронтального н панорам-
ного просвечивания типа «Магист-
раль-!»:
/ — привод управления, 2 — подающий трос,
3 — соединительный шланг, 4 — держатель Ис-
точника излучения, 5 — радиационная голов-
ка
ский привод обеспечивает перемещение головки внутри трубо-
провода на расстояние до 1,5 км.
За рубежом широко применяют гамма-аппараты «Гамма-
мат», ТК-30, «Гаммавольт СО-ЮО» фирмы «Зайферт» (ФРГ),
ГАМ-120 фирмы АГС (Франция), «Марк Ш» фирмы «Продак-
те» (Англия) и др. В этих аппаратах в качестве источника из-
66
лучения используют изотоп Иридий-192. Характерной особенно-
стью данных аппаратов является небольшая масса и высокая
мобильность.
Источники высокоэнергетического фотонного излучения.
В радиационной дефектоскопии применяют следующие ускори-
тели электронов: линейные ускорители, микротроны и бетатро-
ны. Благодаря высокой энергии излучения эти источники целе-
сообразно использовать при контроле изделий толщиной 70 мм
и выше.
Линейный ускоритель (рис. 2.23) выполнен в виде
вакуумной цилиндрической ускорительной камеры 1 с фокуси-
рующим электромагнитом 2, расположенным на поверхности
цилиндра. Высокочастотный генератор 3 обеспечивает получе-
ние в волноводе 4 бегущей электромагнитной волны, электри-
ческое поле которой направлено по
оси цилиндра. Электроны, генери-
руемые пушкой 5 импульсно с энер-
гией 30—100 кэВ, ускоряются элек-
трическим полем бегущей волны.
Затем ускоренные электроны попа-
Рнс. 2.24. Схема микротрона:
1—камера, 2— электромагнит, 3 —
волновод, 4 — электронная пушка,
5 — мишень, 6 — резонатор, 7 —
вакуумный насос
Рис. 2.23. Схема линейного ускорителя:
/ — камера» 2— электромагнит, 3 — генератор, 4 —
волновод, 5 — электронная пушка, 6— мишень,
7 — вакуумный насос
дают на мишень 6, в которой возникает тормозное излучение с
экспозиционной дозой (5-=-75 ООО) • 10-5 Кл/кг. Преимущество
линейных ускорителей состоит в большой интенсивности тор-
мозного излучения. Так, линейные ускорители с энергией 10—
25 МэВ создают тормозное излучение, мощность экспозицион-
ной дозы которого составляет 2000—25 000 Р/мин на расстоя-
нии 1 м от мишени. Благодаря этому цх с успехом применяют
при контроле сварных швов толщиной 400—500 мм.
Ускорители представляют собой компактные установки, со-
стоящие из излучателя и блоков электропитания, теплообмен-
3*
67
ников и управления. В промышленности применяют ускорители
ЛУЭ-10/1Д, ЛУЭ-10/2Д, ЛУЭ-15-1500Д, ЛУЭ-8-5В, ЛУЭ-5-
500Д.
Микротрон (рис. 2.24)—циклический резонансный уско-
ритель электронов с постоянным во времени и однородным маг-
нитным полем. В микротроне электроны, запущенные в вакуум-
ную камеру 1, движутся по окружностям различного радиуса,
но имеющим общую точку касания в том месте, где расположен
резонатор, сверхвысокочастотное поле которого ускоряет элект-
роны. Резонанс ускорения создается в результате кратного уве-
личения периода высокочастотного напряжения при каждом пе-
ресечении электронами ускоряющего зазора резонатора. Резо-
натор возбуждается через волновод 3 посредством мощной им-
пульсной электронной пушки 4. Вакуумная камера находится
под непрерывной откачкой с помощью насоса 7. Ускоренные
электроны на последней орбите либо попадают на мишень 5,
в которой возникает рентгеновское излучение с экспозиционной
дозой в диапазоне (44-70)-10-3 Кл/кг, либо с помощью специ-
ального устройства выводятся из камеры. Электронный пучок
микротрона в отличие от других типов ускорителей обладает
высокой моноэнергетичностью. Основные преимущества микро-
трона заключаются в высокой интенсивности рентгеновского из-
лучения, малой расходимости и относительно малом попереч-
ном сечении пучка электронов (эффективное фокусное пятно
составляет 2—3 мм) в диаметре. В промышленности применя-
ют микротроны РМД-10Т, МТ-20, МР-30 и др.
Линейные ускорители и микротроны обладают малым фоку-
сом и обеспечивают получение тормозного рентгеновского излу-
чения высокой интенсивности, благодаря чему являются перс-
пективными источниками излучения для радиационной дефек-
тоскопии. Например, при использовании линейного ускорителя
ЛУЭ-10/1Д время просвечивания по сравнению с изотопом 60Со
сокращается в 15—20 раз, а чувствительность контроля состав-
ляет 0,8—1%.
Наиболее распространены в радиационной дефектоскопии
другие ускорители электронов — бетатроны. В бетатронах
ускорение электронов происходит при их движении по круговой
орбите в возрастающем во времени магнитном поле. Бетатрон
(рис. 2.25) выполнен в виде тороидальной вакуумной ускори-
тельной камеры 1, расположенной между полюсами электро-
магнита. Электронная пушка 2 генерирует электроны в торо-
идальную камеру, где они ускоряются в вихревом электриче-
ском поле, создаваемом переменным магнитным полем. Возрас-
тающее во времени магнитное поле не только обеспечивает ус-
корение электронов, но и удержание их на орбите постоянного
радиуса, проходящей внутри камеры бетатрона. В конце цик-
ла ускорения электроны смещаются со своей орбиты и попада-
68
Рис. 2.25. Схема бетатрона:
1 — камера, 2 — электронная
пушка, 3 — корпус магнита. 4 —
мишень
ют на мишень 4, в которой возникает тормозное излучение со
сплошным спектром.
Фокусировка пучка электронов происходит в процессе их
ускорения, в результате этого диаметр пучка перед соударени-
ем с мишенью составляет несколько десятых долей миллимет-
ра. Таким образом, фокус пучка тормозного излучения у бета-
тронов меньше по размерам, чем у
линейных ускорителей и микротронов.
Несмотря на то, что бетатроны обес-
печивают меньшую интенсивность из-
лучения, чем линейные ускорители и
микротроны, их наиболее широко при-
меняют в дефектоскопии благодаря
меньшей массе, небольшим габарит-
ным размерам и более высоким экс-
плуатационным и экономическим по-
казателям.
Промышленностью выпускается
как переносные бетатроны типа
ПМБ-6 массой около 100 кг, так и
стационарные Б-30 и Б-35 массой до
6 т. С помощью этих бетатронов мож-
но контролировать стальные изделия
толщиной до 500 мм. Микротроны
и бетатроны являются источниками
ионизирующего излучения только при
радиографии.
Радиографические пленки. Они яв-
ляются основным средством регистрации прошедшего ионизи-
рующего излучения. По свойствам и назначению выпускаемые
рентгеновские пленки (табл. 2.6) подразделяют на две группы:
2.6. Основные характеристики радиографических пленок
Тнп пленки Чувствительность, р-1 Коэффициент контрастности Разрешающая способность, мм—1
Б ез экр энные
РТ-1 50—60 3,5 68—73
РТ-3 20—30 3,9 80—110
РТ-4 9—12 3,5 110—140
РТ-5 3-5 3,5 140—180
Экранные
РТ-2 350 3,0 73—78
РМ-1 300 3,0 73-78
РМ-2 400 2,8 78
РМ-3 300 2,7 78
69
безэкранные для использования без флуоресцентных экранов
или с металлическими усиливающими экранами и экранные
пленки с применением флуоресцентных усиливающих экранов.
К первой группе относят пленки РТ-5, РТ-4, РТ-3, РТ-1; ко вто-
рой группе — пленки PT-2, РМ-1, РМ-2 и РМ-3. Основными
характеристиками пленки являются спектральная чувствитель-
ность, контрастность и разрешающая способность (см. § 2.1).
Усиливающие металлические и флуоресцентные экраны. Их
применяют для сокращения времени просвечивания. Усиливаю-
щее действие экранов характеризуется коэффициентом усиле-
ния— отношением времени просвечивания без экрана к време-
ни просвечивания с экраном.
Усиливающее действие металлических экранов ос-
новано на освобождении из них вторичных электронов под дей-
ствием ионизирующего излучения. Освобожденные электроны
действуют на эмульсию пленки и вызывают дополнительную
фотохимическую реакцию, усиливающую действие первичного
излучения. Металлические экраны рекомендуется применять с
безэкранными пленками РТ-1, РТ-3, РТ-4 и РТ-5. Эти экраны
выполнены в виде свинцовой фольги толщиной от 0,05 до
0,5 мм, нанесенной на гибкую пластмассовую подложку.
Практика показывает, что наиболее эффективны металли-
ческие экраны из медной или титановой фольги. Они обеспе-
чивают гораздо лучшую контрастность снимков по сравнению
со свинцовыми экранами.
Усиливающее действие флуоресцентных экранов
обусловлено дополнительным воздействием на пленку свечения,
возникающего в люминофоре под действием рентгеновского или
гамма-излучения. В качестве люминофоров используют серни-
стый цинк, сернистый кадмий, вольфрамовокислый кальций
и т. д. Эти экраны выполняют в виде пластмассовых или кар-
тонных подложек, на которые нанесен слой люминофора. Их
рекомендуется использовать с экранными пленками РТ-2, РМ-1,
РМ-2, РМ-3.
При использовании флуоресцентных экранов разрешающая
способность существенно ухудшается из-за крупнозернистости
самих экранов, что приводит к снижению выделяемости узких
непроваров, трещин, мелких дефектов. При контроле ответст-
венных сварных конструкций флуоресцентные экраны не при-
меняют.
Применение экранов (металлических и флуоресцентных)
позволяет снизить время экспозиции в 2—5 раз. Металлические
экраны снижают время экспозиции в 2—3 раза и одновремен-
но повышают чувствительность, поэтому их более широко при-
меняют.
В настоящее время применяют флуоро металлические
усиливающие экраны, выполненные в виде свинцовой под-
70
ложки с нанесенным на нее слоем люминофора. Эти экраны
имеют больший коэффициент усиления, чем металлические, и
обеспечивают лучшую чувствительность контроля, чем флуорес-
центные экраны.
Снижение резкости изображения на радиограммах при ис-
пользовании флуоресцентных экранов заметнее сказывается
при радиографическом контроле с радиоактивными источника-
ми. При контроле рентгеновскими аппаратами экраны уменьша-
ют напряжение на трубке, в результате чего снижение резко-
сти радиографического изображения, обусловленное зернисто-
стью люминофора, частично компенсируется повышением конт-
растности изображения за счет увеличения линейного коэффи-
циента ослабления излучения р0.
Эталоны чувствительности. Для определения относительной
чувствительности радиографического контроля используют спе-
циальные эталоны. Эталон представляет собой пластину с иде-
альными дефектами, контуры которых резко очерчены. На гра-
нице дефектов эталона происходит резкое изменение суммар-
ной толщины просвечиваемого материала, в то время как в ре-
альном металле — постепенное изменение его толщины на гра-
нице дефект — бездефектная зона. Кроме того, реальные дефек-
ты часто рассредоточены и имеют неправильные очертания.
Вследствие этого поры или шлаковые включения, диаметры
которых равны соответственно высоте прорези или диаметру
проволоки эталона, могут быть не выявлены, несмотря на то,
что изображения искусственных дефектов четко видны.
В практике радиационной дефектоскопии применяют не-
сколько типов эталонов чувствительности (табл. 2.7). В СССР
в соответствии с ГОСТ 7512—82 наиболее часто используют
канавочные и проволочные эталоны четырех типоразмеров каж-
дый. На канавочном эталоне имеется шесть канавок, глубина
рядом расположенных канавок различается в 1,39 раза. Про-
волочный эталон представляет собой пластиковый чехол с се-
мью проволоками различного диаметра, рядом расположенные
проволоки различаются размерами в 1,25 раза. Материал эта-
лона должен быть аналогичен материалу контролируемого из-
делия. Эталоны маркируют свинцовыми буквами и цифрами.
Буквы обозначают материал эталона, цифры — его номер, на-
пример, Cu2, Fel, А13, Ti4. Оба вида эталона равнозначны по
чувствительности, выбор их определяется условиями работы и
удобством использования.
Кассеты, маркировочные знаки и держатели. Перед прове-
дением радиографического контроля пленку вместе с усилива-
ющими экранами помещают в специальную светозащитную кас-
сету. В практике промышленной радиографии применяют гиб-
кие и реже жесткие кассеты. Преимущественное использо-
вание гибких кассет обусловлено тем, что они обеспечивают
71
2.7. Эталоны чувствительности, применяемые в радиационной
дефектоскопии
Тип эталона Эскиз Относитель- ная чувст- вительность, Стандартизован в странах
Проволочный Си — 1 СССР (ГОСТ 7512—82), страны СЭВ, ФРГ, Англия, Япония
I ! Т т i-
0 = 0,05+ 4
Канавочный <3 1 СССР, гост 7512—82
1
At = Ah = 0,1 + 7
Пластинчатый с
отверстиями
1,5—2,0 США
г/, =/? d2~2h d3~3h
Ступенчатый с
отверстиями
2,0-2,5 МИС
плотное прилегание к контролируемой поверхности сложной
конфигурации. Гибкая кассета представляет собой двойной кон-
верт из черной светонепроницаемой бумаги или дермантина.
В меньший конверт укладывают пленку с усиливающими экра-
нами, а затем заряженный конверт вставляют в другой конверт
больших размеров, обеспечивая тем самым светонепроницае-
мость кассеты. В кассетах предусмотрены карманы для уста-
новки маркировочных знаков и эталонов чувствительности.
72
Недостатком гибких кассет является отсутствие полной гаран-
тии плотного прижатия пленки к усиливающим экранам. Этого
недостатка лишены жесткие кассеты, выполненные из алюми-
ниевых сплавов и пластмасс, но их можно применять только
при контроле изделий простой формы, когда не требуется изги-
бать пленку.
Наиболее качественное прилегание усиливающих экранов к
радиографической пленке обеспечивают вакуумные кас-
сеты. Эти кассеты имеют герметичный корпус. При откачи-
вании воздуха из внутреннего объема кассеты плотный кон-
такт между пленкой и экранами обеспечивается за счет дейст-
вия атмосферного давления. Эти кассеты применяют крайне
редко из-за их дороговизны и сложности использования. В за-
висимости от типа просвечиваемого изделия и, главным обра-
зом, интенсивности ионизирующего излучения применяют раз-
личные схемы зарядки радиографических кассет (рис. 2.26).
Например, зарядку кассеты по схемам рис. 2.26, а, д рекомен-
дуют при просвечивании стальных изделий толщиной до 4 мм,
по схемам рис. 2.26, б, в — при просвечивании стали толщиной
Рис. 2.26. Способы (а—з) зарядки кассет:
1 — радиографическая пленка; 2— усиливающий металлический экран; 3— усиливаю-
щий флуоресцирующий экран
более 4 мм, по схемам рис. 2.26, г и з—при контроле изде-
лий толщиной свыше 100 мм.
Зарядку кассет двумя пленками по схемам рис. 2.26, е, ж, з
осуществляют при контроле особо ответственных изделий и из-
делий переменной толщины. В последнем случае в кассету
вкладывают две пленки различной чувствительности.
С целью обозначения изделия по участкам контроля приме-
няют маркировочные свинцовые знаки, которые
размещают в кассете. После просвечивания их изображение
73
отпечатывается на снимке. Гибкие кассеты, заряженные радио-
графической пленкой и экранами, устанавливают на ферромаг-
нитных материалах с помощью магнитных держателей
типа МД-1. На немагнитных материалах кассеты крепят с по-
мощью резиновых поясов и ремней. Иногда применяют специ-
альные пояса, снабженные застежками и натяжными ремнями.
2.4. ТЕХНОЛОГИЯ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
В зависимости от используемого вида излучения различа-
ют рентгене-, гамма- и бетатронную радиографию. Каждый из
перечисленных методов имеет свою сферу использования. В ча-
стности, рентгенографию как наиболее чувствительный способ
применяют преимущественно в цеховых и реже в полевых
условиях в случаях, когда к контролю качества сварных сое-
динений предъявляют наивысшие требования по чувствитель-
ности. Гаммаграфия доминирует при контроле качества свар-
ных соединений, расположенных в труднодоступных местах,
в полевых и монтажных условиях. Бетатронную радиографию
используют при дефектоскопии сварных соединений большой
толщины преимущественно в цеховых условиях.
При проведении радиографического контроля необходимо
соблюдать условия, при которых обеспечивается максимально
возможная чувствительность, т. е. условия при которых можно
выявить минимальный дефект.
Чувствительность радиографического метода контроля зави-
сит от следующих основных факторов: энергии первичного из-
лучения, рассеянного излучения, плотности и толщины просве-
чиваемого материала, формы и места. расположения дефекта,
величины фокусного расстояния и фокусного пятна рентгенов-
ской трубки, типа рентгеновской пленки.
Ввиду сложности процессов ослабления энергии рентгенов-
ского и у-излучений при прохождении их через контролируемый
металл и многообразия перечисленных факторов учесть одно-
временное воздействие их на чувствительность метода не пред-
ставляется возможным. Целесообразно рассмотреть эти факто-
ры в отдельности, оценивая влияние каждого из них на чув-
ствительность метода к выявлению дефектов.
Энергия излучения. Из формулы для расчета абсолютной
чувствительности видно, что чем больше коэффициент линейно-
го ослабления (go), тем меньше размер дефекта, который уда-
ется обнаружить. В свою очередь, коэффициент ц0 зависит от
энергии излучения источника. '(Получение рентгеновского излу-
чения той или иной энергии достигается регулированием напря-
жения на рентгеновской трубке, энергия гамма-излучения обус-
ловлена выбором соответствующего радиоактивного изотопа.
Влияние энергии рентгеновского и гамма-излучений на чувст-
74
вительность контроля показана на рис. 2.27, а, б. Как видно
из графиков, чувствительность контроля стали одинаковой тол-
шины тем выше, чем меньше энергия излучения.
Рассеянное излучение в зависимости от энергии первичного
излучения изменяет качество снимка, снижает контрастность
и четкость изображения, а следовательно, и чувствительность
Рис. 2.27. Зависимость чувствительности радиографического кон-
троля от энергии излучения:
а — рентгеновского аппарата РУП-150-10, б — изотопов
самого метода. При отсутствии рассеяния дефект на пленке
будет изображаться с четкими границами (рис. 2.28, а—в).
Однако практически всегда имеет место рассеивание излучения,
нарушающее четкость изображения. Вследствие этого явления
дефекты малого размера становятся трудно различимыми (раз-
мыты границы изображения) и часто могут быть не выявлены
совсем.
Рассеивание излучения всегда сильнее в толстостенных ма-
териалах (рис. 2.28, б), чем в тонкостенных, поэтому чувстви-
тельность метода значительно ухудшается с увеличением тол-
щины просвечиваемого материала. Совершенно избавиться от
рассеивания излучения нельзя. Уменьшить его можно примене-
нием специальных фильтров, представляющих собой тонкий
слой оловянной (0,025 мм) или свинцовой (0,075—0,15 мм)
фольги, расположенной либо между источником и контролиру-
емым объектом, либо между пленкой и объектом. Рассеивание
75
излучения можно уменьшить, сократив площадь облучения.
Последнее достигается либо с помощью диафрагмы, помещае-
мой у источника излучения, либо с помощью свинцовой маски
с отверстием, помещаемой над просвечиваемым объектом. Рас-
Рис. 2.28. Влияние рассеянного излучения на контрастность изображения при
просвечивании:
а — при параллельном иерассеяниом пучке излучения, б — ухудшение контрастности
от рассеянного излучения при просвечивании изделий большой толщины, в — улучшение
контрастности при просвечивании изделий малой толщины тем же пучком излучения
Толщина материала. Чувствительность более сложным обра-
зом зависит от толщины контролируемого материала (рис.
2.29). Вначале чувствительность возрастает вследствие того,
Рис. 2.29. Зависимость чувстви-
тельности радиографического
контроля от толщины контро-
лируемого соединения
том рассеяния. В конечном
материала убывает эффективный
коэффициент ослабления. Мягкие
составляющие излучения ослаб-
ляются сильнее, чем жесткие, и в
последующие слои попадает из-
лучение, уже частично отфильт-
рованное в предыдущих слоях.
По мере прохождения через ве-
щество излучение становится все
более жестким и при этом одно-
временно замедляется убывание
коэффициента эффективного ос-
лабления — он приближается к
постоянному значению. Для срав-
нительно больших толщин подъ-
ем кривой (ухудшение чувстви-
тельности) объясняется эффек-
итоге ухудшение чувствительности
из-за наличия рассеянного излучения определяет предел при-
меняемости всего метода просвечивания материалов до опре-
деленной толщины (100—150 мм).
76
Форма дефектов и их ориентация в шве. Дефекты (непро-
вары), имеющие прямолинейные грани, ориентированные па-
раллельно направлению распространения излучения, выявля-
ются значительно лучше из-за большой резкости изображения
их границ (рис. 2.30, а), чем дефекты цилиндрической (шлако-
вые включения) или шаровой (поры) или другой формы (рис.
2.30, б, в). Действительно, непровар, как правило, имеет посто-
янную высоту (AS) по сечению падающего пучка излучения,
тогда как у объемных дефектов эта высота переменная, поэто-
му плотность потемнения изображения в этом случае будет
постепенно и равномерно снижаться от максимума, определяе-
мого диаметром дефекта, до плотности потемнения всего, поля
пленки. Вследствие этого резкость изображения отсутствует,
а следовательно, и контрастность снимка, воспринимаемая гла-
зом, значительно ухудшается.
»Наилучшая выявляемое™ наблюдается при прохождении
излучения вдоль дефектов, т. е. когда угол а (рис. 2.31) равен
0°. При ориентации дефекта под некоторым углом к направле-
нию излучения выявляемость ухудшается; в этом случае пучок
излучения будет проходить не всю высоту (AS), а только опре-
деленную часть ее. Чувствительность просвечивания при этом
будет определяться шириной раскрытия, дефекта - (А). В прак-
тике очень часто встречаются дефекты, у которых ширина рас-
крытия (А) незначительна при достаточно большой высоте
(AS). В этом случае на пленке проекция изображения дефекта
77
не будет видна из-за малой разницы в плотностях потемнения
пленки в дефектном и бездефектном местах. К подобным дефек-
там относят, например, трещины, стянутые непровары, несплав-
ления по кромкам. Вероятность выявления подобных дефектов
очень мала (35—40%). Расслоения в прокатанных листах, рас-
положенные параллельно поверхности листов, как правило,
просвечиванием не выявляются. По этой же причине слабо
обнаруживаются несплавления по катетам шва в тавровых,
угловых и нахлесточных соединениях.
Фокусное расстояние. Увеличение величины фокусного рас-
стояния (рис. 2.32) аналогично энергии ослабления излучения
делает его более мягким, вследствие чего улучшается чувстви-
тельность контроля. Следует заметить, что фокусное расстоя-
ние (F) связано с временем просвечивания (t) следующим со-
отношением: ///0= (F[F0)2, где t — время просвечивания при
выбранном фокусном расстоянии, см; /0—время просвечивания
при фокусном расстоянии Fq, см, взятом по номограмме. Из со-
Рис. 2.31. Выявляемость трещины
в зависимости от ориентации ее к
направлению излучения
Толщина стали, мм
Рис. 2.32. Чувствительность при
просвечивании стали у-излучеиием
на различных фокусных расстоя-
ниях
отношения видно, что при увеличении фокусного расстояния
резко возрастает время просвечивания. Чем меньше размер
фокуса, тем более четкий рельеф изображения дефекта на
снимке, тем меньше область полутени, тем выше чувствитель-
ность контроля (рис. 2.33).
Усиливающие, экраны. Из рис. 2.34 видно, что применение
металлических экранов обеспечивает некоторое повышение
чувствительности, обусловленное уменьшением воздействия
вторичного излучения, источником которого является сам кон-
тролируемый материал. Рассеянное вторичное излучение умень-
шает резкость и контрастность изображения объекта. Рассеян-
ное излучение от тяжелых элементов, подобных свинцу, срав-
нительно невелико, они выполняют роль своеобразного фильт-
ра, особенно для первичного излучения низких энергий.
78
Тип пленки. В зависимости от типа пленки, обусловленного
размером зерна и реакцией к излучению, чувствительность ра-
диографического контроля при прочих равных условиях (энер-
гий излучения, рода и толщины материала) может изменяться
от 0,5% (РТ-5) до 3% (РТ). Пленки, обеспечивающие лучшую
Рис. 2.33. Влияние размера фо-
куса (</) на чувствительность кон-
троля
Рис. 2.34. Влияние усиливающих
экранов иа чувствительность ра-
диографического метода при про-
свечивании стали у-излучеиием
1S4Eu:
/ — флуороскопические экраны, 2 — без
экранов, 3 — металлические экраны
(свинец 0,1 мм)
чувствительность, имеют мелкозернистую структуру и слабую
реакцию к излучению, но требуют большего времени для про-
свечивания.
С учетом изложенных факторов, влияющих на чувствитель-
ность контроля, кратко рассмотрим операции радиографическо-
го контроля на примере сварных соединений.
При радиографировании изделий соблюдают такую после-
довательность выполнения основных операций. Выбирают ис-
точник излучения, радиографическую пленку и определяют
оптимальные режимы просвечивания, просвечивают объект,
производят фотообработку снимков и их расшифровку, оформ-
ляют результаты контроля.
Выбор источника излучения обусловливается тех-
нической целесообразностью и экономической эффективностью.
Основными факторами, определяющими выбор источника, явля-
ются заданная чувствительность, плотность и толщина матери-
ала контролируемого изделия, производительность контроля,
конфигурация контролируемой детали, доступность ее для кон-
троля и др.
Например, при контроле изделий, в которых допускаются
дефекты большого размера, наиболее целесообразно применять
79
изотопы с высокой энергией, обеспечивающие малое время про-
свечивания. Для изделий ответственного назначения использу-
ют рентгеновское излучение и только как исключение — изото-
пы, имеющие по возможности наименьшую энергию излучения,
например 1г (табл. 2.8).
2.8. Область применения ионизирующего излучения в дефектоскопии
Толщина стали, мм Гамма-излучение Рентгеновское излучение
Источник Энергия, кэВ Аппарат Напряжение, кВ Аппарат
4 145Sm 39, 62, 84 РК-2 10-60 РУТ-60-20-1
155Eu 102 ГУП-0,5-3 50-80 35-80 РУП-120-5-1 РУП-150-10-1 РИНА-1Д
1—20 170Tm 53, 84 РК-2 ГУП-0,5-3 РИД-21М 60-120 60-140 60—140 220—280 300-350 РУП-120-5-1 РУП-150-10-1 РУП-200-5-1 ИРА-1Д И РА-2 Д
2—40 76 Se 75, 130, 280 405 РК-2 ГУП-0,5-3 РИД-21 М 90—180 90-180 300—350 РУП-150/300-10-1 РУП-200-20-5 ИРА-2Д
10—60 192jr 295, 316, 468 604 РУП-5-2 РИД-11 РИД-21 М «Стапель-5» 140—200 140-300 250-400 РУП-200-20-1 РУП-150/300-10 РУП-400-5-1
30—100 137Cs 661 «Газпром» 180-300 РУП-150/300-10
1S2Eu 122, 344, 963 1405 «Трасса», «Нева» ГУП-0,5-2, ГУП-50-3 250—400 250—100 РУП-400-5-1 РДТ-1
60—200 60Co 1170, 1330 ГУП-1,5-3 ГУП-5-2 ГУП-50-2 «Кама» 250-400 250-100 Бетатр РУП-400-5-1 РТД-1 оны на 6 и 18 МэВ
Выбор радиографической пленки осуществляет-
ся по толщине н плотности материала просвечиваемого объек-
та, а также по требуемой производительности и заданной чув-
ствительности контроля.
80
Пленку РТ-1 используют, главным образом, для контроля
сварных соединений больших толщин, так как она обладает
высокой контрастностью и чувствительностью к излучению.
Универсальную экранную пленку РТ-2 применяют при просве-
чивании деталей различной толщины, при этом время просве-
чивания по сравнению с другими типами пленок наименьшее.
Для контроля изделий из алюминиевых сплавов и сплавов чер-
ных металлов небольшой толщины можно использовать высо-
коконтрастную пленку РТ-3 и РТ-4. При дефектоскопии ответ-
ственных соединений применяют
пленку РТ-5. Эта пленка обла-
дает весьма высокой контрастно-
стью, позволяет выявлять незна-
чительные дефекты, хотя и име-
ет наименьшую чувствитель-
ность к излучению, что приводит
к увеличению времени экспози-
ции при контроле. Ориентировоч-
но выбор радиографической плен-
ки целесообразно производить по
номограммам (рис. 2.35).
Для контроля сварных соеди-
Рис. 2.36. Схемы контроля
сварных соединений
Рис. 2.35. Номограммы областей при-
менения радиографических пленок
при просвечивании стали:
1 — РТ-5, РТ-4, II — РТ-1, РТ-3; III —
РТ-2
нений различных типов выбирают одну из схем просвечи-
вания, приведенных на рис. 2.36. Стыковые односторонние
соединения без разделки кромок, а также с V-образной раздел-
кой просвечивают, как правило, по нормали к плоскости сва-
риваемых элементов (рис. 2.36, схема /).
81
Швы, выполненные двусторонней сваркой с К-образной раз-
делкой кромок, наиболее целесообразно просвенивать по схе-
ме 2 с применением в ряде случаев двух экспозиций. В этом
случае направление центрального луча должно совпадать с
линией разделки кромок. Допускается просвечивать эти швы
также и по схеме 1.
При контроле швов нахлесточных, угловых и тавровых сое-
динений центральный луч направляют, как правило, под углом
45° к плоскости листа (схемы 3, 4, 5, 6, 7, 8). Трубы большого
диаметра (>200 мм) просвечивают через одну стенку, а источ-
ник излучения устанавливают снаружи или внутри изделий с
направлением оси рабочего пучка перпендикулярно шву (схе-
мы 9, 11).
При просвечивании через две стенки сварных соединений
труб малого диаметра, чтобы избежать наложения изображе-
ния участка шва, обращенного к источнику излучения, на изоб-
ражение участка шва, обращенного к пленке, источник сдви-
гают от плоскости сварного соединения (схема 10) на угол до
20—25°.
При выборе схемы просвечивания необходимо помнить, что
непровары и трещины могут быть выявлены лишь в том слу-
чае, если плоскости их раскрытия близки к направлению про-
свечивания (0—10°), а их раскрытие не менее 0,05 мм.
При контроле кольцевых сварных соединений труб часто
применяют панорамную схему просвечивания (схема 11), при
которой источник с панорамным излучением устанавливают
внутри трубы на ее оси и соединение просвечивают за одну
экспозицию. Условие применения этой схемы просвечивания
следующее: размер активной части Ф источника излучения, при
котором возможно его использование для контроля сварного
шва панорамным способом, определяют по формуле Ф^
=^(и—R)l(r—1), где и — максимально допустимая величина
геометрической нерезкости изображения дефектов на снимке,
задаваемая, как правило, действующей документацией по кон-
тролю, мм; — внешний радиус контролируемого соеди-
нения, мм; г —внутренний радиус контролируемого соедине-
ния, мм.
v' После выбора схемы просвечивания устанавливают величи-
ну фокусного расстояния (F). С увеличением фокусно-
го расстояния несколько увеличивается чувствительность ме-
тода, но возрастает (пропорционально квадрату расстояния)
время экспозиции.
Фокусное расстояние выбирают в зависимости от схемы
просвечивания, толщины материала и размеров активной части
(фокусного пятна) источника излучения. Например, для схем
1—8 (см. рис. 2.36) фокусное расстояние должно быть F^
^(Ф/и + 1) (S-\-H), где S — толщина сварного соединения в
82
направлении просвечивания, мм; И — расстояние от пленки до
обращенной к пленке поверхности изделия. Обычно фокусное
расстояние выбирают в диапазоне от 300 до 750 мм.
Время экспозиции и длина контролируемого за
одну экспозицию участка при контроле по приведенным вы-
ше схемам должны быть такими, чтобы:
V плотность почернения изображения контролируемого участ-
ка шва, околошовной зоны и эталонов чувствительности была
не менее 1,0 и не более 3,0 единиц оптической плотности;
уменьшение плотности почернения любого участка сварного
шва на снимке по сравнению с плотностью почернения в месте
установки эталона чувствительности было не более 0,4—0,6 еди-
ниц оптической плотности в зависимости от коэффициента кон-
трастности пленки, но нигде плотность почернения не должна
быть менее 1,5 единиц;
искажение изображения дефектов на краях снимка по отно-
шению к изображениям их в его центре не превышало 10%
для прямолинейных и 25% для криволинейных участков.
v Обычно длина I прямолинейных и близких к прямолиней-
ным участков, контролируемых за одну экспозицию, должна
быть не более 1^0,8f, где f—расстояние от источника излуче-
ния до поверхности контролируемого участка.
Подбор экспозиции при просвечивании изделий про-
изводят по номограммам (рис. 2.37), а уточняют ее с помощью
пробных снимков. Экспозиция рентгеновского излучения выра-
жается как произведение тока трубки на время; гамма-излуче-
ния — как произведение активности источника излучения, вы-
раженной в гамма-эквиваленте радия, на время. Номограммы
даются для определенного типа пленки, фокусного расстояния
и источника излучения.
Подготовка контролируемого объекта к про-
свечиванию заключается в тщательном осмотре и при не-
обходимости в очистке объекта от шлака, грязи и других за-
грязнений. Наружные дефекты необходимо удалить, так как
их изображение на снимках может затемнить изображение
внутренних дефектов. Сварное соединение разбивают на уча-
стки контроля, которые маркируют, с тем чтобы после просве-
чивания можно было точно указать расположение выявленных
внутренних дефектов. Кассеты и радиографические пленки, за-
ряжаемые в них, должны маркироваться в том же порядке, что
и соответствующие участки контроля. Выбранную пленку заря-
жают в кассету, после чего кассету укрепляют на изделии, а со
стороны источника излучения устанавливают эталон чувстви-
тельности. В тех случаях, когда его невозможно так устано-
вить, например при просвечивании труб через две стеики, раз-
решается располагать эталон со стороны детектора (кассеты
с пленкой).
83
После выполнения перечисленных операций н обеспечения
безопасных условий работы приступают к просвечиванию
изделия. При этом источник излучения необходимо устано-
вить таким образом, чтобы во время просвечивания он не мог
вибрировать или сдвинуться с места, иначе изображение на
пленке окажется размытым. По истечении времени просвечи-
вания кассеты с пленкой снимают, и экспонированную пленку
подвергают фотообработке.
Рис. 2.37. Номограммы для определения временя экспозиции про-
свечивания стали:
а — рентгеновским излучением при Гв750 мм н пленке РТ-1, б —гамма-из-
лучением при пленке РТ-1 н F«500 мм; / — тулий; 2 — стронций-75; 3— прн-
дий-192, 4 — цезий-135, 5 — европий-152, 6 — кобальт-60
Процесс фотообработки пленки включает следующие
операции: проявление, промежуточную промывку, фиксирова-
ние изображения, промывку в непроточной воде, окончатель-
ную промывку и сушку пленки. При проявлении происходит
восстановление кристаллов бромистого серебра в металличе-
ское серебро. Пленку проявляют в специальном растворе —
проявителе. Время проявления указано на упаковках пленки и
раствора. После проявления пленку ополаскивают в кювете с
водой. Такая промежуточная промывка предотвращает попа-
84
дание проявителя в фиксирующий раствор — фиксаж. В фикса-
же растворяются непроявленные зерна бромистого серебра, а
восстановленное металлическое серебро не претерпевает изме-
нений.
После фиксирования необходимо производить промывку
пленки в непроточной воде с последующим извлечением и сбо-
ром серебра. Затем пленку промывают в ванне с проточной
водой в течение 20—30 мин для удаления оставшихся после
фиксирования химических реактивов. После промывки пленки
ее сушат 3—4 ч. Температура сушки не должна превышать
35 °C.
Расшифровка снимков — наиболее ответственный
этап в проведении работ по фотообработке. Задача расшифров-
щика заключается в выявлении дефектов, установлении их ви-
дов и размеров. Расшифровку радиограмм производят в про-
ходящем свете на неготоскопе — устройстве, в котором имеют-
ся закрытые молочным или матовым стеклом осветительные
лампы для создания равномерно рассеянного светового потока.
Помещение для расшифровки затемняют, чтобы поверхность
пленки не отражала падающий свет. Современные неготоскопы
обеспечивают регулирование яркости освещенного поля н его
размеров. Если освещенность неготоскопа не регулируется, то
при слишком ярком свете могут быть пропущены мелкие де-
фекты с незначительными изменениями оптической плотности
почернения пленки. Расшифровка радиограмм состоит из трех
основных этапов: оценки качества изображения, анализа изоб-
ражения и отыскания на нем дефектов и составления заключе-
ния о качестве изделия. Качество изображения в первую оче-
редь оценивают сточки зрения отсутствия на нем дефектов,вы-
званных неправильной фотообработкой или неаккуратным обра-
щением с пленкой: радиограмма не должна иметь пятен, полос,
загрязнений и повреждений эмульсионного слоя, затрудняющих
расшифровку.
Затем оценивают оптическую плотность, которая в соответ-
ствии с ГОСТ 7512—82 должна составлять 1,4—4; проверяют,
видны ли элементы эталона чувствительности, гарантирующие
выявление недопустимых дефектов; есть ли на снимке изобра-
жение маркировочных знаков. Оптическую плотность измеря-
ют на денситометрах или на микрофотометрах.
Заключение о качестве проконтролированного сварного сое-
динения дается в соответствии с техническими условиями (ТУ)
на изготовление и приемку изделия. Причем оценку качества
изделия производят только по сухому снимку, если он отвеча-
ет следующим требованиям (ГОСТ 7512—82): на рентгено-
грамме четко видно изображение сварного соединения с усиле-
нием шва по всей длине снимка; на снимке нет пятен, царапин,
отпечатков пальцев, потеков от плохой промывки пленки и не-
85
правильного обращения с ней; на снимке видны изображения
эталонов. В противном случае производят повторное просвечи-
вание.
Для сокращения записи результатов контроля применяют
сокращенные обозначения обнаруженных на снимке
дефектов: Т — трещины; Н — непровар; П — поры ; Ш —
шлаковые включения; В — вольфрамовые включения; Пдр —
подрез; Скр — смещение кромок; О — оксидные включения в
шве. По характеру распределения обнаруженные дефекты
объединяют в следующие группы: отдельные дефекты, цепочка
дефектов, скопление дефектов. К цепочке относят расположен-
ные на одной линии дефекты в количестве не менее трех с
расстоянием между ними, равным трехкратной величине дефек-
та или меньше. К скоплению дефектов относят кучно располо-
женные дефекты в количестве не менее трех с расстоянием
между ними, равным трехкратной величине дефекта или мень-
ше. Размером дефекта считают наибольший линейный размер
изображения его на снимке в миллиметрах. При наличии груп-
пы дефектов разных размеров одного вида указывают средний
или преобладающий размер дефекта в группе, а также общее
число дефектов.
2.5. КСЕРОРАДИОГРАФИЧЕСКИЙ И ФЛЮОРОГРАФИЧЕСКИЙ
МЕТОДЫ КОНТРОЛЯ
Ксерорадиография. Этот метод контроля представляет со-
бой процесс получения изображения на поверхности пластины,
электрические свойства которой изменяются в соответствии с
энергией воспринятого рентгеновского или гамма-излучения.
Если зарядить такую пластину электрическим зарядом до оп-
ределенного уровня, а затем подвергнуть ионизационному облу-
чению, то величина остаточного заряда на любом участке плас-
тины будет однозначно связана с интенсивностью излучения,
падающего на данный участок. Причем остаточный заряд будет
тем меньше, чем больше интенсивность излучения. Следова-
тельно, в тех местах пластины, на которые попало излучение,
прошедшее через какой-либо дефект (непровар, пора, ракови-
на), остаточный заряд будет меньше, чем в других местах
пластины. Таким образом, в пластине образуется скрытое изо-
бражение, которое проявляют с помощью различных красящих
мелкоразмолотых порошков на основе талька, оксида цинка,
мела (КС4-5, ПС4-1, ПС4-74). Порошок предварительно элек-
тризуют и опыляют им пластину, при этом скрытое изображе-
ние превращается в видимое. Затем на пластину накладывают
обычную бумагу, на которой фиксируется полученное изобра-
жение объекта. Весь процесс проявления занимает 10—40 с.
Пластина состоит из подложки (алюминий, латунь, стальная
86
фольга), сверху которой нанесен слой полупроводника (селен,
оксид цинка, сера, сульфид кадмия и др.). Чаще всего в каче-
стве подложки применяют алюминий, а полупроводником явля-
ется аморфный селен.
Чтобы ксерографические пластины оказались чувствитель-
ными к воздействию излучения, их необходимо предварительно
зарядить коронным разрядом при напряжении 7—12 кВ. Дли-
тельность зарядки составляет 10—120 с. К заряженной пласти-
не нельзя прикасаться пальцами и любыми другими предмета-
ми, так как это приведет к отводу электрического заряда с по-
верхности и появлению пятен на проявленном изображении.
Кроме того, под действием видимого света заряд будет утекать
через металлическую подложку. Поэтому ксерографические
пластины помещают в кассеты. Заряд пластины при хранении
ее в темном месте сохраняется не более 30 мин. Срок службы
пластины типа СЭРП-ЮОП более 700 экспозиций.
Продолжительность экспозиции при просвечивании изделий
рентгеновским или гамма-излучением на ксерографические
пластины зависит от энергии и интенсивности излучения, тол-
щины и плотности просвечиваемого материала, фокусного рас-
стояния, чувствительности применяемой ксерографической плас-
тины к излучению данной энергии. Продолжительность экспо-
зиции зависит также от толщины селенового слоя и величины
заряда пластины.
При одинаковых условиях просвечивания продолжительность
экспозиции на ксерографические пластины при энергии излуче-
ния от 100 до 400 кэВ меньше в 2—4 раза, чем на рентгенов-
скую пленку, различие тем больше, чем ниже энергия излу-
чения.
В широком диапазоне энергий (от 50 кэВ до нескольких
мегаэлектронвольт) плотность и контрастность ксерографиче-
ских отпечатков уменьшается с повышением энергии излучения.
При просвечивании изделий на ксерографические пластины
целесообразно применять усиливающие экраны, представляю-
щие собой слой тяжелых металлов (свинец, олово), которые
располагают между подложкой и слоем селена. Их применение
позволяет увеличить контрастность и четкость изображения.
Особенно эффективны свинцовые экраны в случае просвечива-
ния изделий жестким рентгеновским и гамма-излучениями.
Применять обычные флуоресцирующие экраны в этом случае
нецелесообразно, так как из-за крупнозернистости флуоресци-
рующего слоя и невозможности создать тесный контакт между
флуоресцирующим экраном и чувствительным слоем заряжен-
ной пластины (касание к заряженной пластине отводит заряд
с ее поверхности) сильно снижается четкость изображения.
Чувствительность ксерографического метода контроля зави-
сит от энергии излучения, степени ослабления излучения в ма-
87
териале, разрешающей способности пластин и процесса прояв-
ления (свойств проявляющего порошка и метода его нанесе-
ния). Практически разрешающая способность ксерографиче-
ской пластины равна 8—12 линий/мм и зависит от размера час-
тичек проявляющего порошка. Практика показывает, что чув-
ствительность К ксерографического метода несколько ниже
радиографического на рентгеновскую пленку (табл. 2.9).
2.9. Значения чувствительности
Толщина стали, мм К, % при
радиографии (РУП-150-10, пленка РТ-1) ксерографии (ПКР1, пластина СЭРП-Ю0П, порошок КСЧ-5)
4 4,0 5,5
6 3,5 5,0
8 2,5 4,5
12 2,0 4,5
16 2,0 4,0
20 2,0 3,5
К преимуществам ксерографического метода относят опера-
тивность (табл. 2.10) получения снимка и сухой метод прояв-
ления. Методом фотосъемки с одной ксерограммы можно сде-
лать высококачественные фотографии с большим числом копий.
При ксерографии отпадает необходимость в дефицитных
материалах и процессах фотообработки. Стоимость контроля
по сравнению с радиографическим снижается в 6—7 раз.
2.10. Продолжительность обработки снимка
Радиография Ксерогра фия
Операция Время, мин Операция Время, мни
Зарядка 0,5 Зарядка 0,5
Экспонирование 1-10 Экспонирование 1—10
Проявление До 8 Проявление До 1
Закрепление 16 Перенос 0,5
Промывка 20 Закрепление 1
Сушка 30-60 Просмотр 2-5
Просмотр 2-5
Однако ксерография обладает рядом недостатков, что сдер-
живает ее массовое применение в промышленности. Прежде
всего это низкое качество пластин, трудности контроля боль-
ших изделий из-за ограниченных размеров пластин, возмож-
ность использования только плоских пластин. Выпускаемые
88
промышленностью пластины имеют существенные поверхност-
ные дефекты (сетку трещин, царапины), которые резко снижа-
ют чувствительность метода. Кроме того, за счет неравномер-
ной толщины покрытия селенового слоя для каждой пластины
необходимо подбирать собственный режим просвечивания и
проявления. Непостоянная толщина покрытия приводит к не-
равномерному распределению потенциала по поверхности плас-
тины, что в дальнейшем сказывается на качестве переноса
изображения. Пластины подвержены влиянию влажности и низ-
кой температуры. Отмеченные недостатки не могут служить
препятствием для развития ксерографического метода контро-
ля, так как все они вызваны несовершенством технологии изго-
товления ксерографических пластин и легко устранимы при
серийном производстве.
В промышленности применяют установки ПКР-1, ПКР-2,
ЭРЕНГ, ЭРГА-С, ЭР7МП, которые позволяют контролировать
стальные сварные швы толщиной до 20 мм. В качестве источ-
ников излучения чаще всего используют серийные рентгенов-
ские аппараты, хотя могут применяться и гамма-аппараты,
имеющие в качестве изотопов 1921г или 137Cs. Аппараты подоб-
ного типа выпускаются фирмами «Дженерал электрик» (США),
«Тохиба» (Япония), «Пилорис» (ПНР) и др.
Флюорография. Этот метод контроля заключается в реги-
страции рентгеновского или гамма-излучения на фотобумагу
или фотопленку, содержащих в 7—9 раз меньше серебра, чем
рентгеновская пленка. Необходимым условием является обяза-
тельное сочетание фотобумаги или фотопленки и усиливающих
флуоресцентных экранов. Ионизирующее излучение падает вна-
чале на экран с флуоресцентным слоем для формирования
оптического изображения, которое фиксируется на фотобумаге,
контактирующей с флуоресцентным экраном.
В зависимости от энергии ионизирующего излучения при-
меняют определенную комбинацию фоторегистратора и усили-
вающего экрана, при которой достигается наилучшая чувстви-
тельность. Необходимо, чтобы основные характеристики (раз-
решающая способность, максимум спектра поглощения и высве-
чивания и др.) с фоторегистратора и экранов были достаточно
близкими по значениям. Практикой установлено, что при энер-
гии излучения до 240 кэВ целесообразно использовать флуоро-
графическую пленку РФ-У (или РФ-3) совместно с экраном из
CsI(Tl). Фотобумага «Фототелеграфная БС» и фотопленка
«Микрат-300» хорошо сочетаются с экранами, имеющими лю-
минофоры из CaWO4, CsI(Tl) и Nal(Tl). Для энергии излуче-
ния от 240 до 8 МэВ оптимальна комбинация флуорографиче-
ской пленки РФ-У с люминесцентным усиливающим экраном
из CsI(Tl). Не менее важным фактором, определяющим усло-
вия контроля (максимальную чувствительность, минимальное
89
время экспозиции), является тип источника ионизирующего из-
лучения, Практикой установлено, что максимальная чувстви-
тельность (Л = 1-4-3%) достигается в случае просвечивания ста-
ли толщиной 5—50 мм рентгеновскими аппаратами, а 50—
250 мм линейными ускорителями. При необходимости удовле-
творительные данные по чувствительности (/(=2-4-4,5%) в диа-
пазоне толщин 15—70 мм и 70—130 мм можно получить с при-
менением гамма-изотопов 1921г и 60Со соответственно. Указан-
ная чувствительность достигается при фокусном расстоянии
/7 = 500-4-750 мм. При /’ = 250 мм чувствительность контроля бу-
дет в 2 раза хуже.
Существенным преимуществом при просвечивании на фото-
регистратор является уменьшение времени экспозиции и обработ-
ки снимка. Время экспозиции при просвечивании рентгенов-
ским аппаратом РУП-150/300-10 на флуорографическую плен-
ку РФ-У в 5—6 раз меньше времени радиографии с примене-
нием пленок типов РТ-4М. и РТ-5. Время просвечивания при
флуорографии и радиографии с помощью высокоэнергетичных
источников излучений (60Со, линейный ускоритель) фактически
одинаково.
Значительно меньше расходуется времени на обработку фо-
тобумаги по сравнению с радиографической пленкой. Время
проявления и фиксирования фотобумаги составляет 4—5 мин,
тогда как для радиографической пленки эти операции занима-
ют 20—25 мин. Фотобумагу сушат в течение 10—15 мин, что
в 3—4 раза (см. табл. 2.10) меньше в сравнении с сушкой
радиографической пленки. Промывку фотобумаги в проточной
воде производят примерно 15—20 мин.
Цветовая радиография. Обычный черно-белый рентгенов-
ский снимок содержит только один оценочный параметр — яр-
кость серого оттенка. Цветное изображение в отличие от черно-
белого позволяет получить два добавочных параметра: цвет и
насыщенность. Благодаря этому увеличивается информатив-
ная способность радиографического снимка.
Для получения цветного изображения с помощью черно-бё-
лой фотопленки делают два или три снимка контролируемого
объекта рентгеновским излучением различной энергии и интен-
сивности (косвенный метод). При этом экспонируют по-
очередно каждую пленку или одновременно все пленки с ис-
пользованием фильтров для селекции рентгеновского излуче-
ния. В результате изменения эффективной энергии рентгенов-
ского излучения изображения на каждой пленке отличаются
друг от друга. Затем черно-белые негативы окрашивают, на-
пример, первый снимок в красный цвет, второй в зеленый, тре-
тий в синий и составляют вместе. Расшифровку полученного
цветного изображения производят на неготоскопе. Оператор
воспринимает больше оттенков цвета, чем градаций яркости,
90
что облегчает контроль качества и повышает его достоверность
за счет учета одновременно большего объема информации.
Другим способом цветовой радиографии является использо-
вание цветной фотопленки (прямой метод). Этот метод
основан на различной чувствительности и контрастности эмуль-
сионных слоев многослойных фотографических или рентгено-
графических цветных пленок при воздействии на них ионизи-
рующего излучения. Если пленку просвечивать рентгеновским
или у-излучением, то пленка окажется разбалансированной как
по контрасту, так и по чувствительности. После проявления на
ней появляются различные цветовые оттенки, обусловленные
интенсивностью падающего света.
При просвечивании применяют цветные радиографические
пленки, которые принципиально ничем не отличаются от обыч-
ных фотопленок, но имеют большую чувствительность к рент-
геновскому излучению и состоят из двух или трех эмульсион-
ных слоев. Каждый слой имеет свой коэффициент контрастно-
сти и чувствительности, благодаря чему достигается определе-
ние изменения цвета и яркости изображения при изменении
толщины или плотности образцов. К числу подобных пленок
относится отечественная цветная рентгеновская пленка РЦ-2.
Для сокращения экспозиции и уменьшения влияния рассеянно-
го излучения применяют металлические и флуоресцентные уси-
ливающие экраны. Обычно применяют комбинации флуорес-
центного (передний) и металлического (задний) экранов.
При цветной радиографии косвенными методами и на плен-
ку РЦ-2 время просвечивания выбирают так же, как при обыч-
ной радиографии. Чувствительность радиографии с использо-
ванием обычных многослойных фотоматериалов несколько хуже
чувствительности в случае применения высококонтрастной чер-
но-белой радиографической пленки и в производственных усло-
виях не превышает 3—4%.
При цветной радиографии улучшается выявляемость дефек-
тов и возможность контроля изделий с большими перепадами
толщин, а также определение размеров дефектов в направле-
нии просвечивания.
Нейтронная радиография. Она основана на облучении объ-
екта контроля коллимированным пучком нейтронов и регистра-
ции теневого изображения объекта ' на рентгеновской пленке
или другом детекторе.
Физической основой нейтронной радиографии является за-
висимость взаимодействия излучения с веществом от химиче-
ского состава вещества и прежде всего от его атомного номе-
ра и массового числа. В отличие от рентгеновского и у-излуче-
ний эта зависимость для нейтронов выражена более сильно и
имеет до некоторой степени характер, противоположный изоб-
раженному на рис. 2.7. Принципиально важное значение нейт-
91
ронной радиографии состоит в возможности раздельного конт-
роля химических компонентов материала.
Например, с использованием обычных методов невозможно
даже обнаружить наличие легких или органических материалов
на стали при близких толщинах, а нейтронная радиография
позволяет вести контроль деталей размером около 1 мм из
органических материалов сквозь слои металлов толщиной в
сантиметры. Это позволяет применять нейтронную радиогра-
фию при контроле композитных материалов.
В зависимости от решаемой задачи поток нейтронов полу-
чают от маломощных радиоизотопных источников или устройств
типа ядерных реакторов. Нейтроны необходимых энергий вы-
деляются с помощью металлических фильтров. Ввиду сильно-
го взаимодействия нейтронов с водородосодержащими матери-
алами и другими элементами с малыми атомными номерами
необходимо обращать внимание на используемое оборудование,
приспособления и тщательно вести подготовку к нейтронной
радиографии. Держатели, кассеты, маркировочные знаки и т. п.
должны быть изготовлены из материалов, имеющих малое се-
чение активации нейтронами, например кассеты и держатели —
из алюминия, маркировочные знаки — из кадмия. С поверхно-
сти контролируемого изделия должны быть тщательно удале-
ны все следы влаги, смазки и загрязнений, содержащих веще-
ства, которые имеют большие сечения взаимодействия.
Нейтронную радиографию используют при контроле радио-
активных изделий и деталей, в первую очередь тепловыделяю-
щих элементов ядерных реакторов; контроле деталей из неко-
торых легких материалов, например пластмасс; обнаружении
водородосодержащих включений в металлах; контроле слоис-
тых многокомпонентных материалов и тонких биологических
образцов.
Для регистрации нейтронного излучения наиболее распро-
странены рентгеновские и фототехнические пленки и детекторы,
состоящие из нитроцеллюлозы, слюды и стекла. Для повыше-
ния воздействия нейтронов на детектор применяют специаль-
ные экраны — преобразователи, которые изготовляют в виде
однородных тонких пластин или фольги.
Чувствительность к выявлению дефектов методом нейтрон-
ной радиографии при толщине стального изделия от 10 до
80 мм составляет 0,5—2%.
Протонная радиография. Она основана на использовании
потока протонов (а-частиц) для неразрушающего контроля и
базируется на особенностях распространения и взаимодействия
их с веществом. Источниками протонов служат те же аппара-
ты, что и при рентгено- и гамма-графировании. Главной осо-
бенностью применения протонной радиографии является конт-
роль тонких изделий или их частей (типа листа, фольги и т. п.),
92
поскольку протоны поглощаются сравнительно тонкими слоя-
ми. В отдельных случаях протонная радиография обеспечивает
значительно более высокую чувствительность (~0,1 %) по срав-
нению с рентгенографией.
Контроль с помощью позитронов. Данный метод контроля
может быть применен для определения накопления усталост-
ных напряжений в металлах до появления усталостных тре-
щин, нахождения величины и степени пластической деформа-
ции. Контроль основан на том, что в начальной стадии уста-
лостных явлений, когда происходит образование дислокаций,
в их области образуются отрицательные заряды. Позитроны,
облучающие металл, притягиваются к областям расположения
дислокаций и взаимодействуют с электронами. При аннигиля-
ции (превращении) позитрона и электрона возникают у-кванты.
По количеству у-квантов и среднему времени жизни позитро-
нов можно определить начало усталостных нарушений в ме-
талле.
Авторадиография. Она заключается в регистрации собствен-
ного излучения изделия, в простейшем варианте осуществля-
ется помещением на поверхность контролируемого образца
мелкозернистой чувствительной фотопленки, на которой фик-
сируется распределение ионизирующего излучения от близко
расположенных участков. Метод авторадиографии успешно
применяют для контроля полуфабрикатов и изделий, содержа-
щих радиоактивные вещества в составе материала или какой-
либо его части.
2.6. АВТОМАТИЗАЦИЯ ОСНОВНЫХ ПРОЦЕССОВ РАДИОГРАФИИ
Получение радиографического снимка, оценку качества из-
делия и оформление результатов контроля производит опера-
тор-радиограф. Это приводит к тому, что на результатах конт-
роля сильно сказываются субъективные факторы и, как след-
ствие, значительно снижается качество расшифровки снимков
и достоверность результатов контроля. Кроме того, большой
объем ручного труда ведет к тому, что процесс дефектоскопии
сильно отстает от производительности основного процесса —
сварки изделия. То же самое можно отнести к установлению
времени экспозиции.
Существующие номограммы для определения экспозиции не
дают возможности учесть особенности распределения дозы из-
лучения на конкретных просвечиваемых объектах, иногда име-
ющих сложную конфигурацию. Это может привести к погреш-
ностям в экспозиции, поэтому для ответственных деталей необ-
ходимо делать контрольные снимки, что значительно повышает
стоимость контроля и снижает его производительность.
Таким образом, можно наметить три взаимосвязанных про-
93
цесса, автоматизация которых является проблемой первосте-
пенной важности для дальнейшего развития радиографическо-
го метода контроля. Это — экспонометрия, фотообработка и
расшифровка снимков.
Экспонометрия. Средняя плотность почернения по снимку
однозначно определяется поглощенной дозой излучения в
эмульсионном слое. Поэтому при разработке экспонометров
стремятся создать измерители дозы с чувствительностью (по
спектру регистрируемого излучения), близкой к пленке. В на-
стоящее время широко распространены экспонометры для раз-
личных энергий рентгеновского излучения, применяемые в ме-
дицине. Такие приборы серийно выпускают фирмы «Сименс»,
«Кох и Штерцель», «Мюллер» и др., ими же комплектуются
рентгеновские аппараты высшего класса.
Рассматривая различные способы схемной реализации экс-
понометра для радиографии, можно выделить два основных
метода: ионизационный и газоразрядных счетчиков. По ширине
диапазона энергий регистрируемого излучения, простоте выпол-
нения, эксплуатационным качествам приборы, построенные с
использованием этих методов, существенно отличаются друг от
друга. Наиболее универсальный — ионизационный метод, где в
качестве детектора используют ионизационную камеру, он поз-
воляет учесть практически все факторы, влияющие на получе-
ние качественного снимка. Однако изготовление таких экспо-
нометров связано с некоторыми ' техническими трудностями.
К ним можно отнести сложность изготовления ионизационных
камер, высокие требования, предъявляемые к регистрирующим
устройствам, и др. Кроме того, ионизационные экспонометры
чувствительны к механическим и климатическим воздействиям,
в связи с чем их целесообразно применять только при радио-
графическом контроле в лабораториях. Однако часто требуется
проводить контроль в полевых и цеховых условиях. Для этой
цели перспективны экспонометры с газоразрядными счетчи-
ками.
Датчик экспонометра представляет собой выносной блок,
позволяющий оценивать радиационную обстановку в местах
контроля изделий на расстоянии, безопасном для оператора.
Принцип действия датчика основан на преобразовании потока
ионизирующего излучения в статистически распределенные
электрические импульсы с последующим формированием их по
амплитуде и длительности. Средняя частота последовательного
поступления импульсов с выхода датчика пропорциональна
мощности экспозиционной дозы в месте его нахождения. В ка-
честве детектора излучения может быть применен газоразряд-
ный счетчик, например типа СИЗБГ с фильтром, имеющий по-
стоянную чувствительность к излучению в диапазоне энергий
300—1500 кэВ.
94
При просвечивании излучение от источников, пройдя конт-
ролируемый объект, регистрируется счетчиком СИЗБГ и пре-
образуется в последовательность электрических импульсов. По
кабелю длиной до 100 м импульсы, нормализованные по ампли-
туде отрицательной полярности, поступают на вход радиоэлек-
тронного блока.
Так как средняя частота поступления импульсов с выхода
датчика пропорциональна мощности экспозиционной дозы, то
экспозиционную дозу можно характеризовать числом зарегист-
рированных импульсов. Следовательно, необходимое время про-
свечивания, при котором обеспечивается оптимальная плот-
ность почернения пленки, можно задавать числом импульсов
от детектора, поступивших на вход радиоэлектронного
блока.
Количество набираемых импульсов (время экспозиции) оп-
ределяется положением переключателя «Коэффициент пересче-
та» и зависит от типа пленки, срока ее хранения и способа
зарядки кассеты. Поэтому перед началом работы с новой пар-
тией пленки или после ее длительного хранения должна быть
проведена градуировка экспонометра. Ее проводят при замене
газоразрядного счетчика в детекторе и изменении режимов
фотообработки.
При использовании экспонометра обеспечивается получение
выбранной плотности почернения снимка с погрешностью до
±5%. Это справедливо при проведении радиографии изотоп-
ными источниками у-излучения с энергией 300—1500 кэВ и в
рекомендованном диапазоне толщин просвечиваемых материа-
лов для данного источника.
Автоматическая фотообработка. В настоящее время ее все
более широко применяют в промышленности в связи со значи-
тельным ускорением процесса фотообработки и существенным
повышением качества выполняемого снимка.
При создании первых автоматов для фотообработки формат-
ных радиографических снимков копировали приемы ручной
фотообработки и применяли такую транспортную систему, при
которой рамки с пленками передвигались в определенном ра-
бочем цикле из одного обрабатывающего блока в другой. Авто-
маты рамочного и подвесного типов не нашли широкого приме-
нения в промышленности в связи со сложностью, громоздко-
стью конструкции и малой надежностью в работе.
Осуществление в промышленном масштабе автоматической
фотообработки стало возможным после создания автоматов
рольного типа, новых радиографических пленок, ускоренных
процессов проявления и фиксирования. Новые радиографиче-
ские пленки РТ-1Д, РТ-5Д и РНТМ-1Д имеют задубленные
фоточувствительные слои по сравнению с пленками РТ-1, РТ-5
и РНТМ-1, обрабатываемыми вручную; обладают улучшенны-
95
ми физико-механическими свойствами; выдерживают воздейст-
вие высоких температур обработки и сушки.
Пленки РТ-1Д, РНТМ-1Д и РТ-5Д, обработанные с исполь-
зованием ускоренных процессов проявления и фиксирования,
обладают лучшими сенситометрическими показателями, чем
пленки РТ-1, РНТМ-1 и РТ-5, обработанные вручную в стан-
дартных растворах. Они имеют лучшую спектральную чувстви-
тельность, больший средний градиент и меньшую плотность
почернения вуали. Улучшение этих показателей (на 10—15%)
было достигнуто в результате обеспечения следующих пара-
метров автомата: точность поддержания температуры прояви-
теля ±1,0% с возможностью регулирования температуры от 18
до 35°C; точность поддержания температуры фиксажа и про-
мывочной воды ±2% с возможностью регулирования темпера-
туры от 18 до 35°C; точность поддержания температуры суш-
ки ±5% с возможностью регулирования температуры от ком-
натной до 65°C; точность отсчета площади обработанной плен-
ки ±50; интервал времени обработки в каждом баке от 1 до
8 мин; точность введения компенсирующей добавки ±10%.
Обрабатывающий тракт автомата состоит из многих пар
вращающихся роликов, между которыми транспортируется
пленка, прижимающаяся к их поверхности. Пленка последова-
тельно проходит через баки проявления, фиксирования, про-
мывки и секцию сушки. Промежуточную промывку при пере-
ходе пленки из проявителя в фиксаж не применяют, так как
фиксаж обладает хорошими буферными свойствами, а ролики
отжимают остатки проявителя при переходе пленки из одного
бака в другой. После окончания фиксирования производится
промывка пленки в двух баках, причем в первом из них осу-
ществляется ополаскивание пленки в стоячей воде (для после-
дующего сбора остаточного серебра), а во втором — промывка
в проточной воде. Пленка сушится теплым воздухом, который
обдувает ее с двух сторон на всем пути движения в секции
сушки. Автомат снабжен термостатами, блоками автоматичес-
кого введения компенсирующих добавок, вентилятором и обо-
гревателем, приводом с регулировкой скорости вращения ро-
ликов.
Подобная конструкция автомата позволяет обрабатывать
разнообразные типы пленок при различных значениях времени
проявления и фиксирования. В отечественном автомате типа
АФ-40 могут обрабатываться пленки РТ-1Д, РТ-5Д, РНТМ-1Д
с максимальной шириной 40 см и минимальной длиной
10 см.
Возможна также обработка пленок РМ.-1, РТ-1, РТ-4М.,
РТ-5 и некоторых других (например, фототехнических и поли-
графических), однако в этих случаях режимы фотообработки
и сушки следует специально подбирать по времени и темпера-
96
туре для каждого типа пленки. Одно из дополнительных пре-
имуществ автоматов рольного типа — возможность обработки
рулонной пленки любой длины. Для этого автомат снабжается
подающей кассетой, из которой пленка принимается и направ-
ляется транспортирующими роликами на обработку, и прием-
ной кассетой, на которую наматывается высушенная пленка.
Расшифровка снимков. Одним из основных этапов процесса
контроля является расшифровка радиографического снимка.
На расшифровке заняты квалифицированные специалисты, про-
шедшие специальную дополнительную подготовку, что приво-
дит к существенному повышению стоимости этого этапа, так
как расшифровка снимков проводится в основном только визу-
альным способом. Восприятие расшифровщика вносит значи-
тельную погрешность в результаты контроля. Поэтому ставит-
ся вопрос о замене оператора автоматическим устройством,
хотя бы на отдельных операциях процесса расшифровки.
Процесс расшифровки радиографического снимка включает
считывание информации с пленки, кодирование, фильтрацию,
классификацию дефектов, заключение о качестве сварного сое-
динения. Информация с радиографической пленки в специаль-
ном устройстве считывания представляется в виде последова-
тельности электрических сигналов. Обычно считывание осуще-
ствляется при сканировании всего снимка считывающей апер-
турой, размеры которой меньше размеров минимального дефек-
та. Электрические сигналы отражают распределение плотности
почернения по снимку и координаты площадки считывания.
Устройства считывания, используемые в различных областях
техники, можно разделить на три группы: устройства на пере-
дающих телевизионных трубках (ПТТ); устройства на элект-
ронно-лучевых трубках бегущего луча (ЭЛТ); оптико-механи-
ческие считывающие устройства.
Принцип действия считывающих устройств на
ПТТ заключается в том, что изображение на пленке в прохо-
дящем свете проектируется через оптическую систему на вход-
ное окно ПТТ. На выходе устройства анализируется распреде-
ление видеосигнала, амплитуда которого зависит от плотности
почернения отдельных участков пленки. Эти устройства способ-
ны обеспечить достаточно высокую разрешающую способность.
Кроме того, при их использовании открывается перспектива —
перейти в дальнейшем от расшифровки результатов радиогра-
фического контроля к полной автоматизации визуальных ме-
тодов.
В считывающих устройствах второй группы
электронно-лучевая трубка (ЭЛТ) используется как точечный
источник света. Растр с ЭЛТ проектируется через оптическую
систему на пленку. Прошедший через пленку световой поток
регистрируется одним или несколькими ФЗУ, сигнал с которых
4—463 97
поступает на схему регистрации и анализа. Устройства на ЭЛТ
обладают несколькими достоинствами. Обратные связи, ком-
пенсирующие флуктуации яркости свечения экрана и неравно-
мерность светового потока, прошедшего через оптическую сис-
тему, обеспечивают хорошую стабильность и чувствительность
считывающих устройств на ЭЛТ. К достоинствам этих уст-
ройств относится также возможность осуществления програм-
много управления разверткой изображения. Введение связи
между блоками анализа информации и развертки изображения
позволит повысить надежность расшифровки снимка за счет
многократного просмотра наиболее интересных участков.
Оптико-механические считывающие устрой-
с т в а обеспечивают наиболее высокое отношение сигнал/шум,
и при их использовании сравнительно несложно достичь требу-
емой чувствительности к изменению регистрируемого потока.
Эта особенность — их основное достоинство. Быстродействие и
разрешающая способность оптико-механических устройств дос-
таточны для решения поставленной задачи.
Дальнейшая обработка сигналов осуществляется в виде
числовых кодов в ЭВМ. Если подсчитать количество информа-
ции на радиографическом снимке, то оказывается, что для хра-
нения ее потребуется объем памяти, намного превышающий
оперативную память вычислительной машины. В то же время
информация, поступающая с устройства считывания, содержит
«полезный» сигнал (сигнал о дефекте), шумовую его состав-
ляющую, обусловленную зернистостью пленки, неравномер-
ностью ее полива, флуктуациями проявившегося числа зерен,
и сопутствующий сигнал; Последний определяется изменениями
плотности почернения пленки из-за колебаний толщины или
средней плотности контролируемого изделия. Из этих состав-
ляющих для вынесения заключения о качестве важна только
первая. Поэтому большое значение имеет фильтрация инфор-
мации, т. е. выделение полезной составляющей. Эта фильтра-
ция может осуществляться над сигналами с устройства считы-
вания до их кодирования и над самими кодами. В последнем
случае фильтрация может быть частью программы обработки
информации в ЭВМ.
Следующий этап расшифровки — классификация обнару-
женных дефектов, т. е. определение их вида, характеристик и
места расположения на снимке. Эта задача является частным
случаем распознавания полутоновых изображений. Простей-
ший метод распознавания образов заключается в их сопостав-
лении с эталонами. При этом каждый класс образов хранится
в памяти машины в качестве эталона. Распознаваемый образ
сравнивается с эталоном каждого класса. Классификация осно-
вывается на заранее выбранном критерии соответствия или
критерия подобия, т. е. если входной образ лучше соответству-
98
ет эталону i-ro класса образов, чем любому другому эталону,
то входящий образ классифицируется как принадлежащий i-му
классу образов. Недостаток этого метода в том, что в некото-
рых случаях трудно выбрать подходящий эталон для каждого
класса образов и установить необходимые критерии соответст-
вия, когда образы, принадлежащие одному классу, могут зна-
чительно изменяться и искажаться.
Другой метод заключается в том, что вместо сравнения
входного образа с эталоном производят классификацию неко-
торого множества отобранных замеров, производимых на вход-
ных образах. Эти отобранные замеры, называющиеся призна-
ками, предполагаются инвариантными и малочувствительными
по отношению к обычно встречающимся изменениям и искаже-
ниям и обладают небольшой избыточностью. В этом случае
распознавание образов состоит из двух задач.
Первая задача заключается в определении того, какие изме-
рения должны быть сделаны на входном образе. Решение этой
задачи в известной степени субъективно. Поэтому критерием
отбора признаков или их упорядочивания является важность
этих признаков для характеристики образа или влияние их на
качество распознавания (т. е. точность распознавания).
Вторая задача заключается в классификации (т. е. в приня-
тии решения о принадлежности к тому или иному классу), ко-
торая основывается на измерении отобранных признаков.
Завершающий этап автоматической расшифровки сним-
ков— это оценка качества изделий. Решение этой задачи не-
возможно без существования обоснованных норм дефектности
и правил контроля, пригодных для вынесения на их основе за-
ключения с использованием ЭВМ. Такие нормы и правила
пока не внедрены в практику контроля, что в некоторой степе-
ни сдерживают автоматизацию расшифровки радиографических
снимков.
В настоящее время в СССР сделаны только опытные образ-
цы установок автоматической расшифровки снимков, в основу
которых заложены считывающие устройства на ПТТ, оптико-
механические считывающие устройства, а также ЭВМ «Минск-
22». В США фирмой «Локхид Масайлз» разработан макет
устройства для расшифровки радиографических снимков про-
тяжных сварных швов. В ближайшие годы подобные установ-
ки должны найти применение в промышленности.
2.7. СОВРЕМЕННЫЕ МЕТОДЫ РАДИАЦИОННОЙ
ДЕФЕКТОСКОПИИ
Радиоскопия. Этот метод контроля основан на просвечива-
нии контролируемых объектов рентгеновским излучением с по-
следующим преобразованием радиационного изображения объ-
4*
99
екта в светотеневое или электронное и передачей этого изоб-
ражения на расстояние с помощью оптики или телевизионной
техники для визуального анализа на выходных экранах. Назна-
чение радиоскопического метода в основном то же, что и ра-
диографии. Целесообразность этого метода определяется с уче-
том того, что по сравнению с радиографией чувствительность
радиоскопического метода к дефектам примерно в 2 раза ниже,
а производительность в 3—5 раз выше. Этот метод позволяет
просматривать внутреннюю структуру контролируемого изде-
лия в процессе его перемещения относительно входного экрана
со скоростью от 0,3 до 1,5 м/мин в зависимости от типа преоб-
разователя и толщины изделия. В качестве преобразователей
теневого радиационного изображения в светотеневое или элек-
тронное применяют флуороскопический экран, сцинтилляцион-
ный кристалл, электронно-оптическое устройство и реже элек-
тролюминесцентный экран. Особое положение занимает рент-
ген-видикон, преобразующий рентгеновское изображение объек-
та непосредственно в видеосигнал без потери информации.
Флуороскопические экраны изготовляют нанесе-
нием на картонную основу флуоресцентного вещества (люми-
нофора), которое представляет собой, например, смесь кристал-
лов сульфида цинка (ZnS) и сульфида кадмия (CdS), активи-
зированного серебром. В результате процессов взаимодействия
рентгеновского и гамма-излучений с веществом люминофора
возникает люминесценция со свечением в зеленой или желто-
зеленой части видимого спектра. Чувствительность контроля
оказывается в 3—6 раз ниже, чем при радиографии. Эти экра-
ны служат для регистрации электронов, протонов, а-частиц, а
также могут быть использованы входными элементами рентге-
новских электронно-оптических преобразователей (ЭОП) и в
флюорографии.
Сцинтилляционные кристаллы представляют со-
бой монокристаллы неорганического (щелочно-галоидные) и
органического (антрацен) происхождения с различными актива-
торами. Наиболее распространены монокристаллы первого типа
на основе йодистого натрия (Nal), йодистого калия (KI), йоди-
стого цезия (CsI), активированные талием (Т|). Принцип дей-
ствия сцинтилляционных кристаллов основан на способности
люминофоров светиться кратковременными вспышками (поряд-
ка 100 мкс—1 нс). Кристаллы CsI имеют меньшую яркость
свечения, чем кристаллы Nal, при воздействии на них одина-
ковыми дозами излучения одной энергии. Однако большее при-
менение нашли первые из них в связи с высокой гигроскопич-
ностью кристаллов Nal.
Сцинтилляционные кристаллы по ряду параметров превосхо-
дят флуороскопические экраны, в частности разрешающая спо-
собность кристаллов CsI составляет 10—12 линий/мм, тогда
100
как при использовании флуороскопических экранов разрешаю-
щая способность контроля не превышает 3 линий/мм.
К преимуществам этих кристаллов относят беззернистую
структуру, позволяющую создавать детекторы большой толщи-
ны для эффективной регистрации высоких энергий (15—
30 МэВ); небольшой промежуток времени между свечениями
(10~5—10-8 с), что обеспечивает безынерционность появления
и исчезновения изображения; удовлетворительное совпадение
спектра свечения кристалла со спектральной характеристикой
фотокатодов усилителей яркости изображения; большая плот-
ность вещества и прозрачность для собственного излучения;
возможность получения монокристаллов большого размера (до
230 мм).
Эти кристаллы широко применяют в рентгенотелевизионных
установках типа «Интроскоп». При их использовании чувстви-
тельность контроля в 2,5—2 раза ниже, чем при радиографии,
скорость контроля 1—1,5 м/мин.
Электролюминесцентные экраны основаны на
свечении некоторых люминофоров под действием переменного
электрического поля. Они работают по следующему принципу.
К экрану в местах проводящих покрытий подведено высокое
напряжение (600—800 В), которое падает на фотопроводнике
из-за его высокого электрического сопротивления, в то время
как на слой люминофора приходится незначительная часть па-
дающего напряжения. При облучении сопротивление фотопро-
водника резко падает, а на люминофоре возрастает, что вы-
зывает его свечение. К недостаткам электролюминесцентных
экранов следует отнести небольшой промежуток времени меж-
ду свечениями, а также свечение люминофора, приводящее к
возникновению при приложенном напряжении первоначально-
го фона, который снижает контраст получаемого изображения.
Электролюминесцентные экраны, используемые в качестве пре-
образователей, увеличивают яркость свечения в 100 раз.
При непосредственном наблюдении флуороскопический эк-
ран и сцинтилляционный монокристалл не могут обеспечить
оптимальную для расшифровки яркость изображения. Для соз-
дания таких изображений применяют специальные усилители
рентгеновского изображения — рентгеновские элект-
ронно-оптические преобразователи (рис. 2.38).
В РЭОП совмещены флуороскопический экран 6 (преобразо-
ватель радиационного изображения в оптическое) и фотока-
тод 7 (преобразователь оптического изображения в электрон-
ное). Полупрозрачный сурьмяно-цезиевый фотокатод под дей-
ствием свечения люминофора, которое вызывается рентгенов-
ским излучением, испускает электроны в количестве, пропорци-
ональном интенсивности света. Электроны, ускоренные по энер-
гии в 104 раз (разность потенциалов 25 кВ) фокусируются на
101
выходных экранах 8 и 9, где посредством люминофора элек-
тронное изображение преобразуется в оптическое. Усиление
яркости изображения достигается, с одной стороны, увеличе-
нием светового потока на выходном экране примерно в 100 раз,
благодаря ускоряющему напряжению и, с другой стороны, уве-
личением светимости выходного экрана примерно в 16 раз в
результате уменьшения электронно-оптического изображения
Рис. 2.38. Схема электронно-оптического преобразователя:
/ — источник излучения, 2 — свинцовая диафрагма, 3 — просвечиваемый объект, 4 —
стеклянная вакуумная трубка, 5 — алюминиевая подложка, 6—флуороскопический эи-
раи, 7 — фотокатод 8, 9 — выходные экраны, 10 — оптика, // — передающая телекамера,
12 — анод, 13 — металлизированное покрытие, 14— экран телевизора
в 4 раза. Изображение на выходном экране рассматривается
с помощью оптики 10 или передается с помощью телекаме-
ры 11 на видеоконтрольное устройство — экран 14.
Радиационно-оптические преобразователи классифицируют
по схемам организации сбора информационных данных на пре-
образователи с использованием широкого, веерного и игольча-
того пучков; по коэффициенту усиления яркости на усилители
радиационного изображения, т. е. преобразователи, в которых
за счет дополнительных источников энергии, не связанных с
ионизирующим излучением, в процессе облучения происходит
радиационно-оптическое преобразование с коэффициентом уси-
ления яркости более 1, и на флуоресцентные экраны с коэф-
фициентом усиления 1.
Основными параметрами РЭОП являются относительный
квантовый выход, чувствительность, предел разрешения, дина-
мический диапазон, степень чистоты рабочего поля, временное
разрешение.
Для РЭОП, регистрирующих кванты проникающего через
контролируемый объект излучения, относительный квантовый
выход Q является существенным параметром. Величина Q —
это доля падающих на преобразователь квантов, образующих
102
измеримое событие, например импульс фотонов. Квантовый вы-
ход всегда меньше единицы. На практике эти события в пол-
ном процессе регистрации почти всегда имеют разные статиче-
ские веса, т. е. в фотонных импульсах разное число фотонов.
Пределом разрешения радиационного преобразователя на-
зывают наибольшее число штрихов в 1 мм исходного изобра-
жения, созданного штриховой мирой, которые обнаруживаются
раздельно при анализе выходного изображения в оптимальных
условиях работы преобразователя.
Динамический диапазон РЭОП — наибольшее отношение
плотностей потока энергии излучения на двух полях исходного
изображения, при котором на выходном изображении каждого
из этих полей одновременно обнаруживаются (визуально) объ-
екты заданного размера, причем контрастность исходного изоб-
ражения указанных объектов имеет одинаковое значение для
каждого из полей.
Временное разрешение — реакция преобразователя на изме-
нение радиационного изображения во времени.
Следует отметить, что все указанные выше параметры вза-
имосвязаны друг с другом сложным образом. Так, относитель-
ный квантовый выход Q зависит от размера элемента исходно-
го выходного изображения, т. е. от пространственной частоты,
и не одинаков в разных участках рабочего динамического диа-
пазона. Разрешение радиационно-оптического преобразователя
Рис. 2.39. Блок-схема установки РИ-60ТЭ на монокри-
сталле:
/ — излучение, 2 — сварное соединение, 3 — монокристалл, 4 —
объектив, 5 — передающий блок, 6 — ЭОП, 7 — телевизионная
трубка, 8— информационная телевизионная система
также разное в различных участках динамического диапазона.
В установке РИ-60ТЭ использован монокристалл, сблоки-
рованный с одноканальным ЭОП и передающей телевизионной
трубкой (рис. 2.39). Установка позволяет контролировать тол-
щины до 70 мм при относительной чувствительности метода
2-4%.
Рентген-видиконы сочетают в себе световую переда-
ющую телевизионную камеру (видикон) с чувствительным к
рентгеновскому излучению фотопроводящим слоем на основе
103
оксида цинка, оксида свинца, аморфного селена, сернистой
сурьмы и других соединений, нанесенного на алюминиевый
диск (рис. 2.40). Под действием ионизирующего излучения с
фотопроводящего слоя испускаются фотоэлектроны, которые
ускоряются электрическим полем и регистрируются катодом
трубки. Далее полученный сигнал передается через телевизион-
ный блок связи на приемную трубку, где происходит преобра-
зование электронного изображения в световое. Увеличение
рентген-видикона составляет 2—50х, разрешающая способность
30—50 линий/мм.
Рнс. 2.40. Блок-схема рентген-видикона:
1 — излучение. 2— сварное соединение, 3 — рентген-видикон. 4 —
блок связи. S — информационная телевизионная система
Недостатками рентген-видикона являются значительная
инерционность и низкий динамический диапазон. Малая тол-
щина (не более 0,3 мм) входного экрана не позволяет приме-
нять рентген-видиконы для регистрации фотонов в диапазоне
высоких энергий. Существенным недостатком следует считать
также малую площадь рабочего поля; диаметры входных экра-
нов рентген-видиконов ЛИ-417 и ЛИ-424 составляют 18 и
90 мм соответственно. Для сравнения отметим, что диаметр
монокристалла может составлять 230 мм при толщине до 3 мм.
При просвечивании сварных соединений толщиной до 15 мм
интроскопами (ПТУ-38, ПТУ-39, «Дефектоскоп-1», «Дефекто-
скоп-2» и др.), использующими рентген-видиконы, чувствитель-
ность к дефектам колеблется от 5 до 25%, а производитель-
ность контроля равна 0,3—0,5 м/мин.
Если радиоскопический метод контроля удовлетворяет тре-
бованиям технических условий по выявляемости дефектов, он
может быть введен вместо радиографического метода. Если ра-
диоскопический метод контроля 'не удовлетворяет требованиям
технических условий по выявляемости дефектов, он может быть
использован в сочетании с радиографическим и применяться
для предварительного контроля.
Многие зарубежные фирмы для контроля швов выпускают
интроскопы, в которых в качестве преобразователей излучения
использованы указанные выше устройства. Среди них можно
отметить интроскопы с флуороскопическими экранами типа
104
«Лимикон» (США), «Маркони» (Англия), «Балтоскоп» (Бель-
гия), «Филипс» (Голландия) и др. В США выпускают уста-
новки типа «Серией» с рентген-видиконами.
Основные технические характеристики отечественных и за-
рубежных интроскопов приведены в табл. 2.11 и 2.12.
2.11. Основные технические характеристики отечественных
радиационных интроскопов
Марка (модель) Радиационный преобразователь Предел разрешения, пар лияий/мм Ско- рость конт- роля, mJmhh Чувствитель- ность
абсо- лютная, мкм отно- сн- тель- ная, %
МТР-ЗИ Рентген-видиконы ЛИ-417, ЛИ-423 20 — 20—30 —
«Микрон» Рентген-видикон ЛИ-417 30 — 10 —•
«Дефектоскоп-2» Рентген-вндикон Л И-444 с чувствитель- ной поверхностью 0 18 мм 20 мкм по проволоке из вольфрама 0,3 1-2
«Дефектоскоп-1» Рентген-видикон ЛИ-473 с чувствитель- ной поверхностью 0 90 мм 60 мкм по проволоке из вольфрама 0,5 2—3
«Дефектоскоп» Рентген-видикон ЛИ-447 40 мкм по проволоке из вольфрама — 1—2
РИ-60ТК-1 РЭОП типа 3OKC-273 1.0 3 — 2 14
РИ-60ТК-2 РЭОП типа ЗОКС-194 1,5 3 — 2-4
РИ-60ТК-3 РЭОП типа УРИ-П 1,1 3 — 2-4
«Интроскоп» Сцинтилляционный монокристаллически й экран 0 150 и 200 мм 250 мкм по проволо- ке из воль- фрама 1-2 3
Радиометрический метод. Он основан на просвечивании из-
делий ионизирующим излучением с преобразованием плотно-
сти потока или спектрального состава прошедшего излучения
в пропорциональный электрический сигнал. Любая система
радиометрического контроля содержит источник излучения, де-
тектор, схему обработки и регистрации информации (рис. 2.41).
В качестве источников излучения применяют в основном гам-
ма-изотопы, ускорители и реже рентгеновские аппараты. Детек-
торами излучения являются в основном сцинтилляционные
кристаллы с фотоэлектронными умножителями (ФЭУ), реже
ионизационные камеры и газоразрядные счетчики.
105
2.12. Основные технические характеристики зарубежных радиационных
интроскопов второго поколения
Страна, фирма, модель Радиационный преобразователь Чувстви- тельность, %
США, «Серией» Рентген-видикон (секон), рабочее поле 0 25 мм 1.4
ФРГ, «Сименс», «Снре- кон-Дуплекс 25/15Н» РЭОП типа снрекон, рабочее поле 0 250/150 мм 1.6
ФРГ, «Мюллер» РЭОП фирмы «Филипс», рабочее поле 0 220 мм Флуороскопический экран (рабочее поле 380/180 мм) н электронно-опти- ческий однокамерный усилитель. 2,5
Голландия, «Олд Делфт», «Делкаликс» 2,5
Голландия, «Олд Делфт», «Индека» Флуороскопический экран 320Х Х240 мм и электронно-оптический усилитель 2,6
Бельгия, «Балто», «Балтоскоп» Флуороскопический экран 0 220 и 250 мм 2,7
В качестве сцинтилляторов используют люминофоры суль-
фида цинка (ZnS), сульфида кадмия (CdS), активированных
серебром, вольфрамата кальция (CaWO*), вольфрамата кад-
мия (CdWC^), кристаллы йодистого цезия (CsI), йодистого
натрия (Nal) и др.
Рнс. 2.41. Схема радиометрического метода контроля:
/ — источник излучения, 2— коллиматоры, 3 — контролируемый объект, 4 —
направления перемещения, 5 — сцинтилляционный кристалл, 6 — фотоэлек-
тронный умножитель, 7 — усилитель, 8— регистрирующий прибор
Узкий (коллимированный) пучок ионизирующего излуче-
ния (см. рис. 2.41) перемещается по контролируемому объек-
ту, последовательно просвечивая все его участки. Излучение,
прошедшее через объект, регистрируется счетчиком, на выхо-
де которого образуется электрический сигнал с величиной,
пропорциональной интенсивности поступающего излучения.
Электрический сигнал, прошедший усилитель, регистрируется
устройством, которым может быть самописец, осциллограф,
миллиамперметр и т. д. При наличии дефекта в шве регистри-
рующее устройство отмечает возрастание интенсивности.
106
Для увеличения разрешающей способности метода просве-
чивать объекты следует возможно более узким пучком. Однако
чрезмерное уменьшение поперечного сечения коллиматора сни-
жает число фотонов, падающих на детектор. Размеры площа-
ди окна коллиматора у современных радиометрических дефек-
тоскопов составляет около 1 см2.
Радиометрические методы позволяют определить две коор-
динаты дефекта: протяженность и его лучевой размер. Разно-
образие типов дефектов, их случайное группирование и распо-
ложение не позволяют сделать однозначное заключение о ха-
рактере дефекта, так как различные дефекты могут приводить
к одинаковому возмущению электрического сигнала на выходе
детектора. Длину дефекта /деф определяют по следующей
формуле: /деф—/иУо/ui—а, где /и— протяженность импульса на
диаграммной ленте, и0— скорость контроля, Vi—скорость за-
писи, а — размер окна коллиматора в направлении контроли-
руемого изделия. Объемные дефекты определяют с точностью
3-5%.
Преимущества радиометрии : высокая чувствительность
(0,3—3,0%), возможность бесконтактного контроля, сравни-
тельно (с радиографией) высокая
производительность. Недостатки:
необходимость одновременного пе-
ремещения на одинаковом расстоя-
нии по разные стороны от объекта
источника и детектора; невозмож-
ность определения формы и глуби-
ны дефекта; влияние рассеянного
излучения. В промышленности при
контроле стальных изделий толщи-
ной от 20 до 100 мм применяют ус-
тановки РДР-21; от 70 до 200 мм —
РДР-25; от 100 до 1000 мм — РД-
I0P и др.
Томография. Сущность метода
заключается в получении резкого
ажения только тех частей объ-
екта, которые находятся в тонком
(не более 2 мм) слое на определен-
ной глубине или в нескольких тон-
ких слоях, разделенных интервала-
ми заданной толщины (шагом томографии). Этого добиваются,
например, синхронным перемещением (рис. 2.42) рентгеновской
трубки (Д-э-Аз) и кассеты с экранами и пленкой (Ог->-Оз) от-
носительно пространственного центра качения О. В результате
получают изображение выделенного слоя MN, расположенного
в плоскости, проходящей через центр качения. Это изображе-
107
Рис. 2.42. Схема образования
томографического изображения;
I— рентгеновская трубка, II —
объект контроля. Ill — кассета с
пленкой
ние представляет собой геометрическое место точек выделенно-
го слоя, тени которых неподвижны по отношению к пленке. Та-
ким образом, в томографии используют эффект динамической
нерезкости изображения. При этом методе синхронное движе-
ние источника излучения и пленки относительно объекта поз-
воляет размыть изображения неанализируемых дефектов или
слоя, изображения которых в обычно принятом методе радио-
графии накладываются друг на друга, и более резко выделить
изображение требуемого для обнаружения дефекта или слоя.
Минимальная толщина выделяемого слоя составляет примерно
удвоенную ширину (диаметр в плоскости изображения) дефек-
та и равна 1,5 мм. Стандартным регистратором изображения
служит экранная пленка РМ-1 в сочетании с усиливающим лю-
минесцентным экраном.
В настоящее время широко используют вычислительную то-
мографию. Она реализует возможность решения обратной за-
дачи интроскопии — по объемной информации об интенсивно-
сти прошедшего в различных направлениях излучения найти
распределение линейного коэффициента ослабления, связанно-
го с плотностью материала внутри контролируемого объекта.
К сожалению, в настоящее время пока нет качественных и
надежных трехмерных индикаторов, поэтому применяют по-
слойные изображения при поперечном сканировании объекта
коллимированным пучком (томограммы). Томограммы по
сравнению с обычным рентгеновским изображением имеют го-
раздо большую информативность, поскольку детально показы-
вают внутреннюю геометрическую структуру, распределение
плотности и элементного состава материалов, что невозможно
при обычной радиографии. Повышенный объем информации в
рентгеновской вычислительной томографии получается благо-
даря применению большого числа (250—500) первичных пре-
образователей, непрерывного вращения системы преобразова-
тель— детектор вокруг объекта на 360°.
Блок-схема вычислительного томографа представлена на
рис. 2.43. При вычислительной томографии накладываются
весьма жесткие требования к генераторному блоку. Выходящий
рентгеновский пучок должен иметь как можно меньший фокус,
быть по возможности монохроматичным и иметь постоянную
интенсивность излучения. С этой целью в генераторный блок
после рентгеновского излучателя РИ устанавливают формиро-
ватель пучка ФП, коллиматор, компенсаторы и фильтры. Для
стабилизации напряжения сети применяют высоковольтный
блок питания ВСБП, а охлаждение генераторного блока произ-
водят системой охлаждения СО. В процессе контроля механизм
перемещения МП обеспечивает непрерывное движение с посто-
янной скоростью контролируемого объекта КО и комплекта
преобразователей КП. Механизм перемещения представляет
108
сложную систему, включающую точный приводной блок, блоки
стабилизации параметров движения, устройства крепления и
подачи контролируемого объекта.
Комплект первичных преобразователей представляет собой
матрицу, состоящую из большого числа (до 2000 шт.) измери-
тельных преобразователей и включающую от 1 до 4 опорных
преобразователей. Основными требованиями к преобразовате-
лям являются высокие метрологические характеристики (посто-
янная чувствительность, линейность характеристик, большой
динамический диапазон и др.) н их идентичность. Чаще всего
в качестве преобразователей используют сцинтилляционные
кристаллы вместе с фотоэлектронным умножителем и полупро-
водниковым фотоэлементом.
Сигналы от преобразователей поступают в многоканальный
усилитель МУ и после фильтрации и усиления подаются в
аналогоцифровой преобразователь АЦП, а после их оцифров-
Рнс. 2.43. Функциональная схема рентгеновского вычислительного томографа
ки через интерфейс ИФ поступают для последующей обработ-
ки в ЭВМ. Взаимодействие всех блоков томографа осущест-
вляет мини-ЭВМ. Микроконтроллер МК управляет работой
генераторного блока, механизма перемещения и передачей ин-
формации от КП к ЭВМ в режимах, задаваемых оператором
с пульта управления ПУ. ЭВМ редактирует и упорядочивает
сведения, полученные по каждому из направлений, устраняет
ошибки и погрешности и обрабатывает их с учетом координат
излучения для восстановления изображения в определенном
сечении. Спецпроцессор СП осуществляет операцию фильтра-
ции сверткой. Обработанные данные поступают в накопители
на магнитных дисках или лентах НМ. Полученные данные мо-
гут выводиться либо на дисплей ДИС, либо на цифропечатаю-
щее устройство ПЕЧ.
109
Томографы дают возможность решать многие задачи нераз-
рушающего контроля — как задачи интроскопии, так и коли-
чественной оценки параметров различных объектов. В настоя-
щее время их широко применяют для контроля объектов с не-
большим затуханием излучения, в частности для контроля ком-
позитов, углепластиков, резины и т. п. толщиной до 20 мм и
размером до 1,5 м при разрешении по плотности 0,2%. Необ-
ходимо отметить, что при использовании томографов относи-
тельная чувствительность контроля при выявлении объемных
дефектов в пластмассах составляет 0,2—0,4%, тогда как для
радиографии этот показатель равен 3—4%. С помощью томо-
графов уверенно обнаруживаются трещины с раскрытием
0,01—0,02 мм, что на порядок выше, чем при обычной радио-
графии. Чтобы сократить разрешающую способность при конт-
роле объектов с разными размерами, изменяют расстояние
/ко- Проблема контроля более габаритных объектов связана с
генераторным блоком томографа и объемом памяти ЭВМ.
Контрольные вопросы
1. Объясните процесс получения рентгеновского и гамма-излученнй.
2. Опишите причины рассеяния ионизирующего излучения.
3. На чем основано выявление дефектов при просвечивании?
4. Какие факторы влияют на чувствительность при радиографии?
. 5. Какое принципиальное отличие импульсных аппаратов от аппаратов
с нагретым катодом?
6. Назовите типы рентгеновских пленок и их основные характеристики.
7. Каково назначение экранов и на чем основан принцип усиления?
8. Какие эталоны используются при просвечиваннн?
9. В чем преимущества и недостатки ксерографии и флуорографии?
10. Назовите основные схемы радиоскопического контроля.
11. Объясните принцип томографии.
3. Ультразвуковая дефектоскопия
3.1. ФИЗИЧЕСКИЕ ОСНОВЫ
Ультразвуковая дефектоскопия является одним из методов
акустического неразрушающего контроля, использующим меха*
нические колебания упругой среды, частота которых лежит за
порогом слышимости человеческого уха, т. е. выше 20 кГц. Обыч-
но для ультразвукового контроля применяют колебания часто-
той 0,5—10 МГц.
Колебания, возникнув в одной точке среды, за счет упру-
гого взаимодействия частиц распространяются с некоторой ско-
ростью с. Процесс распространения колебаний в среде называют
волновым. Линию, указывающую направление распростране-
ния волны, называют лучом, а границу, отделяющую колеб-
лющиеся частицы от частиц среды, еще не начавших колебать-
ся, — фронтом волны.
В зависимости от вида поверхности фронта волны различают
плоские (нерасходящиеся), сферические и цилиндрические (рас-
ходящиеся) волны. Если внешняя сила, приложенная к неогра-
ниченной среде, изменяется гармонически, то вызванную ею вол-
ну называют гармонической, или синусоидальной. Для гар-
монической волны с периодом колебаний Т, прошедшей рассто-
яние г, закон изменения какой-либо физической величины а в
функции времени t записывается уравнением a=Acos[2n (//Г—
—гД)]=Аcos2n(fi—r/h), где А — амплитуда колебаний, рав-
ная абсолютному значению наибольшего отклонения; Х=с7' —
длина волны, т. е. расстояние, на которое волна распространя-
ется за один период колебаний частицы среды.
Величину f=ljT, показывающую, сколько раз в секунду пов-
торяется колебание, называют частотой и измеряют в с-1.
Частоту [=1 с-1 называют герцем (Гц). Значение аргумента
функции cos при каждом фиксированном I называют фазой.
При изменении расстояния г на длину волны X или времени
/ на период колебаний Т фаза изменится на 2л, а значение ве-
личины а не изменяется. Это свойство характеризует периодич-
ность процесса в пространстве и времени.
Ш
В твердом теле амплитуда колебательного движения частиц
среды пропорциональна градиенту давления Р относительно
среднего давления в среде. На этом основании можно использо-
вать последний параметр для оценки амплитуд эхосигналов
в твердом теле.
Волновое движение сопровождается переносом энергии, ко-
торая складывается из кинетической энергии колеблющихся час-
тиц и потенциальной энергии деформированных участков
среды. Энергию, переносимую волной через некоторую поверх-
ность за единицу времени, называют потоком энергии
(Вт): W= |Р|2/(рс), где р—плотность среды.
Средняя плотность потока энергии, или интенсивность (сила)
звука / определяется количеством энергии, переносимой волной в
среднем за период колебаний через единичную площадку, перпен-
дикулярную направлению распространения волны. Для плоской
бегущей гармонической волны интенсивность (Вт/м2)
«0,5(2nf)2A2pc. Таким образом, интенсивность упругой волны
пропорциональна квадратам амплитуды и частоты колебаний
частиц и произведению плотности среды на скорость распростра-
нения волны. Произведение рс называют удельным акус-
тическим сопротивлением (импедансом) / среды.
В ультразвуковой дефектоскопии амплитуду А и интенсив-
ность / измеряют не в абсолютных единицах, а используют отно-
шение двух величин (например Ai и А2).
На практике удобно использовать логарифмы отношения Ntj
и выражать его в специальных единицах—децибелах (дБ):
Wj,2=201gAi/A2= 101g/i//2. Если Д[/Л2>1, то имеет поло-
жительное значение, если A\IAz<. 1, то отрицательное.
Акустические свойства среды характеризуются следующими
основными параметрами: скоростью и типом бегущих волн,
удельным акустическим сопротивлением (характеристическим
импедансом) и коэффициентом затухания ультразвука.
Важнейшей характеристикой волны является скорость ее
распространения с. Скорость каждой волны зависит толь-
ко от свойств среды, в которой она распространяется. В области
малых амплитуд (что имеет место в акустической дефектоско-
пии) скорость с не зависит от амплитуды.
В зависимости от направления колебаний частиц относитель-
но луча различают несколько типов волн. Если частицы сре-
ды колеблются вдоль луча, то в среде возникают и распростра-
няются деформации сжатия — растяжения и волну называют
продольной (рис. 3.1, а). Если колебания происходят пер-
пендикулярно лучу, то возникает и распространяется деформа-
ция сдвига и такую волну называют поперечной или сдви-
говой (рис. 3.1, б).
Для контроля сварных соединений в большинстве случаев ис-
пользуют поперечные волны. Продольные волны возникают во
И2
всех средах, поперечные — только, в твердых средах, обладаю-
щих сдвиговой упругостью. Скорость звука продольных ci и по-
перечных ct волн зависит от модуля продольной деформации
(модуля Юнга Е) и коэффициента поперечного сжатия (коэф-
фициента Пуассона Ор).
В чистом виде продольные и поперечные волны, которые на-
зывают объемными, существуют только в изделиях, размеры
которых значительно больше поперечных размеров фронта плос-
кой волны.
На свободных (граничащих с воздухом) поверхностях твер-
дых тел могут возникать поверхностные волны, которые
Рис. 3.1. Схематическое изображение
волн:
а — продольной, б — поперечной, в — по*
верхностной
также называют волнами
Рэлея (рис. 3.1, в). Они яв-
у ляются комбинацией продоль-
ных и поперечных волн. В по-
_ —| верхностной волне колебания
gj частиц среды происходят по
эллиптической траектории, при
этом большая ось эллипса перпендикулярна поверхности. Ско-
рость поверхностных волн с« в металлах составляет 0,93ct, а
глубина распространения в среду составляет длину волны X.
Применение этих волн эффективно для обнаружения дефектов
на поверхности (рисок, задиров, трещин и т. п.). Если продоль-
ную волну направить вдоль поверхности, разделяющей две уп-
ругие среды (например, воду и сталь, оргстекло и сталь), то
она превратится в поверхностно-продольную со скоростью сп
и очень быстро затухнет. Однако в обеих средах возникнут так
называемые боковые продольные и поперечные
волны, распространяющиеся под углом к поверхности (рис.
3.2).- Углы det и «62, образованные фронтами боковых волн с
поверхностью, определяются константами соответствующей сре-
ды. ^Совокупность поверхностно-продольной и боковых продоль-
113
них волн в нижней среде принято называть головной вол-
ной. Скорость ее сг равна скорости продольных волн в данной
среде.
При наклонном падении волны на пластину в послед-
ней вследствие сложения падающей волны с многократно отра-
женными волнами внутри пластины возникают резонансные явле-
ния, сопровождающиеся образованием стоячих волн. Слож-
ные волны, являющиеся комбинацией стоячих и бегущих волн,
Рис. 3.2. Схемы образования головной волны при падении из жид-
кой среды на твердое тело (а) н при падении иа границу двух
твердых тел (б):
сп — поверхностно-продольная волна, сбг1 и сб12— боковые продольные вол-
ны соответственно в первой и второй средах, cejl и cej2 — боковые попереч-
ные волны соответственно в первой и второй средах
называют нормальными волнами или волнами
Лэмба.
Нормальные волны (рис. 3.3)
зывают симметричными (индекс
при нечетных значениях п на-
s), так как движение частиц
Рис. 3.3. Распространение симметрич-
ных (а) и антисимметричных (б)
волн н жидком слое
в .них симметрично относитель-
но оси пластины. При четных
значениях п возникают анти-
симметричные волны (индекс
а). Часто вместо понятия тип
волны используют термин
мода.
При наклонном падении
волны на твердый слой в нем
помимо стоячих продольных
волн возникают стоячие попе-
речные волны. Суперпозиция
этих волн с бегущими продольными и поперечными волнами
существенно усложняет зависимость сн от а и Я/Х. На рис. 3.4
приведены дисперсионные кривые нормальных волн в твердом
теле. Символами s0 и а0 обозначены симметричная и антисим-
метричная моды, которые при увеличении толщины пластины
114
переходят в поверхностную волну. Волны первого и более вы-
соких порядков возникают при определенных критических зна-
чениях Hfkt для каждой моды (Х<—длина поперечной волны
в пластине).
Если колебания частиц в пластине, размещенной в жидко-
сти или твердой среде с иными упругими свойствами, происхо-
дят в плоскости, параллельной поверхности пластины, то такие
волны называют волнами Лява.
Рис. 3.4. Дисперсионные кривые для расчета фазойой
скорости волн Лэмба
В реальных средах бегущая волна ослабляется с расстоянием
вследствие затухания. Зависимость ослабления в случае
плоской нерасходящейся волны с начальной амплитудой Ао, про-
шедшей расстояние г, будет выражена формулой А=Аое~°г, где
6 — коэффициент затухания, м-1. Коэффициент затухания скла-
дывается из коэффициентов поглощения бп и рассеяния 6Р, т. е.
6 = бп+бр. Вследствие эффектов внутреннего трения неидеаль-
ных упругих свойств материала и других факторов звуковая
энергия при поглощении превращается в тепловую. При рассея-
нии на кристаллитах звуковая энергия уходит в стороны от на-
правления распространения волны.
В газах и жидкостях без примесей твердых частиц затуха-
ние целиком определяется поглощением. На основании этого
в качестве характеристики поглощения в чистых газах и жидко-
стях используют константу 6/f2.
Коэффициент затухания в металлах сильно зависит от соот-
ношения среднего размера зерна D3 и длины волны ультразвука
115
(рис. 3.5). При Z)3<CX имеет место релеевское рассеяние, при ко-
тором коэффициент fip пропорционален /4. Тогда 6=4f+Bf4Z)33,
где А и В — постоянные, зависящие от материала. Член Af обус-
ловлен поглощением. В области 0,25>/>3Х>0,1 коэффициент
бр пропорционален произведению D3f2.
В упругоанизотропных материалах, например в меди, сталях
аустенитного класса или композитных материалах, состоящих
из разнородных частиц (бетоне, граните, чугуне), затухание оп-
Рис. 3.5. Зависимость коэффи-
циента затухания звука от от-
ношении длины волны X к
среднему диаметру зерна D
металла:
/ — зона релеевского рассеяния.//—
зона поглощения зв счет теплопро-
водности, /// — зона диффузного
рассеяния, IV — зона поглощения
зз счет вязкости (неупругого гис-
терезиса)
отражения по амплитуде
До)2, где Ао — амплитуда
ределяется рассеянием. В упруго-
изотропных металлах (алюминии,
вольфраме) рассеяние мало (табл.
3.1). В углеродистых и низколеги-
рованных сталях каждое зерно со-
стоит из большого ’ числа хаотично
ориентированных мелких пластинок
железа и цементита. В такой ква-
зиизотропной структуре затухание
на частотах 2—4 МГц определяет-
ся поглощением и пропорционально
частоте.
При падении ультразву-
ковой волны на границу двух
сред часть энергии отражается. До-
ля энергии, прошедшей во вторую
среду, характеризуется коэффициен-
тами прозрачности по амплитуде
В—А„р/А0 и по энергии D=
= (ЛпрМо)2, а доля отраженной
энергии — коэффициентами
$=Лотр/До и по энергии R= (ЛОтр/
падающей волны. Распределение
энергии между отраженной волной и прошедшей определяется
соотношением удельных импедансов сред..
При нормальном падении коэффициенты и D находят по
формулам ^ = [(Zi—Z2)/(Zi+Z2)]2; I5=[4ZiZ2/(Zi4-Z2)]2, где Zi —
импеданс среды, из которой волна падает на границу раздела,
Z2 — импеданс среды, в которую волна входит. Если Z2>Z[, то
коэффициент отражения по амплитуде имеет отрицательный
знак. Это означает, что фаза отраженной волны изменяется на
л. На отражении упругих волн от несплошностей основана вы-
являемость дефектов при эхолокации, так как по своим акусти-
ческим свойствам несплошности (поры, шлаковые включения,
трещины, непровары и др.) отличаются от основного материала.
Чем больше разница импедансов, тем больше интенсивность от-
раженной волны.
Коэффициент отражения от трещин, несплавлений и пор бли-
зок к единице, если величина раскрытия >10-4 мм. Коэффи-
116
циент отражения по амплитуде от шлаковых включений для про-
дольных волн приблизительно равен 0,15, а для поперечных —
0,35—0,65 в зависимости от марки флюса.
Импеданс некоторых оксидных плен, образующихся при
сварке, или расслоений в листах, имеющих значительное рас-
крытие и протяженность, близок к импедансу металла, поэтому
звук от них практически не отражается.
3.1. Акустические характеристики материалов
Материал Скорость волны, м/с Плот- ность ма- териала, р-103 кг/м3 Удельное акусти- ческое сопротив- ление рс для волны, 10-б Пэ’С/м Коэффи- циент затухания продольной волны на частоте 2.5 МГц, 10» м-1
про- доль- ной попе- реч- ной продоль- ной попереч- ной
Алюминий 6260 3080 2,7 17 8,3 0,001—0,05
Бериллий 12500 8700 1,85 23 13,3 —
Вольфрам 5460 2870 19,1 104 55 —
Медь 4700 2260 8,9 41,8 20,5 0,018—0,044
Сталь углеро- дистая (сталь 20) 5850 3230 7,8 45,5 25,2 0,01-0,08
Сталь коррозион- но-стойкаи 1Х18Н9Т 5660 3120 8,03 45,5 25 0,06—0,16
Вода 1490 — 1 1,5 — 0,00004
Воздух 330 — 0,0013 0,0004 — —
Капролон 2640 1119 1,1 2,9 1,23 0,65
Плексиглас 2670 1121 1,18 3,2 1,32 0,58
Лигнофоль вдоль волокон 5250 — 1,37 — —
Резииа 1480 — 0,9 1,4 — 2,5
Кварц 5930 3750 2,2 13 8,25 —
Цнрконат-тнта- иат свинца 5000 — ’ 7,3 36,5 — —
При наклонном падении (под углом |J) продольной волны из
твердой среды 1 в твердую среду 2 на границе раздела происхо-
дит отражение, преломление и трансформация
(расщепление) волны (рис. 3.6, а). В общем случае возника-
ют еще четыре волны: две преломленные во второй среде (про-
дольная и поперечная, скорости которых соответственно сц и Сц)
и две отраженные (продольная и поперечная, скорости которых
соответственно сц и с^). Углы преломления и отражения волн
связаны с углом падения законом синусов (законом Снеллиуса):
sin p/c/ = sin P//cn = sin Pf/cH = sin a//C(2 = sin а«/С(2. Если волна па-
дает из жидкости, то отраженной поперечной волны в ней не
возникает.
Углы, при которых исчезают те или иные типы волн в процес-
се преломления или отражения ультразвука, называют к р и т и-
117
ческими. По мере увеличения угла падения р преломленные
волны прижимаются к границе. Угол, при котором луч продоль-
ной преломленной волны совпадает с границей и при этом воз-
никает головная волна, называют первым критическим
углом ркР1 (а;2=90°; рис. 3.6, б). При дальнейшем увеличении
угла р наступает" момент, когда исчезает преломленная попереч-
ная волна (а; = 90°; рис. 3.6, в), т. е. образуется второй кри-
тический угол ркР2, при котором на поверхности второй сре-
Рнс. 3.6. Отражение и преломление продольной волны на границе раз-
дела двух твердых фаз
ды возникает поверхностная волна. Значения критических углов
определяют из закона синусов по формуле pKpi = arc sin ci-Jcu,
Ркр2=’31П CnlCtz.
При условии pKpi<p<₽KP2 во второй среде имеется лишь по-
перечная волна. При ультразвуковом контроле значения угла р
обычно выбирают в этом интервале. Для пары оргстекло — сталь
0 = 304-55°, а критические углы равны 27 и 58°. При некоторых
углах падения на границу раздела поперечной волны продоль-
ная отраженная волна отсутствует. Наименьший угол падения,
при котором не наблюдается отраженной продольной волны
(полное внутреннее отражение), называют третьим крити-
ческим углом: pK₽3 = arcsin ct 1/сд.
При падении волны под углом, значение которого далеко от
критических, распределение энергии отраженных и преломлен-
ных волн определяют по формулам: —Z2)1 {Zx-\-Z2)^', D=
= [(4ZiZ2/(Zi+Z2)]2. Только в этом случае импеданс ZH опреде-
ляют Zn = Plvn=pcl<x>s р, где р — угол между осью х и направле-
118
нием волны. Если первая среда твердая, расчеты распределения
энергии усложняются вследствие необходимости учета всех от-
раженных и преломленных волн.
На рис. 3.7 показано рас-
пределение энергии волн, про-
шедших в металл из оргстек-
ла, а на рис. 3.8, а, б — соот-
ношение между at и 0/ и из-
менение коэффициента отра-
жения волн |/?| , в зависимо-
сти от угла at, соответствую-
щего углу ввода ультразвуко-
вого луча при контроле изде-
лия с параллельными поверх-
ностями. Из графика на рис.
3.8, б следует, что прн прочих
равных условиях амплитуда
отраженного от свободной по-
верхности сигнала сильно и не-
монотонно зависит от угла at.
Рис. 3.7. Зависимость коэффициента
прозрачности жидкого контактного
слоя от угла призмы 0 при прохож-
дении волны из оргстекла в сталь:
/-«-0; 2 — 6=2 м-<; 3-6-7 м-1
Это предопределяет необходи-
мость выбора такого ракурса озвучивания дефектов, при кото-
ром наиболее вероятное значение угла встречи ультразвуково-
го луча с поверхностью дефекта было бы равно нулю или бы-
Рис. 3.8. Зависимостиь угла 0i (а) и коэффициента
|7?| отражения (б) от угла щ
ло бы больше третьего критического. При этом отраженный
сигнал будет иметь максимальную амплитуду (в последнем
случае будет зеркально отраженным).
119
Если две протяженные среды разделены слоем толщиной d,
то коэффициенты отражения и преломления зависят от отноше-
ния dfkc, где Хс — длина волны в слое. При нормальном паде-
нии волны полуволновой слой (или кратный ему) не влияет на
ее прохождение и отражение. Четвертьволновый слой (или рав-
ный нечетному числу четвертей волн) приводит к ухудшению
прохождения, когда импеданс слоя Zc больше или меньше им-
педансов Zi,Z2, вмещающих сред (симметричный случай). Тот же
слой обеспечивает увеличение коэффициента прохождения, если
импеданс слоя меньше импеданса одной из сред, но больше им-
педанса другой (несимметричный случай). Коэффициент про-
хождения 2^=1, если d= (2n-{-1) Хс/4 и Zc = yZiZ2. Если слой
очень тонкий (4<^ХС), например трещина, по обе стороны кото-
рой расположены одинаковые среды (Zi=Z2=Z), справедлива
приближенная формула £=[1—(Zaka/Zn,d)]~2.
В случае d^lO-4 имеет место почти полное прохождение зву-
ковой энергии через слой. По этой причине обнаруживать, на-
пример, непровары в стыках, выполненных контактной сваркой
давлением, невозможно.
3.2. КЛАССИФИКАЦИЯ МЕТОДОВ АКУСТИЧЕСКОГО
КОНТРОЛЯ
Методы акустического контроля подразделяют на две груп-
пы: методы, основанные на излучении в контролируемое изде-
лие волн от внешнего источника и их приеме, и методы, осно-
ванные на приеме упругих волн, возникающих в самом контро-
лируемом изделии. Методы первой группы называют актив-
ными, второй — пассивными. В свою очередь, активные ме-
тоды основаны на использовании бегущих и стоячих волн или
резонансных колебаний.
Ультразвуковая дефектоскопия с использованием бегущих
волн основана на их свойстве направленно распространяться
в средах в виде лучей и отражаться от границ сред или несплош-
ностей, обладающих другими акустическими свойствами.
Эхоимпульсный метод (метод эхолокации) заключа-
ется в прозвучивании изделия короткими импульсами ультра-
звуковых колебаний 1 и регистрации эхосигналов 2, отраженных
от дефекта и идущих к приемнику. Признаком дефекта является
появление эхосигнала 3 на экране дефектоскопа (рис. 3.9, а). При
этом чем больше дефект, тем больше амплитуда эхосигнала. Этот
метод наиболее широко распространен из-за простоты реализа-
ции, возможности одностороннего доступа к изделию, независимо-
сти результатов контроля от конфигурации и состояния противо-
положной (донной) поверхности, а также из-за высокой точности
в определении координат дефектов. Основным недостатком ме-
120
тода является наличие значительной «мертвой» зоны в металле
под пьезоэлектрический преобразователь (ПЭП).
Теневой метод реализуется путем сквозного прохождения
ультразвука через изделие (рис. 3.9, б). При этом используют два
-соосно размещенных ПЭП (излучатель и приемник), а о наличии
дефектов судят по пропаданию или уменьшению амплитуды
сквозного сигнала 3. Чем больше размер дефекта, тем меньше
амплитуда прошедшего сигнала.
Рис, 3.9. Схемы обнаружения дефектов методами
акустического контроля:
а —- эхометодом, б —теневым, в — импедансным, г — свободных колебаний, д — резонан-
сным; У —усилитель. Г —генератор, И — индикатор, К. С. — колеблющийся стержень,
М — модулятор частоты, Р — регистратор резонанса, Л — преобразователь, С —спектро-
анализатор
Недостатками метода являются необходимость двусторонне-
го доступа к изделию, использование сложной механической
системы соосного фиксирования ПЭП и низкая чувствительность.
К преимуществам следует отнести слабую зависимость ампли-
туды сигнала от ориентации дефекта, высокую помехоустойчи-
вость и отсутствие «мертвой» зоны.
Зеркально-теневой метод является комбинацией
описанных методов. В нем используют один ПЭП или два ПЭП,
но размещенные на одной поверхности изделия. О наличии де-
фекта судят по ослаблению или пропаданию донного сигнала <?.
121
Метод имеет следующие варианты реализации: с одним прямым
ПЭП и регистрацией первого донного сигнала продольной вол-
ны; то же, но с регистрацией второго донного сигнала продоль-
ной волны; двумя наклонными ПЭП с регистрацией донного
сигнала продольной или поперечной волны.
Выявляемость дефектов этим способом оценивают коэффи-
циентом выявляемости дефекта ЙСД, характеризующего ослабле-
ние первого донного сигнала. Диапазон изменения ЙСД лежит
в пределах 0—1; он тем меньше, чем больше дефект.
Работами НИИМостов ЛИИЖТа показано, что наибольшей
чувствительностью и помехоустойчивостью обладает способ кон-
троля по второму донному сигналу при прозвучивании продоль-
ными волнами одним ПЭП. Метод практически не имеет «мерт-
вой» зоны, но применим только для изделий с эквидистантными
поверхностями, его чувствительность зависит от состояния дон-
ной поверхности.
Эхосквозной метод (разновидность теневого метода)
используют только при контроле листов и труб, для которых ха-
рактерны полупрозрачные для ультразвуковых колебаний де-
фекты. При этом методе регистрируется сигнал, прошедший от
излучателя через дефект и последовательно отраженный от про-
тивоположной (донной) поверхности изделия и дефекта и при-
нятый приемником. По данным ЛЭТИ, этот метод обладает вы-
сокой чувствительностью и помехоустойчивостью.
Эхозеркальный метод предложен в ЦНИИТМаш,
реализуется с помощью двух наклонных ПЭП, размещенных на
одной поверхности изделия с одной стороны от дефекта так, что
сигнал от одного ПЭП зеркально отражается от дефекта и дон-
ной поверхности и принимается вторым ПЭП. Оба ПЭП элек-
трически соединены параллельно, что позволяет принимать как
зеркальный, дважды переотраженный сигнал, так и обратно от-
раженные сигналы, а также определять тип вертикально ориен-
тированных дефектов по их соотношению (см. рис. 3.28).
Дельта -метод основан на регистрации трансформирован-
ных на дефекте падающих на него поперечных волн от наклон-
ного ПЭП (см. рис. 3.28). Обычно регистрируют трансформи-
рованную продольную волну, а ПЭП размещают на поверхно-
сти изделия над дефектом. Наибольшая чувствительность мето-
да обеспечивается при угле ввода наклонного ПЭП, равным
57—59°. В этом случае угол падения на дефект близок к третье-
му критическому и коэффициент трансформации поперечной
волны наибольший. Установлено, что чувствительность метода
слабо зависит от азимутальной и вертикальной ориентации де-
фекта.
Импедансный метод предназначен для определения
качества припайки или приклейки тонкостенной металлической
или пластмассовой обшивки к твердой подложке и основан на
122
анализе режима колебаний стержня (с пьезоэлементом), опира-
ющегося на поверхность изделия (рис. 3.9, в). При наличии де-
фекта акустический импеданс данного участка поверхности
уменьшается, что приводит к увеличению амплитуды колебаний
стержня, уменьшению механического напряжения на его конце,
изменению фазы колебаний и смещению частоты резонансных
колебаний. Любой из этих признаков свидетельствует о наличии
дефекта.
Если первая группа методов предусматривает локальное воз-
буждение ультразвука, то вторая группа предусматривает воз-
буждение ультразвука во всем изделии или по всей толщине под
излучателем.
Метод свободных колебаний, или спектральный метод,
основан на анализе спектра частот собственных колебаний из-
делия, вибрирующего после удара по нему (рис. 3.9, г). Анализ
спектра производится или на слух (по звону стеклянной посу-
ды), или с помощью специальной аппаратуры.
Резонансный метод дефектоскопии и толщинометрии
основан на возбуждении и анализе резонансных колебаний в
исследуемом объеме изделия (рис. 3.9, д). По резонансным час-
тотам определяют толщину изделия. На наличие дефекта указы-
вают заниженное по сравнению с номинальным значение тол-
щины, ослабление или исчезновение резонансных пиков на ос-
циллоскопическом индикаторе.
Из пассивных методов акустической дефектоскопии наибо-
лее развиты метод акустической эмиссии и шумовибрационный.
При контроле этими методами на изделии в разных местах раз-
мещают несколько пьезоприемников.
Метод акустической эмиссии основан на регистра-
ции упругих волн, возникающих в момент образования или раз-
вития трещин, например в сосудах высокого давления при гид-
роиспытаниях. Число сигналов, регистрируемых в единицу вре-
мени (интенсивность эмиссии), характеризует интенсивность
процесса трещинообразования. По времени прихода сигналов от
одного источника к каждому приемнику можно определять ко-
ординаты трещины.
Шумовибрационный метод позволяет проводить тех-
ническую диагностику, например, оценивать работоспособность
двигателя, сравнивая спектр сигналов работающего механизма
или его элементов с эталонными сигналами.
Поскольку ультразвуковые волны в используемом на практи-
ке мегагерцевом диапазоне частот не проходят через воздух,
зазор между преобразователем и контролируемым изделием
должен быть заполнен контактной жидкостью. По способу соз-
дания акустического контакта различают следующие акусти-
ческие методы: контактный, щелевой (менисковый), им-
мерсионный и бесконтактный.
123
При контактном способе акустический контакт создается за
счет тонкого слоя (d<^k) жидкости или эластичного материала.
При щелевом способе толщина слоя жидкости соизмерима с
длиной волны при иммерсионном толщина слоя жидко-
.стй во много раз больше длины волны (d2>Z). Бесконтактный
способ ввода ультразвука в изделие с формированием направ-
ленных пучков реализуется при использовании специальных
электромагнитных акустических преобразователей, возбуждаю-
щих упругие колебания непосредственно в самом изделии, или
при облучении поверхности изделия короткими импульсами ла-
зерного излучения.
3.3. АКУСТИЧЕСКИЙ ТРАКТ ДЕФЕКТОСКОПА
Акустическим трактом дефектоскопа называют путь
ультразвука в материале от излучателя до отражателя и от от-
ражателя до приемника. Рассчитать акустический тракт — это
значит представить в виде расчетных формул ослабление ампли-
туды эхосигнала в зависимости от акустических свойств объекта
контроля, размеров и частоты пьезоэлемента, конфигурации и
размеров дефекта и расстояния до него. Приведем определения
акустических полей излучения и приема преобразователя.
Акустическое поле излучения преобразователя
характеризуется амплитудой звукового давления, которое воз-
действует на элементарный (точечный) отражатель, размещен-
ный в произвольной точке пространства перед преобразователем.
Акустическое поле приема определяется парамет-
рами (амплитудой и фазой) сигнала на приемном преобразова-
теле при воздействии на него акустического поля от отражателя
и зависит от пространственных координат, размеров, ориента-
ции и макрогеометрии поверхности отражателя (дефекта).
Поле излучения-приема в общем случае равно про-
изведению полей излучения и приема и для одного и того же
преобразователя и точечного отражателя пропорционально квад-
рату поля излучения. При анализе акустических полей преоб-
разователей в ультразвуковой дефектоскопии обычно принима-
ют, что длительность импульса настолько велика, что высокочас-
тотные колебания, его заполняющие, можно считать непрерыв-
ными гармоническими. С другой стороны, импульсы считают на-
столько короткими, что процессы излучения и приема происхо-
дят в разные интервалы времени.
Рассмотрим поля излучения преобразователей основ-
ных видов. Для излучающего преобразователя с дискооб-
разным пьезоэлементом радиусом а и площадью Sa характер из-
менения амплитуды звукового давления Ри вдоль акустической
оси показан на рис. 3.10. Здесь Ро — поле на поверхности пьезо-
элемента.
124
Модуль поля (без учета знака фазы) максимален при г=
= а/[2п—1)Х] и минимален при г=а/(2пХ), где п—\, 2, 3,...
(рис. 3.10, а). Возникновение экстремумов объясняется тем, что в
каждую точку пространства вблизи пьезоэлемента волны, излу-
ченные различными его участками, приходят в разное время и,
следовательно, интерферируют (складываются) с учетом набега
фаз. Поэтому в пределах этой зоны, называемой ближней или
1Р./Ро\
вое поле пьезопластины
зоной Френеля, звуковое дав-
ление осциллирует не только
по оси, но по всему объему ци-
линдра диаметром 2а и дли-
ной Гб. При г — re = а2/“к—к/
ixa2/t. интерференционные
явления особенно сильны, что приводит к локализации энергии
в малом объеме. Здесь амплитуда поля достигает максимума
(кривая 1), а диаметр поля уменьшается в 2—3 раза (рис.
3.10,6).
При г>Гб интерференционные явления по оси излучателя ос-
лабевают, а при г^Згб практически отсутствуют. Эту область
называют дальней или зоной Фраунгофера. В ней пучок рас-
ширяется, а звуковое давление Ряв в пучке в направлении под
углом 0 акустической оси монотонно уменьшается вдоль и по-
перек акустической оси в соответствии с выражением |РИф№о| =
==[-$а/(Хг)]Фи. В этом выражении член Sa/(Xr), называемый диф-
ракционным, характеризует ослабление интенсивности по оси
пучка вследствие его расхождения по конусу (рис. 3.10, б). Вто-
рой член (Фи) является характеристикой направленности и оп-
ределяет распределение звукового давления в поперечном сече-
нии (по фронту волны) относительно давления по оси, которое
принято за 1. В случае использования пьезоэлемента в виде дис-
ка Фи= |2/(Х)/Х|, где ЦХ) —функция Бесселя первого рода пер-
вого порядка, X=ka sin 9 — корень функции Бесселя.
Характеристика направленности, называемая диаграммой, со-
стоит из нескольких лепестков (рис. 3.10, в). Ширина основного
лепестка при Фи=0 определяется из приведенной выше .форму-
лы: 0o = arcsin (1, 2 kja). Чем выше частота f или больше а, тем
125
диаграмма направленности уже. Однако повышение частоты
влечет за собой увеличение затухания ультразвука в акустиче-
ском тракте, а увеличение размеров пьезоэлемента приводит к
ухудшению акустического контакта преобразователя с издели-
ем. Поэтому при дефектоскопии металлов оптимальный диапа-
зон af составляет 15—35 мм-с-1.
В основном лепестке диаграммы направленности поле в каж-
дой точке находится в одной фазе и в нем сосредоточено более
85% всей энергии излучения. Поле во втором лепестке нахо-
дится в противофазе по отношению к полю в первом лепестке и
имеет амплитуду на 20 дБ меньше.
При уменьшении длительности импульсов фазовые соотно-
шения проявляются меньше. Это приводит к ослаблению осцил-
ляций, как показано на рис. 3.10, а (кривая 2).
На практике диаграмму направленности в пределах основ-
ного лепестка описывают с помощью найденного приближенно-
го выражения Фи~ 1,32°'5х1^е~°'14А:2.
Поле излучения прямоугольного преобразователя имеет бо-
лее острую диаграмму направленности в дальней зоне, опреде-
ляемую отношением Фн= | (sin XJXi) (sin -V2/JV2) |, где =
==kat sin 9i, X2 = &a2SinO2: си и a2 — размеры пьезоэлемента, м;
61 и 9г — соответственно углы между акустической осью и на-
правлением измерения в плоскости, параллельной одной из сто-
рон.
Границы ближней зоны для квадратного и дискового излуча-
телей совпадают. Для прямоугольного излучателя имеет место
сглаживание максимумов и минимумов в пределах ближней
зоны.
Если пластина отделена от изделия акустической задержкой,
например, в виде плоскопараллельного слоя жидкости, то при
оценке поля излучения в изделии необходимо учитывать пре-
ломление лучей.
Реальные дефекты имеют случайную и неповторяемую кон-
фигурацию и отражательную способность. Отраженное от реаль-
ного дефекта поле выражается в виде /3д0~/3о.5дФд/(7.гт), где
5д и Фд — отражающая площадь и диаграмма направленности
(индикатриса рассеяния) дефекта; т — коэффициент, характе-
ризующий закон ослабления отраженного поля от дефекта с
расстоянием г.
В соответствии с изложенным выше и учитывая, что при конт-
роле одним преобразователем Фи=Фп и Ф2 = Фи-Фп, поле излу-
чения— приема в дальней зоне без учета затухания ультразвука
может быть записано в виде (Па) Р=5а-5д-Ф2-Фд/(Л2гп), где
n==m-j-l характеризует закон ослабления поля излучения — при-
ема с расстоянием г (табл. 3.2).
Табл. 3.2 иллюстрирует возможность моделирования реаль-
ных дефектов с помощью отражателей строгой геометрической
126
3.2. Значения л для различных отражателей
Реальный дефект Искусственный отражатель
Тип п Тип п
Пора, компактное включение, трещкна L< <10 мм 2,01 Сфера, диск (плоскодон- ное отверстие), угловой от- ражатель (зарубка, сегмент, вертикальное сверление) 2
Вытянутое включение, непровар 1,36-1,4 Боковой цилиндр, полоса 1.5
Трещина 10 мм 0,96 Плоскость, двугранный угол, плоскодонное отвер- стие 2&> ЮЛ 1
формы с гладкой поверхностью. Такие отражатели легко вос-
производимы, что обеспечивает стандартизацию измерений.
Формулы акустического тракта для этих отражателей получе-
ны И. Н. Ермоловым (табл. 3.3). В этих формулах коэффициент
3.3. Поле излучения — приема в дальней зоне для различных отражателей,
расположенных на акустической оси пучка
Вид отражателя Вид преобразователя
прямой наклонный
Диск площадью Sb=n&2n (плоско- донное отверстие) Р = к^^е-в \2Г2 5а5д cos а е~с X2(г 4-r0)2-cos fl
Сфера диамет- ром d Р = К-^-в 4Хг2 ь р = к _с 4Х(Г +r0)2-COS Р
Бесконечная по- лоса шириной d Р = К е~в К /2(Хг)3'- е р = S3dcos а е ~К/2[Х(г+г0)]’^ cos ? 6
Бесконечный ци- линдр диаметром d=2ba (боковой цилиндрический отражатель) II >: Shi Л 1 ta X cos fl Х 8 (г 4-г0)3
127
Продолжение табл. 3.3
Вид отражателя Вид преобразователя
прямой наклонный
Бесконечная пло- скость (донный сигнал) Sa cos а Р=К —- X Г k COS Р X е~с (г + го)
Цилиндрическая вогнутая поверх- ность Г Sa cos а/cos 3 17. _с L 2k (г 4- r0) J
K,=PqB, Ро — амплитуда звукового давления на пьезоэлемен-
те при излучении, D — коэффициент прозрачности контактного
слоя по энергии; ro—rncia cos а/ (ct cos р), где гп—путь в приз-
ме, с/п и ct — соответственно скорости продольных волн ультра-
звука в призме и поперечных в изделии; а и р — соответственно
углы ввода (в металле) и призме. В табл. 3.3 £=25г; с=
= 26г4-6пГп, где б и бп — коэффициенты затухания соответствен-
но в изделии и призме; ri и г2 — пути ультразвука в изделии
соответственно от излучателя до дефекта и от дефекта до при-
емника.
Формулы подтверждены экспериментально и применяются
при решении многих задач ультразвуковой дефектоскопии.
Криволинейная поверхность излучателя, например трубы ма-
лого диаметра, вызывает дополнительное расширение диаграм-
мы направленности и ослабление сигнала от дефекта, что учи-
тывается введением в формулы акустического тракта соответст-
вующих коэффициентов ослабления, установленных экспери-
ментально.
При теневом методе появление дефекта определяют по про-
паданию или уменьшению сквозного сигнала. Расчет акустиче-
ского тракта сводится к анализу ослабления амплитуды сквоз-
ного сигнала при наличии дефекта. Выявляемость дефекта при
расстоянии между излучателем и приемником г — Н количест-
венно оценивают отношением PtlPc, где Рт и Рс — амплитуды
акустических сигналов соответственно при наличии и отсутствии
дефекта.
Все приведенные выше формулы получены для плоских пье-
зоэлементов и плоской поверхности контролируемого изделия.
Изменение формы преобразователя или конфигурации границы
вносит существенные поправки в эти формулы.
123
3.4. АППАРАТУРА ДЛЯ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
В зависимости от области назначения различают ультразву-
ковые дефектоскопы общего и специального назначения; для
ручного и автоматизированного контроля. Дефектоскопы обще-
го назначения могут использоваться для контроля самой разно-
образной продукции. Специализированные дефектоскопы созда-
ют для решения узкоцелевых задач. Например, стрелочный (без
панорамного дисплея) портативный дефектоскоп для контроля
сварных швов арматуры строительных конструкций.
Для надежного обнаружения дефектов дефектоскопы долж-
ны иметь минимальную мертвую зону, гарантирующую обнару-
жение подповерхностных дефектов, высокую чувствительность
для обнаружения мелких дефектов, большую глубинность и вы-
сокую разрешающую способность для раздельной идентифика-
ции двух близко расположенных по лучу дефектов. Дефектоско-
Рис. 3.11. Ультразвуковые преобразователи:
а — прямой, б — наклонный (призматический), в — раздельно-совмещенный (PC);
/—корпус, 2 — демпфер, 3 — пьезопластниа, 4— защитное донышко (протектор),
5—призма, 6 — токоподвод, 7 — акустический экран
пы должны обязательно иметь устройства для измерения ампли-
туды эхосигнала (аттенюаторы, цифровые измерители).
Аппаратура для ультразвукового контроля состоит из элек-
тронного блока (собственно дефектоскопа), набора преобразо-
вателей для излучения и приема ультразвуковых колебаний и
различных вспомогательных устройств.
Ультразвуковые преобразователи. Для возбуждения и приема
ультразвуковых колебаний используют электроакустические пре-
образователи. Различают следующие основные виды преоб-
разователей (рис. 3.11): прямые, излучающие в контро-
лируемое изделие продольные волны нормально к поверхности,
и наклонные, с помощью которых в изделии возбуждаются
5—463 129
поперечные, поверхностные, нормальные и продольные волны.
По конструкции преобразователи подразделяют на сов-
мещенные, у которых один пьезоэлемент служит излучате-
лем и приемником, и раздельно-совмещенные (PC),
имеющие два пьезоэлемента в одном общем корпусе.
В качестве приемно-излучающего элемента — собственно пре-
образователя— в большинстве случаев используют пьезо-
пластины из керамики: цирконата-титаната свинца или
титаната бария, обладающей пьезоэффектом, или реже пьезо-
кварца X- и У-среза.
Поверхности пьезоэлемента металлизированы и являются
электродами. При подаче на них электрического напряжения
пластина изменяет свою толщину вследствие так называемого
обратного пьезоэлектрического эффекта. Если напряжение зна-
копеременно, то пластина колеблется в такт этим изменениям,
создавая в окружающей среде упругие колебания. При этом
пластина работает как излучатель. И, наоборот, если пьезоэлек-
трическая пластина воспримет импульс давления, то на ее об-
кладках' вследствие прямого пьезоэлектрического эффекта по-
явятся заряды, величина которых может быть измерена. В этом
случае пьезопластина работает как приемник.
Кристаллографическую структуру кварца (SiCh) в плоско-
сти чертежа можно приближенно представить в виде шестигран-
ника, в вершинах которого расположены положительные ионы
кремния и отрицательные ионы кислорода (рис. 3.12, а). При
сжатии в направлении полярной оси X с силой F кристалл дефор-
мируется, и расстояния между ионами и электродами изменяют-
ся. Вследствие этого на электродах пластины возникнут индуци-
рованные заряды, знак которых совпадает со знаком ионов, бли-
жайших к электроду (рис. 3.12, б). По окончании действия силы
вдоль оси X за счет упругой деформации происходит расшире-
ние пластины и на электродах появляются заряды противополож-
ного знака. При действии знакопеременных сил (колебательном
движении) на электродах возникает переменное электрическое
напряжение (рис. 3.12, в). При внесении кристалла в электриче-
ское поле вследствие действия электростатических сил ионы при-
тягиваются к электродам с противоположным знаком, кристалл
деформируется, создавая упругие смещения Е в прилегающей
среде (рис. 3.12, г, д). Рассмотренная модель сильно упрощена.
Пьезоэлектрический эффект — сложное явление, зависящее от
пьезоэлектрических, диэлектрических и упругих свойств пьезо-
материала.
Пьезоэлектрическую пластину выбирают такой, чтобы ее
толщина d была равна Хп/2 и собственная частота соответство-
вала частоте возбужденных или принимаемых ультразвуковых
колебаний, т. е. d=in/2 = cn/(2fo), где Хп и сп— соответственно
длина волны и скорость звука в материале пьезопластины.
130
Для защиты пьезопластины прямых преобразователей от пов*
реждения к ней с рабочей стороньГприклеивают (припаивают)
металлическое или керамическое донышко —п р от е кто р.
Рис. 3.12. Схема возникновения в ячейке кварца прямого и обратного пьезо-
эффектов
В раздельно-совмещенных прямых и наклонных преобразовате-
лях пьезопластину приклеивают к акустической задержке —
призме, изготовляемой обычно из оргстекла. В прямых пре-
образователях с нерабочей стороны пьезопластины приклеивают
демпфер из материала с большим акустическим сопротивле-
нием и коэффициентом затухания (например,- из взвеси ферро-
вольфрама в эпоксидной смоле). Демпфер способствует гаше-
нию свободных колебаний пьезопластииы и уменьшению дли-
тельности зондирующего импульса. В наклонных и раздельно-
совмещенных преобразователях демпфер, как правило, выпол-
нен из пробки или асбеста и служит только для звукоизоляции
от других деталей преобразователя.
Призма в наклонном преобразователе необходима для паде-
ния продольных волн под углом к поверхности изделия. На гра-
5* 131
нице призма — изделие происходит трансформация воли, в ре-
зультате чего в изделие вводится волна требуемого типа, опре-
деляемого, как показано выше, соотношением Снеллиуса.
Для раздельно-совмещенных прямых преобразователей приз-
мы выбираются с углом 5—10°. Оии служат акустическими за-
держками, что позволяет минимизировать мертвую зону.
Задачи контроля многообразны, поэтому в практике часто
используют преобразователи, создающие поле заданной конфи-
гурации: веерные и широкозахватные, формирующие широкий
пучок лучей, фокусирующие и др.
Недостатком всех рассмотренных преобразователей являет-
ся необходимость создания жидкостного акустическо-
го контакта между преобразователем и контролируемым
изделием. Контактом служит вода, масло, крахмальные суспен-
зии и т. п.
. Бесконтактные методы возбуждения ультразвуковых
волн расширяют возможности контроля при больших скоростях,
температурах, вибрациях и т. п., когда по заданной технологии
применение контактных жидкостей недопустимо. Наиболее эф-
фективны для этой цели электромагнитно-акустические преобра-
зователи (ЭМА), возбуждающие продольные или поперечные
волны непосредственно в изделии. ЭМА-преобразователь состо-
ит из плоской катушки, расположенной параллельно поверхно-
сти с небольшим зазором, и мощного электромагнита (рис.
3.13). При пропускании через катушку переменного высокочас-
Рнс. 3.13. ЭМА-преобразователи волн:
а — поперечных, б — продольных; I— плоская токовая катушка, 2 —ярмо,
3 — обмотка электромагнита, 4 — изделие
тотного тока /в в результате взаимодействия вихревых токов с
магнитным полем возникает электродинамическая сила F, опре-
деляющая смещение частиц среды, т. е. возбуждаются акусти-
ческие волны. ЭМА-преобразователи успешно используют для
толщинометрии и дефектоскопии листа и рельсов. Однако для
контроля сварных швов их чувствительность мала. Существу-
132
ют лазерные, искровые и другие методы возбуждения акустиче-
ских волн. Однако их практически не применяют, поскольку еще
не найдены эффективные методы, обеспечивающие бесконтакт-
ный прием волн.
Ультразвуковой дефектоскоп. Он предназначен для генериро-
вания импульсов ультразвуковых колебаний, приема отражен-
ных сигналов, преобразования этих сигналов в вид, удобный для
наблюдения их на экране электронно-лучевой трубки, а также
для измерения координат дефектов и сравнения амплитуд сиг-
налов (рис. 3.14). Для достоверного контроля дефектоскоп дол-
жен обеспечивать:
линейную пропорциональность между амплитудами эхосиг-
нала на входе дефектоскопа и индикаторе;
получение максимальной информации о дефекте, точное из-
мерение амплитуды и временных интервалов между зондирую-
щим импульсом и эхосигналом от дефекта;
селектирование эхосигналов из любого заданного временнб-
го интервала и автоматическую сигнализацию (звуковую, све-
товую) о их наличии;
выравнивание чувствительности дефектоскопа по всей зоне
контроля для компенсации затухания ультразвука в металле.
В настоящее время в СССР и за рубежом созданы дефекто-
скопы, в значительной мере удовлетворяющие этим требованиям.
133
Основными узлами дефектоскопа являются ге-
нератор зондирующих радиоимпульсов 1, синхронизатор 2, уси-
литель 3, автоматический сигнализатор дефектов 4, глубиномер
5, включая генератор стробирующих импульсов, генератор на-
пряжения развертки 6, электронно-лучевая трубка 7 (ЭЛТ),
блок питания 8 (рис. 3.15).
Генератор синхронизирующих импульсов вырабатывает по-
следовательные импульсы, которые синхронно запускают гене-
ратор зондирующих импульсов, глубиномер и генератор напря-
жения развертки. Частота следования синхроимпульсов обычно
регулируется от 200 до 1000 Гц. Выбор частоты посылок зон-
дирующих импульсов определяется задачами контроля, разме-
рами и геометрической формой объекта контроля. Малая часто-
та ограничивает скорость контроля, особенно в автоматизиро-
ванных установках, но зато в этом случае незначителен уровень
шумов, возникающих при объемной реверберации в объекте конт-
роля. При повышении частоты надежность обнаружения дефек-
тов возрастает, яркость свечения экрана ЭЛТ увеличивается, од-
нако возникает опасность попадания на рабочий участок экра-
на многократно отразившихся от стенок сигналов от предыду-
щего зондирующего импульса.
Генератор зондирующих радиоимпульсов (ГЗИ) предназна-
чен для получения короткого радиоимпульса высокочастотных
Рис. 3.15. Функциональная схема ультразвукового дефектоскопа
электрических колебаний, которые используют для возбуждения
пьезопреобразователей. Основными элементами ГЗИ являются
колебательный контур, включающий пьезоэлемент, и электрон-
ная схема (ключ), обеспечивающая генерацию коротких им-
пульсов.
134
Частота высокочастотных колебаний, заполняющих импульс,
является основной характеристикой дефектоскопа, определ-яет-
ся параметрами колебательного контура. Рабочую частоту f вы-
бирают в зависимости от коэффициента затухания ультразвука
в материале.
При контроле изделий толщиной до 10 мм обычно применяют
/ = 4ч-6 МГц, толщиной 10—100 — f=2-r-2,5 МГц, толщиной
100—250 мм — 1,25—1,8 МГц, толщиной 250—1000 мм — 0,8—
1,25 МГц.
Отраженные от дефекта импульсы упругих колебаний попада-
ют на пьезопластину и в результате прямого пьезоэффекта преоб-
разовываются в ней в электрические сигналы.
Приемно-усилительный тракт дефектоскопа служит для усиле-
ния этих сигналов и содержит предусилитель, измеритель ампли-
туд сигналов (аттенюатор), усилитель высокой частоты, детектор
и видеоусилитель. Предусилитель обеспечивает электрическое со-
гласование усилительного тракта с приемным преобразовате-
лем. Предусилитель содержит ограничитель амплитуды, предо-
храняющий усилитель от воздействия мощного зондирующего
импульса, когда преобразователь включен по совмещенной схеме.
При этом сигналы небольшой амплитуды практически не иска-
жаются.
В дефектоскопе предусмотрен специальный переключатель,
с помощью которого усилитель может быть непосредственно
подключен к ГЗИ (при работе по совмещенной схеме) или от-
ключен от него (при работе по раздельной схеме).
Для измерения отношений сигналов на входе усилителя вы-
сокой частоты имеется калиброванный делитель напряжения —
аттенюатор. Его проградуированные регуляторы с диапазоном
измерения 80—100 дБ выведены на переднюю панель. В настоя-
щее время разработаны автоматические измерители амплитуды
с цифровым выходом.
Усилители высокой частоты бывают двух типов: узкополос-
ные и широкополосные. Первые обладают высокой помехоустой-
чивостью, большим коэффициентом усиления (до 70 дБ) и более
просты в изготовлении. Ширину полосы пропускания обычно
выбирают равной O,2fo, что обеспечивает минимальные искаже-
ния сигналов. Однако при необходимости работы в широком диа^
пазоне частот их применение приводит к увеличению размеров
дефектоскопа. Широкополосные усилители имеют коэффициент
усиления на порядок меньше, их помехоустойчивость ниже, но
зато их можно использовать для работы на различных
частотах.
Усиленные высокочастотные сигналы поступают в детектор,
на нагрузке которого выделяется однополярная огибающая ра-
диоимпульса. Сигналы, прошедшие через детектор, поступают
на видеоусилитель с коэффициентом усиления 20—30 дБ. Видео-
135
сигналы подаются на экран электронно-лучевой трубки и в уст-
ройство автоматической сигнализации дефектов, предназначен-
ное для фиксации превышения исследуемым сигналом заданно-
го порогового уровня с помощью звукового или светового инди-
катора.
Для получения дополнительной информации о дефекте, на-
пример о фазе отраженного сигнала, в некоторых дефектоско-
пах предусмотрен выход на трубку недетектированного
сигнала.
В целях подавления на экране реверберационно-шумовых по-
мех в начале развертки или выравнивания чувствительности по
глубине в усилительном тракте предусмотрено наличие схемы
временной регулировки чувствительности (ВРЧ). Эта схема вы-
ра&атывает импульс определенной формы (чаще всего экспо-
ненциальный), который подается на усилитель высокой частоты,
запирая его непосредственно после излучения зондирующего им-
пульса и изменяя коэффициент усиления во времени.
Генератор напряжения развертки служит для формирования
пилообразного напряжения, необходимого для получения линии
развертки на экране электронно-лучевой трубки, а также им-
пульса подсвета для увеличения яркости изображения во время
прямого хода луча. Импульсы пилообразного напряжения по-
ложительной и отрицательной полярности с выхода генератора
подаются на горизонтально отклоняющие пластины электронно-
лучевой трубки. Импульс положительной полярности, выраба-
тываемый этим генератором, используется в качестве импульса
подсвета прямого хода луча.
В дефектоскопах обычно предусмотрено плавное и ступенча-
тое регулирование длительности развертки, выбираемое в зави-
симости от толщины изделия.
Глубиномерное устройство служит для определения коорди-
нат дефектов и толщины изделия измерением интервала времени
между моментами излучения зондирующего импульса и прихо-
дом отраженного сигнала. Для выполнения этой функции глуби-
номер содержит калиброванную схему временной задержки син-
хронизирующего импульса. В момент окончания задержки глу-
биномер вырабатывает импульс, который используется для за-
пуска генератора стробирующего импульса, позволяющего про-
извести временную селекцию сигналов, отраженных от несплош-
ностей, расположенных в данном слое контролируемого изде-
лия. Стробирующий импульс подается на вертикально отклоняю-
щие пластины электронно-лучевой трубки и наблюдается на эк-
ране в виде прямоугольного импульса положительной полярно-
сти. Передний фронт этого импульса и является меткой глуби-
номера. Регулятор глубиномера проградуирован в миллимет-
рах.
Осциллоскопический индикатор (панорамный дисплей) на
136
электронно-лучевой трубке служит для визуального наблюдения
эхосигналов, определения расстояния до дефектов и измерения
амплитуды.
Имеются многофункциональные дефектоскопы,
в которых на дисплее отображается геометрия шва и траекто-
рия сканирования, что существенно повышает информативность
контроля.
Как правило, дефектоскопы общего назначения снабжены
дублированной системой питания: от сети и от аккумуляторной
батареи. Дефектоскоп имет выход с видеоусилителя для анало-
говой регистрации результатов контроля на самописце и со схе-
мы АСД для использования в автоматических устройствах с
альтернативной оценкой качества.
В настоящее время разработаны микропроцессорные
дефектоскопы, автоматизирующие измерительные опера-
ции и обработку информации.
Микропроцессорный ультразвуковой дефектоскоп общего
назначения УД2-17 реализует все методы контроля с возмож-
ностью предварительной настройки на 12 программ работы и
обеспечивает автоматическую настройку на заданный режим
всех параметров. Это позволяет избегать перенастройки прибо-
ра в цеховых условиях при переходе на другой объ-
ект контроля.
Прибор имеет абсолютную чувствительность НО дБ, «мерт-
вую» зону 0,8 мм. Диапазон измерения глубины дефектов по
цифровому индикатору составляет 1—999,9 мм, а по экрану
ЭЛТ — 1—2500 мм. Погрешность измерения глубины h отража-
теля не превышает ± (0,5±0,01/г) мм.
Микропроцессорные дефектоскопы общего назначения
USD-10 фирмы «Крауткремер» (ФРГ) и «Microscan-1000» фир-
мы «Сонатест» (Англия) также выполнены в портативном вари-
анте и предназначены в первую очередь для ручного контроля.
Они позволяют запомнить настройку параметров, форму кри-
вой ВРЧ, обеспечивают запоминание данных о дефектах, прото-
колирование результатов контроля (при подключении к интер-
фейсу ЭВМ) и др.
Дефектоскопы типов УДЦ-200 ЦНИИТМаш (СССР) и
«1030» фирмы «Карл Дойч» (ФРГ) позволяют автоматически
измерять эквивалентную площадь дефектов, что значительно по-
вышает достоверность контроля.
Вспомогательные устройства, комплектующие дефектоскоп,
призваны облегчить труд оператора и повысить достоверность
контроля. К ним относят магнитные держатели, обеспечивающие
надежный акустический контакт с изделием, ограничители пе-
ремещения в околошовной зоне, приспособления для симметрич-
ного одновременного перемещения преобразователей для конт-
роля по схеме «тандем» и др.
137
3.5. ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ
Совокупность характеристик, определяющих точность изме-
рения и воспроизводимость результатов, называют основны-
ми параметрами контроля. Эти параметры определя-
ются соответствующими параметрами аппаратуры (табл. 3.4).
Изменение этих параметров приводит к ошибкам в оценке год-
ности изделия, поэтому они задаются нормативно-технической
документацией.
3.4. Основвые параметры эхометода
Параметр контроля Параметр аппаратуры
Длина волны А Угол ввода а Фронтальная разрешающая способ- ность Lp (ширина углового захвата Ор) Тип преобразователя, частота f, угол в призме, размеры пьезоэлемен- та
Мертвая зона йи Длительность зондирующего им- пульса Тз и реверберационных шумов в призме тР
Разрешающая способность по даль- ности Длительность зондирующего им- пульса Тз
Погрешность измерения координат, % Погрешность глубиномера, %
Чувствительность Уровень настройки чувствительно- сти дефектоскопа с преобразователем по заданному эталонному отражате- лю
Шаг сканирования Размеры пьезоэлемента
Длина ультразвуковой волны А, в материале оп-
ределяется задавамой частотой излучаемых колебаний f.
Угол (а) ввода ультразвукового луча в контролируемый
металл — угол между перпендикуляром к поверхности, проходя-
щим через точку ввода луча, и линией, соединяющей центр ци-
линдрического отражателя, — определяется по стандартному об-
разцу № 2 или № 2А (ГОСТ 14782—86).
Фронтальная разрешающая способность Lp
зависит от ширины диаграммы направленности.
Мертвая зона зависит от минимальной глубины располо-
жения отражателя, сигнал от которого не сливается на экране
138
С зондирующим импульсом и виден раздельно. Величина мерт-
вой зоны у прямого преобразователя /гм=сггз/2, где т3 — длитель-
ность зондирующего импульса, у наклонного при отсутствии ре-
верберационных шумов в призме /гм = 1/2[сДт3—2rn)cosa], где
тп — время прохождения ультразвука в призме.
Практически у наклонных преобразователей на частоту
5 МГц и выше мертвая зона не превышает 1 мм. На частотах
1,8; 2,5 МГц поглощение ультразвука в призме мало и объемная,
реверберация в ней приводит к увеличению мертвой зоны до
10 мм.
Разрешающая способность по дальности (лучу) оп-
ределяется длительностью зондирующего импульса.
Погрешность измерения координат определя-
ется линейностью скорости развертки дефектоскопа и отклоне-
нием угла ввода от номинального значения.
Основные параметры могут систематически или случайно из-
меняться в процессе контроля, поэтому их нужно периодически
проверять. Для проверки основных параметров и настройки де-
фектоскопа в комплект аппаратуры входят стандартные образцы
№ 1—4 (рис. 3.16).
Рнс. 3.16. Стандартные образцы (а—г) по ГОСТ .14782—88
Стандартный образец №1 изготовлен из органиче-
ского стекла с выдержанными акустическими свойствами. В нем
выполнены отражатели различных видов и размеров. Он пред-
назначен для проверки уровня чувствительности, разрешающей
способности, скорости развертки дефектоскопа и угла а приз-
мы преобразователя.
139
Стандартный образец №2 изготовлен из стали 20 и
применяется для определения скорости развертки, измерения уг-
ла ввода а и проверки мертвой зоны дефектоскопа с преобразо-
вателем при контроле соединений из малоуглеродистых и низ-
колегированных сталей. Стандартный образец №2А
предназначен для этих же целей, но применяется при контроле
легированных сталей и цветных металлов.
Стандартный образец № 3 изготовлен в виде полу-
диска из стали 20 и предназначен для определения точки выхо-
да акустической оси пучка и стрелы наклонного преобразова-
теля.
Стандартные образцы №4 и 4А также изготовлены
из стали 20 и используются для проверки номинальной частоты
ультразвуковых колебаний, излучаемых преобразователем де-
фектоскопа.
Эталонирование чувствительности дефектоскопа. Чувствитель-
ность дефектоскопа, определяемая в общем случае как возмож-
ность дефектоскопа выявлять отражатели заданного размера,
является важнейшим параметром, определяющим в основном
достоверность и воспроизводимость контроля.
Проведение контроля при произвольном уровне чувствитель-
ности дефектоскопа может привести к пропуску опасных дефек-
тов или к напрасному забракованию изделий в результате ре-
гистрации эхосигналов от мелких неопасных дефектов или даже
от структурных неоднородностей. Поэтому обнаружение дефек-
тов, оценка их размеров и отбраковка продукции должны про-
изводиться на строго определенных уровнях чувствительности.
Различают несколько видов чувствительности: реальную, аб-
солютную, предельную, браковочную, поисковую и условную.
Реальная чувствительность определяется мини-
мальными размерами реальных дефектов, которые могут быть
обнаружены в изделиях данного вида при выбранной настройке
дефектбскопа. В силу различных отражающих свойств реальная
чувствительность к трещинам будет отличаться от реальной чув-
ствительности к включениям и т. д. Численное выражение реаль-
ной чувствительности определяется на основании статистическо-
го анализа выявленных дефектов в данном изделии, которые бы-
ли измерены при вскрытии.
Абсолютная чувствительность характеризует мак-
симально достижимую чувствительность электроакустического и
электрического трактов дефектоскопа к акустическим сигналам.
Она может измеряться величиной резерва чувствительности до
появления шумов при полностью введенных регуляторах уси-
ления и мощности по отношению к опорному донному сигналу от
плоскости, расположенной на расстоянии ст/2 от преобразова-
теля. Эта характеристика необходима для оценки потенциаль-
ных возможностей дефектоскопа с данным преобразователем
140
(размеров минимального выявляемого дефекта и глубины про-
звучивания). Современные дефектоскопы имеют абсолютную
чувствительность порядка 80—100,дБ.
Предельная чувствительность определяется наи-
меньшей площадью плоскодонного отверстия, соосного с акусти-
ческой осью преобразователя, расположенного в данном испы-
тательном образце на данной глубине и уверенно выявляемого
при заданной настройке дефектоскопа. Этот уровень часто на-
зывают контрольной чувствительностью, а искусственный отра-
жатель, по которому он настраивается — контрольным отража-
телем. Предельная чувствительность является основным пара-
метром контроля и обычно регламентируется соответствующими
нормативными документами.
Браковочная чувствительность характеризуется
максимальной площадью плоскодонного отражателя, предельно
допустимого по действующим техническим условиям для данно-
го изделия. Обычно ее уровень на 3,5—6 дБ (в 1,5—2 раза) ни-
же, чем уровень предельной чувствительности.
Поисковая чувствительность определяет уровень
усиления дефектоскопа при поиске дефектов. Необходимость ее
введения обусловлена тем, что предельная чувствительность
дефектоскопа в процессе сканирования значительно ниже, чем
прн неподвижном положении преобразователя. Поисковая чувст-
вительность обычно на 5—8 дБ превышает уровень предельной
чувствительности.
В ряде случаев, наппимер при арбитражном контроле, пре-
дельную или браковочную чувствительность удобно фиксировать
с помощью какого-либо эталона, обладающего строго заданными
и постоянными акустическими свойствами. Для этой цели по
ГОСТ 14782—86 предусмотрен стандартный образец № 1 из
оргстекла, позволяющий перевести соответствующую чувстви-
тельность в условную. Мерой условной чувствительно-
сти является глубина отверстия, эхосигнал от которого по амп-
литуде равен предельной или браковочной чувствительности.
Эталонирование можно производить двумя способами: пря-
мым с помощью испытательных образцов и косвенным — по
АРД-диаграммам, т. е. специальным номограммам, построенным
в параметрах амплитуда, расстояние, диаметр плоскодонного от-
ражения.
Эталонирование чувствительности по испы-
тательным образцам является самым распространенным
способом. При этом способе эталонирование чувствительности
производится по испытательному образцу или непосредственно
на контролируемом изделии, в котором выполнено плоскодонное
отверстие или другой отражатель эквивалентной площади, рег-
ламентируемой соответствующими нормативными докумен-
тами.
141
Прямым способом можно эталонировать чувствительность де-
фектоскопа любого типа. Способ наиболее прост и автоматиче-
ски учитывает влияние многих факторов на параметры, акусти-
ческого тракта. Но он весьма дорогостоящий, так как требует
изготовления большого набора испытательных образцов с раз-
личными отражателями. Испытательный образец изготовляют
из стали той же марки, что и контролируемое изделие. Обяза-
тельными условиями являются соответствие качества поверх-
ности испытательного образца качеству поверхности контроли-
руемого изделия и проведение термообработки, если она преду-
смотрена для контролируемого изделия. Размеры образца долж-
ны быть такими, чтобы на эхосигнал от отражателя не накла-
дывались ложные сигналы от стенок и углов образца. Эти лож-
ные сигналы должны быть по развертке значительно дальше
опорного эхосигнала.
На испытательном образце на расстоянии не менее 20 мм от
одного из краев делают искусственные эталонные отражатели,
соответствующие требуемой предельной или браковочной чувст-
вительности. Производить настройку чувствительности по об-
разцам с реальными дефектами нельзя. Это объясняется невоз-
можностью точного определения размеров и формы реальных
дефектов и воспроизведения их при тиражировании образцов.
Выбор типа отражателя определяется его отражательными
свойствами, технологичностью изготовления и возможностью
выдерживания заданных размеров: ГОСТы 21397—81, 24507—80
и 14782—86 предусматривают применение следующих эталонных
отражателей: плоскодонное отверстие, боковой цилиндрический
отражатель, сегментный отражатель и угловой отражатель.
Плоскодонное отверстие изготовляют в испытательном об-
разце так, чтобы его ось совпала с осью ультразвукового пучка
(рис. 3.17, а). При настройке PC-преобразователей ось отвер-
стия должна быть перпендикулярна поверхности образца. У дан-
ного эталонного отражателя имеется существенное достоинст-
во— крутая монотонная зависимость приращения амплитуды эхо-
сигнала от диаметра отражателя.
Боковой цилиндрический отражатель (боковое отверстие)
наиболее легко изготавливаемый тип отражателя (рис. 3.17, б).
Отношение его радиуса Ьп к радиусу плоскодонного отверстия
Ьп, дающего такой же по амплитуде эхосигнал, может быть най-
дено по формулам табл. 3.3. Основными преимуществами боко-
вого отражателя являются легкость изготовления, хорошая вос-
производимость результатов и возможность использования для
преобразователей любых типов.
В химическом машиностроении для настройки чувствитель-
ности дефектоскопа при контроле сварных швов широко рас-
пространен сегментный отражатель (рис. 3.17, в). Его изготовля-
ют с помощью фрезы на поверхности образца. Отражающая по-
142
верхность сегмента радиусом Ьа должна быть перпендикулярна
преломленной акустической оси преобразователя. К сожалению,
из-за влияния донной поверхности такой отражатель может ис-
пользоваться только при а= (52±5)°.
Рис. 3.17. Испытательные образцы (а—г)
Угловой отражатель (зарубка) хорошо имитирует выходя-
щие на поверхность трещины и непровары (рис. 3.17, г). Анализ
отражения ультразвуковых волн от моделей дефектов в виде
угловых отражателей показал, что отраженное от зарубки поле
формируется в основном в результате двукратного отражения
волн от дефекта и поверхности изде-
лия (углового эффекта).
Предельную чувствительность от
плоскодонного отверстия на предель-
ную чувствительность от зарубки пе-
рерассчитывают по формуле S3—Sn/
Ап.з, где Уп.з — коэффициент, опреде-
ляемый по графику Уп.з=ф(а) (рис.
3.18). Коэффициент Уп.з практически
не зависит от материала.
Зарубки выдавливают специально
Рис. 3.18. Зависимость ко-
эффициента Nпз ОТ угла (х
заточенным инструментом — бойком.
Конец бойка должен быть заточен и установлен таким образом,
чтобы плоская передняя грань углубления была перпендикуляр-
на поверхности образца. Валик вытесненного металла удаля-
ют. Глубину зарубки измеряют индикатором с игольчатым нут-
143
ромером или остро заточенным глубиномером штангрймау-
зера.
Зарубка как эталонный отражатегъ имеет одно лреимущест-
во — ее можно делать непосредственно на контролируемом из-
делии.
Если производят контроль не всего наплавленного/ металла
за один проход, а по слоям (последовательно верхнего, средне-
го и нижнего), то отражатель должен находиться ца глубине
нижней границы соответствующего слоя.
Способ эталонирования по АРД-диаграммам
состоит в том, что предельную чувствительность, выраженную
через эквивалентную площадь отражателя, устанавливают как
долю от опорного эхосигнала, полученного от двугранного угла,
бесконечной плоской или цилиндрической поверхности и т. п. Его
применение не требует набора образцов различной толщины.
Кроме того, такое эталонирование можно проводить в несколь-
ких точках изделия, что позволяет усреднить эталонный уровень
и избавиться от случайных ошибок.
Используют АРД-диаграммы двух видов. Обобщенная без-
размерная АРД-диаграмма представляет собой семейство кри-
вых, отражающих зависимость амплитуды сигнала А от диа-
144
метра дискового отражателя d~2b, расстояния до него г, диа-
метра пьезоэлемента Da = 2d и частоты ультразвука f. Она по-
строена в безразмерных параметрах: г/гб—djDa. Обобщенная
АРД-дидграмма (рис. 3.19) является основой для построения
специализированных АРД-диаграмм для конкретного преобразо-
вателя с помощью перехода от безразмерных параметров к не-
посредственно измеряемым d и г.
Специализированная АРД-диаграмма (рис. 3.20) для серий-
ного наклонного преобразователя размещается в планшете. По
ее оси ординат отложена отно-
сительная Амплитуда эхосиг-
нала в отрицательных децибе-
лах, а по оси абсцисс — глу-
бина h залегания дефекта. Для
учета коэффициента затухания
в планшете имеется прозрач-
ный диск с нанесенной сеткой
параллельных линий. Угол по-
ворота диска проградуирован
в единицах коэффициента за-
тухания 6. При расчетах ис-
пользуют косоугольную систе-
му координат, образуемую вер-
тикальными линиями АРД-
диаграммы и наклонными ли-
ниями диска. При отсутствии
планшета косоугольная сетка
Рис. 3.20. Схема определения эк-
вивалентного размера дефекта по
АРД-диаграмме
вычерчивается непосредствен-
но на АРД-диаграмме.
Значения 6 определяют с
помощью эхосигналов Aooi и
Лоо2 от двугранного угла об-
разца или свободного края изделия и АРД-диаграммы. На план-
шете находят такой угол поворота сетки, при котором ДА =
=Aooi—Аоо2 в косоугольных координатах соответствует разни-
це ординат точек F и G на кривой донного сигнала А*' с аб-
сциссами h=H и h=2H.
В качестве опорного сигнала при контроле прямыми и РС-
преобразователями чаще всего используется отражение от про-
тивоположной стенки изделия (донный сигнал). При контроле
наклонными преобразователями с углами 0 = 30 и 40° в качест-
ве опорного сигнала можно использовать отражение от двугран-
ного угла свободного края изделия или испытательного образ-
ца. При этом двугранный угол обязательно должен быть пря-
мым, а шероховатость обработки поверхности граней должна
быть не хуже l?z=40. В этом случае глубина отражателя равна Н.
Эталонирование производят в такой последовательности:
145
на планшете с соответствующей АРД-диаграммой устанав-
ливают наклон сетки, соответствующий выбранному значению
коэффициента затухания;
по диаграмме для данной толщины изделия Н находят зна-
чения А'оо и А'эт, соответствующие отражению от плоскости и
эталонного отражателя площадью S3T (точки F и D на рис.
3.20);
преобразователь устанавливают на испытательной образец
или изделие и на экране дефектоскопа фиксируют донный эхо-
сигнал Аао’,
определяют приведенный уровень предельной чувствительно-
сти по выражению АЭт=Аоо + (А'эт—А») =Ao<,+AA'i
регулятором аттенюатора на шкале устанавливают найден-
ное значение Аэт.
Для уменьшения погрешности настройки донный сигнал А»
рекомендуется брать как среднее значение трех — пяти заме-
ров, сделанных на различных бездефектных участках изделия.
Порядок эталонирования наклонных преобразователей такой
же. По АРД-диаграмме наклонного преобразователя опреде-
ляют ДА'=А'ЭТ—А'оо и полученную разницу добавляют к изме-
ренному значению амплитуды опорного сигнала Аоо. Если опор-
ный сигнал Аоо получен от двугранного угла образца толщиной
Hi, а контролировать нужно изделие из этого же металла тол-
щиной H2(Hi^=H2), то порядок эталонирования следующий. На
соответствующей АРД-диаграмме из точек с координатами А«>\
hi и Аэт; h2 проводят прямые до пересечения с вертикальной
осью. Угол наклона прямых определяется значением коэффици-
ента затухания. Также определяют ДА=А'Эт—Ах, а регулятор
аттенюатора устанавливают в положение А=Аоо + (А'эт—А'*,).
Если дефектоскоп не имеет аттенюатора, то в качестве из-
мерительного устройства можно использовать стандартный эта-
лон № 1 по ГОСТ 14782—86. За опорный принимают сигнал от
бокового отражателя. По этому методу ось ординат АРД-диаг-
раммы градуируется по условной чувствительности К, опреде-
ленной по образцу № 1.
Предложенный метод весьма прост и надежен. Но, к сожа-
лению, градуировка оси ординат требует учета прозрачности
акустического контакта. Эта градуировка может быть осуществ-
лена сопоставлением амплитуд эхосигналов от отверстий образ-
ца № 1 и испытательного образца, имеющего поверхность того
же качества, что и контролируемое изделие.
Для настройки чувствительности по боковому отверстию в
образце № 2 используют £2<Н-диаграммы (рис. 3.21). Парамет-
рами кривых К в этих диаграммах являются отношения ампли-
туд эхосигналов от выбранного плоскодонного отражателя и
бокового отверстия диаметром 6 мм в образце № 2, залегающе-
го на глубине Л=44 мм.
146
Предельную чувствительность по S/СЯ-диаграмме настраи-
вают следующим образом. Задают, что необходимый уровень
предельной чувствительности £Эт=7,1 мм (2Ь=3 мм); толщина
шва 36 мм.
На 5К/7-диаграмме из этих координат проводят линии, па-
раллельные осям, и опреде-
ляют точку пересечения
кривой К—2 дБ. Устанав-
ливают преобразователь на
образец № 2 и фиксируют
эхосигнал от бокового от-
верстия. Регулятором чувст-
вительности (аттенюато-
ром) уменьшают его ампли-
туду до контрольного уров-
ня (лйнии развертки), а за-
тем поворотом аттенюатора
уменьшают чувствитель-
ность дефектоскопа еще на
К—2 дБ. Если К — отри-
цательная величина, то в
этом случае чувствитель-
ность дефектоскопа необхо-
димо повысить на К дБ.
Если качество поверхности
изделия не соответствует
эталону, необходимо ввести
поправку на потери в кон-
тактном слое.
3.6. основы
ДЕФЕКТОМЕТРИИ
Обнаружить, измерить
дефект, оценить степень его
допустимости для данной
конструкции — в этом со-
стоит основная задача уль-
тразвукового контроля. Од-
нако необходимо отметить,
ШОВ б 4 2 О -Z -4 -в
5, ммг
О 10 20 30 40 50 60 70 80 90 Н, ММ
Рис. 3.2 h SK/^-диаграмма для настрой-
ки чувствительности наклонного преоб-
разователя (0 = 40°) по стандартному
образцу № 2
что в полной мере эта задача не
решена по двум основным причинам. Первая — большое разно-
образие дефектов по отражательным свойствам, ориентации и
расположению, вторая — низкйя информативность ультразвуко-
вого метода, не обеспечивающая надежную дешифровку де-
фекта.
Полную информацию о размерах, ориентации и характере
дефекта можно получить, если исследовать амплитудно-частот-
147
ное распределение рассеянного от дефекта поля в различных
пространственных направлениях, т. е. снять диаграмму Направ-
ленности дефекта на различных частотах.
Такая пространственная диаграмма распределения отражен-
ного от дефекта поля получила название индикатрисы
рассеяния. Этот термин используют и при описании рассе-
янного поля дефекта на одной частоте.
При контроле совмещенным преобразователем регистриру-
ется только та часть энергии, которая возвратилась обратно
к преобразователю, т. е. измеряется индикатриса обратного рас-
сеяния. Пространственно-структурная форма индикатрисы рас-
сеяния зависит от соотношений медсду параметрами акустиче-
ского тракта (длиной волны, длительностью импульса, шириной
пучка, ракурсом озвучивания), с одной стороны, и размерами,
конфигурацией, степенью шероховатости поверхности дефекта —
с другой. Эти параметры дефекта определяют его характер с
акустической точки зрения.
На практике полный амплитудный анализ индикатрисы об-
ратного рассеяния или проведение большого числа измерений
ее в отдельных характерных точках и направлениях весьма за-
труднительно и нерентабельно. Но объем измерений не должен
быть сведен к минимуму из-за опасности потерн важной инфор-
мации о дефекте. Наконец, необходимо использовать только та-
кие информативные признаки о дефекте, которые поддаются
воспроизводимому измерению в любых условиях любым опера-
тором и выражаются в простой форме.
При идентификации дефектов близок к оптимальному сле-
дующий набор их измеряемых признаков:
пространственные координаты дефекта в изделии;
амплитуда эхосигнала, пропорциональная размеру дефекта в
плоскости, перпендикулярной оси ультразвукового пучка;
условная протяженность, определяемая длиной зоны переме-
щения преобразователя по поверхности изделия, в пределах ко-
торой фиксируется эхосигнал от выявленного дефекта;
условная высота, определяемая разностью глубин, измерен-
ных в крайних положениях наклонного преобразователя при
перемещении его перпендикулярно дефекту. Крайними положе-
ниями преобразователя при этом являются положения, соответ-
ствующие появлению и исчезновению эхосигнала от дефекта на
развертке дефектоскопа;
число дефектов, приходящееся на единицу длины или пло-
щади изделия;
условное наименьшее расстояние между дефектами, которое
измеряется длиной зоны, в пределах которой не фиксируются
эхосигналы от выявленных дефектов.
Для оценки характера дефекта необходимо использовать до-
полнительные информативные признаки.
148
Определение глубины залегания дефектов. Глубина h зале-
гания дефекта отсчитывается по нормали к поверхности.
Глубиномерным устройством дефектоскопа измеряют времен-
ной интервал между зондирующим импульсом и эхосигналом
от дефекта тг. Так как скорости ультразвуковых колебаний в
металле и призме и углы ввода определены, то по тг можно
определить h и х.
В случае прямого или PC-преобразователя без акустической
задержки й=тг/с;/2.
Для PC-преобразователя, имеющего задержки в каналах
излучения и приема длиной соответственно и /'%, /1=[тг—
— (т,пр+Т/,пр)]С//2=[Тг—(/пр/Спр4~ ^пр/Спр)] Ci!2, Где Т пр ИТ пр
время прохождения ультразвука через задержки (рис 3.22).
Для наклонного преобразователя /i=rcosa=(Tr—
— 2тлр)сг(соз а)/2 = (тг—2/пр/Спр) ct (cos а)/2; х = г sin а = (тг —
—2тпр)Ct (sin а)/2= (тг—2/пр/Спр)с* (sin а)/2, где г—расстояние
от точки выхода луча до дефекта; тпр, /пр и спр — соответственно
время прохождения (в одном направлении), путь и скорость
Рнс. 3.22. Схема измерения
координат дефекта
ультразвука в призме.
Глубиномеры современных отечественных дефектоскопов про-
градуированы непосредственно в
значениях h и х, что позволяет лег-
ко определять эти координаты. Де-
фектоскопы старых типов, а также
зарубежные дефектоскопы позволя-
ют определять только Т или h при
прозвучивании продольными волна-
ми, поэтому для определения h и х
удобно пользоваться координатны-
ми линейками типа УКЛ-1 или ли-
нейками конструкции НПО
ЦНИИТМаш. Эти линейки позво-
ляют учитывать время прохожде-
ния ультразвука в призме. При
контроле изделий из титановых
сплавов, аустенитных сталей или стальных трубопроводов не-
обходимо учитывать существенную анизотропию скорости в за-
висимости от направления прозвучивания по отношению к тек-
стуре проката.
Координаты дефектов в изделиях с криволинейной поверх-
ностью определяют с помощью специальных номограмм. При
контроле наклонным преобразователем отраженным лучом глу-
бина h дефекта определяется с учетом числа п отражений от
каждой из поверхностей изделия с помощью следующих выра-
жений: при нечетном га глубина Л'=(1+п)Н—hr\ при четном п
глубина h"=hr—пН, где Н — толщина шва; Лг — показания глу-
биномера дефектоскопа.
149
Значение х при любой схеме прозвучивания определяют не-
посредственно по шкале глубиномера.
Измерение эквивалентных размеров дефектов. Амплитуду
эхосигнала в ультразвуковой дефектоскопии определяют отно-
сительным методом, который заключается в сравнении эхосиг-
нала от дефекта с каким-либо опорным сигналом, полученным
тем же преобразователем от отражателя известных величин и
геометрической формы. Относительный метод весьма удобен на
практике, так как позволяет полностью отказаться от необходи-
мости расчета коэффициентов преобразования электрической
энергии в механическую. Размер дефекта должен выражаться
через какую-либо стандартизированную величину, воспроизво-
димую при любых измерениях. В ультразвуковой дефектоскопии
в качестве унифицированной единицы измерения величины де-
фекта используют эквивалентную площадь дефекта (эквива-
лентный диаметр). Эквивалентная площадь S3 дефекта измеря-
ется площадью дна плоскодонного отверстия, расположенного
на той же глубине, что и дефект, и дающего эхосигнал такой же
амплитуды. Аналогично определяется эквивалентный диаметр.
При измерении эквивалентного размера дефекта совмещенным
наклонным преобразователем ось плоскодонного отражателя в
образце должна быть соосна с преломленной осью пучка; при
измерении прямыми преобразователями ось отверстия должна
быть нормальна поверхности, а при измерении наклонными пре-
образователями эхозеркальным методом — параллельна поверх-
ности. Если дефект прозвучивается несколькими преобразовате-
лями различных типов, то за эквивалентный размер дефекта
принимается наибольшее полученное значение.
Приближенную оценку размеров реальных дефектов в ряде
конструкций, например расслоений в прокате, можно выполнить
£ помощью экспериментально установленного коэффициента вы-
являемости. Под коэффициентом выявляемости Кв
понимают отношение эквивалентной площади дефекта к его
истинной площади S, определенной с помощью вскрытия; Ав=
=SB/S. Для расслоений Ав=0,74-0,85. Многообразие дефектов
сварных швов по характеру ориентации и местоположению при-
водит к тому, что Кв для объемных дефектов находится в диа-
пазоне от 0,5 до 1,2. Для плоскостных дефектов область значе-
ния Кв значительно ниже.
Применяют два способа измерения эквивалентной площади
дефектов: с помощью испытательных образцов и по АРД-диаг-
раммам. Первый способ состоит в том, что эхосигнал от дефек-
та последовательно сравнивается с сигналами от плоскодонных
отверстий различной величины, изготовленных на той же глу-
бине, что и дефект в образце, представляющем собой копию
контролируемого изделия. Все операции по измерению эквива-
лентного размера сводятся к тому, что оператор должен найти
150
отверстие, от которого фиксируется эхосигнал, равный эхосиг-
налу от дефекта.
Недостатком способа является необходимость изготовления
большого числа образцов с широким набором плоскодонных от-
ражателей по диаметру и глубине расположения.
Эквивалентный размер дефекта по АРД-диаграмме, соот-
ветствующий выбранному преобразователю, определяют в такой
последовательности (см. рис. 3.20):
устанавливают косоугольную систему координат совмещени-
ем горизонтальной оси диска с соответствующим делением шка-
лы затухания на планшете;
измеряют максимальную амплитуду А эхосигнала от дефекта
и глубину h его залегания;
на свободном от дефектов участке контролируемого изделия
или образца измеряют амплитуду опорного (донного) сигнала
Аю и глубину отражателя Л;
по АРД-диаграмме определяют расчетное значение донного
сигнала А'^ в изделии толщиной Н (точка В на рис. 3.20);
определяют приведенное значение амплитуды А' эхосигнала
от дефекта (точка С) по формуле А'= (А—AooJ+A'oo;
по проходящей через точку D с координатами А' и Я кривой
определяют эквивалентный диаметр дефекта.
Опорный сигнал может быть получен от отверстия 0 6 мм
в образце. № 2 (ГОСТ 14782—86). Его величина АЕ соответст-
вует ординате точки Е на АРД-диаграмме. Если качество по-
верхности стандартного образца № 2 и изделия идентичны, А'
находим из формулы А'— (А—Ав) +А'Е.
Описанные АРД-диаграммы построены для полубезгранич-
ной среды, т. е. для случая, когда отраженный эхосигнал не ин-
терферирует с сигналами от стенок изделия. В листовых кон-
струкциях малой толщины (до 40 мм) при многократных отра-
жениях от стенок вследствие интерференции становится замет-
ным волноводный эффект.. Он проявляется тем сильнее, чем
шире диаграмма направленности и больше угол ввода. В ре-
зультате этого явления ослабление амплитуды звукового Дав-
ления с расстоянием происходит значительно медленнее, чем
в полубезграничной среде. В этом случае пользоваться стан-
дартными АРД-диаграммами нельзя. При контроле трижды и
более отраженным лучом для листа конкретной толщины и за-
данных параметров контроля необходимо построить экспери-
ментальные АРД-диаграммы.
Измерение эквивалентной площади дефектов эхозеркальным
методом производят по специальным АРДТ-диаграммам (рис.
3.23). Опорный донный сигнал А„ измеряют, как правило, при
ориентации преобразователей навстречу друг другу.
Пример. Определить эквивалентный диаметр дефекта 2Ь,
если известно Аа/Аоо=12,3 дБ; й=40 мм; Я=70 мм. Парамет-
151
ры преобразователя р=40°, /=1,8 МГц. Диаметр находят гра-
фически по АРДТ-диаграмме (см. рис. 3.23) в точке пересече-
ния пунктирных линий, проведенных из квадрантов I, II и III.
Рис. 3.23. АРДТ-диаграмма при контроле методом «тандем» (по
Белому В. Е.)
1— 0—50°; f—1,8 МГц; 2 — 0-40°; f-1,8 МГц; 3-40°; f-5 МГц
Оценка величины дефектов по условным размерам. Наряду
с амплитудным широко распространен способ оценки величины
дефектов посредством измерения их условных размеров на по-
верхности изделия. Он состоит в том, что при сканировании
вдоль дефекта на поверхности изделия измеряется расстояние
между положениями преобразователя, в которых при заданном
уровне чувствительности дефектоскопа эхоимпульс от дефекта
исчезает с экрана.
Схемы измерений условной протяженности ДА и высоты ДЯ
дефекта прямым и наклонным преобразователями показаны на
рис. 3.24. Как видно из рисунков, условные размеры превышают
действительные размеры дефекта за счет широкой диаграммы
направленности преобразователя. Ширина диаграммы направ-
ленности 2Д/ определяется относительным уровнем чувствитель-
ности Я=Ает/Ац, на котором производится измерение (рис.
3.24, а), Ац и Аэт — амплитуды сигналов от отражателя, изме-
152
репные центральным и боковым лучами диаграммы направлен-
ности. Поэтому условные размеры дефектов определяются ди-
аграммой направленности преобразователя и амплитудой отра-
женного сигнала Лц, пропорциональной размеру дефекта 2Ь.
Проиллюстрировать это можно следующими примерами. Ес-
ли настроить чувствительность дефектоскопа так, чтобы при со-
осном расположении преобразователя и дефекта (6=0) эхо-
сигнал Лц от дефекта размером 2Ь соответствовал уровню
Лэт(Лэт/Лц=1), то при минимальном смещении в сторону эхо-
сигнал уже исчезает. Это означает, что дефект выявляется толь-
ко центральным лучом диаграммы направленности и ДА=0.
Если же установить &Эт/й=Лэт/Лц< 1, то достаточный по ве-
личине эхосигнал можно будет получить, озвучивая дефект бо-
ковой частью пучка в пределах основного лепестка диаграммы
направленности под углом 0=#О. Это позволит сместить преоб-
разователь уже на величину A/=rtg9, прежде чем эхосигнал
исчезнет с экрана. Увеличение размеров дефекта при постоян-
ном уровне Лэт приведет к тому, что фактически Лэт/Лц будет
уменьшаться и дефект как бы будет выявляться все более край-
ними лучами диаграммы направленности.
Рис. 3.24. Схемы измерений условной протяженности дефектов прямым (а)
и наклонным (6) - преобразователями
Измерение условных размеров дефекта определением коор-
динат его крайних точек может проводиться двумя способами:
относительным и абсолютным. При относительном способе край-
ними считают те положения преобразователя, в которых для
данного дефекта ДЭтМц=const (см. рис. 3.24). Для дефектов с
Ь<а этот способ не дает представления о действительных раз-
мерах дефекта, так как при смещении преобразователя сигнал
153
с амплитудной Лэт будет фиксироваться при каком-то одном
угле 0=const независимо от Ац. Для дефектов с Ь>а этот спо-
соб дает хорошие результаты, так как ДА линейно будет связа-
на с размером дефекта.
При абсолютном способе измерение условных размеров про-
водят на постоянном уровне чувствительности, установленном
Рис. 3.25. Схема измерения условной высоты ЛЯ и условной ши-
рины ДХ дефекта:
Л II, III— осциллограммы в соответствующих положениях преобразователя
при эталонировании (Дэт = const). В этом случае при увеличе-
нии размеров дефектов увеличивается и ДА. Поэтому условные
размеры измеряют абсолютным способом с помощью сравнения
с соответствующим условным размером контрольного отража-
теля ДАкО1
Дефекты, у которых при измерении на этом уровне чувстви-
тельности ААг^ААко, относят к точечным (компактным), а де-
фекты, у которых ДА>ДАК0,—к протяженным.
Условная протяженность дефектов в кольцевых швах трубо-
проводов увеличивается с увеличением толщины стенки и с
уменьшением диаметра трубы. Для этих швов вычисляется при-
веденная условная протяженность: ДАП=ДА(А)Н—2h)]Dn, где
ДА — протяженность дефекта, измеряемая по наружной поверх-
ности; Du— наружный диаметр контролируемой трубы, мм; h—•
глубина залегания дефекта, мм. Приведенную протяженность
дефектов, залегающих у корня шва, вычисляют по формуле
ДАл==ДАА)уД)в, где Dy— внутренний диаметр трубы, мм.
154
Условная высота дефекта ДЯ=Я2—Н\ определяется разно-
стью глубин, измеренных в крайних положениях преобразова-
теля при перемещении его перпендикулярно длине шва. При
замере условной высоты импульс на экране ЭЛТ перемещается
в пределах некоторой зоны по огибающей, а затем исчезает
(рис. 3.25). Оценивать качество шва по условной высоте дефек-
та можно с помощью сравнения с условной высотой контроль-
ного отражателя, находящегося на глубине дефекта.
В ряде случаев вместо ДЯ удобно определять условную ши-
рину дефекта ДХ. Условная ширина дефекта ДХ измеряется дли-
ной зоны перемещения наклонного преобразователя перпенди-
кулярно шву между двумя крайними положениями, в которых
появляется и исчезает эхосигнал от дефекта. Измеряется ДХ
на том же уровне чувствительности Дэт и при тех же положе-
ниях преобразователя на поверхности, при которых измеряется
ДЯ.
У небольших дефектов с широкой индикатрисой рассеяния ДЯ
и ДХ связаны между собой пропорциональной зависимостью, но
для больших дефектов с узкой индикатрисой эта зависимость
нарушается. Наиболее целесообразно измерять ДХ при механи-
зированном контроле, однако необходимо учитывать, что дефект,
ориентированный в плоскости листа (расслоение), будет харак-
теризоваться малым значением ДЯ и значительным ДХ.
При проведении разбраковки изделия очень важным явля-
ется возможность распознавания сплошного непрерывного де-
фекта, например, непровара, цепочки дефектов типа шлаковых
включений и пор.
Возможность разрешать два рядом находящихся отражателя
характеризует фронтальную разрешающую способность преоб-
разователя. Она определяется минимальным расстоянием Lp
между дефектами, залегающими в плоскости, перпендикулярной
акустической оси пучка, при котором эти дефекты в процессе
перемещения преобразователя по поверхности изделия регист-
рируются раздельно.
В дальней зоне фронтальная разрешающая способность пря-
мых и наклонных преобразователей приближенно будет опре-
деляться выражением, мм, Lv—G,7fkla, где г — расстояние до
дефекта, мм; а — радиус пьезоэлемента преобразователя,
мм.
Экспериментально установлено, что у прямых преобразовате-
лей в области до четырех ближних зон фронтальная разрешаю-
щая способность равна примерно (0,8—1)а.
При контроле реальных изделий вследствие естественных на-
рушений геометрии прозвучивания и неидентичности дефектов
эти соотношения не будут точно соблюдаться, поэтому фрон-
тальная разрешающая способность в реальных условиях будет
выше, чем для моделей дефектов. Если при перемещении пре-
155
образователя на расстояние, меньшее фронтальной разрешаю-
щей способности, появляется несколько эхосигналов, то это сов-
сем не означает, что в изделии имеется столько же дефектов.
Поэтому перед оператором нельзя ставить задачу о разрешении
отдельных дефектов в пределах зоны шириной, примерно рав-
ной диаметру пьезоэлемента.
Идентификация типа дефекта. Потенциальная опасность де-
фекта для конструкции определяется его формой. По своей фор-
ме все дефекты швов могут быть подразделены на два типа:
объемные с округлыми краями и плоскостные (пла-
нарные) с острыми краями, которые являются сильными кон-
центраторами напряжений, приводящих к трещинообразованию.
При эксплуатации изделий более опасны последние дефекты.
Поэтому от любого метода дефектоскопии требуется распозна-
вание их формы.
Принципиальным ограничением ультразвукового контроля
является то, что в применяемом на практике частотном диапа-
зоне длина волны ультразвука намного больше тех элементов
отражающей поверхности дефекта, которые позволили бы пра-
вильно идентифицировать его форму.
Поэтому о форме дефекта приходится судить по косвенным
признакам и чаще всего говорить не о морфологии дефекта, а
его типе — плоскостной он или объемный.
В настоящее время для распознавания типа дефекта исполь-
зуют следующую информацию:
1. Пространственное распределение амплитуд эхосигналов
на одной частоте и, в частности, по выбранным фиксированным
направлениям в вертикальной и горизонтальной плоскостях.
2. Спектральный состав рассеянного от дефекта сигнала в
различных направлениях.
3. Временные соотношения дифрагированных и трансформи-
рованных на дефекте волн.
4. Степень вращения на дефекте линейно поляризованных
сдвиговых волн.
5. Форму радио- и видеоимпульсов отраженных сигналов.
6. Качественные признаки, например координаты и ориента-
цию дефектов и т. п.
Кроме того, в настоящее время активно развивают методы
визуализации дефектов с использованием ультразвуковой голо-
графии или других компьютерных методов реконструкции изо-
бражения.
Выбор наиболее информативных признаков описания дефек-
тов, т. е. таких, в которых сосредоточена наиболее существен-
ная для распознавания информация, является одной из важ-
нейших и необходимых предпосылок успешного решения задачи
распознавания в целом.
156
Здесь остановимся на тех методах, которые могут быть реа-
лизованы с использованием дефектоскопов общего назначения.
В табл. 3.5 приведены некоторые из наиболее информативных
признаков. Ширину индикатрисы обратного рассеяния в гори-
зонтальной плоскости измеряют с помощью устройства с про-
градуированным лимбом. Плоскостные дефекты в силу направ-
ленных отражательных свойств дают узкую индикатрису, а объ-
емные широкую. На практике это самый простой способ иден-
тификации. Если при повороте ПЭП на 45° в каждую сторону
относительно направления максимального сигнала амплитуда
уменьшается на 8 дБ, то такой дефект считается плоскостным.
Отношение условной ширины АХ к условной высоте ДЯ, нор-
мированное относительно такого же соотношения для бокового
отверстия, предложено А. К. Гурвичем и Л. И. Кузьминой. Для
объемных дефектов этот признак не зависит от размера дефек-
та и глубины его залегания.
В ЦНИИТМаш предложено использовать измерение отно-
шения S3HB при прозвучивании ПЭП с различными углами вво-
да а; и аг (коэффициент Ка). Для объемных дефектов зависи-
мость от угла проявляется слабо. Если последовательно срав-
нивать отношение амплитуды эхосигнала от дефекта Аа к А'а
от бокового цилиндрического отражателя на разных углах ввода,
можно оценить тип дефекта. Разновидностью этого метода яв-
ляется оценка динамики изменения А при перемещении ПЭП
и соответственном автоматическом изменении угла а так, что
акустическая ось всегда направлена на дефект. Это реализуется
с помощью устройства «Парус». Очень перспективен метод иден-
тификации, основанный на измерении соотношения амплитуд
сигналов, отраженных от дефекта, поперечных волн At и транс-
формированных на его крае продольных А/ волн.
В качестве опорных сигналов используют отражение от
двугранного угла (А°«/А°;). Этот метод реализуется в варианте
приема продольных волн дополнительным прямым ПЭП, уста-
новленным иа шов (ЦНИИТМаш), или дополнительной пьезо-
пластиной, расположенной в одной призме с основной
(НИИМостов ЛИИЖТа). Кривизна (острота) края дефекта
существенно влияет на амплитуду At. Для плоскостных дефек-
тов она существенно больше, чем для объемных.
Крутизна переднего и заднего фронтов видеоимпульса су-
щественно зависит от типа дефектов. При озвучивании наклон-
ными ПЭП длительность фронтов и общая длительность видео-
импульса существенно увеличивается для объемных дефектов.
Однако следует сказать, что метод сильно зависит от парамет-
ров ПЭП и дефектоскопа, что обусловливает необходимость
серьезной метрологической аттестации параметров прибора.
Коэффициент формы Кф предложен В. Г. Щербинским и
В. Е. Белым и определяется отношением амплитуд обратно от-
157
8.5. Информативные признаки типа дефектов и схемы их измерения
Один ПЭП Числовое выражение Несколько ПЭП Числовое выражение
Схема измерения Признак плоек. объем. Схема измерения Признак плоек. объем.
при Ai= =О,5До при 0=45°, AJAq <30° >8 Отрица ДБ >30° <8 тельные ДБ А Л K^^AJAi =51 >1
Г > *—!Л0 Л/ П2
1 К СК и
4^ |4Xj>) Верти- кально Горизон- тально (АХ/АЯ) <1,4 >7,2 2 ±0,3 АЛ A, A? Af А; . 7 77 7
(A^q/A/Zq) Aj Аг
, y'fyy. «в= (^Я1/А1) (^агМЧ где ai = 40°, аг=60° ^0,5 1±0,3 on
Cr 1
Си
Один ПЭП Числовое выражение
Схема измерения Признак плоек. объем.
Ка = >10 <6
Отрица лБ тельные
I2OJ = (Л'м;)
Ph .7. Д1/л2 >1
*1 1,1±0,7 1,5±0,7
rj~|.v _ Г . . , Т2 1,05±0,4 1,5±0,7
Jkr'iz т=з 1,1 ±0,6 1,3 ±0,85
7 *-Ч*-|Е* ? г* ~г~*~! п-з 0,204 0,204
Г
Примечание. 1^= —2,719-10-’; ТГ2=—2, 048-10-*;
Продолжение табл. 3.5
Несколько ПЭП
Числовое
выражение
Схема измерения
Признак
плоек.
объем.
Л4-2/А1-4
Поперечное
Продольное
Аз-з/Аз-а
Поперечное
Продольное
1
1
Гз=5,284-10-*.
5,(АД) мм2 <2 >2
А'со/Ад, >6 <6
отр. отр.
ДБ ДБ
раженного Ловр и зеркально отраженного Лэ (Кф=ЛОбрМз) сиг-
налов. Из табл. 3.5 ясно, как измерять этот признак для различ-
ных изделий. Метод имеет целый ряд преимуществ: во-первых,
он по существу дифференциальный и не требует эталонирования
чувствительности дефектоскопа, во-вторых, на эту величину сла-
бо сказывается острота края дефекта и, в-третьих, тип дефекта
характеризуется легко измеренным числовым значением.
При автоматизированном контроле сварных швов малых тол-
щин очень эффективно измерение амплитуд сигналов четырьмя
ПЭП, попарно расположенными с обеих сторон шва (табл. 3.5).
При этом ПЭП 1 и 3 являются излучателями, а 2 и 4— прием-
никами. Метод с высокой достоверностью позволяет идентифи-
цировать продольные и поперечные трещины.
В прокате, а также в сварных швах со снятым усилением
для идентификации вертикальных трещин можно измерять от-
носительное изменение донного сигнала А'ео/Аж. Если это ослаб-
ление больше 6 дБ, а условная протяженность мала, т. е. все
основания предполагать, что обнаружены трещины.
Существует еще ряд физических и статистических признаков,
которые могут быть полезны при идентификации типа дефекта.
К ним относят число эхосигналов от дефекта, динамику изме-
нения огибающей эхосигналов на экране, площадь огибающей
по отношению к максимальной амплитуде, дисперсию вариаций
ширины огибающей на заданном уровне чувствительности де-
фектоскопа, азимут дефекта, среднестатистическое отношение
условной протяженности к условной высоте, координаты дефек-
та и т. п.
Весьма перспективным методом для распознавания типа де-
фекта является ультразвуковая спектрометрия. Определение ха-
рактера и размеров дефектов ультразвуковым спектральным ме-
тодом основано на исследовании спектра эхосигналов, отражен-
ных от различных дефектов при изменении частоты заполнения
зондирующих импульсов. У объемных дефектов спектр носит
монотонный характер. У плоскостных дефектов (трещин, непро-
варов) спектр гребенчатый с периодически следующими дифрак-
ционными максимумами и минимумами. Частотные интервалы
между двумя максимумами или минимумами определяются
размером дефекта и углом его наклона относительно направ-
ления озвучивания.
3.7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рекомендуемая технология контроля должна обеспечивать
обнаружение и идентификацию всех недопустимых дефектов. Ее
разрабатывают на основе накопленного опыта дефектоскопии
аналогичной продукции, статистики распределения дефектов по
160
типам, размерам и местоположению, а также существующих
нормативов оценки качества.
Основными компонентами технологии неразрушающего кон-
троля являются оценка дефектоскопичности конструкции; выбор
метода и аппаратуры контроля конкретного изделия или эле-
мента; регламентация основных параметров контроля; органи-
зация и последовательность проведения операций контроля; ал-
горитм оценки качества по результатам контроля.
Высокие требования к эксплуатационной надежности обору-
дования определяют необходимость создания конструкций, под-
дающихся уверенному ультразвуковому контролю на стадиях
изготовления, монтажа и эксплуатации, поэтому же на стадии
проектирования таких конструкций к экспертизе проектов дол-
жны привлекаться дефектоскописты.
Основными условиями дефектоскопичности являются доступ-
ность прозвучивания всего контролируемого изделия, низкий ко-
эффициент затухания ультразвука и высокое соотношение полез-
ный сигнал — шум в металле.
При ультразвуковой дефектоскопии в основном применяют
следующие методы прозвучивания: эхомётод для контроля свар-
ных соединений, поковок, отливок, антикоррозионной наплавки,
проката на наличие объемных и вертикальных дефектов; эхо-
зеркальный метод для обнаружения плоскостных дефектов в
сварных соединениях и идентификации типа дефекта по коэф-
фициенту формы; зеркально-теневой для контроля проката (ли-
стов, труб) на расслоения.
Все операции ультразвукового контроля
можно разделить на четыре группы:
изучение объекта контроля, его подготовка, выбор основных
параметров контроля и схемы прозвучивания;
проверка исправности и основных параметров аппаратуры
и подготовка ее к работе;
проведение контроля, измерение координат и размеров де-
фектов и оценка качества шва;
документальное оформление результатов контроля.
Изучение объекта контроля складывается из озна-
комления с его конструкцией, а также с документами, отра-
жающими отступление от принятой технологии; внешнего ос-
мотра и выбора схемы прозвучивания. Оператор должен убе-
диться, что объект контроля попадает под действие той или иной
производственной инструкции, ОСТа и т. п. Если контролируе-
мое изделие имеет какие-либо конструктивные отклонения или
особенности, не оговоренные в производственной инструкции,
то необходимо оценить, насколько они мешают проведению кон-
троля и могут исказить его результаты. Если указанные от-
клонения не позволяют провести достоверный контроль, то он
должен быть отменен до устранения мешающих факторов. Если
6—463 161
же последние неустранимы, то контроль можно проводить лишь
факультативно, без выдачи документа о качестве, что отмеча-
ется в соответствующем документе.
Подготовка изделия к контролю заключается
в устранении наружных дефектов, очистке поверхности от брызг
металла, отслаивающейся окалины, краски, грязи. Качество об-
работки поверхности должно соответствовать качеству поверх-
ности испытательного образца, но быть не ниже /?z=40 мкм
по ГОСТ 2789—73.
Подготовленную непосредственно перед контролем поверх-
ность тщательно протирают ветошью и покрывают слоем кон-
тактной жидкости. В качестве последней применяют минераль-
ные и компрессорные масла, автолы, солидолы. Марка приме-
няемого масла определяется температурой изделия, его геомет-
рической формой, а также пространственным положением кон-
тролируемого изделия. При повышенных температурах или
большой кривизне поверхности следует использовать жидкости
более густой консистенции. Очень хорошие эксплуатационные
качества у ингибиторной легко смывающейся контактной жид-
кости, в состав которой входит технический нитрит натрия
(NaNO2), крахмал, глицерин, кальцинированная сода. Преиму-
щества этой жидкости заключаются в том, что она обеспечи-
вает хороший контакт, а после высыхания образует на изделии
тонкую пленку, не мешающую последующим технологическим
операциям.
Рис. 3.26. Схемы перемещения преобразователя в околошовиой зоне при
контроле соединений толщиной менее 65 мм (а), толщиной 65 мм и более
(б), траектория сканирования (а)
Перед тем как приступить к контролю, оператор должен
проверить работоспособность и параметры аппаратуры (дефек-
тоскопа и преобразователей).
Поиск дефектов производят продольно-поперечным
сканированием (перемещением) преобразователя по всей зоне
контроля. Шаг сканирования преобразователя должен быть не
более половины диаметра пьезоэлемента. В процессе перемеще-
ния наклонной преобразователь необходимо непрерывно пово-
рачивать вокруг вертикальной оси на ±15°, чтобы обнаружить
различно ориентированные дефекты (рис. 3.26).
162
Поскольку PC-преобразователи характеризуются несиммет-
ричностью ультразвукового пучка, их также рекомендуется по-
ворачивать вокруг своей оси. Контакт преобразователя с поверх-
ностью контролируемого изделия надо обеспечивать легким на-
жатием руки на преобразователь.
Для компенсации флуктуаций акустического контакта чувст-
вительность дефектоскопа в режиме поиска должна быть увели-
чена на 6 дБ. При появлении эхосигналов на рабочем участке
развертки чувствительность снижается до уровня предельной
(контрольной) чувствительности, установленной при эталони-
ровании. Если эхосигнал превышает этот уровень, то измеря-
ются характеристики дефекта: координаты, амплитуда эхосиг-
нала, условная высота, условная протяженность и условное ми-
нимальное расстояние между дефектами. Все указанные харак-
теристики определяются при предельной чувствительности де-
фектоскопа.
Нормы оценки качества каждого типа изделия со-
ставляют с учетом особенностей информации, получаемой при
ультразвуковом контроле, на основе действующих документов,
определяющих качество изделия.
По результатам ультразвукового контроля составляют за-
ключение, в котором обязательно должны быть отражены
основные данные о контролируемом изделии; тип ультразвуко-
вого дефектоскопа, частота, тип преобразователя, угол его нак-
лона, фамилия оператора, номер удостоверения, оценка каче-
ства.
3.8. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ И НАПЛАВОК
Выбор схемы прозвучивания и проверка параметров конт-
роля. Схема прозвучивания определяет совокупность направле-
ний прозвучивания данного сварного соединения. Она определя-
ется выбором наиболее благоприятного угла встречи (ракурса
прозвучивания) ультразвукового луча с плоскостным дефектом,
и поэтому базируется на основе вероятностных оценок распре-
деления плоскостных дефектов по ориентации и местоположе-
нию, полученных при статистическом анализе. Поэтому для
обеспечения достоверного контроля необходимо изучение отра-
жательных характеристик реальных дефектов и статистики их
появления в зависимости от конструкции размеров и технологии
изготовления изделия.
Для контроля сварных соединений обычно применяют сле-
дующие способы прозвучивания: только прямым лучом; прямым
и однажды отраженным лучом; многократно отраженным лу-
чом; по слоям; эхозеркальный; зеркально-теневой.
Прозвучиванйе прямым лучом (рис. 3.27, а) яв-
ляется основным способом поиска дефектов. Преобразователь
6* 163
Перемещается в околошовной зоне между краем выпуклости
шва (точкой /) и точкой 2, расположенной от оси шва на рас-
стоянии х=Н tga+e/2, где Н — толщина стыкуемого элемента,
е — ширина выпуклости шва. Этот способ наиболее помехо-
устойчив, т. е. при его применении наблюдается минимум лож-
ных эхосигналов от каких-либо элементов конструкции в зоне
соединения (приваренных косынок или штуцеров, выпуклости
шва и т. п.). Недостатком его является наличие мертвой зоны
х = Const
t -Const
Рис. 3.27. Схемы (a—ж) прозвучивания стыковых сварных соединений
из-за того, что преобразователь упирается в выпуклость шва.
Величина мертвой зоны hM— (e/2+n0)ctga, где па — стрела пре-
образователя.
При контроле необходимо выбирать такие параметры преоб-
разователя (угол ввода а и стрелу л0), чтобы величина hM была
минимальной. Для особо ответственных изделий и в случае вы-
явления неблагоприятной статистики распределения дефектов
под выпуклостью шва верхнюю часть шва целесообразно про-
звучивать преобразователем с углом р=53-г55°. Способ явля-
164
ется единственно пригодным для прозвучивания швов толщиной
3,5—10 мм, выполненных односторонней сваркой с проплавле-
нием, дефекты в которых находятся в корне. В последнем слу-
чае преобразователь обычно перемещают вдоль шва.
Контроль прямым и однажды отраженным
лучом (рис. 3.27, б) позволяет прозвучивать изделие с одной
стороны, а также прозвучивать мертвую зону. Преобразователь
перемещают вдоль линии, отстоящей от оси шва на расстояние
x=2//tg а + е/2, где е—ширина выпуклости шва. Недостаток
этого способа — зависимость предельной чувствительности к
дефектам, выявляемым отраженным лучом, от состояния по-
верхности. Например, если сосуд заполнен жидкостью, то перед
контролем ее нужно удалить.
Контроль многократно отраженным лучом
(рис. 3.27, в) сопровождается большим числом ложных сигна-
лов от выпуклости шва и является наименее помехоустойчивым.
Его применение ограничивается в тех случаях, когда нет досту-
па непосредственно к шву, например у стыкового соединения, с
обеих сторон закрытого приваренными накладками.
Контроль по слоям (рис. 3.27, а) обладает наибольшей
достоверностью. Он заключается в прозвучивании любым из
перечисленных выше способов, но эхосигналы фиксируют толь-
ко на определенном рабочем участке развертки (Дт«), выделяе-
мом стробированием. Способ помехоустойчив, позволяет умень-
шить ошибки в оценке дефектов за счет того, что предельная
чувствительность устанавливается отдельно для каждого слоя,
но обладает наименьшей производительностью. Наиболее эф-
фективно его применять для контроля соединений толщиной бо-
лее 60 мм.
Эхозеркальный способ («таидем», рис. 3.27, д) за-
ключается в одновременном прозвучивании шва двумя преобра-
зователями, расположенными с одной стороны шва и синхрон-
но перемещающимися в разные стороны относительно оси сим-
метрии (001). При таком перемещении преобразователей сум-
ма их расстояний от оси шва (xi + хг) и время т прихода сиг-
налов, зеркально отраженных от дефектов и внутренней поверх-
ности изделия, постоянны (для данной толщины Н). Последнее
существенно облегчает контроль, так как эхосигнал от любого
дефекта будет находиться строго на определенном участке раз-
вертки. Преобразователи могут включаться по раздельной или
раздельно-совмещенной схемам. В последнем случае регистри-
руются дополнительные эхосигналы, отраженные обратно к
каждому из преобразователей.
При прозвучивании по схеме 1—3—4—2 реализуется спо-
соб «тандем» с трансформацией волн (рис. 3.27,яс).
Для облегчения сканирования по системе «тандем» разра-
ботаны специальные приспособления. Преобразователи в них
165
Связаны кинематически, что при перемещении оператором од-
ного из них второй синхронно перемещается в противополож-
ную сторону.
Зеркально-теневой и теневой способы (рис.
3.27, е) могут быть рекомендованы только для выявления относи-
тельно грубых дефектов. Прозвучивание осуществляют двумя
преобразователями, включенными по раздельной схеме и раз-
мещенными с обеих сторон шва на фиксированном расстоянии.
Дельта-способ (схема прозвучивания 1—3—5 или
1—3—6—5) находит все большее применение для обнаружения
и идентификации дефектов (см. рис. 3.27, ж).
Если необходимо контролировать криволинейную поверх-
ность (например, трубу диаметром менее 300 мм), то рабочая
поверхность призмы преобразователя должна быть притерта к
поверхности изделия; при контроле изделий с меньшей кривиз-
ной притирки не требуется.
Ультразвуковой контроль продольных стыковых соединений
цилиндрических обечаек (пазовых швов) и диаметральных со-
единений сферических задвижек имеет специфические особен-
ности, вызванные кривизной контактирующей с искателем по-
верхности изделия (рис. 3.28). Для обеспечения прозвучивания
Рис. 3.28. Схема преломления (а) ультразвукового пучка на цилиндрической
поверхности радиусом R н выбор (б) оптимальных углов прозвучивания
всего сечения пазовых соединений толщиной 7/^15 мм прямым
и однократно отраженным лучом необходимо, чтобы (е—
—n0)ctg a + ectg {arcsin [/? sin al(R—H)]}.
Для H и е, равных 60 и 80 мм, и л0=15 мм были построе-
ны графики, приведенные на рис. 3.28,6. На этих графиках за-
штрихованные области соответствуют оптимальным значениям
угла ввода а, удовлетворяющим условию полного прозвучива-
ния продольных швов. С ростом толщины шва и уменьшением
166
радиуса обечаек область оптимальных углов ввода луча резко
сужается. При /?>500 мм ширина области (атах—апии), удо-
влетворяющей ао, составляет 5—10°.
Выбор<схемы прозвучивания определяет настройку ско-
рости развертки дефект о.с коп а. Ультразвуковой де-
фектоскоп имеет несколько диапазонов развертки, определяе-
мых максимальной глубиной прозвучивания. При контроле не-
обходимо стремиться выбирать минимально возможный диапа-
зон для данной толщины сварного соединения. В этом случае
на экране будет достаточно крупный масштаб развертки и ми-
нимальное число ложных сигналов, вызванных отражением
Рис. 3.29. Схема настройки скорости развертки дефектоскопа при контроле
элементов сварных соединений толщиной, мм:
а — <20; б — 20—64,5; в — >65; I, II, /// — положения преобразователя и соответствую-
щие им эхосигиалы на экране дефектоскопа
ультразвука от краев изделия, приваренных элементов и дру-
гих отражателей, находящихся за выбранной зоной контроля.
Скорость развертки дефектоскопа настраивают с помощью
испытательных образцов или глубиномерных устройств и коор-
динатной линейки. Схема настройки скорости развертки и оп-
ределения рабочего участка по образцам показана на рис. 3.29.
При такой настройке дефектоскопа участок развертки в преде-
лах строб-импульса соответствует пути ультразвукового луча
через участок шва, обозначенный теми же цифрами, что и пе-
редний и задний фронты строб-импульса.
Рабочий участок на экране дефектоскопа можно установить
и без испытательного образца. В этом случае по координатной
линейке или глубиномерной шкале дефектоскопа определяют
положение переднего фронта строб-импульса, соответствующего
однократной и двукратной толщине шва, и делают соответст-
вующие отметки на экране.
При контроле соединений малой толщины, если весь рабочий
167
участок развертки занимает только часть экрана, масштаб це-
лесообразно увеличить плавным регулированием развертки. Но
в этом случае необходимо помнить, что определять координаты
дефектов глубиномером уже нельзя.
Особенности ультразвукового контроля сварных соединений
различных типоразмеров. Стыковые сварные соединения тол-
щиной 3,5—60 мм контролируют наклонными преобразователями
прямым или прямым и однажды отраженным лучом с одной
поверхности изделия. Каждый шов контролируют с двух боко-
вых сторон. Исходя из особенностей контроля, все стыковые
сварные соединения листовых и трубных конструкций можно
подразделить на четыре группы.
Первая группа — сварные соединения, выполненные без
подкладок. Особенностью сварных швов толщиной 3,5—15 мм
листовых и трубных конструкций, выполненных односторонней
дуговой сваркой или в среде защитных газов, является выпук-
лость в корне шва и смещение кромок. При контроле прямым
лучом это обусловливает появление на экране дефектоскопа
ложных эхосигналов от этих дефектов, совпадающих по време-
ни с эхосигналами, отраженными от дефектов над корнем шва,
обнаруженных однажды отраженным лучом. Так как эффектив-
ный диаметр ультразвукового пучка соизмерим с толщиной
стенки, то отражатель, как правило, не удается идентифици-
ровать по местоположению преобразователя относительно вы-
пуклости шва.
В целях повышения достоверности контроля таких швов
было предложено вводить временную селекцию, исключающую
из обзора ту часть развертки, на которой возможно появление
сигналов от неровностей. При этом при прозвучивании прямым
лучом будет пропускаться какое-то число дефектов над корнем
шва. Однако статистика (более 80% трещин и непроваров на-
ходится в корне шва) показывает, что риск от такой системы
селектирования невелик и вполне окупается практически пол-
ным исключением напрасного забракования. Такая система
требует повышенной точности настройки развертки дефекто-
скопа.
Рис. 3.30 иллюстрирует схему настройки скорости развертки
дефектоскопа и методику обнаружения дефектов над корнем
шва. Участок развертки а является зоной появления эхосигна-
лов от дефектов, расположенных в корне шва. Участок х явля-
ется зоной совпадений эхосигналов как от дефектов, располо-
женных над корнем шва, так и от выпуклости в корне шва. По
существу это зона неуверенного контроля. Участок 6 соответст-
вует эхосигналам, отраженным от дефектов в верхней части
шва. Возможно также появление эхосигналов, отраженных от
дефектов левее сигнала Д или в непосредственной близости от
него.
168
При обнаружении эхосигнала в зоне совпадений дефекты от
неровностей в корне шва отличаются по следующим признакам:
по координате эхосигнала. Если обнаружен сигнал вблизи
левой границы зоны совпадений и его амплитуда превышает
браковочный уровень, то это свидетельствует о наличии недо-
пустимого дефекта;
по расположению преобразователя относительно линии
сплавления шва. Сигналы от выпуклости в корне шва обычно
выявляются при меньшем расстоянии между преобразователем
и швом, чем при выявлении дефектов над корнем шва;
по сопоставлению координат и амплитуды эхосигнала, из-
меренных с обеих сторон шва. Если оба параметра имеют зна-
Рис. 3.30. Схема контроля сварных соединений труб толщиной ме-
нее 15 мм:
а — настройка скорости развертки, б — осциллограмма дефекта, в — разметка
экрана после настройки скорости развертки; Д| и Да—сигналы соответст-
венно от нижнего и верхнего контрольных отражателей, Д— сигнал от де-
фекта, П — сигнал, совпадающий с сигналом от дефекта по координате от
выпуклостей в корне шва
чительиое различие, следует считать, что обнаружен сигнал от
выпуклости в корне шва;
по расположению сигнала относительно пространственного
положения контролируемого участка шва (в. трубных стыках);
На стыках, плоскость которых расположена вертикально, наи-
более вероятно появление выпуклости в корне шва в верхней
части. На горизонтальных стыках они располагаются более
равномерно по периметру и возникают реже.
Смещение кромок стыкуемых элементов может быть оши-
бочно принято за корневой дефект. Смещение кромок из-за
разной толщины элементов характеризуется сигналом, выявлен-
ным с одной стороны шва по всей его длине или на большей
его части. В этом случае следует измерять толщину стенок. Сме-
169
щение кромок из-за несоосности стыкуемых труб характеризу-
ется появлением сигналов с разных сторон шва в диаметрально
противоположных точках.
При контроле сварных швов следует иметь в виду, что в
околошовной зоне возможны расслоения металла, затрудняю-
щие определение координат дефекта. В случае обнаружения
дефекта при контроле сварного шва зону, в которой он обнару-
жен наклонным преобразователем, следует дополнительно про-
контролировать прямым преобразователем для уточнения харак-
тера дефекта и определения истинного значения его глубины.
В швах, выполненных двусторонней сваркой, как правило,
ложные сигналы от задней кромки выпуклости приносят мень-
ше неприятностей, чем в швах, полученных односторонней свар-
кой. Они меньше по амплитуде за счет более плавных очерта-
ний выпуклости и к тому же они дальше по развертке. В этих
швах наиболее характерным дефектом являются непровары в
корне. Часто эти непровары имеют настолько малое раскрытие
(стянутые), что эхосигнал от них очень слабый, так как ббль-
щая часть энергии звука просачивается через такой непровар.
Двусторонние швы с гладкими и пологими выпуклостями мож-
но контролировать при многократном отражении ультразвуко-
вого луча, что в некоторой степени упрощает методику контро-
ля. В этом случае распространение ультразвукового луча в лис-
те носит уже волноводный характер, что способствует выявле-
нию непроваров.
УЗ-контроль сварных швов малых толщин наиболее эффек-
тивно осуществлять специальными преобразователями с боль-
шими углами ввода (а=70-4-85°) и малой стрелой на рабочей
частоте 4—10 МГц. При контроле трубных стыков широко рас-
пространены снабженный фокусирующим протектором преобра-
зователь, который позволяет уменьшать расхождение лучей в
металле, а также раздельно-совмещенные наклонные преобра-
зователи.
В швах толщиной 16.—40 мм, выполненных односторонней
сваркой, также велик уровень ложных сигналов от выпукло-
стей в корне.
Если технология сварки такова, что выпуклости не образу-
ются или очень малы, то контроль проводят одним преобразо-
вателем прямым и однажды отраженным лучом за один попе-
речный ход. В этом случае наиболее эффективны преобразова-
тели с (х=654-70°, рабочая частота которых 2—4 МГц. Если
же ложные сигналы от выпуклостей велики, то с целью повы-
шения помехоустойчивости целесообразно контролировать ко-
рень шва и его остальную часть раздельно. При этом верхнюю
часть шва контролируют преобразователями с а=45-?-50о.
Швы листовых конструкций, выполненных односторонней
сваркой без подварки, как правило, имеют весьма неудовлетво-
170
рительное качество. При сварке в корне шва образуются зна-
чительные выпуклости и вогнутости (3—5 мм). Контроль корня
такового шва возможен только после удаления всех неровно-
стей шлифовальной машинкой.
Швы толщиной более 41 мм, как правило, выполняют дву-
сторонней сваркой или односторонней сваркой с подваркой
корня. Обычно швы толщиной до 65 мм контролируют только
прямыми лучами двумя наклонными преобразователями: ко-,
рень — преобразователем с а=45-е-50° и верхнюю часть — пре-
образователем с а=60-е-70°, частота которых 1,8—2,5 МГц.
Швы толщиной более 65 мм контролируют при а=39-е-50°.
Швы изделий толщиной от 120 до 200 контролируют, как
правило, прямым лучом с двух поверхностей и с двух боковых
сторон наклонными преобразователями с рабочей частотой
1,8 МГц и с углами а, равными 50 и 60°, а толщиной более
200 мм — с а, равными 39 и 50°.
При этом преобразователь с а=60° используют для прозву-
чивания слоя толщиной 60 мм, прилегающего к поверхности
сканирования. Эти швы также контролируют сканированием
прямыми преобразователями по удаленной заподлицо выпукло-
сти шва и в зоне термического влияния.
Проведение контроля через антикоррозионную наплавку не-
допустимо, так как в последней велик коэффициент затухания
ультразвука.
Статистика показывает, что в крупноразмерных швах мо-
жет образоваться 65—70% шлаковых включений, 10% пор и
20—25% плоскостных дефектов (из них трещин 5—7%). Наи-
более опасные дефекты — трещины — ориентированы преимуще-
ственно в вертикальной плоскости. Такие дефекты, расположен-
ные в сечении шва, плохо выявляются при контроле одним пре-
образователем. Если в швах небольшой толщины, соизмеримой
с эффективным диаметром ультразвукового пучка, суммарная
амплитуда эхосигнала от плоскостных дефектов в сечении уве-
личивается за счет многократного зеркального отражения от
дефекта и стенок, то в толстостенных соединениях этот угловой
эффект отсутствует. Это приводит к тому, что такие дефекты
при наклонном падении на них ультразвуковых волн могут быть
выявлены только регистрацией боковых лепестков индикатрисы
рассеяния, интенсивность которых в десятки раз меньше, чем
основного лепестка.
Полученные данные свидетельствуют о необходимости при-
менения акустической системы «тандем» для обеспечения на-
дежного обнаружения вертикально ориентированных плоскост-
ных дефектов. С другой стороны, при контроле толстостенных
соединений, ремонт которых очень дорог, важно не только най-
ти дефект, но и распознать его тип. Для исключения неоправ-
данного бракования необходимо использовать количественные
171
информативные признаки, приведенные выше. Однако опера-
тору в правильной дешифровке качества шва существенно мо-
жет помочь .и знание качественных информативных признаков.
Особенно важным требованием при контроле толстостенных
соединений является проведение приемочного контроля только
после термообработки, если она предусмотрена технологией.
Опыт показывает, что термообработка уменьшает коэффициент
затухания ультразвука в шве и околошовной зоне и способству-
ет раскрытию трещин. Это увеличивает выявляемость дефектов
по 30%.
Контроль до термообработки можно проводить лишь факуль-
тативно и использовать его результаты весьма осторожно. Дело
в том, что ремонт дефектных участков, обнаруженных до тер-
мообработки, вызывает сильный нагрев дефектных зон, кото-
рый, в свою очередь, приводит к раскрытию ранее сжатых и по-
этому невыявленных дефектов.
Вторая группа — сварные соединения трубопроводов,
выполненные на подкладках или в замок. Характерной особен-
ностью контроля таких соединений является весьма стабильный
сигнал от подкладки (уса). При контроле сварных соединений
Рис. 3.31. Схема контроля сты-
кового соединения с подклад-
кой:
а — без дефекта, б — с дефектом
прямым лучом, в — с дефектом от-
раженным лучом; /, 2— координа-
ты сигналов от зарубок на поверх-
ности образца; К, — сигнал от под-
кладки; Дх и Дз — сигналы от де-
фекта над корнем шва
большой толщины этот сигнал легко отличить от сигналов де-
фектов, он даже полезен, так как позволяет контролировать
качество акустического контакта. Для облегчения дешифровки
целесообразно на экране дефектоскопа в месте появления этого
сигнала нанести метку тушью или стеклографом.
При контроле малых толщин это отличие затруднено. Суще-
ствует ряд приемов, позволяющих распознавать эхосигналы от
подкладки и дефекта при прозвучивания швов толщиной 7—
17 мм.
Дефекты над корнем можно выявить двумя способами: пря-
мым или однажды отраженным лучом (рис. 3.31). В последнем
172
случае время прихода сигналов от подкладки и дефекта может
быть одинаковым. Чтобы различить эти сигналы, необходимо
измерить линейкой расстояния Xi и х2 от точки ввода луча или
от передней грани преобразователя до середины шва на ис-
пытательном образце.
Сигнал от подкладки появляется при меньшем расстоянии
между швом и преобразователем хк, чем сигнал от дефекта,
расположенного выше корня шва. В процессе контроля следует
периодически сравнивать эти расстояния с измеренными на
образце.
С помощью прямого преобразователя предварительно срав-
нивают толщину стенки каждого из стыкуемых элементов с
толщиной образца и вносят соответствующую поправку в наст-
ройку скорости развертки. Если стыкуемый элемент имеет тол-
щину большую, чем испытательный образец, то при контроле
шва со стороны этого элемента сигнал от подкладки смещается
вправо по сравнению с тем же сигналом, полученным на об-
разце. Чтобы определить, к какой из кромок стыкуемых эле-
ментов ближе расположен дефект в корне шва, обращают вни-
мание на следующие признаки:
если дефект в корне шва расположен ближе к линии сплав-
ления с тем элементом, со стороны которого ведется контроль,
то при медленном приближении искателя к шву на экране де-
фектоскопа первым появится сигнал от дефекта, а затем, когда
ультразвуковые лучи пройдут над дефектом, частично экрани-
рующим подкладку, на экране появится сигнал от подкладки;
при контроле этого участка шва со стороны второго элемен-
та на экране первым появится сигнал от подкладки, а затем
от дефекта. Возможно также одновременное появление сигна-
лов.
Существует ряд косвенных признаков, позволяющих судить
о характере некоторых дефектов в сварных швах толщиной
Я=7-?-15 мм, выполненных на подкладках.
Трещины и непровары по кромкам в корне шва, как пра-
вило, начинаются от зазора, образованного кромкой стыкуемого
элемента и подкладкой. Распространяясь по направленному ме-
таллу, они выходят после первого или второго слоя на середи-
ну шва. В связи с этим отличительным признаком трещин в
корне шва является то, что они частично или полностью экра-
нируют подкладку только при контроле со стороны того из сты-
куемых элементов, у кромки которого они берут свое начало.
При контроле шва с противоположной стороны трещина не эк-
ранирует подкладку и ультразвуковые лучи свободно входят
в нее. На экране дефектоскопа возникают два сигнала, от под-
кладки и от трещины. Сигнал от подкладки имеет примерно
ту же амплитуду и пробег на экране, что и на участках, где
дефект отсутствует. Трещины с этой стороны выявляются зна-
173
чительно хуже, а при небольшой высоте могут совсем не вы-
являться.
Непровар, расположенный выше корня шва, мало или сов-
сем не экранирует подкладку. На экране при контроле с обеих
сторон возникают сигналы от подкладки и дефекта. Расстояние
между этими сигналами несколько больше расстояния между
сигналами от дефектов, расположенных в корне. В некоторых
случаях на экране наблюдается несколько сигналов от дефекта
и кольца.
Характерной особенностью обнаружения шлаковых включе-
ний или пор является наличие на экране дефектоскопа импуль-
сов, быстро исчезающих и появляющихся вновь при незначи-
тельных перемещениях преобразователя в продольном или по-
перечном направлении. Скопление мелких шлаковых включений
или пор в наплавленном металле дает на экране один сигнал
или группу близко расположенных сигналов.
В стыковых и угловых сварных швах часто возникают опас-
ные дефекты, расположенные непосредственно под выпукло-
стью. Эти дефекты не выявляются при контроле обычными пре-
образователями, так как находятся в пределах мертвой зоны.
Дефекты, залегающие вблизи поверхности, уверенно выяв-
ляются подповерхностными головными волнами, возникающими
в.металле при углах призмы, равных первому критическому.
Регистрация отраженных от дефекта головных волн произво-
дится по боковой волне, которая возбуждается в граничащей с
поверхностью среде, в данном случае — призме приемника. Мак-
симум потока энергии головной волны находится на глубине
4—6 мм. Дефекты на поверхности изделия не выявляются.
На основе использования головных волн разработаны пре-
образователи, позволяющие вести УЗ-контроль подповерхност-
ных слоев, в которые не проникают поверхностные волны, об-
наруживать дефекты, скрытые под выпуклостью шва, выявлять
дефекты в массивных конструкциях, к которым угловым швом
приварен тонкостенный элемент, контролировать аустенитные
стали, в том числе антикоррозионную наплавку, и решать ряд
других задач.
Третья группа — угловые, тавровые и нахлесточные со-
единения. Контроль таких соединений имеет свою специфику,
вызванную геометрией сварного соединения. Основные схемы
контроля угловых и тавровых соединений листовых конструкций
показаны на рис. 3.32. Наиболее эффективной является схема
ввода ультразвуковых колебаний через основной металл прива-
риваемого листа, так как она позволяет выявить все виды внут-
ренних дефектов в угловых соединениях при минимальном уров-
не ложных сигналов. Ложные сигналы возникают при отраже-
нии ультразвука от грубых неровностей выпуклостей и в случае
контроля угловых швов — от угла элемента конструкции. Эти
174
ложные сигналы можно отличать от сигналов, отраженных от
дефектов, селектированием по времени их прихода.
В угловых и тавровых соединениях при доступе со стороны
вертикального листа часто применяют прямые РС-преобразова-
тели для выявления непроваров. Для тавровых соединений так-
же эффективны сдвоенные наклонные преобразователи, обес-
печивающие прозвучивание зеркально-теневым способом.
Рис. 3.32. Схемы контроля тавровых (а) и угловых (б) ли-
стовых соединений:
Л — ложные эхосигналы от выпуклости и галтельного перехода, зафик-
сированные преобразователями в положениях /, //, ///; Н, Т, П —
эхосигналы соответственно от непровара, трещины н поры
175
Нахлесточные соединения, как правило, контролируют зер-
кально-теневым способом (рис. 3.33). При отсутствии дефекта
ультразвук беспрепятственно проходит от излучателя к прием-
нику и на экране появляется сигнал (рис. 3.33, а). Если в сое-
динении имеется дефект, то этот сигнал или уменьшается, или
исчезает совсем (рис. 3.33,6). Для такого контроля необходимы
специальные приспособления для закрепления преобразователей
на определенном расстоянии друг от друга.
Четвертая группа — угловые соединения трубных сис-
Рис. 3.33. Схемы (а, б) контроля нахлесточных соединений зеркально-тене-
вым методом
тем. При конструкции угловые сварные соединения трубных
элементов подразделяют на соединения с полным проплавле-
нием и конструктивным зазором (непроваром). Выбор метода
контроля определяется диаметром приварного патрубка (шту-
цера), возможностью контроля изнутри и наличием конструк-
тивного зазора.
Угловые сварные соединения штуцеров или труб с номи-
нальной толщиной стенки 4,5—65 мм с барабанами, коллекто-
рами, фланцами и т. п. без конструктивного зазора контроли-
руют с наружной стороны штуцера наклонными преобразовате-
лями. Угол ввода р и рабочая частота f зависят от толщины
стенки Н.
Преобразователи должны иметь стрелу, обеспечивающую
проведение контроля корня шва прямым лучом. Прозвучивание
корня шва прямым лучом возможно, если ширина шва не пре-
вышает расстояние между передней гранью преобразователя
и проекцией дальней от преобразователя линии сплавления в
корне на поверхность штуцера. Если это расстояние не выдер-
живается, необходимо срезать фаску на передней грани призмы
или увеличить угол ввода.
Особенность контроля заключается в том, что угол скоса
кромки штуцера изменяется от 0 до 30°. В центре секторов А и
В (рис. 3.34, а) угол равен 0°, в центре секторов Б и Г (рис.
176
3.34,6) — 30°. Катет шва в секторах Л, В может быть в 1,5—
3 раза больше, чем в секторах Б, Г, поэтому при сканирований
необходимо учитывать, что при попадании прямым лучом в ко-
рень шва и однажды отраженным лучом в выпуклость шва
расстояние между передней гранью преобразователя и краем
выпуклости будет неодинаковым в различных секторах шва.
При контроле сварных соединений с толщиной стенки шту-
цера менее 20 мм точно измерить координаты дефекта не уда-
ется, поэтому о наличии дефектов судят по положению преоб-
разователя относительно края выпуклости шва.
На внутренней стороне штуцера после удаления подклад-
ного кольца могут остаться неровности (риски, впадины, буг-
ры), которые могут дать ложные сигналы. Признаком неровно-
стей внутренней поверхности штуцера является несоответствие
положения эхосигнала на развертке положению преобразова-
теля на поверхности штуцера. Если на экране появляется эхо-
сигнал у левой границы рабочей зоны развертки, а преобразо-
ватель при этом находится в таком положении, что луч не может
попасть в корень шва, то считают, что обнаружена неровность
внутренней поверхности.
При контроле сварных соединений с толщиной стенки шту-
цера 40—50 мм в центре секторов Б и Г (см. рис. 3.34) может
б!
Рис. 3.34. Схемы контроля углового
сварного соединения:
а — в секторах 4 н В; б — в секторах В
и Г', в — в промежуточных секторах 1—4
появиться эхосигнал от двугранного угла внутри трубы. Приз-
наком принадлежности сигнала двугранному углу является то,
что сигнал находится на экране у левой границы рабочей зоны
развертки, а преобразователь при этом вплотную придвинут ко
шву.
Особенность контроля сварного соединения с неудаленным
подкладным кольцом — наличие в рабочей зоне экрана дефек-
тоскопа эхосигнала от подкладного кольца. Кромки кольца в
177
ностью и торцом
А-А повернуто
Рнс. 3.35. Схема прозвучивания шту-
цера преобразователем с неортого-
нальным углом ввода
разных секторах удалены от корня шва на различные расстоя-
ния: наибольшее — в секторах Б и Г и наименьшее — в секторах
А и В, поэтому максимальный эхосигнал от кольца в секторах
А и В обнаруживается при меньших расстояниях от точки ввода
до шва, а в секторах Б и Г — при больших.
Трубы малого диаметра (.28—42 мм) с толщиной стенки 4—
8 мм контролируют специальными преобразователями с £=53°
и /=5 МГц с неортогональным вводом ультразвука. Сущность
контроля заключается в том, что акустическая ось преобразо-
вателя находится не в одной плоскости с образующей трубы,
как в обычных призматических преобразователях, а составляет
с ней угол 25°. Благодаря этому отсутствуют мешающие сиг-
налы от двугранного угла, образованного внутренней поверх-
-“5). Кривизна контактной по-
верхности преобразователей
должна соответствовать кри-
визне контролируемой тру-
бы. Контроль проводят раз-
дельно двумя преобразова-
телями с левым и правым
направлением оси. Необхо-
димо отметить, что ультра-
звуковой (так же как и ра-
диографический) контроль
угловых соединений с кон-
структивным зазором имеет
низкую достоверность.
Весьма специфичной за-
дачей ультразвукового конт-
роля сварных соединений
является выявление попе-
речных трещин. Эти трещи-
ны возникают в сталях,
при грубых нарушениях сва-
рочной технологии. В нетермообработанных изделиях очень
часто образуются поперечные трещины только через несколько
дней после сварки, что особенно неприятно, так как к этому
времени контроль уже проведен. Поперечные трещины распо-
ложены, как правило, в наплавленном металле и зоне термиче-
ского влияния поперек шва в вертикальной плоскости. Наибо-
лее часто поперечные трещины возникают в корнях швов, вы-
полненных двусторонней сваркой без подогрева.
Поперечные трещины имеют слабошероховатую поверхность,
поэтому отражение ультразвука от них носит в основном зер-
кальный характер. Это затрудняет их обнаружение.
Схема прозвучивания одним преобразователем — самый про-
стой и наименее надежный способ (рис. 3.36, а). Его примене-
173
склонных к трещинообразованию
ние оправдано только для контроля швов небольшой толщины
(до 20 мм), когда проявляется волноводный эффект, способст-
вующий (за счет многократного переотражения от стенок) кон-
центрации энергии поля, отраженного от дефекта. Тем не менее
контроль одним преобразователем нужно проводить на очень
высокой чувствительности, что часто приводит к значительной
перебраковке по другим мелким дефектам или даже структур-
ным шумам.
Большая выявляемость трещин достигается при использо-
вании двух преобразователей, расположенных под углом к шву
(рис. 3.36,6). Такое размещение способствует регистрации мак-
симального по амплитуде зеркального сигнала. Для повышения
помехоустойчивости преобразователи желательно включать по
раздельной схеме.
Наиболее рационально применять эту схему для толщин
Рис. 3.36. Схемы обнаружения поперечных трещин в швах, имеющих усиле-
ние (а—в) и без усиления (г):
а — эхометодом одним преобразователем, б, в — эхометодом двумя преобразователями,
соответственно прямым н однократно отраженными лучамн. г — эхозеркальным методом
меньше 20 мм. Для контроля швов большей толщины можно
использовать эхозеркальиый способ прозвучивания при разме-
щении преобразователей по обеим сторонам усиления (рис.
3.36, в). Преобразователи, как правило, включают по раздель-
ной схеме. Достоверность контроля высокая, так как геометрия
прозвучивания обеспечивает регистрацию максимального эхо-
сигнала. Но такая схема громоздка, требует хорошего конст-
руктивного исполнения приспособлений для крепления преоб-
179
разователей. Во всех случаях необходимо выбирать такие па-
раметры преобразователя и такую его ориентацию, чтобы угол
встречи луча с дефектом был далек от третьего кри-
тического.
Если необходимо выявить лишь грубые дефекты, то оба пре-
образователя можно разместить в одной плоскости и включить
по раздельной схеме. О наличии дефектов судят по пропаданию
на экране звукового сигнала.
Все эти способы позволяют вести контроль при наличии вы-
пуклости шва, что является их преимуществом, но связаны с
разработкой приспособлений для крепления преобразователей.
Следует отметить, что сравнительная эффективность этих спосо-
бов не установлена, поэтому на практике очень часто проводят
контроль по снятой заподлицо с основным металлом выпукло-
сти шва одним преобразователем (рис. 3.36, г) или двумя пре-
образователями, размещенными в одной плоскости. Эхозер-
кальный способ обеспечивает наибольшую достоверность кон-
троля. При контроле кольцевых швов трубопроводов диаметром
менее 400 мм поверхность преобразователя необходимо прите-
реть к трубе.
В атомной энергетике, химическом и специальном машино-
строении часто используют коррозионно-стойкие и кислотоупор-
ные аустенитные и аустенитно-ферритные стали. Ультразвуко-
вой контроль сварных швов этих сталей весьма затруднен из-за
высокого уровня структурных шумов, большого затухания уль-
тразвука и сильной рефракции (искривления) ультразвукового
луча.
Аустенитный сварной шов характеризуется явно выраженной
транскристаллитиой текстурой, т. е. кристаллиты металла аусте-
нита очень велики и пронизывают практически все сечение шва.
Кристаллит (дендрит) представляет собой совокупность кри-
сталлов, оси которых параллельны. Кристаллографической ре-
шеткой дендрита является упругоанизотропный гранецентриро-
ванный куб (ГЦК). В этой решетке отношение модулей Юнга
Е вдоль диагонали ГЦК и его ребра равно 2—3. В таком же
отношении находятся значения скоростей упругих волн, аку-
стических сопротивлений и коэффициентов отражений от границ
кристаллита при направлении оси пучка вдоль этих кристалло-
графических осей. Рост дендрита происходит, в направлении
диагонали ГЦК. В то же время дендрит наклонен к оси шва,
угол наклона которого зависит от скорости сварки, толщины
металла и других факторов. Поэтому при прозвучивания на-
клонным преобразователем, у которого поперечные волны поля-
ризованы в плоскости падения, плоскость поляризации, т. е.
направление упругих колебаний, пересекает кристалл под раз-
личными углами к его кристаллографическим осям, что повы-
шает затухание ультразвука н уровень структурных шумов, мас-
180
кирующих полезный сигнал от дефекта. В настоящее время
разработано достаточно много практических приемов, позволя-
ющих оптимизировать параметры контроля и уверенно контро-
лировать аустенитные сварные швы толщиной до 15—20 мм с
помощью обычных преобразователей. Однако при переходе к
большим толщинам приходится применять продольные волны
(наклонные PC-преобразователи), эхозеркальный метод с ис-
пользованием поперечных волн с горизонтальной поляризацией
(5Я-волны), выбирать углы ввода в зависимости от ориентации
дендритов в шве и т. п. Тем не менее ультразвуковой контроль
аустенитных швов еще не достаточно достоверен и требует
дальнейшего совершенствования.
Контроль наплавок на кромки и антикоррозионных наплавок.
Ультразвуковой контроль аустенитной наплавки под сварку на
кромках деталей из стали перлитного класса и перлитной на-
плавки под сварку на кромках деталей из подкаливающихся
сталей перлитного класса производят для выявления трещин,
отрывов наплавки, непроваров, шлаковых включений и пор.
Поскольку ориентация этих дефектов различна, контроль осу-
ществляют как наклонными, так и прямыми совмещенными и
PC-преобразователями со стороны основного металла.
Антикоррозионную наплавку контролируют на наличие не-
сплавлений на границе совмещенными и РС-преобразователями.
Если толщина наплавки более 6 мм, то контроль осуществляют
преобразователями со стороны основного металла, если менее
6 мм, то со стороны наплавки.
При контроле наплавок продольными и поперечными вол-
нами эхосигнал от границы сплавления возникает даже при
качественной сварке. Это объясняется различием упругих
свойств и, следовательно, акустических импедансов основного
металла и наплавки. В случае аустенитной наплавки коэффици-
ент отражения от границы выше и эхосигнал больше, чем в слу-
чае перлитной наплавки. Поэтому браковочный уровень чув-
ствительности устанавливается выше, чем величина Сигнала
помехи, и различен для перлитной и аустенитной наплавок. Для
оборудования АЭС он составляет соответственно 4 и 7 мм2.
Скорость развертки и чувствительность дефектоскопа наст-
раивают по плоскодонным отверстиям в испытательных образ-
цах с наплавкой, выполненной по штатной технологии. Толщина
наплавки такая же, как на изделии. В одном образце плоско-
донное отверстие сверлят со стороны основного металла, в дру-
гом— со стороны наплавки. Дно отверстия должно совпадать
с границей наплавки.
Для настройки чувствительности выбирают образец, соот-
ветствующий направлению прозвучивания изделия. Браковоч-
ным критерием является большая эквивалентная площадь де-
фекта, чем заданная нормативной документацией.
181
Антикоррозионную наплавку в целях обнаружения верти-
кальных трещин на границе сплавления дополнительно контро-
лируют головными волнами. Эти трещины, как правило, ориен-
тированы в плоскости, ортогональной направлению перемеще-
ния ленты-электрода, и сосредоточены в зонах перекрытия со-
седних валиков. Для контроля используют наклонные РС-пре-
образователи головных волн с P = ₽kpi=29°30'; /=1,84-2,5 МГц.
Настройку браковочного уровня чувствительности производят по
плоскодонному отверстию диаметром 4 мм, ось которого лежит
параллельно поверхности на 1—1,5 мм ниже границы сплавле-
ния (рис. 3.37).
Рис. 3.37. Настройка чувствительности и скорости развертки дефектоскопа
при контроле антикоррозионной наплавки головными волнами:
а — расположение сигналов на экране при настройке скорости развертки, б — испыта-
тельный образец; / — сигнал от передней грани искателя» 2— сигнал от плоскодонного
отражателя, 3—сигнал от зарубки, Р, 3.— рабочая зона
Сканирование проводят по поверхности наплавки параллель-
но ходу наплавочной ленты или наплавочного электрода, при
этом прозвучивание идет в двух противоположных направле-
ниях. Баллом 1 оценивают дефекты, амплитуды эхосигналов от
которых равны или больше браковочного уровня чувствитель-
ности.
Акустическая эмиссия, или эмиссия волн напряже-
ния,— физическое явление генерации и излучения упругих волн
в твердых телах при их деформации.
При деформации в твердом теле постоянно возрастают ме-
ханические напряжения, кристаллическая решетка твердого те-
ла накапливает упругую потенциальную энергию. В какой-то
момент локальные напряжения достигают предельного значе-
ния, происходит разрыв внутренних связей кристаллической ре-
шетки (трещинообразование), сопровождающийся эмиссией
акустической энергии — излучением дискретного акустического
сигнала. Акустические сигналы эмиссии распределены стати-
стически во времени и имеют широкий частотный диапазон (от
182
десятков килогерц до сотен мегагерц в зависимости от мате-
риала).
Сигналы акустической эмиссии характеризуют следующими
основными параметрами:
интенсивностью излучения — числом импульсов в секунду;
общим числом импульсов за период наблюдения;
амплитудой ^/-сигнала — максимальным значением огибаю-
щей принятого сигнала;
амплитудным статистическим распределением сигналов —
законом распределения по амплитудам сигналов, принятых за
определенный интервал времени;
спектральной плотностью импульсов;
энергией эмиссии — суммой квадратов амплитуд сигналов,
принятых за определенный интервал времени.
Прием и обработка сигналов акустической эмиссии ведется
с помощью специальной аппаратуры. Она состоит из приемных
пьезоэлектрических преобразователей, закрепленных на контро-
лируемом изделии, многоканального усилителя принятых сиг-
налов, блоков обработки сигналов, которые замеряют перечис-
ленные выше параметры сигналов, и блока измерения коорди-
нат источника акустической эмиссии. Обычно на изделии за-
крепляют не менее трех преобразователей, что позволяет три-
ангуляционными методами определять местоположение источ-
ника эмиссии с относительной погрешностью до 5%. Лучшие
современные образцы этой аппаратуры имеют несколько десят-
ков каналов. микроЭВМ для обработки информации в реаль-
ном масштабе времени и многопараметровые регистрирующие
устройства.
Метод акустической эмиссии еще развивается, но уже опре-
делена область его эффективного использования в энергетике.
Прежде всего это непрерывный эксплуатационный контроль
оборудования, например атомных реакторов. Установлено, что
этим методом можно контролировать характер гидродинамиче-
ских процессов при циркуляции охлаждающей жидкости и диаг-
ностировать появление или развитие трещин в металле корпуса.
Регистрация сигналов в процессе гидроиспытаний сосудов на
заводе позволяет своевременно обнаруживать трещины н течи.
Перспективно применение акустической эмиссии для кон-
троля сварочного процесса, оперативной оценки по сварным
пробам склонности стали к трещинообразованию; излучения фа-
зовых превращений при термообработке изделия и т. п.
3.9. КОНТРОЛЬ ПОКОВОК
Наиболее характерными дефектами поковок являются тре-
щины, расслоения, заковы, флокены и др. Кроме того, в них
встречаются и деформированные в различной степени дефекты
183
слитка, например раковины, поры, неметаллические включе-
ния и т. д.
Учитывая разнообразие ориентации и местоположения де-
фектов, в поковках важную роль играет объем контроля. Объем
контроля определяется совокупностью направлений прозвучи-
вания, наличием или отсутствием припуска на обработку, од-
новременным применением эхо- и зеркально-теневого методов
или одного из них, типами применяемых преобразователей.
Прозвучивание поковок простой формы прямым преобра-
зователем, как правило, одновременно осуществляется эхо- и
зеркальио-теневым методами. При этом признаком появления
дефектов при контроле эхометодом является появление сигнала
между зондирующим и донным импульсами, а при зеркально-
теневом методе ослабление донного сигнала до уровня фикса-
ции и ниже.
На рис. 3.38 показаны наиболее часто встречающиеся схемы
контроля плоских и цилиндрических поковок.
Рис. 3.38. Схемы прозвучивания поковок
На цилиндрических поверхностях диаметром менее 100 мм
применяют наклонный притертый преобразователь. Контроль
прямым преобразователем в каком-либо направлении может
быть заменен контролем в том же направлении наклонным
преобразователем при перемещении его по поверхности изде-
лия в том же направлении. Если мертвая зона прямого преоб-
разователя является значительной, то контроль обязательно
184
проводят с двух противоположных сторон или используют раз-
дельно-совмещенный преобразователь.
Для прозвучивания наклонным преобразователем по цилин-
дрической поверхности перпендикулярно образующей (хордо-
вое прозвучивание) применяют минимально возможные углы
ввода. Тем не менее в этом случае прозвучивается только под-
поверхностный слой металла толщиной (мм) й^£)(1—sin а)/2,
где а — угол преломления.
Для прозвучивания осевой части цилиндрической поковки
необходимо применять прямой или РС-преобразователь.
На рис. 3.39 приведены особенности прозвучивания сплош-
ных и' пустотелых цилиндров.
Рис. 3.39. Схемы (а—в) прозвучивания сплошных и полых
цилиндров
При определении условной протяженности L дефектов в
случае контроля цилиндрической поверхности изделия следует
учитывать глубину их залегания по выражению £=£ц[1—
— (2А/£>)], где £ц — протяженность, измеренная по поверхно-
сти изделия диаметром D, a h — глубина залегания дефекта.
При хордовом прозвучивания рабочая поверхность наклон-
ного преобразователя должна соответствовать кривизне по-
верхности контролируемого изделия. В этом случае диаграмма
направленности существенно шире, чем при контроле изделий
с плоской поверхностью. А неправильная притирка призмы под
изделие может привести к существенному изменению угла
ввода а.
Наименьшая деформация диаграммы направленности обе-
спечивается при сопряжении с цилиндрической поверхностью,
если угол в призме 0 соответствует углу рн между осью пучка
и нормалью к поверхности (рис. 3.40).
Поковки из низколегированных сталей обычно имеют малое
зерно и низкий коэффициент затухания. Поэтому прозвучива-
ние их производят в относительно высокочастотном диапазоне
частот 1,8—2,5 МГц.
Поковкн из высоколегированных сталей имеют высокие
значения коэффициента затухания и уровня реверберационных
185
шумов. Поэтому их контроль осуществляют на низких часто-
тах (0,8—1,0 МГц) преобразователями с большим диаметром
пьезоэлемента.
Существенным осложнением при контроле поковок являет-
ся то, что их поверхность, как правило, представляет собой
мозаику из плоских участков с резкими переходами между
ними. Для надежного контроля эти переходы должны быть за-
глажены абразивным камнем.
Обычно УЗ-контроль поковок проводят после термической
обработки на такой стадии механической обработки, когда они
имеют простейшую геометрическую форму (параллелепипед,
кольцо, цилиндр). Для выявления поверхностных дефектов
поковок сложной конфигурации ультразвуковой контроль часто
сочетают с другими методами контроля, например магнитопо-
роШковым или цветным.
Штамповки, как правило, имеют весьма сложную конфигу-
рацию. Соответственно ориентация металлургических дефектов
в штамповках сложнее, чем в поковках, поскольку она связана
с направлением волокон металла, в какой-то мере следующих
за очертаниями штампа. Оптимальное правление ввода УЗК,
обеспечивающее их попадание на плоскость дефекта по норма-
ли, можно выбрать по макроструктуре штампованной заготов-
ки. Поэтому разработка методики контроля штамповок явля-
ется ответственной задачей. Приходится комбинировать приме-
нение продольных и поперечных
волн, вводимых под различными
углами. Нередко удается контроли-
ровать только отдельные элементы,
что, например, имеет место при
контроле лопаток турбин. В них
поддается прозвучиванию лишь пе-
ро лопатки. Замковая часть обычно
контролируется только магнитным
методом. Эти ограничения необхо-
димо учитывать и при разработке
технологического процесса изготов-
ления ответственных деталей штам-
повкой.
Одним из необходимых условий
выполнения достоверного контроля
является требование идентичности
качества поверхностей испытательного образца и изделия. На
практике это, как правило, не реализуется. Автором (В. Г. Щер-
бинским) разработан способ количественного определения ше-
роховатости поверхности изделия в диапазоне от №=0,5 до
№=90 мкм с помощью обычного дефектоскопа и методика вве-
дения необходимой поправки в чувствительность контроля.
186
Рис. 3.40. Схема притирки
рабочей поверхности пре-
образователи
Ультразвуковой метод широко используют для структурного
анализа металлов и определения механических свойств. Этот
анализ основан на наличии устойчивых корреляционных связей
между изучаемыми характеристиками металла, с одной сторо-
ны, затуханием и скоростью ультразвуковых волн, с другой.
В НИИХИММаш разработан относительный метод ультра-
звукового структурного анализа, который заключается в том,
что измеряют затухание ультразвука на разных частотах в из-
делии и эталонном образце, форма и размеры которого соот-
ветствуют контролируемому изделию. Измерения производят в
диапазоне частот 0,7—12,0 МГц, при этом для количественной
оценки структурного состояния металла принимают отношения
амплитуд сигналов при прозвучивании на разных частотах.
Этим методом можно также определять величину и форму гра-
фитных включений в серых и высокопрочных чугунах, величи-
ну зерна в стали, глубину межкристаллитной коррозии, неодно-
родность сварных швов аустенитных сталей. Разработаны н
серийно выпускаются приборы для проведения структурного
анализа в производственных условиях, в частности, во
ВНИИНК создана промышленная установка для анализа струк-
туры тонкостенных хромоникелевых нержавеющих труб.
В НИИЖТ разработаны методики измерения акустически-
ми методами упругих констант и качества термообработки раз-
личных сплавов. В ЦНИИТМаш создана оригинальная методи-
ка определения глубины закаленного слоя в валках холодной
прокатки измерением траектории и скорости рефрагированных
в закаленном слое поперечных ультразвуковых волн.
3.10. КОНТРОЛЬ ЛИСТОВОГО И СОРТОВОГО ПРОКАТА
Наиболее характерные дефекты проката — расслоения,
скопления неметаллических включений, закаты, отслоения пла-
кирующего слоя — в основном имеют отражательные поверхно-
сти, ориентированные параллельно поверхности листа.
Листовой прокат в зависимости от толщины, назначения,
марки материала и статистики дефектности контролируют эхо-
методом, эхосквозным, теневым и зеркально-теневым методами
или их разновидностям с использованием продольных воли,
направленных нормально к поверхности; эхометодом или зер-
кально-теневым с использованием поперечных волн, однократ-
но или многократно отраженных от поверхности; с применени-
ем нормальных волн (Лэмба), возбуждаемых в листе при на-
клонном падении фронта ультразвуковых волн на поверхность.
Для ввода ультразвука чаще всего используют контактный,
щелевой иммерсионный или струйный (с использованием стол-
ба жидкости в качестве волновода) способы акустического кон-
такта. В настоящее время все больше распространение находят
187
ЭМА-преобразователи, обеспечивающие возбуждение направ-
ленных пучков ультразвуковых волн в металл с сухой поверх-
ностью. ЭМА-метод имеет большие преимущества и перспек-
тивное будущее.
Контроль листа толщиной до 100 мм, как правило, осущест-
вляют продольными волнами на многоканальных (до 256) ав-
томатических установках в иммерсионном варианте с одновре-
менным сканированием по всей ширине листа. Листы большей
толщины контролируют вручную или в механизированном ва-
рианте с использованием акустических блоков, имеющих 3—5
преобразователей на продольные и поперечные волны и обеспе-
чивающих ширину прозвучиваемой дорожки 50—150 мм. В дан-
ном случае используют щелевой или контактный способ аку-
стической связи.
При контроле листов эхометодом и эхосквозным методом
на заданном участке развертки дефектоскопа регистрируют
один или несколько эхо-сигналов, амплитуда которых превыша-
ет сигнал от искусственного отражателя в стандартном об-
разце.
При контроле зеркально-теневым методом регистрируют
уменьшение амплитуды донного сигнала до или ниже величи-
ны, соответствующей заданной чувствительности.
Для механизированного контроля и для контроля плит тол-
щиной от 16 до 160 мм непосредственно в цеховых условиях
промышленностью выпускается пятиканальный ультразвуковой
дефектоскоп УДС2-17. Он состоит из специальной тележки, на
которой смонтированы электронный и акустический блоки и
бак с контактной жидкостью. В дефектоскопе имеется блок
ВРЧ, обеспечивается адаптация сигнализатора дефектов к ка-
честву акустического контакта, автоматическое торможение
тележки дефектоскопа при подходе к краю листа, сплошной
контроль и дискретная установка расстояния между зонами
контроля отдельных преобразователей (70 н 130 мм).
Для контроля тонкостенных листов (до 8—10 мм) исполь-
зуют нормальные волны (Лэмба), которые посылают вдоль по-
верхности листа под углом ввода, выбираемым по дисперсион-
ным кривым. В этом случае достаточно уверенно выявляются
дефекты, ориентированные как вдоль плоскости прокатки, так
и поперек.
При контроле нормальными волнами могут использоваться
как теневой, так и эхометоды. Для возбуждения нормальных
волн в прокате используют как контактные методы ввода ульт-
развука, чаще всего в иммерсионной ванне, так и с возбуж-
дением ЭМА-преобразователем по сухой поверхности.
Сканирование при контроле эхометодом обычно осуществля-
ется с одной поверхности. Для обеспечения выявления дефек-
тов вблизи кромок и большей достоверности обнаружения раз-
188
неориентированных дефектов наиболее эффективно сканирова-
ние с двух противоположных кромок листа. Чувствительность
эхометода контроля нормальными волнами позволяет выявлять
расслоения (длиной от 50 мм, шириной 2—3 мм) в листе шири-
ной до 1000 мм при раскрытии их в несколько десятков микро-
метров на скорости перемещения листа до 10 м/мин. Однако
в листе практически не выявляются раскатанные оксидные
плены.
Весьма эффективны для выявления дефектов поперечные
нормальные волны, т. е. вектор поляризации которых лежит в
плоскости листа. Однако такие волны не могут возбуждаться
пьезопреобразователями через слой жидкости. Во ВНИИНКе
(г. Кишинев) разработан и успешно применен магнитострикци-
онный способ возбуждения поперечных нормальных волн в
ферромагнитных листах и трубах. Этот способ весьма помехо-
устойчив, не требует применения контактной жидкости, не чув-
ствителен к вариациям в толщине, листа и уверенно выявляет
расслоения размером от 0,2 мм и выше.
Для обнаружения несплошности (непроклеев) в клеевых
соединениях двухслойных и трехслойных листовых конструк-
ций, изготовленных из алюминиевых сплавов, полимерных ма-
териалов и их сочетаний, широко используют импедансно-резо-
нансный метод контроля. Прибор АД-21 Р, реализующий этот
принцип, снабжен цифровым четырехзначным индикатором,
отображающим изменение резонансной частоты преобразова-
теля, по которому определяют наличие дефектов. Диапазон
контролируемых толщин листовых конструкций 0,3—5,0 мм.
Дефектоскоп позволяет выявлять на частоте 0,11 МГц дефекты
диаметром 25 мм; на частоте 0,21 МГц—13 мм, иа частоте
0,45 МГц — 6 мм.
Для контроля сортового проката (прутков, рельсов, балок,
уголка) используют те же методы, что описаны выше. Выбор
того или иного способа прозвучивания и настройки чувстви-
тельности определяется прежде всего конфигурацией изделия.
Контроль прутков и профилей средних сечений, получаемых
обычно прессованием или прокаткой, не вызывает особых за-
труднений, так как простая геометрйя формы позволяет легко
выбрать оптимальную схему прозвучивания и обеспечивает
высокую Помехоустойчивость. Контроль осуществляют продоль-
ными и поперечными волнами в иммерсионном или контактном
варианте. В них хорошо выявляются npecc-утяжины, трещины,
расслоения и т. п.
Для контроля сортового проката (прутков, рельсов, листа)
в НИИМостов (г. Ленинград) разработан новый способ конт-
роля низкочастотными ультразвуковыми колебаниями. Ультра-
звуковой портативный дефектокоп УДС1-20, реализующий этот
способ, за одну установку преобразователей позволяет про-
189
контролировать зону длиной до 15 м. При этом чувствитель-
ность метода такова, что выявляются дефекты, составляющие
не менее 10% сечения контролируемого профиля. Этот метод
также весьма эффективен для контроля бандажей колес, на-
пример железнодорожных вагонов.
Высокая чувствительность обеспечивается при использова-
нии нормальных волн для контроля проволоки и ленты. Так,
на частоте 2,5 МГц в ленте из стали 1Х18Н9Т толщиной
0,2 мм при прозвучивании эхометодом на расстоянии 400 мм
выявляются уколы иглой глубиной 0,015 мм при диаметре на
поверхности ленты 0,15 мм, а в стальной проволоке диаметром
2 мм выявляются дефекты, занимающие в поперечном сечении
проволоки площадь в несколько микрон.
Одним из ответственных видов сортового проката являются
рельсы. Контроль рельсов на металлургических заводах произ-
водят на специальных автоматизированных стендах; в пути с
помощью вагонов-дефектоскопов, прицепляемых к составу, или
механизированных установок (тележек), передвигаемых вруч-
ную, например, типа УД-12УРС; на рельсосварочных предприя-
тиях— также с помощью специальных роботизированных си-
стем или вручную.
Поскольку рельс имеет весьма сложную конфигурацию, то
для прозвучивания его применяют сочетание эхо- и зеркально-
теневого методов, осуществляемых продольными и поперечны-
ми волнами с различными углами ввода. При этом каждая аку-
стическая система предназначена для раздельного выявления
дефектов в головке, шейке и подошве рельса. В качестве пре-
образователей используют прямые, раздельные и наклонные
пьезопреобразователи, а также ЭМА-преобразователи. В
НИИМостов разработаны ЭМА-преобразователи, обеспечиваю-
щие требуемую чувствительность контроля при зазоре 6—
8 мм. Это позволяет вести ультразвуковой контроль в пути на
скорости до 60 км/ч.
В химической и атомной промышленности широко исполь-
зуют изделия (сосуды, трубопроводы) из биметаллического
листового проката. Чаще всего в качестве плакирующего слоя
применяют нержавеющую сталь типа 1Х18Н9Т или титан. Ха-
рактерным дефектом биметаллического проката является рас-
слоение по границе между плакирующим и основным
слоями.
Поскольку акустические сопротивления плакирующего и
основного слоев различаются, то от их границы наблюдается
отраженный сигнал даже при качественном соединении. Это
существенно ограничивает чувствительность контроля. Поэтому
на практике могут быть выявлены только такие расслоения,
амплитуда эхосигнала от которых на 4—6 дБ больше, чем ам-
плитуда сигнала от границы. В частности, для биметалла из
190
углеродистой и нержавеющей стали эквивалентная площадь
уверенно выявляемого минимального дефекта составляет 10—
12 мм2.
В НИИХИММаш для обнаружения в биметаллических изде-
лиях трещин, включений, волосовин предложено применять ин-
терференционные волны. Эти волны образуются в слое, если
объемные (продольные или поперечные) волны падают к гра-
нице между плакирующим и основным слоями биметалла под
углом, превышающим угол полного внутреннего отражения.
При этом многократно отражаясь от границ плакирующего
слоя, в котором скорость звука, как правило, меньше чем в ос-
новном, они интерферируют между собой, а колебательный
процесс передается вдоль слоя. Скорость интерференционных
волн сложным образом зависит от волновой толщины слоя
упругих констант биметалла, угла ввода и параметрически
описывается дисперсионными кривыми. Обычно УЗ-контроль
проводят со стороны биметалла. С помощью, интерференцион-
ных волн уверенно обнаруживают расслоения протяженностью
в направлении прозвучивания более 10 мм и раскрытием более
10 мкм, а также трещины, глубиной превышающей 20% тол-
щины слоя.
Для настройки чувствительности дефектоскопа при контро-
ле продольными волнами применяют стандартные образцы, вы-
резанные из бездефектных участков листа с плоскодонными
отверстиями, дно которых расположено параллельно плоскости
листа. При этом дно отверстия должно находиться на глубине
равной 0,5 Н. При контроле двухслойных (биметаллических)
листов только на отслоение плакирующего слоя отражатель
должен находиться на глубине, соответствующей границе ос-
новного и плакирующего слоев.
При контроле проката эхометодом поперечными или нор-
мальными волнами применяют те же типы отражателей, что и
при контроле сварных соединений.
При оценке качества проката учитывают следующие инфор-
мативные признаки дефектов:
эквивалентный размер (площадь, диаметр) дефекта;
условную площадь дефекта на поверхности проката, огра-
ниченную условной границей несплошности, которая установле-
на на заданном уровне чувствительности;
условную площадь максимально допустимой зоны несплош-
ностей;
относительную условную площадь, определяемую долей
площади, занимаемой несплошностями всех видов на любом
квадратном участке поверхности единицы листового проката
площадью 1 м2, или долей площади, занимаемой несплошно-
стями всех видов на всей площади единицы листового
проката;
191
максимально допустимую условную протяженность несплош-
ностей.
Иногда вводят дополнительные оценочные показатели, на-
пример, минимальное расстояние между границами одиночных
несплошностей, число несплошностей на всей площади единицы
листового проката и т. п. Нормы оценки качества по этим по-
казателям содержатся в технических условиях на продук-
цию.
3.11. КОНТРОЛЬ ТРУБ
Ультразвуковой контроль труб осуществляют эхометодом,
теневым или зеркально-теневым методами. Выбор метода опре-
деляется сортаментом и назначением трубы, а также ориента-
цией наиболее вероятных дефектов.
В трубах чаще всего встречаются продольные дефекты типа
трещин и закатов, ориентированные, как правило, вдоль обра-
зующей трубы. Для выявления их используют схему прозвучи-
вания (поперек образующей) в радиальном направлении (рис.
3.41, а). Реже встречающиеся поперечные дефекты (трещины)
обнаруживаются при направлении ультразвукового пучка вдоль
образующей (рис. 3.41, б). Трубы особо ответственного назна-
чения контролируют по этим схемам в двух встречных направ-
лениях, а также на наличие расслоений. Последнее осуществ-
ляется прямым или раздельно-совмещенным преобразователем
при ориентации пучка нормально поверхности (рис. 3.41, в) и
поперечными волнами (рис. 3.41, г).
Применение нормальных волн наиболее эффективно для
труб малых и средних диаметров с небольшой толщиной стен-
ки. С увеличением диаметра и толщины стенки большая эф-
фективность контроля достигается при прозвучивании попереч-
ными волнами. Как правило, при контроле используют два
направления прозвучивания — хордовое (радиальное) и вдоль
трубы. Наиболее распространен вариант контроля в локальной
иммерсионной ванне с вращением или трубы, или акустическо-
го блока с преобразователями вокруг трубы.
В большинстве случаев контроль труб осуществляют с по-
мощью автоматизированных установок. Для повышения чувст-
вительности в трубных установках используют фокусирующие
акустические системы с вогнутыми цилиндрическими линзами.
Рабочая частота прозвучивания 2—10,0 МГц в зависимости от
толщины стенки и коэффициента затухания в металле.
Для настройки чувствительности дефектоскопа в соответст-
вии с требованиями ГОСТ 17410—78 используют стандартные
образцы, изготовленные из бездефектного отрезка трубы, кото-
рый выполнен из того же материала, имеет тот же типоразмер
с искусственными отражателями.
192
Рис. 3.41. Схемы прозвучивания труб на выявление продольных (а), попе-
речных (б) дефектов и расслоений продольными (в) и поперечными (г) вол-
нами
В качестве искусственных отражателей используют тре-
угольные (для труб с номинальной толщиной стенки любой
величины) или прямоугольные (для труб с толщиной стенки,
равной или большей 2 мм) риски (рис. 3.42), зарубки, сегмент-
ные отражатели и плоскодонные отверстия.
При этом ориентацию отражателя и его размещение на
внутренней или наружной поверхности трубы определяют ис-
ходя из схемы прозвучивания. Размеры отражателей по высоте
и длине определяются техническими условиями на трубы.
Аппаратуру на выявление искусственного отражателя, под-
лежащего фиксации, настраивают так, чтобы при десяти опыт-
ных прозвучиваниях испытательного образца заданный дефект
выявлялся десять раз.
Контроль осуществляют сканированием всей поверхности
трубы ультразвуковым пучком по одной из установленных тех-
7—463
193
Ническими условиями схем прозвучивания. Шаг сканирования
(шаг подачи трубы) должен быть не больше половины штрихо-
вого фокуса преобразователя. Штриховой фокус определяют
экспериментально как расстояние между положениями преоб-
разователя, при которых амплитуда эхосигнала от отражателя
в иммерсионной ванне в виде нити (диаметром не более
0,3 мм) уменьшается от максимума на 2 дБ в обе стороны. До-
пускается выбирать шаг сканирования и скорость контроля по
формуле (м/с) (0,01/сЛ^2)/(лл£)), где /с— частота следо-
вания зондирующих импульсов (обычно лежит в диапазоне
Рис. 3.42. Искусственные отражатели для настройки чувствительности при
УЗ-контроле труб
800—2000 Гц); D — диаметр трубы, мм; 1Х—длина штрихового
фокуса вдоль трубы, мм; /2 — условная протяженность задан-
ного отражателя по окружности трубы; п — число импульсов,
необходимых для срабатывания системы АСД.
3.12. КОНТРОЛЬ ОТЛИВОК
Из анализа результатов ультразвукового контроля готовых
изделий и полуфабрикатов следует, что большинство обнару-
женных в них дефектов образуется при литье. Поэтому всегда
194
необходимо провести контроль отливок на самой ранней стадии
технологического процесса, чтобы уменьшить или исключить
возможность попадания заготовок с металлургическими дефек-
тами на последующие технологические операции. Нарушения
химсостава, попадание механических примесей и отклонения в
режимах технологического процесса обусловливают возникно-
вение в слитках раковин, пор, трещин, усадочных рыхлот, лик-
вационных неоднородностей, различных загрязнений, оксидных
плен и т. п. Настройка чувствительности и способы сканирова-
ния те же, что и при контроле поковок.
Проведение ультразвукового контроля отливок встречается
с большими трудностями. Эти трудности прежде всего обуслов-
лены следующими факторами: очень грубой поверхностью от-
ливок, на который не обеспечивается надежный акустический
контакт; высокими значениями затухания и уровня ревербера-
ционных шумов в крупнозернистой структуре, а также сильной
загрязненностью отливок неметаллическими включениями и
различными мелкими дефектами типа флокенов, экранирующих
сигналы от крупных дефектов.
Для обеспечения ввода ультразвука поверхность отливок
или зачищают механически, например абразивным кругом, или
используют вязкие контактные смазки, шпатлевку и т. п.
Отливки обычно контролируют после термообработки. На-
стройку чувствительности, как правило, производят по плоско-
донным отверстиям, изготовленным в стандартных образцах.
Стандартные образцы должны изготовляться из того же лито-
го сплава, металлургическая структура которого должна быть
идентична структуре контролируемых отливок. Обычно для по-
вышения соотношения полезный сигнал/шум и для более уве-
ренного выявления дефектов контроль отливок производят в
диапазоне более низких частот. Так, стальные и чугунные от-
ливки контролируют на частоте 0,8—1,5 МГц, отливки из алю-
миниевых и титановых сплавов на частоте 1,5—2,5 МГц. Чаще
всего для контроля отливок применяют эхометод, выполняемый
PC-преобразователями продольными волнами. Но иногда ис-
пользуют и наклонные преобразователи. Для уменьшения уров-
ня структурных шумов часто применяют специальные акустиче-
ские системы, например с увеличенными размерами пьезопла-
стины или с фокусировкой: уменьшают длительность зондирую-
щего импульса, а также применяют различные электронные ме-
тоды статистического накопления сигналов с последующим вы-
делением полезного. Такие методы позволяют уменьшить раз-
мер уверенно выявляемого минимального дефекта в 2—
2,5 раза.
Контролируемая поверхность отливок на практике бывает
более шероховатой, чем поверхность стандартных образцов.
Поэтому при настройке по таким образцам фактическая чув-
7*
195
ствительность контроля существенно ниже. Во избежание этого
необходимо вводить компенсирующую поправку. Обычно это
производят следующим образом. Сначала выбирают участок
отливки, имеющий параллельные стенки и поверхность, харак-
терную для всей отливки. Прозвучивают его на повышенной
чувствительности и устанавливают зону, в которой отсутствуют
дефекты. Затем выбирают стандартный образец, длина которо-
го наиболее близка к толщине отливки па выбранном
участке.
Измеряют амплитуды донных сигналов Ао в образце и на
выбранном участке отливки At и определяют величину АА =
=Ai—Аа в дБ. Затем определяют амплитуду сигнала в стан-
дартном образце от заданного эталонного отражателя Аэт и
устанавливают приведенный уровень чувствительности А'эт =
=Аэ+АА в дБ. Эта же операция может быть произведена с
помощью прибора, измеряющего шероховатость поверхности
типа ИШП-1, разработанного в ЦНИИТМаш.
Для автоматизированного контроля отливок и поковок при-
меняют иммерсионный метод. При этом все изделие погружают
в водяную ванну, к которой добавляют ингибиторы, предупреж-
дающие образование коррозии, и поверхностно-активные веще-
ства (стиральные порошки), обеспечивающие лучшую смачи-
ваемость. Обычно жидкость в иммерсионной ванне должна от-
стояться, чтобы в ней не было пузырьков воздуха. Для конт-
роля должны использоваться герметичные ультразвуковые
преобразователи и коаксиальные кабели.
Прн иммерсионном контроле очень важно, чтобы расстояние
между преобразователем и поверхностью изделия выбиралось
из следующего соотношения где //в и //изд—
толщины столба воды и изделия; св и с/ — скорости продоль-
ных волн в воде и изделии. Учитывая, что отношение c-a]ci при-
близительно равно 0,25, необходимо, чтобы столб воды был
больше 0,25//ЯЗд. В этом случае донный сигнал будет находить-
ся на развертке дефектоскопа между первым и вторым сигна-
лами, отраженными от передней грани изделия. В этой же зоне
будут фиксироваться сигналы от дефектов в изделии.
Отливки исключительно разнообразны по размеру, форме,
химсоставу, металлургическим особенностям выплавки метал-
ла и, естественно, по степени ответственности назначения.
Вследствие этого уровни качества устанавливают дифференци-
рованно, исходя из перечисленных факторов и основывают на
реальной оценке эксплуатационных требований, предъявляемых
к отливке.
Оценку качества производят на основании измерения экви-
валентной площади и условных размеров дефектов н сравнении
их с нормативными значениями, записанными в технически#
условиях на изделие.
196
3.13. УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
Существуют два метода ультразвуковой толщинометрии:
эхоимпульсный и резонансный.
При эхоимпульсной толщинометрии измеряют
временной интервал между зондирующим и одним из отражен-
ных импульсов (или между двумя эхоимпульсами). При этом
измеряемая толщина определяется из выражения H=ctl‘2, где
t — измеренный интервал, с; с — скорость ультразвука в дан-
ном материале.
Для импульсной толщинометрии используют прямые преоб-
разователи или, что чаще, PC-преобразователи. Последние
имеют значительно меньшую мертвую зону, что позволяет на
практике на частоте 5—10 МГц измерять изделия толщиной от
1,0—1,5 мм и выше. На погрешность измерений существенно
влияет качество поверхности и длительность импульса.
Повышение качества поверхности (например, с /?а=20 до
Ra = 5 мкм) и снижение длительности импульса с обычно приме-
няемых значений 1 —1,5 до 0,05 мкс позволяет производить
импульсным методом измерение металлических изделий толщи-
ной от 0,2—0,5 мм. Относительная погрешность измерения
0,1—0,2%. Импульсные цифровые толщиномеры относительно
просты по конструкции и удобны в эксплуатации. Габаритные
размеры лучших из них не превышают пачку сигарет.
Резонансная толщинометрия основана на измерении частот
акустических резонансов, возбуждаемых в контролируемом
изделии при модулировании (изменении) частоты возбуждае-
мых ультразвуковых колебаний.
Если в изделии возбуждаются резонансы на частотах fm и
fn, то толщину находят из выражения Н=с(т—n)/2(fm—fn),
где т и п — номера гармоник, а с — скорость ультразвука в
изделии.
В резонансных толщиномерах пьезопластина
преобразователя включена в колебательный контур автогенера-
тора, в цепи которого находится сердечник с переменной ин-
дуктивностью. Изменение индуктивности приводит к модуляции
частоты колебательного контура и, следовательно, к модуляции
частоты возбуждаемых ультразвуковых колебаний. Переменное
намагничивание сердечника осуществляется треугольным им-
пульсом генератора временной развертки с экспоненциально
спадающей амплитудой.
При установлении акустического резонанса в стенке изде-
лия резко изменяется постоянная тока автогенератора и срыв
генерации, что фиксируется на стрелочном, цифровом или па-
норамном на ЭЛТ проградуированном индикаторе. Погреш-
ность резонансных толщиномеров 2—3%. Однако они более
капризны в эксплуатации, имеют относительно большие габа-
197
ритные размеры и в настоящее время применяются весьма
редко.
Ультразвуковая толщинометрия легко автоматизируемый
процесс. Иммерсионные толщиномеры широко применяют при
сортировке труб, листа, прутков и т. д.
На погрешность ультразвуковой толщинометрии оказывает
влияние отклонение геометрии контролируемого слоя от экви-
дистантности; непостоянство и неоднородность свойств матери-
ала, например затухания и скорости УЗК; нарушение акусти-
ческого контакта или изменение толщины контактного слоя;
ошибки в настройке прибора и т. п.
Погрешность большинства контактных резонансных толщи-
номеров составляет 1—2% измеряемой толщины. Погрешность
современных импульсных толщиномеров, например УТ-93П, со-
ставляет ±0,1 мм в диапазоне толщин 0,6—300 мм и ±/
(0,001 (-0,1) мм в диапазоне толщин 100—1000 мм, где Н —
толщина изделия.
Толщиномер УТ-93П производственного объединения «Вол-
на» (г. Кишинев) комплектуется шестью типами преобразова-
телей на номинальные частоты 2,5; 5,0; 10,0 МГц. Толщиномер
УТ-93 П имеет расширенный в сторону малых толщин диапазон
измерений, уменьшенную погрешность измерения, повышенную
устойчивость к воздействию окружающей среды.
Прибор снабжен системой автоматического выключения,
срабатывающей через 1,5—4,5 мин после последнего измере-
ния, а также при снижении напряжения источника питания ни-
же предельно допустимого значения. Измерение производят
только после обеспечения акустического контакта преобразо-
вателя с поверхностью контролируемого изделия, о чем сигна-
лизирует подсветка служебного знака (точки) после младше-
го разряда цифрового индикатора. Результат последнего изме-
рения сохраняется в цифровой памяти толщиномера и воспро-
изводится на индикаторе даже при снятии преобразователя с
изделия.
В ультразвуковом импульсном толщиномере типа Sonasco-
ре-650 фирмы «Сонатест» (Англия) благодаря работе на сверх-
высоких частотах 30,0 и 40,0 МГц удается существенно про-
двинуть предел измерений в сторону минимальных значений
до 0,13 мм при погрешности измерений ±0,001 мм в диапазоне
толщин до 10 мм; и до 0,01 м в диапазоне толщин до 100 мм.
Такую же погрешность измерений имеет толщиномер типа
Microgage фирмы «Сонатест», работающий в диапазоне тол-
щин 0,08—2000 мм.
В НПО «Спектр» создан оригинальный импульсный толщи-
номер, обеспечивающий автоматическое измерение толщины
без предварительной оценки скорости продольных волн в кон-
тролируемом изделии. Это обеспечивается особой конструкци-
198
ей датчика, в котором имеются дополнительные пьезоэлементы,
возбуждающие в металле подповерхностные продольные вол-
ны, и электронной схемой, измеряющей скорость этих волн и
автоматически масштабирующей измеренные временные интер-
валы, соответствующие толщине изделия.
Для контроля изделий, нагретых до температуры 500—600°С,
например химических аппаратов, в процессе эксплуатации
применяют специальные термостойкие силиконовые смазки в
смеси с борной кислотой и кварцевые акустические задержки.
Использование микропроцессорной техники позволяет суще-
ственно упростить проведение толщинометрии в сложных экс-
плуатационных условиях. В толщиномерах типа DME/DR1
фирмы «Крауткремер» (ФРГ) и типа T-Gage/T-Logger фирмы
«Сонатест» (Англия) производится запоминание данных изме-
рений. Оператору не надо записывать данные на месте конт-
роля, а достаточно только нажать соответствующую клавишу
для ввода номера точки измерения (по предварительно состав-
ленной схеме). Затем в лаборатории толщиномер подключают
к микроЭВМ, которая осуществляет распечатку данных с топо-
графической привякой к изделию.
3.14. АВТОМАТИЗАЦИЯ И МЕХАНИЗАЦИЯ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Процесс ручного ультразвукового контроля состоит из цело-
го ряда простых и сложных операций. В него входят переме-
щение преобразователя по сложной траектории, зависящей от
типоразмера изделия, его пространственного положения,
местоположения и типа наиболее вероятных дефектов; непре-
рывное наблюдение за экраном дефецтоскопа; выполнение ло-
гических операций по переработке полученной информации и
оценке качества. Такая напряженная работа приводит к быст-
рому физическому утомлению оператора и обусловливает про-
пуск дефектов.
Автоматизировав или механизировав контроль, можно зна-
чительно повысить его достоверность в результате освобожде-
ния оператора от однообразного ручного труда и возложения
на автоматические устройства функций сканирования, регист-
рации результатов контроля и принятия решения о качестве
контролируемого изделия.
Если все функции, выполняемые оператором, передать конт-
ролирующему устройству, то в общем виде оно должно содер-
жать следующие функциональные элементы: акустический блок
с преобразователями и механизмом для перемещения преобра-
зователей; систему слежения за качеством акустического кон-
такта; электронный блок для генерирования зондирующих им-
пульсов и приема эхосигналов; систему подачи и сбора кон-
199
тактной жидкости; электронный блок для логической обработ-
ки информации о дефекте, включая ЭВМ; регистраторы инфор-
мации на дефектограмме в аналоговой или цифровой форме;
систему самоконтроля обратной связи для управления траекто-
рией и скоростью сканирования в зависимости от полученной
информации о дефекте; систему автоматической отбраковки.
Уровень или степень автоматизации зависит от совокупно-
сти экономических, технологических, технических и инженерно-
психологических требований к методам и средствам контроля
и определяется наличием в ней упомянутых систем (табл. 3.6).
3.6. Уровни автоматизации УЗ-контроля
Дефектоскопы I уровня автоматизации позво-
ляют снизить психофизиологическую нагрузку на оператора за
счет реализации возможности измерения параметров дефектов,
обнаруженных в процессе ручного сканирования. Такие дефек-
тоскопы должны обрабатывать первичную информацию и ото-
бражать ее в удобной для оператора форме на дисплее с па-
норамным и цифровым индикатором. Так как выборка может
содержать более одного дефекта, а цифровой дисплей может
отображать данные только об одном дефекте, в дефектоскопе
должно быть предусмотрено устройство, реализующее приори-
тетное правило об отображении самого опасного дефекта, т. е.
данных о наибольшем сигнале. Кроме того, для повышения
достоверности обнаружения дефектов информация, отображен-
ная на дисплее, должна запоминаться. Период считывания и
сброса информации должен регулироваться. Эти требования
были впервые реализованы в ультразвуковом дефектоскопе
УДЦ-100, разработанном НПО ЦНИИТМаш.
200
Широкие возможности открывает применение микропроцес-
соров. Первые дефектоскопы со встроенными микропроцессора-
ми обеспечивают получение информации о дефекте анализом
не только амплитуды сигнала, но и частотных составляющих, ско-
рости нарастания переднего и заднего фронтов, фазы первого
вступления, искажения формы сигнала и т. п. Параметры конт-
роля задаются оператором клавишным набором и отобража-
ются на дисплее.
Дефектоскопы II уровня автоматизации дол-
жны дополнительно содержать устройства сканирования, поме-
хозащиты, контроля акустического контакта и работоспособно-
сти основных систем, а также регистрации дефектов.
Система сканирования является наиболее сложным и наи-
менее надежным механизмом любой автоматизированной систе-
мы неразрушающего контроля. Она должна обеспечивать по-
строчное прозвучивание всего контролируемого металла шва
по заданной траектории с постоянной или регулируемой
скоростью, гарантируя при этом надежный акустический кон-
такт.
Выбор акустической системы зависит от толщины и геомет-
рии изделия, характера статистического распределения дефек-
тов по типу, ориентации и местоположению в нем. Наиболее
распространены следующие способы сканирования:
1. Построчно-последовательное прозвучивание всего изделия
одноэлементным преобразователем, который совершает про-
дольно-поперечное перемещение.
2. Одновременное прозвучивание несколькими разнесенны-
ми на различные фиксированные расстояния преобразователя-
ми, каждый из которых прозвучивает соответствующую зону
по толщине. При этом отпадает необходимость в поперечном
перемещении преобразователей. Обычно такие преобразовате-
ли объединены в одну матрицу и переключаются с помощью
электронного коммутатора, управляемого программным бло-
ком.
Наиболее эффективны системы сканирования на основе про-
мышленных роботов с гибкой программой управления, задава-
емой микроЭВМ.
Дефектоскоп II уровня должен обеспечивать автоматиче-
ский контроль акустического контакта, помехозащиту и конт-
роль работоспособности.
При автоматизированном контроле оператор не в состоянии
следить за акустическим контактом, поэтому необходимо соз-
давать специальные системы подачи контактной жидкости в
зазор между преобразователем и изделием и обеспечивать
контроль акустического контакта. Как правило, в установках
применяют иммерсионный или щелевой способ ввода ультра-
звуковых колебаний в изделие. В качестве контактной жидко-
201
сти используют воду с добавкой поверхностно-активных ве-
ществ (эмульгаторов).
При контроле по грубой поверхности необходимо применять
устройства, компенсирующие вариации акустического контакта
с помощью регулировки коэффициента усиления или мощности
зондирующего импульса дефектоскопа.
Акустический контакт контролируют прямым методом, ре-
гистрируя качество прохождения акустических сигналов через
контактный слой (например, донных или возбуждаемых в из-
делии низкочастотным излучателем), или косвенным, опре-
деляя наличие контактной жидкости под преобразователем с
помощью резистивных или емкостных датчиков.
Часто при работе в цехах и на монтажных площадках уро-
вень электрических помех (возникающих при сварке, от тирис-
торных усилителей и т. п.) превышает полезный сигнал от де-
фекта. При ручном контроле оператор легко отличает помеху
от полезного сигнала по форме и длительности последнего.
В автоматизированных дефектоскопах II—IV уровней для этих
целей применяют, как правило, несколько параллельных систем
помехозащиты. В основе их работы лежит регистрация перио-
дичности поступления сигналов за выбранный интервал време-
ни. При этом предполагается, что от дефекта с заданной син-
хронизатором дефектоскопа скважностью приходит подряд не-
сколько сигналов, а сигнал от помехи случайный.
Система контроля работоспособности обеспечивает поддер-
жание параметров дефектоскопа на установленном уровне.
В настоящее время существуют следующие способы отобра-
жения информации на дефектограммах: аналоговый (в коор-
динатах на дефектограмме амплитуда—расстояние вдоль шва);
факсимильный (в координатах глубина — расстояние вдоль
шва); цифровой (в виде ленты с построчной записью получен-
ной информации).
Аналоговый способ позволяет оценивать динамику измене-
ния амплитуды сигналов только в одном направлении скани-
рования, поэтому практически не может быть использован при
контроле толстостенных изделий.
Факсимильный способ дает отметку о дефекте, сигнал от
которого превышает пороговый уровень, в виде точки. Он при-
меним при контроле швов любой толщины и позволяет постро-
ить наглядную дефектограмму всего вертикального сечения
контролируемого шва в виде топографии дефектов по их услов-
ным размерам. Недостатком способа является невозможность
измерения амплитуды сигнала.
Цифровой способ наиболее информативен, но наименее на-
гляден. Для полноты и наглядности отображения информации
применяют регистраторы, комбинирующие эти основные спо-
собы.
202
Установки III и IV уровней называют автоматиче-
скими стендами или линиями. Стенды — весьма сложное, гро-
моздкое и дорогостоящее оборудование, поэтому применять их
на производстве не всегда целесообразно.
Установками III уровня являются установки для автомати-
зированного контроля проката, сварных швов роторов турбин
и толстостенных (до 300 мм) сосудов давления для химической
и энергетической промышленности, а также установки для дис-
танционного ультразвукового контроля корпуса реактора АЭС
в процессе эксплуатации.
Установки IV уровня автоматически оценивают размеры де-
фекта, сравнивают их с нормативными и при превышении этих
размеров отправляют изделие с помощью исполнительного ме-
ханизма в «карман брака». К этому классу относят трубные
дефектоскопы.
Эффективность автоматизированного контроля зависит от
его согласованности с технологическим процессом изготовления
изделия. Поэтому в некоторых случаях целесообразно не авто-
матизировать, а только механизировать процесс сканирований,
освобождая оператора от лишнего физического напряжения, но
оставляя за ним все контрольные функции. В табл. 3.7 приве-
3.7. Выбор уровня автоматизации
Производственные факторы Уровень автоматизации
III—IV II I
Поток однотипных изделий Большой Средний Малый
Протяженность изделия Большая Средняя Малая
Конфигурация поверхности Плоская, ци- линдрическая Сложная Сложная
Ширина околошовной зоны тол- щиной Н <4/7 <4Я
Радиационный фон Есть Нет Нет
ден рекомендуемый уровень автоматизации в зависимости от
производственных факторов.
Развитие автоматизации неразрушающего контроля идет по
пути многофункциональности и роботизации операций измере-
ния. Среди них можно выделить следующие основные направ-
ления. К первому из них относят создание автоматизированных
средств контроля с анализом сигнала в реальном масштабе
времени. Быстродействующие средства контроля основаны на
аналоговых и цифровых методах обработки многомерного сиг-
нала. В координатах амплитуда, частота, время строятся трех-
мерные изображения акустических полей, что позволяет оцени-
203
вать в них амплитудно-фазовые и пространственные соотноше-
ния, характеризующие тонкую структуру отражающей поверх-
ности.
Ко второму направлению следует отнести применение авто-
матизированных систем обработки изображения. Эти системы,
в частности звуковизоры, ультразвуковые голографические си-
стемы, осуществляют визуализацию изображения и представ-
ляют его в двухмерном или трехмерном виде.
Очень перспективна вычислительная томография. В ее осно-
ве лежит принцип прозвучивания сфокусированным ультразву-
ковым лучом исследуемого слоя контролируемого изделия под
различными ракурсами. Томография позволяет получить изоб-
ражение сечения объекта по всей глубине.
3.15. ЭКСПЛУАТАЦИЯ АППАРАТУРЫ
Измерения в дефектоскопии характеризуются систематичес-
кими и случайными погрешностями.
Систематические погрешности вызываются причинами, дей-
ствующими одинаковым образом при проведении измерений в
одних и тех же условиях или закономерно изменяющими пока-
зания в какую-либо одну сторону при изменении этих условий.
Например, по мере неравномерного истирания призмы наклон-
ного преобразователя постепенно увеличивается погрешность
определения координат дефекта.
Случайные погрешности приводят к разбросу результатов
повторных замеров относительно какого-либо среднего значе-
ния даже при самых тщательных измерениях. Обычно они оп-
ределяются какими-то случайными, непредвиденными измене-
ниями какого-либо условия контроля, например, флуктуациями
акустического контакта, случайной формой отражающей по-
верхности дефекта, грубыми ошибками, вызванными невнима-
тельностью или небрежностью оператора или незамеченной
неисправностью аппаратуры и др.
Все погрешности делятся на погрешности измерения коор-
динат и погрешности измерения размеров дефекта. Рассмотрим
основные причины их возникновения и возможные пути устра-
нения.
Погрешности определения координат. Наиболее частой при-
чиной возникновения систематических погрешностей
является нелинейность координат горизонтальной развертки
дефектоскопа. В исправном приборе нелинейность не должна
превышать 3%, что должно проверяться по стандартному об-
разцу № 1 (ГОСТ 14782—86).
Погрешность координатных линеек или таблиц, вызванная
введением усредненной поправки на время прохождения уль-
204
тразвука в призме для всех типов наклонных преобразовате-
лей, приводит к погрешности измерения глубины дефекта до
10%. Для ее исключения необходимо пользоваться координат-
ными линейками, обеспечивающими регулируемую поправку на
путь в призме, например линейкой УКЛ-1.
Погрешность, вызванная отклонением угла р от номиналь-
ного значения вследствие истирания призмы, увеличивается с
ростом угла р. Для обеспечения гарантируемой техническими
условиями на дефектоскопы точности измерения глубины зале-
гания дефекта h, равной 0,05 Н±2 мм, необходим допуск на
угол призмы не более 30'. Методическими инструкциями долж-
на предусматриваться периодическая проверка углов наклона
призмы в процессе контроля. Обычно такую проверку проводят
на стандартном образце № 1 и после контроля — 50—70 м
сварного шва.
Погрешность в результате разницы температур контролиру-
емого изделия и испытательного образца, по которому настра-
ивался глубиномер дефектоскопа, также приводит к ошибке в
определении координат дефекта. Расчет показывает, что отно-
сительная погрешность измерения глубины дефекта при нагре-
ве призмы до 50 °C численно равна погрешности при отклоне-
нии угла р от номинального на ±2°.
Случайные погрешности определения коор-
динат возникают вследствие неожиданных, непредвиденных
изменений условий контроля, например из-за изменения угла
ввода а в результате наклона преобразователя на какой-
либо неровности поверхности контролируемой конструкции (на
брызгах металла, вмятинах, песке и т. п.); неточной установки
преобразователя в положение регистрации максимума эхосиг-
нала из-за нарушения акустического контакта; значительной
ширины выпуклости шва, в результате чего дефекты, находя-
щиеся в корне шва, прозвучиваются не центральным, а боко-
вым лучом пучка.
Эти случайные погрешности обычно легко исключить прове-
дением повторных измерений после устранения мешающих
факторов. Кроме того, в сомнительных случаях рекомендуется
определять координаты с обеих сторон шва прямым и однаж-
ды отраженным лучом, а также использовать преобразователи
с различными углами призмы.
Погрешности при эталонировании уровня чувствительности
и определении размеров дефекта. В основе систематических
погрешностей лежит неправильно установленный уровень эта-
лонной чувствительности дефектоскопа. Причинами этого явля-
ются несоответствие качества поверхностей испытательного об-
разца и изделия, неточность изготовления эталонного отража-
теля и несоосность плоскодонного отражателя или сегмента
акустической оси пучка. Погрешность, возникающая из-за несо-
205
ответствия качества поверхностей, при контроле прямыми сов-
мещенными PC-искателями может достигать 10—15 дБ, а при
контроле наклонными — 3—4 дБ. Это различие приводит к
пропуску дефектов, так как поверхность испытательного образ-
ца, как правило, лучше поверхности изделия. Поэтому когда
на производстве ие удается добиться полной идентичности ка-
чества поверхностей испытательных образцов и контролируемо-
го изделия, чувствительность эталонируют с помощью АРД-ди-
аграмм по опорному сигналу непосредственно в контролиру-
емом изделии.
Неточность изготовления эталонных отражателей весьма
существенно влияет на уровень чувствительности. Так, если
поперечный размер плоскодонного отверстия, сегмента или за-
рубки отличается от номинала на 0,2 мм, то в диапазоне обыч-
но рекомендуемых уровней чувствительности это приводит к
погрешности измерения эквивалентной площади Зэ до 9%.
Если ось бокового сверления непараллельна поверхности испы-
тательного образца, что очень часто встречается при изготов-
лении образцов из трубы, то погрешность в среднем составляет
1,7 дБ/град. Отклонение от перпендикулярности преломленной
оси пучка относительно плоского дна отверстия или сегмента
вследствие истирания призмы или неточности изготовления от-
ражателя приводит к увеличению предельной чувствительности.
При Др—1° погрешность в зависимости от характеристики
направленности излучателя и дефекта может доходить до
8 дБ.
Погрешность в установлении уровня чувствительности при
наклоне отражающей грани зарубки относительно нормали к
поверхности на 2° составляет 1—1,5 дБ.
Для обеспечения воспроизводимости результатов контроля
необходимо, чтобы суммарная систематическая погрешность не
превышала 3 дБ. Одним из наиболее эффективных путей умень-
шения систематических погрешностей является жесткая регла-
ментация соответствующих требований в производственных ме-
тодических инструкциях.
Проверка параметров аппаратуры. Аппаратура ультразву-
кового контроля является сложным электронно-акустическим
комплексом, работоспособность которого гарантируется при
соблюдении определенных правил эксплуатации, содержащихся
в технических условиях.
В целях устранения или уменьшения погрешностей контро-
ля в процессе эксплуатации аппаратуры очень важно проводить
профилактические и регламентные работы по выявлению и
устранению неисправностей аппаратуры. Ежедневно перед на-
чалом смены оператор должен убедиться в работоспособности
прибора: провести внешний осмотр дефектоскопа, преобразова-
телей, всех токоподводящих проводников и кабелей, элементов
206
крепления; проверить состояние автономных источников пита-
ния (аккумуляторов) и уровень напряжения по индикатору де-
фектоскопа.
Большую часть параметров преобразователя проверяют по
стандартным образцам № 1—4 (ГОСТ 14782—86). При опре-
делении основных параметров погрешность акустического кон-
такта не должна превышать ± 1 дБ. Если погрешность более
1 дБ, то преобразователь использовать нельзя.
Ежедневно с помощью стандартных образцов определяют
следующее:
1. Центр излучения преобразователя по стандартному об-
разцу № 3.
2. Угол р по стандартному образцу № 1. Если Др>30', то
призму заменяют. Допускается фрезеровка контактной поверх-
ности призмы с целью восстановления номинального значения
угла 0.
3. Линейность развертки на экране ЭЛТ и градуировку глу-
биномера по стандартному образцу № 1. Прямой преобразова-
тель устанавливают напротив прорези в образце, фиксируют
последовательность эхосигналов, отраженных от .нее с перио-
дом 20 мкс, и сопоставляют их положение на развертке с пока-
заниями глубиномера.
4. Контрольную или условную чувствительность дефектоско-
па с преобразователем. Для этого используют испытательный
образец с контрольным отражателем и стандартный образец
№ 1.
5. Точность работы глубиномера дефектоскопа по стандарт-
ному образцу № 1. Прямым преобразователем измеряют ин-
тервалы времени между эхосигналами, отраженными от проре-
зи в образце. При этом погрешность не должна превышать
±2% полного значения шкалы выбранного диапазона.
6. Разрешающую способность в направлении прозвучивания
по стандартному образцу № 1. Разрешающая способность счи-
тается удовлетворительной, если на экране разрешаются три
эхосигнала от прямоугольных канавок или боковых поверхно-
стей цилиндрических отверстий соответственно при прозвучива-
иии прямыми или наклонными преобразователями. Не реже
чем раз в месяц, а также при аттестации вновь полученных
или изготовленных преобразователей необходимо проверять но-
минальные частоты ультразвуковых колебаний f, измерять ус-
ловную длительность эхосигнала тс, определять ширину угло-
вого захвата 0, условную длительность реверберационных шу-
мов тр и время задержки эхосигнала тпр в призме.
Частота ультразвуковых колебаний определяет длину вол-
ны, значение которой необходимо знать для определения раз-
меров дефектов по АРД-диаграммам, поэтому требование вос-
производимости результатов контроля накладывает ограниче-
207
ния на разброс преобразователей по частоте. Он не должен
превышать 10%.
Номинальную частоту f проверяют с помощью радиоизме-
рительной аппаратуры, например спектрального анализатора
или по стандартному образцу № 4.
Условную длительность эхосигнала тс измеряют иа уровне
0,5 (—6 дБ) от его максимальной положительной амплитуды
либо от его максимальной отрицательной амплитуды.
Для определения ширины углового (линейного) захвата 0
применяют стандартный образец № 2, генератор биполярных
импульсов и осциллограф. Перемещая преобразователь в сто-
рону меньших значений угла а, устанавливают преобразова-
тель в положение, в котором амплитуда эхосигнала от цилинд-
рического отражателя уменьшится до зафиксированного ранее
значения. По шкале углов отсчитывают угол a^in- Перемещая
преобразователь в сторону больших значений угла а, устанав-
ливают преобразователь в положение, в котором амплитуда
эхосигнала совпадает с зафиксированным значением. По шкале
углов отсчитывают угол «max- Вычисляют ширину углового за-
хвата 0 — CCmax CXmin-
При определении ширины линейного захвата вместо углов
штангенциркулем измеряют расстояние, на которое перемеща-
ется преобразователь от угла атах до угла атгъ
Условную длительность реверберационных шумов тр изме-
ряют осциллографом на уровне, равном максимальной положи-
тельной амплитуде эхосигнала тчрш, либо на уровне, равном
максимальной отрицательной амплитуде эхосигнала т~рш. Сред-
няя длительность тсрр=(т+рш—тГрш)/2. Длительность ревербе-
рационных шумов отсчитывают от переднего фронта импульса
генератора до точки пересечения реверберационного сигнала с
горизонтальной линией шкалы осциллографа, расположенной
на уровне максимальной амплитуды эхосигнала.
Для определения времени задержки эхосигнала тпр в пре-
образователе последний перемещают по стандартному образцу
№ 3 и совмещают точки пересечений линии выхода с осью об-
разца. Осциллографом измеряют интервал времени между зон-
дирующим и первым эхосигналом т0_ь а также интервал вре-
мени между первым и вторым эхосигналами п-г- Время за-
держки эхосигнала в преобразователе тпр = (то—i—Ti-г)/2.
Если все перечисленные параметры в норме, то дефектоскоп
можно использовать в работе. В процессе контроля оператор
должен периодически проверять напряжение источника питания
по индикатору дефектоскопа, а при работе с сетевым .источни-
ком питания один раз в час — чувствительность дефектоскопа
по испытательному образцу и в случае необходимости коррек-
тировать ее.
Не реже одного раза в месяц проверяют надежность зазем-
208
ления корпуса дефектоскопа (с сетевым питанием) и сопротив-
ление изоляции соединительных кабелей, которое должно быть
не менее 100 МОм. Кабели, сопротивление которых менее
100 МОм, должны быть отремонтированы. Надежность зазем-
ления корпуса дефектоскопа проверяют измерением сопротив-
ления между разъемом кабеля преобразователя и клеммой за-
земления на корпус прибора. Сопротивление, измеренное ом-
метром, не должно превышать 5 Ом. Если сопротивление боль-
ше, необходимо установить причину и устранить неполадку.
В соответствии с требованиями ГОСТ 23667—79 и 23702—79
периодически проверяют все основные параметры ультразвуко-
вых дефектоскопов и преобразователей. Номенклатура измеря-
емых параметров (характеристик) и периодичность проверки
устанавливаются отраслевыми стандартами или стандартами
предприятия. Методика проверки приведена в руководящем
нормативном документе РД 50-407—83.
Контрольные вопросы
1. Перечислите особенности распространения ультразвуковых волн в
твердых телах.
2. Назовите основные элементы конструкции ультразвукового дефекто-
скопа.
3. Как производится оценка дефекта по измеряемым характеристикам?
4. Что такое эквивалентный размер дефекта?
5. В чем заключаются особенности ультразвукового контроля сварных
швов различной толщины?
6. Какие основные конструктивные элементы включают установки авто-
матизированного контроля?
8-463
4. Магнитная и вихретоковая
дефектоскопия
4.1. ФИЗИЧЕСКИЕ ОСНОВЫ
Эти методы основаны на регистрации и измерении магнит-
ных полей и их неоднородностей. Магнитное поле существует
вблизи проводника с током и постоянных магнитов. Причиной
его возникновения является упорядоченное движение зарядов
в проводнике или электронов в атомах вещества магнита.
Характеристики постоянного магнитного поля. Основной ха-
рактеристикой магнитного поля является вектор магнит-
ной индукции В. Вектор В направлен по касательной к
магнитным силовым линиям, поэтому по виду силовых линий
-
можно судить о направлении вектора индукции. Вектор В име-
ет смысл плотности магнитного потока Ф. Для наглядности
представления магнитного поля линии магнитной индукции
условно проводят так, чтобы их число, приходящееся на еди-
ницу площади перпендикулярной им поверхности, было пропор-
—►
ционально магнитной индукции В. Поэтому Mai нитный поток Ф
через какую-либо поверхность пропорционален общему числу
силовых линий, пронизывающих эту поверхность. В однород-
ном магнитном поле магнитный поток Ф через площадку S,
расположенную перпендикулярно магнитным линиям, равен
произведению магнитной индукции В на площадку S (Ф — BS).
Магнитный поток выражается в веберах (Вб), а магнитная
индукция — в теслах (Тл).
Другой важной характеристикой магнитного поля является
вектор напряженности Н. Он определяет поле, создаваемое
внешним по отношению к данному телу источником. На прак-
тике эти поля чаще всего создаются различными намагничи-
вающими катушками. Между индукцией и напряженностью
магнитного поля существует зависимость: В = цоцН, где цо—
магнитная проницаемость в вакууме, ц.о = 4л-10~7 Гн/м; р, — от-
носительная магнитная проницаемость материала; Н—напря-
женность магнитного поля, А/м.
210
Магнитные свойства материала. Все вещества в той или
иной степени обладают магнитными свойствами. Магнитные
свойства вещества характеризуются магнитной проницаемо-
стью ц. В зависимости от ее значения все материалы подраз-
деляют на три группы: диамагнитные, у которых ,ц на несколь-
ко миллионных или тысячных долей меньше единицы (медь,
цинк, серебро и др.); парамагнитные, у которых ц на несколь-
ко миллионных или тысячных долей больше единицы (марга-
нец, платина, алюминий); ферромагнитные, у которых ц дости-
гает десятков тысяч. К таким материалам относят только че-
тыре элемента (железо, никель, кобальт, гадолиний) и некото-
рые сплавы металлов.
Ферромагнитные свойства металлов обусловлены йнутрен-
ними молекулярными токами, в основном вращением электро-
нов вокруг собственной оси. В пределах малых объемов (при-
мерно 10-8—10~5 см3) элементарных областей, так называемых
доменов, магнитные поля молекулярных токов образуют ре-
зультирующее поле домена.
При отсутствии внешнего магнитного поля поля доменов
направлены произвольно и компенсируют друг друга. Суммар-
ное поле доменов в этом случае равно нулю, деталь оказывает-
ся размагниченной (рис. 4.1, а). Если на деталь действует
внешнее поле, то под его влия-
нием поля отдельных домонов ус-
танавливаются по направлению
внешнего поля с одновременным
изменением границ между доме-
нами. В результате образуется
общее магнитное поле доменов,
деталь оказывается намагничен-
ной (рис. 4.1, в). При намагничи-
вании магнитное поле доменов
Рис. 4.1. Ориентация домеиов в
ферромагнитном материале:
а— деталь размагничена, б — деталь
намагничена до индукции насыщения,
в — деталь намагничена до остаточной
намагниченности
накладывается на внешнее маг-
нитное поле в контролируемой детали.
Искажение магнитного поля, происходящее при внесении в
него диамагнитных и парамагнитных тел, незначительно. На-
против, магнитное поле искажается весьма существенно, если
в него будут помещены ферромагнитные тела. Железный обра-
зец, обладающий проницаемостью в сотни и тысячи раз боль-
шей цо (абсолютной магнитной проницаемости вакуума), вби-
рает в себя магнитное поле. Это явление характеризуется на-
магниченностью М. Она определяет состояние вещества
при его намагничивании (воздействии на него магнитного по-
*"> —*
ля Н). Количественно она равна M = где V — объ-
V-эО
ем вещества, т — элементарный магнитный момент. Намагни-
ченность, как и магнитное поле, выражается в А/м.
8* 211
Значение намагниченности определяется из уравнения для
магнитной индукции B = ]i0(H +М).
Магнитная восприимчивость — безразмерная ве-
личина хт, характеризующая способность вещества (магнети-
ка) намагничиваться в магнитном поле. Для изотропного маг-
нетика хт = М1Н, у диамагнетиков хт<0, У парамагнетиков
хт>0, у ферромагнетиков xm3>0 (104 и более).
Принципиальное отличие ферромагнетиков от других ве-
ществ заключается в отсутствии линейной зависимости маг-
нитного состояния вещества от напряженности магнитного по-
ля (рис. 4.2). Сначала индукция (кривая B = f(H)) растет
Рис. 4.2. Зависимость В и (id
от Н для ферромагнитного ма-
териала
Рнс. 4.3. Петля гистерезиса
при перемагничивании ооразца
медленно, затем быстро и, наконец, при Hs наступает магнит-
ное насыщение Bs. Кривую B=f(H) называют кривой перво-
начального намагничивания (индукции), а кривую ]id=f(H)—
кривой магнитной проницаемости. Она показывает зависимость
относительной дифференциальной проницаемости jid от напря-
женности магнитного поля Н. jid является весьма важной ха-
рактеристикой материала с точки зрения дефектоскопии и оп-
ределяется выражением p.d=lin]AB('noA//9-
Наилучшими условиями выявления дефектов являются та-
кие, при которых магнитная проницаемость мала, а индукция
велика. Такое магнитное состояние может быть достигнуто в
магнитных полях, превышающих поле //щпах, т. е. на участке
кривой u.d=f(H), где проницаемость убывает. Если начальное
намагничивание металла таково, что точка Р оказывается сле-
ва от точки ца на кривой магнитной проницаемости, то умень-
шение поперечного сечения металла за счет дефекта вызовет
увеличение магнитной индукции, а также может привести к
более высокой магнитной проницаемости, в результате дефект
212
может быть не обнаружен. Эти обстоятельства необходимо
учитывать при выборе режимов намагничивания материалов.
Характерная особенность ферромагнетиков состоит также
в явлении эффекта гистерезиса (рис. 4.3). Пусть в
первоначальный момент железо доведено до магнитного насы-
щения Bs. При плавном уменьшении напряженности магнитно-
го поля индукция убывает уже по другой кривой, лежащей
выше кривой первоначального намагничивания. Напряженность
поля может быть доведена до нуля, но намагниченность не
будет снята. Чтобы снять остаточную намагниченность, необ-
ходимо сменить направление поля. Полное размагничивание
произойдет при условии, что напряженность поля достигнет
некоторой величины Нс, называемой коэрцитивной силой. Коэр-
цитивная сила численно равна напряженности поля, при кото-
рой дифференциальная проницаемость достигнет максимума:
//с=^^тах (см. рис. 4.2). При дальнейшем увеличении поля
тело намагничивается в обратном направлении до той же сте-
пени насыщения, что и в начальном процессе. Достигнув отри-
цательного максимума, можно вести процесс в обратную сто-
рону и получить петлю гистерезиса. Петлю, полученную при
условии, что ферромагнитное тело доводится до магнитного
насыщения Bs, называют предельной петлей гистерезиса.
Магнитные свойства железа и его сплавов могут меняться
в широких пределах в зависимости от структуры, фазового со-
става, величины зерна металла, величины пластической дефор-
мации и т. д. Различают ферромагнитную (феррит) и парамаг-
нитную (аустенит) фазы железа. Безуглеродистые сплавы же-
леза, а также аустенитные стали обычно парамагнитные; они
содержат лишь небольшое количество феррита (a-фазы), по-
этому для их намагничивания требуются большие намагничи-
вающие поля (до 1 000 000 А/м). Для обычных конструкцион-
ных низко- и среднелегированных сталей, у которых преобла-
дает ферромагнитная фаза (феррит, мартенсит), а количество
аустенита не превышает 10—15%, магнитное насыщение дости-
гается при полях 100 000 А/м. Определяя изменение маг-
нитных характеристик сталей, можно установить количествен-
ное соотношение нх фаз, содержание аустенита, феррита, а
также исследовать состояние сталей после термообработки,
сварки, прокатки и т. д.
Особенности переменного магнитного поля. При внесении
ферромагнетика в переменное магнитное поле в нем возникают
вихревые токи,. создающие свое собственное электромагнитное
поле. Вихревые токи по правилу Ленца стремятся противодей-
ствовать изменению внешнего магнитного поля. Это в отличие
от постоянного магнитного поля приводит к неравномерному
распределению индукции и напряженности магнитного поля, а
также электрического поля по сечению образца.
213
Плотность вихревых токов максимальна на поверхности из-
делия, и с удалением от поверхности амплитуда В и Н убыва-
ет по экспоненциальному закону Яг=7/Ое-Аг, где Нг— ампли-
туда напряженности магнитного поля на некотором расстоя-
нии z от поверхности изделия, где Нг=Н0; k — коэффициент
затухания, м-1; й=К piognfa, где f — частота электромагнит-
ных колебаний, Гц; а — удельная электрическая проницае-
мость, см/м; — магнитная проницаемость, Гн/м.
Для приближенной оценки глубины проникновения электро-
магнитного поля можно воспользоваться формулой глубины
проникновения z (м) плоской волны; 2= V 1/л/ц.асг, где
ц.а = Игп В/СцоЯ) — абсолютная магнитная проницаемость.
По мере увеличения частоты электрической проводимости
и магнитной проницаемости уменьшается глубина проникнове-
ния электромагнитного поля. Фактически высокочастотные
электромагнитные поля распространяются в тонком поверхно-
стном слое, а в глубине ферромагнетика они пренебрежимо
малы. Это явление носит название скин-эффекта.
Рис. 4.4. Распределение намагниченности Л1и в ферромаг-
нитном изделии и поля рассеяния Hi над поверхностным
дефектом (а), а также топография (б) тангенциальной
Ни н нормальной Нпл составляющих напряженности поля
поверхностного дефекта
Вследствие этого эффекта при намагничивании переменным
магнитным полем не удается обнаружить подповерхностные
дефекты (на глубине 2—4 мм), которые уверенно выявляются
при работе в постоянном магнитном поле. Переменное магнит-
ное поле обычно создают с помощью катушек (соленоидов),
питаемых переменным током.
Обнаружение дефектов при магнитных методах. Магнитные
методы контроля ферромагнитных металлов основаны на обна-
214
ружении локальных возмущений поля, создаваемых дефектами
в намагниченном изделии. Магнитный поток, распространяясь
по изделию и встречая на своем пути поверхностный дефект,
огибает его вследствие того, что магнитная проницаемость де-
фекта значительно ниже (в 1000 раз) магнитной проницаемо-
сти основного металла. Это можно пояснить следующим обра-
зом (рис. 4.4, а, б). Часть магнитносиловых линий обрывается
на одной грани дефекта и снова начинается на другой. Конец
каждой линии можно рассматривать как некоторый положи-
тельный магнитный заряд, а на другой отрицательные магнит-
ные заряды. Каждый магнитный заряд создает магнитное поле,
направленное из него как из центра. Суммарное поле магнит-
ных зарядов Нл называют полем дефекта. Поле Hd име-
ет сосредоточенный характер, поэтому результирующее поле,
~"W
которое складывается из внешнего намагничивающего поля Но
и поля дефекта Hd, становится неоднородным и имеет сложную
картину.
Амплитудные значения составляющих Htd и Нпа поля де-
фектов зависят от их размеров и ориентации по отношению к
внешнему полю, от соотношения проницаемостей среды и дефек-
та, а также от расстояния до точки наблюдения. Чем больше
размеры дефекта и ближе к
нему точка наблюдения и чем
больше различие проницаемо-
стей, тем больше амплитудные
значения составляющих полей
дефектов.
Вектор намагничивающего
поля должен быть направлен
перпендикулярно плоскости
дефекта, тогда поле дефекта
по направлению совпадает с
внешним полем и будет иметь
максимальное значение. В про-
тивном случае поле Hd ориен-
тируется в направлении нор-
мали к стенкам трещины, а
интенсивность его быстро убы-
Рис. 4.5. Распределение намагничен-
ности Мя в ферромагнитном изделии
н поля рассеяния Hd над внутрен-
ним дефектом
вает с увеличением угла между нормалью и направлением на-
магничивания. Следует подчеркнуть, что магнитное поле рас-
сеяния возникает не только над дефектами, но и над любыми
локальными изменениями однородности магнитных свойств. Ин-
тенсивность поля рассеяния в этом случае зависит от соотноше-
ния проницаемостей.
Поле внутреннего дефекта, моделью которого обычно слу-
жит цилиндрическое отверстие диаметром D, показано на рис.
4.5. В отличие от поля поверхностного дефекта поле внутрен-
215
него дефекта становится заметным только при некотором по-
роговом значении Но, тем больше, чем толще покрывающий
несплошность слой металла. Амплитудное значение поля дефек-
та определяется режимом намагничивания (величиной Но),
размерами дефекта и глубиной залегания. При неизменной
глубине залегания отверстия поле меняется обратно пропорци-
онально квадрату диаметра D в слабых магнитных полях и
обратно пропорционально D в сильных.
В переменном магнитном поле дефекты сплошности среды
вызывают локальное изменение вектора напряженности маг-
Рнс. 4.6. Распределение намагниченности Л1Н в сварном соединении и поля
рассеяния Нв над иим (а), а также топография тангенциальной составляю-
щей напряженности поля шва без дефекта HtB (б) и с дефектом Ни (в)
нитного поля И, аналогичное в первом приближении рассмот-
ренному выше для постоянного магнитного поля. Однако из-за
скин-эффекта информация может быть получена только о де-
фектах, залегающих сравнительно неглубоко (как правило, на
глубине не более 1 мм).
Структура поля рассеяния над сварным соединением. Конт-
роль сварных соединений имеет ряд особенностей, для понима-
ния которых необходимо рассмотреть структуру поля рассея-
ния, возникающего над сварным соединением при его намаг-
ничивании в поперечном направлении. Поле рассеяния над
сварным соединением является суперпозицией полей шва, по-
верхностных неровностей, а также поля выпуклости шва или
внутреннего грата. Магнитная проницаемость шва обычно ниже
проницаемости основного металла, поэтому поле шва совпада-
ет по направлению с намагничивающим полем, т. е. оно ведет
себя так же, как и поле поверхностного дефекта (см. рис. 4.4).
Различие заключается в том, что топография поля Hd значи-
тельно уже и, кроме того, амплитуда его гораздо больше, так
как различие в магнитных проницаемостях более существенное.
Выпуклость шва (внутренний грат) уменьшает уровень ре-
зультирующего поля (рис. 4.6, а). При намагничивании здесь
216
образуются магнитные заряды, которые создают поле рассеяния
Нъ обратного знака по отношению к намагничивающему полю
Но. Поскольку поверхность выпуклости шва расположена на-
много ближе к точке наблюдения, поле рассеяния сварного
соединения определяется тангенциальной составляющей поля
выпуклости HtB (рис. 4.6, б). Поле самого же шва практически
не чувствуется на фоне поля выпуклости. Если в шве имеется
внутренний дефект, то он может быть выявлен при условии,
что дефект достаточно большой по локальному максимуму,
различимому на фоне поля выпуклости шва (рис. 4.6, в).
Неровности поверхности выпуклости шва также существенно
влияют на поля дефектов и создают трудности распознавания
последних.
Методы регистрации и измерения магнитных полей. В зави-
симости от способа индикации магнитных полей различают
методы с непосредственным преобразованием магнитного поля
в электрический сигнал и методы без преобразования в элек-
трический сигнал.
Для регистрации и измерения магнитных полей и их неод-
нородностей в промышленной дефектоскопии чаще всего при-
меняют плоские катушки поля, феррозонды, индукционные го-
ловки, магнитные ленты и магнитные порошки.
С помощью катушек поля проще всего измерять пере-
менное магнитное поле. В соответствии с законом электромаг-
нитной индукции в катушке наводится электродвижущая сила
(э.д.с.), пропорциональная изменению магнитного потока в еди-
ницу времени.
Для измерения постоянных и переменных, однородных и
неоднородных полей применяют феррозонды. Наиболее
распространены дифференциальные феррозонды с продольным
возбуждением. Принцип работы феррозонда состоит в следую-
щем. Если магнитопровод из магнитомягкого материала (пер-
маллоя) поместить в соленоид с первичной и вторичной обмот-
ками и намагничивать его синусоидальным полем Я~, одно-
временно наложив на него постоянное поле Н, то во вторичной
обмотке появится пропорциональная продольной составляющей
этого поля э.д.с., которая имеет удвоенную частоту по сравне-
нию с частотой возбуждения.
Для регистрации постоянного магнитного поля без преобра-
зования в электрический сигнал широко распространена тон-
кая ферромагнитная лента, аналогичная применяемой
в звукозаписи. Магнитные ленты, как правило, состоят из слоя
магнитного порошка оксида железа, взвешенного в лаке, и не-
магнитной основы из ацетилцеллюлозы, полиэфиров или лавса-
на. При внесении ленты конечной ширины в постоянное маг-
нитное поле происходит ее намагничивание под действием со-
ставляющей поля Ht, направленной вдоль поверхности ленты.
217
После прекращения действия намагничивающего поля магни-
тоактивный слой ленты сохраняет информацию о величине и
однородности этого поля в виде остаточной намагниченности
ленты и остаточного магнитного потока от магнитных зарядов,
возникающих на краях ленты, а также на участках ленты, рас-
полагавшихся в областях с большей неоднородностью магнит-
ного поля.
Особенность работы с лентами заключается в необходимо-
сти вторичного преобразования информации, записанной на
ленте, в электрический сигнал. Считывание полей записи лен-
ты обычно производят с помощью феррозондов либо с помо-
щью индукционной головки (рис. 4.7). На магнитопроводе из
материала с высокой магнитной проницаемостью намотана об-
мотка с большим числом витков. Магнитопровод имеет немаг-
нитный зазор А, образованный прокладкой из тонкой (10—
Рис. 4.7. Индукционная магнитная
головка
Рис. 4.8. Электромагнитное поле
вихретокового датчика
20 мкм) бронзовой фольги. В процессе считывания положение
магнитной ленты относительно головки должно непрерывно из-
меняться. Для этого индукционная головка перемещается отно-
сительно поверхности ленты либо, наоборот, лента перемеща-
ется относительно неподвижной головки. При постоянной ско-
рости перемещения в обмотке головки наводится э.д.с., пропор-
циональная скорости изменения магнитного потока в единицу
времени. Так же как и феррозонд, собранный по градиенто-
метрической схеме, индукционная головка реагирует на неодно-
родности магнитного поля.
Другим способом индикации неоднородностей магнитного
поля является метод с использованием магнитного порошка,
заключающийся в эффекте взаимодействия неоднородного маг-
нитного поля с ферромагнитными частицами. Этот метод, не-
218
смотря на отсутствие преобразования в электрический сигнал,
обладает большой наглядностью и очень высокой чувствитель-
ностью. Принцип метода будет рассмотрен ниже (см. § 4.2).
Обнаружение дефектов при вихревом методе. Методы вих-
ревого контроля основаны на анализе взаимодействия внешне-
го электромагнитного поля с электромагнитным полем вихре-
вых токов, наводимых в объекте контроля этим полем. Интен-
сивность и распределение вихревых токов в объекте зависят от
его геометрических и электромагнитных параметров, а также
от взаимного расположения измерительного преобразователе
и объекта. В качестве преобразователей используют индуктив-
ные катушки. Обычно применяют одну генераторную и одну
или несколько измерительных (приемных) катушек (трансфор-
маторный преобразователь), либо одну катушку, выполняю-
щую функции генераторной и приемной (параметрический пре-
образователь) .
Для контроля все изделие или его часть помещают в поле
генераторной катушки (рис. 4.8) и переменным магнитным по-
током Фо возбуждают вихревые токи. Информацию о свойствах
изделия датчик получает через магнитный поток Фв, созданный
вихревыми токами с плотностью /в. Векторы напряженности
возбуждающего поля На и поля вихревых токов Нв направле-
ны навстречу друг другу. Электродвижущая сила в обмотке
датчика в каждый момент времени пропорциональна разности
потоков Фо—Фв. Регистрируя приращение комплексного сопро-
тивления параметрической катушки или приращение комплекс-
ного напряжения на выходе трансформаторного преобразова-
теля, судят о результатах испытаний.
Нарушение сплошности является препятствием для вихре-
вых токов, их действие эквивалентно увеличению сопротивле-
ния поверхностного слоя металла и приводит к изменению сиг-
нала датчика. Если под датчиком окажется длинная глубокая
трещина 1, то контур вихревых токов, представляющий собой
при отсутствии трещины ок-
ружность (рис. 4.9, а), раз-
делится ею на две части
(рис. 4.9,6). Вихревые токи
вдоль трещины идут в про-
тивоположных направлени-
ях, образуя дополнительное
магнитное поле дефекта, ко-
торое и обусловливает при-
ращение сигнала датчика.
По изменению амплитуды и
фазы тока в катушке можно
определить наличие дефекта
Рис. 4.9. Схемы формирования поля
вихревых токов при наличии тре-
щины
219
4.2. МАГНИТОПОРОШКОВЫЙ МЕТОД
Магнитопорошковая дефектоскопия (МПД) в системе нераз-
рушающих методов контроля занимает одно из ведущих мест.
Это связано с ее высокой чувствительностью к поверхностным
и подповерхностным дефектам, простотой, универсальностью и
наглядностью представления результатов контроля. Магнито-
порошковый метод применяют для контроля изделий, деталей,
сварных соединений конструкций из ферромагнитных материа-
лов с относительной магнитной проницаемостью не менее 40 с
целью выявления невидимых невооруженным глазом поверх-
ностных и подповерхностных нарушений сплошности типа тре-
щин, непроваров.
Магнитопорошковый метод основан на регистрации магнит-
ных полей рассеяния, возникающих над дефектами в детали
при ее намагничивании, с помощью ферромагнитных частиц
(магнитного порошка), которые находятся во взвешенном сос-
тоянии в дисперсионной среде или воздухе. На магнитную час-
тицу в неоднородном магнитном поле дефекта действует сила,
стремящаяся затянуть ее в места наибольшей концентрации
силовых линий и приблизить к месту дефекта.
Под действием силы происходит перемещение частицы и
образование валика порошка над дефектом. Таким образом,
эффективность выявления дефекта находится в тесной связи
с интенсивностью поля рассеяния и его градиентом, а также
зависит от магнитных свойств и размеров используемых частиц.
Величина поля рассеяния и его градиент максимальны, ког-
да дефект выходит на поверхность изделия. В этом случае зна-
чительная часть силовых линий выходит на поверхность изде-
лия в окрестности дефекта. Если дефект подповерхностный, то
часть вытесненных силовых линий будет принята наддефект-
ной частью изделия и поток рассеяния будет небольшим.
Для обнаружения дефекта с помощью магнитного порошка
необходимо, чтобы поле рассеяния На. превышало некоторое
критическое значение М/кр, начиная с которого, частицы по-
рошка хорошо втягиваются в дефект и осаждаются над ним.
На определяется отношением индукции материала контролиру-
емого изделия к дифференциальной магнитной проницаемости,
а также геометрическими параметрами дефекта.
Согласно ГОСТ 21105—87, все выявляемые поверхностные
дефекты подразделяют на три группы, которым соответствуют
условные уровни чувствительности А, Б и В, указанные ниже.
Уровень чувствительности ............ А Б
Размеры эталонного дефекта, мкм:
ширина 2,5 10
длина >0,5 >0,5
глубина , . 25 100
В
25
>0.5
250
220
Каждому уровню соответствует определенное значение
Вм/рл при котором выполняется условие выявления дефекта
указанных выше размеров, т. е. условие Причем это
отношение тем больше, чем меньше размеры дефекта, который
необходимо обнаружить (чем выше требуемая чувствительность
контроля). Допускается проведение МПД с чувствительностью
не ниже условного уровня В. Этому уровню соответствует маг-
нитное состояние материала контролируемого изделия в обла-
сти перегиба кривой индукции Условному уровню чув-
ствительности А соответствует состояние, близкое к техническо-
му насыщению, когда р,->1. Однако следует помнить, что по
мере приближения к этому состоянию на незначительных не-
ровностях поверхности изделия уже появляются поля рассея-
ния, которые затрудняют выявление самого дефекта. Поэтому
важное значение для достоверности контроля имеет качество
обработки поверхности. Уровень чувствительности А достижим
при шероховатости поверхности не грубее Ra—1,6 мкм, а уров-
ни чувствительности Б и В — не грубее = мкм.
Для всех уровней чувствительности введены оптимальные
режимы намагничивания, которые рекомендуется рассчитывать
по предложенным в ГОСТ 21105—87 формулам в зависимости
от магнитных характеристик материала контролируемого изде-
лия. Например, необходимое намагничивающее поле для режи-
ма чувствительности В рассчитывают по формуле ЯПр=21 +
+ 1,1 Де.
Чувствительность контроля. Чувствительность магнитопо-
рошкового метода зависит от ряда факторов: размера частиц
порошка и способа его нанесения, напряженности приложенно-
го намагничивающего поля, рода приложенного тока (перемен-
ный или постоянный), формы, размера и глубины залегания
дефектов, а также от их ориентации относительно поверхности
изделия и направления намагничивания, состояния и формы
поверхности, способа намагничивания.
Частицы порошка должны иметь размер 5—10 мкм. Для
выявления глубоко залегающих дефектов применяют более
крупный магнитный порошок. Для магнитных суспензий («мок-
рый» метод) применяют порошок с мелкими частицами. Кроме
того, частицы магнитного порошка должны обладать макси-
мальной подвижностью. С этой целью необходимо применять
частицы неправильной формы. Дополнительную подвижность
частицы магнитного порошка получают после покрытия их пиг-
ментом с низким коэффициентом трения.
Намагничивание постоянным или переменным током, а так-
же «сухой» или «мокрый» метод нанесения порошка существен-
но не влияют на обнаружение поверхностных дефектов (рис.
4.10). Однако род тока намагничивания, а также метод нане-
221
сения порошка сильно сказывается на обнаружении подповерх-
ностных дефектов. В этом случае редко выявляется преимуще-
ство постоянного тока перед переменным, что объясняется соз-
данием при постоянном токе магнитного поля, глубоко прони-
кающего в металл. Однако детали с толщиной стенки 20 мм
не следует намагничивать постоянным током, так как такие
детали невозможно размагнитить после контроля. При намаг-
ничивании переменным током из-за так называемого скин-эф-
фекта плотность тока, а следовательно, и плотность магнитно-
го потока будет больше у поверхности намагничиваемого изде-
лия. По этой причине при намагничивании переменным током
лучше выявляются только поверхностные дефекты.
«Сухой» метод контроля имеет преимущество перед «мок-
рым» при обнаружении подповерхностных дефектов (см. рис.
4.10). Это объясняется тем, что суспензия обладает определен-
Рис. 4.10. Зависимость чувстви-
тельности магнитопорошкового
метода от вида тока и способа на-
несения порошка:
1 — переменный ток, «мокрый» метод;
2 —переменный ток, «сух,ой» метод;
3— постоянный ток, «мокрый» метод;
4— постоянный ток, «сухой» метод
ной вязкостью и для перемеще-
ния ферромагнитной частицы в
этой вязкой среде требуется
большая сила воздействия маг-
нитного потока, чем для пере-
мещения той же частицы в воз-
духе.
С увеличением напряженности
приложенного поля (до достиже-
ния индукции насыщения, см.
рис. 4.2) возрастает чувствитель-
ность метода.
При контроле магнитными ме-
тодами наиболее уверенно выяв-
ляются плоскостные дефекты:
трещины, непровары и несплав-
ления, наибольший размер кото-
рых ориентирован под прямым
или близким к нему углом отно-
сительно направления магнитно-
го потока. Дефекты округлой
формы (поры, шлаковые включе-
ния, раковины) не могут созда-
вать достаточного потока рассеяния и, как правило, при конт-
роле обнаруживаются плохо. Практикой установлено, что маг-
нитопорошковым методом выявляются поверхностные и подпо-
верхностные (на глубине залегания не более 2 мм) трещины с
раскрытием от 0,001 мм, глубиной (высотой дефекта) от 0,05 мм
и длиной 0,5 мм и более.
Могут быть выявлены также относительно крупные дефек-
ты (непровары, поры, шлаковые включения и др.) сечением
более 2—3 мм2, лежащие на глубине 5—6 мм под поверхно-
222
стью. Плоские дефекты могут быть выявлены в случае, если
они ориентированы к поверхности детали под углом более 20е
(максимум чувствительности под углом 90°). С увеличением
глубины залегания дефектов уменьшается скорость скопления
магнитного порошка, что затрудняет выявление дефектов и оп-
ределение их характера.
В значительной мере чувствительность контроля зависит от
качества поверхности, ,на которую наносят суспензию или поро-
шок. Оптимальная шероховатость поверхности деталей, под-
вергаемых магнитопорошковому контролю, соответствует по
параметру 7?а=2,5-?-1,25 мкм. На такой поверхности может
быть получена наивысшая чувствительность. Увеличение шеро-
ховатости поверхности ведет к снижению чувствительности
контроля, так обработка поверхности контролируемого изделия
по режимам, обеспечивающим выявление тонких дефектов (с
раскрытием 0,001 мм), затрудняется из-за появления фона из
магнитного порошка. Это ведет к необходимости уменьшения
напряженности намагничивающего поля и, следовательно, к
снижению чувствительности контроля. Шлифованные поверхно-
сти (начиная с шероховатости /?а = 0,32 мкм) из-за наличия
бликов на поверхности трудно осматривать и разбраковывать,
особенно при прямом освещении лампами накаливания. При
контроле шлифованных поверхностей осмотр желательно про-
водить в рассеянном свете или покрывать блестящие поверхно-
сти очень тонким, снимающим блеск слоем (не более 15 мкм)
краски, например нитроэмалью НЦ-25.
Если на поверхности контролируемого изделия имеются рез-
кие переходы (например, усиление валика шва, чешуйчатость,
подрезы) или крупные микронеровности, то магнитный поро-
шок интенсивнее скапливается не над дефектами, а в местах
переходов и углублений. Поэтому при контроле сварных швов
с усилением или грубой чешуйчатостью нельзя однозначно су-
дить о наличии внутренних дефектов. Чтобы избавиться от лож-
ного оседания порошка, уменьшают напряженность намагничи-
вающего поля и сварные соединения, выполненные автоматиче-
ской сваркой, контролируют с чувствительностью не выше
уровня Б, а выполненные ручной сваркой — уровня В.
Способы намагничивания. Магнитный контроль можно про-
водить способом приложенного магнитного поля или способом
остаточной намагниченности. Способ приложенного
магнитного поля проводят в тех случаях, когда деталь
выполнена из магнитомягкого материала, например из сталей
(СтЗ, сталь 10, сталь 20 и др.); деталь имеет сложную форму;
деталь контролируют для обнаружения подповерхностных де-
фектов, расположенных на глубине более 0,01 мм; мощность
дефектоскопа не позволяет намагничивать всю деталь вслед-
ствие ее больших размеров.
223
Контроль в приложенном магнитном поле не всегда обеспе-
чивает более высокую чувствительность, чем чувствительность
контроля на остаточной намагниченности.
При контроле на остаточной намагниченности
деталь предварительно намагничивают, а затем после снятия
намагничивающего поля на ее поверхность наносят магнитную
суспензию или порошок. Контроль на остаточной намагничен-
ности возможен при достаточно большой остаточной намагни-
ченности деталей. Поэтому его применяют для проверки дета-
лей из магнитотвердых материалов, у которых величина коэр-
цитивной силы 77с>800 А/м. Если деталь выполнена из мате-
риала с //с<800 А/м, способ остаточной намагниченности при-
менять нельзя, так как над дефектом образуются слабые маг-
нитные поля.
Этот способ контроля имеет следующие преимущества: воз-
можность установки детали в любое требуемое положение для
хорошего освещения поверхности и осмотра невооруженным
глазом; меньшую возможность прожога деталей в листах и
контакта с головками дефектоскопа, так как для остаточного
намагничивания ток пропускают по детали кратковременно
(0,1—0,5 с) с перерывами между включениями 1—2 с.
В практике магнитного контроля существуют следующие
способы намагничивания изделий (табл. 4.1): комби-
нированное, циркулярное и полюсное (продольное). Комбини-
рованное намагничивание осуществляется только в прило-
женном магнитном поле. Циркулярное и полюсное намагничи-
вание можно применять как в приложенном магнитном поле,
так и на остаточной намагниченности.
Комбинированное намагничивание осуществля-
ют при одновременном намагничивании детали двумя или не-
сколькими магнитными полями. Примером комбинированного
намагничивания может быть намагничивание трубы соленоидом
и пропускание тока через проводник, проходящий внутри тру-
бы. В результате два поля складываются в результирующее,
силовые линии которого направлены по винтовым линиям.
Такое поле проходит через все части объекта под различными
углами направления, что дает возможность повысить выявляе-
мость дефектов, ориентированных различным образом.
Циркулярное намагничивание применяют для
выявления продольных дефектов типа трещин, непроваров, вы-
тянутых шлаковых включений. Его осуществляют при пропус-
кании тока по контролируемой детали или через проводник,
помещенный в отверстие детали.
Наиболее эффективно циркулярное намагничивание при
контроле цилиндрических деталей. Силу тока в амперах для
циркулярного намагничивания пропусканием тока по детали
цилиндрической формы рассчитывают по формуле I=HnDt
224
4.1. Основные "способы намагничивания
Наименование
способа
Средство намагничивания
Графическая схема
намагничивания
Продольное
(полюсное)
Постоянным магнитом
Электромагнитом
Соленоидом
Циркулярное Пропусканием тока по детали
С помощью провода с током, по- мещаемого в отверстие детали
С помощью контактов, устанавли- ваемых на деталь
Индуцированием тока в детали
Комбиниро- ванное Пропусканием тока по детали и с помощью электромагнита Пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направ- лениях Индуцированием тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали
225
где Н — напряженность поля, А/см, D — диаметр детали,
см.
Ток в амперах, необходимый для циркулярного намагничи-
вания пластин, определяют по формуле I = 2H(b +S), где b —
ширина пластины, см; S — толщина пластины, см; Н — напря-
женность, А/см. Если //=800 А/см, то /=1600 (b + S).
Полюсное намагничивание подразделяют на про-
дольное, поперечное и нормальное. При продольном намагни-
чивании направление намагничивающего поля совпадает с на-
правлением оси детали. Продольное намагничивание осущест-
вляют с помощью электромагнитов, постоянных магнитов или
соленоидов. Для продольного намагничивания изделий кольце-
вой формы применяют гибкий кабель, навитый на изделие с
числом витков W, при этом намагничивающий ток I = 2nHIW.
Этот способ намагничивания применяют для обнаружения по-
перечных дефектов, расположенных под углом не менее 20—$0°
к продольной оси шва. При поперечном намагничивании нап-
равление вектора напряженности магнитного поля перпендику-
лярно продольной оси шва. Нормальное намагничивание —
частный случай продольного и поперечного намагничивания.
Чувствительность магнитного метода на продольной оста-
точной намагниченности существенно зависит от скорости сня-
тия намагничивающего поля. При быстром уменьшении напря-
женности поля дефекты выявляются уверенно, при медленном
уменьшении поля той же напряженности дефекты не выявля-
ются или выявляются слабо. Время уменьшения тока от мак-
симального значения до нуля не должно превышать 5 мкс.
Методика контроля. Методика магнитопорошкового способа
включает следующие операции (ГОСТ 21105—87):
1. Подготовку поверхностей перед контролем и очистку их
от загрязнений, окалины, следов шлака после сварки.
2. Подготовку суспензии, заключающуюся в интенсивном пе-
ремешивании магнитного порошка с транспортирующей жид-
костью.
3. Намагничивание контролируемого изделия.
4. Нанесение суспензии или порошка на поверхность конт-
ролируемого изделия.
5. Осмотр поверхности изделия и выявление мест, покрытых
отложениями порошка.
6. Размагничивание.
Поверхности изделий, сварных соединений и околошовных
зон основного металла шириной, равной ширине шва, но не
менее 20 мм с обеих сторон, очищают от грязи, масла, шлаков,
окалины и других покрытий, мешающих проведению контроля.
Не допускаются резкие западания поверхности, наплывы, на-
теки, незаполненные кратеры и другие дефекты. Видимые де-
фекты должны быть устранены до проведения контроля. Шеро-
226
ховатость контролируемой поверхности должна быть не грубее
Ra = Q,3 мкм. На детали с темной поверхностью и большой ше-
роховатостью целесообразно наносить грунтующее покрытие:
быстросохнущие лаки и краски, алюминиевую пудру (со связу-
ющими добавками) или растворы на основе жидкого стекла
(кистью в один-два слоя или распылением). Цвет покрытия
должен быть контрастен цвету порошка, тогда не будет за-
труднен осмотр деталей с целью определения мест скопления
порошка. Толщина покрытия не должна превышать 30 мкм,
Контролируемую поверхность перед контролем обезжиривают
водными моющими растворами, если контроль проводят с при-
менением водной магнитной суспензии, и просушивают, если
контроль проводят сухим способом. Обычно применяют мою-
щий раствор следующего состава: 4—5 г поверхностно-актив-
ного вещества — эмульгатора ОП-7 (ОП-Ю) и 95—96 мл пить-
евой воды.
Наносить магнитный порошок на контролируемое изделие
можно двумя способами: «сухим» и «мокрым». В первом слу-
чае для обнаружения дефектов используют сухой магнитный
порошок. Этот способ рекомендуется для контроля деталей с
шероховатой поверхностью для обнаружения подповерхностных
дефектов. Высокодисперсный сухой порошок (с частицами 0,1—
10 мкм) наносят на контролируемую поверхность в виде воз-
душной смеси, получаемой распылением порошка с помощью
портативных устройств — распылителей. При этом следует соз-
давать такие условия, при которых частицы медленно распре-
деляются по поверхности, не ударяясь о нее.
При «мокром» способе применяют магнитную суспензию
(взвесь магнитного порошка в дисперсионной среде). К дис-
персионной среде предъявляют следующие требования: она
должна иметь хорошую смачивающую способность, быть анти-
коррозионной и иметь кинематическую вязкость не выше
30-10~6 м2/'с при температуре контроля в соответствии с требо-
ваниями ГОСТ 21105—87. Магнитные порошки должны обла-
дать определенными магнитными свойствами. Чем выше маг-
нитная проницаемость частиц, тем легче обнаруживать неболь-
шие дефекты. Частицы меньше некоторого определенного раз-
мера не осаждаются в применяемой дисперсионной среде. Та-
кой размер частиц является предельным для данной среды.
Для МПД обычно используют черный магнитный порошок
Fe3O4.
В качестве дисперсионной среды применяют керосин, масло,
их смесь (50% керосина и 50% масла) или воду.
При «мокром» способе магнитную суспензию наносят на
контролируемую поверхность поливом слабой струей, не смыва-
ющей осевший над дефектом порошок. Магнитная суспензия
должна обязательно стекать с поверхности, поэтому последнюю
227
располагают с наклоном. При поливе сосуд, в котором нахо-
дится суспензия, необходимо постоянно встряхивать, не давая
порошку оседать на дно. Поливать контролируемое изделие
суспензий необходимо непосредственно в процессе намагничи-
вания. Осмотр контролируемого изделия проводят в процессе
полива и после него, по окончании намагничивания. Освещен-
ность контролируемой поверхности измеряют с помощью люкс-
метра типа Ю-16, она должна быть не менее 500 лк.
Результаты контроля оценивают по наличию на контроли-
руемой поверхности валика магнитного порошка, видимого не-
вооруженным глазом или с помощью оптических средств, на-
пример лупы двух-, четырехкратного увеличения, и воспроизво-
димого каждый раз при повторном нанесении магнитной сус-
пензии или порошка. Четкий нерасплывшийся валик свиде-
тельствует о дефекте, выходящем на поверхность, расплывший-
ся валик — о наличии подповерхностного дефекта. Длина вали-
ка равна протяженности выявленного дефекта с погрешностью,
равной ширине валика. Дефект округлой формы с поперечным
размером 0,5—1 мм характеризуется линейным осаждением
магнитного порошка независимо от направления намагничива-
ющего поля.
Осаждение магнитного порошка не всегда указывает на на-
личие дефекта. Иногда магнитный порошок скапливается над
магнитно-неоднородными местами изделия с местным накле-
пом, структурной неоднородностью и резким изменением пло-
щади поперечного сечения. Это явление относят к ложным или
мнимым дефектам. Осаждение порошка на ложных дефектах,
не связанное с нарушением сплошности металла изделия, не
является основанием для браковки изделия при магнитном
контроле. Чтобы отличить дефекты, выходящие на поверх-
ность, от ложных, можно применять в качестве контрольных
капиллярные методы дефектоскопии.
Разбраковку изделий производят по наличию валиков по-
рошка, соответствующих наличию трещин. При необходимости
дефектное место фотографируют или с него снимают дефекто-
грамму. Наиболее простой способ получения дефектограмм —
использование бытовой прозрачной липкой ленты. На подсох-
шую поверхность осторожно наносят липкую ленту, плотно при-
жимают ее к поверхности, затем снимают ленту с прилипшим
к ней магнитным порошком и наклеивают на бумагу.
Результаты магнитопорошкового контроля регистрируют в
специальных журналах и протоколах, заполняемых по установ-
ленной форме.
После контроля изделие размагничивают (если это огово-
рено в ТУ). Любое размагничивание, кроме нагревания выше
точки Кюри (720—750°С), независимо от способа его осуще-
ствления сводится к периодическому изменению величины и
228
направления магнитного поля, в котором находится деталь, с
постепенным уменьшением этого поля до нуля. Обычно приме-
няют следующие способы размагничивания:
медленное протаскивание намагниченной детали через от-
верстие катушки, питаемой переменным током промышленной
частоты (50 Гц). Деталь удаляют на расстояние не менее 1 м
от катушки, в этом случае переменное поле, обладая ограни-
ченной глубиной проникновения, эффективно размагничивает
только поверхностный слой детали;
пропускание переменного тока, равного намагничивающему,
непосредственно через деталь с постепенным уменьшением его
до нуля;
коммутацию постоянного тока в соленоиде или в обмотках
электромагнита с постепенным снижением тока до нуля;
с помощью электромагнита, питаемого переменным током,
который постепенно снижают до нуля.
Последний способ размагничивания можно применять при
контроле деталей с помощью приставных электромагнитов.
Наилучшие результаты при размагничивании получают в том
случае, когда размагничивание проводят с применением тех же
средств, которыми осуществлялось намагничивание изделий,
Начальное поле размагничивания должно быть не-меньше по-
ля, действовавшего на деталь при намагничивании. Ток не дол-
жен выключаться, когда деталь находится внутри размагни-
чивающего устройства или в сфере влияния поля. При размаг-
ничивании нужно стремиться к тому, чтобы направления
намагничивающего и размагничивающего полей в детали сов-
падали, тогда для снятия остаточной намагниченности требу-
ется меньшее магнитное поле.
В процессе контроля необходимо периодически проверять
работоспособность применяемого комплекса средств (дефекто-
скопа, индикаторного материала). Для этой цели обычно при-
меняют специальные контрольные образцы с тонкими дефекта-
ми, подобранные из забракованных деталей. Размеры дефектов
в контролируемом образце должны соответствовать принято-
му уровню чувствительности. Испытательные образцы для
контроля сварных соединений могут быть изготовлены по сле-
дующей методике.
Из низкоуглеродистой стали (СтЗ, СтЮ, стали 20) изготов-
ляют пластину размером 150X150 мм и толщиной 10—15 мм.
На одной поверхности пластины (посередине) выфрезеровыва-
ют сплошной трапециевидный паз так, чтобы толщина метал-
ла под пазом была 2—2,5 мм. Одну половину пластины за-
крепляют в тисках, а другую сгибают и разгибают по пазу до
тех пор, пока на стороне без выфрезерованного паза не по-
явится трещина. Затем, чтобы избежать деформации пласти-
ны, паз заваривают в кондукторе. Вершину паза заваривают
229
электродами диаметром 2 мм при силе тока не выше 90 А,
чтобы избежать полного провара трещин. Усиление шва зачи-
щают заподлицо, после чего пластину разрезают поперек шва
на две равные части. Плоскость реза полируют и измеряют
высоту дефекта. Изменяя режимы сварки и толщину слоя ме-
талла над пазом, можно получить трещины желаемой
глубины.
К контрольным образцам прилагают паспорт и фотографии
поверхности образца с выявленными дефектами. В нем указы-
вают материал образца, размеры и число дефектов, уровень
чувствительности, которому соответствуют дефекты. Режим
контроля считается стабильным, если число и длина обнару-
живаемых на контрольном образце трещин при многократных
проверках остаются постоянными.
Аппаратура и материалы. К основным средствам, использу-
емым при магнитопорошковой дефектоскопии, относят намаг-
ничивающие устройства и индикаторные материалы. Контроль
осуществляют с помощью универсальных или специализиро-
ванных дефектоскопов, позволяющих получать необходимые
поля и создавать оптимальные условия контроля. В комплект
дефектоскопа входят следующие основные устройства:
намагничивающие, обеспечивающие циркулярное, полюсное
или комбинированное намагничивание;
для установки деталей на позиции контроля и подвода к
ним тока циркулярного намагничивания;
для обработки деталей индикаторными составами (суспен-
зией или сухим порошком);
осветительные (источники видимого или ультрафиолетового
излучения);
измерительные, позволяющие контролировать намагничива-
ющие токи или магнитные поля.
Для магнитопорошкового контроля в основном применяют
дефектоскопы трех типов: стационарные универсальные, пере-
движные и переносные, специализированные (стационарные и
передвижные).
Стационарные универсальные дефектоскопы широко
применяют на предприятиях с крупносерийным выпуском раз-
нотипных деталей. На таких установках можно контролировать
детали (или их партии) различной конфигурации с производи-
тельностью от десятков до многих сотен деталей в час. На ста-
ционарных универсальных установках можно производить на-
магничивание всеми известными способами (полюсным, цирку-
лярным, комбинированным). В СССР выпускают несколько
трпов стационарных установок, например УМДЭ-2500, ХМД-
10П, МД-10П, МДС-5, МДС-1,5.
Эти установки различаются родом намагничивающих токов,
мощностью и размерами контролируемых деталей.
230
Из группы переносных и передвижных дефекто-
скопов серийно выпускаются дефектоскопы ПМД-70 и МД-50П.
Переносный магнитный дефектоскоп ПМД-70 предназначен для
магнитного контроля изделий в полевых условиях. В нем реа-
лизовано полюсное и циркулярное намагничивание. Передвиж-
ной дефектоскоп МД-50П предназначен для контроля крупно-
габаритных массивных изделий по участкам. В стадии серий-
ного производства находятся дефектоскопы типа МД-87Ц,
ПМД-87, разработанные в НИИН и предназначенные для кон-
троля изделий различного назначения. По своим характерис-
тикам они заметно превосходят существующие дефектоскопы.
За рубежом выпускается широкая номенклатура дефектоскопов
для магнитопорошкового контроля типа VH фирмы «Карл
Дойч» (ФРГ), KPH-4D фирмы «Магнафлюкс» (США) и др.
Современные дефектоскопы, как правило, комплектуются
устройствами для размагничивания суспензий и изделий. Они
представляют собой соленоиды, плоские катушки или электро-
магниты, питаемые током промышленной частоты, либо выпус-
каются в виде коммутационных устройств, обеспечивающих
пропускание через детали разнополярных импульсов выпрям-
ленного тока с уменьшающейся до нуля амплитудой. Размаг-
ничивание изделий контролируют с помощью приборов типа
ФП-1.
В качестве материала для приготовления порошков в основ-
ном используют мелко помолотый оксид железа с размерами
частиц 5—20 мкм. Иногда применяют чистую железную окали-
ну, получаемую при ковке и прокате, а также стальные опилки,
образующиеся при шлифовании стальных изделий. Для луч-
шей индикации дефектов изделий применяют цветные порошки
и пасты (черные, красные, серые, магнитно-люминесцентные с
зеленым свечением). Черные порошки применяют для контро-
ля деталей со светлой поверхностью. Детали с темной поверх-
ностью предварительно покрывают тонким слоем белой крас-
ки, а затем наносят черный порошок. Для контроля деталей
с темной поверхностью рекомендуется использовать магнитно-
люминесцентный метод, обеспечивающий яркую индикацию
дефектных мест и не требующий нанесения слоя краски. Одна-
ко при использовании этого метода необходимо специальное
оборудование и затемненное помещение. Иногда применяют
красные порошки в виде оксида Fe2O3, но обладающего более
низкими магнитными свойствами и, как следствие, более низ-
кой выявляемостью дефектов.
Среди большого многообразия магнитных суспензий наибо-
лее широко используют:
масляные и масляно-керосиновые:
1. (20±5) г черного магнитного порошка, 0,5 дм3 керосина
и 0,5 дм3 трансформаторного масла;
231
2. (20±5) г черного магнитного порошка и 1 дм3 масла РМ;
водяные магнитные:
1. (20±5 )г черного магнитного порошка, (4±1) г хромпи-
ка калиевого, (10±1) г кальцинированной соды, (5+1) г
эмульгатора ОП-7 или ОП-Ю, 1 дм3 воды;
2. (20±5) г черного магнитного порошка, (10± 1) г угле-
кислого натрия, (15±5) г хозяйственного мыла, 1 дм3 воды;
3. (20±5) г черного магнитного порошка, 1 г хозяйственно-
го мыла, (12 + 2) г кальцинированной соды, 1 дм3 воды.
Приготовление водной суспензии начинают с растворения в
воде (40—50°C) поверхностно-активных и антикоррозионных
компонентов. Затем магнитный порошок предварительно сме-
шивают с небольшим количеством дисперсионной среды до по-
лучения сметанообразной массы, а потом, добавляя в нее дис-
персионную среду, доводят магнитную суспензию до нужной
концентрации. Водную суспензию необходимо оберегать от мас-
ла, которое вызывает коагуляцию магнитного порошка, что
снижает его чувствительность к полям дефектов.
Промышленность выпускает специальные магнитные пасты,
необходимые для приготовления суспензии, в частности черную
водяную ЧВ-1, красную водяную КВ-1, красную масляно-керо-
синовую КМ-К, магнитно-люминесцентные МЛ-1 и МЛ-2. Пре-
имущество применения этих паст заключается в том, что потре-
битель должен лишь развести некоторое ее количество в соот-
ветствующей дисперсионной среде.
Для измерения концентрации порошка в суспензии разра-
ботан ряд приборов, в том числе феррозондовый прибор АКС-1,
а также струйный анализатор концентрации суспензии АКС-1 С,
предназначенный для измерения концентрации порошка непо-
средственно в струе поливочного устройства дефектоскопа.
Перед применением порошка или .суспензии их качество про-
веряют на контрольном образце с искусственными дефек-
тами на предмет определения уровня чувствительности конт-
роля.
Размагничивание суспензий производят с помощью солено-
идов переменного тока, которыми обвивают шланги для стека-
ния суспензий в накопительный бак.
4. 3. МАГНИТОГРАФИЧЕСКИЙ МЕТОД
Сущность этого метода заключается в намагничивании
контролируемого участка сварного шва и околошовной зоны с
одновременной записью магнитного поля на магнитную ленту
(рис. 4.11, а) и последующем считывании полученной информа-
ции с нее специальными воспроизводящими устройствами маг-
нитографических дефектоскопов, оснащенных вторичными пре-
образователями в виде феррозондов или индукционных голо-
232
вок. Этот сигнал после преобразования поступает на экран
электронно-лучевой трубки (рис. 4.11, б).
Методика контроля. Технология магнитографического конт-
роля включает следующие операции (ГОСТ 25225—82):
1. Осмотр и подготовку поверхности контролируемого изде-
лия. При этом с поверхности контролируемых швов должны
быть удалены остатки шлака, брызги расплавленного металла,
грязь и т. д.
2. Наложение на шов отрезка магнитной ленты. Перед на-
чалом работы магнитная лента должна быть подвергнута раз-
магничиванию. Прижим ленты к шву плоских изделий произ-
водят специальной эластичной «подушкой». При контроле коль-
Рис. 4.11. Схема магнитографического контроля сварного шва:
7 — намагничивающее устройство, 2 — сварной шов, 3 — дефект, 4— магнитная лента
цевых швов труб, сосудов и других изделий магнитную ленту
к поверхности шва прижимают по всему периметру эластичным
резиновым поясом.
3. Намагничивание контролируемого изделия при оптималь-
ных режимах в зависимости от типа намагничивающего устрой-
ства, толщины сварного шва и его магнитных свойств.
4. Расшифровку результатов контроля, для чего магнитную
ленту устанавливают в считывающее устройство дефектоскопа
и по сигналам на экранах дефектоскопа выявляют дефекты.
Перед воспроизведением дефектоскоп настраивают по эталон-
ной магнитограмме с записью магнитного поля дефекта мини-
мально допустимых размеров. Во время воспроизведения реги-
стрируются все дефекты, амплитуда импульса от которых на
экране осциллографа превышает амплитуду импульса от эта-
лонного дефекта.
233
Магнитографический метод в основном применяют для кон-
троля стыковых швов, выполненных сваркой плавлением, и в
первую очередь при дефектоскопии швов магистральных трубо-
проводов. Этим методом можно контролировать сварные изде-
лия и конструкции толщиной до 20—25 мм.
Чувствительность метода. Чувствительность магнитографи-
ческого метода контроля К. определяется как отношение верти-
кального размера (глубины) АЗ минимально выявляемого де-
фекта к толщине 3 основного металла контролируемого изде-
лия: /<=AS/S.
Критерием выявляемости служит допустимое отношение
амплитуды сигнала от дефекта Ал к амплитуде сигнала от по-
мех Ап. При уменьшении допустимого отношения Ал/А„ чувст-
вительность увеличивается, однако достоверность метода сни-
жается. Поэтому в каждом конкретном случае необходимо
оптимизировать этот критерий в зависимости от вида дефекта,
положения его внутри изделия, режима намагничивания и ти-
па применяемой ленты.
Чувствительность магнитографического контроля зависит
от размеров, формы, глубины и ориентации дефектов, геомет-
рии поверхности, параметров считывающей головки дефекто-
скопа и типа магнитной ленты. Магнитографией наиболее уве-
ренно выявляются плоскостные дефекты (трещины, непровары,
несплавления), а также протяженные дефекты в виде цепочек
шлака, преимущественно ориентированные поперек направле-
ния магнитного потока. Значительно хуже выявляются округ-
лые дефекты (поры, шлаковые включения). Практикой уста-
новлено, что этим методом уверенно обнаруживаются внутрен-
ние плоскостные дефекты, когда их вертикальный размер сос-
тавляет 8—10% толщины сварного шва. При снятом усилении
шва максимальная чувствительность контроля к указанным де-
фектам достигает 5%. Округлые внутренние дефекты обнару-
живаются, когда их размер по высоте не меньше 20% толщины
изделия. Чувствительность магнитографического метода к по-
верхностным дефектам примерно такая же или несколько хуже,
чем у магнитопорошкового. Чем глубже расположен дефект от
поверхности изделия, на которую укладывается магнитная лен-
та, тем хуже он выявляется. Современная аппаратура позволя-
ет обнаруживать дефекты с вертикальным размером 10—15%
толщины изделия на глубине залегания до 20—25 мм.
На чувствительность магнитографического метода сильно
влияют высота и форма усиления шва, а также состояние его
поверхности. Для лучшей выявляемости дефектов необходимо
выполнять сварку так, чтобы высота усиления шва не превы-
шала 25% толщины основного металла, а переход от наплав-
ленного металла к плоскости был плавным. При этом чешуй-
чатость на поверхности шва должна составлять не более 25—
234
30% высоты усиления, но не более 1 мм. При контроле швов
с грубой чешуйчатостью необходимо производить зачистку шва.
Не допускается проводить контроль сварных швов со смеще-
нием кромок стыкуемых элементов. Наилучшие результаты по-
лучают при контроле сварных швов, выполненных автоматиче-
ской сваркой.
Чувствительность метода можно повысить за счет увеличе-
ния чувствительности магнитных лент и избирательности аппа-
ратуры считывания результатов контроля с магнитной ленты.
Схемы намагничивания. При магнитографическом контроле
изделия намагничивают с помощью специальных электромаг-
нитов (см. рис. 4.11), реже применяют циркулярное намагни-
чивание. Для обнаружения внут-
ренних дефектов намагничива-
ние производят постоянным то-
ком, а для обнаружения поверх-
ностных и подповерхностных де-
фектов — переменным током.
Аппаратура и материалы.
Считывание результатов контро-
ля с магнитной ленты производят
магнитографическими дефекто-
скопами. Простейшая блок-схе-
ма магнитографического дефек-
тоскопа изображена на рис. 4.12.
Рис. 4.12. Блок-схема магнито-
графического дефектоскопа:
/ — электродвигатель, 2— блок голо-
вок, «3 — магнитная лента, 4 — усили-
тель, 5 —генератор развертки, б —
электронно-лучевая трубка
Дефектоскоп имеет электродвига-
тель, приводящий во вращение барабан с несколькими магнит-
ными головками. Головки перемещаются поперек магнитной
ленты. Электрические сигналы с головки поступают в усилитель,
усиливаются в нем и попадают на электронно-лучевую трубку.
Промышленность выпускает дефектоскопы, имеющие два
вида индикации: импульсную и телевизионную. При импульс-
ной индикации на экране электронно-лучевой трубки (ЭЛТ)
возникают импульсы, амплитуда которых характеризует вели-
чину дефектов в вертикальном направлении, а при видеоинди-
кации магнитный потенциальный рельеф полей рассеяния от
дефектов переносится на экран ЭЛТ в виде телевизионного
изображения магнитограммы отдельных участков шва.
Известны дефектоскопы типа МД-9 с импульсной индика-
цией и МД-11 с видимым изображением. Наиболее совершен-
ные дефектоскопы МДУ-2У, МД-10ИМ и МГК-1 имеют двой-
ную индикацию. Из зарубежных дефектоскопов широко приме-
няют магнитофоны типа 9.052 (институт Ферстера, ФРГ).
В комплект дефектоскопа входит намагничивающее устрой-
ство, которое состоит из П-образного магнито мягкого сердеч-
ника (магнитопровода) и обмотки. Намагничивающее устрой-
ство выполняется с удлиненными полюсами, опирающимися на
235
четыре немагнитных ролика. Опорные ролики создают между
поверхностью контролируемого изделия и полюсами намагни-
чивающего устройства воздушный зазор (2—3 мм) постоянной
величины, позволяющий электромагниту свободно перемещать-
ся вдоль сварного шва. Промышленность выпускает несколько
типоразмеров передвижных намагничивающих устройств
(ПНУ): ПНУ-MI, ПНУ-М2, УНУ, которые предназначены для
намагничивания сварных стыков труб диаметром 150—1200 мм
и плоских изделий толщиной до 16 мм. Для магнитографиче-
ского контроля сварных швов труб большого диаметра (до
1420 мм) и плоских конструкций толщиной до 20 мм приме-
няют шаговые намагничивающие устройства (МНУ-1). Намаг-
ничивание кольцевых швов труб диаметром 57—150 мм произ-
водят неподвижным намагничивающим устройством типа
НВУ-1.
Все перечисленные намагничивающие устройства питаются
постоянным током. В заводских условиях источниками тока слу-
жат выпрямители, а в полевых условиях часто применяют пе-
реносные автономные станции типа СПП-1 или,СПА-1.
Для записи магнитных нолей при магнитографическом конт-
роле применяют магнитную ленту. Лента выполнена на триаце-
татной или лавсановой основе с нанесением на нее мельчайших
ферромагнитных частиц. В настоящее время серийно выпуска-
ют ленты типа МК-1 (на триацетатной основе) и МК-2 (на
лавсановой основе) шириной 35 мм. Эти ленты имеют низкую
коэрцитивную силу (77с=800 А/М), поэтому их используют
при контроле изделий из низкоуглеродистых и низколегирован-
ных сталей. Лента МК-2 обладает более высокими физико-ме-
ханическими свойствами, чем лента МК-1, и может применять-
ся при температурах окружающего воздуха от -|-70 до —70°С;
лента МК-1 при температуре ниже —30°С теряет эластичность.
4 4 ФЕРРОЗОНДОВЫЙ МЕТОД
Феррозондовый метод основан на обнаружении полей дефек-
тов с помощью магниточувствительных элементов — феррозон-
дов. Феррозонд состоит из двух полузондов — двух совершен-
но одинаковых пермаллоевых магнитопроводов, каждый из ко-
торых окружен первичной и вторичной обмотками, распреде-
ленными по его длине. На практике применяют феррозонды-
полемеры и феррозонды-градиентомеры. Их принципиальное
отличие состоит в том, что у первых первичные обмотки сое-
динены последовательно навстречу друг другу, а во вторых та-
кая схема включения реализована во вторичных обмотках (рис.
4.13).
Феррозонд-полемер функционирует следующим образом
(рис. 4.13, а). Первичные обмотки Й7] и W/, включенные по-
следовательно (дифференциально), питаются переменным то-
236
ком с такой амплитудой, при которой материал матнитопрово-
да доводится до насыщения. Вторичные обмотки Wa и U'V, об-
разующие индикаторную‘цепь, включены последовательно так,
что наводимые в них э.д.с. при отсутствии постоянного магнит-
ного поля взаимно компенсируются. При наличии дефекта в
индикаторной цепи возникает постоянная составляющая маг-
нитного поля, складываемая с результирующей э.д.с. и приво-
дящая к образованию гармоник. Амплитуда гармоник пропор-
циональна величине постоянного измеренного поля.
В схеме феррозонда-градиентомера (рис. 4.13, б) первич-
ные обмотки соединены последовательно, образуя цепь возбуж-
дения; вторичные обмотки, включенные навстречу друг другу,
образуют индикаторную цепь. Если на катушки наряду с оди-
наковыми переменными полями будут действовать и одинако-
вые постоянные намагничивающие поля, то э.д.с. па выходе ин-
дикаторной цепи будет равна нулю. При наличии дефекта, по-
стоянная составляющая магнитного поля будет не одинакова в
обеих катушках, что приведет к возникновению э.д.с. во вторич-
ной обмотке. По сравнению с феррозондом-полемером градиен-
тометр имеет преимущество в том, что на его показания не вли-
яют посторонние магнитные поля, имеющие гораздо меньший
градиент, чем поле дефекта.
Измерительные схемы с феррозондами, несмотря на их раз-
нообразное применение, имеют
общую структуру. Для перио-
дического перемагничивания
магнитопроводов феррозонда
служит схема возбуждения,
включающая задающий гене-
ратор. С индикаторных обмо-
ток сигнал поступает на вход
резонансного усилителя, на-
строенного на частоту второй
гармоники, амплитуда которой
линейно связана с измеряемым
магнитным полем. Выделяемый
сигнал фиксируется регистра-
тором, отмечающим не только
I"
а) 8}
Рис. 4.13. Схема феррозонда-полеме-
ра (а) и феррозоида-градиеитомера
(<5)
величину, но и фазу измеряе-
мого поля.
В магнитной дефектоскопии применяют обычно феррозонды
длиной 0,5—2 мм, что связано с необходимостью выявления
дефектов малых размеров. Частота тока возбуждения 100—
300 кГц. С помощью таких феррозондов могут выявляться по-
верхностные дефекты глубиной 0,1 мм и более, а также де-
фекты, залегающие на глубине 8—15 мм. Контроль проводят
как в процессе намагничивания, так и на остаточной намагни-
237
ченноети. В последнем случае контроль более прост и удобен,
но он эффективен только для изделий из низкоуглеродистых
сталей.
Метод широко применяют при дефектоскопии цельнотянутых
труб небольшого диаметра, прутков, заготовок и др. Чаще все-
го контроль этих изделий проводят в автоматизированном ва-
рианте. Весьма эффективен феррозондовый метод при контро-
ле продольных швов труб, выполненных высокочастотной свар-
кой. Примером могут служить установки типа МДСШ.
Для механизированного контроля основного металла и свар-
ных швов обечаек, котлов и корпусов реакторов с целью обна-
ружения в них поверхностных и подповерхностных дефектов
(на глубине 5 мм) применяют установку «Радиан-1М». Изде-
лие намагничивают переменным магнитным полем, а обнару-
жение полей дефектов осуществляют с помощью феррозондов-
градиентомеров.
Феррозондовый метод применяют также в толщинометрии,
структуроскопии и для определения степени размагниченности
изделий после магнитного контроля.
4.5. МАГНИТНЫЙ КОНТРОЛЬ СТРУКТУРЫ
И ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
В основу магнитной структуроскопии положена корреляция
между магнитными и механическими свойствами ферромагнит-
ных сталей и сплавов. В качестве информативной характери-
стики магнитного поля используют коэрцитивную силу Нс,
между которой и значениями твердости, глубиной закаленного
слоя и толщиной слоя цементации существуют устойчивые кор-
реляционные связи. Для измерения указанных параметров при-
меняют коэрцитиметры типа КИФМ-1 с приставным П-образ-
ным электромагнитом.
В процессе работы регистрируют момент перехода намагни-
ченности изделия через ноль при перемагничивании изделия на
предельной петле гистерезиса с помощью изменения тока в об-
мотках электромагнита. Сила тока в обмотках электромагнита
при этом пропорциональна Нс- Когда по значению Дс не уда-
ется однозначно установить твердость и другие свойства струк-
туры, дополнительно используют способ магнитной проницаемо-
сти. Этот способ чаще всего применяют самостоятельно при
структуроскопии закаленных сталей, у которых наблюдается
тесная корреляционная связь между магнитной проницаемостью
и твердостью. Перед проведением контроля производят градуи-
ровку прибора на эталонном образце с заранее известными ме-
ханическими свойствами. По разности магнитных проницаемо-
стей испытуемой детали и эталонного образца судят о твердо-
238
сти контролируемого изделия. Этот принцип заложен в основу
прибора ПМПК-2, предназначенного для контроля структуры
и твердости деталей после термической обработки.
Способ магнитной проницаемости используют также при оп-
ределении содержания a-фазы в контролируемом образце. Для
этих целей применяют ферритометры типа МФ-10Ф, ФЦ-2 и др.,
которые перед началом контроля градуируют по эталонным об-
разцам из стали контролируемой марки и стали с известным
содержанием a-фазы. Прибор обеспечивает непрерыв-
ное локальное измерение объемного содержания а-
фазы в стали при движении датчика по поверхности
изделия. На стрелочном индикаторе указано процентное
содержание a-фазы в объеме металла. Намагничивание изде-
лия производят постоянным магнитом, а измерение магнитно-
го поля — с помощью феррозонда-полемера. Магнитопроводы
феррозонда расположены у полюса магнита так, что результи-
рующее поле, действующее вдоль каждого магнитопровода, рав-
но нулю до тех пор, пока магнит не взаимодействует с мате-
риалом, обладающим ферромагнитными свойствами. В резуль-
тате взаимодействия с ферритной фазой появляются продольная
составляющая поля (относительно магнитопровода) и пропор-
циональный ей электрический сигнал феррозонда, величина ко-
торого зависит от содержания а-фазы.
4.6. ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
Вихревые (электромагнитные) методы контроля основаны
на регистрации изменения поля вихревых токов, наводимых в
поверхностном слое изделия. Методами вихревых токовобна-
руживаются только поверхностные и подповерхностные (на глу-
бине 2—3 мм) дефекты.
На сопротивляемость поверхностного слоя проникновению
вихревых токов влияют, с одной стороны, поля дефектов, на
чем основана дефектоскопия изделия (см. § 4.1), и, с другой
стороны, электрическая проводимость и магнитная проницае-
мость. Благодаря последнему свойству вихретоковые методы
применяют для измерения электрической проводимости бескон-
тактным методом. Так как электрическая проводимость зави-
сит от химического состава и физико-механических свойств ма-
териала, вихретоковые методы успешно применяют в структуро-
скопии изделий из магнитных и немагнитных материалов. Маг-
нитная проницаемость значительно больше, чем электрическая
проводимость, зависит от химического состава, структуры и со-
стояния ферромагнитного материала. В связи с этим контроль
изделий из ферромагнитных материалов в большей степени ос-
новывается на определении изменения свойств, связанных с
магнитной проницаемостью. На изменении электрическо^|про-
239
водимости успешно контролируют качество контактной точеч-
ной и роликовой сварки алюминиевых сплавов. В случае нали-
чия литого ядра электропроводность в зоне последнего для
сплавов Д16АМГ уменьшается на 10—15% по сравнению с
электропроводностью основного металла. Для В-95, АМ-6 и дру-
гих сплавов это изменение может достигать 15—30%. При на-
личии дефектов типа «слипание» или непровара электропро-
водность литого ядра примерно равна электропроводности ос-
новного металла.
Вихретоковый метод пока широко не применяют при конт-
роле сварных швов, так как электропроводность отдельных зон
шва и околошовной зоны значительно меняется, что создает
большие помехи при выявлении дефектов сварки. Вихретоковые
методы могут быть использованы для фазового и структурно-
го анализа указанных зон.
Методика контроля. Методика контроля включает следую-
щие основные операции (рис.
Рис. 4.14. Схема электромаг-
нитного контроля
4.14) :
1. Внешний осмотр изделия и
устранение наружных дефектов,
мешающих проведению контроля;
2. Установление полезадаю-
щей системы 1 на контролируе-
мое изделие 2 и пропускание тока
через возбуждающую катушку;
3. Сканирование датчика 3 и
регистрирующих приборов 4, 5
вдоль поверхности контролируе-
мого объекта;
4. Расшифровку результатов
контроля и оценку качества из-
делия.
Чувствительность метода. На чувствительность электромаг-
нитного метода значительно влияет зазор между датчиком и
поверхностью контролируемого изделия, а также их взаимное
расположение, форма и размеры. С увеличением зазора резко
падает чувствительность метода. Допускаемый максимальный
зазор 2 мм. Структурная неоднородность существенно снижает
чувствительность метода к обнаружению дефектов. Этим мето-
дом удается выявить поверхностные и подповерхностные тре-
щины глубиной 0,1—0,2 мм и протяженностью более 1 мм,
расположенные на глубине до 1 мм.
Перечисленные геометрические факторы обусловили ряд но-
вых возможностей метода вихревых токов: измерение толщины
слоя гальванических, лакокрасочных, теплоизоляционных по-
крытий и пленок, определение толщины стенки труб, пустоте-
лых деталей и других тонколистовых изделий при односторон-
нем доступе к ним, измерение диаметра прутков и проволоки.
240
Однако в ряде случаев геометрические факторы существенно
затрудняют практическое применение метода. Последнее объ-
ясняется тем, что при контроле деталей, например, по свойст-
вам их материала, связанным с электропроводностью, откло-
нения в размерах деталей (даже в пределах допусков) могут
оказывать более сильное влияние на параметры датчика, чем
исследуемые свойства материала деталей.
Способы контроля. Электромагнитные методы подразделя-
ют в основном- по полезащитным системам. Полезадающие си-
стемы могут быть проходными, если катушка с током охваты-
вает деталь или вставляется в нее (рис. 4.15, а, б), и наклад-
ными, когда катушку с током устанавливают на деталь торцом
(рис. 4.15, в). В первом случае электромагнитная волна от по-
Рис. 4.15. Основные схемы (а—в) полезадающнх систем электро-
магнитного контроля:
—►
Н — вектор напряженности магнитного поля, V — Направление электромаг-
нитной волны
лезадающей системы распространяется в направлении контро-
лируемого объекта, во втором — вдоль его поверхности. Измери-
тельные катушки (датчики) могут быть выполнены отдельно от
9-463 241
полезадающих (генераторных) и обычно располагаются вбли-
зи поверхности контролируемого изделия (рис. 4.16).
Накладные преобразователи выполняют с ферромагнитным
сердечником или без него. Ферромагнитный сердечник (обыч-
но ферритовый) повышает абсолютную чувствительность пре-
образователя и уменьшает зону контроля за счет локализации,
магнитного потока.
Проходные вихретоковые преобразователи (ВТП) подраз-
деляют на наружные и внутренние. Такая классификация про-
ходных преобразователей основана на том, что они в процессе
контроля проходят или снаружи объекта, охватывая его, или
внутри объекта.
Накладные ВТП применяют в основном при контроле ка-
чества объектов с плоскими поверхно-
стями и объектов сложной формы, а
также в тех случаях, когда требуется
обеспечить локальность и высокую
чувствительность.
Наружные проходные ВТП исполь-
зуют при контроле линейно-протяжных
объектов (проволоки, прутка, трубы
и т. д.), а также при массовом контроле
мелких изделий. Внутренними проход-
ными ВТП контролируют внутренние
поверхности трубы, а также стенки от-
верстий в различных деталях.
Дефектоскопы с проходными преоб-
разователями. При автоматизирован-
ном, высокоскоростном и бесконтакт-
ном контроле качества эффективно
применяют дефектоскопы с проходны-
позволяющими проверять в широком
протяженные объекты (трубы, прутки,
проволоку с поперечными размерами 0,15—135 мм) и мелкие
детали (шарики и ролики подшипников, метизы и т. д.). При
этом производительность контроля может достигать 50 м/с (для
проволоки) или несколько тысяч мелких деталей в час. Произ-
водительность контроля труб, прутков ограничивается инерци-
онностью устройств транспортирования и разбраковки и редко
превышает 3 м/с.
Основной параметр дефектоскопа — порог чувствительно-
сти— определяется минимальными размерами дефекта задан-
ной формы, при которых отношение сигнал/помеха равно двум.
Порог чувствительности устанавливают по образцу с искусст-
венными дефектами различной формы, например в виде отвер-
стий разного диаметра и глубины в трубах и прутках, в виде
продольных рисок на проволоке и т. д. Реальный порог чувст-
Рис. 4.16. Схема регистра-
ции параметров электромаг-
нитного поля:
/ — полезадающая (генератор-
ная) катушка, 2 — измерительная
катушка. 3 — контролируемое
изделие
ми преобразователями,
диапазоне типоразмеров
242
вительности зависит от уровня помех, связанных с вариацией
параметров объекта, например шероховатости поверхности и др.
Порог чувствительности дефектоскопа с Проходными преобра-
зователями обычно определяется глубиной узкого длинного про-
дольного дефекта, выраженной в процентах от поперечного раз-
мера (диаметра детали).
Дефектоскопы отличаются главным образом конструкцией,
наличием блоков сортировки, блоков представления и регистра-
ции информации, блоков маркировки дефектных участков, бло-
ков подмагничивания и т. д. В настоящее время широко приме-
няют отечественные дефектоскопы ИПП-1М, ТНМ.-1М, ИДП-1,
ВД-ЗОП, АСК-12, ЭЗТМ, ДКВ-2, ВД-20П.
Дефектоскоп ИПП-1М. предназначен для выявления в усло-
виях поточного производства поверхностных дефектов в прут-
ках круглого и шестигранного профилей диаметром 4—47 мм,
выполненных из ферромагнитных и неферромагнитных металлов
и сплавов. Глубина порогового дефекта 1—2% диаметра, но не
менее 0,1 мм; длина 2 мм.
Прибор ИДП-1 предназначен для выявления в прутках
диаметром 1—5 мм из неферромагнитных и ферромагнитных ме-
таллов и сплавов поверхностных дефектов: трещин, волосовин,
раковин и т. п. Глубина порогового дефекта 0,05 мм.
Ферромагнитные сварные трубы диаметром до 60 мм конт-
ролируют дефектоскопом ЭЗТМ. Проходной . преобразователь,
выполненный в виде трехвитковой трансформаторной системы,
обеспечивает надежную работу устройства в условиях высоких
температур при наличии окалины, масел. Дефектоскоп обнару-
живает непровары в сварном шве и служит надежной основой
для замены гидроиспытаний.
Для контроля протяженных деталей широкого сортамента,
типоразмеров и марок материалов разработан универсальный
дефектоскоп ВД-ЗОП.
Из зарубежных дефектоскопов наиболее совершенны приборы
института Ферстера (ФРГ). В нашей стране их успешно при-
меняют для контроля труб, прутков, проволоки из ферромаг-
нитных (преимущественно) и неферромагнитных материалов и
сплавов. Трубы и прутки контролируют приборами «Дефекто-
граф 2.181», «Дефектовар 2.187», «Дефектомат 2.189», прутки,
проволоки, нагретые до 1000°С, — прибором «Дефектотерм
2.186». Все они выполнены по структурным схемам с выделе-
нием информации модуляционным способом и способом проек-
ции. Приборы снабжены набором проходных преобразователей
с короткими возбуждающими катушками, а «Дефектовар» —
набором внутренних проходных преобразователей с устройством
«Интратест 2.187.1» для контроля внутренней поверхности труб.
Дефектоскопы с накладными преобразователями. Для конт-
роля линейно-протяжных объектов круглого сечения (прутки,
9* 243
трубы) применяют сканирующие дефектоскопы с вращающими-
ся вокруг объекта накладными преобразователями. К ним от-
носят приборы ВД-40Н, ВД-41Н, ВД-43Н. Такие дефектоскопы
предназначены для выявления поверхностных дефектов в изде-
лиях из ферромагнитных и слабомагнитных сталей, а также из
цветных металлов и сплавов.
Для контроля плоских деталей типа листов, а также изде-
лий, имеющих малую кривизну поверхности, разработан ряд
переносных малогабаритных дефектоскопов с преобразователя-
ми, вращающимися в плоскости, параллельной поверхности
объекта. Наиболее характерен дефектоскоп типа ЭДМ.-65. Он
предназначен для выявления поверхностных дефектов в
зачищенных сварных швах деталей из алюминиевых спла-
вов.
Сканирующие дефектоскопы, имеющие сравнительно боль-
шой диаметр головки, трудно применять для контроля изделий
сложной конфигурации. В этих случаях обычно используют пе-
реносные и малогабаритные дефектоскопы с малым диаметром
преобразователя, работающего в статическом режиме. Наиболее
характерны дефектоскопы серий ДНМ. и ВД-20НСТ. Приборы
серии ДНМ. (ДНМ-15, ДНМ-500, ДНМ-2000) предназначены
для контроля качества поверхности деталей из алюминиевых и
жаропрочных сплавов. Дефектоскоп ВД-20НСТ предназначен
для выявления поверхностных дефектов в ферромагнитных и
неферромагнитных материалах.
Для контроля мелких деталей (в основном деталей подшип-
ников) разработаны приборы СК27-МДШ5, СК-39, СК-31,
МДР-1, МДР-2, МДР-3 отраслевого назначения.
Из зарубежных дефектоскопов наиболее характерны раз-
личные модификации приборов института Ферстер серии «Цир-
кограф» и «Дефектометр». Приборы серии «Циркограф» пред-
ставляют собой дефектоскопы с вращающимися накладными
преобразователями. Эти приборы снабжены сменными скани-
рующими головками, что позволяет контролировать детали
диаметром от 2 до 120 мм. Для контроля коротких деталей и
изделий, имеющих поверхность вращения сложной формы, к
прибору подключают гребенку с плавающими преобразователя-
ми, закрепленную в специальных державках. Для контроля
внутренней поверхности труб «Циркограф» снабжен внутрен-
ними вращающимися преобразователями, которые могут уста-
навливаться в стационарном или в переносном (в виде ручной
дрели) устройстве.
На предприятиях широко применяют вихретоковые структу-
роскопы типа ВС-10П, ВС-ЗОНП, ЭМИД-4М, ВС-30 и др., пред-
назначенные для контроля термической обработки и сортиров-
ки материалов по маркам. Эти же задачи применительно к не-
ферромагнитным материалам можно решать с помощью изме-
244
рителей электрической проводимости типа ИЭ-1, ИЭ-1М,
ВЭ-20М, ВК-ЮБ и др.
Для измерения толщины листов и стенок труб, а также тол-
щины металлических и неметаллических покрытий применяют
толщиномеры ВТ-10Э, ТВФ-1, ВТ-20Н, ВТ-ЗОН и др.
Контрольные вопросы
1. На чем основано выявление дефектов при магнитных и электромаг-
нитных методах контролв?
2. Какие факторы влияют на чувствительность магнитных и электромаг-
нитных методов контроля?
3. Перечислите схемы намагничивания, применяющиеся при магнитных
методах контроля.
4. Для каких изделий применимы различные методы электромагнитного
контроля?
5. Организация служб
неразрушающего контроля
5.1. КЛАССИФИКАЦИЯ ВИДОВ ТЕХНИЧЕСКОГО
КОНТРОЛЯ
Под контролем.качества продукции принято по-
нимать проверку соответствия ее показателей установленным
требованиям, которые могут быть зафиксированы в стандартах,
чертежах, технических условиях, договорах о поставке, пас-
порте изделия и в других нормативных документах. На пред-
приятиях применяют различные виды контроля качества, отли-
чающиеся по методу исполнения, месту расположения в произ-
водственном процессе, охвату контролируемой продукции и по
другим признакам. В зависимости от места выполнения конт-
роля на том или ином этапе производства различают входной,
операционный и приемочный контроль.
Входной контроль — контроль потребителем поступаю-
щих материалов из других предприятий и участков. Входной
контроль позволяет предупредить образование дефектов из-за
ошибок поставщика, собрать объективную информацию о по-
ступаемых материалах и сформулировать дополнительные тре-
бования к качеству исходного материала.
Операционный контроль — это контроль технологи-
ческого процесса или продукции во время выполнения или пос-
ле завершения технологической операции.
Приемочный контроль — это контроль готового изде-
лия после завершения всех технологических операций. По ре-
зультатам этого контроля принимают решение о пригодности
изделия к эксплуатации. Этот вид контроля является наиболее
ответственной заключительной операцией всего процесса изго-
товления продукции.
По характеру воздействия на технологический процесс раз-
личают пассивный и активный контроль. В послед-
нем случае предусматривают использование результатов конт-
роля для корректировки процесса изготовления продукции. При-
боры активного контроля непрерывно передают сведения о ве-
личине контролируемого параметра, используются в качестве
датчиков для автоматического управления процессом изготов-
246
ления продукции. Применение активного контроля позволяет
значительно повысить качество продукции и исключить влияние
субъективных факторов на результаты контроля. Примером ак-
тивного контроля с обратной связью является контактная свар-
ка стыков труб, когда по основным параметрам (току, напря-
жению, скорости и величине осадки и др.) судят о качестве сое-
динения; ультразвуковая сварка пластмасс и металлов, при ко-
торой регулируемым параметром является давление; автомати-
ческая сварка под флюсом с применением оптических датчиков
слежения за шириной разделки и т. д.
В зависимости от объемов проверки изготовляемой продук-
ции входной, операционный и приемочный контроль может быть
сплошным или выборочным. Контроль, при котором решение о
качестве продукции принимается по результатам 100% провер-
ки, называют сплошным. Чаще всего его применяют для
проверки конструкций ответственного назначения, работающих
в сложных эксплуатационных условиях. Этот контроль эффек-
тивен для массовой однотипной продукции, когда автоматизи-
рованы наиболее ответственные его операции: поиск, регистра-
ция и расшифровка дефектов. При ручном контроле значитель-
ное влияние на его результаты оказывают субъективные фак-
торы, в частности утомляемость, внимательность и острота зре-
ния контролера. В некоторых случаях применение сплошного
контроля экономически неэффективно (при очень большой про-
тяженности сварных швов) или невозможно (при разрушающих
испытаниях).
Часто на производстве используют выборочный конт-
роль, при котором решение о качестве изделия принимают, по
результатам проверки определенного объема выборки. В про-
мышленности чаще применяют жесткие планы контроля, когда
объем выборки задается нормами в каком-то определенном про-
центе от объема партии сварных изделий. От качества техноло-
гического процесса и размера партий такие нормы не зависят.
Например, для некоторых судовых корпусных конструкций объ-
ем выборки по правилам контроля составляет: для "первой ка-
тегории швов — 20%, для второй — 5%, для третьей — 3% про-
тяженности швов. Задание объема выборки в процентах не яв-
ляется статистически обоснованным решением. Кроме того, сле-
дует отметить, что выборку часто устанавливают преднаме-
ренно. В такой выборке участки контроля назначают с опре-
деленной тенденцией, приводящей к понижению или повышению
вероятности отбора дефектных единиц. Например, согласно чер-
тежам или указаниям ОТК просвечивают или прозвучивают все
места пересечения швов или швы, сваренные в затрудненных
условиях, и т. д.
Научно обоснованное назначение объемов контроля зави-
сит от ряда факторов и определяется планом контроля.
247
План включает совокупность данных о виде контроля (разру-
шающий или неразрушающий), объеме контролируемой пар-
тии, объеме выборок, решающем правиле (оценке годности пар-
тии). Важно, чтобы выборка была действительно случайной, а
не преднамеренной, т. е. чтобы вероятность попасть в выборку
была одинаковой для любой единицы продукции.
Наиболее распространен план одноступенчатого (жесткого)
контроля по альтернативному признаку. Согласно этому плану
от общего объема партии в N изделий берут выборку в п шт.
изделий (эта величина составляет обычно 2,5 или 20% от всей
партии); при этом на основании результатов испытаний выбор-
ки судят о качестве всей партии.
При оценке по альтернативному признаку (т. е. годен —
брак) учитывают количество бракованных изделий т к обще-
му количеству п изделий в выборке: q=m/n. Устанавливают
браковочный уровень q0. Если уровень брака в выборке q боль-
ше q0, то всю партию изделий либо бракуют (возвращают из-
готовителю), либо подвергают более точному (100 %-му) конт-
ролю.
На практике встречаются такие случаи, когда партия изде-
лий может быть принята без особого ущерба для потребителя
при наличии некоторой роли ра
дефектных экземпляров. В раз-
личных партиях изделий объе-
мом N уровень брака, т. е. ве-
роятность р, может быть и
больше, и меньше ро. Задача
состоит в том, чтобы при мини-
мальном количестве изделий в
выборке из каждой партии так
подобрать п и q0, чтобы воз-
можно более точно забрако-
вать партию с р>ро, допуская
минимальную недобраковку и
перебраковку.
На рис. 5.1 показана опера-
тивная характеристика жестко-
го контроля: вероятность Рр
приемки в функции от р и п. Если испытания проходит вся пар-
тия в N изделий и ошибка в испытаниях отсутствует, то опера-
тивная характеристика изобразится ступенчатой линией 1,
это идеальный случай. Реальные оперативные характеристики
(кривая 2) будут тем более пологими, чем меньше отношение
n/N. Форма кривых 2 помимо n/N зависит также от принятого
значения q0.
В настоящее время из стремления к повышению качества
продукции при выполнении выборочного контроля часто зада-
248
§ Чо=Ро Р,Ч
Вероятность Зрака
Впартии-р, В Выборке-.q
Рис. 5.1. Оперативные характеристи-
ки сплошного (/) н выборочного (2)
контроля
ют условие <7о=О, т. е. чтобы в выборке не было бракованных
изделий (ГОСТ 16493—70). Однако в этом случае также воз-
можна приемка партии с некоторой вероятностью наличия де-
фектных изделий.
Более полную информацию о качестве партии продукции да-
ют последовательные планы контроля. В этом случае устанав-
ливают минимальный объем выборки nmin из партии N, по ре-
зультатам испытания которой принимают одно из трех решений.
Партию принимают, если доля брака в выборке меньше /71;
бракуют, если доля брака больше q2', испытания продолжают
по второй выборке, если доля брака лежит между <71 и q2. Ча-
ще всего ограничиваются двуступенчатым контролем (ГОСТ
18242—72), план которого предусматривает, что объем второй
выборки равен объему первой, а уровень брака оценивают сум-
марно по двум выборкам. По этому результату принимают окон-
чательное решение.
Выборочный контроль по количественному признаку (ГОСТ
20736—75) заключается в том, что у определенного количества
единиц продукции (выборки) измеряют значение контролируе-
мого параметра, вычисляют среднее арифметическое для вы-
борки и оценивают его отклонение от граничного значения. Эти
отклонения сравнивают с заранее установленными контрольны-
ми нормативами и по результатам сравнения принимают реше-
ние о соответствии или несоответствии продукции установлен-
ным требованиям. При таком контроле ставится задача оценки
некоторой измеряемой величины X (прочности материала, гео-
метрического размера изделий) в большой партии изделий N
(генеральной совокупности) с помощью измерения х в выбор-
ке из п случайно отобранных образцов. Теория вероятности
должна решить задачу о необходимом количестве образцов для
достижения требуемой точности оценки.
Величина X в генеральной совокупности является случай-
ной и, как правило, подчиняется нормальному закону распре-
деления. Например, статическая Црочность материала опреде-
ленной марки имеет некоторое среднее значение X и дисперсию
а, составляющую около 10% от X. Разброс связан не только с
погрешностью измерения величины X, а также со случайным
изменением свойств материала. Будем считать, что дисперсия
для генеральной совокупности известна и при выборочном конт-
роле требуется оценить среднее значение х и сопоставить его
с X.
Среднее значение х выборки будет само являться случай-
ной величиной. Точность, с которой она характеризует изме-
ряемый параметр X с заданной погрешностью 6, определяется
доверительной вероятностью р (р и 6 считаем заданными).До-
верительная вероятность показывает, с какой надежностью обе-
спечивается требуемая точность измерений.
249
Из теории вероятности известно, что средние значения % для
ряда выборок из одной и той же генеральной совокупности бу-
дут подчиняться также нормальному закону распределения, как
и генеральная совокупность; среднее значение распределения х
будет совпадать с X, а дисперсия средних значений о(х) будет
тем меньше, чем больше объем п выборки: о2(х)=ст2/п.
Для доверительной вероятности 0,68 получается п=а2/62,
где б — допустимая погрешность измерения. Она показывает
возможное отклонение среднего значения выборки от среднего
значения генеральной совокупности и имеет смысл среднего
квадратичного отклонения выборки.
Пусть дисперсия прочности стали определенной марки из-
вестна и составляет 45 МПа. Нужно проверить, имеет ли по-
лученный при плавке металл требуемую прочность. Проверку
выполняют испытанием на разрыв некоторого количества об-
разцов. Какое количество образцов п необходимо взять, чтобы
с доверительной вероятностью 0,68 ошибка этих испытаний не
превышала 20 МПа? Принимаем 6=20 МПа. Тогда /г=о2/б2 =
= (45/20)2 «5 образцов.
Когда оценку выполняют не по альтернативному, а по ко-
личественному признаку, информация о дефектности или каче-
стве продукции (с требуемой точностью) может быть достигну-
та при меньшем объеме выборки, причем необходимое количест-
во испытаний будет тем меньше, чем меньше разброс контро-
лируемого признака в генеральной совокупности.
5.2. ОРГАНИЗАЦИОННАЯ СТРУКТУРА СЛУЖБЫ КОНТРОЛЯ
Организацией контроля качества продукции называют си-
стему технических и административных мероприятий, направ-
ленных на обеспечение высокого уровня качества. Основны-
ми задачами контрольных служб являются:
1. Проведение входного контроля поступающих на предприя-
тие сырья, материалов, полуфабрикатов, комплектующих изде-
лий; сбор информации о стабильности качества продукции пред-
приятий-поставщиков; оформление ' соответствующих реклама-
ций поставщикам.
2. Осуществление приемочного контроля во всех его разно-
видностях— контроль качества готовых изделий в соответст-
вии с требованиями конструкторской документации и стандар-
тов, клеймение принятой и бракованной продукции и соответ-
ствующее документальное ее оформление.
3. Постоянный контроль процесса изготовления продукции.
4. Выполнение ряда специальных контрольных операций
(инспекционный контроль хранения сырья, контроль упаковки
и консервации, контроль наличия маркировки).
250
5. Обеспечение строгого соблюдения требования норматив-
но-технической документации.
6. Содействие развитию добросовестного отношения к рабо-
те внедрением системы поощрения и доплаты.
Кроме того, первостепенными задачами контрольных служб
являются организационно-исследовательские работы по управ-
лению качеством продукции:
1. Статистический анализ дефектов, обнаруженных на раз-
личных стадиях производства.
2. Анализ причин брака и разработка мероприятий по его
устранению.
3. Контроль своевременного выполнения намеченных меро-
приятий по повышению качества продукции.
Основные функции по реализации на предприятиях пере-
численных выше задач возлагают на службы ОТК. Параллель-
но ОТК действует Центральная заводская лаборатория (ЦЗЛ)
и Отдел неразрушающих методов контроля (ОНМК). ЦЗЛ по-
мимо перспективных исследовательских работ выполняет конт*
роль химического состава, металлографический анализ, испы-
тания механических свойств, т. е. контроль изделий разрушаю-
щими методами.
В функции ОНМК входят:
1. Текущий контроль, включающий контроль заготовок и
комплектующих изделий, поступающих с других предприятий
(входной); контроль изготовляемых изделий после отдельных
технологических операций (пооперационный) и сдаточный конт-
роль выпускаемой продукции. Эту работу в основном выпол-
няют цеховые лаборатории.
2. Разработка, совершенствование и освоение методов конт-
роля изделий составлением инструкций и карт контроля. Эта
работа выполняется лабораториями по видам контроля. В ин-
струкциях отражаются новые методики контроля. Карту конт-
роля составляют на каждое индивидуальное изделие или груп-
пу изделий. В ней содержатся все необходимые сведения для
того, чтобы рабочий-контролер мог провести дефектоскопию,
не обращаясь ни к каким дополнительным документам.
3. Проверка и текущий ремонт средств контроля. В нашей
стране существует система периодической проверки средств
контроля. Освидетельствование работоспособности средств конт-
роля простыми средствами осуществляют либо перед каждой
контрольной операцией, либо в начале и конце смены. Прос-
той ремонт аппаратуры, замены элементов, изготовление при-
способлений выполняют мастерские ЦЛМНК.
4. Подготовка кадров контролеров. В нашей стране цент-
рализованно подготавливают только специалистов по неразру-
шающему контролю с высшим образованием. Подготовку спе-
циалистов среднего звена и рабочих выполняют ведомства ли-
251
бо сами предприятия. В тарифно-квалификационном справоч-
нике профессий имеются специальности рабочих по различ-
ным видам контроля с разрядами от первого до шестого. Под-
готовка рабочих низших разрядов целиком возложена на пред-
приятия, ведущие контроль. Подготовка рабочих высоких ква-
лификаций в некоторых отраслях (на железнодорожном транс-
порте) ведется централизованно. В других отраслях подготов-
ку ведут сами предприятия, а ведомственные институты осу-
ществляют лишь контроль качества подготовки.
Для реализации указанных функций в состав ОНМК входят
несколько лабораторий.
Методическая лаборатория осуществляет разработ-
ку инструкций, стандартов предприятий, рекомендаций, техно-
логических карт контроля, согласовывает всю конструкторскую
и технологическую документацию на контроль, участвует на
этапе внедрения НМК изделия. В ее обязанности входит орга-
низационная работа, связанная с подготовкой и повышением
квалификации операторов-дефектоскопистов. Совместно с дру-
гими лабораториями методическая лаборатория проводит по-
иск эффективных методов и средств неразрушающего контро-
ля, участвует в исследовательских работах и т. д.
Лаборатории рентгеновской, ультразвуковой, магнитной,
капиллярной дефектоскопии и вакуумных методов контро-
ля осуществляют производственный контроль заготовок и го-
товых изделий существующими средствами НК- Они проводят
выборочный неразрушающий контроль по требованию Госпри-
емки и ОТК. По результатам дефектоскопии выдают заключе-
ние о качестве проверенной продукции и ее соответствии техни-
ческим требованиям, оговоренным в нормативно-технической до-
кументации (ГОСТ, ОСТ, РТМ, ТУ и т. д.). Результат дефек-
тоскопии регистрируют в специальных журналах, которые хра-
нят в соответствии с действующими инструкциями. Лаборато-
рии дефектоскопии осуществляют повторный после исправле-
ния и ремонта контроль дефектных участков изделия. Совмест-
но с методической и исследовательской лабораториями участ-
вуют в отработке режимов контроля и составлении нормативно-
технической документации на контроль. В обязанности лабора-
торий входит контроль за соблюдением правил техники безопас-
ности, промсанитарии и пожарной безопасности. При наличии
крупной рентгеновской лаборатории (не менее 20 чел.) в соста-
ве службы неразрушающего контроля должна быть дозимет-
рическая лаборатория. В задачи этой лаборатории вхо-
дит контроль за соблюдением норм радиационной безопасности
(НРБ-76) основных Санитарных правил (ОСП-78/80). Она осу-
ществляет периодический контроль состояния биологической за-
щиты рентгеновских помещений и сЛедит за уровнем загрязне-
ния радиоактивными веществами поверхностей изготавливае-
252
мого оборудования, транспортных средств, контейнеров, поме-
щений. Лаборатория контролирует получение, учет, хранение,
перезарядку радиоактив-радионуклидов; участвует в ликвида-
ции аварийных ситуаций.
В структуре ОНМК Должна быть предусмотрена лабора-
тория ремонта и метрологического обеспечения.
Она Осуществляет систематический контроль за эксплуатацией
оборудования и приборов НК; проводит профилактический, те-
кущий ремонт электронной аппаратуры и обеспечивает ее мет-
рологическую проверку; изготовляет простейшую технологиче-
скую оснастку и контрольные образцы, проводит монтаж и ис-
пытание нового оборудования и приборов, а также участвует в
исследовательских работах по разработке и модернизации ап-
паратуры НК.
Исследовательская лаборатория самостоятельно
и совместно с институтами выполняет научно-исследовательские
работы в области НК; проводит опытно-исследовательские ра-
боты по изысканию, изучению и применению в производстве но-
вых специальных методов и аппаратуры в целях повышения
технологичности неразрушающего контроля и повышения про-
изводительности труда, а также ведет исследования по задани-
ям других лабораторий завода. Совместно с функциональны-
ми лабораториями ОНМК осуществляет внедрение результа-
тов научно-исследовательских и опытно-конструкторских работ
на производственных участках.
ОНМК завода является самостоятельным структурным под-
разделением и подчиняется главному инженеру завода. Числен-
ность сотрудников ОНМК зависит от объемов работ и номен-
клатуры выпускаемых изделий и на некоторых заводах доходит
до 650 человек.
Структура службы контроля в монтажных условиях, на
строительных площадках и трассах обусловливается видом
контролируемой продукции и различна для различных мини-
стерств и ведомств и ввиду их большого многообразия ие рас-
сматривается.
Организациями, контролирующими работу службы контро-
ля, являются Госстандарт, Госгортехнадзор, Госатомэнергонад-
зор, Морской регистр.
Методическую помощь в освоении контроля новых изделий,
новых средств контроля и решении сложных технических воп-
росов оказывают ведомственные институты.
Головным министерством по вопросам неразрушающего
контроля в нашей стране является Министерство приборострое-
ния, средств автоматизации и систем управления. Его научно-
производственные объединения осуществляют разработку и се-
рийный выпуск средств неразрушающего контроля. В первую
очередь это касается средств массового применения, а узкоспе-
253
диализированные средства контроля разрабатывают и выпус-
кают ведомственные институты.
Государственные стандарты по неразрушающему контролю
выпускает Госстандарт. Его институты с привлечением инсти-
тутов Минприбора и других ведомств разрабатывают планы
стандартизации, выполняют разработку и усовершенствование
стандартов, методов и средств проверки приборов контроля.
Фундаментальные проблемы неразрушающего контроля про-
рабатывают институты Академии наук СССР, Академии наук
союзных республик, вузы. В системе АН СССР действует на-
учный совет по проблемам неразрушающего контроля. Нацио-
нальный комитет по неразрушающему контролю издает жур-
нал «Дефектоскопия». В общественном плане сотрудничество
специалистов по неразрушающему контролю осуществляет со-
ответствующая секция Научно-технического общества прибо-
ростроительной промышленности (НПО Приборпром)—орган
ВЦСПС. Общую координацию всех работ по неразрушающему
контролю, ведущихся во всех министерствах и ведомствах, вы-
полняет Государственный комитет СССР по науке и технике, в
котором имеются соответствующие комиссии и секция.
SJ. ОБОРУДОВАНИЕ И ОРГАНИЗАЦИЯ УЧАСТКА КОНТРОЛЯ
Организация и проведение контроля изделий с минимально
возможными трудозатратами и высокой степенью достоверно-
сти его результатов во многом зависит от своевременного и до-
статочного обеспечения службы контроля необходимой аппара-
турой и оборудованием. В настоящее время в заводских и мон-
тажных условиях для контроля изделий ультразвуко-
вым методом применяют дефектоскопы типов УД-11ПУ,
УД2-12, УД-12П, УЗД-МВТУ, ультразвуковые толщиномеры
«Кварц-15», УТ-93П и другие с комплектом серийных преобра-
зователей типа «Приз-5» и КГН, а также ряд зарубежных при-
боров (USK-7, USL-32 и др.).
На заводах широко применяют автоматические установки
типов «Дуэт» для контроля листовых конструкций и основного
металла труб.
Для автоматизированного и механизированного ультразву-
кового контроля сварных соединений в стационарных, завод-
ских или эксплуатационных условиях применяют установки
ДУК-70М, УД-92ЭМ, УД-82УА, «Циклон», УДСА-1 и т. д.
Для настройки и проверки параметров ультразвукового
контроля необходимо иметь полный комплект испытательных
образцов и вспомогательных устройств. В частности, для этало-
нирования параметров дефектоскопа при контроле сварных сое-
динений толщиной менее 20 мм следует иметь испытательные
образцы с зарубками, а для проведения контроля сварных сое-
254
дииений с антикоррозийной наплавкой — специальные испыта-
тельные образцы с плоскодонными отверстиями под наплавкой.
Для радиографического контроля изделий и
сварных соединений в условиях изготовления и монтажа приме-
няют портативные переносные и стационарные рентгеновские
аппараты типов РУП-120-5-2, РУП-200-5-2, РАП-150/300, РАП-
160-6П и др., а также гамма-дефектоскопы типов «Гаммарид-
170/400», «Гаммарид-194/4» («Гаммарид-21М), «Гаммарид-192/
120», («Гаммарид-25М»), «Стапель-5М», линейные ускорители
типов ЭГ-25, ЛУЭ-10-1, ЛУЭ-15-1500Д, ЛУЭ-5-500Д, перенос-
ные, передвижные и стационарные бетатроны типов МИБ-4,
Б-18, Б-30, КБС-8-25, СВС-4-15, микротроны типов РМД-10Т,
М.Р-30 и ряд других аппаратов и гамма-дефектоскопов зару-
бежного производства типов «Гаммамат», «Гаммавольт», М-420,
М-301 и др. с оснасткой и комплектом приспособлений и уст-
ройств. Наряду с рентгеновскими аппаратами и гамма-дефекто-
скопами применяют большое количество вспомогательного обо-
рудования радиографического контроля: гамма-экспонометры
типа ГЭУ-1, негатоскопы ОД-ПН, денситометры ОФ-ЮД, обору-
дование для фотохимической обработки радиографической плен-
ки и фотографической бумаги, автоматы для фотообработки ра-
диографических снимков 'типа АФ-20 (АФ-40), передвижные
фотолаборатории и хранилища для гамма-дефектоскопов и ряд
других необходимых приборов и устройств.
При проведении радиографического контроля должна быть
обеспечена безопасность работ, поэтому служба контроля в до-
статочном количестве должна быть снабжена аппаратурой и
оборудованием для радиационного контроля; комплектом для
индивидуального дозиметрического фотоконтроля типа ИФКУ-1
для определения доз рентгеновского и у-излучений и тепловых
нейтронов, радиометрами типа ДРГЗ-0,1; комплектом индиви-
дуальных дозиметров КИД-2 или ДК-0,2 и др.
Для проведения капиллярной дефектоскопии и
контроля на герметичность требуется большое количество основ-
ного и вспомогательного оборудования: аэрозольный перенос-
ный комплект с зарядным стендом КД-40ЛЦ, ультрафиолетовые
облучатели типа КД-31, комплекты для цветной дефектоскопии
типа ДАК-2Ц, гелиевые течеискатели типа ПТИ-10 или СТИ-11,
вакуумметры, насосы галогенные, течеискатели типов ГТИ и
БГТИ.
Помимо перечисленного выше оборудования и аппаратуры
служба контроля должна быть укомплектована необходимым
количеством аппаратуры для проведения лабора-
торных методов исследования: микроскопами типов ММ.Р-
2Р, БМИ-1; приборами для измерения твердости типов ТП-7Р-1,
ТПП-2, феррометрами ФЦ-2, МФ-10И, стилоскопами типа
СЛУ, копром маятниковым типа КМ-30, универсальной маши-
255
ной типа УМЭ-10ТМ для статических испытаний металлов; ста-
ционарными установками для экстраполирования, электротрав-
ления, электропечами типа СНОЛ, комплектами разновесов и
весов, сушильными лабораторными шкафами и т. д.
Для ремонта и периодической проверки аппаратуры и обо-
рудования должен быть организован участок, оснащенный сле-
сарным оборудованием, настольным сверлильным станком, то-
карным и фрезерным станками, а также контрольно-измери-
тельной аппаратурой и приборами.
Для размещения специалистов службы контроля, а также
хранения и ремонта аппаратуры и оборудования на предприя-
тии должен быть выделен специально оборудованный лабора-
торно-бытовой корпус площадью 200—1000 м2 в зависимости
от мощности изготовляемого или монтируемого оборудования.
5.4. СТАНДАРТИЗАЦИЯ И МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
СРЕДСТВ И МЕТОДОВ КОНТРОЛЯ
Стандартизация в области контроля качест-
ва обеспечивает единообразие проверки продукции в различных
ведомствах, на различных предприятиях страны, в различных
условиях ее производства и применения, а также соответствие
средств контроля определенным требованиям. Она включает си-
стему ГОСТов, обязательных для всей территории страны, и
ОСТов, необходимых для отраслей, изготовляющих продукцию
и ее потребляющих. Вместо стандартов предприятий обычно вы-
пускают инструкции и методики. Республиканские стандарты в
данной области не выпускают.
Стандарты на неразрушающие методы контроля относят к
одной из трех групп:
1. Стандарты общего назначения. Это стандарты на класси-
фикацию методов контроля, терминологию, единую систему
обозначений, требований к содержанию стандартов других
групп. Примером такого стандарта может служить ГОСТ
18353—79.
2. Стандарты на средства контроля, разделяющие приборы
данного типа на группы по определенным признакам; опреде-
ляющие основные части этих приборов и их параметры; уста-
навливающие цифровые ряды или предельные значения этих
параметров, рекомендуемых к использованию.
Важную роль в повышении технического уровня приборов
неразрушающего контроля играют стандарты на основные тех-
нические требования (ГОСТы на ОТТ), система которых раз-
работана и введена Госстандартом в 1985—1987 тг. ГОСТы на
ОТТ разработаны на дефектоскопы (ультразвуковые, электро-
магнитные, радиационные и т. п.), толщиномеры и другие ти-
пы приборов, являющиеся основными средствами неразрушаю-
256
щего контроля. В этих стандартах предусмотрено планомерное
улучшение основных технических параметров, чтобы сначала
достичь передового международного уровня, а затем превзойти
его.
3. Стандарты на методики контроля различных видов про-
дукции определенными методами, например, на радиационный
контроль сварных соединений, ультразвуковой контроль труб,
капиллярный контроль изделий разнообразного типа. В таких
стандартах указывают ограничения на виды контролируемой
продукции, типы выявляемых дефектов, основные требования
к применяемой аппаратуре (в некоторых случаях рекомендуют
простые средства проверки ее параметров), способы ее наст-
ройки, требования по подготовке изделий к контролю, порядок
его проведения, оценки и оформления результатов.
Рассмотренная система стандартов на средства и методы
контроля разрабатывается в нашей стране в плановом порядка.
Уже создано, большинство необходимых стандартов. Они перио-
дически пересматриваются и совершенствуются.
Метрологическим обеспечением называют уста-
новление и применение научных и организационных основ, тех-
нических средств, правил и норм, необходимых для достижения
единства и требуемой точности измерений (ГОСТ 1.25—76). Не
все средства контроля можно отнести к измерительным средст-
вам, подлежащим метрологическому обеспечению. Так, соглас-
но ГОСТ 8.002^-86, не подлежат метрологической проверке
средства измерений, применяемые для наблюдения за измене-
нием величин без оценки их значений. Такие средства относят
к индикаторные.
Ряд приборов неразрушающего контроля (капиллярного,
магнитопорошкового и др.) не имеют измерительных частей, не-
обходимых для эффективной оценки их как средства контроля.
Они предназначены лишь для индикации дефектов или для
сравнения контролируемых объектов с некоторыми стандартны-
ми. Однако по мере совершенствования'средств контроля и с
появлением в них измерительных частей возникает необходи-
мость в их метрологическом обеспечении. В первую очередь,
это относится к приборам для измерения геометрических раз-
меров, в частности толщины при одностороннем доступе.
Под метрологическим обеспечением средств неразрушающего
контроля понимают совокупность методов, средств и критери-
ев, необходимых для нормирования и контроля таких парамет-
ров средств контроля, которые с гарантированной достоверно-
стью обеспечивают информацию о качественных и количест-
венных характеристиках контролируемых объектов. Парамет-
ром средств контроля, подлежащим метрологической проверке,
может быть либо погрешность измерения физической величины,
если приборы обладают измерительными частями, либо поро-
257
говое (предельное) значение какого-либо параметра прибора
или контролируемого объекта, характеризующее эффективность
контроля. Это может быть пороговая чувствительность, пони-
маемая как минимальный размер выявляемой несплошности,
возможность оценки характеристик несплошностей (их количе-
ства, величины, месторасположения) и т. п. Необеспечение тре-
буемых предельных значений параметров может привести к
пропуску недопустимых дефектов, к их неправильной оценке,
необоснованной браковке изделия.
Существенные трудности в метрологическом обеспечении
средств контроля возникают в связи с большим влиянием
свойств контролируемых объектов иа возможность и эффектив-
ность применения методов и средств контроля. В связи с этим
важное значение для метрологического обеспечения приобре-
тают стандартные образцы, имитирующие контролируемые объ-
екты.
Метрологическую проверку осуществляют при разработке
технического задания на измерительные приборы, при выпуске
их опытных образцов (Государственные приемочные испыта-
ния), в процессе их производства, особенно в случае модерни-
зации или передачи изготовления на другое предприятие (Госу-
дарственные контрольные испытания), в порядке метрологиче-
ского надзора и ревизии за состоянием измерительных прибо-
ров. Государственные контрольные испытания проходят изме-
рительные приборы, периодически ввозимые из-за границы пар-
тиями. Государственной или ведомственной метрологической ат-
тестации также подлежат измерительные приборы и другие
средства, изготовляемые несерийио, в единичном экземпляре.
Основные этапы метрологической аттестации состоят в сле-
дующем. Разрабатывают программу метрологической аттеста-
ции, которая включает перечень проверяемых параметров, уста-
навливают нормы значений и допустимых отклонений парамет-
ров. Разрабатывают методику проверки, а иногда и необходи-
мые средства. Для приборов’ контроля, как уже отмечалось,
весьма распространенным способом проверки является исполь-
зование стандартных образцов, которые следует изготовлять по
определенным правилам и аттестовывать. На основании резуль-
татов метрологической аттестации составляют протокол на каж-
дый индивидуальный прибор, в котором резюмируют пригод-
ность прибора к выполнению функций контроля.
6. Безопасность труда
при дефектоскопии изделий
6.1. ОБЩИЕ ТРЕБОВАНИЯ
К проведению работ по неразрушающему контролю допус-
кают лиц, которые прошли обучение по утвержденной програм-
ме и успешно выдержали испытания по общим и специфическим
вопросам безопасности труда. Если работы связаны с профес-
сионально вредными условиями, например с ионизирующими
излучениями, то работники должны процти медицинский ос-
мотр и иметь положительное заключение о состоянии здоровья.
При работах в труднодоступных местах и на высоте должны
соблюдаться правила безопасности и инструкции, действующие
в стране и на данном предприятии. В процессе проведения
контроля должно быть обеспечено устойчивое положение конт-
ролируемого изделия, дефектоскопического оборудования и
удобные условия работы для оператора. Для проведения конт-
роля на высоте на рабочем месте должны быть сооружены
мостки или леса, обеспечивающие доступ к любой точке конт-
ролируемого изделия. На высоте оператор-дефектоскопист
должен работать в головном уборе и пользоваться предохрани-
тельным поясом. Помещения, в которых проводят контроль,
должны соответствовать действующим нормам и правилам про-
ектирования промышленных предприятий.
6.2. ПРАВИЛА ЭЛЕКТРОБЕЗОПАСНОСТИ
Большинство средств неразрушающего контроля (дефекто-
скопы, установки, приборы, средства механизации и автомати-
зации) в процессе работы или полностью, или частично нахо-
дятся под напряжением. Поэтому при их эксплуатации долж-
ны строго соблюдаться «Правила технической эксплуатации
электроустановок потребителей», «Правила техники безопасно-
сти при эксплуатации электроустановок потребителей», утверж-
денные Госгортехнадзором СССР.
Работа с оборудованием, в котором используется напряже-
ние больше 1000 В, относится к группе наиболее опасных ра-
259
бот. Это прежде всего обслуживание рентгеновских аппаратов,
у которых на рентгеновскую трубку подается напряжение в 10—
400 кВ и более. Работники, которые привлекаются к обслужи-
ванию этих установок, должны пройти производственное обуче-
ние по обращению с ними в установленном порядке И после
успешной сдачи экзаменов получить удостоверение, в котором
указана их квалификация в соответствии с квалификационны-
ми группами персонала по технике безопасности.
Во всех выпускаемых дефектоскопических установках и
приборах неизолированные токоведущие части при любом на-
пряжении должны быть ограждены от случайного прикоснове-
ния. Неизолированные провода и электросхемы необходимо за-
щищать корпусами. Корпуса установок и приборов должны
быть обязательно заземлены. В рентгеновских аппаратах име-
ются цепи с напряжением более 1000 В, которое подается на
рентгеновские трубки. При их смене, а также при профилакти-
ческих осмотрах и ремонте аппаратов, в которых име-
ются электрические емкости, необходимо отключить ток, снять
остаточный емкостный заряд, разрядив их на заземление. Пе-
ред пультами управления рентгеновских аппаратов должны
быть уложены резиновые изолирующие коврики.
Вследствие неисправности электроустановок и повреждений
изоляции токоведущих частей может возникнуть перегрев про-
водников и искрение, что является причиной загорания. Перед
тушением электроустановок их необходимо отключить от эле-
ктросети. Небольшие загорания могут быть ликвидированы с
помощью углекислотных огнетушителей. Такими огнетушителя-
ми можно тушить загорания электроустановок, находящихся
под напряжением, так как углекислота не проводит электриче-
ский ток.
При проведении работ необходимо обеспечить пожарную
безопасность в соответствии с «Типовыми правилами пожарной
безопасности для промышленных предприятий», утвержденны-
ми Главным управлением пожарной охраны МВД СССР, и в
соответствии с Отраслевыми правилами пожарной безопасно-
сти.
6.3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ УЛЬТРАЗВУКОВОМ
КОНТРОЛЕ
При работе с ультразвуковыми дефектоскопами, приборами
и установками должны соблюдаться все правила электробез-
опасности и строго выполняться требования, изложенные выше.
Контроль внутри сосудов производится только дефектоскопами
с напряжением питания 12 В. Перед каждым включением де-
фектоскопа оператор должен убедиться в надежном заземле-
нии прибора медным проводом, у которого сечение не менее
260
2*5 мм2; Дефектоскопы необходимо подключить к малонагру-
женным электролиниям (осветительным сетям). При отсутст-
вии такой возможности подключение дефектоскопа следует про-
водить через стабилизатор. При отсутствии на рабочем месте
розеток подключение (и отключение) дефектоскопа к электри-
ческой сети должны производить дежурные электрики. Катего-
рически запрещается работа операторов под съемными меха-
низмами, на неустойчивых конструкциях и в местах, где воз-
можно повреждение проводки электропитания дефектоскопов.
Запрещается вскрывать дефектоскоп и ремонтировать его в
процессе контроля. Принадлежности, используемые оператором,
масленки, обтирочные материалы, ветошь должны храниться в
металлических ящиках. Организация участков контроля должна
соответствовать требованиям «Санитарных норм проектирова-
ния промышленных предприятий» (СН 245—71), утвержден-
ным Госстроем СССР. Работы с применением эпоксидных смол
должны выполняться в соответствии с «Санитарными правила-
ми при работе с эпоксидными смолами» № 348—60, утвержден-
ными Минздравом СССР.
Место, на котором производят контроль, должно быть уда-
лено от сварочных постов и защищено от попадания лучистой
энергии. На контролируемой конструкции во время проведения
дефектоскопии не должны выполняться механические работы,
вызывающие вибрацию. При контроле на открытом месте в
дневное время или при сильном искусственном освещении необ-
ходимо принять меры к затемнению экрана дефектоскопа. Тре-
бования ИТР и операторов, проводящих ультразвуковой конт-
роль, по созданию необходимых условий работы должны вы-
полняться администрацией в обязательном порядке.
6.4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ РАДИАЦИОННОЙ
ДЕФЕКТОСКОПИИ
При проведении радиационной дефектоскопии должны быть
приняты меры по защите от ионизирующего излучения. Дейст-
вуя на живой организм, ионизирующее излучение вызывает осо-
бые химические и биологические процессы в клетках ткани, и
если не создать соответствующей защиты, это может привести
к различным поражениям организма. Требования безопасности
при радиационной дефектоскопии обеспечиваются соблюдени-
ем «Основных санитарных правил работы с радиоактивными
веществами и источниками ионизирующих излучений» (ОСП-72)
и «Норм радиационной безопасности» (НРБ-69).
В соответствии с НРБ-69 установлены предельно допусти-
мые дозы и пределы излучений. Предельно допустимой дозой
(ПДД) называют годовой уровень облучения персонала, не вы-
зывающий при равномерном накоплении дозы в течение 50 лет
261
неблагоприятных изменений в состоянии здоровья самого облу-
чаемого и его потомства.
Пределом дозы называют допустимый среднегодовой уро-
вень облучения отдельных лиц из населения, контролируемый
по усредненным дозам внешнего излучения, радиоактивными
выбросами и радиоактивной загрязненностью объектов внеш-
ней среды. По действующим нормам и правилам установлены
следующие категории облучаемых лиц: категория А—персо-
нал, категория Б — отдельные лица из населения и категория
В — население в целом.
К категории Б относят лиц, работающих в помещениях,
смежных с теми, в которых работает персонал категории А, а
также лица, находящиеся в пределах санитарно-защитной зо-
ны предприятия или проживающие на территории наблюдаемых
зон, расположенных вокруг промышленных предприятий. Для
всего организма предельно допустимая доза облучения лиц ка-
тегории А равна 5 бэр/год, предел нормы для лиц категории
В — 0,5 бэр/год. Бэром (биологическим эквивалентом рентгена)
называют такое количество энергии, поглощаемое в 1 г ткани,
при котором наблюдается эквивалентный биологический эф-
фект от поглощенной дозы излучения 1 рад рентгеновского и
у-излучений. Рад — внесистемная единица поглощенной энергии
100 эрг на 1 г любого вещества.
Среди лиц категории А выделены две группы: 1—лица, ус-
ловия труда которых таковы, что дозы облучения могут превы-
шать 0,3 годового ПДД; 2 — лица, условия труда которых та-
ковы, что дозы облучения не могут превышать 0,3 ПДД. К по-
следней группе относят лиц, работающих в пределах санитар-
но-защитной зоны, а также лиц, периодически посещающих
контролируемую зону. Для этих лиц индивидуальный дозимет-
рический контроль и специальное медицинское наблюдение не
требуются в отличие от лиц, работающих в контролируемой
зоне.
При возникновении аварий должны быть приняты все прак-
тические меры по снижению внешнего облучения и поступле-
ния радиоактивных веществ в организм человека. Для обеспе-
чения высокой эффективности дезактивации стены помещений,
предназначенных для хранения радиоактивных источников, за-
рядки и перезарядки гамма-установок, покрывают масляной
краской или другими маслособирающими материалами. Полы
этих помещений покрывают пластиком или линолеумом.
На предприятиях или строительных площадках, применяю-
щих радиоактивные вещества, должна быть составлена и со-
гласована с местными органами Санэпидемслужбы (СЭС) и
Госпожарнадзора Инструкция по ликвидации аварий и пожа-
ров, связанных с аварийным облучением и аварийным загряз-
нением внешней среды. Данная Инструкция должна быть обя-
262
зательным документом для всех лиц, работающих с радиоак-
тивными источниками. Необходимо помнить, что радиографиче-
ские пленки на нитроцеллюлозной основе не самовоспламеня-
ются, однако загораются от огня, выделяя удушающие и ядо-
витые газы. В помещениях, в которых проводят контроль, долж-
на быть обязательно предусмотрена приточно-вытяжная вен-
тиляция и дневное освещение.
Для защиты от ионизирующего излучения в местах прове-
дения контроля необходимо предусматривать мероприятия по
защите от облучения. Наиболее распространенным способом
защиты от ионизирующего излучения является экранирование —
ослабление излучения слоем тяжелого материала. С этой целью
стены помещений, перекрытия полов защищают тяжелыми ме-
таллами, а также обеспечивают защиту дверей, дверных прое-
мов, смотровых окон и т. д. Сами источники излучения — изо-
топы и рентгеновские трубки — помещают в специальные кожу-
хи, а хранение и перезарядку радиоактивных веществ произво-.
дят в хранилищах.
В качестве защитного материала применяют свинец, свин-
цовое стекло, вольфрам, барит, бетон, кирпич и др. При расче-
те толщины защитного слоя из какого-либо материала предва-
рительно определяют необходимую толщину свинца для задан-
ных условий работы, а затем находят эквивалентную толщину
защитного слоя из данного материала. Защита должна обеспе-
чивать снижение дозы на рабочих местах до 2,8 мбэр/ч.
В смежных помещениях доза облучения не должна превышать
0,28 мбэр/ч.
Защиту от ионизирующего излучения проектируют исходя
из категории облучаемых лиц, времени облучения и назначения
помещений. Для стандартной (36—41 ч) рабочей недели зна-
чения мощности эквивалентной дозы Рэкв, используемые при
проектировании защиты от внешнего ионизирующего излуче-
ния, приведены в НРБ-76 и ОСП-72/80.
При проектировании защиты источники излучения рассмат-
ривают как точечные излучатели. При расчете защиты от рент-
геновского излучения мощность экспозиционной дозы и экспо-
зиционную дозу определяют по формулам: Р=2,58-10~*Рт7//?2;
£>=9,288-lO^An/r//?2, где Р — мощность экспозиционной дозы
на расстоянии R, м, от трубки, Кл (кг-с); Рт — мощность экс-
позиционной дозы на расстоянии 1 м при токе 1 мА, Кл-ма
(кг-с-мА); I — сила тока в рентгеновской трубке, мА; D — экс-
позиционная доза излучения на расстоянии R, м, от трубки,
Кл/кг; т — время работы, ч.
При расчете защиты от радионуклидов мощность экспози-
ционной дозы и экспозиционную дозу определяют соответствен-
но по формулам: Р=7,17-lQ-'2MKRa/R2 = 7,17- 10-I2QtfT//?2=
>=7,17-10-8 • Po/R2; D = 7,17 -10“12Л1/<Дат//?2 = 7,17 - 10-12Qtf:x/
263
7?2—7,17-10"8Рот//?2, где Р — мощность экспозиционной дозы
на расстоянии R, м, от радионуклида, Кл/(кг-с); Ро— мощ-
ность экспозиционной дозы на расстоянии 1 м от радионуклида,
Кл/(кг-с); М — гамма-эквивалент радионуклида, мг-экв 7?а;
Q — активность радионуклида, Бк; Ат— полная гамма-постоян-
ная радионуклида, Кл-м2/(кг-с-Бк); j(Ra—8,4— гамма-постоян-
ная радия при платиновом фильтре толщиной 0,5 мм, Кл-м2/
(кг-с-мг-экв-А); D — экспозиционная доза на расстоянии R,
м, от радионуклида, Кл/кг.
Приведенные формулы позволяют определить дозу или мощ-
ность дозы, создаваемой прямым излучением незащищенного
источника на любом расстоянии от него.
На практике толщину биологической защиты из свинца или
бетона от действия прямого рентгеновского излучения опреде-
ляют с учетом коэффициента ослабления К: А=2,58-10~5/т/
(36£>о^?2), где т — время работы рентгеновской трубки в течение
недели, ч; ^ — расстояние от анода рентгеновской трубки до
защищаемого объекта, м; Do — расчетное (проектное) значение
6.1. Толщина защиты из свинца и бетона (р = 2,35 кг/м3)
от прямого рентгеновского излучении
К Толщина защиты, мм, при напряжении на трубке, кВ
100 150 200 250 300
Сви- нец Бе- лтон Сви- нец Бе- тон Сви- нец Бе- тон Сви- нец Бе- тон Сви- нец Бе- тон
0,001 0,5 1 1,5 2
0,002 0,5 1 — 1,25 1,25 __ 3
0,003 0,5 — 1 — 1,5 — 2,5 4
0,005 0,75 — 1,25 — 2 3 — 4,5
0,01 1 70 1,5 140 2,25 180 3,5 200 6 260
0,02 1 85 1,75 150 2,5 200 4 230 7,2 290
0,03 1,25 100 2 170 2,75 220 4,5 240 8,3 310
0,05 1,5 120 2 180 3 240 5 270 10 340
0,1 1,5 130 2,25 200 3,5 270 5,75 300 11,5 370
0,2 1,75 140 2,5 220 3,75 300 6,5 340 13 400
0,3 2 160 2,75 230 4 310 7 350 13,5 410
0,5 2,25 170 3 250 4,5 320 7,5 370 14,5 430
1 2,5 180 3,25 270 5 350 8,5 400 16,5 460
2 2,25 200 3,5 290 5,5 380 9,5 430 18 490
3 2,75 — 4 — 5,75 — 10 — 19
5 3 220 4,25 340 6 400 10,5 460 20 520
10 3,25 240 4,5 360 6,5 430 11,5 490 21,5 560
20 3,5 250 4,75 400 7 460 12 520 23,5 600
30 3,5 — 5 — 7,5 13 — 24,5
100 4 300 5,5 430 8,25 500 14 580 27 650
50 3,75 270 5,25 420 7,75 480 13,5 570 25,5 620
264
недельной дозы облучения для лиц рассматриваемой катего-
рии, Кл/кг.
По значению К и напряжению трубки (табл. 6.1) находят
толщину защитного слоя из свинца или бетона. Если плот-
ность используемого строительного материала р не равна
2,35 кг/м3, то полученную толщину бетонного слоя следует
умножить на 2,35/р.
Пример. Определить толщину биологической защиты бокса из свинца
или бетона для лиц категории Б (£>о = О,12-41-2,58-10~7 Кл/кг в неделю),
работающих иа расстоянии 5 м от рентгеновского аппарата типа
РУП-150/300-10 с трубкой 2,5 БПМ4-250 в течение /=41 ч в неделю при на-
пряжении иа трубке 250 кВ и силе тока 7 = 10 МА.
Определи м А=2,58 • 10~5И/ (367V?2) = 2,58 • 10-5 10 • 41 : (36 • 0,12 • 41 • 2,58 X
X10-7-25) «а 10. По табл. 6.1 находим, что необходимая толщина защитного
слоя из свинца при А=10 и напряжении иа рентгеновской трубке 250 кВ
составляет 11,5 мм или из бетона — 490 мм.
При расчете толщины защитного слоя рекомендуется пользоваться также
значениями слоев половинного или десятикратного ослаблении (табл. 6.2),
С учетом толщины половинного слоя суммарная толщина биологической за-
щиты из свинца или бетона будет равна 11,54-0,9 = 12,4 мм или 4904-29=
= 519 мм.
При расчете толщины стенок рентгеновских боксов камер и т. д. следует
учитывать защитное действие уже существующих стен, межэтажных пере-
крытий и т. д.
6.2. Толщина слоев из свинца и бетона половинного и десятикратного
ослабления
'б0,5 ММ °о.! ММ
Напряжение
иа трубке» кВ Свинец Бетон Свинец Бетой
100 0,2 15 0,7 51
150 0,3 23 1,0 76
200 0,5 28 ,1,7 91
250 0,9 29 3,0 97
300 1,7 31 5,6 102
Помимо обеспечения защиты от прямого излучения в неко-
торых случаях приходится решать вопросы защиты от рассеян-
ного излучения. Толщину защиты от рассеянного рентгеновско-
го излучения можно рассчитать тремя способами: по кривым
ослабления, по снижению дозы рассеянного излучения до. пре-
дельно допустимых значений и по номограммам.
Наиболее распространен расчет толщины защиты из свинца
и бетона способом снижения дозы рассеянного рентгеновского
излучения до предельно допустимых значений. При этом коэф-
фициент ослабления К рассчитывают по формуле 7<=2,58Х
265
ХЮ-5/т/(36£>оЯ2), где 7? — расстояние от места падения пер-
вичного пучка до защищаемого объекта. Толщину защиты из
свинца и бетона выбирают по табл. 6.3 в зависимости от коэф-
фициента К.
Пример. Найти толщину защиты из свинца и бетона для лиц кате-
гории А (£>о=1,4-36-2,58-10~7 Кл/кг в неделю) при т=36 ч работы рент-
геновского аппарата РАП-150/300-01 с трубкой 1.2-ЗБПМ5-ЗОО; £=10 мА,
£? = 10 м, напряжение на трубке 300 кВ.
По вышеприведенной формуле находим коэффициент ослабления К=
= 2,58-10-s-10-36/(100-36-1,4-36-2,58-10-7) =0,2. По табл. 6.3 находим, что
толщина слоя из свинца равна 5 мм.
При проведении радиографического контроля панорамным
способом нужно применять дефектоскопы только с дистанцион-
ным управлением, с механизмом перемещения источника излу-
чения из положения хранения в рабочее положение и обратно
при нахождении обслуживающего персонала в безопасной
зоне.
6.3. Толщина защиты, мм, из свинца и бетона (р=2,35 кг/м3)
от рассеянного рентгеновского излучения
Толщина защиты, мм, при напряжении на трубке, кВ
100 150 200 250 300
к О' о S о Ef S 0) S 0)
и О О) и О и О и
О О .° О и из
0,01 0,1 20 0,1 30 0,2 40 0,3 50 0,6 70
0,02 0,2 35 0,3 45 0,5 65 0,8 75 1,2 95
0,03 0,4 45 0,5 55 0,8 90 1,2 100 2,3 120
0,05 0,5 55 0,8 80 1 120 1,5 125 3 145
0,1 0,7 65 1 100 1,4 140 2 150 4 170
0,2 0,9 80 1,2 120 1,8 170 2,7 180 5 200
0,3 1 85 1,3 130 2 180 3 190 5,5 210
0,5 1,2 100 1,5 140 2,2 190 3,5 210 6,3 220
1 1,4 120 1,8 160 2,6 220 4,2 230 7,5 250
2 1,6 130 2 185 3 250 5 260 9 280
5 1,8 150 2,3 210 3,6 280 5,8 290 10,5 310
10 2,1 170 2,6 230 4,1 300 6,5 320 12 340
20 2,3 180 2,9 260 4,6 340 7,3 330 13,5 380
30 2,5 200 3,2 280 5,1 370 8 360 15 410
100 2,8 220 3,5 310 1 5,6 390 8,8 420 17 440
При проведении работ на высоте подъем рентгеновских ап-
паратов и гамма-дефектоскопов к месту просвечивания и спуск
их вниз должен осуществляться только с помощью грузоподъ-
емных устройств: кранов, лифтов и т. д.
266
При работе стандартных излучающих установок с направ-
ленным пучком излучения во всех случаях, когда это возмож-
но, пучок необходимо направлять в сторону земли или на стену
помещения, не имеющую окон и обеспечивающую защиту от из-
лучения.
При использовании рентгеновских аппаратов и гамма-де-
фектоскопов вне специальных камер для просвечивания, на от-
крытой площадке, в цехах и т. д. необходимо выполнять сле-
дующее: направлять источник излучения в сторону земли (по
возможности); удалять источники излучения от обслуживаю-
щего персонала; ограничивать время пребывания персонала
вблизи источника излучения; устанавливать передвижные ог-
раждения и защитные экраны; вывешивать знаки радиацион-
ной опасности.
Зарядка и перезарядка источников у-излучения должна осу-
ществляться специализированной организацией. Допускается
выполнение этих работ персоналом организации, осуществляю-
щей радиографический контроль, по согласованию с органами
СЭС и при наличии специально оборудованного помещения для
перезарядки. При транспортировании радиоактивных источни-
ков должны соблюдаться требования «Правил безопасности при
транспортировке радиоактивных веществ» (ПБТРВ-73 № 1139-
73). Транспортирование дефектоскопа должно осуществляться
двумя лицами.
Дефектоскопы с источниками ионизирующего излучения
должны храниться в специально оборудованном помещении —
хранилище. Запрещается оставлять заряженные дефектоскопы
после окончания работы в случайных помещениях. Порядок вы-
дачи, хранения и сохранность дефектоскопов регламентируется
заводскими Инструкциями.
Кроме перечисленных выше мер по защите от излучения
снижение предельно допустимых доз можно достичь сокраще-
нием времени пребывания в зоне действия ионизирующих из-
лучений или увеличением расстояния между оператором и ис-
точником излучения.
Безопасность проведения работ по радиационной дефекто-
скопии в значительной мере зависит от правильной организа-
ции и своевременного контроля условий работы. С этой целью
при работе с ионизирующим излучением проводят дозиметриче-
ский контроль. Дозиметрический контроль позволяет устано-
вить надежность защиты и дозу излучения, получаемую работ-
никами дефектоскопических лабораторий. Величина й мощ-
ность доз излучения измеряется дозиметрами, радиометрами
и т. д. По назначению эти приборы подразделяют на две груп-
пы: приборы для индивидуального дозиметрического контроля
и приборы для измерения мощности доз излучения.
Приборы индивидуального контроля применяют для изме-
267
рения суммарной дозы облучения, получаемой работником в
течение рабочего дня или рабочей недели. В конце рабочего
дня или недели измеряют дозу, накопленную индивидуальным
дозиметром работника, и регистрируют ее в специальном жур-
нале. На практике чаще всего применяют индивидуальные до-
зиметры типов КИД-2, ИФКУ-1, ДК-0,2 и др. Дозиметриче-
ский контроль помещений осуществляют приборами типа
КУРА-1. Боксы, камеры и рабочие комнаты оборудуют сиг-
нально-измерительными дистанционными приборами УСИТ-2,
обеспечивающими сигнализацию о превышении предельно допу-
стимых мощностей доз в контролируемой зоне.
Список рекомендуемой литературы
1. Алешин Н. П., Щербииский В. Г. Контроль качества свароч-
ных работ. М., 1986.
2. Алешин Н. П., Лупачев В. Г. Ультразвуковая дефектоскопия,
Минск, 1987.
3. Вол.ченко В. Н. Контроль качества сварных конструкций. М., 1986,
4. В ы б о р н о в Б. И. Ультразвуковая дефектоскопия. М., 1985.
5. Г у р в и ч А. К., К у з ь м и н а Л. И. Справочные диаграммы направ-
ленности искателей ультразвуковых дефектоскопов. Киев, 1980.
6. Денисов Л. С. Повышение качества сварки в строительстве. М.,
1982.
7. Де не ль А. К. Дефектоскопия металлов. М., 1972.
8. Ермолов И. П., Останин Ю. Я. Методы и средства керазру-
шающего контроля. М., 1988.
9. Метода дефектоскопии сварных соединений/Под ред. В. Г. Щер-
бинского. М., 1987.
10. Румянцев С. В., Штань А. С., Гольцев В. А. Справочник
по радиационным методам иеразрушающего контроля. М., 1982.
11. Ханапетов М. В. Контроль качества сварных соединений. М.,
1979.
12. Приборы для неразрушающего контроля материалов и изделий/Под
ред. В, В. Клюева. М., 1986,
Оглавление
Введение ........................................................... 3
1. Неразрушающий контроль и дефекты продукции....................... 5
1.1. Виды неразрушающего контроля................................. 5
1.2. Эффективность методов неразрутающего контроля............... 9
1.3. Понятие о дефектах.......................................... 12
1.4. Влияние дефектов на работоспособность конструкций........ 23
2. Радиационная дефектоскопия..................................... 29
2.1. Ионизирующие излучения.............................. . . 29
’ 2.2. Физические основы методов радиационной дефектоскопии ... 50
2.3. Аппаратура и материалы............................... 51
2.4. Технология радиографического контроля................ 74
2.5. Ксерорадиографический и флюорографический методы контроля 86
2.6. Автоматизация основных процессов радиографии......... 93
2.7. Современные методы радиационной дефектоскопии........ 99
3. Ультразвуковая дефектоскопия.................................. 111
3.1 Физические основы........................................... 111
3.2. Классификация методов акустического контроля............... 120
3.3. Акустический тракт дефектоскопа............................ 124
3.4. Аппаратура для ультразвукового контроля.................... 129
3.5 Основные параметры контроля................................. 138
3.6. Основы дефектометрии....................................... 147
3.7. Технология ультразвукового контроля........................ 160
3.8. Контроль сварных соединений и наплавок..................... 163
3.9. Контроль поковок........................................... 183
3.10. Контроль листового и сортового проката................... 187
3.11. Контроль труб............................................. 192
3.12. Контроль отливок.......................................... 194
3.13. Ультразвуковая толщинометрия.............................. 197
3.14. Автоматизация и механизация ультразвукового контроля . . . 199
3.15. Эксплуатация аппаратуры................................... 204
4. Магнитная и вихретоковая дефектоскопия........................ 210
4.1. Физические основы.......................................... 210
4.2. Магнитопорошковый метод.................................... 220
4.3. Магнитографический метод................................... 232
4.4. Феррозондовый метод........................................ 236
4.5. Магнитный контроль структуры и физико-механических свойств 238
4.6. Вихретоковые методы контроля............................... 239
5. Организация служб неразрушающего контроля..................... 246
5.1. Классификация видов технического контроля.................. 246
5.2. Организационная структура службы контроля.................. 250
270
5.3. Оборудование и организация участка контроля................. 254
5.4. Стандартизация и метрологическое обеспечение средств и мето-
дов контроля.................................................... 256
6. Безопасность труда при дефектоскопии изделий................... 259
6.1. Общие требования............................................ 259
6.2. Правила электробезопасности................................. 259
6.3. Требования безопасности при ультразвуковом контроле . . . 260
6.4. Требоиаиия безопасности при радиационной дефектоскопии . . 261
Список рекомендуемой литературы................................... 269
Учебное издание
Алешин Николай Павлович,
Щербииский Виктор Григорьеиич
Радиационная, ультразвуковая и магнитная
дефектоскопия металлоизделий
Заведующий редакцией В. А. Козлов. Редактор Г. В. Садыков. Младший
редактор О. В. Каткова. Художник В. Н. Хомяков. Художественный редак-
тор Л. К. Громова. Технический редактор 3. В. Нуждина. Корректор
Г. А. Чечеткина
ИВ № 8453
Изд. № М-416. Сдано в набор 06.06.90. Подп. в печать 31,10.90. Формат 60Х88тАв.
Бум. офс. № 2. Гарнитура литературная, Печать офсетная. Объем 16,66 уел. печ. л.
16,78 усл. кр.-отт. 17,48 уч.-изд. л. Тираж 15 000 экэ. Зак. № 463. Цена 75 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул., 29/14.
Московская типография № 8 Государственного комитета СССР по печати, 101898, Моск*
на. Холловский пер., 7.