




















































































































































































































































































































































































































































































































































































































































Автор: Клюев В.В.
Теги: испытания материалов товароведение силовые станции общая энергетика техника и технические науки в целом строительство неразрушающий контроль дефектоскопия
ISBN: 5-217-03178-6
Год: 2003

НЕРАЗРУШАЮЩИЙ
КОНТРОЛЬ
И ДИАГНОСТИКА
НЕРАЗРУШАЮЩИЙ
КОНТРОЛЬ
И ДИАГНОСТИКА
НЕРАЗРУШАЮЩИЙ
КОНТРОЛЬ
И ДИАГНОСТИКА
Авторы: В.В. Клюев, Ф.Р. Соснин, А.В. Ковалев, В.Н. Филинов,
В. Аертс, Л.С. Бабаджанов, В.Г. Бадалян, Н.Н. Блинов, Г. Бергер,
Р. Боллен, А.С. Боровиков, Э.И. Горкунов, А.К. Гурвич, A.IL Дегтерев,
И.Н. Ермолов, А.И. Евлампиев, Л.В. Зазинова, В.Г. Запускалов,
В.И. Иванов, А.В. Избтов, Б.М. Кантер, А.А. Кеткович, Ю.А. Кон-
дратьев, В.П. Козлов, В.Н. Кольцов, М.В. Королев, С.В. Клюев,
В.П. Курозаев, Ю.В. Ланге, Б.И. Леонов, А.Н. Майоров, А.И. Мас-
лов, И. Де Меестр, В.Ф. Мужицкий, В.И. Матвеев, И.Г. Матис,
Ж.-К. Морэн, З.С. Никифорова, Н.А. Орлов, В.И. Петрович, А.А. По-
ловинкин, К.В. Подмастерьев, К. Рис, Н. Ридьярд, В.Г. Рыгалин,
В.В. Сухоруков, С.Г. Сажин, Ю.С. Степанов, Н.Д. Тюфяков, В.Г. Фед-
чишин, М. Фарлей, Ю.К. Федосенко, М.В. Филинов, Д. Хенинг,
Г. Хайт, Р. Хелмшоу, Л.А. Хватов, В.К. Шевалдыкин, В.Е. Щерби-
нин, Дж. Нардони, В. Янсене
ЗАО «НИИИН МНПО “СПЕКТР”»
шп?ол ь
1 двгаетжд
МОСКВА ИЗДАТЕЛЬСТВО “МАШИНОСТРОЕНИЕ” 2003
УДК [681.518.54+620.19] (035)
ББК 30.82-5я2
Н54
Неразрушающий контроль и диагностика: Справочник / В.В. Клюев, Ф.Р. Соснин,
Н54 А.В. Ковалев и др.; Под ред. В.В. Клюева. 2-е изд., испр. и доп. - М.: Машиностроение, 2003.
656 с., ил.
Рассмотрены основные методы неразрушающего контроля и диагностики: радиационные, магнит-
ные, вихретоковые, электрические, оптические, вибрационные, акустические, комплексные системы ка-
чества продукции, методы и средства медицинской диагностики, промышленная рентгеновская вычисли-
тельная томография, системы технического зрения, специальные методы экологической диагностики.
Даны рекомендации по выбору и применению методов и средств НК и Д, технические характеристики
отечественных и зарубежных приборов, технология эксплуатации приборов, передвижные средства кон-
троля загрязнения окружающей среды.
Для фирм и специалистов, сотрудничающих с иностранными партнерами, включена глава ’’На-
циональные и международные нормы по аттестации специалистов НК”. Приведена также система атте-
стации США. Полностью публикуется европейский стандарт по аттестации, являющийся обязательным
для 18 стран Европы.
Второе издание (1-е изд. 1995 г.) переработано и дополнено новыми материалами в соответствии с
современным состоянием техники.
Для инженеров-технологов, работников служб контроля, эксплуатации и ремонта объектов про-
мышленных предприятий, а также для работников, обслуживающих медицинскую и таможенную техни-
ку, может быть полезна преподавателям и студентам втузов.
ББК 30.82-5я2
СПРАВОЧНОЕ ИЗДАНИЕ
Владимир Владимирович Клюев, Феликс Рубенович Соснин, Алексей Васильевич Ковалев и др.
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ И ДИАГНОСТИКА
Лицензия ИД № 05672 от 22.08.01 *
Редакторы: И.Н. Жесткова, П.Е. Клейзер
Художественный редактор Т.Н. Погорелова
Корректоры: М.Я. Барская, А.П. Лебедева
Инженеры по компьютерному макетированию: М.А. Евсейчева, Т.А. Сынкова, М.А. Филатова, И.В. Евсеева
Сдано в набор 02.09.02. Подписано в печать 03.12.02. Формат 60x90 1/8
Бумага офсетная. Гарнитура Times. Печать офсетная
Усл. печ. л. 82,0. Уч.-изд. л. 89.5
Тираж 2000 экз. Заказ 7387
ФГУП «Издательство «Машиностроение»
107076, Москва, Стромынский пер., 4
Отпечатано в ГУП ППП «Типография «Наука» РАН
121099, Москва, Шубинский пер., 6
ISBN 5-217-03178-6
© Издательство «Машиностроение», 2003
© ЗАО «НИИИН МНПО «Спектр», 2003
ВВЕДЕНИЕ
После трагедии в Нью-Йорке 11 сентября 2001 года
во всем мире резко изменилось отношение к Проблеме
безопасности, защиты населения и окружающей среды
от техногенных, природных, криминалистических и во-
енных катастроф. Проблема безопасности официально
объявлена главнейшей 1в организационном, научном,
экономико-политическом плане.
В соответствии с законом «под безопасностью Рос-
сийской Федерации понимается качественное состояние
общества и государства, при котором обеспечивается
защита каждого человека, проживающего на территории
Российской Федерации, его прав и гражданских свобод,
а также надежность существования и устойчивость раз-
вития страны, защита ее основных ценностей, матери-
альных и духовных источников жизнедеятельности, кон-
ституционного строя и государственного суверенитета,
независимости и территориальной целостности от внут-
ренних и внешних врагов».
Основные причины роста числа аварий и катастроф:
критический уровень износа оборудования, нарушения
производственной и технологической дисциплины, ос-
лабление роли государственных органов контроля и
управления, а также недостаточный уровень правовой и
экологической культуры.
Неразрушающий контроль и диагностика (НК и Д) -
начинающие и определяющие составные части пробле-
мы безопасности.
Контроль обозначает проверку соответствия пара-
метров объекта установленным техническим требовани-
ям, а неразрушающие методы контроля не должны на-
рушать пригодность объекта к применению. Несоответ-
ствие продукции установленным требованиям является
дефектом, для обнаружения и поиска которого исполь-
зуются теория, методы и средства технической диагно-
стики.
Обнаружение и поиск дефектов являются процес-
сами определения технического состояния объекта и
объединяются термином «диагностирование».
Соответственно направлениям безопасности методы
НК и Д подразделяют на экологические, медицинские,
техногенные, оборонные, ресурсные и другие.
Применительно к масштабам объектов исследова-
ния НК и Д разделяют на объектовые, региональные,
федеральные и планетарные.
Для получения информации в НК и Д используют
все виды физических полей и излучений, химических
взаимодействий и процессов, мониторинг с помощью
транспорта (автомобильного, воздушного, морского, же-
лезнодорожного, космического), посты наблюдения
(стационарные, передвижные), переносные приборы,
большое количество компьютерных технологий обра-
ботки информации. Итоговым результатом становится
определение остаточного ресурса или риска эксплуата-
ции объекта с помощью соответствующих инструкций,
методик и стандартов.
Средства НК и Д создаются аппаратными, про-
граммными внешними и встроенными, ручными и авто-
матизированными, специализированными или универ-
сальными.
Зарождение НК и Д обычно относят ко времени от-
крытия в ноябре 1895 г. рентгеновских лучей, которые
позволили обнаружить металлический предмет в закры-
той деревянной коробке. Большая роль в развитии мето-
дов неразрушающего контроля принадлежит Р.И. Янусу,
Л.Г. Меркулову, С.Т. Назарову, А.С. Фалькевичу,
Н.С. Акулову, М.Н. Михееву, Ю.И. Иоришу, Н.М. Роди-
гину, Н.В. Химченко, С.В. Румянцеву, И.Н. Ермолову,
Т.Я. Гораздовскому, В.Г. Герасимову, Ф. Ферсгеру,
Р. Мак-Мастеру, Н. Крауткремеру, X. Бергеру, Р. Шарпу
и многим другим ученым.
Метод ультразвуковой дефектоскопии впервые был
предложен в 1928 глпроф. С.Я. Соколовым. В 1952 г.
С. Маховером и Ю. Усенко был предложен магнитогра-
фический метод.
В справочнике учтены развитие и совершенствова-
ние технических методов и средств НК и Д за последние
20 лет.
Появление современных крупномасштабных объек-
тов - атомных электростанций, терминалов со сжижен-
ным газом, морских буровых установок, больших хими-
ческих комбинатов, крупных авиалайнеров - привело
наряду с экономическими выгодами к большим негатив-
ным последствиям в случае выхода их из строя. Челове-
чество не может отказаться от таких сооружений, но оно
может предотвратить катастрофы или уменьшить их по-
следствия путем эффективного использования НК и Д.
Известно, что развитые страны ежегодно теряют.
10 % своего национального дохода из-за низкого качест-
ва выпускаемой продукции. Во всем мире ежегодно уве-
личивается число крупных аварий и катастроф. Потери
только от дефектов усталости металла в США составля-
ют более 100 млрд. долл, в год, а от коррозии - более
200 млрд. долл, в год. Убытки от низкого качества мате-
риалов и изделий в России значительно выше, а если
учесть, что часть промышленной продукции не внедря-
ется в производство, сравнительно быстро выходит из
строя по различным техническим и организационным
причинам, принять во внимание колоссальные объемы
ремонта, нарушение экологии, то потери материального
и морального порядка еще более возрастают, требуют
тщательного учета, анализа и принятия кардинальных
решений.
Все усложняющиеся задачи по повышению качест-
ва промышленной продукции, надежности объектов тре-
буют дальнейшего совершенствования методов и
средств НК и Д. Применение классических методов, да
еще по отдельности, уже неэффективно. Ряд новых задач
не поддается решению стандартными методами НК.
Появились весьма сложные матричные системы детекти-
рования физических полей в пространстве, различные
6
ВВЕДЕНИЕ
комбинации методов, в обработку пошли группы физи-
ческих параметров.
Любое повышение безопасности достигается за счет
необходимого дополнительного увеличения расходов.
Возникает проблема определения оптимального уровня
расходов, при котором технология и производство оста-
ются рентабельными. Применение систем НК и Д удо-
рожает продукцию при выпуске и эксплуатации, однако
их использование на всех стадиях изготовления, поверки
и эксплуатации существенно повышает надежность из-
делий и объектов, обеспечивая в конце концов громад-
ный в масштабе страны экономический выигрыш. К ос-
новным особенностям современных систем НК и Д от-
носятся значительное увеличение числа проверяемых
параметров (многофункциональность) и повышение
производительности контрольных операций.
Ввиду необходимости получения огромных массивов
информации при контроле многих изделий все шире вне-
дряются автоматизированные и роботизированные систе-
мы НК и Д. Особенно перспективны контрольно-диаг-
ностические автоматы там, где человеку неудобно или
опасно находиться, например при контроле очень боль-
ших поверхностей, в условиях высокой радиации, повы-
шенных температур, агрессивных сред, космоса и т.д.
Точность работы таких систем зависит от чувстви-
тельности и разрешающей способности входящих в них
измерительных каналов и преобразователей информа-
ции. Работа многих приборов основана на проведении
относительных измерений: их погрешности зависят от
воспроизводимости показаний и точности эталонов фи-
зических величин, используемых при градуировке и ка-
либровке измерительных схем. Автоматизация градуи-
ровки и калибровки измерительных схем вместе со
встроенной автодиагностикой получает все более широ-
кое распространение в системах НК и Д.
Следует отметить, что при работе ряда систем НК и
Д с высокой степенью автоматизации функции операто-
ра являются, с одной стороны, сложными, а с другой, во
многом определяющими результат. До сих пор за опера-
тором остается основная роль в расшифровке радиаци-
онных изображений, принятии решений при возникно-
вении нестандартных ситуаций, оценке явлений, обу-
словленных несколькими слабокоррелированными при-
чинами.
Естественно, что достаточно полную объективную
информацию о контролируемом объекте нельзя полу-
чить, регистрируя только эффекты взаимодействия с
объектом контроля физического поля одной природы
(частоты). Например, использование рентгеновского из-
лучения при контроле сварных швов не гарантирует вы-
явления трещин, несплавлений и т.п. Только комбиниро-
ванные, разные по принципу взаимодействия с вещест-
вом методы контроля, такие как радиационно-
оптический, электромагнитоакустический, магнитно-
оптический и др., могут исключить недостатки исследо-
вания, взаимно дополнить друг друга и обеспечить полу-
чение достаточной информации о качестве промышлен-
ной продукции. В этом направлении должна решаться
задача совместимости информации, полученной разными
методами.
Необходимы количественная обработка данных ис-
пользуемых методов НК и Д, выработка оптимальных
алгоритмов интегральной количественной оценки каче-
ства изделия и его остаточного ресурса.
Существуют четыре важных направления развития
НКиД.
1. ИНТЕЛЛЕКТУАЛИЗАЦИЯ МЕТОДОВ И
СРЕДСТВ НК и Д. В настоящее время НК и Д исполь-
зуют более 100 физических методов исследования, тыся-
чи типов приборов с объемом продаж в десятки милли-
ардов американских долларов.
В основе решения диагностических задач лежит
прежде всего оптимальный выбор физического явления,
дающего наиболее объективную информацию о пара-
метре диагностирования. Важнейшей проблемой стано-
вится не фиксация дефекта как уже возникающего от-
клонения от нормируемого параметра, а исследование и
регистрация физических и других эффектов, предшест-
вующих времени перехода материала или изделия в ’’де-
фектное” состояние. Акустическая эмиссия, механоэмис-
сия, возникающее при деформациях диэлектриков и ме-
таллов электромагнитное излучение в диапазоне от ра-
диоволнового до жесткого рентгеновского излучения,
включая весь промежуточный диапазон видимого, ин-
фракрасного и ультрафиолетового излучений, демонст-
рируют далеко не использованные физические возмож-
ности создания нового уровня интеллектуальных средств
НК и Д.
Интеллект диагностики начинается прежде всего с
правильного выбора физического эквивалента, наиболее
адекватного изучаемому явлению, характеризующему
работоспособность объекта. На основе этого должна
проектироваться диагностическая технология. Для ре-
шения этой проблемы используются датчики на базе
микроэлектронной технологии, построенные на основе
самых различных физических явлений и химических
преобразований.
Широкая номенклатура преобразователей и сенсо-
ров требует обоснованного выбора оптимального вари-
анта использования их на практике, согласования с ис-
следуемыми параметрами и функциями управления объ-
ектов контроля.
Интеллектуализация современных методов НК и Д
связана с их интенсивной компьютеризацией, широким
использованием встроенных процессоров, персональных
и мини-ЭВМ, разработкой большого ряда программ, ал-
горитмов тестового и функционального диагностирова-
ния. Стали нормой перевод диагностической информа-
ции в двух- и трехмерное изображение с последующей
обработкой в реальном масштабе времени, амплитудо-
фазочастотная обработка многомерного сигнала, рекон-
структивная томография, томосинтез и т.д. Это потребо-
вало введения в аппаратуру множества специальных
процессоров и устройств.
Переход на экспертные диагности-
ческие системы, многомашинные испытательные
комплексы для крупных промышленных объектов, по-
зволяющие определять остаточный ресурс и риск экс-
плуатации, - актуальнейшая проблема научно-техничес-
кого прогресса (НТП).
ВВЕДЕНИЕ
7
2. РАЗРАБОТКА ЕДИНОЙ СИСТЕМЫ КОН-
ТРОЛЯ КАЧЕСТВА ТЕХНИЧЕСКИХ ОБЪЕКТОВ И
ОКРУЖАЮЩЕЙ СРЕДЫ. С увеличением масштаба
НТП, постоянными стихийными бедствиями (землетря-
сения, цунами, смерчи и т.п.), бурным ростом экологиче-
ских проблем регионов все более необходимой стано-
вится неразрывная взаимосвязь методов и средств опре-
деления состояния крупных промышленных объектов и
окружающей среды.
Диагностирование объектов даже с приближенной
точностью не может быть выполнено без исследования
основных воздействующих факторов.
Чем более крупное по масштабам событие ожидает-
ся, тем более комплексной должна быть физическая ди-
агностика с полным набором различных по сути и прин-
ципам взаимодействия используемых полей и излучений.
Нельзя ограничивать виброакустической диагностикой
прогнозирование землетрясений. Изменение электромаг-
нитных излучений, связанных с накоплением энергии
Земли, исследование распределения теплового поля,
уровня воды, газового анализа и многие другие сопутст-
вующие (предшествующие) явления и геофизические
поля должны быть изучены, зарегистрированы и сориен-
тированы на принятие важнейшего заключения о досто-
верности появляющейся аномалии окружающей среды.
Постоянный или периодический выездной монито-
ринг территории с помощью стационарных и передвиж-
ных диагностических станций, лабораторий, спутников,
аэрофотосъемки и т.д. должен накапливать статистиче-
ский многофункциональный материал, после- математи-
ческой обработки которого можно принимать оконча-
тельные организационные решения по обеспечению
безопасности людей и сооружений.
Диагностика экологической обстановки территории
должна стать неотъемлемой частью жизни и развития
всех предприятий региона. Необходима прямая систем-
ная ее связь с диагностикой оборудования и всех рабо-
чих мест внутри предприятия.
Очень важно признать, что многие измерительные
каналы, алгоритмы диагностирования, методы и устрой-
ства преобразования информации, используемые физи-
ческие и химические эффекты и технические средства
идентичны при диагностировании предприятия и окру-
жающей среды. Они должны быть унифицированы и
системно спроектированы для решения общей задачи
обеспечения безопасности людей и работоспособности
всех объектов производственного процесса.
В то же время наглядно прослеживается развитие ди-
агностических систем и устройств для исследования мик-
рообъектов в связи с бурным развитием микроэлектрони-
ки, биотехнологий и других направлений НТП. Микрото-
мография, рентгенотелевизионная микроскопия, микро-
томоскопия, микроэндоскопия и прочие важнейшие раз-
делы интроскопии будут помогать проводить исследова-
ния и создавать новые материалы и объекты на микро-
уровне. Диапазон объектов контроля и диагностирования
не ограничен ни по нижнему, ни по верхнему пределу
геометрического размера, и это должно учитываться при
создании единого оптимизированного и экономически
обоснованного ряда приборов и систем НК и Д.
3. СОВЕРШЕНСТВОВАНИЕ ДИАГНОСТИЧЕ-
СКИХ ТЕХНОЛОГИЙ. Технические средства НК и Д
включают в себя аппаратурную часть, программное
обеспечение и эксплуатационно-техническую докумен-
тацию. К сожалению, разработкам необходимой техно-
логической документации, методикам, исследованию
оптимальных процедур НК и Д уделяется явно недоста-
точное внимание.
Контрольно-диагностические операции следует
рассматривать как важнейший, обеспечивающий качест-
во технологический передел со всеми вытекающими из
этого выводами. От правильного выбора НК и Д в боль-
шой степени зависит эффективность конечного резуль-
тата - долговременная работоспособность объектов при
минимальных затратах. В качестве примера можно при-
вести применяющийся до сих пор метод испытания труб
большого диаметра с помощью гидропрессов, для кото-
рого необходимо строить специальные цехи и многотон-
ное испытательное оборудование. В то же время автома-
тизированный ультразвуковой дефектоскоп позволяет
выявить дефекты с большей достоверностью, чем гидро-
испытания, при этом затраты на контроль уменьшаются
в сотни раз. Алгоритмы испытаний должна формировать
диагностическая технология с тем, чтобы определить,
что и как следует применять. Именно технология должна
минимизировать диагностические параметры, методы и
средства, обеспечивающие достоверность определения
аномального события.
.Можно утверждать, что нет ни одного безошибоч-
ного метода контроля. Могут встречаться непредвиден-
ные условия эксплуатации, поэтому диагностические
технологии должны быть «избыточными» в отношении
применения комплекса различных по физической сути
методов и приемов НК, которые бы дополняли друг дру-
га для обеспечения максимальной гарантии качества из-
делия.
Технология должна предусматривать спектр раз-
личных конструкций контрольно-диагностических при-
боров - от ручного до автоматизированного исполнения
при рациональном сочетании их применения в процессах
производства, испытаний и эксплуатации объектов. Она
должна иметь библиотеку алгоритмов и программ диаг-
ностирования, выполненных применительно к конкрет-
ным изделиям, операциям и задачам обнаружения де-
фектов.
Самый важный момент - принятие решения о
несоответствии изделия предъявляемым требовани-
ям и прекращении его эксплуатации или функциони-
рования - должен быть особо отмечен и научно обосно-
ван в технологии. Фундаментом этого решения является
предварительно набранный статистический материал.
Диагностические технологии необходимо предва-
рительно опробовать, они не могут содержать неразум-
ных требований в виде "не допускаются никакие виды
дефектов", должны работать только на опережение, на-
дежно распознавать предаварийную ситуацию, никаким
образом не допускать аварийной эксплуатации изделий.
Главным становится не вычисление размеров дефектов
(дефектометрия), а определение остаточного ресурса
объекта контроля, степени риска его эксплуатации,
8
ВВЕДЕНИЕ
создание соответствующих методик и стандартов по оп-
ределению остаточного ресурса объектов.
Должен быть осуществлен переход от диагностики
к эксплуатации по состоянию объектов, созданию и вне-
дрению Отраслевых систем диагностического обслужи-
вания, предусматривающих сочетание диагностических
обследований, оперативное устранение вскрытых дефек-
тов и поддержание технического состояния объекта на
должном уровне.
4. ОРГАНИЗАЦИОННОЕ ОБЕСПЕЧЕНИЕ НК
И Д НА МЕЖДУНАРОДНОМ УРОВНЕ. В большин-
стве стран мира НК и Д осуществляют и развивают спе-
циалисты, работающие в университетах, институтах, на
различных предприятиях государственного, муници-
пального, акционерного и частного уровней.
Эти специалисты и предприятия, использующие,
эксплуатирующие и подготавливающие специалистов в
области НК и Д, объединяются в массовые независимые
общественные организации - национальные общества
по НК и Д, которые организуют взаимодействие на ме-
ждународном уровне, проводят конференции, выставки,
специализированные совещания, создают международ-
ные стандарты и т.п.
1- я международная конференция по НК и Д была
проведена в Брюсселе в 1955 г. Национальная конферен-
ция СССР по НК и Д состоялась в 1956 г. в Ленинграде.
В 1960 г. создан Международный комитет по НК
(МКНК), в 1998 г. - Европейская Федерация по НК
(ЕФНК).
В настоящее время Российское общество по не-
разрушающему контролю и технической диагностике
(РОНКТД) объединяет более сотни предприятий и ты-
сячи специалистов по НК и Д, регулярно проводит кон-
ференции, выставки, организует вместе с Госстандартом
и Госгортехнадзором сертификацию специалистов, при-
боров, методик и лабораторий, единых стандартов и тех-
нологий.
Наиболее важной задачей является переход на меж-
дународный уровень выполнения всех научно-
йсследовательских и опытно-конструкторских работ,
стандартов, технологий, оборудования, обучения и атте-
стации персонала с возможностью и готовностью прове-
дения международного аудита и надзора. Единая между-
народная политика развития и максимального примене-
ния НК и Д во всех областях, осуществляемая РОНКТД
совместно с ЕФНК и МКНК с учетом широчайшей но-
менклатуры приборов, программ и систем разнообраз-
ных компаний и организаций, является единственно воз-
можной и целесообразной.
Разработка новых машин не может не предусматри-
вать затраты на их контрольно-диагностическое сопро-
вождение. За технический уровень и качество отвечает
главный конструктор изделия, который должен правиль-
но сформулировать контрольно-диагностическую поли-
тику и нести за нее ответственность. Однако слабая ос-
ведомленность многих разработчиков в НК и Д приводит
к созданию контроленепригодных изделий, изделий с
избыточными массами и габаритными размерами и не-
определенными показателями надежности. В результате
этого значительно сокращается срок жизни изделий, воз-
никают аварийные ситуации и необоснованно удорожа-
ются конструкции машин.
Необходимо предусматривать специальные матери-
альные средства на контрольно-измерительное оборудо-
вание с выделением на них как минимум 3 ... 7 % капи-
тальных вложений при новом строительстве и реконст-
рукции предприятий, а также при создании новых объек-
тов.
С целью проведения единой политики в области НК
и Д для максимального использования научно-техни-
ческих достижений и разработок во всех отраслях маши-
ностроительного и других комплексов необходимо соз-
дание межотраслевых и международных ассоциаций,
которые могли бы объединить усилия различных ве-
домств и фирм на создание современных контрольно-
диагностических систем многофункционального приме-
нения. Крайне важно организовать территориальные
центры диагностики, оснащенные всем спектром совре-
менной контрольно-диагностической аппаратуры (рент-
геновскими вычислительными томографами, рентгено-
телевизионными системами, тепловизорами, звуковизо-
рами, телеэндоскопами и т.д.), которые могли бы квали-
фицированно разрабатывать диагностические техноло-
гии и осуществлять экспертный контроль качества сы-
рья, промежуточных и целевых продуктов многих пред-
приятий.
Для создания средств НК и Д новых поколений не-
обходимо повысить эффективность координации акаде-
мической, вузовской и отраслевой науки, международно-
го сотрудничества путем создания совместных научно-
технических программ и проектов, а также проведения
регулярных международных выставок и конференций.
Должна быть внедрена единая международная система
сертификации персонала и техники НК и Д, значительно
увеличена роль РОНКТД и улучшено взаимодействие с
ЕФНК и МКНК.
Член-корреспондент РАН, профессор
В. В. Клюев
Глава 1
ОБЩИЕ ВОПРОСЫ РАЗРАБОТКИ И
ПРИМЕНЕНИЯ СРЕДСТВ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И
ДИАГНОСТИКИ
1.1. ОБЩАЯ ХАРАКТЕРИСТИКА
СРЕДСТВ НК И Д
Классификация. К средствам НК и Д относят кон-
трольно-измерительную аппаратуру, в которой исполь-
зуют проникающие поля, излучения и вещества для по-
лучения информации о качестве исследуемых материа-
лов и объектов. НК подразделяют на девять видов: маг-
нитный, электрический, вихретоковый, радиоволновой,
тепловой, оптический, радиационный, акустический и
проникающими веществами. Каждый вид НК осуществ-
ляют методами, которые классифицируют по следую-
щим признакам:
• характеру взаимодействия физических полей или
веществ с контролируемым объектом;
• первичным информативным параметрам;
• способам получения первичной информации.
В классификаторе все средства НК и Д разделены
на семь основных групп, причем оптические и тепловые
приборы отнесены к одной группе. Первые четыре знака
классификатора (табл. 1) определяют общие отраслевые
признаки средств НК и Д, пятый знак обозначает основ-
ной физический метод, на основе которого создан при-
бор. Шестой знак определяет класс аппаратуры по ос-
новным приборным признакам.
По техническому исполнению средства контроля
можно подразделить на три класса:
1 - автономные приборы для контроля одной или не-
скольких взаимосвязанных качественных характеристик;
2 - комплексные системы, автоматические линии и
роботы-контролеры, предназначенные для определения
ряда основных параметров, характеризующих качество
объекта;
3 - системы НК и Д для автоматического управле-
ния технологическими процессами по качественным
признакам.
По видам контролируемых параметров средства НК
и Д разделяют на приборы-дефектоскопы (приборы или
установки), предназначенные:
• для обнаружения дефектов типа нарушений
сплошности (трещин, раковин, расслоений и т.д.);
• для контроля геометрических характеристик
(наружные и внутренние диаметры, толщина стенки,
покрытий, слоев, степень износа, ширина и длина изде-
лия и т.д.);
• для измерения физико-механических и физико-
химических характеристик (электрических, магнитных и
структурных параметров, отклонений от заданного хими-
ческого состава, измерения твердости, пластичности, ко-
эрцитивной силы, контроля качества упрочненных слоев,
содержания и распределения ферритной фазы и т.п.);
1. Классификация приборов неразрушающего
контроля качества материалов и изделий
Код Приборы неразрушающего контроля
42 7610 Акустические для контроля методом:
42 7611 теневым
42 7612 эхо-импульсным
42 7613 резонансным
42 7614 свободных колебаний
42 7615 эмиссионным
42 7616 импедансным
42 7617 велосиметрическим
42 7618 Прочие
42 7620 Капиллярные для контроля методом:
42 7621 цветным (хроматическим)
42 7622 яркостным (ахроматическим)
42 7623 люминесцентным
42 7624 люминесцентно-цветным
42 7625 фильтрующихся частиц
42 7626 комбинированным
42 7628 Прочие
42 7630 Магнитные для контроля методом:
42 7631 магнитопорошковым
42 7632 магнитографическим
42 7633 магнитоферрозондовым
42 7634 индукционным
42 7635 пондеромоторным
42 7636 магнитополупроводниковым
42 7638 Прочие
42 7640 Оптические и тепловые
Оптические для контроля методом:
42 7641 прошедшего излучения
42 7642 отраженного излучения
42 7643 собственного излучения
Тепловые для контроля методом:
42 7644 прошедшего излучения
42 7645 отраженного излучения
42 7646 собственного излучения
42 7648 Прочие
42 7650 Радиационные для контроля методом:
42 7651 рентгеновским
42 7652 гамма
42 7653 бета
42 7654 нейтронным
42 7655 позитронным
10 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Продолжение табл. 1
Код Приборы неразрушающего контроля
42 7658 Прочие
42 7660 Радиоволновые для контроля методом:
42 7661 прошедшего излучения
42 7662 отраженного излучения
42 7663 собственного излучения
42 7668 Прочие
42 7670 Электромагнитные (вихревых токов) и электрические для контроля электромагнит- ным методом с использованием преобразова- телей:
42 7671 проходных
42 7672 накладных
42 7673 экранных
42 7674 комбинированных
42 7675 для контроля электрическим методом
42 7678 Прочие
• технической диагностики для определения со-
стояния изделий, возникновения и развития различного
рода дефектов, в том числе нарушений сплошности, из-
менения размеров и физико-механических свойств изде-
лий за период эксплуатации изделий.
Контролируемые параметры и дефекты. Выбор
метода и прибора неразрушающего контроля для реше-
ния задач дефектоскопии, толщинометрии, структуро-
скопии и технической диагностики зависит от парамет-
ров контролируемого объекта и условий его обследова-
ния. Ни один из методов и приборов не является универ-
сальным и не может удовлетворить в полном объеме
требования практики. В соответствии с назначением
приборов измеряемые и определяемые параметры и де-
фекты разделяют на четыре группы (табл. 2).
В соответствии с ГОСТ дефекты разделяют на яв-
ные и скрытые, а также критические, значительные и
малозначительные. Такое разделение дефектов проводят
для последующего выбора вида контроля качества про-
дукции (выборочный или сплошной). При любом методе
контроля о дефектах судят по косвенным признакам (ха-
рактеристикам), свойственным данному методу. Некото-
рые из этих признаков поддаются измерению. Результа-
ты измерения характеризуют выявленные дефекты и ис-
пользуются для их классификации.
Дефекты типа нарушений сплошности металла яв-
ляются следствием несовершенства его структуры и воз-
никают на разных стадиях технологического процесса.
К дефектам тонкой структуры относят дислокации - осо-
бые зоны искажений атомной решетки. Прочность дета-
лей резко падает при определенном числе дислокаций в
единице объема кристалла.
Субмикроскопические трещины (размером порядка
нескольких микрометров) образуются в процессе обра-
ботки детали (например, шлифования) и резко снижают
ее прочность, особенно при работе в условиях сложного
напряженного состояния или воздействия поверхностно-
активных сред. Если поврежденный поверхностный слой
удалить, например путем электролитического растворе-
ния, то прочность детали существенно повышается. Наи-
более грубыми дефектами являются макроскопические, в
ряде случаев видимые невооруженным глазом дефекты,
представляющие собой нарушения сплошности или од-
нородности материала, особенно резко снижающие
прочность детали. Эти дефекты образуются в металле
вследствие несовершенства технологического процесса и
низкой технологичности многокомпонентных сплавов,
при обработке которых требуется особенно точно со-
блюдать режимы технологического процесса на каждом
этапе.
Встречающиеся в металлических изделиях и полу-
фабрикатах дефекты различают по размерам и располо-
жению, а также по природе их происхождения. Они мо-
гут образоваться в процессе:
• плавки и литья (раковины, поры, зоны рыхлоты,
включения, ликвационные зоны, горячие трещины, не-
слитины и т.д.);
• обработки давлением (внутренние и поверхност-
ные трещины, расслоения, пресс-утяжины, рванины, за-
ковы, закаты, плены, флокены и т.д.);
• термической и химико-термической обработки
(зоны грубозернистой структуры, перегрева и пережога,
термические трещины, несоответствие заданному значе-
нию толщины закаленного, цементованного, азотиро-
ванного и других слоев, а также толщины слоя гальвани-
ческого покрытия и т.д.);
• механической обработки (шлифовочные трещины,
прижоги);
2. Классификация контролируемых параметров и дефектов
Группа Параметры и дефекты
I Дефекты типа нарушения сплошности: раковины, трещины, расслоения, поры и др.
II Отклонения размеров - длины, ширины, высоты, диаметра, толщины стенки, а также толщины по- крытия и глубины поверхностного слоя (закаленного, обезуглероженного и т.д.)
III Удельная электрическая проводимость, магнитная проницаемость, коэрцитивная сила, остаточная индукция, твердость, влажность, напряжение, структура, химический состав, предел прочности, предел текучести, относительное удлинение, плотность и др.
IV Эмиссия волн напряжения, развитие во времени трещин, увеличение напряжений, утонение стенки, увеличение зазора и т.д.
ОБЩАЯ ХАРАКТЕРИСТИКА СРЕДСТВ НК И Д
И
• сварки, пайки, склеивания (непровар, трещины,
непропай, непроклей);
• хранения и эксплуатации (коррозионные пораже-
ния, усталостные трещины, трещины термической уста-
лости, ползучести) и т.д.
Для указанных дефектов характерен один общий
признак: они вызывают изменение физических характе-
ристик материала, таких как удельная электрическая
проводимость, магнитная проницаемость, коэффициент
затухания упругих колебаний, плотность, коэффициент
ослабления излучений и т.д.
В табл. 3 приведены виды дефектов металла и ре-
комендуемые для их выявления виды НК и Д. Оценка
выявляемое™ каждого типа дефекта дана по пятибалль-
ной системе.
3. Оценка выявляемое™ дефектов в металле
различными видами НК и Д
Вид дефекта Вид НК и Д
Оптический Радиационный Магнитный Капиллярный Вихретоковый Акустический
Включения неметалличе- ские, шлаковые, флюсовые 0 4 0 0 2 4
Вмятины 4 0 0 0 2 0
Волосовины 0 0 5 0 3 0
Г рубозернистость околошовной зоны 0 0 0 0 2 4
Закаты 2 0 0 2 3 3
Заковы 2 0 2 2 3 3
Заливины Коррозия: 4 0 0 0 2 0
атмосферная 3 0 0 3 4 4
межкристаллитная атмосферная 4 0 0 4 4 0
поверхностная газовая 3 0 0 4 4 4
высокотемпературная межкристаллитная 3 0 0 4 4 4
поверхностная Ликвация: 3 0 0 4. 4 0
дендритная 0 2 0 0 0 0
зональная 0 2 0 0 0 0
по плотности 0 2 0 0 0 0
Металлургические дефек- ты сварного шва Нарушение диффузионного 0 4 3 0 2 4
сцепления 0 0 0 0 0 4
Науглероживание 0 0 4 0 4 0
Непровар 0 3 3 0 0 4
Непроклей 0 0 0 0 0 4
Непропай 0 3 0 0 0 4
Неслитины Несоответствие заданной 2 2 0 0 2 3
структуре 0 0 3 0 4 0
Продолжение табл. 3
Вид дефекта Вид НК и Д
Оптический Радиационный Магнитный Капиллярный Вихретоковый Акустический
Несоответствие толщины закаленного слоя при обработке ТВЧ Несоответствие заданному 0 0 4 0 4 4
значению толщины цемен- тированного, азотирован- ного, оксидированного и других слоев То же, для гальванического 0 0 3 0 4 3
покрытия 0 0 4 0 4 0
Обезуглероживание 0 0 4 0 4 0
Окислы, плены, корочки 0 0 0 2 2 3
Перегрев 0 0 3 0 3 3
Пережог 0 0 3 0 3 3
Плены Механические 3 0 0 0 0 0
повреждения поверхности 4 0 0 0 0 0
Газовая пористость 0 4 2 2 4 3
Пресс-утяжины 0 4 0 0 0 5
Прижоги 0 0 5 0 3 0
Пузыри газовые 0 0 0 0 0 3
Пятна мягкие 0 0 0 0 4 0
Разнотолщинность (листов) Разностенность прессован- ных или тянутых полуфабри- 0 3 3 0 3 5
катов в поперечном сечении То же, для труб, полок, профилей в продольном 0 3 3 0 3 5
направлении 0 1 3 0 3 5
Разрывы внутренние 0 1 0 0 0 4
Раковины усадочные 0 4 0 0 0 4
Расслоения 0 0 0 0 0 4
Рыхлота усадочная Расслоения: 0 4 0 2 0 3
деформационные 0 0 0 0 0 4
продольного шва 0 0 0 0 4 4
Растрескивание коррози- онное под напряжением Растрескивание 0 0 3 4 4 4
при хранении 3 0 4 4 4 4
Рванины 5 0 0 4 4 4
Риски 4 0 0 4 4 2
«Скворечники» 2 4 0 0 2 4
Структура грубозернистая 0 0 3 0 3 3
12 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Продолжение табл. 3
Вид НК и Д
«5 3 «в
«8 S J3 «5 3 1 X
Вид дефекта X о <и х о X X О. е; о X о CJ У
X с О э X S CU X св £ е; X X св X. S о. X X со X & <
Трещины:
водородные 0 0 5 5 5 5
горячие 0 3 0 2 2 4
клепаных соединений 0 3 2 0 4 4
контактные 3 0 3 0 3 3
отделочные 0 0 4 4 4 4
отслаивания 0 0 3 3 2 4
поверхностные, внутренние 2 2 2 2 2 4
ползучести рихтовочные, 3 0 3 4 4 4
монтажные 0 4 4 5 5 5
сварочные 0 4 3 0 2 5
термические (в том числе закалочные) 0 0 4 4 4 4
термической усталости 3 0 0 4 4 4
усталостные 3 3 4 4 4 4
холодные 2 3 0 2 2 4
шлифовочные 0 0 5 5 4 0
Микротрещины закалочные 0 0 0 3 3 1
Флокены 0 0 4 0 0 4
Примечание. Оценка видов НК и Д: 5 - отличная;
4 - хорошая; 3 - удовлетворительная; 2 - нерекомендуемый
вид НК и Д; 0 - неудовлетворительная.
Вид проводимого контроля может зависеть от вида
технологического процесса. В табл. 4 приведены реко-
мендуемые виды НК и Д для технологических операций,
выполняемых при изготовлении электронных приборов.
При контроле для каждого дефекта независимо от
его вида или типа может быть определен конкретный
характеристический размер. При радиографии и элек-
тромагнитных методах контроля характеристическим
размером является отношение глубины дефекта к тол-
щине металла (безразмерная величина); при ультразву-
ковом контроле - эквивалентная площадь дефекта (мм2)
или условный коэффициент выявляемое™ дефекта (без-
размерная величина).
Для изделий одного типа характеристические раз-
меры дефектов изменяются в определенном интерва-
ле и обусловлены большим числом случайных факторов.
Если их значения подчиняются нормальному закону с
плотностью вероятности
Ф*,(Я)=
(Sfa-S*,)2
1 2а?.
~г=-------е
V2jtCTw
4. Оценка выявляемое™ дефектов различными
видами НК и Д при выполнении технологических
операций (производство электронных приборов)
Т ехнологическая операция Вид НК и Д
Вихретоковый Радиационный Акустический Капиллярный Магнитный Радиоволновой Тепловой Оптический
Пайка 4 4 0 0 0 0 3 0
Протягивание 0 4 0 2 0 3 0 3
Сварка 4 4 0 2 3 0 3 0
Опрессовка 0 3 3 2 2 2 2 0
Откачка 0 0 0 4 0 4 0 0
Удаление частиц 0 2 0 0 0 0 0 3
Юстировка 0 3 0 0 0 2 2 4
Регулировка
в допуск 0 3 0 0 0 2 0 4
(здесь Ski- центр рассеяния - среднее значение харак-
теристического размера дефекта типа к и вида /;
- среднее квадратическое отклонение характеристи-
ческого размера дефекта типа к и вида /), то вероятность
Pki(Ski > So) того, что значения характеристического раз-
мера дефектов Ski превышают заданное 5о, составит
Pki($ki > ^0) -
(Sti-Su)2
е 2°« dSh..
1
Величина характеризует различие в выявляемо-
сти однотипных и равновеликих дефектов. При нераз-
рушающем контроле в зависимости от условий контроля
и размеров дефект может быть выявлен или не выявлен.
Минимальное значение характеристического размера
дефекта изделия, фиксируемого при контроле с вероят-
ностью более 0,99, определяет предельную чувствитель-
ность прибора НК и Д.
При радиографическом методе чувствительность
определяют по изображению на снимке проволочного,
канавочного или пластинчатого эталона с помощью
формул и выражают в миллиметрах или процентах.
Предельная чувствительность дефектоскопа харак-
теризуется минимальным размером дефекта, который
еще может быть обнаружен с заданной вероятностью в
данном изделии при данной настройке аппаратуры. Каж-
дому варианту контроля может соответствовать своя
предельная чувствительность для одного и того же изде-
лия. При одной и той же настройке аппаратуры при кон-
троле разных изделий, например из различных материа-
лов, прибор имеет разные значения предельной чувстви-
тельности.
Под надежностью понимают свойство объекта со-
хранять во времени в установленных пределах значения
ОБЩАЯ ХАРАКТЕРИСТИКА СРЕДСТВ НК И Д
13
всех параметров, характеризующих способность выпол-
нять требуемые функции в заданных режимах и услови-
ях применения, технического обслуживания, ремонтов,
хранения и транспортирования. Надежность прибора
повышается в результате систематических проверок ос-
новных его параметров, а в случае автоматизированного
процесса контроля - при введении блоков автоконтроля.
Надежность оператора характеризуется вероятно-
стью точного выполнения в течение времени возложен-
ных на него функций контроля данного изделия в задан-
ных условиях. Повышению надежности оператора спо-
собствует введение в алгоритм работы оператора опера-
ций самоконтроля, а также введение в систему контроля
изделий инспекционного контроля.
За показатель надежности комплекса «прибор -
оператор» можно принимать вероятность осуществле-
ния возложенных на комплекс «прибор - оператор»
функций контроля в заданных условиях контроля.
В рассматриваемом комплексе плохое состояние
аппаратуры отрицательно влияет на работоспособность
оператора, а низкая надежность работы оператора уско-
ряет износ аппаратуры. Поэтому в общем случае показа-
тель надежности комплекса не может являться произве-
дением показателей надежности прибора и оператора.
Вероятность образования дефектов с учетом их по-
тенциальной опасности характеризует надежность тех-
нологического процесса производства изделия. Чем ниже
надежность технологического процесса производства,
тем больше должна быть надежность применяемых
средств контроля.
Вероятность образования дефектов, их потенциаль-
ная опасность и вероятность выявления отдельными ме-
тодами, обусловливающие выбор эффективных средств
контроля качества изделий, могут быть установлены
только на основе обработки статистических данных
контроля.
Применение средств НК и Д на различных ста-
диях производства. Эффективность применения средств
НК и Д определяется сокращением суммарных расходов
на разработку, производство и эксплуатацию промыш-
ленной продукции.
Назначение вновь создаваемого изделия во многом
предопределяет конструкцию, технологию изготовления,
требования к надежности, долговечности, стоимости, а
также объемы применения методов и средств контроля
на всех этапах изготовления и эксплуатации.
На стадии научно-исследовательских и опытно-
конструкторских работ по созданию изделий средства
НК и Д применяют:
• для получения необходимых данных, подтвер-
ждающих правильность выбранных решений;
• для сокращения времени и объемов необходимых
исследований;
• для отбора материалов, компонентов и оборудо-
вания, обеспечивающих получение продукции необхо-
димого качества с минимальными материальными и тру-
довыми затратами.
На этом этапе выбирают оптимальные методы и
средства контроля, разрабатывают основные техниче-
ские требования к эталонам и критерии приемки деталей.
На этапе производства и испытаний опытной пар-
тии деталей средства НК и Д используют для отработки
технологических процессов и конструкций, а также при
испытаниях изделий. По результатам контроля вносят
изменения в конструкцию и технологические процессы с
целью снижения материалоемкости и трудоемкости про-
изводства, повышения надежности и долговечности про-
дукции. На этом этапе устанавливают необходимые тех-
нические требования к НК и Д качества изделия.
При производстве, испытаниях и гарантийном об-
служивании серийной продукции средства НК и Д ис-
пользуют:
• для выявления соответствия материалов, полу-
фабрикатов и готовых изделий заданным техническим
требованиям (пассивный контроль);
• для целей управления и регулирования техноло-
гических процессов (активный контроль).
При эксплуатации и ремонте изделий и оборудова-
ния с помощью средств НК и Д предотвращаются по-
ломки и аварии, сокращаются простои и эксплуатацион-
ные расходы, увеличиваются сроки эксплуатации и меж-
ремонтных периодов, а также сокращаются продолжи-
тельность и стоимость ремонтов. На основании резуль-
татов НК и Д изделие может быть изъято из эксплуата-
ции. Эффективность применения НК и Д определяется
его принципиальными преимуществами по сравнению с
визуальным осмотром и разрушающими испытаниями
изделий.
Методы контроля, основанные на визуальном ос-
мотре поверхности изделий, просты, не требуют высокой
квалификации контролеров и применения сложной доро-
гостоящей аппаратуры.
В то же время они малопроизводительны, не могут
быть полностью автоматизированы и являются субъек-
тивными, так как достоверность результатов зависит от
самочувствия, опыта и добросовестности контролеров.
Дефекты многих видов не имеют выхода на поверхность
или не видны даже при просмотре с увеличением.
К преимуществам разрушающих испытаний следует
отнести то, что в процессе испытаний можно измерить
разрушающие нагрузки или другие характеристики, оп-
ределяющие эксплуатационную надежность изделия.
Принципиальным недостатком разрушающих испы-
таний является то, что они проводятся выборочно, т.е.
только на части изделий партии. Поскольку испытывае-
мые материалы и изделия разрушаются в процессе кон-
троля, достоверность разрушающих методов зависит от
однородности исследуемых свойств в образцах и издели-
ях, а также от сходства условий испытаний с условиями
эксплуатации. По сравнению с НК и Д разрушающие
испытания, как правило, более трудоемки, менее произ-
водительны и труднее поддаются автоматизации.
Одной из современных тенденций в использовании
испытательной техники является стремление сочетать
разрушающие и неразрушающие методы контроля.
С помощью НК и Д изделия сортируют по различ-
ным группам качества. Разрушающие испытания образ-
цов, взятых из каждой группы, позволяют установить
соответствие эксплуатационных характеристик изделия
измеренным. Если эти связи установлены достаточно
14 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
точно, то НК и Д позволяет резко сократить объем и пе-
риодичность разрушающих испытаний. В этом случае
разрушающие испытания проводятся в основном для
периодической проверки результатов НК и Д.
Во многих случаях применения средств НК и Д не
удается точно оценить экономический эффект, получен-
ный при эксплуатации проконтролированной продукции,
особенно когда контроль направлен на обеспечение не-
обходимой безопасности, надежности и долговечности
работы сложных машин и агрегатов. В этих случаях кри-
терии приемки материалов и изделий непосредственно
связаны с желаемым уровнем качества, который, в свою
очередь, зависит от того, насколько важную роль играет
данный компонент или узел в изделии. В зависимости от
связи между этими факторами могут быть установлены
следующие уровни качества:
• первый - для критических компонентов, т.е. для
таких конструктивных элементов, отказ которых приво-
дит к отказу всей системы или даже к аварии (например,
двигатель или шасси самолета);
• второй - для некритических компонентов, т.е. для
конструктивных элементов, отказ которых не приводит к
аварии, но может нарушить нормальную работу системы
или объекта. Такие компоненты требуют плановых ос-
мотра и ремонта (например, лонжерон или тяга управле-
ния самолета);
• третий - для неответственных конструктивных
элементов, отказ которых может привести к некоторым
неудобствам (например, осветительные приборы, преду-
предительные надписи установок и т.д.).
Установление и определение требуемого уровня ка-
чества изделия являются одной из наиболее сложных про-
блем, которая часто не имеет математического решения.
Для определения приемлемых уровней качества ис-
пользуют теоретические исследования нагрузок и стати-
стический анализ экспериментальных данных. В резуль-
тате эксперимента должны быть выявлены корреляцион-
ные или другие виды связи между результатами нераз-
рушающих и разрушающих испытаний. Наиболее часто
уровень качества устанавливают, сравнивая деталь с
аналогичными, успешно применявшимися ранее.
В случае трудности получения информации при
теоретических расчетах и статистических экспериментах
источником данных для установления уровня качества
может служить предшествующий опыт. При этом имеет-
ся гарантия того, что материалы или компоненты будут
удовлетворительно выполнять свои функции. Кроме то-
го, такой подход является наиболее приемлемым с эко-
номической точки зрения. Практика показывает, что
нельзя устанавливать уровень качества детали ниже того,
который был достигнут для аналогичных изделий.
При разработке методик по НК и Д и установлении
уровней качества новых конструкций и материалов изго-
товляют опытные партии деталей, которые подвергают
неразрушающим испытаниям для обнаружения внешних
и внутренних дефектов. При этом регистрируют частоту
появления и характер всех обнаруженных дефектов. Де-
тали с наихудшим качеством по результатам НК и Д
подвергают разрушающим испытаниям и ускоренным
испытаниям на долговечность. В случае обнаружения
отказов испытывают следующую деталь с худшим каче-
ством. Этот процесс продолжается до тех пор, пока одна
из деталей не пройдет все виды испытаний. Уровень ка-
чества этой детали принимают за минимальный уровень
разбраковки.
Если позволяет время, то детали испытывают на
долговечность для подтверждения факта, что отказ не
вызван перегрузкой или усталостью от циклических на-
грузок. При испытании на долговечность детали следует
периодически осматривать и подвергать НК и Д, чтобы
определить, как увеличиваются размеры первоначальных
неоднородностей и какие из них приводят к раннему
выходу из строя всего изделия.
Средства НК и Д применяют во всех отраслях на-
родного хозяйства. С их помощью контролируют качест-
во деталей и конструкций различных размеров, изготов-
ленных из разнообразных материалов. Примеры приме-
нения основных методов неразрушающего контроля на-
рушения сплошности, размеров и физико-механических
свойств изделий приведены в табл. 5 - 7. В качестве объ-
ектов контроля выбраны наиболее массовые изделия из
ферромагнитных и неферромагнитных металлов, а также
диэлектриков. Каждый метод контроля качества оцени-
вается по пятибалльной системе.
При изготовлении, эксплуатации и ремонте в объек-
те могут образоваться дефекты различного типа к (рако-
вины, трещины, непровары, металлические и неметалли-
ческие включения, зоны крупнозернистой структуры,
несоответствия заданному значению толщины стенок,
закаленного слоя, гальванического покрытия и др.), где
к = 1, kQ . В общем случае дефект потенциально опасен
и может привести к возникновению в объекте аварийной
ситуации, т.е. такого состояния объекта, когда его даль-
нейшее использование по прямому назначению невоз-
можно или небезопасно.
В соответствии с этим потенциальную опасность
(вид) дефекта характеризуют вероятностью Р(А) воз-
никновения аварийной ситуации в объекте из-за дефекта
при регламентированных режимах и условиях его экс-
плуатации в течение заданного периода времени, если в
объекте этот дефект единственный. В объекте могут
быть дефекты различного вида f, где i = 1, z0 . При этом
каждому дефекту вида i независимо от типа к соответст-
вует своя потенциальная опасность Р(А^ Для дефектов
вида «критические» Р(А^ —> 1, для дефектов вида «ма-
лозначительные» P(JM) —> 0.
Дефекты одного типа к и размеров в зависимости от
места расположения и условий работы объекта могут
быть отнесены к различным видам /, в то же время де-
фекты различного типа к могут принадлежать к единому
виду z.
При любом методе НК о дефектах судят по косвен-
ным признакам (характеристикам). Характеристики, из-
меряемые при выявлении дефекта данным методом и в
совокупности позволяющие с определенной достоверно-
стью оценить образ дефектов и идентифицировать их по
типам и видам в соответствии с заданными граничными
значениями этих характеристик, образуют измеряемые
ОБЩАЯ ХАРАКТЕРИСТИКА СРЕДСТВ НК И Д
15
5. Оценка выявляемости дефектов типа нарушения сплошности различными видами НК и Д
Объекты контроля Вид НК и Д
Радиа- цион- ный Аку- стиче- ский Вихре- токо- вый Маг- нитный Капиллярный (проникающими веществами) Теп- ловой Опти- ческий Радио- вол- новой
Неферромагнитные материалы Проволока диаметром, мм: 0,01 - 1 0 5 5 0 0 3 4 0
1-14 4 5 5 0 0 0 4 0
Прутки диаметром, мм: 3-40 5 5 5 0 0 0 4 0
30-100 5 5 5 0 0 0 4 0
Трубы диаметром, мм: 3-30 4 5 5 0 0 0 4 0
30-156 5 5 5 0 0 0 4 0
156-1000 5 5 5 0 0 0 4 0
Листы, плиты толщиной, мм: 0,1-1 4 5 5 0 4 3 4 3
0,1-3,9 5 5 5 0 4 0 4 0
4 - 10 и более 5 5 5 0 4 0 4 0
Сортовой прокат 5 5 4 0 4 0 4 0
Отливки 5 4 3 0 5 0 4 0
Металлургические заготовки (слябы, слитки) 5 4 0 0 5 3 4 0
Ферромагнитные материалы Проволока 4 5 5 5 0 3 4 0
Прутки диаметром, мм: 3-40 5 5 5 5 0 0 4 0
30-100 5 5 5 5 0 0 . 5 0
Трубы сварные диаметром, мм: 3-30 4 5 5 5 4 0 4 0
30-156 5 5 5 5 4 0 4 0
156-1000 5 5 5 5 4 0 4 0
Листы, плиты толщиной, мм: 0,1-1 5 5 5 5 4 3 4 3
0,1 -3,9 5 5 5 5 4 0 4 0
4 - 10 и более 5 5 5 4 4 0 4 0
Сортовой прокат 5 5 4 5 4 0 4 0
Отливки 5 4 0 4 4 0 4 0
Металлургические заготовки (слябы, слитки) 5 4 4 3 4 4 4 0
Диэлектрики Резина 5 4 0 0 4 0 4 5
Керамика, металлокерамика 5 4 0 0 4 3 4 5
Бетон, железобетон 5 3 0 0 4 0 4 5
Монокристаллы 3 4 0 0 0 5 4 5
Многослойные материалы 4 5 0 0 0 3 0 5
Стекло 3 4 0 0 0 3 5 3
Стеклопластики 3 4 0 0 5 5 5 5
Соединения Сварные 5 5 3 5 4 3 0 0
Клееные 3 5 0 0 4 4 4 5
Паяные 5 5 3 0 3 3 0 0
Резьбовые 0 0 3 5 4 0 0 0
Детали и изделия Железнодорожные рельсы 3 5 3 4 3 0 0 0
Многослойные конструкции из пластиков и стеклопластиков 3 4 3 0 0 3 0 4
Радиоэлектронные схемы и детали 4 0 0 0 0 5 3 4
Электровакуумные приборы 4 0 0 0 0 3 3 3
Котлы и радиаторы 5 4 4 3 4 3 4 0
Примечание. Оценка вида НК и Д: 5 - отличная; 4 - хорошая; 3 - удовлетворительная; 0 - неудовлетворительная.
16 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
6. Оценка применяемости видов НК и Д при определении размеров
Объекты контроля Вид НК и Д
Вихре- токо- вый Маг- нитный Тепло- вой Опти- ческий Радио- волно- вой Радиа- цион- ный Аку- стиче- ский
Неферромагнитные материалы Проволока диаметром, мм: 0,01 - 1 4 0 3 5 4 3 0
1-14 3 0 3 5 3 5 4
Прутки диаметром, мм: 3-40 3 0 3 5 . 4 5 5
30-100 3 0 3 5 4 5 5
Трубы диаметром, мм: 3-30(/ = 0,1... 10) 3 0 3 5 4 4 5
30- 156 (1 = 0,1 ... 52) 3 0 3 5 4 4 5
156-1000(/ = 3 ... 300) 4 0 3 5 4 4 5
Листы, плиты толщиной, мм: 0,01 - 1 5 0 3 5 4 5 5
0,1-3,9 4 0 3 5 4 5 5
4 - 10 и более 3 0 3 5 4 5 5
Сортовой прокат 0 0 3 5 3 5 5
Отливки 0 0 3 5 0 4 4
Металлургические заготовки (слябы, слитки) 0 0 3 5 0 5 4
Ферромагнитные материалы Проволока диаметром, мм: 1-14 4 3 3 5 3 3 4
Прутки диаметром, мм: 3-40 3 3 3 5 4 5 5
30-100 3 3 3 5 4 5 5
Трубы сварные диаметром, мм: 3 - 30 (/ = 0,1 ... 10) 3 5 3 5 3 3 5
30- 156 (Г = 0,1 ...52) 3 5 3 5 3 3 5
156- 1000 (Г = 3 ...300) 3 4 3 5 3 3 5
Листы, плиты толщиной, мм: 0,01 - 1 5 5 3 5 4 5 5
1-3,9 4 5 3 5 4 5 5
4 - 10 и более 3 3 3 5 4 5 5
Сортовой прокат 0 0 3 5 3 5 5
Отливки 0 0 3 5 0 3 4
Металлургические заготовки (слябы, слитки) 0 0 3 5 0 5 4
Диэлектрики Резина, полимеры 0 0 4 5 4 3 3,4
Керамика, металлокерамика 0 0 4 5 4 3 4
Бетон, железобетон 0 0 0 5 4 3 5
Монокристаллы 0 0 4 5 0 3 5
Многослойные материалы 0 0 4 5 4 3 3
Стекло 0 0 3 4 3 3 4
Стеклопластики 0 0 4 5 5 3 4
Покрытия на основе ферромагнитной: токопроводящие 3 5 0 0 0 5 0
нетокопроводящие 5 5 0 0 4 5 0
неферромагнитной: токопроводящие 4 0 0 0 0 5 0
нетокопроводящие 5 0 • 0 0 4 5 0
токопроводящие на немагнитной нетокопроводящей основе 5 0 0 0 0 5 0
Детали и узлы Детали машин и аппаратов ферромагнитные 3 4 3 4 0 3 4
Детали машин и аппаратов неферромагнитные 3 0 3 4 0 3 4
Многослойные конструкции из пластика и стеклопластика 0 0 4 0 4 3 3,4
Примечания: 1. г - толщина стенки трубы.
2. Оценка вида НК и Д: 5 - отличная; 4 - хорошая; 3 - удовлетворительная; 0 - неудовлетворительная.
ОБЩАЯ ХАРАКТЕРИСТИКА СРЕДСТВ НК И Д
17
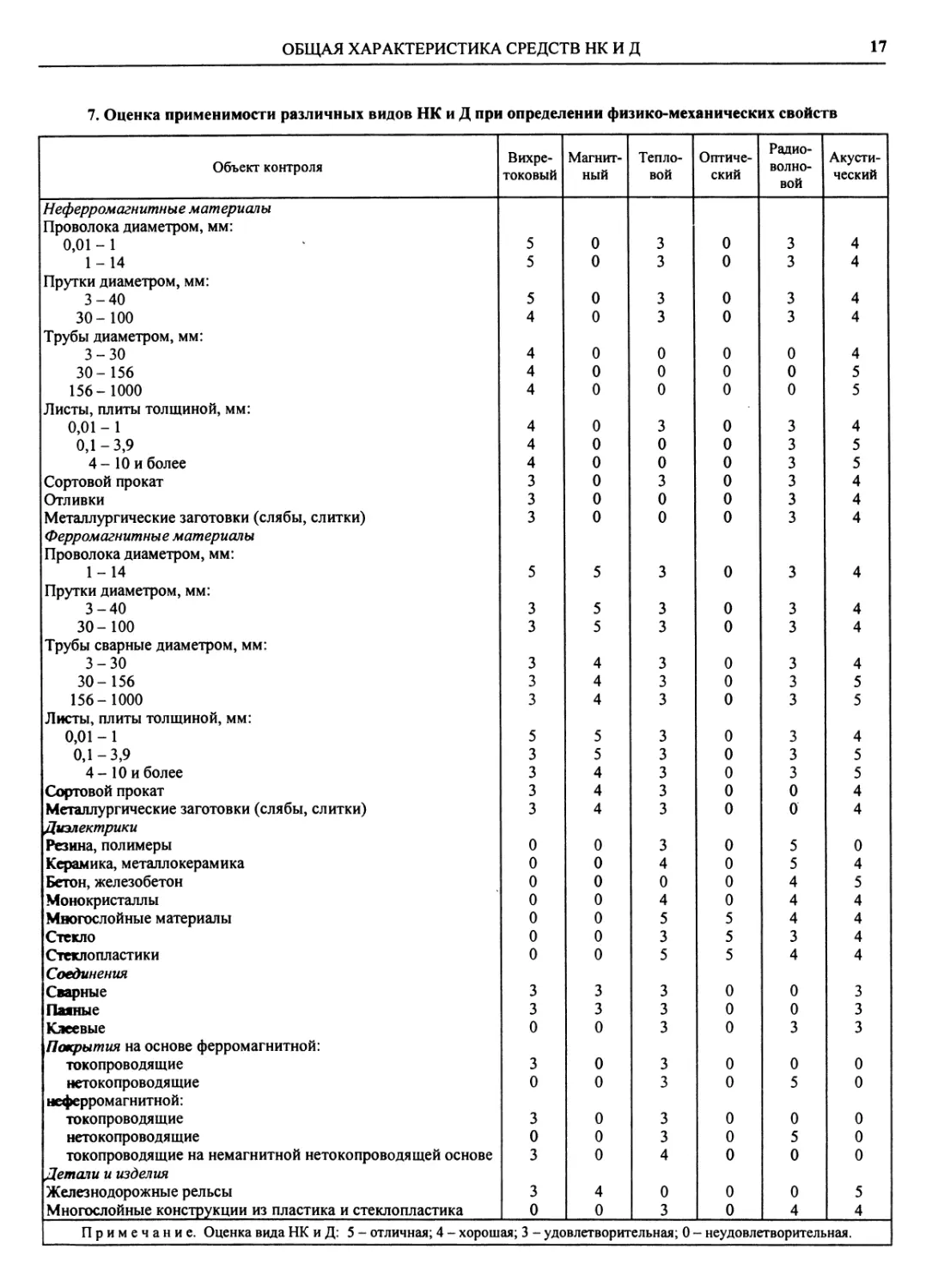
7. Оценка применимости различных видов НК и Д при определении физико-механических свойств
Объект контроля Вихре- токовый Магнит- ный Тепло- вой Оптиче- ский Радио- волно- вой Акусти- ческий
Неферромагнитные материалы Проволока диаметром, мм: 0,01 - 1 5 0 3 0 3 4
1-14 5 0 3 0 3 4
Прутки диаметром, мм: 3-40 5 0 3 0 3 4
30- 100 4 0 3 0 3 4
Трубы диаметром, мм: 3-30 4 0 0 0 0 4
30- 156 4 0 0 0 0 5
156-1000 4 0 0 0 0 5
Листы, плиты толщиной, мм: 0,01 - 1 4 0 3 0 3 4
0,1-3,9 4 0 0 0 3 5
4 - 10 и более 4 0 0 0 3 5
Сортовой прокат 3 0 3 0 3 4
Отливки 3 0 0 0 3 4
Металлургические заготовки (слябы, слитки) 3 0 0 0 3 4
Ферромагнитные материалы Проволока диаметром, мм: 1-14 5 5 3 0 3 4
Прутки диаметром, мм: 3-40 3 5 3 0 3 4
30-100 3 5 3 0 3 4
Трубы сварные диаметром, мм: 3-30 3 4 3 0 3 4
30-156 3 4 3 0 3 5
156- 1000 3 4 3 0 3 5
Листы, плиты толщиной, мм: 0,01 - 1 5 5 3 0 3 4
0,1-3,9 3 5 3 0 3 5
4- 10 и более 3 4 3 0 3 5
Сортовой прокат 3 4 3 0 0 4
Металлургические заготовки (слябы, слитки) 3 4 3 0 0 4
Диэлектрики Резина, полимеры 0 0 3 0 5 0
Керамика, металлокерамика 0 0 4 0 5 4
Бетон, железобетон 0 0 0 0 4 5
Монокристаллы 0 0 4 0 4 4
Многослойные материалы 0 0 5 5 4 4
Стекло 0 0 3 5 3 4
Стеклопластики 0 0 5 5 4 4
Соединения Сварные 3 3 3 0 0 3
Паяные 3 3 3 0 0 3
Клеевые 0 0 3 0 3 3
Покрытия на основе ферромагнитной: токопроводящие 3 0 3 0 0 0
нетокопроводящие 0 0 3 0 5 0
неферромагнитной: токопроводящие 3 0 3 0 0 0
нетокопроводящие 0 0 3 0 5 0
токопроводящие на немагнитной нетокопроводящей основе 3 0 4 0 0 0
Детали и изделия Железнодорожные рельсы 3 4 0 0 0 5
Многослойные конструкции из пластика и стеклопластика 0 0 3 0 4 4
Примечание. Оценка вида НК и Д: 5 - отличная; 4 - хорошая; 3 - удовлетворительная; 0 - - неудовлетворительная.
18 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
характеристики дефектов. Измеряемую характеристику
дефекта, по значению которой при данном методе НК и
Д принимают решение об отсутствии или о возможном
обнаружении дефекта, называют главной измеряемой
характеристикой.
1.2. СТАНДАРТИЗАЦИЯ НК И Д
В соответствии с международным стандартом ИСО
8402:1994 «качество - совокупность характеристик
объекта, которые придают ему способность удовле-
творять установленные и предполагаемые потребно-
сти». Объектами являются продукция, процесс, услуга,
деятельность, система и т.д., и каждый из них описыва-
ется совокупностью характеристик и параметров, кото-
рые подлежат нормированию и оценке путем измерений,
контроля либо испытаний.
Надлежащее качество определяется результатом со-
вокупной деятельности стандартизации, метрологии и
оценки соответствия (сертификации). Учитывая важную
роль каждого из этих видов деятельности, в Российской
Федерации приняты законы «О стандартизации», «Об
обеспечении единства измерений» и «О сертификации
продукции и услуг».
Закон «О стандартизации» установил правовые ос-
новы стандартизации в стране, обязательные для всех
юридических и физических лиц, и определил меры госу-
дарственной защиты интересов потребителей и государ-
ства посредством применения нормативных документов
по стандартизации.
В этом законе сформулировано определение поня-
тия: «стандартизация - это деятельность по установле-
нию норм, правил и характеристик в целях обеспечения:
безопасности продукции, работ и услуг для окружающей
среды, жизни, здоровья и имущества; технической и ин-
формационной совместимости, а также взаимозаменяе-
мости продукции; качества продукции, работ и услуг в
соответствии с уровнем развития науки, техники и тех-
нологии; единства измерений; экономии всех видов ре-
сурсов; безопасности хозяйственных объектов с учетом
риска возникновения природных и техногенных катаст-
роф и других чрезвычайных ситуаций; обороноспособ-
ности и мобилизационной готовности страны».
Неразрушающий контроль, обеспечивая возмож-
ность проверки характеристик и параметров изделий,
процессов и услуг, является одним из основных способов
достижения цели стандартизации и качества в широком
смысле.
Государственное управление стандартизацией в
Российской Федерации осуществляет Госстандарт Рос-
сии путем планирования разработки стандартов и их ут-
верждения.
В соответствии с существующим определением
«стандарт - это нормативно-технический документ по
стандартизации, устанавливающий комплекс норм, пра-
вил, требований к объекту стандартизации и утвержден-
ный компетентным органом».
К нормативным документам по стандартизации от-
носятся:
а) государственные стандарты Российской Федера-
ции (далее - государственные стандарты); применяемые
в установленном порядке международные (региональ-
ные) стандарты, правила, нормы и рекомендации по
стандартизации; общероссийские классификаторы тех-
нико-экономической информации;
б) стандарты отраслей промышленности; стандарты
предприятий; стандарты научно-технических, инженер-
ных обществ и других общественных объединений.
В области НК и Д к объектам стандартизации отно-
сятся: термины и определения; технические условия и
технические требования к средствам НК и Д, устройст-
вам и образцам; параметры и размеры; типы и марки;
конструкции приборов и образцов; правила приемки,
методы испытаний (контроля, анализа, измерений); ме-
тоды и средства поверки мер и измерительных приборов;
правила эксплуатации и ремонта; правила маркировки,
упаковки, транспортирования и хранения; нормы точно-
сти и т.п.
В Российской Федерации действует государствен-
ная система стандартизации (ГСС), содержащая ком-
плекс государственных стандартов, которая определяет
организационные, методические и практические основы
стандартизации и в целом является основой деятельно-
сти по стандартизации в области НК и Д.
Стандартизация в области НК и Д руководствуется
в основном помимо ГСС также системами стандартов
ГСИ (государственная система обеспечения единства
измерений), ЕССП (единая система стандартов приборо-
строения), ЕСКД (единая система конструкторской до-
кументации). Непосредственно для НК и Д существует
система стандартов «Контроль неразрушающий», кото-
рая охватывает основные этапы функционирования и
жизненного цикла методов и средств НК.
Стандарты ГСС устанавливают требования к еди-
ницам физических величин и их эталонам, поверочным
схемам, метрологическим характеристикам средств из-
мерений, методам обработки результатов наблюдений,
классам точности средств измерений, нормальным усло-
виям измерений при поверке, методикам выполнения
измерений, стандартным образцам состава и свойств
веществ и материалов, государственному надзору и ве-
домственному контролю за средствами измерений и т.д.
Очевидно, что руководство требованиями стандартов
ГСС способствует созданию нормативных документов
для обеспечения единства измерений в области НК и Д.
В настоящее время разработаны основополагающие
стандарты в области НК и Д.
В частности, стандартизованы термины и определе-
ния, которые применяют для таких объектов НК, как
аппаратура для рентгеноструктурного и рентгеноспек-
трального анализа; узлы и устройства гамма-аппаратов;
средства рентгенорадиометрического анализа; приборы
для определения физико-химических свойств и состава
веществ; приборы рентгеновские; техническая диагно-
стика; контроль акустический, радиационный, вихрето-
ковый, магнитный, оптический, капиллярный, радиовол-
новой, тепловой, электрический, течеискание; в областях
измерений толщины покрытий и шероховатости поверх-
СТАНДАРТИЗАЦИЯ НК И Д
19
ности; дефекты огнеупорных изделий; машины для оп-
ределения механических свойств материалов.
Стандартизованы классификация видов НК и ос-
новные методы НК следующих дефектов:
• нарушения сплошности (методы - радиографиче-
ский, ультразвуковые, капиллярные, акустические, ра-
диационные, феррозондовый, магнитопорошковый, оп-
тические, радиоволновые, тепловые, магнитографиче-
ский, люминесцентный, рентгенотелевизионный, элек-
трографический, масс-спектрометрический, на герме-
тичность);
• толщины покрытий, листов и стенок труб (мето-
ды - радиационный, магнитный, ультразвуковой);
• состава и свойств материалов (методы - рентге-
нофлюоресцентный, радиоизотопный, ультразвуковой,
вихретоковый, магнитный, механические);
• шероховатости поверхности (методы - оптиче-
ский, интерференционный, профилографический).
Разработаны государственные стандарты на техниче-
ские условия и технические требования к приборам и ме-
рам, применяемым в НК и Д (толщиномеры радиоизотоп-
ные, меры поверхностной плотности для радиоизотопных
толщиномеров, меры поверхностной плотности и толщи-
ны для радиоизотопных толщиномеров проката черных
металлов, толщиномеры ультразвуковые, комплект стан-
дартных образцов для ультразвукового контроля изделий
из алюминиевых сплавов, гамма-дефектоскопы, аппараты
рентгеновские для промышленной дефектоскопии, де-
фектоскопы на базе ускорителей заряженных частиц,
приборы радиоволновые, преобразователи ультразвуко-
вые, дефектоскопы рентгенотелевизионные с рентгенов-
скими электронно-оптическими преобразователями, де-
фектоскопы электрорентгенографические, образцы шеро-
ховатости поверхности (сравнения), плотномеры радио-
изотопные жидких сред и пульп, влагомеры-плотномеры
радиоизотопные переносные для бетонов и грунтов, об-
лучатели ультрафиолетовые, диагностика и контроле-
пригодность).
Стандартизованы номенклатура показателей, типы,
основные параметры и размеры приборов, принадлежно-
стей и устройств, применяемых в НК и Д (видиконы
рентгеновские, аппараты рентгеновские, приборы опти-
ческие и профилографы-профилометры для контроля
шероховатости поверхности, приборы для контроля ка-
чества материалов).
Группа стандартов предназначена для измерений
параметров ультразвуковых дефектоскопов и преобразо-
вателей и их испытаний, а также измерений характери-
стик материалов.
Стандартизованы и включены в ГСИ вопросы мет-
рологического обеспечения приборов НК и Д. Разрабо-
таны стандарты и нормативные документы по метроло-
гии на государственные поверочные схемы для средств
измерений толщины покрытий, поверхностной плотно-
сти покрытий, шероховатости поверхности, на методы и
средства испытаний и поверки толщиномеров покрытий,
толщиномеров ультразвуковых, электромагнитных и
ультразвуковых дефектоскопов, рентгенорадиометриче-
ских приборов, ультразвуковых преобразователей, мер
толщины покрытий, стандартных образцов толщины,
образцов шероховатости и т.п.
Все средства НК и Д, прошедшие испытания и
включенные в Государственный реестр средств измере-
ний, обеспечиваются стандартизованными методиками
поверки.
Применение принципов агрегатирования и унифи-
кации при стандартизации в области НК позволило
обеспечить конструктивную, энергетическую, метроло-
гическую и методическую совместимость приборов НК и
Д благодаря установлению параметрических рядов ха-
рактеристик и размеров отдельных элементов и узлов,
напряжения питания, входных и выходных электриче-
ских сигналов, частот преобразователей, программного
обеспечения, параметров окружающей среды, нормаль-
ных условий измерений и поверки.
Стандартами установлены группы исполнений
приборов в зависимости от температуры и влажности
окружающей среды: Bl, В2, ВЗ, ВХ, В4, Cl, С2, СХ,
СЗ,С4,Д1,Д2, ДХ, Д4.
Кроме того, в зависимости от условий эксплуата-
ции установлены следующие исполнения приборов
НК и Д: обыкновенное, пылезащищенное, водозащи-
щенное, защищенное от агрессивной среды, взрывобезо-
пасное, защищенное от других внешних воздействий.
Стандартизованы пределы значений входных и
выходных аналоговых сигналов:
• постоянного тока 0 ... 15 мА (при нагрузке 0 ...
250 кОм) и 0 ... 20 мА (при нагрузке 0 ... 1 кОм);
• напряжения постоянного тока 0 ... 1 В (в зависи-
мости от ТЗ) и 0 ... 10 В (при нагрузке более 2 кОм).
Для входных и выходных импульсных сигналов
установлен следующий ряд номинальных значений:
• амплитуды импульсов, В: 1,2; 8; 24; НО с допус-
ками ± 10 и ±20 %;
• длительности импульсов, активные длительности
фронтов и спадов, промежутки между импульсами, с:
(1; 2; 2,5; 4,5; 8) Юл , где п - любое число (положитель-
ное или отрицательное) или ноль;
• электрическое питание приборов НК и Д должно
соответствовать принятым стандартным значениям на-
пряжений сети с допусками + 10 и - 15 % и частотами
50 ± 1 Гц и 400 ± 12 Гц.
Стандартизованы показатели надежности и их нор-
мируемые численные значения.
По устойчивости к механическим воздействиям
стандартами предусмотрены обыкновенные и вибро-
устойчивые исполнения средств НК и Д для определен-
ных частот и амплитуд механических колебаний.
Установлены требования к воздействию на приборы
внешних постоянных и переменных магнитных полей с
частотой 50 Гц и напряженностью до 400 А/м.
Содержание, построение и оформление технических
условий и других эксплуатационных документов на при-
боры НК и Д должны соответствовать требованиям
стандартов ЕСКД.
Действующие в настоящее время в области НК и Д
стандарты можно условно разбить на следующие основ-
ные группы.
20 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
1. Термины и определения.
2. Методы неразрушающего контроля.
3. Измерение и контроль дефектов типа нарушения
сплошности.
4. Измерение свойств материалов.
5. Измерение толщины покрытий, листовых мате-
риалов и изделий.
6. Измерение шероховатости поверхности.
Ниже приведен перечень отечественных стандар-
тов, применяемых в НК и Д, который изложен в соответ-
ствии с вышеперечисленными группами.
С учетом важности качества продукции и услуг
большое внимание уделяется развитию НК и стандарти-
зации в этой области в таких развитых странах, как
США, Германия, Великобритания, Франция, Италия и
другие страны мира. В каждой из этих стран имеются
свои национальные стандарты в области НК и Д.
На основе национальных стандартов в сотрудниче-
стве специалистов разных стран получили развитие ме-
ждународная (ISO) и региональная европейская (EN)
стандартизации.
В стандартах ISO и EN особое внимание уделено
вопросу квалификации и аттестации персонала, занятого
в области НК, установлены классификация уровней ква-
лификации специалистов и требования к ним.
Стандартизованы методы НК (радиографический
контроль рентгеновским и гамма-излучением, магнито-
порошковый, капиллярный, ультразвуковой, визуаль-
ный), требования к уровням приемки сварных соедине-
ний, качеству материалов, применяемых для НК, и т.п.
Участие в мировом рынке продукции и услуг требу-
ет выработки единых критериев для оценки качества
продукции, выпускаемой разными фирмами, и, соответ-
ственно, единообразных методов и средств контроля и
оценки результатов.
Национальные и международные стандарты в неко-
торых случаях предъявляют различные требования к
характеристикам приборов НК и Д и критериям оценки
погрешностей результатов измерений, что осложняет
экономические и торговые связи, поэтому в настоящее
время весьма актуальным стал вопрос гармонизации
этих стандартов, и такая работа проводится в рамках
международного сотрудничества.
Существуют два направления применения в Рос-
сийской Федерации международных и региональных
стандартов. Первое - национальный стандарт соответст-
вует международному либо международному стандарту
присваивается статус национального. Второе - предпо-
лагает частичное принятие международного стандарта и
его применение в другом нормативном документе.
В качестве национальных стандартов Российской
Федерации в области НК и Д уже приняты международ-
ные стандарты ИСО на ультразвуковые методы контроля
сплошности, расслоений и толщины стальных бесшов-
ных труб. Гармонизированы подходы к подготовке и
повышению квалификации персонала.
Наряду с государственными стандартами и норма-
тивными документами существует большое число отрас-
левых и ведомственных стандартов и нормативных до-
кументов, которые развивают и конкретизируют основ-
ные положения государственных стандартов с учетом
условий применения приборов НК и Д на данном уровне.
В совокупности более 125 государственных стандар-
тов и 130 нормативных документов в ранге правил и ре-
комендаций по метрологии действуют в области НК и Д.
Можно считать, что в Российской Федерации стан-
дартизованы наиболее массовые области применения НК
и Д, что способствует обеспечению безопасности, на-
дежности и качества продукции и услуг.
Перечень отечественных стандартов
в области НК и Д
1. Термины и определения
ГОСТ 15484-81. Излучения ионизирующие и их
измерения. Термины и определения.
ГОСТ 16865-79. Аппаратура для рентгеноструктур-
ного и рентгеноспектрального анализа. Термины и опре-
деления.
ГОСТ 17064-71. Основные функциональные узлы,
принадлежности и вспомогательные устройства гамма-
аппаратов. Термины и определения.
ГОСТ 19647-74. Методы и средства рентгенора-
диометрического анализа. Термины и определения
ГОСТ 19892-74. Приборы акустические для опре-
деления физико-химических свойств и состава веществ.
Термины и определения.
ГОСТ 20337-74. Приборы рентгеновские. Термины
и определения.
ГОСТ 20911-89. Техническая диагностика. Терми-
ны и определения.
ГОСТ 23829-85. Контроль неразрушающий акусти-
ческий. Термины и определения.
ГОСТ 24034-80. Контроль неразрушающий радиа-
ционный. Термины и определения.
ГОСТ 24289-80. Контроль неразрушающий вихре-
токовый. Термины и определения.
ГОСТ 24450-80. Контроль неразрушающий маг-
нитный. Термины и определения.
ГОСТ 24521-80. Контроль неразрушающий оптиче-
ский. Термины и определения.
ГОСТ 24522-80. Контроль неразрушающий капил-
лярный. Термины и определения.
ГОСТ 25313-82. Контроль неразрушающий радио-
волновой. Термины и определения.
ГОСТ 25314-82. Контроль неразрушающий тепло-
вой. Термины и определения.
ГОСТ 25315-82. Контроль неразрушающий элек-
трический. Термины и определения.
ГОСТ 26790-85. Техника течеискания. Термины и
определения.
ГОСТ 27655-88. Акустическая эмиссия. Термины,
определения и обозначения.
ГОСТ 28833-90. Дефекты огнеупорных изделий.
Термины и определения.
СТАНДАРТИЗАЦИЯ НК И Д
21
2. Методы неразрушающего контроля
ГОСТ 3242-79. Соединения сварные. Методы кон-
троля качества.
ГОСТ 7512-82. Контроль неразрушающий. Соеди-
нения сварные. Радиографический метод.
ГОСТ 12503-75. Сталь. Методы ультразвукового
контроля. Общие требования.
ГОСТ 14782-86. Контроль неразрушающий. Соеди-
нения сварные. Методы ультразвуковые.
ГОСТ 18353-79. Контроль неразрушающий. Клас-
сификация видов и методов.
ГОСТ 18442-80. Контроль неразрушающий. Капил-
лярные методы. Общие требования.
ГОСТ 18576—96. Контроль неразрушающий. Рельсы
железнодорожные. Методы ультразвуковые.
ГОСТ 20415-82. Контроль неразрушающий. Мето-
ды акустические. Общие положения.
ГОСТ 20426-82. Контроль неразрушающий. Мето-
ды дефектоскопии радиационные.
ГОСТ 21104-75. Контроль неразрушающий. Ферро-
зондовый метод.
ГОСТ 21105-87. Контроль неразрушающий. Маг-
нитопорошковый метод.
ГОСТ 23055-78. Контроль неразрушающий. Сварка
металлов плавлением. Классификация сварных соедине-
ний по результатам радиографического контроля.
ГОСТ 23479-79. Контроль неразрушающий. Мето-
ды оптического вида. Общие требования.
ГОСТ 23480-79. Контроль неразрушающий. Мето-
ды радиоволнового вида. Общие требования.
ГОСТ 23483-79. Контроль неразрушающий. Мето-
ды теплового вида. Общие требования.
ГОСТ 24507-80. Контроль неразрушающий. Поков-
ки из черных и цветных металлов. Методы ультразвуко-
вой дефектоскопии.
ГОСТ 25225-82. Контроль неразрушающий. Швы
сварных соединений трубопроводов. Магнитографиче-
ский метод.
ГОСТ 26182-84. Контроль неразрушающий. Люми-
несцентный метод течеискания.
ГОСТ 26656-85. Техническая диагностика. Контро-
лепригодность. Общие требования.
ГОСТ 27947-88. Контроль неразрушающий. Рент-
генотелевизионный метод. Общие требования.
ГОСТ 28277-89. Контроль неразрушающий. Соеди-
нения сварные. Электрографический метод. Общие тре-
бования.
ГОСТ 28517-90. Контроль неразрушающий. Масс-
спектрометрический метод течеискания. Общие требо-
вания.
ГОСТ Р 51780-2001. Контроль неразрушающий.
Методы и средства испытаний на герметичность. Поря-
док и критерии выбора.
3. Измерение и контроль
дефектов типа нарушения сплошности
ГОСТ 8.283-78. ГСП. Дефектоскопы электромаг-
нитные. Методы и средства поверки.
ГОСТ 8.452-82. ГСП. Приборы рентгенорадиомет-
рические. Методы и средства поверки.
ГОСТ 1759.2-82. Болты, винты и шпильки. Дефек-
ты поверхности и методы контроля.
ГОСТ 1759.3-83. Гайки. Дефекты поверхности и
методы контроля.
ГОСТ 9865-76. Установки ультразвуковые. Ряд но-
минальных электрических мощностей.
ГОСТ 15843-79. Принадлежности для промышлен-
ной радиографии. Основные размеры.
ГОСТ 17410-78. Контроль неразрушающий. Трубы
металлические бесшовные цилиндрические. Методы
ультразвуковой дефектоскопии.
ГОСТ 17489-72. Видиконы рентгеновские. Основ-
ные параметры и размеры.
ГОСТ 21120-75. Прутки и заготовки круглого и
прямоугольного сечений. Методы ультразвуковой де-
фектоскопии.
ГОСТ 21397-81. Контроль неразрушающий. Ком-
плект стандартных образцов для ультразвукового кон-
троля полуфабрикатов и изделий из алюминиевых спла-
вов. Технические условия.
ГОСТ 22727-88. Прокат листовой. Методы ультра-
звукового контроля.
ГОСТ 23667-85. Контроль неразрушающий. Дефек-
тоскопы ультразвуковые. Методы измерения основных
параметров.
ГОСТ 23702-90. Контроль неразрушающий. Преоб-
разователи ультразвуковые. Методы испытаний.
ГОСТ 23764-79. Гамма-дефектоскопы. Общие тех-
нические условия.
ГОСТ 24507-80. Контроль неразрушающий. Поков-
ки из черных и цветных металлов. Методы ультразвуко-
вой дефектоскопии.
ГОСТ 25113-86. Контроль неразрушающий. Аппа-
раты рентгеновские для промышленной дефектоскопии.
Общие технические условия.
ГОСТ 25997-83. Сварка металлов плавлением. Ста-
тистическая оценка качества по результатам неразру-
шающего контроля.
ГОСТ 26114-84. Контроль неразрушающий. Дефек-
тоскопы на базе ускорителей заряженных частиц. Ос-
новные параметры и общие технические требования.
ГОСТ 26126-84. Контроль неразрушающий. Соеди-
нения паяные. Ультразвуковые методы контроля качества.
ГОСТ 26170-84. Контроль неразрушающий. При-
боры радиоволновые. Общие технические требования.
ГОСТ 26266-90. Контроль неразрушающий. Преоб-
разователи ультразвуковые. Общие технические требо-
вания.
ГОСТ 28033-89. Сталь. Метод рентгенофлюорес-
центного анализа.
ГОСТ 28831-90. Прокат толстолистовой. Методы
ультразвукового контроля.
ГОСТ 29025-91. Контроль неразрушающий. Дефек-
тоскопы рентгенотелевизионные с рентгеновскими элек-
тронно-оптическими преобразователями и электрорент-
генографические. Общие технические требования.
22 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
ГОСТ Р ИСО 10124-99. Трубы стальные напорные
бесшовные и сварные (кроме труб, изготовленных дуго-
вой сваркой под флюсом). Ультразвуковой метод кон-
троля расслоений.
ГОСТ Р ИСО 10332-99. Трубы стальные напорные
бесшовные и сварные (кроме труб, изготовленных дуго-
вой сваркой под флюсом). Ультразвуковой метод кон-
троля сплошности.
4. Измерение свойств материалов
ГОСТ 4.177-85. СПКП. Приборы неразрушающего
контроля качества материалов и изделий. Номенклатура
показателей (в части радиоволновых приборов отменен).
ГОСТ 4.198-85. СПКП. Аппараты рентгеновские
аналитические. Номенклатура показателей.
ГОСТ 8.268-77. ГСИ. Методика выполнения изме-
рений при определении статических магнитных характе-
ристик магнитотвердых материалов. - Взамен ГОСТ
13601-68.
ГОСТ 8.518-84. ГСИ. Ферритометры для сталей ау-
стенитного класса. Методика поверки.
ГОСТ 14766-69. Машины и приборы для определе-
ния механических свойств материалов. Термины и опре-
деления.
ГОСТ 17623-87. Бетоны. Радиоизотопный метод
определения средней плотности.
ГОСТ 17624-87. Бетоны. Ультразвуковой метод оп-
ределения прочности.
ГОСТ 20180-91. Плотномеры радиоизотопные жид-
ких сред и пульп. Общие технические условия.
ГОСТ 22690-88. Бетоны. Определение прочности
механическими методами неразрушающего контроля.
ГОСТ 24332-88. Кирпич и камни силикатные. Ульт-
развуковой метод определения прочности при сжатии.
ГОСТ 25932-83. Влагомеры-плотномеры радиоизо-
топные переносные для бетонов и грунтов. Общие тех-
нические условия.
ГОСТ 26134-84. Бетоны. Ультразвуковой метод оп-
ределения морозостойкости.
ГОСТ 26364-90. Ферритометры для сталей аусте-
нитного класса. Общие технические условия.
ГОСТ 27333-87. Контроль неразрушающий. Изме-
рение удельной электрической проводимости цветных
металлов вихретоковым методом.
ГОСТ 28369-89. Контроль неразрушающий. Облу-
чатели ультрафиолетовые. Общие технические требова-
ния и методы испытаний.
ГОСТ 30415-96. Сталь. Неразрушающий контроль
механических свойств и микроструктуры металлопро-
дукции магнитным методом.
ГОСТ Р 51751-2001. Контроль неразрушающий.
Контроль неразрушающий состояния материала ответст-
венных высоконагруженных элементов технических сис-
тем, подвергаемых интенсивным термосиловым воздей-
ствиям. Общие требования к порядку выбора методов.
5. Измерение толщины покрытий,
листовых материалов и изделий
из листовых материалов
ГОСТ 8.171-75. ГСИ. Меры поверхностной плотно-
сти для радиоизотопных толщиномеров. Общие техниче-
ские условия.
ГОСТ 8.362-79. ГСИ. Измерение толщины покры-
тий. Термины и определения.
ГОСТ 8.495-83. ГСИ. Толщиномеры ультразвуко-
вые контактные. Методы и средства поверки.
ГОСТ 8.502-84. ГСИ. Толщиномеры покрытий. Ме-
тоды и средства поверки.
ГОСТ 8.537-85. ГСИ. Государственная поверочная
схема для средств измерений поверхностной плотности
покрытий в диапазоне 0,01 * 1,000 кг/м2.
ГОСТ 17625-83. Конструкции и изделия железобе-
тонные. Радиационный метод определения толщины за-
щитного слоя бетона, размеров и расположения арматуры.
ГОСТ 18061-90. Толщиномеры радиоизотопные.
Общие технические условия.
ГОСТ 22238-76. Контроль неразрушающий. Меры
образцовые для поверки толщиномеров покрытий. Об-
щие положения.
ГОСТ 22904-93. Конструкции железобетонные.
Магнитный метод определения толщины защитного слоя
бетона и расположения арматуры.
ГОСТ 25858-83. Меры поверхностной плотности и
толщины для радиоизотопных толщиномеров проката
черных металлов. Общие технические условия.
ГОСТ 27750-88. Контроль неразрушающий. По-
крытия восстановительные. Методы контроля толщины
покрытий.
ГОСТ 28702-90. Контроль неразрушающий. Толщи-
номеры ультразвуковые. Общие технические требования.
ГОСТ Р 51694-00. Материалы лакокрасочные. Оп-
ределение толщины покрытия.
ГОСТ Р ИСО 10543-99. Трубы стальные напорные
бесшовные и сварные горячетянутые. Метод ультразву-
ковой толщинометрии.
6. Измерение шероховатости поверхности
ГОСТ 8.296-78. ГСИ. Государственный специаль-
ный эталон и общесоюзная поверочная схема для
средств измерений шероховатости RmSLK и Rz в диапазоне
0,025 - 1600 мкм.
ГОСТ 2789-73. Шероховатость поверхности. Пара-
метры и характеристики.
ГОСТ 9378-93. Образцы шероховатости поверхно-
сти (сравнения). Общие технические требования.
ГОСТ 9847-79. Приборы оптические для измерения
параметров, шероховатости поверхности. Типы и основ-
ные параметры.
ГОСТ 19300-86. Средства измерений шероховатости
профильным методом. Профилографы-профилометры
контактные. Типы и основные параметры.
ГОСТ 25142-82. Шероховатость поверхности. Тер-
мины и определения.
АВТОМАТИЗАЦИЯ СРЕДСТВ НК И Д (СНК И Д)
23
1.3. АВТОМАТИЗАЦИЯ СРЕДСТВ НК И Д
(СНК И Д)
Основные механизмы автоматизированных ма-
шиностроительных СНК и Д. В механизированных
машиностроительных средствах НК и Д автоматизиро-
ван процесс сканирования преобразователем контроли-
руемой поверхности изделия, а подачу и рассортировку
продукции выполняет обслуживающий персонал. В по-
луавтоматических средствах автоматизированы процес-
сы загрузки, сканирования и рассортировки продукции,
однако команда на механизмы рассортировки подается
оператором после получения соответствующей инфор-
мации от прибора. В автоматизированных средствах
контроля все процессы загрузки, контроля и рассорти-
ровки изделий выполняются автоматически, без участия
оператора.
В состав автоматизированных средств НК и Д вхо-
дят приводные рольганги, транспортирующие контроли-
руемое изделие, устройства стабилизации положения
изделия в процессе контроля, загрузочные и разгрузоч-
ные устройства, сбрасыватели, перекрыватели, карманы
годной и забракованной продукции, системы механиче-
ского сканирования преобразователем поверхности из-
делия, подъемные столы для установки основных и ре-
зервных блоков преобразователей приборов, связующие
элементы электрических исполнительных устройств, сис-
тема сопровождения проконтролированной продукции,
дефектоотметчики, блокировочные устройства и т.д.
Как правило, стоимость и объем работ по созданию
механизмов автоматизированных СНК и Д значительно
превышают затраты на приборную часть. Работа всех
входящих в них устройств должна быть тщательно со-
гласована с работой основного технологического обору-
дования. Они должны создаваться организациями-
разработчиками основного технологического оборудова-
ния с учетом всех особенностей производственного про-
цесса (климатических условий, производительности,
вибрации, загрязнений, ударных нагрузок, износостой-
кости и т.д.).
Процесс разработки и проектирования автоматизи-
рованных СНК не должен отдаляться во времени от про-
цесса разработки основного оборудования для производ-
ства. СНК и Д, предназначенные для работы в полевых
условиях, также должны иметь механические приспо-
собления, увеличивающие их производительность и
обеспечивающие удобство их эксплуатации. Такими ме-
ханическими приспособлениями являются устройства
для правильной установки изделия и преобразователя
относительно друг друга, для перемещения (сканирова-
ния) преобразователя по поверхности изделия и др. Ав-
томатизированные СНК и Д могут использоваться как
самостоятельные устройства для входного, выходного
или послеоперационного контроля продукции.
Для повышения надежности СНК и Д и быстрейше-
го устранения неполадок они обеспечиваются системой
автоконтроля в процессе эксплуатации. В случае выхода
из строя одного из элементов автоматизированные СНК
и Д останавливают операцию контроля и сигнализируют
о возникшей неисправности. Наибольший экономиче-
ский эффект достигается, когда СНК и Д непосредствен-
но управляют технологическим процессом. Например,
работа системы автоматического регулирования толщи-
ны стальной полосы основана на непрерывном измере-
нии рентгеновским толщиномером толщины прокаты-
ваемой между клетями стана полосы и обеспечении об-
ратной регулируемой связи между показаниями толщи-
номера и усилием обжатия валков стана.
Такие методы, как радиографический, рентгеноте-
левизионный, магнитопорошковый, капиллярный и дру-
гие, результаты которых оператор оценивает визуально
по изображению дефекта, автоматизированы не полно-
стью. Создание автоматизированных систем обработки
изображения (АСОИЗ) для указанных методов - наибо-
лее актуальная задача.
Существуют механизмы и устройства, предохра-
няющие наиболее ненадежные элементы автоматизиро-
ванных СНК и Д - входные преобразователи от прежде-
временного износа, ударов и поломок (например, защит-
ные кожуха и приспособления, твердосплавные элементы,
контактирующие с объектом контроля, предохраняющие
рычаги и втулки, разводные направляющие и т.д.).
Наиболее трудоемкими и наименее надежными ме-
ханизмами автоматизированных СНК, как правило, яв-
ляются устройства сканирования. В процессе сканирова-
ния должен поддерживаться постоянный зазор между
преобразователем, источником поля и контролируемым
изделием. Движение преобразователя и контролируемо-
го изделия относительно друг друга может быть посту-
пательным, вращательным, сложным возвратно-
поступательным и т.п. Особенностью систем сканирова-
ния СНК и Д является высокая точность их изготовле-
ния. Они могут быть электронными, электромеханиче-
скими, гидравлическими, пневматическими и т.д.
Дополнительно к механическим устройствам стаби-
лизации зазора применяют электронные измерительные
устройства, которые сигнализируют о выходе зазора за
пределы допустимых значений и регулируют коэффици-
ент усиления измерительного тракта в функции величи-
ны зазора, поддерживая неизменной чувствительность
прибора к основному контролируемому параметру.
Различают многоэлементные и одноэлементные
системы сканирования. Многоэлементные системы со-
стоят из ряда неподвижных входных преобразователей,
расположенных относительно друг друга линейно, мат-
рично и т.д.
Информация с многоэлементной входной системы
снимается путем предварительного усиления сигнала
каждого преобразователя и последующего коммутирова-
ния всех входных сигналов электронным коммутатором
для дальнейшей вторичной обработки. Подобного рода
системы входных преобразователей отличаются боль-
шой скоростью получения информации с определенной
площади контролируемого объекта. В ряде случаев они
также требуют перемещения относительно контроли-
руемого объекта.
Недостатками многоэлементных систем являются
их громоздкость, пониженные чувствительность и раз-
решающая способность при обнаружении дефектов типа
24 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
нарушения сплошности. Объясняется это тем, что дефек-
ты нарушения сплошности имеют малые размеры (от
микрометров до миллиметров) и для получения необхо-
димой информации с помощью ряда неподвижных пре-
образователей требуется, чтобы размеры преобразовате-
ля или зона его контроля была значительно меньше, чем
размеры дефекта. Для дефектоскопического контроля
это часто трудноосуществимая задача.
Более простыми, надежными и более чувствитель-
ными являются одноэлементные системы сканирования.
Они содержат один или несколько (до десяти) преобра-
зователей, перемещающихся относительно контроли-
руемой поверхности объекта. Каждый преобразователь
контролирует определенную часть поверхности объекта.
Размеры и параметры преобразователя выбирают так,
чтобы получить максимальные чувствительность и раз-
решающую способность контроля. За счет перемещения
преобразователя информация о дефекте является непре-
рывной функцией в отличие от дискретных ее значений,
получаемых от неподвижных рядом расположенных
преобразователей. Таким образом снимается максималь-
ный объем информации о качестве контролируемой по-
верхности.
Недостатком одноэлементных систем является их
малая производительность. Поэтому в промышленности
при высокопроизводительном контроле все шире ис-
пользуют многоканальные приборы и системы сканиро-
вания.
Особую сложность представляют системы сканиро-
вания СНК и Д, применяющиеся в особо ответственных
агрегатах, таких, как атомные электростанции, изделия
авиационной и космической техники, где невозможна
разборка конструкции и затруднен подход к контроли-
руемой поверхности сложной конфигурации. В этих слу-
чаях приходится создавать специализированные само-
ходные установки, способные следить за изменением
профиля контролируемой поверхности и перемещаться
внутри агрегата или по его поверхности.
В качестве главного элемента систем сканирования
автоматизированных СНК и Д могут использоваться ро-
боты-манипуляторы. На этой основе создаются разнооб-
разные роботизированные технологические комплексы
неразрушающего контроля (РТК НК и Д). В основу соз-
дания РТК НК и Д положена совокупность приборов
неразрушающего контроля, промышленных роботов,
выполняющих функции перемещения датчика прибора
относительно объекта контроля и разбраковки изделий, а
также специализированных устройств связи прибора,
робота и объекта контроля между собой.
В качестве средств представления информации ши-
рокое применение получили вычислительные устройст-
ва, которые позволяют строить двух- и трехмерные изо-
бражения объекта контроля в требуемом масштабе, вы-
явить на изображении точки локализации дефектов и
обозначить яркостным или цветным способом участки с
наибольшими градиентами полей и излучений, характе-
ризующие наличие дефектов или напряженные состоя-
ния. Эти устройства позволяют строить сечения объек-
тов, наносить цифровые данные о размерах и локализа-
ции дефектов, а также изоконтуры - эквипотенциальные
линии вторичных полей, характеризующих дефекты.
Они обеспечивают файловую систему хранения резуль-
татов.
При использовании полутоновых дисплеев появля-
ется возможность совместно с изображением объекта
строить эпюры распределения потока сил, напряжений,
нагрузок, температуры и т.п.
1.4. ЭКСПЕРТНЫЕ СИСТЕМЫ (ЭС)
Современный этап в разработке и использовании
средств неразрушающего контроля и диагностики харак-
теризуется интенсивной компьютеризацией. Применение
современной вычислительной техники, прежде всего
высокопроизводительных, относительно недорогих пер-
сональных компьютеров, сделало возможным появление
качественно нового поколения приборов и систем НК и
Д. Отличительной особенностью устройств данного по-
коления является наличие у них развитых систем ком-
пьютерной обработки информации, использующих эври-
стические и формальные методы.
Проявляемый к ЭС высокий интерес объясняется
прежде всего следующими причинами. Во-первых, ЭС
ориентированы на решение широкого класса неформали-
зованных задач. Во-вторых, ЭС при решении практиче-
ских задач обеспечивают результаты, не уступающие по
качеству тем, которые может получить эксперт-человек.
Неформализованные задачи обладают одной или не-
сколькими из следующих характеристик:
• задачи не могут быть заданы в числовой форме;
• цели не могут быть выражены в терминах точно
определенной целевой функции;
• не существует алгоритмического решения или оно
существует, но его нельзя использовать из-за имеющих-
ся ограничений.
Как правило, неформализованные задачи отлича-
ются:
• неоднозначностью, неполнотой и противоречиво-
стью исходных данных;
• неоднозначностью, неполнотой и противоречиво-
стью знаний о проблемной области и решаемой задаче;
• большой размерностью пространства возможных
решений;
• динамически изменяющимися данными и знаниями.
Неформализованные задачи представляют собой
большой и очень важный класс задач НК и Д.
Все многообразие неформализованных задач в об-
ласти НК и Д можно условно разбить на два больших
класса: задачи, связанные с исследованиями, проектиро-
ванием, разработкой средств НК и Д, и задачи обработки
и анализа информации средств (в средствах) НК и Д об
объектах с целью принятия решений.
Задачи первого класса включают вопросы построе-
ния (синтеза) и исследования моделей процессов, моде-
лей объектов контроля и диагностики, диагностических
моделей, синтеза и оптимизации архитектуры средств
НК и Д, выбора эффективных методов отстройки от ме-
шающих факторов, методов обработки и анализа инфор-
ЭКСПЕРТНЫЕ СИСТЕМЫ
25
мации, синтеза и оптимизации аппаратного и програм-
много обеспечений и т.д. Несмотря на определенные
достижения в последние годы в области создания раз-
личных моделирующих, оптимизирующих программ,
САПРов и т.д., успешное решение перечисленных задач
по-прежнему во многом зависит от опыта и знаний раз-
работчика.
В то же время число квалифицйрованных специали-
стов (ученых, разработчиков) ограничено, их знания, как
правило, имеют личностный характер, представляют
собой набор различных эвристик. Несомненно, что
именно системы, основанные на знаниях, предназначен-
ные для обработки эвристических знаний, позволяют
успешно решать указанные задачи. Применение ЭС в
данных приложениях позволит обеспечить новые ре-
зультаты при фундаментальных и прикладных исследо-
ваниях в области НК и Д, а также повышение техниче-
ского уровня разрабатываемых устройств за счет исполь-
зования знаний первоклассных экспертов.
Задачи второго класса непосредственным образом
связаны с решением проблем технической диагностики,
дефектоскопии конкретных объектов. В силу различных
причин, например сложности объектов, многообразия
диагностических признаков и дефектов, специфичных
условий контроля качества и т.д. для широкого круга
практических задач НК и Д алгоритмического решения
не существует или оно существует, но не обеспечивает в
реальных условиях удовлетворительных результатов, и
окончательное решение принимает человек. В данных
случаях определяющую роль в успешном решении зада-
чи играют опыт и эвристические знания конкретного
специалиста. Очевидно, что это обстоятельство вносит
субъективный фактор в результаты полученных реше-
ний: опыт и знания у каждого специалиста различны, на
результатах также сказывается психофизическое состоя-
ние человека. Кроме того, не для всех приложений воз-
можно участие человека в процессе контроля (или диаг-
ностики), как, например, при наличии вредных и агрес-
сивных сред.
Применение ЭС для решения задач этого класса по-
зволяет в ряде случаев полностью исключить участие
человека в процессе принятия окончательных решений,
не снижая (а иногда и повышая) качество контроля (ди-
агностики). В других же случаях использование ЭС по-
вышает уровень компетентности человека, что также
положительно сказывается на качестве диагностики.
Требования, предъявляемые к ЭС, решающим зада-
чи первого и второго классов, различны. Эти различия в
первую очередь касаются содержания баз знаний ЭС.
ЭС первого типа (предназначенные для решения задач
первого класса) должны обладать мощными базами раз-
личных знаний о предметной области: о данных (или
аналогичных) объектах контроля (диагностики), процес-
сах, используемых формальных и эвристических методах
и алгоритмах решения подобных (или аналогичных) за-
дач и т.д. Как правило, данные ЭС не являются система-
ми реального времени и не функционируют в комплексе
с измерительной аппаратурой.
ЭС второго типа обладают базами знаний меньшего
объема, содержание их более конкретно. Это могут быть
знания о данном объекте, режимах его функционирова-
ния, условиях контроля (диагностики), возможных де-
фектах и неисправностях объекта (его узлов), действиях
в случае возникновения тех или иных ситуаций и т.д. ЭС
второго типа могут быть как системами реального вре-
мени, функционировать в комплексе с измерительной
аппаратурой, так и системами интерактивного типа. Для
данных ЭС характерно, что информация, полученная с
помощью измерительной аппаратуры, является для них
исходной (входной). Примерами систем этого класса
могут служить ЭС SUPER и EXTRACSION.
ЭС SUPER (разработчик - University of Technology
of Compiegne) ориентирована на выявление и идентифи-
кацию дефектов парогенераторов. Система обрабатывает
и анализирует информацию, полученную с помощью
многоканальной измерительной аппаратуры, реализую-
щей мультичастотный вихретоковый метод контроля. В
основу организации ЭС SUPER положена система пра-
вил - продукций. База знаний ЭС содержит исчерпы-
вающую информацию, касающуюся вихретокового ме-
тода контроля, особенностей контроля рассматриваемого
объекта, возможных дефектов и т.д. В процессе функ-
ционирования SUPER полностью воспроизводит ход
рассуждений дефектоскописта. ЭС SUPER позволяет
определить тип и глубину дефектов. Возможности ЭС
SUPER обеспечивают выявление как единичных сим-
метричных (асимметричных), так и множественных
симметричных (асимметричных) дефектов труб пароге-
нераторов.
ЭС EXTRACSION CdF предназначена для диагно-
стики состояния труб парогенераторов в атомной про-
мышленности. По мощности и составу своей базы зна-
ний, своим возможностям данная ЭС приближается к
ЭС первого типа. Как и в системе SUPER, при измерени-
ях используется вихретоковый метод контроля. Органи-
зация базы знаний ЭС представляет собой иерархию раз-
личных уровней и типов знаний. Основу ЭС EXTRAC-
SION составляют априорные знания, так как возможные
дефекты и адекватные методы их выявления обычно из-
вестны. Априорные знания включают в себя: знания об
организации сигналов, об обработке сигналов, интерпре-
тации и диагностике. Априорные знания разбиты на три
большие группы. В их числе:
• структура металла исследуемой конструкции, ее
возможные модификации, методы измерений, примени-
мые для решения задачи;
• базовые структуры сигналов и их возможные мо-
дификации с учетом модификаций структуры металла;
• выбор адекватных методов выявления, распозна-
вания, сегментации.
В EXTRACSION определены два интеллектуальных
уровня. На верхнем интеллектуальном уровне решаются
задачи проверки соответствия методов третьей группы
(их применимости) возникающим модификациям (изме-
нениям) знаний первой группы, которые, в свою очередь,
определяют модификации во второй группе. На низшем
интеллектуальном уровне ЭС реализуется построение
умозаключений с целью конечной диагностики состоя-
ния объекта.
26 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Кроме рассмотренных классов задач имеется еще
одно важное применение ЭС в области НК и Д. Это обу-
чение (переобучение, повышение квалификации) спе-
циалистов. Очевидно, насколько актуальна эта задача в
настоящее время. Одной из эффективных форм обуче-
ния, которую можно реализовать с помощью ЭС, являет-
ся обучение путем решения типовых задач. В процессе
решения задачи ЭС с помощью своей объяснительной
компоненты позволяет обучаемому понять логику рас-
суждений высококлассных экспертов, освоить их прие-
мы и подходы к решению подобных задач, получить
доступ к эвристическим знаниям о рассматриваемой
проблеме.
Анализ разрабатываемых и существующих ЭС НК и
Д позволяет выявить некоторые тенденции в их построе-
нии. Базы правил данных ЭС в среднем насчитывают око-
ло 300 правил, хотя встречаются ЭС, содержащие 20 -
25 тысяч правил. Наиболее часто в основу ЭС бывают
положены системы правил типа «если..., то...». Это объ-
ясняется большей наглядностью такого представления
знаний по сравнению с представлениями, основанными
на использовании фреймов, семантических сетей и т.д.
В реализации механизма вывода ЭС чаще используются
прямые цепочки рассуждений, несколько реже обратные.
Разработка ЭС представляет собой длительный и
трудоемкий процесс. Он является итеративным, причем
часто на той или иной стадии приходится начинать раз-
работку практически сначала.
Одним из путей, который в известной степени по-
зволяет решить перечисленные проблемы, является ис-
пользование, по крайней мере на начальном этапе, «пус-
той» ЭС (ЭС, не содержащей никаких знаний о предмет-
ной области). Подобные ЭС обладают возможностями
организации и редактирования баз знаний, встроенным
механизмом вывода, объяснительной компонентой и т.д.
Такой подход позволяет довольно быстро получить ответ
на ряд важных вопросов: насколько применимы ЭС для
решения конкретной задачи, насколько эффективна для
решения задачи выбранная ЭС и т.д. При благоприятном
исходе удается создать первый прототип ЭС, возможно-
сти которого в дальнейшем будут наращиваться.
Рассмотренная концепция «быстрого» прототипа
была положена в основу системы вибродиагностики су-
довых турбоагрегатов. В качестве измерительной аппа-
ратуры в системе применяются комплексы многоканаль-
ной контрольно-сигнальной аппаратуры, позволяющие
измерять, контролировать относительные и абсолютные
вибрации паровых и газовых судовых турбин. В связи с
известными трудностями формализации задачи анализ
информации об уровнях вибрации турбин осуществлятся
с помощью ЭС.
В качестве базы для построения ЭС вибродиагно-
стики была выбрана готовая «пустая» ЭС, представление
знаний в которой основано на системе правил типа
«если..., то...», механизм вывода использует прямую
цепочку рассуждений. Основные трудности разработки
ЭС связаны прежде всего с недостатком статистического
материала, неполнотой информации об объекте диагно-
стики.
1.5. ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ
СНК ИД
Общие вопросы технико-экономического анали-
за. На всех стадиях создания и внедрения СНК и Д необ-
ходимо проводить технико-экономический анализ и оп-
ределять эффективность их применения.
Необходимость расчетов на всех стадиях обуслов-
ливается тем, что на каждой последующей стадии проек-
тирования и внедрения уточняют представления о созда-
ваемом приборе. Так, например, на стадии НИР рассчи-
тывают предварительный эффект, который является ос-
новой для выбора наилучшего варианта. На стадии пла-
нирования производства новой техники рассчитывают
ожидаемый эффект, который отражают в нормативных и
плановых показателях. На стадии внедрения рассчиты-
вают фактический эффект новой техники, который
«уточняет» расчетный эффект, масштабы внедрения,
определяет условия стимулирования новой техники.
Технико-экономический анализ позволяет:
• обосновать наиболее рациональные направления и
очередность развития или внедрения тех или иных СНК
и Д;
• выбрать наиболее экономичные варианты созда-
ния новых изделий, оборудования, производственных
процессов, режимов эксплуатации оборудования;
• определить оптимальные объемы производства
новых СНК и Д и области их рационального примене-
ния;
• определить социальный эффект от внедрения СНК
и Д.
Технико-экономическое обоснование должно со-
держать краткое описание поставленной задачи и вари-
анты ее возможных решений, оценку технической эф-
фективности применения НК и Д, возможность повыше-
ния надежности проконтролированных изделий.
В основу формирования эффективных систем НК и
Д должен быть положен учет полезного результата при-
менения системы и затрат на нее. За меру полезного ре-
зультата может быть принято приращение надежности
контролируемого объекта, обязанное устранению дефек-
тов, выявленных данной системой. Затраты на систему
должны учитывать не только стоимость собственно кон-
троля и сопутствующих операций, но и убытки, связан-
ные с возможной перебраковкой.
Изложенное понятие эффективности системы НК и
Д отображается интегральным критерием эффективности
Qj, характеризующим соотношение меры Gj соответст-
вия системы Gj упомянутой цели (техническая эффек-
тивность) и указанных затрат символическая запись
которого
- Qj-Gj/Э^.
Ддя расчета величины Gj как приращения АН, веро-
ятности невозникновения аварийной ситуации относи-
тельно исходного значения HQ необходимо знать: типы и
виды дефектов которые могут встретиться в объекте,
и их потенциальную опасность Р (Л^); распределения
fki (т) числа т дефектов Dki в объекте; вероятности
ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ СНК И Д
27
Рд on (Bki / М) обнаружения дефектов Dkt вариантами Мь
входящими в систему.
В практике возможно возникновение одной или од-
новременно нескольких ситуаций.
1. Неизвестны распределения fyim). При этом fkityi)
заменяется двумя значениями/&(0) и , где т - наи-
более вероятное для данного объекта число дефектов
2. Неизвестны точные значения потенциальных
опасностей Р (Aki), но известны коэффициенты опасно-
сти г. При этом P(Aki) заменяется приближенными зна-
чениями Р (Ам):
Р*{Ак1) = Р\Ат)^-,
Г
'max
где гк - значение коэффициента опасности для дефектов
Dki, rmax - то же, для дефекта с максимальной потенци-
альной опасностью Р (Ат).
3. Неизвестны Р (А^) и г*/; все дефекты условно
распределены на два вида: допустимые и недопустимые.
При этом первым приписывается Р (Ад) = 0, а вторым
Р(ЯН)«1.
4. Отсутствуют значения вероятностей Рд.оп(5ь7 М)
для рассматриваемых объектов и им аналогичным. Тогда
величины Рдоп для каждого метода должны быть уста-
новлены экспериментально.
Формулы для расчета Gj с учетом изложенных си-
туаций приведены в табл. 8.
Затраты на систему С7 контроля определяются
суммой стоимостей контроля (Э*7), вспомогательных
операций, сопутствующих контролю (ЭВ7), и убытка из-
за перебраковки (Эп/), т.е.
Эе7 = 3kj + 3Bj + Эп/.
В особых случаях учитывают также убытки ЭН7 из-
за недобраковки объекта.
Затраты Э„7 возникают при:
• случайной перебраковке объекта, не содержащего
никаких дефектов, из-за недостаточной помехозащи-
щенности системы контроля; вероятность перебраковки
Р(П');
• вынужденной перебраковке объекта, содержащего
допустимые дефекты, которые, однако, по данным сис-
темы контроля не могут быть однозначно отнесены к
допустимым. При этом вероятность перебраковки
Р(Пу) определяется вероятностью образования таких
дефектов в объекте.
Вероятности Р(Пу), Р(П1/?) могут быть установ-
лены статистической обработкой данных контроля и ме-
таллографического анализа.
При средней стоимости ремонта объекта F (стоимо-
сти всего объекта, если дефекты в нем неустранимы), в
котором обнаружен недопустимый дефект,
ЭП7. =г{1-[1-Р(П'.)][1-Р(П")]}.
При средней стоимости J аварийной ситуации
ЭН7.=/(1-Ну) = /[1-(Яо+АЯ7)],
где Hj- вероятность невозникновения аварийной си-
туации в объекте после устранения в нем дефектов, вы-
явленных системой Cj (см. формулы в табл. 8).
Интегральный критерий используют при решении
следующих конкретных классов задач выбора и форми-
рования эффективных систем НК.
1. Возникновение аварийной ситуации в объекте со-
провождается катастрофой или убытками, несопоставимы-
ми с убытками от перебраковки, т.е. задано некоторое, в
настоящее время технико-экономически приемлемое зна-
чение Эе*. В этом случае величина Эн неизвестна, посколь-
ку неизвестны убытки J. Решение сводится к максимизации
технической эффективности при ограниченных затратах
Э£ = Эк + Эв + Эп; АЯрац = max АЯ;
(Эд. + Эв + Эп )рац < ЭЕ«.
2. В связи с особой ответственностью объектов за-
дано некоторое минимальное значение //*, вероятности
безаварийной работы объекта. При такой постановке
затраты Эн постоянны и задача решается минимизацией
функции
э„.=л7.+эВ7.+эП7.
при технической эффективности не ниже заданного
уровня:
Э1рац = min(3A. + Эв + Эп); АЯрац > - Но.
3. Убытки Эн от возникновения аварийной ситуации
в объектах соизмеримы с убытками Эп от перебраковки
объекта.
Из систем НК и Д с равными или близкими мини-
мальными значениями /?, = ЭТ,+ЭЫ, оптимальной бу-
.1 Ч п/ J
дет система с максимальной технической эффективно-
стью Таким образом, 7?рац = min(3z + Эн) и далее
АНрац=тахАЯ, R « Ярац .
К рассматриваемому классу задач относится также
задача оптимизации параметров конкретного метода,
когда затраты (Эк + Эв ) не критичны к значениям па-
раметров. При этом допустимо ограничиться минимиза-
цией функции R = Эп 4- Эн .
Может оказаться, что изложенным условиям удов-
летворяют две или более систем. Тогда для выбора оп-
тимальной из них следует воспользоваться дополнитель-
ными экспертными оценками, например показателем
обобщенной функции желательности.
28 ВОПРОСЫ РАЗРАБОТКИ И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
8. Формулы для расчета технической эффективности системы
Исходные данные Расчетные формулы Примечания
Потенциальные вероятно- сти Р(Ак) дефектов типа к, где к = 1, кц. Распределения числа т дефектов fk(m), где т = 0, mkQ . Априорные вероятности Ра оп (Вк / Mt) выявления дефекта типа к методами Мь входящими в систему С/, где t = 1, /0 Gj=AHj=Hj-H0, Hi = П Z {l-P(A)[l-^.on(^/C7)]r fk(m) , k~} [ш=0 J kQ mkQ Я0 = П £[1-Р(А)Г/*(/») .где m=0 Рд,п(5,/С/) = 1-П[1-Рд,п(^/Л/()] Hj - вероятность невоз- никновения аварийной ситуации в объекте после устранения дефектов, выявленных системой HQ - то же до контроля; Л.оп (вк/сi) - априорная вероятность выявления дефекта типа к системой Q
Коэффициенты гк опасности дефекта типа к, где к = 1, kQ, РД..ОП {Вк/ t = 1, tQ , т = 0, тк0 Hj =Hj при замене Р(Ак) на Р (Ак), HQ =Hq при замене Р(Ак) на Р (Ак), где P*UJ = -^P*(Jmax), Р*(Ятах) = 0,99 ... 0,99999 г 'max Hj - вероятность невоз- никновения условной аварийной ситуации по- сле устранения дефектов, выявленных системой С,; Нц - то же до контроля; Р (Ак) - вероятность возникновения условной аварийной ситуации из- за дефекта типа к, если он один в объекте
гк, к = 1, к0, Рд оп (В к / Mt), fk(V) и fk(mk)’ <?7=дя;=я*-я0*, я* = п{/до)+Л(^){1-р’(4)[1-рдоп(^/с7)]й}. Н*о = П {fk(0) + fk(тк )[1 - Р\Ак)]} К = \ тк - вероятное число дефектов типа к в объек- те
Потенциальные вероятно- сти Р (Ад) = 0 допустимых (к = д) и Р*(АН) » 0,9 недопустимых (к = н) де- фектов с распределением /н(отн)> т« =1, РД.ОП (РН 1 Mf), t — 1, Zq Gj=^Hj=H*-H*0, ""но Н*= П {1-Р (Д1)[1-Рд,п(5н/С7)]}'”"/н(^н). 7 т„=1 " J т»о н0 = п [1-Р (ЛГ^н^н) тн=1 -
Потенциальные вероятно- сти недопустимого дефекта Р*(Ан) = 0,9 ..., причем тп = 0, 1. Известны/^!) и ^д.оп (Вн/ Mt), t = l, Iq (?7=/ш;=я;-я0‘, я;=1-/н(1)[1-р,оп(рн/с7)], Н*о =1-4(1) -
В каждом объекте возни- кает один недопустимый дефект, т.е. У^(1) = 1; тп = 1;Р’(Лн) = 0,9 ... Известны также Рд.Оп(Вц/ Mt), t = 1, Iq (?7=ДЯ*=Я*-Я0*={1-[1-Рдоп(Вн/Су)]}-0, Gj^P^iBJCj) Техническая эффектив- ность системы Cj опре- деляется априорной ве- роятностью выявления системой недопустимых дефектов в объекте
ЛИТЕРАТУРА
29
Технико-экономический анализ дает обобщенную
оценку в денежном выражении разнообразных досто-
инств и недостатков СНК конкретного типа. Экономиче-
ский эффект СНК является обобщающим показателем,
характеризующим целесообразность всего комплекса
мероприятий по их созданию и внедрению. Отдельные
технические и эксплуатационные показатели, характери-
зующие эффективность использования того или иного
устройства, могут быть противоречивы или могут не
поддаваться количественной оценке. Экономические
показатели едины и применимы ко всем случаям исполь-
зования СНК.
Таким образом, при применении СНК для целей пас-
сивного производственного контроля суммарный годовой
экономический эффект определяется последовательным
учетом изменяющихся статей расходов на всех этапах
единого цикла создания и эксплуатации продукции.
ЛИТЕРАТУРА
1. Приборы для неразрушающего контроля мате-
риалов и изделий: Справочник в 2-х кн. 2-е издание / Под
ред. В.В. Клюева. М.: Машиностроение, 1986. Кн. 1 -
396 с., кн. 2-326 с.
2. Измерение, контроль, качество. Неразрушающий
контроль: Справочник. М.: ИПК. Издательство стандар-
тов, 2002. 708 с.
3. Исаев Л.К., Малинский В.Д. Обеспечение каче-
ства: стандартизация, единство измерений, оценка соот-
ветствия. М.: ИПК. Издательство стандартов, 2001. 276 с.
4. Измерение, контроль, испытания, диагностика.
Том Ш-7. Энциклопедия «Машиностроение» / Под ред.
В.В. Клюева. М.: Машиностроение. 2001.462 с.
5. Надежность машин. Том IV-3. Энциклопедия
«Машиностроение» / Под ред. В.В. Клюева, А.П. Гусен-
кова. М.: Машиностроение. 2001. 592 с.
Глава 2. НАЦИОНАЛЬНЫЕ И МЕЖДУНАРОДНЫЕ
НОРМЫ ПО АТТЕСТАЦИИ
СПЕЦИАЛИСТОВ НК
2.1. ОБЩИЕ СВЕДЕНИЯ
Американские нормы (инструкция SNT-TC-1A) бы-
ли сформулированы в конце 60-х годов XX в. и в на-
стоящее время широко используются в США, Европе и
азиатских странах. С середины 80-х годов начата работа
по созданию международного стандарта ИСО 9712 по
аттестации специалистов НК, редакция которого была
окончательно принята в 1991 г. Новый европейский
стандарт EN 473, описывающий систему аттестации пер-
сонала, проводящего НК, включил в себя большую часть
содержания ИСО 9712. Его нормы в области подготовки
и аттестации специалистов являются обязательными для
18 стран Европы.
Развитие рыночных отношений в мире и, в частно-
сти, между США, странами ЕС и Российской Федераци-
ей требуют гармонизации аттестационных критериев по
отношению к квалификации специалистов НК, и поэто-
му знание указанных выше норм полезно специалистам
предприятий, вступающих в рыночные отношения с
иностранными партнерами.
Ниже приводится ряд определений, принятых в
инструкции SNT-TC-1A:1996, стандартах ИСО 9712 и
EN 473:2000.
Квалификация - это подтверждение образования,
специальных знаний, навыков, опыта и физической при-
годности, позволяющих персоналу технически грамотно
проводить НК.
Аттестация {сертификация) на соответствие -
процесс, который служит для подтверждения квалифи-
кации специалистов по НК при работе их в определен-
ном секторе промышленности, который завершается вы-
дачей удостоверения компетентности (сертификата, сви-
детельства).
Система аттестации - система, которая имеет
свои собственные правила технологического процесса по
осуществлению аттестации на соответствие.
Удостоверение {сертификат) - документ, выдан-
ный в соответствии с нормами аттестационной системы
и удостоверяющий, что данный человек является компе-
тентным в выполнении определенных работ.
Кандидат на аттестацию - это лицо, ходатайст-
вующее об аттестации и работающее под контролем ат-
тестованного персонала с целью накопления опыта по
данной квалификации. Кандидаты могут работать само-
стоятельно.
Независимый аттестационный орган (сертифици-
рующая инстанция) - орган, который проводит аттеста-
цию персонала на соответствие.
Уполномоченный орган - орган, который уполномо-
чен независимым аттестационным органом подготавли-
вать и проводить экзамены по квалификации персонала.
Экзаменационный центр - центр, который признан
непосредственно независимым аттестационным органом
или через уполномоченный орган и предназначен для
проведения квалификационных экзаменов. Экзаменаци-
онный центр может находиться в ведении работодателя
(предприятие, в котором работает кандидат).
Квалификационный экзамен - экзамен, которым ру-
ководит независимый аттестационный орган или уполно-
моченный орган и который выявляет общие и специаль-
ные знания, а также практические навыки кандидатов.
Промышленный сектор - это определенная отрасль
промышленности или вид техники, где используются
специалисты по НК. Промышленный сектор может отно-
ситься к объекту контроля {ОК) (сварное соединение,
отливка и. т.п.) или отрасли промышленности (авиация,
нефтехимия).
Лица, аттестуемые согласно американским и евро-
пейским нормам, должны получить в соответствии со
своей квалификацией один из трех уровней (разрядов).
I уровень. Лицо, аттестуемое по 1 уровню, должно
иметь квалификацию, позволяющую проводить НК по
инструкции под контролем персонала II и III уровней.
Специалист этого уровня должен уметь: а) настраивать и
регулировать приборы; б) проводить НК; в) записывать
результаты контроля и проводить их оценку на основа-
нии заданных оценочных критериев; г) составлять отчет
о полученных результатах.
Этот специалист не может отвечать ни за выбор ме-
тода и средств НК, ни за оценку результатов НК.
II уровень. Специалист, аттестованный по II уров-
ню, должен иметь квалификацию, позволяющую руко-
водить НК по утвержденным инструкциям. Он должен:
а) правильно выбрать средства для проведения НК;
б) знать возможности того или иного метода НК; в) по-
нимать стандарты по НК и правила контроля (специфи-
кации), относящиеся к практике его работы; г) налажи-
вать приборы; д) осуществлять контроль и наблюдение
за ним; е) представлять результаты НК и проводить их
оценку по стандартам, другим нормативным документам
и правилам контроля (ПК); ж) составлять письменные
инструкции по НК; з) выполнять и контролировать всю
работу специалистов I уровня; и) документировать ре-
зультаты НК.
Здесь и далее под инструкцией понимается пись-
менное описание последовательных этапов проведения
НК согласно нормативным документам, а под ПК {спе-
цификацией) - письменное описание всех основных па-
раметров и операций, которых необходимо придержи-
ваться при выполнении НК, соблюдая нормативы и
стандарты.
ОБЩИЕ СВЕДЕНИЯ
31
III уровень. Специалист, аттестованный по
III уровню, должен уметь управлять любой работой в
НК. Он, в частности, несет ответственность за персонал
и выбор средств для проведения НК, использование и
совершенствование этих средств, за разработку стандар-
тов, спецификаций и инструкций. Специалист этого
уровня должен уметь: а) давать правильную оценку и
интерпретацию результатов НК; б) знать возможности
различных методов НК и использовать их для контроля
продукции; в) руководить работой персонала с уровнями
ниже III; г) иметь достаточный практический опыт рабо-
ты с используемыми в современном производстве мате-
риалами и технологиями изготовления изделий с тем,
чтобы правильно выбрать метод НК, усовершенствовать
технику и содействовать составлению критериев годно-
сти продукции.
Указанные выше национальные и международные
нормы по аттестации персонала в НК определяют квали-
фикацию специалиста с помощью пяти признаков:
1) профессионального обучения; 2) практического опыта
работы в НК; 3) физической пригодности; 4) прохождения
курса обучения; 5) сдачи квалификационных экзаменов.
Для каждого из этих признаков в отношении метода
проверки и уровня квалификации устанавливаются ми-
нимальные требования, например, в продолжительности
практической работы по конкретному виду НК, сроку
обучения для I и II уровней, минимальному количеству
вопросов на квалификационном экзамене и минималь-
ному результату, который необходимо достичь на экза-
мене. Если специалист выполнил все условия, то он мо-
жет рассчитывать на подтверждение достигнутой квали-
фикации.
Все известные важнейшие нормы по аттестации
персонала практически совпадают по требованиям к
признакам квалификации, но расходятся в определении
сертифицирующей инстанции.
Американские нормы согласно инструкции
SNT-TC-1A определяют для лица (кандидата), подлежа-
щего аттестации, предприятие1 (работодателя) в качестве
сертифицирующей инстанции.
Европейские нормы по EN 473 и международный
стандарт ИСО 9712 в качестве сертифицирующей ин-
станции определяют внепроизводственный аттестацион-
ный орган.
Аттестация предприятием имеет наибольшее рас-
пространение в мире, и соглашения по ней до настояще-
го времени осуществляются по контрактам между изго-
товителем и заказчиком в таких отраслях промышленно-
сти, как авиационная, машиностроительная и т.п. Это
обусловлено следующими причинами.
1. Для предприятий, у которых заказчик требует ат-
тестаты на персонал, проще и дешевле осуществить его
аттестацию непосредственно на предприятии.
2. Аттестация на предприятии тесно связана с прак-
тической работой специалиста на конкретном рабочем
1 Предприятие (работодатель) - общество, частные или
общественные организации, предоставляющие персоналу зар-
плату, пособие, содержание, гонорар или осуществляющие
другие виды социальных услуг за проделанную работу.
месте. Например, если просвечивание объектов контроля
осуществляется на предприятии только с использовани-
ем рентгеновской техники, нет необходимости обучать
персонал работе с гамма-дефектоскопами.
К предприятию (работодателю) как к сертифици-
рующей инстанции предъявляются два важнейших тре-
бования. Оно должно:
1) письменно изложить свою программу сертифи-
кации, т.е. составить так называемое «written practice»;
2) располагать знающим свое дело персоналом для
проведения сертификации, т.е. иметь по крайней мере
одного экзаменатора с уровнем квалификации III.
Сертифицирующая инстанция согласно Евростан-
дарту должна иметь руководителя и компетентный пер-
сонал для выполнения своих задач. Она должна описать
свою собственную систему аттестации в своем стандарте
(вместо «written practice») и располагать документиро-
ванной системой обеспечения качества, которая излага-
ется в Руководстве по обеспечению качества.
Хотя согласно EN 473 выдача сертификата осуще-
ствляется вне предприятия, отнюдь не верно заключение,
что работодатель исключается из процесса сертифика-
ции. Чтобы выдать компетентное заключение, сертифи-
цирующей инстанции приходится сотрудничать с рабо-
тодателем, который, по меньшей мере, должен дать под-
тверждение о профессиональном опыте и физической
пригодности кандидата. Кроме того, сертификат, полу-
ченный вне предприятия, автоматически не дает права
использовать специалиста на предприятии по соответст-
вующему профилю, что имеет место при сертификации
работодателем. Предприятие должно «специализиро-
вать» контролера для проведения им конкретного вида
деятельности по НК.
Для подобной специализации могут потребоваться
последующие производственные квалификационные
мероприятия, если подтверждение сертифицирующей
инстанции недостаточно для работодателя (очень специ-
фичные виды продукции, техника проверки, аппаратура,
требования клиента). Тем самым для европейского стан-
дарта EN 473 характерно тесное сотрудничество между
сертифицирующей инстанцией и работодателем.
По евростандарту самой сертифицирующей ин-
станции в принципе нужно провести только завершаю-
щий процесс сертификации. Все остальные виды дея-
тельности она может делегировать, т.е. поручать другим
инстанциям. Прямо или косвенно многие аттестацион-
ные мероприятия могут, таким образом, проводиться
работодателем. Но, если даже работодатель в последую-
щем оставляет в своих руках значительную долю видов
деятельности по аттестации, сертифицирующая инстан-
ция остается ответственной за все аттестационные меро-
приятия.
Так, она должна убедиться в надлежащем выполне-
нии делегированных предприятию видов деятельности,
вести всю подшивку документов по проходящим серти-
фикацию лицам, выдавать сертификаты и разрешать дея-
тельность этих инстанций (делегирование полномочий).
Делегированные полномочия даются экзаменационным
центрам и уполномоченным по приему экзаменов (экза-
менаторам).
32
НАЦИОНАЛЬНЫЕ И МЕЖДУНАРОДНЫЕ НОРМЫ ПО АТТЕСТАЦИИ СПЕЦИАЛИСТОВ НК
2.2. КВАЛИФИКАЦИОННЫЕ
ТРЕБОВАНИЯ К СПЕЦИАЛИСТАМ
I И II УРОВНЕЙ
Минимальные требования к продолжительности
практической работы по конкретному виду НК и сроку
обучения представлены в табл. 1 и 2.
Все международные сборники регламентирующих
актов по квалификации персонала по НК разделяют ква-
лификационные экзамены на три вида: общие, специаль-
ные и практические, включающие, как правило, один
определенный вид НК, используемый в одном или не-
скольких промышленных секторах.
Общие и специальные экзамены сдаются в пись-
менной форме. Практический экзамен по своей продол-
жительности, степени сложности и объему должен вы-
явить способность кандидата применить на практике
свои навыки в выполнении конкретного вида НК.
Общий экзамен включает вопросы, отобранные по
случайному принципу из актуальных задач, утвержден-
ных аттестационным органом.
Специальный экзамен - вопросы на знание оборудо-
вания, действующих методик НК, с которыми может
встретиться специалист при работе в данном промыш-
ленном секторе.
1. Минимальные требования к продолжительности практической работы (в месяцах)
по конкретному виду НК для специалистов I и II уровней
Вид контроля Обозначение Уровень I Уровень II
по нормам
SNT-TC-1A EN 473 SNT-TC-1A EN473
Акустико-эмиссионный АТ 3 6 9 12
Вихретоковый ЕТ 3 3 9 9
Капиллярный РТ 1 1 2 3
Магнитопорошковый мт 1 1 3 3
Радиационный RT 3 3 9 9
Ультразвуковой ит 3 3 9 9
Течеискание LT 1 3 2 9
Визуальный VT 1 1 2 3
Примечание. Здесь под продолжительностью практической работы понимается работа под руководством специали- ста с более высоким уровнем квалификации.
2. Минимальные требования к специалистам I и II уровней к сроку обучения (в часах)
Вид контроля Уровень I Уровень II
по нормам
SNT-TC-1A1* EN 4732’ SNT-TC-1A1’ EN 4732*
АТ 40 40 40 64
ЕТ 48 40 24 40
РТ 4 16 8 24
МТ 12 16 8 24
RT 39 40 ’ 40 80
ит 40 40 40 80
LT 40 40 24 80
VT 8 16 16 24
Программа обучения должна соответствовать требованиям работодателя. 2* Программа обучения должна соответствовать требованиям независимого аттестационного органа.
КВАЛИФИКАЦИОННЫЕ ТРЕБОВАНИЯ К СПЕЦИАЛИСТАМ III УРОВНЯ
33
3. Минимальное число вопросов
на общем и специальном экзаменах
Уровень I Уровень II
Вид контроля по нормам
SNT-TC-1A EN 473 SNT-TC-1A EN 473
Общий экзамен
АТ 40 40 40 40
ЕТ 40 40 40 40
РТ 30 30 30 30
мт 30 30 30 30
RT 40 40 40 40
ит 40 40 40 40
LT 30 30 30 30
VT 30 30 30 30
Специальный экзамен
АТ 20 20 20 20
ЕТ 20 20 20 20
РТ 20 20 20 20
МТ 20 20 20 20
RT 20 20 20 20
ит 20 20 20 20
LT 20 20 20 20
VT 20 20 20 20
Примечание. Если специальный экзамен сдается в рамках двух и более промышленных секторов, то число вопро- сов для каждого следующего сектора возрастает на 5.
Вопросы по случайному принципу выбирает атте-
стационный орган. Минимальное число вопросов к кан-
дидату на общем и специальном экзаменах дано в табл. 3.
Общий экзамен оценивается отдельно от специаль-
ного, поэтому для аттестации в другом промышленном
секторе кандидат не сдает заново общий экзамен. Отсю-
да следует, что оценки общего экзамена сохраняются для
всех промышленных секторов.
Общая оценка квалификационного экзамена рас-
считывается по формуле
АГ = 0,25л£+ 0,25л5 + 0,5ло,
где ng - оценка общего экзамена; ns - оценка специаль-
ного экзамена; пр - оценка практического экзамена.
Для аттестации кандидат должен на каждом экзаме-
не получить по меньшей мере 70 % и общую оценку N
по меньшей мере 80 %.
2.3. КВАЛИФИКАЦИОННЫЕ
ТРЕБОВАНИЯ К СПЕЦИАЛИСТАМ
III УРОВНЯ
В табл. 4 указаны минимальные требования, предъ-
являемые к срокам приобретения опыта кандидатами на
III уровень в зависимости от их образования.
Все кандидаты на III уровень по тому или иному
виду НК должны успешно (с оценкой не менее 70 %)
сдать практический экзамен по II уровню этого вида
контроля.
Согласно EN 473 подготовка к сдаче квалификаци-
онного экзамена на III уровень может происходить по-
разному: от самостоятельного изучения учебных мате-
риалов и пособий и специальной периодики до усвоения
нужного материала на тех или иных курсах.
По EN 473 квалификационные экзамены на
III уровень, как и на другие уровни, должны состоять из
базового (проверка основополагающих знаний в области
НК), специального (проверка знаний основного вида НК)
и практического экзаменов и включать, как правило,
один определенный вид НК, используемый в одном или
нескольких промышленных секторах. Все экзамены на
III уровень выполняются в письменной форме.
4. Минимальные требования,
предъявляемые к срокам приобретения опыта
кандидатами на III уровень
Уровень общего образования Опыт работы, месяцы
Допуск канди- дата, имеюще- го II уровень квалификации, к III уровню Успешное окончание (присвое- ние степени) или по меньшей мере 3 года обучения в научном или техническом высшем учеб- ном заведении или университете 12
Окончание техникума или по меньшей мере 2 года обучения в научном или техническом высшем учебном заведении 24
Отсутствие упомянутого выше образования 48
Прямой допуск к III уровню. Кандидат должен сдать практический экзамен по указанному методу по II уровню Окончание (присвоение степе- ни) или по меньшей мере 3 года обучения в научном или техни- ческом высшем учебном заве- дении или университете 48
Окончание техникума или по меньшей мере 2 года обучения в научном или техническом высшем учебном заведении или университете 48
Отсутствие указанного выше образования 72
3 — 7387
34
НАЦИОНАЛЬНЫЕ И МЕЖДУНАРОДНЫЕ НОРМЫ ПО АТТЕСТАЦИИ СПЕЦИАЛИСТОВ НК
Цель базового экзамена состоит в том, чтобы по-
казать, что кандидат:
1) владеет техническими знаниями в области мате-
риаловедения;
2) знает квалификационную и аттестационную сис-
темы, определяемые евростандартом и/или американ-
скими нормами;
3) обладает знаниями в рамках специалиста II уров-
ня по меньшей мере по четырем видам НК, перечислен-
ным в табл. 1. В эти четыре вида в обязательном порядке
включается вид, по которому аттестуется кандидат,
а также радиационный (RT) или ультразвуковой (UT)
виды НК.
В соответствии с нормами EN 473 и SNT-TC-1A по
стандартам некоторых аттестационных органов экзамены
по проверке основополагающих знаний состоят из части
А, которая содержит нормы по квалификации персонала в
НК и вопросы по материаловедению, обработке материа-
лов и дефектности продукции, и части В (табл. 5), которая
содержит вопросы из сборника вопросов для общего эк-
замена на II уровень по всем видам НК, перечисленным
в табл. 1.
Примеры вопросов по частям А1 и В даны в При-
ложении. Все вопросы базового экзамена имеют выбо-
рочные ответы, и экзаменующиеся должны отличить
(отметить) правильный ответ.
Специальный экзамен (С) содержит вопросы по
проверке (табл. 6): а) основных знаний по виду НК, по
которому аттестуется кандидат; б) знаний по использо-
ванию данного вида НК в конкретном промышленном
секторе.
Вопросы по части С1 и половины части С2 должны
иметь выборочный ответ. Остальные вопросы части С2
могут иметь свободно формулируемый письменный
ответ.
5. Структура базового экзамена по частям А и В
Часть Тема Число вопросов
А1 Технические знания по материало- ведению и технологии 25
А2 Знание системы квалификации и сертификации сертифицирующего органа, основанной на данном стандарте. На этом экзамене до- пустимо пользоваться вспомога- тельными материалами 10
В Общие знания по меньшей мере четырех методов, как это требуется для уровня И, по выбору претен- дента. По меньшей мере один из четырех методов должен быть ультразвуковым или радиографи- ческим 15 для каж- дого метода (в сумме 60)
6. Структура специального (разделы С1 и С2) и
практического экзаменов (СЗ) на III уровень
квалификации по какому-либо виду НК
Часть Тема Число вопросов
С1 Знания по уровню III по выбран- ному методу контроля 30
С2 Применение метода НК по соот- ветствующему промышленному сектору, включая используемые стандарты, нормы и технические условия. На этом экзамене допус- тимо использование таких вспомо- гательных материалов, как стан- дарты, нормы и технические усло- вия 20
СЗ Проект описания одного или не- скольких методов НК по соответ- ствующему промышленному сек- тору. Применяемые стандарты, нормы и технические условия должны быть в распоряжении пре- тендента -
Для сдачи практического экзамена необходимо
разработать правила контроля (ПК) (спецификацию),
включающие письменное описание всех основных пара-
метров и операций, которые выполняются при использо-
вании техники НК для контроля объектов, относящихся
к данному промышленному сектору согласно установ-
ленным нормативам и стандартам.
Оценка по проверке основополагающих знаний и
знаний основного метода проводится раздельно. Общая
оценка по проверке основополагающих знаний рас-
считывается по формуле
NB = 0,5пА + 0,5лд,
где пА - оценка за часть А \ пв - оценка за часть В.
Для успешной сдачи этих экзаменов кандидат дол-
жен получить по меньшей мере 70 % за любую часть и
общую оценку Ns по меньшей мере 80 %.
Общая оценка NE по проверке знаний основного
вида НК рассчитывается по формуле
№ = (ЛгС1+Лгс2 + АГсз)/3,
где NCb Nc2, М?з - оценки соответственно за части С1,
С2иСЗ.
Для успешной сдачи этого экзамена кандидат дол-
жен получить по меньшей мере 70 % за каждую часть и
общую оценку не менее 80 %.
Для аттестации кандидат должен успешно сдать оба
экзамена по проверке основополагающих знаний и зна-
ний основного вида НК.
Если не были получены необходимые положитель-
ные результаты по отдельным частям экзамена или если
в целом не был получен общий положительный резуль-
ПРИЛОЖЕНИЕ
35
тат, то в соответствии с решением экзаменатора сдачу
экзамена можно пройти повторно полностью или час-
тично с учетом требований по EN 473. Между первой и
повторной сдачей экзамена должно пройти не менее
30 дней.
Если на повторном экзамене кандидату не удалось
достичь требуемого результата или с его стороны после-
довало какое-либо нарушение порядка проведения экза-
мена, необходимы срок ожидания 12 месяцев и полная
сдача всего экзамена.
2.4. ПРЕИМУЩЕСТВА
НОВОЙ ЕВРОПЕЙСКОЙ
СИСТЕМЫ АТТЕСТАЦИИ
EN 473 содержит ряд усовершенствований для
пользователей системы, т.е. для промышленности и лиц,
которые должны пройти сертификацию. Ниже дан их
неполный перечень:
• Для экзаменов 1 и II уровней были установлены так
называемые факторы важности, благодаря которым прак-
тическая часть экзамена имеет большой вес в общем ре-
зультате. Практическая часть в соответствии с этим входит
в общий результат с долей в 50 %, т.е. имеет такое же зна-
чение, как и письменные части экзамена. Это дает значи-
тельное преимущество дефектоскопистам-практикам.
• Если не выдержан квалификационный экзамен, то
при известных обстоятельствах нет необходимости в
полной его повторной сдаче. При известных условиях
повторная сдача может быть выполнена по частям - там,
где не был достигнут положительный результат.
• Для специалистов I и II уровней не обязательно
обновлять сертификат каждые три года, так как для спе-
циалистов всех уровней действителен 5-летний срок
действия сертификата, по истечении которого следует
переаттестация (см. табл. 7).
• Для повторной полной аттестации спустя 10 лет
после аттестации (см. табл. 8) необходима новая сдача
экзамена, который может быть значительно сокращен по
объему. Так, для специалистов I и II уровней достаточна
сдача практического экзамена.
• Сертификат в значительной степени защищен от
подделки, так как он изготавливается в виде удостовере-
ния с фотографией.
• Сфера действия сертификата распространяется не
только на вид НК и уровень квалификации, но и на сек-
тор промышленности. При смене рабочего места в пре-
делах сектора промышленности сертификат сохраняет
свое действие. Если новое рабочее место находится в
секторе промышленности вне сферы системы сертифи-
ката, необходима повторная сдача только специального и
практического экзаменов.
7. Сроки действия сертификатов (лет)
Нормы. Уровень I или II Уровень III
SNT-TC-1A 3 5
EN 473 5 5
8. Нормы обновления сертификатов
Нормы I период 11 период
SNT-TC-1A Е или Р Е или Р
EN473 Е Р
Примечания. 1. Под периодом подразумевается интервал времени в течение 3 или 5 лет (см. табл. 7). 2. Символом Е обозначена переаттестация специалиста, т.е. обновление сертификата на основании только подтвер- ждения деятельности в данном виде НК. 3. Символом Р обозначена повторная переаттестация, т.е. обновление сертификата на основании нового экзамена.
2.5. ПРИЛОЖЕНИЕ
Перечень примерных вопросов по части А1
квалификационного экзамена на III уровень
1. Рванины в металлопродукции могут возникать
вследствие:
А - пониженной пластичности материала при де-
формации; В - малой теплопроводности материала; С -
вдавливания подреза; D - напряжений, вызванных
структурными превращениями в твердом или хрупком
металле.
2. Закаты в металлопродукции могут возникать
вследствие:
А - вдавливания подреза или уса; В - направленной
подачи металла в калибр; С - напряжений, вызванных
структурными превращениями в твердом или хрупком
металле; D - раскатки заливок или брызг на поверхности
слитка или литой заготовки.
3. Флокены - это:
А - полости, незаполненные металлом; В - каналы в
литом металле; С - тонкие разветвленные трещины раз-
личных размеров; D - группа мелких пор.
4. Почти все операции термической обработки ста-
ли связаны с нагревом до температур, при которых сталь
полностью или частично переходит в состояние:
А - перлита; В - цементита; С - аустенита; D - ле-
дебурита.
5. Отпуск ОК из стали проводят при температуре
выше:
А - 1050 °C; В - 930 °C; С - 450 °C; D - 330 °C.
6. Чугун - сплав железо - углерод с содержанием
углерода:
А-1 ...2%;В-2 ... 3%;С-3 ... 4,5 %; D-4,5 ...
6%.
7. По внешнему виду холодная и горячая трещины в
отливках:
А - не отличаются; В - холодная трещина - светлая
в изломе, горячая - темная; С - холодная трещина - тем-
ная в изломе, а горячая - светлая; D - ни одно из пере-
численного выше.
36
НАЦИОНАЛЬНЫЕ И МЕЖДУНАРОДНЫЕ НОРМЫ ПО АТТЕСТАЦИИ СПЕЦИАЛИСТОВ НК
8. Способ литья по выплавляемым моделям обычно
используют при изготовлении:
А - лопаток турбин; В - труб; С - корпусов; D -
колес.
9. К основным операциям ковки относят:
А - осадку; В - протяжку; С - прошивку; D - все
перечисленное.
10. Отклонение формы поверхности при отношении
где S - шаг неровностей; Н - высота неровностей, назы-
вают:
А - макрогеометрическим отклонением; В - шеро-
ховатостью поверхности; С - волнистостью поверхно-
сти; D - ни одним из перечисленного.
Перечень примерных вопросов по части В
квалификационного экзамена на III уровень
BL Радиационный контроль (RT)
1. Монохроматическим пучком рентгеновского из-
лучения называется:
А - узкий пучок излучения; В - широкий пучок из-
лучения; С - пучок излучения в узком диапазоне длин
волн; D - пучок характеристического излучения.
2. Для радиографии стального ОК толщиной около
175 мм в качестве радиационного источника, вероятнее
всего, был бы взят:
А - тулий-170; В - иридий-192; С - цезий-137; D -
кобальт-60.
3. Удельная активность радионуклидного источника
измеряется в:
А - распадах/мин; В - МэВ; С - Р/ч; D - Ки/ч.
4. При взаимодействии с мишенью ускоренных
электронов кинетическая энергия их трансформируется
главным образом в энергию:
А - первичного рентгеновского излучения; В - тор-
мозного излучения; С - характеристического излучения;
D - тепловую.
5. Гамма-постоянная источника на основе кобальта-
60 равна 13,5 (Р • см2)/(мКи • ч). Чему равна мощность
экспозиционной дозы на расстоянии 1 м от источника на
основе этого радионуклида активностью 2 Ки ?
А - 0,27 Р/ч; В - 2,7 Р/ч; С - 27 Р/ч: D - 270 Р/ч.
6. В непосредственной близости от окна рентгенов-
ской трубки иногда устанавливаются фильтры. Это при-
водит к следующему:
А - поглощению в основном мягкой компоненты
рабочего пучка излучения; В - повышению интенсивно-
сти потока фотонов в рабочем пучке за счет вторичного
излучения; С - поглощению в основном жесткой компо-
ненты рабочего пучка излучения; D - уменьшению сред-
ней энергии первичных фотонов в рабочем пучке излу-
чения.
7. Рентгеновские пленки, содержащие зерна галоге-
нида серебра достаточно малых размеров, по сравнению
с пленками, содержащими крупные зерна, имеют:
А - более высокую светочувствительность; В -
меньшую нерезкость преобразования; С - большую зер-
нистость; D - более высокую плотность почернения при
одной и той же экспозиции.
8. Наиболее резкое изменение поглощающей спо-
собности ОК вызывает изменение:
А - толщины ОК; В - плотности ОК; С - атомного
номера материала OK; D - модуля Юнга материала ОК.
9. Увеличение энергии фотонного излучения:
А - значительно снижает средний градиент характе-
ристической кривой; В - значительно повышает средний
градиент характеристической кривой; С - увеличивает
крутизну характеристической кривой; D - оказывает не-
значительное влияние на форму характеристической
кривой.
10. Максимальная практическая скорость переме-
щения ОК при рентгенотелевизионном контроле оцени-
вается значением:
А - 18 м/с; В - 10 см/с; С - 30 см/с; D - 1 см/с.
В2. Магнитопорошковый контроль (МТ)
1. Магнитопорошковый метод НК не гарантирует
выявление несплошностей, направление которых состав-
ляет угол более ..., с направлением намагничивающего
поля:
А - 30°; В - 45°; С - 60°; D - 90°.
2. Какой способ намагничивания выполняется с ис-
пользованием соленоида?
А - продольное намагничивание; В - циркулярное
намагничивание; С - комбинированное намагничивание;
D - ни один из упомянутых.
3. Что из перечисленного ниже может привести к
ложным индикаторным следам?
А - переход одного сечения ОК в другое; В - со-
единение разнородных материалов; С - контакт с други-
ми ферромагнитными материалами; D - все перечислен-
ное выше.
4. Индикации в виде широких групп мелких и па-
раллельных осаждений вызваны:
А - переходом одного сечения ОК в другое; В - со-
единением разнородных металлов; С - контактом с дру-
гими ферромагнитными материалами или магнитом; D -
избыточным намагничивающим полем.
5. Максимальная сила поля при намагничивании
трубы с помощью центрального проводника достигается:
А - на концах трубы; В - на внешней поверхности
трубы; С - на внутренней поверхности трубы; D - в се-
редине стенки трубы.
6. Содержание углерода в стали влияет на магнит-
ные свойства материала. Повышение углерода способст-
вует:
А - повышению магнитной проницаемости и коэр-
цитивных сил; В - снижению магнитной проницаемости
ПРИЛОЖЕНИЕ
37
и коэрцитивных сил; С - повышению магнитной прони-
цаемости и снижению коэрцитивных сил; D - повыше-
нию магнитной проницаемости и повышению коэрци-
тивных сил.
7. Для магнитной восприимчивости материалов от-
носительная магнитная проницаемость является основ-
ным параметром. ОК можно контролировать с использо-
ванием магнитопорошкового метода, если их относи-
тельная магнитная проницаемость не менее:
А - 1; В - 10 ... 30; С - 40 ... 100; D - 1000.
8. Какие трещины могут быть идентифицированы
оптимально при условии использования магнитного по-
рошка с размером частиц около 100 мкм?
А - широкие трещины на поверхности; В - очень
узкие трещины на поверхности; С - узкие трещины
вблизи поверхности; D - пора размером около 2 мм под
поверхностью.
9. Какая последовательность действий оптимальна
при контроле магнитопорошковым методом круглых
сплошных объектов?
А - циркулярное намагничивание - продольное
размагничивание с использованием соленоида и тока
частотой 10 Гц; В - циркулярное намагничивание - про-
дольное размагничивание с использованием соленоида и
тока частотой 50 Гц; С - продольное намагничивание -
циркулярное размагничивание с использованием тока
частотой 10 Гц; D - продольное намагничивание - цир-
кулярное размагничивание с использованием тока часто-
той 50 Гц.
10. Как называются материалы, которые слабо от-
талкиваются от магнита?
А - парамагнитными; В - ферромагнитными; С -
диамагнитными; D - немагнитными.
ВЗ. Ультразвуковой контроль (UT)
1. Метод измерения толщины ОК, при котором ис-
пользуются ультразвуковые волны с изменяющейся час-
тотой, называется:
А - эхо-методом; В - магнитострикционным мето-
дом; С - резонансным методом; D - теневым методом.
2. Какой тип ультразвуковых колебаний имеет наи-
меньшую длину волны при условии равенства частоты и
идентичности материала?
А - продольные волны; В - поперечные волны; С -
поверхностные волны; D - нормальные волны.
3. Поперечные волны чаще всего используются для:
А - обнаружения дефектов в тонких листах; В - об-
наружения дефектов в сварных швах; С - обнаружения
дефектов в литых OK; D - измерения толщины ОК.
4. Большинство портативных эхо-дефектоскопов
используют для индикации развертки типа:
А - Л ; В - В; С - С; D - никакого из перечисленных.
5. Угол падения ультразвуковой волны, при кото-
ром угол преломления составляет 90°, называется:
А - первым углом падения; В - критическим углом
падения; С - углом минимального отражения; D - вто-
рым углом падения.
6. По мере увеличения частоты ультразвука угол,
характеризующий раскрытие основного лепестка диа-
граммы направленности:
А - монотонно уменьшается; В - остается неизмен-
ным; С - монотонно увеличивается; D - значение угла
нерегулярно.
7. Из пьезоматериалов наиболее часто используется:
А - кварц; В - цирконат-титанат свинца; С - ниобат
лития; D - литан-ниобат свинца.
8. В каком материале скорость распространения
ультразвука будет наибольшей?
А - воде; В - железе; С - алюминии; D - стекле.
9. На сколько нужно поднять чувствительность де-
фектоскопа, если диаметр дефекта типа тонкого диска и
его глубина в ОК увеличились в два раза?
А - на 0 дБ; В - на 6 дБ; С - на 9 дБ; D - на 12 дБ.
10. На сколько нужно поднять чувствительность
дефектоскопа, если диаметр дефекта типа линейной про-
тяженной поры и его глубина в ОК увеличились в два
раза?
А - на 3 дБ; В - на 6 дБ; С - на 9 дБ; D - на 12 дБ.
В4. Капиллярный контроль (РТ)
1. Какой тип дефекта нельзя обнаружить, используя
капиллярный вид контроля?
А - межкристаллическую коррозию; В - внутрен-
ние ковочные разрывы; С - поверхностные трещины; D -
поверхностные закаты.
2. Какой из перечисленных ниже факторов влияет
на скорость и объем внедрения пенетранта в трещины и
другие мелкие дефекты?
А - твердость ОК; В - состояние поверхности ОК;
С - цвет пенетранта; D - проводимость ОК.
3. Если на поверхности ОК появилась округлая ин-
дикация, то в ОК имеется:
А - усталостная трещина; В - пора; С - горячая
трещина; D - закат.
4. Что из перечисленного ниже может вызвать лож-
ную индикацию?
А - избыточная промывка; В - неправильное нане-
сение проявителя; С - грязь; D - слишком холодный ОК.
5. Проявитель способствует лучшему обнаружению
цветной индикации за счет:
А - его сушки; В - формирования цветового кон-
трастного фона; С - эмульгирования извлекаемого пе-
нетранта; D - формирования яркостного контрастного
фона.
6. При выполнении капиллярного контроля объек-
тов из аустенитных сталей в дефектоскопических мате-
риалах не должно содержаться больших количеств:
А - углерода; В - масла; С - хлора; D - люминес-
центных веществ.
7. Поверхностная трещина обычно проявляется в
виде:
А - округлой индикации; В - непрерывной прямой
или ломаной линии; С - пятен произвольной формы; D -
ничего из перечисленного.
38
НАЦИОНАЛЬНЫЕ И МЕЖДУНАРОДНЫЕ НОРМЫ ПО АТТЕСТАЦИИ СПЕЦИАЛИСТОВ НК
8. Пенетрант, нанесенный на поверхность ОК:
А - втягивается в несплошности за счет сил поверх-
ностного натяжения; В - втягивается в несплошности за
счет создания избыточного давления на поверхность ОК;
С - вдавливается в несплошность; D - проникает в не-
сплошности под действием гравитационных сил.
9. Промежуток времени между окончанием подго-
товки ОК к контролю и нанесением индикаторного пе-
нетранта не должен превышать:
А - 10 мин; В - 30 мин; С - 1 ч; D - 2 ч.
10. Пенетрант выдерживают на поверхности ОК не
менее:
А - 1 мин; В - 5 мин; С - 15 мин; D - 30 мин.
В5. Вихретоковый контроль (ЕТ)
1. Понижение проводимости материала ОК эквива-
лентно:
А - повышению магнитной проницаемости; В - по-
вышению удельного сопротивления; С - понижению
удельного сопротивления; D - понижению магнитной
проницаемости.
2. Импеданс катушки обычно изображают в виде
суммы векторов:
А - индуктивного сопротивления и активного со-
противления; В - емкостного сопротивления и активного
сопротивления; С - индуктивного сопротивления и емко-
стного сопротивления; D - индуктивного сопротивления,
емкостного сопротивления и активного сопротивления.
3. Если ток в катушке изменит свое направление, то
направление вихревых токов в ОК:
А - останется неизменным; В - изменит направле-
ние на обратное; С - будет сдвинуто на 90° от первона-
чального; D - будет сдвинуто на 60° от первоначального.
4. Объектами вихретокового контроля не могут
быть:
А - металлы; В - полупроводники; С - сплавы; D -
диэлектрики.
5. Влияние толщины ОК на точность оценки прово-
димости его материала можно понизить:
А - увеличением частоты зондирующего ОК элек-
тромагнитного поля; В - уменьшением частоты зонди-
рующего ОК электромагнитного поля; С - уменьшением
коэффициента заполнения; D - В и С.
6. Если пруток диаметром 12 мм контролируется с
использованием катушки диаметром 17 мм, то коэффи-
циент заполнения равен:
А - 0,4; В - 0,5; С - 0,6; D - 0,8.
7. Амплитудный способ выделения информации
при вихретоковом контроле целесообразно применять
при:
А - оценке диаметра прутков; В - оценке толщины
диэлектрических покрытий; С - контроле удельной элек-
трической проводимости; D - А и В.
8. Повысить отношение сигнал/шум при контроле
дефектности ферромагнитных ОК можно:
А - поместив ОК в сильное электрическое поле;
В - поместив ОК в сильное магнитное поле; С - вариа-
цией рабочей частоты вихретокового преобразователя
(ВТП); D - вариацией зазора между ОК и ВТП.
9. Порог чувствительности вихретоковых дефекто-
скопов оценивают размером дефекта заданной формы
при отношении сигнал/шум, равном:
А - 1; В-2; С - 3; D - 4.
10. При измерении толщины диэлектрика на прово-
дящем основании целесообразно:
А - частоту ВТП выбирать в пределах менее 1 МГц;
В - частоту ВТП выбирать в пределах 1 ... 20 МГц; С -
в качестве информационного параметра сигнала ВТП
использовать амплитуды напряжений; D - В и С.
Вб, Течеискание (LT)
1. Степень герметичности:
А - качественная характеристика герметичности;
В - количественная характеристика герметичности; С -
параметр геометрии канала, нарушающий герметич-
ность; D - это понятие не имеет физического смысла.
2. При молекулярном режиме течения газа число
Кнудсена:
А - менее 0,001; В - менее 0,01; С - лежит в преде-
лах от 0,01 до 0,1; D - более 1.
3. Проводимость - это отношение потока газа к:
А - разности давлений, измеряемых у выхода и
входа в канал; В - разности квадратов давлений, изме-
ряемых у выхода и входа в канал; С - квадрату давлений;
D - давлению у входа в канал.
4. Проводимость измеряется в:
А - м3 • Па/с; В - м3/с; С - Вт/Па; D - В и С.
5. Пробное вещество - это:
А - только гелий; В - только аргон; С - только воз-
дух; D - вещество, проникновение которого через течь
обнаруживается в процессе контроля.
6. При молекулярном режиме течения проводи-
мость:
А - не зависит от разности давлений, измеряемых у
выхода и входа в канал; В - прямо пропорциональна
разности давлений, измеряемых у выхода и входа в ка-
нал; С - прямо пропорциональна квадрату разности дав-
лений, измеряемых у выхода и входа в канал; D - обрат-
но пропорциональна разности давлений, измеряемых у
выхода и входа в канал.
7. При вязкостном режиме течения проводимость:
А - прямо пропорциональна сумме давлений, изме-
ряемых у выхода и входа в канал; В - прямо пропорцио-
нальна разности давлений, измеряемых у выхода и входа
в канал; С - прямо пропорциональна разности квадратов
давлений, измеряемых у выхода и входа в канал; D -
прямо пропорциональна квадрату разности давлений,
измеряемых у выхода и входа в канал.
8. Кипение жидкостей в капиллярах происходит:
А - при той же температуре, что и в нормальных
условиях; В - при более низких температурах, чем в
ЛИТЕРАТУРА
39
нормальных условиях; С - при более высокой темпера-
туре, чем в нормальных условиях; D - не происходит
кипения.
9. Предельный порог чувствительности (м3 • Па/с)
галогенного метода контроля герметичности около:
А - 1 • 10'4; В - 1 • 10'6; С - 1 • IO’8; D - 1 • 1О'10.
10. Давление выше 104 Па измеряют с помощью:
А - механических манометров; В - термоэлектриче-
ских манометров; С - ионизационных манометров; D -
В и С.
В7. Визуальный контроль (VT)
1. Когерентные волны - это волны:
А - с постоянной разностью фаз; В - с одинаковой
интенсивностью; С - с одинаковой частотой.
2. Явления, обусловленные зависимостью показате-
лей преломления вещества от длины волны света, назы-
ваются:
А - дифракцией; В - интерференцией; С - диспер-
сией; D - монохроматизацией.
3. При длине волны света 550 нм монохромати-
ческий лучистый поток 1 Вт эквивалентен световому
потоку:
А - 433 лм; В - 683 лм; С - 874 лм; D - 1008 лм.
4. Наиболее часто характер отражения света от по-
верхностей объектов контроля можно оценить как:
А - зеркальный; В - направленно-рассеянный;
С - диффузный; D - А или С.
5. При наблюдении объектов контроля через лупу
центр зрачка расположен:
А - между лупой и ее задним фокусом; В-в заднем
фокусе; С - между первым задним фокусом и вторым;
D - в любой точке за лупой.
6. Геометрическая глубина резкости лупы зависит от:
А - диаметра зрачка глаза; В - фокусного расстоя-
ния лупы; С - произведения видимого увеличения лупы
на фокусное расстояние; D - А и В.
7. Если глаз разрешает половину угловой минуты,
то острота зрения равна:
А - 0,5; В - 1,0; С - 2,0; D - 4,0.
8. Главными недостатками вольфрамовых ламп на-
каливания являются низкая световая отдача (... лм/Вт);
невысокая продолжительность горения (не более ...
часов).
А - 1 - 70 лм/Вт, ... 1000 ч; В - 10 - 20, ... 2000 ч;
С-20-30, ... 3000 ч; D - 30-40, ...4000 ч.
9. При повороте зеркала на угол ф падающее на не-
го оптическое излучение поворачивается на угол:
А - ф/2; В - ф; С - 2ф; D - 4ф.
10. Электрическая безопасность светового прибора
определяется:
А - классом защиты от поражения электрическим
током; В - степенью защиты от соприкосновения с токо-
ведущими частями; С - электрической прочностью изо-
ляции; D - всем перечисленным.
ЛИТЕРАТУРА
1. Европейский стандарт EN 473:2000. Неразру-
шающий контроль. Квалификация и сертификация пер-
сонала неразрушающего контроля. Основные принципы.
2. Международный стандарт ISO/DIS 9712:1998.
Неразрушающий контроль. Квалификация и сертифика-
ция персонала.
3. Американское общество неразрушающего кон-
троля ASNT. Практические рекомендации SNT-TC-
1А:1996.
4. ПБ 03-440-02. Правила аттестации персонала в
области неразрушающего контроля. Госгортехнадзор
России. 2002.
Глава 3. ИСТОЧНИКИ
ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ
ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
3.1. ОБЩИЕ СВЕДЕНИЯ
При радиационном контроле используют как мини-
мум три основных элемента (рис. 1):
• источник ионизирующего излучения;
• контролируемый объект;
• детектор, регистрирующий дефектоскопическую
информацию.
При прохождении через изделие ионизирующее из-
лучение ослабляется - поглощается и рассеивается. Сте-
пень ослабления зависит от толщины 5 и плотности р
контролируемого объекта, а также от интенсивности М и
энергии Е излучения. При наличии в веществе внутрен-
них дефектов размером Д8 изменяются интенсивность и
энергия пучка излучения.
Методы радиационного контроля различаются спо-
собами детектирования дефектоскопической информа-
ции (рис. 2) и, соответственно, делятся на радиографиче-
ские, радиоскопические и радиометрические.
Изделия просвечивают с использованием различ-
ных видов ионизирующих излучений, классификация
которых приведена на рис. 3.
Рис. 1. Схема просвечивания:
1 - источник; 2 - изделие; 3 - детектор
Радиографические методы радиационного НК ос-
нованы на преобразовании радиационного изображения
контролируемого объекта в радиографический снимок
или запись этого изображения на запоминающем устрой-
стве с последующим преобразованием в световое изо-
бражение. На практике этот метод наиболее широко рас-
пространен в связи с его простотой и документальным
подтверждением получаемых результатов.
Рис. 2. Классификация методов радиационного контроля
Рис. 3. Классификация источников ионизирующих излучений
РЕНТГЕНОВСКИЕ АППАРАТЫ
41
В зависимости от используемых детекторов разли-
чают пленочную радиографию и ксерорадиографию
(электрорадиографию). В первом случае детектором
скрытого изображения и регистратором статического
видимого изображения служит фоточувствительная
пленка, во втором - полупроводниковая пластина, а в
качестве регистратора используют обычную бумагу.
В зависимости от используемого излучения разли-
чают несколько разновидностей промышленной радио-
графии: рентгенографию, гамма-графию, ускорительную
и нейтронную радиографии. Каждый из перечисленных
методов имеет свою сферу использования. Этими мето-
дами можно просвечивать стальные изделия толщиной
от 1 до 700 мм.
Радиационная интроскопия - метод радиационно-
го НК, основанный на преобразовании радиационного
изображения контролируемого объекта в световое изо-
бражение на выходном экране радиационно-оптического
преобразователя, причем анализ полученного изображе-
ния проводится в процессе контроля.
Чувствительность этого метода несколько меньше,
чем радиографии, но его преимуществами являются по-
вышенная достоверность получаемых результатов бла-
годаря возможности стереоскопического видения дефек-
тов и рассмотрения изделий под разными углами, «экс-
прессность» и непрерывность контроля.
Радиометрическая дефектоскопия - метод полу-
чения информации о внутреннем состоянии контроли-
руемого изделия, просвечиваемого ионизирующим излу-
чением, в виде электрических сигналов (различной вели-
чины, длительности или количества).
Этот метод обеспечивает наибольшие возможности
автоматизации процесса контроля и осуществления ав-
томатической обратной связи контроля и технологиче-
ского процесса изготовления изделия. Преимуществом
метода является возможность проведения непрерывного
высокопроизводительного контроля качества изделия,
обусловленная высоким быстродействием применения
аппаратуры. По чувствительности этот метод не уступа-
ет радиографии.
3.2. РЕНТГЕНОВСКИЕ АППАРАТЫ
Рентгеновским аппаратом называют совокупность
технических средств, предназначенных для получения и
использования рентгеновского излучения. В общем слу-
чае рентгеновский аппарат состоит из трех основных
частей:
• рентгеновского излучателя, включающего рентге-
новскую трубку, являющуюся высоковольтным электро-
вакуумным прибором, заключенную в защитный кожух;
• рентгеновского питающего устройства, имеющего
высоковольтный генератор и пульт управления;
• устройства для применения рентгеновского излу-
чения, служащего для приведения в рабочее положение
излучателя.
Высоковольтный генератор преобразует напряже-
ние сети в напряжение питания рентгеновской трубки.
Высоковольтный генератор имеет: преобразователи пе-
ременного тока в постоянный (кенотроны, диоды), кон-
денсаторы для фильтрации и удваивания напряжения,
трансформаторы накала рентгеновской трубки, транс-
форматоры накала кенотронов, выключатели и защитные
устройства.
Контрольно-измерительная часть представляет со-
бой группу приборов, которые служат для измерения и
регулирования времени, тока, напряжения и частоты (ре-
ле времени, измерительные приборы, прерыватели, се-
лекторы, защитные приборы и т.п.).
Рентгеновский излучатель (рис. 4) состоит из рент-
геновской трубки и защитного кожуха, заполненного
изолирующей средой: трансформаторным маслом, воз-
духом или газом под давлением. Оболочка трубки пред-
ставляет собой запаянный стеклянный баллон или вы-
полнена по металлокерамической технологии.
В рентгеновских трубках напряжением до 60 кВ
только 0,1 % энергии электронного пучка преобразуется
в энергию рентгеновского излучения. При напряжении
100 кВ КПД трубки увеличивается до 1 %; при 2 МэВ он
достигает 10 %; при 15 МэВ - более 50 %.
Рис. 4. Схема рентгеновских излучателей:
а - двухполюсного; б - однополюсного
42
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
Рис. 5. Зависимость лучевой
отдачи рентгеновской трубки Рт
от максимального напряжения
С/тах на расстоянии 1 м от анода
при токе 1 мА
Лучевая отдача трубки зависит в основном от уско-
ряющего напряжения и предварительной фильтрации
излучения. Пользуясь графиком на рис. 5, можно под-
считать мощность Р экспозиционной дозы и экспозици-
онную дозу х излучения, создаваемые рентгеновской
трубкой на расстоянии F от ее анода, по формулам
F2 ’
Рт it • 3,6 • 107
х = —--------------
F2
где Pj - лучевая отдача трубки при напряжении t/max на
расстоянии 1 м от анода; i - ток трубки, мА; t - время ра-
боты трубки, ч; F - фокусное расстояние от анода труб-
ки до детектора, см.
С увеличением тока трубки при постоянном напря-
жении увеличивается интенсивность излучения (рис. 6, а).
Увеличение ускоряющего напряжения при заданном
анодном токе изменяет спектр излучения со смещением
максимума излучения в сторону коротких волн (рис. 6, б).
Электрические свойства рентгеновской трубки ха-
рактеризуются ускоряющим напряжением U, анодным
током i и током накала zH (рис. 7).
Рис. 6. Зависимость интенсивности рентгеновского
излучения оттока (а) и напряжения (б):
/ - малый ток; 2 - большой ток; 3 - низкое напряжение;
4 - высокое ускоряющее напряжение
Рис. 7. Электрические
характеристики рентгенов-
ской трубки
Рис. 8. Схема формирования
фокусного пятна рентгеновской
трубки:
1 - сечение электронного пучка;
2 - фокальное пятно; 3 - оптический
фокус; 4 - анод; 5 - сечение
фокального пятна
Оптические свойства рентгеновской трубки опреде-
ляются формой и размерами оптического фокуса трубки.
Как правило, применяют трубки с круглым или прямо-
угольным (линейным) фокусом. В рентгеновских труб-
ках с линейным фокусом размеры зоны, в которой элек-
троны взаимодействуют с мишенью, не соответствуют
размерам кажущегося фокусного пятна. Эта зона пред-
ставляет собой прямоугольник, тогда как кажущееся фо-
кусное пятно является квадратом (рис. 8).
В радиационной дефектоскопии применяют рентге-
новские трубки обычной двухэлектродной конструкции
двух- и однополярные (рис. 4, а, б); специализированных
конструкций: с вынесенным полым анодом (рис. 9) и с
вращающимся анодом (рис. 10); импульсные (рис. 11) и
высоковольтные (рис. 12).
Рис. 9. Трубка с вынесенным полым анодом
Рис. 10. Рентгеновская трубка с вращающимся анодом:
1 - анод; 2 - стержень анода; 3 - ротор; 4 - катод; 5 - баллон
Рис. 11. Импульсная
трубка:
а - продольный разрез
трубки; б - поперечный
разрез трубки в катод-
ной части; в - крепле-
ние многоигольчатого
анода
РЕНТГЕНОВСКИЕ АППАРАТЫ
43
Рис. 12. Высоковольтная секционированная рентгеновская трубка с полым анодом:
/ - катод; 2 - промежуточный электрод; 3 - полый анод; 4 - вольфрамовое зеркало; 5 - водяная рубашка; 6 - свинцовый чехол;
7 - фокусирующая катушка
Импульсные рентгеновские трубки предназначены
для исследования быстропротекающих процессов. Дли-
тельность импульсов ~20 нс. В этих трубках за короткий
промежуток времени создается ток 103 ... 105 А. Совре-
менные паяные двух- и трехэлектродные импульсные
трубки с холодным катодом работают по принципу ва-
куумного пробоя, который развивается под действием
автоэмиссии электронов, получаемых из острых краев
катода под действием сильного электрического поля.
Анод в таких трубках выполняется в виде вольфрамовой
иглы, а катод - в виде кольца или диска. Трубки работа-
ют при разрежении 10’5 ... 10‘6 мм рт. ст.
Высоковольтные рентгеновские трубки не могут
быть двухэлектродными, так как при высоком ускоряю-
щем поле более 400 кВ наблюдаются автоэлектронная
эмиссия, электрические пробои, рассеяние и отражение
электронов. Поэтому высоковольтные рентгеновские
трубки делают секционными, состоящими из катода,
промежуточных электродов и полого анода. Полый анод
почти полностью улавливает отраженные электроны.
Трубки эффективны при просвечивании в течение не
более 5 с.
Высоковольтный рентгеновский кабель (рис. 14).
Диаметр кабеля на напряжения 50 ... 100 кВ составляет
20 ... 30 мм. В центре находятся две или три концентри-
ческие жилы, по которым передаются анодный ток и ток
накала рентгеновской трубки. Высоковольтный рентге-
новский кабель рассчитан на пульсирующее напряжение
150... 200 кВ. Длина кабельных выводов обычно 5 ... 15 м.
Для дефектоскопии материалов и изделий широко
используют рентгеновские аппараты с напряжением
10 ... 400 кВ. Контроль легких материалов, пластмасс
обеспечивается мягким излучением, а толстостенных
стальных изделий и материалов - жестким излучением
300... 400 кВ.
В общем виде рентгеновский аппарат состоит из
пульта управления, высоковольтного генератора и рент-
геновской трубки в защитном кожухе. Схема простейше-
го рентгеновского аппарата приведена на рис. 15.
Рис. 13. Различные виды излучающих
частей полого анода
О)
Возможность высоковольтного вакуумного пробоя ис-
ключена благодаря большому расстоянию между анодом
и катодом.
В зависимости от конструкции конечной части по-
лого анода могут использоваться различные пучки излу-
чения (рис. 13).
Если излучающая часть анода является массивным
медным телом с впаянным медным зеркалом, то пучок
излучения может быть или панорамным, или направлен-
ным. Если эта часть представляет собой тонкую медную
стенку, то излучение получается торцевым.
Рентгеновские трубки с вращающимся анодом
предназначены для кратковременной нагрузки большой
мощности (до 100 кВт в течение 0,1 с) при малых (до
0,3 х 0,3 мм) размерах оптического фокуса. Это достигается
интенсивным охлаждением дискового анода при враще-
нии его автономным двигателем (п = 3000 ... 7000 об/мин).
Рис. 14. Высоковольтный рентгеновский кабель:
/, 2 - токопроводящие жилы; 3 - основная резиновая изоляция;
4 - противокоронный слой; 5 - металлическая защитная
оболочка; 6 - внешняя оболочка
Питающее напряжение (127, 220 или 380 В) через
предохранители Пр1, Пр2 и выключатель сети ВС посту-
пает на автотрансформатор Л Г. Так как напряжение в сети
колеблется, то для его выравнивания в цепь автотранс-
44
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
Рис. 15. Принципиальная схема простейшего рентгеновского аппарата
форматора включен корректор грубой регулировки на-
пряжения КГ1. Плавная регулировка напряжения произ-
водится с помощью реостата R1 и измеряется вольтмет-
ром К Корректором КГ2 регулируется напряжение на
рентгеновской трубке. Снимаемое с автотрансформатора
напряжение через контакты К1 и К2 и реле Р поступает
на первичную обмотку высоковольтного трансформато-
ра ВВТр. Вторичная обмотка имеет две секции, последо-
вательно соединенные через миллиамперметр mA.
Внешние концы высоковольтной обмотки соединены с
анодом и катодом рентгеновской трубки.
Во вторичной обмотке возникает переменное высо-
кое напряжение. Ток через трубку проходит в течение
положительных полу периодов. Генерирование излуче-
ния происходит импульсами, частота которых равна час-
тоте напряжения сети.
Нить накала рентгеновской трубки подключена ко
вторичной обмотке трансформатора накала ТрН. Пер-
вичная обмотка накального трансформатора подключена
одним концом непосредственно к сети, а другим через
предохранитель ПрЗ к переключателю режимов ПР, ко-
торый имеет пять положений.
В положении 3 цепь накала разомкнута. В положе-
нии 5 в цепь накала включается реостат R2, позволяю-
щий плавно изменять ток накала и, соответственно, ток
через трубку. В положении 7 в цепь накала включается
реостат R3, с которого снимаются напряжения двух фик-
сированных значений, и переключатель тока ПТ под-
ключает одну из них в первичную обмотку трансформа-
тора накала. В положениях 2 и 4 цепь накала замкнута.
Вследствие этого нить накала рентгеновской трубки ра-
зогревается до включения высокого напряжения. Для
подготовки к включению высокого напряжения пере-
ключатель режимов переводят в положение 5. Высокое
напряжение можно включить переключателем режимов,
для этого его надо перевести в положение 1. При этом
катушка электромагнитного реле подключается к авто-
трансформатору через контакты реле времени РВ. По
истечении установленного времени экспозиции цепь
реле размыкается и высокое напряжение выключается.
При включении аппарата в сеть зажигается зеленая
сигнальная лампа Л1, подключенная к автотрансформа-
тору. При включении высокого напряжения зажигается
красная лампа Л2, которая включается через контакт КЗ.
Рентгеновские аппараты разрабатывают по различным
электрическим схемам питания трубки (рис. 16, а - ж).
В связи с этим различают:
1) аппараты без выпрямителей (рис. 16, а);
2) полуволновые кенотронные аппараты, имеющие
в схеме один или два кенотрона, включенные последова-
тельно с трубкой (рис. 16, б и в);
3) аппараты, работающие по схемам удваивания на-
пряжения с двумя кенотронами и двумя конденсаторами
(рис. 16, д, е);
4) аппараты, работающие по схеме удваивания на-
пряжения с одним кенотроном, где для повышения на-
пряжения используют два конденсатора (рис. 16, г);
5) схему генерирования импульсов анодного напря-
жения импульсом рентгеновского аппарата (рис. 16, ж).
РЕНТГЕНОВСКИЕ АППАРАТЫ
45
Рис. 16. Типовые схемы рентгеновских аппаратов:
РТ - рентгеновская трубка; Тр - трансформатор; К - кенотрон; С - конденсатор; R - резистор; ИТ - импульсный трансформатор;
Г-тиратрон
По напряжению или энергии излучения применяе-
мые в промышленности рентгеновские аппараты можно
условно разделить на следующие группы:
1) с напряжением до 100 кВ (для дефектоскопии из-
делий малой плотности);
2) с напряжением 100 ... 400 кВ (для дефектоскопи-
ческих изделий из стали и тяжелых сплавов средней
толщины: 5 ... 120 мм);
3) с напряжением 1 и 2 МэВ (для изделий из стали и
тяжелых сплавов толщиной до 150 ... 200 мм).
По форме анодного напряжения на трубке различают:
1) рентгеновскую аппаратуру с полуволновой (од-
нополупериодной) безвентильной схемой питания рент-
геновской трубки (портативные переносные рентгенов-
ские аппараты с блок-трансформаторами);
2) с полуволновой (однополупериодной) схемой пи-
тания рентгеновской трубки с вентилем во вторичной
цепи (передвижная и стационарная рентгеновская аппа-
ратура для промышленного просвечивания);
3) с выпрямленным (постоянным) анодным напря-
жением трубки (передвижные кабельные рентгеновские
аппараты);
4) с импульсным анодным напряжением рентгенов-
ской трубки (переносные импульсные рентгеновские
аппараты для выборочного рентгеновского контроля
промышленных изделий в лабораторных или цеховых
условиях).
По виду высоковольтной электрической изоляции
рентгеновской трубки в защитном кожухе или блок-
трансформаторе (моноблоке) рентгеновская промыш-
ленная аппаратура подразделяется на рентгеновскую
аппаратуру:
1) с масляной высоковольтной изоляцией (приме-
няют трансформаторное масло, обработанное дополни-
тельно на фильтр-прессе и в вакуумной камере, а также
специальное синтетическое масло);
2) с высоковольтной газовой изоляцией под давле-
нием (применяют фреон или шестифтористую серу под
давлением 300 кПа);
3) с воздушной высоковольтной изоляцией рентге-
новской трубки в защитном кожухе.
Аппараты, в которых в качестве высоковольтной
изоляции используют атмосферный воздух, встречаются
редко.
По геометрии рабочего пучка рентгеновского излу-
чения блок-трансформаторы (защитные кожухи) с рент-
геновскими трубками подразделяются на следующие
основные типы:
• рентгеновские блок-трансформаторы (защитные
кожухи) с направленным выходом рентгеновского излу-
чения, например, в форме конуса с углом при вершине
30 ... 60° (рис. 17);
• рентгеновские блок-трансформаторы (защитные
кожухи) с панорамным (круговым) выходом рентгенов-
ского излучения (рис. 18).
Рис. 17. Схема анода и
выходного окна труб-
ки с направленным
выходом излучения
Рис. 18. Схема анода и
выходного окна труб-
ки с панорамным вы-
ходом излучения
46
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
В рентгеновской аппаратуре с анодным напряжени-
ем в диапазоне 0,4 ... 2,0 МВ, когда генерируемое на
аноде тормозное излучение «просвечивает» само зеркало
анода, различают отраженный пучок излучения и прохо-
дящий.
Излучение проходящего пучка обладает значитель-
но большей энергией, чем излучение отраженного пучка
(за счет фильтрации мягкой составляющей тормозного
излучения в материале анода рентгеновской трубки).
3.3. РЕНТГЕНОВСКАЯ АППАРАТУРА
ДЛЯ ПРОМЫШЛЕННОГО
ПРОСВЕЧИВАНИЯ
3.3.1. ОБЩИЕ СВЕДЕНИЯ
По конструктивному использованию рентгеновские
аппараты подразделяют на кабельные и моноблочные.
Кабельные аппараты используют однополюсные
(высокое напряжение не более 225 кВ) и двухполюсные
(высокое напряжение не более 500 кВ) трубки и могут
быть передвижными или стационарными.
Особенностью моноблочной рентгеновской аппа-
ратуры является наличие следующих основных частей:
1 ) переносного (транспортабельного) блок-
трансформатора (моноблок) с рентгеновской трубкой;
2 ) переносного пульта управления чемоданного типа;
3 ) комплекта соединительных низковольтных кабе-
лей (и водопроводных шлангов для охлаждения блок-
трансформатора).
Современную переносную (портативную) рентге-
новскую аппаратуру разрабатывают и изготовляют еди-
ными сериями с учетом возможности просвечивания
материалов в широком диапазоне толщин. За базу по-
строения такой серии аппаратов принимают анодное
напряжение рентгеновской трубки.
Большинство ведущих иностранных фирм принимают
следующий базовый ряд наибольшего напряжения рентге-
новской трубки, кВ: 10 ... 80; 50 ... 140; 50 ... 200 (220);
80 ... 300; 35 ... 160; 60 ... 250; 100 ... 400.
Импульсная рентгеновская аппаратура. К разря-
ду переносной аппаратуры для промышленного просве-
чивания можно отнести и импульсную рентгеновскую
аппаратуру с анодными напряжениями до 0,5 МВ. Прин-
цип действия такой аппаратуры основан на явлении воз-
никновения кратковременной (0,1 ... 0,2 мс) вспышки
тормозного рентгеновского излучения при электриче-
ском пробое вакуума в двухэлектродной рентгеновской
трубке (с холодным катодом) под действием импульса
анодного высокого напряжения (220 ... 280 кВ), возни-
кающего на вторичной обмотке высоковольтного транс-
форматора при разряде накопительной емкости (Up =
= 7,5 ... 10 кВ) через первичную обмотку высоковольт-
ного трансформатора.
Передвижная (разборная) рентгеновская аппаратура
для промышленного просвечивания предназначена для
работы в лабораторных условиях. Она позволяет обору-
довать временные (передвижные) и стационарные рент-
генодефектоскопические установки.
Источники гамма-излучения. При распаде искус-
ственных или естественных радионуклидных изотопов
возникает у-излучение. Одновременно с у-квантами
могут образоваться а-частицы (ядра гелия - _2Не’4) и
0-частицы (электроны - _|0°). у-кванты обладают сущест-
венно большей проникающей способностью по сравне-
нию с а- и 0-частицами, поэтому их преимущественно и
используют при контроле качества изделий.
Искусственные радионуклиды получают:
• облучением неактивных заготовок в нейтронных
потоках ядерных ректоров (например, 60Со, ,921г);
• разделением остаточных продуктов деления го-
рючего ядерного реактора (например, l37Cs, 90Sr);
• облучением неактивных заготовок - мишеней на
циклотронах (например, 55Fe, 54Мп).
Естественные радионуклиды (226Ra и 232Th) для ра-
диационного контроля не применяют.
Радионуклиды являются активной частью источни-
ка излучения. Их помещают в герметизированные ампу-
лы. Ампулы могут быть заваренными, завальцованными
и на резьбе (рис. 19 и 20). Способ герметизации, матери-
ал и число ампул зависят от мощности экспозиционной
дозы (МЭД) излучения, физического состояния и свойств
нуклидов. Характеристики радионуклидов представлены
в табл. 1.
Рис. 19. Конструкция радионуклидных дефектоскопиче-
ских источников отечественного производства:
а, б - заваренные; в - завальцованный; 1 - наружная ампула;
2,5- крышки; 3 - активная часть; 4 - внутренняя ампула
Рис. 20. Конструкция радионуклидных дефектоскопиче-
ских источников на резьбе и сварного:
1 - наружная ампула; 2, 5 - крышки; 3 - активная часть;
4 - внутренняя ампула; 6 - баллон
РЕНТГЕНОВСКАЯ АППАРАТУРА ДЛЯ ПРОМЫШЛЕННОГО ПРОСВЕЧИВАНИЯ
47
1. Характеристики радионуклидных источников
Наименование характеристики Радионуклид
Кобальт-60 Цезий-137 Иридий-192 Тулий-170
Период полураспада 5,27 года 30,1 года 74,3 сут. 129 сут.
Плотность, г/см3 8,9 3,5 22,4 4
Энергия фотонов у-излучения, МэВ 1,17 и 1,33 0,66 0,31; 0,47; 0,6 0,052 и 0,084
Число фотонов у-излучения на распад 1,0 и 1,0 0,92 1,47; 0,67; 0,27 0,03 и 0,05
Энергия частиц 0-излученйя, МэВ 0,31 0,5 0,6 1,0
Полевая постоянная, аГрм2/(с-Бк) 2 0,5 0,8 0,005
Активность, ТБк 1 3 4 2
Удельная активность, ТБк/г 2 1 13 37
Объемная активность, ТБк/мл 17 3,5 300 150
Диаметр, мм 3 10 3 3
Диаметр урановой защиты, см 33 20 15 5
Типичная масса защиты, кг 225 54 20 1
Основными радиационно-дефектоскопическими ха-
рактеристиками источников радионуклидного излучения
являются:
• энергия Е (спектральный состав) излучения, кото-
рая определяет проникающую способность излучения и
выявляемое™ дефектов в контролируемых материалах
различных толщины и плотности;
• мощность Р экспозиционной дозы (МЭД) излуче-
ния, которая определяет производительность контроля, а
также требования к технике безопасности и конструкции
защитных устройств;
• удельная активность источника, которая опреде-
ляет размеры активной части, а следовательно, геомет-
рию контроля, нерезкость изображения и выявляемое™
дефектов;
• наличие радионуклидных примесей в источнике
излучения, которые существенно ухудшают выявляе-
мое™ дефектов при использовании источников низко-
энергетического излучения;
• период полураспада Г1/2, который определяет пе-
риодичность замены источников и затраты на их приоб-
ретение и захоронение.
В процессе радионуклидного распада нуклида МЭД
излучение постоянно уменьшается (рис. 21).
Радионуклидные источники у-излучения представ-
ляют собой ампулы, заполненные у-активным нуклидом.
Источники можно разделить на следующие группы:
• высокоэнергетические (54Мп, 60Со и другие источ-
ники с эффективной £эф > 0,8 МэВ);
• среднеэнергетические (l92Ir, ,37Cs и др., 0,3 < £эф <
< 0,8 МэВ);
• низкоэнергетические (l70Tm, 75Se и др., Еэф <
< 0,3 МэВ).
В промышленности наиболее широко применяют
источники: 24,Am, l69Yb, ,70Тт, 75Se, ,92Ir, l37Cs и 60Со.
Реже ,45Sm, l55Eu, ,53Gd и др. в связи с их высокой стои-
мостью, сложностью получения исходного сырья и
трудностью отделения сопутствующих примесей. Спектр
излучения одного из источников дан на рис. 22.
Радионуклидные источники тормозного излучения
представляют собой ампулы, заполненные 0-активным
нуклидом и материалом мишени. Испускаемое нуклидом
0-излучение взаимодействует с мишенью и возбуждает
тормозное излучение с непрерывным спектром (рис. 23).
В качестве мишени от одного и того же источника мож-
но получить тормозное излучение с различной макси-
мальной энергией непрерывного спектра.
48
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
Рис. 22. Типичный
аппаратурный спектр
источника ,79Тш
Энергия, кэВ
Рис. 23. Типичные
аппаратурные спек-
тры тормозного излу-
чения p-источников с
бериллиевыми мише-
нями
3.3.2. РАДИОНУКЛИДНЫЕ ИСТОЧНИКИ
БЫСТРЫХ НЕЙТРОНОВ
Ядра некоторых радионуклидов при распаде испус-
кают а-частицы или у-кванты с энергией, превышающей
порог реакций (а, п) и (у, п) на некоторых легких элемен-
тах. На основе таких нуклидов можно создавать доста-
точно простые и компактные источники нейтронов.
Энергия а-частиц, испускаемых а-радионуклидами
(210Ро, 227Ас, 242Ст), обычно равна 5 ... 6 МэВ. Под воз-
действием таких частиц реакция (а, п) с относительно
большой вероятностью осуществима лишь на ядрах не-
которых легких элементов (бериллий, бор, фтор, литий),
которые в основном и используются в качестве мишеней
в рассматриваемых источниках.
В зависимости от энергии а-частиц максимальная
энергия нейтронов, возникающих в реакции (а, п) на
бериллии, боре и фторе, не превышает соответственно
10 ... 12, ~6 и ~3 МэВ, а средняя энергия нейтронов для
этих источников соответственно равна 3,5 ... 4,5; 2,5 ... 3
и 1 ... 1,5 МэВ.
Сравнивая энергию у-излучения радионуклидов с
энергией связи нейтронов в различных атомных ядрах,
видим, что при создании фотонейтронных источников в
качестве источников у-излучения можно использовать
ограниченное число радионуклидов, а в качестве мише-
ней только бериллий и дейтерий, у которых энергия
связи нейтронов в ядрах равна соответственно 1,665 и
2,226 МэВ. Реакцию (у, п) могут вызвать лишь у-кванты,
энергия которых превышает указанную энергию связи
нейтрона.
Конструктивно фотонейтронные источники обычно
представляют собой блок из бериллия или тяжелой воды
с линейными размерами в несколько сантиметров, внут-
ри которого размещается в герметичной ампуле источ-
ник у-излучения.
Из различных фотонейтронных источников наибо-
лее широко применяют (,24Sb + Ве)-источник, что объяс-
няется относительно большим периодом полураспада
,24Sb (60 дней) и возможностью получения высокой
удельной активности сурьмы.
Существенным недостатком всех активных фото-
нейтронных источников являются малые периоды полу-
распада пригодных радионуклидов, сложность получе-
ния требуемых активностей и высокий фон у-излучения.
Например, для создания (124Sb + Ве)-источника с выхо-
дом нейтронов 109 с'1 необходим источник у-излучения
124Sb активностью около 37 ГБк. Количество у-квантов
по отношению к нейтронам для (у, и)-источников состав-
ляет 103 ... 105 квантов/нейтрон.
Среди радионуклидных источников нейтронов осо-
бое место занимают источники 238Pu, 239Pu, 242Ст, 244Ст,
252Cf, основанные на спонтанном (самопроизвольном)
делении ядер.
Наиболее предпочтительным для изготовления яв-
ляется 252Cf (рис. 24).
Так как при радиационном контроле используют в
основном тепловые нейтроны, то быстрые нейтроны,
выходящие из радионуклидного источника, пропускают
через замедлитель, выполненный из легких элементов.
При этом поток тепловых нейтронов становится в 103 раз
меньше потока быстрых нейтронов, выходящих из ис-
точника.
При просвечивании изделий в случае использования
геометрии узкого пучка излучения (отношение длины
коллиматора к его ширине не менее 10 : 1) степень ос-
лабления потока быстрых нейтронов из источника в по-
ток тепловых нейтронов в месте установки детектора
составляет 10'6. Таким образом, если необходима плот-
ность потока тепловых нейтронов 104 с1 • см'2, то соот-
ветствующий выход быстрых нейтронов из источника
должен составлять 1О10 с'1 см'2.
Рис. 24. Энергетический
спектр нейтронов радио-
нуклидного источника
252Cf
Энергия нейтронов, МэВ
РЕНТГЕНОВСКАЯ АППАРАТУРА ДЛЯ ПРОМЫШЛЕННОГО ПРОСВЕЧИВАНИЯ
49
3.3.3. ГАММА-ДЕФЕКТОСКОПЫ
Радионуклиды, заключенные в герметичные метал-
лические ампулы, помещают в защитные блоки дефекто-
скопов. Выпуск и перекрытие пучка излучения осуществ-
ляется с помощью дистанционных приводов управления.
Дефектоскопы в основном используют в полевых и
монтажных условиях при отсутствии источников элек-
тропитания, контроле изделий, расположенных в труд-
нодоступных местах.
Гамма-дефектоскопы выпускаются двух видов:
1) универсальные шлангового типа, у которых ис-
точник излучения подается к месту просвечивания по
шлангу-ампулопроводу;
2) для фронтального и панорамного просвечивания,
у которых источник излучения не выходит за пределы
радиационной головки.
В аппаратах шлангового типа пучок излучения фор-
мируется с помощью сменных коллимирующих головок.
Защитные блоки радиационных головок, контейне-
ров и коллиматоров дефектоскопов изготовляют из
свинца, сплавов на основе вольфрама, обедненного урана
или их комбинаций. Толщина защиты в первом прибли-
жении может быть определена с помощью графиков
(рис. 25). Кратность ослабления вычисляют по формуле
К ~ Р0 / Рдоп »
где Ро - МЭД у-излучения источника; Рдоп - предельно
допустимая МЭД у-излучения, ослабленная защитой.
Согласно требованиям нормативных документов
Рдоп < 2,8 мР/ч на расстоянии 1 м от источника излуче-
ния, находящегося в защите; Рдоп 100 мР/ч на расстоя-
нии 0,1 м от поверхности защитного блока.
Шланговые гаммы-дефектоскопы (рис. 26) ши-
роко применяют в промышленности в связи с тем, что
они обеспечивают подачу источника излучения из ра-
диационной головки 2 по шлангу-ампулопроводу 3 в
коллимирующую головку на расстояние 5 ... 12 м. Их
используют для контроля качества изделий, располо-
женных в труднодоступных местах.
Рис. 25. Зависимость кратности ослабления излучения от
толщины защиты:
/ - свинец; 2 - ВНМЗ-2; 3 - уран (^Со - сплошные линии;
,37Cs - штриховые линии; ,921г - штрихпунктирные линии)
Рис. 26. Схема универсального шлангового гамма-
дефектоскопа:
/ - коллимирующая головка; 2 - радиационная головка;
3 - ампулопровод; 4 - пленка; 5 - привод; 6 - тележка
Рис. 27. Штативы для промышленной радиографии:
а, в- магнитные; б, д - цепные; г-на струбцинах; е - клещевого типа; ж - штатив-стойка; з - штатив для труб
4 - 7387
50
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
Рис. 28. Гамма-дефектоскоп для контроля внутри трубо-
проводов:
/ - труба; 2 - привод тележки; 3 - привод источника; 4 -
радиационная головка; 5 - датчик с коллиматором; 6 - блок
автоматики; 7 - реперный контейнер; 8 - пленка
В этих аппаратах источник излучения подается по
ампулопроводу с помощью гибкого троса, находящегося
в зацеплении с зубчатым приводным колесом.
Гамма-дефектоскопы снабжены набором источников
у-излучения с различными размерами активной части и
МЭД у-излучения. Набор источников размещается в мага-
зине-контейнере, что позволяет просвечивать изделия
различной толщины на различных фокусных расстояниях.
Радиационная головка и магазин-контейнер гамма-
дефектоскопов согласно требованиям МАГАТЭ1 снаб-
жены комплектом, предназначенным для перевозки и
выдерживающим воздействие крупной аварии (пожар
при 800 °C, падение с высоты 9 м на бетонное основание
и с высоты 1 м на стальной штырь).
Некоторые аппараты снабжены гамма-экспономет-
рами для автоматической выдержки времени просвечи-
вания.
Шланговые гамма-дефектоскопы типа «Гаммарид»
выполнены из унифицированных блоков. Они снабжены
комплектом разнообразных штативов (рис. 27), сущест-
венно расширяющих технологические возможности де-
фектоскопов.
Гамма-дефектоскопы для фронтального и пано-
рамного просвечивания. Аппараты этого типа предна-
значены для использования в полевых, монтажных и
стапельных условиях в тех случаях, когда применение
шланговых аппаратов невозможно из-за ограниченных
размеров радиационно-защитных зон.
Гамма-дефектоскоп (рис. 28) предназначен для кон-
троля сварных стыков магистральных трубопроводов.
3.4. ИСТОЧНИКИ ИЗЛУЧЕНИЯ
НА БАЗЕ УСКОРИТЕЛЕЙ
Ввиду низкой энергии у-квантов рентгеновских ис-
точников излучения и радионуклидных источников пре-
дел толщины просвечиваемых деталей ограничен, так
как при их использовании нерационально возрастает
время просвечивания.
1 Международное агентство по атомной энергии.
Для источников с определенной энергией излучения
существует предельная толщина контролируемого изде-
лия, выше которой контроль практически невозможен.
Для дефектоскопии изделий большой толщины и
сложной формы применяют источники тормозного излу-
чения с энергией до нескольких десятков МэВ. Такими
источниками излучения являются электростатические
генераторы, ускорители прямого действия, бетатроны,
линейные ускорители, микротроны.
Бетатрон - циклический ускоритель электронов.
Действие его основано на законе электромагнитной ин-
дукции, согласно которому вокруг изменяющегося во
времени магнитного потока образуется вихревое элек-
трическое поле, напряженность которого определяется
скоростью изменения магнитного потока (рис. 29, б).
Электроны в бетатроне ускоряются по замкнутой
орбите постоянного радиуса под действием силы элек-
трического поля. Совершив полный оборот, они приоб-
ретают энергию, равную произведению напряженности
электрического поля на заряд электрона и длину траек-
тории. Энергия электрона увеличивается до тех пор, пока
электрическое вихревое поле не изменит своего направ-
ления.
Для сохранения постоянства радиуса орбиты, по ко-
торой движутся электроны в процессе ускорения, необ-
ходимо, чтобы скорость электронов увеличивалась про-
порционально увеличению напряженности магнитного
поля. Это условие выполняется в том случае, если на-
Рис. 29. Схемы ускорителей:
а - линейный ускоритель; б - бетатрон; в - микротрон; 1 -
камера; 2 - электромагнит; 3 - генератор; 4 - волновод; 5 -
электронная пушка; 6 - мишень; 7 - резонатор; 8 - вакуумный
насос
ИСТОЧНИКИ ИЗЛУЧЕНИЯ НА БАЗЕ УСКОРИТЕЛЕЙ
51
пряженность магнитного поля на орбите в любой момент
времени меньше средней напряженности магнитного
поля внутри орбиты. Поле в области движения электро-
нов делают спадающим по радиусу, что обеспечивает
вертикальную фокусировку электронов.
По способу создания магнитного поля бетатроны
могут быть:
1) с магнитопроводом из пластин трансформатор-
ной стали;
2) безжелезные, в которых магнитный поток созда-
ется системой соленоидов или витков с током без при-
менения ферромагнитных материалов;
3) полубезжелезные, в которых магнитный поток
лишь на отдельных участках проходит по магнитопрово-
ду из ферромагнитного материала.
На практике широко применяют бетатроны первых
двух типов.
По условиям применения бетатроны подразделяют
на транспортабельные (передвижные и переносные) и
стационарные.
Передвижные и переносные бетатроны предна-
значены для радиографического контроля качества раз-
личных промышленных изделий и сварных соединений
непосредственно в заводских цехах и на строительных
площадках.
Стационарные бетатроны предназначены для ра-
боты в специально оборудованных лабораториях радиа-
ционного контроля и отличаются от транспортабельных
бетатронов повышенными мощностью дозы и энергией
тормозного излучения, а также большими массой и габа-
ритами отдельных узлов и блоков ускорителя.
При эксплуатации стационарных установок в де-
фектоскопических лабораториях излучатель монтируют
либо на неподвижном основании, либо на мостовом кра-
не, либо на специальном механизме перемещения.
Особую группу стационарных бетатронов пред-
ставляют сильноточные бетатроны и стереобетатроны
непрерывного и импульсного действий.
Сильноточные бетатроны используют для высоко-
производительного контроля качества изделий большой
толщины, а импульсные установки применяют для де-
фектоскопии движущихся объектов и съемки быстро-
протекающих процессов. Например, при просвечивании
стальных изделий толщиной 200 и 510 мм тормозным
излучением сильноточного бетатрона время просвечива-
ния составило 3 с и 40 мин соответственно. Излучение
бетатрона, как и тормозное излучение ускорителей элек-
тронов других типов, характеризуется немонохроматич-
ностью спектра (рис. 30).
Максимальная энергия в спектре тормозного излу-
чения лишь немного меньше максимальной энергии ус-
коренных в бетатроне электронов, но квантов с такой
энергией в спектре излучения очень мало. Эффективная
энергия излучения зависит от максимальной и составля-
ет обычно 0,3 ... 0,5 этой величины.
Важными характеристиками ускорителя являются
размеры фокусного пятна'и пространственное распреде-
ление мощности экспозиционной дозы излучения в ра-
бочем пучке.
Рис. 30. Спектральное распределение тормозного излучения
бетатрона (16 МэВ):
1 - число фотонов; 2 - интенсивность тормозного излучения (в
относительных единицах)
Размеры фокусного пятна определяют геометриче-
скую нерезкость. В отличие от рентгеновских аппаратов,
линейных ускорителей и микротронов размеры фокусно-
го пятна на мишени бетатрона малы и составляют доли
квадратного миллиметра.
Угловое распределение мощности дозы тормозного
излучения в рабочем пучке бетатрона для энергии
35 МэВ приведено на рис. 31.
Половинный угол конуса ф (рад), в который испус-
кается тормозное излучение ускорителя, с достаточной
точностью может быть определен по формуле
ф = 0,511 / Umax,
где Umax - максимальная энергия тормозного излучения,
МэВ.
Благодаря наличию квантов высокой энергии бета-
тронами можно проводить радиографический контроль
изделий сложной конфигурации без применения специ-
альных компенсаторов.
Основные преимущества бетатрона перед другими
устройствами - простота и надежность в эксплуата-
ции. Кроме того, можно плавно изменять энергию МЭД
Рис. 31. Угловое распределение относительной интенсивно-
сти тормозного излучения бетатрона (35 МэВ) в пучке:
1 - без выравнивающего фильтра; 2 - с выравнивающим
фильтром
52
ИСТОЧНИКИ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ
Рис. 32. Зависимость
мощности дозы тормоз-
ного излучения бетатрона
(35 МэВ) от энергии
излучения, для каждого конкретного случая выбрать ре-
жим работы ускорителя (энергию излучения) и добиться
более высокой выявляемое™ дефектов (рис. 32).
Применяя в качестве источника проникающего из-
лучения бетатроны, можно контролировать качество
стальных изделий толщиной до 600 мм с использованием
методов и средств промышленной радиографии и радио-
метрической дефектоскопии.
Принцип действия линейного ускорителя элек-
тронов основан на том, что электроны, введенные с не-
которой начальной скоростью вдоль оси цилиндрическо-
го волновода, в котором возбуждается бегущая электро-
магнитная волна с предельной компонентой электриче-
ского поля, попадая в ускоряющую полуволну, ускоря-
ются под действием электрического поля. Для непре-
рывного увеличения энергии электронов необходимо,
чтобы электромагнитная волна двигалась вдоль волно-
вода с такой скоростью, при которой электрон не выхо-
дит за пределы ускоряющей полуволны. С целью полу-
чения необходимой для ускорения электронов скорости
электромагнитной волны внутри волновода устанавли-
вают диафрагмы. Таким образом, диафрагмированный
волновод является основным узлом линейного ускорите-
ля электронов.
Преимущество линейных ускорителей состоит в
большой интенсивности тормозного излучения. Так, ли-
нейные ускорители с энергией 10 ... 25 МэВ создают
тормозное излучение, мощность экспозиционной дозы
которого составляет 2000 ... 25 000 Р/мин на расстоянии
1 м от мишени.
В России создан ряд ускорителей с энергией 6 ...
25 МэВ для промышленной дефектоскопии и радиаци-
онных процессов.
За рубежом линейные ускорители широко приме-
няют при радиационном контроле. Так, фирма «Вари-
нассошиэйшн» (США) разработала около 30 линейных
ускорителей промышленного применения.
Отечественные линейные ускорители ЛУЭ-10/1 и
ЛУЭ-10-2Д предназначены для контроля стальных изде-
лий толщиной 400 ... 500 мм в промышленных условиях.
Ускорители представляют собой компактные установки,
Рис. 33. Угловое распределение мощности дозы тормозного
излучения в рабочем пучке линейного ускорителя
состоящие из излучателя и блоков электропитания, теп-
лообменников и управления. Излучатель снабжен рент-
геновской головкой, позволяющей получить равномер-
ное по интенсивности поле тормозного излучения. При
просвечивании стальных изделий толщиной 400 мм
ускорителем ЛУЭ-10-2 экспозиция составляет примерно
7 мин при относительной чувствительности 1 %.
На рис. 33 представлено угловое распределение
мощности дозы тормозного излучения в рабочих пучках
линейных ускорителей на 4 и 8 МэВ.
Микротрон - циклический ускоритель с перемен-
ной кратностью ускорения. В микротроне частицы дви-
жутся в постоянном и однородном магнитном поле. Ус-
корение происходит под действием переменного элек-
трического поля постоянной частоты. Электроны, нахо-
дящиеся в вакуумной камере, движутся по орбитам -
окружностям, имеющим общую точку касания. В этом
месте расположен резонатор, сверхвысокочастотное поле
которого ускоряет электроны. Резонатор возбуждается
импульсным магнетроном.
При прохождении через резонатор электроны при-
обретают определенную энергию Д£ и начинают дви-
гаться по следующей орбите. При достижении последней
орбиты электроны либо попадают на мишень, либо через
канал выводятся из камеры (см. рис. 29, в).
В России первый эффективный ускоритель такого
типа создан в 1958 г. (малый микротрон).
Основное преимущество микротрона заключается в
его большей интенсивности излучения. Так, при 12 МэВ
интенсивность пучка тормозного излучения от малого
микротрона составляет 3000 Р/мин.
Техническая характеристика микротрона
Число орбит................................. 17
Энергия ускоренных электронов на 17-й орбите,
МэВ.......................................... 18
Средний ток электронов, мкА................. 50
Ток в импульсе, мА ......................... 50
Длительность импульса, мкс.................. 2,5
Частота повторений импульсов, Гц............ 400
Диаметр полюсов, мм......................... 750
Масса магнита, кг........................... 900
Интенсивность пучка излучения, Р/(м мин).... 3000
Диаметр фокусного пятна на мишени, мм....... 3
ЛИТЕРАТУРА
53
В сильноточных ускорителях прямого действия ус-
коряемые частицы движутся в постоянном электриче-
ском поле, причем их конечная энергия в электрон-воль-
тах равна электрическому напряжению установки в
вольтах. В ускорителях всех типов имеется ускоритель-
ная трубка.
Многообразие ускорителей прямого действия обу-
словлено многообразием типов и 'систем генераторов
высокого напряжения, в качестве которых используют
каскадные электрические и роторные генераторы, а так-
же высоковольтные трансформаторы.
Ускорители-трансформаторы наиболее эффективны
и экономичны в диапазоне энергий 0,5 ... 5,0 МэВ.
Для промышленного облучения материалов разра-
ботан ускоритель, названный капатроном. Источником
высокого напряжения в капатроне является каскадный
генератор.
Ускорители заряженных частиц. Для получения
нейтронов используют ядерные реакции под действием
заряженных частиц (обычно дейтронов, протонов и
а-частиц), а также фотонейтронные реакции под дейст-
вием тормозного (рентгеновского) излучения. Эффек-
тивное сечение таких реакций зависит от энергии ука-
занных частиц и электростатического барьера ядра-
мишени. Энергетический спектр возникающих нейтро-
нов и их угловое распределение определяются видом и
энергией частиц, а также характеристиками облучаемых
ядер и толщиной мишени (рис. 34).
Рис. 34. Зависимость от энергии частиц Ег максимальной
(сплошные линии) и минимальной (штриховые линии)
энергии нейтронов Еп, возникающих при реакциях:
/ - (а, л); 2 - 2Н(а, л); 3 - 3Н(р, я); 4 - ’zi(p, и)
При получении нейтронов с помощью ускоренных
протонов, дейтронов и а-частиц в качестве мишеней обыч-
но применяют вещества, имеющие ядра с малым заря-
дом, такие как дейтерий, тритий, бериллий и некоторые
другие. При получении нейтронов с помощью фотоядер-
ных реакций в качестве мишеней используют тяжелые
металлы (уран, висмут, свинец).
ЛИТЕРАТУРА
1. Румянцев С.В. Радиационная дефектоскопия. М.:
Атомиздат, 1968. 559 с.
2. Румянцев С.В., Добромыслов В.А. Радиацион-
ная интроскопия. М.: Атомиздат, 1972. 352 с.
3. Румянцев С.В., Кулиш Е., Борисов О.И. Источ-
ники низкоэнергетического излучения в неразрушающем
контроле. М.: Атомиздат, 1976. 128 с.
4. Румянцев С.В., Штань А.С., Гольцев В.А.
Справочник по радиационным методам неразрушающего
контроля. М.: Энергоиздат, 1982. 240 с.
5. Вавилов С.П., Горбунов В.И. Импульсное рент-
геновское излучение в дефектоскопии. М.: Энергоатом-
издат, 1985. 80 с.
6. Блинов Н.Н. Рентгеновские питающие устройст-
ва. М.: Энергия, 1980. 200 с.
7. Раков В.И. Электронные рентгеновские трубки.
М.: Госэнергоиздат, 1952.
8. Иванов С.А., Щукин Г.А. Рентгеновские трубки
технического назначения. Л.: Энергоатомиздат, 1989.
200 с.
9. Капица С.П., Мелехин В.Н. Микротрон. М.:
Наука, 1969.211 с.
10. Москалев В.А. Бетатроны. М.: Энергоиздат,
1981.
11. Комар Е.Г. Основы ускорительной техники. М.:
Атомиздат, 1975.
12. Рентгенотехника: Справочник. В 2-х кн. Кн. 1 /
В.В. Клюев, Ф.Р. Соснин, В. Артес и др.; Под общ. ред.
В.В. Клюева. 2-е изд., перераб. и доп. М.: Машинострое-
ние, 1992. 480 с.
13. Рентгенотехника: Справочник. В 2-х кн. Кн. 2 /
А.А. Алтухов, К.В. Анисович, X. Бергер и др.; Под общ.
ред. В.В. Клюева. 2-е изд., перераб. и доп. М.: Машино-
строение, 1992. 386 с.
14. Клюев В.В., Соснин Ф.Р. Теория и практика
радиационного контроля. М.: Машиностроение, 1998.
170 с.
15. Неразрушающий контроль с источниками вы-
соких энергий / В.В. Клюев, Ф.Р. Соснин, Е.А. Гусев и
др. М.: Энергоатомиздат, 1989. 176 с.
Глава 4. МЕТОДЫ И СРЕДСТВА
ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
4.1. ФИЗИЧЕСКИЕ ОСНОВЫ
И ЭЛЕМЕНТНАЯ БАЗА РАДИОГРАФИИ
В зависимости от способа регистрации и типа де-
тектора различают два основных метода радиографии -
прямой экспозиции и переноса изображения (табл. 1,
рис. 1).
Метод прямой экспозиции является наиболее рас-
пространенным методом промышленной радиографии,
при котором используются источники ионизирующего
излучения практически всех видов. Просвечивание изде-
лий производится на радиографическую пленку.
Метод переноса изображения применяют при ней-
тронной радиографии и ксерорадиографии (электрора-
диографии). В первом случае скрытое изображение по-
лучают на промежуточном металлическом активируемом
экране, размещенном за изделием в нейтронном потоке.
После этого скрытое изображение переносят на радио-
графическую пленку, прикладывая ее к металлическому
экрану.
При электрорадиографии в качестве промежуточно-
го носителя скрытого изображения используют электри-
чески заряженные полупроводниковые пластины, поме-
щаемые за объектом в пучке ионизирующего излучения,
а в качестве регистратора видимого изображения приме-
няют обычную бумагу, на которой изображения прояв-
ляются с помощью сухих красящих веществ.
4.2. ОСНОВНЫЕ ПАРАМЕТРЫ
РАДИОГРАФИИ
Результаты контроля качества изделий, просвечи-
ваемых тормозным (рентгеновским) и у-излучениями,
определяются суммарным воздействием ряда парамет-
ров, зависящих от природы и свойств используемых ис-
точников, детектора и контролируемого изделия (рис. 2).
Энергетический спектр (энергия) Е излучения оп-
ределяет его проникающую способность и выявляемость
дефектов в контролируемом изделии.
Мощность Р экспозиционной дозы (МЭД) излу-
чения определяет производительность контроля, а также
требования техники радиационной безопасности.
Плотность р и атомный номер Z контролируемо-
го материала определяют необходимую МЭД и энергию
излучения, обеспечивающие получение требуемой про-
изводительности контроля и выявляемости дефектов.
Линейный коэффициент ослабления ц излучения
в материале контролируемого изделия (табл. 2) опреде-
ляет проникающие свойства излучения и выявляемость
дефектов. Для выявления дефектов минимальных разме-
ров, т.е. для получения высокой чувствительности, сле-
дует использовать низкоэнергетическое рентгеновское
излучение, у-излучение и высокоэнергетическое тормоз-
ное излучение ускорителей с большими значениями ц.
Рис. 1. Классификация методов промышленной радиографии
1. Сравнительные характеристики методов промышленной радиографии
Методы радиографии Источники излучения Детекторы Объекты контроля Преимущества Недостатки
Методы прямой экспозиции Рентгенография Рентгеновские ап- параты с U< 1000 кВ, /<25 мА Черно-белые и цветные радиогра- фические пленки с усиливающими металлическими и флюоресцентны- ми экранами Паяные и сварные соединения, литье, поковки, штамповки и прочие изделия из металлов, их сплавов, пластмасс, керамики и т.п. Регулирование энергии и интенсив- ности излучения в зависимости от толщины и плотности материала. Малые размеры фокусного пятна. Высокая интенсивность излучения. Высокая чувствительность контроля Необходимость охлаждения и пи- тания от внешних источников. Большие габариты аппаратуры. Малая маневренность. Малая тол- щина просвечиваемого материала (для стальных деталей не более 100 мм)
Радиография с ис- пользованием уско- рителей (бетатронов, микротронов, линей- ных ускорителей) Ускорители с £<50 МэВ То же, большая толщина просвечи- ваемого материала (например, тол- щина стальных деталей до 500 мм) То же, необходимость мощной защиты, уменьшение углового распределения интенсивности из- лучения с увеличением энергии, т.е. малые поля облучения
Радиография с ис- пользованием ра- диоактивных ис- точников Радиоактивные ис- точники с Е < 1,33 МэВ Независимость результатов контро- ля от внешних источников питания. Портативность и маневренность ап- паратуры. Возможность контроля стальных изделий толщиной до 250 мм. Проведение контроля в труднодоступных местах Использование набора источников излучения для контроля изделий различных толщины и плотности. Изменение МЭД излучения вслед- ствие радиоактивного распада. Ограниченная чувствительность
Методы переноса изображения Нейтронная радио- графия Ядерные реакторы, генераторы нейтро- нов, радиоактивные источники Активируемые эк- раны-преобразова- тели и радиогра- фические пленки Радиоактивные изде- лия. Изделия из лег- ких материалов, рас- положенные за обо- лочками из тяжелых металлов. Компози- ционные материалы Нечувствительность метода к сопут- ствующему излучению, источником которого является изделие или ок- ружающие предметы. Возможность обнаруживать различные изотопы одного и того же элемента. ’’Про- зрачность" для нейтронов тяжелых металлов и "непрозрачность" легких материалов Г ромоздкость радиографического оборудования при использовании выведенного из ядерного реактора потока нейтронов. Малая плот- ность потока нейтронов у генера- торов, что ограничивает создание передвижных устройств
Ксерорадиография (электрорадиогра- фия) Рентгеновские ап- параты, радиоак- тивные источники излучения Полупроводнико- вые пластины и бумага Быстрота получения электрорадио- граммы. Отсутствие необходимости в фотолабораториях. Сокращение расходов за счет исключения фото- обработки и сушки снимков, а также за счет возможности многократного использования полупроводниковых пластин Возникновение на поверхности полупроводниковых пластин раз- личных повреждений, которые при расшифровке снимка трудно отли- чить от дефекта контролируемого изделия. Отсутствие гибких полу- проводниковых пластин. Отсутст- вие автоматического оборудования для ксерорадиографии
ОСНОВНЫЕ ПАРАМЕТРЫ РАДИОГРАФИИ
56
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
Рис. 2. Основные параметры промышленной радиографии
В этом случае наличие в контролируемом объекте
внутреннего дефекта приводит к изменению интенсив-
ности излучения, достигающего детектора.
П£и стремлении обеспечить высокую производи-
тельность следует применять высокоэнергетическое
рентгеновское и у-излучения и низкоэнергетическое
тормозное излучение ускорителей с малыми значениями
ц и большими длинами свободного пробега квантов в
веществе. Такие излучения имеют лучшие проникающие
свойства и поглощаются веществом существенно мень-
ше, чем излучения с большими значениями ц. Вследствие
этого интенсивность излучения, достигающая детектора,
изменяется мало.
Коэффициент накопления В (табл. 3) характери-
зует рассеяние излучения в материале изделия в зависи-
мости от коэффициента ослабления ц и толщины контро-
лируемого изделия 8 и оказывает заметное влияние на вы-
являемость дефектов. Он определяется отношением суммы
интенсивностей нерассеянного Мп и рассеянного Мр излу-
чений к интенсивности нерассеянного излучения:
п 4,+Мр
2. Линейные коэффициенты ослабления р. (см1)
Энергия квантов Е Алюминий (2=13) Железо (Z=26) Вольфрам (2=74) Свинец (Z=82) Уран (Z = 92)
Дж МэВ
1,6- 10” 0,01 69,440 1328,3 1908,6 1406,6 3366,0
1,6 • 10” 0,1 0,421 2,617 80,87 60,35 91,88
1,06 10” 0,661* 0,194 0,573 1,835 1,213 2,850
1,6 • 10” 1,0 0,165 0,467 1,227 0,771 1,709
2,0 • 10” 1,25** 0,150 0,424 1,087 0,674 1,471
6,4 • 10” 4 0,084 0,260 0,748 0,472 0,992
1,6 Ю” 10 0,062 0,234 0,897 0,554 1,166
* l37Cs. ♦♦ “Со.
ОСНОВНЫЕ ПАРАМЕТРЫ РАДИОГРАФИИ
57
3. Коэффициенты накопления для точечного источника в бесконечной среде
Энергия квантов Е Алюминий Железо
Дж МэВ Значения В при цб
1 4 15 1 4 15
8,0 • 10 й 1,06 • 10’13 1,6 • 10” 2,0 • 10” 6,4 • 10” 1,6 ю” 0,5 0,661* 1,0 1,25** 4 10 2,37 2,18 2,02 1,92 1,53 1,28 9,47 8,16 6,57 5,90 3,22 2,12 80,8 66,4 37,9 29,8 10,1 5,63 1,98 1,94 1,87 1,84 1,45 1,20 5,98 5,83 5,39 5,05 3,03 1,95 35,4 35,4 28,3 24,8 11,2 7,54
Энергия квантов Е Вольфрам Свинец Уран
Дж МэВ Значения В при цб
1 4 15 1 4 15 1 4 15
- 8,0-10” 1,06 • 10” 1,6 • 10” 2,0 • 10” 6,4 • 10” 1,6 • 10” * ,37Cs. ♦» мСо. 0,5 0,661* 1-,0 1,25** 4 10 1,28 1,44 1,29 1,11 1,84 2,57 2,41 1,64 3,12 6,25 12,0 14,0 1,24 1,33 1,37 1,38 1,27 1,11 1,69 1,92 2,26 2,41 2,25 1,58 2,65 3,42 4,81 5,4 9,8 12,5 1,17 1,31 1,24 1,09 1,48 1,98 2,09 1,51 2,08 3,67 8,01 10,5
В результате рассеяния рентгеновского и у-излуче-
ний в контролируемом изделии вторичные электроны и
кванты, образованные в процессе фотоэлектрического
взаимодействия (фотоэффекта) и комптоновского рас-
сеяния, в значительной мере отклоняются от направле-
ния первичного пучка излучения, что ухудшает выяв-
ляемость дефектов. При использовании ускорителей об-
разующиеся в изделии пары электрон - позитрон суще-
ственно меньше отклоняются от направления пучка из-
лучения. Такое рассеянное излучение способствует обра-
зованию скрытого изображения и незначительно ухуд-
шает чувствительность.
Обратнорассеянное излучение (альбедо излуче-
ния) возникает при многократном рассеянии квантов в
контролируемом объекте и поглотителе, расположенном
за объектом. При этом часть рассеянного излучения вы-
ходит из поглотителя и воздействует на обслуживающий
персонал и детектор.
С увеличением атомного номера Z вещества отра-
жающей среды количество обратнорассеянного излуче-
ния уменьшается примерно пропорционально Z2. Оно
также возрастает при косом падении излучения на объ-
ект примерно пропорционально 1/cos 0, где 0 - угол па-
дения излучения. Именно поэтому при радиационной
дефектоскопии не следует просвечивать изделия, распо-
ложенные на основаниях из легких материалов (бетон,
алюминий и т.п.). Это приводит к существенному ухудше-
нию чувствительности контроля и увеличивает интенсив-
ность излучения, воздействующего на персонал.
При использовании в цехах защитных камер без до-
полнительных потолков обратнорассеянное излучение
может создать фон на смежных участках.
Эффективность регистрации Q детектора опреде-
ляет его способность реагировать на воздействие иони-
зирующего излучения в определенном диапазоне энер-
гии и МЭД излучения.
В частности, эффективность регистрации радиогра-
фических пленок характеризуют их спектральной чувст-
вительностью, которая определяет способность пленки
получать различную плотность почернения после ее об-
лучения одинаковыми экспозиционными дозами ионизи-
рующего излучения различной энергии.
Эффективность регистрации радиоскопических и
радиометрических детекторов определяется отношением
числа зарегистрированных квантов излучения, прошед-
ших контролируемый объект, к общему числу квантов,
падающих на этот объект.
Разрешающая способность R детектора определя-
ет его способность регистрировать рядом расположен-
ные дефектные и бездефектные участки контролируемо-
го изделия и характеризуется предельным числом линий,
равномерно расположенных на единице длины тест-
объекта.
Абсолютная чувствительность (мм) опреде-
ляет размер минимально выявляемого дефекта или эле-
мента эталона чувствительности.
Относительная чувствительность определя-
ется отношением размера АЗ минимально выявляемого
58
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
дефекта или элемента эталона чувствительности к тол-
щине 8 контролируемого изделия и выражается в про-
центах.
Зависимость относительной чувствительности ра-
диографии от основных параметров просвечивания оп-
ределяется уравнением
^отн = —100 100 %,
3 Удц3
где AZ)min - минимальная разность плотностей почерне-
ния, различаемая глазом (прибором); В - коэффициент
накопления излучения; yD - контрастность радиографи-
ческой пленки; ц - линейный коэффициент ослабления
излучения; 8 - толщина изделия.
Минимальная выявляемая разность плотностей
почернения AZ)min между изображением дефекта и ос-
новным фоном снимка определяется рядом факторов, к
числу которых относятся степень совершенства глаза
оператора, яркость экрана расшифровочного оборудова-
ния и условия расшифровки, а также размеры и форма
изображения дефекта.
Установлено, что глаз является наиболее чувствитель-
ным для яркости более 30 кд/м2. В этих условиях можно
различать разницу яркости около 0,14 кд/м2, что обеспечи-
вает обнаружение минимальной разности плотностей по-
чернения AZ)min = 0,006. При яркости экрана расшифро-
вочного оборудования 30 кд/м2 ADmin = 0,006 ... 0,02
(расстояние от глаза до экрана составляет 25 см). Мень-
шие значения соответствуют большим дефектам и ма-
лым отношениям длины дефекта к его ширине (до 20), а
большие значения - малым дефектам и большим отно-
шениям длины дефекта к его ширине (до 70).
Общая нерезкость изображения и (мм) характери-
зуется размытием краев изображения на снимке. Вели-
чина нерезкости при просвечивании зависит от следую-
щих ее составляющих.
Геометрическая нерезкость (рис. 3, а, б) опреде-
ляется соотношением
d8
иг =-------.
r (Г-5)
Внутренняя нерезкость ив для рентгеновского излу-
чения и флюоресцентных экранов равна 0,1 ... 0,5 мм;
• для рентгеновского излучения и экранов из свинца
ив = 0,025 ... 0,1 мм;
• для у-излучения и экранов из свинца ив = 0,17 ...
0,5 мм.
Значения ив зависят от энергии излучения, в частности
для 1921г ив = 0,17 ... 0,20 мм, для 137Cs ив = 0,27 ... 0,3 мм,
для 60Со ив = 0,36 ... 0,5 мм.
Нерезкость рассеяния
Wp=WBS5>
где 8 - толщина просвечиваемого материала, см; g - ко-
эффициент пропорциональности.
Рис. 3. Схемы образования геометрической нерезкости при
ступенчатом (а) и овальном (б) дефектах
Для рентгеновского излучения g = 1,25, для
I92Ir g = 1,15, для I37Csg= 1,09, для60Со g = 1,04.
Нерезкость смещения, определяемая колебаниями
источника, объекта и детектора, в реальных условиях
просвечивания обычно устраняется за счет применения
жестких штативных устройств держателей источников и
детекторов.
Общая нерезкость изображения зависит от характера
распределения геометрической нерезкости, связанной с
формой дефекта или элемента эталона чувствительности.
Для канавочных эталонов чувствительности и де-
фектов ступенчатого типа (непровары, трещины и т.п.)
и = 3^и2+и3.
Для проволочных эталонов чувствительности и де-
фектов овального типа (пор, раковин и т.п.)
и — иг
2и,
1-ехр -
к
2^
При определении общей нерезкости в случае про-
свечивания толстостенных изделий в это уравнение вме-
сто ив подставляют значение ир. С увеличением общей
нерезкости ухудшается чувствительность:
W _ 2,3AZ)min2?^ u
отн урИ8 I ЛЬ/
где AZ? - ширина канавок, мм.
Контраст изображения Си определяет наряду с
разрешающей способностью выявляемость дефектов. Он
зависит не только от яркостей дефектного £д и безде-
фектного L участков изображения, но и от ширины де-
фекта AZ? и нерезкости и:
' =£д Lfl + —1100 %.
" L I Дбу
Зависимость контраста Си от Ай показана на рис. 4.
Из анализа кривых следует, что с увеличением &Ь и L
обнаруживаются дефекты с существенно меньшим зна-
чением Си, при этом наименьшие значения контраста
изображения не превышают 1,4 ... 2 %.
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
59
Рис. 4. Зависимость контраста изображения от ширины
наименьшего видимого дефекта при различной яркости
экрана негатоскопа
Выявляемость дефектов и производительность кон-
троля определяются суммарным воздействием перечис-
ленных параметров.
4.3. СРЕДСТВА И ТЕХНИКА
РАДИОГРАФИИ
Для организации и проведения на предприятии
радиографических работ по контролю качества изделий
необходимо оборудование, перечень которого приведен
в табл. 4. Источники ионизирующего излучения и
штативы для них описаны в гл. 3.
В ответственных случаях контроля применяют схему
двойной зарядки, когда в одну кассету помещают две
вышеописанные комбинации экран - пленка - экран.
Радиографические пленки регистрируют на прошед-
шее через объект излучения. В процессе экспонирования
изменяются параметры чувствительного слоя, обеспечи-
вая регистрацию изменения интенсивности излучения.
Пленки обладают интегрирующей способностью регист-
рировать чрезвычайно низкие потоки излучения за дли-
тельное время просвечивания в широком диапазоне
энергий.
Фотографическая эмульсия содержит чувствитель-
ную к излучению галоидную соль серебра (обычно бро-
мистое серебро с небольшой примесью йодистого), рав-
номерно в виде зерен распределенную в тонком слое
желатины. Эмульсию наносят на подложку (целлюлозу,
стекло, бумагу и т.д.) с обеих сторон. При облучении
пленки проникающим излучением в кристаллах броми-
стого серебра происходят изменения, приводящие к то-
му, что кристалл становится способным к проявлению,
т.е. восстановлению, металлического серебра под дейст-
вием проявителя.
Пленочная система - это комбинация пленки, свин-
цовой фольги и процесса химико-фотографической об-
работки пленки, которая выполняется в соответствии с
инструкцией изготовителя пленки и/или изготовителя
химикатов для ее обработки.
Экспонирование пленок для оценки их характе-
ристик. Пленки должны экспонироваться излучением,
генерируемым рентгеновской трубкой с вольфрамовой
мишенью при анодном напряжении около 220 кВ, или же
приложенное к трубке анодное напряжение должно соот-
ветствовать слою половинчатого ослабления (3,5 ± 0,2) мм.
Самоэкранирование окна трубки и дополнительный мед-
ный фильтр в сумме должны давать фильтрацию, экви-
валентную (8 ± 0,05) мм. Должны быть использованы
передние и задние свинцовые усиливающие экраны тол-
щиной 0,02 ... 0,04 мм.
4. Оборудование для промышленной радиографии
Этапы радиографиче- ского процесса Состав оборудования
основного вспомогательного
Просвечивание из- делий Рентгеновские аппараты, гамма-дефекто- скопы, линейные и циклические ускорите- ли, источники нейтронов (реакторы, гене- раторы), пленки радиографические, экраны усиливающие Штативные устройства, эталоны чувствительности, знаки маркировочные, кассеты гибкие и жесткие, держатели кассет, приспособления для резки пле- нок
Фотообработка ра- диографических снимков Кюветы, баки-танки, автоматы для фото- обработки, сушильные шкафы Фонари неактиничного света, оборудование для приготовления растворов (весы, баки, мешалки, фильтры, дистилляторы), оборудование для отде- ления серебра, рамки и кассеты для проявления пленок, лабораторная мебель (стеллажи, шкафы, столы)
Расшифровка ра- диографических снимков Негатоскопы, денситометры, микрофото- метры, мерительные лупы, автоматы для считывания снимков Эталоны плотностей почернения, атласы радио- графических снимков дефектных изделий, лабора- торная мебель (столы, шкафы для архива пленок)
60
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
Рис. 5. Характеристическая кривая радиографической
пленки
Коэффициент пропускания радиографической
пленки т есть отношение светового потока Ф, прошед-
шего через почернения пленки на прозрачной основе, к
световому потоку Фо, падающему на нее: т = Ф/Фо.
Оптическая плотность почернения D радиогра-
фической пленки характеризует радиографическое
изображение и определяется как десятичный логарифм
величины, обратной коэффициенту пропускания
D = log(l/T).
Максимальная оптическая плотность почернения на
радиографических пленках может достигать 10 ... 11.
В радиационном контроле оптическая плотность состав-
ляет, как правило, 2 ... 4. Эту характеристику обычно
измеряют на элементах снимка размером 1 ... 3 мм с по-
мощью денситометров, а на элементах снимка площадью
до 0,01 мм2 - с помощью микроденситометров и микро-
фотометров.
Экспозиция излучения Ks - дозированное количе-
ство средней энергии, переданное излучением веществу
в элементарном объеме, к массе вещества в этом объеме.
Единица в системе СИ - Гр = Дж/кг.
Характеристическая кривая пленки представляет
графическую зависимость оптической плотности почер-
нения от логарифма экспозиции. Чтобы получить досто-
верную кривую, необходимо сделать по крайней мере 12
снимков, оптическая плотность которых равномерно
распределена в диапазоне 1,0 ... 5, без учета составляю-
щей плотности, вызванной наличием вуали и подложки
пленки Do-
Чувствительность (число чувствительности) S оп-
ределяют как величину, обратную дозе К5 (Гр), 5 = VKS9
которая требуется для определенной плотности Р. На-
пример, при Р = 2 без учета составляющей плотности,
вызванной наличием вуали и подложки пленки Do-
Градиент характеристической кривой (рис. 5) -
это производная оптической плотности по десятичному
логарифму экспозиции:
dD _ К dP
PXog^K 0,43 dK'
где К - доза (Гр), требуемая для плотности D - Do [Do -
оптическая плотность неэкспонированной обработанной
пленки, включая подложку (вуали и подложки)]; G из-
меряется с погрешностью не более 5 % при доверитель-
ной вероятности 0,95.
Гранулярность Ср - это флюктуации оптической
плотности равномерно экспонированного и проявленно-
го фотоматериала, оцениваемого инструментальными
методами, например с помощью микроденситометра.
Оптическая плотность пленки при оценке ее струк-
турометрических характеристик должна составлять
D = (2,00 ± 0,05) + Do, длина сканирования по линейной
мере 100 мм, диаметр диафрагмы микроденситометра
(100 ± 5) мкм.
Данные с выхода микроденситометра должны быть
отфильтрованы фильтрами верхних частот с предельной
частотой 0,1 пары линии/мм. Погрешность измерения Ср
не более 10 % при доверительной вероятности 0,95.
Должно быть оценено Ср не менее чем на 6 пленках.
С увеличением размеров зерен фотоэмульсии, энер-
гии ионизирующих частиц и времени проявления грану-
лярность повышается.
Отношение градиент/шум - это частное от деле-
ния градиента G на Ор. Достаточно низкое значение это-
го отношения для промышленных пленок является необ-
ходимым следствием требования низкой плотности вуа-
ли при длительном хранении пленок.
Класс пленочных систем по EN 584-1 зависит от
предельных значений таких величин, как градиент G -
местная (локальная) крутизна характеристической кри-
вой пленки; гранулярность Ср - среднее квадратическое
отклонение оптической плотности и отношения G/<3D
(см. табл.5).
Взаимосвязь EN 584-1 с другими классификаци-
онными системами.
В табл. 6 - 10 приводится информация об условном
(приближенном) соответствии широко известных в мире
классификационных классов пленочных систем.
5. Класс пленочных систем
Класс пле- ночных систем Минимум градиен- та Gmin при Минимум отношения (C^Z))min при D = 2 выше Do Максимум гранулярности (G/O^max при D = 2 выше Do
D = 2 выше Do D = 4 выше Do
С1 4,5 7,5 300 0,018
С2 4,3 7,4 270 0,018
СЗ 4,1 6,8 180 0,023
С4 4,1 6,8 150 0,028
С5 3,8 6,4 120 0,032
С6 3,5 5,0 100 0,039
D - определенная оптическая плотность; Do ~ оптическая
плотность вуали.
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
61
6. Классификационная эквивалентность пленочных систем фирм
AGFA, FUJI, DU PONT, FOMA и России и систем no EN 584-1
Фирма (страна) Тип Ручная обработка пленки Машинная обработка пленки
Россия FUJI AGFA FUJI AGFA DU PONT FOMA
AGFA D2 Cl С1
D3 С2 С2
D4 СЗ СЗ
D5 С4 С4
D7 С5 С5
D8 С6 С6
FUJI IX 25 сз С1 С1
IX 29 С5 С5 С5
IX 50 С2 С2 С2
IX 59 С6 С6 С6
IX 80 СЗ СЗ сз
IX 100 С4 С5 С5
IX 150 С6 С5 С6
DU PONT NDT 35
NDT 45 Cl
NDT 55 сз
NDT 65 С4
NDT 70 С4
NDT 75
Россия PT-5 сз
PT-4M С4
PT-3; PHTM С5
PT-1; PT-2; РТ-СШ С6
FOMA R5 С4
R7 С5
R8 С6
R8 + ФМЭ С6
7. Классификационная эквивалентность пленочных систем фирм
AGFA, DU PONT, KODAK и систем по DIN 541
Класс по DIN 541 Фирмы-производители
AGFA DU PONT KODAK
GI D2, D3 NDT 45 R
GII D4, D5 NDT 55, NDT 65 M, MX, T
GUI D7 NDT 70 AX, AA
62
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
8. Классификационная эквивалентность по
стандартам CEN, ISO и ASTM
CEN DRAFT ISO ASTM
С6 T1 TYPE3
С5 Т2 TYPE 2
С4 ТЗ TYPE 1
СЗ
С2 Т4 SPECIAL
С1
В США разработан новый стандарт ASTM Е07-01, в
котором качество радиографических промышленных
пленок классифицируется в зависимости от значений их
сенситометрических и структурометрических парамет-
ров. Классификация пленок по этому стандарту основы-
вается на значениях величин, используемых в евростан-
дарте EN 584-1 и ISO CD (см. табл. 8).
Выбор рентгеновских пленок. Выбор специали-
стом той или иной пленки определяется необходимостью
получения рентгеновского снимка с определенной кон-
трастностью и четкостью изображения. Контрастность
пленки, ее чувствительность и гранулярность взаимосвя-
заны, высокочувствительные пленки имеют крупные
зерна и низкий предел разрешения, а низкочувствитель-
ные - мелкие зерна и высокий предел разрешения. По-
этому, хотя с экономической точки зрения желательно,
чтобы время экспонирования пленки было как можно
короче, использование высокочувствительной пленки
ограничивается ее зернистостью, которая в значительной
мере определяет качество изображения мелких дефектов.
Заводы-изготовители пленок выпускают их с достаточно
широким диапазоном по чувствительности, контрастно-
сти и гранулярности (см. табл. 5 - 8).
На основании табл. 5 для пленок можно составить
качественную классификационную таблицу (табл. 9) с
учетом того, что чувствительность пленок хотя и не яв-
ляется классификационным параметром, но непосредст-
венно зависит от значений G, а, (7/а.
9. Качественная классификация
рентгенографических пленок
Класс Тип зернистости Качество снимка Тип чувстви- тельности
C1;C2 C3;C4 C5 C6 Очень мелкодис- персная Мелкозернистая Средняя Крупнозернистая Очень высокое Высокое Среднее Низкое Очень низкая Низкая Средняя Высокая
10. Коэффициенты относительной экспозиционной
эквивалентности для пленок по EN 584-1
Класс Источники излучения
100 кВ 200 кВ 1г-192 Со-60 LINAC/8 Me V
С1 10,6 8,7 9,0 10,0 10,0
С2 4,1 4,2 5,0 5,1 5,1
СЗ 3,1 2,6 3,0 3,1 3,1
С4 1,8 1,6 1,5 1,5 1,5
С5 1,0 1,0 1,0 1,0 1,0
С6 0,7 0,7 0,7 0,7 0,7
Относительная чувствительность пленочных систем
со свинцовыми усиливающими экранами различных
классов по EN 584-1 представлена в табл. 10. В этой таб-
лице за стандартную пленку выбрана пленка класса С5.
Для других пленок значение экспозиции оценивают про-
изведением экспозиции для пленки класса С5 на указан-
ный в таблице коэффициент.
Выбор пленок и металлических экранов для просве-
чивания сварных швов объектов контроля (ОК) из спла-
вов на основе железа, меди и никеля Европейский коми-
тет по стандартизации (EN 444) рекомендует делать в
соответствии с табл. 11, а при контроле ОК из сплавов на
основе алюминия и титана использовать пленки соответ-
ственно класса СЗ (см. табл. 12).
Большинство табличного и графического материа-
лов, используемых при подготовке технологических до-
кументов для проведения эффективного контроля, дается
для ОК, выполненных из сплавов на основе алюминия и
железа. Коэффициенты радиографической эквивалент-
ности для ОК из других широко используемых материа-
лов приведены в табл. 13.
В этой таблице при напряжениях на рентгеновских
трубках 100 кВ и ниже за стандартный материал прини-
мается алюминий, а при более высоких напряжениях и
при использовании гамма-излучения - сталь. Значение
эквивалентной толщины оценивают произведением тол-
щины ОК на указанный в табл. 13 коэффициент.
Собственная нерезкость изображений дефектов на
пленках определяется микроструктурой пленки (экрана)
и физикой взаимодействия фотонов первичного излуче-
ния с веществом пленки (экрана).
На нерезкость преобразования влияет не только
средний размер зерна пленки, но и энергия фотонов, по-
скольку она определяет длину пробега электронов в
эмульсии.
В табл. 14 представлены усредненные по экспери-
ментальным данным значения нерезкости преобразова-
ния Uf для мелкозернистых и крупнозернистых пленок
при различных энергиях фотонов.
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
63
И. Классы пленок и типы металлических усиливающих экранов для радиографии стали
и сплавов на основе меди и никеля
Источник излучения Просвечиваемая толщина d Классы пленок1* Тип и толщина металлических экранов
Рентгеновское излучение при напряжении на трубке Менее 100 кВ • сз Без экранов или с передним и задним экранами из свинца толщиной менее 0,03 мм
От 100 до 150 кВ Передний и задний экраны из свинца толщиной менее 0,15 мм (шах)
От 150 до 250 кВ С4 Передний и задний экраны из свинца толщиной от 0,02 до 0,15 мм
Yb-169 d < 5 мм СЗ Без экранов или с передним и задним экранами из свинца толщиной менее 0,03 мм
Tm-170 d > 5 мм С4 Передний и задний экраны из свинца толщиной от 0,02 до 0,15 мм
Рентгеновское излучение при напряжении на трубке от 250 кВ до 500 кВ d < 50 мм С4 Передний и задний экраны из свинца толщиной от 0,02 до 0,2 мм
d > 50 мм Передний экран из свинца толщиной от 0,1 до 0,2 мм1*
Se-75 С4 Передний экран из свинца толщиной от 0,1 до 0,2 мм2*
Ir-192 С4 Передний экран из свинца толщиной от 0,1 до 0,2 мм2* Задние экраны из свинца толщиной от 0,02 до 0,2 мм
Co-60 d < 100 мм С4 Передний и задний экраны из стали или меди тол- щиной от 0,25 до 0,7 мм3*
d > 100мм С5
Ускоритель электронов на энер- гии от 1 МэВ до 4 МэВ d < 100мм сз Передний и задний экраны из стали или меди тол- щиной от 0,25 до 0,7 мм3*
d > 100мм С5
Ускоритель электронов на энер- гии от 4 МэВ до 12 МэВ d < 300 мм С4 Передний экран из меди, стали или тантала тол- щиной менее 1 мм (max). Задний экран из меди или стали толщиной менее 0,5 мм4*
d > 300 мм С5
Ускоритель электронов на энер- гии более 12 МэВ d < 300 мм С4 Передний экран из тантала толщиной менее 1 мм5* Задний экран из тантала толщиной менее 0,5 мм
d > 300 мм С5
’♦ Могут быть использованы и лучшие классы пленок.
2* Могут быть использованы готовые упаковки пленок с передним экраном толщиной менее 0,03 мм, если между объектом
контроля и пленкой размещен дополнительный свинцовый экран толщиной около 1 мм.
3* Могут быть также использованы экраны из свинца толщиной от 0,1 до 0,5 мм.
4* Могут быть также использованы свинцовые экраны толщиной от 0,5 до 1 мм.
5* Могут быть использованы экраны из вольфрама.
12. Классы и типы металлических усиливающих
экранов для радиографии алюминия и титана
13. Коэффициенты радиографической
эквивалентности
Источник излучения Классы пленок1 Типы и толщина усиливающих экранов
Рентге- новское излуче- ние при напря- жении на трубке Менее 150 кВ СЗ Без экранов или с передним эк- раном из свинца толщиной менее 0,03 мм и задним экраном из свинца толщиной менее 0,15 мм Гтах)
От 150 до 250 кВ Передний и задний экраны из свин- ца толщиной от 0,02 до 0,15 мм
От 250 до 500 кВ Передний и задний экраны из свин- ца толщиной от 0,1 до 0,2 мм
Yb-169 СЗ Передний и задний экраны из свин- ца толщиной от 0,02 до 0,15 мм
Se-75 СЗ Передний и задний экраны из свин- ца толщиной от 0,1 до 0,2 мм
1 Могут быть использованы и лучшие классы пленок.
Материал Рентгеновское излучение Гамма-излучение
100 кВ 200 кВ 4-25 МэВ Ir-192 Со-60
Магний 0,6 0,08 — — —
Алюминий 1,0 0,18 — 0,35 0,35
Титан 8,0 0,35 — — —
Сталь 12,0 1,0 1,0 1,0 1,0
Медь 18,0 1,4 1,3 1,1 1,0
Цинк — 1,3 1,2 1,1 1,0
Латунь — 1,3 1,1 1,1 1,1
Цирконий — 2,0 - - —
Свинец — 12,0 3,0 4,0 2,3
Уран - 25,0 3,9 12,6 3,4
64
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
14. Зависимость собственной нерезкости
преобразования пленочных систем
от энергии фотонного излучения
Энергия излучения, кэВ, или тип источника Нерезкость Су, мм
Мелкозернистая пленка Крупнозернистая пленка
50 - 0,03 0,05
100 0,05 0,1
200 0,09 0,12
300 0,12 0,15
400 0,15 0,2
1000 0,24 0,3
2000 0,32 0,45
8000 0,6 0,7
31 000 1,0 1,2
Ir-192 0,13 0,2
Cs-137 0,28 0,3
Co-60 0,35 0,5
Изображение на рентгеновских снимках характери-
зуется:
• высоким пространственным разрешением - собст-
венная нерезкость 30 ... 400 мкм; высоким отношением
сигнал/шум - отношение DIgd « 50 ... 100; G/gd » 100 ...
300, где D - оптическая плотность; Пр - среднее квадра-
тическое отклонение оптической плотности; G - гради-
ент характеристической кривой пленки;
• высокой чувствительностью радиационного кон-
троля ~ 0,8 ... 2 %;
• диапазоном оптических плотностей 0 ... 4,5 (5),
цифровой динамический диапазон > 12 бит.
Радиографический снимок для его оцифровки мо-
жет сканироваться лазером и преобразовываться с по-
мощью телевизионных систем или другой техники. Обо-
рудование для оцифровки снимков предлагается подраз-
делить на два класса: DB и DA, в зависимости от его
пространственного разрешения (размера элемента изо-
бражения).
Подготовка изделия к просвечиванию заключает-
ся в его предварительном осмотре и очистке от шлака,
масла и других загрязнений. Все наружные дефекты
должны быть удалены, так как их изображение на сним-
ках может помешать обнаружению изображений внут-
ренних дефектов.
При зарядке кассет радиографическую пленку по-
мещают в кассету с использованием следующих схем
зарядки: 1) без экранов; 2) между двумя металлическими
экранами; 3) между двумя флюоресцентными экранами;
4) между парами экранов, каждая из которых состоит из
одного металлического и одного флюоресцентного экра-
нов. В последнем случае к пленке прикладывается
флюоресцентный экран.
В ответственных случаях контроля применяют схе-
му двойной зарядки, когда в одну кассету помещают две
вышеописанные комбинации экран - пленка - экран.
Изделие разбивают на участки и маркируют с при-
менением маркировочных свинцовых знаков. Размеры
знаков выбирают в зависимости от толщины объекта.
Маркировочные знаки (свинцовые буквы, цифры,
стрелки и тире) поставляют в коробках в комплекте с
пинцетами и пеналами для набора маркировки (рис. 6).
Пеналы помещают в карманы, специально предусмот-
ренные на гибких кассетах, изготовляемых из светоне-
проницаемых материалов - пластиков, дерматина, бума-
ги и т.п. (рис. 7).
Свинцовые знаки размещают на изделии или кассете,
после просвечивания их изображения отпечатываются на
снимке. В случае невозможности применения знаков
производят разметку снимков, нанося надписи мягким
графитовым карандашом непосредственно на пленке.
В ряде случаев помечают черной тушью флюоресцент-
ные экраны, что обеспечивает получение на снимке чет-
кого отпечатка цифровой маркировки. Обычно кассеты и
заряженные в них пленки маркируются в том же поряд-
ке, что и контролируемые участки изделия.
Энергия фотонов, сформиро- вавших снимок (радионуклид) Класс DB Класс DA
5 100 кВ 15 мкм 50 мкм
< 200 кВ 30 мкм 50 мкм
<450 кВ 60 мкм 75 мкм
Se-75, Ir-192 100 мкм 150 мкм
Co-60 200 мкм 250 мкм
1
А
А
а
2
В
И
Ч
J
в
н
ш
4
Г
о
Щ
5
П
Ь
6
Е
Р
Л
7
Ж
С
8
3
т
ъ
9
И
У
3
о
к
ф
ю
Я
□□□□□□□□□□а
□□□□□□□□□а
ийгг
3
4
Рис. 6. Набор маркировочных знаков:
I - коробка; 2 - пинцет; 3 - ячейка со знаками; 4 - пеналы
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
65
Рис. 7. Гибкая кассета:
/ - место для маркировки размеров; 2 - карман для маркировочных
знаков и эталонов чувствительности; 3 - наружный чехол;
4 - внутренний чехол; 5 - вкладыш
Эталон чувствительности размещают на изделии со
стороны источника излучения. В случаях, когда его не-
возможно так установить, например при просвечивании
труб через две стенки, разрешается располагать эталон
со стороны детектора. Для этого на кассете предусмат-
ривают дополнительный карман.
Типы и размеры эталонов чувствительности регла-
ментированы ГОСТ 7512 (табл. 15). Предусмотрены ка-
навочные, проволочные и пластинчатые эталоны чувст-
вительности нескольких типоразмеров каждый. На кана-
вочном эталоне имеется шесть канавок, глубина которых
различная. Проволочный эталон представляет собой пла-
стиковый чехол с установленными в нем семью прово-
локами различного диаметра (различаются в 1,25 раза).
Материал эталона или его проволок должен быть анало-
гичен материалу контролируемого изделия. Проволоч-
ные эталоны маркируют свинцовыми буквами и цифра-
ми высотой 5 мм и толщиной 1 мм. Буквы обозначают
материал эталона, цифры - его номер (например, Fe 1,
Си 2, А1 3, Ti 4).
Пластинчатые эталоны выполнены в виде пластин с
двумя отверстиями, диаметр одного из которых равен
толщине, а другого удвоенной толщине эталона.
Гибкие кассеты, заряженные радиографической
пленкой и экранами, устанавливают на ферромагнитных
материалах с помощью магнитных держателей. Каждый
держатель обеспечивает усилие прижатия кассеты к
плоской стальной плите не менее 49 Н. На немагнитных
материалах кассеты крепят с помощью резиновых полос
и ремней. Иногда применяют специальные пояса с кар-
манами под гибкие кассеты, снабженные застежками и
натяжными ремнями.
15. Эталоны чувствительности, применяемые в промышленной радиографии и радиоскопии
Тип эталона Эскиз Чувствительность (в %) для 5 = Ю ... 50 мм Страны
Проволочный1 I Европейские страны, Англия, Япония
I
L 1 1 1 - Г"
Г 1- -Ul-* *“+
Канавочный с канавками2 постоянной ширины и переменной глубины ЛЬ 0,5 Европейские страны
<► S ф <3
Н-1
Канавочный с канавками переменных ширины и глубины I РФ
Пластинчатый с отвер- стиями 1,5 ... 2,0 США, ASME Code, РФ
L . I I.
ч
Ступенчатый с отвер- стиями 1 Геометрический ряд знг 2 Арифметический ряд зь 1чений d с основанием 1,25. 1ачений Д5. 2,0 ... 2,5 Международный институт сварки (МИС)
5 — 7387
66
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
Рис. 8. Схема просвечивания плоского изделия
При промышленной радиографии в основном ис-
пользуют схемы просвечивания (рис. 8 - 10), обеспечи-
вающие контроль качества шва по участкам как плоских
протяжных изделий, так и изделий типа полых тел вра-
щения. Анализ приведенных на рис. 9 схем показывает,
что только при кольцевом просвечивании фокусное рас-
стояние и толщина стенки являются постоянными вели-
чинами, при всех остальных способах контроля их зна-
чения меняются от центра к краю контролируемого уча-
стка. Суммарное воздействие этих двух факторов оказы-
вает существенное воздействие на получаемые результа-
ты. В частности, радиографический снимок имеет, как
правило, различные контрастности yD плотности почер-
нения D, общие нерезкости изображения и и, как следст-
вие, различные значения относительной чувствительно-
сти контроля FF0TH по центру и краю снимка.
Рис. 9. Схемы просвечивания изделий типа полых тел вращения (F-MC, 6-ЕС,г-ОА - OK, F9 - МА, -А)
Рис. 10. Схемы просвечивания сварных конструкций
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
67
Таким образом, основным ограничением при ис-
пользовании в промышленной радиографии любой из
схем просвечивания является получение:
1) допустимой разности плотностей почернения и
допустимых общих нерезкостей изображения по центру
и краю снимка;
2) требуемой правилами контроля относительной
чувствительности просвечивания fF0TH по центру и краю
снимка;
3) экономически оправданной производительности
контроля.
При просвечивании по схеме рис. 9 (F-MC) магист-
ральных трубопроводов целесообразно использовать
самоходные устройства (кроулеры).
Рис. 11. Зависимость относительной чувствительности от
толщины стали для рентгеновского и у-излучений
Основные характеристики кроулера фирмы JME
Источник излучения... панорамные рентгеновские трубки
на напряжение 120 ... 300 кВ или
радионуклид иридий-192
2,5
0...30
136 ... 356 240 ... 1500
12
Фокусное пятно, мм...
Время экспозиции, с ...
Диаметр труб, мм...
Скорость, м/мин....
Максимальный угол .
подъема, % (град.).... 45(27°)
Температурный ре-
жим, °C
Рис. 12. Зависимость относительной чувствительности от
толщины стали для тормозного излучения бетатронов
560... 1828
до 10
до 18
30°
-20 ... +70 или -40 ... +70
Допустимая разность плотностей почернения AZ?
между центром и краем снимка для безэкранных пленок
определяется ограниченными возможностями расшиф-
ровочного оборудования (негатоскопов), позволяющего
просматривать снимки с предельной плотностью почер-
нения Dn, для экранных пленок - получением макси-
мальной контрастности при предельных значениях плот-
ности почернения снимка Dn = 1,8 ... 2,2. Кроме того,
необходимо учитывать установленные правилами кон-
троля нижние пределы минимальной плотности почер-
нения снимка (обычно = 1,3 ... 1,8).
В общем виде AD = Dn - jDmin.
Соответствующее уравнение имеет вид
Д/) = 0,87у
Рис. 13. Зависимость абсолютной чувствительности от
толщины стали для различных источников излучения
F -F (5
2 —+ 0,5ц§ — -1
+ I5
В -В
<р
Bv + B
где F<p, 5Ф, - фокусное расстояние, толщина просве-
чивания и коэффициент накопления по краю снимка; F,
5,В- значения тех же величин по центру снимка.
Чувствительность радиографии зависит как от энер-
гии излучения Е (рис. 11 - 13), так и от контрастности
снимка yD, общей нерезкости изображения и, воздейст-
вия рассеянного излучения, достигающего пленки и оп-
ределяемого коэффициентом накопления. Поэтому при
просвечивании изделий по участкам, когда все перечис-
ленные параметры меняются от центра к краю снимка,
чувствительность контроля также изменяется.
На рис. 14 приведены графики зависимости относи-
тельной чувствительности от угла ф при просвечивании
Рис. 14. Изменение относительной чувствительности от
угла <р при просвечивании плоских стальных изделий
(сплошные линии - пленка РТ-5, штриховые - пленка РТ-1)
(источник 137Cs, D = 1,5):
1 - цб = 1, F= 35 см; 2 - цб = 2, F- 58 см; 3 - цб = 4, F = 83 см;
4 - цб = 6, Г= 94 см
5*
68
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
плоских изделий различной толщины с использованием
канавочных дефектометров. Фокусное расстояние выби-
рали из условия иг < wp. Снимки расшифровывали на
негатоскопе с яркостью экрана 30 кд/м2, при этом рас-
стояние от глаза наблюдателя до экрана составляло
25 см. Из графиков следует, что с увеличением угла ф
чувствительность контроля существенно изменяется от
центра к краю снимка, причем большее отклонение получа-
ется при радиографии с использованием пленки РТ-5.
При контроле изделий с протяженными швами или
со швами сложной конфигурации их разбивают на уча-
стки таким образом, чтобы схемы просвечивания соот-
ветствовали схемам, приведенным на рис. 8 - 10. Во всех
случаях необходимо устранять взаимные колебания и
вибрации изделия, дефектоскопического оборудования и
детекторов во избежание увеличения нерезкости изо-
бражения дефектов.
При просвечивании через две стенки сварных со-
единений труб малого диаметра (рис. 15) во избежание
наложения изображения участка шва, обращенного к
источнику излучения, на изображение участка шва, об-
ращенного к пленке, источник сдвигают из плоскости
сварного соединения на расстояние а, зависящее от ра-
диуса трубы г, ширины шва Ь и фокусного расстояния F:
a =—(F-\,5r\
Рис. 15. Схема просвечивания трубы через две стенки со
смещением источника
В этом случае расстояние между внутренними
краями изображения шва на снимке равно его ширине Ь.
Изделия типа полых тел вращения просвечивают
(рис. 16) по схемам, которые обеспечивают существен-
ное уменьшение затрат вспомогательного времени. Это
достигается за счет развертки всего изображения изделия
на одном снимке. Такие схемы просвечивания применя-
ют при контроле качества тонкостенных труб малого
диаметра через одну стенку (а), а также поворотных и
неповоротных сварных швов трубопроводов через две
стенки (б и в). При контроле по схемам а и б изделие и
радиографическая пленка синхронно перемещаются, в то
время как источник излучения остается неподвижным.
Неповоротные изделия контролируют по схеме в, при
этом источник и пленка перемещаются через интервалы
времени г, необходимые для получения на пленке задан-
ной плотности почернения. Общие затраты времени на
просвечивание трубы по всему периметру
2кг
где г - внешний радиус трубы;/- ширина коллимацион-
ной щели; - вспомогательное время.
При контроле по схеме а изображение любого кон-
тролируемого элемента трубы несколько увеличенное.
Это увеличение равно
где 5 - толщина стенки трубы.
С целью увеличения производительности контроля
схема а может быть использована при многокомпозици-
онном контроле однотипных труб методом панорамного
просвечивания (схема г).
При контроле изделий с резкими перепадами тол-
щины (рис. 17) для выравнивания плотности почернения
по всему снимку применяют твердые, жидкие и порош-
ковые компенсаторы из материала, имеющего такую же
плотность и по возможности тот же атомный номер, что
и контролируемый объект. В качестве компенсаторов
используют сухие или жидкие соли тяжелых элементов,
опилки, дробь и т.п.
Рис. 16. Схемы просвечивания изделий типа полых тел вращения с разверткой изображения на снимке:
а, г - просвечивание через одну стенку; б, в - просвечивание через две стенки; I - радиационная головка; 2 - щелевая диафрагма;
3 - изделие; 4 - пленка; 5 - суппорт
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
69
Рис. 17. Схема просвечивания с использованием
компенсаторов:
1 - источник излучения; 2 - изделие; 3 - компенсатор; 4 -
пленка
От правильного выбора источника излучения, ра-
диографической пленки и усиливающего экрана зависят
чувствительность просвечивания и производительность
контроля. Общие рекомендации по выбору источников,
пленок и экранов приведены в табл. 16, а также на рис. 18.
Для получения высокой чувствительности следует
использовать низкоэнергетические источники излучения
и высококонтрастные мелкозернистые безэкранные пленки
с металлическими усиливающими экранами. Для полу-
чения высокой производительности следует применять
источники высокой энергии и высокочувствительные
безэкранные пленки с усиливающими экранами или эк-
ранные пленки с флюоресцентными усиливающими эк-
ранами.
Для получения высокой производительности следу-
ет применять источники высокой энергии и высокочув-
ствительные безэкранные пленки с усиливающими экра-
нами или экранные пленки с флюоресцентными усили-
вающими экранами.
Фокусное расстояние F следует выбирать в зави-
симости от заданной толщины объекта 5 и размеров фо-
кусного пятна (активной части) d по уравнению
F = 5
Геометрическую нерезкость wr определяют из усло-
вия uv < иъ при просвечивании тонкостенных изделий;
иг < ир при просвечивании изделий большой толщины,
когда рассеянное излучение существенным образом
ухудшает выявляемость. В этом случае общая нерезкость
изображения при иг = wp равна
и = ^и3 + и3 = 1,25мр,
для ступенчатых дефектов и
для овальных дефектов. При иг = ив общая нерезкость
составляет соответственно и = l,25wB и и = l,43wB.
16. Области применения источников ионизирующего излучения в промышленной радиографии
Толщина контролируемого металла, мм Радионуклидные источники Напряжение рентгеновских аппаратов, кВ Энергия ускорителей, МэВ
Fe Ti А1 Mg
До 4 До 8 До 50 До 80 |47Рт/Ве, 241 Ат 60-120 -
1-20 2-40 4-120 10-200 204Т1/Ве, |70Тт 120-200 -
2-40 4-70 10-200 25 - 250 ^Sr/Be, 75Se 150-300 —
7-80 15-120 40 - 250 70-450 192Ir 200-400 —
10-120 20-150 50-350 100-500 137Cs 300-1000 3-6
30-200 60-300 200 - 500 300-700 “Co >400 6-15
100-500 175 - 800 280 - 1400 450-2000 - — 15-50
а)
б)
Рис. 18. Область применения радиографических пленок при просвечивании стали (а) и алюминия (0)
70
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
Напряжение на трубке, кВ
Рис. 20. Универсальная номограмма для определения времени
просвечивания стали и алюминия на пленку РТ-1 (D = 1,5)
у-излучением 170Тш (экран свинцовый, 8 = 0,1 ... 0,2 мм)
Рис. 19. Номограмма экспозиций при рентгенографии стали
(пленка РТ-1, Р = 1,5, экран свинцовый, 8 = 0,05 мм, F= 75 см)
Время просвечивания выбирают либо по номограм-
мам экспозиции, либо с помощью автоматических экс-
понометров, измеряющих и задающих необходимую до-
зу облучения для детектора.
Номограммы экспозиций составляют с учетом тол-
щины и плотности материала контролируемого объекта,
МЭД и энергии излучения, фокусного расстояния и вы-
бранных комбинаций пленок и экранов.
На рис. 19-21 приведены номограммы экспозиций
при использовании рентгеновских аппаратов, радионук-
лидных источников и ускорителей. Для рентгеновских
аппаратов экспозиция X определяется как произведение
силы тока I трубки на время t для выбранного значения
напряжения U на трубке и заданной толщины 8 контро-
лируемого материала. Если значение фокусного расстоя-
ния F отличается от той величины, для которой построе-
на номограмма, то полученную по номограмме экспози-
цию Хн пересчитывают по формуле
Для радионуклидных источников излучения по но-
мограмме для заданных значений МЭД излучения Р,
толщины 3 материала, типа источника и выбранного фо-
кусного расстояния F определяют во время просвечива-
ния t. Ключ номограммы Р5п - nFt. Для ускорителей по
номограммам для заданных значений толщины 8 мате-
риала, выбранной энергии Е ускорителя определяют
экспозицию Хп(Р) на расстоянии 1 м от мишени. Зная
МЭД излучения Р на расстоянии 1 м, вычисляют время
просвечивания:
При использовании радиографических пленок не
тех типов, для которых построена номограмма, время
просвечивания t пересчитывают с учетом переходного
коэффициента кП (табл. 17):
Z — tnkn •
Рис. 21. Номограмма экспозиций при просвечивании стали тормозным излучением бетатронов:
а - экраны свинцовые; б - экраны свинцовые и флюоресцентные (D = 1,7, F = 2 м; пленка РТ-2)
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
71
17. Переходные коэффициенты kn для различных
радиографических пленок и усиливающих экранов
при D = 1,5, Е = 50 кэВ (U = 80 кВ)
Экран Значения kn для пленок
РТ-1 РТ-3 РТ-4М РТ-5 РТ-2
Без экрана 1,0 1,8 5,0 15,0 2,0
Свинцовый 0,5 0,9 2,5 7,5 1,0
Флюоресцент-
ный стандарт 0,75 0,6 1,5 7,0 0,15
СБ, УФДМ 0,2 0,35 0,85 4,0 0,09
УС 0,25 0,2 0,5 2,4 0,05
ВП-1 0,38 0,3 0,75 3,5 0,08
ВП-2 0,30 0,25 0,6 2,8 0,06
УФД 0,25 0,2 0,5 4,0 0,05
Примечание. Значение kn равно отношению времени
просвечивания при использовании комбинации пленки и эк-
рана и времени просвечивания для пленки РТ-1 без экрана.
Рис. 22. Зависимость угла коллимации от толщины изделия
(в длинах свободного пробега) при просвечивании изделий
конусным пучком излучения
Размеры участка, контролируемого за одну экспо-
зицию, при просвечивании плоских протяженных изде-
лий выбирают с помощью графика, приведенного на рис.
22, где ф - половина угла коллимации (рис. 8).
Рекомендуемое число снимков при контроле изде-
лий типа полых тел вращения приведено в табл. 18-20.
По истечении экспозиции пленка подвергается фо-
тообработке.
От условий химической обработки пленки (фотооб-
работки) зависит качество рентгенограммы, поэтому
следует соблюдать оптимальные условия фотообработ-
ки. Процесс химической обработки пленки состоит из
следующих операций: проявления, промежуточной про-
мывки, фиксирования изображения, окончательной про-
мывки, сушки пленки. Обработку пленки проводят в
специальных фотолабораториях в полной темноте или
при неактиничном освещении.
Способ приготовления проявителя для рентгенов-
ской пленки и время проявления ее в данном проявителе
указаны в сопроводительной документации на пленку.
Свежий проявитель обладает повышенной вуалирующей
18. Число снимков при просвечивании тел вращения
/1 11 и- J Схема просвечивания
F/R Число снимков при 5/7?, не менее
0,5 0,4 о,з 0,2 о,1
До 1,2 16 14 13 12 11
1,2-1,5 15 13 12 11 10
1,5-: 1 14 12 11 10 9
2-4 13 11 10 9 8
4 - 2( ) 12 10 9 8 7
>20 11 9 8 7 6
19. Число снимков при просвечивании тел вращения
Схема просвечивания
F/R Число снимков при 5/7?, не менее
До 0,3 Св. 0,3
2-2,5 2,5-5 5-40 >40 4 5 6 7 3 4 5 6
20. Число снимков при просвечивании тел вращения
Схема просвечивания 5/7? Число снимков, не менее
При 1= 2(RS) j 8 0,5-0,4 0,4 - 0,25 6 5
R 0,25-0,1 До 0,1 4 3
0,5 - 0,4 0,4-0,1 До 0,1 4 3 2
72
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
21. Значения коэффициентов корреляции времени
проявления в зависимости от температуры
проявителя и количества проявленной пленки
Количество пленки, проявленной в 1 л проявителя, м2 Коэффициент корреляции при температуре проявителя, °C
16 18 20 22 24
0 1,3 1,о 0,8 0,7 0,6
0,6 1,6 1,2 1,0 0,9 0,8
0,9 1,8 1,4 1,2 1,1 1,0
1,2 2,0 1,6 1.3 1,2 1.1
1,4 Проявитель непригоден
Примечание: Время проявления в свежем проявителе
при 18 °C принято за единицу.
способностью, и пользоваться им следует не раньше, чем
через 8 ... 10 ч после приготовления. Для поддержания
постоянной температуры проявителя требуется сложная
аппаратура. С изменением температуры проявителя ак-
тивность его меняется, поэтому время проявления целе-
сообразно корректировать в соответствии с температу-
рой проявителя. Коэффициенты корреляции приведены в
табл. 21.
При большом объеме работ по проявлению пленки
проявитель истощается и время проявления необходимо
корректировать. Для этих целей обычно применяют кор-
реляцию по так называемому методу индукции. Кассету
с рентгеновской пленкой закрывают наполовину свинцо-
вой полоской по ее длине и экспонируют таким образом,
чтобы при нормальном времени проявления оптическая
плотность проэкспонированного излучением участка
пленки составляла 1,0 ... 2,5. Затем пленку разрезают
(поперек) на узкие полоски. Одну из полосок проявляют
в свежем проявителе, и фиксируют время (в с) до прояв-
ления первых следов изображения, соответствующих
периоду индукции.
Коэффициент индукции Р = Zo/^i, где /0 - время про-
явления в свежем проявителе, определяемое в зависимо-
сти от температуры по табл. 21; - время до появления
первых следов изображения в свежем проявителе, т.е.
период индукции.
Остальные полоски рентгеновской пленки исполь-
зуют для определения времени проявления в истощен-
ном проявителе. Нормальное время проявления t - /2Р»
где t2 - время, зафиксированное при проявлении в исто-
щенном проявителе в момент появления первых следов
изображения; Р - коэффициент индукции.
Указанную операцию периодически повторяют до
тех пор, пока время проявления при данной температуре
не увеличится в 1,5 раза; это означает, что проявитель
пришел в негодность.
Время проявления не рекомендуется корректиро-
вать с целью компенсации неправильных экспозиций,
так как это приводит к ухудшению качества рентгено-
граммы.
Проявление пленок может проводиться как вруч-
ную (в кюветах или танках), так и автоматически (в спе-
циальных машинах для проявления). В автоматических
машинах для проявления происходит обычно полный
процесс обработки пленки: проявление, остановка про-
явления, фиксирование, промывка и сушка.
Приведем дополнительные практические сведения
по фотообработке снимков. Хотя в наши дни пленка все
больше обрабатывается в автоматическом режиме, тем
не менее будет полезно провести подробное описание
ручной обработки, т.к. это дает более полную картину
общих принципов (которые, конечно, применяются и
при автоматической фотообработке). Все этапы фотооб-
работки должны проводиться в темноте.
Темная комната должна быть расположена по воз-
можности близко от места, где рентгеновская пленка
экспонируется, но вне пределов досягаемости воздейст-
вия излучения. Вход в темную комнату обычно выпол-
няется в виде «ловушки для света», например в виде
вращающейся двери или лабиринта. В большинстве слу-
чаев используется лабиринт, хотя он и занимает доволь-
но много места. Стены прохода окрашивают в матовый
цвет, а на уровне глаз проводят белую полосу для облег-
чения ориентировки. Стены темной комнаты предпочти-
тельно окрашивать в светлый тон, так как их легче очи-
щать и они лучше отражают красный цвет фонаря.
Темную комнату необходимо снабдить принуди-
тельной вентиляцией, хорошо очищенным воздухом. Это
очень важно, так как наружный воздух может быть за-
грязнен пылью, песком и другими частицами. Рекомен-
дуемая влажность воздуха 40 ... 70 %.
Пленки должны обрабатываться при неактиничном
свете, в частности рентгеновскую пленку типа Структу-
рикс обрабатывают при оранжево-красном или зеленом
свете. Расстояние между пленкой и красным фонарем и
выдержка зависят от чувствительности применяемой
пленки. Как правило, красный фонарь проверяют экспо-
нированием частично закрытой пленки самой высокой
чувствительности с такой выдержкой, длительность ко-
торой равна общему времени обработки пленки в темной
комнате. После этого пленку проявляют в обычном ре-
жиме и становится очевидным, насколько безопасен
красный фонарь и сколько времени пленка может под-
вергаться воздействию этого фонаря. В комнате необхо-
димо предусмотреть «сухую» и «мокрую» секции.
В «сухой» секции пленка загружается и вынимается из
кассеты и, если необходимо, вставляется в проявочную
рамку. В этой секции не должно быть повышенной
влажности, но должны быть в наличии устройства для
подвешивания пленок и светозащитный контейнер для
пленки. При ручном проявлении пленки обрабатываются
в различных бачках. Для повышения эффективности и
улучшения качества обработки рекомендуется приме-
нять автоматический контроль температуры растворов.
Бачки, в которых пленка устанавливается в верти-
кальной рамке (танки-баки), должны изготовляться из
материала, стойкого к коррозии. Часто такие бачки де-
лают из коррозионно-стойкой стали, хотя возможно
применение и пластмассовых бачков. Размеры бачков
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
73
должны подходить для используемых пленок и одновре-
менно обрабатываемых пленок с обеспечением мини-
мального зазора 2 мм между пленками и стенками бачка.
Верхняя кромка пленок должна быть на 2 мм ниже по-
верхности растворов. Расположение бачков рекоменду-
ется следующее: проявочный бачок, стоп-ванна или ба-
чок для промывки, бачок с фиксажем, бачок окончатель-
ной промывки, бачок с осушающим раствором.
Обрабатывающие растворы предпочтительно гото-
вить в индивидуальных бачках, которые не должны при-
меняться для других растворов. При использовании хи-
микатов в виде порошков они не должны смешиваться в
самом бачке. Такие химикаты поставляются в упаковке
различного объема, а порядок их растворения необходи-
мо строго соблюдать, в противном случае возможно по-
явление осадка и активность полученного раствора мо-
жет оказаться пониженной.
При наличии концентрированных растворов прояви-
теля и фиксажа их нормальные растворы можно получать
непосредственно в обрабатывающих бачках. В случае ав-
томатизированной обработки необходимые растворы раз-
мещают в сосудах с освежающими растворами.
При проявлении в бачках экспонированная пленка
помещается в держателе, на подвеске или в рамке (в слу-
чае подвески пленка сначала закрепляется в нижних за-
жимах, а затем - в верхних). Это позволяет погружать
пленку в растворы на строго определенное время. Во
время обработки рентгеновские пленки необходимо час-
то перемещать, с тем чтобы не происходило локального
истощения раствора в районе контакта с эмульсией. В
противном случае снижаются скорость и равномерность
обработки пленки.
Рекомендуемое время проявления пленок типа
Структурикс в проявителе Г128 составляет 5 мин при 20
°C. Повышение температуры проявителя ускоряет про-
цесс проявления, но при этом происходит ускоренное
окисление раствора.
Если не представляется возможным выдерживать
температуру 20 °C, то рекомендуется следующая зави-
симость времени проявления от температуры раствора:
Г, °C 18 20 22 24 26 28 30
Г, мин 6 5 4 3,5 3 2,5 2
Ускоренное проявление при повышенной темпера-
туре хотя и не рекомендуется, но целесообразно для по-
нижения вуали и зернистости изображения. Слишком
высокая температура может привести к ретикуляции,
отслоению или расплавлению эмульсионного слоя. Если
же температура падает ниже 18 °C, то гидрохинон,
влияющий в основном на контактность, становится ме-
нее активным.
Для предотвращения разбухания эмульсионного слоя
температура проявителя не должна превышать 24 °C.
Хота повышенная температура проявителя и укора-
чивает время проявления, однако изображение может
получиться заметно менее контрастным (из-за высокой
вуали) и менее равномерным.
Возможна компенсация в определенных пределах
отклонений от нормальной экспозиции путем изменения
времени проявления, но хорошее качество рентгенов-
ских снимков трудно получить, если время проявления
нестандартно.
Увеличенное время проявления приводит к повыше-
нию плотности вуали, а укороченное - к пониженному кон-
трасту. Поэтому таких режимов необходимо избегать.
Поскольку тип проявителя влияет на вуаль, зерни-
стость, эффективную чувствительность пленки и контра-
стность изображения, необходимо соблюдать рекомен-
дации изготовителя.
Необходимо тщательно перемешивать проявитель в
первые 30 с проявления пленки для предотвращения об-
разования пузырьков воздуха на поверхности эмульсии
(что приводит к появлению пятен на снимке) и для рав-
номерного проникновения проявителя в толщу эмульси-
онного слоя. Перемешивание необходимо повторять ка-
ждую минуту в течение 5 с для доступа новых порций
проявителя к эмульсии.
Если проявление сопровождается непрерывным пе-
ремешиванием, то процесс проявления ускоряется и
время проявления можно сократить примерно на 20 %.
Эффект перемешивания достигается и пропускани-
ем пузырьков азота, исходящих со дна проявочного бач-
ка. Большое количество пузырьков и их произвольные
направления движения к поверхности раствора обеспе-
чивают эффективное перемешивание раствора у поверх-
ности пленки.
Не допускается контролировать процесс проявления
по достигнутой плотности. На этой стадии пленка более
чувствительна даже к свету, не актиничному при нор-
мальных условиях, и, как результат, возможно увеличе-
ние вуали и подтеков на изображении.
В процессе проявления активность проявителя,
уменьшается из-за расхода проявляющего вещества и
накопления продуктов реакции в проявителе. На исто-
щаемость проявителя влияют число проявленных пленок
и их средняя плотность в бачке. Другим фактором явля-
ется окисление проявляющего вещества, а также и неис-
пользуемого проявителя. Следовательно, необходимо
компенсировать это уменьшение проявляющей активно-
сти, если требуется получить равномерные снимки в те-
чение какого-либо времени. Эта компенсация достигает-
ся восстановлением раствора.
При использовании подвесок, которые не рекомен-
дуется выдерживать над проявочным бачком, происхо-
дит перенос около 320 мл проявителя в промывочный
бачок каждым 1 м2 обрабатываемой пленки. Проявочные
рамки рекомендуется выдерживать над проявочным бач-
ком в течение 2 с для стока проявителя с пленки, но и
они переносят около 400 мл раствора каждым 1 м2 плен-
ки. В соответствии с рекомендациями изготовителя не-
обходимо на каждый 1 м2 пленки использовать опреде-
ленное количество восстановительного раствора, доводя
активность основного проявителя до первоначального
уровня. Чтобы восстановить рабочий раствор до перво-
начальной активности, в качестве восстановительного
раствора необходимо использовать раствор повышенной
концентрации. Добавление раствора нормальной кон-
центрации вынуждает увеличивать время проявления, с
тем чтобы получать постоянную степень проявления.
74
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
В случае проявителя типа Структурикс Г128 нор-
мальный проявитель получается, если к 1 части концен-
трата добавить 4 части воды. Восстановительный рас-
твор получается при добавлении 3 частей воды к 1 части
концентрата.
Восстановительный раствор добавляется довольно
часто для поддержания постоянной активности; добав-
ление слишком большого количества за один прием при-
водит к тому, что плотность проявленной пленки замет-
но возрастает. Восстановительный раствор не следует
добавлять бесконечно; старый проявитель следует вы-
брасывать. После добавления 4 л восстановительного
раствора на 1 л исходного проявителя можно проявлять
0,25 м пленки на каждый литр проявителя в бачке.
После этого использованный проявитель следует
заменить свежим. Если частично использованный про-
явитель не применяется в течение восьми недель, то он
также подлежит замене.
Для предотвращения окисления растворов на воз-
духе бачок с восстановительным раствором закрывается
плавающей крышкой.
После завершения процесса проявления пленки вы-
нимают из проявителя, дается возможность остаткам
проявителя стечь с поверхности пленки в течение не-
скольких секунд (только не в используемый проявитель),
затем их погружают в стоп-ванну. В 1 л стоп-ванны
можно обработать 0,6 ... 0,8 м2 пленки при условии кон-
троля pH раствора.
Если используется только промежуточная промыв-
ка, то пленки промывают в течение 2 ... 3 мин в проточ-
ной воде. Скорость воды должна быть такой, чтобы
обеспечивался по крайней мере 3-4-кратный обмен воды
в бачке за 1 ч. Вода должна быть чистой и без примесей
соединений серебра или фиксажа. Допускается мини-
мальная температура 15 °C, но она должна быть макси-
мально близка к номинальной. Если температура слиш-
ком низка, то желатин на поверхности эмульсионного
слоя может сморщиться и проявляющие вещества уда-
ляться уже будут неравномерно, в результате чего изо-
бражение получается неравномерное по плотности или с
рябью.
Фиксирование в значительной степени определяет
постоянство качества изображения и его сохраняемость,
и потому необходим постоянный контроль качества, pH
и содержания серебра (его объем не должен превышать
8 г/л фиксажа).
Когда пленка переносится из стоп-ванны в фикси-
рующий раствор, последний необходимо непрерывно
перемешивать в течение 10 с, а затем перемешивание
повторяют регулярно каждую минуту по 5 с. Следует
обращать особое внимание на то, чтобы пленки не при-
липали друг к другу.
Если перемешивание недостаточно интенсивно, то
могут появиться пятна и дихроичная вуаль, особенно
если фиксаж близок к истощению.
Как правило, фиксаж не пополняется восстанови-
тельным раствором, а используется до истощения. Рас-
твор считается истощенным, если время полного освет-
ления пленки в нем вдвое превышает это время для све-
жего раствора. В этом случае фиксаж подлежит замене.
При использовании фиксажа Структурикс Г328 макси-
мальное время осветления составляет 2,5 мин при 20 °C.
Обычно в 1 л фиксажа разрешается обрабатывать не бо-
лее 1 м2 пленки.
Если эта норма превышается, то фиксирование изо-
бражения будет неполным, даже если пленка выдержи-
вается в фиксаже в течение времени вдвое больше, чем
время осветления. Результатом будет обесцвечивание
или размывание изображения. Кроме того, в этом случае
сохраняемость пленки будет низка.
Температура фиксажа не оказывает значительного
влияния на процесс фиксирования, хотя при повышен-
ной температуре время фиксирования сокращается. Не-
обходимо температуру фиксажа приближать к темпера-
туре проявителя, так как перепад в температуре обработ-
ке отрицательно сказывается на эмульсионном слое.
После фиксирования рентгеновские пленки промы-
ваются в проточной воде, с тем чтобы эмульсионный
слой был тщательно промыт. Для обеспечения качества
промывки необходимо, чтобы подвеска и верхние зажи-
мы пленки постоянно омывались водой. Длительность
промывки зависит от интенсивности промывки и темпе-
ратуры воды.
Длительность промывки, мин Температура воды, °C
90 5- 12
20 13-25
15 26-30
10 30
Следует избегать промывки водой при температуре
выше 25°С. При необходимости использования воды с
более высокой температурой обязательно применение
дубящего фиксажа (типа Г328 с дубящей добавкой типа
Г335).
Как только пленка вынимается из промывочного
бачка, вода стекает с пленки, но на ней остаются водя-
ные капли различного размера как результат эффекта
поверхностного натяжения воды. Пленка высыхает более
долго, особенно в местах расположения капель. Следова-
тельно, высыхание будет неравномерным, образуются
пятна. Поэтому рекомендуется погружать пленки в осу-
шающий раствор, образованный 5 ... 10 мл осушителя в
1 л воды. Осушитель уменьшает поверхностное натяжение
воды, в результате чего вода смачивает пленку и стекает с
нее равномерно, без образования капель на поверхности
пленки. Пленки необходимо подвешивать на 2 мин для
стекания воды, а только затем помещать в сушильный
шкаф. После вынимания пленки из осушающего раствора
ее нельзя промывать в обычной воде. Пленка должна по
возможности высыхать в сушильном шкафу или в сухой,
свободной от пыли комнате. На высохшую пленку не
должны попадать капли воды, так как при этом образу-
ются пятна. Это означает, что мокрые пленки должны
висеть ниже сухих пленок. Пленки высыхают быстрее, если
они окунались в осушающий раствор. Прежде чем выни-
мать пленки из сушильного шкафа, необходимо убедиться
в том, что края и углы пленок высохли полностью.
Выпускаются автоматические роликовые осушите-
ли, например осушитель Структурикс, способные высу-
шивать пленки со скоростью 14 см/мин. При их приме-
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
75
нении пленки должны фиксироваться в дубящем фикса-
же. Осушители занимают значительно меньше места,
чем сушильные шкафы.
Бачки должны промываться после каждой замены
обрабатывающего раствора, желательно горячей водой
или мыльным раствором. Если этого окажется недоста-
точно, то пластмассовые бачки можно отмыть отбелива-
телем (100 ... 120 мл/л воды), соляной кислотой (10 мл/л
воды) или уксусной кислотой (50 мл/л воды). Бачки из
коррозионно-стойкой стали можно отмыть азотной ки-
слотой (10 мл/л воды). Соляная кислота не должна ис-
пользоваться для промывки бачков из коррозионно-
стойкой стали.
Простота машинной обработки пленок является
достоинством перед ручной обработкой даже для не-
больших рентгеновских кабинетов. Это преимущество
достигнуто прежде всего применением роликовой сис-
темы, при которой автомат обработки пленок занимает
минимальную площадь, имеет высокую производитель-
ность и позволяет осуществить быструю обработку в
полностью автоматическом режиме. В этой системе
пленки транспортируются без участия оператора через
проявитель, промывающую ванну, фиксаж, вторую про-
мывающую ванну и осушитель с помощью роликов,
приводимых в движение с помощью двигателя. Все ро-
лики, сосуды с химикалиями и осушитель размещают в
одном компактном блоке.
Автоматическая обработка имеет технические, эко-
номические и социальные преимущества.
Автоматическая обработка пленок позволяет под-
держивать все параметры, влияющие на качество фото-
графического изображения, в очень узком диапазоне.
При этом достигается абсолютная гарантия одинаковых
результатов без подбора режимов в течение длительного
времени: а) время прохождения через различные ванны и
осушитель остается таким же; б) температура растворов
не зависит от внешних условий и поддерживается посто-
янной в пределах 0,5 °C; в) автоматическое добавление
освежающего раствора в зависимости от длины (в случае
оборудования типа «Структурикс НТД.Е») или площади
обработанной пленки (для оборудования «Структурикс
НТД.М», «Структурикс НТД.1» и «Структурикс НТД.З»)
обеспечивает постоянную активность и состав обраба-
тывающих растворов; г) механическое перемешивание
растворов и система транспортировки пленки обеспечи-
вают равномерное проникновение химикатов в эмуль-
сию всех пленок; д) постоянные во времени и равномер-
ные в объеме ванн температура и поток воздуха в осу-
шителе обеспечивают равномерное высыхание и качест-
во поверхности пленок.
Количество проявителя, переносимого пленкой из
проявляющей ванны, не превышает 150 мл/м2, что зна-
чительно меньше 400 мл/м2 при ручной обработке. Это
делает ненужной промывку пленки между проявлением
и фиксированием без ухудшения качества фиксажа при
условии, что в фиксаж вводится освежающий раствор.
Очень короткое время обработки достигнуто высоким
постоянством различных параметров, недостижимых при
ручной обработке.
Если сравнить общие расходы за пятилетнюю экс-
плуатацию обеих систем и относительные расходы на
1 м2 пленки, можно убедиться, что автоматическая обра-
ботка является наиболее дешевой из двух систем обра-
ботки, если суточная потребность более 125 пленок
(около 6,2 м2). Основная разница в расходах объясняется
меньшим числом человеко-часов, затраченных на обра-
ботку, и меньшим числом снимков, которые необходимо
переснять при автоматической обработке.
Меньший расход пленки получается благодаря аб-
солютно постоянным условиям обработки. В темной
комнате в этом случае нет риска дотронуться до пленки
или оборудования мокрыми руками; то же касается и
усиливающих экранов - они меньше повреждаются, а
следовательно, и сокращаются расходы на их замену.
При автоматической обработке не нужно устанавливать
пленки в подвесках, а поэтому и нет риска сделать цара-
пину, дотронуться руками до пленки; отсутствует также
риск поцарапать мокрый, а следовательно, и более чув-
ствительный эмульсионный слой.
Не стоит также пренебрегать и экономией площади,
требуемой для обработки пленки, а также в случае рас-
ширения рентгеновского кабинета.
Рентгенологи работают в значительно более спо-
койных условиях, их производительность высока, а ра-
бота хорошо организована. Время нахождения в темной
комнате сводится к минимуму.
Размеренные условия обработки не дают возможно-
сти персоналу увеличивать экспозиционную дозу при
облучении для того, чтобы сократить время обработки
пленки, что возможно при ручной обработке. Необходи-
мость использования правильной и, следовательно, ма-
лой дозы облучения, а также менее частое повторение
экспозиций приводит к меньшей опасности для рентге-
нолога.
Классическая конструкция машины роликового ти-
па включает в себя три бачка (для проявления, фиксиро-
вания и промывки) и осушитель. Пленка транспортиру-
ется системой роликов таким образом, что она проходит
последовательно через эти три бачка и осушитель. Роли-
ки приводятся во вращение двигателем через замедляю-
щую передачу. Направляющие устройства направляют
пленку от одного ролика к другому.
Проявочный и фиксирующие бачки непрерывно на-
ходятся в движении, а температура в них поддерживает-
ся постоянно с помощью термостата. В зависимости от
количества обработанной пленки в обрабатывающие
растворы добавляются освежающие растворы.
В промывочной ванне постоянно движется проточ-
ная вода, как только туда попадает пленка. Температура
воды контролируется по теплообмену через проявитель и
(или) фиксаж. Все эти операции полностью автоматизи-
рованы.
Все ролики распределены по функциональным
группам: входные ролики (измерители количества плен-
ки), обводные ролики на дне бачка для изменения на-
правления движения пленки в бачке, переносные ролики
для переноса пленки из одного бачка в другой и выжим-
ные ролики для удаления воды с поверхности пленки.
76
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
При механизированной обработке время обработки
пленки сокращается с 12 мин до 40 с в зависимости от
обрабатывающих растворов и характеристик пленки в
совокупности с используемыми химикатами. Общее
время обработки включает промежуток времени от ввода
пленки до момента, когда готовая пленка выходит из
осушителя. Производительность машины равна количе-
ству пленок определенного размера, обработанных за
1 ч. Время ввода пленки равно промежутку времени от
момента ввода одной пленки до момента, когда можно
вводить следующую пленку.
Эти три фактора тесно связаны друг с другом и оп-
ределяются чувствительностью загруженной пленки в
данный момент. Таким образом, невозможно определить
или изменить эти факторы в отрыве друг от друга.
Размеры пленок, которые можно обработать в ма-
шине, зависят от расстояния между роликами (мини-
мальная длина) и полезной длины роликов (максималь-
ная ширина).
Для того чтобы машина могла использоваться пол-
ностью, необходимо загружать пленки с максимальным
размером по ширине. Если применяются пленки не-
большого размера, можно загружать их параллельно.
Движение пленки осуществляется с помощью сис-
темы роликов, приводимых во вращение ведущим валом
через промежуточные шестерни, и поэтому линейная
скорость всех роликов одинакова.
В каждой ванне пленка проходит U-образный путь.
Каждая ванна размещается в отдельной стойке и может
быть заменена в зависимости от конструкции машины
целиком или наполовину. Переход пленки из одной ван-
ны в другую осуществляется с помощью сменной на-
правляющей системы. Направление и изгиб пленки при
переходе между роликами происходят с помощью на-
правляющих пластин, причем пленка касается этих пла-
стин только малой частью площади.
Основным требованием к транспортной системе яв-
ляется плавное и равномерное движение всех хорошо
обработанных роликов. Если это не соблюдено, то плен-
ка может быть испорчена из-за возникающего трения.
Передняя кромка пленки должна захватываться ка-
ждым роликом, иначе пленка будет складываться, за-
стревать или сходить с роликов. Направляющие пласти-
ны должны располагаться так, чтобы не царапать пленку
или не оставлять следов на ней. Дубящие ванны повы-
шают твердость желатинового слоя, что уменьшает ве-
роятность его повреждения во время движения пленки.
Транспортная система приводится в движение ма-
ломощным двигателем через один или два главных ве-
дущих вала. В некоторых машинах частота вращения
вала двигателя может регулироваться, тем самым имеет-
ся возможность регулирования времени обработки плен-
ки или обработки пленок различных типов на одной и
той же машине.
Проявляющая ванна для автоматической обработки
содержит кроме упомянутых выше компонент следую-
щие: дубящее вещество для желатина и средство, пре-
пятствующее выпадению осадка.
Поглощение теплой жидкости (при 27 ... 35 °C)
эмульсионным слоем приводит к набуханию желатина.
Для предотвращения этого явления и учитывая сопро-
тивляемость механическому воздействию во время
транспортировки и быструю сушку, в проявляющую
ванну вводят дубящее вещество. Эмульсионный слой
пленки поглощает около 150 мл/м2 вещества. Чтобы не
затруднять фиксирование, дубление желатина в процессе
проявления не должно быть полным. Без дубящего ве-
щества набухание желатина в проявителе, фиксаже и
воде будет разным. Набухший в проявителе желатин
сжимается в фиксаже значительно, что создает трудно-
сти при движении пленки из-за разной толщины и шеро-
ховатости.
Набуханию желатина способствует повышенная
щелочность (pH) проявителя. У проявителей ручной об-
работки pH примерно равен 10,85. При машинной обра-
ботке такая щелочность уменьшает дубящий эффект, а
поэтому чрезмерное набухание вызовет трудности при
транспортировке. В этом случае часто применяется пус-
ковой раствор - раствор кислоты. Он добавляется в про-
явочный бачок машины в самом начале процесса - в
свежий проявитель, щелочность которого понижается до
10,10 (в случае применения проявителя типа Структу-
рикс Г135). При таком pH дубящее вещество оказывает
оптимальный эффект и разбухание эмульсии остается в
допустимых пределах. При более высоких значениях pH
дубящее вещество увеличивает вуаль. Поскольку ки-
слотная часть пускового раствора не вступает в химиче-
скую реакцию, то не имеет смысла добавлять его в осве-
жающий раствор. В противном случае pH в рабочем бач-
ке будет постоянно снижаться из-за возрастающей кон-
центрации бромида в процессе проявления. Для осве-
жающего раствора проявителя типа Структурикс Г135
значение pH 10,45.
Необходимый контакт между растворами и пленкой
достигается, с одной стороны, вращением роликов и
движением пленки, а с другой, - непрерывной циркуля-
цией раствора в бачке. Циркуляция осуществляется с
помощью насоса. Кроме того, она способствует гомоге-
низации раствора, т.е. в любой точке бачка обеспечива-
ются одинаковые состав и температура раствора.
При автоматической обработке быстрое фиксирова-
ние осуществляется тиосульфатом аммония. Это вещест-
во действует в 2 раза эффективнее, чем тиосульфат натрия,
и способно поглощать значительно больше серебра.
Поскольку в данном случае не применяется проме-
жуточная промывка, как во многих процессах, то фикси-
рующий раствор должен обладать стойкостью по отно-
шению к переносимому в него проявителю.
Дубящее действие фиксажа достигается добавлени-
ем в него компонентов типа Структурикс Г335. Полное
дубление желатинового слоя при этом получается в мо-
мент, когда пленка готова для транспортировки в осуши-
тель. При применении дубителя Структурикс Г335 pH
снижается до 4,35. Циркуляция раствора осуществляется
с той же целью, что и при проявлении.
Контроль температуры раствора при фиксировании
может быть менее строгим, чем при проявлении. Удов-
летворительный контроль получается в результате теп-
лообмена с промывочной водой, протекающей через те-
плообменник и обеспечивающей таким образом прием-
СРЕДСТВА И ТЕХНИКА РАДИОГРАФИИ
77
лемый температурный перепад, при котором не возника-
ет ретикуляция желатинового слоя.
Промывка осуществляется обычной водопроводной
водой при комнатной температуре. В современных обра-
батывающих машинах вода прогревается при протека-
нии через проявочную или фиксирующую ванну или
через теплообменник в зависимости от типа машины.
Водяная система выполняет две функции: промывку
пленки и стабилизацию температуры различных раство-
ров. Если температура поступающей воды слишком вы-
сока, то ее охлаждают перед подачей в машину. При ав-
томатической обработке обязательно наличие фильтра
для воды.
Для большинства обрабатывающих машин исполь-
зуют воду под давлением 0,2 ... 0,6 МПа, поэтому необ-
ходимо предусмотреть редуктор для обеспечения посто-
янного давления.
В лучших моделях обрабатывающих машин типа
«Структурикс НТД» расход воды минимален - 0,75 ...
1,5 л/мин.
Во время промывки эмульсионный слой впитывает
мало воды, особенно при применении дубящих веществ.
Их количество не должно быть слишком большим, что-
бы не затруднять промывку. Недостаточно промытые
пленки также сохнут медленнее. Поэтому необходимо
тщательно следовать инструкциям изготовителя.
Качество промывки можно контролировать по со-
держанию в пленке остатков тиосульфата. Количество
тиосульфата и соединений серебра в эмульсии зависит от
количества жидкости, переносимой в осушитель с плен-
кой, и количества тиосульфата в этой жидкости.
При автоматической обработке сушка может осу-
ществляться различными способами. В современных
машинах применяется прямое поглощение энергии ин-
фракрасного диапазона, чем обеспечивается равномер-
ная сушка.
В некоторых машинах применяется поток теплого
воздуха, а его скорость и расход определяют параметры
сушки. В данном случае имеет также значение и цирку-
ляция теплого воздуха в сушильном шкафу, особенно
если иметь в виду возможность образования пятен на
пленке.
На процесс сушки влияют следующие факторы:
• объем и скорость воздуха (слабые потоки требу-
ются при инфракрасной сушке);
• температура воздуха (не имеет значения при ин-
фракрасной сушке);
• влажность воздуха;
• количество влаги, поглощенной в пленке;
• степень дубления желатинового слоя.
Хорошо высушенная пленка имеет ровную поверх-
ность и не прилипает к пальцам. В случае машин типа
Структурикс пленка пропускается между прижимными
роликами и затем через инфракрасные нагреватели, рас-
положенные через определенные промежутки. Чтобы
воздух у поверхности пленки не перенасыщался влагой,
предусмотрены небольшие вытяжные вентиляторы. Ско-
рость сушки больше всего определяется степенью задуб-
ления желатина, а не температурой воздуха, поэтому она
должна поддерживаться оптимальной. В свою очередь,
задубление зависит от проявочной и от фиксирующей
ванн, а следовательно, они совместно с осушивающими
растворами определяют процесс сушки пленки.
В случае сушки потоком теплого воздуха слишком
высокая температура может привести к сморщиванию
или даже к оплавлению желатинового слоя. Если же
сушка происходит неудовлетворительно даже при нор-
мальной температуре и задублении, необходимо прове-
рить относительную влажность воздуха, которая должна
быть в пределах 40 ... 70 %.
При автоматической обработке снимки получаются
наивысшего качества, конечно при условии, что инст-
рукции изготовителя строго выполняются.
Хранение пленки требует соблюдения специальных
противопожарных мер, так как пленка на нитроцеллю-
лозной основе, хотя и не самовоспламеняется, но легко
загорается от огня, выделяя ядовитые и удушливые про-
дукты горения. Пленка с ацетатцеллюлозной основой
плохо воспламеняется и горит медленнее.
Расшифровка радиографических снимков и
оценка качества контролируемого изделия производятся
наиболее опытными операторами-расшифровщиками.
Так как радиографическая пленка является детектором с
высоким уровнем собственных шумов, вызванных не-
равномерностью полива эмульсии, некачественным про-
явлением и другими факторами, расшифровщики долж-
ны уметь отличать эти дефекты от дефекта изделия. В
сомнительных или наиболее ответственных случаях кас-
сеты заряжают двумя пленками или деталь просвечива-
ют повторно.
В каждой отрасли промышленности существуют
собственные правила и нормы, регламентирующие как
уровень дефектности изделий, так и требования к каче-
ству выполнения радиографического снимка. В общем
случае снимок должен удовлетворять следующим требо-
ваниям.
1. На снимке должен быть виден весь контролируе-
мый участок с установленными на нем маркировочными
знаками и эталонами чувствительности.
2. На снимке должны отсутствовать дефекты плен-
ки и фотообработки (пятна, царапины, отпечатки паль-
цев, подтеки, белый налет при плохой промывке и т.п.).
3. Минимальная плотность почернения снимка не
должна быть меньше предельных значений, установлен-
ных правилами контроля.
4. Максимальная плотность почернения снимка не
должна быть больше предельно установленных значе-
ний. В частности, при просмотре снимков на негатоско-
пах для экранных пленок D < 2 ... 2,5, для безэкранных
пленок/) < 3.
Плотность почернения снимка оценивают на денси-
тометрах или микрофотометрах. Иногда применяют эта-
лоны плотностей почернения в виде узкой полосы ра-
диографической пленки с участками, имеющими различ-
ную плотность почернения.
Радиографические снимки расшифровывают в про-
ходящем свете на негатоскопах. Современные негато-
78
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
Рис. 23. Схема просвечивания для определения глубины
залегания дефекта с перемещением источника излучения
скопы обеспечивают регулирование яркости поля и его
размеров. Максимальная яркость основного поля негато-
скопа должна обеспечивать просмотр снимков с D < 3, а
вспомогательного малого поля с D < 5. На снимках вы-
являют следующие дефекты: 1) трещины продольные и
поперечные; 2) непровары сплошные и прерывистые по
кромкам шва и наплавленного металла; 3) вольфрамовые
и шлаковые включения; 4) прожоги, проплавы, подрезы
и другие поверхностные дефекты.
Расшифровщик по изображению дефекта на снимке
определяет его координаты, а также размеры (ширину и
длину). Глубину залегания дефекта находят, просвечивая
изделия со смещением излучения. В этом случае глубину
х вычисляют по формуле (рис. 23)
Размеры дефектов легко измерить по их изображе-
нию на снимке с использованием в качестве мерительно-
го инструмента лупы с десятикратным увеличением,
снабженной шкалой с ценой деления 0,10 мм.
Недопустима оценка дефектов по протяженности в
глубину сравнением почернения дефекта и канавки эта-
лона на снимке.
4.4. НЕЙТРОННАЯ РАДИОГРАФИЯ
Нейтронная радиография - метод неразрушающе-
го контроля, основанный на просвечивании исследуемо-
го объекта коллимированным пучком нейтронов и реги-
страции теневого изображения объекта на рентгеновской
пленке или другом детекторе (рис. 24).
В зависимости от вида излучения, используемого
для получения нейтронов, источники нейтронов подраз-
деляют на три группы (табл. 22). Некоторые общие ха-
рактеристики источников приведены в табл. 23.
Подкритические сборки (их часто называют нейтрон-
ными размножителями) по общему устройству близки к
ядерным реакторам. Однако в них самоподдерживающийся
процесс деления ядер горючего не может протекать. Для
его осуществления в активную зону подкритической сбор-
ки вводится радиоактивный источник нейтронов. При его
удалении процесс деления прекращается.
Рис. 24. Схема просвечивания при нейтронной радиографии:
1 - источник медленных нейтронов; 2 - защита; 3 - диафрагма;
4 - затвор; 5 - коллиматор; б - пучок нейтронов; 7 - изделие;
8 - детектор; 9 - камера
В ядерных реакторах возникающие при делении
нейтроны быстро замедляются до тепловых энергий. Для
большинства действующих ядерных реакторов плот-
ность потока нейтронов в активной зоне обычно равна
1012 ... 1014 с’1 • см’2. В подкритических сборках (напри-
мер, ПС-1) при использовании радионуклидного источ-
ника с потоком нейтронов 109 с’1 достигаются потоки
медленных нейтронов 108 с’1 • см’2.
Чтобы использовать нейтроны от ядерного реактора
или подкритической сборки для неразрушающего кон-
троля, их необходимо вывести и сформировать в колли-
мированный пучок с требуемыми параметрами. Такой
вывод нейтронов осуществляется из активной зоны или
из отражателя реактора через специально оборудованные
горизонтальные или вертикальные каналы-коллиматоры.
Плотность потока нейтронов Фк(£п) на выходе таких
коллиматоров в первом приближении можно оценивать
по соотношению
Фк(£п) =
Ф(£п)£к
4л/^
22. Энергетические группы нейтронов
Название группы нейтронов (термин) Определение
Холодные Нейтроны с энергией менее 5 • 10’3 эВ
Тепловые Нейтроны, находящиеся в термодина- мическом равновесии с рассеивающими атомами окружающей среды и соответ- ствующие приближенно максвеллов- скому распределению плотности ней- тронов по энергии
Надтепловые Нейтроны с энергией, выше которой отсутствует термодинамическое равно- весие их с атомами окружающей среды
Промежуточ- ные Нейтроны с энергией в интервале от энергетической границы надтепловых нейтронов до 200 кэВ
Быстрые Нейтроны с энергией от 200 кэВ до 20 МэВ
Сверхбыстрые Нейтроны с энергией более 20 МэВ
НЕЙТРОННАЯ РАДИОГРАФИЯ
79
23. Общие характеристики нейтронных радиографических источников
Источники Плотность потока нейтронов, см'2 • с'1 Предел раз- решения снимка Среднее время экспозиции Характеристики
Радионук- лидные 10 - ю4 Слабый до среднего Большое Стабильность работы, умеренная цена; возможно порта- тивное исполнение
Укорители заряженных частиц 103 - 106 Средний до хорошего Среднее Удобное включение-выключение, умеренная стоимость, портативное исполнение
Подкритиче- ские сборки 104- 106 Хороший Среднее Стабильность работы; цена от средней до высокой; порта- тивность затруднена
Ядерный реак- тор 10s - ю8 Отличный Короткое Стабильность работы; стоимость от средней до высокой; портативный
где Ф(ЕП) - плотность потока нейтронов у основания
коллиматора; SK, 1К - площадь основания и длина колли-
матора соответственно.
Размеры фокального пятна источника излучения
определяются размерами основания коллиматора. Кол-
лиматоры обычно снабжаются фильтрами и диафрагма-
ми, позволяющими в некоторых пределах изменять па-
раметры пучка нейтронов.
Физической основой нейтронной радиографии яв-
ляется зависимость сечения взаимодействия излучения с
веществом от характеристик вещества и прежде всего от
его атомного номера и массового числа. В отличие, на-
пример, от рентгеновского и у-излучений эта зависи-
мость для нейтронов (преимущественно низких энергий)
выражена более сильно и имеет до некоторой степени
противоположный характер (рис. 25). В связи с тем что
эффективные сечения взаимодействия нейтронов с ядра-
ми веществ увеличиваются с понижением энергии ней-
тронов (рис. 26), в радиационной дефектоскопии нашли
преимущественное использование тепловые и надтепло-
вые нейтроны. Из анализа кривых следует, что нейтроны
вполне целесообразно использовать при дефектоскопии
таких веществ, как марганец, бор, кадмий, водород и др.
В этих веществах наблюдается резкое изменение в зави-
симости от энергии, что позволяет хорошо выявлять де-
фекты.
Основные области применения нейтронной радио-
графии:
1) контроль радиоактивных узлов и деталей, в пер-
вую очередь тепловыделяющих элементов ядерно-
энергетических установок;
2) контроль деталей из некоторых легких материа-
лов, например пластмасс, в том числе расположенных за
экранами из более тяжелых материалов или между ними
(электро- и теплоизоляторы, уплотняющие прокладки и
т.п.);
3) обнаружение водородсодержащих включений в
металлах;
4) контроль слоистых много компонентах материалов;
5) контроль тонких биологических образцов и объ-
ектов.
В ряде случаев, применяя нейтронную радиографию
в дополнение к рентгено- и гамма-графии можно суще-
ственно расширить получаемую информацию об иссле-
дуемом изделии.
Регистрация изображений исследуемых объектов
осуществляется способами прямой экспозиции или пе-
реноса.
При прямой экспозиции изображение на фотогра-
фическом или другом материале получается непосредст-
венно в процессе просвечивания объекта пучком ней-
тронов. В этом случае на детектор воздействуют не
только нейтроны, но и другие излучения, в основном
у-излучение, которое всегда присутствует в нейтронных
пучках, а также возникает в материалах объекта и окру-
жающих конструкций. Данный способ регистрации ней-
тронных изображений целесообразно применять в тех
случаях, когда воздействие фонового у-излучения на де-
тектор мало по сравнению с воздействием нейтронов.
Рис. 25. Зависимость массовых сечений Ет взаимодействия
тепловых нейтронов (£п = 0,025 МэВ) и у-излучения от
атомного номера вещества (при естественном составе изо-
топов)
80
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
Рис. 26. Зависимость полных эффективных сечений
взаимодействия нейтронов с различными веществами от
энергии нейтронов
Воздействие фонового у-излучения на детектор можно
снизить, применив соответствующие фильтры или вы-
брав детектор с низкой чувствительностью к фоновому
излучению.
Регистрация нейтронного изображения способом
переноса осуществляется в два этапа. На первом этапе
изображение получают на экране из материала, способ-
ного активироваться под действием нейтронов. Такой
экран располагают за исследуемым объектом в пучке
нейтронов и экспонируют до получения заданной актив-
ности. Полученное изображение представляет собой
распределение возникших в материале экрана радиоак-
тивных ядер, количество которых, приходящееся на еди-
ницу площади поверхности экрана, прямо пропорцио-
нально плотности потока приходящих нейтронов.
На втором этапе после удаления активированного
экрана из пучка нейтронов осуществляется его автора-
диография - перенос изображения на фотографический
материал. Данный способ регистрации нейтронных изо-
бражений позволяет практически исключить воздействие
на детектор фонового у-излучения. Его целесообразно
применять в случае большого количества такого излуче-
ния за исследуемым объектом, например при контроле
радиоактивных изделий.
Характеристики детекторов нейтронных изо-
бражений. Наиболее широкое распространение получи-
ли фотографические материалы (рентгеновские и фото-
технические пленки и др.) и трековые детекторы (нитро-
целлюлоза, слюда, стекло) (табл. 24).
Для повышения воздействий нейтронов на детектор
применяют специальные экраны-преобразователи, кото-
рые изготовляют в виде однородных тонких пластин или
фольги.
При прямой экспозиции экран-преобразователь по
отношению к источнику нейтронов можно располагать
как перед детектором (передний экран), так и за ним
(задний экран). В ряде случаев одновременно применяют
оба экрана. При получении изображения способом пере-
носа используют только один экран.
Характеристики экранов-преобразователей зависят
от вещества, используемого для их изготовления, от ус-
ловий его применения, параметров пучка нейтронов и
других факторов. Для иллюстрации на рис. 27 показано
24. Материалы, пригодные для изготовления детекторов нейтронных изображений
Способ регистрации нейтронного изображения Материалы для регистрации изображения Материал экрана-преобразователя
Прямая экспозиция Рентгеновские пленки типа РТ Индий, золото, серебро, родий, кадмий
Фототехнические пленки типа ФТ То же
Рентгеновские пленки типов РТ и РМ, фототехнические пленки типа ФТ Люминесцирующий состав на основе смеси ZnS(Ag) + LiF. Люминесцентные литиевые и борные стекла. Монокристаллы йодистого ли- тия Lil(Eu)
Органические пленки из нитроцеллюлозы Вещества, содержащие 6Li, 10В или 235U, 239Pu
Перенос изображения Рентгеновские пленки типа РТ, фото- технические пленки типа ФТ Диспрозий, индий, золото, серебро
НЕЙТРОННАЯ РАДИОГРАФИЯ
81
Рис. 27. Изменение экспозиционной дозы вторичного
излучения у поверхности экранов-преобразователей
из некоторых материалов в зависимости от их
толщины:
задние экраны - сплошные линии, передние экраны -
штриховые линии
Рис. 28. Характеристические кривые детекторов
(пленка РТ-5 + экран-преобразователь):
1 - Rh 250/Cd 100/0; 2 - Gd 0/100; 3 - Rh 250/250; 4 -
Ag 200/500; 5 - Cd 240/520; 6 - Rh 0/250 или Rh 250/0;
7 - Cd 0/520 или Dy 0/100 (метод переноса); 8 - Cd 240/0;
9 - In 0/650; 10 - Ag 0/500; 11 - Ag 200/0; 12 - Dy 0/100;
/3 - In 300/0; 14 - In 0/500 (метод переноса), в числителе ука-
зана толщина переднего экрана, а в знаменателе - заднего
экрана в мкм
изменение экспозиционной дозы вторичного излучения
вблизи поверхности отдельных экранов в зависимости от
их толщины при воздействии тепловых нейтронов. Ха-
рактеристические кривые некоторых детекторов ней-
тронных изображений (также для тепловых нейтронов)
приведены на рис. 28.
Нерезкость фотографических детекторов нейтрон-
ных изображений с металлическими экранами-пре-
образователями в основном определяется нерезкостью
фотоматериала, а для детекторов с люминесцентными 6
6 - 7387
0 5 10 0 Оргстекло
Рис. 29. Номограмма экспозиций при нейтронной
радиографии медленными нейтронами:
1 - уран; 2 - сплав ВНМЗ-2; 3 - сталь; 4 - свинец; 5 -
оргстекло [/э(5) - время просвечивания изделия толщиной
5; /э(0) - время просвечивания при отсутствии изделия]
Рис. 30. Зависимость относительной чувствительно-
сти от толщины материала при нейтронной радио-
графии:
1 - оргстекло (•); 2 - свинец ( х ); 3 - графит ( □ ); 4 -
сталь (А );5-уран(У); б - сплав ВНМЗ-2 (о ) (детектор-
пленка РТ-5+экран из гадолиния толщиной 100 мкм)
Номограмма экспозиций некоторых материалов по-
казана на рис. 29 [<э(0) - время экспозиции детектора в пуч-
ке нейтронов при отсутствии контролируемого материала -
при известном потоке нейтронов определяется характери-
стической кривой соответствующего детектора].
Чувствительность к выявлению дефектов методом
нейтронной радиографии в однородных материалах в
зависимости от их толщины показана на рис. 30.
Наибольшие плотности потоков медленных нейтро-
нов (до 107 ... 108 с1 • см"2) можно получать лишь от
ядерных реакторов. Основной недостаток устройств,
82
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
использующих пучки нейтронов от ядерных реакторов, -
стационарность. Транспортабельные устройства можно
создать лишь на базе радиоактивных источников нейтро-
нов. Однако для получения пучка с плотностью потока
медленных нейтронов 103 ... 104 с1 • см"2 при коллимации
около 1° необходим источник нейтронов 103... 104 с"1 • см'2.
С уменьшением мощности источника увеличивается
время просвечивания и снижается чувствительность к
выявлению дефектов. Сказанное справедливо также при
использовании в качестве источника нейтронов различ-
ных ускорителей, в том числе и нейтронных генерато-
ров, однако выход нейтронов при указанных выше пара-
метрах пучка должен быть примерно на порядок выше.
Кроме того, необходимо учитывать, что эксплуатация
ускорителей, как и ядерных реакторов, требует квалифи-
цированного персонала.
В большинстве случаев для нейтронной радиогра-
фии используют пучки нейтронов от исследовательских
ядерных реакторов. Для этой цели удобны ядерные реак-
торы бассейнового типа (рис. 31). Кроме того, применя-
ют специализированные малогабаритные ядерные реак-
торы, которые можно размещать непосредственно на
промышленных предприятиях (рис. 32).
В установках для нейтронной радиографии незави-
симо от типа используемого источника нейтронов выход
и формирование пучка нейтронов осуществляются с по-
мощью различных коллиматоров. Такие коллиматоры
Рис. 31. Установка для нейтронной радиографии:
1 - транспортный контейнер; 2 - цилиндр; 3 - ТВЭЛ; 4 - ло-
вушка; 5 - детектор; 6 - приемный контейнер; 7 - рама; 8 -
сжатый воздух; 9 - плита; 10 - коллиматор; 11 - диафрагма;
12 - фильтр; 13 - отражатель
Рис. 32. Схема малогабаритного ядерного реактора
обычно снабжены устройствами, позволяющими изме-
нять основные характеристики пучка (угловую расходи-
мость, уровень фонового излучения, энергетический
спектр нейтронов и т.д.). Угловая расходимость пучка
нейтронов определяет геометрическую нерезкость изо-
бражения. При этом улучшение коллимации всегда свя-
зано с уменьшением потока нейтронов.
Подготовка изделий для контроля методом ней-
тронной радиографии аналогична подготовке объектов
при контроле методом рентгено- или гамма-графии. Од-
нако следует обращать особое внимание на удаление с
поверхностей просвечиваемого объекта следов влаги,
смазки и других материалов, имеющих большие сечения
взаимодействия с нейтронами, используемыми для кон-
троля. Все вспомогательное оборудование (держатели,
кассеты, маркировочные знаки и т.п.) необходимо изго-
товлять из материалов, имеющих малое сечение актива-
ции нейтронами: маркировочные знаки - из кадмия или
его сплавов с другими металлами, кассеты и держатели -
из алюминия.
4.5. ЭЛЕКТРОРАДИОГРАФИЯ
Элек^трорадиография (ксерорадиография) по срав-
нению с пленочными методами контроля обладает рядом
преимуществ, к числу которых относятся экспрессность
метода и значительное сокращение затрат при сохране-
нии чувствительности к выявлению дефектов, близкой к
радиографическому снимку.
Электрорадиографические пластины, применяемые
при контроле методом переноса изображения, реагируют
на прошедшие через объект рентгеновское или гамма-
излучение в виде изменения параметров электрического
Э ЛЕКТОР А ДИОГР АФИЯ
83
поля, нанесенного на их поверхность таким образом, что
остаточный заряд, образующий скрытое электростатиче-
ское изображение внутренней макроструктуры контро-
лируемого объекта, пропорционален изменению интен-
сивности излучения. Электрорадиографическая пластина
является промежуточным преобразователем радиацион-
ной информации в электростатическое изображение,
которое в дальнейшем переносится4 на бумагу и закреп-
ляется на ней с помощью красящих веществ-пигментов.
Пластина выполнена в виде полированной прово-
дящей подложки (алюминий, латунь, а также стекло или
бумага с проводящим покрытием), на которую тонким
слоем в вакууме нанесены полупроводниковые материа-
лы (аморфный селен, антрацен и др.). Удельное электри-
ческое сопротивление полупроводниковых слоев состав-
ляет 1012... 1013 Ом • см до облучения рентгеновским или
у-излучением и 107... 108 Ом • см при облучении.
Разрешающая способность пластины теоретически
не ограничена, так как электростатическое поле не имеет
зернистости, однако практически она определяется раз-
мерами пылинок проявляющего вещества и способом
проявления. При сухом способе проявления разрешаю-
щая способность может достигать 60 линий/мм. При ис-
пользовании жидкостных проявителей разрешающая
способность составляет 120 линий/мм. Однако с исполь-
зованием выпускаемых типов пластин и процессов пере-
носа изображения она не превышает 8 ... 12 линий/мм
(по сравнению с 68 ... 140 линиями/мм для радиографи-
ческих пленок). Электрорадиографические пластины мож-
но использовать с металлическими и флюоресцентными
экранами, однако в этом случае они должны наноситься
между чувствительным слоем и подложкой пластины.
Перед просвечиванием электрорадиографическую
пленку (рис. 33) электрически сенсибилизируют, т.е. на
ее поверхность наносят равномерный электрический за-
ряд, при этом проводящую подложку заземляют. Для
зарядки пластину закрепляют на подвижной каретке,
размещенной в светонепроницаемой камере, и прокаты-
вают вместе с кареткой под электродом, находящимся
под высоким напряжением - от 5 до 10 кВ относительно
заземленной подложки. В процессе перемещения между
проволокой и подложкой возникает коронный разряд,
который создает ионы, равномерно распределяющиеся
по поверхности чувствительного слоя, при этом потен-
циал пластины может достигать 600 В.
Время зарядки составляет 10 ... 15 с. Заряженную
пластину помещают в светонепроницаемую кассету, в
противном случае электростатический заряд быстро ис-
чезает. В кассете заряженную пластину можно хранить
более 1 ч без существенной потери заряда. В процессе
просвечивания прошедшее через объект ионизирующее
излучение создает на пластине скрытое электростатиче-
ское изображение, причем остаточный заряд на каждом
участке пластины пропорционален интенсивности па-
дающего излучения. В качестве источников излучения в
основном используют рентгеновские аппараты и те же
радиоактивные источники тормозного и у-излучений.
Для получения видимого изображения экспониро-
ванные пластины проявляют, причем время между
Рис. 33. Схема электрорадиографической установки:
а - зарядное устройство; б - проявочное устройство; 1 -
пластина; 2 - каретка; 3 - камера; 4 - проволока; 5 -
подложка; 6 - кассета; 7 - хранилище; 8 - разрядник; 9 -
коробка; 10 - порошок; 11 - электрод; 12 - вибратор;
13 - очиститель; 14 - транспортер; 15 - бумага
окончанием просвечивания и началом проявления не
должно превышать 1 ... 2 ч во избежание искажения от-
печатка и возникновения вуали. На чувствительный слой
осаждают частицы сухих или жидких пигментов, причем
число их на единице поверхности пропорционально
плотности остаточного заряда. При осаждении частицы
пигмента заряжаются в результате трибоэлектрического
эффекта, возникающего при трении частиц друг о друга,
и удерживаются на пластине электростатическими силами,
которые пропорциональны заряду пластины и частиц.
При сухом проявлении применяют каскадный ме-
тод. Проявляющий порошок изготовляют из смеси мел-
ких частиц пигмента размером 0,1 ... 20 мкм и крупного
гранулированного материала размером 200 ... 300 мкм,
обеспечивающего достаточный трибоэлектрический за-
ряд. Порошок наносят на пластину в качающемся лотке.
Время проявления составляет 5 ... 10 с.
Пластину проявляют порошковым облаком (рис. 33, б).
При этом ее размещают над вибратором, из которого
выбрасывается облако мелких частиц пигмента. Частицы
проходят через круглый электрод, установленный между
вибратором и пластиной. Электрод находится под на-
пряжением 12 кВ и фильтрует отрицательно заряженные
частицы, которые прилипают к нему. Положительно за-
ряженные частицы остаются во взвешенном состоянии и
прилипают к пластине. Продолжительность проявления
этим способом составляет 30 ... 40 с. Частицы порошка
переносят с пластины на обычную бумагу контактным
6*
84
МЕТОДЫ И СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОГРАФИИ
способом и закрепляют на ней ацетоном или другими
растворителями. Электрорадиографические пластины
при бережном обращении с ними выдерживают до 500 ...
1000 экспозиций. Продолжительность просвечивания на
пластину зависит от энергии излучения и в 2 ... 7 раз
меньше, чем на пленку типа РТ-5 без применения фольги
или экранов. При этом чем выше энергия, тем меньший
выигрыш в производительности контроля может быть
достигнут. Чувствительность электрорадиографии прак-
тически не уступает радиографии с применением мелко-
зернистых пленок. К недостаткам метода следует отнести:
1) отсутствие гибких электрорадиографических
пластин, что исключает возможность контроля изделий
сложной конфигурации;
2) быстрое возникновение повреждений на селено-
вом слое пластины, вызывающих появление ложных
изображений и затрудняющих расшифровку снимков.
4.6. ДЕФЕКТОСКОПИЯ
С ИСПОЛЬЗОВАНИЕМ
КОРПУСКУЛЯРНЫХ ИЗЛУЧЕНИЙ
Дефектоскопия электронами. Ввиду низкой энер-
гии |3-частиц радиоактивных изотопов диапазон толщин
контролируемых деталей, например алюминиевых, огра-
ничивается несколькими миллиметрами. Применению |3-
частиц препятствует широкий спектр энергий, испускае-
мый радиоактивным препаратом. В связи с этим кривая
поглощения аналогична кривой поглощения для квантов
рентгеновского и у-излучений. В случае поглощения мо-
ноэнергетических электронов характер кривой поглоще-
ния меняется: на заднем фронте появляется крутой уча-
сток. Поэтому отношение изменения интенсивности из-
лучения к изменению толщины превышает аналогичное
отношение для рентгеновского или у-излучений. Это
определяет высокую чувствительность радиографии (до
0,2 %) при контроле однородных материалов с использо-
ванием быстрых электронов и позволяет контролировать
различные объекты, толщина которых соизмерима со
средним массовым пробегом электронов в веществе.
Важным преимуществом применения быстрых
электронов является сравнительно малая зависимость
потерь энергии электронов от атомного номера материа-
ла. Поэтому электроны можно использовать для контро-
ля качества легкой компоненты слоистых материалов с
большой разницей в атомных номерах компонент, на-
пример пластмассы на стали, легкой компоненты биме-
талла и др. (табл. 25).
Кроме того, используя обратное рассеяние электро-
нов высокой энергии, можно контролировать массовую
толщину покрытий до 1 г/см2, т.е. почти на порядок
больше, чем в случае применения P-излучения радиоак-
тивных изотопов.
Энергия электронов зависит от максимальной мас-
совой толщины 8Ш (г/см2) изделия:
8т = (0,6 ... 0,9)/?ш,
где Rm - средний массовый пробег электронов в вещест-
ве, г/см2;
R„ = (0,5 - 0,1)-(2,5Е-1) (Z- 13) 10'3,
здесь Е - энергия электронов, МэВ.
Коэффициент (0,6 ... 0,9) показывает, что для полу-
чения максимальной чувствительности следует исполь-
зовать наиболее крутой участок переходной кривой рас-
пределения поглощенной энергии в веществе.
Для выявления трещин, расположенных под углом
45° к поверхности изделия, энергию электронов следует
выбирать из условия 8m < Rm.
Минимальный дефект, который можно обнаружить
при радиометрическом методе контроля,
АХ =^^п_
^min . q ’
А
где £ = 3 - коэффициент надежности, характеризующий
допустимое отношение сигнал/шум; со = 0,02 — относи-
тельный уровень шума, зависящий от количества элек-
тронов N, падающих на изделие (со » 1/V/V ); А = 20 ...
30 - коэффициент, характеризующий изменение функ-
ции к изменению аргумента (дефекта); 5П - площадь па-
дающего пучка ускоренных электронов; 5Д - площадь
дефекта.
25. Основные параметры методов электронной дефектоскопии
Метод электронной дефекто- скопии Контраст- ность, % / Чувствитель- ность, % Разрешающая способность, пар линий/мм Разно- плотность ма- териалов, % Скорость элек- трона, м/мин Диапазон мас- совой толщи- ны, г/см2
Радиографический 0,5 1 15-20 5. Статический < 15
Радиоскопический 2 1,5 10 5-10 режим То же < 15
Радиометрические: импульсный 0,2 0,3 10 5 1 < 15
спектрометрический 0,1 0,3 10 3-5 1 < 15
обратного рассеяния 1-5 - - - 1 1
ДЕФЕКТОСКОПИЯ С ИСПОЛЬЗОВАНИЕМ КОРПУСКУЛЯРНЫХ ИЗЛУЧЕНИЙ
85
Анализ данного выражения показывает, что для
увеличения чувствительности, разрешающей способно-
сти и производительности контроля необходимо сфор-
мировать выводимые электроны с наибольшей концен-
трацией в узкий параллельный пучок.
Благодаря преимуществам перед другими типами
ускорителей (надежность, простота в эксплуатации,
сравнительная дешевизна, моноэнергетичность выведен-
ного пучка электронов, легкость изменения энергии и
др.) бетатроны с выведенным электронным пучком яв-
ляются наиболее удобными источниками электронов
высоких энергий.
ЛИТЕРАТУРА
1. Румянцев С.В. Радиационная дефектоскопия.
М.: Автомиздат, 1968. 559 с.
2. Румянцев С.В., Добромыслов В.А., Бори-
сов О.И. Типовые методики радиационной дефектоско-
пии и защиты. М.: Атомиздат, 1976. 128 с.
3. Румянцев С.В., Штань А.С., Гольцев В.А.
Справочник по радиационным методам неразрушающего
контроля. М.: Энергоиздат, 1982. 240 с.
4. Радиоизотопная дефектоскопия (методы и аппа-
ратура) / А.Н. Майоров, С.В. Мамиконян, Л.И. Косарев,
В.Г. Фирстов. М.: Атомиздат, 1976. 208 с.
5. Тюфяков Н.Д., Штань А.С. Основы нейтрон-
ной радиографии. М.: Атомиздат, 1975. 256 с.
6. Рентгенотехника: Справочник. В 2-х кн. Кн. 1 /
В.В. Клюев, Ф.Р. Соснин, В. Артес и др. Под общ. ред.
В.В. Клюева. 2 изд., перераб. и дополн. М.: Машино-
строение, 1992. 480 с.
7. Рентгенотехника: Справочник. В 2-х кн. Кн. 2 /
А.А. Алтухов, К.В. Анисович, X. Бергер и др. Под общ.
ред. В.В. Клюева. 2 изд., перераб. и дополн. М.: Маши-
ностроение, 1992. 386 с.
8. Клюев В.В., Соснин Ф.Р. Теория и практика
радиационного контроля. М.: Машиностроение, 1998.
170 с.
9. Неразрушающий контроль с источниками вы-
соких энергий / В.В. Клюев, Ф.Р. Соснин, Е.А. Гусев и
др. М.: Энергоатомиздат, 1989. 176 с.
Глава 5
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
5.1. ОБЛАСТИ ПРИМЕНЕНИЯ
И ОСНОВНЫЕ ПАРАМЕТРЫ
РАДИОСКОПИИ
Радиоскопический метод (метод радиационной ин-
троскопии) неразрушающего контроля основан на пре-
образовании радиационного изображения контролируе-
мого объекта в световое изображение на выходном экра-
не радиационно-оптического преобразователя, причем
дефектоскопический анализ полученного изображения
проводится в процессе контроля.
Сохраняя такие достоинства радиографического ме-
тода, как возможность определения характера и формы
выявленного дефекта, методы радиоскопии позволяют
исследовать контролируемый объект непосредственно в
момент его просвечивания. Поэтому сокращается время
между началом контроля и моментом получения заклю-
чения о качестве контролируемого объекта.
Благодаря малой инерционности радиоскопических
систем объект можно контролировать под различными
углами к направлению просвечивания. При этом повы-
шается вероятность обнаружения дефектов и обеспечи-
вается возможность контроля деталей и узлов как в экс-
плуатационных условиях, так и в условиях поточного
производства и открываются широкие возможности
применения принципов стереометрии (рис. 1).
Рис. 1. Общая схема системы рентгеновизуального контроля:
1 - дефект; 2 - преобразователь излучения; 3 - изображение
дефекта на преобразователе; 4 - радиационное изображение;
5 - объект; 6 - рентгеновский пучок
В табл. 1 представлены некоторые существующие и
потенциально возможные случаи применения радиаци-
онных интроскопов в неразрушающем контроле.
Современные радиационные интроскопы представ-
ляют собой сложные устройства, позволяющие получать
информацию о внутреннем строении материалов и объ-
ектов и отображающие ее на выходном экране радиаци-
онно-оптического преобразователя в виде светотеневых
картин.
В табл. 2 приведена классификация технических
средств радиационной интроскопии. Признаком, поло-
женным в основу классификационной схемы, является
назначение технических средств.
1. Применение радиационных интроскопов в неразрушающем контроле
Применение приборов Цель применения
Контроль качества материалов и изделий Контроль функционирования уз- лов и механизмов Контроль багажа и почтовых от- правлений Контроль продуктов Изучение произведений искусства, документов Научные исследования Определение качества посевного материала Контроль качества материалов и изделий Научные исследования Рентгеновское и у-излучения Выявление дефектов в слитках, литых изделиях, сварных и паяных соединениях Выявление дефектов, связанных с нарушением целостности или взаимного рас- положения деталей в узлах, механизмах или устройствах Исследование качества функционирования. Анализ работы механизмов при виб- рационной нагрузке Выявление недозволенных вложений Выявление инородных тел Установление подлинности. Исследования при реставрации Регистрация быстропротекающих процессов. Регистрация физических явлений в непрозрачных средах Регистрация распределения зерен при посеве, качества зерен Нейтронное излучение Выявление дефектов в легких материалах, находящихся в массивных изделиях из тяжелых металлов (свинец, уран и т.п.). Выявление дефектов в металлических изделиях большой толщины Наблюдение за движением жидких, водород-, литий- или борсодержащих мате- риалов через стенки трубопроводов из тяжелых металлов
ПРЕОБРАЗОВАТЕЛЬ РАДИАЦИОННОГО ИЗОБРАЖЕНИЯ
87
2. Технические средства радиационной интроскопии
Назначение устройств Названия устройств
1. Генерирование и формирование необходимого ка- чества ионизирующего излучения 1.2. Формирование рабочего пучка ионизирующего излучения и управление им, улучшение условий регист- рации радиационного изображения и анализа выходного светотеневого изображения Питающие устройства рентгеновских аппаратов и высоковольтных установок (микротронов, линейных ус- корителей, бетатронов) Излучатели Фильтры Отсеивающие растры Диафрагмы, тубусы, коллиматоры, компенсаторы, средства стабилизации яркости, консоли или специальные устройства для крепления излучателей и радиационно- оптических преобразователей
2. Удержание и перемещение контролируемого объ- екта в зоне рабочего пучка ионизирующего излучения Держатели, опоры, фиксаторы, ходовые устройства, обеспечивающие удержание зоны контроля контролируе- мого объекта вблизи оси рабочего пучка излучения
3. Визуализация радиационного изображения 3.1. Передача теневого изображения на расстояние, его запись и воспроизведение Радиационно-оптические преобразователи Оптические системы, телевизионные установки, фо- токамеры, кинокамеры, видеомагнитофоны
4. Обработка и коррекция теневого изображения ЭВМ, корректоры канала, корректоры сигнала
5. Индикация качества светотеневого изображения Эталоны чувствительности радиационного контроля, штриховые радиационные миры
6. Маркировка дефектных участков контролируемых объектов Дефектоотметчики
7. Радиационный контроль и защита Дозиметры, защитные барьеры и боксы
8. Светозащита Ширмы
К основным параметрам радиационных интроско-
пов относят: абсолютную (относительную) чувствитель-
ность радиационного контроля, производительность,
предел разрешения.
Абсолютная чувствительность определяется как
минимальное изменение значения параметра просвечи-
ваемого объекта, которое может быть обнаружено анали-
зом светового изображения объекта на выходном экране
интроскопа.
Абсолютную чувствительность контроля 8 опреде-
ляют при использовании проволочного эталона как
8 = dmin, а для канавочного или пластинчатого эталона
5 = Amin, где б/mm - диаметр наименьшей видимой в све-
товом изображении теневой картины проволоки прово-
лочного эталона; Amin - глубина наименьшей видимой в
световом изображении теневой картины канавки кана-
вочного эталона или наименьшая толщина пластинчато-
го эталона, при которой видна в световом изображении
теневая картина отверстия эталона, диаметр которой ра-
вен удвоенной толщине эталона.
Относительную чувствительность контроля 8 оп-
ределяют по формуле
5= — 100 %,
h
где h - полная радиационная толщина контролируемого
материала, равная сумме толщин эталона чувствительно-
сти и дополнительного поглотителя.
Производительность радиационного контроля
определяется временем, затрачиваемым на контроль
объекта. Это время можно условно разделить на основ-
ное и вспомогательное. Основное время определяется
временем, необходимым для анализа световой картины
объекта при его просвечивании, и зависит от структуры
объекта и т.п.
Максимально допустимую скорость контроля уста-
навливают путем оценки чувствительности контроля в
динамическом режиме при равномерном движении эта-
лона и поглотителя. Допускается проводить проверку
чувствительности в динамическом режиме при непод-
вижном поглотителе и перемещающемся эталоне чувст-
вительности.
Предел разрешения радиационных интроскопов
определяют так же, как и предел разрешения радиацион-
ных преобразователей.
5.2. ПРЕОБРАЗОВАТЕЛЬ
РАДИАЦИОННОГО ИЗОБРАЖЕНИЯ
Преобразователем радиационного изображения на-
зывают устройство для преобразования изображения,
сформированного ионизирующим излучением в резуль-
тате его взаимодействия с контролируемым объектом, в
изображение другого вида.
Наибольшее распространение получили радиацион-
но-оптические преобразователи - устройства для преоб-
разования радиационного изображения в световое изо-
бражение.
88
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
Основными метрологическими параметрами таких
устройств являются:
1) размер рабочего поля;
2) масштаб преобразования;
3) коэффициент радиационно-оптического преобра-
зования;
4) коэффициент усиления яркости радиационно-
оптического преобразования;
5) предел разрешения;
6) динамический диапазон;
7) предел плотности потока энергии;
8) яркость темнового фона;
9) геометрические искажения радиационного изо-
бражения;
10) степень чистоты поля зрения;
11) зонные характеристики качества изображения;
12) коэффициент передачи контраста;
13) временное разрешение.
Рабочее поле - это участок поверхности входной
плоскости преобразователя, который может быть ис-
пользован для получения выходного изображения при
заданных условиях контроля объекта. Размеры рабочего
поля определяются в основном размерами входных эк-
ранов преобразователей радиационных изображений.
Экран, на котором происходит первичное преобра-
зование радиационного изображения в изображение дру-
гого вида (яркость, проводимость, электронный поток и
т.п.), называют входным, а на котором формируется изо-
бражение, непосредственно воспринимаемое глазом че-
ловека, или изображение другого вида, удобное для ре-
гистрации и анализа, - выходным.
Масштаб преобразования радиационного изобра-
жения, т.е. отношение линейного размера элемента пре-
образованного выходного изображения к аналогичному
линейному размеру соответствующего элемента исход-
ного радиационного изображения, в основном определя-
ется размерами входных и выходных экранов радиаци-
онных преобразователей.
Световое изображение, сформированное видимым
излучением и непосредственно воспринимаемое глазом
человека, отличается по спектральному составу от ра-
диационного изображения, сформированного ионизи-
рующим излучением. Поэтому в качестве метрологиче-
ских характеристик используют как коэффициент уси-
ления яркости, так и коэффициент радиационно-
оптического преобразования, под которым понимают
отношение значения максимальной яркости изображения
преобразователя к значению мощности экспозиционной
дозы ионизирующего излучения исходного изображения
при условии равномерного облучения входной плоско-
сти преобразователя. Коэффициент радиационно-опти-
ческого преобразования выражается в (кд/м2)/(Кл/кг • с).
Коэффициент усиления яркости радиационно-
оптического преобразователя определяется отношени-
ем значения яркости выходного экрана радиационно-
оптического преобразователя к значению яркости эта-
лонного флюоресцентного экрана при одинаковых за-
данных условиях радиационного облучения входной
плоскости преобразователя и флюоресцентного экрана.
Современные радиационные электронно-оптические пре-
образователи с масштабом преобразования 1 : 10 и ко-
эффициентом радиационно-оптического преобразования
около 4 • 108 (кд/м2)/(А/кг) обладают коэффициентом
усиления яркости около 104.
Пределом разрешения радиационного преобразо-
вателя называют наибольшее число штрихов в 1 мм ис-
ходного изображения, созданного штриховой радиаци-
онной мирой, которое обнаруживается раздельно при
анализе выходного изображения, когда условие работы
преобразователя оптимальны. Обычно обнаруживаемое
число штрихов в 1 мм принято выражать в парах линий/мм,
считая штрих и промежуток за две линии.
Штриховая радиационная мира может представлять
собой совокупность секций свинцовых полос толщиной
50 ... 100 мкм, расположенных относительно друг друга
таким образом, что ширина полосы данной секции равна
расстоянию между полосами этой секции.
Динамический диапазон радиационно-оптичес-
кого преобразователя изображения - наибольшее отно-
шение плотностей потока энергии ионизирующего излу-
чения на двух полях исходного изображения, при кото-
ром на выходном изображении каждого из этих полей
одновременно визуально обнаруживаются объекты за-
данного размера, причем контраст исходного изображе-
ния указанных объектов имеет одинаковое заданное зна-
чение для каждого из полей.
При метрологии радиационно-оптического преобра-
зователя используется также такая характеристика, как
рабочий динамический диапазон, которая определяется
динамическим диапазоном при ограниченном сверху
значении плотности потока энергии на том из полей ис-
ходного изображения, где эта плотность энергии имеет
большое значение.
Пределом плотности потока энергии на входе
радиационного преобразователя называют наибольшее
значение плотности потока энергии ионизирующего из-
лучения на входной плоскости преобразователя, не при-
водящее к необратимым нарушениям работы преобразо-
вателя.
Яркость темнового фона радиационно-оптичес-
кого преобразователя - это среднее значение яркости
выходного изображения при отсутствии облучения
входной плоскости преобразователя в заданном режиме
преобразования.
Геометрические искажения радиационного изо-
бражения характеризуют отклонение формы преобразован-
ного выходного изображения от формы соответствующего
элемента исходного радиационного изображения.
Степень чистоты поля зрения - это характеристи-
ка, нормирующая допустимое число артефактов и их
размеры в выходном изображении при условии равно-
мерного облучения входной плоскости преобразователя.
Зонные характеристики качества преобразова-
теля - коэффициент радиационно-оптического преобра-
зования, предел разрешения и другие - почти всегда раз-
личны для различных участков его рабочего поля. Так,
изменение яркости выходного экрана радиационного
электронно-оптического преобразователя от центра к
краю вызвано главным образом подушкообразной дис-
торсией. Существующие радиационные электронно-опти-
РАДИАЦИОННО-ОПТИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
89
ческие преобразователи по полю экрана, равному
0,9 диаметра, имеют изменение яркости около 10 % для
входного экрана размером 16 см, 20 % — для экрана
22 см и 30 % - для экрана 32 см.
Коэффициентом передачи контраста называют
отношение контраста элемента выходного преобразо-
ванного изображения к значению контраста соответст-
вующего элемента исходного изображения. Указанная
характеристика зависит от размеров элементов исходно-
го изображения.
Так, коэффициент передачи контраста протяженных
элементов, площадь которых составляет 10 % от рабоче-
го поля, для современных радиационных электронно-
оптических преобразователей приближенно равен 0,8.
Основными причинами снижения контраста протяжен-
ных элементов в этом случае являются отражение света
внутри преобразователя и его рассеяние в выходном
стекле.
Временное разрешение - реакция радиационно-
оптического преобразователя на изменение радиацион-
ного изображения во времени. Зависит от скорости про-
текания физических процессов в его элементах, в част-
ности от соответствующих реакций его входного и вы-
ходного экранов. Реакция преобразователя на изменение
радиационного изображения может характеризоваться:
• временем нарастания и временем спада яркости
выходного экрана при скачкообразном изменении мощ-
ности экспозиционной дозы ионизирующего излучения
радиационного изображения;
• зависимостью коэффициента передачи контраста
от временной модуляции радиационного изображения.
Ввиду взаимосвязанности отмеченных выше харак-
теристик выработка единого для всех радиационно-
оптических преобразователей критерия их качества
представляет значительные трудности. Несмотря на об-
ширную литературу по этому вопросу, общепринятой
точки зрения до сих пор нет. Кроме указанных характе-
ристик в литературе часто используют дополняющие друг
друга критерии качества радиационных изображений:
1) частотно-контрастную характеристику, количе-
ственно описывающую стационарные передаточные
свойства преобразователей;
2) квантовый выход, количественно характеризую-
щий флюктуационные свойства процесса преобразова-
ния радиационного изображения в световое.
5.3. РАДИАЦИОННО-ОПТИЧЕСКИЕ
ПРЕОБРАЗОВАТЕЛИ И СРЕДСТВА
УСИЛЕНИЯ ИЗОБРАЖЕНИЯ
Радиационно-оптические преобразователи предна-
значены для преобразования радиационного изображе-
ния в световое изображение. Радиационно-оптические
преобразователи, в которых за счет дополнительных ис-
точников энергии, не связанных с ионизирующим излу-
чением, в процессе облучения происходит радиационно-
оптическое преобразование с коэффициентом усиления
яркости более единицы, называются усилителями радиа-
ционного изображения.
Качество радиационно-оптических преобразовате-
лей в значительной степени определяется свойствами их
входных экранов.
Входной экран должен обладать следующими свой-
ствами:
1) высоким поглощением рабочего пучка ионизи-
рующего излучения;
2) высокой эффективностью преобразования;
3) высоким пространственным разрешением;
4) согласованностью спектральной характеристики
экрана со спектральной характеристикой работающего с
ним фотокатода.
Для экрана выбирают материалы, флюоресцирую-
щие под действием ионизирующего излучения, но наи-
лучший компромисс между поглощением и пространст-
венным разрешением может быть получен только с при-
менением материалов, содержащих атомы с высоким
атомным номером и имеющих высокую плотность.
Кроме экранов, флюоресцирующих под действием
ионизирующего излучения, в радиоскопии используются
входные экраны, материал которых изменяет свое сопро-
тивление при облучении его указанным выше излучени-
ем, т.е. выполненные в виде экранов фоторезистивного
типа. К этим материалам относят материалы с удельным
сопротивлением 1 ... 108 Ом • см, включая металлы и
сверхпроводники.
Фотопроводники являются бесшумными преобра-
зователями в том смысле, что отношение сигнал/шум в
фототоке практически равно отношению сигнал/шум
регистрируемого радиационного изображения. Следова-
тельно, предельная чувствительность системы с фоторе-
зистивным входом определяется в основном флюктуа-
циями числа поглощенных в фоторезисторе квантов ра-
диационного изображения. Обычно разрешение фоторе-
зистивных приемников излучения экранного типа со-
ставляет 2 ... 5 линий/мм.
Из преобразователей с фоторезистивным входом
наибольшее применение получили рентгеновидиконы и
электролюминесцентные преобразователи.
В рентгеновидиконах распределение проводимости
фоторезистивного слоя преобразуется в последователь-
ность электрических сигналов, которые во вторичном
преобразователе телевизионной системы преобразуются
в световое изображение.
Принцип действия электролюминесцентных преоб-
разователей основан на последовательном преобразова-
нии распределенной по плоскости интенсивности вход-
ного излучения М в проводимость фоторезистивного
слоя q, а затем в потенциальный рельеф А на слое элек-
тролюминофора, который преобразует этот рельеф в яр-
кость оптического изображения L. Последовательность
преобразования Л/-*д-*А-*£на входе и (А/ -> q) на
выходе А -> L определяется наличием фоторезистора и
электролюминесцентного конденсатора (ЭЛК).
Наиболее широко распространены экраны на основе
цинксульфидных фосфоров, представляющих собой пло-
ские тонкие ЭЛК с одним прозрачным электродом, кото-
рые при возбуждении электрическим переменным полем
с напряженностью порядка 104 ... 105 В/см дают свече-
ние с яркостью до 100 кд/м2.
90
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
Рис. 2. Структурные схемы усилителей радиационного изображения с радиационным (а) и световым (б) электронно-
оптическим преобразователем:
/ - источник излучения; 2 - радиационный ЭОП; 3 - объективы; 4 - световой ЭОП; 5 - передающие телевизионные трубки; 6 -
видеоконтрольные устройства; 7 - рентгенолюминофоры; 8 - фотокатоды усилителей
Спектральный состав свечения ЭЛК с различными
типами фосфоров изменяется от красного до синего. Яр-
кость возрастает с увеличением частоты приложенного
напряжения до определенного значения и характеризует-
ся волнами яркости, имеющими удвоенную частоту по
сравнению с частотами питающего напряжения.
В усилителях изображения и других устройствах
наиболее важной характеристикой является нелинейная
зависимость яркости от напряжения, зависящая от при-
ложенного напряжения. Благодаря нелинейности этой
зависимости ЭЛК можно использовать в различных уст-
ройствах в качестве элемента, усиливающего контраст
при одновременном преобразовании потенциала в свето-
вом потоке.
Широко распространены усилители радиационного
изображения со световыми и радиационными электрон-
но-оптическими преобразователями {ЭОП). На рис. 2
показан принцип устройства этих усилителей. С позиции
преобразования светового излучения, возникающего во
входных экранах этих усилителей, между этими усили-
телями существует фундаментальное различие.
Из рис. 2 видно, что величина оптической связи
между фотокатодом и входным экраном в этих усилите-
лях не одинакова. В то время как внутри радиационного
ЭОП каждый рентгеновский квант с энергией 50 кэВ
порождает около 150 электронов, усилитель с внешним
входным экраном дает только 1 ... 5 электронов. В ре-
зультате в указанном звене последнего усилителя проис-
ходят частичная потеря информации и увеличение шума.
С эксплуатационной точки зрения усилители с
внешним сцинтиллятором имеют недостатки: они тяже-
лы и громоздки, и поэтому использование этих усилите-
лей ограничено областями, где требуется большое поле
наблюдения или регистрируется высокоэнергетическое
излучение при среднем требуемом качестве светового
изображения, например на контроле ручной клади и ба-
гажа в аэропортах и контроле толстостенных изделий.
Для того чтобы получить удовлетворительное каче-
ство изображения в усилителях второго типа, необходи-
мо уменьшить потери света при переносе изображения с
входного экрана на фотокатод усилителя света. Для это-
го применяют светосильную оптику.
5.4. СРЕДСТВА ПРОМЫШЛЕННОЙ
РАДИОСКОПИИ
К основным техническим средствам радиоскопии
кроме рассмотренных в предыдущем разделе относят
телевизионные системы. Телевизионной системой назы-
вают совокупность оптических, электронных и радио-
технических устройств, служащих ддя передачи изобра-
жения с выходного экрана преобразователя радиацион-
ного изображения на некоторое расстояние. Структурная
схема телевизионной системы приведена на рис. 3.
В схеме протекают следующие физические процес-
сы. Излучение выходного экрана воздействует на пер-
вичный преобразователь 3, в котором оно преобразуется
в электрические сигналы, передаваемые затем по каналу
связи 1. Во вторичном преобразователе 4, 5 принятые
электрические сигналы преобразуются в световое изо-
бражение, непосредственно воспринимаемое глазом че-
ловека.
Рис. 3. Структурная схема телевизионной системы:
1 - блок канала; 2 - пульт управления; 3 - передающая
камера; 4, 5 - видеоконтрольные устройства
СРЕДСТВА ПРОМЫШЛЕННОЙ РАДИОСКОПИИ
91
В качестве первичных преобразователей радиаци-
онно-телевизионных установок используются передаю-
щие телевизионные трубки: суперортиконы, изоконы,
видиконы, плюмбиконы, суперкремниконы и др. Кана-
лом связи служат кабельные линии с электронными и
радиотехническими устройствами. В качестве вторичных
преобразователей используют глацным образом элек-
тронно-лучевые приемные трубки (кинескопы).
Основным принципом передачи изображений в ра-
диационно-телевизионных установках является поэле-
ментная передача значений интенсивности ионизирую-
щего излучения, осуществляемая путем развертки про-
странственно-временного поля контролируемого объекта
на передающей стороне и свертки изображения на при-
емной стороне. В рассматриваемых установках развертка
изображения производится пучком ионизирующего из-
лучения или электронным пучком. Пучок чаше всего
имеет круглое сечение, его диаметр 8j называют аперту-
рой пучка. На приемной стороне во вторичном преобра-
зователе синтез изображения осуществляется электрон-
ным пучком, имеющим апертуру 32. Обычно 32 < 8Ь так
как значительное уменьшение 8| понижает чувствитель-
ность системы.
Основные характеристики телевизионных систем
радиационных интроскопов условно можно разделить на
две группы: общие (технические) и сигнальные.
К первой группе обычно относят световую чувстви-
тельность системы, световую характеристику, разре-
шающую способность, контрастную чувствительность,
отношение сигнал/шум, инерционность, число переда-
ваемых градаций яркости и др. Технические характери-
стики телевизионной системы радиационного интроско-
па определяются совокупностью свойств входящих в нее
элементов (в основном свойствами первичного преобра-
зователя) и особенностями построения системы.
Специальными характеристиками телевизионных
систем считаются детальность передачи телевизионных
сигналов, масштаб изображения и др.
При проектировании телевизионных систем радиа-
ционных интроскопов стремятся выбрать и реализовать
их характеристики так, чтобы с учетом условий работы
системы обеспечить в конечном итоге необходимое со-
ответствие между передаваемыми теневыми изображе-
ниями контролируемых объектов и их телевизионными
изображениями, синтезируемыми в приемной части систем.
Одним из направлений совершенствования радиа-
ционных интроскопов является включение в их состав
устройств оперативной и постоянной записи регистри-
руемых изображений. При этом устройства памяти ис-
пользуют для коррекции качества изображений (увели-
чение отношения сигнал/шум, компенсация фона), им-
пульсной радиоскопии или длительного хранения для
последующего качественного анализа записанных изо-
бражений.
На контрастность светотеневых изображений, фор-
мируемых радиационными интроскопами, влияют по-
глощение и рассеяние излучения, проходящего через
контролируемый объект. Очевидно, что чем поглощение
больше (ослабление пучка проникающего излучения),
тем более контрастное изображение внутренних струк-
тур просвечиваемых изделий и меньше доза облучения
обслуживающего персонала.
Рассеяние рентгеновского излучения слабо зависит
от энергии Е проникающего излучения, тогда как по-
глощение пропорционально £“3. Из соотношений между
сечениями поглощения и рассеяния можно получить
значения ускоряющих напряжений U на излучателе
рентгеновских аппаратов, которые являются предпочти-
тельными при проведении радиоскопического контроля.
В частности, для изделий из легких сплавов на основе
алюминия и титана при U около 100 кВ ослабление пер-
вичного пучка за счет процессов поглощения и рассея-
ния равновероятно, а при U около 300 кВ только 10 % от
пучка поглощается. Равновесие между поглощением и
рассеянием для сплавов на основе железа наблюдается
при ускоряющем напряжении 250 кВ, а соответственно,
неблагоприятное сочетание указанных характеристик
при напряжении 400 кВ.
Таким образом, исходя из критериев максимального
качества теневого изображения и минимальной радиаци-
онной нагрузки на обслуживающий персонал макси-
мальные уровни ускоряющих напряжений на излучате-
лях в радиоскопических системах контроля следует вы-
бирать равными 100 и 250 кВ соответственно для изде-
лий из легких сплавов и стали.
3. Типичные параметры источников излучения при использовании флюороскопов
для контроля изделий из стали и алюминия
Материал объекта контроля и его толщина, мм Напряжение, кВ Ток луча, мА Диаметр фо- кусного пятна, мм Фокусное рас- стояние, см Чувствительность радиационного контроля, %
Сталь Алюминий Сталь Алюминий
Обычные флюоресцентные экраны
3 ... 5 3 ... 10 100 5 2 40 ... 100 4 ...6 6... 8
5 ... 10 - 150 10 5 40... 100 6 ... 8 —
10 ... 12 - 200 20 10 40 ... 100 8 ... 10 -
92
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
Продолжение табл. 3
Материал объекта контроля и его толщина, мм Напряжение, кВ Ток луча, мА Диаметр фо- кусного пятна, мм Фокусное рас- стояние, см Чувствительность радиационного контроля, %
Сталь Алюминий Сталь Алюминий
Экраны с повышенной яркостью свечения
3 ... 8 5...50 100 5 2 15 ...30 4 ... 6 6... 8
10 ... 15 - 150 10 5 15 ... 30 8 ... 10 -
15 ... 25 - 200 20 10 15 ...30 10... 15 -
Экраны с повышенной разрешаюшей способностью
- 1 ...3 30 0,5 0,3 15 ...45 - 2...3
3 ...6 - 150 2 1 15 ...45 2 ...3 -
После выбора максимального ускоряющего напря-
жения определяют мощность излучателя, исходя из не-
обходимого уровня мощности дозы в непосредственной
близости радиационного преобразователя радиоскопиче-
ской системы. Эта характеристика существенно зависит
от типа преобразователя, толщины просвечиваемого
объекта и его материала.
Типичные параметры источников излучения при
использовании флюороскопов для контроля изделий из
стали и алюминия представлены в табл. 3.
5.5. ЦИФРОВЫЕ УСТАНОВКИ
РАДИАЦИОННОГО КОНТРОЛЯ
5.5.1. ЦИФРОВЫЕ МЕТОДЫ УЛУЧШЕНИЯ
ИЗОБРАЖЕНИЙ ПРИ РАДИОСКОПИИ
Большая часть систем получения изображений ис-
кажает входной сигнал. Например, пространственная
частотная характеристика многих систем по своему зна-
чению меньше единицы при всех частотах, отличных от
нулевой (рис. 4). Это означает, что высокочастотные со-
ставляющие, характеризующие наиболее важные осо-
бенности входного сигнала, имеют уменьшенный кон-
траст в реакции системы на выходе. Вторым важным
источником искажений служит шум.
Ввиду указанных искажений сигнала, вносимых
системой при формировании и передаче изображений,
последняя часто не может выполнять стоящую перед ней
Рис. 4. Функции передачи
модуляции элементов ра-
диационного преобразова-
теля интроскопа:
1 - оптической системы; 2 -
телевизионной передающей
трубки; 3 - флюоресцентного
Пространственная частота, экрана; 4 - всех элементов
линий /мм преобразования
задачу. В этом случае улучшение выходных изображе-
ний может быть получено путем направления выходного
сигнала системы во вторую систему, называемую
фильтром. Функция фильтра состоит в коррекции иска-
жений сигнала, которые вносятся первичной системой.
Конечно, различие между первой и второй системами
чисто семантическое. Можно и первичную систему на-
звать соответствующим фильтром.
Фильтры могут иметь совершенно различные фор-
мы исполнения. Так, электрические фильтры могут со-
стоять из индуктивностей и емкостей. Из многих воз-
можных реализаций фильтра цифровые устройства обла-
дают наибольшей гибкостью. Если сигнал представлен в
цифровом виде, то нет никаких ограничений на виды
операций, которые могут проводиться с сигналом. По
изложенным причинам цифровые фильтры отличаются
от соответствующих аналоговых фильтров в одном важ-
ном отношении: ЭВМ имеет дело с дискретным набором
чисел, а не с непрерывными функциями. Поэтому далее
рассматриваются вопросы, связанные с дискретизацией
изображений.
В целях иллюстрации здесь будет приведен кон-
кретный пример преобразования в цифровую форму те-
невого изображения цилиндра размером 70 х 120 мм.
Для этого видеосигнал телевизионной системы необхо-
димо преобразовать в цифровую форму и в соответст-
вующем виде ввести в память компьютера для запоми-
нания.
При этой операции аналоговое телевизионное изо-
бражение квантуется в пространстве и по интенсивности.
На первом этапе синхронизатор в аналого-цифровом
преобразователе (АЦП), работающем на частоте 10 МГц,
выбирает элементы изображения, которые будут преоб-
разовываться в цифровую форму. В данном случае изо-
бражение цилиндра вместе с фоном квантуется на
512 рядов и 512 столбцов, образующих квадратную мат-
рицу из 262 144 элементов изображения с пространст-
венным разрешением 0,25 мм в расчете на один элемент
изображения. Это соответствует примерно 500 элемен-
там изображения в направлении размера 120 и 300 эле-
ментов изображения в направлении размера 70 мм.
Если необходимо большее пространственное раз-
решение, то оптику телевизионной камеры или элек-
тронную оптику РЭОП можно было бы сфокусировать
ЦИФРОВЫЕ УСТАНОВКИ РАДИАЦИОННОГО КОНТРОЛЯ
93
Столбец
Рис. 5. Схемы преобразования изображения в цифровую форму
Элемент
изображения
Уровни цифровой
дискретизации
белый
I——\в11
Уровни серой шкалы
так, чтобы матрица 512 х 512 элементов занимала мень-
шую площадь, например 60 х 60 мм, и это позволило бы
повысить вдвое пространственное разрешение.
Оцифрованную матрицу можно было бы сформиро-
вать в виде прямоугольника с 300 х 500 элементами для
того, чтобы сэкономить рабочий объем в памяти компь-
ютера. Однако оказывается, что многие расчеты, произ-
водимые при обработке, изображений, значительно уп-
рощаются, если матрица является квадратной или имеет
размеры, которые выражаются степенями числа 2. В рас-
сматриваемом примере каждая сторона матрицы выби-
рается равной 29 = 512 элементов изображения.
Изображение также необходимо проквантовать по
интенсивности (яркости). Каждый аналоговый уровень
интенсивности, выбранный синхронизатором, преобра-
зуется в ближайший из 29 = 512 уровней квантования при
9-рядной дискретизации. Например, измеренный анало-
говый уровень интенсивности 256,33 запоминается в
виде 256. Этот метод квантования дает 512 степеней
контрастности при переходе от черного уровня (самая
низкая интенсивность) к белому (самая высокая интен-
сивность).
Контрастное разрешение можно, как и пространст-
венное, повысить, например путем повторного масшта-
бирования оцифрованного изображения. Если интере-
сующие исследователя данные лежат в диапазоне интен-
сивностей от 200 до 350, то изображение можно повтор-
но масштабировать так, что уровень 200 становится ну-
левым, а уровень 350 - последним 512-м уровнем. Такое
масштабирование позволяет выделить 512 ступеней в
рассматриваемом диапазоне интенсивностей и сущест-
венно повышает контрастное разрешение. Реально кон-
трастное разрешение ограничивается отношением сиг-
нал/шум в элементах изображения. На рис. 5 представ-
лена упрощенная схема преобразования изображения в
цифровую форму.
Матрицу с кодами f^xn, ут), где хп, ут - координа-
ты, принято называть цифровым изображением. И хотя
обычный человек не способен уловить разницу между
изображением с числом градаций закодированным
6-разрядным кодом, и изображением, закодированным с
помощью большого числа бит (в нашем примере 9),
* Бит (англ, bit, от binary - двоичный и digit - знак,
цифра) - двоичная единица информации.
часто требуется кодирование с более высоким контраст-
ным разрешением для того, чтобы свести к минимуму
артефакты, вводимые операциями по обработке изобра-
жений.
Улучшение изображения в реальном масштабе вре-
мени требует, чтобы арифметический процессор выдавал
обработанный элемент изображения приблизительно
через каждые 100 нс. Для обычного универсального
компьютера это слишком быстро. Поэтому в процессо-
рах для обработки изображения в реальном масштабе
времени очень часто используются жестко вмонтирован-
ные специальные арифметические устройства. И хотя
это накладывает некоторые ограничения на выбор обра-
батывающих алгоритмов, такие устройства широко ис-
пользуются в оборудовании для радиационного контро-
ля. Кроме этого для решения указанной проблемы при-
меняют быстродействующие (900 млн. операций в се-
кунду) матричные процессоры.
Методы по обработке изображений в реальном
масштабе времени удобно разделить на две основные
группы: улучшение изображений и анализ изображений.
Операции по улучшению изображений состоят в
том, что на входе операции имеется изображение и после
выполнения операции получается изображение.
При использовании операций анализа изображений
на входе операции имеется изображение, а после выпол-
нения операции имеется некоторая совокупность чисел.
Эти числа могут быть значениями некоторого набора
признаков, характеризующих изображения. Такими при-
знаками могут быть: площадь изображения дефекта, его
размеры и координаты и т.п.
Операции по улучшению изображений можно под-
разделить на два основных типа: преобразование коор-
динат и преобразование яркостей. Для преобразования
координат используются такие операции, как выделение
областей с увеличением, изменение масштаба, сдвиги,
повороты, отражения. Эти операции являются довольно
простыми, и поэтому более подробно остановимся на
операциях, связанных с преобразованием энергетических
характеристик изображений в целях улучшения их визу-
ального восприятия.
Эти операции удобно разделить на две основные
группы: поэлементное (точечное) преобразование ярко-
сти (плотности почернения пленки) и свертку (окрест-
94
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
ная обработка) с некоторым окном (обычно это матри-
ца с размерностью 3 х 3). К операциям первой группы
относят: суммирование, усреднение (временное), вычи-
тание (нахождение разностей), отображение уровней
серого, выравнивание гистограммы; ко второй - диффе-
ренцирование, выделение контуров, операции, выравни-
вающие яркость изображений ОК, пространственную
фильтрацию.
Чтобы улучшить выявляемое™ мелких дефектов,
необходимо улучшить отношение сигнал/шум в видео-
сигнале. Видеосигнал в радиационно-телевизионной ус-
тановке является смесью сигнала, несущего информацию
об ОК, коррелированного шума и случайного некорре-
лированного шума. Примерами первой составляющей
шума могут быть артефакты люминесцентного экрана,
мишени или фотокатода передающей телевизионной
трубки.
Случайный шум является смесью шума, наведенно-
го сигналом и вызванного конечными порциями фото-
нов, участвующих в информационном процессе, их дис-
кретностью, хаотическим характером их распределения во
времени и пространстве, и шума, обусловленного тепловы-
ми процессами в видеоусилителях. Случайный шум можно
значительно уменьшить путем суммирования или усредне-
ния последовательности телевизионных кадров, а коррели-
рованный шум - методами вычитания изображений.
Суммирование телевизионных кадров. Когда ряд
телевизионных кадров складывается друг с другом, то
сигнал суммируется линейно, а случайный шум квадра-
тично. Так, интегрирование N = 64 телевизионных кад-
ров занимает только 3 ... 4 с, но дает теоретическое по-
вышение отношения сигнал/шум в выходном изображе-
нии в VjV = 8 раз.
Процедура суммирования состоит в том, что пол-
ный видеосигнал сначала разделяется на видеосостав-
ляющую, которая затем подвергается частотному деле-
нию для того, чтобы она соответствовала диапазону
АЦП. АЦП производит дискретизацию и кодирование
видеосигнала и посылает и-разрядное слово в арифмети-
ческий процессор. В процессоре при стандартном вводе
625 строк и 25 кадров в секунду и 512 элементов изо-
бражения в строке арифметическое обрабатывающее
устройство будет получать новое цифровое слово через
каждые 100 нс.
Важным элементом системы является память изо-
бражений полных кадров, в которой можно хранить
промежуточные данные или конечный результат опера-
ции по обработке данных.
В режиме суммирования содержимое памяти счи-
тывается и посылается в арифметический процессор
синхронно со следующим поступающим оцифрованным
кадром. И, таким образом, данные с согласующихся эле-
ментов изображения поступают в сумматор одновремен-
но. Результат сложения возвращается в память, когда
другие элементы изображения обрабатываются. Оконча-
тельный сигнал запоминающим устройством посылается
на выход для отображения.
Количество кадров, которое можно суммировать,
зависит от емкости запоминающего устройства, степени
совмещения выхода АЦП с запоминающим устройством
и максимального уровня выходного видеосигнала. Так,
если глубина запоминающего устройства для элемента
изображения составляет 12 бит, а контрастное разреше-
ние АЦП - 8 бит и если самый старший двоичный разряд
совмещен с восьмым битом запоминающего устройства
и при этом самый яркий элемент изображения кодирует-
ся на максимальное значение шкалы, то заполнение за-
поминающего устройства происходит после 1212: 28 =
= 24 = 16 суммирований.
Поскольку значение случайной составляющей шума
больше, чем эффективный интервал кодирования, раз-
решение суммированного или усредненного изображе-
ния по уровню серого определяется конечным отноше-
нием сигнал/шум, а не эффективной разрешающей спо-
собностью АЦП.
Непрерывное усреднение изображений. Альтер-
нативой описанной выше операции суммирования слу-
жит операция по получению скользящего среднего по
выходному видеосигналу. При этой операции входной
сигнал, поступающий в арифметическое устройство из
АЦП, делится на N и складывается с (N - 1)ЛУ текущего
содержимого памяти. В результате этой процедуры в
запоминающем устройстве накапливается экспоненци-
ально взвешенная сумма ранее введенных кадров. Пре-
имущество этой операции заключается в возможности
непрерывного динамического анализа изображения с
улучшенным отношением сигнал/шум, а не пульсирую-
щего статичного изображения, получаемого в конце
суммирования. Значение N, которое обычно кратно 2,
выбирается из компромисса между значением скорости
движения ОК при контроле и значением отношения сиг-
нал/шум в изображении.
Вычитание изображений. Шум, связанный с арте-
фактами сцинтилляционного экрана и чувствительными
элементами телевизионной трубки, можно устранить или
значительно уменьшить путем вычитания цифровых
изображений. Эту операцию можно объединить с сум-
мированием.
Изменение контраста изображений дефектов.
Слабый контраст изображений дефектов - наиболее рас-
пространенный недостаток светотеневых изображений,
обусловленный ограниченностью динамического диапа-
зона системы регистрации, нередко сочетающийся с не-
линейностью характеристики передачи уровней серой
шкалы.
Методы повышения контрастности основываются
на преобразовании значений по шкале серых тонов, при
котором определенный диапазон этих значений в изо-
бражении преобразуется в новый диапазон, определяе-
мый заданной кривой преобразований. Простейшей
формой преобразования является линейное повышение
контраста.
Если через В обозначить яркость элемента изобра-
жения, считываемую с оригинала, а через В - яркость
того же элемента изображения на выходе, то при макси-
мальном числе возможных градаций, например 256 (от 0
до 255), преобразовать В в В можно согласно уравне-
нию B = (5-5min)/(5max-5min).
ЦИФРОВЫЕ УСТАНОВКИ РАДИАЦИОННОГО КОНТРОЛЯ
95
Рис. 6. Характеристики
сигнал - свет цифровых
систем радиационной
дефектоскопии
Относительный
логарифм экспозиций.
Поскольку первичное изображение очень редко бы-
вает многоградационным (256 уровней серой шкалы),
указанное выше преобразование действует очень эффек-
тивно.
В цифровых системах радиационной дефектоскопии
ход характеристики сигнал (с первичного изображения) -
свет может варьироваться в широких пределах. Имеется
возможность из цифровых данных выделять нужные
интервалы и представлять их с высокой степенью кон-
трастности. Путем специального выбора хода указанных
характеристик могут быть выделены определенные об-
ласти ОК (тонкие или толстые части) и их дефекты пред-
ставлены в выходном изображении с хорошим контра-
стом. На рис. 6 приведены некоторые примеры характе-
ристик сигнал - свет цифровых систем радиационной
дефектоскопии.
Выравнивание (эквализация) гистограммы. Ос-
новная идея этого метода заключается в оптимизации
динамического диапазона системы отображения данных
и наблюдателя, то есть в улучшении качества визуализа-
ции изображения за счет использования всего диапазона
градаций яркости.
Эта процедура требует построения гистограммы
изображения или выбранного участка изображения.
Гистограмма - это график, показывающий количество
элементов изображения, находящихся в каждом интер-
вале яркостей. Затем рассчитывается просмотровая таб-
лица, которая перераспределяет уровни яркости для того,
чтобы получить изображение, имеющее гистограмму с
более желательными свойствами. Это может быть вы-
равненная гистограмма, в которой элементы изображе-
ния равномерно распределяются рт уровня черного до
уровня белого, или гиперболизованная гистограмма, в
которой элементы изображения равномерно распределе-
ны от уровня черного до уровня белого, или гиперболи-
зованная гистограмма, в которой отдается предпочтение
более темным элементам изображения.
Окрестная обработка (свертка) изображений.
Многие светотеневые изображения ОК состоят из участ-
ков, имеющих высокую яркость, и участков с низкой
яркостью. Причем как те, так и другие имеют достаточно
большие размеры, но содержат информацию о дефектно-
сти ОК в виде небольших пятен, отрезков прямых и
Рис.7. Схемы выделения деталей
изображения:
1 - график исходного изображения,
содержащего низкие и высокие про-
странственные частоты; 2 - график
обработанного с помощью фильтра
низких частот изображения, в котором
высокочастотные составляющие уст-
ранены; 3 - график обработанного с
помощью фильтра высоких частот
изображения, в котором низкочастот-
ные составляющие устранены, а высо-
кочастотные усилены
ломаных линий и т.п. Ни дисплей, ни глаз человека не
имеют динамического диапазона, необходимого для то-
го, чтобы представить всю дефектоскопическую инфор-
мацию в понятной для человеческого мозга форме.
Графически эта ситуация и метод разрешения свя-
занных с ней проблем проиллюстрированы рис. 7. Ана-
лиз указанных выше изображений ОК показывает, что
переходы от их очень ярких участков к очень черным
происходят, как правило, достаточно плавно, то есть на
низких пространственных частотах. Выражаясь другими
словами, можно сказать, что составляющие изображения
с низкой пространственной частотой требуют большого
динамического диапазона отображающих систем.
С другой стороны, интересующая оператора ин-
формация о дефектности ОК содержится в изображении
ОК на более высоких пространственных частотах. Имен-
но эти составляющие спектра пространственных частот
изображают трещины, поры, раковины, посторонние
включения и другие дефекты ОК.
Указанные выше участки светотеневого изображе-
ния, как было уже отмечено, всегда подвергаются воз-
действию шумов и помех различного происхождения.
Поскольку случайная составляющая шума пространст-
венно декоррелирована, в ее спектре во многих случаях
могут содержаться более высокие пространственные
частоты, чем в спектре изображений дефектов, и, следо-
вательно, простая низкочастотная фильтрация может слу-
жить эффективным методом сглаживания таких шумов.
Низкочастотный фильтр - это фильтр, который
подавляет высокие частоты. Низкочастотная фильтрация
осуществляется путем двумерной свертки матрицы изо-
бражения с матрицей фильтрации. Если элементы обраба-
тываемого изображения обозначить как В(хп, ут), а элемен-
ты матрицы фильтрации как g(z, у), то элементы В(хп, ут)
после фильтрации рассчитываются по уравнению
w м
В(х„ ,ym)=Y £ g(i, j)B(xn + i, ym + j),
i=-N j=-M
где 2N + 1 и 2Л/+ 1 - соответственно число столбцов и строк
матрицы фильтрации. Обычно 2N+ 1 = 2Л/+ 1=3.
96
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
0 1 0 0 1 0 0 1 0
1/5 1 1 1 . 1/6 1 2 1 1/7 1 3 1
0 1 0 0 1 0 0 1 1
1 1 1 1 1 1 1 2 1
1/9 1 1 1 . 1/10 1 2 1 1/14 2 2 2
1 1 1 1 1 1 1 2 1
а)
0 -1 0 -1 -1 -1 1 -2 1
-1 5 -1 -1 9 -1 -2 5 -2
0 -1 0 -1 -1 -1 1 -2 1
-1 -2 -1 0 -2 0 -2 -2 -2
-2 13 -2 -2 9 -2 -2 17 -2
-1 -2 -1 0 -2 0 -2 -2 -2
б)
0 1 0 -1 -1 -1 1 -2 1
-1 4 -1 -1 8 -1 -2 -4 -2
0 -1 0 -1 -1 -1 1 - 1 1
>1 -3 -1 -1 -2 -1 1 -3 1
-3 16 -3 -2 12 -2 -3 8 -3
-1 -3 -1 -1 -2 -1 1 -3 1
в)
Рис. 8. Матрицы низкочастотной (а), высокочастотной (б) фильтрации и оператора Лапласа (а)
В зависимости от выбора значений коэффициентов
g(i, j) могут быть реализованы различные типы низко-
частотной фильтрации (рис. 8, а).
Отличительной особенностью этих матриц является
то, что сумма всех элементов матрицы равняется едини-
це, а ее центральный элемент не меньше остальных эле-
ментов. Необходимо отметить, что при использовании
этого фильтра происходит размывание границ элементов
изображений.
Высокочастотный фильтр повышает резкость изо-
бражений, удаляется размытость, но при этом подчерки-
ваются импульсные шумы. На рис. 8, б показан ряд мат-
риц для высокочастотной фильтрации.
Одна из проблем улучшения светотеневых изобра-
жений ОК связана с недостаточной резкостью контуров
их элементов и, следовательно, с трудностями при ин-
терпретации изображений и различного рода измерения-
ми между размытыми границами.
Для выделения границ разработано достаточно мно-
го методов, использующих производные В(х, у) различ-
ного порядка. Один из них заключается в использовании
линейной комбинации оператора Лапласа и первона-
чального изображения. Примеры матриц оператора Лап-
ласа проиллюстрированы на рис. 8, в.
Операции, выравнивающие яркость изображе-
ний ОК. Как уже указывалось, в светотеневых картинах
ОК наряду с низкой контрастностью изображений де-
фектов, их зашумленностью есть и другая нежелательная
особенность: наличие неравномерной яркости, вызван-
ной значительной вариацией радиационной толщины
ОК. Эти вариации приводят к затемнению важных дета-
лей изображения. Неравномерную яркость, как уже было
показано, можно устранить или уменьшить путем высо-
кочастотной фильтрации изображений. Кроме того, раз-
работаны и другие методы, устраняющие эту нежела-
тельную особенность. Рис. 9 иллюстрирует один из этих
методов, заключающийся в том, что выравнивание по
яркости светотеневой картины достигается путем ап-
проксимации яркости исходного изображения многочле-
ном типа
В = к„хп +... + к\Х + ко,
где к - коэффициенты, х - координата, и построчным
отображением яркостной разности между исходным изо-
бражением и его аппроксимацией.
ЦИФРОВЫЕ УСТАНОВКИ РАДИАЦИОННОГО КОНТРОЛЯ
97
Рис. 9. Схема выравнивания яркости изображения путем
аппроксимации яркости исходного изображения многочле-
ном типа В = +... + крс + к0:
а - график исходного изображения (5); б - график аппрокси-
мирующего изображения В(х); в - график разностного изобра-
жения (В - В); 1 - вариации яркости, вызванные дефектами
ОК; 2 - вариации яркости, вызванные ошибками аппроксима-
ции, приближенным характером аппроксимации
5.5.2. АВТОМАТИЧЕСКАЯ РАСШИФРОВКА
СВЕТОТЕНЕВЫХ ИЗОБРАЖЕНИЙ
Визуальный контроль всегда был и продолжает ос-
таваться наиболее важным методом оценки годности
различных ОК. Этот метод достаточно эффективен, но
слабым звеном в процессе его выполнения оказывается
субъективная оценка качества ОК оператором. Для того
чтобы получить непротиворечивые оценки, можно ис-
пользовать автоматические компьютерные системы кон-
троля. Эти системы должны быть легкоперепрограмми-
руемыми для выполнения самых разнообразных задач.
Это направление в радиационном контроле непре-
рывно совершенствуется и развивается. Так, уже созда-
ны системы автоматического контроля правильности
сборки электромеханических устройств, при использо-
вании которых в память системы заносится изображение
правильно собранного устройства, а затем анализируется
разностное изображение оцениваемого ОК и правильно
собранного устройства.
Современные автоматизированные системы решают
и более сложные задачи. Непротиворечивым и объек-
тивным способом компьютер может определять место-
положение и вид дефектов, измерять их размеры и при-
нимать решение о приемке изделий. Автоматическая
оценка качества ОК обычно включает операции по
улучшению изображений и их анализа. Наиболее часто
используются такие обрабатывающие алгоритмы, как:
• выравнивание яркости путем использования ап-
проксимирующих многочленов;
• пропускание сигналов через фильтры верхних и
нижних частот; устранение шума и выявление опреде-
ленных дефектов;
7 - 7387
• вычисление переменного порогового значения
сигнала (на основе анализа гистограммы), используемого
для выделения сигнала от дефекта и шума;
• измерение максимальных значений длины и ши-
рины дефектов и оценка их вида и ориентации.
В цифровой радиоскопии необходимо стремиться к
определенному сочетанию аппаратных и программных
средств для того, чтобы свести к минимуму стоимость и
довести до максимума скорость и эффективность вычис-
лений.
Во многих областях практического применения ра-
диационного неразрушающего контроля в ближайшее
время будет происходить постепенный переход от опоры
на специалиста-оператора, интерпретирующего визуаль-
ные данные, на специалистов, профессия которых осно-
вана на применении ЭВМ и в центре которой находятся
экспертные системы анализа изображений.
5.5.3. МЕТОДЫ И СИСТЕМЫ
КОМПЬЮТЕРНОЙ РЕНТГЕНОТЕХНИКИ
Методы компьютерной рентгенотехники можно
классифицировать по характеру представления инфор-
мации о качестве трехмерного объекта контроля на ме-
тоды, позволяющие получать двумерные изображения
теневых проекций объекта контроля (2М), и методы, по-
зволяющие получать трехмерную информацию послойно
(ЗМ). Примерами первых являются пленочные, флюоро-
скопические и т.п. методы контроля. При осуществлении
2М метода иногда используется сканирование объекта
контроля между источником излучения и линейной мат-
рицей детекторов. В некоторых системах применяют
одиночный детектор - в этом случае осуществляется
сканирование объекта контроля по методу телевизион-
ного растра.
Строчная развертка радиационного изображения
обусловливает отсечку рассеянного излучения от канала
регистрации радиационного изображения, что приводит
к лучшему качеству светотеневого изображения объекта
контроля, например большему числу градаций серой
шкалы даже по сравнению с пленочными методами кон-
троля.
Сравнивать качество световых изображений объек-
тов контроля для различных систем трудно, так как каж-
дая система имеет ту или иную специфику.
Суммируя изложенное, цифровую рентгеновскую
технику можно условно классифицировать: на двумер-
ную (2М), рентгенотелевизионные системы, системы с
линейными матрицами детекторов и цифровым синтезом
изображений, беспленочные системы с использованием
рентгеночувствительных пластин и цифровым синтезом
изображений, сканирующие системы, гибридные
(2М/ЗМ) системы, использующие рассеянное объектом
контроля излучение, трехмерные (ЗМ), компьютерные
томографы, ламинографические системы (цифровая пла-
нарная томография).
Радиоскопические системы. К указанным отно-
сятся системы, в состав которых входят световые ЭОП,
радиационные ЭОП, микроканальные пластины и т.п.
98
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
Рис. 10. Зависимость относительной чувствительности d ра-
диационного контроля по проволочным эталонам чувстви-
тельности от толщины просвечиваемых образцов из стали:
1 - радиоскопическая система с проекционным увеличением 1;
2 - то же с проекционным увеличением 3; 3 - то же с проекци-
онным увеличением 5; 4 - радиографическая система с мелко-
зернистой пленкой
Рис. 11. Зависимость отношения размера d трещины в
плоскости ее раскрытия к толщине h просвечиваемого
стального образца от угла между плоскостью раскрытия
трещины и направлением рабочего пучка излучения. Тре-
щина с раскрытием 0,1 мм:
/ - радиоскопическая система с фокусным пятном 0,2 мм и
проекционным увеличением 3; 2 - то же с фокусным пятном
0,04 мм и проекционным увеличением 5; 3 - радиографическая
система с мелкозернистой пленкой
При совершенствовании этих систем основное вни-
мание уделялось повышению обобщенного квантового
выхода радиационных преобразователей, чтобы все фо-
тоны, прошедшие через объект контроля, вносили свой
вклад в формирование светового изображения. Это осо-
бенно важно для систем, использующих высокоэнерге-
тичные фотоны. Непрерывное совершенствование ра-
диационных преобразователей, передающих телевизи-
онных трубок, телевизионных каналов было достигнуто:
1) преобразованием радиационного изображения в
цифровую форму и методами цифровой обработки изо-
бражений;
2) использованием в системах микро- и минифокус-
ных рентгеновских трубок для формирования радиаци-
онных изображений с большим проекционным увеличе-
нием; методы цифровой обработки изображений исполь-
зуют для уменьшения зашумленности изображений, а
также интегрирования изображений для повышения от-
ношения сигнал/шум в выходном световом изображе-
нии; интегрирование 64 телевизионных кадров занимает
только 3 ... 4 с, но дает теоретическое увеличение в от-
ношении сигнал/шум в yj~N раз, где У - число проин-
тегрированных кадров;
3) улучшением контраста деталей изображения как
в целом, так и локально, например краев деталей;
4) повышением четкости изображения (подчеркива-
ние контуров);
5) получением псевдоцветовых изображений, их
вычитанием и сдвигами;
6) автоматическим анализом изображений с целью
обнаружения и опознавания дефектов в объектах кон-
троля.
При выполнении некоторых условий, особенно при
использовании достаточно большого проекционного
увеличения, чувствительность радиационного контроля
таких систем может быть равна чувствительности пле-
ночного контроля (рис. 10). Однако выявляемость пла-
нарных дефектов, таких как трещины и т.п., несколько
ниже, чем при использовании пленочных методов кон-
троля (рис. 11).
Радиоскопический контроль с использованием мик-
рофокусных рентгеновских трубок нашел применение
при оценке качества интегральных схем, печатных плат
и т.п.
Цифровая радиоскопия с использованием дис-
кретных детекторов. Детекторы. Современные линей-
ные матрицы радиационных преобразователей исполь-
зуют такие детекторы, как газовые ионизационные каме-
ры, подключенные к малошумящим усилителям, сцин-
тилляционные кристаллы, сочлененные с ФЭУ или фо-
тодиодом. Важными характеристиками таких детекторов
являются низкий уровень собственного шума и крутой
фронт выходного сигнала (без большого послесвечения
при использовании твердотельных кристаллов). Сцин-
тилляционные кристаллы должны иметь достаточно
большой световой выход, согласованный по спектру с
входом светового детектора. С учетом ограничений по
габаритам и стоимости кремниевые фотодиоды являются
наиболее часто используемыми в качестве световых де-
текторов. Сцинтилляционные кристаллы, сочлененные с
такими световыми детекторами, должны иметь световы-
ход со спектром, смещенным в «красную» сторону.
В современной технике широко используется кри-
сталл вольфрамата кадмия, так как он соответствует ука-
занным выше требованиям, а его малогабаритное испол-
нение не затруднено. Важной характеристикой детекто-
ров является квантовая эффективность преобразования
рентгеновского излучения. Газы вследствие низкой
ЦИФРОВЫЕ УСТАНОВКИ РАДИАЦИОННОГО КОНТРОЛЯ
99
плотности слабо поглощают рентгеновское излучение.
Они эффективны при энергиях фотонов до 100 кэВ, но
быстро снижают эффективность при более высоких
энергиях фотонов, которые необходимы для просвечива-
ния стальных объектов контроля обычной номенклату-
ры. Твердотельные детекторы имеют квантовую эффек-
тивность 98 % при энергиях фотонов около 100 кэВ и
50 % при энергиях 15 МэВ. Рабочий динамический диа-
пазон таких детекторов превышает 16-битовую дискре-
тизацию (1 : 6500).
Созданы радиационно-стойкие детекторы высоко-
энергетичного излучения с многолетним сроком службы.
Уровень собственных шумов рассматриваемых детекто-
ров в стандартных условиях функционирования ниже
фотонного шума радиационного изображения. При пре-
деле разрешения 1 ... 2 пары линий/мм потери на мерт-
вое пространство (разделительные пластины между со-
седними детекторами) составляют 5 %, так что общая
эффективность для фотонного излучения 400 кэВ со-
ставляет 75 %.
Конструкция систем. Создание высоконадежных
двухразмерных матриц из большого числа дискретных
детекторов пока нереально ввиду их небольших габари-
тов и высокой стоимости. Поэтому в современной ра-
диационной технике используются линейные матрицы
таких детекторов. Отсечка рассеянного излучения при
детектировании первичного излучения является допол-
нительным стимулом их использования. Линейные раз-
меры такой матрицы могут достигать нескольких метров
при использовании дополнительных модулей из дис-
кретных детекторов.
Цифровые рентгеновские системы содержат рент-
геновскую трубку на определенное номинальное анод-
ное напряжение с фокусным пятном определенного раз-
мера, перпендикулярно к оси рабочего пучка которой
размещена линейка детекторов, размеры которой согла-
сованы с размерами фокусного пятна рентгеновской
трубки. Подвижный объект контроля в таких системах
сканируется веерным пучком излучения. Рентгеновскую
трубку и линейную матрицу детекторов для большего
удобства можно выполнить также подвижными.
Предел разрешения таких систем определяется раз-
мерами фокусного пятна излучателя, масштабом проек-
ционного увеличения, геометрическими характеристи-
ками веерного пучка и детекторов.
Другие беспленочные методы радиационного
контроля. Развитие электрорентгенографической техни-
ки привело к созданию сканирующих электрорентгено-
графических систем. В этих системах могут быть исполь-
зованы пластины со слоями толщиной 300 ... 600 мкм
аморфного селена с добавками мышьяка, на которые
накладываются однородные электрические заряды до
потенциала выше 1000 В. После воздействия рентгенов-
ского излучения потенциальный рельеф считывается
матрицей микроэлектрометров, содержащей, например,
130 элементов. После нескольких проходов по пластине
в двух взаимно перпендикулярных направлениях может
быть считан потенциальный рельеф с пластин достаточ-
но большой площади за 1,5 мин. Линейный диапазон
зависимости сигнала, снимаемого с селеновой пластины,
от уровня дозовых нагрузок на нее в 3 раза шире, чем
при использовании комбинации флюороскопического
экрана и пленки. Но при энергиях фотонов 50 ... 90 кэВ
чувствительность указанной комбинации к фотонному
излучению выше, чем селеновой пластины.
Так как диаметр детекторного элемента электро-
метра и расстояние между этими элементами составляют
около 260 мкм, нерезкость изображения, сформирован-
ного с использованием указанных систем сканирования,
составляет не менее 0,3 мм, что сравнимо с комбинацией
вольфраматный экран - пленка, но превышает нерез-
кость многих промышленных систем визуализации ра-
диационных изображений, например электрорентгено-
графических систем с использованием порошкового спо-
соба формирования изображений, которые могут вы-
явить очень тонкие детали в радиационном изображении
с помощью эффекта подчеркивания краев изображений.
Другим устройством для получения электростати-
ческого изображения при детектировании рентгеновско-
го излучения является система, в которой селеновый
слой заменен пластиковой фольгой, являющейся вход-
ным экраном достаточно большой ионизационной каме-
ры. Электростатическое изображение на фольге можно
считать небольшим детектором. Преобразуя сигнал с его
выхода в цифровую форму, формируют световое изо-
бражение. Однако ни одна из таких разработок не про-
двинулась дальше лабораторных исследований.
Детектирующую систему на основе использования
люминесценции, стимулированной лазером, разработала
фирма Fuji Photographic Ltd. Основным элементом сис-
темы является слой активированного европием галоге-
нида бария. Такой фотостимулируемый фосфор способен
запоминать часть поглощенной в нем энергии рентгенов-
ского излучения, а также испускать люминесцентное
излучение, интенсивность которого пропорциональна
поглощенной энергии и которое стимулируется, напри-
мер, светом с длиной волны 633 мм от Не - Ne-лазера.
Освобожденное люминесцентное излучение с помощью
линзосветоводной системы поступает на вход фотоум-
ножителя.
Размер пятна считывающего лазерного пучка со-
ставляет 100 мкм; это значение и определяет нерезкость
изображения. На пластине размером 30 х 40 см размер-
ность матрицы изображения 2000 х 2000 х 8, что соот-
ветствует линейной плотности 8/10 пиксел/мм. Время
сканирования пластины указанного размера составляет
1,5 мин. Зависимость световыхода от дозы рентгеновско-
го излучения является линейной в диапазоне 1 ... 104.
Изображение может быть записано лазерным принтером
на диске или пленке. Остаточное скрытое изображение
на пластине может быть стерто путем засветки мощным
пучком видимого света, а пластина с фосфором исполь-
зована для повторного радиационного контроля.
Потенциальные преимущества такой пластины сле-
дующие:
1) экономия дорогостоящих материалов, необходи-
мых для записи изображения (серебра и т.п.);
т
100
МЕТОДЫ И СРЕДСТВА РАДИОСКОПИИ
2) получение изображений в цифровой форме, их
быстрая запись и при необходимости - воспроизведение;
3) цифровая форма записи, позволяющая проводить
обработку изображений.
Плоские панели детекторов (ППД). Созданы ППД
которые работают на основе матриц с использованием
аморфного кремния или теллурида кадмия. Современные
характеристики таких панелей: размер 244 х 163 мм; число
элементов изображения 1920 х 1280.
ППД могут найти применение при радиоскопии в
полевых условиях, которая в настоящее время затрудне-
на из-за больших массы, габаритов и высокой потреб-
ляемой электрической мощности РЭОП.
Непосредственное преобразование энергии рентге-
новских фотонов в электрический сигнал (отсутствие
цепочки рентгеновский фотон - свет - электрический
сигнал) обеспечивает в ППД лучшую пространственную
разрешающую способность по сравнению с системами
со световыми преобразователями информации.
Компьютерная аксиальная томография. Созданы
системы с источниками рентгеновского излучения на
анодные напряжения от 50 кВ до 15 МВ и с гамма-
источниками, так как ЭВМ становятся все более мощ-
ными, и осуществляется дальнейшее усовершенствова-
ние аппаратуры, стоимость и время получения томогра-
фического изображения уменьшаются. Размерность мат-
рицы изображения 512 х 512 стала стандартной; имеются
системы с размерностью 1024 х 1536.
Качество сформированного изображения зависит от
геометрии просвечивания и общего числа измеритель-
ных данных. Для небольших объектов контроля разре-
шение в 0,5 мм требует около миллиона измерений. Для
объектов диаметром 2 мм необходимо около 150 млн.
измерений. Для современных томографов обычно требу-
ется 5 мин на сбор измерительных данных и 10 мин на
их обработку, а также формирование изображения. Мат-
ричные процессоры способны работать со скоростью
900 млн. операций в секунду.
Современные рентгенотелевизионные установки,
оснащенные цифровой техникой и устройствами враще-
ния объектов контроля, могут осуществлять сбор томо-
графических данных одновременно по многим слоям и
затем представлять томографические изображения на
экране дисплея.
Промышленная вычислительная томография наряду
с рентгеновским и гамма-излучениями широко исполь-
зует и другие виды излучения. Так, нейтронные вычис-
лительные томографы используются при контроле ядер-
ных сборок, взрывчатых веществ, композиционных ма-
териалов.
Томография с использованием рассеянного из-
лучения. Интенсивность комптоновского рассеяния яв-
ляется линейной функцией атомного номера среды рас-
сеяния, и поэтому получение изображений с использова-
нием комптон-эффекта возможно для многих материа-
лов. Существует сложная взаимосвязь между мощно-
стью источника излучения, размерами детектора, гео-
метрией контроля и объемом дефектов, регистрируемых
с помощью рассеянного излучения. Существующие тео-
рии предполагают квадратичную зависимость между
скоростью сканирования и объемом наиболее мелкого
дефекта, который может быть выявлен.
Результаты использования метода для контроля по-
лучены при применении достаточно мощных источников
излучения. Если для формирования радиационного изо-
бражения с использованием вторичного излучения вме-
сто точечной диафрагмы применена достаточно протя-
женная щелевая диафрагма (рис. 12), то такая система
формирования изображения менее инерционна. Раньше в
таких системах использовался комбинированный преоб-
разователь экран - пленка. Пленка экспонировалась с
временем выдержки 1 ... 2 ч, а затем исследовалась с
помощью микроденситометра.
С помощью этого метода можно было выявлять от-
слоения в объектах контроля с шириной раскрытия
0,15 мм. На пленке можно было сформировать изобра-
жение слоев с глубины 70 мм.
В таких системах в качестве преобразователей при-
меняются линейные матрицы детекторов, квантовая эф-
фективность которых выше, чем у пленочных преобра-
зователей. Щель с раскрытием 0,1 мм внутри куба с объ-
емом 8 мм3 изменяет его эффективную плотность только
на 5 %, и, следовательно, маловероятно выделение таких
узких отслоений при детектировании рассеянного излу-
чения. Дальнейший прогресс рассматриваемого метода
контроля может быть связан с использованием источни-
ков с подвижным фокусным пятном и нескольких детек-
торов. Это позволит контролировать достаточно боль-
шую площадь объекта без его движения и использовать
детекторы с достаточно большим рабочим полем.
Ламинография. Послойные изображения контро-
лируемых объектов можно получать, используя также
методы классической радиационной томографии, бес-
пленочные методы преобразования радиационных изо-
бражений и цифровые способы формирования и обра-
ботки изображений.
Рис. 12. Система радиационного контроля с детектировани-
ем комптоновского рассеянного излучения:
1 - источник излучения; 2 - щелевые диафрагмы; 3 - объект
контроля; 4 - матрица прямоугольных детекторов
ЦИФРОВЫЕ УСТАНОВКИ РАДИАЦИОННОГО КОНТРОЛЯ
101
Формирование и представление трехмерных
изображений. Настоящие трехмерные изображения объ-
ектов контроля в отличие от псевдообъемных можно
получить при анализе стереопары выходных изображе-
ний в результате преобразования двух исходных радиа-
ционных изображений, созданных двумя пучками фото-
нов, между осями которых имеется заданный угол. Так
как обычно объекты контроля содержат мало или совсем
не содержат каких-либо особенностей на поверхностях,
внутренние дефекты при стереоскопии наблюдаются как
«плавающие» в пространстве без координатных привя-
зок к изображению поверхностей объекта. Этот недоста-
ток стереоскопии можно уменьшить либо с помощью
внешних маркеров, либо с помощью электронных мето-
дов сдвига изображений. Цифровые методы формирова-
ния и обработки изображений могут быть использованы
и в стереоскопии.
Качество изображения. Чтобы система удовлетво-
ряла практиков, она должна формировать изображения
дефектов достаточно высокого качества. В медицинской
практике для оценки качества систем используют так
называемые фантомы, которые изготовляют из материа-
ла, физика воздействий которого с веществом идентична
реальному объекту диагностики. В материале фантома
локально размещены элементы, качество изображений
которых определяет диагностические возможности всей
системы.
При оценке качества системы должна быть учтена
гамма достаточно тонких эффектов. Так, в вычислитель-
ной томографии резкие края элементов изображения яв-
ляются причиной формирования в изображении ложных
полос, которые могут скрыть реальные элементы в объ-
екте контроля. В этих же системах увеличение жесткости
фотонов в пучке приводит к искажению изображений.
Поэтому проверка качества таких систем должна прово-
диться на образцах, имеющих различные размеры и вы-
полненных из материала с различным химическим со-
ставом. Изготовитель, например, компьютерных томо-
графических систем часто оптимизирует систему по об-
разцу с фиксированными размерами и химическим со-
ставом.
Одним из методов оценок качества любой системы
с многоэтапным процессом формирования изображений
является оценка с использованием функции передачи
модуляции (ФПМ).
Штриховая радиационная мира, предназначенная для
оценки ФПМ системы радиационного контроля, на низких
частотах должна давать в изображении 100 %-ный кон-
траст. Этого можно достичь только при низких энергиях
фотонов, поскольку существующие системы имеют пре-
дел разрешения около 5 пар линий/мм. Достоинством
этого метода оценки качества систем является то, что
оценку ФПМ можно сделать для каждого элемента, уча-
ствующего в формировании изображения (рис. 13).
В радиационных системах обычно ФПМ входного экра-
на преобразователя радиационного изображения опреде-
ляет ФПМ всей системы.
ФПМ радиационных систем экспериментально
можно оценить, просвечивая объекты с резкими краями
или объекты с резкими щелями. Данные о ФПМ можно
связать со значениями нерезкости и пределом разреше-
ния систем. Теоретически их также можно связать с дан-
ными сигнал/шум в элементах изображения просвечи-
ваемых объектов, однако на практике это не нашло еще
широкого применения.
Системы визуализации. Цифровые изображения
выводятся на монитор телевизионной системы. Посколь-
ку их возможности по разрешению и диапазону градаций
ниже характеристик зрительной системы человека, опе-
ратор может получить только ограниченный объем дан-
ных о качестве объекта контроля. Области дефектоско-
пического интереса в удобной для визуальной системы
форме оператор может получить с помощью изменения
масштаба, выделения фрагментов, используя манипуля-
торы типа «мышь» «джойстик» или клавиатуру. Однако
бесполезно увеличивать масштаб при ограниченном объ-
еме данных в цифровом изображении.
Например, для компьютерной системы, исполь-
зующей 150 млн. измерений, полученные данные могут
быть представлены в виде 16 000 х 16 000 16-битовых
элементов. Чтобы все эти данные последовательно пред-
ставлять в 1024 х 1024 точечными изображениями, необ-
ходимо фиксировать 244 изображения.
Чтобы выделить необходимую информацию об
объекте контроля, из изображения просвечиваемого объ-
екта можно вычесть бездефектное изображение стан-
дартного объекта, а разность представить на дисплее, как
это делается в медицинской цифровой ангиографии. При
использовании компьютерной томографии можно из не-
которых цифровых изображений слоев объекта контроля
выделить часть данных и представить их на экране дис-
плея в виде участка объекта, который вращается, созда-
вая иллюзию его трехмерности.
Обработка пленочных изображений. Радиографи-
ческий снимок для его оцифровки может сканироваться
микроденситометром и преобразовываться с помощью
Пространственная частота, пар линий/мм
Рис. 13. Функция передачи модуляции флюороскопических
звеньев системы:
1 - оптика; 2 - звенья радиационного электронно-оптического
преобразователя; 3 - рентгенолюминесцентный экран; 4 - сис-
тема в целом
102
ЛИТЕРАТУРА
телевизионных систем. Цифровое изображение может
запоминаться, обрабатываться, автоматически дешифро-
ваться. Так, оптический диск с 2 Гбайтами данных может
храниться без потерь информации в течение 30 лет. При
оцифровке с помощью замкнутой телевизионной систе-
мы цифровое изображение может сформироваться дос-
таточно быстро, но качество этого изображения будет
ниже, чем качество изображения на рентгеновской плен-
ке. Только некоторые телекамеры имеют разрешение
выше чем 1000 строк на кадр.
При снимке размером 300 мм нерезкость при оциф-
ровке составит 0,3 мм, что намного выше, чем нерез-
кость радиографического снимка, полученного при ис-
пользовании источников напряжением 100 ... 200 кВ и
металлических усиливающих экранов. Если пленка ска-
нируется с использованием линейной матрицы детекто-
ров, то потери при оцифровке будут значительно умень-
шены. Могут быть оцифрованы пленки в диапазоне
плотностей почернения 1 ... 4,8. Контрастность у мелко-
зернистых пленок при плотности около 4,5 на 90 % вы-
ше, чем контрастность при плотности 2. Чувствитель-
ность радиационного контроля при этих условиях может
быть увеличена в такой же пропорции.
При использовании такого оборудования с объемом
памяти 90 ... 100 Мбайт может быть сформировано циф-
ровое изображение с размерностью 5000 х 6000 х 12 бит,
что соответствует сканированию пятном 35 мкм пленки
размером 18 х 45 мм и нерезкости 0,035 мм. Эта нерез-
кость составляет 1/3 от нерезкости изображения на плен-
ке при использовании низкоэнергетических фотонов. У
этого оборудования размерность матрицы изображения,
выводимого на дисплей, составляет 1024 х 1024 х 8 бит
(256 уровней серого), что соответствует минимальному
перепаду различной плотности почернения 0,06 при
полном изменении плотности 1,5.
Следовательно, выходное изображение будет иметь
четкость и контрастность, сравнимые с первоначальным
радиографическим снимком. Ни один из мониторов не
имеет диапазон изменения яркостей, соответствующий
изменению плотности почернения 3,8 (6000 : 1).
Хранение данных контроля. По юридическим и
другим причинам результаты радиационного контроля
сохраняют в течение достаточно длительного срока. Ра-
диографический снимок имеет приемлемый архивный
срок хранения, если он правильно обработан. Хранение
цифровых данных на гибких или жестких магнитных
носителях не целесообразно, поскольку такие носители
по сравнению с пленкой занимают больший объем и ин-
формация, записанная на них, легко может стираться под
воздействием магнитных полей.
Оптические диски с лазерной записью информации
имеют по сравнению с пленкой более длительный срок
хранения. Они превосходят пленку также по компактно-
сти и надежности хранения данных о качестве прокон-
тролированных объектов.
Стандартный жесткий диск диаметром 300 мм мо-
жет хранить 8 тыс. телевизионных кадров с размерно-
стью матрицы 512 х 128, которую используют для хра-
нения результатов контроля. Процедуры сжатия данных
радиационного контроля для их эффективного хранения
детально не исследованы. Например, на радиографиче-
ском снимке стыкового сварного соединения значитель-
ная площадь снимка занята буквенными и цифровыми
обозначениями и, следовательно, эту часть площади
пленки нет необходимости запоминать с такой же де-
тальностью, как часть, на которой изображен сам свар-
ной шов.
ЛИТЕРАТУРА
1. Румянцев С.В., Добромыслов В.А. Радиацион-
ная интроскопия. М.: Атомиздат, 1972. 352 с.
2. Румянцев С.В., Штань А.С., Гольцев В.А.
Справочник по радиационным методам неразрушающего
контроля. М.: Энергоиздат, 1982. 240 с.
3. Рентгенотехника: Справочник. В 2-х кн. Кн. 1 /
В.В. Клюев, Ф.Р. Соснин, В. Артес и др.; Под общ. ред.
В.В. Клюева. 2 изд., перераб. и доп. М.: Машинострое-
ние, 1992. 480 с.
4. Рентгенотехника: Справочник. В 2-х кн. Кн. 2 /
А.А. Алтухов, К.В. Анисович, X. Бергер и др.; Под общ.
ред. В.В. Клюева. 2 изд., перераб. и доп. М.: Машино-
строение, 1992. 386 с.
5. Клюев В.В., Соснин Ф.Р. Теория и практика
радиационного контроля. М.: Машиностроение, 1998.
170 с.
6. Промышленная радиационная интроскопия /
В.В. Клюев, Б.И. Леонов, Е.А. Гусев и др. М.: Энерго-
атомиздат, 1985. 136 с.
Глава 6
МЕТОДЫ И СРЕДСТВА
РАДИОМЕТРИИ
6.1. ОБЩИЕ СВЕДЕНИЯ
В соответствии с основным назначением аппарату-
ру радиометрического контроля относят к приборам,
использующим ионизирующие излучения для измерения
физических характеристик просвечиваемых объектов. По
характеру измеряемой величины их подразделяют на
толщиномеры и дефектоскопы. Кроме того, классифи-
кационными признаками являются:
• условия измерения (поглощение излучения и его
обратное рассеяние);
• вид используемого ионизирующего излучения
(рентгеновские трубки, изотопные источники, ускорите-
ли);
• конструктивно-эксплуатационные особенности.
При радиометрическом методе контроля детектора-
ми излучения являются различного рода счетчики, иони-
зационные камеры, сцинтилляционные преобразователи.
В радиометрических приборах может быть исполь-
зован аналоговый или дискретный (счетный) метод
представления информации. Выбор метода обусловлен
быстродействием, точностью, числом каналов, выход-
ным устройством анализа и принятия решения.
Дискретный метод измерения заключается в оп-
ределении числа импульсов на выходе детектора. В этом
случае могут быть погрешности измерения двух видов:
статистические и аппаратурно-статистические. Пер-
вые вызваны отклонением случайных чисел импульсов
на выходе детектора от средних значений (принимаемых
за истинный результат); вторые связаны с наличием
«мертвых времен» детектора, пересчетного устройства
или механического счетчика и возрастают с увеличением
средней скорости счета.
Аналоговый метод измерения позволяет опреде-
лить суммарный заряд детектора, вызванный ионизацией
регистрируемого излучения. В этом случае возможны
погрешности трех видов: аппаратурные, статистические
и аппаратурно-статистические.
Аппаратурные погрешности обусловлены главным
образом дрейфом коэффициента усиления детектора и
усилителя и порога дискриминации. Аппаратурно-
статистические погрешности являются следствием
«мертвых времен» и могут быть учтены при градуировке.
Наиболее существенны статистические погрешности.
Радиометрические дефектоскопы и толщиномеры
обычно работают при малых суммарных относительных
погрешностях. Вследствие этого закон распределения
статистических и суммарных погрешностей можно счи-
тать близким к нормальному.
При работе аналоговым методом возможны два ре-
жима: стационарный и нестационарный.
Первый из них является режимом толщинометрии,
когда измерение производится по установившемуся вы-
ходному сигналу.
Нестационарный режим является режимом дефек-
тоскопии и характеризуется тем, что измерение произво-
дится по мгновенному неустановившемуся выходному
сигналу. Если измерение невозможно проводить дис-
кретным методом (в случае источника тормозного излу-
чения), то следует выбирать способ измерения по сред-
нему току в нестационарном режиме, который при малой
погрешности просчетов обеспечивает большую точ-
ность.
Для достижения достаточной линейности выходно-
го напряжения в нестационарном режиме постоянная
времени должна быть в 5 ... 10 раз больше времени из-
мерения. Напряжение на выходе, соответственно, в это
же число раз должно быть меньше напряжения в стацио-
нарном режиме (при неизменном коэффициенте усиле-
ния тракта).
При использовании среднетокового метода измере-
ний в нестационарном режиме необходимо точно фикси-
ровать момент окончания измерения, что усложняет
схему и вносит дополнительную аппаратурную погреш-
ность.
6.2. ОСОБЕННОСТИ ТОЛЩИНОМЕТРИИ
И ДЕФЕКТОСКОПИИ
Узкий (коллимированный) пучок тормозного или
у-излучения сканирует по контролируемому объекту,
последовательно просвечивая все его участки (рис. 1).
Излучение, прошедшее через контролируемый участок,
регистрируется детектором, далее преобразуется в элек-
трический сигнал, пропорциональный интенсивности
(плотности потока) излучения, падающего на детектор.
Электрический сигнал через усилитель поступает на
регистрирующее устройство. В качестве выходных реги-
стрирующих устройств обычно применяют миллиам-
перметр, механический счетчик отдельных импульсов,
осциллограф, самопишущий потенциометр, и т.д.
При наличии дефектов в материале (пустота) реги-
стрирующее устройство отмечает возрастание интенсив-
ности (потока) излучения. Наличие дефектов может от-
мечаться отклонением стрелки прибора, записью на са-
мопишущем приборе, срабатыванием реле, приводящего
в действие исполнительный механизм, который отмечает
на изделии дефектные участки, и т.д.
Источник излучения и детектор устанавливают с
противоположных сторон (работа в прямом пучке) кон-
тролируемого объекта и одновременно передвигают их
параллельно поверхности просвечиваемого материала и
все время на одинаковом расстоянии от нее. Иногда ска-
нируют контролируемое изделие при неподвижных
источнике излучения и детекторе.
По принципу измерения и способам регистрации
ионизирующих излучений толщинометрию можно отне-
сти к разновидности радиометрического метода радиа-
104
МЕТОДЫ И СРЕДСТВА РАДИОМЕТРИИ
Рис. 1. Схема радиометрического контроля:
1 - источник излучения; 2 - коллиматоры; 3 - контролируемый объект; 4 - направление перемещения; 5 - кристалл;
6 - фотоэлектронный умножитель; 7 - усилитель; 8 - регистрирующий прибор
ционной дефектоскопии. Схема измерения толщины ос-
нована на ослаблении или отражении (обратном рассея-
нии) ионизирующих излучений. Прошедшее через изме-
ряемый материал излучение содержит информацию о
толщине и регистрируется детектором излучения. Элек-
трический сигнал, пропорциональный интенсивности
прошедшего излучения, с детектора через усилитель по-
ступает на измерительный прибор, шкала которого гра-
дуирована в единицах толщины измеряемого материала.
Отличия дефектоскопии от толщинометрии обу-
словлены различиями в характере решаемых ими задач.
1. Ввиду локализации дефектов и небольшой их
протяженности требуется быстродействующая регистри-
рующая аппаратура, тогда как благодаря плавному изме-
нению толщины допускается усреднение результатов,
что повышает точность измерений. Постоянную времени
прибора необходимо подбирать таким образом, чтобы за
интервал измерения можно было зарегистрировать де-
фект, пересекающий пучок излучения. Например, при
выявлении дефектов протяженностью около 2 см, пере-
мещающихся со скоростью 15 м/с, постоянная времени
должна быть 0,01 ... 0,02 с.
2. В режиме выявления дефектов размеры окна кол-
лиматора в основном определяются размером мини-
мальных обнаруживаемых дефектов и поэтому всегда
малы. В связи с этим при прочих равных условиях для
обеспечения одинаковой чувствительности в режимах
дефектоскопии и толщинометрии необходимо повышать
интенсивность излучения. При построении регистри-
рующей аппаратуры следует учитывать, что в таких ус-
ловиях она работает в неустановившемся режиме. Как
показано выше, это снижает чувствительность прибора.
3. Толщину деталей можно измерить при наличии
эталонов, поскольку режим толщинометрии рассчитан на
абсолютные измерения.
4. В силу того что дефекты выявляют путем сравне-
ния качества двух объемов контролируемого изделия,
просматриваемых в соседние моменты времени, в дефек-
тоскопии производят непрерывные измерения, а в тол-
щинометрии возможны точечные измерения.
5. Из-за конечных размеров коллиматора дефект не
мгновенно перекрывает окно коллиматора, поэтому ус-
редненный сигнал от дефекта на выходе детектора не
является прямоугольным. Это служит дополнительной
причиной того, что дефектоскопический режим работы
установки менее чувствителен.
Проведенные в нашей стране и за рубежом исследо-
вания чувствительности метода в режимах дефектоско-
пии и толщинометрии показали, что чувствительность во
втором случае всегда выше, чем в первом.
6.3. ПАРАМЕТРЫ СРЕДСТВ КОНТРОЛЯ
Все радиометрические дефектоскопы и толщиноме-
ры являются приборами, в которых поток излучения из-
меняется под действием измеряемой величины, а затем
попадает в детектор излучения и представляет собой
совокупность определенным образом связанных элемен-
тов (рис. 2).
Основными элементами любого радиометрического
прибора являются: источник излучения, приемник (де-
тектор) излучения, регистратор (электронная схема), ко-
торый преобразует или усиливает сигнал детектора, и
вторичный прибор.
В качестве детектора излучения применяют: иониза-
ционные камеры, газовые и сцинтилляционные счетчики,
полупроводниковые детекторы. Мощность сигналов де-
текторов мала, поэтому для усиления сигналов использу-
ют соответствующую усилительную аппаратуру.
В зависимости от вида сигналов, снимаемых с де-
текторов, регистраторы разделяют на аналоговые и
дискретные.
При токовом режиме используется некоторый ус-
редненный непрерывный сигнал, появляющийся на вы-
ходе детектора от попадания в него большого количества
ядерных частиц или фотонов.
Таким образом, к аналоговым регистраторам отно-
сят усилители постоянного тока, например усилители
сигнала ионизационной камеры или напряжения интег-
рирующей цепи.
При импульсном режиме используют отдельные
разделенные во времени сигналы, появляющиеся на вы-
ходе детектора после каждого попадания в него отдель-
ной ядерной частицы или фотона. Поэтому дискретный
регистратор обычно состоит из пересчетного устройства,
обеспечивающего счет импульсов за определенный про-
межуток времени.
СРЕДСТВА РАДИОМЕТРИЧЕСКОГО КОНТРОЛЯ
105
Рис. 2. Структурная схема построения радиометрических приборов
С регистратора электрический сигнал поступает на
вторичный прибор (измерительный, самопишущий, ре-
гистрирующий), показания которого пропорциональны
интенсивности излучения, попадающего в детектор.
Вторичные приборы, как правило, выбирают из прибо-
ров общепромышленного применения.
Основные параметры дефектоскопов и толщино-
меров - чувствительность, производительность, точность
определения размеров дефекта, разрешающая способ-
ность, стабильность работы. Размеры окна коллиматора,
время измерения, энергия и активность источника отно-
сятся к конструктивным параметрам. Обычно задаются
материал и толщина изделия, минимальный объем и
конфигурация выявляемого дефекта, производитель-
ность и вероятностные характеристики обнаружения.
Для дефектоскопов форма окна коллиматора детек-
тора определяется поперечными размерами дефекта.
Длина окна коллиматора должна несколько превышать
длину дефекта, так как при неполном перекрытии окна
проекцией дефекта сигнал от дефекта уменьшается.
С уменьшением площади окна коллиматора детектора
повышается точность определения размеров дефекта.
Однако эти требования находятся в противоречии с ус-
ловием повышения производительности контроля.
Постоянная времени фильтра определяется време-
нем нахождения дефекта в поле коллиматора и характе-
ризует быстродействие прибора.
При толщинометрии длина участка контроля, на ко-
тором определяется отклонение толщины, всегда больше
размеров дефекта. Кроме того, при измерении толщины
не требуется высокого быстродействия, поэтому посто-
янную времени измерения выбирают достаточно боль-
шой, что позволяет снизить активность источника. При
точечных измерениях постоянная времени не имеет оп-
тимального значения и обратно пропорциональна актив-
ности источника.
6.4. СРЕДСТВА РАДИОМЕТРИЧЕСКОГО
КОНТРОЛЯ
Радиоизотопные источники излучения. Разрабо-
таны различные структурные схемы регистрации радио-
метрических дефектоскопов со сцинтилляционными
счетчиками, работающие в среднетоковом (рис. 3, а) и
импульсном режимах (рис. 3, б).
Преимуществом аппаратуры, построенной по сред-
нетоковому принципу, является простота схемы. К не-
достаткам следует отнести нестабильность заряда, при-
носимого на интегратор импульсами детектора, а также
наличие в полезном сигнале импульсов, вызванных рас-
сеянным излучением и шумами фотоумножителя, кото-
рые снижают чувствительность схемы.
В аппаратуре, построенной по счетному принципу,
измеряется средняя частота следования импульсов, по-
°)
6)
Рис. 3. Структурные схемы радиометрических дефектоскопов:
1 - источник излучения; 2 - изделие; 3 - блок детектирования; 4 - формирователь;
5 - блок обработки; 6 - блок регистрации
106
МЕТОДЫ И СРЕДСТВА РАДИОМЕТРИИ
ступающих с ФЭУ, амплитуда которых превышает уста-
новленный порог дискриминации. Импульсы нормали-
зуются по амплитуде и длительности, что позволяет сни-
зить флюктуации на выходе интегратора по сравнению
со среднетоковым режимом.
Интегральный дискриминатор отрезает часть спек-
тра импульсов, обусловленную рассеянным излучением
и шумами фотоумножителя. Это также повышает чувст-
вительность аппаратуры. Устранение рассеянного излу-
чения необходимо также при контроле изделий сложной
конфигурации с использованием заполнителей, так как
спектры излучения за материалом изделия и заполнителя
совпадают только в области фотопика. В случае такой
дискриминации отсекается часть несущих полезную ин-
формацию импульсов, вызванных квантами, рассеянны-
ми в материале кристалла.
К недостаткам аппаратуры, построенной по счетно-
му принципу, следует отнести усложнение схемы по
сравнению со среднетоковым режимом, которое окупа-
ется повышением чувствительности. Поэтому необходи-
мо максимально упрощать регистрирующие схемы, осо-
бенно при конструировании многоканальных дефекто-
скопов.
Источник излучения - ускоритель. При радио-
метрическом контроле существует зависимость между
минимальным выявляемым дефектом, флюктуацией на-
пряжения питания ФЭУ и начальной интенсивностью
излучения.
При дифференциальном методе измерения (рис. 4)
за контролируемым изделием симметрично оси, вдоль
которой распространяется излучение, размещают вынос-
ной блок с двумя детекторами. По соответствующей
схеме сравниваются качества двух объемов контроли-
руемого изделия. При идентичных параметрах каналов
измерения в двухканальном дефектоскопе с использова-
нием вычитающей схемы детерминированные погреш-
ности взаимно уничтожаются.
При контроле изделий большой толщины заметно
возрастает влияние погрешностей, обусловленных кван-
товым характером излучения и наличием рассеянного
излучения. В этом случае наиболее целесообразно про-
водить контроль компенсационным методом, при кото-
ром один сцинтилляционный детектор расположен за
контролируемым изделием, а второй - непосредственно
в пучке излучения перед контролируемым изделием
(рис. 5). В дифференциальном методе контроля с приме-
нением вычитающей схемы флюктуация регистрируемо-
го сигнала линейно зависит от флюктуации начальной
интенсивности излучения и коэффициента преобразова-
ния.
Рис. 4. Схема дифференциального контроля:
1 - источник излучения; 2 - детектор; 3 - схема сравнения
Рис. 5. Схема компенсационного контроля:
1 - проходной счетчик; 2 - источник излучения; 3 - изделие;
4 - детектор; 5 - схема сравнения
Дифференциальный и компенсационный методы
контроля изделий, имеющих переменное сечение, мало-
эффективны ввиду низкой точности определения разме-
ров дефектов при использовании вычитающей схемы.
С целью повышения их эффективности измеряют отно-
шения или логарифмы отношения амплитуд импульсов
сцинтилляционных детекторов. В этом случае размер
минимального выявляемого дефекта не зависит от изме-
нения толщины контролируемого изделия.
При реализации дифференциального и компенсаци-
онного методов контроля могут быть использованы раз-
личные схемы измерения. Наиболее простой способ об-
работки информации сцинтилляционных детекторов ос-
нован на применении вычитающей схемы в среднетоко-
вом варианте (рис. 6). Однако схемы измерения среднего
тока ФЭУ, являясь в большинстве случаев оптимальны-
ми для дефектоскопии радиоактивными изотопами в
случае использования бетатрона, неэффективны ввиду
их низкой помехоустойчивости.
Широкое распространение в бетатронной и рентге-
новской дефектоскопии получили схемы, основанные на
измерении разности усредненных с помощью диодов и
интегрирующих звеньев импульсов первого и второго
сцинтилляционных детекторов (рис. 7).
Рис. 6. Схема сравнения сигналов с ФЭУ
СРЕДСТВА РАДИОМЕТРИЧЕСКОГО КОНТРОЛЯ
107
ФЭУ-1
Рис. 7. Схема сравнения сигналов с предварительным
интегрированием
Существенным недостатком этих схем является
необходимость выбора параметров интегрирующих
звеньев строго одинаковыми. В противном случае при
нестабильно работающем ускорителе точность опреде-
ления степени дефектности контролируемого изделия не
может быть высокой. Этот недостаток устраняется при
сравнении амплитуд импульсов сцинтилляционных де-
текторов пропорционально дозе в импульсе излучения с
их предварительным преобразованием, которое осуще-
ствляется с помощью зарядного устройства и ключа
(рис. 8).
Рис. 8. Схема сравнения сигналов фотоумножителей с
предварительным их расширением
Управление ключом производят таким образом,
чтобы длительность получаемых импульсов равнялась
половине периода следования импульсов излучения.
Благодаря предварительному преобразованию формы
импульсов сцинтилляционных детекторов повышаются
быстродействие и помехоустойчивость дефектоскопов
как при вычитающей схеме, так и при схеме измерения
соотношения.
Нормативные документы регламентируют выбор
источников излучения при проведении радиометриче-
ского контроля в зависимости от толщины и плотности
просвечиваемого материала по табл. 1.
1. Область применения радиометрического метода
Толщина просвечиваемого сплава, мм, на основе Источник излучения
железа титана алюминия
От 1 до 130 От 2 до 230 От 5 до 370 Рентгеновские аппараты напряжением от 40 до 1000 кВ
От 1 до 150 От 2 до 300 От 5 до 500 Радиоактивные источники излучения: 170Tm, 75Se, I92Ir, 137Cs, ^Со
Св. 50 Св. 90 Св. 150 Бетатроны с энергией ускоренных электронов от 6 до 35 МэВ
6.4.1. ДЕТЕКТОРЫ, ИХ ЭЛЕКТРОННЫЕ
СХЕМЫ И КОЛЛИМАТОРЫ
При радиометрическом методе НК наиболее часто
используют следующие детекторы: ионизационные ка-
меры, газоразрядный счетчик, сцинтиллятор с фотопри-
емником, полупроводниковые приборы.
Из-за достаточно большой напряженности электри-
ческого поля в ионизационной камере электроны и по-
ложительные ионы, возникающие при ионизации моле-
кул газа проникающим излучением, не успевают реком-
бинировать, поэтому накопленный на аноде камеры от-
рицательный заряд не зависит от напряженности элек-
трического поля в камере и пропорционален восприни-
маемой молекулами газа энергии проникающего излуче-
ния. Ионизационные камеры работают в токовом режи-
ме, и их ток при постоянной энергии фотонов пропор-
ционален потоку фотонов проникающего излучения.
Ионизационные камеры являются чрезвычайно ста-
бильными детекторами при воздействии на них весьма
интенсивных полей излучения, при которых другие типы
детекторов были бы выведены из строя. Для повышения
квантовой эффективности ионизационных камер их на-
полняют газом с высоким атомным номером, например
ксеноном.
Пропорциональные счетчики. Если напряжен-
ность электрического поля возрастает по сравнению с
его значением в ионизационной камере, освобожденные
ионизирующим излучением электроны будут ускорены
до таких значений энергии, при которых они начинают
ионизировать молекулы газа, что приводит к генерации
дополнительных электронно-ионных пар. В этом случае
накопленный на аноде заряд будет пропорционален пе-
реданной газу энергии. С помощью измерения этого за-
ряда можно проводить энергетическую спектрометрию
взаимодействующего с газом излучения, т.е. отдельные
108
МЕТОДЫ И СРЕДСТВА РАДИОМЕТРИИ
фотоны будут обнаруживаться и идентифицироваться в
соответствии с накопленным зарядом.
Счетчики Гейгера. Если напряженность электри-
ческого поля в газовой камере возрастет по сравнению с
его значением в пропорциональном счетчике, то каждое
фотонное взаимодействие с газом камеры вызовет в нем
электрический пробой, что, как следствие, приведет к
накоплению на аноде достаточно большого заряда, зна-
чение которого не зависит от переданной газу энергии
фотона и в этом случае фотон будет обнаружен, но будет
утрачена информация о его энергии.
Сцинтилляторы с фотоприемниками. Сцинтил-
ляторы, прозрачные для собственного излучения, можно
соединить с фотоприемником и использовать такую
комбинацию в качестве детектора. Такие детекторы, как
правило, работают в токовом режиме, но могут исполь-
зоваться и при спектрометрии фотонного излучения.
В зависимости от конкретного типа детектора и
электронных детекторных схем верхний предел скорости
счета, которую может допустить спектрометрическая
система, находится между 104 и 105 импульсами в секун-
ду. Как правило, не следует использовать спектрометри-
ческую систему при скоростях счета более 104 импульсов
в секунду. В этом случае целесообразно применять сис-
темы, работающие в токовом режиме, в которых в каче-
стве сцинтилляторов используют щелочио-галлоидные
соединения Nal(Tl), CzI(Na) и CzI(Tl), а также сложные
окислы типа германата висмута Bi4Ge30i2, вольфрамата
кальция CaWO4, цинка ZnWO4 и кадмия CdWO4, кото-
рые по ряду свойств превосходят щелочно-галоидные
кристаллы (не гигроскопичны, химически устойчивы,
механически прочны, теплостойки, радиационно устой-
чивы).
Перспективными преобразователями являются ок-
сидные сцинтилляторы на основе алюмината иттрия
УАЮз(Се) и оксида алюминия Al2O3(Ti), имеющие вы-
сокую химическую, механическую, термическую и ра-
диационную стойкость.
У рассматриваемых детекторов в качестве фотопри-
емников используют ФЭУ, кремниевые фотодиоды (по-
верхносто-барьерные, диффузионные, лавинные и др.),
фототранзисторы и т.п.
ФЭУ имеют ряд недостатков: нестабильность ха-
рактеристик во времени, необходимость высоковольтно-
го (до 3 кВ) питания, большие габариты и массы. Когда
сцинтилляционный фотоэлектронный детектор исполь-
зуется в токовом режиме, для оценки среднего потока
фотонов проникающего излучения измеряется ток с его
выхода. На выходе ФЭУ ток имеет значение порядка
Ю10 ... 10'7 А. Чтобы надежно измерить токи такого по-
рядка, темновой ток ФЭУ (фоновый ток, измеряемый
при отсутствии облучения детектора) должен быть менее
10" А.
Квантовый выход фотокатода фотоумножителя ме-
няется в пределах примерно от 10 до 20 %. Среди прочих
факторов энергетическое разрешение сцинтилляционно-
го счетчика определяется статистическими флюктуация-
ми количества выбитых из фотокатода электронов при
заданной энергии, выделившейся в сцинтилляторе. Су-
щественную роль играют также неоднородность свето-
сбора и вариации квантового выхода вдоль поверхности
фотокатода. При высокой эффективности светосбора
энергия 1 МэВ, выделившаяся в кристалле йодида на-
трия, приведет к испусканию с фотокатода примерно
4000 фотоэлектронов. При этом выброс по амплитуде
выходного сигнала с фотоумножителя вследствие стати-
стических флюктуаций этой величины составляет менее
2 %.
К достоинствам фотодиодов следует отнести ли-
нейность их характеристик в широком диапазоне осве-
щенностей. Для кремниевых фотодиодов в диапазоне
изменения фототока 10 нА ... 10 мА люкс-амперные ха-
рактеристики линейны при изменении освещенности на
8 порядков.
Детекторы в комбинации сцинтиллятор CzI(Tl) -
кремниевый фотоприемник имеют обобщенный кванто-
вый выход Qd около 0,8. Линейные фотодиоды имеют
коэффициент шума F » 3 дБ при коэффициенте усиления
10. Здесь под коэффициентом шума понимается отноше-
ние шума на выходе фотодиода к шуму на его входе, т.е.
1
г = —== (терминология заимствована из акустики).
Ж
Шумы на выходе ШВыХ и входе Швх отличаются на
1 дБ,
если 20 lg(IUBbIX / Швх) = 1, т.е. Швых / Швх «1,12;
если же сигналы отличаются на 3 дБ, то
20 1g (Швых / Швх) = 3 и Швых / Швх = 1,41.
Следовательно, обобщенный квантовый выход ла-
винного фотодиода имеет значение
F2 (1,41)2
Эффективность светосбора в рассматриваемых
комбинированных детекторах зависит от обработки по-
верхностей сцинтиллятора, выбора его геометрии, а так-
же от материалов, используемых для оптического кон-
такта.
Полупроводниковые детекторы. Эти устройства
наиболее часто используют в спектрометрических сис-
темах контроля, так как они имеют высокое разрешение
по энергии.
Детекторы на основе Si(Li) дают удовлетворитель-
ные результаты по энергетическому разрешению при
энергии фотонов примерно до 100 кэВ, а германиевые
детекторы - при более высоких энергиях. Если требуется
максимальное разрешение по энергиям, детекторы обоих
типов должны работать при низких температурах. Гер-
маниевые детекторы неудобны тем, что их необходимо
хранить при низких температурах, иначе они постоянно
портятся.
Энергия, выделившаяся в полупроводниковом де-
текторе, тратится на образование носителей заряда в ви-
де свободных электронов и дырок, которые собираются
на электродах. Обычно образуется так много носителей,
что статистическими флюктуациями их числа можно
пренебречь. Однако полный собираемый заряд очень
мал, и детектор нужно подключать к усилителю с боль-
СРЕДСТВА РАДИОМЕТРИЧЕСКОГО КОНТРОЛЯ
109
шим коэффициентом усиления и низким собственным
шумом. Именно шум, создаваемый этим усилителем,
ограничивает энергетическое разрешение детектора
обычно значением - 3 кэВ.
Электронные схемы-детекторов. На рис. 9 и 10
представлены электронные схемы детекторных уст-
ройств, работающих в токовом и спектрометрическом
режимах.
Токи в диапазоне 1О“10 ... 10“' А можно достаточно
точно измерить с помощью серийных пикоамперметров.
При измерении таких токов следует особое внимание
обращать на экранирование сигнального провода, ис-
ключение его подвижности при измерениях и на чистоту
изолирующих поверхностей элементов детекторных уст-
ройств.
Наиболее точные измерения могут быть произведе-
ны с использованием цифровой техники, например пу-
тем преобразования выходного сигнала пикоамперметра
в последовательность импульсов, частота которой про-
порциональна выходному сигналу с последующим изме-
рением частоты счетчиком-таймером. Системы такого
типа могут измерять потоки ионизирующих частиц с
точностью около 0,01 %.
Рис. 9. Электронная схема токового детекторного
устройства:
1 - фотоприемник или ионизационная камера; 2 - катод;
3 - анод; 4 - экранированный сигнальный кабель;
5 - пикоамперметр; 6 - цифровой преобразователь;
7 - счетчик; 8 - таймер
Рис. 10. Электронная схема спектрометрического
детекторного устройства:
1 - детектор; 2 -предварительный усилитель; 3 - основ-
ной усилитель; 4 - многоканальный анализатор;
5 - одноканальный анализатор; 6 - счетчик; 7 - таймер
Предварительный и основной усилители спектро-
метрического измерительного канала предназначены для
формирования и усиления импульсов напряжений, по-
ступающих из детектора. Предварительный усилитель
является первой ступенью в схеме обработки импульсов,
располагается в непосредственной близи от детектора и
выдает импульсы, мощность которых достаточна для их
передачи по экранированному сигнальному проводу.
Главное требование к основному усилителю - работа при
высоких загрузках без искажений импульсов.
Амплитудные анализаторы спектрометрических
схем дифференцируют усиленные импульсы напряжения
по их амплитуде. Одноканальный анализатор выдает
логический импульс только в том случае, если входной
импульс выше некоторого порога и ниже некоторого
уровня. Эти логические импульсы накапливаются в те-
чение определенного интервала времени с помощью
счетчика и таймера. Полученное количество отсчитан-
ных импульсов и представляет собой результат радио-
метрического измерения.
Многоканальные анализаторы содержат несколько
каналов конечной ширины ДС7, центрированных на U\9
U2... и т.д., где U- амплитуда выходного импульса для
того, чтобы получить энергетический спектр.
Многоканальный анализатор выполняет также
функции отсчета импульсов и их хронирование. Совре-
менные многоканальные анализаторы работают на осно-
ве использования компьютеров и могут обеспечивать
некоторую степень анализа.
Коллиматоры. Эти устройства предназначены для
ограничения размеров поперечного сечения рабочего
пучка излучения и уменьшения количества нежелатель-
ных фотонов, воздействующих на детектор.
Коллиматор источника излучения обычно имеет
больший диаметр, чем фокусное пятно источника, для
того чтобы в рабочем пучке излучения было как можно
больше фотонов. При этом диаметр коллиматора источ-
ника должен быть как можно меньше фокусного рас-
стояния (расстояние источник - детектор).
Влияние нежелательного рассеянного излучения на
общий сигнал является сложной функцией размеров и
положений коллиматоров источника и детектора, тол-
щины и положения ОК, а также энергии фотонов прони-
кающего излучения. Это влияние можно минимизиро-
вать за счет использования коллиматоров с максималь-
ным отношением их длин к диаметрам и установки мак-
симального фокусного расстояния.
Вклад рассеянного излучения в сигнал зависит от
положения ОК относительно источника излучения и де-
тектора. Путем направленного изменения этого положе-
ния можно так разместить ОК, чтобы небольшим его
отклонениям от оптимального положения соответство-
вало незначительное изменение сигнала. Обычно для
того чтобы свести к минимуму поток рассеянного излу-
чения, достигающего детектора, диаметр коллиматора
последнего делают меньше диаметра коллиматора ис-
точника.
Для изготовления коллиматоров часто используют
уран и свинец.
по
МЕТОДЫ И СРЕДСТВА РАДИОМЕТРИИ
Уран, обедненный изотопом уран-235, имеет доста-
точно высокую плотность и коэффициент ослабления
излучения. Единственный недостаток обедненного ура-
на - это его слабая радиоактивность. Радиоактивность
урана делает его непригодным для использования в ка-
честве материала коллиматора при низких значениях
интенсивности рабочих пучков излучения. Уран является
лучшим материалом для экранирования и коллимирова-
ния излучения иридия-192, цезия-137 и кобалъта-60 и
рентгеновского излучения с энергией фотонов выше
400 кэВ.
Свинец - это мягкий материал, и его часто исполь-
зуют для изготовления коллиматоров в сочетании со
стальными кожухами.
Достаточно эффективно ослабляет излучение
вольфрам, но он трудно поддается механической обра-
ботке; требуется специальное легирование. Даже такие
сплавы, как WniFe, трудно механически обрабатывать.
При энергии фотонов рабочего пучка ниже 100 кэВ
в качестве материала коллиматора можно использовать
сталь, однако коллиматор, выполненный из более тяже-
лых металлов, часто бывает более компактен.
Очень важно при функционировании радиометри-
ческого устройства поддерживать правильное располо-
жение источника излучения и детектора относительно
друг друга. По этой причине всегда предпочтительно
закреплять источник излучения и детектор на устойчи-
вых опорах и осуществлять сканирование ОК пучком
излучения путем перемещения ОК относительно рабоче-
го пучка излучения. Когда такое сканирование осущест-
вить невозможно, приходится перемещать источник из-
лучения и детектор. В этом случае штативное устройст-
во, служащее для поддержания и перемещения излучате-
ля и детектора, должно иметь особую конструкцию,
удерживающую их на расчетном расстоянии, например
выполненную в виде вилки.
Система, в которой диаметр одного коллиматора
больше диаметра другого, при несоосности вносит
меньшие погрешности в измерительные данные, чем
система с коллиматорами одинаковых диаметров.
6.4.2. ИЗМЕРИТЕЛИ ТОЛЩИНЫ
МАТЕРИАЛОВ
Рентгеновские и радионуклидные измерители ши-
роко используют для бесконтактного автоматического
контроля толщины листового проката путем регистрации
прошедшего через материал излучения. Подбором необ-
ходимых ускоряющих напряжения и тока рентгеновской
трубки с помощью рентгеновских толщиномеров можно
осуществлять контроль, например, стального проката
толщиной 0,002 ... 25 мм с погрешностью измерения
0,2 % от верхнего значения диапазона измерений.
Радионуклидные источники, в основном с р-актив-
ностью, используют для измерения толщины стальной
полосы в диапазоне от нескольких микрометров до
0,8 мм, а источники с у-активностью - для контроля го-
рячего проката из стали толщиной 3,5 ... 40 мм. При кон-
троле толщины алюминиевого проката верхнее значение
диапазона увеличивается, а при контроле проката меди и
сплавов на ее основе - уменьшается.
Системы, основанные на регистрации прошедшего
через ОК излучения, можно условно разделить на две
группы:
1) прямого измерения параметров одного пучка из-
лучения - абсолютный метод;
2) непрерывного сравнения параметров двух пото-
ков излучения - компенсационный метод.
В системах прямого измерения (рис. 11) стабилиза-
ция напряжения и тока трубки осуществляется с помо-
щью микропроцессоров. В качестве детекторов исполь-
зуют ионизационные камеры и сцинтилляционные счет-
чики. Детектор с предусилителем, как правило, помеща-
ют в термостат для снижения влияния температуры ок-
ружающей среды.
Измерители, работающие по методу сравнения двух
потоков излучения, в зависимости от числа применяе-
мых источников и приемников могут быть трех видов:
• с одним источником излучения и двумя приемни-
ками;
• с двумя источниками и одним приемником;
• с двумя источниками и двумя приемниками
(рис. 12).
Рис. 11. Структурная схема толщиномера прямого
измерения:
1 - источник излучения; 2 - градуированный магазин
стандартных образцов толщины; 3 - ионизационная
камера; 4 - предусилитель; 5 - электронный блок;
6 - процессор; 7 - индикатор отклонения толщины
полосы от номинала; 8 - корректор толщины ОК;
9 - корректор химического состава ОК; 10 - пульт
управления толщиномера; 11 - ОК в виде полосы;
12 - охлаждающая рубашка
РАСШИФРОВКА РЕЗУЛЬТАТОВ КОНТРОЛЯ
111
На АСУ ТП
Рис. 12. Структурная схема толщиномера, работающего по
методу сравнения двух потоков излучения:
1 - источник излучения; 2 - образцы толщин; 3 - сцинтилляци-
онный кристалл; 4 - ОК в виде полосы; 5 - подвижный образец
толщины; 6 - ФЭУ; 7 - усилитель; 8 - показывающий прибор;
9 - блок питания ФЭУ; 10 - регулятор тока ФЭУ; 11 - блок
обработки сигнала; 12 - контроллер
Технические характеристики
рентгеновских измерителей толщины стального
проката
Диапазон контролируемых толщин, мм..... 0,025 .... 25
(семь модификаций)
Аппаратная составляющая погрешности
при толщине ОК:
0,2...0,4 мм, мкм..... ±2,0
0,4...2,0 мм, %....... ±0,2
4,0... 16,0 мм, мкм... ±20
Среднее квадратическое отклонение слу-
чайной составляющей погрешности при
толщине ОК:
до 1,0 мм, мкм........ 2,0
свыше 1,0 мм, %.......... 0,2
Быстродействие, с........................ 0,02
Время перестройки на новый номинал, с ... 5
Калибровка толщиномеров в, достаточно широком
диапазоне значений толщины проката (0,025 ... 25 мм)
осуществляется разделением этого диапазона на отдель-
но калибруемые поддиапазоны. Скорость контроля горя-
чекатаного листа в настоящее время может достигать
значений 16 м/с, холоднокатаного - до 30 м/с.
Для проверки геометрии горячекатаного листа тре-
буется измерение не только продольной разнотолщинно-
сти в процессе горячей прокатки, но и поперечной раз-
нотолщинности. Для решения этой задачи применяют
два способа.
В первом используют два рентгеновских толщино-
мера, один из которых контролирует толщину ОК в виде
2 J
Рис. 13. Структурная схема измерителя профиля ОК в виде
полосы:
1 - ОК; 2 - блок с двумя источниками излучения; 3 - магазин
стандартных эталонов; 4 - блок детекторов; 5 - микропроцес-
сор; 6 - пульт задания химсостава ОК; 7 - пульт задания
толщины ОК; 8 - пульт задания температуры; 9 - дисплей
полосы по центру, другой перемещается поперек полосы
и контролирует полосу по синусоидальной кривой, опре-
деляемой скоростями движения полосы и перемещения
прибора. Разность показаний центрального и переме-
щающегося толщиномеров характеризует поперечный
профиль полосы по толщине.
Недостаток этого способа - измерение происходит в
двух разных сечениях полосы и, следовательно, на ре-
зультате сказывается неодинаковое геометрическое по-
ложение полосы относительно потоков излучения. К юс-
тировке толщиномеров предъявляют высокие требова-
ния. Так, наклон полосы выше 3° приводит к дополни-
тельной погрешности измерения толщины.
Во втором способе используют один прибор, изме-
ряющий профиль объекта в виде полосы в одном сече-
нии (рис. 13).
6.5. РАСШИФРОВКА РЕЗУЛЬТАТОВ
КОНТРОЛЯ
При обнаружении дефектов процесс контроля за-
канчивается установлением типа дефекта, его местопо-
ложения и размеров.
Радиометрические методы позволяют определить
две координаты дефекта: протяженность и его лучевой
размер.
При использовании аналоговой радиометрической
аппаратуры с непосредственной записью результатов
контроля на диаграммную ленту самопишущего прибора
задача классификации сводится к расшифровке дефекто-
грамм.
Разнообразие типов дефектов, их случайное груп-
пирование и расположение не позволяют сделать одно-
значное заключение о характере дефекта, так как раз-
личные дефекты могут приводить к одинаковому возму-
112
МЕТОДЫ И СРЕДСТВА РАДИОМЕТРИИ
щению электрического сигнала на выходе детектора.
Однако задача их распознавания облегчается благодаря
тому, что известно, какие дефекты характерны для дан-
ного технологического процесса.
Для повышения достоверности расшифровки
дефектограмм необходимо проводить следующие меро-
приятия:
1) анализ известных дефектов, встречающихся при
изготовлении изделия;
2) опытную эксплуатацию дефектоскопа с целью
набора статистического материала о наиболее распро-
страненных дефектах;
3) сравнение величины и конфигурации сигнала от
дефекта с результатами контроля радиометрическим ме-
тодом.
Учитывая особенности радиометрического контро-
ля, выделим основные параметры сигнала, по которым
можно характеризовать дефект: амплитуду, длитель-
ность импульса, крутизну фронта и спада импульса,
конфигурацию вершины импульса.
Каждому из этих параметров сигнала соответствует
один из параметров дефекта. Охарактеризуем данное
соответствие.
По амплитуде сигнала можно судить о лучевом
размере дефекта, т.е. размерах дефекта в направлении
прохождения гамма-излучения. Однако данное соотно-
шение справедливо лишь при перекрытии проекцией
дефекта коллимационного отверстия приемника излуче-
ния. Оператор может судить об этом, сравнивая ампли-
туду с соответствующим эталоном, расположенным на
поверхности изделия, либо при мозаичной системе рас-
положения детекторов, получая общую картину дефекта
с нескольких детекторов.
Длительность импульса характеризует длину дефек-
та в направлении перемещения контролируемого изделия
в случае, если длина дефекта /деф больше или равна длине
окна коллиматора детектора а. Если /деф < а, то протя-
женность дефекта определяется длиной фронта импульса
на диаграммной ленте.
Крутизна фронта и спада импульса характеризует
тип дефекта. Дефекты типа пор и шлаковых включений
имеют крутой фронт за счет резкого вхождения дефекта
в зону коллиматора детектора. Дефекты типа трещин и
расслоений имеют пологий фронт за счет постепенного
изменения лучевого размера дефекта в зоне окна колли-
матора.
Конфигурация вершины импульса характеризует се-
чение дефекта вдоль оси просвечивания. Плавные изме-
нения импульса указывают на изменение лучевого раз-
мера дефекта вдоль зоны контроля. Резкие скачки свиде-
тельствуют о скоплении мелких дефектов, расположен-
ных на малом расстоянии друг от друга. Регистрирую-
щая аппаратура не позволяет определить местоположе-
ние их проекций на плоскости окна коллиматора детек-
тора, так как на диаграммной ленте получается один им-
пульс с несколькими вершинами.
Приведем пример расшифровки дефектограмм
по изложенной методике.
Наиболее распространенными дефектами в метал-
лургии и машиностроении являются трещины, газовые
поры, шлаковые включения, рыхлоты, расслоения и др.
Длину дефекта определяют по следующей формуле:
1 ~ 1 °
^деф у
где /и - протяженность импульса по диаграммной ленте;
Vo - скорость контроля; V] - скорость записи; а - размер
окна коллиматора детектора в направлении перемещения
контролируемого изделия.
На рис. 14 представлена фотография шлифа дефекта
типа «шлаковые включения». По выбросу на диаграм-
мной ленте размеры поры определены с точностью до
3 ... 5%.
Рис. 14. Шлиф сварного шва (толщина 20 мм) со
шлаковыми включениями и запись на диаграммной ленте
ЛИТЕРАТУРА
1. Румянцев С. В., Добромыслов В. А. Радиацион-
ная интроскопия. М.: Атомиздат, 1972. 352 с.
2. Румянцев С.В., Добромыслов В. А., Борисов
О. И., Азаров Н. Т. Неразрушающие методы контроля
сварных соединений. М.: Машиностроение, 1976. 335 с.
3. Румянцев С. В., Парнасов В. С. Применение бе-
та-толщиномеров покрытий в промышленности. М.:
Атомиздат, 1980. 138 с.
ЛИТЕРАТУРА
113
4. Румянцев С. В., Штань А. С., Гольцев В. А.
Справочник по радиационным методам неразрушающего
контроля. М.: Энергоиздат, 1982. 240 с.
5. Васильева Э. Ю., Косарев Э. И., Кузелев Н. Р.
Радиационная компьютерная томография в атомной
энергетике. М.: Энергоатомиздат, 1998. 128 с.
6. Вавилов С. IL, Горбунов В. И. Импульсное
рентгеновское излучение в дефектоскопии. М.: Энерго-
атомиздат, 1985. 80 с.
7. Кононов Б. А. Дефектоскопия быстрыми элек-
тронами. М.: Атомиздат, 1979. 80 с.
8. Воробьев В. А., Голованов В. Е., Голованова
С. И. Методы радиационной гранулометрии и статисти-
ческого моделирования в исследовании структурных
свойств композиционных материалов. М.: Энергоатом-
издат, 1984. 128 с.
9. Воробьев В. А., Горшков В. А., Шеломанов
А. Е. Гамма-плотнометрия. М.: Энергоатомиздат, 1989.
144 с.
10. Блинов Н. Н. Рентгеновские питающие устрой-
ства. М.: Энергия, 1980. 200 с.
11. Иванов С. А., Щукин Г. А. Рентгеновские
трубки технического назначения. Л.: Энергоатомиздат,
1989. 200 с.
12. Москалев В. А. Бетатроны. М.: Энергоиздат,
1981.
13. Комар Е. Г. Основы ускорительной техники.
М.: Атомиздат, 1975.
14. Иванов В. И. Курс дозиметрии. М.: Атомиздат,
1978.392 с.
15. Блинов Н. Н., Владимиров Л. В., Кронгауз
А. Н. Рентгеновская экспонометрия. М.: Атомиздат,
1979. 128 с.
16. Рентгенотехника: Справочник. В 2-х кн. Кн. 1 /
В. В. Клюев, Ф. Р. Соснин, В. Артес и др.; Под общ. ред.
В. В. Клюева. 2 изд., перераб. и доп. М.: Машинострое-
ние, 1992. 480 с.
17. Рентгенотехника: Справочник. В 2-х кн. Кн. 2 /
А. А. Алтухов, К. В. Анисович, X. Бергер и др.; Под общ.
ред. В. В. Клюева. 2 изд., перераб. и доп. М.: Машино-
строение, 1992. 386 с.
18. Клюев В. В., Соснин Ф. Е. Теория и практика
радиационного контроля. М.: Машиностроение, 1998.
170 с.
19. Неразрушающий контроль. В 5 кн. Кн. 4. Кон-
троль излучениями / Б. Н. Епифанцев, Е. А. Гусев, В. И.
Матвеев, Ф. Р. Соснин; Под ред. А. В. Сухорукова. М.:
Высшая школа, 1992. 321 с.
20. Промышленная радиационная интроскопия /
В. В. Клюев, Б. И. Леонов, Е. А. Гусев и др. М.: Энерго-
атомиздат, 1985. 136 с.
21. Неразрушающий контроль с источниками вы-
соких энергий / В. В. Клюев, Ф. Р. Соснин, Е. А. Гусев и
др. М.: Энергоатомиздат, 1989. 176 с.
8 — 7387
Глава 7. ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ
ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Промышленная рентгеновская вычислительная то-
мография (ПРВТ) - высокоэффективный метод радиаци-
онного контроля, удачно сочетающий информационные
возможности рентгеновского излучения с достижениями
вычислительной математики и цифровой техники в ре-
шении обратной задачи интроскопии.
Существо метода ПРВТ сводится к реконструкции
пространственного распределения линейного коэффици-
ента ослабления (ЯКО) рентгеновского излучения по
объему контролируемого объекта в результате вычисли-
тельной обработки теневых проекций, полученных при
рентгеновском просвечивании объекта в различных на-
правлениях.
Обнаружение и детальное изучение дефектов в объ-
еме контролируемого изделия осуществляет оператор
путем визуального анализа изображений отдельных пло-
ских сечений (томограмм)* реконструированной про-
странственной структуры ЛКО. Таким образом удается
детально контролировать геометрическую структуру и
характер объемного распределения плотности и элементно-
го состава материалов без разрушения сложного изделия.
На рис. 1 представлены рентгенотомограммы двух
взаимно перпендикулярных сечений литой сферической
заготовки и для сравнения - обычная теневая рентгено-
грамма этой же заготовки. Несмотря на то что изображе-
ния получены с использованием практически одной и той
же рентгеновской аппаратуры, информационные разли-
чия очевидны.
Метод обусловил и принципиально новые возмож-
ности НК методом ПРВТ:
• способность воспроизводить внутреннюю струк-
туру толстых, неоднородных промышленных изделий
сложной формы без взаимного наложения теней различ-
ных элементов;
• в десятки раз большую, чем у традиционной ра-
диографии, чувствительность к локальным нарушениям
сплошности, включениям, разноплотностям и малым от-
клонениям геометрической структуры.
При контроле ряда изделий методом ПРВТ важную
роль играет возможность получения количественной ин-
формации о контролируемой структуре, что создает
предпосылки для автоматизации расшифровки результа-
тов контроля и повышения эффективности их дальнейше-
го использования.
Достоинства метода ПРВТ при контроле объемной
структуры современных промышленных материалов и
многослойных конструкций столь значительны, что су-
щественно расширяют сложившиеся представления о
потенциальной эффективности применения ионизирую-
щих излучений и неразрушающего контроля в целом.
7.1. ФИЗИЧЕСКИЕ И МАТЕМАТИЧЕСКИЕ
ОСНОВЫ РЕКОНСТРУКЦИИ
РЕНТГЕНОТОМОГРАММ В ПРВТ
При просвечивании рентгеновским излучением
трехмерного контролируемого изделия со сложной внут-
ренней структурой информация об этой структуре может
быть восстановлена по пространственному распределе-
нию интенсивности и спектральному составу рентгенов-
ского излучения, прошедшего сквозь изделие.
Если предположить, что в некоторой точке А распо-
ложен точечный рентгеновский источник, монохромати-
ческое излучение которого сколлимировано в направле-
нии точки В, расположенной по другую сторону контро-
лируемого объекта, так, что поперечные размеры пучка
пренебрежимо малы, то интенсивность рентгеновского
излучения, измеренная в точке В коллимированным в
направлении на источник точечным, спектрально селек-
тивным и линейным детектором, вследствие ослабления
различными участками объекта может быть представлена
в виде
* Tomos - слой (лат.).
/(5) = /0(В)ехр - Jg(x,y,z) dl .
. А
(1)
Рис. 1. Внутренняя структура литой сферической заготовки:
а, б - рентгенотомограммы двух ортогональных сечений, полученные методом ПРВТ; в - рентгенограмма, полученная традиционным
методом теневого просвечивания
ФИЗИЧЕСКИЕ И МАТЕМАТИЧЕСКИЕ ОСНОВЫ РЕКОНСТРУКЦИИ РЕНТГЕНОТОМОГРАММ В ПРВТ 115
Здесь Ц (х, у, z) - ограниченное по протяженности
распределение ЛКО используемого монохроматического
рентгеновского излучения по объему контролируемого
изделия; 1о(В) - интенсивность излучения, которую из-
мерил бы этот детектор в отсутствие объекта. Интеграл в
соотношении (1) вычисляется вдоль прямой, проходящей
через излучатель и детектор. Соотношение (1) является
основным в математическом описании процесса просве-
чивания контролируемого объекта рентгеновским излу-
чением в трансмиссионной ПРВТ.
Чтобы исключить влияние изменения интенсивности
первичного излучения и свести задачу к линейной в
ПРВТ, результаты измерения (1) подвергают нормирова-
нию и логарифмированию, вследствие чего информация о
контролируемом объекте представляется в виде набора
проекций (лучевых сумм вдоль прямых линий):
р( А, В) = In = J ц(х, у, z) dl, (2)
которые могут быть экспериментально оценены для лю-
бых пространственных положений излучателя и детекто-
ра относительно объекта.
Несмотря на принципиальную возможность решения
задачи прямой трехмерной реконструкции по выражению
(2), с целью снижения технической сложности аппарату-
ры в ПРВТ трехмерную задачу обычно сводят к двумер-
ной (рис. 2). Для этого источники и детекторы распола-
гают в плоскости контролируемого сечения z = const, а
излучение в других направлениях диафрагмируют. В
этом случае объемное распределение можно восстано-
вить по совокупности дискретных сечений ц(х9у9г()9 а
выражение (2) для линейных проекций распределения
ЛКО по контролируемому сечению представить в виде
+ ОО
р(г,ф) = f[ji(x,y)5(xcos(p4-ysin(p-r)t/xt/y. (3)
Здесь ц(х,}>) - искомое, ограниченное по протя-
женности, распределение ЛКО по поперечному сечению
контролируемого объекта; 5(г) - дельта-функция Дирака;
Рис. 2. Система координат пространства реконструкции
двумерного распределения ЛКО по известным веерным (а)
и параллельным (£) проекциям
р(г, ф) - экспериментально оцениваемая проекция вдоль
прямой, образующей угол ф с осью у и удаленной от на-
чала координат х= у= 0 на расстояние
г = хсозф + у sin ф. (4)
Таким образом, рассматриваемая изолированно за-
дача реконструкции в ПРВТ формально сводится к реше-
нию интегрального уравнения (3) с нахождением неиз-
вестного распределения ц(х, у) по экспериментально из-
меренным интегральным оценкам р(г, ф). Эта математи-
ческая проблема характерна для большого числа при-
кладных задач, таких как электронная микроскопия, ра-
диоастрономия, медицинская диагностика, геофизика,
диагностика плазмы и др.
Искомое распределение ц(х, у) можно восстановить
с необходимой точностью, используя многие алгоритмы.
Однако последовательность обработки исходных экспе-
риментальных данных о проекциях, а также объемы не-
обходимых вычислений и быстродействующей памяти
при этом оказываются существенно различными. Соот-
ветственно, отличаются и технические возможности
использования этих алгоритмов реконструкции в аппара-
туре ПРВТ.
Анализ совокупности указанных обстоятельств и на-
копленный опыт практического использования ПРВТ,
выявившие среди прочего такие особенности, как необ-
ходимость достижения высокого пространственного раз-
решения при реконструкции внутренней структуры про-
мышленных изделий, позволяет в большинстве случаев
отдать предпочтение алгоритму обратного проецирова-
ния с фильтрацией (одномерных проекций) сверткой
(ОПФС).
Этому алгоритму свойственны точность и быстрота,
так как для его реализации требуются относительно ма-
лые количество арифметических операций и объем опе-
ративной памяти, возможность распараллеливания и вы-
полнения отдельных простых этапов обработки в потоке.
Последнее обстоятельство в ряде случаев позволяет про-
изводить реконструкцию сразу в темпе получения проек-
ционных данных.
Восстановление по методу ОПФС осуществляется
непосредственно в пространственной области. Поэтому
оно легко модифицируется для различных схем сбора
измерительных данных и позволяет одновременно с ре-
конструкцией решать задачи корректировки известных
систематических погрешностей, оптимизации восстанав-
ливаемого изображения применительно к визуальной
оценке и особенностям пространственной структуры кон-
тролируемого изделия и т.п.
Простота реализации алгоритма ОПФС проявляется
особенно наглядно при формировании так называемых
параллельных проекций р (г, ф,). Этот случай (рис. 2, 6)
соответствует, например, просвечиванию контролируе-
мого объекта системой параллельных лучей для каждого
фиксированного угла или произвольной схеме просвечи-
вания с перегруппировкой и интерполяцией измеренного
набора проекций в группу лучевых сумм вдоль парал-
лельных лучей (ф = const).
8*
116
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Алгоритм реконструкции для параллельных про-
екций. При использовании параллельных проекций алго-
ритм реконструкции ОПФС сводится к двум последова-
тельным линейным преобразованиям:
• к одномерной свертке, обеспечивающей необхо-
димую фильтрацию пространственного спектра исходных
проекций р (г, ф):
4-00
P(r,<?) = jp(&y)h(r-tyd& (5)
-00
• к обратному проецированию и суммированию
всей совокупности фильтрованных проекций с формиро-
ванием итогового распределения в виде
я
ц(х,у)= Jp(xcosф + у sin ф,ф) t/ф. (6)
о
При этом правильный выбор структуры четного би-
полярного ядра одномерной свертки h (г) позволяет реа-
лизовать необходимую двумерную пространственную
фильтрацию суммы проекций и достичь высокой точно-
сти реконструкции при использовании простой графиче-
ской операции обратного проецирования (6), «размазы-
вающей» модифицированные значения проекций вдоль
тех же направлений, в которых они были измерены.
Например, для точной реконструкции распределения
с пространственным спектром, ограниченным областью
частот к2 + к2 < к2м ,
М(кх,ку) =
М(кх,ку) при к2х+к2<к2м\
О при к2 + к2 >к2м,
(7)
где М(кх, ку) = ехр[-i 2п(кхх + kyy)]dxdy,
и аналогично ЛГ(ЛХ,£ ) - двумерные пространственные
спектры исходного и реконструированного распределе-
ний ЛКО, ядро h(r) может быть представлено в виде
+*А/
Л(г) = J|Ar| exp (г • 2пг к) dk =
~км
= 2к2мътс(2кмг) - k2Msmc2(kur), (8)
где sinc(z) = sin (nz) I nz.
Анализируя проблемы точности и оптимизации вы-
числительной обработки в ПРВТ, не нужно упускать из
вида, что «точная» реконструкция ОПФС, как и другими
алгоритмами, соответствует восстановлению не исходно-
го объекта ц(х, у), а его отфильтрованного в полосе час-
тот к2 + к2у < к2м изображения
+ оо
ц(*. у) = у)
-00
J^nk^x-tf +(у-т\)2)
—1---1 • — 'd^dr] ,
^кмУ1(х-^)2 +(у-п)2
(9)
где функция Бесселя первого порядка.
Такая «подмена» объекта реконструкции традици-
онна для многих физически реализуемых процессов и, в
частности, для оптики, где фильтрация (9) соответствует
формированию когерентного изображения идеальным
объективом с круглой апертурой конечных размеров.
Безусловно, преобразование (9) сопряжено с ошиб-
ками и ограничивает возможности изучения объекта
ц(х, у) по его изображению |1(х, у), так как все высоко-
частотные компоненты спектра М(кх, ку) вне области
к2 4- к2у < к^ потеряны. Тем не менее во многих случаях
при правильном выборе величины км такие фильтрован-
ные изображения объектов воспринимаются как высоко-
качественные. В то же время фильтрация (5) с использо-
ванием (8) приводит к ряду следствий, важных для прак-
тической реализуемости ПРВТ.
Прежде всего ограничение пространственного спек-
тра используемых функций делает правомерным переход
от непрерывных преобразований (5), (6) к дискретным
аппроксимациям алгоритма ОПФС. Необходимость по-
добного перехода частично обусловлена физической
организацией процесса сбора измерительных данных,
частично - использованием цифровой вычислительной
техники.
Однако в любом случае ограничение пространствен-
ного спектра реконструируемого распределения ц(х,у)
превращает процесс реконструкции в конечный с точки
зрения числа требуемых арифметических операций и
объема памяти.
При дискретной реализации алгоритма ОПФС ре-
конструкцию обычно осуществляют на квадратной решет-
ке дискретных значений координат х = тх Д1, у = туЛ1, а
соотношения (5) и (6) аппроксимируют одномерными
конечными суммами:
А/-1
р(тиАг,иАф) = Ar^p(<?Ar, пАф)й((ти-^)Аг) (10)
д=0
И
ц(тихА/, ту&Г) =
А/-1
= Аф р(тх&1 cos пАф -ь ту&1 sin иАф, иАф), (11)
л=0
где Аг и Аф - соответственно линейный и угловой интер-
валы дискретизации пространства проекций (г, ф); N -
число эквидистантных отсчетов в каждой угловой проек-
ции, охватывающей максимальный диаметр D сечения
контролируемого изделия ц(х,у); А/ - интервал дискре-
тизации пространства реконструируемой томограммы;
М = я/Аф - число угловых проекций в угловом интерва-
ле я; т, w, q, тх, ту - целые числа.
ФИЗИЧЕСКИЕ И МАТЕМАТИЧЕСКИЕ ОСНОВЫ РЕКОНСТРУКЦИИ РЕНТГЕНОТОМОГРАММ В ПРВТ 117
Поскольку в общем случае координаты точек в про-
екциях, необходимые для вычисления (11), не совпадают
с эквидистантной решеткой отсчетов в фильтрованной
проекции (10):
mx\l cos иАф -ь ту&1 sin пАф - т\г * 0,
то соотношения (10) и (11) дополняют инвариантным к
сдвигу интерполяционным соотношением вида
р (тх&1 cos пДф + т vAl sin пАф, «Аф) =
= ^/?(>иАг, п Дф)£(?ИЛД/сО5пДф 4-
т=0
+ ту Ы sin иДф - т Аг), (12)
где интерполяционная функция g(r) в общем случае не
определена.
Дискретная реализация точного алгоритма ОПФС,
основанная на аппроксимациях (10) — (12), даже при не-
ограниченной точности вычислений может сопровож-
даться различного вида искажениями реконструируемого
распределения, величина и характер которых зависят
от диаметра D контролируемого изделия, полуширины
пространственного спектра км восстанавливаемого рас-
пределения ц(х,у), вида используемого ядра свертки
Л(иДг), числа проекций Л/, линейного интервала дис-
кретизации одномерных проекций Дг, вида интерполяци-
онной функции g(r), шага двумерной матрицы реконст-
руируемой томограммы А/ и содержания высокочас-
тотных спектральных составляющих проекций р (г, п Дф)
вне области к2 4- к2у < к2м .
Кроме того, процедуры дискретной свертки (10) и
интерполяции (12) требуют обязательного выполнения
многочисленных и трудоемких операций умножения.
Например, для выполнения свертки с ядром (8) на
каждую из дискретизированных проекций необходимо
произвести около N2/2 умножений. Еще более трудоем-
кой может оказаться интерполяция, так как в процессе
обратного проецирования каждой проекции в (11) расчет
по (12) для томограммы диаметром D приходится выпол-
нять не менее я/)2/4 А/2 раз, а общее число интерполя-
ций Мл£>2/4Д/2.
Оптимизация всех факторов, влияющих на точность
и трудоемкость дискретного алгоритма реконструкции,
требует формирования такого обобщенного критерия
качества реконструкции, который бы выходил за рамки
проблем метрологии и аппаратурной реализации цифро-
вой обработки и в большей степени учитывал влияние
величины и характера возникающих ошибок на конечный
результат неразрушающего контроля методом ПРВТ с
учетом процесса визуальной расшифровки томограмм и
возможных альтернативных и технических решений.
Не все из затронутых проблем поддаются анализу.
Некоторые рекомендации будут изложены в последую-
щих разделах настоящей главы, другие же остаются
предметом искусства разработчика. Однако ряд важней-
ших конструктивно-расчетных параметров ПРВТ может
быть уточнен уже на основе проведенного рассмотрения.
На первом этапе проектирования из анализа типич-
ной пространственной структуры подлежащих контролю
промышленных изделий, размеров и расположения ха-
рактерных дефектов и предъявляемых требований к точ-
ности определения геометрической структуры изделия и
дефектов необходимо задаться пределом пространствен-
ного разрешения ПРВТ, который всегда ограничен снизу
линейным интервалом дискретизации проекций при их
цифровой обработке Аг.
Затем, исключая избыточность, необходимо ограни-
чить верхнюю пространственную частоту реконструкции
км = 1/2Аг (13)
и определить максимальное число используемых при ре-
конструкции отсчетов в проекции и необходимых значе-
ний ядра свертки N с учетом контролируемого объекта
(полагая N » 1):
N>Dtkr = 2kMD. (14)
При этом интервал дискретизации по углу, выра-
женный в радианах, должен удовлетворять условию
Аф^/А^Г^Аг/Г^/Л^, (15)
а соответствующее число измеренных групп параллель-
ных проекций
М > TtkMD = itD!2\r = itNl2. (16)
В частности, для значений У = 256; 512 и 1024 необ-
ходимое число проекций составит соответственно М > 400;
800 и 1600.
Вопрос оптимизации интервала двумерной дискре-
тизации при обратном проецировании А/ и вида интерпо-
ляционной функции g(r) сложнее и будет рассмотрен
отдельно. Пока же можно ограничиться безусловной
верхней оценкой
М<\г = \/2км. (17)
Оптимизация вида ядра свертки должна проводиться
с учетом относительного уровня и характера ошибок в
экспериментально оцененных проекциях, особенностей
подлежащих выявлению дефектов, собственной про-
странственной структуры контролируемого изделия, тру-
доемкости свертки, состава аппаратуры и используемой
методики расшифровки результатов контроля (томо-
грамм). Поэтому в случае проектирования универсальной
аппаратуры ПРВТ желательно предусмотреть возмож-
ность проведения по одним и тем же измерительным
данным р(г, ф) повторной реконструкции с использова-
нием различных ядер свертки.
Что касается идеального ядра свертки, определенно-
го соотношением (8), то с учетом (13) для выполнения
дискретной свертки (10) необходимо задать только 1+N/2
его ненулевых членов, так как
1 при п = 0;
й(пАг) = А^<0 при п = 2ти;
(18)
-4/я2п2 при и = (2аи4-1),
где п и т - целые числа.
118
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
1. Значения ядра свертки для нечетных номеров отсчета
п й(иДг)/£^ п h(n^r)/ky
0 1,0000000 25 -0,0006485
1 -0,4052847 99 -0,0000414
3 -0,0450316 125 -0,0000259
5 -0,0162114 255 -0,0000062
7 -0,0082711 511 -0,0000016
9 -0,0050035 1023 -0,0000004
11 -0,0033495
В табл. 1 приведен ряд значений ядра (18). Отметим
характерные особенности дискретного ядра (18): чет-
ность, наличие резкого центрального положительного
максимума при убывающих по амплитуде —1/и2 отрица-
тельных нечетных отсчетах и нулевых - четных. Чет-
ность ядра и наличие нулевых отсчетов способствуют
сокращению трудоемкости выполнения дискретной
свертки (10).
Важной предпосылкой высокого качества реконст-
рукции с помощью дискретных аппроксимаций ОПФС
по выражениям (10) - (12) является предварительная (до
дискретизации) низкочастотная фильтрация исходных
проекций р(г, ф) в полосе ±км . В практической аппара-
туре ПРВТ такая фильтрация может осуществляться как
аналоговыми, так и цифровыми методами.
Высокая эффективность и относительная простота
дискретного алгоритма ОПФС (10) - (12) во многом обу-
словлены использованием геометрии параллельных про-
екций (рис. 2, б).
Рис. 3. Система координат пространства проекций при
геометрии параллельного (в) и веерного (б) просвечивания
Прежде всего, как видно из рис. 3, а, такая геомет-
рия позволяет дискретизировать пространство проекций
(г, ф) эквидистантно по каждой из координат
г = т \г и ф = иДф ,
что при выполнении условий (13) и (15) исключает избы-
точность и позволяет выполнять реконструкцию высоко-
го качества по минимальному числу экспериментальных
оценок для проекций в угле л.
Кроме того, объединение при обратном проециро-
вании результатов одномерной свертки каждой проекции
в группы фильтрованных проекций, соответствующие
одинаковому углу просвечивания иДф и одинаковым зна-
чениям тригонометрических коэффициентов соз(пДф) и
sin (иДф), существенно сокращает трудоемкость обрат-
ного проецирования и требуемые объемы памяти.
Поэтому использование иной геометрии проециро-
вания в ПРВТ всегда сопряжено с дополнительным ус-
ложнением алгоритма реконструкции и увеличением
трудоемкости цифровой обработки.
Тем не менее для повышения эффективности ис-
пользования широкоугольных источников рентгенов-
ского излучения и (или) отдавая предпочтение враща-
тельным перемещениям перед поступательными, в не-
которых системах ПРВТ помимо параллельной приме-
няют веерную (см. рис. 2, а) и более сложные геометрии
проецирования.
Алгоритм реконструкции для веерных проекций.
Рассмотренный алгоритм ОПФС и соответствующие
технические решения сохраняют свою эффективность и
относительную низкую трудоемкость в этом случае.
Как видно из сопоставления рис. 3, а и б, отказ от па-
раллельных проекций при сборе необходимых измери-
тельных данных сопряжен с неравномерной дискрети-
зацией пространства проекций по одной или даже обе-
им координатам.
Однако если для соответствующих интервалов дис-
кретизации в экспериментальных оценках р (г„ ф,) вы-
полняются условия (13) и (15), то точность и простоту
реконструкции ОПФС можно сохранить. Для этого до
реконструкции с помощью (10) - (12) необходимо вы-
полнить дополнительную двумерную интерполяцию с
формированием набора эквивалентных параллельных и
эквидистантных проекций рэ (т&г, иАф) по измеренным
неэквидистантным отсчетам.
Для сокращения трудоемкости такой предваритель-
ной обработки и обеспечения необходимой точности
обычно используют двухступенчатую последовательную
линейную интерполяцию: по углу 0 <п Аф < л и затем по
линейной координате -D/ 2 < m&r<D/2. Необходимое
число умножений для выполнения такой предваритель-
ной интерполяции пропорционально числу измеритель-
ных отсчетов (~N2) и несущественно на фоне общей тру-
доемкости ОПФС (~2V3).
ФИЗИЧЕСКИЕ И МАТЕМАТИЧЕСКИЕ ОСНОВЫ РЕКОНСТРУКЦИИ РЕНТГЕНОТОМОГРАММ В ПРВТ 119
Однако у этого достаточно универсального алго-
ритма, который условно можно назвать алгоритмом об-
ратного проецирования с фильтрацией сверткой эквива-
лентных параллельных проекций (ОПФСЭПП), есть
принципиальная особенность, затрудняющая его исполь-
зование для задач, требующих осуществления реконст-
рукции в реальном масштабе времени сбора измеритель-
ных данных. Дело в том, что первая эквивалентная ли-
нейная проекция может быть сформирована и использо-
вана для дальнейшей реконструкции только после накоп-
ления достаточного количества необходимых измери-
тельных данных, расположенных в ее окрестности.
При неблагоприятной последовательности просве-
чивания реконструкция томограммы по ОПФСЭПП мо-
жет начаться только после завершения сбора всех изме-
рительных данных.
Известны случаи, когда отдельные веерные проек-
ции формируются при значительной неисключенной раз-
нице постоянной составляющей для групп проекций. Так,
например, могут работать вычислительные томографы
IV поколения. В этом случае применение алгоритма
ОПФСЭПП будет уступать по точности прямому алго-
ритму реконструкции обратным проецированием
фильтрованных сверткой веерных проекций (ОПФСВП).
Алгоритм ОПФСВП разработан специально для ре-
конструкции ЛКО по веерным проекциям (см. рис. 2, а)
с сохранением основной циклической структуры ОПФС
и возможностью фильтрации и обратного проецирования
характерных групп проекций сразу в темпе их измерения.
Поскольку веерные проекции бывают двух видов: расхо-
дящиеся под равными углами и образованные набором
лучей, пересекающих нормальную к центральному лучу
прямую в эквидистантных точках, то алгоритм ОПФСВП
разработан в двух соответствующих модификациях.
В первом случае содержание основных этапов
ОПФСВП 1 может быть представлено в следующем виде.
Сначала выполняется предварительная модификация
каждой исходной веерной проекции умножением ее от-
счетов на соответствующие тригонометрические весовые
коэффициенты:
р (/«Дф, «Дф) = р (/«Дф, «Дф) Fo cos /«Дф , (19)
где Дф - угловое смещение соседних лучей в веерной
проекции; Дф - угловой шаг между осями двух последо-
вательных проекций; Fo - расстояние от центра системы
координат реконструируемой томограммы х = у = 0 до
точки пересечения лучей в веерной проекции (ее фокуса),
которое предполагается постоянным для всех проекций;
т = 0 - соответствует центральному лучу в проекции.
Затем каждая модифицированная веерная проекция
р(/«Дф, «Дф) подвергается дискретной свертке анало-
гично (10):
К/2
р (/«Дф, «Дф) = Дф р (тпДф, «Дф) hB ((т - q) Дф).
Я=~К/2
(20)
Здесь К - общее число лучей в веерной проекции, а
ядро свертки
Лв («Дф) = 2'1 sine-2 («Дф / л) h («Дф),
где Л(«Дф) определяется из выражения (18) при замене
км на 1/2 Дф. Таким образом, структура веерного ядра
свертки очень близка структуре линейного ядра (18):
1 при « = 0;
0 при п = 2т\
(21)
- 4 / 7t2sinc2 («Дф / л) п2
при п = 2т 4-1.
/гв(пДц/) = —Ц
8Дф
Завершает реконструкцию операция обратного про-
ецирования и суммирования совокупности веерных про-
екций в пространстве томограммы (х,у).
Однако в алгоритме ОПФСВП 1 эта вычислительная
процедура определяется соотношением
2М-1
|l(/«vA/,/«vA/) = Дф ^А'2(«Дф,/«г,/«г)х
и=0
хр(ф(иДф,/иг,юу); «Дф), (22)
где L («Дф, тх, ту) = ^F2Q+m2Al2 + т2А12 +
-ь 2FQAlyjm2 4- т2 sin («Дф - arctgту / тх) (23)
- расстояние от точки пересечения лучей в каждой веер-
ной проекции до каждого элемента реконструируемой
томограммы;
ф(«Дф, тх,ту) =
= arctg
Д/ у]т2 4- т2 cos(пДф - arctgту / тх)
Fq 4- Д/д/m2 4-/и2 sin («Дф - arctg ту / тх)
(24)
- текущее угловое расстояние от центра данной веерной
проекции до луча, проходящего через элемент томограм-
мы с координатами х = тх АГ, у = туА1. Причем, как и в
случае параллельных проекций, координаты лучей, необ-
ходимых для проведения обратного проецирования (22),
не совпадают с эквидистантными отсчетами в фильтро-
ванных веерных проекциях:
ф(«Дф, тх, /иу)-/«Дф^0.
Поэтому соотношения (20) - (24) необходимо до-
полнить интерполяционным преобразованием вида:
К/2
р (ф («Дф, тх, ту), «Дф) = Р (>иДф, лДф) х
т = -К!2
, (25)
120
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
где, как и ранее, g (у) - интерполяционная функция, ко-
торую еще предстоит оптимизировать.
Операция обратного проецирования (22) - (25) в
случае ОПФСВП1 существенно сложнее, чем аналогич-
ные процедуры в ОПФС или ОПФСЭПП, и требует для
своего выполнения значительно большего числа арифме-
тических операций, увеличения объема оперативной па-
мять и иной организации процесса цифровой обработки.
Эти отличия обусловлены присутствием весового мно-
жителя L 2 (п Аф, тх, Шу) и изменением тригонометриче-
ских параметров при расчете этого множителя и ф («Аф,
тх, ~ для каждой точки реконструируемой томо-
граммы и каждой проекции. Кроме того, удваиваются
общее число используемых проекций и связанное с этим
время реконструкции.
Для взвешивания вклада при обратном проецирова-
нии - L~2 требуется дополнительно провести л2N3/4 умно-
жений, что примерно в 2 раза превосходит трудоемкость
всего алгоритма ОПФСЭПП. Для выполнения обратно-
го проецирования веерных проекций согласно (22) не-
обходимо каждый раз рассчитывать заново или хранить
в памяти около n2N3/2 геометрических коэффициен-
тов L~2 (п&у, тх, ту) и ф («Аф, тх, тпу). Например, при
N = 256 число таких коэффициентов, рассчитываемых с
применением тригонометрических функций, превышает
80 млн. и трудоемкость их расчета определяет основные
затраты на алгоритм ОПФСВП1.
Таким образом, при одинаковой точности прямой
алгоритм реконструкции для веерных проекций
ОПФСВП принципиально значительно более трудоемок,
чем универсальный алгоритм ОПФСЭПП, и оправдан-
ность его использования должна критически анализиро-
ваться в каждом конкретном случае разработки систем
ПРВТ. Целесообразность его использования не вызывает
сомнений лишь в задачах, требующих реконструкции в
темпе сбора измерительных данных, и обусловлена на-
личием быстродействующего специализированного про-
цессора ОПФСВП, способного выполнить необходимый
объем вычислений по свертке и взвешенному обратному
проецированию каждой веерной проекции за цикл изме-
рения следующей проекции.
Что касается прямого алгоритма ОПФСВП2 для
случая веерных проекций, то для него характерны те же
основные особенности, что и для ОПФСВП 1.
Таким образом, проблема реконструкции распреде-
ления ЛКО внутри контролируемого объекта по экспе-
риментально оцененным проекциям достаточно изучена,
а алгоритм ОПФС (и ряд его модификаций) позволяет с
высокой точностью, при минимальной трудоемкости вы-
полнять такую реконструкцию в приемлемое для практи-
ки время, которое при применении специализированного
процессора реконструкции составляет несколько секунд.
Непременными условиями эффективности такой ре-
конструкции томограммы, содержащей в пределах диа-
метра рабочего поля nN114 элементов, являются: наличие
не менее h7V2/2 эквидистантно расположенных в прост-
ранстве (г, ф) достаточно точных интегральных оценок
ослабления моноэнергетического излучения, выполнение
не менее 2N3 операций умножения и в несколько раз
большего числа более простых операций и обращений к
памяти (табл. 2).
Необходимо отметить как принципиальное и обу-
словленное самой природой метода вычислительной то-
мографии то обстоятельство, что при линейном увеличе-
нии разрешающей способности контроля (-N) трудоем-
кость реконструкции даже для наиболее быстрых и из-
вестных алгоритмов растет пропорционально третьей
степени (~ДГ3). Это противоречие метода ПРВТ препят-
ствует повышению сложности цифровых томограмм и
производительности контроля.
При значительном увеличении формата матриц не-
обходимы алгоритмы, использующие лишь наиболее
быстрые арифметические и логические операции.
2. Минимальное количество параметров, требуемых для реконструкции томограммы
Параметры Соотношения Количество
Независимых элементов по диаметру изделия N 256 512 1024
Элементов томограммы nN2 /4 5,1 • 104 2,1 • 105 8,2 • 105
Отсчетов в проекции N 256 512 1024
Проекций itN/2 402 804 1608
Измерительных данных nN2/2 1,0 • 105 4,1 • 105 1,6 • 106
Операций умножения 2N3 3,4 • 107 2,7 • 108 2,1 • 10’
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
121
7.2. ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
Уникальные информационные возможности метода
ПРВТ при контроле промышленных изделий могут быть
реализованы на практике только при детальном учете и
минимизации многочисленных погрешностей реконст-
рукции, обусловленных отличием реальных физических
явлений в ПРВТ от упрощенных математических моде-
лей, рассмотренных выше.
Перечень наиболее вероятных источников ошибок в
ПРВТ обширен. Это амплитудные погрешности экспе-
риментальной оценки интегральных проекций, немоно-
энергетичность и неидеальная коллимация используемо-
го на практике рентгеновского излучения, конечные раз-
меры апертур детектора и источника излучения (конеч-
ная толщина контролируемого слоя), неоптимальные
интервалы дискретизации при сборе измерительных дан-
ных, приближенный и неоптимальный характер реали-
зуемого цифрового алгоритма реконструкции, инерцион-
ность и нелинейность измерительных цепей, погрешно-
сти задания геометрии проекций в системе координат
контролируемого изделия, многочисленные нестабиль-
ности (от пульсаций энергии фотонов излучения и пи-
тающих напряжений до механических вибраций колли-
маторов), разнообразие структуры, размеров, плотности
и элементного состава изделия и т.д.
Тем не менее при тщательном учете этих явлений на
этапах проецирования аппаратуры и ее применения в
ПРВТ удается достичь точности реконструкции, ограни-
ченной лишь квантовой природой рентгеновского излу-
чения, используемого для получения информации о
внутренней структуре объекта.
7.2.1. ОГРАНИЧЕНИЯ КВАНТОВОЙ
ПРИРОДЫ ИЗЛУЧЕНИЯ
Случайные погрешности реконструкции, обуслов-
ленные квантовой природой рентгеновского излучения,
принципиально не устранимы, и их анализ позволяет
однозначно оценить предельные возможности метода
ПРВТ при фиксированном числе квантов, сформулиро-
вать требования к экспозиции энергии излучения, точно-
сти измерения проекций и пространственно-частотным
характеристикам томограмм, обеспечивающим необхо-
димый уровень метрологии.
Ограничения, связанные со статистической приро-
дой излучения фотонов, их взаимодействием с вещест-
вом и регистрацией, характерны для любых информаци-
онных систем, использующих рентгеновское излучение, но
их количественное проявление в ПРВТ имеет особенности.
Дискретное экспериментальное оценивание проек-
ций контролируемого сечения ц(х, у) идеально колли-
мированным моноэнергетическим измерительным кана-
лом с учетом (2) и (10) может быть представлено в виде
/а а \ 1 Х0(дпДг,«Дф)
ри (т\г, пАф) = In -2—--—-, (26)
K(mAr,n Дф)
где X - число фотонов рентгеновского излучения, изме-
ренное в направлении (тиДг, иДф) за контролируемым
объектом; Хо - число фотонов, измеренное в отсутствие
объекта.
Статистические флюктуации измеряемых величин X
и Хо описываются распределением Пуассона и вносят
погрешности в оценку точных проекций р (г, ф), такие,
что математическое ожидание измеренной проекции р„
сохраняет свое значение:
ри (т Аг, п Дф) = р(т Аг, п Дф), (27)
однако дисперсия результатов измерения [квадрат сред-
него квадратического отклонения (СКО)] отлична от ну-
ля и определяется выражением
а2{/?и(тАг, пАф)} =
= ст2{1пХ0(/пАг, пАф)} + ст2{1пк(/иАг,пАф)}. (28)
В том случае, когда среднее измеряемое число фо-
тонов Хо существенно выше X, а само X достаточно
велико, из (28) имеем
d
а{ри(«?Дг, «Дф)}а —=1пХ а \к(т Аг, п Дф)}. (29)
dk
Так как для распределения Пуассона о(Х) = v X , то
абсолютная величина СКО измерения каждого отсчета
проекции
а{ри (тАг, п Дф)} = 1/^Х(«1Дг, иДф), (30)
где Х(тАг, «Дф) - среднее число фотонов, зарегист-
рированных в указанном направлении.
Пространственная структура дисперсии поля
ошибок. С точки зрения последующих этапов линейной
обработки ОПФС экспериментальные проекции можно
рассматривать как сумму точных проекций р (тАг, «Дф)
и шумового статистического процесса (тАг, «Дф) с
нулевым средним и дисперсией, определяемой выраже-
нием (30):
Рп(т Дг,«Дф) = р(тАг,п Дф) + рш (тАг,п Дф). (31)
Тогда в результате реконструкции согласно (10) -
(12) восстановится отягощенное погрешностями двумер-
ное дискретное распределение ЛКО:
цш(«2хД/, туА1) - \х(тхА1, туА1) + А\к(тхА1, туАГ).
(32)
Причем математическое ожидание реконструиро-
ванной томограммы равно незашумленной структуре
ЛКО, которая была бы восстановлена по точным проек-
циям р(г, ф):
|1Ш (тхА1, туАГ) = ц (тхА1, туАГ), (33)
а квадрат СКО от этого среднего в предположении отсут-
ствия корреляции шумов в различных проекциях распре-
делится в виде
122
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
а* 2 *{цш(/ихА/, т>,А/)} = ст2{дц(тхА/, туАГ)} =
м-\ N-X
л=0 q=0
| h{mxNl cos п Д(р + myNl sin п Дф - т Д г )|
Х(диДг, пДф)
Таким образом, поле СКО знакопеременных стати-
стических ошибок, обусловленное квантовыми шумами в
экспериментально оцененных проекциях, имеет про-
странственную структуру, принципиально отличающую-
ся от структуры контролируемого сечения, так как в его
формировании роль ядра свертки играет однополярный
квадраг модуля | А(г)|2, используемого при реконструк-
ции (10) одномерного биполярного ядра (8). Поэтому
распределение дисперсии ошибок имеет плавную низко-
частотную огибающую.
Ошибки расположены в более широкой области,
чем структуры точной реконструкции. Таким образом,
относительная величина СКО в каждой точке томограм-
мы зависит от всей структуры реконструируемого изо-
бражения, среднего числа регистрируемых квантов
Х(диДг,иДф) и функционального вида | А(г)|2. Напри-
мер, в области томограммы с пониженной плотностью
ЛКО величина относительной погрешности о(ц)/(ц)
обычно максимальна.
Абсолютный уровень квантовых погрешностей.
Для оценки абсолютного уровня квантовых погрешно-
стей реконструкции рассчитаем согласно (34) СКО в цен-
тре однородного изделия обладающего круговой сим-
метрией:
2 а +°°
а2(ц) = о2{цш(0,0)} = -£=Д- (h2(r)dr (35)
м Цо) Л
или, воспользовавшись теоремой Парсеваля
2д +км
об)
где Н\(к) - одномерное преобразование Фурье А (г).
Соотношения (35) и (36) позволяют рассчитать пре-
дельные метрологические характеристики ПРВТ для за-
данного среднего числа фотонов, регистрируемого в ка-
ждом отсчете проекции X (0). Так, для ядра, определяе-
мого (8), имеем
Н} (А) = \к\ rect
и квадрат относительной величины средней квадратиче-
ской погрешности реконструкции 8(ц) = о(ц)/|1 в цен-
тральной точке томограммы может быть выражен в виде
6Л/оА(цДг)2Х(О) ’
где Мо - 2М / nN - приведенное с учетом (16) число уг-
ловых проекций в пределах л радиан; N~DINr = 2kMD -
число независимых элементов по диаметру контроли-
руемого объекта.
В свою очередь, среднее число фотонов, которое не-
обходимо регистрировать на каждый отсчет проекции
для обеспечения заданной относительной величины СКО
в реконструируемой томограмме, может быть оценено
как
/VIVI-------------«- . 1-2
6Л/0ВДАг)252 (ц)
Несколько типичных значений X (0) и 32(ц) приве-
дены в табл. 3, при расчете которой было принято N = 200;
цАг = 0,02; NM = nN212 = 6,28 • 104 (А/о = 1).
Чтобы оценить общее количество фотонов Xz, ко-
торое необходимо зарегистрировать за полный цикл сбо-
ра измерительных данных для одной томограммы, нужно
рассчитать Х2 = X(0)2VM .
Требования к точности измерения проекций.
С помощью (37) и (30) можно оценить фундаментальное
соотношение между относительными величинами кван-
товых погрешностей при экспериментальной оценке про-
екций 8(р) = о(р)/цР и в реконструированной томо-
грамме 8(ц) = о(ц)/ц :
5(ц) =
Т^5(р).
(39)
Таким образом, результирующее относительное
СКО в томограмме примерно в Jn больше погрешно-
стей в исходных проекциях.
Это соотношение и табл. 3 показывают, что в ти-
пичном случае [8(ц) = 0,5 %; N = 200] погрешность из-
мерения проекций не должна превышать 1/2000 (0,05 %),
что соответствует 11 двоичным разрядам.
3. Типичные значения относительной погрешности
реконструкции ЛКО 8(ц), относительной погрешности
измерения проекций 8(р), числа фотонов, регистрируемых
в каждом отсчете 1 (0), и суммарного числа фотонов,
регистрируемых за полное сканирование сечения Х£
rect(z) = <
1 при |z|< 1/2;
0 при |z| > 1/2.
5(ц),% 5(р), % 1(0)
1,0 0,1 6,5 • 104 4,1 • 109
0,5 0,05 2,6 • 105 1,6 • Ю10
0,2 0,02 1,6 • 106 * * 1,0 - 10"
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
123
4. Метрологические характеристики ПРВТ при контроле заготовок из графитоподобных материалов
Режим работы Средняя квадратиче- ская ошибка 8 (ц), % Пространственное разрешение Аг, мм Толщина контроли- руемого слоя /, мм Экспозиционная доза D3, Р
Основной 0,5 1,5 8 5,0
Высокого разрешения по плотности 0,2 1,7 8 20,0
Высокого пространственного разрешения 2,6 0,7 0,7 20,0
Высокой производительности 1,3 1,5 8 0,7
Необходимые экспозиционные дозы. С учетом ос-
лабления рентгеновского излучения контролируемым
объектом выражение (38) позволяет сформулировать
важное требование к средней экспозиционной дозе на
поверхности контролируемого объекта за все М = itN/2
проекций:
D _ ур£ехр(цР) 1
3 Л/Оц2 /Дг382((д.) ’
(40)
где у - размерная константа; Р - коэффициент, учиты-
вающий несовершенство коллимации излучения и отли-
чие квантовой чувствительности детектора от единицы
(р = 1 ... 6); / - толщина контролируемого слоя; Е - энер-
гия рентгеновских фотонов.
Взаимосвязь метрологических характеристик
ПРВТ. Статистические ограничения в ПРВТ приводят к
однозначной взаимосвязи (40) чувствительности к малым
изменениям ЛКО (плотности) контролируемого материа-
ла -5(ц), пространственного разрешения в плоскости
томограммы -Аг и толщины контролируемого слоя с диа-
метром, плотностью и элементным составом контролируе-
мого изделия ц(р, 2эф, Е), энергией используемых рент-
геновских фотонов Е и средней экспозиционной дозой £>э.
По структуре соотношение (40) однотипно для всех
радиационных методов, но в случае ПРВТ оно характе-
ризует метрологию отдельного элемента объема внутри
сложного изделия, что в типичном случае обеспечивает
выигрыш в относительной чувствительности на 1 ... 2 по-
рядка. В табл. 4 приведены рассчитанные по (40) воз-
можные сочетания метрологических характеристик дос-
таточно совершенного вычислительного томографа при
контроле монолитных заготовок диаметром до 200 мм
из материалов, подобных графиту (£Эф = 6, р = 1,7 г/см3).
2эф - эффективный атомный номер материала объекта
контроля.
При этом предполагались Р = 2; Е = 200 кэВ; А/о = 1.
Принципиально, без изменения условий контроля,
возможен обмен пространственного разрешения на чув-
ствительность к малым изменениям ЛКО. Однако рент-
генооптическая и вычислительная системы томографа
должны быть приспособлены для таких операций.
Из соотношения (40) видно, что некоторого улуч-
шения метрологических характеристик в плоскости сече-
ния можно добиться за счет потери пространственного
разрешения в поперечном направлении. Однако выбор
толщины контролируемого сечения t должен произво-
диться с учетом реальной пространственной структуры
объекта контроля ц(х, у, z) и типичных дефектов
(см. ниже).
Значительное внимание при проектировании систем
ПРВТ должно уделяться повышению эффективности ис-
пользования «прямых» фотонов, прошедших сквозь объ-
ект контроля (параметр Р), путем повышения квантовой
эффективности детекторов и оптимизации конструкции
коллиматоров.
Выбор оптимальной энергии фотонов при кон-
троле промышленных изделий. Согласно соотношению
(40) требуемые экспозиционные дозы для изделий кон-
кретного вида можно минимизировать выбором опти-
мальной энергии фотонов. Для удобства анализа этой
проблемы введем обобщенный метрологический показа-
тель ПРВТ:
53 =5(p)52(Z>), (41)
где 3 (Z)) — N~' = Ar / D - относительная величина про-
странственного разрешения.
Тогда из (40) имеем
«’= 1 <42)
где at = t / Ar - относительная толщина слоя; у - раз-
мерная константа.
В типичном случае для 8(ц)и 5(D), выраженных
в %, D3- в Р, £ - в кэВ, ц - в см-1, D - в см, Мо = 1,
у имеет значение порядка 0,2.
Исследование соотношения (42) в диапазоне энер-
гий фотонов для типичных контролируемых материалов
(2Эф = 3 ... 26, р = 0,1 ... 7,9 г/см3, D = 2 ... 200 см) пока-
зало, что при фиксированной экспозиционной дозе наи-
высшей точности контроля методом ПРВТ можно дос-
тичь выбором оптимальной энергии фотонов £0, обеспе-
чивающей примерное выполнение условия
ц(£0)£«4. (43)
С другой стороны, при заданных требованиях к чув-
ствительности контроля ПРВТ оптимизация энергии со-
гласно (43) обеспечит минимальные требования к интен-
сивности излучения и времени экспозиции.
Вблизи области оптимальных энергий (43) обоб-
щенный метрологический показатель имеет достаточно
плавный минимум, оцениваемый величиной
124
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
inf (З3) = З3 « О,347р7^;рйт(£0)^0/Пэ , (44)
где р - плотность (массы) контролируемого материала,
г/см3; =ц/р - массовый коэффициент ослабления,
см2/г.
Неоптимальный выбор энергии фотонов ведет к
увеличению экспозиции или снижению точности контро-
ля (42).
Аналогичные изменения характерны и для предель-
ной точности контроля изделий разной толщины рентге-
новским излучением с фиксированной энергией:
З3 / З3 = 0,54е^(^о)Р/2^. (45)
В табл. 5 приведены оптимальные энергии фотонов
при ПРВТ для наиболее распространенных материалов в
зависимости от их толщины.
Особенности взаимодействия рентгеновского излу-
чения с промышленными материалами таковы, что при
правильном выборе энергии излучения для сравнительно
широкого диапазона толщин изделий удается обеспечить
(44) близкие обобщенные метрологические характери-
стики при одной и той же экспозиционной дозе. Однако с
увеличением средней плотности контролируемого изде-
лия неизбежно (44) пропорциональное снижение обоб-
щенного метрологического показателя 83 или квадра-
тичное увеличение необходимой экспозиционной дозы.
Длительность экспозиции и производительность
ПРВТ. Для расчета полной длительности экспозиции t3
необходимо учесть характерную низкую для ПРВТ эф-
фективность использования экспозиционного времени и
энергии обычно немоноэнергетического рентгеновского
излучения
t3=k^k3D3F2 / Р, (46)
где кф - коэффициент, учитывающий спектральную
фильтрацию используемого излучения системой фильт-
ров и контролируемым объектом; £э - коэффициент ис-
пользования экспозиционного времени; F - фокусное
расстояние (до фокуса источника излучения), м; Р -
мощность экспозиционной дозы источника (МЭД) на
расстоянии 1 м от фокуса, Р/с; D3 - необходимая экспо-
зиционная доза в Р, определяемая требуемым уровнем
метрологии с помощью соотношений (40), (42).
При одновременном оценивании отсчетов проекций
по т параллельным каналам к3« 1,5АГ/т, где N = D/&г.
Таким образом, несмотря на то что согласно (40),
(42) производительность ПРВТ в принципе не лимитиро-
вана требуемым уровнем метрологии, ограниченные
МЭД реальных источников рентгеновского излучения и
необходимость организации сбора измерительных дан-
ных по каждому из ~105 направлений просвечивания
приводят к известным техническим затруднениям в по-
вышении производительности ПРВТ. Поэтому повыше-
ние интенсивности используемых источников излучения
(Р) и увеличение числа параллельных каналов детекти-
рования (/и) являются непременными условиями роста
производительности вычислительных томографов и чув-
ствительности контроля методом ПРВТ.
Возможным путем повышения средней производи-
тельности контроля является и одновременное просвечи-
вание нескольких параллельных слоев контролируемого
изделия.
5. Зависимость оптимальной энергии фотонов от толщины промышленных изделий из различных материалов
Материал Толщина изделий, мм, при оптимальной энергии фотонов £о, кэВ
40 100 200 400 800 1000 5000 10 000 20000
Бериллий и его сплавы 130 160 200 250 340 380 920 1300 1800
Графиты, углепластики, угле- род, углеродные композиты по 160 190 240 330 370 870 1200 1500
Пластмассы, древесина, резина 150 240 290 380 510 570 1300 1800 2200
Стеклопластики, кремний, фарфор, строительные мате- риалы, алюминий и его сплавы 30 90 130 170 240 260 560 680 710
Теплоизоляционные и тепло- защитные материалы низкой плотности 350 980 1300 1700 — — — - —
Магний и его сплавы 50 140 190 240 330 370 800 1000 1100
Титан 4 33 68 98 140 150 300 330
Сталь 2 14 35 54 76 85 160 170
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
125
В качестве источников излучения ПРВТ мощные
рентгеновские трубки и ускорители с повышенной МЭД
имеют значительные преимущества перед радиоизотоп-
ными источниками, применение которых в основном
ограничено случаями разработки портативной аппарату-
ры для задач, допускающих длительные экспозиции.
Анализ соотношения (46) показывает, что опти-
мальный выбор энергии, применение рентгеновских тру-
бок и ускорителей со средней мощностью около 4 кВт и
использование многодетекторной схемы сбора измери-
тельных данных с т = N для всех типичных объектов
контроля позволяют обеспечить производительность на
уровне не менее 1 слоя в минуту при повышенной чувст-
вительности контроля и до 10 слоев в минуту при кон-
троле объемной геометрии контрастных структур.
Особенности энергетического спектра квантовых
шумов томограммы. Влияние квантовых шумов томо-
граммы (32) на чувствительность контроля методом
ПРВТ зависит не только от интегральной оценки СКО
(36), но и от деталей пространственной структуры самого
поля ошибок. От того, какова корреляция этих ошибок в
различных точках томограммы, в какие пространствен-
ные узоры они группируются, зависит способность опе-
ратора выделить полезную информацию о дефектах на
фоне шумового поля.
В пространстве частот эта проблема сводится к
оценке структуры двумерного энергетического спектра
квантовых шумов томограммы, ее сопоставлению с дву-
мерным спектром структур, подлежащих обнаружению и
анализу возможности оптимальной пространственной
фильтрации.
В случае ПРВТ (31) входной шумовой процесс рш (г, ф)
можно рассматривать как белый шум с постоянной плот-
ностью одномерного энергетического спектра 5Ф (к) = So.
Тогда в результате линейной фильтрации сверткой
(5) энергетический спектр шумов каждой проекции
5ф (к) резко изменит свою структуру:
Sv(k) = S0\H^k)\2 (47)
и в случае (8)
А f ъ А
Sv(k) = Street —— . (48)
\^м J
Выполнение обратного проецирования проекций (6)
трансформирует одномерный энергетический спектр
шума каждой проекции 5ф (к) в двумерный энергетический
спектр вида 5ф (кх cos ф + ку sin ф) 8(£х sin ф - ку cos ф) .
Поэтому после суммирования таких энергетических
спектров в пределах угла л двумерный нормированный
энергетический спектр шумового поля ошибок томо-
граммы сформируется в виде структуры с круговой сим-
метрией вида
а,, Ъ. cosep+ Ar sinф)
J(KX, Г— —
|2
L. (49)
(кх cos ф + ку sin ф
у)к2+к2у
В частном случае (48)
S(kx, ку) = ^к2 +ку So circ(z)^2 +ку /км ), (50)
1
<
о
где circ(z) =
при z<l;
при z>l.
Таким образом, двумерное шумовое поле томо-
граммы резко отличается по структуре от белого шума.
Плотность энергетического спектра ошибок рекон-
струированной томограммы равна нулю в области кх = ку =
= 0 и для (8) и (50) линейно возрастает с увеличением
модуля пространственной частоты к = вплоть
до кМ- Именно вследствие этой особенности структуры
энергетического спектра дисперсия ошибок томограммы
в ПРВТ пропорциональна третьей степени верхней про-
странственной частоты, в то время как для двумерного
белого шума дисперсия ~к^ .
Двумерный шум томограммы с нулевой низкочас-
тотной плотностью энергетического спектра имеет авто-
корреляционную функцию с нулевым средним, содер-
жащую пространственные области с отрицательной кор-
реляцией. Очевидно, что обнаружение низкочастотных
малоконтрастных структур томограммы на таком фоне
может быть существенно улучшено простой низкочас-
тотной фильтрацией реконструированной томограммы.
Причем в силу указанных свойств энергетического спек-
тра поля квантовых ошибок случайная погрешность
оценки ЛКО будет снижаться быстрее, чем возрастает
корень квадратный из числа осредняемых элементов то-
мограммы.
Конструкция и вычислительный комплекс аппара-
туры ПРВТ должны предусматривать по усмотрению
оператора возможность выполнения необходимости
’’сглаживания” томограмм.
Рассмотренные особенности проявлений квантовых
шумов ПРВТ отражают принципиальные свойства мето-
да реконструкции объемной структуры ц(х, у, z)no ее
интегральным оценкам р (г, ф). Поэтому полученные
количественные характеристики ошибок при использо-
вании ОПФС минимальны и сохраняют свое значение
для любых алгоритмов реконструкции.
7.2.2. ВЛИЯНИЕ НЕМОНОЭНЕРГЕТИЧНОСТИ
РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ
Вторым наиболее серьезным фактором, ограничи-
вающим метрологические характеристики ПРВТ, являет-
ся немоноэнергетичность используемого тормозного
126
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
рентгеновского излучения, так как современные источ-
ники моноэнергетического излучения не обеспечивают
требуемой в большинстве задач ПРВТ мощности экспо-
зиционной дозы.
При этом нарушается основная модель экспоненци-
ального ослабления (1) и простое логарифмирование ин-
тенсивностей излучения за объектом контроля (2) не
приводит к достоверной линейной оценке необходимых
для реконструкции томограмм проекций (3).
Таким образом, при использовании немоноэнерге-
тического излучения задача реконструкции внутренней
структуры изделий в ПРВТ становится принципиально
нелинейной, и пренебрежение этим обстоятельством со-
провождается заметным уровнем ошибок, снижающих
точность определения абсолютного уровня ЛКО и чувст-
вительность к обнаружению локальных дефектов.
Влияние немоноэнергетического рентгеновского из-
лучения в ПРВТ существенно, но его детерминирован-
ный характер, несмотря на отсутствие общего решения
задачи нелинейной реконструкции, позволяет разрабо-
тать эффективные методы коррекции ошибок немоно-
энергетичности (МКОН) для большинства задач нераз-
рушающего контроля.
Абсолютная величина, пространственная струк-
тура и влияющие факторы ошибок немоноэнергетич-
ности рентгеновского излучения. В случае просвечива-
ния изделия коллимированным немоноэнергетическим
рентгеновским пучком, содержащим фотоны с произ-
вольными энергиями, и применения неселективного
рентгеновского детектора экспериментальная оценка
проекции (3) после выполнения традиционного логариф-
мирования (2) примет вид
Рн(Г> Ф) =
00 +°о
|Фо(£)Х(£)ехр - JJn(x,b £)х
J<D0(£)x(£)</£
О
xS(xcos<p + ysin(p-r)dxdy dE
...-------------------------J— , (51)
где Фо(£*)- спектральная плотность интенсивности ис-
пользуемого излучения; х(^) “ спектральная чувстви-
тельность рентгеновского детектора.
Из сопоставления (51) со случаем моноэнергетиче-
ского излучения (3) видно, что неустранимой физической
причиной возникающих ошибок является зависимость
ЛКО от энергии фотонов. Вследствие этого абсолютный
уровень указанных ошибок в отсчетах проекций
рн(г, (р) изменяется в зависимости от элементного со-
става разнообразных промышленных материалов, их
распределения внутри контролируемого сечения и соот-
ношения вкладов фотонов различных энергий
Ф(£)Х(£) в экспериментальную оценку (51).
В качестве количественной осредненной меры не-
моноэнергетических исследований удобно использовать
относительную погрешность экспериментальной оценки
проекций
S„(P(r.<P»-2“^4^. (52)
р{г, ф)
которая для случая точной линейной реконструкции, на-
пример ОПФС, одновременно является мерой средней
вдоль прямой xcoscp + j/sincp = г относительной погреш-
ности томограммы контролируемого с помощью немоно-
энергетического излучения изделия:
-------------------г,ф
г 7 Г'\ [Дн(х, у)-Д(х, -У)] С 7 7 ХЧ
5Н (ц ) = = Зн (р (г, Ф)).
У)
(53)
Здесь индекс «н» отличает оценки с помощью немо-
ноэнергетического излучения, а символ — г' ф означает
среднее арифметическое вдоль прямой xcoscp +у simp = г.
В случае контроля однородного цилиндрического
изделия диаметром D
ц(х, у, £) = p.0(£)circ
' 2^777
D
(54)
просвечивание с помощью немоноэнергетического излу-
чения даст оценку (51)
Рп{г, ф) =
/ф0(£)Х(£)ех^-ц0(£)7)2 -4r2 dE
= -1п--------------------------------X
оо
|ф0(£)х(£)^£
О
(55)
в то время как для моноэнергетического излучения с
энергией Е^ полагая Ф0(£)х(£') = б(Е -Ео), имели бы
точное значение (3):
р (г, Ф) = ц0(£0) 7£>2 -4r2 rect{г / D). (56)
Для количественного анализа наиболее общих зако-
номерностей в дальнейшем положим для простоты
( F _ f 7
Фо(£)Х(£) = Фо(£о)Х(^о)гес1 ——± (57)
I ЛЕ J
и в ограниченном интервале энергий фотонов EQ ± ЛЕ / 2
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
127
Цо(Е) = Цо(Ео)[1-а(Е-Ео)], (58)
где а зависит от элементного состава контролируемого
изделия.
Тогда из (51) - (56) подстановкой (57), (58) можно
получить
л(г’ ф) = Р(''.ф)х
J _ 1 ln 2sh[aAEp(r, <р)/2]
р(г, ф) аД£р(г, ф)
(59)
_ пф _j
8Н (И ) = 5Н (Р (г> Ф)) = —. , х
Mo(E0)VD2-4r2
. 2sh|a А£ц0(Е0)л/Р2 -4r2 /2 . (2Л
х In--1----------------------Icirc — , (60)
aAEp.0(£’0)V£>2-4r2 \DJ
представленные на рис. 4, 5 в виде семейства однознач-
ных и достаточно гладких кривых, рассчитанных для
типичных условий ПРВТ при г = 0.
Полученные соотношения и расчетные данные рис. 4, 5
показывают, что вследствие немоноэнергетичности ис-
пользуемого излучения реконструированные значения
ЛКО для центральной зоны изделия всегда ниже дейст-
вительных 5н(ц)<0. Причем величина и знак сред-
ней погрешности не зависят от знака производной
a-d\jJ dE, а только от модуля ее величины в рабочем
диапазоне энергий. Это обстоятельство делает выбор
эффективной энергии Ео важным фактором возможного
снижения 5н(ц) за счет уменьшения абсолютной вели-
чины а (Ео) применительно к конкретным материалам.
Рис. 4. Зависимость абсолютной величины проекций рн(г, ф),
оцененных с помощью немоноэнергетического излучения,
от точного значения р (г, ф) для фиксированных | а ДЕ |
Рис. 5. Зависимость средней по диаметру погрешности
реконструкции ЛКО при использовании немоноэнергетического
рентгеновского излучения от интегрального ослабления
Ро (E0)Z) для фиксированных значений | а ДЕ |
1п
В оптимальных условиях контроля (43) типичные
значения | аДЕ| для промышленных материалов обычно
составляют от 0,2 до 0,35.
Новым содержанием наполняется вывод о возмож-
ности использования излучения с целью сужения рабоче-
го интервала энергий ДЕ и соответствующей минимиза-
ции суммарной погрешности реконструкции, включаю-
щей не только квантовый шум, обратно пропорциональ-
ный ДЕ1/2, но и погрешность немоноэнергетичности, аб-
солютная величина которой возрастает ~ ДЕ2
Воспользовавшись разложением
shz^_z2 z4
z ) 6 120
для |аДЕ|ц0(Е0)Е><2,
из (60) получим в качестве надежной оценки
5н(ГО = -^(аД£)2Цо(£о)£>, (61)
24
что свидетельствует о высокой эффективности предвари-
тельной фильтрации в ограничении рассматриваемого
вида погрешностей. Тем не менее этот прием всегда свя-
зан с некоторой потерей чувствительности контроля по
сравнению со случаем применения моноэнергетического
излучения или вычислительной коррекции ошибок немо-
ноэнергетичности.
Согласно (60) и рис. 5 величина погрешности 5Н(Ц)
монотонно увеличивается с ростом интегрального ослаб-
ления iiQ(EQ)Dy]l-(2r/D)2 , что приводит к ряду важ-
ных следствий. Так, изделия разного диаметра, изготов-
ленные из одного материала, на томограмме будут вос-
128
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
производиться с различными кажущимися уровнями
ЛКО, что создает трудности при аттестации методом
ПРВТ абсолютной плотности материалов.
Причем материалы с большей плотностью и эффек-
тивным атомным номером в большей степени подверже-
ны подобным артефактам. Это обстоятельство усиливает
эффективность применения энергий, соответствующих
меньшим значениям.
С другой стороны, влияние интегральной толщины
контролируемого изделия вдоль соответствующих на-
правлений на величину погрешности измеренных проек-
ций ЛКО обусловливает формирование характерной про-
странственной структуры поля ошибок реконструируе-
мого ЛКО при воспроизведении неоднородных по тол-
щине изделий и изделий сложной формы, что неизбежно
затрудняет обнаружение локальных дефектов на фоне
таких ложных неоднородностей, особенно в зонах с рез-
кой разнотолщинностью. Сохранение постоянного уров-
ня ошибок в каждой проекции дало бы аддитивную до-
бавку, одинаковую в каждом элементе томограммы, но
не привело бы к возникновению маскирующих структур.
Для более подробного рассмотрения пространствен-
ной структуры поля ошибок немоноэнергетичности при-
ближениях (57), (58) после подстановки в (59), восполь-
зовавшись приведенным выше разложением в степенной
1 fshz^
ряд In --- , получим
( z J
1 2 2
Рн(^ф) = Р(^ф)-—(аДЕ) р (г, Ф) +
24
+ -J—(аДЕ)4/>4(г, ф)± (62)
2oov
где для типичного случая |а Д2?|р(г, (р)< 2 значение
третьего члена не превышает 3 % значения второго. То-
гда с достаточной для нашего рассмотрения точностью
имеем
Р„ (г, Ф) = р(г, Ф) - (а ДЕ)2 р2 (г, Ф), (63)
откуда, в частности, для контролируемого объекта вида
(54) с учетом (56), получим
Рн(Г> ф) =
= L0(E0)DA/l-(2r/Z>)2-^-(a ДЕ)2 ц2(Е0)Е>2 х
I 24
x[l-(2r/Z>)2]j>rect(r/D). (64)
По такому набору проекций в случае точной линей-
ной реконструкции восстановится двумерная томограм-
ма, пространственная структура которой может быть
представлена в виде
Ан(*> у) =
М-0(Е0)--—(аДЕ)2 х
хц2(£0)р71-4(х2+/)/П2
Эта томограмма представляет сумму двух распреде-
лений точной структуры контролируемого объекта (54) и
изображения поля ошибок немоноэнергетичности. Про-
странственная структура поля ошибок немоноэнергетич-
ности обладает заметной неоднородностью и принципи-
ально отличается от действительной структуры контро-
лируемого изделия. В частности, из (65) для пространст-
венного распределения относительной локальной по-
грешности в определении ЛКО имеем
5н(ц) = Цн(х,^)-Ц(х, .У) = Г. -—(аДЕ)2ц2 (Е0)х
ц(х, у) |_ 6л
х Dyjl-4(x2 + у2)/D2
С1ГС
. (66)
J
Таким образом, амплитуда локальных погрешно-
стей немоноэнергетичности различна для разных точек
изображения и не находится в однозначной связи с ло-
кальными особенностями структуры ЛКО. Максималь-
ное значение эти погрешности имеют в центре протя-
женных зон объекта (х2 + у2 = 0), снижаясь до нуля к
краям (х2 + у2 где средняя величина проекций
минимальна.
Без наличия достаточно детальной априорной ин-
формации о свойствах объекта контроля и используемого
излучения не удается выделить в искаженном изображе-
нии томограммы (65) полезную информацию о точной
структуре и абсолютной величине ЛКО реального кон-
тролируемого изделия (54). Такое сложное воздействие
нелинейных погрешностей экспериментальных оценок
проекций на результаты контроля специфично для ПРВТ
и принципиально отличается от случая традиционной
рентгенографии, где нелинейности преобразования и
процесса регистрации менее опасны и при необходимо-
сти могут быть легко учтены.
В случае ПРВТ структура артефактов на томограм-
ме зависит от совместного воздействия нелинейных по-
грешностей многих интегральных проекций (52), (59) и
потому не локализована в отдельных точках томограм-
мы, а плавно изменяется в пределах однородных зон об-
разца. Если не предусмотреть специальных мер по кор-
рекции подобных артефактов, то сложная, визуально не
очевидная структура ошибок немоноэнергетичности и их
аддитивный по отношению к действительной структуре
изделия характер ограничат фактические возможности
обнаружения дефектов случаем, когда амплитуда разно-
плотности дефектов в несколько раз превысит амплитуду
поля ошибок. В типичном случае это дефекты с реконст-
руированной разноплотностью более 10 %.
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
129
Таким образом, в оптимальных с точки зрения ми-
нимизации квантовых погрешностей условиях контроля
(цо (Eq) D = 4), систематические погрешности немоно-
энергетичности излучения могут в десятки раз (5Н (р) 3 ...
5 %) превзойти предельные статистические оценки (8Н (ц) =
= 0,2 ... 0,5 %) и значительно снизить эффективность
метода ПРВТ.
Тем не менее детерминированный характер и отме-
ченные выше особенности природы немоноэнергетично-
сти ошибок в ПРВТ в сочетании с характерно большим
объемом априорной информации о бездефектной струк-
туре контролируемых изделий позволяют использовать
большое число эффективных методов коррекции ошибок
немоноэнергетичности и сохранить уникально высокую
чувствительность ПРВТ на уровне, ограниченном лишь
квантовой природой интенсивных пучков тормозного
рентгеновского излучения.
Методы коррекции ошибок немоноэнергетично-
сти (МКОН). В табл. 6 представлена достаточно полная
классификация МКОН. Кроме того, возможны и, как по-
казывает практика, наиболее эффективны сочетания раз-
личных методов коррекции.
Методы коррекции ошибок немоноэнергетичности в
ПРВТ отличаются: по назначению, месту в цепи вычис-
лительных этапов реконструкции, степени использования
информации об отдельных спектральных составляющих
и, наконец, по уровню технических средств, необходи-
мых для выполенния коррекции.
Назначение большинства методов - снизить абсо-
лютный уровень ошибок немоноэнергетичности в рекон-
струированном распределении Д(х, у} др допустимой, в
конкретной задаче применения ПРВТ величины. Тем не
менее с точки зрения неразрушающего контроля воз-
можна равноценная, но более экономная по затратам по-
становка - снизить маскирующее действие ошибок не-
моноэнергетичности в реконструированном распределе-
нии |1(х, у) до уровня, обеспечивающего надежное
обнаружение дефектов структуры с чувствительностью,
эквивалентной моноэнергетическому приближению.
С точки зрения последовательности этапов реконст-
рукции, согласно проведенному выше рассмотрению,
наиболее естественно корректировать ошибки непосред-
ственно там, где они возникают, т.е. на уровне экспери-
ментальной оценки проекций, до начала операций ли-
нейной реконструкции. Однако правомерна и коррекция
на уровне реконструированной томограммы или одно-
временно на обоих этапах.
В отдельных случаях коррекция нелинейных по-
грешностей, обусловленных немоноэнергетичностью
тормозного рентгеновского излучения, может выпол-
няться с использованием дополнительной информации
об особенностях ослабления фотонов разных энергий, в
других - без спектральной селекции, на основании инте-
гральной оценки.
Технические средства, используемые для реализа-
ции МКОН, разнообразны и включают как физические
решения, отражающиеся на конструкции рентгенооптики
томографа, так и дополнительную вычислительную об-
работку.
6. Классификация методов коррекции ошибок немоноэнергетичности в ПРВТ
Методы коррекции ошибок немоноэнергетичности в ПРВТ Назначение Этап реконструкции Спектральная селекция Технические средства
Точная реконст- рукция ЛКО Надежное обнару- жение дефектов Предварительная обработка проекций Обработка томограммы Используется Не используется Физические аналоговые Математические, цифровые
Предварительной фильтрации излучения + + + +
Выравнивания средней величины проекций (+) + + + +
с помощью компенсаторов
Предварительной линеаризации проекций + + + +
Итерационной линеаризации проекций + + + + +
Замещения + ± Т + +
Высокочастотной пространственной + + + +
фильтрации проекций
Усреднения проекций по спектру + + + + +
Использование двух (трех) энергий + + + + + +
9 — 7387
130
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Наиболее прост в реализации метод предваритель-
ной фильтрации первичного тормозного излучения
ЛЕ2 -> 0. Его самостоятельное значение ограничено
случаем коррекции малых ошибок немоноэнергетично-
сти или низкими метрологическими требованиями (61).
В основном применяется как дополнительный метод в
сочетании с более эффективной нелинейной коррекцией.
В тех случаях, когда необходимо контролировать
однотипные партии монолитных, однородных по эле-
ментному составу и типоразмерам изделий^ высокая точ-
ность реконструкции с использованием немоноэнергети-
ческого излучения может быть достигнута применением
жидких, твердых или сыпучих компенсаторов, выравни-
вающих среднюю величину ослабления для всех отсче-
тов проекций. При этом одинаковая абсолютная вели-
чина ошибки во всех проекциях исключает возникнове-
ние ложных структур на томограмме и при необходимо-
сти может быть учтена в виде системной аддитивной
константы.
Одновременно достоинствами этого метода являют-
ся резкое снижение динамического диапазона регистри-
руемых сигналов и отсутствие вычислительных затрат.
Применение согласованных компенсаторов малоэффек-
тивно при частой смене материала и размеров изделия,
наличии внутри изделий сложных несимметричных по-
лостей. Метод не применим к изделиям, содержащим
структурные элементы из материалов с резко различны-
ми эффективными атомными номерами. Определенный,
хотя и допустимый для ряда задач ПРВТ недостаток это-
го МКОН, связан с дополнительным снижением числа
регистрируемых квантов, ослабляемых материалом ком-
пенсатора.
Недостатков метода компенсаторов лишен метод
предварительной линеаризации проекций. Как видно из
рис. 4 и соотношений (59), (62), функциональная связь
между значениями экспериментальной оценки проекций
при немоноэнергетическом излучении рн(г, ф) и точными
значениями моноэнергетического приближения р(г, ф)
описывается гладкой однозначной зависимостью.
Поэтому для произвольного, но стабильного спек-
трального состава излучения и фиксированного состава
материала изделия (аДЕ = const) можно сформировать
однозначную таблицу констант, позволяющую в процес-
се измерений каждой немоноэнергетической оценке про-
екции /?н(г, ф) ставить в соответствие точное значение
р(г, ф).
Выполнение такой линеаризующей коррекции про-
екций (см. рис. 4) не сопровождается потерей квантов
излучения и пригодно для изделий любых формы и
структуры внутренних полостей. Часто вместо таблицы
функциональную зависимость р (рн) выражают с необхо-
димой точностью в виде полинома. В вычислительном
отношении метод предварительной линеаризации проек-
ций не вызывает затруднений, а эксплуатационно он су-
щественно удобнее метода выравнивающих компенсато-
ров. Однако метод линеаризации, как и все прочие
МКОН, кроме метода компенсаторов, предполагает на-
личие измерительного тракта с максимальным динамиче-
ским диапазоном. В этом случае с учетом (39) и (43) ди-
намический диапазон детектора должен превосходить 105
(17 двоичных разрядов).
Формирование таблиц поправок или коэффициентов
полинома
п
должно осуществляться индивидуально для спектра из-
лучения конкретного томографа и каждой разновидности
материалов. Обычно эта процедура осуществляется с
помощью специальных стандартных образцов материа-
лов, перекрывающих весь диапазон рабочих значений
ослаблений рн(г, ф).
Оценка значений моноэнергетического приближе-
ния проекций стандартного образца р(г, ф) может про-
изводиться при сильной дополнительной фильтрации или
по известным геометрии и элементному составу. В се-
рийной аппаратуре эти калибровки могут быть автомати-
зированы и непродолжительны.
В принципе метод предварительной линеаризации
проекций ПРВТ может быть развит и для случая изделий
со сложной пространственной структурой нормирован-
ного элементного состава, для чего необходимо сформи-
ровать свои аппроксимации ошибок немоноэнергетично-
сти для разных направлений проецирования. Однако это
существенно повысит трудоемкость такой коррекции и
требуемые объемы памяти, вследствие чего применение
метода предварительной линеаризации обычно ограни-
чено контролем изделий с достаточно однородным эле-
ментным составом.
Основная причина недостатков двух последних
МКОН связана с ограниченностью использования апри-
орной информации о сложном объекте контроля. Час-
тично эту проблему решают итерационные МКОН. Су-
щество этих трудоемких в вычислительном отношении
методов сводится к последовательному приближению
реконструируемой томограммы" к ее точному виду
jl(x, у) с помощью нескольких этапов обработки немо-
ноэнергетически оцененных проекций и реконструкций
томограмм, с использованием для следующей линеариза-
ции проекций информации, полученной по томограмме
предыдущего приближения.
Итерационные методы с сочетанием обратного и
прямого проецирований в наибольшей степени адекват-
ны нелинейной природе ошибок немоноэнергетичности
для случая изделий произвольных состава и структуры.
Однако в ПРВТ элементный состав и структура безде-
фектных изделий обычно регламентированы в достаточ-
ной степени, что снижает эффективность затрат на ите-
рационные вычисления, облегчая проведение необходи-
мой коррекции ошибок более экономными методами.
Если учесть то обстоятельство, что обширная априорная
информация об объекте контроля в ПРВТ снижает зна-
чимость точной реконструкции ЛКО неизвестных в
среднем структур, но повышает роль успешного обнару-
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
131
жения локальных или малопротяженных дефектов, то
станет понятной возможность существенного увеличения
эффективности МКОН при одновременном снижении их
трудоемкости.
Примерами таких решений являются линейные
дифференциальные методы коррекции детерминирован-
ных ошибок немоноэнергетичности.
Метод замещения состоит в формировании массива
проекций рд (г, ср), являющихся разностями эксперимен-
тальных проекций рн (г, ф) и хранящихся в памяти ЭВМ
немоноэнергетических оценок стандартных проекций
Рен (г, ф), измеренных заранее с помощью этого же томо-
графа, но на стандартном образце контролируемого из-
делия ]хс(х,у):
Рл (г, (?) = рн (г, Ф) - рсн (г, Ф). (67)
После точной линейной реконструкции с использо-
ванием таких дифференциальных немоноэнергетических
оценок рД (г, ф) восстановится двумерное распределение
вида
Цдн (х> у) = Дн (*> у) - Ден (*> у) > (68)
которое для рассмотренного выше примера в отличие от
(65) может быть представлено как
Ддн(*> у) = + 28н(ц)] =
= Ш)
1 _ ±(аАЕ)2 ц0 (Ео )D^-4(x2+y2)/D2
Зл
xcirc
(69)
где Дц(£0) = ц0(£0)-цсо(£0)- подлежащая обнару-
жению достаточно малая разница ЛКО контролируемого
изделия и стандартного образца; 8н(ц) - локальная отно-
сительная погрешность немоноэнергетичности, опреде-
ляемая по (66).
Таким образом, дефекты структуры контролируемо-
го изделия Дц(х, у, £0) в дифференциальной томо-
грамме (69) не маскируются аддитивным полем ошибок,
и чувствительность контроля практически не отличается
[28 (ц) «1] от моноэнергетического приближения:
= 1 + (70)
,У,Е0)
Влияние немоноэнергетичности излучения в случае
(69) проявляется лишь как малое (до 10 %) и плавное
изменение реконструированной амплитуды дефектной
разноплотности в зависимости от ее расположения по
изделию произвольной сложности. Что касается регуляр-
ной структуры стандартного образца цс (х, у, £0), то она
должна быть изучена заранее с необходимой точностью.
Метод замещения прост, высокопроизводителен и
пригоден для дефектоскопии промышленных изделий
произвольных геометрии и элементного состава. В каче-
стве цифровой модели рсн (г, ф) могут использоваться не
только данные, полученные заранее на стандартном об-
разце сложного контролируемого изделия, но и проекции
смежного сечения контролируемого экземпляра изделия
или даже сдвинутая по углу последовательность проек-
ций этого же сечения. Последнее особенно удобно при
наличии известной симметрии изделия.
В силу линейности алгоритма реконструкции вычи-
тание на уровне проекций (67) в равной степени можно
заменить вычитанием на уровне томограмм (68). С точки
зрения требуемой для реконструкции разрядности слоев
и воздействия ошибок дискретной аппроксимации ОПФС
предпочтительно вычитание на уровне проекций.
С учетом (67) СКО квантовых шумов метода заме-
щения в зависимости от экспозиции при измерении стан-
дартных проекций /?сн (**, Ф) составляет от 1 до 1,4 уров-
ня СКО моноэнергетического приближения. Фактически
же отсутствие предварительной фильтрации излучения в
методе замещения позволяет одновременно снизить и
уровень квантовых шумов за счет более полного исполь-
зования фотонов с низкой энергией.
С целью эффективного ослабления нелинейных ар-
тефактов при обнаружении локальных дефектов в про-
мышленных изделиях произвольной структуры можно
использовать линейную высокочастотную пространст-
венную фильтрацию проекций. В силу характерной раз-
ницы пространственного спектра нелинейных интеграль-
ных артефактов и локальных дефектов, последние в этом
случае воспроизводятся относительно усиленными на
фоне ослабленной низкочастотной структуры изделий.
Этот метод, реализованный, например, с применением
алгоритма обратного проецирования с фильтрацией
двойным дифференцированием (ОПФДД), устойчив к
любым изменениям формы и ориентации изделия и од-
новременно упрощает весь процесс реконструкции.
Важными достоинствами линейных методов кор-
рекции ошибок немоноэнергетичности тормозного рент-
геновского излучения являются их хорошая совмести-
мость с алгоритмом ОПФС, применимость к изделиям
произвольных сложности геометрии и состава материа-
лов и универсальность в смысле ослабления нелинейных
ошибок ПРВТ любой природы.
Для всех рассмотренных до сих пор примеров немо-
ноэнергетичность интенсивных источников рентгенов-
ского излучения в ПРВТ была бесполезным помеховым
фактором, влияние которого необходимо минимизиро-
вать. Однако с учетом известных особенностей взаимо-
действия рентгеновского излучения с веществом право-
мерна и, по-видимому, перспективна методика ПРВТ,
базирующаяся на полезном использовании спектральной
информации. Такой подход позволяет не только решить
проблему коррекции ошибок немоноэнергетичности, но
и развить однопараметровый метод ПРВТ с реконструк-
цией распределения ЛКО до многопараметрового коли-
чественного контроля распределения плотности и соста-
ва материалов внутри промышленных изделий.
Среди методов коррекции, базирующихся на спек-
трометрии фотонов, отметим два: усреднение проекций
по спектру и использование двух (трех) энергий.
9*
132
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
В первом методе средствами многоканальной спек-
трометрии оценивается среднее значение проекций по
всему спектру энергий фотонов:
-1 k
рЛг> <р) =—£1пЛ,
1 = 0
г - I +1 А г. | I 2z +1 |
J°0 X ~ТГ’А£ ехр Х
|ДЕ/* V ) \ 2* /
ДЕ) 5 (х coscp+у sincp- r)dx dy
°'XY2/- + 1aJ fZi+l
Фо ----№ X ------
J °V 2k J4 2k
i№/k 4 ' 4
ДЕ \dE
(71)
Такая процедура в отличие от традиционной (51)
предполагает независимые интегральные оценки проек-
ций в к спектральных интервалах шириной \Е/к и по-
следующее усреднение этих оценок по всему спектру.
При этом удается использовать широкий спектр излуче-
ния при одновременном сокращении уровня относи-
тельной погрешности реконструированной томограммы
1/А2:
- Г. Ф 1
8„(р(г, ф)) = §Н(Ц ) = (аДЕ)2 р(г, <р)/к2. (71, а)
24
Эффективность этого метода целиком зависит от
технических решений.
Метод двух (трех) энергий непосредственно бази-
руется на современной теории и аналитическом описании
взаимодействия рентгеновского излучения с веществом в
диапазоне энергий. При контроле в области до 1,022 МэВ
(метод двух энергий) отдельно учитывается вклад фото-
электрического поглощения и комптоновского рассеяния.
В области более высоких энергий (метод трех энер-
гий) дополнительно учитывается эффект образования пар
электрон-позитрон. Для того чтобы дополнительной
вычислительной обработкой выделить вклад каждого
вида взаимодействия и в конечном счете сформировать
независимые наборы проекций для отдельной реконст-
рукции томограмм распределения электронной плот-
ности и распределения эффективности атомного номе-
ра, необходимо каждую оценку проекции рп (г, ф, Е)
проводить при двух (трех) неперекрывающихся спектрах
энергий фотонов.
Оценку проекций в разных спектральных интерва-
лах можно выполнять как последовательно, так и одно-
временно. При последовательной оценке обычно моду-
лируют ступенями энергию ускоренных электронов
рентгеновского источника или, что неизбежно сопряжено
с потерями квантов, используют управляемые фильтры.
Большую эффективность и быстродействие обеспечивает
параллельная спектрометрия на уровне детектора, по-
добно решению в методе усреднения проекций по спек-
тру. Грубое разбиение общего интервала энергий регист-
рируемых фотонов на 2 ... 3 поддиапазона обычно за-
труднений не вызывает.
Практическое применение спектрометрических ме-
тодов в ПРВТ относится к области перспектив.
7.2.3. ПРОСТРАНСТВЕННОЕ
РАЗРЕШЕНИЕ В ПРВТ
Сложность пространственной структуры многих со-
временных материалов и изделий приводит к адекватно
высоким требованиям к пространственному разрешению
ПРВТ.
Трудности решения этой проблемы в ПРВТ значи-
тельны. Так, на приведенных выше томограммах число
независимых элементов изображения не превышало
6 • 104, а на хорошей рентгенограмме их 106 ... 107. Более
того дифракционный предел пространственного разре-
шения используемого излучения не превышает 10-8 мм, а
реальный предел пространственного разрешения совре-
менных вычислительных томографов около 0,1 ... 0,5 мм.
В общем случае оценка пространственного разре-
шения в ПРВТ зависит от контраста ЛКО и формы кон-
тролируемых структур, уровня экспозиционной дозы и
психофизических особенностей оператора, если в про-
цессе расшифровки томограммы он визуально оценивает
надежность разрешения (раздельного восприятия) дан-
ных структур.
Чтобы конкретизировать и несколько упростить
экспериментальную оценку пространственного разре-
шения в плоскости контролируемого сечения в ПРВТ,
обычно ограничиваются случаем воспроизведения
изображения периодической решетки стержней диа-
метром d с межцентровым расстоянием, равным 2d.
При этом различия ЛКО материалов стержней р^ и ос-
новного объема изделия (фона) Рф характеризуются ис-
ходным контрастом:
ДЦ,/ _^~Иф
Ц Цф
Для формализации критерия разрешения будем счи-
тать, что для надежного разрешения изображений ука-
занных стержней по томограмме необходимо иметь
^- = Х5(Н), (73)
Ц
где Др^ и р — величины, реконструированные с по-
мощью вычислительного томографа (на томограмме),
соответствующие выражению (72); % - постоянный ко-
эффициент; 5(р) - СКО в области однородного фона то-
мограммы. В случае, когда размеры стержней много
меньше размеров томограммы (d/D « 1), надежно тре-
бование % « 4. В иных случаях изменяется от 4 до 1.
При этих условиях пространственное разрешение
ПРВТ характеризуется однозначно диаметром d или бо-
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
133
лее употребительной величиной kj = l/2d, измеряемой
числом периодов (пар линий) на единицу длины.
С учетом (40) для вычислительного томографа, шу-
мовые характеристики которого определяются лишь
квантовой природой рентгеновского излучения, из (73)
имеем
^_ = ^t)D;'l2k3d12, (74)
ц
где ^(/) = 16%у7₽^// ехр(ц£>/2)/ц. (75)
Чтобы перейти к итоговому выражению для про-
странственного разрешения в плоскости контролируемо-
го сечения, необходимо учесть пространственно-
частотные характеристики вычислительного томографа,
определяющие переход от входного контраста цепочки
стержней —с основным пространственным периодом
Ц
kd = \/2d к контрасту ЛКО этих стержней на томограмме
А
^-=^)п;Х12н-\ка)к312, (76)
М”
где Н(к) - пространственно-частотная передаточная
функция вычислительного томографа как линейного про-
странственного фильтра, преобразующего входное рас-
пределение ц(х, у) в выходное ц(х, у}.
Выражение (76) отражает количественную связь
пространственного разрешения в плоскости контроли-
руемого сечения с контрастом структур, экспозиционной
дозой и передаточной функцией вычислительного томо-
графа.
При обнаружении достаточно крупных низкоконтра-
стных дефектов [Н~х (£)«!] пороговый контраст и про-
странственное разрешение всех вычислительных томо-
графов однотипны и определяются только уровнем экс-
позиционной дозы, толщиной контролируемого сечения
и квантовой эффективностью детекторов:
f—"I =W)D;'l2k3d12. (77)
V 'пор
В типичном примере (см. табл. 4) для (Дц/ц)пор,
выраженного в процентах, t = 8 мм, D3 (Р) и к (пер/мм) -
^(0«5,7Х.
С другой стороны, согласно (13) передаточная
функция любого вычислительного томографа ограничена
зависящей от детальных особенностей системы верхней
пространственной частотой км, которая определяет пре-
дел пространственного разрешения ПРВТ в плоскости
контролируемого слоя:
kd<kM. (78)
Рис. 6. Типичные зависимости пространственного разрешения
вычислительного томографа для контроля графитовых
изделий диаметром 200 мм от контраста структур, при двух
значениях экспозиционной дозы D3i = 10 Р; Рэ2 = 40 Р и
верхней пространственной частоты км = 0,3 и 0,8 пер/мм
(X = 4, t = 8 мм)
Величина предела пространственного разрешения в
ПРВТ существенна при контроле изделий со сложной
внутренней структурой.
Таким образом, для всех томографов характерно
резкое снижение пространственного разрешения при
уменьшении контраста контролируемых структур, огра-
ниченное предельными зависимостями (77) и (78). Необ-
ходимым условием достижения повышенного простран-
ственного разрешения является увеличение экспозици-
онной дозы. В то же время (рис. 6) величина реального
предела пространственного разрешения и количествен-
ные характеристики пространственного разрешения в
переходной зоне в решающей степени определяются ви-
дом передаточной функции конкретного томографа Н{к)
и в конечном счете - реальными свойствами элементов
конструкции томографа.
Для геометрии упорядоченных параллельных про-
екций и реконструкции ОПФС трехмерную передаточ-
ную функцию (ПФ) вычислительного томографа можно
представить в виде
Н(к„к,Л,) = {{{{{{{ Н„
а—; а. — х
м гм)
х
\ М М J
х comb ((/]£)} Яф(Л)} comb (Аг А)} Я„(Аг£)}х
х comb(Ar к)} <7(£)|л| 11 comb(A/x кх)} comb (Ь1уку) х
xcomb(AZz ^)}Ядасп(^, ку, кг), (79)
134
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
-К©
где comb (z) = ^8(z -т); На„ - ПФ апертуры детек-
-00
тора; a, а2 - размеры апертуры детектора; к - ^к2+к2у -
пространственная частота; М - геометрическое увеличе-
ние рентгенооптики, равное отношению расстояния от
фокуса источника излучения до апертуры детектора к
расстоянию от фокуса до центра контролируемого объек-
та; //фок - ПФ фокусного пятна источника излучения; Ь,
Ь2 - размеры фокусного пятна источника; //ИНерц - ПФ
инерционного детектора и измерительного канала; т -
постоянная времени; V - линейная скорость поперечного
движения луча; //нак - ПФ процесса накопления квантов
при перемещении луча на расстояние JH; d\ - интервал
дискретизации проекции при измерении (расстояние ме-
жду центрами апертур в одной проекции); //ф - ПФ
фильтрации измерительных данных; Дг = 1/2Лд/ - рас-
четный интервал дискретизации проекций; Ня - ПФ
ядра свертки проекций; G - ПФ интерполяции при об-
ратном проецировании; Д7Х, у, 2 - интервалы расчетной
матрицы изображения вдоль соответствующих коор-
динат; //дисп - ПФ дисплея (системы визуализации и
документирования).
Выражение (79) отражает характер зависимости ко-
эффициента ослабления амплитуды гармонических со-
ставляющих контролируемого распределения ц (х, у, z)
от основных конструктивных, физических и расчетных
параметров системы, размеров апертуры детекторов и
фокусного пятна источника излучения, геометрического
увеличения рентгенооптики, постоянной времени детек-
тора и всего измерительного канала, скорости движения
луча в процессе сканирования, интервала накопления и
интервала дискретизации при измерении, вида ПФ пред-
варительного интерполяционного фильтра измеритель-
ных данных, интервала расчетной дискретизации проек-
ций при свертке и обратном проецировании, вида ядра
свертки, закона интерполяции при обратном проециро-
вании, интервала дискретизации матрицы, на котором
восстанавливается выходное распределение, вида функ-
ции рассеяния дисплея и от направления расположения
воспрозводимой гармонической структуры в пространст-
ве (х, у, z).
Последовательное воздействие основных факторов в
соотношении (79) свидетельствует о том, что при опре-
деленных условиях каждый из них может стать ре-
шающим в ограничении пространственного разреше-
ния системы или в возникновении помех в виде строб-
или муар-эффекта. С другой стороны, соотношение
(79) позволяет оценить вклад каждого фактора в ПФ
всей системы и оптимизировать их соотношение при
проектировании ВТ.
Соотношению (79) можно придать вид расчетной
формулы, если воспользоваться следующими оправдан-
ными в большинстве случаев ПРВТ аппроксимациями.
1. Для прямоугольной апертуры детектора импульс-
ная реакция
(г A (z
й (г, z) = rect — М recti —М
\ о ) а2 у
(80)
и, соответственно, ПФ
Н.„(к, к.) = sineI — к |sincI — к, |.
дет 1 \М ) \М ‘J
2. Для линейного фокусного пятна рентгеновской
трубки аналогично
„ (Ь2(М-1).
#фок (к ’kz ) = SinC I -к ISlnC I -----к:
(81)
3. Передаточная функция инерционного измери-
тельного канала (детектора), усредненная для встречных
направлений сканирования:
Я(*,к)+Я(*,-Г)_ 1 ,82)
Яинерц(Л) 1 + (2лГтй)2 ' ( }
2
4. Передаточная функция процесса непрерывного
накопления при сдвиге на расстояние
^HaKW = sinC(rfH*)- (83)
5. Передаточная функция фильтрации измеритель-
ных данных при их предварительной обработке
//ф(£) = rect(Ar&).
(84)
6. Передаточная функция ядра свертки
яя(й)=лМ
о
пр"
"Р“
(85)
7. Передаточная функция интерполяции при обрат-
ном проецировании (в случае линейной интерполяции)
G (к) = sine2 ( Дг к) . (86)
8. Передаточная функция дисплея в случае квадрат-
ной функции рассеяния в плоскости томограммы и «иде-
альной» интерполяции вдоль оси z с учетом изменения
масштаба изображения
Ядасп(кх; ку;к2) = sine(Д1хкх)sine(Ыуку)rect(Ы2к2).
(87)
С учетом (80) - (87) выражение (79) примет вид
Н(кх, ку, к2) = Н(кх, ку)Н(к2), (88)
где Н(кх\ £v)=sinc(—к |sinc(——й |х
х {М ) I М J
х-----_ sinc (d к) rect (Ar к) sine2 (Ar к) x
1 + (2я Vxk)
x sinc (£dxkx ) sinc (&lyky );
(89)
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
135
Н(к,) = sinc| — к j sine b.
\М г)
^-^-к2 rect(A/X) (90)
м
Полученные выражения (88) - (90) в сочетании с
(76) и (13) - (17) позволяют рассчитать основные геомет-
рические параметры вычислительного томографа, обес-
печивающие достижение необходимого пространствен-
ного разрешения.
Выбор интервала дискретизации проекций при
измерении и свертке с учетом (13) очевиден:
dx < Ar = 1 / 2км .
1 м
Особой осторожности требует расчет допустимых
апертуры детектора и фокусного пятна источника с уче-
том влияния геометрического увеличения. Относительно
широкая апертура детектора снижает контраст передачи
средних и верхних пространственных частот, однако
обеспечивает выигрыш в экспозиционной дозе и сниже-
ние уровня шумов. При использовании тесно упакован-
ных многоканальных детекторов их апертура физически
не может превосходить величину d\ и свободным пара-
метром является только эффективность использования
апертуры, которая всегда должна быть максимальной.
Выбор размера фокусного пятна источника тоже
должен учитывать два противоречивых явления: обеспе-
чение достаточно малого влияния на ПФ (81) и допусти-
мость тепловой нагрузки, требуемой для достижения не-
обходимой мощности экспозиционной дозы Р(46). В за-
висимости от скорости сканирования и характера излу-
чения (импульсное, непрерывное) необходима тщатель-
ная оценка требований к инерционности, интервалу на-
копления и скорости сканирования (82), (83).
Сравнительно велико влияние на ПФ вычислитель-
ного томографа характеристик интерполяции при пред-
варительной обработке (84) и обратном проецировании
(86), интервалов двумерной дискретизации А/х> у и несо-
вершенства ПФ дисплея.
Что касается пространственного разрешения в на-
правлении нормали к контролируемому сечению H(kz\
то здесь по (90) решающая роль принадлежит правильно-
му выбору продольных размеров апертур а2 и Ь2 и исполь-
зованию достаточно малого расстояния между сечениями:
В этой связи достижимость более высокого разрешения в
направлении, перпендикулярном к контролируемому се-
чению, хотя и требует пропорционального увеличения
экспозиционной дозы, но создает ряд интересных воз-
можностей в дополнение к другим достоинствам ПРВТ.
7.2.4. ПОГРЕШНОСТИ ДИСКРЕТИЗАЦИИ И
ИНТЕРПОЛЯЦИИ В ПРВТ И ОПТИМИЗАЦИЯ
ДИСКРЕТНОГО АЛГОРИТМА ОПФС
Дискретизация и интерполяция являются неотъем-
лемыми спутниками ПРВТ и существенно влияют на
точность реконструкции и производительность контроля.
Например, при реализации дискретного алгоритма
ОПФС (10) - (12) время, затрачиваемое на интерполя-
цию, превышает время выполнения других операций.
При использовании еще более быстрых алгоритмов об-
ратного проецирования затраты времени на цифровую
интерполяцию становятся определяющими, поскольку
трудоемкость остальных операций удается существенно
сократить.
Таким образом, вопрос об оптимизации дискретиза-
ции и интерполяции на различных этапах реконструкции
томограмм с учетом метрологической эффективности
вычислительных затрат на их выполнение является важ-
ным для проектирования систем ПРВТ.
Для дискретной реконструкции ОПФС (10) - (12)
принципиально характерны погрешности, обусловлен-
ные конечным числом проекций, и два вида погрешно-
стей дискретизации и интерполяции отдельных проекций
(ДИП) на этапе обратного проецирования. Это положе-
ние иллюстрируется рис. 7, где представлено изображе-
ние «пьедестала» функции рассеяния вычислительного
томографа. Несмотря на выполнение порядка 108 ариф-
метических операций согласно (10) - (12), на томограмме
наблюдаются все перечисленные виды ошибок.
Поскольку реконструкция по ОПФС осуществляется
независимо для отдельных проекций р (г, ф = const), а
время сканирования и трудоемкость вычислений линейно
возрастают с числом проекций А/, то вопрос об обосно-
ванности и необходимости выполнения условия (15) яв-
ляется первостепенным.
Д/2 < U мД/а2+62(Л/-I)2 .
Выше было показано, что обычно увеличение раз-
меров контролируемого сечения t используется в ПРВТ
для улучшения метрологических характеристик в плос-
кости контролируемого сечения и повышения произво-
дительности контроля. Из (90) видно, что этот прием
должен быть согласован с пространственно-частотными
свойствами контролируемой структуры ц (х, у, z).
В тех случаях, когда контролируемая структура рез-
ко изменяется вдоль оси z, могут потребоваться толщины
слоев, равные и даже существенно меньшие, чем 1/2 км.
Рис. 7. Изображение «пьедестала» функции рассеяния
вычислительного томографа при 2kMD = 256
136
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Погрешности дискретизации по углу. При иде-
альной фильтрации и интерполяции отдельных проекций
и отсутствии ошибок дискретизации реконструируемой
томограммы (А/ -> 0) аппроксимация (11) может быть
записана в виде
ч Л Л Л
|Хх, ,у) = —2-Р xcos"77 + -ysinnT7’ "Т7 • <91>
Al n=Q \ А/ Ivf M j
Отсюда, в частности, с учетом (8), (9) для двумерной
функции рассеяния при конечном числе проекций имеем
А/-1
ц(х, у) = М 1 V«2sinc 2&MI xcosn—+ jsinn—
1 М М
л=0
- sine2 [км (х cos пп / М + у sin пп / М)] >
(92)
вместо предельного случая:
lim ц(х, ,у)=Л l2n^wJx2 +j,2 \пкм^х2 + у2 .(93)
Л/->оо ' '
Для оценки структуры и абсолютной величины поля
ошибок дискретизации по углу (Аф = л/А/) в двумерной
функции рассеяния вычислительного томографа имеем
А(х,^) = J, [lnkM ^х2+у2)/пкм д/х2 +у2 -
А/-1
-A/-1 ^{2sinc[2£w (х cos пп / М + у sin пп / Л/)] -
л=0
- sine2 [км (х cos пп / М + у sin пп / М)]}. (94)
На рис. 8 приведены результаты расчета с помощью
(94) сечения у = 0 распределения погрешностей в струк-
туре функции рассеяния для М = 60 ... 480. На рис. 9
представлены двумерные изображения поля ошибок уг-
ловой дискретизации в структуре функции рассеяния при
последовательном удвоении числа проекций от 60 до 120.
Абсолютный уровень ошибок превосходит 1,6 и 0,8 %
соответственно для М = 60 и 120.
Характер распределения ошибок угловой дискрети-
зации однозначно определяется изменением величины
приведенного числа проекций Мо =М / 2пкм у]х2 + у2 .
Причем в широком диапазоне вариаций абсолютного
числа проекций М при Л/о 0,5 происходит скачкообраз-
ное увеличение погрешности реконструкции точечного
объекта, что позволяет оценить пространственную струк-
туру искажений для объектов любой сложности.
Внутри области [(х - х0)2 + {у - yQ)2 ] 2 < М / пкм
вокруг координаты (х0, у0) произвольно расположенно-
го точечного объекта, функция рассеяния вычислитель-
ного томографа даже при использовании дискретного
набора проекций (92) не отличается от идеализации (93).
Вне этой зоны (см. рис. 9) ошибки резко возрастают и
группируются в характерные лучеобразные структуры,
Рис. 8. Сечение поля погрешностей угловой дискретизации
в структуре функции рассеяния вычислительного томографа
при различном числе проекций М
Рис. 9. Поле ошибок угловой дискретизации в структуре
функции рассеяния вычислительного томографа при М = 60 (а)
и Л/=120(б)
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
137
центрированные вокруг точки (х0, у0) вдоль направле-
ний <р = пп/М.
Для исходного объекта произвольного вида, но ог-
раниченного по протяженности областью диаметра D,
центральная часть томограммы в пределах этой же об-
ласти восстановится точно (так, как и при бесконечном
числе проекций), если диаметр томограммы не превыша-
ет радиуса неискаженной функции рассеяния:
D < М / пкм , т.е. при выполнении условия (15):
М0 = М / пкм D > 1 или Дф < 1 / км D.
Что касается абсолютной величины погрешностей
угловой дискретизации, то они зависят от степени нару-
шения условия (15) и особенностей пространственного
спектра контролируемого объекта. Например, для томо-
граммы точечного дефекта согласно (94) и рис. 8
lim |Д(х, 0)1 = М-1. При достаточно большом числе про-
екций эта величина может показаться допустимой, но для
более сложных структур, имеющих протяженные кон-
трастные границы, амплитуда подобных артефакторов
вне зоны М / пкм может достигать десятка процентов.
Концентрация рассматриваемого вида погрешностей в
четкие пространственные структуры даже при относи-
тельно малой амплитуде существенно снижает эффек-
тивность визуального обнаружения и распознавания де-
фектов из-за повышенной чувствительности глаза к кон-
турам. Эта же проблема может проявиться и при попытке
дополнительной обработки двумерных томограмм и ав-
томатизации их расшифровки.
Таким образом, число проекций, используемых при
контроле методом ПРВТ, должно линейно повышаться с
увеличением диаметра контролируемого изделия и про-
странственного разрешения. С другой стороны, точность
реконструкции низкочастотных пространственных
структур (с малым км) может оказаться высокой и при
малом числе проекций. Это обстоятельство оправдывает
низкочастотную фильтрацию проекций для получения
приемлемых результатов при малом М. Однако при кон-
троле сложных структур и обнаружении локальных де-
фектов такой прием будет лишь сопровождаться сниже-
нием чувствительности контроля и потерей информатив-
ных высокочастотных составляющих изображения.
Поэтому единственным надежным методом исклю-
чения влияния ошибок угловой дискретизации в ПРВТ
остается выбор достаточно малого интервала Дф < \lkMD.
Погрешности дискретизации и интерполяции от-
дельных проекций (ДИП). Томограммы (рис. 10), ре-
конструированные при достаточно большом числе про-
екций (Дф = О,8/Ал/7>), показывают, что по мере снижения
погрешностей дискретизации по углу все большую роль
в ограничении точности и производительности реконст-
рукции играют погрешности ДИП.
Представленные томограммы получены при исполь-
зовании ядра свертки (8) и строгом соблюдении традици-
онного требования (13) к интервалу дискретизации про-
Рис. 10. Томограммы сложной модели постоянной плотно-
сти, реконструированные с использованием нулевой (а),
линейной (б) и идеальной (в) интерполяций
екций, спектр которых ограничен: Дг = 1/2^, и тем не
менее совокупности этих условий оказалось недостаточ-
но для достижения высокой точности реконструкции.
Чтобы уточнить причины возникновения погрешно-
стей ДИП и сформулировать необходимые для оптими-
зации дискретного алгоритма ОПФС количественные
критерии, перенесем рассмотрение в пространство частот.
Последовательные изменения структуры простран-
ственного спектра обрабатываемых в процессе дискрет-
ной реконструкции сигналов поясняются рис. 11.
Одномерный пространственный спектр дискретизи-
рованной фильтрованной проекции (10):
+0О
Р(к,пъ1 М)= ^P(k-i/Аг, пп/М)Н(к-ИДг)(95)
Г = -00
состоит (см. рис. 11, а) из неискаженного центрального
спектра Р(к) Н(к) и бесконечной системы таких же спек-
тров, расположенных вдоль оси к с периодом 1 /Аг > 2км.
138
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Рис. 11. Структура одномерного пространственного спектра
проекций после дискретной свертки (а), последующей
неидеальной интерполяции (0) и сечения двумерного
пространственного спектра томограмм, сформированных
обратным проецированием неидеально интерполированных
проекций, под углом ф = 0 (в) и л/4 (г)
Интерполированной в бесконечном числе точек
проекции (12) соответствует одномерный пространст-
венный спектр вида (рис. 11,6)
Рх(к,пп/М) = G(k) ^P(k-i/br,nn/M)H(k-i/Дг),
r=-oo
(96)
где G(k), Р(к, ф) и Н(к) определяются одномерными пре-
образованиями Фурье от интерполяционной функции
g(r), проекциир(г, ф) и ядра свертки й(г).
И, наконец, после двумерного преобразования Фу-
рье от (11) с учетом (12) и (96) для двумерного простран-
ственного спектра дискретизированной на квадратной
решетке томограммы имеем
М(кх,ку)^ — ^\кх,к:
М п=0 \
(97)
где двумерный спектр отдельных обратно спроецирован-
ных под углом ф = 2mi / М проекций определяется со-
отношением
М(кх,ку, rni/M) = Е^((^ ~jx/A/)coswTr/M +
jX=-^Jy=-^
+ (^ - jy /Д/)5ти7с/Л/)8((£л -yx/AZ)sinwK/M -
-(^ - jy /AZ)cosw7c/Af) ^P((kx - jx /A/)coswrc/A/ +
+ (A^ - jy IA/)sinw7c/M-HlSr.milM}H(kx -jx/M)*
+ cosw7c/M + (ky - jx /A/)sinwc/Af-z/Ar). (98)
Из полученных соотношений и рис. 11, в, г видно,
что пространственный спектр дискретной томограммы
(97), (98), реконструированной с использованием дискре-
тизации и неидеальной интерполяции согласно аппрок-
симациям (10 4- 12), в общем случае отличается от случая
идеальной непрерывной свертки и обратного проециро-
вания (5), (6).
При этом интенсивность и структура ошибок дис-
кретизации и интерполяции в решающей степени опре-
деляются не только видом передаточной функции интер-
поляции G(k), но и относительной величиной периода
двумерной дискретизации р = &г/&1 = U2kMtsl. Это об-
стоятельство является принципиальным и отражает спе-
цифику цифровой реконструкции ОПФС, обусловленную
взаимодействием двух последовательных этапов дискре-
тизации: дискретизации одномерных проекций с интер-
валом Аг и двумерной дискретизации обратно проеци-
руемых проекций квадратной решеткой отсчетов с пе-
риодом А/.
Ошибки ДИП могут быть разделены на погрешно-
сти первою и второго видов.
Погрешности первого вида - это искажения струк-
туры реконструируемого двумерного распределения,
обусловленные отличием передаточной функции ин-
терполяции G(k) от единицы в пределах основной об-
ласти пространственных частот | Л| < км . Эти погрешно-
сти относятся к линейным искажениям и, в принципе,
исправимы.
Погрешности второго вида - это искажения струк-
туры реконструируемого двумерного распределения,
обусловленные наложением побочных спектров основ-
ной области частот | Л| < км , что в случае неидеальной
интерполяции при ОПФС является следствием двойной
дискретизации проекций. Погрешности второго вида
нельзя устранить последующей линейной обработкой
томограмм без потери точности в воспроизведении кон-
тролируемой структуры.
Для типичного случая Аг = 1/2^ пригодны сле-
дующие среднеквадратичные оценки относительного
уровня ошибок ДИП первого вида
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
139
4 +кМ
S?=— ( 1-
1к
1Км -км
G(k)
G(0)
2
dk
(99)
и второго вида
§2=Р-'
(2/?-!)^ +00
1- f |ад|2 dk /.{|ед|2 dk
-(2р-\)км -оо
где, как и ранее,/? = &г/Ы = 1/2 кмЫ.
Требования к величине допустимых погрешностей
первого и второго видов принципиально различны.
Ошибки первого вида (8j) традиционны для линейных
систем, не сопряжены с возникновением ложных струк-
тур артефактов и обычно существенны лишь для пере-
дачи высокочастотных составляющих томограммы. При
воспроизведении низкочастотной части изображения их
вклад незначителен. Поэтому вполне надежным является
требование 81 < 20 %.
Поле нелокализованных погрешностей второго вида
(82) имеет характерную тонкую структуру (см. рис. 10, а,
11, г, в) и, накладываясь на изображение томограммы,
может привести к ложным оценкам даже при абсолют-
ном уровне погрешностей ДИП, соизмеримом со случай-
ной составляющей погрешностей томографа. Поэтому
требование к снижению уровня этих ошибок должно
быть наиболее жестким и определяться необходимой
чувствительностью контроля. В типичном случае право-
мерно требование 82 < 10 %, а для ряда объектов - даже
82 < 1 %.
На рис. 12 представлены рассчитанные с помощью
(99), (100) значения погрешностей ДИП обоих видов в
зависимости от приведенной полуширины интерполяци-
онных функций q = гм /Аг = 2км гм для трех различных
интерполяционных функций вида
go(r) = rect(kMr/q)-, (101)
gi (г) = (\-2км |г| lq) rect(kMr/q); (102)
g3(r)=sinc (2kMr) rect(kMr/q), (103)
соответственно нулевой, линейной и укороченной иде-
альной.
Нулевая интерполяция (101) является самой эко-
номной в смысле вычислительных затрат, так как вообще
не требует выполнения операций умножения. На тради-
ционном интервале q = 0,5 нулевая интерполяция удов-
летворяет требованиям к величине погрешности первого
вида (8oi = 17 %), но сопровождается недопустимо боль-
шими для многих случаев контроля погрешностями вто-
рого вида (802 = 48 %) (см. рис. 10 и 12).
Линейная интерполяция (102) - наиболее распро-
страненный вид интерполяции на интервале q = 1,0. Ее
применение требует на каждую интерполяцию не менее
одного умножения (при формировании разностей сосед-
них отсчетов) и не менее л2 k3M D3 умножений - на всю
Рис. 12. Зависимость погрешностей дискретизации и интер-
поляции первого (8]) и второго видов (82) от протяженности ин-
терполяционных функций:
а - нулевая интерполяция; б - линейная интерполяция; в - уко-
роченная идеальная
томограмму. Эти затраты в 1,6 раза больше числа умно-
жений, необходимых для дискретной фильтрации проек-
ций (10), и оправданы лишь при безусловной недопусти-
мости нулевой интерполяции для конкретной задачи
ПРВТ. Основное достоинство линейной интерполяции
(см. рис. 10 и 12) состоит в существенном снижении по-
грешностей второго вида (812 = 22 % при q = 1), сопро-
вождаемом, однако, значительным возрастанием ошибок
первого вида (81 1 = 29 %).
Укороченная идеальная интерполяция (103) в прин-
ципе (при q » 1) может обеспечить необходимое огра-
ничение погрешностей обоих видов. Однако трудоем-
кость такого решения (-2 л2 k3M D3 q) практически невы-
полнима, так как для достижения 832 < 10 % необходимо
использовать q > 5, а для 832 < 5 % - q > 20.
Таким образом, для надежного снижения уровня по-
грешностей ДИП в задаче с высоким пространственным
разрешением, при ограниченных на практике вычисли-
тельных затратах, оптимизации одной интерполяционной
функции g(r) недостаточно.
Для этих целей необходимо оптимизировать весь
дискретный алгоритм ОПФС с раздельным ослаблением
ошибок каждого вида за счет независимых факторов в
аппроксимациях (10) - (12). Таких факторов четыре:
относительная величина периода двумерной дискре-
тизации р,
приведенная полуширина интерполяционной функ-
ции q,
вид интерполяционной функции g (r!rM),
140
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
применительно к ошибкам первого вида - ядро
свертки h (г).
Оптимизация дискретного алгоритма ОПФС.
Для оптимизации параметров дискретизации и интер-
поляции проекций (ОДИП) можно использовать несколь-
ко различных методов. Ограничимся двумя основными:
ОДИП-1 и ОДИП-2.
Существо первого сводится к двум аспектам: ис-
пользованию наиболее коротких и простых в вычисли-
тельном отношении интерполяционных функций g(r),
обеспечивающих приемлемые величины погрешностей
первого вида, и к эффективному снижению уровня по-
грешностей второго вида за счет выбора достаточно ма-
лого периода двумерной дискретизации А/ = Аг/р .
Количественное описание метода ОДИП-1 согласно
(99), (100) приводит к следующим оценкам для случая
нулевой интерполяции:
5о1 = 17%;
5о2 = Р~'{1 -2I2Si (л(р-1/2))-81(л(2р-1))+
+ 2sin2 (л(р-1/-2))/ л(2р-1)]/тг(2р-1)| (104)
и для случая линейной интерполяции
§п=29%;
§i2 = р'Ч 1 - —|8sin4 (л(р-1/2))/л(2р-1)-б8т2 х
[ 71 ' '
х (п(р -1 / 2)/71 (2р -1) - Si (л(2р -1)) +
+ 2Si (2л(2р -1))- 4sin3 (п(р -1 / 2))[sin (л( р -1 / 2))+
+ 7с(2р — l)cos (тг(р — 1 / 2))]/тг3 (2р- I)3} j, (105)
где Si(z) - интегральный синус.
Зависимости (104) и (105) представлены на рис. 13.
При 2- и 4-кратном уменьшении периода двумерной
дискретизации томограмм по сравнению с традиционным
случаем (А/ = Ar, р = 1) удается достичь существенного
ослабления ошибок, обусловленных наложением побоч-
ных пространственных спектров, и достичь требуемой
точности реконструкции даже при использовании наиме-
нее трудоемких интерполяционных функций.
Рис. 13. Зависимость погрешности
ДИП второго вида от величины
периода двумерной дискретизации
А/ для случая нулевой (кривая 1)
и линейной (кривая 2) интерполяций
Рис. 14. Томограммы сложной
модели, реконструированные
с использованием нулевой ин-
терполяции при трех значени-
ях периода двумерной дискре-
тизации Аг = Аг (а, г, д), Ьг!2 (6}
и Аг/4 (в)
Например, простейшая нулевая интерполяция при
р = 2 обеспечивает реконструкцию томограммы с §Oi = 17 %
и §02 (2) = 19 %, т.е. точнее, чем при традиционной ли-
нейной интерполяции ср = 1 [§п = 29 %, §12(1) = 22 %],
при одновременной экономии десятков миллионов
(it2k3MD3) умножений.
Применение нулевой интерполяции с р = 4 позволя-
ет без использования умножений достичь еще большей
точности реконструкции §Oi = 17 % и §о2(4) = 9 %.
По рис. 14, а, б и в можно проследить за изменения-
ми характера томограммы сложной модели при перехо-
де от традиционного интервала р = 1кр=2и4. Для
того чтобы не осталось сомнений в причинах очевид-
ных улучшений этих томограмм по мере увеличения р,
на рис. 14, г, д представлены два изображения томограм-
мы (рис. 14, а), воспроизведенные с аналогичным увели-
чением масштаба изображения, но при традиционном
выборе двумерного интервала дискретизации (А/ = Аг,
р = 1). С ростом р искажения, обусловленные наложени-
ем спектров, существенно снижаются, а точность пере-
дачи высокочастотных составляющих повышается до
уровня, ограниченного погрешностями ДИП первого ви-
да, характерного для используемой интерполяционной
функции.
При еще более жестких требованиях к уровню оши-
бок ДИП второго вида (см. рис. 13) эффективен метод
ОДИП-1 с линейной интерполяцией.
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
141
7. Зависимость нижней границы ошибок интерполяции второго вида inf [82 (7)] от приведенной полуширины
интерполяционной функции тщ-кмгм
0 0,5 1 2 3 3,5 4 5 6 7 8
inf[82 (<?)], % 100 83,1 65,4 34,6 15,6 10,0 6,41 2,54 0,99 0,38 0,15
8. Значения оптимальной интерполяционной функции gonT (0, г) в диапазоне типичных q и 2км rlq
2kMrlq 0 0,2 0,4 0,6 0,8 1,0
Для q: 0,5 1,000 0,985 0,939 0,868 0,774 0,668
1,0 1,000 0,955 0,829 0,647 0,441 0,247
4/л 1,000 0,937 0,770 0,540 0,307 0,119
2,0 1,000 0,896 0,634 0,339 0,120 0,016
Таким образом, метод ОДИП-1 обладает низкой
трудоемкостью при высокой метрологической эффектив-
ности, обеспечивая совместное ограничение ошибок
ДИП обоих видов. Метод предпочтителен при решении
задач с повышенными быстродействием и пространст-
венным разрешением. Тем не менее на этапе реконструк-
ции этот метод требует в р2 раз большего объема памяти,
чем это необходимо для хранения и документирования
точной томограммы (2kM D • 2kM D).
Второй метод оптимизации дискретизации и интер-
поляции проекций (ОДИП-2) не требует уменьшения
интервала двумерной дискретизации и увеличения объе-
ма памяти, но в силу повышенной трудоемкости предпо-
лагает наличие быстродействующего специализирован-
ного процессора. Метод базируется на оптимизации двух
факторов: интерполяционной функции g (q, г), ограни-
ченной по протяженности интервалом |r| < qAr, и мо-
дифицированного соответствующим образом ядра сверт-
ки h(q,r).
Существо метода ОДИП-2 сводится к выбору ми-
нимальной по протяженности и оптимальной по структу-
ре интерполяционной функции gonT (<7, г) с целью до-
биться (при ограниченной трудоемкости) необходимого
снижения наиболее опасных погрешностей ДИП второго
вида. При этом соответствующей модификацией ядра
свертки Лопт (q, г) в необходимых пределах компенсиру-
ется тенденция к росту погрешностей ДИП первого вида.
В методе ОДИП-2 используется максимально допусти-
мый интервал двумерной дискретизации А/ = Ar (р = 1).
Задача определения оптимального вида ограничен-
ной по протяженности интерполяционной функции
gonT (<7, т*)> обеспечивающей минимально возможную для
данного q = гм / Дг величину погрешности ДИП второго
вида (32), сводится к известной вариационной задаче о
минимизации спектра Фурье ограниченной по протяжен-
ности функции вне заданного интервала частот.
С учетом этого обстоятельства для оценки минималь-
ной погрешности ДИП второго вида можно получить
822(q)>l-2q[R™(nq, I)]2, (106)
где (с, 1) - значение вытянутой радиальной сферой-
дальной функции при единичном аргументе.
Оптимальная структура интерполяционной функ-
ции, обеспечивающая равенство в (106), имеет вид
gom(Q’r) = Soo(nq, 2kMr/q)rect(kMr/q), (107)
где Sqq(c, t|) - вытянутая угловая сфероидальная
функция.
В табл. 7 и 8 представлены рассчитанная по (106)
зависимость нижней границы inf [32 (<?)] и ряд значений
(107), характеризующий структуру оптимальных интер-
поляционных функций в диапазоне типичных величин q
и rlrM. На рис. 15 дано сопоставление зависимостей по-
грешностей ДИП второго вида от величины приведенной
полуширины интерполяционной функции для случаев
оптимальной, нулевой, линейной и укороченной идеаль-
ной интерполяций. Рис. 16 позволяет сравнить простран-
ственную структуру и метрологические особенности оп-
тимальных и традиционных интерполяционных функций.
Рис. 15. Зависимость погрешности ДИП второго вида
от протяженности интерполяционных функций:
/ - нулевой; 2 - линейной; 3 - укороченной идеальной;
4 - оптимальной
142
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
г)
Рис. 16. Традиционные (а) и оптимальные в, г) интерпо-
ляционные функции ограниченной протяженности
По мере увеличения приведенной полуширины ин-
терполяционной функции q точность оптимальной ин-
терполяции резко повышается. В частности, для q ~ 0,5;
1,1 и 6/л соответственно inf [S2] = 47; 10 и 1 %. Таким
образом, для существенного повышения точности рекон-
струкции нет необходимости использовать протяженные
интерполяционные функции, так как для этого вполне
достаточно иметь, например, q = 4/л. Даже q - 2 может
понадобиться лишь для наиболее тонких метрологиче-
ских задач.
Этот вывод принципиален, так как позволяет мето-
дом ОДИП-2 достичь необходимого метрологического
эффекта без чрезмерного увеличения вычислительных
затрат. При этом умеренными средствами возможно зна-
чительное (до 15 раз) снижение уровня ошибок даже по
сравнению с традиционной линейной интерполяцией.
Нормированные передаточные функции оптималь-
ной интерполяции (107) в области | к\ < км могут быть
представлены в виде
^опт(?> — *оо/ км )I *оо0) (108)
и совпадают с данными табл. 8 при замене переменной
2kMrlq на к/км.
Соотношение (108) и данные табл. 8 показывают,
что использование оптимальных интерполяционных
функций q = 1,1 ... 2 при резком снижении уровня оши-
бок второго вида сопровождается плавным увеличением
фильтрации верхних пространственных частот реконст-
руируемой томограммы. Причем передаточные функции
(108) в пределах основной области частот | к\ < км моно-
тонны, не слишком малы и нигде не обращаются в нуль.
Отмеченные особенности 20пт (<?, к) позволяют в
методе ОДИП-2 одновременно ограничить и погрешно-
сти первого вида предварительной модификацией пере-
даточной функции фильтра одномерных проекций в пре-
делах | к\ < км :
Яопт(9Л) = |А:|5Оо(7С9,О)х
xS^(nq,k/kM)rect(k/2kM). (109)
Применительно к ОПФС соотношение (109) экви-
валентно использованию модифицированного ядра
свертки:
hom(q,к) = 2Soo(nq,0) J kcos(2nkr) dk . (110)
о ^00 V* 9,*' КМ )
Поскольку S00(Ttq,k/км) ^0 при | Аг| < , то по-
добная предварительная линейная фильтрация реализуе-
ма, а замена ядра (8) на оптимальное ядро (110) вообще
не сопряжена с дополнительными вычислительными за-
тратами.
Таким образом, метод ОДИП-2 позволяет обеспе-
чить эффективное ослабление ошибок ДИП обоих ви-
дов при сохранении максимального интервала двумер-
ной дискретизации Д/ = 1/2^. Однако трудоемкость
такого решения (на этапе оптимальной интерполяции)
примерно в 4 раза превосходит трудоемкость линейной
интерполяции.
С учетом высокой эффективности и простоты мето-
да ОДИП-1 применение метода ОДИП-2, по-видимому,
целесообразно лишь при наиболее жестких требованиях
к величине погрешностей второго вида. В ряде случаев
может оказаться эффективным сочетание обоих методов
оптимизации.
Тем не менее, несмотря на метрологическую эффек-
тивность, применение линейной и тем более оптималь-
ной интерполяции при обратном проецировании всегда
обусловлено повышенными технико-экономическими
затратами. Однако объем этих затрат может быть суще-
ственно снижен, а производительность обратного проеци-
рования повышена без снижения точности реконструкции.
Снижение трудоемкости интерполяции при об-
ратном проецировании в ПРВТ. Основные возможно-
сти снижения трудоемкости интерполяции сводятся к
достаточно точной аппроксимации выбранной интерпо-
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
143
ляционной функции g (г) с помощью более удобных в
практической реализации функций, оптимизации после-
довательности вычислительных операций, а также к ра-
циональному распределению памяти.
Наиболее рациональной с точки зрения простоты и
скорости выполнения операций является двоично-
ступенчатая аппроксимация, которая в случае линейной
аппроксимации (102) соответствует'равномерным дис-
кретизации и квантованию:
2-1 ( А
gCT(H = E(i-|z'l/0rect Q—~l(ш)
/=1-2 к гм )
где Q=z2n и, как и ранее, rM = ql2км.
Ступенчатой интерполяционной функции (111) в
пространстве частот соответствует нормированная пере-
даточная функция:
GCT(k) = sinc2(qk/2kM)/sinc(qk/2QkM), (112)
представленная на рис. 17 для традиционного случая q = 1
при различном числе ступеней Q.
Средняя квадратическая погрешность такой аппрок-
симации интерполяционной функции g (г) может быть
оценена как
J|g('')-gcT(>')|2<fr
, (ИЗ)
j|g(r)|2<fr
~гм
откуда для случаев линейной интерполяции (102) и (111)
имеем
8^ =1/22- (И4)
Минимально необходимое число ступеней в ап-
проксимации (111) может быть определено исходя из
критерия допустимости погрешности ступенчатой ап-
проксимации (114) по сравнению с собственным уровнем
погрешностей ДИП второго вида «точной» интерполяци-
онной функции g (г):
или с учетом (114)
2>(1 ... 1,5)/82.
(115)
(П6)
Отсюда для традиционного случая линейной интер-
поляции на интервале ± Аг с 32 = 0,22 получим Q = 4 ... 8.
Это требование соответствует качественной оценке. При
Q = 4 и тем более 8 достигается решающее повышение
точности ступенчатой аппроксимации и дальнейшее уве-
личение Q метрологически неэффективно.
Таким образом, замена традиционной линейной ин-
терполяционной функции (102) для q = 1 на ступенчатую
(111) при Q = 8(4) практически не отражается на точно-
сти реконструкции. Однако такая замена чрезвычайно
эффективна, так как существенно упрощает вычисли-
тельную процедуру интерполяции (12).
Подставляя (111) в (12) для Гм = Аг, можно получить
р (тх Ы cos ф + ту Ы sin ф, ф) -
№-1Глм f
= Е ЕрОяд^ф) 1-
у=о L"i=° к
xrect
J j~mQ I
rect --—
I 2g )
(117)
' mxAl cos (p + туЫ sin ф
< ДЙ2
Соотношение (117) показывает, что ступенчатая ап-
проксимация (111) позволяет свести структуру трудоем-
кой интерполяции (12) к двум простым в технической
реализации этапам: дишфетной предварительной линей-
ной интерполяции в (2 - 1) точках на каждом интервале
дискретизации фильтрованных проекций Дг
Рис. 17. Передаточная функция ступенчатой аппроксимации
линейной интерполяции для различных значений Q
p(J\r!Q, ф) =
rectP | (118)
I 22 J
= ^р(/иДг,ф) l-^-"i
/я=0 к
и последующей интерполяции нулевого порядка при об-
ратном проецировании:
р(тх А!созф + ту Д.18Й1ф, ф) =
NQ-1
^p(jAr,<p) rect
;=i
тх Д/ cos ф + ту Д7 sin ф
Дг/2
(П9)
Для 2 ~ 2п> например Q = 8, реализация (118) сво-
дится к простой последовательности суммирований и
144
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
сдвигов, а вся процедура обратного проецирования вы-
полняется вообще без использования трудоемких опера-
ций умножения, но с сохранением точности реконструк-
ции, характерной для линейной интерполяции (102).
Метрологическое требование Q = 8(4) для ступен-
чатой аппроксимации (111) не зависит от форматов мат-
риц N = 2км D, в то время как трудоемкость традицион-
ной интерполяции при обратном проецировании возрас-
тает пропорционально N3.
Таким образом, рассмотренный метод снижения
трудоемкости обратного проецирования наиболее пер-
спективен при необходимости повышения сложности
реконструируемых томограмм без существенного увели-
чения времени реконструкции. Соотношение (116) по-
зволяет рассчитать необходимое число ступеней для ин-
терполяционных функций любого вида.
7.2.5. ЧУВСТВИТЕЛЬНОСТЬ ПРВТ ПРИ
ОБНАРУЖЕНИИ ЛОКАЛЬНЫХ ДЕФЕКТОВ
Проблема обнаружения методом ПРВТ типичных
технологических дефектов в виде раковин, пор, воздуш-
ных пузырей, инородных включений, произвольно ори-
ентированных трещин, расслоений, для которых тради-
ционные методы контроля наиболее уязвимы, менее раз-
работана. Экспериментальные проверки продемонстри-
ровали уникально высокую чувствительность ПРВТ при
обнаружении таких локальных дефектов.
Локальные дефекты. Для перечисленных дефектов
характерны локальность и относительно высокий кон-
траст ЛКО дефекта и фонового материала. Типичные
размеры подлежащих выявлению локальных дефектов
составляют 10"3 ... 1СГ4 от габаритных размеров контро-
лируемых изделий, а требуемые минимальные объемы
обнаруживаемых включений в миллионы раз меньше
объема самого изделия.
Поэтому наиболее принципиальной особенностью
локальных дефектов следует считать то, что их размеры
меньше предела пространственного разрешения вычис-
лительного томографа М2км.
Чтобы конкретизировать количественные оценки,
сведем все разнообразие форм локальных дефектов
к трем:
1) сферическому дефекту с диаметром dc
Ь z) =
Дц при -Jx2 + у2 +z2 <dc/2;
0 при yjx2+y2+z2 >dKl2-,
2) цилиндрическому дефекту диаметром dn
АЦц(х, у, z) =
Дц при yjx2 + у2 <dn/2\
0 при yjx2 + у2 >dn!2\
(120)
(121)
3) трещине раскрытием
ApTU У. *) = <
Др при | x|<JT /2;
0 при | х| > / 2,
(122)
где Jc, t/ц и меньше 112км.
Особенности томографических изображений ло-
кальных дефектов. При восстановлении структуры ло-
кальных дефектов в толще однородного контролируемо-
го изделия томограф может рассматриваться как трех-
мерный линейный пространственный фильтр, на вход
которого воздействует исходное распределение ЛКО
контролируемого изделия с дефектом цд (х, у, z). По-
этому реконструируемое распределение Цд (х, у, z)
является сверткой исходного распределения с трехмер-
ной нормированной функцией рассеяния томографа
Л(х, у, z):
+оо
Ад(*’ y>z) = J у)х
— 00
хЛ(х-£>, у-Т|, z — y) d^ dv\ dy , (123)
где для идеального томографа (9), передаточная функция
которого в плоскости контролируемого сечения ограни-
чена областью частот ^к2 + к2 < км , имеем
Л(х, у, z) = + -У )rect(2A:A/ z/a), (124)
пкм^х2+у2
где a - относительная толщина контролируемого слоя,
абсолютная толщина которого t = a/2 км.
В силу линейности системы томографическое изо-
бражение собственно дефекта описывает разность
ДДд (х, у, z) = Дд (х, у, z) - ц (х, у, z) =
= J Л, Y) й(х-Л у-п, Z-y) (й, di) dy,
-00
(125)
где распределения без индекса «д» относятся к случаю
бездефектного изделия.
Из (125) видно, что размеры и пространственная
структура реконструируемого изображения локального
дефекта [ Дцд (х, у, z) -> Др 8 (х) 8 (у) 8 (z)] практически
не зависят от дефекта и определяются формой и разме-
рами функции рассеяния h (х, у, z). Например, два сфе-
рических включения диаметром 0,1/^ и 0,01 /А?л/ на томо-
грамме будут воспроизводиться как дефекты одинаково-
го размера порядка 1/2 км.
Аналогично и трещины, раскрытие которых суще-
ственно меньше предельного пространственного разре-
шения томографа, будут воспроизводиться на томограме
с увеличенной и одинаковой толщиной ~ 1/2 км. Различия
формы, размеров и контраста ЛКО однотипных локаль-
ных дефектов согласно (125) отразятся лишь на амплиту-
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
145
де изображенного дефекта, а следовательно, на надежно-
сти обнаружения изображения дефекта на фоне шумов
томограммы.
Обнаружение локальных дефектов. Условие на-
дежного обнаружения локальных дефектов методом
ПРВТ может быть представлено в виде
|Дцд (х, у, z) | > р 8 (ц) |1(х, у, z), (126)
где 8 (ц) - величина относительной средней квадратиче-
ской погрешности реконструкции линейного коэффици-
ента ослабления в одном элементе томографического
изображения бездефектного изделия; р - постоянный
коэффициент, примерно равный 4.
Из (126) и (125) для четных h (х, у, z) с максимумом
в начале координат, имеем
+00
j | j&Ha(x,y,z)h(x,y,z)dxdydz
-00
+оО
>р8(ц)| ||ц(х,у, z)h(x,y,z)dxdydz, (127)
— 00
откуда для однородного объекта ц(х, y,z) = ц0 в опти-
мальных условиях обнаружения
f ПСду'Kx,y,z)dxdydz>p8(ц)Vo,
(128)
где Сд(х,у,2)=[цд(х,у,г)-ц0]/ц0 - распределение
контраста ЛКО дефекта и материала контролируемого
изделия;
Ко = | ||h(x9y,z)dxdydz (129)
-00
- эффективный объем элемента изображения (функции
рассеяния) вычислительного томографа, а левая часть
неравенства количественно выражает нормированную к
плотности фона амплитуду изображения дефекта.
Основное соотношение (128) позволяет оценить за-
висимость минимальных размеров обнаруживаемого де-
фекта от контраста рентгеновской плотности и формы
дефекта, пространственно-частотных характеристик то-
мографа и уровня шумов томограммы.
В частности, для локального и однородного по со-
ставу сферического дефекта (120) в виде поры или ино-
родного включения с размерами, много меньшими, чем
1 /2км и atl 2км, соответственно в плоскости контроли-
руемого сечения и вдоль оси z, h (х, у, z) = 1 в пределах
дефекта, и выражение (128) принимает вид
ГД>^ЖО, (130)
Г Д|
где Гд - минимальный объем надежно обнаруживаемого
локального дефекта.
Благодаря высокому разрешению по плотности
[8 (|Lt) > 0,005] минимальный объем обнаруживаемого ло-
кального дефекта в ПРВТ существенно (> 50 раз) меньше
эффективного объема элемента изображения.
С учетом (129) для функции рассеяния вида (124)
получим Ио = а, / 2 л к3м , откуда вместо (130) имеем
271 |Сд|
при Va < Vo.
Соотношение (131) позволяет количественно оце-
нить возможности обнаружения произвольных локаль-
ных дефектов о заданным характеристикам томографа.
Например, для томографа, имеющего D = 256 мм,
км = 0,31 пер/мм, N ~2 км D * 160 и 6 (ц) = 0,004 при
at = 6, минимальный объем надежно (р = 4) обнаружи-
ваемого воздушного пузыря (Сд = -1) составит 0,5 мм3,
что примерно в 30 млн. раз меньше объема контролируе-
мого объекта (~Z>3). Для более контрастного включения
результаты будут еще более внушительными, хотя пара-
метры томографа в данном примере и не оптимальны для
выявления локальных дефектов сферической (или близ-
кой к ней) формы.
Действительно, согласно (40) - (42) для фиксиро-
ванных условий
8(ц) = ^(а(Рэ)-,/24, (132)
где Dj - экспозиционная доза на поверхности изделия.
С учетом (132) для минимального объема локально-
го сферического дефекта, обнаруживаемого методом
ПРВТ, из (131) имеем
(133)
при Ид < at /2пк3м .
Таким образом, минимальный объем обнаруживае-
мых в ПРВТ локальных дефектов убывает пропорцио-
нально росту предела пространственного разрешения км,
контраста ЛКО материала дефекта, корня квадратного из
дозы и уменьшению корня квадратного из относительной
толщины контролируемого слоя.
Помимо традиционной необходимости повышать
экспозиционную дозу требования (133) отличаются от
общепринятого стремления максимально снизить поро-
говый контраст и обусловливающую его 8 (ц). Как сле-
дует из (133), повышение предела пространственного
разрешения км и уменьшение относительной толщины
контролируемого слоя at в пределах ограничения
(Ид<а,/2л&^), несмотря на неизбежное увеличение
8 (ц), обеспечивает значительное повышение чувстви-
тельности контроля локальных сферических дефектов.
Именно это обстоятельство и обусловливает в ПРВТ пре-
валирующую роль геометрических факторов. В частно-
сти, с помощью томографа для at = 1 и км = 1 пер/мм при
10 - 7387
146
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
той же экспозиционной дозе и, соответственно, худшем
уровне СКО [8 (ц) = 0,1] можно было бы обнаружить
воздушный пузырь объемом всего в 0,06 мм3.
Для минимального диаметра обнаруживаемого сфе-
рического дефекта из (131) и (132) с учетом (120)
4
м lc«l
соответственно с учетом (10)
(138)
>0,67. £5^
V Iе-
д)
к''
(134)
(139)
и, соответственно,
<=^|сдГ'/3а1/6р;,/6^,/3. (135)
Полученные выражения для абсолютной чувстви-
тельности контроля ПРВТ могут быть соотнесены к диа-
метру контролируемого изделия Dc с определением от-
носительной чувствительности в виде
Wc=dc/D>l,33
8(М) y-i,
(136)
д
где7У=2&л/£>.
В частности, для упомянутых выше условий обна-
ружения сферического воздушного пузыря имеем dc = 1 мм
(а, = 6, км = 0,31 пер/мм) и dc = 0,5 мм (а, = 6, км =
= 1 пер/мм) и относительную чувствительность контроля
на уровне WQ= 0,4 ... 0,2 %. Для плотных включений
чувствительность контроля еще выше (~|СДГ1). Для
сравнения укажем, что при контроле изделия диаметром
250 мм традиционная радиография обеспечивает относи-
тельную чувствительность на уровне 3 %.
Таким образом, метод ПРВТ обладает на порядок
более высокой чувствительностью контроля при обнару-
жении сферических локальных дефектов в толстых изде-
лиях со сложной геометрической структурой при одно-
временном определении координат дефекта в трехмер-
ном объеме изделия с точностью выше Аг = 1/2 км . От-
метим, что согласно (135) на чувствительность контроля
сферических дефектов экспозиция и толщина контроли-
руемого слоя влияют относительно слабо.
Еще более преимущества ПРВТ проявляются при
обнаружении дефектов, протяженных в одном или двух
измерениях (нитевидных пор или включений и трещин).
Рассмотрение начнем с нитевидного цилиндриче-
ского дефекта диаметром du. Этот случай аналогичен
проволочному эталону в традиционной радиографии.
Подставляя (121) в основное соотношение (128), с
учетом (124) получаем
</„):> 1-р5(ц)/|Сд|. (137)
Отсюда, разлагая Jo (г) в ряд и пренебрегая членами
четвертого порядка малости (для случая е/ц<Аг = 1/2 км),
находим
Ц -г 1 М
п N 1С>1
или
Таким образом, с помощью ПРВТ в упомянутых ра-
нее условиях контроля (at = 6, км = 0,3 пер/мм, D = 256 мм)
при | Сд | =1 надежно обнаруживаются цилиндрические
дефекты диаметром 0,25 мм, что соответствует относи-
тельной чувствительности контроля = 0,1 %. Чувст-
вительность к выявлению подобных дефектов более рез-
ко, чем для сферических включений, зависит от контра-
ста дефекта и может быть улучшена увеличением в отли-
чие от (135) толщины контролируемого слоя и экспози-
ционной дозы.
Особенностью обнаружения цилиндрических де-
фектов является независимость уровня чувствительности
от предела пространственного разрешения, что является
следствием компенсации двух факторов: падения ампли-
туды изображения дефекта и повышения точности оцен-
ки локального линейного коэффициента ослабления. Да-
же при средних метрологических характеристиках метод
ПРВТ превосходит традиционную радиографию по чув-
ствительности к цилиндрическим дефектам примерно
в 30 раз.
Особое место в неразрушающем контроле промыш-
ленных изделий занимает задача обнаружения произ-
вольно ориентированных внутренних трещин с малым
раскрытием. Трещины плохо выявляются традиционным
методом радиографии даже в тонкостенных изделиях,
если неизвестна их пространственная ориентация.
При контроле по методу ПРВТ вследствие самого
принципа просвечивания объекта под всевозможными
углами и последующей реконструкции амплитуда изо-
бражения трещины практически не зависит от ее ориен-
тации в плоскости контролируемого слоя, а высокий уро-
вень метрологии обеспечивает повышенную чувстви-
тельность к таким дефектам.
Действительно, для трещины с раскрытием dT, ори-
ентированной вдоль плоскости х = 0, с учетом (122) и
(124) получим
(140)
о z 2 |С„|
Разлагая интеграл в ряд и пренебрегая членами
третьего порядка малости (для случая < 0,85 Аг),
получаем
I сд|
или
(141)
К
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
147
9. Типичные величины объема дефекта Va, диаметра сферического дефекта диаметра цилиндрического
дефекта du и раскрытия трещины </т, надежно обнаруживаемых методом ПРВТ в контролируемых изделиях
диаметром D
Параметры дефекта Сд Диаметр контролируемого изделия D, мм
10 100 250 500 1000 2000
Кд, мм -1 • 0,00003 0,03 0,47 3,7 30 240
25 0,000001 0,001 0,02 0,15 1,2 10
dc, мм -1 0,04 0,4 1,0 2,0 4,0 8,0
25 0,01 0,1 0,35 0,7 1,3 2,6
Ju, мм -1 0,01 0,1 0,25 0,5 1,0 2,0
25 0,002 0,02 0,05 0,1 0,2 0,4
JT, мм -1 0,001 0,01 0,025 0,05 0,1 0,2
соответственно с учетом (132)
< =sT|cT|V,/2£»;1/2v (142)
Например, при оговоренных выше условиях с по-
мощью ПРВТ в монолитном изделии диаметром 256 мм
надежно обнаруживается трещина раскрытием 0,025 мм,
что соответствует относительной чувствительности кон-
троля Wr = 0,01 %. Эта уникальная чувствительность к
произвольно ориентированным трещинам может быть
еще более улучшена за счет увеличения экспозиции и
толщины слоя или даже снижения [(см. (135) и (139)]
предела пространственного разрешения.
Сравнение соотношений (135), (139) и (142) показы-
вает, что для оптимизации выявления дефектов различ-
ной структуры целесообразно в конструкции вычисли-
тельного томографа предусмотреть возможность измене-
ния толщины контролируемого слоя и предела простран-
ственного разрешения.
Однако даже при средних метрологических харак-
теристиках, несмотря на более низкое, чем у традицион-
ной радиографии, пространственное разрешение, ПРВТ
обладает значительными преимуществами в обнаруже-
нии и определении координат локальных дефектов всех
видов внутри объема сложных промышленных изделий.
В табл. 9 приведены типичные абсолютные размеры
локальных дефектов, обнаруживаемых методом ПРВТ в из-
делиях различного диаметра. При этом предполагались уже
использованные выше характеристики (а = 6; 5(ц) = 0,004;
2W>=160).
При использовании больших экспозиций и
большего пространственного разрешения эти характери-
стики могут быть существенно улучшены.
Видно, что клеевой слой неоднороден. В левой и
центральной зонах изображения, как более темные отме-
чены обширные области отсутствия клея.
При исследованиях подобных дефектов выявилось,
что запас чувствительности ПРВТ к малым изменениям
эффективного коэффициента ослабления настолько зна-
чителен, что во многих случаях увеличение толщины
контролируемого ПРВТ сечения лишь повышает надеж-
ность и достоверность контроля тонких слоев. Превыше-
ние толщины контролируемого слоя над толщиной ис-
следуемого тонкого слоя способствует правильной оцен-
ке свойств неплоских слоев, повышает производитель-
ность контроля, облегчает совмещение области контро-
лируемого сечения с исследуемым слоем.
Например, в случае на рис. 18 использовали сечение
толщиной 4 мм при средней толщине клеевого соедине-
ния 200 мкм.
Изложенные выше представления о методе ПРВТ
пригодны только для случая, когда справедливо допуще-
ние об однородности контролируемого материала в пре-
делах объемного элемента изображения или для обнару-
жения локальных дефектов, когда справедливо обычное
линейное приближение объемного усреднения.
В рассматриваемом случае исследования протяжен-
ных слоев - дефектов, ориентированных вдоль «толсто-
го» контролируемого сечения, допущение о правомерно-
сти рассмотрения ПРВТ как линейного пространственно-
го фильтра, воздействующего на искомое распределение
ЛКО, не представляется безусловным и требует более
детального анализа.
7.2.6. ОСОБЕННОСТИ КОНТРОЛЯ
ТОНКИХ СЛОЕВ, РАССЛОЕНИЙ,
ТРЕЩИН, ПАРАЛЛЕЛЬНЫХ ПЛОСКОСТИ
КОНТРОЛИРУЕМОГО СЕЧЕНИЯ
На рис. 18 приведена рентгенограмма продольного
сечения, совпадающего с плоскостью клеевого соедине-
ния двух образцов.
Рис. 18. Рентгенограмма
клеевого соединения
10*
148
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
В общем случае, предполагая моноэнергетическое
излучение, селективный детектор и коллимированную
систему параллельных рентгеновских лучей, исходные
измерительные данные о проекции, используемые для
последующей реконструкции объемного распределения
ЛКО ц (х,у, z), можно выразить в виде
4-00
г-ШОЧ z-t])x
Рис. 19. Модель
дефекта, описываемая
соотношением (146)
хехр
+ оО
- 00
-xcos(p-ysin(p)(/xJy d^dx\
p(r,q>,z) = =-ln
+ 00
^Io(r,z)%(r,z)drdz
-00
, (143)
где Цо, D и Цд, /д - ЛКО и диаметры изделия и дефекта
соответственно; а - толщина дефекта. Эта модель пояс-
нена на рис. 19. Подставляя (146) в (145), после преобра-
зований для г < 1л/2 можно получить
р (г, Ф, 0) = ц0 7d2 -4г2 -
где |ll (x, y, z) - искомое распределение ЛКО по контроли-
руемому объекту; р (г, ср, z) - измеряемая проекция как
функция расстояния от начала координат в плоскости z -
= const под углом <р к оси у\ IQ (г, z) - распределение ин-
тенсивности рентгеновского излучения в проецирующем
пучке в отсутствие объекта; % (г, z) - изменение чувстви-
тельности по входной апертуре детектора; г - расстояние
от оси z до каждого проецируемого луча: г = х cos ф +
+ у sin ф. Отсюда для нормированной модели узкого
рентгеновского луча с конечной толщиной контролируе-
мого сечения t имеем
I0(r, z)x(r, z) = r‘6(r)rectfy
(144)
и, соответственно,
р(г,ф,2) =
z+t!2 +оо
= -1пГ' J exp - ||ц(х, у, т|)х
z-t!2 —оо
х§(г-хсо8ф-ys\ny)dxdy dx\. (145)
В случае контроля тонких слоев, расслоений, тре-
щин и плоских включений, которые в дальнейшем для
сокращения будем называть «дефект», имея в виду толь-
ко данный класс дефектов, естественной математической
моделью дефекта является симметричное распределение
вида
4-(Мд-Ц0)с*гс
! + у2
• I z I
rect — ,
la )
(146)
где a = [a//] ' - относительная толщина слоя
АН = Мд-Цо-
Выражение (147) позволяет количественно исследо-
вать отличие реального ПРВТ от линейной модели при-
менительно к рассматриваемому классу дефектов. В ча-
стности, для центрального отсчета проекции (г = 0) из
(147) имеем
р(0, ф, О) = цо£о -1п[1-а + аехр(-Лц/д)]. (148)
В то же время для модели ПРВТ в виде трехмерного
линейного фильтра
Рл(г, ф, z)=J JJp.(x, у, x\)h(r-
— 00
— хcosф — sinф; z-4])dxdydr\. (149)
Откуда, определив h(r9 ф, z) согласно (146), для
г = z = 0 получим
рл(0, Ф, 0) = ц0£>0 4-аДц/д. (150)
Из сопоставления (148) и (150) видно, что контроль
тонких дефектов, параллельных контролируемому слою
конечной толщины (a < 1), сопровождается в ПРВТ воз-
никновением нелинейных явлений, аналогичных влия-
нию немоноэнергетичности излучения, но обусловлен-
ных другими физическими явлениями.
Для количественной оценки возникающих нелиней-
ностей сравним среднее вдоль диаметра значение ЛКО,
восстановленное по (150) линейной моделью ПРВТ:
_________г=0, ф
Цл(*> У, о) = ц0+аДц, (151)
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
149
Рис. 20. Зависимость чувствительности ПРВТ к расслоениям
(трещинам), параллельным плоскости контролируемого
сечения в диапазоне относительной толщины (а) контраста
и протяженности (б)
и по (148) - в реальной системе ПРВТ
ц(х,^,0) = ц0 + ^(а, Ац/д)аАц, (152)
где
ел л м 1п[1-а + аехр(-Дц/)]
^(а, Ац/ ) =----------—-------. (153)
аАц/д
Таким образом, для реального ПРВТ при рассматри-
ваемом классе дефектов традиционное представление об
объемном усреднении (151) несправедливо, так как чув-
ствительность системы к влиянию дефектов, выраженная
функцией £ (а; Ац /д), отлична от 1 и сложным образом
зависит от относительной толщины дефекта а и произве-
дения контраста ЛКО дефекта и фона на протяженность
дефекта вдоль направления просвечивания Ац/Д.
На рис. 20 представлены результаты расчета соот-
ношения (153) в диапазоне типичных значений а и Ац/Д.
Видно, что приближение об объемном усреднении
(^ = 1) надежно выполняется для низкочастотных про-
странственных структур с крупными неоднородностями
(а = 1), для малоконтрастных структур (Ац -> 0) и ло-
кальных дефектов (/д -> 0). Больше того, даже для высо-
коконтрастных и высокочастотных, но статистически
выравненных по объему структурных неоднородностей
(|АцА/-> 0) линейная модель объемного усреднения
также справедлива (% » 1).
В случае же протяженных и контрастных трещин,
расслоений, тонких слоев и включений чувствитель-
ность к дефектам отличается от их объемного вклада,
причем для наиболее тонких слоев (а « 1) это отли-
чие более существенно. Например, для тонких протя-
женных трещин (Ац/д~-2) чувствительность возрастает
до 3 раз. Особенностью тонких слоев является незави-
симость чувствительности от толщины слоя: lim^ =
а->0
= [1 - ехр(-Ац/д )]/ Дц/д, что позволяет измерять раз-
нотолщинности и количественно оценивать раскрытие
расслоений и трещин с помощью ПРВТ при использова-
нии толщин контролируемых сечений, в десятки и даже
сотни раз превышающих толщины дефектов. Например,
при экспериментальной проверке для t = 8 мм в образце с
Цо = 4 диаметром 240 мм надежно различались трещины
с /д = 3 см при толщине 50, 100 и 150 мм.
Для тонких, но плотных включений (Дц > 0) ис-
следуемые нелинейные эффекты приводят к сниже-
нию чувствительности обратно пропорционально Дц/д.
Так, при Др /д > 4 величина « 1 /Ац/Д. Это обстоятельст-
во [см. (152)] сопровождается для тонких дефектов неза-
висимостью показаний ПРВТ от материала включения
___________О, ф
ц(х,.У,0) «ц0+а//д при линейном росте эффек-
тивного ЛКО от а / /д. Таким образом, и в этом случае
сохраняется линейность шкалы ПРВТ при изменении
толщины слоя (покрытия, включения) с любой высокой
плотностью (Ац/д), а для метрологии ПРВТ открывается
возможность точно и независимо от спектральных харак-
теристик излучения и материала проверять линейность
шкалы ПРВТ и эффективную толщину контролируемого
сечения по двум экспериментальным отсчетам: в центре
стандартизованного включения и в бездефектной области
образца.
Вопрос «нелинейного объемного усреднения», вы-
ражаемого соотношениями (152) и (153), приводит к ряду
характерных нелинейных артефактов в изображении де-
фектов. Эти артефакты связаны с зависимостью чувстви-
тельности (а; Ац/д) от размеров дефекта в плоскости
контролируемого слоя. Поэтому расслоения или включе-
ния одинаковых контраста и толщины, но разной протя-
женности будут воспроизводиться с различной эффек-
тивной плотностью (ЛКО). Изображения протяженных
дефектов будут иметь края с несколько большей кажу-
щейся плотностью, чем центральные области, для кото-
рых характерны заниженные значения ЛКО.
На рис. 21 приведена томограмма образца с пятью
тонкими стальными дисками (а = 0,5 мм) диаметром 5,
10, 20, 30 и 40 мм, расположенными в одной плоскости
внутри контролируемого сечения толщиной 8 мм. Видно,
что меньшие по размерам включения воспроизводятся
как более плотные (светлые). Виден колоколообразный
спад эффективной плотности изображений к центру про-
тяженных дефектов.
Эти нелинейные артефакты, однако, не следует
смешивать с влиянием немоноэнергетичности исполь-
зуемого излучения, поскольку они сохраняются и при
моноэнергетическом приближении.
• Рис. 21. Томограмма сечения,
содержащего стальные включения
диаметром 5, 10, 20, 30 и 40 мм,
толщиной 0,5 мм
150
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
7.2.7. ИНСТРУМЕНТАЛЬНЫЕ
ПОГРЕШНОСТИ ПРВТ И МЕТОДЫ
ИХ СНИЖЕНИЯ
Погрешности вычислительной томографии можно
выделить в четыре группы:
1) погрешности измерения проекций;
2) погрешности, связанные с состоянием контроли-
руемого изделия;
3) погрешности реконструкции;
4) погрешности визуализации и документирования
результатов контроля.
Погрешности измерения проекций - это кванто-
вый шум рентгеновского излучения и погрешности не-
моноэнергетичности излучения, рентгеновского излуча-
теля, коллимации, детекторов, измерительного тракта,
сканирующей системы.
Погрешности рентгеновского излучателя связаны с
нестабильностью параметров питания (напряжения и
тока, формы и длительности импульса), погрешностями
фильтрации и изменения характеристик излучения в
процессе работы, размерами фокуса и уровнем афокаль-
ного излучения, неоднородностью распределения излу-
чения в рабочем телесном угле, нестабильностями излу-
чения, вызванными внутренними процессами рентгенов-
ского источника, механическими и тепловыми нагрузка-
ми на источник в процессе сканирования, вибрациями
отдельных элементов излучателя и т.п.
Погрешности коллимации - это погрешности: юсти-
ровки, вызванные конечной толщиной и шириной пучка;
непараллельности геометрии пучка и плоскости сканиро-
вания; расходимости или сходимости пучка, вызванные
рассеяным излучением; так называемые коллимационные
шумы, вызванные механическими и тепловыми нагрузка-
ми на элементы рентгенооптики в процессе сканирования
и недостаточной жесткостью связи между узлами излучате-
ля, коллиматоров и детекторов; погрешности дополнитель-
ных элементов рентгенооптики (выравнивающих клиньев,
регулировочных образцов, управляющих диафрагм и т.п.).
Погрешности детекторов связаны с нестабильно-
стью параметров питания, неидентичностью характери-
стик отдельных каналов детектирования, изменением
этих характеристик во времени и под действием механи-
ческих и тепловых нагрузок, уровнем нелинейных иска-
жений в рабочем диапазоне сигналов, ограниченным бы-
стродействием детекторов, абсолютным уровнем, спек-
тральной и пространственной неоднородностями кванто-
вой неэффективности, чувствительностью детекторов к
фоновому излучению, магнитной и электромагнитной
помехозащищенностями, уровнем собственных шумов и т.п.
Погрешности измерительного тракта зависят от
его состава и обычно сводятся к погрешностям аналого-
вых многоканальных цепей: неидентичности отдельных
каналов, функционального преобразования (интеграто-
ров и логарифмирующих устройств), аддитивных и
мультипликативных составляющих, изменения характе-
ристик тракта в амплитудном диапазоне сигналов, во
времени, от температуры, параметров питания; динами-
ческим погрешностям, связанным с временными свойст-
вами сигналов, погрешностям от воздействия помех, воз-
никающих при работе томографа.
Ряд метрологических ограничений связан с разряд-
ностью, точностью и быстродействием аналогового пре-
образователя и его многоканальностью.
Погрешности сканирующей системы - это в основ-
ном погрешности задания необходимых пространствен-
ных координат отдельных лучей в процессе сканирова-
ния, неравномерности скорости движения, нестабильно-
сти пространственного положения плоскости слоя в про-
цессе сканирования, погрешности, обусловленные изме-
нением характеристик системы при изменении режимов
сканирования, направления движения и во времени, по-
грешности задания пространственного положения слоя
относительно объекта контроля. Определенное влияние
на метрологию вычислительной томографии оказывают
исходное положение сканирующей системы и величина
угла сканирования.
Погрешности, связанные с состоянием контро-
лируемого изделия и его фиксацией - это прежде всего
погрешности из-за неконтролируемых смещений и де-
формаций объекта контроля или его элементов в процес-
се сканирования. Источниками погрешностей могут слу-
жить и слишком плотные структурные элементы, выхо-
дящие за динамический диапазон плотностей данного
вычислительного томографа. Определенное значение
имеют точность установки изделия в пределах рабочего
поля сканирования, вариации размеров изделия и по-
грешности определения пространственного положения
изделия.
Погрешности реконструкции в основном обуслов-
лены неидеальностью используемых аппроксимаций ал-
горитма реконструкции. Среди наиболее существенных
источников погрешностей реконструкции следует ука-
зать ошибки, возникающие из-за недостаточно малого
интервала дискретизации по углу, погрешности неопти-
мальной интерполяции и двумерной дискретизации то-
мограммы, чрезмерный уровень низкочастотной фильт-
рации реконструированных структур из-за попытки ком-
пенсации отмеченных погрешностей снижением высоко-
частотных компонент ядра свертки или двумерной
фильтрацией реконструированных томограмм.
К этим погрешностям примыкают остаточные по-
грешности немоноэнергетичности, обусловленные огра-
ниченностью используемого вида коррекции, и погреш-
ности дополнительных видов обработки томограмм, ис-
пользуемых на этапе расшифровки результатов контроля.
Погрешности визуализации и документирования
результатов контроля в основном обусловлены недос-
таточным числом градаций и геометрическими (мас-
штабными и нелинейными) искажениями изображений
томограмм.
Относительная доля составляющих погрешностей
различна в зависимости от конструкции, технологиче-
ских решений, физических особенностей используемых
элементов.
Несмотря на такое многообразие источников оши-
бок, в большинстве вычислительных томографов с циф-
ровой обработкой точность воспроизведения томограмм
ВОПРОСЫ МЕТРОЛОГИИ ПРВТ
151
доведена до уровня методических ограничений, а много-
численные инструментальные составляющие снижены до
незначительных величин.
При разработке средств ПРВТ стремятся использо-
вать совершенные, но простые элементы с характеристи-
ками, максимально стабильными в интервале времени и в
диапазоне внешних воздействий. Доведение метрологии
этих элементов до необходимых величин решается путем
тщательного изучения систематических составляющих
погрешностей и их коррекции на вычислительном уров-
не. Например, остаточная неидентичность чувствитель-
ных каналов при необходимости доводится до уровня
0,01 % при собственном разбросе чувствительностей де-
текторов в 5 ... 10 %. Точность исключения аддитивных
и мультипликативных ошибок многоканальных интегра-
торов поддерживается долговременно на уровне 0,05 %
при неравномерности скорости линейного сканирования
и, соответственно, длительностей накопления до 20 %.
Причем для максимальной надежности и исключения
погрешностей измерений, вызванных индивидуальными
особенностями конкретного томографа, большинство
констант в корректирующие программы вводится в ходе
натурного эксперимента на данной конкретной установке
и периодически обновляется.
Однако такая методика снижения инструменталь-
ных погрешностей в ПРВТ приводит к значительному
расширению объема и состава предварительной обработ-
ки измерительных данных.
7.2.8. МЕТРОЛОГИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ ПРВТ
Основные проблемы, возникающие при проработке
группы вопросов по метрологическому обеспечению
ПРВТ на этапе производства и эксплуатации, являются
отражением физических особенностей метода ПРВТ.
Прежде всего бесконтактный и неразрушающий ха-
рактер определения распределения свойств материалов
внутри сложного неразъемного изделия исключает воз-
можность непосредственного (не обусловленного разру-
шением и возможными погрешностями) сопоставления
результатов контроля ПРВТ с данными измерений стан-
дартизованными методами. В отличие от рентгеноскопии
и рентгенографии достоверность ПРВТ внутренних об-
ластей изделия нельзя оценить простым наложением
«эталонов чувствительности» на просвечиваемый объект.
Трудности возникают и в связи с многомерным ха-
рактером результатов измерения в ПРВТ. Необходимы
достаточно простые и однозначные методы и критерии
совокупной оценки метрологического состояния средств
ПРВТ по массиву отсчетов в реконструированной томо-
грамме, насчитывающему десятки (сотни) тысяч резуль-
татов локальных оценок.
Значительные трудности возникают в связи с тем,
что основная физическая величина, реконструируемая в
ПРВТ, - линейный коэффициент ослабления используе-
мого излучения - не является однозначной характеристи-
кой свойств материала, а зависит от распределения плот-
ности (массы), элементного состава материала и энерге-
тического спектра используемого излучения, который,
в свою очередь, зависит от особенностей контролируемо-
го объекта и режима контроля.
Актуальность этих проблем, их сложность и не-
обычность для радиационного неразрушающего контро-
ля становятся понятными, если учесть, что методом
ПРВТ удается дифференцировать области материала,
ЛКО которых отличаются на десятые доли процента, а
точность аттестации метрологических средств поверки
должна быть еще выше.
Нормируемые метрологические характеристики
средств ПРВТ. Рекомендуемый перечень основных нор-
мируемых метрологических характеристик средств ПРВТ:
максимальный диаметр рабочего поля томограммы
(изделия);
допустимая масса контролируемого изделия;
допустимый диапазон изменения плотности по кон-
тролируемому сечению;
число рассчитываемых элементов томограммы;
абсолютная величина пространственного периода
отсчетов томограммы, приведенная к контролируемому
объекту;
предел пространственного разрешения в плоскости
контролируемого сечения;
предел пространственного разрешения в направле-
нии, перпендикулярном к плоскости контролируемого
сечения;
погрешность измерения линейных размеров в плос-
кости контролируемого сечения;
погрешность измерения пространственного положе-
ния контролируемого сечения;
минимальный объем выявляемых локальных дефектов;
минимальное раскрытие выявляемых произвольно
ориентированных трещин;
пороговый контраст ЛКО (плотностей) для дефектов
заданного (минимального) диаметра;
средняя квадратическая погрешность измерения
ЛКО (плотности);
число различимых градаций в изображении томо-
граммы при визуализации на экране ВКУ и при докумен-
тировании;
время сканирования одного сечения (серии сечений);
время реконструкции томограммы;
Стандартные образцы в ПРВТ. Основными сред-
ствами метрологического обеспечения в ПРВТ являются
стандартные образцы, имитирующие необходимые виды
пространственных распределений плотности внутри кон-
тролируемого изделия и аттестованные заранее по стан-
дартизованной методике.
В тех случаях, когда стандартные образцы изготов-
ляют из материалов стандартизованного состава, их мет-
рологическая аттестация сводится к аттестации плотно-
сти массы и линейных размеров структурных элементов
образца и может выполняться стандартизованными пове-
рочными схемами с необходимой точностью (10~3 ... 1(Г*
для твердых и 10^ ... 10“5 для жидких).
152
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Рис. 22. Рентгенотомограммы типичного комплекта
стандартных образцов ПРВТ
На рис. 22 представлены рентгенограммы типичного
комплекта стандартных образцов для ПРВТ. Томограм-
мы верхнего ряда рис. 22, а (/, 2, 3) соответствуют об-
разцам для контроля диаметра рабочего поля и простран-
ственного положения плоскости контролируемого сечения.
Томограммы стандартных образцов /, 2 (рис. 22, б)
позволяют определить среднее значение толщины кон-
тролируемого слоя и его изменения по полю томограм-
мы, стандартный образец 3 - оценить диапазон контро-
лируемых плотностей материалов. Стандартный образец
(рис. 22, в) используют для определения всех геометри-
ческих характеристик контроля в плоскости сечения.
Томограммы 2 (рис. 22, в) иллюстрируют возмож-
ность определения предела пространственного разрешения
и порогового контраста, а томограммы / позволяют опреде-
лить уровень остаточных ошибок немонохроматичности
излучения и их влияния на чувствительность контроля.
Томограммы стандартных образцов (рис. 22, д) ис-
пользуют для формирования данных коррекции немоно-
энергетичности и определения СКО. Томограммы /, 2
соответствуют универсальному настроечному образцу,
позволяющему оценивать основные нормируемые харак-
теристики томографа и осуществлять настройку и кон-
троль работы сканирующей системы.
7.3. ПРИМЕНЕНИЕ ПРВТ
Основные особенности метода ПРВТ:
способность воспроизводить без взаимного наложе-
ния теней внутреннюю объемную структуру изделий
произвольной сложности;
способность обнаруживать внутри сложного объем-
ного изделия области, отличающиеся по плотности на
уровне десятых долей процента и менее, определять раз-
меры структурных элементов и место их расположения;
способность обнаруживать внутри сложного изде-
лия локальные дефекты в виде нарушений сплошности
или включения с объемом, в десятки миллионов раз
меньшим объема контролируемого изделия;
способность обнаруживать во внутренних областях
изделий произвольно ориентированные трещины с рас-
крытием менее КГ4 от толщины контролируемого изде-
лия; при этом для каждого дефекта можно указать коорди-
наты его расположения и направление ориентации трещин;
способность неразрушающего количественного оп-
ределения пространственного распределения плотности и
элементного состава внутри сложных объектов произ-
вольного агрегатного состояния.
Подобными возможностями не обладает ни один из
известных методов промышленного контроля, что обес-
печивает несомненные преимущества ПРВТ при реше-
нии тех задач НК, где эти особенности становятся опре-
деляющими. К числу таких задач относят НК разнооб-
разных композитных материалов, многослойных конст-
рукций, толстостенных и монолитных изделий и загото-
вок, сложного литья, древесины, строительных материа-
лов, опор, изделий из керамики, теплоизоляционных и
теплозащитных покрытий, изделий электронной про-
мышленности, моно- и поликристаллических структур.
Разнообразные современные материаловедческие задачи
контроля объемной микроструктуры макрообъектов, ис-
следования процессов развития деформаций и разруше-
ния, в решении которых ПРВТ может оказать сущест-
венную помощь.
Возможности применения ПРВТ открываются в об-
ласти исследования растений, минералов, биологических
микрообъектов, поскольку в аппаратуре ПРВТ использу-
ется цифровая вычислительная техника, возникает воз-
можность эффективной обработки результатов контроля,
представленных в виде цифровой томограммы. При кон-
троле промышленных изделий такая обработка может
быть наиболее результативной, поскольку в распоряже-
нии исследователя обычно имеется большой объем апри-
орной информации о контролируемом изделии и его без-
дефектной структуре.
При практическом использовании метода ПРВТ не-
обходимо учитывать и характерные ограничения, свойст-
венные его современному состоянию.
Использование рентгеновского излучения для фор-
мирования исходных проекций согласно данным табл. 5
позволяет контролировать широкий спектр материалов.
Однако еще в большей степени, чем в традиционной ра-
диографии, метод ПРВТ требует использования опти-
мальных энергий излучения, отличающихся для изделий
различных типоразмеров. Таким образом, прогресс в
применении ПРВТ обусловлен прогрессом в технологии
высокоинтенсивных источников рентгеновского излуче-
ния широкого диапазона энергий.
ПРИМЕНЕНИЕ ПРВТ
153
Относительно высокая сложность современного
оборудования ПРВТ по сравнению с хорошо освоенными
методами радиографии и радиоскопии обуславливает
наибольший эффект от применения ПРВТ прежде всего в
решении тех задач, для которых традиционные методы
неэффективны.
Некоторые ограничения в применении метода ПРВТ
связаны с необходимостью просвечивания контролируе-
мого изделия в угле 180°. Использование меньших углов,
например, при контроле крупногабаритных плит ограни-
чивает пространственное разрешение ПРВТ по глубине
изделия. Ограничения пространственного разрешения,
числа элементов реконструируемых томограмм, сложно-
сти и стоимости оборудования, хотя и отражают особен-
ности метода реконструкции по интегральным проекци-
ям, но скорее относятся к техническим проблемам, в пре-
одолении которых возможен значительный прогресс уже на
современном технологическом уровне.
Примеры применения ПРВТ. На рис. 23 представ-
лены примеры томограмм типичных композитов и мно-
гослойных конструкций, полученных методом ПРВТ при
эффективной энергии излучения около 70 кэВ, формате
расчетной матрицы изображения 256 х 256 элементов и
предельном пространственном разрешении 1x1x4 мм.
На рис. 23, а, б даны изображения сечений толстых
(100 мм) стеклопластиков с различной организацией
структуры армирующих волокон, а на рис. 23, в, г изо-
бражены соответственно сечения блоков (150) из тексто-
лита и компонента с углеродными волокнами. Изображе-
ние на рис. 23, д соответствует сечению сложной компо-
зитной конструкции.
Изображения двух правых столбцов на рис. 23, е - п
позволяют исследовать внутреннюю структуру образца
диаметром 200 мм и длиной 110 мм, состоящего из шести
склеенных слоев, каждый из которых, в свою очередь,
является композитной системой. Верхний слой выполнен
из 20-миллиметровой древесины со средней плотностью
Pi « 0,5 г/см3. Ниже расположены слой пористой рези-
ны с порошкообразным наполнителем (р2 ~ 0,2 г/см3) и
слой прессового пенополистирола (р3 « 0,07 г/см3), еще
ниже - слой эластичного полиуретанового поропласта
(р4 « 0,04 г/см3) и беспрессового вспененного полистиро-
ла (р5 « 0,05 г/см3). Нижний слой образца выполнен из
10-миллиметрового органопластика (р6 « 1,1 г/см3). Изо-
бражения среднего столбца соответствуют поперечным
сечениям, пересекающим все слои конструкции, а право-
го крайнего столбца - сечениям, параллельным плоско-
стям отдельных слоев.
Изображения на рис. 23, л - о представляют соот-
ветственно сечения слоев древесины, резины, полиурета-
нового поропласта и вспененного полистирола, а изо-
бражение на рис. 23, п соответствует сечению, совпа-
дающему со слоем органопластика.
Каждое изображение воспроизводит лишь неболь-
шой участок диапазона плотностей, рассчитываемых с
2000 градаций. Более светлые участки структур соответ-
Рис. 23. Рентгенотомограммы композитов и многослойных
конструкций:
а - одноосно-армированный стеклопластик; б - перекрестно-
армированный стеклопластик; в - текстолит; г - углепластик;
д - композит с упрочняющей армирующей структурой; е - п -
шестислойная композитная конструкция
ствуют материалам с большей плотностью. На изображе-
ния центрального столбца наложены графики зависимо-
сти плотности структуры композита вдоль направлений,
помеченных пунктирной линией.
Приведенные результаты наглядно иллюстрируют
основные особенности неразрушающего контроля ком-
позитов и многослойных систем методом ПРВТ: отсутст-
вие наложения теней сложных пространственных струк-
тур и высокую чувствительность к малым разноплотно-
стям материалов.
В соответствии с данными табл. 5 НК известных
композитных материалов удается реализовать при ис-
пользовании традиционных рентгеновских трубок из-за
невысокой плотности (< 2 г/см3) этих материалов и низко-
го значения их эффективного атомного номера (5 ... 12).
Подбором энергии излучения для каждого материала и
толщин изделий могут быть получены результаты, мет-
рологически превосходящие представленные.
Для современных композитов контраст плотности
армирующих волокон и матриц достаточно высок, что
облегчает контроль сложной объемной структуры компо-
зитов методом ПРВТ. В зависимости от требуемого мас-
штаба микроструктуры требуется аппаратура с простран-
ственным разрешением до 100 и даже 10 мкм.
Контроль методом ПРВТ распределения плотности
композитного материала с усреднением по области, зна-
154
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Рис. 24. Рентгенограммы
конструкционных материалов
на основе углерода:
а - графитовая конструкция;
б - заготовка из углерод-угле-
родного композита
Рис. 25. Рентгенотомограм-
ма толстостенной металличе-
ской конструкции
чительно превосходящей период структуры армирующих
элементов, позволяет решать задачу качественного и ко-
личественного определения относительного содержания
известных компонент в разных зонах конструкции. Это
положение иллюстрируется изображениями на рис. 23, в
и м. В первом случае в правой части образца текстолита
видны более светлая вертикальная область с повышен-
ным содержанием ткани и центральная локальная зона с
избытком связующего. Во втором случае на фоне вытя-
нутых вдоль вертикальной оси неоднородностей порис-
тости видны яркие белые пятна скоплений частиц на-
полнителя.
Изображения на рис. 23, к и рис. 18 подтверждают
возможность контроля в сложном композите состава,
толщины и сплошности тонких клеевых слоев.
Сочетание высокой точности и пространственного
разрешения по трем координатам позволяет методом
ПРВТ решать задачу количественных оценок распре-
делений размеров волокон, пор, частиц наполнителей,
контроля изменения геометрии и плотности структурных
элементов в процессе отверждения матрицы, нагружения
конструкций и других внешних воздействий.
Уникальные возможности НК композитов и много-
слойных конструкций методом ПРВТ становятся тем
более очевидными, что представленные изображения
являются лишь одной из привычных форм использования
всего массива количественных результатов, получаемых
этим методом и создающих предпосылки для неразру-
шающей диагностики с прогнозированием индивидуаль-
ных прочностных характеристик изделий.
Среди современных конструкционных материалов
важное место занимают материалы на основе углерода:
искусственные графиты различных марок, углепластики,
углерод-углеродные композиты. Томограммы на рис. 24
иллюстрируют возможности современных средств ПРВТ
при контроле подобных материалов. Удается контроли-
ровать объемное распределение плотности, наличие
включений, размеры зерна, структуру волокон и, в ко-
нечном счете, оптимизировать технологический процесс
для достижения необходимых параметров материалов и
изделий из них. Сопоставление результатов измерения
плотности отдельных участков изделий с данными стан-
дартизованных разрушающих методов дает расхождение
на уровне 0,2 %.
Отметим, что результаты, представленные на рис.
23 и 24, не имеют эквивалента в традиционных методи-
ках, а для ПРВТ они характеризуют лишь начальный
опыт практического применения и в дальнейшем могут
быть значительно улучшены.
При правильном выборе энергии излучения
(см. табл. 5) эффективность контроля металлических
конструкций и заготовок методом ПРВТ не отличается от
приведенных примеров. На рис. 25 представлена рентге-
нограмма толстостенной металлической конструкции,
элементы которой были изготовлены методом порошко-
вой металлургии. Отчетливо видны разноплотности от-
дельных структурных элементов до 3 % и большое число
плотных включений в основном корпусе. Для сравнения
укажем, что ни один из отмеченных дефектов не был
обнаружен обычной рентгенографией, чувствительность
которой при контроле подобных «толстых» изделий в
значительной степени ограничена действием рассеянного
излучения.
На рис. 26, а и б представлена томограмма сложной
металлической отливки. Видны многочисленные дефек-
ты литья: поры, раковины и отклонения толщины стенок.
Накоплен некоторый опыт применения ПРВТ при
контроле строительных материалов и бетонных опор.
Например, на томограмме железобетонного образца, по-
лученной с использованием излучения в диапазоне энер-
гий от 300 до 600 кэВ, отчетливо наблюдаются основные
элементы структуры: щебень с плотностью порядка
2,6 г/см3 и менее плотное (2,0 г/см3) связующее. Как бо-
лее яркое светлое пятно видно сечение стальной арма-
туры. В разных зонах образца отмечаются отдельные
пустоты.
Более детальные исследования практически под-
твердили возможность обнаружения в бетонных опорах
диаметром 150 мм трещин с раскрытием 0,075 мм и менее.
а) б)
Рис. 26. Рентгенотомограмма металлической отливки
ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
155
Рис. 27. Рентгенотомограмма стан-
дартного образца диаметром 1900 мм
из инертного твердого топлива
Важное место среди областей применения ПРВТ за-
нимает контроль ракетных двигателей на твердом топливе.
На рис. 27 представлена рентгенотомограмма стан-
дартного образца диаметром 1,9 мм из инертных магние-
подобных материалов (р «1,76 г/см3, £эф «12), восстанов-
ленная с использованием тормозного излучения мощного
линейного ускорителя Линатрон-6000 (Е ~ 10 МэВ). То-
мограмма поручена на оборудовании, разработанном
фирмой American Science and Engineering для контроля
крупногабаритных двигателей ракет типа «Trident».
В таких двигателях в процессе производства и при хра-
нении проводят контроль объемной структуры твердого
топлива практически по всему объему. Выявляют трещи-
ны, пустоты, неравномерности смешивания и состава,
отклеивания от внутренних поверхностей, деформации
канала (на стандартном образце не представлен), наличие
инородных включений, пористость, области аномально
низкой плотности.
Несмотря на накопленный опыт применения для
этой задачи традиционной радиографии, преимущества
ПРВТ неоспоримы, а чувствительность к разноплотно-
стям увеличилась практически на два порядка. Простран-
ственное разрешение (при диаметре изделия 1,9 м) со-
ставляло 2,2 пер/см, среднее квадратическое отклонение
при определении плотности в элементе объема порядка
20 мм3 (2x2x5 мм) - на уровне 2 %, минимальный объем
обнаруживаемого дефекта с разноплотностью 5 % не
превышал 130 мм3, минимальное раскрытие выявляемых
в объеме произвольно ориентированных трещин и рас-
слоений 0,08 мм.
Сочетание таких высоких метрологических характе-
ристик (2 км D > 800, at = 2,5, 8(ц) = 0,02, 0,005 %)
иллюстрирует возможности аппаратуры ПРВТ в обеспе-
чении высокого пространственного разрешения и уни-
кальной чувствительности к локальным дефектам и раз-
ноплотностям при условии использования высокоинтен-
сивных источников рентгеновского излучения с энерги-
ей, близкой к оптимальной. Аналогичные результаты
были получены и при контроле ракетных двигателей
меньших размеров.
Во Франции (Laboratoire d’Electronique, de Technolo-
gic de rinformatique) разработан высокопроизводитель-
ный комплекс ПРВТ для контроля двигателей на твердом
топливе диаметром 400 мм при анодном напряжении на
рентгеновской трубке 420 кВ.
Ряд фирм сообщает об эффективном применении
метода ПРВТ для контроля сборок тепловыделяющих
элементов ядерных реакторов, в том числе с использова-
нием нейтронов.
В России разработан микротомограф ВТ-50 с про-
странственным разрешением до 25 мкм, предназначен-
ный для послойной визуализации и дефектоскопии внут-
ренней микроструктуры промышленных изделий из ком-
позиционных и других материалов, многослойных кон-
струкций, биологических объектов.
Метод ПРВТ активно развивается. Информацион-
ные возможности, которые уже нашли практическое под-
тверждение, показывают, что с освоением ПРВТ радиа-
ционные методы НК внутренней структуры промышлен-
ных изделий существенно укрепят свои позиции.
За прошедшие годы сложились основные области
применения промышленной томографии с целью контро-
ля и диагностики:
- в космической промышленности - твердого топ-
лива, узлов двигателей и элементов конструкций ракет,
спутниковой аппаратуры;
- в авиационной промышленности - лопаток и дета-
лей, турбин, лопастей, крыльев;
- в атомной энергетике - тепловыделяющих элемен-
тов, трубопроводов, прокладок, элементов реактора;
- в нефтяной промышленности - элементов обору-
дования, работающего при высоком давлении, трубо-
проводов;
- в электротехнической промышленности - элек-
трических двигателей, коаксиальных кабелей;
- в строительстве и на транспорте - несущих конст-
рукций и опор из стали и бетона, мостовых и строитель-
ных колонн;
- в оборонной промышленности - зарядов, снаря-
жения, элементов конструкций;
- в химической промышленности - трубопроводов,
контейнеров, фильтров;
- в металлургической промышленности - стальных
конструкций, сварных соединений;
- в электронной промышленности - компонентов
электронной техники;
- в деревообрабатывающей промышленности -
свай, колонн, шпал, растущих деревьев;
- в автомобильной промышленности - карбюрато-
ров, корпусов, шин.
7.4. ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
Типовой состав вычислительного томографа.
Оборудование для неразрушающего контроля по методу
ПРВТ однотипно по составу и обычно имеет рентгенов-
скую сканирующую систему, вычислительный комплекс
с системой математического обеспечения и устройства
визуализации, архивирования и документирования ре-
зультатов контроля. Типовая структурная схема вычис-
лительного томографа представлена на рис. 28.
156
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Рис. 28. Типовая структурная схема промышленного рентгеновского вычислительного томографа
7.4.1. СКАНИРУЮЩИЕ СИСТЕМЫ
В состав сканирующей системы ПРВТ обычно вхо-
дят: рентгеновский источник, блок детекторов, элементы
рентгенооптики (фильтры, коллиматоры, компенсаторы,
привод сменных элементов рентгенооптики), привод
сканирующей системы, элементы уравновешивания и
подавления вибраций, измерительные и управляющие
датчики координат, средства обеспечения питания, от-
вода тепла и обмена информационными сигналами ме-
жду подвижной и неподвижной частями сканирующей
системы.
Кроме того, сканирующая система имеет узлы креп-
ления и подачи контролируемого изделия; оптическое
маркерное устройство, позволяющее уточнить простран-
ственное положение контролируемого сечения; элементы
юстировки; жесткую несущую конструкцию; средства
обеспечения радиационной, электрической и механиче-
ской безопасности; разнообразные электронные блоки
управления, формирования сигналов и индикации, раз-
мещенные внутри кожуха сканирующей системы, и авто-
номный пульт управления.
Функциональное назначение сканирующей системы
в реализации метода ПРВТ сводится к сбору необходи-
мой совокупности измерительных оценок проекций
р (г, <р). Поэтому выбор схемы сбора измерительных дан-
ных определяет не только конструкцию сканирующей
системы, но и ряд основных технико-экономических ха-
рактеристик всего вычислительного томографа.
Схемы сбора бывают последовательные, парал-
лельные и смешанные. Первые наиболее просты в реали-
зации, зато вторые более производительны. Эффектив-
ным приемом повышения степени ’’параллельности" сбо-
ра является одновременное сканирование многих слоев
контролируемого изделия.
В зависимости от характера дискретизации про-
странства проекций различают схемы сбора с равномер-
ными и неравномерными отсчетами. Первые обычно со-
ответствуют параллельным или веерным проекциям (см.
рис. 3).
Веерные схемы сбора измерительных данных быва-
ют эквидистантными по углу и расстоянию, на котором
отдельные направления проецирования пересекают пря-
мую. С другой стороны, веерные схемы сбора отличают-
ся в зависимости от того, совпадает ли фокус веера про-
екций с апертурой детектора или источника излучения.
Важной разновидностью веерных схем сбора измери-
тельных данных является схема с переменным фокусным
расстоянием Fq.
Схемы сбора бывают с жестко фиксированными и
плавно перестраиваемыми интервалами дискретизации.
Вторые обычно более универсальны и позволяют сохра-
нить достаточно высокий уровень пространственного раз-
решения контролируемых изделий различной толщины.
Обычно различакэт схемы сбора, использующие им-
пульсное или непрерывное рентгеновское излучение.
В принципе, при равной средней интенсивности излуче-
ния они равноценны, однако требуют отличающихся
технических решений для сохранения достаточно высо-
кого пространственного разрешения. С целью сокраще-
ния времени сбора измерительных данных возможно ис-
пользование многих источников рентгеновского излучения.
ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
157
Важным фактором повышения производительности
схемы сбора является применение многоэлементных (ли-
нейных или матричных) детекторов излучения. В неко-
торых случаях находят применение непрерывные преоб-
разователи рентгеновского диапазона с дискретизацией
на уровне электронного, потенциального или светового
сигнала.
Для формирования первичного и ослабления рассе-
янного рентгеновского излучения обычно применяют
коллиматоры, которые в зависимости от организации
схемы сбора измерительных данных выполняются не-
подвижными или движущимися.
В зависимости от физических особенностей контро-
лируемого изделия и конструкции сканирующей системы
различают системы со сканированием неподвижного
объекта контроля или системы, использующие переме-
щения контролируемого изделия. Известны смешанные
сканирующие системы, в которых контролируемый объ-
ект участвует в одном виде движения, а рентгенооптиче-
ские элементы - в другом. В большинстве случаев такие
решения метрологически равноценны, однако для недос-
таточно жестких контролируемых изделий или объектов,
содержащих жидкие материалы, необходимы системы,
сканирующие неподвижный объект контроля.
С точки зрения пространственной ориентации бы-
вают сканирующие системы с преимущественно гори-
зонтальным или вертикальным расположением плоско-
сти контролируемого сечения. В зависимости от характе-
ра используемых движений различают сканирующие
системы с поступательно-вращательным, вращательно-
вращательным или вращательным движением.
Для перемещения контролируемого изделия приме-
няются механические сканирующие системы, однако для
измерения по необходимому закону пространственного
положения рентгеновского излучения в равной степени
можно использовать и электростатические, и электро-
магнитные системы отклонения электронных пучков.
Сканирующие системы различаются и законами из-
мерения относительных координат измеряемых проекций
во времени. Для механических сканирующих систем воз-
вратные и дискретные перемещения менее эффективны,
чем непрерывные.
Несмотря на разнообразие возможных вариантов
организации сбора измерительных данных в ПРВТ нахо-
дят применение в основном наиболее простые эквиди-
стантные схемы с одним источником излучения. Наибо-
лее употребительные из них приведены на рис. 29, и
обычно они подразделяются на четыре разновидности
(поколения). На рисунке и при описании условно объект
контроля считается неподвижным. При использовании
перемещения контролируемого изделия все неподвиж-
ные элементы рис. 29 становятся подвижными и, наобо-
рот, с сохранением характера относительных перемеще-
ний. При одновременном сканировании нескольких се-
чений предполагается одинаковая организация схем сбо-
ра для каждого слоя.
В первом поколении схем сбора измерительных дан-
ных математическая идея метода реализуется в самом
последовательном и ясном виде. Объект сканируется
одиночным коллимированным лучом.
Сначала при поступательном (линейном) движении
жесткой рамы, на которой закреплены излучатель и де-
тектор, регистрируется полная проекция слоя р (г, ф) при
фиксированном угле ф = ф/. Затем рама поворачивается
на достаточно малый угол Дф = 180/М и повторяется
очередной цикл линейного перемещения рамы. Такой
процесс заканчивается обычно после измерения М про-
екций в процессе поворота рамы на 180°. Каждая четная
проекция измеряется при обратном направлении линей-
ного сканирования.
Линейное движение осуществляется со скоростью,
достаточной для обеспечения необходимой экспозици-
онной дозы D3. Диапазон линейных перемещений дол-
жен превышать размеры контролируемого объекта, что
позволяет осуществлять коррекцию метрологических
характеристик измерительного канала в ходе всего про-
цесса сканирования. Это положение облегчается тем, что
в системе обычно имеется еще один - опорный детектор,
идентичный измерительному, но жестко связанный с из-
лучателем и формирующий необходимый сигнал /0 (0,
используемый для непрерывной коррекции на мгновен-
ные нестабильности параметров рентгеновского излуче-
ния согласно соотношению (2).
Спектральные, временные и прочие характеристики
опорного канала обычно выбираются максимально близ-
кими к средним данным измерительного канала с обес-
печением имитации средних свойств объекта. Единст-
венным отличием является более высокое отношение
сигнала к шуму по опорному каналу, не связанному с
ослаблением излучения через объект.
Подвижная рама имеет в центре отверстие необходи-
мой величины для размещения контролируемого изделия.
Поступательно-вращательная конструкция скани-
рующей системы оказалась работоспособной и подтвер-
дила свои эффективность и гибкость в перестройке и
усовершенствовании технических характеристик на мно-
гих системах ПРВТ.
Рис. 29. Эквидистантные схемы организации сбора измери-
тельных данных в сканирующих системах ПРВТ с одним
источником излучения:
а - первое поколение; б - второе поколение; в - третье поколе-
ние; г - четвертое поколение
158
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Основные ограничения сканирующей системы пер-
вого поколения связаны с трудностью повышения быст-
родействия возвратно-поступательного движения систе-
мы линейного перемещения и низкой эффективностью
использования рентгеновского излучения источника, так
как обычно основная часть излучения диафрагмируется
первичным коллиматором. С целью решения этих двух
вопросов и были разработаны следующие разновидности
сканирующих систем.
Во втором поколении (см. рис. 29) полностью со-
храняется сканирующая система первого поколения, но в
плоскости слоя формируется несколько (2 ... 40) расхо-
дящихся от фокуса рентгеновского излучателя коллими-
рованных пучков излучения и, соответственно, увеличи-
вается число однотипных детекторов в слое.
Таким образом, в процессе одного линейного скани-
рования с выхода каждого конкретного детектора снима-
ется сигнал, соответствующий одной проекции для кон-
кретной ориентации луча <pf-, а совокупность этих сигна-
лов содержит информацию о целом наборе (2 ... 40) не-
зависимых проекций, измеренных одновременно. Вели-
чина дискретного угла поворота при следующем скани-
ровании может быть увеличена, а общее число дискрет-
ных поворотов системы и время сканирования уменьше-
ны по сравнению с однодетекторной схемой первого по-
коления.
Сканирующие системы второго поколения подтвер-
дили свою практическую эффективность, гибкость пере-
стройки режимов сканирования и высокие метрологиче-
ские свойства в сочетании с ограниченной стоимостью.
Переход от первого ко второму поколению достига-
ется ценой повышения сложности и уровня требований к
блоку детекторов и коллиматоров, особенно на входе
детекторов, так как влияние рассеянного излучения неиз-
бежно повышается с ростом числа одновременно излу-
чающих рентгеновских пучков и минимально лишь в
системе первого поколения. Остальные узлы сканирую-
щей системы и, в частности, рентгеновский излучатель,
питающие устройства, электромеханические узлы, ка-
бельное устройство, узлы электроники не отличаются от
решений первого поколения.
С целью принципиального повышения быстродей-
ствия организации сбора измерительных данных необхо-
димо более существенное повышение числа параллель-
ных каналов измерения.
В этой связи были предложены последовательно-
параллельные схемы сбора с отказом от наиболее инер-
ционного линейного сканирования. Такие схемы сбора и
сканирующие системы обычно подразделяют на системы
третьего и четвертого поколений (см. рис. 29).
В этих системах при фиксированном мгновенном
пространственном положении излучателя, коллиматоров
и многоэлементного блока детекторов одновременно
измеряется несколько сот (до 103) данных об интеграль-
ном ослаблении вдоль веерообразной системы направ-
лений. И, далее, в процессе вращения рентгенооптиче-
ских элементов схемы за один полный оборот регистри-
руется весь необходимый набор из 105 ... 106 измери-
тельных данных.
Наибольшее распространение получили два типа
чисто вращательных систем:
третьего поколения - с одновременным вращением
рентгеновского излучателя, коллиматоров и линейной
сборки из сотен детекторов, жестко закрепленных на
единой вращающейся вокруг объекта контроля раме;
четвертого поколения - с вращающимся рентгенов-
ским излучателем и жестко связанным с ним блоком вее-
рообразных коллиматоров при неподвижном кольцевом
блоке из сотен детекторов (рис. 29).
Типичная система третьего поколения имеет сле-
дующие характеристики: число измерительных детекто-
ров в матрице 256 (512), длительность импульса рентге-
новского излучения 2 мс, число проекций при 360-
градусном сканировании 720 при общем числе отсчетов
2(4) • 105, рабочая ширина веерного пучка в плоскости
слоя 40°, полное время сканирования 10 с.
Аналогичная система четвертого поколения имеет
число измерительных детекторов в кольце более 1000,
общее число отсчетов при 360-градусном сканировании
1,5 • 106, полное время сканирования 3 с.
У этих вариантов исполнения сканирующей систе-
мы много общего: более высокое и, в принципе, близкое
быстродействие, большое число независимых измери-
тельных каналов, широкий и однородный рентгеновский
веерообразный пучок, охватывающий одновременно все
поперечное сечение контролируемого изделия, более
простая конструкция электромеханических узлов, еще
большее влияние рассеянного излучения и неидентично-
сти детекторов, трудности с калибровкой характеристик
измерительных каналов в процессе измерений, большая
сложность, а следовательно, стоимость и более низкая
надежность и т.п. Но много и технических различий.
Например, в системах четвертого поколения больше
детекторов, но они неподвижны, что упрощает требова-
ния к электромеханическим узлам, электронным устрой-
ствам измерительных каналов и кабельному устройству.
Существенно различны и конструктивные требования к
детекторам.
В системах четвертого поколения оказалось воз-
можным в процессе сканирования дважды калибровать
характеристики каждого канала - в начале и конце зоны
облучения, так как крайние каналы коллиматоров не пе-
рекрываются объектом контроля.
С другой стороны, остаточные ошибки неидентич-
ности каналов в системе третьего поколения чрезвычай-
но опасны, так как локализуются на изображении в ха-
рактерные кольцевые области с большой пространствен-
ной плотностью, а в системах четвертого поколения, пер-
вого и второго поколений остаточные ошибки равномер-
но распределены по всему изображению и метрологиче-
ски менее существенны.
В системах третьего поколения, которые в отличие
от остальных вариантов чаще работают в импульсном
режиме, более существенны емкостные связи и наводки,
выше уровень электромеханических шумов, вызванных
тем, что блок детекторов перемещается.
Системы третьего поколения предъявляют более
жесткие требования к необходимой конструктивной
ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
159
Рис. 30. Схема сбора измерительных данных третьего
поколения с переменным фокусным расстоянием
компактности детекторов. Системы четвертого поколе-
ния более гибки в перестройке параметров системы для
задач различного класса. В этом смысле они близки к
системам первого поколения.
Системы третьего поколения более консервативны,
так как имеют заранее фиксированную структуру каждой
веерной проекции. Однако в системах третьего поколе-
ния наиболее полно используют излучение источника и
имеющийся набор детекторов. Кроме того, достоинства
такого решения могут быть усилены в случае контроля
промышленных изделий переходом к вращению контро-
лируемого объекта при отказе от быстрых пространст-
венных перемещений источника излучения и блока де-
текторов.
Как видно из рис. 30, такое решение при малых раз-
мерах фокуса источника излучения и достаточно боль-
шом расстоянии между фокусом и апертурой матричного
детектора позволяет обеспечить оптимальные условия
контроля для изделий различных размеров путем изме-
нения расстояния между фокусом и осью вращения кон-
тролируемого изделия. Регулируемое фокусное расстоя-
ние в сочетании с разработанным локальным алгоритмом
реконструкции позволяет решать задачу анализа объемной
микроструктуры на отдельных участках макрообъекта.
Быстродействие систем третьего и четвертого поко-
лений уже не ограничено механическими проблемами.
Можно обеспечить частоту вращения изделия или эле-
ментов рентгенооптики в пределах 10 ... 50 об/с, найдя
надежное решение для бесконтактного кабельного уст-
ройства и повысив быстродействие электронных схем.
Однако в известных схемах третьего и четвертого
поколений режим наиболее быстрого сканирования не
обеспечивает необходимой точности контроля из-за ма-
лости уровня экспозиционной дозы, характерной для со-
временных источников рентгеновского излучения. По-
этому сама по себе предельная скорость сканирования не
является достаточной характеристикой информационных
возможностей системы.
Вероятно, в ПРВТ с вращением контролируемого
изделия системы четвертого поколения не имеют пре-
имуществ перед системами третьего поколения, кроме
малого влияния неидентичности детекторов.
Выбор схемы сбора измерительных данных зависит
от многих противоречивых факторов. По-видимому, для
задач, не требующих повышенной скорости сканирова-
ния, и для интенсивных источников (ускорителей) с
относительно узкими рабочими углами излучения тех-
нико-экономически предпочтительно второе поколение.
В то же время наибольшая производительность и про-
стота механических узлов сканирования характерны для
многослойных систем третьего (четвертого) поколения,
что обусловлено, однако, значительно большей сложно-
стью блока детекторов и связанных с ним электронных
устройств.
7.4.2. ИСТОЧНИКИ ИЗЛУЧЕНИЯ
Параметры источника излучения практически пол-
ностью определяют метрологические и эксплуатацион-
ные характеристики любого радиационного вычисли-
тельного томографа, но особенно это проявляется при
проектировании РВТ для контроля промышленных изде-
лий, где дозные нагрузки не являются определяющими.
Большое многообразие объектов контроля, различаю-
щихся геометрическими и физико-химическими характе-
ристиками, привело к тому, что энергетический диапазон
ПРВТ по сравнению с медицинским применением суще-
ственно расширился.
Задачи, которые стоят перед ПРВТ, с одной стороны
- контроль микрообъектов, с другой - контроль крупных
строительных конструкций, требуют энергетического
диапазона от единиц кэВ до 16 МэВ и выше. В зависимо-
сти от характеристик контролируемого объекта (хими-
ческого состава, геометрических размеров) меняется не
только энергетический диапазон радиационного излу-
чения, но и требования к основным параметрам излуче-
ния, таким как стабильность спектра и интенсивность
излучения.
Для упрощения анализа этих требований на совре-
менном этапе развития ВТ рекомендуется рассматривать
три энергетических диапазона, выбор которых подтвер-
жден практическим использованием ПРВТ. Первый диа-
пазон - единицы кэВ до 100 кэВ, второй - 100 кэВ до
1 МэВ и третий - свыше 1 МэВ. Наиболее изучен и осво-
ен первый энергетический диапазон. Менее исследован
высокоэнергетический диапазон применительно к ВТ.
Сложность разработки требований к источникам из-
лучения, особенно по стабильности анодного напряже-
ния в рентгеновских трубках, выбору конструктивных и
электрических характеристик линейных ускорителей за-
ключается в том, что аналитические зависимости, связы-
вающие эти характеристики с характеристиками пучка
излучения, имеют погрешности существенно выше по-
грешности метода ВТ. В связи с этим вышеперечислен-
ные требования можно сформулировать в основном ис-
ходя из конкретных томографов.
Опыт эксплуатации медицинских томографов пока-
зал, что в энергетическом диапазоне до 80 кэВ стабиль-
ность анодного напряжения рентгеновского питающего
устройства обеспечивается в пределах 0,01 ... 0,1 %.
В области энергий от 100 кэВ до 1 МэВ в связи с преоб-
ладанием комптоновского эффекта можно предположить
160
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
максимальную величину допустимой нестабильности до
1 % для объектов контроля, имеющих эффективный
атомный номер 20.
В высокоэнергетическом диапазоне от 1 МэВ и вы-
ше требования к нестабильности спектра за счет эффекта
образования пар ужесточаются.
Эти требования во многом определяются эффектив-
ным атомным номером и плотностью контролируемого
объекта.
Наряду с требованием высокой стабильности (на
порядок выше, чем в традиционных методах радиогра-
фии) в связи с многообразием геометрических форм кон-
тролируемых объектов, для ПРВТ требуются источники
повышенной (в десятки раз) интенсивности по сравне-
нию с другими применениями.
Методы стабилизации анодного напряжения рент-
геновской трубки можно разделить на две группы:
1) стабилизация по первичной (низковольтной)
стороне;
2) стабилизация по вторичной (высоковольтной)
стороне.
Стабилизация по первой группе осуществляется с
помощью электромашинного усилителя, служащего ис-
точником питания высоковольтного трансформатора.
Обычно применяют мотор-генераторы повышенной час-
тоты, что существенно снижает габариты и массу рентге-
новского генератора и упрощает фильтрацию высокого
напряжения за счет применения малогабаритных конден-
саторов большой емкости. В этом случае достигается
стабильность в пределах 0,1 ... 0,5 %.
Стабилизация по второй группе предполагает вклю-
чение дополнительной управляющей лампы в цепь об-
ратной связи рентгеновского генератора. Динамический
диапазон стабилизации, достигаемой при таком техниче-
ском решении, 10 ... 15 % от нестабильность от 0,05
до 0,1 % при мощности генераторного устройства 4 кВт.
Рассмотренные методы стабилизации эффективно
используются только при непрерывном излучении. Для
формирования импульсного режима излучения и стаби-
лизации импульса по амплитуде, форме и длительности
применяют специально разработанные управляющие
лампы, непосредственно включенные в анодную цепь
рентгеновской трубки. Этот метод, обеспечивающий не-
стабильность 0,01 ... 0,05 %, широко применяют в вы-
числительных томографах III поколения. Однако макси-
мальное анодное напряжение в этих генераторах не пре-
вышает 140 ... 150 кВ.
Стабилизация спектра во втором энергетическом
диапазоне (100 кэВ ... 1 МэВ) обеспечивается примене-
нием описанных методов и средств в комплексе со стан-
дартными высоковольтными генераторами. Технически
реализуемое максимальное стабилизированное напряже-
ние составляет 420 кВ.
Для дальнейшего расширения диапазона энергий
требуется разработка малогабаритных, достаточно мощ-
ных ускорителей. Применение в качестве источников
изотопов радиоактивных элементов, несмотря на просто-
ту технических решений и очевидные преимущества
(монохроматичность), не нашло практического призна-
ния вследствие малого радиационного выхода (на два
порядка меньше по сравнению с рентгеновскими трубками).
Промышленное применение линейных ускорителей,
микротронов, бетатронов на энергии 1 ... 16 МэВ огра-
ничено только большими массами и размерами источни-
ков. Для повышения интенсивности излучения может
применяться синхротронное излучение.
7.4.3. ДЕТЕКТОРНЫЕ УСТРОЙСТВА
Детекторные устройства рентгеновских вычисли-
тельных томографов обеспечивают преобразование про-
шедшего объект излучения в электрический аналоговый
сигнал.
Усиление этого сигнала и его преобразование в ве-
личину, пропорциональную энергии пучка излучения, в
течение контролируемого интервала времени (т.е. инте-
гралу jlydt) осуществляются электронными устройст-
вами. Формирование пучков излучения осуществляется
коллиматорами.
Коллиматор, детектор и соответствующий элек-
тронный блок образуют канал измерения. Для снижения
погрешностей от флюктуации квантов канал опорного
сигнала располагается обычно вблизи рентгеновского
излучателя. Измерительные каналы конструктивно объе-
диняются в матрицу детекторов. Количество опорных
каналов 1 ... 4, количество измерительных каналов - от 1
до 2000 в зависимости от поколения ПРВТ.
Коллиматор опорного канала обеспечивает форми-
рование пучка излучения с постоянными параметрами. В
простейшем случае он выполняется в виде свинцовой
пластины с отверстием, соответствующим размеру вход-
ного окна детектора.
Коллиматоры измерительных каналов помимо фор-
мирования геометрии прямого пучка излучения обеспе-
чивают ослабление рассеиваемой объектом компоненты
ионизирующего излучения.
Детекторы излучения, применяемые в вычислитель-
ной томографии, характеризуются совокупностью пара-
метров, общепринятых для детекторов излучения. Одна-
ко типаж детекторов для ПРВТ ограничен в связи со спе-
цифическими требованиями ВТ:
- обеспечение преобразования в токовом режиме
работы в связи с высокой интенсивностью излучения;
- высокая стабильность чувствительности, темново-
го фона и линейности характеристики при отношении
сигнал/шум > 200, допустимые средние квадратические
отклонения этих параметров 0,01 ... 0,25 % в зависимо-
сти от используемой схемы сканирования и количества
детекторов в матрице.
Обеспечение высокой воспроизводимости указан-
ных параметров осложняется с ростом динамического
диапазона измерения интенсивности излучения в процес-
се сканирования, т.е. возрастают требования к быстро-
действию детекторов, отсутствию медленных процессов,
зависящих от дозы облучения.
ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
161
При повышенной энергии до сотен кэВ и десятков
МэВ первостепенным становится получение высокой
эффективности поглощения квантов (т]у = 0,7 ... 0,9).
Для томографических детекторов важны требования
идентичности параметров в многоканальных системах,
устранения между ними взаимных связей, возникающих
под воздействием рассеиваемого излучения.
Существенны требования взрывГобезопасности, по-
мехозащищенности от механических воздействий или
электромагнитных полей.
Из большого количества известных детекторов из-
лучения в томографии используются два типа - сцинтил-
ляционные и ионизационные.
Сцинтилляционные детекторы с фотоумножите-
лями (ФЭУ) имеют высокую эффективность поглощения
(т|у > 0,9) и большую чувствительность в связи с усиле-
нием фототока в 103 ... 104 раз непосредственно ФЭУ.
В качестве сцинтилляторов применяют CsI(Tl), CsI(Na),
Bi2Ge, On, CaF, CdWO4. Среди них германат висмута
обладает наилучшей стабильностью к воздействию
внешних условий и эффективностью ослабления, но име-
ет конверсионную эффективность - 10 % от Nal, что тре-
бует применения высокочувствительных ФЭУ.
Фотоумножители, применяющиеся в томографии,
имеют темновой ток не свыше 10 9 А, обеспечивают ли-
нейность фототока до десятков и сотен микроампер, от-
личаются повышенной стабильностью и сохранением
чувствительности с погрешностью не свыше 0,2 % в те-
чение нескольких секунд. Они имеют относительно
большие габариты, что приводит к повышению размеров
и массы матрицы.
Сцинтилляционные детекторы с ФЭУ используются
в томографах I и II поколений, когда количество каналов
небольшое (8 ... 32) или в томографах IV поколения, ко-
гда матрица неподвижна или прецессирует с медленной
скоростью.
С целью существенного сокращения габаритов,
расширения (в 100 и более раз) линейного динамического
диапазона и повышения стабильности применяют полу-
проводниковые фотоприемники (ФП). В качестве по-
следних используют кремниевые фотоэлементы с диффу-
зионным или поверхностно-барьерным р-и-переходом.
Эти фотоэлементы имеют максимум спектральной чувст-
вительности в области 0,8 мкм, снижающейся в 2 ... 4 раза
для длин волн 0,48 мкм, т.е. именно в той части спектра,
где находится максимум свечения большинства рассмот-
ренных сцинтилляторов. Поэтому они используются
преимущественно в сочетании с CsI(Tl) и CsI(Na). В по-
следнем случае чувствительность снижается вдвое, но
улучшаются кинетика и стабильность.
Фототок рассматриваемых детекторов в реальных
режимах томографии в 104 ... 105 раз меньше, чем при
использовании ФЭУ.
Стабильность параметров сцинтилляционных детек-
торов с ФП в 10 ... 20 раз выше, чем аналогичных с ФЭУ.
Основными причинами нестабильности такого детектора
являются изменения световыхода сцинтиллятора и эф-
фективности светособирания. Суммарная стабильность
всего канала ниже в связи с использованием высокочув-
ствительных предусилителей, которые являются основ-
ным источником низкочастотных шумов. Отношения
сигнал/шум улучшаются благодаря большому динамиче-
скому диапазону путем использования импульсных ис-
точников излучения в сочетании с коррекцией низкочас-
тотных флюктуаций предусилителей в промежутках ме-
жду импульсами.
Многоканальные ионизационные камеры высо-
кого давления выполняются из ориентированных на вы-
бранное фокусное расстояние пластин. На одну часть
пластин подается напряжение питания, а другие, рядом
расположенные, служат собирающими электродами. Они
соединяются с измерительными электродами, изолиро-
ванными от корпуса. Сигналы этих электродов подаются
непосредственно на входы предусилителей. Расстояние
между пластинами составляет 1 ... 3 мм, высота 0 ... 40 мм,
длина 50 ... 100 мм, количество измерительных электро-
дов достигает 256 ... 1030.
Пластины изготовляют из тантала или вольфрама,
чем обеспечивается коллимация излучения непосредст-
венно в матрице. Изолирующие пластины изготовляют
из специальных сортов керамики, имеющих согласован-
ные с другими материалами температурные коэффициен-
ты расширения.
В качестве газовой среды используют чистый ксе-
нон или в смеси с аргоном под давлением до несколь-
ких десятков атмосфер с целью обеспечения макси-
мального поглощения квантов ионизирующего излу-
чения (т|у = 0,5 ... 0,9).
В результате ряда других технологических и конст-
руктивных мер, обеспечивающих в процессе эксплуата-
ции сохранение чистоты газа и, соответственно, стабиль-
ности его параметров, в первую очередь сохранения под-
вижности ионов и скоростей их рекомбинации, достига-
ется равномерность чувствительности детекторов матриц
в пределах нескольких процентов, а ее изменения в тече-
ние года не превышают 5 %.
К числу недостатков ксеноновых камер следует от-
нести быстрое падение эффективности поглощения с
ростом энергии квантов, что приводит к плохому исполь-
зованию источника излучения при энергиях свыше 100 кэВ.
Пространственные детекторы. Одной из основных
тенденций развития промышленной томографии является
использование информационных возможностей конусно-
го пучка рентгеновского излучения. При использовании
двумерного детектора может быть сформирован пакет
проекций для непосредственного синтеза трехмерного
объема объекта контроля или сформирован набор проекций
для разных слоев для реконструкции двумерных сечений.
В этом случае гамма- или рентгеновское излучение
преобразуется в видимый свет вследствие поглощения
квантов в флюоресцентном слое, нанесенном на фотока-
тод рентгеновского электронно-оптического преобразо-
вателя (РЭОП) или сцинтилляционный экран. Видимый
свет вызывает эмиссию электронов из фотокатода. Поток
электронов усиливается и преобразуется в видимое изо-
бражение на выходе РЭОП, которое с помощью телеви-
зионных средств преобразуется в электрический сигнал,
а затем в цифровой код. Из оцифрованных изображений
формируется массив исходных проекций для восстанов-
ления в ЭВМ томограммы - изображения слоя в плоско-
сти, перпендикулярной к плоскости чувствительного
слоя РЭОП. Схема измерений приведена на рис. 31.
11 — 7387
162
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Рис. 31. Схема регистрации исходной информации
при радиоскопическом методе КТ:
1 - источник излучения; 2 - объект контроля; 3 - РЭОП;
4 - телевизионная камера
Каждая проекция представляет строку телевизион-
ного сигнала, который может быть записан в виде
К(г) = Г(г/>), (154)
где V - амплитуда видеосигнала в точке с координатой г;
I - световой поток на выходном экране РЭОП; b - мас-
штабный фактор; у - константа, зависящая от типа теле-
визионной камеры.
Для восстановления томограммы каждая проекция
преобразуется в следующий вид:
р(г,ф) = 1п[И0/К(г,)1= \f(x,y)dl, (155)
L(r,<p)
где Ио и И(г,) - значения видеосигнала, полученные без
объекта и после прохождения потока излучения через
объект; L - направление просвечивания с координатами
г и ф .
Набор проекций р(г, ф) формируется из изобра-
жений, получаемых при повороте изделия с шагом Аф.
В качестве приемника может применяться рентгено-
телевизионная трубка, у которой мишень чувствительна
к рентгеновскому излучению. Однако этот вид приемни-
ка применим в узком спектральном диапазоне излучения
(до 300 кэВ) из-за конечной толщины мишени, простран-
ственное разрешение также уступает разрешению ССД-
телекамер. Имеются также другие недостатки.
Цифровые детекторы (ЦД). Современная про-
мышленность ищет компромисс между постоянно
ужесточающимися требованиями стандартов и требова-
ниями заказчиков к снижению материальных и времен-
ных затрат. Применение ЦД предоставляет реальный
шанс удовлетворить эти противоречивые требования.
Устройство и принцип действия ЦД, Рентгеновское
излучение попадает сначала на слой сцинтиллятора (на-
пример, CsI), в котором оно преобразуется в световые
фотоны. За слоем CsI расположена фотодиодная матрица,
по своей спектральной чувствительности соответствую-
щая сцинтиллятору. Фотодиоды состоят из аморфного
кремния. Фотоны наводят в элементах матрицы электри-
ческй заряд. Считывание заряда производится бипарал-
лельным управлением всех ключевых элементов внутри
каждой ячейки.
Специальная малошумная микросхема преобразует
заряд в электрический сигнал, который после усиления
поступает на внутренний аналого-цифровой преобразо-
ватель и оцифровывается. Прямое преобразование рент-
геновского изображения в цифровую картинку (минуя
ЭОП и камеру) определяет высокие характеристики де-
текторов.
При применении цифровых детекторов достигается
диапазон сигнала 16 бит на точку теоретически и 14 бит
практически, т.е. в одной позиции может различаться 214
значений серого. Вышеописанные с ССД- различают 28
значений серого. Для сравнения можно упомянуть, что
глаз человека может различить 26 значений серого.
У систем с ССД имеется, однако, возможность по-
вышения числа различаемых значений серого до 14 бит
при применении цифровой камеры, однако необходи-
мо принимать во внимание некоторые отрицательные
последствия, такие как худшее отношение сигнал/шум,
большая подверженность засветке и меньшая ком-
пактность.
Системы этого типа кроме вышеуказанного имеют
ряд других преимуществ перед детекторами на базе РЭОП
и телевидения: хорошее поглощение рентгеновского из-
лучения, компактность, малую засветку, лучшее отноше-
ние сигнал/шум. В качестве сравнения можно указать
используемые фирмами Tomson и Siemenc CCD-камеры с
разрешением 758 строк и ЦД фирм Perkin Elmer фор-
мата 512x512, 1024x1024 и 2000x2000 и Varian формата
1408х 1580. Указанные ЦД использованы фирмой YXLON
в последних разработках.
Вычислительный комплекс. Вычислительные
средства томографа в значительной мере определяют
производительность томографа и качество реконструи-
рованного изображения.
В состав вычислительных средств должны входить:
- базовый процессор;
- входной и выходной интерфейсы;
- система управления оборудованием и ее диагно-
стики;
- система сбора, измерения и обработки данных;
- спецпроцессор реконструкции изображения;
- средства визуализации и документирования (алфа-
витно-цифровое печатающее устройство);
- средства накопления и хранения информации;
- пакет программ, обеспечивающий ввод и обработ-
ку информации с целью учета известных систематиче-
ских погрешностей; реконструкцию изображения по
предварительно обработанным одномерным проекциям;
обработку изображения с целью получения интересую-
щей оператора информации и ее количественной оценки;
калибровку и диагностику системы в целом.
Технические решения первых трех составляющих
ВК полностью определяются типом поколения томогра-
фа и количеством детекторов, одновременно участвую-
щих в формировании проекции.
ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
163
Спецпроцессор реконструкции СП должен состоять
из двух частей - процессора дискретной свертки, связан-
ного с центральным процессором, и процессора обратно-
го проецирования, функционально совмещенного с дис-
плейным процессором полутонового дисплея, на котором
осуществляется визуализация изображения. Процессор
обратного проецирования имеет память для формирова-
ния, хранения и отображения восстанавливаемого изо-
бражения.
Первый процессор аппаратно реализует дискретную
свертку в пространстве сигналов. В качестве такого про-
цессора могут использоваться серийно выпускаемые
процессоры массивов, оптимизированные для обработки
больших массивов данных и на эффективное выполнение
матричных арифметических операций типа инверсий и
транспонирования матриц. Процессор массивов имеет па-
раллельную структуру, магистральную организацию и
осуществляет конвейерную обработку массивов данных.
Применение СП позволяет уменьшить время обра-
ботки информации при восстановлении высокоинформа-
тивных изображений до нескольких секунд.
В качестве центрального процессора можно приме-
нять компьютеры Pentium. В этом случае используются
стандартные средства отображения, накопления, доку-
ментирования и архивирования, сопрягаемые с ПЭВМ.
Функции спецпроцессора реконструкции могут вы-
полняться ЭВМ при не слишком большом формате ре-
конструируемой томограммы, не слишком жестких тре-
бованиях к точности реконструкции и ограничениях по
времени реконструкции.
При увеличении формата реконструируемого изо-
бражения переход к более мощным вычислительным
средствам обусловлен значительным увеличением объе-
мов вычислений.
7.4.4. ТИПОВОЙ РЯД ТОМОГРАФОВ ДЛЯ
КОНТРОЛЯ ПРОМЫШЛЕННЫХ ИЗДЕЛИЙ
В МНПО «Спектр» разработан ряд вычислительных
томографов (ВТ) с диаметром поля томограммы от 25 мм
до 1,2 м.
Ряд томографов включает модели ВТ-50, ВТ-200,
ВТ-300, ВТ-1000, ВТ-1500.
Для послойной визуализации и дефектоскопии
внутренней микроструктуры промышленных изделий,
образцов композиционных материалов, многослойных
конструкций, минералов и биологических объектов
разработан микротомограф ВТ-50.
Особенности вычислительного микротомографа
ВТ-50:
- высокое пространственное разрешение и геомет-
рическая чувствительность контроля;
- реконструкция томограмм в темпе сканирования;
- возможность сканирования и реконструкции
детальной структуры локальных зон контролируемого
изделия;
- высокая чувствительность к локальным дефектам;
- настольное исполнение.
Технические характеристики томографа ВТ-50
Максимальный диаметр контролируемого
изделия, мм............................ 50
Эффективная толщина контролируемого
слоя, мкм............................. 100...20
Предел пространственного разрешения в
плоскости контролируемого сечения, мкм,
не более.............................. 25
Чувствительность к изменению размеров и
положения структурных элементов в объ-
еме объекта, мкм........................ 5
Чувствительность к произвольно ориенти-
рованным трещинам, мкм.................. 5
Напряжение питания рентгеновской труб-
ки на аноде, кВ, не более............. 100; 150; 200
Время сканирования контролируемого
изделия, мин.......................... 5... 25
Параметры визуализации:
- число элементов..................... 512x512
- количество градаций.......... 256
Габаритные размеры, мм................ 1700х1200х
х800
Технические характеристики томографа ВТ-200
Контрастная чувствительность, %....... 0,5
Разрешающая способность, лин/мм....... 0,5 ...0,25
Толщина среза, мм..................... 10
Диаметр контролируемого изделия, мм,
не более.............................. 220
Время получения среза, мин............ 2 ... 6
Питание............................... 380 В, 50 Гц
Потребляемая мощность, кВ-А........... 10
Масса, кг............................. 2500
Рентгеновский излучатель.............. 140 кВ,
15 мА
Томограф ВТ-300 предназначен для послойной ви-
зуализации и дефектоскопии внутренней структуры
промышленных изделий из композиционных материа-
лов и многослойных конструкций с плотностью до
3 г/см3 и произведением плотности на толщину до
50 г/см2.
Технические характеристики томографа ВТ-300
Максимальный диаметр контролируемого
изделия, мм........................... 350
Эффективная толщина контролируемого
слоя, мм, не более...................... 3
Предел пространственного разрешения в
плоскости контролируемого сечения, мм ... 0,25
Чувствительность к изменению размеров и
положения структурных элементов в объ-
еме контролируемого изделия, мм....... 0,1
Чувствительность к локальным дефектам, мм3:
- порам........................ 0,3
- металлическим включениям..... 0,03
Чувствительность к произвольно ориенти-
рованным трещинам, мм..................... 0,5
и*
164
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Анодное напряжение рентгеновской труб-
ки, кВ, не более..................... 270
Время сканирования контролируемого
изделия, мин......................... 3 ... 20
Время реконструкции томограммы, мин ... 1,7
Томограф ВТ-300 предназначен для контроля изде-
лий: из легких материалов с диаметром до 350 мм; алю-
миния и его сплавов диаметром до 140 мм, а также жаро-
прочных и аустенитных сталей диаметром до 20 мм.
Возможно масштабирование, т.е. повышение разрешаю-
щей способности системы с уменьшением диаметра;
максимальное разрешение по линейному коэффициенту
ослабления (ЛКО) 0,5 %; матрица изображения 512x512
элементов; источник излучения до 300 кВ с рентгенов-
ской трубкой с фокусами 1,5 х 1,5 мм и 4,0 х 4,0 мм и со-
ответственно Ja max = 4 мА И Ja max = Ю мА. ПрИНЦИП СТа-
билизации - по вторичной цепи с электронной управ-
ляющей лампой в цепи обратной связи; в матрице детек-
торов применены сменные элементы рентгенооптики.
Система сканирования II поколения - источник и
детекторы неподвижны, контролируемое изделие линей-
но перемещается и вращается, а также смещается верти-
кально на толщину слоя.
Томограф ВТ-1000 предназначен для послойной
визуализации и дефектоскопии внутренней структуры
промышленных изделий из композиционных материа-
лов и многослойных конструкций с плотностью до
9 г/см3 и произведением плотности на толщину до 80 г/см2.
Максимальный диаметр контролируемого изделия
1000 мм; приведенная толщина контролируемого изделия
450 мм; объекты контроля - цилиндрические и кониче-
ские изделия сложной внутренней структуры; материал
изделия - графит, углерод-углеродистые конструкции;
максимальный диаметр изделий из алюминия, магния и
других легких сплавов 180 мм; максимальное разрешение
по ЛКО 0,5 %; матрица изображения 256 х 256, 512 х 512
элементов; толщина слоя 2 ... 10 мм; источник питания
420 кВ; Jan^x = Ю мА; возможность масштабирования.
Детекторная система унифицирована с ВТ-300.
Система сканирования - II поколения, контроли-
руемое изделие вращается и вертикально перемещается,
источник в процессе сканирования совершает угловое
перемещение, детекторы перемещаются линейно. Воз-
можно изменение фокусного расстояния путем совмест-
ного перемещения источника и матрицы детектора.
Особенности вычислительных томографов ВТ-300 и
ВТ-1000:
- использование специально разработанного алго-
ритма реконструкции (обратное проецирование с фильт-
рацией двойным дифференцированием);
- возможность сканирования и реконструкции де-
тальной структуры локальных зон контролируемого из-
делия;
- высокая чувствительность к локальным дефектам.
Высокоэнергетичный вычислительный томограф для
контроля изделий диаметром до 1500 мм создан на основе
линейного ускорителя электронов с энергией 10 МэВ и
интенсивностью 200 рад/мин м.
Томограф ВТ-1500 в отличие от описанных моде-
лей основан на преобразовании высокоэнергетического
излучения при просвечивании объекта контроля веерным
пучком в электрический сигнал на выходе многоканаль-
ной матицы детекторов, пропорциональный изменению
интенсивности прошедшего излучения. Просвечивание
проводят при различных ракурсах в процессе непрерыв-
ного вращения объекта.
Томограф состоит из линейного ускорителя элек-
тронов, матрицы из 128 детекторов, сканера для установ-
ки и перемещения изделия, системы сбора и обработки
информации, компьютера и программного обеспечения.
Технические характеристики томографа ВТ-1500
Источник тормозного излучения.... Линейный
ускоритель
(«Линатрон-2000»)
Диаметр контролируемого объекта,
мм, не более.................... 1500
Плотность контролируемого материа-
ла, кг/м3, не более.............. 2,0 х 1000
Разрешение по изменению плотности, % 0,5
Обнаруживаемые трещины любой
ориентации, мкм, не менее......... 100
Обнаруживаемые поры, мм3, не менее 1,0
Время цикла получения томограммы,
мин, не более..................... 15
Формат реконструируемой матрицы 512 х 512
Потребляемая мощность, кВ, не более 40
Занимаемая площадь, м2........... 50
Особенности томографа ВТ-1500:
- за основу взяты система третьего-второго поко-
ления, матрица - 128 детекторов CsI(Na) + ФП. Располо-
жение изделия - горизонтальное, возможно его вращение
(один-два оборота в зависимости от режима обследова-
ния), предусмотрено перемещение матрицы детекторов с
целью увеличения пространственного разрешения;
- применены твердотельные детекторы, специаль-
но разработанные для высокоэнергетической томогра-
фии, а также специализированные каналы аналоговой
обработки информации;
- разработаны и использованы аппаратные и про-
граммные средства, позволяющие свести к минимуму
случайные и систематические погрешности измеритель-
ных данных, автоматизировать процесс юстировки
систем рентгенооптики и обеспечить в темпе сканирова-
ния обработку массива проекционных данных.
Положительный результат и опыт работы по созда-
нию томографа ВТ-1500 позволили приступить к разра-
ботке перспективной модели томографа для контроля
изделий диаметром до 2500 мм с повышенным простран-
ственным разрешением (матрица 1024 х 1024 элемента),
обнаружительной способностью до 0,1 мм и приемлемым
временем получения томограммы для статических объектов.
МНПО «Спектр» совместно с другими предпри-
ятиями проводил работы, связанные с созданием специа-
лизированных малогабаритных источников высокоэнер-
гетического тормозного излучения (повышенная мощ-
ТЕХНИЧЕСКИЕ СРЕДСТВА ПРВТ
165
ность излучения, высокая стабильность по интенсивно-
сти и спектру излучения во времени и пространстве, вы-
сокая надежность), организацией мелкосерийного произ-
водства детекторов высокоэнергетического диапазона.
Решалась задача создания диагностического томо-
графического комплекса для контроля авиакосмической
техники на основе трех сканеров:
б ольшого - с источником излучения с энергией
1,5 МэВ для контроля узлов с поперечным размером до
750... 1000 мм;
с реднего - с рентгеновским источником с напряже-
нием на трубке до 300 кВ для контроля узлов с попереч-
ным размером до 250 мм;
малого - с микрофокусным рентгеновским источни-
ком до 140... 160 кВ для контроля узлов с размером до 30 мм.
Отдельный сканер на основе бетатрона МИБ-4
предназначался для контроля специфических объектов,
отличающихся большой разницей в поперечном и про-
дольном размерах сечения при высокой плотности мате-
риала и наличии больших внутренних полостей.
В состав всех томографов входили прецизионный
сканер для перемещения контролируемых объектов,
управляющая ПЭВМ, излучатель, матрица детекторов,
система сбора данных и ввода в ПЭВМ, реконструкцион-
ный спецпроцессор, система обработки реконструиро-
ванного изображения и документирования.
Модель высокоэнергетичного томографа для кон-
троля изделий диаметром до 750 мм, использующая ли-
нейный ускоритель с энергией 1,5 МэВ, имела следую-
щие характеристики: длину объекта до 750 мм; массу
объекта до 300 кг; толщину объекта по стали до 100 мм;
толщину сканируемого слоя 0,5 ... 2 мм; размер элемен-
тов изображения 2,4 мм в нормальном режиме, 0,5 мм -
в режиме высокого разрешения; длительность сканиро-
вания слоя не более 15 мин; время реконструкции изобра-
жения не более 30 с.
Модель для контроля специфических объектов ба-
зировалась на малогабаритном бетатроне МИБ-4 с энер-
гией излучения 6 МэВ, мощностью дозы 1 ... 2 Р/мин,
фокусным пятном 0,3 ... 0,4 мм. Сканирующее устройст-
во обеспечивает вертикальное, поперечное и продольное
перемещения изделия на 400, 300 и 800 мм соответствен-
но. Матрица томографа содержит 128 детекторов CdWO4
с эффективностью регистрации 50 % в угле 12°, время
сканирования от 5 до 30 мин, контрастная чувствитель-
ность 0,5 ... 1,5 %.
Томограф использовали для исследования объектов,
таких как лопатки газотурбинных двигателей. При кон-
троле железоникелевых лопаток турбин с максимальной
шириной 120 мм и толщиной не менее 20 мм обнаружи-
ваются трещины с раскрытием 0,05 мм, поры объемом
0,15 мм3. Время сбора данных для реконструкции одного
сечения до 15 мин. Ослабление излучения быстро воз-
растает при ракурсах, близких к продольной оси сечения
лопатки, поэтому используют сбор данных в угле не 180,
а 120° и соответствующий реконструкционный алгоритм
по данным с угловым ограничением, учитывающий апри-
орную информацию об изображении объекта.
Программные пакеты включают пакеты программ:
калибровки; предварительной обработки и формирова-
ния проекционных данных; управления режимами рабо-
ты; визуализации и обработки изображения.
Обработка изображений включает программную
оценку коэффициента ослабления излучения в произ-
вольной точке томограммы или вдоль линии произволь-
ного направления с построением графика на дисплее и
документированием.
Для контроля малогабаритных узлов и объектов
авиатехники со сложной конфигурацией разработана
модель микротомографа, включающая микрофокусный
рентгеновский излучатель; прецизионный сканер; при-
емную рентгенотелевизионную систему; систему пред-
обработки данных проекций; систему обработки и до-
кументирования реконструированной томограммы на
базе PC АТ.
В качестве системы приема излучения применяют
телевизионную камеру на основе рентгеновидикона с
мишенью из аморфного селена 0 90 мм, которая может
работать как в режиме непрерывного считывания с раз-
ложением на 625 или 1125 строк, так и при увеличенном
времени накопления (до 1000 кадров) при запертом элек-
тронном пучке. Использование режима накопления су-
щественно увеличивает чувствительность к прошедше-
му рентгеновскому излучению.
Модель способна обнаруживать трещины с раскры-
тием 5 мкм, локальные полости 25х25хх25 мкм.
Технические характеристики микротомографа
Источник........................ Микрофокусная
рентгеновская
трубка напряже-
нием 40... 150 кВ
Диаметр объекта контроля, мм,
не более......................... 50
Длина объекта контроля, мм,
не более...................... 50
Толщина просвечиваемого слоя по
стали, мм, не более.............. 15
Пространственное разрешение, мкм 20
Длительность сканирования, мин ... 25
В позднем поколении моделей томографов, бази-
рующихся на мощной современной вычислительной тех-
нике, использовали библиотеку ядер свертки без сущест-
венных ограничений их длины, что улучшило возможно-
сти достоверной реконструкции плавных изменений
плотности в пределах сечения.
Современное состояние компьютерной томографии
характеризуется распространением трехмерной томогра-
фии, в которой широко используются CCD-камеры как
двумерные детекторы рентгеновского излучения. Это
позволяет существенно снизить затраты времени на кон-
троль, хотя они все еще велики.
Стандартным требованием к томографам является
формат изображения сечения, содержащий 512x512 то-
чек. Это заставляет увеличивать количество проекций,
166
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
что, в свою очередь, предъявляет требования к аппарату-
ре, в частности к компьютеру.
Реконструктивная комптоновская томография.
В настоящее время в связи с достижениями трансмисси-
онной томографии и переходом к проектированию и экс-
плуатации средств неразрушающего контроля нового
поколения в комптоновской томографии для полной реа-
лизации ее потенциальных возможностей все больше
ощущается недостаток моделей, описывающих законо-
мерности формирования радиационного сигнала (потока
однократно рассеянного излучения) в детекторе в про-
цессе перемещения системы источник - детектор относи-
тельно объекта (сканирования).
В табл. 10 представлены основные характеристики
систем с использованием обратнорассеянного излучения.
Особенность первых трех установок состоит в том, что
разрешающая способность определяется объемом воксе-
ла, из которого собирается однократно рассеянное излу-
чение, а эти размеры задаются размерами первичного
пучка (с учетом его расхождения) и размерами зоны чув-
ствительности коллиматора детектора.
10. Технические характеристики радиационных интроскопических систем на основе регистрации
обратнорассеянного комптоновского излучения
Параметры TomScan CBS LBD AS&E Model 101Z MICRO-DOSE TomScan-200
Максимальная глубина кон- троля (Z), мм: по стали по алюминию по пластмассе 3 20 50 25 30 80 25 Производителем не декларируется 3 20 50
Пространственное раз- решение, мм: минимальное сечение зондирующего пучка минимально выявляемая толщина слоя минимально выявляемый диаметр одиночной про- волоки 0,4 х 0,4 0,4 Производителем не декларируется 0,3 X 0,3 1,0 Производителем не декларируется Производителем не декларируется 0 0,4... 0,4 0,3 Производителем не декларируется
36 AWG copper wire (0,16 мм)
Наличие аппарата матема- тической реконструкции Отсутствует Обеспечивает объемное разреше- ние 0,3 х 0,3 х 0,3 мм
Относительное плот- ностное разрешение, % Производителем не декларируется 20 Производителем не декларируется 5
Максимальная производи- тельность контроля по вы- деляемому слою, мм2/с 66 10 77 10
Максимально возможный контролируемый объем Хх YxZ, мм 50x100x50 588x200x100 127x262x124 50x50x50
Формат формируемого изо- бражения (пиксел х пиксел х хбит) 250x500x8 512x512x8 480x512x8 512x512x8
Тип источника и его основ- ные параметры Рентгеновский аппарат до 160 кВ, 20 мА 1921г, активность 50 Ки; l37Cs, активность 4 Ки, рентгеновский аппа- рат до 300 кВ, 3 мА Рентгеновский аппарат Рентгеновский аппарат до 200 кВ, 6 мА
Радиационная безопасность Производителем не декларируется 0,3 мЗ/ч на 1 м сзади от системы 0,5 мЗ/ч на расстоя- нии 5 см от поверх- ности кабины Производителем не декларируется
Общая масса системы, кг 330 200 741 120
ТОМОГРАФИЯ ИЗДЕЛИЙ ИЗ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ
167
Возможности контроля различных материалов оп-
ределяются двумя факторами:
1) относительным вкладом сечения комптоновского
рассеяния ар в полное сечение цр;
2) численным значением полного линейного коэф-
фициента ослабления ц.
Преимущество (и монополия) установки TomScan
состоит в использовании для восстановления распреде-
ления плотности в сечении аппарата математической
реконструкции. Она позволяет работать с рассеивающи-
ми объемами величиной до 50 мм3, обеспечивая при этом
пространственное разрешение по всем трем осям порядка
0,3 мм.
Главный недостаток TomScan-200 - большие габа-
риты рентгеновского излучателя и, как следствие, боль-
шое расстояние от источника и детектора до объема рас-
сеяния, что резко уменьшает интенсивность первичного
и рассеянного излучений и уменьшает производитель-
ность контроля.
Принципиальные возможности применения методов
комптоновской томографии для контроля различных ма-
териалов и изделий определяются максимальной толщи-
ной поверхностного слоя, из которого еще возможен вы-
ход рассеянных квантов. Проникающая способность пер-
вичного излучения практически не ограничивает диапа-
зон контролируемых толщин. Ограничения связаны в
основном с малой энергией рассеянных в заднее полу-
пространство квантов.
7.5. ТОМОГРАФИЯ ИЗДЕЛИЙ
ИЗ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ
В атомной энергетике одним из важнейших аспек-
тов использования компьютерной томографии является
контроль тепловыделяющих элементов (твэлов). Причем
здесь могут иметь значение два аспекта - контроль необ-
лученных твэлов и контроль облученных твэлов.
При проведении исследований необлученных изде-
лий выявляли аномалии распределения плотности топли-
ва более 5 % и дефекты размером более 0,3 мм. В облу-
ченных ТВС определяют наличие твэлов без топлива,
смещение твэлов друг относительно друга, выявляют
существенные превышения активности.
Исследование необлученных твэлов проводят с по-
мощью трансмиссионной томографии на основе радио-
нуклидных источников для анализа распределения топ-
ливных композиций и структуры тепловыделяющих эле-
ментов и их сборок при отработке технологии производ-
ства и контроля качества готовой продукции. При этом
обеспечивается выявление воздушных пор, разноплотно-
стей, отслоений, разрывов материала в топливном сер-
дечнике, смещений, искажений формы.
Анализ особенностей технологии изготовления твэ-
лов показывает, что случайные вариации размеров, меха-
нические воздействия на топливо и конструктивные эле-
менты влияют на стабильность распределения топлива
в твэлах.
Так, в случае изготовления твэла из смеси топлив-
ных частиц различного размера плотность сердечника
будет определяться соотношением диаметров топливных
частиц. Необходимо контролировать комплекс парамет-
ров, включающий распределение топлива и его компо-
нентов, геометрические характеристики, правильность
сборки по сечению твэлов. Анализ показал, что при до-
реакторных исследованиях требуется выявлять разно-
плотности более 20 % и поры диаметром 0,5 мм.
Обеспечивается вычисление средних статистиче-
ских параметров по томограмме или ее областям, опре-
деление максимальных и минимальных значений, а так-
же построение гистограмм распределений плотности то-
плива и массы компонентов.
Для исследования шаровых твэлов разработан оте-
чественный томограф МНИГ-1. Томограф МНИГ-1
предназначен для исследований при отработке техноло-
гии изготовления шаровых твэлов на основе уран-
графитовых композиций. В состав томографа входят ав-
томат дискретного сканирования, электронная аппарату-
ра регистрации, автоматики и управления, обрабатываю-
щий комплекс и комплекс программного обеспечения.
В томографе может осуществляться одновременно
исследование до восьми слоев четырех твэлов. При этом
в одном цикле контролируется по два слоя каждого твэ-
ла. Твэлы расположены на карусели, в центре которой
неподвижно установлены источники излучения, а реги-
страцию излучения проводят с помощью четырех пар
блоков детектирования, расположенных за твэлами. Кол-
лимационные отверстия радиационной головки обеспе-
чивают формирование восьми пучков излучения от ис-
точников излучения 241Аш по два на каждую позицию
контроля. Все коллимационные отверстия радиационной
головки и блоков детектирования смещены по высоте,
что обеспечивает возможность получения по восемь то-
мограмм каждого изделия. При измерениях твэлы пово-
рачиваются вокруг фиксированных осей с шагом Да до
полного оборота на угол 360°, а затем они перемещаются
по карусели на угол Дф. Такой цикл повторяется до тех
пор, пока не будет проведено сканирование всего твэла.
Излучение 241 Ат, прошедшее через твэл, регистри-
руется сцинтилляционными детекторами на основе мо-
нокристаллов Nal(Tl). Электронная аппаратура позволяет
обработать сигналы детекторов, преобразовать их в циф-
ровой код для передачи в ЭВМ и обеспечивет автомати-
ческую работу всего томографа. Запись информации в
память ЭВМ происходит в процессе измерений, а затем
последовательно осуществляется восстановление томо-
грамм кажодго слоя твэла.
В томографе предусмотрено три режима исследова-
ния: «массовый» - Да = Дф = 6,0°, «стандартный» -
Да = Дф = 3,0°; «точный» - Да = Дф = 1,5°.
Ниже приведены основные параметры томографа.
Максимальное число контролируемых изде-
лий, шт............................... 4
Максимальное число контролируемых слоев
каждого изделия, шт................... 8
Толщина слоя, мм..................... 2; 4; 8
Максимальный размер изделия, мм...... 70
Шаг поворота изделий, град............ 1,5; 3,0; 6,0
Шаг поворота карусели, град........... 1,5; 3,0; 6,0
168
ПРОМЫШЛЕННАЯ РЕНТГЕНОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ ТОМОГРАФИЯ
Время одного отсчета, с................. 0,1 ... 1
Время контроля четырех изделий, мин, в
следующих режимах:
- массовом.......................... 2,5
- стандартном....................... 7
- точном............................. 15
Размер томограммы, элементы.............. До 60x60
Время восстановления томограммы, мин,
при размере:
30x30 элементов..................... 4
60x60 элементов...................... 14
Относительная погрешность равна при массовом
режиме 1,4 %, при стандартном 1,0 % и при точном 0,6 %.
Доля систематической составляющей погрешности, воз-
никающей вследствие работы алгоритма, при восстанов-
лении гомогенной структуры не превышает 0,1 ... 0,2 %.
Одно из основных назначений томографа - обнару-
жение в сердечнике твэлов зон скопления и разрежения
микротвэлов топлива. Выявление структур томографиче-
ским методом существенно зависит от их размера и кон-
траста. Поэтому в слоях контрольного образца размеща-
лись различные включения, отличающиеся по размеру и
контрасту. Так как для шарового твэла существенными
дефектами распределения топлива являются скопления
или разрежения микротвэлов в зонах объемом не менее
0,1 см на ±5 % и более, то включения в контрольном об-
разце создавались на основе этих предпосылок.
Для контроля стержневых твэлов были разработаны
системы МНМГ, представляющие собой комплекс сис-
тем измерения исходной информации для получения
данных о геометрических характеристиках твэла, рас-
пределении топлива и его компонентов по длине и ра-
диусу сердечника, дефектоскопии оболочки твэлов.
В установках могут быть реализованы методики транс-
миссионной КТ, гамма-абсорбции и пассивного гамма-
сканирования.
Аппаратура комплексного контроля позволяет по-
лучить распределение по длине плотности топливной
смеси и массы плутония, по ним определить зоны твэла,
которые следует исследовать детально, используя ком-
пьютерную томографию. Можно проводить томографию
по всем слоям твэла, однако требования оперативности
контроля такая схема удовлетворить не может.
При комплексном контроле стержневых твэлов для
получения сопоставимых данных по каждому контроли-
руемому параметру необходима увязка положения кон-
тролируемых зон твэла относительно измерительных
позиций. Получение исходной информации для опреде-
ления плотности топлива, осуществляемого гамма-
абсорбционным методом и компьютерной томографией,
проводится на позиции просвечивания, а для контроля
массы плутония используются четыре детектора, изме-
ряющих собственное излучение топливных компонентов.
Совместный анализ сигналов просвечивания излучением
внешнего источника и собственного излучения плутония
обеспечивается выбором расстояния между двумя пози-
циями, кратными шагу перемещения твэла.
Транспортно-операционный модуль предназначен
для проведения измерений в процессе перемещений твэ-
ла, а также его установки и фиксации. Он содержит стой-
ку контроля, устройство сканирования и ложемент
загрузки-выгрузки твэла. В стойке контроля размещают-
ся радиационная головка и пять блоков детектирова-
ния. В ней также установлен подвижный коллиматор с
приводом.
Детектор, регистрирующий излучение внешнего ис-
точника в режиме КТ, неподвижен. Подвижный колли-
матор для томографии обеспечивает поперечное скани-
рование твэла щелью различного размера, а также изме-
рение потока в широком пучке для гамма-
абсорбционного метода.
При томографии одна из зон твэла автоматически
устанавливается между радиационной головкой и блоком
детектирования. Измерения проводятся последовательно
между шаговыми поворотами твэла. После каждого пол-
ного оборота твэла коллиматор перемещается на один шаг.
Технические характеристики модификации
МНМГ-1М
Источник излучения.................... 137Cs
Детектор.............................. Nal(Tl)
Диапазон сканирования:
- линейного, мм....................... 0,3 ... 0,9
- углового, град................... 2,5 ... 6
Толщина слоя, мм...................... 0,3 ... 5
Максимальный размер изделия, мм....... 7
Время измерения, мин.................. 5 ... 30
Размер томограммы, элементы........... 64x64
Погрешность восстановления, %......... 2,8
Пространственное разрешение, мм....... 0,5
Технические характеристики модификации
МНМГ-ЗМ
Источник излучения.................... 137Cs, 75Se
Детектор.............................. Nal(Tl)
Диапазон сканирования:
-линейного, мм........................ 0,1 ... 0,9
- углового, град................... 1,5 ... 9
Толщина слоя, мм ..................... 0,1 ... 5
Максимальный диаметр изделия, мм...... 7
Время измерения, мин.................. 3 ... 30
Размер изображения, элементы............. 128x128
Погрешность восстановления, %......... 1,5
Пространственное разрешение, мм....... 0,3
Для контроля облученных твэлов используется
эмиссионная томография.
Физическим обоснованием эмиссионной компью-
терной томографии (ЭКТ) является то, что количество
у-квантов определенной энергии Еу, испускаемых каж-
дым элементарным источником в объекте, пропорцио-
нально его активности. Поэтому основное уравнение
ЭКТ связывает следующие физические величины - ха-
рактеристики объекта: функцию распределения активно-
сти излучателей Q(x, у) и функцию распределения коэф-
фициентов ослабления Ц (х, у) излучения внутри изделия
с измеряемой функцией 7(г, (р), характеризующей рас-
ЛИТЕРАТУРА
169
пределение у-квантов излучения, испускаемого источни-
ками в объекте и прошедшего через объект. При этом г и
(р - параметры прямой, вдоль которой регистрируется
излучение. Взаимосвязь этих функций может быть опи-
сана следующим образом:
/(г, ср) = |со(г,Л,с)е(?£(х,у)ехр[- |ц(£,х,у) J/)] dl,
(156)
где со - телесный угол с параметрами г, й, с; 8 - эффек-
тивность регистрации.
Точное решение уравнения аналитическим спосо-
бом отсутствует из-за наличия подынтегрального экспо-
ненциального множителя, поэтому для решения задачи
ЭКТ используют аналитические алгоритмы, основанные
на создании условий регистрации, позволяющих пренеб-
речь экспоненциальным множителем или считать его
постоянным. Второе направление - использование алгеб-
раических итерационных методов. Чаще всего использу-
ется модифицированный метод обратных проекций, ос-
нованный на обработке информации, регистрируемой с
противоположных сторон объекта. В настоящее время
эмиссионные томографы созданы для контроля шаровых
и стержневых уран-графитовых твэлов, имеющих более
низкую плотность, чем твэлы реакторов других типов.
Для послереакторных исследований шаровых и
стержневых твелов ВНИИТФА и ИАЭ им. И. В. Курчатова
разработан эмиссионный компьютерный томограф ЭКТ-1.
Для проведения томографического исследования
осуществляют вращение твэла вокруг вертикальной оси,
и его перемещение перпендикулярно к оси коллимаци-
онного отверстия. Таким образом реализуется парал-
лельная схема сканирования. Излучение регистрируется
с помощью детекторов на основе ППД или сцинтиллято-
ра Nal(Tl) и амплитудного анализатора.
Томограф выполнен в виде приставки к установке
гамма-сканирования твэлов, располагаемой в защитной
камере. В томографе обеспечиваются закрепление твэла,
его перемещение, регистрация излучения и запись изме-
рений в память ЭВМ.
Управление всеми перемещениями осуществляется
программным путем. Установка твэла на позицию кон-
троля и его перемещение для выбора слоя исследования
производятся с помощью манипулятора.
Технические характеристики эмиссионного
компьютерного томографа ЭКТ-1
Максимальный диаметр твэла, мм:
- стержневого.................... 20
- шарового....................... 60
Детектор............................... ППД
Минимальный шаг сканирования:
- линейного, мм...................... 0,5
- углового, град.................... 1,0
Толщина слоя, мм........................ 0,5 ... 5
Максимальный размер изделия, мм........ 7
Время измерения, мин................... 120 ... 180
Размер томограммы, элементы............ 128x128
Погрешность восстановления, %.......... 3...5
Пространственное разрешение, мм........ 1,0
Распределение продуктов деления в сечениях твэла
можно исследовать как по суммарному излучению топ-
лива в твэле, так и по спектральным линиям отдельных
осколочных элементов 137Cs, 134Cs, l06Ru, 95(Zr + Nb).
ЛИТЕРАТУРА
1. Хермен Г.Т. Восстановление изображений по
проекциям. Основы реконструктивной томографии: Пер.
с англ. М.: Мир, 1983.
2. Наттерер Ф. Математические аспекты компью-
терной томографии: Пер. с англ. М.: Мир, 1990.
3. Троицкий И.Н. Статистическая теория томо-
графии. М.: Радио и связь, 1989.
4. Кэк А.С. Машинная томография с использова-
нием рентгеновского излучения, радиоактивных изото-
пов и ультразвука // ТИИЭР. 1979. Т. 67. № 9. С. 79 - 109.
5. Приборы для неразрушающего контроля мате-
риалов и изделий / Под ред. В.В.Клюева. М.: Машино-
строение, 1986.
6. Клюев В.В., Вайнберг Э.И. Рентгеновская вы-
числительная томография в промышленной диагностике //
Приборы и системы управления. 1989. № 5. С. 10-11.
7. Клюев В.В., Филинов В.Н. Промышленная
рентгеновская вычислительная томография. Состояние и
тенденции // Приборы и системы управления. 1987. № 6.
С. 15-23.
8. Радиационный вычислительный томограф
МНИГ-1М для исследования шаровых твэлов / Э.Ю. Ва-
сильева, Л.И. Косарев, Н.Р. Кузелев и др. // Вопросы
атомной науки и техники. Сер. «Радиационная техника».
1983. Вып. 2. С. 108.
9. Тихонов А.Н., Арсенин В.Я., Тимонов А.А.
Математические задачи компьютерной томографии. М.:
Наука, 1987. С. 160.
10. Добромыслов В.А. Радиационные методы не-
разрушающего контроля. М.: Машиностроение, 1999. 104 с.
Глава 8.
РЕНТГЕНОВСКАЯ
МЕДИЦИНСКАЯ ДИАГНОСТИКА
8.1. ОСНОВНЫЕ СВЕДЕНИЯ О
РЕНТГЕНОДИАГНОСТИЧЕСКОЙ
АППАРАТУРЕ
Рентгеновские диагностические аппараты (РДА) -
устройства для получения рентгеновского излучения и
применения его в медицине с целью диагностики.
По назначению рентгенодиагностические аппараты
разделяют на аппараты общего назначения и специали-
зированные для исследования отдельных органов и сис-
тем человеческого организма (для маммографии, стома-
тологии, нейрорентгенодиагностики, урологические, для
исследования легких (флюорография), а также для реа-
лизации особых рентгенологических методик: томогра-
фии, ангиографии и других.
Аппараты общего назначения и специализирован-
ные бывают в 2-х исполнениях - универсального типа
для снимков (рентгенография) и просвечивания и сни-
мочные - только для производства рентгенографии.
По принципу формирования и визуализации рент-
геновского изображения РДА можно разделить на два
класса: аппараты с преобразователями (приемниками)
двумерного’ рентгеновского изображени и аппараты со
сканирующими системами, использующие технику ска-
нирования диагностируемого объекта пучком излучения.
В зависимости от конструкции и условий эксплуа-
тации рентгенодиагностические аппараты (комплексы)
разделяют на стационарные, предназначенные для экс-
плуатации в специально оборудованных помещениях;
передвижные - для эксплуатации в палатах, операцион-
ных (в том числе травматологические), перевозимые на
специальных автомобилях, и переносные. Передвижные
РДА изготавливают также разработанными для исследо-
ваний в палатах, на дому, а также в военно-полевых и
экспедиционных условиях.
На рис. 1 приведена классификация современного
парка рентгенодиагностической аппаратуры, соответст-
вующего настоящим требованиям рентгенологических
методик и достигнутым техническим возможностям аппа-
ратуры. Перечень аппаратуры дополнен рядом новых,
активно развивающихся средств диагностики, а также
рабочими местами в соответствии с актуальными запро-
сами медицинской практики. В состав современного
РДА, как правило, входят: один или несколько рентгенов-
ских излучателей; питающее устройство, обеспечиваю-
щее электрической энергией рентгеновский излучатель
Рис. 1. Классификация современного парка рентгенодиагностической аппаратуры
ОСНОВНЫЕ СВЕДЕНИЯ О РЕНТГЕНОДИАГНОСТИЧЕСКОЙ АППАРАТУРЕ
171
(рентгеновскую трубку) и регулирующее его радиацион-
ные параметры; устройство для преобразования рентге-
новского излучения, прошедшего через исследуемый
объект, в видимое изображение, доступное для наблюде-
ния, анализа и регистрации (средства визуализации);
штативные устройства, служащие для взаимной ориен-
тации и перемещения излучателя, объекта исследования
(человека) и приемника излучения; система защиты и
управления РДА.
Для формирования потока излучения применяют
диафрагмы, тубусы, фильтры, отсеивающие растры, кол-
лиматоры, формирующие излучение в пространстве; ав-
томатические рентгеноэкспонометры и стабилизаторы
яркости, формирующие его поток во времени.
Основные типовые характеристики РДА общего на-
значения приведены на примере РДА производства ЗАО
«НИИИН МНПО «Спектр», ООО «СпектрАП» (Россия)
и фирма Apelern (Франция) в табл. 1.
В типовом рентгенодиагностическом аппарате об-
щего назначения (рис. 2) питающее напряжение подается
в регулятор напряжения. Включение регулятора на за-
данную длительность экспозиции осуществляется с по-
мощью реле времени. Повышение и выпрямление на-
пряжения для питания рентгеновской трубки осуществ-
ляются в генераторном устройстве (размещено в сталь-
ном баке, заполненном трансформаторным маслом), со-
держащем одно- или трехфазный повышающий транс-
форматор и выпрямители.
Различают однополупериодное выпрямление тока,
когда выпрямители отсутствуют, а их функции выполня-
ет рентгеновская трубка, обладающая свойством одно-
сторонней проводимости, например в некоторых ден-
тальных и переносных РДА; двухполупериодное вы-
прямление, используемое в разборных передвижных и
некоторых стационарных РДА небольшой мощности, а
также шести-, двенадцатифазное выпрямление тока в
стационарных РДА большой мощности, осуществляемое
посредством последовательно включаемых полупровод-
никовых селеновых или кремниевых диодов. В совре-
менных РДА для питания главного трансформатора ис-
пользуются преобразователи частотой от нескольких кГц
до 300 кГц.
Высокое напряжение от генераторного устройства
подается на рентгеновскую трубку с помощью высоко-
вольтных кабелей. В большинстве диагностических
рентгеновских трубок используются термоэмиссионные
накаливаемые катоды и вольфрамовые неподвижные или
вращающиеся аноды. Энергия для нагрева катода пода-
ется через трансформатор накала, размещаемый в баке
генераторного устройства. Управление анодным током
1. Технические характеристики некоторых рентгеновских аппаратов (комплексов) для общей диагностики
Параметры Тип аппарата, фирма (страна)
DX-90, Apelern (Франция) КРД-СМ50/125-1 (ООО «СпектрАП», ЗАО «НИИИН МНПО «Спектр» (Россия)
Назначение Стационарные аппараты общего назначения для просвечивания и снимков
Схема выпрямления питающего устройства Высокочастотное питающее устройство Среднечастотное питающее устройство
Номинальная мощность питающего устройства, кВт 30,40, 50, 65, 80 40,50
Конструкция излучателя Рентгеновская трубка в кожухе
Режим снимков: напряжение, кВ ток, мА 40-150 10-320, 500,630, 800, 1000 40-150 10-630
Режим просвечивания: напряжение, кВ ток, мА 40-125 0,5-6 40-125 0,5-3
Минимальная длительность экспозиции, с 0,001 0,001
Конструкция основного штативного устройства НК/ДУ НК/ДУ
Система визуализации рентгеновского изображения УРИ 23 см, 30 см, 36 см, 40 см; рентгеновская пленка; цифровая радиологическая система с возможностью запоминания до 40 000 изображений
Обозначения штативного устройства: ДУ - дистанционно-управляемый; НК - непосредственного контакта (рентгенолог-пациент); УРИ - усилитель рентгеновского изображения.
172
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
Рис. 2. Структурная схема РДА общего назначения:
1 - рентгеновское питающее устройство; 2 -
пульт управления; 3 - высоковольтный генератор;
4, 5 - рентгеновские излучатели; 6 - экранно-
снимочное устройство; 7 - поворотный стол-штатив;
8, 9, 10 - стол, стойка и штатив для снимков; 11 -
стабилизатор яркости; 12 - пульт управления; 13 -
усилитель рентгеновского изображения (УРИ)
осуществляется путем изменения силы тока накала.
В передвижных, разборных, дентальных РДА излучатель
(рентгеновская трубка) находится в защитном кожухе
вместе с генераторным устройством, что часто называют
моноблоком.
К выходному окну излучателя крепится диафрагма,
ограничивающая пучок излучения заданными парамет-
рами. Различают нерегулируемые, регулируемые и
сменные диафрагмы (последние иногда называют тубу-
сами, или коллиматорами). Диафрагма может быть
снабжена оптическим имитатором для освещения светом
поверхности, соответствующей рабочему пучку излуче-
ния, и набором сменных фильтров для изменения энер-
гетического спектра излучения.
В зависимости от назначения современные РДА
снабжают разнообразными штативно-механическими
устройствами - колоннами, потолочными штативами,
столами и стойками для снимков, поворотными столами-
штативами для просвечивания и снимков и другими уст-
ройствами, обеспечивающими проведение соответст-
вующих рентгенологических исследований.
В аппаратах общего назначения универсального ти-
па используются поворотные столы-штативы как стан-
дартного типа, с которыми врач-рентгенолог работает в
непосредственном контакте с исследуемым пациентом,
находящимся на столе-штативе (стол-штатив и врач на-
ходятся в процедурной части рентгеновского кабинета),
так и дистанционно-управляемые поворотные столы-
штативы. При работе с дистанционно-управляемыми
столами-штативами рентгенолог находится в пультовой
части рентгеновского кабинета, которая оборудована
рентгеновской защитой, и врач-рентгенолог не подверга-
ется действию излучения.
Управление штативом и его частями и связь с паци-
ентом осуществляются из пультовой с помощью дистан-
ционного пульта управления и переговорного устройства.
Экранно-снимочное устройство современного ста-
ционарного РДА имеет экран с усилителем рентгенов-
ского изображения для просвечивания, перемещаемый
кассетодержатель с кассетой, тубус, защитные устройст-
ва, отсеивающий растр и программное управление, обес-
печивающее возможность получения на одной рентгено-
графической пленке последовательно нескольких сним-
ков меньшего формата (так называемых прицельных
снимков) в процессе просвечивания. Отсеивающий растр
(отсеивающая решетка) представляет собой набор тон-
ких чередующихся полос из рентгенопрозрачного и
рентгенопоглощающего материала, ориентированных на
фокус рентгеновской трубки. Растр устанавливают меж-
ду пациентом и приемником излучения; он служит для
уменьшения влияния на качество изображения вторич-
ного (рассеянного) излучения. В современных РДА меж-
ду растром и кассетой с рентгенографической пленкой
располагается камера рентгеноэкспонометра - прибора,
который автоматически отключает напряжение на рент-
геновской трубке при накоплении пленкой экспозицион-
ной дозы излучения, обеспечивающей заданную плот-
ность ее почернения после фотообработки.
Рентгеновская кассета обычно заряжается двусто-
ронней рентгенографической пленкой и двумя усили-
вающими экранами, расположенными в непосредствен-
ном контакте с пленкой. Свечение усиливающих экранов
под действием рентгеновского излучения в 60 ... 100 раз
повышает чувствительность рентгенографической плен-
ки, фотографический эмульсионный слой которой состо-
ит из микроскопических кристаллов бромистого серебра
в желатине. При некоторых исследованиях, требующих
особой резкости изображения (например, снимках кос-
тей), осуществляют съемку и без экранов. Для экранов
используют кальцийвольфраматные, сульфидные, окси-
сульфидные и оксигалогенидные люминофоры - веще-
ства, светящиеся под действием рентгеновского излуче-
ния. Постепенно приобретают широкое распространение
малосеребряные или бессеребряные регистраторы рент-
геновского изображения.
К бессеребряным системам регистрации рентгенов-
ского излучения относятся полупроводниковые преобра-
зователи, в частности представляющие собой заряжен-
ную селеновую пластину (барабан), являющуюся фото-
проводником. Под действием рентгеновского излучения
ОСНОВНЫЕ СВЕДЕНИЯ О РЕНТГЕНОДИАГНОСТИЧЕСКОЙ АППАРАТУРЕ
173
на пластине происходит формирование скрытого элек-
тростатического изображения, которое проявляют заря-
женным окрашенным порошком, переносят на бумагу и
закрепляют на ней или считывают специальным скани-
рующим устройством, являющимся частью системы
цифровой рентгенографии.
В ряде современных РДА используется специальная
кассета с «запоминающим» изображение люминесцент-
ным рентгеновским экраном.
Последний запасает значительную светосумму и
высвечивает ее при сканировании экрана лучом гелий-
неонового лазера. Световой сигнал далее передается в
вычислительное устройство, где происходят формирова-
ние и обработка изображения просвечиваемого объекта,
наблюдаемого на TV мониторе (дисплее).
Для визуализации рентгеновского изображения при
просвечивании в РДА применяют усилители рентгенов-
ского изображения (УРИ) с телевизионной системой
(рис. 3).
Применение усилителей рентгеновского изображе-
ния позволяет увеличить яркость исходного изображе-
ния в десятки тысяч раз и более в зависимости от конст-
рукции усилителя.
Особенно важно применять усилители рентгенов-
ского изображения в медицинской практике с целью
снижения лучевой нагрузки на больного и на врача-
рентгенолога.
Усилители рентгеновского изображения представ-
ляют собой рентгеновизуальные устройства, принцип
действия которых основан на преобразовании рентгенов-
ского изображения просвечиваемого объекта в видимое с
увеличением яркости.
Наиболее широкое применение в медицинской
рентгенодиагностике и при рентгеновском контроле по-
лучили два типа УРИ:
1) УРИ с рентгеновским электронно-оптическим
преобразователем, в которых рентгеновский экран нахо-
дится внутри вакуумной колбы электронно-оптического
преобразователя и конструктивно совмещен с его фото-
катодом (рис. 3);
Рис. 3. Усилители рентгеновского изображения на базе
РЭОП:
1 - РЭОП; 2 - основной объектив тандема; 3 - светоделитель-
ное зеркало; 4 - телевизионный объектив; 5 - объектив фото-
камеры; 6 - передающая трубка; 7 - фотокамера; 8 - блок теле-
визионного канала; 9 - видеоконтрольное устройство; 10 -
блок питания и управления; 11 - видеомагнитофон; 12 - зри-
тельный анализатор
Рис. 4. Усилитель рентгеновского изображения с однока-
мерным ЭОПом (усилителем света):
1 - рентгеновский экран; 2 - зеркало; 3 - входной объектив;
4 - усилитель света (ЭОП); 5 - основной объектив тандема;
6 - телевизионный объектив; 7 - передающая телевизионная
трубка; 8 - блок питания и управления; 9 - блок телевизионно-
го канала: 10 - видеоконтрольное устройство; / / - видеомагни-
тофон; 12 - зрительный анализатор
2) УРИ, в которых световое изображение с рентге-
новского экрана, находящегося вне вакуумной колбы,
переносится светосильным объективом на фотокатод
электронно-оптического преобразователя (ЭОП) - уси-
лителя света (рис. 4).
Усилитель света (УС) - это ЭОП, предназначен-
ный для усиления яркости проецируемого на его фотока-
тод светового изображения. В отличие от РЭОПа он не
содержит рентгеновского экрана, и первичное преобра-
зование рентгеновского излучения в световое происхо-
дит предварительно вне вакуумной колбы УС.
Изображение с рентгеновского экрана проецируется
оптической системой на фотокатод усилителя света, из
которого под действием падающего света эмиттируются
фотоэлектроны в соответствии с распределением интен-
сивности падающего света. Следующее преобразование
осуществляется катодолюминесцентным экраном, кото-
рый излучает свет в видимой части спектра под действи-
ем энергии фотоэлектронов. Электроны, освобожденные
из фотокатода, сфокусированы в плоскости катодолю-
минесцентного экрана. Усиление яркости в усилителе
света, как и в РЭОПе, осуществляется благодаря увели-
чению энергии фотоэлектронов под действием уско-
ряющего поля и в результате электронно-оптического
уменьшения изображения. Усилители света бывают од-
но- и многокамерные, с электростатической или элек-
тромагнитной фокусировкой электронного изображения.
В УРИ, представленных на рис. 4, рентгеновское
изображение просвечиваемого объекта преобразуется в
видимое люминесцентным рентгеновским экраном. Его
яркость усиливается ЭОПом и проецируется на фотокатод
передающей телевизионной трубки. В системах первого
типа основное усиление яркости изображения происходит
в РЭОПе, и затем изображение передается на малочувст-
вительную телевизионную трубку типа видикона.
В системах второго типа изображение предваритель-
но незначительно усиливается с помощью однокамерного
174
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
ЭОПа и затем проецируется на высокочувствительную
передающую телевизионную трубку типа изокона.
Из систем усилителей яркости рентгеновского изо-
бражения (УРИ) первого типа с РЭОПом широкое при-
менение получили УРИ фирм Siemens (Германия), Philips
(Германия), Томсон (Франция).
Системы УРИ первого типа имеют очевидные пре-
имущества относительно лучевых нагрузок на просвечи-
ваемые объекты, что особенно важно при рентгенологи-
ческих исследованиях в медицинской практике.
Для того чтобы получить удовлетворительное каче-
ство изображения и относительно невысокую лучевую
нагрузку в системах второго типа, необходимо умень-
шить потери света при переносе изображения с рентге-
новского экрана на фотокатод усилителя света. Для этого
необходимо применять сверхсветосильную оптическую
систему.
Следует отметить, что в настоящее время произво-
дятся в основном только системы УРИ первого типа.
Системы второго типа применяют для создания цифро-
вых флюорографических камер, где в качестве передаю-
щего элемента используется ПЗС-матрица.
Согласно ранее принятой в России классификации
различают УРИ четырех классов. УРИ первого класса
имеют переменный диаметр рабочего поля, номиналь-
ный диаметр входного поля не менее 320 мм, замкнутую
телевизионную систему, фотокамеру и кинокамеру:
обеспечивают возможность подключения видеомагни-
тофона и автоматического поддержания заданной мощ-
ности дозы и дозы излучения во входной плоскости УРИ
соответственно в режиме просвечивания, фотосъемки и
киносъемки при подключении УРИ к рентгеновскому
аппарату с системой стабилизации яркости.
УРИ второго класса имеют переменный диаметр
рабочего поля, номинальный диаметр входного поля не
менее 230 мм, замкнутую телевизионную систему, фото-
камеру и кинокамеру; обеспечивают возможность под-
ключения видеомагнитофона и автоматического под-
держания заданной мощности дозы и дозы излучения во
входной плоскости УРИ соответственно в режиме про-
свечивания, фотосъемки и киносъемки при подключении
УРИ к рентгеновскому аппарату с системой стабилиза-
ции яркости.
УРИ третьего класса имеют номинальный диаметр
входного поля не менее 190 мм, замкнутую телевизионную
систему; обеспечивают возможность подключения видео-
магнитофона и автоматического поддержания заданной
мощности дозы излучения во входной плоскости УРИ в
режиме просвечивания при подключении УРИ к рентге-
новскому аппарату с системой стабилизации яркости.
УРИ прямого наблюдения выходного изображения с
номинальным диаметром входного поля не менее 180 мм
относят к четвертому классу. Диагностические возмож-
ности УРИ оцениваются совокупностью физико-техни-
ческих параметров элементов, входящих в состав УРИ.
Основные характеристики некоторых УРИ на базе
РЭОПов приведены в табл. 2.
Основным принципом передачи изображений в те-
левизионных системах УРИ является поэлементная пе-
редача информации об интенсивности рентгеновского
излучения, осуществляемая путем развертки пространст-
венно-временного теневого поля контролируемого объ-
екта на передающей стороне и свертки изображения на
приемной стороне. Развертка изображения проводится
электронным пучком.
На приемной стороне во вторичном преобразовате-
ле синтез изображения осуществляется также электрон-
ным пучком с заданной апертурой. Основные характери-
стики телевизионных систем - это световая чувствитель-
ность, разрешающая способность, контрастная чувстви-
тельность, отношение сигнал/шум, инерционность и др.
При проектировании телевизионных систем для УРИ
стремятся выбрать и реализовать их характеристики так,
чтобы с учетом условий работы системы обеспечить в
итоге необходимое соответствие между передаваемыми
теневыми изображениями просвечиваемых объектов и
их телевизионными изображениями, синтезируемыми в
приемной части систем (кинескопе).
В УРИ в основном использовались замкнутые теле-
визионные системы с передающими телевизионными
трубками типа видикона.
Однако в настоящее время все шире в технику УРИ
внедряются телевизионные камеры на базе приборов с
зарядовой связью (ПЗС-, или согласно установленной
терминологии за рубежом CCD-матриц). Последние
практически полностью соответствуют необходимым
параметрам, которыми обладали видиконы, и превосхо-
дят их по динамическому диапазону и инерционности.
Современные телевизионные камеры цифрового ти-
па с CCD-матрицами имеют разрешение до ~ 3000x2000
(6Ю6 пикселов) и более.
Срок службы и надежность цифровых камер во
много раз превышают эти параметры у камер на телеви-
зионных трубках. Встроенный видеопроцессор позволя-
ет осуществлять цифровую обработку и улучшать каче-
ство изображения непосредственно в процессе рентгено-
скопии. В УРИ применено эффективное шумоподавле-
ние с сохранением четкости движущихся органов. Циф-
ровая обработка при повторном просмотре и архивиро-
вании запомненных изображений осуществляется в ком-
пьютере.
Во всех современных УРИ предусмотрена возмож-
ность включения видеомагнитофона со стоп-кадром ли-
бо подключение цифровой радиологической системы,
позволяющих многократно анализировать полученное
изображение, не подвергая пациентов дополнительному
облучению.
С целью регламентирования лучевой нагрузки на
пациента и обеспечения оптимальных условий переноса
и наблюдения изображения в тракте УРИ в РДА приме-
няются системы стабилизации яркости УРИ.
Для поддержания неизменной дозы или яркости
выходного канала УРИ при имеющейся плотности объ-
екта регулируется или ток, или напряжение рентгенов-
ской трубки, или ток и напряжение одновременно. Регу-
2. Основные характеристики некоторых УРИ, предназначенных для медицинской диагностики
Характеристики Тип УРИ, фирма, страна
НР6" НР9" НХ9” НР12" НХ12" F16” УРИ-ЗП УРИ 215/140- «Респас» УРИ «Аметист»
Apelern (Франция) «Медрентех», «Гелпик», «Спектр АП» (Россия) нииэп, «Спектр АП» (Россия) ЗАО «Амико» (Россия)
Число рабочих полей Одно Три Три Три Три Четыре Три Два Три
Номинальный диаметр ра- бочего поля, мм 160 215/160/120 215/160/120 290/215/160 290/215/160 360/290/215/160 216/160/120 215/140 215/160/120
Коэффициент преобразова- ния РЭОПа, Кдм^мР’с, не менее 180 240/120/60 200/100/50 240/120/65 300/150/80 250/140/70/45 — 100 на поле 215 мм 100 на поле 215 мм
Тип TV камеры На базе передающей TV трубки типа видикона (премникон) или CCD-матрицы На базе CCD-матрицы На базе CCD-матрицы На базе CCD-матрицы
Число строк разложения TV системы (стандарт матрицы) 625 или 1124 625 625 625
Разрешающая способность РЭОПа в центре поля, штр/мм 4,2 4,8/5,6/6,4 5,2/5,8/6,8 4,4/5,0/5,6 4,6/5,0/5,6 4,0/4,3/4,8/5,7 — — 4,0/5,4/5,8
Примечание. Приведенные в таблице УРИ НР-НХ производятся на базе РЭОПов фирмы «Томсон» (Франция).
ОСНОВНЫЕ СВЕДЕНИЯ О РЕНТГЕНОДИАГНОСТИЧЕСКОЙ АППАРАТУРЕ
176
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
лировкой только напряжения можно перекрыть требуе-
мый диапазон изменения яркости, но это влечет за собой
изменение контрастности изображения. Стабилизация
яркости регулировкой только тока при неизменном на-
пряжении связана с переоблучением пациента. При этом
диапазон регулирования тока невелик и не всегда может
перекрыть границы изменения яркости.
Наиболее перспективным способом стабилизации
яркости является такой, при котором стабилизация за
исследовательский цикл сначала осуществляется регули-
рованием тока в определенных пределах при неизменном
напряжении, а затем, при недостаточности такого регу-
лирования, происходит переход на следующую, более
высокую ступень напряжения.
В принятых типовых схемах стабилизация яркости
осуществляется автоматическим регулированием напря-
жения и тока трубки с низковольтной стороны высоко-
вольтного устройства с применением схемы с обратной
связью.
В режиме просвечивания яркость стабилизируется
по выбору врача двумя способами: 1) при неизменном
токе автоматическим регулированием напряжения на
трубке в пределах 40 ... 110 кВ, что обеспечивает посто-
янство уровня яркости при изменении дозы излучения в
(ма1 max / «ai min)5 ~ (110/40)5 = 160 раз; 2) одновременным
автоматическим регулированием напряжения и тока с мак-
симальным диапазоном 40 кВ • 0,4 мА ... НО кВ • 4,0 мА;
в этом случае система обеспечивает стабилизацию яркости
при изменении дозы в (ма /ма ^п)5 • /а max /д min = 1600 раз.
При выключенной автоматике система предусмат-
ривает возможность ручной регулировки напряжения и
тока для получения необходимой яркости выходного
экрана.
В системах УРИ предшествующего поколения стаби-
лизация осуществлялась по дозе излучения (или яркости)
обычно в области доминанты диаметром около 80 мм. На
пути светового потока, выходящего с экрана РЭОПа, как
правило, был встроен светораспределитель с моторным
приводом, который распределял световой поток по сле-
дующим каналам: на фото-, кинокамеру, на телевизион-
ную камеру и через диафрагму, ограничивающую свето-
вой поток центральной доминантной зоны выходного
экрана, на датчик яркости - фотоумножитель. В качестве
датчика сигнала с УРИ в ряде схем стабилизации ярко-
сти использовался телевизионный видеосигнал.
В системах УРИ этого же поколения киносъемка
проводилась в импульсном режиме включения рентге-
новского излучения и плотность почернения кинопленки
зависела не только от напряжения и тока, но и от дли-
тельности импульса, частоты кадров и чувствительности
кинопленки. Стабилизация плотности почернения плен-
ки осуществлялась вследствие стабилизации среднего
значения яркости за один кадр автоматическим измене-
нием напряжения при неизменном токе и заданных всех
остальных параметрах снимка.
В связи с внедрением в РДА цифровых радиологи-
ческих систем и совершенствованием их параметров
появилась возможность отказаться от использования в
УРИ фото-киноаппаратуры. Их функции в настоящее
время выполняют цифровые телевизионные камеры УРИ
в сопряжении с вычислительной техникой и рентгенов-
скими питающими устройствами.
Дальнейшим развитием средств визуализации РДА
является их совершенствование за счет применения но-
вого класса эффективных преобразователей рентгенов-
ского изображения, разрабатываемых на основе полупро-
водниковых аморфных кремниевых структур (ПАКС).
Применение средств визуализации с преобразовате-
лями на базе ПАКС позволит практически отказаться от
традиционных способов просвечивания с усилителями
рентгеновского изображения и рентгенографии на плен-
ку. Последнее обусловлено преимуществами преобразо-
вателей ПАКС по размеру рабочего поля, разрешающей
способности и динамическому диапазону по сравнению с
УРИ и аналогичными показателями назначения, что и
при рентгенографии на пленку.
8.2. СПЕЦИАЛИЗИРОВАННЫЕ
РЕНТГЕНОДИАГНОСТИЧЕСКИЕ
АППАРАТЫ
Существуют специализированные РДА для иссле-
дования отдельных органов и систем человеческого ор-
ганизма (для маммографии, стоматологии, нейрорентге-
нодиагностики, урологические), для исследования лег-
ких (флюорография), а также для реализации особых
рентгенологических методик: томографии, ортопантомо-
графии, ангиографии и других. Все эти специализиро-
ванные РДА отличаются диапазоном взаимных переме-
щений излучателя, пациента и приемника излучения.
Они оснащены особыми устройствами для закрепления
пациента, тубусами для формирования рабочего пучка
излучения. Электрические режимы специализированных
РДА выбирают в зависимости от плотности исследуемо-
го органа и его подвижности. Например, диапазон при-
меняемых напряжений в аппаратах для маммографии
составляет 20 ... 40 кВ, для стоматологических аппара-
тов 30 ... 100 кВ.
В последние десятилетия активно развивается новая
область медицины, названная интервенционной радио-
логией (ИР), объединяющая методики хирургического и
терапевтического вмешательства внутри сосудов под
рентгеновским контролем. Толчком к широкому разви-
тию интервенционной радиологии явились цифровые
методы работы с рентгеновскими изображениями и со-
вершенствование инструментария.
Практика ИР включает диагностику поражений со-
судов на основе катетеризации, их терапию и хирургиче-
ское вмешательство. Применение этих видов рентгено-
логических процедур все больше привлекает не только
рентгенологов, но и специалистов - хирургов в области
гинекологии, урологии, нейрохирургии и охватывает
различные методы, начиная от сосудистых окклюзий и
заканчивая доставкой лекарств с помощью катетеров,
биопсии тканей и устранения аневризмов. Активно раз-
виваются методы рентгеноэндоскопии, черескожной ла-
паротомии и литотрипсии. При этом традиционные ве-
нозные и артериальные вмешательства остаются наибо-
лее эффективными методами ИР.
СПЕЦИАЛИЗИРОВАННЫЕ РЕНТГЕНОДИАГНОСТИЧЕСКИЕ АППАРАТЫ
177
Для контроля всех процедур ИР необходимы высо-
коточные диагностические средства.
До сих пор наиболее распространенным средством
диагностического контроля в большинстве методов ИР
остается рентгеновский. Для него разработан и выпуска-
ется практически всеми ведущими производителями рент-
генодиагностической аппаратуры так называемый хирур-
гический рентгеновский аппарат типа <<С-агт» (С-дуга).
Излучатель и приемник излучения (УРИ) в этих ап-
паратах размещают по обеим сторонам С-образного шта-
тива, имеющего три степени свободы для перемещения
относительно операционного поля пациента. Для сниже-
ния лучевой нагрузки на пациента и хирургическую бри-
гаду вместо непрерывного просвечивания в таких аппа-
ратах применяется импульсное просвечивание с регули-
руемой скважностью. Изображение при этом запомина-
ется в видеопамяти и фиксируется на экране видеокон-
трольного устройства.
В последние годы аппарат типа «С-дуга», благодаря
расширяющимся его диагностическим возможностям,
создаваемым все более совершенным программным и
аппаратным компьютерным обеспечением, становится
одним из наиболее массовых многофункциональных
средств рентгеновской диагностики и рентгеновского
контроля при многочисленных внутрисосудистых, внут-
риполостных и лапаротомических хирургических и те-
рапевтических вмешательствах.
По мере развития и совершенствования сосудистых
протезов и имплатантов - стентов и графтов - с каждым
годом расширяются области внутрисосудистой хирургии
и соответственно области применения основного средст-
ва контроля - рентгеновского аппарата типа «С-дуга».
В последние годы отмечается также значительное рас-
ширение применения этого типа аппаратов и в других
областях медицины: в приемных покоях, в травматологии,
урологии, при палатных наблюдениях, при эндоскопии и
ангиографии, при контроле водителей ритма сердца.
Столь многообразные области применения неиз-
бежно приводят к необходимости создавать типовой ряд
аппаратов класса «С-дуга» и формулировать для каждого
вида специфические медико-технические требования.
В России разработка аппаратов типа «С-дуга» ве-
дется многие годы. Первым аппаратом этого вида явился
созданный в конце 80-х годов заводом «Актюбрентген»
рентгеновский аппарат 10Х-4, работавший на отечест-
венных УРИ без цифровой регистрации.
В «СпектрАП» вместе с ВНИИИМТ разработан и
выпускается серийно аналогичный тип «С-arm» аппарата
АПР-01.
Аппарат предназначен для рентгеноскопии и рент-
генографии в условиях проведения хирургических опе-
раций в операционных залах, а также может быть ис-
пользован в травматологии, урологии, кардиологии.
Состав аппарата:
• передвижное штативное устройство с С-образной
дугой;
• рентгеновское питающее устройство;
• усилитель яркости рентгеновского изображения
номинальным диаметром 23 см в комплекте с замкнутой
телевизионной системой и телевизионным монитором;
• устройство цифровой памяти 1024 х 512 х 8 бит с
автоматическим запоминанием последнего кадра теку-
щего изображения и любых четырех промежуточных
изображений в комплекте с телевизионным монитором;
• стойка мониторов (передвижная).
Технические характеристики
Устройство рентгеновское питающее
Питание - однофазная сеть:
Напряжение, В........................ 220 ± 10 %
Частота, Гц.......................... 50 ±1
Сопротивление питающей сети, Ом,
не более............................. 1,0
Размер фокуса трубки, мм............. 0,9 х 0,9
Режим просвечивания:
непрерывный
импульсный
однократный (одиночный)
Просвечивание осуществляется при:
анодном напряжении, кВ............. 40-110
анодном токе, мА.................. 0,2 - 2,4
Рентгенография осуществляется при:
анодном напряжении, кВ............. 40-110
анодном токе, мА, не более........ 30
Длительности снимка, с, не менее..... 0,01
Диапазон, мА/с....................... 1-180
Штативное устройство
Вертикальный ход дуги, мм............ 450
Поступательное перемещение дуги
в горизонтальном направлении, мм.... 200
Угол поворота дуги в плоскости,
перпендикулярной к плоскости
орбитального движения.............. 205°
Расстояние от фокуса трубки до входной
плоскости УРИ, мм, не менее......... 900
Основные характеристики АПР-01 в сравнении с
отечественным аналогом РТС-612 (компания «Электрон»,
Санкт-Петербург) и некоторыми зарубежными аналога-
ми приведены в табл. 3.
Современные комплексы для рентгенологического
исследования кровеносной системы (ангиографии) и серд-
ца (ангиокардиографии) включают в свой состав шприцы
высокого давления, кардиосинхронизаторы, одно- и двух-
проекционные серийные скоростные кассеты для смены
рентгеновских пленок, УРИ, кино и фотокамеры и циф-
ровые радиологические системы для формирования и
обработки (в частности, вычитания) рентгеновских изо-
бражений.
- 7387
178
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
3. Некоторые характеристики отечественных и зарубежных аппаратов
Характеристики АПР-01 «Спектр АП» (Россия) РТС-612 «Электрон» (Россия) APX-HF2 Apelern (Франция)
1. Штативная часть:
1.1. Угол поворота суппорта дуги, град. ±12 ±15 ±12
1.2. Угол орбитального вращения дуги, град. 130 115 130
1.3. Горизонтальное перемещение суппорта дуги, мм 200 200 200
1.4. Угол вращения дуги (поворот), град 360 + 40 - 360 + 40
1.5. Вертикальный ход суппорта дуги, мм (электромеханический) 400 450 420
1.6. Фокус рентгеновской трубки - входная плос- кость УРИ, мм 940 900 941
1.7. Глубина дуги, мм 570 - 570
2. Система визуализации:
2.1. Рабочее поле УРИ, мм 215/160/120 215/160/120 215/160/120
2.2. Стандарт разложения TV системы, телев. линий 600/1000 600/1000 600/1000
3. Режимы работы Рентгеноскопия с УРИ, импульсная рентгеноскопия
В зависимости от исследуемого органа различают
следующие основные виды ангиографии: мозговую (це-
ребральную), грудную (торакальную), брюшную (абдо-
минальную), комбинированную (для брюшной полости и
нижних конечностей). Ангиографическая аппаратура в
зависимости от назначения бывает одно- и двухпроекци-
онной. При однопроекционной ангиографии пациента,
как правило, лежащего на спине, просвечивают в одном
(сагиттальном) направлении, при двухпроекционной ан-
гиографии пациента дополнительно просвечивают в бо-
ковом (латеральном) направлении, причем регистрация
изображений просвечиваемых участков в двух проекци-
ях осуществляется одновременно.
Процесс ангиографического исследования можно
разделить на два этапа: катетеризацию и регистрацию
изображения просвечиваемого объекта.
При катетеризации в выбранную область кровенос-
ной системы через катетер с помощью инъектора вводят
рентгеноконтрастное вещество. Объем и расход контра-
стного вещества, число и длительность инъекций, мо-
мент включения рентгеновского излучения (снимка),
число кадров при регистрации, частота съемки и шаговое
перемещение стола для пациента задаются программой.
Регистрация рентгеноангиографических изображе-
ний осуществляется с помощью серийной кассеты с рент-
геновской пленкой (как правило, сериями для пяти сним-
ков на крупноформатную пленку), флюорографической
камерой с выходного экрана РЭОПа усилителя рентгенов-
ского изображения (обычно со скоростью 6 кадров/с) или
аналогично на кинопленку либо с помощью цифровой
радиологической системы.
Современный универсальный комплекс для ангио-
графии представляет собой сочетания сложнейших ав-
томатизированных штативно-механических, электриче-
ских и электронных устройств.
В состав ангиографических комплексов, как прави-
ло, входят питающие устройства мощностью до 100 кВт
с рентгеновскими трубками большой теплоемкости, рас-
считанные на большую мощность фокуса при кратко-
временной нагрузке, допускающие получение серий
снимков при малых выдержках времени. Для програм-
много управления введением контрастного вещества
используются автоматические шприцы высокого давле-
ния, обеспечивающие дозировку в программируемую
подачу контрастного вещества.
Для синхронизации с фазами сердечного цикла ис-
пользуют многоканальные электрокардиографы.
Для лечения мочекаменной и каменной болезни
протоков печени все шире внедряются способы лечения,
связанные с удалением конкрементов без операции.
К таковым относятся известные методы растворения
камней, а также методы разрушения конкрементов (ли-
тотрипсия) с использованием механической или акусти-
ческой энергии.
Наиболее перспективным является метод воздейст-
вия на камни ударных акустических волн, вводимых с
поверхности тела.
Возбуждаемые вне организма ударные волны, слабо
поглощаемые тканями тела, фокусируются на конкре-
менте, вызывая разрушение последнего.
Структурная типовая схема литотриптера приведена
на рис. 5.
Стационарная установка для литотрипсии состоит
из следующих устройств: генератора ударных волн;
средств акустической передачи ударных волн к телу па-
циента; средств визуализации расположения камней,
СРЕДСТВА ЦИФРОВОЙ РЕНТГЕНОДИАГНОСТИКИ
179
Рис. 5. Структурная схема литотриптера:
1,2- рентгеновские трубки; 3,4 - усилители рентгеновского изображения; 5,6- телевизионные передающие системы; 7 - устрой-
ство электронной записи изображений; 8 - мультиформатная камера; 9 - пульт оператора; 10 - стол для пациента; 11 - рентгенов-
ский генератор; 12 - защитный экран; 13-15 - видеоконтрольное устройство; 16 - блок зарядки конденсаторов генератора (17)
ударных волн; 18- пусковой блок
прицеливания ударной волны и контроля результатов
выполнения процедуры; стола для размещения пациента
(причем стол или генератор ударных волн должны иметь
возможность перемещения в трех измерениях); средств
для измерения физиологических параметров состояния
пациента; объединенного пульта управления.
Среда, используемая для передачи ударных волн к
телу пациента, должна удовлетворять следующим ос-
новным требованиям:
• обеспечивать согласование акустических импуль-
сов среды и человеческой кожи для уменьшения отраже-
ния акустического импульса от поверхности кожи с це-
лью предотвращения болевых ощущений и гематом;
• содержать газов значительно ниже предела насыще-
ния во избежание генерации пузырей вследствие кавитации;
• обладать свойствами, препятствующими распро-
странению инфекции.
Наиболее полно отвечает этим требованиям откры-
тая ванна с обезгаженной водой, в которую введены де-
зинфекцирующие средства. Кроме этого, в ряде конст-
рукций литотриптеров используют замкнутые системы с
эластичной мембраной для передачи импульса к телу
пациента. Передача импульса осуществляется через на-
несенный на кожу слой маслянистого геля.
Визуализация изображения конкрементов, прицели-
вание ударной волны и контроль разрушения камней
осуществляются в основном средствами рентгеновской
техники или с помощью ультразвуковой аппаратуры.
При рентгеновской флюороскопии (рис. 6) используют
обычно два канала визуализации, расположенных под
некоторым углом относительно друг друга. Каждый ка-
нал состоит из рентгеновского излучателя и усилителя
рентгеновского изображения. Наличие двух каналов ви-
зуализации, расположенных под углом, позволяет осу-
ществить привязку зоны разрушения конкремента (место
фокусирования ударной волны) с геометрической точкой
пересечения каналов визуализации. Это обстоятельство
гарантируют возможность точного введения камня в зону
дробления и визуальный контроль его при литотрипсии.
12*
Рис. 6. Схема наведения ударной волны:
1,2- рентгеновские излучатели; 3, 4 - усилители рентгенов-
ского изображения; 5, 6 - ВКУ; 7 - генератор ударной волны;
8 - пациент; 9 - стол для пациента; 10 - зона дробления
При литотрипсии конкрементов в почках ударную
волну синхронизуют по циклу дыхания и, как правило,
по фазе выдоха.
8.3. СРЕДСТВА ЦИФРОВОЙ
РЕНТГЕНОДИАГНОСТИКИ
Метод рентгенографии на рентгеновскую пленку яв-
ляется наиболее массовым в медицинской рентгеновской
диагностике. Внедрение в диагностику усилителей рентге-
новского изображения (УРИ) несколько сократило объем
рентгенографических исследований, однако до настоящего
времени рентгенография занимает превалирующее поло-
жение. Основные причины - высокая разрешающая спо-
собность и контрастная чувствительность, простота и дос-
тупность метода. При всем этом рентгенографии присущи
следующие недостатки: отсутствие возможности рентге-
новского исследования органов в динамике, относительно
180
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
высокие уровни лучевой нагрузки на пациента, постоянные
затраты, связанные с приобретением дорогостоящей рент-
геновской пленки и материалов для ее обработки.
Благодаря развитию цифровой электронной техники
и совершенствованию характеристик УРИ и систем за-
поминания и обработки изображения в последние годы в
рентгеновской диагностике наблюдаются тенденция по-
степенного вытеснения аппаратуры традиционной рент-
генографии и замена ее рентгенодиагностической аппа-
ратурой с цифровыми системами визуализации рентге-
новского изображения (цифровыми радиологическими
системами). Название данной аппаратуры еще не устоя-
лось, и ее называют цифровой рентгенографией, цифро-
вой радиографией, аппаратурой электронно-оптической
цифровой рентгенографии и т.д.
В отличие от рентгенографии на пленку аппаратуру
с цифровыми радиологическими системами объединяет
одно: промежуточное преобразование рентгеновского
изображения в адекватное цифровое, обработка его и
представление изображения рентгенологу в реальном
масштабе времени.
К преимуществам РДА с цифровыми радиологиче-
скими системами относятся следующие четыре фактора:
цифровое отображение изображения; пониженная доза
облучения; цифровая обработка изображений; цифровое
хранение и улучшение качества изображений.
Цифровую рентгенографию следует рассматривать
не только как новое достижение в области совершенст-
вования методик и средств медицинской диагностики, а
как новое перспективное направление в медицинской
практике, объединившее в реальном масштабе времени
производство диагностики и лечебного процесса.
Главное преимущество цифровых рентгенографиче-
ских систем по сравнению с обычными системами заклю-
чается в том, что цифровая система может обеспечивать
более высокую вероятность обнаружения деталей низкого
контраста в широком динамическом диапазоне. Несмотря
на то что детектор может обладать достаточно высокой
чувствительностью к структуре с низким контрастом в
изображениях, наблюдателю требуется помощь, чтобы
рассортировать сигналы относительно фоновых структур.
Исследуемые низкоконтрастные структуры должны быть
сделаны более заметными фильтрацией, подавлением
шумов, выделением частот и тому подобными способами.
Основной прием, используемый в цифровой рентгено-
графии для достижения этой цели, - это вычитание изо-
бражений. Функции процесса вычитания в цифровой рент-
генографии - это устранение или подавление потенциально
мешающих эффектов, не представляющих интереса для
рентгенолога, и повышение тем самым обнаружения пред-
ставляющих интерес структур. Используются в основном
два типа вычитания - временное и энергетическое.
При временном методе вычитания изображения ре-
гистрируют с контрастным реагентом и без контрастного
реагента, а затем осуществляют их вычитание.
Основным ограничением цифрового временного
вычитания является его подверженность влиянию арте-
фактов, обусловленных движением пациента между мо-
ментами времени, когда получаются изображения с кон-
трастом и без контраста.
При энергетическом вычитании используется выра-
женная разность свойств ослабления излучения различ-
ными органами и структурами человеческого организма.
Средства цифровой рентгенографии, получившие
практическое применение, по принципу формирования
рентгеновского изображения можно разделить на сле-
дующие два класса: аппаратуру электронно-оптической
цифровой рентгенографии (ЭОЦР) и системы, исполь-
зующие технику сканирования диагностируемого объек-
та пучком излучения.
Структурная схема системы ЭОЦР представлена на
рис. 7.
Формирование аналогового
электронно-оптического
изображения
Формирова-
ние рентге-
новского
изображения
Преобра-
I зование
I изобра-
| женияв
Цифровая
обработка
изображе-
ния
Рис. 7. Структурная схема ЭОЦР:
/ - рентгеновский излучатель; 2 - приемник рентгеновского изображения; 3 - РЭОП; 4 - оптика; 5 - телевизионная передающая
трубка; 6 - видеоконтрольное устройство; 7 - аналого-цифровой преобразователь; 8 - аналого-запоминающее устройство; 9 - блок
запоминающего устройства; 10 - ЭВМ; 11- архив; 12 - цифроаналоговый преобразователь; 13 - рентгеновское питающее устройство
СРЕДСТВА ЦИФРОВОЙ РЕНТГЕНОДИАГНОСТИКИ
181
Аппаратуру ЭОЦР условно можно разбить на четы-
ре основные части: источник рентгеновского излучения,
аналоговое устройство формирования изображения,
цифровые устройства формирования изображения и
цифровые устройства обработки изображения.
При проектировании системы ЭОЦР для медицин-
ской диагностики основополагающую роль играет огра-
ничение по дозе излучения. Это граничное условие, ко-
торое необходимо соблюдать при выборе оптимального
сочетания показателей назначения системы, определяю-
щих размер, контраст и динамику объектов, подлежащих
обнаружению при рентгенологическом исследовании.
С увеличением входного потока рентгеновских
квантов увеличивается отношение сигнал/шум системы
и, следовательно, вероятность обнаружения более мел-
ких или менее контрастных объектов.
Для получения удовлетворительного изображения в
системе ЭОЦР РЭОП должен обеспечить преобразова-
ние по крайней мере каждого рентгеновского кванта в
регистрируемый световой импульс.
Наиболее важными параметрами РЭОПов, опреде-
ляющими качество рентгенооптического преобразования
системы, являются квантовая эффективность и коэффи-
циент преобразования.
В современных РЭОПах квантовая эффективность
(доля поглощенной энергии) составляет 60 ... 75 %, а ко-
эффициент преобразования входного экрана обеспечива-
ет 1000 ... 2000 квантов света на каждый поглощенный
рентгеновский квант. Этот коэффициент зависит от энер-
гии рентгеновских квантов. Общий коэффициент преобра-
зования РЭОПа зависит также от квантового выхода фото-
катода (10 ... 20 %), ускоряющего напряжения на электро-
дах РЭОПа, и характеристик выходного экрана. Полный
коэффициент преобразования системы ЭОЦР определяется
коэффициентом преобразования РЭОПа, характеристиками
объектива проецирующего изображения с выходного экра-
на РЭОПа на передающую телевизионную трубку и эффек-
тивностью фотокатода (мишени) трубки или CCD-матрицы
цифровой телевизионной камеры.
Методы ЭОЦР нашли широкое клиническое приме-
нение в практике внутривенной ангиографии, когда не-
обходимо получить изображение кровеносных сосудов,
содержащих контрастное вещество в очень малых кон-
центрациях.
Электронно-оптическая цифровая внутривенная ан-
гиография (ЭОЦВА; рис. 8) основана на временном вы-
читании одного изображения из другого, причем одно
изображение имеет один предельно малый контраст, а
другое - контраст приемлемого значения, достаточно
заметный для диагностирования изображения.
Первое изображение обычно получают до того, как
контрастное вещество попадает в сосуд, а второе - после
его поступления. При ангиографическом исследовании
сердца и коронарных артерий моменты регистрации изо-
бражения синхронизируются электрокардиографическим
(ЭКГ) устройством с целью получения серии изображе-
ний (ангиограмм), в которых исследуемые объекты на-
ходятся в одной и той же фазе движения.
Рис. 8. Структурная схема ЭОЦВА:
/ - рентгеновский излучатель; 2 - рентге-
новское питающее устройство; 3 - сигнал
синхронизации от ЭКГ; 4 - пульт управле-
ния; 5 - видеоконтрольное устройство; 6 -
диагностический пульт; 7 - РЭОП; 8 - УРИ;
9 - телевизионная камера; 10 - ВКУ;
11 - АЦП; 12 - трехканальный дисплей;
13-16 - запоминающее изображение уст-
ройство; 17 - процессор для обработки изо-
бражения; 18 - стоп-кадр; 19 - интерфейс
ввода-вывода; 20 - ЭВМ; 21 - матричное
печатающее устройство; 22-24 - запоми-
нающее устройство на магнитной ленте;
25 - запоминающее устройство на гибком
диске
182
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
Компьютеры, используемые в системах ЭОЦВА,
снабжены программными средствами для коррекции
артефактов, вызванных движением пациента, выбора
последовательности двух сравниваемых изображений,
обработки результирующего изображения, а также для
проведения вычислительных операций (расчета объема и
скорости кровотока, измерения объемов полостей серд-
ца, сосудов и т.п.).
Значение порогового контраста в системах ЭОЦВА
при использовании «временного» вычитания достигает
1,5 % при разрешающей способности систем, соответст-
вующей обнаружению объектов размером 1,7 мм.
Средства ЭОЦР применяют также в хирургических
рентгеновских аппаратах.
В зависимости от используемого способа сканиро-
вания и конструкции преобразователя изображения ска-
нирующие средства цифровой рентгенографии можно
разделить на два класса: системы с использованием тех-
ники «бегущего луча» и с применением веерного пучка
излучения.
В аппаратуре с бегущим лучом в основном приме-
няются одноэлементные комбинированные преобразова-
тели рентгеновского изображения.
В системах со сканированием веерным пучком ис-
пользуются линейно-матричные преобразователи ком-
бинированного, полупроводникового или ионизационно-
го типа.
Принцип действия сканирующих систем с бегущим
лучом основан на использовании узкого (коллимирован-
ного) пучка ионизирующего излучения, который скани-
рует объект, последовательно просвечивая все его участ-
ки. Излучение, прошедшее через исследуемый участок
объекта, регистрируется детектором и преобразуется в
электрический сигнал, пропорциональный интенсивности
(плотности потока) излучения, падающего на детектор.
Электрический сигнал через усилитель поступает на
регистрирующее устройство, связанное с устройством
обработки и воспроизведения последовательности сиг-
налов в виде изображения, адекватного рентгеновскому
изображению просвечиваемого объекта.
Отличительными особенностями сканирующей ап-
паратуры с бегущим лучом являются: чрезмерно малый
вклад рассеянного излучения в основной информацион-
ный поток рентгеновских квантов, взаимодействующих с
детектором излучения, - значительное поглощение энер-
гии излучения детектором; возможность качественной
диагностики объектов с большими размерами рабочего
поля, практически не осуществимой традиционными
средствами рентгеноскопии; малая лучевая нагрузка на
контролируемый объект.
Рабочая доза установок с бегущим лучом, приходя-
щаяся на кожный покров пациента, в зависимости от
вида рентгенологического исследования составляет
0,25 ... 1 мР. Аппаратуру подобного типа в связи с малой
лучевой нагрузкой на пациента назвали «Микродоз».
Характерной особенностью аппаратуры с бегущим
лучом является широкий динамический диапазон, обу-
словленный, с одной стороны, высокой чувствительно-
стью ее входной регистрирующей части и, с другой сто-
роны, отсутствием в системе элементов, которые могут
войти в режим насыщения и ограничить полезный сигнал.
Рис. 9. Схема сканирующего устройства с веерным пучком
излучения:
/ - рентгеновская трубка; 2 - фокусное пятно; 3 - входной
коллиматор; 4 - стол для пациента; 5 - выходной коллиматор;
6 - размер элемента (пиксела) преобразователя; 7 - линейно-
матричный преобразователь; 8 - апертура веерного пучка
Проблемы повышения производительности диагно-
стики и уменьшения искажений, вызванных динамикой
просвечиваемого объекта, решаются путем применения
техники сканирования веерным пучком излучения с ис-
пользованием линейно-матричных рентгеновских преоб-
разователей. Принципиальная схема устройства приве-
дена на рис. 9.
Веерный пучок излучения, сформированный кол-
лиматором, взаимодействует с исследуемым объектом, в
результате чего во входной плоскости линейки матрич-
ных детекторов формируется одномерное рентгеновское
изображение просвечиваемой части объекта. Преобразо-
вание рентгеновского изображения в детекторах проис-
ходит одновременно по всей длине линейки преобразо-
вателя. После интегрирования квантов рентгеновского
излучения в каждом детекторе и усиления коммутирую-
щее устройство передает сигнал через аналого-цифровой
преобразователь в блок памяти. Здесь записывается сиг-
нал, адекватный рентгеновскому изображению части
просвечиваемого объекта, т.е. формируется один столбец
(строка) изображения. При перемещении объекта (либо
системы излучатель - преобразователь) аналогично ска-
нируются следующие его участки и в блоке памяти за-
полняется двумерная матрица, соответствующая изо-
бражению всего просвечиваемого объекта. В процессе
записи каждого столбца изображения по команде с блока
управления сигнал поступает на видеоконтрольное уст-
ройство из устройства памяти через аналого-цифровой
преобразователь. Оператору предъявляется теневое изо-
бражение просвечиваемого объекта.
Цифровые системы применяют также в сочетании с
запоминающим изображение люминесцентным рентге-
новским экраном. Последний запасает значительную све-
тосумму и высвечивает ее при сканировании экрана лучом
гелий-неонового лазера. Такой метод получил название
люминесцентной цифровой рентгенографии (рис. 10).
СРЕДСТВА ЦИФРОВОЙ РЕНТГЕНОДИАГНОСТИКИ
183
Рис. 10. Схема ЭОЦР с запоминающим рентгеновским экраном:
а - экспонирование; б - получение изображения; в - восстановление экрана; 1 - рентгеновская трубка; 2 - кассета с запоминающим
экраном; 3 - лазерный луч; 4 - сканирующее зеркало; 5 - экран с памятью; 6 - волоконно-оптическое устройство; 7 - фотоэлек-
тронный умножитель; 8 - усилитель; 9 - АЦП; 10 - видеопроцессор; / / - ВКУ; 12 - цифровая память; 13 - архив на оптических
дисках; 14 - световая обработка экрана
Разрешающая способность и коэффициент преобра-
зования экранов не уступают лучшим усиливающим эк-
ранам для традиционной рентгенографии.
Лидером в этой области является фирма Agfa. Сис-
тема, выпускаемая фирмой, - «Agfa Diagnostic Center»
(ADC). Стандартный ADC-комплекс состоит из следую-
щих основных компонентов:
• набора кассет стандартных форматов с люмино-
форными пластинами;
• дигитайзера (устройство для приема кассет и пе-
ревода изображений в цифровой вид);
• станции предварительного просмотра и иденти-
фикации данных пациента;
• рабочей станции со специальным программным
обеспечением и высококонтрастным диагностическим
монитором.
Еще один метод, использующий компьютерные
средства хранения и обработки рентгеновских изображе-
ний, - лазерное считывание потенциального рельефа
экспонированной селеновой пластины и последующая
запись изображения в цифровой форме на электронные
носители. Параметры полученного изображения близки
к параметрам метода люминесцентной цифровой рентге-
нографии.
Аппаратура такого типа «Thoravision» производится
фирмой Philips.
Основное ее назначение - это рентгенологические
исследования грудной клетки.
Фирмами Swissray (Швейцария) и Apelern (Фран-
ция) разработаны и производятся цифровые рентгено-
графические системы с использованием крупноформат-
ных CCD-матриц. С целью повышения разрешающей
способности систем используется мозаика из четырех
матриц с общим числом пикселей порядка 4096 х 4096.
При этом разрешающая способность аппаратуры при-
ближается к соответствующему параметру при рентгено-
графии на рентгеновский экран + пленку.
Разрешающая способность аппарата «Palladio»
(Apelern) составляет величину порядка 4 ... 5 штр/мм
при рабочем поле 400 х 400 мм.
При применении средств цифровой рентгенографии
в клинической практике необходимо решить вопрос о
хранении снимков в цифровой форме. Наиболее пер-
спективными в качестве носителей такой информации
являются лазерные оптические диски. На одном оптиче-
ском диске практически можно хранить до 10 тыс. изо-
бражений в цифровой форме.
Последние пять лет характеризуются появлением на
российском рынке ряда отечественных малодозовых
цифровых флюорографов как с приемниками двумерного
изображения, так и на базе сканирующих систем.
В Институте ядерной физики в Новосибирске была
разработана линейка высокочувствительных рентгенов-
ских детекторов, заполненных ксеноном (Хе), которая
стала основой малодозовой цифровой рентгеновской
установки (МЦРУ) «Сибирь».
Установка обеспечивала сканирование объекта ис-
следования, обработку сигналов на компьютере с выво-
дом реконструированного изображения на монитор и
принтер.
ООО «Медрентех и ЗАО «Амико» выпустили ска-
нирующий аппарат «Сириус-скан» с линейкой детекто-
ров на основе твердотельных фотоприемников.
Аналогичным образом функционируют цифровые
сканирующие флюорографы, разработанные в Научно-
практическом центре медицинской радиологии (Москва), -
ФМЦ-Хе-125 («Пульмограф-125») и ФМПЦ-8М25.
В последней модели применены более надежные и удобные
в эксплуатации твердотельные кремниевые (Si) датчики.
В обоих случаях сигнал с измерительной линейки поступа-
ет в системный блок персонального компьютера, отобража-
ется на его дисплее и распечатывается на принтере. Иной
принцип использовали в своем цифровом малодозном
флюорографе ФСЦ-У-01 фирмы «СпектрАП» и «Тана».
184
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
4. Технические характеристики некоторых отечественных цифровых малодозных флюорографов
Характеристики Тип флюорографа, фирма-производитель
ФСЦ-У-01 («ООО ’’Спектр АП”, НИИИН МНПО "Спектр”») ОКО АФЦ, ФЦ-01 («Электрон») «Ренекс- Флюоро» («Гелпик») «Проскан» (АПЦФ-0 «Амико») МЦРУ «Сибирь» (Научприбор) ФМЦ Диарс- 1-«МР» (Мосрентген) «Сириус- скан» (Медрентех)
Конструкция и тип приемника излучения Двумер- ный; УРИ + + CCD-мат- рица Двумер- ный; рентг. эк- ран + CCD- матрица Двумер- ный; рентг. эк- ран + CCD- матрица Скани- рующая полупро- водниковая линейка детекторов Двумер- ный; рентг. эк- ран + CCD- матрица Скани- рующая линейка газонапол- ненных детекторов Двумер- ный; рентг. эк- ран + мо- заика CCD- матриц Скани- рующая полупро- водниковая линейка детекторов
Размер рабочего поля, мм 390 х 390 390 х 390 390 х 390 400 х 400 390 х 390 384 х 320 390 х 390 400 х 400
Доза во входной плоскости прием- ника излучения за обследование, мР 0,1 1,0 1,0 0,4 1,0 0,3 1,0 0,6
Разрешающая способность пар линий/мм 1,4/2,5 2,5 1,4 1,0 1,4 0,7 ... 1,0 2,4 1,2
Контрастная чув- ствительность, % 1,0 1,5 1,5 1,0 1,5 1,0 1,5 1,0
Динамический диапазон 100 150 100 100 100 130 50 100
Объем памяти, изображений 40 000 3000 - - - 20 000 3000 -
Принцип действия флюорографа основан на полу-
чении четырех фрагментов изображения объекта в им-
пульсном режиме излучения с помощью усилителя рент-
геновского изображения, которые далее «сшиваются»
компьютерной станцией в результирующее изображение,
соответствующее полноформатному снимку.
Благодаря использованию усилителя рентгеновско-
го изображения флюорограф ФСЦ-У-01 характеризуется
самой низкой лучевой нагрузкой по сравнению с разра-
батываемыми аналогами.
Фирмами «Гелпик», «Электрон» и «Рентгенпром»
были созданы флюорографы на базе флюорографической
камеры с переносом изображения с рентгеновского экрана
на CCD-матрицу с помощью светосильного объектива.
В табл. 4 приведены в сравнении основные характе-
ристики отечественных малодозных цифровых флюоро-
графов.
8.4. КОМПЬЮТЕРНАЯ
РЕНТГЕНОВСКАЯ ТОМОГРАФИЯ
Компьютерная рентгеновская томография обеспе-
чивает получение изображения поперечного слоя иссле-
дуемого объекта изображений одного и того же попе-
речного слоя, сделанных под разными углами, восста-
навливая двумерное изображение из серии одномерных.
При этом главным и принципиальным отличием изобра-
жения в компьютерной томографии является то, что это
изображение - результат точных измерений и вычисле-
ний, относящихся именно к выбранному слою.
Поэтому изображение в рентгеновской компьютер-
ной томографии лишено перечисленных недостатков
изображения традиционной диагностики, оно обладает
почти в 10 раз большим контрастным разрешением во
всем диапазоне изменения рентгеновских плотностей
человеческого тела, делая возможным дифференциацию
мягких тканей, позволяет разделять изображения на-
слаивающихся структур и точно показывать область пато-
логических изменений. Рентгеновское излучение, проходя
через объект, фильтруется и, соответственно, становится
более жестким, поэтому коэффициент линейного ослаб-
ления однородного объекта будет уменьшаться по мере
прохождения излучения через объект. Этот эффект на-
зывается «ходом с жесткостью» и должен учитываться
при реконструкции изображения. Коррекция «хода с же-
сткостью» проводится с помощью фантома, изображение
которого просто вычитается из изображения исследуе-
мого объекта. При этом используется близость линейно-
КОМПЬЮТЕРНАЯ РЕНТГЕНОВСКАЯ ТОМОГРАФИЯ
185
го коэффициента ослабления воды и мягких тканей ор-
ганизма человека при эффективных энергиях излучения
компьютерных томографов, как правило, лежащих в ин-
тервале 60 ... 80 кэВ. Так, т мускульной ткани на 5 %
выше, а жировой на 10 % ниже, чем т воды. Белое и се-
рое вещество головного мозга отличаются друг от друга
по т на 0,5 % и от воды на 3,5 %.
Линейные коэффициенты ослабления удобно выра-
жать в относительных единицах шкалы, которую ввел
Хаунсфилд. Нижняя граница шкалы -1000 соответствует
ослаблению в воздухе, верхняя граница +1000 - ослабле-
нию в костях, за нуль принимают коэффициент ослабле-
ния воды.
Термин «компьютерная томография» вошел в упот-
ребление после изобретения Хаунсфилдом рентгенов-
ского компьютерного томографа. Сейчас под компью-
терной томографией понимают самые разные варианты
методов реконструкции изображения и типов физиче-
ских измерений.
В табл. 5 для каждого вида воздействия приведены
названия соответствующего метода компьютерной томо-
графии, характеристика плотности, пространственное
распределение которой реконструируется с помощью
данного метода, и современное состояние развития ме-
тода. Как видно из таблицы, компьютерная томография
является универсальным методом медицинской интро-
скопии. Каждый из методов компьютерной томографии
независимо от вида воздействия и визуализируемой ха-
рактеристики основан на фундаментальных методах ре-
конструкции по проекциям, впервые разработанным Ра-
доном еще в 1917 г.
Итерационные методы реконструкции изображе-
ния используют аппроксимацию восстанавливаемого
объекта массивом ячеек с постоянной внутри ячейки
плотностью. Распределение плотности т(х, у) в сечении
объекта ищется в виде квадратной матрицы из п строк
элементарных ячеек. В этом случае проекция
N
pj=YaiJmi>
1=1
где ау - коэффициент, отражающий вклад ьй ячейки в
у-ю лучевую сумму; 2V- общее число ячеек в изображении.
Реконструкция осуществляется методом последова-
тельных приближений, при котором выбирается произ-
вольное начальное изображение, для него рассчитыва-
ются проекции, а затем в изображение вводятся по-
правки для лучшего согласования этих проекций с изме-
ренными проекциями. Процедура повторяется до тех
пор, пока не будет получена удовлетворительная сходи-
мость. Имеется несколько алгоритмов итерационного
восстановления, отличающихся механизмом ввода по-
правок и последовательностью введения. В алгебраиче-
ском методе восстановления (ART), примененном Ха-
унсфилдом в первом варианте томографа, используется
5. Разновидности методов компьютерной томографии и их применение в медицине
Воздействие и метод Плотность х Применение
Рентгеновское излучение. Компьютерная рентгеновская томография (РКТ) Коэффициент ослабления рент- геновского излучения Для диагностики, планирования хирургии и лучевой терапии
у-излучение. Однофотонная эмиссионная компьютерная томография (ОЭКТ) Концентрация вещества, мечен- ного радиоактивным изотопом Для целей функциональной диагностики
Позитронное излучение. Позитронная двухфотонная эмиссионная компьютерная томография (ПЭКТ) Концентрация вещества, мечен- ного позитронами Для целей функциональной диагностики
Магнитные поля. Компьютерная томография на основе ядерного магнитного резонанса (ТР-томография) Протонная плотность, время ре- лаксации Для диагностики всех органов и систем
Ультразвук. Ультразвуковая компьютерная томография (УКТ) Акустическое сопротивление Трансмиссионная УКТ прохо- дит клинические испытания. Созданы экспериментальные системы
Тяжелые частицы (ионы, а-, Р-частицы, протоны и т.д.) Сечения рассеяния, поглощения На стадии эксперимента
Инфракрасное излучение Объемное распределение темпе- ратуры На стадии эксперимента
СВЧ-излучение, длинноволновое излучение (импедансометрия), магнитная активность организма. Магнитное поле Распределение диэлектрической проницаемости и проводимости Появились идеи технической реализации метода. Созданы экспериментальные системы
186
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
получевая коррекция, т.е. сначала вычисляется одна лу-
чевая сумма, а по ней и с учетом измеренной лучевой
суммы определяется поправка, которая вводится во все
ячейки, входящие в состав данного луча. Операция по-
следовательно повторяется для каждого луча. В методе
одновременного итерационного восстановления (SIRT)
используется коррекция по ячейкам, т.е. каждая итера-
ция начинается с коррекции определенной ячейки всеми
проходящими через нее лучами и проводится последова-
тельно для каждой ячейки. В итерационном методе наи-
меньших квадратов (ILST) используется одновременная
коррекция по ячейкам. Сначала вычисляются все проек-
ции по исходным значениям в ячейках, затем сравнением
расчета с измерением определяются поправки для каж-
дой ячейки и одновременно вводятся в каждую ячейку.
На этом итерация заканчивается и начинается снова.
Несмотря на приближенный характер решений, ите-
рационные методы позволяют реконструировать объект с
нужной точностью при достаточном количестве итераций,
но требуют больших затрат машинного времени.
Аналитические методы реконструкции в компью-
терной томографии базируются на аппарате преобразо-
вания Фурье. Их разделяют на две группы: двумерную
реконструкцию Фурье и обратную проекцию с фильтра-
цией, при этом чаще всего используются фильтрация
Фурье и фильтрация сверткой.
Другой аналитический метод восстановления -
двумерная реконструкция Фурье. Каждая измеренная
проекция подвергается преобразованию Фурье, и для нее
вычисляется одномерный спектр в частотной области.
Затем все проекции суммируются и проводится интерпо-
ляционный расчет всего массива при переходе от поляр-
ных к прямоугольным координатам в Фурье-области.
После этого с помощью двумерного обратного преобра-
зования Фурье получают восстановленное изображение в
пространственной области.
В большинстве серийно выпускаемых рентгенов-
ских компьютерных томографов применяется алгоритм
реконструкции обратной проекции с фильтрацией
(обычно сверткой).
Для сверхскоростных томографов или при относи-
тельно менее быстродействующем спецпроцессоре луч-
ше использовать двумерную реконструкцию Фурье. Не-
смотря на большие объемы вычислений, время реконст-
рукции у рентгеновских компьютерных томографов не
превышает, как правило, нескольких секунд.
Разработано уже четыре поколения рентгеновских
компьютерных томографов. Принципы сканирования,
заложенные в конструкции томографов каждого из 4
поколений, приведены в [4].
Томографы первого поколения осуществляли ска-
нирование исследуемого объекта одиночным коллимиро-
ванным рентгеновским лучом, а излучение, прошедшее
через объект, регистрировалось одним детектором, жестко
связанным с излучателем. Система излучатель - детектор
совершала поступательно-вращательное движение из 180
линейных сканирований, поворачиваясь после каждого
линейного сканирования на 1°. В качестве детектора в
томографах первого поколения использовался сцинтилля-
тор на основе кристалла йодистого натрия и ФЭУ.
В томографах второго поколения система излуча-
тель - детектор также совершает вращательно-поступа-
тельное движение относительно исследуемого объекта.
Однако вместо одного рентгеновского сканирования
сканирование осуществляется расходящимся пучком,
состоящим из нескольких (от 3 до 52) коллимированных
лучей и того же числа детекторов. Поэтому при одном
линейном сканировании с каждого детектора снимается,
как и в первом поколении, сигнал, соответствующий од-
ной проекции для данной ориентации луча, а совокуп-
ность этих сигналов содержит информацию о целом на-
боре независимых проекций, измеренных одновременно.
Это позволило увеличить угловой шаг поворота пропор-
ционально числу детекторов и, соответственно, умень-
шить время сканирования одного слоя.
В томографах третьего поколения сканирование
объекта осуществляется веерным пучком рентгеновского
излучения, полностью перекрывающим исследуемый объ-
ект. Поэтому система излучатель - детекторы совершает
только непрерывное вращение вокруг объекта на 180 и
360°. Излучатель работает, как правило, в импульсном
режиме, а излучение за объектом измеряется большим чис-
лом (порядка 300) детекторов. При этом время сканирова-
ния исходного слоя редко превышает 5 с. В томографе
«Somatom-DR» фирмы Siemens время сканирования одного
слоя в режиме быстрого сканирования составляет 1,4 с.
Системы четвертого поколения отличаются от
систем третьего поколения тем, что детекторы в них об-
разуют неподвижный кольцевидный блок, а вращаются
излучатель и блок коллиматоров. Число детекторов при
этом возрастает до тысячи. Веерный пучок рентгенов-
ского излучения, как правило, непрерывного, полностью
перекрывает исследуемый объект. Время сканирования
обычно не превышает 1 ... 3 с. В табл. 6 приведены ос-
новные параметры, характерные для томографов каждо-
го из поколений, а некоторых томографов ведущих зару-
бежных фирм - в табл. 7, 8.
Томограммы, снятые на обычных компьютерных
томографах всего тела, плохо отображают строение
сердца, которое выглядит как размытая область в легоч-
ном поле с бледной или вообще не проявляющейся
структурой. Причина этого - малая разница в плотности
крови и мышечной ткани сердца. Поэтому артефакты в
виде пятен, образуемых пересекающимися полосками,
обусловленные сокращениями сердца, снижают свойст-
венное компьютерным томографам высокое контрастное
разрешение. Этот факт стимулировал разработку новой
томографической техники для исследования сердца.
При исследованиях с помощью обычного компью-
терного томографа введение 25 мл йодистого соединения
в вену пациента повышает на томограмме плотность
сердца на 4 ... 10 %. Этого вполне достаточно, чтобы
получить удовлетворительное изображение камер серд-
ца, крупных сосудов и крупных ветвей коронарных арте-
рий. Однако отображение лишь одного сечения за ска-
нирование уменьшает ценность такой диагностики, так
как для получения нескольких сечений необходимо мно-
гократное введение контрастного вещества. Сердце же
может сместиться в паузах между последовательными
сканированиями за счет дыхания.
КОМПЬЮТЕРНАЯ РЕНТГЕНОВСКАЯ ТОМОГРАФИЯ
187
6. Основные характеристики рентгеновских компьютерных томографов разных поколений
Параметр Поколение
первое второе третье четвертое
Время сканирования слоя, с 130-300 5-33 1-5 1-5
Тип сканирования Поступательно- вращательное Поступательно- вращательное Вращательное Вращательное
Число детекторов на слои 1 12-52 256-1024 600- 1200
Основной тип детекторов Сцинтиллятор + + ФЭУ Сцинтиллятор + + ФЭУ Ксеноновая иониза- ционная камера, ППД Сцинтиллятор + + ППД или фотодиод
Угол раскрытия рентгеновского пучка 12-20° 30-45° 48-50°
Число слоев сканирования 2 1 1 Порядка 10
Основное применение Голова Все тело Все тело Все тело
7. Основные характеристики томографов ведущих зарубежных фирм
Параметры ELSCINT, EXEL 1900 SUPER PHILIPS, TOMOSCAN TOSHIBA, ТСТ 300S PICKER, 1QT/C SHIMADZU, 3000ТЕ
Пространственное разрешение, линий/см 10 9 8,3 9 9
Толщина среза, мм 1,2; 2; 5; 10 2; 5; 10 2; 5; 10 2; 5; 10 2; 5; 10
Контрастное разрешение 3 мм при 0,35 % 3 мм при 0,5 % 3 мм при 0,35 % 3 мм при 0,5 % 3 мм при 0,3 %
Время стандартного мини- мального сканирования, с 2/1 4,4/2,8 3/8 4/2 4,5/2,8
Время реконструкции (голова/тело), с 5,5/14,5 8/10 8/13 12 3-6*
Детекторная технология Твердотельная На ксеноне На ксеноне Твердотельная На ксеноне
Диаметр окна гентри, см 70 60 60 70 60
Теплоемкость анода, MHU 1 1,5 1,5 1 1,5
* По специальному заказу.
8. Основные характеристики компьютерных томографов «высокого уровня»
Параметры ELSCINT, HELECAT II PHILIPS, TOMOSCAN SR-6000 PICKER, Ultra Z
Пространственное разрешение, пар линий, см 18 14 15
Толщина среза, мм 1; 2,5; 5; 10 1; 1,5; 3; 5; 10 1; 1,5; 2; 3; 4; 5; 8; 10
Контрастное разрешение 3 мм при 0,25 % 3 мм при 0,35 % 3 мм при 0,25 %
Время выполнения среза, с 0,6 1,о 0,6
Детекторная технология Твердотельная На ксеноне Твердотельная
Время реконструкции изображения (голова/тело), с 4,5/11,5 2,5/5,5* 5/10 4,5/11,5 2,5/5,5*
Теплоемкость анода, MHU 2 2 2
Скорость охлаждения анода, kHU/мин 336 336 336
* По специальному заказу.
188
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
Стробоскопическая компьютерная томография.
Этот метод предназначен для исследования периодиче-
ских движений сердца, сокращения и расширения его
стенок. Снимается последовательная серия томограмм
при стационарном капельном введении контрастирую-
щего вещества. Одновременно регистрируется электро-
кардиограмма, которая используется для сортировки
томографических проекций по интервалам времени, со-
ответствующим различным фазам сердечного цикла, а
затем реконструируется серия изображений, соответст-
вующих каждой фазе.
Динамическая компьютерная томография с по-
следовательным сканированием. Это метод регистра-
ции процессов, развивающихся во времени, посредством
серии быстрых последовательных сканирований в вы-
бранных сечениях. В компьютерной томографии сердца
метод позволяет определить кровоток в тканях и сосудах
путем регистрации на определенных участках изменения
во времени коэффициента ослабления, обусловленного
изменением концентрации контрастирующего вещества
под действием кровотока. С помощью этого метода воз-
можны исследования проходимости трансплантирован-
ного коронарного шунта, исследование грудной части
аорты, проведение оценки минутного объема кровооб-
ращений. Динамические исследования чаще всего вы-
полняются в режиме сканирования от 8 до 12 слоев тол-
щиной 1 см с интервалом 2 с.
Существуют томографы с механическим сканиро-
ванием. Одно из решений проблемы при создании быст-
родействующих томографов - это использование систе-
мы с вращением излучателей и детекторов, в которую
входят несколько рентгеновских трубок и детекторов
веерного типа. Такой динамический пространственный
реконструктор способен одновременно производить ска-
нирование до нескольких сотен близких поперечных
сечений с шагом 1 мм и со скоростью до 60 сечений в
секунду.
Второй, радикальный, способ повышения быстро-
действия рентгеновских компьютерных томографов ос-
нован на использовании магнитного отклонения элек-
тронного пучка вместо механического перемещения. На
основе рентгеновской трубки со сканирующим электрон-
ным пучком в 1982 г. в США разработан кардиодиаг-
ностический компьютерный томограф «Imatron».
В состав его входят: трубка с электронным сканировани-
ем; неподвижная матрица детекторов; система регистра-
ции данных, реконструкции и визуального представле-
ния изображения. Трубка состоит из электронной пушки
и ускорителя, формирующего пучок с током 1000 мА
при напряжении 120 кВ. Этот пучок фокусируется и от-
клоняется на угол от 33 до 37° посредством вращения
системы скрещенных магнитных полей. Анод представ-
ляет собой вольфрамовое кольцо. Электронный пучок
может перемещаться по дуге одного из четырех колец с
углом 210°. В качестве детекторов используется комбина-
ция сцинтиллятор - фотодиод. Технические характери-
стики: число слоев - достаточно для визуализации всего
объема сердца; сканирование в реальном времени для
изучения кровотока и сокращений, достигнутое в разра-
ботанной модели: время сканирования сердца от 35 до
50 мс; качество изображения - на уровне серийных то-
мографов четвертого поколения.
В последние годы появились так называемые спи-
ральные томографы, в которых излучатель (или система
излучатель - детекторы) совершает не один, а много
оборотов, а пациент со столом перемещается перпенди-
кулярно к плоскости вращения. При этом возникает воз-
можность получать сразу несколько слоев и строить
трехмерное изображение. Основная техническая слож-
ность при реализации таких движений - обеспечение на-
дежного контакта в высоковольтном генераторе. Созданы
спиральные томографы с несколькими линейками детек-
торов: так называемые мультидетекторные спиральные
томографы. Подобные устройства позволяют за несколько
секунд произвести сканирование всего пациента.
Рентгеновский излучатель и питающее устрой-
ство. Основное отличие излучателя и питающего уст-
ройства компьютерного томографа от таких же элемен-
тов обычного рентгеновского аппарата заключается в
очень жестких требованиях к стабильности напряжения
и тока рентгеновской трубки. Всякое колебание радиа-
ционного выхода в процессе исследования будет при
расчете изображения слоя приводить к искажениям ис-
тинной картины среза. Особенно жесткие требования
предъявляются к постоянству напряжения, поскольку его
значение влияет не только на дозу излучения, но и на его
«жесткость». Как мы уже говорили, от «жесткости» из-
лучения зависит коэффициент ослабления.
Допустимые колебания напряжения в разных типах
томографов не превышают долей процента. Величина
напряжения составляет 120 ... 150 кВ. Мощность пи-
тающих устройств определяется временем исследования:
чем меньше время, тем больше мощность. Ранее, при
использовании томографов первого и второго поколе-
ний, применялась рентгеновская трубка с неподвижным
анодом. Поскольку трубка работает в режиме длитель-
ных включений значительной мощности (5 кВт), для от-
вода тепла от анода необходимо было применять прину-
дительное охлаждение. При этом иногда удобнее было
использовать схему питания трубки с заземленным
анодным выходом.
В современных быстродействующих томографах с
непрерывным вращением применяются трубки с вра-
щающимся анодом.
Поскольку трубка работает в режиме многократных
или длительных включений, особенно при необходимо-
сти получить одновременно несколько слоев, важным
условием является обеспечение повышенной теплоемко-
сти анода. Для этих целей увеличивают толщину анода.
Эффективными средствами являются также использова-
ние графита с напыленным по его поверхности вольфра-
мом, применение сплавных анодов. Иногда применяются
трубки с управляющей сеткой, обеспечивающие их бы-
строе включение и выключение.
Размеры фокуса рентгеновских трубок стремятся по
возможности уменьшить. Диапазон размеров оптического
фокуса составляет от минимального значения (1x8 мм)
до максимального (2,5 х 12 мм). Толщина выделяемого
слоя в существующих системах составляет 1 ... 10 мм.
КОМПЬЮТЕРНАЯ РЕНТГЕНОВСКАЯ ТОМОГРАФИЯ
189
Сканирующие устройства и столы пациента.
Сканирующее устройство представляет собой агрегат, с
помощью которого осуществляются многопозиционное
облучение пациента коллимированными рентгеновскими
пучками, измерение интенсивности излучения за объек-
том и сбор измерительных данных, необходимых для
реконструкции.
В состав сканирующего устройства томографа вхо-
дят: рентгеновский излучатель; многоэлементный блок
рентгеновских детекторов; элементы рентгеновской оп-
тики (фильтры, коллиматоры, выравнивающие клинья,
приводы сменных элементов оптики, элементы юстиров-
ки и т.д.); станина; электромеханический узел (рама)
пространственного перемещения излучателя и детекто-
ров с центральным отверстием - туннелем, формирую-
щим поле исследования пациента; сервоэлектроприводы;
различные уравновешиватели и демпферы вибраций;
датчики координат; кабели и трубопроводы, обеспечи-
вающие питание, обмен информационными сигналами
между подвижной и неподвижной частями сканирующей
системы и охлаждение излучателя; кабельное устройст-
во, осуществляющее смотку, размотку и укладку кабеля
при перемещениях подвижной системы; оптическое ви-
зирное устройство, позволяющее правильно располагать
пациентов в пределах поля исследования и совмещать
невидимую плоскость рентгеновского излучения с ис-
следуемой областью тела пациента.
Сканирующее устройство обычно снабжают одним
или двумя пультами для непосредственного управления
подготовительными операциями перед исследованием и
средствами дистанционного контроля состояния пациента.
В конструкциях сканирующих устройств преду-
смотрена возможность поворота подвижной части отно-
сительно горизонтальной оси поля исследования и, сле-
довательно, наклона плоскости исследуемого слоя по
отношению к продольной оси тела пациента. Этот на-
клон в разных конструкциях можно осуществлять на
угол от 5 до 20° в сторону ног (каудально) и на угол от
15 до 30° в сторону головы (краниально). В некоторых
томографах можно менять ориентацию сканируемого
слоя относительно вертикальной оси поля исследования
поворотом стола пациента.
Для сканирующего устройства (совокупность пре-
цизионных механизмов, электромеханических узлов,
радиационных, оптоэлектронных и электронных блоков)
необходимы квалифицированный подход к проектирова-
нию и высокий уровень технологии при производстве.
Масса подвижных устройств составляет несколько сотен
килограммов, диаметр поворотной системы около 1,5 м,
частота ее вращения до 1 об/с, а погрешность определе-
ния и задания линейных и угловых координат механиче-
ских устройств не должна превышать 0,01 %.
В моделях быстродействующих томографов третье-
го и четвертого поколений для исследования всего тела
используют последовательно-параллельный принцип
измерений, основанный только на вращательном скани-
ровании. Инерционное возвратно-поступательное дви-
жение в томографах отсутствует. В системах этих двух
разновидностей используют широкий веерообразный
пучок излучения и многоэлементный блок детекторов.
При некотором мгновенном относительном положении
излучателя и детекторов снимается одновременно мас-
сив из нескольких сотен измерительных данных. При
повороте сканирующего устройства на 360° получается
полный набор независимых результатов измерений, со-
стоящий из 105 ... 106 значений. В устройствах третьего
поколения излучатель, коллиматоры и линейный или
дугообразный блок, содержащий в среднем 300 детекто-
ров, закреплены на общей раме, которая вращается на
360° вокруг пациента. Типовая система третьего поколе-
ния имеет следующие характеристики: число детекторов
в блоке 256, угол раскрытия веерообразного пучка в
плоскости 42°, длительность импульса рентгеновского
излучения 2 мс, число проекций при 360-градусном ска-
нировании 360, общее число отсчетов 0,92 • 10\ полное
время сканирования до 4 с.
В устройствах четвертого поколения на вращаю-
щейся раме установлены излучатель и веерообразный
блок коллиматоров, а детекторы, число которых в раз-
личных томографах колеблется от 500 до 2000, образуют
неподвижный кольцевидный блок.
Устройства третьего и четвертого поколений обла-
дают общими чертами: веерообразным пучком, охваты-
вающим все поле исследования, одинаковым углом рас-
крытия, характером движения подвижных частей, близ-
кими значениями скорости сканирования, большим чис-
лом измерительных трактов, аппаратурной сложностью,
сильным влиянием рассеянного излучения на качество
изображения.
Имеются, однако, и существенные различия.
Стол пациента обеспечивает удобное и правильно
выбранное с точки зрения диагностических целей иссле-
дования положение пациента и его иммобилизацию на
время сканирования. Стол обычно конструктивно связан
со сканирующей системой. Средние характеристики сто-
ла: ширина поверхности 680 мм, высота 800 мм, диапа-
зон вертикальных перемещений от среднего положения
±150 мм, продольное перемещение пациента 350 мм (для
черепной диагностики) и 1500 мм (для исследования все-
го тела), поворот в горизонтальной плоскости в пределах
±15°, скорость механизированного перемещения вверх/
вниз 10 мм/с, скорость продольного перемещения от 4 до
200 мм/с. Верхнее значение скорости продольного переме-
щения предназначено для быстрого автоматического ава-
рийного вывода пациента из зоны исследования. На случай
аварийных ситуаций предусматривается питание привода
от резервного источника. Точность фиксации пространст-
венного положения стола составляет обычно 0,5 мм.
Пациента перемещают либо подвижная каретка с
рентгенопрозрачной декой, либо ленточный транспор-
тер. Жесткость деки обеспечивается применением со-
временных композиционных материалов. Стол снабжают
разнообразными приспособлениями, необходимыми для
создания удобств при укладке пациента и его надежной
фиксации, - ограничителями, зажимами, затяжными
ремнями, подушками, подколенниками. Во всех случаях
не допускают попадания в зону исследования металли-
ческих и иных рентгенонепрозрачных элементов конст-
190
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
рукции. Предусматривается возможность установки и
ввода в зону исследования разнообразных метрологиче-
ских фантомов. Стол пациента имеет средства местного
и дистанционного управления. Продольное перемещение
осуществляется с шагами, равными одинарной или удво-
енной толщине слоя, и может быть задано либо вручную
с контрольно-диагностического пульта томографа, либо
программно.
В высокопроизводительных моделях томографов
особое внимание уделено сокращению времени опера-
ций по укладке и подготовке пациента к исследованию.
Для этого стол снабжают передвижной сменной карет-
кой, позволяющей укладывать и фиксировать пациента
вне основного помещения.
Если колебания дозы еще можно учесть с помощью
эталонного сигнала от специального датчика, стоящего
на выходе излучателя, то нерегулярные изменения жест-
кости учесть достаточно сложно.
Детекторы. Детектор является важным элементом
вычислительного томографа, поскольку от его характе-
ристик в значительной мере зависят качество изображе-
ния и доза облучения пациента.
Важнейшими характеристиками при этом являются
коэффициент преобразования, динамический диапазон,
инерционность, геометрические размеры. При использо-
вании одиночных детекторов первого поколения можно
было использовать сцинтилляционные кристаллы с
ФЭУ, которые обладают высокой чувствительностью,
удовлетворительным динамическим диапазоном (104) и
малой инерционностью. Применение ФЭУ из-за их зна-
чительных габаритов затруднительно при использовании
линейки, состоящей из большого числа детекторов. Для
этих случаев применяют ионизационные газовые детек-
торы, полупроводниковые детекторы и сцинтилляцион-
ные кристаллы с полупроводниковыми фотодиодами.
Газовые детекторы размещаются в одной камере, за-
полненной под давлением тяжелым нейтральным газом,
чаще всего ксеноном. Чем больше давление газа, тем выше
чувствительность детектора. Газовые детекторы малогаба-
ритны, хорошо компонуются, обеспечивают равномерность
чувствительности от детектора к детектору, но обладают
ограниченным динамическим диапазоном и относительно
невысокой чувствительностью. Временные характеристики
хуже, чем комбинации ФЭУ со сцинтилляторами.
Полупроводниковые детекторы малогабаритны,
удобны для компоновки в линейку, однако уступают по
быстродействию и динамическому диапазону ФЭУ. В
таких детекторах резко изменяется чувствительность при
изменении энергии излучения.
Воспроизведение изображения. Изображение, по-
лученное с помощью компьютерного томографа, обладает
чрезвычайно высокой чувствительностью по плотности.
Для оценки способности томографа передавать малые
изменения коэффициента ослабления т вводится специ-
альная единица Н, называемая Хаунсфилдом, по имени
одного из создателей первого компьютерного томографа:
ед. Н = 0,001 цв = 0,1 % цв,
где цв - коэффициент ослабления воды.
Таким образом, каждое единичное значение Н эк-
вивалентно 0,1 % коэффициента ослабления воды. Если
принять цв за нуль, то Ц воздуха составляет примерно
-1000 ед., Ц наиболее плотных костей примерно +1000 ед.
Ослабление всех органов и тканей организма находится
в этих пределах.
Разрешение по плотности современных томографов
для всего тела составляет от 4 ... 5 ед. при быстром ска-
нировании до 2 ед. при детализации. Диапазон переда-
ваемых градаций составляет для всего тела ±1000 ед. и
более. Столь большое количество градаций не может
быть воспроизведено одновременно на экране современ-
ного дисплея, который способен передавать не более
нескольких десятков ступеней яркости, поэтому авто-
номный пульт оператора содержит органы управления,
позволяющие выбирать так называемую область интере-
са, т.е. смещать среднее значение яркости от нулевого
значения в зависимости от вида исследуемого органа.
Предусматривается также возможность выбирать «ши-
рину окна», т.е. пределы воспроизводимых на экране
дисплея плотностей. Естественно, если пределы выбра-
ны так, что диапазон плотностей превышает возможно-
сти дисплея, изображение будет воспроизведено с мень-
шей чувствительностью. Одновременно изображение на
дисплее содержит буквенную и цифровую информацию
о дате, месте, номере исследования, толщине выделяемо-
го слоя, о пациенте и т.п. Некоторые пульты управления
снабжаются дополнительным дисплеем, содержащим
цифровую и буквенную информацию для диалога с ком-
пьютером.
Помимо перечисленных способов в большинстве
систем предусмотрен ряд дополнительных возможностей
обработки изображения, облегчающих его анализ и ин-
терпретацию, например возможность выделять интере-
сующую область изображения и увеличивать ее во весь
экран, получать на экране графическое изображение
плотности по заданной линии, восстанавливать трехмер-
ное изображение, динамические изображения.
Спиральные мультидетекторные системы позволя-
ют получать объемные трехмерные изображения практи-
чески всех органов и систем человеческого организма за
единицы секунд, а также получать любые желаемые се-
чения. С их помощью возможны на новом уровне иссле-
дования желудочно-кишечного тракта (ЖКТ), костной
системы, мочеполовой системы, грудной клетки, сердца
и кровеносной системы.
Искажения изображения - так называемые артефак-
ты - могут вызываться рассеянным излучением, неточ-
ной коллимацией излучения, направляемого на детекто-
ры, нестабильностью радиационного выхода, конечным
количеством измерений, а также особенностями матема-
тической программы расчета изображения, в которой, в
частности, не всегда с идеальной точностью могут быть
учтены изменения жесткости излучения по мере прохо-
ждения излучения через исследуемый слой.
Особая группа искажений вызывается движением
объектов при исследовании, особенно периодическим
движением, вызванным сокращениями сердечной мыш-
цы. В некоторых системах имеет место краевой эффект.
КОМПЬЮТЕРНАЯ РЕНТГЕНОВСКАЯ ТОМОГРАФИЯ
191
При наблюдении изображения предполагается, что
мы имеем дело с изображением плоского слоя одинако-
вой толщины, определяемой шириной щели коллимато-
ров детекторов. Практически это не совсем так. Иссле-
дования, проведенные на различных типах томографов,
показывают, что из-за довольно значительных размеров
фокуса рентгеновского излучателя и конечных размеров
детекторов восстановленное изображение не соответст-
вует равномерной толщине среза.
Форма среза зависит от геометрических условий рас-
положения источника и детекторов, их размеров, колли-
мации и программы математической обработки. Чаще
всего слой в центре наиболее узкий и расширяется к кра-
ям, причем со стороны излучателя слой толще, чем со
стороны детектора. Такие искажения, не ощутимые при
исследовании крупных объектов, играют отрицательную
роль при анализе малых деталей в срезе, например крове-
носных сосудов, которые из-за подобных геометрических
искажений могут просто оказаться невычлененными, так
как не попадут в выявляемую область среза.
Полутень, вызванная геометрической нерезкостью,
ведет также к неоправданному увеличению дозы облуче-
ния при исследовании, поэтому из двух близких систем
предпочтительней та, у которой фокус меньше.
Для проверки качества изображения компьютерных
томографов используют специальные фантомы. Они со-
держат в слое однородного материала определенной
толщины набор геометрических тел разных размеров:
цилиндр, шар и т.п., отличающихся по плотности от ок-
ружающего материала.
Используя единую методику измерений основных
параметров рентгеновских компьютерных томографов с
помощью фантома, можно оценить качество изображе-
ния и провести сравнение между собой различных томо-
графов по их диагностическим возможностям.
Основными характеристиками, проверяемыми при
проведении контроля качества изображения томографа,
являются уровень шума изображения, низкоконтрастное
разрешение, пространственное разрешение, неоднород-
ность изображения однородного объекта, толщина иссле-
дуемого слоя, диапазон и линейность шкалы плотностей.
Показатель ослабления - коэффициент, используе-
мый для представления среднего ослабления рентгенов-
ского излучения в каждом элементе томографического
изображения (Л/).
Уровень шума изображения - это отклонение пока-
зателя ослабления от среднего значения в определенной
зоне изображения однородного материала. Величину
шума обозначают с помощью стандартного отклонения
показателя ослабления однородного материала в области
интереса.
Неоднородность изображения однородного объекта
проверяется на области фантома, не содержащей вста-
вок. Контроль этой характеристики сводится к определе-
нию среднего значения ц, усредненного по достаточно
большому количеству пикселов в разных областях одно-
родного фантома и последующему сравнению этих сред-
них. Неоднородность изображения характеризуется ве-
ЛИЧИНОЙ (Мпах - Л/min) /
Пространственное разрешение характеризует воз-
можность обнаружить области небольшого размера,
имеющие высокий контраст с окружающим их фоном.
Визуальная оценка пространственного разрешения про-
изводится с помощью вставки фантома, содержащей ре-
шетки, с различными расстояниями между зубьями ре-
шетки, различаемыми визуально.
Низкоконтрастное разрешение характеризует воз-
можность различать области определенного размера на
окружающем их фоне, когда контраст между этими об-
ластями и фоном невелик. Для этого в фантоме исполь-
зуются вставки размера и контраста по отношению к
фону однородного вещества, окружающего вставку.
Вставка - это отверстия в пластмассе, заполненные рас-
твором, близким по контрасту к фону. В качестве крите-
рия обнаружения вставки является экспертное определе-
ние, «видно» или «не видно» данное отверстие на фоне
однородного материала.
Толщина исследуемого слоя определяется по разме-
рам изображения, получаемого с помощью вставки с
полосой, расположенной под углом 45° к плоскости ска-
нирования.
Линейность и полный диапазон шкалы плотностей
показывают, насколько линейна зависимость между рент-
геновской плотностью в единицах Н и линейным коэффи-
циентом ослабления в диапазоне плотностей от —1000
до +1000 Н, при этом воздуху соответствует значение
-1000 Н, воде 0, кости или ее эквиваленту по плотности
в фантоме +1000 Н. Эта характеристика измеряется с по-
мощью водного фантома с помещенными в воду вставка-
ми различной плотности, выраженной в единицах Н.
Как правило, материалом вставок являются фторопласт
(+1000 ед. Н), оргстекло (+120 ед. Н), полиэтилен
(-20 ед. Н).
Поглощенная доза при исследовании одного попе-
речного слоя не превышает 15 ... 20 мЗв, что соизмеримо
с дозами, получаемыми при обычном рентгенологиче-
ском исследовании. Однако при одном срезе объем и
поверхность облучаемой зоны оказываются существенно
меньше. Такой уровень облучения становится опасным
лишь при спиральном (многослойном) облучении крити-
ческих органов: гонад, кроветворных органов, нервных
окончаний и т.п.
В последние годы трехмерная реконструкция при
спиральных движениях применяется все шире.
Так, в компьютерном томографе «Ultra Z» (фирмы
Маркони) возможно реконструировать трехмерные изо-
бражения (3D) с теневыми эффектами, определить про-
екции максимальной интенсивности и проводить четы-
рехмерную ангиографию.
Для спирального сканирования пациента на «Ultra Z»
используется программное обеспечение ZAP. Это про-
граммное обеспечение включает в себя все виды спи-
рального сканирования, разный шаг спирали, наклон
спирали, различные алгоритмы.
При этом возможна продолжительность исследова-
ния пациента до 70 с и без ограничений по времени при
одном включении.
192
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
Это особенно важно в клинической практике при
исследовании травм внутренних органов, патологии со-
судов, изменений органов и систем человека.
Для исследования объемных изображений использу-
ется 4D-Angio-nporpaMMa четырехмерной ангиографии.
Программа обеспечивает одновременный просмотр трех-
мерных изображений с выделением четвертого измерения,
например толщины стенок сосудов пустотелых костей.
Программа Voyager обеспечивает изучение четырехмерно-
го изображения, одновременно обеспечивая проведение
эндоскопического обследования органов, а также получе-
ние информации обо всех слоях этих органов.
Дополнительные возможности томографа обеспе-
чиваются рабочей станцией «Voxel Q». Эта станция по-
зволяет проводить совмещение изображений, получен-
ных на компьютерном томографе, магниторезонансном
томографе и в гамма-камере.
Изображение может быть передано на любую дру-
гую рабочую станцию (консоль), использующую язык
Dicom 3,0, а также получено с другой рабочей станции.
В томографе могут быть использованы дополнительные
программы для клинических исследований.
Bolus-Pro - управление процессом введения контра-
стного вещества при контрастных исследованиях. Про-
грамма обеспечивает включение сканирования в момент
достижения пиковой фазы введения контрастного веще-
ства. Это позволяет сократить время обследования паци-
ентов и расход контрастного вещества.
3D (Shaded Surface Display) - дисплей трехмерной
визуализации теневых поверхностей, обеспечивает бы-
струю реконструкцию трехмерного изображения до
15 объектов, включая вращение вокруг заданной оси.
Cardiac scoring - программа для оценки и раннего
обнаружения заболеваний коронарной артерии. При этом
за счет быстрого сканирования и применения техники
интерполяции удается избежать артефактов из-за биения
сердца.
В компьютерном томографе Мх8000 фирмы Picker
(США) обеспечивается значительное увеличение скоро-
сти исследования по сравнению с обычными типами
компьютерных томографов при увеличении пространст-
венного разрешения до 24 пар линий/см. Для этого спро-
ектирована система сбора информации Excellerator™,
позволяющая обрабатывать информацию объемом до
200 Мбайт в секунду. Excellerator™ имеет систему авто-
матической коррекции дозы рентгеновского излучения.
Увеличение скорости исследования до 8 раз по срав-
нению с обычными компьютерными томографами откры-
вает большие возможности для применения Мх8000 в
кардиологии, педиатрии, травматологии. Пациенты мо-
гут быть обследованы с головы до ног за время, меньшее
30 с.
В компьютерном томографе Мх8000 использована
технология True Captur Technologies для создания дина-
мического фокусного пятна (DFS), которая представляет
собой электронно-оптическую систему, управляющую
электронным лучом в фокусе рентгеновской трубки с
микрометровой точностью, увеличивая вдвое плотность
информации, что приводит к увеличению пространст-
венного разрешения.
В отличие от других компьютерных томографов
спирального сканирования Мх8000 имеет специально
разработанную систему асимметричной спиральной ин-
терполяции (для реконструкции изображения), что по-
зволяет значительно увеличить длину непрерывного ска-
нирования при одновременном сохранении высокого
качества изображения.
Режим спирального сканирования Мх8000 имеет
продолжительность до 100 с.
Применение вычислительных томографов экономи-
чески выгодно, несмотря на их сложность и чрезвычайно
высокую стоимость (цена комплекта аппаратуры колеб-
лется от 400 до 1000 тыс. долл.). Причина этого заключа-
ется прежде всего в высокой производительности, кото-
рая может при интенсивном использовании аппаратуры
составить до 25 пациентов в день.
Следует иметь в виду, что одно шестиминутное ис-
следование на вычислительном томографе часто заменя-
ет несколько дней пребывания больного в стационаре в
случае подготовки и проведения, например, такого
сложного исследования, как церебральная ангиография.
Другими преимуществами этого метода являются объек-
тивность исследования, удобство анализа изображения,
надежность и легкость хранения и воспроизведения ин-
формации.
8.5. ЭМИССИОННАЯ
КОМПЬЮТЕРНАЯ ТОМОГРАФИЯ
При помощи эмиссионной компьютерной томогра-
фии (ЭКТ) можно получить пространственное в задан-
ной плоскости распределение радиоактивного изотопа,
введенного в организм пациента. В отличие от рентге-
новской компьютерной томографии (РКТ), методы кото-
рой позволяют получать анатомическую структуру объ-
екта, в методах ЭКТ регистрируется распределение спе-
циально вводимых в организм человека радиоактивных
веществ, концентрация которых характеризует различ-
ные физиологические функции. Существуют два вариан-
та реализации методов ЭКТ - однофотонная (ОЭКТ) и
позитронная (двухфотонная) (ПЭКТ). Эти два метода
отличаются друг от друга и от РКТ по способам опреде-
ления направления луча. В РКТ источником излучения
является «точка» - резко сфокусированное пятно на аноде
рентгеновской трубки. Поэтому направление луча одно-
значно определяется положением источника излучателя и
детектора. В методах ЭКТ положение источника заранее
неизвестно. Именно оно и подлежит определению.
В ПЭКТ измеряются только те радиоактивные изо-
топы, которые при распаде испускают позитрон. Пози-
трон пролетает расстояние порядка нескольких милли-
метров, прежде чем’аннигилирует с электроном. Излуче-
ние, возникающее при аннигиляции, представляет собой
два фотона с энергией 0,511 МэВ каждый, разлетающихся
по одной прямой в противоположные стороны. Значит,
два позиционно-чувствительных детектора, размещенных
с противоположных сторон от пациента, могут однознач-
но определить направление луча, если зарегистрирован-
ные фотоны возникли в одном акте аннигиляции.
ТОМОГРАФИЯ НА ОСНОВЕ ЯДЕРНОГО МАГНИТНОГО РЕЗОНАНСА
193
Детектор
V
I Совпадение I-
| Реконструкция |
Рис. 11. Определение направления лучей коллиматорами
Пациент
Коллиматор
J Детектор
В ОЭКТ могут использоваться любые изотопы, ис-
пускающие гамма-лучи, например технеций-99, йод-125,
йод-131 и т.д., которые давно применяются в традицион-
ной радиоизотопной диагностике. Определение направ-
ления лучей в этом методе производится с помощью
коллиматоров, непрозрачных для гамма-излучения, как
показано на рис. И. Так как обычный коллиматор за-
держивает примерно 99,9 % квантов, то приходится ми-
риться с потерей очень большого объема информации.
Метод ОЭКТ имеет в 10 ... 100 раз более низкую эффек-
тивность регистрации, чем метод ПЭКТ. Однако в ПЭКТ
используют такие ультракороткоживущие изотопы, как
НС, l3N, 15О2. Поэтому требуется разместить в пределах
клиники циклотрон для их производства и другое чрез-
вычайно дорогостоящее оборудование. Таким образом,
развитие методов ПЭКТ связано с разработкой относи-
тельно недорогих и компактных «беби»-циклотронов для
производства ультракороткоживущих изотопов.
Существуют два основных вида методов ОЭКТ: по-
перечная ОЭКТ, при которой реконструируемый слой
перпендикулярен к продольной оси тела, и продольная
ОЭКТ, при которой реконструируемое сечение парал-
лельно продольной оси тела.
Один из возможных вариантов технической реали-
зации принципа поперечной ОЭКТ - это обычная гамма-
камера, оснащенная коллиматором с параллельными от-
верстиями, которая вращается относительно продольной
оси тела пациента. При вращении можно получить ряд
изображений с небольшими угловыми интервалами.
Например, при обороте на 300° и угловом интервале
2° - это 180 изображений. Этот массив информации мо-
жет быть обработан разными методами, давая возмож-
ность реконструировать сечения под разными углами в
продольной оси тела. В настоящее время системы ОЭКТ
на основе вращающейся гамма-камеры выпускаются
практически всеми ведущими фирмами мира. Для повы-
шения эффективности регистрации гамма-квантов неко-
торые системы имеют две взаимно уравновешенные ка-
меры, расположенные друг против друга.
Можно использовать неподвижные детекторы. На
рис. 12, а, б приведена конструкция, в которой кольцо
неподвижных детекторов Д через вращающийся колли-
матор К регистрирует излучение в поперечном слое объ-
екта О. Уменьшая размер детекторов Д, можно повысить
пространственное разрешение по сравнению с ОЭКТ на
основе гамма-камеры. Однако такой томограф, к сожа-
лению, способен восстанавливать только один попереч-
ный слой в объекте. В качестве примера продольной
13 - 7387
Рис. 12. Эмиссионные компьютерные томографы:
а - с кольцом детекторов; б - продольный томограф исследо-
вания сердца
ОЭКТ на рис. 12, б представлена принципиальная конст-
руктивная схема продольного томографа, используемого
для анализа сердца. Через 7 отверстий в плоском колли-
маторе К, расположенном перед грудной клеткой паци-
ента, двумерное распределение изотопа, введенного в
сердце, одновременно регистрируется в семи областях
плоскости гамма-камеры Д под разными углами, опреде-
ляемыми расположением отверстий в коллиматоре.
Такие разноракурсные изображения могут быть
подвергнуты обработке для восстановления любого слоя
исследуемого органа. Из-за ограниченного количества
первичных преобразователей и относительно низкого
качества характеристик гамма-камеры восстановленное
изображение также обладает относительно невысоким
разрешением. Достоинствами такого устройства являют-
ся отсутствие подвижных деталей и высокая скорость
получения первичной информации.
Основные методы реконструкции ОЭКТ совпадают с
методами, применяемыми в РКТ. Алгоритмы делятся на
две группы: итерационные и обратного проецирования с
фильтрацией. Последняя группа применяется шире благо-
даря быстроте их реализации на ЭВМ. Спецификой ОЭКТ
является поглощение гамма-излучения, без учета которого
линейные интегралы идентичны интегралам в РКТ.
8.6. ТОМОГРАФИЯ НА ОСНОВЕ
ЯДЕРНОГО МАГНИТНОГО РЕЗОНАНСА
(МР-ТОМОГРАФИЯ)
Более 40 лет назад было установлено, что ядра во-
дорода - протоны имеют собственный спин - момент
количества движения, вызванный их вращением. Каждое
ядро можно уподобить гироскопу - маленькому волчку,
который безостановочно вертится вокруг своей оси. Так
как протон обладает электрическим зарядом, то его вра-
щение порождает магнитное поле, т.е. протон - это кро-
шечный магнит со своим магнитным моментом. Когда
ядер много, их оси направлены в разные стороны, но
стоит только приложить достаточно сильное постоянное
магнитное поле, как магнитные моменты протонов уста-
навливаются параллельно магнитным силовым линиям
внешнего поля. Если теперь приложить возбуждающее
поперечное электромагнитное поле определенной часто-
ты, магнитные моменты ядер отклонятся подобно тому,
как отклоняются оси волчков, если на них надавить
пальцем. Вращение при этом не прекратится, только
магнитный момент сам начнет вращаться относительно
194
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
вертикали. У волчка ось вращения так и останется на-
клонной, а у ядра в постоянном магнитном поле будет
стремиться выравниваться вдоль магнитных силовых
линий. Вращение магнитного момента ядра называют
прецессией, а возвращение в равновесное состояние ха-
рактеризуется временем релаксации.
Для того чтобы зарегистрировать прецессию, доста-
точно отключить отклоняющее электромагнитное поле и
измерить электромагнитное излучение, испускаемое яд-
рами. Зарегистрированный сигнал называют спадом сво-
бодной индукции. Частоту, при которой происходит от-
клонение оси вращения ядра, называют резонансной час-
тотой. Для каждого типа ядер эта частота <ор строго оп-
ределенна и зависит от напряженности постоянного маг-
нитного поля Н\
= у Я,
где у - постоянный для каждого типа ядер коэффициент,
называемый гиромагнитным отношением ядра.
Ядра водорода весьма чувствительны к МР. Челове-
ческое тело более чем на 75 % состоит из молекул воды, в
каждой из которых содержится по 2 протона. Резонансная
частота для протонов при напряженности 0,25 Тл состав-
ляет 10 МГц с небольшим. Это обычный радиочастот-
ный диапазон, не оказывающий вредного действия на
живой организм (или, скажем осторожнее, вредного дей-
ствия которого на живой организм пока не обнаружено),
а не рентгеновское или гамма-излучение, вред которых
хорошо изучен.
Достаточно создать в каждой точке выбранного се-
чения последовательно требуемую напряженность, как
можно будет считывать сигналы о резонансе, последова-
тельно возникающем в этих точках.
В MP-томографах применяют магнитные поля с из-
меняющимся градиентом, или изменение отклоняющей
частоты, или то и другое совместно. При этом регистри-
руют резонансный сигнал по разным направлениям, а
восстановление изображения осуществляют математиче-
скими методами, аналогичными применяемым в рентге-
новской вычислительной томографии. На рис. 13 проил-
люстрирован принцип действия МР-томографа.
Достоинством MP-интроскопии является также
возможность выбирать любую плоскость сечения или
восстанавливать трехмерное изображение, управляя лишь
электрическими режимами полей. Конкретный выбор ме-
тода управления электромагнитными полями и математи-
ческой обработки должен основываться на уменьшении
времени исследования, как и в других видах вычисли-
тельной томографии, чтобы исключить искажения, вы-
званные движением внутренних органов человека.
В мире функционируют тысячи промышленных об-
разцов медицинских МР-томографов.
Создана «энциклопедия» MP-изображений, содер-
жащая исчерпывающие данные о том, как проявляется
на MP-изображении та или иная патология.
Все существующие установки работают на протон-
ном резонансе. Перспективным представляется наблю-
дение также ядер фосфора - основного элемента высоко-
энергетичных молекул аденозинтрифосфата и креатин-
Рис. 13. Принцип действия МР-томографа:
а - магнитные моменты протонов в однородном магнитном
поле Но и ВЧ-передатчик для создания ВЧ-поля, отклоняющего
спины протонов; б - прецессия спина протона после возбужде-
ния ВЧ-полем вокруг направления магнитного поля; в -
возвращение спина протона в первоначальное направление
с излучением MP-сигнала, регистрируемого детектирующей
системой
фосфата, ответственных за метаболизм - обмен веществ
в клетке, хотя на этом пути ожидаются большие трудно-
сти, связанные с необходимостью существенно увели-
чить напряженность магнитных полей и чувствитель-
ность регистрации.
В существующих MP-томографах применяются в
основном четыре вида магнитов: четырехкатушечный
магнит без сердечника с воздушным охлаждением;
сверхпроводящий магнит, охлаждаемый жидким гелием;
постоянный магнит соленоидного типа; открытый посто-
янный магнит. Воздушный магнит создает напряжен-
ность до уровня 0,3 Тл, достаточную для получения
MP-изображения распределения протонов. Более высо-
кие напряженности, необходимые для определения рас-
пределения фосфора, способен обеспечить лишь более
дорогой сверхпроводящий магнит, да и то после сущест-
венных доработок и усовершенствований.
Постоянный магнит может обеспечить напряжен-
ность до 0,2 Тл. Основными его достоинствами являются
ТОМОГРАФИЯ НА ОСНОВЕ ЯДЕРНОГО МАГНИТНОГО РЕЗОНАНСА
195
низкий уровень шума, отсутствие мощных источников
питания и охлаждения, высокая стабильность характери-
стик. Эти преимущества делают постоянный магнит
серьезным конкурентом резистивного электромагнита.
К его недостаткам следует отнести большую массу и
необходимость термостабилизации.
В MP-томографии исследуемый объект описывается
тремя первичными пространственно-меняющимися ве-
личинами - Л/0(х), Т2(х), где х - вектор в
пространственной схеме координат, MQ - равновесная
намагниченность подвижных ядер водорода, Т2 -
времена релаксации, характеризующие соответственно
процесс передачи энергии от спиновой системы к решет-
ке (спин-решеточное, или продольное, время релакса-
ции) и процесс возвращения поперечной намагниченно-
сти к равновесному значению (спин-спиновое, или попе-
речное, время релаксации).
Ядерная намагниченность Л/(7), создаваемая в
объекте магнитным полем H(t)> является источником
MP-сигнала, по которому в конечном счете реконструи-
руется изображение. Объект можно представить в виде
«черного ящика», для которого магнитное поле, воздей-
ствующее на ядерную систему H(t), является входным
сигналом, или стимулом, a M(t) - выходным сигналом,
или откликом. «Черный ящик» характеризуется парамет-
рами Л/о, Т\ и ?2, а его поведение описывается уравнени-
ем Блоха:
=1Мхн - (Mxi+Mj)/т2-(мг-м0)к/т2,
at
где /, у, к -единичные системы координат.
Ядерная намагниченность H(t) представляет со-
бой сумму локальных магнитных полей протонов и ото-
бражает общие свойства объекта, а не свойства отдель-
ных протонов.
Гиромагнитное отношение ур характеризует физи-
ческие свойства ядра атома. Различные химические эле-
менты (и даже изотопы одного и того же элемента) отли-
чаются большим диапазоном значений гиромагнитного
отношения, что позволяет, например, регистрировать
отклик протонов и исключать отклик ядер фосфора. Для
протонов7,7 = 4,26• 107 Гц-Тл'1.
Величина H(t) описывает полное магнитное поле,
действующее на ядра, и не учитывает составляющие
магнитного поля, возникающие вследствие локальных
взаимодействий и столкновений отдельных ядер. Дейст-
вие этих внутренних полей учтено введением Т\ и Т2.
В уравнении использована система координат, представ-
ляющая собой лабораторную, или фиксированную, сис-
тему отсчета. Направление к выбирается параллельно
полю большого магнита Но. Принято, что к задает
продольное направление , a i и j определяют плоскость
поперечного сечения.
13*
Равновесная намагниченность Мк - это ядерная
намагниченность объекта, помещенного в постоянное
магнитное поле на время, значительно превышающее 7}.
В систему для MP-томографии входят следующие
устройства:
1) магнит, создающий сильное однородное посто-
янное магнитное поле HQ ;
2) высокочастотный (ВЧ) передатчик, создающий
магнитное ВЧ-поле в объекте;
3) градиентная система, формирующая меняющееся
во времени магнитное поле с управляемой пространст-
венной неоднородностью;
4) система регистрации, формирующая выходной
сигнал;
5) система визуализации, включающая ЭВМ, кото-
рая реконструирует и отображает изображение.
На рис. 14 проиллюстрированы принципы создания
z-градиента для выделения слоя и х-градиента для счи-
тывания данных по профилю исследуемого слоя.
Система регистрации MP-томографа содержит
приемную катушку, схему согласования, предваритель-
ный усилитель, квадратурный фазовый детектор, АЦП.
Катушка приемника, которая обычно окружает ис-
следуемый объект, представляет собой антенну, воспри-
нимающую изменения ядерной намагниченности объек-
та и преобразующую их в колебания выходного электри-
ческого сигнала, называемого MP-сигналом. Схема со-
а)
Рис. 14. Принцип действия градиентной системы
в МР-томографе:
а - использование z-градиента для выделения исследуемого
слоя; б - использование х-градиента для считывания данных по
профилю исследуемого слоя
196
РЕНТГЕНОВСКАЯ МЕДИЦИНСКАЯ ДИАГНОСТИКА
гласования связывает приемную катушку с предвари-
тельным усилителем с целью обеспечения максимальной
передачи энергии в усилитель. Квадратурный детектор
принимает MP-сигнал, имеющий спектр частот с цен-
тральной частотой, близкой к частоте излучения со, и
сдвигает этот сигнал на частоту со. При этом форма
спектрального распределения остается без изменений, а
центр смещается в область нулевой частоты.
Импульсные последовательности МР-томографа.
Метод трехмерного обратного проецирования
использует лишь один л/2-импульс.
За ВЧ-импульсом следует градиентный импульс, во
время которого происходит регистрация сигнала (считы-
вание). Подобная последовательность повторяется каж-
дый раз после того, как спины возвращаются в исходное
состояние - восстановление насыщения, но при каждом
считывании направление градиента меняется. После того
как G описывает одну полусферу, данных становится дос-
таточно для реконструкции трехмерного изображения.
Метод двумерного обратного проецирования ис-
пользует ту же импульсную последовательность, что и
предыдущий метод, преобразованную с помощью селек-
тивного л/2-импульса. При этом регистрация данных
производится, как и для предыдущего метода, за исклю-
чением того, что направление градиента всегда остается в
плоскости выбранного сечения. Вместо короткого ВЧ-им-
пульса используются ВЧ-импульс выбора сечения и гра-
диентный импульс.
Метод трехмерного преобразования Фурье ис-
пользует следующую импульсную последовательность:
за л/2-импульсом следует градиентный импульс в плос-
кости yz, после которого идет импульс считывания с
х-градиентом. Далее наступает период восстановления
состояния среды до прихода следующего ВЧ-импульса.
В следующей импульсной последовательности импульсы
у- и z-градиентов отличаются на некоторую небольшую
величину.
Метод двумерного преобразования Фурье. По-
следовательность импульсов в этом методе содержит
селективный импульс для выделения z-сечения, импульс
j^-градиента и градиентный импульс считывания по х.
При этом амплитуды импульсов ^-градиента различны
для каждого периода повторения. Данные регистрируют-
ся во время приложения градиентного импульса пох
Восстановление насыщения - этот процесс не яв-
ляется методом регистрации данных или формирования
изображения. Восстановление насыщения происходит за
период времени Т> Т\, так как л/2-импульс устанавли-
вает продольную намагниченность в нуль, после чего
она восстанавливается до значения Mq с постоянной
времени 1\. Таким образом, период повторения им-
пульсной последовательности Т должен быть больше
если необходимо уменьшить степень влияния Т} на вид
изображения, и Т должно быть меньше Т], если необхо-
димо увеличить влияние Т на формирование изображе-
ния. Инверсное восстановление насыщения аналогично
методу восстановления насыщения^но здесь в последо-
вательность добавляется л-импульс (иМерсный) в мо-
мент Т\ перед каждой последовательностью импульсов
считывания. Эта процедура увеличивает степень воздей-
ствия величины Г] на вид изображения.
Корпорацией «Агрегат» разработан и освоен в про-
мышленном производстве MP-томограф серии «Образ»
(модели «Образ-1», «Образ-2» и «Образ-3»). Томограф
выпущен на резистивных магнитах напряженностью
0.12 ... 0,15 Тл.
В табл. 9 приведены основные характеристики не-
которых томографов класса «Образ».
9. Основные характеристики МР-томографа с резистивными магнитами
Тип МР-томографа «Диамаг ТМР-200» (НПФ «Аз») «Образ» - Агрегат (Россия) Bruker (Германия)
Индукция магнитного поля, Тл 0,2 0,15 0,28
Диаметр области исследования, мм 400 400 400
Минимальная толщина исследуемого слоя, мм 4 (2В-режим), 1 (ЗВ-режим) 2-5 2-4
Время исследования в стандартном режиме, мин 5-8 5-8 5-8
Импульсные последовательности:
спин-эхо + + +
множественное спин-эхо + + +
быстрое сканирование + + +
насыщение-восстановление + + +
инверсия-восстановление + + +
3D + - +
ЛИТЕРАТУРА
197
10. Сравнительные характеристики МР-томографа с постоянными магнитами
Тип томографа ФГУП «ВНИИКТ», «Уни- версал-Макс» (Россия) Хитачи, MRP-20EX (MRP-7000) Тошиба, LPT Сименс, Р8
Напряженность поля, Тл 0,15 0,2 (0,3) 0,064 0,2
Форма магнита Круглый Двухполюсный прямоугольный Двухполюсный, от- крытый на 4 стороны Круглый
Ориентация поля Горизонтальная Вертикальная Вертикальная Горизонтальная
Масса магнита, кг 8500 8300 (12 300) 5450 8900
Материал магнита Феррит NdFeB Феррит Феррит
Гомогенность поля, ppm ±30 на 0 400 мм, ±10 на 0 300 мм ±10 на 0 300 мм ±25 на 0 300 мм ±25 на 0 360 мм
Габаритные размеры, мм 1950x1950x2150 1700x1500x1700 (2280x1620x1580) 1830x1450x1830 1560x1520x1950
Градиент, мТл/м 3,3 - - 10
Мощность, Вт 200 - 300 2000
В табл. 10 приведены основные характеристики то-
мографов на постоянных магнитах.
Следует отметить, что постоянные магниты напря-
женностью до 0,2 Тл находят достаточно широкое
применение благодаря низкому уровню шумов, отсутст-
вию энергопотребления и высокой стабильности магнит-
ного поля. Их недостатками являются значительная масса
(до 10 000 кг) и необходимость температурной стабилиза-
ции. В последние годы появились в MP-томографии по-
стоянные магниты открытого типа, обеспечивающие дос-
туп операционной бригады при проведении хирургических
и терапевтических вмешательств под МР-контролем.
Еще одной тенденцией в области MP-томографии яв-
ляется появление на рынке специализированных МР-
томографов для исследования конечностей, которые обес-
печивают ограниченные размеры рабочего поля и, соответ-
ственно, имеют существенно меньшие габариты и стои-
мость по сравнению с MP-томографами для всего тела.
ЛИТЕРАТУРА
1. Нуделман С., Рёрих X., Кэпп М. П. Электронно-
оптическая цифровая рентгенография // ТИИЭР. Т. 70.
1982. №7.
2. Райхенбергер X. Литотриптеры И ТИИЭР, Т. 76.
1988. №9.
3. Рентгенотехника: Справочник. Кн. 2 / Под ред.
В.В. Клюева. М.: Машиностроение, 1992. 431 с.
4. Технические средства медицинской интроскопии /
Под ред. Б.И. Леонова. М.: Медицина, 1989. 259 с.
5. Digital radiography. An assessment of its potential
impact on radiological practice. General Electric Co.,
Medical systems division. USA. 1980. 29 pp.
6. Schittenhelm R. Imaging sistems for digital radio-
graphy: present status and future prospects // Electromedica 54.
1986. N 2, 72-81pp.
7. Хермен Г. Восстановление изображений по про-
екциям. Основы реконструктивной томографии: Пер. с
англ. М.: Мир, 1981. 352 с.
8. Hounsfield G. N. UK Pat. № 1283915. A Method of
and apparatus for examidation of a body by radiation such as
X-ray or gamma radiation. 1972 (23.08.1968).
9. Reimers P. Computertomografie in Ausland. - Com-
putertomografie - Stand der Technik and Zukunftsaus-
sichted. Stuttgart, 29 November, 1988. P. 17 - 26.
Глава 9
АКУСТИЧЕСКИЕ
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
9.1. ОСНОВНЫЕ ПОНЯТИЯ
Акустические колебания и волны. Для акустиче-
ского метода НК применяют колебания ультразвукового
и звукового диапазонов частотой от 50 Гц до 50 МГц.
Интенсивность колебаний* обычно невелика: не превы-
шает 1 кВт/м2. Такие колебания происходят в области
упругих деформаций среды, где напряжения и деформа-
ции связаны пропорциональной зависимостью (область
линейной акустики).
Амплитуда акустических волн в жидкостях и газах
характеризуется одним из следующих параметров:
• акустическим давлением (Па) или изменением
давления относительно среднего значения давления в
среде:
p = pc|v|,
где с - скорость распространения акустических волн; р -
плотность среды;
• смещением и (м) частиц среды из положения рав-
новесия в процессе колебательного движения;
• скоростью (м/с) колебательного движения частиц
среды
ди
v =—,
dt
где t - время.
Кроме упругости по объему, в твердом теле суще-
ствует упругость по форме, поэтому в объеме тела могут
распространяться волны двух типов: продольные и попе-
речные. Акустические волны в твердых телах характери-
зуются либо смещением, либо колебательными скоро-
стями, либо тензорами деформации или напряжения.
Плоская волна, распространяющаяся вдоль оси х,
описывается формулой
а = A cos (со/ -кх) = A .
Знак Re (действительная часть) обычно опускают.
Здесь j = ; А - амплитуда колебаний (амплитуды
обозначаем большими буквами); ш = 2я/ - круговая
(угловая, циклическая) частота; f - частота; t ~ время;
£ = 2я/А, = (о/с- волновое число; X = df - длина вол-
ны; с - скорость распространения волны.
Формула показывает, что величина а периодически
изменяется во времени и пространстве.
В качестве меняющейся величины а будем исполь-
зовать смещение и и акустическое давление р. Для твер-
дого тела вместо давления правильнее применять напря-
жение, однако для упрощения формул использовано дав-
ление, а особенности твердого тела там, где это необхо-
димо, специально оговорены.
Плотность потока энергии волны
W = epi v I2 =L^L.
ср
Средняя плотность потока энергии за период коле-
баний называется интенсивностью звука.
Для сравнения интенсивностей J hJq или амплитуд
А и Ао двух акустических волн используют отношение
ЛГ(дБ):
Ar = 101g^- = 201g-^-.
•'О Л)
При пользовании номограммой перевода относи-
тельных величин в децибелы (рис. 1) следует сопостав-
лять значения на шкалах с одинаковым номером. Напри-
мер, если N = -6 дБ (1-я верхняя шкала), то А / Ао = 0,5
(1-я нижняя шкала); если А 1А$ = 500 (3-я нижняя шкала),
то N = 54 (3-я верхняя шкала).
Обычно измеряют ослабление амплитуды А относи-
тельно возбужденных в изделии колебаний Ао (зонди-
рующего или начального сигнала), т.е. отношение А /Ло-
Выраженные в децибелах амплитуды будем выделять
угловыми скобками < >:
<Л/Ло> = 20^(Л/Ло).
J
2
1
1'
2'
J'
Деци
60 5958 57 56 555* 53 52 51 50*9*8*7 *6 *5** *3*2*1 *0
*03938 37 36 353*333231 30 29 28 27 26 252* 23 22 21 20
20 15 Ю 5
0,1
0,01
0,001
19181716 I 1* 1312 11 I 9 8 7 6 I *32 1
I1! ’| I1 1*1 Г11|| I'll/nlTpini^ll^lliqill^llIll/irr^iri^Hl^lIir
белы +
*0*1 *2 *3 ***5*6*7 *8 *9 50 5152 53 5* 55565158 59 60
202122 23 2* 25 26 2728 29 30 3132 33 3* 3536373839 *0
0 5 10 15 20
0,2 0,3 О,* 0,5 ОД 0,7 ОД ОД 1
0,02 0,0* 0,06 0,08 0,1
0,002 0,00* 0,006 0,008 0,01
Отношение
1 3,0 *,0 5,0 6,0 7Д 8,09,010
10 20 *0 60 80 100
100 200 *00 600 800 1000
а м п л и т у д
Рис. 1. Шкалы перевода относительных величин в децибелы. Попарно используют шкалы 7 - 2 - 2’; 3 - 3'
ОСНОВНЫЕ ПОНЯТИЯ
199
Поскольку А < Aq, получаем отрицательные деци-
белы, однако в дальнейшем отмечать это обстоятельство
не будем.
В акустической дефектоскопии чаще применяют не
непрерывные (монохроматические) колебания, а радио-
частотные импульсы, форму огибающей которых при
распространении в объекте контроля обычно можно
приблизительно полагать колоколообразной. Такой им-
пульс описывается формулой
а = Лехр(-[у<»(/-/0)2]-у<»(/-/0)).
Изменение по координате здесь опущено, у - пока-
затель длительности импульса. Иногда вместо него ис-
пользуют число п периодов колебаний с амплитудами,
превышающими 0,1 (20 дБ) от максимального значения.
Эта величина связана с у зависимостью
п = 0,483/у.
Величину т = пТ (Т - период колебаний) называют
длительностью импульса, а ст - пространственной
длительностью импульса.
Типы волн. Для контроля применяют разные типы
(моды) волн, отличающиеся направлением колебаний
частиц, скоростью распространения и другими призна-
ками (табл. 1).
1. Типы волн
Среда распространения Тип (название) волны Характеристика волны Скорость распространения
Жидкость или газ Продольные (растяжения-сжатия) Периодические расширения и сжатия среды 1^0- II
Безграничное твердое тело Продольные (растяжения- сжатия, безвихревые) Поперечные (сдвига, эквиволюминальные) Частицы колеблются в направ- лении распространения волны Частицы колеблются в плоско- сти, перпендикулярной к направ- лению распространения волны с _ I ^(1-у) V p(l + v)(l-2v) 1 Е ct = J ~ 0,55 с. У 2p(l + v)
Поверхность полу- безграничного тела Поверхностные (Рэлея) Головные (продольные подповерхностные, ползущие) Волна распространяется по по- верхности тела Быстро затухают вдоль поверх- ности вследствие переизлуче- ния, порождая поперечные волны 0,87+ 1,12 v с, = с. « 0,93 с. s 1 + v ' ' с* =с,
Бесконечная пласти- на толщиной h Нормальные несиммет- ричные (изгибные, Лэмба) Нормальные симметрич- ные (нормальные расши- рения-сжатия, Лэмба) Изгиб пластины со сдвигом Продольные колебания с изме- нением поперечных размеров • Г~К 1 Е ' v Vp(1-v2) (Х»А) • 1 E . p VpO-v2)
Бесконечный стер- жень диаметром d Изгиба Продольные (растяжения-сжатия) Радиальные Изгиб стержня со сдвигом Продольные колебания с изме- нением поперечных размеров Продольные волны в радиаль- ном направлении * 1 Q- h II g Щгм |fcj|jx w н* и « и
Бесконечный стержень или труба Крутильные Вращение элементов вокруг оси стержня C ВТ ~ Ct
Примечание. Здесь К- модуль всестороннего сжатия; Е - модуль упругости; v - коэффициент Пуассона. Указаны фазовые скорости волн в предельном случае.
200
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В объеме твердого тела могут распространяться
продольные и поперечные волны, В продольной волне
колебательные скорости частиц среды совпадают с на-
правлением распространения волны, в поперечной -
перпендикулярны к нему.
Поперечные волны, распространяющиеся наклонно
к какой-либо поверхности (например, поверхности вво-
да, на которой расположен преобразователь), разделяют
на волны с направлением колебаний, параллельным этой
поверхности (их называют горизонтально-поляризован-
ными, SH, TH), и с направлением колебаний в плоскости
падения (вертикально-поляризованные, 5К, TV). Они по-
разному отражаются от поверхностей и структурных
неоднородностей.
Вдоль поверхности твердого тела распространяются
рэлеевские (поверхностные) и головные (продольные,
подповерхностные, ползущие) волны. Амплитуда рэлеев-
ской поверхностной волны имеет максимум на поверх-
ности и уменьшается в 10 раз на глубине около - дли-
ны поверхностной волны. Это видно на кривой ослабле-
ния сквозного сигнала (рис. 2). Осцилляции отраженного
сигнала объясняются интерференцией импульсов, отра-
женных от грани и кончика риски. Рэлеевская волна рас-
пространяется на большие расстояния, следуя изгибам
поверхности. На выпуклой поверхности скорость ее уве-
личивается, а на вогнутой уменьшается, но одновремен-
но растет затухание.
Головную волну можно представить как идущий от
излучателя пучок лучей продольных волн. Максималь-
ную амплитуду имеет луч под углом скольжения (угол к
поверхности) 12 ... 15°. Амплитуда луча, идущего вдоль
поверхности, очень мала и быстро убывает с расстояни-
ем вследствие порождения поперечной волны, распро-
страняющейся под углом, равным третьему критическо-
му (33° для стали). Достигая нижней поверхности, она
порождает там головную волну, которую также исполь-
зуют для контроля.
В соответствии с этим изменяется чувствительность
к дефектам (рис. 3, в). Головная волна практически не
чувствительна к поверхностным дефектам (на глубине
0,5 мм и менее) и имеет максимум чувствительности на
глубине 4 ... 10 мм в зависимости от расстояния от пре-
образователя (I = 10 ... 50 мм). Использованы излучатель
Рис. 2. Амплитуды эхо- и сквозного сигналов рэлеевских
волн в зависимости от глубины риски h (в длинах волны
Рис. 3. Возбуждение и прием головной волны по схемам
тандем (а) и дуэт (0. Отражение (для схемы тандем) от
плоскодонного отверстия в зависимости от глубины
залегания (в)
и приемник, расположенные один за другим (схема тан-
дем, рис. 3, а). Схема с преобразователями, расположен-
ными рядом (дуэт, рис. 3, б), обеспечивает лучшую чув-
ствительность в узкой области вблизи точки пересечения
центральных лучей излучателя и приемника.
В результате волноводного эффекта в пластинах и
стержнях возникают нормальные волны: волны в пла-
стинах (волны Лэмба) (рис. 4) и стержневые (волны Пох-
гаммера). Колебания охватывают все сечение пластины
или стержня. Разные моды этих волн отличаются рас-
пределением колебаний по толщине (рис. 4). В модах
выше нулевой имеются узловые поверхности, где на-
пряжения равны нулю и совпадающие с ними дефекты
выявляются плохо.
Скорости продольных, поперечных и поверхност-
ных волн не зависят от частоты. Скорости волн в пла-
стинах и стержнях зависят от произведения толщины
изделия h на частоту / деленного на скорость попереч-
ной волны ct. Это явление называют дисперсией скоро-
сти. На рис. 5 и 6 приведены дисперсионные кривые для
их фазовых скоростей. Сплошные кривые для антисим-
метричных (а) мод, а штриховые - симметричных (5).
Примеры таких мод показаны на рис. 4. Нулевые моды
переходят при увеличении толщины в поверхностную
волну, остальные - в поперечную.
Рис. 4. Деформация пластины при распространении
симметричных и антисимметричных волн
ОСНОВНЫЕ ПОНЯТИЯ
201
Рис. 5. Расчетные кривые для фазовой скорости волн Лэмба
Рис. 6. Расчетные кривые для фазовой скорости волн
в стальном цилиндрическом стержне (fKp2 - fKps - критиче-
ские частоты)
Фазовые скорости позволяют рассчитать длину
волны \р=ср/f и определить условия возбуждения
волны. Вдоль пластины (стержня) импульс распростра-
няется с групповой скоростью cg, которая связана с ср
формулой
JL=_L_Z^l
cs ср ср df '
При fhl ct^0 для моды 50 dcp I df = 0 и cg = ср.
В табл. 1 для тонких пластины и стержня приведены
скорости именно этих мод.
Акустические свойства сред. В их число входят
упругие свойства, плотность, характеристический импе-
данс и затухание.
Упругие свойства жидкостей и газов определяются
одной константой, например модулем всестороннего сжа-
тия К. Упругие свойства твердых тел характеризуются
двумя независимыми упругими константами, например
модулем нормальной упругости Е и модулем сдвига G.
В качестве пары упругих постоянных могут быть ис-
пользованы скорости продольных С/ и поперечных ct
волн в безграничной среде. От отношения этих скоро-
стей зависит коэффициент Пуассона
v_0,5-(c,/cz)2
1-(с,/с,)2
У большинства металлов v « 0,3.
На рис. 7 показана зависимость отношений скоро-
стей различных типов волн от коэффициента Пуассона.
Импеданс. Важным параметром среды распростра-
нения упругих колебаний является характеристический
импеданс, или удельное волновое сопротивление (обыч-
но просто волновое сопротивление). Он определяется
как отношение звукового давления к колебательной ско-
рости в бегущей волне и обычно выражается в виде
z = рс.
В отсутствие потерь z - действительная величина.
Комплексный характер z учитывают только в случае
сред с большими потерями, когда с имеет заметную
мнимую составляющую.
Акустическим импедансом называется комплексное
отношение звукового давления к колебательной скоро-
сти р/ v для любой волны. В отличие от z акустический
импеданс зависит не только от параметров среды, но и от
условий отражения, границ раздела, углов падения и
других факторов.
Размерность характеристического и акустического
импедансов Па • с/м.
Скорости распространения упругих волн в некото-
рых материалах, их плотности и характеристические им-
педансы приведены в табл. 2.
Рис. 7. Зависимость соотношения скоростей продольных сь
поперечных с„ поверхностных с5, волн и волн в стержнях с0
(при d « 1) от коэффициента Пуассона
202
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
2. Акустические свойства различных сред
Вещество Плотность р, 1 • 103 кг/м3 Скорость распространения волн с, 1 • 103 м/с Характеристический импеданс для продольных волн, МПа с/м
продольных поперечных поверхностных
Металлы и сплавы
Алюминий 2,7 6,36 3,13 2,9 17,2
Бериллий 1,82 12,8 8,71 7,87 23,3
Бронза 8,5 - 8,9 3,5-3,8 2,3-2,5 2,1-2,3 30-34
Висмут 9,8 2,18 1,1 1,03 21,4
Вольфрам 19,25 5,32 2,7 2,65 102,7
Дюралюминий 2,7 - 2,8 6,25 - 6,35 3,0 - 3,2 2,8-3,0 17,2-20,0
Железо 7,8 5,91 3,23 3,0 46,3
Золото 19,3 3,24 1,2 1,12 62,5
Кадмий 8,6 2,78 1,5 1,4 27,0
Латунь 8,5 4,43 2,12 1,95 37,7
Литий 0,53 3,00 — — 1,6
Магний 1,74 5,77 3,05 2,875 10,1
Медь 8,9 4,72 2,44 2,26 42,0
Молибден 10,09 6,29 3,35 3,11 63,5
Никель 8,8 5,63 2,96 2,64 49,5
Ниобий 3,9 4,10 1,7 1,58 35,3
Олово 7,3 3,32 1,67 1,56 24,2
Платина 21,4 3,96 1,67 1,57 84,6
Ртуть 13,6 1,45 — — 19,8
Свинец 11,4 2,16 0,85 0,79 24,6
Серебро 10,5 3,60 1,59 1,48 38,0
Сталь:
коррозионно-стойкая 8,03 5,66-6,14 3,12-3,25 3,1 45,5-49,3
углеродистая 7,8 5,90 - 5,94 3,22 - 3,25 3,0 46,2-46,4
Титан 4,5 6,10 3,13 2,91 27,5
Уран 18,7 3,30 — — 62,0
Цинк 7,1 4,17 2,41 2,22 29,6
Цирконий 6,5 4,90 2,9 2,66 31,9
Чугун 7,2 3,5-5,6 2,2-3,2 — 25-40
Неметаллы
Бетон 1,8-2,8 2,1 -5,2 — — 6,95
Аральдит 1,18 2,5 1,1 — 3,0
Капрон 1,1 2,64 — — 2,9
Кварц плавленый 2,2 5,93 3,75 3,39 13,0
Нейлон, перлон 1,1-1,2 1,8-2,2 — — 1,8-2,7
Стекло органическое 1,18 2,65 - 2,75 1,12-1,13 1,05 3,0-3,2
Оксид алюминия 3,7-3,9 10 — — 37-39
Полистирол 1,1 2,37 1,12 1,04 3,0
Резина:
сырая 1,3-2,1 1,48 — — 1,9-3,1
вулканизированная 0,9- 1,6 1,5-2,3 — — 1,3-3,7
Смола акриловая 1,18 2,67 1,12 — 3,2
Стекло оконное 2,6 5,7 3,4 3,1 14,5
Текстолит 1,2-1,3 2,63 — — 3,1-3,9
Фторопласт 2,2 1,35 — — 3
Фарфор 2,4 5,3-5,35 3,5-3,7 — 1,3-1,4
Эбонит 1,2 2,4 — — 2,9
Эпоксидная смола твердая 1,15-1,3 2,5-2,8 1,1 — 2,8-3,7
ОСНОВНЫЕ ПОНЯТИЯ
203
Продолжение табл. 2
Вещество Плотность р, 1 • 103 кг/м3 Скорость распространения волн с, 1 • 103 м/с Характеристический импеданс для продольных волн, МПа • с/м
продольных поперечных поверхностных
Жидкости (20 °C):
Ацетон 6,792 1,192 — - 0,94
Вода 0,998 1,490 - - 1,49
Глицерин 1,265 1,923 - - 2,42
Керосин 0,825 1,295 — — 1,45
Кислота уксусная 1,05 1,384 — — 1,07
Масло:
дизельное 0,88-1,02 1,25 - - 1,1-1,3
машинное (автол) 0,89-0,96 1,74 - - 1,5-1,7
трансформаторное 0,9-0,92 1,38-1,40 - - 1,25-1,27
Спирт:
метиловый 0,792 1,123 — — 0,89
этиловый 0,789 1,180 - - 0,93
Газы (0 °C)
Водород 0,9- 10’4 1,248 - - 1,1 • 104
Воздух 1,3 • 10’3 0,331 — — 4,3 • 10'4
Изменение скорости с от температуры t определяет-
ся формулой
с — + Кс (t — Zq ),
где cQ - скорость при исходной температуре Zo. Темпера-
турный коэффициент скорости Кс: для газов - положи-
тельный (для воздуха +0,6 м/с • град), для жидкостей -
отрицательный (например, для спирта -3,6 м/с • град, од-
нако для воды - аномальный +2,5 м/с град), для твердых
тел - отрицательный (для продольных и поперечных
волн в металлах-0,4 ... -1, для органического стекла-3).
Затухание волны с расстоянием определяют коэф-
фициентом затухания 8:
А = ^г,
где А - амплитуда в точке измерения; г - расстояние,
проходимое волной; Ао - амплитуда волны, прошедшей
расстояние г без учета затухания.
Реже используют механическую добротность QM,
которая связана с коэффициентом затухания:
5 = — .
Коэффициент затухания 8 = — In (А / А^ ) выража-
г
ется в неперах/м (Нп/м) и имеет размерность м’1. Часто
его представляют также в децибелах/м (дБ/м). При этом
1 Нп/м = 8,686 дБ/м, 1 дБ/м = 0,1151 Нп/м. Общее ослабле-
ние сигнала вследствие затухания в среде <A/Aq> = <8>г.
Эту величину добавляют к ослаблению, вызываемому
другими факторами.
Коэффициент затухания складывается из коэффи-
циентов поглощения и рассеяния:
8 = §п+8р.
При поглощении звуковая энергия переходит в теп-
ловую, а при рассеянии остается звуковой, но уходит из
направленно распространяющейся волны в результате
отражений от неоднородностей среды.
В газах и жидкостях, не засоренных взвешенными
частицами, пузырьками воздуха (в жидкости), рассеяние
отсутствует и затухание определяется только поглоще-
нием. Коэффициент поглощения пропорционален квад-
рату частоты. В связи с этим в качестве характеристики
поглощения звука в жидкостях и газах вводят параметр
8//2 (табл. 3). Там же приведен температурный коэф-
фициент Кь для вычисления изменения затухания с
температурой по формуле
5 = 8o[l-K8O-ro)],
где 80 - затухание при исходной температуре t0.
Для твердых тел коэффициент поглощения чаще
всего пропорционален частоте 8П / f: для стали 0,1 ...
1,5 Нп/МГц • м; для алюминия 0,05 ... 0,06; для магния
0,1. Поглощение определяет затухание акустических
волн в аморфных твердых телах, а также в монокрис-
таллах.
204
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
3. Затухание ультразвука
в некоторых жидкостях и газах
Вещество Темпе- ратура г, °C Частота/ МГц 8//, 110-6 Нп/МГ ц2 • мм к6, 1/град
Вода 20 0,1-250 25 -0,031
Глицерин 20-27 0,15-4 2500 -0,069
Масло транс- форматорное 20 1-5 1300 -0,35
Ртуть 20-25 0,5 - 1000 61 -0,15
Воздух 20 1,1 - 1,4 17 500 -
Рис. 9. Коэффициент затухания продольных волн в сталях
(даны марка стали и средний размер зерна в мм)
Большинство твердых тел состоит из большого чис-
ла зерен-кристаллитов, на границах которых происходит
рассеяние ультразвуковых волн. Вследствие этого роль
рассеяния оказывается значительной и часто превали-
рующей. Особенно велико рассеяние в материалах, со-
стоящих из разнородных частиц (бетон, гранит, чугун), и
в материалах с большой упругой анизотропией - разной
скоростью упругих волн для разных направлений в кри-
сталле (медь, аустенитная сталь).
Для металлов 8р увеличивается с ростом упругой
анизотропии, среднего размера кристаллитов D и
частоты: 8р - fn (п=2 ... 4). В области 7J D =4 ... 10
8р « Df2, а при X > 10Z> 8р « Р3/4. К примеру, в
малоуглеродистой стали для продольных и поперечных
волн при А,>10Р :
5/=0,12/ + 20D3/4,
5, = 0,1/ +105Д3/4.
Здесь D - в мм,/- в МГц, 8 - в Нп/м.
Значения коэффициентов затухания в зависимости
от частоты для некоторых материалов приведены на
рис. 8-11.
Рис. 8. Коэффициент затухания продольных (-) и
поперечных (—) волн в железе-армко (дан средний размер
зерна в мм)
Рис. 10. Коэффициент затухания продольных волн
в металлах (даны химический символ, тип волны,
средний размер зерна в мм)
Рис. 11. Коэффициент затухания продольных волн
в неметаллах:
1 - фторопласт; 2 - отвержденная эпоксидная смола ЭД-5;
3 - эбонит; 4 - компаунд К-153; 5 - органическое стекло;
6 - полистирол
В табл. 4 указаны приближенные значения коэффици-
ентов затухания для различных твердых материалов и воз-
можности их ультразвукового контроля на частоте 2 МГц.
При изготовлении демпферов преобразователей
ультразвуковых дефектоскопов часто используют гетеро-
генные материалы в виде эпоксидной смолы или другого
материала и порошкообразного наполнителя с размером
частиц, значительно меньшим длины волны. В табл. 5
приведены акустические свойства таких материалов.
ОТРАЖЕНИЕ И ПРЕЛОМЛЕНИЕ ВОЛН
205
4. Коэффициент затухания продольных волн для различных материалов
Коэффициент затухания 5, дБ/м Материал изделия Максимальная толщина, доступная контролю, м
0,1 ... 10 (низкий) Отливки из алюминия и магния чистые и слаболегированные. Штамповки (чистые и низколегированные): сталь, алюминий, магний, серебро, никель, вольфрам, титан. Неметаллы: стекло, фарфор 1 ... 10
10 ... 100 (средний) Пластики (полистирол, оргстекло, резина, поливинилхлорид, синтетические смолы). Отливки: алюминиевые и магниевые сплавы, низколегиро- ванная сталь, чугун со сфероидальным графитом. Штамповки: медь, латунь, бронза, металлокерамика 0,1 ... 1
Свыше 100 (высокий) Пластики (оргстекло, резина, поливинилхлорид, синтетиче- ские смолы). Пластики с наполнителями и резиной, вулканизированная ре- зина, дерево. Литье: высоколегированная сталь, серый чугун, медь, цинк, латунь, бронза. Неметаллы: пористая керамика, горные породы 0 — 0,1
5. Акустические свойства эпоксидных смол с наполнителями
Основная сре- да - эпоксид- ная смола Напол- нитель Концентрация наполнителя (мас- совые доли), % Плотность р, 1 -103 кг/м3 Скорость про- дольных волн с, 1 -103 м/с Характеристиче- ский импеданс, МПа • с/м Затухание, Нп • м’1 на частоте, МГц
1,2 1,75 2,5 4
0 1,16 2,33 2,7 47 72 89 165
РЬО 30 1,37 2,05 2,8 48 76 106 180
50 1,98 1,74 3,43 43 130 170 220
ЭД-5 70 2,58 1,63 4,2 — 340 435 —
20 1,38 2,06 2,8 62 85 — —
W 50 2,19 1,75 3,84 115 190 — —
80 3,82 1,40 5,36 180 470 - -
ЭД-6 РЬ3О4 30 1,49 2,12 3,16 23 39 - -
50 1,95 2,00 3,9 53 80 125 —
9.2. ОТРАЖЕНИЕ И
ПРЕЛОМЛЕНИЕ ВОЛН
Граница двух протяженных сред. Падающая на
границу двух протяженных сред плоская волна частично
проходит, частично отражается и может трансформиро-
ваться. В твердых телах (рис. 12) возникают две (про-
дольная и поперечная) отраженные и две преломленные
волны с направлениями по закону синусов (закону Снел-
лиуса)
sinp _ sin yz _ sin у, _ sin az _ sin a,
c ct ct cr ct.
где P, у и a - углы падения, отражения и преломления;
с - скорости волн; индексы I и t отмечают продольные и
поперечные волны, для нижней среды индексы имеют
штрих (’), скорость падающей волны - без индекса.
Рис. 12. Отражение, преломление и трансформация
при падении продольной волны на границу раздела
двух твердых сред
206
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Если одна среда (или обе) жидкая или газообразная,
то поперечные волны в ней не существуют и количество
волн сокращается.
Амплитуды каждой отраженной или прошедшей
волны определяются коэффициентами отражения или
прозрачности: R или D. Эти коэффициенты могут быть
по амплитудам смещения, акустического давления или
других переменных величин. Часто используют коэффи-
циенты по потокам энергии, перпендикулярным к границе
раздела R и D (будем называть «по энергии»). Для этих
коэффициентов справедливы общие закономерности:
1) сумма всех коэффициентов отражения и прозрач-
ности по энергии равна 1 (закон сохранения энергии):
R» + Rh + Дг + Д- -1;
2) коэффициенты отражения по амплитуде одно-
типной волны с двух сторон от границы равны по моду-
лю и обратны по знаку:
= -Rh' ; R(( = -Ree;
3) коэффициент прозрачности по энергии равен
произведению коэффициентов по амплитуде в двух на-
правлениях, например:
fyf ~ Dit Dfi = Dt4 .
То же относится к коэффициентам отражения раз-
нотипных волн:
~ = ^// •
Эта закономерность (в части прохождения) важна
для дефектоскопии, поскольку границу изделия волна
проходит дважды.
На рис. 13, в и 14 показаны расчетные коэффициенты
прозрачности по энергии для границ некоторых сред.
Кроме того, на рис. 13, а, б для границы оргстекло - сталь
даны коэффициенты прозрачности по амплитуде смеще-
ния при падении продольной волны из оргстекла в сталь
под углом р (а) и при падении продольной или попереч-
ной волн из стали в оргстекло под углами а/ и а, (б). На
дополнительных шкалах - углы преломления. Штрихо-
выми линиями на рис. 13, в показаны коэффициенты
прозрачности по энергии при конечной толщине слоя
масла 8 (указано в долях длины волны в масле).
При первом и втором критических углах
Р' = arcsin (сг / с), Р" = arcsin (се / с)
преломленные волны (продольная и поперечная соответ-
ственно) превращаются в неоднородные, т.е. соответст-
вующая волна распространяется вдоль границы, фронт
ее перпендикулярен к границе, амплитуда уменьшается с
глубиной.
При нормальном падении волны на границу транс-
формация отсутствует и формулы для коэффициентов
имеют вид
*«=^; RU=R^,
z + z
D.=^—- Ь,- 4?Z
11 z' + z’ 11 (z' + z)2 ’
где z и z' - характеристические сопротивления верхней
и нижней сред для продольных волн.
в)
Рис. 13. Коэффициенты прозрачности
для границы оргстекло - слой масла - сталь:
по амплитуде в прямом (а), обратном (б) направлениях и по
энергии (в) (штрихпунктирная линия - эксперимент)
Рис. 14. Коэффициент прозрачности по энергии
для границы вода - сталь (штрихпунктирная линия -
эксперимент)
ОТРАЖЕНИЕ И ПРЕЛОМЛЕНИЕ ВОЛН
207
Свободная поверхность твердого тела. Отражение
волны, распространяющейся в твердом теле, от его гра-
ниц - частный случай задачи, рассмотренной выше, с плот-
ностью р' = 0. Обычно отражение происходит однократно,
поэтому важны коэффициенты отражения по амплитуде.
На рис. 15 и 16 даны коэффициенты отражения по
амплитуде смещения для c,/cz = 0,492 (алюминий) и
0,546 (железо, сталь).
6)
Рис. 15. Углы (а) и коэффициенты (б) отражения
по амплитуде от границ сталь - воздух (-) и
алюминий - воздух (—) для продольных волн
Для поперечных волн имеется третий критический
угол падения, при котором продольная волна превраща-
ется в неоднородную:
Pw = arcsin (cz /cz).
В стали Р" = 33°.
Угол, соответствующий минимальному коэффици-
енту отражения без трансформации, называется квази-
обменным'. при нем большая часть энергии волны транс-
формируется в волну другого типа. Для стали это
Pz = 70° и р, == 31°. Термин «обменный угол» (без
«квази») используется, если трансформация волн проис-
ходит полностью.
На рис. 17 показаны двойное отражение от прямого
двугранного угла и коэффициент такого отражения:
/?2=Я(Р)/?(9О--Р).
В результате двойного отражения нетрансформиро-
ванный эхо-сигнал возвращается к излучающему преоб-
разователю (угловой эффект).
На практике двойное отражение часто встречается
для поперечных волн. При углах 0, = 0м... (90° - 0" )
(для стали 33 ... 57°) такая волна отражается без транс-
формации, так как для Обеих граней углы падения боль-
ше третьего, критического.
Для продольных волн такое отражение случается ред-
ко. Если такая волна распространяется вдоль свободной
поверхности, она становится головной, порождает попе-
речную волну и быстро ослабляется. Поэтому при 0 = 0 и
90° R = 1, как показано на рис. 17, в, только тогда, когда
грань угла, вблизи которой распространяется продольная
волна, должна иметь криволинейную форму (рис. 17, б).
Рис. 16. Углы (а) и коэффициенты (6) отражения
по амплитуде от границ сталь - воздух (-) и
алюминий - воздух (—) для поперечных волн
Рис. 17. Отражение от двугранного угла:
а - схема для угла с плоскими гранями; б - с одной плоской и
одной цилиндрической гранью; в - коэффициент двойного
отражения в стали для продольных (-) и поперечных (—)
волн
208
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Граница сред, разделенных слоем. Рассмотрен
только случай нормального падения. Для расчета R-Rc
в формулу для нормального падения волны на границу
раздела сред с характеристическими импедансами z и z'
вместо z' подставляют ZBX - входной импеданс границы
со слоем, равный
вх с zc-jZ'tgkchc'
где zc=pccc, kc=2n/Xc, и hc - волновое сопро-
тивление, волновое число, длина волны в слое и толщина
слоя; z' - входной импеданс среды за слоем. Если среда
за слоем протяженная, то входной импеданс равен ее
волновому сопротивлению: Z' = z'. Если существует
второй слой, можно рассчитать по аналогичной формуле.
Коэффициент прозрачности по энергии:
Д=1-^2
4ZBXz
<Ах+2)2 ’
Коэффициенты R и D становятся комплексными.
Их модули и значения по энергии имеют максимумы и
минимумы при определенных волновых толщинах слоя
kchc = 2 nhc / . Различают симметричный случай, ко-
гда zc больше или меньше одновременно z и z', и не-
симметричный - когда zc лежит между z и z'. В первом
максимумы Dc, равные D в отсутствие слоя, достига-
ются при полуволновом слое (т.е. его толщина равна це-
лому числу полуволн), а минимумы - если слой чет-
вертьволновой (его толщина равна нечетному числу чет-
вертей волн).
В несимметричном случае при последнем условии
достигаются максимумы, при которых Dc больше D в
отсутствие слоя - явление просветления границы. Коэф-
фициент прозрачности равен 1 (полное просветление),
когда
zf=A/^zZ; hc=Xc/4.
Если обе среды одинаковы, а слой тонкий (hc « Хс),
то
z A, Y
с с
7СгЛ„ ,
В табл. 6 сведены рассчитанные по этим формулам
значения Rc для слоев в стали, частота 2,5 МГц.
Табл.6 показывает практически полное отражение
от тончайшего воздушного зазора (0,00001 мм), имити-
рующего дефект. Заполнение зазора жидкостью резко
улучшает прохождение волн.
Согласно экспериментальным измерениям ширина
воздушного зазора, при котором коэффициент отраже-
ния резко падает, а коэффициент прозрачности возраста-
ет, на два-три порядка больше предсказанного теорией.
6. Отражение от слоев и стали
Толщина Коэффициенты отражения по энергии, % для слоя
слоя, мм воздуха воды
1-Ю’6 86,67 2,67 Ю"6
110’5 99,85 2,67-10"4
1 • 10’4 99,998 2,67 10’2
110’3 99,998 2,6
оо 99,998 88
Отражение и преломление импульсов и пучков
лучей. Рассматриваются варианты пучка параллельных
лучей (плоская ограниченная волна) и веерообразно рас-
ходящегося от излучателя пучка лучей (сферическая
волна). Амплитуда лучей в пределах пучка может изме-
няться. Первый вариант приближенно реализуется в не-
посредственной близости от плоского излучателя, а вто-
рой - в его дальней зоне.
При углах падения, на 2 ... 3° отличающихся от
критических значений, отражение и преломление расхо-
дящегося пучка для каждого луча происходит, как для
ограниченной плоской волны. В результате изменение
амплитуд лучей пропорционально значениям R и D для
данного угла падения.
На рис. 18 показано связанное с этим изменение уг-
ла отражения для границы оргстекло (призма преобразо-
вательная) - сталь. Пьезопластина имела произведение
диаметра на частоту 30 МГц мм. Значения углов отра-
жения и преломления отклоняются от найденных по
формуле синусов в сторону максимумов R и D тем силь-
нее, чем шире диаграмма направленности излучателя.
Экспериментальная кривая зависимости коэффици-
ента прозрачности от угла падения волны удовлетвори-
тельно совпадает с теоретической. Исключение состав-
ляет область вблизи угла Р', где сглаживается выте-
кающий из теории минимум коэффициента прозрачности
(штрихпунктирные линии на рис. 13, 14). Это явление
объясняется отличием падающей волны от плоской.
Рис. 18. Изменение направления лучей с максимальными
амплитудами преломленной и отраженной волн при пада-
нии продольной волны:
У/ - угол отражения продольной волны; а/, а, - углы преломле-
ния продольной и поперечной волн;----расчет по закону
синусов;-----эксперимент
КЛАССИФИКАЦИЯ МЕТОДОВ КОНТРОЛЯ
209
Рис. 19. Незеркальное
отражение пучка
лучей
При критических значениях углов падения возника-
ет явление незеркального отражения. Ниже оно рассмот-
рено для отражения пучка поперечных волн в твердом
теле, падающих на свободную поверхность под углом,
несколько большим третьего, критического Р".
Пучок отражается незеркально: он смещается вдоль
границы (рис. 19). Отражение происходит как бы от
мнимой границы (показана пунктиром) на расстоянии h
от действительной. Набег фазы на пути 2A7i/cosP равен
изменению фазы при отражении. Смещение А тем боль-
ше, чем угол р ближе к критическому. Например, для
преобразования на частоту 2 МГц с углом преломления
35° смещение составляет 5 мм, а для угла преломления
45° А = 0. При Р = Р" А —> оо, что соответствует воз-
никновению неоднородной (головной)волны.
Конечная длительность импульса уменьшает ос-
цилляции коэффициентов R и D для границ, разделен-
ных слоем. Сглаживанию осцилляций способствуют
также затухание ультразвука в слое и уход волн из зоны
соприкосновения сред при наклонном падении. По всем
этим причинам для просветления оптимален слой тол-
щиной в одну четверть длины волны.
9.3. КЛАССИФИКАЦИЯ
МЕТОДОВ КОНТРОЛЯ
Известно много акустических методов неразру-
шающего контроля, некоторые из которых применяются
в нескольких вариантах. Классификация акустических
методов показана на рис. 20. Их делят на две большие
группы - активные и пассивные методы.
Активные методы основаны на излучении и приеме
упругих волн, пассивные - только на приеме волн, ис-
точником которых служит сам контролируемый объект.
Активные методы делят на методы прохождения,
отражения, комбинированные (использующие как про-
хождение, так и отражение), импедансные и методы соб-
ственных частот.
Методы прохождения используют излучающие и
приемные преобразователи, расположенные по разные
или по одну сторону от контролируемого изделия. При-
меняют импульсное или (реже) непрерывное излучение и
анализируют сигнал, прошедший через контролируемый
объект.
Исторически методы прохождения применяли толь-
ко для обнаружения несплошностей, меняющих пара-
метры сквозного сигнала вследствие образования за де-
фектом акустической тени. Поэтому их называли «тене-
выми». Однако затем эти методы начали использовать
для контроля прочности, пористости, структуры и дру-
гих параметров материала, не связанных с наличием те-
ни. Поэтому теневой метод - частный случай метода
прохождения.
Рис. 20. Классификация акустических методов контроля
14 — 7387
210
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 21. Методы прохождения:
а - теневой; б - временной теневой; в - велосиметрический;
1 - генератор; 2 - излучатель; 3 - объект контроля;
4 - приемник; 5 - усилитель; 6 - измеритель амплитуды;
7 - измеритель времени пробега; 8 - измеритель фазы
К методам прохождения относят:
• амплитудный теневой метод, основанный на ре-
гистрации уменьшения амплитуды волны, прошедшей
через контролируемый объект, вследствие наличия в нем
дефекта (рис. 21, а);
• временной теневой метод, базирующийся на реги-
страции запаздывания импульса, вызванного увеличением
его пути в изделии при огибании дефекта (рис. 21,6); тип
волны при этом не меняется;
• метод многократной тени. Он аналогичен ам-
плитудному методу прохождения, но о наличии дефекта
судят по амплитуде сквозного сигнала (теневого импуль-
са), многократно (обычно двукратно) прошедшего между
параллельными поверхностями изделия. Метод более
чувствителен, чем теневой или зеркально-теневой, так
как волны проходят через дефектную зону несколько
раз, но менее помехоустойчив.
• В фотоакустической микроскопии акустические
колебания генерируются вследствие термоупругого эф-
фекта при освещении образца модулированным свето-
вым потоком (например, импульсным лазером), сфоку-
сированным на поверхности образца. Энергия светового
потока, поглощаясь в материале, порождает тепловую
волну, параметры которой зависят от теплофизических
характеристик объекта контроля. Тепловая волна приво-
дит к появлению термоупругих колебаний, которые ре-
гистрируются, например, одним пьезоэлектрическим
детектором.
Сканирование поверхности ОК лучом лазера син-
хронизовано с разверткой экрана дисплея. Сканируя лу-
чом поверхность исследуемого объекта, можно получить
информацию о его однородности.
• Ультразвуковая реконструктивная томография -
сквозное прозвучивание ОК по разным направлениям с
выделением особенностей ОК, полученных при разных
направлениях лучей.
• Метод лазерного детектирования - метод визуаль-
ного представления акустических полей в твердых средах.
Визуализация достигается путем наблюдения за смеще-
ниями точек поверхности, вдоль которой распространяет-
ся УЗ волна, с помощью лазерного интерферометра.
• Термоакустический метод контроля называют
также ультразвуковой локальной термографией. Метод
состоит в том, что в объект контроля вводятся мощные
низкочастотные (около 20 кГц) УЗ колебания. На дефекте
происходит превращение УЗ колебаний в тепло. Повыше-
ние температуры фиксируется термовизором. УЗ колеба-
ния модулированы по амплитуде частотой в несколько
герц. Такую же модуляцию будут иметь и тепловые вол-
ны. Это существенно повышает возможность регистра-
ции и локализации дефектов.
• Велосиметрический метод, основанный на реги-
страции изменения скорости распространения дисперси-
онных мод упругих волн в зоне дефекта и применяемый
при одностороннем и двустороннем доступе к контроли-
руемому объекту (рис. 21, в). В этом методе обычно ис-
пользуют преобразователи с сухим точечным контактом.
В варианте с односторонним доступом (рис. 21, верх)
скорость возбуждаемой излучателем антисимметричной
волны нулевого порядка (а0) в отделенном дефектом
слое меньше, чем в бездефектной зоне. При двусторон-
нем доступе (рис. 21, внизу) в бездефектной зоне энергия
передается продольной волной L, в зоне дефекта - вол-
нами а0, которые проходят больший путь и распростра-
няются с меньшими скоростями, чем продольная волна.
Дефекты отмечаются по изменению фазы или увеличе-
нию времени прохождения (только в импульсном вари-
анте) по контролируемому изделию.
В методах отражения используют как один, так и
два преобразователя; применяют импульсное излучение.
К этой подгруппе относят следующие методы дефекто-
скопии.
Эхо-метод (рис. 22, а) основан на регистрации эхо-
сигналов от дефекта. На экране индикатора обычно на-
блюдают посланный (зондирующий) импульс /, импульс
///, отраженный от противоположной поверхности (дна)
изделия (донный сигнал) и эхо-сигнал от дефекта //.
Время прихода импульсов // и /// пропорционально глу-
бине залегания дефекта и толщине изделия. При совме-
щенной схеме контроля (рис. 22, а) один и тот же преоб-
разователь выполняет функции излучателя и приемника.
Если эти функции выполняют разные преобразователи,
то схему называют раздельной.
Акустическая микроскопия отличается от обычного
эхо-метода повышением на один-два порядка частоты
УЗ, применением острой фокусировки и автоматическим
или механизированным сканированием объектов не-
большого размера. В результате удается зафиксировать
небольшие по размеру изменения акустических свойств
в ОК. Метод позволяет достичь разрешающей способно-
сти в сотые доли миллиметра. Возможна акустическая
микроскопия с использованием прохождения волн.
Когерентные методы отличаются от других мето-
дов отражения тем, что в качестве информативного па-
раметра помимо амплитуды и времени прихода импуль-
сов используется также фаза сигнала. Благодаря этому
повышается на порядок разрешающая способность мето-
КЛАССИФИКАЦИЯ МЕТОДОВ КОНТРОЛЯ
211
Рис. 22. Методы отражения:
а - эхо; б - эхо-зеркальный; в - дельта-метод; г - дифракцион-
но-временной; д - реверберационный, / - генератор; 2 - излу-
чатель; 3 - объект контроля; 4 - приемник; 5 - усилитель; 6 -
синхронизатор; 7 - индикатор
дов отражения и появляется возможность наблюдать
изображения дефектов, близкие к реальным. Наиболее
эффективным когерентным методом является компью-
терная акустическая голография (см. «Ультразвуковые
интроскопы»).
Эхо-зеркальный метод основан на анализе сигна-
лов, испытавших зеркальное отражение от донной по-
верхности изделия и дефекта, т.е. прошедших путь
ABCD (рис. 22, б). Вариант этого метода, рассчитанный
на выявление вертикальных дефектов в плоскости EF,
называют методом тандем. Для его реализации при пе-
ремещении преобразователей А и D поддерживают по-
стоянным значение lA+lD= 2Нtgcc ; для получения
зеркального отражения от невертикальных дефектов
значение lA + lD варьируют.
Один из вариантов метода, называемый «косой
тандем», предусматривает расположение излучателя и
приемника не в одной плоскости (рис. 22, б, вид в плане
внизу), а в разных плоскостях, но таким образом, чтобы
принимать зеркальное отражение от дефекта.
Другой вариант эхо-зеркального метода - с транс-
формацией типов волн на дефекте (Т-тандем). Например,
преобразователь 2 излучает поперечную волну под уг-
j4*
лом ввода а, большим 57° (для стали). Угол падения на
вертикальный дефект 90° - а будет меньше третьего
критического, поэтому произойдет частичная трансфор-
мация поперечной волны в продольную, направленную в
сторону дна ОК. Продольная волна далее отразится от
дна ОК и будет принята другим преобразователем.
Еще один вариант, называемый К-метод, преду-
сматривает расположение преобразователей по разные
стороны изделия, например располагают приемник в
точке С.
Дельта-метод (рис. 22, в) основан на приеме пре-
образователем для продольных волн 4, расположенным
над дефектом, рассеянных на дефекте волн, излученных
преобразователем для поперечных волн 2.
Дифракционно-временной метод (рис. 22, г), в ко-
тором излучатели 2 и 2', приемники 4 и 4' излучают и
принимают либо продольные, либо поперечные волны,
причем могут излучать и принимать разные типы волн.
Преобразователи располагают так, чтобы получать мак-
симумы эхо-сигналов волн, дифрагированных на концах
дефекта. Измеряют амплитуды и время прихода сигна-
лов от верхнего и нижнего концов дефекта.
Реверберационный метод (рис. 22, д) использует
влияние дефекта на время затухания многократно отра-
женных ультразвуковых импульсов в контролируемом
объекте. Например, при контроле клееной конструкции с
наружным металлическим слоем и внутренним полимер-
ным слоем дефект соединения препятствует передаче
энергии во внутренний слой, что увеличивает время за-
тухания многократных эхо-сигналов во внешнем слое.
Отражения импульсов в полимерном слое обычно отсут-
ствуют вследствие большого затухания ультразвука в
полимере.
В комбинированных методах используют принци-
пы как прохождения, так и отражения акустических волн.
Зеркально-теневой метод основан на измерении
амплитуды донного сигнала. На рис. 23, а отраженный
луч условно смещен в сторону. По технике выполнения
(фиксирует эхо-сигнал) его относят к методам отраже-
ния, а по физической сущности контроля (измеряют ос-
лабление сигнала, дважды прошедшего изделие в зоне
дефекта) он близок к теневому методу.
Эхо-теневой метод основан на анализе как про-
шедших, так и отраженных волн (рис. 23, б).
В эхо-сквозном методе фиксируют сквозной сигнал
I, сигнал II, испытавший двукратное отражение в изде-
лии, а в случае появления полупрозрачного дефекта -
также сигналы III и IV, соответствующие отражениям
волн от дефекта и испытавших также отражение от верх-
ней и нижней поверхностей изделия. Большой непрозрач-
ный дефект обнаруживают по исчезновению или сильно-
му уменьшению сигнала I, т.е. теневым методом, а также
сигнала //. Полупрозрачные или небольшие дефекты об-
наруживают по появлению сигналов III и IV, которые яв-
ляются главными информационными сигналами.
Реверберационно-сквозной (акустико-ультразвуко-
вой) метод сочетает признаки метода многократной тени
и ультразвукового реверберационного методов. На ОК
небольшой толщины на расстоянии порядка 20 см друг
212
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 23. Комбинированные методы, использующие прохож-
дение и отражение:
а - зеркально-теневой; б - эхо-теневой; в - эхо-сквозной:
2 - излучатель; 4 - приемник; 3 - объект контроля
от друга устанавливают прямые излучающий и прием-
ный преобразователи. Излученные импульсы продоль-
ных волн после многократных отражений от стенок ОК
достигают приемника. Наличие в ОК неоднородностей
меняет условия прохождения импульсов.
Дефекты регистрируют по изменению амплитуды и
спектра принятых сигналов. Основная область примене-
ния - контроль соединений в многослойных конструкци-
ях и изделий из слоистых пластиков.
Методы собственных частот основаны на изме-
рении этих частот (или спектров) колебаний контроли-
руемых объектов. Собственные частоты измеряют при
возбуждении в изделиях как вынужденных, так и сво-
бодных колебаний. Свободные колебания обычно воз-
буждают механическим ударом, вынужденные - воздей-
ствием гармонической силы меняющейся частоты.
Различают интегральные и локальные методы.
В интегральных методах анализируют собственные час-
тоты изделия, колеблющегося как единое целое, в ло-
кальных - колебания отдельных его участков.
Методы собственных частот, использующие вы-
нужденные колебания, В интегральном методе генера-
тор 1 (рис. 24, а) регулируемой частоты соединен с излу-
чателем 2, возбуждающим упругие колебания (обычно
продольные или изгибные) в контролируемом изделии 3.
Приемник 4 преобразует принятые колебания в электри-
ческий сигнал, который усиливается усилителем 5 и по-
ступает на индикатор резонанса 6. Регулируя частоту
генератора /, измеряют собственные частоты изделия 3.
Диапазон применяемых частот до 500 кГц.
Локальный метод с использованием вынужденных
колебаний известен как ультразвуковой резонансный
метод. Его применяют в основном для измерения тол-
щин. В стенке изделия 3 (рис. 24, б) с помощью преобра-
зователей 2, 4 (обычно это совмещенный преобразова-
тель) возбуждают упругие волны (обычно продольные)
непрерывно меняющейся частоты. Фиксируют частоты,
на которых отмечаются резонансы системы преобразова-
тель - изделие. По резонансным частотам определяют
толщину стенки изделия и наличие в нем дефектов.
Дефекты, параллельные поверхности, меняют изме-
ряемую толщину, а расположенные под углом к поверх-
ности приводят к исчезновению резонансов. Диапазон
применяемых частот - до нескольких мегагерц.
S)
Рис. 24. Методы собственных частот. Методы колебаний:
вынужденных (а - интегральный, б - локальный);
свободных (в - интегральный, г - локальный):
1 - генератор непрерывных колебаний меняющейся частоты;
2 - излучатель; 3 - объект контроля; 4 - приемник; 5 - усили-
тель; 6 - индикатор резонанса; 7 - модулятор частоты; 8 - ин-
дикатор; 9- спектроанализатор; 10-ударный вибратор; 11 -
блок обработки информации
Методы собственных частот, использующие сво-
бодные колебания, также делят на интегральные и ло-
кальные.
В интегральном методе в изделии 3 (рис. 24, а) уда-
ром молотка 2 возбуждают свободнозатухающие коле-
бания. Эти колебания принимают микрофоном 4, усили-
вают усилителем 5 и фильтруют полосовым фильтром 6,
пропускающим только сигналы с частотами, соответст-
вующими выбранной моде колебаний. Частоту измеряют
частотомером 7. Признаком дефекта служит изменение
(обычно снижение) частоты. Как правило, используют
основные собственные частоты, не превышающие 15 кГц.
В локальном методе (рис. 24, г) возбуждаемый ге-
нератором 1 вибратор 10 создает периодические удары
по контролируемому изделию. Электрические сигналы с
приемного микрофона 4 через усилитель 5 поступают на
спектроанализатор 9. Выделенный последним спектр
принятого сигнала обрабатывается решающим устройст-
вом 11, результат обработки появляется на индикаторе.
Кроме микрофонов применяют пьезоприемники.
Дефекты регистрируют по изменению спектра при-
нятого импульсного сигнала. В отличие от интегрального
метода контроль выполняется путем сканирования изде-
лий. Обычный диапазон рабочих частот от 0,3 до 20 кГц.
Акустико-топографический метод имеет признаки
интегрального и локального методов. Он основан на воз-
буждении в изделии интенсивных изгибных колебаний
непрерывно меняющейся частоты и регистрации распре-
деления амплитуд колебаний с помощью наносимого на
поверхность порошка. Упругие колебания возбуждают
преобразователем, прижимаемым к сухому изделию.
Преобразователь питают от мощного (порядка 0,4 кВт)
генератора непрерывно меняющейся частоты.
КЛАССИФИКАЦИЯ МЕТОДОВ КОНТРОЛЯ
213
Если собственная частота отделенной дефектом
(расслоением, нарушением соединения) зоны попадает в
диапазон возбуждаемых частот, колебания этой зоны
усиливаются, покрывающий ее порошок смещается и
концентрируется по границам дефектов, делая их види-
мыми. Диапазон используемых частот от 40 до 150 кГц.
Импедансные методы используют зависимость
импедансов изделий при их упругих колебаниях от па-
раметров этих изделий и наличия в них дефектов. Обыч-
но оценивают механический импеданс Z-FIn, где
F и v - комплексные амплитуды возмущающей силы и
колебательной скорости соответственно. В отличие от
характеристического импеданса рс, являющегося пара-
метром среды, механический импеданс характеризует
конструкцию. В импедансных методах используют из-
гибине и продольные волны.
При использовании изгибных волн преобразователь
стержневого типа (рис. 25, а) содержит соединенный с
генератором 1 излучающий 2 и приемный 4 пьезоэле-
менты. Через сухой точечный контакт преобразователь
возбуждает в изделии 3 гармонические изгибные коле-
бания. В зоне дефекта соединения модуль | Z | механиче-
ского импеданса Z =| Z | еу<р уменьшается и меняется его
аргумент (р. Эти изменения регистрируются электронной
аппаратурой. В импульсном варианте этого метода в
системе преобразователь - изделие возбуждают импуль-
сы свободнозатухающих колебаний. Признаком дефекта
служит уменьшение амплитуды и несущей частоты этих
колебаний.
Кроме совмещенного преобразователя применяют
раздельно-совмещенные преобразователи, имеющие в
общем корпусе раздельные излучающий и приемный виб-
раторы. Эти преобразователи работают в импульсном ре-
жиме. При работе совмещенными преобразователями ис-
пользуют частоты до 8 кГц, раздельно-совмещенными -
импульсы с несущими частотами 15 ... 35 кГц.
Рис. 25. Методы контроля:
а - импедансный; б - акусти-
ко-эмиссионный; 1 - генера-
тор; 2 - излучатель; 3 - объект
контроля; 4 - приемник; 5 -
усилитель; 6 - блок обработки
информации с индикатором
В другом варианте в контролируемой многослойной
конструкции с помощью плоского пьезопреобразователя
возбуждают продольные упругие волны фиксированной
частоты. Дефекты регистрируют по изменению входного
электрического импеданса Z3 пьезопреобразователя. Им-
педанс Z3 определяется входным акустическим импедан-
сом контролируемой конструкции, зависящим от нали-
чия и глубины залегания дефектов соединения между ее
элементами. Изменения Z3 представляют в виде точки на
комплексной плоскости, положение которой зависит от
характера дефекта. В отличие от методов, использующих
изгибные волны, преобразователь контактирует с изде-
лием через слой контактной смазки.
Метод контактного импеданса, применяемый для
контроля твердости, основан на оценке механического
импеданса зоны контакта алмазного индентора стержне-
вого преобразователя, прижимаемого к контролируемо-
му объекту с постоянной силой. Уменьшение твердости
увеличивает площадь контактной зоны, вызывая рост ее
упругого механического импеданса, что отмечается по
увеличению собственной частоты продольного колеб-
лющегося преобразователя, однозначно связанной с из-
меряемой твердостью.
Пассивные акустические методы основаны на
анализе упругих колебаний волн, возникающих в самом
контролируемом объекте.
Наиболее характерным пассивным методом являет-
ся акустико-эмиссионный метод (рис. 25, б). Явление
акустической эмиссии состоит в том, что упругие волны
излучаются самим материалом в результате внутренней
динамической локальной перестройки его структуры.
Такие явления, как возникновение и развитие трещин
под влиянием внешней нагрузки, аллотропические пре-
вращения при нагреве или охлаждении, движение скоп-
лений дислокаций, - наиболее характерные источники
акустической эмиссии. Контактирующие с изделием пье-
зопреобразователи принимают упругие волны и позво-
ляют установить место их источника (дефекта).
Пассивными акустическими методами являются
вибрационно-диагностический и шумодиагностический.
При первом анализируют параметры вибраций какой-либо
отдельной детали или узла (ротора, подшипников, лопат-
ки турбины) с помощью приемников контактного типа,
при втором изучают спектр шумов работающего меха-
низма, обычно с помощью микрофонных приемников.
По частотному признаку акустические методы де-
лят на низкочастотные и высокочастотные. К первым
относят колебания в звуковом и низкочастотном (до не-
скольких десятков кГц) ультразвуковом диапазонах час-
тот, ко вторым - колебания в высокочастотном ультразву-
ковом диапазоне частот: обычно от нескольких сотен кГц
до 20 МГц. Высокочастотные методы обычно называют
ул ьтразву ковы м и.
Области применения методов. Из рассмотренных
акустических методов контроля наибольшее практиче-
ское применение находит эхо-метод. Около 90 % объек-
тов, контролируемых акустическими методами, прове-
ряют эхо-методом. Применяя различные типы волн, с его
помощью решают задачи дефектоскопии поковок, отли-
вок, сварных соединений, многих неметаллических ма-
214
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
териалов. Эхо-метод используют также для измерения
размеров изделий. Измеряют время прихода донного
сигнала и, зная скорость ультразвука в материале, опре-
деляют толщину изделия при одностороннем доступе.
Если толщина изделия известна, то по донному сигналу
измеряют скорость, оценивают затухание ультразвука, а
по ним определяют физико-механические свойства мате-
риалов.
Зеркально-теневой метод используют вместо или в
дополнение к эхо-методу для выявления дефектов, даю-
щих слабое отражение ультразвуковых волн в направле-
нии раздельно-совмещенного преобразователя. Дефекты
(например, вертикальные трещины), ориентированные
перпендикулярно к поверхности, по которой перемеща-
ют преобразователь (поверхности ввода), дают очень
слабый рассеянный сигнал и плохо выявляются эхо-
методом. В то же время они ослабляют донный сигнал
благодаря тому, что на их поверхности продольная волна
трансформируется в головную, которая, в свою очередь,
излучает боковые волны, уносящие энергию.
Пример применения зеркально-теневого метода -
контроль рельсов на вертикальные трещины в шейке. По
чувствительности этот метод обычно в 10 ... 100 раз ху-
же эхо-метода.
Эхо-зеркальный метод также применяют для выяв-
ления дефектов, ориентированных перпендикулярно к
поверхности ввода. При этом он обеспечивает более вы-
сокую чувствительность к таким дефектам, но требует,
чтобы в зоне расположения дефектов был достаточно
большой участок ровной поверхности (рис. 22, б).
В рельсах, например, это требование не выполняется,
поэтому там возможно применение только зеркально-
теневого метода.
Дефект может быть выявлен совмещенным наклон-
ным преобразователем, расположенным в точке А. Одна-
ко в этом случае зеркально-отраженная волна уходит в
сторону и на преобразователь попадает лишь слабый
рассеянный сигнал. Преобразователи, расположенные в
точке С или Z), обнаруживают дефект с высокой чувст-
вительностью.
Эхо-зеркальный метод в варианте тандем исполь-
зуют для выявления вертикальных трещин и непроваров
при контроле сварных соединений. Дефекты некоторых
видов сварки, например непровар при электронно-
лучевой сварке, имеют гладкую отражающую поверх-
ность, очень слабо рассеивающую ультразвуковые вол-
ны, но такие дефекты хорошо выявляются эхо-зеркаль-
ным методом.
Дефекты округлой формы (шлаковые включения,
поры) дают большой рассеянный сигнал и хорошо реги-
стрируются совмещенным преобразователем в точке А, в
то же время зеркальное отражение от них слабое. В ре-
зультате сравнения отраженных сигналов в точках А и D
определяют форму дефекта сварного соединения.
Вариант «косой тандем» применяют, когда располо-
жение преобразователей в одной плоскости затруднитель-
но. Его используют, например, для выявления поперечных
трещин в сварных швах. Преобразователи в этом случае
располагают по разные стороны от валика усиления шва.
Углы 81 и 82 выбирают либо малыми (не более 10°), либо
большими (св. 35°) для предотвращения трансформации
поперечных волн в продольные. При угле меньше 10°
трансформация мала. Угол 35° и больше превосходит
третье критическое значение, и трансформация отсутст-
вует. Существуют варианты 81 * 82. Например, излучают
поперечную волну с 81 = 20°, а принимают трансформи-
рованную продольную волну. Для реализации варианта
эхо-зеркального метода варианта Т - тандем требуется
меньшее расстояние от преобразователей до оси сварно-
го шва.
Дельта- и дифракционно-временной методы также
используют для получения дополнительной информации
о дефектах при контроле сварных соединений. В вариан-
те, показанном на рис. 22, в, излучают поперечные, а
принимают продольные волны. Эффективная трансфор-
мация волн на дефекте произойдет, если угол падения на
плоский дефект меньше третьего критического либо если
продольная волна возникает в результате рассеяния на
дефекте.
Для создания хорошего контакта приемного прямо-
го преобразователя с поверхностью сварного соединения
валик усиления зачищают. С помощью этого метода до-
вольно точно определяют положение дефекта вдоль
сварного шва, что важно для его автоматической регист-
рации. В последнее время широко применяется дифрак-
ционно-временной метод как средство обнаружения вер-
тикальных дефектов (трещин, непроваров) и оценки их
размеров по высоте.
Эхо-теневой метод применяют также при контроле
сварных соединений. Например, при автоматическом
контроле сварных соединений преобразователи распола-
гают по обе стороны от шва и принимают как отражен-
ные, так и прошедшие сигналы. Последние используют
для контроля качества акустического контакта и обна-
ружения дефектов, ориентированных таким образом, что
эхо-сигналы от них очень слабы.
Теневой и эхо-сквозной методы используют только
при двустороннем доступе к изделию для автоматиче-
ского контроля изделий простой формы, например лис-
тов в иммерсионной ванне. Перемещение листа вверх и
вниз между преобразователями в иммерсионной ванне
не изменяет времени прохождения сигналов от излуча-
теля к приемнику, что существенно упрощает конструк-
цию установки. Чувствительность теневого метода к де-
фектам в 10 ... 100 раз меньше, чем эхо-метода, в связи с
большим влиянием помех. Применение эхо-сквозного
метода в значительной мере устраняет этот недостаток.
Теневой метод применяют также для контроля из-
делий с большим уровнем структурной реверберации,
т.е. шумов, связанных с отражением ультразвука от не-
однородностей, крупных зерен, дефектоскопии много-
слойных конструкций и изделий из слоистых пластиков.
Сквозной сигнал попадает на приемник раньше, чем
структурные реверберации, что позволяет его зарегист-
рировать на фоне шумов. При контроле тонких изделий с
очень высоким уровнем структурных шумов более высо-
кую чувствительность обеспечивает временной теневой
метод. Теневой и временной методы позволяют обнару-
живать крупные дефекты в материалах, где контроль
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
215
другими акустическими методами затруднен или невоз-
можен: крупнозернистой аустенитной стали, сером чугу-
не, бетоне, огнеупорном кирпиче.
Метод прохождения применяют для исследования
физико-механических свойств материалов с большим
поглощением и рассеянием акустических волн, например
при контроле прочности бетона по скорости ультразвука.
При двустороннем соосном расположении преобразова-
телей обычно используют продольные волны. При кон-
троле способом поверхностного прозвучивания преобра-
зователи располагают по одну сторону от ОК и исполь-
зуют головные, поперечные или поверхностные волны.
В обоих случаях измеряют время распространения и ам-
плитуду сквозного сигнала.
Локальный метод вынужденных колебаний приме-
няют для измерения малых толщин при одностороннем
доступе. Контактный резонансный толщиномер, прин-
цип действия которого показан на рис. 24, б, в 60-х годах
XX в. был основным средством толщинометрии. В на-
стоящее время для ручного контроля применяют им-
пульсные толщиномеры. Для автоматического измере-
ния толщины стенок тонких труб лучший результат дает
иммерсионный резонансный толщиномер.
Интегральный метод вынужденных колебаний при-
меняют для определения модулей упругости материала
по резонансным частотам продольных, изгибных или
крутильных колебаний образцов простой формы, выре-
занных из материала изделия, т.е. при разрушающих ис-
пытаниях. Этот метод используют также для неразру-
шающего контроля небольших изделий: абразивных кру-
гов, турбинных лопаток. Появление дефектов или изме-
нение свойств материалов определяют по изменению
спектра резонансных частот.
Свойства, связанные с затуханием ультразвука (из-
менение структуры, появление мелких трещин), опреде-
ляют по изменению добротности колебательной системы.
Интегральный метод свободных колебаний исполь-
зуют для проверки бандажей вагонных колес или стек-
лянной посуды «по чистоте звона» с субъективной оцен-
кой результатов на слух. Метод с применением элек-
тронной аппаратуры и объективной количественной
оценкой результатов применяют дня контроля физико-
механических свойств абразивных кругов, керамики и
других объектов.
Реверберационный, импедансный, велосиметриче-
ский, акустико-топографический методы и локальный
метод свободных колебаний используют в основном для
контроля многослойных конструкций. Реверберацион-
ным методом обнаруживают в основном нарушения со-
единений металлических слоев (обшивок) с металличе-
скими или неметаллическими силовыми элементами или
наполнителями.
Импедансным методом выявляют дефекты соеди-
нений в многослойных конструкциях из композицион-
ных полимерных материалов и металлов, применяемых в
различных сочетаниях. Велосиметрическим методом и
локальным методом свободных колебаний контролиру-
ют в основном изделия из полимерных композиционных
материалов. Акустико-топографический метод приме-
няют для обнаружения дефектов преимущественно в
металлических многослойных конструкциях (сотовые
панели, биметаллы и т.п.).
Вибрационно-диагностический и шумодиагности-
ческий методы служат для диагностики работающих
механизмов. Акустико-эмиссионный метод применяют в
качестве средства исследования материалов, конструк-
ций, контроля изделий (например, при гидроиспытаниях)
и диагностики во время эксплуатации. Его важными
преимуществами перед другими методами контроля яв-
ляется то, что он реагирует только на развивающиеся,
действительно опасные дефекты, а также возможность
проверки больших участков или даже всего изделия без
сканирования его преобразователем. Основной его не-
достаток как средства контроля - трудность выделения
сигналов от развивающихся дефектов на фоне помех
(кавитационных пузырьков в жидкости, подаваемой в
объект при гидроиспытаниях, трения в разъемных со-
единениях и т.д.).
9.4. ПЬЕЗОЭЛЕКТРИЧЕСКИЕ
ПРЕОБРАЗОВАТЕЛИ
9.4.1. ПЬЕЗОМАТЕРИАЛЫ
Пьезоэлектрические материалы - материалы, обла-
дающие пьезоэффектом, используются для изготовления
пьезоэлементов (пьезопластин), служащих в акустических
приборах НК для преобразования электрических колеба-
ний в упругие и упругих колебаний в электрические.
В дефектоскопии в подавляющем большинстве слу-
чаев применяют пьезопластины, поляризованные по
толщине. Для простоты приведенные в табл. 7 характе-
ристики пластин из пьезоматериалов представлены как
скалярные величины, хотя в действительности они яв-
ляются компонентами тензоров.
Максимальная эффективность преобразования при
излучении и приеме упругих волн обычно соответствует
полуволновой толщине пьезопластины
hx = \/2 = cx/2f.
В табл. 7 скорость звука с приведена для безгра-
ничного тела при постоянной напряженности электриче-
ского поля.
Плотность pi и вычисляемый через нее характери-
стический импеданс zx - р1с1 используют в расчетах по
согласованию пьезопластины со средой, куда излучается
ультразвук. Например, акустическую добротность пла-
стины приближенно вычисляют по формуле
л zx
2 Zq 4- z2
где zQ и z2 - характеристические импедансы протяжен-
ных сред, контактирующих с пластиной без промежу-
точных слоев.
216
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
7. Технические характеристики пьезоматериалов
Материал Тип среза Скорость звука с, 1 103 м/с Плотность Р, 1 • ю3 кг/см3 Характери- стический импеданс z, МПа • с/м Диэлектри- ческая по- стоянная е Пьезо- модуль ^33, пК/Н Коэффициент электромехани- ческой связи р Допусти- мая темпе- ратура, °C
Кварц X 5,74 2,65 15,2 4,5 2,31 0,094 570
Турмалин Z 7,15 3,1 22,2 7,5 4,93 0,098 -
Сульфат лития Y 5,46 2,06 11,2 10,3 18,3 0,38 75
Сегнетова соль L 3,08 1,77 5,46 70 54 0,56 25
Титанат бария ТБК-3 Цирконат-титанат свинца: 4,7 ± 0,2 5,3 2,5 1200 ±260 190 0,29 - 0,35 105 ± 10
ЦТС-19 3,3 ± 0,3 7,0 23 1525 ±325 200 0,35-0,45 Свыше 290
ЦТС-22 3,6-4,0 7,0 25,2-28 800 ± 200 - 0,20 330 ± 10
ЦТС-23 Вдоль 3,0-3,35 7,4 22,2 - 24,8 1050 ±250 - 0,43 280 ± 10
ЦТБС-2 направ- ления 3,3 7,1 23,4 1000 ±200 300 0,57±0,06 500 ± 15
ЦТСС-1 поля- 3,5 Свыше 7,3 Свыше 24,5 1000 ±250 - 0,55 548 ± 15
Ниобат свинца НБС-1 риза- ции 4,0 ± 0,3 5,6 22,5 1600 ±300 - Свыше 0,28 265 ± 20
Йодат лития 4,1 ± 0,2 4,54 18,6 — 42 0,5 - 0,6 -
Ниобат лития 7,32 4,64 34,0 30 6 0,47 1160
ПВДФ 1,5-2,5 1,3-1,8 2,0-2,45 11-13 25 0,1-0,14 150
Метаниобат свинца 3,3 6,2 20,5 300 95 0,38 300
Диэлектрическая проницаемость 8 нужна для расче-
та емкости пьезопластины как плоского конденсатора:
С = 8085/Л1,
где 80 = 8,85 • 10‘12 Ф/м - диэлектрическая проницае-
мость вакуума; S - площадь пьезопластины. Здесь нужно
использовать значение 8 для пластины с закрепленными
гранями (деформация постоянна).
Коэффициент электромеханической связи Р - наи-
более общая энергетическая характеристика пьезоэлек-
трика. Полная энергия W деформированного пьезоэлек-
трика определяется суммой
W = We+Wm9
WE - энергия электрического поля; WM - энергия, запа-
сенная в механической форме.
Коэффициент Р показывает, какая часть общей
энергии пьезоэлектрика преобразуется в механическую
(РГМ) или электрическую (№Е) форму:
Значение Р, зависящее от материала и моды колеба-
ний пьезопреобразователя, определяет эффективность его
работы в режимах излучения и приема упругих колебаний.
Допустимая температура пьезоэлемента на 20 ... 50°
ниже температуры аллотропического превращения для
кварца, точек Кюри для пьезокерамик, температуры раз-
мягчения для ПВДФ.
Максимально допустимое электрическое напряже-
ние {/щах зависит от электрической прочности пьезома-
териала, определяемой напряженностью максимального
электрического поля:
^тах ~~ ^тах *
Для ЦТС-19 £^=3000 В/мм. Однако уже при
0,3£тах наблюдается непропорционально замедленный
рост амплитуды акустического сигнала с ростом напря-
жения.
Из пьезоматериалов наибольшее применение полу-
чила пьезокерамика цирконат-титанат свинца (ЦТС).
Кварц применяют, если необходимо обеспечить высоко-
стабильные изменения. Метаниобат свинца имеет низкую
механическую добротность, и его можно применять без
демпфера. Кроме того, у него очень малы радиальные ко-
лебания, являющиеся источником помех. Ниобат лития
имеет высокую температуру точки Кюри (1160 °C).
Поливинилденфторид (ПВДФ) - это эластичная по-
лимерная пленка. Ей можно придавать практически лю-
бую форму. У нее небольшое удельное волновое сопро-
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
217
тивление, что облегчает согласование с иммерсионной
жидкостью. Радиальные колебания близки к нулю, меха-
ническая добротность очень низкая. Существуют пленки
на очень высокие частоты (до 100 МГц).
9.4.2. КОНСТРУКЦИИ ПРЕОБРАЗОВАТЕЛЕЙ
Пьезоэлектрический преобразователь (ПЭП) - уст-
ройство, предназначенное для преобразования электри-
ческой (акустической) энергии в акустическую (электри-
ческую). Принцип работы преобразователя основан на
использовании пьезоэлектрического эффекта.
Наиболее широкое применение в ультразвуковой
дефектоскопии получили контактные преобразователи.
Конструкции основных типов преобразователей приве-
дены на рис. 26. Пьезопластина 1 в контактном прямом
совмещенном пьезопреобразователе (рис. 26, а) при-
клеена или прижата с одной стороны к демпферу 2, с
другой - к протектору 3.
Пьезопластину, демпфер и протектор, склеенные
между собой, называют вибратором. Вибратор размещен
в корпусе 6. С помощью выводов 7 пьезопластину соеди-
няют с электронным блоком дефектоскопа. Контактная
жидкость (смазочный материал) 4 обеспечивает передачу
упругих колебаний ультразвуковой частоты преобразова-
теля к контролируемому изделию 5 и наоборот.
Прямые преобразователи предназначены для воз-
буждения продольных волн. В контактных наклонных
совмещенных преобразователях (рис. 26, б) для ввода
ультразвуковых колебаний под углом к поверхности
контролируемого изделия применяют призму 8. Эти пре-
образователи предназначены для возбуждения в основ-
ном сдвиговых (поперечных) и поверхностных волн, а
также продольных волн, наклонных к поверхности кон-
тролируемого объекта.
Вибратор контактных раздельно-совмещенных пре-
образователей (рис. 26, в) состоит из двух призм 8 с при-
клеенными к ним пьезопластинами 7, которые разделены
электроакустическим экраном 9. Он служит для предот-
вращения прямой передачи сигналов от излучающей
пьезопластины, подключенной к генератору, к приемной
пьезопластине, подключенной к усилителю электронно-
го блока дефектоскопа.
Пьезопластина обычно имеет толщину, равную по-
ловине длины волны ультразвука в пьезоматериале на
рабочей частоте. Противоположные поверхности пьезо-
пластины покрыты металлическими (обычно серебря-
ными) электродами для приложения электрического по-
ля. Во избежание пробоя область по краям пластины не
металлизируют. Формой электродов определяются рабо-
тающие участки пьезопластины. На высоких частотах
(20 ... 30 МГц) присоединенная масса электродов сме-
щает резонансную частоту пьезопластины в область бо-
лее низких частот.
Демпфер служит для ослабления свободных колеба-
ний пьезопластины, управления добротностью преобразо-
вателя и защиты пьезопластины от механических повреж-
дений. Материал и форма демпфера должны обеспечивать
достаточное затухание и отвод колебаний, излученных
пьезопластиной в материал демпфера без возвращения их
к пластине. Ослабление колебаний пьезопластины тем
сильнее, чем лучше согласованы характеристические им-
педансы материалов пьезопластины и демпфера.
Демпферы обычно изготавливают из искусственных
смол (эпоксидных) с добавками порошковых наполните-
лей с высокой насыпной плотностью, необходимой для
получения требуемого характеристического импеданса.
Для уменьшения многократных отражений демпфер вы-
полняют в виде конуса, либо тыльную поверхность
демпфера выполняют непараллельной пьезопластине,
либо в материал демпфера вводят рассеиватели.
Протектор служит для защиты пьезопластины от
механических повреждений и воздействия иммерсион-
ной или контактной жидкости, согласования материала
пьезопластины с материалом контролируемого изделия
или средой, улучшения акустического контакта при кон-
троле контактным способом. Материал протектора дол-
жен обладать высокой износостойкостью и высокой ско-
ростью звука, которая определяет необходимую его
толщину. Последняя обычно выбирается равной 0,1 ...
0,5 мм. Для изготовления протекторов применяют кварц,
сапфир, бериллий, сталь, твердые сплавы, керамику, а
также материалы на основе эпоксидных смол с порош-
ковыми наполнителями (кварцевый песок, корундовый
порошок) и т.п.
Для обеспечения стабильности акустического кон-
такта протектор делают из эластичного материала с
большим затуханием ультразвука и волновым сопротив-
лением, близким к сопротивлению контактной жидкости,
например из пленки полиуретана. Такой протектор обле-
гает неровности поверхности изделия и способствует
устранению интерференции в слое контактной жидкости,
т.е. основной причины нестабильности контакта.
Для улучшения передачи ультразвука от пьезопла-
стины в иммерсионную жидкость используют четверть-
волновые протекторы, обеспечивающие просветление
границы пьезопластина - жидкость.
Рис. 26. Конструкции пьезопреобразователей:
а - прямого; б - наклонного; в - раздельно-совме-
щенного
218
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Призму изготовляют обычно из материала с не-
большой скоростью звука (оргстекло, капролон, поли-
карбонат, полиамидоимид, деклон, эпоксидные компа-
унды), что позволяет при относительно небольших углах
падения Р получать углы преломления а до 90°. Высо-
кое затухание ультразвука в призме обеспечивает ослаб-
ление не вошедшей в изделие волны, которое увеличива-
ется в результате многократных отражений. Для улуч-
шения этого эффекта в призме часто предусматривается
ловушка, удлиняющая путь отраженных колебаний. На
пути этих колебаний располагают зоны небольших от-
верстий, грани призмы выполняют ребристыми или при-
клеивают к ним материалы с приблизительно одинако-
вым характеристическим импедансом, но со значительно
большим затуханием.
Для того чтобы в изделие проходили волны только
одного типа, угол падения (наклона призмы) делают ли-
бо небольшим (при этом поперечные волны практически
не возбуждаются), либо в интервале между первым и
вторым критическим углами. В этом случае при перехо-
де из призмы в изделие излучаемые пьезопластиной про-
дольные волны трансформируются в поперечные. Для
пары оргстекло - сталь эти условия выполняются при
углах Р < 7° и 28° < Р < 58°. Призмы с малыми углами
используют обычно в раздельно-совмещенных, а с
большими углами - в наклонных преобразователях.
Кроме того, призмы с углами 27 и 60° используют для
возбуждения головной волны и поверхностной волны
Рэлея соответственно.
Для возбуждения наклонных к поверхности про-
дольных волн призмы делают с углами 18 ... 24°. Такие
преобразователи применяют для контроля сварных со-
единений из аустенитных сталей. Поперечные волны в
изделиях в этом случае являются источником помех.
Для получения произвольных углов ввода приме-
няют универсальные (с переменным углом ввода) преоб-
разователи, в которых с помощью простого механизма
пьезоэлемент перемещают по окружности полуцилиндра
либо изменяют его положение внутри призмы или ло-
кальной ванны.
В раздельно-совмещенных преобразователях приз-
ма должна удовлетворять дополнительным требованиям.
Например, в толщинометрии важно, чтобы время прохо-
ждения колебаний сквозь призму не зависело от темпе-
ратуры, поэтому в этом случае призму изготовляют, на-
пример, из плавленого кварца, имеющего малые темпе-
ратурные коэффициенты линейного расширения и изме-
нения скорости ультразвука.
Корпус служит для обеспечения прочности конст-
рукции, а также для экранирования от электромагнитных
помех, поэтому корпус из пластмассы металлизируют.
Электрические контакты выполняют пайкой легко-
плавкими припоями, особенно на пьезокерамических пла-
стинах, во избежание их располяризации. Для соединения
преобразователя с электронным блоком дефектоскопа
применяют максимально гибкий кабель (микрофонный
или коаксиальный). Часто для согласования с электрон-
ным блоком дефектоскопа внутри корпуса преобразовате-
ля размещают трансформатор, катушку индуктивности,
резистор, а иногда и предварительный усилитель.
9.4.3. КЛАССИФИКАЦИЯ
ПЬЕЗОПРЕОБРАЗОВАТЕЛЕЙ
Преобразователи подразделяют по условию приме-
нения, направлению ввода упругих колебаний в контро-
лируемое изделие, способу включения пьезопластин и т.д.
Промышленность выпускает преобразователи раз-
личных типов для работы с дефектоскопами общего на-
значения. Параметры и характеристики их следующие:
частота максимума преобразования, полоса пропускания
частот, коэффициент преобразования, ширина диаграм-
мы направленности угол ввода а, фокусное расстоя-
ние F, диаметр выявляемого дефекта б/отр, минимальная
//min и максимальная //тах глубина его залегания (при
работе с определенным дефектоскопом), срок службы,
габаритные размеры и масса.
Согласование ПЭП со средой. При работе ПЭП на
протяженную среду с низким (по сравнению с материа-
лом пьезоэлектрика) волновым сопротивлениям z2 эф-
фективность передачи энергии можно повысить путем
включения между пьезоэлементом и средой согласую-
щего слоя толщиной Х/4 с волновым сопротивлением
I TtZyZ,
Z =----— ,
N 26,
где Zi - волновое сопротивление пьезоэлектрика; Q -
добротность пьезоэлемента на резонансной частоте с
учетом влияния его крепления, тыльной нагрузки и им-
педанса электрической цепи.
Формула справедлива для непрерывных колебаний
или центральной частоты импульса. Уменьшение дли-
тельности импульса ухудшает эффективность согла-
сующего слоя.
Точный подбор расчетного значения z затрудняется
дискретностью волновых сопротивлений реальных мате-
риалов, однако отклонения от расчетной величины не
слишком критичны. При согласовании с воздухом значе-
ния z оказываются очень малыми. Поэтому приходится
применять материалы типа пробки (z = 0,15 МПа - с/м),
древесины бальсы (z = 0,08 МПа-с/м), пенопласта и т.п.,
обладающие большим затуханием. Последнее ухудшает
передачу энергии. Тем не менее, согласующий слой зна-
чительно повышает амплитуду прошедшего сигнала.
Согласование ПЭП с дефектоскопом. Ниже при-
ведены формулы для ПЭП, состоящего из пьезопласти-
ны, нагруженной на протяженные среды без переходных
слоев (рис. 27). Одна из сред - демпфер, другая - изде-
лие, иммерсионная жидкость или призма преобразовате-
ля. Обычно между ПЭП и объемом контроля имеются
промежуточные среды, например тонкие слои: протек-
тор, клеевые слои, контактная жидкость. Их параметры
также входят в расчетные формулы для ПЭП, но здесь не
рассматриваются.
Комплексное электрическое сопротивление ПЭП
нужно знать для оптимального его согласования с гене-
ратором и усилителем дефектоскопа. На рис. 27, а пока-
зана часто встречающаяся схема включения ПЭП. Сиг-
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
219
Рис. 27. Схема расчета пьезоэлектрического преобразователя
нал генератора считаем синусоидальным. На рис. 27, б
ПЭП представлен в виде эквивалентного комплексного
электрического сопротивления:
Zn ~ ~ + Zp .
Оно состоит из емкостного сопротивления пьезо-
пластины Zc и пьезосопротивления Zp, обусловленного
пьезосвойствами. Возможна также параллельная схема
включения этих двух сопротивлений (рис. 27, в), но то-
гда Zp будет иным.
Емкостное сопротивление равно:
Zc=l/jcoC,
где С - электрическая емкость пьезопластины.
Комплексное пьезосопротивление можно разбить на
две составляющие: активную и реактивную, как показа-
но на рис. 27, г:
_1__ 1 . 1
При нагрузке на протяженные среды приближенные
значения этих составляющих
О _ Р2 4Z, .
/С —---------------,
соС^Л] z0+z2
X 1 Р2 tg(°’5^Al) Z0+Z2 1
р усоС 0,5^/^ zx
Здесь = 2 л / Aq = C0j / q - волновое число мате-
риала пластины. Эти формулы справедливы вблизи
со = соа = псх / Aj. Для ненагруженной пластины
z2 = zx = 0 справедливы формулы
Rр=0; X
р jwC 0,5^/^
Эквивалентное сопротивление становится чисто ре-
активным:
На антирезонансной частоте со — соа (соответствует
полуволновой толщине пластины) оно обращается в бес-
конечное активное сопротивление, а на резонансной час-
тоте
®р»®а[1-(2р/7Г)2],
Zn = 0. Например, для кварца / = 0,996 /а, а для ЦТС-19
/Р = 0,935 /а.
На рис. 27, г показана схема последовательного
включения пьезопластины с электрическим контуром
генератора. Комплексное сопротивление Zb (рис. 27, в)
представлено емкостью С*, включающей емкость кабеля,
соединяющего ПЭП с дефектоскопом. Комплексное со-
противление Za представлено в виде индуктивности £а и
активного сопротивления Яа. При совмещенной схеме
включения с Яа снимают сигнал на усилитель дефекто-
скопа (клеммы £, F).
Индуктивность £а обычно подбирают так, чтобы
скомпенсировать все реактивные сопротивления на неко-
торой частоте соо = соа. При этом достигается наибольшее
электрическое напряжение на эквивалентном сопротивле-
нии 7?р. Если £а подобрана неточно или если компенсация
нарушилась из-за изменения пьезосопротивления Zp под
влиянием изменившейся акустической нагрузки (например,
за счет качества акустического контакта), то условия опти-
мальности достигаются автоматически: смещается рабочая
частота генератора от /а к(уменьшается на несколько
процентов). Это вызывает изменение и автокомпенса-
цию реактивных сопротивлений. Амплитуда излучаемого
сигнала при этом несколько уменьшается.
Сопротивления потерь, показанные на рис. 27, б
штриховыми линиями, определяют внутреннее активное
сопротивление пластины, из-за которого Zn не может
стать чисто реактивным.
Достижение максимальной чувствительности и
широкополосности ПЭП. Повышение чувствительно-
сти требуется для получения сигналов большой ампли-
туды, а расширение полосы частот - для формирования
коротких импульсов. Чувствительность преобразователя
описывает передаточная функция. При излучении она
позволяет найти акустический сигнал по известному
электрическому, а при приеме - наоборот. Далее исполь-
зуется функция двойного преобразования, описывающая
220
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
отношение принятого и посланного электрических сиг-
налов и равная произведению передаточных функций
при излучении и приеме.
Передаточная функция зависит от частоты. Ее мак-
симум достигается на рабочей частоте и называется ко-
эффициентом преобразования. На антирезонансной час-
тоте пьезопластины, совпадающей с соо - резонансной
частотой электрического контура, передаточная функция
двойного преобразования определяется формулой
Здесь £?а и бэ ~ акустическая и электрическая доб-
ротности;
В режиме приема считают, что генератор закорочен.
Максимального значения |Х’|=А'тах достигает при
_ П2 0,5z2
а,,р1 «!<=&+ --»
Оно не зависит от пьезоэлектрических констант
пьезопластины. При отсутствии демпфера (z = 0)
^max = и уменьшается с ростом zQ.
Максимальная полоса пропускания А/ / /0 (где
= /ты “ /min ) на УР<>вне 6 дБ от максимума (рис. 28,
нижняя кривая) достигается при Q3 > Q3 opt. Подбор
электрической добротности путем изменения 7?а позволяет
Рис. 28. Амплитудно-частотные характеристики (АЧХ)
преобразователей; расчет передаточной функции двой-
ного преобразования. Материал пьезоэлемента ЦТС-19,
демпфер с z0 = 6 • 106 Па • с/м, излучение в оргстекло.
Параметр кривых - электрическая добротность Q3
получить полосу пропускания (широкополосность) до
0,5 (рис. 28, кривая Q3 = 3,5). При еще больших значени-
ях Q3 |А?| при со = со0 имеет минимум, а максимумы
достигаются на частотах вблизи 0,3 и 1,2 соо. Теоретиче-
ское значение |АГ| при максимальной широкополосности
близко к , однако реальные значения в 2 ... 3 раза
меньше.
Особоширокополосные ПЭП. Для работы в широ-
ком диапазоне частот применяют особоширокополосные
ПЭП с отношением частот /тах / > 2. Такую боль-
шую широкополосность получают, применяя ПЭП с
пьезопластиной переменной толщины. Хорошие резуль-
таты получают с пьезопластиной, у которой одна сторо-
на плоская, а другая выпуклая или вогнутая. При пони-
жении частоты УЗК излучаются кольцом и в зоне боль-
шей его толщины. Полоса рабочих частот таких преобра-
зователей из пьезокерамики ЦТС-19 лежит в пределах
1 ... 10 МГц, но коэффициент преобразования на поря-
док меньше, чем для обычных резонансных преобразова-
телей.
Для излучения и приема ультракоротких (до единиц
наносекунд) акустических импульсов применяют наибо-
лее широкополосные из известных, так называемые тол-
стые пьезопреобразователи, в которых толщина пьезо-
элементов намного больше длины волны возбуждаемых
в них импульсов УЗК. В этих преобразователях отсутст-
вуют условия для акустического резонанса и электроме-
ханическое преобразование происходит только у излу-
чающей (принимающей) УЗК поверхности пьезоэлемен-
та, где существует резкий скачок поляризации или (и)
возбуждающего электрического поля.
Существует много разновидностей толстых пьезо-
преобразователей: с равномерной и неравномерной по
объему пьезокерамического элемента поляризацией и
электродами, расположенными на противоположных
параллельных и непараллельных гранях пьезоэлемента; с
равномерной и неравномерной по объему поляризацией
и компланарными электродами, расположенными на од-
ной излучающей (принимающей) грани пьезоэлемента,
называемыми поверхностно-возбуждаемыми толстыми
пьезопреобразователями (рис. 29).
Рис. 29. Конструкция
прямого совмещенного
контактного поверхно-
стно-возбуждаемого
преобразователя:
1 - пьезоэлемент; 2 -
текстолитовая втулка; 3 -
гнездо для разъема; 4 -
корпус
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
221
Благодаря небольшому коэффициенту двойного
преобразования (на 50 ... 60 дБ меньше, чем резонанс-
ных) поверхностно-возбуждаемые толстые преобразова-
тели используют главным образом в ультразвуковых
широкодиапазонных толщиномерах. Благодаря их при-
менению удается измерять толщины изделия из стали от
толщин 0,1 ... 0,2 мм в контактном и от 0,05 мм в иммер-
сионном вариантах эхо-метода.
Принципиальной особенностью всех разновидно-
стей толстых пьезопреобразователей является то, что в
режиме приема УЗК их широкополосность реализуется,
если выполняется условие RC « ти, где R - входное
сопротивление усилителя, С - электрическая емкость
пьезоэлемента, ти - длительность принимаемых акусти-
ческих импульсов. Именно поэтому в приборах, исполь-
зующих эти преобразователи, применяют усилители им-
пульсов тока (а не напряжения) с R = 0,1 ... 5 Ом.
Благодаря тому что поверхностно-возбуждаемые
пьезопреобразователи возбуждаются сильно неоднород-
ными электрическими полями и при излучении УЗК на
их поверхности создается неоднородное распределение
акустического давления, преобразователями с кольце-
выми компланарными электродами удается создавать
узкие слаборасходящиеся пучки УЗК, в которых основ-
ной лепесток диаграммы направленности в наибольшей
степени приближается к основному лепестку для идеали-
зированного бесконечно тонкого кольцевого преобразо-
вателя при наименьшей амплитуде боковых лепестков.
Преобразователи для контроля изделий с грубой
поверхностью. Изменение толщины или отсутствие слоя
контактной жидкости на отдельных участках поверхности
соприкосновения преобразователя с изделием является
основной причиной нестабильности акустического кон-
такта, затрудняющей контроль изделий с грубой поверх-
ностью. Для повышения стабильности акустического
контакта применяют преобразователи с протектором из
эластичного материала с большим коэффициентом по-
глощения УЗК (типа резины или полиуретана).
К специальным преобразователям, обладающим по-
вышенной стабильностью акустического контакта при
контроле изделий с грубой поверхностью, относят сле-
дующие:
• с контактом щелевого типа, в которых зазор между
изделием и протектором создается обоймой с катящимися
шариками, или платформой, катящейся на роликах;
• со скользящим эластичным протектором в виде
бесконечной ленты;
• с локальной иммерсионной ванной с дном в виде
эластичной мембраны, облегающей неровности поверх-
ности изделия;
• с локальной иммерсионной ванной и щелевым
контактом между дном-мембраной и изделием (контакт-
но-иммерсионный способ);
• с локальной иммерсионной ванной в виде катка со
стенками из эластичного материала;
• с сухим точечным контактом конического нако-
нечника преобразователя (применяется при контроле
бетона).
Акустическое поле преобразователя рассматрива-
ется обычно при работе преобразователя в режимах из-
лучения, приема и в совмещенном режиме.
Поле излучения - амплитуда давления (или компо-
ненты тензора напряжения), создаваемого преобразова-
телем в произвольной точке В пространства перед пре-
образователем.
Поле приема - среднее значение амплитуды акусти-
ческого сигнала на приемном преобразователе в резуль-
тате излучения сферической волны точечным излучате-
лем в произвольной точке В пространства перед преоб-
разователем.
Поле излучения-приема - среднее значение ампли-
туды акустического сигнала рп на приемном преобразо-
вателе, возникающего в результате отражения излучения
того же преобразователя от точечного рефлектора, по-
мещенного в некоторой точке В пространства и рассеи-
вающего падающие волны равномерно по всем направ-
лениям. Оно практически пропорционально квадрату
поля излучения.
Дальнейшее изложение вопроса дано применитель-
но к полю излучения по амплитуде давления. Характери-
стики преобразователя как приемника определяются при
использовании его в качестве излучателя на основе
принципа взаимности.
В акустическом поле выделяют две зоны. Ближняя
зона - область поля вблизи преобразователя, в которой
наблюдаются обусловленные интерференцией немоно-
тонные изменения амплитуды поля. Более 80 % излучен-
ной энергии находится в пределах цилиндра, ограничен-
ного краями пьезопластины, однако по сечению цилинд-
ра энергия распределена неравномерно. Формулы для
расчета границы ближней зоны приведены в табл. 8.
Дальняя зона - область поля, в которой амплитуда
монотонно убывает с расстоянием. Здесь поле имеет вид
лучей, расходящихся из точки, которая называется аку-
стическим центром. Для преобразователей, равномерно
излучающих всеми точками, он совпадает с центром тя-
жести площади пластины.
Нормированный по максимуму р график зависимо-
сти амплитуды (или интенсивности) поля в дальней зоне
в функции от направления распространения волны назы-
вают диаграммой направленности. Диаграмма направ-
ленности строится в плоскости, перпендикулярной к из-
лучающей поверхности и проходящей через эффектив-
ный акустический центр преобразователя. Акустическая
ось преобразователя - прямая, выходящая из эффектив-
ного акустического центра в направлении максимума
диаграммы направленности.
Центральную часть диаграммы направленности, в
пределах которой амплитуда уменьшается от единицы до
нуля, называют основным лепестком. Практически за
нижнее значение амплитуды основного лепестка (шири-
на диаграммы направленности или угол расхождения
акустического пучка) принимают 0,1 от максимума ам-
плитуды (20 дБ). Амплитуду лепестка считают постоян-
ной, когда она изменяется не более чем на 3 дБ. В преде-
лах основного лепестка сосредоточено около 85 % энер-
гии поля излучения. Вне основного лепестка имеются
боковые лепестки (рис. 30 и 31).
222
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
8. Приближенные формулы для расчета элементов акустического поля излучения
элементарных преобразователей
Параметр Преобразователь
дискообразный диаметром 2а прямоугольный со сторонами 2а। и 2а2 (отношение сторон не более 2)
Граница ближней зоны а2 N = rs = — А лХ
Диаграмма направленности р 2 J] (ак sin 0) ра (a£sin0) где 0 - угол между направлением луча и акустической осью; J\ - функция Бесселя первого порядка; , 2л к = волновое число; X рл - амплитуда поля на акустической оси р _ sin sin 0]) pa (a, A sin 0,) * sin(a2Asin02) (a2£sin02) где 0] и 02 - углы между проекцией луча и акустической осью
Раскрытие основного ле- пестка X 0' = arcsin 0,61 — а X X 0J = arcsin 0,5 —, 0'2 = arcsin 0,5 — ai а2
Ширина диаграммы направленности на уровне: 20 дБ ЗдБ X 0* = arcsin 0,54 — а X 0 = arcsin 0,25 — а X X 0" = arcsin 0,464—, 02 = arcsin 0,464— flj а2 X X 0j =arcsin0,21 —, 02 = arcsin0,21 — а\ а2
10° 5° О* 5° 10°
Рис. 30. Диаграмма направленности поля излучения
дискообразного преобразователя с 2л/X = 5 в полярных
координатах
Рис. 31. Диаграмма направленности круглого преобразо-
вателя в непрерывном (сплошная линия) и импульсном
(штриховая линия) режимах и график функции sinx/x
Уровень боковых лепестков определяют отношением
амплитуд Поля на акустической оси к максимальной ам-
плитуде поля вне основного лепестка. Формулы для рас-
чета поля в дальней зоне некоторых простых преобразова-
телей при непрерывном излучении волн даны в табл. 8.
Поле излучения круглого преобразователя в преде-
лах основного лепестка можно описать приближенной
формулой:
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
223
Р _ -0.I42X2
— — V 5
Ра
где Х= arcsin 0.
Она особенно хорошо совпадает с кривой (рис. 31)
для излучения коротких импульсов, когда минимумы и
максимумы лепестков сильно сглажены.
Для преобразователя с круглой (дискообразной) пла-
стиной радиуса а при непрерывном излучении поле на
акустической оси приближенно описывается формулой
— = 2
Ро
. па2
sin--- ,
2V
где ро - амплитуда акустического сигнала на поверхно-
сти среды, соприкасающейся с преобразователем; а -
радиус пьезопластины; г - расстояние от пьезопластины
до точки наблюдения.
Для учета затухания в среде в правую часть вводит-
ся множитель е-8г.
На рис. 32, а показаны графики поля на акусти-
ческой оси. Граница ближней зоны соответствует усло-
вию г8 = а2 / X.
На рис. 32, б дано схематическое изображение поля
преобразователя, построенное на основании оценок рас-
пределения энергии в ближней и дальней зонах.
В случае излучения коротких импульсов осцилля-
ции поля существенно сглаживаются. На рис. 31, 32, а
штриховыми линиями показаны поле на оси круглой
пластины и диаграмма ее направленности для случая
излучения короткого колоколообразного импульса, у
которого у = 0,2.
На рис. 33 показан общий вид поля излучения-
приема преобразователя с круглой пьезопластиной. Ин-
тенсивность излучения I, пропорциональная (рп/ро), изо-
бражена в функции от двух безразмерных параметров:
расстояния г от преобразователя до произвольной точки
вдоль оси, деленного на длину ближней зоны, и расстоя-
ния произвольной точки от оси преобразователя р, де-
ленного на радиус пьезопластины а. В интервале г/г§ =
- 0 ... 1/3 поле имеет сложный вид (на рис. 33 не показа-
но). Заштрихованные области соответствуют разбросу
значений, определяемому различными формой и дли-
тельностью излучаемых импульсов.
Рис. 32. Поле излучения на оси преобразователя (а) и общая
схема поля (б)
Структура акустического поля усложняется, если
форма пьезоэлемента не обладает центральной симмет-
рией. Для пластины прямоугольной формы диаграммы
направленности различны в двух взаимно перпендику-
лярных плоскостях, параллельных сторонам пьезоэле-
мента (см. табл. 8).
Акустическое поле преобразователя, в котором пье-
зопластина отделена от поверхности изделия линией за-
держки (при иммерсионном контроле - жидкостью, при
контроле наклонным преобразователем - призмой), при-
ближенно определяется приведенными выше формулами
и графиками при использовании мнимого пьезоэлемента
(рис. 34). Геометрические построения при этом опреде-
ляются следующими формулами. Направление акустиче-
ской оси
а = arcsin
(с
—sinp
где с2 и С\ - скорость УЗК в изделии и задержке.
Точка пересечения акустической оси с поверхно-
стью контролируемого изделия называется точкой выхо-
да. Расстояние вдоль акустической оси от точки выхода
до мнимого пьезоэлемента
с, cos а
Г2 ~ Г\ -----•
с2 COS Р
Размер мнимого пьезоэлемента в направлении, пер-
пендикулярном к плоскости падения УЗК, сохраняется, а
в плоскости падения он уменьшается до значения
224
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Таким образом, акустическое поле в плоскости па-
дения и в перпендикулярной плоскости имеет разные
структуры. Амплитуда колебаний, прошедших через за-
держку в изделие, определяется амплитудой колебаний,
излученных пьезопластиной в линию задержки, умно-
женной на коэффициент прозрачности для границы за-
держка - изделие при угле ввода а, соответствующем
углу падения, и на множитель, учитывающий затухание
УЗК в задержке вдоль акустической оси:
p = p0D(a)e's’r' .
В случае прохождения колебаний через границу за-
держка - изделие в прямом (излучение) и обратном
(прием) направлениях уменьшение амплитуды сигнала
определяют по формуле
р„ =р05(а)е'2М .
Для поля на оси круглого преобразователя при нор-
мальном падении волны формула имеет следующий вид:
Рис. 35. Схема отклонения
центрального луча, соответст-
вующего максимуму амплиту-
ды сигнала, от акустической
оси для преобразователя с
плексигласовой призмой, из-
лучающего в сталь:
l-af= 5 мм МГц; 2-af=
= 15 мм МГц
(от мелких дефектов) и повы-
Р
p0Dt^r'
па2
sin—:
2 X г + Г| —
к
Приближенное представление акустического поля
преобразователя является достаточно точным, лишь ко-
гда угол Р не приближается к критическим углам р1 и рп.
По результатам более точных расчетов и экспери-
ментов видно, что центральный луч /, 2 (направление
максимума излучения в изделии) отклоняется от направ-
ления акустической оси 3 (рис. 35), рассчитанного по за-
кону синусов, в сторону значений углов, соответствую-
щих максимальному значению £>(а)(см. рис. 13, 14),
кроме того, сглаживаются осцилляции в ближней зоне и
деформируется диаграмма направленности (рис. 36). От-
клонения от приближенной теории тем значительнее,
чем меньше произведение радиуса пьезопластины на
частоту.
Фокусирующие преобразователи улучшают на-
правленность излучения, что приводит к увеличению
амплитуды эхо-сигналов
шению отношения сигнал/помеха. Фокусировки дости-
гают применением искривленной пьезопластины, реф-
лектора или собирающей линзы. Фокусировка чаще все-
го бывает сферической (звуковые лучи собирают в точ-
ку) или цилиндрической (лучи собирают вдоль отрезка
прямой).
Для изготовления линз преобразователей исполь-
зуют оргстекло, алюминиевые сплавы или синтетические
смолы. Фокусировка эффективна только в ближней зоне.
Радиус фокального пятна (кружка Эри), в пределах кото-
рого амплитуда уменьшается от максимума до 0,1 от
максимальной амплитуды при сферической фокусиров-
ке, рассчитывают по формуле
р = 0,54^-,
а
где F - расстояние от пьезопластины до фокальной
плоскости; X - длина волны; а - радиус пьезопластины.
Амплитуда поля излучения на оси преобразователя
Рф 2
Ро 1-r/F
sin
где г - расстояние от преобразователя вдоль оси; гб =
= а2 / X . Максимум функциир$ достигается при x=Fa<F,
например для гб / F - 2Fa / F = 0,8.
Рис. 36. Основной лепесток диаграммы направленности излучения-приема преобразователя с плексигласовой призмой
в плоскости падения при af = 15 мм*МГц:
а - р = 30°; б - р = 40°; в - р = 50° (штриховые линии - приближенная теория, сплошные - уточненная теория)
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
225
Веерные преобразователи. Для получения широ-
кой диаграммы направленности применяют расфокуси-
рующие преобразователи, в частности преобразователи с
изогнутой пьезопластиной, излучающей выпуклой сто-
роной.
Преобразователи с электрическим сканировани-
ем (фазированные решетки) состоят из мозаики пьезо-
элементов, на которые раздельно4 падают (снимают)
электрические сигналы. Преобразователи выполняют в
виде одномерной (линейной) или двумерной решетки с
шагом не более длины волны; используют для последо-
вательного контроля участков изделия малой толщины,
изменения угла ввода (качания) луча в дальней зоне (пу-
тем создания регулируемого линейного сдвига фаз сиг-
налов на элементах), фокусировки ультразвукового поля
(путем создания параболического закона сдвига фаз),
перемещения фокальной области, подавления боковых
лепестков при некотором расширении основного луча
диаграммы направленности (путем симметричного изме-
нения амплитуд сигналов от центральных к периферий-
ным элементам). Такие преобразователи изготавливают из
отдельных идентичных пьезоэлементов или путем выпол-
нения пазов в пьезоэлементе большой площади.
Преобразователи с равномерной ближней зоной.
Нанося фигурный электрод на поверхность пьезопласти-
ны, можно добиться исчезновения осцилляций в ближней
зоне поля преобразователя. Рекомендуется применять
электроды в форме розетки из нескольких лепестков.
Методы определения основных параметров аку-
стического поля преобразователей. Для наклонного
преобразователя определяют точку выхода и угол ввода.
Точку выхода (точку пересечения акустической оси с
поверхностью контролируемого объекта) определяют,
как показано на рис. 37, а, по образцу СО-3. Ширина
образца должна превышать больший из двух размеров:
0,5/? образца и ширину призмы преобразователя, a R
должно быть больше удвоенной ближней зоны. Переме-
щая преобразователь по плоской поверхности образца,
добиваются максимальной амплитуды эхо-сигнала от
цилиндрической поверхности.
За точку выхода О принимают точку пересечения
оси цилиндрической поверхности с поверхностью призмы
преобразователя. Нестабильность акустического контакта
исключают путем усреднения многократных измерений.
Угол ввода а наклонного преобразователя (угол
между нормалью к поверхности контролируемого объек-
та и прямой, проходящей через точку ввода в направле-
нии максимума излучаемой преобразователем энергии)
определяют, как показано на рис. 37, б. Образец подобен
СО-2, однако его ширина должна быть не менее ширины
преобразователя и 0,7 глубины залегания отверстия, а
расстояние от точки выхода до отверстия должно быть
не меньше двух ближних зон преобразователя.
Перемещая преобразователь по поверхности образ-
ца и поворачивая его в пределах ±10°, получают макси-
мальную амплитуду эхо-сигнала от цилиндрического
отверстия. Угол ввода отсчитывают по шкале на образце
или определяют по формуле
a = arctg(£/H).
Рис. 37. Схема определения и проверки угла ввода, точки
выхода, отклонения акустической оси и диаграммы нап-
равленности наклонного и прямого преобразователей
Одновременно определяют угол у' отклонения
плоскости падения от плоскости боковой грани призмы
по повороту преобразователя относительно боковых
граней образца, при котором достигается максимум эхо-
сигнала от отверстия (рис. 37, в).
Для прямого преобразователя определяют угол а'
отклонения акустической оси от нормали к плоскости
поверхности преобразователя. Для измерений использу-
ют образец, подобный СО-2 (рис. 37, б), при выполнении
отмеченных выше условий. Находят смещение А£п аку-
стического центра преобразователя относительно плос-
кости О’О" по максимуму эхо-сигнала от отверстия.
Угол отклонения рассчитывают по формуле
ос' = arctg (А£п / Я).
Измерения проводят дважды с разворотом преобра-
зователя на 90° вокруг его оси.
Диаграмму направленности в совмещенном режиме
снимают на том же образце. Прямой или наклонный
преобразователь смещают относительно отверстия. При
этом изменяется угол 0, отсчитываемый от прямой, оп-
ределяемой углом ввода а (для прямого преобразователя
а = 0). Измеряют изменение амплитуды эхо-сигнала
р (0) и учитывают поправку, связанную с изменением
расстояния от преобразователя до отверстия. Влиянием
затухания УЗК в образце пренебрегают.
15 - 7387
226
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 38. Схема изме-
рения ревербераци-
онно-шумовой ха-
рактеристики
Диаграмму направленности
(^(В) определяют по формуле
при излучении-приеме
^(0)=Z
ра [_ cos(a + 0)
3/2
где ра - амплитуда эхо-сигнала при угле ввода а;
a + 0 = arctg (Lf IН).
Реверберационно-шумовую характеристику (РШХ)
преобразователя определяют с помощью образца (рис.
37, а) для наклонного преобразователя или донного сиг-
нала образца толщиной 20 ... 50 мм для прямого преоб-
разователя.
Измерение выполняют по следующей методике.
Отключают блок ВАРУ дефектоскопа, выбирают поло-
жение преобразователя, соответствующее максимуму
донного сигнала или сигнала от вогнутой поверхности,
причем этот сигнал должен четко отличаться от зонди-
рующего импульса.
Регулируя усиление, устанавливают амплитуду это-
го сигнала 2 на уровне 0,5 ... 0,7 высоты экрана дефекто-
скопа, где проводят горизонтальную линию 3 (рис. 38).
Преобразователь снимают с образца и определяют точку
пересечения горизонтальной линии с уровнем ревербе-
рационных шумов 1. Длительность РШХ хт на уровне
Ао определяют с помощью глубиномера дефектоскопа,
пересчитывая его показания во времени:
тт = 2гIс ,
где г - показание глубиномера, соответствующее време-
ни хт; с - скорость ультразвука, на которую был на-
строен глубиномер.
9.5. БЕСКОНТАКТНЫЕ
ПРЕОБРАЗОВАТЕЛИ И ПРИБОРЫ
9.5.1. БЕСКОНТАКТНЫЕ МЕТОДЫ
ВОЗБУЖДЕНИЯ И ПРИЕМА
Бесконтактные методы возбуждения и приема
акустических волн расширяют возможности акустическо-
го контроля при больших скоростях и вариациях объема
контроля, высоких и низких температурах, шероховатой и
загрязненной поверхности объекта, а также в случаях,
когда по применяемой технологии механический контакт
и контактные жидкости применять недопустимо.
Методы бесконтактного акустического контроля
могут быть основаны на следующих основных эффектах.
Воздушная акустическая связь. Воздух можно
использовать для акустической связи ультразвуковых
преобразователей с объектом контроля прежде всего,
когда не требуется ввод акустической энергии внутрь
объекта контроля, например при экспресс-контроле па-
раметров шероховатости поверхности изделия, дистан-
ционной виброметрии и толщинометрии листов (при
двустороннем доступе). При этом можно применять
ультразвуковые колебания с частотами от десятков кило-
герц до единиц мегагерц, затухание которых в воздухе
не столь велико, чтобы препятствовать их использова-
нию. При разработке аппаратуры следует учитывать за-
висимость скорости звука от внешних условий: темпера-
туры, влажности, движения воздуха.
Контроль изделий из металлов объемными акусти-
ческими волнами с использованием только воздушной
акустической связи представляется проблематичным из-
за малого прохождения акустической энергии через гра-
ницу воздух - твердое тело, а также ввиду того, что угол
преломления ультразвукового луча в большой степени
зависит от угла падения. Если толщина контролируемого
объекта кратна целому числу полуволн в нем, то коэф-
фициент прозрачности значительно увеличивается.
Воздушно-акустическая связь реализована в прибо-
рах для контроля изделий из пластмасс. У этих материа-
лов удельное волновое сопротивление значительно
меньше, чем у металлов, и коэффициент прозрачности
границы воздух - пластмасса гораздо больше, чем воз-
дух - металл.
В дефектоскопах с воздушной связью применяют
пьезопреобразователи с четвертьволновыми просвет-
ляющими слоями или биморфные пьезоэлементы, со-
вершающие изгибные колебания.
Термоакустический эффект основан на возбужде-
нии акустических волн изменяющимися во времени тер-
момеханическими напряжениями в результате неравно-
мерного нестационарного распределения температур.
Тело можно нагревать бесконтактно (индукционный на-
грев) и даже дистанционно (нагрев лучом лазера).
Амплитуду напряжения в акустической волне мож-
но оценить, пользуясь выражением
? £a А0 1
1 - 2v . с2
1 + J —
соа
где Е - модуль упругости; a, v, а - температурный ко-
эффициент линейного расширения, коэффициенты Пуас-
сона и температуропроводности соответственно; Д0 -
амплитуда изменяющейся с круговой частотой со темпе-
ратуры поверхности полупространства. Расстояние от
точки наблюдения до поверхности должно быть намного
больше глубины 50 проникновения тепловой волны:
8е
БЕСКОНТАКТНЫЕ ПРЕОБРАЗОВАТЕЛИ И ПРИБОРЫ
227
При амплитуде колебания температуры -100 °C на
частоте порядка 10 МГц напряжения, возбуждаемые в
металле термоакустическим методом, будут одного по-
рядка с напряжениями, полученными обычным пьезо-
электрическим методом. С увеличением частоты этот
эффект возрастает. Трудной задачей представляется при-
ем акустических колебаний путем обратного термоаку-
стического преобразования.
Существует несколько способов быстрого бескон-
тактного нагрева участка твердого тела, например элек-
троискровой, при котором происходит электрический
разряд через воздушный промежуток электрического
конденсатора, одним из электродов которого является
токопроводящая поверхность изделия. Оценка эффек-
тивности этого способа показывает, что амплитуда воз-
буждаемого акустического импульса в десятки тысяч раз
меньше, чем при использовании пьезопреобразователя, а
частотный диапазон низок: 0,1 ... 1 МГц.
Весьма перспективен нагрев поверхности лучом ла-
зера. Излучение происходит под действием нескольких
эффектов. При небольших значениях интенсивности па-
дающего светового потока происходит импульсное ло-
кальное расширение объема вблизи поверхности ОК.
Эти деформации передаются соседним зонам, порождая
упругие волны. При этом амплитуда ультразвуковых
колебаний пропорциональна повышению температуры
металла и достигает наибольшего значения при темпера-
туре плавления. В этой области реализуется термоупру-
гий механизм генерации ультразвука.
При плотности энергии в импульсе 20 ... 30 МВт/см2
и более (для алюминия) добавляется другой механизм
возбуждения. Происходит унос (испарение) вещества с
поверхности, и на ОК при этом действует реактивная
сила. Амплитуда ультразвуковых колебаний быстро уве-
личивается и приближается к возбуждаемой ПЭП, но это
сопровождается повреждением поверхности ОК, то есть
разрушением поверхностного слоя.
Если на свободную поверхность ОК действует тон-
кий лазерный луч, то при термоупругом взаимодействии
излучаются поперечная волна под углом приблизительно
30° к нормали к поверхности и продольная волна под
углом приблизительно 60°. Нормальные к поверхности
объемные волны практически не возбуждаются. Это
объясняется тем, что нагретый участок поверхности
имеет конечную толщину (около 0,1 мкм), причем про-
дольные волны от наружной и внутренней поверхностей
этого слоя противоположны по фазе и гасят друг друга.
Поперечная нормальная к поверхности волна также не
возбуждается. Это явление устраняется расширением
зоны возбуждения или нанесением на поверхность ОК
тонкого слоя воды или масла.
Особенностью лазерного возбуждения, полезной
при контроле изделий сложной формы, является посто-
янство диаграммы направленности излучаемых волн при
значительном отклонении угла падения лазерного луча
от нормали к поверхности ОК. Лазерные преобразовате-
ли даже при падении луча под острыми углами к по-
верхности излучают УЗ перпендикулярно к ней.
Проводились опыты по нагреву участка поверхно-
сти тела пучком электронов. Под действием импульса
длительностью 7 нс из 1013 электронов, разогнанных в
поле напряжением 300 кВ, возбуждается акустический
сигнал, соизмеримый по амплитуде смещения с сигна-
лом от иммерсионного пьезопреобразователя. Форма
акустического сигнала довольно точно повторяет форму
импульса электронов, которая в отличие от лазерного
импульса довольно легко поддается управлению. Недос-
таток способа состоит в сложности и громоздкости кон-
струкции ускорителя электронов.
Для дистанционной регистрации акустических ко-
лебаний поверхности объекта контроля могут приме-
няться оптические, СВЧ и акустические волны в воздухе
с использованием эффектов интерференции и эффектов
Доплера. Например, бесконтактное оптическое наблю-
дение за колебаниями поверхности контролируемого
твердого тела осуществляется с помощью интерферо-
метра. Луч лазера расщепляется полупрозрачным зерка-
лом на два луча, которые отражаются от неподвижного
зеркала и изделия, поверхность которого колеблется под
действием ультразвуковой волны. Лучи принимаются
фотоумножителем. Чувствительность метода при приеме
в 1000 раз меньше, чем при иммерсионном способе кон-
троля. Кроме того, интерферометр - это довольно слож-
ное, громоздкое, чувствительное к вибрациям устройство.
Второй метод оптического приема упругих колеба-
ний основан на эффекте Доплера. При отражении от ко-
леблющейся поверхности ОК монохроматического ла-
зерного луча происходит частотная модуляция отражен-
ного света. При частотном детектировании в приемном
устройстве отраженной от ОК световой волны колебания
частоты преобразуются в изменения амплитуды, исполь-
зуемые для оценки и представления результатов.
Лазерный способ возбуждения ультразвуковых ко-
лебаний является весьма перспективным, учитывая
большую амплитуду ультразвуковых волн, возбуждае-
мых лучом лазера. При разработке установок целесооб-
разно сочетать этот способ возбуждения с неоптически-
ми бесконтактными способами приема, например элек-
тромагнитным, отличающимися более высокой чувстви-
тельностью.
Возбуждение колебаний воздушной ударной вол-
ной. Путем электрического разряда высоковольтного кон-
денсатора в узком горле расширяющегося рупора полу-
чают короткий (менее 5 мкс) акустический импульс со
сферическим фронтом. На выходе из рупора этот фронт
приближается к плоскому и возбуждает практически од-
новременно значительный по площади участок ОК.
Эффект электрического поля. Акустические ко-
лебания токопроводящей поверхности изделия могут
быть вызваны силами взаимодействия электрических
зарядов, если эту поверхность сделать одной из пластин
конденсатора. Прием акустических колебаний может
быть осуществлен в результате обратного эффекта - по-
явления переменного электрического сопротивления на
обкладках конденсаторного преобразователя при изме-
нении расстояния между обкладками, одной из которых
является изделие. При напряженности электрического
поля конденсатора 107 В/м произведение коэффициентов
преобразования конденсаторного преобразователя на
четыре-пять порядков меньше, чем в случае пьезоэлек-
228
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
трического преобразователя. Поэтому преобразователи
такого типа используют лишь для исследований, напри-
мер для бесконтактного измерения распределения ам-
плитуды колебаний поверхности в широком диапазоне
частот.
Иногда в качестве источника поляризующего элек-
трического поля применяют электреты. Электретами
называют специально обработанные диэлектрические
материалы (например, парафин, фторопласт), длительно
сохраняющие наэлектризованное состояние и создающие
электрическое поле в окружающем пространстве.
Эффекты электромагнитного поля. Возбуждение
акустических колебаний под действием электромагнит-
ного поля происходит в результате нескольких эффек-
тов. Эффект намагничивания проявляется во взаимодей-
ствии поля намагниченности ферромагнитного изделия с
полем внешнего источника. Эффект магнитострикции
проявляется в деформации элементарных объемов фер-
ромагнитного изделия под действием внешнего магнит-
ного поля. Обратный эффект - появление магнитного
поля в результате деформации элементов ферромагнит-
ного тела - называют магнитоупругим эффектом.
Магнитострикция и магнитоупругий эффект объе-
диняются общим названием «пьезомагнитный эффект».
Эффект вихревых токов, индуцируемых в изделии
под действием переменного тока в катушке, располо-
женной вблизи изделия, проявляется в их взаимодейст-
вии с внешним (стационарным или импульсным) маг-
нитным полем, получаемым с помощью постоянного
магнита или электромагнита. Иногда источником внеш-
него магнитного поля является катушка, наводящая вих-
ревые токи. В этом случае упругие колебания возбужда-
ются на удвоенной частоте, так как обе взаимодейст-
вующие величины - вихревой ток и магнитное поле -
являются переменными с одной и той же частотой. Об-
ратный эффект проявляется в возникновении вихревых
токов в изделии в результате колебания элементов изде-
лия в постоянном магнитном поле и в возбуждении вих-
ревыми токами индукционной ЭДС в катушке, располо-
женной вблизи изделия.
Оценка влияния различных эффектов электромаг-
нитного поля показывает, что в диапазоне частот, обыч-
но применяемых в дефектоскопии (до 10 МГц), для воз-
буждения и приема акустических колебаний существен-
ное значение имеют эффекты как вихревых токов, так и
намагниченности.
В табл. 9 перечислены способы бесконтактного воз-
буждения и приема акустических колебаний в объекте
контроля и указаны их ориентировочные чувствительно-
сти по сравнению с возбуждением колебаний ПЭП и пе-
редачей их в объект контактным способом. В иммерси-
онном способе относительная чувствительность двойно-
го преобразования фактически не превышает 0,1 в связи
с необходимостью повышенного демпфирования ПЭП.
9. Чувствительность способов возбуждения и приема
Способ Чувствительность преобразования
Название Схема излучения приема двойного
Контактный пьезоэлектрический 1 1 1 1 1
Иммерсионный пьезоэлектрический | । 1 0,3 0,3 0,1
Воздушно-акустический 1 110“ 110“ 110'8
Электростатический 1 » .2 3 10“ 3 10“ 1 • 10’7
Электромагнитоакустический (ЭМА) 4 г Г 1 ' — 110'2 1 • 10'2 110“
Термоакустический (лазерный). Показан приемник волн Ь 1 ч VT П 27 1 110“ 110“
1 - пьезопреобразователь; 5 - лазер; 2 - электрет; 6 - зеркало; 3 - магнит; 7 - фотоэлектронный умножитель; 4 - токовая ка- тушка; 8 - полупрозрачное зеркало.
БЕСКОНТАКТНЫЕ ПРЕОБРАЗОВАТЕЛИ И ПРИБОРЫ
229
9.5.2. ЭМА-ПРЕОБРАЗОВАТЕЛИ
И УСТАНОВКИ
Электромагнитно-акустические преобразователи
(ЭМА) могут возбуждать и принимать все возможные
моды акустических волн.
В табл. 10 показаны основные схемы ЭМА-преобра-
зователей, действие которых основано на эффектах
электромагнитного поля. На рис. 39 даны конструкции
наиболее применяемых преобразователей для продоль-
ных и поперечных волн. В преобразователе, показанном
на рис. 39, а, магнитное поле с индукцией Вп в зоне
действия вихревых токов расположено по нормали к по-
верхности изделия. Сила F, определяющая смещение
точек среды, направлена по касательной к поверхности,
и возбуждаются в основном поперечные акустические
волны со скоростью распространения ct. Напряженность
электрического поля, возникающего в результате двой-
ного преобразования,
10. Основные конструктивные схемы ЭМА-преобразователей
№ схемы Конструктивная схема Основное назначение Примечания, обозначения
1 — 2 Возбуждение и прием продольных ко- лебаний, распространяющихся по нор- мали к поверхности объекта контроля 1 - плоская спиральная ка- тушка; 2 - объект контроля (металлический лист); 3 - распределение сил в металле
2 1 N ! 3 г Возбуждение и прием поперечных ко- лебаний. В возбужденной акустической волне частицы металла смещаются в плоскостях, перпендикулярных к на- правлениям витков катушки 7; в ближ- ней зоне - параллельно поверхности объекта контроля 2 То же; 4 - магнит или сердеч- ник электромагнита. Исполь- зуется нормальная компонен- та вектора индукции магнит- ного поля магнита 4
3 А 1 Г /V дА Возбуждение и прием распространяю- щихся под углом к поверхности объекта контроля волн Рэлея и Лэмба периоди- ческой линейкой катушек 1 - линейка катушек; 2, 3- то же, что в схеме 1
4 а А Фокусировка акустических волн Рэлея и Лэмба То же; 0 - точка фокусировки
5 1 Контроль изделий цилиндрической формы 7 - цилиндрическая тонко- стенная катушка; 2 - изделие. Дополнительно может быть применен магнит (электро- магнит)
6 Контроль ферромагнитных листов вол- нами Рэлея, Лэмба 7 - катушка или линейка ка- тушек; 2 - изделие (лист); 3 - электромагнит
230
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 39. Конструктивная схема ЭМА-преобразователей
для поперечных (а) и для продольных (б) волн:
1 - катушка преобразователя; 2 - контролируемое изделие;
3 - электромагнит
Е=™&
pct
где Н - напряженность переменного магнитного поля,
индуцируемого катушкой в изделии.
В случае использования преобразователя, показанно-
го на рис. 39, б, вектор магнитной индукции Вх направ-
лен по касательной к поверхности изделия, поэтому в из-
делии будут возникать в основном продольные волны:
РС'Ц
В ферромагнитных материалах ЭМА-преобразо-
ватели хуже излучают и принимают продольные волны
вследствие большой магнитной проницаемости этих ма-
териалов. В этом случае эффекты намагничивания и вих-
ревых токов противодействуют друг другу.
Для возбуждения волн под углом к поверхности, в
том числе волн Рэлея и Лэмба, применяют преобразова-
тели, схема которых дана в табл. 10. В этом случае эле-
менты катушки располагают в виде решетки с расстоя-
нием между двумя соседними элементами с противопо-
ложным направлением тока, равным cp/2f, где ср -
фазовая скорость волны вдоль поверхности. Такое рас-
стояние обеспечивает оптимальное расположение облас-
тей растяжения и сжатия на поверхности для возбужде-
ния волны требуемой моды.
ЭМА-преобразователи обычно возбуждают тири-
сторным генератором импульсов (рис. 40). Длительность
t* импульса тока, имеющего вид полуволны синусоиды,
и его амплитуда/определяются формулами
/и =Ti y[bC'
и
Если для излучения и приема УЗК используется од-
на катушка, то амплитуда принятого сигнала
AEt„B2W2
itL
Рис. 40. Генератор импульсов возбуждения преобразователя:
R - зарядное сопротивление; L - катушка преобразователя;
С - накопительная емкость; VD - тиристор
где В - индукция постоянного поля подмагничивания;
W - число витков катушки; А - коэффициент, опреде-
ляемый процессами преобразования электромагнитной
энергии в акустическую и обратно, а также расхождени-
ем и затуханием упругого импульса в объекте контроля.
Если = const, то величина сигнала U не зависит от
числа витков, поскольку L ~ W2.
Чувствительность ЭМА-преобразователей намного
меньше, чем пьезоэлектрических. ЭМА-преобразователи
чувствительны к помехам от электрических разрядов,
громоздки, поскольку требуют мощной намагничиваю-
щей системы. Последний недостаток ослабляется приме-
нением системы импульсного намагничивания, дейст-
вующей только во время излучения и приема акустиче-
ского импульса.
Так как магнитное поле устанавливается в объекте
контроля не сразу, то ультразвук возбуждают через 10 ...
30 мкс после включения поля.
На рис. 41 показана диаграмма направленности из-
лучения преобразователя сдвиговой волны в виде круг-
лой катушки, находящейся в постоянном магнитном по-
ле, направленном по нормали к поверхности изделия
(схема 2 в табл. 10). Угол 0 отсчитывается от оси, диа-
грамма представляет собой тело вращения.
С увеличением зазора между преобразователем и
поверхностью объекта контроля диаграмма сужается,
боковые лепестки уменьшаются, интенсивность возбуж-
даемых УЗК снижается.
Из рассмотренных бесконтактных способов излуче-
ния и приема в практике используют воздушно-
акустическую связь, ЭМА-преобразователи, лазерный
способ и возбуждение колебаний воздушной ударной
волной. Акустические дефектоскопы с воздушной свя-
зью используют для контроля неметаллических (напри-
мер, пластмассовых) изделий теневым методом.
Рис. 41. Диаграмма направ-
ленности круглого плоского
преобразователя сдвиговой
волны. Диаметр катушки
10 мм, частота 1 МГц, мате-
риал объекта контроля -
алюминий:
-----зазор 0 мм,
-----зазор 2 мм
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
231
Рис. 42. Схема высокотемпера-
турного ЭМА-преобразователя
ЭМА-преобразователи применяют в тех случаях,
когда не требуется высокая чувствительность, например
для регистрации изменения донного сигнала в рельсовых
дефектоскопах (зеркально-теневой метод контроля), в
установках и приборах для измерения толщины, в уста-
новках для контроля теневым методом. Их также приме-
няют для возбуждения и приема поперечных и горизон-
тально-поляризованных волн (57/-волн), поверхностных
волн, волн в пластинах и стержнях (см. табл. 10).
ЭМА-преобразователи применяют также для рабо-
ты при высоких температурах. На рис. 42 приведена
схема ЭМА-преобразователя, рассчитанного на длитель-
ную работу при температурах до 1300 °C. Катушка 1
(плоская спираль с зазором между витками 0,5 мм из про-
волоки тугоплавкого металла диаметром 0,3 ... 0,5 мм)
помещена на дно тигля 2 из оксида алюминия. Тигель с
катушкой индуктивности закреплен на держателе 3
(алундовая трубка диаметром 15 мм) высокотемператур-
ным цементом 4 на основе оксида алюминия. Для фик-
сации выводов катушки верхний конец держателя также
заполнен цементом 4, а для герметичности залит слоем
эпоксидной смолы 5 толщиной 3 ... 6 мм.
В последнее время началось практическое примене-
ние бесконтактного лазерного возбуждения упругих ко-
лебаний. Для приема сигналов используют пьезопреоб-
разователи, ЭМА-приемники и оптические интерферо-
метры. Лазерный способ излучения и приема использу-
ют, в частности, для контроля многослойных конструк-
ций и изделий из полимерных композитных материалов.
9.6. УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
Ультразвуковой эхо-дефектоскоп. Ультразвуко-
вой эхо-дефектоскоп предназначен для обнаружения
несплошностей и неоднородностей в изделии, определе-
ния их координат, размеров и характера путем излучения
Рис. 43. Структурная схема ультразвукового эхо-дефектоскопа
импульсов ультразвуковых колебаний, приема и регист-
рации отраженных от неоднородностей эхо-сигналов.
Структурная схема эхо-дефектоскопа показана на рис. 43.
Преобразователь 2 служит для преобразования
электрических колебаний в ультразвуковые, излучения
ультразвуковых полей в изделие, приема эхо-сигналов от
отражающих поверхностей в изделии /.
Синхронизатор 3 обеспечивает синхронную работу
узлов дефектоскопа, запуская генератор 4 импульсов
возбуждения преобразователя, глубиномер 12, а также
генератор развертки (генератор селектирующих импуль-
сов) 10. Роль синхронизатора иногда выполняет генера-
тор зондирующих импульсов.
Генератор 4 импульсов возбуждения преобразова-
теля вырабатывает высокочастотные электрические им-
пульсы, возбуждающие преобразователь. Обычно гене-
рируются ударные экспоненциально затухающие им-
пульсы, хотя энергетически более рациональной их фор-
мой является колоколообразная. В некоторых приборах
регулируются амплитуда и длительность генерируемых
импульсов.
Приемно-усилительный тракт состоит из усилите-
ля высокой частоты (УВЧ) 6, детектора 7 и видеоусили-
теля 8. УВЧ выполняется апериодическим (широкопо-
лосным) или резонансным. Коэффициент усиления УВЧ
во времени регулируется напряжением, подаваемым с
блока 9 временной автоматической регулировки усиле-
ния (ВАРУ).
Особенностью усилителя высокой частоты является
требование малого времени ту восстановления чувстви-
тельности после воздействия импульса генератора 4
(в случае включения преобразователя по совмещенной
схеме). На входе (или вблизи входа) усилителя включа-
ют калибровочный аттенюатор 5 для относительного
измерения амплитуд эхо-сигналов.
Детектор или видеоусилитель обычно снабжают ре-
гулируемой отсечкой шумов, исключающей прохожде-
ние на выход дефектоскопа сигналов небольшой ампли-
туды (в том числе шумов). Особенно эффективна ком-
пенсированная отсечка, при которой восстанавливается
амплитуда оставшихся после отсечки сигналов. Во мно-
гих приборах детектор можно отключать, чтобы на экра-
не 14 наблюдать истинную форму принимаемых им-
пульсов.
232
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Блок временной автоматической регулировки уси-
ления (ВАРУ) уменьшает коэффициент усиления усили-
теля в момент излучения зондирующего импульса, а за-
тем восстанавливает его по определенному закону, обес-
печивающему компенсацию уменьшения амплитуд с
увеличением глубины залегания дефекта. Его также на-
зывают блоком временной регулировки чувствительно-
сти (ВРЧ). Во многих приборах система ВАРУ прибли-
женно обеспечивает постоянство предельной чувстви-
тельности по глубине.
Генератор развертки 10 предназначен для форми-
рования напряжения развертки луча на экране 14, полу-
чения импульсов подсвета и селектирующих импульсов
(длительность развертки и селектирующего импульса
выбирают с учетом толщины контролируемого слоя).
В дефектоскопах в основном используют развертку
типа А, на которой по горизонтальной оси отложено
время пробега, или путь импульса в изделии, по верти-
кали - амплитуда импульса.
Если часть пути УЗК проходят по неконтролируе-
мой зоне, например по призме преобразователя или им-
мерсионной жидкости, то начало развертки смещается на
постоянный интервал времени. В этом случае генератор
развертки 10 запускается импульсом от генератора за-
держки 11,
В ряде случаев функции генератора развертки и
глубиномера совмещаются. Задержанная развертка при-
меняется также для увеличения масштаба изображения
некоторого участка экрана («лупа времени»).
Глубиномер 12 служит для определения координат
отражателей (дефектов) путем измерения времени про-
бега импульса до отражателя и обратно. Он выполнен в
виде шкалы на экране или устройства, генерирующего
вспомогательный импульс, перемещаемый по линии раз-
вертки при повороте калиброванной шкалы, либо серию
вспомогательных импульсов, разделенных заданными
интервалами. В наиболее совершенном виде устройство
дает цифровую индикацию расстояния от преобразова-
теля до отражающей УЗК неоднородности.
Индикатором (см. рис. 43) служит электронно-
лучевая трубка, однако в дефектоскопах последних вы-
пусков индикатором является плазменный или жидко-
кристаллический дисплей. Такие экраны портативны и
более экономичны.
Автоматический сигнализатор дефектов 13 пред-
назначен для подачи звукового или светового сигнала
при одновременном поступлении на каскад совпадений
селектирующего сигнала и видеосигналов, что освобож-
дает оператора от необходимости одновременного на-
блюдения за экраном дефектоскопа и перемещаемым
преобразователем.
Дефектоскопы разделяют на два типа: общего на-
значения и специализированные. Дефектоскопы общего
назначения - это дефектоскопы, на которые в стандартах
и технических условиях не установлен конкретный объ-
ект контроля, специализированные дефектоскопы - де-
фектоскопы, на которые в стандартах и технических ус-
ловиях установлен тип контролируемого изделия.
Дефектоскопы общего назначения предназначены
для использования в производственно-монтажных и в
лабораторных условиях, а также для комплектации ав-
томатизированных установок.
К дефектоскопам, используемым в производствен-
но-монтажных условиях, предъявляются требования не-
большой массы, простоты управления и способности
работать в автономном режиме. Приборы для использо-
вания в лабораторных условиях, как правило, более уни-
версальны. Они имеют большее число регулируемых
узлов, снабжены блоками коммутации для совместной
работы нескольких приборов. Приборы для комплекта-
ции автоматизированных установок обычно выполняют-
ся со сменными узлами, что позволяет расширить их
функциональные возможности.
В современных дефектоскопах широко используют
элементы вычислительной техники для настройки в диа-
логовом режиме работы, быстрого воспроизведения ре-
жимов настройки на контроль определенных изделий,
автоматического измерения характеристик дефектов.
Существуют дефектоскопы, построенные на базе
портативного компьютера. Их структурная схема сильно
отличается от приведенной на рис. 43. Сохраняются
только генератор и предусилитель импульсов, все ос-
тальные функциональные операции выполняет компью-
тер с предварительно оцифрованными сигналами. Пре-
имущества таких дефектоскопов - возможность сложной
корреляционной обработки эхо-сигналов и изучение их
спектра. Это значительно повышает помехоустойчи-
вость, а также дает возможность получения более об-
ширной информации о дефектах.
Расчет эхо-сигналов от отражателей. При выпол-
нении расчетов принимают, что реальный дефект - это
отражатель правильной формы. Различают теоретиче-
ские модели дефектов и искусственные дефекты (искус-
ственные отражатели), которые изготовляют на практи-
ке. Для длинного цилиндра (называется боковым отвер-
стием), плоской и вогнутой поверхностей объекта кон-
троля модели и искусственные отражатели совпадают.
Формулы для расчета эхо-сигналов, называемые форму-
лами акустического тракта, даны в табл. 11. (В формулы,
приведенные в графах 3-5, необходимо ввести сомно-
житель е”26г для учета затухания).
Отражатели подразделяют на три группы: компакт-
ные, все размеры которых меньше неоднородностей поля
излучения преобразователя; протяженные в одном на-
правлении (паз, длинный цилиндр); протяженные в двух
направлениях (плоскость, вогнутые поверхности). Отра-
жатель считают протяженным, если его размер больше
ширины эффективно взаимодействующего с ним поля
преобразователя.
Каждой группе Отражателей соответствует своя зави-
симость (см. графу 8) амплитуды эхо-сигнала от приве-
денного расстояния г / N, где N = г§- длина ближней зо-
ны преобразователя. Заштрихованные области на графи-
ках определяют вариацию амплитуды под влиянием фор-
мы и длительности импульса. Кривая относится к дон-
ному сигналу. Способов расчета эхо-сигналов от вогнутых
цилиндрических и сферических отражателей в ближней
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
233
зоне нет. По формулам таблицы нельзя точно рассчитать
эхо-сигнал от вогнутых цилиндрических поверхностей,
например стандартного образца СО-3, так как из-за их
небольшой ширины возникают отражения от боковых
поверхностей, увеличивающие эхо-сигнал на 1 ... 2 дБ
по сравнению с расчетным значением.
В формулах для ближней зоны (графы 3 и 4) интер-
валы численных коэффициентов определяют диапазон
разброса амплитуд эхо-сигналов в зависимости от рас-
стояния отражатель - преобразователь, формы и дли-
тельности импульсов. Они также зависят от формы пье-
зопластины. Расчет для переходной зоны и более точный
расчет для ближней зоны преобразователя круглой фор-
мы следует вести по общей формуле (графа 8), используя
коэффициент вида дефекта А из граф 6 и 7.
Коэффициент А определяется отношением характе-
ристического размера b (диаметра d, ширины или длины
Z) отражателя к длине волны X. Если b > X, то модели в
виде диска, сферы, короткого цилиндра или полосы дают
такие же эхо-сигналы, как имитирующие их искусствен-
ные дефекты (отверстия с плоским, сферическим или
цилиндрическим дном, паз). При b < X для искусствен-
ных дефектов коэффициенты А сохраняются, а для моде-
лей изменяются. (Значения А в графе 7 приведены для
продольных волн в материалах с коэффициентом Пуас-
сона 0,3.) По экспериментальным данным К. Кимуры
для тонкого диска коэффициент А = 1,5 вместо 0,6. Фор-
мулы граф 3-5 соответствуют случаю b > X.
Применение формул имеет ряд ограничений. Фор-
мулы приведены для прямого совмещенного преобразова-
теля. В случае преобразователей с акустическими задерж-
ками вводят мнимые излучатель и приемник, как показано
при расчете акустического поля преобразователя.
Предполагается, что диаметры d сферы и цилиндра
значительно меньше расстояния преобразователь - от-
ражатель. Для расчета отражения от цилиндра диамет-
ром d, соизмеримым с расстоянием до цилиндра (напри-
мер, от канала ротора), используют формулу
Р'_5 | d
~Р0 " 8r3(l + <Z/(2r)) '
Эта формула преобразуется в формулу табл. 11 при
d « г. Точно так же трансформируется формула табли-
цы для сферического отражателя:
Р' _ Sd
4Xr2(l + d/2r)2 '
Диаметр диска, длина или ширина короткого ци-
линдра, конуса, паза не должны превышать 0,2 размеров
DwL преобразователя. Ограничение для диска снимают,
применяя АРД-диаграммы.
При отражении поперечных волн диаметр цилиндра
(см. графы 5 и 6) должен быть больше 2Х (при продоль-
ных волнах больше 0,4Х). Для сферы подобные ограниче-
ния существуют, но количественно не исследованы. Чтобы
устранить ограничение, расчет выполняют по графикам.
Формулы таблицы позволяют рассчитать макси-
мальное значение эхо-сигнала от дефекта, расположен-
ного на определенном расстоянии. В дальней зоне это
соответствует положению отражателя на оси преобразо-
вателя. В ближней зоне максимальный эхо-сигнал может
давать отражатель, находящийся в стороне от оси преоб-
разователя. Приведем формулы для расчета значений
эхо-сигналов, отражающихся от моделей дефектов, ко-
торые расположены в дальней зоне преобразователя не
на его оси, в том числе дефектов, наклоненных к оси (за-
тухание не учтено):
боковое цилиндрическое отверстие диаметром d
(рис. 44, а)\
Jf \3
d cos0
o2(0)cose,
о П
\ 7
где Ф(0) - диаграмма направленности преобразователя;
0 - угол между его осью и направлением на цилиндр;
%(0) - коэффициент трансформации продольных волн в
поперечные при излучении, для стали %(0) уменьшается
от 1 до 0,8 при увеличении 0 от 0 до 30°;
диск диаметром 2b и площадью s (рис. 44, б), на-
клоненный под углом ф к поверхности ввода:
у л ? /ач 2J, (2AAsine)
- = -y-rX(9)cos0cos£O (9)———---------
о г X 2X6 sin с
где £ = ф - 0 - угол падения на дефект;
полоса шириной 2b, наклоненная под углом ф:
Р' ^-J2 , sin(2ttsinE)
Т = 7ТТ7Г^е)СО80ф <0)~777“ ~
PQ 2 2£6sine
плоскость, расположенная под углом ф к поверхно-
сти ввода (рис. 44, в):
ъ-=tv х cos е ф2 (в),
/q 2 Г А
где г9 - кратчайшее расстояние от преобразователя до
плоскости.
Рис. 44. Отражатели, смещенные по отношению к оси
преобразователя, и наклонные отражатели
234
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Модель дефекта
Искусственный отражатель
11. Формулы для расчета амплитуд
Тонкий диск
(площадь 5,
диаметр d)
Плоскодон-
ное отвер-
стие
Формулы для ослабления
Ближняя зона г < Sink
Круглый ПЭП, диаметр D Прямоугольный ПЭП, длина L
3 4
S
(1... 4) - S
Сфера (диа-
метр d)
Отверстие
со сфериче-
ским дном
(1 •
Цилиндр
(длина /,
диаметр d)
Отверстие с
цилиндри-
ческим
дном
/ IdX
(1 ...4)—^---
2S
Конус (угол
<р > 45°, диа-
метр d)
Отверстие с
коническим
дном
2/
gd
d3\
1
(1...4)----- .
6Ssin(p 2cos3
Бесконечный
цилиндр
(диаметр d)
Цилиндри-
ческое от-
верстие
JdX
(0,8 ... 1,2) -У-
D
JdX
(0,5 ...0,7) L-
Бесконечная
полоса (ши-
рина/)
Плоскодон-
ный паз
D^L
к
L
(1,6 ... 2,4) —
D
/
(1 ... 1,5) —
Бесконечная
плоскость
Донная
поверхность
1 ... 0,8
Вогнутые
поверхности
(цилиндр,
сфера)
Полуцилиндр
Полусфера
Условные обозначения: Рои Р' - амплитуды соответственно излученного сигнала и принятого; S- площадь пьезо-
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
235
эхо-сигнала Р' / PQ Коэффициент А вида дефекта
Дальняя зона г>35/лХ
Модель с d, 1 > X или отражатель Модель с tZ,Z«X
5 ’ 6 7
& г2Х2 S А2” 0,6 ' d' I К > 3
Sd 4г2Х d 4Х 4,3 " dy X . 3
si [7 4r2X V X JL/Z 2Х\ X -
/ хЗ/2 0,125 J/X г smq>^ coscpJ / хЗ/2 0,12 J/X sinф coscp J -
Общая формула
пластины; г - расстояние между преобразователем и отражателем; ПЭП - пьезоэлектрический преобразователь.
236
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Формулы для диска и полосы экспериментально не
проверены.
Расчет эхо-сигналов по диаграммам и графикам.
Для плоскодонного отверстия, чаще других используемого в
качестве искусственного отражателя, и полуплоскости раз-
работаны удобные способы расчета максимальных эхо-
сигналов, применяемые для широкого диапазона диаметров.
Плоскодонное отверстие. Амплитуды максималь-
ных эхо-сигналов от плоскодонных отверстий определя-
ют с помощью семейства кривых амплитуда - расстоя-
ние - диаметр (АРД-диаграмм). На рис. 45 и 46 даны
безразмерные АРД-диаграммы с логарифмическим и
линейным масштабами по оси абсцисс, на которой отло-
жено приведенное расстояние (г/гб) преобразователь -
отражатель (т.е. расстояние, деленное на длину ближней
зоны гб - N). Параметр - отношение диаметров отра-
жателя и преобразователя.
Рис. 45. АРД-диаграмма с логарифмическим масштабом по оси абсцисс
Рис. 46. АРД-диаграмма с линейным масштабом по оси
абсцисс
На рис. 45 дана скорректированная на основе расче-
тов АРД (по-немецки AVG)-диаграмма Крауткремера. Ее
достоинство - большой диапазон расстояний. Зато диа-
грамма на рис. 46 позволяет учитывать затухание. За-
штрихованные области соответствуют вариации эхо-
сигналов под влиянием формы и длительности импуль-
сов. Для конкретных типов преобразователей строят
размерные АРД-диаграммы, в которых на оси абсцисс
откладывают расстояние от преобразователя до отража-
теля, а параметром является диаметр или площадь отра-
жателя. На рис. 47 приведена шкала перевода диаметра в
площадь плоскодонного отверстия.
Полуплоскость (край дефекта)*. На рис. 48, б по-
казано изменение амплитуды эхо-сигнала Р' / (Р^ -
сигнал от плоскости) при взаимном перемещении края
полуплоскости и преобразователя (рис. 48, а). Кривые
представлены в функции от двух безразмерных парамет-
ров: Г / а и r/N.
В практике ультразвукового контроля при измере-
нии условной протяженности дефекта положение края
определяют по точкам, где амплитуда уменьшается на 6,
10 или 20 дБ от максимума (точнее, от эхо-сигнала над
плоскостью дефекта). При этом преобразователь смеща-
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
237
Рис. 47. Шкала перевода
диаметра в площадь
плоскодонного отверстия
Рис. 48. Изменение амплитуды
эхо-сигнала при взаимном
перемещении края полуплос-
кости (протяженного дефекта)
и преобразователя
ется на некоторое расстояние Г от края дефекта, назы-
ваемое полурасширением условной протяженности де-
фекта (рис. 48, в), которое может быть найдено по кри-
вым (см. рис. 48, б). При измерении по уровню 6 дБ
(способ «6 дБ») расширения не происходит (/б = 0).
Для уровня 10 дБ:
/10 = 0,18(7 при г/ДГ<2;
/10 = 0,575гМа + 0,065а при r/N>2.
Для уровня 20 дБ:
/20 =0,58(7 при г/АГ<2;
/20 =0,177гХ/а +0,23(7 при r/N>2.
Угловые отражатели. При контроле наклонными
преобразователями хорошо выявляются дефекты типа
трещин, перпендикулярных к донной поверхности. Это
связано с двойным отражением от поверхностей изделия
и дефекта, когда лучи возвращаются к тому же преобра-
зователю, работающему как приемник (угловой эффект).
Искусственные дефекты, имитирующие это явление,
называют угловыми отражателями. Эти отражатели и
формулы для расчета максимальных эхо-сигналов от них
приведены в табл. 12.
Большинство обозначений в табл. 12 - те же, что в
табл. 11, со следующими изменениями: s' - площадь от-
ражающей поверхности зарубки, X - длина поперечной
волны. Для возбуждения и приема поперечных волн
применяют наклонные преобразователи с призмой, по-
этому введена мнимая пьезопластина площадью 5'. Для
прямоугольной пластины
S’ = LL'; Z' = £z cosa/cosp,
где Li^L- размеры пьезопластины в плоскости падения
и дополнительной плоскости; Р и а - углы падения и
преломления для акустической оси; для круглой пласти-
ны мнимый пьезоэлемент эллиптический с размерами
D cosa/cosP в основной и D дополнительной плос-
костях.
238
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
12. Максимальные эхо-сигналы от угловых отражателей Р / Рт для поперечных волн
Искусственный дефект, отражатель Ближняя зона Дальняя зона Коэффициент вида дефекта А
Зарубка 1 5' - -Нп к И 4-^ Gs' (1...2.5) — О Gs'S' r2k2 Gs'
1 J±L (0,5 ... 1,2) х Gh I \d X J S' у sin ср GhS' 1 d 2r2 11 X3 sincp Gh 1 d 2 11 X3 sin <p
) 1 \ у7—J Сверление (с 1 04/х
Gh* ~77 GhS' /2(rX)3 Gh
Риска / L 2
1 \ и _
Вертикальное отверстие I Z.,-4- * И ii G' I Xd 2LV sinф G'S' I d X у 8 r3 sincp G' I d 2 v Хзшф
0C/j '
Двугранный угол 5^ G' G'-^— 2rX -
—
Полуцилиндр * Для дискообразной п S j и L следует ввести coo L cosa/cosp.
ьезопластины в формул! ы вместо L' ] ^2rX тветственно 2D/и и 2D
В г входят путь в изделии Р и дополнительный путь
Г\ от мнимой пластины до точки выхода. Обычно он не
превышает 10 мм, и при больших расстояниях г' им пре-
небрегают. Во все формулы для эхо-сигналов необходи-
мо ввести множитель е~5г для учета затухания в изделии
(8 - коэффициент затухания поперечных волн). Множи-
тель, учитывающий затухание в призме, и коэффициент
прозрачности введены в Рт.
В табл. 12, как и в табл. И, отражатели подразделе-
ны на три группы: компактные (зарубка, сверление),
протяженные в одном направлении (риска, вертикальное
цилиндрическое отверстие) и протяженный в двух на-
правлениях (двугранный угол). Формула для полуцилин-
дрического образца дана для сопоставления. Диапазон
вариаций численных коэффициентов в формулах для
ближней зоны уменьшен, поскольку немонотонности
изменения эхо-сигналов здесь выражены слабо. Для рас-
четов в переходной зоне используют коэффициент вида
дефекта А и общие формулы и графики из табл. 11.
В формулы введен коэффициент G, который учиты-
вает геометрию отражения, явления незеркального отра-
жения и трансформации волн. G зависит от отношения
глубины отражателя h к длине волны X и угла ф падения
на поверхность (рис. 49). Для изделий с плоскопарал-
лельными поверхностями ф = а - углу ввода.
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
239
Рис. 49. Коэффициент G для расчета сигналов от угловых
отражателей в функции от угла падения на поверхности
объекта контроля (рассчитанного по углу ввода) и отноше-
ния глубины h отражателя (указана на кривых) к длине
волны 1:
/-А/Х< 1,5;2-А/Х = 2,3;3-А/Х = 4,6;4-(С') = А/Х^оо
G' - значение G для углового отражателя бесконеч-
но большой глубины (кривая 4): двугранного угла и вер-
тикального отверстия. В области углов около 60° наблю-
дается разброс значений G' для преобразователей с раз-
личной направленностью излучения (меньшие значения
G' соответствуют более высокой направленности).
В формулах для сверления и вертикального цилин-
дрического отверстия угол ф должен быть больше 30°.
Для поперечных волн это обычно выполняется, посколь-
ку угол призмы преобразователя больше первого крити-
ческого.
Особенности отражения от реальных дефектов.
Реальные дефекты отличаются от рассмотренных выше
моделей неправильностью формы, шероховатостью по-
верхности, они могут быть заполнены оксидами и други-
ми веществами, в результате чего отражение будет непол-
ным. Дефекты подразделяют на объемные и плоскостные.
Объемные дефекты (поры, шлаки) дают равноверо-
ятное рассеяние падающей волны по всем направлениям.
От плоскостных плоских дефектов (расслоений, трещин,
непроваров в сварных швах) рассеяние имеет определен-
ную направленность. Ориентация плоскости этих дефек-
тов зависит от технологического процесса. Бывают про-
межуточные виды дефектов, например паукообразные
трещины, некоторые виды непроваров. Объемные де-
фекты удовлетворительно выявляются совмещенным
преобразователем независимо от направления падения
волны.
От плоскостных дефектов большие эхо-сигналы на-
блюдают только при благоприятных (зеркальных) усло-
виях отражения. При незеркальном отражении имеются
дифракционные волны от краевых точек дефекта. Их
амплитуда значительно меньше амплитуды зеркального
отражения и определяется направлениями излучения и
приема относительно плоскости дефекта, а также типом
излучаемых и принимаемых волн.
Амплитуда сигнала дифракционного рассеяния на
краю тонкого вертикального дефекта при контроле на-
клонным совмещенным преобразователем эквивалентна
отражению от бокового цилиндрического отверстия
диаметром
J = X/(2tt2).
При контроле двумя наклонными преобразователя-
ми дифракционно-временнйм методом амплитуда сиг-
нала дифракционного рассеяния на краю тонкого верти-
кального дефекта на порядок больше.
Наблюдают также рассеяние волн на неровной по-
верхности дефекта. Оно тем больше, чем больше пара-
метр Рэлея R:
7? = 2£qcos8,
где к - волновое число; и - среднее квадратическое зна-
чение высоты неровностей; 8 - угол падения на дефект.
Основные параметры эхо-метода приведены в
табл. 13.
Рабочая частота/, ультразвуковых колебаний - час-
тота составляющей спектра зондирующего импульса,
имеющей максимальную амплитуду, изменяется при
замене преобразователя и переключении регулирующих
13. Основные параметры эхо-метода
Параметр контроля Характеристика
Длина волны X, мм Частота/ МГц
Предельная чувствитель- ность 5П, мм2 Уровень фиксации, мм2 Уровень браковки, мм2 Чувствительности Ку: условная по СО-1, мм условная по СО-2, дБ Максимальная электриче- ская и акустическая(абсо- лютная)
Угол ввода луча, а0° Угол призмы Р°
Направленность поля пре- образователя Ф(а), Ф(у) Размеры преобразователя а, мм
Погрешность измерения координат (погрешность селектирования)^4, % Погрешность глубиномера (системы селекции) 4Г, %
Мертвая зона rmm, мм Длительность: зондирующего импульса т, мкс реверберационных шумов преобразователя тр, мкс
Разрешающая способность: лучевая Аг, мм фронтальная А/ Длительность зондирующих импульсов т, мкс Направленность поля пре- образователя
Параметры сканирования (неравномерность чувст- вительности в сканируе- мом сечении) А5ПС /5П0 Скорость сканирования vc, мм/с Шаг сканирования Ас, мм
Примечание. СО - стандартный образец.
240
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
элементов генератора. Иногда при этом также произво-
дится переключение частотной полосы приемника дефек-
тоскопа. Искажения спектра зондирующего импульса мо-
гут смещать значение частоты, так что частота максимума
амплитуды в спектре импульса на выходе усилителя вы-
сокой частоты f может отличаться от fp. В формулах для
расчета ослабления амплитуды сигнала используется зна-
чение длины волны X = с / f , соответствующее f
Длина волны может быть определена интерферен-
ционным методом или по измеренному радиотехниче-
скими средствами значению частоты эхо-сигнала.
В последнем случае измерение частоты должно выпол-
няться по трем периодам колебаний с максимальными
амплитудами.
Предельная чувствительность характеризуется ми-
нимальной эквивалентной площадью дефекта, выявляе-
мого по заданной глубине в контролируемом объекте
при заданной настройке аппаратуры.
Эквивалентной площадью (диаметром) называют
площадь (диаметр) плоскодонного отверстия, залегаю-
щего на той же глубине, что и реальный дефект, и даю-
щего такую же амплитуду эхо-сигнала.
Предельную чувствительность, распространенную
на весь объем контролируемого изделия, называют уров-
нем фиксации (контрольным уровнем) или уровнем бра-
ковки. Уровень фиксации определяется эквивалентной
площадью дефекта, который должен выявляться во всем
объеме контролируемого изделия; уровень браковки -
эквивалентной площадью дефекта, недопустимого в
данном изделии. Уровни фиксации и браковки установ-
лены в нормах контроля данного изделия.
Настройку на предельную чувствительность (на за-
данной глубине), уровни фиксации и браковки выпол-
няют по искусственным дефектам. Не обязательно изго-
товление дефектов типа плоскодонного отверстия. Мож-
но воспользоваться другими отражателями или донным
сигналом и выполнить пересчет по формулам акустиче-
ского тракта или АРД-диаграммам.
Условную чувствительность дефектоскопа с пре-
образователем определяют по максимальной глубине
(мм) расположения отражателя - бокового отверстия
диаметром 2 мм, уверенно выявляемого дефектоскопом в
стандартном образце СО-1 из плексигласа (рис. 50, а) или
Рис. 50. Комплект стандартных образцов:
а - СО-1; б-СО-2; в-СО-3
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
241
по разности (дБ) между показаниями аттенюатора Nx,
для которого определяется чувствительность, и показа-
нием No, при котором еще уверенно выявляется отража-
тель диаметром 6 мм на глубине 44 мм в стандартном
образце СО-2 (рис. 50, б).
Условные чувствительности по СО-1 и СО-2 могут
быть сопоставлены экспериментально.
Некоторому значению предельной чувствительно-
сти соответствует определенное значение условной.
Предельная чувствительность может быть воспроизведе-
на по условной, если значения f}, а0, 2а, т преобразо-
вателей соответствуют тем значениям, для которых была
задана условная чувствительность. Часто настраивают
уровень фиксации по искусственным дефектам в лабора-
тории и там же определяют условную чувствительность,
а затем воспроизводят уровень фиксации на месте кон-
троля по небольшим образцам СО-1 или СО-2.
Чувствительность приемного тракта определяет-
ся значением амплитуды входного электрического сиг-
нала, при котором амплитуда сигнала на индикаторе де-
фектоскопа достигает стандартного уровня Лс. За Ас
обычно принимается половина или две трети экрана де-
фектоскопа. Чувствительность приемника регулируется,
и ее наибольшее значение, соответствующее минималь-
ному регистрируемому значению входного сигнала (7min,
достигается при положениях регуляторов, соответст-
вующих максимальному усилению. Если при этом воз-
никают электрические шумы, то положение регуляторов
должно быть таким, чтобы уровень шумов был не выше
половины стандартного уровня.
Амплитудная характеристика приемника дефекто-
скопа определяет изменение амплитуды сигнала на экра-
не дефектоскопа в зависимости от изменения амплитуды
входного сигнала на приемнике. Ее важнейший показа-
тель - динамический диапазон, определяемый областью
изменений амплитуды входного сигнала, при которой
зависимость выходного сигнала от входного прямо про-
порциональна. В высокочастотных дефектоскопах с ли-
нейным усилителем динамический диапазон составляет
не менее 20 дБ.
Порог электрической чувствительности (макси-
мальная электрическая чувствительность) определяют
отношением амплитуд минимального регистрируемого
электрического сигнала на входе усилителя (7П11П (при
максимальной чувствительности приемника) к макси-
мальному сигналу возбудителя преобразователя (70, т.е.
отношением U^lUo- Эта величина характеризует чувст-
вительность дефектоскопа как электронного прибора без
преобразователя, который при измерениях этого парамет-
ра заменяется эквивалентной электрической схемой.
Порог акустической чувствительности (макси-
мальная акустическая чувствительность, или абсолют-
ная чувствительность) дефектоскопа с преобразовате-
лем равен отношению минимального регистрируемого
акустического сигнала Л™, к максимальному излучае-
мому в изделие акустическому сигналу Ро. Он связан с
максимальной электрической чувствительностью зави-
симостями:
для контактного нормального преобразователя с
двойным коэффициентом преобразования К
р0 к и0 ’
для преобразователя с линией задержки длиной г с
затуханием 8]
Р 1 IJ
7 min _ 1 ^25]/-] min
Ро " KD Uo ’
где D - коэффициент прозрачности по энергии границы
задержка - изделие.
В лучших дефектоскопах Рт1П / Ро достигает 115 ...
120 дБ, а в дефектоскопах с излучением сложных сигна-
лов и их корреляционной обработкой - 145 дБ.
Проверка абсолютной чувствительности выполня-
ется следующим образом. Все некалиброванные ручки,
регулирующие чувствительность, устанавливают в по-
ложение, соответствующее максимуму чувствительно-
сти. Рассчитывают значение Р' / Ро для одного из искус-
ственных отражателей по табл. И или 12. На образце с
выбранным искусственным отражателем находят поло-
жение преобразователя, соответствующее максимуму
амплитуды эхо-сигнала, и по аттенюатору определяют
запас (резерв) Rm чувствительности дефектоскопа, т.е.
число делений аттенюатора, на которое еще можно по-
высить чувствительность до ее максимального значения
или до появления электрических шумов высотой Ао / 2.
Суммой значений Р’ / Р и Rm (дБ) определяют искомый
параметр - отношение амплитуды минимального аку-
стического сигнала Pmin, который регистрируется дефек-
тоскопом, к максимальной амплитуде зондирующего
импульса Ро-
Угол а ввода луча определяют как угол между нор-
малью к поверхности и направлением от точки выхода
(или акустического центра) преобразователя на центр
отверстия диаметром 6 мм в образце СО-2 при положе-
нии преобразователя, соответствующем максимуму эхо-
сигнала от этого отверстия. Если преобразователь имеет
большие размеры, большую ближнюю зону или контро-
лируется материал, отличный от стали по скорости рас-
пространения звука, используют образец, подобный
СО-2 (см. рис. 51).
Угол ввода отклоняется от угла ас, рассчитанного
по закону синусов, в сторону угла, где достигается мак-
симум коэффициента прозрачности для границы акусти-
ческая задержка (призма) - изделие (см. рис. 13, в). На
больших глубинах залегания дефекта угол а уменьшает-
ся в связи с тем, что меньшим углам соответствует
меньший путь точка выхода - отражатель, а это способ-
ствует увеличению амплитуды эхо-сигнала. При глубине
залегания дефекта, большей 100 мм, необходимо изме-
Рис. 51. Схема определения
координат дефектов при
контроле наклонным
преобразователем
16 — 7387
242
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
рять угол а на образце с повышенной глубиной залега-
ния отверстия диаметром 6 мм. Эта глубина может быть
уменьшена, если контролируется материал с большим
затуханием или ширина диаграммы направленности пре-
образователя больше, чем для стандартных преобразова-
телей.
Направленность поля преобразователя, характери-
зуемая его диаграммой направленности, определяет по-
грешность измерения координат и условных размеров
дефектов. Числовыми характеристиками диаграммы
направленности являются угол наклона акустической
оси осо и угол раскрытия основного лепестка 20 на уров-
не 3 или 20 дБ от максимума при работе в режиме излу-
чения-приема.
Мертвая зона rmjn (минимальная глубина прозвучи-
вания) определяется минимальной глубиной залегания
дефекта, надежно выявляемого дефектоскопом. Мертвая
зона определяется по отражению ультразвука от искус-
ственного дефекта типа цилиндра диаметром 2 мм, вы-
полненного в образце из контролируемого материала.
При контроле стальных изделий мертвая зона оценивает-
ся по СО-2. Значение rmin приближенно определяется по
формуле
г •
min
+Тр)
2
«2,5 X,
где ти, тр - длительность соответственно импульса и ре-
верберационных шумов преобразователя на уровне 0,1.
Для прямого преобразователя на частоту 2,5 МГц
мертвая зона 7 ... 10 мм, а для наклонного 0 ... 3 мм.
Разрешающая способность эхо-метода определяет-
ся минимальным расстоянием между двумя одинаковы-
ми дефектами, при котором эти дефекты фиксируются
как раздельные. Различают лучевую Дг и фронтальную
Д/ разрешающие способности. Первая определяется ми-
нимальным расстоянием Дг между двумя раздельно вы-
являемыми дефектами, расположенными в направлении
хода луча вдоль акустической оси преобразователя. Та-
кие отражатели в виде пазов или концентрических от-
верстий разного диаметра предусмотрены в СО-1. Значе-
ние Дг « 1,5 X.
Фронтальная разрешающая способность определя-
ется минимальным расстоянием Д/ между двумя раз-
дельно выявляемыми дефектами, расположенными вдоль
фронта волны (для прямого преобразователя на одной
глубине). Значение Д/ должно превышать большее из
двух значений - D или 1,2 (rklD), где D - размер преоб-
разователя.
Параметры сканирования - это скорость переме-
щения преобразователя относительно поверхности кон-
тролируемого изделия и шаг между соседними траекто-
риями перемещения. Эти параметры определяют произво-
дительность контроля. Они должны обеспечить проверку
всего объема изделия (при стопроцентном контроле).
Шаг сканирования Дс обычно устанавливают не
меньше половины размера пьезоэлемента преобразова-
теля в направлении шага. Более точное значение шага
(это особенно существенно при автоматическом контро-
ле) определяется минимальной шириной акустического
поля преобразователя на определенном уровне от мак-
симального значения чувствительности. Обычно чувст-
вительность при поиске дефектов устанавливается выше
уровня фиксации (чаще всего на 6 дБ). Это превышение
определяет уровень ширины акустического поля при
установлении шага сканирования.
Скорость N перемещения преобразователя при
ручном контроле не должна превышать 150 мм/с. При
автоматическом контроле она ограничивается частотой
посылок зондирующих импульсов Иц и инерционностью
регистратора дефектов, определяемой числом импульсов
Ур, от которого срабатывает регистратор. Для круглого
или квадратного преобразователя
у<Дс—.
NP
Далее рассматриваются параметры приборов и ме-
тоды контроля, не вошедшие в табл. 13.
Нестабильность акустического контакта характе-
ризует изменение чувствительности, возникающее в свя-
зи с тем, что прохождение ультразвука из преобразова-
теля в различных условиях не одинаково. При контакт-
ном способе контроля нестабильность возникает вслед-
ствие либо частичного, либо полного отсутствия кон-
тактной жидкости, а также вследствие изменения тол-
щины слоя жидкости. Чувствительность для специально
сконструированных прямых и наклонных преобразова-
телей изменяется на 4 ... 6 дБ, для обычных прямых пре-
образователей изменение составляет до 20 дБ при скани-
ровании по гладкой поверхности.
При контактном способе контроля прямым преоб-
разователем механически обработанной поверхности
высота неровностей должна быть не более R2 = 10 мкм,
наклонным преобразователем - Rz =40 мкм; волни-
стость - не более 1 мм на площади 50 х 50 мм.
При контроле щелевым и особенно иммерсионными
способами изменение чувствительности от нестабильно-
сти контакта значительно меньше, чем при контактном.
Влияние изменения акустического контакта наибо-
лее заметно в том случае, когда настройку выполняют на
образце с гладкой поверхностью, а поверхность контро-
лируемого изделия более шероховата. Корректирование
чувствительности можно выполнить по измерению дон-
ного сигнала (при контроле прямым преобразователем)
или сигнала от какого-либо отражателя, одинакового для
образца и изделия. Очень удобно применение датчиков
ДШВ и ДШВП (разработка ЦНИИТМаш), которые, не
используя донного сигнала, позволяют сравнить шеро-
ховатость поверхности образца и изделия и выбрать по-
правку к чувствительности.
Частота посылок зондирующих импульсов опреде-
ляется числом посылаемых импульсов N* в секунду.
Максимальное значение этой величины ограничивается
скоростью затухания ультразвука в изделии. При боль-
шой частоте посылок предыдущий импульс не успевает
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
243
затухать и поэтому может вызвать появление ложных
сигналов во время действующей посылки. Увеличение
Nn обеспечивает более яркое свечение экрана и дает воз-
можность повысить скорость сканирования при автома-
тическом контроле.
Характеристика временной автоматической регу-
лировки усиления (ВАРУ) - зависимость изменения чув-
ствительности усилителя во времени t. Ее элементами
являются: динамический диапазон (максимальное изме-
нение чувствительности под действием ВАРУ), длитель-
ность (время действия) ВАРУ, изменения чувствитель-
ности во времени.
В современных дефектоскопах ВАРУ поддерживает
постоянную чувствительность в пределах ближней зоны
преобразователя и обеспечивает возрастание чувстви-
тельности в дальней зоне по закону г2е28г или г3/2е28г
(в зависимости от типа настроечного отражателя), где
г-ct- путь ультразвука, а 5 - коэффициент затухания.
Характеристики порогового индикатора - автома-
тического сигнализатора дефектов (АСД) - уровень чув-
ствительности и быстродействия. Определяется как наи-
меньшее значение амплитуды выходного сигнала и реги-
стрируемая длительность импульса А/р (или число им-
пульсов запуска 2VP), от которых срабатывает АСД.
Характеристики развертки'.
• максимальная скорость развертки - максимальный
путь, пробегаемый лучом по экрану за единицу времени;
• максимальный диапазон развертки - макси-
мальный интервал времени, который можно наблюдать
по экрану;
• нелинейность развертки - максимальное отклоне-
ние А/ от линейного закона перемещения луча по экрану
во времени, отнесенное к длительности развертки 1^;
• минимальная и максимальная задержки начала
развертки.
Проверка характеристик развертки выполняется с
помощью измерителя (глубиномера) дефектоскопа или с
помощью образцов. Например, для проверки линейности
развертки в диапазоне до 100 мм устанавливают прямой
преобразователь на образец толщиной 20 ... 30 мм.
Поперечные размеры образца должны быть порядка
100 х 100 мм, чтобы не возникало ложных отражений от
боковых поверхностей.
Отклонения от линейности определяются неравно-
мерностью интервалов (мм) между импульсами много-
кратных (до пятикратного) отражений между поверхно-
стями образца. Интервал, соответствующий первому
донному сигналу, может быть несколько больше осталь-
ных вследствие прохождения импульса в протекторе,
слое контактной жидкости и других задержках.
Форма, длительность и амплитуда излучаемого
(зондирующего) импульса определяется его спектром.
Ударный генератор во взаимодействии с колебательным
контуром (в который входит пьезоэлемент) вырабатыва-
ет быстрозатухающий импульс синусоидальных элек-
трических колебаний. Спектр этого импульса сущест-
венно искажается при трансформации преобразователем
электрических колебаний в акустические и обратно, про-
16*
хождении через контактные слои преобразователь - из-
делие, распространении в изделии, отражении от дефекта
и усилении приемным трактом дефектоскопа. Наимень-
шие искажения претерпевает радиочастотный колоколо-
образный импульс, но генераторы для их возбуждения в
дефектоскопах применяются редко.
Собственно зондирующим импульсом называют
акустический импульс, излученный преобразователем в
изделие. Амплитудой такого импульса будем называть
максимальное значение амплитуды акустического дав-
ления упругого напряжения на рабочей частоте. Дли-
тельность импульса т определяют на уровне 0,1 его мак-
симального значения.
Погрешность измерения амплитуд эхо-сигналов в
децибелах посредством аттенюатора, встроенного в де-
фектоскоп, оценивается с помощью специального атте-
стованного аттенюатора. Текущая проверка правильно-
сти работы аттенюатора выполняется путем сравнения
ослаблений его различных ступеней. Например, если
аттенюатор имеет две ручки регулирования - плавную
(0 ... 20 дБ) и ступенчатую (0; 20; 40; 60 дБ), то получа-
ют большой эхо-сигнал от какого-либо отражателя, ус-
танавливают ступенчатый аттенюатор на 60 дБ, а плав-
ный - на 0 дБ и некалиброванным регулятором доводят
амплитуду до стандартного уровня. Затем ступенчатым
аттенюатором снижают чувствительность до 40 дБ, а
плавным увеличивают до 20 дБ. При правильной работе
аттенюатора амплитуда сигнала должна сохраниться.
Аналогичным образом осуществляют проверку других
ступеней аттенюатора.
Минимальный размер выявляемого дефекта для ре-
альных дефектов определенного типа может быть уста-
новлен статистической обработкой результатов вскрытия
большого числа проконтролированных изделий. Чаще
всего минимальный размер оценивают по плоскодонным
отражателям. Эхо-сигнал от минимального дефекта дол-
жен быть больше pmin (определяемого максимальной
акустической чувствительностью) и в два раза больше
уровня шумов. Первым требованием ограничивается, в
частности, возможность выявления дефектов, размеры
которых меньше длины волны. При d « X отражатель-
ная способность дефекта резко уменьшается. Чтобы по-
высить чувствительность и выполнить первое из указан-
ных требований, необходимо увеличить двойной коэф-
фициент преобразования преобразователя, коэффициент
усиления дефектоскопа, амплитуду генератора, площадь
пьезопреобразователя (если дефект находится в дальней
зоне). Оптимальное значение частоты, соответствующее
максимальной чувствительности, снижается по мере
увеличения толщины изделия и затухания УЗК. При кон-
троле изделий большой толщины наклонными преобра-
зователями чувствительность повышается при уменьше-
нии угла наклона.
Причины возникновения шумов при контроле эхо-
методом следующие:
• реверберационные шумы преобразователя;
• внешние электромагнитные и акустические шумы;
от них можно отстроиться экранировкой прибора, стро-
бированием времени прихода эхо-сигнала от дефекта,
244
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
регистрацией только сигналов, регулярно повторяющих-
ся при каждой посылке зондирующего импульса;
• отражения ультразвука от структурных неодно-
родностей изделия (структурные помехи); являются ос-
новным фактором, ограничивающим возможность кон-
троля или предельную чувствительность при проверке
изделий из крупнозернистых материалов.
Для улучшения выявляемое™ дефекта на фоне
структурных помех акустическое поле преобразователя
следует максимально сконцентрировать в зоне предпола-
гаемого расположения дефекта. Если дефект находится в
дальней зоне, по возможности сужают диаграмму на-
правленности, увеличивая диаметр преобразователя. Ес-
ли дефект попадает в ближнюю зону преобразователя,
рекомендуется применять фокусировку ультразвука. По-
лезно также уменьшать длительность импульсов, приме-
нять импульсы колоколообразной формы, продольные
волны вместо поперечных (для них меньше коэффици-
ент рассеяния), раздельные преобразователи.
Выявляемость дефектов на фоне структурных по-
мех облегчается при использовании системы ВАРУ и
компенсированной отсечки в усилителе дефектоскопа.
Перспективным направлением улучшения выявляе-
мое™ сигналов от дефектов на фоне структурных помех
является корреляционная обработка сигналов. Для соз-
дания возможности такой обработки необходимо варьи-
ровать какой-либо параметр контроля, по-разному
влияющий на сигнал и помехи (например, изменять диа-
метр преобразователя, частоту, длительность импульса,
ракурс озвучивания) контролируемого объема изделия.
Максимальная глубина прозвучивания rmax определя-
ется максимальной глубиной, на которой может быть вы-
явлен дефект заданного размера. Приблизительные тол-
щины различных материалов (с учетом затуханий в них
УЗК), доступные контролю эхо-методом, см. в табл. 4.
Помимо ограничений чувствительности дополнитель-
ным фактором, препятствующим дефектоскопии изделий
большой толщины, является максимальный диапазон
развертки дефектоскопа /таХ. Условия ограничения запи-
сываются в виде уравнения
'max ~ 0’5max ’
Определение координат, размеров и формы де-
фекта. Целью НК является не только обнаружение де-
фектов, но и распознавание их образа для оценки потен-
циальной опасности дефекта. Методы визуального пред-
ставления дефектов эффективны, когда размеры объек-
тов (дефекта в целом или его фрагментов) при контроле
обычным дефектоскопом превышают ширину акустиче-
ского поля преобразователя (10 ... 12 мм и более). По-
ложение радикально изменяется при использовании ко-
герентных методов контроля (см. «Ультразвуковые
интроскопы»). В практике обычного контроля дефекты
идентифицируют по признакам, рассчитанным по изме-
ренным характеристикам дефектов посредством дефек-
тоскопов с индикатором типа А.
Основные измеряемые характеристики - коорди-
наты дефектов, эквивалентная площадь (диаметр) и ус-
ловные размеры - протяженность, высота и ширина.
Координаты дефектов Н и L (рис. 51) определяют
относительно точки О выхода (расположена в объекте
контроля над точкой ввода преобразователя). Решение
задачи сводится к нахождению положения преобразова-
теля на поверхности изделия, соответствующего макси-
мальной амплитуде эхо-сигнала, и определению времени
t пробега импульса от пьезопластины преобразователя до
дефекта. Тогда
Z = rsina; Н -rcosa;
r = c(t-t3),
где t3 - время пробега импульса в акустической задерж-
ке (например, призме) преобразователя.
Погрешность измерения координат складывается из
систематических и случайных погрешностей.
Погрешность измерения времени (погрешность
глубиномера} одинаково проявляется при прямом и на-
клонном преобразователях. Ее причины - погрешность
глубиномера как измерительного устройства, ошибка
учета пути в задержке-призме, включая слой контактной
жидкости (г3 и с3 - путь и скорость в задержке или ее
меняющейся части), длительность импульса. Влияние
длительности импульса на измерение времени учитыва-
ется членом
геГ геХ
t г
где Т- период колебаний; ж = 0,1 ... 1. Коэффициент ге
равен единице, если при калибровке и измерении ис-
пользуются соседние периоды колебаний в импульсе.
Коэффициент ге = 0,1 ... 0,3, если измерение и калибров-
ка выполняются по одному и тому же (первому) периоду
колебаний, который имеет наклонный передний фронт,
но измерения выполняют на разных уровнях. Погреш-
ность глубиномера проверяют на СО-1, или СО-2, или по
любому другому образцу, размеры которого и скорость
распространения продольной волны известны.
Скорость звука влияет на точность измерения рас-
стояния так же, как и время. При настройке скорости
проявляются те же факторы, поэтому Ас /с + А/It =
= 2 kt It. При контроле наклонным преобразователем
скорость влияет также на угол ввода.
Погрешность определения положения максимума
эхо-сигнала (точки Од на поверхности изделия в основ-
ном случайна. Она тем больше, чем шире акустическое
поле преобразователя. В ближней зоне ширина поля оп-
ределяется размером преобразователя Дав дальней
зоне - отношением \r/D.
Измерение эквивалентной площади дефекта. Нуж-
но определить площадь или диаметр плоскодонного отра-
жателя, дающего эхо-сигнал той же амплитуды и располо-
женного на такой же глубине и в таком же материале, что и
естественный дефект. Для этого используют тест-образцы с
искусственными дефектами и АРД-диаграммы.
Применение АРД-диаграмм ограничивается кри-
визной поверхности изделия. При контроле стального
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
245
изделия контактным способом (негустая контактная
жидкость, дефектоскоп настроен по образцу с плоской
поверхностью) для изделия с не плоской поверхностью
АРД-диаграмму можно применять при выполнении сле-
дующих двух условий:
7?>0,25Z)2; R>l,6D2f,
где R - радиус кривизны поверхности изделия, мм; D -
размер преобразователя в радиальной плоскости изде-
лия, мм; f- частота, МГц.
Если применять густую контактную жидкость и на-
страивать дефектоскоп по образцу, кривизна поверхно-
сти которого близка к кривизне изделия, то эти условия
менее жесткие:
7?>0,12Z>2; Я>О,16£>2/.
Тест-образцы и изделие должны иметь одинаковое
качество поверхности ввода. Это проверяют тем же де-
фектоскопом с датчиками ДШП или ДШВП и в случае
несоответствия вводят поправки. Удобно также приме-
нять индикатор шероховатости ИШП-1, которым можно
проверить и плоскостность дна отверстий (изготовитель
датчиков и прибора - НПО «ЦНИИТМаш»).
Реальную площадь компактных дефектов опреде-
ляют, деля эквивалентную площадь на коэффициент вы-
являемое™. Для поковок и проката он равен 0,15 ... 0,4,
для сварных швов - 0,01 ... 0,1. Более точно этот коэф-
фициент может быть определен для конкретных изделий,
технологий и материалов.
Измерение условных размеров. Условная протя-
женность - протяженность дефекта, параллельного по-
верхности ввода. Условную протяженность дефекта ААД
измеряют по расстоянию между положениями преобра-
зователя над краевыми точками дефекта (рис. 52).
При контроле сварных соединений преобразователь
перемещают вдоль шва. Условную ширину дефекта
ДМд при контроле сварных соединений измеряют по
Рис. 52. Схема определения условной протяженности,
условной ширины и условной высоты дефекта при
контроле наклонным преобразователем
перемещению преобразователя между краевыми точками
дефекта в направлении, перпендикулярном к шву. Ус-
ловную высоту АНд измеряют так же, как и условную
ширину, но измеряемая величина - пробег импульса
вдоль линии развертки. Условную высоту определяют
как разность глубин координат дефекта, измеренных при
положениях преобразователя в краевых точках.
Положение краевых точек определяют по одному из
следующих признаков:
• ослаблению эхо-сигнала до уровня фиксации;
• ослаблению эхо-сигнала на 6 дБ от максимального
значения.
При измерении вторым способом условная протя-
женность плоских дефектов (рис. 53, кривая 4) остается
постоянной, пока размер дефекта d меньше 1/4 размера
преобразователя Z), а затем уменьшается и имеет мини-
мум при d » D\ при d » D приближается к истинному
размеру дефекта (кривая 4). Условная протяженность
округлых дефектов остается постоянной (кривая 5).
Рис. 53. Зависимость условной протяженности Д£д от
истинного размера d дефекта:
/ - Д£д = d\2- ДЛд плоских дефектов по уровню фиксации;
3 - ДАд округлых дефектов по уровню фиксации; 4 - &La пло-
ских дефектов по уровню 6 дБ; 5 - округлых дефектов по
уровню 6 дБ
246
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
При измерении первым способом условная протя-
женность плоских дефектов (кривая 2), как правило, зна-
чительно больше истинных размеров (кривая 7), а услов-
ная протяженность округлых дефектов (кривая 3) очень
медленно увеличивается с увеличением диаметра отра-
жателя.
При измерении условной высоты дефектов следует
иметь в виду, что дефект (например, вертикальный,
см. рис. 52) ориентирован не перпендикулярно к акусти-
ческой оси преобразователя. Эхо-сигнал от такого де-
фекта возникает вследствие рассеяния на неровностях
его поверхности и дифракции на краях дефекта.
Для гладких дефектов (например, усталостных тре-
щин) дифракционные максимумы эхо-сигналов от крае-
вых точек значительно превосходят сигнал от остальной
части дефекта. По координатам точек, соответствующих
этим максимумам, определяют размеры и ориентацию
дефекта. Фактически это дифракционно-временной спо-
соб определения размеров дефекта. Соотношение реаль-
ных и измеренных размеров при этом может значительно
отличаться от соотношения, полученного при измерении
по максимумам эхо-сигналов от дефекта, параллельного
поверхности ввода.
Рис. 54. Оценка компактности или протяженности дефекта
при измерении относительными способами по уровням
6 и 20 дБ (а) или по уровню фиксации (б)
Распознавание компактных и протяженных де-
фектов. Принято считать дефект компактным, если его
условная протяженность не превосходит условной про-
тяженности эквивалентного дефекту плоскодонного от-
верстия при их измерении любыми способами, кроме
измерения по дифракционным максимумам. Иногда для
упрощения контроля сравнивают условные протяженно-
сти всех обнаруженных дефектов и плоскодонного от-
верстия максимально допустимого для контролируемого
изделия диаметра.
Основная измеряемая характеристика компактного
дефекта - его эквивалентная площадь, а протяженного
дефекта - условные размеры. Распознавание компактных
и протяженных дефектов удобно выполнять с помощью
графиков (рис. 54), построенных в безразмерных коор-
динатах. Прямые на рис. 54, а соответствуют условной
протяженности дефектов ДЛд, измеренной относитель-
ным способом на уровне 6 и 20 дБ от максимума эхо-
сигнала для него. Кривые на рис. 54, б соответствуют
условной протяженности дефектов Д£д, измеренной
абсолютным способом. Кружок или квадратик рядом с
кривой соответствует круглому или прямоугольному
пьезоэлементу размером D; X - длина волны; г - рас-
стояние преобразователь - дефект; Лд / Аф - превышение
амплитуды эхо-сигнала от дефекта над уровнем фикса-
ции (в положительных децибелах).
Если точка, соответствующая измеренному значе-
нию условной протяженности дефекта, лежит на соот-
ветствующей кривой или ниже ее, то дефект компакт-
ный; если выше, то дефект протяженный.
Определение формы дефекта. При ультразвуко-
вом контроле важно различить плоскостные и объемные
дефекты. Дефекты промежуточного типа, как правило,
идентифицировать не удается. В табл. 14 приведены не-
которые способы определения формы дефектов, размеры
которых превосходят длину волны. Способы применяют
при контроле сварных швов и других объектов. Предпо-
лагается, что плоскостные дефекты ориентированы вер-
тикально (т.е. перпендикулярно или почти перпендику-
лярно к поверхности ввода). В графе 3 таблицы ампли-
туды даны в отрицательных единицах, а в графах 4 и 5 в
отрицательных децибелах.
Изменение угла озвучивания на поверхности ввода
(способ 1) осуществляют одним преобразователем, а
в плоскости падения (способ 2) - двумя преобразовате-
лями с разными углами ввода. Это требует использова-
ния бокового цилиндрического отверстия для получения
опорного сигнала. Разработаны устройства, обеспечи-
вающие озвучивание определенной точки в объекте кон-
троля при перемещении преобразователя с одновремен-
ным изменением угла ввода.
Признак Ktl (способ 3) основан на озвучивании
дефекта поперечной волной, а приеме двух волн - попе-
речной с амплитудой At и продольной (трансформиро-
ванной на дефекте) с амплитудой Л/. Для этой цели на-
клонный преобразователь снабжают дополнительным
пьезоэлементом. В качестве опорного используют эхо-
сигнал от угла. При переходе от объемного к плоскост-
УЛЬТРАЗВУКОВОЙ ЭХО-МЕТОД
247
14. Способы определения признаков формы дефектов
№ спо- соба Схема измерения Признак формы Значение признака при дефекте
плоскостном объемном
1 ^45 / Л 8 дБ и менее 8 дБ и более
2 _ A4q / ?l40 Кф~А /А' Л60 ' Л60 До 6 дБ 0 ± 0,5 дБ
3 г t л,/л. Ktl =—, 7 4/л; До 10 дБ Свыше 6 дБ
4 JZZI —1 N л,/л. Свыше 0 дБ 0 дБ и менее
5 / Т], мкс т2, мкс Тз, мкс <1,1 ±0,7 < 1,05 ± 0,4 < 1,1 ±0,6 > 1,5 ±0,7 > 1,5 ±0,7 > 1,3 ±0,85
f / ‘ c:
— -Г Ti
6 2 Лз ^24 Л 2 ^34 Продольная трещина, свыше 0 дБ Поперечная трещина, до 0 дБ Приблизительно 0 дБ
7 А, К 4\ Кф=Л1/Л3 1 и меньше Свыше 1
8 Спектр эхо-сигнала А|
248
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ному дефекту А,/А/ возрастает на 10 ... 13 дБ. Достовер-
ность распознавания реальных дефектов этим способом
0,8. Способ можно также реализовать, принимая транс-
формированную продольную волну другим преобразова-
телем.
Дельта-способ (способ 4) применяют в том случае,
если приемник продольных волн расположен над дефек-
том (при контроле сварных соединений - над выпукло-
стью сварного шва, которую обычно защищают). Для
плоскостного дефекта амплитуда эхо-сигналов продоль-
ной волны, принятой непосредственно после дифракции
на дефекте, больше, чем волны, отраженной после ди-
фракции от дна изделия.
Способ 5 основан на анализе формы видеоимпуль-
са. Объемному дефекту соответствует импульс с более
пологими фронтом и спадом.
При контроле сварных соединений обычно нужно
найти и идентифицировать трещины различной ориента-
ции. Способ 6 основан на сравнении амплитуд эхо-сиг-
налов, излученных преобразователями 7 и 3, а принятых
преобразователями 2 и 4: А\2, Ai4, А32 и Л34. В табл. 14
приведены соотношения между амплитудами, характер-
ные для дефектов различных формы и ориентации.
Коэффициент формы (способ 7) определяют по со-
отношению амплитуд эхо-сигналов, полученных совме-
щенным преобразователем А и эхо-зеркальным методом
(обычно тандем-вариантом А').
При спектральном способе (способ 8) необходимо
применение дефектоскопа-спектроанализатора. Эхо-
сигнал от дефекта с дефектоскопа подается на спектроа-
нализатор. В этом случае на экране наблюдают измене-
ние амплитуды эхо-сигнала в зависимости от частоты.
Зондирующий импульс и пьезопреобразователь должны
быть широкополосными (/тах / > 2). Немонотон-
ный спектр, характерный для плоскостного дефекта, воз-
никает в результате интерференции эхо-сигналов от кон-
чиков дефекта.
9.7. ТЕНЕВОЙ И ЗЕРКАЛЬНО-ТЕНЕВОЙ
МЕТОДЫ
9.7.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
Теневые методы дефектоскопии относят к способам
акустического контроля, основанным на определении
свойств проверяемого объекта по изменению одного из
параметров упругой волны, прошедшей через контроли-
руемый участок изделия. Упругую волну излучают не-
прерывно или в виде импульсов. В качестве регистри-
руемого параметра используют амплитуду упругой вол-
ны, прошедшей через контролируемое изделие, реже -
фазу или время прохождения. В качестве индикаторов
регистрируемого параметра обычно используют радио-
измерительные устройства, иногда - средства визуализа-
ции акустических полей.
Наиболее распространены теневой и зеркально-
теневой методы. (Последний относится к группе комби-
нированных методов.) Признаком обнаружения не-
сплошностей этими методами служит ослабление ампли-
туды упругих волн, прошедших через изделие. Для кон-
троля крупнозернистых материалов (например, бетона)
применяют временной теневой метод. Признаком обна-
ружения несплошностей этим методом является запаз-
дывание времени прохождения импульсов через изделие.
Для количественной оценки выявляемое™ дефекта
при теневом или зеркально-теневом методе введен ко-
эффициент Кс, характеризующий максимальное ослаб-
ление дефектом амплитуды сигнала, прошедшего от из-
лучателя к приемнику, при теневом методе или донного
сигнала при зеркально-теневом методе:
где Uo - амплитуда сигнала при отсутствии дефекта;
С/д - минимальная амплитуда сигнала при наличии де-
фекта.
Значение коэффициента Кс изменяется от нуля до
единицы и тем меньше, чем больше дефект. По значе-
нию Кс иногда можно судить об эквивалентных размерах
дефектов, выявленных в данном изделии. Выявляемое™
дефектов при теневом и зеркально-теневом методах не
зависит от номинального значения амплитуды сигнала.
Для контроля изделий теневым и зеркально-
теневым методами обычно используют импульсные эхо-
дефектоскопы. При теневом методе контроля преобразо-
ватели включают по раздельной схеме, а при зеркально-
теневом - по раздельной или совмещенной схеме. Для
более надежной регистрации дефектов служит сигнали-
затор, срабатывающий в момент, когда амплитуда сигна-
ла становится ниже некоторого уровня 1/^ . Чувстви-
тельность дефектоскопа оценивается значением
_ ^min
у” (У ’
характеризующим минимальное относительное ослабле-
ние амплитуды сигнала, регистрируемого индикатором
дефектоскопа при данной его настройке.
К основным параметрам аппаратуры для контроля
теневым и зеркально-теневым методами относятся:
• частота ультразвуковых колебаний/;
• акустическое поле, в частности диаграмма на-
правленности преобразователя;
• чувствительность дефектоскопа Ау,
• частота посылок импульсов 7УИ и инерционность
индикатора;
• эффективная длительность зондирующего им-
пульса т.
Эффективная ‘длительность зондирующего импуль-
са определяет минимальную толщину контролируемого
изделия:
* 2с ’
ограничение связано с возникновением интерференции
импульсов.
ТЕНЕВОЙ И ЗЕРКАЛЬНО-ТЕНЕВОЙ МЕТОДЫ
249
Для временного теневого метода вместо параметров
ку и т вводится параметр точности измерения времени
пробега импульса ж = Д/It.
Основными измеряемыми характеристиками дефек-
тов, выявленных теневым и зеркально-теневым метода-
ми, являются:
• коэффициент выявляемое™ дефекта Кс;
• условные размеры дефекта, определяемые по раз-
мерам зоны индикации, где величина ослабления сигна-
ла дефектом меньше установленного значения ку,
• расстояние между дефектами, границы которых
устанавливаются при измерении их условных или отно-
сительных размеров;
• число дефектов на определенной площади или
длине изделия.
Расчет ослабления амплитуды при контроле те-
невым методом. На диаграмме, приведенной на рис. 55,
в безразмерных координатах показано максимальное
ослабление Кс сигнала дефектом, расположенным посе-
редине между одинаковыми излучающим и приемным
преобразователями. Заштрихованные зоны соответству-
ют разбросу, вызываемому различной формой и дли-
тельностью излучаемых импульсов. Если дефект распо-
ложен не посередине, то, пользуясь графиками (рис. 56),
можно учесть его смещение в сторону излучателя или
приемника.
Для приближенной оценки ослабления амплитуды
сигнала дефектом в виде диска можно пользоваться сле-
дующими неравенствами:
Рис. 55. Диаграмма амплитуда - расстояние - диаметр для
теневого метода
при г <(4 ... 5)гб;
при г>(4 ... 5)гб,
где 5 - площадь диска; S -площадь преобразователей;
X - длина волны; г - расстояние между излучателем и
приемником.
При контроле иммерсионным способом следует
применять способ построения мнимых излучателя и при-
емника (см. «Акустическое поле преобразователя»).
Рис. 56. Графики изменения ослабления сквозного
сигнала при перемещении дефекта между преобра-
зователями (rj/г - отношение расстояния от излу-
чателя до дефекта к толщине изделия):
а - г/гб = 1; б - г/гб = 2,5; в - г/гб = 5,2
в)
250
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
9.7.2. ОСОБЕННОСТИ КОНТРОЛЯ
ЗЕРКАЛЬНО-ТЕНЕВЫМ МЕТОДОМ
Различают пять способов контроля этим методом:
• прямым преобразователем по первому донному
отражению продольной волны (рис. 57, а);
• прямым преобразователем по и-му донному отра-
жению продольной волны (рис. 57, б);
• двумя наклонными преобразователями по донно-
му отражению поперечной волны (рис. 57, в);
• двумя наклонными преобразователями по донно-
му отражению продольной волны (рис. 57, г);
• прямым преобразователем по отношению ампли-
туды второго донного сигнала к амплитуде первого дон-
ного сигнала.
Для первого варианта справедливо следующее при-
ближенное выражение для отношения амплитуд донных
сигналов при наличии и отсутствии дефекта:
к,=|—<•,
* Ц(2г-г,)
Здесь S - площадь дефекта; г - толщина изделия;
т\ - расстояние от поверхности ввода, по которой пере-
мещается преобразователь, до дефекта.
Для других вариантов зеркально-теневого метода
ослабление второго донного сигнала при контроле спо-
собом б больше, чем ослабление первого донного сиг-
нала, так как ультразвуковые волны 4 раза будут прохо-
дить мимо дефекта. Поэтому способ контроля по второ-
му донному сигналу имеет более высокую чувствитель-
ность, хотя одновременно возрастают помехи. Способ
этот применяют в случае необходимости повышения
чувствительности контроля.
При контроле третьим способом ультразвук один
раз проходит мимо дефекта, поэтому чувствительность
этого варианта меньше. При контроле четвертым спосо-
бом чувствительность обычно выше, чем третьим, по
следующей причине. Угол наклона преобразователей для
продольных волн делают небольшим (5 ... 10°), чтобы не
возникали поперечные волны. Небольшой угол требует
близкого расположения преобразователей. В результате
лучи обычно 2 раза пересекают область дефекта и пре-
терпевают двойное ослабление. Чувствительность при
этом близка к чувствительности первого варианта. Если
же лучи пересекают дефект один раз (например, когда
дефект расположен вблизи поверхности ввода), ослабле-
ние донного сигнала дефектом приблизительно такое же,
как для преобразователей поперечных волн.
Наклонные преобразователи применяют при кон-
троле тонких объектов, когда мертвая зона обычных
прямых преобразователей мешает получению донного
сигнала. Они оказываются полезными при выявлении и
оценке размеров вертикально ориентированных дефек-
тов, поскольку дают возможность определять их эквива-
лентные и условные размеры.
Рис. 57. Функциональные схемы зеркально-теневых импульсных дефектоскопов с осциллографическим индикатором:
а - контроль прямым преобразователем по первому донному сигналу б - контроль прямым преобразователем по третьему
донному сигналу Д3; в - контроль наклонными преобразователями по донному эхо-сигналу Д поперечной волны (угол Pj больше
первого, но меньше второго критического угла призмы); г - контроль наклонными преобразователями по донному эхо-сигналу Д
продольной волны (угол р2 меньше первого критического угла призмы); Г- генератор; Пр - приемник; И, Z7, ИП - излучающий,
приемный и излучающе-приемный преобразователи; О - изделие; 1,2- поверхности изделия
ТЕНЕВОЙ И ЗЕРКАЛЬНО-ТЕНЕВОЙ МЕТОДЫ
251
Чувствительность контроля любым способом уве-
личивается с уменьшением глубины расположения де-
фекта. Чувствительность контроля по первому и второму
донным сигналам к подповерхностным дефектам прибли-
зительно одинакова. Для контроля зеркально-теневым
методом используют либо стандартный импульсный де-
фектоскоп, либо специализированный.
При раздельной схеме включения, когда функции из-
лучения и приема УЗК разделены между излучающим И и
приемным П преобразователями, на индикатор поступают
лишь донные эхо-сигналы Д. Если дефектоскоп работает
по совмещенной схеме, то на индикатор кроме донных
эхо-сигналов проникают также зондирующие импульсы.
Регистраторы, оптические и звуковые индикаторы
могут быть введены в дефектоскоп без принципиального
изменения его конструкции, если преобразователи в де-
фектоскопе включены по раздельной схеме. При вклю-
чении преобразователей по совмещенной схеме для вве-
дения этих индикаторов требуется стробирование иссле-
дуемого импульса (рис. 58, а).
В момент излучения зондирующего импульса гене-
ратор Г через линию задержки импульсов В3 регулируе-
мой ручкой 3 запускает генератор строб-импульса ГС.
Строб-импульс подают на один из входов каскада совпа-
дений КС, открывая его лишь на время, соответствующее
длительности строб-импульса. На второй вход каскада
совпадений подают импульсы с приемника Пр. При этом
на индикатор Р подают тот из донных эхо-сигналов, с ко-
торым совмещен во времени строб-импульс (рис. 58, б).
Индикатор Р является амплитудным селектором.
9.7.3. ВИДЫ ПОМЕХ И
ПОМЕХОУСТОЙЧИВОСТЬ
При контроле теневым и зеркально-теневым мето-
дами, когда признаком обнаружения дефекта является
уменьшение амплитуды сигнала, помехой следует счи-
тать всякое возмущение, приводящее к ослаблению ам-
плитуды сигнала. Помехи при зеркально-теневом методе
можно разделить на следующие группы (рис. 59):
1) вызванные нарушением акустического контакта в
результате механических повреждений или загрязнений
контактной поверхности (рис. 59, а); устраняются при
повышении стабильности акустического контакта, в ча-
стности при применении иммерсионного или бескон-
тактного способа контроля;
2) возникающие вследствие изменения отражающих
свойств донной поверхности (рис. 59, б);
3) связанные с изменением затухания ультразвука в
результате структурных неоднородностей контролируе-
мого металла (рис. 59, в); возможным средством борьбы с
ними является применение временного теневого метода;
4) обусловленные отклонениями от параллельности
контактной и донной поверхностей (рис. 59, г); частично
устраняются применением твердых или жидких компен-
саторов;
5) появляющиеся при поперечных смещениях преоб-
разователя при контроле изделий, ширина которых соиз-
мерима с диаметром ультразвукового пучка (рис. 59, б);
устраняются применением высокоточных механизмов
сканирования;
6) обусловленные наличием несплошностей (отвер-
стиями, пазами и т.п., предусмотренными в конструктор-
ско-технологической документации) (рис. 59, е).
При теневом методе возникают помехи (аналогич-
ные помехам, показанным на рис. 59, а, в - б).
Уровень помех может быть оценен коэффициентом
помехи
где UQ, Un - амплитуды сигнала при отсутствии и при
наличии помех соответственно.
Так как помеха уменьшает амплитуду сигнала,
большей помехе соответствует меньшее значение кп.
Для надежного обнаружения дефектов необходимо,
чтобы чувствительность способа была меньше суммар-
ного коэффициента помех.
Рис. 58. Схема зеркально-теневого импульсного
дефектоскопа:
а - со звуковым, оптическим или регистрирующим
индикатором; б - формы напряжений в отдельных
точках схемы; 1 - недетектированные донные сиг-
налы (Д],Д2, ДзУ 2 - детектированные донные сиг-
налы; 3 - строб-импульс; 4 - донный сигнал Д2 на
выходе каскада совпадений
Рис. 59. К объяснению причин, вызывающих
помехи при контроле зеркально-теневым
методом
252
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
9.8. ПРИБОРЫ И МЕТОДИКИ
КОНТРОЛЯ МЕТАЛЛОВ
Общие принципы разработки методики контро-
ля. Разработка методики дефектоскопии или проектиро-
вание установки для автоматического контроля начина-
ется с выбора схемы контроля: метода контроля, типа
волн, поверхности, через которую вводятся УЗК, угла
ввода. Для контроля металла применяют в основном эхо-
теневой и зеркально-теневой методы. Предпочтение от-
дается эхо-методу как наиболее чувствительному и по-
мехоустойчивому. Теневым методом контролируют тон-
кие, слоистые (например, паяные) металлы с простой
формой поверхности. Как правило, он требует доступа к
двум поверхностям изделия. Зеркально-теневой метод
применяют при доступе к одной поверхности, когда де-
фекты не дают эхо-сигнала (например, из-за наличия
мертвой зоны или в связи с неблагоприятной ориентаци-
ей дефекта), но ослабляют донный сигнал. Дельта-, ди-
фракционно-временной и эхо-зеркальный методы помо-
гают обнаруживать вертикальные дефекты сварных со-
единений. Сквозной эхо-метод применяют для автомати-
ческого контроля толстых листов.
Тип волн выбирают следующим образом. Продоль-
ными и поперечными волнами контролируют изделия
значительной толщины - в несколько раз большей длины
волны. Продольные волны в основном применяют, ког-
да ультразвук вводят нормально или под небольшим
углом к поверхности, а поперечные - при наклонном
вводе.
Волны в пластинах применяют для контроля лис-
тов, оболочек, труб с толщиной стенки, соизмеримой с
длиной волны. Волнами в стержнях проверяют проволо-
ки и прутки, диаметр которых соизмерим с длиной вол-
ны. Поверхностными волнами выявляют дефекты на по-
верхности изделия; чувствительность уменьшается с
увеличением глубины и практически достигает нуля на
глубине, равной длине волны. Сложная форма поверхно-
сти изделия не является препятствием для контроля, по-
скольку поверхностная волна следует за всеми ее изги-
бами.
Для выявления подповерхностных дефектов приме-
няют головные (продольные подповерхностные) волны,
возникающие при наклонном падении УЗК на поверх-
ность изделия под углом, равным первому критическо-
му. Эти волны нечувствительны к неровностям и дефек-
там на поверхности изделия глубиной до 0,5 мм и дости-
гают максимума чувствительности на глубине 5 ... 10 мм
от поверхности.
Направление УЗК должно быть таким, чтобы обес-
печивалось надежное выявление наиболее опасных де-
фектов. Особо ответственные изделия контролируют
несколько раз при различных направлениях УЗК.
Выявляемое™» дефектов в большой степени зависит
от направления продольных и поперечных волн. При
включении преобразователей по совмещенной схеме для
достижения оптимальной чувствительности к реальным
дефектам волны должны падать на плоскость дефекта
перпендикулярно или отражаться от дефектов и поверх-
ности, расположенной вблизи них. Ориентация дефектов
значительно меньше влияет на выявляемое™» при кон-
троле волнами в пластинах и стержнях, в которых одина-
ково хорошо выявляются поперечные и продольные де-
фекты. Исключение составляют случаи, когда дефект по-
падает в область, в которой напряжения равны нулю.
В этом случае для получения достаточно большого сигна-
ла от дефекта следует изменить моду волны (например,
путем изменения частоты, на которой ведется контроль).
Поверхность, через которую вводятся УЗК, должна
быть относительно ровной, не иметь выступов и выемок,
мешающих перемещению преобразователя, поэтому
удобнее контролировать заготовки изделий.
При контроле изделий с криволинейной выпуклой
поверхностью радиусом менее 200 ... 250 мм наклонны-
ми преобразователями рекомендуется использовать опо-
ры, стабилизирующие положение преобразователя на
поверхности. При радиусе поверхности менее 75 мм сле-
дует притирать преобразователь к поверхности изделия.
При контроле изделий по вогнутой поверхности притир-
ку необходимо осуществлять при радиусе менее 400 ...
500 мм.
При контроле тонких изделий прямыми преобразо-
вателями используют раздельно-совмещенные (PC) пре-
образователи с прямоугольными пьезопластинами, ори-
ентированными так, чтобы увеличить ширину контроли-
руемой полосы.
Качество поверхности должно обеспечивать доста-
точно высокую стабильность акустического контакта
между преобразователем и изделием, так чтобы измене-
ния чувствительности не превышали 4 дБ. При контроле
контактным способом прямым преобразователем хоро-
шие результаты получают при параметре шероховатости
Rz = 10 мкм (Ra =2,5 мкм). При контроле наклонными
преобразователями и прямыми преобразователями с эла-
стичным протектором допустимо увеличение шерохова-
тости до Rz = 40 мкм. Волнистость поверхности должна
быть не более 1 мм на площади 50 х 50 мм. Благодаря
применению щелевого, иммерсионного или бесконтакт-
ного способа возбуждения и приема УЗК требования к
поверхности снижаются. Во всех случаях недопустимо
наличие на поверхности отслаивающейся окалины, гру-
бых неровностей или покрытий, препятствующих про-
хождению УЗК.
При контроле контактным методом поверхность
ввода изделия покрывают хорошосмачивающей кон-
тактной жидкостью (машинным или трансформаторным
маслом, глицерином, клейстером и т.п.). Если поверх-
ность ввода расположена вертикально, то применяют
вязкие контактные жидкости.
В случае контроля иммерсионным и щелевым спо-
собами используют воду, освобожденную от пузырьков
воздуха путем отстоя. Иногда в воду добавляют вещест-
ва (например, спирт) для улучшения смачиваемости по-
верхности изделия и ингибиторы (например, азотнокис-
лый натрий), предохраняющие от коррозии. Для того
чтобы сигналы многократных отражений импульса в
иммерсионной жидкости не попадали в зону, в которой
могут появиться сигналы от дефекта, толщина слоя жид-
кости должна быть больше
ПРИБОРЫ И МЕТОДИКИ КОНТРОЛЯ МЕТАЛЛОВ
253
/>сж /с,
где b - толщина изделия; с и сж - скорости УЗК в изде-
лии и жидкости.
При настройке аппаратуры следует руководство-
ваться следующими основными рекомендациями.
Частоту ультразвука выбирают возможно более вы-
сокой, но ее снижение бывает необходимым при контро-
ле металлов с большим затуханием ультразвука и изде-
лий с сильношероховатой поверхностью.
Чувствительность выражают размером минимально
выявляемого искусственного дефекта (обычно - плоско-
донного отверстия). Его указывают в технической доку-
ментации как уровень фиксации (контрольный уровень).
При поиске дефектов чувствительность завышают
(обычно на 6 дБ) - это поисковый уровень. В техниче-
ской документации указывают также браковочный уро-
вень - размер плоскодонного отверстия, соответствую-
щий недопустимому значению амплитуды эхо-сигнала.
Скорость и задержку развертки эхо-дефектоскопа
регулируют таким образом, чтобы линия развертки соот-
ветствовала пути УЗК в контролируемой части изделия.
Изделия большой толщины иногда контролируют по
слоям, т.е. изделие разбивают по толщине на несколько
зон, которые проверяют последовательно при соответст-
вующем регулировании системы развертки и чувстви-
тельности.
Контроль отливок. Ультразвуковой контроль от-
ливок проводится эхо- и зеркально-теневым методами
обычно с помощью нормальных преобразователей. Де-
фекты литья (поры, раковины, шлаковые включения)
имеют объемный характер и могут быть обнаружены при
прозвучивании с разных сторон. Поэтому контроль ве-
дут, как правило, в одном направлении по кратчайшему
расстоянию от поверхности, удобной для ввода УЗК.
Однако имеются опасные зоны, которые должны быть
проверены в направлении, перпендикулярном к плоско-
сти наиболее вероятного развития трещин.
Кроме того, в отливках встречаются волосовидные
дефекты, плохо отражающие ультразвук. О наличии та-
ких дефектов судят по ослаблению донного сигнала.
Ввиду того что поверхность отливок шероховатая и
сложной формы, целесообразно применять специальные
преобразователи для контроля грубой поверхности. Во-
гнутые переходные поверхности удобно контролировать
преобразователями с локальной ванной в форме катка.
Ультразвуковому контролю следует подвергать
стальные отливки после высокотемпературной термиче-
ской обработки, измельчающей структуру. Частота ульт-
развуковых колебаний 1 ... 2 МГц. Чувствительность
дефектоскопа обычно настраивают по плоскодонным
отражателям площадью 7 ... 80 мм2. Удовлетворительно
контролируются отливки центробежного литья (напри-
мер, трубы).
Чугун контролируется хуже, чем стальные отливки.
Наибольшую чувствительность удается получить при кон-
троле отбеленного чугуна и чугуна с шаровидным графи-
том. Значительно хуже контролируется серый чугун, осо-
бенно при наличии крупных графитных включений.
Эхо-метод применяют для обнаружения грубых де-
фектов в слитках из различных металлов и сплавов,
предназначенных для изготовления изделий ответствен-
ного назначения. Простая форма слитка благоприятству-
ет контролю. Однако слитки имеют крупнозернистую
структуру, что требует снижения частоты и снижает чув-
ствительность метода контроля. Слитки из углеродистой
стали могут быть прозвучены на толщину до 1 м при
частоте 0,25 ... 1 МГц. Слитки из легированной стали
прозвучиваются значительно хуже. Слитки из титановых
и алюминиевых сплавов могут быть проконтролированы
на глубину более 1 м при частоте 1 ... 1,5 МГц. Для обес-
печения акустического контакта вдоль боковых поверхно-
стей слитка зачищают полосы шириной 50 ... 70 мм от
окалины и других неровностей.
Контроль поковок и штамповок. Поковки (типа ро-
торов и дисков турбин, заготовок штампов, станин, валов,
деталей самолетов, в том числе из легких сплавов, и т.п.)
контролируют эхо-методом. В этих изделиях могут быть
выявлены флокены, остатки усадочных раковин, инород-
ные включения, оксидные плены, ликвационные скопления
и другие внутренние дефекты, которые практически невоз-
можно обнаружить просвечиванием. Контроль ведется на
частоте 2 ... 5 МГц эхо- и зеркально-теневым методами.
Для ответственных изделий предусматривается про-
звучивание каждого объема в трех взаимно перпендику-
лярных направлениях или близких к ним (рис. 60). На-
пример, прямоугольные поковки штампов контролируют
прямыми преобразователями по трем граням (схема а), а
длинные цилиндрические поковки (валы) контролируют
по боковой поверхности прямым и наклонным преобра-
зователями в четырех направлениях в плоскости оси и в
перпендикулярной плоскости (хордовое прозвучивание)
с поворотом преобразователя на 180° для каждого случая
(схема г), Поковки менее ответственного назначения
контролируют прямым преобразователем по поверхно-
сти, со стороны которой производится последний этап
ковки, так как большинство дефектов расположено па-
раллельно этой поверхности. Наклонными преобразова-
телями контролируют участки, опасные с точки зрения
возможного возникновения трещин, а также места, где
обнаружены дефекты прямым преобразователем.
Поковки с внутренним каналом (рис. 60, ж, з) могут
иметь дефекты на внутренних поверхностях, ориентиро-
ванные в радиальной плоскости. Для надежного обнару-
жения таких дефектов нужно обеспечить падение на эту
поверхность поперечной волны под углом 45° либо на-
править поперечную или продольную волну по каса-
тельной к внутренней поверхности. Продольные волны
приходится применять для толстостенных изделий (от-
ношение наружного диаметра к внутреннему больше 2),
так как поперечные волны с минимальным углом ввода
35° проходят, не касаясь внутренней поверхности.
Уровень фиксации устанавливают в пределах 3 ...
20 мм2. Недопустимыми считают дефекты с эквивалент-
ной площадью 3 ... 70 мм2 в зависимости от толщины
изделия. Кроме того, накладываются ограничения на
протяженность дефектов, их число и суммарную эквива-
лентную площадь на определенной площади поверхно-
сти изделия.
254
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
или
или
а** 5Ь
а)Ь*5сга^5с
а *5с
б) Ь > Л?
или
е) И <0,23
*) Н>5$
У сдобные обозначения: — прямой преобразобатель
—раздельно-соб мощенный
Рис. 60. Схемы контроля
поковок
<>=С> —наклонный
Штамповки имеют часто сложную форму. Их кон-
троль проводится эхо-методом продольными волнами
при частоте 2 ... 5 МГц. Волны рекомендуется направ-
лять перпендикулярно к поверхности металла. В этом
случае эффективно применение иммерсионных устано-
вок, в которых преобразователь автоматически ориенти-
руется в требуемом направлении. Для контроля некото-
рых типов штамповок (лопаток турбин и компрессоров,
камер сгорания турбин) успешно используют волны Рэ-
лея и Лэмба.
Контроль проката и проволоки. Листы и плиты
толщиной 6 ... 60 мм контролируют теневым, эхо-, эхо-
сквозным и зеркально-теневым методами на частотах
2 ... 3 МГц. При контроле эхо-методом чувствительность
фиксации устанавливают по плоскодонным отверстиям
площадью 7; 19,6; 50,2 мм2. Для других методов чувст-
вительность фиксации устанавливается по ослаблению
донного или сквозного сигнала.
Листы толщиной более 60 мм контролируют эхо-
совместно с зеркально-теневым) или эхо-сквозным ме-
тодом. Преимуществом последнего метода является не-
зависимость показаний прибора от перемещения листа
между преобразователями при иммерсионном контроле.
Листы толщиной 3 мм и менее эффективно контро-
лировать эхо- или теневым методом с использованием
волн Лэмба. Одним или двумя преобразователями можно
проконтролировать полосу шириной 0,3 ... 0,5 м при
скорости ее движения 0,5 м/с.
Контроль листов и заготовок при 900 ... 1000 °C по-
зволяет своевременно выявить часть металла, подлежа-
щую обрезке. Для возбуждения и приема УЗК применя-
ют ЭМА-способ или помещают пьезопреобразователи в
канал, расточенный в валках прокатного стана. Акусти-
ческий контакт при этом достигается путем сильного
прижатия валка к поверхности листа или заготовки.
Прутки и заготовки круглого и прямоугольного се-
чений контролируют эхо-методом прямыми (иногда
также наклонными) преобразователями. Чувствитель-
ность фиксации настраивают по плоскодонному отража-
телю площадью 7 мм2 или боковому отражателю
диаметром 2,5 мм, просверленному вдоль оси проката.
Отверстия располагают на расстоянии 3/4 диаметра
или толщины проката от поверхности ввода. Прокат де-
лят на четыре группы качества в зависимости от услов-
ной протяженности дефектов. В случае, если требуется
контролировать только центральную часть прутка, ис-
пользуют три преобразователя, расположенных вокруг
прутка с углом между осями 60°. Пруток перемещают
поступательно, сканирования по всей поверхности не
производят.
ПРИБОРЫ И МЕТОДИКИ КОНТРОЛЯ МЕТАЛЛОВ
255
Бесшовные металлические трубы проверяют эхо-
методом с помощью иммерсионных установок с локаль-
ными ваннами, однако допускается и ручной контроль
контактным способом.
Некоторые рекомендуемые схемы контроля показа-
ны на рис. 61. Тонкостенные трубы наиболее ответст-
венного назначения контролируют по схемам а - в в
двух направлениях навстречу друг другу с целью надеж-
ного выявления разноориентированных дефектов. Для
других труб объем контроля сокращается. Контроль рас-
слоений (рис. 61, г) обычно выполняют только для труб с
толщиной стенки более 10 мм. Глубина выявляемых ис-
кусственных дефектов типа рисок составляет 3 ... 15 %
от толщины стенки, а диаметр плоскодонных отверстий -
1,1 ... 6,2 мм в зависимости от назначения трубы.
Для проверки всего металла трубы необходимо
обеспечить взаимное перемещение преобразователя и
трубы по винтовой линии. Более производителен способ,
при котором преобразователи вращаются вокруг посту-
пательно-движущейся трубы. Установка, в которой труба
совершает одновременно вращательное и поступательное
движения, менее производительная, но позволяет прове-
рять трубы в более широком диапазоне диаметров.
Для контроля проволоки применяют волны стерж-
невого типа. Проволока, перематываясь между двумя
катушками, проходит через локальную иммерсионную
ванну, в которой проверяется теневым или эхо-методом
с производительностью 0,5 ... 1 м/с.
Прокатом сложного профиля являются рельсы. Их кон-
тролируют теневым, зеркально-теневым и эхо-методами.
При контроле рельсов, уложенных в пути, ультра-
звук вводится со стороны поверхности катания головки
рельса (рис. 62, б), а при производстве - также с других
поверхностей.
Наиболее распространенные дефекты в шейке рель-
са и вблизи мест ее перехода в головку и подошву - вер-
тикальные и горизонтальные трещины и расслоения. Их
выявляют зеркально-теневым методом с помощью пря-
мого преобразователя по первому и второму донным
импульсам или по их отношению.
Рис. 61. Схемы контроля труб
Рис. 62. Схема контроля рельсов, уложенных в путь, зер-
кально-теневым методом:
1 - поверхность катания; 2 - головка; 3 - шейка; 4 - подошва
При контроле болтовых стыков возникают ложные
срабатывания индикаторов при прохождении преобразо-
вателя над болтовым отверстием. Их можно исключить с
помощью ультразвукового калибра - преобразователя с
двумя чувствительными элементами (рис. 62, а), рас-
стояние между которыми несколько превышает диаметр
болтового отверстия.
Контроль основного металла головки по всей длине
рельса осуществляется наклонным преобразователем с
углом ввода луча а » 60°. Для выявления поперечных
трещин, обычно расположенных в боковой части голов-
ки, преобразователь поворачивают относительно про-
дольной оси рельса на угол у = 30 ... 37°. При этом де-
фекты обнаруживают лучом, отраженным от нижней
поверхности головки рельса (рис. 63). Дефекты головки
рельса выявляют также с помощью низкочастотных
(около 100 кГц) волн, подобных стержневым. Они за-
полняют все сечение головки рельса, которая является
как бы волноводом. Из одного положения преобразова-
теля проверяется участок рельса длиной до 15 ... 30 м.
Полный контроль рельсов зеркально-теневым и эхо-
методами, а также выявление трещин вблизи болтовых
отверстий проводят специализированными приборами.
Указанная схема контроля реализуется также в вагонах-
дефектоскопах, производительность которых достигает
10 м/с.
Контроль сварных соединений. Ультразвуковой
контроль сварных соединений проводят, как правило, эхо-
методом с включением наклонного преобразователя по
совмещенной схеме. Значительно реже применяют тене-
вой и зеркально-теневой с раздельным и раздельно-совме-
Рис. 63. Схема выявления поперечных трещин в рельсах
256
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 64. Схема контроля стыкового сварного шва прямым и
однократно отраженным лучами
щенным включением преобразователей соответственно и
эхо-зеркальный методы. Угол ввода колебаний выбирают
таким, чтобы расстояние от преобразователя до шва было
как можно меньшим, а направление луча - возможно
близким к нормали по отношению к сечению, в котором
площадь ожидаемых дефектов максимальна (рис. 64).
Контроль ведут прямым и однократно отраженным луча-
ми. Двукратно и многократно отраженным лучом контро-
лируют в случае, когда размеры усиления шва не позво-
ляют прозвучивать его прямым или однократно отражен-
ным лучом при оптимальном угле ввода луча.
Каждое соединение следует проверить так, чтобы
лучи входили в наплавленный металл по четырем на-
правлениям, т.е. шли с двух сторон и от двух поверхно-
стей соединения. Отступление от этого правила допуска-
ется в связи с особенностями конструкции соединения.
Наплавленный металл прозвучивают поперечно-
продольным или продольно-поперечным (рис. 65, а и б)
сканированием. Последний способ особенно эффективен
на этапе поиска дефектов в сварных соединениях большой
толщины, так как позволяет увеличить шаг сканирования
(за счет расхождения лучей в диаграмме направленности)
при контроле более глубоких слоев металла.
Для повышения надежности контроля в процессе
сканирования преобразователь непрерывно вращают на
угол ср, =±(10 ... 15)° от нормали к оси сварного со-
единения. Большая надежность достигается при трех-
кратном сканировании с углами ср, =0и±(10... 15)°.
Рекомендуемые параметры контроля наиболее рас-
пространенных соединений приведены в табл. 15.
При контроле сварных соединений возникают опре-
деленные трудности - ложные отражения от элементов
конфигурации швов (валиков усиления, провисаний на-
плавленного металла в корне шва, катетов, конструктив-
ных непроваров). Для отстройки от ложных отражений
необходимо точно измерить координаты объекта, выбрать
направление распространения УЗК, дающее максимальное
отношение сигнал/помеха. В некоторых случаях вследст-
вие больших ложных сигналов от конструктивного непро-
вара контроль оказывается неэффективным.
Рис. 65. Схема сканирования шва:
а - поперечно-продольное сканирование; б - продольно-поперечное сканирование
15. Рекомендуемые параметры контроля сварных швов из углеродистых сталей различной толщины
Толщина шва, мм Частота, МГц Размер пьезопластины, мм Угол наклона плексигласовой призмы р, ° Уровень фиксации (по эквивалентной площади), мм2
3 .. . 10 5 4 .. .. 6 50 . .. 55 1. ..2
10. .. 50 2,5 12 .. .. 15 40 . .. 50 2 . .. 7
50 .. .200 1,5 ... 2 15 .. .. 20 30 . ..40 7 .. . 15
200.. .2000 0,1 ... 1,5 30.. . 50 0 .. .30 15 . .. 80
ПРИБОРЫ И МЕТОДИКИ КОНТРОЛЯ МЕТАЛЛОВ
257
При контроле сварных швов толщиной менее 10 мм
валик усиления мешает преобразователю приблизиться к
шву для обеспечения проверки прямым лучом. С целью
устранения перечисленных трудностей применяют
большие углы преобразователей, высокую рабочую час-
тоту, уменьшают размеры преобразователя за счет
уменьшения его пьезопластины (см. табл. 15).
При контроле сварных швов толщиной 200 мм и
более чувствительность дефектоскопа иногда оказывает-
ся недостаточной. Применяют преобразователи с малы-
ми углами наклона, пониженными частотами, пьезопла-
стины большого размера (см. табл. 15), контроль только
прямым лучом.
При контроле сварных соединений из аустенитных
сталей, особенно при малом содержании ферритной фа-
зы и толщине более 10 мм, наблюдается высокий уро-
вень структурных помех. Для отстройки применяют на-
клонные преобразователи, излучающие и принимающие
продольные волны, с призмами с углами наклона мень-
ше первого критического (18 ... 24° в плексигласе), раз-
дельно-совмещенные наклонные преобразователи с уг-
лом схождения 15° и более, наклонные фокусирующие
преобразователи, а также используют двухчастотный
способ контроля. Эхо-сигнал считают отражением от
дефекта только в том случае, если он возникает при кон-
троле на двух частотах, отличающихся в 1,5 раза (на-
пример, 1,8 и 2,7 МГц).
Применяют двухмодовый способ: эхо-сигнал счита-
ют отраженным от дефекта только в том случае, если он
возникает при контроле как продольными, так и попе-
речными волнами. Очень хорошие результаты дает при-
менение акустической голографии (обеспечивающей
эффект фокусировки во всем сечении шва) в сочетании с
двухчастотным или двухмодовым способом.
При контроле сварных соединений с узкой раздел-
кой кромок, в частности после электронно-лучевой свар-
ки, дефекты располагаются строго вертикально и не да-
ют рассеянного сигнала в сторону излучающего преоб-
разователя. Рекомендуется применять контроль по схеме
тандем.
Стыковые сварные соединения контролируют эхо-
методом преобразователем, включенным по совмещен-
ной схеме.
Чувствительность настраивают по образцам с моде-
лями дефектов (цилиндрический, угловой или сегмент-
ный отражатели); по этим же моделям проверяют точ-
ность работы глубиномера.
Соединения большой толщины (более 100 ... 200 мм)
проверяют по слоям, используя в ряде случаев последо-
вательно несколько преобразователей с различными уг-
лами ввода луча. Чувствительность настраивают по
стандартным образцам с применением АРД-диаграмм
(или без них). Распространение для контроля стыковых
сварных соединений труб диаметром до 530 мм с толщи-
ной стенки 2 ... 10 мм получили раздельно-совмещенные
преобразователи хордового типа. Они излучают ультра-
17—7387
звук по наклонной хорде и без отражения от поверхно-
стей трубы позволяют сформировать в середине шва
акустическое поле, параметры которого обеспечивают
эффективную выявляемость дефектов по всей толщине в
наплавленном металле сварного шва и относительно
низкий уровень сигналов, отраженных от неровностей
валика усиления и провисания. Контроль выполняется
перемещением преобразователя только вдоль шва.
Тавровые соединения с полным проваром корня
контролируют по схемам, приведенным на рис. 66.
Соединения, в которых допускается непровар опре-
деленной ширины b (Ь < 3 мм) в корне шва, контроли-
руют со стороны полки (рис. 67). При этом для опреде-
ления ширины непровара Ь сравнивают амплитуды эхо-
сигналов от непровара и его моделей, выполненных в
образце, или экспериментально снятую зависимость ам-
плитуд эхо-сигналов от ширины непровара.
Швы нахлесточных сварных соединений прозвучи-
вают со стороны основного листа однократно отражен-
ным лучом с помощью преобразователя, включенного по
совмещенной схеме (рис. 68).
Рис. 66. Схемы контроля тавровых сварных соединений
при выявлении дефектов:
а - непровара в корне шва; б - продольных трещин, пор и
шлака; в - поперечных трещин
Рис. 67. Схема определения ширины непровара в корне
шва
258
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 68. Схема выявления
трещин, пор, шлаковых
включений и непровара
по вертикальной кромке
в нахлесточном соединении
Швы контактной сварки контролируют эхо-
методом. Для более надежного выявления дефектов
швы, выполненные сваркой оплавлением, прозвучивают
по схеме тандем, поскольку дефекты в них расположены
строго вертикально. Практически не отражают УЗК и не
выявляются дефекты типа слипания (слабоокисленные
непровары). Эти дефекты удается обнаружить при нали-
чии сопровождающих их других дефектов (например,
сильноокисленных непроваров). Эхо-метод с одним пре-
образователем применяют для контроля контактной
сварки рельсов.
Сварные точки контролируют зеркально-теневым
методом (рис. 69). Признаком отсутствия сварки являет-
ся приход донного сигнала от первого листа к приемно-
му преобразователю. Перемещая преобразователь по
поверхности изделия, определяют размеры сварной точ-
ки. Недостатком данного способа является невозмож-
ность отличить наличие литого ядра (важнейший при-
знак хорошей сварки) от слипания.
Этим недостатком не обладают способы контроля в
процессе сварки. Один из способов следующий: в верх-
ний лист вводится нормальная волна, которая испытыва-
ет отражение от расплавленного ядра в момент его обра-
зования. По интервалу времени от момента появления
эхо-сигнала, сообщающего о начале формирования ядра,
до момента выключения сварочного тока можно оценить
размеры ядра. Согласно другому способу излучающий и
приемный преобразователи встроены в электроды сва-
рочной машины. Контроль ведут теневым методом.
В момент сжатия электродами свариваемых листов через
зону сварки проходят УЗК. В момент образования рас-
плавленного ядра сигнал уменьшается, а после его за-
стывания вновь возрастает. В этом случае особенно эф-
фективно применение поперечных волн, прохождение
которых полностью экранируется расплавленным ядром.
Сварные соединения труб из полиэтилена. Для кон-
троля стыковых сварных швов, применяемых в газопро-
водах труб из полиэтилена марок ПЭ63, ПЭ80 и ПЭ100
диаметром 63 ... 225 мм с толщиной стенки 10 ... 22,5 мм,
используют эхо-метод. Скорость продольных волн в по-
лиэтилене около 2590 м/с, коэффициент затухания в зоне
шва 4 дБ/мм.
Обычно применяют продольные волны, для возбу-
ждения и приема которых используют обычные наклон-
ные преобразователи с пластиковыми призмами. Волна
на границе призма - ОК практически не испытывает
Рис. 69. Схема контроля
с * 1 сварных точек зеркально-
I —J теневым методом
преломления. Различия акустических свойств полиэти-
ленов требуют изготовления специализированных пре-
образователей для контроля трубопроводов из полиэти-
лена различных марок. Эффективно применение описан-
ных выше раздельно-совмещенных преобразователей
хордового типа.
Контроль сварных соединений в абсолютном боль-
шинстве случаев осуществляют при сканировании пре-
образователем вручную (ручной контроль). При ручном
контроле вследствие нарушения заданных параметров
сканирования могут быть пропущены дефекты с малыми
условными размерами. Для повышения вероятности об-
наружения малых дефектов применяют приспособления
для соблюдения параметров ручного сканирования и
устройства механизированного и автоматизированного
контроля.
Автоматический контроль целесообразен для
протяженных сварных швов, так как для швов малой
протяженности затраты на подготовку, установку и на-
стройку аппаратуры неоправданно велики. Тонкие швы
(до 5 ... 6 мм) контролируют одним, а более толстые
швы (20 ... 40 мм) - несколькими преобразователями,
захватывающими всю толщину шва, так что поперечное
сканирование не требуется. Более толстые швы автома-
тически контролируют с продольно-поперечным скани-
рованием.
В установках автоматического контроля спирально-
и продольно-сварных труб обычно принимают схему
контроля, показанную на рис. 70. Преобразователи 1 и 2
предназначены для обнаружения эхо-методом и зеркаль-
но-теневым методом продольных дефектов, а 3 и 4 - по-
перечных. Благодаря небольшой толщине швов можно
прозвучивать все сечение шва без поперечного переме-
щения преобразователей. Продольное сканирование
осуществляют перемещением трубы. При этом выявляют
дефекты с эквивалентной площадью 2 ... 8 мм2.
Автоматический контроль сварных соединений
обеспечивается установкой «Авгур». Контроль выполня-
ется как обычным эхо-методом, так и методом акустиче-
ской голографии в сочетании с двухчастотным или
двухмодовым способами. Благодаря этому обеспечива-
ется эффективный контроль аустенитных сварных со-
единений.
Рис. 70. Схема контроля продольных сварных швов труб
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
259
Во многих случаях хорошие результаты достигают-
ся применением средств механизации контроля. При
ручном контроле сварных соединений система может
осуществлять объективность накопления информации за
счет регистрации и отображения самого факта проведе-
ния контроля, полноты проверки объема сварного шва,
околошовных зон и (или) основного металла, визуализа-
цию дефектов в виде изображении типа D и С в реаль-
ном времени.
Установка СК АРУ Ч предназначена для контроля
сварных соединений толщиной до 60 мм. Установка со-
стоит из восьмиканального дефектоскопа и механоаку-
стического блока, который имеет датчик измерения
пройденного пути и включает две акустические подвески
с различным количеством (до шестнадцати) ПЭП, распо-
ложенных на разных сторонах от оси сварного шва. Ус-
тановка позволяет идентифицировать тип дефекта (объ-
емный, плоскостной, объемно-плоскостной) и опреде-
лять его размеры (длину, развитие по высоте сечения).
9.9. СРЕДСТВА КОНТРОЛЯ
МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Классификация методов контроля. Под много-
слойными понимаются конструкции из металлических и
неметаллических материалов, отдельные элементы кото-
рых соединяются между собой клеями, пайкой или иным
способом. Основные типы таких конструкций представ-
лены в табл. 16.
Характерными дефектами многослойных конструк-
ций являются нарушения или ослабления соединений
между элементами, а также дефекты (особенно расслое-
ния) в неметаллических слоях.* Особенности этих конст-
рукций (небольшая толщина обшивок, резкие различия в
свойствах материалов, многие из которых не допускают
контакта с жидкостями, большое затухание упругих коле-
баний в большинстве неметаллических материалов и др.)
ограничивают использование традиционных методов не-
разрушающего контроля. Для их контроля используют:
А) низкочастотные специальные методы, не тре-
бующие смачивания контролируемых изделий;
Б) обычные акустические методы, применяемые для
контроля изделий других типов;
В) модификации методов группы Б.
Методы группы А, разработанные главным образом
в России, отличаются от традиционных методов НК фи-
зическими основами и эксплуатационными возможно-
стями. Их особенностью является сухой «точечный»
контакт преобразователя с контролируемым изделием в
небольшой по площади (0,01 ... 0,5 мм) зоне. К методам
группы А относятся: импедансный, велосиметрический,
свободных колебаний, акустико-топографический и др.
Из методов группы Б применяют теневой и эхо-
метод, иногда зеркально-теневой и резонансный.
Средства выявления дефектов в металлических элемен-
тах многослойных конструкций здесь не рассматриваются.
Предполагается, что эти элементы проконтролированы соот-
ветствующими методами и не содержат дефектов.
К методам группы В относятся: реверберационный
метод, способ оценки прочности склеивания по измене-
нию коэффициента отражения от клеевого шва и метод
контроля прочности клеевых соединений путем измере-
ния резонансных характеристик нагруженного на изде-
лие пьезоэлемента. Первые два метода являются вариан-
тами эхо-метода, третий - резонансного. Области при-
менения методов указаны в табл. 17.
Свойства сухого точечного контакта. Эксплуата-
ционные характеристики методов группы А во многом
определяются свойствами сухого точечного контакта
преобразователя с контролируемым изделием.
Контактная поверхность преобразователя обычно
имеет форму сферы с радиусом кривизны R} = 2 ... 25 мм.
Преобразователь прижимается к изделию с постоянной
силой Fq. В зоне контакта действует также переменная
сила, обусловленная колебаниями преобразователя (из-
лучение) или изделия (прием). Передаваемые через зону
контакту упругие колебания могут быть непрерывными
или импульсными. Для приемных преобразователей ус-
ловие Fm « Fo (Fm - амплитуда переменной состав-
ляющей силы) выполняется всегда, для излучающих -
в некоторых случаях.
При контакте сферического наконечника с обра-
зующей цилиндра контактная поверхность ограничена
эллипсом, при контакте со сферой или плоскостью - ок-
ружностью радиусом а. Даже при небольших значениях
Fo максимальные контактные напряжения отах могут
превышать пределы пропорциональности апц1 и аПЦ2
материалов контактирующих тел. Большие механиче-
ские напряжения действуют лишь в малых по объемам
областях, прилегающих к зоне соприкосновения контак-
тирующих тел.
Для колебаний звуковых и низких ультразвуковых
частот зона контакта представляет собой механический
импеданс
ZK=JXK=l/jG)KK,
где Кк - контактная гибкость.
Для упругой области (о^ <опц|и <апц2)
величины Кк, Стах и радиус а контактной зоны находят
по формулам табл. 18, справедливым для идеально глад-
ких поверхностей контактирующих тел при условии
Fm «Fq.
т и
При переходе в область пластических деформаций
истинные значения радиуса а больше, гибкости К*
меньше соответствующих расчетных значений. Шерохо-
ватость поверхностей увеличивает значение Кк. Если
R2 » Rx, то значения а, К* и о^х находят по форму-
лам для случая контакта сферы с плоскостью.
Толщина h наружного слоя (обшивки) изделия,
влияющего на величину Кк, составляет h » Зя. Поэтому
Кк практически не зависит от толщины обшивки, если
последняя превышает 0,4 ... 0,5 мм.
260
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
16. Основные типы многослойных конструкций
№ схемы Схема Материал элементов Вид соединения
1 1 - обшивка; —и—^2 2 - лонжерон 1 - металл или армированный пластик; 2 - металл или пластик Клеевое или паяное
2 /, 3 -обшивк 2 - сотовый з ццЩЦЦЦД- 2 ^5 :а; аполнитель 1, 3 - металл или армированный пластик; 2 - соты из металлической фольги или неметаллической (стекло- пластик, бумага) ленты То же
3 tlljlljlllljjjjffi: 1,5 - обшивка; 2, 4 - с( заполнитель; 3 - внутр< ^4 -2 "Ч ^5 этовый 5ННИЙ СЛОЙ 1,3,5- армированный пластик; 2,4- соты из армированного пластика Клеевое
4 1,3 - обшивь 2 - легкий за са; полнитель к/ -2 1, 3 - металл или армированный пластик; 2 - пенопласт То же
5 1==^' 1 - покрытие; 2 - каркас / - пластик армированный или неармированный; 2 - металл То же
6 1—3 — немете различного в шлические слои [азначения 1-3- пластик армированный или неармированный То же
7 1,2- листы г' 1,2- металл или пластик Клеевое
8 1 —___ Армированный слоистый пластик (стеклотекстолит и т.п.) Слои материала, соединенные связующим веществом
9 /, 2 - листы; J 3 - сварная точка 1,2- металл Клеесварное
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
261
17. Области применения и основные характеристики методов НК многослойных конструкций
Метод Выявляемые дефекты ‘S'min» СМ ^тах> ММ ^min> ММ Недостатки Дополнительные сведения
Импеданс- ный метод с использова- нием изгиб- ных колеба- ний: • с совме- щенным пре- образовате- лем • с раздель- но-совмещен- ным преобра- зователем Дефекты соединений между элементами много- слойных конструкций (в том числе в сотовых панелях) из полимерных композиционных материа- лов и металлов, расслое- ния в пластиках 0,7 0,8 2,0 - для об- шивок из алюминие- вых сплавов; 6 - для изде- лий из пла- стиков 3 - для об- шивок из алюминие- вых сплавов; 15 - для из- делий из пла- стиков 0,2 0,2 Относительно малое значение Обратное направле- ние изменения уровня сигнала при выявле- нии близких (0,2 ... 0,5 мм) дефектов
Велосимет- рический Преимущественно непро- клеи и расслоения в неме- таллических покрытиях и слоистых пластиках. Кон- троль соединений между неметаллическими и ме- таллическими слоями 2 ... 15 20 ... 25 0,3 ...0,5 Интерференционные помехи и неодно- значность оценки размеров дефектов при использовании непрерывных колебаний Возможность контроля с одно- сторонним и двусторонним доступом
Свободных колебаний (локальный) Преимущественно рас- слоения в неметалличе- ских покрытиях, слоистых пластиках. Дефекты в со- единениях между неме- таллическими и металли- ческими слоями 1 ... 15 30 0,5 Шум при контроле Возможность контроля изде- лий из материа- лов с низкими модулями Юнга и большим зату- ханием упругих колебаний
Акустико- топографи- ческий Зоны нарушения соедине- ний между элементами конструкций (преимуще- ственно металлических). Нарушения соединений между слоями биметаллов, между плакирующим сло- ем и основным металлом 0,05 3 ... 5 0 Малое значение /г^п. Уменьшение контро- лируемой площади при одном положе- нии преобразователя при увеличении зату- хания УЗК в изделиях Отсутствие мертвой зоны. Не требуется сканирование изделий
Эхо-метод Внутренние дефекты в конструкционных стекло- пластиках и других пласт- массах 0,5 200 3 ... 5 Затруднен контроль по криволинейным поверхностям Возможен кон- троль со смачи- ванием и без смачивания по- верхности
262
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Продолжение табл. 17
Метод Выявляемые дефекты *Smin> СМ ^тах» ММ ^min? ММ Недостатки Дополнительные сведения
Теневой Расслоения, непроклеи в конструкциях из неметал- лов и металлов о,1 0 Необходимость дву- стороннего доступа. Возможен контроль иммерсионным и контактным (через тонкий слой жидко- сти) способами, а также катящимися преобразователями и преобразователями с воздушной связью
Ревербераци- онный Дефекты соединений меж- ду металлическим слоем, соединенным с неметал- лом, металлом или легким заполнителем 0,5 Х/2 Необходимость сма- чивания изделий или погружения их в жидкость Контроль осу- ществляется со стороны метал- ла. При относи- тельно неболь- шом затухании УЗК в пластике возможен кон- троль со сторо- ны пластика
Резонансный локальный (модифици- рованный) Дефекты соединений меж- ду элементами многослой- ных конструкций из ме- таллов и неметаллов. Оценка прочности клее- вых соединений 1 Необходимость сма- чивания изделий. За- труднен контроль по криволинейным по- верхностям При оценке прочности со- единения (на сдвиг и отрыв) достоверность контроля зави- сит от свойств клеев и техноло- гии склеивания
Примечание. Smin - минимальная площадь выявляемого дефекта в наиболее благоприятных условиях; и hmm - мак- симальная и минимальная глубина залегания выявляемого дефекта. Значения этих параметров имеют ориентировочный характер.
18. Основные расчетные формулы для сухого точечного контакта
Форма контактирующих тел Радиус контактной зоны а Контактная гибкость Кк Максимальное давление в контактной зоне
Сфера и сфера ( HR^fA3 + R2 3 R1R2 \ 1 2 J ЗГ0 2ла2
Сфера и плоскость 2 2 ' -1 уЯЧВД) 3 3-fp 2ла2
( 2 2 А 3 1 — V? 1 — Vj Примечание. Здесь Н — — Ч — ; R\ и Ri - радиусы кривизны; Е\ и Е2 - модули нормальной упругости; Ч Е' } V! и V2 - коэффициенты Пуассона первого и второго тел соответственно.
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
263
Импеданс ZK соединен цепочкой с механическим
импедансом ZH контролируемого изделия, что соответст-
вует параллельному соединению ZK и ZH на эквивалент-
ной схеме. Общий механический импеданс нагрузки
преобразователя с сухим точечным контактом
2KZH
Zo =---L-±-:
ZK+ZH
С увеличением &Кк значение |ZK| уменьшается,
уменьшая влияние ZH на величину Zo и передачу колеба-
ний между преобразователем и контролируемым объек-
том. Поэтому применение сухого точечного контакта
ограничено областью частот до 100 кГц.
Контактные наконечники преобразователей, рабо-
тающие в тяжелых условиях сухого трения, выполняют
из твердых износостойких материалов (корунда, зака-
ленной стали и т.п.).
Для рассматриваемого контакта характерны фрик-
ционные шумы, обусловленные перемещением по шеро-
ховатой поверхности объекта. Эти шумы ограничивают
скорость сканирования тем сильнее, чем больше шеро-
ховатость поверхности.
Достоинствами сухого точечного контакта, опреде-
ляющими преимущества методов группы А, являются
легкость контроля изделий с криволинейными поверхно-
стями и отсутствие необходимости смачивания контро-
лируемых объектов.
Импедансный метод. Этот метод использует влия-
ние дефекта на механический импеданс Z контролируе-
мого объекта. Изменения Z преобразуют в соответст-
вующие изменения электрического сигнала, который
затем обрабатывают в электронном блоке, представляют
на индикаторе, документируют или используют для
управления исполнительными механизмами.
Механическим импедансом Z называется комплекс-
ное отношение силы F, действующей на поверхности
(или в точке) механической системы, к средней колеба-
тельной скорости v на этой поверхности (или в точке) в
направлении силы. Механический импеданс (Н • с/м) пред-
ставляется в виде
Z=F/v = R + jX,
где R - активная, X - реактивная составляющие;
|Z | = у] R2 + X2 - модуль или в виде Z = =|Z | е7Ф,
где ф - arctg(X / R).
Инерционную реактивную составляющую считают
положительной, упругую - отрицательной.
В отличие от характеристического импеданса ре,
характеризующего среду, в которой распространяются
упругие волны, механический импеданс является пара-
метром конструкции.
В контролируемых изделиях возбуждают изгибные
колебания звуковых и низких (до 40 кГц) ультразвуко-
вых или продольные колебания ультразвуковых частот.
Применяется как непрерывное, так и импульсное излу-
чение.
При изгибных колебаниях механический импеданс
многослойной конструкции определяется упругими
свойствами, плотностью материалов и толщиной слоев,
размерами конструкции, кривизной ее поверхности, на-
личием дефектов соединений между слоями, частотой и
другими факторами. Расчет механических импедансов в
общем случае сложен и ненадежен. Полезны две теоре-
тические модели.
Одна из них - изотропный бесконечный лист, воз-
буждаемый нормальной сосредоточенной силой. Его
импеданс чисто активный:
Z = /? = 2,31/i2 J-^y,
V 1-v2
где h - толщина листа (h < 0,2 X; X- длина волны); Е -
модуль Юнга; v - коэффициент Пуассона; р - плотность.
Эта модель позволяет оценивать механический им-
педанс однослойных (например, листов стеклопластика)
или многослойных конструкций из близких по свойствам
материалов.
Вторая модель, полезная для аппроксимации некото-
рых дефектов, - защемленная по периметру круглая пла-
стина диаметром D и массой т, возбуждаемая в центре
нормальной сосредоточенной силой. Для этой модели
( 1
Z = R + jX = R + j am--------,
где тэ и К3- эквивалентные масса и гибкость соответст-
венно, причем
т3 = 0,13 т;
К3 = 0,0597^~V .
э Eh3
Формулы т3 и К3 применимы для частот ниже ос-
новной собственной частоты пластины:
_ 1,88 h I ~Ё
•/о“ Г>2 р(1-v2) *
Если f < fQ, реактивная составляющая Z имеет
упругий характер {X < 0); если f > /0 - инерционный
(*>0).
Для защемленной пластины при f < fQ R«\X\,
поэтому Z « jX .
Наиболее надежно экспериментальное исследова-
ние механических импедансов в доброкачественных и
дефектных зонах.
264
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Хц,Н-с/мм
Рис. 71. Результаты измерения и расчета (штриховые
линии) механического импеданса двуслойного образца
с моделями дефектов различных размеров
На рис. 71 представлены результаты измерений на
двуслойных образцах из алюминиевого сплава, состоя-
щих из обшивок разных толщин, приклеенных к основа-
ниям толщиной 10 мм. Дефекты имитировали сквозными
отверстиями в основаниях.
По оси абсцисс отложен диаметр дефекта, по оси
ординат - реактивная составляющая Хн импеданса ZH,
причем
Z = R + jX = 81X | + jX ,
где 8 = Ан /1 Хн |- параметр, характеризующий потери.
Значения 8 указаны у экспериментальных точек, со-
единенных сплошными кривыми с указанием толщины
отливок. Штриховыми линиями показаны расчетные
зависимости для соответствующих защемленных пла-
стинок.
Значения Хи имеют обычно упругий характер. Па-
раметр 8 < 1, причем максимальные его значения соот-
ветствуют бездефектным зонам. Расхождение расчета с
экспериментом увеличивается с увеличением толщины
отливки и уменьшением диаметра дефекта. Причина это-
го в том, что в теоретической модели перемещение и
изгиб пластины в зоне защемления исключаются, а в
реальных условиях механический импеданс остальной
части конструкции конечен (т.е. допускает смещение
периметра дефекта), а ввиду относительно малого моду-
ля Юнга клеевого шва в зоне заделки пластина может
изгибаться.
Поэтому модель защемленной пластины пригодна
лишь для аппроксимации дефектов относительно круп-
ных дефектов между тонкими обшивками и жесткими и
массивными основаниями.
Преобразователи импедансных дефектоскопов.
Узлом дефектоскопа, преобразующим изменения меха-
нического импеданса контролируемого объекта в соот-
ветствующие изменения электрического сигнала, служит
преобразователь.
В дефектоскопах, использующих изгибные колеба-
ния, применяют совмещенные и раздельно-совмещенные
преобразователи с сухим точечным контактом, а также
бесконтактные преобразователи.
Совмещенный преобразователь имеет одну зону
контакта с контролируемым объектом, через которую
возбуждают изгибные колебания и оценивают механиче-
ский импеданс. Совмещенные преобразователи делятся
на абсолютные и дифференциальные.
Раздельно-совмещенный преобразователь содержит
размещенные в общем корпусе идентичные излучающий
и приемный вибраторы и имеет две зоны контакта с кон-
тролируемым объектом.
Бесконтактный преобразователь содержит электро-
магнитно-акустический возбудитель упругих колебаний; в
качестве приемника используется микрофон. Этот преобра-
зователь применяется только для контроля изделий с элек-
тропроводящими (например, металлическими) обшивками.
В импедансных дефектоскопах, использующих
продольные колебания, применяют совмещенные преоб-
разователи с плоскими дисковыми пьезоэлементами. Как
и в ультразвуковых дефектоскопах, такие преобразова-
тели контактируют с контролируемым объектом через
тонкий слой жидкости.
Совмещенные преобразователи. Вибратор абсо-
лютного совмещенного преобразователя (рис. 72) содер-
жит разделенные волноводом 3 излучающий 2 и прием-
ный 4 пьезоэлементы. Для увеличения интенсивности
колебаний в качестве излучателя используют пакет из
нескольких пьезопластин. Тыльная масса 1 повышает
акустическую мощность, излучаемую в сторону контро-
лируемого объекта 6. Вибратор контактирует с изделием
через износостойкий наконечник 5 со сферической рабо-
чей поверхностью. Через этот контакт продольные коле-
бания вибратора преобразуются в изгибные колебания
контролируемого объекта. Длину волновода выбирают в
зависимости от назначения преобразователя. Вибратор
крепится в преобразователе на виброизолирующей под-
веске и обычно прижимается к изделию пружиной с по-
стоянной силой.
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
265
Выход
Рис. 72. Абсолютный совмещенный преобразователь
импедансного дефектоскопа
Изменение механического импеданса Zo общей на-
грузки вибратора меняет его коэффициент передачи:
Р = U2 /U. = U2 /и. е7М/ = РеУм/,
где Ux и U2 - комплексные амплитуды напряжения на
излучающем и приемном пьезоэлементах соответствен-
но; - сдвиг фазы между этими напряжениями.
При работе преобразователя в режиме вынужден-
ных непрерывных колебаний дефекты отмечают по из-
менению модуля Р, фазы \|/ или обоих этих параметров.
При работе в импульсном режиме в зонах дефектов
меняется также несущая частота импульсов свободноза-
тухающих колебаний.
Особенности абсолютного совмещенного преобра-
зователя - наличие значительного выходного сигнала в
режиме холостого хода (ZH = 0) и нелинейность нагру-
зочной характеристики.
В отсутствие нагрузки (ZH = 0) амплитуда U2 вы-
ходного сигнала пропорциональна инерционному сопро-
тивлению:
хт = +ти/2),
где Ш\ - масса контактного наконечника; тц - масса
приемного пьезоэлемента.
Расчетные зависимости модуля Р и аргумента у ко-
эффициента передачи Р абсолютного совмещенного
преобразователя от импеданса нагрузки для одного из
преобразователей, работающего в режиме непрерывных
колебаний и двух частот, показаны на рис. 73. Контакт-
ная гибкость Кк = 92 нм/Н, что соответствует обшивке
из алюминиевого сплава. По оси абсцисс отложены зна-
чения X; параметрами кривых служит характеризующее
потери отношение 8 = RH /1 Хн |.
Рис. 73. Расчетные зависимости модуля Р (а) и аргумента Ц/
(d) коэффициента передачи абсолютного совмещенного
импеданса нагрузки
Значения Р имеют экстремумы, которым соответст-
вуют резкие изменения у. Минимумы Р наблюдаются
при XQ « —Хт , т.е. когда
Хк + Х„ 1 и
Максимумы Р имеют место при XQ = -Хъ, где Х9 -
входное реактивное сопротивление преобразователя со
стороны контролируемого объекта (на рис. 73 такой мак-
симум соответствует Хн » 800 Н с/м и/= 6,5 кГц). Резо-
нансный режим нагрузки, при котором в бездефектной
зоне изделия наблюдается максимум Р, повышает чувст-
вительность, так как увеличивает значение АР/XX и
Д\|/ / XX по сравнению с нерезонансной настройкой.
Это используется на практике, особенно при контроле
изделий с большими значениями |ZH |.
В областях экстремумов Р зависимости Р(ХП9 8) не-
однозначны. Неоднозначность и существенная нелиней-
ность этих зависимостей в районе минимума Р иногда
нежелательны. Например, они затрудняют контроль из-
делий с малыми значениями |ZH | в бездефектных зонах.
Этот недостаток устранен в дифференциальном совме-
щенном преобразователе (рис. 74). Он имеет симметрич-
ную конструкцию с двумя идентичными волноводами 49
6. Приемный 3 и компенсационный 7 пьезоэлементы
соединены параллельно в обратной полярности. Тыльная
масса компенсационного пьезоэлемента образована чаш-
кой 8, заполняемой компаундом 9, количество которого
266
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 74. Дифференциальный совмещенный
преобразователь импедансного дефектоскопа:
/ - контролируемый объект; 2 - контактный наконечник
(остальные позиции пояснены в тексте)
подбирается так, чтобы при ZH = 0 амплитуда выходного
сигнала была минимальной. Благодаря симметрии пре-
образователя его балансировка не зависит от частоты.
Для дифференциального преобразователя зависи-
мости Р (Хн, 8) не имеют минимумов и линейны относи-
тельно |ZH| и |JVH| при малых и средних значениях по-
следних. Как и абсолютные, дифференциальные преоб-
разователи используются и в резонансных режимах.
Упрощенная эквивалентная схема нагруженного со-
вмещенного преобразователя показана на рис. 75, а.
Вибратор, имеющий механический импеданс ZB, возбуж-
дается эквивалентным генератором силы F. Нагрузка
вибратора представлена импедансами зоны контакта
ZK = 1 / j соХ'к и контролируемого объекта ZH = R„ + jXH.
Через vK и vH обозначены колебательные скорости для
соответствующих импедансов. С увеличением отноше-
ния |ZH/ZK| влияние импеданса ZH на определяющую
Рис. 75. Упрощенные эквивалентные схемы совмещенного
(а) и раздельно-совмещенного (а и б) преобразователей
импедансного дефектоскопа
силу FH уменьшается, причем при |ZH/ZK|>> 1 кон-
троль становится практически невозможным. Так как
значение |ZK | обратно пропорционально частоте, со-
вмещенные преобразователи используют на частотах не
более 10 ... 15 кГц.
Раздельно-совмещенные преобразователи. РС-пре-
образователь (рис. 76) содержит расположенные в общем
корпусе идентичные вибраторы, один из которых излу-
чает, другой принимает упругие колебания. Каждый
вибратор состоит из пьезоэлемента 2 прямоугольного
сечения с электродами на боковых сторонах (попереч-
ный пьезоэлемент), двух металлических накладок /, 4 и
износостойкого контактного наконечника 5. Для умень-
шения расстояния между зонами контакта с изделием
(что повышает чувствительность) накладка 4 изогнута.
Вибраторы акустически изолированы друг от друга.
В излучающем вибраторе возбуждают импульсы свобод-
нозатухающих продольных колебаний с несущей часто-
той, равной основной собственной частоте нагруженного
вибратора. В зоне контакта эти импульсы преобразуются
в изгибные колебания контролируемого объекта.
Эквивалентные схемы PC-преобразователя показа-
ны на рис. 75, а, б, где рис. 75, а представляет излучаю-
щий, рис. 75, б - приемный вибраторы. Элементы и ве-
личины, относящиеся к приемному вибратору и соответ-
ствующие таковым для излучающего, имеют те же ин-
дексы и отмечены штрихами. При этом
ZK ~ Z' Z ® Z' и Z « Z' .
Источником колебаний приемного вибратора слу-
жит эквивалентный генератор колебательной скорости
v'H, шунтированный механическим импедансом Z' .
Передача акустической энергии между вибраторами оп-
ределяется значением импеданса ZH. Выходное напряже-
ние U2 преобразователя пропорционально силе FB.
Рис. 76. Раздельно-совмещенный преобразователь
импедансного дефектоскопа
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
267
Импедансы ZK и Z' уменьшают передачу энергии между
вибраторами, но в отличие от совмещенного преобразо-
вателя отношение |ZH / ZK | менее критично, так как ско-
рости vH и v'H остаются обратно пропорциональными
импедансу ZH « Z' при любых значениях последнего.
Поэтому уменьшение ZK уменьшает U2, но не сни-
жает чувствительности к изменениям ZH.
Таким образом, PC-преобразователь позволяет об-
наруживать более глубокие дефекты и использовать бо-
лее высокие частоты, чем совмещенный. Для уменьше-
ния размеров преобразователей их рабочие частоты
выбирают в пределах 12 ... 35 кГц. При ZH = 0 и ZH = оо
FB = 0 и U2 = 0. Поэтому коэффициент передачи
Р (ZH ) - U2 / Ux PC-преобразователя имеет максимум
при согласовании механических импедансов вибратора и
его общей нагрузки Zo. В области импедансов |Z01>|Z* |
(Zo - значение, соответствующее максимуму Р) вызы-
ваемое дефектом уменьшение |Z01 увеличивает Р, в об-
ласти |Z0|<|Z0| уменьшает. Контактные наконечники
преобразователей дефектоскопов, использующих изгиб-
ные колебания, изготовляют из корунда и других изно-
состойких материалов.
Конструкции преобразователей обычно обеспечи-
вают постоянство силы прижатия вибраторов и при кон-
троле плоских изделий перпендикулярность их осей к
поверхностям контролируемых объектов.
Импедансные дефектоскопы, использующие изгиб-
ные колебания. Упрощенная структурная схема такого
дефектоскопа с абсолютным совмещенным преобразова-
телем, возбуждаемым синусоидальным напряжением,
приведена на рис. 77. Излучающий пьезоэлемент 1 пре-
образователя соединен с генератором 10, частота которо-
го может плавно регулироваться в широких пределах
(обычно в диапазоне 0,5 ... 10 кГц). Пьезоэлемент 1 воз-
буждает в преобразователе продольные упругие колеба-
ния, которые через зону контакта преобразуются в из-
гибные колебания контролируемого изделия 3.
Рис. 77. Упрощенная структурная схема импедансного
дефектоскопа с совмещенным преобразователем, исполь-
зующего непрерывное излучение и изгибные колебания
Выходной сигнал преобразователя, снимаемый с
измерительного пьезоэлемента 2, усиливается селектив-
ным усилителем 4 и поступает на блок 5 амплитудно-
фазовой обработки, второй вход которого через регули-
руемый фазовращатель 9 соединен с генератором 10.
После обработки в блоке 5 сигнал поступает на индика-
тор 8 дефектоскопа и автоматический сигнализатор де-
фектов (АСД) б, включающий световую и звуковую
сигнализацию. Через интерфейс 7 дефектоскоп может
быть подключен к внешним устройствам (компьютеру,
принтеру).
В доброкачественной зоне импеданс ZH определяет-
ся всеми слоями изделия, колеблющегося как целое. При
этом модуль |ZH | имеет максимальное значение. Дефект
(непроклей, расслоение) ослабляет механическую связь
отделенного им слоя с изделием. В зоне дефекта |ZH|
уменьшается, что сопровождается изменением угла \|/.
При изменении ZH изменяется коэффициент передачи
преобразователя P-U2IUX =Pt™ . Обычно при кон-
троле Ux = const, поэтому модуль Р пропорционален
амплитуде U2.
Изменение ZH отмечается по изменению Р или у, а
также по одновременному их изменению. Соответствен-
но различают амплитудный, фазовый и амплитудно-
фазовый варианты обработки информации.
Максимальная чувствительность достигается в ре-
зонансных режимах настройки при амплитудно-фазовой
обработке информации. Используют разные способы
индикации результатов такой обработки. Так, в одном из
отечественных дефектоскопов отклонения стрелочного
индикатора пропорциональны произведению U2 cos .
В другом (зарубежном) приборе результат представляет-
ся на плоском дисплее в декартовых координатах изо-
бражающей точкой, абсцисса которой пропорциональна
амплитуде, ордината - фазе сигнала. Выход изображаю-
щей точки за установленные пределы вызывает срабаты-
вание АСД.
Дефектоскопы описанного типа успешно применя-
ют для контроля в производственных условиях. Однако
их использование для контроля в эксплуатации ограни-
чено относительно большой массой (несколько кило-
граммов), обусловленной значительным потреблением
энергии возбуждающим преобразователь генератором.
Для контроля многослойных конструкций летатель-
ных аппаратов в условиях их эксплуатации применяют
импедансные дефектоскопы с импульсным возбуждени-
ем упругих колебаний. В преобразователях этих прибо-
ров возбуждают импульсы свободнозатухающих колеба-
ний, несущие частоты которых определяются парамет-
рами преобразователя и общим импедансом Zo его меха-
нической нагрузки. Поэтому при работе совмещенным
преобразователем уменьшение |ZH | в зоне дефекта сни-
жает не только амплитуду, но и несущую частоту вы-
ходного сигнала преобразователя. Обработка информа-
ции ведется по этим двум параметрам.
268
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Импульсный режим резко сокращает потребление
энергии, что позволяет уменьшить массу дефектоскопов
до 0,5 ... 1,0 кг. Кроме совмещенных в импульсных де-
фектоскопах применяют раздельно-совмещенные преоб-
разователи, выявляющие более глубокие дефекты.
Упрощенная структурная схема импульсного импе-
дансного дефектоскопа приведена на рис. 78. Ее струк-
тура меняется в зависимости от типа используемого пре-
образователя. От синхрогенератора 4 через делитель час-
тоты 3 подаются импульсы, отпирающие тиристор гене-
ратора 2. При этом в совмещенном преобразователе /
возбуждаются свободнозатухающие колебания, несущие
частоты которых соответствуют собственным частотам
нагруженного преобразователя. Выходной сигнал преоб-
разователя, содержащий несколько несущих частот, по-
ступает на вход усилителя 12 и через фильтр 11 низких
частот и ключ 10 на вход стробируемого усилителя 9.
Фильтр 11 с частотой среза 4 ... 6 кГц отсекает все
частоты, кроме самой низкой, возникающей только при
нагрузке преобразователя на контролируемый объект и
составляющей не более 1/3 от основной (полуволновой)
собственной частоты ненагруженного вибратора. Выде-
ленный полезный сигнал усиливается стробируемым
усилителем 9, детектируется пиковым детектором 8 и
поступает на индикатор 6 и АСД 7.
Время отпирания усилителя 9 определяется тайме-
ром 5. АСД 7 управляет световым и звуковым сигналами,
включаемыми при выходе уровня сигнала за установлен-
ные пределы. При работе раздельно-совмещенным преоб-
разователем 13 сигнал минует фильтр 11. Ключ 10, ком-
мутирующий этот фильтр, переключается автоматически
при подсоединении соответствующего преобразователя.
В импульсных дефектоскопах применяют короткие
(по сравнению с длиной волны) совмещенные преобра-
зователи, которые в рабочем диапазоне частот ведут себя
как сосредоточенные массы. В этом случае в зонах де-
фектов несущая частота информативного сигнала суще-
ственно снижается. Для повышения чувствительности
частотная характеристика усилителя 12 в области рабо-
чих частот имеет линейно растущий характер. В резуль-
тате снижения в зоне дефекта несущей частоты в п раз во
столько же раз уменьшается усиление. Этим достигается
дополнительное изменение уровня сигнала, повышаю-
щее чувствительность дефектоскопа. При использовании
Рис. 78. Упрощенная структурная схема импульсного
импедансного дефектоскопа, использующего изгибные
колебания
раздельно-совмещенных преобразователей, работающих
на основных (полуволновых) собственных частотах, бо-
лее чем вдвое превышающих высшие рабочие частоты
совмещенных преобразователей, дефекты слабо влияют
на несущую частоту импульсов.
Резонансные режимы, повышающие чувствитель-
ность при работе совмещенными преобразователями,
возбуждаемыми синусоидальным напряжением, в им-
пульсных дефектоскопах невозможны, так как несущая
частота свободных колебаний устанавливается автома-
тически и не регулируется. При работе с совмещенными
преобразователями импульсные дефектоскопы несколь-
ко уступают по чувствительности приборам, исполь-
зующим непрерывные колебания. Однако благодаря
применению раздельно-совмещенных преобразователей
импульсные дефектоскопы лучше обнаруживают более
глубокие дефекты.
В импедансных дефектоскопах применяют микро-
процессоры и элементы вычислительной техники (не
приведенные на структурных схемах). Это дает дополни-
тельные возможности, особенно в части регистрации,
анализа и документирования результатов контроля.
Импедансные дефектоскопы, использующие про-
дольные колебания. В этих приборах (рис. 79) изменения
механического импеданса контролируемого объекта
оценивают по изменению электрического импеданса
нагруженного на этот объект пьезопреобразователя.
Плоский пьезоэлемент 3 преобразователя через
слой контактной смазки прижимают к контролируемой
многослойной конструкции 1. Пьезоэлемент 3 через ре-
зистор 5 возбуждают генератором б синусоидального
напряжения постоянной частоты (обычно от 100 до
350 кГц). Электрический сигнал с пьезоэлемента усили-
вают блоком 4 и обрабатывают в микропроцессорном
электронном блоке 7. В зоне дефекта 2 изменяется на-
гружающий преобразователь механический импеданс ZM
контролируемого изделия. Это вызывает соответствую-
щее изменение входного электрического импеданса Z,
пьезоэлемента, что и служит признаком дефекта.
Рис. 79. Упрощенная структурная схема импедансного
дефектоскопа, использующего продольные колебания. На
экране дисплея:
А - бездефектная зона; В, С, D, Е- дефекты соединений между
различными слоями образца, склеенного из пяти алюминиевых
листов толщиной 0,8 мм каждый
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
269
Результаты контроля представляют на дисплее 8 в
виде изображающей точки на комплексной плоскости.
Конец вектора Z3, соответствующего бездефектной зоне,
изображается точкой в центре дисплея. Обусловленное
дефектом приращение |AZ3| модуля |ZJ пропорцио-
нально расстоянию текущей точки от центра дисплея,
приращение Аф3 аргумента Z3 определяется углом между
прямой, соединяющей эти точки, и осью абсцисс. Это
дает дополнительную информацию о характере выяв-
ленного дефекта (глубине его залегания и т.п.).
Импедансные дефектоскопы, использующие про-
дольные колебания, превосходят приборы, работающие
на изгибных колебаниях при контроле плоских листовых
(особенно металлических) конструкций.
Их недостатки - большая площадь контакта с кон-
тролируемым объектом, затрудняющая контроль изде-
лий с криволинейными поверхностями, и необходимость
применения контактных жидкостей, исключающая воз-
можность контроля объектов из гигроскопичных мате-
риалов.
Методика контроля. При использовании изгибных
колебаний изделия проверяют вручную или на установ-
ках для механизированного сканирования. При ручном
контроле дефекты отмечаются включением светового
или звукового сигнала, при механизированном регистри-
руются самописцем.
При контроле вручную оператор перемещает пре-
образователь по контролируемому изделию со скоро-
стью 1 ... 15 м/мин. Большие значения скоростей соот-
ветствуют изделиям с гладкими поверхностями. Шаг
сканирования составляет 60 ... 80 % от минимальной
протяженности допустимого дефекта. Контуры выявлен-
ных дефектов отмечают на поверхности изделия по по-
казаниям дефектоскопа.
Возможности и особенности метода. Чувстви-
тельность метода зависит от параметров контролируемо-
го изделия. С уменьшением толщины обшивки и увели-
чением жесткости и массы внутреннего элемента на еди-
ницу поверхности изделия чувствительность возрастает.
В благоприятных условиях совмещенным преобразова-
телем выявляют дефекты диаметром 3 ... 5 мм. В случае
жесткого внутреннего элемента (например, толстого ме-
таллического лонжерона) предельная толщина обшивок
наибольшая (см. табл. 17). Для конструкций с внутрен-
ними элементами небольшой жесткости или выполнен-
ными из легких материалов с малыми модулями упруго-
сти (пенопласт и т.п.) предельная толщина обшивок
уменьшается.
Факторами, ограничивающими чувствительность,
являются:
• разброс значений ZH механических импедансов в
бездефектных зонах контролируемого изделия;
• упругое сопротивление Хк зоны контакта преобра-
зователя с изделием.
Разброс ZH, обусловленный непостоянством толщи-
ны клеевого шва, неоднородностями изделия, не являю-
щимися браковочными признаками, и интерференцион-
ными явлениями, создает мешающий фон, затрудняющий
выявление мелких дефектов. Влияние этого фактора су-
щественно при контроле изделий с любыми параметрами.
Упругое сопротивление Хк контактной гибкости
уменьшает чувствительность совмещенного преобразо-
вателя к изменению импеданса изделия. Влияние Хк су-
щественно только при контроле изделий с жесткими
внутренними элементами, когда значения |ZK| и |ZH|
соизмеримы. При |ZJ>|%K| (Zfl - импеданс изделия в
дефектной зоне) дефекты обычно не выявляются, так как
в этом случае импеданс изделия мало влияет на режим
работы преобразователя (см. рис. 75).
Для конструкций с периодической структурой
внутреннего элемента (сотовый заполнитель, гофр и т.п.)
характерно периодическое изменение ZH в зонах добро-
качественного соединения. Так, в сотовых панелях зна-
чения |ZH | минимальны над центрами ячеек и макси-
мальны над их вершинами. Соответственно изменяется
уровень выходного сигнала преобразователя (рис. 80).
Если сигнализатор дефектов срабатывает при уровне
ниже отмеченного цифрой /, то регистрируются только
дефектные зоны. При уровне II срабатывания сигнализа-
тора сотовые ячейки регистрируются как дефекты. Раз-
брос показаний в доброкачественных зонах тем больше,
чем меньше жесткость обшивки и крупнее ячейки запол-
нителя. При неблагоприятных параметрах импедансы
изделия в дефектных зонах и над центрами ячеек соиз-
меримы, что затрудняет контроль вручную. Указанные
трудности устраняются при механизированном контроле
с записью результатов.
Для механизации контроля используют установки,
обеспечивающие сканирование изделия по заданной
программе и запись результатов контроля. В одной из
таких установок, использующей совмещенный преобра-
зователь, возбуждаемый непрерывными колебаниями,
диаграмма записи представляет собой план или разверт-
ку изделия в определенном масштабе и позволяет опре-
делить размеры, форму и расположение выявленных де-
фектов.
На рис. 81 представлена запись результатов контро-
ля клеевого соединения обшивки с заполнителем в сото-
вой панели. Дефекты склеивания наблюдаются на фоне
0 L
Рис. 80. Изменение амплитуды сигнала на выходе преобра-
зователя при контроле сотовой панели:
^2тах и ^2min ~ максимальный и минимальный уровни сигнала
в доброкачественной зоне изделия
270
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 81. Образец записи дефектов в сотовой панели
структуры сотового заполнителя. Для получения такой
диаграммы шаг сканирования выбирают не более 1/3
диаметра сотовой ячейки, причем запись прерывают при
амплитуде сигнала ниже уровня II (см. рис. 80). Приме-
нение записи с прорисовкой сот позволяет контролиро-
вать панели, проверка которых вручную затруднена
вследствие соизмеримости механических импедансов на
дефектах и над центрами ячеек. При выключении записи
на более низком уровне (уровень I на рис. 80) сотовый
заполнитель не прорисовывается.
Механизация повышает надежность контроля (ис-
ключается влияние оператора) и дает объективный до-
кумент о его результатах.
При контроле раздельно-совмещенными преобразо-
вателями следует учитывать неоднозначную зависимость
выходного сигнала от импеданса нагрузки. Ее результат -
увеличение уровня сигнала при обнаружении относи-
тельно глубоко залегающих дефектов и уменьшение это-
го уровня в зонах дефектов, близких (0,2 ... 0,5 мм) к
поверхности. Эта особенность учтена в импульсных де-
фектоскопах, АСД которых имеют верхний и нижний
пороги срабатывания. В случаях, когда возможно обна-
ружение тех и других дефектов, используют оба порога.
В остальном методика и механизация контроля РС-пре-
образователями не отличается от описанных для совме-
щенных преобразователей.
Велосиметрический метод использует влияние
дефектов на скорость распространения упругих волн в
изделии и длину пути волн между излучателем и прием-
ником упругих колебаний. В контролируемом изделии
возбуждают непрерывные или импульсные низкочастот-
ные УЗК (20 ... 70 кГц). Дефекты регистрируют по из-
менению сдвига фазы принятого сигнала или времени
распространения волны на участке между излучающим и
приемным вибраторами дефектоскопа. Эти параметры не
зависят от силы прижатия преобразователя к изделию,
состояния акустического контакта и других факторов,
поэтому метод отличается повышенной стабильностью
показаний.
Метод применяют в нескольких вариантах.
Рис. 82. Способы и варианты велосиметрического метода
В первом варианте преобразователь содержит рас-
положенные в общем корпусе излучающий и приемный
вибраторы с фиксированным расстоянием I между осями
(рис. 82, а). От излучателя во все стороны распространя-
ется непрерывно излучаемая антисимметричная упругая
волна нулевого порядка а0. С увеличением толщины из-
делия фазовая скорость с ее распространения возрастает,
стремясь к скорости с рэлеевской волны (f = const). При
отсутствии дефектов скорость С\ определяется толщиной
h\ изделия. При расположении преобразователя над рас-
слоением скорость Сг волны соответствует толщине
hi разделенного дефектом слоя, причем Сг<С\. С умень-
шением скорости меняется фаза бегущей волны в точке
приема, что служит основным признаком дефекта. Это
изменение фазы составляет Аф =-со/(1/с2-1/^) . До-
полнительным признаком дефекта является обычно на-
блюдаемое увеличение амплитуды принятого сигнала.
Во втором варианте излучатель И и приемник П
упругих волн располагаются соосно по разные стороны
от контролируемого изделия (рис. 82, б). При отсутствии
дефекта (расслоения, нарушения соединения между эле-
ментами конструкции) непрерывные упругие колебания
проходят через изделие в виде продольной волны L.
В разделенных дефектом Д слоях энергия распространя-
ется в форме волн а0, которые проходят больший путь и
движутся с меньшими скоростями, чем продольная вол-
на. Поэтому в зоне дефекта фаза волны в точке приема
отстает от фазы на доброкачественном участке, что слу-
жит основным признаком дефекта. Иногда дефект, осо-
бенно расположенный вблизи поверхности изделия,
уменьшает амплитуду принятого сигнала. Это является
дополнительным признаком дефекта.
Для сканирования изделий используют приспособ-
ление в виде скобы, обеспечивающее соосное перемеще-
ние преобразователей.
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
271
Третий вариант (импульсный фазовый метод) от-
личается от первого тем, что вместо непрерывного излу-
чения в нем используется импульсное. Изменение фазо-
вой скорости упругих волн над дефектами регистрирует-
ся по смещению нулей импульса, принятого приемным
вибратором.
Четвертый вариант использует импульсное излу-
чение, дефект регистрируется по смещению нулей им-
пульса, но вибраторы располагаются по разные стороны
от изделия (рис. 82, б).
Пятый вариант (временной метод) отличается от
второго использованием импульсного излучения. Дефект
увеличивает время прохождения импульса от излучаю-
щего к приемному преобразователю, что регистрируется
по запаздыванию переднего фронта (первого вступле-
ния) принятого сигнала. В отличие от временного тене-
вого метода запаздывание импульса обусловлено не
столько увеличением пути, сколько изменением типа
волн в зоне дефекта и связанным с этим уменьшением
скорости распространения УЗК в этой зоне. В этом слу-
чае используется изменение групповой, а не фазовой
скорости распространения волн.
Шестой вариант использует амплитудно-фазовую
обработку сигнала. Вибраторы преобразователя распола-
гаются по одну сторону от контролируемого объекта
(рис. 82, а). Излучающим вибратором возбуждают в объ-
екте упругие колебания (моды я0) качающейся частоты,
регистрируют амплитуду и фазу выходного напряжения
приемного вибратора. В использующем этот метод де-
фектоскопе частота меняется в пределах 20 ... 40 кГц,
результаты контроля представляют на дисплее в виде
годографа, координатами изображающей точки которого
служат амплитуда и фаза информативного сигнала. Де-
фекты отмечают по изменению формы годографа и вы-
ходу изображающей точки за определенные пределы.
Преобразователи. Для излучения и приема упругих
колебаний в преобразователях применяют составные
пьезовибраторы (вибраторы Ланжевена), работающие на
собственных частотах. Используют продольный и попе-
речный пьезоэффекты. В первом случае (рис. 83, а) виб-
ратор содержит пакет, 1 из нескольких дисковых пьезо-
элементов, во втором (рис. 83, б) пьезоэлементы 2 имеют
форму прямоугольных брусков с электродами на боко-
вых сторонах. К обращенной к изделию накладке 3 при-
клеен износостойкий корундовый контактный наконеч-
ник 4(5 - пассивная накладка). Вибраторы с поперечным
пьезоэффектом имеют минимальное число клеевых
швов, увеличивающих разброс и ухудшающих стабиль-
ность собственных частот, и более технологичны.
В преобразователях для контроля при односторон-
нем доступе к изделию расстояние между осями вибра-
торов выбирают порядка длины упругой волны (20 ...
35 мм). Во всех преобразователях вибраторы прижима-
ются к контролируемому изделию пружинами.
Методика контроля изделий с односторонним дос-
тупом (первый, третий и шестой варианты) такая же, как
и при импедансном методе.
Рис. 83. Конструктивные схемы вибраторов преобразовате-
лей велосиметрических дефектоскопов:
а - с продольным пьезоэффектом; 6 - с поперечным пьезоэф-
фектом
При контроле изделий с двусторонним доступом (вто-
рой, четвертый и пятый варианты) применяемые приспо-
собления для сканирования должны обеспечивать соос-
ность излучающего и приемного преобразователей с точно-
стью не ниже 2 ... 3 мм и перпендикулярность осей преоб-
разователей к поверхности с отклонением не более 5°.
Возможности и особенности метода. Односто-
ронним вариантам метода (первому, третьему и шесто-
му) свойственна мертвая зона, прилегающая к поверхно-
сти, противоположной поверхности ввода упругих коле-
баний. Она составляет 20 ... 40 % от толщины изделия.
Двусторонние варианты (второй, четвертой и пятый) не
имеют мертвой зоны и позволяют выявлять дефекты во
всех сечениях изделия.
Односторонним вариантам метода присущи интер-
ференционные помехи, затрудняющие контроль неболь-
ших (менее 500 х 500 мм) изделий и конструкций, не
содержащих сильнопоглощающих упругие колебания
неметаллических слоев. По этой же причине обычно не
удается обнаруживать дефекты вблизи краев и зон резко-
го изменения сечений контролируемых изделий. Указан-
ные помехи обусловлены интерференцией бегущей вол-
ны с волнами, прошедшими от излучающего к приемно-
му' преобразователю некратчайшим путем (отраженными
от границ и участков изменения сечения, обогнувшими
изделия по окружности, и т.п.).
Интерференционные помехи - наибольшие в пер-
вом варианте, когда используются непрерывные колеба-
ния. В этом случае краевая мертвая зона составляет
20 ... 50 мм. Двусторонние варианты метода меньше
подвержены влиянию интерференционных помех.
Чувствительность контроля зависит от параметров
контролируемых изделий и глубины залегания дефектов
и уменьшается с увеличением последней. Минимальная
площадь обнаруживаемых дефектов 2 ... 15 см2, причем
большие значения соответствуют большим глубинам
залегания.
272
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Метод свободных колебаний. Метод свободных
колебаний (МСК) основан на ударном возбуждении в
контролируемом изделии свободнозатухающих упругих
колебаний и регистрации изменения их спектров. В отли-
чие от интегрального МСК, в котором используют коле-
бания изделия как единого целого, здесь рассматривается
локальный вариант метода, основанный на возбуждении
изгибных колебаний в части изделия и регистрации изме-
нений спектров в местах расположения дефектов.
Простейший вариант МСК - простукивание изделия
с регистрацией изменений характера звука на слух.
Недостатки простукивания - субъективность оцен-
ки результатов контроля и невысокая чувствительность -
устраняются применением аппаратуры (МСК дефекто-
скопов) для анализа спектров и оценки их изменений.
В изделиях ударно возбуждают изгибные упругие коле-
бания, а получаемые акустические импульсы преобразу-
ют в электрические сигналы и обрабатывают в электрон-
ном блоке. Колебания обычно возбуждают электромаг-
нитными вибраторами, принимают - микрофонами или
пьезоприемниками. В зоне дефекта спектр ударно воз-
буждаемого импульса меняется в результате изменения
модулей механических импедансов |ZHJ | для соответст-
вующих составляющих спектра. Это меняет колебатель-
ные скорости данных составляющих и, следовательно,
амплитуды связанных с ними электрических сигналов.
Наиболее резкие изменения механического импеданса
наблюдаются при совпадении спектральных составляю-
щих с собственными частотами отделенных дефектами
слоев. Диапазон рабочих частот определяется в основном
параметрами ударного вибратора, свойствами контроли-
руемого объекта и амплитудно-частотной характеристи-
кой приемника упругих колебаний. Обычно его выбирают
в пределах 0,3 ... 20 кГц. Для контроля изделий из «глу-
хих» материалов с низкими модулями упругости доста-
точно частот до 4 ... 5 кГц; изделия из более «звонких»
материалов (например, металлов) обладают более широ-
кими спектрами. В большинстве случаев дефекты увели-
чивают амплитуды спектральных составляющих, однако
иногда, например в зонах ударного повреждения армиро-
ванных пластиков, наблюдается обратный эффект.
В дефектоскопе АД-64М, построенном по МСК,
(рис. 84) анализ спектра выполняется с помощью алго-
ритма быстрого преобразования Фурье (БПФ). Основной
информативный параметр прибора - разность текущего
и опорного (то есть усредненного для бездефектной зо-
ны) спектров. Предусмотрены запоминание и воспроиз-
ведение типовых режимов контроля, представление ре-
зультатов контроля в различных формах, занесение этих
результатов в долговременную память, распечатка ин-
формации на принтере, а также другие сервисные функ-
ции. Прибор комплектуется двумя ударными преобразо-
вателями (одним с пьезоэлектрическим, другим - с мик-
рофонным приемником) и раздельно-совмещенным пре-
образователем для работы импедансным методом. Спектр
сигнала представляется в виде 64 гармоник с возможно-
стью выбора наиболее информативных из них. Диапазоны
рабочих частот спектроанализатора от 0,3 до 5 кГц и от
0,3 до 20 кГц. Контроль выполняется в реальном ‘мас-
штабе времени, частота следования зондирующих им-
пульсов 25 Гц.
ГгЦ~| ПС-1
Рис. 84. Структурная схема дефектоскопа АД-64М:
ПС-1 - ударный преобразователь с микрофонным приемником
(ударный преобразователь с пьезоприемником не показан);
ПИ-1 - раздельно-совмещенный импедансный преобразова-
тель; 1 - возбуждающий генератор преобразователя ПС-Г, 2 -
возбуждающий генератор преобразователя ПИ-Г, 3 - усили-
тель; 4 - компьютер Ноутбук; 5 - принтер
Дефектоскопы АД-64М используют для контроля
изделий из неметаллических материалов, в том числе с
низкими модулями упругости (например, резиноподоб-
ных) и большим затуханием упругих колебаний: стекло-
пластиковых лопастей воздушных винтов с пенопласто-
вым заполнителем, неметаллических покрытий на сило-
вых каркасах и т.п.
Возможности и особенности метода. МСК ис-
пользуют преимущественно для контроля изделий ю
неметаллических материалов (в том числе обладающих
большим затуханием упругих колебаний и низкими мо-
дулями Юнга), обнаружения дефектов соединений в
слоистых и сотовых конструкциях из пластиков и метал-
лов. Контроль ведут при одностороннем доступе без
смачивания изделий. Предельная глубина залегания
выявляемых дефектов в пластиках 30 мм. Минимальная
площадь обнаруживаемого дефекта зависит от глубины
залегания h и составляет 1 ... 15 см2: с увеличением h
чувствительность падает. На рис. 85 показаны изменения
спектра сигнала дефектом соединения мягкого резино-
подобного покрытия толщиной 3 мм с жестким алюми-
ниевым каркасом, на рис. 86 - дефектом соединения
(диаметр 36 мм) алюминиевой обшивки толщиной 2 мм с
сотовым заполнителем.
Рис. 85. Спектры информативных сигналов при контроле
двухслойного образца с резиноподобным покрытием:
а - бездефектная зона; б - дефект соединения покрытия с осно-
ванием
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
273
Рис. 86. Спектры информативных сигналов при контроле
сотовой панели:
а - бездефектная зона; б - дефект соединения обшивки с за-
полнителем
Акустико-топографический метод. Метод осно-
ван на возбуждении в контролируемом изделии мощных
упругих колебаний широкого диапазона частот и регист-
рации увеличения амплитуд колебаний отделенных де-
фектами участков вследствие их резонансов на собст-
венных частотах. Индикатором служит тонкодисперсный
порошок (ликоподий). К изделию прижимают излуча-
тель упругих колебаний изменяющейся частоты. При
совпадении излучаемой частоты с собственной частотой
отделенного дефектом участка амплитуда колебаний
последнего резко возрастает и частицы порошка смеща-
ются в зоны с меньшими амплитудами, группируясь во-
круг дефекта и образуя видимое его изображение.
Аппаратура, Контроль проводят на установке, со-
стоящей из генератора качающейся частоты мощностью
0,4 кВт, блока управления и пьезоэлектрического или
магнитострикционного излучателя, прижимаемого к
контролируемому изделию специальным устройством.
Излучатель снабжен концентратором, имеющим сфери-
ческую поверхность контакта с изделием. Диапазон ра-
бочих частот 18 ... 200 кГц. Время контроля одного из-
делия 20 ... 40 с.
Возможности и особенности метода. Метод при-
годен для контроля изделий широкой номенклатуры не-
зависимо от способа соединения слоев (пайка, термо-
диффузионное сцепление, склеивание). Контроль изде-
лий с малым коэффициентом затухания УЗК (металлы)
проводится обычно при одном положении излучателя
относительно контролируемой конструкции. При про-
верке изделий с большим коэффициентом затухания (со-
держащих неметаллические слои) изделие последова-
тельно возбуждают в нескольких точках. Отсутствие
необходимости в сканировании обусловливает высокую
производительность метода.
Благодаря отсутствию мертвой зоны можно обна-
руживать дефекты вблизи поверхности. Результаты кон-
троля получают в наглядной форме (рис. 87). При кон-
троле изделий с периодической структурой внутреннего
элемента эта структура становится видимой. Порошок
удерживается на наклонных поверхностях, поэтому воз-
можен контроль изделий с криволинейными поверхно-
стями. Условием выявления дефекта является наличие
резонанса отделенного им участка в диапазоне частот
Рис. 87. Изображение дефектов при контроле акустико-
топографическим методом:
а - биметалл с дефектами типа расслоений (темные пятна -
места, свободные от порошка, - соответствуют дефектам);
б - трехслойная панель с сотовым заполнителем (в зонах
дефектов очертания сотового заполнителя нарушаются)
генератора. С увеличением глубины залегания дефекта
чувствительность падает. Предельная глубина залегания
дефекта 5 мм.
Реверберационный метод. Этот метод, называемый
также методом многократных отражений, является разно-
видностью эхо-метода. Он основан на явлении ревербера-
ции (многократного отражения) упругих волн в слоях с
относительно небольшими коэффициентами затухания
УЗК (обычно в металлах). При контроле конструкций ти-
па металл - пластик применяют два варианта метода.
В первом варианте импульсы УЗК вводятся в ме-
таллический слой (рис. 88, а), в котором наблюдаются
многократно отраженные эхо-сигналы. Дефект соедине-
ния увеличивает коэффициент отражения УЗК на грани-
це раздела металл - пластик, в результате чего уменьша-
ется скорость затухания эхо-сигналов (увеличивается
время реверберации) в слое металла.
Рис. 88. Схема контроля конструкции металл - пластик
реверберационным методом:
а - со стороны металла; б - со стороны пластика; 1 - преобра-
зователь дефектоскопа; 2 - металлический слой; 3 - пластик;
4 - клеевой шов
18 — 7387
274
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Во втором варианте УЗК вводятся в слой пластика
(рис. 88, б). В зоне доброкачественного склеивания УЗК
переходят из пластика в металл и, многократно отража-
ясь в последнем, дают наблюдаемую на экране серию
затухающих импульсов. Дефект соединения (непроклей)
препятствует прохождению УЗК в металлический слой,
и реверберация в нем отсутствует.
Применяют контактный, иммерсионный, струйный
и бесконтактный способы передачи ультразвука.
При вводе УЗК со стороны металла выявляемость
дефектов улучшается с увеличением коэффициента от-
ражения 7?н от поверхности ввода УЗК и уменьшением
коэффициента отражения /?вн от внутренней границы
металла. Значение 7?н можно увеличить применением
преобразователя с полуволновым пьезоэлементом без
демпфера, входной импеданс которого на резонансной
частоте ZBX « 0. Радикальным способом повышения 7?н
является использование бесконтактных (например,
ЭМА) преобразователей. Значение 7?вн уменьшается с
увеличением отношения / zM характеристических
импедансов пластика z^ и металла zM . Наиболее четко
выявляются дефекты типа нарушения адгезии клея к ме-
таллу, когда 7?вн » 1.
Аппаратура. Применяют стандартные и специали-
зированные эхо-дефектоскопы. Для работы ревербера-
ционным методом часто используют прямые совмещен-
ные преобразователи с недемпфированными пьезоэле-
ментами.
Возможности и особенности метода. Контроль
проводят при одностороннем доступе. Частоту выбирают
так, чтобы толщина h металлического слоя составляла не
менее половины длины волны. Поэтому с уменьшением
h частоту повышают (до 20 ... 25 МГц). Наиболее удоб-
ны для контроля конструкции с металлическими слоями
толщиной более 1,5 мм. Как правило, выявляются лишь
зоны нарушения соединений между слоями. С уменьше-
нием характеристического импеданса zn неметалличе-
ского слоя возможности метода ухудшаются. Если zn мал
(например, пенопласт с малой плотностью), то неметал-
лический слой слабо влияет на коэффициент отражения
7?вн, который определяется в основном значением zn
клеевой пленки. В этом случае обнаруживаются только
зоны отсутствия адгезии клея к металлу.
Обычно этим методом выявляют дефекты площа-
дью более 0,5 см2. Чувствительность может быть повы-
шена применением фокусирующих преобразователей.
Контроль со стороны пластика возможен лишь при
относительно небольшом коэффициенте затухания УЗК
в пластике, когда обеспечивается прием многократных
эхо-сигналов в слое металла.
Методика контроля сводится к сканированию пре-
образователем поверхности контролируемого изделия.
При контроле вручную изменение скорости затухания
эхо-сигналов оценивают визуально по изображению на
экране ЭЛТ либо регистрируют с помощью автоматиче-
ского сигнализатора дефектов.
Эхо-метод. Этот метод в основном варианте исполь-
зуется для контроля стеклопластика толщиной до 200 мм.
В МЭИ разработаны методика и аппаратура для
контроля эхо-методом крупногабаритных изделий из
полимерных композиционных материалов (ПКМ), осно-
ванная на применении специальной обработки информа-
ции и оригинальных мозаичных преобразователей. Это
позволило принимать сигналы ниже уровня структурных
шумов и существенно улучшило возможности контроля.
Эхо-метод применяют для обнаружения, воды в со-
товых панелях, проникающей в заполнитель в процессе
эксплуатации. Импульсы УЗК с центральной частотой
10 ... 15 МГц вводят в панель снизу с помощью локаль-
ной ванны. Наличие воды определяют по положению
эхо-сигнала от поверхности водяного столба, толщину
которого измеряют с точностью до ±0,5 мм. Метод реа-
лизуется с помощью портативной аппаратуры и позволя-
ет определить объем воды в сотовой панели.
Метод прохождения (теневой). Этим методом вы-
являют дефекты (преимущественно расслоения и непро-
клеи) в многослойных конструкциях из металлических я
неметаллических материалов с различным сочетанием
слоев, а также узлы из ПКМ. Метод не имеет мертвой зо-
ны и позволяет за один проход обнаруживать дефекты во
всех слоях изделия. Применяют все способы акустическо-
го контакта. Для ручного и механизированного контроля
часто используют катящиеся преобразователи с сухим
контактом через шины из мягкого пластика. При контроле
изделий переменной толщины из материалов с большими
коэффициентами затухания применяют устройства для
автоматического регулирования усиления, позволяющие
компенсировать ослабление вследствие затухания.
Сотовые панели и изделия из ПКМ контролируют
также бесконтактным теневым способом с применением
пьезоэлектрических преобразователей с воздушной свя-
зью и рабочими частотами 40 ... 400 кГц. Ввиду малости;
волнового сопротивления воздуха по сравнению с моду-
лями акустических импедансов обоих пьезоэлементов
объекта контроля коэффициенты прохождения на всех
четырех границах раздела с воздухом близки к нулю.
Поэтому амплитуда сквозного сигнала очень мала. Дня
ее повышения увеличивают напряжение возбуждения
излучающего пьезоэлемента, применяют усилители с
малым уровнем шумов, используют согласование аку-
стических импедансов пьезоэлементов с воздухом
электрических импедансов пьезоэлементов с соответст-
вующими импедансами электронного блока. ;
Повышение чувствительности достигается примене-
нием фокусирующих преобразователей. Для работы
частотах не более 50 ... 70 кГц иногда используют изгйБ-
но-колеблющиеся биморфные преобразователи и электро-;
статические приемники микрофонного типа, не требую-
щие согласования с волновым сопротивлением воздуха. ’
Для контроля блоков из пенопласта с плотностью^
—100 кг/м3 использован амплитудно-временной метая
прохождения. Информативными параметрами служат
амплитуда и время задержки сквозного сигнала. Метою
реализован в установке с 11 парами катящихся преобра-
зователей с сухим контактом, работающих на частоте
~50 кГц. Разработан способ оценки глубины залегания
дефектов в этих материалах и даже их физико-
механических свойств.
СРЕДСТВА КОНТРОЛЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
275
Теневым методом контролируют также резиновые
покрышки автомобильных и авиационных колес.
Как правило, контроль проводят на специализиро-
ванных установках с автоматическим сканированием и
записью результатов.
В последнее время для неразрушающего контроля
эхо- и теневым методом начали использовать бескон-
тактное излучение УЗК с помощью лазера и прием УЗК
оптическим интерферометром.
Реверберационно-сквозной метод, называемый
также акустико-ультразвуковым, используют для кон-
троля соединений в многослойных листовых конструк-
циях, определения пористости в изделиях из ПКМ и ре-
шения других подобных задач.
Оценка прочности клеевых соединений. Боль-
шинство методов и средств НК клеевых соединений по-
зволяет выявлять главным образом дефекты типа непро-
клея. Очевидно, что оптимальным решением задачи яв-
ляется количественная оценка прочности соединения.
При этом непроклеи можно рассматривать как частный
случай дефектов с нулевой прочностью.
Прочность клеевого соединения определяется фи-
зико-механическими свойствами клеевого шва, характе-
ром его нагружения и другими факторами. Различают
адгезионную и когезионную прочности склеивания. Пер-
вая обусловлена силами сцепления на границах раздела
клея с соединяемыми элементами конструкции, вторая -
силами сцепления между молекулами клея. Соответст-
венно, разрушение шва по границе раздела клея с эле-
ментом конструкции называют адгезионным, разруше-
ние по самому клею - когезионным. Описываемые ниже
методы разработаны для оценки когезионной прочности,
поэтому под прочностью склеивания понимается когези-
онная прочность.
Для НК прочности склеивания используют корре-
ляцию этого параметра с доступными для оценки пара-
метрами клеевого шва. Корреляционная связь зависит не
только от выбора измеряемого параметра шва, но и от
дополнительных факторов (свойств клея, особенностей
технологии склеивания), что усложняет контроль. Поэто-
му известные методы оценки прочности склеивания пока
несовершенны и не получили широкого применения.
Резонансный метод. Наиболее известен способ
оценки прочности склеивания с использованием влияния
акустического импеданса контролируемого изделия на
резонансные характеристики нагруженного на него пье-
зопреобразователя.
Структурная схема прибора для его реализации по-
добна схеме резонансного толщиномера и отличается от
нее наличием дополнительного устройства для оценки
добротности нагруженного пьезопреобразователя. Соб-
ственная частота преобразователя лежит в диапазоне
генератора изменяющейся частоты. Диапазон рабочих
частот (разбитый на несколько поддиапазонов) лежит
обычно в пределах от 30 до 550 кГц.
Прибор имеет два режима работы и, соответствен-
но, два индикатора.
Первый режим применяют для оценки прочности т
склеивания на сдвиг в листовых конструкциях. Мерой т
служит величина А/ отклонения собственней частоты
системы пьезоэлемент - изделие в контролируемой зоне
от принятой за начало отсчета собственной частоты пье-
зопреобразователя, нагруженного на обшивку изделия.
Значение А/ отсчитывают по шкале на дисплее (индика-
тор типа А).
Второй режим используют для оценки прочности с
на отрыв между обшивкой и легкими заполнителями.
Мерой с служит изменение добротности системы пьезо-
элемент - изделие. За начальную величину принимают
добротность пьезопреобразователя, нагруженного на
обшивку, не приклеенную к заполнителю. Предполагает-
ся, что с увеличением с возрастает доля энергии, пере-
шедшая в клеевой шов и заполнитель, т.е. большей
прочности соответствует меньшая добротность рассмат-
риваемой системы. Индикатором служит стрелочный
прибор или цифровой индикатор (индикатор В).
Для перевода показаний прибора в значения проч-
ности склеивания пользуются тарировочными графика-
ми, построенными путем сопоставления отсчетов по со-
ответствующим индикаторам (А или В) с результатами
разрушающих механических испытаний значительного
числа образцов. При первом режиме прибор реагирует на
отношение Z/Z), где I - толщина клеевого шва, D - вели-
чина, пропорциональная эффективному модулю упруго-
сти клея.
Достоверность оценки прочности склеивания резо-
нансным методом в значительной мере определяется
свойствами клея и технологией склеивания. В частности,
адгезионная прочность клея должна превышать когезион-
ную. При использовании первого режима контроля усло-
вием получения удовлетворительных результатов являет-
ся постоянство массы клея на единицу поверхности.
Метод используется для контроля клееных, клее-
сварных конструкций, в которых выявляются лишь не-
проклеи.
Недостатки метода - необходимость смачивания
контролируемых изделий и трудность проверки конст-
рукций с криволинейными поверхностями.
Эхо-метод. Известный метод оценки прочности
клеевого соединения основан на корреляции прочности
склеивания с характеристическим импедансом клея.
Уменьшение последнего снижает прочность соединения.
Характеристический импеданс клея оценивают по коэф-
фициенту отражения УЗК на границе раздела обшивка -
клей или (реже) клей - внутренний элемент конструкции.
Коэффициент отражения определяют по амплитуде пер-
вого полупериода эхо-сигнала от границы раздела. Для
контроля используют эхо-дефектоскопы, работающие на
радиоимпульсах с несущими частотами более 4,2 МГц.
Метод позволяет проверять соединения металлов,
армированных и неармированных пластмасс и других
материалов, хорошо проводящих УЗК, с внутренними
элементами из любых материалов.
Наряду с общими недостатками традиционных УЗ-
методов (необходимость смачивания контролируемых
изделий, трудность проверки конструкции с криволи-
нейными поверхностями) рассматриваемый способ в
ряде случаев нечувствителен к дефектам типа нарушения
соединения клея с внутренним элементом.
276
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
с сотовым заполнителем в результате плохой подгонки
размеров склеиваемых элементов:
А - зона доброкачественного склеивания; Б - зона пониженной
прочности; В - зона нарушения соединения (непроклей)
Исследовались также способы оценки прочности
склеивания по изменению условий прохождения волн
Лэмба, изменению спектрального состава эхо-сигналов и
другие. Однако эти способы пока не вышли из стадии
лабораторных испытаний.
Импедансный метод с совмещенным преобразова-
телем, использующий непрерывные изгибные колебания,
позволяет обнаруживать зоны пониженной прочности
склеивания обшивки с сотовым заполнителем. Обычно
снижение прочности склеивания обусловлено плохой
подгонкой размеров соединяемых элементов. Если на
участках доброкачественного склеивания соты прореза-
ют клеевую пленку и подходят вплотную к обшивке, то в
ослабленных зонах между сотовым блоком и обшивкой
существует заполненный клеем зазор (рис. 89), который
уменьшает жесткость опоры обшивки и, следовательно,
механический импеданс ZH конструкции. Это изменение,
однако, меньше, чем в зонах непроклеев. Однако полу-
чить надежную корреляцию прочности с показаниями
импедансного дефектоскопа и в этом случае не удается.
9.10. СРЕДСТВА КОНТРОЛЯ
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И
КОНСТРУКЦИЙ
В строительстве и при эксплуатации сооружений
акустическими методами контролируют:
• прочность и однородность бетона в деталях и кон-
струкциях;
• кинетику твердения бетона для определения мо-
мента достижения заданной прочности и выбора рацио-
нальных режимов отверждения;
• состояние сооружений в процессе их эксплуатации;
• наличие дефектов в строительных материалах (бе-
тоне, горных породах, древесине), конструкциях и со-
оружениях;
• толщину конструкции.
Контроль прочности бетона основан на ее корреля-
ции со скоростями распространения в бетоне упругих
волн или нелинейностью диаграммы деформирования.
При дефектоскопии изделий анализируются изменения
параметров волн, прошедших в зоне дефекта или отра-
женных от него. Контроль толщины основан на измере-
нии времени задержки акустического сигнала, отражен-
ного от противоположной поверхности изделия.
При контроле используют:
• методы прохождения при сквозном и поверхност-
ною прозвучивании с импульсным и непрерывным излу-
чением;
• эхо-метод.
Основные строительные материалы (бетон, природ-
ные камни) вследствие сильной неоднородности струк-
туры и трещиноватости обладают значительным затуха-
нием УЗ волн, быстро возрастающим с увеличением час-
тоты. На рис. 90 приведены экспериментальные частот-
ные зависимости коэффициента затухания 8 продольных
УЗК в некоторых строительных бетонах. Быстрый рост 8
с частотой ограничивает диапазон применяемых частот
значениями порядка 200 ... 300 кГц. Обычно используют
частоты от 50 до 150 кГц, что при средней скорости зву-
ка в бетоне С/ = 4000 м/с соответствует длинам волн от
80 мм до 27 мм.
УЗ преобразователи. Применяют прямые совме-
щенные преобразователи. По длительности ревербера-
ционно-шумовой характеристики (РШХ) они делятся на
две группы:
А - с длительной (более 100 мкс) РШХ;
Б - короткоимпульсные, с длительностью РШХ ме-
нее 40 мкс.
Рис. 90. Частотная зависимость коэффициента затухания
продольных УЗ колебаний в бетонах с разным заполнителем:
1 - гранитный, крупность 10 мм; 2 - гранитный, крупность
20 мм; 3 - известняковый, крупность 20 мм
СРЕДСТВА КОНТРОЛЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И КОНСТРУКЦИЙ
277
Конструкция преобразователей с длительной ревербе-
рацией (группы А) аналогична приведенной на рис. 26, а.
В них обычно применяют полуволновые пакеты, склеен-
ные из нескольких одинаковых дисковых пьезопластин,
электрически соединенных параллельно и синфазно.
В короткоимпульсных преобразователях (рис. 91)
полуволновой пьезопакет 1 приклеен к дну (протектору)
тонкостенного корпуса 3 из алюминиевого сплава. Попе-
речные размеры пьезопакета составляют 20 ... 70 % от
его толщины. Пьезопакет окружен пастообразным демп-
фером 2, состоящим из вязкой жидкости (например, не-
полимеризованной эпоксидной смолы) и мелкодисперс-
ного порошка вольфрама в отношении 1 : (12 ... 16) по
массе. Крышка 4 обеспечивает герметичность. Исполь-
зуют продольный и поперечный пьезоэффекты. В первом
случае, как и в преобразователях группы А, пьезопакет
склеивают из нескольких идентичных пьезопластин, ко-
леблющихся по толщине. При использовании попереч-
ного пьезоэффекта пьезопакет выполняют из прямо-
угольных пьезопластин (обычно двух), склеенных ме-
таллизированными поверхностями и соединенных с
дном корпуса торцевыми сторонами.
Типичные РШХ преобразователей обеих групп
представлены на рис. 92. В качестве контактной смазки
обычно используют вязкие масла, способные удержи-
ваться на неровной пористой поверхности и заполнять
неровности и поры, реже глицерин и воду. Иногда ис-
пользуют полиуретановые прокладки, закрепленные на
протекторе преобразователя, позволяющие вести кон-
троль без контактной смазки. Однако контакт при этом
нестабилен. Для получения надежного и стабильного
сухого контакта протекторы преобразователей выполня-
ют заостренными, контактирующими с поверхностью
объекта в малой по площади зоне (менее 1 мм2). У ко-
роткоимпульсных преобразователей с сухим точечным
контактом (СТК) толщина протектора (от пьезоэлемента
до точки контакта) выбирается много меньше длины
волны. Преобразователи с длительной реверберацией
для этой цели обычно снабжают съемными коническими
концентраторами.
Рис. 91. Конструкции короткоимпульсных УЗ
преобразователей:
а - с продольным пьезопакетом; б - с поперечным пьезопаке-
том: 7 - пьезоэлемент; 2 - демпфер; 3 - корпус; 4 - крышка
а)
Рис. 92. Реверберационно-шумовые характеристики УЗ
преобразователей для контроля строительных материалов:
а - с длительной РШХ; б - короткоимпульсного, частота
100 кГц
Вследствие малых волновых размеров рабочих по-
верхностей преобразователей основной лепесток их диа-
граммы направленности близок по форме к окружности,
проходящей через акустический центр преобразователя.
Для повышения направленности, что необходимо, на-
пример, при контроле эхо-методом, короткоимпульсные
преобразователи выполняют либо в виде мозаики, т.е. в
общем корпусе устанавливают несколько одинаквых
пьезоэлементов с небольшими (2 ... 3 мм) зазорами меж-
ду ними, либо с одним пьезоэлементом, рабочая поверх-
ность которого больше длины волны, а тело имеет вза-
имно перпендикулярные пропилы почти до протектора,
превращающие пьезоэлемент в подобие мозаики. В обо-
их случаях весь свободный объем преобразователя за-
полняют пастообразным демпфером.
Преобразователи с длительной реверберацией ис-
пользуют лишь при контроле методами прохождения.
Короткоимпульсные преобразователи пригодны также
для контроля эхо-методом. Короткоимпульсные преоб-
разователи с СТК изготавливают двух видов: с продоль-
ным и с перпендикулярным к оси преобразователя на-
правлениями колебаний контактного наконечника.
Преобразователь с продольными колебаниями на-
конечника создает на поверхности твердого тела нор-
мальную колебательную силу, с поперечными колеба-
ниями - касательную силу. Поэтому эти преобразователи
излучают продольные, поперечные и поверхностные (рэ-
леевские) волны. Ориентация вектора смещений точки
контакта влияет на диаграммы излучения и приема этих
волн. При продольных колебаниях наконечника (рис. 93)
излучаются продольные волны с максимумом излучения
в направлении оси преобразователя (кривая 2), объемные
поперечные волны (кривая 7), а также поверхностные
волны Рэлея. У преобразователя поперечных колебаний
диаграмма направленности зависит от направления век-
тора смещений наконечника. В плоскости этого вектора
излучаются продольные и поперечные волны (рис. 93, б).
Максимум направленности продольных волн (кривая 2)
совпадает с поверхностью полупространства, поэтому
возбуждается интенсивная головная волна, скорость ко-
торой равна скорости объемной продольной волны.
278
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 93. Экспериментальные диаграммы направленности УЗ преобразователей с СТК:
а - для продольных колебаний контактного наконечника. Вектор смещений в плоскости чертежа и горизонтален; б, в - для попереч-
ных колебаний. Вектор смещений в плоскости чертежа и вертикален (б), вектор смещений перпендикулярен к плоскости чертежа (ф
1 - поперечные волны; 2 - продольные волны. Нормаль к поверхности, совпадающая с осью преобразователя, - направление 0°
Наряду с головной возбуждается поверхностная
волна Рэлея. В плоскости, перпендикулярной к вектору
смещений (рис. 93, в), ненаправленно излучаются только
поперечные волны SH, скорость распространения кото-
рых равна скорости объемной поперечной волны.
Свойство преобразователей с поперечными колеба-
ниями наконечника возбуждать и принимать распро-
страняющиеся вдоль поверхности материала головные и
поперечные волны SH позволяет измерять скорости про-
дольных и поперечных волн способом поверхностного
прозвучивания и определять этим способом упругие по-
стоянные материалов.
Методы прохождения. Наибольшее распростране-
ние получили импульсные методы прохождения. С их
помощью оценивают прочность, однородность, трещи-
новатость материалов и выявляют локальные дефекты в
материалах и строительных конструкциях.
Основным способом контроля является сквозное
прозвучивание. Излучатель и приемник упругих колеба-
ний располагают соосно по разные стороны от контро-
лируемого изделия (рис. 94, а). При поверхностном про-
звучивании способом продольного профилирования при-
емный преобразователь устанавливают последовательно
в несколько позиций, расположенных на одной прямой
(рис. 94, б). Расстояние /и между излучающим преобра-
зователем и первой позицией приемного преобразовате-
ля выбирают равным 100 ... 300 мм, а расстояние между
соседними позициями приемного преобразователя A/z- =
= 100 ... 200 мм. Скорость звука определяют по формуле
си=—Z—1о3>
2V-1 ^А/,.
где А/,- =^+1 - изменение времени распространения
ультразвука при перемещении приемного преобразова-
теля на соседнюю позицию, мкс; N - число позиций ус-
тановки приемного преобразователя.
При поверхностном прозвучивании с постоянной
базой приемный преобразователь устанавливают на рас-
стоянии I от излучающего, на одну сторону контроли-
руемого изделия (рис. 94, в). При поверхностном прозву-
чивании и продольном профилировании связь между
измеренной скоростью сИ и скоростью с при сквозном
прозвучивании определяют по формуле
с = скк,
где к- переходный коэффициент (к = 1,00 ... 1,08).
Значение к определяют путем сопоставления ре-
зультатов сквозного и поверхностного прозвучивания на
бетонных образцах-балочках.
Характер связи скорости звука с прочностью бетона
зависит от упругих параметров цементно-песчаного рас-
твора, заполнителя и его объемной концентрации и при
изменении состава бетона может изменяться. Установ-
лено, что с изменением водоцементного отношения, вида
Рис. 94. Основные способы контроля бетона:
а - сквозное прозвучивание; б - продольное профилирование;
в - поверхностное прозвучивание на постоянной базе; 1 - зона
установки излучающего преобразователя; 2 - зона установи
приемного преобразователя
СРЕДСТВА КОНТРОЛЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И КОНСТРУКЦИЙ
279
цемента и добавок типа песка, размера частиц заполни-
теля, а также срока службы бетона, связь скорость -
прочность не нарушается. Количество и качество запол-
нителя не в равной степени изменяют скорость звука и
прочность бетона, поэтому необходимо предварительно
построить корреляционные зависимости скорость -
прочность для бетонов определенного состава.
С увеличением прочности а погрешность ее оценки
возрастает. При ошибке в измерении скорости звука 1 %
погрешность в оценке прочности на уровне 10 МПа со-
ставляет 3,5 %, а на уровне 25 МПа - 6 %.
Для сопоставления результатов измерений скорости
звука и прочности для образцов (бетонных кубов) и кон-
тролируемых изделий в обоих случаях скорость звука
необходимо измерять в неограниченной среде. Если со-
отношение между длиной волны и размерами попереч-
ного сечения не удовлетворяет условиям неограничен-
ной среды, следует пользоваться формулами и графика-
ми для ультразвуковых волн в пластинах и стержнях.
Большинство железобетонных изделий заводского
изготовления и кубы от размера 16 х 10 х 10 см при ис-
пользовании стандартных ультразвуковых приборов
(диапазон частот 80 ... 100 кГц) могут считаться неогра-
ниченной средой. Исключение составляют железобетон-
ные изделия, полученные вертикально-кассетным спосо-
бом, и тонкостенные изделия, изготовленные на прокат-
ных станах при прозвучивании вдоль изделия.
Применение ультразвукового метода контроля
прочности бетона по скорости звука регламентировано
стандартами.
Для получения зависимости скорость - прочность
изготовляют не менее 45 бетонных образцов размером
200 х 200 х 200 мм либо 60 образцов размером 100 х 100 х
х 100 мм. Ультразвуковые измерения на образцах прово-
дят по схеме, приведенной на рис. 94, а.
Прочность бетона в изделиях и конструкциях при
отсутствии образцов или ограниченном их числе опреде-
ляют по эмпирической формуле
а = Ас4,
где А - коэффициент, определяемый путем подстановки
в формулу средних значений прочности а и скорости
звука с , полученных по результатам испытаний не ме-
нее девяти образцов (по три близнеца), либо трех образ-
цов, вырезанных из конструкции:
_ с
Q = По-------------- ,
8,87 с0 -7,87 с
где о0 - наибольшее значение прочности образца; с0 -
скорость звука в образце.
Чтобы уменьшить влияние металлической армату-
ры на результаты контроля, ультразвуковые преобразо-
ватели устанавливают на участках с минимальным про-
центом армирования. Для большинства используемых
железобетонных конструкций влияние арматуры на ре-
зультаты контроля несущественно (при содержании ар-
матуры в контролируемом сечении до 5 %). Сведения об
объемной доле арматуры в бетоне можно получить из
чертежей конструкции путем гамма-графирования или
магнитным методом. Для уменьшения влияния влажно-
сти на результаты контроля бетонные образцы (по кото-
рым строят зависимости скорость - прочность) изготов-
ляют при том же режиме тепловлажностной обработки,
что и подлежащие контролю изделия.
Другой метод контроля физико-механических
свойств бетона, гранита, мрамора и т.п. основан на ис-
пользовании нелинейности характеристик напряжение -
деформация этих материалов. Физически это означает,
что определяющий скорость распространения акустиче-
ских волн динамический модуль упругости зависит от
механических напряжений. Влияние нелинейности сре-
ды на распространение упругих волн проявляется в том,
что скорость распространения волн зависит от их интен-
сивности, и в спектре волны появляются высшие гармо-
ники основной частоты.
Установлено, что нелинейность рассматриваемых
материалов тем сильнее, чем ниже их прочность. Суще-
ственно, что метод позволяет оценивать прочность мате-
риала при его деформировании малыми напряжениями,
создаваемыми самой ультразвуковой волной.
Контроль проводят методом прохождения при рас-
положении излучающего и приемного преобразователей
по разные стороны от испытуемого объекта. Влияние не-
линейности на скорость звука и спектр принятого сигнала
незначительно, поэтому используют чувствительную ап-
паратуру. Так, в одном из вариантов изменение скорости
регистрируют по изменению фазы принятого гармониче-
ского сигнала относительно опорного. На стандартных
бетонных образцах с размерами 100 х 100 х 100 мм уве-
личение амплитуды УЗК в 10 раз на частоте 50 кГц ме-
няет эту фазу на несколько градусов. Изменение скоро-
сти оценивают также по относительному изменению
собственных частот. Например, в бетонных образцах
40 х 40 х 160 мм двойное приращение амплитуды колеба-
ний меняет собственную частоту продольных колебаний на
0,5 ... 1,0 %. При прохождении гармонического сигнала
через стандартные бетонные образцы 100 х 100 х 100 мм
отношение амплитуд второй и первой гармоник при из-
менении интенсивности колебаний достигает 1 %.
Метод, использующий нелинейные свойства мате-
риала, позволяет оценивать прочность бетонов высоких
марок (М500 - М800), что на основе корреляции проч-
ность - скорость УЗК обычно невозможно.
Аппаратура и методика контроля прочности бе-
тона в процессе тепловлажностной обработки. Для
контроля кинетики отверждения бетона в процессе теп-
ловлажностной обработки могут быть использованы
приборы контроля прочности при условии их комплек-
тования преобразователями, способными работать при
температурах до 80 ... 100 °C. Разработаны и применя-
ются специальные автоматические сигнализаторы проч-
ности, выключающие подачу пара или другого теплоно-
сителя при достижении бетоном заданной прочности.
Наиболее распространены акустические зонды, погру-
жаемые в бетон и извлекаемые из него после завершения
процесса тепловой обработки.
280
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 95. Зависимость скорости звука от длительности теп-
ловлажностной обработки для трех различных составов
бетона
Рис. 96. К оценке глубины трещины бетона
На рис. 95 показана зависимость скорости звука в
бетоне от длительности тепловлажностной обработки.
Температура и влажность оказывают взаимно-
компенсирующее влияние на скорость звука, и измене-
ние последней оказывается меньшим, чем при действии
каждого фактора в отдельности.
Для получения необходимой прочности бетона (т.е.
прочности, достаточной для извлечения изделий из
форм) термовлажностную обработку (пропаривание)
рекомендуется прекращать после достижения значения
скорости звука, установленного по тарировочной кри-
вой, построенной по результатам испытания образцов в
горячем состоянии.
Чтобы получить отпускную или проектную проч-
ность бетона, значение скорости звука, при котором сле-
дует прекращать пропаривание, следует устанавливать
по тарировочной кривой, построенной по результатам
испытания образцов в холодном состоянии.
При испытании образцов в горячем состоянии мож-
но построить тарировочную зависимость скорость -
прочность, однако в этом случае точность определения
прочности ниже, чем при использовании зависимости,
полученной по результатам испытаний образцов в хо-
лодном состоянии.
Дефектоскопия методами прохождения. Эти ме-
тоды позволяют обнаруживать локальные дефекты бето-
на и других строительных материалов: трещины, рако-
вины, инородные включения, прочие нарушения струк-
туры.
В зависимости от задач и типа конструкций исполь-
зуют разные способы прозвучивания. Сквозное прозву-
чивание (амплитудный и временной теневой методы)
эффективно при толщинах бетона до 500 мм. При по-
верхностном прозвучивании выявляют в основном по-
верхностные дефекты (структурные разрушения корро-
зионного характера, поверхностные трещины и т.п.).
Методом продольного профилирования обнаружи-
вают локальные дефекты бетона, местоположение кото-
рых определяется точкой перелома кривой t-l (рис. 96).
Глубину трещины DC определяют путем сравнения вре-
мени /0 распространения УЗК в области ненарушенного
бетона и t - в бетоне с трещиной по формуле
DC = — J-4"1-
2 V t20
Временной теневой метод используют для обнару-
жения трещин, возникающих в железобетонных конст-
рукциях при их нагружении, причем появление трещины
регистрируется чаще, чем при других известных спосо-
бах. Метод применим для контроля шпал в заводских
условиях, предварительно напряженных железобетон-
ных пролетных строений мостов и др.
Методы прохождения применяют также для обна-
ружения дефектов в горных породах (трещиноватость),
древесине (гниль), огнеупорах и пр.
Аппаратура. Приборы, используемые для контроля
методами прохождения, являются измерителями време-
ни (а иногда и скорости) распространения продольных
(или обоих типов объемных) волн с цифровым отсчетом
и погрешностью измерений не более 1 %. Некоторые
приборы снабжены осциллографическим индикатором,
позволяющим наблюдать форму принятого сигнала и
измерять его амплитуду, длительность первой полувол-
ны, время затухания и т.д. Большинство этих приборов
имеет выносные преобразователи, что позволяет веста
контроль с переменной базой от нескольких сантиметров
до единиц метров. Питание их, как правило, универсаль-
ное или автономное. Масса в пределах 0,5 ... 8 кг.
В последнее время наметилась тенденция перехода
на контроль с сухим контактом. Появились приспособ-
ления для установки излучающего и приемного преобра-
зователей с точечным контактом на фиксированной базе
и приборы со встроенными в корпус преобразователями
для контроля методом поверхностного прозвучивания.
В последнем случае прибор имеет только цифровой ин-
дикатор, автономное питание и массу менее 500 г.
Метод собственных частот. Этим методом опреде-
ляют динамические упругие характеристики бетона, его
плотность и прочность. При испытаниях образцов или
изделий измеряют собственную частоту и затухание
изгибных или продольных колебаний контролируемого
СРЕДСТВА КОНТРОЛЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И КОНСТРУКЦИЙ
281
Рис. 97. Схема измерения частоты собственных изгибных
(а) и продольных (б) колебаний:
/ - генератор; 2 - излучатель; 3 - приемник; 4 - усилитель;
5 - частотомер
объекта, после чего находят модуль нормальной упруго-
сти Е и логарифмический декремент 0. На рис. 97, а
представлена схема испытаний при возбуждении изгиб-
ных колебаний. При колебаниях на основной (низшей)
собственной частоте /0 значение
f2 /3 о
£ = 0,0789—----q,
J *
где I - длина образца; р - плотность; J - момент инерции
поперечного сечения; q - поправочный коэффициент.
Значения q в функции отношения размера а образца
в плоскости колебаний к его длине I приведены в табл. 19.
При измерении собственной частоты продольных ко-
лебаний излучатель и приемник упругих колебаний контак-
тируют с образцом в центрах его торцов (рис. 97, б). Если
длина призматического образца более чем в 3 раза пре-
вышает его наибольший поперечный размер, значение Е
определяют по формуле
£ = 4/02/2р.
Значение 0 находят по формуле
Д fo
где /0 - собственная частота основного тона; /, /2 -
частоты, соответствующие уменьшению амплитуды в 2
раза относительно резонансного значения.
Рассматриваемый метод применим только для образ-
цов и изделий простой формы.
Эхо-метод применяют для измерений толщины и
обнаружения внутренних локальных дефектов конструк-
ций из бетона и природного камня при одностороннем
доступе к объекту контроля. Эхо-метод позволяет опре-
19. Значения q в функции all
all 0,1 0,2 0,3 0,4
Q 1,07 1,27 1,58 1,94
делять все три координаты дефекта и оценивать его
размеры.
Измерения толщины бетона иногда возможны с по-
мощью совмещенного мозаичного короткоимпульсного
преобразователя (или таких же раздельных излучателя и
приемника) и основных блоков обычного эхо-импульс-
ного толщиномера или дефектоскопа (генератора зонди-
рующих импульсов, усилителя, измерителя временных
интервалов, индикатора) на частотах порядка 100 кГц.
Однако на практике для толщинометрии и тем более де-
фектоскопии используют многоэлементные матричные
антенные решетки (АР), набранные из короткоим-
пульсных преобразователей с малыми волновыми разме-
рами рабочих поверхностей, а для управления процессом
зондирования, обработки принятых сигналов и индика-
ции результатов используют микропроцессоры или пер-
сональные ЭВМ.
Это связано с тем, что бетон, являясь существенно
неоднородной средой, вызывает сильное рассеяние УЗ
волн, поэтому контроль сопровождается большим уров-
нем структурных помех. Так, донный эхо-сигнал плиты
толщиной 400 мм из бетона М400 при контроле на час-
тоте 70 кГц мозаичным преобразователем диаметром
53 мм превышает структурную помеху на 9 дБ, а эхо-
сигнал от полости диаметром 50 мм на той же глубине
ниже помехи на 16 дБ.
Поэтому измерение толщины мозаичными преобра-
зователями возможно лишь в небольшом диапазоне
толщин (100 ... 300 мм), ограниченном снизу РШХ со-
вмещенного преобразователя, или, при раздельных излу-
чателе и приемнике, - помехами от поверхностных волн,
а обнаружение дефектов - только при их размерах более
100 ... 150 мм на тех же глубинах.
Для уменьшения влияния структурных помех и
улучшения характеристик в эхо-импульсных приборах
для контроля строительных конструкций применяют
метод синтезированной апертуры, фокусируемой в про-
извольную точку полупространства (САФТ). Объект
контроля зондируют поочередно каждой парой элемен-
тов матричной АР так, что перебираются все возможные
пары, и общее количество принятых сигналов при каж-
дом положении АР на поверхности объекта приближен-
но равно половине квадрата числа элементов АР.
Все эхо-сигналы используются для вычисления от-
ражающей способности каждой (с некоторой дискретно-
стью, например 10 мм) точки объема материала, нахо-
дящегося под апертурой АР и за ее пределами (обычно
не далее двух-трех размеров апертуры) на всех контро-
лируемых глубинах. Сигналы от соседних положений
АР, в которые ее ставит оператор при сканировании объ-
екта контроля, также влияет на уровень отраженных сиг-
налов от тех же точек объема и от новых, попадающих в
область синтеза выходных данных. В результате в памя-
ти прибора синтезируется трехмерный массив данных об
уровне отраженного сигнала от каждой точки объема и
на дисплей может быть вызвано произвольно ориентиро-
ванное в объеме изображение сечения внутренней струк-
туры объекта контроля. Уровни сигналов отображаются
уровнями яркости или цветовой гаммой.
282
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Такое представление результатов контроля является
томографическим. Наряду с наглядностью оно повышает
достоверность обнаружения дефектов в условиях высокого
уровня помех по сравнению с одномерной разверткой.
Толщиномер отличается от томографа тем, что син-
тезируемая апертура (как при одном, так и при несколь-
ких положениях АР на контролируемой поверхности)
фокусируется не в каждую точку, а на каждую плоскость
(САФП), параллельную поверхности ввода УЗК и нахо-
дящуюся в требуемом диапазоне глубин. Таким образом,
на глубине, где находится донная поверхность объекта
контроля или достаточно большой отражатель, фиксиру-
ется отраженный сигнал. Результаты контроля представ-
ляются в виде развертки типа А, горизонтальная ось ко-
торой отображает либо время, либо толщину (глубину), а
цифровой индикатор показывает измеренную толщину
или время задержки эхо-сигнала.
Аппаратура. Томограф позволяет выявлять в бетоне
инородные включения (пустоты, трещины и т.п.) разме-
рами от 30 мм и более на глубинах до 250 ... 300 мм.
Максимальная глубина просмотра 500 мм. На этой глуби-
не можно обнаружить полость диаметром 100 мм. По-
грешность оценки координат дефектов порядка 20 мм на
средней глубине. На рис. 98 приведена томограмма внут-
ренней структуры бетонного блока толщиной 400 мм с
двумя полостями размерами 50 и 100 мм на глубине
230 мм. Широкая темная полоса на глубине 400 мм -
образ донной поверхности.
Толщиномер позволяет наблюдать эхо-сигналы на
глубинах до 2 м (при скорости звука 4000 м/с). Диапазон
измерений толщины с погрешностью менее 10 % от
50 до 500 мм. Диапазон измерений скорости звука от
2000 до 7000 м/с.
Габариты и масса эхо-импульсной аппаратуры во
многом определяются применяемыми ЭВМ. Антенные
устройства имеют размеры порядка 200 х 100 х 100 мм и
массу 2 ... 4 кг, а дополнительное оборудование (кроме
ЭВМ) для томографа примерно таких же размеров и мас-
сы. При использовании портативных ЭВМ общая масса
эхо-импульсных приборов для контроля строительных
конструкций не превышает 10 кг.
Рис. 98. Томограмма бетонного блока толщиной 400 мм с
дефектами (пустотами) диаметром:
1 -50 мм; 2- 100 мм
9.11. ПРИБОРЫ ДЛЯ КОНТРОЛЯ
РАЗМЕРОВ ИЗДЕЛИЙ
Приборы для измерения толщины изделий. По
характеру физических принципов, используемых для из-
мерения толщины, акустические толщиномеры делят на:
• импульсные, в которых толщина измеряется по
времени прохождения ультразвукового импульса в изде-
лии или слое;
• с непрерывным излучением, в которых толщина
измеряется по фазе прошедших через изделие ультразву-
ковых волн;
• резонансные, в которых для измерения толщины
используется локальный резонансный метод или локаль-
ный метод свободных колебаний, а также другие интер-
ференционные явления, возникающие при распростра-
нении акустических волн в изделии.
По исполнению толщиномеры разделяют на пере-
носные и стационарные, входящие в комплект автомати-
ческих и полуавтоматических установок контроля тол-
щины. По способу передачи упругих колебаний разли-
чают толщиномеры контактные, иммерсионные и бес-
контактные.
Наиболее распространенные акустические толщи-
номеры - эхо-импульсные, позволяющие контролиро-
вать изделия как с гладкими плоскопараллельными, так и
с грубообработанными, корродированными, эродиро-
ванными, криволинейными и непараллельными поверх-
ностями. Резонансные толщиномеры применимы только
для контроля изделий с шероховатостью поверхностей
Rz « 40 мкм при отклонении от параллельности поверх-
ностей не более 2 ... 3°. Промышленное использование
резонансных толщиномеров ограничено контролем тол-
щины в диапазоне 0,15 ... 2 мм в установках автоматизи-
рованного контроля особо тонкостенных и тонкостенных
труб и других изделий. Толщиномеры других видов яв-
ляются специализированными и не получили широкого
распространения. В последние годы эхо-импульсные
толщиномеры практически повсеместно вытеснили все
разновидности ультразвуковых толщиномеров, включая
и резонансные.
Стандартные образцы для проверки толщино-
меров. Стандартные образцы изготовляют для конкрет-
ных условий применения; они должны максимально со-
ответствовать контролируемым изделиям по радиусу
кривизны, шероховатости поверхностей и материалу.
Это позволяет повысить точность контроля. Для универ-
сальных толщиномеров, предназначенных для использо-
вания в различных условиях, образцы изготовляют из
материалов с малым коэффициентом затухания УЗК (на-
пример, углеродистой стали). Они входят в комплект
прибора. Иногда их прикрепляют к его корпусу для опе-
ративной калибровки. Диапазон измерений прибора
должен включать значения толщины образцов (как пра-
вило, крайние его значения). Для поточного контроля их
изготовляют для каждой номинальной толщины.
Толщину образца измеряют механическими или оп-
тическими средствами, точность которых на порядок
выше точности поверяемых толщиномеров. Небольшие
структурные изменения даже в пределах одной марки
ПРИБОРЫ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ
283
материала приводят к вариациям скорости распростра-
нения УЗК в пределах от нескольких десятых долей до
единиц процента. Это наблюдается даже в пределах од-
ного изделия, поэтому практически реализуемая по-
грешность измерения с помощью толщиномеров состав-
ляет не менее 1 ... 2 %.
Из-за вариаций скорости распространения УЗК для
нормирования, проверки и поверки основной инструмен-
тальной погрешности толщиномеров не могут использо-
ваться стандартные образцы, аттестованные только по гео-
метрическим размерам, а требуется их дополнительная ат-
тестация по скорости распространения УЗК. С учетом этого
применяют ультразвуковые меры толщины КМТ-176М1 и
комплект ультразвуковых стандартных образцов толщины
КУСОТ-180, позволяющие поверять ультразвуковые тол-
щиномеры в диапазоне 0,2 ... 300 мм и аттестуемые с по-
грешностью 0,7 % при толщинах 0,2 ... 10 мм, 0,4 % - при
10 ... 12 мм и 0,3 %-при 12 ... 300 мм.
В комплект КУСОТ-180 входят также стандартные
образцы, позволяющие определять функции влияния на
погрешность и диапазон измерения кривизны, шерохова-
тости и отклонений от параллельности поверхностей.
Импульсные толщиномеры. Импульсные толщи-
номеры, как правило, работают по принципу измерения
времени t распространения ультразвукового импульса в
изделии от поверхности ввода УЗК до донной поверхно-
сти и обратно. При этом измеряемая толщина а = ct.
Действие импульсных толщиномеров может быть осно-
вано на измерении частоты повторения многократно от-
раженных в изделии импульсов УЗК, на вычислении ав-
токорреляционной функции последовательности этих
импульсов частоты или периода свободных колебаний
либо изменении амплитуды при сквозном прозвучивании.
Эхо-импульсные толщиномеры делят на приборы для
контроля изделий с хорошо обработанными (Rz < 40 мкм)
параллельными поверхностями (группа А) и грубо обра-
ботанными, корродированными и эродированными по-
верхностями (группа Б).
Минимальная толщина, измеряемая толщиномера-
ми группы А - 0,1 ... 0,3 мм при абсолютной погрешно-
сти измерений не более 1 ... 5 мкм. С увеличением кри-
визны поверхности изделий нижняя граница измерений
быстро возрастает. При измерении толщины стенок труб
0 50 мм она составляет 1 мм.
Минимальная толщина, измеряемая приборами
группы Б, составляет 1,2 ... 1,5 мм при абсолютной по-
грешности измерения 0,1 ... 0,2 мм и практически не
зависит от радиуса кривизны.
Погрешность измерений с помощью эхо-импульс-
ных толщиномеров вызывают следующие основные
причины.
1. Изменение толщины слоя контактной среды (для
контактных приборов), влияющее на интервал времени
между зондирующим сигналом и эхо-импульсами. По-
грешность исключается при измерении интервала време-
ни между двумя эхо-импульсами.
2. Изменение уровня сигнала. В процессе контроля
амплитуда электрических импульсов меняется. Для тол-
щиномеров, не оснащенных ЭЛТ, это может привести к
потере одного полупериода при неизменном уровне сра-
Рис. 99. Изменение времени срабатывания измерительного
триггера при уменьшении амплитуды импульса:
а - уровень срабатывания; /0 - ошибка измерения
батывания измерительного триггера (рис. 99). Погреш-
ность значительно уменьшается при введении в прибор
систем автоматического и временного регулирования
чувствительности (АРУ и ВРЧ), а также при детектиро-
ванном сигнале.
3. Изменение длительности переднего фронта эхо-
импульса. Погрешность возникает в связи с тем, что за-
тухание УЗК в акустическом тракте зависит от частоты.
В первую очередь затухают высокочастотные составляю-
щие спектра импульса, образующие его передний фронт.
Увеличение длительности первой полуволны эхо-импульса
происходит в случае, когда толщина изделия меньше про-
тяженности двух ближних зон преобразователя.
4. Погрешность индикаторного устройства (стре-
лочного, цифрового), определяемая классом точности
индикатора.
5. Ошибка настройки и измерения. Ошибка при ка-
либровке прибора вызывает систематическую погреш-
ность при последующих измерениях. Для уменьшения
этой ошибки рекомендуется после калибровки по кон-
трольному образцу или другой мере несколько раз по-
вторить измерения и убедиться, что среднеарифметиче-
ское значение измеренной толщины близко к истинному.
6. Изменение скорости звука вследствие неодно-
родности химического состава материала, разброса
средней величины кристаллитов (для металлов) и изме-
нение характеристик поверхностных слоев (для чугуна в
особо неблагоприятных случаях до 5 %). Эти изменения
полностью входят в погрешность измерений.
7. Прочие причины, например изменение темпера-
туры, приводящее к изменению толщины изделия и ско-
рости звука в нем и в призме преобразователя (для раз-
дельно-совмещенных преобразователей).
Преобразователи эхо-импульсных толщиномеров
должны иметь малую мертвую зону. Применяют раз-
дельно-совмещенные преобразователи различных конст-
рукций (в приборах группы Б) и совмещенные специаль-
ных типов, имеющие малую мертвую зону (в приборах
групп А и Б). Особенно удобен для контроля поверхно-
стно-возбуждаемый совмещенный преобразователь,
практически не искажающий форму сигналов и позво-
284
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ляющий излучать и принимать импульсы длительностью
в единицы наносекунд.
Для уменьшения погрешностей, обусловленных
влиянием температуры на время распространения им-
пульсов УЗК в призмах раздельно-совмещенных преоб-
разователей, их изготовляют из материалов с малыми
температурными коэффициентами скорости звука (на-
пример, плавленого кварца). При работе в широком диа-
пазоне температур применяют системы компенсации
изменения времени прохождения волн в призме.
В импульсных эхо-толщиномерах имеются узлы
(рис. 100), функции которых аналогичны функциям по-
добных узлов эхо-дефектоскопов: синхронизатор //,
генератор зондирующих импульсов 10, генератор раз-
вертки 12, преобразователь 9, приемник /. Дополнитель-
ными узлами являются: измерительный триггер 3, дли-
тельность импульса которого равна времени прохождения
ультразвуковых волн в изделии; блоки АРУ 2 и ВРЧ 6\
системы компенсации нестабильности переднего фронта;
блок помехозащиты 5, выполняемый по различным
схемам.
При измерении малых толщин длительность выход-
ного импульса измерительного триггера слишком мала.
Поэтому для повышения точности измерения использу-
ют блок 4 умножения интервала (см. рис. 100), в кото-
ром применяют схемы линейно-растущего напряжения
(рис. 101). Коэффициент умножения регулируют изме-
нением уровня Uq.
Рис. 100. Структурная схема импульсного эхо-тол щи номера
В блоке 7 индикации (см. рис. 100) применяют, как
правило, цифровые индикаторы, измеряющие длитель-
ность импульса измерительного триггера.
В автоматических толщиномерах блок 8 обработки
информации может выполнять функции сравнения тол-
щины контролируемого изделия с заданными пределами
ее изменения, сигнализации выхода толщины из допус-
ков, запоминания информации и ее регистрации. Про-
стейшие генераторы вырабатывают строб-импульсы, в
пределах которых должен находиться эхо-импульс. В бо-
лее точных схемах контролируемая и допустимая тол-
щины сравниваются в цифровой форме. Автоматические
толщиномеры могут выдавать информацию цифропеча-
тающему устройству, их можно подключать и к ЭВМ,
производящей дальнейшую обработку информации.
Автокалибрующиеся эхо-импульсные толщино-
меры. Известны различные способы измерения толщины
изделия из неизвестного материала.
В частности, целесообразно использование про-
дольных и головных волн для реализации автокалиб-
рующегося толщиномера, что объясняется точным ра-
венством скоростей распространения этих волн и одина-
ковой простотой их ввода в изделие контактным и им-
мерсионным способами.
Оптимальным способом возбуждения головной
волны является введение в изделие под первым критиче-
ским углом пучка продольных УЗК. Однако даже при
нормальном падении пучка продольных волн на поверх-
ность изделия в нем достаточно эффективно возбужда-
ются головные волны, хотя и существенно меньшей ам-
плитуды. Происходит это за счет неоднородной дефор-
мации материала на границах пучка продольных волн.
Аналогично происходит прием головных волн.
На рис. 102 представлена обобщенная функциональ-
ная схема эхо-импульсного автокалибрующегося толщи-
номера, применительно к которой ниже будут проанали-
зированы различные варианты раздельно-совмещенных
ультразвуковых преобразователей продольных и голов-
ных волн.
Рис. 101. График работы блока умножения со схемами
линейно-растущего напряжения (ЛРН):
а - импульс измерительного триггера длительностью t2 - Л;
б- импульсы запуска схем ЛРН; в - напряжения на схемах ЛРН;
г - выходной импульс длительностью /4 -
Рис. 102. Функциональная схема эхо-импульсного
автокалибрующегося толщиномера
ПРИБОРЫ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ
285
Генератор / возбуждает прямой контактный совме-
щенный пьезопреобразователь 2. Ультразвуковые им-
пульсы через протектор 3 и слой контактной среды 4
попадают в контролируемое изделие 5, отразившись от
его дна, возвращаются на преобразователь и преобразу-
ются им в электрические импульсы, которые через уси-
литель 6 поступают на вход В измерителя временных 7
интервалов. На вход А измерителя поступают сигналы с
того же генератора 1. Измеритель 7 преобразует времен-
ной интервал между моментами посылки ультразвуково-
го импульса и приема донного эхо-сигнала в серию им-
пульсов, число которых пропорционально толщине из-
меряемого изделия. Результат измерений отображается
цифровым индикатором 8.
Правый край пьезопреобразователя 2 (рис. 102) из-
лучает импульсы головных волн, которые принимаются
преобразователем 9, расположенным на жестко фикси-
рованном расстоянии (базе) от пьезопреобразователя 2.
Сигналы с приемника головных волн 9 через усилитель
10 поступают на вход С измерителя 7 временных интер-
валов. Измеритель 7 построен таким образом, что число
импульсов на его выходе прямо пропорционально вре-
менному интервалу между импульсами, поступающими
на входы А и В, и обратно пропорционально интервалу
между импульсами на входах Я и С. В результате пока-
зания индикатора будут зависеть только от толщины
измеряемого изделия. Таким образом, в этой схеме одно-
временно с измерением толщины происходят измерение
текущего значения скорости звука и автоматическая
коррекция показаний индикатора в соответствии с этим
значением.
Очевидно, преобразователи автокалибрующегося
толщиномера должны быть раздельно-совмещенными
(PC) и содержать минимум два пьезоэлемента, один из
которых всегда играет роль приемника головных волн и
располагается на жестко фиксированном расстоянии (ба-
зе) а2 от излучателя.
Недостатками PC-преобразователя, показанного на
рис. 102, где один из пьезоэлементов, зондирующий из-
делие по глубине аь работает в совмещенном режиме
излучателя и приемника продольных УЗК, являются
большая мертвая зона и малая амплитуда сигналов, соот-
ветствующих головным волнам, вследствие того, что оба
преобразователя расположены параллельно поверхности
изделия.
Установка приемника головных волн под углом,
средним из первых критических углов для большинства
твердых конструкционных материалов со скоростями
распространения продольных УЗК 4000 ... 6500 м/с, по-
зволяет в 5 ... 6 раз повысить амплитуду сигнала на его
выходе. Еще в 5 ... 6 раз увеличить амплитуду этого сиг-
нала можно, если использовать специальный излучатель
для возбуждения головных волн, расположенный под
тем же углом к изделию.
Наиболее приемлемой для практики является конст-
рукция трехэлементного PC-преобразователя (рис. 103),
обеспечивающая минимальную мертвую зону. В этой
конструкции для излучения и приема продольных УЗК
Рис. 103. Конструкция пьезопреобразователя для
автокалибрующегося толщиномера
при зондировании изделия по толщине используется
обычный PC-преобразователь, в который входят излуча-
тель головных и продольных волн (/), приемник про-
дольных волн (2), приемник головных волн (3).
В серийном автокалибрующемся толщиномере ис-
пользуется именно такая схема преобразователя; все пье-
зоэлементы выполнены из керамики ЦТС-19 на частоту
2,5 МГц. Преобразователь заключен в миниатюрный
латунный корпус с размерами 23 х 12 х 17 мм.
Существуют и другие методы измерения толщины
изделий с помощью автокалибрующихся толщиномеров.
Например, преобразователь 2 (см. рис. 102) излучает
ультразвуковой импульс. Продольные УЗК от этого пре-
образователя распространяются по разным направлениям.
Один путь - вдоль толщины изделия а\ и обратно на пре-
образователь 2. Второй путь (штриховая ломаная линия на
рис. 102) - под углом к поверхности преобразователя до
нижней поверхности изделия и после отражения - под
таким же углом к преобразователю 9.
Толщину изделия (из геометрических соображе-
ний) легко выразить через базу а2 и временные интерва-
лы t\ и t2, соответствующие двум указанным путям рас-
пространения УЗК:
----
Таким образом, если измерить интервалы t\ и t2 и
реализовать алгоритм расчета толщины а\ по приведен-
ной формуле, то предлагаемый способ в результате ис-
пользования только одного типа УЗК (продольных волн)
обеспечивает измерение толщины изделий с помощью
автокалибрующихся толщиномеров.
Импульсные толщиномеры для ручного контроля
(в том числе автокалибрующиеся) представляют собой
портативные приборы массой 0,15 ... 2,0 кг с автономным
питанием и цифровыми индикаторами. Для расширения
возможностей они комплектуются преобразователями
различных типов с рабочими частотами от 2 до 25 МГц,
в том числе для измерения при повышенных температу-
рах измеряемых изделий. В толщиномерах часто преду-
сматривают возможность запоминания результатов из-
мерений с последующей их распечаткой на принтере.
286
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В установках для механизированного контроля
толщин труб и других изделий эхо-методом используют
иммерсионные или бесконтактные электромагнитоаку-
стические (ЭМА) преобразователи. Это увеличивает
производительность и исключает износ преобразовате-
лей. Часто такие установки выполняют многоканальны-
ми, а для обработки и регистрации результатов измере-
ний используют встроенные микропроцессоры и внеш-
ние компьютеры.
Контроль длины изделий и диаметра труб. Кон-
троль длины изделий в принципе не отличается от кон-
троля толщины и проводится, как правило, эхо-методом.
Для этой цели широко применяют эхо-дефектоскопы,
причем отсчет длины проводят по экрану ЭЛТ или по
глубиномерному устройству. При определении продоль-
ных размеров в тонких длинных объектах могут возбуж-
даться волны различных типов, например нормальные
волны в пластинах и стержнях. При использовании этих
волн необходимо выбирать такие частоты УЗК, чтобы
скорость волн практически не зависела от изменения
толщины листа или диаметра стержня.
Наружный диаметр труб и толщину листов, через
которые плохо проходят УЗК, контролируют с помощью
системы, состоящей из двух преобразователей, располо-
женных соосно на фиксированном расстоянии /. Между
преобразователями проходит контролируемое изделие
(рис. 104); его толщина определяется как разность рас-
стояния I и расстояний /| и /2 от преобразователей до
изделия, измеренных акустическими методами.
Контроль можно проводить эхо-импульсным или
иммерсионным резонансным методом. Даже небольшие
изменения скорости ультразвуковых волн в промежу-
точной среде (например, от температуры) могут привес-
ти к заметной погрешности измерения. Поэтому в систе-
му контроля вводят электронный блок со второй парой
преобразователей, между которыми устанавливают из-
делие известного размера. Сигнал от второго электрон-
ного блока используют для корректировки результатов
контроля.
В качестве промежуточной среды используют жид-
кость или воздух. В последнем импульсы достаточной
мощности с несущими частотами до 1 ... 2 МГц могут
распространяться на небольшие расстояния, сохраняя
достаточную амплитуду даже при применении обычных
пьезоэлектрических преобразователей.
Внутренний диаметр трубы можно измерить кос-
венно, определив наружный диаметр и толщину стенки
(наружный диаметр измерять акустическими методами
не обязательно).
9.12. СРЕДСТВА КОНТРОЛЯ
ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
МАТЕРИАЛОВ
Применение акустических средств контроля физи-
ко-механических свойств материалов (величина зерна,
модулей упругости, твердости, текстуры, прочности и
т.п.) основано на связи этих свойств с акустическими
характеристиками материалов (скоростями распростра-
нения и коэффициентами затухания упругих волн, ха-
рактеристическими импедансами и т.п.).
Средства контроля структуры материалов. Кон-
троль величины зерна. Одним из важнейших показателей
качества кристаллических материалов, в частности ме-
таллов, является структура, главным образом величина
зерна, влияющая на прочностные характеристики изде-
лия. Величина зерна определена стандартом как средний
диаметр зерна и оценивается в номерах шкалы (баллах)
(табл. 20).
Наибольшее влияние величины зерна на коэффици-
ент затухания ультразвука а наблюдается при
5<X/Z) < 15, где X - длина волны ультразвука; D -
средний диаметр зерна. Распределение величины затуха-
ния, полученное при контроле изделия в различных точ-
ках, подчиняется логарифмически-нормальному закону и
характеризует параметры распределения величин зерен
исследуемого металла.
Для измерения коэффициента затухания наиболь-
шее применение получил импульсный (эхо- или теневой)
метод, основанный на сравнении амплитуд ультразвуко-
Рис. 104. Контроль наружных размеров (диаметра труб или
толщины листа):
/ - пьезопреобразователь; 2 - контролируемое изделие; 3 -
электронный блок
20. Номера шкалы и средний диаметр D зерна
№ D, мкм № D, мкм
-3 1000 6 41
-2 694 7 31
-1 500 8 22
0 352 9 15
1 250 10 12
2 177 11 7,9
3 125 12 5,6
4 88 13 3,9
5 60 14 2,7
СРЕДСТВА КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
287
вых сигналов, применяемый в иммерсионном или кон-
тактном варианте. Структуру материала оценивают пу-
тем сопоставления данных, полученных на контроли-
руемом изделии й на образцах с известной средней вели-
чиной зерна. Для контроля применяют серийные им-
пульсные дефектоскопы, оснащенные калиброванным
аттенюатором.
Существуют специализированные приборы для
контроля структуры металлов - структуромеры. В них
предусматривают дополнительные узлы, обеспечиваю-
щие возможность реализации различных методик кон-
троля. Структуромеры позволяют:
• измерять скорость распространения (в м/с) и зату-
хание (в дБ) упругих колебаний с представлением ре-
зультатов в цифровой форме;
• автоматически сортировать объекты контроля на
группы качества по программируемым параметрам рас-
пределения амплитуд сигналов;
• выводить на ЭВМ результаты измерения для их
обработки и документирования.
В разработанных ранее структуромерах использует-
ся относительный метод контроля структуры, осно-
ванный на прозвучивании металла на различных часто-
тах. При этом одну из частот (опорную) выбирают низ-
кой, так что затухание УЗК в небольшой степени зависит
от структурных составляющих. Другие частоты (рабо-
чие) соответствуют рэлеевской области рассеяния. От-
ношения амплитуд донных сигналов, соответствующих
рабочим и опорной частотам, называемые структурными
коэффициентами, определяют на исследуемом изделии
для различных рабочих частот и сравнивают со струк-
турными коэффициентами, полученными на образцах.
Контроль можно проводить, используя продольные
и сдвиговые волны. При частоте 0,65 ... 10 МГц можно
оценить величину зерна от 1 до 7 баллов.
Один из перспективных способов оценки структуры
материала - анализ спектра донных сигналов (спектро-
скопический метод). Частота заполнения ультразвуковых
импульсов меняется от посылки к посылке, при этом по
амплитуде определяется область рэлеевского рассеяния.
Влияние величины зерна на затухание усиливается вслед-
ствие многократного прохождения ультразвуковых волн
через границы зерен. Для определения величины зерна
также применяют резонансные методы, особенно иммерси-
онный. Например, при контроле импульсно-резонансным
способом затухание определяют по отношению амплитуды
колебаний в стенке изделия на резонансной частоте к ам-
плитуде колебаний при отсутствии резонансных явлений.
При контроле тонкостенных изделий для автомати-
ческой регистрации изменений структуры используют
нормальные волны. Волны определенной моды возбуж-
дают и принимают раздельными преобразователями по-
сле прохождения их через контролируемый участок.
Усредняя данные измерений на определенном участке,
например по окружности трубы, получают высокую раз-
решающую способность в определении структуры
(±1 балл) и повышают помехоустойчивость. Описанный
метод реализован в приборах и установках.
Для контроля тонкостенных изделий может быть
применен относительный метод. При этом на одной и
той же частоте возбуждают и принимают волны Лэмба
двух различных мод, имеющие вследствие различия фа-
зовых скоростей различные длины волн.
Величину зерна в ферромагнитных материалах
можно также определять, используя акустическое прояв-
ление эффекта Баркгаузена. При этом к контролируемо-
му участку изделия прикладывают источник медленно-
изменяющегося магнитною поля. Изменение в материале
сопровождается вращением доменных стенок, что вызы-
вает генерацию импульсов УЗК. Число импульсов соот-
ветствует числу пересечений доменной стенкой границ
зерен, т.е. числу зерен.
В ЦНИИТМаш предложено измерение такой аку-
стической величины, как отношение донный сигнал/
структурная помеха. Для этого наблюдают уровень по-
мех вблизи донного сигнала (в зоне протяженностью не
более двух длин волн) и измеряют этот уровень по от-
ношению к амплитуде донного сигнала. Достоинство
этой величины состоит в том, что для ее измерения дос-
таточно наблюдать один донный сигнал. Отношение
донный сигнал/помеха не зависит от толщины ОК, что
очень удобно.
Другая акустическая величина предложена для
оценки физико-механических свойств чугуна, - частота
fm, соответствующая максимальной амплитуде спектра
донного сигнала. Для ее измерения используют широко-
полосный преобразователь и дефектоскоп-спектроскоп,
позволяющий наблюдать спектр донного сигнала. Значе-
ние fm связано с коэффициентом рассеяния.
Контроль содержания включений. В материалах,
содержащих включения веществ с резко различными аку-
стическими характеристиками (например, в высокопроч-
ных чугунах с пластинчатыми или сфероидальными гра-
фитными включениями), наблюдается зависимость скоро-
сти продольных волн С/ от формы включений. На рис. 105
по оси абсцисс отложено отношение скорости продоль-
ных волн в данном материале к скорости продольных
волн в стали 40; частота 2,5 МГц; ноль соответствует
наличию только пластинчатого графита. Подобная зави-
симость может быть получена также путем измерения
коэффициента затухания а на различных частотах, одна-
ко измерение скорости обеспечивает большую точность
в определении содержания включений, особенно при
Рис. 105. Зависимость от процентного содержания
сфероидального графита в чугуне
288
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
частотах до 5 МГц. Для некоторых сплавов разрешаю-
щую способность определения структуры можно суще-
ственно повысить путем измерения отношения а/с.
Контроль межкристаллитной коррозии. Степень по-
ражения металла межкристаллитной коррозией можно
контролировать, сравнивая амплитуды сигналов, прошед-
ших один и тот же путь через образец до и после пораже-
ния коррозией. Коэффициент коррозии принимают рав-
ным отношению амплитуд этих сигналов и определяют на
частоте, для которой в данном материале он в большой
степени зависит от степени поражения. В зависимости от
конкретных условий кроме продольных волн можно ис-
пользовать сдвиговые или поверхностные волны.
Относительный метод с использованием двух раз-
личных частот также применяют для контроля межкри-
сталлитной коррозии при испытании сталей на склон-
ность к межкристаллитной коррозии. В этом случае ко-
эффициенты коррозии аналогичны соответствующим
структурным коэффициентам.
Средства контроля упругих постоянных, напря-
женного состояния и упругой анизотропии. Упругие по-
стоянные низшего порядка однозначно связаны со скоро-
стями продольных Ci и поперечных ct волн и не зависят от
механических напряжений, приложенных к материалу. Из-
меряя скорости УЗК любым методом, можно определить
упругие постоянные Е, G, К, v и, следовательно, оценить
поведение материала в условиях напряженного состояния.
Точные измерения скоростей волн дают возмож-
ность определить также упругие постоянные высшего
порядка, зависимости деформаций от напряжений. Такие
измерения скорости могут поэтому коррелировать с на-
пряжениями растяжения или сжатия, а также внутрен-
ними напряжениями или текстурой материала.
В общем виде линеаризированное уравнение, свя-
зывающее относительное изменение скорости распро-
странения УЗ волн от одноосных напряжений, можно
записать следующим образом:
Ас/с = Ро,
где Р - акустоупругий коэффициент одноосных напря-
жений, зависящий от упругих постоянных второго (X, ц)
и третьего (/, т, п) порядков.
Для точного измерения Q и ct требуется применение
сложных методик контроля и установок. Измерения ус-
ложняются тем, что погрешности определения упругих
постоянных примерно вдвое больше погрешностей из-
мерения С/ и ct. Однако для определения напряженного
состояния материала достаточно измерить лишь относи-
тельное изменение скорости различных типов волн.
В зависимости от решаемой задачи и размеров кон-
тролируемого объекта в некоторых случаях можно поль-
зоваться достаточно простыми методами измерений,
обеспечивающими необходимую точность определения
величины \с!с.
Методы акустической тензометрии условно можно
разбить на три типа измерений:
1) абсолютного значения некоторого параметра, по
которому впоследствии определяется контролируемый
параметр;
2) изменения (или относительного изменения)
абсолютного значения времени или скорости распро-
странения;
3) разности (или относительной разности) скоро-
стей двух поляризованных колебаний с ортогональными
плоскостями поляризации.
Относительная разность скоростей двух поляризован-
ных УЗ волн получила название акустической анизотропии.
Первые два типа измерений принципиально могут
быть реализованы одними и теми же устройствами. Эти
методы являются универсальными в том смысле, что
пригодны для любых ультразвуковых волн, в то время
как третий тип относится только к сдвиговым волнам.
С целью решения практических задач с помощью
акустических методов относительная погрешность изме-
рений должна быть не более (1 ... 3) 1 О’4.
На рис. 106 приведены упрощенные схемы, реали-
зующие основные методы акустических измерений.
Ъ) г)
Рис. 106. Структурные схемы специализированных устройств ультразвуковых приборов для измерений времени
распространения УЗК различными методами:
а - синхрокольца; б - наложения; в - двойного зондирующего импульса; г - счетно-импульсным; / - формирователь импульсов;
2 - детектор; 3 - счетчик импульсов; 4 - схема «И»; 5 - цифровой измеритель временных интервалов или периодов; 6 - генератор
синусоидальных колебаний; 7 - внешний генератор синхроимпульсов; 8 - триггер; 9 - формирователь временного интервала;
I- направления от усилителя дефектоскопа; И- направления от синхронизации дефектоскопа
СРЕДСТВА КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
289
Для контроля величины натяга резьбовых деталей
используют наиболее простой счетно-импульсный метод
измерений временных параметров.
Напряжения в резьбовых деталях (болтах, шпиль-
ках) определяют путем измерения относительного изме-
нения времени пробега ультразвуковых волн до и после
сборки соединения. В упругой области увеличение вре-
мени пробега пропорционально напряжению. Простые
приборы, построенные с использованием этого принци-
па, обеспечивают необходимую точность определения
напряжений.
Один из таких приборов позволяет определить ве-
личину натяга шпилек (болтов) Ml8 ... М140 при отно-
шении длины к диаметру не более семи; максимальная
длина в направлении прозвучивания до 800 мм, мини-
мальная 30 мм. Возможная абсолютная погрешность оп-
ределения напряжении ~ 10 ... 50 МПа. Прибор позволя-
ет осуществлять тензометрию изделий при времени рас-
пространения ультразвуковых волн в них более 10 мкс.
Для повышения объема информации при определе-
нии физико-механических свойств измеряют скорости
ультразвуковых волн различных типов. Это достигается
применением ЭМА-метода, обеспечивающего одновре-
менно повышение точности измерения за счет устране-
ния слоев контактной жидкости. Используя ЭМА-
преобразователи, можно добиться излучения и приема
одновременно трех волн - продольной и двух попереч-
ных. Изменяя скорость и коэффициент затухания каждой
волны, определяют анизотропию, упругие постоянные,
главные направления кристаллографических осей. Изме-
рив таким образом акустическую анизотропию, можно
оценить некоторые технологические параметры метал-
лических листов, например их штампуемость.
Средства контроля шероховатости поверхностей.
При падении волны из жидкости или газа (первой среды)
на шероховатую поверхность твердого тела появляются
рассеянные волны. Переход импульсов УЗК через шеро-
ховатую границу раздела сопровождается трансформаци-
ей их спектров в зависимости от соотношения размера
неровностей и длин волн в первой среде соответствующих
частотных составляющих. Одновременное распростране-
ние волн в первой среде между неровностями и в мате-
риале неровностей вызывает интерференцию.
Если длина волны в первой среде соизмерима с ша-
гом неровностей, то коэффициенты отражения и пре-
ломления на границе раздела первой среды с твердым
телом коррелируют с величиной неровностей. Это по-
зволяет свести измерение шероховатости поверхности к
измерению амплитуды отраженных импульсов. На рис.
107 приведена зависимость между коэффициентом от-
ражения по амплитуде R и шероховатостью поверхно-
сти. Подобные зависимости наблюдаются и для длитель-
ности и спектральной плотности отраженных импульсов.
При использовании в качестве первой среды вместо
жидкости воздуха рабочую частоту следует уменьшать в
сж / сй раз (сж и съ - скорости звука в жидкости и в возду-
хе соответственно). Это благоприятствует применению
воздуха, так как с уменьшением частоты затухание УЗК
в нем снижается.
Рис. 107. Зависимость коэффициента отражения R от шеро-
ховатости при нормальном падении упругой волны из жид-
кости на поверхность образцов из алюминиевого сплава
(частота 2,5 МГц)
В приборах для контроля шероховатости поверхно-
стей могут быть использованы все приведенные зависи-
мости. Наиболее точным является способ, основанный на
определении отношения амплитуд отраженных импуль-
сов, несущие частоты которых различаются в 2 раза.
В определенном интервале частот это отношение в значи-
тельной степени зависит от шероховатости поверхности.
Датчик шероховатости и волнистости поверхности
(ДШВ) по внешнему виду похож на прямой преобразо-
ватель и подключается к универсальному импульсному
дефектоскопу или специализированному прибору. Ин-
формативный параметр - импульс на экране, но донный
сигнал при измерениях не используется. Контактной
жидкости не требуется, но если поверхность ОК покрыта
жидкостью, то поверхность сравниваемого с ним образца
должна быть покрыта той же жидкостью. Недопустимо
применение контактной жидкости на водяной основе.
Средства контроля прочности материалов, изде-
лий и соединений. Все акустические методы контроля
прочности являются косвенными. Они основаны на кор-
реляционных зависимостях прочности от параметров
материалов или соединений, которые можно измерить
акустическими методами.
Контроль прочности стеклопластиков. Стеклопла-
стики являются ортотропными материалами, прочност-
ные и упругие свойства которых зависят от направления
армирующих волокон.
Прочность стеклопластиков, применяемых для из-
готовления корпусов судов, проверяют акустическим
импульсным методом. При этом измеряют два параметра
материала - скорость звука с и коэффициент затухания
а. Искомую прочность оценивают по формуле
о = £(а + В/ас).
Излучающий и приемный преобразователи устанав-
ливают на очищенную и смазанную маслом поверхность
стеклопластика (рис. 108). Расстояние между преобразо-
вателями обычно составляет Lo = 200 мм. Скорость звука
c = LQ/t. Для измерения затухания один из преобразо-
вателей устанавливают на расстоянии Lx = Lo / 2. Изме-
ряя с помощью аттенюатора изменение амплитуды при-
нятого сигнала, находят значение а.
19 — 7387
290
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 108. Схема установки преобразователей при
определении прочности стеклопластика
Модуль Юнга Е вычисляют по полученным значе-
ниям с и плотности р (последнюю определяют плотно-
мером с использованием у-лучей). Значение Е находят
по особой методике с учетом ортотропности стеклопла-
стика. Коэффициенты А и В определяют на образце, из-
готовленном по одной технологии с контролируемым
изделием. В этом образце определяют с и а в направле-
ниях основы и утка. Затем из стеклопластика вырезают
образцы, испытывают их на прочность разрушающим
методом и находят значения и о2 для этих направле-
ний. Значения А и В находят, решая систему двух урав-
нений с двумя неизвестными. Для контроля используют
низкочастотные эхо-дефектоскопы.
Контроль прочности соединений слоев в биметал-
лах. Прочность соединения слоев биметаллов определя-
ют в первую очередь по структуре граничной зоны (на-
личию интерметаллических фаз и трещин, толщин диф-
фузионных слоев и т.д.). В биметаллах, изготовленных
сваркой взрывом, граница раздела имеет волнистую по-
верхность, причем прочность соединения слоев опреде-
ляется параметрами ее формы. Характеристика рассея-
ния УЗК волнистой поверхностью также определяется ее
параметрами. На этой основе установлена корреляция
между параметрами граничной поверхности (амплиту-
дой h и периодом А) и характеристиками диаграммы
направленности рассеянного поля. На рис. 109 показаны
зависимости амплитуды отраженного сигнала от пара-
метров граничной поверхности для биметалла, изготов-
ленного взрывом. С увеличением А увеличивается число
рассеянных пучков продольных и поперечных волн и
уменьшаются углы между ними. С возрастанием h
уменьшаются максимумы амплитуд рассеянных пучков
и увеличивается относительная ширина диаграммы рас-
сеянных полей.
Для определения прочности сцепления сравнивают
число лепестков и ширину диаграмм направленности в
контролируемом изделии и в образце с известной проч-
ностью соединения слоев.
Другой метод контроля основан на определении от-
ношения амплитуд донного сигнала и сигнала, получен-
ного на одном из лепестков диаграммы направленности
рассеянного поля, с последующим сравнением измерен-
ных отношений для контролируемого изделия и образца.
Таким способом можно оценивать прочность сцеп-
ления стали с титаном при частоте 2,5 ... 10 МГц в пре-
делах 0 ... 2,5 МПа, а при частоте 2,5 МГц - в пределах
0 ... 1,0 МПа.
Рис. 109. Экспериментальные диаграммы направленности
полей, рассеянных при частоте 10 МГц в биметалле (сталь -
бронза), полученном сваркой взрывом:
а - однородный стальной образец; б - Д= 0,8 мм, h - 0,27 мм;
в - А = 1,2 мм, h = 0,35 мм; г - Д = 1,6 мм, h = 0,51 мм; д - Д =
= 2,0 мм, h = 0,62 мм
Описанные способы применимы для контроля со-
единений, толщина слоя которых со стороны ввода УЗК
больше 5 ... 10 мм. Для контроля прочности соединений
с плоскими границами поверхностного слоя и с меньши-
ми его толщинами при определенных условиях приме-
ним иммерсионно-резонансный метод, а также эхо-метод
с измерением амплитуды донного сигнала.
Контроль твердости. Акустические способы изме-
рения твердости основаны на методе контактного импе-
данса, корреляции твердости со скоростью распростра-
нения упругих волн, измеряемой методами отражения,
прохождения или интегральным методом собственных
частот, а также методом отскока, который иногда не от-
носят к акустическим.
Метод контактного импеданса получил широкое
распространение. Этому способствовали его простота,
портативность применяемой аппаратуры, оперативность
и возможность проводить измерения на деталях сложной
формы (шестернях, пружинах, резьбах и т.п.) и в трудно-
доступных местах.
Принцип работы ультразвукового твердомера, ра-
ботающего на методе контактного импеданса, описан
ранее (см. Метод контактного импеданса). Для обеспе-
чения точности измерений необходимо выполнение ус-
ловия |ZH| » |%к|, где ZH и Хк - механические импе-
дансы поверхности объекта контроля и его контактной
гибкости. Для увеличения значения |ZH | объект контро-
ля небольших размеров крепят к массивным предметам
(например, зажимают в тиски), а для уменьшения |JTK|
применяют более высокие частоты (30 ... 80 кГц).
Метод отскока основан на измерении отношения
скорости движения подвижной системы прибора после
отскока к скорости соударения. Подвижная система со-
СРЕДСТВА КОНТРОЛЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
291
держит боек в виде шарика из твердого материала с вы-
соким модулем упругости (например, карбида вольфра-
ма). Постоянство скорости соударения обеспечивается
пружинной системой прибора. Уменьшение твердости
увеличивает энергию, расходуемую на пластическую
деформацию материала, что снижает скорость отскока.
Средства контроля нескольких параметров. Л/е-
mod измерения второго критического угла падения. При
наклонном падении упругой волны из жидкости на по-
верхность твердого тела значения второго критического
угла а11 и коэффициента отражения R при этом угле су-
щественно зависят от скорости поперечной волны ct и
коэффициента затухания сдвиговых волн в твердом теле
Влияние продольных волн на а11 и R значительно мень-
ше (рис. 110 и 111). По полученному значению R можно
Рис. ПО. Расчетные зависимости коэффициента отражения
R (сплошные кривые) и коэффициента затухания а, (штри-
ховые кривые) сдвиговой волны на поверхности раздела
вода - коррозионно-стойкая сталь (ct, = 1,25 дБ/см; рабочая
частота 8 МГц)
Рис. 111. Зависимость изменения углового положения ми-
нимума угла а11 от скоростей поперечных (J) и продольных
(2) волн
оценить величину зерна в материале. Измерив а11, легко
найти значение ch по которому можно определить мо-
дуль сдвига, оценить внутренние напряжения и упругую
анизотропию материала.
Метод пригоден только для контроля поверхност-
ного сдоя толщиной, соизмеримой с длиной рэлеевской
волны. Его применение особенно целесообразно в слу-
чае, когда форма изделия не позволяет использовать эхо-
метод или метод сквозного прозвучивания, когда коэф-
фициент затухания или толщина изделия слишком вели-
ки. При определении упругой анизотропии он имеет
преимущества по сравнению с другими методами, так
как ультразвуковая волна распространяется вдоль по-
верхности, что эквивалентно смещению отраженного
луча. Кроме того, нет необходимости преобразователи
для возбуждения сдвиговых волн приклеивать к изде-
лию, и процесс контроля можно автоматизировать.
Метод определения собственных частот и харак-
теристик затухания. Упругие постоянные контролируе-
мого изделия можно оценить, измерив его собственные
частоты (обычно на изгибных, реже на продольных коле-
баниях). Характеристики структуры, связанные с затуха-
нием упругих колебаний, можно определить, измерив
добротность Q изделия на его собственных частотах. При
этом, как правило, проводят интегральную оценку качест-
ва изделия, не позволяющую установить зоны расположе-
ния локальных дефектов. Измерения можно проводить в
режимах вынужденных и свободных колебаний.
Для возбуждения колебаний применяют преобразо-
ватели различных систем: электродинамические, магни-
тострикционные, электромагнитные, пьезоэлектрические
и др. Свободные колебания возбуждают одиночными
или периодическими ударами по контролируемому изде-
лию. Для приема используют микрофоны, емкостные,
электромагнитоакустические, пьезоэлектрические и дру-
гие преобразователи.
При определении резонансных характеристик необ-
ходимо уменьшить до минимума влияние излучающего
и приемного преобразователей и креплений изделия на
его добротность. Поэтому рекомендуется использовать
бесконтактные преобразователи. Для уменьшения влия-
ния креплений изделие опирают или подвешивают в уз-
лах смещения. Используют также опоры из мягких по-
ристых материалов (поролона, губчатой резины).
При работе рассматриваемым методом в общем
случае наблюдают амплитудно-частотный спектр кон-
тролируемого изделия и сравнивают его со спектром
образца. Обычно удается определить несколько харак-
терных изменений в спектре, связанных с изменением
свойств, что позволяет значительно упростить аппарату-
ру и сократить время контроля. Добротность в режиме
вынужденных колебаний измеряют по ширине полосы
изделия. В режиме свободных колебаний логарифмиче-
ский декремент, характеризующий затухание, определя-
ют по скорости уменьшения амплитуд колебаний.
Метод измерения собственных частот применяют для
контроля качества абразивных кругов. В зависимости от
типоразмера контролируемого объекта используют режимы
свободных или вынужденных непрерывных колебаний.
19*
292
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В режиме свободных колебаний в изделии одно-
кратным ударом возбуждают свободнозатухающие коле-
бания, приемником служит микрофон. Из множества
собственных частот фильтрами выделяют информатив-
ный диапазон, измеряют несущую частоту импульса и
результат представляют на цифровом индикаторе. Для
исключения влияния толщин на собственные частоты
(что характерно для изгибных колебаний) в изделиях
возбуждают радиальные плоские моды колебаний.
В режиме вынужденных колебаний для возбужде-
ния и приема упругих колебаний используют пьезопре-
образователи с сухим точечным контактом. Меняя час-
тоту (вручную или с помощью свипгенератора), находят
и измеряют резонансную частоту изделия.
Качество абразивных кругов характеризуют звуко-
выми индексами, численно равными 0,01 с0, где cQ =
= #7р - скорость звука для тонкого стержня.
Разработанную аппаратуру и методику применяют
также для контроля физико-механических свойств изде-
лий из углеродных, огнеупорных, керамических и других
материалов.
9.13. УЛЬТРАЗВУКОВЫЕ ИНТРОСКОПЫ
Укрупненная функциональная схема современной
интроскопии приведена на рис. 112. Ультразвуковой ин-
троскоп УИ преобразовывает поле акустических сигна-
лов в оптическое изображение, воспринимаемое опера-
тором. В зависимости от задач НК и возможностей аппа-
ратуры устанавливается та или иная программа обработ-
ки поля сигналов (изображения) и вводятся критерии
автоматической сигнализации.
Применение ЭВМ существенно расширяет круг за-
дач обработки поля сигналов (пространственная фильт-
рация, накопление, образование разностей изображений
и т.п.).
Все методы получения акустических изображений
основаны на измерении физических параметров акусти-
ческих полей после их взаимодействия с дефектами. Их
можно разделить на когерентные методы, в которых ис-
пользуются фазовая, амплитудная и временная характе-
ристики зарегистрированного поля, и некогерентные, в
которых фазовая информация не используется. В некоге-
рентных методах получают изображение модуля или
квадрата амплитуды поля, рассеянного дефектами в об-
ласти регистрации. В когерентных методах благодаря до-
полнительной аналоговой или цифровой обработке дан-
ных с использованием фазовой информации получают
изображения неоднородностей с высоким разрешением и,
соответственно, определяют реальные параметры выяв-
ленного дефекта. Общая классификация методов получе-
ния акустических изображений приведена на рис. 113.
Некогерентные способы визуализации. Инте-
гральное представление акустических полей. Краткая
информация об основных способах интегрального пре-
образования акустических полей в поля оптических сиг-
налов (изображения) приведена в табл. 21.
Всем способам прямого преобразования акустиче-
ского изображения в оптическое присущ один общий
недостаток - невозможность обрабатывать изображение
(накапливать, вычитать, оконтуривать и т.п.).
21. Физические эффекты для
акустической визуализации
Эффекты Пороговая чувст- вительность, Вт/м2 Примечание
Фотодиффу- 103 Необходимы боль-
зионный шие экспозиции
Звукохими- 104 Необходимы боль-
ческий шие экспозиции
Звукотепловой 104 Недостаточно исследован
Эффекты в жид- ких кристаллах 102 -
Механические 10 -
Звукооптические 10'5 Пятнистость изображения
Электромеха- 10'7 Наибольшая
нические универсальность
УЛЬТРАЗВУКОВЫЕ ИНТРОСКОПЫ
293
Рис. 113. Классификация методов получения акустических изображений
Кроме того, применимость первых четырех эффек-
тов (см. табл. 21) ограничена по меньшей мере из-за их
малой чувствительности. Использование звукооптиче-
ских эффектов ограничено сложностью применения ла-
зеров и оптического оборудования, пятнистостью полу-
чаемого изображения и низкой чувствительностью. По-
этому для считывания информации акустических изо-
бражений предпочтительнее использовать пьезопреобра-
зователи.
В этом аспекте представляет значительный интерес
трубка Соколова, преобразующая электрический потен-
циальный рельеф пьезопластины в последовательность
электрических сигналов, которые могут быть предвари-
тельно обработаны и затем поданы на телевизионный
экран. В трубке Соколова использован электромеханиче-
ский эффект. В настоящее время вакуумную трубку ино-
гда заменяют твердотельными коммутаторами сигналов,
что часто удобнее.
Изображения акустических полей с помощью
сканирования. Виды изображений. Широкое распро-
странение получили способы визуализации, основанные
на последовательном сканировании объема объекта кон-
троля ультразвуковым полем и совместного представле-
ния полученной информации в виде изображений В, С
или D, о которых говорилось ранее.
До сих пор предполагалось линейное сканирование.
Широко распространено и имеет определенные преиму-
щества секторное сканирование. При секторном скани-
ровании ультразвуковые лучи располагаются веером и,
следовательно, получается большой обзор при малом
входном «окне». На рис. 114 показано получение изо-
бражения типа В с помощью секторного сканирования.
Совместная обработка изображений, полученных
несколькими способами сканирования, дает возможность
получить трехмерное изображение контролируемой об-
ласти объекта - 3/)-изображение. Способы сканирования
и получения изображений рассмотрены выше примени-
тельно к обычному эхо-методу, хотя некоторые из них
применяются также для других методов дефектоскопии,
например С-развертка - для теневого метода. При неко-
герентной обработке информации видимые размеры де-
фектов значительно больше истинных (обычно на вели-
чину, соизмеримую с размером преобразователя). Эти же
названия способов сканирования и получения изображе-
ния относятся также к когерентным способам обработки,
хотя там точность представления истинных размеров
дефектов на порядок выше.
Виды изображений. Различают два основных вида
изображений: ортографическое и томографическое. Пер-
вое аналогично обычному фото- или рентгеновскому
294
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 114. Секторное сканирование:
а - схема прозвучивания; б - изображение
снимку и характеризуется тем, что его плоскость нор-
мальна плоскости распространения лучей. Второе соот-
ветствует обычно плоскости прозвучивания. Это деление
условно и отражает лишь крайние ситуации визуализа-
ции. В общем случае речь идет о визуализации объема
объекта контроля с выборкой информации, соответст-
вующей его части контролируемому слою. Часть эта мо-
жет представлять собой в общем случае произвольно
ориентированный искривленный слой. Чаще изображе-
ние характеризуется следующими способами его полу-
чения и представления информации.
А-сканирование - получение информации из сигна-
лов неподвижного преобразователя ультразвукового де-
фектоскопа. Развертку сигнала на экране дефектоскопа
называют Л-разверткой (рис. 115, а).
В-сканирование - извлечение информации из сигна-
лов ультразвукового преобразователя при его перемеще-
нии по поверхности объекта контроля по одной прямой.
При этом информация соответствует слою изделия и
состоит из совокупности строк А-развертки (рис. 115,5).
В-развертка - развертка типа телевизионной, в которой
строке соответствует определенное положение преобра-
зователя при В-сканировании, а точнее, каждой строке на
экране соответствует конкретная акустическая строка.
При этом акустическая информация представляется точ-
ками различной яркости на строках. Такое изображение
является томографическим.
С-сканирование - извлечение информации путем
перемещения преобразователя по поверхности изделия
так, чтобы его след на этой поверхности образовывал
растр (рис. 115, в). Если на экране образовать соответст-
вующий телевизионный растр, то это будет С-развертка.
Информация, представленная градациями яркости точек
на этой развертке, может соответствовать (по выбору
оператора), например, сумме амплитуд эхо-сигналов.
Такое изображение является ортографическим. Но мо-
жет быть выбрана информация, соответствующая опре-
деленному интервалу времени относительно зондирую-
щего импульса, и тогда визуализироваться будет слой
объекта контроля.
Иногда используют термин D-сканирование. Это то-
мографическое изображение в направлении, перпендику-
лярном к В-сканированию. Например, применительно к
сварным соединениям В-развертка представляет сечение,
перпендикулярное к оси сварного шва, а D-развертка -
сечение, параллельное оси шва.
Возможны различные комбинации типов разверток.
Так, на экран интроскопа одновременно выносятся ярко-
стное изображение (В или С) и Л-развертка избранной
строки, т.е. А + В (или А + С). Представляется также пер-
спективным объединение А иВ (или А и Q-разверток.
Общие ограничения для всех сканирующих систем
следующие.
Минимальное время t сбора информации для фор-
мирования кадра из п строк в эхо-методах при В-скани-
ровании
Rn
с!2’
где R - размер визуализируемой области; с - скорость
звука в объекте контроля.
Минимальное время t сбора информации для фор-
мирования кадра в теневых способах при С-сканиро-
вании и в реконструктивной томографии
Рис. 115. Виды сканирований и изображений
RN
где N- число элементов в кадре.
Учитывая, что обычно в кадре содержится несколь-
ко сотен строк, время формирования кадра при В-скани-
ровании примерно в сто раз меньше, чем оно необходи-
мо при С-сканировании.
УЛЬТРАЗВУКОВЫЕ ИНТРОСКОПЫ
295
Вычислительная томография. В отличие от
обычных эхо-импульсных методов формирования изо-
бражений методы реконструктивной (вычислительной)
томографии позволяют строить томографические «изо-
бражения» локальных скоростей и ослаблений ультра-
звука. Вычислительные методы реконструирования изо-
бражения по полученным данным (проекциям) - общие с
радиационной томографией, поэтому поясним здесь
идею лишь в самом общем виде. Построение изображе-
ния по некоторому набору экспериментальных данных
(луч-сумм, проекций) основано на фундаментальном
свойстве системы линейных уравнений: достаточно
иметь число линейно-независимых уравнений (число
измеренных луч-сумм) не меньше числа неизвестных
(числа точек изображения).
Обработка информации в вычислительной томогра-
фии может выполняться как когерентным, так и некоге-
рентным способами, но обязательно с применением ЭВМ.
Вследствие сложности аппаратуры, с одной сторо-
ны, и возможности получать ультразвуковые изображе-
ния другим, более простым путем, с другой, ультразву-
ковая реконструктивная томография пока не получила
распространения в НК.
Когерентные способы визуализации с цифровой
обработкой данных. К когерентным методам обработки
данных относятся методы, использующие аналоговые
средства обработки (дифракция Брэгга, акустическая
голография методом поверхностного рельефа, гологра-
фическая интерферометрия). Однако наибольшее прак-
тическое развитие получили цифровые средства обра-
ботки. Ниже рассмотрены два наиболее активно разви-
вающихся в НК метода: система цифровой акустической
голографии и система фокусированной синтетической
апертуры (SAFT). Существуют также другие системы
цифровой когерентной обработки данных (ALOK, Zip-
scan), их основные принципы и возможности совпадают
с рассматриваемыми.
На рис. 116 приведена упрощенная схема акустиче-
ской голографической установки. Совмещенный преоб-
разователь 9 с широкой диаграммой направленности
(контактный или иммерсионный) перемещается по по-
верхности контролируемого объекта 10 с помощью ша-
гового механизма 5, управляемого от ЭВМ 2. Сведения
об этих командах, а следовательно, о положении преоб-
разователя на поверхности изделия с точностью до 0,1 ...
0,2 мм поступают в блок памяти 5 ЭВМ.
Генератор 3 возбуждает электрические колебания
ультразвуковой частоты, а блок 6 формирует из них
импульсы, возбуждающие преобразователь 9. Эхо-сиг-
налы принимает тот же преобразователь. Их усиливают
усилителем 7, оцифровывают в блоке 4 и подают в па-
мять 5 ЭВМ.
В результате в блоке памяти ЭВМ хранится ин-
формация о положении преобразователя на поверхности
изделия и о времени прихода всех эхо-сигналов, приня-
тых преобразователем в этом положении. Такая инфор-
мация поступает из всей зоны перемещения преобразо-
вателя протяженностью 2L и обрабатывается в ЭВМ со-
вместно.
Рис. 116. Схема голографической установки
В цифровой акустической голографии поле, рассеян-
ное дефектом U (х, 0), регистрируют по оси х и формиру-
ют его Фурье-образ для некоторого слоя на глубине zr.
Если нужно получить распределение поля по всему
сечению (х, z), то необходимо выполнять регистрацию и
формирование образа для различных значений коорди-
наты z. В практике измерение поля U (х, у, 0) проводится
в ряде дискретных точек на поверхности х. В этом слу-
чае пользуются дискретным преобразованием Фурье, в
котором операция интегрирования заменена на сумми-
рование по совокупности точек приема. Для уменьшения
времени обработки данных применяют быстрое преобра-
зование Фурье (БПФ), что, однако, требует постоянства
расстояний между приемными точками.
Для получения изображений дефектов на дисплее 1
часто применяют алгоритм угловых спектров (алгоритм
обращенной волны). Он основан на том, что в изотроп-
ной среде при Фурье-анализе комплексных значений
поля в любой плоскости его пространственные Фурье-
компоненты можно рассматривать как плоские волны,
распространяющиеся в различных направлениях. Тогда
амплитуда поля - это сумма амплитуд плоских волн с
учетом фазовых сдвигов, которые они приобретают,
приходя в данную точку.
Другой алгоритм получения изображений - алго-
ритм проекции в спектральном пространстве (ПСП), ос-
новная операция в котором - БПФ. Алгоритм основан на
том, что пространственный спектр функций, описываю-
щий падающее и рассеянное дефектами поле, отличен от
нуля на окружности радиусом 2k = 4л/Х плоскости вол-
новых векторов kx, kz с центром (0, 0) (для совмещенного
акустического преобразователя). Здесь также рассмот-
рим двумерный случай - плоскость х, z. Измерив поле
вдоль некоторой линии zr, можно путем проецирования
его спектра и выполнения обратного двумерного преоб-
разования Фурье определить поле в сечении х, z.
296
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Акустическая голография, как и большинство дру-
гих когерентных методов, имеет высокую поперечную
(фронтальную) разрешающую способность Ах, которая
согласно дифракционной теории определяется длиной
волны X и числовой апертурой А = sin ср, где ср - полови-
на угла, под которым виден поперечный размер области
регистрации акустического поля или приемной апертуры
из точки локализации дефекта:
Ах « 0,5 X / А .
Таким образом, фронтальное разрешение определя-
ется размерами апертуры, на которой регистрируется
рассеянное дефектом поле, и довольно высоко. Обычно
значение ф не превосходит 30°, тогда А = 0,5 и Ах « X .
Вместе с тем продольное (лучевое) разрешение Az
для одночастотных голографических систем - низкое.
Оно приблизительно равно
Дг = 0,5Х/Л2
В реальных системах Az определяется длительно-
стью импульса, диаграммой направленности акустиче-
ского преобразователя, углом ввода акустического пучка
в контролируемое изделие. С целью увеличения лучево-
го разрешения применяется многочастотная голография,
в которой регистрируется совокупность i голограмм на
частотах/ в определенном диапазоне частот Af с задан-
ной дискретностью 8/ = f- f_x . Полученные по рас-
смотренным выше алгоритмам восстановленные поля
Ui (х, z) каждой частоты затем когерентно суммируются,
формируя изображение:
\U{x, г)| = |Щ.(*> z)|.
Тогда фронтальная разрешающая способность оп-
ределяется соотношением для Ах , в котором X = Хо -
длина звуковой волны в изделии, соответствующая
средней частоте /о, а продольное разрешение зависит от
полосы используемых частот Af:
Az = O,5X/o/A/ = X.
Метод фокусированной синтезированной апер-
туры (метод SAFT). Многочастотную голографию мож-
но рассматривать как своеобразное синтезирование ко-
роткого импульса с помощью фокусированного преобра-
зователя с использованием информации об амплитуде и
времени распространения импульса, которое определяет
фазу сигнала. Вычислительная техника позволяет непо-
средственно регистрировать и обрабатывать данные о
распространении коротких импульсов в контролируемом
изделии. Этот метод - метод SAFT - дает возможность
достаточно просто учесть сложную форму контролируе-
мого изделия.
При методе SAFT, как и в показанной на рис. 116
голографической системе, совмещенный акустический
преобразователь с широкой диаграммой направленности
сканирует в пределах заданной апертуры. Для каждого
положения преобразователя регистрируют эхо-сигналы,
соответствующие Л-развертке (рис. 117, а, б). Затем всю
совокупность эхо-сигналов обрабатывают когерентно с
помощью ЭВМ. В результате получают изображения
внутреннего объема контролируемого изделия (при дву-
мерном сканировании) либо его сечения, соответствую-
щего В-развертке (при одномерном сканировании).
Обработка данных возможна несколькими способа-
ми. Один из них приведен на рис. 117, б. Здесь представ-
лены несколько сигналов, соответствующих Л-разверт-
кам для нескольких положений преобразователя. Вре-
менное положение эхо-импульсов от точечного дефекта в
зависимости от координаты преобразователя изменяется
по гиперболе. Для любой выбранной области в визуализи-
руемом сечении можно вычислить соответствующую ги-
перболу (в одноканальном SAFT), в соответствии с кото-
рой значения сигналов, соответствующих Л-развертке,
«сдвигаются», а затем суммируются.
Полученная таким образом совокупность значений
амплитуд сигналов позволяет построить сечение объекта
с высоким разрешением по осям х и z. Несмотря на про-
стоту и наглядность описаний алгоритм весьма трудо-
емок и предъявляет высокие требования к ЭВМ, так как
предполагает выполнение очень большого числа опера-
ций, достаточно медленных для вычисления с помощью
универсальных ЭВМ.
Другой способ обработки данных (FT SAFT) исполь-
зует аппарат БПФ, что значительно сокращает время по-
лучения изображений. Здесь применяется идеология об-
работки данных многочастотной акустической гологра-
фии. Для каждого пространственного положения преобра-
зователя данные, соответствующие Л-развертке, подвер-
гаются временному преобразованию Фурье. В результате
каждого пространственного отсчета на заданной сово-
купности частот получают комплексные значения рассе-
янного дефектом акустического поля, что позволяет об-
разовать совокупность акустических голограмм на за-
данных частотах. После восстановления поля для каждой
частоты по приведенным алгоритмам и когерентного
сложения получают изображения сечения.
Реальная система цифровой обработки. Рассмот-
рим принципы построения ультразвуковой компьютер-
ной системы визуализации с когерентной обработкой
данных на примере одной из таких систем: установкой
«Авгур», разработанной и выпускаемой НПЦ «Эхо+».
Рис. 117. Схема формирования фокусированной
синтезированной апертуры
УЛЬТРАЗВУКОВЫЕ ИНТРОСКОПЫ
297
Принципиальное ее отличие от обычного эхо-дефекто-
скопа состоит в когерентной обработке данных. Это оз-
начает, что в каждой точке довольно большой простран-
ственной области перемещения преобразователя по по-
верхности изделия запоминаются и совместно обрабаты-
ваются все эхо-сигналы с учетом их временных задержек
и формы импульсов.
Это позволяет определять размеры и ориентацию
дефекта не по максимальной амплитуде эхо-сигнала или
условным размерам, как в обычных эхо-дефектоскопах, а
по его изображению. При этом фронтальная разрешающая
способность обычно равна длине УЗ волны и, например,
для продольной волны в стали на частоте 2,5 МГц состав-
ляет около 2,4 мм. Точность измерения размеров дефек-
тов не хуже половины длины УЗ волны.
Система состоит из автоматизированного сканера с
акустическим и электронным выносным блоками, базо-
вого электронного блока и портативной ЭВМ типа Note-
book (рис. 118).
Сканер обеспечивает пошаговое двухкоординатное
перемещение акустического блока преобразователей в
прямом и обратном направлениях. Положение преобразо-
вателя при движении фиксируется с точностью до 0,1 мм.
Размеры в области сканирования устанавливаются про-
граммно в пределах, достаточных для получения качест-
венного изображения. Конструкция сканера позволяет
контролировать изделия с плоской и криволинейной по-
верхностями, например труб с минимальным радиусом
300 мм. Сканер с акустическим блоком и базовый блок
соединены линией связи длиной до 20 м.
Такое построение системы ориентировано на широ-
кий класс решаемых задач, включая контроль достаточно
удаленных от оператора объектов.
Базовый электронный блок используется для излу-
чения и приема акустических импульсов, передачи заре-
гистрированных данных в ПЭВМ, управления механиче-
ским сканером. Все режимы работы системы (сбор дан-
ных, их обработка, отображение, документирование)
задаются с ПЭВМ.
Рис. 118. Схема системы
Функциональные возможности описанной коге-
рентной системы, эффективность и удобство ее исполь-
зования в значительной степени определяются про-
граммным обеспечением. Пакет прикладных программ
(рис. 119) обеспечивает:
• регистрацию эхо-импульсов, рассеянных дефек-
тами;
• представление этих данных и результатов их об-
работки (графическое, растровое в виде В-, С-, D- и 3D-
изображений);
• повышение качества получаемых изображений с
помощью различных способов фильтрации;
• выполнение различных сервисных операций.
Программы выполнены в виде самостоятельных
модулей, вызываемых с помощью программы-монитора.
Программа сбора данных обеспечивает проведение дис-
танционного контроля изделия и работает в режиме
«обычного» эхо-дефектоскопа, позволяющего наблюдать
эхо-сигнал в виде Я-развертки (Л-скана). С ее помощью
можно исследовать в реальном масштабе времени час-
тотный спектр всего Л-скана либо любой выделенной его
части, устанавливать режимы контроля и управления
аппаратной частью системы, включающие в себя выбор:
• несущей частоты и длительности зондирующего
сигнала;
• амплитуды излучающего импульса и коэффициен-
та усиления основного усилителя;
• вида сложного зондирующего сигнала, фазомани-
пулированного по коду Баркера максимальной длины
либо по непериодической М-последовательности раз-
личной длины (32, 64, 128 периодов);
• размеров области сканирования;
• времени задержки начала и длительности времен-
ной выборки, в пределах которой регистрируются эхо-
сигналы;
• состояния коммутатора, обеспечивающего выбор
нужного преобразователя.
Программа обеспечивает также обмен данными ме-
жду компьютером и аппаратной частью системы.
Для получения эхо-сигналов от блестящих точек
дефекта (например, кончиков трещины) необходима очень
Рис. 119. Схема пакета прикладных программ
298
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
высокая чувствительность. Она достигается не только
самими особенностями когерентной обработки, но также
применением сложного фазоманипулированного сигнала
(по коду Баркера) или непериодического сигнала
(М-последовательность). Принимаются только такие же
по форме импульсы, как излученные. Они сжимаются по
длительности до одного периода колебаний. В результа-
те абсолютная чувствительность голографического изо-
бражения составляет 146 дБ, что на 32 ... 36 дБ выше
чувствительности традиционного дефектоскопического
изображения (Л-скана).
Программы отображения Позволяют анализировать
полученные эхо-сигналы и восстановленные изображе-
ния. С помощью программы представления Л-сканов
можно отобразить в растровом виде массив эхо-
сигналов, измеренных на заданной пространственно-
временной апертуре (изображение В-типа) для любого
слоя, анализировать любой Л-скан в выбранном времен-
ном интервале и измерять параметры радио- или видео-
импульсов, наблюдать спектры выбранных эхо-сигналов.
Анализ набора Л-сканов в виде изображения В-типа
представляет самостоятельный интерес, особенно при
контроле расходящимися акустическими пучками. Про-
грамма просмотра трехмерных изображений предназна-
чена дли анализа изображений, восстановленных при
двумерном растровом сканировании. С ее помощью
можно наблюдать изображения В- и С-типов, трехмерное
аксонометрическое изображение дефекта, которое можно
поворачивать для рассмотрения со всех сторон. Преду-
смотрена возможность проекционного (В + С + /^-изо-
бражения (виды сбоку и сверху). В рамках этого пред-
ставления можно помечать фрагменты изображения,
причем плоскость анализа появляется одновременно на
всех проекциях. Для детального анализа предусмотрен
режим изменения масштаба изображения и изменения
координат дефектов, их отдельных точек и размеров де-
фектов с помощью маркеров.
Изображение дефектов можно восстановить, обра-
батывая измеренный массив Л-сканов. Предполагается,
что регистрация проводится вдоль линии сканирования
(линейная голография) и изображение восстанавливается
в одной плоскости (слое). При двумерном сканировании
(х, z) данные обрабатываются когерентно только по-
слойно. В системе можно получать изображения дефек-
тов многочастотным вариантом метода угловых спек-
тров. Такие изображения обладают высоким качеством,
но для их получения требуется значительное время. Дру-
гой метод - ПСП - позволяет получить изображение
значительно быстрее, особенно при использовании мно-
гих частот и многих ракурсов озвучивания, но из-за
ошибок интерполяции уровень шумов в восстановлен-
ном изображении несколько выше, чем в методе угловых
спектров. В рассмотренной системе метод ПСП реализо-
ван для двух схем сбора данных: совмещенной (раздель-
но-совмещенной) и раздельной, что существенно расши-
ряет возможности прибора. Многослойные изображения
при двумерном сканировании также можно восстанавли-
вать методом ПСП.
Для исключения искажающего влияния реальных
пространственно-частотных характеристик используемо-
го акустического преобразователя применяется метод
эталонной голограммы, позволяющий повысить разре-
шающую способность от полутора до трех раз в зависи-
мости от качества используемого преобразователя.
Высокая разрешающая способность системы иллю-
стрируется рис. 120. Здесь приведено изображение об-
разца (рис. 120, а) из дюралюминия с искусственными
дефектами в виде вертикальных пропилов толщиной
0,05 ... 0,1 мм. Измерения проводились прямым преоб-
разователем на частоте 2,5 МГц (длина волны 2,5 мм).
На изображении В-типа (рис. 120, б), полученном тради-
ционным способом для эхо-сигналов от искусственных
дефектов после квадратичного детектирования, практи-
чески все дефекты слились в одно пятно. Изображение
на рис. 120, в получено с помощью рассматриваемой
системы. За счет когерентной обработки разрешение
здесь значительно выше, что позволяет различать почти
все дефекты раздельно. На этом же рисунке справа при-
ведено графическое представление эхо-сигналов от де-
фектов на глубине 60 мм.
На рис. 121 приведено одно из «обзорных» пред-
ставлений изображения естественного дефекта - трещи-
ны в стали, полученного на сдвиговых волнах с цен-
тральной частотой 2,5 МГц преобразователем с углом
ввода 45°. Трехмерное изображение трещины получено
путем перемещения преобразователя по параллельным
линиям с шагом 2 мм.
Изображение состоит из трех проекционных видов
дефекта и его изометрического представления, что дает
возможность представить форму дефекта, а при нахож-
дении нескольких дефектов в визуализируемой области
достаточно просто определить параметры для каждого
дефекта. В программном обеспечении предусмотрена раз-
витая система маркеров, визуализирующих плоскостей,
что облегчает анализ зарегистрированных дефектов.
При необходимости детально рассмотреть выбран-
ный дефект возможно его представление в виде набора
изображений В-типа, в которых амплитуда сигнала пред-
ставляется в виде серой шкалы либо в псевдоцветовой
гамме (рис. 122). Здесь изображен тот же эффект, что и
на рис. 121. На рис. 122 слева приведено сечение трещи-
ны в первом слое (у = 0), справа - в 13-м слое (у = 24).
Приведенные примеры демонстрируют существен-
ное отличие акустического изображения дефектов от
оптического. В оптике длина световой волны значитель-
но меньше шероховатостей поверхности объекта (дефек-
та). Это дает возможность наблюдать привычный цело-
стный образ объекта.
В акустике длина волны обычно больше шерохова-
тостей поверхности дефекта. Такие поверхности дают
зеркальные рассеянные волны, обычно не попадающие
на излучатель-приемник после отражения. В результате
изображение дефекта разбивается на некоторое количе-
ство «блестящих точек», в число которых входят участки
поверхности, дающие зеркальное отражение, края и рез-
кие изломы поверхности дефектов типа трещин. Именно
такое «мозаичное» изображение сплошной трещины по-
казано на рис. 121 и 122.
ЛИТЕРАТУРА
299
а)
Рис. 122. Увеличенное изображение дефекта, показанного
на рис. 121
Рис. 120. Фронтальная разрешающая способность при
контроле образца (л) обычным эхо-методом (б) и при
акустической голографии (в)
Важное достоинство когерентных методов визуали-
зации - существенное снижение требований к акустиче-
скому контакту. Его ухудшение приводит к большей за-
шумленности изображения, но не к смещениям и иска-
жениям изображения дефекта. Системы визуализации
позволяют следить за развитием дефектов с большими
объективностью и достоверностью, чем обычная ультра-
звуковая дефектоскопия.
ЛИТЕРАТУРА
1. Акустическая диагностика и контроль на пред-
приятиях топливно-энергетического комплекса / В.М. Ба-
ранов и др. М.: Наука, 1998. 304 с.
2. Алешин Н.П., Лупачев В.Г. Ультразвуковая де-
фектоскопия: Справочное пособие. Минск: Вышэйш.
школа, 1987. 264 с.
3. Баранов В.М. Акустические измерения в ядер-
ной энергетике. М.: Энергоатомиздат, 1990. 320 с.
300
АКУСТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
4. Выборнов Б.И. Ультразвуковая дефектоскопия.
М.: Металлургия, 1985. 256 с.
5. Гурвич А.К., Ермолов И.Н. Ультразвуковой
контроль сварных швов. Киев: Техшка, 1972. 460 с.
6. Дефектоскопия деталей подвижного состава же-
лезных дорог и метрополитенов / Под ред. В.И. Ильина.
М.: Транспорт, 1983. 318 с.
7. Дефектоскопия деталей при эксплуатации авиа-
ционной техники / Под ред. П.И. Беды. М.: Воениздат,
1978. 232 с.
8. Ермолов И.Н., Ермолов М.И. Ультразвуковой
контроль: Учебник для специалистов первого и второго
уровней квалификации. М., 1998. 170 с.
9. Кретов Е. Ф. Ультразвуковая дефектоскопия в
энергомашиностроении. СПб.: Радиоавионика, 1995.
328 с.
10. Марков А.А., Шпагин Д.А. Ультразвуковая
дефектоскопия рельсов. СПб.: Образование и культура,
1999.
И. Муравьев В.В., Зуев Л.Б., Комаров К.Л. Ско-
рость звука и структура металлов и сплавов. Новоси-
бирск: Наука, 1996. 184 с.
12. Неразрушающие методы контроля: Специфика-
тор различий в национальных стандартах разных стран /
Под. ред. В.С. Киршенбаума. Т. 1, 1992. 234 с. Т. 2, 1992.
160 с. Т. 3, 1995.242 с.
13. Потапов А.И. Контроль качества и прогнозиро-
вание надежности конструкций из композиционных ма-
териалов. М.: Машиностроение, 1980. 261 с.
14. Щербинский В.Г., Алешин Н.П. Ультразвуко-
вой контроль сварных соединений. М.: Изд-во МГТУ
им. Н.Э. Баумана, 2000. 496 с.
15. Nondestructive Testing Handbook. Second
Edition, v. 7. Ultrasonic Testing // American Society for
Nondestructive Testing, 1991. 893 p.
16. Кажис Р.-Й. Ультразвуковые информационно-
измерительные системы. Вильнюс: Мокслас, 1986. 216 с.
17. Королев М.В. Эхо-импульсные ультразвуковые
толщиномеры. М.: Машиностроение, 1982. 157 с.
18. Королев М.В., Карпельсон А.Е. Широкополос-
ные ультразвуковые пьезопреобразователи. М.: Маши-
ностроение, 1982. 157 с.
19. Крауткремер Й., Крауткремер Г. Ультразву-
ковой контроль материалов: Справочник. М.: Металлур-
гия, 1991.752 с.
20. Ланге Ю.В. Акустические низкочастотные ме-
тоды и средства контроля многослойных конструкций.
М.: Машиностроение, 1991. 272 с.
21. Методы акустического контроля металлов / Под
ред. Н.П. Алешина. М.: Машиностроение, 1989. 456 с.
22. Неразрушающий контроль рельсов в эксплуа-
тации и ремонте / Под ред. А.К. Гурвича. М.: Транспорт,
1983.440 с.
23. Потапов А.И. Контроль качества и прогнозиро-
вание надежности конструкций и композиционных мате-
риалов. Л.: Машиностроение, 1980. 282 с.
24. Розина М.В., Яблоник Л.М., Васильев В.Д.
Неразрушающий контроль в судостроении. Л.: Судо-
строение, 1983. 300 с.
25. Технические средства диагностирования: Спра-
вочник / Под. ред. В.В. Клюева. М.: Машиностроение,
1989. 672 с.
26. Ультразвук. Маленькая энциклопедия. М.: Со-
ветская энциклопедия, 1979. 400 с.
27. Химченко Н.В., Бобров В.А. Неразрушающий
контроль в химическом и нефтяном машиностроении.
М.: Машиностроение, 1978. 264 с.
28. Чабанов В.Е. Лазерный ультразвуковой кон-
троль материалов. Л.: Изд-во Ленинградского универси-
тета, 1986. 232 с.
29. Школьник И.Э. Диагностика качества бетона:
новые аспекты. М.: Технопроект, 1993. 328 с.
Глава 10. МЕТОДЫ И СРЕДСТВА
АКУСТИКО-ЭМИССИОННОЙ
ДИАГНОСТИКИ
Акустическая эмиссия (АЭ) как физическое явле-
ние, используемое для исследования веществ, материа-
лов, объектов, а также для их неразрушающего контроля
и технической диагностики (ТД и НК), представляет со-
бой излучение акустических волн из объекта при проте-
кании различных нелинейных процессов: при перестрой-
ке структуры твердого тела, возникновении турбулент-
ности, трении, ударах и т.д.
Физической основой метода ЛЭ является акустиче-
ское излучение при пластической деформации твердых
сред, развитии дефектов, трении, прохождении жидких и
газообразных сред через узкие отверстия - сквозные де-
фекты. Эти процессы неизбежно порождают волны, ре-
гистрируя которые, можно судить о протекании процес-
сов и их параметрах. Метод АЭ обладает рядом досто-
инств, благодаря которым расширяются возможности
технической диагностики и неразрушающего контроля.
В основе метода акустической эмиссии лежит меж-
дисциплинарный подход, базирующийся на объединении
моделей механики разрушения и методик ТД и НК
(рис. 1), позволяющих определять техническое состоя-
ние объекта. Метод АЭ позволяет оценить степень опас-
ности дефекта, получить информацию о статической
прочности объекта, близости его к разрушению, опреде-
лить срок безопасной эксплуатации объекта.
Метод АЭ позволяет наблюдать и изучать динами-
ку, процессы деформации, разрушения, перестройки
структуры, химических реакций, взаимодействия излу-
чения с веществом и т.д.
К области АЭ относят акустические явления:
• аэродинамические и гидродинамические шумы,
возникающие в потоке жидкости и газа;
• акустические шумы при кавитационных явлениях;
• акустические сигналы при взаимодействии раз-
личного рода излучений высокой энергии (а, р, у и др.) с
веществом и т.д.
Кроме указанных видов АЭ существует магнитная
акустическая эмиссия (МАЭ) - излучение упругих коле-
баний при перемагничивании материала объекта. Каждое
из этих и подобных явлений может быть использовано
для исследования механизма различных физических и
химических процессов.
Рис. 1. Связь технической диагностики, неразрушающего
контроля, механики разрушения и метода АЭ
10.1. ВИДЫ АКУСТИЧЕСКОЙ эмиссии
Акустическая эмиссия - испускание объектом кон-
троля (испытаний) акустических волн (ГОСТ 27655-88).
Данное определение охватывает широкий круг явлений.
Принято разделять явление АЭ в зависимости от физиче-
ского источника на следующие виды.
1. Акустическая эмиссия материала - акустиче-
ская эмиссия, вызванная локальной динамической пере-
стройкой структуры материала.
2. Акустическая эмиссия утечки - акустическая
эмиссия, вызванная гидродинамическими и (или) аэро-
динамическими явлениями при протекании жидкости
или газа через сквозную несплошность объекта испыта-
ний.
3. Акустическая эмиссия трения - акустическая
эмиссия, вызванная трением поверхностей твердых тел.
4. Акустическая эмиссия при фазовых превра-
щениях - акустическая эмиссия, связанная с фазовыми
превращениями в веществах и материалах.
5. Магнитная акустическая эмиссия - акустиче-
ская эмиссия, связанная с излучением звуковых волн при
перемагничивании материалов.
6. Акустическая эмиссия радиационного взаимо-
действия - акустическая эмиссия, возникающая в ре-
зультате нелинейного взаимодействия излучения с веще-
ствами и материалами.
7. Акустическая эмиссия при химических и
электрохимических реакциях - акустическая эмиссия,
возникающая в результате протекания химических и
электрохимических реакций, включая разнообразные
коррозионные процессы.
Из перечисленных видов АЭ наибольшее примене-
ние для контроля промышленных объектов нашли пер-
вые три вида.
10.2. ОСОБЕННОСТИ АЭ МЕТОДА
ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ
Особенностями метода АЭ, определяющими его
возможности, параметры, области применения и досто-
инства являются следующие.
1. Метод АЭ является комплексным методом иссле-
дования материалов и процессов, технической диагно-
стики и неразрушающего контроля природных и про-
мышленных объектов.
2. Метод АЭ обеспечивает обнаружение и регист-
рацию только развивающихся дефектов, что позволяет
классифицировать дефекты не по размерам или каким-
либо другим второстепенным или косвенным признакам
критической или катастрофической ситуации, а по сте-
302
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
пени их опасности для контролируемого объекта, их
влияния на прочность объекта.
При такой классификации может оказаться, что
большие по размерам дефекты попадут в класс неопас-
ных, не требующих ремонта элементов конструкции. Тем
самым повышается надежность эксплуатации оборудова-
ния. Указанное качество метода АЭ позволяет принципи-
ально по-новому подходить к определению опасности
дефекта. Данное свойство, являющееся одним из наиболее
важных достоинств и преимуществ метода АЭ, можно
охарактеризовать как «адекватность» метода.
«Дефект - каждое отдельное несоответствие про-
дукции установленным требованиям». В большинстве
случаев в НК под дефектом подразумевают несплош-
ность материала объекта. Однако опасными нужно счи-
тать только те несплошности, которые развиваются, уве-
личиваются в размерах и приводят в конце концов к раз-
рушению. В противном случае имеют место значитель-
ные потери из-за перебраковки. Объект может выйти из
строя не только в результате роста несплошностей, но
также из-за изменения формы, потери устойчивости и
ряда других причин. И в этих случаях АЭ сигнализирует
о развитии нежелательных процессов.
3. Метод АЭ обладает высокой чувствительностью
к растущим дефектам. Его чувствительность значитель-
но превосходит чувствительность других методов. Пре-
дельная чувствительность акустико-эмиссионной аппа-
ратуры, по расчетным оценкам, составляет порядка
1 • 10’6 мм2, что соответствует выявлению скачка трещи-
ны протяженностью 1 мкм на величину 1 мкм. В произ-
водственных условиях метод АЭ позволяет выявить при-
ращение трещины на десятые доли миллиметра.
4. Метод АЭ обладает свойством «интегрально-
сти»9 заключающимся в том, что, используя один или
несколько преобразователей АЭ, установленных непод-
вижно на поверхности объекта, можно проконтролиро-
вать весь объект. Координаты дефектов определяются
без сканирования поверхности объекта преобразовате-
лями. Следовательно, от состояния поверхности и каче-
ства ее обработки не зависят выполнение контроля и его
результаты. Свойство интегральности особенно полезно
в случае, если доступ к поверхности контролируемого
объекта затруднен или невозможен. Подобная ситуация
характерна, например, для теплоизолированных трубо-
проводов и сосудов, объектов, размещенных под землей,
конструкций, работающих в сложных условиях: ракет,
самолетов, атомных реакторов и многих других объектов.
5. Дистанционность метода АЭ проявляется в том,
что контроль можно производить при удалении оператора
от контролируемого объекта. Поэтому контролю доступ-
ны такие протяженные объекты, как магистральные тру-
бопроводы, недоступные объекты и др.
6. Возможность проведения АЭ контроля различ-
ных технологических процессов и процессов изменения
свойств и состояния материалов в реальном времени.
Например, контроль сварки в процессе ее проведения
дает возможность оперативно осуществлять ремонт, не
снимая изделия со стенда. Так, при электронно-лучевой
сварке ремонт можно выполнять без разгерметизации
камеры.
По сигналам АЭ возможно адаптивное управление
параметрами технологического процесса; приборы АЭ
могут стать элементом системы управления сварочным
процессом. Актуально использование метода для отра-
ботки технологии сварки и выбора сварочных материа-
лов. Кроме того, метод АЭ дает возможность судить об
изменении напряженно-деформированного состояния
материала объекта, о процессах коррозии под напряже-
нием и действии других факторов, влияющих на долго-
вечность конструкции.
7. В отличие от большинства методов НК, для кото-
рых на выявляемость дефекта и достоверность контроля
влияют не только размеры дефекта, но и его вид (плоско-
стной или объемный), для метода АЭ форма, положение и
ориентация дефекта не имеют существенного значения.
8. Метод АЭ имеет меньше ограничений, связанных
со свойствами и структурой конструкционных материа-
лов, чем другие методы НК.
Метод АЭ используют для контроля композицион-
ных материалов, для которых применение других мето-
дов НК в ряде случаев затруднено или невозможно.
9. АЭ контроль и оценка технического состояния
объекта могут производиться в реальном времени в про-
цессе его работы, что позволяет предотвратить катастро-
фическое разрушение контролируемого объекта.
10. Метод АЭ во многих случаях при контроле про-
мышленных объектов имеет высокое, возможно, и макси-
мальное отношение эффективность / стоимость в области
НКиТД.
Применение метода АЭ ограничивается в ряде слу-
чаев из-за трудности выделения сигналов АЭ из помех и
интерпретации сигналов АЭ. Это связано с тем, что сиг-
налы АЭ являются шумоподобными, поскольку АЭ яв-
ляется случайным импульсным процессом. Поэтому,
когда сигналы АЭ сравнимы по амплитуде с уровнем
шумов, выделение полезного сигнала из помех представ-
ляет собой сложную задачу. Однако, когда размеры де-
фекта существенно увеличиваются и приближаются к
критическому значению, амплитуда сигналов АЭ и темп
их генерации резко увеличиваются. Это приводит к зна-
чительному возрастанию вероятности обнаружения та-
кого источника АЭ.
Метод АЭ предъявляет повышенные требования к
квалификации и добросовестности операторов.
АЭ контроль объектов проводится только при соз-
дании или существовании в конструкции напряженного
состояния, инициирующего в материале объекта работу
источников АЭ. Для этого объект подвергается нагруже-
нию силой, давлением, температурным полем и т.д. Вы-
бор вида нагрузки определяется конструкцией объекта и
условиями его работы, характером испытаний.
Традиционные методы НК используют, как правило,
пространственно-ограниченные физические поля, возбуж-
даемые в изделии инструментом контроля. В отличие от
известных методов, являющихся в этом смысле активны-
ми, метод АЭ является пассивным методом НК, т.е. источ-
ником регистрируемого физического поля является сам
дефект. Причем природа этого поля и его параметры обес-
печивают получение такой информации, какую невозмож-
но получить, применяя другие методы НК.
АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ НАГРУЖЕНИИ ОБЪЕКТОВ
303
Как пассивный метод НК метод АЭ имеет опреде-
ленное сходство с другими пассивными методами - теп-
ловым, вибрационным и другими. Особенно он близок к
вибрационному методу. Однако принципиальным отли-
чием метода АЭ от вибрационного заключается в том,
что метод АЭ при решении задачи обнаружения дефекта
конструкции позволяет непосредственно выявить разви-
вающиеся дефекты, а вибрационный метод выявляет
только те дефекты, которые оказывают влияние на жест-
кость объекта как цельной конструкции и его вибраци-
онные характеристики.
103. ПОРЯДОК ПРИМЕНЕНИЯ МЕТОДА
АЭ ПРИ ДИАГНОСТИКЕ
ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
Метод АЭ рекомендуется использовать («Правила
АЭ контроля. РД 03-131-97» [2]) по следующим схемам.
1. Проводят АЭ контроль объекта. В случае выяв-
ления источников АЭ в месте их расположения проводят
контроль одним из традиционных методов неразрушаю-
щего контроля: ультразвуковым, радиационным, маг-
нитным, капиллярным и другими, предусмотренными
нормативно-техническими документами. Данную схему
рекомендуется использовать при контроле объектов, на-
ходящихся в эксплуатации. При этом сокращается объем
традиционных методов НК, поскольку в случае приме-
нения традиционных методов необходимо проведение
сканирования по всей поверхности контролируемого
объекта.
2. Проводят контроль объекта одним или несколь-
кими методами НК. При обнаружении недопустимых (по
нормам примененных методов контроля) дефектов или
при возникновении сомнения в достоверности приме-
няемых методов НК проводят контроль объекта с ис-
пользованием метода АЭ. Окончательное решение о до-
пуске объекта в эксплуатацию или к ремонту принимают
по результатам проведенного АЭ контроля.
3. В случае наличия в объекте дефекта, выявленного
одним из методов НК, метод АЭ используют для слеже-
ния за развитием этого дефекта (режим мониторинга).
При этом может быть использован экономный вариант
системы контроля с применением одноканальной или
малоканальной конфигурации акустико-эмиссионной
аппаратуры.
4. Метод АЭ в соответствии с «Правилами устрой-
ства и безопасной эксплуатации сосудов, работающих
под давлением. ПБ 10-115—96» [3] и рядом других нор-
мативных документов [4 - 8] применяют при пневмоис-
пытании объекта в качестве сопровождающего метода
повышающего безопасность проведения испытаний.
В этом случае целью применения АЭ контроля является
обеспечение предупреждения возможности катастрофи-
ческого разрушения. Рекомендуется использовать метод
АЭ в качестве сопровождающего метода и при гидроис-
пытании объектов.
5. Метод АЭ используют для оценки прочности
объекта, остаточного ресурса и решения вопроса относи-
тельно возможности дальнейшей эксплуатации объекта.
Оценку ресурса производят с использованием специаль-
но разработанных методик. При этом достоверность ре-
зультатов зависит от объема и качества априорной ин-
формации о моделях развития повреждений и состоянии
материала контролируемого объекта.
«Правилами АЭ контроля» [2] предусмотрен поря-
док применения метода АЭ:
• АЭ контроль проводят во всех случаях, когда он
предусмотрен правилами безопасности или технической
документацией на объект;
• АЭ контроль проводят во всех случаях, когда
нормативно-технической документацией (НТД) преду-
смотрено проведение неразрушающего контроля (УЗК,
радиографией, МПД, ЦД и другими методами), но по
техническим или иным причинам проведение НК ука-
занными методами затруднительно или невозможно;
• допускается применение АЭ контроля самостоя-
тельно, а также вместо перечисленных выше методов НК
по согласованию;
• АЭ метод может быть использован для оценки
скорости развития дефекта в целях прекращения испы-
таний объекта и предотвращения его разрушения.
10.4. АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ
НАГРУЖЕНИИ ОБЪЕКТОВ
Основными источниками акустической эмиссии для
целей диагностики и НК технического состояния про-
мышленных объектов являются пластическая деформа-
ция и рост трещин. В практике АЭ диагностирования
встречаются случаи регистрации сигнала, возникающего
в результате протечки рабочего тела через отверстия в
объекте (АЭ утечки). В некоторых случаях информацию
о состоянии объекта контроля несет АЭ от фазовых пре-
вращений, которая регистрируется, например, в случае
контроля процессов сварки и термообработки. Практиче-
ское значение имеет акустическая регистрация процесса
и результатов коррозии.
Для создания методик АЭ контроля объектов необ-
ходимо установить связь параметров сигналов АЭ с ме-
ханическими свойствами материалов и параметрами ме-
ханики разрушения (для теоретических моделей) и связь
параметров сигналов АЭ с параметрами развивающихся
дефектов (в экспериментальных исследованиях).
Сигнал АЭ, порождаемый деформацией и разруше-
нием твердого тела, представляет собой случайный на-
бор акустических импульсов сложной формы. АЭ про-
цесс на выходе преобразователя превращается в случай-
ную последовательность осциллирующих радиоимпуль-
сов. Основные параметры сигнала АЭ, используемые для
оценки процесса развития трещины в объекте, следую-
щие:
• суммарный счет АЭ JV- число зарегистрирован-
ных выбросов электрического сигнала АЭ за время реги-
страции;
• скорость счета акустической эмиссии N - чис-
ло зарегистрированных выбросов сигнала АЭ в единицу
времени;
• число импульсов акустической эмиссии N% -
число зарегистрированных импульсов дискретной АЭ;
304
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
• активность акустической эмиссии Nz - число
зарегистрированных импульсов акустической эмиссии за
единицу времени;
• энергия акустической эмиссии Е^э ~~ акустиче-
ская энергия, выделяемая источником АЭ и переносимая
волнами, возникающими в материале;
• амплитуда сигнала АЭ ит - максимальное зна-
чение сигнала АЭ. Единица измерения амплитуды аку-
стического импульса - метр, электрического импульса -
вольт.
10.4.1. АЭ ПРИ ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИИ
Связь параметров АЭ с механическими свойствами
материалов устанавливают при испытании стандартных
образцов на растяжение.
Для большинства металлов максимум активности,
скорости счета и эффективного значения АЭ совпадает с
пределом текучести, что позволяет измерять предел те-
кучести по параметрам АЭ. Погрешность измерения
предела текучести по максимуму скорости счета (актив-
ности) АЭ составляет ±0,5 % для материалов, имеющих
явно выраженную площадку текучести, и ±2 ... 5 % для
материалов без площадки текучести.
Факторы, влияющие на пластическую деформацию,
в той или иной степени сказываются и на параметрах
АЭ. У ГЦК-металлов, деформация которых осуществля-
ется в основном скольжением, наблюдается непрерывная
АЭ. У металлов с ГПУ (Zn, Mg и др.) и более сложной
(Sn) решеткой регистрируется АЭ дискретного типа. Это
обусловлено склонностью данных металлов к двойнико-
ванию. Для металлов с ОЦК решеткой дискретность свя-
зана с их высокой энергией дефекта упаковки.
Введение примесей в чистый металл с ГЦК решет-
кой снижает общий уровень мощности АЭ и увеличивает
количество дискретных сигналов на общем фоне непре-
рывной АЭ. Примеси создают дополнительные центры
закрепления дислокаций, отрыв от которых требует бо-
лее высоких напряжений, чем отрыв от препятствий,
характерных для чистых металлов. Появление дискрет-
ной АЭ может быть вызвано интерметаллидными вклю-
чениями. В низколегированных сталях включения суль-
фида марганца MnS являются главным источником АЭ.
Генерация сигналов АЭ в стали при механических
напряжениях вблизи предела текучести определяется
содержанием углерода, что, в свою очередь, связано с
развитием процессов образования карбида (температу-
рой отпуска). Для сталей, не содержащих кремний, мак-
симум АЭ соответствует отпуску при 300 °C. Кремний,
задерживающий процессы образования карбида, сдвига-
ет максимум АЭ в сторону более высоких температур
отпуска.
Максимальное значение суммарной АЭ регистриру-
ется для сталей, содержащих 0,1 ... 0,3 % С. Уменьшение
содержания углерода до 0,03 % приводит к уменьшению
уровня АЭ.
На АЭ кроме процессов, связанных с наличием кар-
бидной фазы (разрушение, отслоение и т.д.), влияют пе-
ремещения подвижных дислокаций, образующиеся в
процессе у-а-превращения (закалки стали). Деформаци-
онное старение мартенсита, приводящее к закреплению
подвижных дислокаций, уменьшает АЭ вблизи предела
текучести.
Для малоуглеродистых сплавов и сталей АЭ хорошо
коррелирует с появлением полос Людерса на кривой де-
формирования. Однако в сталях отмечается большее
число сигналов АЭ, чем в сплавах, эквивалентных по
содержанию углерода. Это объясняется бблыпей дисло-
кационной активностью, связанной с увеличением влия-
ния концентрации напряжений на включениях.
Кривые зависимостей эффективного значения АЭ,
скорости счета (и других параметров) для гладких об-
разцов различных материалов разнообразны. Однако
можно выделить некоторые закономерные связи АЭ с
процессом деформирования. На рис. 2 приведены харак-
терные зависимости эффективного значения АЭ для ме-
таллов, имеющих различные кривые нагружения.
Рис. 2. Обобщенные зависимости эффективного значения АЭ (и) при растяжении гладких образцов из разных металлов:
£ - деформация образца; о - механическое напряжение
АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ НАГРУЖЕНИИ ОБЪЕКТОВ
305
Для кривых нагружения с явным зубом текучести и
деформацией, сопровождающейся распространением
полос Людерса - Чернова, кривая эффективного значе-
ния АЭ имеет два вида (рис. 2, а). Вид 7 характерен для
углеродистой стали, железа-армко и представляет собой
непрерывную АЭ с максимумом в районе зуба текучести
и площадки текучести. Вид 2 кроме непрерывной АЭ
содержит импульсы большой амплитуды, связанные с
разрушением цементитовых пластинок в перлите угле-
родистых сталей.
Другой тип кривых (рис. 2, б) характерен для ме-
таллов с ГЦК-решеткой (Al, Ag, Си, латунь), углероди-
стых сталей при повышенной температуре (>250 °C).
Импульсные сигналы АЭ характерны для металлов (Sn,
Zn) и связаны с двойникованием.
Максимум суммарного счета АЭ в районе зуба и
площадки текучести объясняется неоднородностью про-
текания деформации по длине образца. Во всех материа-
лах, имеющих зуб и площадку текучести, деформация в
этих областях происходит путем распространения полос
Людерса - Чернова. В полосе деформация концентриру-
ется в большей степени на ее фронте толщиной в не-
сколько десятков микрометров, где фактическая ско-
рость деформации на пять-шесть порядков превышает
номинальную. Этим же объясняют максимум параметров
АЭ на начальной стадии пластической деформации. Не-
однородность материалов способствует генерации им-
пульсной АЭ.
Для латуни, алюминиевых сплавов типов A13Mg,
AIZn3Mg, углеродистых сталей при высоких температу-
рах, сплавов на основе никеля характерны кривые, пред-
ставленные на рис. 2, в. При деформации, соответст-
вующей пределу текучести, наблюдается максимум АЭ,
далее образование и распространение деформационных
полос (эффект Портевена - Лешателье) сопровождаются
мощными выбросами АЭ - импульсами АЭ большой
амплитуды.
Упрочняющиеся при старении алюминиевые спла-
вы AlCu2Mg (2024), AIZnMgCu (7075) и AlSilOMg име-
ют пик АЭ при деформации у предела текучести. Такая
же кривая АЭ, но имеющая второй пик, характерна для
Ti и TiA16V4. Второй пик объясняется двойникованием
(рис. 2, г).
Для отожженных сталей с мелким зерном, получен-
ных холодной прокаткой аустенитных сталей, а также
при использовании аппаратуры с низкой чувствительно-
стью АЭ не наблюдается вплоть до разрушения образца
(рис. 2, д). Это объясняется малым путем скольжения
дислокаций в зернах.
Значения параметров АЭ зависят от ряда парамет-
ров испытания, включая геометрию образцов, скорость
нагружения, аппаратуру и другие условия. На рис. 3
приведена зависимость величины максимума скорости
счета от скорости деформации для стали 10ГН2МФА.
Общая закономерность: чем выше скорость деформиро-
вания, тем большие значения принимают параметры АЭ.
Это объясняется тем, что при более высоких напряжени-
ях происходит пластическое деформирование образцов.
А более высоким напряжениям соответствует большая
скорость дислокаций при их отрыве от препятствий.
Как правило, АЭ при пластической деформации яв-
ляется эмиссией непрерывного типа, и соответствующий
сигнал u(f) имеет вид непрерывающегося радиосигнала,
сходного с шумовым сигналом. Но часто u(t) имеет вид
раздельных импульсных затухающих радиосигналов, не
перекрывающих друг друга. Число их в единицу времени
может быть весьма небольшим, как это было получено
при испытаниях на растяжение монокристаллов Zn.
В этом случае говорят об АЭ дискретного, или взрывно-
го, типа. Подобная импульсная АЭ имеет амплитуды,
близкие к амплитудам от продвижения трещины.
С другой стороны, имеются материалы (сильно на-
клепанные металлы, некоторые мелкозернистые стали,
мягкие алюминиевые сплавы типа АМЦ), у которых АЭ
при деформации почти не регистрируется (амплитуды и
эффективное значение сигнала не превышают порога
аппаратуры), и лишь на подходе к окончательному раз-
рыву образца появляется некоторое количество сигналов
(обычно дискретных), связанных с образованием трещин
и резким увеличением скорости локальной деформации.
Рис. 3. Зависимость величины максимума скорости счета АЭ от скорости деформации для стали 10ГН2МФА
20 — 7387
306
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
На рис. 4 приведены средние величины эффектив-
ного значения и , энергии Е импульса АЭ, а также на-
клона b амплитудного распределения АЭ при пластиче-
ской деформации некоторых металлов и сплавов.
Металлы и сплавы с решеткой ГЦК (Al, Си, Ni, Ag,
латунь) при пластическом деформировании излучают
много импульсов АЭ небольших амплитуды и энергии.
АЭ такого типа регистрируется как непрерывный про-
цесс. Для них характерна деформация скольжением. Ме-
таллы и сплавы, имеющие решетку ОЦК (Fe, V, Та, Мо),
излучают сигналы АЭ несколько большей амплитуды и
энергии, а наклон амплитудного распределения мень-
ший, т.е. доля сигналов с большей амплитудой для этих
материалов возрастает. Металлы и сплавы с решеткой
ГПУ (Zn, Zr, Ti, Cd) деформируются двойникованием,
при этом амплитуда и энергия АЭ больше, чем для дру-
гих металлов (олово имеет структуру типа алмаза).
Параметры АЭ зависят от размера зерна. Для неко-
торых материалов, например для образцов из чистого
алюминия (99,99 %), при изменении размера зерна в об-
разцах 10 мкм ... 1,6 мм суммарный счет имеет макси-
мум при размере зерна d = 350 ... 400 мкм (рис. 5, а).
Для Си суммарный счет, скорость счета и активность
изменяются по кривой с максимумом при « 70 мкм
(рис. 5, б).
Зависимость числа импульсов АЭ от размера зерна
при пластической деформации образцов, справедливая
для зерен размерами, по крайней мере, до 1 мм, объясня-
ется тем, что при уменьшении зерна увеличивается чис-
ло препятствий скольжению дислокаций в виде границ
зерна. Это должно увеличивать число источников АЭ,
когда напряжения на границе зерна, создаваемые груп-
пой задержанных дислокаций, инициируют срабатыва-
ние источников дислокаций в соседнем зерне.
At Си Ni AgJlarFe И Та MoZn Zr Ti Cd Sn
Рис. 4. Параметры акустической эмиссии для различных металлов и сплавов (Лат-латунь):
• - среднеквадратическое значение АЭ (й); о - энергия события АЭ (И7); □ - параметр наклона амплитудного распределения
Рис. 5. Зависимость числа импульсов АЭ от среднего размера d зерна в алюминии (99,99 %) (а) и зависимость суммарного
счета N, скорости счета N и числа событий от размера зерна для Си 99,99 % (б)
,N, N.muh'1
103
10 2
101
0 60 75 100 d,MKM
6)
АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ НАГРУЖЕНИИ ОБЪЕКТОВ
307
Однако при уменьшении размера зерна число дис-
локаций в скоплении также уменьшается, поскольку не-
достаточно пространства для накопления большого чис-
ла дислокаций. Действующие напряжения уменьшаются,
что снижает энергию импульсов АЭ и уменьшает веро-
ятность обнаружения источника АЭ при уменьшении
размера зерна. Действие этих двух конкурирующих ме-
ханизмов приводит к появлению максимума в зависимо-
сти числа импульсов АЭ от размера зерна (рис. 5, а и б).
Описанный механизм уменьшения величины пара-
метров АЭ вплоть до полного прекращения регистрации
АЭ («исчезновение» АЭ) при уменьшении размера зерна
наблюдается в экспериментах, в которых отмечается
сверхпластичность, например при переходе сплава Zn -
0,4 AI из нормального состояния (d = 50 мкм) в сверх-
пластическое (d > 2 мкм). Следует подчеркнуть, что
«исчезновения» акустической эмиссии при пластической
деформации нет. Прекращается только регистрация АЭ,
поскольку амплитуды сигналов АЭ при сверхпластиче-
ской деформации не превышают порога аппаратуры.
При пластической деформации проявляется эффект
«необратимости» АЭ {«эффект Кайзера»), который свя-
зан с прекращением регистрации АЭ на фиксированном
уровне чувствительности. При повторном нагружении
АЭ не регистрируется до тех пор, пока не превышен
уровень предварительно приложенной нагрузки. Эффект
Кайзера является отражением необратимости самой пла-
стической деформации. Эффект заключается не в полном
отсутствии АЭ после цикла разгрузка - последующее
нагружение, а лишь в уменьшении значений параметров
АЭ по сравнению с первым нагружением. Сигналы АЭ
могут наблюдаться в процессе разгрузки и на упругом
участке последующего нагружения. Но при этом сум-
марный счет на два порядка меньше счета, достигнутого
перед разгрузкой.
На параметры АЭ влияет температура окружающей
среды. Энергия АЭ уменьшается при увеличении темпе-
ратуры, что связано с уменьшением энергии активации
процессов образования и движения дислокаций. При
испытаниях образцов стали 14Х1МФГ энергия АЭ
уменьшалась в 5 ... 6 раз при изменении температуры от
25 °C до 1100 °C. Отсюда вывод: энергия АЭ при обра-
зовании и росте горячих трещин меньше, чем энергия
АЭ при аналогичных скачках холодных трещин, что
уменьшает вероятность обнаружения горячих трещин
при высоких (800 ... 1400 °C) температурах.
Физические и механические свойства материала
при его деформировании находят отображение в пара-
метрах АЭ. Анизотропные материалы дают бблыпую
амплитуду АЭ; с повышением степени анизотропии ам-
плитуда увеличивается. Материалы типа олова, урана,
бериллия, материалы, энергия решетки которых больше
(решетка типа ГПУ), при деформации излучают сигналы
более высокой амплитуды, чем материалы с решеткой
ГЦК. На амплитуду сигналов АЭ влияют и упругие кон-
станты материалов.
Важное значение имеют история материала, виды
обработки, которые он претерпел. Литые изделия и ме-
талл сварного шва, как правило, имеют крупное зерно,
малую плотность дислокаций, что приводит к излучению
импульсов АЭ большой амплитуды при нагружении ма-
териала. В табл. 1 приведены факторы, влияющие на
амплитуду АЭ.
1. Факторы, влияющие на параметры АЭ
Факторы, повышающие амплитуду АЭ Факторы, понижающие амплитуду АЭ
Высокая прочность Высокая скорость дефор- мации Анизотропия Неоднородность Увеличение толщины материала Двойникование Разрушение отрывом Низкие температуры Дефекты в материале Мартенситные фазовые превращения Распространение трещи- ны Литая структура Крупное зерно Низкая прочность Низкая скорость дефор- мации Изотропность Однородность Уменьшение толщины материала Разрушение сдвигом Высокие температуры Отсутствие дефектов Фазовые превращения диффузионного типа Пластическая деформация скольжением Кованая структура Мелкое зерно
10.4.2. АЭ ПРИ РОСТЕ ТРЕЩИНЫ
Наибольшую опасность представляют трещинопо-
добные дефекты; аварии и разрушения происходят в
большинстве случаев вследствие распространения тре-
щин. Развитие трещин представляет собой иерархиче-
ский многостадийный процесс. Его параметры отобра-
жаются в параметрах сигнала АЭ. Образование трещины
порождает отдельный импульс АЭ, ее развитие сопро-
вождается формированием АЭ процесса.
Формирование АЭ процесса как нестационарного
импульсного потока единичных импульсов АЭ происхо-
дит при развитии магистральной трещины или глобаль-
ной пластической деформации. Причем каждый скачок
трещины сопровождается излучением соответствующего
импульса. Портрет источника АЭ и контролируемого
объекта возникает в результате преобразования АЭ сиг-
нала в аппаратуре и представления зависимостей пара-
метров АЭ от параметров нагружения.
Скачок трещины на величину Да (рис. 6) приводит
к смещению частиц среды. Некоторая точка на поверх-
ности трещины перемещается из положения 1 в положе-
ние 2 на величину и (рис. 6, б). Временная зависимость
смещения частиц среды, связанная со скачком трещины,
представляет собой единичный импульс АЭ. Форма это-
го импульса зависит от формы площадки разрушения и
протекания процесса разрушения. Типичные расчетные
формы импульсов АЭ представлены на рис. 7, где а -
20*
308
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
Рис. 6. Схема развития разрушения в твердом теле:
а - трещина в атомной решетке; б - скачкообразное распространение трещины в материале объекта
Рис. 7. Смещения частиц среды в трехмерном теле,
вызванные образованием разрыва (трещины) иа
различном расстоянии от источника:
а - вблизи источника; б - в переходной зоне;
в - вдали от источника
импульс вблизи источника АЭ (смещение точки поверх-
ности трещины); б - акустический импульс в промежу-
точной зоне; в - акустический импульс в дальней зоне
источника излучения.
На рис. 8 представлены формы импульсов АЭ, по-
лученные в эксперименте с использованием широкопо-
лосных преобразователей.
Форма (временная зависимость) единичного им-
пульса АЭ определяет его частотный спектр. В соответ-
ствии с рис. 7 и 8 можно сформулировать положения
относительно формы и спектрального состава импульсов
АЭ:
• каждый единичный импульс АЭ имеет свои осо-
бую форму и спектральный состав;
• форма импульса и его спектр изменяются в зави-
симости от расстояния до источника АЭ;
• частотный спектр акустического импульса про-
стирается от звуковых частот до частот мегагерцевого
диапазона. Частотный спектр имеет максимум на часто-
те, связанной с размером источника излучения и рас-
стоянием от источника, затем спектр монотонно спадает
в сторону высоких частот.
Импульсы АЭ, как теоретические, так и полученные
в экспериментах (рис. 7 и 8), имеют «гладкий» передний
фронт, крутизна которого зависит от скорости процесса
разрыва связей (скорости распространения разрыва) и от
места начала разрушения. Акустические импульсы име-
ют характер преимущественно однополярного импульса
с некоторыми осцилляциями мгновенного значения.
Мгновенное значение сигнала АЭ достигает максимума,
после которого форма кривой может быть разнообраз-
ной. Это связано с рядом причин. Если зарегистрирован-
ный импульс АЭ имеет форму, близкую по внешнему
виду к функции Хэвисайда (рис. 8, а и 8, 0, то можно
сделать вывод, что источник АЭ расположен вблизи зо-
ны регистрации и, следовательно, зарегистрировано
смещение точек среды в ближней зоне источника излу-
чения. Импульсы на рис. 8, в и г зарегистрированы вдали
от источника.
Изменение мгновенного значения импульса АЭ в зо-
не, расположенной за максимумом импульса, можно свя-
зать с взаимодействием фронта разрушения с границами
площадки разрушения. В результате этого взаимодейст-
вия, приводящего к прекращению разрушения в данной
зоне, формируется спад импульса, или задний фронт.
АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ НАГРУЖЕНИИ ОБЪЕКТОВ
309
0 1,0 2,0 t,MKC 0 t,MKC
8) г)
Рис. 8. Экспериментально зарегистрированные формы единичных импульсов АЭ
Рис. 9. Единичный импульс АЭ на экране осциллографа (а) с указанием основных параметров: максимального значения
(амплитуды) ит; длительности подъема (длительности переднего фронта) Гф? длительности спада /с; длительности
импульса /и; периода основных колебаний То - и запись реального АЭ процесса при испытании сосуда давления (б)
Источник АЭ можно представить в виде квазито-
чечного источника, который излучает сферические про-
дольную и поперечную волны. Это связано с тем, что в
большинстве случаев размер источника излучения при
скачкообразном развитии дефекта сравним с длиной из-
лучаемой волны. Затухание волн в материале вызывает
сильное ослабление высокочастотной составляющей
сигнала, так как коэффициент затухания быстро возрас-
тает с частотой.
При взаимодействии излучения с поверхностью
объекта волны отражаются и трансформируются. В ре-
зультате этогр возникают поверхностные волны, кото-
рые затухают с расстоянием значительно медленнее, чем
объемные волны, поэтому амплитуда их больше ампли-
туды объемной волны. Акустические волны, распростра-
няясь по стенке контролируемого объекта, претерпевают
многократные отражения. В результате формируются
волны Лэмба, которые характеризуются дисперсионны-
ми свойствами, т.е. зависимостью скорости распростра-
нения волн от частоты. Поскольку импульс АЭ содержит
широкий спектр частот, дисперсионные свойства канала
распространения значительно влияют на регистрируе-
мые параметры сигнала АЭ.
После прохождения импульса АЭ по акустико-
электронному каналу, включающему контролируемый
объект и преобразователь акустической эмиссии (ПАЭ),
форма единичного импульса АЭ существенно изменяет-
ся (рис. 9). Сигнал АЭ, содержащий несколько импуль-
сов, зарегистрированных при испытании сосуда, пред-
ставлен на рис. 9, б.
Некоторые параметры единичных импульсов АЭ,
порождаемых образованием и распространением тре-
щин, приведены в табл. 2.
310
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
2. Параметры импульсов АЭ при образовании и росте трещин
Параметры Микротрещины 2а < 10 мкм Мезотрещины 10<2а< 100 мкм Макротрещины 2а > 100 мкм
Амплитуда смещения (акустический сигнал), Цпа, м < 10’12 10'12<wma<10-" >10’"
Амплитуда сигнала (электрический сигнал), мтэ, мкВ <5 5 <Мщэ<50 >50
Длительность переднего фронта импульса, Z/a, нс <10 10 <//а <100 > 100
Длительность импульса, мкс <0,05 0,05 < 4а <0,5 >0,5
Энергия импульса, Еа, Дж < Ю’16 10_,в< Еа <10’14 > 10’14
Энергия тепловых шумов пьезоэлектрического ПАЭ 4,2 • 10'21 Дж/Гц. Спектр частот - равномерный вплоть до 107 Гц
Единичный импульс АЭ является сугубо индивиду-
альным сигналом, несущим информацию только о кон-
кретной площадке разрушения. Он принципиально не
может быть получен в аналитической детерминирован-
ной форме, может быть получен только расчетом. Это
связано со случайным характером процесса разрушения
и соответствующей ему поверхности разрушения.
Скачки хрупкой трещины, вязкое разрушение и
пластическая деформация являются случайными им-
пульсными процессами, первичными элементами кото-
рых являются единичные импульсы АЭ. Различие в том,
что для пластической деформации имеет место поток
элементарных некогерентных импульсов АЭ, которые в
результате особенностей регистрации, а также инерци-
онности акустического и электроакустического каналов
могут перекрывать друг друга, образуя непрерывный
стохастический процесс, который получил название не-
прерывной АЭ. Она аналогична в некотором роде бело-
му свету с распределением энергии излучения по спек-
тру, близкому к равномерному в некотором диапазоне
волновых чисел. Рост трещины, как правило, сопровож-
дается когерентным излучением импульсов АЭ, которые
достаточно просто различаются (рис. 9).
10.4.3. АЭ В ТЕЛАХ С ДЕФЕКТАМИ
На рис. 10 показана зависимость суммы импульсов
АЭ при повторных нагружениях трубы без дефекта
(нижняя часть рисунка) и после нанесения надреза
(верхняя часть рисунка). После появления дефекта в виде
надреза АЭ начинает регистрироваться при нагрузках,
существенно меньших, чем в объекте без дефекта.
В области дефекта происходит концентрация меха-
нических напряжений при нагружении объекта рабочими
или испытательными нагрузками. Увеличение нагрузки
на объект, содержащий дефект, увеличивает действую-
щее общее (номинальное) напряжение и в особенности
локальные напряжения в месте дефекта. Локальное на-
пряжение в конце концов достигает предела текучести
материала, образуется зона пластической деформации,
изменение объема которой определяется изменением
коэффициента интенсивности напряжений - параметром
механики разрушения, характеризующим способность
материала объекта сопротивляться разрушению.
Для тонкой пластины с трещиной длиной 2а коэф-
фициент интенсивности напряжений при однородном
растягивающем напряжении о имеет вид
К = (5у[па.
Число импульсов АЭ (и, соответственно, суммарная
АЭ - N) пропорционально числу элементарных источни-
ков в пластически-деформируемом объеме, размер кото-
рого определяется коэффициентом интенсивности на-
N, имп.
Рис. 10. Акустическая эмиссия при повторных нагружениях
трубы без надреза и после нанесения надреза (область N,
превышающая 3600) 10 кгс/см2 = 1 МПа
АКУСТИЧЕСКАЯ ЭМИССИЯ ПРИ НАГРУЖЕНИИ ОБЪЕКТОВ
311
пряжений К, Зависимость суммарной АЭ - N от коэф-
фициента интенсивности напряжений К
N=cKm.
где т - параметр, связанный со свойствами материалов и
скоростью развития разрушения (трещины); с - коэффи-
циент условий испытаний.
Зависимости, показывающие связь суммарной АЭ с
величиной нагрузки и коэффициентом интенсивности
напряжений, представлены на рис. 11.
Параметры АЭ процесса при росте трещин превос-
ходят по величине параметры процесса АЭ при пласти-
ческой деформации. Это проявляется, например, на виде
амплитудных распределений (рис. 12). Для пластической
деформации, как в гладком образце, так и в зоне пласти-
ческой деформации на кончике трещины, амплитуды
сигналов АЭ не превышают 40 ... 50 дБ. Начало шкалы
(0 дБ) отсчитывается от значения 1 мкВ. Рост трещин
сопровождается АЭ с амплитудами сигналов в диапазоне
до 100 дБ и более. Значения амплитуд АЭ являются од-
ним из основных признаков различения пластической
деформации и роста трещины.
а)
Рис. 11. Зависимость суммарного счета АЭ:
а - от нагрузки для пластин с дефектами разной длины: А- а = 14 мм; В - а = 12,7 мм; С - а = 9,1 мм; D - а = 8,2 мм;
б - от коэффициента интенсивности напряжений для представленных образцов
Рис. 12. Амплитудное распределение при развитии трещины в стали 15Х2НМФА. Диапазон 20... 50 дБ соответствует
сигналам от пластической деформации и микротрещин; 50 ... 100 дБ - росту макротрещин
312
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
Наклон кривой амплитудного распределения в об-
ласти пластической деформации для конструкционных
металлов b = 2 ... 5,в области, соответствующей росту
трещины, b < 1. В случае, если источником излучения
является только пластическая деформация, изменение
усиления аппаратуры, порога дискриминации либо рас-
стояния от источника до ПАЭ существенно влияет на
возможность обнаружения этого источника, тогда как
для источника, связанного с ростом трещины, изменения
указанных параметров на 20 ... 40 дБ (10 ... 100 раз) не
оказывает существенного влияния.
Важным режимом нагружения при испытаниях с
использованием метода АЭ является режим с постоян-
ной нагрузкой. Для данного режима характерные зави-
симости суммарного счета АЭ в объектах с дефектами
представлены на рис. 13. При относительно малых на-
пряжениях, создаваемых статической нагрузкой, и для
дефектов небольших размеров в момент приложения
нагрузки регистрируется вначале некоторое число сиг-
налов АЭ, после чего наблюдается снижение скорости
счета АЭ практически до полного прекращения регист-
рации сигналов (кривые а, б).
Для дефектов ббльших размеров (кривые в, г) отме-
чается следующее: после периода снижения темпа на-
растания суммарной АЭ наблюдается второй этап нарас-
тания суммарного счета. При этом чем больше дефект
(локальные механические напряжения), скорость нарас-
тания увеличивается, а время снижения активности (ла-
тентный период формирования трещины «критических»
размеров) уменьшается. За некоторый промежуток вре-
мени до полного разрушения объекта по виду кривой
изменения суммарной АЭ разрушение можно предска-
зать с высокой степенью точности.
В случае «большого» дефекта (кривые д, е на рис.
13) замедления темпа роста суммарной АЭ не наблюда-
ется. Число импульсов АЭ ускоренно увеличивается с
момента приложения нагрузки до полного разрушения
объекта.
Рис. 13. Зависимость суммарного счета АЭ от времени при
постоянной нагрузке для трещин различной длины
10.4.4. АЭ ПРИ ЦИКЛИЧЕСКОМ
НАГРУЖЕНИИ ОБЪЕКТОВ
Параметры АЭ при статическом и циклическом на-
гружениях объектов существенно различаются. Особен-
ностью АЭ при циклическом нагружении является бы-
строе уменьшение числа импульсов АЭ и их амплитуд в
каждом последующем после первого нагружении. Это
связано с проявлением эффекта адаптации материала к
напряжениям при развитии усталостной трещины.
Типичная кривая зависимости суммарного счета АЭ
от числа циклов при малоцикловой усталости приведена
на рис. 14. Можно различить ряд этапов роста усталост-
ной трещины. При первом нагружении регистрируется
порядка 104 выбросов. В каждом последующем цикле
нагружения число выбросов снижается на один-два по-
рядка. После 5 ... 7 циклов нагружения амплитуда (энер-
гия) сигналов АЭ уменьшается настолько, что сигналы
АЭ перестают регистрироваться аппаратурой. Тем не
менее повреждения медленно накапливаются (участок
ВС), поскольку в дальнейшем трещина растет.
На определенных этапах накопления повреждений в
объекте происходят перераспределение напряжений и
ускоренный рост трещины (участки CD и EF). К периоду
активизации источника АЭ (область в окрестности D)
можно отнести формирование макроскопической трещи-
ны. Зависимость суммарной АЭ на этапе 3 (участок CD)
показывает возможность метода АЭ обнаруживать воз-
никновение трещины и следить за ее развитием в услови-
ях, когда никаким другим способом невозможно обнару-
жить какие-либо изменения в контролируемом объекте.
После образования макроскопической трещины на-
чинается ее медленное развитие без существенного про-
движения фронта трещины в глубь материала (участок
DE). Этому периоду соответствуют импульсы АЭ, малые
по амплитуде и часто не регистрируемые аппаратурой
АЭ при пороге дискриминации 20 ... 30 мкВ. Относи-
тельно медленный рост усталостной трещины (УТ)
имеет место до размера 1,0 мм. При сохранении пара-
метров циклического нагружения в дальнейшем начина-
ется ускоренное развитие трещины с преимущественно
Рис. 14. Зависимость суммарного счета АЭ от числа циклов
нагружения при росте усталостной трещины
АЭ МЕТОД ТД И НК ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
313
вязким механизмам разрушения, сопровождаемое актив-
ным и достаточно мощным излучением упругих волн.
Этому участку роста трещины соответствует участок EF
с показателем степени т, равным 4 ... 5 и более.
Данная стадия роста трещины заканчивается либо
прорастанием трещины на всю толщину объекта, либо
хрупким разрушением после достижения трещиной кри-
тического размера. В любом случае по участку EF мож-
но судить о приближающемся катастрофическом разру-
шении или отказе объекта. Источник АЭ, соответствую-
щий ускоренному росту магистральной трещины, назван
катастрофически активным источником.
Анализ амплитудного распределения показывает,
что в период, предшествующий возникновению трещин,
регистрируется главным образом «низкоамплитудная»
акустическая эмиссия. При возникновении и в процессе
распространения трещин на фоне «низкоамплитудной»
выявляется акустическая эмиссия с амплитудами более
чем на порядок выше.
При развитии УТ проявляются две группы процес-
сов, сопровождающихся акустической эмиссией:
1) пластическая деформация (работа дислокацион-
ных источников любой природы, движение дислокаций,
распад дислокационных комплексов, прорыв дислокаци-
онных скоплений через разнообразные границы и т. д.);
2) подрастание трещин в результате когерентных
микроразрывов в сплошном материале.
С процессами пластической деформации в зонах
концентрации напряжений, в том числе в вершине тре-
щин, следует связывать низкоамплитудную, а с процес-
сами распространения трещин, которые проявляются в
виде когерентных микроразрывов - высокоамплитудную
акустическую эмиссию.
В ряде случаев при усталостных испытаниях можно
отметить, что излучение сигналов при равномерном рос-
те усталостной трещины происходит не при максималь-
ных нагрузках в цикле, а при некоторых промежуточных
их значениях. Картина распределения импульсов АЭ по
нагрузке представлена на рис. 15.
Рис. 15. Распределение числа событий по возрастающему
участку внутреннего давления при циклических гидрона-
гружениях сосуда высокого давления. Минимальная на-
грузка в цикле 4,0 МПа, максимальная 80,0 МПа
10.5. АЭ МЕТОД ТД И НК
ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
Основными методическими документами, исполь-
зуемыми при диагностике и контроле производственных
объектов, являются «Правила организации и проведения
акустико-эмиссионного контроля сосудов, аппаратов,
котлов и технологических трубопроводов. РД 03-131-
97» («Правила АЭ контроля») [2], которые регламенти-
руют требования, обеспечивающие организацию и про-
ведение акустико-эмиссионного контроля объектов, под-
контрольных Госгортехнадзору России.
Целями АЭ контроля являются обнаружение, опре-
деление координат и слежение (мониторинг) за источни-
ками акустической эмиссии, связанными с несплошно-
стями на поверхности или в объеме стенки сосуда, свар-
ного соединения и изготовленных частей и компонентов.
Источники АЭ рекомендуется при наличии технической
возможности оценить другими методами неразрушаю-
щего контроля. АЭ метод может быть использован также
для оценки скорости развития дефекта в целях заблаго-
временного прекращения испытаний и предотвращения
разрушения изделия. Регистрация АЭ позволяет опреде-
лить образование свищей, сквозных трещин, протечек в
уплотнениях, заглушках, арматуре и фланцевых соеди-
нениях.
10.5.1. ПРЕДВАРИТЕЛЬНОЕ ИЗУЧЕНИЕ
ОБЪЕКТА КОНТРОЛЯ
Перед проведением АЭ контроля исполнитель дол-
жен тщательно изучить объект контроля с целью полу-
чения данных для разработки конкретной технологии АЭ
контроля данного объекта. Технология контроля объ-
екта (Технология контроля), являющаяся частью про-
граммы работ, должна быть предварительно разработана
на основании данных, полученных при изучении объекта
контроля.
При разработке технологии контроля необходимо
иметь следующие данные:
• акустические свойства материала контролируемо-
го объекта;
• параметры объекта как акустического канала;
• требуемые для контроля АЭ свойства материала
объекта.
На основании полученных данных разрабатывают
методические приемы контроля объекта, а также систему
классификации источников АЭ (либо выбирают из уже
существующих), после чего выбирают критерии оценки
результатов контроля. Технология контроля объекта со-
гласовывается с заказчиком до проведения контроля с
целью выполнения заказчиком необходимых подготови-
тельных работ.
В технологии контроля должна содержаться сле-
дующая информация:
а) материал и конструкцию контролируемого объ-
екта, включая размеры и форму, тип хранимого (рабоче-
го) продукта;
б) данные о параметрах шумов;
314
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
в) тип и параметры преобразователей АЭ, их изго-
товитель, сведения о калибровке;
г) метод крепления преобразователей АЭ;
д) контактная среда;
е) очистка объекта после контроля;
ж) схема расположения преобразователей АЭ;
з) тип прибора АЭ, его параметры;
и) описание системы и результатов калибровки АЭ
аппаратуры;
к) регистрируемые данные и методы регистрации;
л) система классификации источников АЭ и крите-
рии оценки состояния объекта;
м) квалификация операторов.
10.5.2. ПРОВЕДЕНИЕ АЭ КОНТРОЛЯ
Объекты должны контролироваться в рабочем по-
ложении. После проведения подготовительных работ
осуществляются непосредственные работы по контролю,
которые начинаются с установки преобразователей АЭ
на объект.
Каждый преобразователь АЭ (ПАЭ) должен быть
установлен непосредственно на поверхность объекта
либо может быть использован соответствующий волно-
вод. Следует учитывать, что при наличии окраски и за-
щитных покрытий, а также кривизны поверхности объ-
екта и неровностей поверхности в зоне контакта воз-
можны уменьшение амплитуды сигнала АЭ и искажение
его формы. Если уменьшение амплитуды сигнала АЭ
превышает 6 дБ, поверхность объекта в месте установки
ПАЭ должна быть очищена от краски или покрытия в
обязательном порядке.
Необходимо предусмотреть также крепление сиг-
нального кабеля и предусилителя, чтобы исключить поте-
рю акустического контакта и механическое нагружение
ПАЭ. Размещение ПАЭ и количество антенных групп оп-
ределяются конфигурацией объекта и максимальным раз-
несением ПАЭ, связанным с затуханием сигнала, точно-
стью определения координат. Антенные группы и отдель-
ные ПАЭ при зонной локации следует устанавливать так,
чтобы критические места объекта, сварные швы, зоны
высоких напряжений, патрубки, зоны, подвергнутые ре-
монту, и т.д. входили в зону контроля.
В зависимости от конфигурации объект следует
разделять на отдельные элементарные участки: линей-
ные, плоские, цилиндрические, сферические. Для каждо-
го участка выбирают соответствующую схему располо-
жения преобразователей. Кроме основных групп преоб-
разователей, служащих для определения координат, на
объекте могут размещаться вспомогательные (блокиро-
вочные) группы для пространственной селекции зоны
выявленных источников шума.
Размещение ПАЭ должно обеспечивать контроль
всей поверхности контролируемого объекта. В ряде слу-
чаев по согласованию с заказчиком допускается разме-
щение ПАЭ только в тех областях объекта, которые счи-
тают важными. Если не обеспечивается стопроцентное
перекрытие зонами контроля всего объекта, то это долж-
но быть отмечено в отчете по контролю с обоснованием
использования данной схемы.
Координаты источников акустической эмиссии вы-
числяют по разнице времени прихода (РВП) сигналов на
преобразователи,' расположенные на поверхности кон-
тролируемого объекта.
В случае многоканальной локации расстояние меж-
ду ПАЭ выбирают таким образом, чтобы сигнал от ими-
татора АЭ, расположенного в любом месте контроли-
руемой зоны, обнаруживался тем минимальным количе-
ством преобразователей, которое требуется для расчета
координат.
Для выбора расстояния между ПАЭ производят из-
мерение затухания. При этом выбирают представитель-
ную часть объекта без патрубков, проходов и т.д. Уста-
навливают ПАЭ и перемещают (через 0,5 м) имитатор
АЭ по линии в направлении от ПАЭ на расстояние до
3 м. В качестве имитатора АЭ рекомендуется использо-
вать пьезопреобразователь либо излом стержня каран-
даша (имитатор Су - Нильсена) диаметром 0,3 ... 0,5 мм,
твердостью 2Н (2Т), с углом наклона стержня приблизи-
тельно 30° к поверхности. Стержень выдвигают на
2,5 мм.
Расстояние между ПАЭ при использовании зонной
локации задают таким образом, чтобы сигнал АЭ от ими-
татора АЭ регистрировался в любом месте контролируе-
мой зоны хотя бы одним ПАЭ и имел амплитуду не
меньше заданной. Как правило, разница амплитуд ими-
татора АЭ при расположении его вблизи ПАЭ и на краю
зоны не должна превышать 20 дБ. Максимальное рас-
стояние между ПАЭ не должно превышать расстояния,
которое в 1,5 раза больше порогового. Последнее опре-
деляют как расстояние, при котором амплитуда сигнала
от имитатора АЭ равна пороговому напряжению.
При контроле объектов с высоким затуханием упру-
гих волн рекомендуется использовать две рабочие часто-
ты - низкую в диапазоне 20 ... 60 кГц и более высокую -
в диапазоне 100 ... 500 кГц. В этом случае высокочас-
тотные каналы используют для обнаружения и оценки
АЭ источников. Низкочастотные каналы следует исполь-
зовать для выявления тех источников АЭ, которые могут
быть пропущены из-за большого затухания сигналов АЭ
на высокой частоте.
Измерение скорости звука, используемое для расче-
та координат источников АЭ, производят следующим
образом. Имитатор АЭ располагают вне групп ПАЭ на
линии, соединяющей ПАЭ, на расстоянии 10 ... 20 см от
одного из них. Проводя многократные измерения (не
менее 5) для разных пар ПАЭ, определяют среднее время
распространения.
Проверку работоспособности АЭ системы выпол-
няют тотчас после установки ПАЭ на контролируемый
объект, а также после проведения испытаний путем воз-
буждения акустического сигнала имитатором АЭ, распо-
ложенным на определенном расстоянии от каждого
ПАЭ. Отклонение зарегистрированной амплитуды сиг-
нала АЭ не должно превышать 3 дБ от средней величины
для всех каналов. В случае превышения указанного зна-
чения необходимо устранить причину, в противном слу-
чае следует провести повторный контроль.
АЭ МЕТОД ТД И НК ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
315
Коэффициент усиления каналов и порог амплитуд-
ной дискриминации выбирают с учетом ожидаемого
диапазона амплитуд сигналов АЭ. При этом следят, что-
бы обеспечивалась неискаженная передача сигналов АЭ
и частота выбросов помех в канале не превышала в
среднем одного в 100 с. Проверяются значение порога,
число выбросов сигнала АЭ, энергия, амплитуда и дру-
гие необходимые характеристики по’ технологии, запи-
санной в Технологии контроля. В случае, если проводят-
ся гидроиспытания объектов, все работы по настройке
аппаратуры выполняются после полного заполнения
объектов водой.
После выполнения подготовительных и настроеч-
ных работ производят нагружение объекта. АЭ контроль
выполняют в процессе нагружения объекта по опреде-
ленному графику с доведением максимального значения
нагрузки до определенной, заранее выбранной величины
и в процессе выдержки нагрузки на заданных уровнях
(рис. 16). Допускается отклонение от типового графика
нагружения с приведением в отчете необходимого обос-
нования.
При нагружении объекта контроля максимальное
значение нагрузки Рисп (испытательное давление) долж-
но превышать разрешенное рабочее давление Рраб (экс-
плуатационную нагрузку) не менее чем на 5 ... 10 %, но
не превышать пробного.
Испытания объекта подразделяют на предваритель-
ные и рабочие. Предварительные испытания проводятся с
целью проверки работоспособности всей аппаратуры,
уточнения уровня шумов и корректировки порога дис-
криминации, опрессовки заглушек и сальниковых уплот-
нений, выявления источников акустического излучения,
связанных с трением в точках подвески (крепления) объ-
ектов, опор, конструкционных элементов жесткости и пр.
Предварительные испытания проводят при циклическом
нагружении (0 ... 0,25)Рраб- Для объектов без плакирую-
щих покрытий и ребер жесткости число циклов нагруже-
ния составляет не менее 2, для прочих - не менее 5.
Рекомендуется нагружение при рабочем испытании
проводить ступенями, с выдержками давления на уровне
0,5РРаб, 0,75РРаб, 1,0 Рраб и Рисп. Время выдержки на
промежуточных ступенях должно составлять 10 мин.
Нагружение объектов должно проводиться плавно со
скоростью, при которой не возникают помехи, превы-
шающие допустимый уровень. Рекомендуемые скорости
повышения давления составляют (РИсп /60 ... РИсп / 20)
МПа/мин.
Допускается проведение испытаний со скоростью
нагружения, меньшей минимально указанной. В этих
случаях промежуточные выдержки можно не проводить.
АЭ контроль резервуаров большого объема и хра-
нилищ проводят в режиме мониторинга (непрерывного
контроля) либо по специальной программе. Программа
нагружения для каждого такого объекта составляется
индивидуально.
В качестве нагружающей среды могут быть исполь-
зованы вода, масло, рабочее тело объекта в виде жидких
сред (гидроиспытание), а также газообразные среды
(пневмоиспытание). В случае проведения гидроиспыта-
ний подача нагружающей жидкости должна произво-
диться через патрубок, расположенный в нижней части
сосуда, ниже уровня жидкости, заполняющей сосуд.
Для уменьшения уровня шумов и помех во время
проведения контроля должны быть приостановлены все
посторонние работы на самом объекте контроля и вблизи
его, исключены хождение по площадкам обслуживания,
передвижение автотранспорта, проведение сварочных и
монтажных работ, работа подъемно-транспортных меха-
низмов, расположенных рядом.
При выполнении контроля объектов большой про-
тяженности или крупногабаритных объектов допускает-
ся проводить контроль по этапам. Интервал между от-
дельными этапами должен быть не менее 24 ч. Допуска-
ется проведение контроля только части объекта по со-
гласованию с заказчиком.
Рис. 16. Типовой график нагружения при выполнении АЭ контроля
316
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
При испытании вновь изготовленных сосудов, ко-
торые не проходили послесварочной термообработки,
возможна регистрация АЭ, вызванная выравниванием
напряжений и не связанная с развитием дефектов. По-
этому при первом нагружении, как правило, принимают
во внимание только сигналы, амплитуда которых пре-
вышает уровень порога более чем на 20 дБ, и сигналы,
регистрируемые в течение выдержки. Если при первом
нагружении выявятся источники АЭ II или III класса или
будут получены неопределенные результаты, сосуд дол-
жен быть нагружен вторым рабочим циклом нагружения
в обязательном порядке с изменением нагрузки от 50 до
100 % испытательного давления. В процессе нагружения
рекомендуется непрерывно наблюдать на экране мони-
тора обзорную картину АЭ излучения испытуемого объ-
екта.
Испытания прекращаются досрочно в случаях, ко-
гда регистрируемый источник АЭ достигает класса IV.
Быстрое (экспоненциальное) нарастание суммарного
счета, амплитуды импульсов, энергии может служить
показателем ускоренного роста трещины, приводящего к
разрушению. Объект должен быть разгружен, испытание
либо прекращено, либо выяснен источник АЭ и оценена
безопасность продолжения испытаний.
Регистрация давления и температуры (при ее изме-
нении) ведется в течение всего цикла подъема и сброса
нагрузки. Давление должно контролироваться непре-
рывно с погрешностью ±2 % от максимального испыта-
тельного давления. Шкала аналогового манометра долж-
на иметь максимальное значение не меньше, чем 1,5, и
не больше 5-кратного значения испытательного давле-
ния. Погрешность цифрового прибора не должна пре-
вышать 1 % от испытательного давления.
Основным фактором, влияющим на эффективность
АЭ контроля, являются шумы. Все протечки в контроли-
руемом объекте и системе нагружения должны быть ис-
ключены до проведения испытаний. Основными источ-
никами шумов являются:
• разбрызгивание жидкости в сосуде при его запол-
нении;
• гидродинамические турбулентные явления при
высокой скорости нагружения;
• работа насосов, моторов и других механических
устройств;
• действие электромагнитных наводок;
• воздействие окружающей среды (дождя, ветра и
т.д.).
Минимальный уровень шумов, который определяет
чувствительность аппаратуры АЭ, связан с собственны-
ми тепловыми шумами преобразователя АЭ и коэффи-
циентом шума входных каскадов усилителя (предусили-
теля). Собственный тепловой шум ПАЭ с чувствитель-
ным элементом, изготовленным из пьезокерамики, не
должен превышать 5 мкВ. Коэффициент шума входных
каскадов усилителя не должен превышать 6 дБ. Поэтому
собственные шумы (С/ща) аппаратуры АЭ не должны
превышать 10 мкВ, приведенных ко входу.
Уровень непрерывных акустических или электро-
магнитных шумов (Um) не должен превышать
t/ша + 6 дБ (иш < 1/пор = ишл + 6 дБ),
где f/nop - пороговое напряжение.
Если это условие не выполняется, то необходимо
предпринять все меры (технические и организационные)
для уменьшения уровня шумов. При невозможности
уменьшения шумов до требуемого значения необходимо
прекратить проведение АЭ контроля. Проведение контроля
в условиях повышенных шумов (т.е. при Um > + 6 дБ)
возможно только при научно-техническом обосновании
возможности выявления требуемых источников АЭ. В этом
случае значение порогового уровня аппаратуры может пре-
высить значение 20 мкВ, т.е. С/пор > t/m > 20 мкВ.
Ограничения по импульсным шумам (помехам) ус-
танавливают исходя из условий, при которых проводят
испытания. Рекомендуется, чтобы средняя частота реги-
страции импульсных помех FnOM не превышала 0,01 Гц.
При невозможности уменьшения частоты регистрации
импульсных помех до требуемого значения необходимо
прекратить проведение АЭ контроля. Проведение кон-
троля в условиях повышенной частоты регистрации им-
пульсных помех (Люм > 0,01) возможно только при на-
учно-техническом обосновании возможности выявления
требуемых источников АЭ.
Все шумы должны быть идентифицированы, мини-
мизированы, а также зарегистрированы их параметры.
После проведения настройки аппаратуры и до выполне-
ния рабочего испытания в течение 15 мин проверяется
шумовой фон, который должен быть ниже установленно-
го порогового уровня. При регистрации шумов, уровень
которых превышает порог, источник шумов должен быть
исключен либо должно быть остановлено испытание.
10.5.3. ОПРЕДЕЛЕНИЕ МЕСТОПОЛОЖЕНИЯ
ИСТОЧНИКОВ АЭ
Местоположение источников АЭ следует опреде-
лять с заданной точностью с использованием либо мно-
гоканальной системы локации, либо зонного контроля.
Определение координат источников АЭ сигналов произ-
водят в режиме планарной локации, т.е. не определяется
глубина залегания источника. Точность многоканальной
локации должна быть не меньше величины, равной двум
толщинам стенки или 5 % расстояния между ПАЭ в за-
висимости от того, какая величина больше.
Погрешности вычисления координат определяются
погрешностями измерения времени поступления сигнала
на преобразователи. Источниками погрешностей явля-
ются:
• погрешность измерения временных интервалов;
• отличие реальных путей распространения от тео-
ретически принятых;
• наличие анизотропии скорости распространения
сигналов;
• изменение формы сигнала в результате распро-
странения по конструкции;
• наложение по времени сигналов, а также действие
нескольких источников;
АЭ МЕТОД ТД И НК ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
317
• регистрация преобразователями волн различных
типов;
• погрешность измерения (задания) скорости звука;
• погрешность задания координат ПАЭ.
Величину контролируемой площади при зонном
контроле определяют границей поверхности объекта
вокруг ПАЭ, для которой затухание сигнала, проходяще-
го от границы до ПАЭ, не превышает 20 дБ. Типичная
картина распределения источников АЭ на поверхности
контролируемого объекта, представляемая на мониторе
АЭ системы, показана на рис. 17.
До нагружения объекта оценивают погрешность
определения координат с помощью имитатора. Его уста-
навливают в выбранной точке объекта и сравнивают по-
казания системы определения координат с реальными
координатами имитатора. При этом амплитуда имитаци-
онного сигнала варьируется в пределах ожидаемого диа-
пазона, определяемого в результате предварительного
изучения объекта испытания.
Операцию повторяют для различных зон конструк-
ции объекта. В случае, когда погрешность определения
координат не удовлетворяет заданному значению, следу-
ет выявить основные источники погрешностей, указан-
ные выше, и произвести корректировку параметров кон-
троля (изменение конфигурации расположения преобра-
зователей, расстояния между преобразователями и т.п.).
Если после корректировки погрешность превышает за-
данную, следует обосновать возможность проведения
АЭ контроля.
Рис. 17. Картина распределения индикаций источников АЭ
при испытании сосуда высокого давления
10.5.4. ОЦЕНКА РЕЗУЛЬТАТОВ
АЭ КОНТРОЛЯ
После обработки принятых сигналов результаты
контроля представляют в виде идентифицированных и
классифицированных источников АЭ. При принятии
решения по результатам АЭ контроля используют дан-
ные, которые должны содержать сведения о всех источ-
никах АЭ, их классификации и сведения относительно
источников АЭ, параметры которых превышают допус-
тимый уровень.
При оценке состояния объекта по параметрам АЭ
используются два базовых подхода, основанных на из-
мерении:
• параметров единичных импульсов АЭ и их рас-
пределений;
• параметров АЭ процесса.
В первом случае измеряют амплитуды импульсов
или их энергию и по ним оценивают степень опасности
дефекта. Во втором случае измеряют суммарную АЭ
(либо число импульсов), скорость счета (либо актив-
ность). Возможно использование комплексных показате-
лей, включающих те и другие системы параметров.
Все эти показатели сводят в систему классификации ис-
точников АЭ. Каждому классу соответствуют свой набор
и величины параметров АЭ. Для классификации источ-
ников АЭ используют следующие параметры сигналов:
суммарный счет, число импульсов, амплитуда (ампли-
тудное распределение), энергия (либо энергетический
параметр), скорость счета, активность, концентрация
источников АЭ. В систему классификации также
входят параметры нагружения контролируемого объекта
и время.
10.5.5. СИСТЕМЫ КЛАССИФИКАЦИИ
ИСТОЧНИКОВ АЭ И
КРИТЕРИИ БРАКОВАНИЯ
Источники АЭ подразделяются на 4 класса (табл. 3).
3. Классификация источников АЭ
Класс источника АЭ, наименование источника Меры, предпринимаемые при регистрации источников АЭ
I класс, пассивный Регистрируют для анализа дина- мики его последующего развития
II класс, активный 1) Регистрируют и следят за раз- витием ситуации в процессе вы- полнения данного контроля 2) Отмечают в отчете и записы- вают рекомендации по проведе- нию дополнительного контроля с использованием других методов
318
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
Продолжение табл. 3
Класс источника АЭ, наименование источника Меры, предпринимаемые при регистрации источников АЭ
III класс, критически ак- тивный 1) Регистрируют и следят за раз- витием ситуации в процессе вы- полнения данного контроля 2) Отмечают в отчете и записы- вают рекомендации по проведе- нию дополнительного контроля с использованием других методов 3) Предпринимают меры по под- готовке возможного сброса на- грузки
IV класс, катастрофически активный 1) Производят немедленное уменьшение нагрузки до 0 либо величины, при которой класс источника АЭ снизится до II или I класса 2) После сброса нагрузки до 0 проводят осмотр объекта и при необходимости контроль други- ми методами
Выбор системы классификации источников АЭ и
допустимого класса источников рекомендуется осущест-
влять каждый раз при АЭ контроле конкретного объекта.
Допустимость того или иного класса источников
АЭ основывается на типе предельного состояния, кото-
рый может иметь место для данного объекта. Сам тип
предельного состояния определяется проектировщиком
оборудования и наступает при определенных условиях
воздействия на объект. Разработчик методики АЭ кон-
троля должен получить или иметь набор параметров АЭ,
соответствующих заданному предельному состоянию
объекта. Критерием предельного состояния, как правило,
является неравенство, которое удовлетворяется при не-
котором сочетании параметров АЭ и параметров нагруз-
ки. Указанные факторы определяют критерии бракова-
ния.
Окончательная оценка допустимости выявленных
источников АЭ и индикаций при использовании допол-
нительных видов НК осуществляется с использованием
измеренных параметров дефектов на основе норматив-
ных методов механики разрушения, расчетов конструк-
ций на прочность и других действующих нормативных
документов.
Применение конкретных систем классификации ис-
точников АЭ и критериев оценки состояния объектов
зависит от механических и акустико-эмиссионных
свойств материалов контролируемых объектов. Выбор
системы классификации и критериев оценки состояния
объекта проводят, используя перечисленные ниже сис-
темы классификации и критерии оценки состояния кон-
тролируемого объекта. Каждый раз при использовании
той или иной системы классификации и критериев оцен-
ки (и соответствующих значений параметров сигналов
АЭ, определяющих классы источников и критерии оцен-
ки) следует обосновывать их применение.
В основу классификации положены значения пара-
метров, которые в максимальной степени отражают тех-
ническое состояние объекта. Наиболее часто при клас-
сификации источников АЭ и выборе критериев бракова-
ния используются следующие параметры:
• амплитуда (амплитудное распределение);
• энергия (энергетические параметры);
• число импульсов АЭ;
• суммарный счет;
• скорость счета;
• активность АЭ.
Выбор информативных параметров производят пе-
ред выполнением АЭ контроля, после чего исполнитель
должен произвести соответствующую настройку аппара-
туры. На значения параметров АЭ влияют свойства ма-
териалов. Поэтому возникает задача предварительного
исследования материала для определения характерных
типов источников АЭ, описывающих материал и АЭ по-
ведение материала в конструкции.
Наибольшее применение нашли следующие виды
классификации источников АЭ:
• Амплитудная классификация.
• Классификация по показанию активность-сила ис-
точника АЭ.
• Классификация по локально-динамическому пока-
зателю (классификация Иванова-Быкова).
• Классификация по концентрационно-динамиче-
скому показателю.
• Классификация при зонной локации (классифика-
ция кода ASME).
• Классификация MONPAC.
Классификация по амплитудам сигналов АЭ.
В случае амплитудной классификации используют зна-
чения амплитуд АЭ сигналов, соответствующие значе-
ниям их вблизи источника АЭ. Диапазон изменения ам-
плитуд разделяется на два уровня, границей которых
является значение Uw (на рис. 12 С4к ~ 50 дБ). Сигналы,
амплитуда которых ниже этого уровня, вызваны пласти-
ческой деформацией, образованием и ростом микротре-
щин. Сигналы, амплитуда которых выше этого уровня,
вызваны ростом макротрещины.
Классификацию источников АЭ производят в соот-
ветствии с табл. 4.
В зависимости от свойств материала браковочным
классом может быть любой из указанных в табл. 4 класс
источников АЭ. Для хрупких материалов это может быть
уже класс I. Для широкого класса материалов, исполь-
зуемых для изготовления сосудов, трубопроводов и дру-
гих производственных объектов, браковочным критери-
ем может быть регистрация источников АЭ III и IV клас-
сов. Для вязких и малопрочных материалов применять
амплитудный критерий не рекомендуется.
АЭ МЕТОД ТД И НК ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
319
4. Классификация источников АЭ по
амплитудному признаку
Класс источника АЭ Признаки формирования класса источника АЭ
I Источник, для которого зарегистриро- вано менее 5 импульсов АЭ амплитудой меньшей Uw
II Источник, для которого зарегистриро- вано 5 или более импульсов АЭ ампли- тудой меньшей Uw
III Источник, для которого зарегистриро- вано от 1 до 3 импульсов АЭ амплиту- дой, превышающей С/ак
IV Источник, для которого зарегистриро- вано 4 и более импульсов АЭ амплиту- дой, превышающей UaK
Классификация по показанию активность-сила
источника АЭ (табл. 5). Для каждого источника вычис-
ляют его АЭ активность Nz с использованием выраже-
ния
- 1 у Nk+'
где Nk - число событий в А-ом интервале оценки пара-
метров; Nk+\ - число событий в к + 1-ом интервале оцен-
ки параметров; к - номер интервала оценки параметров;
К - общее число интервалов оценки параметров (интер-
вал наблюдения).
В зависимости от активности источника могут быть
следующие случаи:
1. Nz < 1 при
Nk
1 при Nk = 0 и
= < 0 при Nk >0 и Nk+i
0 при Nk = 0 и
к = 1.2, ..., К.
= 0,
= 0,
2. Nz « 1 при
3. > 1
^.4
мк Nk+2 ^*+з
к=\,2,. ..,К.
при
<^<
"к Nk+i Кк+3
*=1,2,...,К
Вычисляют относительную силу Л источника АЭ
на каждом интервале регистрации
* К >
/=1
где Uk - средняя амплитуда сигналов источника за ин-
тервал к; W - коэффициент, определяемый в предвари-
к
тельных экспериментах; - средняя амплитуда
/=1
сигналов всех источников АЭ по всему объекту за ис-
ключением анализируемого за интервал к.
5. Классификация источников АЭ по показателю
активность-сила АЭ
Активность Л <1 Jk > 1 Jk » 1
Nz <1 I II III
//L~l II II III
2VZ >1 III III IV
Классификация по локально-динамическому по-
казателю (классификация Иванова-Быкова). Зависи-
мость суммарной АЭ от параметра нагружения является
показательной функцией (рис. 11, 13, 14). Выражение
этой функции в приращениях имеет вид
fi । Г'
Щ I Р. ) ДС ’
где Ni+l = + ДЛГ/+1; Pi+} = Pi+ A/^+i; Nt - значение
суммарной АЭ в /-ый момент времени; ДЭД+i, AP/+j.-
приращение суммарной АЭ и параметра нагружения в
/+1-ый момент времени; т - показатель степени, харак-
теризующий темп нарастания суммарной АЭ.
Анализ зависимостей параметра т от нагрузки (и,
соответственно, скорости роста трещины), а также со-
поставление фрактографии поверхности разрушения с
АЭ зависимостями позволили установить соотношения
для источников АЭ, которые приведены в табл. 6.
6. Классификация источников АЭ по
показателю степени т
Класс источника АЭ Значение показателя m, Характеристика источника АЭ
I mt< 1 Пассивный
II mt~1 Активный
III 1 < m, < 6 Критически активный
IV m,> 6 Катастрофически ак- тивный
320
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
Данная классификация может быть использована
для конструкционных материалов, работающих при раз-
нообразных условиях нагружения. Исключением явля-
ются только случаи сверхпластичного разрушения и раз-
рушения, протекающего в соответствии с концепцией
течи перед разрушением.
Классификация по концентрационно-динамичес-
кому показателю. Концентрационно-динамический по-
казатель является комплексным (составным), включает
степень концентрации индикаций источников АЭ и ди-
намику изменения картины этих индикаций. Для каждо-
го источника определяют концентрацию С:
c = n,/r2 ,
где R - средний радиус источника АЭ; N, - число выбро-
сов в зоне источника АЭ.
Для каждого источника определяют суммарный
энергетический параметр:
E^(Umk)2Nk,
к=\
где Um - амплитуда Л-го импульса АЭ; М - число вы-
бросов в импульсе АЭ.
Согласно проведенным операциям оценивают по-
ложение точки на плоскости в координатах IgC - IgE.
Устанавливается ранг источника. Положение разграни-
чивающих линий определяют предварительными экспе-
риментами.
Определяют величину Р, характеризующую дина-
мику выделения энергии источником АЭ на интервале
наблюдения.
[1 при С/д. = 0 и Uk+i >0;
U |0 при Uk >0 и С/*+|=0,
к= 1,2.....К.
Устанавливают тип источника (табл. 7).
7. Характеристика типов источников АЭ
р Тип
р« 1 1
р< 1 2
Р=1 3
р> 1 4
Производят классификацию, источника по табл. 8.
8. Классификация источников АЭ по типу и рангу
Тип Ранг
1 2 3 4
1 I I II III
2 I II II III
3 I II III III
4 I III IV IV
Классификация источников АЭ при зонной ло-
кации (классификация кода ASME). При оценке ре-
зультатов АЭ контроля при зонной локации применяют
классификацию кода ASME. Используются конкретные
значения параметров АЭ, обнаруженных в контролируе-
мой зоне объекта, включая число импульсов, зарегист-
рированных в процессе выдержки нагрузки, скорость
счета, изменение амплитуды или MARSE, активность.
При этом следует помнить, что величины параметров АЭ
зависят от условий контроля, материала контролируемо-
го объекта и его состояния. Данный подход реализован и
конкретизирован в критериальной таблице, используе-
мой в технологии MONPAC для систем регистрации АЭ
в реальном времени (аппаратура фирмы РАС).
Классификация непрерывной АЭ. Регистрация
непрерывной АЭ, уровень которой превышает порого-
вый уровень системы контроля, свидетельствует о нали-
чии течи в стенке контролируемого объекта. Непрерыв-
ная АЭ подразделяется на следующие классы:
I - отсутствие непрерывной АЭ;
IV - регистрация непрерывной АЭ.
10.6. ПРЕОБРАЗОВАТЕЛИ
АКУСТИЧЕСКОЙ ЭМИССИИ
Для преобразования акустического сигнала в элек-
трический используют преимущественно пьезоэлектри-
ческие преобразователи. Конструктивная схема типич-
ного преобразователя АЭ (ПАЭ) аналогична схеме пря-
мого пьезопреобразователя в УЗК. Во многих случаях
при контроле производственных объектов применяют
резонансные ПАЭ, поэтому демпфирование пьезоэле-
мента не производится. В отличие от преобразователей
для УЗК в ПАЭ используются резонансы пьезоэлемента
как по толщине, так и по диаметру. С целью повышения
устойчивости к электромагнитным помехам пьезоэле-
менты выполняют по дифференциальной схеме.
ПРЕОБРАЗОВАТЕЛИ АКУСТИЧЕСКОЙ ЭМИССИИ
321
В ряде случаев используют емкостные, оптические
(основанные на лазерных интерферометрах), магнитост-
рикционные преобразователи. Емкостные и оптические
преобразователи используются при исследованиях АЭ в
широкой полосе частот. Кроме того, они используются
при калибровке рабочих ПАЭ. Магнитострикционные
ПАЭ могут быть использованы при повышенных
(до 200 °C) температурах. Существуют также и пьезо-
преобразователи, использующие высокотемпературные
пьезоэлементы, работающие при температурах до
400 °C. Для работы на повышенных температурах можно
использовать также волноводы.
Работу ПАЭ следует описывать импульсной харак-
теристикой, представляющей собой электрический сиг-
нал на выходе преобразователя при воздействии на его
рабочую поверхность импульсным акустическим сигна-
лом, длительность которого существенно меньше перио-
да собственных колебаний преобразователя. Кроме того,
используют амплитудно-частотные характеристики
(АЧХ). Однако использование АЧХ без ФЧХ (фазоча-
стотной характеристики) некорректно. Поэтому должна
использоваться преимущественно импульсная характе-
ристика, поскольку она наиболее адекватно отражает
природу АЭ процесса.
Основными параметрами импульсной характери-
стики, описывающими работу ПАЭ, являются:
и
• коэффициент преобразования 5 =---;.
^та
• период собственных колебаний импульсной ха-
рактеристики;
• длительность импульсной характеристики;
• энергия импульсной характеристики.
Указанные параметры подлежат измерению при ка-
либровке ПАЭ. Коэффициент преобразования определя-
ется по измеренным величинам смещения поверхности
объекта и электрического напряжения на выходе ПАЭ.
Остальные параметры измеряются с использованием
цифрового осциллографа, либо получают расчетом.
Для ПАЭ, которые используют для контроля произ-
водственных объектов, должны быть определены основ-
ные параметры. В соответствии с [9] определение основ-
ных параметров ПАЭ является обязательной процеду-
рой. В основу экспериментальных методов определения
параметров положена реакция ПАЭ на динамическое
смещение, нормальное поверхности калибровочного
блока (объекта), на который устанавливается ПАЭ. Как
правило, определение характеристик направленности
ПАЭ и использование различных типов волн не регла-
ментируются.
Основные параметры и технические характеристики
преобразователей АЭ должны быть приведены в паспор-
те ПАЭ.
Из всех параметров и технических характеристик
могут включаться в паспорт ПАЭ следующие сведения:
• обозначение модели ПАЭ;
• серийный номер;
• дата приемки;
• наименование изготовителя;
• вид преобразователя (конструктивный);
• коэффициент преобразования преобразователя;
• рабочая частота преобразователя д ля резонансных
ПАЭ. Для полосовых и широкополосных указываются
верхняя и нижняя частоты рабочей полосы преобразова-
теля;
• число выбросов импульсной характеристики пи\
• период основных колебаний То (резонансная час-
тота То);
• энергия импульсной характеристики Еи;
• амплитудно-частотная характеристика;
• сведения о методе определения параметров;
• размеры; масса; температурный диапазон; условия
крепления к объекту; дата изготовления;
• фамилия и подпись приемщика.
Дополнительные сведения (по требованию потреби-
теля):
• уровень собственных тепловых шумов ПАЭ;
• вид и размеры чувствительного элемента;
• материал защитной пластины и корпуса;
• рекомендуемая контактная среда;
• тип электрического разъема и кабель;
• физическая емкость; сопротивление изоляции.
Коэффициент преобразования ПАЭ является основ-
ным его параметром. По коэффициенту преобразования
ПАЭ разделяются на следующие классы:
ПАЭ первого класса - менее 50 • 106 В/м (конденса-
торные преобразователи и преобразователи на основе
лазерных интерферометров);
ПАЭ второго класса - (50 ... 100) • 106 В/м (пьезо-
электрические широкополосные преобразователи);
ПАЭ третьего класса - (100 ... 200) • 106 В/м (пьезо-
электрические полосовые и резонансные преобразовате-
ли);
ПАЭ четвертого класса - превышающие 200 • 106 В/м
(пьезоэлектрические резонансные преобразователи).
ПАЭ, используемые в практике АЭ диагностики,
имеют различные значения предельной чувствительно-
сти, которые связаны с собственными тепловыми шума-
ми преобразователя (табл. 9).
9. Предельные чувствительности различных
акустических преобразователей
Тип преобразователя АЭ Полоса частот, МГц Предельная чувствительность по акустическому смещению, м
Конденсаторный преобразователь с воздушным зазором От 0 до 50 10‘12
Электромагнито- акустический От 0,5 до 15 (1... г)!©-4 (1/мкс)
21 - 7387
322
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
Продолжение табл. 9
Тип преобразователя АЭ Полоса частот, МГц Предельная чувствительность по акустическому смещению, м
Демпфирован- ный с активным элементом из PZT (аналог ЦТС) От 0,1 до 2,0 10’13
Резонансный PZT(ЦТС) От 0,1 до 0,3 10-'4 1 мкм2*
♦ Данная величина чувствительности соответствует выявлению скачка трещины длиной 1 мкм на величину 1 мкм и рассчитана по уровню собственных тепловых шу- мов. В лабораторных экспериментах выявлялись скачки трещин порядка 20 мкм. Скачкообразная пластическая де- формация обнаруживалась для объемов деформации порядка 10 мкм3.
По частотному диапазону ПАЭ разделяют на типы.
Низкочастотные - рабочая частота до 50 кГц (кон-
троль протяженных объектов до 100 ... 200 м и объектов
с высоким затуханием звука).
Стандартные промышленные 50 ... 200 кГц (кон-
троль промышленных объектов - сосудов, аппаратов,
котлов, технологических трубопроводов).
Специальные промышленные 200 ... 500 кГц.
Высокочастотные - рабочая частота свыше 500 кГц
(контроль объектов малых размеров, лабораторные ис-
следования).
По полосе пропускания частот ПАЭ подразделяют
на виды, определяемые видом амплитудно-частотной
характеристики.
- Резонансные преобразователи АЭ. Полоса про-
пускания
А/= О,2Го,
где Fq - рабочая частота ПАЭ.
- Полосовые преобразователи АЭ. Полоса пропус-
кания
А/= (0,8 ... 0,2)/*о,
где Fq - рабочая частота ПАЭ.
- Широкополосные преобразователи АЭ.
Для полосовых и широкополосных преобразовате-
лей рабочая частота связана с верхней F3 и нижней Fu
частотами полосы пропускания выражением
и является среднегеометрической частотой ПАЭ.
10.7. АППАРАТУРА
АКУСТИКО-ЭМИССИОННОЙ
ДИАГНОСТИКИ
Метод акустической эмиссии относится к акустиче-
скому виду контроля и является, в отличие от ультразву-
кового контроля, пассивным методом в соответствии со
схемой получения информации. Это определяет структу-
ру аппаратуры (рис. 18) и ее параметры.
АЭ система содержит:
• преобразователи АЭ;
• предварительные усилители (предусилители) и
основные усилители;
• средства идентификации и обработки сигналов,
включая пороговые устройства, устройства выделения и
измерения параметров сигналов АЭ, устройства регист-
рации и представления информации (блоки обработки
сигналов АЭ);
• контроллеры.
В состав аппаратуры АЭ могут входить также не-
специфические элементы, блоки:
• ЭВМ;
• параметрические каналы, передающие информа-
цию о нагрузке (давлении, усилии и др.), температуре и
другую необходимую информацию, сопровождающую
АЭ контроль;
Рис. 18. Структурная схема многоканальной АЭ системы
АППАРАТУРА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
323
• средства измерения вспомогательных параметров;
• каналы связи (радио и/или телефонные);
• телеметрические каналы, а также различного рода
приспособления:
• устройства крепления акустических преобразова-
телей;
• кабельные линии;
• датчики регистрации вспомогательных физиче-
ских величин и другое оборудование.
Совокупность элементов: ПАЭ —> кабель, соеди-
няющий ПАЭ с предусилителем, —» предусилитель —» ка-
бель, соединяющий предусилитель с основным блоком, —»
основной усилитель —> блоки предварительной обработ-
ки АЭ сигнала - образует АЭ канал.
Назначение предусилителя заключается в приеме
сигнала АЭ от преобразователя, подготовке сигнала для
передачи в основной блок для дальнейшей обработки.
Предусилитель должен быть электрически согласован с
преобразователем АЭ, с которым он соединен радиочас-
тотным кабелем длиной не более 1 ...2 м. Цель такого
электрического согласования заключается в максимиза-
ции передаваемой энергии сигнала АЭ и обеспечении
увеличения отношения сигнал/шум. Для уменьшения
электрической емкости цепи, соединяющей ПАЭ с пред-
усилителем, последний иногда размещают непосредст-
венно в корпусе преобразователя. В таком случае преоб-
разователь АЭ называют интегральным, т.е. интегриро-
ванным (совмещенным) с предусилителем.
Как правило, расстояние между ПАЭ с предусили-
телем и основным блоком должно быть достаточно
большим - до нескольких десятков метров. Это связано с
необходимостью обеспечения безопасности персонала
при проведении испытаний объектов с использованием
повышенного давления. При выполнении АЭ контроля
протяженных объектов (больших сосудов, трубопрово-
дов и т.д.) расстояние между указанными элементами АЭ
канала также велико и может достигать сотен метров.
В основном блоке обработки сигналов применяют
цифровые сигнальные процессоры. Он обеспечивает
полную обработку сигнала АЭ - дополнительное усиле-
ние, частотную фильтрацию, оцифровку и вычисление
параметров АЭ сигналов. Осуществляются также буфе-
ризация данных и передача их через магистраль систем-
ного модуля в блоки, которые содержат также цифровые
сигнальные процессоры и являются интеллектуальными
контроллерами системных модулей. Они выполнены в
виде печатных плат, устанавливаемых в свободные сло-
ты центральной ЭВМ.
Приборы, которые имеют варианты подключения к
ЭВМ через стандартные параллельные порты, позволяют
оснащать АЭ системы компьютерами в обычном, про-
мышленном, полевом или малогабаритном исполнении с
использованием «Notebook».
Характерной особенностью аппаратуры АЭ являет-
ся необходимость работы в относительно большом ди-
намическом диапазоне изменения амплитуд сигналов,
что обусловлено важностью обнаружения единичных
сигналов АЭ малой амплитуды, а также необходимостью
регистрировать сигналы АЭ при ускоренном развитии
трещин, для которых характерны интенсивный поток
импульсов относительно больших амплитуд. Динамиче-
ский диапазон сигналов АЭ при выполнении контроля
может достигать 100 дБ и более.
Наиболее распространенным способом выделения
сигналов АЭ из шумов является частотная фильтрация,
пространственная селекция и амплитудная дискримина-
ция. В большинстве приборов АЭ имеются пороговые
устройства: сигналы, амплитуда которых превышает
пороговое напряжение, пропускаются для дальнейшей
обработки; сигналы с меньшей амплитудой отсеиваются.
Перед проведением АЭ контроля регулировкой по-
рогового напряжения добиваются, чтобы прибор не ре-
гистрировал сигналы шумов. Сигналы, которые в про-
цессе контроля превышают пороговый уровень, счита-
ются сигналами АЭ. Однако большая часть сигналов АЭ
отсеивается, теряется значительная информация. Ампли-
тудная дискриминация позволяет выделять только те
сигналы АЭ, которые значительно (на 6 ... 8 дБ) превос-
ходят уровень шумов. Сигналы АЭ, уровень которых
близок к уровню шумов, такими методами выделить не-
возможно.
Метод частотной фильтрации наилучшие результа-
ты дает при выделении сигнала АЭ из механических
шумов. Частотный спектр механических ударов не пре-
вышает 200 кГц, спектр шумов трения достигает 1 МГц.
На высоких частотах затухание ультразвуковых волн
значительно, что ограничивает дальность действия при-
боров АЭ. На частотах 2 ... 5 МГц дальность действия в
объектах из стали не превышает нескольких десятков
сантиметров. В связи с этим в большинстве приборов АЭ
диапазон частот выбран от 20 ... 100 кГц до 2 ... 3 МГц.
Наиболее распространенным диапазоном частот при АЭ
контроле сосудов является диапазон 100 ... 200 кГц, а
для контроля трубопроводов 10 ... 60 кГц.
Для исключения электромагнитных помех предпри-
нимают меры по экранированию элементов аппаратуры
АЭ (преобразователей, усилителей и др.), снижению
уровня помех конструктивными и схемными решениями.
Эффективным средством борьбы с электромагнитными
помехами является выполнение ПАЭ и предусилителя по
дифференциальной схеме. В борьбе с сетевыми помеха-
ми, распространяющимися по воздуху, используют запи-
рание усилителей во время действия помехи.
Для исключения акустических помех, возникающих в
контролируемом объекте, используют приемы пространст-
венной селекции сигналов АЭ путем блокировки. Контро-
лируемую зону окружают вспомогательными датчиками.
Любой сигнал, проходящий извне контролируемой зоны и
принятый этими датчиками, вызывает срабатывание бло-
кирующего устройства. Если известен источник помех, то
иногда вблизи от него устанавливают вспомогательный
датчик, который запирает аппаратуру на время действия
помехи. Наиболее освоенными способами выделения сиг-
налов АЭ являются пространственная параметрическая и
временная дискриминация (стробирование).
Для идентификации сигналов АЭ применяют спо-
соб, основанный на особенности формы сигнала АЭ,
прошедшего через акустический канал. Для импульсов
АЭ характерна связь между числом выбросов N в собы-
тии и амплитудой wmax:
324
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
Рис. 19. Зависимость числа выбросов в импульсе от
амплитуды импульса для различных видов сигналов:
I - область механических шумов; II - область
электромагнитных помех; III - область сигналов АЭ
^max _ kN
«ПОР ’
где Мпор - пороговое напряжение; к - коэффициент про-
порциональности.
Сигналы с относительно небольшими амплитудами,
но большим числом выбросов характерны для механиче-
ских шумов в результате трения и ударов (область I,
рис. 19). Сигналы с большой амплитудой и малым чис-
лом выбросов возникают, как правило, в результате воз-
действия электромагнитных помех (область II). Истин-
ные сигналы АЭ располагаются в области III. Данное
соотношение, а также другие связи между параметрами
сигналов АЭ могут быть положены в основу различных
методов выделения сигналов АЭ из помех.
Выделение сигналов по местоположению источника
широко применяется в аппаратуре с определением коор-
динат по разнице во времени прихода сигналов на пре-
образователи АЭ. Дискриминация по местоположению
также может проводиться с использованием направлен-
ных акустических преобразователей АЭ.
Одним из относительно просто реализуемых мето-
дов борьбы с шумами является использование «плаваю-
щего» порогового уровня. Он заключается в том, что
пороговое напряжение выбирают несколько выше эф-
фективного значения шума. В случае относительно мед-
ленного изменения эффективного значения шума поро-
говое напряжение изменяется, сохраняя установленную
предварительно разницу этих напряжений.
10.7.1. ВИДЫ АППАРАТУРЫ АЭ
Аппаратуру АЭ контроля по сложности разделяют
на системы и приборы. Системы АЭ являются многока-
нальными устройствами, представляющими собой сово-
купность аппаратных средств, вычислительных уст-
ройств и специализированного программного обеспече-
ния и включающие как специализированные процессо-
ры, так и универсальные ЭВМ.
Приборы АЭ подразделяются на:
1) одноканальные;
2) двухканальные;
3) четырехканальные;
4) многоканальные.
По месту использования аппаратных средств они
классифицируются на:
1) лабораторные;
2) полевые.
По способу использования подразделяются на:
1) стационарные;
2) мобильные (установленные на технических сред-
ствах перемещения);
3) переносные.
По области применения:
1) универсальные;
2) специализированные.
По классу аппаратные средства АЭ контроля разде-
ляются на четыре класса, в соответствии с объемом по-
лучаемой при АЭ контроле информации.
1. Аппаратура I класса - аппаратура, обеспечиваю-
щая выделение, обработку, представление и классифика-
цию источников АЭ в полном соответствии с «Правила-
ми АЭ контроля» [2]. К аппаратуре I класса относятся
универсальные АЭ системы.
2. Аппаратура II класса - аппаратура, которая не
обеспечивает выделение, обработку, представление и
классификацию источников АЭ по одному или несколь-
ким, но не более, чем 25 % параметров, указанных в [2].
К II классу относятся приборы АЭ широкого примене-
ния.
3. Аппаратура III класса - аппаратура, которая не
обеспечивает выделение, обработку, представление и
классификацию источников АЭ по 25 ... 50 % парамет-
ров, указанных в [2]. К III классу относятся специализи-
рованные приборы АЭ.
4. Аппаратура IV класса - аппаратура, которая не
обеспечивает выделение, обработку, представление и
классификацию источников АЭ более, чем 50 % пара-
метров, указанных в [2]. К аппаратуре IV класса относят-
ся узкоспециализированные приборы АЭ.
Кроме перечисленных выше систем классификации
аппаратуры АЭ, она иногда разделяется на несколько
условных групп в зависимости от ее функционального
назначения и сложности выполнения. К основным груп-
пам относятся:
1) приборы производственного применения;
2) многофункциональные приборы лабораторного и
производственного применения;
3) системы АЭ контроля.
10.7.2. ПАРАМЕТРЫ И ТЕХНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ АППАРАТУРЫ АЭ
К основным параметрам и техническим характери-
стикам аппаратуры АЭ относятся:
• уровень собственных шумов усилительного тракта
Цц>
• амплитудный динамический диапазон;
• амплитудно-частотная характеристика (АЧХ);
• диапазон рабочих частот;
• максимальная скорость обработки импульсов АЭ;
• число каналов аппаратуры;
• перечень измеряемых параметров сигнала АЭ;
АППАРАТУРА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
325
• перечень устанавливаемых параметров аппарату-
ры АЭ.
К общим параметрам и техническим характеристи-
кам аппаратуры АЭ относятся:
• напряжение электрического питания;
• потребляемая мощность;
• климатические и технические условия работы ап-
паратуры (влажность, температура и др.);
• масса аппаратуры;
• габаритные размеры аппаратуры и отдельных
блоков;
• число блоков аппаратуры.
При контроле оборудования на опасных производ-
ственных объектах к параметрам и техническим характе-
ристикам аппаратуры АЭ предъявляются следующие
требования.
• Эффективное значение напряжения собственных
шумов не должно превышать 5 мкВ.
• Динамический диапазон измерения амплитуды
сигнала АЭ должен быть не менее 60 дБ.
• Диапазон рабочих частот аппаратуры должен вхо-
дить в диапазон: 10,0 кГц ... 1,0 МГц.
Отклонения частот среза не должны превышать
10 % от номинальных частот среза.
• Ослабление за пределами рабочего диапазона при
расстройке относительно частот среза на октаву (в 2 раза)
по каждому каналу АЭ должно быть, как правило, не
менее 30 дБ.
Неравномерность амплитудно-частотной характе-
ристики не должна превышать ±3 дБ.
• Погрешность измерения амплитуды сигнала АЭ
не должна превышать ±2 дБ при измерении на средне-
геометрической частоте рабочего диапазона частот.
• Диапазон регулировки порогового напряжения
приведенный к входу: 20 ... 80 дБ (относительно 1 мкВ
на входе усилительного тракта), разрешение 1 дБ.
• Наряду с фиксированным порогом допускается
применение «плавающего порога». Превышение уровня
порога над среднеквадратическим значением уровня
шума должно регулироваться в пределах 10 ... 20 дБ.
• В аппаратуре должен быть блок расчета энергии
(энергетических параметров) импульсов АЭ.
• Устанавливаемые временные параметры аппара-
туры (интервал контроля максимального значения им-
пульса АЭ, длительности импульса, окончания импуль-
са): 50 мкс ... 65 мс.
• Наличие в аппаратуре световой и/или звуковой
сигнализации, которая включается при превышении ус-
тановленного порога.
• При регистрации времени поступления сигнала
АЭ: разрешение не более 1 мкс.
• Диапазон измерения длительности сигнала: не ме-
нее 65 мс, разрешение не более 1 мкс.
• Диапазон измерения числа выбросов (в импульсе):
не менее 65 000, разрешение 1.
• Диапазон измерения времени нарастания сигнала
(достижения максимального значения): не менее 65 мс,
разрешение не более 1 мкс.
• Скорость обработки импульсов АЭ при работе в
одноканальном режиме: не менее 1000 1/с.
• Аппаратура должна обеспечивать регистрацию и
архивирование первичных параметров сигналов АЭ и их
зависимостей на срок не менее 10 лет.
• Оценка первичных измеряемых параметров сиг-
налов акустической эмиссии по каждому каналу произ-
водится сравнением значений параметров сигнала, зада-
ваемых генератором (имитатором), со значением, изме-
ренным аппаратурой. Относительная погрешность долж-
на быть:
д ля временных параметров не более 0,5 % ± 1 мкс;
д ля остальных параметров не более 2 дБ.
• Измерения производят на среднегеометрической
частоте рабочего диапазона прибора.
• Параметрический канал должен обеспечивать ди-
намический диапазон измерения параметров не хуже
60 дБ.
• В аппаратуре рекомендуется иметь счетчик числа
циклов нагружения, выполненный на аппаратурном или
программном уровне.
• Напряжение питания: переменный ток? напряже-
ние 127 ... 220 В; постоянный ток, напряжение 12 ...
24 В.
• Потребляемая мощность: до 2,5 кВА.
Документом [10] регламентируется содержание
паспорта системы (прибора) акустической эмиссии.
В технический паспорт включаются следующие сведения.
- Наименование изготовителя.
- Наименование и обозначение модели.
- Серийный номер.
- Дата изготовления.
- Дата приемки (аттестации).
- Фамилия и подпись приемщика.
- Гарантийные обязательства.
- Размеры.
- Масса аппаратуры.
- Климатические и технические условия работы ап-
паратуры (влажность, температура, условия эксплуата-
ции и др.).
- Напряжение электрического питания.
- Потребляемая мощность.
- Габаритные размеры аппаратуры и отдельных
блоков.
- Число блоков аппаратуры.
- Число каналов аппаратуры.
- Уровень собственных шумов усилительного трак-
та.
- Амплитудный динамический диапазон.
- Диапазон рабочих частот.
- Амплитудно-частотная характеристика (АЧХ).
- Максимальная скорость обработки сигналов АЭ.
- Перечень измеряемых параметров сигнала АЭ.
- Перечень устанавливаемых параметров аппарату-
ры АЭ.
- Дополнительные сведения (по требованию потре-
бителя).
Типичные значения параметров некоторых совре-
менных АЭ систем приведены в табл. 11.
326
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
11. Параметры АЭ систем IV класса, используемых для контроля промышленных объектов
№ п/п Наименование характеристики или параметра Модель АЭ системы и фирмаг-изготовитель
DISP, РАС Малахит, ИАЭ A-Line 32, Интерюнис AMSY4, Vallen Sistem
1 Число независимых каналов АЭ (реализованных на прак- тике) 4-260 1-112 1-100 (32 канала) 252 (144 в реально используемой сис- теме контроля реак- тора)
2 Полный диапазон частот, кГц 10-1200 10-300 25-500 5-3000
3 Частотные фильтры Общее ослабле- ние 38 дБ/октаву ФВЧ: 25,50,60, 100 кГц. ФНЧ: 60,100,140, 250, 500 кГц. В зависимости от типа системы заме- на в ПУ1 или с кла- виатуры в БО2
4 Напряжение (эфф.) шума, приведенное ко входу, мкВ 3 3 Не более 5 2
5 Амплитудный динамиче- ский диапазон, дБ 82 80 120 >84
6 Максимальная скорость ре- гистрации в канале, событий/с 20 000 5000 4000 - 10 000 (в за- висимости от типа системы) 40 000
7 Скорость регистрации с максимальным числом ка- налов, событий / с — 28 000 (на 112 каналов) 10 000 - 32 000 (в зависимости от типа системы) —
8 Диапазон регулировки (фиксиров., плав.), дБ 15-99 15-90 1-84 с шагом 0,1-1 дБ, возможность авто- матической уста- новки порога 9,9-99,9 (ручная и автомати- ческая установка)
9 Диапазон установки: икп3, икд4, ИКК5, мкс 40-130-103 10-60103 1-64 000 50-6553,5 50- 140
10 Автоматический контроль ПАЭ + + +
11 Регистрация сигнала в каж- дом канале + + + +
12 Число параметрических входов (диапазон, В) 4-8 — От 4 на систему до 3 на канал (±10) 2,4 или 8 (1 или 10)
13 Вид центрального компью- тера Встроенный в систему Notebook или малогабаритный PC Портативный, промышленный Встроенный промышленный, Pentium
14 Программа сбора данных: локализация (Л), число график, (х Г), прогр. фильтр. (ПФ), карта объекта (КО) + не ограничен + + + до 3000 + + Windows * + сред 12 + + ♦♦ + не ограничен + +
15 Число специальных про- грамм обработки для разных объектов 8 Универсальная + 3 специальные Универсальная + 6 специальных* Универсальная + 2 специальные
ЛИТЕРАТУРА
327
Продолжение табл, 11
№ п/п Наименование характеристики или параметра Модель АЭ системы и фирма-изготовитель
DISP, РАС Малахит, ИАЭ A-Line 32, Интерюнис AMSY4, Vailen Sistem
16 Основные измеряемые па- раметры сигналов АЭ (диа- пазон). Амплитуда, дБ Энергия, дБ Время регистрации Время нарастания Длительность импульса Число превышения порого- вого уровня 82 2,8-1014 0-407 дней 0-65,5- 103с 0-65,5-103с 0-65535 80 160 305 час 0-60000 с 0-60000 с 0-65535 66-84 0-65535 с 0-65535 с 0-65535
17 Принцип измерения пара- метров цифровой цифровой цифровой цифровой
18 Размер буферной памяти в канале, кБ 256 1 До 8 Регистрация пара- метров 100 000 со- бытий; 8 МБ для формы сигнала
ПУ - предварительный усилитель;
2Б0 - блок обработки;
3ИКП - интервал контроля пика;
4ИКД - интервал контроля длительности;
5ИКК - интервал контроля конца импульса.
* Специальные программы для контроля: трубопроводов; сосудов давления; цистерн; резервуаров; днищ резервуаров; объ-
емных объектов.
♦♦ Статистическая обработка в реальном времени: встроенный классификатор опасности источников АЭ.
В большинстве случаев АЭ системы используют
программируемые частотные полосовые фильтры, циф-
ровую регулировку усиления, фиксированные и пла-
вающие уровни порогов, режим автоматической провер-
ки работоспособности электронных каналов и ПАЭ.
Системы измеряют более 10 ... 12 параметров АЭ сигна-
лов в широком динамическом диапазоне, имеют малое
потребление электроэнергии, сетевое и аккумуляторное
питание.
АЭ системы IV класса, используемые для диагно-
стики производственных объектов, имеют развитое про-
граммное обеспечение. Оно, как правило, включает про-
граммные средства, которые обеспечивают сбор данных,
фильтрацию, корреляционную обработку (как правило,
для выявления утечек), обнаружение и фильтрацию
электромагнитных помех (в том числе от высоковольт-
ных линий электропередачи), локализацию дефектов с
учетом затухания сигналов, автоматическую кластериза-
цию и определение характеристик кластеров, программу
постобработки.
В ряде случаев системы АЭ обеспечены специали-
зированными программными средствами для классифи-
кации источников АЭ, программы обработки данных для
диагностики трубопроводов, резервуаров, сосудов и дру-
гих объектов, программы регистрации и анализа формы
волн. Применение метода АЭ в качестве инструмента
исследований физики и механики разрушения, метода
ТД и НК основано на большом объеме выполненных
исследований, в которых существенную роль сыграли
отечественные и зарубежные специалисты в области не-
разрушающего контроля и механики разрушения
ЛИТЕРАТУРА
1. ГОСТ 27655-88. Акустическая эмиссия. Терми-
ны, определения и обозначения.
2. Правила организации и проведения акустико-
эмиссионного контроля сосудов, аппаратов, котлов и
технологических трубопроводов. РД 03-131-97. Госгор-
технадзор РФ, 1997.
3. Правила устройства и безопасной эксплуатации
сосудов, работающих под давлением. ПБ 10-115-96.
Госгортехнадзор РФ, 1996.
4. Правила устройства и безопасной эксплуатации
технологических трубопроводов. ПБ 03-108-96. Госгор-
технадзор РФ, 1996.
5. Правила устройства и безопасной эксплуатации
аммиачных холодильных установок. ПБ 09-220-98. Гос-
гортехнадзор РФ, 1999.
6. Инструкция по техническому диагностированию
состояния передвижных установок для ремонта скважин.
РД 08-195-98. Госгортехнадзор РФ, 1998.
7. Инструкция по проведению диагностирования
технического состояния сосудов, трубопроводов и ком-
328
МЕТОДЫ И СРЕДСТВА АКУСТИКО-ЭМИССИОННОЙ ДИАГНОСТИКИ
прессоров промышленных аммиачных холодильных ус-
тановок. РД 09-244-98. Госгортехнадзор РФ, 1999.
8. Инструкция по обследованию шаровых резервуа-
ров и газгольдеров для хранения сжиженных газов под дав-
лением. РД 03-380-00. Госгортехнадзор РФ, 2000.
9. Требования к преобразователям акустической
эмиссии, применяемым для контроля опасных производ-
ственных объектов. РД 03-300-99. Система неразру-
шающего контроля. Метод акустической эмиссии: Сбор-
ник документов. Серия 28. Выпуск 2. М.: Госгортехнад-
зор РФ, 2001.
10. Требования к акустико-эмиссионной аппаратуре,
используемой для контроля опасных производственных
объектов. РД 03-299-99. Система неразрушающего кон-
троля. Метод акустической эмиссии: Сборник документов.
Серия 28. Выпуск 2. М.: Госгортехнадзор РФ, 2001.
11. Акустическая эмиссия и ее применение для не-
разрушающего контроля в ядерной энергетике / В.И.
Артюхов, К.Б. Вакар, Н.И. Овчинников, В.Н. Перевезен-
цев, В.Р. Ржевкин, В.В. Шемякин, Г.В. Яковлев / Под
ред. К.Б. Вакара. М.: Атомиздат, 1980.
12. Баранов В.М., Молодцов К.И. Акустико-
эмиссионные приборы ядерной энергетики. М.: Атомиз-
дат, 1980.
13. Грешников В.А., Дробот Ю.Б. Акустическая
эмиссия. М.: Изд-во «Стандарты», 1976.
14. Дробот Ю.Б., Лазарев А.М. Неразрушающий
контроль усталостных трещин акустико-эмиссионным
методом. М.: Изд-во «Стандарты», 1987.
15. Иванов В.И.9 Белов В.М. Акустико-эмиссион-
ный контроль сварки и сварных соединений. М.: Маши-
ностроение, 1981.
16. Метод акустической эмиссии в исследовании
процессов разрушения / А.Е. Андрейкив, Н.В. Лысак;
Отв. ред. В.В. Панасюк. АН УССР. Физ.-мех. ин-т. Киев:
Наукова думка, 1989.
17. Прочность и акустическая эмиссия материалов
и элементов конструкций / В.А. Стрижало, Ю.В. Добро-
вольский, В.А. Стрельченко и др.; Отв. ред. Г.С. Писа-
ренко; Ин-т проблем прочности. Киев: Наукова думка,
1990.
18. Трипалин А.С., Буйло С.И. Акустическая
эмиссия. Физико-механические аспекты. Изд-во Ростов-
ского университета, 1986.
19. Acoustic Emission. ASTM Special Technical Pub-
lication 505. Baltimore. 1972.
20. Druillard T.F. Acoustic Emission. A Bibliography
with Abstracts. IFI/Plenum. New York. 1979.
Глава 11.
МАГНИТНЫЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ
11.1. ОСНОВНЫЕ СВЕДЕНИЯ
Магнитный вид неразрушающего контроля приме-
няют в основном для контроля изделий из ферромагнит-
ных материалов, т.е. из материалов, которые способны
существенно изменять свои магнитные характеристики
под воздействием внешнего (намагничивающего) маг-
нитного поля. Операция намагничивания (помещения
изделия в магнитное поле) при этом виде контроля явля-
ется обязательной. Съем информации может быть осу-
ществлен с полного сечения образца (изделия) либо с его
поверхности.
В зависимости от конкретных задач НК, марки кон-
тролируемого материала, требуемой производительности
метода могут использоваться те или иные первичные
информативные параметры, К числу наиболее распро-
страненных относятся следующие информативные пара-
метры: коэрцитивная сила, намагниченность, индукция
(остаточная индукция), магнитная проницаемость, на-
пряженность, эффект Баркгаузена.
По способу получения первичной информации раз-
личают следующие методы магнитного вида контроля:
магнитопорошковый (МП), магнитографический (МГ),
феррозондовый (ФЗ), эффекта Холла (ЭХ), индукцион-
ный (И), пондеромоторный (ПМ), магниторезисторный
(MP). С их помощью можно осуществить контроль:
сплошности (методами дефектоскопии) (МП, МГ, ФЗ,
ЭХ, И); размеров (ФЗ, ЭХ, И, ПМ); структуры и механи-
ческих свойств (ФЗ, ЭХ, И).
Из перечисленных методов только магнитопорош-
ковый требует обязательного участия в контрольных
операциях человека; остальные методы позволяют полу-
чать первичную информацию в виде электрических сиг-
налов, что делает возможным полную автоматизацию
процессов контроля. Методы МП и МГ обнаружения
несплошностей являются контактными, т.е. требуют со-
прикосновения преобразователя (магнитный порошок
или магнитная лента) с поверхностью изделия; при ос-
тальных методах контроля съем информации осуществ-
ляется бесконтактно (хотя и на достаточно близких рас-
стояниях от поверхности).
С помощью магнитных методов могут быть выяв-
лены закалочные и шлифовочные трещины, волосовины,
закаты, усталостные трещины и другие поверхностные
дефекты шириной раскрытия несколько микрометров.
Такие методы, как ФЗ, ЭХ, И, МГ, можно использовать
на грубых поверхностях, при этом минимальная глубина
выявляемых дефектов составляет трехкратную высоту
шероховатостей поверхности. В связи с необходимостью
сканировать поверхность изделия методы ФЗ, ЭХ, И
особенно удобно применять для контроля цилиндриче-
ских изделий. Метод МГ успешно применяют для кон-
троля сварных швов.
Из геометрических параметров с помощью магнит-
ных методов наиболее часто определяют толщину не-
магнитных покрытий на магнитной основе, толщину стенок
изделий из магнитных и немагнитных материалов.
Контроль структуры и механических свойств изде-
лий осуществляют путем установления корреляционных
связей между контролируемым параметром (температу-
рой закалки и отпуска, твердостью и т.д.) и какой-либо
магнитной характеристикой (или несколькими). Успеш-
но контролируется состояние поверхностных слоев (ка-
чество поверхностной закалки, азотирования и т.д.), а
также наличие а-фазы.
Основные понятия и термины. Намагниченность
есть векторная физическая величина, характеризующая
состояние вещества при его намагничивании (воздейст-
вии на него магнитного поля Я):
у3 т
Af = lim ——, (1)
и-»о V
где V - объем вещества; т - элементарный магнитный
момент.
Намагниченность, как и магнитное поле, измеряется
в А/м.
Магнитной индукцией называется силовая характе-
ристика магнитного поля (величина векторная):
В = Цо(Я + Л/),ч
где Цо = 4тс • 10'7 Гн/м - магнитная постоянная; Н - на-
пряженность магнитного поля.
Единица измерения магнитной индукции - тесла
(Тл).
Магнитная восприимчивость - безразмерная вели-
чина Хт, характеризующая способность вещества (маг-
нетика) намагничиваться в магнитном поле. Для изо-
тропного магнетика
Ъ„ = М1Н. (2)
У диамагнетиков х« <<: О, У парамагнетиков Хж > О,
у ферромагнетиков Хт » О (104 и более).
Кривыми намагничивания называют графические
изображения функции В = fiH), В зависимости от спо-
соба получения этих функций различают несколько ти-
пов кривых намагничивания:
• начальную - получают постепенным увеличением
Я из состояния В = 0иЯ=0до
• безгистерезисную (идеальную) - получают так же,
но при измерении индукции в каждой точке кривой на-
магничивания при воздействии переменным полем с
убывающей до нуля амплитудой (возможны другие воз-
действия, например механические, облегчающие процесс
намагничивания);
330
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 1. Петля магнитного гистерезиса:
/ - основная кривая намагничивания; 2 - идеальная кривая
намагничивания; 3,3'- предельная петля гистерезиса; 4 - част-
ный цикл гистерезиса; А, В, С - частные петли гистерезиса (А,
В - частные петли возврата); 3 - восходящая ветвь гистерезиса;
3'— нисходящая
• основную (коммутационную) - получают при
циклическом перемагничивании (кривая является местом
вершин симметричных петель гистерезиса).
Гистерезис. При циклическом перемагничивании
ферромагнетика функция В(Н) образует петлю магнитного
гистерезиса (рис. 1). Различают предельную петлю гистере-
зиса, получаемую переключением Нт (при Н > Нт). Если
перемагничивание производится не из состояния В = 0,
Н = 0, то имеют место частные петли гистерезиса; ам-
плитуда перемагничивающего поля Н < Нт. Эти петли
гистерезиса являются симметричными. При уменьшении
размагничивающего поля получают частные петли воз-
врата.
Магнитной индукцией насыщения В5 называют ин-
дукцию, соответствующую максимуму Н [дальнейшее
увеличение В с ростом Z/по формуле (1) осуществляется
только за счет изменения (приращения) Н\.
Остаточной магнитной индукцией Вг называют
индукцию, которая остается в предварительно намагни-
ченном до насыщения материале после снятия магнитно-
го поля.
Коэрцитивная сила Нс - напряженность магнитного
поля, необходимая для полного размагничивания пред-
варительно намагниченного ферромагнетика (получения
В = 0 по предельной петле гистерезиса). Различают Нс по
индукции и Нс по намагниченности ЯгА/. Их значения
различаются существенно только дли магнитно-твердых
материалов [с Нс > (800 ... 8000) А/м].
Магнитная проницаемость. Относительная маг-
нитная проницаемость р. - безразмерная физическая ве-
личина, характеризующая магнитные свойства магнети-
ков: ц = 1 + Хт- Из (1) и (2) имеем
В = Мю(Я+ = Ро (1 + Хт)Я = рорЯ. (3)
Величину Ца = роЦ называют абсолютной магнит-
ной проницаемостью. Зависимость магнитной прони-
цаемости от напряженности магнитного поля показана
на рис. 2. Различают максимальную Цтах, начальную цНач
и дифференциальную цд магнитные проницаемости:
Рис. 2. Зависимость магнитной проницаемости ц (7) и диф-
ференциальной магнитной проницаемости цд (2) от напря-
женности поля Н (А/м)
v в dB
Плач ~ тт ’ Рд “ Ju * (4)
н->о ц0Я
Нормальной проницаемостью называют ц, полу-
ченную из кривой 1 (см. рис. 1). При перемагничивании
по петле гистерезиса используют значения цд, при этом
зависимость цд(Я) для восходящей и нисходящей ветвей
разная.
Коэффициент размагничивания. При намагничива-
нии изделий разомкнутой формы во внешнем поле Не на
их концах образуются полюсы, создающие размагничи-
вающее поле Яр, так что поле внутри изделия
Я,=Яе-Яр. (5)
Приближенно
= (6)
где N - коэффициент размагничивания (по намагничен-
ности).
Магнитная проницаемость тела щ = В/\х^Не. С уче-
том формул (3), (5) и (6) имеем
'‘'“мЬ)11 <7>
При ц —> оо Цт = 1/N = Цф, где щ, - магнитная про-
ницаемость формы, зависящая в основном от геометрии
изделия. Для вытянутого сплюснутого эллипсоида с
главными полуосями а » b » с
а2
Иф= Г 4а
Ьс\ In—-1
\ b + c
(8)
для проволок b = с = 0,5Z), a/b = 1/D = А. и
А2
Цф”1п2А-Г
или приближенно |Иф = 0.25А2.
11.2. МАГНИТНЫЕ ПРЕОБРАЗОВАТЕЛИ
В подавляющем большинстве случаев при магнит-
ном контроле приходится иметь дело с измерением или
индикацией магнитных полей вблизи поверхности изде-
МАГНИТНЫЕ ПРЕОБРАЗОВАТЕЛИ
331
лий. Для этого применяют различные магнитные преоб-
разователи, из которых наиболее широкое распростране-
ние получили индукционные, феррозондовые, холлов-
ские и магниторезистивные. В магнитопорошковых и
магнитографических установках применяют различные
порошки и ленты.
Пассивный индукционный преобразователь
представляет собой катушку (контур)' с числом витков w.
В соответствии со знаком электромагнитной индукции
на концах катушки возникает мгновенная электродви-
жущая сила (ЭДС)
е = - wdfaldt,
где d& - изменение за малое время dt полного магнит-
ного потока (потокосцепления); полный магнитный по-
ток, Вб,
Ф = poiLiHSbosa,
где Н - модуль напряженности магнитного поля; a -
угол между вектором Н и нормалью к плоскости катуш-
ки; S - площадь катушки.
Из формулы следует, что пассивный индукционный
преобразователь не может быть использован для измере-
ний постоянных и однородных полей [можно, правда,
осуществить условие S = 5(0, a = a (/) либо использо-
вать сердечник с (А = |Лг(/), но во всех этих случаях ин-
дукционный преобразователь становится активным].
Если Н = Я(х), то при движении преобразователя отно-
сительно этого поля
AdH(x) AdH dx
е = -А----— = -А--------,
dt dx dt
где А - коэффициент пропорциональности; т.е. возни-
кающая ЭДС пропорциональна скорости относительного
движения катушки и градиенту поля.
Коэффициент А увеличивается при использовании
катушек с сердечниками, изготовленными из материалов
с высокой магнитной проницаемостью. Это позволяет
уменьшить габариты индукционных преобразователей
(уменьшить 5 или w), однако характеристика преобразо-
вателя становится нелинейной, кроме того следует пом-
нить, что Цг (проницаемость сердечника) во многом оп-
ределяется размерами сердечника. Возможно использо-
вание комбинаций катушек: например, две катушки,
включенные встречно, - двухкатушечный дифференци-
альный преобразователь.
Для однокатушечного индукционного преобразова-
теля
с a dH\
в| = -W|L1t5 COS vt
для двухкатушечного дифференциального преобразова-
теля
dH2
dt
ег - -и>цт5^ cos 0j - cos 02
где и е2 - индуцируемые ЭДС; w - число витков ка-
тушки; 5 - площадь сердечника или среднего витка пре-
образователя без сердечника; 01 и 02 - углы между осью
катушек и вектором напряженности измеряемого маг-
нитного поля; Н\ и Н2 - напряженности магнитного поля
в местах расположения катушек; Цг - магнитная прони-
цаемость сердечника (проницаемость тела):
Нт «---------г----^3------------’’
14-[1 — 1/у2 4- (1 /у3 -1 / у) arctgy]
Y = 71-(rf//)2;
здесь ц - магнитная проницаемость вещества сердечни-
ка; d - диаметр сердечника; I - длина сердечника.
Магнитная индукционная головка представляет
собой разновидность пассивного индукционного преоб-
разователя (рис. 3). Она состоит из катушки, находящей-
ся на кольцевом магнитопроводе с рабочим зазором. Ло-
кальный магнитный поток Ф, носителя 1 через головку
разветвляется на поток Ф#, проходящий через кольцевой
сердечник 2 и сцепляющийся с обмоткой 3 (полезный
поток), и поток Ф$, минующий сердечник. Эффектив-
ность сердечника магнитной головки
£-фл— 1
1 + _JcQs__
ЦОс№с
где ls - средняя длина магнитных силовых линий в зазо-
ре, имеющем площадь поперечного сечения Qs\ 1С -
средняя длина магнитных силовых линий в сердечнике
головки, площадь поперечного сечения которого равна
Qc; - средняя магнитная проницаемость материала
сердечника головки.
В качестве материалов для сердечника головок ис-
пользуют пермаллой (79НМ, 80НХС), ферриты (1000,
1000НМ). Как и в предыдущем случае, сигнал на выходе
головки пропорционален градиенту поля и скорости пе-
ремещения головки относительно поля. Головки харак-
теризуются не только чувствительностью, но и частот-
ной характеристикой, при этом в частотном спектре мо-
гут быть существенно подавлены низшие гармонические
составляющие сигнала.
332
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В дефектоскопах используются либо специальные
головки, либо серййно выпускаемые.
В отличие от пассивных индукционных преобразо-
вателей феррозондовые преобразователи (феррозонды)
являются устройствами активного типа. Происходящие в
них процессы всегда связаны с воздействием двух полей -
внешнего измеряемого поля и дополнительного вспомо-
гательного поля возбуждения, образуемого за счет тока,
протекающего в одной из обмоток.
Феррозондовые преобразователи - устройства для
измерения напряженности магнитного поля, действие
которых основано на нелинейности кривых намагничи-
вания сердечников из магнитных материалов.
Простейший феррозонд (ферроэлемент) состоит из
сердечника с двумя обмотками - возбуждения и индика-
торной (в принципе, возбуждение и индикацию можно
осуществить одной обмоткой). С помощью первой об-
мотки создается поле возбуждения H*(t), в сердечнике
возникает индукция В(/), которая индуцирует магнит-
ную ЭДС:
с dB dH*
e = -wuS----~,
и dH dt
где wH - число витков измерительной обмотки; S - пло-
щадь сердечника.
Определяемая ЭДС содержит только нечетные гар-
моники. При воздействии на сердечник постоянного (из-
меряемого) поля Но в спектре ЭДС появляются четные
гармоники, которые (обычно вторая) служат для опреде-
ления Но. При Но « Нъ, Цф « ц и некоторых других
допущениях
рают таким образом, чтобы феррозонд работал на ли-
нейной части своей характеристики.
При наличии измеряемого поля или градиента поля
в индикаторной цепи феррозонда появляются четные
(относительно частоты поля возбуждения) гармоники.
Как правило, в феррозондовой дефектоскопической и
магнитометрической аппаратуре используется вторая
гармоника поля возбуждения. Схема работы феррозон-
дов показана на рис. 4, д.
Если сердечник феррозонда поместить в одновре-
менно действующие переменное и постоянное магнит-
ные поля, то его цикл перемагничивания станет несим-
метричным и более широким в той части, в которой эти
поля направлены встречно.
На рис. 4 показаны частные динамические циклы пе-
ремагничивания двух сердечников феррозондов при встреч-
ном включении обмоток возбуждения (рис. 4, а), питаемых
синусоидальным током (рис. 4, б). На рис. 4, в приведены
кривые индукции этих сердечников, на рис. 4, г - кривая
d(B\ + Bi)dt, пропорциональная суммарной ЭДС во вто-
ричных измерительных обмотках.
Как видно из сравнения временных кривых напря-
женности поля возбуждения и ЭДС, последняя содержит
четные гармоники, в основном вторую. Практически
невозможно получить совершенно одинаковые два сер-
дечника и обмотки, поэтому выходная ЭДС кроме чет-
ных составляющих содержит и ЭДС основной частоты.
Для исключения нечетных гармоник на выходе обмотки
помещают селективный усилитель.
Серийно выпускаемые для магнитных средств не-
разрушающего контроля (СНК) феррозонды типов ФП, ФГ
и ФГК имеют следующие технические характеристики:
Ег = вЦоИ'иЗ'Мф/.Н'о,
где Е2 - амплитуда ЭДС второй гармоники; f - частота
поля возбуждения.
Амплитуда поля возбуждения (максимальная на-
пряженность поля), при которой наблюдается макси-
мальная чувствительность
н
11 max
Иф
Выбором Цф (размеров сердечника) и Н^ добива-
ются необходимой чувствительности либо необходимого
диапазона измеряемых полей.
Существуют феррозонды различных типов и моди-
фикаций. Однако при неразрушающем контроле наи-
большее распространение получили дифференциальные
феррозонды с продольным возбуждением. Конструктив-
но они представляют собой два пермаллоевых сердечни-
ка с первичными обмотками возбуждения и вторичными
измерительными обмотками на каждом.
В феррозонде-полимере питаемые переменным то-
ком первичные обмотки обоих сердечников соединены
дифференциально, а измерительные - последовательно.
В феррозондах-градиентометрах, наоборот, первичные
обмотки соединены последовательно, а вторичные -
встречно. Ток возбуждения в первичных обмотках выби-
Рис. 4. Схема работы феррозондов (д)
МАГНИТНЫЕ ПРЕОБРАЗОВАТЕЛИ
333
Чувствительность, не менее:
мВ
полимера,......... ..................... 19
А/см
мВ _ _
градиентомера,------— ............... 3,5
А/см
Рабочая частота, кГц .........ч......... 100; 130
Длина сердечника, мм ................... 2
Диаметр сердечника, мм.................. 0,1
Диаметр рабочей части феррозонда, мм .... 5
Преобразователи Холла работают по принципу
возникновения ЭДС в результате искривления пути но-
сителей тока в металлах и полупроводниках, находящих-
ся в магнитном поле под действием силы Лоренца.
Напряжение (В) на выходе преобразователя Uy при
поперечном эффекте Холла
h
где RH - постоянная Холла, Ом • м/Тл; h - толщина хол-
ловской пластины, м; 1Х - управляющий ток преобразо-
вателя Холла, А; В2 - магнитная индукция, Тл.
На рис. 5 показаны направления тока /, индукции
магнитного поля Bz и ЭДС напряжения Uy в преобразо-
вателе Холла.
Отечественная промышленность серийно выпускает
кремниевые, германиевые и арсенид-галлиевые преобра-
зователи Холла. В магниторезисторах используется эф-
фект Гаусса, суть которого заключается в изменении
сопротивления проводника или полупроводника с элек-
трическим током при внесении их в магнитное поле.
Магниторезисторы (табл. 1) изготовляют из материа-
лов с высокой чувствительностью к эффекту Гаусса; к ним
относятся антимонид индия (InSb), арсенид индия (InAs),
эвтектические сплавы типа InSb-NiSb и InSb-GaSb, а также
германий (Ge), теллурий (HgTe) и селенид ртути (HgSe),
антимонид и арсенид галлия (GaSb, GaAs) и др.
Приращение удельного электрического сопротив-
ления Др приближенно определяется по формуле
Рис. 5. Схема работы преобразователя Холла
где А - коэффициент пропорциональности; в малых по-
лях А зависит от В квадратично, а затем приближается к
максимальному значению. Магниторезистор типа МД-130
фирмы «Сони» (Япония) имеет размеры 0,4 х 0,6 мм и чув-
ствительность 2 мВ/ (А/см).
Чувствительность по напряжению магниторезисто-
ров к слабым магнитным полям меньше, чем у преобра-
зователей Холла.
Коэффициент передачи преобразователей Холла
при полях с индукцией меньше 0,1 Тл изменяется по
квадратичному закону, а в области > 1,0 Тл (наступает
насыщение) он несколько увеличивается. Магниторези-
сторы имеют более высокий коэффициент передачи в
полях с индукцией выше 0,2 Тл, поэтому ими следует
пользоваться при измерении сильных магнитных полей.
Магнитные порошки служат для визуального оп-
ределения магнитных полей рассеяния над дефектами в
магнитопорошковой дефектоскопии. На изолированную
частицу в неоднородном магнитном поле вдоль оси х
действует сила
F = xmVH dH/dx,
где Хт и V- магнитная восприимчивость и объем части-
цы. Следует иметь в виду, что во внешнем (намагничи-
вающем) поле частицы обычно не существуют изолиро-
ванно, а вследствие магнитной коагуляции образуют
цепочки, длина которых определяется многими причи-
нами, в том числе длительностью воздействия поля, вяз-
костью среды, в которую помещен порошок, и т.д.
По характеру метода применения магнитные мате-
риалы, используемые для магнитопорошковой дефекто-
скопии, подразделяются на материалы:
1) сухие - черные и цветные;
2) мокрые, работающие в водной среде, в среде ке-
росина либо легкого масла;
1. Технические характеристики магниторезисторов
Параметр Материал для изготовления
InSb InAs
Сопротивление, Ом: при отсутствии маг- 0,5 ...200 0,5 ... 200
нитного поля в магнитном поле R* при В = 1 Тл 50... 4000 1 ...400
Относительное изменение сопротивления при В, Тл: 0,1 0,2 ... 0,5 0,03... 0,5
0,5 5... 8 0,5 ... 1,0
1,0 10... 16 2...3
Габаритные размеры, мм: наименьшие 5 х 3 х ОД 5 х 3 х 0,2
наибольшие 8 х 6 х 0,5 8 х 6 х 0,5
334
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
3) концентраты;
4) аэрозоли.
В соответствии с методиками по магнито порошко-
вой дефектоскопии, разработанными для конкретных
деталей и условий освещенности, используются магнит-
ные материалы, работающие в условиях:
1) естественного света;
2) ультрафиолетового света;
3) универсального освещения - это естественный
либо ультрафиолетовый свет.
Применяемые в дефектоскопии материалы по со-
ставу, физическим свойствам и назначению подразделя-
ются на четыре вида:
1) железные порошки, получаемые термическим
разложением пентакарбонила железа Fe(Co)5 или дис-
пергированием железа электрической дугой в керосине;
2) порошки, получаемые в шаровых мельницах из-
мельчением окалины, возникающей при горячей обра-
ботке стали;
3) порошки технического и синтетического магне-
тиков;
4) порошки ферромагнитного оксида железа, полу-
чаемые окислением магнетика.
Наибольшее распространение получили черный
магнитный порошок, представляющий собой измельчен-
ный оксид-диоксид железа Fe3O4 и буровато-красный
порошок - у-оксид железа (y-Fe2O3).
Для контроля деталей с темной поверхностью ис-
пользуют светлые порошки (с добавлением алюминие-
вой пудры ПАК-3) либо люминесцентные магнитные
порошки. Распространенный люминесцентный магнит-
ный порошок на 100 г y-Fe2O3 содержит 15 г люминофо-
ра-люмогена светло-желтого цвета. Люминесцентные
порошки используют при контроле как по темным, так и
по светлым поверхностям, но при этом место контроля
должно быть оборудовано ультрафиолетовым освещением.
Большое значение имеет размер частиц и порошка.
Средний размер одного зерна 0,1 ... 60 мкм. Магнитные
пасты, концентраты, предназначенные для разведения в
жидкости, кроме порошков содержат различные смачи-
вающие, антикоррозионные и другие присадки. Для
улучшения условий осаждения порошка над дефектом
применяют магнитные суспензии, представляющие со-
бой взвесь магнитных частиц в жидкой среде. В боль-
шинстве случаев используют водные и масляные маг-
нитные суспензии.
В табл. 2 - 6 приведены основные характеристики
магнитных порошков, рекомендуемых к использованию
в промышленности.
2. Сравнительная таблица. Черный магнитный порошок
Фирма-производитель Наименование Размер зерна, мкм Расход, г/л Освещение Среда
ООО «Орион-М», Москва «Диагма-1100» 2... 15 42 ... 54 Обычное Вода
Circle SYS, INC IL. USA, ЗАО «НИИИН МИПО "Спектр"», Москва MI-GLOW#106 2 ...30 9,5 Обычное Масло, керосин, солярка
3. Магнитопорошковые аэрозоли
Фирма-производитель Наименование, цвет Размер зерна, мкм Освещение Среда
Circle SYS, INC IL. USA, ЗАО «НИИИН МНПО "Спектр"», Москва Circle Safe 850а, оранжево-красный 5 ...29 Ультрафиолет и обычное Вода
Circle Safe 778а, желто-зеленый /черный 2 ... 20 Ультрафиолет и обычное Вода
Circle Safe 820а, черный 0,5 ...4 Обычное Вода
4. Цветные магнитные порошки (сухой метод)
Фирма-производитель Наименование Размер зерна, мкм Цвет Освещение
ООО «Орион-М», Москва «Диагма-0473» 20... 250 Зеленый Обычное
«Диагма-0400» 20... 250 Серый Обычное
«Диагма-0441» 20... 250 Зеленый Ультрафиолет + + обычное
МАГНИТНЫЕ ПРЕОБРАЗОВАТЕЛИ
335
Продолжение табл. 4
Фирма-производитель Наименование Размер зерна, мкм Цвет Освещение
Сулинский металлургический завод, г. Красный Сулин ПЖВ5-160 160 Темно-серый Обычное
ПЖВ-70 70 Темно-серый Обычное
Circle SYS, INC IL. USA, ЗАО «НИИИН МНПО "Спектр"», Москва DUSTING POWDER 61 70 Серый Обычное
DUSTING POWDER 63 70 Красный Обычное
DUSTING POWDER 66A 70 Желтый Ультрафиолет + + обычное
DUSTING POWDER 68 70 Синий Ультрафиолет + + обычное
5. Люминесцентные магнитные порошки (мокрый метод)
Фирма-производитель Наименование Размер зерна, мкм Расход, г/л, цвет Освещение Среда
ООО «Орион-М», Москва «Диагма-2623» 3 ...20 0,5 ... 5, желто-зеленый Ультрафиолет Масло, вода
«Диагма-1613» 3 ...20 15 ...20, желто-зеленый Ультрафиолет Вода
«Диагма-1111» 3 ...20 15 ...20, желто-зеленый Ультрафиолет Вода
«Диагма-2121» 3 ...20 0,5 ... 5, желто-зеленый Ультрафиолет Масло
«Диагма-1200» 2...20 25...30, красно-коричневый Ультрафиолет Вода
Circle SYS, INC IL. USA, ЗАО «НИИИН МНПО "Спектр"», Москва MI-GLOW#118 2...30 Желто-зеленый Ультрафиолет Вода, легкое масло
MI-GLOW#810 2...20 Желто-зеленый Ультрафиолет Вода
MI-GLOW#800 2...20 Желто-зеленый Ультрафиолет Вода, легкое масло
MI-GLOW#850 2...20 Оранжево- красный Ультрафиолет Вода
MI-GLOW#218 2...30 Желто-зеленый Ультрафиолет и обычное Вода
MI-GLOW#600 2...20 1,25 ... 8, красный Ультрафиолет и обычное Масло, керосин, вода
MI-GLOW#970 2 ...25 2, желто-зеленый Ультрафиолет Масло, керосин, вода
6. Концентраты
Фирма-производитель Наименование Размер зерна, мкм, цвет Освещение Среда
Circle SYS, INC IL. USA, ЗАО «НИИИН МНПО "Спектр"», Москва MI-GLOW#820 0,5 ... 4, черный Обычное Вода
MI-GLOW#778 2 ... 20, желто- зеленый/черный Ультрафиолет и обычное Вода
336
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Для обнаружения мелких дефектов применяется
мокрый метод с использованием магнитного порошка
№ 850 и 850А в аэрозольной упаковке, оранжево-
красный, флюоресцирующий при ультрафиолетовом и
красный при обычном освещении. Рекомендуемая кон-
центрация от 3 до 24 г/л воды в зависимости от приме-
няемого освещения.
Черные порошки, концентраты и аэрозоли типов
№ 106, 820, 820А предназначены для выявления неболь-
ших дефектов, таких, которые обнаруживаются в гото-
вой продукции после окончательной обработки.
Для увеличения контрастности на изделиях с тем-
ной поверхностью рекомендуется использовать белую
фоновую краску в аэрозольной упаковке, которая пред-
варительно наносится на контролируемое изделие.
Магнитный порошок № 106 предназначен для контро-
ля в видимом свете, для использования в среде керосина
или легкого масла. Размер частиц 2 ... 20 мкм, средний
9 мкм. Рекомендуемая концентрация 9 г/л раствора.
Магнитный концентрат № 820 - на водной основе,
содержит ингибиторы коррозии, противопенные и сма-
чивающие добавки, а также вещества, регулирующие
pH-фактор. Разводится водой в соотношении 1 : 39. Раз-
мер частиц от 0,5 до 4 мкм, средний размер частиц
1,5 мкм.
Аэрозоль № 820А представляет собой комбинацию
не флюоресцирующих частиц и специального смачи-
вающего средства в аэрозольном баллоне. Расход: 1 бал-
лон (270 г) на 3 ... 5 м2.
Для обнаружения очень мелких дефектов, встре-
чающихся после чистовой обработки в ответственных
изделиях машиностроения и железнодорожного транс-
порта используется смесь магнитного порошка и смачи-
вающего вещества № 810 в водной среде. Цвет частиц
желто-зеленый в ультрафиолетовом свете. Размер частиц
2... 20 мкм.
Рекомендуется использовать в концентрации
11,25 г/л воды. Магнитный порошок № 800 для контроля
изделий авиакосмической промышленности и на желез-
нодорожном транспорте. Желто-зеленый в ультрафиоле-
товом свете для работы в концентрации 1,25 г/л легкого
масла.
Для контроля стальных заготовок с грубой обработ-
кой поверхности используется флюоресцентный поро-
шок № 218, разработанный специально для работы в
водной среде.
Цвет частиц желто-зеленый, применяется при кон-
центрации 3,75 г/л воды.
Заготовки из чугуна и с грубой поверхностью кон-
тролируются флюоресцентным магнитным порошком
№ 118 в среде легкого масла или воды. Размер частиц
2 ... 30 мкм, цвет желто-зеленый.
Концентрат № 788 представляет собой комбинацию
флюоресцирующих частиц желто-зеленого цвета в ульт-
рафиолетовом свете и черного в обычном свете и специ-
ального смачивающего средства на водной основе, со-
держит ингибиторы коррозии, противопенные и смачи-
вающие добавки. Разводится водой в соотношении 1 : 39.
Размер частиц 2 ... 20 мкм, средний 7 мкм. Используется
для обнаружения очень мелких дефектов на обработан-
ных и необработанных деталях из ферромагнитных ма-
териалов.
Аэрозоль № 778А - готовый для применения маг-
нитный материал в аэрозольном баллоне. Расход: 1 бал-
лон (270 г) на 3 ... 5 м2.
Красный магнитный порошок № 600 для использо-
вания в обычном и ультрафиолетовом свете. Для приме-
нения в среде керосина или легкого масла. Размер частиц
2 ... 20 мкм. Расход от 1,25 до 8 г/л.
Желто-зеленый магнитный порошок № 970 для вы-
явления очень мелких дефектов в аэрокосмической про-
мышленности или других точных производствах, для
использования в среде керосина или легкого масла. Раз-
мер частиц 2 ... 25 мкм, средний 7 мкм.
Магнитные ленты применяют в магнитографиче-
ской дефектоскопии. Двухслойные ленты состоят из не-
магнитной основы (ацетилцеллюлозы, поливинилхлори-
да, лавсана) и магнитоактивного слоя - порошков оксида
железа, взвешенного в лаке, обеспечивающего хорошую
адгезию с основой. Для изготовления рабочего слоя ис-
пользуют гамма-окислы железа (у-Ре2Оз), железо-кобаль-
товый феррит (CoFe2O3), диоксид хрома (СгО2). В одно-
слойных лентах магнитный порошок вводится непосред-
ственно в основу (резина, полиамидные смолы). Одно-
слойные ленты получили меньшее распространение из-за
невысоких механических свойств.
Лента МКУ создана специально для контроля свар-
ных соединений и содержит два рабочих слоя с различ-
ной коэрцитивной силой, что позволяет работать и в
средних и в больших намагничивающих полях.
Известно применение гибких слоев и валиков (на
основе эластичных материалов - резины, пластмассы и
др.), а также металлических лент, изготовленных с уче-
том требования магнитографического контроля. Метал-
лические ленты отличаются повышенной прочностью и
термической стойкостью.
11.3. МАГНИТНЫЕ ДЕФЕКТОСКОПЫ
Методы и средства намагничивания и размаг-
ничивания деталей. Для намагничивания деталей при-
меняют постоянный (двухполупериодный выпрямлен-
ный, трехфазный выпрямленный), переменный, однопо-
лупериодный выпрямленный и импульсный токи.
Дефекты оптимально обнаруживаются в случае, ко-
гда направление намагничивания контролируемой дета-
ли перпендикулярно к направлению дефекта. Поэтому
простые детали намагничивают в двух направлениях, а
детали сложной формы - в нескольких направлениях.
Для создания оптимальных условий контроля при-
меняют три способа намагничивания: циркулярное, про-
дольное (или полюсное) и комбинированное.
Циркулярное намагничивание осуществляется при
пропускании тока по контролируемой детали или через
проводник (стержень), помещенный в отверстие детали.
Наиболее эффективно циркулярное намагничивание де-
талей, имеющих форму тел вращения. При пропускании
тока по деталям сложной формы выступы и другие не-
ровности могут быть не намагничены до требуемой сте-
пени. В этих местах необходимо измерять напряжен-
ность намагниченного поля и специально следить, чтобы
она достигала требуемой для контроля величины.
При циркулярном намагничивании направление
магнитного потока перпендикулярно к направлению то-
МАГНИТНЫЕ ДЕФЕКТОСКОПЫ
337
ка, поэтому оптимально обнаруживаются дефекты, на-
правление которых совпадает с направлением тока.
Одной из разновидностей циркулярного намагничи-
вания является намагничивание путем индуцирования
тока в контролируемой детали. Устройства для такого
намагничивания представляют собой трансформатор,
вторичной обмоткой которого (или частью сердечника)
служит контролируемая деталь.
Продольное (полюсное) намагничивание осуществ-
ляется с помощью электромагнитов, постоянных магнитов
или соленоидов. При этом обычно деталь намагничивается
вдоль своего наибольшего размера. На ее краях образуются
полюсы, создающие поле обратного направления.
Разновидностью полюсного намагничивания явля-
ется поперечное намагничивание, когда деталь намагни-
чивается в направлении меньшего размера.
Комбинированное намагничивание осуществляется
при одновременном намагничивании детали двумя или
несколькими изменяющимися магнитными полями. При
этом можно применять любое сочетание видов тока. При
комбинированном намагничивании необходимо, чтобы
суммарный вектор намагниченности поворачивался от-
носительно оси детали хотя бы на 90°. Это достигается в
результате применения совместного продольного и цир-
кулярного намагничиваний и использования для них то-
ков одного вида, отличающихся по фазе (или времени
включения, например, для импульсных токов), или токов
разного вида с соответствующими моментами включе-
ния или изменения их величины и направления.
В табл. 7 приведены основные способы намагничи-
вания, виды и сочетания токов, применяемые при нераз-
рушающем контроле магнитными методами.
7. Основные способы и схемы намагничивания деталей при магнитных методах неразрушающего контроля
Вид намагничивания (по форме магнитного потока) Способ Схема
Продольное (полюсное) Постоянным магнитом |л/ J > у —7Г— j
Электромагнитом J
Соленоидом
Циркулярное Пропусканием тока по детали
С помощью провода с током, помещаемого в отверстие детали 1
(
С помощью контактов, устанавливаемых на деталь 4? ? । 4Н □
Путем индуцирования тока в детали I
Комбинированное Пропусканием тока по детали и с помощью электромагнита h I, ’ip’}
Пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендику- лярных направлениях 2у/’П\_0
Путем индуцирования тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали $ 1КЦ1 rill 11 !
Примечание. Род тока или комбинация токов: для продольного (полюсного) и циркулярного намагничивания П; Пер: Опв; И; для комбинированного П и Пер; П и Опв; П и И; Пер и Пер; Пер и Опв; Пер и И; Опв и И; Опв и Опв; И и И (для последней схемы комбинации токов П и И не применяют). Обозначения тока: П - постоянный; Пер - переменный; Опв - однополупериодновыпрямленный; И - импульсный.
22 — 7387
338
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Для успешного применения магнитных методов
контроля необходимо соблюдать режимы намагничива-
ния деталей. Это возможно, если требуемая напряжен-
ность магнитного поля рассчитана по величине поля или
измерена.
Напряженность магнитного поля можно рассчитать
по величине намагничивающего тока в ограниченном
числе случаев, поэтому обычно ее вычисляют по сле-
дующим формулам.
1. На поверхности стержня или трубы при прохож-
дении тока по телу детали напряженность поля (А/м).
/Z = /jpax / 2яг,
где г - радиус детали, м; 1^ - максимальное (амплитуд-
ное) значение тока, А.
При намагничивании цилиндрической детали кон-
тактным способом приведенная формула справедлива
для центральной части детали, если соблюдается соот-
ношение
l/d>5,
где / - расстояние между контактами; d - диаметр детали.
2. Для кольца с w витками, расположенными рав-
номерно по периметру обмотки или вдоль его оси,
2лЯср ’
где Яср - средний радиус кольца.
3. Для пластины с отношением ширины к толщине
10... 15
2Ь
где b - ширина пластины.
Следует остановиться на рекомендуемых Амери-
канским обществом неразрушающих испытаний ASNT
соотношениях, которые необходимо учитывать при вы-
боре силы намагничивающего тока в различных ситуа-
циях.
При контроле крупных габаритных деталей, а также
сварных швов с использованием электродов, сила намаг-
ничивающего тока, межэлектродное расстояние и тол-
щины детали выбираются из следующих условий:
Межэлектродное Сила тока /, А при толщине стенки, мм
расстояние, мм до 20 20 и более
50... 100 200...300 300...400
Св. 100 до 150 300 ...400 400... 600
150... 200 400... 600 600 ... 800
Межэлектродное расстояние должно быть в диапазоне
80 ... 200 мм. Чтобы избежать прижога металла при напря-
жении питания источника тока выше 25, следует применять
только свинцовые или алюминиевые электроды.
При намагничивании с помощью соленоида отноше-
ние длины к диаметру является решающим параметром.
Максимальная длина контролируемого участка не
должна превышать 450 мм. Если деталь имеет большую
длину, то намагничивание должно осуществляться не-
сколько раз путем последовательного перемещения со-
леноида (или детали) так, чтобы длина каждого отрезка
была не более 450 мм.
За диаметр принимают максимальный размер попе-
речного сечения, например диагональ квадратного сече-
ния. В зависимости от отношения длины к диаметру ис-
пользуют формулы
7/П л Т 35 000
при 1/D >4 In =--------------;
IID + 2
при2<//£> <4 I - п= -500 ,
IID
где I - длина; I -п- ампер-витки.
Если 1/D < 2, то достаточная степень намагничива-
ния оценивается с помощью измерителя напряженности
поля.
При циркулярном намагничивании сила тока зави-
сит только от диаметра детали (деталь сплошная) и вы-
бирается из следующих соотношений:
Диаметр, мм Сила тока на 1 мм диаметра, / • мм
До 125 28.. .35
125 до 250 20.. .28
250 до 380 12 ... .20
Свыше 380 4 ... 13
При использовании в качестве намагничивающего
устройства электромагнитов рекомендуется выбирать
расстояние между полюсами не более 200 мм.
Применяют два основных способа размагничива-
ния. Наиболее эффективный из них - нагрев изделия до
температуры точки Кюри, при которой магнитные свой-
ства материала пропадают. Этот способ применяют
крайне редко, так как при таком нагреве могут изменять-
ся механические свойства материала детали, что в боль-
шинстве случаев недопустимо.
Второй способ заключается в размагничивании де-
тали переменным магнитным полем с амплитудой, рав-
номерно уменьшающейся от некоторого максимального
значения до нуля. В зависимости от материала изделия,
его размеров и формы применяют переменные магнит-
ные поля различных частот: от долей Гц до 50 Гц.
Чем больше магнитная проницаемость материала и
толщина детали (стенки детали), тем ниже должна быть
частота размагничивающего переменного магнитного
поля.
В первом приближении можно указать пределы
частот и толщин материала деталей в зависимости от
магнитных свойств последних. Так, детали из материала
с Нс = Ю ... 15 А/см при толщине стенки до 2 ... 3 мм
могут быть размагничены при частоте поля 50 Гц. При
частоте переменного магнитного поля 1 Гц детали из
материалов с указанными магнитными свойствами могут
МАГНИТНЫЕ ДЕФЕКТОСКОПЫ
339
иметь толщину стенки (толщина деталей) примерно до
30 мм.
Изделия из материалов с Нс = 40 ... 50 А/см при
приведенных выше частотах размагничивающего поля
могут иметь толщины стенок примерно до 10 ... 15 мм
при 50 Гц и до 50 ... 60 мм при 1 Гц.
Начальная амплитуда напряженности размагничи-
вающего поля может быть несколько ниже напряженно-
сти намагничивающего поля. Определить это значение
относительно сложно, поэтому, как правило, его прини-
мают равным амплитуде напряженности намагничиваю-
щего поля.
Для качественного размагничивания важно соблю-
дать промежуток времени, в течение которого напря-
женность размагничивающего поля уменьшается от мак-
симального значения до нуля. Это время определяется
числом укладывающихся в него периодов изменения
магнитного поля.
Для большинства материалов число размагничи-
вающих периодов должно быть порядка 40 ... 50. Если
деталь не размагнитилась (что бывает относительно ред-
ко), процесс следует повторить. Минимальное число
размагничивающих периодов должно быть не ниже 25.
Допустимая остаточная (после размагничивания)
намагниченность детали определяется технологией
дальнейшей ее обработки, сборки и эксплуатации. На-
пример, детали, подвергающиеся после намагничивания
термической обработке с нагревом выше точки Кюри,
размагничивать не следует. Не размагничивают также
детали, не перемещающиеся после сборки относительно
друг друга, так как они не могут намагнитить переме-
щающиеся детали, например подшипники, магнитное
поле которых не влияет на различные магнитные датчи-
ки (стрелка компаса и т.п.).
Деталь невозможно размагнитить так, чтобы оста-
точная намагниченность была равна нулю, так как она
намагничивается магнитным полем Земли и окружаю-
щих намагниченных предметов, токов и т.п.
Существует эмпирическое правило для определения
минимальной для каждой детали остаточной намагни-
ченности. Оно заключается в следующем. Деталь должна
быть нагрета до температуры выше точки Кюри и охла-
ждена при отсутствии внешних источников магнитных
полей (кроме поля Земли). Затем достаточно чувстви-
тельным полимером или градиентометром необходимо
измерить ее максимальную намагниченность в таком
состоянии (можно в относительных единицах).
Предположим, что эта величина (отклонение стрел-
ки прибора при поднесении чувствительного элемента к
детали) равна а; тогда минимальная норма размагничен-
ности
W=3a.
Для размагничивания детали применяют различные
демагнитизаторы. Они представляют собой соленоиды
переменного тока различной частоты. Размагничивание в
них производится или уменьшением тока в соленоидах,
или удалением деталей из центральной части соленоида
на расстояние, на котором напряженность поля демагни-
тизатора можно принять равной нулю.
Деталь можно размагнитить с помощью циркуляр-
ного магнитного поля, создаваемого переменным током,
проходящим по детали или по стержню, вставленному в
отверстие детали. При этом ток должен плавно умень-
шаться до нуля. Некоторые установки для контроля
имеют устройства для автоматического уменьшения си-
лы тока для размагничивания. Недостаток этого способа
заключается в том, что невозможно проверить, размаг-
ничена деталь или нет.
Иногда для размагничивания применяют специаль-
ные источники тока, представляющие собой колебатель-
ный контур, работающий в режиме затухания колебаний.
Магнитные поля рассеяния дефектов. При на-
магничивании короткой детали изделия на ее торцах
создаются магнитные полюсы. По аналогии с электро-
статикой им приписывают определенный магнитный
заряд (фиктивный), поверхностная плотность которого
численно равна изменению намагниченности. Если в
сечении детали имеет место нарушение сплошности или
другая неоднородность, приводящая к изменению на-
магниченности, то в этом месте также образуются полю-
сы, поле которых образует магнитное поле рассеяния
дефекта; в зарубежной литературе магнитный метод час-
то называют методом потоков рассеяния.
Магнитное поле рассеяния дефекта Нд тем больше,
чем больше дефект и чем ближе он к поверхности, над
которой проводится измерение.
В некоторых материалах (например, легированных
и высокоуглеродистых сталях) Нл имеет значительную
величину при остаточной намагниченности. По величине
и топографии (пространственному распределению) Нд в
принципе возможно судить о величине и расположении
дефекта. Установить точную связь Нл с геометрическими
параметрами дефектов и магнитными характеристиками
изделий в аналитическом виде не представляется воз-
можным. Для оценки этой связи пользуются различными
моделями и приближениями, наиболее распространен-
ные из которых представлены в табл. 8.
8. Магнитные поля некоторых объектов
№ поз. Объект Формулы для расчета
1 Тонкая пластина с током 1Z г. 1 Г х х + а х а-х"| Нх = arctg + arctg ; 4яц0а L z z J и - 1 i-(*~a)2+*2 П у. 111 ~ ~ 4лц0а (х + а) +z
22*
340
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Объект
Формулы для расчета
Продолжение табл, 8
Однородно-заряженный цилиндр
или нить с линейной плотностью
г >а
Jlpe равномерно заряженные нити
2Ь и
=3—
Дипольная нить:
Ь -> 0, ст -> оо,
lim bcs = D
Н _ о х + Ь х-Ь
х 2лц0 (х + Ь)2 + z2 (х-b)2 + z2
JJ __СТ______Z___________Z
2лц0 _(x + Z>)2 +z2 (x-b)2+z2
н -= D г~х2 •
* 2лц0 (z2+x2)2 ’
Н =-—В—_____2zx__
2лц0 (z2 + х2 )2
_ q __________х + Ь_____ _________х-Ь______
2лц0 [(х + Ь)2 + у2 + z2J32 [(х-6)2 +у2 +z2f 2
н =_Я____________У___________________У________
У 2лц0 [(х + й)2 +у2 +z2f'2 [(х-6)2 + у2 +z2f'2
Поле диполя:
Ь -+ 0, q -+ оо,
limZx? = £>
н = _Ч__________£_________________£________
[(х + &)2+у2+z2]’/2 [(х-&)2 +у2 +z2f'\
_ D у2 +z2 -2х2
x~2^Q(x2+y2+z2)5'2’
н ____________2хУ
у 27Cgo(x2+/+z2)5/2’
D TLxz
Нг =-2яц0 (x2+y2+z2)5'2
5
Равномерно заряженный отрезок с
линейной плотностью о зарядов
о______________1________________Ху)
м 2тец0 (z + a) + J(z-a)2 +х2 + у2 ^(z + a)2 +х2 + у2
___________1________________Ху) .
(z - а) + ^(z-a)2 + х2 + у2 y/(z-a)2 +х2 + у2
4лЦо j(z + а)2 +х2 + у2 J(z-a)2 +х2 + у2
МАГНИТНЫЕ ДЕФЕКТОСКОПЫ
341
Продолжение табл. 8
№ поз. Объект Формулы для расчета
6 Две равномерно заряженные грани с поверхностной плотностью о0 Ях=-^2- 4лц0 Л(х + Ь) Л(х - Ь) arctg arctg (х + Ь)2 + z(z + h) (x-b)2 + z(z + h) 9
Z
°0 .
-----In
4лц0
(x-b)2 +z (x + b)2 +(z + h)2
(x + b)2 +z (x-b)2 +(z + /i)2
Цилиндрический дефект в
безграничном пространстве
У
Ях=Яо+Я„, Я,=Яд,.
Но
2 2
If -у -2Н.-Н2 У -*
“лк ** §С1
Hi + Н2 (У +х2)2
н ——ft Иг 2 ух
Нду . 2 2\2
h+M/+x)
Труба в поперечном поле
Я1х=Я0 1-а
2 (ц2-1)(1-Х) /-Х2
*> -ч о 1 > X “ b / а,
(ц + 1)2 -(|x-l)2X(j2 +х2)2
н _а2 (Ц2-1)(1-Х)______________
'' (н + 1)2 -(ц-1)2Х (у2 + х2)2 ’
Я2л=2Я0
ц + 1
2ух
ц-1
у2 -х2
Т ’
л-Ь2
(ц + 1)2 - (ц -1)2 X (н + 1)2 - (И - 1)2ХJ у2 + х
ц-1
2ду
H2v = -2Н0Ь2--------------------—,
(Н +1) -(Ц-1) X (у2 + х2)2
4ц
я3х = я0-------------г-; V = о
(ц + 1)2-(ц-1)2Х Зу
Шаровая полость
Z но
V/ *
Вне полости:
яг =я01+-У—-
L 1+2н
Я =—У—-а3Н0
у 14- 2р. 0
Нг =--У—-а3Н0
г 1 + 2ц 0
Внутри полости:
з y2+z2-2x2
(х2 +у2 +z2)512
Зху
(x2+y2+z2)3'2 ’
3xz
(х2 + у2 +z2)5/2
342
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Продолжение табл. 8
№
поз.
Ло"
Объект
Формулы для расчета
Мп t (x + b) + h
—- arctg v , 7----------
2л L (x~b)2 + z(z + h)
arctg----\— ---------
(x-b)2 + z(z + h)
H M„ (x + b)2 + (z + 6)2][(x-6)2 + z2
2 л (x + b)2 + z2][(x-6)2 + (z + h)2
Mn=in=(ii-\)HOn
И =is2b z______________z + h
x 2л _z2+x2 (z + h)2+x2
it _ ^26 x_____________x_____
г 2л z2 + x2 (z + b)2 + x2
i„ =A/„ =(р.-1)ЯОл
Формулы поз. 7-9 (см. табл. 8) точные, получены
решением уравнения Лапласа для безграничной среды,
описываемой уравнением
Те же формулы пригодны и для сред с
В = рю(рЯ + Л0,
где Ц = const (так называемое приближение технического
насыщения).
Если в формулах поз. 7-9 заменить HQ на H'Q, то
будем иметь
Н'0=Н0 +м/(ц-1).
Из поз. 7-9 (см. табл. 8) можно сделать ряд важ-
ных выводов. Например, сравнив поз. 7 и поз. 3, легко
убедиться, что поле цилиндрической полости соответст-
вует полю дипольной нити, расположенной на оси по-
лости. Радиус полости не влияет на топографию ее маг-
нитного поля рассеяния, а только на его величину.
Влияние границ детали можно учесть методом зер-
кальных отображений (для ц = const), который в табл. 8
показан на примере дипольной нити.
Для расчета поля поверхностных дефектов исполь-
зуют модели диполей (поз. 2 - 4, 6, см. табл. 8, из кото-
рых наиболее подходящей является модель ленточного
диполя (поз. 6, см. табл. 8), причем грани дефектов могут
быть расположены не только параллельно и вертикально,
но и под всевозможными углами.
В поз. 11 (табл. 8) следует учитывать следую-
щие соотношения:
— in = о,
где Мп = (ц-1)ЯОл- намагниченность на границе ме-
талл - воздух; Qo - поверхностная плотность магнитных
(фиктивных) зарядов; HQn - составляющая приложенно-
го магнитного поля Н, нормальная к границе поверхно-
сти раздела; in - поверхностная плотность соленоидных
токов;
Л/2& + 1 1 ц-1
Л/26 + р, п ц +1
Это важное для практики магнитной дефектоскопии
выражение для поверхностной плотности магнитных
зарядов, учитывающее глубину и ширину и магнитные
свойства среды ц, в которой находится дефект бесконеч-
ной протяженности. Заслуживает внимания также мо-
дель д-ра Ф. Ферстера, записанная по аналогии с маг-
нитным полем витка с током:
Нх=—2Ь 2 Z""2-2 Z + h 2
л х2 + z2 х2 + (z + Л)2
МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
343
z
Рис. 6. Составляющие Нх и Hz магнитного поля рассеяния дефекта и их основные производные (кривые сигналов
преобразователей для двух значений межполюсного расстояния диполя:
а, вуду ж-докритического; б, г, е, з- сверхкритического
Н.=^-2Ь
ТС
х2 +z2
X
х2 + (z + Л)2
Типичный вид составляющих магнитного поля рас-
сеяния поверхностного дефекта (Нх и Ну) и их производ-
ных показан на рис. 6.
11.4. МАГНИТОПОРОШКОВЫЕ
ДЕФЕКТОСКОПЫ
Магнитопорошковый дефектоскоп - устройство
для выявления нарушений сплошности в изделиях с ис-
пользованием в качестве индикатора магнитных порош-
ков (магнитолюминесцентных, магниторадиоактивных
и др.).
Основные узлы дефектоскопа следующие: источни-
ки тока, устройства для подвода тока к детали, устройст-
ва для полюсного намагничивания (соленоиды, электро-
магниты), устройства для нанесения на контролируемую
деталь магнитной суспензии (или сухого порошка), осве-
тительные устройства, измерители тока (или напряжен-
ности магнитного поля).
В зависимости от назначения в дефектоскопах мо-
гут быть не все из перечисленных узлов, но могут быть и
дополнительные узлы (например, узлы для автоматиче-
ского перемещения детали и механической разбраковки,
дефектоотметчики и т.п.).
В дефектоскопах наиболее широкое распростране-
ние получили циркулярное намагничивание пропускани-
ем переменного тока по детали (или через стержень, по-
мещенный в отверстие детали) и продольное намагничи-
вание постоянным (выпрямленным) током. В дефекто-
скопах используют также импульсные конденсаторные
источники тока. В специализированных дефектоскопах
(реже в универсальных) широко применяют индукцион-
ный способ намагничивания.
Многие магнитопорошковые дефектоскопы имеют
трансформаторный выход. Его недостаток связан с обра-
зованием отрицательного выброса тока (при создании в
детали остаточной намагниченности), который частично
или полностью может размагнитить деталь. Поэтому при
контроле способом остаточной намагниченности необ-
ходимо принимать меры к исключению отрицательных
выбросов тока. Это достигается установкой диодов во
вторичной цепи выходного трансформатора, а также
применением специальных способов намагничивания,
например двумя последовательными импульсами одной
полярности и следующим за ними одним импульсом то-
ка противоположной полярности.
Для магнитопорошкового контроля в основном
применяют дефектоскопы трех видов: 1) стационарные
универсальные; 2) передвижные и переносные универ-
сальные; 3) специализированные (стационарные, пере-
движные, переносные).
Стационарные универсальные дефектоскопы полу-
чили широкое распространение на предприятиях круп-
носерийного (или мелкосерийного) производства разно-
типных деталей. Такими дефектоскопами можно контро-
лировать детали различной конфигурации с производи-
тельностью от десятков до многих сотен деталей в час.
Скорость контроля значительно возрастает при исполь-
зовании люминесцентного магнитного способа.
С помощью стационарных универсальных дефекто-
скопов можно производить намагничивание всеми из-
вестными способами (циркулярное, полюсное, комбини-
рованное), контроль в приложенном поле и способом
остаточной намагниченности.
Такие дефектоскопы отличаются родом намагничи-
вающих токов, мощностью и размерами контролируе-
мых деталей. Длина деталей определяется возможностью
раздвижения контактных устройств (бабок), поперечные
размеры зависят от мощности дефектоскопа и макси-
мальной силы тока.
В первом приближении можно считать, что макси-
мальный диаметр контролируемой детали таков, что при
максимальной силе тока дефектоскопа на поверхности
детали напряженность магнитного поля достигает 80 А/см.
344
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Это не означает, что в отдельных случаях нельзя
контролировать детали большего диаметра, например,
когда магнитные характеристики материала детали по-
зволяют достичь наивысшей чувствительности контроля
при меньшей напряженности намагничивающего поля.
Известны десятки типов универсальных стационарных
дефектоскопов.
Широкое распространение получили переносные и
передвижные (менее мощные) дефектоскопы. Как правило,
они представляют собой источники переменного, постоян-
ного (однополупериодно-выпрямленного) и реже - им-
пульсного тока. Иногда один дефектоскоп позволяет ра-
ботать с двумя видами тока.
Передвижные и переносные универсальные дефек-
тоскопы предназначены для намагничивания и контроля
деталей в условиях, когда невозможно применять ста-
ционарные дефектоскопы, например при намагничива-
нии крупногабаритных деталей по частям, в случае рабо-
ты в полевых условиях и т.п. Как правило, такие дефек-
тоскопы снабжают комплектом деталей для контроля
(сухие порошки и устройства для их напыления, сосуды
с суспензией и т.п.).
Переносные и передвижные универсальные дефек-
тоскопы позволяют производить циркулярное намагни-
чивание с помощью токовых контактов, помещаемых на
участке детали, продольное намагничивание с помощью
кабеля, навиваемого на деталь, или иногда с помощью
электромагнита.
Следует отметить переносные намагничивающие
устройства на постоянных магнитах с гибким магнито-
проводом (типа УН-5) и комплекты для магнитолюми-
несцентного контроля, включающие ультрафиолетовый
портативный облучатель с автономным питанием, на-
магничивающее устройство на постоянных магнитах,
магнитные порошки в аэрозольных упаковках и кон-
трольный образец-имитатор. Автономность питания по-
зволяет их применять в полевых условиях при обследо-
вании объектов, подведомственных Госгортехнадзору,
где запрещено использование сетевого питания прави-
лами безопасной эксплуатации.
Известны разнообразные переносные намагничи-
вающие устройства на переменном токе:
• для полюсного намагничивания с помощью двух
электромагнитов переменного тока;
• универсальное для полюсного намагничивания с
помощью электромагнита переменного тока с настраи-
ваемыми пластинами полюсов;
• универсальное с автономным питанием для по-
люсного намагничивания с помощью электромагнита
переменного тока повышенной частоты (имеется преоб-
разователь) с настраиваемыми пластинами полюсов;
• универсальное для полюсного намагничивания с
помощью электромагнита переменного тока с поворот-
ными и съемными полюсами, снабженными настраивае-
мыми пластинами;
• для полюсного намагничивания с помощью коль-
цевого электромагнита переменного тока;
• самоходное для полюсного намагничивания с по-
мощью кольцевого электромагнита переменного тока.
Для перемещения используются два электропривода на
магнитных колесах. Регистрация порошковых осаждений
производится миниатюрной телекамерой.
Такие намагничивающие устройства применяются
для магнитопорошкового контроля толстостенных и
крупногабаритных объектов, обеспечивают режим маг-
нитного насыщения в поверхностном слое изделий при
контроле по участкам.
Получили значительное распространение специали-
зированные полуавтоматы для намагничивания деталей с
последующим их контролем способом остаточной на-
магниченности.
Дефектоскоп импульсный роликовый является
электромагнитным прибором, используется в контроль-
ных операциях в цеховых и лабораторных условиях ра-
боты.
Прибор предназначен для импульсного намагничи-
вания в открытой магнитной цепи соленоида относи-
тельно коротких массивных изделий с малой проницае-
мостью формы.
Принцип действия прибора основан на использова-
нии явления «аномальной» намагниченности тел, возни-
кающего в ферромагнитных проводящих изделиях
(имеющих малую проницаемость формы) при быстром
спаде намагничивающего поля.
Сущность этого явления состоит в том, что вихре-
вые токи каждого изделия при наличии большого раз-
магничивающего поля при спаде намагничивающего
поля задерживают не в одинаковой мере процесс убыва-
ние индукции в различных местах объема образцов, что
в конечном счете приводит к образованию внутри изде-
лий макроскопических вихреобразных замкнутых облас-
тей индукции, которые способствуют хорошему выявле-
нию поверхностных дефектов.
Прибор обеспечивает одновременное выявление
продольных и поперечных дефектов при одноразовом
контроле их в ванне с магнитной суспензией.
Необходимой принадлежностью магнитопорошко-
вых дефектоскопов являются контрольные образцы с
тонкими дефектами. Они помогают установить, что обо-
рудование и материалы для контроля являются качест-
венными, а технология контроля соблюдается достаточ-
но точно.
Контрольные образцы подбирают из числа брако-
ванных деталей. Дефекты в них можно считать доста-
точно тонкими, если при контроле способом приложен-
ного поля они обнаруживаются при режиме, соответст-
вующем уровню чувствительности А и не выявляются
при режиме контроля, соответствующем уровню чувст-
вительности Б. Если позволяют магнитные характери-
стики материала контрольного образца, его можно ис-
пользовать и при контроле способом остаточной намаг-
ниченности.
Чувствительность магнитопорошкового метода, оп-
ределяемая минимальными размерами обнаруживаемых
дефектов, зависит от многих факторов, таких как маг-
нитные характеристики материала контролируемой де-
тали, ее формы и размеров, характера (типа) выявляемых
дефектов, чистоты обработки поверхности детали, ре-
МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
345
жима контроля, свойств применяемого магнитного по-
рошка, способа нанесения суспензии, освещенности кон-
тролируемого участка детали и т.п.
Магнитное поле дефекта, индикация которого дает
возможность его обнаружить, тем больше, чем выше
индукция материала и меньше нормальная и дифферен-
циальная магнитные проницаемости. Например, наруше-
ние сплошности в виде щели с раскрытием 2 ... 2,5 мкм и
глубиной 25 мкм может быть обнаружено с помощью
магнитной суспензии, содержащей высокочувствитель-
ный черный магнитный порошок, в детали из стали
ЗОХГСА (коэрцитивная сила Нс.= 12 А/см) при индукции
В = 1,5 Тл, в стали ШХ15 (Нс = 36 А/см) при В = 0,87 Тл, а
в стали 95X18 (Нс = 74 А/см) при индукции В = 0,53 Тл.
Максимальные относительные магнитные прони-
цаемости сталей приведены ниже.
Сталь Р max Ц Jmax
ЗОХГСА 500-520 640-670
ШХ15 90-110 200-230
95X18 30-35 53-56
Наилучшими являются условия выявления дефек-
тов в деталях в форме тел вращения (цилиндрах, трубах
и т.п.), намагниченных циркулярно. В деталях, намагни-
ченных так, что на их концах или выступах образуются
полюсы, создающие поле обратного направления по от-
ношению к намагничивающему полю, трудно обнару-
жить дефекты. При контроле в приложенном продоль-
ном магнитном поле его напряженность должна быть
больше (иногда значительно), чем при циркулярном на-
магничивании, для того, чтобы компенсировать само-
размагничивание детали.
При контроле способом остаточной намагниченно-
сти индукция в детали, намагниченной продольно, из-за
ее саморазмагничивания может быть значительно ниже
остаточной индукции, необходимой для обнаружения
дефектов. Кроме того, при наличии выступов и резких
переходов в детали в ряде случаев создаются локальные
магнитные поля, которые притягивают частицы магнит-
ного порошка, чю может вводить в заблуждение контро-
лера.
Чувствительность метода зависит от типа дефекта.
Дефекты обтекаемой формы с округлыми краями выяв-
ляются хуже, чем дефекты с острыми краями. Например,
волосовины выявляются значительно труднее, чем тре-
щины. Так, в деталях из стали 15Х12Н2ВМФ с коэрци-
тивной силой Яс=10 А/см в режиме остаточной намаг-
ниченности (Вг = 0,98 Тл) могут быть обнаружены шли-
фовочные трещины с раскрытием 2 ... 2,5 мкм и глуби-
ной 25 мкм; волосовины таких же размеров не выявля-
ются.
На чувствительность контроля оказывает влияние
местоположение дефекта в детали. Подповерхностные
дефекты обнаруживаются хуже, чем поверхностные. До
глубины залегания примерно 100 мкм чувствительность
к обнаружению подповерхностных дефектов практиче-
ски не уменьшается. На большем расстоянии от поверх-
ности при прочих равных условиях могут быть обнару-
жены дефекты более грубые, чем поверхностные. В пер-
вом приближении можно принять, что на глубине 2 ...
3 мм могут быть обнаружены дефекты, расстояние от по-
верхности которых примерно равно их глубине. Хуже об-
наруживаются дефекты, плоскость которых составляет угол
меньше 40 ... 50° по отношению к поверхности детали.
Существенное влияние на чувствительность метода
оказывает чистота обработки поверхности контролируе-
мого объекта. Высокая чувствительность контроля мо-
жет быть достигнута при шероховатости контролируе-
мой поверхности Ra = 1,6 мкм. Если шероховатость
контролируемой поверхности Rz = 40 мкм, то при про-
чих равных условиях могут быть обнаружены дефекты,
примерно в 2 раза более грубые, т.е. с раскрытием вдвое
большим при равном отношении глубины к раскрытию
или со значительно большей глубиной. Это связано с
тем, что на шероховатой поверхности создаются локаль-
ные магнитные поля, вызывающие осаждение порошка в
виде вуали, на фоне которой тонкие дефекты становятся
невидимыми.
Режим контроля определяет возможность обнару-
жения дефектов требуемых размеров, характеризуется
напряженностью намагничивающего поля, способом
контроля (в приложенном поле или на остаточной на-
магниченности) и способом намагничивания.
Наивысшая чувствительность контроля имеет место
в случае, когда направление магнитного потока в детали
перпендикулярно к направлению выявляемых дефектов.
Для обнаружения дефектов любых направлений
применяют намагничивание в двух (или более) взаимно
перпендикулярных направлениях или комбинированное.
При раздельном намагничивании (в контроле) в двух
взаимно перпендикулярных направлениях труднее вы-
явить дефекты, расположенные под углом 45° к общим
направлениям. Для обеспечения требуемой чувствитель-
ности контроля таких дефектов напряженность одного из
намагничивающих полей необходимо увеличить в
Л =1,41 раза. Обычно это проще сделать при цирку-
лярном намагничивании.
Свойства применяемых магнитных порошков име-
ют существенное значение для обеспечения требуемой
чувствительности контроля. Интегральным свойством
порошков для магнитной дефектоскопии является их
выявляемость, т.е. способность обнаруживать тонкие
дефекты, размеры которых определяют наивысшую чув-
ствительность метода.
Освещенность места контроля должна быть такой,
чтобы валик магнитного или люминесцентного магнит-
ного порошка над дефектом был хорошо различим на
поверхности детали. При использовании ламп накалива-
ния и в случае естественного освещения освещенность
поверхности детали должна быть не менее 1000 лк. При
этом следует применять комбинированное освещение
(общее и местное). Освещенность можно проверить с
помощью люксметра типа Ю-116 или аналогичного при
расположении его преобразователя на поверхности кон-
тролируемой детали в зоне осмотра.
При использовании люминесцентных магнитных
порошков осмотр контролируемой поверхности следует
346
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
проводить при ультрафиолетовом облучении облучате-
лем с длиной волны 315 ... 400 нм. При этом ультрафио-
летовая облученность контролируемой поверхности
должна быть не менее 2000 мкВт/см2 и 500 мкВт/см2 при
технологическом контроле, который устанавливается в
нормативной технической документации предприятия.
Ультрафиолетовая облученность измеряется радио-
метрами типа UV Р-365 в мкВт/см2 или аналогичными.
На деталях из некоторых материалов с высокими
магнитными свойствами могут быть обнаружены по-
верхностные дефекты с р&крытием не более 1 мкм и
глубиной более 10 мкм. Однако такая высокая чувстви-
тельность недостижима для большинства ферромагнит-
ных материалов. Поэтому высшая чувствительность ме-
тода ограничена дефектами с раскрытием (шириной) от
12,5 мкм и глубиной от 25 мкм.
В табл. 9 приведены три условных уровня чувстви-
тельности. Уровни чувствительности названы условны-
ми потому, что они определены для дефектов в форме
щели с параллельными стенками, перпендикулярными к
поверхности детали.
При необходимости в соответствующих норматив-
ных документах могут быть установлены промежуточ-
ные уровни чувствительности.
Магнитопорошковый контроль состоит из следую-
щих операций: подготовки детали к контролю, намагни-
чивании детали, нанесении на деталь магнитного порош-
ка или суспензии, осмотра детали, разбраковки и размаг-
ничивания.
Подготовка детали к контролю заключается в очи-
стке поверхности детали от отслаивающейся ржавчины,
грязи, а также от смазочных материалов и масел, если
контроль проводится с помощью водной суспензии или
сухого порошка. Если поверхность детали темная и чер-
ный магнитный порошок на ней плохо виден, то деталь
иногда покрывают тонким просвечивающим слоем белой
краски (обычно нитролаком).
Как правило, защитные покрытия на деталях не-
большой толщины не ухудшают условий контроля, за
исключением электроизоляционных покрытий, которые
мешают пропусканию тока через деталь. В этом случае
9. Уровни чувствительности
магнитопорошкового метода
Условный уровень чувст- вительности Ширина дефекта, мкм Примечание
А 2,5 Минимальная протяженность
Б 10 выявляемой части дефекта равна 0,5 мм; протяженность
В 25 дефекта определяется по длине валика осаждения по- рошка
Выявляемость дефектов, соответствующих условному
уровню чувствительности, определяется при соотношении его
глубины к ширине, равном 10.
контроль проводят до нанесения покрытия, или удалив
покрытие с части детали, или не пропуская ток через
деталь. Если толщина покрытий от 20 до 150 мкм, то
применяют специальные режимы контроля. Детали, по-
крытые гидрофобной пленкой, водной суспензией не
смачиваются, и поэтому при их контроле используют
масляную или керосино-масляную суспензию.
Намагничивание детали является одной из основ-
ных операций контроля. От правильного выбора спосо-
ба, направления и вида намагничивания, а также рода
тока во многом зависят чувствительность и возможность
обнаружения дефектов.
Считают, что постоянный ток наиболее удобен для
выявления внутренних дефектов (на расстоянии от по-
верхности до 2 ... 3 мм). Однако детали с толщиной
стенки более 20 ... 25 мм не следует намагничивать по-
стоянным током, так как такие детали после контроля
практически невозможно размагнитить. Кроме того,
внутренние дефекты можно выявить с помощью пере-
менного (и импульсного) тока, если его амплитуду уве-
личить в 1,5 ... 2,5 раза по сравнению с амплитудой тока,
рассчитанной для выявления поверхностных дефектов.
Это справедливо для контроля способом приложенного
тока и способом остаточной намагниченности.
Для создания требуемой напряженности поля при
намагничивании деталей путем пропускания по ним тока
необходим ток большой плотности. В этих случаях для
намагничивания целесообразно применять импульсный
ток. Это не относится к деталям с малой контактной по-
верхностью. Импульсный ток обеспечивает отсутствие
прижогов, которые опасны как зародыши дефектов.
Увеличение глубины промагничивания при исполь-
зовании импульсного тока достигается путем повторного
(3 ... 5-кратного) намагничивания импульсами одного
направления. Это объясняется тем, что проницаемость
(дифференциальная) верхнего слоя намагничиваемого
изделия уменьшается после каждого намагничивания
отдельными импульсами и достигает стабильной вели-
чины после трех - пяти импульсов тока.
Как правило, оборудование для магнитопорошково-
го контроля позволяет осуществлять циркулярное на-
магничивание тремя способами: пропусканием тока по
детали или через стержень, проходящий в отверстие де-
тали; с помощью контактов, прижимаемых к детали (ток
при этом проходит между контактами и намагничивает
часть поверхности детали в первом приближении в фор-
ме эллипса; большая ось равна расстоянию между кон-
тактами, а меньшая 1/2 ... 2/3 этого расстояния), а также
с помощью нескольких витков провода, проходящих в
отверстие детали и охватывающих частью витка деталь
снаружи.
Продольное намагничивание чаще осуществляют с
помощью соленоида и реже с помощью электромагнитов
(еще реже применяют постоянные магниты). При работе
с соленоидом следует иметь в виду, что напряженность
поля резко падает при удалении его от края, что ограни-
чивает рабочую зону.
Комбинированное намагничивание возможно толь-
ко при контроле способом приложенного поля. При этом
МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
347
необходимо учитывать подвижность порошка в суспен-
зии. Так, если подвижность порошка велика, а время ре-
ального воздействия на частицы порошка двух взаимно
перпендикулярных магнитных полей значительно разли-
чается, то магнитный порошок может не отложиться на
дефектах, соответствующих намагничивающему полю,
время воздействия которого меньше. Для того чтобы при
комбинированном намагничивании выявились дефекты
всех направлений, необходимо увеличить напряженность
поля, действие которого за равный промежуток времени
меньше. Так, при применении водной, керосиновой и
масляной (на основе масла РМ) суспензий в комбиниро-
ванном намагничивании переменным и постоянным или
переменным и импульсным полями напряженность пе-
ременного поля в первом случае и импульсного во вто-
ром должна быть в несколько раз больше напряженности
второго поля (соответственно постоянного или перемен-
ного). Если кинематическая вязкость дисперсной среды
суспензии (например, трансформаторного масла) больше
20 мм2/с, то напряженности поля при комбинированном
намагничивании могут быть одинаковыми. Напряженно-
сти поля при комбинированном намагничивании должны
быть одинаковыми, если в нем участвуют токи одного
рода.
При полюсном намагничивании деталей и контроле
способом остаточной намагниченности величина по-
следней может быть значительно меньше требуемого из-
за саморазмагничивающего поля полюсов детали. Поэтому
при контроле способом приложенного поля внешнее на-
магничивающее поле должно быть таким, чтобы оно могло
компенсировать магнитное поле полюсов. При намагничи-
вании постоянным магнитным полем при медленном его
уменьшении и контроле способом остаточной намагни-
ченности можно проверять детали с удлинением не менее
25 (под удлинением здесь понимается отношение наи-
больших размеров детали в направлении намагничивания
и в перпендикулярном к нему направлении).
При намагничивании детали переменным и им-
пульсным токами (или при быстром выключении посто-
янного тока) удлинение может составлять не менее 3 ...
5 за счет того, что намагничивается только поверхност-
ный слой 1 и при выключении намагничивающего поля
магнитные линии поверхностной части детали могут
замыкаться через внутреннюю часть 2 детали, создавая
как бы замкнутую магнитную цепь (рис. 7). Амплитуда
намагничивающего поля должна быть такой, чтобы по-
верхностный слой был намагничен до насыщения, а вре-
мя уменьшения намагничивающего поля от максималь-
ного значения до нуля не должно превышать 5 • 10’3 с.
Намагничивание с созданием псевдозамкнутой маг-
нитной цепи невозможно, если наименьший размер де-
тали в направлении, перпендикулярном к направлению
намагничивания, меньше 5 ... 10 мм (в зависимости от
магнитных свойств материала детали). Это связано с тем,
что детали намагничиваются переменным или импульс-
ным полем полностью и невозможно замыкание магнит-
ного потока через внутреннюю часть детали.
Напряженность намагничивающего поля, необхо-
димая для контроля при условных уровнях чувствитель-
ности, может быть определена по формулам, приведен-
Рис. 7. Намагничивание детали с замыканием магнитного
потока через ее внутреннюю часть
ным в табл. 10 и 11, и по кривым на рис. 8. Режимы кон-
троля способом приложенного поля, соответствующие
условному уровню чувствительности А, вычисляют по
формулам в зависимости от магнитных характеристик
материала детали (табл. 10).
10. Формулы для расчета напряженности поля,
соответствующей условному
уровню чувствительности А
Коэрцитивная сила Нс, А/см Остаточная ин- дукция В„ Тл Формула для расчета Япр, А/см
4-16 £1,2 < 1,2 32 + 1,3 Нс 52+1,3 Нс
Св. 16 до 24 £1,0 <1,0 >0,7 32 + 1,3 Нс 52+1,3 Нс 32 + 1,3 Нс
Св. 24 до 40 <0,7 52 + 1,3 Нс
Св. 40 до 50 £0,6 32+1,3 Нс
Св. 50 <0,6 >0,5 0,45 - 0,5 52+ 1,3 Нс 32 + 1,ЗНС 52 + 1,3 Нс
11. Формулы для расчета напряженности поля,
соответствующей условным
уровням чувствительности Б и В
Коэрцитивная сила Нс, А/см Относительная максимальная проницаемость Ртах Формула для расчета Япр, А/см
Режим Б Режим В
4-16 £500 1,3 + 1,1 нс 0,96+ 1,1 Нс
<500 2,6.+ 1,1 Нс 2,1 + 1,1 Нс
Св. 16 до 32 £ 160 <160 1,3 +1,1 Нс 2,6+ 1,1 Нс 0,96 + 1,1 Нс 2,1 + 1,1 Нс
Св. 32 до 48 £90 1,3 +1,1 Нс 0,96+1,1 Нс
<90 2,6+ 1,1 Нс 2,1 + 1,1 Нс
Св. 48 £50 1,3 +1,1 Нс 0,96+ 1,1 Нс
<50 2,6+ 1,1 Нс 2,1 + 1,1 Нс
348
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Вг1
Рис. 8. Кривые для определения возможности контроля
способом остаточной намагниченности
Основные магнитные характеристики сталей приве-
дены в табл.12.
Для материалов с остаточной индукцией В, < 0,45 Тл
режим контроля необходимо рассчитывать для каждых
материала и режима термической обработки или опреде-
лять экспериментально. Как правило, в деталях из таких
материалов не удается обнаружить дефекты, размеры
которых соответствуют уровню А условной чувстви-
тельности.
Формулы для расчета режимов контроля, соответ-
ствующих уровням чувствительности Б и В, приведены в
табл. 11.
Различные характеристики материала, определяю-
щие критерии применимости формул для режимов А и Б
или В объясняются следующим.
В режиме А нарушения сплошности определяют
при высоких намагниченностях, когда магнитное со-
стояние материала изделия соответствует индукциям,
близким к предельной петле гистерезиса. Конструкцион-
ные стали относятся, как правило, к группе ферромаг-
нитных материалов с нормальными петлями гистерезиса,
у которых отношение остаточной индукции Вг к макси-
мальной Вщах на предельной петле гистерезиса прибли-
зительно постоянно и равно 0,5 ... 0,7. Для режима А
оказалось возможным за критерий выбора расчетной
формулы взять значение остаточной индукции.
В режимах Б и В дефекты выявляют в условиях, ко-
гда магнитное состояние материала близко к точке на
кривой намагничивания, соответствующей максималь-
ной магнитной проницаемости материала. Поэтому ве-
личина Цтах хорошо коррелирует с условием применимо-
сти формул, приведенных в табл. 11.
12. Основные магнитные характеристики конструкционных сталей [3]
Сталь Термическая обработка Коэрцитивная сила Нс, А/см Остаточная индукция Вп Тл Напряженность, необходимая для получения Вп А/см
20 В состоянии поставки 3,20 1,17 56,00
10 То же 4,80 0,86 32,00
45 То же 6,40 1,12 72,00
45 Закалка с (820 ± 10) °C в масле, отпуск при 160 °C 21,60 1,18 152,00
Ст5 В состоянии поставки 6,40 1,10 36,00
111X15 Закалка с 840 °C в масле, отпуск при 160 °C, охла- ждение на воздухе 36,00 0,79 176,00
Х12Ф1 Закалка с 1050 °C, отпуск при 470 °C 68,00 0,41 160,00
Р9 Закалка с 1240 °C, отпуск при 550 °C 34,40 1,04 184,00
Р18 Закалка с 1270 °C, отпуск при 550 °C 41,60 0,91 144,00
ХВГ Закалка с 830 °C в масле, отпуск при 160 °C, охла- ждение на воздухе 39,20 0,85 136,00
Закалка с 830 °C в масле, отпуск при 250 °C 20,80 1,18 112,00
25ХСНВФА В состоянии поставки 7,20 0,59 116,00
25ХСНВФА Отжиг при (750 ± 10) °C 1 ч, охлаждение на воздухе 8,80 0,50 88,00
25ХСНВФА Закалка в соляной ванне при (900 ± 10) °C 8 мин, охлаждение в масле 33,60 0,65 168,00
12ХНЗА Цементация при (910 ± 10) °C на всю глубину 12,00 ’ 0,70 80,00
12Х2Н4А Нормализация при (860 ± 20) °C, отпуск при 650 °C; цементация при (910 ± 10) °C, закалка с 830 °C в масле, отпуск при 160 °C 28,80 0,74 192,00
12Х2Н4А Закалка с 790 °C в масле, отпуск при 160 °C, охла- ждение на воздухе 18,40 0,94 104,00
14ХГСН2МА Нормализация при 950 °C, отпуск при 650 °C 5,60 0,82 88,00
МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
349
Продолжение табл. 12
Сталь Термическая обработка Коэрцитивная сила НС9 А/см Остаточная индукция В„ Тл Напряженность, необходимая для получения В„ А/см
18ХНВА Цементация с твердым карбюризатором при (950 ± 10) °C; закалка с 860 °C, отпуск при 160 °C 34,40 0,70 168,00
18ХНВА Закалка с 860 °C, охлаждение на воздухе, отпуск при 160 °C, охлаждение на воздухе 20,80 0,83 160,00
18ХНВА Закалка с 860 °C, отпуск при 650 °C 8,00 1,11 200,00
25Х2ГНТА Закалка с (860 ± 10) °C в масле, отпуск при (200 ±20) °C 1 ч 20,80 1,31 96,00
20ХЗМВФ В состоянии поставки 14,40 0,67 64,00
20ХЗМВФ Закалка с 1050 °C в масле, отпуск при 680 °C, ох- лаждение на воздухе 13,60 1,33 48,00
38ХА В состоянии поставки 8,00 0,96 56,00
38ХА Закалка с 860 °C в масле, отпуск при 550 °C 12,00 1,45 52,00
25ХГСА В состоянии поставки 11,20 1,12 60,00
25ХГСА Закалка с 890 °C в масле, отпуск при 225 °C, охла- ждение в воде 27,20 1,12 136,00
ЗОХГСА В состоянии поставки 8,00 1,07 60,00
ЗОХГСА Закалка с 900 °C в масле, отпуск при 500 °C 1 ч 12,00 1,33 64,00
18Х2РВФА Закалка с 910 °C в масле, отпуск при (520± 10) °C, охлаждение на воздухе 37,60 0,76 168,00
12Х2РВФА Закалка с 910 °C, отпуск при 550 °C 17,60 0,90 128,00
30Х2Н2ВА Закалка с 860 °C в масле, отпуск при 580 °C, охла- ждение на воздухе 14,40 1,02 144,00
40ХН2МА Закалка с 840 °C, отпуск при 580 °C 12,00 1,15 136,00
ЗОХГСНА Закалка с 900 °C в селитре при 320 °C 45 мин, от- пуск при 250 - 300 °C 3 ч 19,20 1,16 112,00
ЗОХГСНА Закалка с 900 °C в масле до HRC 46 22,00 0,83 116,00
30Х2ГСН2ВМ В состоянии поставки 10,40 0,66 152,00
30Х2ГСН2ВМ Закалка с 930 °C 13 мин 40,00 0,65 208,00
42Х2ГСНМА В состоянии поставки 8,80 0,74 80,00
42Х2ГСНМА Закалка с 930 °C, отпуск при 200 °C, охлаждение на воздухе 41,60 0,67 192,00
32Х2НГСМ Закалка с 940 °C 30 мин, отпуск при (270 ± 10) °C 4 ч, охлаждение на воздухе 28,00 0,68 168,00
37Х2НСМ Закалка с 940 °C 24,00 0,63 132,00
37Х2НГСМ Закалка с 940 °C, отпуск при 210 °C 44,00 0,70 128,00
42Х2НГСМ Закалка с 940 °C 30 мин, отпуск при (220 ± 10) °C 4 ч, охлаждение на воздухе 36,00 0,51 120,00
СП-28 В состоянии поставки 14,40 1,12 64,00
СП-28 Подогрев до 600 - 650 °C, быстрый перенос в элек- трическую печь с температурой 930 - 960 °C, ох- лаждение в масле, отпуск при (320 ± 30) °C, охлаж- дение на воздухе 36,00 0,69 104,00
ВКС-210 Закалка с 1200 °C 2 ч, охлаждение в воде; три раза перекристаллизация при 970 °C 1 ч, охлаждение в воде; старение при 520°С 3 ч, охлаждение на воз- духе 22,40 0,69 128,00
ВСН-17 В состоянии поставки 20,00 0,50 112,00
ВНЛ-3 Отливка 29,60 0,40 240,00
1Х12Н2ВМФ Закалка с 1000 °C, отпуск при 550 °C 23,20 0,67 96,00
350
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Продолжение табл. 12
Сталь Термическая обработка Коэрцитивная сила Нс, А/см Остаточная индукция Вп Тл Напряженность, необходимая для получения Вп А/см
1Х12Н2ВМФ Закалка с 1000 °C, отпуск при 680 °C 9,60 0,93 48,00
60С2А Отжиг при 650 - 700 °C 1,5 ч, охлаждение с печью до 500 °C, затем на воздухе; закалка в соляной ван- не с 860 °C 5 мин, охлаждение в масле, отпуск в электрической печи при (420 ± 10) °C 1,5 ч охлаж- дение на воздухе 18,40 1,05 136,00
65Г Закалка с (810 ± 10) °C в масле, отпуск при (360 ± 20) °C 1 ч, охлаждение на воздухе 16,00 1,09 72,00
ВКЛ-3 Отжиг при 900 °C 2 ч, охлаждение с печью до 680 °C, затем на воздухе; закалка с 900 °C 30 мин, ох- лаждение в масле, отпуск при 550 °C 2 ч, охлажде- ние на воздухе 14,40 0,61 104,00
27ХГСНМЛ Нормализация при 890 °C 2 ч, охлаждение на воз- духе; отпуск при 650 °C 2 ч, охлаждение на возду- хе; закалка с 890 °C 30 мин, охлаждение в масле; отпуск при 220 °C 2 ч, охлаждение на воздухе 26,40 0,65 200,00
Х15Н5Д2Т В состоянии поставки 28,00 0,65 280,00
Х16Н6 Закалка с (900 ± 10) °C 15 мин, охлаждение на воз- духе; обработка холодом при -70 °C 2 ч, выдержка на воздухе; отпуск при (250 ± 10) °C 1 ч, охлажде- ние на воздухе 40,00 0,50 144,00
ВСН-2М Смягчающий отжиг при 640 °C 1 ч 52,00 0,44 176,00
ВСН-2М Отжиг при 640 °C 1 ч, нормализация при 950 °C 5 мин, отпуск при 450 °C 1 ч 30,40 0,91 480,00
9X18 Закалка с 1030 °C, отпуск при 180 °C 64,00 0,61 176,00
9X18 Закалка с 1050 °C 30 мин в масле, обработка холо- дом при -70 °C 30 мин, выдержка на воздухе; от- пуск при 550 °C 2 ч, охлаждение на воздухе 80,00 0,45 200,00
20X13 Закалка с 1020 °C в масле, отпуск при 620 °C 3 ч 11,20 0,58 112,00
12X13 Нормализация при 1020 °C, отпуск при 660 - 760 °C 4,00 1,11 32,00
12Х21Н5Т Закалка с 950 °C, охлаждение на воздухе 9,60 0,45 80,00
14X17Н2 В состоянии поставки 17,60 0,59 104,00
14Х17Н2 Закалка с 1030 °C 36,00 0,62 120,00
268Л Нормализация при 1050 °C, охлаждение на воздухе 28,00 0,73 96,00
268Л Закалка с 1030 °C в масле, отпуск при 680 °C, ох- лаждение на воздухе 16,00 0,69 136,00
Для расчета режимов контроля способом остаточ-
ной намагниченности применяют кривые, приведенные
на рис. 8. Точки кривых показывают возможность кон-
троля этим способом, если материал изделия при данной
коэрцитивной силе обладает остаточной индукцией не
ниже, чем индукция, определяемая по соответствующей
кривой.
Если выяснено, что деталь можно проверить спосо-
бом остаточной намагниченности, для определения ре-
жимов контроля по кривым намагничивания находят
напряженность приложенного поля, намагничивающего
деталь до уровня, начиная с которого, остаточная индук-
ция практически не уменьшается.
Напряженность намагничивающего поля при кон-
троле сварных соединений при заданной чувствительно-
сти должна быть установлена на валике усиления. При
этом индукция в детали вблизи валика усиления должна
быть выше по сравнению с индукцией на валике на
столько, на сколько толщина детали вместе с валиком
усиления сварного шва больше ее толщины вне сварного
шва. Высший уровень чувствительности при контроле
сварных соединений с неснятым усилением соответству-
ет уровням чувствительности Б и В, а соединений, вы-
полненных ручной сваркой, - только уровню чувстви-
тельности В.
Отливки можно контролировать только с более низ-
кой чувствительностью, чем детали, изготовленные из
МАГНИТОПОРОШКОВЫЕ ДЕФЕКТОСКОПЫ
351
предварительно деформированного металла. При этом
более высокую чувствительность (соответствующую
условному уровню Б) можно получить при проверке де-
талей, изготовленных методами точного литья.
Оптимальный способ нанесения суспензии заклю-
чается в окунании детали в бак, в котором суспензия хо-
рошо перемешана, и в медленном удалении из него. Од-
нако этот способ не всегда технологичен. Чаще суспен-
зию наносят с помощью шланга или душа. Напор струи
должен быть достаточно слабым, чтобы не смывался
магнитный порошок с дефектных мест. При сухом мето-
де контроля эти требования относятся к давлению воз-
душной струи, с помощью которой магнитный порошок
наносят на деталь. Время стекания с детали дисперсной
среды, имеющей большую вязкость (например, транс-
форматорного масла), относительно велико, поэтому
производительность труда контролера уменьшается.
Действие прибора для контроля магнитных порош-
ков и суспензий основано на создании искусственного,
контролируемого по величине локального магнитного
поля на магнитной ленте. Разработанная методика инди-
кации этого поля с помощью контролируемых магнит-
ных порошков (суспензий) позволяет с высокой точно-
стью определять их качество (выявляемость). Могут
быть разбракованы магнитные и люминесцентные маг-
нитные порошки, выявляемость которых различается на
10... 15%.
Для оценки чувствительности магнитных порош-
ков, паст и суспензий предназначена также установка,
выполненная в виде переносного ящика с выходным
кронштейном, на котором находится ванночка с кон-
трольным образцом. Контрольный образец состоит из
двух ферромагнитных призм, между которыми проложе-
на тонкая медная фольга, имитирующая трещину. О чув-
ствительности контролируемого вещества (порошка,
пасты, суспензии) судят по длине валика порошка, нако-
пившегося над дефектом.
Контролер должен осмотреть деталь после стекания
с нее основной массы суспензии, когда картина отложе-
ний порошка становится неизменной.
Это положение относится к контролю способами
приложенного поля и остаточной намагниченности. Раз-
личие заключается в следующем. В первом случае сус-
пензия стекает с детали во время ее намагничивания.
Этот способ применяют, когда магнитные характеристи-
ки материала детали таковы, что при выключении на-
магничивания магнитное поле дефекта уменьшается до
такой степени, что не может удерживать частицы по-
рошка. В случае, когда при намагничивании деталь
сильно нагревается или имеется опасность прижогов
мест соприкосновения с токовыми контактами, намагни-
чивание можно периодически прерывать. При этом вре-
мя действия магнитного поля (время прохождения тока
по детали) может составлять 0,1 ... 0,5 с, а перерывы 1 ...
2 с. Чем меньше вязкость суспензии, тем длительнее
должно быть время действия тока и меньше перерывы
(для водной суспензии соответственно 0,3 ... 0,5 с и 1 с).
При контроле способом остаточной намагниченно-
сти намагничивание, нанесение суспензии и осмотр мо-
гут быть разделены во времени промежутком до 1 ч.
Детали проверяют визуально, но в сомнительных
случаях и для расшифровки характера дефектов приме-
няют оптические приборы, тип и увеличение которых
устанавливают по нормативным документам. Увеличе-
ние оптических средств не должно превышать 10х.
Разбраковку деталей по результатам контроля дол-
жен производить опытный контролер. На рабочем месте
контролера необходимо иметь фотографии дефектов или
их дефектограммы (реплики с отложениями порошка,
снятые с дефектных мест, с помощью клейкой ленты или
другими способами), а также контрольные образцы с
минимальными размерами недопустимых дефектов.
Вид и форма валиков магнитного и люминесцент-
ного магнитного порошка во многих случаях помогают
распознать нарушения сплошности. Труднее выявить
дефекты в виде тонких волосовин. В большинстве сталей
они могут быть обнаружены только способом прило-
женного поля. Отложения порошка на волосовинах име-
ют вид прямых или слегка изогнутых тонких линий.
Степень четкости валиков порошка зависит от отноше-
ния глубины волосовин к их раскрытию и их расположе-
ния относительно поверхности контролируемой детали.
Легче обнаруживаются термические, сварочные,
шлифовочные и усталостные трещины. Осаждение по-
рошка над трещинами имеет вид четких ломаных линий
с плотным осаждением порошка. Шлифовочные трещи-
ны, как правило, обнаруживаются в виде сетки или тон-
ких черточек, направление которых перпендикулярно к
направлению шлифования. Закалочные трещины могут
быть обнаружены при заниженных режимах контроля
(меньшей напряженности поля, чем это требуется для
соответствующих уровней чувствительности) или спосо-
бом остаточной намагниченности на материалах с низ-
кой (по сравнению с кривыми на рис. 8) остаточной ин-
дукцией.
Характерную форму имеют валики магнитного по-
рошка, осевшие над флокенами. Обычно это четкие и
резкие короткие черточки, иногда искривленные, распо-
ложенные группами (реже одиночные). Заковы дают от-
ложения порошка в виде плавно изогнутых линий. Поры
и другие точечные дефекты выявляются в виде коротких
полосок порошка, направление которых перпендикуляр-
но к направлению намагничивания. При изменении на-
правления намагничивания соответственно меняется
направление валика порошка над порой.
Во многих случаях можно примерно оценить глу-
бину дефектов, изменяя режимы и способ контроля. Де-
фекты с большим отношением глубины к раскрытию
могут быть обнаружены при небольших намагничивающих
полях, а также способом остаточной намагниченности.
Подповерхностные дефекты дают менее четкое от-
ложение валика порошка и, как правило, могут быть об-
наружены (при глубине залегания более 200 ... 300 мкм)
только способом приложенного поля.
352
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Трудности определения дефектов магнитопорошко-
вым методом связаны с возможностью перебраковки из-
за отложений порошка на так называемых ложных де-
фектах. К последним относятся различного вида магнит-
ные неоднородности, например структурная неоднород-
ность (карбидная, аустенитная, ферритная и т.п.). Она не
является признаком брака и выявляется в виде четких
тонких скоплений валиков порошка, внешне похожих на
волосовины. Такая структурная неоднородность прояв-
ляется вдоль волокон металла; вид валиков порошка в
этом случае достаточно характерен.
Поэтому трудность заключается не в распознании
ложных дефектов, а в том, что среди линий отложения
порошка могут быть и нарушения сплошности, которые
невозможно обнаружить на фоне структурной полосча-
тости. В некоторых случаях приходится значительно
снижать режимы контроля (уменьшать напряженность
намагничивающего поля или переходить на способ оста-
точной намагниченности) для того, чтобы обнаружить
хотя бы грубые дефекты.
Местный наклеп - также один из частых видов
ложных дефектов. Он является следствием ударов, на-
давливаний, клеймения, бросков и т.п. В случаях легких
деформаций отложения порошка неустойчивы и при по-
вторном контроле могут пропадать. Сильные деформа-
ции дают устойчивое отложение порошка. Такая воз-
можность ложного оседания магнитного порошка в ре-
зультате местных наклепов должна учитываться при пе-
реносе и хранении деталей.
Ложное оседание магнитного порошка может
явиться результатом так называемой магнитной записи,
т.е. соприкосновения детали с- намагниченным телом.
В большинстве случаев она пропадает при перемагничи-
вании детали в направлении, перпендикулярном к на-
правлению первого намагничивания.
В местах резкого изменения сечения контролируе-
мых деталей также возможно ложное оседание магнит-
ного порошка, в частности, когда на небольшом расстоя-
нии от поверхности детали (до 3 мм) имеются углубле-
ния, резьба, небольшие отверстия и т.п.
Если контроль магнитопорошковым методом про-
водят регулярно, то целесообразно время от времени
делать шлифы из бракованных деталей (в месте осажде-
ния порошка) и сопоставлять вид валика порошка с де-
фектом.
В некоторых случаях необходимо иметь документ о
результатах магнитопорошкового контроля с видом ва-
лика порошка над дефектом. Такой документ можно по-
лучить в виде фотографий или в форме дефектограмм-
реплик. Наиболее простой способ получения дефекто-
грамм-реплик следующий. Место дефекта с валиком по-
рошка покрывают липкой лентой, затем ее удаляют вме-
сте с закрепившимся на ней порошком и наклеивают на
бумагу.
Недостаток такой дефектограммы - несколько
сплющенный валик порошка. Применяют жидкую сус-
пензию на основе каучука или пластмассы, которая через
некоторое время после контроля высыхает, образуя тон-
кую пленку с порошковыми фигурами, легко снимаемую
с детали.
11.5. МАГНИТОГРАФИЧЕСКИЕ
ДЕФЕКТОСКОПЫ
Запись полей дефектов на магнитной ленте воспроиз-
водится с помощью магнитографических дефектоскопов.
Основной элемент в магнитографической дефекто-
скопии - магнитная лента - выполняет двойную роль:
сначала служит индикатором поля дефекта, фиксируя
это первичное, исходное поле в виде пространственного
распределения остаточной намагниченности рабочего
слоя, а затем сама становится источником вторичного»
отображенного магнитного поля, которое, в свою оче-
редь, считывается еще одним индикатором. Соответст-
венно этому магнитографический контроль состоит из
двух процессов: записи и считывания.
Для первого процесса необходимы устройства на-
магничивания (чаще всего электромагниты) и крепления
ленты на изделии, для второго - считывающие устройст-
ва (собственно дефектоскопы). Возможно определение
указанных процессов в едином устройстве (например, с
использованием кольцевых лент или магнитных валиков»
прокатываемых по изделию).
Принципиальное устройство магнитографического
дефектоскопа рассмотрим на примере универсального
прибора.
Блок считывания дефектоскопа состоит из барабана
с двумя магнитными головками (типа магнитофонных).
На оси барабана укреплена фотоэлектронная система с
обтюраторами, позволяющая осуществлять синхрониза-
цию и селекцию сигналов, поступающих в каналы вос-
произведения. Съем сигналов с головок осуществляется
с помощью контактных колец и щеток. В блоке считыва-
ния имеются устройства запуска разверток (кадровой и
строчной) для прижима и продольной подачи ленты при
считывании, а также редуктор для привода кадровой раз-
вертки.
Сигналы с головок перед подачей в каналы видимой
и импульсной индикации усиливаются в блоке предвари-
тельного усилителя, после чего разделяются по двум
каналам. После усиления каналом импульсной индика-
ции сигналы подаются на горизонтально отклоняющие
пластины нижней половины электронно-лучевой трубки.
В этой части трубки индикация дефектов воспроизво-
дится в виде импульсов. Канал видимой индикации слу-
жит для преобразования сигналов записи в темные поло-
сы, свидетельствующие о наличии дефекта.
На экране трубки получается видимое (телевизион-
ное) изображение дефекта.
Магнитографический метод нашел широкое приме-
нение для контроля стыковых сварных соединений. За
рубежом он также применяется для контроля цилиндри-
ческих и четырехгранных заготовок на поверхностные
дефекты.
Визуализация записанных на магнитную ленту маг-
нитных полей рассеяния контролируемого изделия осно-
вана на преобразовании рельефа магнитного поля в элек-
трические сигналы магнитными головками и последую-
щем преобразовании этих сигналов в видимое изображе-
ние на экране электронно-лучевой трубки в виде им-
пульсной построчной индикации и яркостной индикации.
МАГНИТОГРАФИЧЕСКИЕ ДЕФЕКТОСКОПЫ
353
Магнитная лента с записью полей рассеяния кон-
тролируемого изделия помещается в лентопротяжное
устройство блока считывания, которое перемещает ленту
поступательно с малой скоростью. Лента сканируется в
поперечном направлении (по ширине) магнитными го-
ловками МГ-1 и МГ-2, установленными на барабане,
вращаемом с большой скоростью двигателем. Поступа-
тельное движение ленты и поперечное перемещение
магнитных головок обеспечивают построчное сканиро-
вание и считывание записанного магнитного поля голов-
ками.
Через воспроизводящее устройство можно просмат-
ривать магнитные ленты шириной 75 и 50 мм. Настройка
устройства на необходимые режимы контроля осуществ-
ляется с помощью контрольных магнитограмм с запи-
санными полями искусственного дефекта типа прорези с
глубиной 5 % от толщины контролируемого металла (без
валика усиления) или 10 % (с валиком усиления).
Просмотр и анализ рабочих магнитограмм произво-
дится в режиме ручной протяжки, автоматической по-
кадровой или покадровой одиночной. По экрану яркост-
ной индикации определяются форма и ориентировочные
размеры дефекта в плане, а по величине импульса - его
примерная глубина в процентах от толщины контроли-
руемого изделия.
Создан дефектоскоп, в котором осуществлены вос-
произведение магнитограмм на электрохимической бу-
маге и аналоговая запись по трем каналам сигналов, по-
лученных с трех феррозондовых преобразователей, каж-
дый из которых предназначен для выделения сигналов,
соответствующих одной из трех определенных зон рас-
положения дефектов по глубине.
Принцип действия дефектоскопа основан на по-
строчном считывании с магнитной ленты полей, зафик-
сированных в процессе контроля сварных соединений и
преобразований информации в электрические сигналы
многоэлементным микроферрозондовым преобразовате-
лем, с последующей обработкой и частотной селекцией
сигналов и регистрацией результатов на электрохимиче-
ской бумаге. Запись сигналов ведется по четырем кана-
лам - по одному каналу записывается плоскостное полу-
тоновое изображение рельефа магнитного поля, записи
по остальным каналам дают возможность судить об ам-
плитуде сигнала от дефектов и их местоположении по
толщине изделия.
Получение в дефектоскопе двумерного плоскостно-
го изображения достигается за счет возвратно-посту-
пательного движения по электрохимической бумаге под-
вижного электрода и пропускания через пишущие элек-
троды (подвижный и неподвижный) электрического то-
ка, пропорционального величине сигнала, поступающего
с феррозондов. Подвижный электрод движется синхрон-
но с движением феррозондов над магнитной лентой.
Степень потемнения оказывается тем большей, чем
больший по амплитуде сигнал снимается с феррозондов.
Питание задающих обмоток феррозондов осущест-
вляется от блока генераторов синусоидальным напряже-
нием частотой 100 кГц. В блоке генераторов формирует-
ся также импульсное напряжение частотой 10 Гц для
запуска формирователя импульсов блока контрастного
изображения.
Настройка дефектоскопа производится по магнито-
грамме с записью минимального дефекта диаметром
2 мм, расположенного на глубине 15,5; 10 и 5 мм в зави-
симости от толщины сварного шва.
Оценка размеров выявленных дефектов может про-
изводиться по каналу контрастного изображения по раз-
мерам изображения в плане и степени почернения изо-
бражения, а также по каналам импульсной индикации по
величине амплитуды сигналов по достаточно большому
объему статистических данных контроля. Глубина зале-
гания дефекта определяется по наличию сигнала в одном
из каналов: блок импульсов нижний (нижний слой), блок
импульсов средний (средний слой) и блок импульсов
верхний (верхний слой).
Запись производится на электрохимическую бумагу
в виде многотонового двумерного изображения и много-
канальной раздельной регистрации максимальных зна-
чений амплитуд сигналов от дефектов, расположенных в
различных зонах по толщине контрольных образцов.
Магнитограф (Института д-ра Ф. Ферстера, Герма-
ния) - неавтоматизированный дефектоскоп для контроля
четырехгранных брусьев с автоматической корректиров-
кой чувствительности по ширине бруса.
Магнитографическое устройство (Института д-ра
Ф. Ферстера) - автоматизированный дефектоскоп для
контроля стальных брусьев со сторонами от 70 х 70 до
200 х 200 мм и от 60 х 60 до 140 х 140 мм, длиной от 3 до
12 м. Скорость контроля 0,5 м/с. Одновременно контро-
лируются все четыре стороны бруса. Имеются дефекто-
ответчик и блоки для автоматической разбраковки.
Настройка магнитографических дефектоскопов
осуществляется по эталонным магнитным лентам. Эта-
лонные ленты намагничивают на специальных контроль-
ных стыках, сваренных по принятой на данном предпри-
ятии технологии, из сталей, применяемых на нем.
Контрольные стыки сваривают таким образом, что-
бы имелись внутренние дефекты (цепочки пор, шлако-
вых включений, непроваров и т.п.), размер которых со-
ответствует высокой чувствительности метода (около
10 %). Затем с контрольного стыка снимают рентгено-
грамму, которая является его документом.
Сигналы, полученные с магнитной ленты с записью
дефектов на контрольных стыках, служат для настройки
дефектоскопа на соответствующую чувствительность.
Хорошим способом обучения контролера является
сопоставление вида воспроизводимого сигнала с эталон-
ной ленты и шлифа, вырезанного из соответствующего
места детали. При таком сопоставлении можно более
точно настроить магнитографический дефектоскоп.
Схема процесса записи на магнитную ленту. Если
известна тангенциальная составляющая магнитного поля
Нх(х), то по кривой зависимости остаточной намагни-
ченности ленты от величины тангенциального однород-
ного поля Мгх(Нц) можно определить одномерное рас-
пределение Afr[//X(x)] остаточной намагниченности на
23 - 7387
354
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ленте и рассчитать величину объемных магнитных заря-
дов р на ленте.
Анализ процесса записи показывает, что лента яв-
ляется одновременно и дифференциальным, и потоко-
чувствительным индикатором, так как плотность зарядов
поверхностного диполя зависит от градиента dHx/dx, а
размеры диполя (вдоль ленты) - и от топографии запи-
сываемого поля Нх(х). Это служит причиной зависимо-
сти напряженности отображенного поля от степени ло-
кализации первичного поля.
В частности, более узкое исходное поле при прочих
равных условиях приводит к большей плотности зарядов
на ленте. Крутизна характеристики ленты dMrx / dHQ
прямо влияет на величину поля над ней. Форма отобра-
женного поля также отличается от первичного: каждый
экстремум исходного поля отображается на ленте в виде
двух областей, где dMrx/dHQ имеет разные знаки (в
виде диполя). Например, поле провода с током, у кото-
рого Нх имеет максимум при х = 0 и асимптотически
стремится к оси абсцисс при х -» ± оо, после отображе-
ния лентой имеет на этой оси точки перехода через нуль.
Можно сделать выводы также относительно влия-
ния характеристик ленты. Исходные поля, меньшие На и
большие HS9 на ленте не оставят отпечатка. В этой связи
желательно было бы иметь внешнее намагничивающее
поле Hq = На, однако при малых Hq могут не выявиться
глубоко залегающие дефекты. При больших Hq поле де-
фекта может попасть в зону Нх > HSi что приведет к
ухудшению его выявляемое™.
На рис. 9 показано поле наружной щели шириной
0,25 и глубиной 2 мм при записи на ленте МК-2 при раз-
личных Hq, Здесь при Hq = 180 и 270 А/см поле дефекта
Нх значительно превышало Hs. Зависимость Hx(Hq) име-
ет вид кривой с насыщением, a H^Hq) на любых лентах
всегда имеет максимум. Существенно, что для всех ис-
пользуемых в настоящее время лент связь Нг с размером
дефекта однозначна в узком интервале намагничиваю-
щих полей до максимума функции H^Hq) (см. рис. 9).
Это справедливо как для наружных, так и для внутрен-
них дефектов. Для последних связь поля с глубиной за-
легания дефекта слабее, чем для Нх.
НГХ,А/СМ
а) б) 8)
Рис. 9. Тангенциальная составляющая поля отпечатка (Ягх)
наружной щели шириной 0,25 и глубиной 2 мм, записанная
на ленте МК-2. Намагничивающее поле Н& А/см:
а-90; б- 180; в-270
Чаще всего магнитографию применяют при контро-
ле сварных швов. Валик усиления сварного соединения
создает размагничивающее поле, наличие которого вно-
сит дополнительные особенности в запись и ее расшиф-
ровку. На рис. 10 приведены топографии записанных на
ленте полей валиков усиления. В намагничивающем по-
ле напряженностью 200 А/см в центре записи имеется
экстремум, напоминающий по виду поле дефекта (см.
рис. 9, в). Этот «ложный дефект» пропадает в больших
полях Hq, Наличие естественных дефектов обнаружива-
ется по изменениям топографии поля, показанным на
рис. 10 штриховыми линиями (линия 2 относится к глу-
бокозалегающим дефектам, поле которых на поверхно-
сти шва «размыто»).
При сварке высокоуглеродистых, легированных и
некоторых других сталей в результате термического
влияния вблизи шва меняются структура стали и ее маг-
нитные свойства, что приводит к появлению на магнито-
грамме добавочных экстремумов кроме показанного лини-
ей 1 (рис. 10). Экстремумы в больших полях могут быть
обусловлены также неровностью контролируемой поверх-
ности, что особенно проявляется в больших полях Hq.
Режим намагничивания и характеристика ленты
должны обеспечивать выполнение трех основных требо-
ваний: выявление глубоколежащих дефектов малых раз-
меров, четкую связь сигнала ленты с размером дефектов,
максимально возможную величину сигнала. При контро-
ле швов требования к ленте и режиму намагничивания
зависят от геометрии валика. Например, для шва, соот-
ветствующего толщине основного металла 20 мм, необ-
ходима лента с малым значением На (до //ач= 0) и боль-
шим Hs (порядка 1000 А/см), причем величина намагни-
чивающего поля должна быть близкой к Hs.
При считывании поля записи с магнитных головок
зависимости Н,(х\ показанные на рис. 9 и 10, дифферен-
цируются. В некоторых случаях это улучшает визуаль-
ное определение дефектов.
Рис. 10. Поле валика усиления длиной 20 и высотой 1 и
3 мм, записанное на ленте МК-2 при намагничивающих
полях 200 и 600 А/см
ИНДУКЦИОННЫЕ И ФЕРРОЗОНДОВЫЕ ДЕФЕКТОСКОПЫ
355
Рис. 11. К объяснению принципа записи поля дефекта на
поляризованную магнитную ленту
Существуют приемы для определения вида выяв-
ляемых дефектов. Один из них реализуется в дефекто-
скопах с разверткой магнитограммы на экране осцилло-
графа, по которой можно судить о конфигурации дефек-
тов. Другой прием основан на том факте, что поле по-
верхностных дефектов убывает с удалением от поверх-
ности детали быстрее, чем поле внутренних дефектов.
Это различие можно использовать, если на магнитную
ленту записать поля дефектов сначала при плотном при-
жатии ее к поверхности детали, а затем через немагнит-
ную прокладку толщиной 0,5 ... 1 мм между магнитной
лентой и деталью. Считываемый сигнал при этом от
внутренних дефектов изменится значительно меньше,
чем от поверхностных.
Для различения наружных и внутренних дефектов
могут быть использованы также такие приемы, как счи-
тывание информации с ленты на различных расстояниях
от нее и использование в качестве преобразователей
феррозондов-градиентометров с разной базой (разными
расстояниями между их сердечниками).
Контрастность записи, уровень сигнала и воспроиз-
ведения при магнитографическом контроле могут быть
повышены за счет предварительного подмагничивания
магнитной ленты. При этом чувствительность контроля
остается практически неизменной, так как одновременно
усиливаются сигналы шумов.
Сущность этого метода заключается в следующем
(рис. 11). Перед записью магнитную ленту предвари-
тельно намагничивают поперечным однородным посто-
янным полем Hs до индукции насыщения - В5 (точка А
на кривой начального намагничивания). Для этого ее
достаточно протянуть между полюсами подключенного
к источнику постоянного тока намагничивающего уст-
ройства. В результате лента приобретает остаточную
индукцию Влпах. Намагниченную таким образом ленту
накладывают на поверхность контролируемого изделия
(сварного шва), намагничивают изделие и записывают
дефектограмму по обычной методике.
Намагничивающее устройство при записи должно
быть расположено так, чтобы его магнитное поле было
направлено встречно к направлению предварительного
намагничивания ленты. Под воздействием намагничи-
вающего поля Hq при записи происходят размагничива-
ние ленты и ее перемагничивание до точки С на пре-
дельной петле гистерезиса. В связи с тем что Но этого
поля над сварным швом соизмеримо с коэрцитивной си-
лой Нс ленты, остаточная индукция в зоне воздействия
поля Hq будет близка к нулю. Если на фоне этого поля
над швом возникнет поле дефекта Но, то оно намагничи-
вает прилегающий участок ленты до точки F, в результа-
те чего лента приобретает остаточную индукцию В'гл.
Следовательно, на магнитной ленте получится за-
пись полей дефектов с большим приращением остаточ-
ной индукции ЛВ'Г, то есть с большой контрастностью.
На рис. 11 показана также запись поля дефекта по
обычному способу - с использованием кривой начально-
го намагничивания ленты. При этом намагничивающее
поле Но намагничивает ленту до точки Е с остаточной
индукцией Вго. Поле того же дефекта Нл подмагничивает
соответствующий участок ленты до точки D и создает
остаточную индукцию ДВ*д. В результате на приле-
гающем к дефектному месту участке магнитной ленты
получается приращение остаточной индукции ДВГ, что
примерно в два раза меньше А8'.
Помимо значительно большей контрастности опи-
санный способ записи дефектов с перемагничиванием
ленты имеет еще одно преимущество, которое заключа-
ется в том, что динамический диапазон амплитудной
характеристики магнитной ленты расширяется более чем
в 2 раза.
11.6. ИНДУКЦИОННЫЕ И
ФЕРРОЗОНДОВЫЕ
ДЕФЕКТОСКОПЫ
Индукционные магнитные дефектоскопы. Де-
фектоскопы, у которых в качестве входного преобразо-
вателя используются пассивные индукционные катушки,
применяют для контроля качества изделий из ферромаг-
нитных материалов. Они отличаются простотой устройст-
ва, повышенной надежностью и удобством эксплуатации.
Для контроля дефектов бесшовных горячекатаных
ферромагнитных труб создана установка, действие кото-
рой основано на определении градиента магнитного поля
дефекта при циркулярном способе намагничивания, ко-
торый в этом случае достаточно большой. Поэтому при
дефектоскопическом контроле труб необязательно при-
менять преобразователи с максимально возможной абсо-
лютной чувствительностью к градиенту магнитного по-
ля, так как основной характеристикой дефектоскопа яв-
ляется отношение сигнала от дефекта к сигналу основно-
го мешающего фактора.
При обнаружении дефектов горячекатаных труб
магнитным методом основным мешающим фактором
23*
356
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
является наклеп, магнитное поле которого соизмеримо
по величине с полем недопустимого дефекта и близко к
нему по топографии. Даже при намагничивании в при-
ложенном постоянном магнитном поле отношение мак-
симумов градиентов нормальной составляющей поля
волосовины глубиной 0,6 мм и участка изделия нагарто-
ванного роликами правильного стана может не превы-
шать трех. Это позволяет применять индукционный пре-
образователь в условиях поточного автоматизированного
контроля качества горячекатаных труб.
Преобразователи и полюсные башмаки электромаг-
нита прикреплены к ползунам, свободно перемещаю-
щимся в направляющих ротора вращающегося кон-
трольного устройства. Ползуны синхронно перемещают-
ся в радиальном направлении с помощью колеса, имею-
щего пазы, выполненные по профилю архимедовой спи-
рали и сегментов, вмонтированных в ползуны.
Сигнал с индукционных преобразователей усилива-
ется вращающимся вместе с системой намагничивания
предусилителем и проходит через бесконтактный транс-
форматорный токосъем. Затем поступает на усилитель с
регулируемым ограничителем сигнала по амплитуде и на
автоматический сигнализатор дефектов.
В приборах используется схема автоконтроля рабо-
тоспособности преобразователя и измерительной схемы
аппаратуры.
Приборы обнаруживают поверхностные дефекты
глубиной более 0,22 мм, а также подповерхностные де-
фекты труб в процессе движения.
Наилучшие результаты при высокопроизводитель-
ном контроле дефектов холоднокатаных полос получены
с помощью индукционных магнитных установок.
Автоматизированный дефектоскоп является уни-
версальной установкой, способной контролировать хо-
лоднокатаные полосы шириной 560 ... 2500 мм в произ-
водственных линиях агрегатов поперечной резки при
скорости до 5 м/с.
Установка включает: систему намагничивания кон-
тролируемой полосы - полюсные электромагниты; сис-
тему сканирования полосы индукционными преобразо-
вателями - блоки съема сигналов; аппаратуру обработки
информации - приборную стойку с усилительно-
регистрирующими блоками, блоком питания и блоком
наблюдения.
Статистика показывает, что 80 % всех дефектов
(типа плен, царапин, строчечных неметаллических
включений, вкатанной окалины и т.п.) вытянуты вдоль
направления прокатки и движения полосы. Наилучшие
условия для их выявления (образование максимальных
магнитных полей дефектов и их градиентов) достигают-
ся при контроле в приложенном поле, имеющем направ-
ление, поперечное вытянутости дефекта. Поэтому при
контроле центральной части полосы, в которой встреча-
ется до 70 % всех дефектов, требуется максимальная
чувствительность. Полоса намагничивается и сканирует-
ся индукционным преобразователем в поперечном на-
правлении, а ее края (где невозможно применить попе-
речные намагничивание и сканирование из-за краевого
эффекта) - в продольном.
Конструктивно система намагничивания выполнена
в виде электромагнитов, которые располагаются под
контролируемой полосой. Электромагниты создают при-
ложенное магнитное поле - поперечное и продольное.
Считывание полей дефектов осуществляется распо-
ложенными над полосой индукционными преобразова-
телями путем сканирования ими полосы в направлении
приложенного поля в межполюсном пространстве элек-
тромагнитов. Поперечное сканирование обеспечивается
вращением преобразователей, установленных на дисках
по окружности диаметром 300 мм, близким по размеру к
межполюсному расстоянию электромагнита. При этом
рабочая зона в поперечном направлении составляет
3/4 диаметра. Частота вращения преобразователей
(2500 об/мин) выбрана из условия выявления минималь-
ного по длине дефекта при максимальной скорости дви-
жения полосы.
Продольное сканирование краев полосы в межпо-
люсном пространстве электромагнитов осуществляется
неподвижными преобразователями за счет движения
полосы.
Вращающиеся и неподвижные индукционные пре-
образователи образуют систему сканирования, которая
конструктивно состоит из блоков съема сигнала с вра-
щающихся преобразователей и блоков съема сигнала с
неподвижных преобразователей. Каждый преобразова-
тель состоит из двух цилиндрических катушек с ферри-
товыми сердечниками, включенных дифференциально.
Съем сигнала с вращающихся преобразователей бескон-
тактный, через индукционный токосъем. На диске уста-
новлено шесть усилителей для предварительного усиле-
ния сигнала.
Неподвижные преобразователи выполнены в виде
двух вытянутых по ширине полосы рабочих катушек,
намотанных на нетокопроводящие пластины и включенных
дифференциально. Рамки установлены с базой 3,5 мм.
В установке применена амплитудная обработка
сигналов с частотной отстройкой от мешающих факто-
ров, при этом каждый преобразователь имеет свой неза-
висимый измерительный канал.
Благодаря независимости работы каналов значи-
тельно повышается надежность работы установки, так
как выход из строя одного из измерительных преобразо-
вателей не приводит к прекращению работы всей систе-
мы контроля, а означает потерю чувствительности на
небольшом участке полосы.
Отстройка от сигналов мешающих факторов (ло-
кальные наклепы, удары, изменение зазоров и др.) осу-
ществляется с помощью частотной обработки сигнала.
Автоматическое ограничение осуществляется пода-
чей на разделительные диоды постоянных запирающих
напряжений, меняющихся в соответствии с изменением
уровня шума. Запирающие напряжения, автоматически
меняя уровень ограничения сигнала снизу, поддержива-
ют постоянной амплитуду сигнала от дефекта на выходе
схемы при изменении зазора, скорости движения полосы
и некоторых других факторов.
Механическая часть установки, состоящая из сис-
темы электромагнитов и блоков съема сигнала, встраи-
ИНДУКЦИОННЫЕ И ФЕРРОЗОНДОВЫЕ ДЕФЕКТОСКОПЫ
357
вается в линию агрегата поперечной резки полос на лис-
ты перед правильной машиной и барабанными ножни-
цами.
Электромагниты устанавливают под полосой так,
что они обеспечивают намагничивание полосы по всей
ширине. Так как полоса притягивается к полюсам магни-
та, то для предотвращения механических повреждений
ее нижней поверхности на полюсы ставят латунные про-
водки. Электромагниты за счет силы притяжения
уменьшают колебания полосы в вертикальной плоско-
сти, что значительно улучшает условия и повышает на-
дежность контроля.
Основные технические характеристики установки
следующие. Объект контроля - холоднокатаные полосы
из низкоуглеродистых сталей толщиной 0,5 ... 2,5 мм,
выявляемые дефекты - сварной шов, рваная кромка, ды-
ра, плена, раковина, вдавлина, царапина, вкатанная ока-
лина и другие нарушения сплошности металла глубиной
более 5 % от толщины полосы. Рабочий зазор между ин-
дукционными преобразователями и полосой 3 ... 5 мм.
С учетом роста скоростей производственных про-
цессов индукционные дефектоскопы будут находить все
большее применение, так как их чувствительность прямо
пропорциональна увеличению скорости движения изделия.
Для обнаружения сварного шва в прокатанных по-
лосах, поступающих на дальнейшую обработку в высо-
коскоростных листопрокатных станах, предназначен
магнитно-индукционный индикатор. Он позволяет опре-
делить наличие шва в горячекатаных полосах из низко-
углеродистых сталей шириной 700 ... 1850 мм и толщи-
ной 1,2 ... 6 мм в линиях непрерывного производства
жести со скоростью до 10 м/с с целью автоматического
замедления прокатного стана при прокатке участка по-
лосы со сварным швом.
Принцип действия прибора основан на регистрации
индукционными преобразователями нормальной состав-
ляющей магнитного поля рассеяния сварного шва, воз-
никающего при продольном намагничивании контроли-
руемой полосы постоянным магнитным полем. Намаг-
ничивание осуществляется полюсным электромагнитом.
Считывание полей рассеяния производится неподвиж-
ными индукционными преобразователями. Прибор име-
ет четыре преобразователя, каждый из которых состоит
из двух катушек индуктивности, включенных дифферен-
циально. Это обеспечивает сравнение двух соседних
участков полосы и отстройку от структурной и магнит-
ной неоднородностей металла швов по изменяющейся по
ширине и длине полосы.
Отстройке от магнитной неоднородности способст-
вует также сильное намагничивание полосы однородным
постоянным полем. Достаточно сильное поле намагни-
чивания позволяет получать значительное по абсолют-
ной величине поле рассеяния, что дает возможность раз-
мещать преобразователи с одной стороны полосы.
В приборе используются амплитудная обработка
сигналов и автоматическое ограничение сигнала по уровню
шума в каждом преобразователе по числу каналов.
Электромагнит служит для намагничивания полосы
до состояния, близкого к насыщению, а также для
уменьшения вертикальных биений полосы в зоне кон-
троля за счет притяжения к полюсам.
Преобразователь состоит из двух катушек индук-
тивности, включенных дифференциально, с числом вит-
ков в каждой катушке 3000.
Объект контроля - горячекатаные полосы из низко-
углеродистых сталей толщиной 1,2 ... 6 мм. Выявляемые
дефекты - сварные швы шириной 2 ... 5 мм.
Феррозондовые дефектоскопы. Для контроля ка-
чества труб диаметром до 170 мм применяют феррозон-
довые дефектоскопы с циркулярным намагничиванием
трубы при ее поступательном движении со скоростью до
3 м/с.
В дефектоскопе имеется восемь вращающихся во-
круг трубы феррозондовых преобразователей, сигналы
которых, пропорциональные изменению магнитного по-
ля дефектов, обрабатываются и регистрируются восьми-
канальной аппаратурой. Дефектоскоп управляет работой
устройства сортировки труб на годные и бракованные.
Установка комплектуется серийно изготовляемыми вы-
прямителями для намагничивания труб путем пропуска-
ния тока до 2000 А через контролируемый участок.
Установка включает систему сканирования и элек-
тронную стойку. Система сканирования состоит из двух
сканирующих барабанов с феррозондовыми преобразо-
вателями, блока токосъема и подъемника. Барабан обес-
печивает вращение феррозондов и механическую стаби-
лизацию зазора между преобразователями и контроли-
руемой поверхностью трубы. На каждом барабане рав-
номерно по окружности (через 90°) расположено четыре
феррозонда. Преобразователи одного барабана смещены
относительно преобразователей другого на 45° и скани-
руют поверхность трубы по винтовой линии с равномер-
ным шагом. Блок токосъема используется для бескон-
тактной передачи информации с вращающихся преобра-
зователей на электронную стойку.
Электронная часть предназначена для питания фер-
розондовых преобразователей, а также для обработки
исходных первичных сигналов, включая их последующую
амплитудную селекцию, после которой производится вы-
вод сигнала-команды на сортировочные устройства.
Установка предназначена для контроля дефектов
ферромагнитных труб диаметром 30 ... 145 мм с толщи-
ной стенки до 12 мм. Она позволяет проводить контроль
при скорости до 3 м/с. Глубина выявляемых наружных
дефектов более 0,2 мм, а внутренних 10 % от толщины
стенки. Шаг сканирования поверхности трубы восемью
феррозондами 25 мм. Отличительной особенностью ме-
ханической части является то, что она включает щеточ-
ное устройство, обеспечивающее подачу тока на трубу.
Для полуавтоматического контроля качества по-
верхности и сварных соединений толстостенных ферро-
магнитных изделий типа обечаек, барабанов котлов,
корпусов реакторов на наличие дефектов (разнонаправ-
ленных трещин, непроваров, раковин и т.д.) на поверх-
ности и на глубине до 5 мм разработана феррозондовая
установка.
358
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Действие установки основано на намагничивании
изделия переменным магнитным полем и считывания
градиентов магнитных полей рассеяния феррозондами-
градиентометрами.
Благодаря возможности продольного намагничива-
ния поверхности изделия переменным магнитным полем
установка имеет достаточно высокую чувствительность.
С целью устранения, помех в работе феррозондового
преобразователя в переменном поле применено радио-
импульсное возбуждение, синхронизированное с часто-
той намагничивающего поля. Это позволило улучшить
селективность и надежность контроля.
Для полуавтоматического контроля сварных соеди-
нений элементов газоплотных панелей, изготовленных
из гладких труб путем вварки между ними полосы, соз-
даны феррозондовые установки, выявляющие разнона-
правленные трещины, непровары и другие дефекты по
всей толщине сварных швов.
Работа установки основана на считывании градиен-
та магнитных полей дефектов в локальной зоне их рас-
положения при намагничивании сварных швов сложным
магнитным полем и сканировании специальным ферро-
зондом-градиентометром.
Намагничивающее устройство состоит из электро-
магнита, питаемого постоянным или переменным током
промышленной частоты от блока управления и сменных
полюсных наконечников. Для контроля сварных соеди-
нений на наличие трещин любых направлений, непрова-
ров и других дефектов применяют полюсные наконечни-
ки, выполненные в виде двух параллелепипедов, которые
располагаются под углом друг к другу со смещением
полюсов по направлению перемещения и имеют профи-
лированный и непрофилированный ролики с обоих кон-
цов каждого полюса. При креплении намагничивающего
устройства к основанию и установке опорного и направ-
ляющего роликов можно получить минимальный зазор
полюс - изделие с целью оптимального намагничивания
изделия и свободного перемещения установки.
Сканирующее устройство обеспечивает плоскоспи-
ральное сканирование сварного шва при относительном
перемещении установки вдоль сварного соединения в
процессе контроля. При плоскоспиральном сканирова-
нии обнаруживаются дефекты типа трещин, наплавлен-
ных под любым углом, волосовин и др. Сканирующее
устройство состоит из электродвигателя, привода и экс-
центрика. С его помощью феррозонд совершает скани-
рование сварного шва по эллиптической кривой в гори-
зонтальной плоскости.
Электронные блоки представляют собой два иден-
тичных устройства, в состав которых входят генератор
(100 кГц), резонансный усилитель, настроенный на час-
тоту 200 кГц, и автоматический сигнализатор дефектов.
Серия феррозондовых магнитных дефектоскопов
разработана для контроля качества рельсов. Работа де-
фектоскопов основана на намагничивании постоянным
магнитом контролируемого участка рельса в продольном
направлении и считывании феррозондом поля дефекта.
Измерительный блок дефектоскопов и система намагни-
чивания монтируются на тележке с колесами, переме-
щаемой оператором по двум рельсам со скоростью до
4 км/ч. Наличие дефектов отмечается звуковым сигналом
в телефонных наушниках и отклонением стрелки милли-
амперметра.
Дефектоскопами выявляют дефекты в головке рель-
са типа изломов, трещин от буксирования, усталостных
трещин, залегающих под поверхностью катания головки
рельса на глубине до 4 мм. Под полюсами магнита меж-
ду поверхностью футляра и поверхностью катания го-
ловки рельса остаются зазоры 4,5 ... 5 мм, необходимые
для прохода дефектоскопа по путям со стыковыми со-
единениями, имеющими значительное завышение конца
одного рельса относительно начала другого.
В установках этого типа имеются два искательных
устройства соответственно для правой и левой рельсо-
вых нитей. Каждое из них состоит из трех феррозондов:
два устанавливают на поверхности катания рельса между
полюсами магнита, а третий крепят к раме тележки де-
фектоскопа со стороны внутренней грани контролируе-
мого рельса.
В дефектоскопах используются феррозонды, пред-
ставляющие собой катушку с пермаллоевым сердечни-
ком. При намагничивании рельсов П-образным магнитом
над усталостными поперечными трещинами возникает
магнитное поле дефекта не только на поверхности каче-
ния, но и на боковой грани головки. Металл на боковых
гранях не подвергается наклепу и не так сильно повреж-
дается колесами подвижного состава, поэтому уменьша-
ется возможность появления помех и контроль можно
проводить со значительно большей чувствительностью.
Автоматизированные феррозондовые дефектоскопы
для контроля труб выпускает Институт д-ра Ф. Ферстера
в Германии. Дефектоскоп предназначен для комбиниро-
ванного контроля (методом вихревых токов и методом
считывания магнитных полей рассеяния от дефектов)
качества продольного сварного шва ферромагнитных
труб с помощью вращающегося измерительного преоб-
разователя в форме диска. Диаметр контролируемых из-
делий 57 ... 600 мм, скорость контроля при сплошном
сканировании до 1 м/с. В дефектоскопе предусмотрены
раздельная индикация внешних и внутренних дефектов,
а также регулирование границ сортировки. К дефекто-
скопу можно подключить устройства для маркировки
дефектных труб и оценки размеров дефектов, а также
блок управления сортирующим устройством, произво-
дящим автоматическую разбраковку труб на две или три
группы.
Для автоматического контроля поверхностных де-
фектов ферромагнитных труб диаметром 20 ... 300 мм
Институт д-ра Ф. Ферстера выпускает другую установку.
При поступательном движении трубы со скоростью
0,1 ... 2 м/с можно контролировать поверхностные и
подповерхностные дефекты на глубине залегания до
15 мм с помощью вращающегося магнитного ярма и
преобразователей Холла.
Фирмой разработана феррозондовая установка для
проверки труб большого диаметра (60 ... 1000 мм). При
пропускании тока через проводник, который совмещает-
ся с осью трубы с помощью центрирующего устройства,
осуществляется циркулярное намагничивание контроли-
МАГНИТНЫЕ ТОЛЩИНОМЕРЫ
359
руемого участка. В процессе контроля труба перемеща-
ется по спирали с максимальной скоростью 1,5 м/с за
счет вращательно-поступательного движения. При этом
измерительные головки находятся в неподвижном со-
стоянии и только прижимаются к поверхности трубы.
Головки измерительного преобразователя удерживаются
роликами в определенном положении и защищены под-
пружиненными башмаками из твердого сплава.
Для контроля ферромагнитных труб и прутков диа-
метром более 100 мм Институтом д-ра Ф. Ферстера раз-
работан феррозондовый дефектоскоп. Он позволяет вы-
являть дефекты типа трещин глубиной от 0,3 мм на на-
ружной поверхности трубы. На трубах с толщиной стен-
ки до 8 мм можно обнаруживать дефекты и на внутрен-
ней поверхности. Контроль осуществляется по методу
считывания вторичного магнитного поля дефектов, соз-
даваемого двумя головками с электромагнитами при
вращательно-поступательном движении трубы. Скорость
сканирования 1,5 м/с; ширина зоны контроля одной го-
ловкой 50 мм. Время контроля одной головкой при дли-
не трубы 10 м и диаметре 114 мм 48 с, при длине 10 м и
диаметре 400 мм 168 с. Допустимая кривизна трубы
2,5 мм/м. Установка снабжена необходимыми средства-
ми механизации.
Этой же фирмой разработана система для испыта-
ния ферромагнитных цельнотянутых и продольно-сва-
ренных труб, а также для круглых заготовок диаметром
40 ... 650 мм. Работа системы основана на методе рас-
сеяния постоянного магнитного поля с вращающимися
преобразователями; выявляются поверхностные и внут-
ренние дефекты при одновременном автоматическом
подавлении сигналов помех при контроле сварных швов.
11.7. МАГНИТНЫЕ ТОЛЩИНОМЕРЫ
Магнитные толщиномеры предназначены для кон-
троля толщины защитных покрытий на изделиях из фер-
ромагнитных материалов.
Большую группу приборов составляют толщиноме-
ры пондеромоторного действия, работа которых основа-
на на измерении силы отрыва или притяжения постоян-
ных магнитов и электромагнитов к контролируемому
объекту.
Сила притяжения пропорциональна квадрату маг-
нитной индукции в зазоре между ферромагнитным изде-
лием и намагниченным телом. Индукция зависит от на-
магничивающей силы и зазора между ее источником
(например, магнитом) и ферромагнитным изделием.
Наиболее совершенными приборами группы являются
толщиномеры системы Н.С. Акулова. Они имеют малые
габариты, обладают высокой чувствительностью, широ-
ким диапазоном измерений и удобством в эксплуатации.
Приборы пондеромоторного действия широко рас-
пространены за рубежом, в частности в США, Германии,
Англии и других странах. Наибольший интерес пред-
ставляет прибор, который имеет несколько модификаций
и применяется для контроля толщины немагнитных и
гальванических покрытий на магнитной основе, а также
никелевых покрытий на немагнитной и магнитной основе.
На результаты измерений толщины покрытий в зна-
чительной степени влияют магнитные свойства материа-
ла деталей, на которые нанесено покрытие. Поэтому
магнитные толщиномеры калибруются с помощью рабо-
чих образцов, изготовленных из той же стали, что и кон-
тролируемые детали, с покрытиями заданной толщины.
Толщиномер с универсальной шкалой позволяет
исключить влияние на результаты измерений всех фак-
торов, кроме шероховатости поверхности изделий. Со-
стояние поверхности (шероховатость) оказывает значи-
тельное влияние на погрешности магнитных (в том числе
индукционных) толщиномеров. Поэтому значения при-
водимых погрешностей относятся к обработке, опреде-
ляемой шероховатостью поверхности не более Rz 20.
Если это особо не оговорено, погрешности приводятся в
отношении к соответствующим пределам измерений.
Основной недостаток приборов этой группы - цик-
личность процесса измерения, связанная с необходимо-
стью тщательного измерения силы до момента отрыва
магнита. Это обстоятельство затрудняет автоматизиро-
вание процесса контроля.
Приборы магнитостатического типа не имеют этих
недостатков. Их действие основано на определении на-
пряженности магнитного поля (с помощью преобразова-
телей Холла, феррозондов, рамки с током, магнитной
стрелки и т.д.) в цепи электромагнита или постоянного
магнита при изменении расстояния между ним и ферро-
магнитным изделием из-за наличия немагнитного по-
крытия.
Схема действия магнитостатических толщиномеров
с преобразователем Холла показана на рис. 12. Толщи-
номерами такого типа являются приборы фирмы
«Кварц» (Швейцария). Эта фирма выпускает магнито-
статические приборы трех типов с погрешностью ±5 %,
отличающиеся пределами измерений и назначением.
Рис. 12. Схема действия магнитостатических толщиномеров:
а - с П-образным электромагнитом; б - со стержневым посто-
янным магнитом; 1 - электромагнит; 2 - ферромагнитная де-
таль; 3 - немагнитное покрытие; 4 - преобразователь Холла;
5 — измерительный прибор; 6 — постоянный магнит
360
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В большинстве современных магнитных толщино-
меров используется двухполюсная магнитная система с
постоянными стержневыми и П-образными магнитами.
Простейшими приборами такого типа являются толщи-
номеры, в которых применение П-образного магнита
сочетается с применением механической магнитоурав-
новешенной системы, расположенной в межполюсном
пространстве магнита.
Прибор состоит из П-образного постоянного магни-
та, имеющего перешеек (параллельную магнитную
цепь). В зазоре перешейка смонтирована подвижная
магнитная стрелка, жестко связанная с уравновешиваю-
щей пружиной. При установке прибора на изделие маг-
нитное сопротивление в межполюсном зазоре уменьша-
ется, что вызывает перераспределение магнитного пото-
ка в основной и параллельной магнитных цепях. С изме-
нением магнитного потока стрелка прибора поворачива-
ется на угол, пропорциональный толщине измеряемого
покрытия. Приборы этого типа получили достаточно
широкое распространение. Однако их используют только
для экспресс-ориентировочной оценки толщины покры-
тия, так как при применении упругой механической сис-
темы в сочетании с небольшой по размерам шкалой не-
возможно получить необходимую точность отсчета в
широком диапазоне. Кроме того, при большом расстоя-
нии между полюсами магнита нельзя использовать при-
бор для контроля малогабаритных деталей.
При всех преимуществах двухполюсных систем,
используемых в магнитной толщинометрии покрытий,
они имеют недостатки. Они чувствительны к анизотро-
пии свойств и к шероховатости ферромагнитного осно-
вания; кроме того, при их использовании необходимо
обеспечивать одинаковый и надежный контакт полюсов
преобразователя с контролируемой поверхностью.
Применяют также однополюсные преобразователи
со стержневыми магнитами. Для уменьшения потока
рассеяния контактирующий с изделием полюс магнита
выполняют в виде полусферы из магнитомягкого мате-
риала.
Распространенным способом получения информа-
ции о толщине покрытия является размещение магнито-
чувствительных элементов в магнитной нейтрали либо
непосредственно у полюсов магнита с использованием
дифференциального включения магниточувствительных
элементов, что обеспечивает работу преобразователя в
режиме «нулевого» начального сигнала.
При работе с магнитными толщиномерами необхо-
димо учитывать многочисленные факторы, влияющие на
результаты измерений. К ним относятся колебания маг-
нитных свойств покрытия или подложки, состояние по-
верхности, форма изделия и др. В значительной мере
влияние этих факторов обусловлено размерами и формой
магнита, топографией и напряженностью магнитного
поля. В связи с возросшими требованиями к точности и
надежности производственного контроля толщины по-
крытий резко возросли требования к их метрологическо-
му обеспечению.
Для измерения толщины покрытий изоляции трубо-
проводов до 100 мм применяют приборы типа МТП-01 с
однополюсными преобразователями на постоянных маг-
нитах с использованием датчиков Холла.
В ряде стран организовано централизованное про-
изводство стандартизированных контрольных образцов с
различными сочетаниями материалов покрытия и под-
ложки. Такие образцы используют при градуировании и
поверке магнитных толщиномеров в процессе их разра-
ботки и эксплуатации. Тем не менее огромное число
вновь разрабатываемых и применяемых материалов ис-
ключает возможность серийного выпуска всей гаммы
образцов. Поэтому важнейшей задачей, стоящей перед
разработчиками приборов магнитной толщинометрии,
является создание безобразцового метода измерения
толщины покрытий.
Для контроля толщины немагнитных покрытий на
ферромагнитной основе широкое распространение полу-
чили индукционные толщиномеры. Их действие основа-
но на определении изменения магнитного сопротивления
(проводимости) магнитной цепи, состоящей из ферро-
магнитной основы (деталь), преобразователя прибора и
немагнитного зазора между ними, который является объ-
ектом измерений.
Преобразователь представляет собой три катушки:
возбуждающую и две измерительные, включенные диф-
ференциально. Катушки размещены на ферромагнитном
сердечнике.
Возбуждающая катушка питается переменным то-
ком частотой 200 Гц. Вдали от ферромагнитной детали
ЭДС, наводимые на измерительные катушки, располо-
женные по обе стороны от возбуждающей, взаимно ком-
пенсируются. При поднесении преобразователя к ферро-
магнитной детали его магнитная симметрия нарушается
и в измерительной обмотке наводится ЭДС, которая в
определенных пределах пропорциональна расстоянию
между деталью и преобразователем. Для питания преоб-
разователя служит генератор, формирующий синусои-
дальное напряжение частотой 200 Гц.
В отличие от вихретоковых толщиномеров показа-
ния индукционных толщиномеров не зависят от элек-
тропроводности покрытий. Поэтому при измерениях
используют единые шкалы для всего диапазона контро-
лируемых немагнитных покрытий.
Для увеличения точности измерений в приборах ти-
па МТ электромагнитное поле локализовано с помощью
удлиненного ферромагнитного стержня и шарикового
наконечника. Это позволяет измерять толщину в пятне
контроля площадью ~1 мм2. Краевой эффект проявляется
на расстоянии от края детали 3 ... 4 мм. Отклонение оси
преобразователя от положения нормали к контролируе-
мой поверхности в пределах 10° не приводит к увеличе-
нию погрешности измерений.
В приборах используют накладные преобразователи
двух типов:
1) для измерения покрытий на деталях небольших
размеров с криволинейной поверхностью и сложной
конфигурации; конструктивно оформлен в виде шарико-
вой авторучки;
2) для измерения покрытий на плоских поверхно-
стях; выполнен в призматическом корпусе и имеет под-
пружиненный контакт и трехточечную опору.
КОНТРОЛЬ МЕХАНИЧЕСКИХ СВОЙСТВ И СТРУКТУРЫ
361
По сравнению с магнитными толщиномерами по-
крытий значительно меньшее распространение получили
магнитные толщиномеры для измерения толщины изде-
лий из ферромагнитных материалов. Это объясняется
сложностью создания таких приборов с малой погреш-
ностью, особенно при измерении больших толщин.
В магнитных индикаторах толщины типа МИТ-1
применяются постоянные магниты и Ъринцип считывания
изменения магнитных полей рассеяния, обусловленных
утонением металла. С помощью прибора обнаруживаются
коррозионные язвы и места утонения металла, обуслов-
ленные коррозионным и эрозионным поражением.
Основу составляют П-образный магнит и располо-
женный между полюсами преобразователь Холла.
Основное назначение - контроль трубопроводов,
емкостей из ферромагнитных сталей толщиной до 12 мм.
Для измерения толщины стенки ферромагнитных
труб в поточном производстве создан магнитный микро-
метр. Измерения производят методом магнитного моста,
два плеча которого составляют эталонная и контроли-
руемая трубы, два других - сердечник электромагнита.
В перемычке моста в качестве измерительного элемента
применен феррозонд. Прибор предназначен для измере-
ния труб диаметром 30 ... 102 мм с толщинами стенок
1,5 ... 8 мм. Погрешность измерений 3 ... 4 % при скоро-
сти проведения контроля до 2,5 м/с.
11.8. КОНТРОЛЬ МЕХАНИЧЕСКИХ
СВОЙСТВ И СТРУКТУРЫ
Корреляция между магнитными и физико-химичес-
кими свойствами материала служит основой для магнит-
ного анализа качества и структуроскопии ферромагни-
тов. Она возникает в тех случаях, когда физические и
химические процессы образования и перестройки струк-
туры и фазового состава металла одновременно форми-
руют его магнитные свойства.
Форма и размеры петли гистерезиса (точнее, их се-
мейства) зависят от химического состава материала, оп-
ределяющего особенности межспиновых взаимодейст-
вий, а следовательно, обменную энергию, кристаллогра-
фическую анизотропию, наличие и расположение при-
месей и атомов легирующих элементов, микро- и макро-
напряжения и неоднородности, наличие и расположение
дислокаций, размеры зерен и т.п.
Сложный характер одновременного влияния (часто
в противоположных направлениях) различных факторов
на магнитные свойства материалов, как правило, не по-
зволяет их разграничить и определить влияние каждого.
Только в некоторых (простых) случаях имеется возмож-
ность определить влияние одного или нескольких (ос-
новных) факторов на размеры и форму петли гистерези-
са. В случае, если этот фактор одновременно и одно-
значно влияет на другие физические (немагнитные)
свойства материала, можно установить связь между ни-
ми и использовать магнитные свойства для контроля
физических или химических свойств (параметров).
Ферритометры. Магнитные методы ферритомет-
рии широко применяют при неразрушающем контроле.
Это связано с их простотой, высокой производительно-
стью, возможностью определения содержания феррит-
ной фазы непосредственно в готовых изделиях и полу-
фабрикатах, достаточно высокой точностью метода и
аппаратуры.
С увеличением содержания ферритной фазы выше
определенной нормы резко снижается пластичность ста-
лей при механической обработке, образуются трещины и
другие нарушения сплошности. При повышенном со-
держании ферритной фазы в сварных соединениях резко
уменьшается их прочность.
В гетерогенных соединениях (аустенитные стали)
магнитное насыщение пропорционально объему, зани-
маемому ферритомагнитной фазой (в данном случае
пропорционально содержанию ферритной фазы):
Л/« = Л/ад(Ф)Р/100,
где Мо - намагниченность насыщения материала (ста-
ли); Л/оо(Ф) - намагниченность насыщения ферромаг-
нитной (ферритной) фазы; Р - содержание ферритной
фазы, %.
Отсюда
—Ма> 100 %.
мл®)
Точность вычисления содержания ферритной фазы
связана с погрешностью в определении намагниченности
насыщения ферромагнитной фазы Мо(Ф) и намагничен-
ности насыщения материала исследуемого объекта М^.
При малых содержаниях ферритной фазы намагни-
ченность материала в сильных магнитных полях более
3 ... 4 А/см и подчиняется закону
Л/=Л/«(1-Л/77) + Л/р,
где Мр - намагниченность парамагнитной части иссле-
дуемого образца.
Значение Мр может быть найдено путем магнитных
измерений на образцах с полностью аустенитной струк-
турой, а Мо - способом экстраполяции эксперименталь-
ной кривой:
M-Mp=ftl/H).
Величина Мо(Ф) может быть определена эксперимен-
тально в порошках 5-феррита соответствующих сталей.
При расчете намагниченности феррита можно поль-
зоваться эмпирической формулой
Мо(Ф) = (1380 - 203 % С - 48,7 % Si - 19 % Мо -
- 12,7 % Мп - 25,3 % Сг - 2,15 % Ni - 114 % W +
+ 101 % Ti + 260 % Mb) А/см.
Формула справедлива при следующем содержании
элементов:
Si < 4 %; Ni < 10 %; W < 1 %; Ti < 0,5 %; Nb < 0,9 %.
При наличии в стали большого содержания карби-
дообразующих элементов не следует учитывать в этой
формуле углерод, если его содержание меньше 0,15 %.
362
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Для определения содержания ферритной фазы в ря-
де случаев могут быть использованы приборы, действие
которых основано на измерении магнитной проницаемо-
сти. Но их калибровка должна быть осуществлена по
эталонным образцам из контролируемой марки стали с
известным содержанием ферритной фазы, найденным
методом магнитного насыщения, являющимся основным
методом определения содержания феррита. Однако этот
метод не всегда удобен, так как для него требуется ста-
ционарная установка и он в основном позволяет произ-
водить измерения только на специальных образцах.
Разработаны и другие методы определения содер-
жания ферритной составляющей (a-фазы), такие как
пондеромоторный, основанный на измерении силы или
момента силы, действующих на образец в постоянном
магнитном поле, или силы отрыва постоянного магнита
или электромагнита от испытуемой детали, или крутя-
щего момента образца (анизометр Н.С. Акулова); магни-
тостатический, основанный на измерении магнитной
проницаемости испытуемого материала; индукционный,
основанный на измерении комплексного сопротивления
или индуктивности измерительной катушки и т.п.
Показания ферритометров в существенной мере за-
висят от магнитных характеристик материала контроли-
руемого объекта, поэтому для их градуировки необхо-
димо применять специальные рабочие образцы (этало-
ны) с известным содержанием ферритной фазы.
По принципам работы ферритометры близки к маг-
нитным толщиномерам, хотя в их работе используются
другие магнитные характеристики материала.
Для определения содержания ферритной структур-
ной составляющей (a-фазы) в трубных заготовках из
хромоникелевых сталей аустенитного класса может быть
измерена относительная магнитная проницаемость ау-
стенитной стали в постоянном магнитном поле.
Устройство прибора обеспечивает непрерывное ло-
кальное измерение содержания ферритной фазы как не-
посредственно в цилиндрических трубных заготовках,
так и в поперечных макротемплетах различного профи-
ля. Измерительным преобразователем сканируется тор-
цовая поверхность заготовки (темплета). Содержание
ферритной фазы оценивается в процентах по объему (по
стрелочному индикатору) и по пятибалльной шкале (по
цифровому индикатору). В приборе имеются световой
сигнализатор превышения контролируемого параметра и
релейный выход.
Для обеспечения высокой чувствительности и ло-
кальности измерений, а также возможности непрерывной
оценки содержания ферритной фазы в стали в качестве
намагничивающего элемента первичного преобразовате-
ля использован миниатюрный постоянный магнит из
сплава ЮНДК 24, а в качестве магнитометрического
элемента - дифференциальный микроферрозонд-поле-
мер. Оба элемента совмещены в единой конструкции
(накладном преобразователе), обеспечивающей отстрой-
ку от начального сигнала.
Сердечники феррозонда расположены у полюса
магнита симметрично относительно его продольной оси,
в зонах, в которых на длине сердечников результирую-
щая составляющих поля, направленных вдоль каждого
из сердечников, практически равна нулю.
При взаимодействии магнита с материалом, обла-
дающим ферромагнитными свойствами, вектор поля,
воздействующего на сердечники феррозонда, изменяется
по направлению и величине. В результате появляется
продольная относительно сердечников составляющая
поля, а следовательно, и пропорциональный ей электри-
ческий сигнал феррозонда.
Благодаря значительной глубине (до 10 мм) намаг-
ничивания аустенитной стали намагничивающим эле-
ментом снижается чувствительность преобразователя к
микроструктурной неоднородности стали, неровностям
торца заготовки (темплета) и к изменениям физико-
химических свойств поверхностного слоя металла, вы-
званным окислением и наклепом.
Градуировку прибора в процентах по объему а-фа-
зы производят с помощью эталонных образцов двухфаз-
ной стали с известным содержанием ферритной фазы.
Для определения содержания ферритной фазы
(a-фазы) в сварных швах изделий из сталей аустенитно-
го и аустенитно-ферритного классов разработан прибор,
в основу которого положено относительное измерение
магнитной проницаемости испытуемого материала с по-
мощью описанного выше накладного преобразователя
системы постоянный магнит - феррозонд.
Прибор обеспечивает непрерывное локальное изме-
рение объемного содержания ферритной фазы в стали
при сканировании поверхности контролируемого изде-
лия преобразователем. Градуировка прибора произво-
дится по эталонным образцам контролируемой стали с
известным содержанием ферритной фазы.
Коэрцитиметры. В настоящее время нет общей
теории магнитной структуроскопии, поэтому в каждом
конкретном случае приходится находить взаимосвязь
между магнитными и другими свойствами материалов.
В тех случаях, когда наличие такой корреляции известно
из литературных или других источников, необходимо
проверять и устанавливать условия ее существования
при внедрении контроля в конкретных производствен-
ных условиях.
Наиболее известным примером корреляции являет-
ся связь между твердостью углеродистых и низколегиро-
ванных сталей и их коэрцитивной силой.
При 20 ... 25 °C железо растворяет до 0,006 % угле-
рода; при большем содержании углерода сплав Fe-C со-
стоит из двух фаз: феррита и цементита Fe3C в различ-
ных структурных формах.
В мартенсите углерод внедрен в решетку железа,
искажая которую (создавая сильные внутренние напря-
жения), он увеличивает магнитную жесткость основы,
вызывая рост коэрцитивной силы и уменьшение магнит-
ной проницаемости. Чем больше содержание углерода,
тем выше коэрцитивная сила сплава. Но в различных
структурных составляющих углерод с различной интен-
сивностью увеличивает коэрцитивную силу сплава: в
меньшей степени, когда он внедрен в форме графита,
сильнее в перлите и наиболее сильно в цементите.
КОНТРОЛЬ МЕХАНИЧЕСКИХ СВОЙСТВ И СТРУКТУРЫ
363
Рис. 13. Зависимость коэрцитивной силы углеродистой
стали от содержания углерода
Рис. 14. Зависимость между
коэрцитивной силой и
твердостью сталей:
/-30X13; 2 - 12X17Н2
На рис. 13 показана зависимость коэрцитивной си-
лы углеродистой стали без легирующих элементов после
закалки на мартенсит от содержания углерода. Коэрци-
тивная сила углеродистых сталей, как правило, хорошо
коррелирует с их механической твердостью.
Кроме сплава Fe-C можно назвать еще ряд сталей, в
которых имеет место корреляция магнитных и механиче-
ских свойств. К ним относятся стали: 20X13, 30X13,
12ХНЗА, 18Х2Н4МА, 20ХН4ФА, 40ХН2МА, 45ХН2МФА,
45Х, ЗОХГСА, 38ХА, 12Х17Н2, ШХ15, 60С2, 65Г и др.
На рис. 14 приведена кривая, показывающая связь
коэрцитивной силы и твердости сталей 30X13 и
12Х17Н2.
Задача о корреляции магнитных и механических
свойств сталей тесно связана с установлением зависимо-
сти между магнитными свойствами сталей и режимом
термической обработки. Поскольку режим термической
обработки одновременно влияет и на механические
свойства сталей, то практически во всех случаях, когда
магнитные свойства коррелируют с твердостью или дру-
гими механическими свойствами, они также однозначно
связаны с режимом термической обработки.
На рис. 15 показана зависимость коэрцитивной си-
лы и твердости стали ШХ15 от температуры закалки в
масле (рис. 15, а) и температуры отпуска (рис. 15, б).
Кривые зависимости коэрцитивной силы от температуры
отпуска для сталей 18Х2Н4МА и 08Х18Н10 приведены
на рис. 16.
Магнитными методами определяют глубину зака-
ленного и цементированного слоев углеродистых сталей.
Рис. 15. Зависимость коэрцитивной силы и твердости стали
ШХ15 от температуры закалки при 830 °C, охлаждение в
масле и отпуска
Рис. 16. Зависимость коэрцитивной силы от температуры
отпуска (закалка при 860 °C, охлаждение в масле) сталей:
1 - 18Х2Н4МА; 2 - 08Х18Н10
Рис. 17. Зависимость между показаниями коэрцитиметра и
глубиной закалки сталей 9X2,9Х2НФ, 9Х2МФ
На рис. 17 приведена зависимость показаний коэрцити-
метра от глубины слоя, закаленного токами промышлен-
ной частоты, для валков холодной прокатки из сталей
9X2, 9Х2НФ и 9Х2МФ.
364
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Контроль проводят коэрцитиметром с приставным
электромагнитом, размеры полюсов и межполюсного
расстояния которого определяются, в частности, изме-
ряемой глубиной закаленного слоя.
Для измерения коэрцитивной силы сталей на образ-
цах, а также для определения степени корреляции между
коэрцитивной силой и физико-механическими свойства-
ми материала контролируемых деталей могут быть при-
менены измерительные коэрцитиметры. Однако они при-
годны для измерений на специально изготовленных об-
разцах или деталях относительно простой формы и не-
больших размеров. Для контроля качества деталей в про-
изводственных условиях их не применяют.
Описываемые ниже приборы применяют только для
контроля физико-механических свойств. Это объясняется
тем, что их выходной параметр, хотя и пропорционален
коэрцитивной силе материала, но также зависит от мно-
гих факторов, связанных с параметрами детали (магнит-
ными характеристиками и размерами) и установки. Для
определения как непосредственно коэрцитивной силы,
так и физико-механических свойств необходимо предвари-
тельно найти корреляционные зависимости между выход-
ными параметрами прибора и искомой характеристикой.
Как правило, магнитные приборы требуют предва-
рительного определения их пригодности для контроля
конкретных сталей и калибровки во всех случаях их ис-
пользования для сортировки деталей и изделий.
Такое предварительное определение возможности
прибора для контроля физико-механических свойств
включает исследование зависимости его показаний от
изменения (в пределах допуска) химического состава
материала, колебаний температуры при всех операциях
термической обработки и т.п.
Для этой цели служат эталонные (или рабочие) об-
разцы, магнитные и другие (физические, механические и
т.п.) характеристики которых известны.
Схема коэрцитиметра с приставными электромагни-
тами показана на рис. 18. Он представляет собой
П-образный электромагнит с намагничивающей wH и
размагничивающей wp обмотками. Перемычкой ферро-
магнита служит сердечник феррозонда, являющийся од-
новременно нулевым индикатором.
После намагничивания контролируемого участка
изделия (и выключения тока в обмотке wH) плавно увели-
чивают размагничивающий ток, пока измерительный
прибор, подключенный к феррозонду, не покажет отсут-
ствие магнитного потока в контролируемом участке.
Такие коэрцитиметры дают относительные показа-
ния и требуют калибровки по эталонным образцам. Чаще
их применяют для определения относительных измене-
ний коэрцитивной силы, по которым судят об изменении
физико-механических свойств объектов контроля.
Приборная часть установки включает источники пи-
тания, нулевой индикатор на выходе измерительной об-
мотки феррозонда и измеритель размагничивающего то-
ка, показания которого пропорциональны коэрцитивной
силе.
Намагничивание и размагничивание контролируе-
мого объекта осуществляются после пуска электронного
блока путем нажатия кнопки пуска.
Имеется магнитный твердомер труб, представляю-
щий собой разновидность коэрцитиметра, но с более вы-
сокой чувствительностью. Он позволяет измерять твер-
дость стальных труб диаметром 76 ... 200 мм после от-
жига в диапазоне 170 ... 270 НВ с погрешностью 5 %.
Время одного измерения 2 с.
При нулевом показании феррозондового индикатора
величина тока размагничивания 1рс определяется сле-
дующим выражением:
где W - суммарное количество витков обмоток электро-
магнита; С7си, UC3 - падение магнитного потенциала на
изделии и на электромагните при магнитных потоках,
равных нулю; Ял, /?5 и 7?и - соответственно магнит-
ные сопротивления магнитному потоку через воздух ме-
жду полюсами электромагнита, воздушного зазора между
полюсами и изделием и самого изделия.
При разработке коэрцитиметров необходимо выби-
рать оптимальные размеры электромагнитов. Ряд про-
стых рекомендаций по выбору геометрических размеров
приставных электромагнитов сводится к следующему:
1) высота полюсов электромагнита берется мини-
мальной, позволяющей обеспечить размещение намагни-
чивающих катушек и индикаторов размагничивающего
состояния (рамка с током, феррозонд или датчик Холла);
2) чувствительность коэрцитиметра к изменению
структуры и механических свойств контролируемых из-
делий будет тем выше, чем более сильно будет выражено
неравенство LHCU » где Нсп и - значения
коэрцитивной силы испытуемого участка изделия и мате-
риала сердечников электромагнита, а /и и /э - средняя
длина магнитной силовой линии в испытуемом изделии и
сердечнике электромагнита. Нарушение этих условий
может привести к преобладанию магнитных свойств сер-
дечника над свойствами контролируемого изделия.
Отсюда вытекает необходимость изготовления маг-
нитопровода электромагнита из ферромагнитных мате-
риалов с небольшой коэрцитивной силой. Как правило,
ярмо приставного электромагнита имеет коэрцитивную
силу не более 1 А/см, а намагниченность насыщения не
менее 160 ... 170 А/см. Малое значение Нс достигается
тем, что ярмо электромагнита изготовляется из магнито-
КОНТРОЛЬ МЕХАНИЧЕСКИХ СВОЙСТВ И СТРУКТУРЫ
365
мягкого материала (трансформаторного железа или техни-
чески чистого железа), который перед сборкой отжигается;
3) расстояние между полюсами должно быть по
возможности меньшим и определяется размерами намаг-
ничивающих обмоток;
4) глубина проникновения магнитного потока в из-
делие задается сечением полюсов электромагнита 5Э.
В соответствии с выражением (1) для П-образного
преобразователя зависимость тока размагничивания от
коэрцитивной силы изделий линейная, но угол наклона
линии I^H^) и ее сдвиг на величину UQ3IW зависят
от магнитных свойств сердечника электромагнита, кото-
рые трудно получить одинаковыми. Поэтому для каждого
преобразователя составляют индивидуальную линию
регрессии 1рс=аНС1ЛЛ-Ь, где коэффициенты регрессии
определяют по специальным образцам с известной коэр-
цитивной силой.
Создано семейство цифровых полуавтоматических
коэрцитиметров типа КРМ-Ц, с помощью которых воз-
можен контроль:
• напряженно-деформированного состояния метал-
локонструкций, изготовленных из магнитных марок кон-
струкционных сталей (всех видов грузоподъемных кра-
нов, трубопроводов, эскалаторов, лифтов, подъемников,
котлов, сосудов, работающих под давлением, и т.п.);
• по коэрцитивной силе механических свойств и
структурного состояния конструкционных марок сталей
на основных стадиях диаграммы нагружения - упругой,
упругопластической и пластической деформации, оценку
остаточного ресурса металлоконструкций;
• качества термообработки, химико-термического
упрочнения, закалки, наклепа поверхностно-упрочнен-
ных слоев;
• механических свойств изделий из стали, чугуна;
• по маркам стали и чугуна.
Контроль данных свойств возможен при наличии
статистически надежных зависимостей между ними и
коэрцитивной силой.
Возможно использование на строительных площад-
ках, в полевых условиях, при работе на высотных соору-
жениях, где нет сетевого питания или оно запрещено
правилами безопасной эксплуатации.
Приборы выполняются в трех исполнениях: 1) базо-
вом с питанием от сети 220 В или 36 В с отстройкой от
влияния зазора между преобразователем и контролируе-
мой поверхностью на показания до 2 мм; 2) с автономном
питанием для работы на объектах Госгортехнадзора
(с отстройкой от влияния зазора до 1 мм); 3) микропро-
цессорном с автономным питанием и персональной ЭВМ
типа «ноутбук» с большой собственной памятью данных.
Эффективен при массовых однотипных измерениях на
объектах Госгортехнадзора (газовых баллонов) и при ди-
агностике высокотехнологичного оборудования (прокат-
ных валков в металлургии).
Используют для технической диагностики грузо-
подъемных сооружений при контроле их напряженно-
деформированного состояния и оценки остаточного ре-
сурса.
Рис. 19. Схема устройства коэрцитиметра с измерительным
генератором
К измерительным коэрцитиметрам относятся коэр-
цитиметры с измерительным генератором, а также рабо-
тающие по методу сдергивания, феррозондовые и вибра-
ционные.
Коэрцитиметр с измерительным генератором 4 по-
казан на рис. 19. Он состоит из намагничивающей катуш-
ки 1 (с известной постоянной, т.е. коэффициентом, свя-
зывающим напряженность магнитного поля в ее центре и
ток в обмотке), приспособления для крепления образца 5
и измерительного генератора, представляющего собой
вращающуюся катушку 2, концы которой через коллек-
тор подведены гальванометру 3. Витки измерительной
катушки 2 расположены так, что она не реагирует на
магнитное поле, создаваемое катушкой /, а реагирует
только на составляющую магнитного поля образца, пер-
пендикулярную к полю катушки 1.
Образец предварительно намагничивается до насы-
щения (или близкой к нему намагниченности) в электро-
магните или самой катушке /. При вращении измери-
тельной катушки у края намагниченного образца в ней
возникает ЭДС, создающая в измерительной цепи ток.
Выпрямленный коллектором измерительного гене-
ратора ток вызывает отклонение стрелки гальванометра
3. Если катушку / подключить к току такого направле-
ния, что ее магнитное поле будет размагничивать обра-
зец, то при равенстве магнитного поля катушки / коэрци-
тивной силе образца поток, создаваемый магнитом, ста-
нет равным нулю, стрелка гальванометра возвратится к
нулю. В момент возвращения стрелки к нулю магнитное
поле катушки / равно коэрцитивной силе образца. По-
скольку в этом случае измерительный генератор служит
лишь индикатором нуля, нет необходимости в его калиб-
ровке.
Схема установки для определения коэрцитивной си-
лы методом сдергивания показана на рис. 20. Образец 4
помещают в центр катушки /. На образец надевают изме-
рительную катушку 2, соединенную с баллистическим
гальванометром или микровеберметром. Образец и ка-
тушка 2 должны быть центрированы по оси намагничи-
вающей катушки, а катушка 2, кроме того, должна легко
перемещаться вдоль этой оси и надеваться на образец.
Принцип работы коэрцитиметра заключается в сле-
дующем. Когда по намагничивающей катушке в отсутст-
вие образца идет ток, при передвижении в ней измери-
тельной катушки 2 ЭДС в последней не возбуждается, так
как она передвигается в зоне однородного поля. Если в
366
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 20. Схема устройства коэрцитиметра, работающего по
методу сдергивания
Рис. 21. Принципиальная схема феррозондового коэрцити-
метра:
/ - намагничивающая катушка; 2 - феррозонд; 3 - феррозондо-
вый измерительный прибор; 4 - образец
Рис. 22. Принципиальная схема вибрационного коэрцити-
метра:
/ - соленоид; 2 - измерительные катушки; 3 - измерительный
прибор; 4 - двигатель; 5 - образец
катушку поместить предварительно намагниченный об-
разец, то при перемещении катушки 2 в ней возбуждается
ЭДС, что сказывается на показании измерительного при-
бора 3 (баллистического гальванометра или микровебер-
метра).
При подаче в намагничивающую катушку тока тако-
го направления, при котором магнитное поле катушки
противоположно намагниченности образца, показания
измерительного прибора уменьшаются и становятся рав-
ными нулю при напряженности поля в намагничивающей
катушке, численно равной коэрцитивной силе образца.
Напряженность поля (А/м)
Н=К1,
где К - постоянная катушки, м'1, /- сила тока в катушке, А.
Феррозондовый коэрцитиметр характеризуется тем,
что индикатором равенства нулю намагниченности об-
разца в нем служат феррозонды. Конструкция феррозон-
дового коэрцитиметра показана на рис. 21.
Вибрационный коэрцитиметр (рис. 22) состоит из двух
одинаковых измерительных катушек (по 50... 100 витков
Рис. 23. К объяснению принципа определения коэрцитивной
силы по величине остаточной индукции деталей с большим
коэффициентом размагничивания
каждая), жестко скрепленных и помещенных на некото-
ром расстоянии одна от другой. Расстояние между ка-
тушками определяется размерами образца: чем меньше
образец, тем ближе могут быть расположены катушки.
Катушки соединены встречно.
Измерительные катушки помещают в соленоид со-
осно с ним. При вибрации катушек в отсутствие образца
ЭДС в них не наводится. Если вблизи поместить предва-
рительно намагниченный образец, то его поле вызовет
появление ЭДС. Подавая в соленоид размагничивающий
ток, можно постепенно путем его увеличения добиться,
чтобы в измерительных катушках ЭДС стала равной ну-
лю. Соответствующее этому току поле в соленоиде равно
коэрцитивной силе и рассчитывается по постоянной со-
леноида.
Чтобы не приводить в движение измерительные ка-
тушки, можно заставить образец вибрировать, что более
удобно при его малых размерах и массе.
Преимуществом вибрационного коэрцитиметра яв-
ляется большая чувствительность, а также то, что на точ-
ность измерений не влияют форма наводимой ЭДС в из-
мерительной катушке и точность поддержания частоты и
амплитуды вибрации. Точность измерений определяется
практически только погрешностями в определении по-
стоянной соленоида и размагничивающего тока в нем.
Приборы контроля механических свойств по ос-
таточной индукции и магнитной проницаемости. Ко-
роткие детали с большим коэффициентом размагничива-
ния имеют петлю гистерезиса (в координатах индукция -
напряженность внешнего магнитного поля), сильно на-
клоненную к оси напряженности поля. При этом участок
петли во втором квадрате плоскости (-Н, +В) становится
прямолинейным (рис. 23).
Отношение остаточной индукции к напряженности
поля для таких деталей является величиной постоянной,
зависящей только от коэффициента размагничивания,
который практически определяется отношением
где т - магнитная форма объекта.
Аналогичное выражение имеет место в случае, когда
участок детали намагничен локально с помощью цилинд-
рического постоянного магнита или электромагнита.
В этом случае остаточная индукция и пропорциональная
КОНТРОЛЬ МЕХАНИЧЕСКИХ СВОЙСТВ И СТРУКТУРЫ
367
ей нормальная составляющая локального магнитного
поля участка детали становится мерой коэрцитивности
материала. На этом принципе разработана серия коэрци-
тиметров с «точечным полюсом», служащих для струк-
турного анализа (контроль твердости, режимов термиче-
ской обработки и т.п.).
Импульсный магнитный анализатор отличается от
других приборов с «точечным полюсом» тем, что «то-
чечный полюс» на стали создается с помощью небольшо-
го соленоида, питаемого импульсным током.
Остаточная индукция намагниченных деталей с
большим коэффициентом размагничивания может быть
определена несколькими методами: индукционным (де-
таль перемещают через измерительную катушку), ферро-
зондовым (измеряют магнитный момент детали) и др.
На индукционном методе измерения остаточной ин-
дукции основана следующая установка. Движущаяся в
трубе контролируемая деталь пересекает луч света, па-
дающий на фотоэлемент, который включает соленоид,
намагничивающий деталь. После выключения соленоида
деталь продолжает падение и проходит через измери-
тельные катушки, ЭДС которых пропорциональна оста-
точной индукции. Установка настраивается на уровень
срабатывания по образцовым изделиям так, что исполни-
тельный механизм сортирует контролируемые детали по
твердости.
Размеры контролируемых деталей: диаметр 6 ...
18 мм при длине 5 ... 70 мм; производительность контро-
ля до 2500 деталей/ч.
Приборы для контроля физико-механических
свойств материала деталей, действие которых основано
на измерении магнитной проницаемости, пока не нашли
широкого применения в промышленности, хотя в ряде
случаев они более удобны, чем коэрцитиметры, проще в
автоматизации и иногда дают более четкие корреляцион-
ные зависимости между магнитными и другими физиче-
скими характеристиками.
В измерительной технике применяют два основных
способа измерения магнитной проницаемости: логомет-
рический и индукционный. Первый из них основан на
принципе действия логометров, измеряющих отношение
значений двух параметров, например индукции и напря-
женности намагничивающего поля. В данном случае не-
обходимо, чтобы ток в одной обмотке логометра был
пропорционален индукции, во второй - напряженности
намагничивающего поля. Логометр включается по схеме
вольтметра-амперметра и, если необходимо, через усили-
тели мощности.
Индукционный метод измерения магнитной (дина-
мической) проницаемости основан на том, что если под-
держивать неизменной амплитуду напряженности намаг-
ничивающего поля, то амплитудная (или динамическая)
проницаемость будет пропорциональна амплитуде ин-
дукции в контролируемой детали (если ее размеры оста-
ются неизменными). Обычно используют дифференци-
альную схему, с помощью которой и определяют измене-
ние магнитной проницаемости контролируемой детали
по сравнению с магнитной проницаемостью образца.
В твердомере, предназначенном для контроля твер-
дости манометрических пружин из сталей 50ХФА и
ЗОХГСА, имеются индукционные преобразователи,
включенные дифференциально и питающиеся от блока
питания (50 Гц). В преобразователи, представляющие
собой катушки с намагничивающими и измерительными
обмотками, помещают образец и контролируемую де-
таль. Для уравновешивания преобразователей при поме-
щении в них идентичных изделий служит компенсирую-
щее устройство. При этом разностная ЭДС подается на
усилитель, на выходе которого через синхронные детек-
торы включен измеритель, проградуированный в услов-
ных единицах по Роквеллу.
Погрешность измерений этого прибора по твердости
для указанных сталей не превышает ±1 HRC.
На определении изменений максимальной магнит-
ной проницаемости (в постоянном магнитном поле) ос-
нована работа установки для поточного контроля твердо-
сти. Установка предназначена для контроля труб из ста-
лей: 45, 35, 40Х диаметром 30 ... 180 мм, с диапазоном
измерения твердости 200 ... 400 НВ. Скорость движения
труб 0,5 ... 3 м/с. Допустимые отклонения по наружному
диаметру 1,2 ... 1,5 %.
Измерители магнитных шумов. При намагничива-
нии и перемагничивании ферромагнетиков наряду с
плавными (обратимыми) процессами изменения магнит-
ного состояния материала значительную роль играют
процессы скачкообразного изменения намагниченности
ферромагнетиков. Это явление было открыто в 1919 году
Баркгаузеном и носит его имя - метод эффекта Баркгау-
зена (МЭБ).
Суть явления с физической точки зрения в следую-
щем. Ферромагнетики при отсутствии внешнего магнит-
ного поля представляют собой области спонтанного на-
магничивания (домены), каждая из которых намагничена
практически до насыщения. Векторы намагниченности
этих областей направлены вдоль так называемых направ-
лений легкого намагничивания. Намагниченность значи-
тельного объема материала в целом равна нулю, так как
суммарные магнитные потоки этих областей замкнуты
внутри объема.
Один из основных механизмов процесса намагничи-
вания и перемагничивания заключается в смещении до-
менных границ между областями спонтанного намагни-
чивания. Для того чтобы произошло смещение границ,
необходимо преодолеть некоторый энергетический уро-
вень, связанный с тем, что при таком процессе перемаг-
ничивания увеличивается энергия граничного слоя между
доменами. При изменении намагничивающего поля до-
менные границы смещаются скачками. При обычном оп-
ределении точек кривой намагничивания получают плав-
ную кривую из-за малости этих скачков намагниченности.
Область ферромагнитного материала, перемагничи-
ваемая за один скачок Баркгаузена, равна ПУ6 ... ПУ4 см3.
На рис. 24 показаны (по Бозорту) кривая намагничивания
и ее участок, увеличенный в 109 раз, что позволяет уви-
деть ступенчатый характер кривой.
Изменение энергии граничного слоя между облас-
тями перемагничивания зависит от качества материала,
его механической и термической обработки, наличия и
распределения в нем микропор, дислокаций, напряжений,
включений и т.п., поэтому параметры скачков Баркгаузе-
368
МАГНИТНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
на могут служить для определения качества материалов и
изделий из них.
К исследуемым параметрам скачков Баркгаузена от-
носятся:
• число скачков N, происходящих в заданном интер-
вале времени;
• временные интервалы т между скачками;
• форма и длительность скачков (в электропровод-
ных материалах длительность скачков соответствует час-
тотному диапазону ~102 ... 105 Гц);
• магнитный момент при скачках (усредненный
или максимальный);
• спектральное распределение скачков.
Установка для определения параметров Баркгаузена
представляет собой намагничивающий соленоид, питае-
мый от низкочастотного источника регулируемого пере-
менного напряжения. Особенностью источника питания
является линейное (равномерное) изменение напряжен-
ности поля соленоида. Длина соленоида обычно такова,
что испытуемый образец находится в зоне его равномер-
ного поля.
Частота тока источника питания зависит от размеров
контролируемого объекта. Известны установки, рабо-
тающие на частотах от долей до десятков и сотен герц.
Измерительная катушка помещена внутри соленоида и
состоит из нескольких сотен витков.
Рис. 24. Скачки Бракгаузена на кривой намагничивания
Рис. 25. Структурная схема прибора для контроля содержа-
ния углерода в стали
Компенсационная катушка служит для уменьшения
начальной ЭДС (при отсутствии образца). ЭДС на изме-
рительной катушке усиливается широкополосным усили-
телем. Основные требования к усилителю - низкий уро-
вень шумов при коэффициенте усиления 105 ... 106 и по-
стоянство его амплитудной характеристики во всем диа-
пазоне частот.
К одному из выходов усилителя подключается элек-
тронный или шлейфовый осциллограф (или оба одновре-
менно) для записи и наблюдения скачков Баркгаузена и
определения их длительности. Число импульсов опреде-
ляется с помощью пересчетной схемы (или нескольких
схем), на выходе которой может быть включен электро-
механический счетчик (фильтр).
Создан магнитошумовой сигнализатор, предназна-
ченный для контроля содержания углерода в сталях, сте-
пени поверхностного упрочнения, определения степени
дисперсности структуры, а также содержания немагнит-
ной фазы в ферромагнитных изделиях.
На рис. 25 показана схема прибора. Прибор состоит
из последовательно соединенных блока намагничивания
/, намагничивающе-преобразовательного устройства 2,
предварительного усилителя 3, полосового фильтра 4,
амплитудного дискриминатора 5, счетчика импульсов 69
регистра памяти 7, индикаторного устройства 5, блоков
управления 9 и питания 10. Для получения на выходе
преобразователя скачков Баркгаузена образец намагни-
чивают медленноизменяющимся двухполярным напря-
жением, вырабатываемым блоком 1. Jipn усиления сла-
бых сигналов скачков Баркгаузена используется предва-
рительный усилитель 3.
Оценку качества изделия проводят, преобразуя па-
раметры спектра шумов и амплитуду и длительность пе-
риодического сигнала. Преобразование осуществляется с
помощью полосового фильтра 4 и амплитудного дискрими-
натора 5. Число импульсов подсчитывается счетчиком 6.
Немигающая индикация результата измерения на инди-
каторном устройстве 8 достигается введением регистра
памяти 7. Регулирование величины амплитуды выполня-
ет блок управления 9. В приборе предусмотрены ручной
и автоматический режимы работы.
Рассмотренный способ обработки потока скачков
Баркгаузена в ряде случаев позволяет повысить избира-
тельную чувствительность магнитошумового метода не-
разрушающего контроля.
Прибор может быть использован в комплекте как с
накладным и проходным преобразователями, так и с пре-
образователем смешанного типа. Прибор с преобразова-
телем смешанного типа применяется для контроля со-
держания остаточного аустенита после термической об-
работки сложнопрофильного режущего инструмента
(сверл, метчиков и т.д.) из стали Р6М5. Правильный вы-
бор частоты анализа сигнала, полосы пропускания
фильтра и уровня дискриминации позволяет уменьшить
влияние на показания прибора величины зазора между
измерительным преобразователем и изделием, темпера-
туры закалки стали перед отпуском, колебаний химиче-
ского состава стали и других мешающих факторов. Такая
настройка позволяет изменить вид зависимости показа-
ний прибора от содержания аустенита.
ЛИТЕРАТУРА
369
Более универсальной моделью прибора, исполь-
зующего эффект Баркгаузена, является структуроскоп,
работа которого основана на измерении текущих харак-
теристик сигналов магнитошумового преобразователя и
среднего значения мощности магнитного шума в любой
точке кривой перемагничивания, положение которой за-
дается с помощью стробирующего импульса. Отличи-
тельной особенностью прибора является также возмож-
ность изменять в широких пределах режим намагничива-
ния исследуемого образца как по частоте, так и по ам-
плитуде намагничивающего тока, что в сочетании с регу-
лируемой частотой анализа сигнала с магнитошумового
преобразователя дает новые возможности по выбору оп-
тимального режима контроля.
Основные функциональные узлы прибора: первич-
ный магнитошумовой преобразователь, устройство пере-
магничивания и устройство регистрации параметров ЭДС
магнитного шума.
Устройство перемагничивания включает генератор
напряжения, преобразователь уровней, формирователь
стробирующих импульсов, регулятор величины перемаг-
ничивающего тока.
Генератор напряжения формирует напряжение тре-
угольной формы и импульсы определения начала прямо-
го и обратного ходов перемагничивания.
Преобразователь уровней вырабатывает сдвинутые в
положительную и отрицательную области треугольные
напряжения, которые управляют работой схемы форми-
рования стробирующих импульсов.
Оценка контролируемых параметров исследуемых
материалов осуществляется путем анализа участков оги-
бающей ЭДС шума (выходного сигнала) преобразовате-
лей. Информативность метода и достоверность результа-
тов контроля существенно повышаются при использова-
ния в приборе метода стробирования участков огибаю-
щей ЭДС в определенный момент времени за период пе-
ремагничивания.
Методика контроля с помощью стробирования за-
ключается в следующем. Записывают огибающую шума
на лист бумаги для образцов изделий с известными зна-
чениями контролируемого параметра U(t). Затем строят
семейство характеристик if (z), где if - текущее значе-
ние огибающей ЭДС шума в точках стробирования или в
точках пересечения кривых U(t) с перпендикулярами из
точек, соответствующих временным координатам стробов.
Далее выбирают оптимальную с точки зрения ли-
нейности и крутизны зависимость if (z). Эта зависимость
определяет положение строба в приборе для разбраковки
конкретного вида деталей.
ЛИТЕРАТУРА
1. Приборы для неразрушающего контроля мате-
риалов и изделий: Справочник / Под ред. В.В. Клюева.
М.: Машиностроение, 1986. 351 с.
2. Михеев М.Н., Горкунов Э.С. Магнитные методы
структурного анализа и неразрушающего контроля. М.:
Наука, 1993. 245 с.
3. Шелихов Г.С. Магнитопорошковая дефектоско-
пия деталей и узлов. М.: НТЦ «Эксперт», 1995.
4. Хусанов М.Х. Магнитографический контроль
сварных швов. М.: Недра, 1973. 216 с.
5. Аркадьев В.К. Электромагнитные процессы в ме-
таллах. М.: Госэнергоиздат, 1974. 230 с.
6. Зацепин Н.Н., Коржова Л.В. Магнитная дефек-
тоскопия. Минск: Наука и техника, 1981.208 с.
7. Янус Р.И. Магнитная дефектоскопия. М.: Гостех-
издат, 1961.
8. Михайлов С.П., Щербинин В.Е. Физические ос-
новы магнитографической дефектоскопии. М.: Наука,
1992. 240 с.
24 — 7387
Глава 12. ВИХРЕТОКОВЫЕ МЕТОДЫ
И СРЕДСТВА КОНТРОЛЯ
12.1. ВИХРЕТОКОВЫЕ МЕТОДЫ
КОНТРОЛЯ
Общая характеристика. Вихретоковые методы ос-
нованы на анализе взаимодействия внешнего электро-
магнитного поля с электромагнитным полем вихревых
токов, наводимых возбуждающей катушкой в электро-
проводящем объекте контроля. Плотность вихревых то-
ков в объекте зависит от геометрических и электромаг-
нитных параметров объекта, а также от взаимного рас-
положения измерительного вихревого токового преобра-
зователя (ВТП) и объекта. В качестве преобразователя
используют обычно индуктивные катушки (одну или не-
сколько). Синусоидальный (или импульсный) ток, дейст-
вующий в катушках ВТП, создает электромагнитное поле,
которое возбуждает вихревые токи в электропроводящем
объекте. Электромагнитное поле вихревых токов воздей-
ствует на катушки преобразователя, наводя в них ЭДС
или изменяя их полное электрическое сопротивление. Ре-
гистрируя напряжение на зажимах катушки или ее сопро-
тивление, получают информацию о свойствах объекта и о
положении преобразователя относительно него.
ЭДС (или сопротивление) преобразователя зависит
от многих параметров объекта контроля, т.е. информа-
ция, представляемая сигналом преобразователя, является
многопараметровой. Эго определяет как преимущество,
так и трудности реализации вихретоковых методов
(ВТМ). С одной стороны, ВТМ позволяют осуществить
многопараметровый контроль; с другой, требуются спе-
циальные приемы для разделения информации об от-
дельных параметрах объекта. При контроле одного из
параметров влияние остальных на сигнал преобразовате-
ля становится мешающим, поэтому это влияние необхо-
димо подавлять.
Особенность вихретокового контроля в том, что его
можно проводить без контакта преобразователя и объек-
та. Их взаимодействие происходит обычно на расстояни-
ях, достаточных для свободного движения преобразова-
теля относительно объекта (от долей миллиметра до не-
скольких миллиметров). Поэтому этими методами мож-
но получать хорошие результаты контроля даже при вы-
соких скоростях движения объектов.
Получение первичной информации в виде электри-
ческих сигналов, бесконтактность и высокая производи-
тельность определяют широкие возможности автомати-
зации вихретокового контроля.
Одна из особенностей ВТМ состоит в том, что на
сигналы преобразователя практически не влияют влаж-
ность, давление и загрязненность газовой среды, радио-
активные излучения, загрязнение поверхности объекта
контроля непроводящими веществами.
Простота конструкции преобразователя - еще одно
преимущество ВТМ. В большинстве случаев катушки
помещают в предохранительный корпус и заливают
компаундами. Благодаря этому они устойчивы к механи-
ческим и атмосферным воздействиям, могут работать в
агрессивных средах, в широком интервале температур и
давлений.
ВТМ основаны на возбуждении вихревых токов, а
поэтому применяются в основном для контроля качества
электропроводящих объектов: металлов, сплавов, графи-
та, полупроводников. Им свойственна малая глубина
зоны контроля, определяемая глубиной проникновения
электромагнитного поля в контролируемую среду.
Несмотря на указанные ограничения, ВТМ широко
применяют для дефектоскопии, определения размеров и
структуроскопии материалов и изделий.
В дефектоскопии с помощью ВТМ обнаруживают
дефекты типа несплошностей, выходящих на поверх-
ность или залегающих на небольшой глубине (в элек-
тропроводящих листах, прутках, трубах, проволоке, же-
лезнодорожных рельсах, мелких деталях и т.д.), напри-
мер разнообразные трещины, расслоения, закаты, плены,
раковины, неметаллические включения и т.д. При благо-
приятных условиях и малом влиянии мешающих факто-
ров удается выявить трещины глубиной 0,1 ... 0,2 мм,
протяженностью 1 ... 2 мм (при использовании наклад-
ного преобразователя) или протяженностью около 1 мм
и глубиной 1 ... 5 % от диаметра контролируемой прово-
локи или прутка (при использовании преобразователя
проходного).
ВТМ позволяют успешно решать задачи контроля
размеров изделий. Этими методами измеряют диаметр
проволоки, прутков и труб, толщину металлических лис-
тов и стенок труб при одностороннем доступе к объекту,
толщину электропроводящих (например, гальваниче-
ских) и диэлектрических (например, лакокрасочных)
покрытий на электропроводящих основаниях, толщину
слоев многослойных структур, содержащих электропро-
водящие слои. Измеряемые толщины могут изменяться в
пределах от микрометров до десятков миллиметров. Для
большинства приборов погрешность измерения 2 ... 5 %.
Минимальная площадь зоны контроля может быть дове-
дена до 1 мм2, что позволяет измерять толщину покры-
тия на малых объектах сложной конфигурации. С помо-
щью ВТМ измеряют зазоры, перемещения и вибрации в
машинах и механизмах.
Структурное состояние металлов и сплавов влияет
на их электрические и магнитные характеристики. Бла-
годаря этому оказывается возможным контролировать не
только однородность химического состава, но и структу-
ру металлов и сплавов, а также определять механические
напряжения. Широко применяют вихретоковые измери-
тели удельной электрической проводимости и другие
приборы для сортировки металлических материалов и
графитов по маркам (по химическому составу). С помо-
щью вихретоковых приборов контролируют качество
термической и химико-термической обработки деталей,
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
371
состояние поверхностных слоев после механической
обработки (шлифование, наклеп), обнаруживают оста-
точные механические напряжения, выявляют усталост-
ные трещины в металлах на ранних стадиях их развития,
обнаруживают наличие a-фазы и т.д.
Классификация и применение вихретоковых
преобразователей (ВТП). По рабочему положению от-
носительно объекта контроля преобразователи делят на
проходные, накладные и комбинированные.
Накладные ВТП обычно представляют собой одну
или несколько катушек, к торцам которых подводится
поверхность объекта (рис.Ч). Катушки таких преобразо-
вателей могут быть круглыми коаксиальными (рис. 1, а),
прямоугольными (рис. 1, б), прямоугольными крестооб-
разными (рис. 1, в), с взаимно перпендикулярными ося-
ми (рис. 1,г) и др.
Накладные преобразователи выполняют с ферро-
магнитными сердечниками или без них. Благодаря фер-
ромагнитному сердечнику (обычно ферритовому) повы-
шается абсолютная чувствительность преобразователя и
уменьшается зона контроля за счет локализации магнит-
ного потока. На рис. 2 приведены некоторые типы пре-
образователей с сердечниками. Здесь 2R - эквивалент-
ный геометрический параметр ВТП, входящий в форму-
лу для определения обобщенного параметра контроля р.
Проходные ВТП делят на наружные, внутренние,
погружные. Отличительная особенность проходных ВТП
в том, что в процессе контроля они проходят либо сна-
ружи объекта, охватывая его (наружные, рис. 3, а - в),
либо внутри объекта (внутренние, рис. 3, г, б), либо по-
гружаются в жидкий объект (погружные, рис. 3, е, ж).
Обычно проходные ВТП имеют однородное магнитное
поле в зоне контроля, в результате чего радиальные
смещения однородного объекта контроля не влияют на
выходной сигнал преобразователя. Для этого длина £в
возбуждающей обмотки должна не менее чем в 3 ... 4 раза
превышать ее диаметр DB, а длина £и измерительной
Рис. 1. Накладные преобразователи
Рис.2. Накладные преобразователи с сердечниками:
а - цилиндрическим; б - прямоугольным; в - полуброневого
типа; г - в виде полутороида
обмотки, размещенной в середине обмотки возбуждаю-
щей, должна быть значительно меньше длины послед-
ней. Однородное поле получают также, применяя возбу-
ждающую обмотку, выполненную в виде колец Гельм-
гольца, а измерительную - в виде короткой катушки,
причем Ln « 2d, DK « 2d (рис. 3, в).
Комбинированные преобразователи представляют
собой комбинацию накладных и проходных ВТП. На
рис. 4, а показаны некоторые разновидности комбиниро-
ванных ВТП. К ним относятся также ВТП в виде линей-
но-протяженных витков или рамок, которые можно ус-
ловно назвать линейными (рис. 4, б).
Особую разновидность представляют собой экран-
ные ВТП, отличающиеся тем, что их возбуждающие и
измерительные обмотки разделены контролируемым
объектом. Различают накладные экранные (рис. 5, а) и
проходные экранные ВТП - соответственно преобразо-
ватели первого и второго типов (рис. 5, б, в).
По виду преобразования параметров объекта в вы-
ходной сигнал ВТП делят на трансформаторные и пара-
метрические. В трансформаторных, имеющих как ми-
нимум две обмотки (возбуждающую и измерительную),
параметры объекта контроля преобразуются в напряже-
ние измерительной обмотки, а в параметрических,
имеющих, как правило, одну обмотку, - в комплексное
сопротивление. Преимущество параметрических ВТП
заключается в их простоте, а недостаток, который в
трансформаторных ВТП выражен значительно слабее, -
в зависимости выходного сигнала от температуры пре-
образователя.
По способу соединения обмоток различают абсо-
лютные и дифференциальные ВТП.
Выходной сигнал абсолютного ВТП определяется
абсолютным значением параметров объекта, а диффе-
ренциального - приращениями этих параметров. На
рис. 6 приведены схемы проходных трансформаторных
ВТП (на рис. 6, а показана схема абсолютного ВТП, а
на рис. 6, б - дифференциального). Выходной сигнал
372
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
г) 3 2 1
Рис. 4. Комбинированные ВТП (позиции см. на рис. 3):
а - с проходной возбуждающей и накладной измерительными
обмотками; б - линейные
Рис. 3. Проходные ВТП:
1 - объект контроля; 2 - возбуждающая обмотка;
3 - измерительная обмотка
Рис. 6. Схемы проходных трансформаторных ВТП (позиции
см. на рис. 3)
Рис. 5. Накладной (а) и проходные экранные ВТП первого
(б) и второго (а) типов (позиции см. на рис. 3)
дифференциального ВТП зависит и от абсолютных зна-
чений параметров объекта, но при малых приращениях
этих параметров можно считать, что он определяется
только приращениями.
Накладными ВТП контролируют в основном объек-
ты с плоскими поверхностями и объекты сложной фор-
мы. Эти преобразователи применяют также, когда требу-
ется обеспечить локальность и высокую чувствитель-
ность контроля. Наружными проходными ВТП контро-
лируют линейно-протяженные объекты (проволоку,
прутки, трубы и т.д.); применяют их и при массовом
контроле мелких изделий. Внутренними проходными
ВТП контролируют внутренние поверхности труб, а
также стенки отверстий в различных деталях. Проход-
ные ВТП дают интегральную оценку контролируемых
параметров по периметру объекта, поэтому они облада-
ют меньшей чувствительностью к локальным вариациям
его свойств.
Погружные ВТП применяют для контроля жидких
сред, экранные накладные - для контроля листов, фоль-
ги, тонких пленок, а экранные проходные - для контроля
труб.
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
373
С помощью дифференциальных ВТП «самосравне-
ния» можно резко повысить отношение сигнал/помеха в
дефектоскопии. При этом обмотки преобразователя раз-
мещают так, чтобы их сигналы исходили от близкорас-
положенных участков контроля одного объекта. Это по-
зволяет уменьшить влияние плавных изменений элек-
трофизических и геометрических параметров объектов.
При использовании проходных преобразователей с од-
нородным магнитным полем в зоне контроля значитель-
но уменьшается влияние радиальных перемещений объ-
екта. Применяя экранные накладные преобразователи,
можно практически исключить влияние смещений объ-
екта между возбуждающей и измерительной обмотками.
Преобразователи с взаимно перпендикулярными осями
обмоток (см. рис. 1, г) нечувствительны к изменению
электрофизических характеристик однородных объектов.
При нарушении однородности объекта, например при
появлении трещин, на выходе такого преобразователя
возникает сигнал. Аналогично работают и комбиниро-
ванные преобразователи (см. рис. 4, а, б). Они также мо-
гут быть применены для дефектоскопии. Их недостаток
заключается в сильном влиянии перекосов осей преобра-
зователей относительно поверхности объектов контроля.
Чтобы уменьшить влияние края объекта на сигналы
ВТП, применяют концентраторы магнитного поля в виде
ферритовых сердечников (рис. 2) и электропроводящие
неферромагнитные экраны, вытесняющие магнитное
поле из занятой ими зоны. При размещении экранов в
торцах проходных преобразователей влияние краев объ-
ектов контроля уменьшается, но при этом ухудшается
однородность поля в зоне контроля. Специальные экра-
ны с отверстиями могут служить «масками», при этом
отверстие служит источником магнитного поля, возбуж-
дающего вихревые токи в объекте. При использовании
«масок» значительно снижается чувствительность ВТП,
но повышается их локальность. Повышения локальности
ВТП добиваются также комбинацией кольцевых ферро-
магнитных сердечников с электропроводящими нефер-
ромагнитными (обычно медными) экранами и коротко-
замкнутыми витками, вытесняющими магнитный поток
из сердечников в зону контроля (рис. 7, а, б) [2]. Кольце-
вые ферритовые сердечники служат также основой
щелевых ВТП, применяемых для контроля проволоки
(рис. 7, в, г). Для ослабления влияния радиальных пере-
мещений объекта контроля на сигналы ВТП применяют
экранирование магнитопровода вблизи щели с целью
повышения однородности магнитного поля в щели.
Трансформаторные ВТП обычно включают по диф-
ференциальной схеме. При этом возможны схема срав-
нения со стандартным образцом и схема «самосравне-
ния». В первом случае рабочий и образцовый ВТП не
связаны индуктивно и имеют независимые измеритель-
ные и возбуждающие обмотки. Во втором возбуждаю-
щая обмотка часто служит общей для двух измеритель-
ных. При включении ВТП по дифференциальной схеме
повышается стабильность работы прибора. Однако в
ряде случаев измерительную обмотку включают после-
довательно с компенсатором, представляющим собой
регулятор амплитуды и фазы напряжения. При этом
компенсатор выполняет роль образцового ВТП: когда
Рис. 7. Преобразователи с кольцевыми сердечниками:
а - с медной вставкой (экраном) в зазоре; б - с короткозамкнугьш
витком; в, г - с зазорами для контроля проволоки
рабочий ВТП контролирует стандартный образец, то
компенсатором устанавливается требуемое напряжение
компенсации. Такая схема позволяет устранить неста-
бильность, связанную с разогревом стандартного образ-
ца вихревыми токами.
При использовании дифференциальной схемы
обычно не исключается применение компенсатора, кото-
рый в этом случае необходим для компенсации напря-
жения, вызванного неидентичностыо рабочего и образ-
цового ВТП, он включается последовательно со встреч-
но-включенными измерительными обмотками.
Компенсаторы часто выполняют в виде разнообраз-
ных фазорегуляторов и аттенюаторов - пассивных (/?С-
и ZC-типов) и активных. Эффективны компенсаторы в
виде регуляторов действительной и мнимой составляю-
щих вектора компенсирующего напряжения.
Параметрические ВТП включают в схему, преобра-
зующую изменение их комплексного сопротивления в
изменение амплитуды и фазы (или частоты) напряжения.
При включении параметрических ВТП в резонансные
контуры, а также в контуры автогенераторов абсолютная
чувствительность устройства повышается. Часто пара-
метрические ВТП включают в мостовые цепи, где два
плеча моста образуются обмотками рабочего и образцо-
вого ВТП, а два других - резисторами. Подбирая пара-
метры элементов моста, можно добиться уменьшения
влияния мешающего фактора на сигналы ВТП, а также
высокой чувствительности к контролируемому парамет-
ру даже при малой добротности катушки ВТП.
Физические процессы и основные уравнения.
В основе вихретоковых методов лежит зависимость ин-
тенсивности и распределения вихревых токов в объекте
контроля от взаимного расположения ВТП и объекта.
374
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Переменный ток, действующий в катушках ВТП, создает
электромагнитное поле, которое возбуждает вихревые
токи в электропроводящем объекте. На рис. 8 представ-
лена обобщенная функциональная схема вихретокового
контроля с накладным преобразователем. Плотность
вихревых токов максимальна на поверхности объекта в
контуре, диаметр которого близок к диаметру возбуж-
дающей обмотки, и убывает до нуля на оси ВТП и при
г -> оо. Плотность вихревых токов убывает также и по
глубине объекта контроля. Для приближенной оценки
глубины проникновения электромагнитного поля на-
кладного ВТП в объект контроля можно воспользоваться
формулой глубины проникновения S (м) плоской волны:
5=М—, (1)
^соцао
где © - круговая частота тока возбуждения ВТП; щ -
абсолютная магнитная проницаемость, Гн/м; с - удель-
ная электрическая проводимость материала объекта кон-
троля, См/м.
Величина 8 соответствует затуханию напряженно-
сти магнитного поля в е раз по сравнению со значением
напряженности магнитного поля на поверхности объек-
та. Формула (1) дает завышенное значение глубины про-
никновения, которое тем ближе к реальному, чем больше
обобщенный параметр:
где R - радиус возбуждающей обмотки ВТП.
Так, при р = 1,5 реальное значение 8 меньше най-
денного по формуле (1) в 2,2 раза, а при Р = 5 - в 1,5 раза.
Для определения 8 при известном Р значении мож-
но применить формулу
5 = (W2)/0. (2)
На рис. 9 приведены номограммы для определения
8 (рис. 9, а) и р (рис. 9, 6) по известным значениям час-
тоты /и удельной электрической проводимости а.
Рис. 8. Обобщенная схема вихретокового контроля с
помощью накладного ВТП
Формулу (1) и номограмму на рис. 9, а можно ис-
пользовать для приближенной оценки глубины проник-
новения магнитного поля проходного ВТП в длинный
круговой цилиндр или трубу. Истинное значение глуби-
ны проникновения для наружного проходного ВТП с
однородным магнитным полем превышает оценку по (1).
На рис. 10 показаны графики зависимости относитель-
ной глубины проникновения 8* =8/Я от квадрата
обобщенного параметра контроля:
х = /?^©цаа,
где R - радиус контролируемого цилиндра или наруж-
ный радиус трубы (8* = ^2 / х).
Взаимодействие преобразователя с объектом опре-
деляется уравнениями Максвелла
rot Н = /полн; (3)
rot Е = (4)
где Н и Е - векторы напряженности соответственно маг-
нитного и электрического полей; В - вектор магнитной
индукции; /полн - вектор плотности полного тока, равный
сумме векторов плотности токов: проводимости (вихре-
вых токов) Jnp, смещения JCM, переноса Лер и сторонних
Лтор> I время.
В проводящей среде значения токов смещения не-
значительны по сравнению с другими составляющими
полного тока, поэтому можем записать
*^полн = пр + пер + crop ’
где /пр = оЕ; Jnep = o[v х Е]; о - удельная электриче-
ская проводимость; v - вектор скорости переноса.
В неподвижном относительно электромагнитного
поля объекте Лер = 0» так как v = 0. Учитывая, что
В = ЦаД где Ца = ЦоЦг - абсолютная магнитная прони-
цаемость; Цо - магнитная постоянная, формулу (4) мож-
но преобразовать:
rot Е = -\iddH / dt, (5)
где = дВ1дН - дифференциальная магнитная про-
ницаемость.
Для случая V = 0 зависимости (3) и (5) можно све-
сти в одно уравнение:
У2Я-ац</^ = -гоисгор. (6)
При контроле изотропных ферромагнитных объек-
тов nd = nd(ff), а уравнение (6) - нелинейное парабо-
лическое. В линейной изотропной среде = ца = const,
и уравнение (6) переходит в уравнение Фурье:
V2H-o^dff/dt = -rot . (7)
В объекте контроля сторонние токи отсутствуют
(Лгор = 0), поэтому уравнения (6) и (7) будут однород-
ными.
a)
f)
Рис. 9. Номограммы для определения:
а — глубины проникновения плоской волны в электропроводящее пространство; б — обобщенного параметра контроля
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ 375
376
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 10. Зависимость относительной глубины проникновения
8* от параметра ас2:
-----истинные значения; - — - приближенные значения
Если Н изменяется во времени по синусоидальному
закону с круговой частотой со (монохроматическое по-
ле), то зависимость (7) переходит в уравнение Гельм-
гольца:
V2^ + fc2^ = -rotjcrop, (8)
где к? = -JCOgaO ; j = .
Уравнения (3), (4) можно свести к уравнению век-
торного потенциала Л, определяемого выражением
В = rot А.
Для неподвижной линейной изотропной среды
уравнение векторного потенциала имеет вид
V2 А - naadAldt = -Ца/стор,
а при монохроматическом возбуждении
V2j + fc2j = -najcrop. (9)
В движущейся линейной изотропной среде при мо-
нохроматическом возбуждении
V2 А + к2 А + Hao[vrot А] = -ца .
Если объект контроля выполнен из пблупроводящего
материала (о « ®£а, где еа = еоег - абсолютная диэлек-
трическая проницаемость; ег - относительная диэлектри-
ческая проницаемость; е0 - диэлектрическая постоян-
ная), то в уравнениях (8) и (9) к2 = -ца (to2ea - jcoo).
В монохроматическом поле
Ё = - j(oA,
а мгновенное значение ЭДС измерительной обмотки с
числом витков <ви.
е(1) = -а>идФ/д1,
где Ф - магнитный поток, сцепленный с этой обмоткой.
Ф= JpJS
(dS - элемент площади контура измерительной обмотки).
Для линейной среды и осесимметричного монохро-
матического поля комплексная ЭДС
Ё = - У©и^иФ;
Ё = -усои^/Я,
(Ю)
где / - длина контура измерительной обмотки, коакси-
альной с возбуждающей.
Для расчета обычно используют относительную
ЭДС Е^-Е/Е^, где Е$ - модуль вектора начальной
ЭДС (соответствующей отсутствию объекта в зоне кон-
троля).
Очевидно, что
Ё. =-уФ/Ф0 =-/Ф. =-/Л/Д) = -jA»,
где Фо и Ло ~ модули векторов магнитного потока и век-
торного потенциала. Комплексное сопротивление пара-
метрического ВТП определяется выражением
Z = {7/7B =-Е/7в,
где 7В - ток возбуждения в обмотке ВТП.
Нормированная по начальному индуктивному со-
противлению величина
Z*=Z/©L0; 1Ц=-Ё*.
При контроле круговых цилиндров в проходном
ВТП с однородным монохроматическим полем, т.е. при
Н = Нег, где Н = Н(г), г - радиальная координата,
выражение (8) переходит в уравнение Бесселя для 77,
решение которого с учетом граничных условий имеет вид
где 70 - модифицированная цилиндрическая функция
первого рода нулевого порядка; HQ - значение Н на
поверхности цилиндра. Вектор плотности вихревых то-
ков в этом случае имеет только угловую составляющую
- Ч(*)
где 7, - модифицированная цилиндрическая функция
первого рода первого порядка.
На рис. 11 приведены графики распределения моду-
лей относительной напряженности магнитного поля
77* = Н / Hq и относительной плотности вихревых то-
ков Л -JIJq, где 70 =
/,(*)
Ш)
- модуль плотно-
сти вихревых токов на поверхности цилиндра.
Из рис. 11 следует, что плотность вихревых токов
убывает от периферии цилиндра к его оси, где она равна
нулю независимо от х.
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
377
Рис. 11. Распределение модулей относительной
напряженности магнитного поля (а) и плотности
вихревых токов (0 в круговом цилиндре
Таким образом, вихретоковые методы эффективны
для контроля поверхностных слоев объектов.
Зависимость сигналов ВТП от параметров объ-
ектов и режимов контроля. Для анализа этой зависи-
мости используют математические модели в виде витка
радиуса /?а и пренебрежимо малого сечения с перемен-
ным током 7В, размещенного вблизи объекта. Решая
уравнение (9) с граничными условиями, находят инте-
гральные выражения для А в виде А = Aq + Авн, где
jBH - вносимая в преобразователь составляющая А,
обусловленная реакцией объекта. Для перехода к ЭДС,
вносимой в измерительную обмотку малого сечения за
счет влияния объекта, можно воспользоваться формулой
(10), считая / = 271/^, где - радиус измерительной
обмотки. Если возбуждающая обмотка содержит wB вит-
ков, то в уравнение (10) нужно ввести сомножитель wB.
Ниже приведены формулы, определяющие сигналы
проходных ВТП для разных случаев контроля.
1. Наружный проходной ВТП с однородным полем
в зоне контроля. ЭДС измерительной обмотки
Ё = -ЛЦо«>и'иЯо^(1-П + ПЦгЦэфф). (И)
где Hq - напряженность магнитного поля в зоне
контроля при отсутствии объекта контроля (для возбуж-
дающей катушки в виде длинного соленоида
Hq = I3wB //в; здесь /в - длина соленоида); у, - эф-
фективная магнитная проницаемость, определяющая
степень ослабления магнитного потока за счет вихревых
токов; т| - коэффициент заполнения, определяемый от-
ношением площадей поперечных сечений объекта кон-
троля и трубки магнитного потока, сцепленного с изме-
рительной обмоткой.
Таким образом, для цилиндрических объектов
Т| = (R/R1/I )2 при
П = (Л/Лв)2 при R^R,.
Относительная вносимая ЭДС, нормированная по
начальной ЭДС,
(12)
Формулы для определения Щфф приведены в табл. 1,
в которой приняты обозначения:
F11(M,v) = ^(M)Z1(v)-71(M)^1(v);
F01(u,v) = Ar0(«)71(v) + Z0(«)Ari(v);
Fl0(u,v) = Ki(u)Io(v) + Il(u)K0(v);
Fw(u,v) = K0(u)I0(v) - I0(u)K0(v);
Iq и I] - модифицированные цилиндрические функции
первого рода соответственно нулевого и первого поряд-
ков; Kq и К\ - модифицированные цилиндрические
функции второго рода соответственно нулевого и перво-
го порядков.
2. Внутренний проходной ВТП с однородным по-
лем в зоне контроля. Относительная вносимая ЭДС при
контроле m-слойной трубы с внутренним радиусом Rm
Ан-=Л-------J. (13)
где n = (7?B//?m)2 при R^R* и i\-(RH/Rm)2 при
R* > R*; Рт - функция, определяемая по табл. 2.
3. Экранный проходной ВТП с однородным полем в
зоне контроля. Формулы для определения относитель-
ных значений ЭДС £♦ экранного проходного преобра-
зователя при контроле труб приведены в табл. 3.
4. Наружный проходной ВТП с неоднородным по-
лем в зоне контроля. Вносимая в ВТП составляющая
векторного потенциала, обусловленная влиянием объек-
та контроля,
Ан kW)^(^)<P(^)COS4^-
к о
(14)
Вид функции <р(#/?|) определяют по табл. 4.
5. Внутренний проходной ВТП с неоднородным по-
лем в зоне контроля.
Вносимая в ВТП составляющая векторного потен-
циала, обусловленная влиянием объекта контроля,
Ан =-b^p1W)A(^)9(^)cos4^.
я о
(15)
Вид функции <р(^ ) определяют по табл. 5.
378
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
1. Формулы для определения эффективности магнитной проницаемости
Случай контроля
Формула
Сплошной (однородный)
круговой цилиндр
Ц жж
—эфф
2Щ)
Однородная труба
—эфф 20
X
2 ^il(2E2l’i22) + ^^"^01(i21’i22)
2ЦГ
Х.22 flo(X2i’,X22) + —^-Foo(x.2\',X22)
—эфф2
и-слойный цилиндр
2 F} 1 (*21 > —22 ) + •—у’Иэфф]^)! 21 > —22 )
XoiUri
—22 ^10 (*21 ’ —22 ) + 2ц 2 -эфф!^00 ^~21 ’ ~22
2 Fn(x
X 1 МтЛ“1 Е1/ \
—пп )“* Иэффи-1^01 ’ —пп^
ц .. =—-
—эфф
Х„„
—пи
rt z \ —~/1,/1“1 И’А’/I 1 у-» z ч
*io С*л,л-1 > Нэффл-/оо (2л,л~1 ’ —пп )
2. Формулы для определения функции Рт
Случай контроля Формула
Труба с бесконечно толстой стенкой (отверстие) р = Ня^1(й) 1 £Ло(*1)
Однослойная труба t ^n,6z р =Hr2^01(jE21^22) ^2Л)о(^21»^22)
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
379
Продолжение табл. 2
( Случай контроля Формула
Двухсл ойная среда ^r,,t6L Л- Р1 Мт2 ^11^21» i22) + — PlF(n(x2l-,X22) Нг2
^0<*21 > —22 ) + ~MF00<*21 ’ —22 ) Нг2
Рп>61 к2
ZW-СЛОЙ! чая среда Ргт р - к F\\(xm т .:х......)+—Р„ .Гл.(х- т х.) —т, т— 1 ’—mm 7 m—i ui'—ю, т—1’—шт7 Г'гт
кт —т к Fia(xm т i',хтп,) +Pm,FClCl(xrr, т 1',хтт) IU'—ш, ш—I ’—тт 7 m—i ии '—т, т—р—тт7 Г'гт
3. Формулы для определения Ё»
Случай контроля Формула
Однослойная труба
Elt_ !
*21 Fi()(x2l;x22)+=^-Fw(x2l;x22) £[Lr
Двухслойная труба
« •faq- и « <ч •k)
*32 F10(*32; *33>+ ~3^2 Нэфф 2(/oo(*32; *33>
^2г)ЧТ
Трехслойная труба
P F2» Fy- r" -| *43НгЗ
*43 ^o(*43;*44)+ 2^4 E^30F00(*43;*44)
6<нЯг*
m-слойная труба Fm-i*
+ £m+l, m
X j ^1о(2£/и+1, m’ —w+1, m+l)+ 0 ^"иЕэсЬЛ W+I» — m+1, m+1) 2Hm+l W J
380
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
4. Формулы для определения функции <p(qRi) при контроле наружным проходным ВТП
Формула
Z, (дЯ, )Z0 (1Я,) - Zo (qR, )Z, (Щ )
ф(9^1) = —-------------—г--------------.
Кх yi^qR,) + ^-Z, (qR, )Я0 )
Я
где q = -Ji2 -fc2
—li (9i Ri W^Ri)- h № Ui ()+
----------------------------------••
Ki(XR2)I0(qR2) + ^-Il(qR2)K0aR2) +
9
+ §H
Ko (qR2 )Z, (XR2 ) + ^Kx (qR2 )IQ (XR2 )
Я
Kt (qR2 )K0 (XR2 ) + K, (XR2 )Ko (qR2 )
9
Zo ( qR, )Z, ( Щ Z, ( qR, )I0 ( XRx)
где --------------
)Z1 ) + ^-Kx (qR, )Z0(X^ )
9
+4h
5. Формулы для определения функции <f>(qRi) при контроле внутренним проходным ВТП
Случай контроля
Формула
KQ (ХА )Я, (qRx) - Кх (Z 7?! )Х0 (qR,)
<P(9^1) = -fr----------------------------------
ZO(1Z?| )K,(^) + I^XRi )*o(9*i)
9
A
Zo(^ )КХ(Щ)+)ЯО(1Я, )-
9(9^ ) = —г------------------------
^-Z0(X/?1)Z1(^1)-Z0(WjR1)Z1(XjRi)+
9
-£в
q
+^B a:0(7/?1)z1(x^)+^^1(^1)z0(x^1)
9
^0 (9^2 )^Ч (ХЯ2 ) 4—— 11 (9^2 )^o(9^2 )
где и2 = k2 + X2 ; ---------------
R\ (ХЯ2 )K0(qR2 ) - -— Kt (qR2 )K0 (ХЯ2 )
9
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
381
6. Накладной и экранный накладной ВТП над пло-
скими объектами.
Вносимая в ВТП составляющая векторного потен-
циала, обусловленная влиянием объекта контроля,
•^вн = х
X р1(1Лв)/1(ХЛи)е‘Х1А,’+Аи’|ф(^)<Л., (16)
о
где J\ - функция Бесселя первого рода первого порядка;
q = -Jx2 -к2 ; X - параметр интегрального преобразо-
вания; йв» = hB/RB; йи» = йи / RB.
Вид функции <р(<?, X) зависит от объекта (табл. 6)
(о и - постоянные).
7. Накладные ВТП над сферическими объектами.
Вносимая в ВТП составляющая векторного потенциала
i т • a ST Z7 т^»,(СО80«У>я<СО80я)
л.н = ц0/.5ше,Хф,(^) ” ’L,
л=1 + 1)ГвГц
(17)
где Р\ - нормированные присоединенные функции Ле-
жанндра первого порядка; фл (kR) - функция, вид ко-
торой определяют по табл. 7 (о и - постоянные).
Годографы сигналов и чувствительности ВТП.
Зависимость сигналов преобразователя от параметров
объекта и от режима контроля выражается годографами,
поскольку сигналы могут быть представлены векторами
на комплексной плоскости напряжений. Ниже приведе-
ны некоторые годографы, полученные с помощью расче-
тов на компьютере для наиболее часто встречающихся
случаев.
На рис. 12 приведены годографы (7ВН* = -£'вн* на-
кладного ВТП в зависимости от обобщенного параметра
контроля Р = и от обобщенного зазора
й*=(Лв* + hrf) для случая контроля неферромагнитно-
го листа с относительной толщиной Г* = Т / R, где
R - большее из значений RB и 7?и. Жирной линией выде-
лен годограф J7BH*(P), соответствующий полупро-
странству (Г* -> оо) при А* -> 0. Как показано на рис. 12,
6. Формулы для определения функции <р(ф, X)
Случай контроля
Формула
} (цгХ + <7)2-(М.-<7)2е-2П* ’
где Г. =T/RB
Х) = (*4М ~^1)(Цг2^2 +^i?2)ern,<?' -(ц,Л + ?1ХИн?2 Тп'ч> ,
(Хцг1 + qt )(мг|?2 + Мг2?1 ХГп*9' - (Хни - Я1 Хми?2 - Нг2<71 )е-Гп’’1 ’
где qi = JX2 -к2 ; q2 =Jk2 -к2
-J <: со
—Xj
0
t i \ _ 4дХцгеХ7*
)=е^(Хцг+.)2-е-^(Хцг-^)2
382
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
7. Формулы для определения функции фя (kR)
Случай контроля
Формула
_ ^2п+| _ kRJn.^(kR)
PJп+Ъ,5 (kR)
»(1-цг)Л+05(Л/?)-ЛЛ/п_05(Л/?)’
где 5; Jn+e,s ~ цилиндрические функции первого рода (Бесселя)
полуцелевого порядка
m - р2«+' pkR2D + k2R2R,E + p2F + kR,pG
pn(pr -\)F-pkR2D-k2R2R,E + kR,n(pr -1)G
где D = Nn+0 5 (kR, )Jn-o,s (kR2) - (kR, )Ar„_0 5 (kR2);
E = J„_o>5 (kR, )N„_0>5 (kR2) - J„_o>5 (kR2 )N„_0'5 (kR,);
F ~ Jn+0,5 (kR, )Nn+Ot5 (kR2) - Jn+0>5 (kR2 )M,+0>5 (kR,);
G = N„_os (kR,) Jn+0>$ (kR2) - J„_Oi5 (kR, )Nn+os (kR2),
где Л^л_0>5, ^n+o,5 ” цилиндрические функции второго рода (Неймана)
полуцелевого порядка.
Рис. 12. Годографы относительного вносимого напряжения
накладного ВТП при контроле неферромагнитного листа
t/вн* — ^вн*
резко убывает при увеличении Л* по зако-
ну, близкому к экспоненциальному. Годограф С/вн*(0)
переходит в полуокружность радиусом 0,5 при Г* 0.
Рассмотрим пример определения выходного напря-
жения ВТП с помощью годографа (см. рис. 12). Допус-
тим, что накладной ВТП используется для контроля лис-
та с параметрами: и = 31 МСм/м; Т = 12 мм; = 1. Па-
раметры преобразователя: 7?в =10 мм; 7?и = 8 мм. Режим
контроля: частота/= 1 кГц; зазор между преобразовате-
лем и листом А* = (Ли* + Лв*) -> 0.
Обобщенные параметры контроля
р = Л^<оцао = 10-2^л-Ю3-4л-10~7-31106 *5;
Т»=77Я = 0,2; Л.=2Л/Я-»0.
С помощью годографа находим (точка Я, рис. 12)
t7BH*=°34-jO,53.
Относительное напряжение измерительной обмотки
преобразователя U * вычисляем по формуле
[/♦ + j, что соответствует переносу начала ко-
ординат в точку (0, -у). Зная начальное напряжение Uq9
можно определить напряжение, вносимое в преобразова-
тель при установке его на поверхность листа, и резуль-
тирующее напряжение
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
383
^вн=^вн*; и^и^й..
При увеличении толщины листа до 2 мм конец век-
тора С7ВН* перемещается в точку В (Г* = 0,4), а при
уменьшении до 1 мм - в точку С (Т* = 0,1). С увеличени-
ем а до 62 МСм/м конец вектора С7внф перемещается в
точку D (Р увеличивается в л/2 раз), а при уменьшении
до 15 МСм/м - в точку Е (£ уменьшается примерно в
у/1 раз). При увеличении зазора до 2 мм конец вектора
С/вн* перемещается в точку М (h* = 0,4). Годографы
£>вн*(П, ^вн*(а) и С/ВН*(Л) пересекаются в точке Я
под некоторыми углами, что позволяет подавлять влия-
ние на сигнал преобразователя мешающих факторов пу-
тем использования амплитудно-фазовых соотношений
сигналов.
Годографы на рис. 12 получены по приближенным
формулам и дают погрешность 15 ... 25 %. Точный рас-
чет по формуле (16) показывает, что С7ВН* накладного
ВТП зависит от отношения у = 7?в/7?и и от относительно-
го расстояния с между возбуждающей и измерительной
обмотками ВТП (с* = с/7?, где R - большее из значений
/?в и 7?и)« На рис. 13 показаны годографы С/вн*(£, й*)
для различных у при с* = 0, а на рис. 14 приведены годо-
графы у) при й* = 2й//? = 0,1 и с» = 0 (й-
расстояние от объекта контроля до ближайшей обмотки
ВТП). Из рис. 13,14 следует, что уменьшение у приводит
к увеличению (7ВН*, а также изменяет кривизну годо-
графов С/вн*(й*), что важно при амплитудно-фазовых и
фазовых измерениях параметров объектов. Однако с
уменьшением у убывает Uq и, следовательно, уменьша-
ются абсолютные сигналы ВТП. Применение ВТП с
у < 0,2 нецелесообразно, поскольку вынуждает прини-
мать специальные меры для компенсации снижения аб-
солютной чувствительности ВТП.
При контроле ферромагнитного полупространства
с постоянной магнитной проницаемостью Ца функция
£/Вн*(Р> Hr) имеет вид, показанный на рис. 15. Согласно
диаграмме при малых значениях £ и возможен раз-
дельный контроль о и цг. Диаграммы, приведенные на
рис. 16, иллюстрируют некоторые случаи контроля фер-
ромагнитных листов. На рис. 16, а показана зависимость
t/BH*(£, Т) для листа с цг = 30 при й* = 0,5; /?в = /?и, а
на рис. 16, б - зависимость £/вн*(Р>Цг) листа с
Г» = 0,05.
На рис. 17 приведены диаграммы, связывающие
сигналы накладного ВТП с параметрами объекта, пред-
ставляющего собой неферромагнитное полупростран-
ство с неферромагнитным покрытием.
Рис. 13. Годографы относительного вносимого напряжения накладного ВТП при контроле неферромагнитного полупро-
странства:
а-у = 1; б-у = 0,75; в-у = 0,5; г -у = 0,1
г)
384
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 14. Годографы относительного вносимого
напряжения накладного ВТП при контроле
неферромагнитного полупространства для различных у
Рис. 15. Годографы относительного вносимого
напряжения накладного ВТП при контроле
ферромагнитного полупространства
Рис. 16. Годографы относительного вносимого напряжения
накладного ВТП при контроле ферромагнитного листа:
а - = 30; Г* = var; б - 7* = 0,05; = var
На диаграмме, данной на рис. 17, а, показано влия-
ние на сигнал изменения относительной толщины по-
крытия 7П* = Т„ / R. Случаю увеличения Тп* от 0 до оо,
когда удельная электрическая проводимость покрытия
оп меньше удельной электрической проводимости осно-
вания Со, соответствует верхняя (относительно исходной
точки Гп* = 0, Р = /?^соцао = 7) часть диаграммы
(рис. 17, а), а случаю оп > во - нижняя ее часть. На
рис. 17, б приведены годографы при изменении Тп* и р0
(изменение о0)« Верхняя часть диаграммы (относительно
точки Гп* -> оо, рп = 7) соответствует Тп% уменьшающему-
ся от оо до 0 при оп > <?о, а нижняя ее часть - при ап < По-
Анализ выражения (16) показывает, что сигналы
накладных экранных ВТП не зависят от смещений кон-
тролируемого листа вдоль оси ВТП, что определяет их
преимущество перед накладными. На рис. 18 приведены
диаграммы С/ВН*(Р, 7*) для случая контроля неферро-
магнитного листа с помощью ВТП, у которого
с* = c!R = 2,2;
= + ^и|) •
На рис. 19 приведена зависимость фазового угла
(<р = arg С7ВН*) вносимого напряжения накладного эк-
ранного ВТП от толщины неферромагнитного листа для
того же случая. При 7*Р > 2 и L < 0,75с* фазовый угол
линейно зависит от Т* , что используется для построения
фазовых толщиномеров.
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
385
Рис. 17. Годографы относительного вносимого напряжения накладного ВТП при контроле
неферромагнитного полупространства с неферромагнитным покрытием в зависимости:
а - от толщины покрытия; б - от толщины покрытия и параметра ро
ImUgH1k
S)
Рис. 18. Годографы относительного вносимого напряжения
экранного ВТП при контроле иеферромагнитного листа
Рис. 19. Зависимость фазового угла <р вносимого
напряжения накладного экранного ВТП от относительной
толщины иеферромагнитного листа (при с* = 2,2; v = 1)
25 — 7387
386
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В этих условиях зависимость ф от Т* аппроксими-
руется формулой
9 = ajPT* +a2,
где ОС] и аг - константы, слабо зависящие от с*, Р и у.
На рис. 20 приведены годографы сигналов однока-
тушечного ВТП, расположенного над сферой, длина ка-
тушки равна 0,15/?, R = Ri для й» = 0 и й* = 0,2 (см. слу-
чай 2, табл. 7). При увеличении относительного радиуса
сферы годограф, приведенный на рис. 15, приближается
к годографу, показанному на рис. 11.
На рис. 21 даны годографы l/BH* (Р, для ВТП,
расположенного над сфероидом (см. рис. 17, а), где
ае =r!R\ T*=T/R = 0,5; h*-2hlR = 0,1. Уменьшая
параметр ае, можно проследить влияние ограниченных
размеров объекта контроля на выходной сигнал ВТП.
Влияние параметров кругового цилиндра и одно-
слойной трубы (при = 1) на вносимое относительное
напряжение наружного проходного ВТП с однородным
полем показано на рис. 22. Жирной линией показан годо-
граф (/вн»(х ) для сплошного цилиндра (а^ = 0) при
tj = 1, а штрихпунктирной - годограф t/BH*(x ) для
трубы с Г»->0 (<Х|2 -> 1). Между этими двумя линиями
заключены годографы t/BH*(x2, ос12) дая трубы при
tj = 1. Годографы J7BH*(T1) представляют собой прямые,
Рис. 20. Зависимость относительного вносимого
напряжения трансформаторного ВТП от обобщенных
параметров при контроле сферических объектов
исходящие из начала координат, а годографы С/ВН*(Л)
для цилиндра обладают некоторой кривизной, поскольку
при изменении R меняется не только Т|, но и ц .
В табл. 8 приведены значения Цэфф в зависимости
от параметра х.
Рассмотрим пример использования годографов
(рис. 22) д ля определения сигналов проходного ВТП.
Допустим, что требуется найти С/вн* преобразова-
теля с однородным полем, у которого короткая измери-
тельная катушка охватывает длинный возбуждающий
соленоид, причем 7?и = 10 мм; /?в = 8,5 мм; радиус контро-
лируемого цилиндра R = 6 мм; = 1; о = 15,8 МСм/м;
частота тока возбуждения/= 2 кГц. Обобщенный параметр
х2 = = (6 • 10'3)2 2л • 2 • 103 • 4л • 10'7 • 15,8 • 106 = 9.
0 0.05 а) 0.1 Яейвн»
йен» б)
Рис. 21. К определению вносимых параметров ВТП при
контроле сфероидальных объектов:
а - круговой виток над сплющенным сфероидом; б - зависи-
мость относительного вносимого напряжения от обобщенных
параметров р, ае
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
387
Рис. 22. Годографы t/BH* наружного проходного ВТП с
однородным полем при контроле кругового
неферромагнитного цилиндра и однослойной трубы
Рис. 23. Зависимость 1/В||А наружного проходного ВТП от
параметров ферромагнитного кругового цилиндра
Коэффициент заполнения Т| = (/?//?в)2 =0,5. По
диаграмме на рис. 22 находим точку А (х2 = 9; Т| = 0,5),
для которой 1/вн* = 0,18 -J • 0,27. Если ток возбуждения
4 = 0,1 А, (0в = 500, (0и =200, а длина соленоида I = 40
мм, то начальное напряжение
иа-----------------
4л-10~7 -2Л-7103 • 500• 200• КГ4 л „
=------------------5-----------= 12,4 В.
40 1О-3
Тогда
#вн =%♦ = 12,4(0,18-/• 0,27) = (2,24-J • 3,35) В.
Влияние изменения относительной магнитной про-
ницаемости цг кругового цилиндра на сигналы наружно-
го проходного ВТП показывает рис. 23, годографы кото-
рого рассчитаны по формуле (11). Если цгЦэфф » 1, что
обычно имеет место при контроле ферромагнитных ци-
линдров, то из выражения (11) можно получить
С/Вн’=ЛЦгНэфф.
откуда следует, что влияние изменения и радиуса ци-
линдра R (или tj) дает на комплексной плоскости С/вн*
совпадающие линии (рис. 23). Углы между годографами
С7Вн*(^) и ^вн*(Рт) становятся отличными от нуля,
когда ЦгЦэфф приближается к единице. Это условие дос-
тигается при увеличении частоты тока возбуждения
(увеличение х и уменьшение Щфф), когда становится
возможным раздельный контроль R и цг.
На рис. 24 построены годографы ^Вн*(х2Ьх22)
наружного проходного ВТП для двухслойных круговых
неферромагнитных цилиндров с различными значениями
eq 2 = R\ I Ri и У| 2 = k\ Iki при tj = 1. Жирная линия
^bh*(x22) соответствует сплошному цилиндру радиуса
Л с о = а2.
На рис. 25, а приведены годографы С/Вн*(х22» а21)
внутренних проходных ВТП для однослойных неферро-
магнитных труб при Г| = 1, а на рис. 25, б - годографы
^вн*(%22> а12) экранных проходных ВТП для того же
случая. Штриховые линии (рис. 25) соединяют точки
с одинаковыми значениями *22 • Все годографы заключе-
ны между двумя предельными, соответствующими
толстостенной трубе (ОС21 -> 0 на рис. 25, а и -> 0 на
рис. 25, б) и тонкостенной трубе (ОС21 -> 1 и -> 1 со-
ответственно).
25*
388
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
8. Зависимость |Ьфф от параметра х
X 9-01 • ♦♦'И эн ’ -1пцьфф • Ю"6 X ъ i & Чшиэфф-Ю-6 X ’о i <2 о 3 е *т
0,1 999 998 002 500 3,0 499 010 359 963 6,8 208 698 185 790
0,2 999 967 005 000 3,1 479 299 353 612 7,0 202 690 181 122
0,3 999 831 011 247 3,2 461 087 345 849 7,2 197 017 176 765
0,4 999 467 019 985 3,3 444 276 339 840 7,4 191 655 172 434
0,5 998 700 031 194 3,4 428 762 332 720 7,6 186 577 168 386
0,6 997 310 044 834 3,5 414 437 325 594 7,8 181 763 164 520
0,7 995 033 060 832 3,6 401 192 318 544 8,0 177 193 160 824
0,8 991 567 079 073 3,7 388 923 311 632 8,2 172 848 157 287
0,9 986 592 099 384 3,8 377 534 304 901 8,4 168 713 153 901
1,0 979 767 121 523 3,9 366 933 298 380 8,6 164 771 150 655
1,1 970 768 145 172 4,0 357 039 292 090 8,8 161 011 147 542
1,2 959 304 169 931 4,1 347 776 286 038 9,0 157 419 144 554
1,3 945 146 195 324 4,2 339 078 280 227 9,2 153 984 141 683
1,4 928 154 220 813 4,3 330 887 274 655 9,4 150 696 138 923
1,5 908 299 245 819 4,4 323 149 269 317 9,6 147 546 136 268
1,6 885 679 269 756 4,5 315 819 264 202 9,8 144 525 133 711
1,7 860 523 292 068 4,6 308 856 259 901 10,0 141 625 131 248
1,8 833 179 312 269 4,7 302 227 254 602 12,0 117 967 110 806
1,9 804 093 329 967 4,8 295 901 250 093 14,0 101 087 095 849
2,0 773 777 344 896 4,9 289 852 245 762 16,0 088 436 084 439
2,1 742 769 356 920 5,0 284 056 241 598 18,0 078 600 075 451
2,2 711598 366 035 5,2 273 148 233 726 20,0 070 734 068 189
2,3 680 751 372 347 5,4 263 050 226 397 30,0 047 140 046 029
2,4 650 648 376 057 5,6 253 661 219 540 40,0 035 355 034 730
2,5 621 629 377 429 5,8 244 904 213 100 50,0 028 284 027 884
2,6 593 948 376 766 6,0 236 715 207 030 80,2 017 678 017 521
2,7 567 778 374 385 6,2 229 042 201 292 100,0 014 142 014 042
2,8 543 216 370 599 6,4 221 841 195 855 200,0 007 071 007 046
2,9 520 298 365 703 6,6 215 071 190 695
Годографы 17вн* наружного проходного ВТП при
контроле эллиптического цилиндра мало отличаются от
годографов, соответствующих круговому цилиндру, если
отношение а малой полуоси эллипса к большой превы-
шает 0,6.
Годографы t/BH* проходных ВТП с неоднородным
полем подобны приведенным выше. На рис. 26 даны го-
дографы 17вн*(х) наружных проходных ВТП с неодно-
родным полем при контроле иеферромагнитного круго-
вого цилиндра (здесь х = Л/?и). Годографы построены для
различной относительной длины £♦ = L / ЯИ и разных от-
носительных смещений z* = z I Яц короткой измеритель-
ной катушки относительно возбуждающей при относитель-
ном радиусе измерительной обмотки Яи* = R / 7?и = 0,9.
Жирной линией выделен годограф, соответствующий
ВТП с однородным полем (£♦ -> оо). Из рис. 26 видно,
что уменьшение £♦ (при z* = 0) вызывает эффект, подоб-
ный эффекту уменьшения диаметра цилиндра (см.
рис. 22), причем £♦ начинает существенно влиять на
17вн« при £♦ < 2. Увеличение z* приводит к эффекту,
подобному эффекту увеличения диаметра объекта кон-
троля, однако при этом следует иметь в виду, что абсо-
лютная величина 17вн убывает в результате уменьшения
взаимной индуктивности между возбуждающей и изме-
рительной обмотками. При использовании проходных
ВТП с неоднородным полем нужно учитывать, что ради-
альные перемещения однородного объекта контроля
влияют на выходной сигнал преобразователя. С помо-
щью годографов, приведенных на рис. 12-26, можно
выбрать режим контроля, определить основные парамет-
ры ВТП.
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
389
Рис. 24. Годографы С7ВН* наружного проходного ВТП с
однородным полем при контроле двухслойных круговых
неферромагнитных цилиндров
Рис. 26. Годографы t/BH* проходного ВТП с короткой
возбуждающей катушкой
Рис. 25. Годографы внутреннего (а) и экранного (£) ВТП с однородным полем при контроле
однослойных неферромагнитных труб
390
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
При выборе режима контроля и определении
сигналов ВТП оперируют понятием относительной
комплексной чувствительности преобразователя S к
параметру р\
—вн;
Z
гдер* =р /ро - номинальное значение параметра р.
Диаграммы в зависимости от параметров объек-
та контроля и режима контроля получают путем анали-
тического или численного дифференцирования выраже-
ний (11)-(17).
На рис. 27 представлены годографы относительной
чувствительности накладного ВТП к удельной электри-
ческой проводимости (&♦) (рис. 27, а) и толщине ST*
(рис. 27, б) неферромагнитного листа при h* = 0,5; у = 1.
Максимальная чувствительность (по модулю)
5СТ* = |Sa*| достигается при Т*р2 « 3, так же, как и
5т’*=|5г*|. Максимум чувствительности 5атах* для
тонкого листа (Г* -> 0) вдвое превышает 5атах* для
полупространства. С увеличением зазора Л* максималь-
ная чувствительность 5атах* достигается при меньших
р. При изменении Л* от 0,06 до 2 значения Ртах, соответ-
ствующие 5атах* меняются от 5 до 2,5. Величина
Srrmax* изменяется при этом от 0,4 до 0,03.
vJ 1Л1АЛ *
Выражение для относительной чувствительности на-
ружного проходного ВТП к параметрам кругового цилин-
дра и трубы имеют вид:
а) для сплошного цилиндра
а)
( 1 2 А
о -I 1 1 X 2
«У р* — 2т|11- 1 — —----------Lt ,,. ;
—К irr д £-эфф1 ’
к 7
, 2
д —эфф!
б) для трубы
£/?2* -2т1Мг 1“
J___^22 ц2
4 £эФФ2/
(18)
(19)
(20)
(21)
б)
Рис. 27. Годографы относительной комплексной
чувствительности накладного ВТП к удельной
электрической проводимости (а) и к толщине (б)
неферромагнитного листа при Л* = ОД у = 1
£Я|*
9
-2ngraf2
Hr
(22)
где
2го =
х2
—<т* ~ 1 ~Иэфф20 д-^эфф20 ~
,1
X
^io(^2l’^22) + 7~^Ьо(^21»^22) £21
На рис. 28 приведены годографы комплексной чув-
ствительности к параметрам кругового цилиндра, рас-
считанные по формулам (18) - (20) при Т] = 1, = 1.
На рис. 29 показаны зависимости модулей относи-
тельной чувствительности от параметрах2.
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
391
Рис. 28. Годографы относительной комплексной чувствительности наружного проходного ВТП к радиусу R (а),
удельной электрической проводимости о (в) и магнитной проницаемости цг (в) кругового цилиндра при ц = 1, цг =1
Рис. 29. Зависимость модулей относительной чувствитель-
ности наружного проходного ВТП к параметрам кругового
цилиндра отл? при ц« 1, цг=1
На рис. 30 приведены графики модуля относитель-
ной чувствительности наружного проходного ВТП к па-
раметрам неферромагнитной трубы.
Используя выражения (18) - (23) и графики рис. 30,
можно найти сигналы ВТП при небольших приращениях
контролируемых параметров по формуле
Д(7(Др) = (705^*Др* • (24)
Импульсный режим возбуждения ВТП. Если объ-
ект в виде трубы помещен в проходной ВТП с однород-
ным продольным магнитным полем H(t), изменяющимся
скачком от 0 до Но в момент t = 0, то магнитный поток
поля вихревых токов выражается следующей формулой:
фвн(о=х
Рис. 30. Зависимости модулей относительной чувствитель-
ности наружного проходного ВТП к наружному (а),
внутреннему (6) радиусам и удельной электрической
проводимости (в) неферромагнитной трубы
^(Xm) = Jo(^Ho(ai2^)-^o(ai2Xm)2Voam);
- корни характеристического уравнения;
2цг
+ /()(a12^m )М(^т)_0-
Для проходного ВТП с однородным полем при кон-
троле сплошного кругового цилиндра радиусом R маг-
нитный поток вычисляют по формуле
, (25)
Фвн(0 = л/?2ц0Я0
L I
, (26)
где Т = /?2Наа ’
•1 (‘+г? - >Т к“'
I V 4р/ HjL 2 JI
где т = Л2цас.
Если катушка (в виде малого сечения) возбуждается
импульсом тока [/(/) = 0 при t < 0; i(t) = I при t > 0], то
для накладного ВТП вектор-потенциал поля вихревых
токов над электропроводящим ферромагнитным листом
(jir = const) определяется выражением
392
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
А (Q-НоЛ (Hr-Qth(lK)
ВИ 2 j[(g2+l)th(lT*) + 2g
_ у 4цд^,е~2(|~у'”)</т 1
^1(1 + Ут)[2ц, + (ц2 +у2 )th(X7;)]J
х J, (X)J] (к/?и* )e_X(z"’+А* }dk,
где
т = /^Цао. (27)
Для накладного экранного ВТП составляющая век-
торного потенциала, обусловленная влиянием электро-
проводящего листа, определяется выражением
л,(0=в£]Г -----------------W2---------------+
2 oL<M? + l)th(XT.) + 2grch(XT.)
t у
^(l + Y^X^+y^,)
yme"(l+Y™)z/x
[2цг +ХТ»(ц2 +y^)cos(ymlT»)]
х Jx (X)Jx (XKH.)e~X(h*"*-* . (28)
В этих формулах у m - корни уравнения
2jirYCOs(yXT*) + (ц, _ у2 )sin(yXr*) = 0.
Анализ формул (25) - (28) показывает, что макси-
мумы Фвн(0 и Лвн(0 достигаются при t = 0+ (сразу после
скачка возбуждающего поля), не зависят от с, и Т
контролируемых трубы и листа и определяются только
наружным радиусом трубы (радиусом цилиндра) и зазо-
ром соответственно. Площади импульсов вносимого
магнитного потока
/Фвн(0^
.0
и векторного потенциала
_0
линейно зависят от а. Если реализовать устройства, в
которых возбуждающий ВТП ток имеет форму прямо-
угольных импульсов, а напряжение измерительных об-
моток интегрируется, то среднее выходное напряжение
интегратора прямо пропорционально Q, а максимальное
его значение зависит только от наружного радиуса
трубы (цилиндра) или от зазора соответственно.
На рис. 31 приведены графики зависимости
относительного вносимого векторного потенциала
^bh*0*) = ^(0+) Для витка радиусом R над
неферромагнитным листом (рис. 31, а) и зависимости
относительного вносимого магнитного потока
Фвн* =ФвнО*)/Ф(0+) для проходного ВТП при кон-
троле трубы (рис. 31,6).
Длительность процессов установления поля в обоих
случаях пропорциональна с. При малых значениях Г*
затухание потока происходит по экспоненциальному
закону. В этом случае параметры Т* и с входят в форму-
лы как сомножители, и их раздельные эффекты неразли-
чимы. В случаях контроля ферромагнитных материалов
основное различие заключается в том, что поток в ко-
нечных фазах процесса меняет знак, причем для наклад-
ных ВТП установившееся значение потока (при 6 -> оо)
не превышает значения потока при t* = 0, а для проход-
ных оно не ограничено (увеличивается по модулю с уве-
личением jir). С уменьшением Г» уменьшается различие
в процессах для случаев ферромагнитных и неферромаг-
нитных материалов. При бесконечно малых Г* измене-
ние не влияет на процесс контроля.
Рис. 31. Зависимость от времени относительного вносимого
векторного потенциала для накладного витка,
находящегося над неферромагнитным листом (а), и
относительного вносимого магнитного потока проходного
ВТП, охватывающего неферромагнитную трубу (6), при
импульсном возбуждении: /* = t / т, Т* = Т! 2/?в
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
393
Влияние скорости движения объектов на резуль-
таты контроля. При неразрушающем контроле объект
контроля может перемещаться относительно ВТП с
большой скоростью, достигающей нескольких десятков
метров в секунду. В этом случае в объекте могут возни-
кать дополнительные вихревые токи. Они обусловлены
пересечением электропроводящим объектом силовых
линий магнитного поля. Влияние дополнительных вих-
ревых токов может привести к изменению показаний
приборов. Для осесимметричных случаев эффект скоро-
сти проявляется в изменении значений параметра q или к
в формулах (14) - (16). Для некоторых случаев значения
параметров q = q(y) и к = A(v), где v - скорость движе-
ния объекта относительно ВТП, приведены в табл. 9.
При этом для проходных ВТП нижний предел интегри-
рования несобственных интегралов в (14), (15) меняется
на -оо, a cos Az заменяется на е'7*2. Для круглого наклад-
ного ВТП, движущегося параллельно плоскости листа,
уравнение (16) переходит в
^вн ~ X
о° я/2 .
xj (29)
О-я/2
где значения q определяют из табл. 9.
На рис. 32, а показано влияние на сигналы ВТП пара-
2
метра скорости v* = к 7?Bv/co для случая 1 (см. табл. 9)
при zH =0, 7?* =7?/7?и =0,8. Аналогичные результаты
получаются и в случае 2. Влияние параметра скорости
v = v/co/ при движении накладного ВТП квадратной
формы параллельно плоскости неферромагнитного листа
толщиной Г* = Г/27 = 0,5 на высоте h* = hill = 0,05
(7 - длина одной стороны ВТП) показано на рис. 32, б.
При других значениях обобщенных параметров х и Р
получаются аналогичные зависимости.
На рис. 33 показано влияние v* на мнимую (а) и
действительную (б) составляющие относительного вно-
симого напряжения для случая 5 (см. табл. 9) при
= Аи = A, R3 = R„ = R и Г—> оо.
С уменьшением Г* и увеличением со и цг скорост-
ной эффект ослабляется. Влияние аксиальной скорости
накладного ВТП относительно неферромагнитного по-
лупространства (см. случай 3, табл. 9) показано на рис.
34 (А* = А/2ЛВ =0,025). Движение преобразователя к
объекту (v < 0) и от него (v > 0) вызывает различные из-
менения вектора t/BH*. Аналогичный результат получа-
ется в случае 1 при zH * 0 и в случае 4 (см. табл. 9).
Применение графиков (см. рис. 32 - 34) рассмотрим
на следующем примере. Допустим, что цилиндрический
пруток кругового сечения движется через проходной
ВТП трансформаторного типа с короткими обмотками,
расположенными в одной плоскости (zH = 0). Диаметр
преобразователя 2/?в = 30 мм; частота возбуждающего
тока/= 1250 Гц; скорость движения v = 10 м/с. Диаметр
прутка 2R - 24 мм; материал - БрОЦ4-3 (с = 11 МСм/м;
Ца = Цо). Обобщенные параметры:
Рис. 32. Зависимость t/BH* от осевой скорости движения
кругового иеферромагнитного цилиндра относительного
проходного ВТП (при ?и = 0; R* = 0,8) (а) и скорости
движения квадратного накладного ВТП параллельно
плоскости неферромагнитного листа
(при Г* = 0,5; А* = 0,05) (б)
Рис. 33. Влияние параметра V* на мнимую (а) и
действительную (б) составляющие относительного
вносимого напряжения круглого накладного ВТП,
движущегося параллельно полупространству при Р = 2
394
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
9. Значения параметров д и к, учитывающие скорость движения объектов контроля относительно ВТП
№ схемы Случай контроля Формула
1 4? ЛИтЛ. L Жг q=^2 -к --'1
2 i q = ^Х2 -- 41 k J
3 1 II OI 1 1 1 и? 1 1
4 я 1 I 7" (M-i
5 ж У//^/77л |^> II 1 |?г lysing/ © у
х = ЯвА/соНост =
=15•1О-372л-1250-4л10"7-11106 «5;
V* = 7?Bvg0o =
= 1510-310-4я10"7 11 106 =2,08;
Я» =/?/Яв =0,8.
Из рис. 32, а находим, что в этом случае A(7BH*(v)
не превышает 4 % от (7ВН*( v = 0).
При контроле длинных объектов в проходном ВТП
с однородным полем скоростной эффект отсутствует.
Зависимость сигналов ВТП от скорости движения
объектов используется для бесконтактного измерения
скорости.
Особенности контроля ферромагнитных объек-
тов. В ферромагнитных объектах =ца(//) и допу-
щение jia = const справедливо только для слабых маг-
нитных полей. При работе с проходными ВТП часто
применяют режимы, в которых проявляется нелиней-
ность зависимостей ца(Я) и Численное ре-
шение уравнения (4) в этом случае удается получить с
использованием методов цифрового и аналогового мате-
матического моделирования. Анализ полученных ре-
зультатов показывает, что относительное напряжение
преобразователя 17* в значительной степени зависит от
относительной напряженности магнитного поля
Н^-НIНс в зоне. контроля (здесь U* = UHcIU$Br;
Нс - коэрцитивная сила; Вг - остаточная индукция;
Uq - начальное напряжение). Кроме того, вследствие
нелинейности зависимости В(Н) в составе С7* (/) по-
являются высшие (нечетные) гармоники основной часто-
ты синусоидального возбуждающего тока. Таким обра-
зом, используя высшие гармоники, можно получить до-
полнительную информацию о параметрах объекта.
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
395
Рис. 34. Зависимость С/вн* от аксиальной скорости движения
накладного ВТП относительно неферромагнитного полу-
пространства (при ft* = 0,025)
На рис. 35, а приведены годографы первой гармо-
ники U(Xq, Н*) проходного ВТП с однородным полем
для сплошных круговых цилиндров из низкоуглероди-
стых конструкционных сталей марок 10, 30, 45. Обоб-
щенный параметр контроля
х0 = Ry](Br/Нс)(»а .
Значение модуля U* максимально при Я* «2. Это
означает, что относительная чувствительность к пара-
метрам цилиндра максимальна также при Я* « 2.
На рис. 35, б приведены годографы третьей гармо-
ники (7(х0, Я*) для тех же сталей. Модуль имеет
максимум также при Я* » 2.
Анализ результатов, полученных расчетами на ком-
пьютере и подтвержденных экспериментально, показы-
вает, что относительная чувствительность проходного
ВТП к отклонениям режима термообработки стальных
деталей по третьей гармонике превышает чувствитель-
ность по первой гармонике в 1,5 ... 2 раза. Относитель-
ная чувствительность возрастает с уменьшением Хо. Аб-
солютная чувствительность, пропорциональная Uq, убы-
вает с уменьшением Хо, поскольку напряжение Uq про-
порционально частоте.
Сигналы проходных ВТП от дефектов. Опреде-
ление сигналов ВТП от дефектов1 объекта представляет
собой сложную задачу даже в случае обнаружения де-
фектов простой геометрической формы. Математическая
формулировка задач дефектоскопии приводит к краевым
задачам теории электромагнитного поля с достаточно
сложными граничными условиями.
1 Под дефектом понимается нарушение сплошности.
б)
Рис. 35. Годографы первой (л) и третьей (б) гармоник t/BH* проходного ВТП с однородным полем в зависимости от
параметра xq при контроле круговых цилиндров из конструкционных сталей
396
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Сигналы проходного ВТП от дефектов зависят от
многих факторов: от геометрических параметров дефек-
та, значения обобщенного параметра контроля х, формы
объекта, параметров ВТП, тока возбуждения (для фер-
ромагнитных материалов) и положения объекта.
Проходные ВТП чаще всего используют для дефек-
тоскопии протяженных объектов, особенно объектов
цилиндрической формы. Для прутков, проволоки, труб и
других объектов круглого сечения, получаемых прокат-
кой или волочением, наиболее характерны узкие про-
дольные дефекты (трещины, закаты, волосовины, риски
и т.д.). Они оказывают такое же влияние на ВТП, как
бесконечно узкий и бесконечно длинный разрез глуби-
ной й, направленный в глубь цилиндра по радиусу
(рис. 36, дефект типа А). На рис. 37, а представлена диа-
грамма зависимости относительной комплексной вели-
чины приращения напряжения Д (7* измерительной об-
мотки проходного трансформаторного ВТП от глубины
поверхностного дефекта й* (величина й* выражена в до-
лях диаметра цилиндра) для различных значений обоб-
щенного параметра х2. Диаграмма справедлива для не-
ферромагнитного бесконечно длинного цилиндра при
коэффициенте заполнения Т| = 1. На рис. 37, б приведен
соответствующий график для модуля Д U* .
Для определения сигнала ДС7* от дефекта малой
глубины (й* < 0,05) при х2 < 5 можно воспользоваться
приближенной формулой
ДС7. = m-----— (ц . -1);
1-2Й. -эФ*
Рис. 36. Дефекты в круговом цилиндре
при этом погрешность не превышает 35 % по модулю и
5° по аргументу вектора Д С7*.
Зависимость &U* от относительной ширины
(раскрытия) поверхностного дефекта t / й (см. рис. 36,
дефект типа С), показанная на рис. 38, а, построена для
цилиндра с дефектом й» = 0,15 при х2 = 15. Увеличение
относительной ширины t / й от 0,01 до 0,1 несуществен-
но влияет на сигнал, а при дальнейшем ее увеличении
амплитуда сигнала резко возрастает (рис. 38, б). На
рис. 38, а для сравнения показано влияние изменений Д/?
радиуса цилиндра на сигналы ВТП. Зависимости, анало-
гичные показанным на рис. 38, существуют и при других
2
значениях параметра х .
Зависимость Д(7* от относительной глубины зале-
гания дефекта под поверхностью 8* = 8 / 2R (см. рис. 36,
дефект типа В), показанная на рис. 39, а, построена для
Рис. 37. Годографы (а) и графики модулей (6) приращений напряжения проходного ВТП в зависимости от глубины узких
длинных поверхностных дефектов в неферромагнитном цилиндре и от обобщенного параметра X2
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
397
Рис. 38. Зависимость сигналов проходного ВТП от ширины
длинного поверхностного дефекта в цилиндре
х2 = 15. С увеличением 8» убывает модуль Д (7* и значи-
тельно изменяется его аргумент. При увеличении й* от О
до 0,1 arg( Д(/* ) изменяется приблизительно на 90°. Это
необходимо учитывать при реализации амплитудно-
фазового способа выделения информации. На рис. 39, б
показано, что чувствительность к дефектам резко убыва-
ет при увеличении 8* и тем резче, чем больше х2. Из это-
го следует, что для обнаружения поверхностных дефек-
тов надо выбирать режим контроля, соответствующий
значениям х2 < 5.
Для реализации часто применяемого амплитудно-
фазового способа выделения информации большое зна-
чение имеет взаимное положение линий влияния дефекта
Д(/*(й*), радиуса Д(7*(Я) и удельной электрической
проводимости Д1/*(с). С увеличением х2 угол между
Д1/*(Я) и ДС7*(й) возрастает. Однако при этом чувст-
вительность к подповерхностным дефектам может зна-
чительно уменьшаться. Амплитудно-фазовый способ
выделения информации следует использовать с учетом
того, что аргумент векторов сигналов от дефектов может
изменяться в широких пределах в зависимости от й» и 8»,
а также от ориентации и формы дефекта. Например, при
отстройке от влияния изменений с возможна потеря
чувствительности к подповерхностным дефектам (до
нуля при некоторых значениях 8»).
Зависимость относительного модуля А* вектора
сигнала ВТП от относительной длины дефекта
/• = Z / 2/?и цилиндрического объекта показана на рис. 40.
Здесь
Рис. 39. Зависимость векторов (а) и модулей (б) приращения
напряжения проходного ВТП от глубины залегания узкого
длинного дефекта в цилиндре
Рис. 40. Зависимость сигналов проходного ВТП от длины
узкого поверхностного дефекта в цилиндре
л* =---------,
ДС/*(оо)’
где Д £/♦(/♦) - относительный модуль сигнала, соответ-
ствующего дефекту с относительной длиной /•;
Д(/*(оо) - относительный модуль сигнала, соответст-
вующего бесконечно длинному дефекту той же глубины.
Дефекты глубиной й» < 0,05 можно считать бесконечно
длинными при /• > 1; дефекты глубиной й* < 0,1 - при
/• > 2, а дефекты глубиной й* > 0,2 - при /♦ > 3. При этом
погрешность определения амплитуды сигнала не превы-
шает 10 %.
Сигналы ВТП с однородным полем от дефектов в
прутках квадратного сечения (рис. 41) зависят от пара-
метров дефектов так же, как и в случае цилиндрического
объекта круглого сечения. В выражения для обобщенно-
го параметра х2 в случае объекта квадратного сечения
вместо радиуса подставляют значение половины сторо-
ны квадрата Ь:
х2 = 0,2562(O|iaQ.
398
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 41. Дефекты в прутке квадратного сечения
На рис. 42 приведены диаграммы, построенные для
неферромагнитного прутка квадратного сечения с узким
поверхностным дефектом типа А (см. рис. 41). Глубина
дефекта выражена в долях стороны квадрата Ь. Для по-
верхностных дефектов типа В и подповерхностных де-
фектов типа С (см. рис. 41) зависимости аналогичны за-
висимостям для кругового цилиндра. Это позволяет ис-
пользовать диаграммы (см. рис. 37 - 39) для ориентиро-
вочных расчетов сигналов ВТП от дефектов в прутках
квадратного сечения.
Влияние дефектов типов А и С в трубах (рис. 43)
на сигналы ВТП отражено на диаграммах (см. рис. 45),
полученных на ртутных моделях и подтвержденных при
моделировании на электрических сетках. Диаграммы
2
построены для х2 = 5; 15 и 50 и четырех относительных
значений толщины стенки трубы Г» = 0,5(Z>2 ~ D\) / 2D2 =
= 0,165; 0,13; 0,1 и 0,065.
Глубина дефектов йу* выражена в долях толщины
стенки Т. Влияние глубины залегания S* дефекта показа-
но штриховыми линиями. На рис. 44 сплошной линией
дан график зависимости относительного сигнала ACT*
от глубины йг* поверхностного дефекта (типа А) в тру-
бе с толщиной стенки 7* =0,13 при х2 = 15. Для срав-
нения штриховой линией показана кривая, полученная
для поверхностного дефекта в сплошном круговом ци-
2 2
линдре при х = х2.
Влияние дефектов в протяженных объектах слож-
ного профиля (биметаллические цилиндры, трубы слож-
ного профиля и др.) на сигналы ВТП существенно не
отличается от рассмотренного выше. Это справедливо
для внутренних и экранных ВТП. Сигналы от дефектов
в ферромагнитных объектах могут'быть определены по
диаграммам для неферромагнитных объектов только в
том случае, когда магнитную проницаемость материала
можно считать постоянной. Это справедливо для области
слабых полей, когда Ца = Цнач (Цнач - начальная магнит-
ная проницаемость). В этом случае сигналы, определен-
ные по диаграммам, должны быть увеличены по модулю
в Цгнач раз (Цгнач - относительная начальная магнитная
проницаемость). Кроме того, следует иметь в виду, что сиг-
налы должны быть определены при тех же значениях пара-
метра х2, что и для неферромагнитного материала. Однако
при одинаковых значениях удельной элекгрической
Рис. 42. Годографы приращений напряжения проходного
ВТП в зависимости от глубины дефектов в прутках
квадратного сечения
Рис. 43. Дефекты в трубах
Рис. 44. Сигналы проходного ВТП от дефектов в трубе с
толщиной стенки Г* = 0,13 при х2 = 15 и от дефектов в
круговом цилиндре при х2 ~ 15
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
399
О 0,02 0,01 0 0,02 0,01 0 0,01 0 0,01 О
Т*~0,165 Т*-О,я 7*-0,10 Т*"0рб5
япдй* <*)
О 0,01 0,02 о 0,01 0,02 0 0,01 0,02 О
ТЛ~Ц165 Гл-0,13 Ъ~0,10 Т*-0,065
9
Рис. 45. Сигналы проходного ВТП от дефектов в трубах:
а- х\=5\б-%2=15;в- %2 = ^
проводимости а и размерах ферромагнитного и неферро-
магнитного объектов и использовании одной рабочей час-
тоты значения параметрах2 увеличиваются в раз.
Проходные ВТП часто используют при режимах,
когда Ца ф const. В этом случае необходимо учитывать
зависимость сигналов, вызванных дефектами, от напря-
женности магнитного поля в рабочей зоне. На рис. 46
приведена зависимость ДС7» для поверхностных дефек-
тов в прутке квадратного сечения из конструкционной
стали (Ст5, 10, 30) при х2 = 6,25, а на рис. 47 - та же за-
висимость для модуля Д£7*. В данном случае под ДС7*
понимается отношение ДС7* = Д(7IUq, Uq - на-
пряжение измерительной обмотки ВТП при размещении
в нем объекта с Цд = и с = 0 (для Т| = 1), а под IL* -
отношение = H.J Нц где fL - действующее зна-
чение напряженности переменного магнитного поля в
рабочей зоне ВТП; тах - напряженность переменного
магнитного поля, соответствующая максимуму зависи-
мости Ца = Ца(#).
Рис. 46. Влияние напряженности Z3L* переменного магнитного
поля на сигналы проходного ВТП от дефектов типа А в
стальном прутке квадратного сечеиия:
а-Я^<0,2;6-//.*>0,5
Рис. 47. Зависимость модулей сигналов проходного ВТП от
дефектов типа А в стальном прутке квадратного сечеиия от
напряженности поля bL*
При увеличении от 0 до 0,2 векторы Д1Д(Л*)
поворачиваются в одну сторону, а при > 0,5 - в об-
ратную, при этом модуль ДС7*(Лф) увеличивается при-
близительно в 4 раза при повышении от 0,05 до 1.
400
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Исследования показывают, что при х2 = 1 в аналогичных
условиях наблюдается увеличение At/» (А») в 40 раз.
Изучение зависимостей At/. (А*) отх2 и Я.» показыва-
ет, что значения х^ах, при которых сигнал А(/»(А)
максимален, в большей степени зависят от Я.». Так, для
Я~» = 0,05 х2 = 9 ... 16, а для Я.» > 1 х2 » 1.
НШЛ ' 111АЛ
Объекты из ферромагнитных материалов часто под-
магничивают постоянным магнитным полем с целью
уменьшения влияния вариации магнитных свойств мате-
риала на сигналы ВТП. На рис. 48 показана зависимость
отношения сигнал/помеха Д(7*(й*)/Д(7*(ц) для по-
верхностного дефекта типа А (см. рис. 41) глубиной
Л» = 0,1 в прутке из стали 30 при ZL» = 0,1 от относи-
тельной напряженности тах постоянного
магнитного поля.
Сигналы накладных ВТП от дефектов. На сигна-
лы накладного ВТП влияют следующие факторы: гео-
метрические параметры дефекта и его ориентация отно-
сительно ВТП; значение обобщенного параметра кон-
троля Р; форма или кривизна поверхности объекта в зоне
контроля; параметры ВТП; взаимное расположение ВТП
и объекта (зазор); ток возбуждения (для ферромагнитных
материалов). Влияние на сигналы значительной части пе-
речисленных факторов исследовано экспериментально.
Рис. 48. Зависимость отношения сигнал/помеха от степени
подмагничивания стального прутка постоянным магнитным
полем
На рис. 49 приведена диаграмма зависимости сиг-
нала ВТП, расположенного над неферромагнитным по-
лупространством, от глубины й* узких длинных дефек-
тов1, а также от глубины залегания 5* дефектов при Р = 6
и зазоре Л» = 0,375. Здесь все размеры нормируются по
эквивалентному диаметру преобразователя ZX. На рис. 50
показаны зависимости Д (/♦(£, й*) и Д (/♦(£, б*).
Для уменьшения влияния зазора на сигнал часто
применяют способ проекции. На рис. 51 показаны гра-
фики зависимости Д(7±*(Р, й*) и Д(7±*(Р,5*). В де-
фектоскопах с отстройкой от влияния зазора способом
1 Под глубоким понимается дефект, глубина й которого
значительно больше глубины проникновения вихревых токов;
под узким - дефект с /♦ < 0,005; под длинным - дефект, длина
которого /• > 2,5.
Рис. 49. Годографы сигналов накладного ВТП от дефектов
в иеферромагнитном полупространстве
Рис. 50. Зависимость сигналов накладного ВТП от обобщенного параметра р и глубины поверхностного дефекта (а) и
от глубины залегания узкого длинного дефекта (б)
ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
401
а)
Рис. 51. Проекция векторов сигналов, вызванных дефектами, на направление отстройки от зазора:
а - для поверхностных дефектов; б - для подповерхностных дефектов
Рис. 52. Зависимость сигналов накладного ВТП от
длины дефекта
проекции чувствительность к подповерхностным дефек-
там медленно убывает с увеличением глубины залегания
8* и может быть даже выше, чем к поверхностным де-
фектам.
Зависимость сигнала от длины дефекта U показана
на рис. 52. Зависимости, приведенные на рис. 49 - 52,
показывают, что чувствительность ВТП к дефектам оп-
ределяется размерами дефектов, отнесенными к эквива-
лентному диаметру преобразователя D3. Поэтому для
обнаружения мелких дефектов необходимо уменьшать
диаметр ВТП.
Форма огибающей сигналов ВТП, движущихся
относительно объекта контроля. При использовании
модуляционного метода выделения информации ВТП
перемещается относительно объекта с некоторой скоро-
стью v. Если известна зависимость сигнала ВТП от по-
ложения дефектного участка относительно ВТП, то по
известной скорости взаимного перемещения можно оп-
ределить форму огибающей сигнала.
Форма огибающей сигнала абсолютного проходно-
го ВТП при обнаружении точечного поверхностного де-
фекта1 может быть определена по приближенной форму-
ле колокольного импульса:
Г 2/21
«(O = ^m»(n)exp —Т , (30)
I
1 Под точечным понимается дефект, длина и ширина ко-
торого меньше 0,2/?и.
где СМл) ~ относительная амплитуда сигнала, норми-
рованная по начальному напряжению; ти - длительность
импульса сигнала на уровне 0,5 Um*9 ти = О,425то(1,54 -
- т]л/з ) при 0,1 < т] < 0,8; т0 = 27?и / V.
Спектр сигнала также имеет форму колокольного
импульса
U. (Q) = 0,1 25Um,TK exp(-0,126Q2T2 ) (31)
с шириной ДО на уровне 0,5 от максимального значе-
ния; ДО = 4/ти.
Для определения формы огибающей сигнала диф-
ференциального проходного ВТП при обнаружении то-
чечного поверхностного дефекта можно воспользоваться
приближенной формулой
и»(0 = 2(т])ехрГ- , (32)
I 2т2 J 2т2
где 6* = bUR* - относительная база ВТП - расстояние
между средними плоскостями измерительных обмоток.
Спектр сигнала, описываемого формулой (32),
можно найти по формуле
(7*(Q) = |2(7w*(T])sin(O^&itQTO)|exp(-O,O186Q2To).
(33)
На рис. 53 представлены графики, построенные по
зависимостям (32) и (33) для различных А* при т] = 0,36,
относительной глубине дефекта Л* = 0,05 и относитель-
ной длине дефекта /2R* . На рис. 53, б нормирова-
ние С7* выполнено по - максимальному значению
спектра сигнала абсолютного ВТП.
Зависимость формы огибающей сигнала дифферен-
циального проходного ВТП от длины /* узких поверхно-
стных дефектов глубиной Л* = 0,05 при Т] = 0,64 и базе
fe* = b / 2/?и = 0,8 (Ь - расстояние между короткими изме-
рительными обмотками) показана на рис. 54. При Z* > 2
амплитуда импульсов практически остается неизменной,
а расстояние между пиками импульсов увеличивается и
становится равным относительно длине дефекта /♦. При
/* < 0,2 форма импульса практически не отличается от
формы, соответствующей /• = 0,22. Исследования пока-
зывают, что с уменьшением базы сокращается длина
26 — 7387
402
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 53. Форма (а) и спектры (£) сигналов дифференциального проходного ВТП от точечных дефектов
Рис. 54. Зависимость формы импульсов сигналов
дифференциального проходного ВТП от длины
поверхностного дефекта в круговом цилиндре
зоны контроля и уменьшается амплитуда импульса оги-
бающей, поскольку зоны контроля измерительных кату-
шек при малых перекрываются. Оптимальное значе-
ние Ь* » 0,25 ... 0,5; при этом амплитуда импульса оги-
бающей уменьшается не более чем на 30 % от макси-
мального значения, соответствующего b*» 1. Увеличе-
ние глубины дефекта от h* = 0,025 до Л* = 0,2 не влияет
существенно на форму импульса огибающей, изменяя
только его амплитуду. С уменьшением коэффициента
заполнения Т| длительность импульса огибающей увели-
чивается.
Форму и спектр огибающей сигнала накладного
ВТП при обнаружении точечного дефекта находят при-
ближенным аналитическим методом. Для определения
формы огибающей можно пользоваться приближенным
выражением
Л
u(t) = U —exp(-Z2 /т2),
т
где U - напряжение измерительной обмотки при отсут-
ствии дефекта; t - время; т = а / v (здесь v - скорость
движения ВТП относительно объекта; а - радиус экви-
валентного контура вихревых токов в объекте, прибли-
зительно равный эквивалентному радиусу ВТП).
Для спектра такого импульса получаем
C/(Q) = ОлТлШте-0125^2 (1 -0Д25П2т2).
Если ВТП периодически проходит над дефектом,
например при вращении цилиндрического объекта ра-
диусом /?, то огибающую сигналов можно представить в
виде ряда гармоник f/»(7V), нормированного по амплиту-
де 1-й гармоники:
.... Га2(1-^)Ъ-0даа//?)2
U» (п) = ехр —-—z—- ------i-----г-,
. 4R2 J 1-0Л(а/Л)2
где N- номер гармоники.
На рис. 55 показаны спектры огибающей, нормиро-
ванные по амплитуде 1-й гармоники (N= 1), для точечно-
го, продольного и поперечного1 дефектов при а / R = 0,1.
1 Под продольным понимается дефект, ориентированный
вдоль направления движения оси преобразователя, а под попе-
речным - ориентированный поперек этого направления.
ОСНОВНЫЕ СТРУКТУРНЫЕ СХЕМЫ ПРИБОРОВ И КОНСТРУКЦИИ ПРЕОБРАЗОВАТЕЛЕЙ
403
U*(n)
Рис. 55. Спектры сигналов накладного ВТП, движущегося
относительно объекта с дефектом:
7 - точечным; 2 - продольным; 3 - поперечным
При использовании модуляционного способа выде-
ления информации важно, чтобы спектральный состав
огибающей, соответствующей дефектам, отличался от
спектрального состава огибающей, обусловленной влия-
нием мешающих факторов. При вращении накладного
ВТП вокруг цилиндрического объекта (или при вращении
объекта) основной мешающий фактор - изменения зазо-
ра, возникающие вследствие биений объекта. Частота
основной гармоники спектра импульсов, соответствую-
щих зазору (импульсов биений),
F6 =и/60,
где п - частота вращения, об/мин.
При этом спектр импульсов биений лежит в основ-
ном в низкочастотной области. Поэтому для ослабления
влияния зазора целесообразно выбрать полосу пропуска-
ния дефектоскопа, ориентируясь на подавление основ-
ной гармоники 7*б с помощью режекторного фильтра,
либо нижнюю частоту Fn среза полосы пропускания из
соотношения Fn = (0,6 ... 0,8)7?/a7*6 для точечного и по-
перечного дефектов и из соотношения Fn = 0,47J/a7*6 для
продольного дефекта. Верхняя частота среза для точеч-
ного и поперечного дефектов FB = 4,6RJaF^ а для про-
дольного FB = l,87J/a7*6. Ограничение полосы пропуска-
ния сверху целесообразно для подавления влияния им-
пульсных помех, вызванных изменением напряжения
сети.
При уменьшении отношения a/R спектр огибающей
сдвигается в область высоких частот. В то же время
спектр импульсов биений при неизменном относитель-
ном зазоре изменяется мало. Следовательно, уменьшая
отношение a/R, например уменьшением диаметра ВТП,
можно добиться более четкого выделения сигналов от
дефектов. Полоса пропускания дефектоскопа должна
быть смещена в сторону более высоких частот.
12.2. ОСНОВНЫЕ СТРУКТУРНЫЕ
СХЕМЫ ПРИБОРОВ И КОНСТРУКЦИИ
ПРЕОБРАЗОВАТЕЛЕЙ
Структурная схема прибора для вихретокового кон-
троля и конструкции ВТП определяются назначением
прибора и способом выделения информации о контроли-
руемых параметрах объекта.
Конструкции накладных ВТП. Чаще всего на-
кладные ВТП предназначены д ля ручного контроля, по-
этому они имеют корпус, удобный для работы операто-
ра. На рис. 56 показаны два варианта конструкции таких
ВТП. В конструкции на рис. 56, а обмотки 1 ВТП, охва-
тывающие ферритовый сердечник 2, с помощью керами-
ческой втулки 3 жестко закрепляются в корпусе 4. Кера-
мическая втулка 3 служит также для предохранения тор-
ца обмоток от механических повреждений. Для более
четкой фиксации зазора между обмотками ВТП и объек-
том контроля в конструкции на рис. 56, б используется
подпружиненная оправка 5, которую оператор переме-
щает вдоль корпуса 4 до соприкосновения с поверхно-
стью объекта, сжимая пружину на определенную длину.
Значительно ослабить влияние перекосов от корпуса
ВТП относительно контролируемой поверхности позво-
ляет конструкция с «плавающей» подвеской каркаса об-
моток, показанная на рис. 57. Имеются и другие конст-
рукции ВТП подобного типа.
На рис. 58 приведены конструкции ВТП с ферро-
магнитными сердечниками, электропроводящими экра-
нами и короткозамкнутыми витками для локализации
зоны контроля. Конструкции на рис. 58, а, б предназна-
чены для непрерывных измерений зазоров в работающих
машинах и механизмах и поэтому жестко закрепляются в
посадочных гнездах; конструкция на рис. 58, в предна-
значена для ручного контроля. Ферритовые сердечники 1
имеют зазоры 2. В зазоре 2 установлена медная вставка 3
(рис. 58, а) для локализации магнитного поля в зоне кон-
троля. Вместо зазора со вставкой может быть применен
короткозамкнутый виток 4 (рис. 58, б). Обмотка 5 пара-
метрического ВТП охватывает сердечник так же, как и
возбуждающая 6 и измерительная 7 обмотки трансфор-
маторного ВТП (рис. 58, в). Для защиты от влияния
внешних магнитных полей применяют специальные эк-
раны 8, которые одновременно служат элементами кор-
пуса. Обмотки с сердечником заливаются компаундом 9.
ВТП, показанный на рис. 58, в, - дифференциального
типа. В измерительной обмотке 7 при установке ВТП на
однородный объект контроля напряжение равно нулю,
так как магнитный поток, сцепленный с объектом, дваж-
ды пронизывает эту обмотку. Если объект неоднороден
(например, имеет трещины), то симметрия магнитного
потока в зоне контроля нарушается и в измерительной
обмотке появляется напряжение. Подавление влияния
перекосов ВТП относительно поверхности объекта кон-
троля достигается шарнирным закреплением 10 сердеч-
ника 1 в корпусе 8. ВТП подобного типа имеют ширину
зоны контроля 0,5 ... 1 мм. ВТП, показанный на рис. 58, б,
можно применять при температуре до 120 °C, после ста-
рения в течение 10 ч- при температуре 150 °C.
26*
404
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 56. Конструкции накладных ВТП:
а - с жестким креплением катушек; б - с подпружиненной оправкой; 1 - обмотки; 2 - ферритовый сердечник; 3 - керамическая
втулка; 4 - корпус; 5 - оправка; 6 - пермаллоевый экран; 7 - пружина; 8 - каркас катушки; 9 - кабель; 10 - крышка; 11 - резиновая
втулка
Рис.57. Накладной ВТП с «плавающей» подвеской каркаса
обмоток:
/ - обмотки; 2 - каркас; 3 - пружина; 4 - корпус; 5 - кабель;
б - гибкие выводы
Рис. 58. Конструкция накладных ВТП с локальной зоной
контроля:
а - с медной вставкой в зазоре; б - с короткозамкнутым витком;
в - дифференциального типа
ОСНОВНЫЕ СТРУКТУРНЫЕ СХЕМЫ ПРИБОРОВ И КОНСТРУКЦИИ ПРЕОБРАЗОВАТЕЛЕЙ
405
Для повышения производительности контроля при-
меняют матричные накладные ВТП, представляющие
собой п чувствительных элементов в виде сердечников с
катушками, объединенных в один конструктивный узел.
Отдельные элементы объединяют резиновой пластинкой,
прижимая которую к поверхности объекта, можно кон-
тролировать объекты с криволинейной поверхностью.
Обмотки накладных ВТП, работающих на частотах
0,1 ... 5 МГц и выше, выполняют в виде печатной платы,
применяя методы фотолитографии. Это дает высокую
степень идентичности отдельных экземпляров обмоток,
повышает технологичность ВТП и позволяет создавать
миниатюрные ВТП. На рис. 59 показана конструкция
катушки накладного ВТП с печатными обмотками. Он
используется в толщиномере для измерения толщины
диэлектрических покрытий на электропроводящем осно-
вании и работает на частоте 10 МГц. Спиральные печат-
ные обмотки 2 (L1 ... L4) выполняют на обеих сторонах
гибкой диэлектрической подложки и наклеивают на
каркас 7.
При создании приборов с высокими метрологиче-
скими параметрами часто приходится отказываться от
ферромагнитных сердечников, так как они вносят темпе-
ратурную погрешность.
Конструкции проходных ВТП, На рис. 60 показан
проходной дифференциальный ВТП для дефектоскопии
проволоки диаметром 0,3 ... 1 мм. На каркасе 1 в виде
трубки из кварцевого стекла намотана длинная возбуж-
дающая обмотка 2. Каркас с обмоткой помещен в ди-
электрическую втулку 3, в которой имеются пазы для
двух коротких измерительных обмоток 4, включенных
Рис. 59. Конструкция (а) и электрическая схема (б)
катушки с печатными обмотками
встречно. Каркас с обмотками размещен в латунном
корпусе 5 и залит компаундом 6. В торцах каркаса уста-
новлены керамические втулки 7 для предотвращения
механических повреждений. Описанный ВТП работает
на частоте 1 МГц.
На рис. 61 показана конструкция ВТП со сменными
катушками. Возбуждающая обмотка 7 охватывает две
встречно включенные измерительные обмотки 2. Каркас
с обмотками размещен во вставном блоке 3, который
может быть извлечен из корпуса 4 после снятия сменных
вставок 5. Вставки 5 и блок 3 устанавливают в зависимо-
сти от диаметра объекта контроля. Для подмагничивания
ферромагнитных объектов контроля постоянным маг-
нитным полем применяют магнитную систему, состоя-
щую из обмоток 6 и стального магнитопровода, образо-
ванного корпусом 7 и сменными вставками 5.
Для контроля коротких объектов проходными ВТП
применяют специальные вставки, фиксирующие поло-
жение объекта в ВТП. На рис. 62 приведен пример кон-
струкции трансформаторного проходного ВТП для кон-
троля качества термообработки швейных игл. Здесь
применены три секции возбуждающих и измерительных
обмоток, позволяющие раздельно контролировать три
зоны иглы, различно термически обработанные.
ВТП эффективны для контроля горячих объектов.
Конструкции высокотемпературных ВТП делятся на не-
охлаждаемые и охлаждаемые.
Рис. 60. Проходной дифференциальный ВТП
для контроля проволоки
Рис. 61. Проходной ВТП со сменными катушками
406
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 62. Проходной ВТП для контроля швейных игл:
1 - возбуждающая обмотка; 2 - измерительная обмотка;
3-4-каркас; 5 - корпус
Для неохлаждаемых ВТП применяют термостойкие
материалы: каркасы из радиочастотной корундовой ке-
рамики и провода в стеклянной изоляции или с тепло-
изоляционными и антикоррозионными покрытиями (ти-
пов ПМС, ПЭСК, ПНЭТ, ПЭТВ). Эти материалы выдер-
живают длительное воздействие температуры до 500 °C
и более, сочетают высокую механическую прочность с
хорошими электроизоляционными свойствами.
На рис. 63 показан неохлаждаемый высокотемпера-
турный накладной ВТП, установленный в отверстии ста-
тора газотурбинного двигателя (ГТД), для измерения
зазоров рабочих лопаток в процессе испытаний. На кар-
кас 1 из отожженного при температуре 1650 °C корунда
намотаны «в два провода» возбуждающая и измеритель-
ная обмотки 2 из провода ПМС диаметром 70 ... 100 мкм.
Обмотки крепят к каркасу жаропрочным цементом и
герметизируют им ВТП с внешней стороны. Для повы-
шения термостабильности стеклянная изоляция прово-
дов оплавляется нагревом до 600 ... 690 °C. При этом
снимаются механические напряжения в проводах обмо-
ток. При температуре до 550 °C ресурс такого ВТП не
менее 170 ... 190 ч в условиях работы ГДТ.
Охлаждаемые ВТП имеют обычно герметизирован-
ный корпус из немагнитных сплавов с высоким удель-
ным сопротивлением (например, из коррозионно-стой-
кой стали), внутри которого циркулирует вода (рис. 64).
Конструкции, подобные показанной на рис. 64, б, при-
меняют для контроля проката при температуре 900 ...
1200 °C. Контроль при температуре выше точки Кюри
позволяет исключить влияние вариаций магнитных
свойств объектов на результаты контроля и может быть
реализован в технологическом потоке. В конструкции,
приведенной на рис. 64, а, использован сердечник из
феррита с медными экранами для локализации магнит-
ного поля. Этот тип ВТП способен работать при темпе-
ратуре до 1000 °C.
Конструктивное исполнение ВТП различных типов
определяется их назначением и условиями эксплуатации.
Рис. 63. Неохлаждаемый высокотемпературный ВТП для
измерения рабочих зазоров ГТД:
1 - каркас; 2 - обмотки; 3 - корпус; 4 - крышка; 5 - выводы;
6 - статор ГТД; 7 - лопатка
Рис. 64. Охлаждаемые водой накладной (а) и проходной (б)
ВТП:
1,4- медная вставка; 2 - ферритовый сердечник; 3 - обмотки;
5 - провод; 6 - изоляционная трубка; 7 - трубка, проводящая
воду; 8 - трубка, отводящая воду; 9 - корпус; 10 - штуцер;
77-обечайка
ОСНОВНЫЕ СТРУКТУРНЫЕ СХЕМЫ ПРИБОРОВ И КОНСТРУКЦИИ ПРЕОБРАЗОВАТЕЛЕЙ
407
Структурные схемы специализированных при-
боров. Сигналы ВТП (изменение напряжения или сопро-
тивления) имеют комплексный характер, учитываемый с
помощью диаграмм в комплексных плоскостях напряже-
ний U или сопротивления Z. Таким образом, при кон-
троле объектов из материалов с линейными свойствами
на одной частоте сигнал имеет два параметра (амплитуду
и фазу U; действительную и мнимую составляющие U
или Z; модуль и аргумент Z). Это позволяет реализовать
двухпараметровый контроль, если влияние параметров
объекта на параметры сигнала различно.
При двухпараметровом контроле в качестве носите-
ля информации может быть использована либо амплиту-
да напряжения ВТП, либо его фаза, либо проекция век-
тора приращения напряжения на выбранное в комплекс-
ной плоскости направление, либо одна из составляющих
(действительная или мнимая) комплексного напряжения,
либо их комбинация.
Амплитуда напряжения может в небольшой степе-
ни зависеть от вариации подавляемого фактора рп, если
начало координат плоскости (7ВН смещено в точку К
(рис. 65, а) на нормали NN к линии влияния подавляемо-
го фактора в точке А (рпо, Рко)» соответствующей
объекту контроля с номинальными параметрами (стан-
дартный образец). Начало координат можно сместить вве-
дением компенсирующего напряжения UK последователь-
но с измерительной обмоткой ВТП. Если изменение рП вы-
зывает смещение конца вектора UBH из точки А в точку
В, то разность модулей векторов UА и Uв:
ДС7 = 17B~UА~0. В то же время при изменении рк
(точка С) AU = UA -Uc = SKДрк sin а * 0, где
SK -5U/дрк - чувствительность ВТП к контролируе-
мому параметру рк (по модулю U) ; а - угол между на-
правлениями влияния рк и рп; UА - модуль вектора на-
пряжения, соответствующего стандартному образцу.
Амплитудный способ двухпараметрового контроля целе-
сообразно применять, когда годографы Um(pn) близки
к дугам концентрических окружностей. Поскольку в
этом случае чувствительность прибора к рк пропорцио-
нальна sin а, то наилучшие условия разделения влияния
Рк и рп будут при а -> 90°.
Структурная схема прибора, действие которого ос-
новано на амплитудном способе выделения информации,
приведена на рис. 65, б. Сигнал, полученный от блока 2
ВТП, возбуждаемого генератором /, усиливается усили-
телем 3 и детектируется амплитудным детектором 4, а
постоянное напряжение детектора 4 подается на индика-
тор 5. Характерная особенность блока 2 в данной схеме -
наличие компенсатора, позволяющего смещать точку
компенсации в положение, требуемое по условиям по-
давления влияния мешающего фактора.
Фаза измеряемого напряжения почти не зависит от
вариации рп, если точка к находится на касательной ММ
(рис. 66) к линии влияния рп в точке А, соответствующей
стандартному образцу. Из рис. 66 видно, что при изме-
нении рп(А -» В) аргумент вектора U изменяется на
Рис. 65. Векторная диаграмма (а) и структурная схема (б)
амплитудного способа выделения информации
Рис. 66. Векторная диаграмма фазового способа
выделения информации
408
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
малую величину <|/д, обусловленную нелинейностью го-
дографа Црп), а при изменении рк (А -> С) изменяется
на величину = argUc -argUА, причем
tg<|/c *SKApK sina/(UA -SKhpK cosa).
Следовательно, чувствительность прибора к рк наи-
высшая (при прочих равных условиях), если a -> 90°.
Точку К целесообразно помещать в точку пересечения
касательных к линии влияния рп. Линии влияния диа-
метра цилиндра (трубы) для проходного ВТП и линии
влияния зазора для накладного ВТП близки к пучку лу-
чей, что позволяет реализовать фазовый способ подавле-
ния влияния вариации диаметра (зазора). Фазовый спо-
соб оказывается эффективным при измерении наклад-
ным экранным ВТП толщины неферромагнитных листов
с подавлением влияния вариации с. При этом анализ
годографов (см. рис. 18) показывает, что условия кон-
троля следует определять из соотношений 0Т* « 2; Р > 5;
2 < с* < 3,5.
Структурная схема прибора, действие которого ос-
новано на фазовом способе выделения информации, от-
личается от приведенной на рис. 65, б тем, что после
усилителя включается фазометрическое устройство того
или иного типа, а опорное напряжение на это устройство
поступает от блока генератора /.
Проекция вектора сигнала на направление NN,
нормальное к линии влияния рп в точке А, также в не-
большой степени зависит от вариаций рп (рис. 67). Чув-
ствительность прибора к р определяется величиной
проекции приращения П = АС' = 5кДрк sin a. Поэтому
способ проекции вектора сигнала лучше всего применять
в тех случаях, когда линии влияния близки к параллель-
ным прямым, a -> 90°. Обычно этот способ используют
при малых вариациях параметров /?к и рп. В этом случае
точку К совмещают обычно с точкой А, тогда выходное
напряжение блока стремится к нулю, если режим кон-
троля и параметры объекта номинальны. Способ проек-
ции находит наиболее широкое применение в вихрето-
ковых приборах.
При выборе режима контроля для получения наи-
высшего отношения сигнал/помеха используют годогра-
фы, описанные выше. Строгая оптимизация режима кон-
троля затруднительна, поскольку ее приходится вести по
нескольким критериям, однако можно ограничиться
практическими рекомендациями, приведенными ниже.
Обобщенные параметры контроля р и х следует вы-
бирать так, чтобы углы между направлениями рк и рп
составляли не менее 10 ... 15° и обеспечивалась доста-
точная чувствительность к параметру рк. Например, при
контроле толщины неферромагнитного листа с подавле-
нием влияния зазора целесообразно принять Р = 5, если
Г* = 0,1 ир« 2,5, если Т* = 0,3 (см. рис. 12). Для измере-
ния неферромагнитного полупространства с подавлени-
ем влияния зазора оптимальное значение Р = 8 ... 10.
Структурные схемы приборов, действие которых
основано на использовании способа проекции, представ-
лены на рис. 67. На рис. 67, б приведена структурная
схема прибора, в котором в качестве фазочувствительно-
го устройства применяется фазовый детектор 4. Пере-
менный ток, возбуждающий ВТП в блоке 2, создается
генератором синусоидального напряжения в блоке
Рис. 67. Векторная диаграмма (а) и структурная схема приборов: с фазовым детектором (£), с ЭЛТ в режимах «синусоида» (а)
и «комплексная плоскость» (г) при выделении информации способом проекции
ОСНОВНЫЕ СТРУКТУРНЫЕ СХЕМЫ ПРИБОРОВ И КОНСТРУКЦИИ ПРЕОБРАЗОВАТЕЛЕЙ
409
генераторов /. Сигналы, полученные на выходе блока 2,
усиливаются усилителем 3 и поступают на фазовый де-
тектор 4. Опорное напряжение на фазовый детектор по-
ступает через фазорегулятор 6 от генератора. На выходе
фазового детектора включен индикатор 5. Необходимое
для подавления влияния мешающего фактора направле-
ние вектора опорного напряжения подбирается с помо-
щью фазорегулятора 6.
Если в качестве фазочувствительного устройства
используется электронно-лучевая трубка (ЭЛТ), то в за-
висимости от способа индикации применяют две основ-
ные структурные схемы. На рис. 67, в приведена струк-
турная схема с временной разверткой на экране («способ
синусоиды»). На вертикальные пластины ЭЛТ подается
усиленный усилителем 3 сигнал блока ВТП, а на гори-
зонтальные - пилообразное напряжение от генератора
развертки 5, синхронизируемого генератором 7, через
фазорегулятор 4. Таким образом, на экране ЭЛТ возни-
кает периодическая кривая, фаза которой плавно изменя-
ется с помощью фазорегулятора 4. Это позволяет фикси-
ровать мгновенное значение сигнала, а при синусои-
дальной кривой сигнала - проекцию вектора сигнала на
принятое направление. При таком способе возможна
индикация несинусоидальных сигналов.
На рис. 67, г приведена структурная схема прибора
с ЭЛТ и двумя фазовыми детекторами 4 и 5 (реализую-
щая так называемый способ точки). Опорные напряже-
ния на детекторы 4 и 5 поступают через фазорегулятор 6.
Фазовращатель 7 сдвигает на 90° фазу опорного напря-
жения, поступающего на детектор 5. Таким образом, по-
стоянные напряжения на выходе детекторов 4 и 5 про-
порциональны проекциям вектора сигнала на два взаим-
но перпендикулярных направления. Используя фазовый
регулятор 6, можно добиться, чтобы под влиянием ме-
шающего фактора светящаяся точка на экране ЭЛТ сме-
щалась по одной из осей, тогда изменение контролируе-
мого параметра может быть учтено смещением точки
по другой оси. Таким образом, в данном случае на экра-
не ЭЛТ отображается комплексная плоскость сигналов
ВТП.
Как видно из рис. 67, а, отклонение реальных годо-
графов напряжения ВТП от идеальных (параллельные
прямые, пересекающиеся под прямым углом) вызывает
погрешность, которая увеличивается при отклонении
контролируемых параметров от номинального значения.
Для уменьшения погрешности применяют схемы, в ко-
торых опорное напряжение на фазовый детектор посту-
пает не от генератора, а от ВТП.
Влияние мешающего фактора можно уменьшить за
счет использования комплексного (двухпараметрового)
сигнала, включив ВТП в резонансный контур. Подбирая
емкость конденсатора и сопротивление резистора, под-
ключаемых последовательно или параллельно обмотке
ВТП, можно добиться ослабления влияния мешающего
фактора. На рис. 68, а показаны комплексные плоскости
сопротивления Z параметрического ВТП и тока I в его
обмотке. Стандартный образец характеризуется точкой
А. Если точку компенсации К поместить на пересечении
нормали в точке А к линии влияния рп и оси ординат, то
при изменении рп вектор тока I в цепи, состоящей из
последовательно соединенных ВТП, конденсатора С и
резистора Ra (рис. 68, б), описывает дугу окружности,
если линия влияния рп прямая. В то же время годограф
вектора тока I при изменении рк есть линия АС. Изме-
нения модуля вектора I, а следовательно, и модуля век-
тора С7ВЫХ (рис. 68, б) при малых изменениях рп невели-
ки. Если же точка компенсации занимает положение К9
[в центре дуги /(рк)], то при изменении рк величина
^вых =|^Гвых| не изменяется. Выбранное положение
точки К9 обеспечивается подбором емкости конденса-
тора С и сопротивления резистора 7?д в соответствии с
диаграммой, приведенной на рис. 68, а. Аналогичные
результаты могут быть получены при использовании
параллельного резонансного контура.
Структурная схема прибора с ВТП, включенным в
колебательный контур, приведена на рис. 68, в. Напря-
жение от генератора 1 поступает на рабочий 4 и компен-
сационный 2 резонансные контуры. Сигналы с контуров
после детектирования амплитудными детекторами 3 и 5
передаются на входы дифференциального усилителя
постоянного тока 6, на выходе которого включен инди-
катор 7.
Схемы приборов с ВТП, включенными в резонанс-
ные контуры, просты, но необходимо принимать специ-
альные меры по борьбе с нестабильностью, вызванной
влиянием температуры на элементы контуров.
Частоту колебаний тока или напряжения можно
использовать в качестве носителя полезной информации
при включении ВТП в цепи автогенератора. Частота ко-
лебаний автогенератора, в контур которого включен
ВТП, может быть приблизительно найдена по формуле
J_ I 1 (^+^н)2
2nyC(L-LBH) 4(L-LBH)2 ’
где С - емкость резонансного контура; L - индуктив-
ность ВТП при отсутствии объекта; £вн - вносимая ин-
дуктивность; 7?вн - вносимое активное сопротивление.
Параметры контура можно подобрать так, чтобы
частота колебаний не зависела от влияния мешающих
факторов в небольшом диапазоне.
При выделении полезной информации амплитудно-
частотным способом используется зависимость ампли-
туды и частоты автогенератора (с ВТП в качестве эле-
мента контура) от параметров ВТП. Используя разницу
зависимости амплитуды и частота от /?к и рп> можно по-
добрать условия работы автогенератора, при которых
подавляемый фактор слабо влияет на выходной сигнал.
Основное преимущество автогенераторных схем -
их простота. Однако частотному и амплитудно-частот-
ному способам, основанным на использовании парамет-
рического ВТП, свойственна пониженная стабильность.
Применение этого метода ограничено, его используют в
простых приборах с невысокими метрологическими па-
раметрами.
410
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В)
Рис. 68. Векторная диаграмма (а), схема включения ВТП (б) и структурная схема прибора (в) при выделении информации
способом включения ВТП в колебательный контур
Структурная схема приборов, в которых информа-
ция выделяется частотным и амплитудно-частотным
способами, приведена на рис. 69. Напряжение автогене-
ратора /, в колебательном контуре которого включен
ВТП 4, поступает на детектор 2 (амплитудный или час-
тотный). Постоянное напряжение с выхода детектора,
пропорциональное амплитуде или отклонению частоты и
амплитуды напряжения генератора от некоторого значе-
ния, поступает на индикатор 3.
Рассмотрим структурные схемы приборов, в кото-
рых применяются стабилизация и вариация режимов
контроля.
Положение ВТП относительно объекта должно
быть стабильным. Для этого обычно используют меха-
низмы с пружинами, возвращающими объект или ВТП
Рис. 69. Структурная схема прибора с включением ВТП в
контур автогенератора
(для накладных ВТП) в исходное положение при их от-
клонении, или направляющие ролики ограничители (для
проходных ВТП). Недостаток механических систем за-
ключается в сильном влиянии состояния поверхностей
объекта (загрязненность, шероховатость) на точность
измерения. Точность установки объекта относительно
накладного ВТП составляет 0,1 ... 0,3 мм. Изменение
зазора в таких пределах обычно вносит значительную
погрешность в измерения, а иногда делает их невыпол-
нимыми.
Структурные схемы приборов, в которых использу-
ется способ стабилизации режима контроля, разнооб-
разны, однако во всех приборах имеется обратная связь
между блоком обработки информации 3 и блоком гене-
раторов 1 или между блоком обработки информации 3 и
блоком ВТП 2 (рис. 70, а) (4 - индикатор).
Для стабилизации зазора можно применять следя-
щую систему. Сигнал о величине зазора, получаемый от
рабочего или специального измерительного ВТП, срав-
нивается с заданным уровнем. В случае отклонения от
него возникает сигнал рассогласования, который управ-
ляет механизмом перемещения ВТП. Таким образом,
ВТП перемещаются до восстановления номинального
зазора. Точность стабилизации зазора в такой системе
может быть высокой (до единиц микрометров).
На рис. 70, б приведена функциональная схема
устройства со стабилизацией зазора, в которую входят
ОСНОВНЫЕ СТРУКТУРНЫЕ СХЕМЫ ПРИБОРОВ И КОНСТРУКЦИИ ПРЕОБРАЗОВАТЕЛЕЙ
411
а)
Рис. 70. Структурные схемы прибора со стабилизацией
режима контроля
генератор 7, накладной ВТП зазора 5, усилитель 8, фазо-
вый детектор 5, усилитель мощности 4, фазорегулятор 2
и механизм перемещения 9. ВТП зазора 5 конструктивно
объединен в одном блоке с рабочим накладным ВТП 6.
Механизм перемещения 9 и блок ВТП жестко связаны
друг с другом механически. Измерительное устройство 7
служит для измерения контролируемых параметров объ-
екта. В этом случае для выделения информации может
быть использован способ проекции или др. При откло-
нении зазора от номинального значения появляются со-
ответствующие сигналы ВТП зазора. Настроенный с по-
мощью фазорегулятора фазовый детектор выделяет сиг-
нал об отклонении зазора, который вызывает перемеще-
ние исполнительного механизма до восстановления но-
минального зазора.
Стабилизация параметров объекта основана на
различных физических воздействиях на него и практиче-
ски применяется при контроле ферромагнитных мате-
риалов и в некоторых других случаях.
Контроль ферромагнитных материалов существен-
но затрудняется вариациями магнитных свойств, вы-
званными небольшими отклонениями химического со-
става, структуры, режима термической обработки и т.д.
Для стабилизации магнитных свойств используют под-
магничивание сильным постоянным магнитным полем.
При этом уменьшаются полезные сигналы и помехи, но
отношение сигнал/помеха обычно возрастает.
Толщину биметаллического листа можно измерять
с подавлением влияния на выходной сигнал толщины
неконтролируемого слоя путем увеличения его толщины
с помощью специальной подкладки, выполненной из
того же материала, что и неконтролируемый слой. Тол-
щину подкладки выбирают настолько большой, чтобы
изменение суммарной толщины не влияло на сигнал
ВТП.
При постоянном обобщенном параметре можно со-
хранить постоянной чувствительность к измеряемому
параметру и устранить погрешность от нелинейной зави-
симости между выходными параметрами ВТП и пара-
метрами объекта.
Способ стабилизации обобщенного параметра ис-
пользуется в приборе с проходными ВТП для контроля
удельной электрической проводимости а неферромаг-
нитных прутков независимо от радиуса R прутков путем
изменения рабочей частоты. Если фиксировать обоб-
щенный параметр х9 т.е. считать х = Cj, то эффективная
магнитная проницаемость Цэфф, также будет постоянна.
Поэтому
^вн =7(Нэфф-1)Т1^0>
т.е.и„=С2Лгий = 71/„/С2.
Тогда
а = CjC2 / Цо® Ubh = / fUw .
Таким образом, зная Сг и Сз, можно определить R и
а через t/BH и f. Стабилизация параметра х при измене-
нии R и а осуществляется изменением частоты f до ус-
тановления фиксированного значения аргумента вектора
С/вн.
Способ вариации условий контроля основан на том,
что мешающий фактор (например, зазор) принудительно
изменяется в широких пределах, перекрывающих воз-
можный диапазон изменений в процессе контроля. При
достижении номинальных условий контроля (номиналь-
ный зазор) производится отсчет контролируемых пара-
метров. Структурная схема прибора, действие которого
основано на использовании способа вариации для устра-
нения мешающего влияния изменений зазора, приведена
на рис. 71. Механизм перемещения 1 приводит в воз-
вратно-поступательное движение блок ВТП 3 по направ-
лению нормали к поверхности объекта. Генератор 2
обеспечивает питание блока ВТП 3 переменным током
необходимых частот. Сигналы, полученные от блока 5,
поступают в блок определения зазора 4 и в блок измере-
ния 6 через управляющий ключ 5. Когда зазор становит-
ся номинальным, блок 4 вырабатывает сигнал управле-
ния ключом 5, открывая его. Таким образом, измерение
происходит при номинальном значении зазора.
Преимущества методов стабилизации и вариации
условий контроля заключаются в том, что при широком
Рис. 71. Структурная схема прибора с вариацией режима
контроля
412
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
диапазоне изменения мешающего фактора можно устра-
нить погрешность от влияния нелинейности годографов
мешающего фактора. Однако эти методы не универсаль-
ны, а их применение порой приводит к снижению произ-
водительности контроля из-за инерционности механиче-
ских систем стабилизации и вариации. Реализация этих
методов приводит к усложнению аппаратуры.
Возможность применения спектрального анализа
сигналов ВТП определяется тем, что в процессе воздей-
ствия монохроматического электромагнитного поля на
объект в сигналах ВТП появляются составляющие час-
тот, отличающиеся от частоты первой гармоники генера-
тора. Это может происходить за счет проявления нели-
нейных свойств материала изделия или за счет измене-
ния во времени каких-либо факторов контроля. В первом
случае возникают кратные гармоники основной частоты,
которые несут дополнительную информацию о свойст-
вах объекта. Метод, основанный на анализе параметров
кратных гармонических составляющих, называется ме-
тодом высших гармоник. Он получил применение при
контроле ферромагнитных материалов. Во втором случае
возникает модуляция выходного напряжения ВТП изме-
няющимися параметрами объекта, возникает спектр час-
тот сигнала. Метод, основанный на обработке спектра
модуляционных колебаний, называют модуляционным.
Метод высших гармоник основан на возбуждении
синусоидального магнитного поля с большой амплиту-
дой напряженности, с тем чтобы проявлялись нелиней-
ные свойства материала, и на последующем анализе
высших гармоник. Специфичная особенность метода
высших гармоник состоит в необходимости выделения
отдельных гармоник, для чего применяют различные
фильтры и измерительные усилители. Обычно анализи-
руется амплитуда или амплитуда и фаза третьей (реже
пятой) гармоники. Устройства, в которых реализуется
метод высших гармоник, сложны. Помимо этого повы-
шенные требования предъявляются и к блокам. Так, не-
обходима повышенная стабильность частоты, амплитуды
и формы кривой тока возбуждения. Более стабильными
должны быть амплитудные и фазовые характеристики
преобразовательных блоков.
Основная область применения метода высших гар-
моник - контроль электромагнитных свойств ферромаг-
нитных объектов и на этой основе контроль некоторых
физико-химических свойств, однозначно связанных с
электромагнитными.
Структурные схемы приборов, в которых исполь-
зуются высшие гармоники, аналогичны схемам, приве-
денным на рис. 65 и 67, и отличаются только тем, что в
них обычно применяют избирательные усилители и сис-
тему заграждающих и полосовых фильтров, позволяю-
щих выделить слабые сигналы высших гармоник.
Модуляционный метод обычно используют в де-
фектоскопии для оценки пространственного распределе-
ния свойств объекта. Если ВТП и объект взаимно пере-
мещаются, то изменения свойств объекта, распределен-
ные в пространстве, преобразуются в изменения сигнала
во времени. На этом основано действие приборов для
контроля модуляционным методом протяженных объек-
тов (листов, прутков, проволоки и т.д.). Полученный от
ВТП сигнал усиливается и детектируется, а затем анали-
зируется огибающая высокочастотных колебаний. Воз-
можность раздельного контроля различных факторов
определяется различием формы импульсов сигналов, что
приводит к появлению соответствующих вариаций в их
спектре.
Сигналы обрабатываются с помощью специальных
устройств, анализирующих спектр огибающей, длитель-
ность импульсов разного уровня на заданном интервале
времени, последовательность их появления. В общем
случае для анализа могут быть применены методы тео-
рии помехоустойчивости, а за основу приняты статисти-
ческие данные о сигналах и помехах. Метод широко ис-
пользуют в современных дефектоскопах с проходными и
накладными ВТП.
Структурная схема прибора отличается от схем,
приведенных на рис. 65, б и 67, б, только наличием уси-
лителя огибающей (усилителя низкой частоты), фильт-
ров и блока распознавания сигналов, последовательно
включенных между детектором и индикатором.
Для того чтобы разделить информацию о несколь-
ких (более двух) параметрах неподвижного относитель-
но ВТП объекта из материала с постоянными свойства-
ми, необходимо воздействовать на объект магнитными
полями нескольких частот либо использовать накладные
ВТП различного диаметра. При этом обобщенные пара-
метры контроля должны быть выбраны так, чтобы зави-
симости сигналов от параметров объекта были различны.
Для каждого значения параметров Р или х можно полу-
чить независимую информацию о двух параметрах объ-
ектов.
Если контроль проводится при п значениях обоб-
щенного параметра, то можно составить 2п уравнений,
связывающих параметры объекта и сигнала. Если эти
уравнения линейно-независимы, то они позволяют опре-
делить 2п параметров объекта. Обычно эти уравнения
считают линейными, что справедливо при малых вариа-
циях параметров объекта (чувствительности к парамет-
рам объекта постоянны). Система уравнений решается
вычислительным устройством либо в виде микроЭВМ,
либо в виде аналогового сумматора с масштабными ко-
эффициентами на входах. Коэффициенты обычно опре-
деляют экспериментально с помощью набора стандарт-
ных образцов так, чтобы на выходе сумматора подавить
влияние какого-либо фактора. При изменении номи-
нальных параметров объекта необходимо полностью
перестроить аналоговый вычислитель. Использование
микроЭВМ или микропроцессоров позволяет решать не
только линейные, но и нелинейные системы уравнений, а
также легко изменять программу при изменении пара-
метров объекта.
Структурные схемы универсальных приборов с
микроЭВМ. В современных вихретоковых приборах
неразрушающего контроля необходимо применение дос-
таточно сложных алгоритмов обработки информации
ВТП, часто требуется перестройка режимов работы. Во
многих случаях необходимо включение этих приборов в
автоматизированные системы управления технологиче-
СПЕЦИАЛИЗИРОВАННЫЕ ПРИБОРЫ
413
скими процессами (АСУ ТП). Эти задачи успешно ре-
шаются применением микропроцессоров (МП) и микро-
ЭВМ, включаемых в состав приборов и служащих осно-
вой их автоматизации. Применение МП и микроЭВМ
позволяет также резко снизить большую номенклатуру
выпускаемых промышленностью вихретоковых прибо-
ров за счет создания универсальных приборов с типовы-
ми схемами. В этом случае все разнообразие выполняе-
мых ими функций и областей применения обеспечивает-
ся программно, а также широким набором применяемых
ВТП. Автоматизированные вихретоковые приборы с
микроЭВМ не требуют высокой квалификации обслужи-
вающего персонала и обладают высокими метрологиче-
скими характеристиками за счет использования алгорит-
мов повышения точности и достоверности контроля.
На рис. 72 приведена обобщенная структурная схе-
ма универсального вихретокового прибора, автоматизи-
рованного на основе микроЭВМ. Блок генераторов 1
содержит программно-управляемый по частоте и ампли-
туде генератор синусоидального (или импульсного) тока,
возбуждающего электромагнитное поле в объекте с по-
мощью блока ВТП 2. Программно-управляемый компен-
сатор 3 служит для установки точки компенсации на
комплексной плоскости сигналов. Усилитель 4 с про-
граммно-изменяемым коэффициентом передачи усили-
вает сигналы ВТП до требуемого для работы синхрон-
ных (фазовых) детекторов 5 и 6 уровня. Опорные напря-
жения синхронных детекторов, сдвинутые на л/2 одно
относительно другого, формируются формирователем 7.
С помощью программы возможно изменение фазы опор-
ных напряжений. С выходов синхронных детекторов
напряжения, пропорциональные мнимой и действитель-
ной составляющим сигнала ВТП, поступают через муль-
типлексор 5, коммутирующий поочередно входные ка-
налы, на вход аналого-цифрового преобразователя
(АЦП) 9. Цифровая информация с выхода АЦП поступа-
ет в микроЭВМ /0, где обрабатывается по заданным
программам и выдается на внешние устройства (ВУ)
(дисплеи, перфораторы, цифропечатающие устройства и
т.д.) для отображения. Возможен обмен информацией
между микроЭВМ и верхней ступенью АСУ ТП. Мик-
роЭВМ управляет работой генератора, компенсатора,
усилителя, формирователя опорных напряжений, муль-
типлексора, АЦП и ВУ. Требуемые для установки режи-
мов работы прибора данные, определяющие частоту и
амплитуду тока возбуждения, коэффициент передачи
усилителя, программу работы ВУ и т.д., вводят с пульта
Рис. 72. Обобщенная структурная схема универсального
вихретокового прибора с микроЭВМ
микроЭВМ в виде чисел, характеризующих параметры
объекта контроля (например, удельную электрическую
проводимость, размеры, магнитные характеристики или
марку материала и т.д.). Ввод исходных данных ведется
в диалоговом режиме, так же как и калибровка, проверка
работоспособности и другие операции по подготовке
прибора к работе, выполняемые оператором и микро-
ЭВМ.
Структурная схема на рис. 72 универсальна, так как
изменение программы позволяет реализовать любой ме-
тод обработки информации ВТП, основанный на анализе
амплитудно-фазовых параметров сигналов: амплитуд-
ный, фазовый, способ проекции. Эта же схема с до-
бавлением программно-утфавляемых последетекторных
фильтров может быть применена и для реализации мо-
дуляционного метода. Она может быть использована и
для метода высших гармоник с выполнением цифровой
фильтрации в центральной микроЭВМ или в специаль-
ном вычислителе, работающем по алгоритму быстрого
преобразования Фурье и связанного с центральной мик-
роЭВМ.
Программное обеспечение подобных приборов
включает программы управления работой отдельных
блоков и программы обработки данных. К программам
управления относятся программы: компенсации началь-
ного напряжения ВТП, установки частоты и амплитуды
тока генератора по электрофизическим параметрам объ-
екта, калибровки по образцам, проверки работоспособ-
ности и т.д. К программам обработки данных относятся
программы: вычислений по формулам, решения систем
линейных и нелинейных алгебраических уравнений, ста-
тистической обработки серии измерений, сравнения с
допусками, цифровой фильтрации, распознавания сигна-
лов по заданным критериям и т.д.
Вихретоковые приборы, построенные по структур-
ной схеме, приведенной на рис. 72, могут быть исполь-
зованы как толщиномеры, структуроскопы, дефектоско-
пы, измерители зазоров, перемещений и т.д. Назначение
прибора определяется прежде всего типом ВТП, пара-
метрами некоторых блоков и программами.
12.3. СПЕЦИАЛИЗИРОВАННЫЕ
ПРИБОРЫ
Дефектоскопы. При автоматизированном, высоко-
скоростном и бесконтактном контроле качества эффек-
тивно применяют дефектоскопы с проходными ВТП,
позволяющими проверять в широком диапазоне типо-
размеров протяженные объекты (трубы, прутки, прово-
локу с поперечными размерами 0,05 ... 135 мм) и мелкие
детали (шарики и ролики подшипников, иглы, метизы и
т.д.). При этом производительность контроля может дос-
тигать 50 м/с (для проволоки) или нескольких тысяч
мелких деталей в час. Производительность контроля
труб, прутков ограничивается инерционностью уст-
ройств транспортирования и разбраковки.
В дефектоскопах, как правило, используются диф-
ференциальные ВТП самосравнения с малой базой, с
однородным и неоднородным полем в зоне контроля.
Применение ВТП с неоднородным полем обусловлено
414
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
стремлением уменьшить длину возбуждающей катушки
с целью сокращения общей длины ВТП при контроле
объектов большого диаметра. Однако при этом прихо-
дится принимать меры для стабилизации положения
объекта. Для уменьшения возможных радиальных пере-
мещений объекта в ВТП, а также для поддержания ко-
эффициента заполнения Г| на определенном уровне, оп-
ределяющем чувствительность, дефектоскопы снабжают
набором ВТП различного диаметра. При использовании
ВТП с однородным полем можно значительно умень-
шить число их типоразмеров, компенсируя изменение
чувствительности при изменении т| регулированием воз-
буждающего тока.
В большинстве современных дефектоскопов с про-
ходными ВТП информация выделяется модуляционным
способом, поэтому они предназначаются для динамиче-
ского режима контроля, при этом скорость движения
объекта необходимо сохранять постоянной, поскольку
при изменении скорости изменяются частотный спектр
сигналов и чувствительность дефектоскопа. Некоторые
дефектоскопы могут работать и в статическом режиме
(при неподвижном объекте), однако этот режим не явля-
ется основным и обычно используется при настройке
прибора. В дефектоскопах ранних выпусков статический
режим работы был единственным. Статический режим
характерен и для структуроскопов, которые можно при-
менять для дефектоскопии.
Основной параметр дефектоскопа - порог чувстви-
тельности - определяется минимальными размерами
дефекта заданной формы, при которых отношение сиг-
нал/помеха составляет не менее двух. Порог чувстви-
тельности обычно устанавливают на калибровочных об-
разцах с искусственными дефектами различной формы,
например в виде отверстий разных диаметра и глубины в
трубах и прутках, в виде продольных рисок на проволоке
и т.д. Реальный порог чувствительности зависит от
уровня помех, связанных с вариацией параметров объек-
та, например цг, а, шероховатости поверхности и т.д.
Порог чувствительности дефектоскопов с проходными
ВТП обычно определяется глубиной круглого отверстия,
выраженной в мм.
Настройка дефектоскопов с проходными ВТП со-
стоит в регулировании коэффициента передачи измери-
тельного канала и тока возбуждения ВТП с целью дос-
тижения необходимой чувствительности к пороговому
дефекту. Если в дефектоскопе предусмотрено подавле-
ние влияния мешающего фактора, то после установки
чувствительности прибор настраивают так, чтобы при
изменении мешающего фактора в заданных пределах
эффект на выходе прибора был минимальным. Напри-
мер, в приборах, выполненных по схемам, приведенным
на рис. 67, б - г, соответствующим образом настраивают
фазорегулятор. В заключение устанавливают порог сра-
батывания устройств обработки информации. Указанные
регулирования осуществляют при прохождении через
ВТП участков с пороговым дефектом.
Структурные схемы специализированных дефекто-
скопов определяются принятыми способами выделения
информации. Приборы различаются главным образом
конструкцией, наличием блоков сортировки, блоков пред-
ставления и регистрации информации, блоков маркиров-
ки дефектных участков, блоков подмагничивания и т.д.
Для контроля линейно-протяженных объектов
круглого сечения (прутки, трубы) применяют скани-
рующие дефектоскопы с вращающимися вокруг объекта
накладными ВТП. К ним относится серия приборов, раз-
личающихся диапазонами диаметров изделий. Они
предназначены для выявления поверхностных дефектов
в изделиях из ферромагнитных и слабомагнитных ста-
лей, а также из цветных металлов и сплавов.
Дефектоскоп состоит из сканирующего механизма с
ВТП и стационарной электронной стойки. При осевом
перемещении объекта контроля преобразователи описы-
вают винтовую линию вокруг его поверхности. Скорость
перемещения объекта определяется скоростью вращения
ВТП, их числом и шириной зоны контроля каждого из
них. Имеется дополнительный канал измерения расстоя-
ния между преобразователем и поверхностью детали.
Сигнал, полученный от одной из измерительных обмо-
ток и несущий информацию в основном о величине зазо-
ра, обрабатывается в этом канале и служит для управле-
ния коэффициентом передачи основного измерительного
канала. Таким образом, сохраняется неизменной чувст-
вительность дефектоскопа при изменениях зазора, что
позволяет выявлять дефекты при увеличении зазора
до 2 мм.
Порог чувствительности дефектоскопов с наклад-
ными ВТП определяется обычно в абсолютных единицах
по глубине и протяженности узкого дефекта.
Для контроля плоских деталей типа листов, а также
изделий, имеющих малую кривизну поверхности, разра-
ботан дефектоскоп с накладными ВТП,вращающимися в
плоскости, параллельной контролируемой поверхности.
Дефектоскоп предназначен для выявления поверхност-
ных дефектов в ферро- и неферромагнитных материалах.
Подбирая фазу опорного напряжения фазового детекто-
ра, добиваются ослабления влияния кривизны поверхно-
сти изделия. Автоматическое регулирование усиления
позволяет вести контроль при увеличении зазора от 0 до
1 мм. Световой сигнализатор вынесен в сканирующую
головку.
Сканирующие дефектоскопы, имеющие сравни-
тельно большой диаметр головки, трудно применять для
контроля объектов сложной конфигурации. В этих слу-
чаях обычно используют переносные и малогабаритные
дефектоскопы с небольшим диаметром ВТП, работаю-
щие в статическом ручном режиме.
В них используется схема автогенераторного типа
(см. рис. 69). Автогенератор выполнен на одном транзи-
сторе, что позволяет резко упростить схему прибора. На
бездефектном участке детали автогенератор работает в
режиме, близком к срыву автоколебаний. При попадании
в зону контроля дефектного участка происходит срыв
колебаний, что фиксируется стрелочным индикатором и
звуковым сигналом. Влияние зазора не ослабляется.
Прибор имеет автономное питание и головные телефоны
для работы в полевых условиях.
СПЕЦИАЛИЗИРОВАННЫЕ ПРИБОРЫ
415
Толщиномеры диэлектрических покрытий на
электропроводящих основаниях. Один из основных
параметров толщиномера - погрешность измерения, воз-
никающая, как правило, вследствие влияния мешающих
факторов, связанных с измерением параметров объекта.
В толщиномерах обычно используют только накладные
ВТП, позволяющие оценивать локальную толщину объ-
екта. Структурные схемы толщиномеров определяются
способом выделения информация и отличаются от схем
дефектоскопов, как правило, отсутствием блоков, при-
меняемых при модуляционном способе.
Для калибровки толщиномеров применяют кон-
трольные образцы, обычно изготовляемые потребителем
и аттестуемые его метрологическими службами. В по-
следнее время меры толщины покрытий начали выпус-
кать предприятия Госстандарта.
Настройка толщиномеров состоит в установке ну-
ля (нижнего предела) и верхнего предела шкалы по соот-
ветствующим контрольным образцам путем регулирова-
ния компенсирующих устройств и чувствительности
измерительного канала. Параллельно с этим проводится
отстройка от влияния мешающих факторов на показания
прибора.
Погрешность измерения тощиномеров зависит от
шероховатости поверхности, изменений электромагнит-
ных параметров и близости края объекта, вариации зазо-
ра между ВТП и объектом, перекосов ВТП при установ-
ке его на контролируемую поверхность и т.д.
К диэлектрическим покрытиям на электропроводя-
щем основании относятся различные оксидные, фосфат-
ные, лакокрасочные, керамические, эмалевые, пластмас-
совые и другие покрытия на ферро- и неферромагнитных
металлах и сплавах. Толщиномеры диэлектрических по-
крытий на электропроводящих основаниях представляют
собой измерители зазора. Выбрав достаточно большое
значение обобщенного параметра контроля, можно по-
лучить хорошую чувствительность к зазору при малой
погрешности, вызванной влиянием изменений S и тол-
щины основания. Благодаря этому удается создать тол-
щиномеры без применения специальных схем, предна-
значенных для ослабления влияния мешающих факторов
на показания приборов. Структурная схема этих прибо-
ров приведена на рис. 69.
В этих приборах применены трансформаторные на-
кладные ВТП, благодаря чему снижена погрешность из-
мерений и расширен диапазон допустимых температур
окружающей среды.
Толщиномеры электропроводящих покрытий на
электропроводящем основании. К электропроводящим
покрытиям относятся различные виды гальванических и
плакировочных покрытий. Покрытия могут быть как
ферромагнитные (например, никелевые), так и неферро-
магнитные (например, медные, цинковые, золотые, се-
ребряные и т.д.).
Материал основания может быть ферро- и нефер-
ромагнитный. Многообразие комбинаций покрытий и
оснований приводит к необходимости применений спе-
циализированных приборов и сложных методик контро-
ля, которые заключаются в предварительных градуиров-
ках приборов по контрольным образцам. При использо-
вании контрольных образцов, альбомов градуировочных
графиков, номограмм или сменных шкал (для стрелоч-
ных индикаторов) можно применять один и тот же вих-
ретоковый толщиномер для измерения толщины элек-
тропроводящих покрытий на электропроводящих осно-
ваниях в различных сочетаниях. Во многих случаях атте-
стованные образцы покрытий входят в комплект толщи-
номера, иногда образцы изготовляет и аттестует потре-
битель.
Толщиномер гальванических покрытий на ферро-
магнитных основаниях основан на фазовом способе вы-
деления информации. Он предназначен для измерения
толщины кадмиевых, цинковых, никелевых покрытий
(в диапазоне 0 ... 30 мкм), работает на частоте 90 кГц;
для измерения толщины серебряных и медных покрытий
(в диапазоне 0 ... 50 мкм), работает на частоте 15 кГц.
В приборе предусмотрено подавление влияния зазора ме-
жду ВТП и объектом контроля в диапазоне 0 ... 50 мкм.
Толщиномеры электропроводящего слоя. Вихре-
токовые толщиномеры целесообразно применять для
контроля электропроводящих слоев толщиной не более
5 ... 10 мкм. Эти приборы особенно эффективны для
измерения толщин до 0,3 мкм; как правило, их применя-
ют для контроля неферромагнитных слоев.
Существуют одно-, двух- и трехпараметровые тол-
щиномеры. Подавляемые факторы: вариации зазора, с
или цг. Однопараметровые приборы практически не
применяют из-за больших погрешностей, вызываемых
влиянием вариаций зазора (даже при плотном прижатии
ВТП). Из двухпараметровых приборов наиболее широко
известны толщиномеры, для контроля толщины стенок
труб и баллонов из неферромагнитных материалов с ма-
лой удельной электрической проводимостью. Структур-
ная схема приборов отличается от схемы, показанной на
рис. 67, б, наличием цепи обратной связи с выхода фазо-
вого детектора на фазорегулятор. Эта цепь используется
для уменьшения погрешности, связанной с изменением
угла между линиями влияния зазора и толщины (на ком-
плексной плоскости напряжений) при отклонении тол-
щины от нормального значения. Погрешность толщино-
мера не превышает допустимой лишь при постоянном
значении с объекта. Вариации зазора в пределах 0,1 мм
не создают погрешности больше допустимой. Существу-
ет несколько модификаций такиу приборов, различаю-
щихся диапазонами диаметров и толщиной стенок труб.
Приведем два примера.
Автоматизированный прибор предназначен для из-
мерения толщины листов, лент, полос из неферро- и
ферромагнитных металлов и сплавов в диапазоне тол-
щин 0,005 ... 6,0 мм. В приборе измеряется зазор между
объектом контроля и накладными ВТП, установленными
с обеих сторон объекта. Влияние вариаций 5 и объек-
416
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
та контроля ослаблено выбором высокой частоты тока
возбуждения ВТП. При контроле тонких объектов воз-
можно использование экранных ВТП.
Специализированный прибор предназначен для из-
мерения толщины медного покрытия в отверстиях пе-
чатных плат. Толщина контролируемых плат 1; 1,5; 2 мм,
удельная электрическая проводимость покрытия
(44 ± 2) МСм/м. Прибор комплектуется двумя миниа-
тюрными ВТП специальной конструкции с вытянутыми
вдоль оси контролируемого отверстия обмотками (см.
рис. 4, б). На показания прибора практически не влияет
наличие защитного слоя оловянно-свинцового покрытия.
Структуроскопы. Вихретоковые структуроскопы
позволяют оценивать степень химической чистоты элек-
тропроводящих материалов, сортировать полуфабрикаты
и изделия по маркам (химическому составу) материала,
по твердости, прочности и т.д. Структуроскопами можно
выявлять неоднородные по структуре зоны, например
мягкие пятна, оценивать глубину и качество механиче-
ской, термической и химико-термической обработки на
разных стадиях технологического производства. С по-
мощью структуроскопов можно определять и степень
механических напряжений, выявлять зоны усталости,
контролировать качество поверхностных слоев.
Непроизводительные и дорогостоящие механиче-
ские, металлографические и химические испытания
можно заменить неразрушающим вихретоковым контро-
лем только при установлении корреляционных связей
между физико-химическими свойствами материала и
сигналами ВТП. Эти связи проявляются через электро-
физические свойства материала, т.е. через удельную
электрическую проводимость а и магнитные характери-
стики. Поэтому при решении вопроса о возможности
контроля того или иного параметра вихретоковым струк-
туроскопом необходимо знать, влияет ли этот параметр
на магнитные свойства и с материала. Вихретоковыми
структуроскопами можно измерить мгновенное значение
несинусоидального напряжения ВТП при перемагничи-
вании стали в сильных переменных магнитных полях
либо амплитуду и фазу одной из гармоник напряжения
ВТП при перемагничивании объекта в сильных или сла-
бых полях. Чтобы уменьшить влияние на показания при-
боров ряда мешающих факторов, необходимо разрабо-
тать подобные методики контроля, основанные на экспе-
риментальных статистических данных.
Вихретоковые структуроскопы для контроля фер-
ромагнитных объектов разделяют на приборы для кон-
троля объектов в низкочастотных полях большой напря-
женности, в высокочастотных полях малой напряженно-
сти и в двух- и многочастотных полях.
Низкочастотные структуроскопы позволяют визу-
ально (по экрану ЭЛТ) или автоматически анализировать
форму кривой напряжения измерительной обмотки про-
ходного ВТП, возбуждаемого током регулируемой ам-
плитуды. Чаще используется промышленная частота
50 Гц, мощность источника при этом достаточно велика
и позволяет получить сильное магнитное поле. В ряде
приборов применяют специальные генераторы с набором
частот от одного до тысячи герц. Измерение производят
по кривой напряжения, полученного при встречном
включении обмоток двух ВТП, в одном из которых на-
ходится контролируемый объект, а в другом - стандарт-
ный образец. Структурная схема приборов такого типа
приведена на рис. 67, б. Для сортировки изделий с по-
мощью таких приборов необходимо провести ряд пред-
варительных экспериментов непосредственно на объек-
тах с последующим их сравнением с данными химиче-
ского, спектроскопического или металлографического
анализа или с результатами других видов разрушающего
контроля. По данным статистической обработки резуль-
татов экспериментов выбирают силу намагничивающего
тока и режим настройки блока автоматики.
Электромагнитные свойства сталей определяются
содержанием углерода, видом и режимом термической
обработки, значениями внутренних напряжений, харак-
тером механической обработки и другими факторами.
Удельная электрическая проводимость и магнитная про-
ницаемость стали тем меньше, чем выше в ней содержа-
ние углерода и чем больше углерода при закалке пере-
шло в твердый раствор.
Для предварительной настройки и установки уровня
сортировки необходимо подобрать контрольный обра-
зец, в качестве которого, как правило, используют одну
из годных деталей испытуемой партии. Таким образом,
работа прибора, по существу, сводится к определению
разности в магнитных свойствах и удельной электриче-
ской проводимости материалов контролируемой детали
и образца. В том случае, когда имеется однозначная
связь контролируемого параметра с электрофизическими
характеристиками материала, возможен объективный
контроль физико-химических свойств изделий.
Для деталей из низкоуглеродных сталей установле-
но, что амплитуда осциллограмм на экране прибора в
основном зависит от содержания углерода в стали и од-
нородности исходной структуры. Без предварительной
нормализации или отжига разброс показаний, вызванных
неоднородностью структуры, как правило, перекрывает
разброс, вызванный колебаниями химического состава
от плавки к плавке. Из партии деталей, подлежащих кон-
тролю, отбирают три, которым соответствует наименьший
разброс показаний прибора. Две из них используют для
настройки прибора, а одну - для химического анализа.
Марки сталей, из которых изготовлены образцы, устанав-
ливают путем химического и металлографического анали-
зов, спектральным анализом и методом термо-ЭДС.
Эти приборы применяют для контроля твердости.
При низких температурах отпуска (200 ... 450 °C) для
большинства конструкционных сталей существует одно-
значная зависимость между показаниями приборов и
твердостью при предварительной (до термической обра-
ботки) подготовке структуры металла и небольших от-
носительных колебаниях размеров детали. Если эти ус-
ловия не соблюдаются, то отбирают по две одинаковые
по минимальным и максимальным показаниям прибора
СПЕЦИАЛИЗИРОВАННЫЕ ПРИБОРЫ
417
детали, одну из которых подвергают микроанализу, а
вторую оставляют в качестве контрольного образца. При
большом разбросе показаний детали разбивают на ряд
групп и для каждой группы используют свои контроль-
ные образцы. Необходимо иметь не менее двух образцов
со средней твердостью, по одному на нижний и верхний
пределы сортировки, и одну нетермообработанную де-
таль. Показания прибора при контроле нетермообрабо-
танной детали должны отличаться от установленных
границ сортировки. Для предварительной подготовки
структуры металла, в особенности горячекатаного, при-
ходится вводить дополнительную термическую норма-
лизацию заготовок и разбивать детали на группы по по-
казаниям прибора в исходном состоянии.
Для многих сталей хорошие результаты получают-
ся, если ток возбуждения обеспечивает напряженность
поля, которой соответствует максимальная магнитная
проницаемость. Если конфигурация контролируемых
деталей изменяется, то путем подбора тока в обмотках
возбуждения проходного ВТП в большинстве случаев
можно добиться такой же закономерности распределе-
ния кривых на экране ЭЛТ, как и при испытаниях образ-
цов другой формы из этого же материала. Следует иметь
в виду, что показания приборов в большой степени зави-
сят от положения объекта в преобразователе. Поэтому
для контроля однотипных деталей обычно применяют
специальные втулки, фиксирующие положение детали
в ВТП.
Высокочастотными структуроскопами контролиру-
ют качество ферромагнитных материалов при их по-
верхностном упрочнении, а также твердость листового
материала. К поверхностному упрочнению относятся
наклеп (нагартовка), поверхностная высокочастотная
закалка и химико-термическая обработка. Химико-
термическая обработка стальных деталей основана на
насыщении их поверхностного слоя углеродом (цемен-
тирование), азотом (азотирование) и азотом и углеродом
(нитроцементация). Иногда для этого используют бор,
алюминий и другие элементы.
Содержание углерода в поверхностном слое быстро
уменьшается с увеличением глубины слоя по закону,
близкому к экспоненциальному. Это приводит к увели-
чению удельной электрической проводимости и магнит-
ной проницаемости поверхностного слоя. При обеднении
поверхностных слоев углеродом на поверхности детали
появляются опасные растягивающие напряжения. При
наклепе имеет место неоднозначность изменения элек-
тромагнитных характеристик поверхностного слоя, хотя
для большинства сплавов при температуре 20 °C удельная
электрическая проводимость уменьшается на 2 ... 6 %.
Для контроля твердости стальных листов исполь-
зуют прибор с экранными ВТП, работающий на частоте
1000 Гц. В приборе применяется подмагничивание объ-
екта контроля постоянным магнитным полем для подав-
ления мешающего влияния вариации магнитных свойств.
Вихретоковая структуроскопия изделий из нефер-
ромагнитных электропроводящих материалов основана
на измерении и оценке изменений удельной электриче-
ской проводимости. Поэтому структуроскопы для кон-
27 — 7387
троля объектов из неферромагнитных материалов час-
то называют измерителями или испытателями удельной
электрической проводимости.
Удельная электрическая проводимость а металли-
ческих материалов определяется температурой и относи-
тельной концентрацией исходных элементов.
В табл. 10 приведены значения а для чистых
металлов.
10. Удельная электрическая проводимость
металлов и графита
Металл Г, °C а, МСм/м
Алюминий 0 20 40,0 37,2
Барий 0 20 2,78 2,0
Бериллий 0 36,0
Ванадий 0 20 5,49 3,85
Висмут 0 20 0,935 0,862
Вольфрам 0 20 20,4 18,2
Гадолиний 25(a) 0,712
Гафний 0 3,78
Галлий 0 20 (| | оси с) 20 (| | оси а) 20 (Цоси Ь) 7,30 1,84 5,75 12,3
Гольмий 25 1,15
Графит 0 0,125
Диспрозий 25 1,79
Европий 25 1,23
Железо 0(a) 20 11,5 10,3
Золото 0 48,5
Индий 0 12,2
Иридий 0 20 20,6 18,9
Иттербий 25(a) 3,7
Иттрий 20 25 . 4,39 1,54
Кадмий 0 20 14,9 13,5
Калий 0 16,3
Кальций 0 20 27,8 24,4
Кобальт 0(a) 20 19,2 16,0
418
ВИХРЕТОКОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Продолжение табл. 10
Продолжение табл. 10
Металл т,°с а, МСм/м
Лантан 25(a) 1,76
Литий 0 11,8
Лютеций 25 1,27
Магний 0 20 25,4 22,7
Марганец 0(a) 0(₽) 0,141 1,10
Медь 0 20 64,5 59,75
Молибден 0 127 19,6 9,64
Мышьяк 0 20 3,85 2,86
Натрий 0 20 23,4 23,8
Неодим 25(a) 1,56
Никель 0 20 16,3 14,6
Ниобий 0 18 4,29 7,63
Олово 0 20 9,90 7,81
Осмий 0 20 11,4 10,5
Палладий 0 11,0
Платина 0 10,2
Плутоний 0 0,625
Празеодим 25 1,47
Рений 0 5,29
Родий 0 25 23,2 20,4
Ртуть 0 20 1,055 1,04
Рубидий 0 35 8,62 7,44
Рутений 0 25 14,6 13,5
Самарий 25 (а) 1,14
Свинец 0 20 5,18 4,85
Серебро 0 100 68,1 48,4
Стронций 0(a) 0 5,0 з,н
Металл Т, °C а, МСм/м
Сурьма 20 2,40
Таллий 0 5,68
Тантал 0 6,67
Теллур 0 19,6 8,06 0,05
Титан 0 20 2,38 1,82
Торий 0 20 5,24 5,37
Тулий 25 1,27
Уран 20 3,45
Хром 0 20 6,67 5,24
Цезий 0 20 5,26 4,76
Церий 25 (у) 1,33
Цинк 0 18,35
Цирконий 20 0 16,9 2,46
Эрбий 25 0,935
Для сортировки по удельной проводимости необхо-
димо предварительно изучить границы разброса ее зна-
чений от плавки к плавке с учетом возможных техноло-
гических отступлений. Наибольшую трудность для сор-
тировки по маркам представляют алюминиевые сплавы с
о = 14 ... 34 МСм/м.
Марку сплава по значениям с удобно определять их
сравнением на различных стадиях технологического
процесса. Материалы, проходящие нагрев, штамповку
(ковку) и термическую обработку, следует контролиро-
вать после каждой из этих операций. На очередной сту-
пени технологического процесса обработки возникает
новое соотношение между а различных сплавов. Часто
значение а измеряют 3 раза: в состоянии поставки, после
штамповки и после термической обработки. На конечной
стадии (готовая продукция) также проводят измерение о
(массовый контроль) и стилоскопирование (выборочный
контроль).
Ввиду многообразия факторов, влияющих на свой-
ства сплавов при их термической обработке, необходимо
вводить пооперационный контроль с обязательным
включением контроля марки материала, процесса обра-
ботки деталей в закалочной печи, времени переноса де-
тали из печи в закалочную ванну и режимов старения.
Увеличению надежности способствует измерение
удельной электрической проводимости на одном и том
же контролируемом участке 2 раза: до начала и после
окончания определенного этапа термической обработки.
ЛИТЕРАТУРА
419
В этом случае критерием качества служит зарегистриро-
ванная разница значений с.
Приборы позволяют измерять удельную электриче-
скую проводимость от 1 до 55 МСм/м с погрешностью
не более 3 %. Возможны измерения под диэлектриче-
ским слоем толщиной до 0,3 мм. В приборах использу-
ются трансформаторные ВТП.
Универсальные приборы с микропроцессорами
и микроЭВМ. Универсальные вихретоковые приборы и
установки позволяют решать широкий круг задач нераз-
рушающего контроля из области дефектоскопии, толщи-
нометрии и структуроскопии. Они выпускаются многи-
ми фирмами. Приборы и установки такого рода относят-
ся обычно к многопараметровым, т.е. позволяют раз-
дельно контролировать несколько параметров объекта
либо один параметр с подавлением влияния нескольких
мешающих факторов. Это достигается одновременным
либо последовательным контролем при нескольких час-
тотах тока возбуждения ВТП, либо использованием не-
скольких гармонических составляющих сигнала ВТП
(при контроле ферромагнитных объектов).
ЛИТЕРАТУРА
1. Сапожников А.Б. Теоретические основы элек-
тромагнитной дефектоскопии металлургичёских тел.
Томск: ТГУ, 1980. 308 с.
2. Герасимов В.Г., Клюев В.В., Шатерников В.Е.
Методы и приборы электромагнитного контроля про-
мышленных изделий. М.: Энергоатомиздат, 1983.22 с.
3. Калантаров П.Л., Цейтлин Л.А. Расчет индук-
тивностей: Справочник. Л.: Энергоатомиздат, 1986.
487 с.
4. Герасимов В.Г., Останин Ю.Я., Покров-
ский А.Д., Сухоруков В.В., Чернов Л.А. Неразрушаю-
щий контроль качества изделий электромагнитными ме-
тодами. М.: Энергия, 1978. 216 с.
5. Герасимов В.Г., Покровский А.Д., Сухору-
ков В.В. Неразрушающий контроль. Книга 3. Электро-
магнитный контроль. М.: Высшая школа, 1992. 312 с.
6. Приборы для неразрушающего контроля мате-
риалов и изделий: Справочник / Под ред. В.В. Клюева.
М.: Машиностроение, 1986. 351 с.
Глава 13. РАДИОВОЛНОВЫЕ МЕТОДЫ
И СРЕДСТВА КОНТРОЛЯ
13.1. ФИЗИЧЕСКИЕ ОСНОВЫ
И ЭЛЕМЕНТНАЯ БАЗА РМК
Физические основы
Радиоволновой неразрушающий контроль основан
на анализе взаимодействия электромагнитного излуче-
ния радиоволнового диапазона с объектами контроля. На
практике наибольшее распространение получили сверх-
высокочастотные (СВЧ) методы, использующие диапа-
зон длин волн от 1 до 100 мм. Взаимодействие радио-
волн может носить характер взаимодействия только па-
дающей волны (процессы поглощения, дифракции, от-
ражения, преломления, относящиеся к классу радиооп-
тических процессов) или взаимодействия падающей и
отраженной волн (интерференционные процессы, отно-
сящиеся к области радиоголографии). Кроме того, в ра-
диодефектоскопии могут использоваться специфические
резонансные эффекты взаимодействия радиоволнового
излучения (электронный парамагнитный резонанс, ядер-
ный магнитный резонанс и др.). Использование радио-
волн перспективно по двум причинам: достигается рас-
ширение области применения неразрушающего контро-
ля, так как для контроля диэлектрических, полупровод-
никовых, ферритовых и композитных материалов радио-
волновые методы наиболее эффективны; во вторых по-
является возможность использования радиоволн СВЧ
диапазона.
К числу этих особенностей относятся следующие:
1. Диапазон СВЧ позволяет получить большой ин-
тервал мощностей генерируемых волн, что удобно для
контроля материалов и сред различной степени прозрач-
ности, от весьма тонких до таких, как мощные бетонные
основания.
2. Волны СВЧ легко получить в виде когерентных
поляризованных гармонических электромагнитных ко-
лебаний, а это дает возможность обеспечивать высокую
чувствительность и точность контроля, используя ин-
терференционные явления, возникающие при взаимо-
действии когерентных волн с диэлектрическим слоем.
3. С помощью СВЧ можно осуществить бескон-
тактный контроль качества при одностороннем располо-
жении аппаратуры по отношению к объекту - способ
контроля на отражение.
4. Волны диапазона СВЧ могут быть остро сфоку-
сированы, что позволяет обеспечить локальность кон-
троля, минимальный краевой эффект, помехоустойчи-
вость по отношению к близкорасположенным предме-
там, исключить влияние температуры объекта контроля
на измерительные датчики и т.п.
5. Информация о внутренней структуре, дефектах
и геометрии содержится в большом числе параметров
полезного СВЧ сигнала: амплитуде, фазе, коэффициенте
поляризации, частоте и т.д.
6. Применение радиоволн СВЧ диапазона обеспе-
чивает весьма малую инерционность контроля, позволяя
наблюдать и анализировать быстропротекающие процессы.
7. Аппаратура диапазона СВЧ может быть выпол-
нена достаточно компактной и удобной в эксплуатации.
8. При использовании резонансных радиоволновых
СВЧ методов имеется возможность многопараметрового
контроля геометрии, состава и структуры материалов в
«здоровой» и «дефектной» зонах.
Преимущественная область применения методов и
техники СВЧ - это контроль полуфабрикатов, изделий и
конструкций из диэлектрических, композитных, ферри-
товых и полупроводниковых материалов. При контроле
объектов из различных металлов и сплавов радиоволны
могут использоваться только для измерения геометриче-
ских размеров, так как от металлических структур ра-
диоволны полностью отражаются. Поэтому измерение
толщины металлических листов, проката, лент возможно
только при двухстороннем расположении измеритель-
ных преобразователей.
Электромагнитная волна представляет собой сово-
купность быстропеременных электрического Е и маг-
нитного Н полей, распространяющихся в определенном
направлении z. В свободном пространстве электромаг-
нитная волна поперечна, т.е. векторы Е и Н перпендику-
лярны направлению распространения волны z (продоль-
ная волна отсутствует) (рис. 1).
При радиоволновом контроле диэлектрических ма-
териалов необходимо знать диэлектрическую постоян-
ную 8 и тангенс угла диэлектрических потерь tg 5 (обыч-
но для диэлектриков магнитная проницаемость ц = 1)
(табл. 1), для полупроводников и магнитных материал»
необходимо учитывать 8 и ц, для металлов в основном
имеет значение величина проводимости с.
В неограниченной диэлектрической среде без по-
терь ц = 1; о = 0, наличие магнитной составляющей пом
связано с существованием электрической составляющей
Е, играющей основную роль в современных средствах
контроля.
Рис. 1. Схема расположения векторов Е, Н и S в бегущей
электромагнитной волне
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
421
1. Диэлектрические свойства сухих материалов в диапазоне сверхвысоких частот
Материал 8 tg 8 • 10’3 Плотность, г/см3 Температура, °C
1= 10 см Х, = 3 см 10 см X- 3 см
Окись алюминия 9,6 9,2 0,02 0,08 1,4 20
Окись бериллия 6,5 6,8 0,02 0,08 1,4 25
Кремнезем 3,8 3,8 0,6 0,9 1,9 20
Окись магния 8,6 9,4 0,01 0,2 1,7 20
Полиэтилен 2,4 2,7 0,1 0,1 — 20
Тефлон 2,05 2,07 0,02 0,4 - —
Полистирол 2,4 2,6 0,6 2 — —
Плексиглас 2,5 2,7 6 8 — —
Целлюлоза ацетатная 3,2 3,6 14 23 — —
СаСО2 6,7 7,2 11 20 — —
Плавленый кварц 3,4 3,9 0,1 0,1 — —
Парафин 2,2 2,3 0,2 0,25 — —
Бакелит 1,5 1,7 60 80 — —
Цемент (новороссийский) 2,65 4,0 35 20 1,7 20
Нейлон 2,6 2,8 6 10 — 20
Лед 3,17 3,17 0,7 0,7 0,92 1
Снег 1,2 1,26 0,4 0,4 0,3 . 2
Растительный жир 2,2 2,2 40 50 — 20
Кирпич красный 3,4 3,7 25 30 1,7 —
Кирпич пористый 2,9 3,0 20 22 1,0 20
Кирпич силикатный 3,1 3,2 14 32 1,7 20
Гипс 2,65 2,8 5 7 1,8 20
Мел 2,2-3,0 2,5-3,2 11-20 20-35 1,0-1,7 20
Пиритные огарки 2,2-3,2 2,5-3,7 30-54 40-45 1,0-1,6 —
Асбест 1,8 2,0 40 60 1,1 —
Древесина (береза) 2,5 2,6 70 120 0,7 —
Дуб 3,1 3,6 40 90 0,82 —
Древесноволокнистые плиты 2,9 3,2 36 80 0,2 —
Сосна 2,6 2,8 20 40 0,5 —
Ель 2,6 2,8 14 36 0,4 —
Фанера (6 мм) 3,2 4,1 80 320 0,65 —
Нитрон 1,5 1,7 0,3 0,4 — —
Лавсан 1,2 1,36 0,2 0,4 — —
Винол 1,4 1,5 0,32 0,45 — 20
Капрон 1,2 1,3 0,4 0,51 — __
Полипропилен 1,25 1,37 0,27 0,36 — —
Антрацит 4,6 5,6 3 4,8 1,4 —
Хлопок-сырец 2,2 2,6 0,35 0,38 0,06 —
Войлок шерстяной 3,1 3,4 6 8 0,25 —
Глина огнеупорная 4,2 4,8 3 6 1,8 —
Каолин 3,2 3,7 0,48 0,8 1,7 —
Карбоксилметилцеллюлоза 3,2 3,8 0,25 0,76 0,4 —
Аглопорит 2,4 2,9 2,8 7 0,7 —
Керамзит 2,1 2,3 3,2 8 0,5 —
Гравий 1,8-2,3 2,1-2,6 0,3-0,6 0,4-0,8 1,4-1,9 —
Грунт-суглинок 3,2 3,8 7 8,9 1,9 —
Грунт песчаный 3,6 4,1 3 5 1,4 —
Доломит 3,2 3,4 2,7 3,1 2,6 —
Линолеум 4,6 5,8 61 320 1,1 —
Магнезия (порошок) 2,9 3,6 5,2 20- 0,4 —
Минеральная вата 1,8 1,9 0,9 1,1 0,1 —
Минераловатная плита 4,2 4,6 5 9 0,4 —
Мрамор 2,1 2,4 0,36 0,5 2,7 —
Шамот ШС-4 — 3,6 — 12,7 — 20
422
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Продолжение табл, 1
Материал 8 tg 5 • 1(Г3 Плотность, г/см3 Температура, °C
Х,= 10 см Х = 3 см X = 10 см Х = 3 см
Бакор-33 — 7,4 — 41,8 — 300
Пенопласт 1,6 1,7 0,3 0,36 0,03 —
Пеностекло 2,6 2,9 0,46 0,63 0,3 20
Песок речной 2,1 3,0 1,2 2,1 1,5 —
Песок кварцевый 2,0 2,1 1,1 1,6 1,3 —
Гуттаперча 2,4 2,3 6 5 — —
Пчелиный воск 2,3 2,3 5 4,8 — —
Красное дерево 1,7 1,7 27 29 — —
Мыло 2,9 3,1 ПО 170 — —
Мясо (натуральное) 40 30 330 370 — —
Поваренная соль 6,0 6,0 0,2 0,2 — —
Фарфор литой 5,6 5,5 13 15 — —
Фарфор прессованный 5,0 5,1 9 15 — —
Стекло 5,1 -7,2 5,1 -7,2 10-22 10-24 — —
Бакелит (плиточный) 3,7 3,6 43 41 — —
Каучук 2,3 2,3 3 3 — —
Слюда 1,6 1,6 0,21 0,22 — —
Сланцы эстонские 3,1 3,4 5,2 5,8 —
Торф фрезерный 3,2 3,8 7,1 8,9 — -
Торфоплиты 2,9 3,1 20 28 — —
Фаянс 4,6 4,8 7 8,2 — —
Лен 2,1 3,2 40 65 0,09 —
Известняк 3,8 4,3 54 62 1,4 —
Кожа 4,6 5,2 35 72 0,7 —
Кокс 4,8 5,1 20 22 0,5 —
Асфальтобетон 3,6 4,3 65 91 2,1 —
Тяжелый бетон 4,1 4,5 8 11 2,2
Пенобетон 3,1 3,1 4 4 0,3 20
Нефть сырая 4,2 4,4 88 62 — —
Одним из важнейших параметров электромагнит-
ной волны является ее поляризация, определяемая ори-
ентацией вектора Е в пространстве по мере ее распро-
странения. Волну называют естественной (неполяризо-
ванной), если вектор Е принимает в плоскости, перпен-
дикулярной к направлению ее распространения, в раз-
личные моменты времени различные направления, а ко-
нец его описывает окружность. Если при тех же услови-
ях конец вектора описывает эллипс, то волну называют
частично поляризованной по эллипсу. Когда вектор Е
равномерно вращается (влево и вправо) вокруг направ-
ления распространения, а конец его описывает эллипс, то
волну называют поляризованной по эллипсу (влево и
вправо) (рис. 2). В частных случаях эллипс вырождается
в окружность (волна поляризована по кругу) или прямую
линию (плоскополяризованная волна).
В свободной волне Е и Н софазны, т.е. они одно-
временно в одних и тех же точках пространства дости-
гают максимального или минимального значения
(рис. 3). Аналогичная картина получится, если вместо z
отложить вектор t. Векторы Е и Н всегда образуют пра-
вый винт, что определяет направление распространения
энергии и очень важно при анализе условий отражения.
Рис. 3. Схема распространения плоскополяризованной
электромагнитной волны
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
423
Рис. 4. Изменение во времени значений Е, Н и S
в бегущей волне
Поток энергии S ортогонален векторам Е и Н и
совпадает с направлением распространения волн z. По-
ток энергии колеблется с удвоенной частотой (по срав-
нению с Е и Н) (рис. 4), принимая положительные зна-
чения (включая S = 0).
Плотность потока энергии пропорциональна квад-
рату амплитуды электрического поля. Это общее и важ-
ное положение, на котором фактически основана воз-
можность регистрации распространяющихся электро-
магнитных волн различными приемниками, так как из-за
инерционности приемники энергии СВЧ регистрируют
средние значения квадрата амплитуды Е.
При наличии границы раздела появляется отражен-
ная волна, взаимодействующая с падающей и образую-
щая в первой среде (рис. 5) стоячую волну, для которой
как во времени, так и в пространстве имеет место сдвиг
фаз Аф = я / 2 между векторами Е и Н.
Рис. 5. Векторы Е, Н и S в падающей, отраженной и
преломленной волнах при прохождении из среды
оптически менее плотной в оптически более
плотную («2 > Щ)
Узлы (и соответственно пучности) векторов Е и Н
разнесены пространственно, и расстояние между ними
(между узлами Е и Н) равно X / 4. В любом узле вектор
S - [ЕН] обращается в нуль, т.е. энергия не распростра-
няется вдоль z (рис. 6).
Измеряя расстояние между узлами (или пучностя-
ми) электрической напряженности, находят значение
длины волны. При наличии второй границы раздела
сред, т.е. появлении промежуточного слоя, отражения
наклонно падающей волны количественно характеризу-
ют коэффициентом зеркального отражения от слоя
(рис. 7, а). Если вектор Е лежит в плоскости падения, то
поляризация падающей волны называется вертикальной,
а когда вектор Е перпендикулярен плоскости падения -
горизонтальной.
Зависимость коэффициента зеркального отражения
от слоя имеет вид
Л.2 + ^2,3 ехр(-й2 2Л cos 0])
С 1 + П.г'г.з ехр(-ш2 2Acos01)
Рис. 6. Временная (а) и пространственная (б) зависимости Е и Н в стоячей электромагнитной волне
424
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 7. Отражение волны от слоя при наклонном падении (а) и расчетные зависимости Rc (б)и Фс № от толщины
диэлектрического слоя на металлической основе:
1-е2 любое, tg 82 = 0; 2а - е2 = 1,8; 26 - е2 = 3,0 и tg 82 = 0,01; 3 - 82 = 2,23 и tg 32 « 0,1
Здесь /j 2 и г2,з ” коэффициенты зеркального отражения
от границ раздела сред 7-2 и 2-3;
0j =arccos 1—— sin0o - угол преломления;
V 82
2л гг~
сь =—л/е2 - волновое число, являющееся в общем
Ч
случае вектором.
Данное выражение является общим для любого ви-
да поляризации падающей волны (вертикальной и гори-
зонтальной), а также для частного случая - нормального
падения волны на слой, различие - в выражениях для
входящих в него членов. Если поляризация падающей
волны является произвольной и угол поляризации, то
производится векторное разложение ее на две состав-
ляющие: горизонтальную и вертикальную с последую-
щим расчетом по уже известным формулам. Результи-
рующий коэффициент отражения определяется как
г = 7гв2 cos2+ r2 si1*2 £ •
Учитывая, что rc =|rje~*₽c и Rc = |rc|2, из выраже-
ния для rc находят выражения для энергетического ко-
эффициента отражения Rc и фазы фс. Наличие периоди-
ческих членов в выражениях для rC9 RcH(pc свидетельст-
вует об осцилляции данных функций при изменении 82 и
h / Хо- Анализ зависимостей (рис. 7, б, в) позволяет сде-
лать следующие основные выводы.
1. Пространственный период функций определяет-
ся выражением
или при tg 32 « 1
y-(s2-sin20o)4;
амплитуда осцилляций убывает пропорционально
ехр -
со е2 5
—7=Atg82
с № )
Здесь Хо - длина падающей волны; со - круговая
частота той же волны; с - скорость света; tg 32 - тангенс
угла потерь вещества среды. При значительном увеличе-
нии толщины слоя осцилляции прекращаются, и коэф-
фициент отражения от слоя становится равным коэффи-
циенту отражения от передней границы слоя.
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
425
2. Полуволновые слои (без потерь), расположен-
ные в однородной изотропной среде, являются неотра-
жающими в некотором диапазоне углов падения волны,
который шире при вертикальной поляризации падающих
волн.
3. Как и в оптике, в СВЧ-диапазоне можно осуще-
ствить согласование граничащих сред, приводящее к
резкому уменьшению отраженной'от границы раздела
энергии. Согласование происходит при следующих па-
раметрах промежуточного слоя:
епр=л/ё^Г; tg8np«l;
_ Х0(2?и + 1)
'П₽ S/snp"Sin260 ’
zw = 0, 1,2... i.
Более качественное согласование наблюдается при
вертикальной поляризации падающих волн. Указанные
свойства зависимости коэффициента отражения от слоя
используются в основе многих СВЧ-методов неразру-
шающего контроля материалов и сред, прозрачных в
диапазоне СВЧ. Аналогичные рассуждения могут быть
сделаны и для коэффициента прохождения волны через
радиопрозрачный слой. Отметим, что оба коэффициента
тесно взаимосвязаны; например, для плоских волн и ди-
электриков без потерь энергетический коэффициент
прохождения определяется как Т = 1 - R.
При анализе результатов необходимо знать величи-
ну общего ослабления сигнала, вызванного взаимодейст-
вием со средой. Энергия волны будет уменьшаться из-за
следующих основных причин: поглощения в среде; рас-
сеяния микрочастицами; ослабления, вызванного неиде-
альной прозрачностью границ раздела; ослабления за
счет неидеальной направленности приемно-передающих
антенн. В результате общее ослабление будет суммой
этих составляющих.
= 8,65—tgS2;
с
20Л, ,
^2=Tr=,g
8яа2<о2К2
3?
A^lOlgD;1;
N4 =10 1g
(4л)3 A4
5эф2 ’
Здесь V- объем частицы;
3 84 “1
a =-----2-----коэффициент поляризуемости частицы;
4л 84 + 2
82 - диэлектрическая проницаемость материала частицы;
G - коэффициент направленного действия антенн; 8Э -
эффективная отражающая площадь на противоположной
поверхности слоя. Величина Dc, например, для верти-
кальной поляризации падающих на слой волн определя-
ется выражением
tg2
0О + arcsin
п • I sin0o
0О -arcsm -----
I «2
rsin0o
< «2
tg2
tg2
0О - arcsin
0O + arcsin
sin0o
rsin0o
< «2
где n2 = y/^2 - показатель преломления материала слоя
на рабочей длине волны. При наличии СВЧ-генератора
мощностью 10“2 Вт и приемника с чувствительностью
10’9 Вт, т.е. компактной аппаратуры с динамическим
диапазоном в 70 дБ, максимальная глубина просвечива-
ния широкого класса строительных материалов на длине
волны 8 мм составляет 50 - 100 мм, а в трехсантиметро-
вом диапазоне 250 - 600 мм.
Элементная база РМК
Источники энергии СВЧ. Электромагнитные вол-
ны СВЧ диапазона генерируются генераторами электро-
магнитных колебаний в диапазоне от единиц мегагерц до
сотен гигагерц (в зависимости от поставленной задачи).
Основные характеристики генераторов СВЧ-диапа-
зона - частота генерируемых колебаний, мощность излу-
чения, уровень шума и диапазон перестройки частоты.
Все генераторы электромагнитных колебаний могут
быть разделены на три основных группы.
К первой группе относятся электровакуумные при-
боры, принцип действия которых основывается на эф-
фекте взаимодействия электромагнитных пучков с высо-
кочастотным электромагнитным полем. К ним относятся
клистроны, лампы обратной войны, магнетроны. Пре-
имущество этих источников - малый уровень шума, вы-
сокая стабильность частоты, широкий, до 70 %, диапазон
электронной перестройки частоты. Недостаток - необхо-
димость применения высоковольтного питания, прину-
дительного охлаждения, что увеличивает габариты и
массу приборов, разрабатываемых на базе таких генера-
торов.
Ко второй группе относятся генераторы на базе по-
лупроводниковых приборов, лавино-пролетных диодов
(ГЛПД) с объемным эффектом или диодов Ганна.
Механизм возбуждения СВЧ-колебаний в таких ге-
нераторах основан на возникновении в переходном слое
полупроводника отрицательного сопротивления из-за
сдвига фаз между напряженностью поля и током в пере-
ходный период. Этот ток создается в результате ударной
ионизации атомов кристалла и лавинного умножения
носителей заряда в области перехода. Сдвиг по фазе ме-
жду током и напряжением возникает из-за инерционно-
сти лавинного процесса и конечности времени пролета
носителей через переход. Преимущества таких генерато-
ров - малые значения прикладываемых напряжений и
426
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
токов для их питания, малые габариты и масса. Пере-
стройка частоты в генераторах осуществляется исполь-
зованием варакторов или СВЧ-ферритов и составляет
20 ... 27 %. Генераторы на диодах Ганна имеют более
низкий уровень шума по сравнению с ГЛПД.
К третьей группе СВЧ-генераторов относятся полу-
проводниковые приборы на базе СВЧ-транзисторов.
Диапазон генерируемых частот составляет единицы ГГц.
Перестройка частоты осуществляется подбором индук-
тивности и сопротивлений в цепях питания. Основными
преимуществами являются малое значение питающих
напряжений и токов и возможность конструктивного
исполнения в микрополосковых линиях.
Приемники волн СВЧ. Для приема волн СВЧ в
приборах неразрушающего контроля могут быть исполь-
зованы в основном термоэлектрические индикаторы
(термопары, термисторы, болометры) и выпрямляющие
устройства (кристаллические детекторы). Многие из них
весьма чувствительны и реагируют на мощность 10‘12 Вт.
Термоэлектрические приборы применяют при абсо-
лютных измерениях. Они удобны при измерениях, для
которых важна точность, хотя и обладают сравнительно
низкой чувствительностью.
Электрические методы выпрямления дают возмож-
ность преобразовывать сигналы СВЧ в постоянный ток
или ток низкой частоты. В качестве нелинейных элемен-
тов используются детекторы или преобразователи.
Вследствие их простоты, высокой чувствительности и
доступности детекторные устройства являются наиболее
распространенными индикаторами. Нелинейность харак-
теристики позволяет использовать кристаллические де-
текторы как для детектирования малых сигналов, так и в
качестве преобразователей частоты. Если генератор ис-
пользуется для преобразования частоты, то на него со-
вместно с измеряемым сигналом подается напряжение
гетеродина и на выходе выделяется сигнал биений. При
детектировании слабых сигналов в цепи детектора появ-
ляется выпрямленный ток.
Для передачи энергии источника к приемнику излу-
чения используют как волноводные линии, так и свобод-
ное пространство.
Волновод, по которому распространяется электро-
магнитная волна, представляет собой металлическую
трубу прямоугольного или круглого сечения (рис. 8).
Волноводы характеризуются линейными размера-
ми, критической длиной волны Хкр, длиннее которой
Рис. 8. Виды водиоводов:
а - круглый; б - прямоугольный
волны не распространяются в данном волноводе, длиной
волны в волноводе Хв. Волна, распространяющаяся по
волноводу, определяется видом колебаний и обозначает-
ся с помощью индексов т и п (Етп или ТМтп и Нтп или
ТЕтп), соответствующих числу полуволновых изменений
напряженностей Е и Н вдоль широкой (индекс т) и уз-
кой (индекс п) стенок волновода. На рис. 9 приведены
конфигурации электрического и магнитного полей в
прямоугольном волноводе для колебаний видов ГЕоь
ТМ\ 1 и ТЕ\\,
В идеальных условиях в волноводе устанавливается
режим бегущей волны, который характеризуется тем, что
если какой-либо измеритель электрической напряженно-
сти полей перемещать вдоль волновода, то индикатор-
ный прибор будет показывать одно и то же значение вне
зависимости от его местоположения.
Но, как правило, создать идеальные условия рас-
пространения не удается, и поэтому полная картина поля
образуется из совокупности волн, распространяющихся от
генератора к нагрузке, и волн, распространяющихся в об-
ратном направлении - от любой неоднородности к генера-
тору. При этом в волноводе устанавливается режим стоя-
чих волн. Любая волноводная линия характеризуется ко-
эффициентом стоячей волны напряжения (КСВН), кото-
рый в идеальных условиях должен быть равен 1. Практи-
чески волноводные линии с КСВН = 1,02 ... 1,03 счита-
ются достаточно хорошими.
Свойства стоячих волн и возможность установления
связи между наблюдаемыми явлениями и характеристи-
ками неоднородности, вызывающей отражение, имеют
большое практическое значение и рассмотрены ниже.
a) T£oi
2ZZZZZZZZZ^ZZZZZZIZZ2ZZZZO2ZZ7ZZL
•> |С Ч JT®
( ® ( * -у ®
<2zzzzzzzzzzzizzzzzzzazzzzzz
S) ™и
7ZZZZZZZZZ2ZZZZZZZZZZZZZZZZZZZZZZZL
- -г----'&(-------------& -
— —►—ч 1 г г----------л 1 । —
J Ил—г;
z^zzz^zzaz^^zzzz&zzzzzzL
6) ТЕн
Рис. 9. Вид колебаний в прямоугольном волноводе:
а - волна типа Т£оь б - волна типа ТМц; в - волна типа ТЕ} ]
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
427
Если максимальное напряжение, отмечаемое при-
бором, (7таХ, а минимальное t/min, то величина, называе-
мая коэффициентом стоячей волны напряжения, равна
ксв = t/max / С/ппП.
Значение КСВ можно выразить через отношение
падающей и отраженной волн:
п |^пад | + ^отр 1 + ^отр ^пад
КС 15 — з-;-------=--------------.
Отношение (70Тр / t/nw определяемое из этого урав-
нения, называется коэффициентом отражения г. В общем
случае этот коэффициент представляет собой комплекс-
ное число. Уравнение для г может быть записано в сле-
дующей форме:
ксв=—.
1-г
Для расчета коэффициента стоячей волны напряже-
ния и коэффициента отражения по результатам измере-
ний t/max и C/min существует специальная линейка.
Чтобы избежать больших потерь мощности, до-
биться стабильной работы генератора и получить точные
результаты измерений, необходимо тщательно следить
за соединением волноводов с помощью фланцев. Основ-
ные требования: одинаковые размеры волноводов, высо-
кая их соосность и недопущение зазора между фланца-
ми, если они не имеют специальных согласующих уст-
ройств.
Благодаря возможности изгибать волноводы в лю-
бых плоскостях (изгиб в плоскостях Е или Н) можно
создавать приборы, обеспечивающие проведение кон-
троля в труднодоступных местах. Для достижения хоро-
шего согласования изгибов с волноводным трактом не-
обходимо, чтобы радиус закругления изгиба был равен
или больше 2ХВ. Это справедливо и для так называемых
скруток, т.е. волноводных элементов, обеспечивающих
поворот плотности поляризации на 45 или 90° плоскости.
При этом надо иметь в виду, что каждый волновод-
ный тракт рассчитывается на диапазон длин волн. По-
этому условия согласования и коэффициент стоячей
волны рассчитывают с учетом перестраиваемого диапа-
зона по длинам волн.
Для проведения исследований часто бывает необхо-
димо смещать антенные устройства на некоторое рас-
стояние, не меняя положения остальных частей тракта.
Это может быть достигнуто за счет гибких волноводов.
Если в сантиметровой технике имеются гибкие гофриро-
ванные волноводы, то в миллиметровом диапазоне мож-
но с успехом воспользоваться длинным куском волново-
да, согнутым буквой V.
Волноводные элементы, построенные на основе
волноводов, являются базой для создания СВЧ-преобра-
зователей - главных узлов приборов радиоволнового
контроля. Основными элементами являются: согласо-
ванные нагрузки, аттенюаторы, фазовращатели, направ-
ленные ответвители, гибридные соединения, коаксиаль-
но-волноводные переходы, преобразователи видов коле-
баний, вращающиеся сочленения, переключатели, резо-
наторы, диплексеры, вентили, циркуляторы, модулято-
ры, антенны и т.д.
Согласованные нагрузки (поглотители) характери-
зуются величиной КСВ не более 1,02 - 1,05 в полосе час-
тот до 30 % от средней частоты. Очень хорошие нагруз-
ки имеют КСВ примерно 1,01. Для поглощения без от-
ражения и без излучения передаваемой по тракту мощ-
ности служат согласующие клинья с длиной скоса не
менее Хв / 2.
Аттенюаторы, или ослабители мощности, представ-
ляют собой волновод с находящейся внутри него
пластиной, на которую напылено поглощающее энергию
СВЧ покрытие. По мере внедрения пластин в центр вол-
новода все большая часть энергии поглощается пласти-
ной и все меньшая ее часть распространяется.
Фазовращатель представляет собой волноводный
узел, обеспечивающий изменение фазы проходящей
внутри него волны. Фазовращатели могут быть сжимно-
го, пластинчатого (ферритовые) и тромбонного типа.
Они бывают фиксированные и перестраиваемые.
При измерениях и согласованиях трактов часто ис-
пользуют переменные полные сопротивления. Отрезок
волновода, заканчивающийся подвижным короткозамы-
кателем, образует в любой плоскости переменную реак-
тивную проводимость, значение которой меняется от - оо
ДО + оо.
Используя сочетание переменного аттенюатора с
короткозамыкающим поршнем, в тракте можно созда-
вать необходимую нагрузку с заданным сопротивлением.
В качестве подстроечных элементов, позволяющих
согласовывать отдельные узлы тракта, могут быть ис-
пользованы различные неоднородности, выполненные в
виде ввинчивающихся в широкую стенку волновода вин-
тов или вставляемых в боковые стенки пластин.
Для измерения длины волны применяют волномеры
чаще всего в виде резонансных волноводов. Волномер
включают в тракт так, чтобы при резонансе получить
либо поглощение, либо передачу энергии.
Коэффициент стоячей волны измеряют, как прави-
ло, с помощью измерительной линии. Режим работы
волноводного тракта измеряют зондом, который пере-
мещается по щели, прорезанной посередине широкой
стороны волновода. Для того чтобы зонд не вносил за-
метных искажений, его изготовляют из тонкой проволо-
ки и погружают в волновод на малую глубину.
Для того чтобы иметь возможность разделить
мощность поровну или отвести часть энергии в другие
измерительные цепи, используют тройники и направ-
ленные ответвители как в плоскости Е, так и в плоскости
Н. Направленные ответвители ^асто используют как
фиксированные ослабители мощности. В тройниках раз-
ветвление мощности осуществляется с помощью двух
прямоугольных волноводов, которые, соединяются меж-
ду собой через широкую (Е-тройник) или узкую
(Н-тройник) стенку. Такую же функцию могут выпол-
нять волноводные соединения, изготовленные в виде
буквы У. На рис. 10 показано распределение полей в
тройниках. В Е-тройнике при возбуждении в плече 3
428
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 10. Схема распределения полей в простом
волноводном тройнике:
а - Е-тройник; б - Н-тройник
волны Дю волны в плечах 7 и 2 волны на равном рас-
стоянии от места разветвления имеют равные амплитуды
и отличаются по фазе на 180°. Если в плечах 7 и 2 рас-
пространяются волны равной амплитуды, и они софазны,
то в плече 3 волна отсутствует. В Н-тройнике при воз-
буждении в плече 3 волны Н\о волны в плечах 7 и 2 рав-
ны по амплитуде и софазны.
Особый интерес представляет комбинация Н- и
Е-тройников, которая называется двойной Т-мост, двой-
ной тройник (рис. 11, а). При полной симметрии плеч и
нагрузок в плечах имеет место полная развязка плеч 7 и
4. Деление энергии, амплитуда и фаза волн такие же, как
и в простых тройниках (рис. 12). Двойные волноводные
тройники являются главной основой в мостовых схемах
и схемах балансных смесителей.
Другим весьма интересным гибридным соединени-
ем является турникетное соединение (рис. 11,6). Оно
Рис. 11. Гибридные волноводные соединения:
а - двойной волноводный тройник: 7 ~ плечо £;
2,3- измерительные плечи; 4 - плечо Н\
б - турникетное соединение
Рис. 12. Схема распределения поля в двойном тройнике
(при наличии сигналов в плече 2 (а) и плече 3 (6), равных
по амплитуде и фазе, сигнал в плече 4 отсутствует)
является надежным анализатором поляризации. При
этом выполняются соотношения:
Ei = 1/2£л+1/4£3+1/4£4, Ег =0,
или
£3=1/2£в+1/4£1+1/4£2, £4=0,
Если, например, плечи £3 и £4 закорочены на дли-
нах, соответственно 5/8Хв и 7/8Хв, а мощность поступает
в плечо £i, то на выходе соединения (рупорная антенна)
будет волна с правой круговой поляризацией. Для волны
с правой круговой поляризацией приемное устройство
ставится в £i, а с левой - в £2. Если проводится исследо-
вание эллиптической волны, то два согласованных де-
тектора ставятся в плечи Е\ и £2.
Направленный ответвитель является фиксирован-
ным разделителем мощности. Он состоит из основного и
дополнительного волновода, связанного с основным че-
рез отверстия связи. Число отверстий, их конфигурация
и расположение определяют характеристики и геометри-
ческие размеры направленных ответвителей. С помощью
направленного ответвителя в линиях передачи энергии
можно складывать и вычитать определенные доли мощ-
ности.
Невзаимные элементы волноводных цепей обеспе-
чивают передачу энергии только в одном направлении,
создавая большое ослабление энергии, распространяю-
щейся в обратном направлении. К ним относятся венти-
ли и циркуляторы. Все они характеризуются прямыми и
обратными потерями.
Вентиль является пассивным элементом, и одно-
родность пропускания волны в одном направлении обес-
печивается наличием в волноводе ферритового стержня,
находящегося в поле постоянного магнита.
Циркулятор (или переключатель) обеспечивает пе-
редачу энергии по нескольким каналам, сохраняя высо-
кую развязку между каналами.
Излучение энергии в свободное пространство осу-
ществляется с помощью антенн, которые имеют разно-
образное конструктивное оформление: от открытых кон-
цов волноводов до многоэлементных или линзовых
систем.
Если рассмотренные ранее элементы микроволно-
вого тракта могут быть использованы в неизменном виде
в различных схемах неразрушающего контроля, то ан-
тенны представляют собой элементы тракта, от которых
зависит эффективность выбранного способа контроля.
Любую антенну можно рассматривать с одной сто-
роны как элемент цепи, обладающий активным и реак-
тивным сопротивлением, а с другой стороны как излуча-
тель либо приемник электромагнитной энергии, влияю-
щий на эффективность условий взаимодействия поля
СВЧ с контролируемым объектом.
Графическое изображение распределения поля из-
лучения в пространстве носит название диаграммы на-
правленности. Расчет диаграммы направленности можно
проводить по номограммам. Наибольшее применение
находят антенны в виде открытых срезов волноводов
(с фланцами или без них) и рупорные антенны различ-
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
429
ных конфигураций. На практике для качественной оцен-
ки условий выявления дефектов можно использовать
распределение поля в конусе излучения.
На рис. 13 показаны графики линейных размеров
сечений S конусов излучений в Н-плоскости для волно-
вода с открытым срезом и Н-секториального рупора.
При выборе антенн в качестве зондов для различ-
ных условий работы СВЧ-дефектоскопов необходимо
иметь в виду следующее:
1. Вблизи среза антенн площади конусов излуче-
ния практически совпадают с площадями срезов антенн.
2. Чем меньше площадь среза антенны, тем быст-
рее с ростом z увеличиваются площади сечений конусов
излучений.
На близком расстоянии от срезов дифракционных
антенн поле излучения можно считать плоской волной с
ограниченным фронтом.
В технике радиоволнового контроля могут быть ис-
пользованы излучающие антенны, обеспечивающие на
выходе (в непосредственной близости от среза рупора
или края излучателя) синфазное плоское поле. Это дос-
тигается применением корректирующих или коллими-
рующих линз различных исполнения и формы. Кроме
того, линзы используют для формирования радиоизо-
бражений, что обеспечивает получение видимого естест-
венного изображения. Основные законы образования
радиоизображения такие же, как и для оптических
систем.
В настоящее время все шире применяют диэлектри-
ческие волноводы.
Классификация методов и средств
Различают следующие СВЧ-методы неразрушаю-
щего контроля: амплитудный, фазовый, амплитудно-
фазовый, частотно-фазовый, поляризационный, геомет-
рический, временной. Первые пять методов основаны на
регистрации одного или двух параметров волн, взаимо-
действующих с контролируемым объектом: амплитуды
(интенсивности) или фазы сигнала, модуля коэффициен-
та отражения или прохождения, амплитуды и фазы, час-
тоты (длины волны) и фазы, поляризации.
5=2смг
волновода
Рупора
S конусов
излучения
Рис. 13. Графики сечений конусов излучения S'для
волновода и Н-секториального рупора
24- z,mm
Геометрический метод основан на регистрации про-
странственного положения максимума интенсивности
радиоволнового пучка, прошедшего через объект или
отраженного от его противоположной поверхности.
Временной метод основан на регистрации времени
прохождения волны (импульса) через объект.
В зависимости от источника излучения методы раз-
деляют на активные и пассивные. При пассивных мето-
дах предполагается собственное излучение в СВЧ-диапа-
зоне как самих контролируемых тел, так и сред, распо-
ложенных за объектом контроля. В неразрушающем кон-
троле последние методы пока практически не использу-
ют. При активных методах используют, как правило,
маломощные источники СВЧ-излучения с интенсивно-
стью до 1 Вт.
По расположению датчиков относительно объекта
контроля различают три основных варианта: односторон-
нее расположение, двустороннее и под прямым углом оп-
тических осей друг к другу (способ фиксации параметров
рассеянного излучения). Резонансные СВЧ-методы делят-
ся по виду резонансного эффекта (электронный парамаг-
нитный, ядерный магнитный, ферромагнитный и др.).
Ниже приведены основные особенности приборов,
построенных на разных принципах.
Приборы амплитудно-фазовые «на прохожде-
ние». В этом случае внутреннее состояние объекта кон-
троля определяется по изменению параметров сигнала,
прошедшего через материал образца.
Принципиальная схема метода приведена на
рис. 14. Основой метода является наличие двух антенн
(приемной и излучающей), находящихся по разные сто-
роны от объекта контроля и, как правило, соосных меж-
ду собой.
В основном существуют две принципиальные
структурные схемы приборов, в которых применен ме-
тод «на прохождение» (рис. 15).
Рис. 14. Принципиальная схема образования сигнала по
методу «на прохождение»:
/0 - длина рупора; /1 - расстояние от края излучающего рупора
до первой поверхности; 12 - расстояние от второй поверхности
до приемного рупора; Л - толщина контролируемого изделия:
г1,2 - коэффициент отражения от первой и второй границ;
gi>2 - коэффициент прозрачности первой и второй границ;
Е1 - излученная волна; Е2 - волна в образце;
Ез - принимаемая волна
430
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 15. Структурная схема амплитудно-фазовых приборов,
работающих по методу «на прохождение»:
1 - блок питания; 2 - источник энергии СВЧ;
3 - развязывающий элемент (ферритовый вентиль);
4 - аттенюатор; 5 - излучающая антенна (рупор);
6 - приемная антенна; 7 - детектор; 8 - блок обработки
информации; 9 - фазовращатель; 10 - объект контроля
Принцип работы схемы, в которой все элементы
обозначены сплошной линией, заключается в следую-
щем. Энергия СВЧ от клистронного генератора 2 пода-
ется через вентиль 3, волновод и аттенюатор 4 к излу-
чающему рупору 5. Энергия проходит через образец 10,
принимается приемной антенной б и через измеритель-
ный аттенюатор 4 попадает на детектор 7, после чего
сигнал усиливается и подается на индикаторный прибор
8, Такая схема позволяет проводить контроль свойств
материала по величине затухания энергии СВЧ в образ-
це, отсчитываемого по шкале аттенюатора, с помощью
которого величина сигнала индикаторного устройства
прибора поддерживается на постоянном уровне.
Для большинства практических случаев мощность
принимаемого сигнала можно определить по формуле:
Р = —^2J?2x
Г ~ 6162 х
Z7C
1 я2г,2 2г, г2 . ,
х ------? + —1 ,--------—------cos2aJz ,
(/+А)2 (/ + ЗЛ)2 (/ + й)(/ + ЗЛ) 2
где Ро - излучаемая мощность; I=I] +l2 + h‘, а2 = 271/1^ -
волновое число в образце; Г\, r2, gi, g2 - коэффициенты
отражения и прохождения.
Рис. 16. Принципиальная схема образования сигнала
в амплитудно-фазовых приборах, работающих
«на отражение»:
/0 - длина рупора; / - расстояние от среза рупора до
поверхности; h - толщина образца; Е\ - сигнал связи
приемной и излучающей антенн; Е2 - сигнал, отраженный
от первой границы; Ез - сигнал, отраженный от второй
границы; Ез - сигнал, отраженный от дефекта
Схему, в которой часть элементов отмечена пунк-
тиром, часто называют интерферометром с открытым
плечом. В этой схеме прошедший сигнал сравнивается
по амплитуде и фазе с опорным, подаваемым через атте-
нюатор 4 и фазовращатель Р. Такая схема обладает более
высокой информативной емкостью, но в ряде случаев,
когда объект контроля имеет большие размеры, ее труд-
но осуществить.
Чтобы исключить влияние переотражений, необхо-
димо согласовать границы раздела с приемной и излу-
чающей антеннами, т.е. исключить появление стоячей
волны.
Приборы амплитудно-фазовые «на отражение».
Внутреннее состояние объекта контроля определяется по
воздействию среды на сигнал, отраженный от объекта
или поверхности образца.
Принципиальная схема метода приведена на рис. 16.
Основой метода является одностороннее расположение
приемной и излучающей антенн. Существуют две струк-
турные схемы приборов, работающих по методу «на от-
ражение» (рис. 17).
Принцип работы таких схем заключается в следую-
щем. Энергия СВЧ клистронного генератора 2 через вен-
тиль 3 передается на излучающую антенну 5. Отраженный
Рис. 17. Структурные схемы амплитудио-фазовых приборов, работающих «на отражение»:
а - одноантенный вариант; б - двухантенный вариант; 1 - блок питания; 2 - источник энергии СВЧ;
3 - развязывающий элемент; 4 - узел разделения излучаемого и принимаемого сигналов
(двойной волноводный тройник, направленный ответвитель, щелевой мост и т.п.);
5 - излучающая (приемная) антенна; 6 - детектор; 7 - индикаторный прибор; 8 - объект контроля
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
431
сигнал (обычно сумма всех отраженных сигналов) попа-
дает либо на ту же антенну (рис. 17, а) и с помощью со-
ответствующих волноводных элементов подается на де-
тектор 6, либо в другую приемную антенну 5 (рис. 17, б),
детектируется, обрабатывается и подается на индикатор-
ный прибор 7.
Основной особенностью приборов является сущест-
вование связи между излучающей и приемной антеннами
(£1), которая определяется конструктивным оформлени-
ем антенн. В однозондовом варианте связь существует за
счет попадания части мощности генератора в детектор-
ную секцию по внутренним волноводным трактам.
В двухзондовом варианте связь наблюдается за счет попа-
дания части излученной мощности в приемную антенну.
Конструктивная связь является по существу опор-
ным сигналом, с которым суммируется отраженный сиг-
нал. Для различных задач эта связь может быть полезной
и мешающей. Так, для выделения сигнала только от де-
фекта другие компоненты сигнала должны быть исклю-
чены. В этом случае выявляемость дефекта зависит толь-
ко от чувствительности приемника, и на показания при-
боров не влияет изменение расстояния от образца до ан-
тенны.
В случае наличия всех компонентов сигнала форма
сигнала от расстояния носит ярко выраженный интерфе-
ренционный характер, который зависит от соотношения
между амплитудой и фазой сигналов отраженного и свя-
зи. Отраженный сигнал зависит от структуры отражен-
ного поля, свойств контролируемого образца и от рас-
стояния /.
Отличие электромагнитных свойств дефектной об-
ласти от бездефектной является причиной изменения
амплитуды и фазы отраженного сигнала. Это приводит к
изменению вида интерференционной кривой. Возмож-
ность регистрации дефекта основана на существовании
разности интенсивностей AZ при заданном положении
антенны (при данном расстоянии между поверхностью
образца и антенной).
Следует иметь в виду, что в точках пересечения, со-
ответствующих точкам пересечения двух интерференци-
онных кривых, невозможно обнаружить дефект, т.е. мо-
гут существовать зоны необнаружения. Их ширина А/
определяется тем минимальным значением сигнала, ко-
торое может быть зафиксировано системой регистрации.
Приборы поляризационные. Внутреннее состоя-
ние объекта контроля определяется по воздействию на
вектор поляризации сигнала.
В приборах могут быть использованы схемы «на
прохождение» и «на отражение». Принципиальным по-
ложением является такое начальное взаимное располо-
жение плоскостей поляризации излучающей и приемной
антенн, когда сигнал в приемной антенне равен нулю.
Только при наличии дефекта и структурной неоднород-
ности, меняющих плоскость поляризации излученного
сигнала или меняющих вид поляризации (от плоскопа-
раллельной к эллиптической или круговой), в приемной
антенне появляется сигнал.
Следует иметь в виду, что среда может оказать воз-
действие на направление вращения плоскости поляриза-
ции (левое и правое), что также может служить инфор-
мативным параметром.
Основным мешающим фактором при дефектоско-
пии многослойных изделий является изменение толщи-
ны составляющих слоев, обусловленное обычно случай-
ными технологическими или специальными конструк-
тивными причинами. Такие изменения по площади или
объему изделия в значительной степени ухудшают дос-
товерность и эффективность радиоволновых методов.
Применение волн круговой поляризации позволяет в
значительной степени уменьшить влияние толщины при
контроле дефектов, физико-механические свойства,
форма и пространственная ориентация которых различ-
ным образом взаимодействуют с ортогональными ком-
понентами электрического вектора падающей волны.
При отсутствии дефектов величина отраженной
энергии пропорциональна квадратам коэффициентов от-
ражения, которые являются функцией толщины, свойств и
угла падения. Зависимости R± и 7?ц от этих параметров
носят сложный осциллирующий характер. Амплитуда
этих осцилляций меняется в довольно широких пределах.
Однако при малых значениях угла падения эти изменения
практически адекватны и разность &R = | R± - 7?ц | весьма
мала (рис. 18). Аналогичный характер имеют и измене-
ния фаз отраженных волн. Таким образом, разделив от-
раженную волну круговой поляризации на две волны с
ортогональными компонентами и проведя последующее
вычитание продетектированных сигналов, можно в зна-
чительной степени снизить влияние мешающего фактора
от изменения толщины. На рис. 19 приведена структур-
ная схема дефектоскопа круговой поляризации.
Рис. 18. Картина наклонного падения электромагнитной
волны на слоистую среду в воздухе и кривые зависимости
коэффициентов отражения £ц и их разности AR для
волн горизонтальной и вертикальной поляризации при
8j = 64 = 2,07; 83 = 1,2 (д); Аз = А4 = 2Xq (б); hi = А4 = 5Xq (в)
432
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 19. Структурная схема дефектоскопа круговой
поляризации:
1 - СВЧ-генератор; 2 - турникетное соединение;
3,4- рупорно-линзовые антенны; 5 ~ турникетное соединение
(приемник-разделитель волн ортогональных поляризаций);
6 - блок вычитания; 7 - пороговое устройство; 8 - индикатор;
9 - механизм поворота и перемещения антенн;
10 - контролируемый объект
Приборы резонансные. В этом случае внутреннее
состояние объекта контроля определяется по воздейст-
вию среды на изменение таких резонансных параметров,
как добротность Q, смещение резонансной частоты Урез,
распределение поля в резонаторе.
Наибольшее распространение получил цилиндриче-
ский резонатор, возбуждаемый на волне типа
(рис. 20).
Преимуществом такого резонатора является воз-
можность использования образцов достаточно больших
диаметров и его перестройка с помощью подвижного
поршня, особенно бесконтактного.
Приборы с преобразованием вида волны. Метод
основан на том, что волна высшего вида при встрече с
дефектом (неоднородностью) «вырождается», т.е. преоб-
разуется в волну основного вида, которая проходит через
соответствующий фильтр. В этом случае могут быть ис-
пользованы схемы «на отражение» и «на прохождение».
Принцип преобразования обеспечивает высокую избира-
тельность по дефектам.
Приборы, использующие принцип геометриче-
ского метода. Внутреннее состояние объекта контроля
приборы этого типа определяют по воздействию среды
на направление распространения электромагнитной вол-
ны, т.е. используются принципы геометрической оптики,
главным образом закон Снелиуса.
В этом случае могут быть применимы схемы «на
отражение» и «на прохождение» (рис. 21).
Полезный сигнал является функцией выхода из об-
разца сигнала СВЧ.
Рис. 20. Схема цилиндрического резонатора, возбужденного
на волне типа Hqi:
а - распределение поля; б - расположение образца;
26 - диаметр образца; 2а - диаметр резонатора;
/ - высота резонатора и образца
Квазиоптические приборы. Радиоизображение,
сформированное с помощью радиооптических систем
(линз, зеркал, объективов), содержит всю информацию
об объекте контроля и обеспечивает получение видимого
изображения, близкого естественному.
Радиоизображение может быть получено как мето-
дом «на отражение», так и методом «на прохождение»
(рис. 22).
Квазиоптический метод может быть использован
для исследования как близко расположенных объектов
(расстояние от плоскости приема до объекта порядка
1 - 4 м), так и удаленных на расстояние более 80 м.
Метод применим для волн, длина которых меньше
3 см.
Приборы, работа которых основана на радиого-
лографическом методе. В этом случае внутреннее со-
стояние объекта контроля определяется либо по интер-
ференционной картине, либо по восстановленному
изображению. Первый случай обычно используют для
Рис. 21. Схема работы прибора геометрическим методом:
а - на прохождение; б - на отражение; d- отсчетная величина;
а - угол падения; Р - угол преломления
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА РМК
433
Рис. 22. Схема квазиоптического прибора:
а - теневой метод; б - на прохождение; в - на отражение;
/ - источник энергии; 2 - рупорный излучатель;
3 - коллиматор; 4 - объект контроля; 5 - линза, формирующая
радиоизображение; 6 - приемная антенна; 7 - отражатель
получения информации при сравнении детали с этало-
ном. Во втором случае анализируют видимое изображе-
ние.
Приборы с использованием нескольких частот.
В этом методе внутреннее состояние объекта контроля
определяется либо по сдвигу резонансной частоты по-
глощения, либо при сравнении двух или более частот,
либо на основе анализа спектра частот.
Основой частотного метода является использование
одновременно излучаемого широкого спектра частот или
изменения частоты в определенном интервале, когда
полезный сигнал пропорционален изменению амплиту-
ды, частоты, ее смещению по электромагнитному спек-
тру, выделению разностной частоты на нелинейном эле-
менте. Метод может быть совмещен с методами «на от-
ражение» и «на прохождение».
Дефектоскопы поверхностных волн. Физические
особенности распространения замедленных волн в лини-
ях с распределенной электромагнитной связью можно
эффективно использовать при неразрушающем контроле
слоистых диэлектрических изделий и покрытий. При
этом одна из линий с постоянными физическими харак-
теристиками используется в роли активного зонда, а дру-
гая - с переменными параметрами - в качестве иссле-
дуемого объекта. Связь между линиями может быть как
сильной, так и слабой. При этом происходит полная или
частичная передача энергии из зонда в объект и обратно.
Наличие в объекте неоднородностей, дефектов, измене-
ния свойств или геометрии приводит к нарушению усло-
вий распространения поверхностных волн и перераспре-
делению энергии между зондом и объектом.
К основным характеристикам поверхностных волн
относят тип волны и коэффициент замедления. Расчет
характеристик активного зонда в зависимости от постав-
ленной задачи производят на базе решения дисперсного
уравнения, которое связывает физические параметры
объекта с основной характеристикой, являющейся мерой
всех волноводных свойств - коэффициентом замедления.
Для слоистой электродинамической модели связанных
линий дисперсное уравнение имеет вид:
„ л. t, ziz2a+zftge2b+z2tge2(2b-z2tge2)
Zj *т J^2 j о — ’
ztz2b - z2 tg02 - tg 0j (zxz2a + z} fetg02)
где
_ [ Wq (71 -v2 ) - для Е-волн,
/(71-V2 ) - для //-волн,
и>0 (7e-v2 ) / £ - для Е-волн,
И>0 /(л/б-V2 ) - для //-волн,
0! = 7s-v2fa/|; ©2 = Vl-v2W|;
03 = y/e-v2kd2; 04 = 71-v2W2;
а = z,tg04 + z2tg04; b = z2 - Z]tg04tg0j;
£ = 2л/Х0;
v - коэффициент замедления находится при решении
уравнения методом поперечного резонанса.
Зависимость v к изменению параметров в иссле-
дуемом объекте определяется его чувствительностью
или производной величиной
5a7=|5v/9ay|,
где a,j ~ f(e\ &2а) - переменный параметр объекта.
Например, для слоя с наличием расслоения его чув-
ствительность к изменению величины раскрытия в явном
виде можно определить по формуле
g _ Я2 (%2Р2 + Q2 )sin sin2qkd2
Д 2%уш2^М%р(1 + %рка) + ?2(%/р + ка)] ’
8 -£-волна,
Х= 1 „
1 - //-волна,
q = a/s-v2 , р = 7v2 -1 .
Результаты численного исследования и анализ чув-
ствительности коэффициента замедления 8aj к измене-
нию параметров объекта показывают наличие ярко вы-
раженной экстремальной зависимости, что позволяет
расчетным путем в зависимости от поставленной задачи
выбрать оптимальный тип волны и рабочую частоту и
параметры зонда. В качестве активного зонда для возбу-
ждения поверхностных волн в объекте могут быть ис-
пользованы диэлектрические волноводы, дисковые или
28 — 7387
434
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
кольцевые резонаторы, возбуждаемые диэлектрическими
волноводами.
Метод обладает высокой чувствительностью и ло-
кальностью при контроле относительно тонких изделий
или покрытий на металле, при обнаружении микрорас-
слоений, отсутствия клея или плохой адгезии между
слоями.
Метод и его приборная реализация позволяют не
только обнаружить дефект (например, расслоение), но и
оценить его глубину залегания, величину раскрытия и
размер площади.
13.2. СРЕДСТВА ТОЛЩИНОМЕТРИИ
Радиоволновыми методами можно измерять и кон-
тролировать толщину диэлектрического слоя, одного
диэлектрического слоя на другом, диэлектрического слоя
на металле и металлического листа.
Измерения можно проводить в технологическом
процессе изготовления измеряемого слоя (лист стекла,
асботекстолита, термозащитного покрытия и т.п.), по-
следовательно контролируя толщину по всей поверхно-
сти или в отдельных точках и выдавая соответствующие
сигналы на исполнительные механизмы.
В зависимости от начальных условий контроля су-
ществует два способа измерения: с контактом (в виде
опорных роликов) датчика СВЧ с контролируемой по-
верхностью и без контакта, когда отсутствует физиче-
ский контакт датчика с объектом контроля.
Средства измерения толщины с помощью радио-
волн обеспечивают быстродействие, зависящее только от
средств индикации, высокую точность измерения (до
долей процентов), высокую плотность отсчетов, возмож-
ность дистанционного контроля, проведение измерений
при одностороннем и двустороннем доступах к контро-
лируемым поверхностям.
Информация о толщине может быть заложена в ам-
плитуде, фазе, смещении резонансной кривой, времени
распространения импульса, положении максимума отра-
женной волны и т.п.
В наиболее распространенны# методах толщино-
метрии сигнал, являющийся основой для градуировки
Рис. 23. Зависимость коэффициента отражения от толщины
плоского слоя для двух диэлектриков:
1 - гипсобетон (8 = 3,83; tg5 = 0,01); 2 - оргстекло
(8 = 2,7; tgS = 0,01; X = 8,6 мм)
индикаторного прибора в значениях геометрической
толщины, является функцией двух переменных: геомет-
рической толщины и диэлектрической проницаемости
материала контролируемого изделия. Поэтому точность
измерения толщины определяется степенью однородно-
сти материала: чем более однороден материал, тем выше
точность измерения толщины.
При проведении измерений на сверхвысоких часто-
тах необходимо иметь в виду, что для плоского однород-
ного слоя, обладающего потерями, выражения для коэф-
фициентов отражения и прохождения радиоволны при
нормальном падении волны представляют собой осцил-
лирующие функции с амплитудой, убывающей по мере
возрастания h или отношения hlX. Период этой функции
определяется длиной волны X и показателем преломле-
ния измеряемого слоя, а степень убывания - коэффици-
ентом затухания волны. На рис. 23 приведены зависимо-
сти коэффициента отражения при малом значении tg 8 от
толщины двух материалов. Как видно, период обратно
пропорционален диэлектрической проницаемости изме-
ряемого слоя. Зависимость коэффициента прохождения
от толщины для материалов с различным поглощением
приведена на рис. 24. Таким образом, при взаимодейст-
вии плоской электромагнитной волны с плоским диэлек-
трическим слоем характер результирующего сигнала
зависит от вида поляризации, значений 8 и tg5 и опреде-
ляется явлением интерференции падающей и отражен-
ных от границ раздела волн.
Амплитудный метод применим в случае измере-
ния однородных изотропных сред с постоянными рас-
сеивающими свойствами поверхности и основан на из-
мерении ослабления прошедшей сквозь материал элек-
тромагнитной волны.
При таком способе измерения получают наиболее
точные результаты для материалов с большими потеря-
ми (tg5 > 0,5). Когда tg8 = 0,01 ... 0,5, приходится при-
нимать меры для устранения неоднозначности измере-
ний, связанных с наличием осциллирующего характера
кривой. С этой целью измерения проводят как минимум
в двух относительно образца положениях приемной час-
ти, сдвинутых друг относительно друга на Х/2. Для ма-
териалов с малым поглощением этот метод практически
неприменим.
Рис. 24. Зависимость коэффициента прохождения от
толщины плоского слоя для значений tgS:
7-tg8> 1; 2-tgS > 0,01; 3-tgS < 0,5
СРЕДСТВА ТОЛЩИНОМЕТРИИ
435
Геометрический метод. Если направить оптиче-
скую ось радиоволнового пучка под углом 0 к нормали
поверхности плоского диэлектрического слоя толщиной
h, то расстояние между точками «входа» и «выхода»
пучка
„ Л sin 0 ,
* -2Jz„2 ein2AV/2<*Z’
Q («2 “ Sin В)
где П2 - показатель преломления вещества слоя в вы-
бранном диапазоне рабочих длин волн, а ось z совпадает
с нормалью к поверхности слоя. Определяя наикратчай-
шее расстояние между отраженными от границ слоя
пучками, как I = /'cos0, найдем, что
у-(«2-sin20)l/2.
sin О
В геометрическом методе информация о толщине
содержится в геометрическом параметре /. Если, исполь-
зуя контактные призмы из того же материала, вводить
пучок в слой без преломления, а угол 0 выбрать равным
arctg 0,5, то получится h s 1.
Геометрический метод является абсолютным мето-
дом, позволяя контролировать толщину плоских слоев
практически от нуля до значений, ограниченных зало-
женным в аппаратуре динамическим энергетическим
диапазоном.
При реализации геометрического метода важен вы-
бор типа антенн, которые должны удовлетворять сле-
дующим основным требованиям:
• поперечное сечение излучаемого пучка и его
расходимость должны быть минимальными;
• амплитудное распределение в поперечном се-
чении пучка должно иметь ярко выраженный максимум,
совпадающий с направлением распространения;
• площадь раскрыва и линейные размеры в плос-
кости падения электромагнитного пучка также должны
быть минимальными.
Этим требованиям в значительной степени удовле-
творяют диэлектрические стержневые антенны. Для по-
вышения точности контроля необходимо применение
согласования сред (для устранения более мощного отра-
женного от передней границы слоя пучка).
Метод полного внутреннего отражения может
эффективно применяться для контроля дефектов типа
расслоений в относительно толстых изделиях и для из-
мерения диэлектрических характеристик тонких листо-
вых материалов. Основным элементом схем, реализую-
щих метод, является симметрическая диэлектрическая
призма, основание которой контактирует с исследуемым
объектом. На двух боковых гранях устанавливаются
идентичные рупоровые антенны, заполненные диэлек-
трическим материалом, аналогичным материалу призмы,
для согласования ввода и вывода электромагнитной
энергии от генератора к детектору. Чувствительность
метода в значительной степени зависит от конкретных
параметров и типа приемоизлучающих антенн, их вза-
имного расположения на боковых гранях призмы, а так-
же от параметров призмы и объекта. Аналитическое вы-
ражение для величины сигнала, выделяемого при кон-
троле диэлектрических свойств среды (рис. 25), имеет
вид:
I = I0F2*,
х] ф(*, п) 02 -0! — 4/3[(0кр - О)3 /и3 cos0Kp]1/2
где Iq - коэффициент, учитывающий интенсивность ис-
точника:
F[^(x, п)] =
a sin ф(х, п)
asin\|/(x, п)
- диаграмма направленности рупорной антенны с ди-
электрическим заполнением в плоскости электрического
вектора:
ц/(х, и) = ф(х) + Аф(л);
ф(х) = (х - xo)/[L(x)cos0o];
L(x) = x/sin0; 0 = arctg[x/(X-x)tg0o +z0];
0,(x) =
= arctg{(x-acos0o/zo +[X-(x-a)cos0o]tg0o};
02(x) =
= arctg{(x + acos0o/zo +[X-(x + a)cos0o]tg0o};
Рис. 25. К расчету величины принимаемого сигнала
28*
436
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
2а - ширина раскрыва антенны; 8 - диэлектрическая
проницаемость заполняющего материала и призмы; 1 -
длина волны излучения в вакууме; п = 4ъ ; 0о - угол
наклона граней призмы; Дф(и) - дополнительный угло-
вой сдвиг направления максимума диаграммы направ-
ленности относительно оптической оси.
A<p(M)=(em-e0)cos2 о,„.
6,п=0кр+3/4[2/>/Щхо)Г>
Рис. 27. Структурная схема радиоволнового плотномера
листовых диэлектрических материалов
г> = 2(2«),/2 /п2(1-п2),/4,
где к = 2л/X - волновое число, 0vn = arcsin п.
При наличии связи между диэлектрической прони-
цаемостью и плотностью метод может быть реализован в
приборе по непосредственному измерению плотности
материала. Например, для полистирола зависимость
плотности и диэлектрической проницаемости (рис. 26)
определяется выражением:
п2 = l + &jp; 82 = [8-2с(8-р)]/8 + с(8-р);
с = е0 — 1/2е0 +1,
где к\ ~ 0,615 см/г; 8о = 2,56 - диэлектрическая прони-
цаемость полистирола; 8 = 1,04 г/см - плотность поли-
стирола.
На рис. 27 приведена структурная схема измерителя
плотности. Принцип действия такой схемы заключается
в следующем.
Энергия от СВЧ-генератора 1 через электрически
управляемый аттенюатор 2 поступает в излучающую
антенну 3 и через диэлектрическую призму 4 направля-
ется на границу раздела призмы 4 и контролируемого
материала 5 под углом 0о = 45°.
Угол выбирается исходя из диэлектрической про-
ницаемости материала призмы и диапазона изменения
плотности контролируемого материала таким образом,
чтобы он был равен или близок к критическому для мак-
симального значения плотности контролируемого мате-
риала. Отраженный сигнал принимается приемной
антенной 6, расположенной неподвижно на боковой гра-
ни призмы в положении, соответствующем максимуму
Рис. 26. Зависимости диэлектрической проницаемости
пенополистирола от его плотности
отраженного пучка при отсутствии контролируемого
объекта. Сигнал детектируется детектором 8 и поступает
на вход программного блока управления 9. Одновремен-
но на второй вход блока управления поступает сигнал от
датчика калибровки сигнала 7. Блок управления содер-
жит микропроцессорную схему, в нем принимаемые
сигналы обрабатываются по заданной программе, из него
выдаются управляющие и информационные сигналы,
поступающие на вход индикатора 10 в режиме измере-
ния и на вход запоминающего блока 7/ и блока 72 срав-
нения в режиме калибровки. Индикатор 10 проградуиро-
ван в значениях плотности г/см3. Перед началом измере-
ния при отсутствии образца (р = 0) прибор калибруется.
При этом устанавливается амплитуда принимаемого
сигнала, которая записывается в запоминающий блок.
В процессе измерений при каждом снятии преобразова-
теля с контролируемого объекта на выходе датчика ка-
либровки появляется сигнал, под воздействием которого
блок управления подает на один из входов блока сравне-
ния текущее значение сигнала, а на другой вход - сигнал
с выхода запоминающего блока. При отклонении ампли-
туды текущего сигнала от записанного в режиме калиб-
ровки уровня на выходе блока сравнения появляется
сигнал управления, поступающий на вход электрически
управляемого аттенюатора до восстановления заданного
уровня сигнала.
В режиме измерения при увеличении плотности ма-
териала амплитуда сигнала уменьшается и тем больше,
чем выше плотность объекта. Значение плотности опре-
деляется по цифровому индикатору. Для уменьшения
отражения передающая и приемная антенны преобразо-
вателя заполнены тем же материалом, что и материал
призмы.
Амплитудно-фазовый метод использует функцио-
нальную связь между величиной коэффициента отраже-
ния от диэлектрического слоя и его толщиной. Принци-
пиальная схема приведена на рис 17, а. Изменение вели-
чины коэффициента отражения, как правило, контроли-
руется с помощью введения дополнительного опорного
сигнала той же длины волны. Поэтому, применяя высо-
кочувствительные мостовые СВЧ-схемы, осуществляют
одновременный контроль модуля и фазы коэффициента
отражения, несущих информацию об изменении толщи-
ны слоя.
СРЕДСТВА ТОЛЩИНОМЕТРИИ
437
Измерение толщины может достоверно, с высокой
чувствительностью производиться в пределах линейного
участка осциллириующей кривой, а также при условии
априорного знания области измеряемых толщин.
На рис. 28 приведены интерференционные кривые,
снятые для материала, находящегося на металлической
подложке. Из анализа этих кривых следует, что, подби-
рая определенную величину зазора, можно перекрыть
весь диапазон изменения толщин от 2 до 16мм.
Для обеспечения высокой точности антенна должна
иметь как можно бблыпий коэффициент направленно-
сти, малые боковые лепестки, лучшее согласование.
Однозначность результата измерений отвечает ус-
ловию
h (или Ай) <
Для устранения неоднозначности контроля приме-
няют следующие способы:
• непрерывное измерение коэффициента отраже-
ния и определение числа максимумов (минимумов) ре-
зультирующей интерференционной кривой;
• использование двух волн различной длины, на
одной из которых толщина определяется грубо, на дру-
гой - более точно;
• применение фазовой модуляции полезного сиг-
нала с целью определения крутизны линейного участка
интерференционной кривой.
Точность измерения амплитудно-фазовым методом
может быть весьма высокой, но не выше предела, обу-
словленного относительной величиной разброса диэлек-
трических свойств материала слоя, выражаемой через
отношение Ди2 / и. Относительная погрешность измере-
ния толщины для достаточно однородных диэлектриков
составляет 1 - 3 %.
Входной импеданс структур измеряется, как прави-
ло, по фазе и минимуму амплитуды стоячей волны с по-
мощью измерительной линии. Контроль полупроводни-
ковых структур производится однопараметровым и
двухпараметровым способами, при этом погрешность
контроля на длине волны 7,5 мм не превышает ±15 %.
Амплитудно-фазовый метод широко применяют для
бесконтактного автоматизированного контроля толщины
металлических лент, полос, проката при двустороннем
расположении антенн датчика относительно объекта
контроля (рис. 29). Излучение СВЧ-генератора проходит
одинаковый путь при номинальной толщине листа до
схемы сравнения с опорным сигналом той же длины
волны. В таком устройстве проявляются все преимуще-
ства СВЧ-метода: точность измерений не зависит от
толщины листов; за счет бесконтактности процесса кон-
троля могут подвергаться испытаниям листы, нагретые
до высокой температуры; применение широких пучков
устраняет влияние неровностей поверхности листа.
Применение рупорно-линзовых антенн позволяет
получить значения КСВ около 120 и обеспечить точ-
ность до 1 % в диапазоне длин волн 3,2 - 10 см при по-
перечных перемещениях листа до Xq/6.
Частотно-фазовый метод основан на периодиче-
ском изменении частоты СВЧ-генератора. Устройство
(рис. 30, б) содержит перестраиваемый по частоте СВЧ-
генератор, узел разделения падающего и отраженного
сигнала (симметричный направленный ответвитель),
узел обработки отраженного сигнала, приемно-
передающую антенну и индикатор. При перестройке
частоты СВЧ генератора зависимость результирующего
сигнала будет осциллирующей и значение искомой тол-
щины h-NGdn2(f2 “/i), где G - период осцилля-
ций; N- число периодов (пиков); /i,/? - крайние значе-
ния частоты перестройки; с - скорость света.
Рис. 28. Зависимость отраженного сигнала от толщины
диэлектрического слоя, находящегося на металле, для
различных расстояний (мм) между излучающей антенной и
металлом
Рис. 29. Схема контроля толщины металлического листа:
1 - генератор; 2 - вентиль; 3 - аттенюатор; 4 - двойной
тройник; 5 - направленный ответвитель;
6 - приемно-передающая антенна; 7 - нагрузка;
8 - фазовращатель; 9 - детекторная секция; 10 - усилитель;
11 - индикатор; 12 - прокатываемый металлический лист
438
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 30. Частотно-фазовый метод в двухантенном (а) и
одноантенном (б) вариантах:
1 - перестраиваемый СВЧ-генератор; 2 - модулятор;
3 - симметричный направленный ответвитель; 4 - волномер;
5 - приемно-передающая антенна; 6 - передающая антенна;
7 - приемная антенна; 8 - объект контроля; 9 - нагрузка;
10 - аттенюатор; 11 - двойной тройник;
12 - детекторная секция; 13 - усилитель; 14 - индикатор
Метод переменной частоты может быть реализован
и по двухантенной схеме (рис. 30, а). Если изменить час-
тоту СВЧ генератора и регистрировать разность частот,
соответствующую ближайшим экстремальным значени-
ям отраженного от диэлектрического слоя сигнала, то
можно определить толщину материала h =
Чтобы исключить из выражения диэлектрическую
проницаемость, необходимо провести измерения при
новом значении толщины, дающем новую разность
частот.
Частотно-фазовый метод позволяет производить аб-
солютные измерения толщины диэлектрических сред в
широком интервале изменений толщины с погрешно-
стью 3 ... 6 %. Следует отметить, что ошибка измерения
в значительной степени определяется точностью измере-
ния частоты.
Толщину диэлектрического слоя, нанесенного на
проводящую основу, можно контролировать резонанс-
ным радиоволновым методом по изменению резонанс-
ной частоты измерительного резонатора.
Толщину тонких пленок целесообразно контроли-
ровать эллипсометрическим радиоволновым методом,
при этом толщина тонких металлических пленок на ди-
электрических подложках определяется по величине
азимута, а толщина диэлектрических покрытий на
металле - по величине эллиптичности отраженной
СВЧ-волны. При отражении от указанных систем изме-
ряется только один поляризационный параметр, а другой
остается постоянным в пределах точности измерений.
13.3. СРЕДСТВА ДЕФЕКТОСКОПИИ
Физические свойства сред и дефектов. При реше-
нии задач дефектоскопии и структурометрии с примене-
нием СВЧ, как правило, используют одни и те же методы
и средства. Выбор методов и приборов во многом опре-
деляется физическими свойствами сред (материалов) и
дефектов. Из числа физических свойств материалов
главными являются диэлектрические. Взаимодействие
СВЧ-волн со средой, определение мощности излучения и
чувствительности приемного устройства, точность изме-
рений и разрешающая способность, оценка результатов
эксперимента и их оптимизация требуют знания элек-
трических параметров сред - диэлектрической прони-
цаемости и тангенса угла диэлектрических потерь.
Максимальной точностью измерений обладают ре-
зонаторные методы. Из волноводных методов практиче-
скую применимость имеет способ измерения постоянной
распространения в измерительной линии, заполненной
образцом, так как он позволяет определить электриче-
ские параметры и оценить степень неоднородности сре-
ды в выбранном направлении. Для оценки параметров
плоскослоистых изделий (брусьев) больших габаритов
целесообразно использовать простой метод измерения
смещения наклонно падающего пучка.
Изделия и конструкции из диэлектриков и полупро-
водниковых материалов могут иметь дефекты следую-
щих типов:
• нарушения сплошности (расслоения, отслоения,
непроклей, воздушные включения, трещины и т.п.);
• инородные включения (металлические и ди-
электрические с отличными от основного материала ди-
электрическими свойствами), имеющие разнообразные
формы и размеры;
• структурные неоднородности (изменения плот-
ности и пористости, отсутствие или недостаток связую-
щего, неравномерное распределение вещества - негомо-
генность состава или смеси, технологические или экс-
плуатационные проявления анизотропии и т.д.).
Дефекты разделяют на локальные, по размеру соиз-
меримые или меньшие длины волны, и протяженные,
размеры которых больше длины волны. Классическим
примером локального дефекта является воздушный пу-
зырь в диэлектрической стенке, протяженного - рас-
слоение с размерами в несколько длин волн.
Неоднородность любого типа вызывает деформа-
цию поля волн, прошедших через материал или отра-
женных от него. При этом меняются амплитуда, фаза,
СРЕДСТВА ДЕФЕКТОСКОПИИ
439
поляризация волны, коэффициенты отражения, прелом-
ления. Структурные дефекты обнаруживают, используя
явления рассеяния, дифракции и интерференции. Если
размеры неоднородностей невелики по сравнению с ра-
бочей длиной волны, то основную роль при их обнару-
жении играют рассеяние и дифракция. Чувствительность
дефектоскопа определяется, прежде всего, рабочей дли-
ной волны. Теоретически чем короче длина волны, тем
вероятнее выявление более мелких структурных элемен-
тов. Однако практически выбор рабочей длины волны
определяется не только этим, но и другими факторами:
при более коротких длинах волн возрастают поглощение
(рассеяние) в среде и относительная допустимая неодно-
родность материала, выражаемая через отношения Ди /п.
Поэтому оптимальную рабочую длину волны находят
теоретически и экспериментально.
Чувствительность также зависит от выбранного ме-
тода и схемы прибора, реализующего метод, от типа и
размеров антенн и т.д. При прочих равных условиях по-
вышение надежности контроля связано с применением в
дефектоскопии методов корреляционного анализа и син-
хронного накопления, а также методов многопараметро-
вого контроля.
Для априорной оценки возможности выявления
конкретных дефектов в средах с известными свойствами,
как правило, производят математическое моделирование
процесса взаимодействия СВЧ-излучения со средой. При
этом радиодефектоскоп, контролируемое изделие, окру-
жающая среда рассматриваются как единая система. Со-
ставляя математическую модель системы, необходимо
учитывать свойства среды и материала изделия, их рас-
пределение в трех направлениях, характер и свойства
дефекта.
Протяженный дефект (например, расслоение) рас-
сматривается как появление в системе дополнительного
промежуточного слоя с отличными от основной среды
свойствами. В этом случае задача обнаружения дефекта
решается путем нахождения модуля и фазы коэффици-
ента отражения или прохождения для системы с (п + 1)
слоем. Ясно, что если электрофизические параметры
дефекта мало отличаются от свойств среды и размер в
направлении распространения волны также мал, то такой
дефект практически будет чисто фазовым и определяю-
щую роль в его обнаружении будет играть измерение
изменения фазы.
Локальный дефект рассматривается, как правило, в
качестве источника рассеяния й дифракции. Рассеиваю-
щие свойства объекта характеризуются эффективной
поверхностью рассеяния, определенной выражением
о = lim 4jijL2Ls\ /S:\ ,
L->oo I л 71
где Ss - плотность потока мощности рассеянного поля на
расстоянии L от объекта (дефекта), a S, - плотность по-
тока мощности падающей плоской волны.
Отраженное поле от тела сложной формы или от
системы дефектов, при условии пренебрежения эффек-
тами переотражения от различных участков, может быть
найдено в виде
N
Е=ЪЕп ехр[-1(со/-2aLn -<р„)],
П=1
где Еп и фл - мгновенные значения амплитуды и фазы
поля отраженного от и-го участка локального отражения;
Ln - расстояние до и-го участка; N - количество участ-
ков; а = 2л/X - фазовая постоянная волны.
Заключение о наличии дефекта в объекте контроля
выносится по пороговой величине изменения интенсив-
ности принимаемого результирующего сигнала. При ди-
электрической или иной анизотропии величина сигнала в
приемной антенне зависит от угла между плоскостью
поляризации излученной электромагнитной волны и на-
правления главных осей тензора диэлектрической про-
ницаемости в данной точке образца. После прохождения
волной анизотропного слоя получаем в общем случае
волну, поляризованную по эллипсу, которую представ-
ляем в виде суммы двух волн, поляризованных по кругу
вправо и влево с разными амплитудами:
+ т; + 2Т,Т, COSaJ" ;
Е„ =^(Л! +7? -2Т,Т,со8д)'! ;
д = фх-фу,
где Eq - амплитуда излученной волны; Тх и Ту - коэффи-
циенты прохождения слоя по амплитуде для волн, поля-
ризованных в плоскости xz nyz(z~ направление распро-
странения); Фх и Фу - фазовые набеги при прохождении
слоя волнами.
Если приемная антенна принимает волны, поляри-
зованные по кругу влево, а также Тх & Ту = Т, то интен-
сивность сигнала в приемной антенне
Z = l/4W0T2sin2(A/2),
где к - апертурный коэффициент.
На основе изложенных принципов строится матема-
тическая модель, производится априорный расчет воз-
можности обнаружения дефектов и осуществляется выбор
методов и средств дефектоскопии и структуроскопии.
Методы и средства дефектоскопии при контроле
на отражение. Для контроля изделий способом на отра-
жение используют ряд СВЧ-методов: амплитудный, фа-
зовый, амплитудно-фазовый, поляризационный, геомет-
рический и поверхностных волн. На рис. 31 приведены
схемы типичных амплитудно-фазовых дефектоскопов,
применяемых для контроля большинства локальных,
протяженных и структурных типов дефектов. Схема де-
фектоскопа на рис. 31, а использует двойной волновод-
ный тройник в качестве СВЧ-моста. Генератор СВЧ и
детекторную секцию можно поменять местами без
ущерба для работоспособности схемы. Если симметрич-
ные плечи тройника имеют одинаковую нагрузку, то от-
раженные СВЧ-волны не проходят в выходное плечо
440
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 31. Типичные схемы (а, б, в, г) амплитудно-фазовых дефектоскопов (режим работы на отражение):
1 - генератор; 2 - вентиль; 3 - опорное плечо; 4 - двойной тройник; 5 - антенна; 6 - детекторная секция; 7 - усилитель;
8 ~ индикатор
тройника, мост согласован, а сигнал на выходе детектор-
ной секции равен 0. Баланс моста, как правило, устанав-
ливают изменением положений перестраиваемых эле-
ментов опорного плеча при постоянных значениях
рабочего зазора и толщины объекта на эталонном изде-
лии или бездефектном его участке. Обычно тройник вы-
полняют с высоким уровнем развязки плеч Е и Н
(60 - 70 дБ), что и определяет высокую чувствительность
дефектоскопов, построенных по данному принципу. При
этом возможно обнаружение локальных воздушных
включений с размерами (0,05 - 0,01 )Хе.
В табл. 2 приведены результаты приближенного
расчета коэффициента отражения для случая непогло-
щающего слоя толщиной 10 мм с диэлектрической про-
ницаемостью s' / s0 = 4 при рабочей длине волны дефек-
тоскопа Хо = 3 см.
На рис. 32 приведены зависимости коэффициента
отражения для дефектов типа расслоений в непогло-
щающих материалах с диэлектрической проницаемостью
от 2 до 10. Толщина расслоений выражена в долях длины
волны. Значения коэффициентов отражения по мощно-
сти для материалов с s' / So > 4 находятся выше уровня
50 дБ при относительной толщине расслоения Z/l = 10’3,
что соответствует при длине волны 30 мм абсолютной
толщине 0,03 мм.
Так как реальные изделия имеют допустимые неод-
нородность диэлектрических свойств и разнотолщин-
ность, а при сканировании контролируемой поверхности
может изменяться зазор между срезом антенны и по-
верхностью контролируемого изделия, то достижимая в
действительности чувствительность дефектоскопа огра-
ничена.
Влияние изменения зазора показывает, что при от-
ношении сигнал/шум 2 : 1 могут выявляться только де-
фекты, вызывающие изменение фазы отраженной волны,
определяемое неравенством
Дф>8лДг/Х0,
где Дг - изменение зазора; 1о - рабочая длина волны
дефектоскопа в воздухе.
Влияние изменения толщины контролируемого слоя
определяется осциллирующей функцией толщины слоя и
диэлектрической проницаемости.
Для материалов с малым значением s' / So можно с
достаточной точностью считать, что при отношении сиг-
нал/шум 2 : 1 выявляются только дефекты, вызывающие
набег фазы:
Дф>8л---------,
V 8о
где Д/ - изменение толщины слоя.
При малых скоростях контроля влияние изменения
зазора можно исключить, если датчик энергии СВЧ ус-
танавливать на опоры и перемещать его по поверхности
изделия.
Изменение толщины контролируемого слоя исклю-
чить значительно сложнее.
На рис. 31, в приведен упрощенный вариант схемы
амплитудно-фазового дефектоскопа с двумя антеннами,
расположенными рядом, одна из которых передающая,
другая - приемная. Опорным сигналом здесь служит
сигнал связи между антеннами, который может регулиро-
ваться путем изменения их относительного положения.
Из-за воздействия большого фонового сигнала, яв-
ляющегося следствием отражений волн от бездефектно-
го участка изделия, чувствительность схемы к дефектам
ниже, чем в вариантах, описанных выше. Этот сигнал
можно уменьшить поворотом приемной антенны вокруг
ее оптической оси на 90°, что будет соответствовать слу-
чаю скрещенных поляризаций приемной и передающей
антенн. Схема в этом случае будет максимально чувст-
вительна только к таким неоднородностям и дефектам,
при отражении от которых происходит максимальный
(до 90°) поворот плоскости поляризации волн: схема
становится поляризационно чувствительной.
СРЕДСТВА ДЕФЕКТОСКОПИИ
441
2. Расчетные значения коэффициента отражения для непоглощающего слоя
Коэффициент отражения Выявляемый набег фазы, рад Выявляемое изменение е’/е0 Раскрытие расслоения, мм Условия контроля
1 0,002 0,002 0,005 Лист диэлектрика лежит на металлической подложке
0,5 0,004 0,004 0,008 Лист находится в воздухе
0,1 0,02 6,019 0,05 То же
На рис. 31,г приведен вариант схемы амплитудно-
фазового дефектоскопа, устанавливаемого при простран-
ственном разнесении и расположении антенн таким об-
разом, что приемная антенна реагирует только на рассе-
янный дефектом сигнал. Дефектоскоп становится ампли-
тудным. Способ контроля получает оптимальное приме-
нение при дефектоскопии изделий с размерами, соизме-
римыми во всех трех направлениях: кубов, параллелепи-
педов и т.д.
Поляризационные дефектоскопы (рис. 33), фикси-
рующие изменение поляризации СВЧ-волн, пригодны
для обнаружения различных деполяризующих дефектов
в изотропных материалах, но наиболее перспективно их
применение для контроля диэлектрической и технологи-
ческой анизотропии, а также внутренних действующих
или остаточных напряжений в диэлектрических изделиях.
Чувствительность поляризационных дефектоскопов
зависит от расположения дефекта, например, по отноше-
нию к вектору падающей волны. Поэтому применение
волны с переменной (круговой) поляризацией является
более надежным и достоверным способом, позволяющим
определить все рассеивающие свойства дефектов незави-
Рис. 32. Коэффициент отражения в зависимости от
толщины расслоения для различных значений е* /8о сред
симо от формы и расположения на фоне флюктуирую-
щих помех. При появлении дефекта происходит измене-
ние характера поляризации отраженной волны - возни-
кает эллиптически поляризованный сигнал, баланс схе-
мы нарушается и на выходе появляется сигнал разбалан-
са, соответствующий дефекту. К достоинствам схемы
следует отнести малое влияние на форму дефектограммы
изменений амплитуды и частоты генератора СВЧ. На-
дежность схемы повышается за счет того, что она позво-
ляет вести запись трех независимых параметров.
Рассмотренные схемы дефектоскопов можно ком-
бинировать. Например, если схему (см. рис. 31, б) запи-
тать от рабочего плеча схемы (см. рис. 31, а), а рядом с
парой приемно-передающих антенн дифференциального
дефектоскопа расположить ортогонально и симметрично
пару приемных антенн, подключенных к третьему трой-
нику, то получим схему трехканального дефектоскопа,
реализующего сразу три метода: амплитудно-фазовый с
приемным плечом, амплитудно-фазовый дифференци-
альный и поляризационный, что повышает надежность
контроля.
Дефектоскопы на основе геометрического метода
целесообразно использовать для обнаружения и локали-
зации дефектов. На рис. 34 показана схема реализации
указанного метода с применением согласующих пластин,
устраняющих отражения от границ раздела объекта
Рис. 33. Схема поляризационного дефектоскопа с
использованием падающих волн круговой поляризации:
1 - СВЧ-генератор; 2 - развязывающий элемент; 3 - поляризатор;
4 - передающая антенна; 5 - приемная антенна; 6 - анализатор
поляризации (турникетное соединение волноводов); 7, 8 и
9 - элементы балансовой схемы; 10 - детекторная секция;
11 - индикатор; 12 - усилитель
442
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 34. Схема дефектоскопа на основе геометрического
метода:
1 - согласующая пластина; 2 - объект контроля; 3 - дефект
контроля. Сигнал от дефекта будет выделяться в «чис-
том» виде, давая наиболее точную информацию о его
геометрии, пространственном положении и глубине за-
легания. Суть метода в том, что если оптические оси
приемной и передающей антенн направить под одинако-
вым углом к поверхности объекта контроля и датчик
сканировать по поверхности, то максимум сигнала при
наличии дефекта будет при таком положении датчика и
антенн, когда их оптические оси (после преломления
лучей) сходятся на дефекте. За счет сканирования опре-
деляются глубина залегания и форма объекта. При ис-
пользовании в антеннах датчика контактных призм из
того же материала, что и объект контроля, отпадает не-
обходимость применения согласующей пластины на пе-
редней границе раздела.
Резонансный радиодефектоскоп миллиметрового
диапазона. В резонансных радиодефектоскопах сочета-
ются методы радиодефектоскопии для получения про-
странственной характеристики дефекта (положение в
контролируемом изделии, геометрические размеры и
форма) с методами радиоспектроскопии для получения
информации о свойствах дефектов.
Методы радиодефектоскопии основаны на исполь-
зовании резонансных эффектов максимального поглоще-
ния энергии падающего электромагнитного излучения на
определенных критических частотах и в ряде случаев -
в присутствии внешнего магнитного поля. Основными
резонансными эффектами являются: ядерный магнитный
(ЯМР), ядерный квадрупольный (ЯКР), электронный
парамагнитный (ЭПР), ферромагнитный, антиферромаг-
нитный и эффект динамической поляризации ядер (эф-
фект Оверхаузена).
Возможности выявления дефектов при резонансных
методах радиодефектоскопии в полупроводниках, фер-
ритах и диэлектриках определяются потенциальной и
реальной чувствительностью. Поскольку для выделения
сигнала, несущего информацию о дефекте при резонанс-
ных методах радиодефектоскопии (РМРД), нет принци-
пиальной необходимости в пространственной локализа-
ции излучения при обнаружении дефектов (если не ста-
вится задача определения их координат и геометрии), то
РМРД позволяют выявить существенно меньшие дефек-
ты, чем другие радиометоды.
При использовании резонансных частот миллимет-
рового диапазона РМРД приобретают следующие прин-
ципиально новые возможности по сравнению с длинно-
волновыми приборами:
1. Спектроскоп миллиметрового диапазона позво-
лит производить изотопический анализ с высоким раз-
решением большого числа молекул. Частоты вращатель-
ного спектра молекул в этом диапазоне обратно пропор-
циональны моментам инерции молекул, поэтому резо-
нансные частоты меняются по тем же законам, что и
изотопические массы молекул. Существенным преиму-
ществом радиоспектроскопического метода определения
изотопических масс по сравнению с масс-спектральным
является более высокая точность, обусловленная отсут-
ствием фона от других ядер или радикалов с одинаковой
массой. Практически удается измерить отношение ядер-
ных масс в пределах 0,1 - 0,005 с точностью 1 %.
2. Возможность сочетать обнаружение микронеод-
нородностей с детальным анализом их химического
состава. Расчеты показывают, что при имеющейся в
настоящее время стабильности аппаратуры диапазона
0,5-10 мм можно определять до 200 000 положений
спектральных линий и идентифицировать более
60 000 веществ.
13.4. СРЕДСТВА СТРУКТУРОСКОПИИ
Неразрушающий контроль внутренней структуры
радиопрозрачных промышленных изделий, а также тек-
стуры материалов осуществляют с помощью радиоин-
троскопии. Для этих целей могут быть применимы
обычные средства радиоволновой дефектоскопии в ре-
жиме сканирования, но наиболее эффективно задачи
структуроскопии решаются с помощью специально соз-
данных радиоструктуроскопов и радиоинтроскопов.
Информация о внутренней структуре содержится в
амплитуде, фазе и характере поляризации отраженной
или прошедшей волны. В зависимости от свойств изде-
лия и характера имеющихся в них структурных элемен-
тов применяются амплитудный, фазовый или поляриза-
ционный методы.
Информацию о внутренней структуре можно ис-
пользовать как для дефектоскопии промышленных изде-
лий на различных стадиях их производства, так и для
контроля технологического процесса, а также при созда-
нии изделий с заданной или оптимальной структурой.
Особо следует выделить направление исследования
диэлектрической анизотропии тел, непрозрачных для
света. На основе радиополяризационного метода могут
быть получены фотографии основных характеристик
анизотропного состояния: изоклин и линий равной сте-
пени анизотропии - путем применения волн круговой
поляризации, просветляющих покрытий и телевизион-
ной техники.
СРЕДСТВА СТРУКТУРОСКОПИИ
443
Радиополяризационный метод применяется для ис-
следования остаточных напряжений, напряженно-дефор-
мированного состояния, неоднородной поляризации из-
делий из пьезокерамики и текстур. Текстура - организо-
ванная структура, образующаяся при формировании
промышленных изделий. Неправильно сформированная
текстура является причиной растрескивания при обжиге
изделий из керамики, появления остаточных напряже-
ний, плохого качества изделий в целом. Применение
просветляющих покрытий, дифракционных решеток и
экранов при диагностике изделий с большим коэффици-
ентом отражения (пьезокерамика, сегнетоэлектрики)
способствует получению качественной информации об
их внутренней структуре.
Одной из форм получения информации об объекте
контроля в процессе исследования его внутренней струк-
туры является представление сигнала в виде яркостного
светового изображения. Оно может быть получено на
экране осциллографа, на фотохимической бумаге, фото-
бумаге или фотопленке, телевизионном экране и т.п.
Существует несколько вариантов получения види-
мого изображения контролируемого изделия с помощью
радиоволн.
1. Механическое сканирование одиночным зондом.
С помощью механических сканирующих систем обеспе-
чивается последовательное перемещение одиночных
зЬндов по законам разложения кадра, приведенным на
рис. 35, а, б.
Используя системы синхронизации (перемещения
светового луча, электронного луча, ножа фототелеграф-
ного аппарата и т.п.) и подавая сигнал от детектора на
модулирующее устройство, получают изображение ис-
следуемого объекта в соответствующем масштабе.
2. С помощью линейных антенных устройств. Ан-
тенные устройства выполнены в виде линейки одиноч-
ных приемных и излучающих элементарных антенн, об-
разующих строку кадра. На рис. 36 приведена принципи-
альная схема такой антенны и ее расположение относи-
тельно объекта контроля. Вторую координату можно
получить за счет перемещения антенных устройств от-
носительно образца или наоборот. Принцип действия
заключается в синхронном подключении строго ориен-
тированных относительно друг друга излучающих и
приемных каналов с помощью соответствующих комму-
тирующих устройств СВЧ.
Рис. 35. Закон сканирования датчика
Рис. 36. Принципиальная схема линейной антенны:
1 - блок питания клистрона; 2 - клистрон; 3 - проходная детек-
торная секция; 4 - передающая антенна; 5 - накладная
излучающая антенна; 6 - объект контроля; 7 - накладная
приемная антенна; 8 - приемная антенна; 9 - детекторная
секция; 10 - блок усиления и индикации; 11 - осциллограф;
12 - блок управления; 13 - датчик кадровой синхронизации;
14 - вращающееся сочленение (СВЧ-коммутатор); 15 - система
линейного перемещения
Такой способ контроля позволяет получать практи-
чески такую же разрешающую способность, как и при
одиночном сканировании, обеспечивая увеличение про-
изводительности контроля за счет быстродействующего
коммутатора СВЧ.
3. С помощью матричных антенн: Антенны вы-
полнены в виде матричного набора одиночных прием-
ных элементов. Съем информации с такой системы мо-
жет осуществляться различными способами: коммути-
рующими системами при одновременном преобразова-
нии всего радиоизображения в видимое, с помощью спе-
циальных электронно-лучевых трубок или люминес-
центных панелей. Отличительной особенностью этого
способа является наличие коммутирующего устройства,
обеспечивающего равномерное облучение объекта кон-
троля или контролируемой площади. Быстродействие
таких систем определяется инерционностью индикатор-
ных устройств и может достигать 106 кадров в секунду.
4. С помощью непрерывно преобразующих систем.
Этот способ отличается от предыдущего тем, что в каче-
стве приемнопреобразующего элемента используют уст-
ройства, основанные на явлениях управления теми или
иными физическими эффектами с помощью градиента
температур, создаваемого при поглощении части радио-
волновой энергии резистивным элементом. К таким уст-
ройствам относятся жидкокристаллические материалы,
материалы, меняющие цвет люминесценции, смещаю-
щие край поглощения, предварительно проявленные ма-
териалы и т.п. Эти устройства обеспечивают разрешаю-
щую способность, заложенную в радиоволновом изо-
бражении, и обладают инерционностью тепловых про-
цессов.
5. С помощью активного зонда. Производитель-
ность этого метода очень мала, однако в настоящее вре-
мя он применяется при исследовании полей большой
площади, создаваемых антенными системами или радио-
444
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
голографическим способом. Этот метод носит название
активного зондирования, так как зонд или принимает
часть энергии, или излучает, а приемным устройством
является исследуемый объект.
6. С помощью реактивного зонда. Метод основан
на приеме возмущений (рассеяния) электромагнитной
энергии, создаваемых реактивным зондом в любой точке
исследуемого поля и перемещаемого по полю анализа.
Принципиальная схема одноканального интроскопа
показана на рис. 37.
Сверхвысокочастотные электромагнитные колеба-
ния, образуемые в генераторе 2 и модулированные по
низкой частоте, через фидерный тракт подводятся к из-
лучающей антенне 9. Соосно с ней расположена прием-
ная антенна 10. Они образуют канал, зондирующий объ-
ект 1.
Принятый сигнал после детектирования и усиления
по низкой частоте поступает в блок 13 и управляет интен-
сивностью свечения лампочки (обычно точечная модуля-
торная газосветная лампочка ТМН-2) или интенсивностью
электронного пучка в осциллоскопической трубке.
Отличительной особенностью таких интроскопов
является то, что одновременно зондируется небольшой
по площади элемент объекта, а многоэлементный отбор
информации достигается за счет механического скани-
рования объекта или антенн. Датчик 75 обеспечивает
сканирование лампочки или электронного пучка син-
хронно с антеннами.
Одноканальные интроскопы имеют преимущества:
они просты в изготовлении и эксплуатации; в них отсут-
ствуют аберрации, связанные с однородностью преобра-
зования по полю анализа. Выбрав антенну соответст-
вующего типа, можно получить более высокую разре-
шающую способность.
Рис. 37. Принципиальная схема одноканального
СВЧ-интроскопа с механическим сканированием:
7 - исследуемый объект; 2 - СВЧ-генератор электромагнитных
колебаний; 3 - блок его питания; 4 - модулятор низкой частоты
(НЧ); 5 - аттенюатор; 6 - ответвитель; 7 - детектор в цепи
контроля работы генератора; 8 - контрольный осциллограф;
9 - излучающая антенна; 10 - приемная антенна; 77 - детектор;
72 - усилитель НЧ; 13 - блок визуализации;
14 - автомат движения образца (механизм сканирования);
75 - датчик управления лучом
В качестве генераторов сверхвысокочастотных ко-
лебаний могут быть использованы маломощные клис-
троны, выпускаемые промышленностью со стандартны-
ми блоками питания и модуляции. Благодаря наличию
одного канала можно использовать всевозможные сис-
темы усиления, преобразования и индикации, дающие
возможность решать ряд сложных задач интроскопии.
Все это обеспечивает высокое качество изображе-
ний на экранах или фотографиях, а также сравнительно
простое осуществление голографических методов интро-
скопии.
Недостаток одноканальных интроскопов - значи-
тельное время считывания изображений.
Для того чтобы сохранить впечатление непрерывно-
сти изображения (кадра) не только вдоль оси х, но и вдоль
оси шаг сканирования h должен быть меньше 8у.
При тонком объекте и небольших расстояниях меж-
ду срезами зондов шаг сканирования h не должен пре-
вышать 0,72Х, а в отдельных случаях 0,08Х. Однако
уменьшение шага сканирования связано с увеличением
времени получения кадра (обзора поля зрения) /о-
При X = 8 мм шаг сканирования в зависимости от
решаемой задачи выбирают в пределах 0,5 - 3 мм. Для
получения непрерывного кадра необходимо, чтобы пло-
щадь растр-элемента (светового пятна на фотопленке)
совпадала с квадратом шага сканирования Л2, умножен-
ного на квадрат масштаба преобразования М2. Обычно
удобнее иметь круглый растр-элемент с радиусом
R > Mh, он формируется оптикой фотоприставки. Необ-
ходимый масштаб преобразования устанавливают путем
удаления фотоаппарата на соответствующее расстояние
от лампочки.
Полученное изображение может быть получено
оператором с помощью интерактивного измерителя ха-
рактеристик. При этом оператор может измерить сигнал
в точке изображения, оценить количественно линейные
размеры и площади участков, степень анизотропии.
Запись изображения можно получить также на спе-
циальной электрохимической или электротермической
бумаге и на экранах электронно-лучевых трубок.
Отличительной особенностью скоростных структу-
роскопов является наличие многоэлементной линейной
антенны, содержащей 32 или 100 волноводных каналов,
коммутируемых специальным коммутатором.
Принцип работы такой аппаратуры заключается в
следующем (см. рис. 36). Энергия СВЧ от клистронного
генератора 2 подается на коммутатор, выполненный в
виде вращающегося узла. Пройдя накладную излучаю-
щую антенну 5, сигнал излучается в пространство, про-
ходит сквозь контролируемый объект и попадает в на-
кладную приемную антенну 7, а затем в основную при-
емную антенну 8. Приемная антенна выполнена иден-
тично передающей антенне. В ней имеется коммутатор
СВЧ, который в той же последовательности, что и пере-
дающая антенна коммутирует каналы и подает их на
детекторную секцию 9, выделяющую низкочастотный
сигнал, несущий информацию о внутренней структуре
контролируемого объекта. С детекторной секции сигнал
подается на линейный усилитель блока усиления и
СРЕДСТВА СТРУКТУРОСКОПИИ
445
индикации 10, в котором он обрабатывается и подается
на модулятор осциллографической трубки 11 для моду-
ляции электронного потока. Одновременно с этим на
отклоняющие пластины осциллографической трубки
подают соответствующие напряжения, обеспечивающие
получение растра. Это достигается тем, что на вход ос-
циллографа «X» подается запускающий импульс, в то
время как осциллограф находится в 'режиме ждущей раз-
вертки. На вход «У» подается напряжение с датчика кад-
ровой синхронизации 13, который установлен на системе
линейного перемещения 15, обеспечивающей перемеще-
ние антенн относительно объекта контроля, либо наобо-
рот. При наличии напряжений и сигналов на экране ос-
циллографа получается яркостная или аксонометриче-
ская картина. В приборе заложена возможность индици-
ровать на экране осциллографа амплитудное распреде-
ление по любой строке.
Приборами данного класса можно проводить кон-
троль двумя основными методами: на «прохождение» и
на «отражение». В последнем случае обе антенны уста-
навливают по одну сторону от контролируемого объекта.
При наличии накладных съемных антенн в качестве но-
сителя информации можно использовать поляризацию
волны. Поэтому в комплекте приборов имеется приемная
накладная антенна, у которой входная плоскость волно-
водов повернута на 90° по отношению к выходной пло-
щади поляризации излучающей антенны.
В комплект приборов входит накладная антенна,
обеспечивающая работу в режиме дифференциального
выделения сигнала, прошедшего сквозь образец.
Дифференциальный режим создается благодаря на-
личию перед излучающей антенной металлического
стержня, имеющего двухлепестковую диаграмму на-
правленности, что обеспечивает выделение сигнала
только в случае различных условий распространения
энергии СВЧ по этим двум направлениям. Если условия
одинаковые, то сигнал отсутствует.
Эти приборы используют для контроля стеклопла-
стиков, керамики, пластмассы, огнеупоров, резины,
строительных материалов, покрытий и т.п.
Перспективно применение таких приборов для ре-
гистрации полей СВЧ-диапазона 8 и 32 мм, для исследо-
вания диаграмм направленности, получения радиоголо-
грамм, а также в схемах с оптическим формированием
радиоизображений.
СВЧ-интроскопы с реактивным зондом. Наряду с
приборами, в которых используется принцип активного
зонда, т.е. имеется приемный зонд, принимающий энер-
гию СВЧ, существуют приборы, работа которых основа-
на на принципе реактивного зонда.
В этом случае сигналом служит принятая антенной
рассеянная на реактивном зонде мощность в том месте
пространства, где в данное время находится зонд.
Для получения изображения в пространстве пере-
мещается реактивный зонд.
Приборы данного класса предназначены для кон-
троля качества интегральных схем СВЧ, резонансных
систем электроники СВЧ, юстировки антенн, исследова-
ний ближневолновых распределений, получения изо-
бражений в системах с квазиоптическим формированием
радиоизображения, т.е. в основном в тех случаях, когда
исследуется поле СВЧ.
Структурная схема реализации метода реактивного
зонда приведена на рис. 38.
Основным элементом в этой схеме является фото-
управляемая полупроводниковая пластина 5, которая
обладает малым темновым возмущением: в неосвещен-
ном состоянии ее параметры не искажают поле в том
месте, где находится эта пластина. Если эту пластину в
какой-либо точке осветить световым пятном большой
интенсивности, то в этом месте резко изменится прово-
димость материала пластины (коэффициент отражения,
преломления и прохождения).
Созданный таким образом реактивный зонд приво-
дит к рассеянию локальной энергии СВЧ, что восприни-
мается тем или иным приемником 4 (излучающей антен-
ной в моностатической схеме, эталонной антенной в
бистатической схеме, детектором в волноводной схеме).
С помощью соответствующих схем 3 из принятого сиг-
нала выделяется информация об амплитуде, фазе и поля-
ризации электромагнитного поля в точке падения света
на плоскость фотоуправляемой пластины, и можно по-
лучать картину исследуемого поля, т.е. исследовать
структуру поля.
Особенностью построения высокочастотной схемы
прибора (/, 3,10, 11) является введение в ее состав кана-
ла когерентной компенсации 2, необходимого для выде-
ления малого полезного сигнала СВЧ на фоне постоян-
ной когерентной составляющей, вызванной отражениями
от антенны и окружающих предметов, конечным согла-
сованием и направленностью элементов измерительного
тракта СВЧ и т.д.
Радиовизор - прибор для визуального наблюдения
и регистрации полей излучения СВЧ. Благодаря исполь-
зованию неселективных приемников СВЧ-излучения,
обеспечивающих преобразование части энергии СВЧ в
тепловой рельеф, и управлению с его помощью различ-
ными физическими явлениями, создан радиовизор,
структурная схема которого приведена на рис. 39.
Принцип действия прибора заключается в следую-
щем. Энергия СВЧ падает на экран 2 и частично погло-
щается металлической поглощающей пленкой толщиной
в несколько сотен ангстрем. Появившийся в результате
этого тепловой рельеф, адекватный пространственному
распределению СВЧ-поля, воздействует на люминес-
центный экран таким образом, что в тех местах экрана,
где температура становится выше определенной, проис-
ходит гашение люминесценции. При отсутствии поля
Рис. 38. Структурная схема метода реактивного зонда
446
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 39. Структурная схема радиовизора РВ-П:
1 - защитная кассета; 2 - приемный экран;
3 - источник УФ-возбуждения
СВЧ равномерное свечение экрана обеспечивается ульт-
рафиолетовой лампой 3, встроенной в прибор.
Разрешающая способность таких приборов в диапа-
зоне СВЧ определяется радиооптикой (не более 0,5Х).
13.5. СРЕДСТВА КОНТРОЛЯ
ФИЗИКО-МЕХАНИЧЕСКИХ
ПАРАМЕТРОВ
При оценке качества и надежности изделий и кон-
струкций необходимо знание ряда физико-механических
параметров материалов, из которых они изготовлены.
Так например, одной из основных физических характе-
ристик материала является его плотность. Плотность
используется при расчетах большинства других физиче-
ских и механических характеристик материалов, в част-
ности, динамического модуля упругости, коэффициента
теплопроводности, коэффициента отражения и др. Кроме
того, плотность является и важнейшей технологической
характеристикой материалов, особенно композитных.
От плотности зависит количественное содержание от-
дельных компонентов, пористость, степень кристаллиза-
ции, проницаемость, содержание летучих, неоднород-
ность и т.п.
Контроль таких параметров, как пористость, удель-
ное сопротивление, диэлектрическая проницаемость и
тангенс угла диэлектрических потерь, содержание ком-
понентов непосредственно в полуфабрикатах, изделиях и
конструкциях, также является одной из важных практи-
ческих задач.
Для оценки плотности часто используют фазовый
проходной метод в диапазоне радиоволн СВЧ. Этот ме-
тод базируется на взаимосвязи между контролируемым
физическим параметром среды и ее диэлектрической
проницаемостью. Если волна распространяется через
изделие конечных размеров, то имеет место явление ин-
терференции волн, претерпевших многократное отраже-
ние на границах раздела изделие - воздух. Вследствие
этого изменение фазы 0/ является осциллирующей функ-
цией (8, 7), где 7 - путь. При нормальном падении волны
на слой диэлектрика величина осцилляции будет
ДО = arctg
г2 sin2 0Z
1-r2 cos2 0Z
где r =
Максимальное значение осцилляции
A6M=arctg-/i=.
Vl-r
В случае неплоской формы изделия из-за рассеяния от-
раженных волн влияние осцилляции, связанной с много-
кратным отражением, будет меньше.
При проведении неразрушающего контроля фазо-
вым проходным методом измеряют набег фазы волны,
прошедшей через изделие:
р=_(7Ё-1)/+де,
X
где X - длина волны; 7 - длина пути, по которому волна
проходит в изделии. Следовательно, набег фазы, приве-
денный к базе измерения, будет
р=^(7^-1)+др, др~.
A I
Функциональная связь между 8 и плотностью среды
П подтверждается многими исследователями экспери-
ментально. Хорошую сходимость с экспериментальными
результатами дает формула
2 z I— . ли(1-77)
е = -(Vsck ~ Oarctg—— +1
л П
где т - коэффициент, для радиоволновых измерений на
огнеупорных изделиях из большинства окислов
8СК - диэлектрическая проницаемость беспористой части
(скелета) материала.
Проверка этой формулы показала, что расхождение
между экспериментальными и расчетными данными не
превышает 1 % абсолютного значения П. Она может
быть рекомендована для расчета и проверки тарировоч-
ных графиков при измерении П в диапазоне 0 ... 30 %.
Для проведения контроля могут использоваться измери-
тельные устройства из типовых элементов и узлов, на-
пример, простая схема для фазовых измерений с индика-
цией посредством измерительных линий. Связь между 8
и х-смещением минимума (узла) стоячей волны в изме-
рительной линии будет
СРЕДСТВА КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
447
2Х х
K~d
где А, и X, - длина волн соответственно в свободном про-
странстве и в измерительной линии; d - толщина образ-
ца. Рабочую длину волны выбирают из условия одно-
значности относительных измерений
где Si, S2 - относительные диэлектрические проницаемо-
сти соответственно максимально и минимально возмож-
ные (ожидаемые) для контролируемых изделий одной
марки.
В указанной классической схеме может быть ис-
пользован эталонный (калиброванный) фазовращатель,
служащий одновременно отсчетным устройством. Про-
цесс измерения заключается в фиксации положения фа-
зовращателя, при котором сигнал с детектора равен ну-
лю (или минимуму).
Фазопроходной метод получил широкое распро-
странение при неразрушающем контроле качества огне-
упорных изделий из различных окислов, в том числе
алюмосиликатных, магнезиальных, хромомагнезитовых,
изготовленных полусухим прессованием, шликерным
литьем, плавлением. Изделия различны по размерам и
конфигурации (прямоугольные и клиновидные с пло-
скими поверхностями, в виде толстостенных цилиндри-
ческих и конических тел вращения и др.). Контроль ве-
дут на воздушно-сухих изделиях, которые до проведения
операции контроля подвергают высокотемпературной
обработке (обжигу).
Для непосредственного измерения диэлектрической
проницаемости материалов широко используют интер-
ференционные СВЧ-методы. Однако эти методы не все-
гда применимы в случае крупногабаритных изделий и не
применимы совсем, если неизвестна толщина контроли-
руемого материала. В этих условиях используется час-
тотно-фазовый метод (переменной частоты), рис. 40.
Диэлектрическая проницаемость материала опреде-
ляется по формуле
Г < Y
е= ------ .
Ий А/ )
Рис. 40. Структурная схема устройства для измерения
диэлектрической проницаемости:
1 - передающая антенна; 2 - частотомер; 3 - СВЧ-генератор;
4 - модулятор; 5 - приемная антенна; 6 - усилитель;
7 - измерительное устройство; 8 - диэлектрик
Для исключения h после измерения разности частот
Д/i между экстремумами отраженного сигнала, умень-
шают слой на глубину АЛ и проводят аналогичное изме-
рение разности частот А^, соответствующей оставшейся
толщине (Л - АЛ). В результате
с_Г^(А/г -4А)Т
L _
Измерение плотности диэлектрических материалов
может быть выполнено другим методом, применяемым
д ля контроля плотности снежного покрова.
Метод основан на использовании явления наклона
фазового фронта электромагнитной волны при ее рас-
пространении вдоль полупроводящей поверхности. Фи-
зическая и количественная трактовка этого явления име-
ет аналитический вид tgp = l/Ve+l. Между плотно-
стью снежного покрова и его диэлектрической прони-
цаемостью существует линейная связь. Таким образом,
по углу наклона фазового фронта волны возможно опре-
делить плотность снежного покрова.
13.6. СРЕДСТВА КОНТРОЛЯ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
В современном производстве полимерные материа-
лы часто вытесняют металлы. Эти обстоятельства ставят
неотложные задачи по созданию эффективных методов и
средств контроля качества данных материалов в техно-
логическом процессе производства.
Следует отметить, что если современный уровень
развития методов и средств контроля готовых изделий
достаточно высок, то в отношении контроля технологи-
ческих параметров полимерных материалов и изделий в
процессе производства достижения еще незначительны.
Наиболее важными технологическими параметрами, ко-
торые необходимо контролировать в процессе производ-
ства изделий, являются такие, как влажность всех ком-
понентов, вязкость связующего, кинетика твердения,
плотность материала на всех стадиях его изготовления,
упругие и прочностные характеристики армирующего
наполнителя и готового изделия, геометрические харак-
теристики армирующего наполнителя (диаметр волокон,
толщина слоев) и готовых изделий, а также наличие раз-
личных дефектов.
Особенность неразрушающего контроля заключает-
ся в том, что все указанные параметры необходимо оп-
ределять непосредственно в технологическом процессе.
Это обстоятельство накладывает на метод контроля су-
щественные ограничения. Наиболее эффективными для
этих целей являются радиоволновые, тепловые, радиа-
ционные, акустические методы. При этом наиболее уни-
версальными и информативными являются бесконтакт-
ные радиоволновые, которые позволяют контролировать
влажность, вязкость, кинетику твердения, геометриче-
ские размеры, содержание компонент, наличие различ-
ных дефектов, ориентацию наполнителя и другие пара-
метры.
448
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Особое значение при неразрушающем технологиче-
ском контроле приобретают системы обработки и визуа-
лизации результатов контроля. При этом предпочтение
отдается автоматизированным системам.
Возможность применения радиоволновых методов в
определении влажности в материалах и изделиях осно-
вывается на двух физических явлениях: поглощении и
рассеянии радиоволн, что связано с наличием широко-
полосной вращательной релаксации полярных водяных
молекул в области СВЧ.
Информацию о влажности содержат амплитуда, фа-
за и угол поворота плоскости поляризации электромаг-
нитной волны, как отраженной, так и прошедшей через
влажный материал.
Для увеличения эффективности влагомеров могут
быть использованы двухчастотные методы, когда одна
из частот находится в области резонансного поглощения
электромагнитной энергии молекулами воды (X « 1 см),
или метод переменной частоты.
На рис. 41 приведена типичная зависимость 8' и е"
от частоты. Диэлектрическая постоянная воды в области
СВЧ меняется от 80 до 15, в то время как эта величина
для большинства диэлектрических материалов лежит в
интервале 2-9 (см. табл. 1).
Обычно считают, что влажный материал - бинарная
смесь воды и сухого вещества. Вода и сухой твердый
материал относятся к диэлектрикам, но по физико-
химическим свойствам и поведению в электромагнитном
поле резко отличаются друг от друга.
В каждом случае 8 необходимо определять как ди-
электрическую постоянную многокомпонентных смесей,
учитывая микроструктуру, задающую тип поляризаций и
распределение времен релаксации. На связь между 8 и
tg 8 и коэффициентами R и Т в значительной степени
влияет температура материала. При малых концентраци-
ях влаги это может привести к неоднозначным результа-
там, в связи с чем в большинство влагомеров приходится
либо вводить температурную компенсацию, либо ис-
пользовать поправочные графики.
Большинство СВЧ-влагомеров применяют для
управления технологическими процессами в бумажной,
строительной, пищевой, химической и других отраслях
промышленности.
В промышленных образцах амплитудных влагоме-
ров измеряемой величиной является ослабление мощно-
сти прошедшего сигнала в децибелах.
Рис. 42. Типичная зависимость параметров материала от
влажности
В областях малых влагосодержаний и преобладании
химически связанной влаги крутизна характеристики
значительно меньше, чем в области с преобладанием
слабосвязанной влаги: для песка при W < 7 % прираще-
ние амплитуды А составляет 0,8 дБ / 1 %; при W > 7 %
приращение - 2,5 дБ / 1 %. Для узкого диапазона влажно-
сти эту зависимость можно считать линейной (рис. 42).
На рис. 43 приведены структурные и функциональ-
ные схемы амплитудных СВЧ-влагомеров, основанные
на принципе ослабления (метод на «прохождение»).
В неавтоматических влагомерах используют одно-
канальную схему по методам прямого преобразования
(отсчет по шкале прибора) или замещения (отсчет по
шкале аттенюатора). Установка (рис. 43) состоит из двух
частей: приемно-измерительного тракта (приемная ан-
тенна 5, измерительный аттенюатор 6, детектор 7, усили-
тельный блок 8, измерительный прибор 9) и передающе-
го тракта (передающая антенна 4 с клистронным генера-
тором 2, блоком питания 1 и вентилем 3), 10 - устройст-
во управления аттенюатором.
Рис. 43. Структурные схемы амплитудных СВЧ-влагомеров
СРЕДСТВА КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
449
Автоматические амплитудные влагомеры (рис. 43,
б, в) строят по двухканальным схемам сравнения:
1) с опорной волноводной ветвью, содержащей эта-
лон;
2) с опорным электрическим сигналом, полученным
детектированием части подающей энергии СВЧ.
В фазовых влагомерах в отличие от амплитудных
выходной величиной СВЧ-преобразователя является из-
менение фазы как функции влагосодержания материала.
Принципиальная схема влагомеров этого типа при-
ведена на рис. 44.
Передающий тракт фазовых влагомеров состоит из
СВЧ-генератора 2 с блоком питания 7, вентиля 3 и пере-
дающей антенны 4. Приемный тракт состоит из прием-
ной антенны 5, аттенюатора б, детектора 7, усилителя 8 и
индикатора 9. Приемный и передающий тракты через
тройники соединены между собой измерителем фазы.
Установка для измерения влажности сыпучих мате-
риалов (в частности, речной песок, гравий) основана на
ослаблении прошедшей волны, и в качестве выходного
параметра используется изменение амплитуды и фазы.
Принципиальная схема устройства приведена на рис. 45.
Устройство состоит из СВЧ-генератора 7, трех пе-
ременных аттенюаторов 2, тройника 3, двойного полно-
водного тройника 8, двух антенн 4 и 5, фазовращателя 7,
детектора, согласованной нагрузки, 6 усилителя 10 и
индикатора 77. Работает оно по методу сравнения сигна-
ла, прошедшего через влажный образец, и сигнала, про-
шедшего по волноводному тракту. В выходном тройнике
(сумматоре) сигналы сравниваются по амплитуде и по
фазе. Разностный сигнал поступает на выход СВЧ-пре-
образователя. Необходимо проводить уплотнение мате-
риала на вибростенде перед измерениями.
Существуют влагомеры, основанные на принципе
изменения волновых характеристик отраженной элек-
тромагнитной волны при изменении влажности материа-
ла. Принципиальная схема одного из них дана на рис. 46.
Прибор предназначен для автоматического измерения
влажности асбоцемента на листоформовочной машине.
Такой влагомер обладает высокой чувствительно-
стью, так как в нем используется мостовая схема - двой-
ной волноводный тройник 4, в плечо Н или Е которого
через развязывающий вентиль 3 и переменный аттенюа-
тор 2 с короткозамыкателем 9 включен СВЧ-генератор 7.
Рис. 44. Структурная схема фазового СВЧ-влагомера
Рис. 45. Структурная схема амплитудно-фазового
СВЧ-влагомера
Сигнал антенны 5, отраженный от передней грани-
цы, а в случае тонкого материала и от задней границы
образца, сравнивается в тройнике по амплдитуде и по
фазе с сигналом от аттенюатора с короткозамыкателем.
В случае равенства этих сигналов по амплитуде и по фа-
зе сигнал в плече Е или Н отсутствует и показания инди-
катора 8, подключенного через усилитель 7 к детектору
б, равны 0.
Отсчет производится по индикатору 8, отградуиро-
ванному в процентах влажности. Диапазон измеряемой
влажности 15 - 30 %. Диапазон температуры 20 - 30 °C.
В качестве балансного элемента может быть ис-
пользован ответвитель.
Большим преимуществом устройств, работающих по
методу отраженной волны, является одностороннее рас-
положение приемно-передающих антенн; недостаток -
отсутствие интегральной оценки влажности для мате-
риалов большой толщины или в случае больших потерь
(не вся толщина материала взаимодействует с волной).
При контроле резонаторным или волноводным ме-
тодом исследуемый материал вводят в полость волново-
да или резонатора, т.е. в этом случае размеры образца
ограничены и сам прибор не обеспечивает бесконтактно-
сти определения. В то же время благодаря локализации
волн повышается чувствительность влагомера и создает-
ся возможность измерения характеристик материала при
малых значениях влагосодержания и массы образца.
Рис. 46. Структурная схема СВЧ-влагомера для измерений
влажности тонколистовых материалов
29 — 7387
450
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В волноводных влагомерах используется влияние
диэлектрических свойств материала, введенного в вол-
новод, на характеристики, определяющие распростране-
ние радиоволн СВЧ в волноводе. Например, можно из-
мерять амплитуду и фазу волны до и после установки
образца, а также полное волновое сопротивление на вхо-
де волноводной секции с образцом.
Основное препятствие для применения влагомеров
этого типа в производственных условиях - трудности,
связанные с введением материалов в волновод и привяз-
кой их к поточным линиям. Их применяют для контроля
влажности листовых материалов и жидкостей. Для тон-
ких листовых и нитевидных материалов (бумага, тек-
стильные ткани, синтетические волокна) в измеритель-
ном волноводе делают узкую прорезь по оси волновода
вдоль линии напряженности электрического поля.
Влагомеры резонаторного типа основаны на прин-
ципе измерения параметров резонатора при введении
исследуемого материала.
Из резонаторных влагомеров следует выделить та-
кие, у которых конструкция резонатора позволяет изме-
рять влажность материалов в потоке (резонаторы про-
точного, щелевого и открытого типов). Тип резонатора
определяется видом контролируемого материала: для
сыпучих и жидких материалов и листовых - резонаторы
щелевого или открытого типа. Проточный резонатор
может быть сделан, в частности, в виде цилиндрического
резонатора с коаксиальной диэлектрической трубкой,
значение 8 которой достаточно мало; щелевой - в виде
закороченного волновода с излучающими отверстиями в
широкой стенке; открытый - в виде двух хорошо отра-
жающих пластин, размеры которых значительно превы-
шают длину волны колебаний основного типа (во избе-
жание излучения).
Резонаторные влагомеры могут быть однорезона-
торными и двухрезонаторными, построенными по прин-
ципу компарирования. Полуавтоматический влагомер с
классическим резонатором имеет точность измерений
влажности 0,1 ... 0,5 % при стабильных температуре и
плотности материала.
Влагомер сыпучих материалов. Процентное со-
держание влаги определяют косвенным методом путем
измерения затухания мощности СВЧ, которое зависит от
измеряемой среды. Затухание мощности, выраженное в
децибелах, с помощью прилагаемого к влагомеру графи-
ка переводят в проценты влажности.
Вследствие того, что результаты, полученные по
влагомеру, зависят от температуры и массы измеряемого
материала, необходимо вводить соответствующие по-
правки, значение которых указано в прилагаемых табли-
цах поправок на массу и температуру.
Структурная схема влагомера приведена на рис. 47.
Электромагнитные колебания, вырабатываемые в
СВЧ-генераторе 7, через линию передачи с включенным
в нее переменным аттенюатором 2 и ферритовым венти-
лем 3 проводятся к передающей антенне 4.
Излучаемые передающей антенной колебания про-
ходят через бункер 5 с исследуемым веществом и возбу-
ждают приемную антенну, расположенную в одной
плоскости поляризации с передающей антенной. Из при-
емной антенны через ферритовый вентиль 7, измери-
тельный аттенюатор 8 и ферритовый вентиль 9 мощ-
ность колебаний поступает в детекторную головку 70,
где и улавливается кристаллическим детектором. Ток
детектора, пропорциональный мощности СВЧ, контро-
лируется измерительным прибором 13. Если бункер за-
полнять материалом с различным содержанием влаги, то
и показания измерительного прибора в соответствии с
содержанием влаги будут различные.
Рис. 47. Структурная схема СВЧ-влагомера сыпучих материалов:
7 - СВЧ-генератор; 2 - переменный аттенюатор; 3 - ферритовый вентиль; 4 - передающая рупорная антенна; 5 - бункер;
6 - приемная рупорная антенна; 7 - ферритовый вентиль; 8 - измерительный аттенюатор; 9 - ферритовый вентиль;
10 - детекторная головка; 77 - усилитель; 12 - синхронный детектор; 13 - индикаторный прибор; 14 - блок питания приемника;
15 - блок питания СВЧ-генератора
СРЕДСТВА КОНТРОЛЯ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК
451
Переменный аттенюатор 2 служит для регулирова-
ния мощности генератора.
Измерительный аттенюатор 8 имеет шкалу в деци-
белах и предназначается для измерения влажности мето-
дом замещения затухания во влажном материале равным
затуханием в измерительном аттенюаторе.
Расстояние между передающей и приемной антен-
нами постоянное. Для этого они вмонтированы в корпус
бункера. Это состояние соответствует оптимальной тол-
щине измеряемого слоя, чтобы обеспечить необходимую
разрешающую способность прибора и слабую зависи-
мость его показаний от характера заполнения бункера.
В то же время это расстояние достаточно малое, чтобы
проводить измерения влажности в широких пределах.
При калибровке прибора выбрано расстояние в
120 мм, обеспечивающее затухание во влажном мате-
риале до 60 дБ с чувствительностью 2 дБ при изменении
влажности на 1 %.
Влагомер жидких масс. На рис. 48 приведена
структурная схема СВЧ-влагомера, предназначенного
для измерения влажности жидких масс.
Прибор построен по амплитудно-фазовой схеме, в
которой используется зависимость коэффициента отра-
жения от влажности. На рис. 49 приведена типичная гра-
дуировочная кривая такого влагомера.
Принцип работы влагомера заключается в следую-
щем.
Мощность от клистронного генератора 2 (см.
рис. 48) с блоком питания 1 через аттенюатор 3 и развя-
зывающий вентиль 4 поступает на двойной волноводный
тройник 5, с помощью которого она делится пополам и
поступает в эталонное плечо и измерительное.
Измерительное плечо имеет кювету 5, в которую
наливают измеряемую жидкую массу. Отраженный сиг-
нал через двойной тройник и развязывающий вентиль 10
поступает в детекторное плечо 77, где сравнивается с
опорным. Разностный сигнал пропорционален влажно-
сти.
Для калибровки прибора в измерительное плечо
включен переключатель 6 с двумя нагрузками 7 и 9. От-
раженный от них сигнал пропорционален верхнему и
нижнему пределам измерения влажности. Кювета имеет
температурную стабилизацию измеряемой массы.
Рис. 49. Градуировочная кривая СВЧ-влагомера жидких
масс
Чтобы использовать весь динамический диапазон
измерения полезного сигнала, в усилитель введен нор-
мирующий узел, позволяющий проводить измерения по
одной шкале.
Другой важной задачей, которую позволяют решать
радиоволновые методы, является контроль геометрии
протяженных изделий в технологическом потоке, в том
числе диаметра и овальности цилиндрических изделий
при поточном производстве. Прибор контролирует изме-
нение расстояния (зазора) между антенной датчика и
поверхностью объекта контроля. При использовании
двух датчиков суммарный сигнал является функцией
диаметра цилиндра, расположенного между антеннами
датчиков, и не зависит от смещения оси цилиндра. Таким
образом контролируется отклонение от базового разме-
ра, задаваемого начальной установкой датчиков. Диапа-
зон контролируемых отклонений диаметра от номи-
нального значения (6 ... 300 мм) составляет величину
0 ... 6 мм, а погрешность контроля равна ±0,1 мм при
рабочей длине волны 3 см. При этом площадь зоны кон-
троля каждого датчика около 1 см2.
Рис. 48. Структурная схема СВЧ-влагомера жидких масс
13.7. СРЕДСТВА КОНТРОЛЯ
ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК
Радиоволновые методы значительно расширяют об-
ласть измерения механических величин и позволяют оп-
ределять перемещение, вибрации; скорость и другие ди-
намические характеристики объектов. Решающий фактор
точности измерений - длина волны X; точность тем вы-
ше, чем короче X. С этой точки зрения является очевид-
ным преимущество применения СВЧ-радиоволн.
Другие характерные преимущества следующие:
• бесконтактность контроля, в результате чего
датчик не нагружен и не нарушает состояние поверхно-
сти изучаемого или контролируемого объекта;
29*
452
РАДИОВОЛНОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
• весьма мала инерционность системы считыва-
ния;
• возможно проведение непрерывных измерений;
• результирующий сигнал пропорционален изме-
ряемой величине или ее изменениям;
• сигналы на выходе системы не требуют допол-
нительного преобразования;
• систему легко калибровать и автоматизировать.
В практике контроля указанных выше динамиче-
ских характеристик находят применение, как правило,
мостовые, резонансные методы и основанные на эффекте
Допплера.
Мостовые методы используют двойной волновод-
ный тройник (см. рис. 11, а, 31, а). Диапазон минимально
обнаруживаемых перемещений составляете,! ... 0,01 мкм.
Для измерений небольших механических смещений не-
подвижных объектов порог чувствительности приблизи-
тельно равен 0,01 мкм, а движущихся около 0,1 мкм.
Для объектов, расположенных на расстоянии выше 0,5 м,
преобразователь снабжается, как правило, эллиптиче-
ской антенной диаметром не менее 280 ... 300 мм (при
использовании восьмимиллиметрового диапазона радио-
волн). Если антенна обладает хорошей направленностью
либо фокусирующими свойствами, то прибор регистри-
рует практически только изменение фазы отраженного
сигнала.
СВЧ-преобразователи на мостовых схемах широко
используются для определения очень малых изменений
размеров различных деталей, проверки допусков преци-
зионных деталей в условиях рабочих вибраций, при ба-
лансировке вращающихся объектов, измерении скорости
перемещения отражающей радиоволны границы раздела.
Так, при измерении скорости для некоторого положения
границы раздела с помощью аттенюатора и фазовраща-
теля (КЗ поршня) добиваются баланса моста - отсутст-
вия сигнала в детекторной секции. В процессе изменения
положения границы СВЧ-мост разбалансируется. Ско-
рость изменения энергии, поступающей к детектору,
пропорциональна скорости перемещения отражающей
границы. При смещении границы от первоначального
сбалансированного положения на Х/2 тройник снова бу-
дет разбалансирован. Для того чтобы с помощью описы-
ваемого устройства можно было измерить скорость пе-
ремещения в абсолютных единицах, нужно знать длину
волны при распространении СВЧ-радиоволн в среде.
Резонансные методы ~ более чувствительны к пе-
ремещениям отражающих поверхностей. Порог чувстви-
тельности находится в диапазоне 10’3 ... 10"6 нм. При вы-
боре рабочей резонансной частоты, например, Jo = 7 ГГц,
изменение частоты на 1 Гц будет соответствовать пере-
мещению границы на 10’3 нм. На рис. 50 представлена
упрощенная схема преобразователя одного из устройств,
реализующих резонансный метод.
Реализация резонансного метода с обеспечением
высокой чувствительности к перемещениям требует вы-
сокой стабильности частоты СВЧ-генераторов и основ-
ного элемента преобразователя - резонатора.
При определенных параметрах СВЧ-преобразователя
отпадает необходимость в калибровке индикатора: число-
вые значения Добудут соответствовать расстоянию Ах.
Рис. 50. Схема преобразователя на резонансном методе:
1 - СВЧ-генератор; 2 - резонатор; 3 - элемент связи
резонатора с антенной; 4- детекторная секция;
5 ~ участок поверхности объекта контроля;
6 - индикатор
Дистанционный контроль скорости движущихся
объектов чаще всего производится с применением эф-
фекта Допплера.
Известно, что частота принимаемого сигнала
отраженного от объекта, движущегося со скоростью V,
будет отличаться от частоты Jo излучаемого сигнала на
величину Fq = 2v I с (с - скорость света). Поэтому в за-
висимости от направления движения объекта
/np=/oO±2vM-
При использовании X = 3 см для v = 540 км/ч Fq со-
ставит 10 кГц, а для v = 1 м/с (пешеход) - 66 Гц.
Учитывая на практике сложный характер отражения
сигнала объектом, как правило, применяют волны круго-
вой поляризации и смесительный режим работы прием-
ного тракта. Этим условиям в совокупности с простотой
реализации отвечают схемы СВЧ-преобразователей
на основе волноводного турникетного соединения (см.
рис. 11, б). Точность измерения скорости составляет ве-
личину 1 ... 1,5 %.
Схемы с использованием волноводного турникет-
ного соединения широко используются для контроля
вибраций, позволяют с высокой точностью контролиро-
вать дистанционно как амплитуду вибраций, так и часто-
ту. Диапазон контролируемых частот распространяется
от близких к нулевым значениям до нескольких сотен
мегагерц, ограничиваясь инерционностью индикаторных
систем. Диапазон контролируемых амплитуд зависит от
выбранной рабочей длины волны и практически состав-
ляет единицы миллиметров.
ЛИТЕРАТУРА
1. Гаврилин В.В., Гритулис Ю.К., Пориньш В.М.
Электромагнитные радиоволновые приборы для контро-
ля слоев полупроводниковых и металлических структур.
Рига: Зинатне, 1982.162 с.
2. Бензарь В.К. Техника СВЧ-ВЛАГОМЕТРИИ.
Минск: Высшая школа, 1974. 347 с.
3. Дубицкий Л.Г. Радиотехнические методы кон-
троля изделий. М.: Машгиз, 1963. 340 с.
4. Клингер Г. Сверхвысокие частоты. М.: Наука,
1969.271 с.
5. Харкевич А.А. Спектры и анализ. М.: ГИТТЛ,
1967. 234 с.
6. Приборы для неразрушающего контроля мате-
риалов и изделий. Справочник под ред. В.В. Клюева. М.:
Машиностроение, 1986. 351 с.
Глава 14. ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ И
ДИАГНОСТИКИ
14.1. ОБЩИЕ СВЕДЕНИЯ
Электрические методы основаны на создании в кон-
тролируемом объекте электрического поля либо непо-
средственным воздействием на него электрическим воз-
мущением (например, электростатическим полем, полем
постоянного или переменного стационарного тока), либо
косвенно с помощью воздействия возмущениями неэлек-
трической природы (например, тепловым, механическим
и др.). В качестве первичного информативного парамет-
ра используются электрические характеристики объекта
контроля.
К числу этих характеристик относятся электриче-
ское сопротивление /?, электрическая проводимость g,
электрическая емкость С, относительная диэлектриче-
ская проницаемость 8, тангенс угла диэлектрических
потерь tg8, электродвижущая сила£ь электрический ток
I и т.п.
Электрические методы классифицируются в зави-
симости от используемого первичного информативного
параметра, способа получения первичной информации и
характера взаимодействия электрического поля с объек-
том. Прежде всего, следует выделить группы электропа-
раметрических и генераторных методов.
К электропараметрическим, согласно ГОСТ 25315,
относятся методы, основанные на регистрации электри-
ческих характеристик объекта контроля (их еще называ-
ют методами, использующими внешние источники элек-
трического сигнала). Наиболее распространенными ме-
тодами этой группы являются:
• электроемкостный метод - метод электриче-
ского неразрушающего контроля, основанный на регист-
рации емкости участка объекта контроля;
• электропотенциалъный метод - метод элек-
трического неразрушающего контроля, основанный на
регистрации распределения потенциалов по поверхности
объекта контроля;
• электроискровой метод - метод электрическо-
го неразрушающего контроля, основанный на регистра-
ции возникновения электрического пробоя и (или) изме-
нений его параметров в окружающей объект контроля
среде или на его участке;
• метод контактной разности потенциалов -
метод электрического неразрушающего контроля, осно-
ванный на регистрации контактной разности потенциа-
лов на участках объекта контроля, через который про-
пускается электрический ток;
• метод электрического сопротивления (элек-
трорезистивный метод) - метод электрического нераз-
рушающего контроля, основанный на регистрации элек-
трического сопротивления участка объекта контроля.
К группе генераторных относятся методы, основан-
ные на регистрации электрических сигналов, формируе-
мых самим объектом контроля (их еще называют мето-
дами, использующими собственные источники электри-
ческих сигналов). Наиболее распространенными мето-
дами этой группы являются:
• термоэлектрический метод - метод электриче-
ского неразрушающего контроля, основанный на регист-
рации величины термоэлектродвижущей силы, возни-
кающей при прямом контакте нагретого образца извест-
ного материала с объектом контроля;
• трибоэлектрический метод - метод электриче-
ского неразрушающего контроля, основанный на регист-
рации величины электрических зарядов, возникающих в
объекте контроля при трении разнородных материалов;
• метод рекомбинационного излучения - метод
электрического неразрушающего контроля, основанный
на регистрации рекомбинационного излучения р-п пере-
ходов в полупроводниковых изделиях;
• метод экзоэлектронной эмиссии - меюд элек-
трического неразрушающего контроля, основанный на
регистрации экзоэлектронов, эмитированных поверхно-
стью контролируемого объекта при приложении к нему
внешнего стимулирующего воздействия.
Каждый из методов обладает определенными пре-
имуществами и недостатками, имеет специфику приме-
нения и области наиболее эффективного использования.
В совокупности электрические методы успешно приме-
няют при решении задач дефектоскопии, толщиномет-
рии, структуроскопии, термометрии объектов из элек-
тропроводящих и диэлектрических материалов.
14.2. ЭЛЕКТРОЕМКОСТНЫЙ МЕТОД И
СРЕДСТВА КОНТРОЛЯ
14.2.1. ФИЗИЧЕСКИЕ ОСНОВЫ
Электроемкостный метод контроля (ЭМК) пре-
дусматривает введение объекта контроля или его иссле-
дуемого участка в электростатическое поле и определение
искомых характеристик материала по вызванной им об-
ратной реакции на источник этого поля. В качестве источ-
ника поля применяют электрический конденсатор, кото-
рый является одновременно и первичным электроемко-
стным преобразователем (ЭП), так как осуществляет
преобразование физических и геометрических характе-
ристик объекта контроля в электрический параметр.
Обратная реакция ЭП проявляется как изменение
его интегральных параметров, чаще всего двух парамет-
ров, из которых один характеризует «емкостные» свой-
ства ЭП, а другой - диэлектрические потери (например,
454
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
емкость и тангенс угла потерь - составляющие ком-
плексной проводимости). Эти параметры являются пер-
вичными информативными параметрами ЭМК.
Информативность ЭМК определяется зависимостью
первичных информативных параметров ЭП от характе-
ристик объекта контроля - непосредственно от электри-
ческих характеристик (например, диэлектрической про-
ницаемости и коэффициента диэлектрических потерь) и
геометрических размеров объекта контроля. Косвенным
путем с помощью ЭМК можно определять и другие фи-
зические характеристики материала: плотность, содер-
жание компонентов в гетерогенных системах, влажность,
степень полимеризации и старения, механические пара-
метры, радиопрозрачность и пр. К наиболее информа-
тивным геометрическим параметрам объекта контроля
следует отнести толщину пластин, оболочек и диэлек-
трических покрытий на проводящем и непроводящем
основаниях, поперечные размеры линейно-протяженных
проводящих и диэлектрических изделий (нитей, стерж-
ней, лент, прутков), локализацию проводящих и диэлек-
трических включений и др. (рис. 1).
Следует отметить, что информативные параметры
ЭП зависят также от его конструкции и электрических
характеристик среды, в которую помещен объект кон-
троля. Первое обстоятельство учитывается при оптими-
зации конструкции ЭП, второе обычно является причи-
ной возникновения мешающих контролю факторов. Как
видно из рис. 1, в качестве первичного информативного
параметра наиболее целесообразно использовать емкость
ЭП и тангенс угла потерь. Однако для изучения анизо-
тропных свойств объекта контроля необходимо пользо-
ваться диаграммой зависимости диэлектрических пара-
метров от направления вектора напряженности поля,
созданного в объекте контроля. По назначению электро-
емкостные методы контроля могут быть классифициро-
ваны на три группы: измерение параметров состава и
структуры материала, определение геометрических раз-
меров объекта контроля, контроль влажности.
Влажность измеряется с помощью влагомеров. Вы-
деление этого метода в отдельную группу объясняется,
во-первых, наиболее широким применением ЭМК для
контроля влажности, а во-вторых, рядом особенностей
контроля, обусловленных влиянием видов влаги на свой-
ства^ материалов. Так, если вода входит в состав мате-
риала как свободная (гигроскопическая), то ее относи-
тельная диэлектрическая проницаемость 8 ® 80, в то
время как для воды, абсорбируемой в виде монослоя,
8 = 2,5. В случае электролитической поляризации ди-
электрическая проницаемость влажной гетерогенной
системы может превышать значение проницаемости са-
мой воды.
Применение ЭМК характеризуется следующими
основными особенностями:
а) информация, получаемая от объекта контроля,
многопараметрическая, что, с одной стороны, свидетель-
ствует в пользу этого метода, так как позволяет получить
более подробные сведения (совокупность сведений) об
объекте контроля, а с другой, - создает дополнительные
трудности при разделении параметров контроля. Так,
при измерении одного из параметров на результат кон-
троля оказывают влияние другие параметры, являющие-
ся мешающими факторами;
б) возможность проведения бесконтактных измере-
ний в динамическом режиме, что играет важную роль
при автоматизации процесса контроля;
в) ЭМК позволяет получить информацию о средних
значениях контролируемых параметров в сравнительно
больших объемах материала или локализовать поле в
определенном участке, а также на определенной глубине
исследуемого материала.
Рис. 1. Схема воздействия характеристик объекта контроля на электрические параметры электроемкостного
преобразователя. Корреляционные связи между контролируемыми и информативными параметрами
(сплошная линия - сильные, штриховая - слабые)
ЭЛЕКТРОЕМКОСТНЫЙ МЕТОД И СРЕДСТВА КОНТРОЛЯ
455
14.2.2. КОНСТРУКЦИИ
ПРЕОБРАЗОВАТЕЛЕЙ
Конструкция ЭП зависит от объекта контроля и в
первую очередь от агрегатного состояния исследуемой
среды (твердая, жидкая, газообразная). Наиболее слож-
ную задачу представляет контроль твердых материалов,
так как жидкие и газообразные среды могут принимать
любую форму, и конструкцию ЭП в данных случаях вы-
бирают на основании условий обеспечения наибольшей
точности измерения, разрешающей способности метода,
его пропускной способности, характера взаимодействия
среды с электродами и т.п.
В случае контроля твердых сплошных материалов
конструкцию ЭП определяет в первую очередь условие
обеспечения неразрушающего контроля, часто при одно-
стороннем доступе к поверхности изделия. Для решения
такого рода задач применяют накладные ЭП, электроды
которых расположены на одной стороне поверхности
объекта контроля или непосредственно на поверхности
контролируемого объекта или в непосредственной бли-
зости от него. При этом электроды ЭП находятся в одной
плоской или криволинейной поверхности. С целью обес-
печения дистанционного контроля часто некоторые эле-
менты измерительной схемы располагают в выносном
блоке преобразователя.
Накладные ЭП характеризуются большой неодно-
родностью создаваемого ими электростатического поля в
объекте контроля с максимальным значением напряжен-
ности поля (следовательно и максимальной чувствитель-
ностью) непосредственно у поверхности электродов и
быстрым затуханием поля по мере удаления от электро-
дов. В связи с этим использование накладных ЭП обыч-
но требует осуществления мер по компенсации влияния
контактных условий (шероховатость поверхности, ее
загрязнение и пр.).
Для контроля размеров поперечного сечения ли-
нейно-протяжных изделий (например, проволоки, ленты,
полосы, фольги, прутов и пр.) применяют проходные ЭП
(рис. 2). В зависимости от схемы включения электродов
и объекта контроля конструкции ЭП бывают двух- и
трехзажимными. Их работа основана на измерении пол-
ной или частичной емкости. Контроль может осуществ-
ляться и по так называемой схеме с перекрестной емко-
стью (например, включение проходных ЭП по схеме,
показанной на рис. 2, е, ж).
Контроль твердых дисперсных (сыпучих) материа-
лов допускает большую свободу в выборе конструкции
ЭП, так как контролируемая среда может принять любую
форму в соответствии с применяемой конструкцией ЭП.
Чаще всего ЭП выполняют в виде сосуда, заполняемого
контролируемой средой, или в виде преобразователя,
погружаемого в эту среду. Несколько конструкций ЭП
такого вида приведено на рис. 3. Контролируемыми па-
раметрами в данном случае являются степень дисперс-
ности среды, физико-механические параметры частиц
(например, их состав, влажность), состав полидисперс-
ных сред.
Рис. 2. Конструкция проходных ЭП с измерением емкости:
а - в - полной; г-д - частичной; е, ж - перекрестной;
1 - высокопотенциальный электрод; 2 - низкопотенциальный
электрод; 3 - объект контроля; 4 и 5 - охранные электроды;
6 - индикатор; 7 - источник питания
Рис. 3. ЭП для контроля сыпучих материалов:
а - в - погружные; г - типа сосуда; д - типа сосуда с
прессовым устройством для уплотнения пробы;
7 - низкопотенциальный электрод; 2 - высокопотенциальный
электрод; 3 - изоляционное основание
456
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Основы теории расчета ЭП. При проектировании
приборов с ЭП в зависимости от задачи контроля опре-
делению подлежат следующие характеристики ЭП:
• рабочая емкость, т.е. емкость того воздушного
участка (диэлектрическая проницаемость принимается
равной единице), который заполняется контролируемым
материалом;
• тангенс угла* потерь или добротность незапол-
ненного контролируемым материалом ЭП;
• глубина и ширина зоны контроля (размеры кон-
тролируемого ЭП участка контролируемого материала);
• функция преобразования - зависимость емко-
сти (в более общем случае - комплексной емкости) ЭП
от входных параметров (физических и геометрических
параметров объекта контроля);
• распределение напряженности электрического
поля в контролируемом объекте. Наиболее универсаль-
ными методами расчета перечисленных характеристик
являются метод конформных отображений для расчета
ЭП с плоскопараллельным электрическим полем и одно-
родной контролируемой средой и метод интегральных
уравнений для конструкций ЭП с пространственным
электрическим полем и гетерогенной контролируемой
средой.
Сущность метода конформных отображений заклю-
чается в том, что исходная область ЭП, подлежащая рас-
чету, преобразуется в другую расчетную область, кото-
рая представляет собой известное решение электроста-
тической задачи. Расчетные формулы емкости для ос-
новных конструкций ЭП приведены в табл. 1.
Согласно методу интегральных уравнений состав-
ляются уравнения относительно поверхностной плотно-
сти (0 заряда на электродах ЭП, исходя из постоянст-
ва потенциала на них.
Расчетные соотношения поверхностной плотности
заряда для основных конструкций ЭП, рассчитываемых
согласно методу интегральных уравнений, приведены в
табл. 2.
После нахождения плотности заряда определяют
остальные характеристики поля ЭП, в частности, рас-
пределение потенциала в точке наблюдения М
=—У №^-dtk,
rMN
где rMN - расстояние между точкой наблюдения М и пе-
ременной точкой N.
Емкость двухзажимного ЭП
tk= /=2,4,,.. 0
Ф1-Ф2 Ф2"Ф1
где к - электроды, которым сообщен потенциал фь / -
электроды, которым сообщен потенциал фз.
14.2.3. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ
СОСТАВА И СТРУКТУРЫ МАТЕРИАЛОВ
Принцип действия этих приборов основан на опре-
делении исследуемых характеристик состава и структу-
ры материала по его электрическим параметрам (диэлек-
трической проницаемости и коэффициенту диэлектриче-
ских потерь). Для измерения первичных информативных
параметров ЭП может быть использована любая схема
для измерения параметров конденсаторов с учетом со-
блюдения двух условий - необходимости вынесения ЭП
с дистанционным измерением его параметров и преду-
смотрения мер по устранению влияния контакта ЭП с
поверхностью контролируемого объекта. Эти необходи-
мые условия резко ограничивают выбор измерительных
схем. С точки зрения дистанционного контроля
применение нашли трехзажимные ЭП с включением их в
мостовую схему с индуктивно связанными плечами
(трансформаторные мосты). Несколько разновидностей
таких схем приведено на рис. 4, а - в. Условия равнове-
сия для приведенных схем:
а) .
Со Nxnx ’
б)
Со Nx
в)
Со пх
в)
Рис. 4. Мосты с индуктивно связанными плечами:
1 - генератор; 2 - индикатор
ЭЛЕКТРОЕМКОСТНЫИ МЕТОД И СРЕДСТВА КОНТРОЛЯ
457
1. Формулы для расчета емкости преобразователей с плоскопараллельным электрическим полем и
458
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Продолжение табл. 1
Схема преобразователя
Формулы для расчета
5. Два электрода с цилиндрическим диэлектриком
с=^2г) ( + )
♦ е4 t е3
ctg-^--ctg-^-
Ctg-^--Ctg^-
6. Три электрода с цилиндрическим диэлектриком
2К(к3г)
К(к'3г)
£o(Si+s2);
0i 2 2 ^2
ctg—• ctgI 2ctg2
0^ 1 2 0* 2
ctgy | ctg2-^--ctg2^-
7. Одна секция многоэлементного трехзажимного ЭП с
плоскими компланарными электродами
*(r)-F(mr)
K(r)
£0(ei+s2);
. = f(M
" K(r)
Eo(£l+e2);
1 4- sin---
_______2p_.
, . ita2
1 + sm—-
2p
2
8. Проходной трехзажимный ЭП прямоугольного сече-
ния с тонкой металлической лентой в качестве объекта
контроля
г -C -c ₽“L_ |a02a12 y
v123 “ v12 “ b0b + J + +
л a0I у «02^12
I g0
а01 -П(ф, n, k)-an——F(<p, k)
c0
ЭЛЕКТРОЕМКОСТНЫЙ МЕТОД И СРЕДСТВА КОНТРОЛЯ
459
Продолжение табл. 1
Схема преобразователя
Формулы для расчета
9. Проходной трехзажимный ЭП прямоугольного сече-
ния с изолированным объектом контроля
^12 “"^123 ’
_________fl12_______
t (аГ2-ао2)П(пД)
Примечания: 1. К(к)\ К(к’)\ Г(ф, к)\ Г(ф, к*)\ П(ф, л, к), П(и, к) - полные и неполные эллиптические интегралы
первого и третьего рода.
2. к' = 4\-кг - дополнительный модуль.
3. Формулы расчета емкости даны на единицу длины конденсатора.
4. Расчетные соотношения для модулей:
I----- 2^ а~
2daQ /О| , 2 Ooi ’ • |Ц)1^12 • 2^)2 • Ц)1^02 • ^1
= \-к£ = -^-> ф = arcsin 1 2 3 4 _ , п =-— * ---Й2=------------
*01 V а01й1+2 ^01^02
Основными преимуществами данного типа транс-
форматорных мостов являются:
• малая чувствительность к паразитным емко-
стям, включенным параллельно индуктивным плечам,
что позволяет проводить измерения при наличии длин-
ных соединительных проводов;
• возможность построения мостов с широким
диапазоном измерений при применении многосекциони-
рованных трансформаторов при малом числе образцовых
мер;
• возможность выбора образцовой меры такого
значения, при котором можно ожидать наибольшую ста-
бильность и точность измерений.
Кроме трансформаторных мостов, при построении
приборов, основанных на ЭМК, применяют и другие
измерительные схемы, допускающие вынесение части
схемы в блок преобразователя, например, автогенера-
торные схемы, измерители добротности с вынесенным
резонансным контуром, схемы преобразования на основе
операционного усилителя, схемы сравнения токов или
напряжений или специальные схемы компенсации влия-
ния подводящих проводов.
Неразрушающий контроль электрических свойств
материала возможен с помощью стандартных измерите-
лей параметров конденсаторов измерением емкости С\ и
тангенса угла потерь tg 6i, С2, tg 82 соответственно не-
заполненного и заполненного исследуемым материалом
ЭП. Тогда диэлектрическая проницаемость и тангенс
угла потерь материала
C2-Cj t
= —----1 +1;
co
tgSw =(tg52-tgs,) 1—- ,
k J
где Co - рабочая емкость ЭП.
Для устранения влияния контакта, а также влияния
других мешающих факторов, касающихся геометрии
объекта контроля, применяют многопараметровый метод
контроля с формированием сигнала путем вариации то-
пографии электрического поля (изменения распределе-
ния напряженности поля в контролируемом объеме).
Изменение топографии поля осуществляется, например,
коммутацией электродов многоэлементного ЭП, смеще-
нием плоскостей разноименно заряженных электродов,
изменением диэлектрической проницаемости в зазоре
между электродами ЭП и контролируемой поверхно-
стью. На рис. 5 приведена схема сечения девятиэлемент-
ного ЭП, электроды которого соединяются в две комби-
нации, соответствующие большой глубине проникнове-
ния поля (рис. 5, а) и малой глубине проникновения поля
460
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
2. Интегральные уравнения для расчета емкости преобразователей со слоистым диэлектриком
Схема преобразователя
Ядра интегральных уравнений
1. Многоэлементный ЭП с плоскими компланарными
электродами, симметрично расположенными относи-
тельно начала координат, и трехслойным диэлектриком*
а) с нечетным числом электродов
б) с четным числом электродов
о9(0 ^1(х,/) + -^-£|(х,0 + -уЛ^1(^0 dt =
— 2л£дЕ|<рд.,
гдега0=0; Гак^хк^гек’ ^ = 0,1,
Kt(x, /) = 1п(/2-х2);
L|(x, t) = 1п[(/ + x)2 + 4Л2 ] [(/ - x)2 + 4Л2];
Af|(x, t) = £y‘ ln{(Z + x)2 + [2/^(5 +1) + 2Й])2 }x
x|(/-x)2 + [2/^(5 +1) + 2Л,]2}
p reg
У j\(0 K2(xk,t)+^-L^(xk,t)+^M2(xk,t) dt =
4=^r„ L 2 2 J
ag
“ 27C8q8|(p£ j
reA. <x*<re9; k = 0,l,...,p-,
K2(x, Z) = ln
t + x
t-x
. ч v1 n (t + x)2+[2h2(s + l) + 2hi]2
M2(x, t) - УУ in1---—i-—--------------Цт
(t-x)2 +[2h2(s + \) + 2hl]2
2. Многоэлементный ЭП с концентрическими компла-
нарными электродами и трехслойным диэлектриком
Е \Vq(t)[Ko(rk’ ^ + \Ц(Гк, t) + k2M0(rk, =
9=1'h,
= 2лЕоЕ](р^;
^^Гк<Гед-, k=0,l,..;P;
а^о(г>о=E?5 / 1 ...
5=0 -^(t + r)2 +[2h2(s + \) + 2hi]2
2jtr
7(Z + r)2 +4^
ЭЛЕКТРОЕМКОСТНЫЙ МЕТОД И СРЕДСТВА КОНТРОЛЯ
461
Продолжение табл. 2
Схема преобразователя
Ядра интегральных уравнений
3. Многоэлементный ЭП с соосными цилиндрическими
электродами и трехслойным диэлектриком, располо-
женным симметрично относительно точки Z~ О
р rqb
Ч^'да
rga=^ rga^k^rgb> к = 0, 1./7;
0=^кк<й)+«Л(«4)];
ZK,
| 41?,* 2 3 = 4Zg|2
Р*~У(1-г)2+4Ц2 ’ ^~](1 + г)2+4Л12
-т=-кх(Р2) + «^(«2)];
p _ I____4ДРг____.
PL -Jo-zZ+^+pj2 ’
= 4/?1Р2
L y(l + z)2+(Xi+P2)2 ’
*=3.5.7.... V^iPj
_ I 4r2p*
Pm у (t-z)2+(Rt+ps)2 ’
а -
Чм Vo+z>2+(^+pj2
Примечания: 1. Приведенные системы интегральных уравнений решаются совместно с уравнением
*=%
обеспечивающим нулевой потенциал на бесконечности.
2. Ядро интегрального уравнения для заданной конструкции конденсатора в трехслойной среде записывается в следующем
виде: К(х, t) = К(х, t) +L(x, t) + к2М{х, t), где ; х2 =-е1е2<е?~ез)-
е,+е2 (£| +е2)2(е2 + е3)
3. Множитель у, входящий в составляющие М(х, I) ядра интегральных уравнений, имеет вид: у = £|)(£г £з).
(е2+е|)(е2+е3)
4. В случае двухслойной среды ядро уравнения представляется в виде К(х, t) = К(х> t)^'kxL{x, t), а в случае однородной
среды как К(х, t) = К(х, I).
* Емкость на единицу длины электродов определяется согласно п. 3 табл. 1.
462
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 5. Схемы сечения электродов девятиэлементного ЭП
для различных глубин проникновения поля в ОК и
зависимости емкости ЭП от зазора
(рис. 5, б) в объект контроля. Емкость ЭП в обоих соеди-
нениях имеет монотонную зависимость от зазора между
электродами ЭП и объектом контроля с наибольшей кру-
тизной (чувствительностью к зазору) в контактной зоне.
Зависимость разности емкостей от зазора имеет экстре-
мальную точку, в которой чувствительность ЭП к зазору
равна нулю. Подбором крутизны зависимостей емкости
ЭП в некоторых случаях можно переместить в желаемую
зону. Простое вычитание зависимостей емкостей ЭП с
различной топографией, приведенное на рис. 5, соответ-
ствует линейной аппроксимации этих зависимостей.
Большую точность и расширение зоны компенсации дает
решение системы нелинейных уравнений, представляю-
щих собой зависимости емкости от метающих и контро-
лируемых параметров.
Измерители диэлектрических характеристик (ди-
электрической проницаемости и тангенса угла потерь)
основаны на измерении параметров выносного резо-
нансного контура, в который включен ЭП. Частота коле-
баний и напряжение контура автоматически поддержи-
ваются постоянными. Изменение емкости AQ и прово-
димости AGk контура после внесения объекта контроля в
электрическое поле ЭП компенсируется с помощью ва-
рикапа и туннельного диода. Диэлектрическая прони-
цаемость и тангенс угла потерь материала
где Со - рабочая емкость ЭП; То - частота резонансного
контура. Отсчет показаний прибора - цифровой трех-
значный для 8 и tgS.
По электрическим характеристикам материала, по-
лученным расчетным или экспериментальным путем,
могут быть определены другие характеристики состава и
структуры материала, из которых в первую очередь
представляет интерес определение содержания компо-
нентов гетерогенной среды, в частности, коэффициент
армирования композитных материалов. Параметры таких
гетерогенных систем вычисляют с помощью формул,
определяющих средние значения диэлектрической про-
ницаемости* через диэлектрические проницаемости ком-
понентов и их объемную или массовую концентрацию
(табл. 3). Эти формулы могут быть использованы и для
обратной задачи - определения характеристик состава
материала, например, коэффициента армирования, по-
ристости, влажности по диэлектрической проницаемости
всей композиции и отдельных ее компонентов, а также
для определения диэлектрической проницаемости одно-
го из компонентов, если известны остальные параметры.
Для более удобного и оперативного получения результа-
тов контроля могут быть составлены номограммы. На
рис. 6 приведены номограммы, предназначенные для
определения объемного содержания сферических вклю-
чений (алгоритм нахождения этого параметра - слева) и
диэлектрической проницаемости включений (алгоритм
справа). При контроле параметров структуры и состава
сыпучих материалов, в частности, влажности, основны-
ми мешающими факторами являются следующие: плот-
ность заполнения ЭП (см. рис. 3), химический состав
отдельных частиц, проводимость (минерализованность)
воды, степень дисперсности материала, формы связи
воды с материалами. Наиболее радикальным средством
устранения влияния этих мешающих факторов является
применение многопараметровых методов контроля, в
основном многочастотных методов и амплитудно-
фазового разделения.
В настоящее время созданы приборы для измерения
толщины неметаллических покрытий (например, лако-
красочных, пластмассовых и др.) на проводящей основе
независимо от электрических свойств покрытия и осно-
вания материала. Эти приборы, по существу, измеряют
расстояние между накладным ЭП и проводящей поверх-
ностью. Диапазоны измерения толщин покрытий: 0-10,
0 - 30 и 0 - 100 мкм (шкала линейная). Для устранения
влияния контакта с изделием ЭП имеют торцовую трех-
точечную подпружинную опору под пружинной нагруз-
кой. Имеются приборы, в которых электроды ЭП, вы-
полненные в виде плоскопараллельного конденсатора,
закреплены неподвижно. Изменение толщины измеряе-
мой пластины или ленты, находящейся между электро-
дами ЭП, вызывает изменение распределения толщины
компонентов двухслойного плоского конденсатора и,
следовательно, изменение емкости ЭП.
* В более общем случае эти формулы могут быть исполь-
зованы и для определения комплексных диэлектрических про-
ницаемостей.
ЭЛЕКТРОЕМКОСТНЫИ МЕТОД И СРЕДСТВА КОНТРОЛЯ
463
3. Формулы для вычисления среднего значения диэлектрической проницаемости гетерогенных систем
№ п/п Вид гетерогенной среды (модель среды) Условия применения расчета Формула для расчета
1 2 Двухслойная среда Параллельное соедине- ние слоев Последовательное со- единение слоев _ SjZtj + е2й2 с₽" Л.+Й2 ’ индексы 1 и 2 - обозначают первый и второй слой g = e|S2(Z», + ^) СР Е^+еД
3 4 Композит, содержащий п слоев Параллельное соедине- ние слоев Последовательное со- единение слоев п In еср=1>Л/& / f=i 1 п h / п Бср /=1 / /=1
5 Матричная смесь сфе- рических включений (формула Максвелла) Разница в диэлектриче- ских проницаемостях среды и включений не слишком заметна. Рас- стояние между вклю- чениями велико по сравнению с их диа- метром, V « 1 Г 3K(S1-E2)"| еср=е2 1+ ' > 8] + 282 где V = ^/^Об - объемная концентрация дисперсион- ной фазы; Kj, Иоб - объем дисперсионной фазы и смеси
6 Матричная смесь сфе- рических включений (формула Лоренц-Ло- рентца) То же 8ф=82 И(£,-£2) 1-И, £2+ з (£| £2)
7 То же (формула Бруггемана) Диэлектрические про- ницаемости среды и включений различают- ся более чем в 4 раза и объемная концентра- ция включений превы- шает 0,2 1L_!2.=(1_K)£ £, -£2 V £2
8 Матричная смесь сфе- рических включений (формула Релея) Сферические включе- ния Г зк ? <? — С 14- —
^-+ V -131 -S| V [ Е'
9 Статистическая смесь (формула Лихтенеке- ра), двухкомпонентная среда Включения могут иметь сферическую и другую форму еср = ег(е1 /е2 /
10 Статистическая «-ком- понентная смесь (фор- мула Лихтенекера) То же Scp = ’ 1=1 где V, - объемная концентрация z-й составляющей, причем п /=1
464
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Продолжение табл. 3
№ п/п Вид гетерогенной среды (модель среды) Условия применения расчета Формула для расчета
11 Статистическая двух- компонентная смесь (формула Бетхера) £ср + s2 _ у Е| - £2
12 Статистическая много- компонентная смесь (формула Бетхера) Сферические включе- ния п Р • — Р yj7.A_!£p_=0 Й Ч+2Ёср
13 Статистическая смесь (формула Оделевского) Сферические включе- ния ^v=“ + ^a2 + ele2l2, где а.(ЗГ-1)е,+2(2-ЗК)сг 4
14 Статистическая смесь сферических включе- ний (формула Френке- ля) Поляризация электро- литической сфериче- ской частицы £’=р£|, _ , ч2 thya где р = (уа) ' , ya - th уа а - радиус сферического включения; у2 = ае2 +j(b/D ; ае - константа Дебая-Гюккеля, обратная толщина заря- женного слоя электролита; D - коэффициент диффузии паров в электролите
15 Матричная смесь (формула Лоренц-Ло- рентца) Эллипсоидальные включения Г. Г(е,-е2) 1 £__=£, 1 + — — , * 2[ £2+(l-r)(£1-£2)yJ’ где Nx - коэффициент деполяризации; abc °r ds x~ 2 l(s + a2)3l2(s + b2)ll2(s + cj112 ’ где 2a, 2b, 2c - размеры эллипсоида вдоль осей х, у, z.
16 Система параллельных цилиндров (формула Релея) Плотноупакованные цилиндры, поперечное направление электри- ческого поля еср=Е2 1+ £1±£1 -V - (0>306Г + 0,0134И8) 6| 82 Sj S2
17 Матричная смесь (формула Оделевского) Хаотически располо- женные цилиндры с параллельными осями scp =a + yla2+£fi2 , где а = (V - 0,5)(£| - е2 )
18 У порядоченная систе- ма включений Включения имеют форму цилиндров. Раз- личные расстояния ме- жду осями е -J1, Wb-V 1 2|_ 3(£j +£2) + K(£j — е2 )(тсА: — 6) J ’ где £ = d\ / d\ - расстояние между осями цилиндров в направлении, совпадающем с направлением вектора напряженности электрического поля; di - расстояние между осями цилиндров в направлении, перпендику- лярном к направлению вектора напряженности
ЭЛЕКТРОПОТЕНЦИАЛЬНЫЕ ПРИБОРЫ
465
Рис. 6. Номограмма для определения объемного
содержания и диэлектрической проницаемости
сферических включений
Рис. 7. Распределение эквипотенциальных линий
14.3. ЭЛЕКТРОПОТЕНЦИАЛЬНЫЕ
ПРИБОРЫ
Работа электропотенциальных приборов основана
на прямом пропускании тока через контролируемый уча-
сток и измерении разности потенциалов на определен-
ном участке или регистрации искажения электромагнит-
ного поля, обусловленного обтеканием дефекта током.
Приборы, основанные на измерении разности
потенциалов. При пропускании через электропроводя-
щий объект тока в объекте создается электрическое поле.
Геометрическое место точек с одинаковым потенциалом
составляет эквипотенциальные линии (рис. 7). На рисун-
ке показано распределение эквипотенциальных линий
при отсутствии (рис. 7, а) и наличии дефекта (рис. 7, б).
Разность потенциалов зависит от трех факторов: удель-
ной электрической проводимости а, геометрических
размеров (например, толщины) и наличия поверхност-
ных трещин. При пропускании переменного тока раз-
ность потенциалов будет зависеть и от магнитной про-
ницаемости Ц.
В приборах имеется четыре электрода. С помощью
двух из них (токопроводящих) к контролируемому уча-
стку подводится ток. Два электрода - измерительные, с
их помощью измеряют разность потенциалов на опреде-
ленном расстоянии (обычно не более 2 мм), по которой
судят о глубине обнаруженной трещины.
Правильный выбор конструктивных параметров
преобразователя (расстояние между токовым 2а и изме-
рительным 2Д электродами) определяет верхний предел
измерения по глубине h и точность измерений глубины.
Задача решается в два этапа: 1) вычисляется раз-
ность потенциалов Ко, измеряемая с помощью потенци-
альных электродов на бездефектном участке электропро-
водящего полупространства с электрофизическими свой-
ствами ц и о, к которому подводится с помощью двух
электродов ток с поверхностной плотностью у’о частотой
со; 2) вычисляется разность потенциалов t/g, измеряемая
с помощью потенциальных электродов и обусловленная
протяженным дефектом конечной глубины (рис. 8).
Если для токоподводящих электродов задана по-
верхностная плотность тока у, так что в каждом из них
через участок единичной длины, параллельной оси у,
протекает ток с поверхностной плотностью у’о (А/м), то
(7о выражается следующим образом:
для проводящего полупространства V
тт /о 7sinfcasinfcA „
= — I------Tj-----qdk;
ла ' к
—00
Zll
Uo
Jo
ч
воздух.
v ’ v о
х=-а0 х=-д х=Д х=+а0 к
Z=-7
2 = - о,» Т^-оо
Среда. I
Среда П.
Ji2, бг
Рис. 8. Расположение плоских токопроводящих и
измерительных электродов при контроле двухслойной
среды
30 — 7387
466
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
для проводящей пластины толщиной Т
Измеряя относительную разность потенциалов
тт jo +f sin sin АД ечТ+ечТ „
ио = — J--2----^Tdk
лок еч -е 4
к2
Для электропотенциального метода на постоянном
токе (® = 0) для электропроводящего полупространства
справедливо выражение:
ла а-А
Для пластины аналогичные выражения более слож-
ны и зависят от соотношения длины и координаты элек-
тродов. Для практически важного случая, когда а » Г,
напряжение описывается формулой
тт т Д
t/o Jo •
аТ
Следовательно, при относительно тонкой пластине
параметры а и Т не разделяются, как это имеет место и в
методе вихревых токов. Для другого случая (когда ярко
выражен поверхностный эффект)
п _ { (1 + 0Д /«»ННо
""Л 7г V *
V2 V а
Разность потенциалов на измерительных электродах
Ug, вызванная наличием дефекта, глубиной h рассматри-
вается как удлинение пути тока, вынужденного огибать
дефект (рис. 9) для постоянного тока (со =0)
и =2Д|п£±Л±2Л.
s ла а - А
для переменного тока частотой со (ярко выражен-
ный поверхностный эффект)
8 о
где i = V -1.
удается отстроиться от влияния электрофизических па-
раметров среды на показания прибора
if, 2Л "I
In 1 +----
U*= \ °+^.
. (а + А^
In -----
А )
Практический интерес представляет по измеренным
if, известным 2а и 2А определить h с помощью выра-
жения
, а +А
п =----
2
а + А] ,
exp U In---|-1
I я-А J
Как правило а » А.
В этом случае
, а + Д h — _____ . АУТЛ ( . дА 1 ЦТ In— -1
П — СЛр L\J ill I — 1
2 I a) .
Приведенное выражение учитывает не только отно-
сительную разность потенциалов if, но и геометриче-
ские размеры преобразователя (2а, 2А).
Для условия U — < 0,1,
а
h = 2bU*
= 2Д
Ug~Uo
и0
т.е. измеренная глубина дефекта пропорциональна рас-
стоянию между измерительными электродами А.
2 д f д ।
Для больших значений V— U —>4 можно
а к a J
Токовые
электроды
гь
Металл
ji,6
-а -Л
Измерительные
электроды
Путь обтекания
током дефекта
l~Zh + Za
Рис. 9. Схема расположения электродов при изменении
глубины дефекта
использовать соотношение
, я
h = уехр
I а)
Таким образом, алгоритм измерения глубины тре-
щин с отстройкой от электрофизических свойств мате-
риала, в котором находится дефект, сводится к следую-
щему. Измеряется разность потенциалов на бездефект-
ном месте <70 и обусловленная дефектом Ug при уста-
новке измерительных электродов по «берегам» дефекта.
Затем вычисляется относительная разность потенциалов
(Ug - t/o) I Uq при заданных размерах 2а и 2А, которые
легко учитываются в электронном блоке при распреде-
лении коэффициента усиления. Измерения ^могут произ-
водиться без предварительной установки прибора на
«ноль» и градуировки с помощью стандартных образцов.
ПРИБОРЫ, ОСНОВАННЫЕ НА РЕГИСТРАЦИИ ИСКАЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ
467
При конструировании первичного преобразователя
следует учитывать повышенные требования по стабиль-
ности расстояния 2Д, которое, в основном, определяет
погрешность измерения глубины й.
Электропотенциальные приборы применяют для
измерения толщины стенок деталей, для изучения анизо-
тропии электрических и магнитных свойств, обуслов-
ленной приложенными к объекту контроля механиче-
скими напряжениями, но основное назначение этих при-
боров - измерение глубины трещин, обнаруженных дру-
гими методами НК. Электропотенциальный метод с ис-
пользованием четырех электродов является единствен-
ным методом, который позволяет осуществить простое
измерение глубины (до 100 - 120 мм) поверхностных
трещин.
Применение измерителей глубины трещин совмест-
но с другими методами контроля, например магнитопо-
рошковым или капиллярным, позволяет повысить эф-
фективность неразрушающих методов обнаружения и
оценки трещин, особенно усталостных, возникающих в
процессе эксплуатации.
Наиболее эффективно применение приборов для
изучения кинетики развития усталостных трещин, когда
важное значение приобретает не только фиксирование
момента их зарождения и регистрация их протяженно-
сти, но и фронт развития внутрь испытуемого изделия.
На рис. 10 приведены полученные с помощью при-
бора зависимости максимальной глубины h усталостной
трещины от числа циклов N при различных нагрузках
Рт. Штриховые прямые соответствуют количеству цик-
лов, при котором произошел разрыв образца. Получен-
ные зависимости дают возможность наблюдения кинети-
ки развития трещин. Так при малых Рт трещина разви-
вается в основном в длину. По мере увеличения числа
циклов скорость роста глубины трещины возрастает.
Рис. 10. Зависимость максимальной глубины h усталостной
трещины от числа циклов N
Рис. 11. Зависимость глубины усталостной трещины h от ее
протяженности 21 при различных количествах циклов
нагружения N с амплитудой нагружения Рт = 3,0 МН:
1 - 4000; 2 - 5500; 3 - 7500; 4 - 8500 циклов
На рис. 11 приведены экспериментальные кривые,
полученные для развивающейся усталостной трещины
на круглом образце от количества циклов нагружения N
при Рт = 3,0 МН. Ход кривых позволяет сделать важный
вывод о том, как происходит кинетика развития устало-
стной трещины в длину и в глубину.
Приборы применяют для сдаточного контроля рас-
слоений в толстолистовом металле в процессе обрезки
поперечных и продольных кромок.
14.4. ПРИБОРЫ, ОСНОВАННЫЕ НА
РЕГИСТРАЦИИ ИСКАЖЕНИЯ
ЭЛЕКТРОМАГНИТНОГО ПОЛЯ
В практике неразрушающего контроля находят
применение приборы, работа которых основана на реги-
страции искажения силовых линий вектора плотности
тока, обусловленного дефектом. Приборами регистриру-
ется поперечная составляющая вектора плотности тока,
которая в бездефектном участке изделия отсутствует.
В случае, если плотность дефекта с удельной элек-
трической проводимостью П2, расположена под углом <Xi
к направлению вектора плотности тока, протекающего
по электропроводящему полупространству с удельной
электрической проводимостью И], то с учетом условий
непрерывности нормальной составляющей вектора
плотности тока (рис. 12)
Zj sina1 = Z2sina2
и закона преломления линий тока на границе раздела
двух сред
tgai = Qi
tga2 о2
468
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 12. Преломление вектора плотности тока на границе
раздела двух сред с удельными электрическими
проводимостями а2 и О]
Рис. 13. Обтекание дефекта током
поперечная составляющая вектора плотности тока
о
sin 2а,
Эта составляющая может быть применена для обна-
ружения дефекта как в электропроводящих немагнит-
ных, так и магнитных материалах.
В случае дефектоскопии ферромагнитных материа-
лов появляется поперечная тангенциальная составляю-
щая магнитного поля дефекта, которая выражается сле-
дующим образом:
тт A(xcosa + 6)
Я =G0 arCtg------------3'-------
(xcosa + 6)2 + z(z + h)
-arctg
A(xcosa-&)
(x cos a - b)2 + z(z + h)
sin 2a,
поперечной тангенциальной составляющей магнитного
поля, обусловленного дефектом при обтекании его то-
ком. Причем поле дефекта обусловлено составляющими
тока, протекающего параллельно граням дефекта. На
рис. 13 это линии DE и ВС; длина этих линий растет с
уменьшением угла а.
Поперечная тангенциальная составляющая магнит-
ного поля дефекта обусловлена составляющей 1\ вектора
плотности тока Iqq:
sin2a
оо 2 ’
На рис. 14 показаны зависимости тангенциальных
продольной и поперечной составляющих магнитного
поля дефекта от угла а, а на рис. 15 изменение попереч-
ной тангенциальной составляющей по длине дефекта,
что свидетельствует о выявляемое™ дефекта по всей его
протяженности.
где Go - поверхностная плотность магнитных зарядов; х,
у, z - текущие координаты; h,b - соответственно глуби-
на и полуширина раскрытия дефекта.
Максимальное значение поперечной тангенциаль-
ной составляющей (Яду)тах (при х = 0) для z > 2b, что на
практике всегда имеет место, преобразуется в выражение
(Ялу )тах /2о = -z——-------sin 2a.
ду/шах b2+z(z + h)
На рис. 13 изображено взаимное расположение то-
чек касания токопроводящих электродов, плоскости ин-
дикатора магнитного поля, обусловленного протекаю-
щим током, и плоскости дефекта. Линия 00\, соединяю-
щая точки касания электродов, составляет угол а с плос-
костью дефекта конечной протяженности. Индикатор
магнитного поля, в качестве которого может быть ин-
дукционная катушка, феррозонд, преобразователь Холла
и т.п., ориентирован вдоль оси 00\ для измерения
Рис. 14. Зависимость продольной (Ндх) и поперечной (Иду)
тангенциальных составляющих магнитного поля дефекта
от угла a
ТЕРМОЭЛЕКТРИЧЕСКИЕ ПРИБОРЫ
469
Рис. 15. Изменение тангенциальной поперечной
составляющей магнитного поля по длине дефекта
(а = 45°; Л/2Л = 10)
Рассмотренный метод положен в основу работы де-
фектоскопов, предназначенных для обнаружения устало-
стных трещин в изделиях сложного профиля, таких как
резьбовые соединения, зубчатые передачи, переходные
поверхности (галтели), в которых вероятное расположе-
ние плоскости дефекта известно.
В приборах к контролируемому участку резьбы или
зуба с помощью двух токопроводящих электродов под-
водится импульсивный ток частотой 50 Гц, амплитудой
10 А. С целью повышения чувствительности и помехо-
устойчивости в приборах используется двухчастотный
способ обработки сигнала.
В качестве индикатора полей рассеяния от дефек-
тов, обусловленных поперечной тангенциальной состав-
ляющей, применены одиночные ферроэлементы, обмот-
ки возбуждения которых питаются переменным током
частотой 4000 Гц.
О наличии дефекта судят по амплитуде и фазе пер-
вой гармоники огибающей, модулирующей вторую гар-
монику ЭДС, наведенной в измерительной обмотке фер-
роэлемента в результате воздействия поперечной тан-
генциальной составляющей магнитного поля, обуслов-
ленной дефектом, на нелинейный элемент - сердечник
ферроэлемента.
Обследование контролируемой поверхности прово-
дится вручную, установкой преобразователя в нитку
резьбы или во впадину между зубьями и постепенным
перемещением его вдоль образующей резьбы или зуба.
За один проход контролируется вся поверхность впади-
ны резьбы или зуба, ограниченная линиями, образуемы-
ми точками касания токопроводящих электродов преоб-
разователя.
Контроль резьбовых участков штоков крупногаба-
ритных компрессоров высокого давления проводят через
боковое отверстие в корпусе компрессора при частичном
свинчивании гайки. В стационарных условиях контроль
резьбы механизирован.
14.5. ТЕРМОЭЛЕКТРИЧЕСКИЕ ПРИБОРЫ
Приборы неразрушающего контроля, основанные
на термоэлектрическом методе, находят применение при
сортировке деталей по маркам сталей, для экспресс-
анализа стали и чугуна непосредственно в ходе плавки и
в слитках, определения толщин гальванических покры-
тий, измерения глубины закаленного слоя, исследования
процессов усталости металла.
Источником информации о физическом состоянии
материала при термоэлектрическом методе неразру-
шающего контроля является термо-ЭДС, возникающая в
цепи, состоящей из пары электродов (горячего и холод-
ного) и контролируемого металла.
Обработка информации может производиться или
по схеме прямого преобразования или по дифференци-
альной схеме (рис. 16).
Сущность работы приборов по схеме прямого пре-
образования заключается в следующем. Контролируе-
мый образец / помещают на площадку холодного элек-
трода 3. К контролируемой поверхности прикасаются
горячим электродом 2, нагреваемым элементом 4. В мес-
те контакта горячего электрода возникает термо-ЭДС, и
ток начинает протекать в цепи, в которую включен ин-
дикаторный прибор К
При работе прибора по дифференциальной схеме к
холодным электродам, на которых размещены образец 5
из известной марки стали и контролируемая деталь /,
подключен индикаторный прибор К. К этим деталям од-
новременно прикасаются горячим электродом - щупом 2
и, наблюдая за показаниями индикаторного прибора К,
судят о принадлежности контролируемой детали к марке
стали образца.
Регистрация результатов контроля возможна тремя
способами: по углу отклонения стрелки индикаторного
прибора, по изменению знака термо-ЭДС и по индика-
ции нулевого показания.
Для крупносерийного производства с установив-
шейся номенклатурой марок материала можно восполь-
зоваться опытом составления сводных таблиц исполь-
зуемых материалов.
В табл. 4 приведены значения термо-ЭДС для неко-
торых сталей.
Рис. 16. Схемы контроля путем прямого преобразования (а)
и дифференцированным методом (£)
470
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
4. Значения термо-ЭДС для некоторых сталей
(для двух или трех плавок;
горячий электрод - медь Ml, температура 75 °C)
Сталь Термо-ЭДС, мВ
40Х14Н14В2М 0,30 ...0,38
10Х18Н10Т 0,27 ...0,36
ЗОХГСНА 0,16 ... 0,28
18ХНВА 0,15 ... 0,27
ЗОХГСА 0,12 ...0,18
ЭИ868 0,13 ...0,19
12ХНЗА 0,02 ... 0,06
10 -0,07... +0,09
20 -0,09... +0,11
25 -0,09 ...+0,11
45 -0,11 ...+0,14
15ХА -0,17 ... +0,20
ЭИ617 -0,21 ...+0,23
16ХГТА -0,27... +0,30
ЭИ347 -0,28...+0,30
10X18 -0,27... +0,30
Р18 -0,30 ... +0,32
20X23 -0,31 ...+0,33
10Х12М -0,37 ...+0,41
10Х12Ф1 -0,40... +0,46
ЭИ929 -0,30 ... +0,37
ЭИ929А -0,32... +0,38
14.6. ЭЛЕКТРОИСКРОВЫЕ,
ТРИБОЭЛЕКТРИЧЕСКИЕ И
ЭЛЕКТРОСТАТИЧЕСКИЕ ПРИБОРЫ
Для контроля сплошности диэлектрических покры-
тий (эмаль, стекло, эпоксидная смола) на внутренней
поверхности труб применяют электроискровые приборы.
Работа основана на электроискровом пробое дефектных
мест в диэлектрическом покрытии высоким выпрямлен-
ным напряжением. Контроль осуществляется с помощью
сменных электроискровых головок, вставленных в трубу
на металлической штанге.
Для контроля диэлектрических материалов и ком-
позиции на их основе применяют импульсные высоко-
частотные дефектоскопы, использующие электромаг-
нитные поля высокой напряженности (эффект Кирлиан).
Дефектоскоп позволяет проводить количественный
анализ высокочастотного разряда, происходящего между
поверхностью контролируемого изделия и прозрачным
электродом разрядно-оптического преобразователя
(ПРО). При толщине стеклопластика 6 мм хорошо выяв-
ляется непроклей между слоями с раскрытием около
0,15 мм, площадью от 0,1 мм2 и более, а при пропитке
органической ткани каучуком контролируется содержа-
ние связующего вещества с точностью ±50 %.
Дефектоскоп содержит генератор высоковольтных
радиоимпульсов, разрядно-оптический преобразователь,
усилитель-формирователь выходного сигнала со стре-
лочным индикатором и блок питания. Работа прибора
заключается в следующем. Во вторичной обмотке высо-
ковольтного генератора индуцируется высоковольтный
радиоимпульс с частотой заполнения 200 ... 250 кГц и
амплитудой 70 кВ, который подается в разрядно-оптиче-
ский преобразователь для возбуждения разряда в раз-
рядном промежутке контролируемой системы.
Разрядно-оптический преобразователь представляет
собой обкладку с прозрачным электродом и разрядным
промежутком 50 мкм, сформированным со стороны про-
водящего слоя электрода. Оптическая информация из
зоны разрядного промежутка по световоду диаметром
10 мм и длиной 1 м подается на фотокатод фотоэлек-
тронного умножителя, установленного в корпусе элек-
тронного блока. Оптический сигнал преобразуется в
электрический и поступает через усилитель-формиро-
ватель на стрелочный индикатор, по показаниям которо-
го судят о результатах измерений.
Установив ПРО на контролируемую поверхность
изделия, добиваются постоянной яркости высокочастот-
ного разряда в разрядном промежутке, а о результатах
контроля судят по величине приложенного к преобразо-
вателю импульсного высокочастотного напряжения.
В текстильной, бумагоделательной, нефтехимиче-
ской и других отраслях промышленности находят при-
менение приборы, предназначенные для измерения на-
пряженности электростатических зарядов, возникающих
при электризации быстродвижущихся диэлектрических
материалов (текстиль, бумага и др.).
Принцип действия прибора основан на бесконтакт-
ном измерении напряженности электростатического за-
ряда. В качестве измерительного преобразователя при-
менен динамический конденсатор, содержащий непод-
вижный измерительный электрод и подвижный зазем-
ленный электрод, выполненный в виде крыльчатки, ко-
торый периодически экранирует измерительный элек-
трод от воздействия электростатического поля. Электро-
статический заряд, индуцированный на измерительном
электроде, преобразуется в переменное напряжение, ам-
плитуда и фаза которого несут информацию о напряжен-
ности электростатического поля и знаке заряда.
Для ионизации воздуха в производственных усло-
виях с целью нейтрализации электростатических зарядов
на быстродвижущихся диэлектрических материалах
предназначен прибор, который состоит из высоковольт-
ного игольчатого разрядника, обеспечивающего получе-
ние положительных или отрицательных ионов в рабочей
зоне, и блока питания, содержащего высокочастотный
преобразователь-формирователь высоковольтных им-
пульсов положительной или отрицательной полярности.
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
471
14.7. ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ
И СРЕДСТВА КОНТРОЛЯ
И ДИАГНОСТИКИ
14.7.1. ОБЩИЕ СВЕДЕНИЯ И
ФИЗИЧЕСКИЕ ОСНОВЫ
При решении задач технического диагностирова-
ния, контроля и прогнозирования состояния узлов ма-
шин и механизмов (подшипников качения, скольжения,
зубчатых зацеплений и т.п.), а также при трибомонито-
ринге широкое применение находят электропараметри-
ческие методы, основанные на определении искомых
характеристик объекта путем оценки параметров флук-
туирующих при его работе активного электрического
сопротивления или проводимости. Данные методы назы-
вают электрорезистивными, они существенно расширя-
ют область применения традиционных методов электри-
ческого сопротивления, основанных на оценке состояния
электропроводящих объектов (например, медных про-
водников на печатных платах) по их электрическому
сопротивлению.
При реализации электрорезистивных методов со-
стояние объекта оценивается при его работе в эксплуа-
тационных (или имитирующих эксплуатационные) ре-
жимах и условиях. При этом специальные первичные
преобразователи не применяются - сигнал измеритель-
ной информации снимается непосредственно с трущихся
деталей или деталей, гальванически связанных с ними, а
определение необходимых характеристик объекта осу-
ществляется с помощью соответствующих алгоритмов
обработки информации.
Методы обеспечивают комплексную оценку со-
стояния объекта, контроль макрогеометрии и поиск де-
фектов его рабочих поверхностей, оценку толщины и
фактического состояния разделяющей поверхности сма-
зочной пленки, количественную оценку режима смазки в
зонах трения и т.п. С их помощью эффективно решаются
задачи входного контроля и контроля качества сборки
узлов на этапе изготовления машин и механизмов, функ-
циональной диагностики объектов в процессе эксплуата-
ции изделий, оценки степени износа и возможности экс-
плуатации объектов в течение следующей межконтроль-
ной наработки (дефектация) при техническом обслужи-
вании и ремонте, функциональной диагностики объектов
при проведении испытаний и трибологических исследо-
ваниях.
При работе смазанного узла вследствие гидродина-
мического эффекта в зонах трения его деталей самопро-
извольно образуется устойчивый слой (пленка) смазоч-
ного материала, препятствующий непосредственному
контактированию поверхностей. Толщина пленки непре-
рывно изменяется - флуктуирует, возможны ее кратко-
временные местные разрушения в контактах наиболее
высоких неровностей поверхностей (микроконтакты),
что свидетельствует о переходе от жидкостной смазки к
полужидкостной или граничной. Состояние смазки в
зонах трения формируется совместным действием боль-
шого числа факторов и параметров (микро- и макрогео-
метрия рабочих поверхностей, нагрузка в контакте и
скорость относительного перемещения поверхностей,
свойства конструкционных и смазочных материалов,
температура, работоспособность системы смазывания и
т.п.) и является комплексным критерием, количественная
оценка которого обеспечивает получение необходимой
информации как для контроля, так и для прогнозирова-
ния технического состояния узлов трения.
Смазочный материал обладает высоким удельным
электрическим сопротивлением, поэтому изменения со-
стояния смазки в зонах трения (флуктуации толщины
пленки, ее разрушения, изменения характера контакти-
рования поверхностей и т.п.) приводят к соответствую-
щим изменениям электрической проводимости (g) и со-
противления (R) объекта.
Сопротивление трибосопряжения включает ряд со-
ставляющих:
R = Ru+Ron+R?T+Rcn’
где 7?м, /?ст, 7?оп, Rcn - соответственно сопротивления
контактируемых деталей, стягивания, окисных пленок и
смазочных пленок.
Значение RM определяется удельным сопротивлени-
ем материалов деталей (р), и по сравнению с другими
составляющими R для металлов пренебрежимо мало (для
сталей р е [10’7; 10‘6] Ом • м). Окислы металлов - полу-
проводники с рок е [ 102; 105] Ом * м, однако ввиду боль-
шой пористости окисных пленок поверхностей трения
7?оп обычно имеет невысокие значения. Сопротивление
стягивания 7?ст зависит от радиуса контурной площади
контакта ак, а также размеров г и числа пп действитель-
ных пятен контактов поверхностей:
т> ( 1
=Р| ----+----- •
\2ппг 2ак)
Сопротивление смазочных пленок Rcn также вклю-
чает несколько составляющих: тонкие поверхностные
пленки (3-10 нм) имеют туннельную проводимость с
Рпов е [10‘13; 1011 ] Ом • м2:
— Рп°в
тонкие граничные слои (0,1-1 мкм) обладают полупро-
водниковыми свойствами, а смазочный материал в толстых
слоях является диэлектриком (рсм е [105; 1022] Ом • м),
при этом значение сопротивления пленки связано с ее
толщиной монотонной и практически линейной зависи-
мостью, что широко используется в трибометрии.
В зависимости от вида смазки различные состав-
ляющие оказывают большее или меньшее влияние на
значение сопротивления объекта, комплексно характери-
зующее его состояние:
• в условиях жидкостной смазки R определяется
в основном параметрами гидродинамической смазочной
пленки (R * Rcn) и, изменяясь из-за флуктуаций ее тол-
472
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
g(0
gnop
^н! Ас1
Рис. 17. Вид зависимости g(t) для трибосопряжения
щины и свойств смазочного материала при работе объек-
та, остается достаточно большим (при толщине пленки
h = 1 мкм R е [107; 10й] Ом);
• в условиях граничной смазки R определяется в
основном сопротивлением стягивания (R ~ 7?ст) и, изме-
няясь в зависимости от параметров действительных пя-
тен контактов поверхностей, существенно снижается
(при микроконтактировании R е [ 10'3; 102] Ом);
• при полужидкостной смазке (наиболее распро-
страненный режим) R определяется комплексом различ-
ных параметров фрикционного взаимодействия и изме-
няется в широких пределах (на рис. 17 представлен схе-
матично вид функции g(Z), а на рис. 18 - примеры им-
пульсов проводимости при микроконтактировании).
Рис. 18. Примеры импульсов проводимости при
микроконтактировании в подшипнике качения
Вследствие случайности происходящих в зонах
трения процессов флуктуации проводимости объекта
при его работе являются случайными, при этом характер
закона распределения вероятности проводимости для
различных видов смазки соответствует графикам рис. 19,
где gn и gK - характерные средние значения проводимо-
сти при наличии смазочной пленки в зонах трения и при
микроконтактировании.
14.7.2. ДИАГНОСТИЧЕСКИЕ
ПАРАМЕТРЫ И МОДЕЛИ
В зависимости от решаемых диагностических задач
и конструктивных особенностей объектов используются
различные диагностические параметры и модели.
Наибольшую информацию о техническом состоя-
нии объекта позволяет получить оценка закона распре-
деления вероятности его проводимости или сопротивле-
ния. Опыт использования такой оценки известен в три-
бометрии при определении нагрузки в контакте, интен-
сивности изнашивания, исследовании явления пленочно-
го голодания. Оценка закона, однако, представляет су-
щественную проблему и предполагает применение
сложной диагностической аппаратуры, что приемлемо
лишь в лабораторных условиях при проведении триболо-
гических исследований. В практике неразрушающего
контроля и технической диагностики обычно ограничи-
Рис. 19. Плотность распределения проводимости
трибосопряжения при жидкостной (а), граничной (0) и
полужидкостной (в) смазках
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
473
ваются анализом совокупности диагностических пара-
метров - точечных оценок закона распределения вероят-
ности информативного параметра.
Одним из наиболее распространенных диагностиче-
ских параметров является среднее сопротивление, кото-
рое определяют либо непосредственно 7?ср, либо как ве-
личину, обратную средней проводимости R 'ср = 1 / Gcp.
В первом случае объект подключают к источнику тока Iq
и измеряют среднее значение падения напряжения С/ср на
нем за некоторое время Ги, а во втором - к источнику
напряжения Uq и измеряют среднее значение тока /ср:
=^-М«)л=7^ р.адл=
0 *(ги О
По существу 7?ср и Gcp являются оценками матема-
тического ожидания законов распределения вероятности
сопротивления и проводимости объекта, поэтому пара-
метры 7?ср и R 'ср однозначно и комплексно характеризу-
ют его состояние. В случае жидкостной смазки (Gcp = gn)
они характеризуют усредненное значение толщины
пленки в зонах трения, при граничной (Gcp = gK) - несут
информацию о размерах пятен контактов и толщине по-
верхностных пленок. Широкое применение этих пара-
метров обусловлено также простотой их измерения (дос-
таточно использовать вольтметр или амперметр с магни-
тоэлектрической системой).
На основе совместного рассмотрения теорий фрик-
ционного изнашивания, контактирования шероховатых
поверхностей и электрического контакта синтезирован
универсальный диагностический параметр G”?, функ-
ционально связанный с интенсивностью фрикционного
изнашивания:
Т
G”p=^~ jR-a4t)di
1 и о
где aG - определяется типом объекта, свойствами мате-
риалов деталей, параметрами микрогеометрии рабочих
поверхностей, видом смазки.
Так, например, для упругого контакта неровностей
поверхностей стальных деталей при режиме смазки,
близком к граничному (нагрузку воспринимают в основ-
ном микронеровности, а сближение поверхностей опре-
деляется нагрузкой в контакте), рекомендуется в зависи-
мости от характеристик поверхностей aG g[0,9; 1,1] для
точечного контакта и асб[1,3; 1,7] для линейного кон-
такта; при полужидкостном режиме смазки с редкими
микроконтактами (нагрузку воспринимает в основном
смазочный слой, сближение определяется толщиной гид-
родинамической пленки) рекомендуется aGe[2,9; 3,6].
В случае пластического контакта микронеровностей по-
верхностей при граничном трении для точечного контак-
та aG = 0,8, для линейного aG = 1,2, а при полужидко-
стном режиме смазки с редкими микроконтактами -
aG = 2,6. Таким образом, широко применяемый диагно-
стический параметр Gcp является частным случаем пара-
метра G£p при aG = 1.
Характерно, что всегда выполняется условие
(R сР / 7?ср) < 1, при этом знак равенства соответствует
g(Z) = const, что применительно к жидкостной смазке
означает отсутствие колебаний толщины пленки в зонах
трения (идеализированная ситуация). Это свойство па-
раметров заложено в основу метода оценки степени
флуктуаций толщины пленки в зоне трения по диагно-
стическому параметру кп = R 'ср / 7?ср, а также метода про-
гнозирования состояния подшипников качения в условиях
жидкостной смазки по параметру рд = (R 'ср / 7?ср)3. Изме-
няясь от 1 при отсутствии колебаний толщины пленки до
0 при полужидкостной смазке, Рд характеризует относи-
тельное снижение долговечности подшипника по срав-
нению с его долговечностью при той же средней толщи-
не пленки и отсутствии ее колебаний.
Для решения ряда трибометрических задач при ра-
боте объектов в условиях полужидкостной смазки (оцен-
ка средней толщины смазочной пленки в зонах трения,
степени ее флуктуаций, размеров действительных пло-
щадок контактов при микроконтактировании и т.п.) в
качестве диагностических параметров применяются
оценки среднего сопротивления смазочной пленки Rn и
среднего контактного сопротивления объекта RK, кото-
рые определяют с учетом принятых на рис. 17 обозначе-
ний из выражений:
где пт - число импульсов проводимости в объекте, соот-
ветствующих R(f) < /?пор за время Ги; /Н(к> - время начала
(конца) /-го импульса проводимости; 7?пор - пороговое
значение сопротивления (задается 7?пор е [50; 100] Ом,
что несколько превышает сопротивление объекта при
микроконтактировании и соответствует gnop= gnopi на
рис. 19).
474
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Для контроля и диагностики узлов трения, количе-
ственной оценки состояния смазки в зонах трения, де-
фектоскопии рабочих поверхностей широко применяют-
ся электроконтактные методы, основанные на анализе
параметров импульсов проводимости объекта при мик-
роконтактировании. В качестве диагностических пара-
метров используют предельные и средние значения час-
тоты и длительности микроконтактирований за опре-
деленное время или число оборотов подвижной детали.
Наиболее универсальным и информативным параметром
этой группы является нормированное интегральное вре-
мя (НИВ) электрического контактирования (К). Значе-
ние этого параметра определяется отношением суммар-
ной длительности соответствующих микроконтактиро-
ванию импульсов проводимости объекта за время изме-
рения к значению Ти:
I
Изменяясь от 0 при жидкостной смазке до 1 при
граничной смазке параметр НИВ (К) является статисти-
ческой оценкой вероятности микроконтактирования в
объекте (Рк).
Электроконтактные методы традиционно исполь-
зуются в трибологии для выявления и анализа металли-
ческого контактирования деталей трибосопряжений,
количественной оценки полужидкостной смазки и т.п.,
при этом наибольшее развитие эти методы получили в
направлении диагностирования подшипников и опор
качения.
Обобщенная диагностическая модель микроконтак-
тирования в подшипнике имеет вид:
z
1
р — 1 _ <1 — р \”шн(в)| .
V ЛнСв)// >
^1н(в)1 - “ Ф^Йн(в)/’ / + Я#н(в) = -ф(хн(в)/)
или
ч
^2н(в> ЬдИ ^шн(в)
|Н(В> =------------------— (Rp, + RpH(a} - hH(BV )(Vi+v-«);
( > 7? max,' 7?maxH(B/HW H(B)
9
«Шн(в),’ ] ^^ан(в)/^н(в)| *
ЗЛ p-n,2
2^Ph(b)i
, 1-Пн(в)2>
^H(B) ,
1
dk0(x) 6ц(Га +r5)[/z0 -7?(x)]exp[/?k0(x)]
dx h\x)
h(x) = hml -5 + x2(Xe +Х6)/2 + A'k0(x)/E' + D(x)
D(x) = /^(т^Х-х'У + I
или
D(x) = Dmax/^T/C^x-xy+l;
p
*H(B)(<P) = *H(B)0 + Ебн(в)Л sin(fc<P + <Ph(b) J ;
1
Z-l г ™
S C8(<p)[Fr(<|>)cos[a - р(ф) + nd - О,5(7г(ф)Р x
о
x cos(a + Ту) = Fr
Z-l ’
S c8 (ф)[^(ф) c°s[a - Р(ф) + nd - 0,5Gr ((p)f X
о
x sin(a + fy) = 0
F, = С8(ф)Иф)соз[<х " ₽(ф)+- О^?Г(Ф)},Л,
где индексы н(в), i свидетельствуют о принадлежности
параметра наружному (внутреннему) кольцу и (или)
z-ому телу качения; Pi и Р - вероятности микроконтак-
тирования деталей по одной паре неровностей и общая;
- число неровностей в зоне контакта; Rq, Ртах, Rp,
S, Ьш, ц - параметры шероховатости поверхностей;
X - коэффициент толщины пленки; F, Fr - общая и ра-
диальная нагрузка в контакте; Е, Г] - модуль упругости и
коэффициент Пуассона материалов деталей; Ер - сумма
главных кривизн поверхностей в точке касания; па, Пь -
конструктивные параметры подшипника; АД - площадь
дефекта; ко(х), h(x) - гидродинамическое давление и
толщина смазочной пленки в точке с координатой х;
ц,п- динамическая вязкость и пьезокоэффициент вязко-
сти смазочного материала; 5 - сближение поверхностей;
Хь “ кривизны поверхностей до деформации; hm\ -
наименьшее расстояние между недеформированными
поверхностями; й0 - толщина смазочной пленки в точках
экстремумов давления; А' - коэффициент пропорцио-
нальности; Va, Уь - скорости перемещения поверхно-
стей; s, 8 - параметры, определяющие профиль дефекта;
Дпах» >Ид и х' - параметры глубины, протяженности и
смещения дефекта; Тп(х) - полином Чебышева; 7?(ф),
/?о - текущее и среднее значения радиуса дорожки каче-
ния; ф - угловая координата; Qk, фк - амплитуда и фазо-
вый угол £-й гармоники радиуса дорожки качения (к = 1
для эксцентриситета, к = 2 для овальности, к = 3... -
для огранки); р - предельный номер учитываемой при
анализе гармоники; a - координата ближайшего к Fr
тела качения; W и рь- модуль и аргумент вектора смеще-
ния кольца; у = 2л / Z - угловое расстояние между тела-
ми качения; Z - число тел качения; С§, Gr - упругая ха-
рактеристика и радиальный зазор в подшипнике.
Модель описывает характер влияния на рассматри-
ваемый диагностический параметр таких характеристик
объекта, как номинальная макрогеометрия, регулярные
отклонения геометрической формы, шероховатость и
параметры локальных дефектов рабочих поверхностей
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
475
деталей, свойства конструкционных и смазочных мате-
риалов, режимы и условия работы объекта и т.п.
(рис. 20). Таким образом, получаемая информация об
объекте многопараметрическая, что, с одной стороны,
обеспечивает возможность реализации комплексной
оценки его состояния, характеризуемого совместным
влиянием всей совокупности внутренних параметров
объекта и внешних факторов, а, с другой, - создает усло-
вия контроля отдельных характеристик технического
состояния объекта.
При решении задачи выделения необходимой ин-
формации о'состоянии подшипника принимаются во
внимание следующие особенности электроконтактных
методов:
• на значение диагностического параметра влия-
ют только те участки рабочих поверхностей деталей,
которые за время его оценки попадают в контактные зо-
ны нагруженных тел качения с кольцами;
• с увеличением нагрузки в контакте вероятность
микроконтактирования деталей возрастает, что приводит
к увеличению чувствительности параметра к состоянию
находящихся в контактной зоне участков рабочих по-
верхностей;
• неравномерность распределения нагрузки
между телами качения создает возможность задания тре-
буемой чувствительности параметра К к различным уча-
сткам поверхностей путем их соответствующего нагру-
жения.
Рис. 20. Схема воздействия характеристик подшипникового узла на диагностический параметр НИВ
476
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
С учетом указанных особенностей выделение необ-
ходимой информации о состоянии объекта осуществля-
ется путем создания алгоритмов обработки информации
о флуктуирующем значении его сопротивления (прово-
димости), адаптированных к имеющему место в объекте
или создаваемому при диагностировании характеру его
нагружения.
14.7.3. МЕТОДЫ И СРЕДСТВА
ДЕФЕКТОСКОПИИ
Физические основы. Попадание дефектного участка
поверхности (риски, лунки, трещины, раковины и т.п.) в
нагруженную контактную зону вызывает релаксацию
давления, что приводит к снижению толщины разде-
ляющей поверхности смазочной пленки, возрастанию
вероятности микроконтактирования деталей и, соответ-
ственно, значения параметра К. При этом степень влия-
ния дефекта на К зависит от его вида и величины, а меж-
ду его размерными параметрами (протяженность, глуби-
на, объем) и значением К существуют однозначные мо-
нотонные зависимости (рис. 21).
Это явление положено в основу электрических ме-
тодов дефектоскопии, которые применительно к под-
шипнику качения обеспечивают обнаружение регламен-
тированных НТД повреждений рабочих поверхностей
колец и тел качения как отдельного подшипника, так и
опоры качения узла с глубиной поиска до поврежденно-
го тела качения и местоположения дефекта на дорожке
качения каждого из колец в условиях рабочего и тесто-
вого диагностирования.
Специфика электрорезистивных методов (отсутст-
вие первичного преобразователя, совершающего пере-
мещения относительно контролируемой поверхности
при сканировании) и объекта диагностирования (контро-
лируемые поверхности при работе подшипника совер-
шают сложные относительные перемещения) обуславли-
вает специфику принципов локализации зоны контроля
на исследуемой поверхности и сканирования.
Принцип локализации зоны контроля заключается в
обеспечении неизменного положения исследуемой рабо-
чей поверхности относительно вектора радиальной со-
ставляющей нагрузки F г за время измерения ТИ пара-
метра АГ :
1 Т’и Z
и 0 1
За счет радиальной силы происходит односторон-
ний выбор зазора, и в подшипнике образуется зона на-
гружения, ограниченная некоторым угловым сектором
±фо (рис. 22). В этом случае зона контроля совпадает с
зоной нагружения, расположена симметрично вектору
Fг, а нагрузка в ее пределах изменяется от максималь-
ного значения в центре до 0 на ее границах (рис. 23).
Минимально возможный размер зоны контроля, обеспе-
чивающий наилучшую чувствительность и разрешаю-
щую способность метода, определяется угловым рас-
стоянием между телами качения (<р0 = у) и обеспечива-
ется для шариковых и для роликовых подшипников при
выполнении условий:
Fr IZC^GrY < [l/cos(27t/Z)-l]l5/Z;
2Fr IZCsGr < [l/cos(2n/Z)-l]/Z.
В этом случае относительная нагрузка Fe на тело
качения с координатой 0 < у, определяется только зна-
чением 0 (кривые 3 на рис. 23):
Fq =[cos0 + sin0ctg(0-y)J“1.
Принцип сканирования заключается в изменение от-
носительного положения исследуемой поверхности и
вектора Fr при обеспечении неизменной чувствитель-
ности диагностического параметра к состоянию контро-
лируемых участков поверхностей и стабилизации влияния
Рис. 21. Примеры эпюр гидродинамического давления в контактной зоне подшипника (а) и расчетных зависимостей К от
глубины (б) и протяженности (в) моделируемой раковины:
7 - дефект отсутствует, Л = 0,612 мкм; 2 - глубина дефекта 0,212 мкм, протяженность 236 мкм, Л = 0,547 мкм;
3 - глубина дефекта 1мкм, протяженность 221 мкм, Л = 0,354 мкм; 4 - глубина дефекта 1мкм, протяженность 236 мкм, h = 318 мкм
а)
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
477
Рис. 22. Схема радиально нагруженного подшипника
качения
б)
Рис. 23. Распределение Fq в зоне нагружения подшипника
типа 306 для различных значений радиального зазора Gr
при Fr» 3 кН (а) и для различной нагрузки Fr при
Gr = 20 мкм и 0 = 180° (6)
на его значение качества неконтролируемых поверхно-
стей и прочих факторов. Пути реализации данного прин-
ципа могут быть различными: перемещение контроли-
руемой поверхности относительно Fr; изменение на-
правления Fr относительно поверхности; анализ взаим-
ного положения Fr и поверхности при работе объекта в
эксплуатационных режимах и автоматическое управле-
ние алгоритмом обработки информации.
Алгоритмы диагностирования подразделяются на
рабочие (пассивные) и тестовые (активные), на алгорит-
мы с непрерывным последовательным, дискретным зо-
нальным и дискретным зонально-селективным сканиро-
ванием (рис. 24).
При реализации непрерывного сканирования путем
изменения взаимного положения исследуемой поверхно-
сти и вектора нагрузки с постоянной скоростью сканиро-
вания (0ск осуществляют перемещение зоны контроля
по этой поверхности при непрерывной регистрации ди-
агностического параметра K(t). О наличии дефекта
судят по характерному увеличению (всплеску) параметра
(7Q относительно фонового уровня (Хф), о его местопо-
ложении - по координате всплеска, соответствующей
расположению дефекта на линии действия нагрузки, а о
размерах дефекта - по величине всплеска. На рис. 25 в
качестве иллюстрации представлены примеры характер-
ных диаграмм K(t) при поиске дефектов рабочих по-
верхностей бывших в эксплуатации подшипников (алго-
ритм непрерывного последовательного сканирования за
счет изменения положения контролируемой поверхности
относительно Хг) и фотографии выявленных дефектов.
Алгоритмы дискретного зонального сканирования
предусматривают деление поверхности на участки, сме-
щенные друг относительно друга на шаг сканирования
фск , и получение информации о каждом из участков (теле
качения) путем измерения параметра Xz при совмещении
центра участка (тела) с направлением нагрузки.
При реализации алгоритмов дискретного зонально-
селективного сканирования подшипник работает в экс-
плуатационных режимах, а информация о различных
участках контролируемой поверхности формируется пу-
тем анализа взаимного расположения поверхности и на-
грузки и автоматического управления алгоритмом обра-
ботки информации. При этом значение параметра Xz
для каждого участка поверхности определяется за не-
сколько (NJ циклов измерения в периоды времени на-
хождения этого участка в зоне контроля.
Выбор базового алгоритма осуществляется в зави-
симости от конструктивных особенностей объекта, этапа
диагностирования и требуемых его показателей с учетом
рекомендаций табл. 5.
Режимы поиска дефектов для каждого из алгорит-
мов задаются из условия обеспечения заданных показа-
телей диагностирования. Их расчет производится по спе-
циальным методикам и программам, при этом в качестве
исходных данных наряду с требуемыми показателями
478
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 24. Алгоритмы сканирования при поиске дефектов
Рис. 25. Примеры зависимостей К(t) при дефектоскопии подшипников 208 с различными локальными дефектами
поверхностей:
а - усталостное отслаивание на шарике; б - два участка коррозионной сыпи на дорожке наружного кольца;
в - трещина внутреннего кольца; г - локальный износ внутреннего кольца в виде коррозии;
д - раковина усталостного выкрашивания на шарике
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
479
5. Сравнение характеристик различных алгоритмов поиска дефектов
Показатель диагностирования Рекомендации по выбору алгоритмов
Вид диагностирования: тестовое Алгоритмы дискретного зонально-селективного сканирования
рабочее Любой из алгоритмов
Объект диагностирования: отдельный подшипник Сканирование за счет изменения положения поверхности
подшипник в узле Сканирование за счет изменения направления нагрузки
Чувствительность, раз- решающая способ- ность, точность опре- деления местоположе- ния дефекта: лучшие Алгоритмы дискретного зонального сканирования, при реали- зации которых зона контроля имеет наименьший размер, рав- ный размеру зоны нагружения в подшипнике, и наиболее не- равномерное распределение средней нагрузки в пределах зоны контроля
средние Алгоритмы непрерывного последовательного сканирования, при реализации которых зона контроля расширяется на вели- чину соск7"и, а максимальное значение нагрузки уменьшается
худшие Алгоритмы дискретного зонально-селективного сканирования, при реализации которых зона контроля увеличивается на угол 2у, а распределение нагрузки в пределах зоны имеет менее вы- раженный максимум, значение которого снижается в 2 раза
Продолжительность диагностирования: минимальная Алгоритмы непрерывного последовательного и дискретного зонально-селективного сканирования при совмещении проце- дуры формирования и обработки информации о всех участках контролируемой дорожки или о всех телах качения
максимальная Алгоритмы дискретного зонально-селективного сканирования при последовательной обработке информации о всех участках контролируемой дорожки или о всех телах качения
<сле)
диагностирования (глубиной поиска, точностью опреде-
ления местоположения дефекта, продолжительностью
диагностирования) рассматриваются структурные пара-
метры объекта и априори известные режимы; в качестве
определяемых параметров - Fn ТП9 срск или (0ск, часто-
ты вращения колец (©н(в)) или нагрузки (C0F), а в каче-
стве критериев - максимальная чувствительность, пре-
дельно допускаемые значения флуктуаций диагностиче-
ского параметра, не обусловленных изменением качества
поверхностей, и нестабильности нагружения контроли-
руемых и неконтролируемых поверхностей.
Так, например при поиске дефектов колец при дис-
кретном зонально-селективном сканировании основны-
ми расчетными режимами являются Fr, <рск и при
этом Fr определяют из ранее приведенных условий
обеспечения минимальных размеров зоны контроля, (рск
выбирают кратным Z из выражения: срск < 4лл/2Д/Z, а
ЛГЦ - удовлетворяющим условиям обеспечения предельно
допускаемой нестабильности эпюр средней нагрузки на
контролируемом и неконтролируемом кольцах (Дк,
Днк) и средней нагрузки тел качения (Д т):
Дк^2 £гв/(0) /N^Z-F^e) ;
' ' max
НК
ГС™(в) Л
XFe,.(0) /^2Z-Fe/(0) ;
шах
Ntt 2у
•2я/у,
шах
где Д - предельно допускаемая неравномерность мак-
симума 7ц,(0) на контролируемой дорожке; индексы
к(нк), т - свидетельствуют о принадлежности параметра
контролируемому (неконтролируемому) кольцу или телу
качения; СК(НК)( 0) - число контактов точки с координа-
той 0 дорожки качения кольца с нагруженными телами
качения за АГЦ циклов нагружения; 7^(0), Fe/(0) - но-
минальная средняя нагрузка и нагрузка, воспринимаемая
при z-м контакте с телом качения точкой дорожки каче-
ния с координатой 0; FT mt (0Т ) - нагрузка, восприни-
маемая m-м телом качения с координатой 0Т в
z-м цикле нагружения;
480
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
О,2502/у2 0 < 0 < у
Fw(9) = « 0,5-0,25(0/у-2/ у < 0 £ Зу
срх z 0,25(4-0/у)2 Зу < 0 < 4у ’
0 4у <0
О < 0 < 0f - у
0Г - у < 0 £ 0Г
0Г < 0 < 0Г + у ’
0Г + у < 0 < 2л
0
2-0)т,Л+<Ик(1-^Ь
О
%mi = y(w -1) + 2л(/ - l)fc,, 0T = (0OTO. + уЛ ) € [0,2л] -
начальная и текущая координаты zw-ro тела качения в z-m
цикле нагружения; V|/K € [0, 2у] - угол поворота кольца
с момента начала каждого из циклов.
Средства поиска дефектов включают, как правило,
электронные устройства (приборы и системы) для сбора
и анализа измерительной информации о флуктуирующем
значении диагностического параметра и стендовое обо-
рудование для привода и требуемого нагружения объек-
та контроля (при рабочем диагностировании стендовое
оборудование может отсутствовать). На рис. 26 в качест-
ве примера представлены структурные схемы некоторых
из них.
Обязательным элементом электронных устройств
является цепь формирования электрического сигнала,
несущего информацию о значении диагностического
параметра НИВ (К). Цепь включает источник постоян-
ного электрического напряжения 4, формирователь
импульсов 5 и осуществляющие контакт с подвижными
o<W4'kM4'k
4<M4^4+Y
Y+4<QhU+^^K+2y’
%+2y<W4^^
Рис. 26. Устройства поиска дефектов тел качения (а) и колец подшипников (б-г) с дискретным зональным (а),
дискретным зонально-селективным (6) и непрерывным последовательным (в, г) сканированием за счет изменения
направления Fr относительно поверхности (а - в) и положения поверхности относительно Fr (г):
7 - контролируемый подшипник; 2 - вал; 3 - корпус; 4 - источник напряжения; 5 - формирователь импульсов; 6 - токосъемник;
7 - счетчик; 8 - временной селектор; 9 - генератор опорной частоты; 10- устройство нагружения; 11 - датчик углового положения;
12 - блок управления; 13- генератор; 14- блок задержки; 15 - одновибратор; 16- ключ; 7 7 - канал дискретного счета;
18 - диск с метками; 19,20 - делители частоты; 27 - триггер; 22,23 - приводы; 24 - элемент дискретного счета; 25 - интегратор;
26 - дифференциальный усилитель; 27- регистрирующее устройство; 28 - компенсатор; 29 - пороговый элемент; 30 - отметчик;
31,32- преобразователи положения вала и Fr; 33 - переключатель; 34 - преобразователь разности фаз
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
481
деталями объекта токосъемники 6. Она преобразует им-
пульсы проводимости объекта контроля 1 при микрокон-
тактировании в прямоугольные импульсы напряжения
той же длительности с уровнем логической единицы на
выходе формирователя 5, Сигнал, пропорциональный
параметру К, формируется с помощью счетчика 7, вре-
менного селектора 8 и генератора опорной частоты 9 или
путем аналогового интегрирования ймпульсов напряже-
ния блоком 25.
Для реализации сканирования в условиях тестового
диагностирования используется либо дополнительный
привод 6, осуществляющий перемещение контролируе-
мой поверхности относительно вектора радиальной на-
грузки, либо устройство радиального нагружения 10,
реализующее заданный закон нагружения объекта в про-
цессе контроля. Поиск дефектов в условиях рабочего
диагностирования при использовании алгоритма дис-
кретного зонально-селективного сканирования предпо-
лагает наличие дополнительных измерительных каналов
для получения апостериорной информации о текущем
взаимном расположении контролируемой поверхности
(детали) и Fr, необходимой для автоматического управ-
ления алгоритмом обработки данных.
14.7.4. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТЕЙ
Физические основы. Значение диагностического па-
раметра К в каждый момент времени t определяется со-
отношением толщины смазочной пленки и параметров
микро- и макрогеометрии участков поверхностей в на-
груженных контактных зонах. При работе объекта в кон-
тактные зоны попадают различные сочетания участков
поверхностей при различных нагрузках, следствием чего
является непрерывное изменение функции K(t), которая
имеет детерминированную составляющую, определяе-
мую конструктивными особенностями объекта контроля.
Отклонения макрогеометрии рабочих поверхностей
(овальность, гранность) приводят к периодическому из-
менению кривизны контактирующих поверхностей в
зонах трения деталей, изменению размеров площадок
контактов, толщины смазочной пленки и, как следствие,
к характерной трансформации детерминированной со-
ставляющей K(t).
Это явление положено в основу электрорезистив-
ных методов контроля отклонений формы рабочих по-
верхностей узлов машин и механизмов, которые приме-
нительно к подшипникам качения обеспечивают иден-
тификацию доминирующего вида, оценку ориентации и
значений отклонений макрогеометрии дорожек качения
колец как отдельного подшипника, так и опоры качения
в условиях рабочего и тестового диагностирования.
Контроль местно нагруженных колец подшипников
и опор качения.
Для подшипников качения из-за периодического
перераспределения нагрузки между телами качения де-
терминированная составляющая функции K(t) при от-
сутствии отклонений формы рабочих поверхностей име-
ет практически одну гармонику с частотой^ Z, где^ -
частота вращения сепаратора.
Макроотклонения дорожки качения местно нагру-
женного кольца (в зависимости от вида нагружения
подшипника оно может быть наружным или внутренним,
вращающимся или неподвижным) приводят к измене-
нию постоянной и переменной составляющих функции
K(t), причем степень и характер влияния определяются
не только видом и значением макроотклонений, но и их
ориентацией относительно Fr. Характерно, что зависи-
мость параметра К от угловой координаты ф располо-
жения кольца относительно вектора Fr содержит прак-
тически одну гармоническую составляющую (рис. 27) с
частотой, соответствующей доминирующему виду мак-
роотклонений его дорожки качения (для овальности -
вторая гармоника, трехгранности - третья и т.п.), и фазо-
выми углами, характеризующими ориентацию макроот-
клонения (направление овальности наружного кольца
соответствует координатам минимума, а внутреннего -
максимума второй гармоники).
В соответствии с указанным явлением при контроле
в качестве диагностических параметров используются
амплитуды и фазовые углы характерных гармонических
составляющих функции АГ(ф). При этом обобщенный
алгоритм контроля заключается в получении и гармони-
ческом анализе зависимости А^(ф). Для этого контроли-
руемое кольцо условно разбивают на пу участков
(пу > 2Mmax + 1), получают пу отсчетов Л^(ф2 ), совме-
щая каждый раз направление Fr с центром /-го участка
дорожки качения (с угловой координатой ф,- = 2я//иу ) и
проводят гармонический анализ функции Вид
доминирующего макроотклонения идентифицируют
сравнением амплитуд информационных гармоник, а его
ориентацию - по фазовому углу соответствующей гар-
моники.
Пример результатов контроля подшипника пред-
ставлен на рис. 28.
Контроль циркуляционно нагруженного кольца
подшипника.
Макроотклонения дорожки циркуляционно нагру-
женного кольца наряду с изменением постоянной и пе-
ременной составляющих функции K(f) вызывают изме-
нение ее спектрального состава. При этом каждому виду
Рис. 27. Зависимости К (ф) для подшипника с овальностью
(7) и трехвершинной огранкой (2) дорожки качения местно
нагруженного кольца
31 — 7387
482
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 28. Экспериментальные значения и расчетная
зависимость ) для подшипника 1000900 с овальной
дорожкой качения местно нагруженного наружного кольца
макроотклонений соответствует характерный только для
него набор информационных составляющих, изменение
значения отклонения лишь перераспределяет их весо-
мость, а частоты информационных составляющих (4)
определяются из выражений:
/и =/н(в)^ и /и =UZ + /н(в)^),
где/^в) - частота вращения кольца; А/= 2 для овально-
сти и М = 3, 4, ... для огранки соответствующего поряд-
ка; L = 1,2,....
В соответствии с указанным явлением при контроле
в качестве диагностических параметров используются
спектральные характеристики функции K(t), в частно-
сти, параметр Кт = (KF)21(К0)2 , характеризующий
энергетический вклад гармонических составляющих на
информационных частотах в спектр K(t), где (KF)2 и
(Ко)2 - мощности частотной и всей переменной со-
ставляющей функции K(t).
Обобщенный алгоритм контроля заключается в
спектральном анализе функции K(t), результатом кото-
рого является распределение амплитуд или спектральной
плотности мощности частотных составляющих сигнала.
При этом вид доминирующего макроотклонения иден-
тифицируют по совокупности информационных частот,
соответствующих наиболее мощным пикам спектра, а
его значение Q оценивают на основе рассчитанных для
характерных составляющих сигнала значений Кт и
функциональных зависимостей Km(Q), полученных
предварительно расчетным путем (по диагностической
модели) или экспериментально (путем градуировки).
В основу алгоритма функционального преобразования
сигнала из временной области в частотную заложено
преобразование Фурье для дискретно-временных вели-
чин, а обеспечение требуемой точности анализа при ма-
лых значения Ги достигается путем усреднения текущих
(выборочных) спектров.
Пример результатов контроля подшипника пред-
ставлен на рис. 29.
Средства контроля также включают электронные
устройства и стендовое оборудование. Принцип их по-
строения иллюстрируется структурными схемами, пред-
ставленными на рис. 30.
Рис. 29. Спектрограмма K(f) для подшипника 208 с трехгранностью дорожки качения циркуляционно нагруженного
внутреннего кольца и круглограмма контролируемой дорожки качения
ЭЛЕКТРОРЕЗИСТИВНЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
483
Рис. 30. Устройства контроля циркуляционно (а) и местно (0) нагруженных колец:
/ - подшипник; 2 - вал; 3 - корпус; 4 - источник напряжения; 5 - формирователь импульсов; 6 - токосъемник; 7 - счетчик;
8 - временной селектор; 9 - генератор опорной частоты; 10 - устройство нагружения; 11 - ЦАП; /2,14 - квадратичные детекторы;
13 - управляемый полосовой фильтр; 15 - преобразователь отношений; 16- датчик; 17- измеритель частоты;
18- блок управления; 19 - вычислительное устройство
14.7.5. МЕТОДЫ И СРЕДСТВА
КОМПЛЕКСНОГО ДИАГНОСТИРОВАНИЯ
ПОДШИПНИКОВ И ОПОР КАЧЕНИЯ
Перспективным направлением повышения досто-
верности диагностирования узлов машин и механизмов
является реализация комплексного подхода, сущность
которого применительно к опорам качения заключается
в следующем:
• в качестве объекта диагностирования рассмат-
ривается не собственно подшипник, а система «подшип-
ник - сборка - смазка - режимы и условия работы»;
• диагностирование проводится на различных
этапах жизненного цикла изделий (входной контроль
новых подшипников и дефектация бывших в эксплуата-
ции подшипников, диагностирование опор в процессе
проведения механосборочных работ, диагностирование
подшипников в процессе эксплуатации ответственных
изделий, проведении исследований и испытаний);
• на каждом из этапов наряду с определением
нормируемых в НТД параметров технического состояния
подшипника осуществляется комплексная оценка его
фактического состояния, как системы, с учетом решае-
мых задач.
Общий принцип комплексной оценки состояния
подшипника как системы заключается в обеспечении для
каждого участка поверхности наружного и внутреннего
колец, а также каждого тела качения одинаковых усло-
вий влияния их состояния на значение диагностического
параметра при режимах и условиях работы объекта, со-
ответствующих эксплуатационным.
Специфика целей, задач и объектов диагностирова-
ния на различных этапах жизненного цикла изделий обу-
славливает специфику алгоритмов и средств диагности-
рования, а также критериев выбора режимов, обеспечи-
вающих требуемые показатели диагностирования.
Входной контроль новых подшипников наиболее
эффективен при изготовлении и ремонте сложных, от-
ветственных и дорогостоящих изделий, а также изделий
с тяжелыми условиями работы подшипников. Задача
комплексной оценки состояния - выявление подшипни-
ков, обладающих потенциально низкой надежностью
при конкретных режимах и условиях эксплуатации в
данном виде изделий.
Алгоритм контроля заключается в следующем:
подшипник смазывают требуемым количеством смазоч-
ного материала заданного состава, устанавливают на
стендовое оборудование, имитирующее эксплуатацион-
ные режимы (частоты вращения колец, характер нагру-
жения) и измеряют К . При этом решение о целесооб-
разности установки подшипника в изделие принимают
из условия К < АГДОП .
Значение Ти выбирается из условий обеспечения
требуемой точности выполнения принципа комплексной
оценки из выражений:
Ти >2л(1-Дс)/Дс^1(2)(Ов(н)’
Ти>Т3(1-Л/Ро2/(^5к2),
где = О,5(б7о + Dw cosa0)/ d0; do - средний диаметр
подшипника; Dw - диаметр тел качения; do - угол кон-
такта; Дс, 8к - допускаемые значения относительной
погрешности из-за некратности Ти значению 1//с и оцен-
ки Рк по К ; /Ро - квантиль распределения для довери-
тельной вероятное™ Ро.
Значение КЛ(т определяется из условия обеспечения
требуемого уровня надежности объекта. Методика осно-
вывается на теоретических зависимостях между К и
коэффициентом толщины пленки X, связь которого с
долговечностью подшипников широко известна. Задава-
ясь требуемым уровнем долговечности подшипника, по
справочным данным определяют соответствующее зна-
чение X, а по диагностической модели - значение
^доп( X). Например, для подшипника 208 получены зави-
симости (рис. 31):
К = [1 - [0,5 + Ф(X)]9127 F'm™'9iS" |2.
484
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 31. Зависимости АГ(Х) для подшипника 208 при раз-
личных значениях А = Fr2/310’9/ Sm2
Диагностирование опор качения при проведении ме-
ханосборочных работ выполняется с целью контроля
качества сборки узла, проведения регулировки. Задача -
оценка фактического состояния подшипника, сформиро-
вавшегося при сборке узла. Алгоритм диагностирования
основывается на оценке интегральных параметров функ-
ции K(t)\ К и (ск/А^)2, где ак - среднеквадрати-
ческое значение K(t). Алгоритм рабочего диагностиро-
вания заключается в измерении указанных параметров
при работе узла в эксплуатационных режимах, при этом
условия выбора Ги аналогичны вышеизложенным. Алго-
ритм тестового диагностирования базируется на алго-
ритме контроля отклонений формы местно нагруженно-
го кольца, при этом в качестве диагностического исполь-
зуется параметр Хф:
К>= /пу.
Дефектация бывших в эксплуатации подшипников
проводится при техническом обслуживании и ремонте
изделий с целью оценки степени износа подшипника и
принятия решения о возможности его эксплуатации в
течение следующей межконтрольцой наработки. Задачи
различаются в зависимости от объекта: при дефектации
опор качения определяется фактическое состояния под-
шипника с учетом качества смазочного материала и
влияния прочих факторов; при дефектации демонтиро-
ванного подшипника оценивается степень износа рабо-
чих поверхностей.
В качестве диагностического параметра использу-
ется К . Диагностирование опор качения рабочее. Диаг-
ностирование демонтированного подшипника тестовое,
при этом определяется среднее значение К за несколько
(J) периодов непрерывного или дискретного сканирова-
ния при реализации любого из алгоритмов поиска
дефектов:
или
Jny ___
Рекомендации по выбору режимов соответствуют
базовым алгоритмам.
Диагностирование подшипников при эксплуатации
изделий, проведении испытаний и научных исследований.
Объект - подшипниковая система с учетом всего ком-
плекса влияющих факторов. Основная цель - получение
комплексной оценки состояния объекта. Алгоритм диаг-
ностирования заключается в измерении интегральных
электрических параметров при работе объекта в эксплуа-
тационных режимах и условиях.
Установлена высокая эффективность электрорези-
стивных методов комплексной оценки состояния опор
качения при решении следующих научно-производст-
венных задач:
• предотвращение внезапных отказов высокоско-
ростных опор при эксплуатации машин и механизмов;
• мониторинг процесса технологической обкатки
высокоскоростных опор с пластичным смазочным мате-
риалом;
• обоснование режимов работы и экспресс-
контроль систем с малым расходом смазочного материала;
• идентификация вида и количественная оценка
состояния смазки в подшипнике;
• оценка характера и параметров закона распре-
деления сопротивления объекта при полужидкостной
смазке.
Средства комплексного диагностирования узлов
машин и механизмов подразделяются на группы, харак-
теризуемые спецификой назначения и предъявляемых
требований.
К первой группе относятся средства, предназначен-
ные для научных исследований. Основные требования -
универсальность, полнота диагностирования, возмож-
ность оценки ряда диагностических параметров, реали-
зации различных алгоритмов получения и обработки
данных. Такие средства выполняются в виде диагности-
ческих комплексов и систем, базирующихся на ЭВМ
и обеспечивающих сбор, хранение и обработку инфор-
мации.
Ко второй группе относятся средства, предназна-
ченные для решения различных задач диагностирования,
контроля и прогнозирования объектов при изготовлении,
техническом обслуживании и ремонте машин и меха-
низмов. Основные требования - возможность эксплуата-
ции в производственных условиях, простота, надежность
и портативность.
Особую группу составляют средства непрерывного
контроля состояния опор при эксплуатации объектов с
целью предотвращения их аварийных отказов. Как пра-
вило, они имеют устройства сигнализации и автоматиче-
ского отключения объекта, а конструктивно выполняют-
ся в качестве встроенных средств.
ЛИТЕРАТУРА
485
Рис. 32. Функциональная схема системы САДТ-1:
1 - преобразователь сопротивления; 2 - преобразователь ЭДС; 3 - преобразователь микроконтактирования;
4-токосъемное устройство; 5,6- преобразователи положения; 7- преобразователь частоты;
8-17-преобразователи температуры; 18 - аналого-цифровой преобразователь (АЦП); 19 - адаптер MicroLAN-COM;
20 - блок цифровой обработки; 21 - блок памяти; 22 - персональный компьютер; 23 - блок питания
Разработаны и находят применение различные мо-
дификации средств диагностирования, относящиеся к
указанным трем группам. В качестве примера устройства
первой группы рассмотрим автоматизированную систе-
му сбора и анализа данных САДТ-1 (рис. 32).
Система обеспечивает оценку состояния трибосоп-
ряжения, в частности подшипника, по ряду диагностиче-
ских параметров, при этом наряду с электрорезистивны-
ми реализуются генераторные методы. Оцениваются
статистические моменты закона распределения сопро-
тивления, проводимости и ЭДС (среднее, среднее квад-
ратическое и среднее степенное значения, асимметрия,
эксцесс), строятся гистограммы, полигоны распределе-
ния, кумулятивные кривые, проводится спектральный
анализ, определяются параметры микроконтактирования
(НИВ, средняя частота и средняя длительность).
Для реализации алгоритмов поиска дефектов и
оценки параметров отклонений макрогеометрии рабочих
поверхностей предусмотрена возможность обработки
получаемой информации с учетом взаимного располо-
жения деталей объекта. Для этого введены каналы изме-
рения, контроля и регистрации частот вращения двух
деталей (для подшипника - кольца и сепаратора), опре-
деления их взаимного положения. Кроме того, имеется
канал измерения, контроля и регистрации температуры
деталей объекта в десяти точках.
Система САДТ-1 имеет следующие основные тех-
нические характеристики: диапазон измерения R от 1 до
105 Ом при значении напряжения на объекте 100 мВ;
диапазон измерения ЭДС от 50 • 10”6 до 10’1 В; верхний
предел частотного диапазона измерения R и ЭДС -
100 кГц; диапазон измерения частоты от 2 до
10000 мин’1; диапазон измерения температуры от 0 до
125 °C.
ЛИТЕРАТУРА
1. Матис И.Г. Электроемкостные преобразователи
для неразрушающего контроля. Рига: Зинавтне, 1982.
302 с.
2. Приборы для неразрушающего контроля мате-
риалов и изделий. Справочник под ред. В.В. Клюева.
Кн. 2. М.: Машиностроение, 1986. 351 с.
3. Горбов М.М., Стругацкий М.Г. Бесконтактные
емкостные микрометры. М.: Энергоатомиздат, 1986.
136 с.
4. Сапожников А.Б. Технические основы элек-
тромагнитной дефектоскопии металлических тел. Томск:
ТГУ, 1980. 308 с.
5. Подмастерьев К.В. Электропараметрические
методы комплексного диагностирования опор качения.
М.: Машиностроение-1,2001. 376 с.
6. Свириденок А.И., Мышкин Н.К., Калмыко-
ва Т.Ф., Холодилов О.В. Акустические и электрические
методы в триботехнике. Минск: Наука и техника, 1987.
257 с.
7. Неразрушающий контроль. В 5 кн. Кн. 3. Элек-
тромагнитный контроль: Практ. пособие / В.Г. Гераси-
мов; А.Д. Покровский, В.В. Сухоруков; Под ред.
В.В. Сухорукова. М.: Высш, шк., 1992. 312 с.
Глава 15.
ОПТИЧЕСКИЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ
15.1. ФИЗИЧЕСКИЕ ОСНОВЫ
ОПТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
Оптический неразрушающий контроль (ОНК) осно-
ван на анализе взаимодействия оптического излучения
(ОИ) с объектом контроля (ОК).
Оптическое излучение или свет - электромагнитное
излучение с длиной волны 10"3 ... 103 мкм, в котором
принято выделять ультрафиолетовую (УФ), видимую и
инфракрасную (ИК) области спектра с длинами волн
соответственно 10’3... 0,38; 0,38 ... 0,78 и 0,78 ... 103 мкм.
Возникновение ОИ связано с движением электриче-
ски заряженных частиц (электроны, атомы, ионы, моле-
кулы). Дискретные спонтанные или индуцированные
переходы носителей зарядов с более высоких на более
низкие уровни энергии сопровождаются испусканием
световых квантов (фотонов) с энергией, равной разности
энергий этих уровней. Энергия фотона Е - Av, где
h = 6,626 • 10’34 Дж • с - постоянная Планка; v - частота
излучения, Гц.
Скорость распространения ОИ в вакууме с0 =
= 299 792,5 км/с. В реальных средах ОИ распространяет-
ся со скоростью v = cjn = k^vln = Xv, где п = д/ёц -
показатель преломления среды; 8 и ц - относительные
диэлектрическая и магнитная проницаемости среды; А,о и
к - длина волны света в вакууме и среде соответственно.
Информационными параметрами ОИ являются про-
странственно-временные распределения его амплитуды,
частоты, фазы, поляризации и степени когерентности.
Для получения дефектоскопической информации ис-
пользуют изменение этих параметров при взаимодейст-
вии ОИ с ОК в соответствии с явлениями интерферен-
ции, дифракции, поляризации, преломления, отражения,
поглощения, рассеяния, дисперсии света, а также изме-
нение характеристик самого ОК под действием света в
результате эффектов фотопроводимости, фотохромизма,
люминесценции, электрооптических, механооптических
(фотоупругость), магнитооптических, акустооптических
и других явлений.
Основными информационными параметрами объек-
тов оптического контроля являются их спектральные и
интегральные фотометрические характеристики, кото-
рые в общем случае зависят от строения вещества, его
температуры, физического (агрегатного) состояния, мик-
рорельефа, угла падения излучения, степени его поляри-
зации, длины волны.
К числу дефектов, обнаруживаемых неразрушаю-
щими оптическими методами, относятся пустоты (нару-
шения сплошности), расслоения, поры, трещины, вклю-
чения инородных тел, внутренние напряжения, измене-
ние структуры материалов и их физико-химических
свойств, отклонения от заданной геометрической формы
и т.д.
С помощью оптических методов внутренние дефек-
ты выявляются только в изделиях из материалов, про-
зрачных в оптической области спектра.
Использование оптического излучения как носителя
информации перспективно. Электромагнитное поле по
природе многомерно, что позволяет вести многоканаль-
ную (многомерную) обработку информации одним уст-
ройством с большой скоростью, определяемой скоро-
стью света в данной среде.
Основные области применения оптических методов
приведены в табл. 1. Особенно перспективно использо-
вание резонансных эффектов взаимодействия ОИ с ОК, в
том числе нелинейных, основанных на использовании
сверхмощного лазерного излучения.
1. Основные области применения оптических методов НК и контролируемые параметры изделий
Область применения Вид контроля
Металлургия Контроль геометрии проката (проволоки, листов, труб, прутков, профилей), качества внутренней поверхности труб
Химическая промышленность Спектральный анализ, контроль структуры пластмасс и полимеров, колориметриче- ский контроль растворов
Стекольное производство Контроль геометрии стеклянных листов и труб% обнаружение инородных включе- ний, определение напряжений и фотометричеких характеристик
Текстильная промышленность Контроль цветности материала, диаметра нитей, структуры ткани, люминесцентный контроль наличия жировых плен
Пожарная техника Пожарные извещатели
Контроль окружающей среды Определение степени запыленности и задымленности
ФИЗИЧЕСКИЕ ОСНОВЫ ОПТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
487
Продолжение табл. 1
Область применения Вид контроля
Производство цемента Гранулометрический анализ исходных материалов
Строительство Контроль геометрии строительных конструкций, колориметрические измерения цвета плиток и т.д.
Маркшейдерия и горное дело Контроль геометрии шахтных стволов, штреков, контроль абразивного износа тро- сов, определение степени запыленности и задымленности
Авиастроение Контроль геометрии, визуальная эндоскопия двигателей
Электронная промышленность Контроль двупреломления и других характеристик полупроводниковых материалов, контроль геометрии полупроводниковых структур (эллипсометрия)
Радиопромышленность Контроль качества печатных плат на телевизионных и оптических проекторах, кон- троль геометрии фотошаблонов и др.
Электровакуумная промыш- ленность Контроль напряжений в корпусах кинескопов, фотометрических характеристик лю- минофоров и источников света, геометрии элементов вакуумных приборов и т.д.
Производство фотоматериалов Контроль однородности фотоэмульсии в ИК-лучах и толщины основы, спектромет- рия, сенситометрия, резольвометрия
Нефтехимическая промышлен- ность Обнаружение мест утечки газа и нефти, анализ состава нефти
Пищевая промышленность Люминесцентный контроль качества продуктов, визуальная микроскопия, спек- тральный анализ
Сельское хозяйство Автоматическая сортировка семян и плодов по цвету, контроль качества молока, разделение клубней от комков земли, определение содержания белка в зерне, белиз- ны муки, качества яиц и т.п.
Полиграфическая промышлен- ность Контроль колориметрических характеристик репродукций, денситометрия
Основной характеристикой ОИ является поток из-
лучения (мощность светового потока) Ф = dQ/dt, где
Q - энергия, Дж; t - время, с. Пространственные харак-
теристики ОИ описываются силой излучения I = d0ld<$
(Вт/ср) (лучистый поток в единице телесного угла Ао ) и
лучистостью £ = dlldScosa (Вт/ср • м2) (отношение силы
излучения в направлении а к проекции излучающей по-
верхности dS на плоскость, нормальную этому направ-
лению) и формой индикатрис этих величин. Важной ха-
рактеристикой является плотность лучистого потока по
облучаемой поверхности Е = dФldS (Вт/м2), где dS -
площадь облучаемого элемента.
В видимой области спектра применяют систему
световых единиц, соответствующую зрительному ощу-
щению лучистых потоков с учетом спектральной чувст-
вительности глаза. Единицей светового потока является
люмен (1 лм = 1/683 Вт для X = 0,55 мкм), сила света
измеряется в канделах (кд), освещенность Е - в люксах
(лк), яркость - кд/м2 (1 кд = лм/ср, 1 лк = 1 лм/м2).
Эффективность применения ОНК существенно за-
висит от правильности выбора геометрических, спек-
тральных, светотехнических и временных характеристик
условий освещения и наблюдения ОК. Главное при этом -
обеспечить максимальный контраст дефекта подбором
углов освещения и наблюдения, спектра и интенсивно-
сти источника (непрерывного или стробоскопического),
а также состояния поляризации и степени когерентности
света. Необходимо учитывать различия оптических
свойств дефекта и окружающей его области фона. Кон-
траст определяют по формуле
к = (Bq — Вф)/(1?о + В$)9
где Bq и Вф - яркости объекта в областях дефекта и фона.
Аналитический расчет контраста дефектов в зави-
симости от описанных выше факторов представляет
сложную задачу, решение которой получено пока только
для простейших случаев. Поэтому необходимы экспери-
ментальные спектрогониофотометрические и поляриза-
ционные исследования оптических свойств ОК и его де-
фектов.
В общем случае между спектральными и (или) ин-
тегральными фотометрическими коэффициентами отра-
жения р, пропускания т, поглощения а и рассеяния о
ОК существует связь а + р + т + о=1.
Свойства зрения. При работе с приборами визу-
ального контроля (микроскопы, проекторы, эндоскопы,
телескопы, телевизионные системы и др.) важно пра-
вильно использовать свойства зрения оператора. Зрение
(видение) является сложным динамическим нелинейным
процессом, включающим сканирующие, конвергенцион-
ные (фокусировочные) и адаптационные (изменение
488
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
диаметра зрачка) движения глаз и обработку зрительной
информации в центральной нервной системе человека.
Разрешающая способность зрения 8, т.е. способ-
ность различать мелкие детали изображения, зависит от
яркости, контраста, цветности и времени наблюдения
ОК. Она максимальна в белом или желто-зеленом свете
при яркости 10 ... 100 кд/м2, высоком контрасте объекта
(I к | > 0,5) и времени наблюдения 5 ... 20 с.
Угловая разрешающая способность глаза (т.е. ми-
нимальный угол между деталями изображения, которые
он различает) равна Г при расстоянии до объекта
I = 250 мм и соблюдении указанных выше условий. Ли-
нейное разрешение в плоскости ОК е = /а « 250 • 0,0003 «
« 0,08 мм. Частотно-контрастная характеристика (ЧКХ)
глаза имеет максимум при угловом размере объекта
а » 1° и спад в областях как низких, так и высоких про-
странственных частот. Использование увеличивающей
оптики (лупа, микроскоп) повышает разрешение в число
раз, равное увеличению прибора. Применение микро-
скопов обеспечивает разрешение е « 1 ... 5 мкм.
Дифракционный предел линейного разрешения оп-
тического прибора определяется длиной волны света и
составляет « 0,5 мкм для зеленого света.
Стереоскопическое разрешение глаза, т.е. способ-
ность раздельно различать по глубине детали объекта,
составляет примерно 5 ... 10” для оптимальных условий
наблюдения, указанных выше. Применение специальных
приборов (стереомикроскоп и др.) повышает разрешение
по глубине пропорционально их увеличению.
Глаз способен различать большое число цветовых
оттенков, что широко используют в колориметрических
системах ОНК, в том числе на основе систем цветного
телевидения. В основе методов количественной оценки
цветов лежит гипотеза о наличии в глазе трех типов ре-
цепторов, имеющих различную спектральную чувстви-
тельность. Для проверки цветового зрения выпускают
специальные атласы цветов, состоящие из наборов пла-
стинок разного цвета с известными координатами цвета.
Поле зрения глаза составляет примерно 125 х 150°
(180° по горизонту для обоих глаз). При этом зона четко-
го видения составляет около 2°. Время инерции зрения -
около 0,1 с.
Важнейшей характеристикой зрения является кон-
трастная чувствительность (КЧ), т.е. минимальная обна-
, АВ
руживаемая разность яркостей к = объекта и фона,
причем к^ примерно равно 0,01 прй В = 10 ... 100 кд/м2
в зеленом свете и угловом размере объекта более 1°.
Качество изображения дефекта, определяющее его
выявляемость, называется видимостью V = к / к^ , где
к и £min - фактический и минимальный в данных услови-
ях контрасты.
Эффективность процесса визуальной дефектоско-
пии определяется оптическими характеристиками объек-
та контроля, светотехническими параметрами внешней
среды, свойствами оператора и качеством применяемых
оптических приборов. Эти факторы находятся в сложном
взаимодействии и в совокупности составляют диалекти-
ческое единство условий, влияющих на производитель-
ность контроля, его надежность и точность.
В практической работе оператор решает зритель-
ную задачу, состоящую из следующих основных элемен-
тов: обнаружение из фона, различение в деталях и распо-
знавание конкретного объекта как обобщенного образа.
В ряде случаев необходимо измерение изображения объ-
екта или другие операции, связанные с его обработкой.
Вероятность успешного решения зрительных задач
зависит от контраста объекта (К), его углового размера
(а), яркости фона (L) и времени наблюдения (Т).
Процесс обнаружения объекта начинается со слу-
чайного поиска. В течение 1 с глаз совершает 3 ... 5 скач-
ков длительностью 0,04 с на угол 6 ... 8° при поле обзора
30° и на угол 2° при поле обзора 9°. После очередного
скачка происходит фиксация взгляда примерно в течение
0,3 с, во время которой глаз совершает микродвижения:
тремор, дрейф, микросаккады. Тремор характеризуется
частотой около 100 Гц и амплитудой около 1. Плавные
смещения взора (до 1,3°) определяют дрейф; резкие
скачки в пределах центральной ямки называют микро-
саккадами. Если в зоне фиксации объект не обнаружен,
происходит следующий скачок. Вероятность обнаруже-
ния одиночного объекта на однородном фоне в зависи-
мости от длительности поиска описывается формулой
Травниковой:
Рт=\-ехр —р 0 .
Т I (2Р)2 )
где Сб - 16 град2 (кд/м2)’0,3 (угл. мин)'3 с'2; Ко — MJLV -
яркостный контраст объекта на фоне яркостью Д; у0 -
угловой размер объекта; t - время поиска; 2р - угловой
диаметр поля обзора.
Вероятность обнаружения движущихся объектов
/
РдГ=1-ехр
сдд2у34-3>
О2
где Сд = 4 (угл. мин)'3 • (кд/м2)"0,3 • град2 • с”2; со = 2р/£ -
угловая скорость движения объекта.
При использовании оптических приборов для на-
блюдения поля обзора необходимо пересчитать входя-
щие в выражения величины для пространства изображе-
ний:
Уо=Гуо; K'0=K0/(\ + qpy, L'v=xLv' 20'=Г2&
где Г - увеличение оптики; qp = 0,05 ... 0,1 - коэффици-
ент светорассеяния; т — коэффициент светопропускания
оптики.
Если на наблюдаемом изображении заметны поме-
хи, для ориентировочной оценки вероятности обнаруже-
ния объекта рекомендуется пользоваться формулой
Роб =ЛЛ, где Р„ = 1 - exp[-O,15(<7„ - I)2], q„ - вое-
принимаемое оператором отношение сигнал/помеха. При
использовании последней формулы применительно к
телевизионным изображениям необходимо, чтобы число
строк на высоту кадра превышало 232, а на объект обна-
ружения приходилось не менее четырех строк.
СТРУКТУРНЫЕ СХЕМЫ И ЭЛЕМЕНТНАЯ БАЗА ПРИБОРОВ ОПТИЧЕСКОГО КОНТРОЛЯ
489
15.2. СТРУКТУРНЫЕ СХЕМЫ И
ЭЛЕМЕНТНАЯ БАЗА ПРИБОРОВ
ОПТИЧЕСКОГО КОНТРОЛЯ
Структурная схема оптических приборов контроля
(ОПК) содержит осветитель, приемник излучения, уст-
ройство механического сканирования объекта и блок
обработки сигналов и управления (ПЭВМ, микропроцес-
сор и т.д.).
Осветитель состоит из источника света с блоком
питания и необходимых для реализации конкретного
режима освещения оптических элементов (конденсоры,
светофильтры, модуляторы, растры, диффузоры, дефлек-
торы, объективы, поляроиды, световоды к т.д.).
При работе в отраженном излучении (или при ком-
бинированном освещении) осветитель располагается по
одну сторону с приемником излучения относительно
объекта контроля.
В обоих случаях контроль может производиться, в
зависимости от конкретной задачи и специфики объекта,
при освещении по методам темного или светлого поля, в
различных спектральных диапазонах (УФ, ИК, ВИ), в
поляризованном или естественном свете, при стационар-
ном, модулированном или импульсном режиме излуче-
ния источника. Различают также освещение источника-
ми направленного (лазер, коллиматор) и диффузного
(лампа с диффузором) излучения.
Анализатор изображения (телевизионная камера,
фотодиодный датчик и т.п.) состоит из оптической сис-
темы и фотодетектора. Оптическая система включает
обычно объектив для фокусировки изображения объекта
на фотоприемник или преобразователь изображения, а
также вспомогательные элементы (фильтры, дефлекторы
или сканаторы, модуляторы, световоды и т.п.), аналогич-
ные упомянутым выше при анализе схемы осветителя.
Ниже приведены краткие сведения об основных
элементах структурных схем ОПК.
Источники света по физическим принципам дей-
ствия могут быть разделены на газоразрядные, тепловые,
люминесцентные и лазерные.
В газоразрядных источниках (ГИ) высокого и низ-
кого давления используется эффект свечения газов при
электрическом разряде. Для них характерна высокая яр-
кость (106 ... 108 кд/м2), способность работать в модули-
рованном и непрерывном режимах, причем модуляция
осуществляется по цепи питания лампы. Индикатриса
излучения ГИ близка к сферической, размеры излучае-
мой области 0,1 ... 1,0 мм. Спектр излучения ГИ обычно
линейчатый или смешанный (отдельные интенсивные
линии на фоне непрерывного спектра). Спектр ксеноно-
вых ламп близок к солнечному. ГИ находят применение
в стробоскопических осветителях, при люминесцентном
контроле и в качестве мощных источников ИК- и УФ-
излучения для длин волн 0,25 ... 2 мкм.
Тепловые источники (ГИ) - лампы накаливания -
наиболее употребительны. В основе их действия лежат
законы теплового излучения. Спектр ТИ близок к спек-
тру абсолютно черного тела (АЧТ); при соответствую-
щей температуре имеет непрерывный характер. Длина
волны максимума спектральной плотности излучения
определяется законом Вина X = 3000 (К), где К - темпе-
ратура лампы (Г = 3000 для ламп накаливания).
По яркости ТИ уступают ГИ. Их модуляция по цепи
питания возможна только при низких частотах (1 ...
10 Гц) вследствие инерции нити накала.
Мощным источником ИК-излучения в диапазоне
длин волн 0,3 ... 3,0 мкм являются галогенные лампы
накаливания. Индикатриса излучения ТИ близка к сфе-
рической, их яркость составляет от 105 до 107 кд/м2. Не-
достаток ТИ - инерционность, изменение спектра излу-
чения при колебаниях напряжения питания, высокая
температура нити накала, достоинство - широкий спек-
тральный диапазон, который легко перестраивается, на-
дежность, большая световая мощность (до 106 лм).
Действие люминесцентных источников (ЛИ) ос-
новано на эффекте электро- или катодолюминесценции.
Наиболее известны такие ЛИ, как светодиоды (СД) и
электронно-лучевые трубки (ЭЛТ). СД имеют высокий
КПД, малые габариты, модулируются по цепи питания
до частот 1 ... 5 мГц, обладают линейной зависимостью
яркости от тока накала. Спектр СД близок к линейному
(монохроматичен). Основные области излучения СД -
зеленая, желтая, красная и ИК (0,9 мкм). Индикатрисса
излучения СД - полусферическая или направленная
(угол раскрыва 30 - 60°). Создан СД с перестройкой
спектра излучения от цепи питания. Яркость СД невели-
ка (1 ... 100 кд/м2). В настоящее время освоен выпуск
линеек и матриц на основе СД с числом элементов до
1024.
ЭЛТ применяют в основном в системах бегущего
луча в устройствах анализа фотоснимков и в телевизи-
онных микроскопах. Для них характерны высокое быст-
родействие, большая информационная емкость (до 106
элементов на растр). Недостаток ЭЛТ - невысокая яр-
кость (102 ... 103 кд/м2), сложность системы электронной
развертки, большая дисторсия.
Лазерные источники (ЛИ) наиболее перспектив-
ны. Их свойства рассмотрены выше. Число типов, вы-
пускаемых серийно, составляет многие десятки. Диапа-
зон длин волн их излучения охватывает УФ, ВИ и ИК
диапазоны области спектра. Мощность излучения лазе-
ров колеблется от 0,1 мВт до 10 Вт. Расходимость луча
составляет 1 ... 10'. По временным характеристикам вы-
деляют импульсные лазеры (длительность импульса
J О’6 - 10‘9 с при скважности 0,01 ... 10 с) и непрерывные.
Среди импульсных наиболее широко применяют ла-
зер на иттрий-алюминиевом гранате (ИАГ), неодимовом
стекле, углекислом газе, некоторых жидких красителях
(родамин и др.). Малогабаритные лазерные диоды модули-
руются до частот 109 Гц. Среди лазеров непрерывного типа
наиболее широко в дефектоскопии применяют гелий-
неоновые (красный цвет излучения, А. = 0,63 мкм, мощ-
ность 1 ... 20 мВт), отличающиеся большой долговечно-
стью (до 10 000 ч), гелий-кадмиевые (синее излучение,
А, = 0,415 мкм, мощность 1 ... 40 мВт), аргоновые (зеленое
излучение, А, = 0,46 ... 0,51 мкм, мощность 1 ... 2 Вт).
Сверхмощные (до 1 кВт) ОКГ на СО2 (А. = 10,6 мкм) и на
490
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
СО (X = 5,5 мкм) находят применение в устройствах на-
грева объектов.
Техника безопасности при работе с лазерами вклю-
чает обычные мероприятия, необходимые при работе с
электрическими установками, в том числе высоковольт-
ными. Специфичной является необходимость защиты
глаз от прямого попадания излучения. Для этого персо-
нал должен при включении лазеров надевать очки со
стеклами, поглощающими излучение соответствующих
длин волн.
Применение лазеров позволяет существенно рас-
ширить границы традиционных оптических методов
контроля и создать принципиально новые методы опти-
ческого неразрушающего контроля, например, гологра-
фические, акустооптические и др. Лазерная дефектоско-
пия базируется на использовании основных свойств ла-
зерного излучения - монохроматичности, когерентности
и направленности.
Высокая монохроматичность (узкий спекр частот)
излучения позволяет широко использовать методы спек-
тральной селекции объектов.
Оптические системы и элементы базируются на
традиционных методах и устройствах оптического и оп-
тико-электронного приборостроения, широко освещен-
ных в литературе. Это микро- и макрообъективы для
фокусировки излучения, световоды для передачи света и
изображения, абсорбционные и интерференционные све-
тофильтры для спектральной селекции сигналов, поля-
роиды, устройства для сканирования лучей в простран-
стве (дефлекторы различных конструкций), управляемые
транспаранты на ЖК-кристаллах и т.п.
Для работы в видимой области спектра применяют
стандартные фото, телевизионные микрообъективы.
В ИК и УФ диапазоне спектра применяют зеркальные
объективы (типа Кассегрена и т.п.), реже - линзовые
системы из фтористого бария, халькогенидных стекол и
др. материалов, прозрачных в этих областях спектра.
Среди перспективных разработок отметим дифрак-
ционные и голографические оптические системы (фоку-
саторы), позволяющие фокусировать излучение в пятно
произвольной формы (линия, точка, крест, кольцо и пр.),
обладающие повышенной светосилой (до 1 : 0,5) линзы
Френеля и асферические элементы (параболоиды и т.д.).
В миниатюрных приборах перспективно примене-
ние граданов, оптических элементов с плоскими торца-
ми, фокусирующих изображение за счет специального
подобранного профиля показателя преломления стекла в
их сечении, растры из микролинз для мультиплицирова-
ния изображений.
Приемники излучения и преобразователи изо-
бражения. Приемник излучения (ПИ) - важнейшая часть
любого прибора ОНК. ПИ обычно делят на следующие
основные группы - одноэлементные и матричные (по
геометрическим признакам), и на квантовые и тепловые.
Наибольшее применение в ОНК находят квантовые фо-
тоэлектрические приемники. Для них характерна селек-
тивность спектральной чувствительности (фотодиоды,
фоторезисторы, ФЭУ, ПЗС-матрицы). Тепловые ПИ (бо-
лометры, пировидиконы) имеют широкий спектральный
диапазон чувствительности. Их применяют в основном в
приборах, работающих с ИК-излучением.
Схема обработки сигналов ПИ аналогична схемам,
применяемым в традиционной оптоэлектронной аппара-
туре. Отметим, что в системах ОНК часто необходимо
применять логарифмические усилители (задачи оптиче-
ской абсорбционной толщинометрии, концентратомет-
рии и т.д.).
Фотодиоды (ФД), особенно кремниевые, обладают
линейностью световой характеристики в диапазоне 6 -
8 порядков, не боятся засветок, имеют высокую чувстви-
тельность, хорошее быстродействие (до 106 Гц). Размеры
приемной площадки - от 1 до 10 мм. Выпускаются ФД с
различной спектральной чувствительностью (от 0,2 мкм
до 1,3 мкм). Разработаны многоэлементные и позицион-
но-чувствительные ФД.
Преобразователи изображения (ПИ) (видиконы,
диссекторы, ЭОП и др.) широко применяют в ОНК. В
современных приборах используют линейные и матрич-
ные ПЗС-телекамеры, в т.ч. цветные. Они отличаются
высоким разрешением (число элементов в ПЗС-линейках
до 2048 при размере одного элемента 10x10 мкм, а в
матрицах - до 1024 х 1024), хорошим динамическим
диапазоном световой чувствительности (2-3 порядка
при минимальной освещенности на объекте 0,1 ... 1 лк),
компактностью и малой массой (габариты камер 40x30
мм и менее, масса до 50 г), высоким быстродействием
(кадровая частота до 50 кадр/ с), малым энергопотребле-
нием (< 1 Вт),цифровым (дискретным) характером видео-
сигнала, удобным для сопряжения с ПЭВМ, возможно-
стью работы в режиме накопления.
Аналогичные по основным параметрам ФДМ (фо-
тодиодные матрицы) имеют повышенное быстродейст-
вие (100 кадр/с и более) и диапазон линейности световой
характеристики до 105.
Спектральная чувствительность ПЗС-матриц охва-
тывает диапазон от 0,2 до 1,3 мкм. Созданы матрицы и
для ИК-диапазона (область 2 ... 10 мкм) на базе новых
фоточувствительных материалов и миниатюрных термо-
электрических холодильников.
Традиционные ПИ (видиконы, диссекторы и др.) при-
меняют преимущественно в стационарных установках.
Электронно-оптические преобразователи (ЭОП) но-
вых поколений особенно с микроканальными пластина-
ми, способные усиливать яркость изображений в 104 и
более раз в спектральном интервале 0,2 ... 1,3 мкм при
высоком быстродействии (до 10"6 с) и хорошем разреше-
нии (40 ... 50 мм"1) при размерах катода 30 мм, незаме-
нимы для контроля при низких уровнях освещенности
(10’5... 10"3лк).
Дефлекторы излучения. В ОПК сканирующего ти-
па (лазерные микроскопы и т.п.) для перемещения луча в
пространстве с высоким быстродействием (до 106 Гц) при-
меняются дефлекторы, или сканаторы. На смену тради-
ционным оптико-механическим системам (вращающиеся
или вибрирующие зеркала, призмы и т.п.) приходят
электронно-оптические и голографические дефлекторы.
Разработана гамма подобных устройств на различных
физических принципах - акусто-оптические (основаны
ПРИБОРЫ КОНТРОЛЯ РАЗМЕРОВ
491
на дифракции света на УЗ-волнах), магнитоэлектриче-
ские и биморфные (поворот или изгиб рамки с зеркалом
в электромагнитном поле), магнитооптические (дифрак-
ция лучей на регулярных доменных структурах, с поле-
вым управлением их размерами).
Перспективны голографические дефлекторы, вы-
полняемые в виде вращающихся дифракционных реше-
ток с переменной структурой. Они способны не только
осуществлять развертку луча в пространстве по произ-
вольной траектории, но и реализовать операцию его фоку-
сировки, в т.ч. в пятно любой формы (диск, линия и пр.).
В лазерной микроскопии перспективны квантоско-
пы-кинескопы с электронной накачкой мишеней, выпол-
ненных из лазерного кристалла. Их отличает высокое
быстродействие (до 100 кадр/с), высокая интенсивность
излучения.
Управляемые ПЭВМ жидкокристаллические дина-
мические транспаранты перспективны для применения в
сверхбыстродействующих когерентно-оптических Фу-
рье-процессорах для распознавания дефектов.
15.3. ПРИБОРЫ КОНТРОЛЯ РАЗМЕРОВ
Визуально-оптические приборы. Простым и
удобным средством являются накладные (контактные)
измерительные лупы (ЛИЗ-10х и др.). Они состоят из
стеклянной плоской шкалы (обычно длина 15 мм, цена
деления 0,1 мм), накладываемой на объект и рассматри-
ваемой в окулярную лупу, с увеличением 10х.
Измерительные микроскопы (в том числе порта-
тивные накладные) содержат набор измерительных
шкал, расположенных в плоскости изображения микро-
объектива и позволяющих контролировать линейные
размеры деталей, радиусы, углы заточки резцов и т.п.
Точность измерения с помощью окулярного винтового
микрометра типа МОВ-15Х достигает 0,5 ... 1 мкм при
увеличениях 10х ... 20х. Поле зрения микроскопов обыч-
но 1 ... 20 мм. Многие измерительные микроскопы обо-
рудованы устройствами прецизионного перемещения
изделий в предметной плоскости микрообъектива с воз-
можностью отсчета координат. Это расширяет диапазон
измерений при сохранении высокой точности (диапазон
перемещения составляет 50 ... 200 мм, погрешность от-
счета - до 1 мкм). Увеличение и соответственно глубина
резкости микроскопов выбираются, исходя из особенно-
стей формы изделий. Многие модели современных изме-
рительных микроскопов снабжаются устройствами из-
мерения вертикального перемещения микрообъектива,
т.е. обеспечивается трехмерное измерение объектов.
Проекторы применяют для контроля различных
изделий: инструментов, резьбовых деталей, зубчатых
колес, приборных камней, объектов сложной формы (на-
пример, турбинных лопаток), а также изделий из хруп-
ких и легкодеформируемых материалов и т.д.
Существуют два основных способа проектирования
в отраженных и проходящих лучах (эпи- и диапроекции).
Источниками света в проекторах обычно служат га-
логенные лампы накаливания мощностью 100 ... 500 Вт,
охлаждаемые с помощью воздушной вентиляции. Опти-
ческая система, как правило, содержит теплофильтр для
устранения мощного теплового излучения этих источни-
ков (например, стекла типа СЗС-21 толщиной 2 ... 3 мм).
Экраны проекторов просветного типа должны
иметь высокую разрешающую способность (до 50 мм'1) и
обладать хорошими светорассеивающими свойствами
для получения возможно более равномерного простран-
ственного распределения яркости. В качестве материа-
лов для экранов применяют матовые стекла, тонкие ма-
тированные лавсановые пленки или специальные экраны
с многослойными прозрачными покрытиями из мелко-
дисперсных красителей, а также линзы Френеля с тонкой
растровой структурой. Хорошими свойствами обладают
экраны из тонкого слоя воска на стекле, однако они
сложны в изготовлении.
Объективы измерительных проекторов должны
иметь высокую разрешающую способность (100 ...
200 мм1) по всему полю зрения и малую дисторсию изо-
бражения (< 1 %).
Цвет экранов обычно нейтральный (белый), однако
в последнее время выпускают просветные экраны с тем-
ными противоореольными слоями, снижающими влия-
ние паразитных засветок. Размер экрана колеблется от
100 х 100 до 2000 х 2000 мм. Яркость экранов составляет
в среднем 40 ... 100 кд/м2, что позволяет пользоваться
проекторами при обычном освещении.
Большинство проекторов обладает измерительными
функциями. Измерения производят при сравнении изо-
бражения контролируемого изделия с его чертежом или
шаблоном, выполненным в масштабе проекции и закреп-
ленным на экране, или при перемещении предметного сто-
ла микровинтами до совмещения изображения контуров
детали с меткой на экране. Размер детали определяют как
разность соответствующих показаний микровинтов.
Многие измерительные проекторы имеют фото-
электрические или магнитные датчики, позволяющие
регистрировать перемещения стола на табло цифрового
индикатора с точностью до 0,001 мм. С помощью неко-
торых проекторов можно определять полярные коорди-
наты дефектов.
По типу оптической схемы проекторы можно клас-
сифицировать на следующие группы: 1) подобного уве-
личения; 2) сведенного изображения; 3) совмещенного и
стереоскопического изображения; 4) светового сечения;
5) контактно-проекционные; 6) телевизионные (рис. 1).
Проекторы подобного изображения используют для кон-
троля готовых изделий и в процессе их изготовления
(станочные проекторы). Применение панкратических
объективов позволяет решать задачи контроля пропор-
ций изделий.
Проекторы сведенного (двойного) изображения
применяют при массовом контроле однотипных деталей.
Меняя угол наклона зеркал, устанавливают номиналь-
ный размер изображения. О качестве детали судят по
отклонению ее изображения от эталона.
Оптические компараторы применяют для контроля
деталей методом сравнения с эталонным изделием. При-
меняя светофильтры, ошибки разного знака можно ха-
рактеризовать различными цветами. С помощью специ-
альной осветительной системы можно получить объем-
ное изображение изделия и контролировать его по трем
координатам.
492
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 1. Основные типы оптических схем проекторов:
а - подобного увеличения; б - сведенного изображения;
в - оптический компаратор; г - светового сечения; д -
контактно-проекционный; е - телевизионный; 1 - источник
света; 2 - конденсатор: 3 - изделие; 4 - объектив; 5 - экран;
б - зеркало; 7 - подвижный щуп; 8 ~ телекамера; 9 - телевизор
Проектор светового сечения позволяет получить на
экране изображение профиля изделия сложной формы,
освещаемого с боков плоскими пучками света. На изде-
лие обычно наносят слой черни (сажи и т.п.), чтобы уси-
лить контраст изображения. Точность измерения контура
может достигать ±0,01 мм при увеличении 10 ... 20х. При
контроле протяженных изделий применяют цилиндриче-
ские объективы.
Контактно-проекционные приборы служат для кон-
троля профиля изделий методом регистрации на экране
изображения щупа, перемещение которого связано с из-
менением размера детали.
Приборы для автоматического контроля линей-
ных размеров. Оптико-электронные приборы контроля
геометрии изделий имеют преимущества, которые спо-
собствуют их широкому внедрению в практику неразру-
шающих испытаний:
• независимость результатов измерений от материа-
ла объекта контроля:
• допустимость относительно больших смещений
изделия в поле зрения прибора за счет применения спе-
циальных оптических систем с параллельным (телецен-
трическим) ходом лучей; высокую точность; быстродей-
ствие; возможность автоматизации.
Отсутствие измерительных усилий особенно важно
при контроле объектов с малой шероховатостью поверх-
ности, изделий из материалов с малой механической
прочностью.
Приборы для контроля геометрии изделий принято
делить на фотокомпенсационные, фотоследящие и фото-
импульсные. Кроме того, иногда в отдельную группу выде-
ляют телевизионные, лазерные и растровые системы.
Действие фотокомпенсационных приборов осно-
вано на сравнении двух световых потоков, один из кото-
рых частично перекрывается контролируемым изделием,
а другой - подвижной заслонкой-эталоном, положение
которой при равенстве потоков характеризует размер
изделия.
При контроле фотоследящим методом положение
каждой границы изделий определяется бесконтактно
следящей системой.
Фотоимпульсные приборы наиболее распростра-
нены. Их действие основано на применении развертки
изображения для образования светового импульса, дли-
тельность которого определяется размером изделия.
Преимуществом их является нечувствительность к изме-
нению параметров воздушной среды, что особенно важ-
но при эксплуатации приборов в тяжелых производст-
венных условиях, например на прокатных станах.
Действие фотоимпульсного измерителя диаметров
основано на развертке оптического изображения контро-
лируемой трубы с помощью сканаторов (ПЗС-линейных
и т.п.) и определении длительности образующихся при
этом импульсов света. Его схема представлена на рис. 2.
Постоянная времени приборов этого типа для опти-
ко-механических сканирующих систем составляет 10-2...
10'3 с, для электронных устройств Ю"4 ... 10-6 с.
Структурная схема системы контроля геометрии
включает источник подсветки и преобразователь свето-
вых сигналов в электрические. В ряде случаев, например
при контроле горячего проката (800 ... 1050° С), подсвет-
ка отсутствует и используется собственное излучение
объекта.
Основной частью оптической системы этих прибо-
ров является объектив для получения изображения кон-
тролируемого изделия. Часто применяют базовую систе-
му измерений, позволяющую свести измерения объекта к
определению краевых зон его изображения. Типовые
схемы оптических систем этого рода показаны на рис. 3.
В ряде случаев для реализации базовых систем из-
мерений используют регулярные (передающие изобра-
жение) волоконно-оптические световоды.
В качестве сканаторов в современных приборах
применяют в основном фотодиодные или ПЗС-линейки с
дискретной структурой светочувствительного слоя и
электронной схемой развертки. Характерные параметры
сканаторов: длина линейки 15 ... 20 мм, размер одного
светочувствительного элемента (обычно квадратной
формы) 0,007 ... 0,12 мм (с зазором между ними 0,05 ...
0,01 мм). Число элементов (пикселей) от 512 до 4096.
Быстродействие (время опроса линейки) - порядка 10’2 с.
Минимальная освещенность в плоскости изображения
0,1 ... 1 лк, динамический световой диапазон 40 ... 60 дБ.
Световые характеристики (зависимость сигнал - свет)
обычно линейны. Спектральный диапазон - 0,4 ... 1,2 мкм.
ПРИБОРЫ КОНТРОЛЯ РАЗМЕРОВ
493
11
Рис. 2. Схема фотоимпульсного измерителя диаметров:
1 - источник света; 2 - конденсатор; 3 - объект; 4 - объектив;
5 - диафрагма; 6 - зеркало; 7 - барабан; 8 - двигатель: 9 - диафрагма
поля зрения; 10- линза; / / - фотоприемник
Дискретные ПЗС и ФД-линейки хорошо стыкуются
с цифровыми системами обработки информации. Мик-
ропроцессорная техника позволяет с помощью неслож-
ных алгоритмов обработки видеосигнала в реальном
времени (компарирование уровня при известном законе
распределения яркости на границе изображения контура
изделия и т.п.) достигать погрешности измерений в
плоскости ПЗС (ФД)-линеек порядка 1 ... 2 мкм, (т.е.
0,1 ... 0,2 размера пикселя). Габариты подобных скана-
торов 5 х 10 х 20 мм. Блоки питания и управления также
имеют малые габариты. Типовой размер ПЗС-камеры
40 х 40 мм.
Аналогичные параметры имеют и двумерные мат-
ричные ПЗС и ФД-сканаторы. Типовое число элементов
в них от 512 х 512 до 1024 х 1024. Их применяют для
контроля изделий сложной формы по двум координатам.
Лазерные измерители линейных размеров были
разработаны как средства измерения линейных размеров,
в которых сочетается высокое пространственное разре-
шение с большим быстродействием.
Основные типы лазерных измерителей линейных
размеров классифицируют по способу обработки изме-
рительной информации на следующие группы: лазерные
системы бегущего луча (ЛСБЛ), лазерные дифрактомет-
ры (ЛД), лазерные интерферометры (ЛИ), лазерные три-
ангуляционные измерители (ЛТИ).
Принцип действия ЛСБЛ основан на сканировании
объекта тонким лазерным лучом,'перемещение которого
в пространстве по заданной траектории осуществляется с
помощью специального устройства - сканатора. Наибо-
лее распространены оптико-механические сканаторы, в
которых управление лучом в пространстве осуществля-
ется с помощью подвижных зеркал или линз. Находят
применение более быстродействующие электро- и аку-
стооптические сканаторы. ЛСБЛ (рис. 4, а) состоит из
сканатора, фотоприемника и системы регистрации. Луч
лазера / направляется на зеркало 2, которое находится в
фокусе проекционного объектива 3, и после объектива
распространяется параллельно его оси. При вращении
зеркала луч перемещается параллельно самому себе, пе-
ресекает контролируемое изделие 5 и поступает после
линзы 3 на фотоприемник 4. В приборе использован оп-
тико-импульсный способ измерения, т.е. длительность
импульса фотоприемника пропорциональна размеру из-
делия. Диапазоны контролируемых диаметров 0,01 ...
0,5 и 1 ... 70 мм, погрешность 0,1 %, частота сканирова-
ния 50 Гц. Выходной сигнал преобразуется в цифровую
форму и поступает в систему сигнализации или АСУ.
Подобные сканеры могут выполняться и двухкоординат-
ными.
В ряде случаев эффективно применение ЛСБЛ с
продольным сканированием (фокусировкой) луча (см.
рис. 4, б). Свет от лазера 1 с помощью телескопа 3 и объ-
ектива 3' фокусируется на объект 5 в точку А. После от-
ражения от объекта свет проходит объектив 3', светоде-
литель б и линзой 3" фокусируется на диафрагму 8 (т.
А'), которая совершает поступательные перемещения
вдоль оптической оси. Если т. А' совпадает со средним
положением диафрагмы, то в цепи нагрузки фотоприем-
ника 4 протекает ток, интенсивность которого меняется
по синусоидальному закону (обычно диафрагма совер-
Рис. 3. Схемы контроля размеров с помощью базовой
системы:
а - макрообъектов (система сведения); б - микрообъектов
(система раздвоения изображения); 1 - объект;
2 - плоскость сканирования; О - объектив; 3 - зеркало;
П - призма
494
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 4. Схемы лазерных измерителей линейных размеров:
а - бегущего луча; б - продольного сканирования
(фокусировкой); в - двухлучевого интерферометра Майкельсока;
г - прибор для измерения диаметра тонких цилиндрических
изделий дифракционным методом; д - лазерного
триангуляционного измерителя; 1 - лазер; 2 - зеркало
дефлектора; 5,3\ 3"- оптические системы; 4 - фотоприемник;
5 - объект контроля; 6 - светоделитель; 7 - опорный
зеркальный отражатель; 7' - сканирующее зеркало;
D - расстояние от светоделителя датчика до объекта;
b - база лазерного дальномера
шает гармонические колебания). При изменении поло-
жения объекта максимум сигнала будет соответствовать
фазе колебания, отличной от исходной, что фиксируется
соответствующим электронным устройством. Подобные
системы находят применение для контроля размеров
деталей при их обработке на токарных станках и т.п.
Лазерные измерительные интерферометры обычно
строятся по двухлучевой системе Майкльсона, вклю-
чающей лазер, светоделительное зеркало и два отража-
теля, один из которых неподвижен, а другой жестко свя-
зан с изделием (см. рис. 4, в) Отразившись от эталонного
и объектного зеркал, пучки света соединяются и интер-
ферируют. На выходе прибора с помощью фотометриче-
ского счетчика подсчитывается число полос интерфе-
ренции, пропорциональное перемещению изделия. По-
грешность ЛИ составляет не более длины волны света,
излучаемого лазером (при Измерениях в пределах десят-
ков метров и более). Недостаток ЛИ - относительно вы-
сокая чувствительность к механическим воздействиям,
что обусловило их применение, в основном, в прецизи-
онном приборостроении, станкостроении и метрологии.
Применение угловых отражателей вместо плоских зер-
кал существенно уменьшает чувствительность ЛИ к виб-
рациям и разъюстировкам. Повышения помехоустойчи-
вости ЛИ можно добиться, используя схему без подвиж-
ного зеркала, роль которого в данном случае выполняет
сам объект контроля. Подобное устройство содержит
лазер, излучающий синфазное когерентное излучение в
двух противоположных направлениях. Один из лучей
направляется на объект и после отражения поступает на
фотоприемник.
Дифракционные способы измерения основаны на
анализе линейного или углового размера между экстре-
мальными точками дифракционного распределения. Ос-
новными преимуществами такого способа являются по-
вышение чувствительности при уменьшении измеряемо-
го размера, независимость результата измерения от
мощности источника излучения.
В большинстве случаев анализируют дифракцион-
ное изображение объекта в фокальной плоскости объек-
тива, что позволяет получить необходимый размер ди-
фракционного изображения и уменьшить влияние поло-
жения измеряемого объекта на результат измерения. Ди-
фракционное распределение интенсивности, получаемое
в фокальной плоскости идеального объектива, инвари-
антно к смещениям измеряемого изделия, расположен-
ного перед ним.
Наибольшего диапазона измерения размеров объек-
та при дифракционном способе, основанном на анализе
углового или линейного размера дифракционного рас-
пределения, можно достигнуть, обеспечивая «привязку»
процесса измерения к одному и тому же дифракционно-
му порядку. При этом диапазон измерения может быть
значительным ввиду монотонной зависимости размера
определенного максимума дифракционного распределе-
ния от размера объекта.
В приборе для измерения диаметра тонких цилинд-
рических изделий (проволок, волокон и т.д.) (рис. 4, г)
пучок излучения когерентного источника претерпевает
дифракцию на изделии, и в плоскости сканера образует-
ся дифракционное изображение изделия, соответствую-
щее дифракции Фраунгофера. Дифракционное распреде-
ление интенсивности преобразуется в электрический
сигнал, описывающий это распределение. Блок обработ-
ки электрического сигнала формирует прямоугольный
импульс, длительность которого однозначно связана с
расстоянием между выбранными минимальными точка-
ми дифракционного распределения. В приборе использу-
ется объектив, обеспечивающий величину дисторсии в
пределах ± 0,2 % при смещениях объекта измерения в
пределах ± 5 мм вдоль пучка излучения и ± 2,5 мм попе-
рек пучка. Погрешность измерителя не превышает
± 0,5 % при смещениях объекта в указанных пределах.
Уравнение, описывающее распределение интенсив-
ности в дифракционном изображении, имеет вид
ПРИБОРЫ КОНТРОЛЯ РАЗМЕРОВ
495
Ja = Л [sin (2 ягаХ) / 2 ягаХ]2,
где а - угол дифракции; г - радиус нити; X - длина вол-
ны ОКГ; Л, Ja - интенсивности падающего и дифраги-
рованного света в направлении а.
Лазерные триангуляционные измерители (ЛТИ)
основаны на принципе оптического дальномера с посто-
янной базой. Подобные системы работают в отраженных
от объекта лучах ОКГ. В простейшем случае схема ЛТИ
(рис. 4, д) содержит лазер, светоделитель, вращающееся
зеркало, схему визирования на объект и приемник. Вра-
щая подвижное зеркало, добиваются совмещения на по-
верхности объекта бликов от прямого и наклонного лу-
чей и определяют расстояние D до объекта по формуле
D = b ctg a,
где b - база ЛТИ; a - угол поворота зеркала.
Они находят применение в системах толщиномет-
рии, устройствах контроля взаимного расположения
объектов и т.п. Достоинства ЛТИ - широкий диапазон
контролируемых размеров при значительных расстояниях
до объекта в условиях одностороннего доступа к нему.
Высокая степень направленности лазерного пучка
позволяет создавать эффективные системы контроля
профиля изделий сложной формы, например, лопаток
турбин. Плоский лазерный луч, сформированный специ-
альной оптической системой, при пересечении с контро-
лируемой деталью образует на ее поверхности светя-
щуюся полоску, форма которой точно соответствует
профилю объекта. Телевизионная камера формирует
изображение светового сечения лопатки на экране теле-
визионного дисплея. Одновременно видеосигнал посту-
пает в электронный блок, состоящий из аналого-
цифрового преобразователя, мини-ЭВМ и устройств ре-
гистрации данных. В памяти ЭВМ хранятся данные о
координатах сечения эталонной лопатки, и при переме-
щении лопатки происходит их непрерывное сравнение с
координатами контролируемого объекта. При превыше-
нии разности этих координат допустимого значения ло-
патка бракуется. В устройствах использован газовый
лазер мощностью 5 мВт. Телекамера обеспечивает не
менее 2000 отсчетов по любой строке изображения.
Принцип действия рефлексометрических датчиков
малых перемещений основан на измерении световой
энергии, попадающей из одного волоконного канала в
другой за счет отражений от контролируемой поверхно-
сти и пропорциональной расстоянию от объекта до торца
датчика, выполненного в виде концентрических пучков
волокон (рис. 5, а и б). Излучаемый источником модули-
рованный свет после отражения от объекта возвращается
к фотодиоду.
В электронной схеме прибора происходит усиление
и сравнение сигналов. Подобная схема позволяет
уменьшить погрешность измерения, возникающую при
случайных вариациях отражательной способности по-
верхности объекта.
На рис. 5, в показано изменение сигналов <р(я) фо-
тодиода в зависимости от расстояния а от датчика до
объекта.
Подобные датчики могут успешно работать в воз-
духе и в любой достаточно прозрачной и слаборассеи-
вающей свет жидкости, в том числе различных агрессив-
ных средах. Погрешность измерения 1 ... 5 мкм при диа-
пазоне измерения 0,1 ... 5 мм.
Если зафиксировать расстояние от датчика до кон-
тролируемого объекта, то по изменению величин сигна-
лов фотодиодов можно судить о шероховатости его по-
верхности, так как ее изменение приводит к перераспре-
делению отраженного потока в пространстве за счет из-
менения индикатриссы рассеяния.
Если размер поперечного сечения волокон d срав-
ним с длиной волны X, то в равномерной освещенности
выходных торцов волокон наблюдаются так называемые
модовые картины - симметрично чередующиеся светлые
и темные пятна, разные по форме и цвету в различных
волокнах. Это объясняется тем, что полное внутреннее
отражение наблюдается только при некоторых дискрет-
ных значениях углов отражения, называемых характери-
стическими. Каждому такому значению соответствует
определенный тип волн (мода) и способ их распростра-
нения, число которых увеличивается с возрастанием
диаметра волокон.
При d < X по волокну может распространяться
только одна мода (один тип колебаний). Такие волокна
принято называть одномодовыми. Они находят приме-
нение главным образом в волоконно-оптических линиях
связи (ВОЛС). В этих световодах резко уменьшаются
- приемные сВетоВоды
□ - излучающие сбетоВоды
Рис. 5. Волоконно-оптический измеритель зазоров и
смещений:
а - оптическая схема: 1 - источник света; 2 - объект;
3 - фотоприемник (а - расстояние между объектом и
торцом световода); б - схемы укладки волокон; / - регулярная;
2 - кольцевая; 3 - ступенчатая; в ~ зависимость сигнала
датчика от расстояния до объекта (/, 2 и 3 соответствуют
обозначениям укладки на рис. 5, б); <р - интенсивность сигнала
496
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Z
% 2
а)
4
Рис. 6. Схемы волоконно-оптических интерферометров для
контроля деформаций и амплитуд вибраций:
а - двухволоконного; б - трехволоконного; 1,3,4-
одномодовые световоды; 2, 6 - элементы связи волокон;
5 - настроечный элемент
потери на поглощение излучения из-за того, что оно
практически полностью выходит из световода и, остава-
ясь связанным с ним, распространяется по воздуху вдоль
него, как по своеобразной направляющей. В одномодо-
вых ВОЛС сохраняется поляризация и когерентные
свойства света, ввод которого осуществляют с помощью
микрообъектива.
Перспективно использование оптических волново-
дов в волоконных интерферометрах.
На рис. 6, а приведена схема простейшего двухво-
локонного интерферометра для измерения сверхмалых
деформаций и амплитуд вибраций.
Лазерный луч попадает в световод /ив элементе
связи 2 поровну делится между световодами 1 и 3. В вы-
ходной элемент связи, играющий роль фазового анализа-
тора, приходят волны с одинаковыми амплитудами, но
различными фазами. Обычно световод 1 изолируется от
внешних воздействий и ф1 = const. Световод 3 помеща-
ется в зону контроля и подвергается нагреву или дефор-
мации (в последнем случае он жестко крепится к объекту
контроля). При этом меняется фаза ф2 проходящей через
него волны и соответственно яркость картины, возни-
кающей при интерференции лучей, выходящих из свето-
водов 1 и 3. Недостатком данной схемы является невоз-
можность определения знака изменения фазы ф2, т.е.
знака внешнего воздействия.
Для количественных измерений удобнее схема
трехволоконного интерферометра (см. рис. 6, б). Луч
лазера распределяется между световодами 1, 3, 4 в эле-
менте связи 2. Световод 4 подвергается внешнему воз-
действию, изменяющему фазу фз на входе фазоанализа-
тора 6. Световоды 7 и 3 изолированы от внешних воз-
действий. Настроечный элемент 5 может изменять натя-
жение волокна световода 7, а следовательно, значение
фь По распределению интенсивностей на выходе воло-
кон можно определить величину и знак фазы, т.е. полно-
стью определить воздействие.
С помощью такого интерферометра можно регист-
рировать деформации порядка 0,01 мкм.
Приборы оптической толщинометрии по прин-
ципу действия подразделяют на оптико-геометрические
(триангуляционные, фокусировочные, светового сече-
ния), спектро-фотометрические, а также интерферомет-
ры и эллипсометры. Qhh аналогичны соответствующим
приборам контроля геометрии, описанным выше. Отли-
чаются наличием второго измерительного канала, т.е. в
использовании двухстороннего способа измерения.
Действие спектрофотометрических толщиномеров
основано на законе Бугера
Фп
л=—=л/,
где Dx - оптическая плотность прозрачного объекта; Фх
и Фох - спектральные интенсивности излучения до и
после прохождения объекта толщиной 7, мм; к - коэф-
фициент спектральной абсорбции (поглощения) мате-
риала изделия, мм'1.
Обычно выбирают область длин волн, соответст-
вующих резонансному поглощению света (полосы по-
глощения) в материале. Для многих полимеров (поли-
этилен, полипропилен и др.) характерна, например, ли-
ния поглощения на X = 2,35 мкм. В приборе используют
два сменных фильтра - один соответствует полосе по-
глощения, другой - области длин волн, где поглощение
мало зависит от толщины пленки. Измеряя отношение
сигналов, корректируют мультипликативную помеху за
счет неселективного ослабления света в пленке, напри-
мер, из-за наличия рассеивающих включений. Подобные
приборы используются, при производстве полимерных
пленок, стекла и пр.
В режиме на отражение в дальнем ИК-диапазоне
(X = 8,35 мкм, X = 9,1 мкм) возможно измерение толщи-
ны антикоррозионных фосфатных покрытий на листах
металла для автомобильной и других отраслей.
Интерферометрические методы описаны в разделе
«Контроль топографии объектов».
Лазерная эллипсометрия основана на анализе из-
менений состояния поляризации света, отраженного от
поверхности изделия. Метод позволяет контролировать с
высокой точностью толщины (10-2... 2 • 10'7 мм) и пока-
затели преломления (до 10'5). Применение лазеров по-
зволило резко поднять чувствительность и информатив-
ность эллипсометрического метода, так как они опреде-
ляются главным образом монохроматичностью и степе-
нью направленности источника излучения.
На контролируемый объект направляют под неко-
торым углом фо монохроматический плоскополяризо-
ванный луч света (рис. 7). Вектор амплитуды электриче-
ского поля этого луча может быть разложен на состав-
ляющие £р и Es, ориентированные соответственно па-
раллельно и нормально к плоскости падения. После от-
ражения (или прохождения) луча от объекта его состав-
ляющие изменяют свою амплитуду и фазу. Луч стано-
вится эллиптически поляризованным, т.е. конец его век-
тора описывает эллипс в плоскости, нормальной направ-
лению распространения. Состояние эллиптической по-
ляризации принято оценивать двумя эллипсометриче-
скими параметрами ф и А:
ПРИБОРЫ ДЛЯ КОНТРОЛЯ ТОПОГРАФИИ ПОВЕРХНОСТЕЙ И ОБЪЕМНЫХ ДЕФЕКТОВ
497
Рис. 7. Расчетная (а) и функциональная (б) схемы лазерного
эллипсометра:
1 - лазер; 2 - компенсатор; 3 - поляризатор; 4 - объект;
5 - анализатор; 6 - детектор: Р, Q, А - углы поворота
поляроида, компенсатора и анализатора соответственно;
пь кь <У|, и п2, к2, <з2 - показатели преломления, поглощения
и проводимости пленки и подложки соответственно
где Rp и Rs - коэффициенты отражения для ортого-
нальных компонентов вектора падающего луча;
А = 8р -8S, т.е. А - относительная разность фаз между
р и 5* компонентами вектора падающего луча.
Отношение комплексных, с учетом поглощения, ко-
эффициентов отражения
Rp Rp 4. /Л
р=-г-=-г-е =tgye •
Ks
Это соотношение носит название фундаментального
уравнения эллипсометрии.
Для наиболее часто встречающихся в практике слу-
чаев прозрачной диэлектрической пленки на поверхно-
сти полупроводника р является функцией толщины
пленки di, показателей преломления пленки и подложки
П\ и «2, показателя поглощения подложки кг, длины вол-
ны лазера 1, угла падения луча на образец фо, т.е.
р = р(«1, П2, к2, dt, X, ф0).
Поэтому для определения, например, толщины
пленки dx необходимо фиксировать значения остальных
параметров. Измеряют непосредственно углы поворота
Р, Q, и А поляризатора, компенсатора и анализатора в
момент гашения яркости луча ОКГ. Формулы, связы-
вающие эти углы с параметрами ф и А, достаточно
сложны и зависят от конкретной схемы прибора.
В современных эллипсометрах применяют газовые
лазеры на гелиево-неоновой смеси (X = 0,63 мкм) и СО2
(X = 10,6 мкм). Применение инфракрасного лазера по-
зволяет расширить диапазон измерения в сторону боль-
ших толщин. ИК-эллипсометр (X = 10,6 мкм) измеряет
толщины эпитаксиальных слоев в диапазоне 0,01 ...
1,6 мкм с погрешностью 0,01 мкм. Точность отсчета уг-
лов порядка 0,1°. Пластины компенсатора выполнены из
монокристалла сернистого кадмия, прозрачного в ИК-
лучах. В качестве поляризатора и анализатора примене-
ны дифракционные решетки на полиэтилене (число
штрихов 1200 мм”1). Время одного измерения 1 ... 3 с.
Применение лазеров позволило создать эллипсометриче-
ский микроскоп (ЛЭМ-2) для непосредственного визу-
ального контроля неоднородностей толщин пленок в
областях порядка 10”6 см2. Различия толщин пленок и
показателей преломления преобразуются в изменения
яркости соответствующих элементов поверхности, про-
ектируемых микрообъективом в плоскость наблюдения.
Возможна количественная оценка этих различий. Эллип-
сометрические изображения можно сфотографировать
или наблюдать на телевизионном мониторе. Чувстви-
тельность прибора порядка 10"7 мм. Увеличение 400х.
Использован гелиево-неоновый лазер.
Метод лазерной эллипсометрии получает все боль-
шее распространение. К его достоинствам можно отне-
сти бесконтактность, чувствительность, возможность
анализа образцов, находящихся в агрессивных средах
или в вакууме, при высоких температурах. Лазерная эл-
липсометрия успешно применяется в электронике для
контроля толщины эпитаксиальных слоев и т.п.
15.4. ПРИБОРЫ ДЛЯ КОНТРОЛЯ
ТОПОГРАФИИ ПОВЕРХНОСТЕЙ И
ОБЪЕМНЫХ ПОВЕРХНОСТНЫХ
ДЕФЕКТОВ
Их можно разбить на три больших класса:
1. Приборы контроля шероховатости поверхности.
В этом случае производится интегральная оценка микро-
рельефа поверхности.
2. Приборы для контроля и измерения поверхност-
ных дефектов и микрогеометрии. При этом контролиру-
ются отдельные дефекты в изделиях и измеряется глуби-
на дефекта.
3. Приборы для контроля плоскостности в основном
полированных поверхностей. Этими приборами обнару-
живаются дефекты типа однородного изгиба, завалов,
сложного изгиба (коробления), сколов.
Приборы для контроля шероховатости поверх-
ности. Для контроля поверхностей применяют в основ-
ном интерференционные приборы.
Принцип действия интерферометров основан на
сравнении световых волн, получаемых при отражении
когерентных пучков света от контролируемой и эталон-
ной поверхности.
На рис. 8 показана схема двухлучевого микроин-
терферометра Линника. В ее основу положен принцип
действия интерферометра Майкельсона. Свет от источ-
ника 1 (лампа накаливания) проходит через конденсор 2
и диафрагму 3, зеркалом 4 делится на два когерентных
пучка, которые фокусируются объективами 5 и 5' на эта-
лонное зеркало 6 и контролируемую поверхность 7 соот-
ветственно. После отражения от эталона и изделия пучок
проходит через те же элементы схемы и фокусируется
линзой 8 в плоскости диафрагмы 9, в которой с
32 - 7387
498
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 8. Схема двухлучевого микроинтерферометра Линника
помощью окуляра 10 наблюдают интерференционную
картину взаимодействия эталонного и рабочего пучков
света.
При этом наблюдают полосы интерференции, ис-
кривленные в соответствии с профилем исследуемой
поверхности. Кривизну полос измеряют, например, с
помощью окулярного микрометра. Она является количе-
ственной характеристикой микронеоднородностей по-
верхности изделия. Измерения можно проводить в белом
или монохроматическом свете.
Микроинтерферометр может быть выполнен и с од-
ним объективом. При этом светоделительное зеркало и
эталон размещаются между микрообъективом и контро-
лируемой поверхностью. При работе в белом свете высо-
та неровности
H=Q,2"1 &N,
где AV - величина изгиба интерференционной полосы в
долях интервала.
При работе в монохроматическом свете
ХДУ/2,
где X - длина волны света.
Величину AN оценивают нд глаз или измеряют оку-
лярным винтовым микрометром.
При контроле шероховатости крупногабаритных
изделий предварительно снимают слепок (реплику) с его
поверхности, который затем помещают в кювету с им-
мерсионной жидкостью, располагаемой в фокальной
плоскости микроинтерферометра, и исследуют обычным
методом. Этот способ контроля получил название им-
мерсионно-репликового.
Наибольшая глубина рисок, измеряемых с помо-
щью двухлучевых микроинтерферометров, определяется
апертурой и увеличением микрообъектива. Микроин-
терферометры рекомендованы для измерений неровно-
стей от 0,1 до 1 мкм.
Микроинтерферометры обычно снабжают устройст-
вом для фотографирования интерференционной картины.
Для расширения верхнего предела измерения ин-
терферометров предложены различные устройства. Так,
с помощью клинового компенсатора микроинтерферо-
метрами можно измерять неровности высотой от 4 до
30 мкм.
Глубину рисок или ступенек, поверхности которых
у верхнего и нижнего краев имеют достаточную отража-
тельную способность, измеряют интерференционно-
индикаторным метолом. Интерференционные полосы
наводят на резкость последовательно на дно риски и ее
край. Глубина риски определяется величиной фокусиро-
вочного перемещения микрообъектива. Этим методом
можно измерять риски глубиной 20 ... 100 мкм при ши-
рине до 0,25 мкм.
Для определения поверхности с параметрами шеро-
ховатости Rz = 3,2 ... 80 мкм применяют оптический
профилометр, представляющий собой сочетание микро-
интерферометра с двойным микроскопом. Его оптиче-
ская схема показана на рис. 9.
Свет от источника 1 с помощью конденсора 2 ос-
вещает щель 3, расположенную в фокусе коллиматора 4,
Объектив 7 с помощью зеркала 5 и светоделитель-
ной призмы 6 проектирует щель 3 на контролируемую
поверхность 9. Объектив 8 проектирует ее на зеркало 10.
После отражения пучки попадают в объективы 11 и 12,
соединяются призмой 13 и зеркалом 14, направляются в
объектив 15.
В поле зрения окуляра 17 наблюдаются две линии,
представляющие изображение щели, одна из которых
искривлена в соответствии с неровностью контролируе-
мой поверхности. При этом прибор работает в режиме
двойного микроскопа. Включив цилиндрическую линзу
16, его можно использовать как интерферометр. При
этом в окуляр видны интерференционные полосы, па-
раллельные изображениям щели. О величине неровно-
стей судят по степени изгиба этих полос.
Поверхности с малыми неровностями (Н < 0,002 мкм)
контролируют методом многократного отражения лучей,
называемым также методом многолучевой интерферо-
метрии.
Схема многолучевого микроинтерферометра пока-
зана на рис. 10. Свет от источника 1 (ртутная лампа низ-
кого давления, дающая монохроматическое излучение,
выделяемое фильтром 10) через диафрагму 2 проходит
конденсор 3 и параллельным пучком падает на полупро-
зрачное зеркало 4. После отражения пучок проходит
пластину 5, накладываемую на объект 6 под малым уг-
лом со. Ее нижняя, сторона покрыта слоем вещества с
коэффициентом отражения, близким к коэффициенту
отражения контролируемой поверхности.
Между пластиной 5 и объективом 6 возникает ин-
терференция многократно отраженных лучей. Картину
интерференции, локализованную на поверхности пла-
стинки, рассматривают в микроскоп (элементы 7, 8, 9).
Прибор позволяет наблюдать как полосы равного накло-
на (при интерференции в плоскопараллельном слое), так
ПРИБОРЫ ДЛЯ КОНТРОЛЯ ТОПОГРАФИИ ПОВЕРХНОСТЕЙ И ОБЪЕМНЫХ ДЕФЕКТОВ
499
Рис. 9. Оптическая схема профилометра Ю.В. Коломийцева:
/ - источник Света; 2 - конденсатор; 3 - щель; 4 - объектив коллиматора; 5 - зеркало; 6 - светоделительная призма;
7,8, 11, 12- объективы; 9 - контролируемая поверхность; 10 - зеркало; 13 - светоделительная призма; 14 - зеркало; 15 - объектив
трубы; 16,17 — цилиндрическая линза и окуляр объектива трубы; <р - угол падения луча на объект
и полосы равной толщины (при интерференции в клине).
Распределение яркости полос в многолучевом интерфе-
рометре отличается от синусоидального, свойственного
двухлучевым схемам. Полосы значительно уже, что оп-
ределяется коэффициентом отражения сравниваемых
поверхностей. При коэффициенте отражения р » 0,94
распределение яркости полосы почти прямоугольное.
Увеличение 50 и 150, апертуры объективов 0,14 и 0,18,
поле зрения 3,25 и 1,18 мм соответственно. Пределы из-
мерений 2 ... 0,01 мкм, точность до 0,002 мкм.
Прибор ИМС (рис. 11) позволяет одновременно на-
блюдать две интерференционные картины, одна из кото-
рых формируется изделием, а вторая - эталоном шеро-
ховатости (обычно это изделие того же типа, что и кон-
тролируемое). Свет от источников 1 падает на образец 2
и эталон 2’ и с помощью призм 4, зеркал 3, объективов 5
и призм 6 и 7 формирует две интерференционные карти-
ны в фокальной плоскости 9 окуляра 8. О качестве об-
разца судят по степени различия этих картин.
Различные интерферометры компараторного типа
применяют в оптической промышленности для контроля
формы точных оптических деталей.
Спектральный диапазон микроинтерферометров
можно существенно расширить, используя преобразова-
тели изображения. Это позволяет распространить хоро-
шо отработанные методы контроля на материалы, непро-
зрачные в видимой области спектра.
С помощью почти всех микроинтерферометров
можно контролировать изделия не только в отраженном,
но и в проходящем свете. При этом они используются в
качестве оптических толщиномеров высокой точности для
контроля различных пленок, прозрачных покрытий и т.п.
Теневым методом можно обнаружить дефекты по-
верхности размером менее 1/100 длины волны света.
Схема теневого метода контроля сферической поверхно-
сти показана на рис. 12. Точечный источник света поме-
щают вблизи центра кривизны С зеркала. Рядом с ним
располагают непрозрачный экран. При наблюдении по-
верхности зеркала 2 в зависимости от положения экрана
можно увидеть картины / - IV Если нож 1 точно распо-
ложить в плоскости источника, то его перемещение в
направлении, перпендикулярном к оси зеркала, вызовет
плавное уменьшение яркости изображения. При этом
дефекты поверхности проявляются в виде пятна, поло-
вина которого темная, а половина светлая. Таким обра-
зом, можно определить место и примерный размер де-
фекта. Недостатком метода является трудность количе-
ственного определения размеров неровностей.
Этот метод применяют в основном в оптическом
производстве. Разработан прибор для контроля теневым
методом вогнутых и выпуклых параболических зеркал
диаметром до 70 мм и радиусом 5 ... 50 мм. С помощью
специальной насадки можно контролировать плоские
детали.
Рис. 10. Схема многолучевого интерферометра
32*
500
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 11. Интерференционный микроскоп сравнения
(ИМС)
Приборы светового сечения предназначены для
контроля высококачественных поверхностей и измере-
ния толщины тонких прозрачных пленок в диапазоне
16 ... 320 мкм. Схема измерения методом светового се-
чения показана на рис. 13. На поверхность изделия про-
ектируется изображение узкой светящейся щели и затем
оценивается в отраженных лучах, обычно под углом 45°
к нормали (рис. 13, а). При наличии неровностей на по-
верхности изделия в поле зрения прибора наблюдается
деформация изображения щели, пропорциональная их
высоте h (рис. 13, б).
Оптическая схема микроскопа для измерения мето-
дом светового сечения показана на рис. 14. Источник с
помощью конденсора освещает щель (0,1 х 1 мм). Линзы
и микрообъектив проектируют щель на изделие. Изо-
бражение щели наблюдается в микроскоп, состоящий из
микрообъектива, линзы и окуляра с измерительным уст-
ройством (окулярный винтовой микрометр).
Аналогичную конструкцию имеют приборы тенево-
го сечения.
Профилографические методы контроля шерохова-
тости основаны на регистрации перемещений специаль-
ной иглы, находящейся в контакте с исследуемой по-
верхностью.
Для измерения перемещения иглы используют
принцип оптического рычага. Смещения измерительного
щупа вызывают наклоны зеркала, которые фиксируются
визуально или фотоэлектрически с помощью оптической
системы с большим увеличением. При этом масштаб
записи может быть более 100 000.
Эти приборы используют для контроля поверхности
с параметрами шероховатости Rz = 0,4 - 20 мкм.
Погрешность составляет около 10 %. Радиус иглы 2
и 10 мкм. Измерительное усилие около 0,1 ... 9,8 МН.
Длина записываемой трассы до 5 мм, скорость записи
около 0,5 мм/с.
Для измерения неровностей поверхности до 40 мкм
разработан растровый микроскоп. Принцип его действия
заключается в образовании муаровых полос при взаим-
ном смещении или развороте двух растров, например, в
виде решеток. Оптическая схема прибора аналогична
схеме двойного микроскопа. При этом вместо щели на
поверхность изделия проектируется изображение растра,
наблюдаемое с помощью второй ветви оптической сис-
темы микроскопа.
Неровности на поверхности изделия вызывают ме-
стное изменение шага растра, что приводит к искривле-
нию муаровых полос, пропорциональному высоте не-
ровностей. Это искривление измеряется с помощью оку-
лярного микрометра. Увеличение прибора 50 ... 300,
поле зрения 2,5 ... 0,4 мм, диапазон измерения высот
неровностей 0,4 ... 40 мкм.
Рис. 12. Схема теневого метода контроля сферической
поверхности:
I - непрозрачный экран; 2 - контролируемый объект
(сферическое зеркало); 3 - дефект; С - центр кривизны зеркала;
I-III- изображения бездефектной поверхности при различных
смещениях ножа от центра кривизны зеркала; IV - изображение
дефекта
Рис. 13. Схема контроля методом светового сечения:
а - оптическая схема; б - поле зрения при дефекте в виде сту-
пеньки; (/ - объект)
ПРИБОРЫ ДЛЯ КОНТРОЛЯ ТОПОГРАФИИ ПОВЕРХНОСТЕЙ И ОБЪЕМНЫХ ДЕФЕКТОВ
501
Рис. 14. Оптическая схема микроскопа светового сечения:
1 - источник света; 2 - защитное стекло; 3 - конденсатор;
4 - щель; 5 - фильтр; 6,7- линзы; 8 - объект контроля;
9 - микрообъекивы; 10- окуляр; II - измерительный нож
(в приборах теневого сечения)
Перспективны растровые муаровые методы контро-
ля микроструктуры поверхности и их деформации.
Интегральные рефлексометрические методы оценки
шероховатости поверхности основаны на измерении ин-
тенсивности светового потока, отраженного от иссле-
дуемого изделия. Угол падения света обычно выбирают
равным 86° для шероховатости 0,4 ... 32 мкм, при этом
достигается максимальное значение зеркальной состав-
ляющей отраженного потока. Схема рефлексометра по-
казана на рис. 15. Источник света / с помощью конден-
сора 2, освещающий диафрагму 3, находится в фокусе
объектива 4, из которого выходит параллельный пучок
света, падающий на изделие 9. Измерительная ветвь со-
стоит из объектива 5, диафрагмы 6, конденсорной линзы
7 и фотоэлемента 8. Измерения заключаются в определе-
нии максимальных значений фототока при последова-
тельной установке образца и изделия и вычислении их
отношения, которое и служит мерой качества поверхно-
сти. Точность измерения не превышает ± 15 %, однако
метод имеет такие преимущества, как простота, объек-
тивность и быстрота измерения. К недостаткам метода
следует отнести влияние условий измерений на точность
метода (наличие пыли, загрязнений и др.). Применение
гонио-фотометрических методов (анализ индикатрисы
рассеяния света) повышает точность измерений, позво-
ляет устранить мешающие факторы.
Существуют разновидности метода, основанные,
например, на использовании сходящихся пучков и реги-
страции интенсивности дифракционного максимума,
отраженного от изделия, качество которого также опре-
деляют сравнением с эталоном.
Перспективны объективные методы спектрально-
фотометрического анализа в широком диапазоне длин
волн (0,2... 10 мкм) с использованием различных при-
ставок со стандартным спектральным прибором, а также
поляризационные методы.
Своеобразной разновидностью рефлексометриче-
ского метода является метод фотометра темного поля,
успешно применяемый при визуальном контроле поли-
рованных стекол полупроводников и кристаллов на на-
личие микродефектов поверхности.
Визуальные и тактильные методы субъективной
оценки шероховатости применяют на машиностроитель-
ных предприятиях. Их преимуществом является просто-
та и сравнительно высокая точность, определяемая хо-
рошей различительной способностью сенсорных систем
человека.
Как правило, оценка производится сравнением с
образцом. Желательно, чтобы он был выполнен из того
же материала, что и контролируемое изделие, и имел
максимальное сходство с ним, в том числе и по виду об-
работки (точение, фрезерование и т.д.). При контроле
мелких деталей используют лупы или микросколы срав-
нения.
Метрологическое обеспечение контроля шероховато-
сти. Образцовые меры шероховатости 1-го разряда могут
быть одноштриховыми и с регулярным профилем. Их вы-
пускают в виде металлических пластинок 40 х 40 х 10 мм,
комплектуемых в наборы по 4 - 8 шт. Риски наносят ал-
мазным резцом.
Для оценки шероховатости методом сравнения
применяют рабочие образцы в виде пластинок или секто-
ров (для цилиндрических деталей) размером 30 х 20 мм,
изготовляемые из стали или чугуна. Допускается приме-
нение других материалов. Рабочую поверхность обраба-
тывают точением, фрезерованием, шлифованием и т.д.
Приборы для контроля и измерения поверхност-
ных дефектов и микрогеометрир. Благодаря малой
глубине резкости микрообъективов обычные микроско-
пы можно использовать в качестве эффективного и дос-
таточно простого средства измерения глубины поверх-
ностных дефектов. Измерение осуществляется последо-
вательной фокусировкой микроскопа на дно риски или
царапины и ее верхний край и регистрацией перемеще-
ния тубуса микроскопа. Погрешность измерения (в мкм)
можно определить по формуле
где А - апертура микрообьектива.
Для А = 0,65 Az = 1 мкм.
Дальнейшее увеличение точности измерений связа-
но с применением автоколлимационной схемы, показан-
ной на рис. 16. Источник 1 с помощью конденсора 2 и
фильтра 3 освещает сетку 4 (обычно тонкое прозрачное
перекрестие на темном фоне), которая проектируется
Рис. 15. Схема рефлексометра
502
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 16. Автоколлимационная схема измерения
микрогеометрии
полупрозрачным зеркалом 5, линзой 6 и микрообъекти-
вом 7 на объект 8. Изображение поверхности детали, на
которую спроектировано перекрестие, наблюдается сис-
темой, состоящей из сетки со шкалой 9 и окуляра 10.
Шкала 9 служит для измерения размеров дефекта в
горизонтальной плоскости.
Метод автоколлимации позволяет почти вдвое уве-
личить точность измерения, причем точность возрастает
с уменьшением шероховатости поверхности. Критерием
фокусировки является резкость изображения светящего-
ся перекрестия, наблюдаемого одновременно с поверх-
ностью объекта. Ввиду того, что ход лучей за тубусной
линзой параллельный, при фокусировке можно переме-
щать только микрообъектив. Величину этого перемеще-
ния измеряют, например, индикатором часового типа
(ИГМ) с погрешностью ± 0,001 мм.
Модификацией этого метода является автоколлима-
ционный растровый способ измерения глубины неровно-
стей. Схема растрового устройства показана на рис. 17.
Растры 2 и 3 проектируются полупрозрачным зеркалом
4, тубусной линзой 5 и объектом 6 на контролируемую
поверхность 7. Растры расположены симметрично отно-
сительно фокальной плоскости FF. Шаг растров выби-
рают с учетом разрешающей способности микрообъек-
тива 6. При точной фокусировке автоколлимационные
изображения растров симметрично располагаются отно-
сительно растра-анализатора S, причем их штрихи сме-
щены на 1/2 шага относительно растра-анализатора 8. По-
этому в момент точной фокусировки в плоскости растра 8
устанавливается фотометрическое равновесие. При дефо-
кусировке оно нарушается и регистрируется визуально или
фотоприемником 9-12, как показано на рисунке.
Точность фокусировки может достигать 0,01 мкм
при относительной простоте схемы.
Большую точность продольной фокусировки можно
получить нониальным или биссекторным методом (рис. 18).
Рис. 17. Схема растрового автоколлимационного устройства:
а - оптическая схема; 1 - осветитель; 2, 3 - растры;
4 - полупрозрачное зеркало; 5 - тубусная линза;
6 - микрообъектив; 7 - контролируемая поверхность;
8 - растр-анализатор; 9 - призма; 10 - фотоэлементы;
11 - дифференциальный усилитель; 12 - индикатор;
2' и 3'- изображения растров в пространстве объектов;
2" и 3” - автоколлимационные изображения растров; б - поле
зрения микроскопа при различных дефокусировках; FF -
фокальная плоскость микроскопа; А - шаг растра
Рис. 18. Схема кониального метода измерения
микронеровностей:
1 - источник света; 2 - конденсатор; 3 - сетка;
4 - полупрозрачное зеркало; 5 - тубусная линза; 6 - маска;
7 - объектив; 8 - объект; 9 - окулярная сетка; 10 - окуляр
ПРИБОРЫ ОПТИЧЕСКОЙ ДЕФЕКТОСКОПИИ
503
Источник 1 через конденсор 2 освещает сетку 3 (на-
пример, прозрачный штрих на темном фоне), которая
зеркалом 4, линзой 5 и объективом 7 фокусируется на
объект 8. Автоколлимационное отражение маски в плос-
кости сетки 9 наблюдается в окуляр 10, в случае неточ-
ной фокусировки раздваивается. Это позволяет в качест-
ве критерия фокусировки использовать нониальное или
биссекторное совмещение штрихов. Точность метода
повышается при увеличении Ь, например, в схемах с ба-
зисом вне объектива, как показано на рисунке.
Перспективным методом контроля микрогеометрии
объектов является стереоскопический метод. Сущность
его заключается в совмещении по глубине изображений
объекта и специальной измерительной марки, распола-
гаемой в фокальной плоскости окуляров стереомикро-
скопа. Перемещение марки, необходимое для этого со-
вмещения, измеряют микровинтом. Оно характеризует
глубину различных точек поверхности объекта. Точ-
ность измерения может достигать 0,002 мм при увеличе-
нии 100. Микроскоп имеет большое рабочее расстояние
(до 90 мм), что удобно при эксплуатации прибора.
Приборы контроля плоскостности изделий. На
рис. 19 изображена схема прибора для неконтактного
контроля плоскостности. Принцип работы прибора со-
стоит в интерференционном сравнении исследуемой и
эталонной поверхностей. Эталонной поверхностью слу-
жит гипотенузная грань призмы.
Контролируемая пластина располагается на трех
сферических опорах параллельно эталонной грани с за-
зором 0,2 ... 0,5 мм. Особенностью прибора является
возможность контроля тонких прозрачных пластин, а
также шлифованных пластин за счет малых углов паде-
ния лучей на объект контроля. Точность измерения (цена
одной интерференционной полосы) - 1 мкм для излуче-
ния с длиной волны X = 0,63 мкм. Размер контролируе-
мой пластины - до 100 х 100 мм2. Контрастное изобра-
жение интерферограмм наблюдается на телевизионном
мониторе, причем может быть применена система его
автоматической обработки на микроЭВМ. Пластина мо-
жет располагаться вертикально для исключения влияния
прогиба.
Лазерный телевизионный интерферометр аналогич-
ного назначения, выполненный по схеме Физо (с нор-
мальным падением лучей на объект), имеет точность до
0,5 мкм.
Рис. 19. Схема прибора для неконтактного контроля
плоскостности:
/ - лазер; 2 - микрообъектив; 3 - рассеиватель; 4 - зеркало;
5 - коллиматор; 6 - призма; 7 - контролируемая пластинка;
8 - зеркало; 9 - телекамера; 10- телевизор
15.5. ПРИБОРЫ ОПТИЧЕСКОЙ
ДЕФЕКТОСКОПИИ
Визуально-оптические приборы
К приборам этого класса относятся проекторы раз-
личного типа, в том числе телевизионные, обычные и
стереоскопические микроскопы, эндоскопы.
Телевизионные проекторы широко применяются
в дефектоскопии и обладают следующими преимущест-
вами: возможностью усиления яркости, контраста изо-
бражения, сравнительно малыми световыми нагрузками
на объект, равномерным распределением яркости экра-
нов ЭЛТ, высоким качеством изображения (в том числе
цветного), возможностью его размножения на несколь-
ких телевизионных приемниках и наблюдения на боль-
шом удалении от объекта, широким спектральным диа-
пазоном преобразования светового сигнала, который
можно наблюдать в невидимых лучах, благодаря этому
резко снижается утомляемость операторов, увеличивает-
ся производительность труда.
С помощью телевизионных проекторов можно лег-
ко автоматизировать процесс измерений и контроля и
выдавать результаты на ЭВМ, а также производить раз-
личные преобразования изображения и их количествен-
ную обработку (выделение изолиний и т.д.).
Расширению областей применения телевизионных
проекторов способствует серийное производство высо-
коэффективных передающих трубок и аппаратуры про-
мышленного телевидения.
Наиболее распространена схема проектора с пере-
дающей телевизионной трубкой. Она включает источник
света, объектив, передающую трубку, видеотракт с бло-
ками усиления и обработки сигнала и видеоконтрольное
устройство. Для управления процессом контроля и запо-
минания информации могут быть использованы ЭВМ и
видеомагнитофоны.
Чаще всего в ПТУ используют трубки типа видикон
и диссектор.
В системах «бегущего луча» в качестве источника
света используют специальный проекционный кинескоп
с высокой яркостью свечения. Отраженный от объекта
сигнал воспринимается фотоумножителем, усиливается
и подается на видеоконтрольное устройство. Иногда
вместо проекционной трубки применяют лазер, луч ко-
торого сканирует объект с помощью оптико-
механической или электрооптической развертки.
Система «бегущий луч» по сравнению с обычной
телевизионной системой обеспечивает более высокое
качество изображения, имеет больший динамический
диапазон, быстродействие, высокое пространственное
разрешение. Ее недостатки: конструктивная сложность,
невозможность контроля больших объектов из-за паде-
ния яркости при увеличении масштаба изображения,
снижение световой чувствительности из-за отсутствия
процесса накопления сигнала. Эти устройства применя-
ют в микроскопах для контроля малых объектов.
Микроскопы находят применение при контроле
интегральных схем и других прецизионных изделий.
Наиболее широко применяют стереомикроскопы, их вы-
504
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
пускают в двух модификациях, соответствующих схемам
Грену и Аббе.
Схема Грену состоит из двух оптических каналов
(угол между оптическими осями которых 12 ... 18°), что
облегчает работу по рассматриванию дефектов, так как
при этом глаза оператора конвергированы (сведены) под
углом, соответствующим рассматриванию объектов,
расположенных в непосредственной близости от опера-
тора. Таким образом,* условия работы на микроскопе со-
ответствуют естественным условиям наблюдения близ-
ких объектов.
В схеме Аббе оптические оси окуляров параллель-
ны, что приводит к некоторому несоответствию условий
работы при контроле близких объектов, так как оптиче-
ские оси глаз в естественных условиях параллельны
только при наблюдении удаленных объектов. В то же
время в схеме Аббе легче реализовать плавное (панкра-
тическое) изменение масштаба изображения, что удобно
при контроле.
Разработан ряд высокоразрешающих проекционных
стереосистем. Выпускается стереопроектор, в котором
для сепарации изображений стереопар использован рас-
тровый экран на основе линзы Френеля. Прибор предна-
значен для контроля в часовой и электронной промыш-
ленности. Создан стереопроектор, в котором сепарация
стереопар осуществляется с помощью вращающегося
растрового экрана.
Для контроля прецизионных изделий типа фото-
шаблонов применяют телевизионные (ТВМ) и фотоэлек-
трические (ФЭМ) микроскопы, имеющие высокое про-
странственное разрешение (до 0,01 мкм при полях зре-
ния порядка 0,1 мм). Для измерений средней точности
используют измерительные микроскопы различных кон-
струкций оптико-механического типа.
В связи с малым полем измерения в ТВМ и ФЭМ
объекты больших размеров перемещаются с помощью
точных программируемых приводов (обычно в пределах
300 ... 500 мм). При этом абсолютная погрешность пози-
ционирования изделия составляет 0,01 ... 0,1 мм. Таким
образом, в этих приборах реализуется принцип комбини-
рованного сканирования объекта - высокоточного скани-
рования в малом поле измерения и менее точного сканиро-
вания, но имеющего большие пределы перемещения.
15.5.1. ПРИБОРЫ ДЛЯ КОНТРОЛЯ
ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И
ОБНАРУЖЕНИЯ ДЕФЕКТОВ
В ТРУДНОДОСТУПНЫХ МЕСТАХ
Приборы этого типа называют эндоскопами или бо-
роскопами. Их применяют в различных отраслях маши-
ностроения, например, для осмотра лопаток турбин и
внутренней поверхности камер сгорания авиационных
двигателей, визуального контроля трубопроводов раз-
личного назначения, реакторов и т.п.
Принцип действия эндоскопов заключается в ос-
мотре объекта с помощью специальной оптической сис-
темы, позволяющей передавать изображение на значи-
тельное расстояние (до нескольких метров). При этом
отношение длины эндоскопа к его поперечному сечению
» 1.
Существуют линзовые, волоконно-оптические и
комбинированные эндоскопы.
Оптическая схема линзовых эндоскопов показана на
рис. 20.
Она состоит из источника света I для освещения
объекта, сменной призменной или зеркальной насадки 3,
изменяющей направление и размеры поля зрения прибо-
ра, объектива 4, основной передающей оптической сис-
темы 5 и окуляра 6.
Сменная оптическая система 5' служит для увели-
чения рабочей длины прибора или подключения телеви-
зионной системы наблюдения, состоящей из видикона 9
и ВКУ 10. Зеркало 11 и объектив 8 предназначены для
проектирования изображения поверхности объекта кон-
троля 7 на мишень видикона 9.
Увеличение эндоскопов 0,5 ... 5.
С помощью сменных призменных насадок 3 можно
осуществлять наблюдение с кольцевым полем обзора
(при поиске дефектов во время предварительного осмот-
ра) или с боковым направлением визирования (при де-
тальном изучении поверхностей).
Создан прибор, которым можно определить не
только размер, но и глубину дефектов методом светового
сечения с помощью специальной насадки (точность
± 0,02 мм).
7
9
10
Рис. 20. Схема линзового эндоскопа
ПРИБОРЫ ОПТИЧЕСКОЙ ДЕФЕКТОСКОПИИ
505
Конструктивно линзовые эндоскопы выполняют в
виде корпуса цилиндрической формы, внутри которого
размещены все элементы прибора. Обычно в комплект
входит несколько трубок. Общее число линзовых эле-
ментов может достигать 40 - 50, что приводит к боль-
шим потерям света. На корпусе прибора нанесена шкала
для определения местоположения дефекта по длине из-
делия. Эндоскопами некоторых моделей можно фото-
графировать дефекты с помощью фотоприставки. В ка-
честве источников освещения применяют лампы накали-
вания различной мощности (до 100 Вт).
В некоторых приборах призменную насадку можно
наклонять с помощью механической тяги, расширяя
этим поле обзора эндоскопа.
Линзовыми эндоскопами можно обнаруживать ца-
рапины, трещины, коррозионные пятна, выбоины и дру-
гие дефекты размерами 0,03 ... 0,08 мм в изделиях дли-
ной до 10 м и диаметром 5 ... 100 мм и более.
Линзовые эндоскопы обычно представляют собой
жесткую конструкцию. Однако в последнее время созда-
ны приборы (имеющие участки корпуса с гибкой обо-
лочкой), изгибающиеся в пределах 5 ... 10°.
Возможности технической эндоскопии существенно
расширены благодаря созданию волоконно-оптических
элементов.
Волоконные световоды представляют собой набор
тонких стеклянных светопроводящих нитей диаметром
10 ... 20 мкм, собранных в жгут. Каждый элементарный
световод покрыт снаружи тонким слоем (1 ... 2 мкм)
стекла с более низким показателем преломления.
На границе световод - оболочка происходит полное
внутреннее отражение света, входящего в основную
нить, что обеспечивает его прохождение по световоду с
минимальным ослаблением. При значительных размерах
световода число отражений бывает более 106. Это при-
водит к ослаблению сигнала, которое связано с длиной
световода экспоненциальной зависимостью.
Потери света можно уменьшить, используя волокна
нового типа (так называемые селфоки), в которых обо-
лочка отсутствует, а показатель преломления плавно
уменьшается от центра волокна к его периферии. Однако
из-за технологических трудностей изготовления они не
получили пока широкого применения.
Максимальный угол С/щах, под которым свет может
войти в световод без нарушения условий полного внут-
реннего отражения, определяется по формуле
^max = arCSin д/я* " «2 >
где U - апертурный угол; П\ и «2 - показатели прелом-
ления сердцевины и оболочки. При пх = 1,7 - 1,8 и
Л2 = 1,5 Цпах«60°.
Коэффициент пропускания световодов составляет
примерно 40 ... 50 % на 1 м длины.
Спектр пропускания световода определяется свой-
ствами материала, из которого он изготовлен. Обычные
световоды из стекла прозрачны в области 0,4 ... 2 мкм.
Для работы в ультрафиолетовой области используют
кварцевые волокна, прозрачные в диапазоне 0,20 ... 4 мкм.
В инфракрасном диапазоне (0,9 ... 10 мкм и более)
применяют волокна из специальных халькогенидных
бескислородных стекал. Световоды для передачи свето-
вой энергии изготовляют из беспорядочно уложенных
волокон.
Для передачи изображения используют волоконно-
оптические элементы с упорядоченной структурой. При
этом число элементарных волокон может превышать 106
на 1 см2. Торцы световодов полируют.
При использовании световодов следует иметь в ви-
ду, что они могут сильно деполяризовать проходящий
свет.
Разрешающая способность серийных световодов
составляет в среднем 15 ... 20 мм"1. Лучшие образцы мо-
гут иметь разрешающую способность до 50 мм"1.
В целом волоконные световоды, используемые в
эндоскопах, пока уступают по качеству изображения
линзовым системам. Однако разрабатываются меры по
устранению мозаичной структуры изображения в свето-
водах и повышению их разрешающей способности.
Волоконные световоды обладают преимуществами,
делающими их незаменимыми при решении многих за-
дач. Так, они позволяют передавать изображение без
искажения при их изгибе по любому криволинейному
профилю. Высокая световая эффективность световодов
используется при создании осветительных систем эндо-
скопов. При этом источник света располагается вне при-
бора, что позволяет исключить нагрев изделия.
Волоконные осветители «холодного» света могут
иметь торцы любой формы, например кольцевой, что обес-
печивает высокую равномерность освещения объекта.
Оптическая схема гибкого волоконно-оптического
эндоскопа показана на рис. 21.
Источник света 1 (обычно галогенная лампа мощ-
ностью 100 ... 300 Вт) с помощью конденсора 2 через
тепловой фильтр 3 освещает торец осветительного жгута
4, который механически соединяется с осветительным
жгутом 4, расположенным внутри корпуса эндоскопа, и
подсвечивает объект контроля 10. Изображение поверх-
Рис. 21. Оптическая схема гибкого эндоскопа:
1 - источник света; 2 - конденсатор; 3 ~ тепловой фильтр;
4 - внешний осветительный световод (цилиндрического
сечения); 4 - осветительный световод эндоскопа; 5 - световод
для передачи изображения; 6 - окуляр; 7 - система регистрации
(глаз, фотокамера, видикон); 8 - объектив; 9 - призма бокового
обзора; 10 - объект контроля; 11 - зеркало; 12 - объект контроля
506
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ности объекта с помощью призмы 9, объектива S, регу-
лярного световода 5 и окуляра 6 наблюдают визуально
или фотографируют.
Конструктивно эндоскопы выполняют в виде блока
осветителя с осветительным световодом длиной 1,5 ...
2,5 м и собственно эндоскопа. Многие модели имеют
механизм дистанционной фокусировки объектива и из-
гиба передней части эндоскопа (обычно длиной до
100 мм) в пределах ± 100° (радиус изгиба достигает
25 мм при диаметре эндоскопа 5 ... 10 мм). Корпус эндо-
скопа обычно заключен в герметичный металлорукав
гибкой или полужесткой конструкции.
Можно создать технические эндоскопы с парал-
лельным соединением жгутов для одновременного на-
блюдения нескольких точек объекта
Возможности эндоскопии существенно расширяют-
ся при использовании голографического метода регист-
рации оптических сигналов.
15.5.2. ПРИБОРЫ АВТОМАТИЧЕСКОГО
КОНТРОЛЯ ДЕФЕКТОВ ПОВЕРХНОСТЕЙ
Принцип определения поверхностных дефектов за-
ключается в следующем. Если неровности поверхности
намного меньше, чем длина волны излучения, то па-
дающий лучистый поток отражается только в одном на-
правлении, т.е. поверхность выступает в качестве зерка-
ла. Если размеры неровностей того же порядка, что и
длина волны излучения, то в рассеянии его главную роль
играют дифракционные эффекты, если же неровности
поверхности намного больше, чем длина волны излуче-
ния, то оно зеркально рассеивается на неровностях.
Поверхности, свободной от дефектов, свойственна
определенная плотность распределения рассеяния, при-
чем вид этого распределения примерно одинаков для
всех точек поверхности. Дефекты поверхности изменяют
вид распределения рассеяния излучения. Причем можно
выделить два вида дефектов: рассеивающие излучение и
поглощающие его.
Рассеивающие дефекты, например царапины, вызы-
вают зеркальное отражение излучения в различных на-
правлениях, индивидуальных для каждого дефекта.
Обычно при этом наблюдается значительное дифракци-
онное рассеяние из-за острых концов царапин, размеры
которых намного превышают длину волны излучения.
Если дефект представляет собой включение чужеродного
материала, то увеличивается поглощение падающего пучка,
т.е. уменьшается интенсивность отраженного света.
Таким образом, задачу определения различных ви-
дов дефектов можно свести к определению соответст-
вующих изменений плотности распределения пучка рас-
сеянного излучения путем так называемой пространст-
венной фильтрации. Рассеянное излучение пропускается
через фильтр с различной по сечению пропускающей
способностью. Он задерживает или ослабляет большую
часть лучистого потока, отраженного от нормальной по-
верхности, а лучи, отраженные от поверхности дефектов,
пропускает на приемник излучения. Фильтр может также
использоваться для определения вида дефектов, так как
позволяет подавлять лучи, отраженные от дефектов,
дающих одну плотность распределения рассеянного из-
лучения, и усиливать лучи, идущие от дефектов, дающих
другую плотность распределения. Можно также подав-
лять лучи от дефектов, поглощающих излучение, и уси-
ливать лучи от дефектов, рассеивающих излучение, или
наоборот.
Если известно, какие дефекты могут появиться на
определенной поверхности и каковы изменения плотно-
сти распределения, вызываемые обычной шероховато-
стью поверхности, можно спроектировать систему, чув-
ствительную к изменениям плотности пучка рассеянного
излучения, связанным с дефектами, и нечувствительную
к изменениям, обусловленным обычными нарушениями
структуры поверхности.
Отличительной особенностью систем автоматиче-
ского обнаружения дефектов поверхности является ис-
пользование протяженного (полосового) источника све-
та, излучение от которого освещает поверхность, подле-
жащую исследованию. Свет, отраженный поверхностью,
вновь отражается поверхностями вращающейся призмы
и фокусируется на щели, затем фотоумножителем пре-
образуется в электрический сигнал. При вращении приз-
мы положение мгновенного поля зрения сдвигается от
одного края контролируемого листа к другому, так что
его поверхность оказывается оптически развернутой в
пределах поля зрения, равного 560 мм по направлению,
перпендикулярному движению контролируемого мате-
риала. Размер мгновенного поля зрения выбирается
близким к минимально обнаруживаемому поверхност-
ному дефекту. Когда размеры мгновенного поля зрения
уменьшаются, отношение сигнал/шум для дефекта того
же размера увеличивается. Минимально обнаруживае-
мый дефект 0,1 мм в диаметре. Применение металличе-
ского вращающегося зеркала увеличивает скорость ска-
нирования в четыре раза по сравнению со стеклянным.
Можно контролировать поверхность материала, дви-
гающегося со скоростью свыше 15 м/с.
Разработан вариант системы, который может быть
применен для опознавания дефекта. С этой целью ис-
пользуется система многонаправленного отражения с
несколькими приемниками излучения. Обычно применя-
ется зеркально отраженный от контролируемого мате-
риала свет и свет диффузно отраженный, направляемый
на грань вращающейся призмы дополнительным зерка-
лом. Такая схема позволяет повысить отношение сигнал/
шум.
Система устанавливается на линиях прокатки, ли-
ниях обработки стальных или цветных металлов, линиях
производства стекла, бумаги, пластика.
Для повышения надежности контроля используют
сканирование поверхности объекта двумя лучами, сдви-
нутыми в пространстве на некоторое расстояние и пере-
мещаемыми по одной и той же траектории. Воспринятые
отраженные световые потоки преобразуются в электри-
ческие сигналы, сдвинутые относительно друг друга по
времени согласно пространственному сдвигу лучей. По-
сле соответствующей временной задержки одного из
сигналов они подаются на схему совпадения, срабатыва-
ЛАЗЕРНЫЕ ДЕФЕКТОСКОПЫ
507
ние которой свидетельствует с высокой степенью досто-
верности о наличии дефекта поверхности.
Для повышения степени выявления дефектов и ис-
ключения ошибки при равномерном покрытии поверх-
ности объекта (рулонного листа) смазкой, например, ан-
тикоррозионной, свет источника выбирается с таким
расчетом, чтобы он достаточно хорошо проходил через
смазку (например, свет, лежащий в дальнем ИК-диапа-
зоне спектра 4 ... 6 мкм для антикоррозионной смазки).
Для контроля качества таких перемещающихся
предметов, как металлические прутки, ленты и листы,
искусственные волокна, ткани и т.д., применяют метод,
который основан на освещении поверхности испытывае-
мого объекта импульсами света, частота и продолжи-
тельность которых подбирается в зависимости от скоро-
сти перемещающегося предмета, вида поверхности и
индивидуальных особенностей зрения наблюдающего.
Установлено, что при наблюдении в условиях непрерыв-
ного освещения невооруженным глазом или с помощью
увеличивающих оптических устройств предметов, по-
верхность которых характеризуется нерегулярностью
фрагментов фактуры, эти нерегулярности смазываются и
становятся невидимыми, а освещение световыми им-
пульсами создает впечатление неподвижности, благодаря
чему можно отчетливо наблюдать эти нерегулярности.
В результате исследований установлено, что для нормаль-
ного зрения наиболее благоприятны импульсы света часто-
той 20 ... 50 Гц и продолжительностью менее 1 мс.
15.6. ЛАЗЕРНЫЕ ДЕФЕКТОСКОПЫ
Данный тип приборов применяется для обнаруже-
ния дефектов на поверхности движущегося листообраз-
ного тела (листовой стали, меди, алюминия, железа, раз-
личных бумаг, фанер) при использовании оптического
отражения бегущего светового пятна. Свет лазера попа-
дает на вибрационное зеркало, благодаря чему осущест-
вляется развертка светового пятна по параболическому
отражателю. При наличии поверхностных дефектов свет
отражается от контролируемой поверхности и попадает
на светопроводящее волокно, через которое проводится
до фотоэлектронного умножителя.
Развертывание пятна вибрационным зеркалом и
применение в приемнике фотоэлектронного умножителя
позволяет осуществлять скоростную обработку инфор-
мации.
Разделение дефектов по размерам обеспечивается
регулированием чувствительности.
Ширина развертываемого светового потока при ис-
пользовании пятиканальной установки до 1400 мм. Ми-
нимальный размер обнаруживаемых дефектов типов пу-
зырей, сыпи - 50 мкм, отверстий, пятен грязи - 100 мкм.
Оптической системой служит параболическое зер-
кало, которое направляет световой поток от контроли-
руемого места в объектив фотоумножителя. Это позво-
ляет обнаруживать дефект типа пятна грязи диаметром
100 мкм и отверстие диаметром 200 мкм.
Аппаратура представляет собой комбинацию анало-
гового устройства, обрабатывающего оптические дан-
ные, и ЭВМ для обработки сигналов. Характер дефектов
определяется по углу рассеяния света в достаточно
большом интервале. В блоке памяти ЭВМ сохраняются
сведения о дефектах для классификации, сортировки
полосы. Данные о природе и распределении дефектов
выдаются в процессе сортировки, что отличает класси-
фикатор от многих других систем.
Типовая установка состоит из нескольких искатель-
ных головок. В качестве источника света применен ге-
лий-неоновый лазер большой мощности. Пучок света от
лазера проходит систему линз и отражается зеркалом на
восьмигранную развертывающую призму из нержавею-
щей стали. Призма прикреплена к валу электродвигате-
ля, вращающемуся с частотой 12 000 об/мин. Таким об-
разом, посредством лазерного пучка поверхность про-
сматривается со скоростью 1600 разверток/с. При увели-
чении скорости движения контролируемой полосы число
сторон призмы и скорость ее вращения увеличивают
вдвое. Слабые, рассеянные от поверхности лучи, соби-
раются линзами и подвергаются пространственной
фильтрации. Лучи, прошедшие через пространственный
фильтр, улавливаются фотоумножителем и передаются
на установку для обработки сигналов. Обработка сигна-
лов производится в четыре этапа.
На первом этапе сигнал от первой головки нормали-
зуется. На втором этапе контролируемая поверхность
разделяется на единичные участки (площадью 10x10 мм).
Устройство для измерения длины производит разделение
на единичные участки по длине полосы; деление по ши-
рине заложено в устройстве системы. На третьем этапе
дефекты разделяются на 13 групп. При дальнейшей об-
работке рассматривают лишь самые крупные дефекты
каждого типа в каждой единичной зоне. На четвертом
этапе обработки, который выполняется ЭВМ, определя-
ется сорт поверхности для каждой единичной длины по
количеству дефектов в пределах каждой группы с учетом
относительной степени важности дефектов.
До выведения результатов сортировки может быть
проведен отбор данных, при котором учитывается изме-
нение сорта (ухудшение). Аналогично можно определить
качество по сечению полосы. Данные о наименьшем де-
фекте, определяемом с помощью системы, не приводят-
ся, поскольку считается, что они во многом зависят от
природы поверхности. Однако в ходе лабораторных ис-
пытаний установлено, что на поверхности холодноката-
ной полосы система определяет царапины шириной
20 мкм и глубиной 2 мкм и темные пятна диаметром
0,4 мм. При этом скорость движения полосы может дос-
тигать 20 м/с.
Представляют интерес результаты сравнения дан-
ных, полученных на системе, и- визуального контроля
при дефектоскопии жести, стальных, алюминиевых и
оцинкованных листов. Из 366 образцов только на 25 об-
разцах (7 %) дефекты не были обнаружены, хотя и име-
лись. Результаты примерно одинаковы, но скорости раз-
ные: при визуальной дефектоскопии 0,2 м/мин, установ-
кой 1200 м/мин.
Контролировать подобными дефектоскопами мож-
но различные материалы: стальные ленты холодно- или
508
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
горячекатаные, протравленные и непротравленные, по-
крытые защитной пленкой олова, цинка или хрома, лен-
ты бумаги, ткани, полимерной пленки, фольги и т.д.
Система контроля дефектов выбирается индивидуально
для конкретного материала. При отражении, близком к
диффузному, хорошие результаты обеспечивает метод све-
тового пятна, при отражении, близком к зеркальному, -
метод движущегося изображения. Увеличение чувстви-
тельности достигают установкой перед фотоэлементами
поляризационного фильтра с направлением поляризации
90° к плоскости падения света.
Применение волоконной оптики позволяет созда-
вать оригинальные конструкции, одну из которых рас-
смотрим на примере определения дефектов в лопастях
винтов летательных аппаратов. При изготовлении конст-
рукции во внутренних полостях наиболее ответственных
частей или элементов закрепляются оптические волокна,
которые благодаря гибкости и эластичности могут при-
нимать различную форму. Выходные торцы всех исполь-
зуемых волокон сводятся в одну плоскость, которая при-
нимается за плоскость анализа. Входные торцы волокон
последовательно или одновременно освещаются излуче-
нием от источника, например импульсной лампы, а из-
лучение на выходе регистрируется соответствующими
приемоиндикаторными устройствами. При дефектах
конструкции отдельные волокна перерезаются, в резуль-
тате чего излучение не проходит через это волокно и не
дает выходного сигнала. В случае необходимости можно
использовать кодированное расположение оптических
волокон.
Указанный принцип лазерной дефектоскопии ис-
пользуется для обнаружения дефектов типа небольших
отверстий в листовом материале (коже, жести, бумаге,
резине, металле) или для обнаружения дефектов в про-
зрачных пластинах.
Некоторые устройства, которые предназначены для
исследования объектов с целью обнаружения возможных
дефектов при помощи сканирующего пучка излучения
оптического диапазона, основаны на поглощении мате-
риалами объекта излучения ИК-диапазона оптического
спектра. Лучистый поток от источника ИК-излучений,
например СО2-лазера, зеркальной сканирующей систе-
мой направляется на исследуемый объект. Зеркальная
система содержит два зеркала, сканирующих в двух вза-
имно перпендикулярных плоскостях. Часть излучения,
падающего на объект, поглощается и соответствующим
образом увеличивает его температуру. Если поверхность
образца не имеет дефектов, то все его участки за один
промежуток времени излучают одинаковое количество
энергии. При наличии дефекта различные участки объ-
екта излучают различное количество энергии. Для кон-
троля и измерения излучательной способности различ-
ных участков объекта используется ИК-приемная систе-
ма. Для устранения возможных ошибок измерений диа-
пазон работы приемной ИК-системы отличен от диапа-
зона излучения, падающего на объект.
Свойства испускаемого лазером корегентного излу-
чения при некоторых обстоятельствах могут быть ис-
пользованы непосредственно для осуществления кон-
троля. Одно из характерных свойств лазерного света за-
ключается в том, что при его рассеянии объектом по-
верхность кажется покрытой «бликами» - мелкими свет-
лыми и темными областями, которые смещаются с изме-
нением точки наблюдения. Простое качественное объяс-
нение этого эффекта следующее: каждый элемент «бли-
кующей» поверхности представляет собой пятно, кото-
рое глаз человека или оптическая система может разре-
шить. Так как это пятно значительно больше длины вол-
ны излучения, то излучение, отраженное объектом, со-
стоит из волн, имеющих случайную разность фаз. Ин-
терферируя между собой, эти волны создают суммарную
интенсивность, значение которой может меняться от ну-
левого до некоторого максимального предела. Различные
разрешаемые области (пятна) характеризуются различ-
ной яркостью, что и определяет эффект бликования. На
картину распределения бликов влияет не только струк-
тура поверхности изделия, но и разрешающая способ-
ность оптической системы; так, увеличение разрешаю-
щей способности ведет к уменьшению видимого диамет-
ра пятна бликов.
Этот принцип используется в устройстве для обна-
ружения усталостных трещин. Луч лазера через телеско-
пическую систему направляется на поверхность контро-
лируемого изделия, отражается от него и фиксируется на
фотопластинке. После закрепления полученного изобра-
жения фотопластинка выполняет роль фильтра с нега-
тивным пропусканием. Создаваемое фотопластинкой
изображение однородно и имеет вид бликов. Оно фоку-
сируется линзой на фотоприемнике. Если поверхность
объекта под воздействием действующих на нее напряже-
ний изменяется, что сказывается на ее отражательной
способности, то возникает рассогласование изображения
объекта и негатива, которое регистрируется фотоприем-
ником.
Дефектоскоп для контроля поверхности при дрес-
сировке тонких листов измеряет шероховатость листов,
движущихся с большой скоростью. Сканирующий луч
создает в плоскости детектора изображения, состоящее
из основного светового пятна и дифракционных полос,
форма которых зависит от структуры исследуемой по-
верхности. Для того чтобы выделить световые сигналы,
соответствующие дефектам поверхности, перед детекто-
ром помещают компенсационный фильтр. Благодаря
непрозрачным участкам, которые по форме совпадают с
дифракционным изображением поверхности нормально-
го качества, не имеющей дефектов, фильтр задерживает
сигналы, отраженные основной частью поверхности, и
пропускает только сигналы от участка поверхности с
дефектами.
Возможности дифракции света могут быть исполь-
зованы для контроля объектов и их поверхностей с при-
менением эталона объекта. При этом на малом расстоя-
нии от поверхности исследуемого объекта устанавлива-
ется поверхность эталона с заранее известной конфигу-
рацией и формой. Зазор между поверхностями образует
щель, которая освещается монохроматическим излуче-
нием от источника типа лазера. В результате на экране
или в плоскости анализа наблюдается дифракционная
картина, по виду которой и расположению колец или
полос судят о состоянии исследуемой поверхности. Та-
ПРИБОРЫ ГОЛОГРАФИЧЕСКОГО КОНТРОЛЯ
509
кой способ применим для контроля профиля, плоскост-
ности, цилиндричности и других геометрических пара-
метров круглых и плоских, подвижных и неподвижных
изделий.
Применение когерентного излучения позволяет эф-
фективно использовать возможности оптических эле-
ментов как преобразователей спектра поступающего
двухмерного сигнала и создавать Принципиально новые
методы контроля материалов и изделий. Исследуемая
поверхность объекта освещается расходящимся лазер-
ным пучком, структура которого формируется диффуз-
ной поверхностью. Пучок, отраженный от поверхности,
фиксируется на фотопленке, установленной в плоскости
Фурье. Если исследуемый объект - идеальное зеркало, то
в плоскости Фурье будет наблюдаться нормальное рас-
пределение интенсивности света по Гауссу, так как
структура представляет собой набор интерференцион-
ных картин, имеющих пространственную частоту, рас-
пределенную случайным образом. Отличие поверхности
от идеальной будет определяться изменением спектра
Фурье в зависимости от шероховатости объекта. Предла-
гаемый метод позволит получить интегральные характе-
ристики больших поверхностей (до 10 см2). На результа-
ты измерений не влияет волнистость поверхности.
При дефектоскопии прозрачных объектов исполь-
зуют обычно двусторонние системы просмотра.
Минимально обнаруживаемый дефект достигает
порядка 0,1 мм в диаметре. Применение металлического
вращающегося зеркала увеличивает скорость сканирова-
ния в 4 раза по сравнению со стеклянным зеркалом.
Возможно контролирование поверхности материала,
двигающегося со скоростью свыше 15 м/с. Сканирую-
щие лазерные системы «бегущего луча» могут также
использоваться для получения изображения объектов
контроля. Схема лазерного сканирующего инфракрасно-
го микроскопа для контроля внутренних дефектов полу-
проводниковых материалов с механическим сканирова-
нием объекта контроля и неподвижным лучом лазера
отличается низким быстродействием, но имеет высокую
разрешающую способность. Схема с системой скани-
рующих зеркал отличается большим быстродействием
(до 50 кад/с при 200 ... 400 строках разложения телеви-
зионного изображения), однако наличие полевых абер-
раций оптической системы приводит в этом случае к
снижению пространственного разрешения.
Принцип действия обеих схем аналогичен. Про-
шедший через объект луч лазера направляется на фото-
приемник, выходной сигнал которого, пропорциональ-
ный пропусканию объекта в данной точке, поступает
через электронную схему на кинескоп. Развертка кине-
скопа синхронизирована с движением луча лазера (или
перемещениями объекта). Сигнал фотоприемника моду-
лирует электронный луч кинескопа, и на его экране воз-
никает изображение объекта.
К достоинствам подобных систем относятся повы-
шенное по сравнению с обычными микроскопами раз-
решение, возможность регулирования яркости, контраста
и масштаба изображения электронным способом, боль-
шой динамический диапазон (до 60 дБ и более). Для кон-
троля материалов, прозрачных только в инфракрасном
диапазоне спектра (кремний, германий, арсенид галлия),
применяют лазеры, излучающие на соответствующих
длинах волн, в сочетании с фотоприемниками, обладаю-
щими нужной спектральной чувствительностью. Воз-
можно исследование объектов в поляризованных лучах,
контролирование в них напряжений методом фотоупру-
гости, а также исследование магнито- и электрооптиче-
ских свойств материалов при использовании соответст-
вующих источников электромагнитных полей.
В последнее время предложена схема лазерного
сканирующего микроскопа - зонда, в котором регистри-
руется не прошедшее через объект или отраженное от
него излучение лазера, а возбужденный им в полупро-
воднике фотоэлектрический эффект (фотоответ). На эк-
ране кинескопа в этом случае наблюдают изображения,
яркость отдельных точек которого пропорциональна ве-
личине фотоответов полупроводника на световое воз-
действие в соответствующих зонах. Метод перспективен
для контроля интегральных схем.
Использование когерентного излучения позволило
создать принципиально новый метод проекционной мик-
роскопии, основанный на применении квантовых усили-
телей света. Объект с помощью объектива освещается
монохроматическим светом от лазера на парах меди.
Отраженный от объекта свет проходит активную среду,
усиливается и проектируется на экран. Когерентные
микроскопы обеспечивают высокое пространственное раз-
решение (1 мкм при увеличении порядка 1000 ... 1500) при
яркости изображения, недоступного обычным световым
микроскопам. Особенностью микроскопа являются воз-
можность фокусировки мощного лазерного излучения на
любом элементе объекта и возможность осуществлять
его коррекцию.
15.7. ПРИБОРЫ ГОЛОГРАФИЧЕСКОГО
КОНТРОЛЯ
Высокая когерентность и монохроматичность излу-
чения ОКГ позволяют получать запись объемного изо-
бражения (голограмм) любого объекта.
Голограмма получается в результате интерферен-
ции разделенного на две части монохроматического по-
тока оптического излучения лазера: рассеянного голо-
графируемым объектом и прямого (опорного) пучка,
попадающего на фотопластинку, минуя объект. Голо-
грамма содержит всю необходимую информацию об
объекте. Для восстановления изображения, записанного
на фотопластинке, голограмма подсвечивается только
опорным лучом. В результате возникают два видимых
объемных изображения голографируемого объекта -
действительное и мнимое. Принципиальные схемы голо-
графической записи и восстановления изображения по-
казаны на рис. 22.
В реальной голографической дефектоскопии нашли
применение схемы голографирования во встречных пуч-
ках (рис. 22, б) и голограммы сфокусированного изобра-
жения (ГСИ) (рис. 22, а).
Голограммы, получаемые по этим схемам, облада-
ют свойством избирательности по отношению к длине
510
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 22. Принципиальные схемы голографической записи:
а - в сфокусированном изображении; б - во встречных пучках; в - при фазовых объектах; г - схема записи и восстановления
голограммы; / - лазер; 2 - микрообъектив; 3 - коллиматор; 4 - зеркало; 5 - объект; 6 — голограмма; 7 - светоделитель
волны восстанавливающего излучения и позволяют на-
блюдать изображение объекта в лучах источника,
имеющего сплошной спектр излучения (солнце, лампа
накаливания). Схема голографирования прозрачных (фа-
зовых) объектов показана на рис. 22, в.
Голографирование фазовых объектов особенно
удобно при использовании рассеивателя (диффузоров),
помещаемого за (или перед) объектом (по ходу луча).
При этом исключаются потери видности интерференци-
онной картины при восстановлении по большому участ-
ку голограммы.
Следует отметить также уникальную особенность
голографического метода, позволяющего получать изо-
бражения объектов через мутные среды, например, ма-
товые стекла, за счет апостериорной пространственной
фильтрации маскирующего объект изображения.
Большинство приложений голографии в НК связано
с регистрацией фазовых искажений, вносимых объектом
в сигнальный луч за счет локальных изменений показа-
теля преломления в прозрачных объектах или при отра-
жении от рельефа поверхности ОК.
При проходе луча через прозрачный фазовый объем
сдвиг фаз
Дф=у J[« (х, y,z)-n0] dl,
где х, у, z - декартовые координаты; п (х, у, z) и -
реальное и эталонное распределения показателя прелом-
ления; I - оптическая длина луча.
Определив с помощью голографического устройст-
ва функцию Дф (х, у), можно численным методом, на-
пример на ЭВМ, рассчитать профиль показателя пре-
ломления или любой определяющей его величины.
Аналогично можно найти трехмерное распределе-
ние п (х, у, z) для любого объекта, однако при этом его
необходимо просветить под разными углами в пределах
180° и применить вычислительные процедуры, подобные
используемым в обычной томографии, основанной на
преобразовании Радона.
Выражение для фазового сдвига при отражении от
деформируемой поверхности в общем (трехмерном) слу-
чае имеет вид
ГОЛОГРАФИЧЕСКИЕ СРЕДСТВА КОНТРОЛЯ ТОПОГРАФИИ ОК
511
Дф=—Дг(и0-пД
л
где Дг - вектор смещения участка поверхности диффу-
зионного объекта; nQ и ns - единичные векторы, характе-
ризующие направления распространения освещающей и
рассеянной волн соответственно.
В общем случае для определения всех компонент
вектора перемещения необходимо трехкратное экспони-
рование объекта с разных ракурсов. Анализ упрощается,
если априорно известно, в какой плоскости лежит вектор
смещения, или удается идентифицировать нулевую по-
лосу на интерферограмме (например, жестко закрепив
участок объекта).
Элементы голографических приборов контроля.
Практическое применение голографических методов
неразрушающего контроля требует выполнения ряда
условий, основными из которых являются следующие.
1. Неподвижность объекта контроля в течение всего
времени экспонирования голограммы. Поэтому гологра-
фические установки должны иметь надежную систему
виброзащиты (массивные основания, демпферы и т.п.).
Кроме того, целесообразно применение лазеров возмож-
но большей мощности для сокращения времени экспози-
ции.
2. Применение для голографирования протяженных
объектов лазеров с большой длиной когерентности (по-
рядка 1 м и более). Это, в частности, ограничивает при-
менение многомодовых лазеров, имеющих большую
мощность излучения, но малую длину когерентности.
3. Регистрирующие среды, применяемые для фик-
сации голограмм, должны иметь высокую пространст-
венную разрешающую способность (3000 ... 400 линий
на 1 мм), что необходимо для регистрации тонкой мик-
роструктуры интерференционной картины, возникающей
в плоскости формирования голограммы. Это требование
находится в противоречии с условием высокой энергети-
ческой чувствительности фотоэмульсии, поэтому реаль-
ные материалы, используемые в голографии, отличаются
низкой светочувствительностью (0,01 единицы свето-
чувствительности по сравнению с 35 ... 250 единицами
для крупнозернистых материалов, используемых в
обычной фотографии).
4. Микроструктура поверхности объекта контроля
не должна существенно меняться в процессе получения
голограммы. Допустимые изменения микрорельефа по-
верхности составляют доли микрометра. Это, в частно-
сти, затрудняет контроль изделий, поверхность которых
в процессе испытаний может подвергаться структурным
изменениям (появление усталостных микротрещин и
т.д.), а также контроль методом сравнения с эталоном.
Вместе с тем это дает возможность создания высокочув-
ствительных систем регистрации таких изменений, осно-
ванных на анализе степени «размазывания» (размытия)
голографического изображения объекта, подвергаемого,
например, циклическому нагружению. Существующие
методы и устройства позволяют учесть эти ограничения
и эффективно применять голографические методы испы-
таний.
Современные голографические установки представ-
ляют собой, как правило, массивные (0,5 ... 1 т) и сравни-
тельно крупногабаритные (2 х 2 х 2 м) устройства. Они
обычно состоят из жестких опор, к которым на специ-
альных виброгасящих устройствах подвешивают жест-
кую плиту, на которую крепят лазер, оптические элемен-
ты, держатель голограммы, объект контроля и другие
необходимые устройства.
В состав любой из них входит набор оптических
элементов, располагаемых в специальных подвижных
держателях (рейтерах), что позволяет легко скомпоно-
вать на плите установки требуемую схему голографиро-
вания. Оптические элементы предназначены для расши-
рения и фокусировки излучения ОКГ, изменения его на-
правления (с помощью призм, зеркал, светоделителей), а
также модулирования и фильтрации.
Для проведения голографической интерферометрии
в схему установки вводят устройства воздействия на
объект контроля, необходимые для его деформирования.
При иммерсионном методе контроля топографии изде-
лий их помещают в кювету с жидкостью, показатель
преломления которой меняется между экспозициями
голограммы.
Деформацию объекта осуществляют с помощью
механического воздействия, нагрева (электрического,
лучистого или конвекционного), вакуумирования. В по-
следнем случае изделие (например, автомобильная ши-
на) располагается под колпаком вакуумной камеры и
производится его экспонирование при двух значениях
давления. Сравнение голографических интерферограмм
полей деформаций эталонного и контролируемого изде-
лий при фиксированной нагрузке позволяет судить о
качестве последних.
В качестве источников непрерывного излучения в
голографических установках применяют преимущест-
венно газовые лазеры. Для импульсного освещения объ-
ектов в основном применяют твердотельные лазеры на
рубине.
Разработаны термопластические материалы, чувст-
вительные к лазерному излучению. Для этих материалов
характерен тепловой механизм визуализации скрытого
изображения, не требующий фотохимической обработки.
Голограмму проявляют простым нагревом термопласти-
ка напосредственно на месте экспонирования, что суще-
ственно повышает производительность контроля. Одна-
ко применение термопластиков требует применения ла-
зеров сравнительно большой мощности (около 1 Вт),
например аргоновых. Наблюдение голограмм произво-
дится визуально или с помощью телевизионных устано-
вок. Разработаны устройства для ввода голографических
изображений в ЭВМ с целью их обработки.
15.8. ГОЛОГРАФИЧЕСКИЕ СРЕДСТВА
КОНТРОЛЯ ТОПОГРАФИИ ОК
Голограмма регистрирует как амплитудную, так и
фазовую информацию, содержащуюся в волновом фрон-
те, поэтому при ее помощи можно рассматривать объект
с различных точек зрения, фотографировать изображе-
ние отдельных деталей объекта, расположенных на раз-
личной глубине от наблюдателя. Голограммы позволяют
512
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
выполнять прямые измерения размеров объекта, коорди-
нат отдельных точек, изучать его рельеф и форму и т.д.
Голографическая интерферометрия служит для опреде-
ления величин деформаций, вибраций, отклонений от
эталона и т.д., соизмеримых с длиной волны излучения
используемого лазера. Ее отличительными чертами яв-
ляются: бесконтактность, высокая чувствительность,
возможность одновременного исследования сравнитель-
но больших поверхностей, объемность изображения,
дискретная или аналоговая регистрация быстрых или
медленных процессов изменения состояния исследуемых
объектов, возможность исследования объектов с диффу-
зионно-отражающими поверхностями, что невозможно в
обычной интерферометрии, пониженные требования к
оптическим деталям и, как следствие, сравнительная
простота голографических установок.
Принцип голографической интерферометрии состо-
ит в следующем. После экспонирования и фотообработ-
ки голограмму устанавливают на прежнее место, осве-
щают лазерным пучком и наблюдают сквозь нее объект,
также оставшийся на прежнем месте, но получивший
какие-либо деформации: механические, тепловые и т.д.;
причем оператор увидит объект, покрытый сетью интер-
ференционных полос. Интерференционная картина в
данном случае возникает в результате интерференции
двух фронтов световых волн: отраженного от объекта в
момент наблюдения и восстановленного с голограммы
предметного пучка. Интерференционные полосы явля-
ются геометрическим местом точек равных перемеще-
ний, полученных объектом. Часто метод голографиче-
ской интерферометрии реализуется другим способом. Он
состоит в том, что на одну и ту же пластинку двумя экс-
позициями последовательно записываются голограммы
от объекта, находящегося в исходном и деформирован-
ном состоянии. При этом суммарная экспозиция должна
находиться в пределах линейного участка характеристи-
ческой кривой фотоэмульсии.
Контроль деформаций поверхности объектов в диа-
пазоне 1 ... 1000 мкм, где прямая голографическая ин-
терферометрия слишком чувствительна, реализуется с
помощью методов голографических топограмм (МГТ)
или спекл-интерферометрии. При МГТ в результате ин-
терференции двух световых пучков, восстанавливаемых
голограммой, получают топографическое изображение
объекта, на котором каждый контур представляет собой
геометрическое место точек поверхности, имеющих не-
которую постоянную высоту над фиксированной по-
верхностью. При оптическом совмещении топограмм
образцового и контролируемого объектов возникают
муаровые полосы, характеризующие различие в форме
изделий.
Наиболее распространены методы двух длин волн и
иммерсионный. В первом случае на стадии регистрации
голограммы объект освещают параллельными пучками
двух длин волн X] и Х2. При восстановлении изображе-
ния голограмму освещают пучком одной из длин волн.
При этом на поверхности объекта возникает система ин-
терференционных полос (топограмма). Расстояние меж-
ду полосами (по нормали к поверхности)
J
2 АХ ’
где АХ = X, - Х2 . Метод позволяет получать топограмму
за одну экспозицию при использовании, например, ион-
ного аргонового лазера, излучающего две длины волны,
отличающиеся на АХ = 0,0115 мкм (с центром около
X = 0,48 мкм). При этом d = 0,01 мм.
При иммерсионном методе объект помещают в кю-
вету с жидкостью или газом с показателем преломления
П\ и делают первую экспозицию голограммы. Затем кю-
вету наполняют другим веществом с показателем пре-
ломления п2 и второй раз экспонируют голограмму. При
восстановлении изображения поверхность объекта будет
покрыта сеткой интерференционных полос, расстояние
между которыми по глубине равно
2Аи
где Ап = П\ - п2. Чувствительность метода легко регули-
ровать подбором веществ. Так, для пары азот - углекис-
лый газ d - 2 мкм, пары вода - глицерин d = 2,32 мкм, а
для сочетания азот - вода d = 0,95 мкм.
Получение топограмм возможно и методом двух
источников, при котором между экспозициями меняют
угол падения пучка ОКГ на объект. Однако он сложнее
из-за необходимости строго фиксированных перемеще-
ний объекта относительно освещающего пучка. Для кон-
троля объектов сложной формы голограмма образцового
изделия может быть рассчитана на ЭВМ и синтезирована
искусственно.
Метод спекл-интерферометрии основан на регист-
рации на одну и ту же фотопластинку двух изображений
объекта в различных состояниях (например, исходном и
деформированном) при освещении его лазерным светом.
Как известно, изображение поверхности диффузных
объектов в лазерном свете представляет собой своеоб-
разную пятнистую структуру, состоящую из множества
хаотически расположенных бликов (спеклов). Возникно-
вение спекл-эффекта обусловлено усреднением диффуз-
но-когерентных волновых полей в плоскости изображе-
ния, причем возникающая при этом интерференционная
структура модулируется микрорельефом поверхности,
представляющим собой случайную функцию координат.
В случае гладких и непрерывных смещений по-
верхности объекта между экспозициями в пределах дос-
таточно малой области происходит смещение образо-
ванных спеклами нерегулярных дифракционных реше-
ток на постоянную величину, равную смещению между
соответственными точками поверхности. При освещении
спекл-фотографйи ^пучком лазера на экране возникает
система параллельных полос с шагом
XL
а ~ —i—г,
т\S |
где L - расстояние до экрана; т - масштаб изображения;
S - вектор перемещения спеклов. Очевидно, что для по-
лучения трех компонент вектора перемещения необхо-
КОГЕРЕНТНО-ОПТИЧЕСКИЕ МЕТОДЫ АНАЛИЗА ДЕФЕКТОСКОПИЧЕСКОЙ ИНФОРМАЦИИ
513
димы две спекл-интерферограммы, получаемые с помо-
щью двух фотокамер. Оптические оси фотокамер обыч-
но ортогональны, так как при этом вычисление компо-
нент вектора перемещений в декартовых координатах,
равных и = s sin Р и v= s cos Р (Р -угол наклона полос
к горизонтали), существенно упрощается.
Методом голографической интерферометрии можно
контролировать также вибрации как зеркальных, так и
диффузно-отражающих объектов произвольной формы.
Результатом исследований является получение картин
распределения амплитуд вибраций по поверхности объ-
екта и в отдельных случаях количественная оценка ам-
плитуд вибраций.
Исследование вибраций выполняется методами
многократных экспозиций и стробоголографическим.
Метод многократных экспозиций (голографиро-
вание с усреднением по времени) широко используется
при изучении вибраций, так как он наиболее прост в тех-
ническом отношении. При получении голограмм этим
методом вибрирующий объект экспонируется с выдерж-
кой много большей, чем период колебаний. При этом
интерференционная структура на голограмме главным
образом создается за счет предметных пучков, соответ-
ствующих тем положениям объекта, в которых при ко-
лебаниях он находится дольше всего.
Стробоголографический метод предназначен для
исследования вибраций с относительно большими ам-
плитудами. При использовании гелий-неонового лазера
(X = 0,63 мкм), например, удается исследовать вибрации
с амплитудами до 6 мкм.
При стробоголографическом методе экспонирова-
ние производится лишь в течение небольшой доли каж-
дого полупериода колебаний вблизи амплитудного сме-
щения объекта синхронно с его колебаниями.
Схемы установок для получения голограмм вибри-
рующих объектов стробоголографическим методом от-
личаются от схем голографирования вибраций по методу
многократных экспозиций тем, что предусматривают
синхронизацию освещения вибрирующего объекта с его
колебаниями.
15.9. КОГЕРЕНТНО-ОПТИЧЕСКИЕ
МЕТОДЫ АНАЛИЗА
ДЕФЕКТОСКОПИЧЕСКОЙ
ИНФОРМАЦИИ
Дефектоскопическая информация во многих случа-
ях представляет собой изображения различного типа.
Например, при контроле усталостных трещин оператор
сравнивает изображения эталонной и контролируемой
поверхностей. Аналогичные операции многократно вы-
полняются при сравнении формы однотипных изделий,
выявлении дефектов заданного типа на фоне структур-
ных помех и т.д. Это вызывает утомление операторов и
приводит к ошибкам распознавания дефектов. Во всех
этих случаях эффективно применение когерентно-
оптических методов фильтрации основных частот изо-
бражения, позволяющих устранить ошибки операторов.
Любое изображение можно представить его частотным
спектром (спектром Фурье), представляющим собой со-
вокупность синусоидальных решеток с различным пе-
риодом изменений яркости и различной ориентации на
плоскости. Двумерное преобразование Фурье может
быть выполнено с помощью ЭВМ, однако оптические
устройства выполняют эту операцию существенно про-
ще и быстрее. Воздействуя на спектр изображения с по-
мощью различных устройств (масок, диафрагм), можно
осуществлять его обработку в реальном масштабе вре-
мени.
Схема когерентного оптического анализатора про-
странственных структур приведена на рис. 23. Предмет
располагается в передней фокальной плоскости линзы и
освещается параллельным лучом лазера. В ее задней фо-
кальной плоскости при этом формируется спектр Фурье
предмета в виде характерной картины ярких точек раз-
личного размера, образующих некоторую структуру (в
общем случае непериодическую). Пространственный
фильтр выполняется в виде прозрачного экрана с набо-
ром непрозрачных точек, перекрывающих изображение
спектральных компонент эталонного объекта. При этом
часть высоких пространственных частот может быть
пропущена через экран для создания контурного изо-
бражения объекта, что облегчает поиск дефектов и их
привязку к предмету.
Контролируемый объект (фотошаблон и т.п.) уста-
навливается в иммерсионной кювете для устранения
влияния оптических неоднородностей материала его
подложки. Если дефектов (отклонение в топологии ри-
сунка, царапины) нет, то в плоскости наблюдательного
экрана видно только контурное изображение объекта.
При наличии дефектов, обычно имеющих широкий ди-
фракционный спектр, их спектральные компоненты про-
ходят мимо заградительной маски и формируют изобра-
жение на экране в виде светлых пятен. Оператор ведет
отбраковку в соответствии с критериями годности. Про-
цедура контроля однотипных изделий может быть авто-
матизирована. Эффективно применение телевизионных
систем наблюдения. Погрешность установки объекта в
кювете не должна превышать ±0,01 мм. Наклоны объек-
та не должны превышать 0,5°.
На рис. 24 показана схема согласованной оптиче-
ской фильтрации. В этом случае роль пространственного
фильтра выполняет Фурье-голограмма эталонного объ-
екта, схема получения которой понятна из чертежа. От-
личие структуры контролируемого объекта от эталона
приводит к изменению сигнала фотоприемника, показа-
ния которого пропорциональны степени корреляции ис-
ходного и текущего изображений. Схема эффективна для
Z
3 4 5
6
7
Рис. 23. Схема когерентного оптического анализатора:
1 - лазер; 2 - объект; 3 - линза; 4 - плоскость спектра Фурье
объекта; 5 - маска; 6 - линза; 7 - плоскость изображения;
/' - фокусное расстояние линз
33 — 7387
514
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 24. Схемы согласованной оптической фильтрации:
а - схемы записи голограммы и изменения корреляционной
функции; б - график корреляционной функции; / - лазер;
2 - телескоп; 3 - светоделитель; 4 - зеркало; 5 ~ эталонный
объект; 5' - контролируемый объект; 6 - объектив; 7 -
голо1рамма; 8 - фотоприемник; /' - фокусное расстояние
линзы; / - интенсивность сигнала корреляции; I - величина
поверхностного смещения элементов платы относительно эталона
технологического контроля печатных плат. Вначале по-
лучают голограммы платы в нормальных условиях, а
затем платы нагревают (или охлаждают) и измеряют ин-
тенсивность сигнала корреляции. Нагрев вызывает де-
формацию проводников и материала платы, что приво-
дит к декорреляции изображения и изменению интен-
сивности сигнала ФЭУ. Типичная зависимость сигнала
ФЭУ от величины смещения проводников показана на
рис. 24. Аналогично исследуется процесс появления ус-
талостных трещин в лопатках турбин и других изделиях.
Возможности когерентно-оптических методов сущест-
венно возрастают при сочетании их с ЭВМ, применяе-
мыми для логической обработки корреляционных или
отфильтрованных изображений. Ввод изображения в
ЭВМ может производиться, например, с помощью быст-
родействующих фотомозаичных структур (фотодиодные
матрицы и т.д.). Гибридные оптико-электронные вычис-
лительные машины, несомненно, найдут широкое при-
менение в практике оптического неразрушающего кон-
троля.
Устройства голографической дефектоскопии.
Изменение микроструктуры поверхности контролируе-
мых изделий в результате пластической деформации, а
значит, и изменение рассеивания света поверхностью
может быть использовано для обнаружения раннего пе-
риода структурных изменений. Метод голографической
интерферометрии можно использовать для контроля ка-
чества изделий и выявления скрытых дефектов. Так, на-
пример, голографическая интерферометрия используется
для выявления незначительных дефектов внутри автомо-
бильной шины. Этот метод основан на двух последова-
тельных экспозициях автомобильной покрышки, первой
в нормальном состоянии и второй слегка нагретой горя-
чим воздухом. Метод позволяет обнаруживать участки
некачественной склейки резиновых слоев на глубине в
20 слоев от поверхности шины. Сконструирована голо-
графическая установка для контроля качества швов в
процессе изготовления крыльев самолета при сварке ме-
таллических листов с сотовыми конструкциями разме-
ром до 2 м2. Этот же метод весьма перспективен для
контроля качества тепловыделяющих элементов ядерных
реакторов, многослойных печатных плат, интегральных
систем и т.д. Не менее перспективным является приме-
нение метода голографической интерферометрии для
исследования различных прозрачных (фазовых) объек-
тов. Сочетая интерферометрию с методами голографиче-
ской пространственной фильтрации, можно осуществ-
лять такие метрологические операции, как отождествле-
ние изготовленных изделий с голографическими объем-
ными изображениями их стандартных образцов, которые
в свою очередь могут быть созданы путем машинного
голографического синтеза. На этих принципах возможно
создание поточных линий с непрерывным контролем
качества и отбраковкой деталей сложной формы.
Для контроля дефектов участков изделий, находя-
щихся в труднодоступных местах, перспективен метод
голографической эндоскопии. В отличие от традицион-
ных способов эндоскопии с помощью волоконно-
оптических элементов (ВОЭ) здесь появляется возмож-
ность получения объемных изображений полостей изде-
лий при углах обзора, близких к предельным. Для систем
голографической эндоскопии разработаны специальные
ВОЭ, обеспечивающие малые потери лазерного излуче-
ния и сохранение его когерентности. Применение лазе-
ров в эндоскопии позволило также использовать эффект
квантового усиления света с помощью ВОЭ из оптиче-
ски активных материалов для резкого (в 103 ... 104 раз)
увеличения яркости изображения, улучшения его кон-
трастности. Накачка ВОЭ производится при этом с по-
мощью одиночных импульсных ламп, а объект освеща-
ется лазерным светом с длиной волны, соответствующей
резонансной частоте световодов.
15.10. ПРИБОРЫ ОПТИЧЕСКОЙ
СТРУКТУРОСКОПИИ
Определение внутренних напряжений в мате-
риалах. Многие оптически прозрачные материалы
(стекло, полимеры, кристаллы), изотропные в обычных
условиях, становятся анизотропными после механиче-
ского нагружения. При прохождении света в них возни-
кает двойное лучепреломление, величина которого ха-
рактеризует степень напряженного состояния контроли-
руемого объекта.
Согласно закону Вертгейма разность хода обыкно-
венного и необыкновенного лучей определяют по фор-
муле
5 = cZ(Qj -сг2),
где Qj - <J2 - разность главных напряжений; I - толщи-
на изделия; с - оптическая постоянная материала изде-
лия, определяемая экспериментально.
Внутреннее напряжение определяют с помощью по-
лярископа, типовая схема которого показана на рис. 25.
Анализатор приводит колебания обыкновенного и
необыкновенного лучей в одну плоскость и создает ус-
ПРИБОРЫ ОПТИЧЕСКОЙ СТРУКТУРОСКОПИИ
515
ловия для их интерференции. При этом на экране видна
система темных и светлых полос, соответствующих раз-
ности хода обыкновенного и необыкновенного лучей
8 = гпк9 где т - порядок полосы равен 0, 1, 2 ... для свет-
лых полос и т = 1/2, 3/2, 5/2 ... для темных полос.
Порядок полосы определяется на основании наблю-
дения за картиной интерференции, в процессе возраста-
ния нагрузки. В белом свете видны цветные полосы, и
процесс измерения заключается в оценке цвета поля по-
сле введения контролируемого объекта и его сопостав-
ления с цветом тарировочной таблицы.
Для определения направлений главных напряжений
пластинки выводят из полярископа. При этом возникает
картина изоклин (геометрическое место точек, где на-
правления главных напряжений совпадают с плоскостью
поляризации прибора). Синхронно вращая поляризатор и
анализатор, можно зафиксировать поле изоклин.
Пластинки Х/4 служат для создания круговой поля-
ризации и увеличения чувствительности. Обычно их
подбирают такой толщины, чтобы без объекта поле по-
лярископа было окрашено в «чувствительный» фиолето-
вый цвет (разность хода, вносимая при этом пластинкой,
около 570 нм). При этом небольшим изменениям разно-
сти хода в объекте соответствует резкое изменение цве-
та. Для более точных количественных измерений разно-
сти хода лучей и фаз колебания, создаваемых образцом,
применяют специальные устройства - компенсаторы.
Методы исследования напряжений в оптически
прозрачных изделиях с помощью поляризованного света
широко применяют в различных отраслях промышлен-
ности - стекольной, электровакуумных приборов, хими-
ческой, в производстве полимеров, алмазных инструмен-
тов, различных искусственных кристаллов (в том числе
лазерных) и др.
Успехи в создании преобразователей изображения
позволили распространить методы фотоупругого анализа
на материалы, непрозрачные в видимом свете (полупро-
водники, германий и кремний, инфракрасные стекла и
ряд других). Известны телевизионные инфракрасные
полярископы, системы с лазерным сканированием (по-
лярископы с оптико-механическим сканированием объ-
екта).
Контроль качества изделий вращением плоско-
сти поляризации. Некоторые вещества называют опти-
чески активными, т.е. обладающими свойством враще-
ния плоскости поляризации проходящего через него ли-
нейно поляризованного света.
Различают естественную оптическую активность,
встречающуюся у различных твердых и жидких веществ,
и искусственную, возникающую у некоторых материа-
лов при воздействии магнитного (эффекта Фарадея) или
электрического (эффекта Керра) полей.
Электрооптические и магнитооптические эффекты
находят применение преимущественно в системах моду-
ляции и сканирования света. Естественная оптическая
активность широко используется в пищевой и химиче-
ской промышленности для контроля качества различных
веществ, в основном, растворов.
Рис. 25. Схема полярископа для контроля внутренних
напряжений в прозрачных объектах:
1 - источник света; 2 - конденсор; 3 - поляроид; 4 - объект;
5 - анализатор; 6 - поляризационный компенсатор; 7 - окуляр;
8 - наблюдатель
Для растворов угол вращения плоскости поляриза-
ции ф = | а | /с, где | а | - постоянная вращения; / - тол-
щина слоя; с - концентрация раствора.
Для измерения угла вращения анализатор дважды (до
вещества и с веществом в измерительной кювете) устанав-
ливают на одинаковую яркость и регистрируют получен-
ную разницу отсчетов по угломерному устройству.
Для повышения точности измерения применяют
полутеневые устройства. Они состоят из двух анализато-
ров, разделенных тонкой границей раздела, плоскости
поляризации которых ориентированы под небольшим
углом друг к другу. Таким образом, измерение сводится
к установлению фотометрического равновесия соприка-
сающихся полей, что значительно точнее метода гаше-
ния яркости.
Выше были приведены наиболее известные приме-
ры использования поляризационных приборов. Однако
область их применения значительно шире. Отметим
важнейшие из них.
Исследования кристаллов с помощью поляризаци-
онных микроскопов и конометров.
Контроль качества алмазов по степени поляризации
их люминесценции. Определение напряжений в непро-
зрачных объектах с помощью оптически-активных по-
крытий.
Интерференционно-поляризационная микроскопия
для контроля качества оптически прозрачных сред с фа-
зовыми неоднородностями.
Эллипсометрия как метод контроля тонких пленок в
полупроводниковой электронике.
Контроль качества материалов с помощью измере-
ния степени поляризации рассеянного излучения.
Измерение степени поляризации света различных
источников.
Контроль качества элементов поляризационных
приборов (модуляторов, сканаторов, компенсаторов, по-
ляризаторов и т.д.).
Устранение вредных бликов и рефлексов в аппа-
ратуре.
Стереоскопия с поляроидной сепарацией стереопар.
Нефелометрические методы контроля структу-
ры. Нефелометрами называют приборы для измерения
концентрации взвешенных частиц в жидкостях и газах.
Принцип их действия заключается в регистрации степе-
ни ослабления проходящего через объект света в процес-
се рассеивания на его оптических неоднородностях. Па-
дающий на мутную среду свет частично рассеивается.
516
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Интенсивность рассеяния для малых частиц (« 1/10Z) в
соответствии с законом Рэлея обратно пропорциональна
четвертой степени длины волны света. В связи с этим в
нефелометрии целесообразно использование коротко-
волновой области (УФ и синие лучи). Рассеяние света
сопровождается его поляризацией. Пространственное
распределения рассеянного света имеет симметричный
характер относительно направления первичного пучка и
перпендикулярного ему направления. В плоскостях,
нормальных оси исходного пучка, интенсивность рассе-
янного света одинакова. ДлЪ произвольного направления
под углом а к оси первичного пучка интенсивность све-
та равна
Фр = Ф\ (1 + cos2 а),
где Ф\ - интенсивность в направлении, нормальном к
исходному.
Существуют две разновидности метода - турбиди-
метрия, основанная на измерении интенсивности света,
прошедшего среду (а = 0), и собственно нефелометрия, в
основе которой лежит регистрация интенсивности рассе-
янного излучения (а = 90°). Основное уравнение турби-
диметрии записывается в виде
Ф = Фо exp (~кс1),
где Фо - интенсивность падающего на среду света; к -
полярный коэффициент мутности (для сферических не-
прозрачных частиц радиуса Rk = R2), с - концентрация
взвешенных частиц; I - толщина слоя контролируемой
среды.
Эта зависимость аналогична выражению для закона
Бугера, поэтому для турбидиметрических измерений
могут быть использованы абсорбционные концентрато-
меры (фотоколориметры). Фотоколориметры успешно
применяются для турбидиметрических определений
мутности питьевой воды, выбраковки бутылок с напит-
ками и ампул с лекарствами, содержащих посторонние
частицы, контроля работы различных фильтров и цен-
трифуг, измерения концентрации дыма и пыли и решения
многих других задач. При нефелометрических измерениях
концентрации частиц обычно пользуются формулой
Фр=М>0
NpV2
V
где Фо - исходная интенсивность света; Nq - число час-
тиц в единице объема; V - объем частиц; X - длина вол-
ны; к\ - коэффициент пропорциональности.
Это выражение может применяться для анализа
сред, различающихся только по степени дисперсионно-
сти и концентрации частиц. Закономерности рассеяния
света на частицах, сравнимых или больших длин волн
света (2 ... 100 мкм), отличны от описанных выше и зна-
чительно сложнее. Для анализа подобных сред исполь-
зуют лазерные гониофотометрические установки
(рис. 26), позволяющие измерять интенсивность рассе-
янного света в большом диапазоне углов (0 < а < 180°) с
последующей обработкой на ЭВМ.
Рис. 26. Схема лазерной гониофотометрической установки:
/ - лазер; 2 - источник потока частиц; 3 - рассеянное
излучение; 4 - световоды; 5 - многоэлементный
фотоприемник; 6 - блок обработки информации; 7 - световая
ловушка для гашения прямого излучения
Голографические методы анализа размеров час-
тиц и структуры прозрачных объектов. Голографиче-
ские методы эффективно используются для анализа раз-
меров и относительного положения частиц в диапазоне
5 ... 100 мкм в различных газообразных и жидких сре-
дах. Подобные системы крайне необходимы для контро-
ля окружающей среды, оценки качества двигателей, ана-
лиза процессов распыления жидкого топлива, анализа
аэрозолей в ракетных двигателях. Типовой голографиче-
ский анализатор частиц состоит из двух систем - систе-
мы регистрации и системы воспроизведения. В системе
регистрации импульсный лазер (обычно рубиновый) ос-
вещает исследуемый объект, экспонируя голограмму.
Малая длительность импульса лазера (10’8 ... 10’9 с)
обеспечивает практическую неподвижность частиц, дает
возможность одновременно зарегистрировать размер и
относительное положение частиц в объеме с большим
разрешением и большой глубиной поля зрения. В систе-
ме воспроизведения голограмма освещается гелиево-не-
оновым лазером, работающим в непрерывном режиме.
При этом образуется видимое изображение порции час-
тиц (например, тумана). Наблюдение и измерение разме-
ров и положения частиц в различных плоскостях иссле-
дуемого объема проводят с помощью телевизионной
камеры. Используя различные длины волн для записи и
восстановления голограмм, можно дополнительно повы-
сить разрешающую способность системы. Принципи-
ально возможна регистрация голограмм с помощью пуч-
ка электронов (X » 4 • 10'9) при восстановлении лучом
лазера видимого диапазона. При этом можно различить
частицы размером порядка 10'5 мм и менее. В гологра-
фических анализаторах структуры прозрачных объектов
используется схема получения голограмм фазовых про-
зрачных объектов. 0на отличается от подобных систем
для непрозрачных сред геометрией просвечивания объ-
екта, а также методикой интерпретации результатов. Ме-
тоды голографической интерпретации (в том числе
фильтрации) успешно применяются для контроля одно-
родности показателя преломления, наличия двулучепре-
ломления в оптически прозрачных средах.
В ряде процессов (релаксация полимеров^ процессы
диффузии и т.п.) необходимо оценить изменение под-
ПРИБОРЫ ОПТИЧЕСКОЙ СТРУКТУРОСКОПИИ
517
вижности и средний размер частей, составляющих среду,
в различные моменты времени. Если эти процессы про-
текают медленно (1 ... 106 с), то единственным способом
контроля является метод голографической корреломет-
рии (МГК), который основан на получении с помощью
двулучевой схемы голограммы рассеивающей среды в
отраженном свете (при одностороннем доступе). На-
правление освещения между экспозициями меняется на
угол 0, что вызывает регулярный фазовый сдвиг Дф0 на
элементах рассеивателя и появления в изображении сис-
темы эквидистантных интерференционных полос. Так
как состояние среды за время т между экспозициями
изменится, уменьшится контраст полос. Случайный
сдвиг фазы отдельной частицы Дф (0, т) = к Дг (т), где
0 - угол между направлениями падающей и рассеянной
волн; Дг - вектор смещения частицы;
. 2п, * ч 2л_ . 0
к =—(п0-п ) =—2 sin— - вектор разности между
X Ха
векторами п0 и ns падающей и рассеянной волн.
Зная статистические характеристики среды и экспе-
риментально снятые зависимости видимости полос v (т)
от времени анализа, можно оценить подвижность и раз-
меры микрочастице диапазоне 0,01 ... 1 мкм.
Приборы телевизионной и когерентно-оптичес-
кой структуроскопии. Во многих случаях информация
о качестве объектов контроля может быть получена на
основе анализа структуры их материала как поверхност-
ной, так и объемной. Для этих целей создан ряд прибо-
ров, среди которых наибольшее распространение полу-
чили телевизионные анализаторы (ТВА) и когерентно-
оптические процессоры (КОП). Действие ТВА основано
на сканировании изображения изучаемых структур ви-
деодатчиком (телевизионной камерой или устройством
типа «бегущий луч») и последующей машинной обра-
ботке получаемых видеосигналов с помощью вычисли-
тельных средств (микропроцессора, микроЭВМ и т.д.).
При этом эффективным оказался подход, основанный на
моделировании изображений полем случайных величин.
Геометрические, фотометрические и другие характери-
стики изображений анализируются с позиций теории
случайных процессов. Получаемые при этом статистиче-
ские характеристики имеют четкий физический смысл -
они отражают пространственную упорядоченность и
функциональные свойства исследуемых структур, кото-
рые, в свою очередь, влияют на прочностные, электриче-
ские, оптические и другие характеристики объектов кон-
троля.
В случае применения КОП анализируется спектр-
Фурье исследуемых структур, получаемый с помощью
оптических процессоров, описанных выше. Перспектив-
но применение гибридных методов контроля, при кото-
рых предварительная обработка изображений (выделе-
ние объектов с заданными признаками, проведение опе-
раций типа свертки, пространственной фильтрации и
т.п.) производится быстродействующими КОП, а проце-
дуры последующей классификации структур осуществ-
ляются ЭВМ (подсчет коэффициента формы, вычисле-
ние числа одинаковых элементов в поле зрения, корре-
ляционный анализ, вычисление статистических характе-
ристик и т.д.).
Становится возможным проведение стереологиче-
ского анализа структур, т.е. определение трехмерной
структуры объектов по их плоским срезам (согласно
принципу Кавальери). Подобные методы контроля и
анализа широко применяют в металловедении, микро-
биологической промышленности, других областях.
Схемы ТВА включают устройства формирования
оптических изображений объекта, телевизионную систе-
му и устройство обработки видеосигнала, выполняемого
на базе встроенных в структуроскоп микропроцессора
или с помощью внешней ЭВМ. В состав математическо-
го обеспечения обычно входят программы, обеспечи-
вающие автоматический поиск объектов, контурное сле-
жение и построчное сканирование в пределах заданного
контура, а также вычисление необходимых статистиче-
ских характеристик объектов. Время ввода телевизион-
ного кадра составляет 0,02 с (реальное время). Время
обработки зависит от сложности изображения, характера
решаемой задачи и составляет в среднем 0,1 ... 1с.
Важнейшей областью применения телевизионной
структуроскопии становится оптическая металлография.
Контроль микроструктуры металла предполагает
выполнение вырезок из подлежащих контролю деталей и
последующее изготовление из этих вырезок металлогра-
фических шлифов. Такой метод контроля микрострукту-
ры является разрушающим, т.к. приводит к безвозврат-
ной порче детали, и деталь приходится заменять новой.
Неразрушающий металлографический контроль
предполагает подготовку шлифа непосредственно на
оборудовании без вырезки образцов. Подготовленный на
оборудовании шлиф исследуют посредством портатив-
ного (переносного) металлографического микроскопа
или снимают с этого шлифа реплики (оттиски) и затем
полученные реплики исследуют на микроскопе в лабора-
торных условиях. Однако метод реплик весьма трудоемок.
В настоящее время существует объективная необ-
ходимость разработки и внедрения современных систем
оперативной компьютерной металлографии на базе пор-
тативных микроскопов, отвечающих всем требованиям
эксплуатации в полевых условиях.
В МНПО «Спектр» разработана система для ком-
плексного металлографического анализа, которая состо-
ит из портативного цифрового микроскопа, средств под-
готовки шлифа на объекте и пакета прикладных про-
грамм для апостериорной обработки металлографиче-
ских изображений.
Микроскоп обеспечивает высокое качество изобра-
жения при работе в реальных условиях, т.е. при наличии
вибраций, пылевых загрязнений и т.п. факторов.
Отличительные черты микроскопа МПМ-1 К:
• антивибрационный компенсатор механизма фоку-
сировки;
• автономное питание высокоэффективного свето-
диодного источника света с регулируемым цветом све-
чения;
• автоколлимационная система фокусировки на
объект повышенной точности;
518
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
• наличие системы контроля разрешающей способ-
ности и контраста изображения над встроенным тест-
объектом;
• использование высокоразрешающей цифровой
фотокамеры для регистрации изображений (более 3 Ме-
гапикселей);
• возможность крепления к объекту с помощью
сверхсильных магнитов и/или механических приспособ-
лений;
• герметичный пылезащитный корпус;
• возможность подключения любой аналоговой ви-
деокамеры с помощью оптических адаптеров;
• наличие узла крепления малогабаритных образцов
для контроля шлифов, вырезанных по традиционной ме-
тодике;
• возможность работы при любой ориентации мик-
роскопа относительно объекта;
• комплектуется портативной системой подготовки
шлифов на объекте методами механической и/или элек-
трохимической полировки (фирма Strucrs, Дания).
Основные технические характеристики микроскопа
МПМ-1 К:
1. Увеличение, крат - 100*, 500*, 800*.
2. Разрешающая способность, мкм - 1.
3. Габариты, мм - 50 х 100 х 150.
4. Масса, кг - 0,6.
5. Питание - батарея типа Крона или сетевой адаптер.
Основные задачи обработки металлографических
изображений при структурном анализе - секментация,
оконтуривание, количественный анализ.
Эффективный алгоритм выделения связных облас-
тей основан на методе построчного сканирования. Он
включает в себя процедуры фазового анализа и форми-
рования матрицы связности. На первом этапе определя-
ют пороги яркости «объект - фон» для бинаризации ис-
ходного изображения. На основе бинарного изображения
формируется матрица связности, которая содержит в себе
информацию о всех связных областях на изображении.
Важными являются проблемы разработки алгорит-
мов, позволяющих проводить автоматический анализ
изображений.
Разработанные алгоритмы автоматического ана-
лиза изображений реализованы в программном продукте
Grain Analyzer Pro (МНПО «Спектр»).
Для автоматизации процесса сравнения образцов
металла с эталонами использован эффективный алго-
ритм распознавания структур. На первом этапе форми-
руется база данных количественных характеристик изо-
бражений эталонных структур. Далее для полученных
изображений вычисляются выбранные характеристики.
Для каждого эталона формируется допустимый диапазон
значений характеристик. Например, это может быть
балльная шкала, каждому баллу которой соответствует
диапазон количественных характеристик.
Получая для анализа неизвестный образец, про-
грамма вычисляет его характеристики и, проверяя их
вхожесть в сформированные диапазоны, определяет его
принадлежность к тому или иному классу (или баллу).
Наличие широкого набора количественных харак-
теристик обеспечивает высокий уровень распознавания
программой различных классов изображений.
Программа Grain Analyzer Pro была апробирована
при анализе сплавов, применяемых в нефтехимической и
энергетической отраслях, определении содержания
включений второй фазовой составляющей в различных
сплавах, используемых в энергоагрегатах.
15.11. ЛАЗЕРНЫЕ СКАНИРУЮЩИЕ
МИКРОСКОПЫ (ЛСМ)
Поверхность объекта или образца в ЛСМ по точкам
сканируется сфокусированным лазерным пучком. Опти-
ческое изображение формируется электронной системой
на экране дисплея. Сканирующий лазерный пучок фоку-
сируется в пятно, размеры которого в каждом конкрет-
ном случае соответствуют требуемому разрешению.
С помощью ЛСМ можно формировать изображения
с более высокими разрешениями и большей глубиной
резкости, чем в традиционной микроскопии, в частности,
с использованием различных специфических методов
типа динамической фокусировки. Кроме того, методы
лазерного сканирования позволяют регистрировать свет,
диффузно рассеиваемый малыми деталями поверхности,
размеры которых гораздо меньше поперечного сечения
падающего сканирующего лазерного пучка (например, с
помощью сканирующего пучка лазерного излучения,
сфокусированного в пятно размером 50 ... 100 мкм,
можно обнаружить микрометровые дефекты на поверх-
ности контролируемых изделий).
Сканирование поверхности объекта лазерным пуч-
ком представляет собой активный метод, не зависящий
от условий внешнего освещения. Благодаря этому можно
оптимизировать многие процессы управления и пара-
метры работы аппаратуры. Эти процессы можно разде-
лить на три категории: регистрация, облучение и скани-
рование. Для повышения информационного содержания
выходного сигнала при сканировании объекта отражен-
ное и рассеянное от его поверхности излучение можно
регистрировать различными способами, например одним
или несколькими детекторами, с использованием воло-
конно-оптических коллекторов. Облучение можно опти-
мизировать изменением интенсивности света и размеров
светового пятна, а сканирование - выбором соответст-
вующих отклоняющих устройств.
Если на фотоприемнике собираются перифериче-
ские рассеянные объектом лучи, то изображение на эк-
ране дисплея получается в режиме темного поля, а если
собираются центральные зеркально отраженные - то в
режиме светлого поля. Одни дефекты контролируемой
поверхности лучше ш выявляются при наблюдении в ре-
жиме светлого поля, другие - в режиме темного поля.
Подобная схема применяется для контроля пластин
интегральных схем, т.е. пластин, которые прошли раз-
личные фазы обработки и имеют рисунки, вытравленные
или нанесенные на их поверхности. Поиск дефектов в
пластинах с нанесенным рисунком чрезвычайно труден
из-за сложности самих рисунков. С точки зрения кон-
троля качества важен поиск не только инородных дефек-
ПРИБОРЫ ОПТИЧЕСКОЙ ИНТРОСКОПИИ
519
тов микрочастиц, пылинок, царапин, но и дефектов са-
мого рисунка, их взаимного расположения, целостности
и т.д. Такая система позволяет сформировать и выделить
изображения частиц на поверхности с нанесенным ри-
сунком схемы. Особенности формы частиц обусловли-
вают значительное рассеяние света под очень большими
углами. В то же время интенсивность высоких порядков
дифракции на рельефных деталях рисунка мала. Оконча-
тельно сигналы, связанные с частицами и со структурой
рисунка, разделяются схемой сравнения, вводимой после
фотоприемника. Это существенно улучшает визуальный
поиск дефектов на пластинах интегральных схем.
Время формирования кадра в Л СМ составляет
0,1 ... 1с. Для исключения мерцания изображения в нем
использовано цифровое графическое ОЗУ, сигнал с ко-
торого через процессор микроЭВМ или через специаль-
ный контроллер поступает на телевизионный экран ви-
деодисплея в реальном времени (25 кадр/с). Таким обра-
зом, ЛСМ реализует режим медленной записи с телеви-
зионным темпом вывода сформированного изображения,
он позволяет изменять масштаб изображения, управляя
режимом сканирования, а также наблюдать объект в лю-
минесцентном свете (при этом прибор работает с УФ
гелий-кадмиевым лазером). Для полупроводниковых
структур можно получать их «фотоответные» изображе-
ния. В этом режиме объект сканируется лазером, а сиг-
нал снимается непосредственно с контактов, нанесенных
на само изделие. Это позволяет определить равномер-
ность концентрации носителей в материалах типа крем-
ния, германия и т.п.
В наиболее совершенных лазерных микроскопах
применяют системы автофокусировки. Большинство со-
временных ЛСМ снабжено автоматизированной систе-
мой обработки изображений (АСОИЗ). Матрица чисел,
хранящаяся в цифровой памяти ЛСМ, адекватно отобра-
жает яркостное поле объекта, т.е. его изображение в за-
данных условиях освещения.
С помощью АСОИЗ проводят предварительную
(рутинную) обработку изображения и вычисляют поля
каких-либо величин (фотопроводимости, шероховатости,
показателей преломления и т.п.), связанных с оптико-
физическими характеристиками объекта функциональ-
ными или корреляционными зависимостями. Основные
задачи рутинной обработки, решаемые в реальном мас-
штабе времени с помощью встроенных ЛСМ процессо-
ров и блоков постоянной памяти: измерение размеров и
координат объектов зрения (обычно с помощью маркера,
перемещаемого оператором), вывод на экран яркостных
профилей вдоль любой строки изображения, выделение
на изображении линий равного уровня яркости (изофат),
вывод гистограмм распределения яркостей по элементам
изображения, выполнение арифметических операций под
двумя изображениями (одно из которых обычно прини-
мается эталонным), двухмерное дифференцирование и
корреляционная обработка изображений, их цифровая
пространственная фильтрация и т.д. Обычно эти опера-
ции выполняются в интерактивном режиме по воле опе-
ратора. Задачи вычисления полей физических величин,
распознавания образов (определение типа, классифика-
ция дефектов) и тому подобное решаются с помощью
персональной ЭВМ, связанной с ЛСМ.
В компьютерных фазовых ЛСМ с интерферометри-
ческой регистрацией микрорельефа поверхности, осна-
щенным прецизионным пьезоприводом, достигнута чув-
ствительность порядка 1 нм к перепадам высот микроне-
ровностей при латеральном (в плоскости образца) раз-
решении порядка 1 мкм.
Разработанные в последнее время сканирующие
микроскопы ближнего поля имеют разрешение до 0,01 к
(к - длина волны света источника). Это достигается за
счет облучения объекта через микродиафрагму и регист-
рацией прошедшего света чувствительным фотодетекто-
ром. Толщины образцов - порядка долей мкм.
15.12. НЕЛИНЕЙНО-ОПТИЧЕСКАЯ
СТРУКТУРОСКОПИЯ
Разработка мощных лазеров позволила реализовать
плотности излучения, при которых возникают нелиней-
но-оптические эффекты взаимодействия света с вещест-
вом (генерация высших гармоник, самопросветление
среды, самофокусировка излучения в фазовых объектах
и др.).
В качестве перспективных приложений этих эффек-
тов в структуроскопии можно упомянуть методы изуче-
ния степени аморфности полупроводников и распреде-
ления элементов на поверхности объекта.
Разработан метод, основанный на облучении полу-
проводника импульсами мощного лазера и регистрации
параметров генерируемого при этом излучения второй
гармоники. Интенсивность и степень поляризации этого
излучения несут информацию о степени аморфизации
подповерхностных слоев полупроводника, подвергнуто-
го отжигу или т.п. процедурам. Излучение возбуждаю-
щего лазера фокусируется на объект микрообъективом,
что обеспечивает высокое (~ 1 мкм) пространственное
разрешение. Образец сканируется с помощью цифрового
микропривода предметного стола микроскопа.
Для анализа состава и топологии распределения
элементов по поверхности объекта (например, полупро-
водника) используют эффект ВРМБ (вынужденное рас-
сеяние Мандельштама - Бриллюена). При облучении
мощным лазером в спектре отраженного от объекта из-
лучения возникают дополнительные частоты (линии-
спутники), интенсивность и частота (длина волны света)
которых характеристичны. Каждый элемент имеет свою
характерную линию вторичного спектра, интенсивность
которой пропорциональна его концентрации. В прибор-
ной реализации метода также используется механиче-
ское сканирование образца под лазерным лучом.
15.13. ПРИБОРЫ ОПТИЧЕСКОЙ
ИНТРОСКОПИИ
Они предназначены для исследования объектов, не-
прозрачных для видимого света, но прозрачных в ИК
или УФ диапазонах спектра. Примером подобных задач
может быть визуальный контроль структуры пластин
кремния в микроэлектронике. Схема интроскопа показа-
на на рис. 27. Преобразователями изображения служат
ЭОП, ПЗС-матрицы, сканирующие лазерные визуализа-
520
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Рис. 27. Оптические схёмы интроскопа:
/ - источник света; 2 - конденсатор; 3 - ИК-фильтр; 4 - объект; 5 - объектив; 6 - преобразователь изображения; 7 - окуляр;
8 - сетка; 9 - наблюдатель
торы. ЛОМО выпускает ИК-интроскоп, выполненный на
базе серийного стереомикроскопа, на окулярах которого
установлены миниатюрные ЭОП (чувствительные к из-
лучению с длинами волн до 1,3 мкм), а также телевизи-
онные ИК-микроскопы на основе ИК-видикона, чувстви-
тельного в диапазоне длин волн 1 ... 3 мкм.
Сканирующие ИК-интроскопы позволяют визуали-
зировать изображения в диапазоне длин волн до 8 ...
14 мкм. При этом эффективно использование лазеров на
окиси углерода (X = 5 мкм), СО2 (А, = 10,6 мкм). В этом
диапазоне прозрачны германий, многие другие кристал-
лы, полимеры, композиты.
15.14. ОПТИЧЕСКАЯ ТОМОГРАФИЯ
В ряде задач контроля необходимо визуализировать
конкретное сечение оптически прозрачного объекта. На-
пример, это необходимо при контроле профиля показа-
теля преломления в поперечных сечениях оптических
волокон, лазерных кристаллов, в газовых струях ракет-
ных двигателей и пр.
Для наблюдений отдельных слоев по глубине не-
больших объектов (ювелирные кристаллы алмазов, ру-
бины, пластины стекла и т.д.) пригоден метод последо-
вательной фокусировки, основанный на применении
микроскопа с объективом, имеющим малую глубину
резкости (она равна « 1 мкм для микрообъектива с
₽ = 60х).
Перефокусируя микроскоп, наблюдают различные
слои объекта.
Перспективна модификация метода, основанная на
применении ’’световой плоскости”. Излучение источника
света (обычно лазера) цилиндрической линзой преобра-
зуется в плоский поток с малой расходимостью. В фоку-
се линзы ширина пучка порядка 10 ... 50 мкм в зоне
± 2 мм (вдоль пучка). Дефекты материала, рассеивающие
свет (метод темного поля), визуализируют телекамерой,
оптическая ось которой направлена ортогонально свето-
вой плоскости. При использовании ИК-лазера метод эф-
фективен для исследования кристаллов кремния, фосфи-
да индия, др. материалов микроэлектроники. Аналогич-
ный метод, но с боковым расположением телекамеры,
применяют для изучения структуры потоков газа или
жидкости.
Послойное наблюдение фазовых неоднородностей
(свили, пузыри, включения) в прозрачных объектах ме-
тодом фокусировки возможно с помощью теневого или
Шлирен-метода. Наличие градиента показателя прелом-
ления в среде в зоне дефекта, турбулентностей в нагре-
той жидкости и пр. вызывает отклонение лучей, форми-
рующих его изображение. Лучи, идущие вне дефектной
зоны, экранируются диафрагмой. Метод выявляет неод-
нородности показателя вплоть до An = 10’6.
Эффективна модификация метода со сканировани-
ем объекта узким лучом, перемещающимся параллельно
оси лазера с помощью дефлектора. При этом отклонение
луча в зоне дефекта фиксируется позиционно-чувстви-
тельным фотодетектором или ПЗС-матрицей. Массив
данных о положении луча вводится в ЭВМ и визуализи-
руется на дисплее.
Наиболее совершенным является метод компьютер-
ной многоракурсной томографии. При этом объект (при
его вращении) многократно с разных направлений про-
свечивается плоским пучком света. В памяти ЭВМ реги-
стрируются данные о распределении соответствующего
оптического параметра (коэффициенты поглощения,
люминесценция, показатель преломления и т.д.) для те-
кущей проекции. Затем с помощью известных алгорит-
мов реконструируют изображение слоя на дисплее. Для
высокопреломляющих объектов (лазерные кристаллы,
стекла, полупроводники) целесообразно размещение их в
иммерсии (жидкость с близким показателем преломле-
ния) для уменьшения краевых эффектов, переотражения
от поверхностей изделия и т.п.
15.15. СПЕКТРАЛЬНЫЕ МЕТОДЫ
ОПТИЧЕСКОЙ СТРУКТУРОСКОПИИ
Спектральный анализ - это анализ качественного и
количественного состава веществ по атомным, молеку-
лярным или ионным спектрам испускания или поглоще-
ния. Если исследованию подвергается спектр испускания
(излучения), анализ называют эмиссионным, если же
исследуется спектр поглощения, - абсорбционным. Су-
ществуют другие, более сложные спектры, которые ис-
пользуются в научных исследованиях, например, спек-
тры комбинационного рассеяния.
Атомно-эмиссирнный спектральный анализ.
Атомно-эмиссионный спектральный анализ - это анализ
элементного состава веществ по спектрам излучения
(испускания). Для того чтобы получить атомный спектр,
необходимо вещество нагреть до парообразного состоя-
ния. При этом происходит возбуждение атомов - переход
электронов с одних уровней на другие, испускаются
кванты электромагнитного излучения. Если свет, излу-
чаемый возбужденными атомами вещества, направить в
СПЕКТРАЛЬНЫЕ МЕТОДЫ ОПТИЧЕСКОЙ СТРУКТУРОСКОПИИ
521
спектральный аппарат, он разложится в спектр - набор
излучений определенной длины волны и частоты.
Достоинством спектрального анализа является его
универсальность. Метод позволяет анализировать веще-
ство в любом агрегатном состоянии без особой подго-
товки проб по общей схеме. Метод селективный. Одно-
временно из одной навески можно определить более 30
элементов, не применяя их разделения. Эмиссионный
спектральный анализ достаточно чувствительный. Он
имеет нижний предел обнаружения 10'3 ... 10"4 %, а в
некоторых случаях и 10'5 %.
Достоинствами спектрального анализа (СА) явля-
ются его экспрессность и возможность автоматиза-
ции. Наибольшей скорости и эффективности достигают
при фотоэлектрической регистрации спектров, когда
массовому анализу подвергают однотипные сплавы или
другие образцы материалов. В среднем на проведение
анализа затрачивается 2-6 мин, причем одновременно
анализируется в зависимости от требований заказчика и
модификации прибора не менее 5-10 элементов.
Спектральный анализ применяют для определения
содержания примесей в чистых и высокочистых вещест-
вах, в черной металлургии анализируют состав руд и
шлаков, сталей и чугунов на выпуске и по ходу плавки.
Методы спектрального анализа используют для анализа
объектов окружающей среды, в геологии, горнодобы-
вающей, нефтеперерабатывающей промышленностях,
биологии, медицине, астрономии и т.д.
Для получения спектра необходимо перевести ис-
следуемое вещество в парообразное состояние и возбу-
дить атомы. Для этих целей используют различные виды
источников. Среди источников возбуждения спектров
наиболее распространенными являются пламя, электри-
ческая дуга переменного или постоянного тока, низко- и
высоковольтная конденсированная искра и др.
Методы атомно-эмиссионного спектрального ана-
лиза. Различают качественный и количественный методы
анализа. Задача качественного анализа - идентификация
элементов пробы. Качественный анализ может быть
полным (идентификация образца неизвестного происхо-
ждения) или частичным (на определенные элементы) в
зависимости от поставленных задач.
Качественный анализ может производиться двумя
способами.
1. Определив длину волны интересующей спек-
тральной линии, по атласу спектральных линий устанав-
ливают, какому элементу она принадлежит. Для рас-
шифровки необходим спектр сравнения.
2. Определив по атласу или справочнику длину
волны интересующего элемента (наиболее интенсивную
его линию), ищут эту линию на спектрограмме и в слу-
чае ее обнаружения считают, что элемент присутствует в
пробе.
Количественные методы определения массовой
доли элементов в исследуемой пробе основаны на зави-
симости интенсивности спектральных линий от концен-
трации атомов этих элементов в пробе.
Для регистрации спектров применяют три способа:
визуальный, фотографический и фотоэлектрический.
Соответственно и приборы разделяются в зависимости
от способа регистрации спектра на приборы с визуаль-
ной регистрацией - стилоскопы, с фотографической ре-
гистрацией - спектрографы и с фотоэлектрической реги-
страцией - квантометры, фотоэлектрические стиломет-
ры, спектрометры.
Приборы с фотографической регистрацией спек-
тров. С помощью спектрографов можно проводить каче-
ственный, количественный и полуколичественный ана-
лизы веществ в любом агрегатном состоянии. Спектро-
графы отличаются типом диспергирующих устройств,
источником возбуждения спектров, разрешающей спо-
собностью, светосилой и другими характеристиками.
Наиболее распространенными являются спектрографы с
кварцевой или стеклянной оптикой (ИСП-30, ИСП-51) с
дифракционными решетками (ДФС-8, ДФС-452, 457,
СТЭ-1-1М) и др. Это высокоинформационные приборы,
степень информативности которых зависит от фикси-
руемой области спектра, дисперсии, светосилы. Дифрак-
ционные спектрографы имеют большую протяженность
спектра и позволяют анализировать одновременно до 70
элементов.
Приборы с фотоэлектрической регистрацией
спектра. Эти приборы основаны на измерении аналити-
ческого сигнала при помощи фотоэлементов (ФЭ) или
фотоумножителей (ФЭУ). Аналитическим сигналом яв-
ляется интенсивность излучения. Для регистрации сиг-
налов излучение каждой линии выводят на фотоэлектри-
ческий приемник последовательно или используют
такой фотоэлектроприемник, на котором аналитический
сигнал каждой линии регистрируют одновременно, но
отдельно друг от друга. Последовательная регистрация
излучения отдельных участков спектра называется ска-
нированием, а прибор, позволяющий это осуществить, -
монохроматором. Одновременную регистрацию всех
изучаемых излучений производят полихроматором. Для
вывода излучения из общего пучка используют щели.
В монохроматоре щель одна, в полихроматоре несколько -
по числу определяемых элементов. Фотоэлектрический
приемник излучения устанавливают за щелью. Сканиро-
вание осуществляют либо перемещением щели, либо
вращением диспергирующего устройства.
Атомно-абсорбционный анализ. Атомно-абсорб-
ционный метод основан на изучении химического соста-
ва вещества по атомным спектрам поглощения. В осно-
ве лежит закон Кирхгофа, согласно которому элемент
поглощает излучение той же длины волны, что и испус-
кает в возбужденном состоянии. Принцип анализа -
в переводе определяемого элемента в атомный пар, через
который пропускают резонансное излучение определяе-
мого элемента.
Излучение резонансной длины волны после погло-
щения выделяется монохроматором и направляется на
фотодетектор, выходной сигнал которого после усиления
регистрируется.
Атомно-абсорбционная спектрофотометрия отлича-
ется высокой селективностью и чувствительностью.
Предел обнаружения составляет 10’12 ... 10‘14 г (10‘5 ...
10’8 %). Относительно простая методика определений
позволяет его использовать для анализов различных ма-
териалов: горных пород, нефтепродуктов, особо чистых
веществ.
522
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Спектры поглощения расположены в видимой и
ультрафиолетовой областях, бедны линиями, поэтому
практически не имеется их наложения, что облегчает
идентификацию. Практически отсутствуют спектраль-
ные помехи, а способы измерения не требуют такой вы-
сокой точности, как в эмиссионном спектральном анали-
зе, поскольку измерению подвергается не абсолютная
величина сигнала, а отношение величины непоглощен-
ного сигнала к поглощенному. Большим преимуществом
является возможность применения для градуировки не
только стандартных образцов, но и чистых солей и син-
тетических примесей.
Методы определения блеска покрытий и материалов
Блеск - свойство лакокрасочных покрытий и мате-
риалов определенным образом отражать свет. В зависи-
мости от состояния поверхности покрытия световой по-
ток, падающий в виде параллельного пучка на поверх-
ность, отражается по-разному. Характер отражения по-
давляющего большинства лакокрасочных покрытий за-
нимает промежуточное положение между диффузным и
зеркальным отражениями. При диффузном отражении,
одинаковом во всех направлениях, поверхность покры-
тия кажется одинаково матовой. При зеркальном отра-
жении параллельно падающие лучи отражаются под уг-
лом, равным углу падения. Чем больше в отраженном
свете находится параллельно отраженных лучей, тем
сильнее блеск покрытия, и наоборот. Трудно выбрать
единый фотометрический параметр, хорошо коррели-
рующий со зрительной оценкой блеска. Тем не менее, за
фотометрический параметр, определяющий блеск, при-
нимают коэффициент яркости при определенных усло-
виях освещения и наблюдения.
При определении блеска покрытий, отражающих
свет на границе раздела пленка - воздух, но не рассеи-
вающих его в объеме, измеряют яркость поверхности
испытуемого покрытия и идеально зеркальной поверх-
ности (эталона) в тех же условиях освещения и наблю-
дения. В качестве эталона используется увеолевое стек-
ло, зеркальная составляющая которого принята равной
65 %. Блеск покрытия характеризуется отношением по-
лученного значения яркости испытуемого образца к яр-
кости эталона.
Измерение блеска покрытий в процессе старения
производится таким же способом. При этом первона-
чальный (исходный) блеск Б\ принимается за 100 %, а
блеск покрытий после старения - Б2. Потеря блеска Бп
выражается в процентах от исходной величины:
Би = (Б}-Б2) 100/51.
В зависимости от состояния поверхности покрытий
измерение блеска производится на блескомерах под раз-
ными углами падения светового потока: 20, 45, 60, 75 и
85°. Покрытия с высоким блеском измеряют при геомет-
рии угла 20°; глянцевые - при 45 и 60°; полуматовые -
при 75 и матовые - при 85°.
В отечественной промышленности стандартизована
методика определения блеска покрытий на блескомере
ИБП-21 МНПО «Спектр» с углом падения светового по-
тока 45°. За рубежом в большинстве стран стандартизо-
вана методика измерения блеска покрытии на приборах с
геометрией угла 60°.
В блескомере ФБ-1, разработанном в МНПО
«Спектр», измерения могут производиться при углах 45°
и 60°.
15.16. СИСТЕМЫ ТЕХНИЧЕСКОГО
ЗРЕНИЯ В НЕРАЗРУШАЮЩЕМ
КОНТРОЛЕ
Сфера примененения СТЗ в НК обширна.
Автоматизированные телевизионно-вычислитель-
ные комплексы решают задачи измерения геометриче-
ских размеров, углов перемещений, координат и других
параметров протяженных и малоразмерных (точечных)
объектов с точностью не меньшей, а порой и превы-
шающей точность традиционных оптико-электронных
приборов.
Телевидение успешно применяется для экологиче-
ского мониторинга, регистрации нарушений на транс-
порте, эндоскопии. На основе телевизионных датчиков
строятся все системы технического зрения, необходи-
мость в которых возрастает в связи с комплексной авто-
матизацией производства и внедрением робототехниче-
ских устройств.
Увеличение потребности в телевизионных средст-
вах наблюдения связано с их свойствами, к которым от-
носятся: удобство сочленения телевизионного датчика
практически с любым компьютером; высокое быстро-
действие телевизионных систем, позволяющее обраба-
тывать сигналы от неподвижных, малоподвижных и бы-
стродвижущихся объектов как в реальном, так и изме-
ненном времени; быстрое развитие элементной базы.
СТЗ по назначению и принципу построения делятся
на две основные группы. К первой группе относятся на-
блюдательные системы, называемые также обзорно-
поисковыми или информационными системами. Они
предназначены для наблюдения за общей обстановкой
внутри заданного пространства, ограниченного полем
зрения объектива, а также визуального или автоматиче-
ского поиска, обнаружения и опознавания интересую-
щих оператора объектов. Ко второй группе относятся
телевизионные измерительные системы, служащие для
контроля и измерения отдельных параметров объекта.
Большинство СТЗ имеют телевизионную камеру на
базе видикона или ПЗС матрицы, блок предварительной
обработки изображений, персональную ЭВМ для обработ-
ки изображений, алфавитно-цифровой дисплей с клавиату-
рой для работы с системой, видеоконтрольное устройство
(ВКУ, монитор) для воспроизведения изображений.
Расширенные варианты СТЗ, кроме этого, могут со-
держать дополнительно винчестерский накопитель на
магнитных дисках, кассетный накопитель на магнитной
ленте, печатающее устройство и осветительную аппара-
туру.
Системы обработки изображений по объему техни-
ческого и программного обеспечения и по характеру ре-
шаемых задач подразделяют на следующие классы:
СИСТЕМЫ ТЕХНИЧЕСКОГО ЗРЕНИЯ В НЕРАЗРУШАЮЩЕМ КОНТРОЛЕ
523
мощные, средние, малые и персональные. Между этими
классами нет четких границ, однако можно выделить
характерные признаки для каждого класса.
СТЗ разделяют по виду обрабатываемой информа-
ции на СТЗ: двухмерные, размерности 2 1/2, трехмерные.
Двухмерные СТЗ предназначены для идентифика-
ции плоской рабочей сцены. Они работают при рассеян-
ном освещении. Большинство существующих систем
являются двухмерными, и в течение ближайших лет бу-
дут составлять 95 % общего выпуска СТЗ.
СТЗ размерности 2 1/2 кроме обработки плоской
рабочей сцены позволяют дополнительно определять
отдельные пространственные параметры объектов, на-
пример, их высоту, перепады высот, взаимное располо-
жение. Это достигается за счет использования специаль-
ного, так называемого структурного освещения, когда
объект освещается щелевым источником света. Такое
освещение часто используют для СТЗ, предназначенных
для сварки, когда необходимо получить информацию о
взаимном расположении кромок свариваемых деталей.
Трехмерные СТЗ позволяют идентифицировать лю-
бые пространственные конструкции объектов независи-
мо от выбора позиции наблюдения, а также сложные
пространственные конфигурации объектов. Существует
несколько способов построения трехмерных СТЗ на ос-
нове:
• анализа одного изображения,
• стереоскопического метода,
• сканирующего лазерного дальномера.
В трехмерных СТЗ на основе анализа одного изо-
бражения пространственная форма восстанавливается в
результате анализа освещенности и светотеневого изо-
бражения объектов. Основным этапом при обработке
изображений является определение локальных ориента-
ций поверхностей объектов. Это можно сделать на осно-
ве анализа изменений уровня серого на изображении.
Другой подход состоит в двухмерной сегментации изо-
бражения для выделения таких особенностей как конту-
ры поверхностей. Ориентацию поверхностей можно за-
тем определить по форме контуров и изменению тексту-
ры. Значительный объем информации можно получить с
помощью управляемого источника света или нескольких
попеременно включаемых источников света.
В случае стереоскопического метода для восстанов-
ления пространственного положения объектов исполь-
зуют стереозрение. Применяют два способа построения
стереотелевизионных систем: с помощью двух или од-
ной телекамеры.
Обычно стереотелевизионные СТЗ строят на основе
двух телевизионных камер для наблюдения объектов с
двух точек зрения. По координатам объектов на двух
изображениях можно определить координаты объектов в
пространстве. Возможны различные варианты использо-
вания освещения. Работа в отраженном свете (пассивная
система). Большинство систем относится к этому виду.
Но существуют системы, в которых используется специ-
альное освещение. Двумя источниками света создаются
два параллельных световых потока. Теневые изображе-
ния детали проектируются на два экрана. С экранов изо-
бражения считываются с помощью двух телекамер.
В результате обработки изображений определяется по-
ложение деталей в пространстве. Преимущество данного
метода - высокая точность определения координат объ-
ектов независимо от расстояния до объекта; недостаток -
малая пространственная область, в которой можно про-
водить измерения.
Стереотелевизионные СТЗ на основе одной телека-
меры создаются с помощью использования специальных
оптических систем разных типов: зеркальных, призмен-
ных, призменных с короткофокусными объективами. Два
оптических потока, разнесенных в пространстве, сводят
и направляют в один объектив. Изображение в телекаме-
ре оказывается состоящим из двух частей, соответст-
вующих двум различным точкам зрения на объект. Пре-
имущество такой системы - необходима только одна теле-
камера. Недостаток - небольшая база наблюдения, нельзя
произвольным образом менять позиции наблюдения.
Более перспективными являются трехмерные СТЗ
на основе лазерных сканирующих дальномеров.
Входным звеном телевизионной системы служит
датчик видеосигнала - телевизионный датчик (ТД). Он
представляет собой совокупность оптических, электрон-
ных и при необходимости механических устройств,
обеспечивающих получение и преобразование входного
оптического изображения наблюдаемого пространства
или объекта в электрический сигнал (видеосигнал), при-
годный для дальнейшей обработки. В телевизионный
датчик входят оптическая система, фотопреобразователь,
устройство развертки изображения, предварительный
усилитель, цепи синхронизации.
Принцип построения телевизионного датчика зави-
сит от назначения и требований, предъявляемых к сис-
теме наблюдения. В общем случае поле лучистой энер-
гии, несущее информацию об объекте, может быть
функцией пяти переменных Z(x, у9 z919 X). Если необхо-
димо передать изображение объекта в трех координатах
х9 у и z, то телевизионный датчик должен быть построен
по стереоскопическому принципу. При передаче изо-
бражений быстро движущихся объектов следует сокра-
щать время кадра или переходить к импульсному режи-
му экспонирования фотопреобразователя. Передача
спектрального состава излучения объекта и окружающе-
го его пространства осуществляется с помощью цветных
и/или спектрозональных телевизионных систем.
В большинстве СТЗ в качестве телевизионного дат-
чика применяют твердотельные матричные преобразова-
тели (ПЗС-матрицы). Реже применяют вакуумные труб-
ки (видиконы, диссекторы и т.п.).
Обычно к СТЗ подключают одну телевизионную
камеру, но некоторые СТЗ допускают работу с несколь-
кими телевизионными камерами. С помощью коммута-
тора, управляемого от ЭВМ, осуществляется переключе-
ние телевизионных камер. Обработка изображений про-
изводится последовательно с различных камер.
Две телекамеры можно использовать для построе-
ния стереотелевизионных систем.
Для наблюдения с двух точек зрения можно исполь-
зовать две телекамеры, или одну телекамеру и систему
524
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
зеркал. Такую СТЗ можно использовать для сборки клавиа-
туры, у которой клавиши имеют надписи с двух сторон.
По числу градаций яркости СТЗ подразделяют на
два типа: двухградационные (бинарные) и многограда-
ционные.
Бинарные СТЗ вводят в ЭВМ бинарное изображе-
ние, т.е. изображение, содержащее только две градации
яркости - черное и белое. Многоградационные СТЗ вво-
дят в ЭВМ изображения, содержащие большее число
градаций яркости - от 4 до 256.
Систем, которые существенно используют много-
градационность изображений при обработке, в настоя-
щее время не очень много. Системами такого типа явля-
ются, как правило, автоматизированные системы обра-
ботки изображений, в которых введенное изображение в
течение нескольких итераций подвергается сложной об-
работке, и где слабые ограничения по времени, но высо-
кие требования по качеству.
В большинстве так называемых многоградацион-
ных СТЗ много градаций яркости используется только
при операции ввода изображения.
Эффективность использования СТЗ во многом оп-
ределяется правильными условиями эксплуатации и
применения, выбором освещенности рабочей сцены.
В качестве источника света используют: лампы накали-
вания, люминесцентные лампы, дуговые лампы, лазер.
Источник света может быть точечным, линейным,
либо освещать плоскопараллельным или рассеянным
светом. Очень важно правильно выбрать взаимное рас-
положение источника света и приемника: либо наблюде-
ние будет производиться в отраженном свете, либо на-
просвет. В случае работы с печатными платами удобно
подводить освещение в рабочую область по световодам.
Важным моментом является правильный выбор
спектрального состава освещения. Иногда удобно ис-
пользовать светофильтры как для источника освещения,
так и приемника освещения. Для качественного выделе-
ния необходимых объектов иногда удобно применять
инфракрасное или ультрафиолетовое излучение, или по-
ляризационное освещение. Иногда для достижения вы-
сокого контраста между фоном и объектом ленту кон-
вейера, на которой расположен объект, покрывают
флуорисцирующей краской. При этом освещение произ-
водится ультрафиолетовой лампой.
Если объекты в поле зрения телевизионной камеры
двигаются с большой скоростью, то для того чтобы из-
бежать смазывания изображения рекомендуют приме-
нять стробоскопическое освещение.
При использовании так называемого структурного
освещения можно с помощью телекамеры получить ин-
формацию о высоте объекта. Такой тип СТЗ называется
2 1/2-мерным. Такие СТЗ позволяют дополнительно оп-
ределять отдельные пространственные параметры объек-
тов: высоту, перепады высот, взаимное расположение.
Это достигается за счет использования специального
освещения: объект освещается щелевым источником
света. Такое освещение часто используется в СТЗ, пред-
назначенных для сварки, когда необходимо получить
информацию о взаимном расположении кромок свари-
ваемых деталей.
Большинство СТЗ работает с черно-белыми изо-
бражениями. Однако некоторые СТЗ используют ин-
формацию о цвете. При этом существует два подхода:
при первом подходе применяют отдельный датчик цвета,
при другом в ЭВМ вводят цветное изображение. Это
делают одним из следующих способов:
• вводят одновременно три изображения с помощью
трех черно-белых телевизионных камер, снабженных
светофильтрами;
• последовательно вводят три изображения в одну
черно-белую телевизионную камеру через три разных
светофильтра.
Ожидается, что в будущем применение цветных
СТЗ значительно увеличится на основе цветных телеви-
зионных камер с ПЗС-матрицами. Области применения
цветных СТЗ: операции контроля качества покраски,
однородность цвета, поиск дефектов.
Обработка изображений СТЗ. Обработка изобра-
жений включает два основных этапа: предварительную
обработку изображений и анализ изображений.
Операции предварительной обработки изображений
состоят в том, что на входе операции имеется изображе-
ние, и после выполнения операции получается изобра-
жение.
При анализе изображений на входе операции име-
ется изображение, а после выполнения операции получа-
ется некоторая совокупность чисел. Эти числа являются
значениями некоторого набора признаков, характери-
зующих изображения, например, площадь объекта, пери-
метр объекта, координаты центра тяжести объекта, распре-
деление площади отдельных частиц по величине и т.д.
Операции по предварительной обработке изобра-
жений. Следует выделить два основных типа операций:
преобразование координат и преобразование яркостей.
Для преобразования координат используются такие
операции как выделение областей с увеличением (Zoom),
изменение масштаба, сдвиги, повороты, отражения. Эти
операции довольно простые, поэтому остановимся на
операциях преобразования яркости.
Простейшими операциями преобразования яркости
являются операции поэлементного преобразования ярко-
сти, которые называют операциями преобразования гис-
тограмм. Значение яркости некоторого элемента изо-
бражения после обработки определяется только значени-
ем яркости этого элемента до обработки. И результат
обработки не зависит от значений яркости соседних эле-
ментов. Для задания такой операции необходимо задать
таблицу перекодировки. Если в изображении имеется
256 градаций яркости (для кодировки одного элемента
изображения используется 1 байт), то таблица перекоди-
ровки должна содержать 256 чисел. Это таблица соот-
ветствия - какая яркость на входе и какая яркость на вы-
ходе. Приведем некоторые примеры операций преобра-
зования гистограмм:
1. F(x) = х - изображение не изменяется.
2. F(x) = 256-х- изображение инвертируется.
3. F(x) - с- все элементы изображения заменяются
константой.
СИСТЕМЫ ТЕХНИЧЕСКОГО ЗРЕНИЯ В НЕРАЗРУШАЮЩЕМ КОНТРОЛЕ
525
4. F(x) = х 4- с - значение всех элементов изобра-
жения увеличивается на константу.
5. F(x) = х - с - от значения всех элементов изо-
бражения вычитается константа.
6. F(x) = х*с - значения всех элементов изображе-
ния умножаются на константу.
7. F(x) = х/с - значение всех элементов изображе-
ния делится на константу.
8. F(x) = x(mod)c - к значению всех элементов
изображения применяется операция взятия по модулю.
9. F(x) = 0, если х < с, и F(x) = 255, если х > с - это
операция бинаризации. Она служит для того, чтобы вы-
делить на изображении элементы, яркость которых пре-
вышает заданный порог с.
10. Операция выделения поддиапазона:
F(x) = 0; если 0 < х < С\;
F(x) = 256*(х - Ci)/e2; если С\ < х < с2;
F(x) =255; если с2 <х < 255.
Эта операция позволяет выделить из всего динами-
ческого диапазона сигнала наиболее информационную
часть.
11. Эквализация гистограммы.
Функция используется для преобразования гисто-
граммы к равномерному виду. При этом улучшается ка-
чество визуализации изображения за счет использования
всего диапазона градаций яркости.
12. В общем виде операция преобразования яркости
задается с помощью произвольной таблицы перекодиро-
вок (Look-up-Table).
Другим основным типом алгоритмов предваритель-
ной обработки являются алгоритмы свертки изображе-
ния с некоторым окном. В практической работе чаще
всего используются алгоритмы свертки с окном 3x3.
Предположим, необходимо свернуть изображение с мат-
рицей
а\ а! аЗ
а4 а5 аб .
al aS а9
спектре шума преобладают высокие частоты. Примеры
матриц для свертки:
0 1 0 0 1 0 0 1 0 0 1 0
1/5 1 1 1 , 1/6 1 2 1 , 1/7 1 3 1 , 1/8 1 4 1
0 1 0 0 1 0 0 1 0 0 1 0
1 1 1 1 1 1 1 2 1 1 2 1
1/9 1 1 1 ,1/10 1 2 1 ,1/14 2 2 2 ,1/16 2 4 2
1 1 1 1 1 1 1 2 1 1 2 1
Отличительная особенность этих матриц:
1 - сумма всех элементов матрицы равняется 1,
2 - центральный элемент матрицы не меньше ос-
тальных элементов.
Необходимо отметить, что при использовании этого
фильтра происходит размывание границ.
Высокочастотная фильтрация изображений про-
изводит фильтрацию изображения по окрестности 3x3,
повышает резкость изображения, удаляет размытость, но
при этом подчеркиваются импульсные шумы. Возможно
использование следующих масок для свертки:
1: 0 -1 0 2: -1 -1 -1 3: +1 -2 +1
-1 + 5 -1 -1 + 9 -1 -2 +5 -2
0 -1 0 -1 -1 -1 +1 -2 +1
4: -1 -2 -1 5: 0 -2 0 6: -2 -2 -2
-2 13 -2 -2 + 9 -2 -2 17 -2
-1 -2 -1 0 -2 0 -2 -2 -2
Оператор Лапласа применяется для выделения
границ. Необходимо выбрать одну из предлагаемых ма-
сок для свертки:
1: 0 -1 0 2: -1 -1 -1 3: +1 -2 +1 4: -1 -4 -1
-1 +4 -1 -1 +8 -1 -2 +4 -2 -4 20 -4
0 -1 0 -1 -1 -1 +1 -1 +1 -1 -4 -1
Это означает, что каждый элемент изображения
F(i,j) заменится значением:
F(i, j) = а\ * F(i - 1, j - 1) + а2 *F(i,j - 1) +
4- аЗ * F(i + 1,у - 1) + а4 * F(i - 1,7) 4-
а5 *F(i,j) + a6 * F(i + 1J) + al * F(i-\,j + 1) +
4- aS * F(i,j 4- 1) 4- a9 * F(i 4- 1,7 4- 1).
В качестве примера рассмотрим следующие алго-
ритмы.
Низкочастотная фильтрация изображений -
производит сглаживание изображения по окрестности
3x3. При этом уменьшаются импульсные помехи, но
размываются границы.
Низкочастотный фильтр - это фильтр, который по-
давляет высокие частоты и пропускает низкие частоты.
Такой фильтр эффективен для подавления помех, если в
5: -1 -3 -1 6: -1 -2 -1 7: +1 -3 +1 8: +1 -4 +1
-3 16 3 -2 12 -2 -3 +8 -3 -4 12 -4
-1 -3 -1 -1 -2 -1 +1 -3 +1 +1 -4 +1
Выделение линий. Необходимо выбрать направле-
ние выделяемых линий: 1 - горизонтальные, 2 - верти-
кальные, 3 - диагональные /, 4 - диагональные \. Выде-
ление линий осуществляется путем свертки изображения
с одной из приведенных матриц. Выбор матрицы соот-
ветствует направлению выделяемых линий.
1:
-1
+2
-1
+2
-1
+2
2:
-1
-1
-1
-1
-1
-1
+2
+2
+2
-1
-1
-1
3:
-1
-1
+2
-1
+2
+2
-1
4:
+2
-1
-1
+2
-1
-1
-1
-1
-1
-1
+2
Градиенты несимметричные. Можно выбрать од-
но из 16 направлений. Значение градиента в этом на-
правлении вычисляется путем свертки изображения с
526
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
одной из матриц, которую необходимо выбрать из вто-
рого диалогового бокса. При этом необходимо иметь в
виду, что выбирается не сама матрица для свертки, а
только тип матрицы. Конкретная матрица для свертки
получается из выбранной матрицы путем поворота на
угол, соответствующий выбранному направлению гра-
диента.
В алгоритмах свертки для вычисления градиентов в
направлении, кратном 45 градусов, используются сле-
дующие матрицы:
1: +1 +1 +1 2: +1 +2 +1 ь 3: +1 +1 +1 4: +1 +1 +1
0 0 0 0 0 0 +1 -2 +1 -1 +2 -1
-1 -1 -1 -1 -2 -1 -1 -1 -1 -1 -1 -1
5: +1 +2 +1 6: +1 +2 +1 7: 0+10
+1 -2 +1 -1 +2 -1 0 0 0
-1 -2 -1 -1 -2 -1 0-10
В алгоритмах свертки для вычисления градиентов в
остальных направлениях используются другие матрицы:
О
-1
-1
+ 1
О
-1
+ 1 3: -1
+ 1 -2
+1 +2
О +2
-1 +1
Например, если выбрать первую матрицу для сверт-
ки, то при выборе направлений градиента в 0, 45, 90, 135,
180, 225, 270, 315 градусов (вертикально вверх - 0 граду-
сов, а потом - по часовой стрелке), то для свертки будут
использоваться следующие матрицы:
0: +1 +1 +1 45: 0 +1 +1 90: -1 0 +1 135: -1 -1 0
0 0 0 -1 0 +1 -1 0 +1 -1 0 +1
-1 -1 -1 -1 -1 0 -1 0 +1 0 +1 +1
180: -1 -1 -1 225: 0 -1 -1 270: +1 0 -1 315: +1 +1 0
0 0 0 +1 0 -1 +1 0 -1 +1 0 -1
+1 +1 +1 +1 +1 0 +1 0 -1 0 -1 -1
Градиенты симметричные. Вместо 16 направле-
ний на самом деле используется только 8 направлений.
Это связано с тем, что симметричные градиенты вычис-
ляются по двум противоположным направлениям и
складываются.
Оператор Робертса применяется для выделения
границ. Значение каждого элемента изображения F(z, j)
заменяется на
| F(i,j) - F(i + 1,j + 1) | + | F(i,j+ 1) - F(i + l.j) |.
Оператор Робертса можно записать следующим об-
разом:
7 = |/М1| + |/?J2|,
+1 о о +1
где Rdl = , Rd2 =
0-1 -10
Оператор Собеля применяется для выделения гра-
ниц. Значение каждого элемента изображения F(i, j) за-
меняется на
| F(iJ) 4- 2 * F(iJ + 1) + F(i,j + 2) - (F(i + 2,7) +
+ 2 * F(i 4- 2,7 4-1)4- F(i 4- 2, -j 4- 2)) | -
- | F(iJ) 4- 2 * F(i 4- I,» 4- F(i 4- 2,7)) -F(iJ + 2) 4-
+ 2 * F(i + 1,7 4- 2) 4- F(i 4- 2,7 + 2)) |.
Оператор Собеля можно записать следующим образом:
г- = |М| + 1<Н
+1 +2 +1 + 1 0 -1
где Sh = 0 0 0 ,Sv = + 2 0 -2
-1 -2 -1 + 1 0 -1
Обработка изображений состоит из трех основных
шагов: ввод, обработка и отображение изображения.
Ввод изображения включает улучшение формы сигнала
для уменьшения шума, преобразование изображения из
аналоговой формы в цифровую и запоминание изобра-
жения в буфере кадра или памяти изображений. Постав-
щики часто снабжают свои изделия буфером более чем
на один кадр. Как результат, в памяти могут сохраняться
как персональное изображение, так и обработанное.
После этапа ввода начинается этап обработки изо-
бражения. Существуют два класса операций обработки:
выделение пикселей и группирование пикселей. В опе-
рациях выделения пикселей обрабатываются одиночные
пиксели. Примерами операции этого рода являются сло-
жение или вычитание изображений, генерация гисто-
грамм и усиление контрастности. С другой стороны,
операции группирования, которые включают стандарт-
ный процесс пространственной фильтрации, затрагивают
группы пикселей.
Пространственная фильтрация справедливо показы-
вает, какой сложной может становиться обработка. При
пространственной фильтрации границы изображений
выявляются идентификацией резких изменений яркости
пикселей. Скорость, с которой от пикселя к пикселю из-
меняется яркость, называется пространственной час-
тотой. Обнаружение границ включает первоначальное
обнаружение этих резких изменений или высоких про-
странственных частот, а затем разделение этих частот-
ных компонентов на двухмерные данные.
Идентификация пространственных частот и разде-
ление частотных компонентов выполняются алгоритмом
свертки. Свертка - это взвешенное усреднение пикселя,
подвергающегося операции, и его ближайших соседей. ,
В свертке 3x3, например, пиксель усредняется со
своими восемью ближайшими соседями. В такой опера-
ции, как фильтр верхних частот, маска свертки - или
ядро - выделяет необходимые детали в массиве соседей.
Каждый пиксель умножается на взвешивающий коэффи-
циент соответствующей позиции ядра и результаты по-
том суммируются. Сумма помещается в позицию пиксе-
ля, подвергающегося операции.
Свертка этого типа требует 9 операций умноже-
ния/сложения на пиксель. Для изображения 512 х 512
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ОПТИЧЕСКОГО КОНТРОЛЯ
527
пикселей это соответствует приблизительно 2,5 млн.
операций. Не удивительно, что важным критерием оцен-
ки систем обработки является скорость выполнения
сверток.
Системы формирования изображений также ото-
бражают или выводят данные. Как и в системах машин-
ной графики процессоры обработки изображений ото-
бражают их путем вывода пикселей из буфера кадра, где
они были преобразованы в аналоговые значения, на
электронно-лучевую трубку. На этой стадии таблица
поиска цветов может назначать цвета выбранным циф-
ровым значением шкалы серого, формируя псевдоцвет.
Большинство многоплатных процессоров обработки
изображений используют псевдоцвет для усиления мо-
нохроматических изображений. Обычно монохромати-
ческие приложения имеют пространственное разрешение
5Г2 х 512 пикселей с 8 битами на пиксель. Это дает 256
уровней шкалы серого или 256 псевдоцветов. Мощные
полноцветные системы формирования изображений
должны иметь разрешение 512 х 512 или 1024 х 1024
пикселей с 8 битами на каждый канал цветности, или
24 бита на пиксель. Для сопоставления, изделия, изго-
товляемые для IBM PC или Multibus/MicroVAX обычно
имеют разрешение 512x512x8 пикселей, хотя некото-
рые приложения работают достаточно хорошо с разре-
шением только 256 х 256 и даже менее, чем 8 бит на
пиксель.
Системы формирования изображений должны вы-
полнять каждый из трех шагов - ввод, обработку и ото-
бражение - быстро. Для большинства приложений важна
обработка в реальном масштабе времени, которая опре-
деляется частотой кадров. С частотой 1/30 с пользовате-
ли не должны чувствовать задержку между первона-
чальным изображением и результатом.
Помимо скорости разработчикам систем формиро-
вания изображений необходимо решить, как реализовать
несколько функций на нескольких платах. Объединени-
ем определенных функций на одной плате и разделением
других функций между платами разработчики могут
влиять как на стоимость, так и на характеристики.
15.17. МЕТРОЛОГИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ ОПТИЧЕСКОГО
КОНТРОЛЯ
Методы и средства оценки качества передачи и
воспроизведения изображения систем оптической
дефектоскопии. Квалиметрическая оценка визуаль-
ных систем. Оценка качества систем передачи и воспро-
изведения изображений проводится по специальным тес-
там (испытательным таблицам, мирам и т.д.). Тесты, как
правило, состоят из тех или иных двухмерных фигур или
из штрихов достаточно большой длины. Выбор формы
двухмерных фигур зависит от назначения системы.
Важным параметром, характеризующим возможный
уровень видения объекта с помощью системы, является
разрешение различных штриховых мир, эквивалентных
объекту. Такой подход справедлив независимо от приро-
ды имеющегося сочетания различных дефектов изобра-
жения. Объект характеризуется критическим размером,
определяемым размерами деталей объекта, существен-
ных для его видения. В типичном случае этот минималь-
ный габаритный размер проекции изображения объекта
на плоскость, перпендикулярную линии наблюдения.
Штриховая мира, эквивалентная объекту, является одной
из мир набора, в котором полная ширина мир равна кри-
тическому размеру объекта, а длина соответствует раз-
меру объекта в направлении перпендикулярном критиче-
ском. Качество видения можно предсказать, определив
максимальную разрешаемую частоту эквивалентной ми-
ры, наблюдаемой при тех же условиях, что и объект.
В России наиболее употребительны штриховые ми-
ры ГОИ. Каждая мира состоит из 25 элементов с цифро-
вой характеристикой по краям. Один элемент состоит из
четырех групп штрихов: с вертикальным, горизонталь-
ным направлением и под углом 45° в двух взаимно пер-
пендикулярных направлениях. Ширина линии в каждой
мире убывает от элемента к элементу по закону геомет-
рической прогрессии со знаменателем « 0,94.
42
Ширина линии, мм,
/ = 2а,
где а - ширина светлого штриха.
Число полос (линий) на один миллиметр для любо-
го номера элемента данной миры
Ni = 60/С/8,
где i - 1; 2; 3 ... 25; К - константа; В - база миры, мм,
определяемая расстоянием между штриховыми отметка-
ми на мире. Вместо цифр 3, 11, 15 и 23, соответствую-
щих номерам элементов миры, нанесены штриховые от-
метки. Мира имеет таблицу для расшифровки, в которой
указаны значения разрешающей способности для каждо-
го элемента.
Выпускаются шесть номиналов мир. Ширина штри-
ха от номера к номеру миры изменяется в следующем
порядке: № 1 - от 50 до 200 мм’1, № 2 - от 25 до 100 мм’1,
№ 3 ~ от 12,5 до 50 мм’1, № 4 - от 6,3 до 25 мм’1, № 5 -
от 3,1 до 12,5 мм’1, № 6 - от 1,6 до 6,3 мм’1. При этом
миры имеют базы соответственно 1,2 мм (№ 1), 2,4 мм
(№ 2), 4,8 мм (№ 3), 9,6 мм (№ 4), 19,2 (№ 5), 38,4 (№ 6).
Тесты могут изготавливаться в виде таблиц или
слайдов. В последнем случае используются специальные
проекторы, позволяющие в широких пределах варьиро-
вать яркость, размеры, контраст и цветность испыта-
тельных изображений, а также время их предъявления.
Возможно формирование тест-изображений на дисплее
ПЭВМ, однако они не могут обеспечить необходимую
яркость и резкость картин.
Метрологические средства. Для измерения фото-
метрических характеристик источников света использу-
ются стандартные приборы - люксметры для определе-
ния освещенности в диапазоне 1 ... 2 • 105 люкс, яркоме-
ры (диапазон измерения яркости 1 ... 106 кд/м2), свече-
меры для определения силы света и т.п.
Широко известны светоизмерительные приборы
серии «Аргус», разработанные ВНИИОФИ (г. Москва) и
528
ОПТИЧЕСКИЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
применяемые для измерения вышеприведенных величин,
а также оценка облученности в ультрафиолетовой и ин-
фракрасной областях спектра.
Для измерения световой чувствительности различ-
ных фотопреобразователей (фотодиоды, ПЗС-матрица и
др.) применяют стандартные источники света типа «А»
(лампа накаливания с температурой нити накала 2850 К),
В и С (источник А со светофильтрами) различной мощ-
ности (1 ... 1000 Вт).
Измерение абсолютной и/или относительной
спектральной чувствительности производится с помо-
щью спектрометров различной конструкции и фотопри-
емников (ФП), имеющих абсолютную калибровку.
При этом сигналы этих образцовых ФП сравнива-
ются с сигналами измеряемых ФП при разных длинах
волн.
В качестве эталонных источников в лазерной де-
фектоскопии применяют лазеры, специально аттестован-
ные органами Госстандарта (Ростест, ВНИИОФИ и др.).
Для калибровки и поверки денситометров, рефлек-
тометров, колориметров и других приборов, измеряю-
щих оптическую плотность, цвет, коэффициенты отра-
жения пропускания и другие оптические характеристики
используют стандартные образцы типа аттестованных
оптических клиньев, пластинок из увиолевого и молоч-
ного стекла, колориметрических атласов и т.п.
Для поверки приборов контроля геометрии приме-
няют стандартные меры конечной длины (плитки Иоган-
сона), различные линейки и шкалы, часовые индикаторы
и т.п. инструменты и приборы, широко применяемые в
машиностроении.
Для поверки приборов контроля формы изделий,
глубины трещин и т.п. трехмерных измерений применя-
ются пространственные тесты различной конфигурации
(пробные стекла с известным радиусом кривизны, эта-
лонные плоские стекла, калиброванные ступенчатые эта-
лоны).
ЛИТЕРАТУРА
1. Машиностроение. Энциклопедия / Ред. совет:
К.В. Фролов (пред.) и др. Т. VI-3. Надежность машин /
В.В. Клюев, В.В. Болотин, Ф.Р. Соснин и др.; Под общ.
ред. В.В. Клюева. М.: Машиностроение, 1998. 552 с.
2. Машиностроение. Энциклопедия / Ред. совет:
К.В. Фролов (пред.) и др. Т. Ш-7. Измерения, контроль,
испытания и диагностика / В.В. Клюев, Ф.Р. Соснин,
В.Н. Филинов и др.; Под общ. ред. В.В. Клюева. М.:
Машиностроение, 1995. 464 с.
3. Неразрушающий контроль и диагностика. Спра-
вочник / В.В. Клюев, Ф.Р. Соснин, В. Н. Филинов и др.;
Под ред. В.В. Клюева. М.: Машиностроение, 1995. 488 с.
4. Клюев В.В. и др. Визуальный и измерительный
контроль. М.: РОНКТД, 1998.236 с.
5. Измерения в промышленности: Справочник.
В 3-х кн. Кн. 1. Теоретические основы: Пер. с нем. / Под
ред. П. Профоса. 2-е изд., перераб. и доп. М.: Металлур-
гия, 1990.492 с.
6. Теория оптических систем: Учебник для ВУЗов /
Б.Н. Бегунов, Н.П. Заказное, С.И. Кирюшин, В.И. Кузи-
чев. 2-е изд., перераб. и доп. М.: Машиностроение, 1981.
432 с.
7. Справочная книга по светотехнике / Под ред.
Ю.Б. Айзенберга. М.: Энергоатомиздат, 1983. 472 с.
8. Диагностика авиационных деталей / В.Н. Лозов-
ский, Г.В. Бандал, А.О. Каксис. А.Е. Колтунов. М.: Ма-
шиностроение, 1988. 280 с.
9. Лопухин В.А. и др. Автоматизация визуального
технологического контроля в электронном машино-
строении. М.: Машиностроение, 1987. 287 с.
10. Голографические неразрушающие исследова-
ния. М.: Машиностроение, 1998.448 с.
11. Системы технического зрения: Справочник /
В.И. Сырянкин, Ю.Г. Якушенков и др. Томск: МГПРА-
СКО, 1992. 367 с.
12. Марков П.И.9 Кеткович А.А., Саттаров Д.К.
Волоконно-оптическая интроскопия. Л.: Машинострое-
ние, Ленинград, отд., 1987.286 с.
Глава 16.
ТЕПЛОВЫЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ
16.1. ФИЗИЧЕСКИЕ ОСНОВЫ И
ЭЛЕМЕНТНАЯ БАЗА ТЕПЛОВОГО
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ (ТНК)
Общие сведения. В тепловых методах неразру-
шающего контроля ТНК используется тепловая энергия,
распространяющаяся в объекте контроля. Температурное
поле поверхности объекта является источником инфор-
мации об особенностях процесса теплопередачи, кото-
рые, в свою очередь, зависят от наличия внутренних или
наружных дефектов. Под дефектом при этом понимается
наличие скрытых раковин, полостей, трещин, непроваров,
инородных включении и т.д., всевозможных отклонений
физических свойств объекта контроля ОК от нормы, нали-
чия мест локального перегрева (охлаждения) и т.п.
Различают пассивный и активный ТНК. При пас-
сивном ТНК анализ тепловых полей изделий производят
регистрацией их собственного теплового излучения. Ак-
тивный ТНК предполагает нагрев объекта внешним ис-
точником энергии.
Основной характеристикой температурного поля,
являющейся индикатором дефектности, служит величина
локального температурного перепада. Координаты места
перепада, его рельеф или, иными словами, топология
температурного поля и его величина в градусах являются
функцией большого количества факторов. Эти факторы
можно подразделить на внутренние и внешние. Внут-
ренние факторы определяются теплофизическими свой-
ствами контролируемого объекта и дефекта, а также их
геометрическими параметрами. Эти же факторы опреде-
ляют временные параметры процесса теплопередачи, в
основном, процесса развития температурного перепада.
Внешними факторами являются характеристики процес-
са теплообмена на поверхности объекта контроля (чаще
всего величина коэффициента конвективной теплоотда-
чи). мощность источника нагрева и скорость его пере-
мещения вдоль объекта контроля.
Основным информационным параметром при
ТНК является локальная разность температур между
дефектной ТА и бездефектной Ts областями объекта
ДГ = ТА - Т& Знак перепада зависит от соотношения
теплофизических свойств дефекта и изделия и исследуе-
мой поверхности. При нагреве изделий, содержащих де-
фекты, плохо проводящие тепло (типа газовых включе-
ний), перепад положителен для поверхности, подвергну-
той нагреву (т.е. место дефекта характеризуется локаль-
ным повышением температуры), и отрицателен для про-
тивоположной стороны. В случае дефекта, проводящего
тепло лучше основного изделия (металлические вкрап-
ления), знак перепада изменяется на обратный.
Временной ход перепада характеризуется кривой с
максимумом. Это заставляет в каждом конкретном слу-
чае оптимальным образом выбирать момент регистрации
температурного перепада tm. Величина tm зависит от теп-
ло- и температуропроводности изделия и дефекта и глу-
бины залегания дефекта /. Момент наступления макси-
мального перепада и глубина залегания дефекта обычно
связаны линейной зависимостью, причем угол наклона
соответствующей прямой зависит от теплофизических
свойств изделия и дефекта. Чем более теплопроводно
изделие, тем меньше величина tm, В зависимости от типа
материала и глубины залегания дефекта величина tm для
металлов колеблется от долей секунд до десятков секунд,
для неметаллов она может составлять десятки минут.
Увеличение мощности нагревателя и уменьшение
интенсивности теплообмена приводит к росту уровня
нагрева изделия и лучшему выявлению дефектов.
В основе аналитического решения задач активного
теплового контроля лежит уравнение теплопроводности.
Пусть, например, в ОК существует поле температур
Г (/, х, у, z), зависящее от времени t и координат (х, у, z).
Компоненты системы могут двигаться со скоростью,
составляющие которой по координатам равны WX9 Wy,
Wz. Параметры сред постоянны. В пространстве распо-
ложены источники тепла, задающие плотность теплового
потока q.
Процесс переноса тепла в среде за счет теплопро-
водности и конвекции характеризуется дифференциаль-
ным уравнением
где а - коэффициент температуропроводности, характе-
ризующий скорость распространения температуры в
пространстве {а — Х/с • р), м2/с; с - теплоемкость веще-
ства, равная количеству тепловой энергии, необходимой
для нагрева на 1 К единицы массы вещества, Дж/(кг • К);
X - коэффициент теплопроводности, показывающий
способность тел передавать теплоту, Вт/м2; р - плот-
ность вещества, кг/м3; q - плотность теплового потока,
Вт/м2.
Для решения уравнения используют граничные ус-
ловия, а при конвективном теплообмене - условие не-
прерывности потока и сохранения массы. Граничные
условия задают, например, в виде известного распреде-
ления температур или тепловых потоков.
В результате можно определить распределение тем-
ператур на ОК в зависимости от его формы, размеров,
наличия дефектов. Обычно при ТНК скорость ОК мала и
конвекцией можно пренебречь.
34 — 7387
530
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Решение упрощается, если принять некоторые до-
пущения. Например, в стационарном режиме дТ / dt = 0.
В случае быстрых изменений температуры, когда ОК не
успевает полностью прогреваться, анализ уравнения вы-
полняют с учетом производной по времени.
Существуют следующие способы активного тепло-
вого контроля изделий:
1. Кратковременный локальный нагрев изделия с
последующей регистрацией температуры той же (при
одностороннем контроле) или противоположной области
(при двустороннем контроле). По истечении некоторого
времени (чтобы изделие успело остыть) переходят к сле-
дующей точке и т.д. Так будет пройдена вся поверхность
изделия, причем измеренная температура дефектных
областей будет существенно отличаться от температуры
бездефектных участков.
2. С использованием сканирующей системы, со-
стоящей из жестко закрепленных друг относительно
друга источника нагрева и регистрирующего прибора
(например, радиометра), перемещающихся с постоянной
скоростью вдоль поверхности образца.
3. Одновременный нагрев поверхности образца
вдоль некоторой линии с последующей регистрацией
температуры вдоль этой же линии (при одновременном
контроле) или вдоль аналогичной линии с противопо-
ложной поверхности образца (при двустороннем контро-
ле). Подобная регистрация может быть осуществлена,
например, прибором «Термопрофиль».
4. Одновременный нагрев всей поверхности образца
и последующая одновременная регистрация температур-
ного распределения на этой же или на противоположной
поверхности. Подобный способ контроля может быть
осуществлен при помощи тепловизора.
Эффективность выявления дефектов каждым из
описанных способов теплового контроля уменьшается от
первого к четвертому, а производительность - возрастает.
Области применения ТНК приведены в табл. 1 и табл. 2.
1. Области применения активного ТНК
Область Способ, объекты контроля, выявляемые дефекты
Авиакосмическая индустрия ИК-влагометрия; дефекты структуры композитов, готовых панелей, клеевых соединений, за- щитных покрытий
Микроэлектроника Лазерный контроль пайки, сварки: ИК-томография полупроводников, БИС; дефекты теплоотводов.
Машиностроение Дефектоскопия антикоррозионных покрытий, обнаружение мест подповерхностного расслоения композитных структур
Лазерная техника Контроль термонапряжений в лазерных кристаллах, ТФК квантронов, световой прочности эле- ментов силовой оптики
Материаловедение Тепловая диагностика напряженного состояния объектов на основе термоэластического эффек- та, контроль ТФК конструкционных материалов
Строительство Контроль теплопроводности строительных материалов, защитных ограждений, обнаружение пустот, промоин и т.д.
Нефтехимия Термографический контроль уровня жидкостей в резервуарах
Атомная энергетика Тепловая дефектоскопия ТВЭЛ, анализ пористости материалов, контроль напряженного со- стояния металла
Автомобильная промышленность Тепловая дефектоскопия шин, покрытий, упрочняющих покрытий, качества закалки и термоуп- рочнения
Энергетика Тепловизионный контроль статоров, защитных покрытий, термоизоляции
Агрокомплекс Контроль ТФК продуктов, дефектоскопия деталей с/х техники
2. Области применения пассивного ТНК
Область Способ, объекты контроля, выявляемые дефекты
Энергетика Тепловая диагностика турбин, дымовых труб, энергоагрегатов, контактных сетей, теплоизоляции
Нефтехимия Тепловизионный контроль реакторных колонн и энергоагрегатов, обнаружение утечек из про- дуктопроводов
Машиностроение Контроль тепловых режимов машин, механизмов, обнаружение аварийно- и пожароопасных мест на энергонасыщенных промышленных объектах
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ (ТНК) 531
Продолжение табл. 2
Область Способ, объекты контроля, выявляемые дефекты
Строительство Экологический мониторинг Металлургия Транспорт Авиация Цементная про- мышленность Агрокомплекс Электроника Лазерная техника Термоядерная энер- гетика Медицина, здраво- охранение Обнаружение утечек тепла в зданиях, тепловизионный контроль качества кровли, ограждающих конструкций Дистанционный контроль утечек тепла, загрязнений на водных поверхностях, выявление тепло- вых аномалий, обнаружение пустот, промоин и т.д. Пирометрический контроль температуры расплавов, тепловизионная диагностика футеровки, контроль горячего проката Обнаружение перегрева букс, дефектов контактных сетей, изоляторов, тепловая диагностика электрооборудования подвижного состава Световая пирометрия лопаток ТТД, аэродинамический эксперимент, контроль теплового режи- ма бортовых РЭА Контроль равномерности нагрева печей, их режимов Контроль тепловых режимов теплиц и ферм, состояния животных, температуры зерна в элева- торах Тепловая диагностика РЭА, БИС, температурный контроль технологических процессов Анализ тепловых режимов активных элементов мощных лазеров Тепловая диагностика плазмы, ИК-томография Термодиагностика сосудистых заболеваний, онкологии, кожных болезней и др.
Физические основы теплового излучения
Бесконтактные методы теплового контроля основа-
ны на использовании инфракрасного излучения, испус-
каемого всеми нагретыми телами. Инфракрасное излуче-
ние занимает широкий диапазон длин волн от 0,76 до
1000 мкм. На практике в ТНК преимущественно исполь-
зуются два спектральных диапазона 3 ... 5 и 8 ... 14 мкм,
совпадающие с окнами максимальной прозрачности ат-
мосферы и являющиеся наиболее информативными.
Спектр, мощность и пространственные характеристики
этого излучения зависят от температуры тела и его излу-
чательной способности, обусловленной, в основном, его
материалом и микроструктурными характеристиками
излучающей поверхности. Например, шероховатые по-
верхности излучают сильнее, чем зеркальные. При по-
вышении температуры мощность излучения быстро рас-
тет, а ее максимум сдвигается в область более коротких
длин волн. Эта закономерность характеризуется законом
смещения Вина:
. 2898 2900 r ,
=------=----------- [МКМ].
max Тк Г С+ 273
Семейство кривых распределения спектральной по-
верхностной плотности потока теплового излучения Rr в
функции температуры Тк получается дифференцирова-
нием закона Планка из выражения:
dRr(k,T)
dk
Тогда 7?ттах (при Хщах) определяется из выражения:
= 1,286Х10-15 Х [Вт/см2 • мкм1-
Следовательно, объект (в том числе и кожный по-
кров человека) с температурой около 300 К (30 °C) имеет
максимум излучения на длине волны 10 мкм, солнце при
Тэфф = 6000 °C -0,5 мкм, а жидкий азот с = 77 К - 38 мкм.
Спектр излучения может быть непрерывным или дис-
кретным.
Характер спектра зависит, в основном, от агрегат-
ного состояния вещества. Для твердых и жидких тел, как
правило, характерны непрерывные спектры излучения, а
для газообразных - линейчатые, которые при больших
давлениях или больших толщинах чаще переходят в не-
прерывный.
Для характеристики телового излучения удобным
оказалось понятие абсолютного черного тела (АЧТ), т.е.
тела, поглощающего все падающее на него излучение.
Излучение АЧТ описывается аналитически, оно является
функцией только его температуры. Физической моделью
АЧТ может служить замкнутая’ полость с отверстием,
значительно меньшим ее габаритов.
Законы изучения АЧТ могут применяться с извест-
ной поправкой для большинства реальных тел, что опре-
деляет их значение.
Суммарную плотность потока излучения АЧТ в за-
висимости от его температуры определяет закон Стефа-
на - Больцмана (получаемый интегрированием закона
Планка):
532
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ад=от4,вт/м2,
где о = 5,6687 • 10'8 Вт/(м2 • К4) - постоянная Стефана -
Больцмана.
Приведем наглядный пример. Излучение челове-
ческого тела близко к АЧТ и согласно этому закону со-
ставляет RT = 5,7 х 10‘12 х (300)4 = 0,05 Вт/см2. При сред-
ней площади кожного покрова взрослого человека около
2 м2 суммарная мощность, теряемая излучением, выра-
жается величиной Р = 0,05 х 2 х 104= 1 кВт.
Однако эти достаточно большие потери тепловой
энергии (в отсутствие шерстяного покрова, присущего
теплокровным животным) обратно почти полностью
компенсируется не менее интенсивным поглощением
излучения от одежды и обуви, а также окружающих
предметов и других теплоизлучающих объектов.
Для реальных тел законы излучения АЧТ примени-
мы только в первом приближении. Их излучение может
отличаться от излучения АЧТ при той же температуре
как спектральным составом, так и интенсивностью. Тела,
излучение которых имеет тот же спектр, что и излучение
АЧТ при данной температуре, и отличается от него толь-
ко интенсивностью, называются серыми.
Для оценки излучательной способности реальных
(серых) тел вводят понятие коэффициента излучения
8(11 7) < 1,0. Для АЧТ и серых тел 8(Xi Т) = а (X] 7),
т.е., коэффициент излучения равен коэффициенту по-
глощения реального тела.
В табл. 3 приводятся значения 8(7) для наиболее
употребительных материалов.
В некоторых задачах определение 8 является само-
стоятельной задачей ТНК (анализ теплозащиты, кон-
троль солнечных батарей и т.д.). Но в большинстве слу-
чаев излучения из-за загрязненности, неоднородности
структуры и т.п. являются мешающим фактором.
Для исключения влияния 8 на результаты ТНК приме-
няют различные методы. Часто предварительно регистри-
руют термограммы поверхности ОК при его равномерном
нагреве и в последующем используют эти данные при рас-
чете его температурного поля в рабочем режиме, например,
с помощью цифрового телевизора и ЭВМ.
Можно нанести на изделие выравнивающее 8 по-
крытие. Эффективен метод двойного сканирования, по-
следовательное измерение мощности излучения нагре-
ваемого ОК двумя радиометрами, расположенными на
расстоянии друг от друга. При этом отношение их сиг-
налов не зависит от 8 ОК.
Наиболее эффективно применение цветовых (поли-
хроматических) пирометров, показания которых свобод-
ны от влияния 8.
Физические основы измерения температуры
Практика неразрушающих испытаний привела к не-
обходимости точного количественного описания энерге-
тического состояния контролируемых объектов, естест-
венной мерой которого является их температура.
В распространившейся шкале Цельсия в качестве
опорных точек приняты температура замерзания (0 °C) и
кипения (100 °C) воды. Рабочими веществами в этой
шкале служат спирт или ртуть.
3. Суммарная относительная излучательная способность е (7) (степень черноты)
нормального излучения различных материалов
Наименование материала г, °C е
Алюминий:
полированный 225 - 575 0,039 - 0,057
шероховатый 26 0,065
Железо:
полированное 425 - 1020 0,144-0,377
обработанное шлифовальной шкуркой 20 0,242
окисленное 100 0,736
окисленное гладкое 125-525 0,78-0,82
литое необработанное 925-1115 0,87-0,95
Сталь:
жароупорная окисленная 225-350 0,8-0,9
литая полированная 770-1040 0,52 - 0,56
листовая шлифованная 940-1100 0,55-0,61
Чугун обточенный 830-990 0,60-0,70
Окись железа 500-1200 0,85-0,95
Золото, тщательно полированное 225 - 635 0,018-0,035
Латунная пластина, прокатанная:
с естественной поверхностью 22 0,05
обработанная грубым наждаком 22 0,2
ФИЗИЧЕСКИЕ ОСНОВЫ И ЭЛЕМЕНТНАЯ БАЗА ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ (ТНК) 533
Продолжение табл. 3
Наименование материала /,°С £
Латунная пластина тусклая 50-350 0,22
Медь:
тщательно полированная, электролитная 80-115 0,018-0,023
шабренная до блеска, но не зеркальная 22 0,072
Окись меди 800-1100 0,66-0,54
Расплавленная медь 1075 -1272 0,16-0,13
Бронза:
полированная 65 0,04
пористая 75-175 0,57
Молибденовая нить 725 - 2600 0,096-0,292
Вольфрам 1500-2200 0,19-0,26
Никель технически чистый полированный 225 - 375 0,07-0,087
Никелированное травленое железо, неполированное 20 0,11
Никелевая проволока 185-1000 0,096-0,186
Окись никеля 650 -1255 0,59-0,86
Хромоникель 125 -1034 0,64-0,76
Титан полированный 200-1000 1,5-0,30
Олово блестящее и луженое листовое железо 25 0,043-0,064
Пластина:
чистая полированная 225-625 0,054-0,104
лента 925-1115 0,12-0,17
нить 25 -1230 0,036-0,102
проволока 225 -1375 0,073-0,182
Ртуть чистая 0-100 0,09-0,12
Свинец окисленный 25 0,281
Серебро полированное чистое 225 - 625 0,0198 - 0,0324
Хром полированный 100-1000 0,08-0,26
Цинк полированный 225 - 325 0,045-0,053
Железо оцинкованное листовое:
блестящее 28 0,228
серое окисленное 24 0,276
Картон асбестовый 24 0,96
Бумага:
асбестовая 40-370 0,93-0,945
тонкая, наклеенная на металлическую пластину 19 0,924
Гипс 20 0,903
Дуб строганый 20 0,895
Кварц плавленый шероховатый 20 0,932
Кирпич:
красный шероховатый 20 0,93
шамотный глазированный 1100 0,75
огнеупорный -0,8 -0,9
Лак:
белый на железной шероховатой пластине 23 0,905
черный блестящий, распыленный на железной пластине 25 0,875
черный матовый 40-95 0,96-0,98
534
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Продолжение табл. 3
Наименование материала °C £
Шеллак черный:
блестящий на луженом железе 21 0,821
черный матовый 75 - 145 0,91
Краски:
масляные различных цветов 100 0,92-0,96
алюминиевая после нагрева 150-315 0,35
Мрамор сероватый полированный 22 0,931
Стекло гладкое 22 0,937
Сажа и свечная копоть 95-270 0,952
Сажа:
с жидким стеклом 100-185 0,959-0,947
ламповая (слой толщиной 0,075 мм и больше) 40-370 0,945
Толь 21 0,91
Уголь очищенный (0,9 % золы) 125-635 0,81-0,79
Угольная нить 1040-1405 0,526
Фарфор глазированный 22 0,924
Штукатурка шероховатая известковая 10-88 0,91
Вода (слой толщиной 0,1 мм) 0-100 0,95-0,96
Эбонит 10-60 0,89
Песок 30 0,6
Если начало отсчета установлено от абсолютного
нуля температур, то получаем абсолютную термодина-
мическую шкалу, единицей которой служит градус К.
Значения температур по этим шкалам соотносятся
Т ~ t + 273,15 К. Одной из возможных реализаций тер-
модинамической температурной шкалы являются пока-
зания газового термометра постоянного объема.
Международная практическая температурная шкала
(МПТШ) основана на шести реперных точках, соответ-
ствующих температурам равновесия фазовых переходов
ряда веществ, численные значения которых определены
в ряде стран по термодинамической шкале с большой
точностью. Обозначения температуры и ее единицы в
МПТШ такие же, как и в термодинамической шкале, т.е.
t и °C или Т и К.
Для определения температур в промежуточных точ-
ках МПТШ служат эталонные приборы - платиновый
термометр сопротивления в диапазонах (0 ... 630 °C и
-182,97 ... 0 °C) и платинородийплатиновой термопары
(630... 1063 °C).
Однозначная связь между мощностью и спектром
излучения и температурой тела существует только для
АЧТ. Для реальных объектов введены понятия эквива-
лентных температур.
1. Радиационной или энергетической температурой
Т3 серого излучателя с истинной температурой Ги назы-
вается такая температура АЧТ, при которой его яркость
равна яркости данного излучателя. Очевидно, что
2. Яркостной температурой серого излучателя Тя и
истинной температурой Ти называют такую температуру
АЧТ, при которой его спектральная яркость для некото-
рой длины волны X равна спектральной яркости данного
излучателя при той же длине волны:
3. Цветовой температурой Тц серого излучателя с
истинной температурой ТИ называют такую температуру
Тц АЧТ, при которой «цвета» их излучений совпадают:
т”т"
И ц
е(Хг,Г.)
/ \
1 1
с
2 X, X.
к 2 7
где Xi и Xi - длины волн, на которых сравнивается цвет-
ность излучения.
При определении температуры изделий, находя-
щихся в непосредственной близости от высоконагретых
тел, необходимо учитывать излучение фона, отраженное
от объекта контроля.
При контроле реальных объектов необходимо учи-
тывать также эффекты ослабления ИК-излучения в атмо-
сфере или среде, отделяющих изделие от детектора.
Спектр пропускания ИК-лучей атмосферой имеет два
характерных «окна» прозрачности (...5 и 8 ... 14 мкм).
СРЕДСТВА КОНТРОЛЯ ТЕМПЕРАТУРЫ
535
Закон Бугера описывает поглощение в среде:
Ф = Фо ехр(-А/)>
где Ф - поток, прошедший среду толщиной /; Фо - ис-
ходное значение потока; к - натуральный показатель
ослабления, учитывающий поглощение и рассеяние из-
лучения.
Аналогичное выражение справедливо для монохро-
матических потоков Фх и Фох.
16.2. СРЕДСТВА КОНТРОЛЯ
ТЕМПЕРАТУРЫ
Термометры
Эти приборы можно разделить на жидкостные, ма-
нометрические термометры, термопары, термометры
сопротивления, термоиндикаторы.
Действие жидкостных термометров основано на
термическом расширении жидкости, заключенной в ка-
пилляре термометра.
Их выпускают в различных модификациях для тем-
пературного диапазона 0 ... 500 °C. Изготовляют также
термометры специального назначения, например элек-
троконтактные, используемые для регулирования техно-
логических процессов, и максимальные (минимальные),
предназначенные для регистрации максимальной (мини-
мальной) температуры в данный период.
Действие манометрических термометров основано
на зависимости между температурой и давлением рабо-
чего вещества (обычно газа), заключенного в замкнутом
объеме.
Газовые манометрические термометры предназна-
чены для измерения температур в пределах от -160 до
+600 °C. Рабочим веществом обычно является азот.
Конденсационные (парожидкостные) манометриче-
ские термометры работают в диапазоне от -60 до
+320 °C. Рабочие вещества - метилхлорид, спирт, этило-
вый эфир.
Жидкостные манометрические термометры исполь-
зуют для измерений температур в области от -160 до
+320 °C (ртутные от -25 до +600 °C). Рабочая жидкость -
ртуть, метаксилол, силиконовые жидкости, металлы с
низкой точкой плавления. Длина гибкого капилляра, со-
единяющего термобаллон с корпусом прибора, может
достигать 60 м.
Действие термометров сопротивления основано
на измерении электрического сопротивления вещества
(металлов и их окислов, солей и т.д.) в зависимости от
температуры.
Чувствительный элемент термометра сопротивле-
ния (обычно металлическая проволока) закреплен на
каркасе из слюды или кварца и помещается в баллон для
защиты датчика от окружающей среды. В зависимости
от условий применения термометра баллон изготовляют
из кварца, стекла, фарфора или металла.
Термометры сопротивления изготовляют из плати-
ны (ТСП), меди (ТСМ) или полупроводников. Рабочий
интервал температур ТСП от -200 до +650 °C, ТСМ - от
- 50 до +180 °C. Инерционность термометров сопротив-
ления колеблется от 1 мин до 9 с.
Погрешность эталонных платиновых термометров
сопротивления равна ±0,0001 °C при 0 °C и ±0,001 °C
при +100 °C.
Наиболее чувствительными являются полупровод-
никовые термометры сопротивления. Их изготовляют в
форме пластинок и сфер малого диаметра. Как правило,
чувствительный элемент остеклован для защиты от
влияния среды. По сравнению с ТСП и ТСМ их габариты
существенно меньше (d = 1 ... 7 мм, / = 7 ... 13 мм).
Работа термоэлектрических термометров основана
на термоэлектрическом эффекте, возникающем в термо-
паре. Термопарой или термоэлементом называют цепь из
двух разнородных электрических проводников (термо-
электродов), концы которых соединены (сваркой, пайкой
и т.п.). При наличии разности температур в местах со-
единения термоэлектродов в цепи генерируется термо-
ЭДС.
Значение ЭДС зависит только от температуры спаев
и материала термоэлектродов, но не зависит от диаметра
и длины проводников и распределения температуры по
их длине.
Если температура одного из концов термопары по-
стоянная (например, он погружен в воду с тающим
льдом или термостабилизирован другим способом), то
ЭДС зависит только от температуры ее рабочего конца.
Наиболее известные материалы термоэлектродов - пла-
тина, железо, молибден, вольфрам, медь, магнанин, пла-
тинородии, хромель, копель, алюмель, константан. Кон-
структивное оформление термопар разнообразно и
должно соответствовать условиям их эксплуатации. Час-
то рабочие концы помещают в защитные оболочки из
фарфора или другого материала.
Различают термопары со стандартными и нестан-
дартными градуировками.
К термопарам с нестандартными градуировками от-
носятся медьконстантовые, вольфрамрениевые, вольф-
раммолибденовые и др. В основном их используют для
специальных измерений, например, в диапазоне высоких
температур (2500 °C для термопар типа карбид титана-
графит).
Преимущества термоэлектрических термометров -
линейность в широком диапазоне температур, чувстви-
тельность и стабильность показаний, простота изготов-
ления. Недостаток - сравнительно большая постоянная
времени (1 ... 10 с).
Применение микропроцессоров позволяет релиазо-
вать накопление и вызов максимальных и минимальных
температур, вычислить скорость изменения температу-
ры, коммутацию нескольких измерительных каналов,
автокалибровку и т.д.
Волоконно-оптические термометры (ВОТ) - вы-
полняются из кварцевого моноволокна диаметром 0,2 ...
1 мм, длиной до 100 м, на торце которого, вводимого в
контролируемый объем, располагается микрокапсула с
веществом, изменяющим свои оптические свойства при
нагреве (люминофор, жидкий кристалл, двупреломляю-
щийся кристалл и т.д.). На другом конце располагаются
536
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
источник света (обычно светодиод) и фотодиод для ре-
гистрации излучения, огражденного от капсулы термо-
датчика. Достоинство ВОТ - отсутствие гальванической
связи с объектом, нечувствительность к электромагнит-
ным помехам, нетоксичность, малые габариты, высокое
быстродействие.
Действие термоиндикаторов основано на измене-
нии агрегатного состояния, яркости и цвета свечения
некоторых веществ при нагреве. С их помощью можно
быстро и экономично получить информацию о тепловом
режиме объекта. Преимуществом термоиндикаторов яв-
ляется возможность запоминания распределения темпе-
ратур в процессе испытаний, простота и наглядность,
экономичность. К недостаткам термоиндикаторов следу-
ет отнести инерционность, сравнительно невысокую
точность, необходимость нанесения на изделие специ-
альных покрытий, сложность изучения динамических
температурных режимов. Включение их в системы тер-
морегулирования представляет значительные трудности.
Термохромные термоиндикаторы с химическим
взимодействием компонентов (галоидные комплексные
соли серебра, ртути, меди) могут вступать в реакцию с
металлами, поэтому их наносят на ленты из ткани, бума-
ги, фольги и пр. Существуют обратимые (многократно
меняющие цвет при нагреве) и необратимые термоинди-
каторы этого типа.
Жидкокристаллические термоиндикаторы пред-
ставляют собой органические соединения, одновременно
обладающие свойствами жидкости (текучесть) и твердо-
го кристаллического тела (анизотропия, двойное луче-
преломление). При изменении температуры жидкий кри-
сталл меняет свой цвет. Жидкие кристаллы эффективно
используют при исследовании температур в электронных
схемах для обнаружения дефектов типа нарушения
сплошностей. Они выпускаются в виде пленок и жидких
растворов.
Плавящиеся термоиндикаторы существуют двух
типов: плавкие покрытия и термосвидетели. Покрытия
выпускают в виде термокарандашей (мелков), термола-
ков, термотаблеток (термопорошков). Изготовляются на
основе воска, стеарина, парафина или соединений серы,
цинка, свинца (для высоких температур). На поверхно-
сти изделия термокарандашом наносят риску, которая
плавится при достижении заданной температуры. Дейст-
вие термолаков аналогично. Термосвидетели представ-
ляют собой нанизанные на тугоплавкую проволоку пла-
стинки из металлов, плавящихся при различных темпе-
ратурах.
Действие люминофорных термоиндикаторов осно-
вано на температурной зависимости цвета или интенсив-
ности люминесценции некоторых веществ, например
сульфидов цинка и кадмия. Недостатком люминофорных
индикаторов является необходимость точной стабилиза-
ции возбуждающего люминесценцию излучения (обычно
ультрафиолетового).
Принцип действия изооптических термоиндикато-
ров (ИОТ) основан на эффекте Христиансена, заклю-
чающегося в рассеянии света смесью двух прозрачных
сред (например, порошок стекла в глицерине), если по-
казатели преломления компонентов различны. При сов-
падении этих показателей для какой-либо частоты света
наблюдается селективное усиление направленного про-
пускания смеси. Зависимость дисперсионной характери-
стики некоторых органических жидкостей от температу-
ры приводит к изменению цвета смеси в проходящем
свете при ее нагреве. ИОТ выпускаются в виде тонко-
стенных стеклянных капсул.
Бесконтактные дистанционные измерители
температуры - пирометры
Действие пирометров излучения основано на фото-
электрической, визуальной и фотографической регист-
рации интенсивности теплового излучения нагретых тел,
пропорционального их температуре. Пирометры обычно
имеют объектив для фокусировки излучения на фотоде-
тектор, светофильтры и блок электронной обработки
сигнала. При контроле температуры объектов в трудно-
доступных полостях применяют пирометры в сочетании
с волоконно-оптическими световодами. Калибровка пи-
рометров проводится по эталонным источникам [абсолют-
но черное тело (АЧТ), пирометрические лампы и т.д.].
Яркостными пирометрами измеряют спектральную
яркость объекта на определенной длине волны, которая
сравнивается с яркостью АЧТ. В качестве АЧТ исполь-
зуется спираль специальной лампы накаливания. Ярко-
стные пирометры применяют для измерения высоких
температур (св. 600 °C), при которых тела начинают из-
лучать в видимой области, а интенсивность излучения
достаточна для его регистрации в узком спектральном
диапазоне визуально или с помощью фотоприемников
типа ФЭУ, фотодиода.
Цветовыми пирометрами измеряют интенсивность
излучения объекта в двух узких зонах спектра, отноше-
ние которых сравнивается с соответствующим отноше-
нием для АЧТ. Показания цветовых пирометров не зави-
сят от коэффициента излучения объектов.
Радиационные пирометры, работающие в широком
спектральном диапазоне, наиболее часто используют для
измерения температуры слабонагретых тел.
Применяют объективы из материалов, прозрачных в
соответствующей спектральной области. Стекло исполь-
зуют для измерения температур от 900 °C. Кварц приме-
няют для регистрации температур более 400 °C. Объек-
тивы из фтористого лития или фтористого бария позволя-
ют фиксировать температуры в диапазоне 20 ... 500 °C.
Часто используют также германиевую и зеркальную оп-
тику.
Существенное влияние на показания радиационного
пирометра оказывает состояние поверхности контроли-
руемого объекта, поскольку оно связано с его излуча-
тельной способностью 8.
Современные модели пирометров, в том числе пор-
тативных автономных, снабжаются встроенным микро-
процессором, реализующим запоминание максимальной,
средней и минимальной температуры за время измере-
ния, коррекцию излучательной способности, автокалиб-
ровку прибора и другие функции.
Для определения распределения температуры по
поверхности объекта вдоль заданной линии развертки
СРЕДСТВА КОНТРОЛЯ ТЕМПЕРАТУРЫ
537
применяют радиационные пирометры с оптико-механи-
ческой системой линейного сканирования - термопро-
фили.
Перед приемником могут быть установлены фильт-
ры для исключения влияния отраженных от объектов
солнечных лучей или подавления излучения объекта в
диапазоне его прозрачности.
В схеме прибора предусмотрен эталонный темпера-
турный источник, уровень излучения которого поддер-
живается с высокой точностью. Таким образом, на де-
тектор последовательно попадает ИК-излучение от объ-
екта и опорного излучателя, относительная интенсив-
ность которых сравнивается с помощью электронной
схемы.
После усиления сигналы детектора, пропорцио-
нальные ИК-излучению объекта и эталонного излучения,
подаются на кинескоп блока индикатора и воспроизво-
дятся в виде яркой линии.
Быстродействие термопрофиля обычно 25 строк/с,
чувствительность 0,1 °C (при +20 °C), пространственная
разрешающая способность 10' при поле обзора до 80°.
Система «Термопрофиль» предназначена для кон-
троля протяженных движущихся объектов в процессе
производства. Комбинация «Термопрофиля» с ЭВМ дает
возможность автоматического управления температур-
ным режимом в производственных процессах.
Применение гибких световодов в пирометрах по-
зволяет, например, осуществлять контроль воспламене-
ния воздушно-топливной смеси в двигателях внутренне-
го сгорания. Для этого входные концы стекловолокон-
ных жгутов устанавливаются в различных цилиндрах
контролируемого объекта. Выходные торцы жгутов
сформированы в виде одного кадра, что позволяет одно-
временно снимать на пленку процесс горения во всех
контролируемых точках. При необходимости на ту же
пленку может регистрироваться излучение эталонного
источника, поданное по отдельному жгуту.
Широкое применение находят волоконно-оптичес-
кие телевизионные пирометры. Они обладают рядом
преимуществ - возможностью усиления контраста изо-
бражения, высоким качеством изображения, возможно-
стью его размножения на несколько телевизионных при-
емников и на большом удалении от объекта.
Область спектральной чувствительности инфра-
красных видиконов простирается до 2 мкм с максиму-
мом около 1 мкм. Применение фотопроводящего слоя из
солей окиси свинца, обработанного серой, может сдви-
нуть границу чувствительности дальше 2 мкм. Разре-
шающая способность ИК видиконов достигает 10 мм'1.
Температурная чувствительность 1 ... 3 °C в диапазоне
300 ...600 °C.
Создание световодов из мышьяковисто-сернистых
стекол, пропускающих инфракрасное излучение в диапа-
зоне 1,5 ... 14 мкм, позволяет в сочетании с соответст-
вующими детекторами (пировидикон, охлаждаемые фо-
тосопротивления из сурьмянистого индия и др.) регист-
рировать тепловое излучение находящихся в труднодос-
тупных полостях объектов с температурами 20 ... 100 °C.
Эти световоды имеют высокий показатель преломления
и апертуру, выше 1, что позволяет в сочетании с высо-
ким уровнем топологической мобильности, присущей
волокнистой оптике, создавать системы контроля, энер-
гетическая чувствительность которых значительно пре-
восходит возможности классической оптики.
Тепловизионная аппаратура
В основу принципа действия тепловизионных при-
боров положено двухмерное преобразование собствен-
ного теплового излучения от объектов и местности, или
фона, в видимое изображение, что является одной из
высших форм преобразования и хранения информации.
Наличие в поле зрения регистрируемого теплового кон-
траста позволяет визуализировать на мониторе полуто-
новые черно-белые, или адекватные им «псевдоцвет-
ные», тепловизионные изображения.
Тепловизионная техника обладает рядом досто-
инств и присущих только ей возможностей: обнаружение
удаленных только теплоизлучающих объектов (или
целей) независимо от уровня естественной освещенно-
сти, а также до определенной степени - тепловых и дру-
гих помех (дождя, тумана, снегопада, пыли, дыма и др.).
Начало развития тепловизионной техники было по-
ложено в конце 60-х годов исследованиями по двум ос-
новным направлениям: с использованием дискретных
приемников излучения совместно с системами сканиро-
вания (развертки) изображения и приборов без механиче-
ского сканирования на базе двухмерных ИК-приемников.
При этом можно условно выделить четыре поколе-
ния их развития.
Нулевое поколение - основано на применении еди-
ничных охлаждаемых приемников и двухмерной (строч-
ной и кадровой) развертки с помощью сканирующей оп-
тико-механической системы; первое поколение - на
применении строчных линеек приемников и упрощенной
кадровой развертки; второе поколение - на использова-
нии сгруппированных нескольких линеек (с временной
задержкой и накоплением) и более низкоскоростной сис-
темой развертки. Ко второму поколению можно также
отнести вакуумные приборы с электронным сканирова-
нием приемной мишени - пироконы.
Принципиально новое третье направление основано
на применении «одновременно смотрящих», т.е. фокаль-
но-плоскостных (FPA - Focal Plane Array), твердотель-
ных многоэлементных матриц без использования вообще
оптико-механических систем развертки изображения.
При этом, для обеспечения высокой температурной чув-
ствительности матрицы на квантовых приемниках долж-
ны иметь криогенное охлаждение. При использовании
пироэлектрических матриц исключаются вауумная элек-
тронная оптика и фокусирующе-отклоняющая система.
Преобразователи с оптико-механическим сканиро-
ванием (ПОМС) ислользовались главным образом на
участке ИК-спектра 13 ... 15 мкм для анализа собствен-
ного теплового излучения объектов, пока не были созда-
ны эффективные многоэлементные преобразователи.
В приборах этого типа сканирование происходит
перемещением объекта относительно неподвижного де-
тектора излучения либо изменением направления опти-
538
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
ческой оси объектива с помощью системы вращающихся
или колеблющихся зеркал.
Структурная схема тепловизора с оптико-меха-
ническим сканированием включает приемную оптиче-
скую систему /, детектор ИК-лучей 2, сканирующую
систему 3, обеспечивающую последовательный про-
хмотр объекта по заданному закону, усилитель 4, систе-
му развертки и синхронизации 5 и кинескоп 6 (рис. 1).
Принцип действия тепловизора заключается в про-
смотре по заданному закону движения поверхности объ-
екта узким оптическим лучом с угловым размером 8,
сформированным системой объектив - приемник. Обзор
происходит в пределах угла поля зрения (углы а и Р) за
время Г, которое принято называть временем кадра.
Угол 8 носит название мгновенного угла поля зрения.
Тепловизор позволяет выделять на тепловом изо-
бражении объекта области одинаковых температур с по-
мощью изотерм, высвечивающихся на кинескопе.
В нижней части кадра формируется серая шкала, которая
используется для измерения температуры. При этом яр-
кость отдельных участков изображения объекта сравни-
вают с яркостью элементов шкалы, для которой при ка-
либровке прибора определяют температурный перепад,
соответствующий переходу от белого до черного.
Применение в тепловизорах узкополосных фильт-
ров, прозрачных на длине волны 3,39 мкм, где имеется
окно прозрачности газа СО2, позволяет фиксировать
ИК-излучение через пламя.
Наличие линзовой оптики позволяет легко изменять
увеличение системы сменой объективов.
Тепловизоры обычно имеют черно-белые или цвет-
ные видеомониторы и устройства аналоговой и цифро-
вой обработки изображения (выделение изотерм, обра-
щение контраста, представление в псевдоцветах, термо-
профильное квазиобъемное представление теплового
поля и т.п.).
В последнее время широко применяют тепловизи-
онные системы с блоками цифровой памяти, имеющие
интерфейс и работающие в комплексе с мини-ЭВМ.
Перспектива развития тепловизионных систем за-
ключается в создании спектральных цифровых камер, в
том числе, стереоскопических, а также разработке ра-
диотепловизионных приборов для диапазона длин 0,1 ...
1 мм, в котором многие диэлектрики прозрачны, и пред-
ставляется возможность измерять их внутреннюю тем-
пературу.
Рис. 1. Структурная схема сканирующего тепловизора с
охлаждаемым одноэлементным приемником излучения:
/ - оптическая система; 2 - приемник излучения;
3 - сканирующее устройство; 4 - усилитель; 5 - система
развертки и синхронизации; б - электронно-лучевая трубка
При тепловом контроле интегральных микросхем,
перемещение осуществляется с помощью двухкоорди-
натного микрометрического столика, визуальный кон-
троль - с помощью встроенного микроскопа. Объектив
обеспечивает увеличение от х 10 до х 40, при этом дос-
тигается линейное разрешение 60 ... 20 мкм, темпера-
турное разрешение 0,2 ... 1 °C. В усилительном устрой-
стве обеспечена линейная зависимость выходного на-
пряжения от измеряемой температуры, что позволяет
измерять температуру изделий.
В 1980 - 90-е года были разработаны и широко ис-
пользовались тепловизионные приборы, использующие
пироконы. Они обеспечивают телевизионный стандарт
изображения: 625 строк при частоте кадров 50 Гц. При-
менен способ обработки сигнала, исключающий мерца-
ние. Синхронный двигатель приводит во вращение об-
тюратор, который перекрывает падающее тепловое из-
лучение с частотой 25 Гц. Сигнал от предусилителя по-
ступает в процессор кадров, в котором запоминаются и
вычитаются чередующиеся поля (полукадры), в резуль-
тате полезная составляющая сигнала удваивается, а не-
равномерности фона и шумы мишени, имеющие посто-
янную полярность, значительно уменьшаются. Далее
чередующиеся поля инвертируются и формируется сиг-
нал изображения постоянной полярности. Сигналы с
усилителей «привязываются» к стандартному уровню
черного в выходном сигнале. После выведения сигналов
синхронизации и гашения полный сигнал, содержащий
восемь градаций серого, может быть подан на любой
монитор. Достигнуто температурное разрешение 0,3 °C
при 50 линиях на диаметре мишени и относительном
отверстии объектива 1:1.
Достоинством тепловизионных приборов с пироко-
иом является возможность создания компактных малога-
баритных приборов.
Тепловые приборы на пироконах занимали значи-
тельное место в мобильных средствах контроля и обзора
окружающей среды. Поскольку прибор не требует спе-
циального охлаждения, он хорошо подходит для дли-
тельного наблюдения и контроля в сложных условиях.
Матричные ФПУ с коммутацией сигналов с по-
мощью ПЗС. В отличие от тепловизионных систем с
одноэлементным фотоприемником и последовательным
сканированием в тепловизоре с матричным ФПУ каждый
приемный элемент длительное время «смотрит» на объ-
ект. Это время, определяемое периодом кадровой раз-
вертки тепловизора, гораздо больше длительности визи-
рования одного элемента объекта в тепловизоре с одно-
элементным фотоприемником (при одной и той же час-
тоте кадров).
Созданы матричные тепловизоры с быстродействи-
ем 50 кадр/с, числом элементов 512 х 512, с чувстви-
тельностью 0,1 °C и термоэлектрическим охлаждением
ИК-матрицы.
В последние годы охлаждаемые и пироконные (пи-
ровидиконные) тепловизоры интенсивно вытесняются
малогабаритной тепловизионной техникой нового поко-
ления - на базе неохлаждаемых (пироэлектрических
или микроболометрических) матриц, сопряженных с
СРЕДСТВА КОНТРОЛЯ ТЕМПЕРАТУРЫ
539
ПЗС мультиплексорами. Эти приборы имеют малые га-
баритные размеры, массу и энергопотребление, обеспе-
чивают бесшумную работу, высокое отношение сиг-
нал/шум и качество тепловизионного изображения, ши-
рокий динамический диапазон при работе в режиме ве-
щательного телевизионного стандарта, цифровую обра-
ботку в реальном времени, связь с ЭВМ и др.
Тепловизоры этого класса делятся на наблюдатель-
ные (показывающие) и измерительные (термографы).
Наблюдательные - предназначены, в основном, для
обнаружения и визуализации на фоне тепловых помех
удаленных теплоизлучающих объектов (или целей).
Иногда они дополнительно содержат два встроенных
автономных канала - пирометрический с лазерным целе-
указателем и телевизионный, что позволяет им частично
выполнять измерительные функции.
Измерительные - используются преимущественно
для квалифицированной диагностики промышленных
объектов. Температура в любом участке изображения
оценивается по приводимой на экране монитора полуто-
новой или цветовой шкале.
Каждый из этих подклассов тепловизоров имеет
свою специфику практического применения (нишу) и
свои эксплуатационные возможности.
Блок-схема тепловизионного прибора третьего по-
коления приведена на рис. 2.
Подобный модульный принцип построения тепло-
визионной техники (SIM - Standard Imaging Module)
характерен для современного приборостроения.
Охлаждаемые фокально-плоскостные матрицы ИК-
фотоприемников выполняются на основе различных хими-
чески чистых материалов: антимонида индия (InSb), халь-
когенидов свинца (PbS, PbSe), тройных соединений кад-
мий - ртуть - теллур - KPT (HgCdTe), силицида платины
Рис. 2. Блок-схема тепловизионного прибора:
1 - ИК-объектив; 2 - матрица ИК-прирмников; 3 - система
охлаждения или термостабилизации матрицы;
4 - предварительные усилители; 5 - мультиплексор; 6 и 8 -
аналоговый и цифровой корректоры неоднородности сигналов;
7 - аналого-цифровой преобразователь (АЦП); 9 - корректор
неработающих (слепых) элементарных приемников, или
пикселей, 10- блок формирования изображений со
встроенным микропроцессором обработки видеосигналов;
11 - ТВ монитор или портативный электронный видоискатель;
12 - видеовыход; 13 - окуляр (используется только с
видоискателем); 14 - тактовый генератор; 15 - первичный
источник питания (аккумулятор) или сетевой адаптер.
(Примечание. В неохлаждаемых тепловизорах п. 3 отсутствует,
а также зачастую - п.п. 6, 8 и 9)
(PtSi), примесных кремния (Si : х) и германия (Ge : х),
перспективных многослойных структур с квантовыми
ямами на базе GaAs/AIGaAs - так называемых QWIP-
детекторов (Quantum Well Infrared Photodetector).
Основные материалы, используемые для неохлаж-
даемых матриц:
- микроболометрических (изменяющих в широких
пределах внутреннее сопротивление в зависимости от
изменения плотности поглощаемого ими теплового из-
лучения) - модификации окислов ванадия VxOy, поли-
кристаллический и аморфных кремний;
- пироэлектрических (пропорционально изме-
няющих уровень спонтанной поляризации Р5 каждого
элемента в зависимость от скорости изменения его тем-
пературы, - т.е. также от плотности теплового потока) -
цирконаты свинца, ниобаты и титанаты бария - строн-
ция, сополимеры виниленфторида.
В табл. 4 указаны основные параметры ИК матиц
для различных тепловизионных приборов, технические
характеристики которых приведены в сводной табл. 5.
Для глубокого криогенного охлаждения (Г = 75 ...
80 К) матриц на квантовых приемниках используются
жидкий азот или газовая микрохолодильная машина,
работающая по замкнутому циклу Сплит - Стирлинга.
Для относительно неглубокого охлаждения
(Т= 150 ... 250 К) или термостабилизации (в том числе
иногда и микроболометрических матриц) используются
2 ... 3 каскадные термоэлектрические элементы Пельтье
или эффект дросселирования газа под высоким давлени-
ем (20... 40 МПа).
Независимо от типа используемого тепловизора при
визуализации тепловых полей или измерении температу-
ры существенную погрешность вносит большой разброс
излучательной способности 8 поверхностей наблюдае-
мых объектов. Так, например, полированная поверхность
металлической пластины с 81 = 0,1 и « 31 °C будет ви-
зуализироваться на экране монитора как более темная
(холодная) по сравнению с окрашенной в черный матовый
цвет шероховатой поверхностью с 82 = 0,9 и t2 = 29 °C рас-
положенной рядом аналогичной пластины.
При ответственных диагностических исследованиях
влияние 8 можно скомпенсировать использованием двух-
спектральных (с = 3 ... 5 и Х2 = 8 ... 14 мкм) теплови-
зоров. Не менее важным также является учет влияния на
наблюдаемый объект с температурой 1\ и 8j облучающего
его более нагретого близлежащего с Т2» Т\ и 82» 8|.
В обоих случаях эти мешающие факторы можно ис-
ключить или в значительной степени ослабить с помо-
щью цифрового процессора со специальной программой,
осуществляющего решение интегральных уравнений, в
каждое из которых входит исключаемое значение 8 (и
при необходимости - эталонное 80).
С учетом этих факторов для обеспечения высокой
дефектоскопической чувствительности предусматрива-
ется, особенно в диагностических средневолновых изме-
рительных тепловизорах, эффективное вычитание ярко-
сти фона.
540
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Технологически достигнутая высокая однородность
характеристик по всему полю ИК-матриц, при темпера-
турной чувствительности NETD (Noise Equivalent Tem-
perature Difference - эквивалентной шуму разности тем-
ператур) 0,05 ... 0,15 °C и емкости от 160 х 120 до
640 х 480 пикселей (для специальных применений и
большей емкости), обеспечивает тепловизорам на их
основе широкие перспективы использования и дальней-
шего развития как минимум на ближайшие 10 ... 15 лет.
Повсеместное их применение сдерживается пока относи-
тельно высокой стоимостью зарубежных тепловизион-
ных модулей, а также разрешительными ограничениями
областей использования. К сожалению, отечественные
аналоги с такими характеристиками пока отсутствуют,
однако появились обнадеживающие тенденции их дос-
тижения в ближайшие 5 лет.
Таким образом, последние разработки тепловизи-
онных приборов в большинстве своем являются много-
функциональными, что позволяет широко использовать
их в различных отраслях промышленности, при прове-
дении диагностики, поисково-спасательных мероприя-
тий, научных исследований, а также для повсеместного
обеспечения техногенной безопасности.
16.3. МЕТОДЫ ЭКСПЕРИМЕНТАЛЬНОГО
ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ
ХАРАКТЕРИСТИК ОБЪЕКТОВ
Основными теплофизическими характеристиками
(ТФХ) объектов являются теплоемкость с [Дж/(кг • К)],
теплопроводность Хт (Вт/(м • К)) и температуропровод-
ность а (м2/с). В общем случае ТФХ зависят от темпера-
туры, давления. Для твердых материалов ТФХ могут
считаться однопараметрическими функциями темпера-
туры, а в узком диапазоне температур - постоянными.
В настоящее время нет универсальных теоретических
моделей, позволяющих рассчитывать ТФХ реальных
материалов исходя из особенностей их строения, поэто-
му основным методом определения ТФХ является экспе-
риментальный.
ТФХ функционально связаны между собой через
объемную плотность р (кг/см3) соотношением X = аср.
Теоретической основой их определения является фено-
менологическая теория теплопроводности.
Методы измерения ТФХ основаны на анализе тем-
пературного отклика объекта Т (х, у, z, t) на тепловое
воздействие в специально оговариваемых условиях. Тео-
рия теплопроводности позволяет аналитически опреде-
лять эту функцию, пр крайней мере для тел простой
формы, если ТФХ остаются неизменными в условиях
опыта. Здесь х, у, z, - декартовы координаты; t ~ время.
Однако для упрощения вычислений стремятся ис-
пользовать внутренние обратные задачи теплопроводно-
сти, приводящие к явным аналитическим выражениям
для X, а, с, независимо связывающими их с тепловым
воздействием, температурным полем и геометрией об-
разца. В частности, можно обеспечить условие одномер-
ности температурного поля T(r, t), где г - радиус-вектор.
Таким образом, теоретическую основу реальных методов
измерения ТФХ составляют аналитические закономер-
ности одномерных плоских, цилиндрических и сфериче-
ских тепловых и температурных полей в образцах типа
пластины, цилиндра, шара.
Вид функции T(r, t) существенно зависит от вида
теплового воздействия на объект. Обычно применяют
такие воздействия, как импульсное, изотермическое, с
помощью источников постоянной мощности или их ком-
бинации. Для этих воздействий имеются строгие анали-
тические решения, они легко реализуются на практике.
Количественная оценка ТФХ и теплового состоя-
ния, в частности ограждающих строительных конструк-
ции, является достаточно сложным решением обратной
задачи, связанной главным образом с расчетным и экс-
периментальным определением основной количествен-
ной характеристики - сопротивления теплопередаче:
/^г1/ав + 1/ан+Я1С,
где Лк = tZ/Xr - термическое сопротивление; d - толщина
ограждающей конструкции (стены); Хр - коэффициент
теплопроводности изолирующего материала; ав и ан -
коэффициенты теплообмена (теплоотдачи) внутренней и
наружной поверхностей, с учетом конвективной и лучи-
стой компонент, определяемые экспериментально с по-
мощью датчиков теплового потока.
Термическое сопротивление реальных объектов
(ограждающих конструкций) равно:
П — ^пв ~ ан ав (^Н.СТ ~ ^н. в ) ~ ^н.ст ГМ2К/ВТ1
С ан^нст-^нв)
где Тпв и Тн в - температура воздуха внутри помещения и
снаружи, Гн. ст - наружная температура стены.
Трудность в получении точных значений сопротив-
ления теплопередаче RCJ обусловлена нестационарным
характером реального теплообмена в зданиях (из-за
сквозных и восходящих воздушных потоков) и другими
источниками помех.
По приведенным выше формулам, с учетом качест-
венно измеренных ав и ан, численное значение RCT мож-
но определить с погрешностью не более ± 15 %, что
вполне приемлемо для практических расчетов.
Приборы контроля ТФХ подразделяются в зависи-
мости от методов измерения, а также от характерного
размера образца (обычно он в 10 ... 100 раз должен пре-
вышать стандартный размер элементов структуры иссле-
дуемого вещества), его агрегатного состояния (твердое
тело, газ, жидкость), от температурного диапазона изме-
рения и диапазона измерения измеряемой величины.
Размеры образцов обычно выбираются примерно 5 ...
10 мм для мелкодисперсных материалов (характерный
размер структурных элементов < 0,1 мм) и 50 ... 100 мм
для сред с более крупными элементами.
Наиболее распространены приборы для измерения
ТФХ в диапазоне нормальных температур (300 ± 50 К),
однако выпускаются и средства измерения ТФХ при вы-
соких и низких температурах, в условиях вакуума или
при больших давлениях.
МЕТОДЫ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ОБЪЕКТОВ 541
Тепловое воздействие от источника нагрева переда-
ется образцу за счет конвективного, контактного или
лучиетого теплообмена. При нагреве электрическим то-
ком образец совмещается с источником.
На поверхности образца или внутри его, а также в
элементах нагрева и других устройствах размещаются
датчики температуры или теплового потока (тепломеры).
Образец в совокупности с перечисленными блоками со-
ставляет квазиизотермическую теплоизмерительную
ячейку. Уровень температуры ячейки и закон его изме-
нения во времени обеспечиваются устройством задания
режима; содержащими изотермические оболочки с на-
гревателями, теплообменники, тепловую изоляцию. Оно
обеспечивает также охлаждение ячейки после опыта.
В качестве датчиков температур используются термопа-
ры или терморезисторы. Тепломеры применяются тер-
моэлектрические, энтальпийные и т.п. Для приведения
образца в контакт с пробным элементом используются
блоки обеспечения контакта (механические, электроме-
ханические и т.п.).
Для экспрессных измерений ТФХ применяют ме-
тод, основанный на сравнении с ТФХ стандартных об-
разцов.
В схеме стандартного Х-калориметра для измерений
в диапазоне X = 0,04 ... 80 Вт/(м • К) образец-пластину и
контактирующий с ним тепломер обычно помещают ме-
жду двумя массивными металлическими блоками с оди-
наковой теплоемкостью и окружают теплоизоляцией.
Верхний блок нагревают на 5 ... 10 К больше нижнего.
В образце после некоторой выдержки устанавливается
почти стационарный тепловой поток в соответствии с
перепадом температур в металлических блоках и сум-
марным тепловым сопротивлением образца и тепломера.
В опыте измеряют перепад температур на образце (ДТ0)
и тепломере (ДТт). Теплопроводность расчитывают по
формуле
Х = /<тДГтЛ/(5ДГо),
где h - толщина образца; s - площадь тепломера; К? -
эффективная тепловая проводимость тепломера;
Кт = QlbTn определяется непосредственно в тепловом
блоке с помощью образцовых мер теплопроводности из
оргстекла, кварца или стали.
В схеме нестандартного Х-калориметра переходный
тепловой процесс используется для одновременного из-
мерения теплоемкости. Для неразрушающего контроля
теплоемкости (в диапазоне X = 0,04 ... 2 Вт/(м • К)) и тем-
пературопроводности (в диапазоне X = (0,8 ... 10) 10’7 м2/с))
создан прибор, принцип действия которого основан на
закономерностях изменения нестационарной теплопро-
водности при изотермическом нагреве образца массив-
ным металлическим зондом. В эксперименте определяют
либо поток тепла от зонда к изделию с помощью гради-
ентного тепломера, либо малое изменение температуры
зонда (с погрешностью до 0,001 К), контактирующего с
образцом, при использовании энтальпийного тепломера.
В обоих случаях регистрируют первоначальный перегрев
ДТ «ЮК зонда относительно изделия с помощью тер-
мопарного датчика. Конструктивно прибор состоит из
двух блоков - термоизмерительного и электронного.
Термоизмерительный блок расположен в корпусе, пере-
мещающемся до соприкосновения зонда с объектом от-
носительно трех игольчатых опор, накладываемых на
объект (в этих же опорах смонтированы датчики пере-
грева зонда). Рабочая площадка, контактирующая с объ-
ектом, имеет диаметр контактного пятна 1,3 или 10 мм.
В электронном блоке размещены системы автоматиче-
ского регулирования температуры (САРТ) зонда и обра-
ботки информации с индикатором. Время измерений
составляет 3 ... 10 мин, погрешность 7 %. Калибровка
(поверка) прибора производится с помощью образцовых
мер X и а, изготовленных из стекла, стали или кварца.
Прибор может эффективно применяться при экспресс-
контроле ТФХ теплоизоляции, различных строительных
материалов, горных пород, других объектов.
Приборы с оптическим импульсным нагревом
отличаются бесконтактностью, дистанционностью, про-
изводительностью, возможностью испытания образцов в
вакууме, атмосфере инертного газа, при различных до-
полнительных воздействиях. Основные объекты - кера-
мика, композиты, полимеры, металлы и сплавы, тепло-
изоляторы и т.д.
Чаще всего метод реализуют с помощью импульс-
ного лазера (метод лазерной вспышки, МЛВ). МЛВ при-
меним при следующих допущениях: образец теплоизо-
лирован, длительность импульса вспышки Тв « Тт, где
Тт - характерное время распространения теплового им-
пульса в материале образца, распределения энергии по
сечению лазерного пучка и коэффициента поглощения
по поверхности образца однородны, образец однороден
(гомогенен) и не меняет своих ТФХ в диапазоне темпе-
ратур нагрева.
Тогда температуропроводность а » 0,14 /2//0,5, где
I - толщина образца; /о,5 - время достижения обратной
стороны образца температуры, равной ДТ = 0,5 АТ^х
(АТтах ~ максимальная температура нагрева).
Импульсный лазер генерирует импульс излучения
длительностью 10'3с и энергией Еп = 3 ... 6 Дж. Обычно
применяют лазер на рубине (X = 0,69 мкм). Часть излу-
чения направляют на фотодиод, сигнал с которого по-
ступает в блок измерения энергии импульса и в блок ге-
нератора синхроимпульсов, связанного с контролером.
Образец обычно помещают в полости электрической
печи для адиабатизации и нагрева при широкотемпера-
турных исследованиях материалов.
Термодатчик представляет собой ИК-пирометр или
специальную термопару, привариваемую к образцу с
помощью серебряных или других паст. Вместо лазера в
подобных установках иногда применяют ксеноновую
лампу-вспышку.
Для метрологического обеспечения теплофизиче-
ских измерений применяют наборы рабочих эталонов
(РЭ) и образцовых мер (ОМ), которые охватывают теп-
лопроводности твердых тел в диапазоне температур.
ОМ, аттестованные по теплопроводности и удельной
теплоемкости, применяют и для проверки приборов из-
мерения температуропроводности, с использованием
соотношения X = аср.
542
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
4. Коэффициенты теплопроводности наиболее
часто используемых материалов
Наименование материала Теплопроводность X, Вт/(м • К)
Металлы
Алюминий 209,3
Железо 74,4
Золото 312,8
Латунь 85,5
Медь 389,5
Серебро 418,7
Сталь 45,4
Чугун 62,8
Неметаллы
Асбестовая бумага 0,177
Вата стеклянная 0,035
Пеностекло 0,073
Пенопласты 0,043
Винипласт 0,126
Гранит 0,36
Картон 0,14
Фторопласт 0,058
По теплопроводности и удельной теплоемкости ат-
тестованы стандартные образцы из оптического кварца
КВ, стекла ТФ-1 и ЛК-5, стали 12Х18Н10Т.
В табл. 4 приведены ТФХ ряда материалов.
Структура и элементная база
систем теплового контроля
Обобщенная функциональная схема автоматической
системы ТНК показана на рис. 3. Контроль с помощью этой
системы осуществляется следующим способом.
Рис. 3. Обобщенная функциональная схема автоматической
системы активного теплового неразрушающего контроля:
1 - источник теплового возбуждения; 2 - объект контроля;
3 - дефектоотметчик; 4 - сканирующее устройство;
5 - оптическая система и приемник излучения; 6 - устройство
выбора оптимального времени регистрации температуры;
7 - электронный блок; 8 - ЭВМ
Контролируемый объект 2 подвергается воздейст-
вию со стороны источника теплового возбуждения
(НТВ) 1. Нагретая поверхность объекта становится ис-
точником инфракрасного излучения, поступающего в
оптическую систему и на приемник излучения 5. Скани-
рующее устройство 4 перемещает нагреватель / с посто-
янной скоростью вдоль контролируемой поверхности, а
также непрерывно обследует заданную траекторию. Блок
6 автоматически подбирает оптимальное время регист-
рации температуры для каждого типа контролируемого
изделия в зависимости от ТФХ материала и времени на-
грева. Электронный блок 7 непосредственно управляет
устройством 4, блоком б, дефектоответчиком 3, отмечает
контур дефекта на поверхности контролируемого объек-
та. Для обработки результатов контроля в состав АС
АТНК входит ЭВМ 8.
В качестве ИТВ можно использовать различные ти-
пы нагревателей (например, инфракрасные кварцевые
галогенные лампы, когерентные излучатели (лазеры),
индукционные нагреватели, воздушные струи и т.п.).
Достоверность АТНК в немалой степени зависит от
ИТВ, нагревающего поверхность контролируемого объ-
екта до температуры, превышающей температуру окру-
жающей среды на 5 ... 100 К. Основными параметрами
ИТВ являются плотность теплового потока, равномер-
ность нагрева и размеры зоны нагрева. Для обнаружения
дефектов малых размеров ИТВ должны отличаться вы-
сокой равномерностью нагрева, так как неравномерно
нагретые участки могут быть классифицированны как
ложные дефекты. При 2 %-ной чувствительности тепло-
вого контроля неравномерность нагрева не должна пре-
вышать 2 К при уровне нагрева 100 К.
Оптические системы собирают и фокусируют поток
лучистой энергии на чувствительном элементе приемни-
ка излучения. Они могут быть выполнены в виде зер-
кального или линзового объектива. Зеркальные объекти-
вы используются при предъявлении высоких требований
к чувствительности, а линзовые - при необходимости
высокого геометрического разрешения. Чаще использу-
ются зеркальные объективы. В зависимости от размеров,
конструкции контролируемых объектов могут приме-
няться телеоптические, микроскопические и нормальные
объективы. Основными параметрами объективов явля-
ются фокусное расстояние, диаметр, угловое поле, раз-
решающая способность. Для доступа к труднодоступным
объектам контроля используют зеркальные или волокни-
стые световоды.
Главным элементом оптической системы АС АТНК
является приемник излучения, который преобразует ин-
фракрасное излучение в электрический сигнал.
Сканирующее устройство перемещает с постоянной
скоростью оптическую ось системы по одной или двум
взаимно перпендикулярным координатам. В зависимости
от конструкции оптико-механического сканирующего
устройства траектория сканирования может быть спи-
ральной, розеточной, прямоугольной и др. Можно ис-
пользовать сканирующие устройства на основе колеб-
лющихся плоских зеркал, вращающихся зеркальных
ДРУГИЕ ВОЗМОЖНЫЕ МЕТОДЫ И СРЕДСТВА ТНК
543
призм, барабанов, пирамид, преломляющих клиньев.
Важным параметром сканирующего устройства является
количество строк, просматриваемых в единицу времени.
От прилегания просматриваемых строк друг к другу за-
висит качество получаемой тепловой картины объекта, а
от времени нахождения визируемого участка объекта
контроля в мгновенном поле зрения прибора - ее ин-
формативность.
К числу наиболее важных параметров сканирующих
устройств можно отнести максимальный угол сканиро-
вания, частоту вращения барабана или качания зеркала,
размеры пятна сканирования.
Анализ результатов теоретических расчетов и экс-
периментальных исследований показывает, что сущест-
вует оптимальное время регистрации температуры после
окончания нагрева, которое зависит от времени нагрева
объекта и от глубины залегания дефекта, поэтому при
его изменении возможен послойный контроль объекта и
выявление дефектов на различной глубине. Для досто-
верного обнаружения дефекта необходимо выбирать та-
кое время регистрации, при котором температурный
контраст над дефектом с наименьшей глубиной залега-
ния превышал бы разрешающую способность в 3 ...
4 раза.
Электронный блок определяет уровень порогового
сигнала и подавляет помехи, возникающие в процессе
контроля. Помехи могут быть вызваны следующими
причинами: неравномерный нагрев объекта контроля
вдоль траектории сканирования, изменение расстояния
от нагревателя до поверхности контролируемого объек-
та, случайные изменения ТФХ объекта, изменение на-
пряжения питания и т.п. Случайные помехи можно по-
давлять фильтрованием суммарного сигнала и выделе-
нием полезного сигнала, вызванного дефектом.
Дефектоотметчик должен иметь достаточно про-
стую конструкцию и малую инерционность для разметки
контура дефекта с высокой скоростью и перемещения
синхронно со сканирующим устройством. Наличие де-
фектоотметчика позволяет оперативно оценивать обна-
руженный дефект.
Наличие ЭВМ позволяет накапливать, хранить и
документировать данные контроля, реализовывать слож-
ные алгоритмы определения геометрических характери-
стик дефектов, определять координаты и площадь де-
фектов.
16.4. ДРУГИЕ ВОЗМОЖНЫЕ
МЕТОДЫ И СРЕДСТВА ТНК
Вибротепловизионный метод
Вибротепловизионный метод особенно перспекти-
вен для анализа изделий, работающих в условиях вибра-
ции. В материалах с дефектами структуры под воздейст-
вием вибрации возникают температурные поля, что обу-
словлено рассеянием энергии колебаний на дефектах и
превращением ее в теплоту за счет внутреннего перегре-
ва в материале. В областях нарушения гомогенности
структуры возникают локальные зоны перегрева объек-
та. На термограммах вибрирующих пластин и других
объектов четко выявляются дефекты типа расслоений,
несплошностей и т.п.
При температурной чувствительности тепловизора
0,1 К в полимерных материалах дефекты типа расслое-
ний размером порядка 5x6 мм2 выявляются на глубинах
залегания до 2 ... 3 мм.
Для объектов, подвергаемых циклическому механи-
ческому нагружению с частотой/ возрастание темпера-
туры от первоначальной ДГ после п циклов колебаний,
совершаемых за время /, определяется выражением
ДТ=(6о^)(СрЕ)Д
где 8 - декремент затухания; с - удельная теплоемкость
материала; р - плотность материала; Е - модуль упруго-
сти; Со - амплитуда механического напряжения.
В «слабых» (дефектных) зонах объекта амплитуды
колебаний больше соответствующих значений для без-
дефектных участков материала. Разность температур
растет с увеличением частоты колебаний, достигая 0,8 К
при/«100Гци/«50с для образцов из стали. Вибрация
изделий на частотах, соответствующих резонансным
колебаниям дефектных участков, дополнительно повы-
шает чувствительность метода.
Вибрационное возбуждение объектов можно реали-
зовать с помощью пьезоакустических и других стандарт-
ных средств. Наиболее информативный диапазон частот
выбирают либо расчетным путем, либо эксперименталь-
но на имитаторах дефектов. Каждому дефекту соответ-
ствует своя характерная частота, поэтому контроль целе-
сообразно проводить на нескольких частотах.
Разработана система для бесконтактного количест-
венного анализа напряжений в объектах, подвергаемых
циклическому нагружению. Принцип действия системы
основан на термоэластическом эффекте, т.е. пропорцио-
нальности температурного градиента ДГ на поверхности
объекта соответствующим изменениям основных напря-
жений До, возникающих в материале при циклической
нагрузке: ДГ= -£ГДо, где Г - средняя температура объ-
екта; к - термоэластический коэффициент. Значения ДГ
для большинства материалов невелики, порядка
0,01 °C, что требует использования сверхчувствительных
тепловизионных систем, в частности, с современными
фотоприемниками, на базе тройных соединений (КРТ -
кадмий - ртуть - теллур), охлаждаемых жидким азотом
или гелием.
Метод тепловой томографии
Тепловая томография (ТГ) метод визуализации
внутренних сечений объекта с помощью тепловых эф-
фектов. Его можно реализовать импульсным облучением
объекта плоским равномерным пучком излучения и по-
следовательной регистрацией «тепловых отпечатков»
дефектов или неоднородностей теплофизических пара-
метров контролируемой структуры на противоположной
стороне изделия с помощью быстродействующего теп-
ловизора.
544
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Один из вариантов ТТ основан на регистрации на
термограммах в различные моменты времени тепловых
изображений дефектов, расположенных на различной
глубине. Записывая эти изображения, например в циф-
ровое ОЗУ, можно затем последовательно просматривать
строение слоев изделия на различной глубине. Этот ме-
тод получил название метода хронологических термо-
грамм (ХТГ) или динамической тепловой термографии
(ДТТ). Исходной зависимостью теории ДТТ является
зависимость температурного перепада над дефектом от
времени, т.е. ДД7). Количество различимых слоев дости-
гает п « 15 для углепластика, п & 6 - для бетона.
Другой вариант ТТ основан на использовании алго-
ритмов реконструкции изображений, используемых в
традиционной технике томографа. Например, система
трехмерного контроля внутренних тепловых неоднород-
ностей объекта может быть основана на использовании
«эффекта миража». С помощью цилиндрической линзы
на поверхности изделия фокусируется лазерное излуче-
ние в виде узкой полоски. Вспомогательный лазерный
луч направляется вдоль этой полоски над поверхностью
изделия (например, полированной кремниевой пластин-
ки и т.п.). Объект последовательно перемещается в на-
правлении, перпендикулярном освещаемой полоске, а
после каждого цикла перемещения поворачивается отно-
сительно оси, совпадающей с направлением излучения.
С помощью позиционно-чувствительного фотоприемни-
ка получают матрицу «проекций» для всех положений
объекта, а затем восстанавливают изображение по стан-
дартным алгоритмам. Для трехмерного контроля исполь-
зуют второй пробный луч, направляемый параллельно
первому над обратной стороной объекта.
Для получения изображения форматом 18 х 18 то-
чек достаточно выполнить 36 измерений (18 х 2 с пово-
ротом на 90°). Увеличение количества проекций улучша-
ет качество изображения, но резко повышает длитель-
ность обработки. В настоящее время есть перспектива
создания методов ТТ, работающих в реальном времени.
Тепловизионный метод контроля влажности
Наличие влаги в объектах, особенно пористых, с
развитой поверхностью обусловливает интенсивный
процесс испарения за счет инфильтрации воды из подпо-
верхностных областей материала. Процесс испарения
сопровождается уменьшением температуры поверхности
объекта. Тепловизионные методы позволяют дистанци-
онно, наглядно и оперативно определять места скопле-
ния влаги в объектах по термографическому изображе-
нию, на котором зоны с повышенной интенсивностью
испарения выглядят как менее нагретые.
Такие методы применимы в естественных условиях
при наличии градиентов температуры между объектом и
окружающей средой. Использование каких-либо источ-
ников искусственного нагрева изделий (например, мощ-
ных ИК-лазеров, СВЧ генераторов и т.п.), стимулирую-
щих повышение скорости испарения, дополнительно
увеличивает информативность метода.
Методы отличаются оперативностью и простотой
процедур контроля. Однако количественная интерпрета-
ция результатов контроля достаточно трудна, что обу-
словлено сложностью анализа процесса массо- и тепло-
переноса, особенно в сложных метеоусловиях. В связи с
этим целесообразно использовать тепловизионные мето-
ды в сочетании с каким-либо традиционным методом
измерения влажности, используемым для получения ка-
либровочных оценок влажности материала в некоторых
опорных, реперных точках объекта. Например, эффек-
тивно сочетание тепловизионного метода с инфракрас-
ной рефлектометрией, реализуемой, например, с помо-
щью ИК лазеров или других источников. Метод инфра-
красной рефлексометрии основан на сильной зависимо-
сти интенсивности поглощения излучения в некоторых
характерных линиях ИК-спектра (например, X = 1,9 мкм
и др.) от влагосодержания вещества. Для исключения
мешающих факторов (колебания отражательной способ-
ности, обусловленные локальными изменениями шеро-
ховатости, цветности и подобными свойствами материа-
ла) применяют дифференциальный метод, который ос-
нован на сравнении коэффициентов отражения объекта в
двух участках спектра. В одном участке отражение не
зависит от влажности материала, но изменяется в соот-
ветствии с упомянутыми факторами, а в другом - зави-
сит от этих факторов, и от влажности.
\
Вихретокотепловой метод
Вихретокотепловой (ВТТ) метод основан на радио-
импульсном возбуждении металлических объектов по-
лем индуктора, приеме теплового отклика приповерхно-
стным преобразователем во время и после теплового
воздействия и анализе амплитудно-временной информа-
ции. Ход теплового процесса определяется теплофизиче-
скими и одновременно электромагнитными параметрами
объекта, что позволяет в одном эксперименте проводить
исследования как тепловыми, так и вихретоковыми ме-
тодами. В частности, коэффициент температуропровод-
ности чувствителен к химическому составу, тепловому
старению, термообработке, размерам зерна сплавов.
С помощью метода ВТТ возможна также (при фиксиро-
ванных прочих параметрах) тепловая толщинометрия
ферромагнитных и тонкостенных изделий, изделий с
грубой поверхностью и др.
Возможен одно- и двухсторонний контроль изде-
лий. Ввод энергии в объект возможен в контактном и
бесконтактном вариантах. Нагрев изделия целесообразно
регистрировать с помощью бесконтактного пирометри-
ческого датчика. ♦
Характерные значения параметров приборов, реали-
зующих метод ВТТ: рабочая частота 30 ... 100 кГц, вре-
мя нагрева 1 ... 3 с, вводимая от индуктора мощность
100 ... 150 Вт, диапазон контролируемых толщин 0,2 ...
2 мм, радиус индуктора 10 мм, чувствительность пиро-
метра на базе пироэлектрического детектора 0,05 ...
0,1 К.
ДРУГИЕ ВОЗМОЖНЫЕ МЕТОДЫ И СРЕДСТВА ТНК
545
Радиотепловой метод
В процессе ТНК необходимо регистрировать объ-
емное распределение температуры в объектах. Одним из
методов измерения температуры приповерхностных и
глубинных слоев изделий из диэлектриков, прозрачных в
радиодиапазоне (диапазон длин волн от 1 до 100 ...150
мм), может быть СВЧ термометрии (СВЧТ).
Большинство материалов непрозрачны в ИК-диа-
пазоне спектра, но хорошо пропускают СВЧ излучение.
Глубина проникновения erq сильно зависит от длины
волны и химического состава вещества. Для длин волн
X » 100 мм она составляет до 200 мм и более (например,
для биологических объектов), для волн с X = 1 мм - по-
рядка 0,5 ... 2 мм. С ростом длины волны разрешающая
способность падает.
Созданы средства локальной СВЧТ и системы ра-
дио-тепловидения. Следует отметить малую интенсив-
ность потока теплового излучения от слабонагретых
объектов в СВЧ диапазоне. Например, при Т = 30 °C из-
лучение с длиной волны X = 10 см в 108 раз слабее, чем
излучение с X = Хп^х =10 мкм. Это требует применения
сверхчувствительных детекторов (обычно сверхпрово-
дящих болометров, охлаждаемых до гелиевых темпера-
тур) с чувствительностью порядка 0,01 ... 0,65 К. Кроме
того, в СВЧТ велико время накопления сигнала (Z > 10 с
и более). СВЧТ реализуется в контактном и бесконтакт-
ном вариантах. Контактная СВЧТ реализуется с помо-
щью антенны-зонда, например рупорного типа, которая
накладывается на объект. При этом возможен как диф-
ференциальный, так и абсолютный методы измерения.
Бесконтактная СВЧТ реализуется в основном в диапазо-
не длин волн 1 ... 10 мм. Радиотепловое излучение объ-
ектов фокусируется на приемник с помощью радиоопти-
ческих систем
Метод СВЧТ находится в стадии интенсивного раз-
вития и уже сегодня используется в медицинских иссле-
дованиях.
Фазовая термография
При сканировании объекта сфокусированным ла-
зерным пучком, перемещение которого синхронизиро-
вание с разверткой ИК-камеры тепловизора, можно ре-
гистрировать фазовые термограммы, т.е. зависимость от
времени изменения температуры в каждой точке термо-
граммы. Метод позволяет существенно снизить влияние
неоднородности излучательной способности поверхно-
сти объекта. Особенно эффективен он для контроля тон-
ких пленок, различных покрытий и т.п. объектов. При-
менение техники синхронного детектирования позволяет
дополнительно повысить чувствительность контроля.
Обычно используются быстродействующие тепло-
визоры, например, типа «Инфраметрикс», Р - 660 (спек-
тральный диапазон чувствительности 8 ... 12 мкм, часто-
та кадров до 60 Гц, число элементов растра 512 х 512 х
х 16 бит) в сочетании с быстродействующими процессо-
рами, буферными ОЗУ и ПЭВМ.
35 — 7387
В качестве греющего лазера используют СО2
(X = 10,6 мкм), Со (X = 5 мкм), аргоновые лазеры и т.п.
Излучение лазера обычно модулируется акустооп-
тическим модулятором и на обратном ходе развертки
блокируется. Расстояние (временная задержка) между
греющим лучом и соответствующим мгновенным углом
зрения ИК-камеры может регулироваться.
Теплоголографический ТНК композитов
Контроль тонкостенных оболочек из полимерных
композиционных материалов, прочность которых суще-
ственно зависит от дефектов типа воздушных расслое-
ний, «слипнутых» отслоений и т.д., эффективен с помо-
щью комбинированного теплоголографического метода.
Он заключается в нагреве (тепловом нагружении)
изделия и совместной регистрации термограмм и голо-
графических интерферограмм нагретой поверхности.
При этом обнаружение дефектов производится по нали-
чию аномалий интерференционных полос, а их протя-
женность и глубина залегания на основании анализа
термограмм контролируемой зоны изделия при его на-
греве галогенными лампами. Оператор с помощью голо-
графического интерферометра с термопластической сис-
темой записи изображений и телевизионной системой
практически в реальном масштабе времени наблюдает
интерферограмму. В случае обнаружения аномалий (де-
фектных участков) на интерферограмме дальнейшая об-
работка дефектоскопической информации производится
с помощью программного анализа термограмм, записан-
ных в памяти ПЭВМ. Дефектоскопические процедуры
реализуются на основе физико-математической модели
процесса контроля (двухмерная обратная задача неста-
ционарной теплопроводности).
Фототермоакустические методы -ТНК
В методе фототермоакустики лазерное (в общем
случае оптическое) излучение проходит через оптиче-
скую систему и попадает на поверхность исследуемого
образца, в котором под воздействием излучения возни-
кают температурные и акустические поля, по которым
можно судить о структуре и параметрах изделия.
Поглощение лазерного импульса приводит к неста-
ционарному повышению температуры поверхностного
слоя как поглощающей, так и (за счет теплопроводности)
прозрачной среды. При этом происходит возбуждение
акустических волн как в прозрачной, так и в поглощаю-
щей среде.
Все тепловые методы фототермоакустики позволя-
ют работать с порошками: светорассеивающими, радио-
активными, нагретыми до высокой температуры средами
и т.д. Для измерения температуры приповерхностного
слоя используют термопары, термисторы, пироэлектри-
ческие пленки, а также ИК-радиометры (бесконтактные
методы). Контактные методы применимы только для
хорошо теплопроводящих сред и при весьма низких час-
тотах модуляции.
К тепловым методам относятся также способы ре-
гистрации оптико-акустического сигнала по зависимости
показателя преломления сред от температуры.
546
ТЕПЛОВЫЕ МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
В методе тепловой линзы с использованием проб-
ного луча пробный луч подфокусируется или дефокуси-
руется тепловой линзой, появление которой вызвано не-
однородным нагревом среды основным лучом.
Метод тепловой линзы наиболее удобен для иссле-
дования прозрачных сред и позволяет измерять коэффи-
циенты поглощения вплоть до 10'7 ... 10'8 см*1. Он может
применяться как непосредственно, так и косвенно, для
определения распределения температуры, коэффициен-
тов температуропроводности, скоростей потока газов и
тому подобного. При ортогональном расположении ос-
новного и пробного лучей отклонение луча тепловой
линзой часто называют «эффектом миража».
Частотный диапазон этого метода ограничен в ос-
новном шумами источника пробного излучения и фото-
приемника, а также (при косвенной регистрации) диа-
метром луча. Диагностика по этому методу сопряжена с
трудностями разделения температурного и акустическо-
го полей. Тем не менее этот метод широко распростра-
нен, в частности, в оптотермической микроскопии. Из-
менения показателя преломления можно определить
также интерферометрическими, гетеродинными и дру-
гими подобными методами.
Непосредственно к тепловым методам примыкает
метод «фотодефлекционной спектроскопии», суть кото-
рого в рассеянии пробного излучения на деформациях
поверхности поглощающей среды, вызванных неодно-
родным лазерным нагревом. Обычно стараются сфоку-
сировать пробное излучение на склон «выпучивания» в
область наибольшего наклона поверхности для получе-
ния максимального сигнала.
От изменения температуры поверхности зависят не
только показатель преломления, что используется в фо-
торефрактивных методах, но и коэффициенты поглоще-
ния и рассеяния света.
ЛИТЕРАТУРА
1. Неразрушающий контроль и диагностика: Спра-
вочник / В.В. Клюев и др.; Под ред. В.В. Клюева. М.:
Машиностроение, 1995. 488 с.
2. Машиностроение. Энциклопедия / Ред. совет:
К.В. Фролов и др. М.: Машиностроение, 1996. Измере-
ния, контроль, испытания и диагностика. Т. Ш-7 /
В.В. Клюев и др.: Под общ. ред. В.В. Клюева. 464 с.
3. Справочник по инфракрасной технике / Ред.
У. Вольф. В 4-х т.: Пер. с англ. М.: Мир, 1999. 600 с.
4. Вавилов В.П. Тепловые методы неразрушающего
контроля: Справочник. М.: Машиностроение, 1991. 240 с.
5. Синеглазов В.М., Протасов А.Г., Кеткович А.А.
Активная тепловая интроскопия. Киев: Техшка, 1993.
168 с.
6. Низкотемпературные пирометры / Е.И. Фандеев
и др. М.: Энергоатомиздат, 1993. 160 с.
7. Тепловой неразрушающий контроль изделий:
Научно-методическое пособие / О.Н. Будадин и др. М.:
Наука, 2002.472 с.
8. Госсорг Ж. Инфракрасная термография. Основы,
техника, применение: Пер. с франц. М.: Мир, 1988. 416 с.
Глава 17.
МЕТОДЫ И СРЕДСТВА
ТЕЧЕИСКАНИЯ
17.1. ОБЩИЕ СВЕДЕНИЯ
Современная техника течеискания - это область
науки и техники, обеспечивающая создание и примене-
ние комплекса аппаратуры и методов контроля качества
герметизации разнородных систем и изделий.
Герметичность - свойство изделия или его элемен-
тов, исключающее проникновение через них газообраз-
ных и (или) жидких веществ. В общем случае нарушение
герметичности связано с наличием в оболочке сквозных
капиллярных каналов (течей) или проницаемостью ос-
новного материалы с ненарушенной структурой.
Проницаемость, как свойство материала, должна
учитываться и исключаться при выборе материалов в
процессе конструирования. Проницаемость носит изби-
рательный характер и обнаруживает себя только по от-
ношению к определенным проникающим веществам, в то
время как через каналы течей могут проходить все про-
никающие вещества. При наличии течей обнаруживается
прямая связь между составами газовой среды по обе сто-
роны оболочки, а при подаче жидкости на одну поверх-
ность оболочки выявляется ее присутствие на противо-
положной поверхности. Это позволяет базировать мето-
ды течеискания на применении различных пробных ве-
ществ, избирательно фиксируемых после проникновения
их через течи.
Течь - это канал или пористый участок изделия или
его элементов, нарушающих их герметичность. Как пра-
вило, малые характерные размеры течей исключают воз-
можность их визуального наблюдения или обнаружения
всеми другими методами дефектоскопии, кроме методов
проникающих веществ. Малые размеры сечений и неод-
нородность их по длине произвольно извилистых кана-
лов не позволяют характеризовать течи геометрическими
размерами. Поэтому величины течей принято определять
потоками проникающих через них веществ. Соответст-
венно, в величинах потоков выражаются порог чувстви-
тельности аппаратуры (наименьший расход пробного
вещества или наименьшее изменение давления, регист-
рируемые течеискателем) так же, как и диапазон выяв-
ляемых течей, и норма герметичности (наибольший
суммарный расход вещества через течи герметизиро-
ванного изделия, обеспечивающий его работоспособное
состояние и установленный нормативно-технической
документацией).
Поскольку количество перетекающего через течь
вещества зависит от свойств этого вещества, температу-
ры и перепада давлений на канале течи, то для однознач-
ности принято характеризовать количественно течь по-
током воздуха, проходящего через нее из атмосферы в
вакуум в нормальных условиях.
В зависимости от направленности потока газа в тех-
нике течеискания различают понятия натекания и утечки.
Натекание - проникновение вещества через течи
внутрь герметизированного изделия под действием пере-
пада полного или парциального давления.
Утечка - проникновение вещества из герметизиро-
ванного изделия через течи под действием перепада пол-
ного или парциального давления.
Натекание и утечка оцениваются потоком газа и
имеют его размерность.
В технике течеискания в зависимости от назначения
объекта, его конструкции, этапа технологического про-
цесса и условий его проведения различают контроль гер-
метичности и испытание на герметичность.
Контроль герметичности - технический контроль с
целью установления соответствия изделия норме герме-
тичности.
Испытания на герметичность - испытания с целью
оценки характеристик герметичности изделия как ре-
зультата воздействия на него при его функционировании
или при моделировании воздействий на него.
В процессе испытаний изделий на герметичность ис-
пользуют пробные, индикаторные и балластные вещества.
Пробное вещество - вещество, проникновение ко-
торого через течь обнаруживается при течеискании.
Индикаторное вещество - вещество, в результате
взаимодействия которого с пробным веществом форми-
руется сигнал о наличии течи.
Баластное вещество - вещество, используемое для
повышения полного давления с целью увеличения расхо-
да пробного вещества через течь.
В качестве пробных веществ используются, как пра-
вило, газы с малым молекулярным весом, с низким их
содержанием в атмосферном воздухе, с низкой сорбци-
онной способностью, не токсичные, пожаробезопасные.
В ряде случаев роль пробного вещества выполняет рабо-
чее вещество, заполняющее герметизированный объект
при эксплуатации или хранении, например фреон в холо-
дильных агрегатах. Рабочее вещество в сочетании с
пробным иногда может усилить эффект индикации.
В других случаях технические условия на изделия не
допускают контакта рабочего вещества с пробным, и то-
гда процесс испытаний таких изделий усложняется.
Требования к порогу чувствительности испытаний
изделий устанавливают, исходя.из требований к их гер-
метичности. Абсолютная герметичность недостижима и
неконтролируема. Герметичными принято считать кон-
струкции, если перетекание через них проникающих ве-
ществ достаточно мало для того, чтобы его влиянием
можно было бы пренебречь в условиях эксплуатации и
хранения. Очевидно, что требования к герметичности
должны формулироваться количественно, исходя из тре-
буемых характеристик изделий. Если герметизация осу-
548
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
1. Коэффициенты для пересчета потоков газа, выраженных в различных единицах
Единица измерения м3 Па (Вт) С л-мм рт.ст. с л • мкм рт. ст. с л • мбар с
^(Вт) С 1 7,5 7,6 • 103 10
л мм рт.ст. с 1,33 • кг1 1 103 1,33
л мкм рт. ст. с 1,33 • ПУ4 10’3 1 1,33 • 10’3
л • мбар с кг1 7,5 • КГ* 760 1
ществляется ради сохранения вещества, заполняющего
герметизированное изделие, поддержания неизменным
его давления и состава, то предельно допустимые потоки
2доп веществ, перетекающих через течи, определяются
по формулам:
бдоп — ИЛИ бдоп ~ » (О
I yt
где 9д0П - предельно допустимое к потере количество
вещества; t - заданное время хранения; ДР - допустимое
изменение давления критичного компонента газовой сре-
ды в объеме V изолированной полости за время /; у -
концентрация критичного компонента в перетекающей
смеси (при определяющей роли общего газового пото-
ка у = 1).
Для того, чтобы при нагнетании или откачке веще-
ства с быстротой S иметь возможность получать и под-
держивать определенные давления Р, объект должен
быть герметичным в пределах:
бдоп^-Я?- (2)
У
Зависимости (1) и (2) определяют требования к гер-
метичности конструкции в целом. При организации по-
элементного контроля максимальная надежность прове-
ряемых изделий будет обеспечена, если исходить из
предположения о равномерном распределении течей по
площади поверхности (при вероятности течей по основ-
ному материалу) или по длине уплотняющих соединений.
Соответственно можно пользоваться зависимостями:
или (3)
F I
где Q3 - предельно допустимый поток через элемент
площади Fi или с протяженностью соединений /ь 2Д0П -
поток через изделие в целом с общей площадью поверх-
ности F и длиной соединений /.
Поток газа в системе измерения СИ задается в
м3 • Па/с или в ваттах (Вт). Однозначность этих единиц
вытекает из простейших преобразований: поскольку
Па = Н/м2, то м3 • Па/с = Дж/с = Вт. Физический смысл
того, что поток измеряется в единицах мощности, состо-
ит в том, что произведение давления на объем есть энер-
гия, запасенная в газе, а изменение энергии во времени -
мощность.
В отечественной и зарубежной литературе и в прак-
тике используются различные внесистемные единицах
измерения газовых потоков. В табл. 1 даются пересчет-
ные коэффициенты от одних единиц к другим.
Опыт показывает, что течи появляются в разборных
и неразборных соединениях и носят дискретный харак-
тер. Следовательно, требования к чувствительности ис-
пытаний, определяемые, исходя из зависимости (3), ско-
рее всего существенно завышаются. Обоснованно сни-
зить их можно, исходя из вероятностного распределения
течей по величинам. Это распределение безусловно зави-
сит от конструкции и технологии изготовления гермети-
зируемого изделия и должно быть установлено в процес-
се подготовки изделия к передаче в серийное производ-
ство. В качестве примера на рис. 1 представлено полу-
ченное экспериментально вероятностное распределение
по величинам течей В в тонкостенных металлокерамиче-
ских оболочках, содержащих сварные и паяные соединения.
Видно, что вероятность появления течей меньше
1О~10 м3 • Па/с для данного типа изделий весьма мала, и
когда речь не идет об особо высоких требованиях к на-
дежности, чувствительность контроля может быть сниже-
на, ориентируясь на выявление течей более ~ 10“10 м3- Па/с.
Отсутствие течей более 10"3 м3 Па/с связано с их обнару-
жением при визуальном контроле.
ПРОМЫШЛЕННАЯ АППАРАТУРА ТЕЧЕИСКАНИЯ
549
1ГЮ 8,м}Па/с
Рис. 1. График экспериментально полученного вероятностного
распределения по величинам В течей в тонкостенных ме-
таллокерамических оболочках, содержащих сварные и пая-
ные соединения
Теоретически вероятность появления малых течей
связана с характерной для рассмотренного случая тре-
щинообразной формой течей. Согласно расчетам, прове-
денным при моделировании трещинообразной течи пря-
мым каналом вытянутого прямоугольного сечения, ха-
рактерный размер (раскрытие трещины) для течей 10"11...
10’12 м3 • Па/с приближается к нормальным межмолеку-
лярным расстояниям в кристаллической решетке метал-
лов (см. табл. 2). Совсем другие результаты получаются
для порообразных течей с каналами круглого сечения
(прямой цилиндрический канал с длиной, равной толщи-
не оболочки). Практически они могут быть сколь угодно
малыми. Данные табл. 2 получены на основании расчета
по обобщенному уравнению Кнудсена и позволяют по-
лучить представление о связи между величинами течей В
и их характерными размерами. Расчет проводился для тре-
щинообразных и порообразных каналов различных харак-
терных размеров радиуса сечения г или раскрытия тре-
щины 8. Принималось, что длина канала I и протяженность h
трещины в ее поперечном сечении много больше г и 8.
Соотношение между величинами течей В и их ха-
рактерными размерами г и 8 при заданных I и 1/й может
быть оценено из табл. 2, где приняты обозначения: X и Z
для круглого канала радиуса г.
2. Связь между величинами течей В и их характерными
размерами
X Z г, см 8, см
10’8 1,3 КГ12 5,0 10^ 2,1 10"8
1(Г7 1,3 10’11 1,1 • 10’5 6,5 • 10’8
10"4 1,3 1О-10 2,2 • 10’5 2,1 10’7
10’5 1,3 10’9 4,5- 10’5 6,5 • 10’7
КГ4 1,3 Ю-8 8,8- 10‘5 2,1 Ю-6
10’3 1,3 10’7 1,7-10-4 6,4-10-6
10’1 1,3 10”5 5,7 10-4 5,5 • 10’5
1,0 1,3 Ю"4 1,0 10’3 1,4- Ю-4
10,0 1,3 ю-3 1,8-10‘3 3,5 • 10"4
100,0 1,3 10’2 3,3 10-3 7,9 1 О'4
1000,0 0,1 5,9 10~3 1,7 10'3
10000,0 1,3 1,1 10’2 3,8 • 10'3
X = В19 л • мкм рт. ст. см/с;
Z = В/, м3 • Па • см/с;
для трещин с раскрытием 8:
X = В1 / Л, л • мкм рт. ст./с;
Z = BUh9 м3 Па/с.
Малые размеры сечений каналов течей (см. табл. 2)
обусловливают значительную вероятность закупорки
каналов, препятствующей прохождению проникающих
веществ и обнаружению течей во время испытаний. За-
купорка может произойти в результате механической
обработки поверхностей, попадания в каналы пылинок,
воздействия масел, кислот, щелочей, воды и других ве-
ществ. Весьма вероятна закупорка течей влагой воздуха.
Герметизация течей подобного рода посторонними
включениями ненадежна. Не обнаруженные во время
испытаний закупоренные течи могут вскрыться в некон-
тролируемый момент времени, поэтому особое значение
приобретает правильный выбор этапа испытаний и под-
готовка к ним изделий.
Испытания герметизируемого изделия в процессе
производства проводятся с учетом технологических опе-
раций, могущих привести к перекрытию или, наоборот,
разгерметизации до окраски поверхностей и нанесения
покрытий, если они не применяются специально для гер-
метизации.
Перед испытанием изделий, длительное время хра-
нившихся в обычных атмосферных условиях, необходи-
мо принять меры к освобождению течей от влаги. На-
дежное вскрытие течей, 10"7... 10-5 м3 Па/с, обеспечивает
прогрев при температуре свыше 350 °C. Поверхность
изделий, не допускающих такого прогрева, рекомендует-
ся ополаскивать летучей жидкостью с малым поверхно-
стным натяжением, например ацетоном, а затем длитель-
но прогревать до возможных температур.
Из течей, больших 10'5 м3 • Па/с, воду удаляют от-
качкой или избыточным давлением.
Если изделия подвергают испытаниям на вибро-
стенде или испытаниям на прочность, которые могут
привести к образованию течей (сжатие, тепловые удары,
неравномерный нагрев, охлаждение и пр.), проверка на
герметичность должна являться заключительным этапом
испытаний.
Эффективность испытаний на герметичности зави-
сит от конструктивных особенностей изделий, доступно-
сти герметизирующих соединений для проникновения к
ним пробных веществ. При течеискании, особенно для
крупногабаритных изделий, предварительно выявляют
факт негерметичности (глобальные испытания), затем
выделяют негерметичный участок (локализация течей), а
затем уже выявляют места течей. *
Методы течеискания, применяемые при этом, суще-
ственно разнятся как по чувствительности и избиратель-
ности реакции на пробное вещество, так и по принципу
обнаружения пробного вещества, проникающего через
течи, выбор их зависит от характеристик изделия и схе-
мы испытаний. Общая классификация наиболее распро-
страненных методов течеискания и способов их реализа-
ции дается в табл. 3.
3. Классификация основных методов контроля герметичности и способов их реализации
Метод Принципиальные основы метода Способы проведения испытаний Области применения Порог чувствительности к потоку, м3 • Па/с
Масс- спектромет- рический Выделение и регистрация прони- кающего через течи пробного ве- щества путем разделения ионов разных газов по отношению их массы к заряду в электрическом и магнитном полях Испытания под откачкой с подачей пробного вещества на противопо- ложную поверхность изделия: а) обдувом; б) методом гелиевых чехлов и камер; в) методом вакуумных камер Испытания вакуумных систем и всех видов откачиваемых изделий; испытания газонаполненных изделий, размещаемых в вакуумируемых камерах. Поиск мест течений. Определение общей и локальной герметичности, выделение негерметич- ных участков вакуумируемого изделия. Определение суммарной герметичности газонаполненных изделий Ю’11 1(Г12 10’12
Накоплением пробного вещества в вакууме Контроль герметичности малогабарит- ных вакуумируемых изделий. Контроль герметичности малогабарит- ных, газонаполненных изделий, разме- щаемых в вакуумной камере 10’14 10-13
С использованием вакуумных при- сосок. Накопление в чехлах и местных камерах при атмосферном давле- нии пробного газа Определение негерметичного участка в оболочках газонаполненных изделий. Испытания изделий, находящихся под избыточным давлением, - определение общей и локальной герметичности Ю’10 10’9
Щупом Определение мест течей в изделиях с избыточным давлением Ю’10
Галогенный Регистрация проникновения пробно- го вещества через течи по увеличе- нию эмиссии положительных ионов с накаленной металлической поверхно- сти при попадании на нее галогенов Щупом Обдувом Испытания изделий, опрессованных из- нутри галогеносодержащим веществом. Испытания вакуумных систем 10’7 1(Г9’
Манометри- ческий Регистрация изменений полного давления Р в системе испытаний в результате перетекания прони- кающих веществ через течи Камерный Бескамерный Проверка герметичности изделий, нахо- дящихся под избыточным давлением. Предварительная оценка степени герме- тичности перед контролем высокочув- ствительными течеискателями кг6
Вакуумметри- ческий Регистрация изменения давления Р или состава газовой среды в ва- куумированной полости в резуль- тате натеканий Обдувом Камерный Испытания вакуумных систем и вакуу- мируемых изделий 0,02 Р* ю-5... ю-9*’
Катарометри- ческий Регистрация проникающих через течи веществ, теплопроводность которых отличается от теплопро- водности воздуха Щупом Камерный Проверка герметичности изделий, заполненных газом, отличающимся по теплопроводности от воздуха ю-6
550 МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
Продолжение табл.
Метод Принципиальные основы метода Способы проведения испытаний Области применения Порог чувствительности к потоку, м3 • Па/с
Электронозах- ватный Регистрация перетекания через те- чи электроотрицательных пробных веществ, склонных к образованию отрицательных ионов, по измене- нию тока разряда Щупом Изделия, находящиеся под избыточным давлением электроотрицательных проб- ных веществ КГ10
Плазменный Регистрация перетекания через те- чи электроотрицательных пробных веществ по изменению частоты срывов колебаний высокочастот- ного генератора То же То же Тоже
Акустический Регистрация акустических волн, возбуждаемых при вытекании пробных веществ через течи Щупом Проверка изделий, находящихся под из- быточным давлением при невысоких требованиях к порогу чувствительности Ю'2
Химический Регистрация проникающих через течи веществ по эффекту химиче- ских реакций с индикаторным по- крытием С использованием индикаторных покрытий Контроль герметичности оборудования замкнутых и незамкнутых конструкций КГ7... КГ9
Пузырьковый Регистрация пузырьков воздуха, проникающего через течи в изде- лии, погруженном в жидкость или покрытом мыльной или другой пленкой, способной образовать пузыри Погружением в жидкость. Вакууммированием пространства над жидкостью. С использованием мыльной пены Контроль герметичности изделий под избыточным давлением. Определение места течей КГ8 КГ6... КГ9
Люминесцент- но-цветной Регистрация контраста люминес- цирующего следа, образуемого проникающим веществом на фоне поверхности контролируемого объ- екта в видимом или длинноволно- вом ультрафиолетовом излучении Визульный осмотр поверхности Фотоэлектрический контроль Контроль герметичности крупногаба- ритного оборудования КГ6... 1(Г8
Яркостный (ахроматиче- ский метод) Регистрация контраста ахромати- ческого следа, образуемого прони- кающим веществом, на фоне по- верхности контролируемого объек- та в видимом излучении С использованием различных по- крытий Контроль герметичности сварных кон- струкций кг5
Эффективная быстрота откачки 1 м3/с в месте расположения преобразователя. ** В зависимости от применяемых вакуумметров и их чувствительности
ПРОМЫШЛЕННАЯ АППАРАТУРА ТЕЧЕИСКАНИЯ
552
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
17.2. ПРОМЫШЛЕННАЯ АППАРАТУРА
ТЕЧЕИСКАНИЯ
Чем выше избирательная способность течеискателя
или метода течеискания, тем резче реакция на пробное
вещество, тем больше чувствительность. Острота реак-
ции зависит и от свойств пробных веществ. Она тем рез-
че, чем сильнее выбранное вещество отличается от воз-
духа по электрическим, тепловым или другим свойствам,
определяющим избирательную реакцию.
Наивысшей чувствительностью обладают промыш-
ленные масс-спектрометрические течеискатели, реаги-
рующие только на пробное вещество вне зависимости от
присутствия посторонних паров и газов. Практически
нечувствительны к присутствию воздуха и других ве-
ществ галогенные течеискатели, но пары растворителей и
других галогенсодержащих соединений могут вызывать
фоновые сигналы. С увеличением фонового сигнала и его
нестабильности, естественно, возрастает наименьший
достоверно регистрируемый сигнал о течи и порог чувст-
вительности. Сигнал манометров определяется всей со-
вокупностью присутствующих веществ, и возможности
регистрации течей манометрическим методов при общем
высоком уровне давления ограничены. Зато при сверхвы-
соком вакууме этим методом могут быть иногда зафик-
сированы предельно малые течи, лежащие за порогом
чувствительности даже масс-спектрометрического мето-
да. Следует иметь в виду, что порог чувствительности не
является абсолютной характеристикой метода, но зави-
сит от способов его реализации, схемы и режима испы-
таний, характеристик испытуемого объекта. В табл. 3
приведены цифры, относящиеся к предельным возмож-
ностям в самых лучших условиях. Далее будет приведе-
но краткое описание наиболее распространенных тече-
искателей.
Масс-спектрометрические течеискатели основа-
ны на принципе ионизации газов и паров с последующим
разделением образовавшихся ионов по отношениям их
массы к заряду в магнитных и электрических полях. Этот
метод является наиболее универсальным и чувствитель-
ным. Существуют масс-спектрометрические течеискате-
ли, рассчитанные на работу с различными пробными ве-
ществами, но в большинстве случаев предпочтение отда-
ется гелию.
Основными элементами, определяющими тип и
возможности масс-спектрометра, служит его ионоопти-
ческая система - анализатор. Ионный источник и анали-
зирующее устройство большей частью аналогичны у всех
масс-спектрометров, применяемых для газового анализа
и течеискания. Существенно отличаться эти масс-
спектрометры могут по типу анализатора. В гелиевых
масс-спектрометрических течеискателях, как правило,
применяется магнитный анализатор со 180-градусной
фокусировкой, схема разделения ионов в поперечном
магнитном поле которого представлена на рис. 2. Ион-
ный источник И и коллектор К располагаются так, чтобы
регистрировались ионы с заданным т/е, движущиеся в
магнитном поле напряженности Н по окружности радиу-
са R, определяемого равенством:
R = mu! еН9 (4)
Рис. 2. Схема разделения ионов в поперечном магнитном
поле магнитного анализатора со 180-градусной фокусировкой
где и - скорость движения ионов, определяется пройден-
ной ими в источнике разностью потенциалов U\m- мас-
са движущихся частиц; е - их заряд.
Зависимость (4) может быть приведена к виду
144 I----
R =—JmU, (5)
г/
где М— эффективная масса, равная отношению массово-
го числа частицы к числу ее элементарных зарядов.
Процессы разделения происходят при высоком ва-
кууме в анализаторе, полученном и поддерживаемом в
течеискателях с помощью высоковакуумного насоса,
пароструйного или турбомолекулярного. Применение
турбомолекулярного насоса предпочтительнее, посколь-
ку при этом обеспечивается использование принципа
«противотока», при котором контролируемое изделие
подключается к выходу высоковакуумного насоса. При
уменьшенной частоте вращения ротора ТМН работает в
режиме «прозрачности» для пробного газа, и гелий, ди-
фундируя в масс-спектрометрическую камеру, детекти-
руется как сигнал течи. При такой схеме работы течеи-
скателя исключается загрязнение анализатора продукта-
ми, выделяющимися из контролируемого изделия, а так-
же не требуется предварительной откачки изделия до
высокого вакуума перед его подсоединением к анализа-
тору, что существенно повышает производительность
контроля. Применение ТМН также снижает время запус-
ка и остановки течеискателя.
В связи со сказанным, все последние модели отече-
ственных и зарубежных течеискателей базируются на
применении турбомолекулярных насосов.
Разнообразие объектов испытаний по объему, кон-
струкции и рабочим характеристикам обусловливает раз-
нообразие способов реализации масс-спектрометричес-
кого метода (см. табл. 3). Все способы принципиально
деляться на две группы - вакуумных и атмосферных ис-
пытаний. В первом случае соединяются между собой
вакуумными коммуникациями масс-спектрометрический
анализатор и вакуумируемая полость изделия, на которое
извне подается пробное вещество, или полость вакууми-
руемой камеры, охватывающей полностью или частично
оболочку изделия, контактирующую с другой стороны с
пробным веществом. При атмосферных испытаниях до-
зируется поступление в анализатор воздуха или другого
газа из пространства, находящегося при атмосферном
или повышенном давлении и соприкасающегося с по-
верхностью изделия, находящегося под избыточным дав-
лением пробного вещества.
ПРОМЫШЛЕННАЯ АППАРАТУРА ТЕЧЕИСКАНИЯ
553
Поскольку результаты испытаний должны оцени-
ваться количественно с тем, чтобы дать основания для
прогнозирования работоспособности герметизированно-
го изделия, течеискательная аппаратура подвергается
калибровке. С этой целью масс-спектрометрические те-
чеискатели комплектуют калиброванными диффузион-
ными гелиевыми течами, воспроизводящими фиксиро-
ванный поток гелия, диффундирующего из баллона, за-
полненного этим газом, сквозь мембрану из кварцевого
или молибденового стекла. Проницаемость кварцевого
стекла для гелия больше и, соответственно, величина
течей с кварцевой мембраной выше.
Калиброванные течи применяют для проверки рабо-
тоспособности и оценки чувствительности собственно
течеискателей, а также для определения чувствительно-
сти к течи в проверяемых изделиях с учетом особенно-
стей схем и режимов испытаний.
Галогенные течеискатели построены на свойстве
накаленной платины ионизировать на своей поверхности
атомы щелочных металлов, обладающие низким потен-
циалом ионизации, и резко увеличивать эмиссию регист-
рируемых течеискателем положительных ионов в при-
сутствии галогенов.
Чувствительный элемент галогенных течеискателей
представляет собой диод, состоящий из спирального пла-
тинового анода, навитого на керамическую трубку, и коак-
сиального с ним охватывающего платинного коллектора.
Прямым накалом анод разогревается до 800 ... 900 °C.
С нагреваемого при этом керамического основания анода
испаряются входящие в его состав щелочные металлы.
До начала испытаний фиксируется фоновый ионный ток.
Возрастание ионного тока в ходе испытаний свидетель-
ствует о поступлении к чувствительному элементу гало-
генсодержащих веществ, проникающих через течи.
Благодаря способности платины противостоять
окислению описанный чувствительный элемент способен
работать как в условиях вакуума, так и в атмосфере, со-
ответственно галогенный течеискатель снабжают преоб-
разователями двух типов - вакуумным и атмосферным.
Течеискатель с вакуумным преобразователем при-
меняют для проверки герметичности вакуумных систем с
относительно низкими требованиями к их герметично-
сти, течеискатель с атмосферным преобразователем - для
контроля газонаполненных систем и изделий, содержа-
щих галогены в рабочем заполнении или допускающих
опрессовку галогеносодержащими проникающими веще-
ствами. Основными пробными веществами служат фрео-
ны 12, 22, 134А.
Вакуумный преобразователь, смонтированный на
фланце, предпочтительно размещать в высоковакуумной
части системы, обдуваемой снаружи пробным газом. При
таком расположении преобразователя увеличивается
чувствительность, поскольку повышается стабильность
температуры эмиттера (колебания форвакуумного давле-
ния обуславливают нестабильность этой температуры)
и, соответственно, фонового тока. Исключаются эффекты
сорбции фреона в переходных коммуникациях и снижа-
ется степень загрязнения преобразователя.
Нормальная работа вакуумного преобразователя на
стороне высокого вакуума обеспечивается непрерывной
4. Теплопроводность некоторых газов
Газ Xr l О4, Вт/(м °C) Хг / Хв
Азот 243 0,096
Аммиак 218 0,890
Водород 1740 7,150
Воздух 244 1,000
Гелий 1457 5,97
Метан 302 1,250
Пропан 150 0,615
Хлор 78,7 0,323
подачей кислорода к эмиттеру от специального устрой-
ства, в котором при нагревании разлагается марганцово-
кислый калий. Порог чувствительности вакуумного пре-
образователя характеризуется наименьшим регистрируе-
мым парциальным давлением фреона «КГ6 Па. Чувстви-
тельность к потоку известным образом зависит от эффек-
тивной быстроты откачки в месте расположения чувст-
вительного элемента.
Галогенный течеискатель с атмосферным преобра-
зователем фиксирует потоки фреона-12 до 1 • 10‘7 м3- Па/с.
Отбор газа от места течи обеспечивается с помощью тур-
бинки, расположенной в атмосферном преобразователе
за чувствительным элементом и создающей проток через
него воздуха ~ 0,8 л/мин. Атмосферный преобразователь
выполнен в форме пистолета и соединяется с измери-
тельным блоком гибким шлангом.
Течеискатель с автономным питанием, размещае-
мый в ранце и рассчитанный на применение в полевых
условиях, имеет только атмосферный преобразователь.
Для определения чувствительности и оценки вели-
чин регистрируемых течей галогенные течеискатели
комплектуются калибровочными устройствами, действие
которых основано на равновесном истечении пара хими-
чески чистого галогеносодержащего вещества из порта-
тивного баллона через выходное отверстие. Поток пара
вызывает реакцию течеискателя, соответствующую экви-
валентному потоку фреона-12 определенной величины.
Электронозахватные течеискатели различных ти-
пов существенно разнятся по принципу действия, но объ-
единены в единый класс приборов, способных фиксиро-
вать появление электроотрицательных пробных веществ
элегаза, фреонов, кислорода и других по образуемым ими
отрицательным ионам. Так, например, вакуумные испы-
тания на герметичность могут быть проведены с помо-
щью вакуумметра-течеискателя, магнитный электрораз-
рядный преобразователь которого помимо обычного для
таких преобразователей коллектора положительных ио-
нов, содержит коллектор отрицательных ионов. Возрас-
тание тока этого коллектора свидетельствует о проник-
новении в вакуум электроотрицательного пробного ве-
щества. С наибольшей чувствительностью фиксируется
элегаз (шестифтористая сера SF6) Порог чувствительно-
1Л-8 ш-9 м3 Па
сти лежит в диапазоне Ю ... Ю --------.
с
Для регистрации утечек электроотрицательных
пробных веществ в атмосферу, в частности, утечек элега-
за, может быть применен течеискатель, названный плаз-
554
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
Рис. 3. Мостовая схема
течеискателя
менным и реагирующий на пробные вещества изменени-
ем частоты срыва высокочастотного генератора. Через
стеклянную трубку-натекатель, находящуюся в поле
плоского конденсатора, с помощью механического ваку-
умного насоса прокачивается с определенной скоростью
воздух, отбираемый от испытуемой поверхности, так что
в трубке поддерживается давление 10 ... 30 Па. Высоко-
частотный генератор ионизирует воздух внутри трубки.
Возникает тлеющий разряд, демпфирующий контур и
срывающий высокочастотную генерацию. Происходит
рекомбинация ионов, повышающая добротность контура.
Генератор вновь возбуждается и процесс повторяется с
определенной частотой. Появление в трубке электроот-
рицательного вещества изменяет скорость рекомбинации
ионов, частота срывов возрастает пропорционально кон-
центрации примеси.
Чувствительность течеискателя к утечкам элегаза
~1О’10 м3Па/с.
Для проведения атмосферных испытаний на герме-
тичность изделий, в которые может быть подано элек-
троотрицательное пробное вещество, предназначен те-
чеискатель, действие которого основано на уменьшении
электропроводности разрядного промежутка при попада-
нии в него электроотрицательного пробного вещества
вследствие значительно более интенсивной рекомбина-
ции положительных ионов с медленными отрицательны-
ми ионами, чем с быстрыми электронами. С помощью
такого течеискателя, в случае размещения проверяемого
изделия в среде электроположительного газа (например,
азота, аргона), может быть также зафиксирована утечка
воздуха, в состав которого входит электроотрицательный
газ - кислород.
Преобразователь течеискателя выполнен в виде щу-
па, перемещаемого вдоль испытуемой поверхности. Чув-
ствительный элемент преобразователя - электронозах-
ватный детектор, представляющий собой двухэлектрод-
ную ионизационную камеру с радиоизотопным тритие-
вым источником ионизирующих (З-частиц, действующую
при атмосферном давлении заполняющего его газа. Через
детектор пропускается электроположительный газ-
носитель: аргон или азот, ионизация которого обеспечи-
вает относительно высокую электропроводность детек-
тора. С помощью специального устройства в детектор
отбирается воздух от поверхности испытуемого объекта.
Устанавливаются некоторые равновесные условия разря-
да. Увеличение электрического сопротивления детектора
свидетельствует о появлении в отбираемом воздухе
пробного вещества, вытекающего через течь.
Порог чувствительности течеискателя к утечке эле-
газа составляет 10‘10 м3 • Па/с.
Катарометрические приборы, в основу принципа
работы которых положен метод, использующий зависи-
мость электрического сопротивления проводника, поме-
щенного в проточную ячейку, через которую протекает
газовоздушная смесь, от теплопроводности окружающей
терморезистор смеси. В табл. 4 приведены теплопровод-
ности некоторых газов и относительные теплопроводно-
сти газа и воздуха Хг/Хв, при температуре 0 °C.
Таким образом, в качестве пробных газов могут
быть использованы такие, теплопроводность которых
значительно отличается от теплопроводности воздуха.
Несмотря на сложную зависимость теплопроводно-
сти смеси от состава входящих в нее компонентов, для
практического применения эта зависимость может быть
представлена приближенно следующим образом:
^см = + С2^2 + Сп^п > (6)
где Ci, с2, сп - концентрация компонентов; Х2...,
- теплопроводности компонентов.
Если газовая смесь бинарная (воздух-гелий) и ее
компоненты имеют разные теплопроводности, то, изме-
ряя изменение теплопроводности смеси, можно опреде-
лить появление пробного газа (например, гелия) в потоке
воздуха. На этом принципе основан течеискатель для
определения мест нарушения герметичности различных
систем при заполнении их пробным газом под избыточ-
ным давлением.
Основным измерительным элементом течеискателя
является мост (рис. 3), в который включены чувствитель-
ные элементы /, 3 в виде спирали из платиновой прово-
локи, нагреваемой электрическим током. В другие плечи
моста включены сопротивления 2, 4. Чувствительные
элементы вплавлены в стеклянные капилляры и вмонти-
рованы в приемник течеискателя.
Газовая схема течеискателя включает в себя два ка-
нала (рис. 4). В один канал поступает смесь пробного
газа с воздухом из области, непосредственно примыкаю-
щей к поверхности контролируемого оборудования. Во
второй канал поступает воздух окружающего простран-
ства из области, несколько отстоящей от поверхности
оборудования. В состав течеискателя входят усилитель
напряжения, световой и звуковой индикаторы напряже-
ния. Сигнализация о наличии утечки осуществляется с
Рис. 4. Газовая схема течеискателя
ПРОМЫШЛЕННАЯ АППАРАТУРА ТЕЧЕИСКАНИЯ
555
помощью светодиода, являющегося световым индика-
тором. В комплекте течеискателя имеются электромаг-
нитные телефоны, предназначенные для звуковой сиг-
нализации.
Преимуществом течеискателя является простота
конструкции, возможность работы в автономном режиме,
большое число пробных газов, на которые может быть
настроен течеискатель.
В качестве недостатков течеискателя можно отме-
тить недостаточно высокую чувствительность и необхо-
димость стабилизации потоков газа через чувствитель-
ные элементы.
Инфракрасные приборы, основанные на поглоще-
нии инфракрасных лучей, получили широкое примене-
ние в различных отраслях промышленности для опреде-
ления концентрации окиси углерода (СО), двуокиси уг-
лерода (СО2), аммиака (NH3) и других газов. Это объяс-
няется тем, что в инфракрасной области спектра газы
имеют весьма интенсивные и отличительные друг от
друга, по положению в спектре полосы поглощения. Ин-
фракрасные лучи поглощают все газы, молекулы кото-
рых состоят не менее чем из двух различных атомов.
Этим определяется широкий круг пробных веществ, ко-
торые можно использовать в процессе контроля герме-
тичности изделий (закись азота, пары фреона, аммиак и
др.). В зависимости от принципа действия лучеприемни-
ка инфракрасные устройства делятся на несколько групп.
На рис. 5 схематично показан оптико-акустический луче-
приемник 7, в котором находится газ, способный погло-
щать инфракрасные лучи. Окно 2 этого лучеприемника
выполнено из материала, пропускающего инфракрасное
излучение. Через это окно поступает поток инфракрасно-
го излучения от источника 3, прерываемый с определен-
ной частотой обтюратором 4, приводимым в действие
синхронным двигателем 5. Вследствие этого газ будет
периодически нагреваться за счет поглощения энергии и
в замкнутом объеме лучеприемника возникнут периоди-
ческие колебания температуры, вызывающие колебания
давления газа, которые преобразуются конденсаторным
микрофоном 6 в электрический выходной сигнал.
Перед оптико-акустическим лучеприемником, как
правило, устанавливается дополнительная (рабочая) ка-
мера. Если через нее пропускать газовую смесь, содер-
жащую пробный газ, то при прохождении потока инфра-
красного излучения часть его поглощается газом, нахо-
дящимся в рабочей камере. Поэтому в лучеприемник бу-
дет поступать ослабленный поток излучения, степень
ослабления которого будет зависеть от концентрации
пробного газа. Это приводит к изменению амплитуды
колебаний температуры и давления в лучеприемнике, что
используется при оценке степени герметичности изделий.
Инфракрасные газовые течеискатели предназначены
для определения течей в изделиях, находящихся под из-
быточным давлением закиси азота. В состав течеискате-
лей входят оптико-акустический блок, ИК-излучатель,
электронный блок. Течеискатель снабжается щупом-
искателем. Порог чувствительности течеискателя состав-
ляет 1 • 10"8 м3 • Па/с. Быстродействие не более 4 с.
Рис. 5. Схема оптико-акустического лучеприемника
Манометрические устройства контроля герметич-
ности в основе своей используют метод регистрации из-
менения давления в изделии или в испытательной каме-
ре. Этот метод, будучи одним из самых простых и часто
применяемых на практике, продолжает совершенство-
ваться и в настоящее время. В последние годы, в связи с
развитием техники контроля малых изменений давления
и температуры, возможности метода расширяются. На
практике обычно контролируют величину падения (по-
вышения) давления за определенное время. Величину
допустимого изменения давления газовой среды в объек-
те устанавливают на основе критериев герметичности,
которые должны быть рассчитаны для определенной
группы оборудования.
Метод контроля по изменению давления находит
применение главным образом при предварительных ис-
пытаниях объектов с целью выявления сравнительно
крупных сквозных дефектов. Самостоятельно этот метод
применяется при контроле герметичности изделий, когда
требования к порогу чувствительности не превышают
1 • 10"5 м3 • Па/с. При контроле герметичности мелких из-
делий может быть достигнут порог чувствительности
5 • 10-6 м3 Па/с.
В зависимости от требований к степени герметично-
сти изделий используют бескамерный или камерный
способы манометрического контроля. При бескамерном
способе в изделии создается избыточное давление или
разрежение. Как правило, вне изделия давление при лю-
бом из этих способов близко к атмосферному. При ка-
мерном способе контроля герметичности изделие поме-
щается во вспомогательную камеру. При этом возможны
шесть режимов давления, соответствующие различным
соотношениям давления в изделии и в камере. Для мано-
метрических устройств контроля наиболее важными яв-
ляются динамические характеристики (рис. 6).
Рис. 6. Динамические характеристики для камерной
испытательной системы (а), для камерной системы
при Ри° = const (б) и для бескамерной системы (в)
556
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
Процесс изменения давления в камере и в изделии в
общем случае рассматривается с помощью уравнений
вида
VH=^- = -Af{Pn-PK)-
at
(7)
VK=^- = -Af{Pn-PK)-
где Ии, Кк - объем изделия и камеры соответственно;
Ри, Рк - давление в изделии и камере соответственно; А -
постоянный коэффициент, характеризующий проводи-
мость сквозного дефекта и параметры среды.
Конкретный вид дифференциальных уравнений за-
висит от режима истечения газа через сквозной дефект,
соотношения давлений и других факторов.
Для контроля изменения давления могут быть реко-
мендованы приборы и устройства, номенклатура которых
весьма велика. К таким приборам относят гидростатиче-
ские, дифференциальные и электрические манометры,
напоромеры, тягомеры. Кроме приборов давления для
задач контроля герметичности изделий используются
мембранные элементы и сигнализаторы давления. При
выборе манометрических регистраторов необходимо об-
ращать внимание на величину их внутреннего объема,
диапазонов шкалы и порог их чувствительности. На рис. 7
в качестве примера приведена схема струйно-мемб-
ранного манометрического устройства для контроля гер-
метичности изделий.
Работа устройства основана на свойстве струйного
элемента изменять свое состояние при перекрывании
выходного клапана струйного элемента. Так как динами-
ческий напор струи невелик, то и величина усилия, необ-
ходимая для перекрытия действующего выходного кана-
ла, требуется небольшая. В струйной системе контроля,
приведенной на рис. 7, используется указанное свойство
струйного элемента с помощью мембранного разделите-
ля. Чувствительным элементом разделителя служит фто-
ропластовая пленка 4 толщиной 40 мкм. Расстояние ме-
жду пленкой и стенками полости не превышает 0,5 мкм.
Устройство состоит из герметизирующей камеры /,
внутрь которой устанавливается контролируемое изделие 2.
Герметизирующая камера соединена пневмотрубкой 5 с
левой камерой 3 мембранного разделителя б, сообщается
с атмосферой с помощью наклонных каналов и соедине-
на с выходным каналом 8 струйного элемента 7. Одним
из способов регулирования чувствительности схемы яв-
ляется изменение зазора между мембраной 4 и централь-
ным отверстием правой части разделителя. Выход 9
струйного элемента соединен с пневмоусилителем и од-
новременно с управляющим каналом /7, что обеспечива-
ет запоминание сигнала при негерметичном изделии.
Экспериментально установлено, что запоминание сигна-
ла происходит наиболее четко, если атмосферный канал
10 заглушить. Выход пневмоусилителя 14 соединен с
пневмолампой 15. На выход управляющего канала 13
подается сигнал «Сброс».
Рис. 7. Струйно-мембранная схема контроля
герметичности изделий
Устройство работает следующим образом. При на-
личии негерметичности в изделии 2 в камере 1 создается
изменение давления, вызывающее прогиб мембраны 4.
Так как рабочий ход мембраны не превышает 0,5 мм, а
силовое действие струи уменьшено за счет наличия ат-
мосферных каналов в правой части мембранного разде-
лителя, то прогиб мембраны, достаточный для изменения
состояния струйного элемента, вызывается давлением
78 ... 98 Па. Создание напора на выходе 8 струйного эле-
мента 7 вызывает переброс струй воздуха от левой стен-
ки к правой. На выходе 9 появляется сигнал, который по
линии обратной связи поступает на выход 11 струйного
элемента для запоминания его состояния и одновременно
после усиления включает пневмолампу 15. По окончании
опрессовки изделия подается команда «Сброс» в канал 13
и схема возвращается в исходное состояние. При герме-
тичности изделия никаких изменений в работе схемы
не происходит.
Чувствительность струйного мембранного преобра-
зователя 1-10^ м3 Па/с.
173. АКУСТИЧЕСКИЕ СРЕДСТВА
ТЕЧЕИСКАНИЯ
Акустические средства течеискания занимают осо-
бое место среди течеискателей других типов, поскольку
они просты и надежны в эксплуатации, не требуют ка-
ких-либо сложных специальных приспособлений, не на-
рушают основных технологических процессов, безопас-
ны для здоровья обслуживающего персонала.
Существует несколько групп акустических прибо-
ров, каждая из которых соответствует определенному
методу течеискания.
Первая группа - это ультразвуковые расходомеры
двух типов. Первый тип - расходомеры с проходными
измерительными секциями. Расход определяется, как
правило, по разности времени прохождения ультразвуко-
вым импульсом «наклонного» сечения трубопровода по
направлению потока жидкости и против него. Конструк-
ция канала расходомера показана на рис. 8. Проходные
ультразвуковые расходомеры обладают малым гидросо-
противлением, легко монтируются в технологических
трубопроводах.
АКУСТИЧЕСКИЕ СРЕДСТВА ТЕЧЕИСКАНИЯ
557
Рис. 8. Конструкция канала расходомера:
1 - канал с установочными фланцами; 2 и 3 - приемно-пере-
дающие реверсируемые преобразователи; 4 ~ ультразвуковая
волна
Рис. 9. Схема применения корреляционного течеискателя:
1 - датчики; 2 - контролируемая труба; 3 - место утечки трубы;
4 - жидкость и газ
Второй тип - так называемые бесконтактные ульт-
развуковые расходомеры, в которых преобразователи не
имеют непосредственного контакта с протекающей в
трубе жидкостью. Преобразователи устанавливают на
наружную поверхность трубы, что позволяет оперативно
проводить измерения без каких-либо вмешательств в
технологический процесс. Для измерения расхода чистых
жидкостей (содержание твердых частиц и пузырьков газа
не должно превышать 2 %) используют приборы, реали-
зующие обычный время-импульсный метод, а для за-
грязненных жидкостей следует применять допплеровские
расходомеры. Основной недостаток бесконтактных рас-
ходомеров - невысокая точность (2 ... 3 %).
Вторая группа течеискателей - акустические корре-
ляционные приборы. Схема применения корреляционно-
го течеискателя приведена на рис. 9.
Датчики 1 устанавливают на концах контролируе-
мого участка непосредственно на трубу 2 или на детали
запорной арматуры. Они принимают акустические сиг-
налы, распространяющиеся по трубе, возникающие в
результате истечения жидкости или газа из трубы в месте
утечки. Усиленные сигналы передаются по кабелю или
радиоканалу в блок обработки, где вычисляется их вза-
имная корреляционная функция. Положение пика кор-
реляционной функции соответствует положению места
3 утечки.
Достоинство корреляционных течеискателей заклю-
чается в том, что они обеспечивают контроль протяжен-
ных участков трубопроводов, и результаты практически
не зависят от наличия внешних акустических шумов.
Третья группа приборов - акустические течеискате-
ли, работающие по методу непосредственного про-
слушивания шума утечки с поверхности земли. Переме-
щаясь вдоль трубы, оператор определяет место утечки по
характерному шуму или максимуму сигнала (рис. 10).
Максимальная глубина обнаружения утечки зависит
от давления в трубе, характера повреждения, типа почвы
и других условий, и на практике достигает 4 ... 5 м. Для
работы на теплотрассах подобные течеискатели оснаща-
ют термоканалом, который обеспечивает измерение тем-
пературы в точке установки геомикрофона.
Основное преимущество течеискателей данной
группы заключается в том, что они обеспечивают обна-
ружение места повреждения трубы с высокой точностью
без вскрытия грунта. Однако, ввиду большой трудоемко-
сти процесса контроля с их помощью невозможно опера-
тивно обследовать протяженный отрезок трубопровода.
Поэтому, как правило, приборы второй и третьей групп
применяют в совокупности. Сначала с помощью корре-
лятора определяют отрезок трубы с предполагаемым ме-
стом повреждения, а затем с поверхности грунта локали-
зуют дефект.
Четвертая группа - течеискатели, обеспечивающие
контроль герметичности запорной арматуры и мест со-
единения. Контроль запорной арматуры осуществляется
контактно по уровню шума, создаваемого при просачи-
вании жидкости или газа через запорное устройство.
Пятая группа - ультразвуковые течеискатели. Гер-
метичность соединений определяется бесконтактно по
уровню шума, создаваемого утечкой.
Приборы этой группы используют для контроля
любой запорной арматуры, сосудов и резервуаров,
имеющих внутреннее давление, отличное от наружного,
а также для контроля газозаполненных кабелей связи.
Шестая группа - это системы мониторинга утечки.
Системы мониторинга необходимы для предварительно-
го обнаружения утечки, т.е. для отыскания дефектной
ветви трубопровода в сложной разветвленной системе.
Эти приборы состоят из автономных датчиков - регист-
раторов, одного считывающего устройства, служащего
также для перезаписи информации с датчиков на компь-
ютер, и дискеты с программным обеспечением. Системы
работают следующим образом. Автономные датчики ус-
танавливаются на ветвях трубопровода, в которых пред-
полагается утечка, и в течение 2 ... 3 часов (в основном в
ночное время, когда внешние шумы минимальны) реги-
стрируют амплитуду акустического шума (в определен-
ной полосе частотного спектра), возникающего на водо-
проводной трубе. После окончания записи в течение су-
ток с датчиков снимают информацию и переписывают в
компьютер.
Сигнал
Расстояние
^77^
?////////////////// /А
Рис. 10. Зависимость ам-
плитуды акустического
сигнала от места распо-
ложения дефекта
558
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
Снятие информации в разных системах мониторинга
утечек производится либо путем подключения датчиков
к интерфейсному устройству или же по радиоканалу.
Определяющими параметрами при оценке наличия
утечки на данной ветви трубопровода являются ширина
этого графика, по которой определяют количество раз-
личных амплитуд шума на трубе, и амплитуда наиболее
повторяющегося шума. Утечка - это постоянный шум,
т.е. в определенной ‘полосе частотного спектра его ам-
плитуда с определенным допуском постоянна. И на ветви
трубопровода, где есть утечка, датчик в основном вос-
принимает эту амплитуду шума. Т.е. чем уже ширина
графика и больше амплитуда наиболее повторяющегося
шума, тем датчик расположен ближе к утечке.
Электромагнитные течеискатели используют для
поиска мест дефектов в ненапорных неметалических
трубопроводах, например, канализационных каналах.
Прибор состоит из излучающего электромагнитные ко-
лебания зонда, кабельной лебедки с электродвигателем и
измерительным блоком, протягивающей канатной лебед-
ки с электродвигателем, заземляющего штыря с кабель-
ным барабаном и дискеты с программным обеспечением.
Электромагнитный течеискатель работает следую-
щим образом. Излучающий зонд протягивается внутри
трубопровода при помощи кабельной лебедки, при этом
создается электромагнитный поток, направленный пер-
пендикулярно к трубопроводу. Электронный блок, под-
ключенный к PC, воспринимает от заземляющего штыря
ток утечки, прошедший через грунт, который возрастает,
когда зонд проходит дефектное место трубопровода.
График изменения интенсивности электромагнитного
поля в зависимости от местоположения зонда отобража-
ется на экране дисплея PC. Зонд измеряет также темпера-
туру жидкости в трубопроводе, по которой можно судить
о попадании через дефектное место в трубопровод сточ-
ных вод или же вытекании из трубопровода канализаци-
онной жидкости, что очень важно с точки зрения экологии.
17.4. АВТОМАТИЗАЦИЯ КОНТРОЛЯ
ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ
Контроль герметичности является неотъемлемой ча-
стью многих технологических процессов современного
промышленного производства. В условиях серийного
производства испытания изделий на герметичность про-
водятся в ритме производства, и производственные уста-
новки для контроля герметичности, являющиеся частью
комплекса технологического оборудования, должны
быть высокопроизводительными и автоматизированны-
ми. Этим достигается объективность контрольных опе-
раций, сокращение числа операторов, занятых непроиз-
водительным трудом, создаются условия для комплекс-
ной автоматизации всего технологического процесса.
В большинстве случаев контроль герметичности из-
делий массового производства является многоэтапным.
Необходимость поэтапного контроля диктуется, прежде
всего, экономическими соображениями, в соответствии с
которыми целесообразнее проводить контроль герметич-
ности деталей и узлов по ходу процесса. Обнаружение
негерметичных изделий на стадии окончательной сборки
вызывает необходимость проводить их разборку, поиск
негерметичных деталей, их ремонт или замену, дополни-
тельную сборку изделий и, наконец, снова окончатель-
ную проверку. Экономические потери в этом случае ста-
новятся достаточно ощутимыми. Кроме того, при произ-
водстве массовой продукции поэтапный контроль изде-
лий позволяет своевременно корректировать производст-
венные операции при появлении большого количества
негерметичных изделий. Для этого устанавливают необ-
ходимые обратные связи, превращающие процесс кон-
троля из пассивного (регистрирующего) в активный. Под
высокопроизводительными установками для контроля
герметичности изделий (АУКГ) будем понимать про-
мышленные автоматизированные устройства, машины и
стенды, предназначенные для испытания изделий поточ-
ного производства на герметичность с производительно-
стью, равной или большей производительности основной
технологической линии. Основные функции АУКГ состоят
в 100 % или частичном контроле изделий на герметичность
и в определении изделий, не соответствующих требова-
ниям технических условий по степени герметичности.
Процесс высокопроизводительных испытаний изде-
лий на герметичность слагается из размещения контро-
лируемого изделия в испытательной камере, герметиза-
ции камеры и изделия (если оно не герметизировано),
создания относительно контролируемой поверхности
определенного перепада давления пробного газа, регист-
рации потока газа через сквозные дефекты и разделения
(разбраковки) контролируемой партии изделий на герме-
тичные и негерметичные по результатам регистрации.
Структурная модель АУКГ (рис. И) учитывает
взаимосвязь перечисленных операций контроля и основ-
ных блоков. Модель предполагает наличие контролируе-
мого изделия как объекта контроля 7, испытательной
камеры 2, совмещенной с узлом герметизации, коммуни-
каций для транспортирования потока контрольного газа
3, преобразователя потока газа 4, устройства разбраковки
изделий на герметичные и негерметичные 5 и логической
схемы управления 6. В ряде случаев имеется устройство
для механизации загрузки изделий 7. На рисунке двой-
ными линиями обозначено перемещение контролируе-
мых изделий, сплошными одиночными линиями Л} - а5
показано направление управляющих команд. Команда а6
используется в автоматизированной системе управления
производством. Общее количество изделий, поступаю-
щих на контроль, обозначено No, Nr ~ количество герме-
тичных изделий и NH - количество негерметичных изде-
лий, выявленных автоматом.
Рис. И. Структурная схема АУКГ
АВТОМАТИЗАЦИЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ
559
Классификационные признаки Виды установок
Рис. 12. Классификация автоматизированных установок по первичным классификационным признакам
560
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
Многообразие изделий поточного производства, а
также высокие требования к чувствительности контроля
обусловливают создание АУКГ, различающихся по
принципу работы, конструктивно, по уровню механиза-
ции и автоматизации.
По первичным классификационным признакам
АУКГ подразделяются следующим образом (рис. 12).
По функционально-производственным признакам
АУКГ подразделяются на три класса:
1. Установки 1-го класса, в которых контролируемое
изделие, размещенное в узле герметизации или вне его,
не перемещается (например, в стендовых установках).
2. Установки 2-го класса, в которых контролируемое
изделие перемещается периодически, с остановками,
вместе с узлом герметизации или независимо.
3. Установки 3-го класса, где контролируемое изде-
лие перемещается непрерывно, без остановок, вместе с
узлом герметизации или вне его.
Дополнительно АУКГ каждого класса подразделяют
на группы. Современные АУКГ создают, как правило, на
базе конструктивных модулей, составляющих техниче-
скую основу автоматов. Выделено восемь основных
модулей. К ним относятся: модуль первичного преобра-
зователя утечки газа, модуль герметизации контроли-
руемых изделий, модуль клапанных переключающих
элементов, модуль обработки результатов контроля,
модуль механизированной разбраковки изделий на одну
или несколько категорий по степени герметичности,
модуль механизированной загрузки изделий, модуль
программного управления, модуль источников вакуума
и сжатого газа.
Кроме перечисленных модулей в состав АУКГ вхо-
дят вспомогательные блоки (счетчик изделий, блок сиг-
нализации и др.), которые выбирают в зависимости от
условий работы АУКГ.
Основой АУКГ является принципиальная схема, ко-
торая в дальнейшем при проектировании служит базо-
вым документом, схема объединяет механическую,
пневмовакуумную части и систему управления. На рис. 13.
приведена типовая принципиальная схема двухпозици-
онных АУКГ.
Механическая часть АУКГ состоит из модуля за-
грузки 7 и модуля разгрузки 8 изделий /, модуля герме-
тизации контролируемого изделия 3 и камеры 2. Пневмо-
вакуумная часть схемы включает в себя линию гелия /,
линию воздуха II, линию форвакуума ///, линию высоко-
го вакуума IV, линию азота V, а также блок клапанов 4,
обеспечивающих работоспособность всех систем. Систе-
ма управления 6 способствует взаимосвязанной работе
всех модулей АУКГ и выполняется на электронных или
пневматических элементах.
Определение степени герметичности изделий и
выдача сигнала на разбраковку осуществляется течеи-
скателем 5, являющимся пороговым преобразователем
утечки газа.
Данные некоторых видов масс-спектрометрических
и манометрических АУКГ приведены в табл. 5, 6, и 7.
Рис. 13. Типовая принципиаль-
ная схема АУКГ
АВТОМАТИЗАЦИЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ
561
5. Автоматизированные установки контроля герметичности масс-спектрометрического типа
Виды контролируемых изделий Краткая техническая характеристика установки
Малогабаритные герметизированные радиотехнические изделия с замкнутыми оболочками Установка карусельного типа Диапазон регистрируемых потоков: 1 • 10"2... 4 • 10"11 м3 Па/с Производительность 300 шт./ч при одиночной загрузке, 3000 шт./ч при групповой Загрузка и разбраковка вручную
Малогабаритные герметизированные полупроводниковые изделия с замкнутыми оболочками Установка восьмипозиционная карусельного типа Диапазон регистрируемых потоков: 10”2... 4 ♦ 10"11 м3 Па/с Производительность 300 шт./ч при одиночной загрузке, 1800 шт./ч при групповой Загрузка вручную, выгрузка и разбраковка автоматические Размеры рабочих камер длина 0,12 м, диаметр 0,028 м
Крупногабаритные узлы арматуры Установка шестипозиционная карусельного типа Пороговая чувствительность 1,3 • 10'9 м3 Па/с Производительность 30 шт./ч Размер рабочих камер 0,3 х 0,4 м Загрузка и выгрузка вручную
Малогабаритные полые изделия Установка четырехпозиционная, с открытыми горловинами Пороговая чувствительность 1,3 • 10'9 м3 Па/с Производительность 200 шт./ч, три порога отбраковки Узел герметизации - универсальный
6. Автоматизированные установки контроля герметичности электронозахватного типа
Малогабаритные изделия электронной техники Установка 18-позиционная карусельно-шлюзового типа Диапазон регистрируемых потоков: 8 Ю’1 ... 10-11 м3 Па/с Производительность 1500 шт./ч Загрузка вручную, выгрузка и разбраковка автоматические Размеры рабочих камер 0,03 х 0,03 х 0,003 м
Малогабаритные изделия электронной техники Установка 18-позиционная, карусельно-шлюзового типа Диапазон регистрируемых потоков 2 • 102 ... 2 • 10”11 м3 Па/с Производительность 1200 шт./ч Загрузка, выгрузка и разбраковка автоматизированы Размеры рабочих камер 0,04 x 0,04 x 0,04 м
7. Манометрические автоматизированные установки
Тип установки Виды контролируемых изделий Краткая техническая характеристика установки
Тестер Незаполненные консервные банки Пороговая чувствительность 10"3 м3 Па/с Производительность 20 Ю3 шт./ч Измерительный блок - мембранный
Полуавтомат Плоские штампованные изделия Установка барабанная, четырехпозиционная Пороговая чувствительность 0,7 • 10^ м3 Па/с Производительность 1200 шт./ч Измерительный блок - микроманометрический преобразо- ватель с фотоэлектрической сигнализацией Загрузка ручная, все остальные автоматизированы
Полуавтомат Цилиндрические полые изделия высотой 60 - 80 мм Пороговая чувствительность 0,1 Ю-4 м3 Па/с Производительность 960 шт./ч
Полуавтомат Детали и сборочные узлы автомобилей Пороговая чувствительность НО’2 м3 Па/с Производительность 120 шт./ч Испытательное давление до 1 МПа (10 кгс/см2) Преобразователь - дифференциальный
36 - 7387
562
МЕТОДЫ И СРЕДСТВА ТЕЧЕИСКАНИЯ
Создание и внедрение АУКГ позволяют получить тех-
нико-экономические преимущества, которые оказывают
значительное влияние на технический прогресс в отрасли.
Прежде всего во многих случаях только за счет внедрения
автоматов для контроля герметичности выпускаемой про-
дукции коренным образом меняется технологический
процесс изготовления изделий с достижением более высо-
ких показателей этих изделий (снижение цикла изготовле-
ния изделия, повышение их ресурса), исключаются многие
ранее существовавшие технологические операции.
Внедрение автоматизированного оборудования для
контроля герметичности изделий часто открывает пер-
спективу создания комплексно-автоматизированных тех-
нологических линий. Дело в том, что технологическая
операция контроля герметичности относится к числу
наиболее трудоемких и технически сложных, сдержи-
вающих автоматизацию производства.
Из принципиальных преимуществ автоматов для
контроля герметичности изделий можно отметить также
большой экономический эффект, достигаемый при их
внедрении. Объясняется это значительным снижением
убытков предприятия, возникающих при обнаружении
бракованных деталей в дорогостоящих изделиях, кото-
рые подлежат разбраковке с заменой негерметичных де-
талей и новой сборке.
ЛИТЕРАТУРА
1. Безопасность России. Экологическая диагностика /
Под ред. В.В. Клюева. М.: Машиностроение, 2000.495 с.
2. Неразрушающий контроль. Контроль проникаю-
щими веществами / А.К. Гурвич, И.Н. Ермолов, С.Г. Са-
жин; Под ред. В.В. Сухорукова. М.: Высшая школа, 1992.
242 с.
3. Левина Л.Е., Пименов В.В. Методы и аппара-
тура контроля герметичности вакуумного оборудования
изделий приборостроения. М.: Машиностроение, 1985. 68 с.
4. Ермолов И.Н., Останин Ю.Я. Методы и сред-
ства неразрушающего контроля качества. М.: Высшая
школа, 1988. 366 с.
5. Кузьмин В.В., Левина Д.Е., Творогов И.В. Ва-
куумметрическая аппаратура техники высокого вакуума
и течеискания. М.: Энергоатомиздат, 1984. 240 с.
6. Сажин С.Г., Лемберский В.Б. Автоматизация
контроля герметичности изделий массового производст-
ва. Волго-Вятское книжное издательство, 1977. 178 с.
7. Бударин Л.И., Касаев К.С., Наумов В.Н. Хи-
мические методы испытания изделий на герметичность.
Киев: Наукова думка, 1991. 202 с.
Глава 18
СРЕДСТВА КАПИЛЛЯРНОГО
КОНТРОЛЯ
18.1. ОБЩИЕ СВЕДЕНИЯ И МЕТОДЫ
КАПИЛЛЯРНОГО НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
Капиллярные методы неразрушающего контроля
основаны на капиллярном проникновении индикаторных
жидкостей (пенетрантов) в полости поверхностных и
сквозных несплошностей материала объектов контроля и
регистрации образующихся индикаторных следов визу-
альным способом или с помощью преобразователя.
Капиллярный НК предназначен для обнаружения
невидимых или слабовидимых невооруженным глазом
поверхностных и сквозных дефектов в объектах контро-
ля, определения их расположения, протяженности (для
дефектов типа трещин) и ориентации по поверхности.
Этот вид контроля позволяет диагностировать объ-
екты любых размеров и форм, изготовленные из черных
и цветных металлов и сплавов, пластмасс, стекла, кера-
мики, а также других твердых неферромагнитных мате-
риалов.
Капиллярный контроль применяют также для объ-
ектов, изготовленных из ферромагнитных материалов,
если их магнитные свойства, форма, вид и местораспо-
ложение дефектов не позволяют достичь требуемой чув-
ствительности магнитопорошковым методом или магни-
топорошковый метод контроля не допускается приме-
нять по условиям эксплуатации объекта.
Капиллярный контроль применяется также при те-
чеискании и, в совокупности с другими методами, при
мониторинге ответственных объектов и объектов в про-
цессе эксплуатации.
Капилляр, выходящий на поверхность объекта кон-
троля только с одной стороны, называют поверхностной
несплошностъю, а соединяющий противоположные
стенки объекта контроля, - сквозной. Если поверхностная
и сквозная несплошности являются дефектами, то допус-
кается применять вместо них термины «поверхностный
дефект» и «сквозной дефект». Изображение, образован-
ное пенетрантом, в месте расположения несплошности и
подобное форме сечения у выхода на поверхность объек-
та контроля, называют индикацией (индикаторным ри-
сунком), или индикацией. Применительно к несплошно-
сти типа единичной трещины вместо термина «индика-
ция» допускается применение термина «индикаторный
след».
Глубина несплошности - размер несплошности в
направлении внутрь объекта контроля от его поверхно-
сти. Длина несплошности - продольный размер не-
сплошности на поверхности объекта. Раскрытие не-
сплошности - поперечный размер несплошности у ее
выхода на поверхность объекта контроля.
Необходимым условием надежного выявления ка-
пиллярным методом дефектов, имеющих выход на по-
верхность объекта, является относительная их незагряз-
ненность посторонними веществами, а также глубина
распространения, значительно превышающая ширину их
раскрытия (минимум 10/1).
Различают максимальную, минимальную и сред-
нюю глубину, длину и раскрытие несплошности. Если не
требуется заранее оговаривать, какое из указанных зна-
чений размеров имеется в виду, то для исключения недо-
разумений следует принять термин «преимущественный
размер». Для несплошностей типа округлых пор раскры-
тие равно диаметру несплошности на поверхности объекта.
Все методы капиллярного неразрушающего контро-
ля по характеру взаимодействия проникающих пенетран-
тов с объектом контроля рассматриваются как молекуляр-
ные, что не указывается в определениях для сокращения.
Капиллярные методы подразделяют на основные,
использующие капиллярные явления, и комбинированные.
Основные капиллярные методы контроля подразде-
ляют в зависимости от типа проникающего вещества на
следующие:
1 . Метод проникающих растворов - жидкостный
метод капиллярного неразрушающего контроля, осно-
ванный на использовании в качестве проникающего ве-
щества жидкого индикаторного раствора.
2 . Метод фильтрующихся суспензий - жидкост-
ный метод капиллярного неразрушающего контроля, ос-
нованный на использовании в качестве жидкого прони-
кающего вещества индикаторной суспензии, которая об-
разует индикаторный рисунок из отфильтрованных час-
тиц дисперсной фазы.
Капиллярные методы в зависимости от способа вы-
явления индикаторного рисунка подразделяют на:
• люминесцентный, основанный на регистрации
контраста люминесцирующего в длинноволновом ульт-
рафиолетовом излучении видимого индикаторного ри-
сунка на фоне поверхности объекта контроля;
• контрастный (цветной), основанный на регист-
рации контраста цветного в видимом излучении индика-
торного рисунка на фоне поверхности объекта контроля;
• люминесцентно-цветной, основанный на реги-
страции контраста цветного или люминесцирующего
индикаторного рисунка на фоне поверхности объекта
контроля в видимом или длинноволновом ультрафиоле-
товом излучении;
• яркостный, основанный на регистрации контра-
ста в видимом излучении ахроматического рисунка на
фоне поверхности объекта контроля.
Комбинированные методы капиллярного неразру-
шающего контроля сочетают два или более различных
по физической сущности методов неразрушающего
контроля, один из которых обязательно жидкостный.
Комбинированные капиллярные методы контроля под-
разделяют в зависимости от характера физических нолей
564
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
(излучений) и особенностей их взаимодействия с контро-
лируемым объектом.
Капиллярно-электростатический метод основан на
обнаружении индикаторного рисунка, образованного
скоплением электрически заряженных частиц у поверх-
ностной или сквозной несплошности неэлектропроводя-
щего объекта, заполненного ионогенным пенетрантом.
Капиллярно-электроиндуктивный метод основан на
электроиндуктивном обнаружении электропроводящего
индикаторного пенетранта в поверхностных и сквозных
несплошностях неэлектропроводящего объекта. Капил-
лярно-магнитопорошковый метод основан на обнаруже-
нии комплексного индикаторного рисунка, образованно-
го пенетрантом и ферромагнитным порошком, при кон-
троле намагниченного объекта. Жидкостный капиллярно-
радиационный метод излучения основан на регистрации
ионизирующего излучения соответствующего пенетранта
в поверхностных и сквозных несплошностях, а капилляр-
но-радиационный метод поглощения - на регистрации
поглощения ионизирующего излучения соответствую-
щим пенетрантом в поверхностных и сквозных несплош-
ностях объекта контроля.
В силу сложности реализации, высокой стоимости
материалов, в ряде случаев - опасности материалов для
здоровья персонала (методы с использованием ионизи-
рующего излучения), вышеописанные комбинированные
методы не нашли широкого применения в промышлен-
ности и в основном известны как экспериментальные.
18.2. ДЕФЕКТОСКОПИЧЕСКИЕ
МАТЕРИАЛЫ
Общие сведения. Капиллярный дефектоскопиче-
ский материал применяют при капиллярном неразру-
шающем контроле и используют для пропитки, нейтра-
лизации или удаления избытка проникающего вещества с
поверхности и проявления его остатка с целью получе-
ния первичной информации о наличии несплошности в
объекте контроля.
Дефектоскопические материалы выбирают в зави-
симости от требований, предъявляемых к объекту кон-
троля, его состояния и условий контроля. Их укомплек-
товывают в целевые наборы, в которые входят полно-
стью или частично взаимообусловленные совместимые
дефектоскопические материалы, приведенные ниже.
Набор дефектоскопических материалов - взаимо-
зависимое целевое сочетание дефектоскопических мате-
риалов: индикаторного пенетранта, проявителя, очисти-
теля и гасителя.
Пенетрант (отечественное обозначение - И) - ка-
пиллярный дефектоскопический материал, обладающий
способностью проникать в несплошности объекта кон-
троля и индифицировать их.
Очиститель - дефектоскопический материал, пред-
назначенный для удаления с поверхности объекта кон-
троля, а также из дефектов жировых и других загрязне-
ний, препятствующих проникновению пенетранта.
Очиститель от пенетранта (отечественное обозна-
чение - М) - дефектоскопический материал, предназна-
ченный для удаления индикаторного вещества с поверх-
ности объекта контроля самостоятельно или в сочетании
с органическим растворителем или водой. Используется
в основном для отечественных систем капиллярного кон-
троля. В системах зарубежного производятва пенетранты
удаляются либо водой (водосмываемые), либо с помо-
щью т.н. эмульгатора (пост-эмульгируемые, см. ниже).
В зарубежным системах капиллярного контроля очисти-
тель и очиститель от пенетранта - одно и то же вещество.
Гаситель пенетранта (гаситель) (отечественное
обозначение ~ Г) - дефектоскопический материал, пред-
назначенный для гашения люминесценции или цвета ос-
татков соответствующих индикаторных пенетрантов на
поверхности объекта контроля.
Проявитель пенетранта (проявитель) (отечествен-
ное обозначение - П) - дефектоскопический материал,
предназначенный для извлечения индикаторного пенет-
ранта из капиллярной полости несплошности с целью
образования четкого индикаторного рисунка и создания
контрастирующего с ним фона.
Эмульгатор - дефектоскопический материал, пред-
назначенный для удаления (в сочетании с водой) неводо-
смываемого (пост-эмульгируемого) пенетранта с 1юверх-
ности объекта по завершении процедуры контроля.
Общую классификацию пенетрантов в зависимости
от физического состояния и светоколористических при-
знаков можно представить, как показано в табл. 1.
1. Классификация пенетрантов
Физическое состояние Колористический признак Колористическая характеристика индикации пенетранта
Раствор Контрастный (цветной) Имеет характерный цвет- ной тон при наблюдении в видимом излучении и цветовой контраст с про- явителем
Люминесцент- ный Испускает свечение в ви- димом диапазоне света (в основном, желто-зеле- ное, но также и оранже- вое) под воздействием падающего длинновол- нового ультрафиолето- вого излучения
Люминесцент- но-цветной Имеет характерный цвет- ной тон при наблюдении в видимом излучении и люминесцирует под воз- действием падающего длинноволнового ультра- фиолетового излучения
Суспен- зия Люминесцент- ный или цвет- ной Скопление цветных или люминесцентных частиц суспензии у раскрытия несплошности
ДЕФЕКТОСКОПИЧЕСКИЕ МАТЕРИАЛЫ
565
Специализированные составы, предназначенные для
выявления поверхностных дефектов методами капилляр-
ной дефектоскопии, имеют следующие, принятые в Рос-
сии, условные групповые обозначения:
Hj - цветные пенетранты, имеющие характерный
цветовой тон при наблюдении в видимом излучении.
И2 - люминесцентные пенетранты, излучающие свет
под воздействием длинноволнового ультрафиолетового
излучения.
И3 - люминесцентно-цветные пенетранты, имеющие
характерный цветовой тон при наблюдении в видимом
излучении и люминесцирующие под воздействием длин-
новолнового ультрафиолетового излучения.
И4 - химические активные пенетранты, предназна-
ченные для химического взаимодействия с соответст-
вующими проявителями для образования специфическо-
го индикаторного индикации, меняющего цвет, способ-
ность люмидесцировать или образовывать продукты ре-
акции, дающие информацию о наличии несплошностей.
В настоящее время этот тип на практике применяется
редко.
И5 - ахроматические пенетранты, которые под воз-
действием видимого излучения дают черную или серую
индикацию. В настоящее время практически не приме-
няются.
И6 - прочие пенетранты.
М| - органические очистители, М2 - водяные очи-
стители, М3 - прочие очистители.
Г - гасители пенетранта.
Fli - порошковые проявители, секционные, пред-
ставляющие собой сухой, преимущественно белый мел-
кодисперсный сорбент, поглощающий пенетрант.
П2 - суспензионные проявители, сорбционные,
представляющие собой белый сорбент, диспергирован-
ный в летучих растворителях, воде или быстросохнущих
смесях, поглощающие пенетрант.
П3- красочые проявители (лаки), диффузионные,
состоящие из пигментированного или бесцветного быст-
росохнущего жидкого раствора, связывающие, погло-
щающие пенетрант.
П4 - пленочные проявители, диффузионные, пред-
ставляющие собой бесцветную или белую накладную
пленку с проявляющим липким слоем, поглощающим
пенетрант.
П5 - прочие проявители.
Пенетранты классифицируются следующим образом.
По способу наблюдения пенетранты делятся на
контрастные (цветные) и флуоресцентные (люминес-
центные). Индикации контрастных пенетрантов образу-
ют контраст с поверхностью объекта или с проявителем,
флуоресцентные испускают свечение в видимом диапа-
зоне света (в основном, желто-зеленое, но также и оран-
жевое) под воздействием падающего ультрафиолетового
излучения.
По способу удаления различают пенетранты водо-
смываемые, пост-эмульгируемые и смываемые очи-
стителем!удалителем. Водосмываемые пенетранты
удаляются с поверхности объекта контроля просто водой,
а на пост-эмульгируемые пенетранты сначала воздейст-
вуют эмульгатором, и лишь затем смывают получивший-
ся состав водой. Третий вид пенетрантов удаляется очисти-
телем/удалителем на основе органического растворителя.
Пост-эмульгируемые пенетранты, в свою очередь,
делятся на два вида - с гидрофильным и липофильным
эмульгатором.
В зависимости от физических свойств различают
пенетранты: магнитные - суспензии, частицы твердой
фазы которых имеют ферромагнитные свойства, а жид-
кий носитель представляет собой молекулярную или
коллоидную дисперсию люминофора, красителя или дру-
гого индикатора; электропроводящие, имеющие норми-
рованную электрическую проводимость; ионизирующие ~
испускают ионизирующее излучение; поглощающие -
пенетрант поглощает ионизирующее излучение; обес-
цвечивающие ~ пенетранты, особенность которых за-
ключается в том, что люминесценция или цвет его унич-
тожается специально подобранным гасителем; комбини-
рованные пенетранты сочетают свойства двух или более
индикаторных пенетрантов.
Проявители подразделяют в зависимости от состоя-
ния в соответствии с табл. 2.
Проявитель разделяют в зависимости от характера
взаимодействия его с индикаторным пенетрантом. Хими-
чески пассивный проявитель не меняет колористические
свойства индикаторного пенетранта, а активный прояви-
тель предназначается для химического взаимодействия с
индикаторным пенетрантом с образованием специфиче-
ского индикаторного рисунка (индикации), меняющего
цвет, способность люминесцировать или давать продук-
ты реакции, индицирующие нёсплошность.
2. Классификация проявителей
Физическое состояние Принцип действия Характеристика
Порошок Сорбционный Сухой, преимущественно белый сорбент, погло- щающий индикаторный пенетрант
Суспензия Преимущественно белый сорбент, поглощающий индикаторный пенетрант, диспергированный в бы- стро испаряющихся жид- ких средах или в воде
Краска (лак) Диффузион- ный Связывающий пигмен- тированный или бес- цветный быстросохну- щий раствор, погло- щающий пенетрант
Пленка Бесцветная или белая накладная лента с прояв- ляющим/связывающим слоем, поглощающим пе- нетрант, отделяемая от контролируемой поверх- ности вместе с индика- циями
566
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
Очистители и гасители в зависимости от характера
взаимодействия с индикаторным пенетрантом подразде-
ляют на растворяющие, самоэмульгирующие и эмульги-
рующие при внешнем воздействии.
Эмульгаторы пенетрантов подразделяются по спо-
собу воздействия на пенетрант на липофильные и гид-
рофильные.
Липофильные эмульгаторы появились в конце 50-х гг.
и имеют следующий механизм действия: после того как
эмульгатор покроет поверхность объекта, некоторое ко-
личество излишков пенетранта, стекающего с объекта,
удаляются механическим воздействием. В процессе
эмульгирования происходит диффузия эмульгатора в
оставшийся пенетрант, и получившаяся смесь уже легко
удаляется водой.
Гидрофильные эмульгаторы, появившиеся в середи-
не 70-х гг., также подразумевают удаление излишков
пенетранта механическим и химическим воздействием,
но при этом не происходит диффузии. В своей основе
гидрофильные эмульгаторы - это детергенты (средства
очистки), содержащие растворитель и поверхностно-
активные вещества. Гидрофильный эмульгатор разделяет
пенетрант на малые объемы и препятствует их слиянию и
воссоединению с поверхностью объекта контроля. Меха-
ническое воздействие потока воды удаляет отсоединен-
ный пентрант и позволяет свежим порциям эмульгатора
контактировать с поверхностью, отрывая новые порции
пенетранта.
Наборы материалов для капиллярной дефекто-
скопии. Капиллярный метод дефектоскопии позволяет
обнаружить микроскопические поверхностные дефекты
на изделиях практически из любых конструкционных
материалов. Разнообразие объектов, условий и требо-
ваний к надежности и чувствительности контроля тре-
буют дефектоскопических средств с различными воз-
можностями.
В настоящее время имеется значительный ассорти-
мент материалов для капиллярного контроля отечествен-
ного и зарубежного производства.
Надежность и эффективность капиллярной дефекто-
скопии определяется корректным подбором всех компо-
нентов - очистителя, пенетранта и проявителя - в соот-
ветствии с конкретной задачей, особенностями объекта и
условиями контроля.
Взаимосвязанное целевое сочетание наиболее рас-
пространенных в настоящее время материалов отечест-
венного производства приведено в табл. 3.
Отечественные наборы для капиллярной дефек-
тоскопии. С помощью высокочувствительных наборов
(№ 1,2) можно обнаружить поверхностные дефекты типа
трещин и пор величиной до 1 мкм. Наборы средней чув-
ствительности (№3,4) позволяют обнаружить дефекты с
раскрытием более 1 мкм. Наборы пониженной чувстви-
тельности (№ 5) дают возможность выявлять грубые де-
фекты с раскрытием более 100 мкм.
В качестве очищающих составов применяются, на-
пример водные и спиртовые растворы различных ПАВ.
Проявителями могут служить специально приготовлен-
ные окись магния, силикагель, каолин, тальк, двуокись
титана, их водные и спиртовые суспензии, растворы
этилцеллюлозы в различных растворителях и др.
Набор № 1 (люминесцентный), нашедший широкое
применение, и набор № 2 (цветной) наиболее эффектив-
ны и позволяют обнаруживать поверхностные дефекты с
раскрытием около 0,1 мкм.
Набор № 3 содержит проявитель, обладающий по-
ниженной токсичностью и пожароопасностью, и нанесе-
ние его возможно как кистью, так и воздушным распы-
лением.
Набор № 4 средней чувствительности имеет низкую
токсичность. С помощью этого набора можно выявлять
дефекты с раскрытием около 2 мкм. Сравнительно высо-
кая чувствительность набора не препятствует примене-
нию его для деталей с различной шероховатостью по-
верхности, в том числе и для литья. Регулировать чувст-
вительность можно путем изменения времени выдержки
контролируемой детали в очистителе. Максимальную
3. Наиболее распространенные отечественные наборы капиллярной дефектоскопии
№ набора Дефектоскопический материал Характеристики набора
Пенетрант Проявитель Очиститель Материал объекта контроля Шероховатость поверхности, Ra, мкм Диапазон температур объекта контроля Класс чувстви- тельности
1 ЛЖ-6А ПР-1 ОЖ-1 Металлы, пластик, стекло, керамика 2,5 ...5,0 15 . ..35 I
2 «К» «м» Маслокеро- синовая месь Металлы, стекло, керамика 5,0... 10,0 -40.. .+40 I
3 ЛЖ-6А ПР-4 ОЖ-1 Металлы, пластик, стекло, керамика 2,5 ... 5,0 15 . ..35 II
4 ЛЖ-1 или керосиновый раствор ЛЖ-1К ПР-4 ОЖ-1 Тоже Необработанная поверхность (12,5... 50,0) 15 . ..35 II
5 ЛЖ-1 или керосиновый раствор ЛЖ-1К Окись магния Вода с ПАВ Тоже Тоже 15 . ..35 III
ДЕФЕКТОСКОПИЧЕСКИЕ МАТЕРИАЛЫ
567
чувствительность можно достичь при одноминутной вы-
держке. Увеличение времени до 2 ... 3 мин приводит к
незначительному снижению воспроизводимости выявле-
ния трещин, но значительно снижает выявляемость пор и
мелких раковин, выходящих на поверхность. Это объяс-
няется тем, что при контакте находящегося в полости
дефекта пенетранта, приготовленного на керосине, с очи-
стителем ОЖ-1, являющимся достаточно концентриро-
ванным раствором эмульгатора в спирте, в устье дефекта
происходит частичное взаимодействие этих составов.
Однако взаимная растворимость их мала (около 1 %),
и в связи с этим происходит выделение высоковязкого
эмульгатора, который закупоривает устье дефекта и за-
медляет вымывание пенетранта из его полости. В устье
более крупных дефектов подвижность пленки выделив-
шегося эмульгатора оказывается выше, и процесс вымы-
вания пенетранта из них происходит быстрее. Контроль с
помощью упомянутого набора дефектоскопических ма-
териалов применяется для деталей сложной формы, изго-
товленных литьем по выплавляемым моделям.
В настоящее время применяют пенетранты, пред-
ставляющие собой растворы люминофоров и, в ряде слу-
чаев, смачивающих и других добавок в одном или не-
скольких органических растворителях. Количество рас-
творенных продуктов составляет обычно 0,1 ... 1,0%.
Набор № 5 содержит концентрат пенетранта ЛЖ-1К,
который при 15 ... 20 °C растворяется в керосине (15 г
ЛЖ-1К в 1 кг керосина) и обеспечивает выявление де-
фектов с раскрытием от 6 мкм и более. Раствор хорошо
удаляется с поверхности деталей, что создает высокую
контрастность светящихся под ультрафиолетовыми лу-
чами индикаций дефектов и обеспечивает достаточную
надежность контроля. Он может быть использован на
деталях из алюминиевых и магнитных сплавов с различ-
ной шероховатостью поверхности (в том числе и литья).
В качестве очистителя в этом наборе применяют
водный раствор (2 ... 4 %) эмульгатора, а проявление
осуществляют окисью магния. Следует отметить хоро-
шую смываемость пенетранта с поверхности контроли-
руемых деталей водным раствором эмульгатора с после-
дующей промывкой в теплрй проточной воде, четкое
выявление дефектов (трещины, пористость, рыхлота).
Приготовленный на основе концентрата пенетрант со-
храняет чувствительность к выявлению дефектов и не
уменьшает интенсивности люминесценции в ультрафио-
летовом свете по сравнению со свежеприготовленной
жидкостью в течение полугода.
Совместимость дефектоскопических материалов в
наборе или сочетаниях обязательна. Составы набора не
должны ухудшать эксплуатационные качества материала
контролируемого объекта.
Наборы для капиллярной дефектоскопии зару-
бежного производства имеют в своем составе очисти-
тель, пенетрант, проявитель. Это относится как к ком-
плексам для контрастного метода, так и для флуорес-
центного.
Ниже приведены классы чувствительности зару-
бежных пенетрантов.
Классы чувствительности пенетранта
Класс чувствительности Обозначение Глубина дефекта на никель- хромовой тест-панели, мкм, при раскрытии 1 мкм
4 Очень высокая 10
3 Высокая 20
2 Средняя 30
1 Низкая 50
В добавление к вышеперечисленным классам чувст-
вительности для пенетрантов специального назначения ис-
пользуют также класс сверхвысокой чувствительности.
Кроме разделения по чувствительности различные
производители выделяют наборы по температурным
диапазонам - наборы для обычных условий, наборы для
низких температур и наборы для контроля поверхостей
при повышенных температурах.
Так как очистители и проявители обычно рассчита-
ны на более широкий температурный диапазон, чем пе-
нетранты, наборы одного и того же производителя для
нормальных условий и для низких температур могут
включать одни и те же очиститель и проявитель (см. табл. 4,
наборы на основе пенетрантов RP20 и RP20LT).
Все компоненты наборов для контроля поверхно-
стей при повышенных температурах должны иметь точки
вспышки и самовозгорания существенно выше, чем ком-
поненты двух предыдущих видов наборов, и поэтому
такие наборы не включают компоненты широкого при-
менения, а только специализированные компоненты (см.
табл. 4, набор на основе пенетранта HTRP20).
В отличие от отечественных компоненты зарубеж-
ных наборов выпускаются готовыми к употреблению, без
необходимости разведения какого-либо из компонентов.
Это является дополнительной гарантией стабильности и
надежности дефектоскопических свойств материалов, так
как исключается возможность приготовления состава
нестандартной концентрации.
Для удобства пользователей большая часть зару-
бежных наборов выпускается в аэрозольной упаковке.
Наборы для высоких температур, по соображениям пожа-
робезопасности, в аэрозольной упаковке не выпускаются.
Из-за несовпадения химического состава аналогич-
ных компонентов пенетрантной системы разных произ-
водителей не допускается в одном, процессе использовать
компоненты пенетрантной системы (например, пенетрант
и проявитель) от разных производителей. Это приводит к
снижению чувствительности процесса, вплоть до полно-
го отсутствия индикаций, по причине возможного хими-
ческого реагирования компонентов, несоответствия фи-
зических свойств проявителя физическим свойствам пе-
нетранта и т.д.
568
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
4. Наиболее распространенные наборы капиллярной дефектоскопии зарубежного производства
Дефектоскопический материал Материал объекта контроля Рабочий диапазон температур Уровень чувствитель- ности
Пенетрант Тип пенетранта Очиститель Проявитель
RP20 Контрастный, водосмываемый С5 или СЮ D30 или D30A Металлы, пластик, керамика +5 .. . +70 °C Высокий
FP42 Флуоресцентный, водосмываемый С5 или СЮ D30 или D30A Металлы +5 .. . +70 °C Очень высокий
FP46 Флуоресцентный, пост-эмульгируе- мый С5 или СЮ эмульгатор Е 55 D30, D30A, D38 Металлы +5 .. . +70 °C Очень высокий
RP20LT Контрастный, водосмываемый СЮ D30A Металлы -15 . ..+30 °C Высокий
HTRP20 Контрастный, органосмываемый НТС25 HTD60 Металлы +80 .. .+260 °C Высокий
РВ50 Флуоресцентный - - Бетон, камень +10 . .. +40 °C Технологиче- ский
Checkmor 200 Контрастный, водосмываемый S72 LD3 Металлы до +100 °C Средний
Checkmor 222 Контрастный, органосмываемый S72 LD3 Металлы до +100 °C Средний
Britemor 600 Флуоресцентный, органосмываемый S72 LD5 Металлы до +100 °C Высокий
STANDARD- СНЕК №2 Контрастный, водосмываемый STAND ARD- СНЕК№ 1 STAND ARD- СНЕК№3 Металлы +5 .. ..+55 °C Высокий
NORD-TEST U88 Контрастный, водосмываемый NORD-TESTU87 NORD-TESTU89 Металлы +5 ..+55 °C Средний
5. Перечень отечественных материалов для люминесцентной дефектоскопии
Материалы Тип (цвет свечения)
Люминофоры неорганические для светящихся красок, используемые в фильтрующихся де- фектоскопических суспензиях ФК-1 (синий), ФК-2 (голубой), ФК-3 (зеленый), ФК-4 (желто- зеленый), ФК-5 (желтый), ФК-6 (оранжевый), ФК-7 (оранжево- красный), ФК-8 (красный), ФК-9 (белый)
Дневные флуоресцентные пигменты ДФП для флуоресцентных эмалей, используемые в фильтрующихся суспензиях № 69 (зеленый), № 418 (лимонно-желтый), № 430 (желто- оранжевый), № 1033 (оранжевый), № 1040 (оранжево-красный)
Люминофоры органические - люминофоры1 универсального назначения 455 ВТ (бесцветный); 458 Т (водно-голубой); 495 РТ (желтый 23); 525 Т (желтый); 540 Т (желто-зеленый); 612 Т (оранжево-красный); 469 Т (светло-зеленый); 452 ТР (сине-фиолетовый); 525 Т (зеленый)
1 Название люминофора отражает его способность люминесцировать в твердом состоянии (Т), органических растворителях (Р), в воде (В).
Люминесцентные материалы. В табл. 5 приводят-
ся данные об отдельных материалах отечественного про-
изводства, используемых в качестве основных состав-
ляющих компонентов дефектоскопических материалов.
Рекомендации по контролю качества матери-
алов. Данные рекомендации распространяются на мате-
риалы для капиллярной дефектоскопии и контроля пара-
метров (табл. 6).
Плотность вещества р = т / V определяется пикто-
метрическим методом при температуре 20 °C и указыва-
ется в г/см3.
Вязкость - это свойство жидкого вещества к вос-
приятию сдвигающего напряжения т, вызываемого де-
формацией сдвига и.зависящего от градиента среза D,
т
Коэффициент пропорциональности Т| = — - называется
динамической вязкостью и выражается в Па • с.
Кинематическая вязкость - это отношение динами-
ческой вязкости Т| к плотности р, т.е. v = т| / р . Она
определяется на конечных точках соответствующего
температурного диапазона и выражается в м2 /с.
ДЕФЕКТОСКОПИЧЕСКИЕ МАТЕРИАЛЫ
569
6. Параметры качества материалов,
подлежащих контролю
Параметры Дефектоскопический материал
Пенетрант Очиститель Проявитель
Вязкость 4- 4- 4-
Температура воспламенения 4- • 4- 4-
Характеристика взрывоопасности 4- 4- 4-
Коррозионное поведение 4- 4- 4-
Светостойкость и стойкость к УФ-лучам 4- - -
Стойкость при хранении 4- 4- 4-
Время сушки 4- — 4-
Санитарно-гигиени- ческие свойства 4- 4- 4-
Выявляемость дефектов Совместное испытание всего набора материалов
Примечание. + параметры обязательные; - пара- метры необязательные.
Применяют капиллярный вискозиметр по Уббелоде
на температурный диапазон 10 ... 100 °C, а также виско-
зиметр с падающим шариком по Хапплеру на темпера-
турный диапазон -60 ... +150 °C.
Поверхностное натяжение Q - это напряжение на
поверхности, стремящееся уменьшить данную поверх-
ность. Оно измеряется в Н/м при температуре 20 °C.
Применяют тензиометр с пластиной, дугой или кольцом.
Смачиваемость - это адгезия жидкости на поверх-
ности твердого тела, т.е. образование малого контактного
угла (< 90°) между поверхностью жидкости и поверхно-
стью твердого тела. В случае полного смачивания этот
контактный угол равен 0°.
Плоская пластина из стекла, стали, алюминия, лату-
ни площадью 100 х 100 мм тщательно очищается, напри-
мер щелочным промывочным средством, при помощи
целлюлозной бумаги с использованием трихлорэтилена,
этилалкоголя, ацетона или окунанием в ацетон, обезжи-
ривается и сушится. Шероховатось шлифованных или
имеющихся в состоянии поставки металлических пла-
стин должна составлять Ra 3 ... 5 мкм. На середину гори-
зонтально установленной пластины наносится 0,04 мл
пенетранта и определяется средний диаметр смачивае-
мой площади (в качестве меры смачиваемости) в зависи-
мости от времени.
Проникающая способность - это свойство пенет-
рантов к проникновению в капиллярные несплошности.
Скорость проникновения пенетрантов может быть опре-
делена приближенно путем сложения двух мерительных
плиток; при помощи стяжного устройства устанавлива-
ется щель шириной в несколько мкм. На верхнюю сторо-
ну щели напыляется проявитель, а на нижнюю сторону
наносится капля пенетранта. Измеряется время от мо-
мента нанесения пенетранта до первых признаков окра-
ски проявителя.
Выявляемость дефектов (визуальная в отличие от
статической выявляемое™) указывает на то, какой опре-
деленный наименьший поверхностный дефект (например
ширина трещины) еще визуализируется данным набором
материалов. Она определяется на естественных или ис-
кусственных дефектах при температуре 20 °C, причем
необходимо применять установленную заводом-изгото-
вителем технологию контроля. Для испытаний исполь-
зуют стандартные образцу.
Образец выполняют из измерительных плиток так,
что последние образуют калиброванную клинообразную
капиллярную щель, как описано выше при испытании
проникающей способности пенетранта.
Пластина из азотированной стали, деформиро-
ванная шариком. Изготовляется пластина из азотируе-
мой стали размерами 50 х 50 х 3 мм, поверхность шлифу-
ется так, чтобы шероховатость составила Ra 3 ... 4 мкм.
В середине сверлят проходное отверстие диаметром 5 мм,
фаска с обеих сторон 60°. После этого пластина азотиру-
ется (глубина азотирования 0,2 ... 0,7 мм), очищается от
окалины мелкой шлифовальной бумагой и кладется на
стальное кольцо (внутренний диаметр 30 мм, высота 25 мм,
наружный диаметр около 60 мм). На противоположной
стороне 20-миллиметровый стальной шар вдавливается с
помощью испытательной машины в отверстие силой
около 2 ... 3 кН, пока треск не укажет на образование
трещин в зоне растяжения. Трещины измеряют под мик-
роскопом. Путем повторного надавливания на переднюю
или обратную сторону плитки можно управлять раскры-
тием трещин. Ширина трещины определяется с помощью
растрового сканирующего электронного микроскопа при
необходимом увеличении. Глубина трещин определяется
по поперечным шлифам.
Методика испытания:
• предварительная очистка и обезжиривание аце-
тоном или спиртом с применением ультразвукового воз-
действия;
• сушка нагреванием на электроплите;
• нанесение пенетранта в течение 10 мин;
• промежуточная очистка с помощью волокон
целлюлозы и заданного очистителя,
• вытереть насухо;
• нанесение проявителя, который должен действо-
вать не менее 15 мин;
• визуальный осмотр количества, длины, конфигу-
рации трещин и фона;
• фотографирование.
Деформируемая азотированная стальная пла-
стина. Стальная пластина размерами 70 х 30 х 3 мм с ше-
роховатостью не более Ra 3 ... 4 мкм азотируется. Пла-
стина опирается на концах и медленно нагружается в
середине цилиндрическим стальным телом, пока азоти-
рованный слой не растрескивается и не образуются тре-
щины необходимой величины. В дальнейшем проводится
исследование, как описано выше.
570
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
Цветовые качества цветных и люминесцентных
пенетрантов характеризуются светоабсорбционной спо-
собностью, которая зависит от длины волны.
Цветовые качества определяют спектрофотометром
для цветных пенетрантов в диапазоне волн 500 ... 600 нм
и для люминесцентных пенетрантов в диапазоне длин
волн 300 ... 400 нм. Измерения проводят на растворе пе-
нетранта (2 мл в 1000 мл изопропанола или другого рас-
творителя). Измеряется светопоглощение (Е) в зависимо-
сти от длины волны. Находят максимум светопоглоще-
ния и соответствующую длину волны.
Методом мениска цветовую интенсивность цветно-
го пенетранта и световую интенсивность люминесцент-
ного пенетранта характеризуют минимальной, еще выяв-
ляемой толщиной цветового или флюоресцентного слоя.
На обезжиренную ровную стеклянную плитку наносятся
1 ... 2 капли пенетранта, сверху накладывается выпуклая
линза малой кривизны, линза легко прижимается. Белое
пятно, которое образуется на месте контакта, рассматри-
вается и измеряется под просвечивающим микроскопом
при нужном увеличении. Если контуры белого пятна
размыты, то проводится измерение светопропускания от
точки к точке с помощью спектрального микрофотометра.
В случае люминесцентных пенетрантов осуществляется
боковое облучение УФ-светом, причем интенсивность об-
лучения нормируется и должна составлять 500 м-кВт/см2.
Цветовую интенсивность цветного пенетранта и
световую интенсивность люминесцентного пенетранта
оценивают визуально путем растворения 2 мл соответст-
вующего пенетранта в 1000 мл изопропанола, метиден-
хлорида или другого подходящего растворителя. Иссле-
дуемые растворы, а также стандартные растворы нали-
ваются в пробирки. Растворы рассматриваются в диф-
фузном белом или ультрафиолетовом свете (в случае
люминесцентных пенетрантов). Сравнительно оценива-
ется яркость, цвет или интенсивность люминесцентных
растворов.
Белизна проявителей определяется как относитель-
ное отражение, которое представляет собой отношение
всего отраженного светового потока к падающему свето-
вому потоку. Белизна измеряется в установленном спек-
тральном диапазоне и служит для характеристики белых
проявителей. Визуальный контроль проявителя проводят
следующим образом. На металлический лист наносится
проявитель слоем достаточной толщины, после этого
проявитель рассматривается при дневном свете и сравни-
вается визуально с образцами белизны, в качестве кото-
рых можно принять стандартные образцы из молочного
стекла или окиси магния, а также образцы проявителей.
Коррозия - это исходящее с поверхности разруше-
ние объектов вследствие химической или электрохими-
ческой реакции с дефектоскопическим материалом. При
коррозионном испытании определяется, оказывает ли
материал на выбранные объекты коррозионное воздейст-
вие. Контролю подвергаются все материалы набора (пе-
нетрант, очиститель, проявитель).
Чаще проводят кратковременное коррозионное ис-
пытание. Листы из меди (электролитической), латуни,
стали, алюминия или магния площадью не менее 750 мм
обрабатывают шлифовальной шкуркой. Круглые мате-
риалы обтачивают. Образцы чистят ватой, смоченной
бензином и этанолом или ацетоном. Соответственно два
одинаковых образца, которые не должны соприкасаться,
подвешивают в стеклянный сосуд с данным дефектоско-
пическим материалом и выдерживают в течение трех
часов при температуре 50 °C. После этого образцы сле-
дует обмыть, сушить и при 20-кратном увеличении визу-
ально сравнить с необработанными образцами. Образцы
не корродировали, если на поверхности нет цветовых
изменений. Более точно измеряют состояние поверхно-
сти путем измерения освещенности при помощи люкс-
метра с селеновым фотоэлементом, причем обработан-
ный и необработанный образец освещается при опреде-
ленных условиях лампой в затемненном помещении, на-
пример, освещение под углом 30° и измерение под углом
60° к нормали при постоянном расстоянии.
Галоиды и сера, которые ускоряют коррозию, выяв-
ляют в случае необходимости, например при контроле
аустенитных сталей, титановых и никелевых сплавов по
стандартам. Из полученных данных можно сделать вы-
воды о возможностях применения дефектоскопических
материалов для особых объектов.
Светостойкость - это устойчивость пенетрантов к
воздействию света дневного или полученного от искус-
ственных источников, определяется по изменению цве-
товых качеств. Светостойкость определяют при освеще-
нии, например галоидной (йодной) кварцевой лампой
накаливания мощностью 1000 Вт. Для этого 5 мл пенетран-
та наливают в стеклянную чашку размерами 100x20 мм и
в течение 24 ч поверхность пенетранта подвергается воз-
действию освещенности 3000 ± 300 лк. При этом темпе-
ратура пенетранта не должна повышаться более чем на
20° С и превышать 50 °C. После этого определяют цвето-
вые качества цветных и люминесцентных пенетрантов,
как описано выше.
Устойчивость к УФ-лучам - это стабильность лю-
минесцентного пенетранта по отношению к излучению
данного УФ-облучателя, определяемая по изменениям
цветовых качеств. Характеристика проверяется следую-
щим образом. Для этого 5 мл люминесцентного пенет-
ранта наливают в стеклянную чашку размерами 100 x 20 мм
и подвергают УФ-облучению в течение 24 ч в диапазоне
длин волн 360 ± 30 нм при облученности 2000 м кВт/см.
Температура контролируемого пенетранта не должна
повышаться более чем на 20 °C и превышать 50 °C. По-
сле этого определяют цветовые качества люминесцент-
ного пенетранта, как описано выше.
Температурная устойчивость и стабильность при
хранении. Устойчивость капиллярных дефектоскопиче-
ских материалов при переменах температуры означает
постоянство цветовых качеств, вязкости и структуры
при многократной перемене температуры в диапазоне
-15 °C ... + 60 °C или в диапазоне температур, установ-
ленном заводом-изготовителем. При испытании на тем-
пературную устойчивость 100 мл контролируемого мате-
риала в сосуде 250 мл подвергают четырехкратному цик-
ОБОРУДОВАНИЕ И АППАРАТУРА КАПИЛЛЯРНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
571
лу изменения температуры от-15 °C ... +60 °C и времени
выдержки соответственно 1 ч. Последняя температура
должна составлять -15 °C . Определяют цветовые каче-
ства пенетрантов и вязкость всех материалов набора при
температуре 20 °C. Осадок на дне и расслоения недопус-
тимы, если на то нет указаний или температурный диапа-
зон не ограничен.
Стабильность пенетрантов, очистителей и прояви-
телей при хранении проверяется после истечения макси-
мального, указанного заводом-изготовителем срока хра-
нения. Проверяют цветовые свойства, вязкость и рас-
слоение.
Время сушки. Под временем сушки понимается
продолжительность периода от момента нанесения мате-
риала до момента, когда при легком соприкосновении
образца со стержнем из ваты не наблюдается следов де-
фектоскопического материала на вате. Для этого обезжи-
ренную стеклянную плитку размером 26 х 76 мм окунают
приблизительно на 50 мм или на нее напыляют материал.
Затем плитка подвешивается в вертикальном положении
и сушится на воздухе (неподвижном) при температуре
20 ± 2 °C. Высыхание проверяют каждые 15 мин на верх-
ней половине стеклянной плитки.
Водопоглощение^ эмульгируемость и очищающая
способность являются важными характеристиками. Так,
водопоглощение указывает на возможность применения
водосмываемых пенетрантов и определяется следующим
образом. В химическом стакане тщательно перемешива-
ют 95 % пенетранта и 5 % воды (по объему). После этого
определяют помутнение, застудневание, образование
отложений, коагуляцию, расслоение воды и пенетранта, а
также вязкость.
Эмульгируемость пенетранта характеризует его
способность к образованию эмульсии (мелкое распреде-
ление одной жидкости в другой, не перемешиваемой с
первой) с водным очистителем в определенном соотно-
шении. Пенентрант и очиститель перемешивают в ука-
занном заводом-изготовителем соотношении, например
от 1:5 до 1:20, в химическом стакане. После этого опре-
деляют помутнение, застудневание, образование отложе-
ний, коагуляцию, расслоение обеих составляющих.
Очищающая способность характеризует свойство
очистителя удалять пенетрант с поверхности объекта
контроля. Стальные листы размерами 100 х 50 мм из ау-
стенитной хромоникелевой стали обрабатывают пескост-
руйным методом или шлифуют, чтобы получить шерохо-
ватость в пределах Ra 5 ... 20 мкм. Эти образцы необхо-
димо обезжирить, полностью погрузить в пенетрант и
повесить на 5 мин, чтобы стекали капли. После этого их
погружают согласно рекомендациям завода-изготовителя
в соответствующий очиститель, производят промывку
определенным количеством очистителя или целлюлозной
бумагой, смоченной 2 ... 3 мл очистителя. После напы-
ления или нанесения проявителя сушат теплым воздухом
(60 °C) и изучают образцы в дневном свете (цветной пе-
нетрант) или УФ-излучении (люминесцентный пенет-
рант). Эффективность этого испытания повышается при
применении образцов с известными трещинами. Эти
трещины должны быть хорошо видны после проведения
испытаний на удаляемость, а фон не должен быть окра-
шен (цветным пенетрантом) или флюоресцировать (лю-
минесцентным пенетрантом).
18.3. ОБОРУДОВАНИЕ И АППАРАТУРА
КАПИЛЛЯРНОГО НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
Аппаратура капиллярного неразрушающего контро-
ля - это технические средства контроля, исключая де-
фектоскопические материалы, используемые для капил-
лярного неразрушающего контроля.
Оборудование капиллярной дефектоскопии- это со-
вокупность приборов капиллярного неразрушающего
контроля, вспомогательных средств и образцов для ис-
пытаний (тест-объектов), которыми с помощью набора
расходных дефектоскопических материалов осуществ-
ляют технологический процесс контроля. Эти приборы,
вспомогательные средства, расходные материалы пред-
назначены для выявления невидимых или слабо видимых
глазом поверхностных дефектов (трещин, пористости,
непроваров, других несплошностей различного происхо-
ждения) в металлических и неметаллических материалах,
полуфабрикатах и изделиях любой геометрической формы.
Приборы капиллярного неразрушающего контроля -
это устройства, с помощью которых получают, передают
и преобразуют информацию о технологических операци-
ях, дефектоскопических материалах или наличии не-
сплошности для непосредственного восприятия операто-
ром или средством, его заменяющим.
В качестве вспомогательных средств капиллярного
неразрушаюшего контроля используют ванны, камеры,
столы, контейнеры, кисти, распылители и т.п., которые
служат для выполнения или интенсификации одной или
нескольких технологических операций контроля без из-
менения и регулирования их параметров.
Общие технические требования к оборудованию
капиллярной дефектоскопии. Оборудование капилляр-
ной дефектоскопии бывает переносное, передвижное,
стационарное.
Рабочий режим оборудования капиллярной дефек-
тоскопии: продолжительный, кратковременный и по-
вторно-кратковременный.
В зависимости от функционального назначения и
эксплуатационной законченности наборы оборудования
капиллярной дефектоскопии могут иметь полностью или
частично различные функциональные средства и устрой-
ства, описанные ниже.
Средство (набор средств) подготовки объектов к
капиллярному неразрушающему контролю предназнача-
ется для очистки контролируемой поверхности и полос-
тей несплошностей объекта контроля перед применением
пенетранта.
Устройство нанесения дефектоскопических мате-
риалов служит для отдельного или взаимозависимого
заполнения полостей несплошностей пенетрантом, уда-
ления пенетранта, нанесения и удаления проявителя.
Устройство проявления несплошностей, как сред-
ство контроля, предназначено для интенсификации про-
572
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
цесса образования индикаторного рисунка под воздейст-
вием тепла, вакуума, вибрации или упругой деформации
объекта контроля. Устройство выявления несплошностей
предназначено для визуального обнаружения или кос-
венной регистрации индикаторного рисунка в нормиро-
ванных условиях освещения или облучения.
Средство контроля дефектоскопического мате-
риала контролирует один или несколько параметров де-
фектоскопического Материала на их соответствие уста-
новленным нормам.
Устройство контроля излучения - прибор для из-
мерения облученности или освещенности поверхности
объекта контроля соответствующим излучением.
Средство контроля технологического процесса
контролирует режим технологической операции (опера-
ций), подготовки и обработки объекта контроля дефекто-
скопическим материалом. Как правило, это специальный
вид тест-объекта.
Для оценки класса чувствительности применяют на-
турный образец объекта контроля (или его часть) с есте-
ственными дефектами. Допускается применение образ-
цов для испытаний с искусственными дефектами (тест-
объектов).
Образец для испытаний средств капиллярного не-
разрушающего контроля - это изделие с заранее норми-
руемыми при определенных условиях свойствами, пред-
назначенное для поверки прибора, вспомогательного
средства, технологического процесса или дефектоскопи-
ческого материала капиллярного неразрушающего кон-
троля. В качестве нормируемых свойств могут быть: не-
сплошности определенного раскрытия, глубины, протя-
женности, белизна проявляющего покрытия и т.п.
Ниже приведены рекомендуемые способы создания
образцов.
Образец № 1. Образец изготавливают из листовой
стали ЭИ-962, 1Х12Н2ВМФ в виде пластинки с размера-
ми 30 х 70 х 3 мм. Допускается применение азотируемой
стали. Полученную заготовку рихтуют и шлифуют на
глубину 0,1 мм с одной рабочей стороны, а затем азоти-
руют на глубину 0,3 мм без последующей закалки. Рабо-
чую сторону шлифуют на глубину 0,02 ... 0,05 мм и
обеспечивают шероховатость поверхности Ra < 0,4 мкм.
Образец помещают на кольцеобразную опору, кото-
рую устанавливают в тиски и плавно зажимают образец
шариком диаметром 12 мм до появления характерного
хруста азотированного слоя.
Ширину трещин замеряют на металлографическом
микроскопе. Хорошо подходит для этих целей созданный
в НИИИН МНПО «СПЕКТР» оптический микродефек-
тометр ОГ-2000М или портативный металлографический
компьютерный измерительный микроскоп МПМ с про-
граммным модулем измерений.
Образец Кг 2. Образец изготавливают из листовой
стали ЭИ-962, 1Х12Н2ВМФ, толщиной 4 мм. Заготовку
рихтуют и шлифуют с двух сторон на глубину 0,1 мм,
азотируют на глубину 0,3 ... 0,4 мм, а затем шлифуют с
одной стороны (рабочей) на глубину 0,05 ... 0,1 мм с
обильным количеством охлаждающей жидкости, обеспе-
чивая шероховатость поверхности Ra < 1,6 мкм. Широ-
кие концы на всей длине шлифуют с двух сторон до пол-
ного удаления азотированного слоя.
Образец для испытаний /зйжимают в разрывной ма-
шине с предельным усилием 98000 Н и плавно нагружа-
ют до появления характерного хруста. Нагрузку выбира-
ют опытным путем в зависимости от необходимой ши-
рины трещин. Ширину трещин замеряют на металлогра-
фическом микроскопе.
Образец № 3. Образец изготавливают из стали У 10
или У12 цииндрической формы (длина 250 ... 300 мм,
диаметр 25 мм) и закаляют на твердость 60 ... 63 HRC.
Цилиндрическую поверхность шлифуют и обеспе-
чивают шероховатость поверхности Ra < 0,8 мкм, а затем
электролитическим способом наносят слой хрома тол-
щиной 0,25 ... 0,30 мм. Образец шлифуют на глубину
0,1 мм твердым (Т или СТ) абразивным кругом без ох-
лаждения при поперечной подаче 0,03 ... 0,05 мм на один
двойной ход и при продольной подаче свыше 1 ... 3 м/мин.
Заготовку разрезают вдоль на две части и замеряют на
металлографическом микроскопе ширину трещин, обра-
зовавшихся при шлифовании.
Образец К8 4. Образец изготавливают из титанового
сплава ВТЗ-1 в виде диска толщиной 4 мм, диаметром 50 мм
или из сплава ВТ5-1. Плоские поверхности шлифуют с
двух сторон на глубину 0,2 мм и обеспечивают шерохо-
ватость поверхности Ra < 0,8 мкм.
Заготовку нагревают в воздушной среде и выдержи-
вают в течение 2 ч при температуре 950 °C (1223 К), за-
тем охлаждают до комнатной температуры. Заготовку
помещают на кольцо (внешний диаметр 60 мм, внутрен-
ний 30 мм) и нагружают шариком на прессе Бринелля,
создающим нагрузку 15000 Н. Вновь образец нагревают
в течение 3 ч при температуре 350 °C (623 К). Ширину
образовавшихся при нагружении трещин замеряют на
металлографическом микроскопе.
Образец № 5. Образец изготовляют из полосовой
инструментальной стали У10 в виде полосы с размерами
70 х 35 х 4 мм. Заготовку шлифуют с одной стороны на
глубину 0,2 мм с обильным количеством охлаждающей
жидкости и добиваются шероховатости поверхности
Ra < 0,8 мкм. На шлифованную поверхность наносят
слой хрома толщиной 0,3 мм электролитическим спосо-
бом - образец выдерживают в течение 1 ч при темпера-
туре 250 °C (523 К). Ширину трещин замеряют на метал-
лографическом микроскопе.
Тест-объекты зарубежного производства, уже
достаточно широко применяемые в России, можно раз-
делить на две гуппы: тест-объекты для контроля чув-
ствительности пенетранта или пенетрантной системы
(также называемые компараторами, так как кроме опре-
деления чувствительности этот класс тест-объектов ис-
пользуется для сравнения чувствительности различных
пенетрантных систем) и тест-объекты для контроля
всего процесса капиллярной дефектоскопии (так назы-
ваемые мониторы пенетрантной системы).
Типичным представителем первой группы являются
никель-хромовые панели и тест-объект по ASME.
Типичным представителем второй группы является
тест-панель PSM-5, разработанная Pratt-Whitney и ее
европейский аналог по EN.
ОБОРУДОВАНИЕ И АППАРАТУРА КАПИЛЛЯРНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
573
Рис. 1. Тест-объект
по ASME V
Тест-объект по ASME, показанный на рис. 1, пред-
назначен для контроля индикаторной способности пенет-
ранта и сравнения двух пенетрантов, один из которых
может быть принят за референсный («образцовый») в
соответствии с ASME V.
Тест-объект по ASME представляет собой алюми-
ниевую пластину с нанесенными дефектами, разрезан-
ную на две части - А и В. На одну сторону нанесены де-
фекты для проверки пенетранта средней чувствительно-
сти, а на другую - для проверки пенетранта высокой чув-
ствительности. Обе стороны документируются изготови-
телем эталонными фотографиями, одна из которых пока-
зана на рис. 1.
Часть А обрабатывается испытуемой пенетрантной
системой (испытуемым пенетрантом), а часть В - извест-
ным или референсным пенетрантом. Оценка индикатор-
ной способности и сравнение ведется методом сравнения
с эталонной фотографией.
Никель-хромовые панели (рис. 2) предназначены
для определения чувствительности пенетранта и, как и
тест-объект по ASME, для сравнения двух пенетрантов
(пенетрантных систем).
Никель-хромовая панель представляет собой брон-
зовую пластину, покрытую никель-хромовым покрыти-
ем, заданной толщины с трещинами, созданными путем
приложения усилия в направлении, перпендикулярном
панели. Далее глубина трещин контролируется прецизи-
онным измерительным оборудованием, после чего пла-
стина разрезается пополам перпендикулярно направле-
нию трещин.
Выпускается 4 вида панелей, с глубиной трещин 50,
30, 20 и 10 мкм для пенетрантов низкой, средней, высо-
кой и очень высокой чувствительности соответственно.
Покрытие панелей изготавливается толщиной, равной
10 % глубины трещин. Раскрыв трещин в среднем 1/20 глу-
бины (измеряется металлографическим микроскопом).
В случае использования набора никель-хромовых
панелей для контроля чувствительности пенетранта (пе-
нетрантной системы) одна панель используется как рабо-
чая, а другая хранится как референсная. В случае, например
значительных потерь индикаций на рабочей панели, пе-
нетрантная система проверяется с помощью рефе-
ренсной панели и при потерях индикаций и на референс-
ной панели делается заключение о возможности приме-
нения данной пенетрантной системы.
При использовании для сравнения одна пластина А
обрабатывается испытуемой пенетрантной системой (ис-
пытуемым пенетрантом), а пластина В - известным или
референсным пенетрантом в соответствии с инструкция-
ми производителя. Оценка индикаторной способности
ведется методом сравнения с эталонной фотографией.
При контроле чувствительности пенетранта рабо-
чая пластина обрабатывается пенетрантной системой в
соответствии с инструкцией производителя. Получив-
шаяся картина индикаций сравнивается с паспортной
фотографией.
Тест-панель PSM-5 (монитор пенетрантной сис-
темы). Панель является достаточно важным и эффектив-
ным инструментом мониторинга всего процесса капил-
лярного контроля.
PSM-5 (рис. 3) изготавливают из нержавеющей ста-
ли, толщина панели 2,3 мм, габариты 100х 150 мм. Рабо-
чая сторона панели имеет два поля: 1) хромированную
полосу с пятью звездообразными центрами трещин, по-
лученными ударным вдавливанием шарика с обратной
стороны, на равном расстоянии друг от друга; 2) поле
однородной средней шероховатости.
Центры трещин располагаются по мере возрастания
и проявляются в виде звездообразных или солнцеобраз-
ных индикаций. Наибольшая концентрическая сетка
трещин имеет диаметр 6,4 мм, затем 4,0 мм; 2,4 мм; 1,6 мм;
наименьшая концентрическая сетка трещин имеет диа-
метр менее 1 мм.
Наибольший центр трещин становится видимым
при использовании низкочувствительного пенетранта,
наименьший - проявляется только при использовании
высокочувствительных материалов. Наименьший дефект
проявляется в большинстве случаев скорее как одна или
две линии, чем солнцеобразная индикация или «звезда».
Не существует двух идентичных тест-панелей. Рисунок
трещин варьируется от панели к панели.
Серийный номер расположен на обратной стороне
панели.
Поле со звездообразными дефектами служит для
определения чувствительности процесса, а поле шерохо-
ватости дает информацию как о физических свойствах
используемых компонентов пенетрантной системы (вяз-
Рис. 2. Никель-хромовые
тест-панели (на крышке
футляра видна эталонная
фотография)
Рис. 3. Тест-панель PSM-5
(монитор пенетрантной
системы)
574
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
кость, смываемость пенетранта и т.п), так и об отдельных
режимах всего процесса (соблюдение времени сушки и т.п).
PSM-5 демонстрирует, что все элементы системы -
очистка, пенетрант, эмульгатор, промывка, сушка и про-
явитель - работают правильно. Этот инструмент обраща-
ет внимание контролера на значительные изменения в
рабочих параметрах системы.
Тест-панель PSM-5 не заменяет периодические по-
верки компонентов на чувствительность, флуоресцент-
ных пенетрантов - на яркость свечения, загрязнение во-
дой и другими компонентами, также не заменяет перио-
дические поверки манометров и термометров автомати-
ческой системы, раскрыва сопел и т.д. Постепенное мед-
ленное изменение в качестве работы всей системы кон-
троля не будет замечено при использовании этой панели.
Данная тест-панель определяет внезапные изменения.
Панель PSM-5 не должна использоваться как тест-
панель для сравнения чувствительности. Она не заменяет
никель-хромовые панели.
Тест-панель PSM-5 сигнализирует о следующих на-
рушениях в системе капиллярного контроля:
• нарушение состава пенетранта (по степени за-
грязнения);
• нарушение состава эмульгатора (по степени за-
грязнения);
• нарушение состава гидрофильного эмульгатора -
слишком мало или слишком много воды;
• неверный выбор концентрации проявителя;
• нарушения режима и времени контакта пенет-
ранта с поверхностью объекта контроля;
• неверный выбор выдержки эмульгатора;
• неверный выбор выдержки проявителя;
• неверный выбор давления и температуры воды
при смыве, времени нахождения под промывкой;
• температура и время выдержки в сушилке - за-
нижены или завышены.
Примерная оценка чувствительности системы ка-
пиллярного контроля производится следующим образом:
сверхвысокочувствительные флуоресцентные пенетран-
ты должны показывать все 5 индикаций, если система
работает правильно; высокочувствительные флуорес-
центные и контрастные пенетранты - 4 дефекта и иногда
(но не обязательно) наименьший 5-ый; среднечувстви-
тельные флуоресцентные и контрастные пенетранты
должны обнаруживать 3 самых больших дефекта и ино-
гда 4-ый.
Сигналом того, что процесс неадекватен (не обяза-
тельно только сами вещества), служит то, что системой
обнаруживаются только 3 дефекта (при слабой индика-
ции третьего) при полном отсутстии следов 4-го и 5-го.
Назначение панели PSM-5 состоит в том, чтобы во-
время сигнализировать о падении качества системы ка-
пиллярного контроля, понимаемой как совокупность ве-
ществ, обрудования и процедур контроля.
Обслуживание и уход за тест-объектами. Данные
меры необходимы при работе с любыми тест-объектами
капиллярного контроля:
• после проведения контроля следует немедлен-
но очистить тест-объект очистителем, входящим в
7. Климатические группы наборов оборудования
капиллярной дефектоскопии
Температура воздуха Влажность относительная,
при эксплуатации, °C верхнее значение, %,
Нижняя Верхняя без конденсации влаги
-50 +50 95±3 при +35°С и ниже
-30 +50
-25 +40 95±3 при +25±5°С и ниже
+5 +50
+5 +40 80 при +35°С и ниже
+10 +35
+15 +40 80 при +35°С и ниже
-10 +35 80 при +25±5°С и ниже
-10 +50 95± 3 при +35°С и ниже
комплект пенетрантной системы, осторожными движе-
ниями с помощью мягкой чистой безворсной ткани;
• после очистки тест-объект следует высушить
промоканием или в печи, так как остатки растворителя
препятствуют проникновению пенетранта внутрь трещи-
ны при последующем использовании;
• при сильном загрязнении (остатками пенет-
ранта и т.п.) тест-объект следует подвергнуть паро-
струйной очистке или очистке в ультразвуковой ван-
не, заполненной очистителем. При невозможности про-
ведения такого рода очистки тест-панель следует полно-
стью погружать в очиститель на 10 ... 15 мин;
• тест-объект следует тщательно предохранять
от механических повреждений (царапин и т.п.).
Климатические группы наборов оборудования
капиллярной дефектоскопии. По устойчивости к воз-
действию температуры и влажности окружающего воз-
духа наборы оборудования капиллярной дефектоскопии
подразделяют на группы, указанные в табл. 7.
Наборы оборудования капиллярной дефектоскопии,
состоящие из функциональных устройств контроля каче-
ства дефектоскопических материалов, обработки объек-
тов дефектоскопическими материалами и контроля тех-
нологических операций, должны быть устойчивы к кор-
розионному, окрашивающему и другим воздействиям
дефектоскопических материалов, ультрафиолетового,
видимого, теплового и других используемых излучений.
18.4. ПРОВЕДЕНИЕ КАПИЛЛЯРНОГО НК
Проведение капиллярного НК включает провероч-
ные и основные операции. Проверочные операции вы-
полняются перед началом контроля, при введении в про-
цесс новых партий расходных материалов (очистителей,
пенетрантов и проявителей), замене оборудования (рас-
пылительного, осветительного и т.п.)
Проверочные операции капиллярного НК:
• проверка чувствительности используемого пе-
нетранта (пенетрантной системы) с помощью тест-
объекта типа никель-хромовой панели;
• проверка работоспособности и чувствительности
всего процесса с помощью тест-объекта типа PSM-5;
ПРОВЕДЕНИЕ КАПИЛЛЯРНОГО НК
575
• (при флуоресцентном контроле) контроль интен-
сивности ультрафиолетового освещения на контроли-
руемой поверхности;
• (при флуоресцентном контроле) контроль уровня
освещенности в видимом диапазоне на контролируемой
поверхности.
Основные операции капиллярного НК:
• подготовка объекта к контролю, включающая
стадии грубой очистки (от краски, покрытий, сильных
загрязнений, возможно - от дефектоскопических мате-
риалов предыдущей операции контроля) и тонкой очи-
стки (удаление тонких жировых загрязнений с поверх-
ности и, в основном, из несплошностей);
• нанесение пенетранта;
• контакт с пенетрантом (промежуток времени,
необходимый для того, чтобы пенетрант проник в капил-
ляры). Типовые интервалы контакта с пенетрантом в за-
висимости от типа дефекта и температуры окружающей
среды даны в табл. 8;
• удаление излишков пенетранта;
• проявление дефектов;
• расшифровка результатов контроля;
• окончательная очистка объекта.
Технологический режим операций контроля (про-
должительность, температура, давление) устанавливают
в зависимости от используемого набора дефектоскопиче-
ских материалов, особенностей объекта контроля и типа
искомых дефектов, условий контроля и используемой
аппаратуры.
8. Типовые интервалы контакта с пенетрантом
Тип материала Тип дефекта Время контакта, мин
При 25 ... 80°C При 5...25 °C
Все металлы Термические трещины 20... 5 20 ...60
Шлифовочные трещины 20 ...5 20...60
Усталостные дефекты 20... 5 20 ...60
Пластики и керамика Трещины 10... 3 10 ...20
Поры 10 ...3 10 ...20
Отливки Утяжины 10 ...3 10 ...20
Пористость 10 ...3 10... 15
Трещины 10...3 10 ...20
Прокат Трещины 20 ... 3 20 ...40
Сварные соединения (алюминий) Трещины 15 ...2 15 ...40
Поры 10... 2 10 ...20
Сварные соединения (сталь) Трещины 15 ...3 15 ...40
Поры 15 ...2 15 ...25
Подготовка объектов к контролю включает очистку
контролируемой поверхности от всевозможных загряз-
нений, удаление лакокрасочных покрытий, моюших со-
ставов и дефектоскопических материалов, оставшихся от
предыдущего контроля, а также сушку объекта контроля.
Для предварительной очистки поверхностей приме-
няют механическую очистку объекта контроля струей
песка, дроби, косточковой крошки, другими диспергиро-
ванными абразивными материалами или резанием, в том
числе обработку поверхности шлифованием, полирова-
нием, шабрением.
Для окончательной очистки контролируемых объек-
тов используют следующие виды очисток:
• в парах органических растворителей;
• растворяющую очистку воздействием на объект
контроля удаляющих загрязнения водных или органиче-
ских растворителей, в том числе посредством струйной
промывки, погружения, протирки;
• химическую очистку водными растворами хими-
ческих реагентов, взаимодействующих с удаляемыми
загрязнениями, не повреждая объект контроля;
• электрохимическую очистку водными раствора-
ми химических реагентов с одновременным воздействи-
ем электрического тока;
• ультразвуковую очистку органическими раство-
рителями, водой или водными растворами химических
соединений в ультразвуковом поле с использованием
режима ультразвукового капиллярного эффекта. Ультра-
звуковой капиллярный эффект - явление аномального
увеличения высоты и скорости подъема жидкости в ка-
пиллярной полости под действием ультразвука;
• анодно-ультразвуковую очистку водными рас-
творами химических реагентов с одновременным воздей-
ствием ультразвука и электрического тока;
• тепловую очистку путем прогрева при темпера-
туре, не вызывающей недопустимых изменений материа-
ла объекта контроля;
• сорбционную очистку смесью сорбента и быст-
росохнущего органического растворителя, наносимой на
очищаемую поверхность, выдерживаемой и удаляемой
после высыхания.
Необходимые способы очистки, их сочетание и тре-
буемую чистоту контролируемых поверхностей опреде-
ляют в технической документации на контроль. При вы-
соком классе чувствительности контроля предпочтитель-
ны не механические, а химические и электрохимические
способы очистки, в том числе с воздействием на объект
контроля ультразвука или электрического тока. Эффек-
тивность этих способов обусловлена оптимальным выбо-
ром очищающих составов, режимов очистки, сочетанием
используемых способов очистки, включая сушку.
При подготовке объекта к контролю в необходимых
случаях проводят работы по снятию или компенсации
остаточных или рабочих напряжений в объекте, которые
влияют на размеры полости искомых дефектов.
576
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
При поиске сквозных дефектов в стенках трубопро-
водных систем, баллонов, агрегатов и аналогичных объ-
ектов, заполненных газом или жидкостью и находящихся
под избыточным давлением, полости таких объектов ос-
вобождают от жидкости и доводят давление газа в них до
атмосферного.
Этап обработки объекта дефектоскопическими ма-
териалами заключается в заполнении полостей дефектов
индикаторным пенетрантом, удалении его избытка и на-
несении проявителя.
Для заполнения дефектов пенетрантом применяют
следующие способы:
• капиллярное, самопроизвольное заполнение по-
лостей несплошностей индикаторным пенетрантом, на-
носимым на контролируемую поверхность смачиванием,
погружением, струйно, распылением с помощью сжатого
воздуха, хладона или инертного газа;
• вакуумное заполнение полостей несплошностей
индикаторным пенетрантом при давлении в их полостях
менее атмосферного;
• компрессионное заполнение полостей несплош-
ностей индикаторным пенетрантом при воздействии на
него избыточного давления;
• ультразвуковое заполнение полостей несплош-
ностей индикаторным пенетрантом в ультразвуковом
поле с использованием ультразвукового капиллярного
эффекта;
• деформационное заполнение полостей несплош-
ностей индикаторным пенетрантом при воздействии на
объект контроля упругих колебаний звуковой частоты
или статического нагружения, увеличивающего раскры-
тие несплошности.
Для выявления сквозных дефектов пенетрант нано-
сят на поверхность, противоположную контролируемой.
Температура контролируемого объекта и пенетран-
та, а также продолжительность заполнения полостей де-
фектов должны быть в пределах, указанных в техниче-
ской документации на данный дефектоскопический ма-
териал и объект контроля.
Избыток пенетранта удаляют или гасят на контро-
лируемой поверхности одним из следующих способов:
• протиранием салфетками с применением в необ-
ходимых случаях счищающего состава или растворителя;
• промыванием водой, специальным очищающим
составом или их смесями; погружением, струйно или
распылением;
• обдуванием струей песка, дроби или другого аб-
разивного очищающего материала;
• воздействием на пенетрант гасителем люминес-
ценции или цвета.
При использовании водосмываемых индикаторных
пенетрантов после удаления излишков пенетранта пе-
ред употреблением проявителей любого типа (кроме
суспензий на водной основе) мокрую контролируемую
поверхность подвергают естественной сушке или суш-
ке в потоке воздуха. Допускается протирка чистой тка-
нью или ветошью. В отдельных случаях допускает-
ся удалять индикаторный пенетрант обдувкой и гашени-
ем без предварительной обработки очистителем и водой.
Проявитель наносят следующими способами:
• распылением жидкого проявителя струей возду-
ха, инертного газа или безвоздушным методом;
• электрораспылением проявителя в электриче-
ском поле струей воздуха или механическим путем;
• путем создания воздушной взвеси порошкооб-
разного проявителя в камере, где размещен объект кон-
троля;
• нанесением жидкого проявителя кистью, щеткой
или заменяющими их средствами;
• погружением объекта контроля в жидкий про-
явитель;
• обливанием жидким проявителем;
• электроосаждением проявителя путем погруже-
ния в него объекта контроля с одновременным воздейст-
вием электрического тока;
• посыпанием порошкообразного проявителя,
припудривание или обсыпание объекта контроля;
• наклеиванием ленты пленочного проявителя,
прижатием липкого слоя к объекту контроля.
При использовании самопроявляющихся, фильт-
рующихся и других подобных индикаторных пенетран-
тов проявитель не наносят.
Проявление индикаций дефектов представляет со-
бой процесс образования рисунка в местах наличия де-
фектов, для чего используют один из способов проявле-
ния индикаторных индикаций:
• выдержку объекта контроля на воздухе до мо-
мента появления индикаторного рисунка;
• нормированное по продолжительности и темпе-
ратуре нагревание объекта контроля при нормальном
атмосферном давлении;
• выдержку в нормированном вакууме над по-
верхностью объекта контроля.
Обнаружение дефектов представляет собой сочета-
ние или отдельное использование способов наблюдения
и регистрации индикации.
Способы обнаружения индикации:
• визуальное обнаружение, в том числе с примене-
нием оптических или фотографических средств, операто-
ром видимой индикации несплошности, выявленной лю-
минесцентным, цветным, люминесцентно-цветным и
яркостным методами;
• фотоэлектрическое обнаружение и преобразова-
ние с применением различных средств косвенной инди-
кации и регистрации сигнала видимой индикации не-
сплошности;
• телевизионное обнаружение, преобразование в
аналоговую или дискретную форму с соответствующим
представлением на экран, дисплей, магнитную пленку
сигнала от видимой индикации несплошности, выявлен-
ной люминесцентным, цветным, люминесцентно-
цветным и яркостным методами.
Соблюдение заданной технологической последова-
тельности операций:
ПРОВЕДЕНИЕ КАПИЛЛЯРНОГО НК
577
• соответствие атмосферных условий (температу-
ры, влажности, скорости воздуха), требуемым для пра-
вильного использования дефектоскопических материалов
и аппаратуры;
• соответствие шероховатости поверхности объек-
тов контроля требованиям набора дефектоскопических
материалов;
• удаление загрязнений с поверхности объектов
контроля и обеспечении доступа пенетранта в полости
дефектов;
• выявление дефектов конкретных типов;
• условие обучения контролера (дефектоскописта)
технологии контроля и получение допуска к работе по
выполнению капиллярной дефектоскопии.
Наряду с терминами «порог чувствительности ка-
пиллярного неразрушающего контроля», «класс чувстви-
тельности капиллярного неразрушающего контроля» и
«дифференциальная чувствительность средства капил-
лярного неразрушающего контроля» в массовом контро-
ле однотипных объектов, например лопаток турбин и
компрессоров, находят применение термины «воспроиз-
водимость результатов капиллярного неразрушающего
контроля» и «сходимость результатов капиллярного не-
разрушающего контроля». Основаны они на статистиче-
ских методах оценки массового контроля, например, ме-
тоде двукратных совпадений, позволяющем сравнитель-
но быстро и с малыми затратами оценить как полноту,
так и стабильность выявления многочисленных поверх-
ностных несплошностей испытуемым процессом контро-
ля или материалом по сравнению с образцовыми.
Воспроизводимость результатов капиллярного не-
разрушающего контроля отражает близость друг к другу
результатов контроля, выполненного различными дефек-
тоскопическими материалами в различных условиях, и
определяется статистическими методами. Сходимость
результатов капиллярного неразрушающего контроля
отражает близость друг к другу результатов контроля,
полученных в одинаковых условиях одними дефектоско-
пическими материалами, и также определяется статисти-
ческими методами.
Воспроизводимость результатов капиллярного не-
разрушающего контроля вычисляют, пользуясь методом
двукратных совпадений, как процентное отношение до-
верительного интервала количества индикаций однотип-
ных несплошностей, выявленных по их заданному опти-
ческому и (или) геометрическому параметру испытуе-
мым методом (материалами), к количеству индикаций,
выявленных образцовым методом (материалами) на
группе объектов, например, лопаток турбин с однотип-
ными многочисленными несплошностями (трещинами,
порами и т.п.).
9. Определение класса чувствительности капиллярного контроля
Класс чувствитель- ности Минимальный размер (ширина раскрытия) дефектов, мкм У льтрафиолетовая облученность при исполь- зовании люминесцентных методов (Л, ЛЦ, ФЛ, ФЛЦ) Освещенность при использовании цветных и яркостных методов (Ц, Я, ФЦ) для ламп, лк
Люминесцентных Накаливания
отн. ед. мкВт/см2 комбинированная общая комбинированная общая
I II Менее 1 1... 10 ЗОО-юо 300_|ооо 2500* 750 2000* 500
III 10... 100 150 ±50 1500 ±500 2000 500 1500 400
IV Технологиче- ский 100... 500 Не нормируют 75 ±25 До 50 750 ±250 До 500 750 300 500 200
Условия визуального выявления протяженных индикаторных следов дефектов (соотношение ширины следа и ширины рас-
крытия дефекта 10:1).
Примечания: 1.В нормативно-технической документации разделять классы чувствительности на подклассы, обозначая
их, например, внутри класса II - Па, Пб и т.д.
2. Общее освещение в системе комбинированного должно создавать 10 % нормируемого для комбинированного освещения,
но не ниже 150 лк при использовании люминесцентных ламп.
3. Значения задаваемой ультрафиолетовой облученности могут быть меньше значения, соответствующего требуемому более
высокому классу чувствительности при:
исключении постороннего освещения и освещенности от ультрафиолетового облучателя, не более 10 лк;
адаптации контролера (дефектоскописта) к темноте, нормированной по продолжительности;
регламентированном по скорости визуальном поиске дефектов;
применении оптических средств наблюдения (луп, микроскопов).
При цветном методе с диффузионным проявлением допускается принимать значения соответственно 4000 и 3000 лк.
37 — 7387
578
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
Сходимость результатов капиллярного неразру-
шающего контроля, пользуясь тем же методом двукрат-
ных совпадений, вычисляют аналогичным образом, учи-
тывая, что испытуемым методом (материалом) служит
один и тот же дефектоскопический материал, используе-
мый в одинаковых условиях.
На каждом объекте должно быть не менее пяти не-
сплошностей, выявленных ранее по образцовому мате-
риалу, а общее их число было бы по возможности боль-
ше, например 30 ... 50.
Воспроизводимость результатов капиллярного не-
разрушающего контроля (В) в процентах определяется
выражением
В = - 100 % = -а-.Ад 100 %,
b ь
где а - доверительный интервал количества совпадаю-
щих индикаций, выявленных испытуемым процессом
контроля. Совпадающими следует считать индикации,
повторно выявленные двукратным контролем. Для воз-
можного сокращения объема работы целесообразно ис-
пользовать все возможные комбинации для сравнения.
Так, для трех контролей одного объекта существует три
двукратные сравнительные комбинации, а для четырех
контролей - шесть и т.д.; Ь - число индикаций, выявлен-
1 п
ных образцовым процессом контроля; а = — Va, -
среднее число совпадающих индикаций из п контролей
испытуемым процессом; &а = ta(n)ASa - погрешность
подсчета числа совпадающих индикаций, выявленных
испытуемым процессом; /а(и) - коэффициент Стьюден-
та, зависящий от числа п проведенных контролей (пол-
ных циклов обработки дефектоскопическими методами)
и от заданного значения коэффициента надежности кон-
троля а;
ItM
------
У и(я-1)
- средняя квадратическая погрешность подсчета совпа-
дающих индикаций по результатам серии контролей ис-
пытуемым процессом.
Ниже излагается порядок выполнения вычислений
на конкретном примере.
1. Результаты наблюдений индикаторных следов,
выявленных испытуемым процессом контроля, записы-
вают в таблицу. Принято число контролей п = 3.
Контроль Номер объекта контроля Число совпадаю- щих следов а,
1 2 3 4 5 6
1-й и 2-й 9 15 9 12 15 20 а, = 80
1-й и 3-й 10 13 8 11 13 18 аг = 73
2-й и 3-й 9 13 8 12 14 19 аз = 75
2. Вычисляют среднее значение числа совпадающих
следов а из трех контролей:
_ 80 + 73 + 75
а =-----------= 76.
3
3. Находят погрешность подсчета совпадающих
следов при отдельных контролях:
Да,. = а - а •;
Д^ =76-80 = -4;
Да2 =76-73 = 3;
Да3 =76-75 = 1.
4. Вычисляют квадраты погрешностей отдельных
контролей (Да^2:
(Да,)2 =Ю2 =16;
(Да2)2 =(3)2 =9;
(Да3)2 =(1)2 =1.
5. Определяют среднюю квадратическую погреш-
ность подсчета совпадающих следов по результатам се-
рии контролей
А о /16 + 9 + 1
Д5 а = J--------= 2,08.
V 3(3-1)
6. Задаются требуемым значением коэффициента
надежности контроля а испытуемым процессом.
Например, принимаем а = 0,95.
7. Определяют коэффициент Стьюдента /а(и) для
данного числа контролей п = 3 и заданного коэффициен-
та надежности a = 0,95:
/095(3) = 4,30.
8. Находят границы доверительного интервала (по-
грешность результата подсчета совпадающих следов)
Да = 4,30 • 2,08 = 8,94.
9. Подсчитывают число совпадающих следов
a = 76 ±8,94.
10. Окончательно подсчитывают «воспроизводи-
мость результатов капиллярного неразрушающего кон-
троля» для испытуемого процесса контроля в сравнении
с образцовым.
Допустим, число следов, выявленных образцовым
процессом контроля, составляет 73, тогда
В = - 100 % = 76:1:8,94 100 % = 104 ± 12,2 %.
b 73
Сходимость результатов капиллярного неразрушаю-
щего контроля подсчитывают аналогично с учетом исполь-
зования одних и тех же дефектоскопических материалов.
ОСВЕЩЕНИЕ И УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
18.5. ОСВЕЩЕНИЕ И
УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
При цветном и ахроматическом методах капилляр**
ной дефектоскопии для визуального способа выявления
дефектов следует применять комбинированное освеще-
ние (к общему освещению добавляют местное). Приме**
нять одно общее освещение допускается в случаях, когда
по условиям технологии использовать местное освеще-
ние невозможно. На стационарных рабочих местах при-
менять только местное освещение не допускается.
В качестве источников света следует использовать
люминесцентные лампы, а также лампы накаливания;
газоразрядные лампы высокого давления (ДРЛ) приме-
нять не допускается.
Для ограничения пульсаций освещенности целесо-
образно применять двухламповые, четырехламповые и
более стандартные светильники либо предусматривать
включение на различные фазы электросети светильников
(ламп). Одноламповые люминесцентные светильники для
местного освещения применяют при наличии преобразо-
вателей на повышенную частоту.
Значение освещенности выбирают в зависимости от
ширины протяженного индикаторного следа, образую-
щегося при выявлении минимальных для заданного клас-
са чувствительности дефектов, и их контраста на фоне
проявителя (или объекта в случае отсутствия проявителя).
Освещенность, необходимая для выявления протя-
женных индикаторных следов дефектов типа трещин, в
зависимости от класса чувствительности приведена в табл. 9.
При люминесцентном методе капиллярной дефекто-
скопии с визуальным способом обнаружения дефектов
следует использовать ультрафиолетовое излучение с
длиной волны 315 ... 400 нм (в настоящее время в основ-
ном используют 365 нм), а облученность контролируе-
мой поверхности измеряют интегрально в энергетиче-
ских единицах.
Паспортные данные ультрафиолетовых осветителей
обычно включают эту последнюю характеристику в
мкВт/см2, как правило, на двух стандартных расстояниях
от УФ-фильтра или линзы осветительного узла - 300 и
400 мм (иногда берется 380 мм).
Источники ультрафиолетового излучения для
капиллярного контроля. Дефектоскопический источ-
ник ультрафиолетового излучения генерирует и направ-
ляет нормированное длинноволновое ультрафиолетовое
излучение и предназначается для выявления несплошно-
стей с помощью люминесцентных пенетрантов.
В зависимости от класса чувствительности и созда-
ваемой облученности эти облучатели подразделяются на
группы в соответствии с табл. 10.
10. Группы источников УФ-излучения
Группа облучателя Класс чувствительности Интенсивность УФ-излучения, мкВт/см2
1 I, п ЗОО_юоо
2 III 1500 ±500
3 IV 750 ±250
4 Технологический До 500
Размер облучаемого контрольного поля стационар-
ных дефектоскопов при визуальном контроле равен
100 х 200 и 200 х 350 мм, соответственно расстояние меж-
ду объектом и глазом контролера (оператора) 250 и 500 мм.
Отношение максимальной облученности к минимальной
в пределах размера облучаемого контрольного поля
должно быть не более 2.
По исполнению дефектоскопические источники
ультрафиолетового излучения делятся на малогабарит-
ные (в том числе настольные и носимые с автономным
питанием), переносные (в том числе с автономным пи-
танием) и стационарные.
Малогабаритные источники представляют собой
увеличительное стекло с ультрафиолетовой, а в ряде слу-
чаев также и белой подсветкой. Предназначены для кон-
троля малоразмерных деталей, труднодоступных мест, а
также для подробного локального контроля.
Переносные источники, как правило, состоят из
блока питания с пускорегулирующей аппаратурой, за-
щищенного соединительного кабеля и осветительного
узла. Блок питания с пускорегулирующей аппаратурой у
некоторых моделей осветителей монтируется в транспорт-
ном кейсе, куда укладывают кабели и осветительный блок.
Стационарные источники, как правило, выполняют-
ся нефокусированными, но с рефлекторной системой,
обеспечивающей хорошую равномерность освещения
контролируемого участка поверхности объекта. Конст-
руктивное исполнение стационарных источников, как
правило, позволяет объединять их в линейки для органи-
зации поточных линий контроля или для контроля длин-
номерных объектов.
На рис. 4 ... 6 приведены лампы, наиболее часто
применяемые в источниках УФ-излучения.
2 3 4 5
Рис. 4. Дефектоскопические УФ-лампы в черных колбах:
1 - ДРУФЗ-125: 2 - PHILIPS HPW 125 NS; 3 - ДРУФ-125-1;
4 - ДРУ Ф-250; 5 - ЛУ Ф-4-1
Рис. 5. Спектральное
распределение (л) УФ-
излучения дефектоско-
пической УФ-лампы (б)
в черной колбе мощно-
стью 125 Вт
37*
580
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
Рис. 6. Спектральное (а) и полярное (£) распределения
УФ-излучения дефектоскопической лампы (в) мощностью 6 Вт
Технические характеристики некоторых источников
ультрафиолетового излучения приведены в табл. 11.
Участок визуального УФ-контроля должен быть ос-
нащен светильниками отраженного или рассеянного
светораспределения, обеспечивающими в помещении
освещенность 10 лк. Прямая подсветка зоны контроля и
глаз оператора от источников видимого света не допус-
кается. На контролируемой поверхности допускается
паразитная освещенность от ультрафиолетового облуча-
теля не более 30 лк.
Измерение интенсивности ультрафиолетового
излучения и ее видимой составляющей. Ультрафиоле-
товую облученность, как и составляющую освещенности
в видимом диапазоне определяют прямыми измерениями.
Ранее для обеих составляющих применялся метод
косвенных измерений с использованием фотоэлектриче-
ского люксметра общего назначения и люминесцентных
экранов, однако из-за сложности процедуры и вызванных
этим нестабильности и большой погрешности измерений
в настоящее время данный метод не применяется.
Измерение интенсивности ультрафиолетового излу-
чения производят интенсиметрами УФ-излучения, а ви-
димая освещенность измеряется люксметром.
Перед проведением измерений источник УФ-
излучения должен выйти на рабочую мощность - источ-
ник следует прогреть в течение времени, указанного
производителем в руководстве по эксплуатации источни-
ка. УФ-пропускающий фильтр должен находиться на
осветительном узле.
Датчик УФ-интенсиметра располагают таким обра-
зом, чтобы поверхность его чувствительного элемента
находилась, по возможности, на том же расстоянии от
источника УФ-излучения, что и поверхность изделия при
проведении контроля, или просто кладут на поверхность
объекта контроля непосредственно под геометрическим
центром излучающей поверхности источника, и затем
считывают показания.
При значении интенсивности УФ-излучения меньше
требуемой для надежного чтения индикаций дефектов
сокращают расстояние между источником и поверхно-
стью объекта контроля до получения требуемого значе-
ния интенсивности УФ-излучения.
Освещенность видимым светом замеряют с помо-
щью люксметра по стандартной процедуре, и при пре-
вышении допустимого уровня видимой освещенности
(для малых дефектов - 10 лк) обеспечивают дополни-
тельное затемнение участка контроля.
И. Технические характеристики источников ультрафиолетового излучения
Модель Тип Интенсивность излучения, мкВт/ см2, на расстоянии от линзы Спектральный диапазон излучения, нм
TLL204 Малогабаритный настольный, нефокусированный 1300 на расстоянии 50 мм; 800 на рас- стоянии 70 мм; 400 на расстоянии 150 мм 320... 380
ГРИФ-2М Портативный с сетевым или ав- тономным питанием н/д 315 ...400
КД-З-ЗЛ Переносной с сетевым питанием 3000 на расстоянии 300 мм; 315 ...400
С10А Переносной с сетевым питани- ем, фокусированный 10000 на расстоянии 300 мм; 6000 на рас- стоянии 400 мм 320... 380
LABINOPH135 Переносной с сетевым питани- ем, фокусированный > 50000 на расстоянии 380 мм; >20000 на расстоянии 1000 мм УФ-А, пик 365 нм
LABINOH135 Переносной с сетевым питани- ем, нефокусированный 3500 на расстоянии 380 мм; УФ-А, пик 365 нм
ZERO 400 Стационарный нефокусированный 6200 на расстоянии 500 мм 320 ...380
ОСВЕЩЕНИЕ И УЛЬТРАФИОЛЕТОВОЕ ОБЛУЧЕНИЕ
581
12. Технические характеристики измерителей
интенсивности УФ-излучения
Модель Спектральная чувствительность, нм Пределы измерений, мкВт/см2 Погреш- ность
АРГУС-04 315 ...400 1,0. ...2000 н/д
LABINOUV-A 315 ...390 0,1.. .200000 ±3%
J-221 300 ...400 0.. .6000 н/д
UV-2500II 335 ...395 0.. 0.. .2500 . 10000 ±2,5%
В табл. 12 приведены технические характеристики
известных в России и за рубежом измерителей интенсив-
ности УФ-излучения.
Для комплексов, использующих источники УФ-
излучения, коэффициент электрической мощности ком-
плекта «лампы плюс аппараты пускорегулирующие» в
рабочем режиме при номинальном напряжении сети и с
номинальными лампами должен быть:
• для многоламповых УФ-облучателей - не ме-
нее 0,85;
• для одноламповых УФ-облучателей - не менее 0,8;
• для УФ-облучателей мощностью 300 Вт и менее -
не нормируется.
В технически обоснованных случаях по согласова-
нию с потребителем допускается изготовление УФ-об-
лучателей с коэффициентом мощности менее указанных.
Техника безопасности при работе с источником
УФ-излучения. В зоне эксплуатации рабочих мест и ус-
тановок с источником УФ-излучения используют средст-
ва индивидуальной защиты лица, груди и рук контролера
(оператора).
В УФ-облучателях дефектоскопов, предназначен-
ных для люминесцентного метода с визуальным спосо-
бом выявления дефектов, в качестве источников
УФ-излучения используют специализированные ртутные
лампы в черных колбах и их аналоги (рис. 5 ... 10), а
также неспециализированные ртутные лампы с пристав-
ными светофильтрами из ультрафиолетового стекла
УФС6 и УФС8.
Применяют и другие источники и светофильтры,
обеспечивающие излучение волн длиной 300 ... 400 нм с
преобладанием длины волны 365 нм. Волн длиной
300 ... 320 нм может быть не более 10 % от всего потока.
Рабочие места и установки с источниками
УФ-излучения снабжают встроенными или отдельными
устройствами, защищающими лицо и глаза работающего
от воздействия УФ-излучения. Для индивидуальной за-
щиты глаз следует применять защитные очки со свето-
фильтрами из желтого стекла ЖС-4 толщиной не менее
2 мм для контроля объектов в условиях затемнения или
светофильтрами С-4 ... С-9 толщиной 3,5 мм для обслу-
живания и наладки облучательных устройств с неспециа-
лизированными ртутными лампами со снятыми свето-
фильтрами и кожухами.
В качестве пленочного защитного негорючего мате-
риала, поглощающего УФ-излучение, но пропускающего
видимый свет, следует применять полиамидную пленку
типа ПМ марки А толщиной не менее 30 мкм.
Максимальные значения допустимых уровней эри-
темной облученности и дозы УФ-облучения в зоне рабо-
ты контролера (оператора) не должны превышать значе-
ний, указанных в табл. 13.
В составных частях стационарных установок, пред-
назначенных для использования цветного и ахроматиче-
ского методов капиллярной дефектоскопии с визуальным
способом выявления дефектов, следует применять ком-
бинированное освещение (общее и местное).
Комбинированную освещенность обработанной
проявителем контролируемой поверхности в зависимости
от ее особенностей выбирают в пределах 750 ... 4000 лк
при применении люминесцентных источников света или
500 ... 3000 лк при использовании ламп накаливания.
Общая составляющая освещенности (за вычетом мест-
ной) соответственно должна составлять от 300 до 750 лк
или от 200 до 500 лк.
Помещения для стационарных установок, содержа-
щих УФ-облучатели с неспециализированными ртутны-
ми лампами, снабжают вентиляцией. В секциях установ-
ки, предназначенных для обработки объектов дефекто-
скопическими материалами, обеспечивается герметиза-
ция и теплоизоляция. В аппаратуре с повышенной запы-
ленностью сухими проявителями или загазованностью
парами растворителей, пенетрантов, жидких проявителей
и очистителей предусмотрены встроенные отсосы, вен-
тиляция, очистка, регенерация технологических выбро-
сов и стоков.
При проверке стационарных установок допускается
по согласованию с потребителем проводить испытания
каждого функционального устройства в целом или каж-
дой самостоятельной сборочной единицы функциональ-
ного устройства.
Проверку чувствительности установок (процессов)
проводят визуальной оценкой выявляемое™ соответст-
вующих дефектов в объектах контроля либо в одном из
типов образцов для испытаний, проведенных с соблюде-
нием требований к УФ-облучателям.
13. Допустимые дозы облученности
Источник УФ-излучения Максимально допустимая доза эритемного облучения, мэр•ч/м2 Продолжи- тельность непрерывной работы за ра- бочую смену, ч Максимально допустимая эритемная облученность, мэр/м
Специали- зированные ртутные лам- пы в чер- ных колбах 160 .8,0 20
3,0 50
1,5 100
Широкопо- лосные лам- пы с фильт- рами 560 8,0 16... 65
3,5 150
2,0 280
582
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
Дефектоскопическое применение УФ-излучения.
Ультрафиолетовая дефектоскопия - неразрушающий
контроль качества, в частности, контроль специальными
проникающими веществами, имеет две родственные раз-
новидности: капиллярную дефектоскопию и течеискание.
Эти разновидности в своем основном арсенале методов и
средств получения первичной информации имеют ряд
способов, основанных на применении яркостных, цвет-
ных, люминесцентных и люминесцентно-цветных спо-
собов, включающих большую часть методов и средств
люминесцентного анализа с использованием УФ-
излучения, которое находит также применение в магнит-
но-люминесцентной разновидности неразрушающего
контроля.
Ультрафиолетовое излучение применяют также для
ускоренного способа усталостных испытаний конструк-
ционных материалов. Так, например, фирма «Дженерал
моторе» создала экзоэлектронный эмиссионный метод,
основанный на электронном излучении металла при од-
новременном воздействии деформации и ультрафиолето-
вого облучения. Метод позволил безошибочно обнару-
жить будущий очаг усталостного разрушения алюминие-
вых образцов при наработке менее 1 % усталостного ре-
сурса. Критическая часть образца облучалась сканирую-
щим интенсивным пучком УФ-излучения. Одновременно
измерялась экзоэлектронная эмиссия, служившая крите-
рием утраты усталостной долговечности.
Перспективы применения дневных флюоресци-
рующих пигментов (ДФП). Наиболее распространен-
ную разновидность дефектоскопических материалов -
капиллярные дефектоскопические материалы применяют
функционально в наборах - взаимозависимых целевых
сочетаниях дефектоскопических материалов: индикатор-
ного пенетранта, проявителя, очистителя и гасителя.
Исключение представляет дефектоскопический ме-
тод фильтрующихся суспензий (МФС), основанный на
использовании индикаторной суспензии, которая сразу,
без участия других материалов, образует индикаторный
рисунок из отфильтрованных частиц дисперсной фазы.
МФС позволяет расширить традиционную область
применения капиллярной дефектоскопии на контроль
весьма пористых материалов и изделий из них. Харак-
терными примерами служат массовый контроль на тре-
щиноватость строительных облицовочных керамических
плиток с глазурованной поверхностью, которая в процес-
се термообработки приобретает невидимую глазом сетку
трещин, и выявление трещин в керамической обмазке
электродов для электросварки.
Другой перспективной областью применения ДФП
является визуализация (проявление) скрытого электриче-
ского изображения, сформированного на селеновых фо-
тополупроводниковых слоях электрорентгенографиче-
ских аппаратов.
Для проявления скрытых ксерографических (элек-
тростатических) изображений используют различные
материалы, которые хорошо измельчаются, удерживают
электрический заряд, не повреждают ксеропластины и
имеют размер частиц от 10 до 0,1 мкм. Обычно это смо-
лы (или их смеси), в которых диспергированы пигмен-
ты, часто сажа. Эти материалы должны плавиться
обычно при 105 ... 150 °C и/или растворяться в парах,
используемых в качестве закрепителя растворителей.
Иногда применяют неплавящиеся проявители в виде
чистых пигментов.
Если пигмент служит проявителем без добавки
смол, то удается получить высококачественные изобра-
жения, так как частицы могут быть очень мелкими.
В ксерорентгенографии применяют три типа про-
явителей: белый - для рассматривания изображения на
пластине; голубой - для непосредственного рассматри-
вания и переноса на бумагу; флюоресцентный, приме-
няемый для рассматривания в УФ-лучах после того, как
изображение перенесено на бумагу. Могут быть приме-
нены пигменты, применяемые в печатных красках.
Для улучшения цветности (чистоты тона) и резкого
повышения яркости изображения и, как следствие, по-
вышения чувствительности рентгеноксерографии ис-
пользуют цветные люминесцирующие пигменты, ис-
пользуемые в красках «дневного света», в которых фото-
люминесценция возбуждается ближним невидимым УФ-
излучением и коротковолновой частью видимого спек-
тра. Эти пигменты имеют более выгодное по сравнению
с обычными пигментами распределение энергии излуче-
ния и отражения по длинам волн.
Дневные флюоресцентные пигменты, в отличие от
широко используемых в ксерорентгенотехнике неорга-
нических пигментов, целиком состоят из органических
веществ. Основой их служат бесцветные, очень легко
измельчаемые смолы, чаще всего конденсационного типа
из класса аминоальдегидных смол (например, мела-
минотолуолсульфамид-формальдегидная смола).
Кроме основы в люмопигментах содержатся люми-
нофоры (флуорофоры), придающие пигментам нужную
окраску и способность превращать поглощаемые лучи в
лучи большей длины волны и «высвечивать» их в окру-
жающее пространство. Люмопигменты часть дневного
света отражают, а часть поглощают, но в отличие от
обычных пигментов они трансформируют поглощенные
фиолетовые, синие, зеленые лучи в желтые, оранжевые и
красные и «высвечивают» последние вместе с отражен-
ными лучами. Благодаря более полному использованию
энергии падающих лучей такие поверхности, покрытые
порошком люмопигмента, значительно выигрывают в
яркости.
В целях облегчения цветового анализа, фотомеха-
нического цветоделения с помощью электронных цвето-
делителей целесообразно использовать основные цвета:
синий, зеленый, красный или дополнительные цвета: го-
лубой, желтый, пурпурный.
Изложенное выше представляет собой способ по-
вышения контраста ксероизображения и материал для
его осуществления, состоящие в нанесении на экспони-
рованную полупроводниковую (селеновую) ксеропла-
стину электризованного люминесцирующего проявителя
в виде пигмента с целью повышения чистоты цветового
тона и яркости изображения, а значит - повышения чув-
ствительности или сокращения продолжительности экс-
ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
583
локирования. В качестве проявителя используют днев-
ные люмопигменты (твердые растворы люминофоров
или их смесей с обычными красителями в поликонденса-
ционных смолах) основных или дополнительных к цвету
фона тонов. Осмотр ведут в невидимом длинноволновом
УФ-излучении через стекло ЖС-4 или полиамидную
пленку типа ПМ, или при дневном освещении (естест-
венном или искусственном) непосредственно на селено-
вой ксеропластине либо в перенесенном на бумагу со-
стоянии. Бумага может быть белой, черной или окрашен-
ной в дополнительный к используемому пигменту цвет.
Описанное применение ДФП позволяет заменить
дорогостоящее рентгенографирование с применением
рентгеновских пленок, содержащих серебро, на люми-
несцентное электрорентгенографирование в ультрафио-
летовом излучении, в том числе с применением автома-
тического анализа цветного изображения с помощью
вычислительных систем.
18.6. АВТОМАТИЗАЦИЯ ОБРАБОТКИ
ИЗОБРАЖЕНИЙ В КАПИЛЛЯРНОЙ
ДЕФЕКТОСКОПИИ
Применяемый в настоящее время капиллярный кон-
троль в большинстве случаев осуществляется визуально
контролером-оператором. Можно назвать три основных
недостатка такого контроля: отсутствие количественной
оценки наблюдаемой картины; большой разброс получе-
ния данных во времени; неполное описание картины на-
блюдаемого изображения дефектоскопируемого объекта,
так как полное описание картины недоспустимо увели-
чило бы продолжительность выдачи данных.
Для решения задач промышленного неразрушающе-
го контроля может быть с успехом применен компьютер-
ный анализ изображения контролируемой поверхности с
помощью автоматических систем анализа изображений
(АСАИ).
Автоматизация и количественный экспресс-анализ
изображения контролируемой поверхности, обработан-
ной дефектоскопическими материалами, вводит в про-
цесс контроля возможность измерений в отличие от каче-
ственного толкования наблюдаемой картины, традицион-
но-присущей данному методу неразрушающего контроля.
Одним из перспективных направлений является ме-
тод оптико-структурного машинного анализа.
Информация о трехмерном объекте может быть по-
лучена при линейном сканировании (ультрафиолетовым
или световым зондом) либо путем бптической дифракции.
Соответственно метод оптико-структурного анализа
реализуется в сканирующем или дифракционном варианте.
Сущность сканирующего метода заключается в ма-
шинной обработке цифровой матрицы оптического изо-
бражения исследуемой дефектоскопической картины
контролируемого объекта.
При построчном сканировании объекта, покрытого
дефектоскопическим материалом, матрица чувствитель-
ных элементов регистрирует изменение интенсивности
света люминесценции по пути сканирования, которое
записывается в память управляющего компьютера и ин-
терпретируется как цифровое изображения.
В качестве отличительных признаков, которые вы-
числяют по цифровой матрице и характеризуют состоя-
ние объекта, принимают: гистограмму амплитуд и длины
хорд (секущих); корреляционную (спектральную) функ-
цию; моменты математического ожидания, дисперсии,
асимметрии и эксцесса.
Кроме того, вычисляют статистические характери-
стики перечисленных выше геометрических параметров
индикаторных следов: число, соотношение малых и
больших следов, коэффициент формы, размер и площадь.
Обработка цифровой матрицы имеет следующие этапы:
1. Выделение контурных линий элементов (инди-
каторных следов, фоновых загрязнений, контура сварно-
го щва или другой конструктивной помехи).
2. Проверка изотропности, стационарности и эрго-
дических свойств исследуемых изображений.
3. Расчет статистических характеристик изображе-
ния и геометрических параметров его элементов, рассчи-
танных по координатам контурных линий элементов.
4. Выдача данных на регистрирующее устройство.
Опыт применения АСАИ показывает, что статисти-
ческие характеристики изображения и статистические
характеристики геометрических параметров индикатор-
ных следов дефектов отражают обшее состояние качест-
ва объекта, а соотношения градаций оптических плотно-
стей изображения видеоспецифичны и закономерно ме-
няются в соответствии с морфологическими изменения-
ми контролируемой поверхности. Все это позволяет ис-
пользовать систему АСАИ для следующего.
1. Контроля уровня и характера дефектности по-
верхности объекта.
2. Нормирования уровней дефектности объектов.
3. Принятия автоматического решения о браковке
при заданных уровнях дефектности.
Задачи, которые должны решаться в первую очередь
в области магнитно-люминесцентного и капиллярного
люминесцентного методов контроля:
1) статистическое нормирование и моделирование
изображений индикаторных следов типовых массовых
дефектов на мешающем фоне, например сварного шва и
пришовной зоны;
2) количественная оценка качества дефектоскопиче-
ских материалов по их частотно-контрастным характери-
стикам, получаемым с помощью стандартных образцов
для испытаний;
3) повышение производительности авторазбраковки
объектов с отображением результатов контроля в реаль-
ном масштабе времени.
18.7. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ
КОНТРОЛЯ
Вид и объем контроля указывают в стандартах или
технических условиях на контролируемые изделия. Ре-
зультаты контроля заносят в журнал, протокол, перфо-
карту, в которых указывают:
наименование и тип контролируемого объекта;
размеры и расположение контролируемых участков;
особенности технологии контроля (метод, набор де-
584
СРЕДСТВА КАПИЛЛЯРНОГО КОНТРОЛЯ
фектоскопических материалов, класс чувствительности);
основные характеристики выявленных дефектов;
наименование и тип используемой аппаратуры;
нормативно-техническую документацию, по кото-
рой выполняют контроль;
дату и время контроля;
должность, фамилию лица, проводившего контроль.
При ^оформлении результатов контроля рекоменду-
ется использовать условные обозначения обнаруженных
дефектов и сокращенную запись технологии контроля,
изложенные ниже.
Сведения об объекте и технологии его контроля до-
пускается заменять ссылкой на номер операционной кар-
ты (табл. 14 -16).
При оформлении результатов капиллярного контро-
ля вводят условные обозначения обнаруженных дефектов
и символьную запись технологии контроля.
В связи с этим обнаруженные дефекты разделяют:
по локализации: на единичные (А), групповые, рас-
положенные в ограниченных зонах контролируемой по-
верхности (Б), и повсеместно распределенные (В);
по ориентации относительно главных осей объекта
контроля дефекты условно обозначают: || - параллель-
ные, ± - перпендикулярные и < - расположенные под
углом.
Дефекты, не имеющие преобладающей ориентации,
не имеют знака.
Дефекты малозначительные или исправимые счи-
тают допустимыми и обозначают Q, недопустимые,
т.е. критические, значительные или неисправимые ус-
ловного символа не имеют.
Дефекты, приведенные выше, относят к поверхно-
стным, а сквозные дефекты обозначают знаком «♦», на-
пример единичный сквозной дефект обозначают А*.
Примеры обозначения характерных дефектов:
(Ajl) - единичные допустимые дефекты, расположен-
ные параллельно главной оси объекта;
- групповые допустимые дефекты, расположен-
ные перпендикулярно к главной оси объекта;
^в) - повсеместно распределенные допустимые де-
фекты, расположенные под углом к оси объекта;
В - повсеместно распределенные допустимые де-
фекты без преобладающей ориентации;
А - единичные недопустимые дефекты без преоб-
ладающей ориентации.
14. Форма операционной карты капиллярного неразрушающего контроля
Цех № Участок № Операция № по маршрутной карте № Операционная карта № капиллярного неразрушаю- щего контроля На листах Лист № Шифр
Изделие Наименование и номер детали Количество на изделие Норма трудозатрат
Сборочная единица Материал детали Разряд работы Расценка
Зоны контроля (эскиз) и технические условия Операция контроля и расшифровка результатов на отбраковку Средства контроля
1. Подготовительные операции 1.1. Указывают аппаратуру, принад- лежности, приспособления, кон- трольные образцы, расходные материалы
1.2.
2. Технология контроля (способы, режимы контроля, положения детали, операции) 2.1. 2.2.
3. Оценка результатов контроля 3.1
4. Заключительные операции
ЛИТЕРАТУРА
585
Технологию контроля, пользуясь условными обо-
значениями, записывают в следующей последовательности:
(х)----------------------(х)------------------(х)
Методи
способ
визуализации Класс ‘Условное
чувствительности обозначение
дефектоскопических
материалов
Приведем для примера запись технологии контроля.
1. Капиллярный метод проникающих растворов с
люминесцентным способом обнаружения, обладающий
первым классом чувствительности, использующий пе-
нетрант № 1, проявитель № 1 и очиститель пенетранта № 7:
Л-1-(И1П1М7).
2. Капиллярный метод фильтрующихся суспензий с
цветным способом обнаружения, обладающий третьим
классом чувствительности, использующий пенетрант № 38:
ФЦ-Ш-(И38).
Нумерацию дефектоскопических материалов уста-
навливают в стандартах или технических условиях на
конкретный материал.
15. Последующие листы операционной карты капиллярного неразрушающего контроля
Операционная карта № На листах Лист №
Зоны контроля (эскиз и технические условия на отбраковку) Операции контроля и расшифровка результатов Средства контроля
16. Последний лист операционной карты капиллярного неразрушающего контроля
Зоны контроля (эскиз и технические ус- ловия на отбраковку) Операционная карта № Операции контроля и расшифровка ре- зультатов На листах Лист № Средства контроля
Основание
Составил
Изм. Лист № док. Подп. Дата Изм. Лист № док. Подп. Дата
Начальник ОТК Начальник ТО Начальник ЦЗЛ
ЛИТЕРАТУРА
1. Неразрушающий контроль и диагностика: Спра-
вочник / Под ред. В.В. Клюева. М.: Машиностроение, 1995.
2. Боровиков АС. Прохоренко П.П., Дежкунов
Н.В. Физические основы и средства капиллярной дефек-
тоскопии. Минск: Наука и Техника, 1983.
3. Прохоренко П.П.9 Мигун Н.П. Введение в тео-
рию капиллярного контроля / Под ред. А.С. Боровикова.
М.: Наука и Техника, 1988.
4. Прохоренко П.П, Мигун Н.П., Секерин А.М.,
Стойчева И.В. Капиллярный неразрушающий кон-
троль: Контроль проникающими веществами. Минск:
ИПФ, 1998.
5. Non-Destructive Testing Handbook - Volume 2:
Liquid Penetrant Tests. R C McMaster et al. ASNT, 1982.
6. McCracken Brian, Fluorescent Penetrant Method
(FPM) Master, Pratt&Whitney, 1997.
Глава 19. КОМПЛЕКСНЫЕ СИСТЕМЫ
КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И
ОКРУЖАЮЩЕЙ СРЕДЫ
19.1. ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА
ПРОДУКЦИИ МЕТАЛЛУРГИЧЕСКОГО
ПРОИЗВОДСТВА
В условиях автоматизированного производства ис-
пользуются комплексные линии неразрушающего контро-
ля качества изделий. Особенностью построения и приме-
нения этих линий является сочетание различных физиче-
ских методов для одновременного измерения нескольких
характеристик качества изделий в потоке их производства
при полной автоматизации процессов контроля и сорти-
ровки. При создании таких линий по единому типовому
проекту значительно упрощается обслуживание системы
контроля, сокращаются производственные площади на
участках отделки и появляется возможность перейти к
автоматическому управлению технологическим процес-
сом по результатам оценки качества изделия.
Специализированные линии разработаны для ком-
плексного контроля качества горячекатаных труб в пото-
ке стана 30-102. Диаметр труб 30 ... 102 мм; толщина
стенки 3 ... 8 мм; материал - стали 10, 20, 35, 45; ско-
рость контроля 3 м/с.
Комплекс средств неразрушающего контроля
включает приборную часть, вспомогательные устройст-
ва, а также средства механизации и автоматизации.
В состав приборной части комплекса входят: прибор для
определения марки стали, два прибора для контроля на-
ружного диаметра изделия, электро-магнитно-акусти-
ческий измеритель толщины его стенки, феррозондовый
дефектоскоп для выявления дефектов типа нарушений
сплошности, счетчик метража и числа труб.
Работа приборов для сортировки труб по маркам
стали основана на регистрации изменения электромагни-
того поля, вызванного перераспределением вихревых
токов в контролируемом объекте в зависимости от хими-
ческого состава материала. Контроль марки стали осу-
ществляется интегральным способом проходным вихре-
токовым преобразователем путем сравнения магнитных
и электрических свойств эталонного и контролируемого
изделия. Форма кривой, фаза и амплитуда напряжения
разбаланса дифференциального проходного преобразо-
вателя отражают различие в свойствах проверяемого
изделия и образца.
При настройке приборов выбирают зону допусти-
мых изменений сигнала, поступающего с индикаторных
катушек измерительного преобразователя от контроль-
ных образцов определенных марок стали, и устанавли-
вают пороги срабатывания аппаратуры.
Контроль наружного диаметра труб осуществляется
фотоимпульсными приборами в двух взаимно перпенди-
кулярных плоскостях. Оптическая система создает тене-
вое изображение трубы, размер которого определяется с
помощью щелевой системы сканирования и фотоумно-
жителя.
Дефекты типа нарушения сплошности определяют-
ся магнитным методом с использованием феррозондо-
вых приборов.
Длина труб измеряется путем подсчета числа им-
пульсов от фотоимпульсатора, связанного с измеритель-
ным магнитным роликом, который притягивается к трубе
под действием магнитного поля, создаваемого специаль-
ной обмоткой. В результате вращения фотоимпульсатор
выдает импульсы (один импульс на 10 мм длины). Элек-
тронный ключ начинает пропускать импульсы счета толь-
ко после того, как труба перекроет два фотореле, установ-
ленных на базовое расстояние, равное 3 м, и произойдет
запись постоянной части длины базы. Благодаря записи
базового расстояния повышается точность измерения и
устраняются ошибки от проскальзывания ролика, измене-
ния скорости движения труб и т.п. Счет прекращается,
когда задний конец трубы откроет первое фотореле.
К вспомогательному оборудованию относятся мар-
кирующие устройства и система сопровождения и сор-
тировки труб.
Система автоматического сопровождения и сорти-
ровки труб предназначена для запоминания бракованных
труб по результатам контроля качества, сопровождения
их до места укладки и выдачи необходимых команд для
сортировки по видам дефектов. Система обеспечивает
автоматическую сортировку труб на четыре группы: од-
ну годную и три по видам брака. Трубы из стали неза-
планированной марки независимо от остальных пакети-
руются в первый карман брака. Во второй карман брака
укладываются трубы с недопустимыми линейными раз-
мерами по диаметру и толщине стенки. Трубы с дефек-
тами на наружной и внутренней поверхностях пакети-
руются в третий карман. Информация о дефектах труб
автоматически вводится в систему сопровождения путем
замыкания контактов реле соответствующих приборов
контроля. Возможен также ручной ввод информации с
пульта оператора в момент прохождения трубы соответ-
ствующего прибора контроля.
Прохождение сигналов и работоспособность преоб-
разователей системы контролируют с помощью мнемо-
схемы и сигнальных ламп, расположенных на лицевой
панели шкафа.
Маркирующие устройства предназначены для от-
метки краской дефектных мест на трубах. Маркировка
производится краской, выбрасываемой распылителем
под действием сжатого воздуха, поступающего по воз-
душным каналам при срабатывании клапана от сигналов
приборов.
ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
587
С учетом расстояния от сопла краскоотметчика до
поверхности контролируемого изделия ширина наноси-
мой дефектоотметчиком метки должна быть не менее
10 мм. Максимальная линейная скорость контролируе-
мого изделия, при которой может быть получена отмет-
ка, видимая с расстояния 10 ... 12 м, не более 3 м/с. Вре-
мя высыхания краски при такой скорости движения из-
делия - не более 20 с. ДефектоотМетчики могут быть
использованы с любыми приборами, на выходе которых
имеются контакты реле с коммутируемым током не ме-
нее 30 мА при постоянном напряжении 5 В и вывод ам-
плитуды импульсов (10 ± 5 В) в любой полярности при
длительности не менее 50 мкс. Потребляемая мощность
не более 100 В -А.
В состав дефектоотметчика входят электронный
узел, краскоотметчик, бак и шланг.
Средства механизации и автоматизации (транспорт-
ные роликовые конвейеры, стабилизирующие и токопро-
водящие устройства, цепные конвейеры, мотыльковые и
круглые сбрасыватели, шнековый конвейер и др.) пред-
назначены для транспортирования труб и сортировки по
карманам годной или забракованной продукции.
Для трубопрокатных станов 140 создана линия ком-
плексного контроля качества труб. В ее состав входят
два комплекса приборов, средств механизации, техноло-
гической автоматики и вычислительной техники.
Приборная система включает электромагнитный
прибор для выявления труб из стали незапланированной
марки, оптический прибор для контроля наружного диа-
метра, электромагнитно-акустический прибор для кон-
троля толщины стенки труб, магнитный феррозондовый
прибор для выявления в трубах дефектов типа наруше-
ния сплошности, оптический прибор для выявления де-
фектов на внутренней поверхности труб и оптические
приборы для измерения длины и учета количества год-
ных труб. В линии имеются система сопровождения и
сортировки труб по результатам контроля, вычислитель-
ный комплекс и пульт управления. По сравнению с при-
борами линии стана 30—102 структуроскоп и диаметро-
метр отличаются повышенными чувствительностью и
точностью. В каждом приборе предусмотрены узлы ав-
токонтроля их функционирования.
В состав механической части линии входят транс-
портные роликовые конвейеры, устройства для центри-
рования трубы при прохождении через прибор, проду-
вочная машина, клеймовочный станок, перекладыватели,
сбрасыватели и перекрыватели карманов.
В помещении поста оператора размещается вся элек-
тронная часть комплекса средств контроля, пульт управ-
ления участком контроля, ЭВМ и другая аппаратура.
Линия обеспечивает контроль труб как в автомати-
ческом, так и полуавтоматическом режиме.
Для статистической обработки информации исполь-
зуют управляющий вычислительный комплекс, который
помогает корректировать технологический процесс про-
катки по результатам контроля качества продукции.
Электрическая часть линии включает специализиро-
ванные источники питания, электрические устройства,
обеспечивающие автоматический подъем и опускание
верхних роликов стабилизирующих устройств при прохо-
ждении трубы через зону контроля, устройства включения
в работу продувочной машины и клеймовочного станка.
При поступлении трубы в зону контроля от передне-
го ее конца с фотопреобразователя выдается сигнал на
опускание верхних прижимных роликов, устройств (трей-
боаппаратов), обеспечивающих стабилизацию движения
трубы при прохождении ее через прибор для контроля
марки стали. При дальнейшем движении труба воздейст-
вует на фотопреобразователи, обеспечивающие выдачу
сигналов на опускание прижимных роликов устройств для
стабилизации движения трубы в процессе контроля по
наружному диаметру, толщине стенки и дефектам.
Забракованные трубы могут быть трех сортов в зави-
симости от имеющихся дефектов: несоответствия материа-
ла трубы запланированной марке стали; отклонений гео-
метрических размеров и нарушений сплошности стенки.
При полуавтоматическом режиме контроля опера-
тор сортирует трубы визуально по цвету краски, нане-
сенной дефектоотметчиками на наружную поверхность
труб, и соответственно сигналам, направляемым в орга-
ны управления перекрывателя карманов. При ручной
сортировке сигналы подаются со вспомогательного
пульта управления. Схема линии комплексного контроля
труб стана 140 показана на рис. 1.
Рис. 1. Схема линии комплексного контроля труб стана 140:
1 - карман бракованной продукции; 2 - прибор контроля марки стали; 3 - прибор контроля наружного диаметра; 4 - прибор
контроля толщины стенки; 5 - прибор выявления нарушений сплошности; 6 - прибор контроля дефектов внутренней поверхности
труб; 7 - блок дефектоотметчиков; 8 - продувочная установка; 9 - измеритель длины труб; 10- карман годной продукции
588
КОМПЛЕКСНЫЕ СИСТЕМЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
Аналогичные линии комплексного контроля созда-
ются для бесшовных труб диаметром до 320 мм, а также
для электросварных труб различных типоразмеров.
Специализированная линия разработана для авто-
матического комплексного контроля качества прутков
диаметром 1 ... 6 мм из ферромагнитных и неферромаг-
нитных сталей с электропроводностью [4]
о>106—-— .
Омм
Линия предназначена для работы при температуре
окружающей среды от 5 до 50 °C, атмосферном давлении
8 ± 3,3 кПа и относительной влажности окружающего
воздуха до 80 %.
Контролируемые изделия - прутки длиной от 1 до
2,5 м. Материал - стали инструментальные, конструкци-
онные, коррозионно-стойкие и др. Скорость контроля 1,9
м/с. Производительность линии не менее 1100 прут/ч.
При контроле прутков выявляют:
• поверхностные дефекты типа нарушений сплош-
ности (трещины, волосовины, неметаллические включе-
ния и т.п.) с глубиной свыше 0,05 мм;
• поверхностные обезуглероженные участки;
• прутки, размеры основных элементов которых от-
личаются более чем на два допуска;
• прутки, размагниченные более чем на 5 % от оста-
точной индукции прутка, намагниченного дефектоскопом;
• прутки, диаметр которых отличается более чем на
10 % от допуска, начиная с ±0,002 мм.
Прутки автоматически сортируются в четыре кар-
мана:
• брак по поверхности (трещины и обезуглерожи-
вание);
• брак по диаметру «+»;
• брак по диаметру «-»;
• годные.
При появлении брака по марке стали предусмотрена
автоматическая остановка всей линии.
Масса линии не более 2000 кг, габаритные размеры
7425 х 1250 х 1120 мм. В состав линии входят передат-
чик прутков, подающий роликовый конвейер, стол де-
фектоскопии, ведущие ролики, дефектоскоп, прибор для
контроля марки стали, установка для контроля обезугле-
роженного слоя, демагнитизатор, автомат для контроля
диаметра, панель электрооборудования. Во всех вихре-
токовых приборах линии используются преобразователи
проходного типа, которые располагают в следующей
последовательности: для контроля дефектов, для кон-
троля марки стали, демагнитизатор, для контроля обез-
углероженных участков.
Измеритель диаметра преобразует линейные пере-
мещения рычагов в электрический сигнал с помощью
пневмоэлектрической схемы. Измерения проводят в ста-
тическом режиме в трех точках прутка.
Конструктивно линия выполнена в виде единого
устройства, смонтированного на специальном фунда-
менте. Механизмы расположены в следующей последо-
вательности: стол загрузчика с карманом для металла,
подготовленного к контролю; транспортные ролики; тя-
нущие ролики; стол дефектоскопии с четырьмя блоками
преобразователей приборов; механизм сортировки с ав-
томатом для контроля диаметра и карманами для годно-
го и бракованного металла. Электронные измерительные
стойки приборов установлены на специальной площадке.
Управление механизмами линии производится с пульта,
расположенного в нижней части стола дефектоскопии.
Устройства электроавтоматики расположены в отдель-
ном шкафу.
Для холоднокатаных листов автоматизированные
системы контроля монтируют на агрегатах поперечной
разрезки полос шириной 700 ... 2500 мм и толщиной
0,7 ... 2,2 мм. Они включают магнитный индукционный
дефектоскоп, рентгеновский измеритель толщины, сис-
тему сопровождения забракованных листов и устройство
сортировки с двумя карманами для годной и забракован-
ной продукции. Автоматический контроль и сортировка
холоднокатаных листов из сталей 08кп и СтЗ осуществ-
ляются при скорости прокатки 1 ... 3 м/с.
Для выявления дефектов типа нарушения сплошно-
сти в теле трубы, отклонений толщины стенки от номи-
нальных размеров, а также контроля резьбовой части
бурильных, обсадных и котельных труб из стали и алю-
миниевых сплавов предназначена комплексная акусти-
ческая установка. Электронная часть установки совме-
щает блоки дефектоскопа, толщиномера и пульта управ-
ления. Резьбовая часть труб проверяется двумя дефекто-
скопами.
Трубу устанавливают в зоне контроля и контроли-
руют с помощью преобразователей, подвешенных к ка-
ретке, которая опускается на вращающуюся трубу. Бла-
годаря развороту колес каретки обеспечивается ее пере-
движение вдоль трубы и сканирование поверхности труб
по винтовой линии.
Первый преобразователь излучает и принимает
ультразвуковые импульсы по окружности для обнаруже-
ния продольных дефектов, а также импульсы вдоль на-
правляющей трубы для обнаружения поперечных дефек-
тов. Второй преобразователь расположен таким образом,
что прозвучивание производится в направлении, проти-
воположном направлению прозвучивания первым пре-
образователем. Благодаря этому увеличивается досто-
верность контроля. Третий преобразователь контролиру-
ет деталь через столб воды в ванне с целью разделения
зондирующего импульса и импульса от передней по-
верхности трубы.
Дефектоскоп состоит из следующих функциональ-
ных блоков: четырех генераторно-приемных блоков,
блоков синхронизации и усилителей, двух блоков авто-
матической сигнализации дефектов (АСД), индикатор-
ного блока, блоков автоматики, записи, питания, краско-
отметчика.
Толщиномер обеспечивает сигнализацию выхода
толщины за максимальный и минимальный пределы, а
также индикацию действительной толщины трубы по
стрелочному прибору.
Дефектоскоп для контроля резьбовой части буриль-
ных труб содержит два пьезопреобразователя, возбуж-
ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
589
дающих сдвиговые волны, распространяющиеся под уг-
лом, близким к прямому по отношению к усталостным
трещинам в резьбе.
Искусственный дефект, по которому настраивают
дефектоскоп, - продольные и поперечные риски на на-
ружной и внутренней поверхностях глубиной 10 % от
толщины стенки, длиной 30 мм и шириной раскрытия
0,4 ... 0,5 мм. Искусственный дефект, по которому на-
страивают дефектоскоп для контроля резьбовой части, -
риски глубиной 2 мм, протяженностью 20 мм и раскры-
тием 0,4 ... 0,5 мм, расположенные во впадинах ниток
резьбы.
Антикоррозионные диэлектрические покрытия, на-
носимые на внутреннюю поверхность насосно-
компрессорных труб для скважин и труб нефтяного сор-
тамента, увеличивают срок службы трубопроводов и
других сооружений. Для контроля толщины покрытия,
его сплошности и плотности прилегания к металлу как
после транспортирования труб в полевых условиях, так и
после нанесения покрытия на сварные швы при строи-
тельстве трубопровода создан комплексный дефектоскоп
для контроля качества труб диаметром 60 ... 152 мм с
диэлектрическими покрытиями.
Дефектоскоп состоит из приводного механизма
сменных измерительных блоков и внешнего записы-
вающего устройства. Приводной механизм включает
электропривод, ведущую и стабилизирующую головки.
Ведущая головка является преобразователем вращатель-
ного движения в поступательное. Стабилизирующая го-
ловка отличается от ведущей только продольным распо-
ложением роликов. Приводной механизм обеспечивает
обратное движение при подходе к краю трубы. Блок кон-
троля сплошности диэлектрических покрытий содержит
преобразователь напряжения, высоковольтный транс-
форматор, умножитель напряжения и скользящий кон-
такт в виде кольцевой проволочной оболочки, надетой на
корпус блока. Наличие трещин обнаруживается по ис-
кровому разряду между скользящим контактом и метал-
лом трубы, записываемому самописцем.
Блок измерения толщины содержит преобразовате-
ли и элементы схемы измерения. Его действие основано
на изменении ЭДС, индуктируемой в измерительной
обмотке преобразователя магнитным потоком сердечни-
ка, величина которого есть функция толщины диэлек-
трического покрытия.
Блок обнаружения расслоений диэлектрика и ме-
талла содержит пьезокристаллические пластины, вос-
принимающие вибрацию покрытия.
В металлургической промышленности применяют
линии контроля качества прутков круглого (диаметром
5 ... 25 мм) и шестигранного профиля, разработанные
Институтом д-ра Ф. Ферстера и фирмой Бэккенбауэра.
В состав линии входят следующие приборы: вихретоко-
вый дефектоскоп с накладными преобразователями,
дефектоскоп с проходными преобразователями, структу-
роскоп, демагнитизатор. Применяя дефектоскопы с про-
ходными и вращающимися накладными преобразовате-
лями, можно выявлять как локальные поверхностные
дефекты, так и протяженные, плавно изменяющиеся по
глубине.
Дефектоскоп с накладными преобразователями
имеет два устройства механического сканирования, раз-
мещенных на одной платформе подъемного стола. Типо-
размер сканирующего устройства определяется диамет-
ром контролируемых прутков. При контроле прутков
шестигранного профиля вращающиеся сканирующие
устройства из линии выводятся.
Транспортирующее устройство линии выполнено в
виде ленты из специализированного неметаллического
материала с центрирующими устройствами (на входе и
выходе сканирующего устройства и блока преобразова-
телей дефектоскопов) и съемными металлическими
верхними дисками. Диаметры дисков выбирают в соот-
ветствии с размерами контролируемых прутков. Благо-
даря неметаллическим износостойким лентам транспор-
тирующего устройства и жестким центрирующим дис-
кам можно плавно перемещать контролируемые прутки
и довести до минимума влияние на точность контроля
таких факторов, как удары, смещение оси прутков отно-
сительно оси преобразователя, неравномерность скоро-
сти движения и т.д.
Для определения дефектов сварных швов труб
большого диаметра (400 ... 2000 мм) на металлургиче-
ских заводах совмещают акустический и рентгено-
телевизионный контроль. Последний применяют на вто-
ром этапе для объективной проверки результатов аку-
стического контроля.
Качество сварного шва оценивают с помощью аку-
стической установки и рентгено-телевизионной установ-
ки. Акустический контроль проводят непосредственно
после выполнения сварки на расстоянии 1 ... 3 витков от
последней сварочной головки.
В состав акустического дефектоскопа входит кон-
соль с подъемным устройством, на котором находится
каретка с преобразователями и дефектоотметчиками.
Установка может работать в три такта: 1) преобразова-
тель А работает в режиме излучения и приема; 2) преоб-
разователь В работает в режиме излучения и приема;
3) преобразователь А работает в режиме излучения, а
преобразователь В принимает теневой сигнал. Слежение
преобразователя за швом осуществляется вручную. Мак-
симальная скорость контроля 30 м/мин. По сигналу вы-
являемые дефекты эквивалентны сквозному отверстию
диаметром 3,2 мм.
В качестве контактной жидкости используют воду.
Температура в месте контакта трубы с преобразователем
на расстоянии 100 мм с обеих сторон от шва -100 °C.
Рентгено-телевизионный контроль сварного шва
осуществляется на выходе трубы из стана.
В состав оборудования радиационного контроля
входит транспортное устройство, позволяющее распола-
гать сварной шов в зоне контроля, рентгеновский аппа-
рат (фокусное пятно 1,5 х 1,5 мм, напряжение до 150 кВ,
сила тока до 10 мА) и телевизионная система с полем
контроля 130 мм и видеоконтрольным устройством с
экраном 47 см. Скорость рентгено-телевизионного кон-
троля 1 м/мин.
590
КОМПЛЕКСНЫЕ СИСТЕМЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
Заслуживают интереса передвижные средства тех-
нической диагностики трубопроводов зарубежных
фирм: АМФ Тьюбоскоп (США) типа «Лайналог», Ветко
Пайпланс Сервисез (США), Бритиш Газ (Англия) и
Пайптроникс (Германия).
Дефектоскопы «Лайналог» четырех модификаций
применяют для выявления коррозионных и других по-
вреждений действующих трубопроводов диаметром
75 ... 1200 мм. Существенное отличие этих дефектоско-
пов - их перемещение внутри трубопроводов благодаря
давлению рабочей среды - нефти или газа.
Установка типа «Лайналог» состоит из трех основ-
ных блоков, соединенных между собой универсальными
замками. Первый блок является проводным. Он содер-
жит источник питания для всех электронных устройств и
снабжен резиновыми манжетами для центрирования, а
также образования уплотнения у стенки трубы, необхо-
димого для перемещения установки потоками нефти и
газа. Второй блок (измерительный) состоит из электро-
магнита и преобразователей. В третьем блоке размещены
все электронные'измерительные и регистрирующие узлы
установки. На магнитный носитель записываются также
пройденный путь, угловая ориентация установки, время
работы устройства для маркировки и другие вспомога-
тельные данные. Скорость перемещения установки внут-
ри трубопровода поддерживается почти постоянной и
составляет 3 ... 16 км/ч.
В работе дефектоскопа фирмы «Ветко Пайпланс
Сервисез, Инк» (ВПСИ) используется принцип регист-
рации магнитных потоков рассеяния. Запись информа-
ции при обследовании трубопровода производится на
магнитную ленту, которая затем обрабатывается для
распечатки или вводится в компьютер для последующей
оцифровки.
В оцифрованном формате информация записывает-
ся на лазерный диск, откуда считывается системой Ветко
для последующего вывода на дисплей и анализа.
Дефектоскоп ВПСИ выявляет дефекты внутренней
и наружной поверхности типа точечной коррозии, водо-
родных раковин, механических повреждений, а также
прокатного производства. Снаряд ВПСИ для измерения
деформаций обеспечивает обнаружение вмятин, оваль-
ностей, сплющивания и общих изменений внутреннего
диаметра.
Центр обследования трубопроводов, основанный
фирмой «Бритиш Газ», предлагает систему проверки
трубопроводов с высокой разрешающей способностью.
Компания располагает набором средств для обслужива-
ния трубопроводов всех диаметров, транспортирующих
любые продукты, включая газ, нефть и продукты их пе-
реработки.
Фирма Пайптроникс предлагает для эксплуатации де-
фектоскопы-снаряды типа «Ультраскан» и «Магнескан».
«Ультраскан» сконструирован в модульном вариан-
те. Оптимальные блоки - трансмиттер преобразователей
и блок накопления данных. Первый обеспечивает сим-
метричное расположение преобразователей при всех
возможных вариантах запасовки через сужающие устрой-
ства. Для этого используют как компенсационные пружи-
ны, так и шарнирные подвески. . Преобразователи специ-
альной формы, установленные в блочном полиуретане,
оказываются зафиксированными в наружной плоскости
по отношению к контролируемой поверхности.
Блок накопления данных спроектирован с учетом
неравномерной скорости движения снаряда. Данные пе-
редаются через предварительные накопители.
Рабочий диапазон скоростей движения снаряда
0,2 ... 1 м/с; рабочая частота 5 мГц; частота повторения
импульсов 300 Гц; минимальный радиус проходимых
изгибов 3d (l,5d)> где d - внутренний диаметр трубопро-
вода. Точность оценки глубины h коррозии ±0,5 мм.
В «Магнескане» использованы три типа преобразо-
вателей, располагаемых в 72-х первичных несущих мо-
дулях. Аппаратура снаряда обеспечивает селекцию на-
ружных и внутренних дефектов. Точность определения
глубины дефектов ±0,15, где s - толщина стенки трубы.
Рабочий диапазон скоростей 0,5 ... 4 м/с (оптимальный
диапазон 2 ... 3 м/с).
Первый отечественный комплекс технических
средств дефектоскопа «Код-М» предназначен для выяв-
ления коррозионных поражений и поперечных трещин в
стенках труб действующих магистральных трубопрово-
дов диаметром 1220 мм без прекращения перекачки
транспортируемого продукта. Этот комплекс состоит из
снаряда-дефектоскопа, технологического оборудования
для обслуживания комплекса и экспресс-обработки по-
лученной информации о состоянии обследуемого маги-
стрального газопровода, снаряда-шаблона для контроля
прохождения снаряда-дефектоскопа через магистраль-
ный газопровод.
Снаряд-дефектоскоп предназначен для перемеще-
ния по газопроводу устройства для выявления дефектов
и записи полученной информации с определением коор-
динат обнаруженного дефекта. Прибор содержит три
секции - энергетическую, поисковую и приборную, -
связанные между собой шарнирными соединениями с
двумя степенями свободы с целью прохождения снаряда
через изгибы трубы радиусом 3d (d - диаметр трубопро-
вода). Движение снаряда осуществляется под действием
перепада давлений, создаваемого благодаря использова-
нию манжетных уплотнений. Конструктивно секции вы-
полнены в виде герметичных контейнеров с быстро-
съемными крышками, выдерживающих наружное давле-
ние 8 МПа.
В энергетической секции размещены источники пи-
тания аппаратуры дефектоскопа (аккумуляторные бата-
реи 66НКГ-119СА) и устройства, обеспечивающие их
функционирование. Поисковая секция включает поиско-
вую систему намагничивания и преобразования полей
дефекта. Предназначена для намагничивания обследуе-
мого участка трубы, и преобразования полей дефектов в
электрические сигналы.
Поисковая система обнаруживает дефекты (корро-
зионные каверны) по всему периметру трубы. При тол-
щине 5 стенки трубы глубина h выявленного дефекта
составляет 0,25, если 5 = 10 ... 12 мм, и h = 0,255, если
5 = 12 ... 16 мм; диаметр дефекта (1 ... 1,5)5; скорость
движения снаряда по трубопроводу 1 ... 10 м/с.
ЛИНИЯ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
591
Система намагничивания выполнена на постоянных
магнитах. Контакт полюсов магнитов со стенкой трубы
осуществлен через металлические щетки, обеспечиваю-
щие минимальные потери магнитного поля. В поисковой
системе установлены 32 преобразователя полей дефек-
тов, каждый из которых выполнен в виде эластичной
ласты, скользящей по стенке трубы.
В приборной секции размещены аппаратура обра-
ботки и записи информации, система определения коор-
динат дефектов и реперные магниты.
Аппаратура предварительной обработки информа-
ции обеспечивает стабильную работу при изменении
скорости движения снаряда-дефектоскопа в пределах
1 ... 10 м/с, исключает запись ложной информации, полу-
чаемой с поисковых блоков при ударах и вибрациях, воз-
никающих во время движения снаряда-дефектоскопа,
формирует выходные сигналы для записи на регистрато-
ре, соответствующие дефектам глубиной h = (0,2 ... 0,6)5.
Питание - от источника постоянного тока. Сила тока -
не более 1 А, напряжение ±12.В.
Основное назначение дефектоскопов-снарядов
«Код-4М» - выявление продольных трещин в стенках
трубопроводов, а также трещин с ветвлениями в зоне
влияния кольцевых сварных швов, обусловленных
стресс-коррозией металла труб.
Параметры обнаруживаемых трещин: глубина на
внутренней поверхности трубы 0,15 (где 5 - толщина
стенки трубы), на наружной 0,25, протяженность 35.
Дефектоскопы выявляют также коррозию глубиной
0,15 на внутренней поверхности трубопровода и 0,155 на
наружной поверхности (площадь дефекта 25 х 25) и за-
водские дефекты типа продольных рисок и др. Обнару-
жение и идентификация указанных дефектов гарантиро-
ваны при движении дефектоскопа-снаряда в трубопро-
воде со скоростью 1 ... 5 м/с.
Использование в измерительной системе в качестве
источников магнитодвижущей силы (МДС) постоянных
магнитов позволяет выявлять локальные дефекты при
оптимальном сочетании скорости перемагничивания и
геометрических параметров контролируемого трубопро-
вода. Источники МДС размещены на магнитопроводе,
сориентированном в кольцевом сечении трубы и имею-
щем перемещения в радиальном направлении, что по-
зволяет максимально уменьшить габаритные размеры и
массу дефектоскопа-снаряда. Использование в конструк-
ции снаряда подвижных магнитопроводов и сжимаемых
манжет обеспечивает преодоление снарядом сужений
трубопроводов до 0,85d и изгибов до 2d (d - диаметр
трубопровода). Параметры дефектоскопов-снарядов се-
рии «Код-4М» и критические параметры трубопроводов,
преодолеваемых ими, приведены в табл. 1.
В процессе обследования газопровода информация
о состоянии металла труб поступает по 512-ти каналам
преобразования полей рассеяния дефектов в приложен-
ном и остаточном магнитных полях, что позволяет повы-
сить достоверность обнаружения и измерения парамет-
ров дефектов.
Измеряются также параметры движения снаряда:
скорость, давление газовой среды в различных зонах
перед манжетами и за ними, ускорения по нескольким
осям пространства. Кроме того, измеряются температура
в блоках накопления и питания, а также уровни питаю-
щих напряжений.
Дефектоскоп-снаряд имеет возможность ввода и
обработки информации о дефектах геометрии трубы и
пространственном положении газопровода. В снаряде
используется система регулирования скорости движения
в заданном диапазоне.
Программное обеспечение наземной обработки
данных позволяет не только визуализировать получен-
ную информацию, но и сравнивать ее с данными преды-
дущих инспекций, а также с данными, полученными
снарядом-коррозиомером на тех же участках.
Комплекс программ, предназначенный для эксплуа-
тации дефектоскопа, состоит из трех модулей. Програм-
мы из пакета первого модуля осуществляют предпуско-
вую поверку всех систем дефектоскопа, контроль рабо-
чих режимов на борту, проверку записи информации и
контроль электронного блока после прибытия в камеру
приема. Пакет программ второго модуля осуществляет
сортировку и преобразование данных архивного файла в
рабочие файлы, а третьего модуля - анализ информации
о состоянии трубопровода.
Результаты контроля подвергаются двум видам
анализа - экспресс-анализу и полному анализу»
1. Параметры дефектоскопов-снарядов «Код-4М» и критические параметры контролируемых газопроводов
Газопровод Дефектоскоп
Диаметра Толщина стенки трубы, s Длина
Радиус изгиба, R км мм ’ Масса, кг
мм
720 11.. .. 18 2d 250 1500 700
1020 14.. .20 2,5d 250 1650 1400
1220 10.. .20 2d 250 1650 1700
1420 16.. .20 \,5d 250 1650 1950
592
КОМПЛЕКСНЫЕ СИСТЕМЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
Накопленные статистические данные позволяют по
параметрам дефектов и их изменению во времени про-
гнозировать ресурс трубопровода и, как следствие, обес-
печивать обоснованное планирование ремонтно-восста-
новительных и профилактических работ.
Создан ряд снарядов-профилемеров, предназначен-
ных для выявления и регистрации нарушений исходной
геометрии линейной* части магистральных трубопрово-
дов. Все приборы позволяют проводить контроль участ-
ка трубопровода до 250 км без прекращения транспорти-
ровки продукта.
Снаряды первого поколения состоят из двух кар-
данно-сочлененных секций - аккумуляторной и прибор-
ной и измеряют радиус трубы в 10 точках с помощью ин-
дукционных датчиков перемещения. Конструкция датчи-
ков позволяет совместить такие противоречивые требова-
ния, как широкий диапазон измерения (до 200 мм), высо-
кое разрешение (по глубине) - 0,5 мм, по фронту -
50 мм, обеспечивая эти параметры при скорости движе-
ния до 10 м/с. Износостойкие накладки на чувствитель-
ных элементах датчиков позволяют проходить контро-
лируемый участок без снижения точности измерения.
Радиус изгиба трубопровода измеряется с помощью дат-
чиков угла, размещенных в точке сочленения секций
снаряда.
Встроенная ЭВМ позволяет распознавать указанные
дефекты, а также поперечные сварные швы и регистри-
рует данные события. Для определения координат де-
фекта используют:
• гравитационный датчик ориентации снаряда;
• одометр;
• систему регистрации поперечного шва, позво-
ляющую корректировать погрешность одометра;
• систему индикации прохождения наземного мар-
кера.
Конструкция снарядов позволяет проходить сужения
трубопровода 0,7 ном. и радиусы поворота до 1,5 ном.
Совершенствование приборной части и снижение
энергопотребления позволило резко уменьшить габарит-
ные размеры дефектоскопа второго поколения, увели-
чить число измерительных каналов.
Снаряд второго поколения является односекцион-
ным. Измерения периметра трубы проводятся в трех раз-
несенных по длине снаряда контурах, средний из кото-
рых содержит 32 датчика радиуса, аналогичных приме-
няемым ранее. Два других контура (по четыре канала)
служат для вычисления радиуса изгиба трубопровода.
Объем памяти ЭВМ - 16 Мбайт.
Следующим шагом на пути развития снарядов-
профилемеров является разработка аппарата третьего
поколения, содержащего 48 бесконтактных датчиков
радиуса. Отсутствие движущихся частей позволило рез-
ко поднять надежность, упростить и унифицировать кон-
струкцию. Один и тот же прибор с разными наборами
манжет и блоками датчиков используют для контроля
трубопроводов 500 и 720 мм.
19.2. ПЕРЕДВИЖНЫЕ ЛАБОРАТОРИИ И
УСТРОЙСТВА КОНТРОЛЯ
Специализированные передвижные лаборатории
имеют соответствующую планировку и укомплектованы
необходимым оборудованием и вспомогательными при-
надлежностями для проведения магнитного, ультразву-
кового и радиографического контроля, а также фотооб-
работки и расшифровки снимков. Для радиографическо-
го контроля качества сварных соединений трубопрово-
дов и других изделий в полевых и монтажных условиях
создана передвижная лаборатория легкого типа.
Лаборатория выполнена на базе микроавтобуса и
имеет четыре отсека:
• кабину с креслами для водителя и старшего опе-
ратора;
• салон, в котором расположены кресло второго
оператора, калорифер для обогрева и рабочий стол;
• фотоотсек, в котором установлены стол-шкаф
для фотообработки снимков, сушильный шкаф, нега-
тоскоп, рабочий стол оператора и распределительный
щит;
• отсек оборудования, в котором размещены отопи-
тельная установка с бензиновым баком, огнетушитель,
устройство для зарядки аккумуляторов, дополнительный
аккумулятор, хранилище для радиографической аппара-
туры и запасное колесо. Доступ в отсек оборудования
осуществляется через заднюю дверь автомобиля.
Основное и вспомогательное радиографическое
оборудование лаборатории легкого типа рассчитано на
проведение полного цикла радиографического контроля
объектов, удаленных от базовой лаборатории на рас-
стояние до 50 км и не обеспеченных электроэнергией.
В комплект основного радиографического оборудо-
вания лаборатории легкого типа входят универсальный
гамма-дефектоскоп и переносной импульсный рентге-
новский аппарат.
Гамма-дефектоскоп является аппаратом шлангового
типа и может быть использован в различных отраслях
промышленности для фронтального и кругового просве-
чивания сварных швов стальных трубопроводов диамет-
ром 15 ... 250 мм с толщиной стенки до 30 мм.
Острофокусные источники излучения 1921г позволя-
ют просвечивать изделия при малых фокусных расстоя-
ниях. Благодаря малому диаметру (20 мм) радиационно-
го наконечника, источник излучения можно подводить к
месту просвечивания через узкие зазоры и горловины и
контролировать сварные стыковые соединения трубо-
проводов малого диаметра в труднодоступных местах.
Пульт управления располагается на расстоянии 5 м от
радиационной голойки и обеспечивает перемещение ис-
точника излучения по ампулопроводу на расстояние до
5 м со скоростью 0,7 м/с.
Импульсный рентгеновский аппарат предназначен
для рентгенографического контроля стальных деталей
толщиной до 15 мм на расстоянии 25 см от фокуса труб-
ки при использовании пленки чувствительностью не ме-
нее 250 единиц и двух усиливающих экранов типа УФД.
ПЕРЕДВИЖНЫЕ ЛАБОРАТОРИИ И УСТРОЙСТВА КОНТРОЛЯ
593
Питание аппарата в полевых условйях осуществляется от
дополнительного аккумулятора напряжением 12 В, по-
требляемая мощность не превышает 40 Вт.
В комплект вспомогательного оборудования, пред-
назначенного для обработки и расшифровки радиогра-
фических снимков, входят стол-шкаф с танками для фо-
тообработки; рамка для крепления пленок при проявле-
нии, фиксировании, промывке и сушке; сушильный
шкаф и негатоскоп.
Процесс фотообработки и расшифровки снимков
полностью автономен, питание осуществляется через рас-
пределительный щит от дополнительного аккумулятора,
расположенного в отсеке оборудования. При максимально
допустимом токе 25 А аккумулятор напряжением 12 В
обеспечивает нормальную работу в течение 6 ... 12 ч,
однако практически можно работать без подзарядки ак-
кумулятора в течение 3 ... 5 дней.
Радиографические снимки сушат в сушильном
шкафу нагретым воздухом от бензиновой отопительной
установки, расположенной в отсеке оборудования, или
воздухом без нагрева.
В качестве технологических принадлежностей и
приспособлений используют комплекты гибких кассет,
металлические экраны, маркировочные знаки, эталоны
чувствительности и плотности почернения, дефектомет-
ры и магнитные держатели, которые хранятся в рабочем
столе оператора. Кроме того, имеется выносное сигналь-
ное устройство с питанием от аккумуляторной батареи
напряжением 6 В, которое обеспечивает световую и зву-
ковую сигнализацию на объекте при проведении радио-
графического контроля.
Устройство для зарядки аккумуляторов напряжени-
ем 6 и 12 В, работающее от сети переменного тока на-
пряжением 220 В (50 Гц), расположено в отсеке обору-
дования.
В комплект передвижной лаборатории входят также
радиометр для периодического дозиметрического кон-
троля в лаборатории и зоне просвечивания и комплект
для индивидуального дозиметрического контроля облу-
чения обслуживающего персонала лаборатории.
Передвижная лаборатория среднего типа предна-
значена для дефектоскопического контроля сварных со-
единений в условиях строительства крупных промыш-
ленных объектов при значительном объеме работ. Ос-
новное и вспомогательное дефектоскопическое оборудо-
вание лаборатории рассчитано на проведение полного
цикла контроля на строительных объектах в течение
продолжительного времени (до 30 дней).
Она выполнена на базе двухосного фургона, пред-
назначенного для транспортирования на прицепе.
Планировка лаборатории обеспечивает условия для
работы и отдыха двух операторов. Внутреннее помеще-
ние делится на три отсека:
• административно-бытовой отсек, в котором нахо-
дится рабочий стол, шкаф, встроенный умывальник, гар-
дероб и два спальных места;
• лаборатория, в которой размещены шкаф с рент-
геновскими аппаратами и вспомогательными принад-
лежностями к ним, холодильник, гардероб для верхней
одежды и рабочий стол со стационарным негатоскопом;
38 — 7387
• фотоотсек, в котором установлены танки для фо-
тообработки снимков, сушильный шкаф, электрический
щит и рабочий стол. В этом же отсеке под полом нахо-
дится хранилище для гамма-дефектоскопической аппа-
ратуры.
Питание и отопление лаборатории осуществляется
от сети переменного тока напряжением 220 В и частотой
50 Гц. Лаборатория оснащена рентгеновским портатив-
ным промышленным аппаратом, переносным импульс-
ным рентгеновским аппаратом, универсальным гамма-
дефектоскопом и гамма-дефектоскопом для фронтально-
го просвечивания.
В комплекте лаборатории имеются также вспомога-
тельные принадлежности, дозиметрические приборы,
сигнальные устройства и противопожарное оборудова-
ние, как и в лаборатории легкого типа.
В связи с длительным пребыванием обслуживаю-
щего персонала в лабораториях особое внимание уделе-
но вопросам радиационной защиты. В лаборатории
обеспечивается снижение мощности дозы у-излучения на
расстоянии 1 м от кузова до уровня, не превышающего
естественного фона.
Оптимальная планировка лабораторий, эффектив-
ная биологическая защита хранилищ с радиографиче-
ским оборудованием и постоянный дозиметрический
контроль обеспечивают минимальную лучевую нагрузку
на обслуживающий персонал.
Лаборатории среднего типа укомплектованы средст-
вами ультразвукового и магнитного контроля, набором
проникающих жидкостей для цветной дефектоскопии и др.
Для радиационного контроля крупногабаритных
железобетонных конструкций разработана передвижная
бетатронная лаборатория. В основное оборудование ла-
боратории входит автомашина ГАЗ-66, малогабаритный
бетатрон с энергией 6 МэВ и фотолаборатория с автома-
том проявления пленок.
Автомашина оборудована утепленным кузовом со
светозащитными шторками на задних окнах и на двери.
В кузове на передней стенке имеется окно с вентилято-
ром, смонтирована система отопления, включаемая в
зимнее время.
В фотолабораторию входит автомат для проявления
рентгеновских пленок, промывочный бак и сушильный
шкаф, негатоскоп, лабораторный шкаф для пленки, кас-
сет и шкаф для химикатов, бак с дистиллированной во-
дой и откидной столик-скамейка.
Автомат для проявления пленок состоит из пяти
блоков, вставляемых в светозащитный кожух.
Верхний блок предназначен для зарядки экспозици-
онных кассет размером 320 х 250 мм.
Автомат проявления пленки расположен в средней
части устройства и представляет собой механизм гори-
зонтального и вертикального перемещения рамки с
пленкой.
В нижней части расположен блок с тремя бачками
вместимостью по 5 л для проявителя и закрепителя. По
краям расположен блок управления автоматом с регулято-
рами времени проявления-закрепления и температуры рас-
творов, а также блок предварительной промывки пленок.
594
КОМПЛЕКСНЫЕ СИСТЕМЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
Производительность автомата 10 снимков/ч.
Лабораторию можно дополнительно комплектовать
бетатроном с энергией до 18 МэВ и переносным баком
для проявления.
Для транспортирования блоков этого бетатрона на
платформе автомашины в средней части устанавливают
направляющие с зажимами для крепления. Блоки ускори-
теля и конденсаторной батареи снимают с автомашины и
устанавливают в рабочую позицию на месте контроля.
С помощью оборудования лаборатории можно кон-
тролировать железобетонные конструкции с поверхно-
стной плотностью до 2 ... 3 т/м2.
Для проверки качества рельсов используют вагон-
дефектоскоп, передвигаемый локомотивом.
Дефекты обнаруживаются за счет изменений маг-
нитного потока над головкой намагниченного рельса.
Между полюсами передвижных электромагнитов в непо-
средственной близости от поверхности головки рельса
укреплены индукционные преобразователи.
Все оборудование вагона-дефектоскопа размещает-
ся в специально приспособленном четырехколесном ва-
гоне пассажирского типа с рамой длиной 20,2 м.
Для нормальной работы дефектоскопа необходимо
сохранять постоянным зазор между полюсами электро-
магнитов и рельсами. Поэтому рама индукторной тележ-
ки с электромагнитами опирается на две средние колес-
ные пары без подрессоривания. Рессоры крайних колес-
ных пар отрегулированы так, что на крайние колесные
пары передается примерно 2/3 силы тяжести рамы те-
лежки с электромагнитами. Масса тележки с электро-
магнитами составляет около 5 т. В нерабочем состоянии
при следовании к месту работы в составе пассажирского
поезда индукторную тележку поднимают с помощью
винтовых стяжек и прикрепляют к раме вагона.
Нормальная работа вагона-дефектоскопа обеспечи-
вается при скорости движения 30 ... 70 км/ч.
Автоматическая ультразвуковая дефектоскопиче-
ская лаборатория, смонтированная в железнодорожном
вагоне, позволяет контролировать одновременно обе
рельсовые нити железнодорожного пути по всей их дли-
не и по всему сечению, исключая перья подошвы. Рабо-
чая скорость вагона-дефектоскопа 10 ... 60 км/ч не сни-
жается при проходе стрелочных переводов. Пьезоэлек-
трические преобразователи установлены на специальной
центрирующей системе. Акустический контакт с рель-
сом летом обеспечивается чистой водой, а зимой - вод-
ным раствором технического спирта.
Для контроля головки рельса используют преобра-
зователи с углом призмы 47° и развернутые относитель-
но оси симметрии рельса под углом 33°. Дефекты шейки
рельса определяют преобразователями с углом призмы
30°, которые излучают ультразвуковые колебания, на-
правленные навстречу друг другу, и устанавливаются с
таким расчетом, чтобы каждый преобразователь прини-
мал сигнал, излучаемый другим преобразователем и от-
раженный от дна рельса (донный импульс). По наличию
и интенсивности сигнала проверяют акустический кон-
такт и исправность искательной системы.
Установка представляет собой ряд дефектоскопов,
выходные сигналы которых непрерывно в определенном
масштабе и синхронно со скоростью движения вагонов
фиксируются.
С помощью такой аппаратуры можно обнаруживать
дефекты в головке и шейке рельса площадью не менее
1 см2. Рабочая частота УЗК для контроля головки рель-
са - 1,5 МГц, для контроля шейки - 2,5 МГц. Частота
следования импульсов (4500 ± 100) Гц. В режиме авто-
матического контроля для выделения импульсов, отра-
женных от дефекта, из всех сигналов, получаемых при
прозвучивании рельсов, применяют соответствующие
системы стробирования и решающее устройство.
При контроле болтового стыка для предотвращения
регистрации сигналов, отраженных от зазоров или бол-
товых отверстий, решающее устройство управляет сис-
темой стробирования.
Примером удачной реализации в одной конструк-
ции нескольких методов неразрушающих испытаний
является передвижная дефектоскопическая установка,
представляющая собой маневренную двухосную плат-
форму, укомплектованную различными средствами не-
разрушающего контроля и необходимым вспомогатель-
ным оборудованием.
Установка предназначена для проведения опера-
тивных и комплексных исследований качества изделий и
материалов в процессе их изготовления либо эксплуата-
ции, а также при выполнении экспертных работ и экс-
пресс-испытаний в цеховых условиях. Она может быть
использована на производственных и монтажных участ-
ках, не имеющих стационарных средств и служб нераз-
рушающего контроля или удаленных от последних, а
также на крупных энергетических, транспортных и дру-
гих объектах.
Установка позволяет осуществлять ультразвуковой
контроль дефектов основного металла и сварных соеди-
нений с помощью ультразвуковых дефектоскопов, а так-
же контроль поверхностных дефектов изделий капил-
лярным, магнитопорошковым и электромагнитным ме-
тодами.
В установке используется ультразвуковой толщи-
номер и прибор для контроля толщины неметаллических
и неферромагнитных покрытий на магнитной основе при
одностороннем доступе.
Содержание ферритной фазы в изделиях из сталей
аустенитно-перлитного класса, а также качество терми-
ческой обработки проверяют ферритометром и электро-
магнитным твердомером.
Для выявления зон с различными структурными
изменениями, а также дефектов резьбовых соединений
имеется измеритель электропроводности и магнитный
дефектоскоп.
Особенность установки заключается в том, что в
ней используются наиболее распространенные средства,
позволяющие решать разнообразные задачи неразру-
шающего контроля.
Используемые приборы представляют собой уни-
фицированные конструкции выносного типа с автоном-
ным или комбинированным питанием.
ПЕРЕДВИЖНЫЕ ЛАБОРАТОРИИ И УСТРОЙСТВА КОНТРОЛЯ
595
Конструкцией установки предусмотрена возможность
частичного изменения ее комплектации с учетом специфи-
ки испытаний, объекта, места контроля, а также разработки
новых модификаций комплектующих приборов.
Высота установки 1160 мм, ширина колеи 800 мм,
база 820 мм, масса -250 кг. Установку допускается пере-
возить всеми видами транспорта и грузоподъемных
средств путем буксировки со скоростью до 20 км/ч.
В передвижных лабораториях можно также осуще-
ствлять:
• поиск повреждения силовых кабелей;
• поиск повреждении кабелей связи;
• высоковольтные испытания кабелей;
• защиту подземных металлических сооружений от
коррозии;
• поиск мест утечек воды;
• контроль теплотехнического оборудования;
• экологический мониторинг.
Наибольшее распространение получили лаборато-
рии для поиска дефектов энергетических кабелей и кабе-
лей связи. Их используют на предприятиях нефтяной и
газовой промышленности, крупных металлургических
комбинатах, атомных электростанциях, в морских пор-
тах, региональных системах энергоснабжения и связи.
Эти лаборатории оснащают приборами для поиска трасс
подземных коммуникаций и определения мест их повре-
ждения.
Приборы для поиска трасс подземных коммуника-
ций работают в пассивном или активном режимах.
В пассивном режиме они регистрируют электромагнит-
ное поле, наведенное на металл кабеля или трубы токами
промышленной частоты. Имеются модификации прибо-
ров, обеспечивающие поиск протяженных объектов -
труб, и модификации для обнаружения небольших объ-
ектов, например, крышек смотровых колодцев или
шпинделей задвижек.
Пассивный режим эксплуатации предельно прост,
однако в условиях большого количества коммуникаций,
расположенных в непосредственной близости друг от
друга, затруднительно выделить искомую трубу или ка-
бель. Поэтому, в основном, применяют активный режим
работы, при котором электромагнитное поле тока задан-
ной частоты наводится на трубу или кабель с помощью
специального генератора, устанавливаемого непосредст-
венно на объект или около него. Максимальная глубина,
на которой прибор обеспечивает определение трассы,
зависит от диаметра трассы и мощности используемого
генератора и составляет несколько метров.
Кроме определения положения и глубины залега-
ния, некоторые модели трассоискателей обеспечивают
поиск: муфт и катушек, скручивания жил кабеля, дефек-
тов оболочек кабеля, определение трасс неметалличе-
ских трубопроводов и засоров в них. Все трассоискатели
выполнены в переносном исполнении и имеют автоном-
ное питание.
Методику определения дефекта кабеля выбирают в
зависимости от характера повреждения. Дефекты с низ-
ким электрическим сопротивлением целесообразно оп-
ределять с помощью эхоимпульсных приборов, рабо-
тающих по принципу измерения времени распростране-
ния электрического импульса по кабелю от прибора до
дефекта и обратно. Протяженность кабеля может дости-
гать 600 км, погрешность определения положения де-
фекта 0,01 %. Эхоимпульсные приборы представляют
собой компьютеризированные системы со специализи-
рованным программным обеспечением и возможностью
подключения различных периферийных устройств для
хранения, передачи и отображения результатов работы.
Однако, эхоимпульсные приборы неустойчиво работают
при сопротивлениях дефектов в несколько килоом и вы-
ше. Для преобразования подобных дефектов в низкоом-
ные применяют прожигающие установки. В зависимости
от значения максимальной выходной мощности прожи-
гающие установки различают по габаритным размерам и
массе. Например, установка мощностью 0,5 кВт имеет
массу 12,5 кг, а установка мощностью 5 кВт - 85 кг.
Другим методом преобразования высокоомного по-
вреждения является создание в месте повреждения элек-
трической дуги со стабильными параметрами. К кабелю
прикладывается напряжение до 32 кВ, и после образова-
ния электрической дуги ее параметры поддерживаются в
течение 4 с. Этого времени достаточно для определения
положения дефекта с помощью эхоимпульсного прибора.
Точное определение места повреждения кабеля не-
посредственно на местности осуществляется с помощью
ударной волны или метода звуковых волн.
Метод ударной волны применяют при повреждении
типа обрыва, т.е. при замкнутой цепи. В месте повреж-
дения возникает импульсный акустический сигнал, кото-
рый воспринимается с поверхности земли специальным
приемным устройством, состоящим из наземного мик-
рофона, усилителя и наушников. Рабочее напряжение
генераторов ударных волн регулируется в пределах
2,5 ... 100 кВ.
Метод звуковых волн применяют при повреждении
типа короткого замыкания, т.е. при замкнутой электри-
ческой цепи. Возбуждаемая в кабеле звуковая волна рас-
пространяется до места повреждения. С поверхности
земли ее прослушивают с помощью наземных микрофо-
нов или зонда шагового напряжения. По исчезновению
сигнала судят о прохождении над местом повреждения.
Генераторы звуковых сигналов обеспечивают ручное
согласование с контролируемым кабелем по максималь-
ной передаваемой мощности, которая может достигать
500 Вт при работе прибора от сети. После отыскания
повреждения и его устранения необходимо провести
высоковольтные испытания. Для этого используют при-
боры, имеющие различное конструктивное исполнение -
в виде отдельных устройств и законченных блоков, ус-
тановленных на автомобильном прицепе или на шасси
автомобиля. Приборы обеспечивают испытания кабелей
постоянным и переменным напряжением до 150 и 100 кВ
соответственно.
Одной из операций по контролю кабелей является
проверка его оболочки и поиск места ее повреждения.
Проверка оболочки заключается в измерении тока утеч-
ки при подключении постоянного напряжения между
экраном и заземлением. В качестве предельного значе-
ния для неповрежденного внешнего покрытия считается
596
КОМПЛЕКСНЫЕ СИСТЕМЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
ток утечки 0,8 мА на 1 км кабеля. Место повреждения
определяют сначала методом падения напряжения, а за-
тем уточняют методом постоянного тока или звуковой
волны.
Для контроля кабелей связи имеется широкий набор
приборов мостового типа, начиная от простейших пере-
носных приборов и заканчивая полностью автоматизиро-
ванными высокочастотными измерительными мостами.
Лаборатории изготовляют на базе следующих
транспортных средств:
• микроавтобуса «Мерседес» или «Фольксваген»
обычной проходимости для городских условий;
• микроавтобуса «Мерседес» или «Фольксваген»
повышенной проходимости для полевых условий;
• грузопассажирских микроавтобусов РАФ и УАЗ
для городских условий;
• автомобилей ГАЗ, ЗИЛ и КАМАЗ с переоборудо-
ванными фургонами для полевых условий.
Одной из сложных комплексных установок нераз-
рушающего контроля является ультразвуковая система
АРИС, разработанная фирмой Гек Тран (США), для кон-
троля качества сварных швов ядерных реакторов.
Система позволяет контролировать корпус реактора
с внутренней стороны без присутствия обслуживающего
персонала в радиоактивной зоне в течение длительного
времени. Система полностью автоматизирована. Ранее в
большинстве случаев при проведении контроля с внеш-
ней стороны корпуса необходимо было снять радиаци-
онную защиту из бетона толщиной 35,5 см. При внут-
реннем осмотре с помощью дистанционного телевидения
или оптических установок сливали дорогостоящую бо-
рированную воду из реактора. Наружный осмотр прово-
дили более 100 человек, при этом каждый работал по 5 ч
в смену.
Система позволяет проверять качество сварных
швов во время остановок реактора для замены топлива,
когда удалено горючее активной зоны.
Ультразвуковым дефектоскопом можно выявлять
дефекты диаметром не менее 0,4 мм. Система оснащена
телевизионными передающими установками и другими
контрольно-измерительными устройствами. В дальней-
шем планируется программировать работу дистанцион-
ного управляемого сварочного оборудования, устра-
няющего обнаруженные дефекты.
Обычно корпус ядерного реактора, изготовленного
в США, имеет высоту 9,1 м, диаметр 4,3 м, толщину
стенки 30 см и массу 400 т. Длина его сварных швов со-
ставляет 152 м. Общий объем контролируемого металла
составляет более 243 м3.
Устройство с телескопическим манипулятором пе-
ремещает ультразвуковые преобразователи над испы-
туемой поверхностью. Оно находится на верхней части
реактора и вводит телескопическую стойку с тремя
кронштейнами в реактор, заполненный борированной
водой. На трех кронштейнах установлено семь ультра-
звуковых преобразователей, расположенных таким обра-
зом, чтобы можно было контролировать сварные швы в
любой точке внутренней поверхности. Специализиро-
ванные устройства обеспечивают воспроизводимое по-
ложение преобразователей.
ЭВМ регулирует (дистанционно) работу системы и
ведет обработку информации. В процессе контроля уста-
навливаются средние отклонения по результатам ранее
проведенных испытаний.
Максимальную эффективность СНК дают в систе-
мах автоматического управления технологическими
процессами (АСУТП).
Система управления раскатным и калибровочным
станом создана для трубопрокатного агрегата 160.
Она состоит из управляющей вычислительной ма-
шины, трех измерителей диаметра, четырех измерителей
длины, двух преобразователей натяжения валков, преоб-
разователей частоты вращения и температуры. Перед
прокаткой каждой трубы измеряют температуру и раз-
мер заготовки, расстояние между валками, частоту вра-
щения стана и т.д. Оценивают суммарное влияние изме-
ряемых параметров на конечные размеры трубы и соот-
ветственно корректируют настройку стана. ЭВМ работа-
ет в режиме обучения и управления.
В металлургии широкое распространение получили
системы автоматического регулирования толщины хо-
лодно- и горячекатаных полос. Принцип их работы ос-
нован на преобразовании информации, получаемой от
радиационных измерителей толщины полосы, в управ-
ляющее воздействие на нажимное устройство прокатно-
го стана для регулирования угла раствора валков. Все
непрерывные станы горячей и холодной прокатки и
большинство реверсивных станов холодной прокатки
металлургической промышленности оснащены различ-
ными АСУТП, которые обеспечивают выпуск продукции
высокого качества.
Основной особенностью непрерывного прокатного
стана является одновременное обжатие металла во всех
клетях при прокатке с натяжением полос во всех меж-
клеточных промежутках. Любое изменение по толщине
полосы, поступающей в одну клеть, приводит к измене-
нию степени обжатия и скорости входа и выхода полосы
в этой клети и оказывает влияние на регулирование про-
цесса прокатки на остальных клетях стана. Поэтому кон-
троль толщины, натяжения и степени обжатия полосы
при прокатке должен осуществляться во всех межклеть-
евых промежутках.
В качестве измерительных преобразователей тол-
щины на станах горячей и холодной прокатки применя-
ют рентгеновские толщиномеры. На реверсивных станах
холодной прокатки в основном нашли применение ра-
диоизотопные толщиномеры.
В качестве измерителей натяжения и степени обжатия
полосы используют магнитоизотопные преобразователи.
Современные АСУТП, работающие на станах хо-
лодной прокатки 1200, 2500, 630, 1700 и других, обеспе-
чивают точность регулирования по толщине в пределах
1 ... 2 % от номинального значения.
Большой экономический эффект получается от
снижения погрешности и повышения быстродействия
толщиномера. Так, например уменьшение только систе-
матической погрешности толщиномера с 1 % до 0,5 %
позволяет выпустить дополнительно металла до 5000 т
на одном стане, что дает экономический эффект порядка
140 тыс. рублей в год.
ПЕРЕДВИЖНЫЕ ЛАБОРАТОРИИ И УСТРОЙСТВА КОНТРОЛЯ
597
Разработана система автоматического контроля и
регулирования толщины стенки труб из немагнитных
материалов. Процесс прокатки регулируется по отклоне-
нию усредненной по сечению толщины стенки от номи-
нального значения. Отклонение фиксируется толщино-
мером с проходным вихретоковым преобразователем с
коэффициентом заполнения не менее 0,7 - 0,6. Для уст-
ранения влияния a-фазы на показания толщиномера
трубу намагничивают в постоянном магнитном поле на-
пряженностью до 8 • 105 А/м с помощью электромагнита.
Преобразователь охлаждается проточной водой и
защищен двойной металлической оболочкой из немаг-
нитного сплава с высоким удельным электросопротив-
лением. Сигнал, характеризующий величину и знак от-
клонения толщины стенки от номинального значения,
поступает на вход регулирующего устройства. Регули-
рующее устройство определяет время и направление
вращения привода накопителя перемещения. Накопитель
перемещения необходим в связи с тем, что сигнал рассо-
гласования обрабатывается не непрерывно, а в моменты,
когда оправка освобождена и может перемещаться. Для
накопителя информации об отклонении толщины стенки
трубы от номинального значения и преобразования ее в
соответствующий по величине и знаку сигнал использу-
ется специальный электронный регулятор. При примене-
нии указанной системы регулирования разностенность
труб не превышает 6 ... 7 % при допустимой ±12,5 %.
Широкое распространение получают системы авто-
матического регулирования толщины стенки труб в про-
цессе их горячей прокатки. Подобная система разработана
для контроля бесшовных труб диаметром 29 ... 102 мм с
толщиной стенки 1,75 ... 8,0 мм, изготовленных из угле-
родистых, легированных и высоколегированных сталей.
При нагревании ферромагнитных сталей до температуры
выше 800 °C их магнитная проницаемость уменьшается
до единицы. При этом уменьшается их удельная электри-
ческая проводимость. Благодаря этому резко увеличивает-
ся глубина проникновения переменного электромагнитно-
го поля в металл, что позволяет измерять стенки сравни-
тельно большой толщины при достаточно высокой часто-
те тока питания вихретокового преобразователя.
В системе используется вихретоковый прибор со
специальным накладным преобразователем, заключен-
ным в двойную металлическую оболочку из коррозион-
но-стойкой стали, охлаждаемую водой. Для компенсации
влияния изменения температуры трубы на показания
прибора применен измеритель температуры - яркостный
фотоэлектрический пирометр, состоящий из сферически
вогнутого зеркала и фотодиода. Напряжение с фотодиода,
пропорциональное температуре трубы, подается на лам-
повый вольтметр толщиномера и вносит соответствую-
щую поправку в его показания. Толщина стенки измеря-
ется при скорости движения труб до 7 ... 8 м/с. Суммар-
ная погрешность измерения толщины стенки горячей тру-
бы не превышает 4 % от номинального значения.
Массовое производство промышленных роботов и
манипуляторов позволило в качестве главного элемента
систем^ сканирования в системе автоматизированных
СНК использовать серийный робот-манипулятор и соз-
дать на этой основе роботизированные технологические
комплексы неразрушающего контроля (РТК НК). В ос-
нову создания РТК НК положена совокупность приборов
неразрушающего контроля, промышленных роботов,
выполняющих функции перемещения преобразователя
прибора относительно объекта контроля и сортировки
изделий, а также специализированных устройств связи
прибора, робота и объекта контроля между собой. В соз-
данных РТК НК используются все основные физические
методы неразрушающего контроля. РТК НК имеют вы-
ход на микроЭВМ и могут управляться по определенным
программам контроля (пуск, остановка, сортировка, пе-
ремещение в горизонтальной и вертикальной плоско-
стях, поворот, позиционирование и т.д.), без чего невоз-
можно создание гибких автоматизированных произ-
водств.
Два РТК НК качества термической обработки фер-
ромагнитных изделий демонстрируют возможности ро-
ботизации одной из массовых технологических опера-
ций. В одном из них использован вихретоковый структу-
роскоп, который путем измерения электромагнитных
характеристик материала (начальная магнитная прони-
цаемость, удельная электрическая проводимость) произ-
водит сортировку как по нижней, так и по верхней гра-
ницам допуска на твердость и химический состав угле-
родистой стали поршневых пальцев. Разрешающая спо-
собность по углероду составляет 0,2 %, чувствитель-
ность по твердости 5 HRC.
Несмотря на высокие технические характеристики
структуроскопа, широкое применение этого прибора в
промышленности, в частности для контроля твердости
поршневых пальцев на заводах автотракторной промыш-
ленности, сдерживалось вследствие нестабильности по-
казаний структуроскопа, связанной с недостаточной точ-
ностью установки контролируемого изделия относитель-
но оси проходного вихретокового преобразователя и
краев магнитопровода измерительной катушки в произ-
водственных условиях, а также необходимости обеспе-
чить минимально необходимое время выдержки порш-
невого пальца в преобразователе в процессе контроля
при максимальной производительности.
Роботизированный технологический комплекс при
контроле качества термической обработки деталей типа
валика и втулки позволяет полностью исключить субъ-
ективные факторы, избежать возможности неправильной
сортировки изделий. В состав комплекса входят вихре-
токовый структуроскоп с набором проходных преобра-
зователей для контроля изделий разного диаметра, про-
мышленный робот, устройства связи прибора с роботом
и объектом контроля. Этот комплекс представляет собой
стационарное технологическое оборудование, где захват
робота берет изделие и устанавливает его соосно с про-
ходным преобразователем, выдерживает изделие внутри
преобразователя в течение 2 с и в зависимости от резуль-
тирующего сигнала прибора передает изделие в карман
годных или забракованных изделий.
Для автоматического контроля сортировки клапа-
нов поршневых двигателей по качеству термической
обработки применяют РТК НК па базе коэрцитиметра и
598
КОМПЛЕКСНЫЕ СИСТЕМЫ КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
промышленного робота. Прибор измеряет значения раз-
магничивающего тока, пропорциональные коэрцитивной
силе, которая коррелирует с механическими свойствами
материала, осуществляет сравнение размагничивающих
токов образца и испытуемого изделия, установленного
на преобразователь, и подает соответствующий сигнал
на устройство связи робота с прибором. В зависимости
от значения сигнала («брак» или «годен») рабочий орган
робота переносит изделие в бункер годной или в бункер
не прошедшей по параметрам качества продукции.
В функции робота входит также точное позиционирова-
ние контролируемого изделия относительно датчика ко-
эрцитиметра и обеспечение стабильного минимального
времени намагничивания и размагничивания изделия.
На машиностроительных предприятиях повсемест-
но возникает необходимость контроля толщины нане-
сенных в процессе производства на изделия различных
видов покрытий - лакокрасочных, гальванических, теп-
лоизоляционных и т.п. Как правило, эти контрольные
операции проводятся с помощью соответствующих при-
боров вручную и выборочно, причем при этом привлека-
ется значительный штат контролеров.
Для автоматизированного контроля толщины не-
электропроводящих покрытий, нанесенных на немагнит-
ные металлические изделия, создана РТК НК на базе
вихретокового толщиномера и промышленного миниро-
бота. В случае отклонения толщины покрытия по верх-
ней или нижней границам поля допуска робот останав-
ливает операцию контроля. Поверхность сканирования
определяется максимальным перемещением преобразо-
вателя рабочего органа робота в горизонтальной плоско-
сти (до 105 мм) и углом поворота (до 180°). Диапазон
измеряемых толщин покрытий 0 ... 2 мм; погрешность
измерения 5 %; производительность 900 операций/ч.
Для автоматизированного контроля с сортировкой
изделий по толщине немагнитных покрытий, нанесен-
ных на ферромагнитное основание, предназначен РТК
НК, созданный на базе магнитного толщиномера и про-
мышленного миниробота. Благодаря сканированию и
быстродействию данный комплекс может использовать-
ся в гальванических производствах для проверки толщи-
ны гальванических и лакокрасочных покрытий на фер-
ромагнитных металлах.
Для автоматизированного контроля толщины стен-
ки изделий в процессе производства создан РТК НК на
базе ультразвукового толщиномера и промышленного
робота. Его преимуществом является возможность опре-
деления толщины стенки с одинаковой точностью неза-
висимо от состава сплава, свойства которого определя-
ются путем измерения скорости распространения УЗК в
материале объекта контроля.
Примером дефектоскопических РТК НК могут слу-
жить комплексы для автоматического обнаружения по-
верхностных дефектов типа трещин, волосовин, закатов
и других несплошностей на плоских изделиях из ферро-
магнитных и неферромагнитных материалов.
Дефекты могут быть обнаружены под слоем неэлек-
тропроводящего, в частности, лакокрасочного покрытия
толщиной до 1 мм. Это очень важно, поскольку визуаль-
но-оптические методы определения таких дефектов не
дают положительного результата.
В состав РТК НК входят вихретоковый дефектоскоп
с вращающимися накладными преобразователями, про-
мышленный робот, устройство связи прибора с роботом
и объектом.
При необходимости контроля плоских объектов
больших размеров или сложной конфигурации необхо-
димо циклическое или непрерывное перемещение меха-
нической части РТК НК с помощью дополнительных
специализированных приводных устройств.
Во многих случаях целесообразно объединение
функций роботизированных систем сканирования РТК
НК в широко распространенных в настоящее время раз-
нообразных устройствах перемещения объектов в зоне
контроля.
Дефектоскопический РТК НК многослойных изде-
лий, в состав которого входят акустический дефекто-
скоп, промышленный робот и устройства связи прибора,
робота и объекта, используется для выявления дефектов
соединения накладок тормозных дисков, которые вра-
щаются вокруг своей оси с помощью дополнительного
приводного устройства; рабочий орган робота осуществ-
ляет только возвратно-поступательное и вертикальное
перемещения преобразователя дефектоскопа. Роботизи-
рованный технологический комплекс позволяет выяв-
лять дефекты типа непроклея или расслоения.
Аналогичный принцип был использован при созда-
нии РТК НК качества резины, состоящего из радиовол-
нового дефектоскопа и промышленного робота. Преоб-
разователь дефектоскопа, установленный в рабочем ор-
гане робота, совершает продольное возвратно-поступа-
тельное перемещение на расстояние 200 мм. Полоса ре-
зины перемещается на конвейере поперечно движению
преобразователя. Бесконтактность метода измерения и
возможность выявления неоднородностей структуры
материала площадью около 100 мм2 при максимальной
производительности дают большие преимущества по-
добным РТК НК в автоматизированных производствах
химической промышленности.
Технический уровень и возможности РТК НК в
равной степени зависят от уровня используемых прибо-
ров неразрушающего контроля и уровня промышленных
роботов. В настоящее время быстро развиваются систе-
мы технического зрения (СТЗ) с цифровой обработкой
изображения.
СТЗ, установленная на промышленный робот с по-
зиционной системой управления, имеющий пять степе-
ней подвижности, грузоподъемность 10 кг и возмож-
ность вращения, качения, сгиба и поворота рабочего ор-
гана, закрепленного на нем преобразователя или контро-
лируемого изделия на расстояния до 1250 мм, представ-
ляет собой новый качественный уровень развития РТК
НК. Подобные контрольно-измерительные роботы могут
одновременно выполнять часть функций сборочных,
покрасочных и других автоматизированных технических
агрегатов.
РТК НК, в состав которого входят оптическая сис-
тема и промышленный робот, может быть использована
ЛИТЕРАТУРА
599
для полной автоматизации магнитопорошкового, капил-
лярного, радиографического и оптического методов
контроля.
СТЗ предназначена для обработки визуальной ин-
формации посредством преобразования плоского опти-
ческого изображения рабочей сцены в бинарную матри-
цу (цифровые коды). Она осуществляет ввод данных в
ЭВМ, где в соответствии с программой обработки осу-
ществляется идентификация исследуемых объектов, оп-
ределение их координат, габаритов, ориентации и т.п.
Систему применяют для установления наличия изделий
на рабочей сцене при линейных скоростях движения
объекта в поле зрения преобразователя до 10 м/с.
Преобразователем является фотодиодная матрица.
Матрица включена в режиме накопления и осуществляет
преобразование оптического сигнала в электрический
аналоговый пропорционально величине светового пото-
ка за время накопления. Допускается регулирование ин-
тервала времени накопления и чувствительности по ус-
ловиям освещенности рабочей сцены. Результат обра-
ботки изображения в цифровой форме выдается через
выходной буфер ЭВМ в систему управления роботом.
СТЗ имеет две градации яркости (выходной сигнал в ви-
де цифрового шестнадцатиразрядного двоичного кода);
время обработки изображения 60 мс; разрешающая спо-
собность 2,5 мм.
Роботизированный технологический комплекс по-
зволяет осуществлять угловые перемещения рабочего
органа с фотодиодным преобразователем или контроли-
руемым изделием при вращении в диапазоне 340°, при
качании ±45°, при сгибе рабочего органа (кисти) 240° и
повороте кисти на ±90°.
ЛИТЕРАТУРА
1. Надежность машин: Энциклопедия. Т. IV-3 / Под
ред. В.В. Клюева, А.П. Гусенкова. М.: Машиностроение,
2001.592 с.
2. Измерения. Контроль. Испытания. Диагностика:
Энциклопедия. Т. Ш-7 / Под ред. В.В. Клюева. М.: Ма-
шиностроение, 2001. 462 с.
Глава 20. ВИБРАЦИОННЫЕ МЕТОДЫ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
20.1. ОСНОВЫ ВИБРОДИАГНОСТИКИ
Диагностирование состояния машин и оценка сте-
пени опасности повреждения на основе данных контроля
вибрации - один из наиболее эффективных методов по-
вышения надежности оборудования.
Вибрационное диагностирование объектов прово-
дится в три этапа: первичное описание вибрационного
состояния объекта, выделение признаков и принятие ре-
шения.
На этапе поиска информативных признаков ограни-
чивают число измеряемых параметров вибрации, шума и
ударов. При этом из множества параметров, характери-
зующих вибрационный процесс, выделяют только те, ко-
торые прямо или косвенно характеризуют состояние объ-
екта. По этим параметрам формируют информативную
систему признаков, используемых при диагностировании.
Основные параметры различных вибрационных
процессов, измеряемые для определения состояния ма-
шин методами вибродиагностики, приведены в табл. 1.
1. Основные параметры различных вибрационных процессов
Основные измеряемые параметры Математическое описание Обозначения
Виброперемещение Моногармоническая вибрация х(0 = Хо sin(to/ + <р) XQ - амплитуда виброперемеще- ния
Виброскорость v(0 = ?о cos((£rt + ф) Ко=<оХо
Виброускорение а(/) = -Ао sin(<ot + ф) Ао = со2%0; со, <р - круговая час- тота и фаза колебания соответст- венно
Резкость u = da(t)l dt
Полигармонический процесс Размах колебания Полигармоническая вибрация •^(0 = cos(“//+(pJ Л=1 гг = тахы (0 - min и (1) Х„=у/а„2+Ь„2;п = 1, 2, 3, ... ; 2 Т ап = — jx(t)cosnG)tdt; Г 0 Z>„ = у |x(Z)sin2wa>/A; Ф„ =arctg(6„/a„)
Дисперсия Широкополосная случайная вибрация Л = lim7 f k') - тх (О]2 dt; 1 0 Для стационарного эргодинамического процесса рх=х2(О-[х(о]2 1 т тх (/) = lim— J x{t)dt Т 0
Среднеквадратическое отклонение
Спектральная плотность мощности ЗД = — —оо R(x) = M[x(/)x(Z + t)] - корре- ляционная функция; М - матема- тическое ожидание
ОСНОВЫ ВИБРОДИАГНОСТИКИ
601
Продолжение табл. 1
Основные измеряемые параметры Математическое описание Обозначения
Среднеквадратическое значение звукового давления Акустическая (шум) вибрация I У 0 p(t) - мгновенное значение звуко- вого давления; Т - время интегри- рования
Уровень акустической мощности УМЗ = Igf = 201gpQ +101 lg( 1^0 J I ^0 J W - определяемая акустическая мощность машин; ГК0 - акустичес- кая мощность, принимаемая за опор- ную; р - среднее измеренное звуко- вое давление; pQ = 2 • 10”3 Н/м2; 50 = 1 м2
Линейное перемещение Ударная вибрация t x = XQ + J v(t) dt при 0 < t < tk; 0 t x = Xq + J v(t)dt при t > tk 0 tk - длительность ударного процесса по ускорению на нулевом уровне
Линейная скорость t v = v0 + при 0 < / < ^; 0 a v = v0 + ja(t)dt при t > tk 0
Линейное ускорение a = 0 при t < 0; a = a(t) при 0 < t < tk; a = 0 при t > tk
Ударный спектр S{f} = 2nf[F(t)] F(t) = dt- преобразова- -ao ние Фурье
Длительность удара (на уровне 3 дБ) AT
Выбор измеряемых параметров вибрации зависит от
типов исследуемых механизмов, амплитудного и частот-
ного диапазонов измеряемых колебаний.
В низкочастотном диапазоне (в т.ч. для роторных
машин с частотой вращения ротора менее 600 об/мин)
чаще измеряют параметры виброперемещения, в средне-
частотном - виброскорости, а в высокочастотном - виб-
роускорения. Однако такое деление является условным и
часто возникает необходимость измерять вибропереме-
щение в высокочастотном диапазоне, а виброускорение -
в низкочастотном. В зависимости от спектрального со-
става, распределения уровней вибрации во всем диапа-
зоне частот и во времени, а также от нормирования до-
пустимого уровня измеряют пиковые, размах или сред-
неквадратические значения.
Виброперемещение и размах колебаний представ-
ляют интерес в тех случаях, когда необходимо знать от-
носительное смещение объекта (например, ротора отно-
сительно статора при критичности зазоров) или дефор-
мацию (при критичности механических напряжений).
Если исследуют работоспособность роторных машин
с частотой вращения ротора более 600 об/мин, эффектив-
ность вибрационных машин, а также воздействие вибра-
ции на организм человека, то изучают скорость вибрации,
поскольку именно она определяет импульс силы и кине-
тическую энергию (т.е. разрушающую способность коле-
602
ВИБРАЦИОННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
баний). В этом случае, обычно, измеряют среднеквадра-
тическое значение. Основным преимуществом измерения
среднеквадратических значений является независимость
этих значений от сдвигов фаз между отдельными состав-
ляющими спектров измеряемой вибрации. При этом учи-
тывается временное развитие колебаний.
При оценке вибронадежности объектов и исследо-
вании дефектов, связанных с механическими ударами,
основным измеряемым параметром является виброуско-
рение. При этом измеряют пиковое значение, отражаю-
щее наибольшее значение измеряемых колебаний.
В зависимости от спектрального состава, распреде-
ления уровней вибрации во всем диапазоне частот и во
времени, а также от нормирования допустимого уровня
измеряют амплитудные, средние или квадратические
значения. Основным преимуществом измерения средних
квадратических значений является независимость этих
значений от сдвигов фаз между отдельными составляю-
щими спектров измеряемой вибрации.
20.2. МЕТОДЫ ВИБРОДИАГНОСТИКИ
Выбор метода вибродиагностики зависит от струк-
турного, функционального и вибрационного состояния
объекта. Классификация объектов контроля и методов
вибродиагностики приведена в табл. 2.
2. Классификация объектов контроля и методов вибродиагностики
Объект контроля Современные методы диагностики Основные диагностические признаки
Элементы конструкции: стержни, балки, диски и т.д. демпфирующие элементы, пружины и т.д. Простукивание; динамическое на- гружение Изменение собственных частот Асоо; добротности Q; декремента колебаний 5
Возбуждение нелинейных колеба- ний Изменение жесткости АС ; декре- мента колебаний 8; интенсивности силы а сухого трения
Многослойные конструкции, обшивки и т.д. Локальные свободные колебания Изменение собственных частот Асоо; импеданса bZ
Корпус работающего механизма, трубопроводы, двигатели внутреннего сгорания Анализ сигнатуры колебаний Сличение спектров Компарирование Превышение шума над пороговым уровнем А5 = 5С-5ЭТ “ 4: ” 4юрог
Выделение корреляционных функ- ций Изменение корреляционных и пере- даточных параметров
Механизм роторного действия, зубчатые передачи и т.д. Спектральный анализ Изменение спектральных состав- ляющих сигнала Д5Я; появление комбинационных частот Дсо = лсоо ± /исов
Кепстральный анализ Изменение временных характери- стик кепстра Ат
Объект сложной конструкции, летательные аппараты Экстремальная фильтрация; дина- мическое нагружение Изменение амплитуд АЛ и форм колебаний АЛл ; собственных частот Дсоо; подвижности У ; добротности резонанса Qp
Примечание. Sc, 5ЭТ - спектры исследуемого и эталонного сигналов соответственно; Ас, Лпорог - уровни ис- следуемого и допустимого сигналов; СОВ - циклическая частота возбуждения.
МЕТОДЫ ВИБРОДИАГНОСТИКИ
603
Наиболее широко вибродиагностика используется
для машин с вращающимся ротором. Выделяют сле-
дующие основные неисправности и характеристики виб-
росигналов, используемые в диагностических целях:
• дефекты роторов - амплитуды и фазы спектра
вибрации, орбиты, полные спектры, биспектры, корреля-
ционные зависимости;
• дефекты подшипников качения - спектры АМ-
огибающих узкополосных высокочастотных компонент
вибросигналов, амплитудное распределение, моментные
характеристики (дисперсия, эксцесс), корреляционные и
регрессионные зависимости, амплитудные дискриминан-
ты, пикфактор;
• дефекты подшипников скольжения - орбиты и
положение центра вала, амплитудные спектры АМ-
огибающих вибросигналов, амплитудное распределение,
моментные характеристики;
• дефекты механических передач - спектры вибра-
ции, спектры синхронно накопленных компонент, спек-
тры AM- и ЧМ-огибающих узкополосных вибросигна-
лов, амплитудное распределение, моментные характери-
стики (дисперсия, асимметрия, эксцесс), кепстры, корре-
ляционные и регрессионные зависимости, амплитудные
дискриминанты.
• дефекты рабочих колес вентиляторов, турбин и
компрессоров, насосов - амплитудные спектры, спектры
AM-огибающих вибросигналов, кепстры, амплитудные
дискриминанты;
• дефекты электромагнитных систем электрических
машин - амплитудные спектры, спектры АМ-огибаю-
щих узкополосных компонент вибросигналов, кепстры и
лифтрация.
Техническое состояние машин роторного и цикли-
ческого типа действия описывается, в основном, перио-
дическими колебательными процессами. Одним из мето-
дов, адекватных физической природе таких процессов,
является метод следящего спектрального анализа. По
порядку гармоник вибрации можно идентифицировать ее
источники: амплитуды этих гармоник характеризуют
распределение энергии, связанное с состоянием объекта.
При развитии дефекта энергия колебаний увеличивается.
Для контроля механических ослаблений и люфтов в
поршневых машинах регистрируют количество появ-
ляющихся дополнительных импульсов, превышающих
некоторое пороговое значение за несколько оборотов
ротора.
Вибрационное состояние определяется совокупно-
стью вибрационных характеристик объекта и является
следствием технического и функционального состояний
динамических свойств объекта. Даже при нормальном
техническом и функциональном состояниях вибрацион-
ное состояние может быть неудовлетворительным из-за
резонансных эффектов и паразитных колебаний.
Перспективными являются методы, основанные на
признаках динамических изменений в объекте, к про-
стейшим из которых относят изменение знака, скорости
и характера процессов. Эти признаки отражают развитие
дефекта во времени, что позволяет делать прогноз на
будущее состояние объекта и его работоспособности.
Алгоритм анализа корреляционно-спектральных харак-
теристик вибросигнала включает в себя: дискретизацию
непрерывного вибросигнала, цифровую фильтрацию,
вычисление информативных параметров и определение
технического состояния объекта. Программа, модели-
рующая объект, позволяет имитировать сигналы как ис-
правного, так и неисправного механизмов. Моделирова-
ние процесса измерения параметров вибрации также со-
стоит из организующей программы и двух подпрограмм.
Организующая программа осуществляет ввод заданного
числа элементов анализируемого случайного процесса и
центрирует его. Первая подпрограмма формирует массив
экстремумов, вторая - осуществляет разложение процес-
са по отдельным расфильтровкам и вычисляет спек-
тральные коэффициенты.
Для контроля приработки трущихся поверхностей
поршневых машин, например, в двигателе внутреннего
сгорания, эффективным является метод сличения спек-
тров вибрации. Суть этого метода состоит в том, что ре-
гистрируют виброакустические характеристики в облас-
ти контролируемых трущихся поверхностей, регистри-
руют временную реализацию вибрации, спектр ампли-
туд, распределение по частоте и разброс амплитуд, а в
качестве параметров характеристик определяют сужение
спектра, уменьшение амплитуды и момент стабилизации
спектра и разброса.
Появление во временных реализациях и спектрах
дополнительных составляющих указывает на неисправ-
ность объекта, появление трещин, задиров и других де-
фектов. Мониторинг изменений амплитудных дискри-
минантов и частотный анализ позволяют определять ха-
рактер возникающего дефекта объекта в процессе экс-
плуатации.
Весьма эффективным методом исследований виб-
рационных процессов, а также качества функционирова-
ния систем является моделирование механической кон-
струкции объекта. При построении моделей определяют
основные связи между элементами объекта и присущие
ему закономерности. Общими по степени формализации
и удобными для исследования являются математические
и электромеханические модели.
Если спектр виброакустического сигнала модули-
рован одной или несколькими частотами, что характерно
для объектов, содержащих подшипники качения, зубча-
тые кинематические пары, элементы, расположенные
вдоль поверхности ротора (лопатки, стержни, пазы и
др.), то эффективным приемом определения качества
таких объектов являются:
1. Преобразование Гильберта, позволяющее полу-
чать и проводить анализ спектров AM- и ЧМ-огибающих
вибросигналов случайной и гармонической вибрации,
исследуя модуляционные параметры.
2. Сжатие информации путем логарифмирования и
осуществления преобразования Фурье от логарифмиче-
ского спектра мощности, называемое кепстром. Такой
метод позволяет разделить информацию о сигнале, по-
лученную в результате многократных отражений при
нелинейных преобразованиях и модуляции. При этом вся
энергия виброакустического сигнала, рассеянная по
множеству гармоник в спектральном методе, локализу-
604
ВИБРАЦИОННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ется в одной составляющей при кепстральном методе
анализа сигнала. Кепстральный метод используют для
формирования диагностических признаков только в тех
случаях, когда колебательный процесс имеет периодиче-
ски модулированный спектр. Это наблюдается при явле-
ниях нелинейного взаимодействия узлов и деталей меха-
низмов, при наличии амплитудной и частотной модуля-
ции, при преобразованиях типа свертки нескольких вре-
менных процессов, а также при изменении физических
параметров механизма, износе, изменении жесткости,
ударных взаимодействиях. Наибольшее распространение
кепстральный метод получил при диагностике зубчатых
колес редукторных механизмов, имеющих разный износ
поверхностей.
В качестве характеристик одномерных законов
распределения вероятностей мгновенных значений ам-
плитуд сигнала используют его моменты до четвертого
включительно:
• математическое ожидание MX = DqP(jq) (соот-
ветствующее постоянной составляющей сигнала);
• дисперсию DX= ц2 = М(Х - MX)2 (характеризи-
рующую разброс значений сигнала относительно средне-
го) или, чаще, среднеквадратическое значение q = yl DX \
• коэффициент асимметрии As = Цз / с3 = [М (X -
- MX)3]/с3 (характеризирующий несимметричность сиг-
нала относительно среднего значения);
• эксцесс Ек = (щ/ и4) - 3 = ([М(X-MX)4] / с4) - 3
(характеризирующий наличие выбросов сигнала).
Среди характеристик двумерных законов распреде-
ления наиболее употребительны в диагностике функции
регрессии: М (Y/x) = Е укР(ук /х) - условные математи-
ческие ожидания.
20.3. ПРИНЦИПЫ И
ПРИБОРЫ ИЗМЕРЕНИЯ ВИБРАЦИИ
При измерении параметров вибрации используют
два метода измерения: кинематический и динамический.
Кинематический метод заключается в том, что из-
меряют координаты точек объекта относительно вы-
бранной неподвижной системы координат. Измеритель-
ные преобразователи, основанные на этом методе изме-
рения, называют преобразователями относительной виб-
рации.
Динамический метод основан на том, что парамет-
ры вибрации измеряют относительно искусственной не-
подвижной системы отсчета, в большинстве случаев
инерционного элемента, связанного с объектом через
упругий подвес. Такие приборы называют преобразова-
телями абсолютной вибрации, чаще сейсмическими сис-
темами.
Принципиальная схема простейшей сейсмической
системы с одной степенью свободы представлена на рис. 1.
Сейсмическая масса т соединяется с основанием изме-
рительного преобразователя (ИП) через пружину с ко-
эффициентом жесткости с. Для гашения собственных
колебаний параллельно пружине установлен демпфер с
коэффициентом сопротивления h.
Рис. 1. Принципиальная схема простейшей сейсмической
системы с одной степенью свободы
Уравнение, связывающее модули амплитуды уста-
новившихся колебаний объекта e(t) и относительных
перемещений сейсмической массы x(t), имеет вид
а сдвиг фаз колебаний массы т относительно корпуса
ИП в виде
(р = arctg:
2рсо/сРо
1- (со/соо)2
где соо = J — - собственная круговая частота колеба-
V т
тельной системы массой т и с коэффициентом жестко-
h
сти пружины с\ 2 р = . - относительный коэффици-
у! тс
ент демпфирования с коэффициентом сопротивления Л;
еа, соо - амплитуда виброперемещения и частота коле-
баний, воспринимаемых ИП соответственно.
С использованием обозначений относительной час-
тоты >> = со/соо и модуля амплитудно-частотной харак-
теристики | v 1=1 ха / еа | зависимость амплитуды колеба-
ний массы т относительно корпуса ИП приобретает вид
у I — / •
а/(1-/)2+402/
Существует три частотных диапазона, в которых
может работать ИП;
1) при j«l,T.e. со«соо, | v| = у2, ф = 0;
2) при у»1, т.е. со »соо, |v|=l, |xe|=|ee|,
ср = л;
3) при _у»1,т.е. со»соо, |v|«у/2р, <р« —.
ПРИНЦИПЫ И ПРИБОРЫ ИЗМЕРЕНИЯ ВИБРАЦИИ
605
Виброизмерительные приборы, работающие в пер-
вом частотном диапазоне у «1, называются виброаксе-
лерометрами, а во втором диапазоне у »1 - вибро-
метрами.
Измерительные преобразователи вибрации основа-
ны на различных физических принципах преобразования
механических колебаний в электрический сигнал.
Измерительные преобразователи механических
колебаний в электрический сигнал:
1. Преобразователи абсолютной вибрации:
генераторные:
• пьезоэлектрические;
• индукционные;
• на основе эффекта Холла;
параметрические:
• резистивные;
€ • пьезорезистивные;
• индуктивные;
• трансформаторные;
• магнитоупругие;
• емкостные;
• электронно-механические;
• вибрационно-частотные;
• предельно контактные;
• импедансные.
2. Бесконтактные измерители относительной виб-
рации:
• магнитные;
• радиоволновые;
• электромагнитные;
• акустические;
• радиационные;
• оптические.
В бесконтактных измерителях реализуют кинемати-
ческий метод измерения параметров относительной виб-
рации, используя оптические, радиоволновые и др. элек-
тромагнитные поля. Среди них наибольшее применение
в вибродиагностике нашли оптические методы и средст-
ва измерения параметров вибрации, которые по способу
выделения информации об измеряемом параметре делят
на амплитудные и частотные. К амплитудным методам
измерений относят фотоэлектронные, дифракционные и
интерференционные методы измерения, а также методы
с использованием пространственной модуляции светово-
го потока.
Измерение параметров вибрации, основанное на
измерении частоты излучения оптического квантового
генератора, отраженного от объекта, проводят измери-
тельными устройствами, действие которых основано на
использовании эффекта Допплера.
Преобразователи абсолютной вибрации в электри-
ческий сигнал делят на два класса: генераторные, преоб-
разующие энергию механических колебаний в электри-
ческую; параметрические, преобразующие механические
колебания в изменение параметров электрических цепей,
например индуктивности, емкости, активного сопротив-
ления, частоты или сдвига фаз и т.д.
Для вибродиагностики машин и механизмов ис-
пользуют в основном пьезоэлектрические и электроди-
намические преобразователи, относящиеся к генератор-
ным, а также индуктивные, вихретоковые и емкостные,
относящиеся к параметрическим.
Пьезоэлектрические преобразователи применяют
для измерения параметров абсолютных колебаний нев-
ращающихся частей механизмов. Пьезоэлектрические
преобразователи обладают высокими метрологическими
параметрами, широким амплитудным и частотным диа-
пазоном, простотой конструкций, высокой надежностью
и сравнительно низкой стоимостью. Основными недос-
татками пьезоэлектрических преобразователей являются
высокое выходное сопротивление и низкая помехоза-
щищенность. В значительно меньшей степени эти недос-
татки свойственны пьезоэлектрическим преобразовате-
лям, относящимся к классу параметрических преобразо-
вателей.
Простейший пьезоэлектрический преобразователь
можно представить в виде пластины, изготовленной из
кварца или искусственной пьезокерамики. Для изготов-
ления пьезокерамики применяют цирконат титанат
свинца (ЦТС), титанат висмута (ТВ) и др. Пластину при-
крепляют к воспринимающему внешние колебания ос-
нованию, на другой стороне пластины располагают груз
массой т. Собственная частота сейсмической системы
такого преобразователя
где q - коэффициент упругости пьезоэлемента в на-
правлении приложения силы инерции груза массой т.
В частотном диапазоне / « fQ на выходе преоб-
разователя образуется заряд q(t), пропорциональный
воспринимаемому виброускорению a(t):
q(t) = dnka(t),
где dt । и k - соответственно пьезомодуль и коэффици-
ент преобразования.
Для преобразования заряда q(t) в электрическое
напряжение или ток применяют усилители напряжения
или заряда.
При выборе пьезоэлектрических преобразователей
для конкретных типов испытаний необходимо учитывать
их основные параметры: температурный, амплитудный и
частотный диапазоны, коэффициенты преобразования,
частоту установочного резонанса и т.д.
Электродинамические преобразователи приме-
няют для измерения параметров вибрации в частотном
диапазоне 1 Гц ... 2 кГц.
Электродинамический преобразователь содержит
магнитную систему, в зазоре которой расположена ка-
тушка с проводом. Обычно магнитная система закрепле-
на на основании, а катушка жестко соединена с сейсми-
ческой массой.
606
ВИБРАЦИОННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При воздействии внешней вибрации e(t) и относи-
тельных колебаниях x(t) в катушке наводится ЭДС
где В, W, /ср - магнитная индукция в зазоре, число вит-
ков и средний диаметр витка подвижной катушки соот-
ветственно.
Электродинамические преобразователи работают на
частотах, значительно превышающих собственную час-
тоту сейсмической системы, т.е. при у »1.
ЭДС на выходе катушки пропорциональна вибро-
скорости гармонических колебаний:
e(f) = ktoea cos суt,
где к = BWlcp.
При работе электродинамических преобразователей
в первом частотном диапазоне при у «1, ЭДС на его
выходе будет пропорциональна резкости, т.е.
К преимуществам электродинамических вибродат-
чиков следует отнести большой амплитудный диапазон,
низкое выходное сопротивление и возможность переда-
чи сигналов по длинной линии связи. Действие боль-
шинства параметрических преобразователей основано на
изменении комплексных сопротивлений или проводимо-
сти электрических цепей.
Наибольшее распространение получили следую-
щие типы преобразователей: вихретоковые, индуктив-
ные, трансформаторные, магнитоупругие, механотрон-
ные и емкостные.
Вихретоковые преобразователи применяют для из-
мерения параметров относительных колебаний вращаю-
щихся частей механизмов, например, вала относительно
подшипников.
Измерение относительной вибрации методом вих-
ревых токов основано на регистрации изменений элек-
тромагнитного поля в зависимости от зазора между воз-
буждающей вихревые токи электрической катушкой и
электропроводной поверхностью изделия, совершающего
механические колебания, где наводятся вихревые токи.
Метод измерения относительной вибрации с помо-
щью вихревых токов имеет ряд существенных преиму-
ществ перед прочими бесконтактными методами (емко-
стным, индуктивным). Он практически безынерционен в
звуковом диапазоне частот, пределы измерения ампли-
туд виброперемещения простираются от мкм до мм в
зависимости от диаметра катушки, частотный диапазон -
от нуля до сотен кГц. Вихретоковые датчики просты и
надежны по конструкции, не чувствительны к попереч-
ным вибрациям.
Конструктивно вихретоковый преобразователь от-
носительной вибрации выполнен в виде накладной ка-
тушки индуктивности, намотанной на торцевой части
цилиндрического каркаса из нетокопроводящего мате-
риала. Функциональная схема вихретокового датчика
включает в себя генератор несущей частоты, который
через цепочку связи питает катушку индуктивности, на-
строенную в резонанс на частоту генератора при отсут-
ствии вблизи рабочей поверхности датчика металла.
Комплексное сопротивление катушки в случае ее при-
ближения к металлу складывается из собственного со-
противления катушки ZK и вносимого сопротивления ZBH,
а, следовательно, напряжение на катушке зависит от рас-
стояния ее до металлической поверхности. При переме-
щении этой контролируемой поверхности относительно
торца катушки напряжение на ней модулируется по ам-
плитуде по закону перемещения объекта, вибрация кото-
рого контролируется. Это напряжение передается на де-
тектор, с выхода которого постоянная и переменная со-
ставляющие продетектированного напряжения датчика
поступают на вход каскада согласования, который служит
для согласования высокого выходного сопротивления
детектора с низким входным сопротивлением канала уси-
ления и с большой реактивной нагрузкой линии связи.
Постоянная составляющая напряжения на выходе де-
тектора пропорциональна зазору между вибродатчиком и
объектом, переменная - виброперемещениям объекта.
20.4. СРЕДСТВА ВИБРОМОНИТОРИНГА
Виброизмерительная аппаратура предназначается
для измерения приведенных ранее параметров. К этой
аппаратуре относятся также устройства для балансиров-
ки, спектрального анализа вибрации и для измерения
энергетических характеристик процесса, связанных со
случайными вибрациями и шумом.
Виброизмерительная аппаратура:
1. Комплекс лабораторных и промышленных при-
боров:
• стационарные;
.• переносные;
1.1. Многоканальные приборы:
• последовательного действия;
• параллельного действия;
1.2. Многофункциональные приборы:
• анализаторы вибрации;
• сборщики данных.
2. Комплекс приборов для испытательной техники:
• приборы с управлением вибрационным про-
цессом:
• по максимальному сигналу;
• по минимальному сигналу;
• комбинированные;
• по среднему уровню сигналов;
• с ЭВМ в контуре обратной связи.
• многокомпонентные приборы;
• приборы для формирования и измерения ши-
рокополосной случайной вибрации.
Комплекс стационарных лабораторных приборов
предназначен для исследования и отработки различных
объектов и их элементов при воздействии на них меха-
нических нагрузок.
СРЕДСТВА ВИБРОМОНИТОРИНГА
607
Комплекс стационарных промышленных приборов
предназначен для постоянного последовательного или
параллельного контроля уровней вибрации и шума в од-
ной или нескольких точках объекта, технической диаг-
ностики и балансировки вращающихся частей машин и
механизмов и включает в себя контрольно-сигнальную,
балансировочную и вибродиагностическую аппаратуру.
Комплекс переносных приборов предназначен для
периодического последовательного или параллельного
контроля уровней вибрации и шума в одной или не-
скольких точках объекта, технической диагностики и
балансировки вращающихся частей машин и механизмов
и включает в себя вибродиагностическую и балансиро-
вочную аппаратуру.
Комплекс приборов для испытательной техники
предназначен для испытания продукции на воздействие
вибрационных, ударных нагрузок и акустических шумов
и включает приборы и средства задания, воспроизведе-
ния механических нагрузок, аппаратуру управления,
контроля и измерительную аппаратуру. Эти приборы
должны обеспечивать достоверность проведения испы-
таний и соответствовать требованиям технических усло-
вий на объект и условиям их эксплуатации.
Многоканальная виброизмерительная аппаратура
классифицируется по основным принципам измерения:
• последовательного измерения параметров вибра-
ции в отдельных точках объекта;
• параллельного измерения параметра вибрации од-
новременно во всех контролируемых точках объекта;
• комбинированные приборы с параллельной запи-
сью параметра вибрации во всех исследуемых точках
группы и с последовательным измерением этого пара-
метра в каждой группе точек.
При использовании аппаратуры последовательного
измерения параметров вибрации на объекте в контроль-
ных точках закрепляют вибродатчики, которые через
согласующие предусилители подключают к электроме-
ханическому или электронному коммутатору, с помо-
щью которого они поочередно подключаются к измери-
тельному прибору.
Аппаратура для параллельного измерения парамет-
ров вибрации имеет столько канальных усилителей и
измерителей, сколько датчиков установлено на объекте.
Такая аппаратура представляет собой набор одноканаль-
ных виброизмерительных приборов, соединенных по
функциональной схеме.
Комбинированные приборы являются более пер-
спективными, поскольку они позволяют контролировать
параметры вибрации в каждой точке объекта, оператив-
но оценивать их экстремальное значение, проводить
компарирование на допустимых уровнях вибрации, ис-
ключая тем самым отдельные, но характерные для объ-
екта точки контроля. Такая аппаратура широко исполь-
зуется для вибродиагностики объектов со сложной меха-
нической конструкцией.
Основной тенденцией развития контрольных уст-
ройств для вибродиагностики является создание много-
канальных систем с параллельной селекцией сигналов.
Комбинированные селекторы позволяют управлять
режимом испытаний по максимальному, минимальному
и среднему уровням вибрации, причем при управлении
по среднему уровню измеряют средние значения вибра-
ции в каждой точке, суммируют их и делят полученную
сумму на число контролируемых точек.
При выборе аппаратуры в первую очередь необхо-
димо установить местоположение точек контроля, необ-
ходимое и достаточное для контролируемых точек, число
измеряемых компонентов в каждой точке измерения, кон-
тролируемый параметр вибрации, диапазон частот, в ко-
тором возникновение характерного и опасного дефекта
приводит к изменению амплитуд отдельных гармониче-
ских составляющих спектра или общего уровня вибрации.
Большое значение при определении технического
состояния различных механизмов имеет выбор опти-
мальных контролируемых параметров вибрации. Стати-
ческая обработка материалов вибрационных исследова-
ний машин позволяет составлять карты распознавания
дефектов (см. раздел «Методы вибродиагностики»). По
этим данным можно судить о признаках дефектов и вы-
брать частотный диапазон аппаратуры, необходимой для
обнаружения характерных неисправностей машины. Во
всех случаях верхняя граница частотного диапазона не
должна быть уже удвоенной рабочей частоты вращения
ротора. Для измерения и анализа вибрации аналоговыми
способами, обработки результатов цифровыми способа-
ми и получения на выходе гистограмм распределения
уровней вибрации, фазовых диаграмм, частотной и вре-
менной зависимости уровня или фазы вибрации исполь-
зуют многофункциональные системы.
Автоматизированные системы подразделяют на
три основные группы. В первой группе систем ЭВМ ис-
пользуют для оперативной обработки сигналов. Во вто-
рой группе ЭВМ обрабатывает сигналы и выдает сигнал
коррекции при изменении режима эксплуатации или ис-
пытаний. К третьей группе относят полностью автомати-
зированные системы, в которых ЭВМ включена в цепь
обработки, анализа и управления всем режимом работы
механизма. Автоматизированные системы оперативно
измеряют и анализируют характерные вибрации и сли-
чают их с контролируемыми параметрами или эталон-
ными изображениями дефектов.
Измерение случайной вибрации. Реальные вибра-
ции, связанные с износом трущихся пар механизма,
люфтами и нарушениями жесткости, в основном, явля-
ются случайными, поэтому для анализа сигналов от объ-
ектов, подвергающихся диагностированию, необходимо
измерять параметры в общем случае широкополосной
случайной вибрации. Особенностью аппаратуры для из-
мерения параметров случайной вибрации является нали-
чие в ней частотно-избирательных цепей.
Вибрация диагностируемых механизмов представ-
ляет собой сложный спектр, состоящий из частотных
составляющих, возбуждаемых отдельными элементами
их конструкций и помехами:
оо
* *(') = £ 4sin (“/+ф, )+0 (0,
/=0
где Д, cdz , <pf. - амплитуда, круговая частота и угол z-й
составляющей спектра; 0(/) - уровень широкополосно-
го шума.
608
ВИБРАЦИОННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При образовании дефекта в механизме происходит
изменение уровня вибрации в полосе частот Дсо.
Для повышения информативности параметров виб-
рации при диагностике механизмов в виброизмеритель-
ных приборах применяются аналоговые или цифровые
частотно-избирательные устройства (фильтры), которые
пропускают только составляющие спектра с частотами,
лежащими в пределах Асоо. В этом случае сигнал на вы-
ходе фильтра состоит из суммы моногармонического сиг-
нала со средней амплитудой Ад и уровнем шума P(t).
Полагая шум P(t) стационарным нормальным про-
цессом в постоянной полосе Дсоо со спектральной плот-
ностью Sq(t)9 можно определить отношение сигнала к
шуму Н на выходе фильтра с эффективной полосой про-
пускания Дсоэ:
V 25,Д(0э
Важным параметром вибродиагностической аппа-
ратуры является информативность J, представляющая
собой отношение изменения амплитуды на выходе
фильтра к изменению амплитуды Ад:
7=^4
ДЛо ’
которая зависит от Н:
Из этих формул видно, что J —> 1 при Я —> оо.
Следовательно, при уменьшении относительной полосы
пропускания фильтров увеличивается информативность
виброизмерительной аппаратуры.
Существует большое число различных типов фильт-
ров, применяемых в вибродиагностической аппаратуре:
активные аналоговые фильтры, множительные избира-
тельные устройства, цифровые фильтры, механические и
т.д. В последнее время применение находят цифровые
фильтры на основе сигнальных процессоров и ЭВМ.
Анализ случайной вибрации диагностируемого объ-
екта целесообразно проводить с помощью двухканаль-
ных анализаторов в реальном времени. В каждом канале
такого анализатора устанавливают процессор для быст-
рого преобразования Фурье и оперативной обработки
информации по заданной программе. Наличие двух ка-
налов обеспечивает возможность оценки состояния объ-
екта по спектрально-корреляционным функциям, по ана-
лизу огибающей, по кепстру и др. Результаты анализа
выводятся на дисплей.
20.5. ИЗМЕРЕНИЕ
АКУСТИЧЕСКОГО ШУМА
Акустический шум представляет собой случайный
процесс, поэтому при его измерении используют такие
же энергетические величины, как при измерении слу-
чайной вибрации.
В простейшем случае измеряют полный уровень
звукового давления акустического шума. Однако такое
измерение не дает представления ни о распределении
частот шума, ни о его восприятии человеком. Поэтому в
аппаратуру для измерения акустического шума вводят
корректирующие фильтры, частотные характеристики
которых обозначаются буквами А, В, С и Д. Характери-
стика А в наибольшей степени приближает измерение
акустического шума к восприятию звука человеком. Ха-
рактеристика В более расширена в область низких час-
тот. Характеристика С в незначительной степени зависит
от частоты в звуковом диапазоне. Частотная коррекция с
помощью характеристики Д предназначена для измере-
ний авиационного шума.
Для измерения акустического шума применяют из-
мерительные микрофоны. Микрофон - электроакустиче-
ский преобразователь, с помощью которого акустиче-
ские колебания в воздушной среде преобразуют в элек-
трический сигнал.
Наибольшее распространение получили измери-
тельные микрофоны конденсаторной, пьезоэлектриче-
ской и электродинамической систем.
Действие конденсаторного микрофона основано на
преобразовании звукового давления, поступающего на
его мембрану, в изменение емкости конденсатора, обра-
зуемого мембраной, неподвижным электродом и воз-
душным зазором между ними.
Действие пьезоэлектрического микрофона основано
на возникновении переменного электрического потен-
циала на пьезоэлектрической пластине при воздействии
на нее звукового давления. Возникающее на выходных
зажимах напряжение поступает на вход усилителя.
С помощью микрофонов методом свободного зву-
кового поля измеряют шумы машин, транспорта, частот-
ные характеристики измерительной и вещательной аппа-
ратуры. При этом микрофон располагают в контрольной
точке поля или в точках поля, равномерно распределен-
ных на измерительной поверхности. Контроль звукового
поля проводят путем измерения зависимости звукового
давления от расстояния до акустического центра источ-
ника и сравнения измеренной зависимости с теоретиче-
ской.
Методом диффузионного (или отраженного) звуко-
вого поля измеряют шумы машин, звукоизоляцию огра-
ждающих конструкций, звукопоглощение материалов,
характеристики акустической аппаратуры по диффузи-
онному полю. Микрофон располагают в нескольких точ-
ках области диффузионного поля и определяют среднее
по объему значение уровня звукового давления в октав-
ной или третьоктавной полосах частот.
ПРИМЕРЫ СТРУКТУРНЫХ СХЕМ ВИБРОДИАГНОСТИЧЕСКОЙ АППАРАТУРЫ
609
По методу измерения в резонансных трубах, кана-
лах, полостях определяют коэффициент звукопоглоще-
ния материалов при нормальном падении звуковой вол-
ны, характеристики акустических фильтров, глушителей
шума, уровень звукового давления чистых тонов или
полос шума, а также распределение уровня звукового
давления по сечению и вдоль канала.
Прибор для измерения шума Состоит из измери-
тельного микрофона, усилителя, корректирующих цепей,
детектора и индикатора, шкала которого проградуирова-
на в децибелах относительно среднеквадратического
уровня звукового давления 2Ю’5 Па.
Для быстрого измерения уровня шума предназначе-
ны миниатюрные шумомеры. Схемные решения миниа-
тюрных шумомеров отличаются корректирующей харак-
теристикой и запоминающими схемами. Их используют
с конденсаторными и пьезоэлектрическими микрофон-
ными капсулами.
Для измерения импульсных шумов применяют спе-
циальные шумомеры, отличительными особенностями
которых является широкий частотный и динамический
диапазон, возможность удержания и запоминания пико-
вого и среднеквадратичного значений сигнала, наличие
корректирующих схем.
Уровень шума, производимый машиной или меха-
низмом, зависит от многих причин, поэтому рекоменду-
ется измерять шум в акустически заданных (определен-
ных) условиях.
В полевых условиях часто используют запись аку-
стического шума с помощью цифрового регистратора
или в долговременную память прибора. Запись калибру-
ют с помощью эталонного сигнала, создаваемого пис-
тонфоном или акустическим калибратором. С целью по-
лучения оперативной информации о частотном составе
исследуемого шума часто проводят спектральный анализ
шума октавными или третьеоктавными фильтрами.
Система измерения шума с измерительным усили-
телем и набором полосовых фильтров позволяет осуще-
ствить более точные измерения и анализ шума в стацио-
нарных условиях.
Для исследования статистического распределения
уровней шума во времени, а также вероятности обнару-
жения шума в заданном интервале уровней или превы-
шения заданного уровня в шумоизмерительной системе
используют цифровые анализаторы статистического
распределения, которые совместно с ЭВМ (встроенной в
анализатор или используемой для последующей обра-
ботки) позволяет получить гистограммы акустического
шума.
Для измерения мощности звука, производимого
машинами и механизмами, используют многоканальные
системы. Микрофоны устанавливают вокруг исследуе-
мой машины в расчетных точках и через переключатель
каналов подключают последовательно к анализатору в
реальном масштабе времени, а результаты записывают
регистратором или анализируют с помощью ЭВМ.
В результате определяют средние значения звукового
давления и вычисляют мощность звука в отдельных час-
тотных полосах.
39- 7387
Измерение удара. Преимущество цифровой аппа-
ратуры для измерения ударных импульсов состоит в том,
что информация о параметрах ударного импульса, на-
пример, о его длительности и пиковом значении, может
сохраняться в оперативной или долговременной памяти
до прихода очередного импульса или следующего теста.
Кроме того, такая аппаратура имеет возможность приме-
нения для анализа результатов измерения ЭВМ.
Измерение пикового ускорения основано на методе
последовательного ступенчатого сравнения на нуль-
органах измеряемого сигнала с сигналом по цепи обрат-
ной связи с уменьшающимся шагом ступеньки по мере
приближения к пику измеряемого сигнала. Сигнал в це-
пи обратной связи формируется цифроаналоговым пре-
образователем. Длительность ударных процессов опре-
деляется путем заполнения временных промежутков им-
пульсами кварцево-стабилизированной частоты.
Подобным прибором измеряют пиковое значение и
д лительность как одиночных, так и многократных ударов.
В настоящее время широко распространяются при-
боры, позволяющие наблюдать и запоминать в больших
базах данных форму ударных процессов. Частотный ана-
лиз механических ударов проводят путем воспроизведе-
ния записей ударных импульсов из базы данных или
цифрового записывающего устройства и обработки этого
сигнала сигнальными процессорами БПФ.
Механические удары измеряют одновременно в не-
скольких точках исследуемого объекта; при этом ис-
пользуют многоканальную запись механических ударов
и сравнение с принятым за эталон образцовым ударом.
Для решения диагностических задач перспективно
использовать малогабаритные приборы, содержащие
ударник с нормированной силой удара и портативный
измерительный прибор, выполненный на базе сигналь-
ного процессора или ЭВМ. Такие приборы позволяют
проводить оперативное простукивание объекта и изме-
рять виброакустические сигналы, несущие информацию
о состоянии объекта.
20.6. ПРИМЕРЫ СТРУКТУРНЫХ СХЕМ
ВИБРОДИАГНОСТИЧЕСКОЙ
АППАРАТУРЫ
Несмотря на большое разнообразие выпускаемой
вибродиагностической аппаратуры, структурные схемы
аппаратов различаются, главным образом, только типами
применяемых в них фильтров для спектрального анализа.
Структурная схема виброметра с памятью приве-
дена на рис. 2.
Вибродатчик 1 состоит из чувствительного элемен-
та с пьезокерамическими пластинами /-/ и 1-2, диффе-
ренциального усилителя 1-3 и модулятора тока 1-4. Пье-
зокерамические пластины воспринимают вибрацию и
вырабатывают электрический сигнал, пропорциональ-
ный виброускорению. С выхода дифференциального
усилителя 1-3 сигнал поступает на модулятор 1-4 для
передачи по двухпроводному кабелю 2 в измерительный
блок. В измерительном блоке сигнал поступает на пре-
образователь 3 тока в напряжение. Напряжение полез-
ного сигнала через фильтр 4 нижних частот поступает на
аналоговый интегратор 5 и масштабный усилитель 6.
610
ВИБРАЦИОННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Рис. 2. Структурная схема виброметра
Фильтр 4 нижних частот имеет частоту среза Fcp =
= 1000 Гц и предназначен для фильтрации выходного на-
пряжения от высокочастотных составляющих спектра
вибрации, возникающих из-за резкого увеличения коэф-
фициента преобразования вибродатчика для составляю-
щих спектра вибрации с частотами, близкими к частоте
установочного резонанса (FycT = 3000 ... 5000 Гц). В ана-
логовом интеграторе 5 происходит интегрирование сиг-
нала вибродатчика, а на выходе масштабного усилителя
6 вырабатывается переменное напряжение, пропорцио-
нальное виброскорости. Переменное напряжение, про-
порциональное ускорению, снимается с выхода коррек-
тора 9, который служит для уменьшения искажений в
области низких частот рабочего диапазона. Переменное
напряжение, пропорциональное виброскорости, с выхода
масштабного усилителя поступает на интегратор 7 и
масштабный усилитель 8. Напряжение на выходе мас-
штабного усилителя 8 пропорционально вибропереме-
щению. В зависимости от измеряемого параметра (поло-
жение переключателя П1: «УСК», «СК», «ПЕР») пере-
менное напряжение, пропорциональное виброускоре-
нию, виброскорости или виброперемещению, поступает
на делитель 10 (положение переключателя П2: «1 х 1»
или «1 х 10» этого узла определяет пределы измерения).
С выхода масштабирующего усилителя 11 полез-
ный сигнал через переключатель ПЗ: («ВКЛ» или
«ВЫКЛ») поступает на детектор средних квадратиче-
ских значений 12. К выходу детектора средних квадра-
тических значений подключены долговременная память
75 и блок цифровой индикации 14.
Виброметр прокалиброван в средних квадратиче-
ских значениях и мм/с для измерения виброскорости, в
значениях размаха и мкм для измерения вибропереме-
щения.
Структурная схема виброаппаратуры с Фурье-
преобразованием приведена на рис. 3. Сигнал с вибро-
датчика 7 через интегратор 2 поступает на фильтр ниж-
них частот 5, выход которого подключен к двум функ-
циональным делителям 4, состоящих из точных резисто-
ров, инверторов и ключей. Ключи управляются сигнала-
ми с распределителя импульсов 16, соединенного с ум-
ножителем частоты 77, к входу которого подключен им-
пульсный датчик 18. Коэффициенты передачи функцио-
нальных делителей изменяются по псевдосинусоидаль-
ному и псевдокосинусоидальному законам, в спектре
которых, кроме оборотной частоты, присутствуют выс-
шие гармоники.
Рис. 3. Структурная схема виброаппаратуры с Фурье-преобразованием
ПРИМЕРЫ СТРУКТУРНЫХ СХЕМ ВИБРОДИАГНОСТИЧЕСКОЙ АППАРАТУРЫ
611
Частота ближайшей гармоники и ее амплитуда свя-
заны с числом разбиений периода соотношением
со, = CDj (2pm ± 1), где ти = 1, 2, ...; со, - частота z-й гар-
моники; cOj - частота основной гармоники; р - число
разбиений периода.
Для снижения влияния высших гармоник, содер-
жащихся в спектре опорного сигнала, в схему включен
фильтр нижних частот 3. На выходах интеграторов 5
образуются постоянные напряжения, пропорциональные
синфазной и квадратурной составляющим вектора виб-
рации: us = wosin<p и ис = w0cosco. Выходы интеграто-
ров подключены к функциональным резисторным дели-
телям 6, управляемым с помощью сигналов от распреде-
лителя импульсов 14, вход которого подключен к стаби-
лизированному по частоте импульсному генератору 15.
Сигналы, снимаемые с делителей 6, поступают на
вход сумматора 7, выход которого соединяется с фильт-
ром нижних частот 8. Коэффициенты передачи суммато-
ра и фильтра выбраны таким образом, чтобы их суммар-
ный коэффициент передачи на частоте псевдосинусои-
д аль но го сигнала сор был равен единице. Переменное
напряжение на клемме 9 uBbIX(Z) = u0 sin (соpt + <p), где
uq = д/и/ + ис2 • Далее измеряется амплитуда и0, про-
порциональная амплитуде вектора вибрации (на рис. 3
измеритель амплитуды не показан).
Для измерения сдвига фазы сигнал с выхода фильт-
ра в одновибраторе 10 ограничивается и преобразуется в
короткие импульсы. Входы блока измерения сдвига фазы
13 соединены с распределителем импульсов и генерато-
ром 15, частота импульсов на выходе которого
(др = 360сог. Таким образом, на счетчик 12 измерителя
сдвига фазы поступает число импульсов, равное сдвигу
фазы ср в градусах, а на выходе 11 формируется соот-
ветствующий цифровой код.
Структурная схема виброаппаратуры для посто-
янного контроля вибрации промышленного роторного
оборудования приведена на рис. 4. Система работает в
локальной сети Ethernet и позволяет производить изме-
рение, обработку и отображение результатов измерений
в реальном времени.
Подавляющее большинство выпускаемых перенос-
ных виброанализаторов составляют сборщики данных.
В сборщиках данных пьезодатчик соединяется со вход-
ным согласующим усилителем заряда (напряжения) или
имеет собственный предусилитель, питание которого
осуществляется от сборщика данных. Входной усили-
тель с переменным коэффициентом усиления должен
обеспечивать подключение внешних источников сигна-
лов не только со стандартными (контрольными) выхода-
ми. В этом случае обеспечивается подключение сборщи-
ка данных к контрольно-сигнальной аппаратуре, термо-
метрам, толщиномерам и др. и непосредственно к неко-
торым типам не вибрационных датчиков, например та-
ким, как токовый пробник, микрофон, стробоскоп или
штрих-сканер. Обычно сборщик данных автоматически
сканирует входной сигнал и устанавливает пределы
измерений для максимизации разрешающей способ-
ности динамического АЦП (16 бит, 90 дБ).
Сборщик данных обычно содержит включаемые по
желанию оператора каскады аналоговых интеграторов и
фильтров верхних и нижних частот, которые можно на-
страивать согласно требованиям к измерению. В то же
время может обеспечиваться и цифровая фильтрация, и
интегрирование.
Современный сборщик данных может предоставить
следующие возможности анализа: отображение в реаль-
ном времени и хранение формы сигнала, спектра, каскад-
ного спектра, третьоктавного спектра (со взвешиванием
или без), орбиты, диаграмм Боде, диаграмм Найквиста,
кепстра, спектра огибающей и др. Он может осуществлять
проведение синхронного накопления. Должна быть обес-
печена возможность запуска от внешнего источника.
Рис. 4. Структурная схема виброаппаратуры для постоянного контроля вибрации
612
ВИБРАЦИОННЫЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Важнейшей функцией сборщика данных является
способность загрузки маршрутов обхода и уровней тре-
вог (для оперативного распознавания состояния на месте
измерения) из базы данных, хранящейся на ПЭВМ. При
этом должна обеспечиваться возможность выбора мар-
шрутов обхода отдельных агрегатов и точек и т.д.
После проведения измерений на месте необходимо
иметь возможность оперативного просмотра данных о
состоянии агрегатов и сигналов о превышении текущим
уровнем контролируемого параметра уровня той или
иной тревоги, как в частотной полосе, так и по общему
уровню. Некоторые модели сборщиков данных позволя-
ют на месте оценивать состояние подшипников качения.
Удобной и необходимой функцией сборщика дан-
ных является наличие средств проведения балансировки
роторов в собственных подшипниках и центровки агре-
гата.
ЛИТЕРАТУРА
1. Вибрации в технике: Справочник в 6 т. Том I /
Под ред. В.Н. Челомея. М.: Машиностроение, 1978.
352 с.
2. Вибрация и вибродиагностика судового электро-
оборудования / А.А. Александров, А.В. Барков, Н.А. Барко-
ва, В.А. Шафранский. Л.: Судостроение, 1986.276 с.
3. Виброакустическая диагностика машин и ме-
ханизмов / М.Д. Генкин, А.Г. Соколова. М.: Машино-
строение, 1987. 365 с.
4. Гольдин А.С. Вибрация роторных машин. М.:
Машиностроение, 1999. 344 с.
5. Доводка эксплуатируемых машин. Вибродиаг-
ностические методы / В.А. Карасев, А.Б. Ройтман. М.:
Машиностроение, 1986. 192 с.
6. Иориш Ю.И. Виброметрия. М.: Машинострое-
ние, 1965. 773 с.
7. Приборы и системы для измерения вибрации,
шума и удара: Справочник. В 2 кн. / Под ред. В.В. Клюе-
ва. М.: Машиностроение, 1978.448 с.
Глава 21
МЕТОДЫ И СРЕДСТВА
ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
21.1. ЗАДАЧИ И ОБЪЕКТЫ
ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
Экологическая диагностика (ЭкоД) изучает при-
чины неблагоприятных изменений экосистемы под воз-
действием антропогенных и природных процессов (яв-
лений), определяет расположение и параметры источни-
ков, а также диагностические признаки возникновения и
развития неблагоприятных процессов.
ЭкоД использует результаты многолетних исследо-
ваний космических и внутриземных процессов, воздуш-
ной и водной сред, состояния флоры и фауны с целью
определения благоприятных для экосистемы состояний
природной среды и построения диагностических моде-
лей экосистемы. Построение алгоритмов диагностирова-
ния заключается в выборе такой последовательности
элементарных проверок, по результатам которых можно
отличить благоприятное состояние природной среды от
контролируемого, угрожающего необратимыми неблаго-
приятными для экосистемы изменениями или жизни и
здоровья человека.
Частичная информация о комплексных средствах
контроля окружающей среды представлена в главе 18
настоящего справочника.
Современная земная атмосфера - многокомпонент-
ная оболочка Земли массой менее 10'6 ее массы и радиу-
сом порядка 10’3 радиуса Земли. Непосредственное
влияние на человека в основном оказывает тонкий слой
приземной атмосферы, высота которого составляет не-
сколько сот метров. Именно этот атмосферный слой
подвергается наибольшим воздействиям в результате
деятельности человека, определяя условия жизнедея-
тельности биоты, а также климатических изменений.
Первая группа компонент атмосферы - механиче-
ская смесь газов в атомарном, молекулярном или кла-
стерном (комплекс из нескольких атомов или молекул)
состоянии.
Второй группой компонент атмосферы являются
атмосферные аэрозоли - взвешенные в воздухе частицы
твердого тела или капли жидкости природного и антро-
погенного происхождения. Аэрозоль с жидкими (туман,
облако) и твердыми частицами (пыль, дым, смог) посто-
янно присутствует в атмосфере, но варьируется в широ-
ких пределах по размерам (от кластеров до дождевых
капель) и по концентрации.
Третью группу компонент атмосферы составляют
физические поля, определяющие многие свойства, и
структуру земной атмосферы, среди которых можно вы-
делить: электромагнитное поле, включающее в свой со-
став оптическое излучение (ультрафиолетовое, видимое
и инфракрасное); гравитационное поле, определяемое
преимущественно полем тяготения Земли; электростати-
ческое поле (атмосферное электричество), характеристи-
ки которого в земной атмосфере варьируют в широком
диапазоне и являются важными параметрами для многих
атмосферных процессов и явлений; магнитное поле Зем-
ли (геомагнетизм); космические лучи.
Почва представляет собой сложную смесь мине-
ральных и органических веществ, обладающих различ-
ными физическими и химическими свойствами, которые
могут влиять на ее поглощательную и отражательную
способность.
Содержание влаги, количество органического веще-
ства, оксида железа, соответствующее содержание гли-
ны, пыли и песка, характеристики шероховатости по-
верхности почвы - все это влияет на спектральную от-
ражающую способность почвы.
Одной из главных характеристик почвы является ее
текстура, которая подразумевает соответствующие про-
порции частиц глины, пыли и песка: частицы диаметром
менее 0,002 мм - глина: диаметром 0,002 ... 0,05 мм -
пыль и 0,05 ... 2 мм - песок. Соответствующее количество
этих компонент определяет текстуру (например, песчани-
стая глина, пылеватый суглинок и т.д.).
К водным объектам относятся: влага в атмосфере;
водостоки (русла рек, каналы); водоемы (озера, пруды,
болота, водохранилища); моря, океаны; почвенная влага,
подземные воды; снежный покров, ледники (материко-
вые, горные).
Основные экологические проблемы окружающей
среды показаны на рис. 1.
21.2. ПРОГНОЗ ЗЕМЛЕТРЯСЕНИЙ
Одной из главных задач ЭкоД является прогноз
землетрясений.
Задача формулируется как оценка вероятности того,
что в данной области в течение времени Т, произойдет
землетрясение с магнитудой больше определенного по-
рога Мо.
В зависимости от продолжительности периода вре-
мени Т различают прогноз: долгосрочный (годы), сред-
несрочный (месяцы), краткосрочный (дни, недели).
Диагностирование землетрясения основано на на-
правленном поиске предвестниковых диагностических
признаков землетрясений в развитии природных процес-
сов - сейсмических, геодеформационных, электрических,
магнитных, геохимических, гидрогеологических и др.
Многие наблюдения свидетельствуют о том, что
землетрясениям предшествуют: шквалистые ветры, ту-
ман, засуха, свечение атмосферы, особенное поведение
животных, изменения дебита источников и вкуса воды.
Необходимо изучение особенностей сейсмического ре-
жима, химического состава воды, деформаций земной
поверхности.
614
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
Рис. 1. Основные экологические проблемы окружающей среды
Из всего многообразия, насчитывающего более
150 методов выделения индивидуальных предвестнико-
вых эффектов, экспертами отобраны около 30, которые
рекомендованы для внедрения в Федеральную систему
сейсмологических наблюдений и прогноза землетрясе-
ний.
Методика долгосрочного сейсмического прогноза
основана на закономерностях размещения в пространстве
и времени сильных землетрясений и свойств сейсмиче-
ского цикла для прогноза на годы и десятилетия вперед.
Методика определения периодов повышенной веро-
ятности возникновения сильных землетрясений с М > 7
указывает интервалы времени длительностью в не-
сколько лет, в течение которых такие землетрясения
ожидаются с вероятностью, в несколько раз превы-
шающую среднюю.
Методика оценки закономерностей динамики сейс-
мического режима изучает вариации углового коэффи-
циента наклона графика повторяемости землетрясений и
моделирует форшоковые последовательности с помо-
щью уравнения саморазвивающихся процессов.
Методика диагностики периодов повышенной веро-
ятности (ППВ) землетрясений с магнитудами М > 8 на
основе алгоритма М = 8, в основе которого лежит явле-
ние аномальной активизации сейсмического потока,
предшествующее сильному землетрясению, определяет
функции, характеризующие сейсмическую активность,
изменение ее долговременного тренда, концентрацию и
группирование очагов землетрясений.
Методики среднесрочного прогноза землетрясений
на основе алгоритмов КН и MS основаны на следующих
характеристиках сейсмического потока: уровне сейсми-
ческой активности; вариации ее во времени; пространст-
венно-временном группировании землетрясений; их уда-
ленном взаимодействии.
Методика удаленных афтершоков показывает, что
в течение времени Гав на расстоянии Dbc после триггер-
ных событий с магнитудой М > 7 все землетрясения объ-
являются удаленными афтершоками на время т.е.
предвестниками будущих сильных землетрясений с маг-
нитудой М > 7 в кругах радиуса Dbc-
Анализ кинематических параметров сейсмических
волн показывает на временное поведение параметра, свя-
занного с дисперсией времен пробега упругих волн от
слабых землетрясений для группы сейсмических стан-
ций. Показано, что данный параметр для различных
сейсмоактивных районов увеличивается перед землетря-
сением.
Гидрогеодинамические методы основаны на пред-
ставлении о том, что уровень подземных вод в скважи-
нах прямо отражает изменения напряженно-деформи-
рованного состояния в земной коре. Их применяют для
целей средне- и краткосрочного прогноза.
Геохимические Методы основаны на поисках и ана-
лизе аномальных вариаций содержания ряда химических
элементов в подземных водах, газах, почве перед земле-
трясениями. Наиболее широко используются методы
контроля радона, гелия, ртути, углекислого газа, водоро-
да и углеводородов.
Методы электрического зондирования базируются
на анализе вариаций электрического сопротивления гор-
ных пород при подготовке землетрясений.
ПРОГНОЗ ЗЕМЛЕТРЯСЕНИЙ
615
Глубинные исследования проводятся методами вер-
тикального электрического, дипольного и частотного
зондирования.
Отдельную группу методов составляют многоком-
понентные наблюдения за вариациями естественного
электрического и электромагнитного полей в широком
частотном диапазоне. Использование площадных систем
измерений оказывается эффективным для целей средне-
и краткосрочного прогноза.
Электромагнитное излучение (ЭМИ) в радиоволно-
вом диапазоне изменяет интегральную интенсивность
огибающей ЭМИ и аномалии потока импульсов за не-
сколько суток или часов перед рядом сильных землетря-
сений.
Метод зондирования ионосферы на сверхдлинных
волнах в волноводе Земля - ионосфера выделяет «бухто-
образные» возмущения фаз и амплитуд сигналов опор-
ной системы на трассах, проходящих через сейсмоактив-
ные районы:
Деформационные и наклономерные методы осно-
ваны на алгоритме поиска точек на временных рядах
данных, в которых изменение скорости процесса дефор-
мирования превышает определенный пороговый уро-
вень.
Геодезические методы позволяют фиксировать го-
ризонтальные и вертикальные смещения и определять
деформационные параметры земной коры.
Они должны использовать:
• необслуживаемые сейсмометры, размешенные в
неглубоких скважинах; автономные выносные пункты,
образующие микроапертурную сейсмическую антенну
(микрогруппу); постаментные системы;
• устройства телеметрии и центральных станций,
оснащенных соответствующей вычислительной техни-
кой и развитым программным обеспечением.
При регистрации региональных землетрясений
(расстояния 100 ... 200 км) с магнитудами М = 5,0 ... 8,2
частотный диапазон составляет 0,01 ... 10 Гц (среднечас-
тотный), а динамический 140 дБ.
При регистрации телесейсмических землетрясений
частотный и динамический диапазоны составляют соот-
ветственно 0,001 ... 1 Гц (низкочастотный) и 160 дБ.
В табл. 1 приведены технические требования к
сейсмометрическим каналам.
В состав комплекса для измерения деформаций
земной поверхности входят двухкоординатные маятни-
ковые наклономеры, кварцевые деформометры, датчик
атмосферного давления и температуры. В зависимости
от обстоятельств возможна установка гидростатического
нивелира с промежуточными станциями.
Электротеллурические измерения проводятся с по-
мощью пар приемных электродов с горизонтальными и
вертикальными разносами.
Частотный диапазон, Гц..................0 ... 1;
динамический диапазон, дБ...............80;
чувствительность........................10“5.
Измерения электрического сопротивления осу-
ществляются методом магнитотеллурического зондиро-
вания (МТЗ), который дает информацию о распределе-
нии электрического сопротивления по глубине и его из-
менениях, связанных с процессом подготовки сильного
землетрясения.
Датчиком электромагнитного поля служит площад-
ная антенна, измеряющая шесть компонент геомагнит-
ных пульсаций
Технические требования к магнитной измеритель-
ной аппаратуре следующие:
частотный диапазон, Гц......................0 ... 1;
динамический диапазон, дБ...............80;
погрешность измерений, Тл...............Ю'10.
Магнитометры требуют специальных условий для
установки, выбора точек, обладающих естественной по-
вышенной информативностью регистрируемого магнит-
ного поля. Датчиками абсолютных значений поля служат
протонные магнитометры.
Гидрогеологические измерения осуществляются в
скважинах и состоят в измерении уровня воды, соответ-
ствующего пластовому давлению в одном из водоносных
слоев - коллекторов, измерении атмосферного давления
и температуры.
Метод дипольных зондирований применяют для
получения информации о достаточно больших глубинах,
до 10 ... 15 км, приемные электроды выносят на расстоя-
ния до 20 ... 30 км от источника, расстояние между пи-
тающими электродами до 1 км, между приемными - до
нескольких сотен метров. Широко используется верти-
кальное электрическое зондирование.
В автоматизированных системах краткосрочного
прогноза землетрясений используют вариометры со-
противления, обеспечивающие непрерывный монито-
ринг изменений электрического сопротивления горных
пород земной коры.
1. Требования к сейсмометрическим каналам
Характеристика каналов Типы наблюдений
телесейсми- ческие низ- кочастотные региональ- ные сред- нечастот- ные локальные высокочас- тотные микрогруппы мониторинг объектов эпицен- тральные
Частотный диапазон, Гц 0,0001 ... 1 0,1 ... 10 0,1 ... 100 0,05 ...40 0,2 ... 1000 0,05 ... 100
Разрешающая способность 0,1 мкм 1 нм 10 нм 10 нм 10 мкм/с 1 мкм/с
Динамический диапазон, дБ 160 140 120 160 120 120
616
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
Геохимические измерения связаны с контролем
содержания радона (альфа- и бета-активности) в атмо-
сфере под почвой и в подземных водах; гелия, углеводо-
родов в воде и свободных газах; pH изливающихся под-
земных вод.
Измерения температуры ведутся в сухих и водо-
заполненных скважинах на различных глубинах, с уче-
том того, что температурное поле инертно.
Наиболее быстрое развитие аномалий происходит в
течение минут или десятков минут и отмечается только
самыми высокоточными измерениями - до 0,0001 °C.
Изменения величиной до 0,1 °C происходят, как правило,
за время не менее нескольких часов.
Разрушение горных пород, образование микродис-
локаций, крип сопровождает электромагнитная эмис-
сия, которая имеет вид коротких радиоимпульсов, гене-
рируемых в единицу времени, амплитуда которых пре-
вышает установленный порог. Измерения проводятся как
под землей (в скважинах, шахтах, тоннелях), так и на
поверхности.
Поле акустической эмиссии по ряду измеряемых
характеристик близко к полю электромагнитной эмис-
сии.
Изменение пористости, трещинноватости и водона-
сыщенности горных пород сопровождается изменениями
силы тяжести, которые выявляют микрогравиметриче-
скими и вариационными методами. Абсолютные гра-
виметрические измерения с помощью высокочастотных
баллистических гравиметров позволяют зарегистриро-
вать медленные вертикальные движения земной поверх-
ности и служат дополнением к методам космической
геодезии.
Наибольшие трудности представляет прогноз крат-
косрочный, так как краткосрочные предвестники земле-
трясений имеют наиболее изменчивый характер и неста-
бильны в пространственном проявлении. Реализация
достигнутых возможностей сейсмической диагностики
требует создания специальных сетей для прогноза земле-
трясений в наиболее сейсмоопасных районах, а также
применения специальных спутниковых наблюдений и
разработки новых алгоритмов прогноза и принятия ре-
шений, основанных на общих представлениях об эволю-
ции природных и природно-техногенных процессов.
21.3. РАДИАЦИОННЫЙ МОНИТОРИНГ
Радиационный контроль за объектами природной
среды (почвы, атмосферного воздуха и поверхностных
вод) ведется путем измерения мощности дозы гамма-
излучения, отбора проб и измерением суммарной бета-
активности атмосферных выпадений и воды в основных
водоемах, измерением концентрации радиоактивных аэ-
розолей в приземном слое атмосферы. Этот контроль
должен носить регулярный характер и решать задачи ран-
него предупреждения в случае ядерных аварий. Измере-
ния, проводимые при данном типе контроля, относят к
мониторинговым типам измерений и проводят на посто-
янных постах и метеостанциях. Осуществляется также
радиационный контроль почв сельскохозяйственных уго-
дий, продукции растениеводства, кормов и удобрений.
Радиационный контроль объектов ведется по соот-
ветствующим методикам:
• измерений величин определенными методами и
средствами измерений;
• пробоотбора;
• подготовки счетных образцов.
Дозиметр - прибор или установка для измерения
ионизирующих излучений - предназначен для получения
измерительной информации об экспозиционной дозе и
мощности экспозиционной дозы фотонного излучения и
(или) об энергии, переносимой ионизирующим излуче-
нием или переданной объекту, находящемуся в поле
действия излучения.
Дозиметры являются наиболее распространенными
приборами в радиационном контроле, поскольку дают
быструю и точную информацию об опасности конкрет-
ного объекта для здоровья человека.
Радиометр - прибор или установка для измерения
ионизирующих излучений, предназначенный для полу-
чения измерительной информации об активности радио-
нуклида в источнике или образце, производных от нее
величин, о плотности потока и (или) потоке и флюенсе
(переносе) ионизирующих частиц.
Переносные радиометры потока используются
главным образом для индикации наличия радиоактивно-
го загрязнения на различных предметах и поверхностях
или определения соответствия поверхностей нормам
загрязнения.
Распространены альфа-радиометры, в которых ис-
пользуется сцинтилляционный детектор на основе ZnS
или CaF; (Ей) и бета-радиометры, использующие пла-
стиковый сцинтиллятор.
Радиометры активности используются в задачах
измерения удельной, объемной и суммарной активности.
Радиометры активности делятся на гамма-, бета-и альфа-
радиометры.
Спектрометр - прибор или установка для измере-
ния ионизирующих излучений, предназначенный для
получения информации о распределении ионизирующе-
го излучения по одному и более параметрам, характери-
зующим источники и поля ионизирующих излучений.
Радиохимический метод анализа проб 'окружающей
среды состоит из стадий:
• получения исходного раствора;
• отделения изучаемого радионуклида от массы
макрокомпонентов и мешающих излучателей;
• окончательной очистки изучаемого радионуклида;
• количественных измерений по радиоактивному
излучению.
Одним из важнейших методов диагностики радио-
активного загрязнения является метод гамма-
спектрометрии.
21.4. ХИМИКО-АНАЛИТИЧЕСКАЯ
ДИАГНОСТИКА
Химико-аналитическая экодиагностика (ХАЭД)
занимает ведущее место в экодиагностике. Она имеет
наибольшую номенклатуру технологий, методик, мето-
дов и приборов. Хорошо известны сотни видов экозаг-
рязнителей для атмосферы.
ХИМИКО-АНАЛИТИЧЕСКАЯ ДИАГНОСТИКА
617
Эти компоненты определяют с помощью перенос-
ных приборов и стационарных постов, передвижных ла-
бораторий на автомобильном, железнодорожном и мор-
ском транспорте, а также с помощью самолетно-верто-
летных и авиационно-космических систем.
В настоящее время во всем мире производится око-
ло 80 тысяч видов химических продуктов. Если учесть,
что используется около 250 млн. т. органических хими-
ческих продуктов, значительная часть которых после
использования бесконтрольно попадает в окружающую
среду, то становится очевидным, что данные продукты
сами по себе могут изменить материальный состав ок-
ружающей среды.
Под понятием материальный состав окружающей
среды понимается химический состав биосферы (лито-
сферы, гидросферы и атмосферы с находящимися на них
живыми существами). Материальный состав окружаю-
щей средььустанавливается аналитическими методами.
Понятие качество материального состава окружающей
среды включает также оценку этой среды, т.е. принима-
ется во внимание непосредственное состояние экосисте-
мы - воды, воздуха и почвы, а также продуктов питания
и жилья человека. Значение состава окружающей среды
для человека определяется различным объемом суточно-
го потребления - в среднем около 10 кг воздуха, 2 л воды
и 1 кг твердых продуктов питания. Для изучения и оцен-
ки изменений материального состава окружающей среды
используют:
• сопоставление изменений, связанных с чисто при-
родными процессами (биогеохимия, химическая эколо-
гия) и с деятельностью человека;
• выяснение временного масштаба изменений;
• пространственное распространение изменений со-
держания веществ локальное, региональное, глобаль-
ное.
Основная задача состоит в исследовании взаимоот-
ношений между химическими продуктами, живыми и
неживыми составляющими экосферы.
Официально утверждено более 700 методик и тех-
нологий химического анализа атмосферного воздуха,
атмосферных аэрозолей, осадков, промышленных вы-
бросов, питьевой, природной, сточной, очищенной сточ-
ной, морской воды, почвы и донных отложений, а также
биологических показателей.
Для этого используют десятки методов: газовую
хромотографию, электрохимию, фотометрию, флуорес-
ценцию, инфракрасную, ультрафиолетовую и атомно-
эмиссионную спектроскопию, а также другие, на основе
которых созданы сотни приборов и передвижных лабо-
раторий.
В настоящее время в Госреестр РФ включено более
250 видов газоанализаторов атмосферы, измерителей
физико-химических параметров почвы и гидросферы,
которые должны работать, отвечая всем требованиям
более 200 стандартов ИСО, а также более 60 типов при-
боров химического анализа универсального назначения.
В целом направление ХАЭД имеет сегодня более
1000 типов приборов и измерительных каналов, более
2000 методик и технологий диагностирования.
ХАЭД используют для решения двух типов задач:
контроля микрокомпонентов, имеющих национальное и
глобальное значение, и контроля микрокомпонентов ре-
гионального значения. Для определенных микрокомпо-
нентов исходят из распространенности веществ, их ток-
сичности и значимости в местных выбросах.
Методикам контроля биологических показателей,
как характеристикам загрязнения окружающей среды,
придается особое значение. Некоторые виды высших и
низших растений, а также микроорганизмов могут быть
применены в качестве тест-организмов в области опе-
ративного контроля за состоянием загрязнения природ-
ной среды. Растения и микроорганизмы в качестве тест-
организмов по сравнению с автоматическими прибора-
ми-анализаторами недороги, легко воспроизводимы и
избирательны.
ХАЭД использует более 50 различных методов, ос-
новные из которых:
• инфракрасная спектроскопия - исследует колеба-
тельные и вращательные переходы в молекулах, исполь-
зуя спектры испускания, поглощения и отражения;
• оптическая флюоресцентная спектроскопия - ис-
следует электронные спектры испускания молекул, воз-
никающие под действием квантов в оптической области
электромагнитного спектра;
• фотометрия - измерение экстинкций при уста-
новленных длинах волн для определения концентраций
растворов;
• нефелометрия - измерение рассеяния света мут-
ными растворами и суспензиями;
• турбидиметрия - измерение ослабления интен-
сивности светового потока вследствие поглощения и
рассеяния твердыми частицами, содержащимися в рас-
творе;
• масс-спектрометрический метод - основан на
свойстве ионов газов, ускоренных электрическим полем,
отклоняться и двигаться в однородном магнитном поле
по различным траекториям, зависящим от массового
числа ионов;
• атомно-эмиссионная спектроскопия - измерение
параметра линейчатого спектра возбужденных атомов
для определения природы и количеств определенных
элементов;
• атомно-абсорбционная спектроскопия - измере-
ние параметра резонансного поглощения излучения оп-
ределенной длины волн;
• атомно-флюоресцентная спектроскопия - изме-
рение оптической дезактивации атомов, возбужденных
излучением накачки;
• оптико-акустический эффект - возникает в ре-
зультате преобразования части энергии возбужденных
под действием излучения молекул в тепловую энергию
среды за счет безызлучательной дезактивации;
• хемилюминисценция - представляет собой свече-
ние, возникающее при возбуждении продуктов химиче-
ской реакции в результате переноса энергии от других
продуктов реакции или компонентов, участвующих в
реакции;
618
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
• фотокалометрические методы - определяют ион
с помощью реагента, который переводится в окрашенное
состояние, измеряемое через светопоглощение, или ис-
пользуют вспомогательные окрашенные соединения,
которые при взаимодействии с определенным ионом
либо разрушаются, либо образуют новые светопогло-
щающие соединения;
• спектрофотометрия - осуществляющая фото-
метрирование через сравнение измеряемого потока излу-
чения с эталонным;
• ультрафиолетовая спектроскопия - использует
молекулярные спектры поглощения в УФ-области;
• гравиметрический метод количественного анали-
за - устанавливает массу определяемого компонента или
продукта его химического превращения, а также измене-
ние массы вещества в результате химической реакции
или физического процесса с участием определяемого
компонента;
• кондуктометрический метод - совокупность
электрохимических методов исследования и анализа ве-
щества, основанных на измерении электрической прово-
димости электролитов;
• ионнообменная и жидкостная хроматография -
основаны на разделительной способности разделяемых
ионов в растворе к ионному обмену с ионитом (непод-
вижная фаза). Применяется для разделения фенолов и
карбоновых кислот, аминосахаров, нуклеонидов и др.;
• люминисцентный метод - основан на явлении
люминисценции; зависимости интенсивности лю-
минисценции от количества люминисцирующего веще-
ства;
• рентгено-флюоресцентый метод - кратковре-
менное свечение вещества, возникающее после погло-
щения им энергии возбуждения;
• вольтампермия - электрохимический метод коли-
чественного и качественного анализа и исследования
веществ, основанный на определении зависимости меж-
ду силой тока в цепи электролитической ячейки и на-
пряжении поляризации Е при электролизе раствора или
расплава излучаемого вещества;
• электрохимический метод - анализ физико-
химических свойств ионных систем, а также явлений,
возникающих на границе двух фаз с участием заряжен-
ных частиц (ионов и электронов);
• газовая хроматография - основана на различии
скоростей движения концентраций зон исследуемых
компонентов, которые перемещаются в потоке подвиж-
ной фазы (элюента) вдоль слоя неподвижной;
• атомно-абсорбционная спектроскопия - метод
элементного анализа и исследования по атомным спек-
трам поглощения;
• жидкостная хроматография - хроматография, в
которой подвижной фазой служит жидкость. В зависи-
мости от агрегатного состояния неподвижной фазы раз-
личают распределительную (или жидко-жидкофазную) и
адсорбционную (жидко-твердофазную);
• тонкослойная хромотография - основана на раз-
личии скоростей перемещения компонентов анализи-
руемой смеси в плоском тонком слое сорбента при дви-
жении по нему растворителя (элюента).
Для контроля параметров воздуха применяют ряд
пробоотборных устройств Госреестра (табл. 2).
Универсальные системы ХАЭД для определения
химико-аналитических признаков вещества представля-
ют как количественно выраженную для данного компо-
нента совокупность признаков, общих для остальных
компонентов.
Такое определение дало ключ к оптимизации реше-
ния крупных массивов рутинных химических анализов
за счет радикального сокращения требуемой номенкла-
туры приборно-методического обеспечения.
2. Перечень приборов ХАЭД (по государственному
Реестру) и стандарты ИСО
Аппаратура Число типов приборов Число стандартов ИСО
Атмосфера
Пробоотборные устройства 11
Газоанализаторы для контро- ля:
промышленных выбросов предприятий 63
транспортных выбросов 19 46
загрязнения атмосферного воздуха 46
Газоанализаторы для контро- ля запыленности атмосферы, выбросов и дымности 18
Гидросфера
Приборы для измерения кон- центрации загрязняющих ве- ществ 39
Приборы для контроля физи- ко-химических параметров 10 135
Приборы для контроля обоб- щенных показателей 6
Почва
Ртутно-метрические универ- сальные комплексы 17
Измерители нитратов в про- дуктах растениеводства и почвах 12 32
Анализаторы ртути много- функциональные 9
ОПТИЧЕСКИЕ МЕТОДЫ ЭКОДИАГНОСТИКИ
619
В каждом конкретном случае из компонентов хими-
ко-аналитических признаков формируются химико-
аналитические коды определяемых веществ, позволяю-
щие селективно и с требуемой точностью произвести
химический анализ.
Такими компонентами являются: индексы хромато-
графического удерживания, интенсивности пиков спек-
тров, положение этих пиков, градуировочные коэффици-
енты детекторов и другие, включая двойные и тройные
соотношения этих компонентов. Эти коды поддаются
математической формализации, что позволяет создать
компьютерные программы надежной идентификации
определяемых веществ.
21.5. ОПТИЧЕСКИЕ МЕТОДЫ
ЭКОДИАГНОСТИКИ
Закономерности, которые используются в оптиче-
ских методах для измерения атмосферных характери-
стик, следующие:
• молекулярное поглощение оптического излучения
атмосферными газами. При поглощении солнечного из-
лучения безызлучательные переходы из возбужденного
состояния молекул в нормальное увеличивают тепловую
энергию последних. При поглощении высокоинтенсив-
ного лазерного излучения возможны излучательные пе-
реходы;
• молекулярное рассеяние оптического излучения
является результатом его взаимодействия с оптическими
неоднородностями в молекулярной среде. Аэрозольное
рассеяние является основным физическим процессом в
земной атмосфере по изменению пространственного
распределения и поляризации оптического излучения
при его взаимодействии с атмосферным аэрозолем, из-
менения состояния поляризации рассеянного излучения
по сравнению с падающим.
Оптические методы экологического контроля и
мониторинга отличаются широким разнообразием по
физическим эффектам, по способам детектирования оп-
тических сигналов, по схемам и месту размещения тех
или иных технических реализаций методов. Ценным
достоинством является их помехоустойчивая совмести-
мость между собой и с другими (неоптическими) мето-
дами, что открывает широкие возможности для создания
уникальных измерительных комплексов и многофунк-
циональных экологических станций.
Оптические методы оказываются более эффектив-
ными по чувствительности и относятся к числу реально
неразрушающих методов контроля атмосферных компо-
нент.
Выделяют четыре класса оптических методов: спек-
трофотометрические, радиометрические, нефелометри-
ческие и лидарные.
Спектрофотометрические методы основаны на
фотометрии удаленных естественных или искусственных
источников оптического излучения. Измеряемой физи-
ческой величиной является прозрачность атмосферы,
которая определяется как отношение ослабленного оп-
тического сигнала к неослабленному.
Методы солнечной и звездной спектрофотометрии
основаны на фотометрии ослабленного атмосферой из-
лучения от Солнца и звезд.
Методы лазерной спектрофотометрии основаны
на фотометрии ослабленного атмосферой лазерного из-
лучения.
Методы фуръе-спектроскопии выделены в отдель-
ную группу по специфическим способам монохромати-
зации и обработки регистрируемых сигналов от широко-
полосных источников оптического излучения с помо-
щью фурье-спектрометров.
Методы спектральной прозрачности атмосферы
применяют с оптическими схемами трассовых измере-
ний в широком спектральном интервале. При контроле и
мониторинге атмосферных аэрозолей природного и ан-
тропогенного происхождения результаты таких измере-
ний обеспечивают качественно новые возможности ана-
лиза микрофизических и химических характеристик на-
блюдаемого аэрозоля путем решения обратных задач
(обращением измеренных коэффициентов аэрозольного
ослабления). При контроле и мониторинге атмосферных
газов удается на основании результатов измерений по
методике дифференциального поглощения оценить со-
держание некоторых газов в атмосфере, не прибегая к
спектрофотометрическим методам высокого разрешения.
Радиометрические методы основаны на фотомет-
рии потоков оптического излучения от природных ис-
точников, включая тепловое и рассеянное атмосферой
излучение. В радиометрических методах выделяют ме-
тоды ультрафиолетовой радиометрии (УФ-радиомет-
рии), инфракрасной радиометрии (ИК-радиометрии),
актинометрические методы и методы поляризационной
радиометрии.
Прямая солнечная УФ-радиация и рассеянное фо-
новое УФ-излучение неба обладают высокой биологиче-
ской и фотохимической активностью.
Методы ИК-радиометрии связаны с измерениями
преимущественно потоков теплового излучения атмо-
сферы и подстилающей поверхности.
Актинометрические методы сосредоточены на ре-
шении задач, связанных с абсолютными значениями по-
токов оптического излучения и энергетического баланса
этих потоков.
Методы поляризационной радиометрии измеряют
поляризационные характеристики регистрируемого оп-
тического излучения. Такие измерения проводятся пре-
имущественно для потоков солнечного излучения, отра-
женного подстилающей поверхностью различного типа.
Нефелометрические методы основаны на измере-
ниях, связанных с особенностями угловой зависимости
рассеяния падающего излучения отдельными частицами
(аэрозолями и молекулами) или их ансамблями в атмо-
сфере.
Лидарные методы исследования атмосферы отно-
сятся к активным дистанционным методам. Они основа-
ны на явлениях рассеяния и поглощения лазерного излу-
чения атмосферными компонентами и реализуются пу-
тем посылки лазерного импульса в атмосферу и приеме
обратнорассеянного излучения после его взаимодействия
с атмосферой.
620
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
Методы резонансного рассеяния используют длины
волн, совпадающие с частотой определенного перехода в
атоме. При этом падающее на атомы лазерное излучение
рассеивается с большим сечением и наблюдается на ис-
ходной частоте. Наиболее эффективно этот метод работает
при исследовании натриевых слоев в верхней атмосфере.
Методы лазерной флюоресценции используют яв-
ление поглощения лазерного излучения на частоте опре-
деленного перехода в атоме или молекуле с последую-
щим переизлучением на более низкой частоте. Метод
широко используется для исследования загрязнений,
водной поверхности.
Дифференциальное поглощение и рассеяние являют-
ся в настоящее время одними из наиболее отработанных
методов дистанционного газоанализа. Использование
двух длин волн в зондирующем излучении, одна из ко-
торых близка к частоте молекулярного перехода иссле-
дуемого газа, а вторая находится вне полосы поглоще-
ния, позволяет достигнуть высокой чувствительности
при значительном пространственном разрешении.
Лидар для контроля аэрозольных загрязнений атмо-
сферы должен оперативно обнаруживать очаги загрязне-
ний и определять их координаты, выявлять зоны повы-
шенного содержания аэрозольных выбросов и проводить
оценку массовой концентрации. Использование моноста-
тической схемы лидара, когда передающее и приемное
устройства объединены в один блок и установлены на
общем поворотном устройстве, целесообразно с точки
зрения обеспечения оперативного обзора пространства.
К достоинствам лидарных методов газового анализа
следует отнести: дистанционность, оперативность, высо-
кое пространственное и временное разрешение при дос-
таточно высокой чувствительности, возможность созда-
ния карт аэрозольных полей в радиусе нескольких кило-
метров от лидара.
Фотографические средства являются родоначаль-
никами систем дистанционного зондирования и характе-
ризуются очень высоким пространственным разрешени-
ем. Фотографическая система - кадровая система: все
данные об изображении получаются одновременно.
Пленка, используемая как детектор, по сравнению с мно-
госпектральной сканерной системой, имеет относитель-
но ограниченный спектральный диапазон. Высокоразви-
тая технология, а также относительно низкая стоимость
фотографических систем способствуют широкому ис-
пользованию их в дистанционном зондировании.
Многозональное фотографирование с самолетов и
спутников Земли значительно повышает достоверность
распознования состава экосистем - это синхронное фо-
тографирование одного и того же участка многообъек-
тивной фотокамерой с разными комбинациями фотопле-
нок и светофильтров.
Применение многозональных фотографий с опти-
мальным сочетанием зон чувствительности повышает ве-
роятность правильного распознования состава экосистем.
Телевизионные системы дают видимое изображение
зондируемой поверхности. Их разновидностью являются
тепловизионные системы, дающие видимый аналог теп-
лового изображения.
В основе работы телевизионных и тепловизионных
систем лежит сканирование, благодаря которому осуще-
ствляется переход от пространственно-энергетической
формы сигнала к временной.
Оптико-электронными спектрометрами называют
приборы, предназначенные для измерения спектрального
распределения яркости протяженных излучателей. Если
измеряется распределение энергетической яркости, такие
спектрометры называют спектрорадиометрами. При из-
мерении распределения фотометрической яркости спек-
трометры называют спектрофотометрами. В спектромет-
рах реализуется сканирование по спектру в определен-
ном спектральном интервале.
21.6. ТЕПЛОВАЯ, СВЧ И
УЛЬТРАФИОЛЕТОВАЯ
ЭКОДИАГНОСТИКА
Тепловую экодиагностику больших городов строят
на основе трех вариантов тепловой ИК-съемки: воздуш-
ной, наземной и водной. Аэровариант обладает наи-
большей универсальностью.
Дистанционное СВЧ-радиоволновое зондирование
земного покрова, атмосферы и акваторий Мирового
океана основано на регистрации собственного или отра-
женного и рассеянного электромагнитного излучения.
Дистанционный мониторинг нацелен на оценку
биологической продуктивности, понимание взаимодей-
ствий в системе почва - растение - атмосфера, на расчет
динамики биомов, на моделирование биогеохимических
циклов с учетом роли растительности.
Перспективными направлениями в радиоволновом
мониторинге леса являются контроль гидрологического
режима почвы под пологом леса и изучение динамики
лесовосстановительного процесса в районах вырубок и
лесных пожаров. Эти задачи решаются применением
дециметрового диапазона, в котором полог леса прозра-
чен для СВЧ-волн, а следовательно, возможно зондиро-
вание почвы до уровня грунтовых вод. Проникновение
излучения с длиной волны 25 см в глубь тропического
леса достигает 12 м.
СВЧ-диапазон является информативной состав-
ляющей в многоканальных системах радиофизического
мониторинга температурных аномалий, таких как лесные
пожары, а также зоны загорания торфяных болот и шта-
белей торфа, областей геотермальной активности и др.
Формирование радиотеплового поля излучения
океана в СВЧ-диапазоне зависит от температуры и соле-
ности воды, взволнованности поверхности, концентра-
ции хлорофилла и других компонентов океанской среды.
Исследования показывают, что радиоволновые методы
исследования атмосферы проигрывают оптическим на
коротких трассах и становятся незаменимыми при кон-
троле обширных территорий.
В измерениях УФ-радиации применяются фотохи-
мические, термоэлектрические, фотографические, спек-
троболометрические, флюоресцентные, фотоэлектриче-
ские методы.
ПЕРЕДВИЖНЫЕ ЭКОЛАБОРАТОРИИ И СТАНЦИИ
621
Оптические методы измерения озона основаны на
способности молекулы озона поглощать излучение УФ-
области спектра.
Тепловая экологическая диагностика (ТЭД) основа-
на на регистрации аномалий температурного поля объек-
тов экосистем, обусловленных отклонениями от стан-
дартных условий их существования в естественных ус-
ловиях.
Термометры разделяют на жидкостные, маномет-
рические, термопары, сопротивления, термоиндикаторы.
Действие жидкостных термометров основано на
термическом расширении жидкости, заключенной в ка-
пилляре термометра.
Действие пирометров излучения основано на фото-
электрической, визуальной и фотографической регист-
рации интенсивности теплового излучения нагретых тел,
пропорционального температуре. Пирометры обычно
имеют объектив для фокусировки излучения на фотоде-
тектор, светофильтры и блок электронной обработки
сигнала. При контроле температуры объектов в трудно-
доступных полостях применяют пирометры в сочетании
с волоконно-оптическими световодами. Калибровка пи-
рометров проводится по эталонным источникам (АЧТ,
пирометрические лампы и т.д.).
Тепловизор позволяет выделять на тепловом изо-
бражении объекта области одинаковых температур с по-
мощью изотерм, высвечивающихся на кинескопе.
В нижней части кадра формируется серая шкала, которая
используется для измерения температуры.
При мониторинге окружающей среды в обязатель-
ном порядке предусматривается тестирование с исполь-
зованием чувствительных к ксенобиотикам живых орга-
низмов (простейшие, рыбы и др.).
21.7. БИОДИАГНОСТИКА
Наряду с биотестированием существуют специаль-
ные методы биодиагностики состояния среды обита-
ния, которые включают в себя морфогенетические (ген-
ный анализ, морфологические и анатомические измене-
ния и др.), биофизические и биохимические методы
(биолюминесценция, фотосинтетическая активность и
др.), биоэнергетические и иммунологические методы,
токсикологические и эмбриологические методы, популя-
ционные и экосистемные методы.
Поскольку биодиагностические методы обеспечи-
вают достоверную оценку качества среды и, главное, ее
пригодности для жизни, биодиагностика должна счи-
таться обязательным компонентом комплексной оценки
состояния среды обитания.
Технический приборный парк, используемый в био-
диагностике, весьма обширен и во многом аналогичен
используемому при аналитических методах контроля
состояния среды.
21.8. ПЕРЕДВИЖНЫЕ
ЭКОЛАБОРАТОРИИ И СТАНЦИИ
Неуклонное возрастание объема выбрасываемых за-
грязняющих веществ, связанное с ростом промышленно-
го производства и химизации промышленности, а также
многообразие форм процесса загрязнения сделали про-
блему защиты окружающей среды актуальной пробле-
мой, привели к необходимости создания самых разнооб-
разных средств контроля загрязнения воздуха, почвы и
воды. Одним из наиболее перспективных направлений
контроля загрязнения окружающей среды является кон-
троль с помощью передвижных лабораторий. К ним от-
носятся комплексы приборов и оборудования, имеющие
возможность перемещения по контролируемой террито-
рии либо самостоятельно, либо с помощью буксировоч-
ного устройства: автомобиля, самолета, вертолета, пла-
нера, корабля и т.д. При этом конструкция передвижных
средств предусматривает защиту оборудования, входя-
щего в состав лабораторий и станций, от атмосферных и
транспортных воздействий, а также создание условий
для автономной работы приборов в течение периода
продолжительностью от суток до нескольких недель.
Передвижная лаборатория контроля промыш-
ленных выбросов фирмы Есоро! (Франция) создана
для контроля как дымового шлейфа и подшлейфной за-
газованности, так и содержания загрязнителей непосред-
ственно в газоотходах промышленных предприятий. В
состав лаборатории входят: автоматические анализаторы
двуокиси серы, окиси углерода, углеродов без метана,
окиси и суммы окислов азота; автоматический хромато-
граф для анализа углеводородов; радиометр для дистан-
ционного определения NO2 и SO2 в атмосфере; средства
пробоотбора из газоотходов промышленных предпри-
ятий; ленточные самописцы; средства калибровки газо-
анализаторов.
Лаборатория размещается в салоне автомашины
общей грузоподъемностью 3500 кг при полезной нагруз-
ке около 1600 кг, длина фургона 4,7 м. Система жизне-
обеспечения лаборатории содержит бензиновый генера-
тор переменного тока напряжением 220 В и частотой
50 Гц с 40-литровым баком для хранения бензина, кон-
диционер на 2500 ккал/ч, вентилятор и нагревательную
печь мощностью 1 кВт.
Особенностью лаборатории является использование
средств отбора проб из газоотходов промышленных
предприятий, т.е. из высокотемпературного потока за-
пыленного газа, имеющего большую влажность и повы-
шенное содержание коррозионных элементов.
Лаборатория фирмы Thermo Environmental Inst
Inc. (США) мод. 1500 оборудована газоанализаторами
для контроля в широком диапазоне NO, NO2, NOX, SO2,
H2S, CO, NH3, системой калибровки, портативным газо-
вым хроматографом, пылемером, анализатором ионизи-
рующих излучений, устройством сбора и обработки ин-
формации, а также метеодатчиками для измерения газо-
динамических параметров воздуха.
С помощью переносных анализаторов фирмы «Ан-
сертеко» (г. Москва) определяют содержание в воздухе:
моноокись углерода, моноокись азота, диоксид азота,
диоксид серы, суммарное содержание углеводородов,
хлористый водород, озон, диоксид углерода, массовое
содержание пыли, ртуть, суммарное содержание органи-
ческих паров. Переносным анализатором осуществляют
622
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
измерение уровня ионизирующих излучений с селекцией
по гамма- и бета-активности, а также измерение излуче-
ния иода-131.
Специальное устройство позволяет с помощью
смонтированных в автомобиле анализаторов определять
состав газов в дымовых трубах, вентиляционных каналах
и т.п., включая газы, нагретые до 400 °C, запыленные и
коррозионноакивные, Пробы газов непрерывно транс-
портируются к анализаторам по гибкому трубопроводу
на расстояние до 50 м. Аналитические данные лаборато-
рии представляют исходную информацию для составле-
ния нормативов предельно допустимых выбросов (ПДВ)
и предельно допустимых сбросов (НДС).
Передвижная лаборатория фирмы Monitor lads
Inst. (США, Германия) размещается на шасси автомоби-
ля, в контейнере содержит газоанализаторы на NO, NO2,
NOX, SO2, О2, СО, H2S, NH3, CnHm, индивидуальные сен-
соры и другое аналитическое оборудование с набором
запасных частей, а также пылемер, метеодатчики, уст-
ройство сбора и обработки информации.
Аналогичная лаборатория, но в портативном
варианте выполнена фирмой Dasibi Halia (США, Ита-
лия) на микроавтобусе. Газоанализаторы на NO, NO2,
NOX, СО, пылемер, компьютер и метеодатчики закрепле-
ны на виброустойчивой стойке.
Лаборатория фирмы Emit (Италия) на автомобиле
с контейнером содержит спектрофотометр, переносной
хроматограф, газоанализаторы, метеодатчики и систему
сбора и обработки данных.
Итальянская фирма Dani создала более легкую,
мобильную модель лаборатории на шасси микроавтобуса
для контроля только пыли и газов NO, NO2, NOX, SO2,
СО и CnHm.
Передвижная лаборатория фирмы UPK (Герма-
ния) предназначена для контроля концентрации загряз-
нителей в атмосфере воздуха с одновременным измере-
нием метеорологических параметров; контроля точечных
и распределенных по площади источников выбросов.
Газоанализаторы имеют возможность изменять в широ-
ких пределах диапазон измерения, что позволяет как ра-
ботать с точечными источниками (при высоких уровнях
концентраций загрязнителей), так и проводить анализ
общей загрязненности воздушного бассейна.
Станция предназначена для проведения комплекс-
ного анализа атмосферного воздуха, воды и почвы с по-
мощью разнообразных методов, включающих пробоот-
бор, химический экспресс-анализ, автоматическое изме-
рение концентрации; хроматографию; спектрофотомет-
рию, атомную абсорбцию, pH-метрию и др. Техническое
оборудование станции размещено в контейнере, длиной
10 м, шириной 2,5 м, высотой 3,2 м. Контейнер разделен
на три отсека. В рабочем отсеке размещается основное
измерительное оборудование, под ним расположен отсек
вспомогательного оборудования, в задней части фургона -
генератор однофазного переменного тока напряжением
220 В, выполненный на основе шестицилиндрового дви-
гателя марки «Ford». Мощность генератора 25 кВ-A. Ря-
дом смонтированы приборы контроля режимов двигате-
ля и параметров генерируемого тока (частота, напряже-
ние, сила тока), а также таймер. Контейнер снабжен сис-
темой терморегулирования, тремя кондиционерами, вен-
тилятором и лампами освещения.
Все оборудование станции разделено на следующие
основные группы:
• приборы для автоматического анализа загрязнения
атмосферного воздуха (комплект автоматических газо-
анализаторов и калибровочных средств; переносные га-
зоанализаторы на пять ингридиентов);
• приборы для лабораторного анализа газообразных
загрязнителей (пробоотборники воздуха, ротаметры, га-
зовый хроматограф);
• приборы для анализа воды и почвы (рН-метры,
жидкостной хроматограф с системой автоматического
управления и регистрации данных, анализатор фенола,
атомно-абсорбционная система, спектрофотометр, про-
боотборники воды и т.д.);
• приборы для измерения метеопараметров;
• вспомогательное оборудование (установки для
дистилляции воды, система водоснабжения с мойкой,
холодильник, сушильный шкаф, вытяжной шкаф, термо-
стат и т.д.).
Комплект автоматических газоанализаторов обес-
печивает контроль на SO2, СО, NO, NO2, NOX, H2S. Газо-
анализатор SO2 работает по принципу регистрации ин-
тенсивности флюоресценции SO2 под действием ультра-
фиолетового излучения. Диапазоны измерения газоана-
лизатора 0 - 1 ppm и 0 - 5 ppm. Погрешность измерения
0,005 ppm. Прибор работает при наличии сопутствую-
щих примесей H2S, О2, СО, СО2, ароматических углево-
дородов, NO, Н2О.
Аналогична по своему построению и составу тех-
нических средств передвижная станция контроля за-
грязнения фирмы Ecopol. Особенность ее - наличие
комплекта переносных анализаторов загрязнений атмо-
сферного воздуха и устройств для отбора проб дымовых
газов из газоходов промышленных предприятий.
Технические средства станции размещаются в кон-
тейнере, имеющем систему терморегулирования и кон-
диционирования рабочего помещения.
Оборудование лаборатории разделено на группы:
• приборы контроля загрязнения атмосферы и изме-
рения метеопараметров: портативные анализаторы, ком-
плект газоанализаторов на SO2, H2S, NH3, NO, NO2, NOX,
пробоотборники, измерители метеопараметров;
• приборы для определения загрязнителей воды:
pH-меры, анализатор растворенного кислорода, анализа-
тор фенола, пробоотборники для воды;
• приборы для проведения комплексных анализов
воздуха и воды: газовый хроматограф, атомно-абсорб-
ционный спектрометр;
• жидкостный хроматограф, нефелометр.
Шесть переносных газоанализаторов на СО, SO2,
H2S, NO2, NH3, Cl2 пЪстроены на основе принципа поля-
рофафии (снятия вольт-амперной характеристики при
окислении или восстановлении электроактивных эле-
ментов на специальном электроде). При этом, в отличие
от колориметрии или кондуктометрии, не требуется ни-
каких дополнительных химических реагентов, а электрод
защищенного типа может быть использован длительное
время без замены, что существенно повышает надеж-
ность приборов.
ПЕРЕДВИЖНЫЕ ЭКОЛАБОРАТОРИИ И СТАНЦИИ
623
Диапазоны измерения переносных газоанализато-
ров зависят от измеряемого загрязнителя. Погрешность
измерения для всех приборов 2 % от верхней границы
диапазона.
Представителем другого направления комплексных
анализов может служить передвижная станция для кон-
троля промышленных выбросов фирмы ETJ (Герма-
ния). Основное внимание здесь уделено контролю самих
источников загрязнения, проводимому либо в газоходах
промышленных предприятий, либо в непосредственной
близости от них. Эта направленность исследований обу-
словила ряд особенностей станции:
• выбор соответствующих газоанализаторов для
контроля дымовых газов по диапазонам измерения и
контролируемым параметрам;
• наличие разнообразных средств пробоподготовки;
наличие комплекта технических средств анализа запы-
ленности газов.
Наряду с этим в составе станции имеются универ-
сальные приборы физико-химического анализа (спек-
трофотометр, газовый хроматограф), позволяющие про-
водить дополнительные исследования в зависимости от
специфики источника выбросов.
Приборы и оборудование станции по своему функ-
циональному назначению разделены на три группы:
• приборы для автоматического контроля состава
газов;
• приборы для отбора проб и пробоподготовки;
• приборы для проведения комплексных исследова-
ний.
Передвижная лаборатория фирмы Hartmann und
Braun (Германия) отличается компоновкой технических
средств, наличием в их составе автоматического анали-
затора пыли. Длина рабочего помещения 4,5 м при ши-
рине 2 м и высоте 2,1 м. На выдвижной мачте с датчика-
ми скорости и направления ветра можно установить
также пробоотборное устройство для измерения с помо-
щью газоанализаторов концентраций загрязнителей на
разных высотах.
Газоаналитическая аппаратура включает:
• газоанализатор на SO, работающий по принципу
измерения электрической проводимости серной кислоты,
получаемой в ходе реакции SO с водой и перекисью во-
дорода;
• газоанализатор на СО и СО2;
• газоанализатор на H2S, NO, NO2, основанный на
изменении сопротивления органического элекролита в
зависимости от концентрации измеряемого загрязнителя.
Сопутствующие примеси удаляются с помощью
.специальных фильтров, газоанализатор на сумму углево-
дородов, работающий по пламенно-ионизационному
принципу.
Анализ пыли осуществляется с помощью автомати-
ческого пылемера. Поток воздуха со скоростью 1,2 м/ч
пропускается через систему фильтров, задерживающих
не учитываемые при анализе крупные частицы, а затем
притягивается через бумажный ленточный фильтр. Ко-
личество вещества, задержанного лентой, измеряется
излучателем: степень ослабления излучения, прошедше-
го через ленту фильтра, пропорциональна массе частиц,
задержанных фильтром.
Перспективным направлением развития передвиж-
ных лабораторий является создание мобильных станций
контроля, доставляемых к месту эксплуатации буксиров-
кой и устанавливаемых на достаточно длительный срок.
При необходимости лаборатории могут быть легко пере-
дислоцированы. В таких случаях один Тягач способен
обслуживать несколько контейнеров.
В качестве типовой лаборатории этого направления
может быть рассмотрена передвижная лаборатория
фирмы РАС (США). Приборы и оборудование лабора-
тории размещаются в специальном контейнере, достав-
ляемом к месту эксплуатации буксировкой.
В рабочем помещении установлены два пробоот-
борника ленточного типа на SO2 и твердые частицы, ана-
лизаторы на SO2, О2, NO, NO2, NOx, самописцы, пробо-
отборник на пять газов (H2S, СО, NH3, NO3, NO2, SO2) и
пробоотборник для взятия 12 проб этих газов за 288 ч. В
состав оборудования входят также прецизионные весы,
сушильная печь и средства жизнеобеспечения (конди-
ционер, светильники и т.д.). Лаборатория обеспечивает
контроль загрязнения атмосферы различными методами,
как с помощью ручных средств простейшего типа (лип-
кая лента, сосуды для сбора пыли и т.п.), так и с помо-
щью автоматических газоанализаторов.
Базовым звеном в сети наблюдения и контроля гид-
рометеорологической и санитарно-эпидемиологической
службы нашей страны является передвижная лаборато-
рия «Атмосфера-2» Госкомгидромета. Лаборатория
смонтирована на автомашине УАЗ-452А, салон которой
специальной перегородкой разделен на два отсека: в
приборном размещены измерительные средства для от-
бора проб воздуха на газообразные загрязнители, пыль и
сажу; во вспомогательном - распределительный щит,
держатели сажевого и пылевого патронов, катушки с
кабелем для подключения внешнего источника питания
и аккумуляторные батареи для обеспечения питания вы-
носных пунктов наблюдения. На крыше автомашины
укреплена съемная платформа с подъемной мачтой для
установки в рабочее положение датчика анеморумбо-
метра и выдвижной штангой держателя фильтров.
Лаборатория имеет следующие группы:
• отбора проб воздуха;
• инструментального анализа;
• контроля метеопараметров;
• электроснабжения, отопления и освещения.
Пробы для анализа воздуха на газовые примеси от-
бирают из двух каналов: вертикального и горизонтально-
го. Оба канала имеют общий нагреватель, включающий-
ся при температуре наружного воздуха менее - 5 °C. Че-
рез распределитель воздух поступает в поглотительные
приборы, установленные в штативах.
Отбор проб на пыль производится с помощью пы-
лесоса. Воздух в течение 20 мин прокачивается через
пылевой патрон, укрепленный в держателе. В пневмати-
ческом канале отбора на пыль также установлены нагре-
ватели. Пробы на сажу отбираются с помощью одного из
аспираторов. Измерение метеопараметров осуществляет-
624
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
ся с помощью анеморумбомера, датчик которого на вре-
мя измерений монтируется на специальной мачте, укре-
пленной на съемной платформе. Мачта может поворачи-
ваться в вертикальной плоскости на 90'. Значения скоро-
сти и направления ветра, измеренные анеморумбомером,
отображаются на указателе метеопараметров, установ-
ленном в передней части приборного (основного) отсека.
Электропитание лаборатории осуществляется от
внешнего источника переменного тока напряжением
220 В (50 Гц) с помощью гибкого переносного кабеля,
наматываемого при передвижении автомашины на ка-
тушку во вспомогательном отсеке.
Одной из типичных станций комплексного анализа
является станция американской фирмы Callfomis Inter-
national Trade Corp. (CJT).
В состав станции входят автоматические анализато-
ры для контроля 11 загрязнителей, а именно, пять уни-
версальных анализаторов для измерения SO2, СО2, С3Н8,
NO2 и конвертер для сжигания NO до NO2, позволяющий
проводить дополнительный анализ окиси и суммы оки-
слов азота; парамагнитные газоанализаторы на кислород;
газоанализатор на водород; газоанализатор углеводоро-
дов; колориметрический газоанализатор на H2S.
На станции осуществляется дополнительно кон-
троль О2, Н2, С3Н8, что особенно важно при контроле
промышленных выбросов на предприятиях теплоэнерге-
тики (контроль О2) и газовой нефтеперерабатывающей
промышленности (контроль Н2 и С3Н8).
Газоанализаторы выпускаются с 13 стандартными
шкалами измерения объемного содержания загрязните-
лей. Погрешность 2 % от верхней границы диапазона.
Анализатор кислорода имеет два диапазона измере-
ния объемного содержания О2 в пробе (0-10и0-21 %);
анализатор водорода, основанный на принципе измере-
ния теплопроводности, имеет диапазон измерения 0 -
10 % и анализатор углеводородов, работающий по плаз-
менноионизационному методу, отличается малым вре-
менем срабатывания (около 2 с) и высокой стабильно-
стью параметров. Анализатор сероводорода выпускается
с рабочим диапазоном 0-16 ppm.
Средства измерения метеопараметров объединены в
единую систему, имеющую в своем составе ЭВМ для
обработки и отображения получаемых результатов и
управления режимами работы, блоки замера скорости и
направления ветра, датчик температуры с устройством
для защиты от солнечной радиации, влагомер, зонд для
осадков.
Вторая группа оборудования станции контроля -
средства отбора проб и пробоподготовки - обеспечивает
возможность работы станции с дымовыми газами.
Приборы третьей группы, предназначенные для
проведения комплексных анализов, представлены газо-
вым хроматографом и спектрофотометром, имеющим
демпфирующую систему для предохранения оптики от
вибрации и ударов. Диапазон длин волн спектрометра
325 - 1000 нм, точность установки длины волны менее
1 нм, ширина полосы 8 нм.
Станция контроля загрязнения окружающей
среды фирмы BIS позволяет проводить контроль возду-
ха, пыли и почвы, однако осуществляется он только по
основным параметрам. Станция обеспечивает автомати-
ческий контроль следующих параметров:
• по атмосферному воздуху - NO, NO2, NOX, SO2,
О2, СО, H2S, NH3, CnHm и пыли (всего 11 ингредиентов
и пять метеопараметров - скорость и направление ветра,
температура, влажность и давление воздуха);
• по воде и почве - кислотность, растворенный ки-
слород, показатель Redox, проводимость, температура.
Результаты измерений поступают в систему обра-
ботки данных и выводятся на регистрацию. В состав
станции включены также средства для отбора проб воз-
духа и воды, средства калибровки анализаторов и другое
вспомогательное оборудование.
Фирма Horiba (Япония) выпускает экологические
лаборатории на базе различных автомобилей. Каждая из
лабораторий оснащается, как правило, базовым комплек-
том физической и аналитической аппаратуры для экс-
пресс-контроля преимущественно приоритетных загряз-
няющих веществ, т.е. веществ, подлежащих обязатель-
ному контролю в любом из режимов мирового призем-
ного пространства.
Фирма Микросенсорная технология (МСТ), Гер-
мания, выпускает передвижную лабораторию, оснащен-
ную только всем необходимым вспомогательным обору-
дованием: системами энергоснабжения, кондициониро-
вания, устройствами пробоотбора, сбора и обработки
информации. Требующиеся конкретному потребителю
аналитические приборы устанавливаются в кузове авто-
мобиля в соответствии с потребностью пользователя.
Фирма Hagenuk GmbH (Германия) разработала и
изготовила передвижную электротехническую лаборато-
рию для контроля чистоты грунтовой воды и индустри-
альных стоков, а также определения содержания нефти в
воде и почве.
Лаборатория имеет по существу два взаимодопол-
няющих комплекса приборов (потенциометрический и
фотометрический) для определения: показателя щелоч-
ности или кислотности воды, pH, биологической актив-
ности и химического потребления О2, растворимости в
воде электролитов по показателю проводимости, содер-
жания нитратов и нитритов, характеризующих загряз-
ненность воды стоками, и хлора С12, третий комплекс
аппаратуры анализаторов - фотометр для определения
содержания в воде и почве нефтепродуктов.
Анализатор - фотометр представляет собой пере-
носной малогабаритный прибор, определяющий на пер-
вом этапе наличие в пробе воды нефти путем осуществ-
ления экстракции алифатических загрязнений фреоном
113, на втором этапе выполняющий собственно замер
концентрации нефтепродуктов в этой пробе. Кроме того,
качественный контроль на содержание нефти в питьевой
воде можно выполнить с помощью тестовой бумаги, ок-
рашивание которой в темно-синий цвет указывает на
присутствие нефти.
«Себа Динатроник» (Германия) - одна из ведущих
мировых фирм в области мобильных систем диагностики -
производит мобильную лабораторию экологического
мониторинга. Назначение: оперативное обнаружение и
анализ загрязняющих веществ различного происхожде-
ния в воде (природной, технической, питьевой, сточной),
ПЕРЕДВИЖНЫЕ ЭКОЛАБОРАТОРИИ И СТАНЦИИ
625
на почве, на растениях (дикорастущих и культивируемых
в сельском хозяйстве).
В единый комплекс входят:
• лазерная диагностическая установка;
• компьютерная система;
• приборы неразрушающего контроля и диагности-
ки;
• приборы экологического контроля; автомобиль
типа «Вездеход» или микро-, или миниавтобуса.
Лаборатория в «реальном масштабе времени» осу-
ществляет качественный и количественный анализ за-
грязнителей окружающей среды, как в городских, так и в
полевых условиях, сельской местности, зеленой зоне и
т.д.
Оператор вводит оптический зонд в исследуемую
область и практически осуществляет контроль текущего
состояния исследуемой среды, т.е. может зафиксировать
изменения в ней, происходящие именно во время изме-
рения. Измеряются pH-показатель; проводимость; со-
держание кислорода; содержание нитратов и т.п.
Установка может обнаружить:
• биоорганические вещества (продукты жизнедея-
тельности человека, животных, отходы пищевой и мо-
лочной промышленности и иного происхождения); ми-
неральные кислоты (например, соляная, серная и др.);
• нефти и нефтепродукты (бензин, керосин, дизель-
ное топливо, солярное масло);
• полициклические ароматические углеводороды,
(например, 3-4-бензопирен, содержащийся иногда в ас-
фальтах) с сильным канцерогенным действием.
Принцип действия лазерной диагностики следую-
щий: под действием лазерного излучения возникает
флуоресцентное свечение, по спектральным характери-
стикам которого определяется состав и концентрация
загрязняющих веществ.
В состав лазерной диагностической установки
(ЛДУ) входят:
• оптический зонд с соединительным кабелем;
• малогабаритный лазер Уф-диапазона;
• малогабаритный полихроматор;
• оптоэлектронный преобразователь;
• многоканальный усилитель;
• интерфейс;
• компьютер.
Под действием лазерного излучения в веществах,
прилегающих к зонду, возбуждается флуоресцентное
свечение. По приемному световодному кабелю сигналы
флуоресценции поступают в полихроматор, где проис-
ходит пространственное разделение спектра флуорес-
ценции. На выходе полихроматора размещается линейка
фотодиодов, где происходит преобразование оптическо-
го сигнала в электрический сигнал и накопление его.
Через определенные промежутки времени производится
считывание накопленных сигналов, которое после пред-
варительного усиления, калибровки и преобразования в
цифровой код поступают в ЭВМ, где производится обра-
ботка информации.
НПО «Химавтоматика» (Москва) изготавливает
передвижную лабораторию целевого назначения, пред-
40 - 7387
назначенную для оперативного контроля за содержанием
вредных примесей в выбросах, атмосферном воздухе и
сточных водах на территории предприятия и санитарно-
промышленных зон. В состав лаборатории входят:
• средства автоматического контроля вредных ве-
ществ в промышленных выбросах и атмосферном возду-
хе: газоанализаторы;
• средства автоматического контроля вредных ве-
ществ в сточных водах: кондуктомер, УФ-фотометр, ИК-
фотометр, спектроколориметр;
• хроматографический модуль, включающий: пере-
носной ионный хроматограф, газовый хроматограф,
жидкостной хроматограф;
• метеорологический комплекс содержит средства
отбора и подготовки проб: стационарное воздухоотбор-
ное устройство, выносное воздухоотборное устройство,
пробоотборный зонд для газовых проб, пробоотборный
зонд-разбавитель для газа, пробоотборный зонд для во-
ды, переносное программируемое устройство для отбора
проб воды;
• вспомогательная аппаратура: блоки; пневматика
побудителей расхода нулевого газа; генератор калибро-
вочных смесей; линия* транспортировки газа; линия
транспортировки воды; баллоны с поверочными газовы-
ми смесями;
• устройства сбора и обработки информации;
• система энергоснабжения: распределительный
щит, аккумуляторная батарея, система защиты от пора-
жения электрическим током, система защитного зазем-
ления;
• система кондиционирования и обогрева.
Лаборатория выполнена на шасси трехосного авто-
мобиля типа ЗИЛ-131.
Специализированное предприятие (г. Арзамас)
поставляет передвижную аналитическую лабораторию,
оснащенную малогабаритным хромато-масс-спектро-
метром, позволяющим осуществлять качественное и ко-
личественное определение практически всех соединений,
присутствующих в конкретной пробе, определять инди-
видуальные вещества или отдельные классы веществ.
Эта лаборатория по своим возможностям эквивалентна
стационарной аналитической лаборатории и набору спе-
циализированных передвижных лабораторий на основе
экспресс-методов.
ОКБА (г. Йошкар-Ола) изготовляет передвижную
лабораторию для контроля биоаэрозолей в окружающей
среде в районе заводов медицинской и микробиологиче-
ской промышленности. Она имеет: иммуноферментный
анализатор с регистрацией данных; высокопроизводи-
тельное воздухозаборное устройство; микробиологиче-
ские импакторы; жидкостные импинджеры.
Контроль газов и вредных примесей в выбросах ав-
тотранспорта и отходов производства наиболее целесо-
образно осуществлять фотоакустическим газоанализа-
тором (фирма "Брюль и Кьер", Дания), поскольку эта
модель по своим функциональным и метрологическим
характеристикам превосходит другие известные газоана-
лизаторы как зарубежного, так и отечественного произ-
водства.
626
МЕТОДЫ И СРЕДСТВА ЭКОЛОГИЧЕСКОЙ ДИАГНОСТИКИ
Для измерения тяжелых и легких элементов наибо-
лее предпочтителен переносной ионный хроматограф
ХПИ-1, выпускаемый НПО «Химавтоматика».
Контроль уровня радиационного излучения реко-
мендуется выполнять малогабаритной аппаратурой типа
КР, изготовляемой заводом «Электрон» (г. Желтые
Воды).
Аппаратура КР состоит из трех блоков, предназна-
ченных соответственно для измерения радиационных
излучений в жестких производственных условиях. Каж-
дый из блоков весит не более 1,5 кг.
Шум, вибрация, электростатические поля относятся
также к приоритетным параметрам контроля. Для кон-
троля этих параметров в экологическую лабораторию
включены приборы: шумомер, виброизмерительный
комплекс, измеритель напряженности электростатиче-
ского поля и нейтрализатор зарядов статического элек-
тричества. Лаборатория содержит бензоагрегат, дисцил-
лятор, систему отопления, кондиционер, устройства про-
боотбора, компьютер и радиосвязь. Обслуживают лабо-
раторию 3 человека.
ЛИТЕРАТУРА
1. Безопасность России. Экологическая диагности-
ка. М.: МГФ «Знание» - Машиностроение, 2000.
2. Физические основы сейсмического метода. Не-
традиционная геофизика / Под ред. А.В. Николаева. М.:
Наука, 1998.
3. Контроль химических и биологических парамет-
ров окружающей среды. Эконометрия: Энциклопедия /
Под ред. Л.К. Исаева. Санкт-Петербург, 1998.
4. Одум Ю. Экология. Т. 1,2. М.: Мир, 1986.
Глава 22. СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И
ДИАГНОСТИКИ
22.1. ОБЩИЕ СВЕДЕНИЯ И
ОСНОВНЫЕ ПОНЯТИЯ
К специальным методам и средствам контроля, ос-
нованным на методах НК и Д, относятся поисково-
досмотровые методы и технические средства, аппаратура
наблюдения и контроля, а также достаточно широкий
спектр криминалистической техники, которые в свою
очередь входят в состав антитеррористических средств.
Перечисленные методы и средства получили название
поисковых или поисково-досмотровых.
Современными методами НК и Д освоен практиче-
ски весь частотный диапазон электромагнитного спек-
тра, акустические волны, электростатические поле и
корпускулярное излучение, что позволяет создавать по-
исковые аппаратурные средства, обеспечивающие «ви-
дение» внутренней структуры практически любого объ-
екта контроля в прошедших, отраженных или рассеян-
ных лучах с заданным коэффициентом трансформации
размеров изображения.
Применение таких поисковых технических средств
является одной из эффективных и действенных форм
осуществления поисковых мероприятий.
Под поисковыми мероприятиями понимается про-
цесс инструментального обследования различных пред-
метов (объектов контроля) или определенной области
пространства с целью обнаружения и локализации объ-
ектов поиска. Поиск осуществляется в укрывающих сре-
дах и его эффективность определяется, в первую оче-
редь, выбранным физическим методом или комбинацией
методов, обеспечивающих эффективную регистрацию
информационных признаков объектов поиска.
К объектам контроля относятся транспортные сред-
ства, механизмы, здания и сооружения, различные пред-
меты и изделия, вещи, багаж, ручная кладь, материалы и
т.п., которые подвергаются контролю и в которых осу-
ществляется поиск объектов (предметов, дефектов), не
свойственных данному объекту. Объектами поиска яв-
ляются предметы (дефекты), не свойственные данному
объекту контроля, не являющиеся его составной частью,
включенные в него искусственно или возникшие в нем
естественным образом.
Контроль багажа и почтовых отправлений, различ-
ных контейнеров и транспортных средств, продуктов
питания и сыпучих грузов, строительных конструкций,
мебели и предметов обихода, судебно-медицинская экс-
пертиза и анализ подлинности произведений искусства,
ценных бумаг, банкнот и документов, осуществляемый с
помощью поисковых средств интроскопии, обеспечивает
решение задачи поиска и выявления взрывчатых веществ
и устройств, оружия и боеприпасов, пресечения попыток
нелегального провоза запрещенных предметов, контра-
банды и наркотиков; выявления систем подслушивания и
передачи информации; обнаружение подделок, фальши-
вок; предотвращения террористических актов, угроз и т.п.
Многообразие поисковых задач, особенности объ-
ектов контроля, специфические условия применения ап-
паратурных средств, высокие требования по функцио-
нальным возможностям, чувствительности, надежности,
весогабаритным и эксплуатационным характеристикам
практически исключают возможность использования
для их решения технических средств интроскопии обще-
промышленного назначения. Напротив, в большинстве
случаев для решения конкретных поисковых задач тре-
буется целенаправленный анализ вариантов их решения,
поиск и оптимизация физического метода или их ком-
бинаций, разработка алгоритма работы и структурно-
функциональной схемы, исследование физических и
технико-технологических возможностей построения ап-
паратуры.
Поисково-досмотровая техника, являясь частью ан-
титеррористических средств (рис. 1), обеспечивает воз-
можность осуществления эффективных мер по инфор-
мационной защите, предотвращению террористической
деятельности и преступлений в экономической сфере, а
также решение задач техногенной и экологической безо-
пасности.
Одной из серьезных проблем, ставящей на грань
выживания все формы жизни на земле, является угроза
экологической катастрофы, обусловленная в первую
очередь бесконтрольным распространением оружия и
взрывчатых веществ (ВВ), последствиями легкомыслен-
ных захоронений различных боеприпасов в морских глу-
бинах, а также оставленными в земле и на ее поверхно-
сти в более 60-ти странах мира мин различного типа,
особо опасными из которых являются противопехотные
(ПП). Обнаружение, локализация и мониторинг экологи-
чески опасных объектов относятся к задачам военной
экодиагностики, решаемым с использованием поисковых
средств НК и Д.
22.2. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ
ФИЗИЧЕСКИХ МЕТОДОВ ДЛЯ
РЕШЕНИЯ ПОИСКОВЫХ ЗАДАЧ
Классическое решение достаточного широкого кру-
га поисковых задач, осуществляемых на основе методов
НК и Д, предполагает в качестве первого и основного
шага оптимальный выбор физического метода или их
комбинации с учетом цели и содержания задачи, условий
ее решения, а также особенностей объекта контроля и
объекта поиска с последующей разработкой алгоритма,
структурно-функциональной схемы прибора и непо-
средственно создание аппаратуры в совокупности с ме-
тодикой контроля.
40*
628
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 1. Примерная структура антитеррористических средств
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ ФИЗИЧЕСКИХ МЕТОДОВ ДЛЯ РЕШЕНИЯ ПОИСКОВЫХ ЗАДАЧ 629
Основными требованиями, предъявляемыми к вы-
бранным методам, являются:
1. Обеспечение эффективного решения поисковой
задачи.
2. Обеспечение безопасности оператора при работе
с поисковой аппаратурой.
3. Возможность создания мобильных и портатив-
ных поисковых систем.
К важным факторам, определяющим окончательное
принятие решения о выборе того или иного метода кон-
троля или их комбинации, относится наличие априорной
информации о структуре и физических свойствах как
объекта контроля, так и объекта поиска, характере взаи-
модействия физических полей с ними, а также условиях
и допустимом времени контроля.
Для различных объектов контроля объекты поиска
достаточно разнообразны и должны рассматриваться для
каждого объекта конкретно. К объектам поиска относят-
ся:
• оружие, взрывчатые вещества, взрывные уст-
ройства, яды и т.п.;
• устройства съема, записи и передачи информа-
ции;
• инженерные коммуникации и искусственные
полости в строительных конструкциях;
• контрабанда, наркотики;
• трещины, расслоения, промоины, полости в
крупных инженерных сооружениях;
• другие объекты и посторонние предметы
(вплоть до экзотических).
Разумеется, что перечислить и систематизировать
все возможные варианты объектов контроля и поиска
практически невозможно, однако любой реальный объ-
ект контроля или объект поиска может с большой степе-
нью достоверности быть отнесен к одному из указанных
в табл. 1, где представлены основные объекты контроля,
соответствующие им объекты поиска, основные и вспо-
могательные методы контроля, которые могут быть по-
ложены в основу создаваемых аппаратурных средств.
Достаточно широкому многообразию объектов кон-
троля соответствуют конкретные материалы с опреде-
ленным диапазоном эквивалентных толщин и соответст-
вующие им дефекты. Такое соответствие приведено в
табл. 2.
1. Объекты контроля и поиска
Объект контроля Объект поиска (Выявляемые дефекты) Основной вид контроля Другие возможные виды контроля
Строительные конструкции (фрагмен- ты): стены, межэтажные перекрытия, простенки, перегородки Акустические звуковые (каналы) и выходы Микрофоны Аудио- и телевизионные устрой- ства съема и передачи информа- ции Радиационный (рентгеновский) Акустический Радиоволновый (СВЧ) Тепловой Оптический
Элементы строительных конструкций: подоконники, дверные и оконные ра- мы, косяки, двери, панели, покрытия, подвесные потолки Различные устройства съема, записи или передачи информа- ции Радиационный (рентгеновский) Акустический Магнитный (Вихретоковый) Тепловой Оптический
Инженерные модули СК: электрорас- пределительные шкафы и коробки, розетки Различные устройства съема, записи или передачи информа- ции Радиационный (рентгеновский) Оптический
Мебель и фурнитура: столы, стулья, кресла, шкафы, тумбочки, ящики и т.п. Различные устройства съема, записи или передачи информа- ции Рентгеновский Вихретоковый Оптический
Оргтехника, предметы повседневного пользования: компьютеры, калькуля- торы, копировальная техника, телефо- ны, телефаксы, АТС, радио- и телеви- зионная аппаратура, часы, письмен- ные принадлежности и т.п. Различные устройства съема, записи или передачи информа- ции Взрывные и зажигательные уст- ройства Контрабанда (вложения) Рентгеновский Тепловой Оптический
Почтовая корреспонденция: письма, бандероли, посылки Взрывные, зажигательные уст- ройства, яды, оружие, боеприпа- сы Контрабанда, наркотики Радиационный (рентгеновский) Магнитный (Вихретоковый) Тепловой Оптический
Ручная кладь: сумки, портфели, кей- сы, упаковки, тюки Взрывные зажигательные уст- ройства, оружие, боеприпасы Контрабанда, наркотики Радиационный (рентгеновский) Оптический
630
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Продолжение табл. 1
Объект контроля Объект поиска (Выявляемые дефекты) Основной вид контроля Другие возможные виды контроля
Транспортные средства (автомобили): двери, бензобак, покрышки колес, конструктивные ниши Контрабанда, наркотики, оружие, боеприпасы, взрывчатка, взрыв- ные устройства Радиационный (рентгеновский) Тепловой Оптический
Прочее: игрушки, сувениры, предме- ты обихода и т.п. Взрывные вещества и взрывные устройства Контрабанда, наркотики, яды Устройства съема и передачи информации Радиационный Оптический
2. Контролируемые материалы и возможные дефекты
Контролируемый материал Контролируемые толщины, мм Типы дефектов Размеры дефектов, мм Метод контроля
Бетон, железобетон, кир- пич, асбестоцемент до 200 Локальные пустоты Протяженные пусто- ты, каналы Кабель, провод из А1, Си Металлические включения Отверстия с выходом на поверхность 10-30 6-30 от 1,0 от20х(1-2) от 1 Акустический Рентгеновский Тепловой Оптический
Дерево, композитные ма- териалы до 200 Локальные металли- ческие включения Кабель, провод из А1, Си от20х(1-2) от 0,2 Рентгеновский Тепловой Оптический
Пластмасса, пластики до 50 Трещины Расслоения Локальные металли- ческие включения Кабель, провод из А1, Си раскрыв от 0,1 от20х(1-2) от 0,1 Акустический Рентгеновский Тепловой Оптический
Диэлектрики, бумага до 100 Локальные металли- ческие включения Провод А1, Си от20х(1-2) . от 0,1 Рентгеновский Оптический
Металлы: А1 Fe до 50 до 15 Локальные пустоты Инородные включе- ния от20х(1-2) от 70 х (2-5) Рентгеновский Тепловой
Резина, кожа, винилы до 100 Металлические включения Провод А1 и Си Локальные инород- ные включения от 20 х (1-5) от 0,15 от 70 х (2-5) Рентгеновский Оптический
Из табл. 1 и 2 явствует, что основными методами
контроля, обеспечивающими решение поисковых задач,
являются радиационный, тепловой, оптический и аку-
стический методы, краткая характеристика которых при-
водится ниже.
Радиационный метод ввиду своей универсально- .
ста позволяет осуществлять контроль практически всех
объектов или материалов.
В табл. 2 в качестве основного материала контроля
указаны бетон и железобетон, т.е. материал строитель-
ных конструкций, контроль которых является наиболее
сложной и трудоемкой задачей.
Для обнаружения малоконтрастных дефектов в ге-
терогенных структурах, которыми являются бетон, желе-
зобетон и другие СК, в соответствии со сложившейся
практикой применяется либо метод радиографии (для
ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ ФИЗИЧЕСКИХ МЕТОДОВ ДЛЯ РЕШЕНИЯ ПОИСКОВЫХ ЗАДАЧ 631
толщин более 200 мм), либо флуороскопический метод
(для меньших толщин). В том и другом случаях сущест-
венное влияние на результаты контроля (выявляемость
дефектов) оказывает неоднородность объекта контроля.
Причем толщина слоя бетона или железобетона, в кото-
ром неоднородность структуры проявляется существен-
ным образом, составляет величину до 200 мм. Макси-
мальное влияние неоднородность структуры бетона ока-
зывает при обнаружении дефектов в виде пустот или
инородных включений неправильной формы. Для более
толстых бетонных барьеров влияние неоднородности
значительно уменьшается, что обуславливается в основ-
ном альбедными процессами.
Контроль бетонных барьеров толщиной до 200 мм
осуществляется, как правило, методом флуороскопии,
отличающимся высокой производительностью, возмож-
ностью многоракурсного просмотра, а также потенци-
альной возможностью улучшения результатов контроля
за счет оцифровки и математической обработки радиа-
ционно-оптического изображения. Энергия зондирую-
щего излучения для таких толщин ограничивается
300 кэВ. При этом реально достижимые результаты по
чувствительности составляют от 0,8 ... 1,8 % до 1,5 ...
2,5 % по пустотам, а минимально выявляемый диаметр
медного провода не превышает 1,2 ... 1,8 мм.
В сравнимых условиях радиография обеспечивает
значительно большую чувствительность. Однако повы-
сить чувствительность флуороскопических систем, дос-
тигнув в идеале параметров радиографии, удается за счет
проекционного увеличения масштаба теневого изобра-
жения объекта контроля. Следует отметить, что исполь-
зование метода томосинтеза или томографии может в
несколько раз повысить чувствительность контроля и
выявляемость дефектов. Однако реализация этих мето-
дов значительно увеличивает время контроля и его
стоимость, а аппаратура, их реализующая, будет иметь
достаточно внушительные весогабаритные характери-
стики.
Тепловой неразрушающий контроль (ТНК) ос-
нован на принципах, заключающихся в том, что любые
процессы, происходящие в природе и человеческой дея-
тельности, связаны с поглощением или выделением теп-
ла. Естественно, в результате этого поверхности физиче-
ских тел - объектов контроля, приобретают специфиче-
ское температурное распределение.
Температурное поле на поверхности объекта кон-
троля характеризуется спектральной плотностью излу-
чения или спектральной энергетической светимостью,
достаточно точно описываемой законом Планка, распро-
страненным на реальные объекты, имеющие фиксиро-
ванный коэффициент излучения.
На рис. 2 показаны типовые характеристики спек-
трального распределения энергетической светимости тел
с температурой 300 К и Т= 500 К (кривые 1 и 2).
Современные поисковые тепловизионные системы
работают в одном из двух диапазонов: 3 ... 5 или 8 ...
13 мкм, определяемых спектральной чувствительностью
приемников. Неохлаждаемые тепловизионные системы,
к которым относится поисковая аппаратура, использует,
как правило, диапазон 8 ... 13 мкм.
А, мгн
Рис. 2. Спектральное распределение энергетической
светимости тел
Выбор в пользу 8 ... 13 мкм обуславливается поло-
жением максимумов спектрального распределения плот-
ности излучения тел в диапазоне Т= 300 ... 500 К, а так-
же результатами расчета, показывающими, что в диапа-
зоне 3 ... 5 мкм в указанном интервале температур тела
излучают -1,5 % потока, а в диапазоне 8 ... 14 мкм эта
величина составляет не менее 25 %. Кроме этого, диапа-
зон 8 ... 14 мкм соответствует второму окну прозрачно-
сти атмосферы.
Оптический метод контроля лежит в основе по-
строения широкого спектра поисково-досмотровых тех-
нических средств и криминалистической аппаратуры.
В соответствии с общепринятой практикой в оптическом
излучении принято выделять:
• Видимое излучение - электромагнитное излу-
чение с длиной волны от 380 до 780 нм;
• Инфракрасное излучение, делящееся на три
группы: IR-A (коротковолновое) с длиной волны 800 ...
1400 нм; IR-B (средневолновое) - 1400 ... 3000 нм; IR-C
(длинноволновое) - 3000 ... 10 000 нм.
• Ультрафиолетовое излучение, также делящее-
ся на три диапазона: UV-А (длинноволновое) с длиной
волны 315 ... 400 нм; UV-В (средневолновое) - 280 ...
315 нм; UV-С (коротковолновое) - 100 ... 280 нм.
Оптические поисковые средства реализуют свои
функции путем анализа взаимодействия оптического
излучения с объектом контроля, при этом наглядность
получаемой информации является одним из наиболее
ценных свойств такой техники.
К оптическим поисково-досмотровым средствам
относятся:
• Досмотровые зеркала различной конструкции и
разных размеров, с масштабированием изображения и
различного типа подсветкой.
• Эндоскопические системы на основе бороскопов,
волоконной оптики, снабженных фототелевизионным
трактом и блоком подсветки, а также телеэндоскопы.
• Оптические приборы наблюдения и поиска,
включая комбинированные системы «день - ночь», при-
боры ночного видения, тепловизионные системы и аппа-
ратура обнаружения оптических систем.
632
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
К криминалистической аппаратуре, предназначен-
ной в основном для контроля документов, архивных ма-
териалов, произведений живописи, денежных знаков,
банкнот, ценных бумаг и других объектов, в основе ко-
торой лежит оптический метод, следует отнести:
• Ультрафиолетовые излучатели различной кон-
струкции, генерирующие излучение в средне- или длин-
новолновой области УФ-спектра.
• Приборы, визуализирующие различные изобра-
жения в диапазоне коротких или средних волн инфра-
красного излучения.
• Комплексные системы контроля (кримблоки и
видеоспектральные компараторы), использующие не-
сколько диапазонов оптического излучения и различные
методики контроля.
Акустический метод контроля, а более конкрет-
но - ультразвуковой эхо-импульсный метод, обеспечи-
вающий возможность визуализации внутренней структу-
ры неоднородных материалов при одностороннем под-
ходе к ним, лежит в основе поисковой аппаратуры для
контроля изделий и сооружений из бетона и железобето-
на.
Возможность представления результатов контроля в
виде двухмерного изображения сечения произвольной
ориентации внутренней структуры исследуемых конст-
рукций (томограмм), а также синтезирование трехмерно-
го изображения делает этот метод наиболее информа-
тивным и максимально доступным для компьютерного
анализа полученных данных на основе различных алго-
ритмов.
Крупноструктурные бетоноподобные материалы
характеризуются весьма значительным частотно-
зависимым затуханием акустических волн, достигающим
на частотах 250 ... 300 кГц 200 и более дБ/м, поэтому
для их контроля используется диапазон частот 50 ...
150 кГц, что соответствует длинам волн порядка 3 ...
10 см.
Существенная неоднородность внутренней струк-
туры бетона и железобетона является причиной высоко-
го уровня структурных помех, не позволяющих в боль-
шинстве случаев достигнуть отношения величины по-
лезного сигнала к шуму больше единицы. Поэтому для
создания высокоинформативных акустических поиско-
вых средств требуется решение двух основных проблем.
1. Обеспечить пространственную селекцию отража-
телей при малых волновых размерах излучателей и при-
емников ультразвука.
2. Осуществить обнаружение полезных сигналов на
фоне интенсивного структурного шума.
Очевидно, что эти проблемы взаимосвязаны, так
как улучшение каким-либо способом пространственной
селекции неизбежно приводит к увеличению отношения
сигнал/шум, поскольку источником шума является само
контролируемое пространство, в котором после излуче-
ния зондирующего сигнала возникает структурная ре-
верберация.
22.3. МЕТОДЫ И СРЕДСТВА
ПОИСКОВЫХ СИСТЕМ
РАДИАЦИОННОЙ ИНТРОСКОПИИ
Метод радиационной интроскопии является наибо-
лее универсальным инструментом, позволяющим решать
широкий класс поисковых задач, таких как: контроль
строительных конструкций, мебели и фурнитуры, пред-
метов обихода, ручной клади, багажа, почтовых отправ-
лений, продуктов питания; осуществлять инспекцию
крупных контейнеров и транспортных средств от легко-
вых автомобилей до железнодорожных вагонов; прово-
дить негласный контроль людей с целью поиска оружия
или других предметов, скрытых под одеждой; обеспечи-
вать анализ произведений искусства и проводить судеб-
но-медицинскую экспертизу.
Разработка поисковых устройств, реализующих ме-
тод радиационной интроскопии, сводится к созданию
флуороскопических и сканирующих систем или уст-
ройств цифровой радиографии.
Необходимость и целесообразность разработки
обоих типов аппаратурных средств определяется широ-
ким разнообразием поисковых задач, различными усло-
виями их решения, экономическими и другими требова-
ниями. Оптимальный компромисс между информативно-
стью системы, уровнем лучевой нагрузки на объект кон-
троля, стоимостью, комфортной эксплуатацией и други-
ми параметрами, достигается при разработке портатив-
ных средств на основе флуороскопических систем,
принцип цифровой радиографии предпочтительнее для
стационарных систем. Однако следует отметить, что
окончательный выбор принципа построения радиацион-
ных систем контроля определялся, исходя из цели и за-
дач контроля, условий эксплуатации, требований по чув-
ствительности, радиационной нагрузки и ряда других
параметров.
Флуороскопические поисковые системы актив-
ного типа обеспечивают оптимальный компромисс ме-
жду величиной радиационной нагрузки на объект кон-
троля, чувствительностью, разрешающей способностью,
контрастом, весогабаритными и эксплуатационными
характеристиками. В качестве активных элементов,
обеспечивающих достижения коэффициента конверсии
флуороскопических систем до нескольких сотен
кд м^ Р ^мин, в зависимости от решения конкретной
задачи могут использоваться: электронно-оптические
усилители яркости изображения (ЭОПы), рентгеновские
электронно-оптические преобразователи (РЭОПы), вы-
сокочувствительные телевизионные камеры (ТВ). Пре-
дельные уровни чувствительности, достигаемые флуоро-
скопическими поисковыми системами на основе пере-
численных устройств, приведены на рис. 3 в виде графи-
ков обобщенных значений чувствительности при кон-
троле объектов, эквивалентных по плотности А1. Для
сравнения здесь же приведена характеристика пассивной
флуороскопической системы РД-12 ПК, являющейся
одной из первых радиационных поисковых систем, ши-
роко используемой в период 70 - 80-х гг. XX в.
МЕТОДЫ И СРЕДСТВА ПОИСКОВЫХ СИСТЕМ РАДИАЦИОННОЙ ИНТРОСКОПИИ
633
Рис. 3. Чувствительность флуороскопических систем:
1 - комплект РД-12 ПК (пассивная система); 2 - флуороскопическая система на основе ТВ-канала (видикон);
3 - флуороскопическая система на основе ТВ-канала (ПЗС-матрица + цифровая обработка и накопление сигнала);
4 - активная флуороскопическая система на основе РЭОПа
Создание активных флуороскопических поисковых
систем на основе РЭОПов, а также применение усилите-
лей яркости изображения на основе ЭОПов обеспечивает
достижение высокой чувствительности, а также получе-
ние максимума информации о внутренней структуре
объекта контроля при минимальном уровне радиацион-
ной нагрузки на него. Однако применение РЭОПов в
поисковых системах ограничено в первую очередь их
внушительными весогабаритными характеристиками и
значительным энергопотреблением, в то время как
ЭОПы лишены указанных недостатков и, имея высокое
разрешение и удовлетворительную чувствительность,
могут обеспечить наблюдение светотеневого изображе-
ния при уровнях освещенности ИГ6 ... 10‘7 лк. Таким
образом, применение ЭОПов в мобильных радиацион-
ных поисковых системах можно считать обоснованным,
а с учетом накопленного опыта создания и практической
эксплуатации - предпочтительным. Появление высоко-
чувствительных малогабаритных приемопередающих
телевизионных камер на основе ССД-матриц и неболь-
ших размеров видеоконтрольных устройств обеспечива-
ет предпочтительное их использование, особенно в мо-
бильных системах, где требуется документирование или
трансляция получаемого изображения.
В качестве первого шага при проектировании флуо-
роскопических поисковых систем осуществляется поиск
оптимального флуоресцентного экрана, обеспечивающе-
го высокую эффективность радиационно-оптического
преобразования, малый уровень потерь света и высокое
пространственное разрешение в выбранном диапазоне
эффективной энергии первичного излучения £эф- Эффек-
тивность флуоресцентных экранов в основном определя-
ется толщиной рабочего слоя (нагрузка) и типом люми-
нофора. Мерой эффективности служит конверсионный
фактор С?в, определяемый как отношение яркости люми-
несценции Вэ к мощности экспозиционной дозы Р:
GB=B3/P.
Яркость люминесценции является функцией свето-
вого потока от элементарного слоя экрана и может быть
с учетом незначительных упрощений определена как
g
Вэ = 0,5 No (1 + p)exp(-^mx)exp(-£mx)<&,
о
где Nq - первичный поток энергии рентгеновского излу-
чения; и <^т - массовые коэффициенты ослабления
люминофором рентгеновского излучения и света соот-
ветственно; g - нагрузка люминофора; р - коэффициент
отражения люминесценции от подложки экрана.
Коэффициент к характеризует степень соответствия
между спектром высвечивания люминесцентного экрана
7(1) и спектральной чувствительностью приемника оп-
тического излучения 5(1), который в общем виде может
быть представлен выражением
00 00
О L О
в этом случае 5тах - максимальная чувствительность
приемника излучения.
В табл. 3 приведены основные характеристики лю-
минофоров, используемых при производстве флуорес-
центных экранов.
В активных флуороскопических системах на основе
ЭОПов, а также при использовании телевизионного ка-
нала в диапазоне эффективной энергии до 40 кэВ целе-
сообразно использование экранов на основе люминофора
ZnSCdS-Ag с нагрузкой 80 ... 100 мг-см‘2, обладающего
некоторыми преимуществами экрана с люминофором
Gd2O2S-Tb. В более высоком диапазоне первичного из-
634
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
3. Основные характеристики люминофоров
Люминофор -?эфф Макси- мальная длина волны, нм Коэффициент спектрального соответствия
Коэффици- ент конвер- сии, нит-Р-мин CsSb-фото- катод Мульти- щелочной фотока- тод CCD- матрица Пленка типа РФ-3
0,6ZnS 0,4CdS-Ag 35 528 0,2 0,62 0,92 0,92 0,47
0,55ZnS 0,45CdS-Ag 36 540 0,19 0,53 0,96 0,95 0,47
CsI-Tl 54 540 0,2 0,48 0,83 0,78 -
Gd2O2S-Tb 59,5 548 0,18 - 0,98 0,97 -
лучения предпочтение целесообразно отдавать экранам
на основе CsI(Tl) - люминофора как в виде монокри-
сталла, так и в виде эпитаксиальной структуры.
При проектировании поисковых флуороскопиче-
ских систем вполне достаточно ограничиться исследова-
нием и применением двух указанных типов люминофо-
ра, поскольку их спектр высвечивания максимально со-
ответствует спектральной чувствительности мультище-
лочных фотокатодов ЭОПов второго, два + и третьего
поколения, а коэффициент конверсии выше, чем для ря-
да сульфидных и оксисульфидных, активированных тер-
бием, люминофоров.
Окончательный выбор типа экрана и величины на-
грузки люминофора осуществляется, исходя из требова-
ний, предъявляемых к разрабатываемым системам, и
зависит от требуемого разрешения, чувствительности,
типа приемника или усилителя оптического излучения, а
также ряда других факторов. На рис. 4 и в табл. 4 пред-
ставлены параметры двух типов люминесцентных экра-
нов.
Возможные варианты структурно-функциональных
схем портативных и мобильных радиационных поиско-
вых систем активного типа представлены на рис. 5.
Реализация базовой модели (рис. 5-1), включающей
поворотное зеркало, входную и выходную оптику, ЭОП,
обеспечивает построение поисковых систем портативно-
го типа для работы в энергетическом диапазоне рентге-
новского излучения при анодном напряжении рентге-
новского аппарата до 120 кВ. Обеспечение безопасности
при работе с аппаратурой достигается за счет поворотно-
го зеркала и разнесения на достаточно значительное рас-
стояние флуоресцентного экрана и окуляра.. При этом
предъявляются жесткие требования как ко входной оп-
тике, которая должна обладать высоким разрешением и
светосилой, так и к окуляру, который должен иметь
короткий фокус и исключать наличие дисторсии при
передаче изображения с дюймового экрана ЭОПа не
менее чем с 2-кратным увеличением. В структурно-
функциональных схемах, представленных на рис. 5-2 и
5-3, для трансформации изображения с люминесцентно-
го экрана на фотокатод ЭОПа используется световоло-
конная оптика и фоконная линза. Такое построение явля-
ется оптимальным для флуороскопических систем с не-
большими экранами, основное назначение которых -
Рис. 4. Зависимость пространственного разрешения
флуороскопических экранов от нагрузки люминофора:
1 - ZnSCdS-Ag; 2 - Gd2O2S-Tb
4. Относительные значения световыхода экранов на основе Gd2O2S-Tb и ZnSCdS-Ag люминофоров
Нагрузка люминофоров, мг см B(Gd2O2S-Tb)/B(ZnS CdS-Ag) (относительных единиц) при £эфф> кэВ
10 20 30 40 50 60
20 1,08 1,5 0,77 0,42 0,24 0,16
40 1,1 1,34 0,83 0,48 0,34 0,26
60 1,12 1,32 0,95 0,5 0,33 0,25
80 1,27 1,33 0,94 0,62 0,46 0,35
100 1,33 1,27 1,07 0,69 0,54 0,42
МЕТОДЫ И СРЕДСТВА ПОИСКОВЫХ СИСТЕМ РАДИАЦИОННОЙ ИНТРОСКОПИИ
635
Рис. 5. Варианты структурно-функциональных схем флуороскопических поисковых радиационных систем
контроль труднодоступных мест таких, как фрагменты
зданий, инженерных коммуникаций, мебели, узлов авто-
мобилей и т.п. Кроме того весьма перспективным явля-
ется создание на их основе автономных портативных
поисковых систем, работающих с изотопными источни-
ками в качестве первичного излучателя. Рекомендуемый
рабочий энергетический диапазон таких флуороскопов
лежит в пределах 20 ... 150 кВ анодного напряжения.
Наблюдение радиационно-оптического изображения в
представленных структурных схемах предусматривается
как непосредственно с экрана ЭОПа, так и с помощью
телевизионной приставки, значительно расширяющей
функциональные возможности аппаратуры (рис. 5-5).
Структурная схема, представленная на рис. 5-4, является
по сути классической для рентгенотелевизионных флуо-
роскопических систем и лежит в основе мобильных, бы-
стро разворачиваемых поисковых систем, предназначен-
ных для работы в полевых условиях, на временных кон-
трольных пунктах и других не оборудованных стацио-
нарными системами местах. Рабочий энергетический
диапазон таких систем может составлять 50 ... 200 кВ, а
размеры экрана достигать внушительных величин.
Сканирующие поисковые системы радиационной
интроскопии предназначаются в основном для контроля
ручной клади, багажа, крупногабаритных грузов, кон-
тейнеров, транспортных средств и других объектов,
включая человека.
Различные типы сканирующих систем, исходя из
решаемой задачи, отличаются друг от друга размерами
элементарной детектирующей ячейки и соответственно
размерами блока детектирования, величиной энергии
зондирующего излучения, а также особенностями конст-
рукции, обусловленными способом формирования изо-
бражения.
Для применяемых в протяженных многоэлементных
детекторах в качестве отдельных элементов:
• детекторов на основе Nal (Т1) с фотоэлектронными
умножителями (ФЭУ);
• пластмассовых сцинтилляторов с ФЭУ;
• сцинтилляционых кристаллов с кремниевыми фо-
тодиодами;
• полупроводниковых детекторов (ППД);
• газонаполненных пропорциональных детекторов;
• главным требованием выдвигается условие мак-
симальной эффективности.
Количество и геометрические размеры элементов,
входящих в многоэлементную систему детектирования,
определяют исходя из требуемого пространственного
разрешения, величины конвертируемой энергии и габа-
ритных размеров объекта контроля.
С достаточной степенью точности величина радиа-
ционного контраста для рентгеновских сканирующих
систем в общем виде может быть представлена как:
£р =1-ехр(цв
где Цв и - линейные коэффициенты ослабления рент-
геновских квантов в объекте контроля и в материале
включения.
Для уверенного обнаружения заданного контраста
рентгенооптического изображения необходимо выпол-
нение условия
АГ0$фГ’ >2у2Кр~2,
где S' - площадь элементарного детектора в многоэле-
ментной системе; £ - эффективность детектора; т - вре-
мя накопления информации при формировании строки
(столбца) изображения; Nq - плотность потока энергии в
плоскости детекторов в отсутствии объекта контроля;
а - коэффициент ослабления излучения объектом кон-
троля; у - пик-фактор шума, величина которого для
практических расчетов выбирается в пределах 3 ... 5.
В случае у = 3, £ = 1 для сканирующих систем с
многоэлементным детектором выражение для радиаци-
онного контроля принимает вид
636
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
\ZaN0~'S~'x~}
0,5
а зависимость, определяющая связь между чувствитель-
ностью контроля и плотностью потока энергии зонди-
рующего излучения определяется как:
Г "I0,5
5 > 4,2т"1 Л"1 ехр(ц#
где 5 = d / h - относительный размер неоднородности в
объекте контроля.
Для формирования многоэлементной одномерной
системы детектирования используются в основном три
типа детекторов: комбинированная структура сцинтил-
лятор-фотодиод, где в качестве детектирующего элемен-
та применяются ZnSe(Te) и CsI(Tl), диффузионно-
дрейфовые ППД на основе Si(Li) и ППД на основе би-
нарного соединения CdTe. Основные характеристики
материалов детекторов приведены в табл. 5, а в табл. 6
представлены параметры современных детекторов, при-
меняемых для создания сканирующих систем радиаци-
онной интроскопии.
Полупроводниковые детекторы в многоэлементных
системах детектирования работают в токовом режиме
как твердотельные камеры. Обладая высокой эффектив-
ностью при небольших толщинах, CdTe-детекторы не
требуют тщательного отбора, строгой ориентации и мо-
гут эффективно использоваться при построении много-
элементных систем. В отличие от них Si(Li) ППД имеют
невысокую эффективность, при этом глубина компенси-
рованной области не превышает 1 см, и для достижения
удовлетворительных значений эффективности детекти-
рующие элементы целесообразно располагать таким об-
разом, чтобы компенсированные слои располагались
вдоль оси излучения.
5. Основные характеристики детекторов,
используемых в протяженных
одномерных детектирующих системах
Параметр Si(Li) CdTe ZnSe(Te)
Атомный номер 14 52 -
Плотность, г/см3 2,42 5,4
£эфф, кэВ: 20 30 40 50 60 80 100 120
10,963 152,802 42,467
3,485 161,882 13,671
1,672 138,9 6,095
1,038 83,75 3,76
0,762 46,3 3,729
0,535 22,89 1,033
0,440 - -
- - 0,417
Линейный коэффициент ослабле- ния, см'*
6. Типы детекторов и их основные параметры
Тип детектора Тип и размер сцин- тиллятора, мм Радиационная чувствительность, нА-Р’-минсм2 Энергетический диапазон, МэВ Апертура входного окна, мм Количество каналов Габаритные размеры, мм
SELDI 02-1 ZnSe 5x5x7 30 0,05-0,2 (X-rays) 5x5 1 6х7х 10
SELDI-16M.01-1 SELDI-16M.01-3 ZnSe CsI (TI) 16x(4x4x 1,45) 60 100 0,03-0,2 (X-rays) 4 х 1,45 16(1,7) 27,2 х 20 х 15
SELDI-16M.06-1 SELDI-16M.06-3 SELDI-16M.07-1 (PD-S5668-12) ZnSe CsI (TI) 16x(3x3,5x 1,4) ZnSe 16 x (2,3 x 0,7 x 1,4) 130 160 90 0,03-0,2 (X-rays) Зх 1,4 16(1,6) 26 х 20 х 9
SELDI-16M.03-1 SELDI-16M.03-3 ZnSe CsI (TI) 16x(4x4x 1,4) 60 100 0,03-0,2 (X-rays) 4 х 1,4 16(1,6) 26 х 20 х 15
SELDI-16M.04-1 ZnSe 16 x (4 x 0,7 x 1,4) 60 0,03-0,07 (X-rays) 4 х 1,4 16(1,6) 26 х 20 х 12
SELDI-16M.05-1 ZnSe 16(4 x 2 x 1,45) 50 0,03-0,2 (X-rays) 2 х 1,45 16(1,7) 27,2 х 26 х 10
SELDI-16M.02-1 ZnSe 16 x (4 x 0,7 x 1,45) 60 0,03-0,07 (X-rays) 4 х 1,45 16(1,7) 27,2 х 20 х 12
SELDI-2M.01-2 CWO 2 x (20 x 1,4 x 4) 10 0,15-10 (gramma) 4х 1,4 2(1,7) 5 х 8 х 35
ПОИСКОВЫЕ СРЕДСТВА НА ОСНОВЕ УЛЬТРАЗВУКОВОГО МЕТОДА
637
Из представленных в табл. 5 и 6 детекторов для
сканирующих систем интроскопии наиболее широкое
применение получили комбинированные изделия сцин-
тиллятор-фотодиод на основе ZnSe и CsI (Т1) для систем
с зондирующей энергией до 200 кэВ. Для устройств с
большей энергией зондирующего излучения предпочти-
тельнее использовать детектирующие элементы на осно-
ве CWO.
Классический способ формирования радиационно-
оптических изображений в сканирующих системах осно-
ван на осуществлении развертки за счет движения объ-
екта контроля.
В некоторых типах реализован способ формирова-
ния изображения за счет синхронного движения системы
детектирования и источника излучения. Важным требо-
ванием в этом случае является необходимость фиксации
объекта контроля на время формирования изображения.
В настоящее время сканирующие системы радиаци-
онной интроскопии являются основным инструментом
обеспечения контроля широкого спектра объектов в аэ-
ропортах, крупных фирмах, банках, а также используют-
ся для обеспечения безопасности различных массовых
мероприятий и т.п.
22.4. ПОИСКОВЫЕ СРЕДСТВА НА
ОСНОВЕ УЛЬТРАЗВУКОВОГО МЕТОДА
Ультразвуковой (УЗ) метод контроля обеспечивает
возможность разработки алгоритмов и создание аппара-
турных средств, позволяющих осуществлять поиск в
бетонных и железобетонных конструкциях различного
типа дефектов путем визуализации внутренней структу-
ры объектов контроля. Основным является эхоимпульс-
ный метод, обеспечивающий диагностику строительных
конструкций (СК) из указанных материалов при условии
одностороннего подхода к их поверхности, что зачастую
является единственной возможностью осуществления
контроля.
Бетон и железобетон являются весьма сложными
объектами контроля с характерными особенностями.
Существенная неоднородность их внутренней структуры
вызывает сильное рассеяние энергии УЗ-импульсов и
является причиной очень высокого уровня структурных
помех, препятствующих приему полезных сигналов.
Специфика структурных помех состоит в том, что они
являются нестационарным случайным процессом, значе-
ния которого в одинаковые моменты времени разных
периодов приема сигналов полностью корректированы
между собой при неизменных параметрах зондирующего
сигнала, а также положениях излучателя и приемника
УЗ-колебаний.
Структурная реверберация, в частности, в бетоне,
представляет собой многократные переотражения ульт-
развуковых волн между элементами крупного заполни-
теля, сопровождающиеся взаимной трансформацией
продольных колебаний в поперечные и обратно. Как
правило, размеры отдельных элементов заполнителя и
расстояния между ними соизмеримы с длиной УЗ-волны,
поэтому энергия зондирующего импульса, излученная в
бетон, в основном рассеивается на неоднородностях,
расположенных в окрестности точки излучения, и лишь
частично расходится к более удаленным слоям материа-
ла. В результате акустический шум, принимаемый
УЗ-преобразователем, затухает с момента излучения
зондирующего импульса существенно медленнее, чем
предсказывает расчет, не учитывающий вторичное и бо-
лее сложное рассеяние. Реализации структурного шума,
получаемые от повторных зондирований при неизмен-
ных положениях излучателя и приемника ультразвука,
из-за стационарности среды полностью коррелированы
между собой в совпадающие моменты времени. Однако
при смене положений точек излучения и приема корре-
ляция нарушается. Оценка основных статистических
характеристик шума на частотах около 80 кГц по ан-
самблю реализаций, полученных в разных точках по-
верхности бетона как совмещенным УЗ-преобразовате-
лем, так и парой преобразователей при неизменном рас-
стоянии между ними, показывает, что структурный шум -
это нестационарный случайный процесс, у которого в
любой фиксированный момент времени (исключая ин-
тервал приема сигналов поверхностных волн) закон рас-
пределения мгновенных значений структурного шума
близок к нормальному с нулевым математическим ожи-
данием, а дисперсия в интервале 50 ... 500 мкс от мо-
мента излучения зондирующего импульса уменьшается в
среднем со скоростью 0,05 ... 0,1 дБ/мкс.
Обеспечить пространственную селекцию отражате-
лей при ненаправленных УЗ-преобразователях в прин-
ципе возможно многоракурсным зондированием каждой
точки исследуемого полупространства с его поверхно-
сти. Этот метод, находящий в последнее время примене-
ние при контроле мелкоструктурных материалов и в ме-
дицинской диагностике, физически аналогичен фокуси-
ровке УЗ-излучения в каждую точку полупространства и
фокусированному приему сигналов, отраженных от каж-
дой зондируемой точки, и практически осуществляется
путем сканирования поверхности полупространства
УЗ-преобразователями, синтезирующими приемно-
излучающую апертуру больших волновых размеров.
Данный метод синтезированной апертуры, фокусируе-
мой в произвольную точку полупространства с коге-
рентной обработкой данных, можно отнести к одной из
разновидностей многочастотной голографии. В литера-
туре он известен как метод SAFT (Sinthetic Aperture Fo-
cusing Technique). При его использовании продольное
разрешение (по глубине) в первом приближении опреде-
ляется пространственной протяженностью акустического
импульса, а в поперечном (по фронту) близко к длине
акустической волны.
Решение задачи обнаружения полезных сигналов на
фоне структурного шума гармонично сочетается с реше-
нием задачи пространственной селекции отражателей
методом SAFT. Действительно, поскольку нельзя суще-
ственно декоррелировать реализации структурного шу-
ма, полученные при неподвижных УЗ-преобразователях,
изменением параметров зондирующего импульса, то
практически остается лишь возможность пространствен-
ного накопления сигнала при облучении отражателя и
приеме эхосигналов с разных направлений на отражатель
с поверхности объекта контроля, что и осуществляется в
638
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
методе SAFT. Но для пространственного накопления
сигнала с целью увеличения отношения сигнал/шум
(с/ш), естественно, требуется возможно большее число
некоррелированных реализаций принятых колебаний,
тогда как для осуществления лишь пространственной
селекции (при отсутствии помех) синтезируемая аперту-
ра может быть разреженной.
Для получения наибольшего числа некоррелиро-
ванных реализаций необходимо правильно выбрать шаг
сканирования УЗ-преобразователями поверхности полу-
пространства при синтезе апертуры (или шаг антенной
решетки) и размеры активной поверхности преобразова-
теля (элемента решетки).
На рис. 6 схематично показан антенный преобразо-
ватель, выполненный в виде двухмерной матрицы эле-
ментарных точечных преобразователей, расположенных
с шагом Д1 (в первом приближении много меньшим
длины волны) на поверхности объекта в пределах апер-
туры S. Каждый из элементарных преобразователей мо-
жет как излучать, так и принимать ультразвуковые коле-
бания. Несфокусированный совмещенный антенный
преобразователь эквивалентен параллельному включе-
нию всех этих элементов, а для обеспечения фокусиров-
ки в произвольную точку F следует обеспечить возмож-
ность независимой фазировки каждого из элементов.
Под фазировкой понимается создание для каждого эле-
мента такой задержки (в электрическом или акустиче-
ском тракте) при излучении и приеме сигнала, чтобы
возбуждаемые одним электрическим импульсом акусти-
ческие сигналы от всех элементов одновременно прихо-
дили в точку F, а отраженные от нее сигналы после
приема всеми преобразователями суммировались бы
синфазно.
Для эхоимпульсного метода применительно к кон-
тролю бетона такая фазировка может осуществляться в
цифровом виде на основе модифицированного метода
SAFT-С, который отличается тем, что исходные реали-
зации получают не только от каждого элементарного
преобразователя антенной решетки (АР), работающего в
совмещенном режиме, но и вместе с этим используются
все сочетания пар преобразователей, расположенных в
пределах апертуры. При этом, как нетрудно видеть, об-
щее число получаемых некоррелированных эхореализа-
ций М (включая совмещенный режим), составит:
Рис. 6. Схема матричного антенного преобразователя
М = л(л+ 1)/2,
где п - общее число элементов в апертуре.
В этом случае общее число получаемых реализаций
эхосигнала будет примерно в п / 2 раз больше, чем для
метода SAFT. Это обеспечит больший выигрыш для ко-
герентного накопления полезных сигналов, что необхо-
димо при контроле бетона из-за высокого уровня шумов
в одиночной реализации.
При использовании метода SAFT-С для каждой
точки F с координатами х, у. z в реконструируемой плос-
кости рассчитывается величина условного коэффициента
отражения по формуле:
п п
Лх,у,2) = им^А(ем Uy(t0 + (ri+rj)lc),
i+l j-i
где i - номер передающего элемента; j - номер приемно-
го элемента; Л(0/, 07) - весовой коэффициент, учиты-
вающий влияние диаграмм направленности передающе-
го и приемного элементов; Uy{t) - временная эхоим-
пульсная реализация, для соответствующей пары преоб-
разователей; /о - время постоянной аппаратной задержки
в приемном тракте; г, - расстояние от передающего эле-
мента до точки фокусировки; - расстояние от прием-
ного элемента до точки фокусировки; с - скорость
УЗ-волн.
Предельный выигрыш в отношении сигнал/шум
(с/ш), определяемом через напряжение (что эквивалент-
но яркости результирующей томограммы), при условии
когерентного накопления сигнала и некоррелированной
помехи составит:
q = = ^и(и + 1)/2.
При достаточно больших значениях п можно счи-
тать:
q « п/у[2.
Таким образом, в первом приближении, для метода
SAFT-С выигрыш с/ш относительно одиночной реализа-
ции прямо пропорционален числу элементов АР. Следует
учесть, что дополнительный выигрыш без увеличения
числа элементов АР можно обеспечить совместной обра-
боткой сигналов, полученных для нескольких неперекры-
вающихся положений апертуры на поверхности объекта.
Общее число элементов п АР определяется разме-
рами апертуры и шагом установки в ее пределах элемен-
тарных преобразователей, которые, в свою очередь, за-
висят от радиуса г корреляции структурного шума. Ра-
диус корреляции г определяет такой минимальный раз-
мер круговой области на поверхности контролируемого
пространства, при котором реализации шума (при отсут-
ствии дефектов), принятые из точек в центре и на грани-
це области при неподвижном излучателе, практически
некоррелированы. Меньший, чем г шаг, использовать
бесполезно, так как дополнительного накопления сигна-
ла от новых реализаций входных колебаний практически
не будет, а общее число реализаций возрастет.
ПОИСКОВЫЕ СРЕДСТВА НА ОСНОВЕ УЛЬТРАЗВУКОВОГО МЕТОДА
639
Дх
Рис. 7. Радиус корреляции структурной помехи
Изложенное выше поясняет рис. 7.
Здесь схематично изображены точечные передаю-
щий Т\ и приемные R^ R3 преобразователи, установлен-
ные на поверхность бетона. УЗ-импульс, излученный
преобразователем Т\9 распространяется в объеме и, от-
ражаясь различными путями от структурных неоднород-
ностей к, принимается преобразователями /?2, R3 разне-
сенными на расстояние Дх. Очевидно, что оба принимае-
мых сигнала будут идентичны и когерентны при Дх = 0.
При увеличении Дх они будут декоррелироваться за счет
изменения пути прохождения УЗ-волн: для случая одно-
кратного рассеяния - пути / - 2 и / - 3, а для случая
многократного - пути 4-5-6и4-5-7, сумма которых
и образует структурный шум. В пределе, при Дх более
определенной величины, принимаемые сигналы должны
полностью декоррелироваться. График статистически ус-
редненной зависимости коэффициента взаимной корреля-
ции двух принимаемых реализаций как функция величи-
ны Дх представляет собой плавную кривую, убывающую
от 1 до 0. Значение Дх, при котором коэффициент взаим-
ной корреляции падает до величины 0,25, соответствует
радиусу корреляции структурной помехи.
Величина радиуса корреляции зависит не только от
степени неоднородности полупространства (от материа-
ла и размеров зерен крупного заполнителя бетона), но и
от спектральной плотности структурного шума, завися-
щей, в свою очередь, от характеристик зондирующего
сигнала и, естественно, от акустических свойств среды,
вследствие изменения затухания от частоты.
В частности, для наиболее широко распространен-
ного строительного бетона марки 400 радиус корреляции
г примерно равен 10 ... 12 мм. Следовательно, для прие-
ма некорректированной реализации расстояние между
преобразователями должно быть не более 12 мм.
При построении поисковых ультразвуковых средств
необходимо максимально учитывать основные требова-
ния к SAFT для обеспечения наибольшего отношения
с/ш в получаемой томограмме:
1. Синтезируемая апертура должна быть заполнен-
ной, то есть вся поверхность контролируемого объекта,
ограниченная крайними элементами апертуры, должна
быть активной;
2. При получении и приеме сигналов должна ис-
пользоваться каждая пара элементов апертуры из всех
возможных (попарных) комбинаций независимо друг от
друга, а также каждый элемент в паре с собой. Такое
зондирование можно назвать комбинационным.
Первое из этих требований означает, что каждая об-
ласть поверхности исследуемого полупространства, по-
падающая в пределы синтезируемой апертуры, должна
использоваться для излучения и приема УЗ-колебаний и
вносить вклад в суммарный эхосигнал.
Второе требование максимизирует количество не-
корреляционных (по шуму) реализаций входных колеба-
ний, которое можно получить от имеющегося ограни-
ченного числа элементов апертуры.
Сформулированные выше положения обеспечивают
разработку поисковых средств акустической томографии
для диагностики бетонных и железобетонных конструк-
ций, а также изделий из структурно-неоднородных мате-
риалов, обеспечивающих контроль при одностороннем
доступе к поверхности контролируемых объектов и по-
зволяющий получить томограммы В и С срезов.
Современная поисковая акустическая аппаратура
основана на импульсном эхометоде с интегрированием
апертуры комбинационным зондированием (SAFT-С) и
включает антенное устройство на базе 36-элементной
матричной АР, блок пространственно-временной обра-
ботки сигналов (антенный процессор) и ЭВМ.
На рис. 8 показаны результаты работы поисковой
аппаратуры в виде томограмм типа В, визуализирующих
внутреннюю структуру железобетонной конструкции.
Представленные изображения легко интерпретиру-
ются. Возможность быстрого послойного просмотра ви-
зуализируемого объема материала с представлением то-
мограмм как В, так и С типа, облегчает идентификацию
протяженных дефектов, например, трещин, полостей,
расслоений, а также донных поверхностей.
Поисковая ультразвуковая аппаратура позволяет
обнаруживать в бетоне локальные дефекты, сравнимые
по размерам с длиной волны ультразвуковых колебаний.
Размер зерен крупного заполнителя бетона определяет
естественный предел чувствительности прибора. Протя-
женные дефекты обнаруживаются с лучшим отноше-
нием сигнал-шум.
Наряду с контролем внутренней структуры бетон-
ных и железобетонных конструкций, ультразвуковые
поисковые аппаратурные средства, основанные на эхо-
методе, позволяют осуществлять диагностику стекло-
пластиков, композитов, пластмасс, керамики и других
материалов, контроль которых возможен только на низ-
ких УЗ-частотах.
640
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
6)
Рис. 8. Томограммы СК с различными дефектами: 30 мм канал (л), три канала различного диаметра и на разной
глубине (б), два 30 мм параллельных канала (а), сферические пустоты (г)
22.5. ПОИСКОВЫЕ СРЕДСТВА НА
ОСНОВЕ ТЕПЛОВИЗИОННОГО МЕТОДА
Тепловизионные методы и разрабатываемые на их
основе аппаратурные средства занимают особую нишу
при решении как поисковых задач, так и при дистанци-
онной диагностике различных материалов и изделий.
Следует отметить, что существует достаточно большое
количество поисковых и диагностических задач, реше-
ние которых возможно только методом ТНК, либо он
является наиболее эффективным.
В основе современных поисковых тепловизион-
ных систем (ПТС) в подавляющем большинстве лежат
неохлаждаемые преобразователи теплового излучения,
способные воспринимать температурные контрасты до
0,05 ... 0,1 К.
ПТС обеспечивают возможность видения на значи-
тельных расстояниях независимо от уровня естественной
освещенности, уровня интенсивности световых помех,
степени прозрачности атмосферы (туман, дождь, снего-
пад, пыль, дым и т.п.). Эти приборы способны воспри-
нимать тепловое излучение от объектов через среды,
непрозрачные для видимого или ближнего инфракрасно-
го излучения, но прозрачные для теплового излучения:
листва, маскировочные сети, небольшой слой земли, на-
громождение предметов и пр., что дает возможность на-
блюдать замаскированные или скрытые объекты. ПТС
могут использоваться для наблюдения, разведки, прице-
ливания, сопровождения цели, охраны объектов, тамо-
женного контроля, для решения криминалистических
задач, вождения транспортных средств, поиска раненных
и пострадавших в результате военных действий или сти-
хийных бедствий, для обнаружения мин, контроля ре-
жимов работы машин и пр.
Современные ПТС, относящиеся к третьему поко-
лению тепловизионных приборов, основаны на фокаль-
но-плоскостных неохлаждаемых двухмерных многоэле-
ментных матрицах. Характеристики ИК-матриц приве-
дены в табл. 7.
ИК-фотоприемники выполняются на основе раз-
личных материалов и в соответствии с этим делятся на
три основных типа: КРТ, микроболометры и пироэлек-
трические приемники.
ПОИСКОВЫЕ СРЕДСТВА НА ОСНОВЕ ТЕПЛОВИЗИОННОГО МЕТОДА
641
7. Основные характеристики фокально-плоскостных неохлаждаемых ИК-матричных фотоприемников
Страна, фирма Тип матрицы Рабочая область спектра, мкм Формат (число пикселей) Размер пикселя, мкм Рабочая температура, К Температурная чувствительность (NEDT), мК
США, Hughes, SBRS КРТ 3-4,5 128 х128 40x40 300 50
США, Hughes, SBRS КРТ 3-4,5 256 х 256 30x30 300 65
Франция, L1R МБ 8-14 256 х 256 47x47 300 50
США, Raytheon МБ 8-14 320 х 236 50x50 300 100
США, Indigo System Corp МБ 8-14 320 х 240 50x50 300 28
США, Lockheed Techsys- tems МБ 8-12 640 х 480 28x28 300 100
США, Lockheed Techsys- tems МБ 8-14 320 х 240 48x48 300 50
США, Lockheed Martin IR Imaging System МБ 8-14 327 х 245 25x25 300 100
США, Raytheon МБ 8-14 320 х 240 50x50 300 20
Великобритания, MES ППИ 8-12 384 х 288 40x40 300 130
Великобритания, MES ППИ 8-12 256 х128 56x56 300 90
Примечание. ППИ - пироэлектрический приемник излучения, МБ - микроболометр.
Температурная чувствительность ИК-матричных
приемников, равная минимальной эквивалентной шуму
разности температур NETD (Noise Equivalent Tempera-
ture Difference), имеет величину, не превышающую
100 К. Величина NETD является главным критерием ка-
чества тепловизионного приемника, характеризует его
энергетическую чувствительность и представляет собой
разность температур, при которой отношение пикового
значения сигнала к среднеквадратичной величине шумов
на выходе приемной системы, равно единице. Или, ины-
ми словами, NETD представляет собой минимальную
удельную разность температур, которая может быть из-
мерена аппаратурными средствами.
Реально достигаемые для неохлаждаемых теплови-
зионных приемников значения NETD, значительно пре-
вышают полученные расчетным путем, что обусловлено
в основном нерадиационной утечкой тепла в приемнике,
шумами и шириной полосы пропускания электронного
тракта и др.
Помимо ИК-преобразователей характеристики ПТС
определяются применяемой оптикой. Объектив является
сложной оптической системой, линзы которой выполне-
ны, как правило, из оптического германия. Коэффициент
пропускания объективов лежит в диапазоне 0,78 ... 0,94.
В табл. 8 приведены основные характеристики ИК-
объективов для ПТС.
Функциональные возможности ПТС определяются
режимом работы, основными из которых являются обна-
ружение и распознавание.
8. Основные характеристики ИК-объективов
Фокусное рас- стояние, мм 18 50 100 150
Угол наблюдения, градус: горизонтальный вертикальный 45 34 18 13,5 9 6,75 6,0 4,5
Примерные раз- меры, d х /, мм 66x66 89x89 122 х115 165 х 165
Ориентировоч- ный вес, кг 0,25 0,44 1,1 1,95
При решении поисковых задач, связанных с наблю-
дением удаленных объектов и регистрацией их собст-
венного теплового излучения, основным мешающим
фактором является слой атмосферы, увеличивающий
свое негативное влияние при высоких концентрациях
пыли, осадков в виде дождя, снега, тумана и т.п. Выбор
рабочего диапазона ПТС в интервале 8 ... 13 мкм мини-
мизирует это влияние. Экспериментально установлено,
что вероятность обнаружения низколетящих целей на
расстоянии около 5 км для диапазойа 8 ... 13 мкм значи-
тельно выше, а расчетная величина NETD в этом случае
более чем в 7 раз лучше, чем для диапазона 3 ... 5 мкм.
Кроме того, осадки в виде дождя или тумана увеличива-
ют этот разрыв в пользу длинноволнового диапазона.
На рис. 9 приведены расчетные параметры совре-
менной ПТС по обнаружению и распознаванию различ-
ных объектов при использовании объектива со свето-
сильной оптикой и/' = 100 мм.
41 - 7387
642
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 9. Дистанция обнаружения и распознавания различных объектов (объектив/' = 100 мм)
Длина Юм
Достаточно обширной сферой применения поиско-
вых тепловизионных средств является контроль строи-
тельных конструкций, зданий и сооружений из бетона и
железобетона. Результативность контроля этих объектов
в большой степени зависит от структуры материала, со-
става и типа наполнителя, степени однородности объекта
контроля, равномерности излучательной способности,
шероховатости, степени загрязнения и «черноты» по-
верхности исследуемого объекта, а также характеристик
излучателя, необходимого для решения дефектоскопиче-
ских задач.
Для решения задачи выявления скрытых подпо-
верхностных дефектов в строительных конструкциях
(инородные включения, локальные и протяженные пус-
тоты, отверстия, трещины, расслоения и т.п.) с помощью
ПТС используется алгоритм поиска, заключающийся в
предварительном фиксированном по времени нагреве
зоны контроля с последующим наблюдением динамики
изменения тепловизионной картины во времени. Нагре-
вание поверхности объекта контроля повышает радиа-
ционный контраст и, как следствие, дефектоскопическую
чувствительность. Естественно, что нагреватель должен
обладать совокупностью характеристик, обеспечиваю-
щих с одной стороны достижение требуемой чувстви-
тельности контроля, а с другой - отвечать требованиям,
предъявляемым к поисковым техническим средствам.
В настоящее время широкое распространение полу-
чает использование ПТС в многоканальных приборах
ночного видения (МПНВ), компенсирующих недостатки
одних каналов за счет достоинств других.
МПНВ делятся на комплексированные, комбиниро-
ванные и интегрированные.
Комплексированные системы состоят из двух или
нескольких каналов, работающих в различных спек-
тральных диапазонах и объединенных в единой конст-
рукции. Эти каналы имеют одно общее или несколько
различных входных окон для разных областей спектра.
При этом каждый канал может работать самостоятельно
в соответствии с его принципиальными возможностями.
Комбинированные состоят из двух или нескольких
каналов, работающих в различных спектральных диапа-
зонах и объединенных как конструктивно, так и на осно-
ве совмещения оптических осей (полного или частично-
го).
Отдельные каналы могут работать совместно или
автономно.
В интегрированных МПНВ отдельные каналы объе-
динены на основе общей оптической системы, а также
системы обработки и представления на единый дисплей
интегрированного изображения. Последнее формируется
на основе анализа специфических признаков - сигналов
с различных каналов, обработки сигналов в реальном
масштабе времени в микро-ЭВМ и представления в оп-
тимизированном виде на едином дисплее.
Реализация основных преимуществ ТИП наглядно-
сти и оперативности стала возможна в связи с сущест-
венным прогрессом аппаратурной базы за последние
10 лет. Одновременно в связи с появлением широкого
спектра компьютерных средств стало возможным по-
новому интерпретировать известные алгоритмы обра-
ботки температурной информации. Метод динамической
тепловой томографии, известный в России с 80-х гг., ис-
пользуется в настоящее время как основной инструмент
для повышения надежности тепловизионной диагности-
ки. Использование нейтронных сетей, разработка алго-
ритмов тепловой дефектометрии, преобразование изо-
бражений, реализация метода импульсной фазовой тер-
мографии с применением одномерного преобразования
Фурье во времени, внедрение различных способов выде-
ления сигналов от дефектов на фоне шумов позволяют
создавать в настоящее время высокоинформативные
компьютеризированные ПТС.
ОПТИЧЕСКИЕ ПОИСКОВО-ДОСМОТРОВЫЕ МЕТОДЫ И СРЕДСТВА
643
22.6. ОПТИЧЕСКИЕ
ПОИСКОВО-ДОСМОТРОВЫЕ МЕТОДЫ
И СРЕДСТВА
' К простейшим и наиболее распространенным опти-
ческим поисково-досмотровым средствам (ОПДС) отно-
сятся различные типы досмотровых зеркал (ДЗ), отли-
чающиеся конструктивным исполнением, размерами,
масштабированием изображения и т.п. Досмотровые
зеркала являются простейшим инструментом контроля
недоступных (скрытых) полостей или поверхностей, на-
клоненных более чем на 30° к зрительной оси глаза.
Досмотровое зеркало представляет собой оптиче-
ский модуль с плоской или сферической поверхностью,
закрепленной на телескопической штанге или оснащен-
ное ручкой-держателем. Зеркальная поверхность нано-
сится на внешнюю сторону подложки, что обеспечивает
хорошую четкость изображения.
Для зеркальных покрытий, наносимых на стекло,
используют в основном серебро, алюминий или хром.
Поверхность зеркала защищается специальным покры-
тием, не вносящим ухудшения в характеристики зеркала.
Отражательная способность зеркал лежит в преде-
лах от 95 % в начале срока службы до 70 % - в его конце.
Эндоскопические поисковые системы (ЭПС) пред-
ставляют собой досмотровые устройства, построенные
на базе волоконной и линзовой оптики, малогабаритных
телевизионных камер и механических узлов, укомплек-
тованные источником света или осветительным блоком.
Современные эндоскопы, являющиеся основной частью
ЭПС, - это универсальные оптико-механические устрой-
ства, обеспечивающие любой вид визуальной диагности-
ки и контроля внутри закрытого пространства на значи-
тельную глубину (до нескольких десятков метров). От-
личительной особенностью эндоскопов является боль-
шое отношение длины рабочей части эндоскопа к ее
диаметру. Типичные значения этого отношения состав-
ляют 100 ... 300. В числе основных технических пара-
метров любого эндоскопа можно назвать длину рабочей
части, ее диаметр, угол направления наблюдения от оси
рабочей части, угол обзора.
Существуют следующие основные группы эндоско-
пов:
• жесткие или линзовые;
• гибкие или волоконно-оптические;
• комбинированные;
• видеоскопы (на основе малогабаритных ТВ-
камер).
Свет от осветительного блока подается в зону кон-
троля ЭВС по оптоволокну, что позволяет осуществлять
контроль полостей, содержащих взрыво- и пожароопас-
ные материалы, жидкости или газы.
Жесткие эндоскопы предназначены для осмотра
внутренних полостей и обнаружения дефектов в трудно-
доступных местах, к которым возможен прямолинейный
доступ.
Корпус прибора конструктивно выполнен в виде
цилиндрической трубки, внутри которой расположены
оптический канал наблюдения и канал подсветки.
Длина рабочей части таких эндоскопов обычно со-
ставляет 100 ... 500 мм, диаметр рабочей части 2 ...
до 10 мм, угол направления наблюдения 0 ... 90°, угол
обзора 60° ... 90°. При выборе угла обзора необходимо
помнить, что при меньших углах возможно обнаружение
более мелких дефектов, но при этом контролируется
меньшая площадь.
Для повышения удобства работы с эндоскопами они
комплектуются фототелевизионным трактом, состоящим
из цифрового фотоаппарата или видеокамеры, подсоеди-
няемых к окуляру прибора через специальный оптиче-
ский переходник.
Фототелевизионный тракт дает возможность сохра-
нять изображения в электронном виде для дальнейшей
обработки и документирования.
Гибкие волоконно-оптические эндоскопы предна-
значены для осмотра внутренних поверхностей и обна-
ружения дефектов в труднодоступных местах различных
объектов деталей, изделий или оборудования, имеющего
сложную пространственную конфигурацию и которое
невозможно контролировать с помощью жестких эндо-
скопов.
Главное отличие гибкого эндоскопа от жесткого -
рабочая часть, которая может изгибаться с радиусом
100 ... 150 мм. Рабочая часть гибкого эндоскопа имеет
изгибающееся под углом 90 ... 180° окончание, так на-
зываемый дистальный конец. Изгиб производится в од-
ной или в двух взаимно перпендикулярных плоскостях.
Главным недостатком этих приборов является низ-
кое разрешение оптического волокна и наблюдаемая
вследствие этого мозаичная структура на изображении.
Длина рабочей части гибких эндоскопов обычно со-
ставляет 500 ... 2500 мм, диаметр рабочей части 4 ...
12 мм, угол направления наблюдения обычно составляет
0°, угол обзора 60°.
Гибкие эндоскопы также могут комплектоваться
фототелевизионным трактом.
Видеоэндоскопы конструктивно аналогичны гиб-
ким оптоволоконным эндоскопам, однако вместо опто-
волоконного канала, передающего изображение в видео-
эндоскопах, применяется телевизионный канал на основе
малогабаритной ПЗС-матрицы.
В настоящее время освоен серийный выпуск цвет-
ных видеокамер с диагональю 1/4 и менее дюйма при
разрешении 752 х 582 элементов. Диагональный размер
такой камеры составляет не более 6,5 мм, что позволяет
вынести ее на конец рабочей части эндоскопа и постро-
ить на ее основе прибор с диаметром рабочей части все-
го 7 ... 8 мм. В результате исключения оптического во-
локна из канала наблюдения исчезают связанные с ним
ограничения на длину, а разрешение определяется толь-
ко возможностями используемой видеокамеры с объек-
тивом и составляет более 460 твл по горизонтали и более
420 твл по вертикали.
В настоящее время производятся видеоэндоскопы с
длиной рабочей части 2 ... 30 м, диаметром рабочей час-
ти 7 ... 17 мм. Угол направления наблюдения без приме-
нения оптических насадок составляет 0°, угол обзора
42°, артикуляция дистального конца ±180°.
644
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Таким образом, избавившись от недостатков гибких
волоконно-оптических эндоскопов, в видеоэндоскопах
сохранены все их достоинства и удобство эксплуатации.
Неотъемлемой частью ЭПС является осветительный
блок.
В осветительных блоках используются галогенные,
металлогалоидные и ксеноновые лампы. Для наиболее
полного использования светового потока от лампы он
фокусируется на световой жгут с помощью собирающей
линзы. Для предотвращения теплового повреждения
жгута устанавливается тепловой фильтр и обеспечивает-
ся принудительная вентиляция корпуса осветительного
блока. На переднюю панель выводится оптический разъ-
ем, к которому подключается система подсветки эндо-
скопа. Питание источника освещения возможно от сети
~220 В/50 Гц, от бортовой сети автомобиля и встроенно-
го аккумулятора 12 В. При работе от сети используются
галогенные лампы мощностью 100 или 150 Вт, при рабо-
те от аккумулятора - 20 или 40 Вт. Изменение яркости
осуществляется встроенным регулятором плавно от нуля
до максимума.
Широкие функциональные возможности ЭПС обу-
славливают весьма значительную сферу их применения.
Применение конкретного типа ЭПС определяется слож-
ностью решаемой задачи, требуемым разрешением, ус-
ловиями работы, способом получения, записи получае-
мой информации и т.п.
На рис. 10 приведены изображения двух объектов,
полученных с помощью бороскопа (жесткого эндоскопа)
с фотоаппаратом (рис. 10.1 а, б), гибкого эндоскопа с
телевизионным трактом (рис. 10.2 а, б) и видеоэндоскопа
(рис. 10.3 а, б).
Как видно на представленных изображениях, из
трех приборов самое низкое разрешение имеет гибкий
эндоскоп с телевизионным трактом. Такой результат
объясняется наличием в канале наблюдения оптоволо-
конного жгута, который имеет низкое пространственное
разрешение. Результаты, полученные бороскопом с фо-
тоаппаратом и видеоэндоскопом, показывают возмож-
ность выявления дефектов, размеры которых составляют
десятые доли миллиметра.
Приборы ночного видения (ПНВ), обеспечивающие
решение поисковых задач в сумерках и ночью, а также в
ряде случаев и при пониженной прозрачности атмосфе-
ры, получили в настоящее время широкое распростране-
ние.
Функциональная блок-схема оптического тракта со-
временного ПНВ представлена на рис. 11.
В современных конструкциях ЭОП для усиления
изображения используются вторично-эмиссионный уси-
литель или микроканальная пластина (МКП), устанавли-
ваемая между фотокатодом и экраном. МКП позволяет
получить усиление в десятки тысяч раз, а в некоторых
ЭОП специального назначения - до 107 раз, что доста-
точно для регистрации единичных фотонов.
Очевидно, что наиболее сложным и ответственным
узлам ПНВ, определяющим как его предельные парамет-
ры, так и цену, является ЭОП. В настоящее время произ-
водится широкий спектр ПНВ, основанных на ЭОПах от
нулевого до Ш-го поколения.
ЭОП с электронным переносом изображения и
мультищелочным фотокатодом (S-20) сегодня относится
к нулевому поколению, на сленге специалистов - «ну-
левка». Наиболее распространенные представители этого
семейства в России - В-8, знаменитая «восьмерка», К-4,
представляющая интерес как простой преобразователь.
Жесткий эндоскоп с
фотоаппаратом
Гибкий эндоскоп с
Видеоэндоскоп
телевизионным трактом
рис. 10.3 а
Образец
№2
рис. 10.1 б
Рис. 10. Изображения двух объектов, полученные с помощью различных ЭПС
рис. 10.3 б
ОПТИЧЕСКИЕ ПОИСКОВО-ДОСМОТРОВЫЕ МЕТОДЫ И СРЕДСТВА
645
Рис. 11. Функциональная блок-схема оптического тракта современного ПНВ
Наибольшим недостатком ЭОП с электростатиче-
ским переносом изображения является резкий спад раз-
решающей способности от центра поля зрения к краям
из-за несовпадения криволинейного электронного изо-
бражения с плоским фотокатодом и экраном.
Усовершенствование ЭОПов нулевого поколения за
счет применения волоконно-оптических пластин (ВОП),
обеспечивающих сопряжение плоских поверхностей фо-
токатода и экрана с криволинейным электрическим по-
лем, позволило добиться практически постоянного раз-
решения по всему полю зрения. Такие ЭОПы относятся к
I-му поколению.
В настоящее время ЭОПы первого поколения еще
находят применение в ночных прицелах для охотничьих
ружей и успешно используются там, где требуется толь-
ко преобразование длин волн ближнего ИК-диапазона в
видимый свет.
Разработка вторично-эмиссионного усилителя в ви-
де микроволновой пластины (МКП) и применение его в
совокупности с ВОП позволило создать малогабаритные
и энергоэкономичные ЭОПы с оборотом изображения за
счет электростатической фокусировки, которые относят-
ся по П-му поколению.
Разработка ЭОПа с МКП бипланарной конструк-
ции, т.е. без электростатической линзы, своего рода тех-
нологический возврат к прямому переносу изображения,
явилась фундаментом создания миниатюрных ЭОПов,
относимых уже к поколению П+. Эти ЭОПы позволяют
создавать высокоэффективные малогабаритные ПНВ,
оборот изображения в которых осуществляется в допол-
нительных миниобъективах.
Следующий шаг в развитии ЭОПов определился
повышением чувствительности фотокатода. Как было
установлено, оптимальным материалом для создания
фотокатода является арсенид галлия, способный эффек-
тивно эмитировать электроны при начальном излучении
с длиной волны 0,9 мкм и менее.
Применение «высоких технологий» позволило соз-
дать ЭОП на основе AsGa-ФК, высокая стоимость кото-
рого компенсировалась предельно высокой чувствитель-
ностью фотокатода. Такие ЭОПы относятся к Ш-му по-
колению.
Интегральная чувствительность некоторых образ-
цов ЭОПов Ш-го поколения достигает 2000 mA/Вт, кван-
товый выход (отношение числа эмитированных электро-
нов к числу падающих на фотокатод квантов с длиной
волны в области максимальной чувствительности) пре-
вышает 30 %!
ЭОПы Ш-го поколения сегодня относятся к ключе-
вым военным технологиям и обеспечивают создание
высокоэффективных средств поиска и наблюдения. Не-
обходимо отметить, что распространение такой высоко-
технологичной продукции контролируется государством.
В табл. 9 приведены основные характеристики
ЭОПов различного поколения.
Несмотря на то, что ПНВ с ЭОП III способны обес-
печить выполнение поисковых задач в самые темные
ночи, в настоящее время ведутся активные работы по
разработке как ЭОП IV поколения, так и в направлении
улучшения схемотехники самих ПНВ. Большинство ра-
бот связано с совершенствованием энергономических
характеристик, конструкции и расширением функцио-
нальных возможностей приборов. Существенный инте-
рес представляет и разработка фотокатодов с чувстви-
тельностью, продленной в длинноволновую область
ИК-диапазона.
Аппаратура обнаружения оптических и опто-
электронных систем наблюдения. Системы видеонаб-
людения, и в том числе ПНВ, являются эффективными
поисковыми средствами. Однако существует и обратная
задача, суть которой сводится к необходимости обнару-
жения систем видеонаблюдения.
Появление объективов типа «pinhol» и малогаба-
ритных ТВ-камер обеспечило создание миниатюрных
систем скрытого видеонаблюдения (СВИД), которые
646
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
9. Основные характеристики ЭОПов
Поколение ЭОП Тип фотокатода Интегральная чув- ствительность, мкА/лм Чувствительность на длинах волн 830... 850 нм, мА/Вт Коэффициент усиления, усл. ед. Доступная дальность распознавания фигуры человека в условиях ЕНО , м
0, «Стакан Холста» S-l 20-40 Около 1, ИК-подсветка - -
0 До 100 40
SUPER 0 S-20 150-200 только при свете луны 100-200 400
1**1 S-20 150-200 или ИК-осветителе 250-500 60
1+ S-25 150-200 ДО 10 90
Super 1+ D-25R 250-350 25-35 500-1000 ПО
II11 150
11+ S-25 220-300 18-25 (2,5 - 3,0)-104 200
Super 11+ или II++ D-25R 350-500 30-40 250
III III Ga-As 1000-1350 70-120 (3,0-4,0) 104 250
Mil-Spec III Ga-As 1550- 1800 80 -190 (3,0-5,5) 104 300
могут быть легко размещены в переносных устройствах
(папки, кейсы, зонты и т.п.), очках, бижутерии, деталях
одежды и т.п. Светосильная современная оптика и элек-
тронно-оптические преобразователи обусловили появле-
ние .длиннофокусных объективов, прицелов, приборов
ночного видения и комбинированных систем, которые
позволяют эффективно решать задачи наблюдения, кон-
троля, прицеливания и получения информации на рас-
стояниях от 500 м и более.
В ряде случаев цена информации, получаемой с по-
мощью СВИД или длиннофокусной оптики (ДФОП) яв-
ляется чрезвычайно высокой, нередко сопряжена с лич-
ной безопасностью, и иногда затрагивает экономическую
и государственную безопасность.
Перспективным методом обнаружения систем
СВИД и ДФОП является оптико-локационный метод,
основанный на эффекте световозвращения, возникаю-
щем при лазерном зондировании инспектируемых сис-
тем.
Эффект световозвращения обусловлен автоколли-
мационным ходом лучей в типичной облучаемой оптико-
электронной системе (ОЭС), в фокальной плоскости ко-
торой находится какой-либо отражающий элемент. Сама
ОЭС выступает при этом как световозвращатель (СВ).
После прохождения зондирующего излучения входного
зрачка ОЭС формируется индикатриса ретроотраженно-
го излучения, угловой размер которой не превышает не-
сколько мрад, а форма определяется конструкцией опти-
ческой системы и ее аберрационными характеристиками.
Эффективность световозвращения помимо конструктив-
ных и оптических характеристик инспектируемой систе-
мы определяется длиной волны зондирующего излуче-
ния.
Эффект световозвращения присущ всем без исклю-
чения ОЭС, которые в общем виде могут быть представ-
лены как объектив, в фокальной плоскости которого
располагается плоский фотоприемник (ПЗС-матрица,
фотокатод и т.п.). Такая оптическая система относится к
зеркально-линзовому типу СВ. Интенсивность ретроот-
раженного излучения таких систем при равной освещен-
ности входного зрачка может изменяться на 5 ... 6 по-
рядков.
Преобразующие свойства СВ определяют характе-
ристики ретроотраженного излучения, которое может
быть описано энергетическими, пространственно-частот-
ными, поляризационными и спектральными параметра-
ми.
К основным энергетическим характеристикам СВ
относятся:
R - показатель световозвращения (ПСВ);
I- индикатриса отражения;
/?(ф) - пеленгационная характеристика.
На рис. 12 показана типичная картина расположе-
ния источника подсвета 1 и инспектируемой ОЭС 2 с
указанием осей и углов, с помощью которых описывает-
ся процесс световозвращения.
ПСВ R(p) в некотором направлении (р)(фх, ф^)
распространения ретроотраженного излучения представ-
ляет собой отношение силы света 1(р), отраженного в
выбранном направлении, к облученности входного зрач-
ка ОЭС Е:
ОПТИЧЕСКИЕ ПОИСКОВО-ДОСМОТРОВЫЕ МЕТОДЫ И СРЕДСТВА
647
Рис. 12. Графическая интерпретация эффекта
световозвращения
R(p) = I(p)/Е [т2/срад].
В этом случае интегральный ПСВ определяется как
усредненная величина R(p) в данном направлении, в
некотором телесном угле Q
Л(р) = О-1 \R(p)dqxdqy.
Q
Совокупность ПСВ по всем направлениям состав-
ляет нормированную пространственную индикатрису
отражения СВ 1(р).
Пеленгационной характеристикой СВ 7?(ф) называ-
ют зависимость ПСВ от угла пеленга ф между осью оп-
тической системы N ОЭС и направлением на источник
подсвета р.
К пространственно-частотным характеристикам
относятся аберрационная функция зрачка (АФЗ), функ-
ция рассеяния (ФР) СВ и его оптическая передаточная
функция (ОПФ), которые описывают преобразующие
свойства оптической системы СВ соответственно в про-
странственных и частотных координатах для данной
длины волны зондирующего излучения.
АФЗ описывает излучение пространственного рас-
пределения амплитуд и фаз световой волны при прохож-
дении ее через оптическую систему. АФЗ в общем слу-
чае представляет собой двухмерную векторную функ-
цию, которая определяется произведением геометриче-
ской и поляризационной аберрационной функции зрачка.
Ее математическая запись достаточно громоздка и здесь
не приводится. Следует подчеркнуть, что АФЗ СВ опре-
деленным образом определяет его ФР и ОПФ.
Функция рассеяния в физическом смысле является
индикатрисой ретроотраженного излучения, а ОПФ, в
свою очередь, представляет собой Фурье-образ ФР СВ.
Если идеальный СВ имеет входной зрачок круглой фор-
мы, диаметром ДсВ, то его нормированная ФР записыва-
ется следующим выражением:
Я(0) = |2J, (Дев0л / Х)/(Дсв®л/Л)|2,
описывающем распределение Эри.
Радиус первого темного кольца (кружка Эри) ФР:
0О = 1,22 V Дсв.
Рис. 13. Пространственно-частотные характеристики
идеального СВ
Вид ФР идеального СВ и соответствующая ей ОПФ
приведены на рис. 13.
Максимальная пространственная частота пропуска-
ния оптической системы СВ составляет:
у = дя/х.
Под спектральными характеристиками излучения
понимается пространственное распределение амплитуды
полихроматического излучения. Полихроматические
передаточные характеристики СВ являются комплексной
характеристикой его спектральных преобразующих
свойств в широком диапазоне длин волн и определяются
прежде всего спектральными аберрационными характе-
ристиками оптической системы СВ.
Поляризационные параметры излучения определя-
ют амплитуду и фазу составляющих излучения, поляри-
зованных в двух взаимноортогональных направлениях,
ориентированных перпендикулярно направлению рас-
пространения излучения.
Приведенные выше характеристики СВ позволяют
описать его преобразующие свойства при зондировании
монохроматическим, полихроматическим источником, а
также источником поляризованного излучения.
В табл. 10 приведены расчетные данные 7?д для
ОЭС с объективом типа «pinhol» на длине волны зонди-
рующего излучения X = 1мкм и р = 0,3 (коэффициент
отражения от приемника).
Здесь же приведены расчетные данные угловой ши-
рины 0д индикатрис для дифракционно-ограниченных
оптических систем СВИД. Угловой размер такой инди-
катрисы определяется только длиной волны X и диамет-
ром входного зрачка ДсВ.
Реальные оптические системы СВИД обладают ос-
таточными аберрациями, что приводит к уширению ин-
дикатрисы отражения, которое связано с размером
функции рассеяния. Обычно размер функции рассеяния
не превышает размера а одного пиксела ПЗС-матрицы.
В этом случае максимальный угловой размер индикатри-
сы, обусловленной аберрациями, составит:
20fl= a If
где f- фокусное расстояние объектива СВИД.
Значение 0О для СВИД при /'/Д\ , а также соот-
ветствующие им значения ПСВ R, приведены в табл. 10.
648
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
10. Расчетные значения характеристик световозвращателя
^св» ММ 7?д, м2/стерадиан 0д, угл. мин 0а, угл. мин R, м2/ стерадиан D/2, мм (£=15м)
1 0,05 4 8,0 0,012 37,5
2 0,8 2 4,0 0,02 18,7
3 4,05 1,3 2,6 1,0 12,8
4 12,8 1 2,0 3,2 9,4
5 31,5 0,8 1,6 8,0 7,5
При проектировании систем поиска СВИД необхо-
димо учитывать влияние паралакса между осями прием-
ной и передающей систем, который прежде всего сказы-
вается на малых расстояниях.
Для исключения паралакса наиболее надежным
способом построения поисковой аппаратуры является
реализация приемо-передаточного канала по коаксиаль-
ной схеме.
Основной задачей аппаратуры обнаружения систем
видеонаблюдения (получившей название «Антисвид»)
является формирование на экране монитора изображения
блика, обусловленного ретроотраженным от системы
видеонаблюдения (цели) излучением на фоне окружаю-
щих объектов, а также при наличии шумов и помех. При
этом качество изображения должно обеспечивать выяв-
ление цели с достоверностью не хуже 0,99.
Необходимо отметить, что к аппаратуре «Анти-
свид» предъявляются противоречивые требования.
С одной стороны изображение цели должно легко обна-
руживаться оператором на мешающем фоне других объ-
ектов, с другой - изображение окружающих предметов
также должно быть отчетливым, что необходимо для
определения местоположения цели. Добиться удовле-
творения этих требований можно путем использования
спектральных (интерференционных), амплитудных (по-
вышение контраста и подавление шума), частотных и
поляризационных методов селекции изображения цели
на мешающем фоне.
Решающим (пороговым) устройством, определяю-
щим наличие или отсутствие изображения цели на экра-
не, является зрительный анализатор человека- оператора,
представляющий собой оптимальный приемник Зигер-
та - Котельникова. Вероятность обнаружения блика от
цели является однозначной функцией отношения сиг-
нал/шум (цв), представляющей собой интегральную
функцию распределения нормальной плотности вероят-
ности, и отличается выбором порога (Цв- ЦпОр).
Вероятность Pq правильного обнаружения изобра-
жения блика от цели на фоне аддитивного нормального
шума определяется согласно выражению:
Pq — Ф(Цв — Цв-пор),
где
1 V
Ф(г) =----- J ехр
-‘-л.
2
Существуют два основных варианта построения
системы «Антисвид», структурно-функциональная схема
которых определяется типом используемого лазера (не-
прерывный или импульсный).
Система «Антисвид» на основе лазера непрерывно-
го действия мощностью не более 10 мВт позволяет осу-
ществлять обнаружение с вероятностью не хуже 0,9
скрытых малогабаритных ТВ-камер с диаметром оптиче-
ского зрачка от одного до нескольких миллиметров на
расстоянии до 12 ... 15 м.
Таким оптическим системам соответствуют значения
ПСВ от 0,01 м2/стерадиан (диаметр вх. зрачка ~1 мм) до
3 ... 8 м2/стерадиан (диаметр вх. зрачка 4 ... 5 мм).
Угловая ширина индикатрисы отражения составляет от
16 угл. мин до 1,5 ... 2 угл. мин соответственно. Угловая
ширина пеленгационной характеристики указанных оп-
тических систем СВИД составляет 40 ... 80 град.
Поисковая аппаратура на основе лазера непрерыв-
ного действия мощностью до 10 мВт позволяет обнару-
живать с высокой достоверностью системы видеонаблю-
дения с ДФОП на расстоянии до 1000 м.
22.7. КРИМИНАЛИСТИЧЕСКАЯ
ДИАГНОСТИКА
Криминалистическая диагностика решает задачи,
связанные с контролем подлинности документов.
Под документами подразумеваются ценные бумаги
(акции, сертификаты акций, депозитные сертификаты,
облигации, коносаменты, векселя и др.), денежные зна-
ки, бланки строгой отчетности, чеки, лотерейные биле-
ты, а также другие материальные носители.
При изготовлении конкретного вида документа оп-
ределяется степень его важности, включающая: срок и
условия эксплуатации, финансовую нагрузку и комплек-
сы защит, обеспечивающих устойчивость документа от
несанкционированного воспроизведения (частичной или
полной подделки). Защитный комплекс позволяет опре-
делить подлинность документа на различных этапах
проверки.
Выбор защитного комплекса зависит от того, какой
документ производится.
По видам защита подразделяется на:
• технологическую;
• графическую;
• химическую;
• физическую;
КРИМИНАЛИСТИЧЕСКАЯ ДИАГНОСТИКА
649
• комбинированную.
В свою очередь, каждый из указанных видов объе-
диняет конкретную группу методов.
Технологический вид объединяет методы, в основе
которых лежит расчет конкретных свойств создаваемого
объекта. К таким методам могут относиться:
• расчетный состав бумаги;
• заданный состав красящих веществ;
• поверхностная обработка бумажного полотна;
• водяной знак;
• заданный состав в бумажной массе цветных и лю-
минесцирующих волокон либо других включений кон-
фетти;
• заданная комбинация защитных включений.
Графический вид защиты предопределяет совокуп-
ность методов, основанных на использовании в качестве
защиты форм, размерных характеристик, приемов распо-
ложения и сочетания элементов графического изображе-
ния. При этом графическое изображение может быть как
видимым, так и невидимым при обычном освещении и
визуализироваться в УФ и ИК-лучах. К данным методам
защиты могут относиться:
• псевдоводяной знак;
• гильоширные рамки;
• гильоширные розетки;
• микротекст;
• защитные сетки;
• нерегулярный растр;
• различные по форме и сочетанию шрифты;
• ассюре, корро;
• комбинированное растрирование;
• комбинация различных по форме и виду защит-
ных сеток;
• специально вынесенные на микроуровне дефекты
графических элементов;
• псевдоволокна;
• несимметричное расположение графического изо-
бражения.
Химический вид защиты бланков ценных бумаг
объединяет методы защиты, сущность которых основана
на свойствах химических веществ вступать в химические
реакции с другими соединениями с возможностью кон-
троля результата:
• метод цветной реакции.
Физический вид защиты включает методы защиты,
основанные на физических свойствах объектов и ве-
ществ. Методы данного вида разнообразны и могут оп-
ределяться следующим:
• изменением формы поверхности элементов бланка
ценных бумаг (конгревная печать);
• меточными элементами с голограммами и мето-
граммами;
• усилением либо гашением люминесценции по-
верхности бланка ценной бумаги;
• люминесценцией веществ с различным квантовым
выходом;
• комбинацией веществ люминесцирующих с раз-
личной цветовой гаммой;
• свечением веществ в ИК, УФ и СЗС лучах;
• использованием веществ с различными магнит-
ными свойствами.
Комбинированный вид защиты представляет собой
использование различных видов защиты в сочетании:
• с использованием метода пластической деформа-
ции поверхности объекта в сочетании с изображением
(конгревная печать + гильоширная розетка);
• с введением люминесцирующих веществ в крася-
щее вещество сеток, гильоширных рамок, розеток и т.д.;
• с химолюминесценцией.
Данная классификация показывает, насколько ши-
рок диапазон видов и методов, используемых при разра-
ботке, изготовлении и проверке документов на подлин-
ность.
Подлинность документа устанавливается исключи-
тельно при проведении криминалистических исследова-
ний в процессе его идентификации.
Данного рода исследования проводятся всегда в
сравнении исследуемого документа с подлинником.
Существует следующий алгоритм проведения ис-
следований:
• визуальный осмотр документа при дневном рассе-
янном свете;
• определение геометрических размеров, наличие и
расположение элементов графического рисунка;
• исследование документа на просвет;
• исследование документа в косопадающем свете;
• изучение документа с использованием микроско-
па, источника ультрафиолетового излучения, инфракрас-
ного визуализатора, прибора для магнитооптического
контроля. В определенных случаях могут использоваться
лазерная техника и электронная микроскопия;
• если документ имеет химическую защиту, то на
последнем этапе, так как это происходит в большинстве
случаев с нарушением собственно документа или его
части, проводятся химические исследования;
• в первую очередь проводится исследование доку-
мента на выявление комплекса защит, внесенных в него
при изготовлении и выпуске в эксплуатацию.
В процессе изучений объекта в основном ищут раз-
личия, а не сходство.
Решить проблему выявления фальшивок позволяют
специальные оптико-электронные системы - видеоком-
параторы.
Видеокомпараторные системы относятся к классу
поисковых технических средств, основанных на методах
интроскопии и неразрушающего контроля и предназна-
чены для диагностики поверхности диэлектрических
материалов. Основа метода - оптический контроль в от-
раженном и проходящем излучении фиксированного
диапазона широкого спектра электромагнитного излуче-
ния.
Видеокомпараторные системы являются мощшм
диагностическим средством в криминалистике, обеспе-
чивая через регистрацию люминесценции органических
и биоорганических веществ и материалов, решение задач
судебно-медицинской экспертизы, анализа подлинности
произведений искусства, определения достоверности
650
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
ценных бумаг, банкнот и документов, обнаружения и
регистрации скрытых следов пальцев рук и микроколи-
честв биоорганических соединений.
На рис. 14 приведен перечень основных задач, ре-
шаемых с использованием конкретного вида излучения.
Помимо традиционного УФ диапазона спектра возбуж-
дения люминесценции использование высокоэффектив-
ных источников голубого (470 нм) и зеленого (525 нм)
света обеспечивает достижение высоких оптических
контрастов при люминесценции флавинов. Диапазон
излучения от желто-зеленого (560 нм) и желтого (590 нм)
до красного (640 нм) позволяет выявлять надписи, печа-
ти и штампы, уничтоженные химическим травлением,
восстанавливать изображение печатей или первичных
надписей, залитых чернилами или тушью, определять
дописки и исправления текстов, а в ряде случаев оцени-
вать давность их написания.
Следует отметить, что современные видеокомпара-
тивные системы включают высокочувствительный ши-
рокодиапазонный телевизионный канал с набором
фильтров различного типа, а также, как правило, компь-
ютер, что обеспечивает повышение чувствительности и
достоверности контроля за счет снижения интенсивности
фоновой люминесценции и обработки результатов визу-
альной информации.
Помимо компаративных стационарных систем на
практике используют значительно более простые, носи-
мые, портативные устройства, позволяющие оперативно
решить конкретную задачу контроля или проверки дос-
товерности документов.
Спектр таких устройств достаточно широк и вклю-
чает в себя ультрафиолетовые излучатели разного диапа-
зона и различного конструктивного исполнения.
ИК-визуализаторы, размещаемые в кейсах комбиниро-
ванные системы, по своим возможностям приближаю-
щиеся к простым компараторам, так называемые «кри-
миналистические блоки», предназначенные для оснаще-
ния пунктов паспортного контроля, пунктов обмена ва-
лют, касс и т.п.
УФ-изл учение
254 нм
365 нм
Интенсивное видимое
излучение
^сине^елено^^^л^е^
Инфракрасное излучение
Флуоресценция в видимом
диапазоне оптического
излучения
ИК-люминесценция
Антистоксово
излучение
Вариации в поглощении и
отражении ИК-излучения
(определенных длин волн)
Обнаружение флуорес-
цирующей тайнописи.
Обнаружение подчис-
ток.
Обнаружение флуорес-
цирующих волокон в
бумаге.
Обнаружение скрытого
изображения или скры-
той надписи, выпол-
ненной флуоресци-
рующими чернилами
(красками).
Обнаружение жировых
пятен, остаточных
микроколичеств крови,
спермы и других орга-
нических веществ.
Проверка флуоресцен-
ции экрана
Дифференциация
различных чернил и
мастик (определение
разницы между визу-
ально одинаковыми
чернилами.
Выявление и восста-
новление вытравлен-
ных надписей и
штампов.
Определение допи-
сок, исправлений,
подчисток и подти-
рок.
Выявление скрытых
изображений и над-
писей.
Выявление отпечат-
ков пальцев
Определение
наличия специ-
альных метящих
веществ на по-
верхности ди-
электрических
материалов и в
жидкостях.
Проверка досто-
верности банк-
нот, акцизных и
специальных
марок
Выявление первичных
надписей и изображений,
залитых чернилами или
тушью.
Визуализация стертых
текстов.
Определение умышленных
изменений.
Определение факта под-
чисток, дописок или ис-
правлений, выполненных
разными чернилами.
Расшифровка обуглив-
шихся или древних доку-
ментов.
Определение факта поста-
новки печатей и штампов
различными мастиками.
Выявление поддельных
подписей.
Определение наличия ос-
таточных количеств поро-
ха, ВВ, свинца и т.п. (сле-
дов выстрела)
Рис. 14. Перечень задач, решаемых на основе оптического излучения
МЕТОДЫ И СРЕДСТВА ОБНАРУЖЕНИЯ ПРОТИВОПЕХОТНЫХ МИН
651
22.8. МЕТОДЫ И СРЕДСТВА
ОБНАРУЖЕНИЯ ПРОТИВОПЕХОТНЫХ
МИН
Демаскирующие признаки мин и взрывных уст-
ройств (ВУ) обусловлены рядом факторов, которые мо-
гут быть сведены к трем основным: .
• наличия сосредоточенной массы ВВ;
• характерной конструкции мины (формы, материа-
ла корпуса и т.д.);
• нарушение однородности окружающего фона
(цвета растительности, плотности грунта и т.д.).
Существующие и перспективные методы обнару-
жения мин могут быть разделены на две рабочие модели:
К первой модели относятся те методы, которые по-
зволяют обнаруживать мины на основе возмущений,
свойств окружающей среды, создаваемых или вызывае-
мых этими объектами. Эта модель имеет общепризнан-
ное название «модель преграды». Ко второй модели от-
носятся методы, где мина рассматривается как приемо-
передатчик сигналов. Эта модель носит название «ан-
тенной модели».
На рис. 15 и 16 схематично представлены обе моде-
ли.
Методы, определяющие настоящее и будущее про-
блемы поиска противопехотных мин, основываются на
различных физических, химических и биофизических
принципах. Нетрудно предположить, что наиболее ин-
формативным инструментом, позволяющим создавать
эффективные диагностические технологии, методики и
высокочувствительную аппаратуру, является интроско-
пия, обеспечивающая достоверную регистрацию диагно-
стических информационных параметров объектов по-
иска - мин на фоне помех, генерируемых укрывающими
средами.
К укрывающим средам относятся:
• грунты различного состава и влажности;
• пресная вода озер и рек;
• морская вода;
• растительность;
• снег, лед;
• строительные конструкции (бетон, железобетон,
кирпич, дерево и т.п.).
Основными материальными характеристиками яв-
ляются: плотность, твердость, электрическая проводи-
мость, диэлектрическая и магнитная проницаемости,
коэффициенты отражения и излучения в видимом (0,4 ...
0,76 мкм) и инфракрасном (0,76 ... 1000 мкм) диапазонах
электромагнитных волн и др.
Основные методы обнаружения мин и ВУ, которые
могут быть положены в основу создания технических
средств, регистрирующих демаскирующие признаки
объектов поиска, представлены на рис. 17.
В практических разработках наибольшее примене-
ние нашли следующие методы:
• электромагнитные (индукционный, радиоволно-
вый, магнитометрический, нелинейный);
• ядерно-физический;
• тепловой (тепловизионный);
• механический (механическое зондирование);
• химического анализа (газоаналитический).
Поверхность
почбы
Детектор
Детектор
Мина
Сигнал
Сигнал
Рис. 15. Обнаружение противопехотной мины по модели «преграда»
Рис. 16. Обнаружение противопехотной мины по «антенной» модели.
652
СПЕЦИАЛЬНЫЕ МЕТОДЫ И СРЕДСТВА НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И ДИАГНОСТИКИ
Рис. 17. Основные методы обнаружения мин и ВУ
Следует отметить, что аппаратурные средства, соз-
даваемые на основе указанных методов, в наибольшей
степени отвечают требованиям гуманитарного размини-
рования.
Электромагнитный метод является базой значи-
тельного спектра созданных и достаточно успешно при-
меняемых технических средств поиска. Наличие металла
даже в современных, так называемых «неметалличе-
ских» минах, где содержится всего лишь до 0,1 г метал-
ла, обеспечивает возможность реализации и делает пер-
спективным использование электромагнитного индук-
ционного метода.
Лучшие современные электромагнитные металло-
искатели обладают чувствительностью, обеспечивающей
обнаружение 0,1 ... 0,15 г металла в грунте на глубинах
до 50 ... 70 мм.
Пути совершенствования электромагнитного мето-
да лежат в направлении совершенствования его селек-
тивности, отстройки от влияния мешающих факторов и
реализации программ вычисления координат объекта
поиска в пространстве.
Магнитометрический метод позволяет обнаружи-
вать в грунте и воде на значительных глубинах (до 3 ...
5 м) металлические объекты значительной массы из фер-
ромагнитного материала (артснаряды, крупные мины,
авиабомбы и т.п.).
Радиоволновый метод и аппаратурные средства на
его основе (российский РВМ-2 или AN/PRS-8-США)
позволяют обнаруживать практически все типы мин и
ВУ, а также выявлять любые диэлектрические аномалии
и пустоты в грунте на глубинах до 150 ... 200 мм. Ос-
новной недостаток этого метода - значительное число
ложных срабатываний, что резко снижает темп поиска,
ограничивая производительность ~80 ... 100 м2/ч, требу-
ет допроверки результатов поиска техническими средст-
вами, основанными на другом методе вплоть до механи-
ческого зондирования.
Эффективность радиоволнового метода значитель-
но снижается влиянием растительного покрова и неод-
нородностью почвы. Вообще характеристики почвы,
включаемые в качественный анализ процесса поиска
мин, представляют собой функцию волновой частоты и
зависят от типа почв и материалов, составляющих пре-
граду, кроме того, неровность поверхности почвы, неод-
нородность ее структуры, форма препятствий влияют на
количественные характеристики информации об объекте
поиска. Поскольку заминированные участки, как прави-
ло, в течение нескольких лет остаются неприкосновен-
ЛИТЕРАТУРА
653
ными, они зачастую покрыты плотным слоем раститель-
ности, что мешает использовать поисковую аппаратуру,
располагая ее вблизи поверхности почвы, снижает ин-
тенсивность принимаемого сигнала и усложняет иден-
тификацию поиска.
Нелинейный метод, основанный на регистрации
гармоник в спектре отраженного .СВЧ-сигнала, весьма
эффективен при дистанционном поиске мин и ВУ, со-
держащих электронные компоненты (электронные взры-
ватели, сейсмические, ИК и акустические таймеры и
т.п.). Однако мины с обычными механическими взрыва-
телями им не обнаруживаются.
Более двух десятилетий назад была показана воз-
можность создания технических средств поиска на осно-
ве ядерно-физического метода, в основе которого ле-
жит процесс регистрации вторичного излучения, возни-
кающего в результате взаимодействия нейтронов (на-
пример, от изотопа калифорний-252 или малогабаритно-
го генератора) с ядрами атомов ВВ. Однако использова-
ние таких технических средств ограничено проблемами
обеспечения безопасности оператора и низкими темпами
поиска. В настоящее время этот метод находится в лабо-
раторной стадии исследований.
Тепловой метод контроля все большим количест-
вом специалистов квалифицируется как наиболее ин-
формативный, обеспечивающий одновременно высокую
чувствительность, достоверность и производительность
поиска. Однако этот метод требует разработки диагно-
стических технологий методик поиска и создание алго-
ритмов обработки информации, исключающих влияние
помех, обусловленных неоднородностью верхнего слоя
грунта и растительности.
С помощью тепловидения можно определить раз-
личия в интенсивности инфракрасного излучения с по-
верхности объекта. Эти различия вызваны разницей в
содержании тепла в объекте или его разных частях, на
которые дополнительно влияют показатели эмиссионной
способности поверхности. Когда неоднородная структу-
ра, имеющая различные температурные характеристики,
обычно находящиеся в термическом равновесии с окру-
жающей средой, подвергается тепловой стимуляции,
разница температур отмечается в структуре так же, как и
на ее видимых поверхностях.
Тепловой метод, как наиболее перспективный, ис-
следуется в ряде научных центров.
Метод механического зондирования с момента
применения ППМ и в настоящее время является в боль-
шинстве случаев допроверочным. В последнее время
щупы-зонды (L « 1 ... 1,5 м, tZ® 8 ... 12 мм) стали делать
из непроводящих материалов, что значительно снижает
вероятность подрыва сапера на мине-ловушке с электри-
ческим контактным замыкателем. Метод отличается
низким темпом поиска и субъективностью получаемых
результатов.
Реальная «глубинность» наиболее практически зна-
чимых бесконтактных поисковых методов (применитель-
но к рассматриваемой проблеме) приведена в табл. 11.
11. «Глубинность» основных поисковых методов при
обнаружении мин и невзорвавшихся боеприпасов
Методы поиска Глубина обнару- жения в грунте, м, не более
Радиоволновый (для любых объектов) Индукционный (только для метал- лических объектов) Короткоимпульсный радиолокации (любые объекты) Магнитометрический (только фер- ромагнитные объекты) о,1 1 10
Известно, что в антитеррористической деятельности
и криминалистике используются газоаналитические ме-
тоды обнаружения взрывчатых веществ. Однако широ-
кому применению «электронных носов» при гуманитар-
ном разминировании мешают следующие факторы:
• «фоновая засветка» местности парами ВВ в быв-
ших районах активных боевых действий (что вызывает
большое число ложных срабатываний);
• низкая эффективность работы портативных детек-
торов паров ВВ при отрицательных температурах, а так-
же при сильном ветре.
Однако в отдельных случаях при благоприятных
метеоусловиях портативные газоанализаторы могут ис-
пользоваться, например, при разминировании различных
зданий и сооружений.
Рассмотренные физические методы обладают как
присущими им преимуществами, так и недостатками.
Однако оптимальное сочетание различных методов кон-
троля обеспечивает повышение достоверности результа-
тов и увеличение темпов поиска.
ЛИТЕРАТУРА
1. Неразрушающий контроль и диагностика: Спра-
вочник / В.В. Клюев, Ф.Р. Соснин, В.Н. Филинов и др.;
Под ред. В.В. Клюева. М.: Машиностроение, 1995. 488 с.
2. Экологическая диагностика: Энциклопедия /В.В.
Клюев, А.В. Ковалев, А.Г. Щербаков и др.; Под общ. ред.
В.В. Клюева. М.: Машиностроение, 2000.496 с.
3. Добромыслов В.А., Румянцев С.В. Радиацион-
ная интроскопия. М.: Атомиздат, 1972. 351 с.
4. Промышленная радиационная интроскопия /
В.В. Клюев, Б.И. Леонов, Е.А. Гусев и др. М.: Энерго-
атомиздат, 1985. 136 c.w
5. Крауткремер Й., Крауткремер Г. Ультразвуко-
вой контроль материалов: Справочник. М.: Металлургия,
1991.752 с.
6. Ллойд Дж. Системы тепловидения. М.: Мир,
1987.414 с., ил.
7. Госсорг Ж. Инфракрасная термография. Основы,
техника, применение. М.: Мир, 1988. 399 с.
8. Карасик В.Е., Орлов В.М. Лазерные системы
видения: Учебное пособие. М.: Изд-во МГТУ им. Баума-
на, 2001. 352 с.
9. Клюев В.В., Ковалев А.В., Щербаков Г.Н. и др.
Методы и средства обнаружения противопехотных мин в
рамках программы гуманитарного разминирования. Кон-
троль. Диагностика. (Приложение). № 9. 2000.48 с.
ОГЛАВЛЕНИЕ
Введение..................................... 5
Глава 1. ОБЩИЕ ВОПРОСЫ РАЗРАБОТКИ
И ПРИМЕНЕНИЯ СРЕДСТВ НЕРАЗ-
РУШАЮЩЕГО КОНТРОЛЯ И ДИ-
АГНОСТИКИ {В.В. Клюев, З.С. Ники-
форова, Н.А. Орлов, Л.С. Бабаджанов) .. 9
1.1. Общая характеристика средств НК и Д. 9
1.2. Стандартизация НК и Д............. 18
Перечень отечественных стандартов в
области НК и Д......................... 20
1.3. Автоматизация средств НК и Д (СНК
иД).................................... 23
1.4. Экспертные системы (ЭС)..... 24
1.5. Эффективность применения СНК и Д 26
ЛИТЕРАТУРА.................................. 29
Глава 2. НАЦИОНАЛЬНЫЕ И МЕЖДУНА-
РОДНЫЕ НОРМЫ ПО АТТЕСТА-
ЦИИ СПЕЦИАЛИСТОВ НК {Ф.Р. Со-
снин, Д. Хенинг, К Рис, С.В. Клюев)... 30
2.1. Общие сведения.................... 30
2.2. Квалификационные требования к
специалистам I и II уровней............ 32
2.3. Квалификационные требования к
специалистам III уровня................ 33
2.4. Преимущества новой европейской
системы аттестации..................... 35
2.5. Приложение........................ 35
ЛИТЕРАТУРА.................................. 39
Глава 3. ИСТОЧНИКИ ИОНИЗИРУЮЩЕ-
ГО ИЗЛУЧЕНИЯ ДЛЯ РАДИАЦИ-
ОННОГО КОНТРОЛЯ {Б.И. Леонов,
А.Н. Майоров, Ф.Р. Соснин, Н.Д. Тюфяков) 40
3.1. Общие сведения.................... 40
3.2. Рентгеновские аппараты............ 41
3.3. Рентгеновская аппаратура для про-
мышленного просвечивания............... 46
3.4. Источники излучения на базе уско-
рителей ............................... 50
ЛИТЕРАТУРА.................................. 53
Глава 4. МЕТОДЫ И СРЕДСТВА ПРО-
МЫШЛЕННОЙ РАДИОГРАФИИ
{А.Н. Майоров, Ф.Р. Соснин, Н.Д. Тюфя-
ков, П. Де Меестр, В. Аертс, Р. Боллен,
В. Янсене, Г. Хайт, Г. Бергер)......... 54
4.1. Физические основы и элементная ба-
за радиографии......................... 54
4.2. Основные параметры радиографии.. 54
4.3. Средства и техника радиографии ... 59
4.4. Нейтронная радиография............ 78
4.5. Электрорадиография................ 82
4.6. Дефектоскопия с использованием
корпускулярных излучений............... 84
ЛИТЕРАТУРА.................................. 85
Глава 5. МЕТОДЫ И СРЕДСТВА РАДИО-
СКОПИИ {Ф.Р. Соснин, Р. Хелмшоу,
Н. Ридъярд)......................... 86
5.1. Области применения и основные па-
раметры радиоскопии.................... 86
5.2. Преобразователь радиационного
изображения............................ 87
5.3. Радиационно-оптические преобразо-
ватели и средства усиления изображения 89
5.4. Средства промышленной радиоско-
пии ................................ 90
5.5. Цифровые установки радиационного
контроля............................ 92
ЛИТЕРАТУРА............................... 102
Глава 6. МЕТОДЫ И СРЕДСТВА РАДИО-
МЕТРИИ {В.И. Горбунов, В.В. Клюев,
Ф.Р. Соснин, А.И. Маслов).......... 103
6.1. Общие сведения................. 103
6.2. Особенности толщинометрии и де-
фектоскопии ........................ 103
6.3. Параметры средств контроля... 104
6.4. Средства радиометрического кон-
троля .............................. 105
6.5. Расшифровка результатов контроля 111
ЛИТЕРАТУРА............................... 112
Глава 7. ПРОМЫШЛЕННАЯ РЕНТГЕ-
НОВСКАЯ ВЫЧИСЛИТЕЛЬНАЯ •
ТОМОГРАФИЯ {Э.И. Вайнберг,
В.В. Клюев, В.П. Курозаев, В.Н. Филинов) 114
7.1. Физические и математические осно-
вы реконструкции рентгенотомограмм в
ПРВТ.................................... 114
7.2. Вопросы метрологии ПРВТ...... 121
7.2.1. Ограничения квантовой приро-
ды излучения.................... 121
7.2.2. Влияние немоноэнергетичности
рентгеновского излучения........ 125
7.2.3. Пространственное разрешение в
ПРВТ............................ 132
7.2.4. Погрешности дискретизации и
интерполяции в ПРВТ и оптимизация
дискретного алгоритма ОПФС..... 135
7.2.5. Чувствительность ПРВТ при
обнаружении локальных дефектов ... 144
7.2.6. Особенности контроля тонких
слоев, расслоений, трещин, парал-
лельных плоскости контролируемого
сечения......................... 147
7.2.7. Инструментальные погрешно-
сти ПРВТ и методы их снижения .... 150
7.2.8. Метрологическое обеспечение
ПРВТ............................ 151
7.3. Применение ПРВТ............... 152
7.4. Технические средства ПРВТ.... 155
7.5. Томография изделий из высокоплот-
ных материалов..................... 167
ЛИТЕРАТУРА.............................. 169
Глава 8. РЕНТГЕНОВСКАЯ МЕДИЦИН-
СКАЯ ДИАГНОСТИКА {НН. Блинов,
Б.М. Кантер, В.В. Клюев, Б.И. Леонов,
Ж.-К. Морэн)............................ 170
8.1. Основные сведения о рентгенодиаг-
ностической аппаратуре............. 170
8.2. Специализированные рентгенодиаг-
ностическое аппараты............... 176
8.3. Средства цифровой рентгенодиагно-
стики ............................. 179
ОГЛАВЛЕНИЕ
655
8.4. Компьютерная рентгеновская томо-
графия ........................... 184
8.5. Эмиссионная компьютерная томо-
графия ........................... 192
8.6. Томография на основе ядерного маг-
нитного резонанса (МР-томография).... 193
ЛИТЕРАТУРА............................. 197
Глава 9. АКУСТИЧЕСКИЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ (АЛ. Вопилкин,
А.К Гурвич, И.Н. Ермолов, М.В. Королев,
Ю.В. Ланге, В.Г. Шевалдыкин, В.Г. Бадалян) 198
9.1. Основные понятия............. 198
9.2. Отражение и преломление волн. 205
9.3. Классификация методов контроля ... 209
9.4. Пьезоэлектрические преобразователи 215
9.4.1. Пьезоматериалы.......... 215
9.4.2. Конструкции преобразователей 217
9.4.3. Классификация пьезопреобра-
зователей ..................... 218
9.5. Бесконтактные преобразователи и
приборы........................... 226
9.6. Ультразвуковой эхо-метод.... 231
9.7. Теневой и зеркально-теневой методы 248
9.8. Приборы и методики контроля ме-
таллов ........................... 252
9.9. Средства контроля многослойных
конструкций....................... 259
9.10. Средства контроля строительных
материалов и конструкций.......... 276
9.11. Приборы для контроля размеров
изделий........................... 282
9.12. Средства контроля физико-механи-
ческих свойств материалов......... 286
9.13. Ультразвуковые интроскопы.. 292
ЛИТЕРАТУРА............................. 299
Глава 10. МЕТОДЫ И СРЕДСТВА АКУ-
СТИКО-ЭМИССИОННОЙ ДИАГНО-
СТИКИ (В.И. Иванов)............ 301
10.1. Виды акустической эмиссии... 301
10.2. Особенности АЭ-метода техниче-
ской диагностики.................. 301
10.3. Порядок применения метода АЭ при
диагностике производственных объектов . 303
10.4. Акустическая эмиссия при нагру-
жении объектов.................... 303
10.5. АЭ-метод ТД и НК производствен-
ных объектов...................... 313
10.6. Преобразователи акустической
эмиссии........................... 320
10.7. Аппаратура акустико-эмиссионной
диагностики....................... 322
ЛИТЕРАТУРА............................. 327
Глава 11. МАГНИТНЫЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ (А.П. Дегте-
рев, В.В. Клюев, В.Е. Щербинин,
В.Ф. Мужицкий, Э.С. Горкунов).......... 329
11.1. Основные сведения........... 329
11.2. Магнитные преобразователи... 330
11.3. Магнитные дефектоскопы...... 336
11.4. Магнитопорошковые дефектоскопы 343
11.5. Магнитографические дефектоскопы 352
11.6. Индукционные и феррозондовые
дефектоскопы...................... 355
11.7. Магнитные толщиномеры....... 359
11.8. Контроль механических свойств и
структуры......................... 361
ЛИТЕРАТУРА............................. 369
Глава 12. ВИХРЕТОКОВЫЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ (В.Г. Гераси-
мов, В.В. Клюев, В.В. Сухоруков,
Ю.К. Федосенко)................... 370
12.1. Вихретоковые методы контроля ... 370
12.2. Основные структурные схемы при-
боров и конструкции преобразователей.. 403
12.3. Специализированные приборы .... 413
ЛИТЕРАТУРА............................. 419
Глава 13. РАДИОВОЛНОВЫЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ (В.И. Матве-
ев, В.П. Козлов).................. 420
13.1. Физические основы и элементная
база РМК.......................... 420
13.2. Средства толщинометрии..... 434
13.3. Средства дефектоскопии..... 438
13.4. Средства структуроскопии... 442
13.5. Средства контроля физико-механи-
ческих параметров................. 446
13.6. Средства контроля технологических
параметров........................ 447
13.7. Средства контроля динамических
характеристик..................... 451
ЛИТЕРАТУРА............................. 452
Глава 14. ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ И ДИАГ-
НОСТИКИ (И.Г. Матис, В.Ф. Мужиц-
кий, К.В. Подмастерьев, Ю.С. Степанов) 453
14.1. Общие сведения.................. 453
14.2. Электроемкостный метод и средст-
ва контроля....................... 453
14.3. Электропотенциальные приборы ... 465
14.4. Приборы, основанные на регистра-
ции искажения электромагнитного поля 467
14.5. Термоэлектрические приборы. 469
14.6. Электроискровые, трибоэлектриче-
ские и электростатические приборы .... 470
14.7. Электрорезистивные методы и
средства контроля и диагностики... 471
14.7.1. Общие сведения и физические
основы......................... 471
14.7.2. Диагностические параметры и
модели......................... 472
14.7.3. Методы и средства дефекто-
скопии ........................ 476
14.7.4. Методы и средства контроля
отклонений формы поверхностей.... 481
14.7.5. Методы и средства комплекс-
ного диагностирования подшипников
и опор качения....„............ 483
ЛИТЕРАТУРА............................. 485
Глава 15. ОПТИЧЕСКИЕ МЕТОДЫ И
СРЕДСТВА КОНТРОЛЯ (А.А. Кетко-
вич, В.Н. Филинов)................ 486
15.1. Физические основы оптического
неразрушающего контроля........... 486
15.2. Структурные схемы и элементная
база приборов оптического контроля .... 489
656
ОГЛАВЛЕНИЕ
15.3. Приборы контроля размеров... 491
15.4. Приборы для контроля топографии
поверхностей и объемных поверхност-
ных дефектов........................... 497
15.5. Приборы оптической дефектоскопии 503
15.6. Лазерные дефектоскопы........... 507
15.7. Приборы голографического контро-
ля 509
15.8. Голографические средства контроля
топографии ОК.......................... 511
15.9. Когерентно-оптические методы
анализа дефектоскопической информа-
ции 513
15.10. Приборы оптической структуро-
скопии................................. 514
15.11. Лазерные сканирующие микро-
скопы (ЛСМ)............................ 518
15.12. Нелинейно-оптическая структуро-
скопия................................. 519
15.13. Приборы оптической интроскопии 519
15.14. Оптическая томография..... 520
15.15. Спектральные методы оптической
структуроскопии........................ 520
15.16. Системы технического зрения в
неразрушающем контроле................. 522
15.17. Метрологическое обеспечение оп-
тического контроля..................... 527
ЛИТЕРАТУРА.................................. 528
Глава 16. ТЕПЛОВЫЕ МЕТОДЫ И СРЕД-
СТВА КОНТРОЛЯ (А.А. Кеткович,
В.Г. Федчишин)......................... 529
16.1. Физические основы и элементная
база теплового неразрушающего контро-
ля (ТНК)............................... 529
16.2. Средства контроля температуры ... 535
16.3. Методы экспериментального опре-
деления теплофизических характеристик
объектов............................... 540
16.4. Другие возможные методы и сред-
ства ТНК............................... 543
ЛИТЕРАТУРА.................................. 546
Глава 17. МЕТОДЫ И СРЕДСТВА ТЕЧЕ-
ИСКАНИЯ (С.Г. Сажин, Л.В. Зазинова,
В.Н. Кольцов, А.И. Евлампиев, А.А. Поло-
винкин) ............................... 547
17.1. Общие сведения.................. 547
17.2. Промышленная аппаратура тече-
искания ............................... 552
17.3. Акустические средства течеискания 556
17.4. Автоматизация контроля герметич-
ности изделий.......................... 558
ЛИТЕРАТУРА................................ 562
Глава 18. СРЕДСТВА КАПИЛЛЯРНОГО
КОНТРОЛЯ (А.С Боровиков, В.В. Клю-
ев, М.В. Филинов)...................... 563
18.1. Общие сведения и методы капил-
лярного неразрушающего контроля... 563
18.2. Дефектоскопические материалы ... 564
18.3. Оборудование и аппаратура капил-
лярного неразрушающего контроля... 571
18.4. Проведение капиллярного НК. 574
18.5. Освещение и ультрафиолетовое об-
лучение ............................... 579
18.6. Автоматизация обработки изобра-
жений в капиллярной дефектоскопии ... 583
18.7. Оформление результатов контроля 583
ЛИТЕРАТУРА............................ 585
Глава 19. КОМПЛЕКСНЫЕ СИСТЕМЫ
КОНТРОЛЯ КАЧЕСТВА ПРОДУК-
ЦИИ И ОКРУЖАЮЩЕЙ СРЕДЫ
(В.Г. Запускалов, В.В. Клюев, А.Н. Майо-
ров, А.В. Изотов, Ю.А. Кондратьев, 586
Л.А. Хватов)..........................
19.1. Линия контроля качества продук-
ции металлургического производства... 586
19.2. Передвижные лаборатории и уст-
ройства контроля..................... 592
ЛИТЕРАТУРА................................ 599
Глава 20. ВИБРАЦИОННЫЕ МЕТОДЫ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
(В.И. Петрович, В.Г. Рыгалин).... 600
20.1. Основы вибродиагностики.... 600
20.2. Методы вибродиагностики.... 602
20.3. Принципы и приборы измерения
вибрации............................. 604
20.4. Средства вибромониторинга.. 606
20.5. Измерение акустического шума.... 608
20.6. Примеры структурных схем вибро-
диагностической аппаратуры........... 609
ЛИТЕРАТУРА................................ 612
Глава 21. МЕТОДЫ И СРЕДСТВА ЭКОЛО-
ГИЧЕСКОМ ДИАГНОСТИКИ
(В.В. Клюев)..................... 613
21.1. Задачи и объекты экологической
диагностики.......................... 613
21.2. Прогноз землетрясений.......... 613
21.3. Радиационный мониторинг.... 616
21.4. Химико-аналитическая диагностика 616
21.5. Оптические методы экодиагностики 619
21.6. Тепловая, СВЧ и ультрафиолетовая
экодиагностика....................... 620
21.7. Биодиагностика................. 621
21.8. Передвижные эколаборатории и
станции.............................. 621
ЛИТЕРАТУРА............................... 626
Глава 22. СПЕЦИАЛЬНЫЕ МЕТОДЫ И
СРЕДСТВА НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ И ДИАГНОСТИКИ
(А.В. Ковалев)........................ 627
22.1. Общие сведения и основные понятия 627
22.2. Определение оптимальных физиче-
ских методов для решения поисковых задач 627
22.3. Методы и средства поисковых сис-
тем радиационной интроскопии..... 632
22.4. Поисковые средства на основе
ультразвукового метода............... 637
22.5. Поисковые средства на основе теп-
ловизионного метода.................. 640
22.6. Оптические поисково-досмотровые
методы и средства.................... 643
22.7. Криминалистическая диагностика.. 648
22.8. Методы и средства обнаружения
противопехотных мин.................. 651
ЛИТЕРАТУРА................................ 653