









































































Автор: Клюев В.В.
Теги: приборостроение в целом применение приборов измерительная техника весы устройства для взвешивания испытания материалов товароведение силовые станции общая энергетика техника и технические науки в целом медицина практическая медицина диагностика ультразвуковой контроль издательский дом спектр
ISBN: 978-5-904270-59-9
Год: 2011



РОССИЙСКОЕ ОБЩЕСТВО ПО НЕРАЗРУШАЮЩЕМУ
К0НТР°ЛЮ И ТЕХНИЧЕСК0Й ДИАГНОСТИКЕ
РОНКТД
ДИАГНОСТИКА БЕЗОПАСНОСТИ
Н.П. АЛЕШИН, В.Т. БОБРОВ,
Ю.В. ЛАНГЕ, В.Г. ЩЕРБИНСКИЙ
УЛЬТРАЗВУКОВОЙ
КОНТРОЛЬ
УЧЕБНОЕ ПОСОБИЕ
Спектр
ИзДАТЕЛЬскиЙ J.OM
МОСКВА
2011
Российское общество по неразрушающему
контролю и технической диагностике (РОНКТД)
ДИАГНОСТИКА БЕЗОПАСНОСТИ
Н.П. АЛЕШИН, В.Т. БОБРОВ,
Ю.В. ЛАНГЕ, В.Г. ЩЕРБИНСКИЙ
УЛЬТРАЗВУКОВОЙ
КОНТРОЛЬ
Под общей редакцией академика РАН.
В В. Клюева Прид^проесыоЛ
АЦНКТД
УЧЕБНОЕ ПОСОБИЕ
ПрнйрникЫ?
Рекомендовано Научным советом по автоматизированным
системам диагностики и испытаний РАН в качестве учебного пособия
для подготовки специалистов по неразрушающему контролю
и технической диагностике
дом
Москва, 2011
УДК 681.2+620(035)
ББК 30.82
А45
Рецензенты:
проф., д-р техн, наук Муравьёв В.В.,
д-р техн, наук Бобренко В.М.
Алешин Н.П., Бобров В.Т., Ланге Ю.В., Щербинский В.Г.
А45 Ультразвуковой контроль: учеб, пособие / под общ. ред. В.В. Клюева.
М.: Издательский дом «Спектр», 2011. - 224 с.: ил. - (Диагностика безо-
пасности).
ISBN 978-5-904270-59-9
Изложены основы ультразвуковых (УЗ) методов неразрушающего контроля (НК).
Значительное внимание уделено эхо- и теневому методам обнаружения дефектов, измере-
ния толщины и физико-механических свойств деталей, узлов и сварных соединений, мето-
дам обработки информации и регистрации результатов контроля. Рассмотрены типовые
схемы построения УЗ-преобразователей, приборов и систем автоматизированного контро-
ля, их конструктивные особенности и технические характеристики, технология контроля
массовой продукции. Приведены национальные и международные стандарты по УЗ НК,
описаны стандартные образцы. Сформулированы требования по безопасности УЗ-
контроля.
Книга может быть использована в качестве пособия для подготовки студентов и
специалистов, обучающихся по направлениям технической диагностики, контроля качества
и безопасности изделий и конструкций.
Учебное пособие рекомендуется для подготовки к аттестации специалистов 1, 2 и 3
уровней НК по международной и европейской системам аттестации, а также в качестве ба-
зового материала для дистанционного обучения специалистов по НК.
УДК 681.2+620(035)
ББК 30.82
ISBN 978-5-904270-59-9
©РОНКТД, 2011
ОГЛАВЛЕНИЕ
Предисловие................................................ 7
Список сокращений.......................................... 8
Глава 1. Характерные дефекты конструкционных материалов.......... 9
1.1. Виды дефектов металла................................. 9
1.1.1. Дефекты отливок.................................... 9
1.1.2. Дефекты прокатанного и кованого металла........... 10
1.1.3. Дефекты рельсов................................... 10
1.1.4. Дефекты сварных соединений........................ 11
1.1.5. Дефекты, возникающие при различных видах обработки
деталей.................................................. 14
1.1.6. Дефекты, возникающие при эксплуатации изделий..... 14
1.2. Дефекты ПКМ и многослойных конструкций............... 14
1.2.1. Дефекты полимерных композиционных материалов...... 14
1.2.2. Дефекты многослойных конструкций.................. 14
1.2.3. Основные дефекты клеевых соединений............... 15
1.3. Оценка степени опасности дефектов.................... 15
Вопросы для самопроверки.................................. 16
Глава 2. Физические основы ультразвукового контроля.............. 17
2.1. Упругие колебания и волны............................ 17
2.1.1. Основные понятия.................................. 17
2.1.2. Типы волн. Области применения..................... 22
2.2. Акустические свойства сред........................... 26
2.3. Отражение и преломление волн на границах сред........ 30
2.4. Дифракция ультразвука................................ 33
2.5. Излучение и прием упругих колебаний и волн........... 35
2.6. Электроакустические преобразователи.................. 36
2.6.1. Основные свойства пьезоэлементов.................. 39
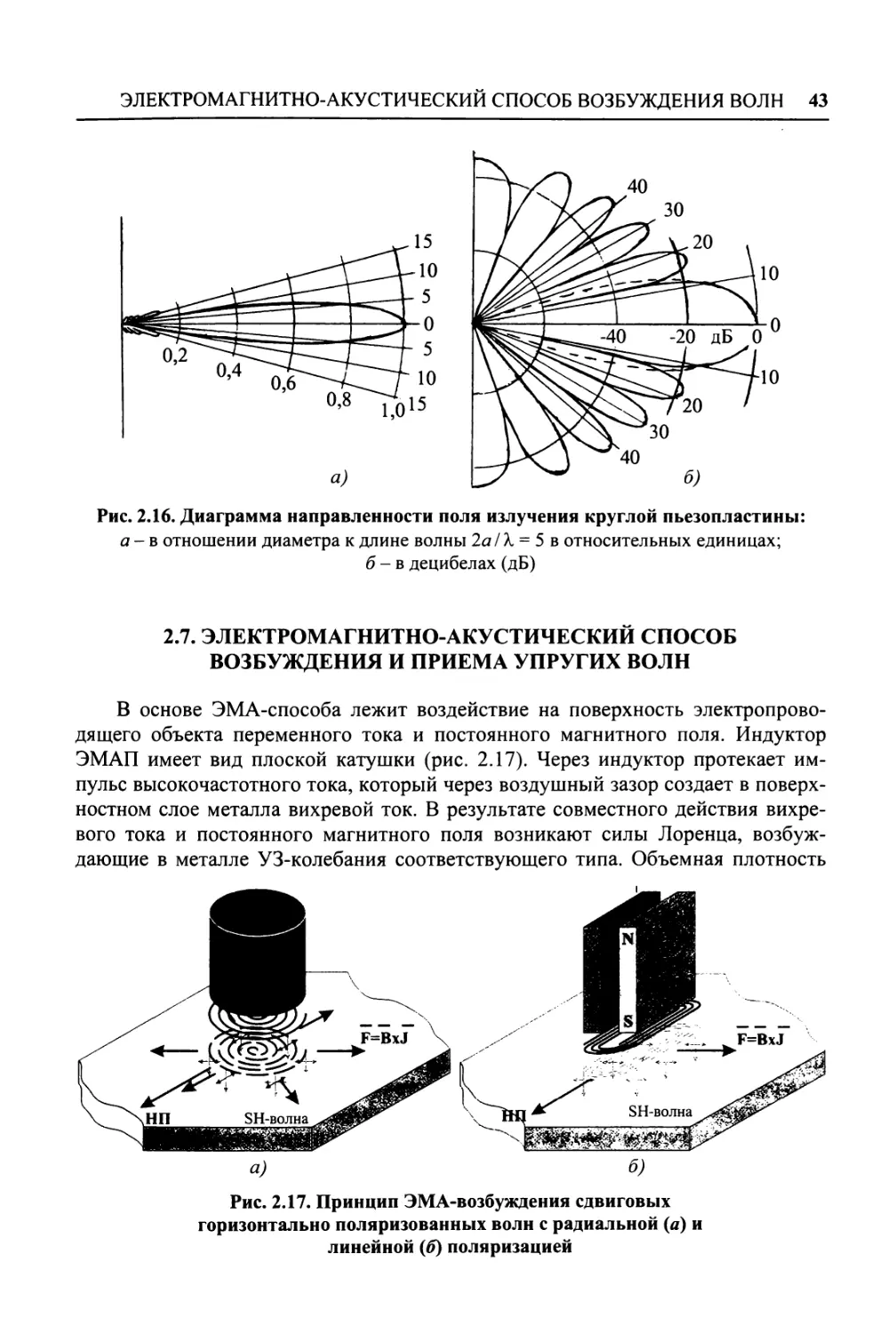
2.6.2. Акустическое поле пьезопластины................... 41
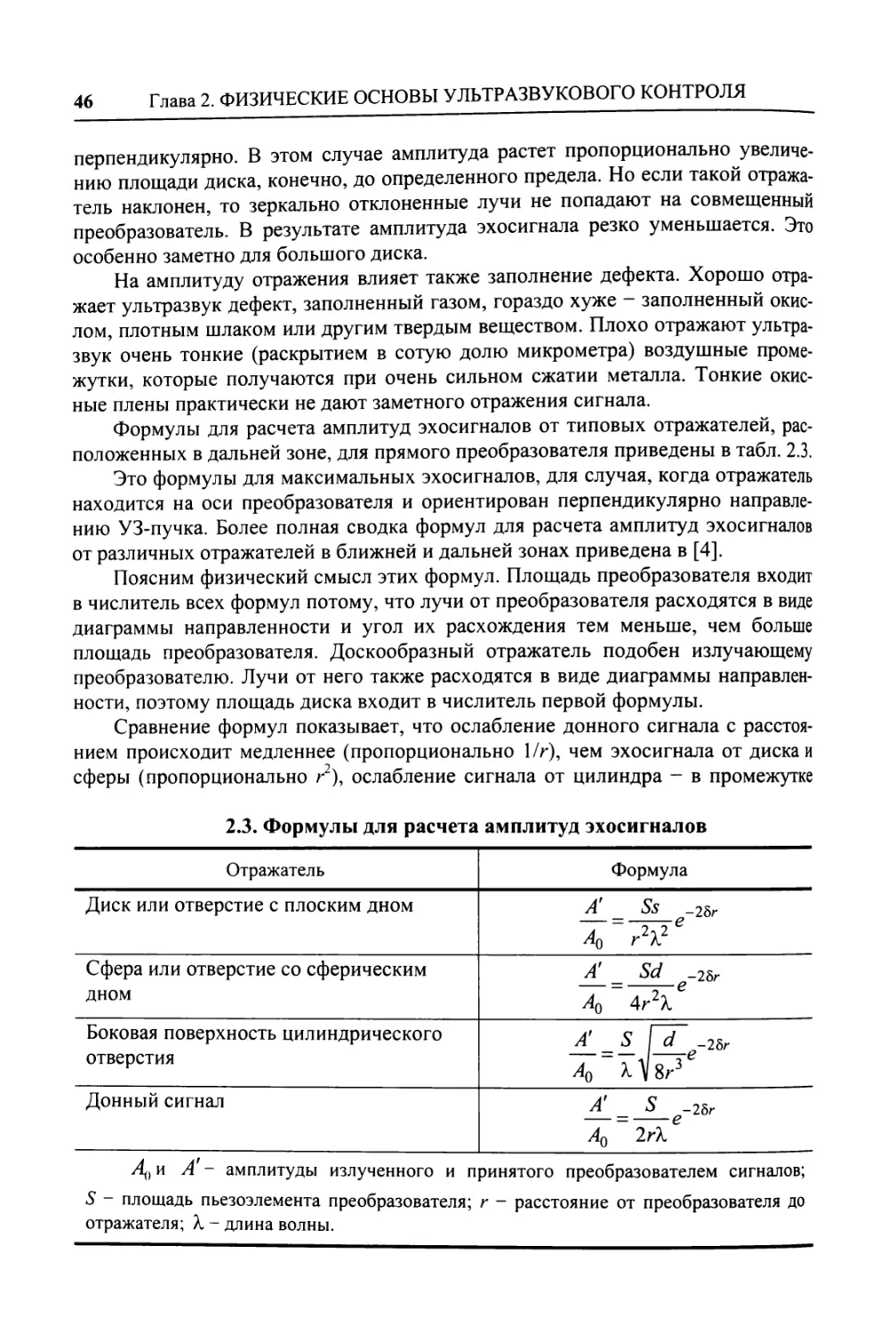
2.7. Электромагнитно-акустический способ возбуждения и приема
упругих волн.............................................. 43
2.8. Оптические (лазерные) преобразователи................ 45
2.9. Акустический тракт................................... 45
2.10. Шумы и помехи при контроле методами отражения и
прохождения............................................... 51
Вопро сы для самопроверки................................. 53
Глава 3. Методы ультразвукового неразрушающего контроля.......... 54
3.1. Методы отражения..................................... 56
3.1.1. Эхометод.......................................... 56
4
ОГЛАВЛЕНИЕ
3.1.2. Эхозеркальный метод................................. э'
3.1.3. Дельта-метод....................................... $7
3.1.4. Дифракционно-временной метод....................... 58
3.1.5. Реверберационный метод............................. 59
3.1.6. Ультразвуковая микроскопия......................... 59
3.2. Методы прохождения.................................... 59
3.2.1. Метод многократной тени............................ 60
3.2.2. Велосимметрический метод........................... 60
3.3. Комбинированные методы............................... 61
3.3.1. Основные комбинированные методы контроля........... 61
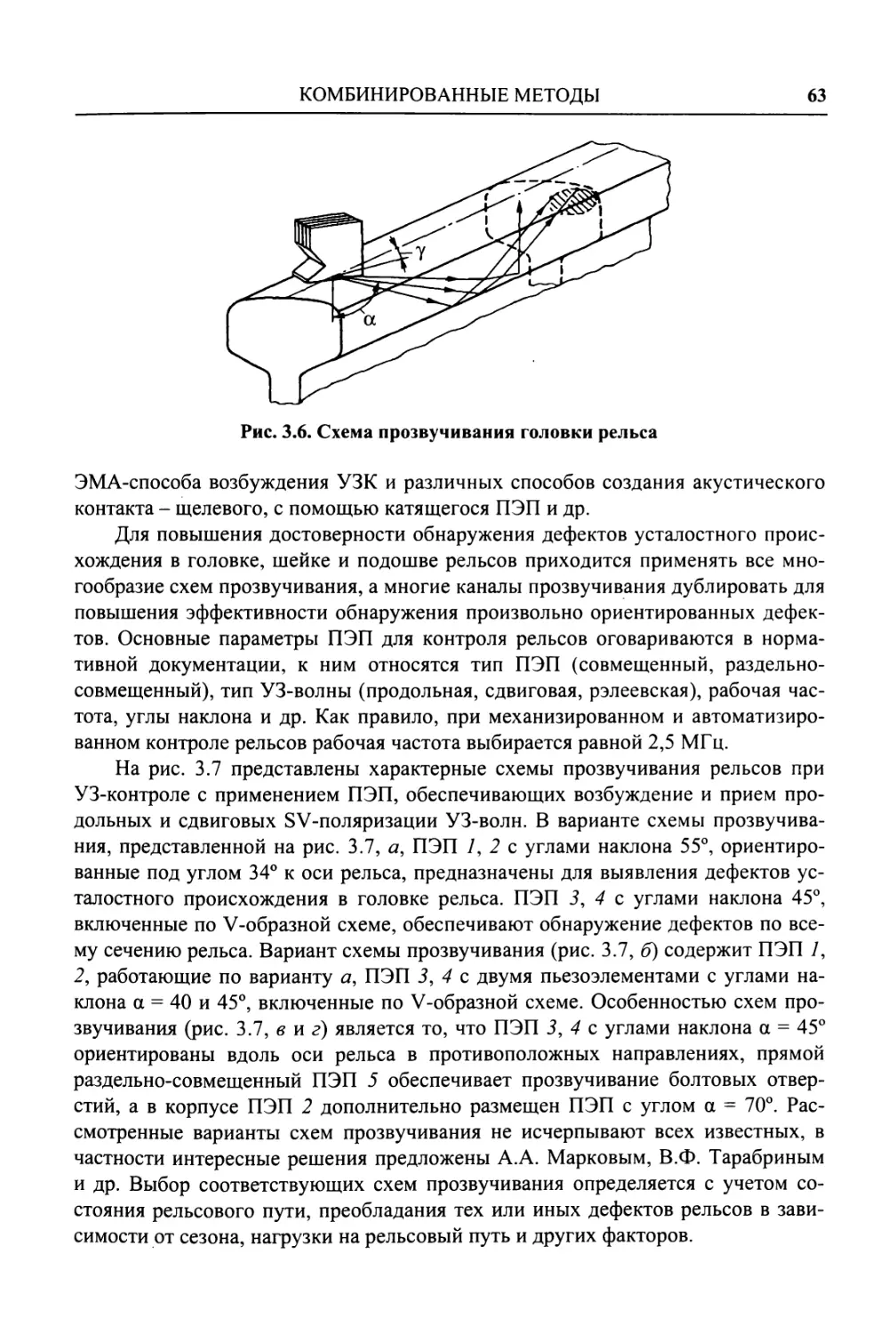
3.3.2. Комбинированные методы ультразвукового НК рельсов... 62
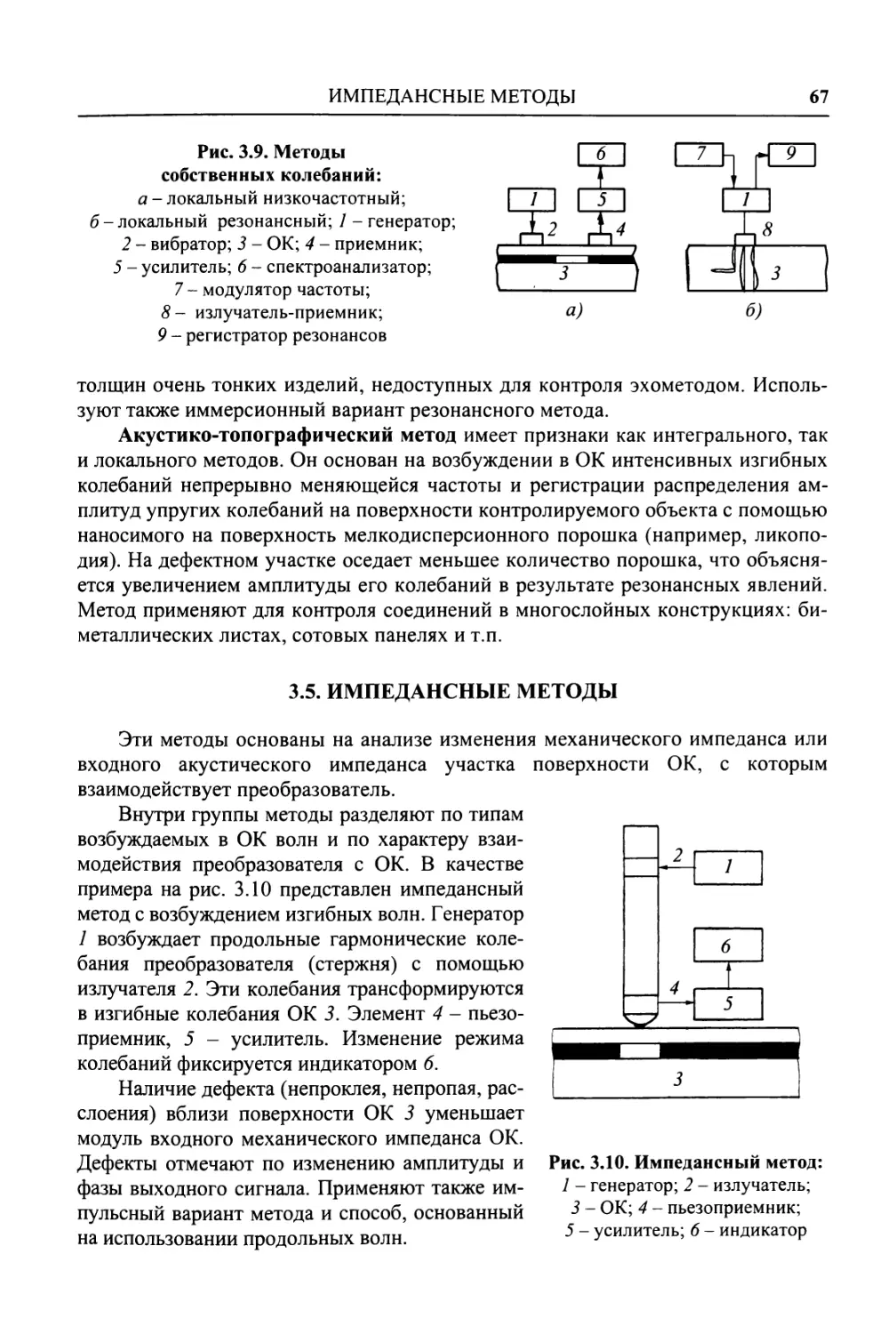
3.4. Методы собственных колебаний.......................... 66
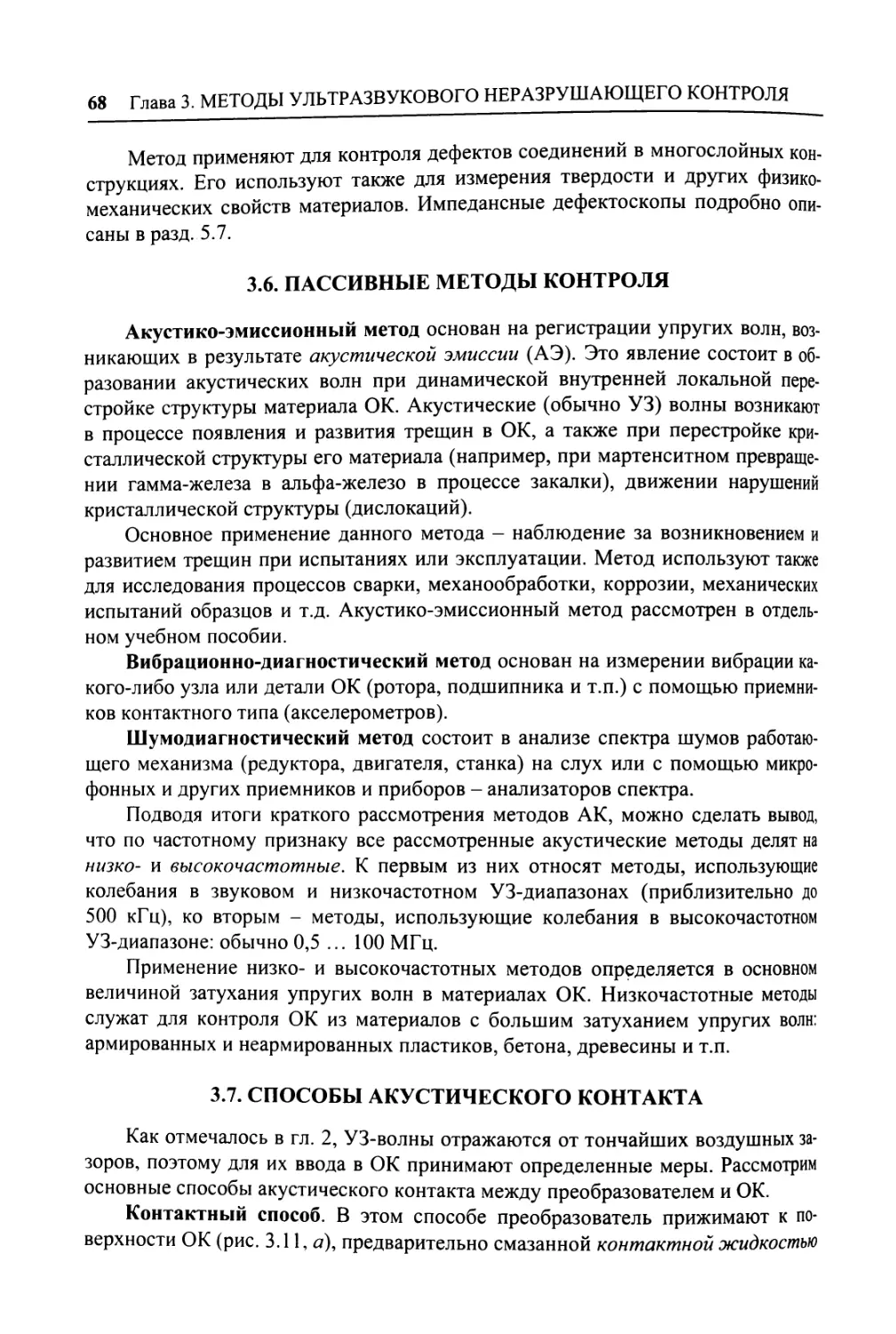
3.5. Импедансные методы.................................... 67
3.6. Пассивные методы контроля............................. 68
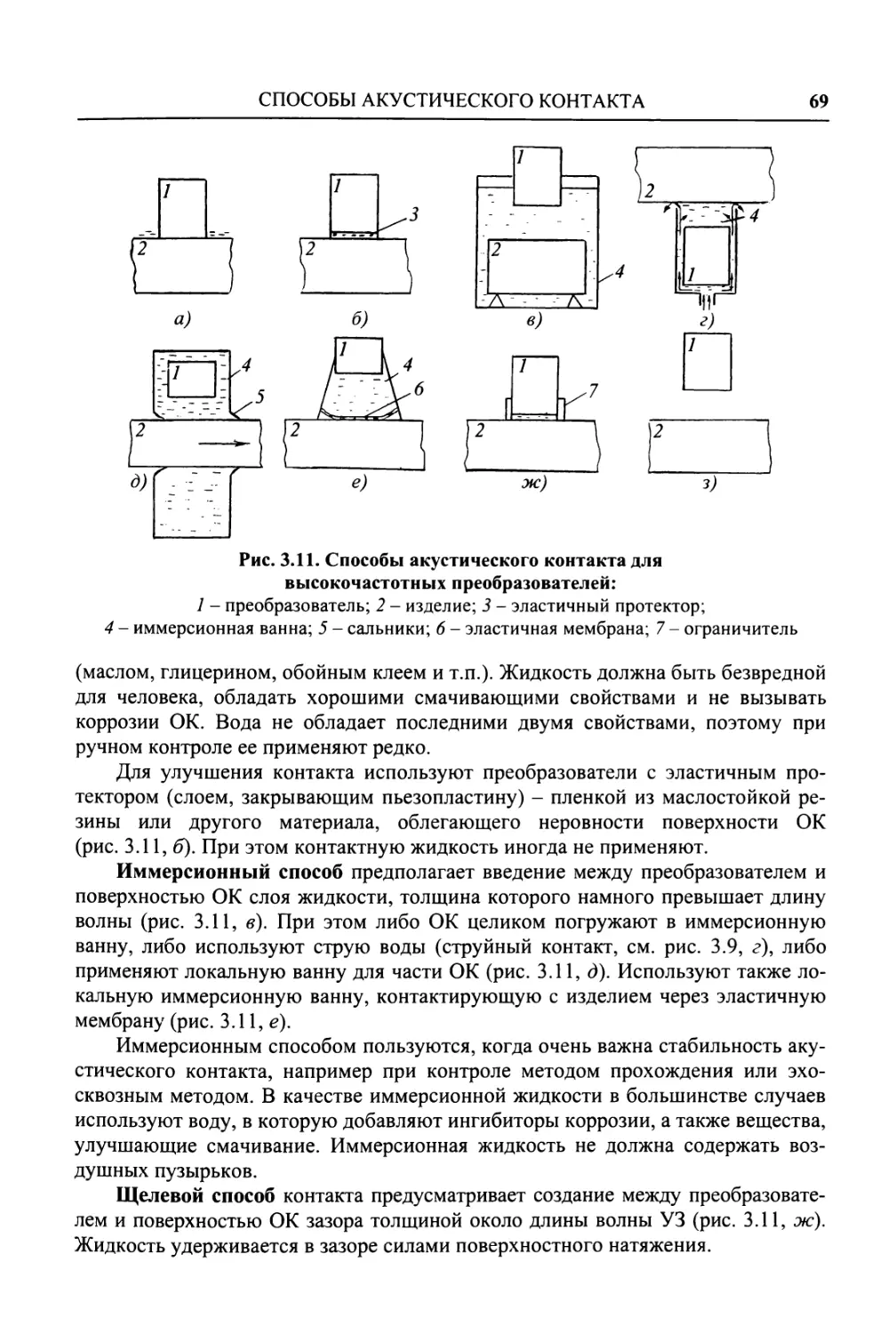
3.7. Способы акустического контакта........................ 68
Вопросы для самопроверки................................. 70
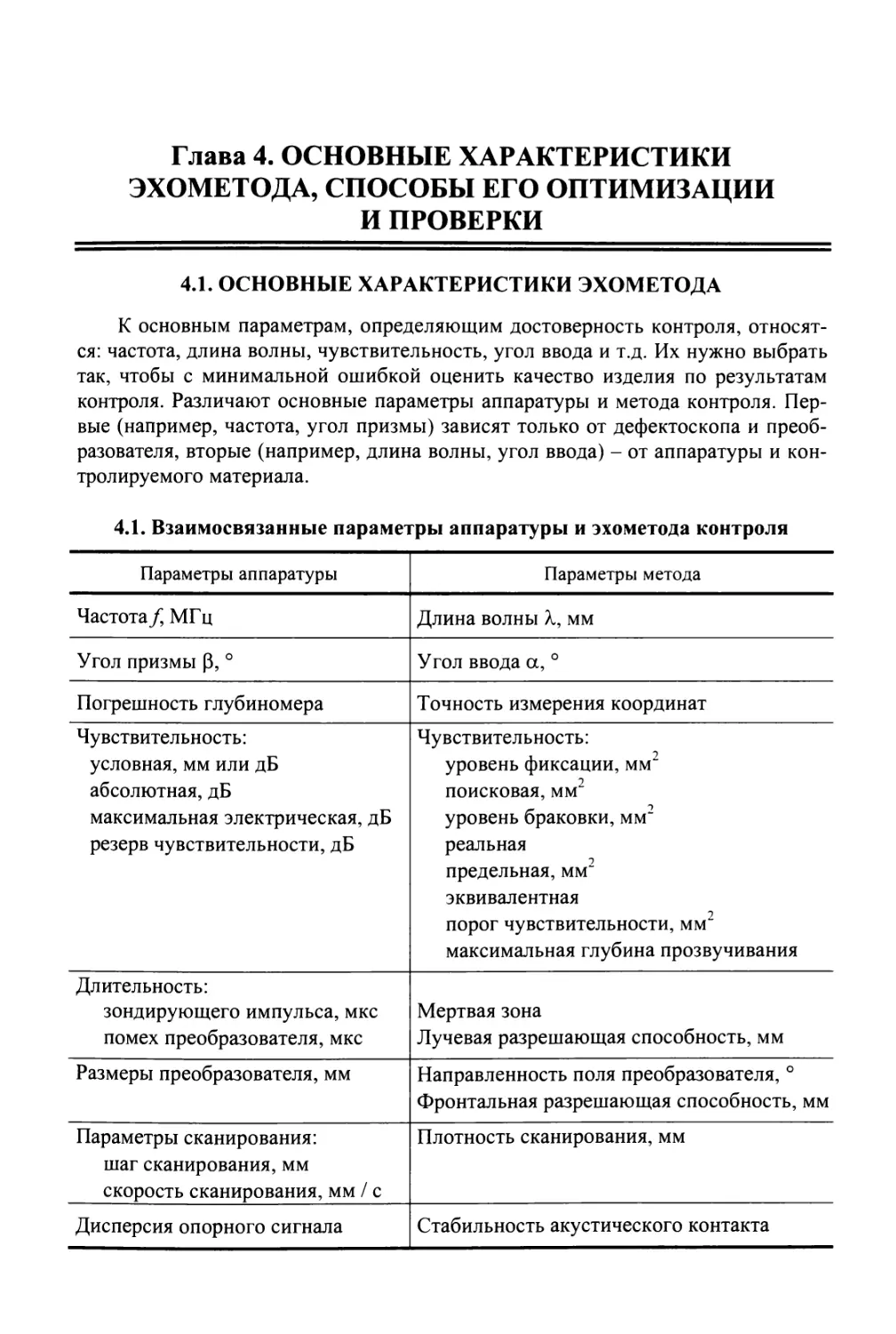
Глава 4. Основные характеристики эхометода, способы его оптимиза-
ции и проверки................................................... 71
4.1. Основные характеристики эхометода..................... 71
4.1.1. Длина волны и рабочая частота колебаний............ 72
4.1.2. Угол ввода луча при контроле эхометодом............ 74
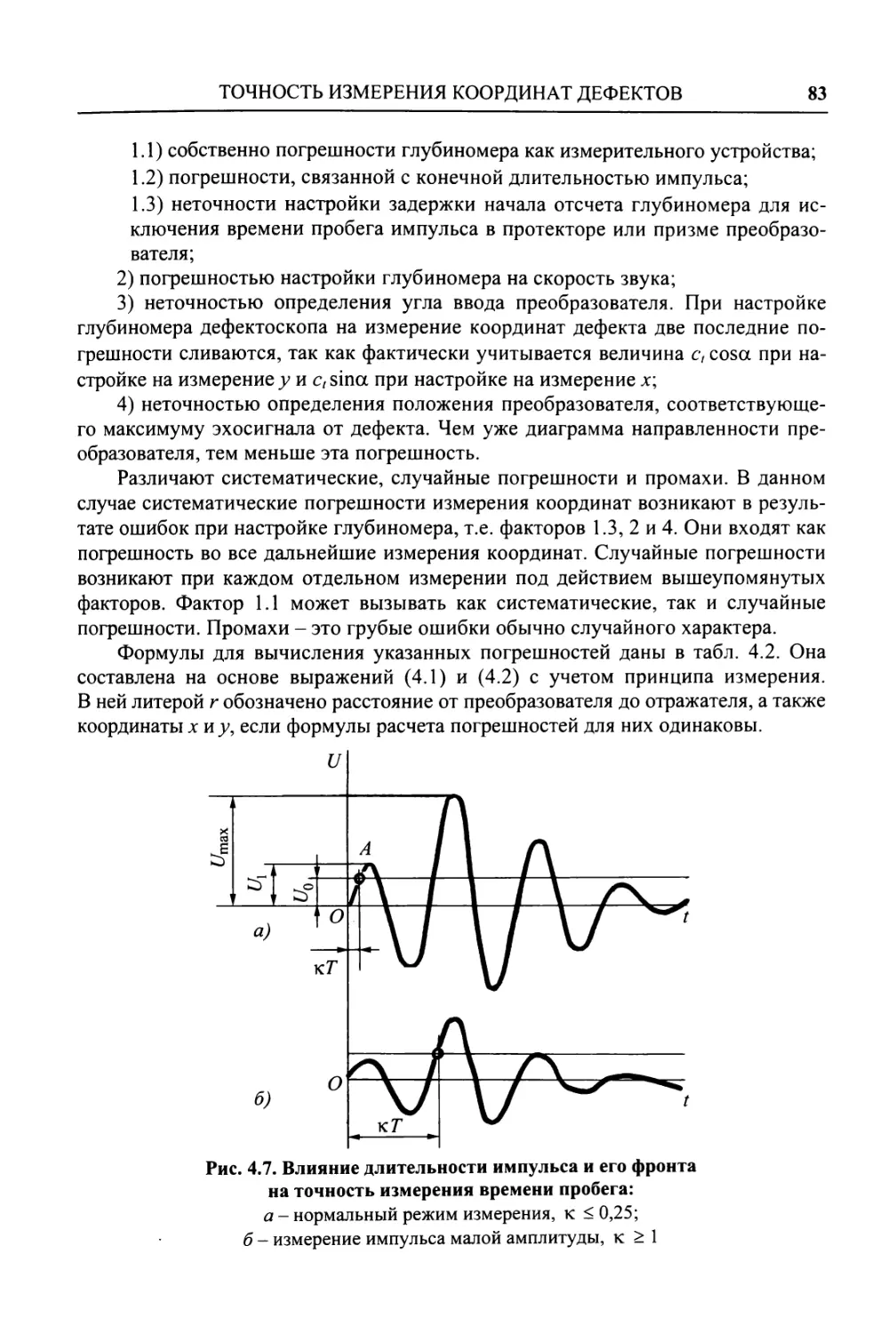
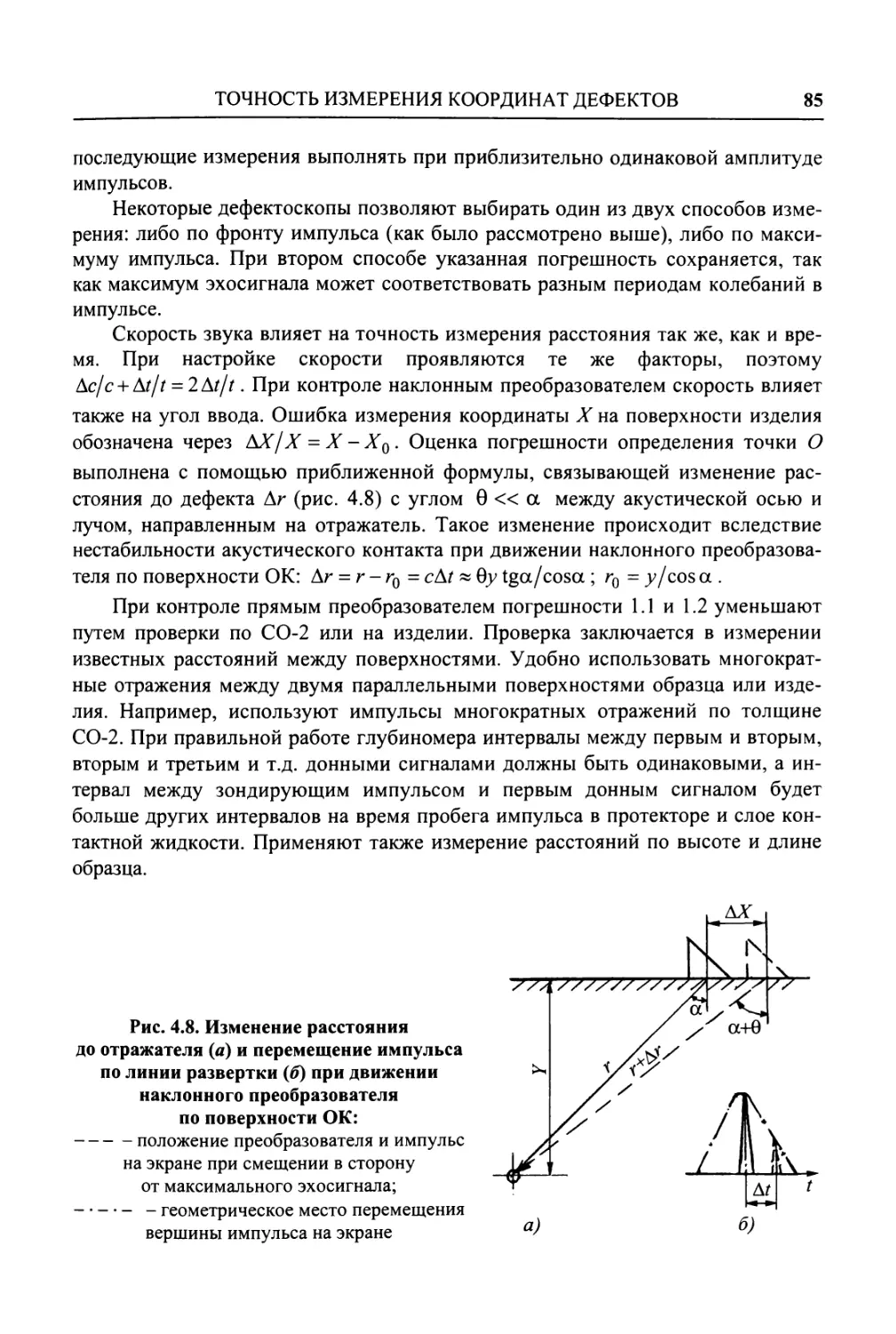
4.2. Точность измерения координат дефектов................ 81
4.3. Чувствительность..................................... 87
4.4. Мертвая зона........................................ 100
Вопросы для самопроверки.................................. 101
Глава 5. Аппаратура ультразвукового контроля..................... 102
5.1. Классификация приборов УЗ-контроля по назначению....... 102
5.2. Импульсные эходефектоскопы........................... 102
5.2.1. Устройство и работа аналоговых импульсных эходефекто-
скопов................................................... 102
5.2.2. Цифровые дефектоскопы общего назначения........... 108
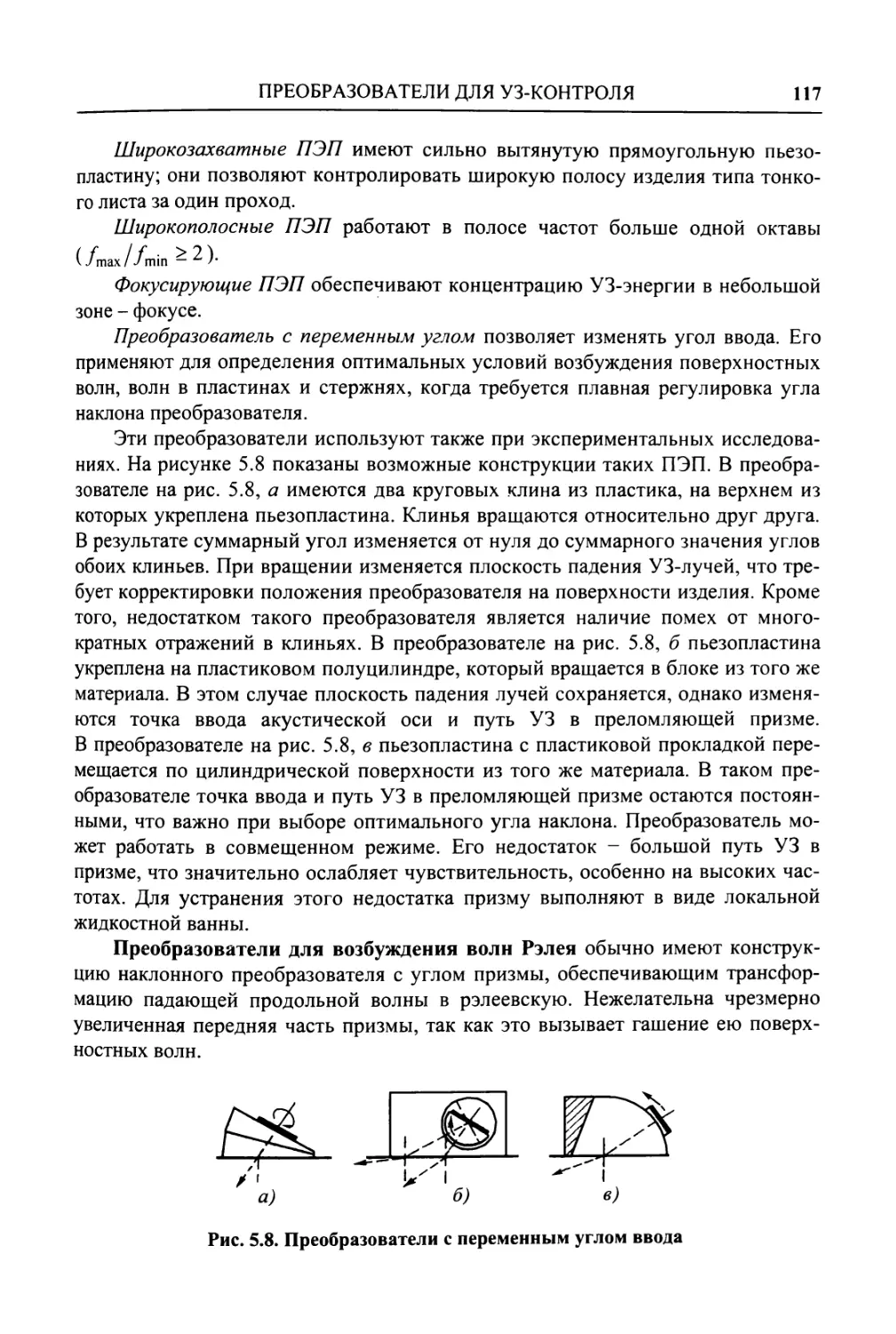
5.3. Преобразователи для УЗ-контроля...................... 112
5.3.1. Пьезоэлектрические преобразователи контактного типа. 112
5.3.2. Преобразователи с сухим точечным контактом........ 120
5.3.3. Фокусирующие преобразователи...................... 121
5.3.4. Фазированные антенные решетки..................... 122
5.3.5. Основные характеристики высокочастотных
преобразователей......................................... 124
5.4. Приборы для контроля методом прохождения и комбиниро-
ванными методами.......................................... 124
ОГЛАВЛЕНИЕ
5
5.5. Приборы для измерения толщины........................ 125
5.5.1. Эхоимпульсные толщиномеры......................... 125
5.5.2. Цифровые толщиномеры.............................. 127
5.5.3. Толщиномеры с ЭМА-преобразователями............... 131
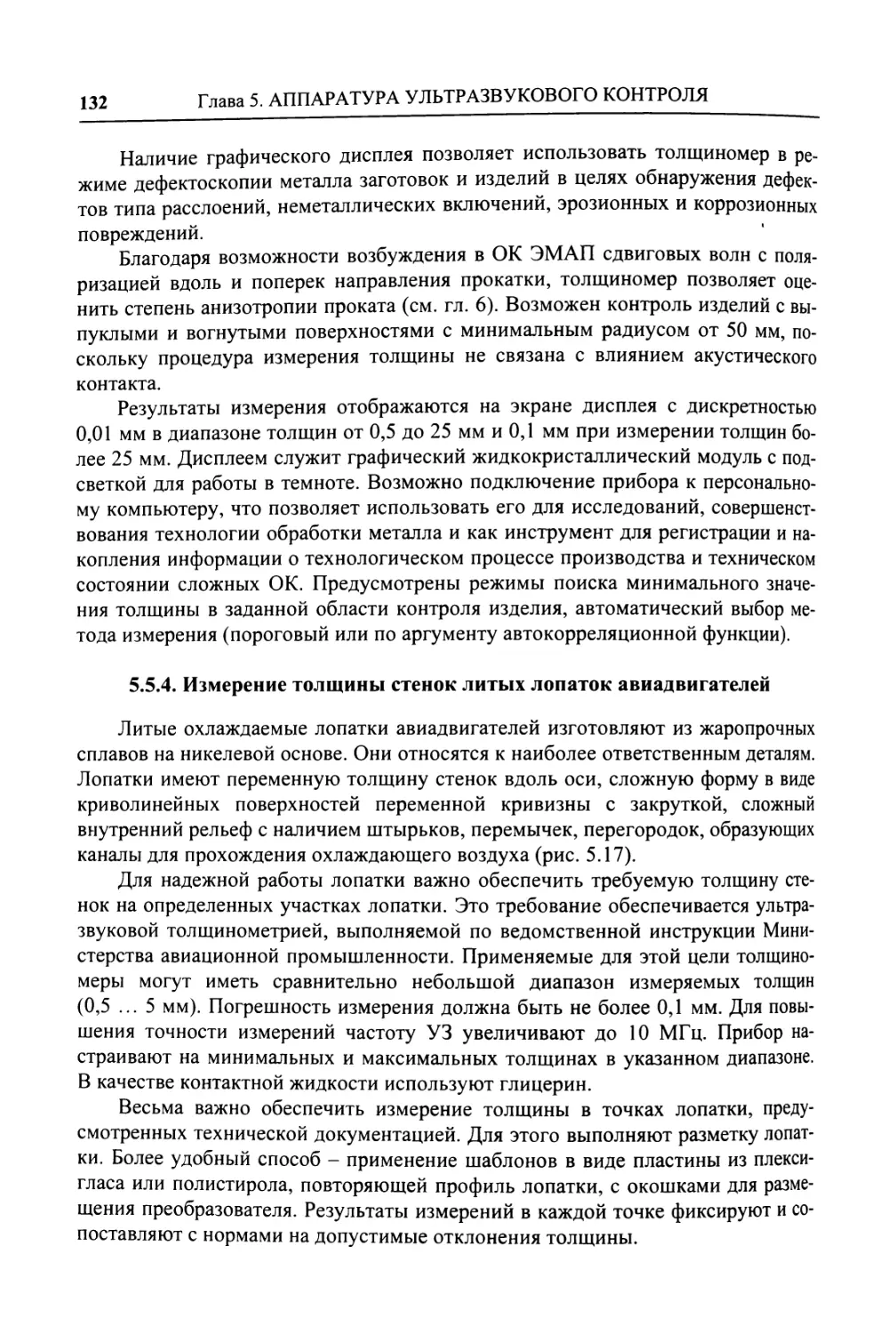
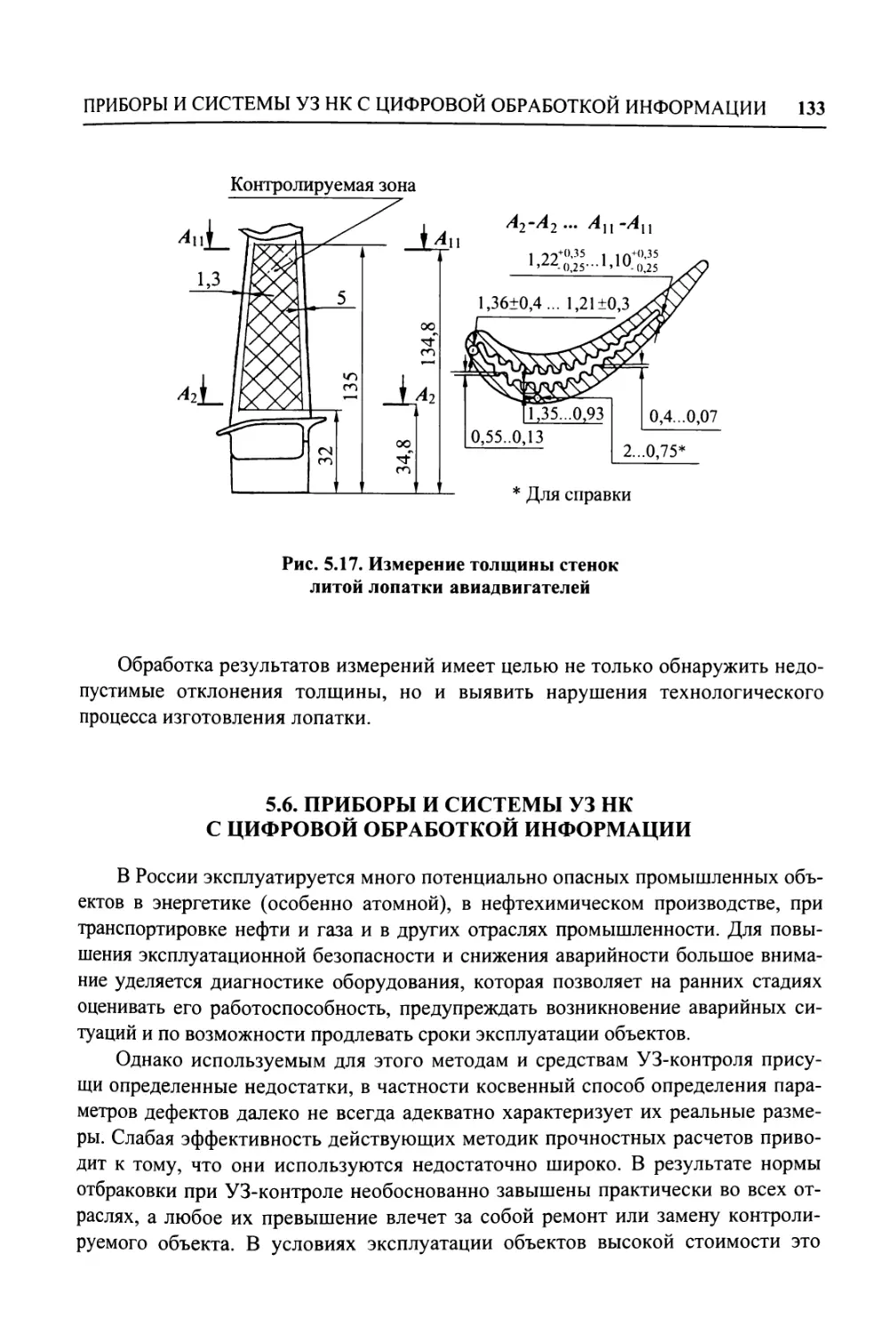
5.5.4. Измерение толщины стенок литых лопаток авиадвигателей.. 132
5.6. Приборы и системы УЗ НК с цифровой обработкой
информации................................................. 133
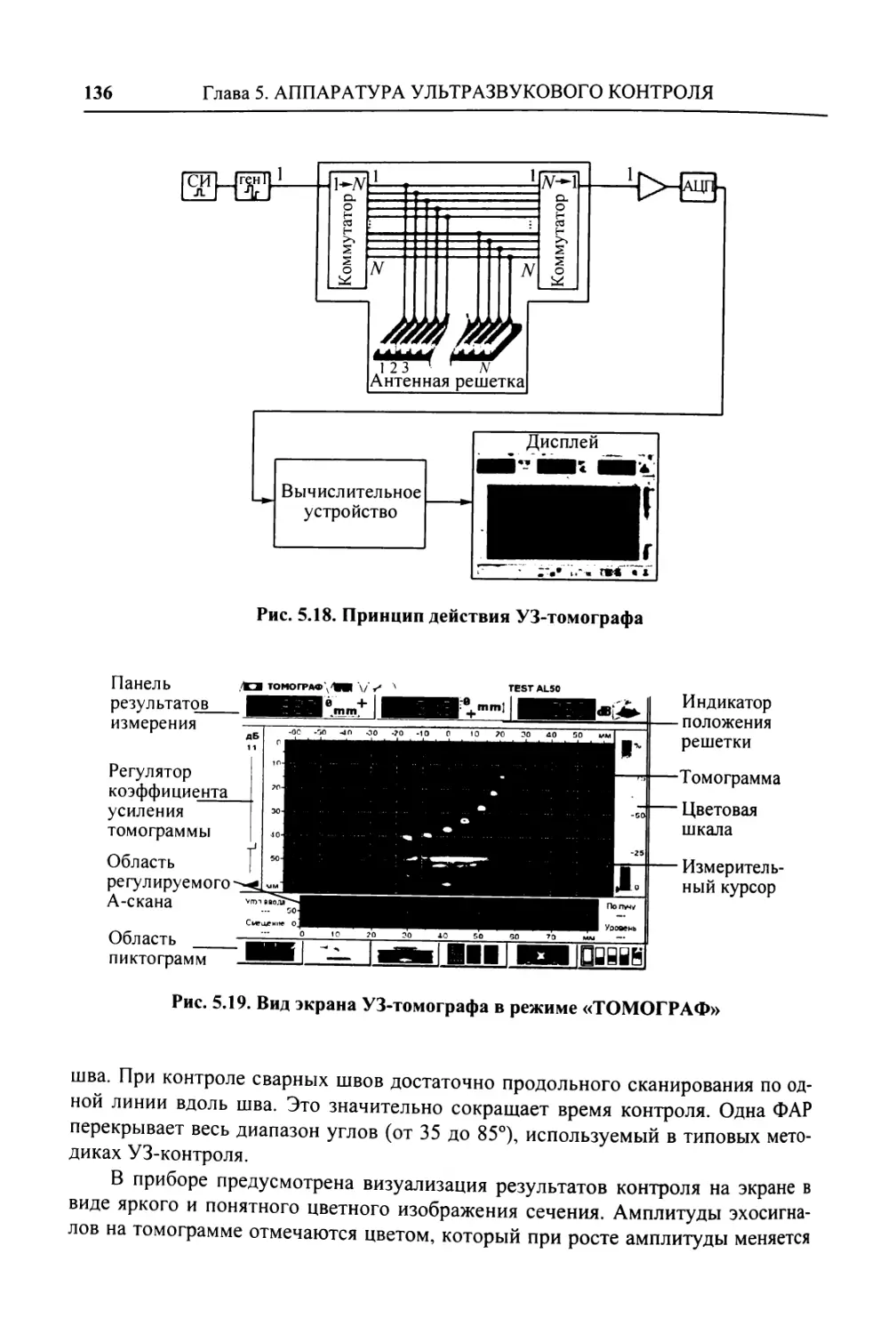
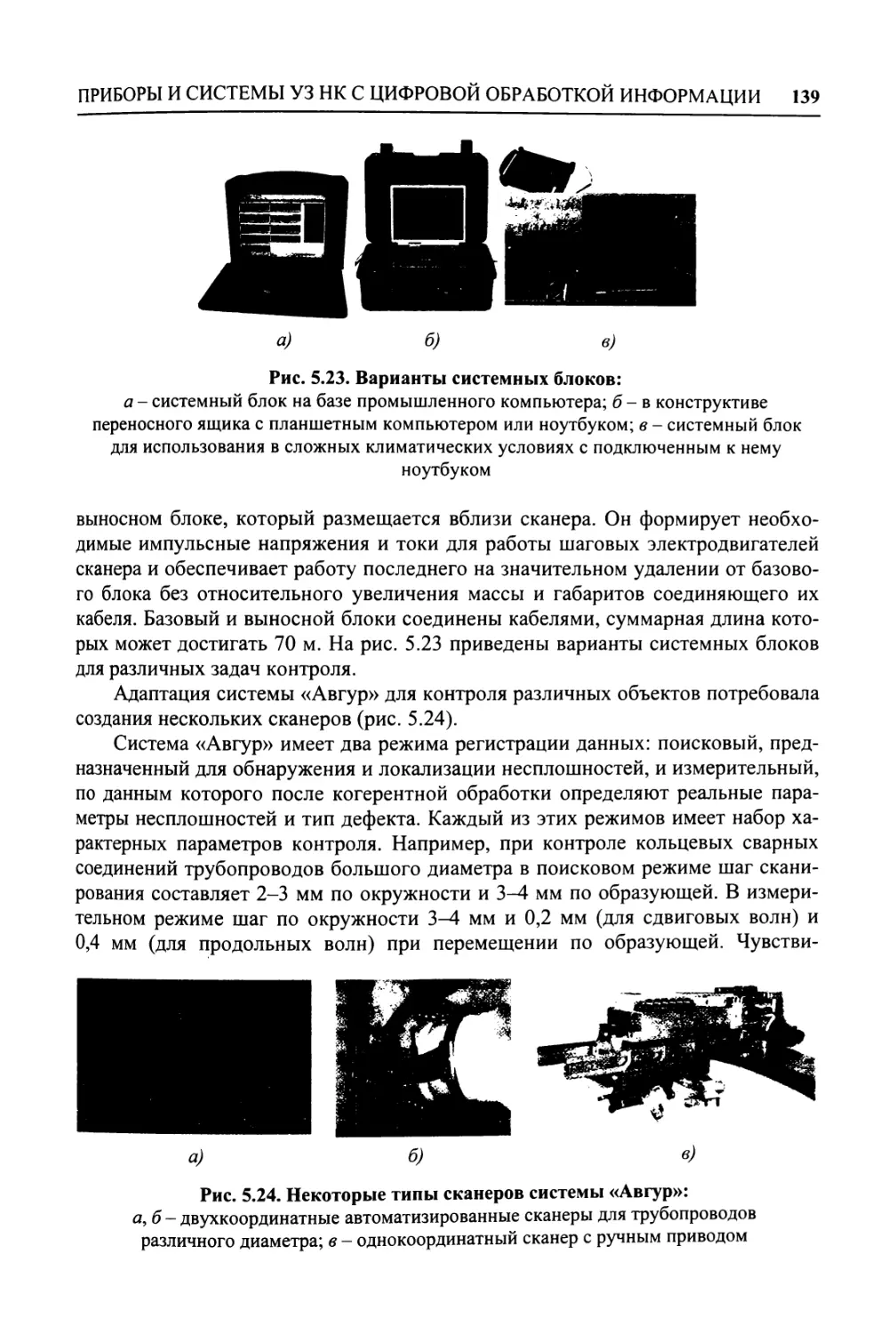
5.6.1. Ультразвуковые томографы.......................... 135
5.6.2. Ультразвуковая голографическая система............ 138
5.7. Импедансные дефектоскопы............................. 143
5.8. Дефектоскопы для работы методом собственных частот..... 145
5.9. Средства комбинированного УЗ-контроля................ 148
5.9.1. Средства УЗ НК рельсов в пути...................... 148
5.9.2. Контроль заготовок и основного металла листов и труб. 153
Вопросы для самопроверки.................................. 153
Глава 6. Контроль физико-механических свойств материалов........... 155
6.1. Общие сведения....................................... 155
6.2. Способы измерения скорости и коэффициента затухания
ультразвука............................................... 156
6.3. Контроль упругих свойств материалов.................. 157
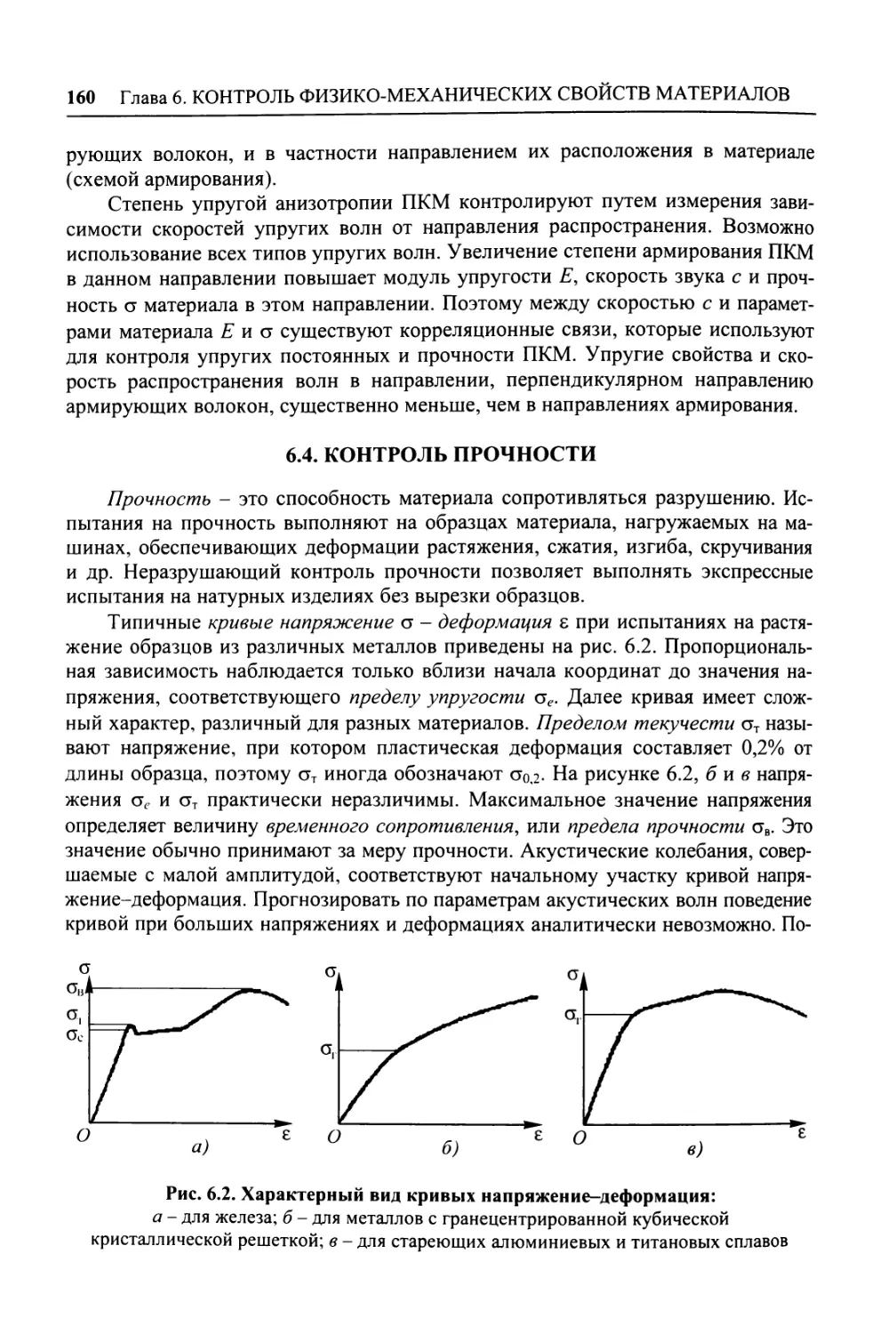
6.4. Контроль прочности................................... 160
6.5. Контроль твердости материалов........................ 164
6.6. Контроль структуры металлов.......................... 165
6.7. Акустическая тензометрия............................. 166
Вопросы для самопроверки.................................. 166
Глава 7. Технология ультразвукового контроля..................... 167
7.1. Общие положения...................................... 167
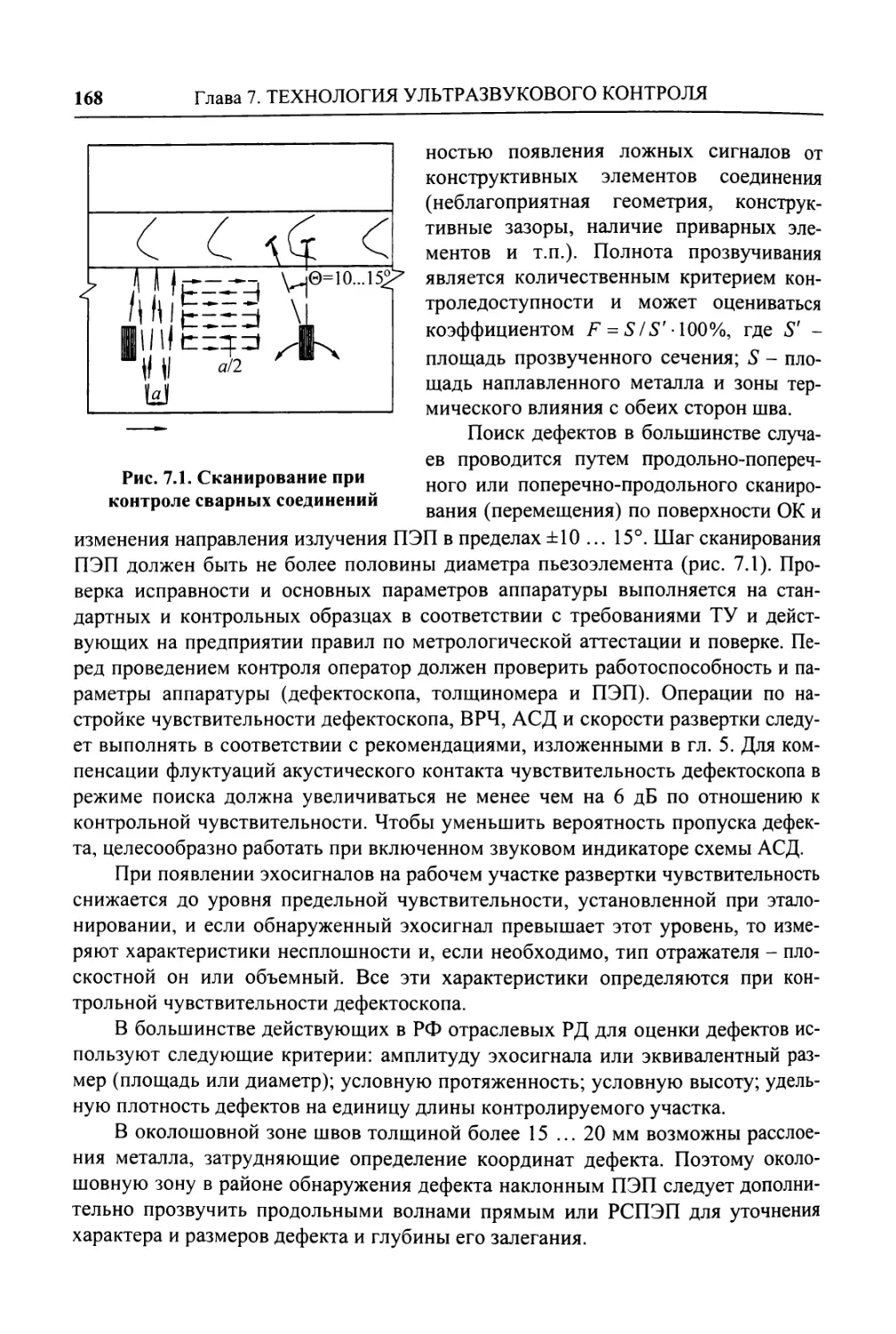
7.2. Основные способы прозвучивания и последовательность техно-
логических операций....................................... 169
7.3. Контроль сварных соединений трубопроводов............ 171
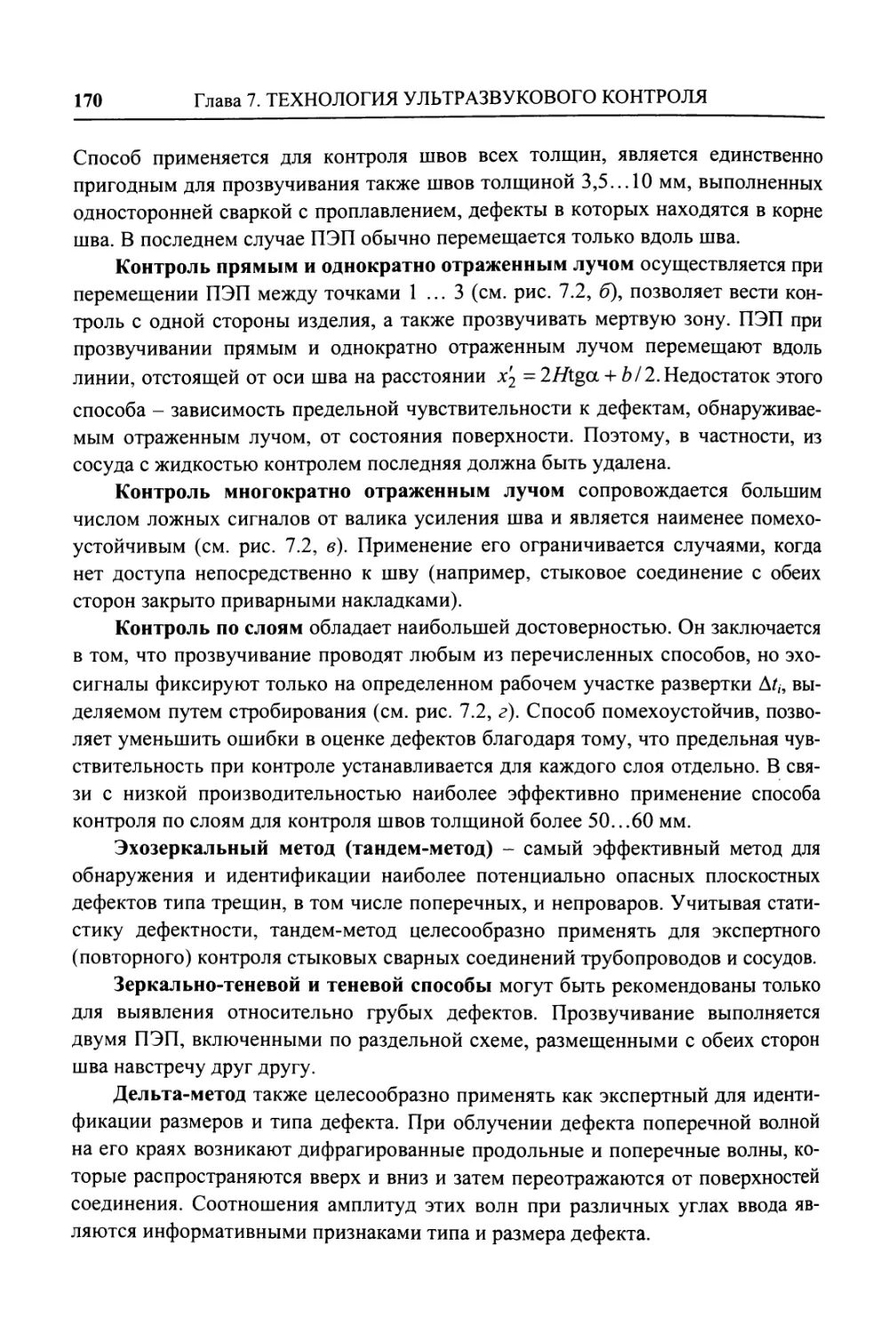
7.3.1. Контроль кольцевых швов труб малого диаметра...... 171
7.3.2. Контроль кольцевых швов труб большого диаметра...... 173
7.3.3. Контроль швов труб, выполненных на подкладных кольцах.. 173
7.3.4. Контроль сварных соединений труб с антикоррозионной
наплавкой................................................ 175
7.3.5. Контроль продольных (пазовых) сварных соединений труб и
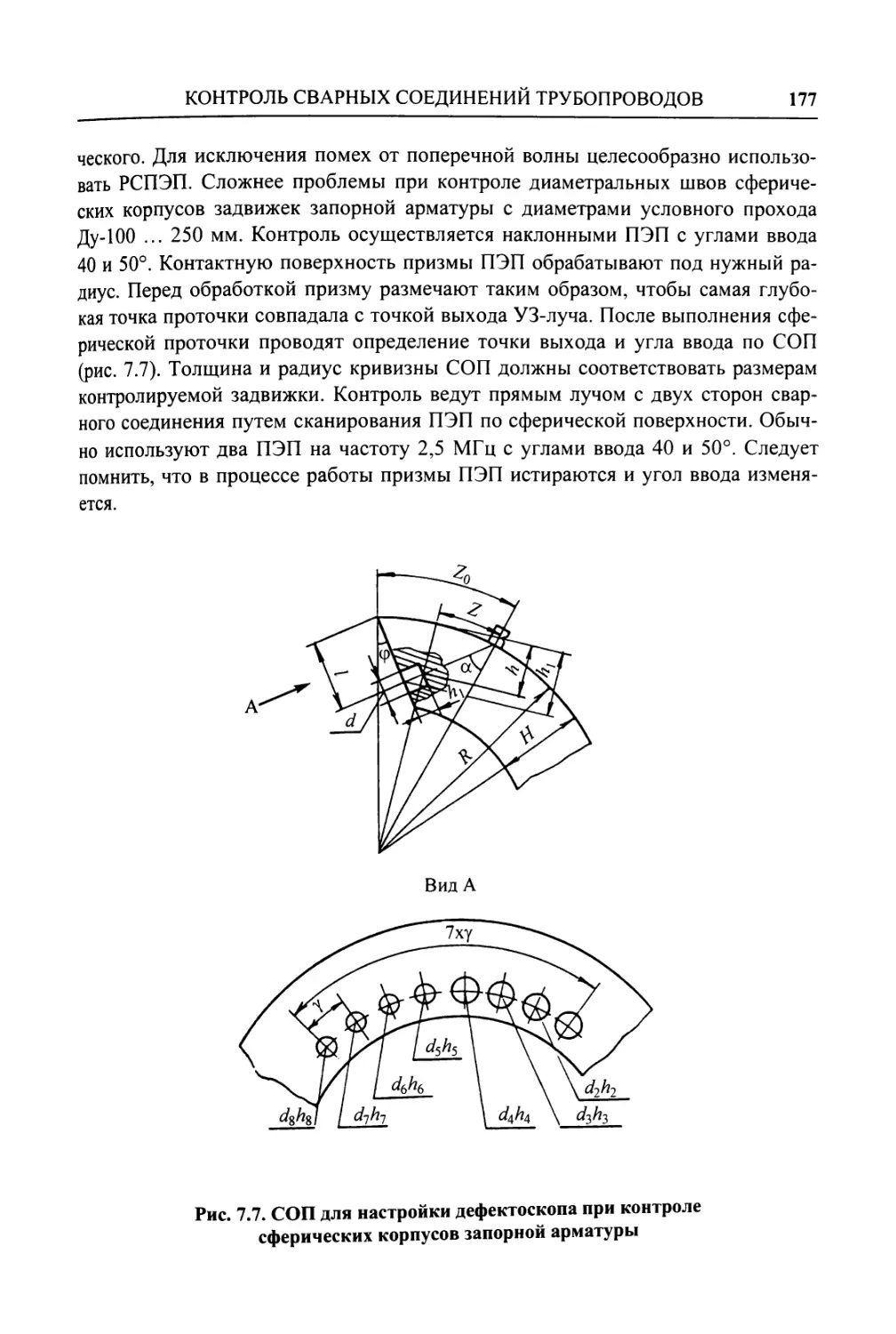
диаметральных швов сферических корпусов.................. 176
7.3.6. Контроль угловых соединений трубопроводов......... 178
6
ОГЛАВЛЕНИЕ
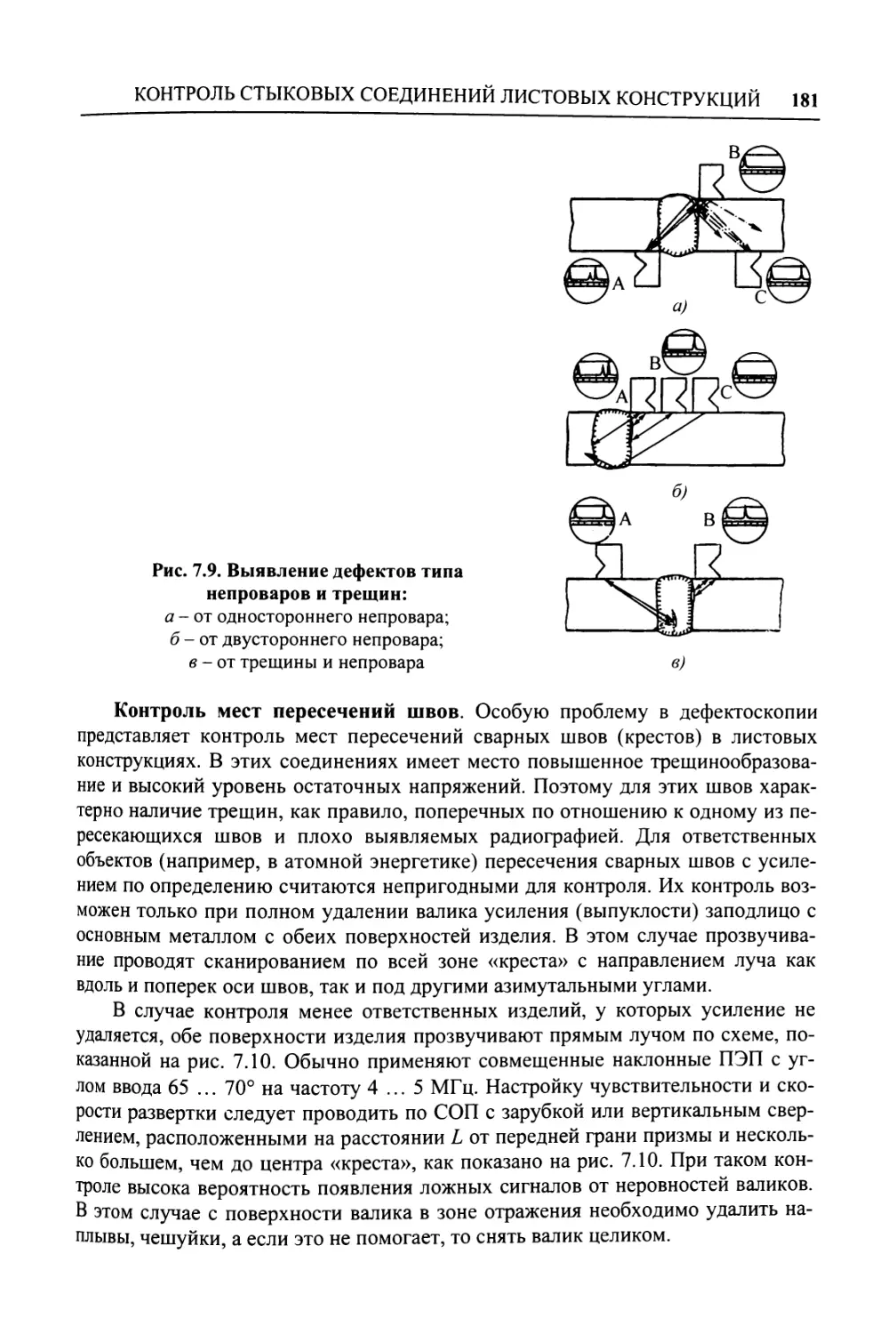
7.4. Контроль стыковых сварных соединений листовых
конструкций................................................ 178
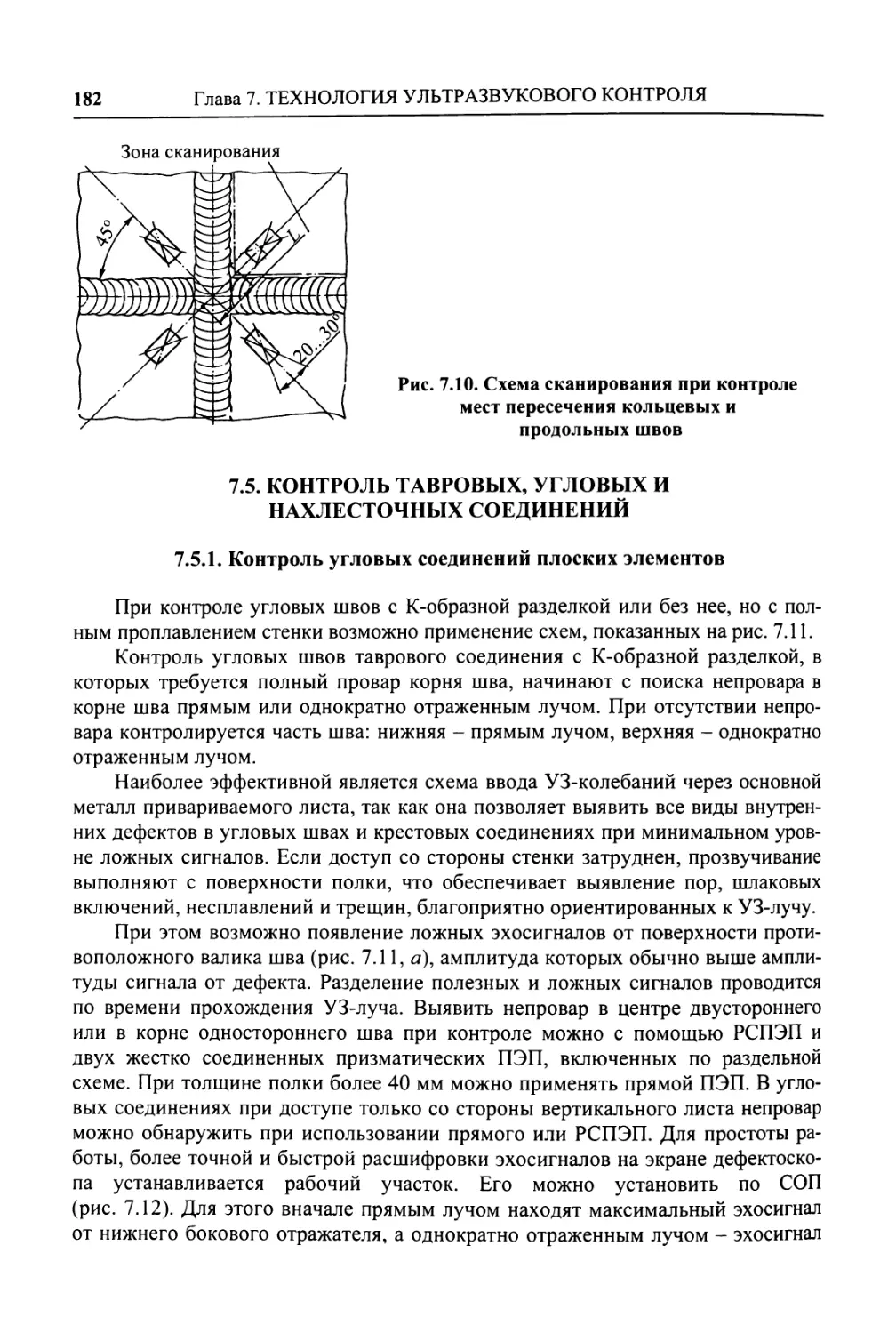
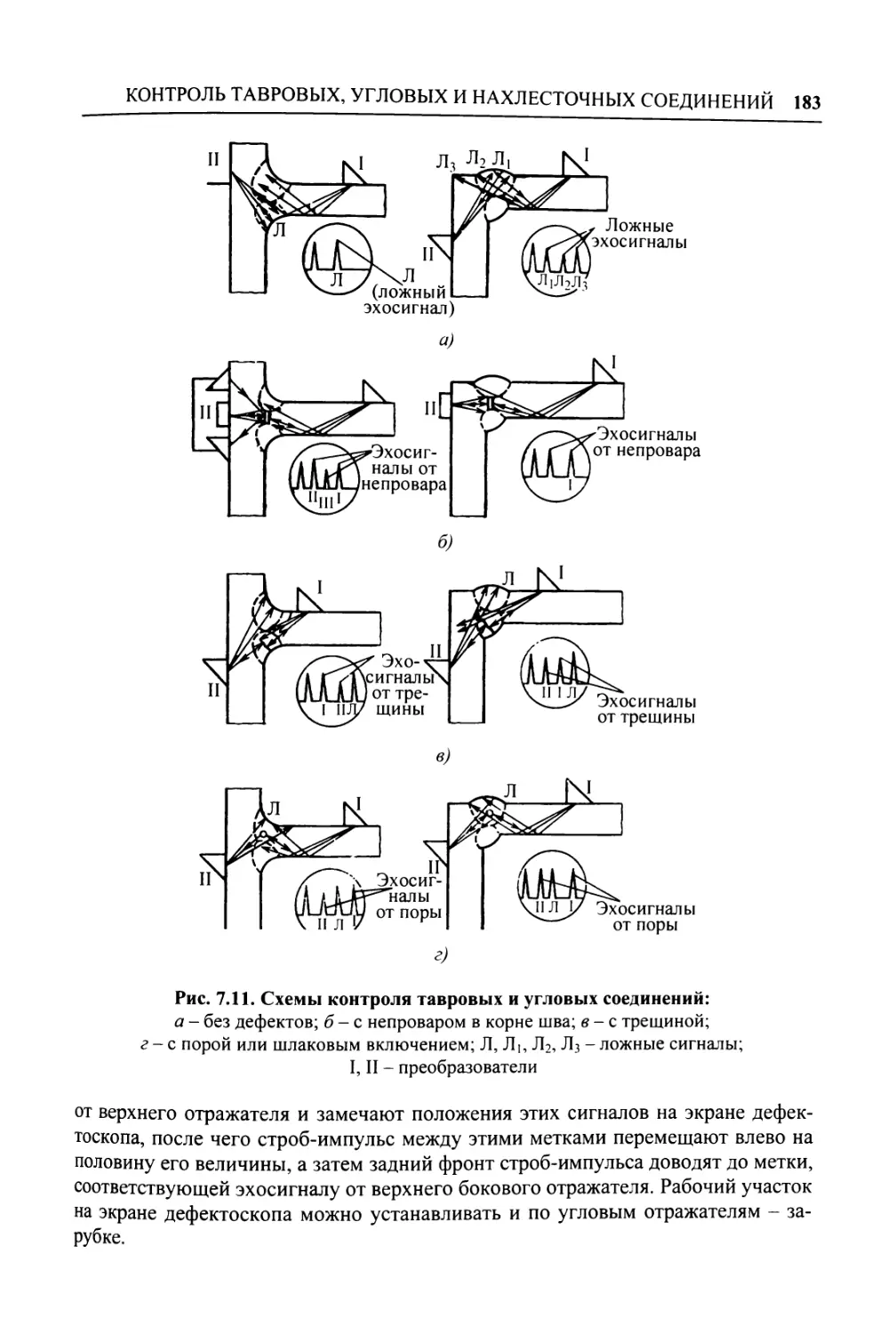
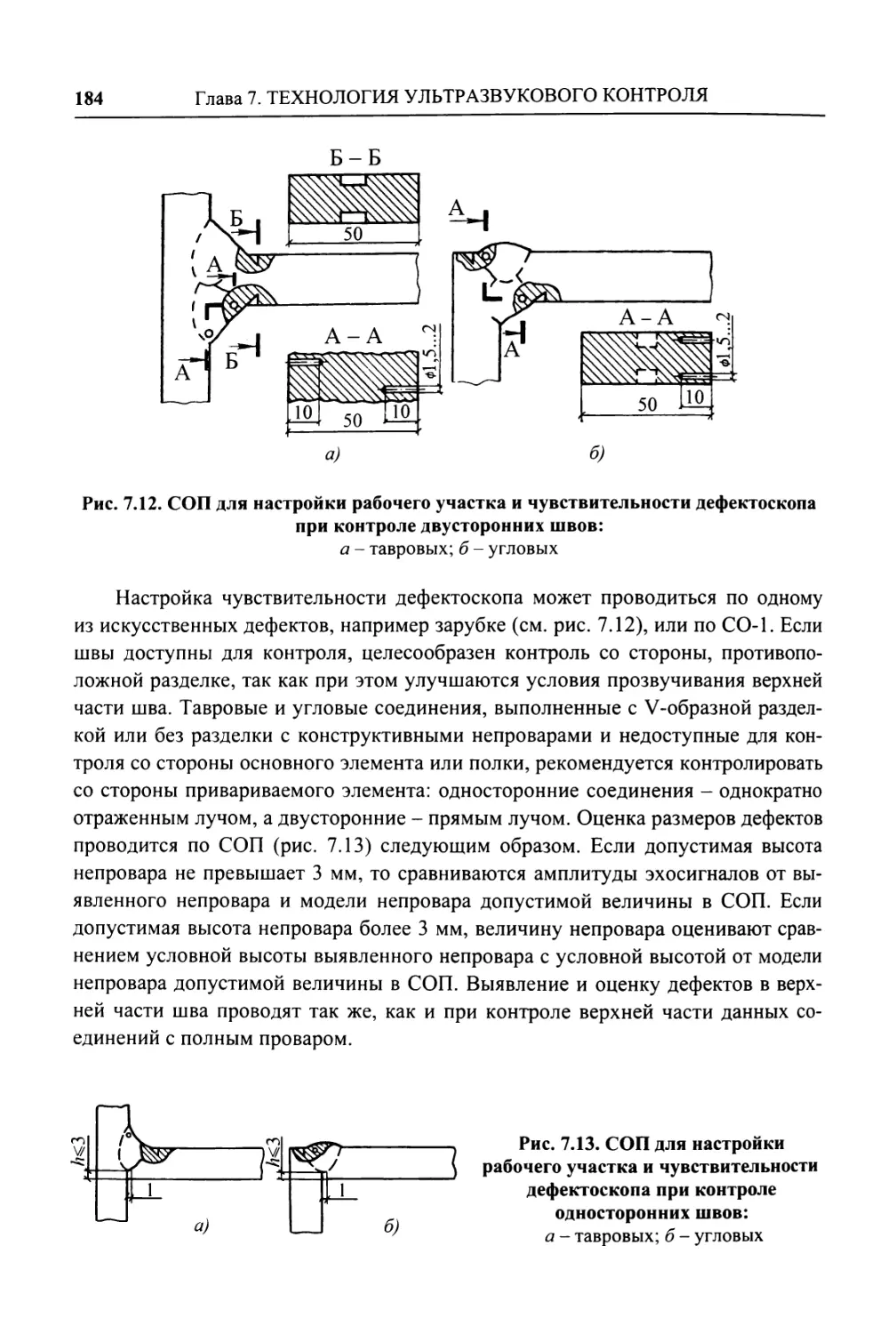
7.5. Контроль тавровых, угловых и нахлесточных соединений.. 182
7.51. Контроль угловых соединений плоских элементов....... 182
7.5.2. Контроль двусторонних тавровых соединений с конструк-
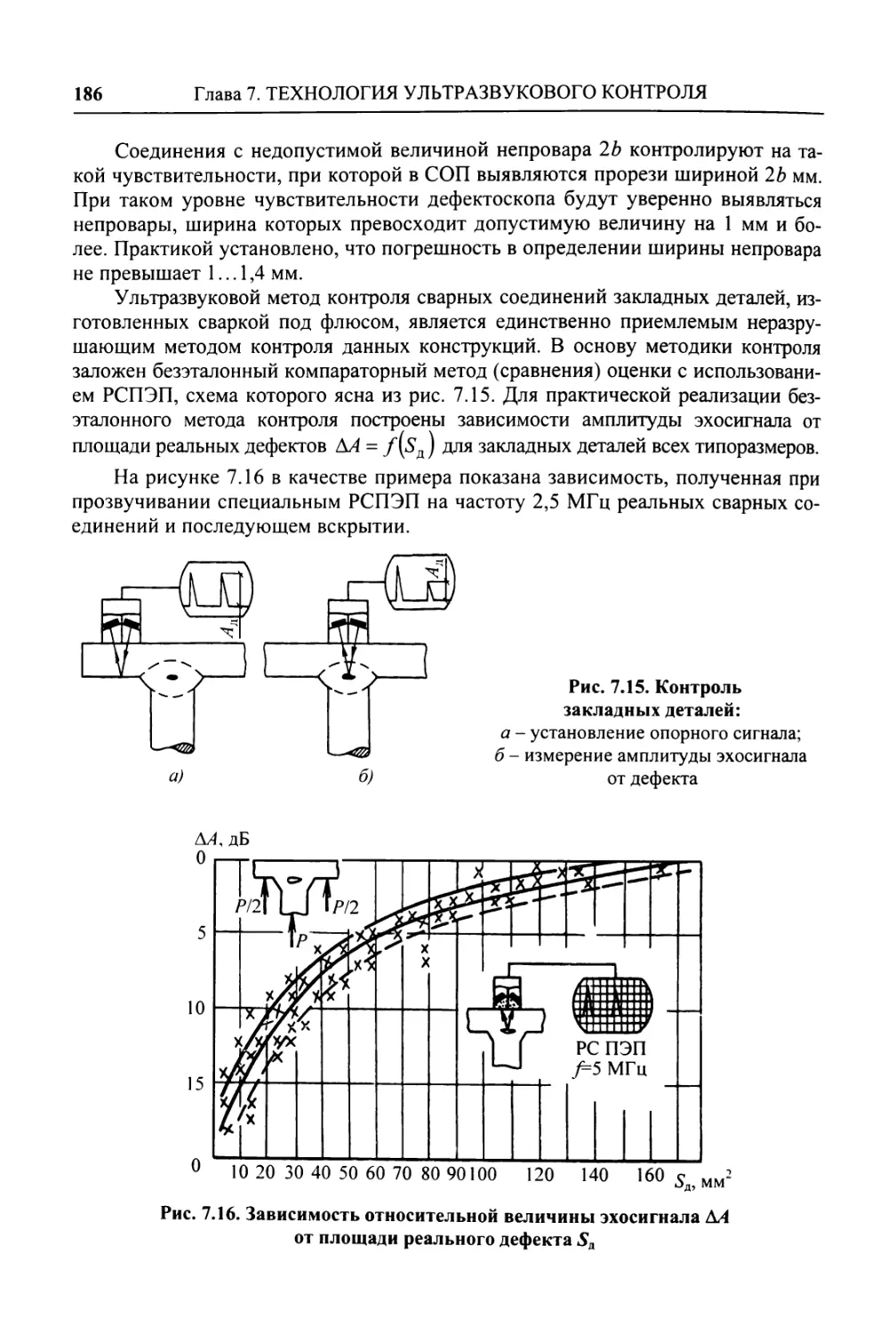
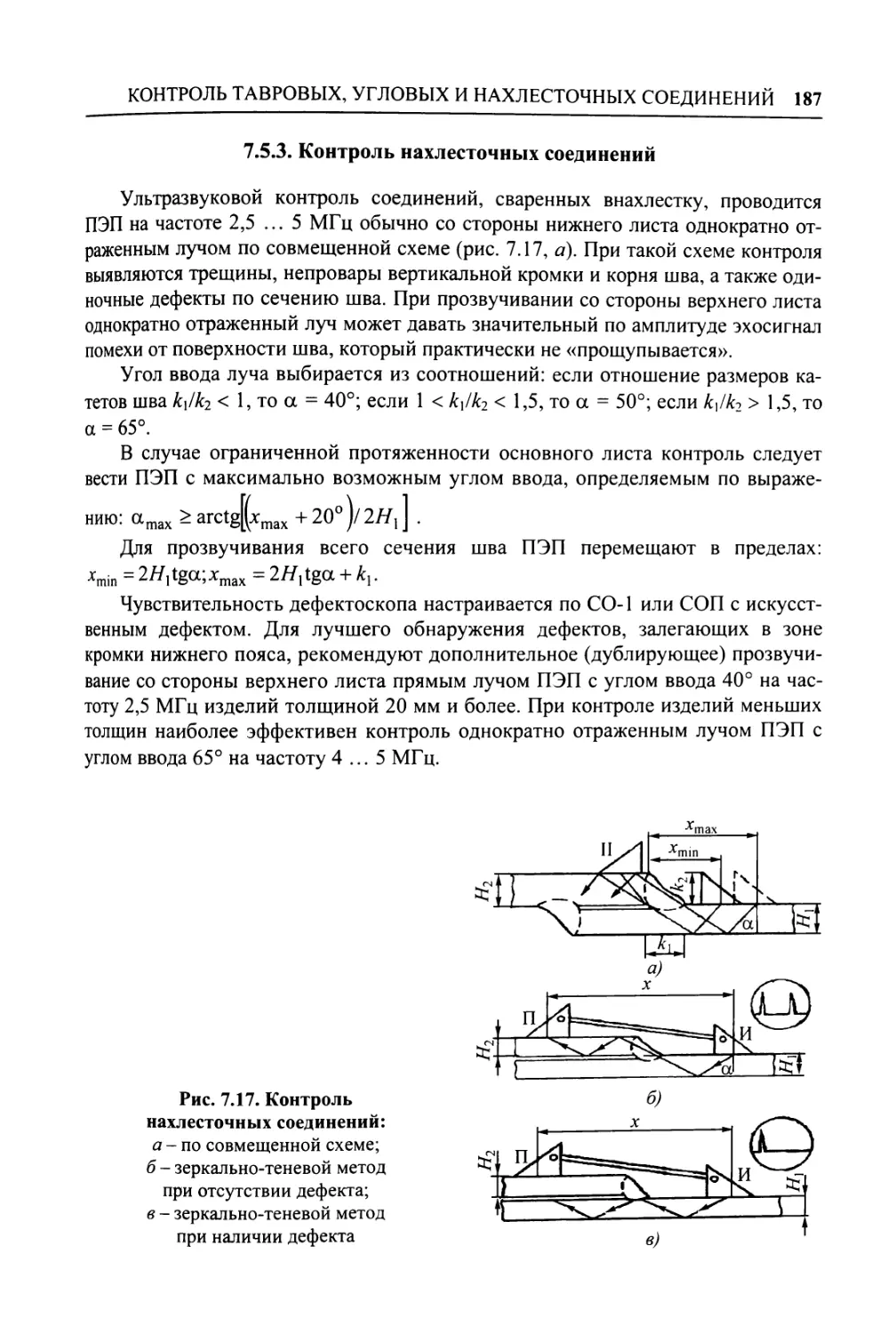
тивным непроваром и сварных закладных деталей............. 185
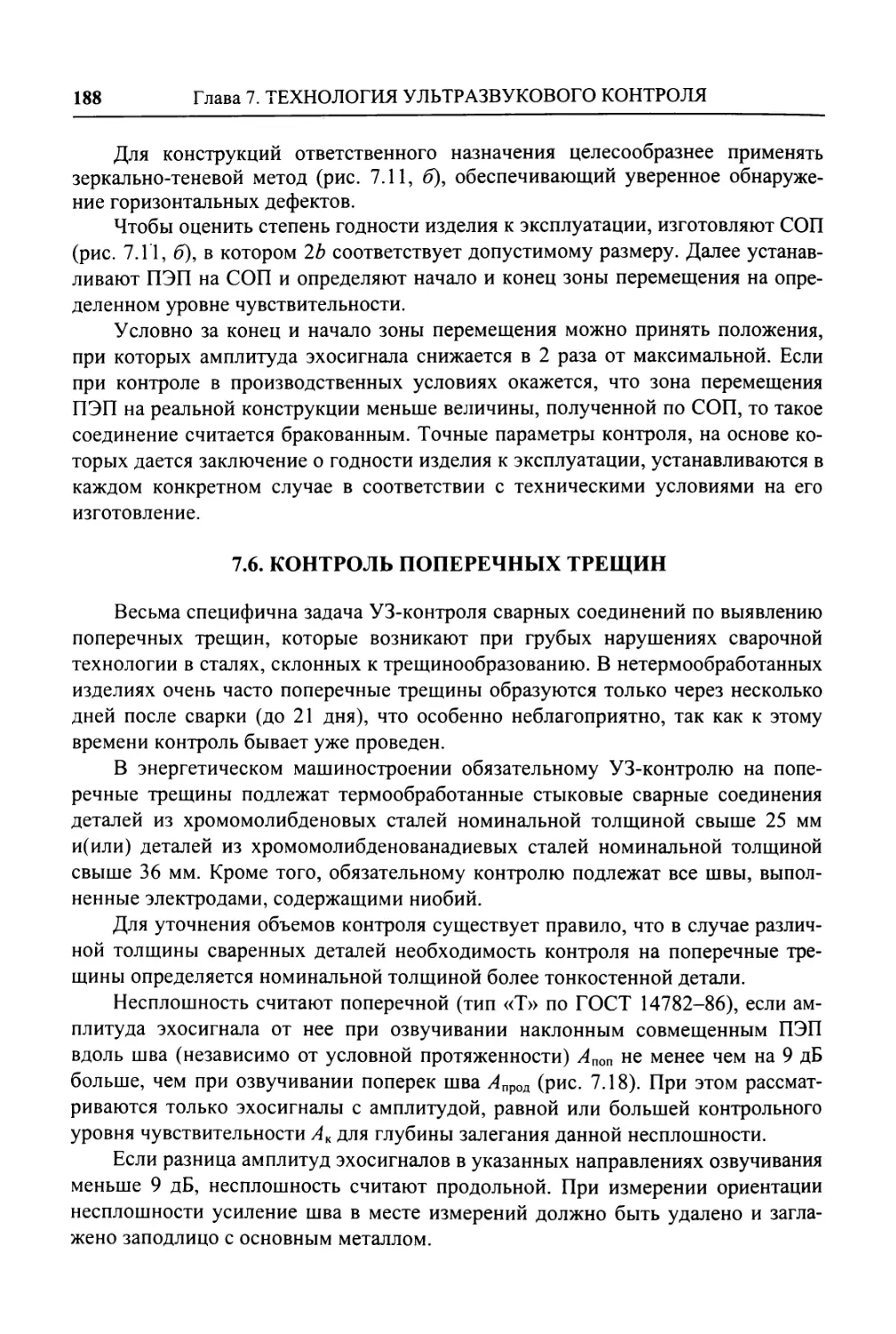
7.5.3. Контроль нахлесточных соединений................... 187
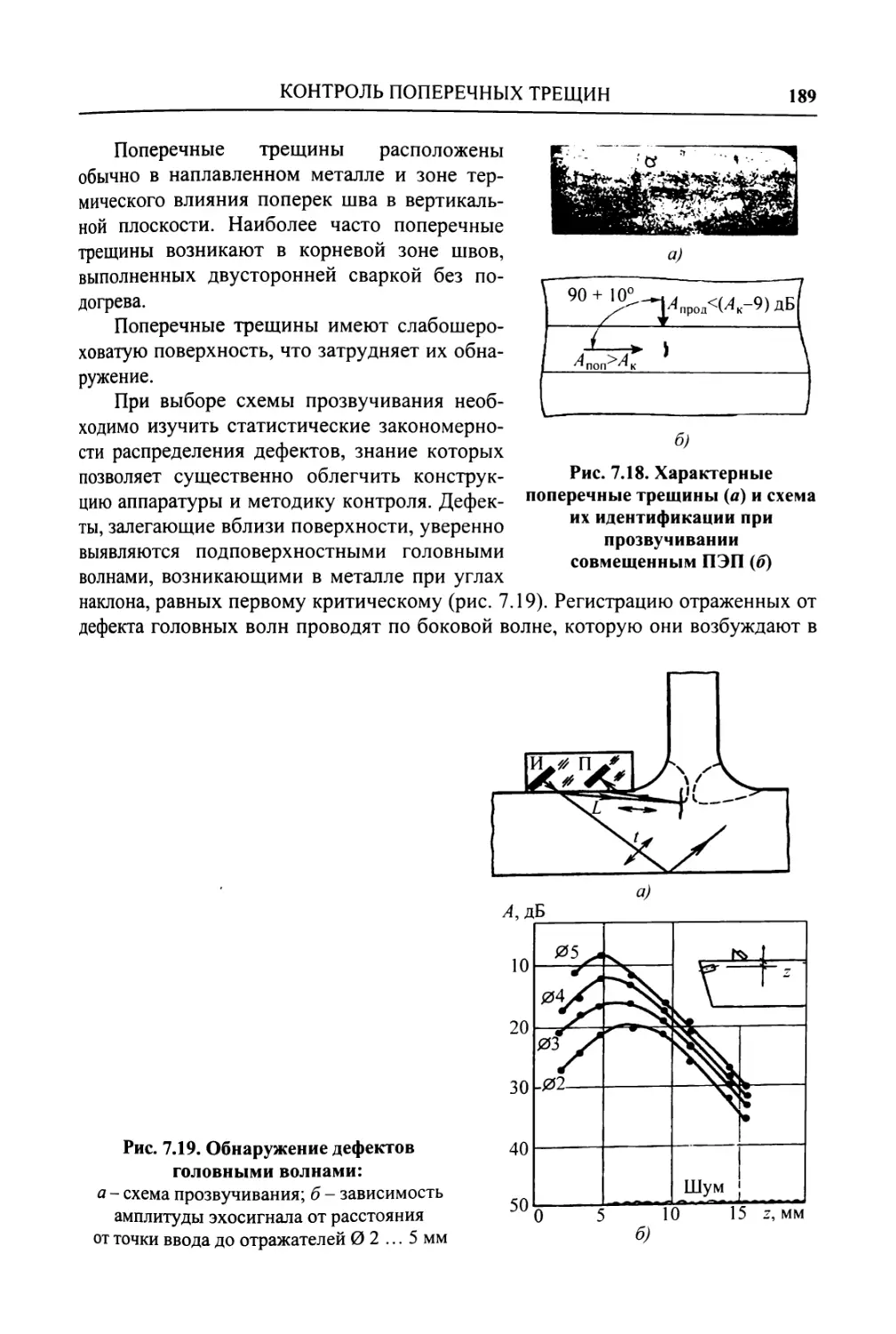
7.6. Контроль поперечных трещин............................ 188
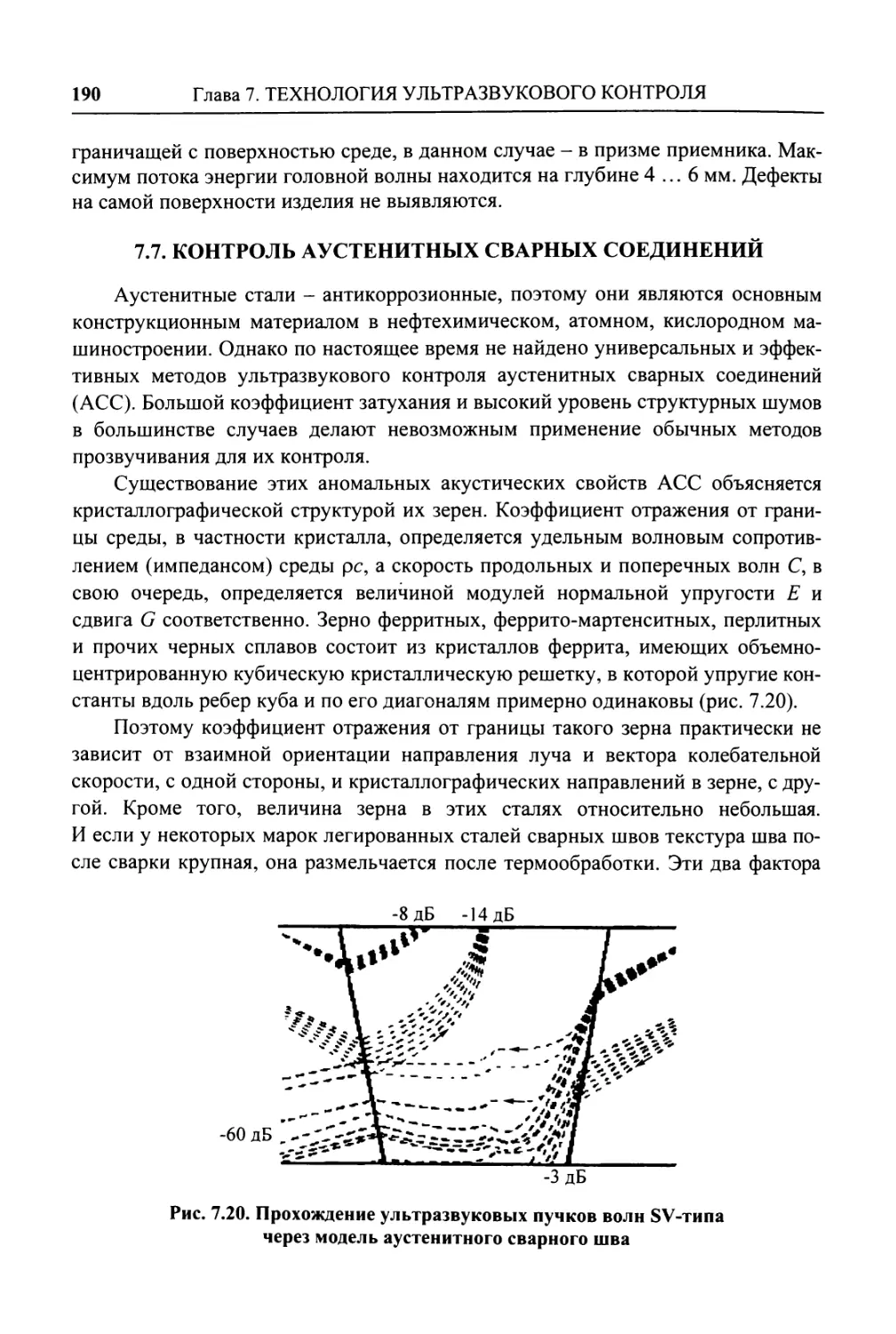
7.7. Контроль аустенитных сварных соединений............... 190
7.8. Контроль наплавок..................................... 191
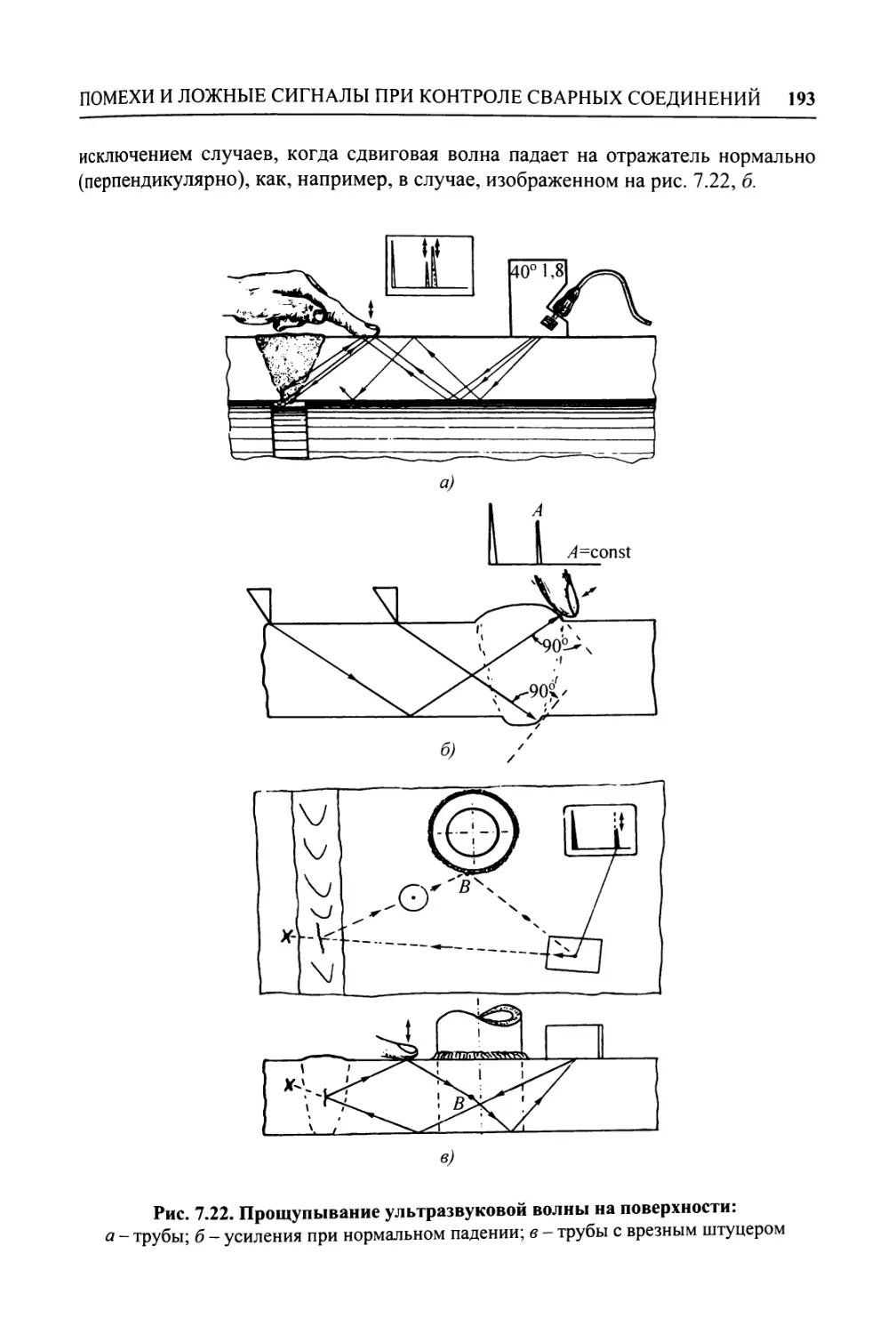
7.9. Помехи и ложные сигналы при контроле сварных соединений... 192
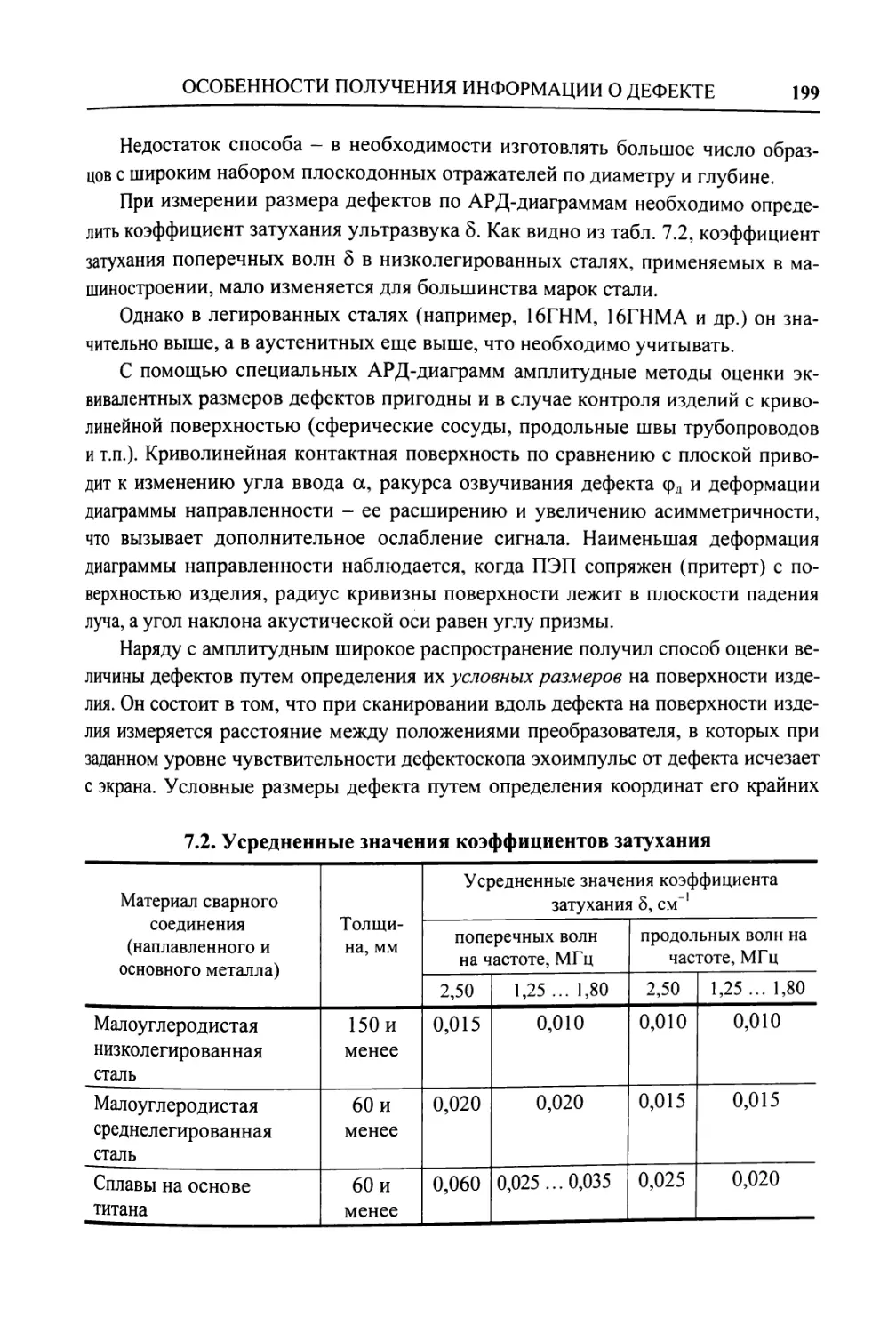
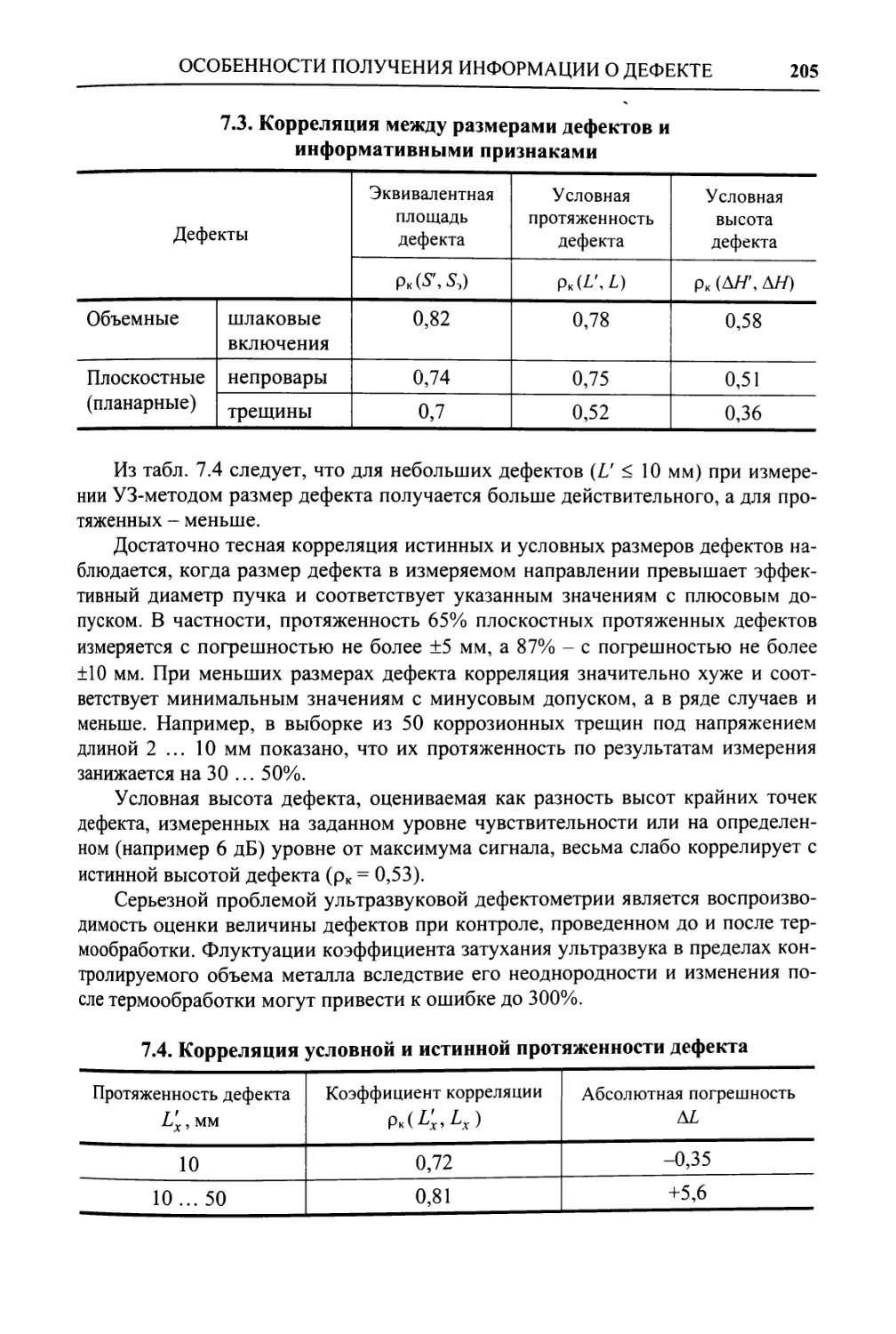
7.10. Особенности получения информации о дефекте при ультра-
звуковом контроле.......................................... 197
Вопросы для самопроверки................................... 206
Глава 8. Стандартизация и метрологическое обеспечение акустиче-
ских методов и средств неразрушающего контроля.................... 208
8.1. Государственная стандартизация акустических методов и
средств контроля........................................... 208
8.1.1. Государственные стандарты на акустические методы
контроля.................................................. 208
8.1.2. Государственные стандарты на акустические средства
контроля.................................................. 208
8.1.3. Государственные стандарты на УЗ-методы контроля кон-
кретных видов продукции................................... 208
8.2. Метрологическое обеспечение акустических методов и средств
контроля................................................... 209
8.3. Метрологическое обеспечение приборов различного назначения.. 209
8.4. Государственные стандартные образцы и стандартные образцы
предприятия................................................ 213
Вопросы для самопроверки................................... 219
Глава 9. Техника безопасности и охрана труда.................... 220
9.1. Правила техники безопасности и охраны труда при контроле
конкретного объекта на предприятии......................... 220
9.2. Правила пожарной безопасности, электробезопасности и
работы с оборудованием, создающим ультразвук, передаваемый
контактным способом на руки работающих..................... 220
Вопросы для самопроверки................................... 221
Список литературы.......................................... 222
ультразвуковой контроль
ПРЕДИСЛОВИЕ
В программу учебного пособия для подготовки к аттестации специалистов
1 - 3 уровней НК по международной и европейской системам аттестации входит
тематика по ультразвуковому (УЗ) контролю металлов и неметаллических мате-
риалов.
Трехуровневая система определяет права и обязанности специалистов каж-
дого уровня. Так, специалисты первого уровня квалификации имеют право выпол-
нять контроль без выдачи заключения о качестве объекта. Второй уровень квали-
фикации дает право выполнять контроль и оценку качества объектов, наблюдать
за работой специалистов первого уровня квалификации и давать заключение о ка-
честве объекта по результатам контроля, выполненного лично или специалистом
первого уровня, разрабатывать технологические карты контроля в соответствии с
действующими нормативно-техническими документами (НТД) на контроль кон-
кретных объектов. Специалист третьего уровня квалификации проверяет работу
специалистов всех уровней, проводит арбитражный контроль, составляет методи-
ки и технологические карты контроля в соответствии с действующей НТД, ведет
обучение и аттестацию специалистов. Естественно, что специалист высокого
уровня может выполнять обязанности специалистов более низких уровней квали-
фикации. Эти особенности учитывались при изложении материала учебного по-
собия.
При подготовке к сдаче экзамена специалисты третьего уровня квалификации
смогут найти ответы на интересующие их вопросы в целом ряде книг и справоч-
ников.
Каждая глава учебного пособия сопровождается вопросами для самопровер-
ки степени усвоения материала, в скобках указан уровень квалификации специа-
листа, для которого предназначен вопрос.
Авторы выражают искреннюю благодарность А.К. Гурвичу, В.Г. Бадаляну,
А.Х. Вопилкину, А.А. Самокрутову, В.Г. Шевалдыкину, Е.Ф. Кретову и С.Г. Ко-
пытову, труды и рекомендации которых были использованы при подготовке это-
го пособия.
СПИСОК СОКРАЩЕНИЙ
АК - акустический контроль;
АКФ - автокорреляционная функция;
АСД - автоматический сигнализатор дефектов;
АЦП - аналого-цифровой преобразователь;
АРД-диаграмма - диаграмма амплитуда-расстояние-диаметр;
АЭ - акустическая эмиссия;
БЦО - блок цифровой обработки;
ВРЧ - временная регулировка чувствительности;
ДН - диаграмма направленности;
ЗТ - зеркально-теневой (метод);
НТД - нормативно-технический документ;
ОК - объект контроля;
ОЗУ - оперативное запоминающее устройство;
PC - раздельно-совмещенный (преобразователь);
СО - стандартный образец;
СОП - стандартный образец предприятия;
СТК - сухой точечный контакт;
ПЭП - пьезоэлектрический преобразователь;
РВШ - реверберационно-шумовая характеристика;
УЗ - ультразвук, ультразвуковой;
УЗК - ультразвуковые колебания;
ФАР - фазированные антенные решетки;
ЭАП - электроакустический преобразователь;
ЭМАП - электромагнитно-акустический преобразователь.
Глава 1. ХАРАКТЕРНЫЕ ДЕФЕКТЫ
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Под дефектом подразумевается несоответствие установленным техниче-
ским требованиям материала, детали, узла, соединения, конструкции. В частно-
сти, дефектом может быть несплошность (нарушение однородности материала,
вызывающее скачкообразное изменение его акустических характеристик - плот-
ности, скорости звука, волнового сопротивления), превышающая по размерам
допустимые нормативные значения (критическая несплошность). Основными
причинами возникновения дефектов являются нарушения технологического
процесса и конструктивных требований к объекту контроля (ОК).
По происхождению дефекты подразделяют на производственные и эксплуа-
тационные. По правилам контроля и техническим условиям на прием готовой
продукции оценку качества проводят по результатам внешнего осмотра и контро-
ля с использованием физических методов и аппаратуры. Внешним осмотром вы-
являют наружные дефекты, а физическими методами контроля - внутренние и
невидимые поверхностные и подповерхностные дефекты. С этой точки зрения
дефекты целесообразно разделить на наружные и внутренние. В книге рассмотре-
ны в основном внутренние дефекты, которые подлежат выявлению ультразвуком.
Выявляемость внутренних дефектов зависит от их величины, конфигурации
отражающей поверхности, ориентации и местоположения в материале ОК.
Следовательно, для разработки технологии контроля, обеспечивающей наи-
большую вероятность (достоверность) правильного обнаружения и идентифика-
ции несплошностей, необходимо знать, какие типы дефектов преобладают в из-
делии, какова их преимущественная ориентация и расположение и как дефекты
различного типа отражают ультразвук. При этом нужно учитывать различную
степень потенциальной опасности дефекта как концентратора внутренних на-
пряжений, создаваемых внешними силами в дефектном сечении тела ОК.
1.1. ВИДЫ ДЕФЕКТОВ МЕТАЛЛА
На различных этапах технологического процесса металлургического произ-
водства могут возникать соответствующие дефекты сплошности: дефекты от-
ливок, дефекты прокатанного и кованого металла, в том числе дефекты рель-
сов как наиболее массовой и ответственной продукции, наконец, дефекты
сварных соединений.
1.1.1. Дефекты отливок
К дефектам литейного производства, связанным с несовершенством техноло-
гии, нарушениями технологического процесса и др., относятся усадочные ракови-
ны, рыхлоты, пористость, ликвационные зоны, газовые пузыри или раковины,
песчаные раковины, шлаковые раковины, неметаллические включения, утяжины,
плены, спаи, горячие трещины, холодные трещины и термические трещины.
10 Глава 1. ХАРАКТЕРНЫЕ ДЕФЕКТЫ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
1.1.2. Дефекты прокатанного и кованого металла
К дефектам прокатанного и кованого металла относятся: трещины, флокены,
волосовины, расслоения, внутренние разрывы, рванины, закаты и заковы, плены.
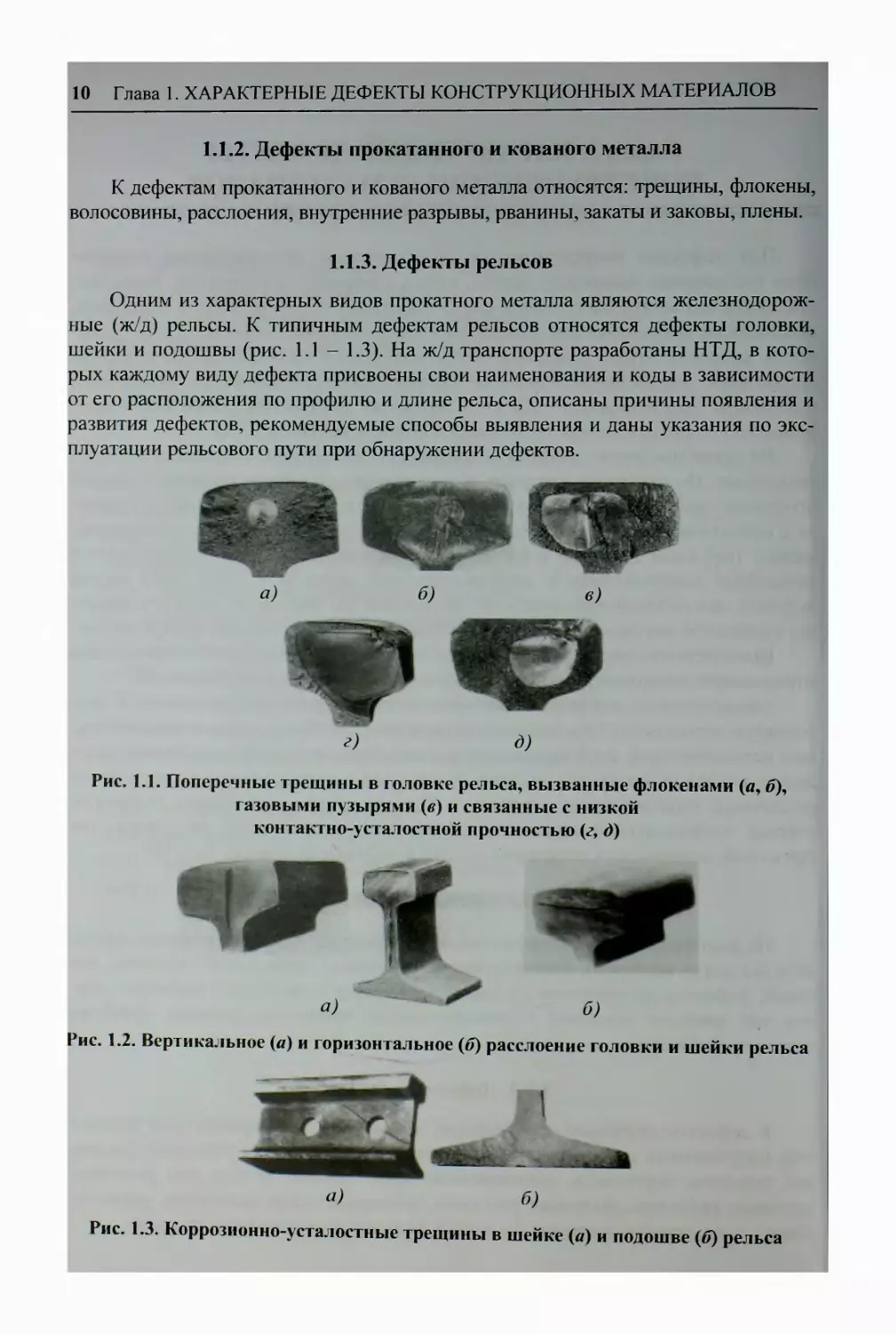
1.1.3. Дефекты рельсов
Одним из характерных видов прокатного металла являются железнодорож-
ные (ж/д) рельсы. К типичным дефектам рельсов относятся дефекты головки,
шейки и подошвы (рис. 1.1-1.3). На ж/д транспорте разработаны НТД, в кото-
рых каждому виду дефекта присвоены свои наименования и коды в зависимости
от его расположения по профилю и длине рельса, описаны причины появления и
развития дефектов, рекомендуемые способы выявления и даны указания по экс-
плуатации рельсового пути при обнаружении дефектов.
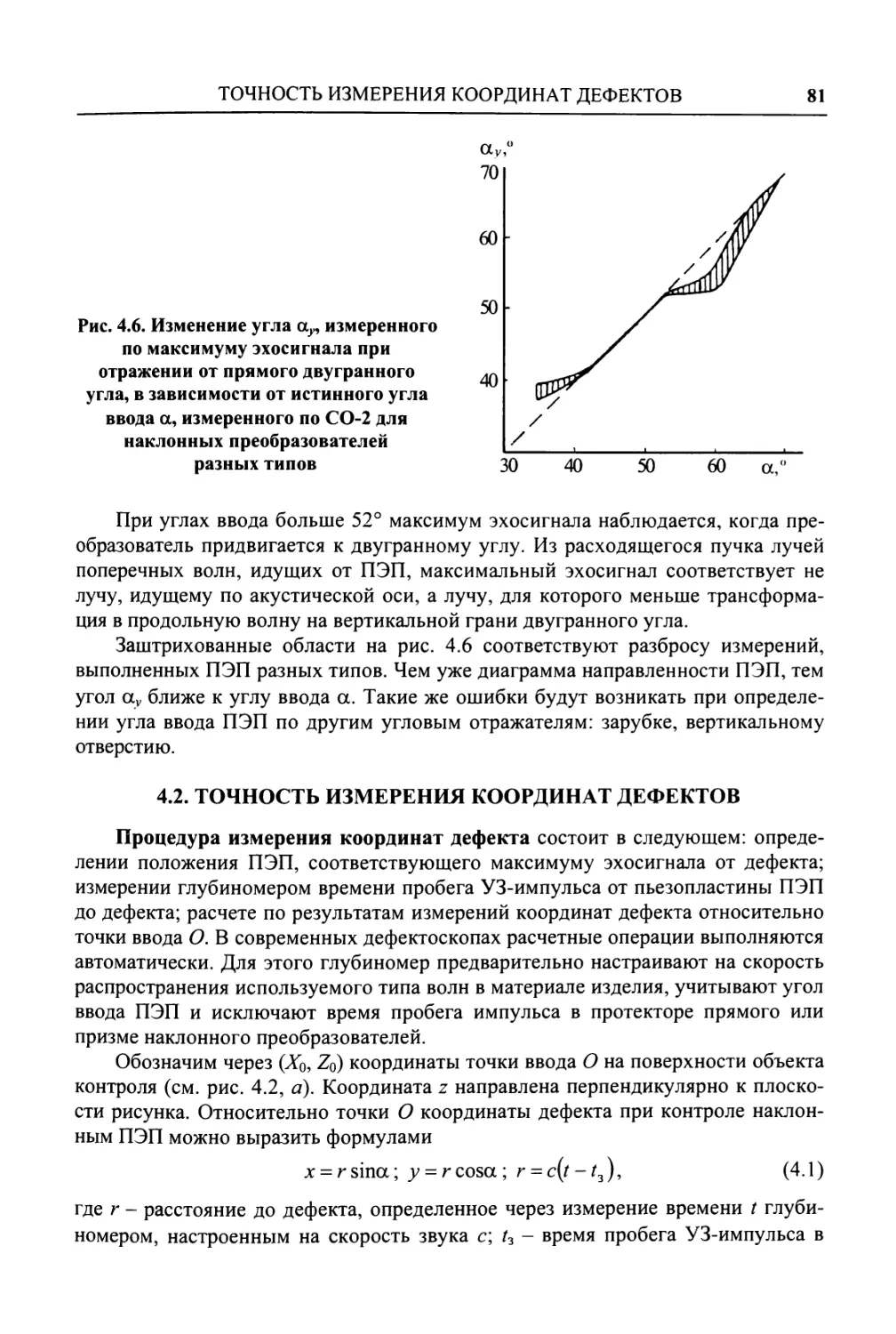
Рис. 1.1. Поперечные трещины в головке рельса, вызванные флокенами (а, 0,
газовыми пузырями (в) и связанные с низкой
контактно-усталостной прочностью (г, д)
Рис. 1.2. Вертикаль ( и горизонтальное (6) расслоение головки и шейки рельса
б)
Рис. 1.3. Коррозионь усталостные трещины в шейке (а) и подошве (б) рельса
ВИДЫ ДЕФЕКТОВ МЕТАЛЛА
И
1.1.4. Дефекты сварных соединений
К появлению дефектов сварных соединений также приводят нарушения
технологии сварки.
Дефекты сварных соединений и основные причины их возникновения для
разных способов сварки различны. Кратко рассмотрим более подробно система-
тизированные дефекты сварки давлением и плавлением (рис. 1.4, 1.5).
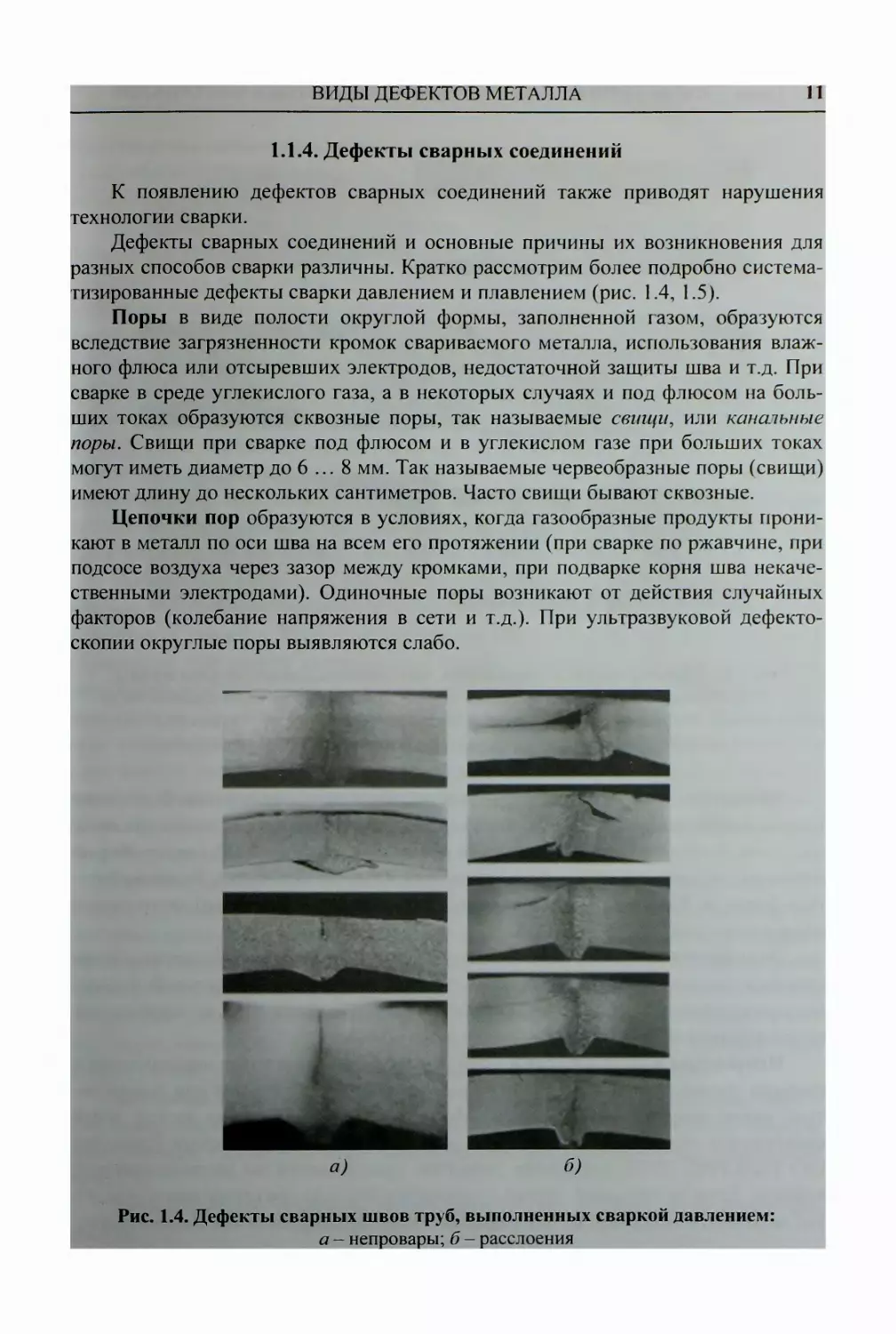
Поры в виде полости округлой формы, заполненной газом, образуются
вследствие загрязненности кромок свариваемого металла, использования влаж-
ного флюса или отсыревших электродов, недостаточной защиты шва и т.д. При
сварке в среде углекислого газа, а в некоторых случаях и под флюсом на боль-
ших токах образуются сквозные поры, так называемые свшци, или канальные
поры. Свищи при сварке под флюсом и в углекислом газе при больших токах
могут иметь диаметр до 6 ... 8 мм. Так называемые червеобразные поры (свищи)
имеют длину до нескольких сантиметров. Часто свищи бывают сквозные.
Цепочки пор образуются в условиях, когда газообразные продукты прони-
кают в металл по оси шва на всем его протяжении (при сварке по ржавчине, при
подсосе воздуха через зазор между кромками, при подварке корня шва некаче-
ственными электродами). Одиночные поры возникают от действия случайных
факторов (колебание напряжения в сети и т.д.). При ультразвуковой дефекто-
скопии округлые поры выявляются слабо.
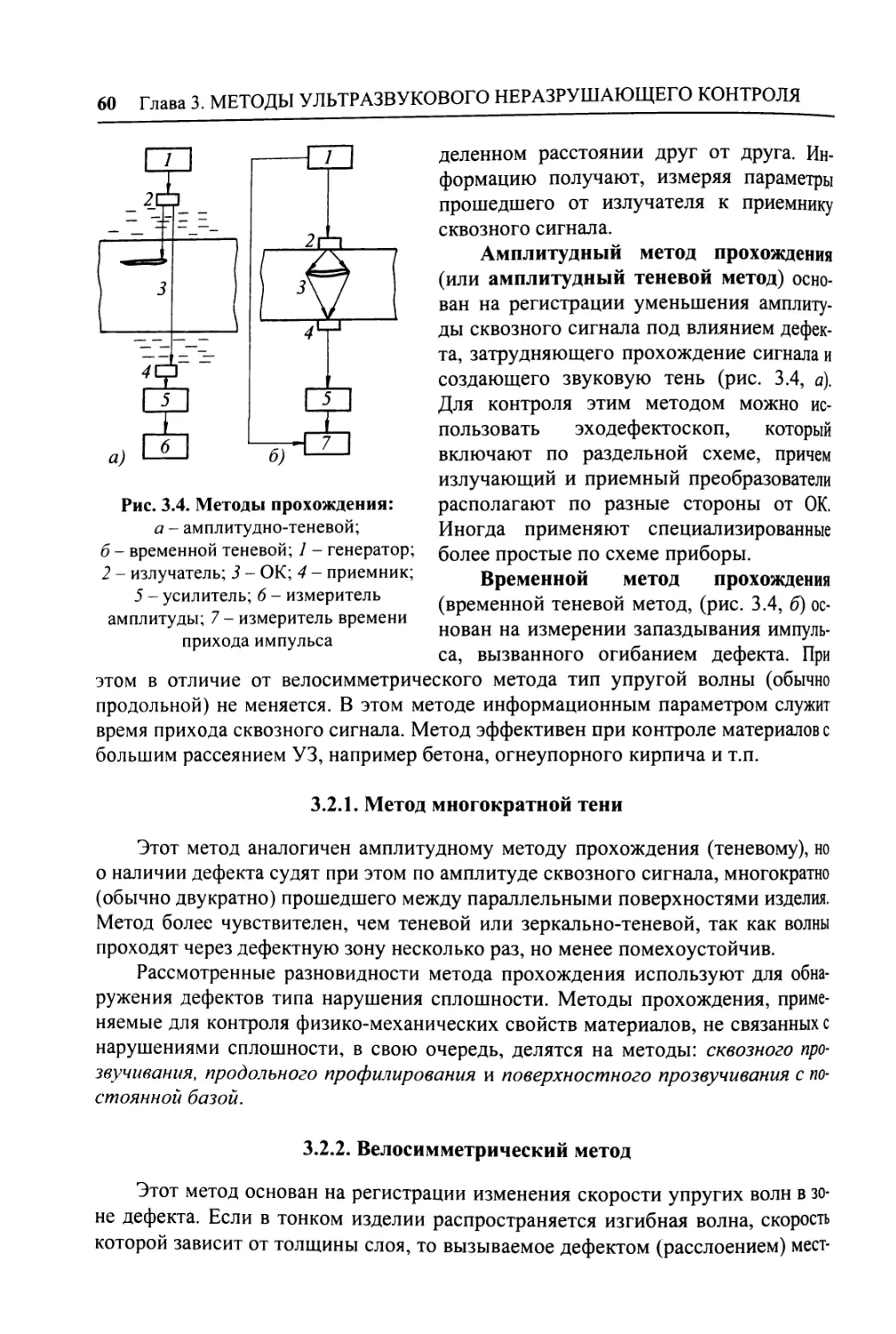
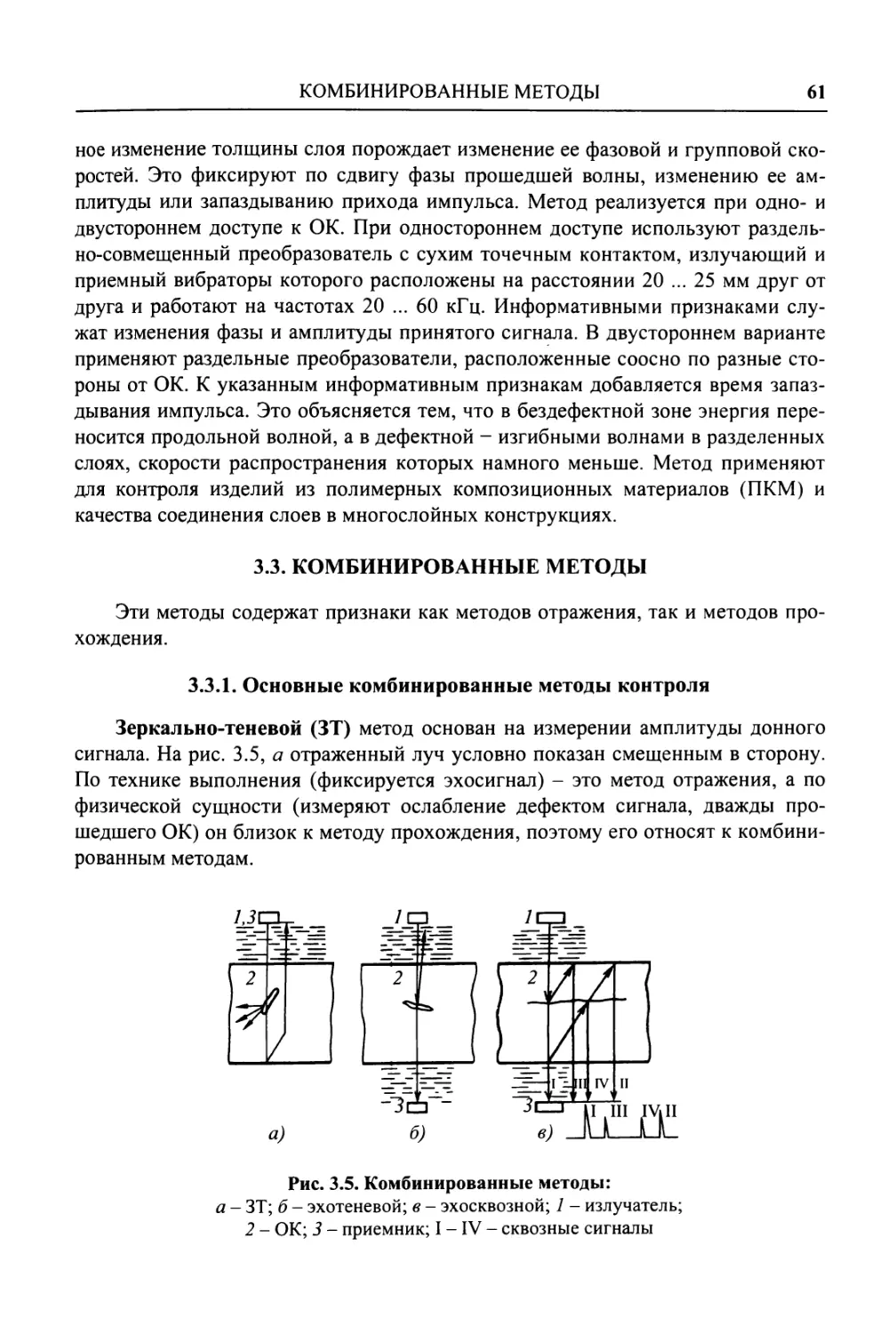
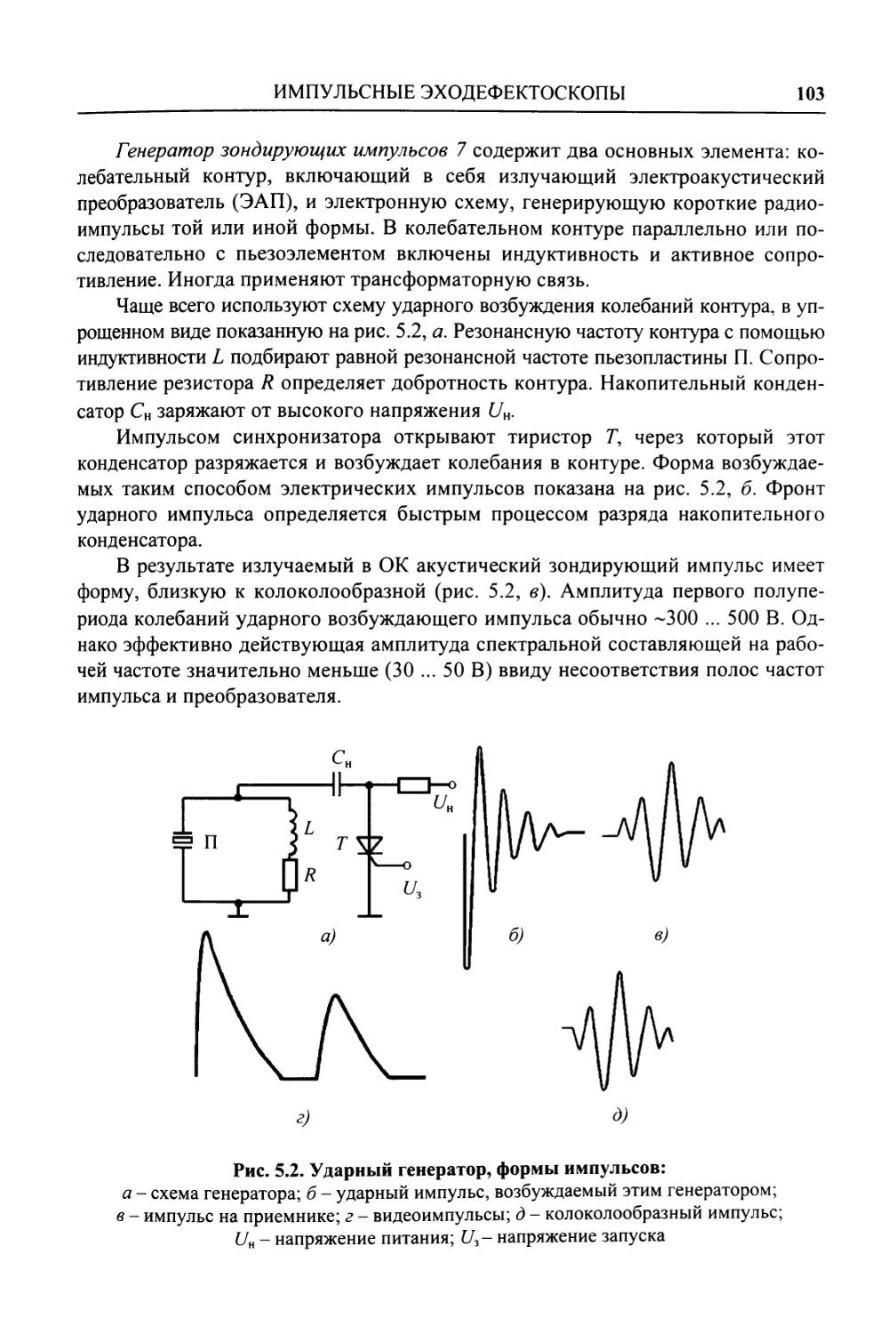
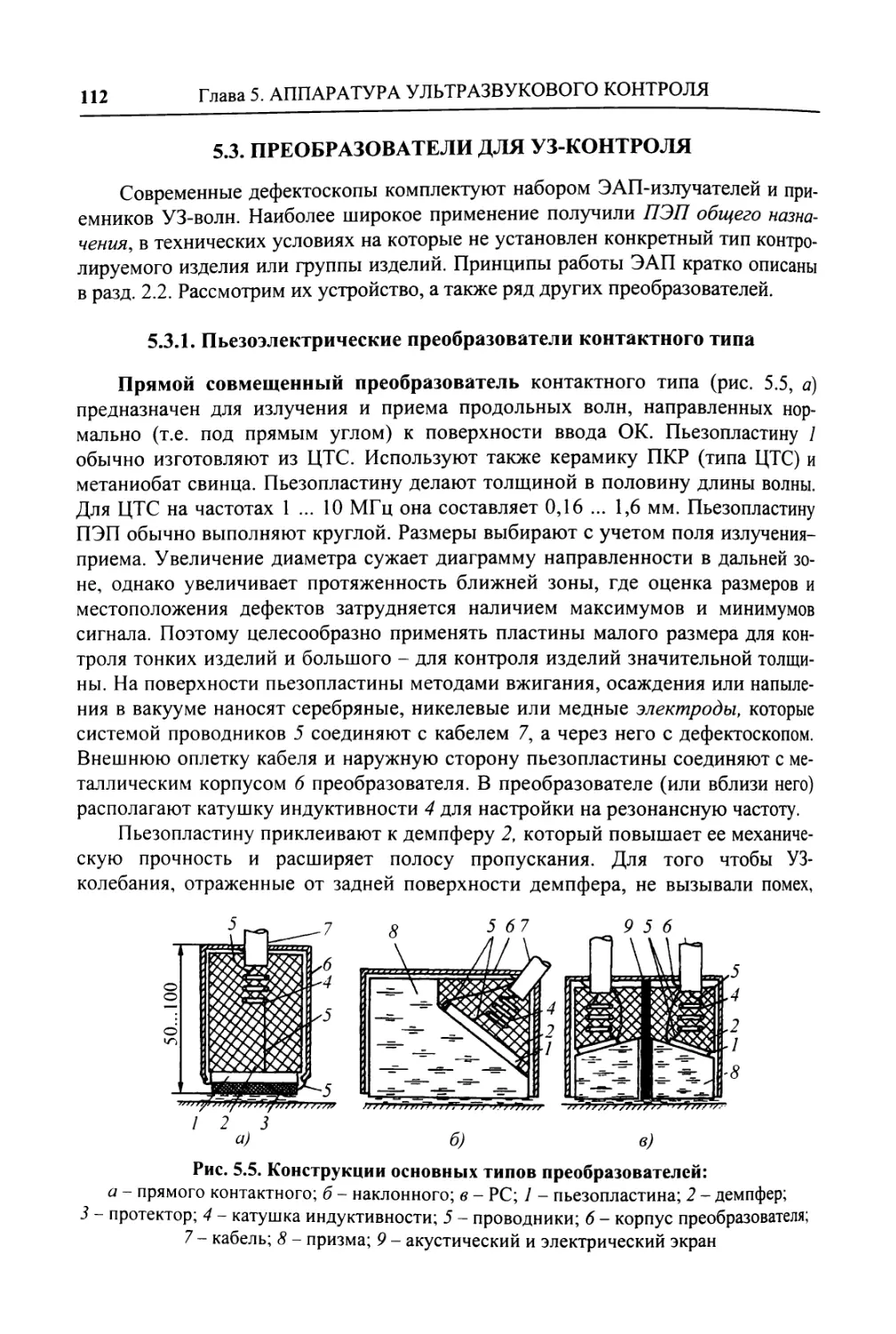
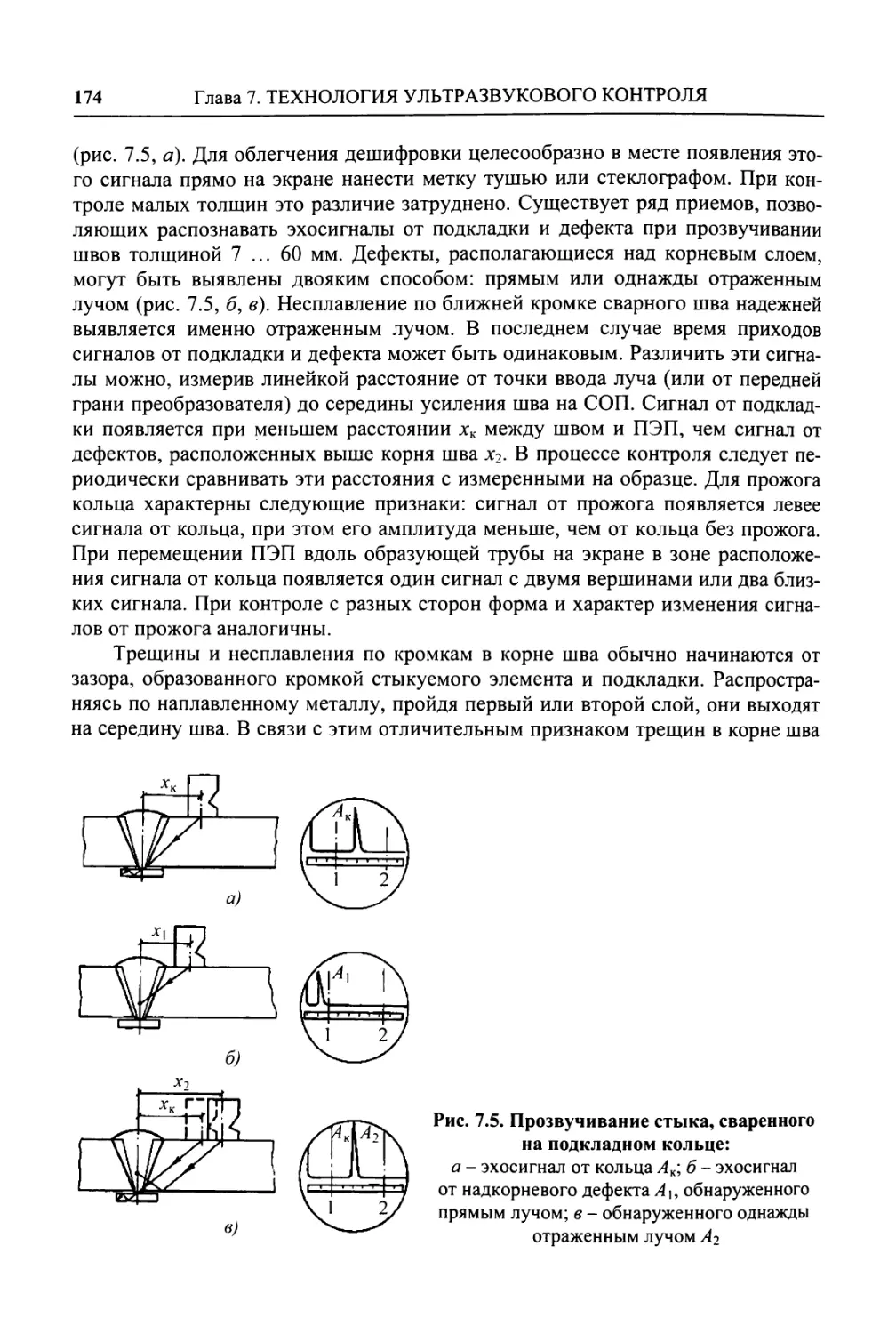
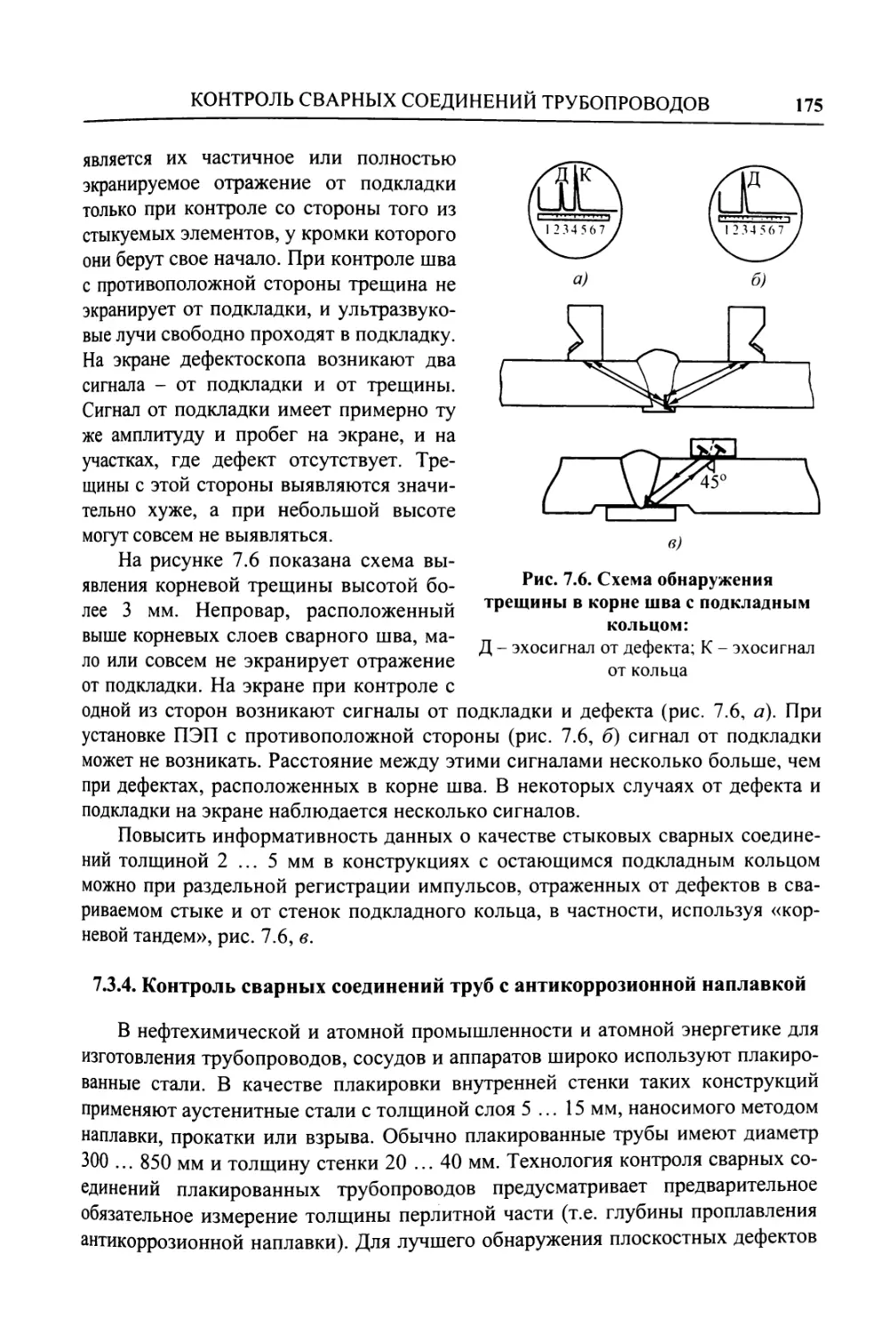
Рис. 1.4. Дефекты сварных швов труб, выполненных сваркой давлением:
а - непровары; б — расслоения
12 Глава 1. ХАРАКТЕРНЫЕ ДЕФЕКТЫ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
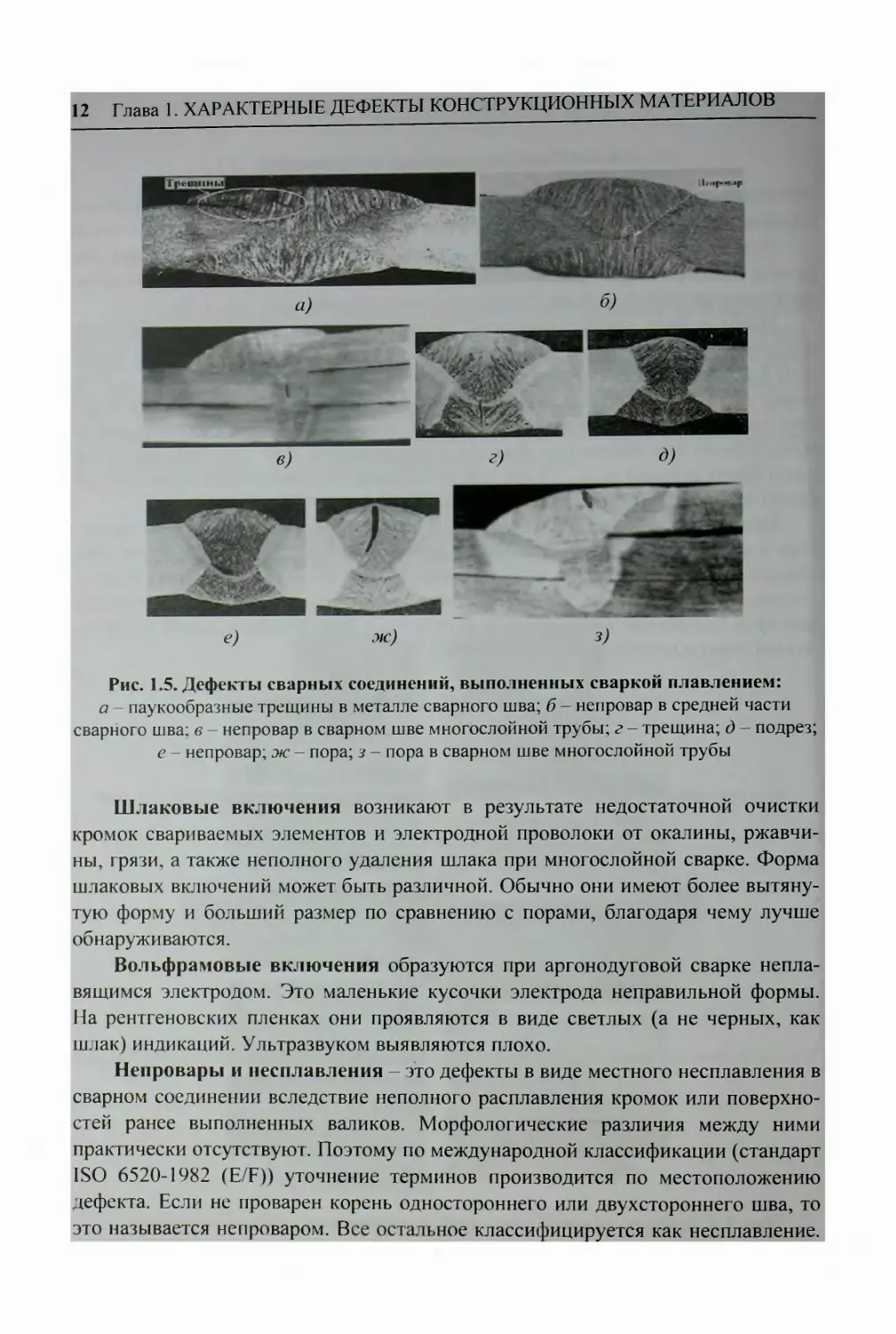
Рис. 1.5. Дефекты сварных соединений, выполненных сваркой плавлением:
а - паукообразные трещины в металле сварного шва; б — непровар в средней части
сварного шва; в - непровар в сварном шве многослойной трубы; г —трещина; д — подрез;
е - непровар; ж - пора; з - пора в сварном шве многослойной трубы
Шлаковые включения возникают в результате недостаточной очистки
кромок свариваемых элементов и электродной проволоки от окалины, ржавчи-
ны, грязи, а также неполного удаления шлака при многослойной сварке. Форма
шлаковых включений может быть различной. Обычно они имеют более вытяну-
тую форму и больший размер по сравнению с порами, благодаря чему лучше
об н ару жи ваются.
Вольфрамовые включения образуются при аргонодуговой сварке непла-
вящимся электродом. Это маленькие кусочки электрода неправильной формы.
На рентгеновских пленках они проявляются в виде светлых (а не черных, как
шлак) индикаций. Ультразвуком выявляются плохо.
Непровары и несплавления - это дефекты в виде местного несплавления в
сварном соединении вследствие неполного расплавления кромок или поверхно-
стей ранее выполненных валиков. Морфологические различия между ними
практически отсутствуют. Поэтому по международной классификации (стандарт
ISO 6520-1982 (E/F)) уточнение терминов производится по местоположению
дефекта. Если не проварен корень одностороннего или двухстороннего шва, то
это называется непроваром. Все остальное классифицируется как несплавление.
ВИДЫ ДЕФЕКТОВ МЕТАЛЛА
13
Несплавления основного металла с наплавленным представляют собой тонкую
прослойку окислов, а в некоторых случаях грубую шлаковую прослойку между
основным и наплавленным металлами.
Причинами образования непроваров в корне шва кроме указанных могут
быть: недостаточный угол скоса кромок и большая величина их притупления;
недостаточный зазор между кромками свариваемых деталей; большое сечение
электрода или присадочной проволоки, укладываемой в разделку шва, что зна-
чительно затрудняет расплавление основного металла. Непровары в корне швов
с X- или /С-разделкой кромок имеют по крайней мере одну гладкую границу (по-
верхность кромки основного металла), от которой ультразвук отражается зер-
кально. Непровары в корне швов с V-образной разделкой являются, по сущест-
ву, угловыми отражателями, поэтому имеют повышенную отражательную спо-
собность. Границы несплавлений по кромке гладкие, а с другой стороны - ше-
роховатые. В многопроходных швах часто встречаются горизонтально ориенти-
рованные несплавления, с трудом обнаруживаемые наклонным пьезоэлектриче-
ским преобразователем (ПЭП), но хорошо - прямым ПЭП.
Трещины - частичное местное разрушение сварного соединения в виде
разрыва. Образование трещин вызывается следующими факторами: сваркой ле-
гированных сталей в жестко закрепленных конструкциях; высокой скоростью
охлаждения при сварке углеродистых сталей, склонных к закалке на воздухе;
использованием повышенных плотностей сварочного тока при наложении пер-
вого слоя многослойного шва на толстостенные сосуды и изделия; недостаточ-
ным зазором между кромками деталей при электрошлаковой сварке; слишком
глубокими и узкими швами при автоматической сварке под флюсом; выполне-
нием сварочных работ при низкой температуре. Трещины относят к числу наи-
более опасных факторов. По всем действующим нормативно-техническим до-
кументам они недопустимы.
Горячие трещины - это разрывы металла в процессе кристаллизации. По-
этому они расположены в самом шве. Как правило, они имеют небольшие разме-
ры, малое раскрытие, слабошероховатую, почти плоскую поверхность. Отражение
УЗ от них близко к зеркальному, и поэтому они выявляются плохо. То же самое
можно сказать об усталостных трещинах. К горячим трещинам относятся также
поперечные трещины, ориентированные поперек оси шва и расположенные в шве
или околошовной зоне. Наличие в электродах ниобия при сварке высоколегиро-
ванных сталей, как правило, вызывает появление поперечных трещин.
Холодные трещины обычно имеют значительно большие размеры, неров-
ную поверхность, сильно развиты, довольно легко обнаруживаются по «блестя-
щим точкам», т.е. по участкам, благоприятно ориентированным к падающему
лучу УЗ.
Паукообразные трещины сильно разветвлены, поэтому легко обнаружи-
ваются.
14 Глава 1. ХАРАКТЕРНЫЕ ДЕФЕКТЫ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
1Л.5. Дефекты, возникающие при различных видах обработки деталей
Закалочные трещины — разрывы металла, возникающие при охлаждении
деталей преимущественно сложной формы в процессе закалки из-за высоких
внутренних напряжений.
Шлифовочные трещины — группа мелких и тонких разрывов, как правило,
в виде сетки на шлифованной поверхности металла.
Надрывы - неглубокие трещины, возникающие в деталях в результате хо-
лодной деформации металла.
1.1.6. Дефекты, возникающие при эксплуатации изделий
Трещины усталости - наиболее распространенные эксплуатационные де-
фекты. Основная причина усталостных разрушений деталей - действие высоких
переменных напряжений.
Коррозионные повреждения (очаговые, межкристаллитные и др.) пред-
ставляют собой нарушения целостности металлов и сплавов, связанные с воз-
действием агрессивных сред, высоких температур и других факторов, приводя-
щих к растрескиванию и разрушению металлических изделий.
Трещины - надрывы в поверхностном слое металла. Они образуются в ре-
зультате высоких одноразово приложенных напряжений (растяжение, изгиб,
кручение), когда нагрузка превышает прочность детали, например при наруше-
нии технологии правки детали, демонтаже или монтаже детали с хрупким по-
верхностным слоем или при перегрузке детали в эксплуатации (работа в нерас-
четном режиме).
Механические повреждения поверхности - забоины, вмятины, надиры,
риски, местный наклеп. Их причины могут быть разнообразными.
1.2. ДЕФЕКТЫ ПКМ И МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
1.2.1. Дефекты полимерных композиционных материалов
Основными дефектами полимерных композиционных материалов (ПКМ)
являются: расслоения, трещины, ударные повреждения, представляющие собой
множественные расслоения и трещины в районе зоны соударения, пористость,
зоны повышенного или пониженного содержания связующего, отклонения от
оптимального режима полимеризации связующего, отклонения от заданной схе-
мы армирования.
1.2.2. Дефекты многослойных конструкций
Дефекты соединений многослойных конструкций, изготавливаемых из раз-
личных металлических (алюминий, сталь, титан) и неметаллических (обычно
ПКМ, сотовые и пенопластовые заполнители) материалов, можно условно раз-
делить на:
1) нарушения сплошности (непроклеи, расслоения, трещины и т.п.);
ОЦЕНКА СТЕПЕНИ ОПАСНОСТИ ДЕФЕКТОВ
15
2) отклонения от необходимой прочности и других эксплуатационных ха-
рактеристик, определяемых физико-механическими свойствами материала.
1.2.3. Основные дефекты клеевых соединений
’К дефектам клеевых соединений относятся зоны отсутствия сцепления ме-
жду соединяемыми элементами (непроклей), имеющие нулевую прочность.
Обычно эти дефекты имеют заполненный газом зазор, хотя иногда последний
может отсутствовать.
Непроклей - наиболее часто встречающиеся и самые опасные дефекты
клеевых соединений, причинами образования которых являются:
- плохая адгезия, т.е. слабое сцепление клея с материалом соединяемого
элемента. Это снижает прочность клеевого шва. Причина плохой адгезии - не-
доброкачественная подготовка поверхностей соединяемых элементов, в частно-
сти наличие на них жира и других загрязнителей;
- неполная полимеризация клея, обусловленная недостаточной температу-
рой и(или) укороченной выдержкой при отверждении клея. Причина - грубое
нарушение технологического процесса;
- недоброкачественный клей, не соответствующий требованиям норма-
тивной документации, применение которого не обеспечивает заданных прочно-
стных и других свойств соединения;
- пористость, ослабляющая прочность соединения. Причины пористо-
сти - неполное удаление из клея растворителя, недостаточное давление при за-
прессовке, применение недоброкачественного клея;
- отклонение от номинальной толщины клеевого шва, снижающее его
прочность;
- усталостные разрушения клеевого шва в процессе эксплуатации из-
делия;
- ударные разрушения клеевого шва в результате соударения с различными
предметами (например, птицами);
- пониженная прочность.
Возможными дефектами сотовых панелей являются также зоны разрушения
сотового заполнителя, пустоты, связанные с отсутствием сотового заполнителя,
обусловленные смещением сотовых блоков, зоны потери жесткости сотового
заполнителя вследствие его смятия или разрушения.
В отличие от НК металлов, где необходимо выявление очень мелких дефек-
тов, в многослойных конструкциях обычно допустимы дефекты площадью от
одного до нескольких квадратных сантиметров.
1.3. ОЦЕНКА СТЕПЕНИ ОПАСНОСТИ ДЕФЕКТОВ
Степень опасности дефектов оценивается по их форме. При УЗ-контроле
дефекты, у которых соотношение максимальных размеров по вертикали и мак-
симальных размеров по горизонтали составляет 5:1, принято называть плоскост-
16 Глава 1. ХАРАКТЕРНЫЕ ДЕФЕКТЫ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ними (трещины, непровары), (4 ... 3):1 — объемно-плоскостными (несплавление
валиков), (2 ... 1):1 - объемными (шлаки, поры).
Наиболее опасны плоскостные дефекты, края которых являются концентра-
торами напряжений. Превышение последними прочности металла приводит к
росту дефектов и разрушению конструкции.
Степень опасности плоскостных дефектов также зависит от их ориентации
относительно действующих напряжений. Если плоскость дефекта нормальна
напряжению (растягивающие напряжения о стремятся раскрыть дефект) - де-
фект очень опасен. В первую очередь это относится к поперечным трещинам в
сосудах и трубах или в кольцевых швах и к продольным трещинам в пазовых
(продольных) швах. Если плоскость дефекта параллельна напряжению, то он
менее опасен (расслоения в листах, сосудах, трубах).
Опасны напряжения, раскрывающие трещину. Для труб и сосудов, рабо-
тающих при внутренних давлениях, опаснее поперечные трещины, ориентиро-
ванные параллельно образующей трубы (сосуда). Поэтому при разработке
средств и технологии неразрушающего контроля особое внимание следует об-
ращать на выявление наиболее опасных плоскостных дефектов типа трещин и
непроваров (несплавлений).
Наряду с решением задач обнаружения несплошностей ультразвуковые ме-
тоды НК применяют для измерения остаточной толщины объектов в процессе
эксплуатации, контроля прочности, твердости, напряженно-деформированного
состояния и других параметров, подробно рассмотренных в следующих главах
данного учебного пособия и материаловедческой литературе.
Вопросы для самопроверки
1. Характерные дефекты сварки плавлением и причины их появления.
2. Виды дефектов сварки давлением.
3. Металлургические дефекты рельсов и причины их образования.
4. Дефекты полимерных композиционных материалов.
5. Дефекты многослойных конструкций.
6. Основные дефекты клеевых соединений.
7. Как оценивают степень опасности дефектов?
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
2.1. УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
2.1.1. Основные понятия
Колебание - движение вокруг некоторого среднего положения, обладаю-
щее повторяемостью во времени, например колебание маятника. В акустике
обычно рассматривают колебания точки среды относительно положения, в ко-
тором точка находилась в покое.
Волны - колебательные движения, распространяющиеся в пространстве:
колебания одной точки передаются соседней и т.д. В акустике используются уп-
ругие колебания.
Упругость - свойство точек среды возвращаться к первоначальному со-
стоянию после прекращения воздействия силы. Жидкие, газообразные и твердые
среды восстанавливают свой объем после сжатия или разрежения, но под дейст-
вием сил инерции точки продолжают двигаться после достижения первоначаль-
ного состояния. В результате сжатие переходит в растяжение, а потом опять в
сжатие - возникают упругие колебания, которые распространяются в простран-
стве и образуют упругую волну (рис. 2.1).
В отсутствие потерь колебательный процесс продолжается очень долго.
При этом колебания могут рассматриваться как непрерывные (гармонические)
колебания, изменяющиеся по синусоидальному закону. Непрерывные колебания
характеризуются двумя основными величинами: частотой и амплитудой.
Частота - количество периодов (циклов) колебаний в единицу времени
(обычно в секунду). Ее обозначают буквой f Частоту колебаний измеряют в гер-
цах (одно колебание в секунду равно 1 герцу (Гц)), а также в килогерцах
(1 кГц = 1000 Гц) или мегагерцах (1 МГц = 10 Гц).
Ухо человека воспринимает упругие частоты в диапазоне примерно от
20 Гц до 20 кГц. Этот диапазон называют звуковым. Частоты выше 20 кГц назы-
18
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
вают ультразвуковыми (УЗ), выше 100 МГц — гиперзвуковыми, ниже 20 кГц
инфразвуковыми.
При высокочастотном УЗ-контроле обычно применяют колебания и волны с
частотой 0,5 ... 100 МГц, при низкочастотном - от 100 Гц до 0,5 МГц.
Время одного колебания называют периодом Т. Его измеряют в секундах,
миллисекундах (мс) или микросекундах (мкс): f = \/Т .
Колебания от точки к точке среды передаются с определенной скоростью -
скоростью распространения звука с, или просто скоростью звука. Расстояние,
пробегаемое волной за один период колебаний, называют длиной волны \
X = cT = clf.
Скорость звука во многих металлах ~ 6000 м / с = 6 мм / мкс. При частоте
6 МГц длина волны равна 1 мм. Волны длиной 0,2 ... 10 мм обычно используют
при высокочастотном УЗ-контроле металлов. Небольшая длина волны по срав-
нению с размером преобразователя позволяет создать направленно-
распространяющуюся волну, которую рассматривают как пучок лучей.
Часто применяют понятия «круговая {циклическая, угловая) частота»
= и «волновое число»
к = ю/с = 2л/Х.
Упругие колебания характеризуют следующие величины: смещение час-
тиц и от положения равновесия, скорость движения частиц относительно этого
положения {колебательная скорость v), акустическое {звуковое) давление р и
фаза (р .
Смещение имеет размерность длины и измеряется в метрах и дольных еди-
ницах (мм, мкм, нм).
Акустическое давление - это отношение силы к единице поверхности. Еди-
ница измерения - паскаль (Па) и производные от него - мегапаскаль (МПа) и
гигапаскаль (ГПа).
В твердых телах акустическое поле имеет более сложный вид, чем в жидко-
стях и газах. Поэтому для твердых тел вместо давления вводят понятие «напря-
жение», т.е. сила, отнесенная к единице поверхности.
Понятие колебательной скорости в УЗ-контроле используется редко. Еди-
ницы измерения этой скорости - метры в секунду (м / с).
Единицы измерения фазы колебаний — радианы или градусы.
Амплитуда колебаний — это наибольшее отклонение колебательной вели-
чины от положения равновесия за период колебаний (см. рис. 2.1, б). Амплиту-
ды упомянутых параметров колебаний будем выражать соответствующими за-
главными буквами U, V и Р (см. рис. 2.1, б). Фаза амплитуды не имеет.
В ультразвуковом контроле амплитуду А колебаний обычно измеряют пу-
тем сравнения с некоторой заданной величиной Aq‘. A/Aq. Эту величину принято
выражать в логарифмических единицах — децибелах (дБ):
(Я/Ло) = 2О1ё(^/Ло).
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
19
Величины в децибелах записывают в угловых скобках. Шкала для перевода
относительных величин в децибелы приведена на рис. 2.2.
В УЗ-контроле за Ао часто принимают амплитуду зондирующего импульса.
Значение Ао> А, а логарифмы чисел, меньших единицы, отрицательны. Поэтому
в УЗ-контроле пользуются отрицательными децибелами, но знак «минус» не
пишут. Будем помнить, что это отрицательные децибелы. Часто встречающиеся
значения: уменьшению амплитуды в 2 раза соответствует 6 дБ, в 10 раз - 20 дБ,
в 20 раз - 26 дБ, в 100 раз - 40 дБ.
Пример 2.1. Как отношение амплитуд А / Ао = 0,045 выражается в дБ?
Находим деление 0,045 на шкале 1Г (см. рис. 2.2). Против него на шкале II
находим: (A/Aq) = 26,9 дБ со знаком «минус», но его не указываем.
Фаза характеризует состояние колебательного процесса в определенный
момент времени. При непрерывных колебаниях их фаза повторяется через каж-
дый период. Для импульсов строгая повторяемость параметров колебаний через
период отсутствует.
Если две непрерывные гармонические волны находятся в противофазе, то
их фазы отличаются на полпериода. Если на какую-либо точку действуют две
такие волны с одинаковыми амплитудами, точка не колеблется, а если фазы этих
волн совпадают, то амплитуда колебаний увеличивается в 2 раза. Явление сло-
жения волн с учетом их фазы называют интерференцией волн.
В газах, жидкостях и твердых телах существует упругость объема, благода-
ря которой после деформации они стремятся сохранить первоначальный объем.
Для твердых тел характерна также упругость формы. Ввиду присущей им сдви-
говой упругости они стремятся сохранить исходную форму тела. Таким образом,
во всех средах (кроме вакуума) могут существовать волны растяжения-сжатия,
называемые продольными волнами. Колебания частиц в них происходят в на-
правлении распространения волны (см. рис. 2.1, а).
В твердых телах могут распространяться также волны сдвига, чаще назы-
ваемые поперечными волнами. Колебания частиц в них перпендикулярны на-
правлению распространения (см. рис. 2.1, в). Скорость поперечной волны при-
мерно в 1,8 ... 1,9 раза меньше скорости продольной. Так, скорость продольной
волны в стали 5,92 мм/с, поперечной - 3,23 мм/с.
Шкала децибелов
Децибелы
59 58 57 56 55 54 53 52 51 50 49 48 47 46 45 44 43 42 41
II 40 39 38 37 36 35 34 33 32 31 30 29 28 27 26 25 24 23 22 21 20
Т 20 15 10 5 0
19 18 17 16 | 14 13 12 11 I 9 8 7 6 I 4 3 2 1
i*i *i /1 'i I I ill i’ii|iih|iiii|^iiAiiii^iiiiliih|i*iii|iiir|iiiniin
I’ 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
1Г o,oi 0,02 0,04 0,06 0,08 0,1
ПГ 0,001 0,002 0,004 0,006 0,008 0,01
20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
0 5 10 15 20
1 2 3 4 I 6 7 8 9 I 11 12 13 14 I 16 17 18 19 1 1 Jill । 1 J, 1 I IJ 1 1 I I...L.L
1 1 1 1 | 1 1 1 1 | 1 1 1111111 |II 1 l|llll|llll|llll|l II1 |lIII|llll|llll|llll
1 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10
10 20 40 60 80 100
100 200 400 600 800 1000
амплитуд
Рис. 2.2. Шкалы перевода относительных величин в децибелы.
Попарно используют шкалы I-Г, П-1Г, Ш-ПГ
20
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Энергия акустической (звуковой) волны — это энергия, обусловленная
наличием этой волны. Энергия акустической волны в единице объема среды на-
зывается плотностью звуковой энергии. Она состоит из кинетической и потен-
циальной частей. Для плоской бегущей звуковой волны кинетическая и потен-
циальная части энергии равны, и плотность полной энергии, выраженная через
амплитуду давления Р9 равнаЕ = Р2/(рс2), где р - плотность среды. Интенсив-
ность (сила) звука J - средняя по времени энергия, переносимая акустической
волной через единичную площадку, перпендикулярную к направлению распро-
странения волны, за единицу времени. Для периодической звуковой волны ус-
реднение проводится либо за промежуток времени, намного больший по сравне-
нию с периодом, либо за целое число периодов. Для плоской синусоидальной
бегущей волны интенсивность, выраженная через амплитуды давления Р и сме-
щения U, равна
J = P2/(2pc) = 0,5pcco2L/2.
Интенсивность используемых при контроле волн обычно весьма мала: ме-
нее 10’5 Вт / м2 в месте излучения ультразвука. При УЗ-контроле, как правило,
регистрируют не интенсивность, а амплитуду волн.
Для сравнения энергий и мощностей в децибелах пользуются формулой
(J'/Jo) = ioig(j'/Jo).
Импульсы. В УЗ-контроле обычно используют не непрерывные колебания,
а кратковременные сигналы - импульсы. Их амплитуды должны быстро нарас-
тать и через несколько микросекунд резко падать до нуля. Импульсы делят на
радиоимпульсы (с заполнением двухполярными колебаниями, общей длительно-
стью более ‘/г периода) и однополярные видеоимпульсы. Основные параметры
импульсов:
амплитуда - наибольшее по абсолютной величине отклонение колебатель-
ной величины за время действия импульса;
длительность — промежуток времени т между началом и концом импуль-
са, в течение которого отклонение величины превышает определенный уровень
(например, 10%) от максимальной амплитуды. Длительность радиоимпульса
(импульса с высокочастотным заполнением) выражают также числом п перио-
дов, при которых значения амплитуд заполняющих высокочастотных колебаний
не снижаются ниже определенного уровня (например, 10% от максимальной ам-
плитуды импульса);
центральная частота радиоимпульса - частота заполняющих его коле-
баний;
пространственная длительность импульса — параметр тс (с — скорость
звука), определяющий расстояние, занимаемое импульсом при его распростра-
нении в пространстве;
длительность переднего фронта — время нарастания до максимальной ам-
плитуды.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
21
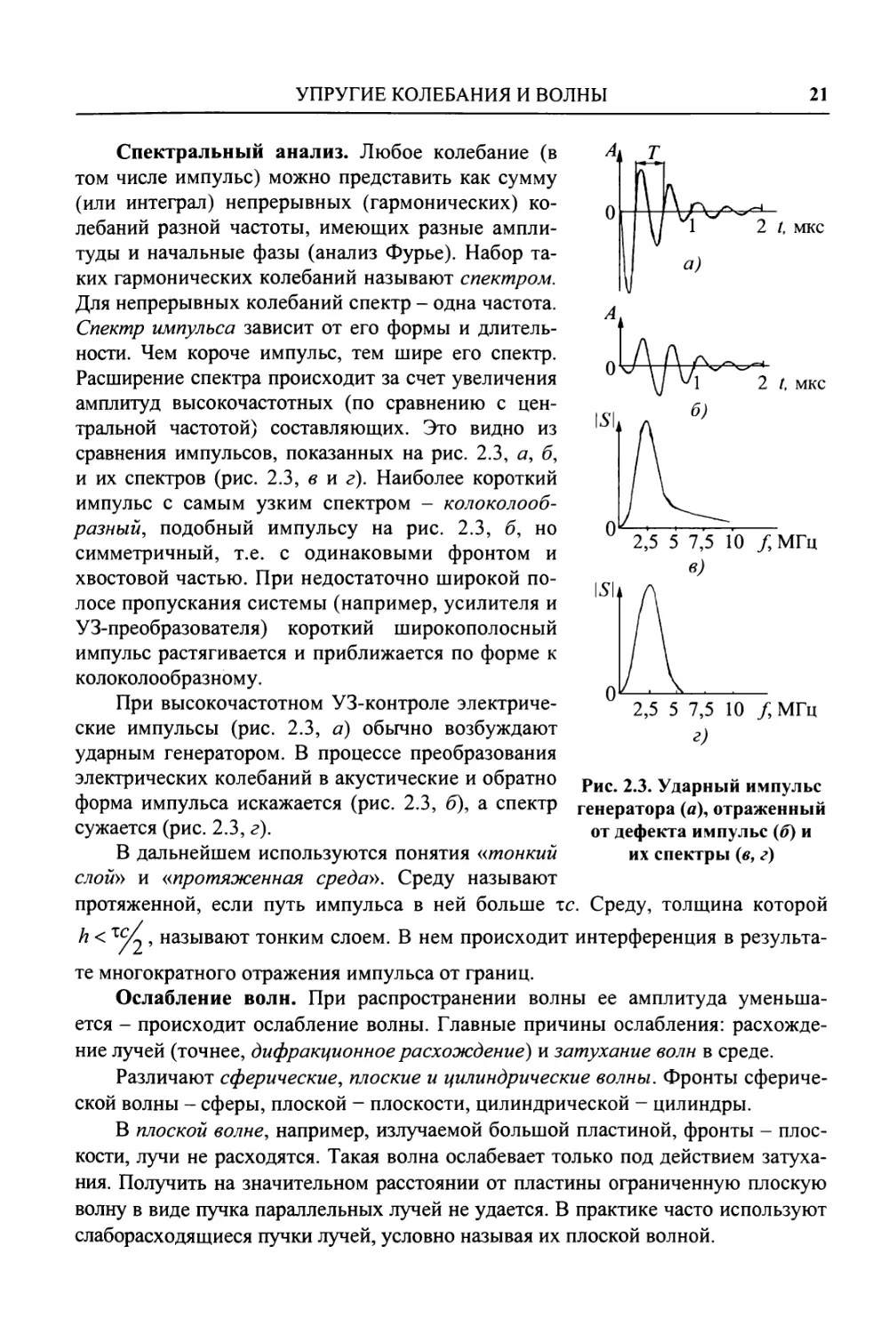
Спектральный анализ. Любое колебание (в
том числе импульс) можно представить как сумму
(или интеграл) непрерывных (гармонических) ко-
лебаний разной частоты, имеющих разные ампли-
туды и начальные фазы (анализ Фурье). Набор та-
ких гармонических колебаний называют спектром.
Для непрерывных колебаний спектр - одна частота.
Спектр импульса зависит от его формы и длитель-
ности. Чем короче импульс, тем шире его спектр.
Расширение спектра происходит за счет увеличения
амплитуд высокочастотных (по сравнению с цен-
тральной частотой) составляющих. Это видно из
сравнения импульсов, показанных на рис. 2.3, а, б,
и их спектров (рис. 2.3, в и г). Наиболее короткий
импульс с самым узким спектром - колоколооб-
разный, подобный импульсу на рис. 2.3, б, но
симметричный, т.е. с одинаковыми фронтом и
хвостовой частью. При недостаточно широкой по-
лосе пропускания системы (например, усилителя и
УЗ-преобразователя) короткий широкополосный
импульс растягивается и приближается по форме к
колоколообразному.
При высокочастотном УЗ-контроле электриче-
ские импульсы (рис. 2.3, а) обычно возбуждают
ударным генератором. В процессе преобразования
электрических колебаний в акустические и обратно
форма импульса искажается (рис. 2.3, б), а спектр
сужается (рис. 2.3, г).
В дальнейшем используются понятия «тонкий
слой» и «протяженная среда». Среду называют
в)
15|| А
(г 1 х -—•---
2,5 5 7,5 10 /МГц
Рис. 2.3. Ударный импульс
генератора (а), отраженный
от дефекта импульс (б) и
их спектры (в, г)
протяженной, если путь импульса в ней больше тс. Среду, толщина которой
h < т^2 » называют тонким слоем. В нем происходит интерференция в результа-
те многократного отражения импульса от границ.
Ослабление волн. При распространении волны ее амплитуда уменьша-
ется - происходит ослабление волны. Главные причины ослабления: расхожде-
ние лучей (точнее, дифракционное расхождение) и затухание волн в среде.
Различают сферические, плоские и цилиндрические волны. Фронты сфериче-
ской волны - сферы, плоской - плоскости, цилиндрической - цилиндры.
В плоской волне, например, излучаемой большой пластиной, фронты - плос-
кости, лучи не расходятся. Такая волна ослабевает только под действием затуха-
ния. Получить на значительном расстоянии от пластины ограниченную плоскую
волну в виде пучка параллельных лучей не удается. В практике часто используют
слаборасходящиеся пучки лучей, условно называя их плоской волной.
22 Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
В сферической волне, излучаемой во все стороны сферическим источником,
расхождение лучей происходит в бесконечном множестве плоскостей, однако из
закона сохранения акустической мощности следует, что с увеличением расстоя-
ния г ослабление обратно пропорционально расстоянию по закону 1/г.
В цилиндрической волне, т.е. волне с цилиндрическим фронтом (например,
излучаемой боковой поверхностью длинного стержня), расхождение происходит
в одной плоскости (перпендикулярной к оси стержня). Поэтому ее амплитуда
медленнее ослабевает с расстоянием, чем амплитуда сферической волны, а
именно обратно пропорционально квадратному корню из расстояния 1/л/г.
В описанных далее волнах Рэлея и Лэмба, локализованных в слое, ослабление
амплитуды вследствие расхождения происходит как в цилиндрической волне.
Для сферической и цилиндрической волн рассмотренные зависимости ам-
плитуды от расстояния справедливы лишь для достаточно больших значений г,
расположенных в дальней зоне акустического поля (будет рассмотрена далее).
Так, для поля излучения пьезопластины должно выполняться условие r>2rb,
где гь - протяженность ближней зоны.
Распространяющуюся в пространстве волну можно записать так:
а = 4е’5'е7("'”и,
Ь
(2.1)
где г - расстояние, пройденное волной; 6 - коэффициент затухания среды;
со = 2nf; к - введенное ранее волновое число; b - показатель, зависящий от
формы фронта волны (поверхности, на которой фаза волны одинакова). Для
плоской волны b = 0, значит гь=\, т.е. расхождение отсутствует. Для цилиндри-
ческой волны b = 0,5 и гь = Jr , для сферической волны b = 1, значит гЬ = г.
Уменьшение амплитуды волны под действием затухания пропорционально
—Sr
е , где е = 2,7183... - число Непера (основание натуральных логарифмов). Ко-
эффициент затухания 5 измеряют в неперах на метр (Нп/м) или неперах на мил-
лиметр пути (Нп/мм). Иногда Нп опускают и пишут 1/мм. Чем больше величина
5, тем больше затухание и тем меньше множитель е-5г. Когда отношение ам-
плитуд измеряют в децибелах, затухание удобно также выражать в децибе-
лах (дБ): (б) = 8,685. Таким образом, формула (2.1) учитывает общее ослабление
амплитуды вследствие расхождения и затухания для всех трех рассмотренных
типов волн. Величину (б) г прибавляют к ослаблению в децибелах, вызываемо-
му другими факторами.
2.1.2. Типы волн. Области применения
Волну, фронт которой перемещается с постоянной скоростью в однородной
среде, называют бегущей. Она переносит энергию. Две одинаковые бегущие
волны, распространяющиеся в противоположных направлениях, образуют стоя-
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
23
чую волну - периодическое во времени колебание с чередованием в пространст-
ве узлов (нулей) и пучностей (максимумов) амплитуды. В ней перенос энергии
не происходит. Стоячая волна соответствует условиям установления собствен-
ных колебаний (резонанса) в объекте. Если амплитуды встречных волн неодина-
ковы, возникает частично бегущая волна. Сочетание бегущей и стоячей волн
происходит также в результате интерференции излученной и отраженной волн
при многократных отражениях в ОК (например, листе).
При УЗ-контроле используются различные типы волн, отличающиеся на-
правлением колебаний частиц, распределением амплитуд колебаний и волн в
среде, скоростью распространения волн. В акустике различные типы колебаний
и волн принято называть модами.
В газах и жидкостях могут распространяться только продольные волны, в
твердых средах - продольные и поперечные. Продольные и поперечные волны
могут распространяться в неограниченных и ограниченных твердых телах. Об-
щее их название - объемные волны.
Скорости Ci продольных волн в твердых конструкционных материалах (на-
пример, металлах) обычно много больше их скоростей в жидкостях. Если для
стали ci = 5920 м/с, для алюминия с/ = 6300 м/с, то для воды с/ = 1490 м/с, для
глицерина С/ = 1920 м/с.
Скорость распространения поперечной волны ct приблизительно в 2 раза
(точнее, в 1,8 ... 1,9 раза) меньше, чем продольной, например в стали
ct = 3230 м/с. В УЗ-контроле для удобства расчетов скорости звука часто пред-
ставляют не в м/с, а в мм/мкс.
Продольную волну возбуждают с помощью прямого преобразователя. На-
клонную поперечную волну с разными углами ввода обычно возбуждают на-
клонными преобразователями.
Поперечную волну, перпендикулярную к поверхности ОК, можно возбу-
дить прямым пьезопреобразователем с пьезопластиной, совершающей сдвиго-
вые колебания. Такую пластину приклеивают к поверхности ОК (например, вос-
ком), так как поперечная волна практически не распространяется в жидкости.
Для передачи поперечной волны можно также применить очень вязкие жидко-
сти, например неотвержденную эпоксидную смолу.
Поперечные волны, распространяющиеся наклонно к какой-либо поверхно-
сти (например, к поверхности ввода колебаний) или вдоль нее, разделяют на
волны с направлением колебаний, параллельным поверхности (их называют го-
ризонтально поляризованными, SH или TH), и волны с направлением колебаний,
перпендикулярным к этой поверхности (их называют вертикально поляризован-
ными, SV или TV). Они по-разному отражаются от поверхностей и структурных
неоднородностей. На практике обычно применяют SV-волны, однако по отно-
шению к поверхности отражателя они могут быть SH-волной или иметь SV- и
SH-составляющие.
В ограниченных твердых телах кроме продольной и поперечной могут рас-
пространяться другие типы упругих волн: поверхностные (рэлеевские) волны,
24
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
нормальные волны в пластинах (волны Лэмба и сдвиговые SH-волны) различ-
ных мод, нормальные волны в стержнях, головные волны, крутильные и изгиб-
ные волны, различные моды поперечных волн и др. Каждая из этих волн обла-
дает своими особенностями, что расширяет возможности их применения в
УЗ-контроле.
Продольная и поперечная (вертикально-поляризованная) волны — основные
типы волн, используемых для УЗ-контроля материалов. Ими можно выявлять
как объемные, так и поверхностные дефекты. В ограниченном твердом теле
кроме объемных существуют также специфические волны, распространяющиеся
вдоль поверхности, - поверхностные (рэлеевские) и головные (продольные под-
поверхностные) волны.
Рэлеевская волна представляет собой линейную комбинацию продольной и
поперечной волн.
Скорость рэлеевской волны cs приблизительно равна 0,93 скорости попе-
речной волны (для стали cs= 3,01 мм/мкс). Амплитуда рэлеевской волны макси-
мальна на поверхности и плавно уменьшается примерно в 10 раз на глуби-
не ~ - длины этой волны. Рэлеевская волна распространяется на большие рас-
стояния (порядка 1 ...2м), следуя изгибам поверхности, как бы повторяя плав-
ные выпуклости и впадины на поверхности ОК. При резком изменении профиля
поверхности рэлеевская волна отражается, частично проходит через препятст-
вие, а частично трансформируется в объемные волны. Рэлеевские волны рассеи-
ваются на неровностях поверхности и хорошо выявляют дефекты на самой по-
верхности, их чувствительность быстро убывает с глубиной залегания дефектов.
Дефекты на глубине, большей длины рэлеевской волны, практически не выяв-
ляются. Рэлеевские волны иногда применяют для контроля изделий на поверх-
ностные дефекты вместо магнитного или капиллярного метода контроля. Рэле-
евские волны весьма чувствительны к мелким поверхностным дефектам и брыз-
гам воды. Если нажать на поверхность перед отражателем УЗ пальцем или там-
поном, смоченным в масле, амплитуда эхосигнала рэлеевской волны уменьшит-
ся. Так определяют место, где расположен дефект.
Головная волна - это продольная подповерхностная волна, распространяю-
щаяся со скоростью, близкой к скорости объемной продольной волны (для стали
cs = 1,04 с/), и отличающаяся быстрым уменьшением амплитуды вследствие не-
прерывного переизлучения в среду в виде поперечной волны, которая называет-
ся боковой волной. В сейсмоакустике и в зарубежной литературе ее называют
ползущей волной (рис. 2.4).
Головная волна возбуждается вблизи первого критического угла. Макси-
мального амплитудного значения она достигает под поверхностью вдоль луча с
углом, значение которого зависит от волновой ширины зоны возбуждения (про-
изведения рабочей частоты f на размер области возбуждения) и лежит в области
~ 64 ... 80°. Головная волна нечувствительна к неровностям поверхности и реа-
гирует лишь на дефекты, залегающие под поверхностью.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
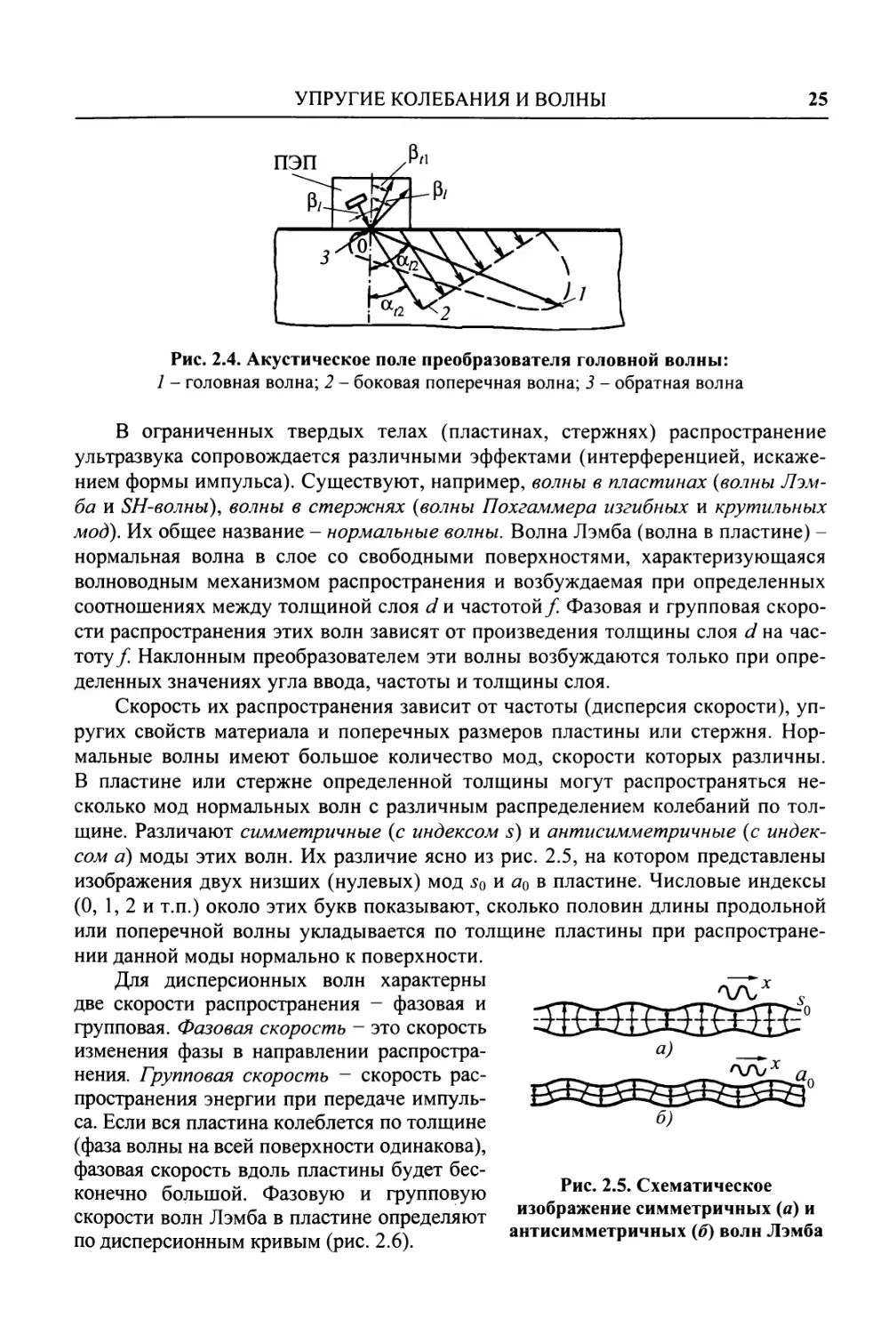
25
Рис. 2.4. Акустическое поле преобразователя головной волны:
1 - головная волна; 2 - боковая поперечная волна; 3 - обратная волна
В ограниченных твердых телах (пластинах, стержнях) распространение
ультразвука сопровождается различными эффектами (интерференцией, искаже-
нием формы импульса). Существуют, например, волны в пластинах (волны Лэм-
ба и SH-волны), волны в стержнях (волны Похгаммера изгибных и крутильных
мод). Их общее название - нормальные волны. Волна Лэмба (волна в пластине) -
нормальная волна в слое со свободными поверхностями, характеризующаяся
волноводным механизмом распространения и возбуждаемая при определенных
соотношениях между толщиной слоя d и частотой f Фазовая и групповая скоро-
сти распространения этих волн зависят от произведения толщины слоя d на час-
тоту f Наклонным преобразователем эти волны возбуждаются только при опре-
деленных значениях угла ввода, частоты и толщины слоя.
Скорость их распространения зависит от частоты (дисперсия скорости), уп-
ругих свойств материала и поперечных размеров пластины или стержня. Нор-
мальные волны имеют большое количество мод, скорости которых различны.
В пластине или стержне определенной толщины могут распространяться не-
сколько мод нормальных волн с различным распределением колебаний по тол-
щине. Различают симметричные (с индексом s) и антисимметричные (с индек-
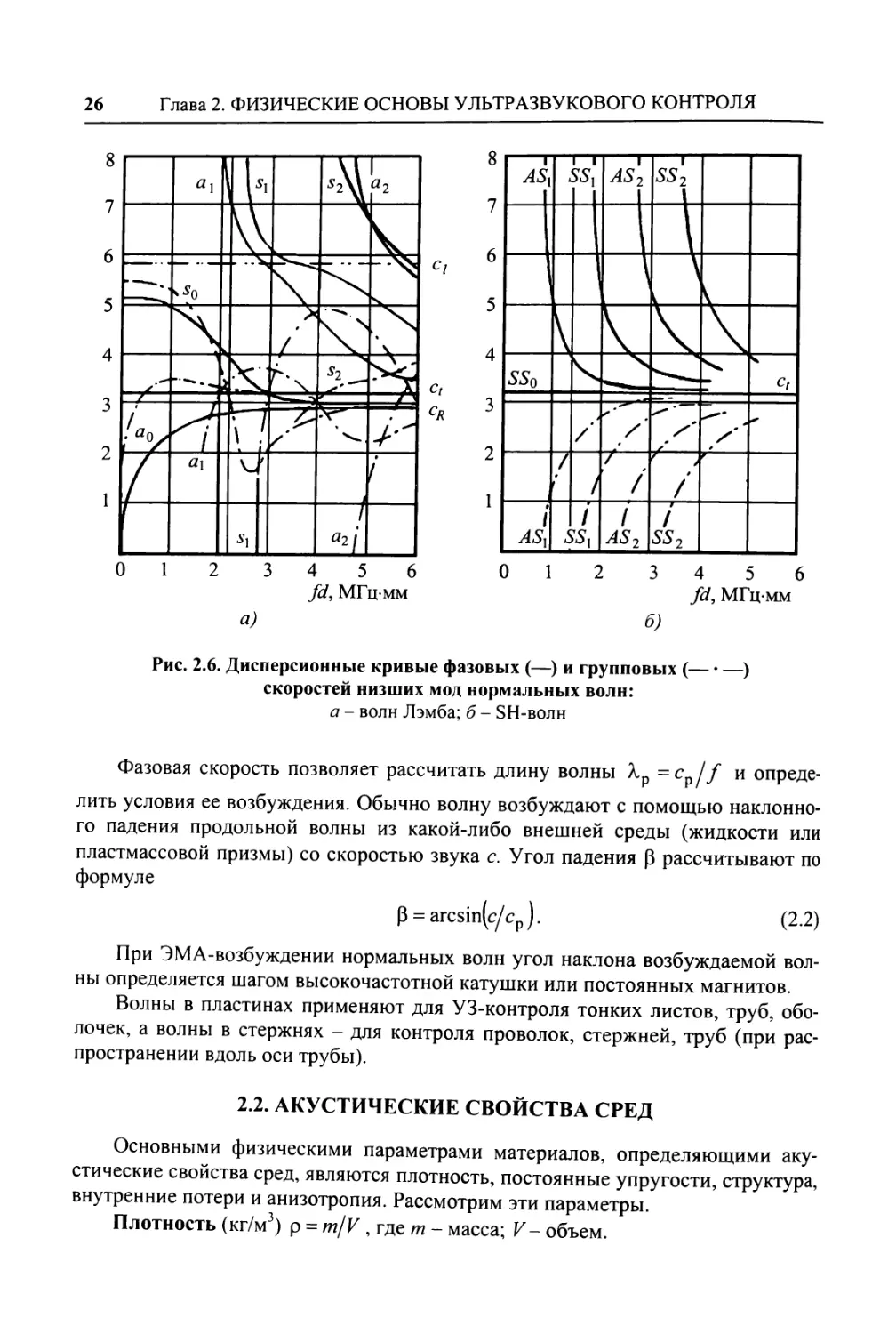
сом а) моды этих волн. Их различие ясно из рис. 2.5, на котором представлены
изображения двух низших (нулевых) мод s0 и aQ в пластине. Числовые индексы
(О, 1, 2 и т.п.) около этих букв показывают, сколько половин длины продольной
или поперечной волны укладывается по толщине пластины при распростране-
нии данной моды нормально к поверхности.
Для дисперсионных волн характерны
две скорости распространения - фазовая и
групповая. Фазовая скорость - это скорость
изменения фазы в направлении распростра-
нения. Групповая скорость - скорость рас-
пространения энергии при передаче импуль-
са. Если вся пластина колеблется по толщине
(фаза волны на всей поверхности одинакова),
фазовая скорость вдоль пластины будет бес-
конечно большой. Фазовую и групповую
скорости волн Лэмба в пластине определяют
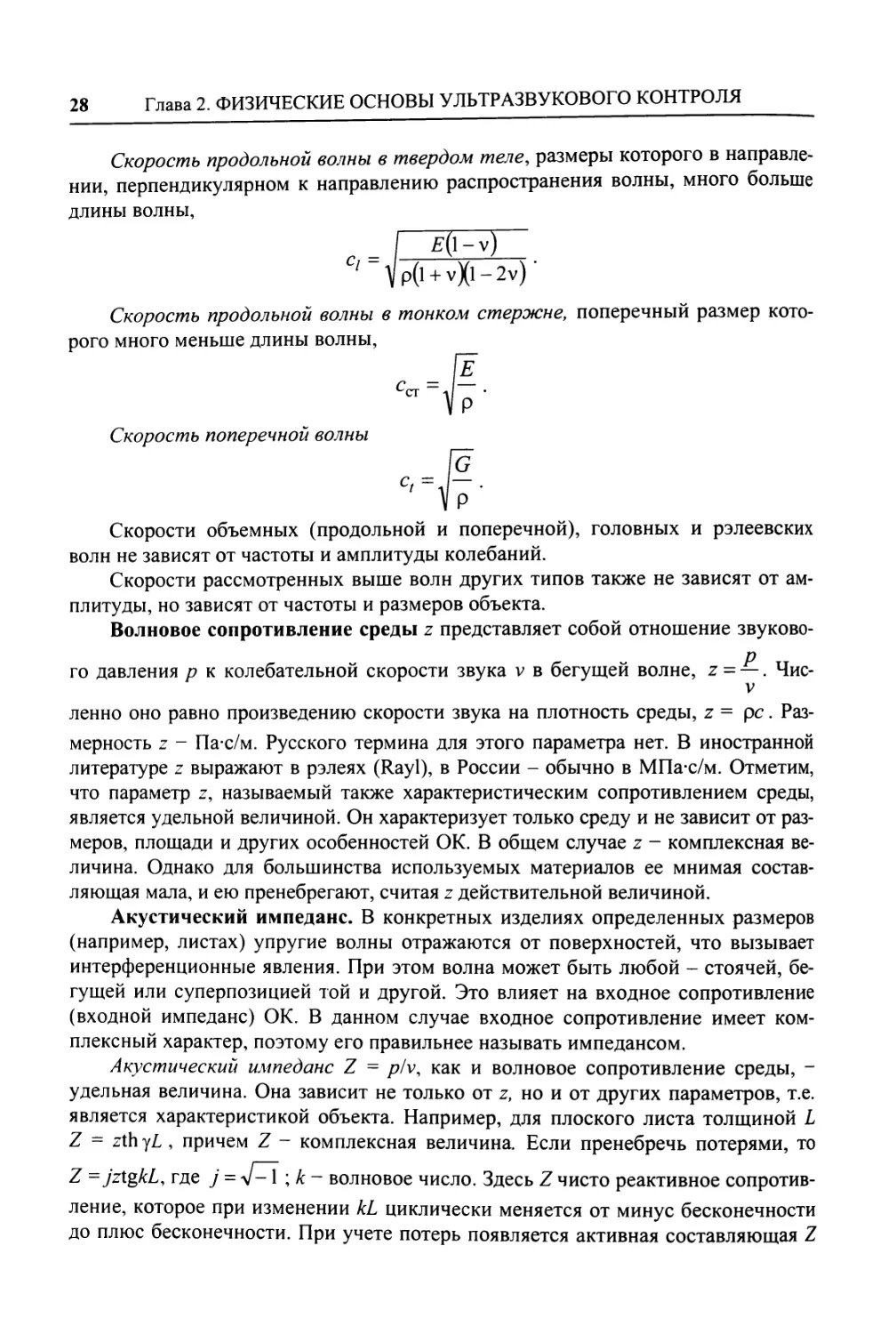
по дисперсионным кривым (рис. 2.6).
б)
Рис. 2.5. Схематическое
изображение симметричных (а) и
антисимметричных (б) волн Лэмба
26
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
а)
б)
Рис. 2.6. Дисперсионные кривые фазовых (—) и групповых (-—)
скоростей низших мод нормальных волн:
а - волн Лэмба; б - SH-волн
Фазовая скорость позволяет рассчитать длину волны k^=c^lf и опреде-
лить условия ее возбуждения. Обычно волну возбуждают с помощью наклонно-
го падения продольной волны из какой-либо внешней среды (жидкости или
пластмассовой призмы) со скоростью звука с. Угол падения Р рассчитывают по
формуле
Р = arcsin(c/cp). (2.2)
При ЭМА-возбуждении нормальных волн угол наклона возбуждаемой вол-
ны определяется шагом высокочастотной катушки или постоянных магнитов.
Волны в пластинах применяют для УЗ-контроля тонких листов, труб, обо-
лочек, а волны в стержнях — для контроля проволок, стержней, труб (при рас-
пространении вдоль оси трубы).
2.2. АКУСТИЧЕСКИЕ СВОЙСТВА СРЕД
Основными физическими параметрами материалов, определяющими аку-
стические свойства сред, являются плотность, постоянные упругости, структура,
внутренние потери и анизотропия. Рассмотрим эти параметры.
Плотность (кг/м3) р = m/V , где т - масса; V - объем.
АКУСТИЧЕСКИЕ СВОЙСТВА СРЕД
27
Упругие постоянные определяются тремя параметрами: модулем нор-
мальной упругости (модулем Юнга) Е, модулем сдвига G и коэффициентом Пу-
ассона V.
Модуль Юнга - коэффициент пропорциональности между нормальным на-
пряжением о и относительным удлинением £ : о = Е £.
Модуль сдвига - коэффициент пропорциональности между касательным на-
пряжением т и относительным сдвигом у : т = G у .
Коэффициент Пуассона v - это отношение относительной поперечной де-
формации к относительной продольной деформации. Для большинства материа-
лов 0,2 < v < 0,4; v - безразмерная величина.
Единица измерения Е и G - паскаль (Па), обычно МПа и ГПа.
Из трех постоянных упругости независимы только две. Поэтому по двум
£
известным величинам можно вычислить третью. Например, v =---1.
2(7
Модуль всестороннего сжатия К - коэффициент пропорциональности меж-
r KW
ду напряжением о и относительным изменением объема: с = —-—.
Структура материала. Различают кристаллические и аморфные материа-
лы. Аморфные материалы изотропны, т.е. их свойства не зависят от направле-
ния. Молекулы и атомы аморфных материалов располагаются хаотично. Приме-
ры аморфных материалов: стекло, янтарь, неармированные пластики. Кристал-
лические материалы состоят из связанных между собой и расположенных в оп-
ределенном порядке частиц (кристаллов), образующих периодически повто-
ряющиеся структуры. Акустические свойства кристаллических материалов
(особенно затухание акустических волн) зависят от размеров кристаллов (зерен).
Анизотропия, т.е. зависимость свойств от направления, свойственна неко-
торым материалам. Например, скорость звука в металлических листах зависит
от направления прокатки вследствие текстурной анизотропии. Особенно силь-
ная анизотропия характерна для полимерных композиционных материалов, где
она определяется схемой армирования. Наибольшая анизотропия имеет место в
случае одностороннего армирования, когда все армирующие волокна имеют од-
но направление. Материалы, не обладающие анизотропией, называются изо-
тропными.
Скорости звука. Скорость продольной волны пропорциональна, а попе-
речной равна /—, где М - модуль нормальной упругости Е для продольной
V Р
волны или модуль сдвига G для поперечной волны. Таким образом, скорости
продольной и поперечной волн определяются физическими свойствами среды.
Их скорости возрастают с увеличением упругости среды и уменьшаются с уве-
личением ее плотности.
Скорость продольной волны в жидкостях и газах с = у]К/р , где К — модуль
всестороннего сжатия.
28
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Скорость продольной волны в твердом теле, размеры которого в направле-
нии, перпендикулярном к направлению распространения волны, много больше
длины волны,
_ I £(!-»)
Mp(i + vX1-2v)'
волны
Скорость продольной
рого много меньше длины волны,
тонком стержне, поперечный размер кото-
в
с.
Р
Скорость поперечной волны
t
V Р
Скорости объемных (продольной и поперечной), головных и рэлеевских
волн не зависят от частоты и амплитуды колебаний.
Скорости рассмотренных выше волн других типов также не зависят от ам-
плитуды, но зависят от частоты и размеров объекта.
Волновое сопротивление среды z представляет собой отношение звуково-
го давления р к колебательной скорости звука v в бегущей волне, z = —. Чис-
v
лен но оно равно произведению скорости звука на плотность среды, z = рс. Раз-
мерность z - Па с/м. Русского термина для этого параметра нет. В иностранной
литературе z выражают в рэлеях (Rayl), в России - обычно в МПас/м. Отметим,
что параметр z, называемый также характеристическим сопротивлением среды,
является удельной величиной. Он характеризует только среду и не зависит от раз-
меров, площади и других особенностей ОК. В общем случае z - комплексная ве-
личина. Однако для большинства используемых материалов ее мнимая состав-
ляющая мала, и ею пренебрегают, считая z действительной величиной.
Акустический импеданс. В конкретных изделиях определенных размеров
(например, листах) упругие волны отражаются от поверхностей, что вызывает
интерференционные явления. При этом волна может быть любой - стоячей, бе-
гущей или суперпозицией той и другой. Это влияет на входное сопротивление
(входной импеданс) ОК. В данном случае входное сопротивление имеет ком-
плексный характер, поэтому его правильнее называть импедансом.
Акустический импеданс Z = p/v, как и волновое сопротивление среды, -
удельная величина. Она зависит не только от z, но и от других параметров, т.е.
является характеристикой объекта. Например, для плоского листа толщиной L
Z = zth у£ , причем Z - комплексная величина. Если пренебречь потерями, то
Z ~jzl£>kL, где j = V-T ; к - волновое число. Здесь Z чисто реактивное сопротив-
ление, которое при изменении kL циклически меняется от минус бесконечности
до плюс бесконечности. При учете потерь появляется активная составляющая Z
АКУСТИЧЕСКИЕ СВОЙСТВА СРЕД
29
и пределы изменений сокращаются. Акустический импеданс измеряется в тех
же единицах, что и волновое сопротивление среды.
Коэффициент затухания 5 характеризует ослабление волны вследствие не-
обратимых потерь при ее распространении в среде. Коэффициент затухания скла-
дывается из коэффициента поглощения и коэффициента рассеяния'. 8 = 8П + 8Р.
При поглощении акустическая энергия переходит в тепловую, при рассеянии
энергия остается акустической, но уходит из направленно распространяющейся
волны.
_ -(Зп +3D )г -5 г -8пг
Поскольку е р =е п е р , действие поглощения и рассеяния опре-
деляется двумя независимыми множителями. Для газов и большинства жидко-
стей рассеяние отсутствует, а коэффициент поглощения пропорционален квад-
рату частоты.
В твердых телах коэффициент поглощения обычно пропорционален частоте.
Коэффициент рассеяния равен нулю для аморфных тел (стекла, однородной
пластмассы). Для поликристаллических веществ, в частности металлов, рассея-
ние увеличивается с ростом упругой анизотропии, которая проявляется в изме-
нении скорости звука по разным направлениям в кристалле, среднего размера
кристаллитов D и частоты / Например, в малоуглеродистой стали при длине
волны Х>1(Ю для продольных и поперечных волн 8Z ~ 0,12/+ 20£>3/4;
8, « 0,1/ +105Z) 3/4, где D - в мм; /-в МГ ц; 8 - в Нп/м. Первый член опреде-
ляет поглощение, а второй - рассеяние. Отметим, что коэффициент затухания
всегда возрастает с повышением частоты. На затухание (точнее, рассеяние)
большое влияние оказывают средняя величина зерна металла и ее отношение к
длине УЗ-волны. Чем мельче зерно, тем меньше рассеяние и лучше контролиру-
ется металл. Измельчение структуры и уменьшение затухания происходят при
обработке давлением (ковке, прокатке).
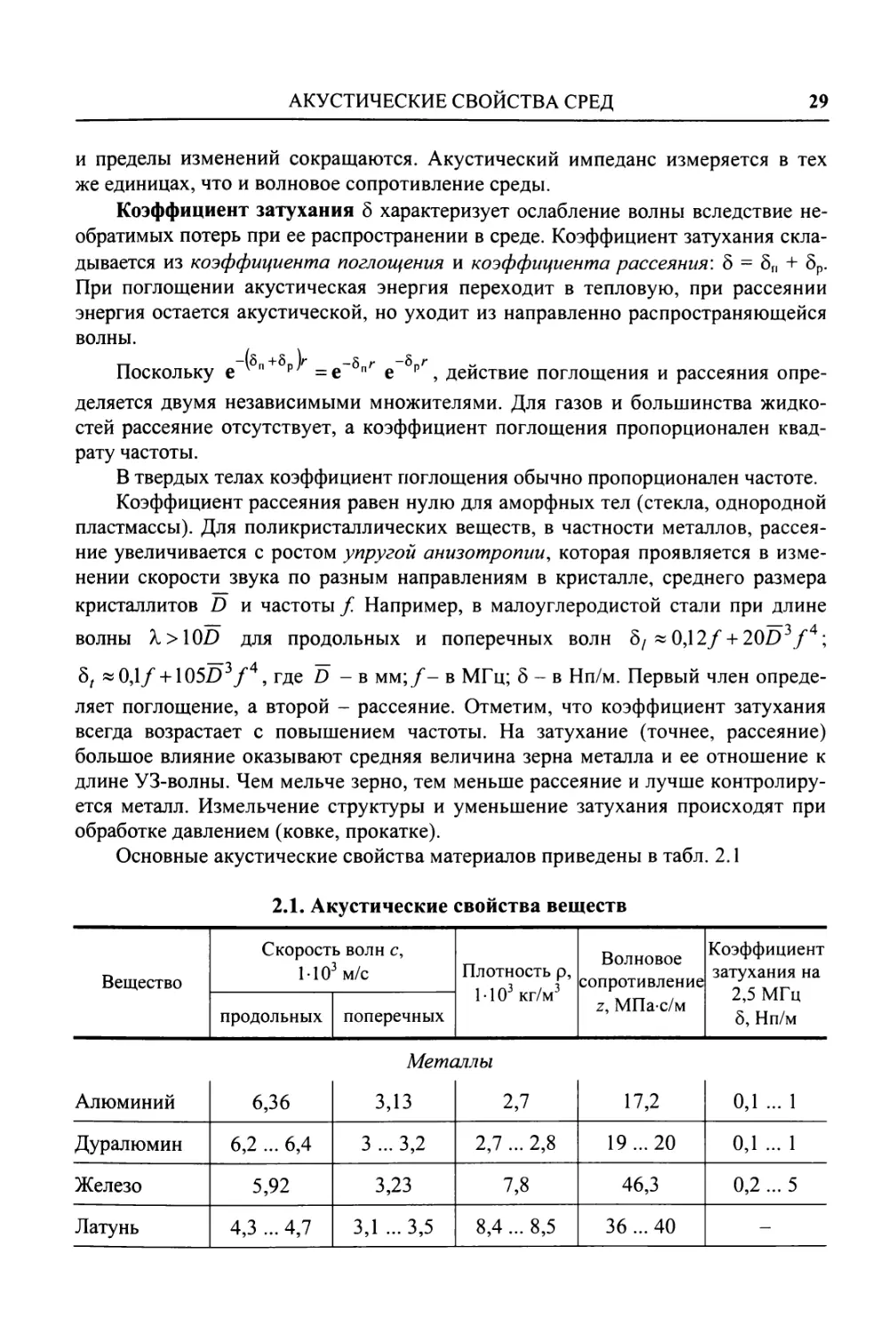
Основные акустические свойства материалов приведены в табл. 2.1
2.1. Акустические свойства веществ
Вещество Скорость волн с, 1-103 м/с Плотность р, 1 • 103 кг/м3 Волновое сопротивление z, МПа с/м Коэффициент затухания на 2,5 МГц 8, Нп/м
продольных поперечных
Металлы
Алюминий 6,36 3,13 2,7 17,2 0,1 ... 1
Дуралюмин 6,2 ... 6,4 3 ... 3,2 2,7 ... 2,8 19... 20 0,1 ... 1
Железо 5,92 3,23 7,8 46,3 0,2 ... 5
Латунь 4,3 ... 4,7 3,1 ... 3,5 8,4... 8,5 36 ...40 —
30
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
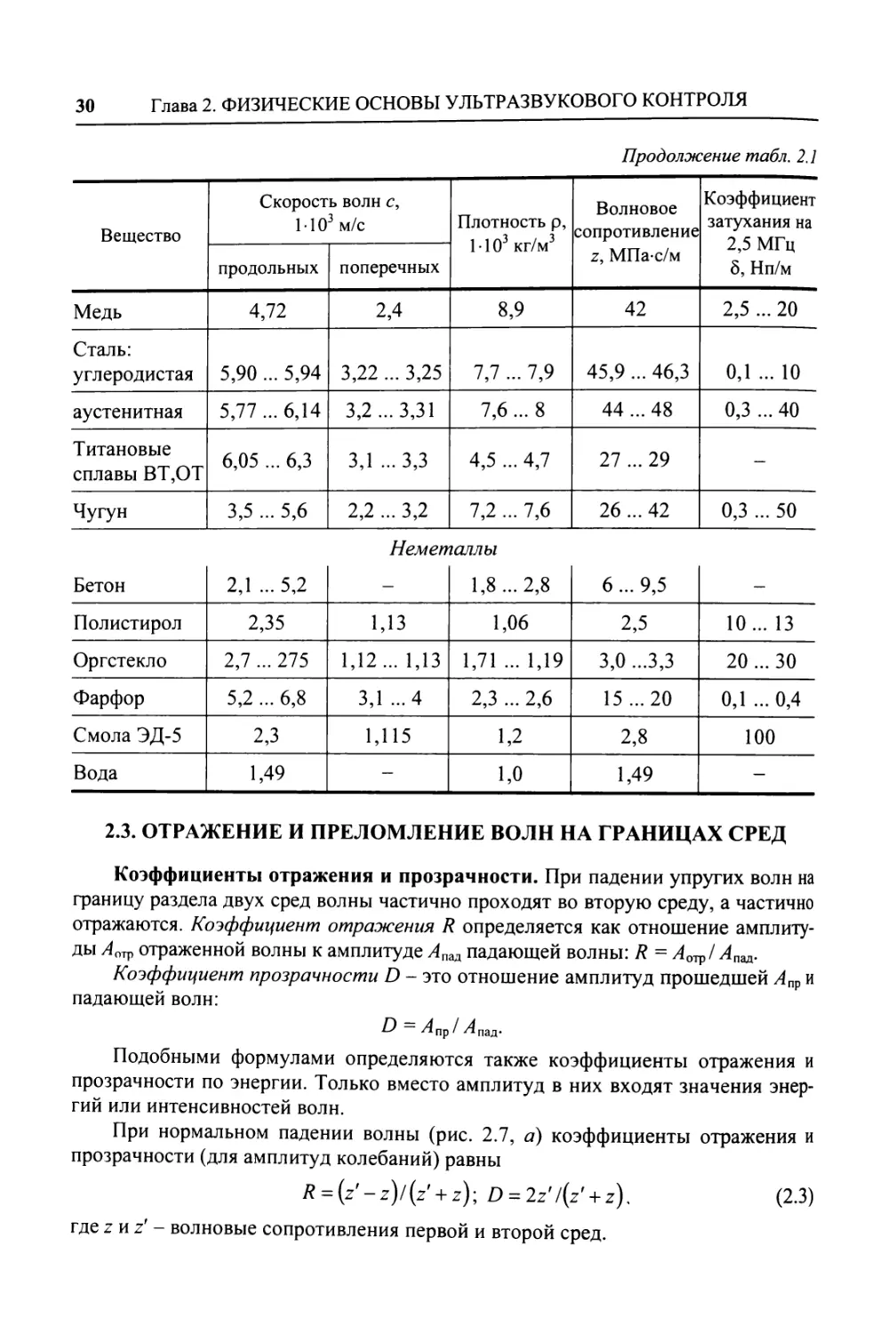
Продолжение табл. 2.1
Вещество Скорость волн с, 1103 м/с Плотность р, 1 -103 кг/м Волновое сопротивление z, МПа с/м Коэффициент затухания на 2,5 МГц 5, Нп/м
продольных поперечных
Медь 4,72 2,4 8,9 42 2,5 ... 20
Сталь: углеродистая 5,90 ... 5,94 3,22 ... 3,25 7,7 ... 7,9 45,9 ... 46,3 0,1 ... 10
аустенитная 5,77... 6,14 3,2 ...3,31 7,6 ... 8 44 ... 48 0,3 ... 40
Титановые сплавы ВТ,ОТ 6,05 ... 6,3 3,1 ... 3,3 4,5 ... 4,7 27 ... 29 —
Чугун 3,5 ... 5,6 2,2 ... 3,2 7,2 ... 7,6 26 ... 42 0,3 ... 50
Неметаллы
Бетон 2,1 ... 5,2 — 1,8... 2,8 6... 9,5 —
Полистирол 2,35 1,13 1,06 2,5 10... 13
Оргстекло 2,7 ... 275 1,12... 1,13 1,71 ... 1,19 3,0 ...3,3 20 ... 30
Фарфор 5,2 ... 6,8 3,1 ...4 2,3 ... 2,6 15 ...20 0,1 ... 0,4
Смола ЭД-5 2,3 1,115 1,2 2,8 100
Вода 1,49 — 1,0 1,49 —
2.3. ОТРАЖЕНИЕ И ПРЕЛОМЛЕНИЕ ВОЛН НА ГРАНИЦАХ СРЕД
Коэффициенты отражения и прозрачности. При падении упругих волн на
границу раздела двух сред волны частично проходят во вторую среду, а частично
отражаются. Коэффициент отражения R определяется как отношение амплиту-
ды Лотр отраженной волны к амплитуде Апад падающей волны: R = А01р/А пад.
Коэффициент прозрачности D - это отношение амплитуд прошедшей /4пр и
падающей волн:
71 пр ' 771 над-
Подобными формулами определяются также коэффициенты отражения и
прозрачности по энергии. Только вместо амплитуд в них входят значения энер-
гий или интенсивностей волн.
При нормальном падении волны (рис. 2.7, а) коэффициенты отражения и
прозрачности (для амплитуд колебаний) равны
fl = (z'-z)/(z' + z); D = 2z'/(z' + z). (2.3)
где z и z волновые сопротивления первой и второй сред.
ОТРАЖЕНИЕ И ПРЕЛОМЛЕНИЕ ВОЛН НА ГРАНИЦАХ СРЕД
31
Рис. 2.7. Отражение, преломление и трансформация волн при падении продольной
волны на границу оргстекло-сталь:
-----продольная волна;------поперечная волна;----- поверхностная волна
При УЗ-контроле при излучении передают волны из акустической задержки
(призмы преобразователя) в ОК, а затем (в ходе приема) - из ОК в задержку.
В результате волна переходит границу задержка-OK дважды: в прямом и обрат-
ном направлениях. Коэффициент прозрачности в прямом и обратном направле-
ниях
D = 4zzf /(z + z')2 .
Именно этот коэффициент прозрачности важен для УЗ-контроля, он же -
коэффициент прозрачности по энергии.
Заметим, что R2 - коэффициент отражения по энергии и в соответствии с
законом сохранения энергии R2 + D = 1.
Увеличение отношения волновых сопротивлений сред уменьшает долю
прошедшей энергии и увеличивает долю отраженной. Например, при нормаль-
ном падении продольной волны на границу сталь-воздух (или воздух-сталь)
проходит только 0,002% энергии, через границу вода-сталь -12% энергии, а че-
рез границу оргстекло-сталь проходит 25% (отражается 75%). Это объясняется
тем, что волновое сопротивление воды больше, чем воздуха, а у оргстекла еще
больше.
При нормальном падении волны из среды с большим волновым сопротив-
лением на границу со средой с меньшим волновым сопротивлением коэффици-
ент отражения согласно формуле (2.3) отрицателен. Это означает, что фаза вол-
32
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ны изменяется на обратную. Например, на границе твердое тело—воздух (ваку-
ум) R = -1. Фаза отраженной волны обратна фазе падающей волны. Это приво-
дит к изменению фазы первого полупериода отраженного импульса.
При прохождении УЗ-волны из одной протяженной твердой среды в другую
через зазор, заполненный воздухом, доля прошедшей энергии очень незначи-
тельна, так как волновое сопротивление газа в тысячи раз меньше, чем твердых
тел. Это способствует хорошему обнаружению очень тонких несплошностей
(дефектов) в твердом теле: УЗ-волны от них практически полностью отражают-
ся. Однако это же затрудняет передачу УЗ-волны от преобразователя в ОК и об-
ратно. Для улучшения прохождения волны промежуток между ними заполняют
контактной жидкостью (контактной средой). Если толщина этого слоя меньше
четверти длины волны в нем, то прохождение вполне удовлетворительное.
Направление распространения волн. Если нижняя и верхняя среды -
твердые тела, то в них при падении упругой волны на границу раздела возника-
ют сразу две волны: поперечная и продольная (рис. 2.7, б). Явление превраще-
ния одного типа волн в другой называют трансформацией волн. Если одна из
этих сред жидкость или газ, то поперечные волны в ней отсутствуют. Направле-
ние отраженных и преломленных продольных и поперечных волн определяется
законом синусов (законом Снеллиуса):
sinB siny, sin у. since, since, _
—- = —— =--------= const, (2.4)
C ct Cf c'[ c't
где c, Q, c„ c\, c\ - скорости волн падающей, отраженной продольной, отражен-
ной поперечной, преломленной продольной, преломленной поперечной соответ-
ственно.
Таким образом, для всех волн отношение синуса угла (между направлением
волны и нормалью к поверхности раздела) к скорости постоянно. Обозначения
углов показаны на рис. 2.7, б.
При УЗ-контроле чаще всего падает продольная волна, а в результате пре-
ломления и трансформации возникают продольная и поперечная волны, причем
скорости обеих волн больше, чем скорость с падающей волны (рис. 2.7, б). Воз-
никают также отраженные волны: продольная, если верхняя среда жидкая; про-
дольная и поперечная, если верхняя среда твердая.
При увеличении угла падения при некотором его значении, называемом
первым критическим углом, угол преломления достигнет 90° (рис. 2.7, в). В этом
случае преломленная продольная волна будет распространяться вблизи поверх-
ности. Такую волну называют продольной подповерхностной или головной вол-
ной. При еще больших углах падения (рис. 2.7, г) во второй среде останется
только поперечная волна. При втором критическом угле (рис. 2.7, д) поперечная
волна пойдет вдоль поверхности, т.е. обе преломленные волны испытают полное
внутреннее отражение. Критические углы рассчитывают по формуле
Р = arcsin(c/c), где с' - скорость продольной или поперечной преломленной
волны.
ДИФРАКЦИЯ УЛЬТРАЗВУКА
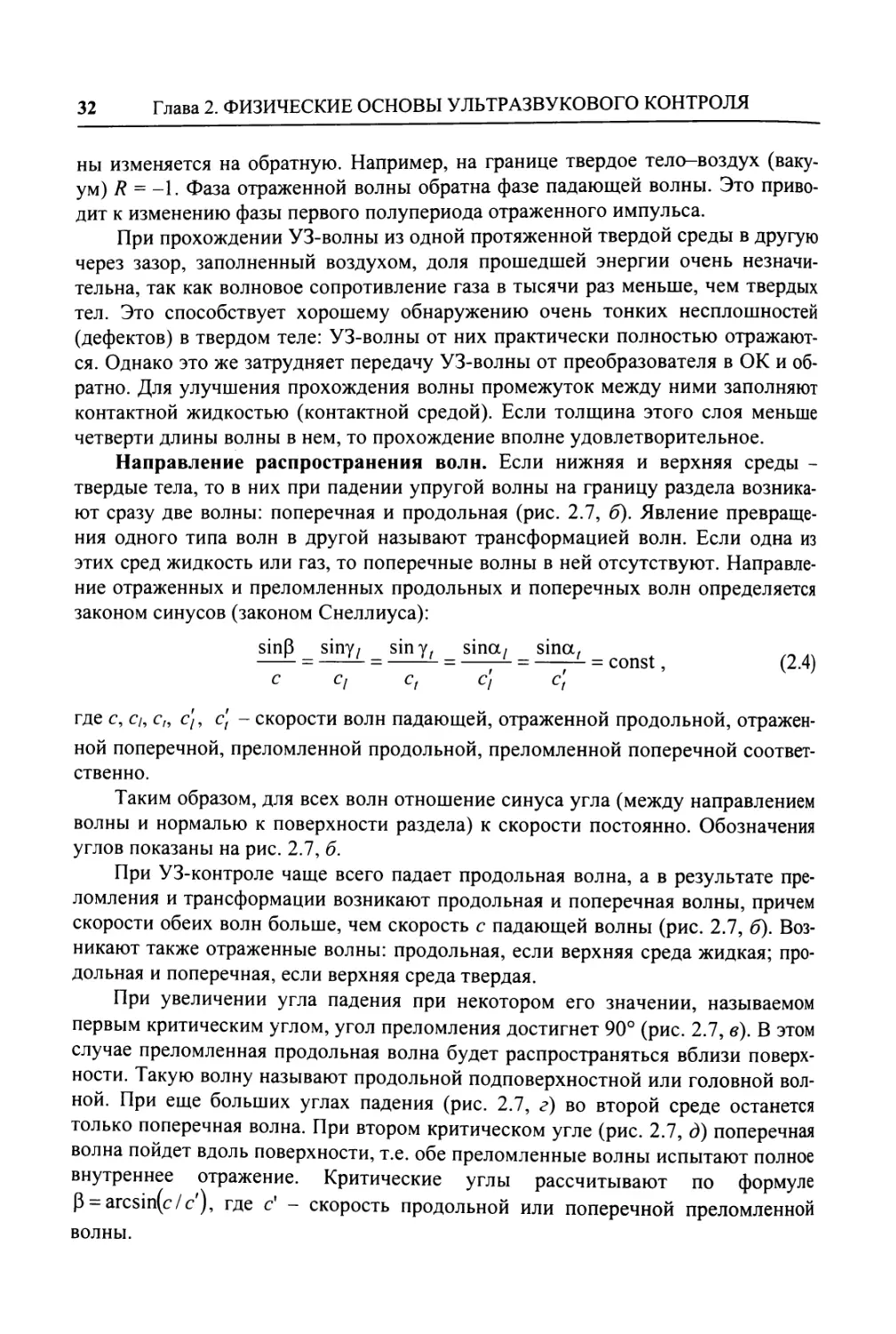
33
Рис. 2.8. Углы преломления
при падении продольной волны
на границу оргстекло - тонкий слой
жидкости - сталь
Наиболее распространенный способ возбуждения поперечных волн в ОК -
с помощью наклонного преобразователя с призмой, угол которой лежит между
первым и вторым критическими углами.
Для границы оргстекло-сталь первый критический угол падения продоль-
ной волны в оргстекле равен 27,5°. При этом угол преломления для поперечной
волны at = 32°. Второй критический угол р = Р" = 57,5°.
При угле, несколько большем второго критического (рис. 2.7, е),
р5 = arcsin(c/c5), возникает поверхностная рэлеевская волна со скоростью cs.
Для границы оргстекло-сталь угол падения, при котором возбуждается эта вол-
на, равен Р5 = 65°. Третий критический угол существует, когда из твердого тела
на границу раздела падает поперечная волна. Поскольку с( < с{, при угле
Р'" = arcsin(c, /cz) отраженная продольная волна сливается с поверхностью и от-
ражается одна поперечная волна.
Колебания частиц в поперечных волнах, возникающих в результате транс-
формации из продольной волны, происходят в той же плоскости, что и в про-
дольной волне, - в плоскости падения. Как отмечалось, такую поперечную вол-
ну называют волной с вертикальной поляризацией. Поперечную волну с гори-
зонтальной поляризацией можно возбудить ЭМА-преобразователем. Графики
изменения углов преломления в зависимости от угла падения Р для границ орг-
стекло-сталь-вода показаны на рис. 2.8.
2.4. ДИФРАКЦИЯ УЛЬТРАЗВУКА
Под дифракцией понимают явления, возникающие при встрече УЗ-волн с
препятствиями. Волна, встречая при распространении в пространстве препятст-
вие, изменяется по амплитуде и фазе и, проникая в область тени, отклоняется от
прямолинейного пути. В этом случае поведение волновых полей не подчиняется
законам геометрической (лучевой) оптики. Звуковые волны, возникающие в ре-
зультате дифракции исходной волны на препятствиях, называют дифракцион-
ными или рассеянными волнами.
34
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 2.9. Дифракция УЗ-волн
на плоском дефекте
При УЗ-контроле наблюдаются два вида
дифракционных явлений. Падение лучей ис-
ходной волны на острые края плоских пре-
пятствий (дефектов типа трещин) порождает
дифракционное поле первого типа (рис. 2.9).
Возбуждаемая преобразователем 1 волна 3,
падающая на трещину 2, отражается от нее
(луч 4) и формирует краевые волны 5 от ост-
рых краев трещины, головные волны 6, пе-
реизлучаемые ими боковые волны 7 и по-
верхностные волны 8, распространяющиеся
вдоль обоих берегов трещины.
Дифракционное поле второго типа
формируется при падении лучей исходной
волны на поверхности гладких тел (рис. 2.10). В этом случае возникают дифрак-
ционные волны обегания и соскальзывания, особенно эффективно они наблю-
даются при падении поперечной волны со смещениями в плоскости рисунка.
Волны обегания (соскальзывания) могут быть трех типов: L, Т, S. Лучи падаю-
щей Т-волны, касающиеся поверхности цилиндра, возбуждают скользящую по-
верхностную волну поперечного типа Ts. Лучи, падающие на поверхность под
третьим критическим углом, порождают скользящую волну продольного типа
Ls. Скользящая волна рэлеевского типа S возбуждается глубинными лучами,
проходящими вблизи поверхности в направлении касательной к ней. Оценка
энергии каждой волны показывает, что при малых углах разворота 0 наибольшую
энергию имеет волна рэлеевского типа. С увеличением 0 возрастает амплитуда
скользящей поперечной волны. Это объясняется тем, что поперечная волна воз-
буждается более эффективно, но затухает сильнее. Поэтому она определяет ди-
фрагированный сигнал лишь при больших углах разворота 0, когда проходимый
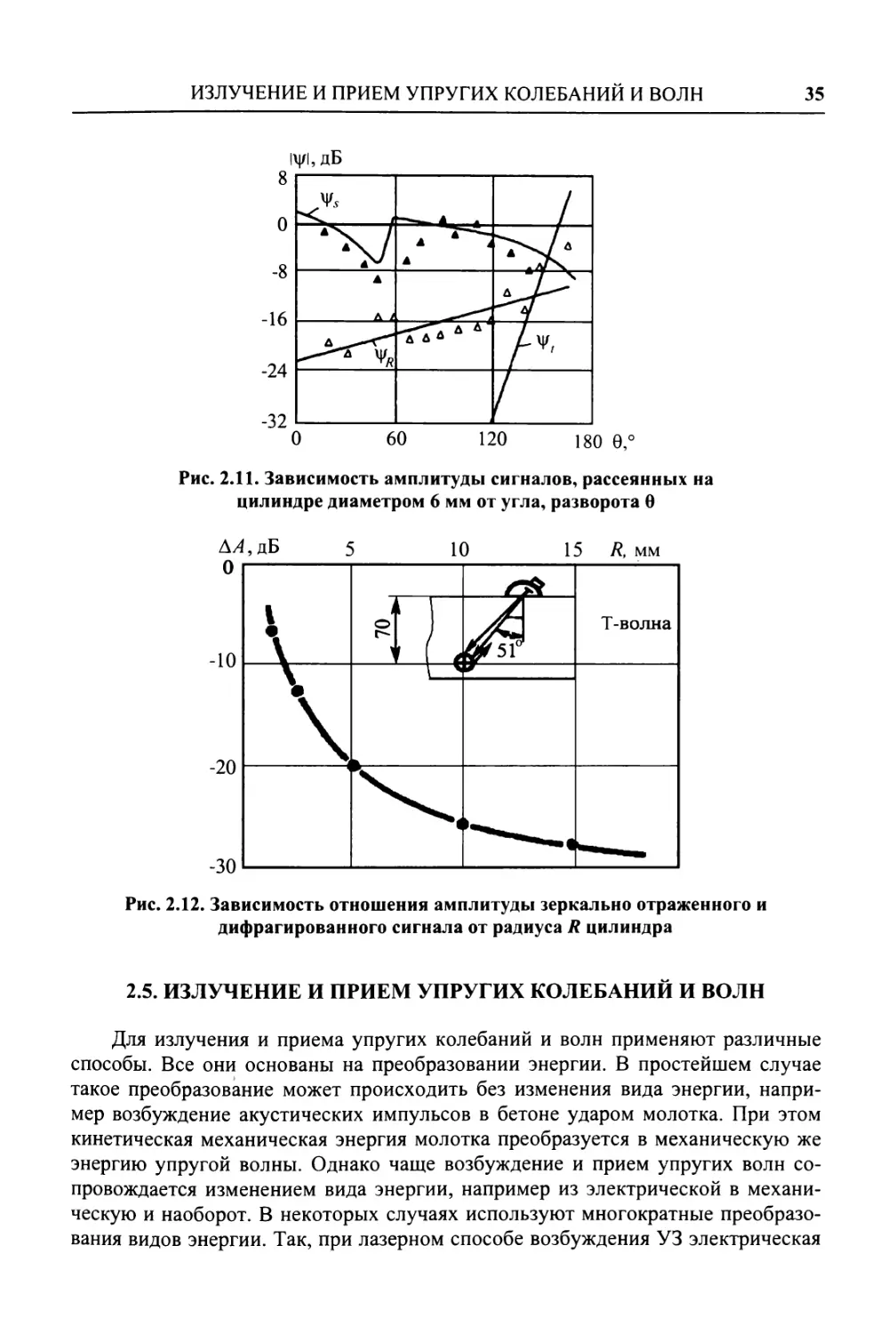
ими путь уменьшается (рис. 2.11). Это условие в наибольшей степени соблюдает-
ся при совмещенной схеме контроля, когда угол 0 максимален. Здесь \|/5 - ампли-
туда зеркально отраженного сигнала; \|//?, \yt - амплитуды сигналов, переизлучен-
ных скользящими волнами рэлеевского и поперечного типов соответственно.
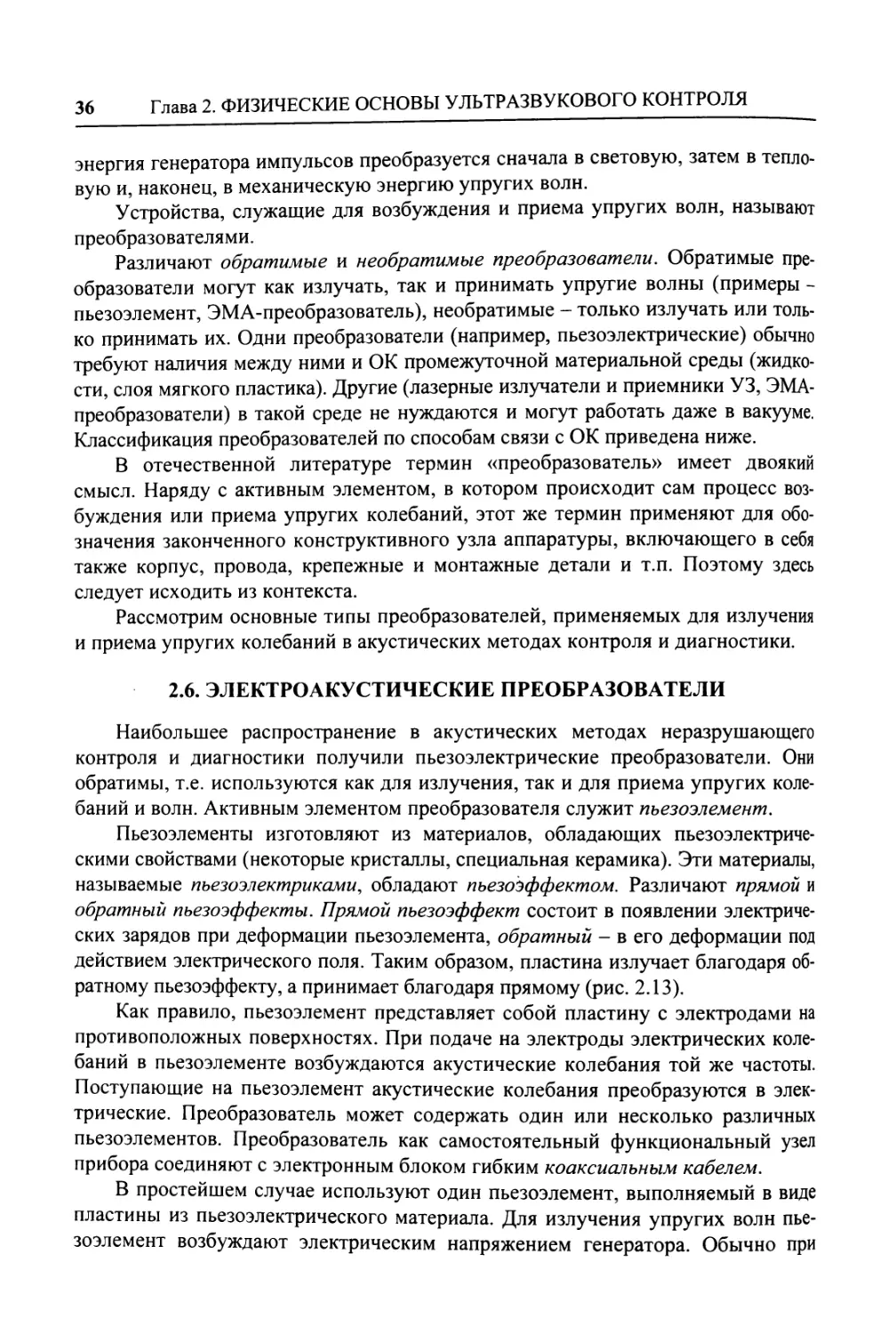
Экспериментально установлено, что с уменьшением размера R объемного
отражателя возрастает амплитуда дифрагированного сигнала (рис. 2.12).
Явление дифракции положено в основу ряда методов УЗ-контроля - ди-
фракционно-временного, дельта-метода и др., рассмотренных в гл. 3.
Рис. 2.10. Дифракция поперечной волны на объемном дефекте
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
35
Рис. 2.11. Зависимость амплитуды сигналов, рассеянных на
цилиндре диаметром 6 мм от угла, разворота О
Рис. 2.12. Зависимость отношения амплитуды зеркально отраженного и
дифрагированного сигнала от радиуса R цилиндра
2.5. ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
Для излучения и приема упругих колебаний и волн применяют различные
способы. Все они основаны на преобразовании энергии. В простейшем случае
такое преобразование может происходить без изменения вида энергии, напри-
мер возбуждение акустических импульсов в бетоне ударом молотка. При этом
кинетическая механическая энергия молотка преобразуется в механическую же
энергию упругой волны. Однако чаще возбуждение и прием упругих волн со-
провождается изменением вида энергии, например из электрической в механи-
ческую и наоборот. В некоторых случаях используют многократные преобразо-
вания видов энергии. Так, при лазерном способе возбуждения УЗ электрическая
36
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
энергия генератора импульсов преобразуется сначала в световую, затем в тепло-
вую и, наконец, в механическую энергию упругих волн.
Устройства, служащие для возбуждения и приема упругих волн, называют
преобразователями.
Различают обратимые и необратимые преобразователи. Обратимые пре-
образователи могут как излучать, так и принимать упругие волны (примеры -
пьезоэлемент, ЭМА-преобразователь), необратимые - только излучать или толь-
ко принимать их. Одни преобразователи (например, пьезоэлектрические) обычно
требуют наличия между ними и ОК промежуточной материальной среды (жидко-
сти, слоя мягкого пластика). Другие (лазерные излучатели и приемники УЗ, ЭМА-
преобразователи) в такой среде не нуждаются и могут работать даже в вакууме.
Классификация преобразователей по способам связи с ОК приведена ниже.
В отечественной литературе термин «преобразователь» имеет двоякий
смысл. Наряду с активным элементом, в котором происходит сам процесс воз-
буждения или приема упругих колебаний, этот же термин применяют для обо-
значения законченного конструктивного узла аппаратуры, включающего в себя
также корпус, провода, крепежные и монтажные детали и т.п. Поэтому здесь
следует исходить из контекста.
Рассмотрим основные типы преобразователей, применяемых для излучения
и приема упругих колебаний в акустических методах контроля и диагностики.
2.6. ЭЛЕКТРОАКУСТИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
Наибольшее распространение в акустических методах неразрушающего
контроля и диагностики получили пьезоэлектрические преобразователи. Они
обратимы, т.е. используются как для излучения, так и для приема упругих коле-
баний и волн. Активным элементом преобразователя служит пьезоэлемент.
Пьезоэлементы изготовляют из материалов, обладающих пьезоэлектриче-
скими свойствами (некоторые кристаллы, специальная керамика). Эти материалы,
называемые пьезоэлектриками, обладают пьезоэффектом. Различают прямой и
обратный пьезоэффекты. Прямой пьезоэффект состоит в появлении электриче-
ских зарядов при деформации пьезоэлемента, обратный - в его деформации под
действием электрического поля. Таким образом, пластина излучает благодаря об-
ратному пьезоэффекту, а принимает благодаря прямому (рис. 2.13).
Как правило, пьезоэлемент представляет собой пластину с электродами на
противоположных поверхностях. При подаче на электроды электрических коле-
баний в пьезоэлементе возбуждаются акустические колебания той же частоты.
Поступающие на пьезоэлемент акустические колебания преобразуются в элек-
трические. Преобразователь может содержать один или несколько различных
пьезоэлементов. Преобразователь как самостоятельный функциональный узел
прибора соединяют с электронным блоком гибким коаксиальным кабелем.
В простейшем случае используют один пьезоэлемент, выполняемый в виде
пластины из пьезоэлектрического материала. Для излучения упругих волн пье-
зоэлемент возбуждают электрическим напряжением генератора. Обычно при
ЭЛЕКТРОАКУСТИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
37
Рис. 2.13. Деформации пьезопластины
под действием обратного пьезоэффекта:
а - колебания по толщине;
б - сдвиговые колебания
УЗ-контроле применяют пьезопреобразователи с пьезоэлементом в форме диска
(пьезопластины). На электроды подают напряжение от генератора электрических
колебаний (возбуждение) или снимают сигналы, подаваемые на усилитель (при-
ем). Под действием электрических колебаний генератора благодаря обратному
пьезоэффекту пластина расширяется и сжимается по толщине (рис. 2.13, а). При-
ем происходит в результате преобразования механических колебаний в электри-
ческие (прямой пьезоэффект). Смещения граней пластины очень малы и не пре-
восходят 0,0001 мм. Обычно пьезопреобразователь с такой пластиной прижи-
мают к поверхности изделия через слой контактной жидкости. В результате
в ОК возбуждаются продольные волны, направленные под прямым углом к по-
верхности, поэтому такой преобразователь называют прямым.
Чтобы возбудить поперечные волны, можно использовать пьезоэлементы, со-
вершающие сдвиговые колебания, например кварц Y-среза (рис. 2.13, б). Но такие
колебания трудно передать в ОК, так как в обычной контактной жидкости попе-
речные колебания не распространяются. Поэтому такой преобразователь при-
клеивают к поверхности ОК или используют очень вязкую контактную жидкость.
В УЗ-дефектоскопии применяют более удобный способ возбуждения попе-
речных волн. Продольную волну возбуждают в промежуточной среде - призме
(обычно из оргстекла или другой пластмассы) и направляют на поверхность ОК
наклонно. Угол падения выбирают между первым и вторым критическими зна-
чениями. В результате в ОК распространяется наклонная к поверхности верти-
кально поляризованная поперечная волна. Такой преобразователь называют
наклонным.
Электрические сигналы, появляющиеся на пьезоэлементе при приеме упру-
гих колебаний, подают на вход усилителя прибора.
Пьезоматериалы. В УЗ-контроле используют преобразователи из различ-
ных пьезоматериалов. Основной из них в России - пьезокерамика из цирконата-
титаната свинца ЦТС (марка ЦТС-19) и др. Кроме того, применяют кристаллы
кварца Х-среза, сульфат лития, ниобат лития, метаниобат свинца и др. Для вы-
сокочастотных (более 10 МГц) преобразователей эффективен полимерный мате-
риал поливинилденфторид (ПВДФ), из которого легко изготавливать тонкие
пьезопреобразователи различной формы. Свойства наиболее часто используе-
мых или перспективных пьезоматериалов приведены в табл. 2.2.
38
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
2.2. Свойства пьезоматериалов
Свойства Пьезоматериал
Кварц, Х-срез ЦТС-19 Мета- ниобат свинца ПВДФ* Ниобат лития КПМ-2
Скорость продольной волны с, 1 103 м/с 5,76 3... 3,6 3,3 1,5 ...2,5 7,32 —
Плотность р, 1 - 103 кг/м3 2,65 7,4 6,2 1,3...1,8 4,64 —
Волновое сопротивление z}, 1 106 Па с/м 15,3 22 ...27 20,5 2...4,5 34 —
Диэлектрическая проницае- Т мость 8 4,5 1400... 2050 300 И ... 13 30 140
Пьезоэлектрическая постоянная е, Кл/\Г 0,175 13 ... 19 5,1 0,1 ...0,13 1,9 —
Коэффициент электромеха- нической связи р 0,095 0,4 ... 0,5 0,38 0,1 ...0,14 0,22 0,53
Допустимая температура Г, °C 550 200 300 150 1160 85
Механическая добротность QM — 50 15 < 15 > 1000 8
*Поливинилденфторид.
Если ненагруженную пьезопластину возбудить коротким электрическим
импульсом, то после его окончания колебания будут продолжаться на ее собст-
венной частоте f. Длительность этих собственных колебаний зависит от степе-
ни их затухания в материале. Низшая (основная) собственная частота f\ этих ко-
лебаний по толщине соответствует полуволновой толщине А], равной половине
длины волны в ее материале:
h} = ^/2 = C//2J\. (2.5)
Кроме основной собственной частоты/] пьезопластина обладает более вы-
сокими собственными частотами, которые могут возбудиться на нечетных выс-
ших гармониках. Они определяются формулой fn = (2п - 1)/].
Четные гармоники не возбуждаются вследствие эффекта динамического тор-
можения. Наиболее эффективно пьезоэлементы работают на основной частоте.
Из (2.5) видно, что чем выше собственная частота, тем тоньше должна быть
пластина. Например, в пластине из ЦТС-19 скорость С] = 3,3 мм/мкс, поэтому
для работы на частоте 2,5 МГц пластина должна иметь толщину hi= 3,32/2,5 =
= 0,66 мм, а на частоте 10 МГц - толщину 0,165 мм. Под влиянием контакти-
рующих с пластиной элементов эта частота немного изменяется. Частоту волн,
ЭЛЕКТРОАКУСТИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
39
возбуждаемых преобразователем, называют его рабочей частотой. Пьезомате-
риалы обладают анизотропией свойств, поэтому скорость продольных волн в
разных направлениях может быть различной.
2.6.1. Основные свойства пьезоэлементов
Плотность р и волновое сопротивление zx - используют в расчетах по
согласованию пьезопластины со средой, куда излучается УЗ. Например, акусти-
ческую добротность (она определяет длительность колебаний после возбужде-
ния) нагруженной пластины вычисляют по приближенной формуле
ба =7“^^. (2-6)
2 z0 + z2
где zo и Z2 - волновое сопротивление сред, контактирующих с пластиной без
промежуточных слоев. Добротность пропорциональна отношению полного за-
паса энергии в колеблющейся системе к потерям энергии за период колебаний.
Диэлектрическая проницаемость гТ (точнее, относительная диэлектри-
ческая проницаемость) нужна для расчета емкости свободной (акустически не
нагруженной) пьезопластины как плоского конденсатора:
C = z^zTs/h,
(2.7)
где £0 =8,85-10 12 Ф/м - диэлектрическая проницаемость вакуума; S - пло-
щадь пьезопластины; h - ее толщина.
Однако при расчетах пьезоэлемента как электромеханического преобразо-
вателя используют другое значение 8 5 = 8Гд/1 -р2 , соответствующее зажатой
пластине с неподвижными гранями.
Коэффициент электромеханической связи Р - наиболее общая энергети-
ческая характеристика пьезоэлектрика. Полная энергия W деформированного
пьезоэлектрика определяется суммой W = We + WM, где We - энергия электриче-
ского поля; WM - энергия, запасенная в механической форме. Коэффициент Р
показывает, какая часть общей энергии пьезоэлектрика преобразуется в механи-
ческую WM или электрическую We форму:
^ = ^WU/W=^WE/W.
Значение р зависит от материала и моды колебаний пьезопреобразователя.
Пьезоэлектрическая постоянная е связывает электрическое напряжение ге-
нератора с механическим напряжением в пьезоматериале.
Величина р2 характеризует роль пьезоматериала при определении чувстви-
тельности совмещенного преобразователя, т.е. работающего и как излучатель, и
как приемник.
40
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Допустимая температура — это температура, при которой пьезоэлектрик
может надежно работать.
Добротность Q характеризует потери энергии в свободно колеблющейся
пластине. Она определяется как Q = (fi - верхняя,/1 - нижняя гра-
ницы полосы пропускания колебательной системы на уровне 0,707 от макси-
мальной амплитуды колебаний, соответствующей резонансной частоте Для
получения коротких УЗ-импульсов преимущество имеют материалы с низкой
добротностью.
Перспективно применение композиционных пьезоэлементов, называемых
также мозаичными. Такой пьезоэлемент (рис. 2.14) представляет собой разре-
занную на части пластину из пьезокерамики. Промежутки между элементами
заливают компаундом (эпоксидной смолой). В зависимости от процентного со-
держания пьезокерамики и компаунда изменяются скорость звука, волновое со-
противление материала и диэлектрическая проницаемость преобразователя.
Уменьшение волнового сопротивления повышает прозрачность границы
пластины. Это позволяет лучше согласовать ее с материалом призмы в наклон-
ных преобразователях или материалом изделия в прямых преобразователях,
предназначенных для контроля изделий из пластиков. Уменьшение емкости пье-
зопластины улучшает условия приема импульсов усилителями напряжения.
В результате композиционный элемент часто обеспечивает более высокую чув-
ствительность преобразователя по сравнению с пьезоэлементом из цельного ма-
териала.
Различают высокочастотные и низкочастотные ПЭП. Высокочастотные
ПЭП работают на частотах выше 0,1 МГц. Они предназначены для возбуждения
и приема объемных и других УЗ-волн с длиной волны, значительно меньшей
поперечных размеров пьезопластины. Низкочастотные ПЭП предназначены для
работы на частотах менее 0,1 МГц. Их используют в низкочастотных методах
НК (импедансном, собственных колебаний и др.), а также для контроля бетона и
других объектов из материалов с большим затуханием ультразвука.
Рис. 2.14. Композиционный пьезоэлемент
ЭЛЕКТРОАКУСТИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
41
2.6.2. Акустическое поле пьезопластины
Активными элементами всех разновидностей ПЭП служат пьезоэлементы,
используемые как для излучения, так и для приема упругих волн. В простейшем
случае пьезоэлемент высокочастотного ПЭП - это пьезопластина круглой или
прямоугольной формы. Рассмотрим круглую пьезопластину как излучатель и
приемник упругих волн, имея в виду, что подобными свойствами обладает и
простейший прямой ПЭП с таким пьезоэлементом.
Область пространства, в которое пьезопластина излучает и из которого
принимает волны, называют акустическим полем. Поле излучения пьезопласти-
ны характеризует зависимость амплитуды излучения от положения исследуемой
точки В в пространстве; поле приема - зависимость амплитуды принятого сиг-
нала от положения в пространстве точечного источника В излучения; поле излу-
чения-приема - зависимость амплитуды принятого сигнала от положения в про-
странстве точечного отражателя В, рассеивающего одинаково по всем направле-
ниям и облучаемого тем же преобразователем. Обычно оно пропорционально
квадрату поля излучения, поэтому далее часто говорится только о поле излуче-
ния с учетом его идентичности с полем приема.
Ближняя и дальняя зоны. Рассмотрим круглый пьезоэлемент, излучаю-
щий непосредственно в ОК или в однородную изотропную среду, например в
жидкость. Поле в среде имеет существенно разный характер на близком и дале-
ком расстояниях от излучателя (рис. 2.15). В непосредственной близости от него
УЗ распространяется в виде параллельного пучка лучей {прожекторная зона),
но дальше картина резко меняется. Энергия по-прежнему остается в пределах
нерасходящегося пучка, но появляются максимумы и минимумы амплитуды
(см. рис. 2.15). Вся эта область называется ближней зоной, ближним полем или
зоной Френеля.
Рис. 2.15. Поле излучения на оси круглой пьезопластины (л) и
схематическое изображение поля (£):
----------------непрерывное;----- импульсное
42
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
В дальней зоне (дальнем поле, зоне Фраунгофера) формируется расходя-
щийся пучок лучей. Излучается как бы сферическая волна, но распространяю-
щаяся не равномерно во все стороны от источника, а в пределах конуса - основ-
ного лепестка. Максимум амплитуды соответствует оси пьезоэлемента (акусти-
ческая ось, или центральный луч). С увеличением угла между направлением ка-
кого-либо луча и этой осью амплитуда уменьшается, появляются боковые лепе-
стки. Зависимость амплитуды излучения от направления луча называется диа-
граммой направленности. При некотором угле (угле раскрытия) амплитуда из-
лучения равна нулю для непрерывного излучения, а для импульсного наблюда-
ется минимум. Угол раскрытия определяет основной лепесток. За его пределами
обычно появляются боковые лепестки, которые являются источниками помех.
В дальней зоне амплитуда плавно уменьшается с увеличением расстояния
от пьезоэлемента. В ближней зоне амплитуда волны сложным образом зависит
от положения в пространстве. Граница между ближней и дальней зонами при-
ближенно определяется формулой
N = 5/(тЛ)« а2 Д, (2.8)
где N - расстояние вдоль оси х, совпадающей с акустической осью пьезоэле-
мента (преобразователя)’, S - площадь пьезоэлемента; X - длина волны; а - ра-
диус пьезоэлемента.
Формула (2.8) справедлива для гармонических колебаний и синфазного ко-
лебания всех точек поверхности пьезоэлемента. На практике эти условия обыч-
но не выполняются, поэтому формула имеет приближенный характер.
Оценивать дефекты, находящиеся в ближней зоне, по амплитудам отражен-
ных сигналов трудно: можно ошибиться в определении местоположения и числа
дефектов. Например, на расстоянии х = N/2 от преобразователя (в середине
ближней зоны поле имеет минимум на оси ПЭП, а в стороне — максимум) при
поиске и оценке дефектов по максимумам эхосигналов дефектоскопист, найдя в
действительности один дефект, решит, что найдено два расположенных по сто-
ронам от истинного положения дефекта.
Поэтому в России выпускают преобразователи с небольшой длиной ближ-
ней зоны. Например, прямой преобразователь на частоту 2,5 МГц диаметром
2а = 12 мм имеет ближнюю зону около 15 мм.
На рисунке 2.16 показаны диаграммы направленности круглого дискового
излучателя в полярных координатах в относительных единицах и в децибелах.
В относительных единицах боковые лепестки едва заметны, в децибелах лучше
видна структура, но лепестки кажутся преувеличенными. В главном лепестке
сосредоточена основная энергия акустического поля. Угол раскрытия этого ле-
пестка находят по формуле arcsin0o =nk/a, где п -численный коэффициент.
Для круглого пьезоэлемента п = 0,61.
ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ СПОСОБ ВОЗБУЖДЕНИЯ ВОЛН 43
а)
Рис. 2.16. Диаграмма направленности поля излучения круглой пьезопластины:
а - в отношении диаметра к длине волны 2а/Х = 5 в относительных единицах;
б - в децибелах (дБ)
2.7. ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ СПОСОБ
ВОЗБУЖДЕНИЯ И ПРИЕМА УПРУГИХ ВОЛН
В основе ЭМА-способа лежит воздействие на поверхность электропрово-
дящего объекта переменного тока и постоянного магнитного поля. Индуктор
ЭМАП имеет вид плоской катушки (рис. 2.17). Через индуктор протекает им-
пульс высокочастотного тока, который через воздушный зазор создает в поверх-
ностном слое металла вихревой ток. В результате совместного действия вихре-
вого тока и постоянного магнитного поля возникают силы Лоренца, возбуж-
дающие в металле УЗ-колебания соответствующего типа. Объемная плотность
Рис. 2.17. Принцип ЭМА-возбуждения сдвиговых
горизонтально поляризованных волн с радиальной (а) и
линейной (0) поляризацией
44
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
сил Лоренца F = J х В, где В = Щ1ОН - индукция магнитного поля в исследуе-
мом металле; ц- относительная магнитная проницаемость металла; ц0 - маг-
нитная постоянная, или магнитная проницаемость вакуума; Н - напряженность
магнитного поля; J - вихревой ток.
В зависимости от конструктивных параметров индуктора и ориентации
магнитного поля возбуждаются сдвиговые SH-волны радиальной или линейной
поляризации, определяемой прежде всего формой индуктора.
SH-волны с радиальной поляризацией возбуждают ЭМАП с индуктором в
виде спиральной катушки (рис. 2.17, а). В результате взаимодействия наведен-
ного вихревого тока J и магнитного поля В в поверхностном слое материала
возникают силы Лоренца, направленные перпендикулярно к линиям вихревого
тока. При этом возникает SH-волна с радиальной поляризацией, направленная по
нормали к поверхности слоя. ЭМАП такого типа эффективен при возбуждении
УЗ-колебаний как в ферромагнитных, так и в неферромагнитных материалах.
SH-волны с линейной поляризацией возбуждают ЭМАП с индуктором уд-
линенной формы и магнитной системой двух магнитов, создающих магнитные
потоки В противоположного направления через области поверхности металла с
наведенными вихревыми токами J тоже противоположного направления
(рис. 2.17, б). Силы Лоренца при этом синфазны в обеих областях поверхности.
Они ориентированы нормально к линиям вихревого тока и параллельно поверх-
ности слоя. Под действием сил Лоренца в поверхностном слое возникает SH-
волна, распространяющаяся по нормали к поверхности слоя. Смещения частиц в
волне параллельны поверхности слоя и перпендикулярны виткам индуктора в
линейных его частях. При таких условиях SH-волна возбуждается синфазно во
всей области действия сил Лоренца.
Прием эхосигналов происходит благодаря тому, что при достижении SH-
волной поверхности объекта в зоне расположения ЭМАП колебательное движе-
ние частиц в магнитном поле приведет к возникновению вихревых токов. Элек-
тромагнитное поле этих токов, пересекая катушку индуктора ЭМАП, наводит в
ней переменную ЭДС.
В зависимости от формы индуктора и магнитного поля возможно возбуж-
дение в изделиях ультразвуковых волн различных типов: нормальных - SH-волн
и волн Лэмба, поверхностных волн (рэлеевских), сдвиговых SV- и
SH-поляризации и головных волн. С использованием современной электронной
аппаратуры, достижений в производстве сильных постоянных магнитов на ос-
нове редкоземельных металлов и совершенствования конструкции и технологии
изготовления ЭМАП обеспечивается эффективное возбуждение и прием
УЗ-волн как в ферромагнитных, так и в неферромагнитных металлах. Основные
факторы, влияющие на эффективность (коэффициент преобразования К) ЭМАП:
величина зазора между индуктором и ОК, удельная электропроводность о и
магнитная проницаемость ц его материала. В связи с влиянием зазора между
индуктором и ОК частотный диапазон ЭМАП для возбуждения SH-волн объем-
АКУСТИЧЕСКИЙ ТРАКТ
45
ного типа составляет от 1 до 5 МГц, а все другие упомянутые типы УЗ-волн эф-
фективно возбуждаются на частотах ~ 0,25 ... 1,0 МГц. С ростом зазора зна-
чение К резко уменьшается. Рабочие значения зазора - 0,3 ... 1,5 мм, предель-
ные - 1,5 ... 3 мм. Увеличение сир повышает значение К. Так, ЭМ АП хоро-
шо работает на алюминиевых сплавах (большое о, но ц = 1) и ферромагнитных
сталях (низкое о, но большое ц), хуже на аустенитных сталях (низкое о и
ц = 1). Преимущества ЭМАП перед ПЭП - исключение контактных сред, сни-
жение требований к чистоте поверхности ОК, возможность контроля при повы-
шенных температурах. Недостатки - невозможность контроля изделий из ди-
электриков, низкий коэффициент преобразования, более сложная и дорогая ап-
паратура.
ЭМАП уже успешно применяются в отечественной и зарубежной промыш-
ленности.
2.8. ОПТИЧЕСКИЕ (ЛАЗЕРНЫЕ) ПРЕОБРАЗОВАТЕЛИ
При излучении упругие волны возбуждают коротким (доли микросекунды)
импульсом мощного лазера с энергией до 20 ... 30 МВт/см2. Этот импульс на-
гревает небольшой участок поверхности ОК, вызывая его тепловое расширение
(термоупругий эффект), возбуждающее упругие волны различных типов. При
больших энергиях импульса материал ОК плавится и испаряется, формируя ин-
тенсивную струю ионизированного пара. Это усиливает амплитуду возбуждае-
мых упругих волн, но вызывает повреждение поверхности ОК. Принимают уп-
ругие колебания оптическими интерферометрами. Лазерный способ УЗ-контро-
ля используют за рубежом в автоматизированных установках для контроля
крупных изделий. Достоинство этого способа - бесконтактность. Недостатки -
сложная и дорогая аппаратура, повреждения поверхности ОК.
2.9. АКУСТИЧЕСКИЙ ТРАКТ
Акустическим трактом называют путь ультразвука от излучателя до дефекта
и затем к приемнику. Формулы акустического тракта определяют ослабление
УЗ-сигнала на этом пути. При контроле эхометодом с увеличением расстояния до
дефекта и уменьшением его размеров амплитуда эхосигнала уменьшается. С уве-
личением расстояния это уменьшение происходит особенно быстро для неболь-
ших отражателей и медленнее для протяженных, например донного сигнала.
Амплитуда сквозного сигнала при контроле методом прохождения (тене-
вым), так же как донный сигнал, медленно уменьшается с увеличением расстоя-
ния между излучателем и приемником. Чем больше затеняющий дефект, тем
сильнее ослабление амплитуд.
Отражатель плоской формы, например диск (который при экспериментах
заменяют отверстием с плоским дном), дает больший сигнал, чем сфера того же
диаметра, если он ориентирован так, что УЗ-лучи отражаются к приемнику зер-
кально, т.е. при контроле совмещенным преобразователем падают на отражатель
46
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
перпендикулярно. В этом случае амплитуда растет пропорционально увеличе-
нию площади диска, конечно, до определенного предела. Но если такой отража-
тель наклонен, то зеркально отклоненные лучи не попадают на совмещенный
преобразователь. В результате амплитуда эхосигнала резко уменьшается. Это
особенно заметно для большого диска.
На амплитуду отражения влияет также заполнение дефекта. Хорошо отра-
жает ультразвук дефект, заполненный газом, гораздо хуже — заполненный окис-
лом, плотным шлаком или другим твердым веществом. Плохо отражают ультра-
звук очень тонкие (раскрытием в сотую долю микрометра) воздушные проме-
жутки, которые получаются при очень сильном сжатии металла. Тонкие окис-
ные плены практически не дают заметного отражения сигнала.
Формулы для расчета амплитуд эхосигналов от типовых отражателей, рас-
положенных в дальней зоне, для прямого преобразователя приведены в табл. 2.3.
Это формулы для максимальных эхосигналов, для случая, когда отражатель
находится на оси преобразователя и ориентирован перпендикулярно направле-
нию УЗ-пучка. Более полная сводка формул для расчета амплитуд эхосигналов
от различных отражателей в ближней и дальней зонах приведена в [4].
Поясним физический смысл этих формул. Площадь преобразователя входит
в числитель всех формул потому, что лучи от преобразователя расходятся в виде
диаграммы направленности и угол их расхождения тем меньше, чем больше
площадь преобразователя. Доскообразный отражатель подобен излучающему
преобразователю. Лучи от него также расходятся в виде диаграммы направлен-
ности, поэтому площадь диска входит в числитель первой формулы.
Сравнение формул показывает, что ослабление донного сигнала с расстоя-
нием происходит медленнее (пропорционально 1/г), чем эхосигнала от дискам
сферы (пропорционально г2), ослабление сигнала от цилиндра - в промежутке
2.3. Формулы для расчета амплитуд эхосигналов
Отражатель Формула
Диск или отверстие с плоским дном A Ss —25г Ао г2к2
Сфера или отверстие со сферическим дном A' Sd -2Ьг = э е Ао 4г\
Боковая поверхность цилиндрического отверстия A S 1 d -28г = л Iе Ад V 8г
Донный сигнал А_ ^-2Sr Aq 2rX
и А амплитуды излученного и принятого преобразователем сигналов;
5 - площадь пьезоэлемента преобразователя; г — расстояние от преобразователя до
отражателя; X - длина волны.
АКУСТИЧЕСКИЙ ТРАКТ
47
между ними (по закону г3/2). Такие закономерности объясняются следующим.
Лучи от излучателя расходятся, поэтому амплитуда убывает как 1/г. Диск или
сфера - как бы вторичные излучатели. Попавший на них сигнал переизлучается
в обратном направлении, поэтому амплитуда опять убывает как 1/г. В итоге ос-
лабление пропорционально 1/г2 .
Донная поверхность играет роль зеркала. Отраженные от нее лучи можно
рассматривать как излученные мнимым излучателем. Расстояние от него до
приемника - 2г. Именно по закону 1/2г убывает донный сигнал. Цилиндр в
плоскости, перпендикулярной оси, - маленький отражатель, лучи которого рас-
ходятся как от сферы. В плоскости вдоль оси отражение происходит как от зер-
кала. Отсюда закономерность г3/2.
д
Ослабление сигнала —, определяемое приведенными формулами, называ-
ют дифракционным ослаблением. Дополнительное ослабление этого отношения
вносит затухание ультразвука. Оно учтено множителем е~2Ъг, где 6 - коэффи-
циент затухания. В показателе степени появилась цифра 2, поскольку УЗ-им-
пульс проходит туда и обратно. Приведенные формулы справедливы, только
когда диаметры диска, сферы или цилиндра больше половины длины волны.
Если они меньше, то амплитуда отражений с уменьшением диаметра убывает,
как правило, быстрее в результате дифракционного огибания дефекта волнами.
Поэтому дефекты меньше длины волны плохо выявляются. Для отражения от
плоскодонного отверстия или отверстия со сферическим дном формулы остают-
ся справедливыми, даже если их диаметры много меньше длины волны, так как
боковые стенки препятствуют огибанию.
Формула для отражения от диска (плоскодонного отверстия) справедлива,
если его диаметр значительно меньше диаметра преобразователя. Расчет отра-
жения от диска любого диаметра (большего X ) выполняют по диаграмме ам-
плитуда-расстояние-диаметр (АРД-диаграмме), представленной на рис. 2.18.
д
На оси ординат отложена амплитуда сигнала — в децибелах (дБ). На оси абс-
л
цисс - расстояние преобразователь-дефект. За единицу принята протяженность
ближней зоны ПЭП. Параметр семейства кривых - отношение диаметров диска
и преобразователя.
Показанная АРД-диаграмма построена в безразмерных единицах. Для пре-
образователя с определенными размерами диаметра и ближней зоны строят раз-
мерную АРД-диаграмму, по которой удобнее выполнять расчеты для конкретно-
го преобразователя. Для наклонного преобразователя пригодны те же формулы
и диаграмма, но размер пьезоэлемента в основной плоскости считают умень-
шенным в cosa / cosp раз, где р - угол призмы; a - угол ввода.
При контроле наклонным преобразователем важное значение имеет угловой
эффект. Он заключается в получении большой амплитуды эхосигнала от дефек-
та вблизи поверхности изделия благодаря двукратному отражению ультразвука
48
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 2.18. АРД-диаграмма с линейным масштабом по оси абсцисс:
г - расстояние от преобразователя до дефекта (за единицу принята длина ближайшей
зоны); А/Ао - амплитуда сигнала, отрицательные децибелы
от этой поверхности и дефекта. На рисунке 2.19 показаны два таких отражателя:
двугранный угол (а) и зарубка (б). При использовании поперечных волн ампли-
туда от первого из них равна амплитуде донного сигнала, умноженной на коэф-
фициент G (кривая оо на рис. 2.20), а от второго — амплитуде эхосигнала от дис-
ка, площадь которого равна площади отражающей грани зарубки s', умноженной
на коэффициент G, т.е. s = Gs'. При этом глубина зарубки должна быть больше
1,2 длины поперечной волны.
Кривые изменения этих коэффициентов (см. рис. 2.20) зависят от угла паде-
ния <р. Для ОК с плоскопараллельными поверхностями ср = а, т.е. углу ввода
преобразователя. Кривые построены экспериментально и учитывают эффекты
АКУСТИЧЕСКИЙ ТРАКТ
49
Рис. 2.19. Угловой эффект:
а - двугранный угол; б - зарубка; в - сегментный отражатель
Рис. 2.20. Коэффициент G для расчета
сигналов от угловых отражателей в функции
от угла падения ф на донную поверхность
ОК и глубины отражателя h - оо
соответствует значению G для двугранного
угла и вертикального отверстия
трансформации волн и незеркального отражения. Трансформация поперечной
волны в продольную на вертикальной поверхности отражателя возникает, когда
угол падения на нее 90° - ср больше, чем третий критический угол <р' (для стали
<р'= 33°). Это вызывает резкое уменьшение G при углах ф ~ 60 ... 67°. Незер-
кальное отражение увеличивает эхосигнал от неглубоких зарубок при углах
ср = 35 ... 50°, несколько больших третьего критического значения 33°. В этой
области и кривая G зависит от глубины зарубки (указана на кривых в миллимет-
рах). Обычно зарубки как искусственные отражатели применяют при углах
ср > 50°, где зависимость 6( ср) однозначна.
Сегментный отражатель (см. рис. 2.19, в) имеет отражающую грань, пер-
пендикулярную направлению акустической оси. Эхосигнал от него такой же, как
от диска равной площади. Экспериментально это подтверждено только для по-
перечных волн и углов а = 45 ... 55°.
При перемещении преобразователя над дефектом (рис. 2.21, 6) амплитуда
эхосигнала изменяется. Расстояние от преобразователя до отражателя и время
пробега импульса t также будут изменяться. Соответственно перемещается эхо-
сигнал на линии развертки. Линия, соединяющая вершины эхосигналов на экра-
не дефектоскопа при перемещении преобразователя, называется временной оги-
бающей. Изменение амплитуды эхосигнала в функции от перемещения преобра-
зователя по поверхности изделия х называется огибающей по перемещению, или
пространственной огибающей. На рис. 2.21, а и б огибающие по времени t по-
казаны сплошными линиями, а по перемещению х - пунктирными. Пространст-
венная огибающая позволяет судить о протяженности дефекта. Сравнение вре-
50
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 2.21. Огибающие при перемещении ПЭП над различными дефектами
мен ной и пространственной огибающих дает важные сведения о дефекте, осо-
бенно при контроле наклонным преобразователем (рис. 2.21, в). Если дефект
развит по высоте (такие дефекты часто бывают трещинами, и они наиболее
опасны), то при движении преобразователя расстояние от него до дефекта будет
сильно изменяться и временная огибающая расширится. Если дефект горизон-
тальный (расслоение), то расстояние от преобразователя до него будет оставать-
ся практически постоянным и временная огибающая будет узкой. Пространст-
венные огибающие для обоих дефектов будут практически одинаковыми. Чтобы
учесть ширину временной огибающей, возникающей вследствие раскрытия диа-
граммы направленности преобразователя, временную огибающую от дефекта
сравнивают с временной огибающей от бокового цилиндрического отверстия,
расположенного на той же глубине (рис. 2.21, г).
Аналогичным образом используют наблюдение за изменением амплитуды
сквозного или донного сигналов при контроле теневым или зеркально-теневым
методами. Временные огибающие в этих случаях отсутствуют, а по пространст-
венным огибающим судят о протяженности дефекта.
ШУМЫ И ПОМЕХИ ПРИ КОНТРОЛЕ МЕТОДАМИ ОТРАЖЕНИЯ
51
2.10. ШУМЫ И ПОМЕХИ ПРИ КОНТРОЛЕ
МЕТОДАМИ ОТРАЖЕНИЯ И ПРОХОЖДЕНИЯ
Помехами называют возмущения, накладывающиеся на принимаемый сиг-
нал и мешающие его приему.
Шумом называют помехи, случайные по времени прихода.
Помехи и шумы для эхометода могут быть: внешними шумами электриче-
скими и акустическими; тепловыми шумами электрических элементов; помеха-
ми преобразователя; ложными сигналами от выточек, выемок на поверхности
изделия.
Внешние шумы электрические - от выключателей, сварочных аппаратов и
т.п., акустические шумы - удары по контролируемому изделию. Они видны на
экране дефектоскопа как случайно появляющиеся импульсы только при боль-
шом их количестве, но всегда оказывают мешающее действие на сигнализатор
дефектов при автоматическом контроле. Когда эти шумы появляются редко, их
не замечают.
Тепловые шумы электрических элементов (резисторов, транзисторов, пье-
зоэлементов и т.п.) на входе приемника дефектоскопа видны на экране дефекто-
скопа при большом усилении как увеличение толщины или размытие линии раз-
вертки.
Помехи преобразователя - отражения в протекторе, демпфере, призме. Они
видны как импульсы, следующие после начального сигнала. При контроле
PC-преобразователем это может быть сигнал от поверхностной волны между
излучателем и приемником. При контакте преобразователя с каким-либо объек-
том (изделием, пальцем дефектоскописта) помехи ПЭП изменяют свою ампли-
туду, но сохраняют положение на линии развертки.
Ложные сигналы от выточек, выемок на поверхности изделия, например от
неровностей сварного шва, перемещаются по линии развертки (как и сигналы от
дефектов) при движении преобразователя. При нажатии пальцем, смоченным
маслом, на участок поверхности, от которого отражается или по которому про-
ходит волна (пальпировании), эти сигналы уменьшают свою амплитуду, так как
часть энергии ультразвука переходит в палец. Если колебания в волне происхо-
дят вдоль поверхности, к которой прикасаются пальцем, то ложный сигнал при
пальпировании не изменяет своей амплитуды. Например, головная волна нечув-
ствительна к такому прикосновению.
Структурные помехи связаны с рассеянием УЗ на структурных неоднород-
ностях, зернах материала. Если помехи образуются в результате сложения отра-
жений от большого количества мелких зерен, то на экране они изображаются в
виде большого количества импульсов, беспорядочно изменяющихся по амплитуде
и положению на линии развертки при движении преобразователя по поверхности
изделия. Материалы, состоящие из крупных сильно отражающих ультразвук зе-
рен (например, литая коррозионно-стойкая сталь), дают сигналы, похожие на сиг-
налы от дефектов. Такие материалы контролировать эхометодом не удается.
Ложные сигналы от предыдущей посылки зондирующего импульса. В мате-
риале с малым затуханием многократные эхосигналы не успевают в достаточной
мере ослабиться к следующему циклу. Ввиду нестабильности частоты следова-
52
Глава 2. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ния импульсов эти сигналы хаотически перемещаются во времени, мешая при-
ему эхосигналов текущего цикла. Такие помехи устраняют, уменьшая частоту
следования импульсов.
При контроле методом прохождения (теневым) также существуют помехи,
перечисленные выше, однако главными будут помехи, влияющие на изменение
амплитуды сквозного сигнала (для амплитудного метода) или на время его при-
хода (для временного метода). Изменение амплитуды происходит в результате
нестабильности акустического контакта, поэтому этот метод применяют чаще
всего в иммерсионном варианте. На изменение амплитуды влияет также непа-
раллельность поверхностей изделия, поэтому амплитудным теневым методом
контролируют изделия простой формы. Изменение времени прихода сквозного
сигнала происходит в результате нестабильности скорости ультразвука.
Контроль зеркально-теневым методом затрудняют помехи, присущие как
эхо-, так и теневому амплитудному методам. Очень мешает контролю изменение
отражающих свойств донной поверхности, например ее коррозия.
Оценим уровень перечисленных помех и дадим рекомендации по их распо-
знаванию и подавлению в дополнение к указанным ранее.
Уровень внешних шумов обычно значительно выше, чем полезных сигна-
лов. Акустические шумы возникают довольно редко. Для уменьшения электри-
ческих шумов аппаратуру защищают электропроводящим корпусом, который
заземляют. Автоматический сигнализатор дефектов настраивают так, чтобы он
отмечал только регулярно повторяющиеся сигналы, приходящие на один и тот
же участок линии развертки. Вероятность того, что внешние шумы при этом бу-
дут зафиксированы, тем меньше, чем больше число импульсов, от которых сра-
батывает сигнализатор дефектов. Однако увеличение числа импульсов умень-
шает производительность автоматического контроля.
Тепловые шумы обычно имеют малую величину - порядка 1(Г5 В. Они ог-
раничивают минимальный электрический сигнал, регистрируемый дефектоско-
пом. Для их уменьшения в современных дефектоскопах применяют корреляци-
онные методы обработки сигналов.
Помехи преобразователя вблизи начального импульса очень велики, но с
увеличением расстояния от него быстро уменьшаются. Полезный сигнал на фо-
не этих помех отличается тем, что он перемещается по линии развертки во вре-
мя движения преобразователя. Эти помехи уменьшают, совершенствуя конст-
рукцию преобразователя. Они минимальны для РС-преобразователей.
Ложные сигналы могут быть соизмеримы с полезными, их уменьшают, из-
меняя схему контроля. Например, сигнал от неровностей поверхности сварного
шва обычно снижается при увеличении угла ввода. Ложные сигналы отличают
от полезных, точно определяя координаты отражателя. Если от ложных сигна-
лов не удается избавиться таким образом, то выделяют участок линии развертки,
где они появляются, и фиксируют полезные сигналы, только если они больше
ложных на этом участке.
Структурные помехи в некоторых металлах (вольфрам, алюминий) отсутст-
вуют или очень малы, так как мала упругая анизотропия: скорость звука одинако-
ва (вольфрам) или почти одинакова (алюминий) по всем направлениям в кристал-
ле металла и отражения от границ зерен не происходит. Структурные помехи
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
53
также малы в мелкозернистых металлах, когда размеры зерен значительно меньше
длины волны ультразвука. Измельчение структуры происходит при обработке
давлением (ковке, прокатке), а для углеродистой стали - при термообработке типа
закалки. В анизотропных крупнокристаллических металлах, например меди, ау-
стенитной (нержавеющей) стали, структурные помехи могут превышать донный
сигнал. Считают, что УЗ-контроль возможен, если полезный сигнал по крайней
мере вдвое выше уровня структурных помех. Для снижения уровня структурных
помех применяют продольные волны вместо поперечных, РС-преобразователи,
преобразователи большого диаметра (в дальней зоне) и фокусирующие (в ближ-
ней зоне), сокращают длительность импульса, вместо эхометода используют те-
невой (особенно временной теневой) метод и понижают рабочие частоты.
При контроле теневым и зеркально-теневым методами помехой является
всякое изменение амплитуд сквозного или донного сигналов, не связанное с на-
личием дефектов. В частности, принимают меры для стабилизации акустическо-
го контакта преобразователя с поверхностью ввода изделия. Например, приме-
няют иммерсионный способ контакта, бесконтактные преобразователи. Изделия
с непараллельными поверхностями, угол между которыми изменяется (напри-
мер, поверхности с грубыми неровностями после ковки), контролируют преоб-
разователями с большим углом расхождения. Тогда велика вероятность, что
найдется луч из расходящегося пучка, для которого условия прохождения через
поверхности изделия и отражения от его дна будут благоприятными, а это будет
способствовать стабилизации амплитуд сквозного или донного сигналов. Для
зеркально-теневого метода непреодолимая помеха связана с неровностью (на-
пример, коррозией) донной поверхности.
Вопросы для самопроверки
1. Перечислите акустические свойства тел (1) .
2. Как принято выражать отношение амплитуд сигналов в УЗ-дефекто-
скопии (1)?
3. Амплитуда сигнала изменилась в 100 раз. Чему это соответствует в де-
цибелах (1)?
4. Что такое диаграмма направленности преобразователя? Как она зависит
от размеров (диаметра) преобразователя, частоты и параметров среды (2, 3)?
5. Поле преобразователя в ближней и дальней зонах (1,2).
6. Из каких составляющих складывается коэффициент затухания (2)?
7. Золото и вольфрам имеют одинаковые волновые сопротивления, но раз-
ные плотности. Можно ли определить наличие плоской протяженной границы
между ними УЗ-методом? Если да, то как (3)?
8. Какие составляющие затухания определяют распространение УЗ в
аморфных и кристаллических материалах (2, 3)?
9. Принцип работы, преимущества и недостатки электромагнитно-акусти-
ческих преобразователей (2, 3).
10. Как зависят скорости продольной, поперечной и поверхностной волн от
частоты (2, 3)?
11. Для чего и как используется безразмерная АРД-диаграмма (1, 2, 3)?
* В скобках указан уровень НК
Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Методы ультразвукового контроля, являющиеся составной частью акустиче-
ских методов исследования материалов, основаны на применении упругих колеба-
ний и волн, достижений науки в области физики твердого тела, физической аку-
стики, электро- и радиотехники, информационных технологий, технологии метал-
лургического производства, машиностроения и других отраслей. Важнейшие этапы
развития науки и техники, предшествовавшие появлению ультразвуковой дефекто-
скопии, связаны с исследованиями и открытиями таких ученых, как Жак и Пьер
Кюри, обнаруживших в 1880 г. пьезоэффект; Дж. А. Стреттон (лорд Рэлей), разра-
ботавшего в 1880 - 1910 гг. теорию распространения звука в твердых телах; П.
Ланжевен и Шиловски, предложивших в 1915 г. и реализовавших гидролокацию.
В 2008 г. исполнилось 80 лет со дня подачи сотрудником ЛЭТИ (впоследст-
вии профессор, член-корреспондент АН СССР) С.Я. Соколовым заявки на метод
УЗ-дефектоскопии с приоритетом от 2 февраля 1928 г., признанный изобретени-
ем (пат. № 11371).
Первые УЗ-дефектоскопы были разработаны на кафедре электроакустики,
созданной С.Я. Соколовым в ЛЭТИ (ныне Санкт-Петербургский государствен-
ный электротехнический университет). Значительный вклад в разработку физи-
ческих основ и создание приборов на этапе становления УЗ-методов контроля
наряду с учениками С.Я. Соколова: Л.Г. Меркуловым, А.В. Харитоновым,
С.К. Павросом, К.Е. Аббакумовым, В.М. Веревкиным, А.С. Голубевым и други-
ми - внесли специалисты отраслевых институтов - ВИАМ, ЦНИИТМАШ, НИИ
мостов ЛИИЖТа, ВНИИНК, НИИИН и др. Нельзя не отметить важную роль в
создании и развитии основ теории и практики УЗ-контроля ведущих ученых,
таких как А.К. Гурвич, И.Н. Ермолов, Н.П. Алешин, В.Т. Бобров, Л.М. Брехов-
ских, Г.А. Буденков, И.А. Викторов, Ю.В. Ланге, Д.С. Шрайбер, А.Х. Вопилкин,
В.Г. Бадалян, В.М. Бобренко, В.К. Качанов, В.А. Комаров, А.А. Самокрутов,
В.Г. Шевалдыкин, В.Г. Щербинский и многие другие.
Серьезный вклад в исследования методов, разработку и промышленное
производство средств УЗ-неразрушающего контроля внесли созданные в Киши-
неве завод «Электроточприбор» (1959 г.), СКБ ультразвуковой дефектоскопии
(1961 г.), Всесоюзный научно-исследовательский институт по разработке нераз-
рушающих методов и средств контроля качества материалов (ВНИИНК, 1963 г.) и
организованный в 1964 г. в Москве Научно-исследовательский институт интро-
скопии (НИИИН).
Нельзя не отметить вклад зарубежных специалистов, способствовавших
развитию и совершенствованию акустических и ультразвуковых методов и ап-
паратуры неразрушающего контроля, таких как Г. Лэмб, Гук, Л. Бергман,
Е. Скучик, Э. Шейл, И. Кайзер, Б.Х. Скофилд, Ф. Мурнаган, Е. Депутат и др.
Развитию методов и разработке высокоэффективной аппаратуры УЗ-контроля
способствовали исследования и разработки И. и Г. Крауткремеров, Я. Образа,
МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
55
Е.П. Пападакиса, Дж. Алерса, Р.Б. Томпсона и др. Эхоимпульсные дефектоско-
пы создали в 1939 - 1942 гг. Р. Файрстон в США, Спрулс в Великобритании и
Крузе в Германии. В настоящее время исследования и разработки в области УЗ
НК ведут крупные объединения, такие как GE Inspection Technologies (Герма-
ния), OLYMPUS INDUSTRIAL (Великобритания), ассоциация «Спектр-групп»
(Россия) и др.
Ультразвуковые методы являются наиболее широко применяемыми в НК
материалов, деталей, узлов, соединений, конструкций и сооружений. На их
основе разработаны приборы и системы для дефектоскопии, толщинометрии,
тензометрии, томографии, голографии, структуроскопии, контроля напряжен-
но-деформированного состояния, шероховатости поверхности, измерения виб-
рации и др.
Ультразвуковые методы НК (ГОСТ 18353-79) подразделяют на две боль-
шие группы: активные и пассивные методы (рис. 3.1). Активные методы осно-
ваны на возбуждении упругих волн в ОК и их приеме, пассивные - только на
приеме волн, источником которых служит сам ОК (например, акустических ко-
лебаний, возникающих при образовании трещин).
Активные методы делят на методы: отражения, прохождения, комбини-
рованные (использующие как отражение, так и прохождение сигналов), собст-
венных колебаний и импедансные.
Методы отражения основаны на анализе отраженных импульсов упругих
волн от неоднородностей или границ ОК, методы прохождения - на оценке
влияния параметров ОК на характеристики прошедших через него волн. Комби-
нированные методы используют влияние параметров ОК как на отражение, так и
Рис. 3.1. Классификация методов акустического контроля
56 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
на прохождение упругих волн. В методах собственных колебаний о свойствах
ОК судят по параметрам его свободных или вынужденных колебаний (их часто-
там и величине потерь). В импедансных методах информативным параметром
служит механический импеданс ОК в зоне его контакта с преобразователем.
Пассивные методы НК классифицируют по характеру анализируемых сиг-
налов.
Рассмотрим основные методы ультразвукового контроля (рис. 3.1).
3.1. МЕТОДЫ ОТРАЖЕНИЯ
К методам отражения относятся эхометод, эхозеркальный метод, дифракци-
онно-временной метод и дельта-метод, основанные на импульсном возбуждении
акустических сигналов и анализе информации отраженных акустических волн в
ОК.
3.1.1. Эхометод
Эхометод основан на регистрации и анализе отраженных сигналов, назы-
ваемых эхосигналами. На рисунке 3.2 показана упрощенная схема реализации
эхометода. Генератор зондирующих импульсов 7 возбуждает короткие электри-
ческие импульсы. В преобразователе 3 они преобразуются в импульсы УЗ-коле-
баний, которые распространяются в ОК 4, отражаются от дефектов 6 и противо-
положной (донной) поверхности ОК, принимаются преобразователем 3 (при со-
вмещенной схеме включения) или преобразователем 2 (при раздельной схеме
включения), которые преобразуют принятые акустические (ультразвуковые)
сигналы в электрические. Далее эти сигналы поступают на усилитель 1, а затем
на экран 5 соответствующего прибора (дефектоскопа, толщиномера или других
приборов).
Одновременно (а иногда спустя некоторое время) с запуском генератора
импульсов начинает работать генератор развертки 9. Правильную последова-
тельность включения этих, а также других узлов дефектоскопа, не показанных
на упрощенной схеме, обеспечивает синхронизатор 8.
Сигналы генератора развертки вызывают горизонтальное отклонение све-
тящейся точки на экране, а усилителя - вертикальное отклонение. В результате
экран УЗ-эходефектоскопа отображает информацию двух видов. Горизонталь-
Рис. 3.2. Упрощенная схема реализации эхометода
МЕТОДЫ ОТРАЖЕНИЯ
57
ная линия (линия развертки дефектоскопа) соответствует времени пробега им-
пульса в ОК, а это время пропорционально пути импульса. Амплитуда пиков
(импульсов) по вертикали пропорциональна амплитудам эхосигналов. Таким
образом, по горизонтальной линии развертки определяют длину пути импульса,
а по вертикальной шкале оценивают его амплитуду. Такое изображение называ-
ют разверткой типа А (А-разверткой, А-сканом).
Очень высокий (для совмещенной схемы - уходящий за пределы экрана)
сигнал, обозначенный буквой 3, соответствует возбуждаемому генератором и
посылаемому в изделие УЗ-импульсу. Он отмечает нулевое значение шкалы
времени. Его именуют зондирующим импульсом. Высокий сигнал Д соответст-
вует импульсу, отраженному от противоположной поверхности (дна) ОК. Его
называют донным сигналом. Э - эхосигнал от дефекта. Он приходит раньше
донного сигнала, и амплитуда его обычно значительно меньше. Измеряя время
прихода сигналов по шкале на экране или специальным устройством (глубино-
мером) прибора, можно определить расстояние до дефекта или дна изделия и
таким образом различить их. Амплитуда эхосигнала характеризует отражатель-
ную способность дефекта и расстояние до него.
Другие методы отражения применяют для поиска дефектов, плохо выяв-
ляемых эхометодом, и для исследования параметров дефектов.
3.1.2. Эхозеркальный метод
Эхозеркальный метод основан на анализе акустических импульсов, зер-
кально отраженных от донной поверхности С и дефекта В (рис. 3.3, а), т.е. про-
шедших путь ABCD (рис. 3.3, б). Вариант этого метода, рассчитанный на выяв-
ление вертикальных дефектов, называют методом тандем. Для его реализации
при перемещении преобразователей 2 и 3 поддерживают постоянным значение
1д+1о = 2Htga , где Н - толщина ОК. Тогда будут выявляться дефекты в сече-
нии EF. Выявляются также нестрого вертикальные дефекты. Для получения
максимального (зеркального) отражения от невертикальных дефектов значение
1А + h варьируют.
Другой вариант эхозеркального метода предусматривает перемещение пре-
образователей 2 и 3 в разных плоскостях (см. рис. 3.3, б). Его иногда называют
методом тандем-дуэт или стредл. При этом сохраняется принцип зеркального
отражения от вертикального дефекта и донной поверхности. Применение метода
тандем-дуэт целесообразно, например, в случаях, когда при контроле методом
тандем преобразователи 2 и 3 слишком сближаются и мешают друг другу.
3.1.3. Дельта-метод
Дельта-метод основан на использовании дифракции волн на дефекте
(рис. 3.3, в). Часть падающей на дефект В поперечной волны от излучателя 2
рассеивается во все стороны на краях дефекта В, причем частично превращается
в продольную волну. Часть этих волн принимается приемником 3 продольных
волн, расположенным над дефектом, а часть отражается от донной поверхности
58 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГОКОНТРОЛЯ
Рис. 3.3. Методы отражения:
а - эхометод; б - эхозеркальный; в - дельта-метод; г - реверберационный;
д - дифракционно-временной; 7 - ОК; 2 - излучатель; 3 - приемник
и также поступает на приемник. Варианты этого метода предполагают возмож-
ность перемещения приемника 3 по поверхности, изменения типов излучаемых
и принимаемых волн.
3.1.4. Дифракционно-временной метод
Дифракционно-временной метод (ДВМ) (рис. 3.3, б)) основан на приеме волн,
рассеянных на концах дефекта, причем могут излучаться и приниматься как про-
дольные, так и поперечные волны. На рис. 3.3, д представлен случай, когда излу-
чаются поперечные волны, а принимаются продольные. Практическое примене-
ние, однако, получил вариант, при котором излучаются и принимаются продоль-
ные волны, поскольку они первыми приходят на приемник и по этому признаку
их легко отличить от поперечных волн. Главная информационная характеристика
- время прихода сигнала. Этот метод также называют времяпролетным, буквально
переводя английское название (time of flight diffraction - TOFD).
МЕТОДЫ ПРОХОЖДЕНИЯ
59
3.1.5. Реверберационный метод
Реверберационный метод основан на анализе времени объемной ревербера-
ции, т.е. процесса постепенного затухания звука в некотором объеме ОК. При
контроле используется один совмещенный преобразователь 2, 3. Например, при
контроле двухслойной конструкции (рис. 3.3, г) в случае некачественного со-
единения слоев время реверберации в слое 7, с которым контактирует преобра-
зователь, будет больше, а в случае доброкачественного соединения слоев -
меньше, так как часть энергии будет переходить в другой слой.
3.1.6. Ультразвуковая микроскопия
Ультразвуковая микроскопия отличается от эхометода повышением на один-
два порядка частоты УЗ, применением острой фокусировки и автоматическим или
механизированным сканированием объектов небольшого размера. В результате
удается зафиксировать небольшие изменения акустических свойств в ОК. Метод
позволяет достичь разрешающей способности в сотые доли миллиметра. Возмож-
на акустическая микроскопия с использованием прохождения волн.
Когерентные методы отличаются от других методов отражения тем, что в
качестве информационного параметра помимо амплитуды и времени прихода им-
пульсов используется также фаза сигнала. Благодаря этому повышается на поря-
док разрешающая способность методов отражения и появляется возможность на-
блюдать изображения дефектов, близкие к реальным. Наиболее эффективным ко-
герентным методом является компьютерная акустическая голография.
3.2. МЕТОДЫ ПРОХОЖДЕНИЯ
Эти методы, чаще называемые в России теневыми, основаны на наблюде-
нии изменения параметров прошедшего через ОК акустического сигнала (сквоз-
ного сигнала). На начальном этапе развития использовали непрерывное излуче-
ние, а признаком дефекта было уменьшение амплитуды сквозного сигнала, вы-
званное образуемой дефектом звуковой тенью. Поэтому термин «теневой» адек-
ватно отражал содержание метода. Однако в дальнейшем области применения
рассматриваемых методов расширились. Их начали применять для определения
физико-механических свойств материалов, когда контролируемые параметры
(упругие постоянные, коэффициент затухания, плотность и т.п.) не связаны с
образующими звуковую тень нарушениями сплошности. При этом в большинст-
ве случаев непрерывное излучение было заменено импульсным. Существенно
расширено также число информативных параметров сквозного сигнала, к кото-
рым кроме амплитуды добавились фаза, время прихода и спектр.
Таким образом, теневой метод можно рассматривать как частный случай
более общего понятия «метод прохождения». Кстати, в англоязычной литера-
туре последний называется through transmission technique, что полностью соот-
ветствует русскому термину «метод прохождения». Понятие «теневой метод» в
английском языке не применяется.
При контроле методами прохождения излучающий и приемный преобразо-
ватели располагают по разные стороны от ОК или с одной его стороны на опре-
60 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГОКОНТРОЛЯ
Рис. 3.4. Методы прохождения:
а - амплитудно-теневой;
б - временной теневой; 1 - генератор;
2 - излучатель; 3 - ОК; 4 - приемник;
5 - усилитель; 6 - измеритель
амплитуды; 7- измеритель времени
прихода импульса
деленном расстоянии друг от друга. Ин-
формацию получают, измеряя параметры
прошедшего от излучателя к приемнику
сквозного сигнала.
Амплитудный метод прохождения
(или амплитудный теневой метод) осно-
ван на регистрации уменьшения амплиту-
ды сквозного сигнала под влиянием дефек-
та, затрудняющего прохождение сигнала и
создающего звуковую тень (рис. 3.4, а).
Для контроля этим методом можно ис-
пользовать эходефектоскоп, который
включают по раздельной схеме, причем
излучающий и приемный преобразователи
располагают по разные стороны от ОК.
Иногда применяют специализированные
более простые по схеме приборы.
Временной метод прохождения
(временной теневой метод, (рис. 3.4, б) ос-
нован на измерении запаздывания импуль-
са, вызванного огибанием дефекта. При
этом в отличие от велосимметрического метода тип упругой волны (обычно
продольной) не меняется. В этом методе информационным параметром служит
время прихода сквозного сигнала. Метод эффективен при контроле материалов с
большим рассеянием УЗ, например бетона, огнеупорного кирпича и т.п.
3.2.1. Метод многократной тени
Этот метод аналогичен амплитудному методу прохождения (теневому), но
о наличии дефекта судят при этом по амплитуде сквозного сигнала, многократно
(обычно двукратно) прошедшего между параллельными поверхностями изделия.
Метод более чувствителен, чем теневой или зеркально-теневой, так как волны
проходят через дефектную зону несколько раз, но менее помехоустойчив.
Рассмотренные разновидности метода прохождения используют для обна-
ружения дефектов типа нарушения сплошности. Методы прохождения, приме-
няемые для контроля физико-механических свойств материалов, не связанных с
нарушениями сплошности, в свою очередь, делятся на методы: сквозного про-
звучивания, продольного профилирования и поверхностного прозвучивания с по-
стоянной базой.
3.2.2. Велосимметрический метод
Этот метод основан на регистрации изменения скорости упругих волн в зо-
не дефекта. Если в тонком изделии распространяется изгибная волна, скорость
которой зависит от толщины слоя, то вызываемое дефектом (расслоением) мест-
КОМБИНИРОВАННЫЕ МЕТОДЫ
61
ное изменение толщины слоя порождает изменение ее фазовой и групповой ско-
ростей. Это фиксируют по сдвигу фазы прошедшей волны, изменению ее ам-
плитуды или запаздыванию прихода импульса. Метод реализуется при одно- и
двустороннем доступе к ОК. При одностороннем доступе используют раздель-
но-совмещенный преобразователь с сухим точечным контактом, излучающий и
приемный вибраторы которого расположены на расстоянии 20 ... 25 мм друг от
друга и работают на частотах 20 ... 60 кГц. Информативными признаками слу-
жат изменения фазы и амплитуды принятого сигнала. В двустороннем варианте
применяют раздельные преобразователи, расположенные соосно по разные сто-
роны от ОК. К указанным информативным признакам добавляется время запаз-
дывания импульса. Это объясняется тем, что в бездефектной зоне энергия пере-
носится продольной волной, а в дефектной - изгибными волнами в разделенных
слоях, скорости распространения которых намного меньше. Метод применяют
для контроля изделий из полимерных композиционных материалов (ПКМ) и
качества соединения слоев в многослойных конструкциях.
3.3. КОМБИНИРОВАННЫЕ МЕТОДЫ
Эти методы содержат признаки как методов отражения, так и методов про-
хождения.
3.3.1. Основные комбинированные методы контроля
Зеркально-теневой (ЗТ) метод основан на измерении амплитуды донного
сигнала. На рис. 3.5, а отраженный луч условно показан смещенным в сторону.
По технике выполнения (фиксируется эхосигнал) - это метод отражения, а по
физической сущности (измеряют ослабление дефектом сигнала, дважды про-
шедшего ОК) он близок к методу прохождения, поэтому его относят к комбини-
рованным методам.
Рис. 3.5. Комбинированные методы:
а - ЗТ; б - эхотеневой; в - эхосквозной; 1 - излучатель;
2 - ОК; 3 - приемник; I - IV - сквозные сигналы
62 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ЗТ-метод часто применяют совместно с эхометодом. Наблюдают одновре-
менно за появлением эхосигналов и возможным ослаблением донного сигнала
дефектами, которые не дают четких эхосигналов и плохо выявляются эхомето-
дом. Это может быть скопление очень мелких дефектов или дефект, располо-
женный так, что отраженный от него сигнал уходит в сторону и не попадает на
приемный преобразователь.
Эхотеневой метод основан на анализе как прошедших, так и отраженных
волн (рис. 3.5, б).
Эхосквозной метод (рис. 3.5, в) предполагает размещение излучателя и
приемника по разные стороны от ОК. Наблюдают сквозной сигнал I, сигнал II,
двукратно отраженный в изделии, а в случае появления полупрозрачного дефек-
та - также эхосквозные сигналы III и IV, соответствующие отражениям от де-
фекта волн, идущих от верхней и нижней поверхностей ОК. Большой непро-
зрачный дефект обнаруживают по исчезновению сигнала I, т.е. теневым мето-
дом, а также сигнала II, т.е. методом многократной тени. Полупрозрачные или
небольшие дефекты обнаруживают по появлению эхосквозных сигналов III и IV.
Реверберационно-сквозной (акустико-ультразвуковой) метод сочетает
признаки метода многократной тени и УЗ-реверберационного методов. На ОК
небольшой толщины на некотором расстоянии друг от друга устанавливают
прямые излучающий и приемный преобразователи. Излученные импульсы про-
дольных волн после многократных отражений от стенок ОК достигают прием-
ника. Наличие в ОК неоднородностей меняет условия прохождения импульсов.
Дефекты регистрируют по изменению амплитуды и спектра принятых сигналов.
Метод применяют для контроля изделий из ПКМ и соединений в многослойных
конструкциях.
3.3.2. Комбинированные методы ультразвукового НК рельсов
В соответствии с ГОСТ 18576-96 для контроля рельсов используется соче-
тание зеркально-теневого и эхометода УЗ-контроля на частотах 0,1 ... 4,0 МГц.
Применяют объемные продольные и сдвиговые волны, возбуждаемые и прини-
маемые ПЭП с дискретными углами наклона. При автоматизированном и меха-
низированном контроле в качестве контактной жидкости применяют воду или
спирт (при отрицательных температурах), при ручном контроле - технические
масла или гели. Как правило, при автоматизированном и механизированном
контроле используют многоканальные системы с прямыми и наклонными ПЭП,
реализующие различные схемы прозвучивания, с учетом конфигурации рельса и
типов возможных дефектов.
Выбор схем прозвучивания при контроле рельсов. При контроле головки
рельса применяется схема прозвучивания наклонным ПЭП на частоте 2,5 МГц с
углом ввода а = 50° однократно отраженным лучом с разворотом под углом
у ~ 34° относительно оси рельса (рис. 3.6), обеспечивающая обнаружение
вертикальных трещин и изломов металлургического и эксплуатационного
происхождения. ГОСТ 18576—96 также предусматривает использование
КОМБИНИРОВАННЫЕ МЕТОДЫ
63
Рис. 3.6. Схема прозвучивания головки рельса
ЭМА-способа возбуждения УЗК и различных способов создания акустического
контакта - щелевого, с помощью катящегося ПЭП и др.
Для повышения достоверности обнаружения дефектов усталостного проис-
хождения в головке, шейке и подошве рельсов приходится применять все мно-
гообразие схем прозвучивания, а многие каналы прозвучивания дублировать для
повышения эффективности обнаружения произвольно ориентированных дефек-
тов. Основные параметры ПЭП для контроля рельсов оговариваются в норма-
тивной документации, к ним относятся тип ПЭП (совмещенный, раздельно-
совмещенный), тип УЗ-волны (продольная, сдвиговая, рэлеевская), рабочая час-
тота, углы наклона и др. Как правило, при механизированном и автоматизиро-
ванном контроле рельсов рабочая частота выбирается равной 2,5 МГц.
На рис. 3.7 представлены характерные схемы прозвучивания рельсов при
УЗ-контроле с применением ПЭП, обеспечивающих возбуждение и прием про-
дольных и сдвиговых SV-поляризации УЗ-волн. В варианте схемы прозвучива-
ния, представленной на рис. 3.7, а, ПЭП 1,2 с углами наклона 55°, ориентиро-
ванные под углом 34° к оси рельса, предназначены для выявления дефектов ус-
талостного происхождения в головке рельса. ПЭП 3, 4 с углами наклона 45°,
включенные по V-образной схеме, обеспечивают обнаружение дефектов по все-
му сечению рельса. Вариант схемы прозвучивания (рис. 3.7, 6) содержит ПЭП 1,
2, работающие по варианту а, ПЭП 3, 4 с двумя пьезоэлементами с углами на-
клона а = 40 и 45°, включенные по V-образной схеме. Особенностью схем про-
звучивания (рис. 3.7, в и г) является то, что ПЭП 3, 4 с углами наклона а = 45°
ориентированы вдоль оси рельса в противоположных направлениях, прямой
раздельно-совмещенный ПЭП 5 обеспечивает прозвучивание болтовых отвер-
стий, а в корпусе ПЭП 2 дополнительно размещен ПЭП с углом а = 70°. Рас-
смотренные варианты схем прозвучивания не исчерпывают всех известных, в
частности интересные решения предложены А.А. Марковым, В.Ф. Тарабриным
и др. Выбор соответствующих схем прозвучивания определяется с учетом со-
стояния рельсового пути, преобладания тех или иных дефектов рельсов в зави-
симости от сезона, нагрузки на рельсовый путь и других факторов.
64 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Рис. 3.7. Варианты схем прозвучивания рельсов
КОМБИНИРОВАННЫЕ МЕТОДЫ
65
В связи с большим объемом стыковой контактной сварки рельсов как в ста-
ционарных условиях рельсосварочных предприятий (РСП), так и в пути разрабо-
таны методы и технология УЗ-контроля сварных стыков рельсов (рис. 3.8). Для
прозвучивания сварного стыка применяются ПЭП с частотой УЗК 2,5 МГц и уг-
лами призмы 40 и 50° в такой последовательности:
а - прямым и многократно отраженным лучом подошвы сверху преобразова-
телем с углом призмы 50°;
б - прямым лучом зоны перехода шейки в подошву и прямым и многократно
отраженным лучом перьев подошвы снизу преобразователем с углом призмы 50°;
в - прямым и многократно отраженным лучом шейки сбоку преобразовате-
лем с углом призмы 50°;
г - прямым лучом головки сверху преобразователем с углом призмы 50°;
д - прямым лучом головки сверху и с боковых поверхностей преобразовате-
лем с углом призмы 40°;
е - прямым лучом головки, шейки и участка подошвы под шейкой с поверх-
ности катания рельса преобразователем с углом призмы 40°.
Рис. 3.8. Схемы прозвучивания сварных стыков рельсов
66 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГОКОНТРОЛЯ
По каждому из вариантов схем прозвучивания в руководствах по эксплуа-
тации конкретных систем НК рельсов приводятся рекомендации для выбора ус-
ловной чувствительности, размеров области продольного перемещения ПЭП и
других параметров контроля.
3.4. МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ
Эти методы основаны на возбуждении в ОК вынужденных или свободных
колебаний и измерении их параметров: собственных частот и величины потерь.
Свободные колебания возбуждают путем кратковременного воздействия на
ОК (например, механическим ударом), после чего ОК колеблется при отсутст-
вии внешних воздействий.
Вынужденные колебания создают воздействием внешней силы с плавно из-
меняемой частотой (иногда применяют длинные импульсы с переменной цен-
тральной частотой). Регистрируют резонансы по увеличению амплитуды коле-
баний при совпадениях собственных частот ОК с частотами возмущающей си-
лы. Под влиянием возбуждающей системы и условий крепления собственные
частоты ОК немного изменяются, поэтому резонансные частоты несколько от-
личаются от собственных. Параметры колебаний измеряют, не прекращая дей-
ствия возбуждающей силы.
Различают интегральные и локальные методы. В интегральных методах
анализируют собственные частоты ОК как единого целого, в локальных - от-
дельных его участков. Информативными параметрами служат значения резо-
нансных частот, спектры собственных и вынужденных колебаний, а также доб-
ротность или логарифмический декремент затухания, характеризующие потери.
Интегральные методы свободных и вынужденных колебаний применяют
для контроля физико-механических свойств изделий из бетона, керамики, ме-
таллического литья, абразивных и других материалов, а также для сортировки
деталей сходной формы, но различных размеров. Эти методы не требуют скани-
рования и отличаются высокой производительностью, но не дают информации о
месте расположения и характере дефектов.
Локальный метод свободных колебаний (рис. 3.9, а) основан на возбуж-
дении свободных колебаний на небольшом участке ОК. Метод применяют для
контроля слоистых конструкций по изменению спектра частот в части изделия,
возбуждаемой ударом.
Локальный метод вынужденных колебаний (УЗ-резонансный метод)
основан на возбуждении высокочастотных колебаний качающейся частоты ме-
гагерцового диапазона. Для возбуждения и приема УЗ-колебаний используют
совмещенный преобразователь (рис. 3.9, 6). При совпадении частот возбуждения
с собственными частотами ОК (нагруженного приемопередающим преобразова-
телем) в системе возникают резонансы. По значениям резонансных частот опре-
деляют толщину ОК. Появление дефектов вызывает исчезновение резонансов
(если дефект наклонный к поверхности изделия) или изменение их частот (если
дефект параллелен поверхности). Метод применяют в основном для измерения
ИМПЕДАНСНЫЕ МЕТОДЫ
67
Рис. 3.9. Методы
собственных колебаний:
а - локальный низкочастотный;
б - локальный резонансный; 1 - генератор;
2 - вибратор; 3 - ОК; 4 - приемник;
5 - усилитель; 6 - спектроанализатор;
7 - модулятор частоты;
8 - излучатель-приемник;
9 - регистратор резонансов
толщин очень тонких изделий, недоступных для контроля эхометодом. Исполь-
зуют также иммерсионный вариант резонансного метода.
Акустико-топографический метод имеет признаки как интегрального, так
и локального методов. Он основан на возбуждении в ОК интенсивных изгибных
колебаний непрерывно меняющейся частоты и регистрации распределения ам-
плитуд упругих колебаний на поверхности контролируемого объекта с помощью
наносимого на поверхность мелкодисперсионного порошка (например, ликопо-
дия). На дефектном участке оседает меньшее количество порошка, что объясня-
ется увеличением амплитуды его колебаний в результате резонансных явлений.
Метод применяют для контроля соединений в многослойных конструкциях: би-
металлических листах, сотовых панелях и т.п.
3.5. ИМПЕДАНСНЫЕ МЕТОДЫ
Эти методы основаны на анализе изменения механического импеданса или
входного акустического импеданса участка
взаимодействует преобразователь.
Внутри группы методы разделяют по типам
возбуждаемых в ОК волн и по характеру взаи-
модействия преобразователя с ОК. В качестве
примера на рис. 3.10 представлен импедансный
метод с возбуждением изгибных волн. Генератор
1 возбуждает продольные гармонические коле-
бания преобразователя (стержня) с помощью
излучателя 2. Эти колебания трансформируются
в изгибные колебания ОК 3. Элемент 4 - пьезо-
приемник, 5 - усилитель. Изменение режима
колебаний фиксируется индикатором 6.
Наличие дефекта (непроклея, непропая, рас-
слоения) вблизи поверхности ОК 3 уменьшает
модуль входного механического импеданса ОК.
Дефекты отмечают по изменению амплитуды и
фазы выходного сигнала. Применяют также им-
пульсный вариант метода и способ, основанный
на использовании продольных волн.
поверхности ОК, с которым
Рис. 3.10. Импедансный метод:
1 - генератор; 2 - излучатель;
3 - ОК; 4 - пьезоприемник;
5 - усилитель; 6 - индикатор
68 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Метод применяют для контроля дефектов соединений в многослойных кон-
струкциях. Его используют также для измерения твердости и других физико-
механических свойств материалов. Импедансные дефектоскопы подробно опи-
саны в разд. 5.7.
3.6. ПАССИВНЫЕ МЕТОДЫ КОНТРОЛЯ
Акустико-эмиссионный метод основан на регистрации упругих волн, воз-
никающих в результате акустической эмиссии (АЭ). Это явление состоит в об-
разовании акустических волн при динамической внутренней локальной пере-
стройке структуры материала ОК. Акустические (обычно УЗ) волны возникают
в процессе появления и развития трещин в ОК, а также при перестройке кри-
сталлической структуры его материала (например, при мартенситном превраще-
нии гамма-железа в альфа-железо в процессе закалки), движении нарушений
кристаллической структуры (дислокаций).
Основное применение данного метода - наблюдение за возникновением и
развитием трещин при испытаниях или эксплуатации. Метод используют также
для исследования процессов сварки, механообработки, коррозии, механических
испытаний образцов и т.д. Акустико-эмиссионный метод рассмотрен в отдель-
ном учебном пособии.
Вибрационно-диагностический метод основан на измерении вибрации ка-
кого-либо узла или детали ОК (ротора, подшипника и т.п.) с помощью приемни-
ков контактного типа (акселерометров).
Шумодиагностический метод состоит в анализе спектра шумов работаю-
щего механизма (редуктора, двигателя, станка) на слух или с помощью микро-
фонных и других приемников и приборов - анализаторов спектра.
Подводя итоги краткого рассмотрения методов АК, можно сделать вывод,
что по частотному признаку все рассмотренные акустические методы делят на
низко- и высокочастотные. К первым из них относят методы, использующие
колебания в звуковом и низкочастотном УЗ-диапазонах (приблизительно до
500 кГц), ко вторым - методы, использующие колебания в высокочастотном
У 3-диапазоне: обычно 0,5 ... 100 МГц.
Применение низко- и высокочастотных методов определяется в основном
величиной затухания упругих волн в материалах ОК. Низкочастотные методы
служат для контроля ОК из материалов с большим затуханием упругих волн:
армированных и неармированных пластиков, бетона, древесины и т.п.
3.7. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА
Как отмечалось в гл. 2, УЗ-волны отражаются от тончайших воздушных за-
зоров, поэтому для их ввода в ОК принимают определенные меры. Рассмотрим
основные способы акустического контакта между преобразователем и ОК.
Контактный способ. В этом способе преобразователь прижимают к по-
верхности ОК (рис. 3.11, я), предварительно смазанной контактной жидкостью
СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА
69
Рис. 3.11. Способы акустического контакта для
высокочастотных преобразователей:
1 - преобразователь; 2 - изделие; 3 - эластичный протектор;
4 - иммерсионная ванна; 5 - сальники; 6 - эластичная мембрана; 7 - ограничитель
(маслом, глицерином, обойным клеем и т.п.). Жидкость должна быть безвредной
для человека, обладать хорошими смачивающими свойствами и не вызывать
коррозии ОК. Вода не обладает последними двумя свойствами, поэтому при
ручном контроле ее применяют редко.
Для улучшения контакта используют преобразователи с эластичным про-
тектором (слоем, закрывающим пьезопластину) - пленкой из маслостойкой ре-
зины или другого материала, облегающего неровности поверхности ОК
(рис. 3.11, б). При этом контактную жидкость иногда не применяют.
Иммерсионный способ предполагает введение между преобразователем и
поверхностью ОК слоя жидкости, толщина которого намного превышает длину
волны (рис. 3.11, в). При этом либо ОК целиком погружают в иммерсионную
ванну, либо используют струю воды (струйный контакт, см. рис. 3.9, г), либо
применяют локальную ванну для части ОК (рис. 3.11, д). Используют также ло-
кальную иммерсионную ванну, контактирующую с изделием через эластичную
мембрану (рис. 3.11, е).
Иммерсионным способом пользуются, когда очень важна стабильность аку-
стического контакта, например при контроле методом прохождения или эхо-
сквозным методом. В качестве иммерсионной жидкости в большинстве случаев
используют воду, в которую добавляют ингибиторы коррозии, а также вещества,
улучшающие смачивание. Иммерсионная жидкость не должна содержать воз-
душных пузырьков.
Щелевой способ контакта предусматривает создание между преобразовате-
лем и поверхностью ОК зазора толщиной около длины волны УЗ (рис. 3.11, ж).
Жидкость удерживается в зазоре силами поверхностного натяжения.
70 Глава 3. МЕТОДЫ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Сухой контакт применяют в катящихся преобразователях. Их снабжают
шинами из эластичного материала (например, полиуретана, резины), который
при прижатии к ОК заполняет неровности его поверхности.
Сухой точечный контакт (СТК) реализуется через сферическую или ост-
роконечную поверхность наконечника преобразователя. Сферическую поверх-
ность используют в преобразователях, предназначенных для плавного сканиро-
вания, остроконечную - для дискретного. Этот тип контакта применяют в ос-
новном в низкочастотных акустических дефектоскопах, УЗ-твердомерах и при-
борах для контроля бетона. Преимущества СТК - исключается применение кон-
тактной жидкости, облегчается работа по грубообработанным и волнистым по-
верхностям. Недостаток - быстрое уменьшение передачи энергии при повыше-
нии частоты. Причина этого в том, что очень небольшая по объему зона контак-
та преобразователя с ОК обладает значительной гибкостью, которая играет роль
пружины. С ростом частоты модуль упругого импеданса пружины уменьшается,
что ослабляет связь преобразователя с ОК.
Бесконтактный способ заключается в том, что акустические колебания в
ОК возбуждаются через слой воздуха (воздушно-акустическая связь) или с по-
мощью электромагнитных, оптико-тепловых и других явлений (рис. 3.11, з).
Бесконтактные способы обычно имеют чувствительность значительно меньшую,
чем контактные. Иммерсионный способ также обеспечивает чувствительность в
10 ... 100 раз меньшую, чем контактный.
Вопросы для самопроверки
1. Как располагают преобразователи при контроле методами отражения и
прохождения (1)?
2. При контроле теневым методом нужно двигать изделие относительно
преобразователя или преобразователи относительно изделия? Каким устройст-
вом должны быть снабжены преобразователи в последнем случае для обеспече-
ния их соосности (1)?
3. Сравните способы акустического контакта, показанные на рис. 3.9, е и ж.
Какой из них ближе к контактному, а какой - к иммерсионному способам (2)?
4. Какие параметры ОК используют при контроле методом собственных
колебаний (2, 3)?
5. Чем отличаются активные методы НК от пассивных (2)?
6. Как отличить полезные сигналы от шумов и помех при контроле эхоме-
тодом (2)?
7. Опишите особенности эхометода, его достоинства и недостатки (1,2,3).
8. Варианты эхометода, их особенности и области применения (1,2).
9. Дифракционно-временной метод контроля. Особенности и область при-
менения (2, 3).
10. Амплитудный и временной теневые методы. Основные принципы, осо-
бенности и области их применения (1,2).
11. Основные принципы, особенности и области применения зеркально-
теневого, эхотеневого и эхосквозного методов УЗ-контроля (2, 3).
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
ЭХОМЕТОДА, СПОСОБЫ ЕГО ОПТИМИЗАЦИИ
И ПРОВЕРКИ
4.1. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
К основным параметрам, определяющим достоверность контроля, относят-
ся: частота, длина волны, чувствительность, угол ввода и т.д. Их нужно выбрать
так, чтобы с минимальной ошибкой оценить качество изделия по результатам
контроля. Различают основные параметры аппаратуры и метода контроля. Пер-
вые (например, частота, угол призмы) зависят только от дефектоскопа и преоб-
разователя, вторые (например, длина волны, угол ввода) - от аппаратуры и кон-
тролируемого материала.
4.1. Взаимосвязанные параметры аппаратуры и эхометода контроля
Параметры аппаратуры Параметры метода
Частота/, МГц Длина волны X, мм
Угол призмы Р, ° Угол ввода а, °
Погрешность глубиномера Точность измерения координат
Чувствительность: условная, мм или дБ абсолютная, дБ максимальная электрическая, дБ резерв чувствительности, дБ Чувствительность: уровень фиксации, мм2 поисковая, мм2 уровень браковки, мм2 реальная предельная, мм2 эквивалентная порог чувствительности, мм2 максимальная глубина прозвучивания
Длительность: зондирующего импульса, мкс помех преобразователя, мкс Мертвая зона Лучевая разрешающая способность, мм
Размеры преобразователя, мм Направленность поля преобразователя, ° Фронтальная разрешающая способность, мм
Параметры сканирования: шаг сканирования, мм скорость сканирования, мм / с Плотность сканирования, мм
Дисперсия опорного сигнала Стабильность акустического контакта
72
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Характеристики метода контроля определяют его возможности обнаружи-
вать дефекты и измерять их размеры, количество, местоположение. В табл. 4.1
приведены взаимосвязанные параметры аппаратуры и эхометода контроля.
4.1.1. Длина волны и рабочая частота колебаний
Понятия «длина волны» и «рабочая частота» были определены в разд. 2.1.1
и 2.2.1. Повторим эти определения и уточним их. Рабочая частота - это частота
колебаний / возбуждаемых преобразователем вместе с дефектоскопом. Длина
волны X - это расстояние, на которое колебания распространяются в среде за
период. Эти параметры связаны зависимостью X = с//, где с - скорость распро-
странения звука в среде.
Допуск на отклонение рабочей частоты установлен ГОСТ 14782-86: «Час-
тота ультразвуковых колебаний... не должна отличаться от номинального значе-
ния более чем на 10% в диапазоне свыше 1,25 МГц и более чем на 20% в диапа-
зоне до 1,25 МГц». ГОСТ 26266-90 на УЗ-преобразователи допускает отклоне-
ние эффективной частоты на 10%, а по согласованию с заказчиком - на 20%. EN
12668-2 требует, чтобы частота отличалась не более чем на ±10% от значения,
указанного изготовителем.
Вариация частоты может быть вызвана ошибками в изготовлении преобра-
зователя (особенно ошибками выбора материала и толщины пьезоэлемента), не-
правильным согласованием преобразователя с электрическими цепями дефекто-
скопа, изменением качества акустического контакта пьезоэлемента с объектом
контроля. Последнее относится только к прямым преобразователям, поскольку в
них пьезоэлемент отделен от ОК тонкими слоями. Изменение толщины одного
из слоев (контактной жидкости) влияет на режим колебаний. В наклонных пре-
образователях пьезоэлемент отделен от ОК толстой призмой, поэтому качество
его контакта с призмой не влияет на частоту колебаний пьезоэлемента.
Понятие «частота» требует уточнения в связи с тем, что при контроле ис-
пользуются короткие импульсы, характеризуемые спектром частот. Согласно
действующим стандартам рабочая частота определяется по частоте максимума
спектра частот отраженного импульса. В действительности, однако, в формиро-
вании максимума эхосигнала от дефекта участвует не весь импульс, а только два
периода колебаний с максимальными амплитудами. С учетом этого следует оп-
ределять максимум спектра частот именно для этих периодов колебаний. Для
некоторых дефектоскопов и преобразователей отличие измеренных таким обра-
зом частот достигает 15%.
При оперативной проверке дефектоскопа вместе с наклонным преобразова-
телем частоту (точнее, длину волны) ГОСТ 14782-86 рекомендует проверять
интерференционным методом. Согласно этому стандарту измерения выполня-
ются с помощью образца СО-4 (см. рис. 8.4). Описание стандартных образцов
приводится в гл. 8.
Предусмотрена следующая процедура измерения. В осевой плоскости СО-4
находят положение преобразователя, соответствующее максимуму эхосигнала
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
73
от обоих пазов. Перемещают преобразователь вдоль пазов в двух направлениях
от осевой плоскости и определяют четыре положения преобразователя, при ко-
торых достигаются максимумы и минимумы суммарного сигнала от обоих па-
зов. Измеряют среднее расстояние АЛ между этими положениями. Длину волны
определяют по формуле 'k = 4\Lh/l, где / - ширина образца (120 мм); h - раз-
ность глубин пазов на краях образца (2,5 мм). Частоту вычисляют по формуле
Предложенный способ имеет ряд недостатков. Большие эхосигналы от па-
зов удается получить только для преобразователей с углом ввода, равным углу
образца (50°). Трудно найти положения преобразователя, при которых достига-
ются максимумы и минимумы суммарного сигнала при нестабильности эхосиг-
нала, присущей контактному способу прозвучивания.
Особенно трудно выявить положение минимумов. Неясно, с чем связан ми-
нимум - с интерференцией или ухудшением качества контакта. Наконец, оценки
показывают, что для достижения погрешности определения частоты в 10% не-
обходимо обеспечить точность измерения АЛ порядка 0,08 мм. Сделать это с
помощью масштабной линейки невозможно.
Значительно удобнее и точнее способ с помощью жидкостного интерфе-
рометра (рис. 4.1). Два отражателя в жидкости поворачивают вокруг точки вво-
да преобразователя, добиваясь максимального эхосигнала. Затем их взаимно пе-
ремещают микрометрическим винтом. Наблюдают появление максимумов эхо-
сигналов, когда расстояние до отражателей одинаково или когда расстояние А/?
между ними равно целому числу полуволн. По шкале измеряющего микрометра
(индикатора часового типа) определяют среднее АА из двух значений - большего
и меньшего нуля. Частоту f рассчитывают по формуле
/ = с/(2ДЛ),
Рис. 4.1. Измерения частоты
на жидкостном
интерферометре
из комплекта КУ
где с - скорость звука в жидкости интерферомет-
ра, измеряемая по перемещению отражателя с
помощью того же часового индикатора. Оценки
показывают, что при точности индикатора ча-
сового типа 0,1 мм погрешность измерения
максимальной частоты 5 МГц (наихудший вари-
ант) < 5%, т.е. выше, чем требует ГОСТ 14782-86.
EN 12668-2 рекомендует измерять верхнюю и
нижнюю частоты на уровне 6 дБ от максимально-
го значения в спектре импульса, а рабочую часто-
ту определять как среднее геометрическое из этих
двух значений. Полученное таким образом значе-
ние частоты занижено до 10% по сравнению с
частотой максимума спектра для двух периодов
колебаний с максимальными амплитудами.
Отклонение рабочей частоты от номинально-
74
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
го значения оказывает наименьшее влияние на воспроизводимость результатов
контроля при настройке чувствительности по отражателям в виде сферы или
бокового цилиндрического отверстия, а наибольшее - при настройке по фокуси-
рующей сферической или цилиндрической поверхности (например, по СО-3).
4.1.2. Угол ввода луча при контроле эхометодом
По определению, данному в ГОСТ 14782-86, угол ввода а наклонного пре-
образователя - это угол между нормалью к поверхности, на которой установлен
преобразователь, и линией, соединяющей центр цилиндрического отражателя с
точкой выхода преобразователя при установке преобразователя в положение,
при котором амплитуда эхосигнала от отражателя наибольшая. Таким образом, в
самом определении указан способ измерения. Обычно в качестве отражателя
используют боковое отверстие диаметром 6 мм в СО-2.
Точку выхода наклонного преобразователя О определяют по СО-3 (рис. 4.2),
находя максимум эхосигнала от цилиндрической поверхности СО-3 (рис. 4.2, б).
Точка выхода при этом располагается над осевой линией полуцилиндра. Поло-
жение точки выхода отмечают рисками на боковых поверхностях преобразова-
теля. Для прямого преобразователя считают, что точка выхода обычно довольно
точно совпадает с геометрическим центром преобразователя, поэтому ее часто
не определяют. Однако EN 12668-2 рекомендует такую проверку, используя
стандартные образцы, подобные СО-2 и СО-3. Далее, перемещая наклонный
преобразователь по СО-2, находят его положение, соответствующее максимуму
эхосигнала от отверстия диаметром 6 мм (рис. 4.2, а). Преобразователи с углами
ввода < 70° перемещают по верхней поверхности на рис. 4.3, от которой отвер-
стие находится на расстоянии у = 44 мм, а преобразователи с углами ввода
> 70° - по нижней поверхности, от которой отверстие расположено на расстоя-
нии 15 мм.
СО-2 имеет шкалы с обозначениями углов ввода. Нужно считывать значе-
ние угла под риской, соответствующей точке выхода. Если скорость звука в ме-
талле изделия сильно отличается от скорости в образце СО-2, то следует исполь-
зовать вместо СО-2 образец СО-2А из материала контролируемого изделия.
Конструкция этого образца аналогична СО-2.
ГОСТ 26266-90 на УЗ-преобразователи разрешает некоторые отклонения
угла ввода от номинального значения. Для преобразователей с углами ввода
< 60° для третьей (лучшей) группы качества для стали 45 допускается отклоне-
ние от номинального значения угла ±1,5°. Для преобразователей второй группы
качества также предусмотрено отклонение ±1,5°, а по согласованию с заказчи-
ком - ±2°. Для преобразователей первой группы качества допускается отклоне-
ние ±3°, а по согласованию с заказчиком - ±5°.
Для преобразователей с номинальным углом ввода больше 60° для третьей
группы качества предусмотрено отклонение угла на ±2° (а по согласованию - ±3°),
для второй группы качества — отклонение угла на ±3° (а по согласованию - ±5°).
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
75
Рис. 4.2. Настройка дефектоскопа на измерение координат и проверка
направления акустической оси ПЭП
Отклонение точки выхода от номинального значения разрешается в ±1 мм
для преобразователя третьей группы качества. Для преобразователей второй
группы качества допускается отклонение также в ±1 мм, а по согласованию с
заказчиком - ±2 мм. Для преобразователей первой группы качества положение
точки ввода изготовителем не устанавливается.
EN 12668-2 допускает смещение точки выхода не более чем на 1 мм, откло-
нение акустической оси от нормали для прямого преобразователя < 2° и такое
же отклонение для угла ввода наклонного преобразователя.
76
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Уточним определение, рассмотренное выше. Найденная с помощью СО-3
точка выхода преобразователя фактически не точка, а линия (линия выхода),
проведенная поперек контактной поверхности призмы преобразователя. Именно
линия выхода располагается над осевой линией полуцилиндра, когда достигает-
ся максимум эхосигнала от вогнутой полуцилиндрической поверхности СО-3.
Риски на боковых поверхностях ПЭП отмечают точки пересечения линии выхо-
да с боковыми поверхностями призмы преобразователя.
Если преобразователь имеет пьезоэлемент большого размера, такого, что ши-
рина преобразователя больше ширины СО-2 и СО-3 (30 мм) или протяженность
его ближней зоны N (N ~ , где S - площадь пьезоэлемента; X - длина вол-
ны в образце) больше 0,65 расстояния до отражателей г’ или гп (см. рис. 4.5), то
СО-2 и СО-3 использовать нельзя. В этом случае применяют образцы большего
размера с такими же отражателями. Поскольку в образце, подобном СО-2,
обычно нет шкалы углов, то, найдя максимум эхосигнала, измеряют расстояние
X и, зная глубину залегания дефекта У, рассчитывают угол а: а = arctg(X/P).
Ha рис. 4.4 и 4.5 показаны способы определения точки выхода и угла вво-
да по образцам V-1 и V-2. Наличие цилиндрических поверхностей с радиусами
R = 25 ... 100 мм позволяет выбрать оптимальное значение для определения точки
выхода в зависимости от размеров и длины ближней зоны преобразователя.
Углы ввода определяют по отражению от отверстия диаметром 5 мм в V-2,
диаметрами 1,5 и 50 мм в V-1. На рисунках 4.3 и 4.4 эти положения преобразо-
вателя обозначены литерой М. Цифры около литеры М указывают максималь-
ные углы ввода преобразователей, для которых рекомендуются показанные его
положения. Большой диаметр отверстия в V-1 и плексигласовая вставка в нем не
снижают точности измерения.
300
Рис. 4.3. Использование СО V-1 для проверки дефектоскопа
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
77
Рис. 4.4. Использование СО V-2 для проверки дефектоскопа
Рис. 4.5. Уменьшение угла ввода с увеличением глубины залегания отражателя
Угол ввода наклонного преобразователя уменьшается с увеличением глуби-
ны залегания отражателя. Это объясняется тем, что в расходящемся пучке лучей,
идущем от преобразователя, луч с углом а' < а (см. рис. 4.5) проходит меньший
путь до отражателя г' < г и, следовательно, сигнал меньше ослабляется. Опреде-
ляя положение преобразователя, соответствующее максимуму эхосигнала от
отверстия, выберем не положение Л, а положение В на рис. 4.5. Таким образом,
максимум излучения смещается в сторону меньших углов ввода. Это явление
называется квазиискривлением акустической оси. Чем больше коэффициент за-
тухания УЗ в материале изделия, тем заметнее подрастание амплитуды сигнала,
идущего по более короткому пути, тем заметнее квазиискривление. Чем шире
диаграмма направленности преобразователя (напомним, что она расширяется с
уменьшением отношения диаметра пьезоэлемента к длине волны), тем в боль-
ших пределах изменяется угол.
Значение угла ввода для небольших глубин залегания отражателей, когда
описанное явление малозаметно, практически совпадает с углом наклона аку-
стической оси ао. Угол наклона акустической оси всегда больше или равен углу
78
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
ввода. Чтобы учесть явление квазиискривления и повысить точность измерения
координат дефектов, ГОСТ 14782-86 рекомендует при толщине изделия > 100 мм
определять угол ввода и настраивать дефектоскоп на измерение координат де-
фекта не по СО-2, а по СОП с увеличенной глубиной залегания отражателя.
Повышение температуры увеличивает угол ввода. Это связано с изменени-
ем скорости УЗ. Скорость уменьшается одновременно в металле ОК и призме
преобразователя, но в пластмассе, из которой сделана призма, уменьшение ско-
рости гораздо больше, поэтому согласно закону синусов (закону Снеллиуса)
а = arcsin[(cH/cn)sinp] (си и сп - скорости звука в изделии и призме) с повыше-
нием температуры угол а увеличивается. Это особенно заметно, когда угол вво-
да приближается ко второму критическому. В связи с этим проверку угла ввода
или настройку дефектоскопа на измерение координат проводят при температуре
контроля. Для преобразователей с углом ввода > 70° это требование согласно
ГОСТ 14782-86 обязательно.
Изменение угла возникает также, если скорость звука в изделии отличается
от скорости его в образце, по которому измеряли угол ввода. Связанная с этим
погрешность измерения угла должна быть < 2 ... 3%. При нарушении этого ус-
ловия следует использовать СО-2А вместо СО-2.
При измерениях на СО-2 возможны ошибки, связанные с тем, что происхо-
дит не прямое отражение от отверстия диаметром 6 мм, а отражение от угла ме-
жду отверстием и боковой поверхностью образца. Амплитуда такого отражения
может быть даже больше, чем прямого отражения. Перед началом измерений
следует отметить положения преобразователя, соответствующие прямому отра-
жению и отражениям от углов.
Обычно угол ввода наклонного преобразователя совпадает с рассчитанным
по формуле синусов, а точка выхода, измеренная на СО-3, совпадает с точкой
пересечения геометрической оси пьезопластины с контактной поверхностью
(точка О на рис. 4.2). Однако для преобразователя с большими углами наклона
наблюдаются уменьшение угла ввода по сравнению с расчетным значением и
смещение измеренной точки выхода в направлении увеличения стрелы преобра-
зователя (положение преобразователя, отмеченное на рис. 4.2, б штриховыми
линиями).
Это объясняется тем, что представление о точке выхода наклонного преоб-
разователя как о центре, от которого расходятся УЗ-лучи, очень приближенно.
Более точно рассматривать акустическое поле как формирующееся в призме
преобразователя, причем считать (в плоскости падения), что этот пучок лучей
расходится от центра пьезопластины и каждый луч падает на границу с ОК под
своим углом.
Поскольку в области вблизи второго критического угла коэффициент про-
зрачности быстро уменьшается с увеличением угла падения, в преломленном
поле максимум амплитуды сместится от акустической оси к лучам с меньшими
углами падения, как показано на рис. 4.5. Этим лучам соответствуют увеличен-
ное значение стрелы наклонного преобразователя и уменьшение угла ввода по
сравнению с рассчитанным по закону синусов. Увеличению амплитуды отме-
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
79
ченных лучей также способствует то, что они проходят меньший путь в призме
преобразователя - материале с большим коэффициентом затухания.
Определение точки выхода на СО-3 из стали можно выполнять при контро-
ле не только стальных изделий, но и ОК из других материалов. Однако с учетом
описанного явления увеличения стрелы преобразователя ГОСТ 14782-86 реко-
мендует для определения точки ввода при контроле изделий из материалов, ско-
рость звука в которых меньше, чем в стали, а угол падения волны близок ко вто-
рому критическому в стали, изготовить образец CO-ЗА из контролируемого ма-
териала.
В большинстве стран для определения точки выхода вместо СО-3 исполь-
зуют образцы V-1 и V-2. Важно помнить, что точка выхода наклонного преобра-
зователя изменяется в зависимости от материала стандартного образца V-2, хотя
из геометрических построений следует, что ее положение не должно зависеть от
материала образца. Наблюдались также разные положения точки выхода при
настройке по вогнутым цилиндрическим поверхностям радиусами 25 и 50 мм
образца V-2. Явление это, по-видимому, связано с тем, что малые радиусы ци-
линдрических поверхностей близки к ближней зоне преобразователей, а также с
тем, что, как отмечалось выше, истинный центр излучения находится не на
призме преобразователя, а на его пьезопластине.
Для прямого преобразователя государственные стандарты и другие НТД
обычно не предусматривают определение точки выхода и угла ввода (его назы-
вают углом скоса), поскольку предполагается, что точка выхода совпадает с гео-
метрическим центром пьезопластины, а направление акустической оси перпен-
дикулярно к поверхности ввода. Однако для некоторых пьезопластин плохого
качества наблюдается неравномерность пьезосвойств по площади, в результате
чего искажается акустическое поле. В связи с изложенным перед началом ис-
пользования каждого прямого преобразователя целесообразно проверить сме-
щение точки выхода и перпендикулярность акустической оси к его рабочей по-
верхности. Проверку по схеме на рис. 4.2, в выполняют дважды с поворотом
преобразователя вокруг оси на 90°. EN 12668-2 для прямого преобразователя
рекомендует проверять смещение акустического центра от геометрического
центра и угол скоса. Смещение центра проверяют, используя стандартный обра-
зец, подобный СО-3. Перемещая преобразователь по плоской поверхности вдоль
продольной оси образца и вращая его, находят максимум эхосигнала, при этом
все лучи в плоскости, параллельной боковой поверхности образца, отражаются
от его цилиндрической поверхности под прямыми углами. Акустический центр
находится над пересечением двух отмеченных осевых линий. Угол скоса прове-
ряют по максимумам эхосигналов от боковых цилиндрических отверстий на
разной глубине с разворотом преобразователя на 90°. ГОСТы и другие россий-
ские НТД также не предусматривают проверку акустического поля наклонного
преобразователя в дополнительной плоскости. Однако перед началом использо-
вания каждого наклонного преобразователя целесообразно убедиться, что осевая
плоскость акустического поля в дополнительной плоскости параллельна боко-
вым поверхностям призмы или имеется угол скоса. Для этой цели используют
образец, показанный на рис. 4.2, г.
80
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Преобразователь должен быть ориентирован параллельно оси образца. На-
ходят положение, соответствующее максимуму эхосигнала от угла между вер-
тикальным отверстием и донной поверхностью образца. Если при этом осевая
плоскость преобразователя располагается над осью О'О", то угол скоса отсутст-
вует. Если преобразователь пришлось сместить относительно оси образца, сле-
дует ввести поправку на угол скоса и учитывать ее при измерении координат
дефектов.
Для преобразователей с углами ввода > 60°, для которых наблюдается ос-
лабление эхосигнала при угловом эффекте, вместо способа и образца, показан-
ных на рис. 4.2, г, лучше использовать образец, представленный на рис. 4.2, д, с
отражателем в виде тороидального паза. Преобразователь перемещают так, что-
бы боковая поверхность его призмы оставалась параллельной боковой поверх-
ности образца. Положение преобразователя, соответствующее максимуму эхо-
сигнала от тороидального паза, позволяет определить как точку ввода, так и
угол скоса 6.
EN 12668-2 для наклонного преобразователя рекомендует проверять сме-
щение линии акустического центра от линии геометрического центра и угол
скоса. Последний проверяют одним из двух способов. Согласно первому на об-
разце, подобном СО-3, находят положение преобразователя, при котором на-
блюдается максимальное количество эхосигналов, отраженных от цилиндриче-
ской и плоской поверхностей образца. В этом положении угол между боковыми
поверхностями призмы и образца и есть угол скоса. При этом положении преоб-
разователь включают как излучатель, а линию акустического центра находят с
помощью ЭМА-приемника, перемещаемого по цилиндрической поверхности
образца.
Вторым способом находят максимум эхосигнала от прямого двугранного
угла. Угол скоса равен углу между боковой поверхностью призмы преобразова-
теля и перпендикуляром к ребру угла. Смещение линии акустического центра не
проверяют.
Определение угла ввода преобразователя не по боковому цилиндрическому
отверстию, а по отражателям других типов является приближенным, поскольку
эти искусственные дефекты могут по-разному отражать УЗ в зависимости от его
направления. Например, по экспериментальным данным одного из авторов, вы-
полняя настройку по отражению от прямого двугранного угла, можно допустить
серьезные ошибки.
На рис. 4.6 показаны углы преломления av, измеренные по максимуму эхо-
сигнала от прямого двугранного угла, в зависимости от истинного угла ввода а,
измеренного по СО-2. Эти углы совпадают только в диапазоне углов
ос = 39 ... 52°. При углах меньше 39° максимум эхосигнала наблюдается, когда
преобразователь отодвигается от двугранного угла, т.е. av возрастает. Это от-
клонение от ожидаемой зависимости, показанной штриховой линией, вызвано
влиянием неоднородной продольной (головной) волны.
ТОЧНОСТЬ ИЗМЕРЕНИЯ КООРДИНАТ ДЕФЕКТОВ
81
Рис. 4.6. Изменение угла измеренного
по максимуму эхосигнала при
отражении от прямого двугранного
угла, в зависимости от истинного угла
ввода а, измеренного по СО-2 для
наклонных преобразователей
разных типов
При углах ввода больше 52° максимум эхосигнала наблюдается, когда пре-
образователь придвигается к двугранному углу. Из расходящегося пучка лучей
поперечных волн, идущих от ПЭП, максимальный эхосигнал соответствует не
лучу, идущему по акустической оси, а лучу, для которого меньше трансформа-
ция в продольную волну на вертикальной грани двугранного угла.
Заштрихованные области на рис. 4.6 соответствуют разбросу измерений,
выполненных ПЭП разных типов. Чем уже диаграмма направленности ПЭП, тем
угол av ближе к углу ввода а. Такие же ошибки будут возникать при определе-
нии угла ввода ПЭП по другим угловым отражателям: зарубке, вертикальному
отверстию.
4.2. ТОЧНОСТЬ ИЗМЕРЕНИЯ КООРДИНАТ ДЕФЕКТОВ
Процедура измерения координат дефекта состоит в следующем: опреде-
лении положения ПЭП, соответствующего максимуму эхосигнала от дефекта;
измерении глубиномером времени пробега УЗ-импульса от пьезопластины ПЭП
до дефекта; расчете по результатам измерений координат дефекта относительно
точки ввода О. В современных дефектоскопах расчетные операции выполняются
автоматически. Для этого глубиномер предварительно настраивают на скорость
распространения используемого типа волн в материале изделия, учитывают угол
ввода ПЭП и исключают время пробега импульса в протекторе прямого или
призме наклонного преобразователей.
Обозначим через (Хо, Zo) координаты точки ввода О на поверхности объекта
контроля (см. рис. 4.2, а). Координата z направлена перпендикулярно к плоско-
сти рисунка. Относительно точки О координаты дефекта при контроле наклон-
ным ПЭП можно выразить формулами
х = г sina; у = г cosa ; г = c(t -13), (4.1)
где г - расстояние до дефекта, определенное через измерение времени t глуби-
номером, настроенным на скорость звука с; /3 — время пробега УЗ-импульса в
82
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
акустической задержке (призме ПЭП, жидких контактных слоях и т.д.)? ct — угол
ввода, определяемый выбором ПЭП. Для прямого ПЭП
а = 0 и у = Н = c(t -. (4.2)
Процедура настройки глубиномера. Настройку на задержку начала отсче-
та времени выполняют по образцу, время пробега импульса в котором известно.
Для прямого ПЭП это делают с помощью СО-2, высота которого Н = 59 мм.
Время пробега импульсом продольной волны этого расстояния в стали (в пря-
мом и обратном направлениях) t = IH/cf = 2-59/5,9=20 мкс. Дефектоскоп вклю-
чают так, чтобы время пробега импульса измерялось с точностью > 0,1 мкс. Ре-
гулируют задержку начала отсчета времени до получения значения 20,0 мкс.
Таким образом, исключают время пробега импульса в протекторе и слое кон-
тактной жидкости из дальнейших измерений.
Для наклонного ПЭП настройку начала отсчета времени выполняют, ис-
пользуя СО-3 (см. рис. 4.2). Время пробега импульсом поперечной волны рас-
стояния, равного радиусу образца R = 55 мм, составляет t = 2R/ct = 2-55/3,23 =
= 34,14 мкс. Для исключения времени пробега импульса в призме ПЭП и слое
контактной жидкости получают максимальный эхосигнал от СО-3 и регулируют
задержку начала отсчета до получения значения 34,1. Одновременно с этим от-
мечают положение точки выхода на преобразователе.
Выполненная настройка задержки начала отсчета времени и положения
точки ввода позволяет далее измерять координаты (после настройки на скорость
звука) в изделиях из любого материала, даже не совпадающего по скорости зву-
ка со стальными образцами, по которым выполнялась настройка. Исключение
составляет контроль изделий, скорость звука в материале которых меньше, чем
в стали, а угол падения волны близок ко второму критическому в стали. Тогда,
как рекомендовалось выше, следует изготовить образец CO-ЗА из контролируе-
мого материала. Это связано с увеличением стрелы ПЭП.
Настройку на скорость звука для измерения координат выполняют на
контролируемом изделии или тех образцах, которые использовались для опре-
деления угла ввода. Скорость звука в образце должна быть такая же, как в изде-
лии. Настройка на измерение глубины залегания у = Н дефекта при контроле
прямым ПЭП заключается в нахождении донного сигнала от ОК или от СО-2 и
регулировке скорости звука до получения отсчета, равного толщине ОК (59 мм
для СО-2), измеренного по СО-2 (см. пояснение к рис. 4.6 на стр. 80).
Оценка общей погрешности измерения и способы ее уменьшения. В со-
ответствии с изложенным погрешности измерения координат дефекта при вы-
полнении всех данных рекомендаций могут быть связаны со следующими при-
чинами (рис. 4.7):
1) погрешностью измерения времени пробега глубиномером, которая со-
стоит из:
ТОЧНОСТЬ ИЗМЕРЕНИЯ КООРДИНАТ ДЕФЕКТОВ
83
1.1) собственно погрешности глубиномера как измерительного устройства;
1.2) погрешности, связанной с конечной длительностью импульса;
1.3) неточности настройки задержки начала отсчета глубиномера для ис-
ключения времени пробега импульса в протекторе или призме преобразо-
вателя;
2) погрешностью настройки глубиномера на скорость звука;
3) неточностью определения угла ввода преобразователя. При настройке
глубиномера дефектоскопа на измерение координат дефекта две последние по-
грешности сливаются, так как фактически учитывается величина с, cosot при на-
стройке на измерение у и C/Sina при настройке на измерение х;
4) неточностью определения положения преобразователя, соответствующе-
го максимуму эхосигнала от дефекта. Чем уже диаграмма направленности пре-
образователя, тем меньше эта погрешность.
Различают систематические, случайные погрешности и промахи. В данном
случае систематические погрешности измерения координат возникают в резуль-
тате ошибок при настройке глубиномера, т.е. факторов 1.3, 2 и 4. Они входят как
погрешность во все дальнейшие измерения координат. Случайные погрешности
возникают при каждом отдельном измерении под действием вышеупомянутых
факторов. Фактор 1.1 может вызывать как систематические, так и случайные
погрешности. Промахи - это грубые ошибки обычно случайного характера.
Формулы для вычисления указанных погрешностей даны в табл. 4.2. Она
составлена на основе выражений (4.1) и (4.2) с учетом принципа измерения.
В ней литерой г обозначено расстояние от преобразователя до отражателя, а также
координаты хи у, если формулы расчета погрешностей для них одинаковы.
Рис. 4.7. Влияние длительности импульса и его фронта
на точность измерения времени пробега:
а - нормальный режим измерения, к < 0,25;
6 - измерение импульса малой амплитуды, к > 1
84
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
4.2. Погрешности измерения координат отражателя
№ по- греш- ности Причина погрешности Тип преобразователя
прямой наклонный
Дг/г; Д¥ Ду/у Ax/x
1 Погрешность измерения времени Л/ Ar / г = At/(t -Z3)
1.1 Погрешность глубиноме- ра Л/' Ar'/(r — /3 )
1.2 Неточность учета толщи- ны задержки -сг3 /(с3 г)
1.3 Длительность импульса кХ/г
2 Изменение скорости в изделии Ас Аг / г = Ас / с (l-tg2a)Ac/c 2 Ac lc
3 Неточность угла ввода Аа АХ /г = tg(Aa) - Aatga Aa/tga
4 Неточность определения точки О по максимуму эхосигнала Ближняя зона
АХ = £>/4 — —
Дальняя зона
АХ О,ЗХ г ~ D 0,3Xt D ,6“ 0,3X Dtga
Погрешность измерения времени одинаково проявляется при контроле пря-
мым и наклонным преобразователями. Ее причины дифференцированы, как от-
мечено выше. Погрешности 1.2 и 1.3 отнесены к г.
Влияние длительности импульса (точнее, наклона его фронта) на измерение
времени учитывается членом кТ, где Т - период колебаний, а к характеризует
возможное изменение в пределах импульса точки, по которой ведется отсчет.
На рис. 4.7 пояснено влияние длительности импульса. Предположим, что на-
стройку глубиномера выполняли по первому периоду колебаний (рис. 4.7, а).
Uo - пороговое значение напряжения, при котором измеряют время прихода им-
пульса. В результате уменьшения амплитуды импульса от дефекта уровень Uq
может оказаться выше амплитуды первого периода колебаний (рис. 4.7, б). То-
гда измерение времени прихода импульса выполняется по второму периоду ко-
лебаний. В этом случае погрешность измерения будет приблизительно равна
периоду Т. Кроме того, на измерение времени прихода импульса влияет наклон
его фронта. Таким образом, величина коэффициента к варьируется от 0 до 1.
Обычно при измерении координат дефектов полагают к » 0,25. Для уменьшения
рассмотренной погрешности рекомендуется настройку на скорость звука и все
ТОЧНОСТЬ ИЗМЕРЕНИЯ КООРДИНАТ ДЕФЕКТОВ
85
последующие измерения выполнять при приблизительно одинаковой амплитуде
импульсов.
Некоторые дефектоскопы позволяют выбирать один из двух способов изме-
рения: либо по фронту импульса (как было рассмотрено выше), либо по макси-
муму импульса. При втором способе указанная погрешность сохраняется, так
как максимум эхосигнала может соответствовать разным периодам колебаний в
импульсе.
Скорость звука влияет на точность измерения расстояния так же, как и вре-
мя. При настройке скорости проявляются те же факторы, поэтому
&c/c + \t/t = 2\t/t. При контроле наклонным преобразователем скорость влияет
также на угол ввода. Ошибка измерения координаты X на поверхности изделия
обозначена через &Х/X = X - . Оценка погрешности определения точки О
выполнена с помощью приближенной формулы, связывающей изменение рас-
стояния до дефекта Аг (рис. 4.8) с углом 0 « а между акустической осью и
лучом, направленным на отражатель. Такое изменение происходит вследствие
нестабильности акустического контакта при движении наклонного преобразова-
теля по поверхности ОК: Аг = г - г0 = сА/ « Оу tga/cosa ; г0 = у/cos a .
При контроле прямым преобразователем погрешности 1.1 и 1.2 уменьшают
путем проверки по СО-2 или на изделии. Проверка заключается в измерении
известных расстояний между поверхностями. Удобно использовать многократ-
ные отражения между двумя параллельными поверхностями образца или изде-
лия. Например, используют импульсы многократных отражений по толщине
СО-2. При правильной работе глубиномера интервалы между первым и вторым,
вторым и третьим и т.д. донными сигналами должны быть одинаковыми, а ин-
тервал между зондирующим импульсом и первым донным сигналом будет
больше других интервалов на время пробега импульса в протекторе и слое кон-
тактной жидкости. Применяют также измерение расстояний по высоте и длине
образца.
Рис. 4.8. Изменение расстояния
до отражателя (а) и перемещение импульса
по линии развертки (б) при движении
наклонного преобразователя
по поверхности ОК:
------положение преобразователя и импульс
на экране при смещении в сторону
от максимального эхосигнала;
--------- геометрическое место перемещения
вершины импульса на экране
86
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Проверка погрешности измерения расстояний при контроле прямым преоб-
разователем предусмотрена также с использованием образца V-1 (рис. 4.9).
При контроле наклонным преобразователем для получения одинаковых
временных интервалов удобно использовать многократные отражения между
цилиндрической поверхностью СО-3 и плоской поверхностью этого образца. На
рисунке 4.9, а внизу показаны импульсы на развертке дефектоскопа: 1 - зонди-
рующий; 2 - от границы преобразователь-образец (он часто не виден); 3 ~ эхо-
сигнал, отраженный от вогнутой поверхности образца; 4 - эхосигнал, отраженный
Рис. 4.9. Многократные отражения:
а - СО-3; б-V-1; в, г-V-2
ЧУВСТВИТЕЛЬНОСТЬ
87
от вогнутой поверхности образца, затем зеркально отраженный от плоской по-
верхности ввода, потом от вогнутой поверхности, но с другой стороны от пре-
образователя, опять от плоской поверхности и снова от вогнутой поверхности.
Серия подобных сигналов (5 и т.д.) продолжается.
На рисунке 4.9, а вверху одинаковые траектории импульсов показаны сме-
щенными. При правильной работе глубиномера интервалы между третьим и
четвертым, четвертым и пятым и дальнейшими импульсами должны быть оди-
наковыми.
При использовании образца V-1 (рис. 4.9, б) для получения одинаковых
временных интервалов служат многократные отражения между цилиндрической
поверхностью и неглубокой риской на поверхности ввода по линии, соответст-
вующей центру (оси) цилиндрической поверхности (в точке L на рис. 4.9).
В случае применения образца V-2 для получения заданных временных ин-
тервалов используют многократные отражения между двумя цилиндрическими
поверхностями и поверхностью ввода образца. Цилиндрические поверхности
имеют общий центр (точнее, ось) О. Для получения многократных отражений
точку ввода преобразователя совмещают с О (рис. 4.9 в, г). При этом достигают-
ся максимумы амплитуд эхосигналов.
Показанные внизу импульсы на Л-развертке демонстрируют расстояния в
миллиметрах, соответствующие приходам эхосигналов, в зависимости от того,
от какой цилиндрической поверхности получают первое отражение. В точке О
помещен большой импульс от границы преобразователь-образец, хотя он часто
не виден. Погрешность определения положения точки О возрастает пропорцио-
нально глубине залегания дефекта.
4.3. ЧУВСТВИТЕЛЬНОСТЬ
Чувствительность - важная характеристика метода контроля, поскольку оп-
ределяет возможность выявления минимальных дефектов. Рассмотрим понятие
«чувствительность» в двух аспектах: как параметр, настраиваемый на обеспечение
нахождения дефектов с отражательной способностью, большей определенного
уровня, и как возможность обнаружения дефектов минимального размера.
В первом случае чувствительность является параметром и метода, и аппара-
туры, поскольку при настройке прибора ограничивают возможность выявления
малых дефектов, задавая определенный размер подлежащих обнаружению де-
фектов (по их отражательной способности).
В России под размером дефекта, как правило, понимают диаметр или пло-
щадь плоскодонного отверстия.
В практике контроля применяют понятие «уровень фиксации» {контроль-
ный уровень или уровень оценки). Это площадь плоскодонного отражателя, ко-
торый должен обнаруживаться дефектоскопом во всем контролируемом изде-
лии. Если сигнал от реального дефекта превосходит уровень фиксации, то такой
дефект должен быть зафиксирован и должна быть оценена его допустимость.
88
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Настройка чувствительности при контроле изделий обычно имеет целью
обеспечение заданного уровня фиксации. Нужно добиться, чтобы заданное
плоскодонное отверстие гарантированно выявлялось во всем ОК. Для этого на-
страивают чувствительность для максимальной глубины, а затем уменьшают ее
на меньших глубинах с помощью временной регулировки чувствительности
(ВРЧ) или применяют другие способы корректировки чувствительности с глу-
биной.
После установления соответствующей уровню фиксации чувствительности
ее поднимают на некоторую величину (обычно на 6 дБ или более) и приступают
к контролю. Эту повышенную чувствительность называют поисковой. Когда об-
наружен сигнал от дефекта, чувствительность возвращают к уровню фиксации.
Если сигнал от дефекта превосходит этот уровень, оценивают характеристики
дефекта.
Кроме того, используют понятие «уровень браковки». Ему соответствует
амплитуда эхосигнала от максимально допустимого плоскодонного отверстия.
Обычно уровень браковки по высоте амплитуд эхосигналов на 6 дБ выше уровня
фиксации. Соответствующая чувствительность будет на 6 дБ ниже уровня фик-
сации. Часто НТД на контроль предусматривают первоначальную настройку
чувствительности не на уровень фиксации, а на уровень браковки.
С позиций возможности обнаружения дефектов минимального размера ис-
пользуют следующие понятия чувствительности.
Максимальная электрическая чувствительность - отношение минимально-
го электрического сигнала, который может зафиксировать дефектоскоп, к мак-
симальной амплитуде электрического импульса генератора, возбуждающего из-
лучающий преобразователь. Это понятие характеризует чувствительность де-
фектоскопа как электронного прибора без преобразователя.
Абсолютная чувствительность - отношение минимальной амплитуды аку-
стического сигнала, который может зафиксировать дефектоскоп с используемым
преобразователем, к максимальной амплитуде акустического зондирующего
импульса дефектоскопа. Ее можно назвать максимальной акустической чувстви-
тельностью. Амплитуды акустических сигналов определяют с помощью коэф-
фициента двойного преобразования Кд пьезоэлемента, используя формулу (4.6).
Максимальную электрическую и абсолютную чувствительности выражают
в отрицательных децибелах.
При смене преобразователя абсолютная чувствительность изменяется, на-
пример она больше для прямого и меньше для наклонного и ЭМА-преобра-
зователей. Абсолютной чувствительностью дефектоскопа называют максималь-
ное значение абсолютной чувствительности, достигаемое с хотя бы одним пре-
образователем, входящим в комплект дефектоскопа.
В зарубежной практике применяют понятие «резерв чувствительности».
Это отношение минимального акустического сигнала, который может зафикси-
ровать дефектоскоп с данным преобразователем, к амплитуде максимально воз-
можного акустического эхосигнала.
ЧУВСТВИТЕЛЬНОСТЬ
89
Максимальный акустический эхосигнал достигается, если вся излученная
энергия возвращается к приемному преобразователю. В практике контроля все-
гда возникают потери, потому это условие выполняется приближенно.
При контроле прямым преобразователем максимальный сигнал - это дон-
ный сигнал от образца небольшой толщины, значительно меньшей протяженно-
сти ближней зоны преобразователя; при контроле наклонным преобразовате-
лем - это максимальный сигнал от цилиндрической поверхности образцов V-1,
V-2 или СО-3. Сигнал с еще большей амплитудой может быть достигнут при
установке преобразователя в центр полусферического образца, но такие образцы
в практике контроля, как правило, не применяются. Перечисленные сигналы на
1 ... 3 дБ меньше максимальной амплитуды акустического зондирующего им-
пульса, определяемого по АРД-диаграмме или расчетным путем. Соответствен-
но, резерв чувствительности на 1 ... 3 дБ меньше абсолютной чувствительности.
Другие понятия чувствительности при практическом контроле употребля-
ются редко, однако дадим их определения.
Предельная чувствительность - минимальная площадь плоскодонного от-
ражателя, обнаруживаемого дефектоскопом при заданной его настройке в кон-
тролируемом изделии на определенной глубине. Не следует полагать, что это
понятие характеризует величину наименьшего выявляемого дефекта при макси-
мальной чувствительности аппаратуры.
Условная чувствительность определяется по некоторому искусственному
отражателю в СО. Это может быть одно из отверстий диаметром 2 мм в СО-1.
Затухание УЗ в оргстекле велико, поэтому эхосигналы от боковых отверстий
быстро ослабевают с увеличением глубины их расположения. Глубина залега-
ния наиболее удаленного выявляемого отверстия в миллиметрах - это и есть
цифра, определяющая условную чувствительность дефектоскопа (при опреде-
ленной его настройке) по СО-1.
Можно использовать также иные способы задания условной чувствительно-
сти. В качестве отражателя выбирают отверстие диаметром 6 мм в СО-2 или ци-
линдрическую поверхность СО-3. В этом случае условная чувствительность -
число децибелов, показывающее, насколько нужно изменить чувствительность
от настройки по СО, чтобы получить заданную предельную чувствительность.
Понятие «условная чувствительность» нужно для запоминания и воспроиз-
ведения чувствительности дефектоскопа при замене преобразователя на другой
того же типа или каких-либо других изменениях в аппаратуре. Использование
СО-2 обладает преимуществами перед СО-3, так как в случае СО-2 точнее учи-
тывается индивидуальная диаграмма направленности преобразователя.
Реальная чувствительность характеризуется минимальными размерами
дефектов конкретного типа, выявляемых в изделии на заданной глубине при оп-
ределенной настройке аппаратуры. Она может быть определена в результате
статистической обработки данных контроля, разрезки и металлографических
исследований большой партии однотипной продукции.
90
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Эквивалентная чувствительность — это чувствительность, настроенная по
любому заранее оговоренному искусственному или естественному отражателю в
контролируемом материале. По другому определению, это минимальный экви-
валентный размер выявляемой несплошности на определенном расстоянии от
точки ввода при заданных условиях контроля.
Настройка на заданную чувствительность с использованием образцов с ис-
кусственными дефектами наиболее удобна. Искусственные дефекты выбирают
такими, чтобы их легко было изготовить с достаточной точностью, чтобы от них
четко наблюдался максимум эхосигнала и чтобы по возможности искусствен-
ный дефект хорошо имитировал наиболее часто встречающиеся реальные де-
фекты. Получив максимум эхосигнала, чувствительность часто дополнительно
регулируют аттенюатором для установления заданного уровня фиксации. Вели-
чину необходимого изменения чувствительности определяют экспериментально
или расчетами.
Точное изготовление плоскодонных отверстий, которые являются основной
мерой чувствительности, довольно сложно, особенно если их нужно выполнить
в образце на разной глубине под углом к поверхности. Вместо них используют
такие отражатели, как дно ОК, двугранный угол, боковое цилиндрическое от-
верстие, зарубка, сегмент, регулируя при необходимости после настройки на них
чувствительность аттенюатором. Сопоставить амплитуды эхосигналов от рас-
смотренных отражателей с сигналами от плоскодонных отверстий расчетным
способом можно, используя формулы акустического тракта. Для удобства
расчетов эхосигналов от отражателей составляют специальные диаграммы. На
рис. 4.10 показана размерная АРД-диаграмма для конкретного преобразователя.
По оси ординат отложено ослабление эхосигнала A'/Aq по сравнению с зонди-
рующим импульсом в децибелах; по оси абсцисс - расстояние г от преобразова-
теля до отражателя в миллиметрах; параметр кривых - диаметр плоскодонного
отверстия d.
Заменяя сетку горизонтальных линий наклонными, учитывают затухание
УЗ в изделии. Например, штриховые наклонные линии с крупными штрихами
соответствуют коэффициенту затухания 0,015 Нп / см.
Настройку на заданную чувствительность по размерной АРД-диаграмме
можно выполнять также, используя в качестве опорного сигнала не донный, а
сигнал от отверстия диаметром 6 мм в СО-2 или сигнал от цилиндрической по-
верхности СО-3. Последний вариант гораздо хуже: при нем не учитывается ин-
дивидуальная диаграмма направленности преобразователя, поскольку все лучи в
плоскости падения возвращаются назад к излучателю-приемнику.
На рисунке 4.10 отмечен уровень, соответствующий эхосигналу от отвер-
стия диаметром 6 мм в СО-2. По нему и кривой АРД-диаграммы на глубине, от-
вечающей толщине ОК, можно определить разность амплитуд в децибелах и
после настройки по СО-2 увеличить или уменьшить чувствительность. В ведом-
ственных НТД разность эхосигналов между СО-2 и различными кривыми
ЧУВСТВИТЕЛЬНОСТЬ
91
Рис. 4.10. Размерная АРД-диаграмма для прямого преобразователя
с диаметром пьезоэлемента 12 мм на частоту 2,5 МГц
АРД-диаграммы для серийных преобразователей приведена в виде АРД-шкал.
Фактическая рабочая частота может отличаться от номинального значения.
В этом случае настройка по СО-2 нуждается в корректировке, так как амплиту-
ды эхосигналов от плоскодонного отверстия, дна изделия и бокового отверстия
в СО-2 по-разному зависят от частоты. На рисунке 4.10 рядом с линией для
СО-2 проведены более короткие линии. Ими следует пользоваться вместо ос-
новной линии, когда фактическая рабочая частота отличается от номинальной.
Представленная АРД-диаграмма соответствует частоте 2,5 МГц, верхняя корот-
кая линия - частоте 2,25 МГц, а нижняя - частоте 2,75 МГц.
Достижение максимальной чувствительности. Чувствительность любого
метода дефектоскопии как его физическая характеристика показывает возмож-
ность метода обнаруживать предельно мелкие дефекты. Количественно ее опре-
деляют порогом чувствительности. Для эхометода это минимальная площадь
5 (мм2) искусственного дефекта типа плоскодонного отверстия, который обна-
руживается при контроле. Ее можно определять по отражателям другого типа,
выполняя пересчет на площадь плоскодонного отверстия по формулам акусти-
92
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
а)
б)
Рис. 4.11. Схема настройки
чувствительности дефектоскопа
с наклонным преобразователем:
/ - 4 - отражатели (а) и соответствующие
им эхосигналы (б)
ческого тракта. Понижение порога чувст-
вительности означает повышение чувст-
вительности по выявлению более мелких
дефектов.
Порог чувствительности эхометода
ограничивается двумя главными факто-
рами: чувствительностью аппаратуры и
уровнем помех. Условия выявления
электрического сигнала If от дефекта
записывают в виде
(4.3)
(4.4)
где t/min - минимальный электрический
сигнал, регистрируемый аппаратурой
(дефектоскоп плюс преобразователь);
(7П - уровень помех на входе прибора.
Поскольку основным видом трудно-
устранимых помех являются структур-
ные помехи, в дальнейшем рассматрива-
ются именно они. Значение t/min чаще
всего определяется шумами электриче-
ских цепей дефектоскопа, а вблизи зон-
дирующего или начального импульса -
помехами преобразователя.
Порог чувствительности при низком уровне структурных помех опре-
деляют по формуле (4.3). Поделим обе ее части на амплитуду Uq возбуждающего
ПЭП электрического зондирующего импульса:
U'/U0 > итп /и0 . (4.5)
Величина - максимальная электрическая чувствительность эхо-
дефектоскопа.
Максимальную акустическую (абсолютную) чувствительность определяют,
переходя к акустическим величинам
^min _ 1 ^min /д
ро ~ Кл и0 ’
где Хд - коэффициент двойного электроакустического преобразования для пря-
мого ПЭП. Формула справедлива в пределах линейной зависимости Ро от %
которая нарушается при больших напряжениях генератора.
ЧУВСТВИТЕЛЬНОСТЬ
93
Для преобразователя с акустической задержкой (призмой) формула (4.6)
имеет вид
(4.7)
где D - коэффициент прозрачности по энергии для границы между задержкой и
ОК; 53 и г3 - затухание и средний путь УЗ в задержке. Значения будут разны-
ми при нагрузке на ОК и задержку (призму).
По формулам (4.6) и (4.7) можно оценить способы снижения Pmin /PQ . Со-
гласно ГОСТ 26266 и EN 12668-2 коэффициент двойного преобразования Кл оп-
ределяется как отношение амплитуды электрического сигнала от отражателя,
возвращающего назад всю излученную энергию, к амплитуде возбуждающего
ПЭП электрического импульса. Для прямого контактного ПЭП с ЦТС-19
Кд «0,1.
Возможности увеличения чувствительности путем повышения амплитуды
Uq рассмотрены в специальной литературе. Максимальная амплитуда импульса
генератора ударного типа, возбуждающего излучающий ПЭП, обычно достигает
500 В. Однако нелинейная зависимость Pq от Uq и сужение полосы пропускания
частот ЭАП по сравнению с частотным спектром возбуждающего его импульса
приводят к снижению соответствующего Uq значения Pq. В генераторах неудар-
ного типа вырабатывается напряжение порядка 50 ... 200 В.
Возможность снижения порога электрической чувствительности за счет C/min
(путем увеличения коэффициента усиления) ограничивается электрическими шу-
мами, которые в лучших дефектоскопах имеют величину порядка 50 мкВ. Под-
ставив найденные оценки в (4.6), найдем значение абсолютной чувствительности:
Р 1 10-5
_L.АХ— = 21О’6 = 114 дБ,
Ро 0,1 50
что соответствует реальным значениям для лучших дефектоскопов. В большин-
стве приборов это значение не превосходит 90 ... 100 дБ. Этого достаточно для
решения большинства практических задач. Максимальная абсолютная чувстви-
тельность необходима, например, при выявлении небольших дефектов (диамет-
ром ~ 2 мм) в сварных соединениях большой толщины (400 ... 500 мм).
Эффективный способ повышения абсолютной чувствительности - исполь-
зование фазомодулированных импульсов для подавления шумов. Как показала
практическая реализация этого способа в дефектоскопах серии «Авгур», выпус-
каемых НПЦ «Эхо+», абсолютную чувствительность дефектоскопа удается уве-
личить до 146 дБ. Этот способ малоэффективен для подавления структурных
помех, так как соответствующие импульсы сильно коррелированы с эхосигна-
лами от дефектов.
Если известна абсолютная чувствительность дефектоскопа, задачу опреде-
ления выявляемого плоскодонного отверстия с минимальной площадью 5 при
94
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
контроле мелкозернистого материала и снижения этой величины путем оптими-
зации параметров контроля решают на основе анализа формулы акустического
тракта. Для дальней зоны (наихудший случай) и преобразователя без акустиче-
ской задержки справедливо соотношение
-25/' \ ^min
(4.8)
Г Л го
Расстояние г до дефекта определяют условия контроля. Порог снижают,
увеличивая площадь S пьезоэлемента преобразователя до тех пор, пока дефект
не попадет на границу ближней зоны преобразователя. При дальнейшем увели-
чении S амплитуда эхосигнала от дефекта уменьшается; формула (4.8) в этой
зоне не действует. Обычно из условий достижения хорошего качества акустиче-
ского контакта диаметр ПЭП <50 мм.
Частота УЗ-колебаний f входит в величины X и 5 неравенства (4.8). С рос-
том частоты f уменьшается X, а 6 возрастает. Отсюда возникает задача получе-
ния оптимальной частоты, решение которой показывает, что с ростом толщины
ОК и коэффициента затухания УЗ оптимальная частота понижается.
Достижимую чувствительность оценивают также по стандартным образцам.
Образец V-1 предусматривает возможность грубой оценки чувствительности
дефектоскопа по отражению от цилиндрического отверстия диаметром 1,5 мм.
Прямой преобразователь помещают в положение J (см. рис. 4.3), а наклонный -
в положение G и выявляют отверстие многократно отраженным лучом. Однако
дефектоскопы с абсолютной чувствительностью 90... 100 дБ позволяют обна-
руживать цилиндрическое отверстие диаметром 1,5 мм с большим запасом чув-
ствительности.
Другой способ сравнительной оценки чувствительности дефектоскопа по
образцу V-1 - определение на максимальной чувствительности количества ви-
димых на экране многократных отражений в плексигласовом цилиндре, встав-
ленном в отверстие диаметром 50 мм. EN 12668-3 рекомендует получить макси-
мальный эхосигнал от выбранного бокового цилиндрического отверстия и изме-
рить, насколько можно увеличить чувствительность аттенюатором до появления
шумов прибора.
Порог чувствительности при высоком уровне структурных помех снижают
тремя путями. Первый заключается в выборе оптимальных параметров контро-
ля, второй - в применении статистических методов обнаружения сигналов на
фоне структурных помех, третий - в компьютерной обработке принятых сигна-
лов и помех.
Выбор оптимальных параметров контроля основан на анализе соотноше-
ний полезных сигналов и среднего уровня структурных помех. В таблице 4.3 эти
соотношения приведены без учета влияния на них качества акустического кон-
такта. Поскольку изменение последнего может уменьшить амплитуду сигнала в
несколько раз, а максимальный уровень структурных помех — на значительно
ЧУВСТВИТЕЛЬНОСТЬ
95
4.3. Отношение амплитуды эхосигнала к уровню структурных помех
для отражателей различного типа
Отражатель Отношение амплитуды эхосигнала к среднему квадратическому уровню структурных помех
в ближней зоне в дальней зоне
Диск площадью 5 5-^- 1— rV 8рст
Цилиндр диаметром d 2,5 1—^— у 1,8 | dS Z у гбрСт
Плоскость (донный сигнал) (3,5... 2) U- V5PCT 2,5 — 1— к у 5рст
меньшую величину (приблизительно в 2 раза выше среднего значения), для на-
дежного обнаружения полезного сигнала на фоне помех сигнал должен быть в
4 ... 6 раз выше их среднего уровня. Используя эти соотношения, можно дать
следующие рекомендации по оптимизации условий контроля.
1. Локализовать зону озвучивания, т.е. область, из которой получают инфор-
мацию. Выявляемость дефекта на фоне структурных помех растет с увеличением
отношения площади отражающей поверхности дефекта к площади облучаемых
УЗ-кристаллитов металла, участвующих в образовании помех. Из таблицы 4.3
видно, что уменьшение длительности т импульса, уменьшающее лучевую про-
тяженность зоны озвучивания, заштрихованной на рис. (4.12), улучшает отно-
шение сигнал/помеха. Если дефект находится в дальней зоне, то для повышения
отношения сигнал/помеха целесообразно увеличить площадь преобразователя S,
улучшая тем самым его направленность (рис. 4.12, а, б). Это справедливо не
только для точечных, но и для протяженных дефектов и даже для отражающей
плоскости. Дело в том, что эффективно отражающая в сторону приемника часть
плоскости или протяженного дефекта невелика, поэтому улучшение направлен-
ности излучения дает тот же эффект, что и для точечного отражателя.
Когда отражатель попадает в ближнюю зону (рис. 4.12, в), то увеличение Sa
приводит к уменьшению концентрации УЗ-энергии и отношение сигнал/помеха
для точечных отражателей ухудшается. В ближней зоне отношение сиг-
нал/помеха можно увеличить, применяя фокусировку УЗ-поля (рис. 4.12, г).
Здесь для дискообразного отражателя, расположенного в геометрическом фоку-
се F, отношение сигнал/помеха определяет формула
96
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Рис. 4.12. Локализация зоны озвучивания для повышения отношения
сигнал/структурные помехи
аналогичная формуле в табл. 4.4 для дальней зоны, только г заменено на F. Из
формулы (4.9) видно, что повышение отношения сигнал/помеха для фокуси-
рующего преобразователя растет с увеличением его площади.
2. Использовать PC-преобразователи (рис. 4.12, Э). Этот преобразователь
обладает фокусирующим действием - сжимает зону озвучивания. Наибольшую
концентрацию энергии дает фокусирующий PC-преобразователь (рис. 4.12, е).
Кроме того, PC-преобразователь устраняет помехи от вторичного рассеяния и
практически не имеет собственных помех.
3. Выбрать тип волны, исходя из требований минимального коэффициента
рассеяния. При постоянной частоте значение 5Р для продольных волн в 4 ... 6 раз
меньше, чем для поперечных. Однако в знаменателе формул табл. 4.3 фигурирует
произведение 5рс, а скорость продольных волн в 2 раза больше, чем поперечных.
В результате выигрыш при использовании продольных волн оказывается не столь
значительным. Тем не менее преимущества продольных волн подтверждаются
практическими данными для аустенитных сталей. Большой выигрыш для этих
сталей дает применение горизонтально поляризованных поперечных волн, однако
их излучение и прием затруднительны. Уменьшение произведения (пропорцио-
нального 5Р Z) способствует устранению помех от вторичного рассеяния.
4. Выбрать частоту с учетом зависимости от нее коэффициента рассеяния Зр,
который пропорционален причем в зависимости от соотношения D/\ значе-
ние п может изменяться от 2 до 4. Из табл. 4.3 видно, что в зависимости от зна-
чения а?, формы отражателя, зоны акустического поля преобразователя, в кото-
рой отражатель расположен, отношение сигнал/помеха с повышением частоты
может как увеличиваться, так и уменьшаться.
Известно, что чем больше затухание УЗ, тем меньше должна быть рабочая
частота. Это связано с необходимостью выполнения условия <0,02, так как
в противном случае начинает действовать эффект повторного рассеяния и фор-
мулы табл. 4.3 становятся неверными.
ЧУВСТВИТЕЛЬНОСТЬ
97
5. Усовершенствовать аппаратуру в нескольких направлениях. Увеличение
абсолютной чувствительности расширяет возможность применения оптималь-
ных параметров контроля (например, выбора частоты, использования РС-прео-
бразователей и т.д.) при сохранении требуемого уровня фиксации. Введение
компенсированной отсечки не увеличивает отношения сигнал/помеха, однако
повышает удобство контроля при высоком уровне помехи, поскольку помогает
сконцентрировать внимание дефектоскописта на полезных сигналах.
Введение ВРЧ обеспечивает приблизительно одинаковый уровень помех на
всей линии развертки. Дефектоскоп должен иметь широкий диапазон частот для
оптимизации их выбора. Генератор дефектоскопа должен излучать короткие коло-
колообразные импульсы. В комплект прибора должны входить РС-преобразователи
и фокусирующие преобразователи с большим диаметром пьезоэлемента.
Широкие возможности обработки результатов контроля открывает приме-
нение когерентных методов контроля с помощью компьютера, выполняющего
синтезирование фокусирующего преобразователя с очень большими размерами,
равными области сканирования, а следовательно, с очень узкой фокальной обла-
стью (способ SAFT). Такая обработка, как и фокусирующие преобразователи,
позволяет достичь высокого отношения сигнал/помеха, причем не в узкой зоне
фокусировки, а во всем материале ОК.
Статистические методы выделения сигналов на фоне структурных помех
широко используют в радио- и гидролокации. Однако помехи в этих областях
обычно представляют случайные во времени некоррелированные процессы, т.е.
шумы, поэтому накопление информации и ее статистическая обработка позво-
ляют значительно повысить отношение сигнал/помеха.
Иное положение складывается при УЗ-контроле. Взаимное положение рас-
сеивателей в твердом теле не меняется во времени. При неизменных условиях
излучения и приема упругих волн структурная помеха полностью коррелирова-
на в одинаковые моменты времени различных периодов посылок зондирующих
импульсов, что исключает возможность непосредственного применения стати-
стических методов. Условием использования этих методов является обеспечение
таких изменений в акустическом поле преобразователя, при которых корреляция
помех снижается, а сигналы от дефекта остаются сильно коррелированными.
Способы практического решения задачи различаются прежде всего выбором
изменяемого параметра акустического поля.
Простой для практической реализации способ - изменение длительности т
зондирующих импульсов при сохранении их амплитуды. Если т>4Г (Т - пери-
од колебаний), то полезный сигнал практически не увеличивается при дальней-
шем увеличении т, тогда как уровень структурных помех растет пропорцио-
нально д/т. Дефектоскоп для контроля крупнозернистых материалов должен
обладать переменной длительностью импульса (как минимум 4 ... 9 периодов).
Когда возникает сомнение, что наблюдаемые импульсы вызваны структур-
ными помехами, то изменяют т и проверяют, изменяется или нет их амплитуда.
Если она изменяется не более чем на 1 дБ, то это - сигналы от дефектов. Если
амплитуда изменяется на 3 дБ или более - это структурные помехи.
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
Статистическое накопление и обработку сигналов можно также проводить,
перемещая преобразователь по поверхности изделия, изменяя угол ввода, рабо-
чую частоту, ширину диаграммы направленности (например, варьируя диаметр
преобразователя).
Методики контроля с компьютерной обработкой сигналов и помех. Со-
временные возможности обработки результатов контроля на компьютере, с ко-
торым соединен или в который встроен дефектоскоп, позволили использовать
новые методы обработки при контроле материалов с высоким уровнем струк-
турных помех - сплит-спектральный (split spectrum) и вейвлетный (wavelet
transform) анализы.
Суть сплит-спектрального способа заключается в том, что принятую при
контроле реализацию эхосигнала, образованную комбинацией помех, отражен-
ных от структурных неоднородностей, и сигнала, отраженного от дефекта, под-
вергают прямому преобразованию Фурье. Полученный амплитудно-частотный
спектр разбивают на ряд частотных полос. Каждую из них подвергают обратно-
му преобразованию Фурье, а набор полосовых сигналов амплитудно взвешива-
ют, после чего полосовые сигналы суммируют. В результате получают скоррек-
тированную реализацию эхосигнала, причем весовые коэффициенты подбирают
таким образом, чтобы максимизировать отношение амплитуды сигнала от де-
фекта к амплитуде сигнала структурных помех.
Способ вейвлетного анализа основан на представлении любого реально су-
ществующего сигнала с помощью преобразования Фурье в виде суммы гармо-
ник (синусоид) различной частоты. При этом предполагается, что гармоники
бесконечны во времени, а это не позволяет отслеживать изменения сигнала во
времени. Для нестационарных сигналов, чтобы уловить непериодические изме-
нения во времени, вместо набора гармоник берут набор коротких всплесков -
вейвлетов (wavelet дословно значит «элементарная волна»), образованных из
первичного, материнского вейвлета растяжением (сжатием) и последовательным
перемещением сигналов по временной оси.
Набор вейвлетов (рис. 4.13) образует базис, позволяющий разложить анали-
зируемый сигнал на сумму таких всплесков разного размера и местоположения
во времени. Коэффициенты разложения, являющиеся функцией от длительности
всплеска (имеет смысл обратной частоты) и времени, дают важную информацию
об эволюции сигнала. Они также зависят от формы материнского вейвлета, ко-
торый для каждой прикладной задачи выбирается соответствующим образом. Из
числа полученных таким способом вейвлетов методом нейронной сети выбира-
ют вейвлет, наиболее точно соответствующий наличию дефектов.
Вейвлет-преобразование все шире применяется в У 3-дефектоскопии для
выделения полезного сигнала из шумов и помех при контроле аустенитных
сварных соединений, для выявления в композиционных материалах пористости
и обогащенных смолой зон, для определения границы между хромоникелевым
покрытием и основным металлом.
Усовершенствование сплит-спектрального и вейвлетного способов анализа
состоит в том, что не требуется предварительного знания частотного диапазона
ЧУВСТВИТЕЛЬНОСТЬ
99
Рис. 4.13. Элементарные волны, используемые при вейвлетном анализе:
А - амплитуда; t - время, мкс; So - материнский вейвлет
для разбиения на частотные полосы. Устанавливается так называемый полярный
порог - эквивалентный частотный диапазон для этого разбиения широкополос-
ного сигнала от дефекта. Оптимизация осуществляется по максимальному по-
давлению помех.
Использование вейвлетного анализа основано на знании параметров сигна-
лов от дефекта и помех, чтобы адаптировать частотный диапазон к свойствам
материала по максимуму разрешения во времени.
Максимальная глубина прозвучивания rmax - наибольшая глубина, на ко-
торой выявляется дефект заданного размера. В технических характеристиках
прибора в качестве максимальной глубины прозвучивания указывают макси-
мальную длительность развертки дефектоскопа. Однако достаточная длитель-
ность развертки не гарантирует выявления требуемого дефекта, необходима
также достаточно высокая чувствительность. Достижение максимальной глуби-
ны прозвучивания связано с преодолением тех же двух ограничивающих факто-
ров (4.3) и (4.4), которые препятствовали повышению чувствительности.
100
Глава 4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭХОМЕТОДА
4.4. МЕРТВАЯ ЗОНА
Мертвая зона, или минимальная глубина прозвучивания, - минималь-
ное расстояние от поверхности ввода до дефекта, надежно выявляемого при
контроле. При контроле по совмещенной схеме мертвая зона связана с тем, что
усилитель дефектоскопа не может принимать эхосигналы от дефектов во время
излучения зондирующего импульса. После него следуют помехи преобразовате-
ля, т.е. многократные отражения импульса в элементах ПЭП: пьезопластине,
протекторе, призме и т.д. (реверберационно-шумовая характеристика преобра-
зователя - РВШ). Они имеют большую амплитуду, поэтому слабый эхосигнал
от дефекта на их фоне не обнаруживается.
При контроле через акустическую задержку, в частности иммерсионным
способом, мертвая зона возникает под действием начального импульса, появ-
ляющегося в результате отражения УЗ на границе задержки с ОК. Начальный
импульс имеет очень большую амплитуду и играет ту же роль, что и зондирую-
щий.
Упрощенно представляют, что при контроле по совмещенной схеме мертвая
зона для прямого преобразователя определяется формулой
/г = с(т + тп)/2,
где с - скорость продольных волн в изделии; т - длительность импульса; тп -
длительность помех. Обычно длительность импульса измеряется количеством п
периодов колебаний в нем, поэтому ст = пк . По экспериментальным измерени-
ям, хороший преобразователь, в котором помехи практически отсутствуют, име-
ет п = 5 и величину мертвой зоны
h = 2,5k. (4.10)
Широкополосный преобразователь с низким уровнем шумов позволяет по-
лучить мертвую зону величиной к.
С возрастанием амплитуды эхосигнала от отражателя улучшается возмож-
ность его обнаружения на фоне помех преобразователя, поэтому для более точ-
ного определения величины мертвой зоны нужно получить сигнал, соответст-
вующий уровню фиксации.
Для наклонного преобразователя мертвая зона меньше, чем для прямого,
поскольку с - скорость поперечных (более коротких) волн, а расстояние h рас-
полагается в направлении луча, наклоненного к поверхности под углом ввода,
поэтому мертвая зона в направлении, перпендикулярном к поверхности,
h'= /zcosa. Для поверхностных волн a = 90° и мертвая зона равна нулю.
Для наклонного преобразователя действует еще один фактор, уменьшаю-
щий мертвую зону. В хорошо сконструированном преобразователе мертвая зона
уменьшается почти до нуля. Однако полностью устранить влияние отраженной
волны на приемную пластину, как правило, не удается.
При контроле PC-преобразователем мертвая зона возникает в результате
прохождения зондирующего импульса от излучающего к приемному элементу,
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
101
несмотря на принимаемые меры по устранению этого явления. Такие преобразо-
ватели имеют мертвую зону 0,5 ... 1 мм - значительно меньше, чем прямые со-
вмещенные. При контроле тонких изделий PC-преобразователем легко спутать
сигнал от дефекта с донным сигналом или первый и второй донные сигналы ме-
жду собой.
Рекомендуется проверять мертвую зону по боковым цилиндрическим от-
верстиям, просверленным на разных расстояниях от поверхности образца из ма-
териала изделия, так как трудно изготовить наклонные плоскодонные отверстия.
При контроле стальных изделий для приближенной оценки мертвой зоны ис-
пользуют цилиндрические отверстия диаметром 2 мм на расстояниях 3 и 8 мм от
поверхности в СО-2. При необходимости изготовляют СОП с отверстиями на
других расстояниях от поверхности.
Вопросы для самопроверки
1. Как располагают преобразователи при контроле методами отражения (1)?
2. Опишите способ измерения угла ввода наклонного преобразователя (2)?
3. Какие факторы влияют на амплитуду эхосигнала от несплошности (1)?
4. Каково влияние параметров ОК на угол ввода наклонного преобразова-
теля (1,2)?
5. В чем различие между уровнем фиксации и уровнем браковки (1,2)?
Глава 5. АППАРАТУРА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
5.1. КЛАССИФИКАЦИЯ ПРИБОРОВ УЗ-КОНТРОЛЯ ПО НАЗНАЧЕНИЮ
По назначению УЗ-приборы подразделяют на: дефектоскопы, предназна-
ченные в основном для обнаружения дефектов типа несплошностей; толщино-
меры для измерения толщины стенок изделий при одностороннем доступе или
для контроля толщины слоев покрытий на поверхности изделий; анализаторы
физико-механических характеристик материалов, например структуромеры (для
определения средних размеров зерен металла, формы графитовых включений в
чугунах); твердомеры (для измерения твердости поверхности материалов); тен-
зометры (для измерения напряжений и деформаций в изделии по изменению
скорости УЗ); измерители упругих свойств и прочности (также по скорости
УЗ) - приборы этого назначения объединяют названием «структуромеры», и др.
5.2. ИМПУЛЬСНЫЕ ЭХОДЕФЕКТОСКОПЫ
5.2.1. Устройство и работа аналоговых импульсных эходефектоскопов
В настоящее время к применению нормативными документами различных
отраслей промышленности разрешены УЗ-дефектоскопы, принцип действия ко-
торых и использующиеся электронные компоненты и технологии существенно
отличаются. К ним относятся аналоговые и цифровые дефектоскопы. В дефекто-
скопах первой группы вся получаемая информация обрабатывается в аналоговой
форме. Упрощенная структурная схема УЗ-эходефектоскопа аналогового типа
показана на рис. 5.1. Рассмотрим функции основных узлов дефектоскопа и осо-
бенности их работы.
Рис. 5.1. Структурная схема аналогового эходефектоскопа:
/ - усилитель; 1.1 - предусилитель; 7.2 - измеритель амплитуд сигналов;
1.3 - усилитель высокой частоты; 1.4- детектор; 7.5 - видеоусилитель; 2 - приемный
ПЭП; 3 - передающий ПЭП; 4 - ОК; 5 - экран ЭЛТ; 6 - дефект; 7 - генератор
зондирующих импульсов; 8 - синхронизатор; 9 - генератор развертки; 10 - генератор
строб-импульсов; 77 - сигнализатор дефектов; 72 - блок ВРЧ; 13 - глубиномер
ИМПУЛЬСНЫЕ ЭХОДЕФЕКТОСКОПЫ
103
Генератор зондирующих импульсов 7 содержит два основных элемента: ко-
лебательный контур, включающий в себя излучающий электроакустический
преобразователь (ЭАП), и электронную схему, генерирующую короткие радио-
импульсы той или иной формы. В колебательном контуре параллельно или по-
следовательно с пьезоэлементом включены индуктивность и активное сопро-
тивление. Иногда применяют трансформаторную связь.
Чаще всего используют схему ударного возбуждения колебаний контура, в уп-
рощенном виде показанную на рис. 5.2, а. Резонансную частоту контура с помощью
индуктивности L подбирают равной резонансной частоте пьезопластины П. Сопро-
тивление резистора R определяет добротность контура. Накопительный конден-
сатор Сн заряжают от высокого напряжения UH.
Импульсом синхронизатора открывают тиристор Т, через который этот
конденсатор разряжается и возбуждает колебания в контуре. Форма возбуждае-
мых таким способом электрических импульсов показана на рис. 5.2, б. Фронт
ударного импульса определяется быстрым процессом разряда накопительного
конденсатора.
В результате излучаемый в ОК акустический зондирующий импульс имеет
форму, близкую к колоколообразной (рис. 5.2, в). Амплитуда первого полупе-
риода колебаний ударного возбуждающего импульса обычно -300 ... 500 В. Од-
нако эффективно действующая амплитуда спектральной составляющей на рабо-
чей частоте значительно меньше (30 ... 50 В) ввиду несоответствия полос частот
импульса и преобразователя.
Рис. 5.2. Ударный генератор, формы импульсов:
а - схема генератора; б - ударный импульс, возбуждаемый этим генератором;
в - импульс на приемнике; г — видеоимпульсы; д - колоколообразный импульс;
- напряжение питания; U3- напряжение запуска
104
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
В настоящее время часто применяют генераторы, вырабатывающие им-
пульсы колоколообразной формы (рис. 5.2, Э), которая характеризуется наибо-
лее узким спектральным составом при заданной длительности, или импульсы,
содержащие один, два или более периодов колебаний постоянной амплитуды.
Это повышает коэффициент полезного действия генератора.
Амплитуду электрического возбуждающего импульса ограничивает напря-
женность переменного электрического поля Ет, которую может выдержать пье-
зопластина без пробоя или разрушения. Для ЦТС-19 эта величина составляет
-3000 В / мм. Однако линейный рост амплитуды акустического сигнала наблю-
дают при повышении напряженности приблизительно до 300 В / мм.
С учетом того, что пьезопластину делают полуволновой, варьируя ее тол-
щину в зависимости от частоты, предельное напряжение питания зависит от
частоты: Uo = Emhx = /(2/), где hx и сх - толщина и скорость звука в пла-
стине. Считая максимальную частоту равной 10 МГц, получим UQ ® 500 В. По-
скольку дефектоскоп должен надежно работать со всеми преобразователями,
входящими в комплект, максимальную амплитуду Uq ограничивают этой вели-
чиной. Низкочастотные дефектоскопы имеют генераторы с более высоким на-
пряжением. Данное обстоятельство также указывает на неэффективность удар-
ных генераторов. Приемно-усилительный тракт 1 дефектоскопа (см. рис. 5.1)
содержит последовательно соединенные узлы: предусилитель 7.7, измеритель
амплитуд сигналов 1.2, усилитель высокой частоты (УВЧ) 1.3, детектор 1.4 и
видеоусилитель 7.5. Предусилитель обеспечивает согласование усилительного
тракта с приемным преобразователем. Коэффициент усиления предусилителя
< 20 дБ. Некоторые дефектоскопы не имеют предусилителя.
В предусилитель входит ограничитель амплитуды, предохраняющий усили-
тель от перегрузок, связанных с воздействием генератора зондирующего им-
пульса (когда ЭАП включен по совмещенной схеме). Он шунтирует сигналы,
амплитуда которых превосходит определенный уровень, но практически не ис-
кажает сигналы меньшей амплитуды, соответствующие эхосигналам от дефек-
тов и других отражателей.
Амплитуды сигналов измеряют с помощью калиброванного делителя на-
пряжения - аттенюатора. Измерение состоит в сравнении между собой ампли-
туд двух или нескольких сигналов в относительных единицах или децибелах.
Аттенюатор располагают после предусилителя для того, чтобы искажение ам-
плитуд поступивших на него сигналов было минимальным. Требуемый диапазон
измерения обычно < 100 дБ.
В последнее время применяют автоматические измерители амплитуды с
цифровой индикацией. Иногда в них амплитуду пересчитывают в величину, ха-
рактеризующую размер дефекта (эквивалентную площадь), и представляют ее
на цифровом табло. Поскольку пересчет должен выполняться по разным зако-
нам в зависимости от типа преобразователя и характеристики материала ОК,
измеритель требует предварительной настройки. При перемещении преобразо-
вателя по ОК амплитуда эхосигнала от дефекта изменяется, но автоматический
ИМПУЛЬСНЫЕ ЭХОДЕФЕКТОСКОПЫ
105
измеритель можно настроить так, что он будет фиксировать максимальное зна-
чение амплитуды.
Усилитель высокой частоты имеет коэффициент усиления 60 ... 100 дБ.
Различают узко- и широкополосные усилители. Узкополосные УВЧ, обладаю-
щие высокой помехоустойчивостью, имеют полосу пропускания частот менее
О,2/о (гдеУо - рабочая частота), что обеспечивает сравнительно небольшое иска-
жение сигналов в приемном тракте. Усиленные высокочастотные сигналы по-
ступают к детектору, на нагрузке которого выделяются огибающие радиоим-
пульсов. Детектированные сигналы (см. рис. 5.2, г) подают на видеоусилитель с
коэффициентом усиления ~ 20 дБ. В некоторых приборах детектор можно вы-
ключить и наблюдать на экране недетектированные импульсы с сохранением
высокочастотных колебаний.
Важная характеристика усилителя - его динамический диапазон, т.е. отно-
шение амплитуд максимального и минимального сигналов, усиливаемых и на-
блюдаемых на экране без искажения. Приборы с большим динамическим диапа-
зоном > 20 дБ позволяют правильно оценивать соотношение амплитуд сигналов
на экране даже без применения аттенюатора.
В большинстве дефектоскопов амплитуды сигналов на экране пропорцио-
нальны амплитудам импульсов. Однако в некоторых приборах используют ло-
гарифмические усилители. В таких приборах амплитуды видимых на экране
сигналов пропорциональны их значениям в децибелах. Благодаря этому такой
прибор обладает очень большим динамическим диапазоном (до 60 дБ), но с его
помощью трудно заметить небольшое изменение амплитуд и отдельно зафикси-
ровать два близко расположенных импульса. Помимо калиброванного аттенюа-
тора импульсные дефектоскопы имеют ряд других регуляторов чувствительно-
сти. К ним относят регулятор амплитуды зондирующего импульса, некалибро-
ванный регулятор чувствительности усилителя и отсечку. Отсечка (ограничение
сигналов снизу) достигается изменением порогового уровня детектора. Благода-
ря этому отсекают все сигналы, амплитуда которых меньше выбранной порого-
вой величины (обычно это помехи). Применение отсечки искажает реальное со-
отношение амплитуд детектированных сигналов и сужает динамический диапа-
зон прибора. В связи с этим применяют систему так называемой компенсиро-
ванной отсечки, которая обеспечивает восстановление амплитуд сигналов, ока-
завшихся выше уровня отсечки, до первоначальной величины. Если в усилителе
отсутствует отсечка или она сделана компенсированной, то амплитуду в преде-
лах динамического диапазона (< 20 дБ) можно измерять прямо по экрану дефек-
тоскопа, на который иногда наносят соответствующую шкалу. Если некомпен-
сированная отсечка введена, то можно лишь сравнивать амплитуды сигналов по
принципу «больше - меньше», но измерять их по экрану нельзя.
Измерение амплитуды по экрану дефектоскопа обычно выполняется в отно-
сительных единицах, а не в децибелах, за исключением случаев применения ло-
гарифмического усилителя или когда узкий интервал (обычно в пределах ±2 дБ)
вблизи стандартного уровня проградуирован в децибелах. Шкала с относитель-
106
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ними единицами измерения используется в дефектоскопах со слишком большой
ценой деления ступенчатого аттенюатора (2 дБ или более).
Измерение амплитуд аттенюатором более точное, чем по экрану, и выпол-
няется во всем диапазоне амплитуд сигналов независимо от наличия отсечки.
В простейшем случае измерение состоит в том, что, регулируя усиление атте-
нюатором и не меняя положение других ручек, влияющих на чувствительность,
амплитуды всех измеряемых сигналов последовательно подводят к одной и той
же линии на экране, называемой стандартным уровнем. Цифры на шкале атте-
нюатора указывают, насколько пришлось ослабить сигнал, чтобы он достиг
стандартного уровня, или насколько был велик сигнал на входе усилителя до
ослабления.
На рис. 5.3 на реальном изображении на экране дефектоскопа представлены
наблюдаемые импульсы с названиями по ГОСТ 23829-85.
Синхронизатор 8 (см. рис. 5.1) запускает импульсный генератор, возбуж-
дающий излучатель зондирующих импульсов, и определяет последовательность
включения узлов дефектоскопа относительно момента посылки этого импульса.
Частоту генерируемых синхронизатором запускающих импульсов (частоту по-
сылок) выбирают в зависимости от задач контроля в пределах 50 ... 8000 Гц.
В некоторых дефектоскопах ее регулируют. Так как частота синхронизатора оп-
ределяет период следования зондирующих импульсов, то для увеличения произ-
водительности контроля ее желательно выбирать возможно большей. Однако
она ограничивается быстротой затухания УЗ и толщиной ОК, поскольку необхо-
димо, чтобы импульс, излученный в ОК, полностью затух до возбуждения сле-
дующей посылки. В противном случае могут возникнуть мешающие импульсы-
фантомы.
Экран дефектоскопа 5 (см. рис. 5.1) - основной индикатор принятых сигна-
лов. В дефектоскопах ранних выпусков это, как правило, электронно-лучевая
трубка (ЭЛТ).
Дополнительные узлы дефектоскопа не показаны на рис. 5.1.
Рис. 5.3. Типичное изображение на экране эходефектоскопа:
1 - зондирующий импульс; 2 - помехи ПЭП; 3 - строб-импульс;
4 - структурные помехи; 5 - эхосигнал от дефекта; 6- донный сигнал
ИМПУЛЬСНЫЕ ЭХОДЕФЕКТОСКОПЫ
107
Систему временной регулировки чувствительности (ВРЧ) правильнее на-
звать временной автоматической регулировкой усиления или корректировкой
амплитуды с расстоянием (по-английски - DAC: distance amplitude correction).
Она предназначена для автоматической регулировки коэффициента усиления
приемника таким образом, чтобы амплитуды эхосигналов от одинаковых дефек-
тов при изменении расстояний от преобразователя до дефектов не меняли своего
значения.
ВРЧ компенсирует ослабление импульса, обусловленное дифракционным
расхождением и затуханием. Исходя из этого закон изменения усиления должен
быть обратным закону убывания амплитуд отраженных сигналов от одних и тех
же по размерам дефектов по мере их удаления от преобразователя. Эти законы
разные для отражателей различных форм и размеров. В простых по устройству
дефектоскопах предусматривается регулировка ВРЧ по длительности действия
вдоль линии развертки и по величине изменения чувствительности. Кроме того,
может задаваться закономерность изменения с расстоянием, отличающаяся от
линейной зависимости.
Система автоматической сигнализации дефектов (АСД) предназначена для
автоматической фиксации факта обнаружения дефекта. Ее можно рассматривать
как частный случай регистратора. Особенно важное значение такие системы
имеют в автоматизированных установках, в которых выявленные дефекты реги-
стрируют в процессе непрерывного сканирования преобразователем ОК. При
ручном контроле система АСД значительно облегчает работу дефектоскописта,
выдавая звуковой или световой сигнал при появлении дефекта, что повышает
надежность результатов прозвучивания.
Система АСД работает совместно с генератором стробирующих импульсов.
Он формирует импульсы, которыми выделяют интервал линии развертки, где
могут появиться импульсы от дефектов, подлежащих регистрации. В результате
АСД имеет регулировку по времени и амплитуде. Регулировка по времени со-
стоит в выделении стробирующим импульсом требуемой зоны линии развертки,
а регулировка по амплитуде - в установлении порога срабатывания, от которого
запускается АСД. С помощью строб-импульса происходит отстройка от началь-
ного сигнала, соответствующего возбуждению зондирующего импульса, донно-
го сигнала, других ложных сигналов. Регулировку строб-импульса АСД по вре-
мени выполняют двумя ручками: одной из них устанавливают положение всего
строб-импульса на линии развертки, а другой регулируют его длительность. В
некоторых дефектоскопах существует система слежения стробирующим им-
пульсом за выбранным эхосигналом даже при его перемещении по линии раз-
вертки, что обычно происходит при движении преобразователя относительно
дефекта.
Регулировка АСД по амплитуде состоит в выборе порогового значения ам-
плитуды эхосигнала, от которого срабатывает АСД. Часто система АСД при-
ближенно указывает амплитуду эхосигналов. В различных дефектоскопах пре-
дусматривается до трех уровней регистрации. Строб-импульс может иметь рас-
тянутую П-образную форму, отрезок линии, высота которого над линией раз-
108
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
вертки определяет порог срабатывания АСД, а длительность - выделяемый ин-
тервал развертки.
Установив строб-импульс так, чтобы в него попал только донный сигнал, по
амплитуде этого сигнала следят за стабильностью акустического контакта, об-
щей исправностью работы аппаратуры, а также подстраивают чувствительность.
Очень удобны дефектоскопы с двумя строб-импульсами с раздельной регули-
ровкой уровня срабатывания сигнализаторов. Обычно один строб-импульс ис-
пользуется для слежения за сигналами от дефектов, а другой - для слежения за
донным сигналом, АСД при этом настроен на более высокий порог срабатыва-
ния. Система АСД позволяет контролировать изделия «по слоям». Например,
при контроле очень толстых изделий с помощью строб-импульса выделяют слои
толщиной 50 ... 100 мм и контролируют их один за другим, повышая чувстви-
тельность усилителя по мере перехода к более глубокому слою, чтобы выявить
одинаковые дефекты на всей толщине изделия.
Выше было рассмотрено использование АСД при контроле эхометодом.
При контроле теневым и ЗТ-методами стробируют сквозной или донный сигнал.
Пороговое значение АСД устанавливают так, чтобы сигнализатор срабатывал
при уменьшении амплитуды ниже определенного уровня (дефект) и выключался
при превышении этого уровня. Устройство для измерения расстояния до дефек-
та, дна ОК или другого отражателя - глубиномер - измеряет время пробега им-
пульса до отражателя и обратно, а это время пересчитывают в расстояние с уче-
том скорости распространения УЗ в ОК. Глубиномер предварительно настраи-
вают на скорость распространения используемого типа волн в материале ОК,
исключая время пробега в элементах преобразователя.
При контроле наклонным преобразователем глубиномер позволяет изме-
рять две координаты дефекта: глубину залегания его под поверхностью и рас-
стояние от преобразователя до дефекта вдоль поверхности изделия. Для этого
нужно предварительно настроить глубиномер на измерение указанных величин
с учетом угла ввода преобразователя, скорости УЗ и времени его пробега в аку-
стической задержке. В некоторых моделях дефектоскопов время, отсчитанное
глубиномером, а также рассчитанные по времени координаты дефектов пред-
ставляются в цифровом виде на табло блока цифровой обработки (БЦО). Для
этого измеряемый импульс выделяют строб-импульсом. Некоторые дефектоско-
пы позволяют измерять расстояние между двумя импульсами, помещая их в
разные строб-импульсы. Благодаря этому появляется возможность измерения
толщины слоев в ОК или расстояния между дефектами.
5.2.2. Цифровые дефектоскопы общего назначения
Современные процессорные дефектоскопы - это цифровые приборы. В них
принимаемый электрический сигнал после минимального усиления преобразу-
ется в цифровой код, который подвергается дальнейшей обработке. Это повы-
шает точность измерений, помехоустойчивость, позволяет получать больше ин-
формации. Вместо электронно-лучевой трубки в цифровых дефектоскопах (ЦД)
ИМПУЛЬСНЫЕ ЭХОДЕФЕКТОСКОПЫ
109
используют катодно-люминесцентные или жидкокристаллические индикаторы.
Они экономичнее, что позволяет применить автономное питание от аккумуля-
торной батареи. Структурная схема ЦД (рис. 5.4) значительно отличается от
приведенной на рис. 5.1 наличием ряда новых элементов для цифровой обработ-
ки информации (микропроцессор, графический дисплей, запоминающие устрой-
ства и т.п.). Основные потребительские возможности ЦД значительно шире, а
габариты и массы ЦД намного меньше, чем у их аналоговых предшественников.
Существенно отличается и порядок работы с ЦД.
На экран ЦД выводится меню, позволяющее выбирать нужные режимы на-
стройки, изображения в виде Л-, В- или С-сканов, параметры режима - рабочую
частоту, уровень сигнала (дБ) и прочие необходимые сведения. ЦД обладают
обширной памятью, позволяющей хранить данные о результатах многих преды-
дущих испытаний (включая параметры настройки, время проведения контроля и
соответствующие изображения на экране). Иногда настройку выполняют в ре-
жиме диалога, когда прибор задает вопросы, а дефектоскопист вводит ответ или
выбирает один из предложенных вариантов ответа. Так могут задаваться данные
Рис. 5.4. Функциональная схема цифровых УЗ-дефектоскопов
по
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
об ОК (толщине, скорости звука) и желаемых параметрах контроля (частоте, ти-
пе волны, угле ввода).
Процедура настройки может быть упрощена для наиболее часто контроли-
руемых объектов. В памяти дефектоскопа можно хранить несколько предвари-
тельно подготовленных вариантов программы контроля и выбирать требуемый
простым переключением. Возможна также первичная статистическая обработка
и документирование результатов ранее выполненного контроля, а также обмен
информацией с компьютером более высокого уровня.
В последнее десятилетие рядом зарубежных (Krautkramer, ФРГ, Panametrics,
США, и др.) и отечественных (ЗАО «НИИИН МНПО «Спектр», ОАО «НПО
ЦНИИТМАШ», «ВОТУМ» и др.) фирм и организаций разработаны и выпуска-
ются портативные цифровые дефектоскопы общего назначения. Эти приборы
реализуют типовые и специализированные методики ультразвукового контроля,
имеют высокую производительность и точность измерений. Их особенности:
цифровой тракт, жидкокристаллический дисплей с высоким разрешением и под-
светкой, интуитивный интерфейс настройки и работы с приборами, большая
библиотека настроек (100 и более конфигураций), энергонезависимая память на
500 и более изображений экрана (развертки типа А с возможностью отображе-
ния сигналов как в детектированном, так и в недетектированном виде (радио-
сигнал), запоминание на экране огибающей максимумов сигнала, автоматиче-
ское определение уровня сигналов и координат дефекта при работе с АСД (два
временных строба), программируемая форма зондирующего импульса, построе-
ние функции ВРЧ по свободному закону (32-точечная интерполяция и др.), до-
полнительные режимы: стоп-кадр или функция «заморозка», «электронная вре-
менная лупа», связь с внешним компьютером по высокоскоростному USB-
порту, наличие режима толщиномера, эргономичный корпус.
В некоторых отечественных дефектоскопах, обладающих всеми достоинст-
вами современных импортных приборов, имеется целый ряд принципиальных
отличий, улучшающих их потребительские качества. Так, дефектоскоп
УДЦ-201П, предназначенный преимущественно для контроля сварных швов,
позволяет отображать на экране непосредственно в цифровом виде: максималь-
ную амплитуду эхосигналов от отражателей, попавших в один или оба строб-
импульса; глубину залегания отражателя при работе прямым или наклонным ПЭП
прямым лучом; глубину залегания отражателя от поверхности ввода при работе
наклонным ПЭП изделий с параллельными поверхностями одно- и двукратно от-
раженными лучами; расстояние от точки ввода до эпицентра отражателя (т.е. точ-
ки на поверхности ввода над отражателем); время прохождения УЗ в призме пре-
образователя; расстояние между импульсами на любом уровне от максимума (мм
или мкс); расстояние каждого строб-импульса относительно начала развертки (мм
и мкс) и ширину каждого строб-импульса (мм и мкс); расстояние каких-либо сиг-
налов относительно друг друга (мм и мкс); амплитудный уровень каждого строб-
импульса (высота над уровнем развертки) в децибелах или процентах от высоты
экрана, принятого за 100%; амплитудный уровень компенсированной отсеч-
ИМПУЛЬСНЫЕ ЭХОДЕФЕКТОСКОПЫ
111
ки (дБ или проценты от высоты экрана); скорость любых волн в объекте контро-
ля (м / с); толщину ОК; цифровую и текстовую информацию русским или латин-
ским шрифтами.
Дефектоскоп УДЦ-201П имеет меню из набора основных параметров де-
фектоскопа и требований контроля, отображаемых на экране в виде пиктограмм;
память (заморозку) изображения (М-развертку); звуковую и световую сигнали-
зацию о превышении эхосигналом порогового уровня; ВРЧ, компенсирующую
ослабление сигнала по законам 1/г2 и 1/г3/2 в диапазоне 30 дБ; АРД-графики на
экране; энергонезависимую память емкостью 64 блока видеотекстовой инфор-
мации по результатам контроля («память кадра») и 127 блоков параметров на-
стройки; блокировку настройки. Дефектоскоп комплектуется датчиком для из-
мерения шероховатости поверхности и имеет программную поддержку коррек-
тировки чувствительности в зависимости от величины шероховатости, у которой
нет аналогов в мировой практике.
На линии развертки дефектоскопа предусмотрены маркеры точки ввода лу-
ча при контроле наклонным преобразователем, маркеры одно-, дву- и трехкрат-
ного отражений от поверхности для контроля с многократным отражением. За-
помненные кадры осциллограмм дефектов с комментарием воспроизводятся на
экране в любой последовательности и в случае необходимости архивируются на
внешней ЭВМ. Для этого имеется соответствующая программная поддержка.
Отечественная фирма VOTUM выпускает портативный универсальный
УД4-Т общего назначения, который в дополнение к функциям обычного дефек-
тоскопа позволяет строить изображения 5-типа, оценивать абсолютные размеры
дефектов по этому изображению, сохранять результаты в процессе контроля и
представлять их в виде документа. Особенность этого дефектоскопа - возмож-
ность настройки без использования образца, выполненного из материала ОК.
Для подготовки прибора к контролю надо извлечь из его архива параметры ис-
пользуемого преобразователя, задать параметры ОК и включить автокалибровку
прибора.
Прибор имеет три режима контроля, дополняющие друг друга. Режим бы-
строго поиска предназначен для обнаружения дефекта в зоне контроля на задан-
ном уровне чувствительности при высокой скорости сканирования объекта (до
200 мм / с). Наличие дефекта фиксируется появлением эхосигнала на развертке и
включением порогового индикатора. Режим измерения параметров предназна-
чен для измерения амплитуды и времени эхосигнала, координат и эквивалент-
ной площади дефекта. Информация на экране прибора отображается в цифровом
и графическом виде (сечение объекта с обозначением расположения преобразо-
вателя и дефекта).
Режим томографии позволяет получить дополнительную информацию о
размерах и конфигурации дефекта. С помощью специального приспособления
оценивают размеры дефекта. Результаты всех измерений, включая изображение,
в любой момент могут быть сохранены для последующего документирования.
112
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
5.3. ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
Современные дефектоскопы комплектуют набором ЭАП-излучателей и при-
емников УЗ-волн. Наиболее широкое применение получили ПЭП общего назна-
чения, в технических условиях на которые не установлен конкретный тип контро-
лируемого изделия или группы изделий. Принципы работы ЭАП кратко описаны
в разд. 2.2. Рассмотрим их устройство, а также ряд других преобразователей.
5.3.1. Пьезоэлектрические преобразователи контактного типа
Прямой совмещенный преобразователь контактного типа (рис. 5.5, а)
предназначен для излучения и приема продольных волн, направленных нор-
мально (т.е. под прямым углом) к поверхности ввода ОК. Пьезопластину 1
обычно изготовляют из ЦТС. Используют также керамику ПКР (типа ЦТС) и
метаниобат свинца. Пьезопластину делают толщиной в половину длины волны.
Для ЦТС на частотах 1 ... 10 МГц она составляет 0,16 ... 1,6 мм. Пьезопластину
ПЭП обычно выполняют круглой. Размеры выбирают с учетом поля излучения-
приема. Увеличение диаметра сужает диаграмму направленности в дальней зо-
не, однако увеличивает протяженность ближней зоны, где оценка размеров и
местоположения дефектов затрудняется наличием максимумов и минимумов
сигнала. Поэтому целесообразно применять пластины малого размера для кон-
троля тонких изделий и большого - для контроля изделий значительной толщи-
ны. На поверхности пьезопластины методами вжигания, осаждения или напыле-
ния в вакууме наносят серебряные, никелевые или медные электроды, которые
системой проводников 5 соединяют с кабелем 7, а через него с дефектоскопом.
Внешнюю оплетку кабеля и наружную сторону пьезопластины соединяют с ме-
таллическим корпусом 6 преобразователя. В преобразователе (или вблизи него)
располагают катушку индуктивности 4 для настройки на резонансную частоту.
Пьезопластину приклеивают к демпферу 2, который повышает ее механиче-
скую прочность и расширяет полосу пропускания. Для того чтобы УЗ-
колебания, отраженные от задней поверхности демпфера, не вызывали помех,
в)
Рис. 5.5. Конструкции основных типов преобразователей:
а - прямого контактного; б - наклонного; в — PC; 1 — пьезопластина; 2 — демпфер;
3 - протектор; 4 - катушка индуктивности; 5 - проводники; 6 - корпус преобразователя;
7 - кабель; 8 - призма; 9 - акустический и электрический экран
ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
113
демпфер изготовляют из звукопоглощающего материала, например из эпоксид-
ной смолы с порошкообразным наполнителем из тяжелого металла (вольфрама)
в весовой пропорции 1/6 ... 1/12. Это приближает волновое сопротивление
демпфера к рс пьезопластины и увеличивает широкополосность преобразовате-
ля. При контроле изделий большой толщины, когда разрешающая способность
не имеет существенного значения, а повышение чувствительности весьма жела-
тельно, применяют демпфер с малым волновым сопротивлением. Если демпфер
изготовлен из материала с недостаточным звукопоглощением, то, чтобы
УЗ-колебания, отраженные от задней поверхности демпфера, не вызывали по-
мех, заднюю поверхность делают неровной, иногда демпферу придают кониче-
скую форму.
Протектор 3 ПЭП защищает пьезопластину от истирания и других повреж-
дений. Он должен обладать высокой износоустойчивостью, обеспечивать высо-
кую чувствительность преобразователя и стабильность акустического контакта
его с изделием. Протектор, изготовленный из металла или керамики, хорошо
удовлетворяет лишь первым двум из указанных условий. Протектор из материа-
ла с повышенным затуханием УЗ - эпоксидной смолы с металлическим порош-
ковым наполнителем или из пластика (полиуретана) - повышает стабильность
акустического контакта, однако износостойкость такого протектора ниже, чем
металлокерамического. Протектор делают тонким (0,2 ... 0,5 от Z), чтобы уско-
рить гашение многократных отражений в нем ультразвука.
Наклонный преобразователь (см. рис. 5.5, б) отличается от прямого нали-
чием призмы 8. Пьезоэлемент 1 излучает в призму продольные волны, которые
на границе призмы с изделием преломляются и частично отражаются. Не во-
шедшая в изделие часть УЗ-энергии попадает в ловушку (передняя и верхняя
части призмы) и гасится в ней. Демпфер 2 расширяет полосу пропускания. Ино-
гда он отсутствует, что повышает коэффициент преобразования. Для уменьше-
ния пути УЗ в призме пьезопластине часто придают не круглую, а квадратную
или прямоугольную форму, ее приклеивают к призме.
Призму делают из пластмассы, например из оргстекла. При контроле ме-
таллов скорость продольных волн в материале призмы должна быть меньше
скорости поперечных волн в ОК. Материал призмы должен хорошо пропускать
УЗ-волны на рабочей частоте, но в то же время быстро гасить их в ловушке (пе-
редней и верхней частях призмы). В преобразователях на частоту выше 5 МГц
применяют материалы с меньшим затуханием УЗ, чем оргстекло (например, по-
листирол), а в преобразователях на частоту меньше 1 МГц - с большим, так как
коэффициент затухания возрастает с частотой. Оргстекло удобно также благо-
даря хорошей смачиваемости, что обеспечивает достаточно высокое качество
акустического контакта даже при работе по грубой поверхности. Однако орг-
стеклу свойственна плохая устойчивость к истиранию. Для повышения износо-
устойчивости преобразователя применяют другие пластики, например полика-
пролактам. Фирма Panametrics использует сменные призмы, на которых крепит-
ся прямой преобразователь.
114
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Угол наклона призмы ₽0 (рис. 5.6) должен обеспечить введение в ОК волн
требуемого типа под нужным углом. Чаще всего в ОК вводят поперечные вол-
ны, а углы Ро выбирают между первым и вторым критическими. Однако чтобы
не возникали другие (мешающие) типы волн, углы призмы делают такими, что-
бы они не доходили до критических значений. Особенно следует опасаться воз-
буждения поверхностной волны, так как она вызывает появление интенсивных
ложных сигналов от неровностей поверхности изделия. В соответствии с этим и
с учетом расхождения пучка лучей необходимо выполнить условие
Ро + Хп/(2я)< Р5, где кп - длина волны в материале призмы; 2а - размер пьезо-
пластины в плоскости падения; Р5 - угол падения, при котором возбуждается
поверхностная волна.
Для пары оргстекло-сталь при (Х„/2а)< 0,12 угол р0 выбирают в пределах
28,5 ... 55°. При этом согласно закону синусов в стали будут возбуждаться по-
перечные волны с углами ввода 35 ... 80°. Фактические значения углов прелом-
ления несколько отличаются от вычисленных по закону синусов. Для контроля
аустенитных сварных соединений с большим затуханием и рефракцией попе-
речных волн используют продольные волны, распространяющиеся под углом к
поверхности. Для их возбуждения угол призмы делают меньше первого крити-
ческого (18 ... 24°). Поперечные волны, возникающие одновременно с продоль-
ными, создают при этом помехи.
Выбирая соответствующие углы наклона, наклонными преобразователями
возбуждают поверхностные, головные волны и различные моды волн в пласти-
нах и стержнях. Угол призмы в этих случаях предварительно рассчитывают по
закону синусов, а затем уточняют экспериментально посредством преобразова-
телей с переменным углом ввода. Это позволяет учесть отклонение скорости
Рис. 5.6. К конструированию призмы наклонного ПЭП
ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
115
звука в призме и изделии от табличных значений. При конструировании обра-
щают внимание на то, чтобы отраженные от поверхности призма-OK продоль-
ные L и поперечные Т волны попадали в ловушку, а не на пьезопластину
(см. рис. 5.6). При этом лучи пучка считают параллельными.
Большой ложный сигнал может возникнуть в результате отражения попе-
речных волн от двугранного угла А между передней и нижней гранями призмы,
откуда он может отражаться назад к пьезопластине. Исходя из этого, стрелу
преобразователя, т.е. расстояние от точки выхода О rq передней грани призмы
А, делают больше a/cosp0 , чтобы луч от верхней части пьезопластины падал на
поверхность перед углом А. В то же время стрелу О А желательно выполнять
возможно меньшей, чтобы при контроле сварных соединений призма не упира-
лась в валик шва. Расстояние гп от пьезопластины до нижней грани призмы так-
же делают достаточно большим, чтобы лучи от нижней части пьезопластины
после отражения от нижней грани призмы (в том числе трансформированные в
поперечные волны) не падали на верхнюю часть пьезопластины. Для этого нуж-
но выполнить условие гп = 00'> 6z[2ctg(p0 + р,)+ tgp0], где р, - угол отражения
поперечных волн. При больших углах падения, когда р0 > 90° - р, или
tgP0 > ctn/с!п (здесь с1п и с/п - скорости продольных и поперечных волн в мате-
риале призмы), последнее условие выполняется автоматически, так как отра-
женная волна не попадает на пьезопластину. Тогда минимальное значение гп
определяется только размерами пьезопластины: гп > a tgр0 .
Раздельно-совмещенный (PC) преобразователь (см. рис. 5.5, в) содержит
излучатель и приемник упругих волн, размещенные в общем корпусе 6. Излу-
чающий и приемный пьезоэлементы 1 акустически и электрически разделены
электрическим и акустическим экраном 9. Благодаря этому электрические и аку-
стические импульсы и сопровождающие их помехи почти не попадают на при-
емник, но все-таки мешающая волна существует. В результате уменьшается (но
не исчезает) минимальная глубина прозвучивания (мертвая зона) до 0,5 ... 1
вместо 5 ... 10 мм для прямых преобразователей.
Пьезоэлементы PC-преобразователя обычно имеют прямоугольную или по-
лукруглую форму. Их располагают на призмах 8 из пластика (например, орг-
стекла) с небольшими углами наклона (0 ... 10°), при которых в изделие излуча-
ются продольные волны, а поперечные волны в ОК имеют небольшую амплиту-
ду. Варьируя углы призм, их высоту, расстояние между ними и размеры пьезо-
элементов, можно изменять положение максимума чувствительности (фокуса),
находящегося на перенесении акустических осей излучателя и приемника, а
также минимальную и максимальную глубины прозвучивания. Можно даже
обеспечить постоянную чувствительность к дефектам при их различном рас-
стоянии от поверхности в довольно широком диапазоне.
На рис. 5.5, в показан прямой PC-преобразователь. Его общая акустическая
ось, проходящая посередине между одинаковыми излучателем и приемником,
направлена нормально к поверхности ввода. Существуют также наклонные
PC-преобразователи для поперечных, поверхностных и головных волн.
116
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Наклонные PC-преобразователи применяют в двух вариантах: тандем, ко-
гда излучатель и приемник расположены один за другим в плоскости падения, и
дуэт, когда они размещены рядом. Для ПЭП типа дуэт угол 6 между проекция-
ми акустических осей на поверхность ввода и биссектрисой называют углом раз-
ворота.
PC-преобразователь хордового типа - это PC-преобразователь по вариан-
ту дуэт, предназначенный для контроля поперечных (кольцевых) сварных со-
единений труб. У него углы наклона и разворота выбраны так, чтобы акустиче-
ские оси проходили в теле трубы по хордам, наклонным к оси трубы. Оси не ка-
саются поверхностей трубы и пересекаются в определенной точке (обычно в
центральной части) сварного шва (рис. 5.7). При этом преобразователь должен
располагаться на определенном расстоянии от сварного шва и перемещаться
вдоль него. Таким образом, PC-преобразователи хордового типа позволяют
сформировать в рабочем сечении стенки трубы акустическое поле, параметры
направленности которого обеспечивают эффективную выявляемость дефектов в
наплавленном металле сварного шва и относительно низкий уровень сигналов,
отраженных от неровностей валиков усиления.
За счет раскрытия УЗ-пучка обеспечивается практически равномерное озву-
чивание всего сечения стенки трубы (сварного соединения по глубине).
Основные параметры хордового PC-преобразователя рассчитывают исходя
из следующих соотношений:
/2 I , АВ ^ARh-h2
cos а = —; sm ф = . ; / =--=-----------,
Т?7/2+™2 7/2 + т2 2 2
где R - наружный радиус трубы; h - толщина ее стенки; 2/ - длина хорды АВ',
т - расстояние между хордой АВ и отражателем D, находящимся на оси в сере-
дине сварного шва.
Рис. 5.7. Принцип хордового прозвучивания (а) и акустическая схема
хордового преобразователя (#):
1 ~ PC-преобразователь хордового типа; 2 - пьезопластины; 3 - сварной шов;
4 - дефект; стрелками показан ход УЗ-лучей
ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
117
Широкозахватные ПЭП имеют сильно вытянутую прямоугольную пьезо-
пластину; они позволяют контролировать широкую полосу изделия типа тонко-
го листа за один проход.
Широкополосные ПЭП работают в полосе частот больше одной октавы
(/max//min - 2 )•
Фокусирующие ПЭП обеспечивают концентрацию УЗ-энергии в небольшой
зоне - фокусе.
Преобразователь с переменным углом позволяет изменять угол ввода. Его
применяют для определения оптимальных условий возбуждения поверхностных
волн, волн в пластинах и стержнях, когда требуется плавная регулировка угла
наклона преобразователя.
Эти преобразователи используют также при экспериментальных исследова-
ниях. На рисунке 5.8 показаны возможные конструкции таких ПЭП. В преобра-
зователе на рис. 5.8, а имеются два круговых клина из пластика, на верхнем из
которых укреплена пьезопластина. Клинья вращаются относительно друг друга.
В результате суммарный угол изменяется от нуля до суммарного значения углов
обоих клиньев. При вращении изменяется плоскость падения УЗ-лучей, что тре-
бует корректировки положения преобразователя на поверхности изделия. Кроме
того, недостатком такого преобразователя является наличие помех от много-
кратных отражений в клиньях. В преобразователе на рис. 5.8, б пьезопластина
укреплена на пластиковом полуцилиндре, который вращается в блоке из того же
материала. В этом случае плоскость падения лучей сохраняется, однако изменя-
ются точка ввода акустической оси и путь УЗ в преломляющей призме.
В преобразователе на рис. 5.8, в пьезопластина с пластиковой прокладкой пере-
мещается по цилиндрической поверхности из того же материала. В таком пре-
образователе точка ввода и путь УЗ в преломляющей призме остаются постоян-
ными, что важно при выборе оптимального угла наклона. Преобразователь мо-
жет работать в совмещенном режиме. Его недостаток - большой путь УЗ в
призме, что значительно ослабляет чувствительность, особенно на высоких час-
тотах. Для устранения этого недостатка призму выполняют в виде локальной
жидкостной ванны.
Преобразователи для возбуждения волн Рэлея обычно имеют конструк-
цию наклонного преобразователя с углом призмы, обеспечивающим трансфор-
мацию падающей продольной волны в рэлеевскую. Нежелательна чрезмерно
увеличенная передняя часть призмы, так как это вызывает гашение ею поверх-
ностных волн.
Рис. 5.8. Преобразователи с переменным углом ввода
118
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
В материале призмы возникают свои рэлеевские волны. С учетом этого для
достижения максимальной амплитуды волн Рэлея в ОК размер призмы должен
быть таким, чтобы ее переднее ребро проецировалось на пьезопластину. Осо-
бенно высокая чувствительность достигается при контроле эхометодом с помо-
щью PC-преобразователей типа дуэт.
Преобразователи головных волн. Для возбуждения и приема головной
волны применяют наклонные PC-преобразователи с углом падения, равным пер-
вому критическому. Разделение излучателя и приемника необходимо ввиду вы-
сокого уровня помех, маскирующих полезный сигнал. Схема тандем позволяет
осуществлять контроль на расстоянии 100 ... 150 мм вдоль поверхности. Схема
дуэт локализует область чувствительности фокальной областью, но обеспечива-
ет лучшее выявление дефектов. Обычно применяемые частоты ~2 МГц.
Иммерсионный преобразователь для контроля при иммерсионном кон-
такте отличается от прямого контактного тем, что имеет повышенное волновое
сопротивление демпфера, чтобы обеспечить излучение и прием коротких им-
пульсов. Например, применяют демпфер из материала с волновым сопротивле-
нием 18 МПа с/м, что позволяет сократить мертвую зону до 2 мм. Протектор
изготовляют из материала, который обеспечивает просветление границы пьезо-
элемент - иммерсионная жидкость и гидроизоляцию пьезопластины. Для грани-
цы пьезопластины из ЦТС и воды в качестве просветляющего слоя хорошо под-
ходит отвержденная эпоксидная смола. Толщину протектора делают равной 1/4
длины волны.
Преобразователи для контроля по грубой поверхности. Довольно высо-
кие требования, предъявляемые к качеству поверхности ввода при УЗ-контроле,
иногда вызывают серьезные затруднения. В связи с этим разработан ряд конст-
рукций преобразователей, предназначенных для снижения этих требований.
В прямых контактных преобразователях протектор изготовляют из материала с
повышенным затуханием УЗ (как отмечалось выше) и волновым сопротивлени-
ем, близким к контактной жидкости. Такой протектор устраняет интерференцию
УЗ-волн в контактном слое - одну из главных причин изменения прохождения
через него волн.
В наклонных ПЭП стабильность контакта повышается, если на рабочую по-
верхность призмы наклеить резину. Однако резина быстро истирается. Для уст-
ранения этого недостатка разработан преобразователь со свободно скользящим
трубчатым протектором. В качестве материала протектора выбрана маслостой-
кая резина, в которой делается большое число проколов или сверлений. При пе-
ремещении ПЭП по изделию эластичный протектор работает подобно танковой
гусенице, облегает неровности контролируемого металла, что способствует
улучшению акустического контакта. В зазор между призмой и протектором вво-
дится масло. Для того чтобы исключить залипание протектора вследствие три-
боэлектрического заряда, ПЭП помещен в металлический корпус.
Из рассмотренных вариантов акустического контакта более высокую ста-
бильность, чем контактный, обеспечивают щелевой и особенно иммерсионный
способы. Щелевые ПЭП предназначены для контроля изделий через слой кон-
ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
119
тактной жидкости небольшой толщины, причем зазор обеспечивает конструкция
преобразователя. Разработаны конструкции локально-иммерсионных ПЭП, в
которых сохраняется преимущество иммерсионного контакта при устранении
громоздкой иммерсионной ванны, струйный и др.
Для ПЭП с большим размером пьезоэлемента применяют ванны с эластичной
мембраной, препятствующей вытеканию жидкости и довольно хорошо облегаю-
щей неровности поверхности. Мембрану изготовляют из маслостойкой резины
или полиуретана, волновые сопротивления которых близки к волновому сопро-
тивлению воды. Благодаря этому эхосигнал от границы поверхность мембраны-
жидкость практически не наблюдается. Преобразователи выполняют в виде катка,
что позволяет повысить производительность контроля. Вода, заполняющая ло-
кальную ванну преобразователя, находится под небольшим давлением.
В преобразователе еще одного типа мембрана не соприкасается непосредст-
венно с поверхностью изделия, между нею и поверхностью находится толстый
слой воды. Это предохраняет мембрану от износа и улучшает возможности кон-
троля изделий с грубой поверхностью. Волновые сопротивления материала
мембраны и жидкостей сверху и снизу от нее подбирают максимально близки-
ми, чтобы свести к минимуму отражения от этих границ. Для практически пол-
ного устранения эхосигналов от мембраны ее располагают под углом 80 ... 85° к
акустической оси преобразователя. Небольшой объем нижней части иммерси-
онной ванны позволяет обеспечить ее надежное заполнение при сравнительно
небольшом расходе жидкости.
Перспективно использовать в качестве протектора преобразователя гидро-
фильные полимеры. Они адсорбируют воду из воздуха и остаются эластичными
даже при значительных механических давлениях. Затухание УЗ в таком мате-
риале невелико. Разработаны катящиеся преобразователи на основе гидрофиль-
ного полимера на частоту 5 МГц. Качество акустического контакта сопоставимо
с иммерсионным способом.
Преобразователи для контроля при высокой температуре. Для темпера-
тур 400...600 °C удается подобрать пластмассовые теплостойкие материалы для
акустических задержек и силиконовые смазки, обеспечивающие возможность
сохранения обычной схемы контроля. В качестве пьезоматериала преобразова-
теля для температур до 300 °C можно использовать специальные сорта ЦТС, до
500 °C - кварц, а до 1000 °C - ниобат лития. Для контроля при температурах по-
рядка 1000 °C применяют металлические охлаждаемые задержки и расплавы
солей в качестве контактной жидкости.
Низкочастотные ПЭП, применяемые для контроля бетона эхометодом и
методом прохождения, отличаются от высокочастотных в основном большими
размерами и толщинами пьезоэлементов (рис. 5.9). Последние обычно исполь-
зуют в пакетах из нескольких пьезопластин, электрически соединенных парал-
лельно. Это повышает эффективность излучения, так как при тех же толщине
излучателя и величине напряжения на нем напряженность электрического поля
в пьезоэлементах увеличивается.
120
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 5.9. Конструкции низкочастотных УЗ-преобразователей для контроля бетона:
а - с продольным пьезоэффектом; б - с поперечным пьезоэффектом; 1 - пьезоэлемент;
2 - демпфер; 3 - корпус; 4 - крышка
5.3.2. Преобразователи с сухим точечным контактом
Для дефектоскопии бетона и оценки его прочности в России разработаны
оригинальные управляемые ПЭП с сухим точечным контактом (рис. 5.10). Они
предназначены для излучения и приема коротких импульсов как продольных,
так и поперечных волн. Коммутация типов волн происходит электронным пу-
тем. ПЭП имеет два пьезоэлемента 1 прямоугольного сечения с электродами на
Рис. 5.10. Схема преобразователя с сухим точечным контактом:
а - возбуждение продольных волн; б - возбуждение сдвиговых волн
ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
121
боковых сторонах. Пьезоэлементы закреплены на корпусе 3 с контактным нако-
нечником 4. Корпус заполнен пастообразным демпфером 2. Как и в ПЭП на рис.
5.9, б, используется поперечный пьезоэффект. Демпфер состоит из мелкодис-
персного порошка вольфрама и вязкой связующей жидкости. При возбуждении
обоих пьезоэлементов импульсами одинаковой полярности они колеблются
синфазно в направлении продольной оси ПЭП. Эти колебания через контактный
наконечник передаются в ОК, излучая в него продольные волны. При возбужде-
нии в пьезоэлементах продольных колебаний с противоположными фазами кон-
тактный наконечник колеблется перпендикулярно оси ПЭП, создавая в ОК сдви-
говые волны. Рассмотренные ПЭП используются самостоятельно (например, для
нахождения всех трех упругих постоянных по измеренным скоростям распро-
странения продольных и поперечных волн) и в качестве элементов так называе-
мой антенной решетки при неразрушающем контроле бетона и других объектов
эхометодом и методом прохождения.
Низкочастотные преобразователи с сухим точечным контактом, используе-
мые в импедансных дефектоскопах, рассмотрены в разд. 5.7.
5.3.3. Фокусирующие преобразователи
Фокусирующие преобразователи, концентрирующие акустическое поле в
определенной области пространства, применяют для повышения чувствительно-
сти к мелким дефектам. Фокусировка достигается несколькими способами. Наи-
большее применение получили способы фокусировки криволинейной пьезопла-
стиной (активным концентратором) и линзой (рис. 5.11, а и б). Активный кон-
центратор на рис. 5.11, а и в имеет форму части сферической или цилиндриче-
ской поверхности. На рисунке 5.11, б показана плоская пьезопластина.
Рис. 5.11. Фокусирующие ПЭП:
а — активный концентратор с задержкой; б — пластина с линзой (индекс «л») и
задержкой (индекс «з»); в - активный концентратор
122
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Между активным концентратором и плоской поверхностью изделия вводят
акустическую задержку, которая также играет роль линзы. Фокусирующий пре-
образователь концентрирует энергию поля в фокальной зоне. При сферической
фокусировке она имеет форму круга, при цилиндрической - форму полосы. Ог-
раничимся рассмотрением сферической фокусировки.
Задержка и линза должны иметь толщины значительно меньше длины
ближней зоны. Поэтому считают, что в этой области акустическое поле - пучок
лучей, перпендикулярных к поверхности излучателя. Деформацию пучка линзой
и задержкой рассчитывают по законам геометрической акустики (аналогичным
законам геометрической оптики). Кроме того, применяют фокусировку с помо-
щью фазированной решетки.
5.3.4. Фазированные антенные решетки
Все рассмотренные выше прямые, наклонные, фокусирующие и другие
ПЭП обладают определенными свойствами (углом ввода, конфигурацией аку-
стического поля и т.п.), не подлежащими изменению в процессе контроля.
Фазированные антенные решетки {ФАР) - это новый тип преобразовате-
лей, существенно отличающийся тем, что их характеристиками (типами возбуж-
даемых волн, углами ввода, диаграммами направленности и т.п.) можно управ-
лять с помощью компьютера по заданным программам.
ФАР называют ПЭП в виде групп излучающих и(или) приемных УЗ-эле-
ментов, расположенных на определенном расстоянии друг от друга. Возбуж-
дающие электрические импульсы подают на элементы ФАР со сдвигом во вре-
мени (или фазы, а иногда и с разными амплитудами). Аналогичные электриче-
ские временные или фазовые сдвиги для каждого принимающего элемента вво-
дят и в приемный тракт. Управляет ФАР компьютер. Изменяя временные за-
держки, управляют акустическим полем ФР. В результате получают гибкую
управляемую систему, позволяющую возбуждать и принимать волны разных
типов, нормальные и наклонные к поверхности ОК, фокусировать эти волны на
разных глубинах, выполнять секторное сканирование качающимся лучом, по-
давлять мешающее влияние боковых лепестков диаграммы направленности
и т.п. Имеется также возможность задействовать отдельные элементы ФАР или
их группы, что требуется, например, для реализации метода синтезированной
фокусированной апертуры (метод SAFT), используемого, в частности, для кон-
троля изделий из бетона. Таким образом, одна ФАР может выполнять функции
различных ПЭП, а также решать задачи, недоступные для контроля набором
ПЭП различных типов. Например, автоматическое секторное сканирование в
широком диапазоне углов ввода существенно упрощает контроль сварных швов,
так как позволяет заменить продольно-поперечное сканирование продольным,
причем одна ФАР заменяет несколько обычных ПЭП с разными углами ввода.
Применение ФАР расширяет возможности УЗ-контроля изделий сложной фор-
ПРЕОБРАЗОВАТЕЛИ ДЛЯ УЗ-КОНТРОЛЯ
123
мы, упрощает работу и повышает производительность. Различают линейные (од-
номерные), двухмерные и кольцеобразные ФАР. Чаще всего применяют линей-
ные решетки из 8 ... 128 (их число обычно равно 2п) идентичных пьезоэлемен-
тов. В линейных ФАР элементы расположены в одну линию. Поэтому они
управляют конфигурацией поля в одной плоскости. На рис. 5.12 и 5.13 показаны
схемы возбуждения элементов ФАР импульсами с разными задержками для из-
лучения УЗ-волны под углом к поверхности ОК и фокусирования ультразвука.
Амплитудно-временное
распределение электрических
сигналов при излучение
Волновой фронт
зондирующего УЗ-сигнала
Излучающая фазированная
антенная ретка ______________
1 НЛВВВЯАК
а) б)
Рис. 5.12. Линейная ФАР для секторного сканирования:
а - формирование зондирующего УЗ-сигнала; б - диаграмма направленности
Амплитудно-временное
распределение электрических
х сигналов при излучении
Рис. 5.13. Линейная ФАР для фокусирования поля:
а - формирование УЗ-сигнала; б - диаграмма направленности
124
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
5.3.5. Основные характеристики высокочастотных преобразователей
Наиболее важные характеристики преобразователей - чувствительность и
ширина полосы пропускания (широкополосность). Чувствительность определя-
ется коэффициентами преобразования.
Коэффициент преобразования при излучении КИ = P/U - отношение ампли-
туды возбуждаемых акустических колебаний к амплитуде возбуждающих их
электрических колебаний. Его характеризует пьезоэлектрическая постоянная е
(см. табл. 2.2).
Коэффициент преобразования при приеме Кп = U'/ Р' — отношение ампли-
туды электрических колебаний на входе усилителя к амплитуде принимаемой
акустической волны.
Для УЗ-контроля наиболее важен коэффициент двойного преобразования
К:1 = КИКп = U'/U - отношение амплитуды электрического напряжения принято-
го сигнала к амплитуде напряжения возбуждающего преобразователь электри-
ческого генератора без учета ослабления УЗ в результате затухания и расхожде-
ния в ОК. Именно А?д определяет чувствительность как совмещенного, так и раз-
дельных излучающего и приемного преобразователей. Значение КЛ пропорцио-
нально коэффициенту электромеханической связи р [1].
Полоса пропускания преобразователя определяется как = ———, где
/о /о
/0 - частота, соответствующая максимальному Атах сигналу; fx и f2 - частоты,
на которых А = ^^01Атак.
Для повышения разрешающей способности эхометода следует использовать
возможно более короткие импульсы. С уменьшением длительности импульса
расширяется его частотный спектр. Расширение полосы пропускания пьезопре-
образователей достигается демпфированием пьезоэлемента. Цель демпфирова-
ния - сокращение времени его собственных колебаний после окончания возбу-
ждающего импульса. Обычно для этого к тыльной поверхности пьезоэлемента
приклеивают демпфер из материала с высоким коэффициентом затухания и вол-
новым сопротивлением, возможно более близким к таковому пьезоэлектрика
(например, текстолит). Кроме того, применяют пьезоматериалы с низкой доб-
ротностью - метаниобат свинца или ПВДФ (см. табл. 2.2). Последний особенно
эффективен на высоких частотах (выше 10 МГц).
5.4. ПРИБОРЫ ДЛЯ КОНТРОЛЯ МЕТОДОМ ПРОХОЖДЕНИЯ И
КОМБИНИРОВАННЫМИ МЕТОДАМИ
Для контроля этими методами обычно используют дефектоскопы общего
применения, позволяющие регистрировать необходимые сигналы и измерять
амплитуды и времена задержки отраженных и сквозных сигналов. Исключение
составляют лишь низкочастотные методы: импедансный, велосимметрический и
собственных колебаний, использующие иные способы получения и обработки
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ
125
информации. Иногда для реализации метода прохождения применяют специали-
зированные приборы и системы. Примеры - портативный прибор для контроля
прочности бетона по скорости звука и автоматические высокопроизводительные
установки УЗУЛ для контроля толстых листов.
5.5. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ
Необходимость измерения толщин различных объектов (труб, стенок кот-
лов, корпусов судов и т.п.) при одностороннем доступе к ОК актуальна для
большинства отраслей промышленности. Диапазон этих толщин 0,1 ... 1000 мм,
однако в большинстве случаев он составляет 0,5 ... 50 мм. Во второй половине
XX века для измерения толщины широко использовали локальный метод собст-
венных частот (резонансный метод), в котором информативным признаком слу-
жат собственные частоты ОК. Схема резонансного толщиномера существенно
сложнее, чем импульсного. Кроме того, и по эксплуатационным свойствам резо-
нансный толщиномер значительно уступает импульсному. Поэтому резонанс-
ный метод толщинометрии сейчас полностью вытеснен эхометодом, чему спо-
собствовало бурное развитие электроники и информационных технологий.
В результате метод отражения стал практически единственным широко приме-
няемым в промышленности У 3-методом измерения толщины.
5.5.1. Эхоимпульсные толщиномеры
Для измерения толщины при одностороннем доступе можно использовать
эходефектоскопы общего назначения. Однако целесообразнее пользоваться уп-
рощенными специализированными портативными приборами - ультразвуковы-
ми толщиномерами. Они разнообразны по исполнению и выпускаются в боль-
ших количествах многими отечественными и зарубежными фирмами. Все они
портативны, имеют автономное питание и цифровые индикаторы. Современные
толщиномеры снабжены жидкокристаллическими или люминесцентными дис-
плеями для представления дополнительной информации в виде графической
(Л-развертки), цифровой и текстовой. Многие толщиномеры обладают памятью,
сохраняющей результаты многочисленных измерений. Предусматривается так-
же связь с внешним компьютером, используемым для обработки и документи-
рования результатов измерений.
Структурная схема импульсного толщиномера в общем подобна схеме им-
пульсного дефектоскопа (см. рис. 5.2), в то же время ее отличают некоторые
особенности, повышающие точность и удобство измерения толщины.
Излучатель преобразователя возбуждают электрическим импульсом с кру-
тым фронтом, а полосы пропускания усилителя и преобразователя расширены в
области высоких частот, чтобы обеспечить прохождение импульсов с таким
фронтом. Это условие необходимо для прецизионных приборов. Автоматиче-
ская регулировка усиления обеспечивает постоянную амплитуду принятого
донного сигнала, что важно для повышения точности измерения. Введен блок
126
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
помехозащиты. Простейший способ помехозащиты - стробирование, т.е. вклю-
чение приемника только на время измерительного цикла.
Измерительный узел (обычно им служит триггер) запускают начальным
импульсом и выключают донным сигналом. В результате формируется импульс,
длительность которого пропорциональна измеряемому интервалу времени. Име-
ется блок преобразования сигнала триггера в удобную для измерения времени
форму, например в частоту. Аналого-цифровой преобразователь (АЦП) транс-
формирует этот сигнал в цифровой код и подает его на цифровой индикатор и
сигнализатор, срабатывающий при выходе толщины за пределы допуска.
Отметим некоторые дополнительные устройства. Приборы, измеряющие
время многократного прохождения импульса в ОК, имеют блок селекции, кото-
рый выбирает начальный импульс (обычно второй донный сигнал), и от него
начинают измерение времени. Эти толщиномеры имеют блок счета заданного
количества п донных сигналов, что учитывают при преобразовании времени в
толщину.
Приборы для контроля толщины ОК с корродированными поверхностями
часто не имеют экрана с временной разверткой. Отсчет толщины выполняют по
цифровому табло. Приборы, измеряющие многократное прохождение импульса
в ОК, часто снабжают экраном с разверткой типа А, используемой для выбора
оптимального интервала донных сигналов и предотвращения возможной ошиб-
ки при измерении малых толщин. Как отмечалось выше, когда толщина ОК
меньше минимального значения, измеряемого прибором, прибор может зафик-
сировать не первый донный сигнал (который слился с начальным импульсом), а
второй. Наблюдая на экране серию донных сигналов, этой грубой ошибки мож-
но избежать.
При применении PC-преобразователей с призмами возникает задача выде-
ления сигналов, проходящих только через ОК. Для этого излучающим преобра-
зователем (работающим в данном случае как излучатель-приемник) принимают
сигнал от границы призма-OK, усиливают его отдельным усилителем и запус-
кают им измеритель времени.
Для измерения толщины используют прямые, PC и (редко) наклонные пре-
образователи. При работе с толщиномерами следует использовать только преоб-
разователи, указанные в технических описаниях соответствующих приборов.
Преобразователи должны иметь жесткий протектор, чтобы интервал времени
распространения импульса в возможно меньшей степени зависел от силы при-
жатия преобразователя к ОК.
При измерении толщины в процессе эксплуатации контролируемого обору-
дования возникает задача контроля при повышенной температуре. Разработан РС-
преобразователь для контроля при температуре до 600 °C. В нем применены квар-
цевые призмы. Электроакустический экран выполнен из стальной фольги с про-
кладкой из миканита. Приемный и передающий отсеки заключены в цилиндриче-
скую капсулу, которая перемещается в корпусе и прижимается к ОК пружиной с
нормированной силой. Благодаря этим мерам за 15 с работы при температуре ОК
700 °C температура в зоне пьезоэлементов не поднимается выше 30 °C.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ
127
Технические требования к ручным толщиномерам перечислены в
ГОСТ 28702-90. Согласно этому документу толщиномеры подразделяют на
приборы общего назначения и специализированные (т.е. предназначенные для
контроля изделий определенного типа), ручные и автоматизированные, с раз-
личной степенью защищенности от воздействия окружающей среды. Для тол-
щиномеров различного назначения приведены основные рекомендуемые техни-
ческие характеристики, указаны допустимые значения дополнительных погреш-
ностей. Например, дополнительная погрешность от изменения окружающей
температуры на каждые 10 °C (от нормального значения 20 °C) не должна пре-
вышать половины предела допускаемого значения основной погрешности; до-
пустимое значение дополнительной погрешности, вызванной изменением на-
пряжения питания от минимального до максимального значений, не должно
превышать половины предела допускаемого значения основной погрешности
толщиномера. Должна нормироваться условная чувствительность к выявлению
локального утонения. Она определяется диаметром выявляемого плоскодонного
отверстия, выбираемого из ряда от 0,5 до 2 мм.
Ультразвуковые толщиномеры должны проходить процедуру испытаний и
утверждения в соответствии с правилами по метрологии ПР 50.2.009-94 «Поря-
док проведения испытаний и утверждения типа средств измерений» по
ГОСТ 8.001 и ГОСТ 8.383 или метрологическую аттестацию по ГОСТ 8.326.
При контроле объектов в процессе эксплуатации возникает необходимость
оценки коррозионного повреждения корпусов морских и речных судов, стенок
сосудов, трубопроводов, баллонов и т.п. Для решения таких задач в России ши-
роко используется толщиномер УТ-93П, выпускаемый АО «Интроскоп» (Рес-
публика Молдова). Он работает с PC-преобразователями, имеет рабочие частоты
2,5; 5 и 10 МГц. Диапазон измеряемых толщин 0,6 ... 1000 мм. При испытаниях
на стандартных образцах толщиной до 30 мм погрешность не превышает
±0,1 мм, при больших толщинах - ±(0,1 + 0,001/г) мм. Прибор измеряет толщину
стенок труб диаметром 6 мм и более. Допустимая шероховатость наружной по-
верхности Rz = 160 мкм, а внутренней - 320 мкм. Толщиномер обнаруживает
локальные уменьшения толщины, измеряет толщину объектов с непараллель-
ными поверхностями.
Прибор УТ-93П дает цифровой отсчет толщины ОК из материалов со ско-
ростью звука от 3000 до 6400 м/с. При известном значении толщины (в диапа-
зоне 20 ... 300 мм) он может использоваться как измеритель скорости. Прибор
имеет автономное питание, массу 0,4 кг.
5.5.2. Цифровые толщиномеры
Как и цифровые дефектоскопы, в последние годы практически во всех ни-
шах применения все больше используются новейшие цифровые толщиномеры.
Их преимущества аналогичны преимуществам цифровых дефектоскопов. Для
точного измерения толщины изделий с гладкими параллельными поверхностями
в процессе их изготовления в авиационной, приборостроительной и других от-
128
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
раслях промышленности предназначены толщиномеры серии ТМ1 американ-
ской компании Stress Tel. Базовый прибор обеспечивает измерение толщины в
диапазоне 0,25 ... 25 мм с погрешностью 0,01 мм по стали. Вариант прибора
TM1-D PLUS позволяет измерять толщины до 380 мм, а вариант TM1-CD имеет
погрешность 0,001 мм. Приборы снабжены четырехразрядными цифровыми ин-
дикаторами. Они работают с сильно демпфированными PC-преобразователями с
плоскопараллельной задержкой из пластмассы или графита. Рабочие частоты от
5 до 22 МГц. Питание батарейное, масса около 0,5 кг, имеются блок памяти и
сигнализатор.
В ЗАО «НИИИН МНПО «СПЕКТР» разработаны и выпускаются несколько
модификаций толщиномеров, основой которых является идеология «полного
цифрового тракта», обеспечивающая стабильность параметров, гибкость и уни-
версальность схемы, минимизацию габаритов, а также устойчивые измерения
при различном качестве поверхности объектов контроля (функциональная схема
ЦТ приведена на рис. 5.14).
Особое место в этой серии занял УЗ-толщиномер А1207, выполненый в ви-
де миниатюрного моноблока, в который встроен раздельно-совмещенный пре-
образователь на 10 МГц, размещены электронная схема, источник питания и ин-
дикатор (рис. 5.15). Такое решение по сравнению с классической компоновкой
обеспечивает повышение надежности за счет отсутствия кабельного соединения
преобразователя с электронным блоком; улучшение метрологических характе-
ристик путем оптимизации параметров тракта и алгоритма измерения толщины
под особенности конкретного преобразователя; упрощение процедуры контроля
благодаря высвобождению одной руки дефектоскописта; минимизацию органов
управления; уменьшение стоимости прибора.
I +3,0 В
Рис. 5.14. Функциональная схема цифровых толщиномеров:
ФИ - формователь импульсов; У - усилитель; АЦП - аналого-цифровой
преобразователь; Кс - стробируемый компаратор; Рг - регистр; Г - генератор;
ЭСПЗУ - электростираемое ПЗУ; АКФ - аппаратный блок вычисления АКФ;
ИП - источник питания
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ
129
Толщиномер выполнен в форме, на-
поминающей авторучку. Прибор управля-
ется всего двумя кнопками, одна из кото-
рых включает и выключает питание, дру-
гая служит для выбора нескольких пре-
дустановленных скоростей ультразвуко-
вых волн.
Толщиномер А1208 - классический
простой и надежный прибор, работающий
с PC-преобразователями нескольких ти-
пов. По уровню защиты от внешних воз-
Рис. 5.15. Толщиномер А1207
действий он отвечает требованиям IP65. В приборе установлен четырехразряд-
ный алфавитно-цифровой светодиодный дисплей, что позволяет эксплуатиро-
вать его в широком диапазоне температур (от -30 до +50 °C). Режимами и на-
стройками прибора управляют с помощью расширенного меню, каждый пункт
которого выполнен в виде «бегущей строки». Прибор обеспечивает: настройку
на произвольную скорость УЗ, адаптацию к преобразователю, измерение тол-
щины по двум отражениям, запись в энергонезависимую память параметров ис-
пользуемых преобразователей.
Толщиномер А1209С также построен по схеме полного цифрового тракта.
Он работает практически со всеми типами совмещенных и РС-преобразователей
в диапазоне частот 1,25 ... 15,0 МГц, дает изображение в виде развертки типа А.
Толщиномеры с PC-преобразователями получили широкое распространение
благодаря высокой чувствительности и широкому диапазону измерений. Но в
большинстве практических случаев высокая чувствительность толщиномера не
используется. В то же время PC-преобразователи весьма подвержены износу.
Поскольку о преимуществах толщиномера с совмещенным УЗ-преоб-
разователем уже говорилось, то очевидно, что его использование в толщиномере
широкого применения предпочтительно. Однако собственный реверберацион-
ный шум совмещенного преобразователя не позволяет измерять толщины по-
рядка 1 ... 3 мм при радиусах кривизны 10 ... 30 мм (мертвая зона). В изделиях с
толщинами менее нескольких миллиметров, включая и трубы малых диаметров,
практически всегда возникают импульсы многократных отражений между по-
верхностями ОК. Эти импульсы несут информацию о толщине материала, и их
можно использовать для измерений, даже если первый и последующие эхосиг-
налы будут ниже уровня собственной реверберации ПЭП.
В ЗАО «НИИИН МНПО «СПЕКТР» разработаны адаптивные алгоритмы
корреляционной обработки сигналов многократных отражений ультразвука в
слое материала, которые позволяют создавать УЗ-толщиномеры широкого при-
менения как с совмещенными ПЭП, так и с ЭМАП. В этих приборах использует-
ся оцифровка эхосигнала до детектирования и последующая его обработка
спецпроцессором по предложенному алгоритму. Это позволяет измерять толщи-
ны одним совмещенным преобразователем в диапазоне от 0,5 до 300 мм как по
гладким, так и по шероховатым криволинейным поверхностям. Технические ха-
рактеристики толщиномеров МНПО «СПЕКТР» представлены в табл. 5.1.
130
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
5.1. Технические характеристики толщиномеров МНПО «СПЕКТР»
Параметры А1207 А1208 А1209С
Диапазоны изме- ряемых толщин X (по стали), мм 0,8 ... 30 0,8 ... 199 0,4 ... 500
Погрешности измерений ±0,5%Г(+0,1 мм) ±0,5%¥ (+0,1 мм) ±0,5%Х (+0,1/0,01 мм)
Диапазон темпе- ратур, °C -30 ... +50 -30 ... +50 -20 ... +50
Диапазон пере- стройки скорости ультразвука, м/с 1000 ... 9999 1000 ... 9999 1000 ... 9999
Типы ПЭП PC PC Совмещенный, PC
Тип дисплея Светодиодный 7-сегментный Светодиодный 16-сегментный ЖКИ графический, с подсветкой
Автономное пи- тание Призматический NiMH аккумуля- тор (возможно внешнее) Аккумуляторные батареи типа АА, 2 шт. Аккумуляторные бата- реи типа АА, 3 шт.
Время работы, ч 15 50 100
Габаритные раз- меры, мм 140 x 25 х 14 120 х 58 х 18,5 127 х 66x30
Масса с элемен- тами питания, г 65 160 290
Одна из последних разработок - толщиномер А1210 (рис. 5.16), обладаю-
щий дополнительными функциями, расширяющими его возможности и повы-
шающими удобство работы. Прибор позволяет получать стабильные результаты
при измерениях через полимерные и лакокрасочные покрытия без зачистки.
Предусмотрен режим измерения с индикацией, измеряемой в процентах от оста-
точной толщины ОК. Цветовая и звуковая сигнализация сообщают о выходе
толщины из установленных верхнего и нижнего пределов. Диапазоны измеряе-
мых толщин (по стали) от 0,7 до 300 мм, основная погрешность измерений в
диапазоне толщин от 0,7 до 1,5 мм и от 10,0 до 49,9 мм составляет ±0,1 мм, от
1,51 до 9,99 мм - ±0,05 мм. Предусмотрена энергонезависимая память на 50 000
результатов измерений, включая 4000 Л-сканов, а также связь с внешним ком-
пьютером. Рабочие частоты 2,5 и 4,0 МГц. Диапазон рабочих температур от -20
до +50 °C. Масса электронного блока 250 г, габариты 157 х 70 х 23 мм.
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ
131
Рис. 5.16. Толщиномер А1210
5.5.3. Толщиномеры с ЭМА-преобразователями
Ранее отмечалась перспективность использования ЭМАП в приборах для
измерения толщины. Широкополосность таких преобразователей позволяет
формировать короткие импульсы, что важно для достижения высокой точности.
ЭМАП возбуждают горизонтально поляризованные поперечные (SH) волны,
скорость распространения которых примерно вдвое меньше, чем продольных.
Это увеличивает измеряемый интервал времени и соответственно уменьшает
погрешность \t2/t и минимальную измеряемую толщину.
В ЗАО «НИИИН МНПО «СПЕКТР» разработан портативный (масса с эле-
ментами питания 800 г) ЭМА-толщиномер типа А1270, предназначенный для
измерения толщины плоских и цилиндрических деталей и узлов из сплавов
алюминия и других материалов с регистрацией результатов контроля.
Особенности ЭМА-толщиномера. ЭМА-толщиномер А1270 является пе-
реносным портативным прибором для ручного ультразвукового контроля объек-
тов в цехах и на открытых площадках, в условиях запыленности, повышенной
влажности воздуха и умеренных осадков. Степень защиты от внешних воздейст-
вий соответствует IP65. Отсутствие необходимости применения контактных
жидкостей существенно снижает требования к подготовке поверхности ОК и
обеспечивает надежность и стабильность возбуждения и приема УЗ-колебаний.
Наличие процессора и графического дисплея повышает информативность
измерений, дает возможность сохранения значения минимальной толщины, по-
зволяет оценивать скорость звука по измеренному значению толщины в доступ-
ной части металла с точностью до 1 м/с. Принятые меры по повышению эко-
номичности энергопотребления обеспечивают устойчивую работу толщиномера
в автономном режиме в течение всей рабочей смены.
132
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Наличие графического дисплея позволяет использовать толщиномер в ре-
жиме дефектоскопии металла заготовок и изделий в целях обнаружения дефек-
тов типа расслоений, неметаллических включений, эрозионных и коррозионных
повреждений.
Благодаря возможности возбуждения в ОК ЭМАП сдвиговых волн с поля-
ризацией вдоль и поперек направления прокатки, толщиномер позволяет оце-
нить степень анизотропии проката (см. гл. 6). Возможен контроль изделий с вы-
пуклыми и вогнутыми поверхностями с минимальным радиусом от 50 мм, по-
скольку процедура измерения толщины не связана с влиянием акустического
контакта.
Результаты измерения отображаются на экране дисплея с дискретностью
0,01 мм в диапазоне толщин от 0,5 до 25 мм и 0,1 мм при измерении толщин бо-
лее 25 мм. Дисплеем служит графический жидкокристаллический модуль с под-
светкой для работы в темноте. Возможно подключение прибора к персонально-
му компьютеру, что позволяет использовать его для исследований, совершенст-
вования технологии обработки металла и как инструмент для регистрации и на-
копления информации о технологическом процессе производства и техническом
состоянии сложных ОК. Предусмотрены режимы поиска минимального значе-
ния толщины в заданной области контроля изделия, автоматический выбор ме-
тода измерения (пороговый или по аргументу автокорреляционной функции).
5.5.4. Измерение толщины стенок литых лопаток авиадвигателей
Литые охлаждаемые лопатки авиадвигателей изготовляют из жаропрочных
сплавов на никелевой основе. Они относятся к наиболее ответственным деталям.
Лопатки имеют переменную толщину стенок вдоль оси, сложную форму в виде
криволинейных поверхностей переменной кривизны с закруткой, сложный
внутренний рельеф с наличием штырьков, перемычек, перегородок, образующих
каналы для прохождения охлаждающего воздуха (рис. 5.17).
Для надежной работы лопатки важно обеспечить требуемую толщину сте-
нок на определенных участках лопатки. Это требование обеспечивается ультра-
звуковой толщинометрией, выполняемой по ведомственной инструкции Мини-
стерства авиационной промышленности. Применяемые для этой цели толщино-
меры могут иметь сравнительно небольшой диапазон измеряемых толщин
(0,5 ... 5 мм). Погрешность измерения должна быть не более 0,1 мм. Для повы-
шения точности измерений частоту УЗ увеличивают до 10 МГц. Прибор на-
страивают на минимальных и максимальных толщинах в указанном диапазоне.
В качестве контактной жидкости используют глицерин.
Весьма важно обеспечить измерение толщины в точках лопатки, преду-
смотренных технической документацией. Для этого выполняют разметку лопат-
ки. Более удобный способ - применение шаблонов в виде пластины из плекси-
гласа или полистирола, повторяющей профиль лопатки, с окошками для разме-
щения преобразователя. Результаты измерений в каждой точке фиксируют и со-
поставляют с нормами на допустимые отклонения толщины.
ПРИБОРЫ И СИСТЕМЫ УЗ НК С ЦИФРОВОЙ ОБРАБОТКОЙ ИНФОРМАЦИИ 133
Контролируемая зона
Рис. 5.17. Измерение толщины стенок
литой лопатки авиадвигателей
Обработка результатов измерений имеет целью не только обнаружить недо-
пустимые отклонения толщины, но и выявить нарушения технологического
процесса изготовления лопатки.
5.6. ПРИБОРЫ И СИСТЕМЫ УЗ НК
С ЦИФРОВОЙ ОБРАБОТКОЙ ИНФОРМАЦИИ
В России эксплуатируется много потенциально опасных промышленных объ-
ектов в энергетике (особенно атомной), в нефтехимическом производстве, при
транспортировке нефти и газа и в других отраслях промышленности. Для повы-
шения эксплуатационной безопасности и снижения аварийности большое внима-
ние уделяется диагностике оборудования, которая позволяет на ранних стадиях
оценивать его работоспособность, предупреждать возникновение аварийных си-
туаций и по возможности продлевать сроки эксплуатации объектов.
Однако используемым для этого методам и средствам УЗ-контроля прису-
щи определенные недостатки, в частности косвенный способ определения пара-
метров дефектов далеко не всегда адекватно характеризует их реальные разме-
ры. Слабая эффективность действующих методик прочностных расчетов приво-
дит к тому, что они используются недостаточно широко. В результате нормы
отбраковки при УЗ-контроле необоснованно завышены практически во всех от-
раслях, а любое их превышение влечет за собой ремонт или замену контроли-
руемого объекта. В условиях эксплуатации объектов высокой стоимости это
134
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
значительно увеличивает эксплуатационные расходы. Поэтому в настоящее
время наблюдается активный переход от дефектоскопии с измерением условных
и эквивалентных размеров к дефектометрии с измерением реальных размеров и
определением типов дефектов. При этом полностью выполняется технологиче-
ская цепочка, состоящая из УЗ-контроля и прочностного расчета с оценкой тех-
нического состояния, определением ресурса, срока и возможности дальнейшей
эксплуатации контролируемого изделия.
Основными методами УЗ-контроля, позволяющими осуществить этот пере-
ход, являются методы и средства, в которых с максимальной полнотой исполь-
зуется информация об акустическом поле, рассеянном несплошностями: различ-
ные модификации способа фокусированной синтезированной апертуры (SAFT,
FT-SAFT, С-SAFT и др.), методы и приборы, использующие фазированные ан-
тенные решетки (ФАР). В них применяются когерентная амплитудная, фазовая,
временная и пространственная характеристики поля, рассеянного несплошно-
стью, что позволяет оценить ее реальные размеры и локализацию.
Когерентная обработка информации. Колебания и волны любой природы
характеризуются амплитудой, частотой и фазой. Эти три параметра содержат
сведения о характере колебательных и волновых процессов. Органы чувств че-
ловека - зрение и слух - чувствительны только к амплитуде волны (слух -
громкости, зрение - яркости) и частоте колебаний (слух - высоте звука, зре-
ние - цвету предмета). На изменение фазы зрение и слух не реагируют. Это же
относится к предыдущим поколениям средств УЗ-контроля - эходефектоскопам,
толщиномерам и т.п. Правда, в некоторых случаях УЗ-дефектоскопы способны
регистрировать изменение фазы сигнала. Так, по изменению полярности первого
полупериода недетектированного эхосигнала на противоположную можно отли-
чить раковину от вольфрамового включения в материале ОК. В случае раковины
волновое сопротивление материала дефекта меньше, чем основного металла, и
коэффициент отражения от нее R < 0. Во втором случае волновое сопротивление
вольфрама больше, чем основного металла, (R > 0), что меняет полярность эхо-
сигнала на противоположную. В некоторых методах контроля (импедансном и
велосимметрическом) применяются фазовые и амплитудно-фазовые способы
обработки информации, однако это лишь простые частные случаи, подтвер-
ждающие общую картину. Радикальный способ существенного улучшения ос-
новных характеристик УЗ-аппаратуры, использующий метод отражения, - обра-
ботка информации с учетом изменения фазы эхосигналов. Такая обработка на-
зывается когерентной, обработка без учета фазы - некогерентной. Когерентная
обработка эхосигналов в приборах УЗ-контроля - сложная задача, решение ко-
торой стало возможным только на современном этапе развития математики, ин-
форматики и вычислительной техники. Применение когерентной обработки ин-
формации резко повысило основные эксплуатационные характеристики УЗ-кон-
троля, особенно достоверность оценки параметров дефектов.
ПРИБОРЫ И СИСТЕМЫ УЗ НК С ЦИФРОВОЙ ОБРАБОТКОЙ ИНФОРМАЦИИ 135
На когерентные методы обработки налагаются определенные ограничения
(например, предполагают изотропность материала ОК). Однако изображения,
полученные в результате когерентной обработки данных УЗК, имеют сущест-
венные преимущества перед изображениями при некогерентной обработке:
- высокое фронтальное и лучевое разрешение;
- расширенный динамический диапазон. Это связано с тем, что получение
изображений с использованием когерентной обработки данных аналогично
цифровой фокусировке;
- повышенное отношение сигнал/шум;
- относительная нечувствительность изображения к изменению акустиче-
ского контакта при регистрации;
- сохранение акустического образа дефектов при выполнении повторных
УЗ-исследований.
Преимущества изображений, полученных в результате когерентной обра-
ботки данных, позволяют перейти от дефектоскопии к дефектометрии.
По признаку обработки данных алгоритмы фокусированной синтезирован-
ной апертуры можно разделить на получение акустического изображения за счет
обработки данных во временной области (SAFT, C-SAFT) и в частотной области
(FT-SAFT).
5.6.1. Ультразвуковые томографы
Разработку ультразвуковых томографов в течение последнего десятилетия
осуществляют зарубежные фирмы, первый отечественный томограф А1550 ИН-
ТРОВИЗОР создан специалистами ЗАО «НИИИН МНПО «СПЕКТР» и ООО
«Акустические Контрольные Системы». Ультразвуковые томографы и дефекто-
скопы-томографы предназначены для решения большинства задач ультразвуко-
вой дефектоскопии металлов и пластмасс, обеспечивают поиск дефектов благо-
даря представлению результатов контроля в виде томографических образов се-
чения объекта, а также оценку обнаруженных дефектов и выдачу заключений
согласно современным нормам и стандартам при работе в режиме классического
дефектоскопа.
Упрощенно принцип действия У 3-томографа, основными элементами кото-
рого являются вычислительное устройство, коммутаторы, фазированная антенная
решетка (ФАР), блок генераторов, усилителей, АЦП и дисплей, представлен на
рис. 5.18. Рабочее пространство экрана дисплея в каждом режиме разделено на
несколько функциональных областей. На рисунке 5.19 приведен вид экрана в ре-
жиме «ТОМОГРАФ», на рис. 5.20 - в режиме «ДЕФЕКТОСКОП». Прибор обес-
печивает оперативный и высокопроизводительный поиск дефектов в сварных
швах, в изделиях из металлов, полиэтилена, стеклопластиков с визуализацией
внутренней структуры ОК в режиме реального времени (25 кадров в секунду)
без традиционного продольно-поперечного сканирования, например, сварного
136
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Антенная решетка
Вычислительное
устройство
Рис. 5.18. Принцип действия УЗ-томографа
Панель
результатов__
измерения
Регулятор
коэффициента
усиления
томограммы
Область
регулируемого
А-скана
Область _____
пиктограмм
Индикатор
положения
решетки
Томограмма
Цветовая
шкала
Измеритель-
ный курсор
Рис. 5.19. Вид экрана УЗ-томографа в режиме «ТОМОГРАФ»
шва. При контроле сварных швов достаточно продольного сканирования по од-
ной линии вдоль шва. Это значительно сокращает время контроля. Одна ФАР
перекрывает весь диапазон углов (от 35 до 85°), используемый в типовых мето-
диках У 3-контроля.
В приборе предусмотрена визуализация результатов контроля на экране в
виде яркого и понятного цветного изображения сечения. Амплитуды эхосигна-
лов на томограмме отмечаются цветом, который при росте амплитуды меняется
ПРИБОРЫ И СИСТЕМЫ УЗ НК С ЦИФРОВОЙ ОБРАБОТКОЙ ИНФОРМАЦИИ 137
Панель
результатов
измерения
BASE CFG
mm
Область
Область
Л-скана
тельных
величин
Скорость SW, м/с
3250 mis
Область
вспомога-
УСИЛЕНИЕ
О dB
ШАГ УСИЛЕНИЯ
1 dB
ОПОРНЫЙ УРОВЕНЬ
О dB
пиктограмм
Рис. 5.20. Вид экрана УЗ-томографа в режиме «ДЕФЕКТОСКОП»
от синего до красного. Использование многоэлементной широкообзорной ФАР,
принципа фокусировки луча в каждую точку сечения объекта контроля и томо-
графической обработки данных обеспечивает чувствительность прибора к раз-
личным типам дефектов, высокую достоверность и надежность полученных ре-
зультатов.
УЗ-томограф доступен для работы специалистам любого уровня квалифи
кации, в том числе не имеющим предварительной подготовки (рис. 5.21). Про
стое переключение между ФАР и обычными ПЭП, удобное меню и клавиши бы
строго доступа к функциям и параметрам облегчают настройку прибора и рабо
ту на сварном шве или другом объекте. Масса прибора 2,7 кг (включая быстро
сменный аккумуляторный блок на 8 ч работы).
Цветной (5,7”) TFT-дисплей обеспечивает возможность работы при темпе
ратурах от -30 до +45 °C и на ярком солнце. Малые габариты ФАР и классиче
ских ПЭП улучшают условия работы. Имеется возможность переноса сохранен
ных данных с прибора на внешний компьютер для дальнейшей обработки ре
зультатов контроля, формирования отче-
тов и архивирования.
Применяются два типа ФАР и обыч-
ные ПЭП. ФАР продольных волн
(рис. 5.22) обеспечивает сектор сканиро-
вания ±50°, центральная рабочая частота
4 МГц, применяется для контроля основ-
ного тела металлических и неметалличе-
ских конструкций; ФАР поперечных
волн - 16-элементная, широкополосная,
сектор сканирования от 35 до 85°, цен-
тральная рабочая частота 4 МГц, применя-
ется для контроля сварных швов (в том
числе и аустенитных сталей).
Рис. 5.21. Процесс контроля
сварного шва с применением
УЗ-томографа
138
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 5.22.16-элементная
широкополосная ФАР
Композитный износостойкий протектор
ФАР защищает ее от истирания и увеличивает
срок службы. Размеры ФАР сопоставимы с раз-
мерами обычных ПЭП. Это позволяет проводить
контроль с минимальной зачисткой околошов-
ной зоны, что особенно удобно при контроле
сварных швов. Предусмотрена легкая смена
ФАР.
Сбор данных путем поочередного зондиро-
вания и приема сигналов всеми возможными
парами элементов антенной решетки и построение томограммы путем виртуаль-
ной фокусировки ультразвука в каждую точку визуализируемого сечения (экви-
валентно 65 536 законам фокусировки) значительно упрощают настройку при-
бора и повышают достоверность результатов.
Прибор также может работать со всей линейкой классических ПЭП, приме-
няемых при ультразвуковом контроле.
5.6.2. Ультразвуковая голографическая система
Московской фирмой ООО НПЦ «ЭХО+» разработана и выпускается аппа-
ратура серии «Авгур», предназначенная для НК ответственной продукции. Она
позволяет получать когерентные изображения внутреннего объема контроли-
руемых изделий с высоким разрешением и измерять реальные параметры выяв-
ленных дефектов, т.е. реально перейти от дефектоскопии к дефектометрии.
На основе этой разработки создана замкнутая технология мониторинга обо-
рудования атомных и других электростанций в эксплуатации, включающая об-
наружение дефектов, измерение их параметров, расчеты влияния дефектов на
прочность и принятие решения о возможности дальнейшей эксплуатации ОК
или его ремонта. Внедрение такой технологии резко сократило необоснованную
браковку продукции, позволило продлить ее ресурс и дало значительный эконо-
мический эффект.
В системе «Авгур»использована акустическая голография со сложной коге-
рентной обработкой информации.
Применение голографической аппаратуры «Авгур» с когерентной обра-
боткой информации. Система «Авгур» - это ультразвуковой автоматизирован-
ный компьютерный цифровой дефектоскоп, состоящий из набора блоков, со-
единенных кабелями (рис. 5.23). Ядром системы является промышленный ком-
пьютер (ПК), к которому подсоединены элементы приемно-передающего тракта,
характерные для цифровых приборов ультразвукового контроля, модуль про-
граммного управления сканером, модуль питания. Указанные модули конструк-
тивно размещаются в корпусе ПК, формируя базовый блок системы. Базовый
блок через кабель длиной до 60 м и выносной блок соединены со сканером, ко-
торый размещается на объекте контроля. На сканере установлен предваритель-
ный усилитель эхосигнала ПЭП. Модуль управления сканером скомпонован в
ПРИБОРЫ И СИСТЕМЫ УЗ НК С ЦИФРОВОЙ ОБРАБОТКОЙ ИНФОРМАЦИИ 139
б)
в)
Рис. 5.23. Варианты системных блоков:
а - системный блок на базе промышленного компьютера; б - в конструктиве
переносного ящика с планшетным компьютером или ноутбуком; в - системный блок
для использования в сложных климатических условиях с подключенным к нему
ноутбуком
выносном блоке, который размещается вблизи сканера. Он формирует необхо-
димые импульсные напряжения и токи для работы шаговых электродвигателей
сканера и обеспечивает работу последнего на значительном удалении от базово-
го блока без относительного увеличения массы и габаритов соединяющего их
кабеля. Базовый и выносной блоки соединены кабелями, суммарная длина кото-
рых может достигать 70 м. На рис. 5.23 приведены варианты системных блоков
для различных задач контроля.
Адаптация системы «Авгур» для контроля различных объектов потребовала
создания нескольких сканеров (рис. 5.24).
Система «Авгур» имеет два режима регистрации данных: поисковый, пред-
назначенный для обнаружения и локализации несплошностей, и измерительный,
по данным которого после когерентной обработки определяют реальные пара-
метры несплошностей и тип дефекта. Каждый из этих режимов имеет набор ха-
рактерных параметров контроля. Например, при контроле кольцевых сварных
соединений трубопроводов большого диаметра в поисковом режиме шаг скани-
рования составляет 2-3 мм по окружности и 3-4 мм по образующей. В измери-
тельном режиме шаг по окружности 3—4 мм и 0,2 мм (для сдвиговых волн) и
0,4 мм (для продольных волн) при перемещении по образующей. Чувстви-
Рис. 5.24. Некоторые типы сканеров системы «Авгур»:
а, б — двухкоординатные автоматизированные сканеры для трубопроводов
различного диаметра; в — однокоординатный сканер с ручным приводом
140
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
тельность в поисковом режиме устанавливается на 6 дБ выше поискового уров-
ня; режим измерительного контроля имеет максимально возможную чувстви-
тельность, при которой эхосигналы находятся в линейном диапазоне измерений.
В системах серии «Авгур» принята схема послойной регистрации и обработки
данных для получения трехмерных изображений внутреннего объема контроли-
руемого объекта. Для этого используются широкополосные ПЭП с широким
раскрытием. Их диаграмма направленности широкая в направлении перемеще-
ния с малым шагом и узкая - в перпендикулярном направлении.
Оценка результатов контроля системами серии «Авгур», Оценка резуль-
татов контроля включает два этапа:
- сбор, регистрацию и обработку данных;
- оценку результатов контроля с определением реальных параметров де-
фектов.
Первая задача достаточно проста и успешно реализуется. Решение второй
задачи встречает ряд серьезных трудностей. Они связаны с необходимостью ре-
шать обратную задачу - по измерениям отраженного или рассеянного несплош-
ностью акустического поля восстановить тип и параметры несплошности. Для
этого приходится оценивать важность деталей изображения, особенности пове-
дения эхосигналов и изображений дефекта, его амплитуды, положения в шве,
характерные особенности, связанные с природой акустических изображений и
принятой томографической схемой их формирования (рис. 5.25).
Изображение В-скан имеет высокое разрешение по осям X (определяется
когерентной обработкой данных) и Z (определяется длительностью зондирую-
щего импульса); изображения С-скан и £>-скан, являясь комбинированными,
имеют высокое разрешение по осям X, Z и низкое разрешение вдоль оси У, опре-
деляемое шагом сканирования Д/г. На рис. 5.25 выделен внутренний объем об-
ласти сварного шва, который визуализируется после когерентной обработки.
При регистрации данных ПЭП перемещается с малым шагом Д/ перпендикуляр-
но сварному шву (ось X), перемещение вдоль сварного шва (ось У) происходит с
большим шагом Д/г » Д/.
На рис. 5.25 приведены схематичные виды дефекта для разных типов изо-
бражений. Отметим, что акустические изображения дефектов мало похожи на их
оптический образ, что связано с большой длиной используемых акустических
волн, условиями дифракции и отражения акустических волн на неоднородно-
стях, ограничениями алгоритмов восстановления изображений, методикой реги-
страции данных. Если размеры несплошности значительно больше длины волны
и несплошность расположена благоприятно с точки зрения регистрации рассе-
янного акустического поля, изображения дефектов могут быть весьма близки к
действительности.
На рис. 5.26 представлен пример изображения такого дефекта. Это изобра-
жение дефектов хорошо коррелирует со своим оптическим образом, что являет-
ся скорее исключением, чем правилом. Разработанный для системы «Авгур»
алгоритм по автоматическому определению параметров дефекта позволяет оп-
ределить высоту и длину дефекта. Получающийся в результате обработки замк-
хПРИБОРЫ И СИСТЕМЫ УЗ НК С ЦИФРОВОЙ ОБРАБОТКОЙ ИНФОРМАЦИИ 141
В-скан
Рис. 5.25. Схема формирования изображений в системе «Авгур»
Рис. 5.26. В- и С-сканы трещины в основном металле в области
радиусного перехода, здесь же приведена фотография этой трещины,
соответствующая 5-скану изображения
нутый контур представляет собой проекцию продольного сечения сварного шва.
Фактически определяется профиль дефекта.
Примеры использования систем серии «Авгур» при мониторинге и экс-
плуатационном контроле в промышленности. Наиболее полно возможности
систем с когерентной обработкой данных реализуются в комплексной техноло-
гии УЗ-контроля, проходящей в три этапа.
142
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
На первом этапе проводится поисковый контроль с использованием ручно-
го или автоматизированного УЗ-контроля по стандартным методикам. Для ис-
ключения случаев пропуска опасных дефектов плоскостного типа чувствитель-
ность контроля увеличивается в сравнении со стандартными методиками на
6 ... 12 дБ до уровня поисковой чувствительности. Если амплитуда эхосигнала
от отражателя не достигает уровня фиксации, шов признается годным и пропус-
кается в эксплуатацию.
На втором этапе проводится автоматизированный измерительный
УЗ-контроль с помощью систем серии «Авгур» с когерентной обработкой ин-
формации. Измерительному контролю подвергаются швы, в которых на первом
этапе были обнаружены отражатели с амплитудой эхосигналов, достигающей
уровня фиксации. По результатам контроля составляются заключения, содер-
жащие информацию о реальных размерах несплошностей, их профиле, локали-
зации и типе.
На третьем этапе информация о параметрах дефектов используется для
прочностного расчета ресурса работы сварного шва с учетом других характери-
стик, влияющих на этот ресурс. Если расчет показывает, что запас прочности
позволяет дальнейшую эксплуатацию, изделие с таким швом продолжает ис-
пользоваться. В противном случае шов отправляется в ремонт. Сварной шов,
допущенный в эксплуатацию, подлежит периодическому измерительному кон-
тролю для наблюдения за развитием несплошности.
Периодичность контроля определяется по результатам прочностных рас-
четов.
Данная технология ультразвукового диагностирования позволяет:
- значительно повысить надежность выявления дефектов различного типа
за счет более высокой чувствительности контроля;
- минимизировать как «недобраковку», так и «перебраковку» благодаря
регистрации всей информации о контроле и возможности детального анализа ее
оператором в особо сложных и важных случаях;
- проводить мониторинг развития дефектов в процессе эксплуатации объ-
ектов.
Начиная с 1996 г. комплексная технология неразрушающего контроля ус-
пешно применяется как при эксплуатационном контроле трубопроводов различ-
ных диаметров в атомной энергетике на действующих АЭС, так и при предэкс-
плуатационном контроле, например в 1998 - 2000 гг. на 1-м блоке Волгодонской
АЭС и в 2002 г. - на блоке Калининской АЭС. На действующих АЭС с реакто-
рами РБМК: Ленинградской, Курской, Смоленской АЭС - основными объекта-
ми эксплуатационного контроля являлись перлитные сварные швы трубопрово-
дов первого контура Ду-800 и аустенитные швы трубопроводов первого контура
Ду-300 реактора. Работы по эксплуатационному контролю выполнялись также
на АЭС с реакторами типа ВВЭР: Балаковской, Волгодонской, Калининской,
Кольской и Нововоронежской АЭС.
Описанная технология контроля сварных соединений применялась также в
нефтегазовом комплексе. Был выполнен автоматизированный УЗ-контроль
ИМПЕДАНСНЫЕ ДЕФЕКТОСКОПЫ
143
кольцевых сварных соединений на газопроводах различного назначения, обору-
дования компрессорных станций с использованием системы «Авгур 4.2» в соот-
ветствии с методикой автоматизированного УЗ-контроля сварных соединений
газо- и нефтепроводов. По результатам работы были определены типы и разме-
ры несплошностей в сварных соединениях. Полученные данные показали, что
большинство обнаруженных несплошностей появилось в сварных соединениях в
процессе монтажа трубопроводов. После расчета на прочность швы с несплош-
ностями были разделены на группы с различным временем ресурса работы до
повторного контроля. В результате у руководства компрессорных станций поя-
вилась обоснованная возможность планировать объем ремонта этих сварных
швов на длительный период.
5.7. ИМПЕДАНСНЫЕ ДЕФЕКТОСКОПЫ
Эти приборы используют изгибные волны с частотами 1 ... 40 кГц. В них
применяют непрерывное и(или) импульсное излучение. Признаком дефекта
служит изменение механического импеданса ОК в зоне дефекта.
Механическим импедансом называют комплексное отношение гармонической
возмущающей силы F, действующей на поверхности (или в точке) механической
системы, к средней колебательной скорости v на этой поверхности (или в точке) в
направлении силы: Z = F/v. Механический импеданс имеет активную R и реак-
тивную X составляющие: Z = R + jX =
Z | е /(₽, где j = V-T ; | Z | = у/r2 + Х2 -
модуль импеданса; (p = arctg— - его аргумент. Активная составляющая R им-
педанса характеризует необратимые потери, реактивная составляющая X - ки-
нетическую и потенциальную энергию колебательной системы. В отличие от
рс - волнового сопротивления среды Z - это параметр конструкции и неудель-
ная величина. Единицы измерения Z - Н с / м.
Рассмотрим двухслойную конструкцию из обшивки 7, соединенной (скле-
енной) с основанием 2 с дефектом соединения 3 (рис. 5.27). При возбуждении
изгибных колебаний в точке А конструкция колеблется как единое целое. В этом
случае жесткость и модуль механического импеданса I ZA I имеют максимальные
значения. В зоне В жесткость отделенного дефектом слоя резко уменьшается,
вызывая соответствующее уменьшение модуля импеданса I Z# I и изменение его
аргумента ср. Эти изменения регистрируются преобразователем дефектоскопа.
Затем эти сигналы усиливаются, обрабатыва-
ются в электронном блоке и отображаются на
стрелочном или ином индикаторе.
Преобразователи импедансных акустиче-
ских дефектоскопов. В импедансных дефекто-
скопах используют совмещенные и раздельно-
совмещенные преобразователи с сухим точеч-
ным контактом. Взаимодействующие с ОК ра-
Рис. 5.27. Принцип
импедансного метода контроля
144
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
бочие элементы преобразователей, называемые вибраторами, представляют со-
бой составные колебательные системы из пьезопластин и пассивных элементов
(волноводов, накладок), придающих вибраторам нужную собственную частоту.
Вибраторы возбуждают продольные колебания, которые в зоне контакта с ОК
трансформируются в изгибные.
Вибратор совмещенного преобразователя (рис. 5.28) имеет одну зону кон-
такта с ОК и два пьезоэлемента, один из которых возбуждает упругие колеба-
ния, другой служит для оценки механического импеданса. Совмещенность пре-
образователя понимается в том смысле, что он имеет одну зону контакта с ОК.
В раздельно-совмещенном (PC) преобразователе функции излучения и приема
выполняются разными вибраторами, находящимися в одном корпусе. Контакт-
ные наконечники ПЭП со сферическими рабочими поверхностями и радиусами
кривизны 5 ... 30 мм делают из твердых, износостойких материалов - корунда,
корундовой керамики. Пьезоэлементы PC-преобразователя выполнены в виде
длинных брусков с электродами на боковых сторонах (поперечный пьезоэф-
фект). Для повышения чувствительности PC-преобразователя расстояние между
зонами контакта с ОК уменьшено до 7 мм. Вибраторы преобразователей прижи-
мают к ОК пружинами с постоянной силой.
Рис. 5.28. Схема вибратора
совмещенного преобразователя
импедансного дефектоскопа:
/ - инерционная нагрузка; 2 - пакет
из двух пьезоэлементов;
3 - волновод; 4 - приемный
пьезоэлемент; 5 - контактный
наконечник; 6 - ОК
Существует несколько систем импеданс-
ных дефектоскопов, отличающихся способами
возбуждения колебаний и обработки инфор-
мации. Так, в дефектоскопе АД-40И, исполь-
зующем гармонические колебания с регули-
руемым частотным диапазоном 1...10 кГц,
применяются только совмещенные преобразо-
ватели, а информационными параметрами
служат амплитуда и фаза принятого сигнала. В
соответствии с этим используются амплитуд-
ная, фазовая и двухпараметровая амплитудно-
фазовая обработка информации. В очень
близких по характеристикам дефектоскопах
АД-42ИМ и ИД-91 в вибраторах преобразова-
телей возбуждают свободно затухающие про-
дольные колебания, частота и амплитуда ко-
торых, кроме параметров самих вибраторов,
определяется механическим импедансом ОК.
Таким образом, рабочая частота устанавлива-
ется автоматически. Прибор АД-42ИМ ком-
плектуется совмещенными и РС-преобразова-
телями, позволяющими обнаруживать более
глубокие дефекты. PC-преобразователи рабо-
тают в диапазоне частот 15 и 35 кГц. Упомя-
нутые импедансные дефектоскопы являются
аналоговыми приборами.
ДЕФЕКТОСКОПЫ ДЛЯ РАБОТЫ МЕТОДОМ СОБСТВЕННЫХ ЧАСТОТ 145
Первый цифровой дефектоскоп «ДАМИ-С» выпускается фирмой VOTUM
(Россия). Он комплектуется совмещенными и PC-преобразователями, которые
возбуждают импульсами регулируемой длительности и частоты (до 40 кГц).
В приборе использована система автоматического слежения за перемещением
преобразователя при сканировании, позволяющая получить на экране дисплея
изображение С-скана, по которому определяют места расположения дефектов,
их форму и площадь. Система состоит из установленного на преобразователе
пьезоэлемента, излучающего в воздух УЗ-импульсы с центральной частотой 40
кГц, которые принимаются двумя неподвижными микрофонами. Координаты
преобразователя на ОК автоматически рассчитывают по временам прихода им-
пульсов от излучателя к микрофонам. Использование цифровых технологий по-
зволило реализовать в «ДАМИ-С» новые технологические и сервисные возмож-
ности: автоматическую настройку прибора, возможности хранения в архиве на-
строек и результатов контроля, анализа спектров, соединения с внешним ком-
пьютером и др. Масса электронного блока без аккумуляторов не более 0,9 кг.
Дефектоскоп «ДАМИ-С09» той же фирмы отличается от описанного возможно-
стями контроля вихретоковым методом (для обнаружения коррозии) и локаль-
ным методом свободных колебаний.
Для экспресс-контроля многослойных авиационных конструкций фирма
VOTUM предлагает портативный (300 г) импедансный дефектоскоп «ТЭРИ»,
который крепится на запястье оператора. Он работает с совмещенным преобра-
зователем в диапазоне частот 8 ... 12 кГц. Используется амплитудно-фазовая об-
работка информации, предусмотрен режим автоматической настройки.
Импедансный метод применяют для выявления дефектов клеевых и паяных
соединений между элементами многослойных конструкций, изготовленных из
металлов и полимерных композиционных материалов (ПКМ). Это в основном
сотовые панели, узлы типа соединений обшивки с лонжероном, нервюрой и дру-
гими элементами жесткости, антиобледенительные накладки пропеллеров и т.п.
С увеличением толщины обшивки и уменьшением жесткости внутреннего эле-
мента ОК чувствительность уменьшается. На чувствительность метода влияют
модуль упругости и толщина наружного элемента конструкции, жесткость ее
внутреннего элемента. Контроль ОК наружными слоями из материалов с малы-
ми модулями Юнга (например, резины) невозможен. В наиболее благоприятном
случае жесткого внутреннего элемента при толщине обшивки h = 0,3 мм выяв-
ляется дефект диаметром 5 мм, при h = 2,5 мм — 30 мм. В узлах с обшивкой из
ПКМ выявляются не только дефекты ее соединения с внутренним элементом, но
и расслоения в самой обшивке. В изделиях из ПКМ выявляются расслоения на
глубинах до 3 ... 5 мм, глубина залегания которых не более 40% толщины ОК.
5.8. ДЕФЕКТОСКОПЫ ДЛЯ РАБОТЫ
МЕТОДОМ СОБСТВЕННЫХ ЧАСТОТ
Различают интегральный и локальный методы собственных частот.
Интегральный метод собственных частот используют для контроля экс-
плуатационных свойств абразивных инструментов, имеющих форму кругов с
146
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
центральным отверстием. Согласно ГОСТ 25961-83 критерием качества абра-
зивного инструмента служат звуковые индексы, представляющие собой величи-
ну 0,01 сср, где сср - среднее значение скорости звука для тонкого стержня в ма-
териале ОК. Звуковые индексы имеют дискретные значения с шагом 200 м/с.
Метод реализуется в режимах вынужденных и свободных колебаний.
Дефектоскоп для контроля в режиме вынужденных колебаний содержит из-
лучающий и приемный пьезопреобразователи (ПЭП) с сухим точечным контак-
том, прижимаемые к ОК с постоянной силой. Излучающий ПЭП возбуждают
генератором регулируемой частоты, сигналы приемного ПЭП усиливают, а их
частоту измеряют частотомером. Для ослабления помех в блоке усиления ис-
пользуют частотные фильтры. В типичном случае контроля круглых абразивных
кругов точки контакта ПЭП с ОК диаметрально противоположны. Регулируя
частоту возбуждения излучающего ПЭП, по максимумам сигналов приемного
ПЭП определяют резонансные частоты системы OK-ПЭП. Благодаря влиянию
соединенных с ОК механических импедансов ПЭП резонансные частоты не-
сколько отличаются от собственных частот ОК. Однако при сравнительной
оценке параметров партии однотипных изделий эта погрешность несуществен-
на. По измеренным резонансным частотам, используя корректирующие коэффи-
циенты, учитывающие форму ОК, рассчитывают значение скорости звука и зву-
ковые индексы. Режим вынужденных колебаний применяют для контроля изде-
лий небольших размеров (диаметром от 3 мм). Для этого используют отечест-
венные приборы серии «Звук», например «Звук-1 ЮМ».
Дефектоскоп для контроля в режиме свободных колебаний основан на
ударном возбуждении импульсов свободно затухающих колебаний и измерении
их центральных частот. Этот вариант удобнее вышеописанного для контроля
абразивных кругов больших диаметров.
Свободные колебания в ОК возбуждают ударом молотка 2 (рис. 5.29). При-
емником служит микрофон 1, преобразующий свободно затухающий акустиче-
ский импульс в электрический сигнал. Применение бесконтактного микрофона и
единственная опора ОК на горизонтальную поверхность в зоне узла колебаний
резко уменьшают влияние этих элементов на измеряемые собственные частоты.
Принятый микрофоном сигнал усиливают, фильтруют для устранения помех и
измеряют его центральную частоту, по которой, как и при вынужденных коле-
баниях, определяют скорости звука и соответствующие звуковые импульсы.
Важно, что ОК совершает не изгибные, а продольные (плоские) колебания, час-
тота которых в отличие от изгибных мало зависит от толщины ОК. Для контро-
ля используют портативные приборы семейства «Звук» (например, «Звук
103М»).
Рис. 5.29. Структурная схема дефектоскопа
для контроля локальным методом
собственных колебаний
ДЕФЕКТОСКОПЫ ДЛЯ РАБОТЫ МЕТОДОМ СОБСТВЕННЫХ ЧАСТОТ 147
Интегральный метод собственных колебаний применяют также для автома-
тической сортировки по размеру сходных по форме деталей, контроля керами-
ческих плиток, оценки прочности бетона и других целей. Общеизвестное его
применение в быту - контроль посуды.
Дефектоскопы для контроля локальным методом собственных колебаний.
Этот метод применяют в двух вариантах, решающих разные задачи. В первом из
них используют вынужденные колебания ОК, во втором - свободные.
Способ, использующий вынужденные колебания, более известный как
УЗ-резонансный метод, применяют в основном для контроля толщин ОК при
одностороннем доступе. Генератор непрерывных колебаний качающейся часто-
ты мегагерцового диапазона возбуждает продольные колебания в прямом кон-
тактном ПЭП, излучающем в ОК продольные волны. Совпадения частот возбу-
ждения с собственными частотами системы ПЭП-OK вызывают резкие измене-
ния режима работы ПЭП, которые регистрируют на частотной развертке (по оси
абсцисс отложено не время, а частота) в виде резонансных пиков. По их поло-
жению определяют резонансные частоты, а по ним - измеряемую толщину
(с учетом номеров соответствующих гармоник). Изменение толщины смещает
резонансные частоты. Появление наклонного дефекта приводит к исчезновению
резонансных пиков, дефекта, параллельного поверхности ОК, - к уменьшению
измеряемой толщины. В несколько измененном виде резонансный метод ис-
пользуют для контроля качества клеевых соединений в многослойных конст-
рукциях. Отметим, что резонансные частотомеры в последние годы практически
полностью вытеснены более простыми эхоимпульсными.
Локальный метод собственных частот с использованием свободных колеба-
ний ОК применяют для контроля качества многослойных конструкций. Про-
стейший его вариант - простукивание - позволяет по тону звука находить зоны
нарушения соединений между элементами конструкций или пустоты в стенах.
Недостаток такого способа - субъективность оценки результатов контроля -
устраняют применением приборов, исключающих эту субъективность.
Упрощенная структурная схема дефектоскопа показана на рис. 5.29. Генера-
тор 1 прямоугольных импульсов питает электромагнитный ударник 2 преобразо-
вателя 3. Микрофон 4 преобразует возбужденный ударником в ОК свободно зату-
хающий акустический импульс в электрический сигнал. Последний поступает на
усилитель 5, соединенный с работающим в реальном масштабе времени спек-
троанализатором 6. Полученный спектр после обработки в блоке 7 индицируется
на индикаторе 8. Диапазон рабочих частот спектроанализатора 0,3 ... 20 кГц. Для
контроля изделий из «глухих» материалов с низкими модулями упругости доста-
точно полосы частот до 4 ... 5 кГц; изделия из более «звонких» материалов (на-
пример, металлов) обладают более широкими спектрами. В некоторых преобра-
зователях вместо микрофона используют миниатюрный пьезоприемник с сухим
точечным контактом. В бездефектных зонах ОК спектр возбужденного свободно
148
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
а)
б)
Рис. 5.30 Спектры сигналов на
дисплее дефектоскопа АД-64М
с микрофонным приемником:
а - опорный спектр; б - текущий спектр
затухающего акустического импульса
определяется в основном спектром им-
пульса соударения ударника с ОК. В зоне
дефекта меняется амплитуда силы соуда-
рения и появляются составляющие, соот-
ветствующие собственным частотам от-
деленного дефектом участка при его из-
гибных колебаниях.
В дефектоскопе АД-64М информа-
ция обрабатывается во входящем в ком-
плект ПК в реальном масштабе времени.
На его дисплее спектры представляются
64 вертикальными линиями. Имеется
возможность архивирования настроек и
результатов предыдущих испытаний.
Информативный параметр дефектоско-
па - разность текущего и опорного (по-
лученного в бездефектной зоне и усред-
ненного) спектров. На рис. 5.30 показа-
ны опорный и текущий (в зоне дефекта)
спектры сигнала. Дефектоскоп АД-64М
превосходит импедансные приборы при
контроле многослойных конструкций из
материалов с низкими модулями упру-
гости.
5.9. СРЕДСТВА КОМБИНИРОВАННОГО УЗ-КОНТРОЛЯ
5.9.1. Средства УЗ НК рельсов в пути
Средства ультразвукового НК рельсов. С учетом функционального назна-
чения и эргономических особенностей средств НК рельсов в пути А.К. Гурвичем
предложено классифицировать средства НК рельсов в пути по 4 классам:
I. Мобильные дефектоскопические комплексы:
1.1. Вагоны-дефектоскопы.
1.2. Автомотрисы дефектоскопные.
1.3. Мобильные системы на комбинированном ходу.
II. Съемные УЗ-дефектоскопы двухниточные для механизированного НК
рельсов с различной степенью автоматизации управления, обработки и регист-
рации результатов контроля.
III. Съемные УЗ-дефектоскопы однониточные для механизированного НК
рельсов в труднодоступных местах и отдельных участков рельсов.
СРЕДСТВА КОМБИНИРОВАННОГО УЗ-КОНТРОЛЯ
149
IV. Портативные УЗ-дефектоскопы для ручного контроля сварных, болто-
вых стыков и отдельных сечений рельсов.
Ультразвуковые и совмещенные вагоны-дефектоскопы для НК рельсов.
Наиболее распространенными при скоростном контроле рельсов в настоящее
время являются мобильные дефектоскопические комплексы (класс I) - вагоны-
дефектоскопы, автомотрисы и мобильные системы на комбинированном ходу,
базирующиеся в основном на ультразвуковых и магнитных методах контроля и
обеспечивающие обнаружение дефектов при скоростях 20 ... 100 км / ч, и съем-
ные УЗ-дефектоскопы двухниточные для механизированного НК рельсов
(класс II). Возможные схемы прозвучивания рельсов рассмотрены в гл. 3.
Вагоны-дефектоскопы, как правило, оборудованы многоканальной электрон-
ной аппаратурой, компьютерами, искательной системой с комплектом ПЭП, сис-
темой намагничивания рельса и считывания магнитного поля дефектов, датчиком
пути, системой водоснабжения для транспортировки запаса воды и ее подогрева,
обеспечивающими их работу как в летних, так и в зимних условиях. Мобильные
средства НК и ТД позволяют обнаруживать и регистрировать дефекты типа попе-
речных трещин головки, непровары в зоне сварных стыков, трещины в болтовых
отверстиях, трещины коррозионного происхождения в подошве рельса, верти-
кальные и горизонтальные расслоения в головке и шейке рельсов и др.
Комплексы позволяют регистрировать до 20 каналов информации, посту-
пающей с дефектоскопов. Предусмотрена возможность наращивать количество
каналов за счет использования нескольких многоканальных дефектоскопов с
общей синхронизацией. Время сканирования и мертвая зона в каждом отсчете
выбираются пользователем. Гибкая система программной конфигурации кана-
лов позволяет полностью настраивать все рабочие параметры канала, такие как
ВРЧ, мертвая зона, тип канала (прямой/наклонный, раздельный, раздельно-
совмещенный), время сканирования, разрешение (мкс / отсчет).
Учитывая большой объем обрабатываемой информации, наличие в поле
зрения оператора одновременно более 10 каналов регистрации результатов кон-
троля и сигналов помех (рис. 5.31), алгоритм обработки информации комплек-
Рис. 5.31. Характерный вид экрана монитора комплекса:
а - УЗ-канал; б - канал совмещенного УЗ- и МД-контроля
150
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
сов предусматривает предварительную автоматическую расшифровку результа-
тов контроля путем выделения подозрительных мест на основе анализа сигналов
по установленным критериям, а также цифровую фильтрацию помех. Преду-
смотрена распечатка результатов контроля на цветном принтере и регистрация
результатов контроля.
Вопросам идентификации сигналов и технологии расшифровки дефекто-
грамм посвящена специальная литература, а также руководства по эксплуатации
мобильных систем УЗ- и МД-контроля рельсов.
На российских железных дорогах используются вагоны-дефектоскопы
группы компаний «ТВЕМА», НПП «ВИГОР», ОАО «Радиоавионика».
ОАО «Радиоавионика», Санкт-Петербург, выпускает вагон-дефектоскоп со-
вмещенного типа «АВИКОН-ОЗ» (рис. 5.32), представляющий собой комплекс
совмещенного УЗ и магнитного НК для контроля рельсов в диапазоне скоростей
движения от 1 до 60 км / ч. За один проезд комплекс согласно нормативно-
технической документации НТД/ЦП-1-93 обеспечивает обнаружение дефектов
по всему сечению рельса (исключая перья подошвы) на участке пути до 250 км.
При низких температурах (ниже - 30 °C) дефектоскопия рельсов проводится без
применения контактной жидкости только магнитным методом.
За рубежом разработкой методов и средств НК и ТД рельсов, уложенных в
путь, занимаются многие компании Великобритании, Германии, Франции,
США, Израиля, Японии и других стран, которые также используют вагоны-
дефектоскопы с совмещением магнитного и ультразвукового методов, что по-
вышает достоверность контроля и расшифровки его результатов.
Автомотрисы дефектоскопные. В последнее десятилетие большую попу-
лярность приобрели автомотрисы дефектоскопные, представляющие собой пол-
ностью автономные системы НК рельсов, уложенных в пути. В течение 1995 -
2005 гг. НПП «ВИГОР» создан ряд автомотрис дефектоскопных для контроля
УЗ-методом рельсов Р50, Р65, Р75, уложенных в путь колеи 1520 мм.
Компания EURAILSCOUT Inspection & Analysis (Германия) в течение ряда
лет поставляла мобильную систему UST 96, предназначенную для скоростного
УЗ НК рельсового пути в Бельгии, Швейцарии, Германии, Дании, Италии, Нор-
вегии, Нидерландах и Испании (рис. 5.33). Для контроля рельсов с максималь-
ной скоростью до 100 км / ч используются 16 специальных УЗ-преобразовате-
Рис. 5.32. Вагон-дефектоскоп «АВИКОН-ОЗ»:
а - общий вид; б - искательная система;
в - пульт управления, регистрации и расшифровки результатов контроля
СРЕДСТВА КОМБИНИРОВАННОГО УЗ-КОНТРОЛЯ
151
лей. Все забракованные рельсы прове-
ряются вручную, чтобы подтвердить де-
фекты и принять необходимые решения.
В комплекте аппаратуры используется
32-канальная система УЗ-контроля, га-
рантирующая обнаружение всех дефек-
тов рельсов.
Автомотрисы для ультразвукового
контроля железнодорожных рельсов
фирмы Tokimec rail techno inc., Япония,
обеспечивают обнаружение и точное
Рис. 5.33. Мобильная система UST 96
компании EURAILSCOUT)
определение местоположения внутрен-
них дефектов рельсов. Максимальная скорость системы УЗ-контроля рельсов
40 км / ч. Информация о дефектах представляется на цветном дисплее с разверт-
кой типа В в реальном времени. Такое отображение обеспечивает распознавание
типа дефектов, их классификацию и определение местоположения.
Форма представления и порядок расшифровки сигналов обеспечивают воз-
можность оценки размеров дефектов и разделение сигналов от дефектов рельсов
и от искусственных отражателей, например стыков рельсов, болтовых отверстий
и т.п., что повышает надежность результатов контроля. Возможно наблюдение
сигналов на дисплее с разверткой типа А в реальном времени.
Мобильные системы диагностики рельсов на комбинированном ходу. За
рубежом известны и широко применяются мобильные системы диагностики
рельсов на комбинированном ходу, способные передвигаться как по рельсовому
пути, так и по автомобильным дорогам. Для железных дорог весьма важным яв-
ляется фактор занятости пути при выполнении работ по текущему содержанию,
осмотру и контролю. Поэтому ставится задача уложиться в отведенный срок,
например в 2 ч, чтобы не увеличивать продолжительность предоставляемых
«окон». Впервые система на комбинированном ходу была сконструирована для
Австралийских железных дорог, в дальнейшем подобные дефектоскопы нашли
широкое применение на железных дорогах США, Канады и Мексики. На желез-
ных дорогах США эксплуатируется около 200 передвижных лабораторий ди-
агностики на комбинированном ходу.
Компания Herzog разработала ком-
плекс машин на комбинированном ходу,
как для рельсовой дефектоскопии, так и
для измерения геометрических парамет-
ров рельсов и рельсовой колеи
(рис. 5.34). Эти машины могут выпол-
нять соответствующие операции при
движении с большой скоростью.
Мобильные системы на комбиниро-
ванном ходу для НК рельсов производст-
ва зарубежных фирм отличаются универ-
Рис. 5.34. Мобильный дефектоскоп
компании Herzog на
комбинированном ходу
для контроля состояния рельсов
152
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
сальностью хода, высокой чувствительностью и производительностью. Однако в
связи с конструктивными отличиями железнодорожного пути Российских желез-
ных дорог, их значительной протяженностью, разными условиями постановки
систем на рельсовый путь и снятия с него, а также высокой стоимостью систем и
сложностью их обслуживания на железных дорогах России зарубежные мобиль-
ные системы на комбинированном ходу для НК рельсов применения не нашли.
ЗАО «Фирма ТВЕМА» разработаны различные комплексы для контроля
рельсов, уложенных в железнодорожный путь, такие как вагон-дефектоскоп
ВД-1МТ, автомотрисы АДЭ-1 и «Север» для УЗ-контроля рельсов (рис. 5.35),
мобильная лаборатория диагностики ЛДМ-1 и др.
Для комплексной диагностики и оценки состояния железнодорожной ин-
фраструктуры ГК «ТВЕМА» с использованием спутниковых навигационных
технологий на основе применения систем ГЛОНАСС/GPS создан диагностиче-
ский комплекс «ИНТЕГРАЛ» (рис. 5.36), который позволяет регистрировать 117
параметров состояния технических объектов инфраструктуры железной дороги.
Комплекс объединяет множество подсис-
Рис. 5.35. Автомотриса «Север» для
УЗ и магнитного контроля рельсов
тем контроля, данные которых синхрони-
зированы по единым географической и
путейской координатам в рамках одного
диагностического поезда. Комплекс обес-
печивает контроль позиционирования
диагностического подвижного средства,
повышение достоверности результатов
контроля и устранение негативного влия-
ния человеческого фактора, мониторинг
неподвижных объектов инфраструктуры
железных дорог, формирование и актуа-
лизацию цифровых электронных карт же-
Рис. 5.36. Диагностический комплекс «ИНТЕГРАЛ» контроля рельсового пути
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
153
лезнодорожного пути и объектов инфраструктуры на основе спутниковых опре-
делений координат для использования в бортовых локомотивных устройствах
безопасности.
5.9.2. Контроль заготовок и основного металла листов и труб
Такой контроль выполняется в соответствии с ГОСТ 24507-80 «Контроль
неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуко-
вой дефектоскопии». Если конструкция заготовки обеспечивает получение дон-
ного сигнала, ее контролируют эхо- и зеркально-теневым методами с использо-
ванием прямых совмещенных, прямых PC и наклонных преобразователей с уг-
лом ввода от 35 до 70°. Применяют также призмы-насадки к прямым преобразо-
вателям, обеспечивающие угол ввода продольных волн от 8 до 15°. Размеры
преобразователей выбирают в соответствии с кривизной поверхности контроля.
Схема контроля, обеспечивающая наибольшую достоверность обнаружения не-
сплошностей различной формы и ориентации (полный контроль), должна пре-
дусматривать прозвучивание каждого элементарного объема заготовки в трех
взамно перпендикулярных или близких к ним направлениях.
Технология контроля листового проката регламентирована ГОСТ 22727-88
«Прокат листовой. Методы ультразвукового контроля». Стандарт устанавливает
методы ультразвукового контроля (эхометод, теневой, эхосквозной и много-
кратно-теневой в сочетании с теневым, эхометод в сочетании с зеркально-
теневым) листового проката из углеродистой и легированной сталей, в том чис-
ле двухслойной, толщиной от 0,5 до 200 мм. Выявляемые дефекты: несплошно-
сти типа расслоений, скоплений неметаллических включений, закатов, отслое-
ний плакирующего слоя и определения их условных или эквивалентных разме-
ров. Сформулированы исчерпывающие требования к типам применяемых волн,
способам задания и регистрации чувствительности, способам настройки чувст-
вительности и условным обозначениям характеристик методов контроля, пара-
метрам аппаратуры, преобразователей, операциям контроля и порядку оформле-
ния результатов.
При ультразвуковом контроле сплошности металла труб применяются эхоте-
невой и зеркально-теневой методы. Контроль регламентирован ГОСТ 17410-78
«Контроль неразрушающий. Трубы металлические бесшовные цилиндрические.
Методы ультразвуковой дефектоскопии». У 3-контроль труб проводят на часто-
тах 2,0 ... 10 МГц. Для труб с крупнозернистой структурой материала и грубой
поверхностью разрешается проводить контроль на частотах 1,0 ... 2,0 МГц при
условии обеспечения заданной чувствительности контроля.
Наличие детализированного описания процедур УЗ-контроля, предусмот-
ренных стандартами и разработанными на их основе НТД, а также специальной
литературы позволяет авторам ограничиться кратким изложением этого раздела.
Вопросы для самопроверки
1. Можно ли использовать эходефектоскоп в качестве толщиномера?
А наоборот, толщиномер в качестве дефектоскопа (2)?
154
Глава 5. АППАРАТУРА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
2. Какие измерительные узлы имеет стандартный эходефектоскоп (1)?
3. Чем отличается подключение совмещенного и раздельно-совмещенного
преобразователя к эходефектоскопу (1)?
4. Для чего предназначены генератор зондирующих импульсов, генератор
синхроимпульсов (синхронизатор), генератор развертки, генератор строб-
импульсов (1)?
5. В чем преимущество компенсированной отсечки шумов перед некомпен-
сированной отсечкой (2)?
6. Какие имеются регуляторы чувствительности в стандартном эходефек-
тоскопе (1,2)?
7. Что такое ширина полосы преобразователя (2, 3)?
8. Что такое коэффициенты передачи преобразователя и сколько их (2, 3)?
9. Каким преобразователем возбуждают рэлеевскую волну? А продольную
волну, наклонную к поверхности (1)?
10. Что такое угол наклона и угол ввода наклонного преобразователя (1,2)?
11. Что такое точка выхода преобразователя? К какому преобразователю
относится это понятие (1)?
12. Что такое стрела преобразователя? К какому преобразователю относит-
ся это понятие (1)?
13. Назовите основные элементы прямого и наклонного преобразователей
и функции этих элементов (1,2).
14. Устройство, область использования, преимущества и недостатки пре-
образователей с сухим точечным контактом для работы продольными и попе-
речными волнами (2, 3).
15. Устройство фазированной антенной решетки (ФАР) и способ управле-
ния ее характеристиками (2, 3).
16. Назовите основные преимущества ФАР перед обычными ПЭП (2, 3).
17. Что такое секторное сканирование (2, 3)?
18. Какими дополнительными возможностями обладают цифровые толщи-
номеры и дефектоскопы по сравнению с аналоговыми (2, 3)?
19. Импульсный толщиномер настроен на скорость звука более высокую,
чем в изделии. Какова будет ошибка в измерении толщины (1)?
20. Чем когерентная обработка информации отличается от некогерентной
(2, 3)?
21. Преимущества применения когерентной обработки в УЗ-аппаратуре (2,3).
22. В чем состоит система дефектометрии и прогнозирования остаточного
ресурса оборудования с помощью аппаратуры «Авгур» (2, 3)?
23. Принцип действия, диапазон частот и область применения импеданс-
ных дефектоскопов (2, 3).
24. Почему падает точность измерения толщины (в процентах) импульс-
ным толщиномером с уменьшением этой толщины (2, 3)?
Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ
СВОЙСТВ МАТЕРИАЛОВ
6.1. ОБЩИЕ СВЕДЕНИЯ
Контроль физико-механических свойств материалов - одно из важных на-
правлений неразрушающего контроля качества материалов, деталей, изделий и
конструкций. НК позволяет перейти от выборочной проверки этих свойств на
специально изготовленных образцах к их стопроцентному контролю на готовых
изделиях без их разрушения или повреждения. Это повышает достоверность
оценки качества продукции и сокращает расходы. Контроль акустическими ме-
тодами основан на установлении взаимосвязи физико-механических, технологи-
ческих, структурных характеристик материалов и изделий с их акустическими
характеристиками.
К основным физико-механическим характеристикам материалов, опреде-
ляемым акустическими методами, относят: упругие (модуль нормальной упру-
гости, модуль сдвига, коэффициент Пуассона); прочностные (прочность при
различных деформациях); технологические (плотность, пластичность, влаж-
ность, содержание отдельных компонентов, гранулометрический состав и др.);
структурные (анизотропия материала, кристалличность или аморфность, разме-
ры кристаллов, упорядоченность кристаллической решетки); размеры, форма и
содержание включений (например, графитных в чугуне); глубина поверхност-
ной закалки и ряд других.
Акустические методы позволяют оценивать только те свойства материала,
которые влияют на условия возбуждения, прохождения, отражения и преломле-
ния упругих волн или на режимы колебаний ОК. Это скорости распространения
волн различных типов, волновые сопротивления материалов, коэффициенты по-
глощения и рассеяния упругих волн, собственные частоты конструкций, их доб-
ротность, механический импеданс и др. Основные из них - скорости распро-
странения и коэффициент затухания упругих волн.
Контроль физико-механических свойств акустическими методами основан
на аналитических или корреляционных связях измеренных акустических пара-
метров с значениями оцениваемых свойств материала. Если контролируемое
свойство имеет с измеряемым параметром четкую аналитическую связь, оно
может быть определено с высокой точностью. Так, все три упругие постоянные
материала (модуль Юнга Е, модуль сдвига G и коэффициент Пуассона v) одно-
значно определяются по измеренным значениям скоростей распространения
продольной и поперечной волн. Точность такой оценки зависит от точности из-
мерения указанных скоростей и может быть очень высокой.
Однако большинство физико-механических свойств (включая прочность)
связаны с акустическими параметрами лишь корреляционными зависимостями,
теснота которых определяется выбором измеряемого параметра (иногда не-
скольких), обеспечивающего наилучшую корреляцию с оцениваемой характери-
156 Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
стикой материала. В этом случае пользуются тарировочными графиками, по-
строенными на основе статистической обработки большого количества экспе-
риментальных данных. При этом достоверность и точность оценки характери-
стик материалов ниже, чем при использовании аналитических зависимостей.
Тем не менее контроль свойств материалов на основе их корреляционных
связей с акустическими параметрами широко применяется на практике. Напри-
мер, стандартизованы ультразвуковой метод контроля бетона, основанный на
корреляции прочности со скоростью распространения упругих волн, и метод
контроля качества абразивных инструментов по их собственным частотам.
Рассмотрим методы и средства контроля физико-механических свойств ма-
териалов и связанные с ними акустические параметры.
6.2. СПОСОБЫ ИЗМЕРЕНИЯ СКОРОСТИ И
КОЭФФИЦИЕНТА ЗАТУХАНИЯ УЛЬТРАЗВУКА
Контроль физико-механических свойств материалов часто требует измере-
ния скорости и затухания ультразвука с повышенной точностью. Это связано с
весьма малыми изменениями некоторых информативных акустических парамет-
ров при вариации контролируемого параметра в широких пределах. Например,
изменение твердости или прочности стали в широких пределах меняет скорость
звука всего на 1 ... 2%. Поэтому описанные ранее способы измерения скорости
звука, используемые в УЗ-толщиномерах и дефектоскопах, в данном случае за-
частую не подходят. Требуется более точная аппаратура, то же относится и к
способам измерения коэффициента затухания.
Способы измерения скорости звука. Задача измерения скорости распро-
странения упругих волн во многом идентична задаче измерения толщины при
одностороннем доступе, рассмотренной в гл. 5.
При измерении скорости импульсным эходефектоскопом точность можно
повысить приблизительно в 5 раз путем переноса точки отсчета времени с пе-
реднего фронта в глубь импульса на нулевое значение амплитуды второго или
третьего периода колебаний.
Существенная погрешность измерения скорости контактным способом свя-
зана с трудноучитываемым временем пробега акустического импульса в кон-
тактном слое между преобразователем и образцом, поскольку толщина слоя
варьируется случайным образом. Эта погрешность уменьшается, если измерения
выполнять по импульсам многократных отражений, например второму и треть-
ему донным сигналам, как при измерении толщины.
Разработаны способы измерения скорости или времени пробега, обладаю-
щие повышенной точностью [1]. Один из них — способ синхроколъца, или авто-
циркуляции импульса, в котором прошедший через ОК сигнал запускает генера-
тор зондирующих импульсов. В этом случае частота повторения импульсов бу-
дет обратно пропорциональна времени пробега импульса и пропорциональна
измеряемой скорости.
КОНТРОЛЬ УПРУГИХ СВОЙСТВ МАТЕРИАЛОВ
157
Известны также прецизионные импульсно-фазовый и гетеродинный спосо-
бы измерения скорости. Относительные погрешности измерения скорости этими
способами лежат в пределах 0,001 ... 0,01%.
Определенные трудности возникают при измерении скорости поперечных
волн, вводимых нормально к поверхности ОК. В этом случае частицы среды ко-
леблются параллельно этой поверхности. Для возбуждения таких волн в металлах
применяют ЭМА-метод. В неметаллах эти волны возбуждают пьезоэлементами со
сдвиговым типом деформации (например, кварцем У-среза). Пьезоэлемент при-
клеивают к поверхности ввода или прижимают через слой вязкой смазки.
Эффективно измерение скорости поверхностных волн. Различные струк-
турные изменения в поверхностном слое ОК на них влияют так же, как на объ-
емные волны в теле ОК. Возможность вариации базы прозвучивания позволяет
исключить влияние неопределенности точки ввода. Для контроля изделий с
гладкой поверхностью целесообразно применять волны рэлеевского типа, с гру-
бой поверхностью - головные волны.
Для работы поверхностными волнами используют наклонные преобразова-
тели с соответствующим углом ввода. Поверхностные волны возбуждают также
лазерным способом.
Способы измерения затухания. При измерении затухания по ослаблению
многократных отражений импульсов в ОК существенные погрешности связаны
с необходимостью учета дифракционного ослабления и частичным переходом
энергии в ПЭП при многократных отражениях.
При оценках погрешностей измерения скорости и затухания ультразвука
часто учитывают лишь приборные погрешности. Необходимо, однако, учиты-
вать также методические погрешности, например, связанные с неточностью из-
готовления образцов, температурными изменениями. Чтобы обеспечить точ-
ность измерения скорости 0,05%, необходимо выдержать размеры образцов с
точностью ±0,01 мм и стабильность температуры в пределах 1 °C.
Достижению высокой точности измерения скорости мешает дисперсия ско-
рости. Величина Дс/с (где Дс — разность максимального и минимального значе-
ний скорости, а с — средняя скорость) составляет 103 в поликристаллических
металлах на частоте 10 МГц.
Точность измерения. Предельная точность измерения скорости соответ-
ствует погрешности 0,001 ... 0,01%. Точность измерения затухания значительно
ниже. Погрешности в 10% считаются хорошим результатом.
6.3. КОНТРОЛЬ УПРУГИХ СВОЙСТВ МАТЕРИАЛОВ
Скорости продольных, поперечных, крутильных и поверхностных волн
пропорциональны величинам д/£/р и y]G/p , где р - плотность. Поэтому отно-
сительная погрешность измерения модулей Е и сдвига G по найденным значе-
ниям этих скоростей и при постоянстве коэффициента Пуассона v определяется
соотношениями:
158 Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
ДЕ „ Ас Др AG _ Ас Др
Е с р G ср
Таким образом, упругие постоянные определяются с погрешностями, вдвое
большими, чем скорости с соответствующих волн. Иногда надо учитывать также
изменение плотности материала.
Измеренные акустическим методом модули упругости соответствуют адиа-
батическим условиям деформации, так как последние происходят так быстро,
что температура элементарного объема не успевает выравниваться с температу-
рой окружающей среды. Поэтому акустическими методами определяются дина-
мические модули упругости, на доли процента превышающие их статические
(изотермические) значения, полученные на испытательных машинах при малых
скоростях деформации. Скорости с могут быть измерены любым способом,
обеспечивающим достаточную точность.
Определение упругих постоянных на образцах и ОК. По измеренным
скоростям продольных с/ и поперечных ct волн все упругие постоянные можно
найти по формулам:
Из трех упругих постоянных независимы только две, поэтому по двум из-
меренным величинам легко вычислить третью. Расчеты по этим формулам не
требуют измерения плотности р. Способ может быть реализован на конкретных
ОК, если толщина определена достаточно точно. При этом поперечный размер
ОК должен удовлетворять условию d/2X > 3, исключающему дисперсию скоро-
сти продольной волны.
Описанный способ пригоден для контроля материалов, образцы которых
удовлетворяют отмеченным условиям. Он применяется для контроля бетона,
мрамора, теллуритовых стекол и других материалов.
Контроль степени текстурированности. При производственном контроле
часто не требуется измерение модулей упругости, более важен контроль анизо-
тропии упругих свойств, т.е. их зависимости от направления прокатки. Это яв-
ление называют текстурой. При определенной степени текстурированности ме-
талл листа растрескивается при штамповке из него деталей.
Текстуру материалов контролируют путем измерения скорости распростра-
нения УЗ-волн в различных направлениях относительно направления прокатки.
Рассмотрим лишь одну из возможностей обнаружения и оценки текстуры листо-
вого проката непосредственно при измерении толщины эхометодом с примене-
нием ЭМА-преобразователя, использующего горизонтально поляризованные
сдвиговые (SH) волны. При прозвучивании листа из анизотропного материала
по нормали к его поверхности все векторы смещения сдвиговых волн разлага-
ются на компоненты по двум главным направлениям упругости: вдоль и поперек
направления прокатки (НП).
КОНТРОЛЬ УПРУГИХ СВОЙСТВ МАТЕРИАЛОВ
159
Характерный вид многократных эхосигналов SH-волны, распространяю-
щейся в ортотропно-изотропных и анизотропных листах при ЭМА-возбужде-
нии, показан на рис. 6.1.
Форма эхосигналов SH-волн с радиальной и линейной поляризацией при
ориентации вектора смещений вдоль или поперек НП в изотропных листах
практически не меняется (рис. 6.1, а), уменьшается лишь их амплитуда. Волны
радиальной поляризации возбуждаются при круглой форме катушки индуктора
ЭМАП, линейной - при использовании индуктора с катушкой прямоугольной
формы. Для анизотропных листов наблюдается раздвоение эхосигналов, увели-
чивающееся с возрастанием пройденного пути в металле (рис. 6.1, б). Это раз-
двоение объясняется тем, что возбужденные SH-волны с разными направления-
ми вектора смещений (преобразователь с радиальной поляризацией) или с
45-градусным отклонением от НП (преобразователь с линейной поляризацией) в
процессе распространения постепенно трансформируются в две компоненты с
колебательными смещениями вдоль и поперек НП. Скорости распространения
этих компонент различны, что и приводит к раздвоению эхоимпульсов, расту-
щему с увеличением степени анизотропии и пройденного пути.
Контроль упругой анизотропии полимерных композиционных мате-
риалов (ПКМ). ПКМ являются существенно анизотропными материалами,
свойства которых (в том числе прочность) определяются параметрами арми-
/, мкс
Рис. 6.1. Мнократные эхосигналы SH-волны, распространяющейся
в ортотропно-изотропной (а) и анизотропной (6) пластинах
160 Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
рующих волокон, и в частности направлением их расположения в материале
(схемой армирования).
Степень упругой анизотропии ПКМ контролируют путем измерения зави-
симости скоростей упругих волн от направления распространения. Возможно
использование всех типов упругих волн. Увеличение степени армирования ПКМ
в данном направлении повышает модуль упругости Е, скорость звука с и проч-
ность и материала в этом направлении. Поэтому между скоростью с и парамет-
рами материала Е и и существуют корреляционные связи, которые используют
для контроля упругих постоянных и прочности ПКМ. Упругие свойства и ско-
рость распространения волн в направлении, перпендикулярном направлению
армирующих волокон, существенно меньше, чем в направлениях армирования.
6.4. КОНТРОЛЬ ПРОЧНОСТИ
Прочность - это способность материала сопротивляться разрушению. Ис-
пытания на прочность выполняют на образцах материала, нагружаемых на ма-
шинах, обеспечивающих деформации растяжения, сжатия, изгиба, скручивания
и др. Неразрушающий контроль прочности позволяет выполнять экспрессные
испытания на натурных изделиях без вырезки образцов.
Типичные кривые напряжение <з - деформация 8 при испытаниях на растя-
жение образцов из различных металлов приведены на рис. 6.2. Пропорциональ-
ная зависимость наблюдается только вблизи начала координат до значения на-
пряжения, соответствующего пределу упругости Далее кривая имеет слож-
ный характер, различный для разных материалов. Пределом текучести пт назы-
вают напряжение, при котором пластическая деформация составляет 0,2% от
длины образца, поэтому ат иногда обозначают <у0,2- На рисунке 6.2, бив напря-
жения (зе и пт практически неразличимы. Максимальное значение напряжения
определяет величину временного сопротивления, или предела прочности ав. Это
значение обычно принимают за меру прочности. Акустические колебания, совер-
шаемые с малой амплитудой, соответствуют начальному участку кривой напря-
жение-деформация. Прогнозировать по параметрам акустических волн поведение
кривой при больших напряжениях и деформациях аналитически невозможно. По-
Рис. 6.2. Характерный вид кривых напряжение-деформация:
а - для железа; б - для металлов с гранецентрированной кубической
кристаллической решеткой; в - для стареющих алюминиевых и титановых сплавов
КОНТРОЛЬ ПРОЧНОСТИ
161
этому ищут корреляционные зависимости акустических параметров от прочно-
сти материалов.
Наиболее информативный акустический параметр оценки прочности мате-
риала - это скорость распространения волн. Она аналитически связана с упру-
гими постоянными, описывающими начальный участок кривой напряжение-
деформация.
Другим (дополнительным) информативным параметром служит затухание
УЗ-волн. По величине затухания, иногда совместно со скоростью звука, оцени-
вают прочность ПКМ и других неметаллических материалов.
В некоторых случаях, например для контроля прочности бетона, использу-
ют нелинейную зависимость деформации от амплитуды колебаний, приводя-
щую к изменению скорости звука и нелинейным искажениям прошедшей через
ОК упругой волны. Для повышения точности оценки иногда используют не-
сколько акустических параметров или дополнительно учитывают другие свой-
ства (электрические, магнитные) материалов, измеряемые соответствующими
методами НК. Примеры применения акустических методов для оценки прочно-
сти различных материалов приведены ниже. Так как в процессе контроля одно-
временно с прочностью часто определяют некоторые другие физико-механи-
ческие свойства материала (например, упругость), будем рассматривать проч-
ность как одно из этих свойств.
Контроль прочности бетона. Для контроля прочности бетона используют
ее корреляцию с динамическим модулем Юнга и определяемыми им скоростями
распространения упругих волн всех типов, а также корреляцию с затуханием
этих волн. Применяют УЗ-эхометод, метод прохождения и (реже) интегральный
метод собственных колебаний.
Основной способ контроля - по скорости упругих волн. При использовании
эхометода ее измеряют по времени прихода донного эхосигнала. Ввиду большо-
го затухания в бетоне используют низкие частоты (50 ... 200 кГц). Прочность
оценивают по тарировочным кривым (рис. 6.3), построенным на основе обра-
ботки массива экспериментальных данных. Характер этих кривых зависит от
состава бетона. С увеличением прочности погрешность оценки растет. Для бе-
тонов с прочностью более 400 МПа она превышает 12%. Применение УЗ-метода
контроля прочности бетона по скорости звука регламентировано стандартами
(в частности, ГОСТ 17624-87).
При контроле методом прохождения применяют поверхностное прозвучи-
вание с односторонним доступом и постоянной базой (15...25 см) и объемное — с
расположением пребразователей по разные стороны от ОК. Скорость звука и его
затухание используют при контроле процесса твердения бетона, по мере которо-
го скорость растет, а затухание уменьшается.
ЗАО «НИИИН МНПО «СПЕКТР» разработан и ООО «Акустические Кон-
трольные Системы - АКС» выпускается портативный тестер УК1401М
(рис. 6.4), предназначенный для оценки прочности бетона (и некоторых других
материалов) по измеренной скорости распространения продольных волн. Кроме
того, имеется возможность выявления крупных поверхностных трещин. Исполь-
зован метод прохождения с односторонним доступом и постоянной базой. При-
бор выполнен в моноблочном исполнении. В его корпус встроены два
162 Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
Рис. 6.3. Связь прочности QB СО скоростью С[ продольной упругой волны
для бетона с тяжелым заполнителем:
• - андезит; А - гранит; о - речной кварцит; А - базальт; - известняк
Рис. 6.4. Тестер УК1401М
преобразователя с сухим точечным контактом, что исключает применение кон-
тактной жидкости и позволяет работать по грубой поверхности.
Возможности тестера УК1401М:
- определение прочности бетона по ее корреляционной зависимости от
скорости распространения продольных волн в материале;
- выявление поверхностных трещин и оценка их глубины по аномальному
уменьшению скорости или увеличению времени прохождения в дефектном месте;
- оценка степени анизотропии композитных материалов;
- оценка степени созревания бетона при строительстве методом монолитно-
го бетона и скользящей опалубки; оценка несущей способности бетонных опор.
Технические характеристики тестера УК1401М:
Диапазон измерений времени, мкс................................. 15 ... 100
Диапазон измерений скорости ультразвука, м/с................... 1500 ... 9999
Диапазон оценки глубины трещин, мм............................. 10 ... 50
Относительная погрешность измерения времени и скорости ультразву-
ка, %........................................................... ±1
Рабочая частота ультразвуковых колебаний, кГц.................. 50
КОНТРОЛЬ ПРОЧНОСТИ
163
Количество запоминаемых результатов............................ 4000
Диапазон рабочих температур, °C.................................. -20 ... +50
Время непрерывной работы, ч..................................... 100
Габаритные размеры корпуса, мм................................... 200 х 120 х 35
Масса, г........................................................ 350
Контроль прочности стеклопластиков, применяемых для изготовления
корпусов судов, ведут УЗ-методом прохождения. Центральные частоты импуль-
сов 100 ... 150 кГц. Излучающий и приемный преобразователи устанавливают на
очищенную и смазанную маслом поверхность ОК (рис. 6.5) на расстоянии
200 мм друг от друга и измеряют скорость с/ головной волны. Коэффициент за-
тухания находят, сравнивая амплитуды сигналов при расстояниях между преоб-
разователями L\ и L2 = 1,5£]. Искомую прочность определяют по формуле
. Модуль Юнга Е вычисляют по измеренной скорости с/ и най-
денной радиационным плотномером плотности р. Коэффициенты А и В находят
с использованием образцов, изготовленных по той же технологии.
Контроль абразивных инструмен-
тов проводят интегральными методами
вынужденных или свободных колебаний.
Такой контроль основан на корреляци-
онной зависимости между упругими ха-
рактеристиками материала и эксплуата-
ционными свойствами инструментов -
твердостью и стойкостью (ресурсом).
При использовании интегрального
метода свободных колебаний ОК воз-
буждают ударом и измеряют централь-
ную частоту возбужденных затухающих
импульсов, для измерений используют
портативные приборы семейства «Звук»
(рис. 6.6). Неинформативные состав-
ляющие спектра устраняют полосовыми
фильтрами и устройствами управления
процессом измерения. Для уменьшения
влияния опор их располагают в узлах
колебаний соответствующих мод, а из-
лучатель и приемник - вблизи пучно-
стей. Контроль абразивных изделий
регламентирует ГОСТ 25961-83. Каче-
ство изделий характеризуют «звуковым
индексом», представляющим собой ве-
личину 0,01сср, где сср- среднее значение
скорости звука для тонкого стержня,
Рис. 6.5. Схема установки
преобразователей при оценке
прочности стеклопластика
Рис. 6.6. Установка диска с отверстием
при контроле интегральным методом
свободных колебаний с использованием
плоских колебаний:
1 - молоток; 2 - микрофон
164 Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
которое зависит не только от упругих постоянных и плотности материала ОК, но
и от его размеров и формы, а также вида (моды) возбуждаемых колебаний. Зна-
чение сср находят по формуле сср = Ff где F - коэффициент формы. При необхо-
димости определения модуля Юнга дополнительно измеряют плотность.
6.5. КОНТРОЛЬ ТВЕРДОСТИ МАТЕРИАЛОВ
Твердость характеризует свойство поверхности твердого тела сопротив-
ляться вдавливанию или царапанью. Классические методы определения твердо-
сти основаны на измерении глубины вдавливания индентора - наконечника в
виде очень твердого шарика (твердость по Бринеллю) или алмазной пирамидки
(твердость по Виккерсу или Роквеллу). Широко применяют также метод, осно-
ванный на измерении высоты отскока легкого твердого бойка от поверхности
ОК, на определении отношения скорости отскока после соударения с ОК к ско-
рости перед соударением. Акустические способы измерения твердости основаны
на методе контактного импеданса и корреляции твердости со скоростью распро-
странения упругих волн, измеряемой методами отражения, прохождения или
интегральным методом собственных колебаний.
Метод контактного импеданса получил широкое распространение. Этому
способствовали его простота, портативность применяемой аппаратуры, опера-
тивность и возможность измерений на деталях сложной формы (шестернях,
пружинах, резьбах и т.п.) и в труднодоступных местах. В методе используется
связь твердости материала с упругим импедансом зоны контакта алмазного ин-
дентора, прижимаемого к ОК с постоянной силой. Глубина внедрения индентора
в испытуемый материал зависит от твердости последнего, увеличиваясь с ее
уменьшением. Упругий импеданс контактной зоны оценивают по его влиянию
на собственную частоту продольно колеблющегося стержня.
Рис. 6.7. Структурная схема
УЗ-твердомера
Структурная схема твердомера пока-
зана на рис. 6.7. Его преобразователь
представляет собой металлический стер-
жень 1 с пьезоэлементами 2 п 6 п алмаз-
ным индентором 7 (аналогичным приме-
няемому в твердомерах Виккерса) на кон-
це. Излучающий пьезоэлемент 2 подклю-
чен к выходу усилителя 3, приемный 6 - к
его входу. Система представляет собой
автогенератор, частота колебаний которо-
го определяется собственной частотой
преобразователя, прижимаемого к ОК 8.
Индентор внедряется в материал ОК
тем глубже, чем меньше его твердость.
С уменьшением твердости значение кон-
тактной гибкости Кк уменьшается, модуль
упругого импеданса зоны контакта ZK =
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
165
= 1 / (дКк увеличивается, а собственная частота преобразователя и определяемая
ею частота автогенератора повышаются. Частоту измеряют частотомером 4.
Результаты измерений представляют на цифровом индикаторе 5 в стандартных
единицах твердости по Бринеллю, Виккерсу и Роквеллу. УЗ-твердомеры исполь-
зуют диапазон частот 30 ... 70 кГц.
Способы контроля, использующие корреляцию твердости со скоростью
звука. Твердость контролируют также по скорости ультразвука в материале ОК.
С ростом твердости стали эта скорость уменьшается. Поскольку это изменение
невелико (менее 2%), необходима повышенная точность измерения. При контроле
колец подшипников качения измерения скорости ведутся по схеме синхрокольца.
Применяют волны Рэлея, обладающие наименьшей скоростью. Благодаря этому
увеличивается время пробега импульса, что способствует повышению точности.
Контролируется либо локальный объем, либо почти вся окружность кольца.
В обоих случаях принимаются меры по уменьшению контактной поверхности
преобразователя для повышения точности определения базы измерения.
6.6. КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
Размер зерна - один из важных показателей качества кристаллических мате-
риалов (в частности, металлов), влияющих на эксплуатационные характеристики
ОК. Размер зерна определен ГОСТ 5639-82 как средний диаметр зерна. Он оцени-
вается в номерах шкалы (баллах) ГОСТ. Например, балл 0 соответствует среднему
диаметру зерна D = 352 мкм, а балл 14 - D =2,7 мкм. Существуют также отри-
цательные баллы, например балл минус 3 соответствует D = 1 мм.
Размер зерна существенно влияет на коэффициент рассеяния ультразвуко-
вых волн. Поэтому структуру контролируют по затуханию УЗ. Отношение дли-
ны волны X к среднему диаметру зерна/) выбирают в диапазоне от 4 до 15. На
частотную зависимость затухания сильно влияет статистика распределения зе-
рен по размерам.
Измерение абсолютного значения коэффициента затухания довольно трудоем-
ко, а погрешность измерения велика (10% и более). При производственном контро-
ле применяют способы сравнительного измерения затухания в образцах и ОК.
К ним относится способ структурных коэффициентов, согласно которому
измеряют амплитуды донных сигналов в ОК и образцах с известной структурой
и одинаково хорошей обработкой поверхности (Ra < 2 мкм) на двух частотах.
Одну из них (опорную) выбирают заведомо низкой, такой, чтобы затухание УЗ
слабо зависело от структуры материала. На этой частоте приравнивают донные
сигналы в образцах и ОК. Рабочие частоты соответствуют области максималь-
ного коэффициента рассеяния.
Отношения амплитуд сигналов, соответствующих рабочим и опорной час-
тотам, называют структурными коэффициентами. Их определяют на ОК для
различных рабочих частот и сравнивают со структурными коэффициентами, по-
лученными на стандартных образцах. Используя частоты от 0,65 до 20 МГц,
оценивают величину зерна в аустенитных сталях в диапазонах от 1 до 9 баллов,
погрешность определения величины зерна — 1 балл шкалы ГОСТ 5639—82.
166 Глава 6. КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
При контроле структуры материалов тонкостенных труб и листов ис-
пользуют нормальные волны Лэмба. Определенную моду волны возбуждают и
принимают раздельными преобразователями после прохождения через контро-
лируемый участок ОК. В этом случае особенно сильно заметна вариация коэф-
фициента затухания, вызванная разбросом величин зерен.
6.7. АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
Тензометрия - измерение напряжений и деформаций в твердых телах. Акусти-
ческая тензометрия основана на явлении акустоупругости, которое заключается в
изменении скорости распространения упругих волн под влиянием напряжений.
Вопросы для самопроверки
1. Назовите основные физико-механические свойства конструкционных
материалов (2, 3).
2. Какие акустические параметры используют для УЗ-контроля физико-
механических свойств материалов (2, 3)?
3. Влияние свойств материала объекта контроля на скорость и затухание
ультразвука (2, 3).
4. Чем отличается аналитическая зависимость от корреляционной (2, 3)?
5. Методы и аппаратура для измерения скорости звука. Погрешности таких
измерений (2, 3).
6. Почему падает точность измерения толщины (в процентах) импульсным
толщиномером с уменьшением этой толщины (2, 3) ?
7. Затухание и его влияние на возможность проведения контроля (1,2, 3).
8. Способы измерения коэффициента затухания продольных и поперечных
волн. Погрешности измерения затухания (2, 3).
9. Какие акустические параметры и как измеряют для контроля упругих
постоянных материала (2, 3)?
10. Как связаны погрешности измерения скорости звука и определяемого
по ней модуля упругости? Какая из этих погрешностей больше (3)?
11. Влияние упругой анизотропии и величины зерна на прохождение ульт-
развука (2, 3).
12. Характер зависимости напряжение-деформация. Что такое предел про-
порциональности, предел прочности, предел упругости (2, 3)?
13. Методы и средства измерения прочности бетона (2, 3).
14. Принцип действия и область применения УЗ-твердомера, основанного
на измерении контактного импеданса (2, 3).
15. Оценка твердости по скорости поверхностной волны (2, 3).
16. Способ контроля абразивных кругов интегральным методом собствен-
ных колебаний (2, 3).
17. Какой акустический параметр используется для оценки структуры ме-
талла (2, 3)?
18. Методы контроля структуры металлов (2, 3).
19. Какую из перечисленных физико-механических величин нельзя кон-
тролировать по изменению скорости продольных волн: прочность, величину
зерна, модуль нормальной упругости, модуль сдвига (2, 3)?
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО
_____________КОНТРОЛЯ______________
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
Технология ультразвукового контроля опирается на достижения в развитии
методов, совершенствовании аппаратуры, накопленный опыт в различных от-
раслях, статистику распределения дефектов по типам, величине и местоположе-
нию и существующие нормативные документы (государственные и отраслевые
стандарты, руководящие материалы - РД, технические условия и др.).
Все операции по ультразвуковому контролю можно разбить на шесть этапов:
1) изучение объекта контроля, подготовка его к контролю;
2) разработка или выбор из имеющегося банка нужного технологического
процесса (карты контроля) с указанием основных параметров контроля и схемы
прозвучивания;
3) проверка исправности и основных параметров аппаратуры и подготовка
ее к работе;
4) настройка чувствительности, скорости развертки и глубиномера дефекто-
скопа;
5) проведение контроля, измерение координат и величины дефектов и оцен-
ка качества ОК;
6) документальное оформление результатов контроля.
Изучение объекта контроля складывается из ознакомления с его конструк-
цией и технологией изготовления, внешнего осмотра и выбора схемы прозвучи-
вания. Если ОК имеет какие-либо наружные дефекты, конструктивные отклоне-
ния или особенности, не оговоренные в чертежах, то необходимо оценить, на-
сколько они мешают проведению контроля и могут исказить его результаты.
Дефекты должны быть устранены до начала контроля. Если указанные отклоне-
ния не позволяют провести достоверный контроль, то его следует отменить до
устранения мешающих причин или проводить факультативно, что фиксируют в
соответствующем документе. Качество обработки поверхности должно соответ-
ствовать качеству поверхности контрольного образца, но не ниже 4-го класса по
ГОСТ 2789-73, получаемого при механической обработке. В целях меньшего
износа ПЭП желательно грубые заусенцы снять абразивной бумагой. Подготов-
ка поверхности ОК должна быть включена в технологический процесс изготов-
ления изделия и не входит в обязанности оператора-дефектоскописта.
Разработка технологического процесса — карты контроля - заключается в
выборе схемы прозвучивания, типа ультразвуковых преобразователей и основ-
ных параметров контроля. Схема прозвучивания является основой любой мето-
дики контроля. Применимость схемы прозвучивания определяется характером
(ориентацией, размерами и пр.) потенциально опасных плоскостных и других
дефектов (трещин, непроваров), величиной прозвучиваемой площади попереч-
ного сечения, например сварного соединения (полнота прозвучивания), вероят-
168
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 7.1. Сканирование при
контроле сварных соединений
ностью появления ложных сигналов от
конструктивных элементов соединения
(неблагоприятная геометрия, конструк-
тивные зазоры, наличие приварных эле-
ментов и т.п.). Полнота прозвучивания
является количественным критерием кон-
троледоступности и может оцениваться
коэффициентом F = S /S' -100%, где S' -
площадь прозвученного сечения; S - пло-
щадь наплавленного металла и зоны тер-
мического влияния с обеих сторон шва.
Поиск дефектов в большинстве случа-
ев проводится путем продольно-попереч-
ного или поперечно-продольного сканиро-
вания (перемещения) по поверхности ОК и
изменения направления излучения ПЭП в пределах ±10 ... 15°. Шаг сканирования
ПЭП должен быть не более половины диаметра пьезоэлемента (рис. 7.1). Про-
верка исправности и основных параметров аппаратуры выполняется на стан-
дартных и контрольных образцах в соответствии с требованиями ТУ и дейст-
вующих на предприятии правил по метрологической аттестации и поверке. Пе-
ред проведением контроля оператор должен проверить работоспособность и па-
раметры аппаратуры (дефектоскопа, толщиномера и ПЭП). Операции по на-
стройке чувствительности дефектоскопа, ВРЧ, АСД и скорости развертки следу-
ет выполнять в соответствии с рекомендациями, изложенными в гл. 5. Для ком-
пенсации флуктуаций акустического контакта чувствительность дефектоскопа в
режиме поиска должна увеличиваться не менее чем на 6 дБ по отношению к
контрольной чувствительности. Чтобы уменьшить вероятность пропуска дефек-
та, целесообразно работать при включенном звуковом индикаторе схемы АСД.
При появлении эхосигналов на рабочем участке развертки чувствительность
снижается до уровня предельной чувствительности, установленной при этало-
нировании, и если обнаруженный эхосигнал превышает этот уровень, то изме-
ряют характеристики несплошности и, если необходимо, тип отражателя - пло-
скостной он или объемный. Все эти характеристики определяются при кон-
трольной чувствительности дефектоскопа.
В большинстве действующих в РФ отраслевых РД для оценки дефектов ис-
пользуют следующие критерии: амплитуду эхосигнала или эквивалентный раз-
мер (площадь или диаметр); условную протяженность; условную высоту; удель-
ную плотность дефектов на единицу длины контролируемого участка.
В околошовной зоне швов толщиной более 15 ... 20 мм возможны расслое-
ния металла, затрудняющие определение координат дефекта. Поэтому около-
шовную зону в районе обнаружения дефекта наклонным ПЭП следует дополни-
тельно прозвучить продольными волнами прямым или РСПЭП для уточнения
характера и размеров дефекта и глубины его залегания.
СПОСОБЫ ПРОЗВУЧИВАНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
169
Степень допустимости обнаруженного при УЗ-контроле дефекта должна
быть адекватна его потенциальной опасности для эксплуатирующегося обору-
дования. Основные показатели опасности дефекта характеризуются его разме-
рами и типом.
7.2. ОСНОВНЫЕ СПОСОБЫ ПРОЗВУЧИВАНИЯ И
ПОСЛЕДОВАТЕЛЬНОСТЬ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Для контроля сварных соединений применяют прозвучивание: эхометодом
прямым лучом, прямым и однократно отраженным лучом, многократно отра-
женным лучом, по слоям, а также эхозеркальным, зеркально-теневым методами
и дельта-методом (рис. 7.2).
Способ прозвучивания прямым лучом (рис. 7.2, а) является основным
способом контроля. ПЭП при прозвучивании прямым лучом перемещается в
околошовной зоне между валиком усиления шва 1 и точкой 2, расположенной
на расстоянии х2 =//tga + Z?/2 от оси шва. Способ наиболее помехоустойчив,
т.е. при его применении наблюдается минимум ложных эхосигналов от каких-
либо элементов конструкции в зоне соединения (приварных косынок или шту-
церов, различных выфрезеровок валика усиления и т.п.). Недостатком его явля-
ется наличие мертвой зоны, вызванной тем, что преобразователь упирается в
валик усиления шва. Для плоских соединений размер мертвой зоны Нм может
быть найден из выражения Нм =(b/2 + . Следовательно, условием пере-
сечения всего объема шва осью ультразвукового пучка, т.е. условием полного
прозвучивания, является b / 2 < Htga - nQ. При контроле необходимо выбирать
такие параметры ПЭП (угол ввода а и стрелу п0)9 чтобы Нм была минимальна.
Рис. 7.2. Способы прозвучивания сварных соединений:
а — прямым лучом; б — прямым и однократно отраженным лучом,
в — многократно отраженным лучом; г — по слоям
170
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Способ применяется для контроля швов всех толщин, является единственно
пригодным для прозвучивания также швов толщиной 3,5... 10 мм, выполненных
односторонней сваркой с проплавлением, дефекты в которых находятся в корне
шва. В последнем случае ПЭП обычно перемещается только вдоль шва.
Контроль прямым и однократно отраженным лучом осуществляется при
перемещении ПЭП между точками 1 ... 3 (см. рис. 7.2, б), позволяет вести кон-
троль с одной стороны изделия, а также прозвучивать мертвую зону. ПЭП при
прозвучивании прямым и однократно отраженным лучом перемещают вдоль
линии, отстоящей от оси шва на расстоянии х'2 = 2//tga + Ы 2. Недостаток этого
способа - зависимость предельной чувствительности к дефектам, обнаруживае-
мым отраженным лучом, от состояния поверхности. Поэтому, в частности, из
сосуда с жидкостью контролем последняя должна быть удалена.
Контроль многократно отраженным лучом сопровождается большим
числом ложных сигналов от валика усиления шва и является наименее помехо-
устойчивым (см. рис. 7.2, в). Применение его ограничивается случаями, когда
нет доступа непосредственно к шву (например, стыковое соединение с обеих
сторон закрыто приварными накладками).
Контроль по слоям обладает наибольшей достоверностью. Он заключается
в том, что прозвучивание проводят любым из перечисленных способов, но эхо-
сигналы фиксируют только на определенном рабочем участке развертки А/,, вы-
деляемом путем стробирования (см. рис. 7.2, г). Способ помехоустойчив, позво-
ляет уменьшить ошибки в оценке дефектов благодаря тому, что предельная чув-
ствительность при контроле устанавливается для каждого слоя отдельно. В свя-
зи с низкой производительностью наиболее эффективно применение способа
контроля по слоям для контроля швов толщиной более 50...60 мм.
Эхозеркальный метод (тандем-метод) - самый эффективный метод для
обнаружения и идентификации наиболее потенциально опасных плоскостных
дефектов типа трещин, в том числе поперечных, и непроваров. Учитывая стати-
стику дефектности, тандем-метод целесообразно применять для экспертного
(повторного) контроля стыковых сварных соединений трубопроводов и сосудов.
Зеркально-теневой и теневой способы могут быть рекомендованы только
для выявления относительно грубых дефектов. Прозвучивание выполняется
двумя ПЭП, включенными по раздельной схеме, размещенными с обеих сторон
шва навстречу друг другу.
Дельта-метод также целесообразно применять как экспертный для иденти-
фикации размеров и типа дефекта. При облучении дефекта поперечной волной
на его краях возникают дифрагированные продольные и поперечные волны, ко-
торые распространяются вверх и вниз и затем переотражаются от поверхностей
соединения. Соотношения амплитуд этих волн при различных углах ввода яв-
ляются информативными признаками типа и размера дефекта.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ 171
7.3. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
7.3.1. Контроль кольцевых швов труб малого диаметра
Кольцевые сварные швы труб 0 28 ... 42 мм с толщиной стенки 2,0 ...
5,0 мм обычно контролируют на частоте 4,0 ... 10,0 МГц прямым и отраженным
лучом ПЭП с углами ввода 65 ... 70°. Сварные швы труб диаметром от 42 до
133 ... 150 мм контролируют на частоте 2,5 ... 5,0 МГц ПЭП с углами ввода
65 ...70°. Особенностью сварных швов труб диаметром 28 ... 100 мм с Н = 3...
8 мм является образование провисаний внутри трубы, что обусловливает появ-
ление на экране дефектоскопа ложных эхосигналов от них при контроле прямым
лучом, совпадающих по времени с эхосигналами, отраженными от надкорневых
дефектов, обнаруживаемых однократно отраженным лучом (рис. 7.3). Провиса-
ния (превышения проплава) в корне шва отличают от несплошностей по сле-
дующим признакам:
Рис. 7.3. Идентификация провисания (а) и измерение глубины проплава в шве (^).
1,2 - положения преобразователя; Д, П - прозвучивание зон дефекта и
провисания соответственно
172
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
— провисание обычно выявляется при меньшем расстоянии между ПЭП и
швом, чем при выявлении надкорневых несплошностей, т.е. хп < хд (рис. 7.3, б);
- эхосигналы от провисания имеют различные амплитуды при прозвучи-
вании с разных сторон шва;
- образование провисания наиболее вероятно на участках, выполненных
сваркой в нижнем положении. В горизонтальных стыках провисания располага-
ются более равномерно и образуются реже, чем в вертикальных стыках.
Вогнутость корня шва и превышение проплава оценивают совмещенным или
PC прямым ПЭП с малым размером пьезоэлемента при частоте/= 4 ... 5 МГц.
Усиление шва в интересующей зоне снимается заподлицо с основным металлом
или на нем делается площадка. Высота площадки над основным металлом заме-
ряется штангенциркулем или профильной гребенкой. ПЭП устанавливается на
зачищенный шов или площадку, и измеряется глубина вогнутости и(или) про-
плава в сравнении с толщиной стенки основного металла (рис. 7.3, б).
Рис. 7.3, а иллюстрирует схему настройки скорости развертки дефектоскопа
и методику обнаружения надкорневых дефектов. Участок развертки I является
зоной появления эхосигналов от дефектов, расположенных в корне шва. Уча-
сток II является зоной совпадений эхосигналов как от дефектов, расположенных
непосредственно под корнем шва, так и от провисаний. По существу, это зона
неуверенного контроля. Участок III соответствует эхосигналам, отраженным от
дефектов в верхней части шва. Возможно также появление эхосигналов, отра-
женных от дефектов левее сигнала Д или в непосредственной близости от него.
Смещение кромок стыкуемых элементов может быть также ошибочно принято
за корневой дефект. Смещение кромок из-за разной толщины элементов харак-
теризуется обнаружением сигнала, выявляемого с одной стороны шва, по всему
шву или на большей его части. В этом случае следует измерять толщину стенок.
Смещение кромок из-за несоосности стыкуемых труб характеризуется выявле-
нием сигналов с разных сторон шва в диаметрально противоположных точках
шва (рис. 7.4).
Рис. 7.4. Идентификация смещения
кромок труб из-за несоосности
Помехоустойчивость контроля суще-
ственно возрастает при использовании на-
клонных раздельно-совмещенных хордо-
вых ПЭП, ультразвуковой нерасходящий-
ся пучок которых распространяется парал-
лельно стенке трубы и имеет одинаковую
чувствительность по сечению шва. Хордо-
вые ПЭП с достаточно высокой достовер-
ностью позволяют обнаруживать и опре-
делять высоту наиболее опасных дефек-
тов - стянутых непроваров, располагаю-
щихся вдоль оси шва. Значительно хуже
выявляются непровары, смещенные отно-
сительно продольной оси шва или с за-
кругленной вершиной, а также корневые
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
173
прожоги. Но это менее опасные дефекты. Поры, развитые вдоль шва, выявляют-
ся и оцениваются с пониженной достоверностью и практически не обнаружива-
ются в провисаниях и над провисаниями.
7.3.2. Контроль кольцевых швов труб большого диаметра
Трубы большого диаметра используются в трубопроводном транспорте
(нефте- и газопроводы) и в энергетике. При УЗ-контроле сварных соединений
магистральных газопроводов, изготовленных из отечественных и зарубежных
труб, возможен пропуск крупных корневых дефектов и неправильная оценка их
координат. Основная причина этого связана с наличием анизотропии упругих
свойств основного материала, влияющей на скорость, затухание и отклонение от
прямолинейности распространения наклонного ультразвукового пучка. К тому
же обнаружена неоднородность скорости поперечной волны по толщине стенки
трубы, которая изменяется в диапазоне 3070 ... 3420 м/с. Эти данные свиде-
тельствуют о том, что расчет углов ввода по известным выражениям при боль-
ших углах ввода неприемлем. Кроме того, ошибка в задаваемом значении скоро-
сти звука на 10% при толщине изделия 15 мм и угле ввода 60° приводит к ошиб-
ке в измерении координаты у дефекта на 3 ... 4 мм и более и амплитуды сигнала.
При выборе параметров УЗ-преобразователей и оптимальных направлений
прозвучивания металла сварных соединений труб большого диаметра необходимо
учитывать анизотропию металла. Наибольшей чувствительности можно достичь,
если применить РСПЭП, ориентируя излучатель и приемник под наибольшим
возможным углом схождения при контроле вдоль образующей трубы и под наи-
меньшим возможным углом при контроле вдоль образующей трубы. Этот вывод
особенно важен при использовании больших углов ввода а = 60, 70°.
Сварные стыки труб диаметром 600 ... 1420 мм с И = 12 ... 30 мм выпол-
няют двусторонней сваркой или с подваркой обратного валика шва. В швах, вы-
полненных двусторонней сваркой, как правило, ложные сигналы от задней
кромки валика усиления дают меньшую помеху, чем в односторонних швах.
Они меньше по амплитуде вследствие более плавных очертаний валика и даль-
ше по развертке. Поэтому для дефектоскопии это наиболее благоприятный ти-
поразмер труб. Однако металл этих труб имеет наибольшую анизотропию. Для
уменьшения влияния анизотропии рекомендуется использование РСПЭП на час-
тоту 2,5 МГц с углом ввода 60°. Наибольшая достоверность контроля достигну-
та при использовании ПЭП, которые имеют угол схождения 2А = 17°, а расстоя-
ние между точками ввода лучей 18 мм.
7.3.3. Контроль швов труб, выполненных на подкладных кольцах
Характерной особенностью УЗ-контроля сварных швов в трубах с Н = 4 ...
60 мм является получение весьма стабильного сигнала от подкладки (или уса), в
сварных швах большой толщины этот сигнал легко отличим от дефектов и даже
полезен, так как позволяет контролировать качество акустического контакта
174
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(рис. 7.5, а). Для облегчения дешифровки целесообразно в месте появления это-
го сигнала прямо на экране нанести метку тушью или стеклографом. При кон-
троле малых толщин это различие затруднено. Существует ряд приемов, позво-
ляющих распознавать эхосигналы от подкладки и дефекта при прозвучивании
швов толщиной 7 ... 60 мм. Дефекты, располагающиеся над корневым слоем,
могут быть выявлены двояким способом: прямым или однажды отраженным
лучом (рис. 7.5, б, в). Несплавление по ближней кромке сварного шва надежней
выявляется именно отраженным лучом. В последнем случае время приходов
сигналов от подкладки и дефекта может быть одинаковым. Различить эти сигна-
лы можно, измерив линейкой расстояние от точки ввода луча (или от передней
грани преобразователя) до середины усиления шва на СОП. Сигнал от подклад-
ки появляется при меньшем расстоянии хк между швом и ПЭП, чем сигнал от
дефектов, расположенных выше корня шва х2. В процессе контроля следует пе-
риодически сравнивать эти расстояния с измеренными на образце. Для прожога
кольца характерны следующие признаки: сигнал от прожога появляется левее
сигнала от кольца, при этом его амплитуда меньше, чем от кольца без прожога.
При перемещении ПЭП вдоль образующей трубы на экране в зоне расположе-
ния сигнала от кольца появляется один сигнал с двумя вершинами или два близ-
ких сигнала. При контроле с разных сторон форма и характер изменения сигна-
лов от прожога аналогичны.
Трещины и несплавления по кромкам в корне шва обычно начинаются от
зазора, образованного кромкой стыкуемого элемента и подкладки. Распростра-
няясь по наплавленному металлу, пройдя первый или второй слой, они выходят
на середину шва. В связи с этим отличительным признаком трещин в корне шва
Рис. 7.5. Прозвучивание стыка, сваренного
на подкладном кольце:
а - эхосигнал от кольца Ак; б - эхосигнал
от надкорневого дефекта А ь обнаруженного
прямым лучом; в - обнаруженного однажды
отраженным лучом А2
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
175
является их частичное или полностью
экранируемое отражение от подкладки
только при контроле со стороны того из
стыкуемых элементов, у кромки которого
они берут свое начало. При контроле шва
с противоположной стороны трещина не
экранирует от подкладки, и ультразвуко-
вые лучи свободно проходят в подкладку.
На экране дефектоскопа возникают два
сигнала - от подкладки и от трещины.
Сигнал от подкладки имеет примерно ту
же амплитуду и пробег на экране, и на
участках, где дефект отсутствует. Тре-
щины с этой стороны выявляются значи-
тельно хуже, а при небольшой высоте
а)
Рис. 7.6. Схема обнаружения
трещины в корне шва с подкладным
кольцом:
Д - эхосигнал от дефекта; К - эхосигнал
от кольца
могут совсем не выявляться.
На рисунке 7.6 показана схема вы-
явления корневой трещины высотой бо-
лее 3 мм. Непровар, расположенный
выше корневых слоев сварного шва, ма-
ло или совсем не экранирует отражение
от подкладки. На экране при контроле с
одной из сторон возникают сигналы от подкладки и дефекта (рис. 7.6, а). При
установке ПЭП с противоположной стороны (рис. 7.6, б) сигнал от подкладки
может не возникать. Расстояние между этими сигналами несколько больше, чем
при дефектах, расположенных в корне шва. В некоторых случаях от дефекта и
подкладки на экране наблюдается несколько сигналов.
Повысить информативность данных о качестве стыковых сварных соедине-
ний толщиной 2 ... 5 мм в конструкциях с остающимся подкладным кольцом
можно при раздельной регистрации импульсов, отраженных от дефектов в сва-
риваемом стыке и от стенок подкладного кольца, в частности, используя «кор-
невой тандем», рис. 7.6, в.
7.3.4. Контроль сварных соединений труб с антикоррозионной наплавкой
В нефтехимической и атомной промышленности и атомной энергетике для
изготовления трубопроводов, сосудов и аппаратов широко используют плакиро-
ванные стали. В качестве плакировки внутренней стенки таких конструкций
применяют аустенитные стали с толщиной слоя 5 ... 15 мм, наносимого методом
наплавки, прокатки или взрыва. Обычно плакированные трубы имеют диаметр
300 ... 850 мм и толщину стенки 20 ... 40 мм. Технология контроля сварных со-
единений плакированных трубопроводов предусматривает предварительное
обязательное измерение толщины перлитной части (т.е. глубины проплавления
антикоррозионной наплавки). Для лучшего обнаружения плоскостных дефектов
176
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(трещин и несплавлений) предпочтительно использовать ПЭП с углом ввода 45°
на частоту 4 МГц. Лучшая выявляемость вертикально ориентированных дефек-
тов при угле ввода УЗК 45° по сравнению с углами 60 и 70° объясняется тем, что
при прозвучивании последними угол встречи пучка с дефектом близок к треть-
ему критическому, при котором коэффициент отражения поперечной волны ми-
нимален. При прозвучивании трубы снаружи на частоте 2 МГц эхосигналы от
дефектов экранируются интенсивным и длительным сигналом шума. Помехо-
устойчивость ПЭП на частоту 4 МГц в среднем на 12 дБ выше, и поэтому полез-
ный сигнал от дефекта, находящегося в непосредственной близости от границы
наплавки, будет лучше разрешаться на фоне помех. При прозвучивании изнутри
трубы через наплавку лучшую помехоустойчивость обеспечивают ПЭП на час-
тоту 2,5 МГц. В последнее время при контроле швов плакированных труб высо-
кую эффективность доказали хордовые ПЭП и корневой тандем.
7.3.5. Контроль продольных (пазовых) сварных соединений труб и
диаметральных швов сферических корпусов
Акустический тракт наклонного ПЭП при хордовом прозвучивании про-
дольных (пазовых) швов цилиндрических (сварных труб, сосудов) и сфериче-
ских (корпуса задвижек запорной арматуры) конструкций имеет несколько осо-
бенностей, так как невозможно прозвучить корневую зону поперечными волна-
ми, если соотношение толщины стенки Н к диаметру трубы D более 0,3 (попе-
речные волны могут касаться внутренней стенки только при условии, если
Н/D < (1 - sin а)/2). Из-за высокой вероятности озвучивания плоскостного де-
фекта при углах, близких к третьему критическому, где коэффициент отражения
минимален, возможно уменьшение амплитуды эхосигнала и появление транс-
формированных продольных волн, осложняющих дешифровку осциллограммы
и др. В случае сварного соединения малых толщин, Н < 10 мм, эти факторы,
вследствие многократного переотражения от стенок и фактически волноводного
распространения ультразвука, мало влияют на достоверность контроля и не
предъявляют жестких требований к параметрам сканирования. Для соединений
больших толщин они обязательно должны учитываться. Поэтому перед разра-
боткой технологического процесса контроля таких швов необходимо определить
схему прозвучивания с измерением зоны сканирования, при этом необходима
притирка призмы к поверхности ОК.
Выбор угла ввода, удовлетворяющего условию полного прозвучивания
швов с радиусом кривизны R„ как с внутренней, так и с наружной стороны, оп-
ределяется по специальным номограммам. С увеличением толщины шва и
уменьшением радиусов обечаек область оптимальных углов ввода луча резко
сужается, а ширина полосы сканирования х возрастает. Контроль толстостенных
труб, у которых соотношение толщины стенки к диаметру > 0,3, осуществляется
продольными волнами наклонным ПЭП при угле ввода меньше первого крити-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
177
ческого. Для исключения помех от поперечной волны целесообразно использо-
вать РСПЭП. Сложнее проблемы при контроле диаметральных швов сфериче-
ских корпусов задвижек запорной арматуры с диаметрами условного прохода
Ду-100 ... 250 мм. Контроль осуществляется наклонными ПЭП с углами ввода
40 и 50°. Контактную поверхность призмы ПЭП обрабатывают под нужный ра-
диус. Перед обработкой призму размечают таким образом, чтобы самая глубо-
кая точка проточки совпадала с точкой выхода УЗ-луча. После выполнения сфе-
рической проточки проводят определение точки выхода и угла ввода по СОП
(рис. 7.7). Толщина и радиус кривизны СОП должны соответствовать размерам
контролируемой задвижки. Контроль ведут прямым лучом с двух сторон свар-
ного соединения путем сканирования ПЭП по сферической поверхности. Обыч-
но используют два ПЭП на частоту 2,5 МГц с углами ввода 40 и 50°. Следует
помнить, что в процессе работы призмы ПЭП истираются и угол ввода изменя-
ется.
Рис. 7.7. СОП для настройки дефектоскопа при контроле
сферических корпусов запорной арматуры
178
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
7.3.6. Контроль угловых соединений трубопроводов
По конструкции угловые сварные соединения трубных элементов, как и
плоских элементов, делятся на две категории: с полным проплавлением и с кон-
структивным зазором (технологическим непроваром). Выбор метода контроля
определяется диаметром приварного патрубка (штуцера) и возможностью кон-
троля изнутри, наличием конструктивного зазора. Контроль угловых сварных
соединений патрубков или труб с номинальной толщиной стенки 4,5 ... 65 мм с
сосудами (корпусами), фланцами и т.п. без конструктивного зазора проводится с
наружной стороны патрубка наклонными совмещенными ПЭП.
Контроль путем сканирования по поверхности сосуда осуществляется при
диаметре последнего не менее 800 мм. Обычно для контроля используют на-
клонные ПЭП с углами ввода от 45 до 70° на частоты от 1,25 до 5 МГц. ПЭП
должны иметь стрелу, обеспечивающую проведение контроля корня шва пря-
мым лучом. При контроле угловых сварных соединений трубопроводов для
принятия решения о наличии дефектов пользуются целым рядом методических
приемов, описанных в технической литературе.
7.4. КОНТРОЛЬ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
ЛИСТОВЫХ КОНСТРУКЦИЙ
Контроль сварных соединений листовых конструкций проводится наклон-
ными ПЭП прямым или прямым и однократно отраженным лучом с одной по-
верхности изделия. Каждый шов контролируется с двух боковых сторон. Так же
как и при контроле труб, особенности акустического тракта и, следовательно,
параметры контроля, методы настройки и возможности идентификации сигна-
лов прежде всего определяются толщиной сварного соединения.
Для сварных швов листовых конструкций толщиной 3,5 ... 15 мм, выпол-
ненных односторонней электродуговой сваркой или в среде защитных газов, так
же как и для трубопроводов, характерно наличие непроваров, провисаний ме-
талла и смещения кромок. В ряде случаев по существующим техническим усло-
виям непровар определенной высоты допускается. Для УЗ-контроля сварных
швов малых толщин наиболее эффективны PC ПЭП с большими углами в приз-
ме (а = 70 ... 72°) и малой стрелой. Рабочая частота 4 ... 5 МГц.
Двусторонние швы с гладкими и пологими валиками усиления можно кон-
тролировать при многократном отражении УЗ-луча, что в известной степени
упрощает методику контроля. В этом случае распространение УЗ-луча в листе
носит уже волноводный характер, что способствует выявлению непроваров.
В швах толщиной 16 ... 40 мм, выполненных односторонней сваркой, также ве-
лико влияние ложных сигналов от провисания в корне. Если технология сварки
такова, что провисания не образуются или они очень малы, то контроль прово-
дится одним ПЭП прямым и однократно отраженным лучом за один прием.
Наиболее эффективно здесь применение стандартного ПЭП с углом а = 60 ...
70° на частоте f= 2,5 ... 4,0 МГц. Если же ложные сигналы от провисаний вели-
КОНТРОЛЬ СТЫКОВЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ КОНСТРУКЦИЙ 179
ки, то для повышения помехоустойчивости контроль целесообразно проводить
раздельно в корневой и остальной частях шва. При этом верхнюю часть шва
предпочтительнее контролировать ПЭП с а = 45 ... 50°.
Односторонняя сварка без подварки листовых конструкций имеет весьма
неудовлетворительное качество, так как при этом в корне шва образуются про-
висания и мениски значительной величины (3 ... 5 мм). Контроль корневой зоны
таких швов возможен только после удаления всех неровностей шлифмашиной.
Швы толщиной 41 ... 120 мм выполняются двусторонней сваркой или односто-
ронней сваркой с подваркой корня. Обычно контролируются двумя наклонными
ПЭП корневая часть с а = 45 ... 50° и верхняя часть с а = 60 ... 70° на частоту
1,8 и 2,5 МГц только прямыми лучами. Швы сосудов толщиной более 60 мм
обычно контролируют с двух поверхностей. Помимо наклонных эти швы также
контролируются прямыми ПЭП, если в технологии предусмотрено удаление
усиления шва, или головными волнами при наличии усиления.
Контроль через антикоррозионную наплавку, если она имеется, не допуска-
ется. Особенно важное требование при контроле толстостенных швов - прове-
дение сдаточного контроля только после термообработки. В ряде сталей, осо-
бенно если соединения выполнены электрошлаковой сваркой, по границе сплав-
ления появляются мелкие поперечные трещины. В этом случае должен быть
предусмотрен контроль этих трещин. Наиболее опасные дефекты - стянутые
непровары в корне шва и трещины, ориентированные преимущественно в вер-
тикальной плоскости. Такие дефекты, расположенные в сечении шва, плохо вы-
являются при контроле одним ПЭП. В этом случае наиболее эффективно приме-
нение эхозеркального или дельта-метода. Схема применения дельта-метода и
индикатрисы рассеяния дифрагированных продольных волн при падении попе-
речных волн на несплавление высотой 3 мм приведены на рис. 7.8. Обращает на
себя внимание наличие интенсивной дифрагированной компоненты вверх, что
позволяет использовать различные варианты дельта-метода для обнаружения
дефектов. Дельта-метод очень хорошо выявляет дефекты, разноориентирован-
ные по отношению к направлению излучаемого пучка.
Односторонний непровар характеризуется появлением одиночного отра-
женного сигнала с координатами, соответствующими расположению его по од-
ной из границ линий сплавления с различной условной высотой. Односторонний
непровар одной из поверхностей изделия наиболее уверенно выявляется при
контроле с противоположной стороны изделия (рис. 7.9). В этом случае ампли-
туда сигнала и его пробег на экране больше, так как имеет место угловой эф-
фект.
Двусторонний непровар характеризуется тем, что в положении преобразо-
вателя А на экране дефектоскопа могут появляться одновременно два сигнала,
соответствующие отражению ультразвука от его границ по обеим кромкам свар-
ного шва. В положении искателя В ультразвук отражается только от ближней
кромки сварного шва, так как условия выявления дефекта обычные для односто-
роннего непровара. Несплавление отличается от непровара тем, что поверхность
основного металла расплавляется, но не сплавляется с наплавленным металлом.
180
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 7.8. Контроль дельта-методом:
а - схема контроля; б - индикатрисы рассеяния при падении
поперечных SV-волн на несплавление высотой 3 мм
Выявленные несплавления характеризуются теми же признаками, что и непро-
вар. В отличие от непровара и несплавления трещины обычно располагаются в
средней зоне наплавленного металла шва. Эта характерная особенность трещин,
особенно в электрошлаковых швах, в известной мере позволяет идентифициро-
вать характер дефекта путем определения координат. Однако наиболее эффек-
тивно здесь измерение коэффициента формы Кф. Для шлаковых включений ха-
рактерно, что амплитуда эхосигнала от них приблизительно одинакова при про-
звучивании под различными углами. Они имеют широкую индикатрису обрат-
ного рассеяния в горизонтальной плоскости, а Кф > 1. Скопление мелких шлаков
и пористые зоны характеризуются появлением серии эхосигналов небольшой
амплитуды.
КОНТРОЛЬ СТЫКОВЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ КОНСТРУКЦИЙ 181
Рис. 7.9. Выявление дефектов типа
непроваров и трещин:
а - от одностороннего непровара;
б - от двустороннего непровара;
в - от трещины и непровара
Контроль мест пересечений швов. Особую проблему в дефектоскопии
представляет контроль мест пересечений сварных швов (крестов) в листовых
конструкциях. В этих соединениях имеет место повышенное трещинообразова-
ние и высокий уровень остаточных напряжений. Поэтому для этих швов харак-
терно наличие трещин, как правило, поперечных по отношению к одному из пе-
ресекающихся швов и плохо выявляемых радиографией. Для ответственных
объектов (например, в атомной энергетике) пересечения сварных швов с усиле-
нием по определению считаются непригодными для контроля. Их контроль воз-
можен только при полном удалении валика усиления (выпуклости) заподлицо с
основным металлом с обеих поверхностей изделия. В этом случае прозвучива-
ние проводят сканированием по всей зоне «креста» с направлением луча как
вдоль и поперек оси швов, так и под другими азимутальными углами.
В случае контроля менее ответственных изделий, у которых усиление не
удаляется, обе поверхности изделия прозвучивают прямым лучом по схеме, по-
казанной на рис. 7.10. Обычно применяют совмещенные наклонные ПЭП с уг-
лом ввода 65 ... 70° на частоту 4 ... 5 МГц. Настройку чувствительности и ско-
рости развертки следует проводить по СОП с зарубкой или вертикальным свер-
лением, расположенными на расстоянии L от передней грани призмы и несколь-
ко большем, чем до центра «креста», как показано на рис. 7.10. При таком кон-
троле высока вероятность появления ложных сигналов от неровностей валиков.
В этом случае с поверхности валика в зоне отражения необходимо удалить на-
плывы, чешуйки, а если это не помогает, то снять валик целиком.
182
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Зона сканирования
Рис. 7.10. Схема сканирования при контроле
мест пересечения кольцевых и
продольных швов
7.5. КОНТРОЛЬ ТАВРОВЫХ, УГЛОВЫХ И
НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ
7.5.1. Контроль угловых соединений плоских элементов
При контроле угловых швов с К-образной разделкой или без нее, но с пол-
ным проплавлением стенки возможно применение схем, показанных на рис. 7.11.
Контроль угловых швов таврового соединения с К-образной разделкой, в
которых требуется полный провар корня шва, начинают с поиска непровара в
корне шва прямым или однократно отраженным лучом. При отсутствии непро-
вара контролируется часть шва: нижняя - прямым лучом, верхняя - однократно
отраженным лучом.
Наиболее эффективной является схема ввода УЗ-колебаний через основной
металл привариваемого листа, так как она позволяет выявить все виды внутрен-
них дефектов в угловых швах и крестовых соединениях при минимальном уров-
не ложных сигналов. Если доступ со стороны стенки затруднен, прозвучивание
выполняют с поверхности полки, что обеспечивает выявление пор, шлаковых
включений, несплавлений и трещин, благоприятно ориентированных к УЗ-лучу.
При этом возможно появление ложных эхосигналов от поверхности проти-
воположного валика шва (рис. 7.11, а), амплитуда которых обычно выше ампли-
туды сигнала от дефекта. Разделение полезных и ложных сигналов проводится
по времени прохождения УЗ-луча. Выявить непровар в центре двустороннего
или в корне одностороннего шва при контроле можно с помощью РСПЭП и
двух жестко соединенных призматических ПЭП, включенных по раздельной
схеме. При толщине полки более 40 мм можно применять прямой ПЭП. В угло-
вых соединениях при доступе только со стороны вертикального листа непровар
можно обнаружить при использовании прямого или РСПЭП. Для простоты ра-
боты, более точной и быстрой расшифровки эхосигналов на экране дефектоско-
па устанавливается рабочий участок. Его можно установить по СОП
(рис. 7.12). Для этого вначале прямым лучом находят максимальный эхосигнал
от нижнего бокового отражателя, а однократно отраженным лучом - эхосигнал
КОНТРОЛЬ ТАВРОВЫХ, УГЛОВЫХ И НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ 183
эхосигнал)
б)
Рис. 7.11. Схемы контроля тавровых и угловых соединений:
а - без дефектов; 6 - с непроваром в корне шва; в - с трещиной;
г-с порой или шлаковым включением; Л, Л|, Л2, Л3 - ложные сигналы;
I, II - преобразователи
от верхнего отражателя и замечают положения этих сигналов на экране дефек-
тоскопа, после чего строб-импульс между этими метками перемещают влево на
половину его величины, а затем задний фронт строб-импульса доводят до метки,
соответствующей эхосигналу от верхнего бокового отражателя. Рабочий участок
на экране дефектоскопа можно устанавливать и по угловым отражателям - за-
рубке.
184
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 7.12. СОП для настройки рабочего участка и чувствительности дефектоскопа
при контроле двусторонних швов:
а - тавровых; б - угловых
Настройка чувствительности дефектоскопа может проводиться по одному
из искусственных дефектов, например зарубке (см. рис. 7.12), или по СО-1. Если
швы доступны для контроля, целесообразен контроль со стороны, противопо-
ложной разделке, так как при этом улучшаются условия прозвучивания верхней
части шва. Тавровые и угловые соединения, выполненные с V-образной раздел-
кой или без разделки с конструктивными непроварами и недоступные для кон-
троля со стороны основного элемента или полки, рекомендуется контролировать
со стороны привариваемого элемента: односторонние соединения - однократно
отраженным лучом, а двусторонние - прямым лучом. Оценка размеров дефектов
проводится по СОП (рис. 7.13) следующим образом. Если допустимая высота
непровара не превышает 3 мм, то сравниваются амплитуды эхосигналов от вы-
явленного непровара и модели непровара допустимой величины в СОП. Если
допустимая высота непровара более 3 мм, величину непровара оценивают срав-
нением условной высоты выявленного непровара с условной высотой от модели
непровара допустимой величины в СОП. Выявление и оценку дефектов в верх-
ней части шва проводят так же, как и при контроле верхней части данных со-
единений с полным проваром.
Рис. 7.13. СОП для настройки
рабочего участка и чувствительности
дефектоскопа при контроле
односторонних швов:
а - тавровых; б - угловых
КОНТРОЛЬ ТАВРОВЫХ, УГЛОВЫХ И НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ 185
7.5.2. Контроль двусторонних тавровых соединений с конструктивным
непроваром и сварных закладных деталей
При изготовлении ряда тавровых и угловых конструкций в центре шва до-
пускается конструктивный непровар, размер которого требуется определить. Су-
ществуют две методики измерения ширины непровара: сравнением амплитуд эхо-
сигналов от непровара в шве и моделей непровара, выполненных в СОП; сравне-
нием амплитуд эхосигналов от непровара в шве и бесконечной плоскости. В обеих
методиках используют ПЭП конструкции НИИ мостов, которые представляют
собой призму с приклеенными к ней пьезоэлементами, наклоненными под углом,
обеспечивающим пересечение диаграмм направленности искателей на глубине,
равной толщине полки (рис. 7.14). Расстояние между точками ввода х = 2Htga .
В случае полного провара и отсутствия других крупных дефектов
УЗ-колебания от передающего ПЭП через зону наплавленного металла переходят
без отражений в лист стенки (рис. 7.14, а). Если же в соединении окажется непро-
вар, то часть УЗ-колебаний отразится от него к приемному ПЭП (рис. 7.14, б).
Амплитуды эхосигнала зависят в основном от ширины непровара 2Ь.
в)
Рис. 7.14. Безэталонный метод контроля тавровых соединений:
а — при отсутствии дефекта; б — при наличии дефекта;
в - установление уровня опорного (донного) сигнала; И — излучатель, П - приемник
186
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Соединения с недопустимой величиной непровара 2Ь контролируют на та-
кой чувствительности, при которой в СОП выявляются прорези шириной 2Ь мм.
При таком уровне чувствительности дефектоскопа будут уверенно выявляться
непровары, ширина которых превосходит допустимую величину на 1 мм и бо-
лее. Практикой установлено, что погрешность в определении ширины непровара
не превышает 1... 1,4 мм.
Ультразвуковой метод контроля сварных соединений закладных деталей, из-
готовленных сваркой под флюсом, является единственно приемлемым неразру-
шающим методом контроля данных конструкций. В основу методики контроля
заложен безэталонный компараторный метод (сравнения) оценки с использовани-
ем РСПЭП, схема которого ясна из рис. 7.15. Для практической реализации без-
эталонного метода контроля построены зависимости амплитуды эхосигнала от
площади реальных дефектов ЛА = /(5Д) для закладных деталей всех типоразмеров.
На рисунке 7.16 в качестве примера показана зависимость, полученная при
прозвучивании специальным РСПЭП на частоту 2,5 МГц реальных сварных со-
единений и последующем вскрытии.
Рис. 7.15. Контроль
закладных деталей:
а - установление опорного сигнала;
б - измерение амплитуды эхосигнала
от дефекта
Рис. 7.16. Зависимость относительной величины эхосигнала ЛА
от площади реального дефекта
КОНТРОЛЬ ТАВРОВЫХ, УГЛОВЫХ И НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ 187
7.5.3. Контроль нахлесточных соединений
Ультразвуковой контроль соединений, сваренных внахлестку, проводится
ПЭП на частоте 2,5 ... 5 МГц обычно со стороны нижнего листа однократно от-
раженным лучом по совмещенной схеме (рис. 7.17, а). При такой схеме контроля
выявляются трещины, непровары вертикальной кромки и корня шва, а также оди-
ночные дефекты по сечению шва. При прозвучивании со стороны верхнего листа
однократно отраженный луч может давать значительный по амплитуде эхосигнал
помехи от поверхности шва, который практически не «прощупывается».
Угол ввода луча выбирается из соотношений: если отношение размеров ка-
тетов шва к\/к2 < 1, то а = 40°; если 1 < к}/к2 < 1,5, то а = 50°; если к}/к2 > 1,5, то
а = 65°.
В случае ограниченной протяженности основного листа контроль следует
вести ПЭП с максимально возможным углом ввода, определяемым по выраже-
нию: amax > arctg 1хтах + 20°)/ 2Н} .
IlldA ^L\ 111<*A / 1
Для прозвучивания всего сечения шва ПЭП перемещают в пределах:
•^min — 2//]tgct,xmax — 2//| tgoc + к\.
Чувствительность дефектоскопа настраивается по СО-1 или СОП с искусст-
венным дефектом. Для лучшего обнаружения дефектов, залегающих в зоне
кромки нижнего пояса, рекомендуют дополнительное (дублирующее) прозвучи-
вание со стороны верхнего листа прямым лучом ПЭП с углом ввода 40° на час-
тоту 2,5 МГц изделий толщиной 20 мм и более. При контроле изделий меньших
толщин наиболее эффективен контроль однократно отраженным лучом ПЭП с
углом ввода 65° на частоту 4 ... 5 МГц.
Рис. 7.17. Контроль
нахлесточных соединений:
а - по совмещенной схеме;
б - зеркально-теневой метод
при отсутствии дефекта;
в - зеркально-теневой метод
при наличии дефекта
188
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Для конструкций ответственного назначения целесообразнее применять
зеркально-теневой метод (рис. 7.11, б), обеспечивающий уверенное обнаруже-
ние горизонтальных дефектов.
Чтобы оценить степень годности изделия к эксплуатации, изготовляют СОП
(рис. 7.1'1, б), в котором 2Ь соответствует допустимому размеру. Далее устанав-
ливают ПЭП на СОП и определяют начало и конец зоны перемещения на опре-
деленном уровне чувствительности.
Условно за конец и начало зоны перемещения можно принять положения,
при которых амплитуда эхосигнала снижается в 2 раза от максимальной. Если
при контроле в производственных условиях окажется, что зона перемещения
ПЭП на реальной конструкции меньше величины, полученной по СОП, то такое
соединение считается бракованным. Точные параметры контроля, на основе ко-
торых дается заключение о годности изделия к эксплуатации, устанавливаются в
каждом конкретном случае в соответствии с техническими условиями на его
изготовление.
7.6. КОНТРОЛЬ ПОПЕРЕЧНЫХ ТРЕЩИН
Весьма специфична задача УЗ-контроля сварных соединений по выявлению
поперечных трещин, которые возникают при грубых нарушениях сварочной
технологии в сталях, склонных к трещинообразованию. В нетермообработанных
изделиях очень часто поперечные трещины образуются только через несколько
дней после сварки (до 21 дня), что особенно неблагоприятно, так как к этому
времени контроль бывает уже проведен.
В энергетическом машиностроении обязательному УЗ-контролю на попе-
речные трещины подлежат термообработанные стыковые сварные соединения
деталей из хромомолибденовых сталей номинальной толщиной свыше 25 мм
и(или) деталей из хромомолибденованадиевых сталей номинальной толщиной
свыше 36 мм. Кроме того, обязательному контролю подлежат все швы, выпол-
ненные электродами, содержащими ниобий.
Для уточнения объемов контроля существует правило, что в случае различ-
ной толщины сваренных деталей необходимость контроля на поперечные тре-
щины определяется номинальной толщиной более тонкостенной детали.
Несплошность считают поперечной (тип «Т» по ГОСТ 14782-86), если ам-
плитуда эхосигнала от нее при озвучивании наклонным совмещенным ПЭП
вдоль шва (независимо от условной протяженности) /4П0П не менее чем на 9 дБ
больше, чем при озвучивании поперек шва /4Прод (рис. 7.18). При этом рассмат-
риваются только эхосигналы с амплитудой, равной или большей контрольного
уровня чувствительности Ак для глубины залегания данной несплошности.
Если разница амплитуд эхосигналов в указанных направлениях озвучивания
меньше 9 дБ, несплошность считают продольной. При измерении ориентации
несплошности усиление шва в месте измерений должно быть удалено и загла-
жено заподлицо с основным металлом.
КОНТРОЛЬ ПОПЕРЕЧНЫХ ТРЕЩИН
189
Поперечные трещины расположены
обычно в наплавленном металле и зоне тер-
мического влияния поперек шва в вертикаль-
ной плоскости. Наиболее часто поперечные
трещины возникают в корневой зоне швов,
выполненных двусторонней сваркой без по-
догрева.
Поперечные трещины имеют слабошеро-
ховатую поверхность, что затрудняет их обна-
ружение.
При выборе схемы прозвучивания необ-
ходимо изучить статистические закономерно-
сти распределения дефектов, знание которых
позволяет существенно облегчить конструк-
цию аппаратуры и методику контроля. Дефек-
ты, залегающие вблизи поверхности, уверенно
выявляются подповерхностными головными
волнами, возникающими в металле при углах
б;
Рис. 7.18. Характерные
поперечные трещины (а) и схема
их идентификации при
прозвучивании
совмещенным ПЭП (б)
наклона, равных первому критическому (рис. 7.19). Регистрацию отраженных от
дефекта головных волн проводят по боковой волне, которую они возбуждают в
Рис. 7.19. Обнаружение дефектов
головными волнами:
а - схема прозвучивания; б - зависимость
амплитуды эхосигнала от расстояния
от точки ввода до отражателей 0 2 ... 5 мм
190
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
граничащей с поверхностью среде, в данном случае — в призме приемника. Мак-
симум потока энергии головной волны находится на глубине 4 ... 6 мм. Дефекты
на самой поверхности изделия не выявляются.
7.7. КОНТРОЛЬ АУСТЕНИТНЫХ СВАРНЫХ СОЕДИНЕНИЙ
Аустенитные стали - антикоррозионные, поэтому они являются основным
конструкционным материалом в нефтехимическом, атомном, кислородном ма-
шиностроении. Однако по настоящее время не найдено универсальных и эффек-
тивных методов ультразвукового контроля аустенитных сварных соединений
(АСС). Большой коэффициент затухания и высокий уровень структурных шумов
в большинстве случаев делают невозможным применение обычных методов
прозвучивания для их контроля.
Существование этих аномальных акустических свойств АСС объясняется
кристаллографической структурой их зерен. Коэффициент отражения от грани-
цы среды, в частности кристалла, определяется удельным волновым сопротив-
лением (импедансом) среды рс, а скорость продольных и поперечных волн С, в
свою очередь, определяется величиной модулей нормальной упругости £ и
сдвига G соответственно. Зерно ферритных, феррито-мартенситных, перлитных
и прочих черных сплавов состоит из кристаллов феррита, имеющих объемно-
центрированную кубическую кристаллическую решетку, в которой упругие кон-
станты вдоль ребер куба и по его диагоналям примерно одинаковы (рис. 7.20).
Поэтому коэффициент отражения от границы такого зерна практически не
зависит от взаимной ориентации направления луча и вектора колебательной
скорости, с одной стороны, и кристаллографических направлений в зерне, с дру-
гой. Кроме того, величина зерна в этих сталях относительно небольшая.
И если у некоторых марок легированных сталей сварных швов текстура шва по-
сле сварки крупная, она размельчается после термообработки. Эти два фактора
-8 дБ -14 дБ
-3 дБ
Рис. 7.20. Прохождение ультразвуковых пучков волн SV-типа
через модель аустенитного сварного шва
КОНТРОЛЬ НАПЛАВОК
191
приводят к большому затуханию пучка вследствие рассеяния и высокого уровня
структурной реверберации (шуму), на фоне которого невозможно выделить по-
лезный сигнал.
7.8. КОНТРОЛЬ НАПЛАВОК
Наплавкой называют соединение, выполненное путем нанесения одного ме-
талла на поверхность другого с обеспечением хорошей адгезии контактных по-
верхностей за счет перемешивания соединяемых металлов на границе в резуль-
тате проплавления или диффузионных процессов. В настоящее время область
применения наплавки в машиностроении чрезвычайно широка. Наплавка ис-
пользуется для повышения твердости и износостойкости деталей машин, рабо-
тающих с динамическими нагрузками (прокатных валков, штампов и матриц,
натяжных колес, различного рода ножей, резцов и т.п.); в качестве антикоррози-
онных покрытий оборудования в нефтехимической и атомной промышленности;
в качестве промежуточных прослоек при сварке разнородных сталей и во мно-
гих других случаях. Наплавка может выполняться электрической, газовой и
электронно-лучевой сваркой; плазменным нанесением в струе газа; кузнечной
сваркой и прокаткой; сваркой взрывом и др.
В качестве материала наплавки в зависимости от назначения используют:
высоколегированные стальные сплавы, титан, медь, алюминий, чугун и т.д. Ме-
таллургические процессы, протекающие при наплавке в граничной зоне (зоне
сплавления), из-за неравномерности нагрева соединяемых элементов значитель-
но осложняют схему напряженного состояния в наплавленном слое. Вследствие
этого в граничной зоне возникают не только дефекты типа несплавлений и
включений, но и трещины различной морфологии.
По этой причине для большинства изделий ответственного назначения ульт-
развуковой контроль наплавок является обязательным. Для контроля наплавок
применяют продольные, поперечные, интерференционные, нормальные (Лэмба) и
головные волны. Направления сканирования, параметры ПЭП (частота и углы
ввода) определяются статистикой дефектов и коэффициентом затухания в наплав-
ке (рис. 7.21). Аустенитные наплавки на кромках разделки сварного соединения,
как правило, контролируют РСПЭП со стороны наплавки на частоте 2 ... 5 МГц.
Если такой контроль невозможен, наплавку контролируют со стороны основного
металла наклонным ПЭП с углами ввода, обеспечивающими нормальное (±2,5°)
падение УЗ-луча на линию сплавления. При контроле аустенитных наплавок оце-
нивают сплошность зоны сплавления наплавки с основным металлом.
Перлитную наплавку на кромках контролируют РСПЭП со стороны наплав-
ки и наклонными ПЭП на частоте 2 ... 5 МГц с углами ввода 65 ... 70° со сторо-
ны основного металла. В большинстве случаев допускается совмещать контроль
перлитных наплавок и готовых сварных соединений. Оценка качества перлит-
ной наплавки проводится по нормам для сварных швов.
192
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Рис. 7.21. Корреляционная зависимость
коэффициента затухания ультразвука
в наплавке от параметров контроля:
Lk = 2d/cosa - волновая длина пути ультразвука
в наплавке; А - суммарные затухания в наплавке
Усиливающие наплавки контролируют РСПЭП на частоте 2...5 МГц со сто-
роны рабочей поверхности наплавки. Если уровень структурных шумов неве-
лик, рекомендуется наплавки прозвучивать наклонными ПЭП с углами ввода
65...70° в целях выявления вертикальных трещин.
7.9. ПОМЕХИ И ЛОЖНЫЕ СИГНАЛЫ
ПРИ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ
При работе УЗ-аппаратуры в акустическом тракте возникают разнообраз-
ные ложные сигналы: реверберационные шумы в призме, демпфере ПЭП и кон-
тактном слое; ложные сигналы, образующиеся при объемной реверберации зон-
дирующего импульса предыдущей посылки; сигналы структурной реверберации
в крупнозернистом металле; сигналы от локальных зон с повышенным уровнем
напряжений, упругоанизотропных зон и т.д. Улучшение реверберационно-
шумовой характеристики достигается оптимизацией цели применения переход-
ных слоев между пьезоэлементом и демпфером и пьезоэлементом и призмой.
Длительная объемная реверберация, в результате которой фиксируются сигналы
(«фантомы») от предыдущей посылки, возникает в изделиях ограниченного объ-
ема с малым затуханием ультразвука. Устраняют ее изменением частоты посы-
лок зондирующего импульса, исходя из толщины ОК: чем толще ОК, тем мень-
ше частота посылок, и наоборот.
Структурная реверберация обычно возникает в аустенитных сварных со-
единениях или нетермообработанных соединениях сталей перлитного и феррит-
но-мартенситного классов. После термообработки структура соединения вырав-
нивается, и уровень шумов существенно снижается. Значительное число ложных
сигналов обусловлено геометрией ОК, высотой и формой валика усиления свар-
ного соединения, неоптимальными углами падения УЗК и трансформацией волн
на элементах соединения. Самый простой способ расшифровки сигнала - это
пальпирование (прощупывание) возможных зон появления ложных сигналов. При
пальпировании сигнал изменяется по амплитуде, как показано на рис. 7.22, а, за
ПОМЕХИ И ЛОЖНЫЕ СИГНАЛЫ ПРИ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ 193
исключением случаев, когда сдвиговая волна падает на отражатель нормально
(перпендикулярно), как, например, в случае, изображенном на рис. 7.22, б
Рис. 7.22. Прощупывание ультразвуковой волны на поверхности:
а - трубы; б - усиления при нормальном падении; в - трубы с врезным штуцером
194
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Очень часто за сигналы от дефектов принимают отражения от различных
конструктивных элементов сварного соединения (подкладок, усов, галтелей,
проточек в околошовной зоне и т.п.). В большинстве случаев эти сигналы легко
идентифицируются путем определения истинных размеров и конструкции свар-
ного соединения (рис. 7.22, в).
Одной из причин ложных сигналов являются эффекты, обусловленные по-
вышенным коэффициентом затухания ультразвука, вследствие чего наблюдают-
ся квазирефракция («искривление» диаграммы направленности) волн и ошибоч-
ное определение координат отражателей. Если шов и околошовная зона пред-
ставляют собой упругоанизотропные среды, помимо прямого отражения ультра-
звука от границы сплавления на ней наблюдаются также преломление и транс-
формация волн и появление ложных сигналов. Особенно это характерно для
сварных соединений из сталей аустенитного класса, где скорость поперечных
волн в шве на 18 ... 20% ниже, чем в основном металле: на границе сплавления
волна преломляется, и фиксируется интенсивный сигнал от донной поверхности.
По мере увеличения чувствительности ультразвукового контроля повышается
уровень ложных сигналов. Одна из причин появления ложных сигналов - поме-
хи, создаваемые побочными волнами, излучаемыми ПЭП.
Основной помехой при контроле сварных соединений малых и средних
толщин (до 25 ... 30 мм) является отражение ультразвука от неровностей шва -
усиления (выпуклости) и провисания. Эта помеха состоит из поперечных волн,
обратно отраженных по законам геометрической акустики, геометрических, и
волн, переизлученных неровностями, - дифракционных.
При контроле по стандартной схеме одним ПЭП соотношение полезный
сигнал/помеха сильно зависит от угла падения ультразвуковых колебаний на
ребро сопряжения или соответственно угла ввода. Уровень дифракционных по-
мех падает с уменьшением угла ввода, но при этом снижается и выявляемость
отражателя типа плоскодонного отверстия.
Одним из технологических приемов повышения достоверности контроля
швов малых толщин является метод прозвучивания многократно отраженным
лучом. Возрастание числа отражений увеличивает соотношение полезный сиг-
нал/помеха, и, кроме того, при этом выравнивается чувствительность по толщи-
не листа.
Существенное снижение уровня помех достигается при применении ПЭП
типа дуэт, у которых угол осмотра (т.е. азимутальный угол между осью пучка и
нормалью к оси шва) составляет 36°, а угол ввода а = 65 ... 67°. В эксплуати-
рующихся паропроводах тепловых электростанций в местах их подвески возни-
кают локальные напряженные зоны. От этих зон фиксируются сигналы, превы-
шающие по амплитуде браковочный уровень. При изменении места подвески
сигналы исчезают полностью.
В многослойных сварных швах ОК из титана толщиной свыше 50 мм воз-
никают слои с повышенной твердостью, от которых также фиксируются значи-
ПОМЕХИ И ЛОЖНЫЕ СИГНАЛЫ ПРИ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ 195
тельные эхосигналы. Распознать такие сигналы можно по фазе первого полупе-
риода отраженного сигнала (в режиме недетектированного радиоимпульса). При
отражении от дефекта фаза положительна, а от зоны повышенной твердости -
отрицательна. В биметаллических трубах возникают ложные сигналы от дву-
гранного угла на границе аустенитной наплавки и основного металла. Изучение
особенностей конструкции ОК, металла свариваемых деталей, типа сварного
шва, характера отраженных сигналов в процессе его сканирования позволяет
выбрать оптимальную технологию и повысить эффективность контроля.
Достоверность (объективность) обнаружения и правильной идентификации
дефектов является важнейшей характеристикой любого метода неразрушающего
контроля и определяется в сравнении с результатами вскрытия или контроля
каким-либо другим эталонным методом.
Используемые для оценки дефекта параметры индикатрисы рассеяния не-
сплошности носят статистически-вероятностный характер, поскольку на них
влияет множество различных факторов, как зависящих от оператора и состояния
дефектоскопа, так и независимых, случайных, которые невозможно учесть или
избежать.
Поэтому всем технологическим операциям контроля (настройка чувстви-
тельности и глубиномера дефектоскопа, поиск, измерение параметров несплош-
ностей и оценка их допустимости) в той или иной степени свойственны ошибки,
завышающие или занижающие измеряемые характеристики несплошностей и
степень их опасности. Соответственно эти ошибки называют ошибками первого
рода ха (ложное забракование) и второго рода Хр (пропуск критических дефек-
тов). Эти ошибки адекватны рискам изготовителя (перебраковка) а и рискам
потребителя (недобраковка) р.
При ручном контроле на первом этапе обнаруживают несплошности на за-
вышенной чувствительности (в режиме поиска), а на втором - измеряют инфор-
мативные признаки несплошности и принимают решение об оценке качества
объекта. По штатной технологии оценку несплошности проводят только по ин-
формативным признакам, регламентированным ГОСТ 14782. На достоверность
контроля и появление ошибок в обнаружении дефектов и оценке их величины
оказывают влияние субъективные, зависящие от человека факторы и объектив-
ные независимые факторы.
Количественная оценка достоверности должна выполняться в сравнении с
каким-либо эталонным методом в предположении, что он дает 100%-ную ин-
формацию о качестве объекта. Однако абсолютно объективных методов контро-
ля нет, каждый эталонный метод имеет свои ограничения и, соответственно,
ошибки. Поэтому важно использовать такой эталонный метод, который бы да-
вал наиболее полезную информацию о характерном показателе качества для
тестируемой технологии контроля. В качестве эталонного метода для ультразву-
196
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
кового контроля сварных соединений в наибольшей степени применяется по-
слойная строжка через 0,5 ... 1,0 мм и фрактография. Однако эти методы очень
дороги, трудоемки и не могут быть широко использованы.
Поэтому на практике чаще всего используют радиографию в двух вариан-
тах. Если толщина стыкуемых элементов до 10 ... 30 мм и заранее известно, что
шов не склонен к трещинообразованию, то его просвечивают по стандартной
методике и дополнительно под углами, соответствующими разделке кромок.
Если швы большей толщины, то их разрезают на поперечные к оси шва
темплеты толщиной 10 ... 20 мм, а затем просвечивают в направлении продоль-
ной оси шва. Такая методика позволяет в достаточно полной степени реконст-
руировать дефект. Если дополнительно просветить под небольшими углами в
10... 15°, то точность реконструкции увеличится.
Количественно сравнительную достоверность контроля Д следует рассмат-
ривать как вероятность принятия безошибочных решений относительно эталон-
ного метода с учетом всех дестабилизирующих факторов. Принимая всю сумму
результатов измерения качества за полную группу событий - 1 или 100%, ошиб-
ками контроля следует считать величину АД = 1 - Д.
Это выражение легко использовать на практике для фактической оценки
достоверности уже разработанного метода. В то же время при проведении апри-
орной оценки достоверности только еще разрабатываемого метода необходимо
учитывать стоимостные показатели принятия ошибочных решений.
Для оценки сравнительной достоверности двух методов, исходя из числа
дефектных элементов, например стыков труб, т.е. при контроле по альтернатив-
ному признаку, целесообразно использовать форму таблицы (табл. 7.1), которая
называется матрицей достоверности. В качестве примера за пробный метод
примем УЗК, а за эталонный (исходный) - радиографию.
Из таблицы 7.1 видно, что для совокупности всех возможных при двойном
альтернативном контроле событий = 200 имеется четыре варианта сочетаний,
из которых два совпадающих решения: пг = 150 - дважды годные и ин = 30 - два-
жды негодные, а затем два несовпадающих решения: ипер = 15 - перебраковка,
негодные только по пробному методу контроля, и иНед - недобраковка, негодные
только для эталонного (исходного) метода контроля. Причем условная совокуп-
ность объемом есть преднамеренная выборка из многих к партий продукции
к
только с дефектными элементами: (здесь N и q = const). Эти элемен-
ты содержат как допустимые (в элементах иг), так и недопустимые (в эле-
ментах ин) дефекты.
Несовпадающие по обоим методам контроля результаты, т.е. ошибки контро-
ля, обозначим: иПер = иа и иНед = ир. По смыслу они соответствуют принятым в
ОСОБЕННОСТИ ПОЛУЧЕНИЯ ИНФОРМАЦИИ О ДЕФЕКТЕ
197
7.1. Матрица оценки сравнительной достоверности УЗК и радиографии
сварных стыков (по альтернативному признаку)
Объем выборки (количество стыков) = «г + Ин + па + Ир = 200 СТЫКОВ Эталонный (исходный) метод - радиография
+ (годные) пг -(негодные)
Пробный метод УЗК + (годные) пг пг= 150 ир = 5
- (негодные) ин «а = 15 ин 30
иг + иа = 165 ин +ир = 35
математической статистике терминам выборочного контроля. Ошибка 1-го рода,
или риск поставщика: a-ошибка, перебраковка. Ошибка 2-го рода, или риск по-
требителя: p-ошибка, недобраковка.
По описанной методике оценена достоверность ультразвукового контроля в
сравнении с металлографическим анализом нахлесточных сварных соединений
трубопроводов с толщиной стенки 5... 18 мм. Для указанных стыков Дх = 89%.
При этом ошибка 1-го рода (перебраковка) составляет а = 11%, а недобраковка
Р = 1%. При автоматизированном контроле нахлесточных швов показатели дос-
товерности имеют следующие значения: Дх = 88%; а = 11%; р = 0.
Из опытных данных следует, что вероятность обнаружения дефектов ульт-
развуковым методом в 1,4 раза выше, чем при радиографическом контроле.
С увеличением толщины стыкуемых элементов этот показатель возрастает. Од-
нако достоверность ультразвукового метода сильно зависит от способов прозву-
чивания, числа сторон, с которых проводится прозвучивание, и качества подго-
товки соединения под контроль (зачистка корня шва и околошовной зоны).
7.10. ОСОБЕННОСТИ ПОЛУЧЕНИЯ ИНФОРМАЦИИ
О ДЕФЕКТЕ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ
Основной задачей УЗ-контроля является обнаружение дефектов, измерение
его параметров, оценка степени его опасности и допустимости эксплуатации
данной конструкции. Пока эта задача еще не решена в полной мере, что объяс-
няется двумя основными причинами. Во-первых, большим разнообразием де-
фектов сварных соединений по отражательным свойствам, ориентации и распо-
ложению; во-вторых, низкой информативностью ультразвукового метода, не
обеспечивающего надежную дешифровку дефекта.
В последнее время благодаря бурному прогрессу вычислительной техники
появилось много методов и аппаратурных решений по многопараметровой об-
работке индикатрисы рассеяния и реконструкции изображения (образа) дефекта,
198
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
позволяющих с высокой точностью определить его тип и размеры. Описание
этих методов выходит за рамки задач, поставленных этой книгой. Поэтому далее
рассмотрим способы дефектометрии, которые реализуются при ручном контро-
ле дефектоскопами общего назначения без использования дополнительной вы-
числительной техники. Одним из наиболее информативных параметров при де-
фектоскопии является амплитуда эхосигнала. Амплитуда эхосигнала в ультра-
звуковой дефектоскопии измеряется путем сравнения эхосигнала от дефекта с
опорным сигналом, полученным тем же ПЭП от отражателя известной величины
и геометрической формы, - относительным методом. Относительный метод
измерений весьма удобен на практике, так как позволяет полностью отказаться
от необходимости расчета коэффициента преобразования, определяемого физи-
ческими константами пьезоэлемента, влиянием переходных клеевых слоев, ве-
личиной зондирующего импульса, условиями согласования пьезоэлемента с
усилителем и т.п.
Чтобы обеспечить воспроизводимость результатов контроля, выполняемого
различными операторами и на разной аппаратуре, размер дефекта должен выра-
жаться через стандартизированную величину, воспроизводимую при любых из-
мерениях. Поэтому в ультразвуковой дефектоскопии в качестве стандартизиро-
ванной единицы измерения принята эквивалентная площадь (эквивалентный
диаметр) S, дефекта, которая измеряется площадью дна плоскодонного отвер-
стия, расположенного на той же глубине, что и дефект, и амплитуда эхосигнала
от которого равна амплитуде эхосигнала от дефекта. Аналогично определяется
эквивалентный диаметр.
При измерении эквивалентного размера дефекта по совмещенной схеме на-
клонным или прямым преобразователем ось плоскодонного отражателя должна
быть соосна оси пучка; при измерении РСПЭП ось отверстия нормальна поверх-
ности, при измерении наклонными преобразователями эхозеркальным методом
(тандем) ось отверстия параллельна поверхности. При измерении хордовыми пре-
образователями отражатель должен быть в фокусе акустической системы, а его
плоскость перпендикулярна оси трубы. Применяют два способа измерения экви-
валентной площади дефектов - с помощью образцов и по АТД-диаграммам.
Первый способ состоит в том, что эхосигнал от дефекта последовательно
сравнивается с сигналами от плоскодонных отверстий различной величины, вы-
полненных на той же глубине, что и дефект, в тест-образце, акустические свой-
ства и качество поверхности которого точно такие же, как в контролируемом
изделии.
Основные преимущества способа - простота и минимум погрешностей из-
мерения. Все операции по измерению эквивалентного размера сводятся к тому,
что оператор должен найти отверстие, от которого фиксируется эхосигнал, рав-
ный эхосигналу от дефекта.
ОСОБЕННОСТИ ПОЛУЧЕНИЯ ИНФОРМАЦИИ О ДЕФЕКТЕ
199
Недостаток способа - в необходимости изготовлять большое число образ-
цов с широким набором плоскодонных отражателей по диаметру и глубине.
При измерении размера дефектов по АРД-диаграммам необходимо опреде-
лить коэффициент затухания ультразвука 5. Как видно из табл. 7.2, коэффициент
затухания поперечных волн 5 в низколегированных сталях, применяемых в ма-
шиностроении, мало изменяется для большинства марок стали.
Однако в легированных сталях (например, 16ГНМ, 16ГНМА и др.) он зна-
чительно выше, а в аустенитных еще выше, что необходимо учитывать.
С помощью специальных АРД-диаграмм амплитудные методы оценки эк-
вивалентных размеров дефектов пригодны и в случае контроля изделий с криво-
линейной поверхностью (сферические сосуды, продольные швы трубопроводов
и т.п.). Криволинейная контактная поверхность по сравнению с плоской приво-
дит к изменению угла ввода а, ракурса озвучивания дефекта (рд и деформации
диаграммы направленности - ее расширению и увеличению асимметричности,
что вызывает дополнительное ослабление сигнала. Наименьшая деформация
диаграммы направленности наблюдается, когда ПЭП сопряжен (притерт) с по-
верхностью изделия, радиус кривизны поверхности лежит в плоскости падения
луча, а угол наклона акустической оси равен углу призмы.
Наряду с амплитудным широкое распространение получил способ оценки ве-
личины дефектов путем определения их условных размеров на поверхности изде-
лия. Он состоит в том, что при сканировании вдоль дефекта на поверхности изде-
лия измеряется расстояние между положениями преобразователя, в которых при
заданном уровне чувствительности дефектоскопа эхоимпульс от дефекта исчезает
с экрана. Условные размеры дефекта путем определения координат его крайних
7.2. Усредненные значения коэффициентов затухания
Материал сварного соединения (наплавленного и основного металла) Толщи- на, мм Усредненные значения коэффициента затухания 5, см-1
поперечных волн на частоте, МГц продольных волн на частоте, МГц
2,50 1,25 ... 1,80 2,50 1,25 ... 1,80
Малоуглеродистая низколегированная сталь 150 и менее 0,015 0,010 0,010 0,010
Малоуглеродистая среднелегированная сталь 60 и менее 0,020 0,020 0,015 0,015
Сплавы на основе титана 60 и менее 0,060 0,025 ... 0,035 0,025 0,020
200
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
точек можно измерять двумя способами - относительным и абсолютным. При от-
носительном способе крайними считают положения преобразователя, в которых
для данного дефекта N = const, т.е. сигнал уменьшается относительно максималь-
ного на определенное число N (дБ). В отечественной НТД обычно N = 20 дБ. Ес-
тественно, что в этом случае условные размеры будут больше.
При абсолютном способе измерение условных размеров проводится на по-
стоянном уровне чувствительности, установленном при эталонировании
Лэт = const. В этом случае при увеличении амплитуды сигнала от дефекта растет
также и L. Поэтому в ряде НТД измерение условной протяженности дефекта
вдоль шва и условной высоты по сечению шва рекомендуется проводить абсо-
лютным способом.
Условная высота дефекта АЯ = Н2- Н\ определяется разностью глубин, из-
меренных в крайних положениях ПЭП при перемещении его перпендикулярно
длине шва. При замере условной высоты АЯ импульс на экране двигается в пре-
делах некоторой зоны по огибающей, а затем исчезает. Условная ширина Ах из-
меряется длиной зоны перемещения преобразователя перпендикулярно к шву
между двумя крайними положениями, в которых появляется и исчезает эхосиг-
нал от дефекта. Необходимо учитывать, что дефекты, ориентированные в плос-
кости листа (расслоения), будут характеризоваться малой АЯ и значительной Ах.
Поскольку измерение Ах часто дает ложную информацию, на практике, особен-
но при ручном контроле, более важной характеристикой является условная вы-
сота АЯ.
Величина АЯ измеряется на том же уровне чувствительности АЭТ и при тех
же положениях преобразователя на поверхности, при которых измеряется Ах.
Для небольших дефектов с широкой индикатрисой рассеяния АЯ и Ах свя-
заны пропорциональной зависимостью, выраженной через простые тригономет-
рические соотношения. Но для больших дефектов, обладающих направленными
свойствами, эта зависимость нарушается, что позволяет по их соотношению
Ах/АЯ судить о типе дефекта.
В большинстве существующих норм оценки качества протяженные дефекты
не допускаются (АЛ/АЛ0). Здесь параметр с индексом 0 характеризует условные
размеры эталонного компактного отражателя, находящегося на глубине дефекта.
Поэтому для уменьшения погрешностей оценки величины дефектов целесооб-
разно измерять относительные условные размеры.
Условная протяженность дефектов в кольцевых швах трубопроводов, валах
и других тел вращения увеличивается с ростом толщины стенки и уменьшением
диаметра трубы.
При использовании схемы тандем значительный объем информации о де-
фекте может быть получен при измерении условной высоты АЯ и условной ши-
рины Ах дефекта по обратному и зеркальному сигналам и сравнению получен-
ных численных значений между собой. Измерение этих информативных призна-
ков проводят по принципам, изложенным в ГОСТ 14782-86.
ОСОБЕННОСТИ ПОЛУЧЕНИЯ ИНФОРМАЦИИ О ДЕФЕКТЕ
201
Временные способы подразделяются на собственно временные, когда реги-
стрируется временная задержка прихода посланной волны, обусловленная ее
обеганием по поверхности дефекта, и дифракционно-временные, основанные на
явлениях дифракции и трансформации объемных и поверхностных волн на тре-
щинах. Этот метод наиболее эффективен при контроле трещин в изделиях, в ко-
торых действуют растягивающие напряжения. При отсутствии таких напряже-
ний трещины имеют небольшое раскрытие и большая часть энергии проходит
через нее.
Дифракционно-временной метод (Time of Flight Diffraction Technique -
TOFD) основан на регистрации времени прихода сигналов от дифрагированных
на верхнем и нижнем кончике дефекта продольных или поперечных волн.
Дифракционно-временной метод (ДВМ) базируется на использовании одно-
го или двух идентичных наклонных ПЭП. Во втором случае они расположены
по разные стороны от дефекта. Волны от излучателя, попавшие на дефект, фор-
мируют на верхнем и нижнем краях (кончиках) дифракционные волны, которые
принимаются приемным ПЭП. Сигнал от нижнего кончика трещины приходит с
запозданием относительно верхнего. Измерив время прихода дифракционных
волн D от кончиков трещины, расстояния между ПЭП и дефектом и зная толщи-
ну изделия, можно легко определить размеры дефекта по высоте. Пространст-
венное (или временное) разрешение зависит от размера дефекта, его ориентации
и точности измерения временных интервалов.
Наиболее универсален ДВМ с использованием двух наклонных ПЭП излу-
чателя и приемника, устанавливаемых по обе стороны от дефекта. Такая схема
позволяет фиксировать дифрагированные сигналы малой амплитуды.
В зависимости от предполагаемого размера дефекта можно применять два
способа использования ДВМ.
Если дефект развит по сечению, то целесообразно применять вариант с из-
меняемой базой между ПЭП. Сначала измеряют время прихода дифрагирован-
ного сигнала от верхнего края дефекта /] (мкс) и длину базы измерения между
ПЭП - 251 (мм). Затем базу увеличивают и измеряют /2 и 252 при новом положе-
нии ПЭП. Если место для размещения ПЭП ограничено или затухание в металле
очень высокое, то можно применять различные углы ввода у излучателей и при-
емников или уменьшать угол ввода при измерении сигнала от нижнего края де-
фекта.
Если дефект небольшой и целиком попадает в диаграмму направленности
ПЭП, то можно проводить измерения на одной базе, без перемещения ПЭП.
Этот вариант технологически проще. Поэтому его применяют чаще всего с ис-
пользованием ПЭП с углами ввода до первого критического и с более широкой
диаграммой направленности, чем обычно. При этом озвучивание проводят про-
дольными волнами. Поскольку их скорость больше, они первые появляются на
экране, что упрощает их идентификацию. В британском стандарте BS7706:1993
показаны различные схемы применения ДВМ с использованием ПЭП, работаю-
щих при первом критическом угле.
202
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Для определения размера трещины по высоте на экране дефектоскопа изме-
ряют время прихода головной волны L\ - tL; дифрагированных волн от верхнего
и нижнего краев трещин t\ и /2 и донного сигнала ts. Если дефект выходит на по-
верхность, то головная волна не фиксируется.
Амплитуды сигналов дифрагированных лучей зависят от углов и типов
волн падающего луча, а также от степени раскрытия трещины и очень малы.
Однако они достаточно уверенно фиксируются ультразвуковым дефектоскопом.
Стянутая трещина прозрачна для падающего луча, и на ней дифракции не воз-
никает. Амплитуда дифрагированного луча, регистрируемого приемником, тем
больше, чем больше угол между падающим и дифрагированными лучами.
Временное разрешение максимально, когда в треугольнике дифракции, сто-
роны которого составляют лучи (опорный, падающий и дифрагированный), угол
2у = 140°. С этой же целью целесообразно применение поперечных волн, но при
этом возникают проблемы с идентификацией сигналов на развертке.
Для продольных волн оптимальный угол ввода а = 65°, для поперечных -
а] = 40°. В тонкостенных изделиях для измерения высоты трещины наиболее
целесообразно применять продольные волны (oti = 60 ... 70°), а в толстостен-
ных - поперечные волны (си = 37 ... 47°).
Абсолютная ошибка в определении размеров дефектов по сечению шва со-
ставляет ±1,5 мм.
В британском стандарте BS7706:1993 рекомендуются четыре способа на-
стройки и поверки чувствительности при использовании ДВМ: по образцам с
характерными реальными дефектами; по сигналам, отраженным от боковых от-
верстий; по уровню структурных помех и по сигналам, дифрагированным на
V-пропиле. Пропил должен выполняться только с поверхности ввода, а не с
донной. В последнем случае к дифракционному сигналу от кончика добавляется
нежелательная отраженная компонента. При настройке уровень чувствительно-
сти устанавливают обычно такой, чтобы амплитуда сигнала от кончика состав-
ляла 80% высоты полного экрана.
Следует заметить, что, как правило, дифракционные сигналы имеют ампли-
туду значительно меньше контрольного уровня настройки дефектоскопа. По-
этому основное назначение ДВМ - экспертная оценка размеров дефектов, пред-
варительно найденных на повышенном уровне чувствительности.
Способы распознавания типа и истинных размеров дефектов. Информация
о типе и истинных размерах дефекта может быть получена путем анализа инди-
катрисы рассеяния. Оценка допустимости обнаруженного в сварном шве дефек-
та должна максимально полно и точно отражать степень потенциальной опасно-
сти дефекта для эксплуатационной прочности шва.
Потенциальная опасность дефекта определяется его формой. Элементы
тонкой структуры несплошности, по которым проводят ее идентификацию и
оценку степени опасности, в частности острота края дефекта, измеряются деся-
тыми и сотыми долями миллиметра, что не позволяет оценивать этот параметр в
применяемом для дефектоскопии частотном диапазоне ультразвуковых волн.
ОСОБЕННОСТИ ПОЛУЧЕНИЯ ИНФОРМАЦИИ О ДЕФЕКТЕ
203
При контроле возможно распознавание элементов структуры, больших длины
волны акустического излучения X, т.е. больше 0,4 ... 0,5 мм.
По этой причине возможности ультразвукового контроля в идентификации
дефектов принципиально ограничены. И приходится говорить не о морфологии
(характере) дефекта, а только его типе: плоскостной он или объемный.
Правильный выбор информативных признаков описания дефектов, т.е. та-
ких признаков, в которых сосредоточена наиболее существенная для распозна-
вания информация, является одной из важнейших и необходимых предпосылок
успешного решения задания распознавания в целом.
Исследования характеристик дефектов позволили предложить наиболее ин-
формативные признаки, установить их числовые значения и границы измерения.
Коэффициент формы дефектов Кф определяется в виде отношения амплитуд
сигналов - отраженного от дефекта обратно к искателю Лобр и испытавшего
двойное зеркальное отражение от дефекта и внутренней поверхности изделия А3
при прозвучивании дефекта двумя однотипными наклонными ПЭП по схеме
тандем.
С вероятностью 0,95 установлено, что для плоскостных дефектов Кф < 1, а
для объемных Кф > 1. Идентификацию дефекта необходимо проводить по наи-
меньшему значению Кф. Метод позволяет не только отличать плоскостные де-
фекты от объемных, но и в сочетании с другими информативными признаками
более точно распознавать характер плоскостных дефектов, кроме паукообраз-
ных трещин. Так, если Кф < 0,5 (6 дБ) и дефект расположен на кромке, то с
большой вероятностью можно считать, что это несплавление; если же дефект
находится в наплавленном металле, то это трещина. Если 0,5 < А'ф < 0,9, то, веро-
ятнее всего, это дефект типа непровара в корне шва (при двусторонней сварке)
или межваликовое несплавление. Распознавание типа дефекта по А*ф может при-
меняться для швов малых толщин и в других случаях.
Метод имеет ряд преимуществ. Во-первых, он не требует эталонирования
чувствительности дефектоскопа. Поскольку метод, по существу, дифференци-
альный, то уровень чувствительности может быть любой, поэтому измерение Кф
эффективно для анализа возможного возникновения и подрастания объемных
дефектов в процессе эксплуатации оборудования. Во-вторых, весьма сущест-
венно, что тип дефекта характеризуется легко измеряемым числовым значением.
Ширина индикатрисы рассеяния в азимутальной плоскости является весьма ин-
формативным признаком. Плоскостные дефекты в силу направленных отража-
тельных свойств дают узкую индикатрису рассеяния. Если при повороте ПЭП на
45° в каждую сторону относительно направления максимального сигнала ам-
плитуда сигнала уменьшается на 8 дБ, то такой дефект считается плоскостным.
Для распознавания типа дефекта эффективно измерение отношения эквива-
лентных площадей при прозвучивании ПЭП с разными углами ввода ot| и 012 (ко-
эффициент Ка). Для объемных дефектов зависимость от угла проявляется слабо.
Если последовательно сравнивать отношение амплитуды эхосигнала от дефекта
204
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Аа к амплитуде эхосигнала от бокового цилиндрического отражателя А'а (Ка) на
разных углах ввода, то можно оценить тип дефекта.
Коэффициент ц, характеризующий отношение условной ширины Ах к ус-
ловной высоте А//, ц = Ах/А//, широко применяется в мостовых конструкциях.
Для объемных дефектов коэффициент ц не зависит от размера дефекта и глуби-
ны его расположения и для каждого типа преобразователя имеет определенное
значение цо- Для плоскостных вертикальных дефектов цв < ц0, для плоскостных
горизонтальных (расслои) цг » цо. Отношения цв/ц0 и цг/ц0 тем больше, чем
больше отношение размера дефекта к глубине его залегания. Эти информатив-
ные признаки заложены в ГОСТ 14782-86.
Большинство объемных дефектов (~70%) сварных соединений трубопрово-
дов малого диаметра 42 ... 133 мм в плане равноосны, вытянуты в направлении
радиуса кольцевого шва и имеют вид веретена. При озвучивании с разных сторон
под одинаковым углом к оси вытянутости сигналы корректированы. Это позволя-
ет распознавать плоскостные и объемные дефекты акустической системой, со-
стоящей из четырех ПЭП, направленных под азимутальным углом 45° к оси шва.
Достаточно уверенно можно различать поперечную трещину от мелкого
шлакового включения или поры. Если разница амплитуд эхосигналов в указан-
ных направлениях озвучивания меньше 9 дБ, несплошность не квалифицируют
как поперечную трещину.
Еще ряд физических и статистических признаков может быть полезен при
идентификации типа дефекта, однако они не имеют определенных числовых вы-
ражений, и поэтому пока не могут быть внесены в нормативно-техническую до-
кументацию.
Важную информацию дают координаты дефекта в плоскости по попереч-
ному сечению шва. Например, если дефект расположен по кромке разделки, то,
скорее всего, это несплавление; если в наплавленном металле, то это трещина,
шлаковое включение или пора.
Дефектометрия истинных размеров дефекта по тем или иным измеряемым
информативным признакам является вероятностным процессом и характеризу-
ется теснотой корреляционных связей между информативными признаками и
действительными размерами дефектов. Точность оценки размеров дефекта по-
вышается с увеличением коэффициента корреляции рк.
В табл. 7.3 приведены коэффициенты корреляции рк между эквивалентной
площадью 5Э, условной протяженностью вдоль шва AL и условной высотой по
сечению шва Н и соответствующими размерами дефектов (У, AZ/, АЛТ).
Из приведенных в табл. 7.3 данных следует, что наиболее достоверной из-
меряемой характеристикой дефекта является эквивалентная площадь 5Э, а наи-
менее достоверной - условная высота А/Д
Более тесная корреляционная связь наблюдается между условной и дейст-
вительной протяженностью дефекта вдоль шва. Относительно низкое pK(Z/, L)
для трещин, по-видимому, объясняется тем, что концы трещин имеют малое
раскрытие и не выявляются на рентгенопленке.
ОСОБЕННОСТИ ПОЛУЧЕНИЯ ИНФОРМАЦИИ О ДЕФЕКТЕ
205
7.3. Корреляция между размерами дефектов и
информативными признаками
Дефекты Эквивалентная площадь дефекта Условная протяженность дефекта Условная высота дефекта
Рк(5',5э) Рк(Г,£) рк (МГ, МГ)
Объемные шлаковые включения 0,82 0,78 0,58
Плоскостные (планарные) непровары 0,74 0,75 0,51
трещины 0,7 0,52 0,36
Из табл. 7.4 следует, что для небольших дефектов (Z/ < 10 мм) при измере-
нии УЗ-методом размер дефекта получается больше действительного, а для про-
тяженных - меньше.
Достаточно тесная корреляция истинных и условных размеров дефектов на-
блюдается, когда размер дефекта в измеряемом направлении превышает эффек-
тивный диаметр пучка и соответствует указанным значениям с плюсовым до-
пуском. В частности, протяженность 65% плоскостных протяженных дефектов
измеряется с погрешностью не более ±5 мм, а 87% - с погрешностью не более
±10 мм. При меньших размерах дефекта корреляция значительно хуже и соот-
ветствует минимальным значениям с минусовым допуском, а в ряде случаев и
меньше. Например, в выборке из 50 коррозионных трещин под напряжением
длиной 2 ... 10 мм показано, что их протяженность по результатам измерения
занижается на 30 ... 50%.
Условная высота дефекта, оцениваемая как разность высот крайних точек
дефекта, измеренных на заданном уровне чувствительности или на определен-
ном (например 6 дБ) уровне от максимума сигнала, весьма слабо коррелирует с
истинной высотой дефекта (рк = 0,53).
Серьезной проблемой ультразвуковой дефектометрии является воспроизво-
димость оценки величины дефектов при контроле, проведенном до и после тер-
мообработки. Флуктуации коэффициента затухания ультразвука в пределах кон-
тролируемого объема металла вследствие его неоднородности и изменения по-
сле термообработки могут привести к ошибке до 300%.
7.4. Корреляция условной и истинной протяженности дефекта
Протяженность дефекта L’x, мм Коэффициент корреляции Р к ( 5 ) Абсолютная погрешность
10 0,72 -0,35
10... 50 0,81 +5,6
206
Глава 7. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Глубина залегания дефекта и его размер также оказывают существенное
влияние на точность измерения его координат и размеров. В частности, в иссле-
дованиях по программе PISCII показано, что ошибка в определении координат
залегания дефекта до глубины 30 ... 40 мм весьма мала. Если же дефект лежит
на глубине 250 мм, то ошибка в определении его местоположения может дости-
гать 15 ... 18%, причем ошибка, как правило, в плюсовую сторону.
Малые дефекты (до 10 мм) завышаются в размере на 10 ... 28%, дефекты
больше 25 мм занижаются на 5 ... 15%. По данным программы PISCII, при кон-
троле кольцевого сварного шва патрубка толщиной 20 мм ручным методом
средняя абсолютная ошибка в определении размера в вертикальном направле-
нии составляет 3,9% и вдоль продольной оси - 9,9%. При механизированном
контроле эти же ошибки составляют 5,7 и 1,7%.
Эти факторы весьма значимы и действительно не могут быть исключены
даже самым квалифицированным оператором, о чем свидетельствуют результа-
ты исследований во всех странах. Даже при измерении длины искусственных
дефектов абсолютная ошибка составляет ±(3...6) мм, а средняя ошибка в изме-
рении сигнала от плоскодонных отражателей - 5,6 дБ. По данным анализа, сред-
неквадратичное отклонение в измерении величины S, составляет 0,35э. Приве-
денные данные получены по результатам лабораторных исследований. При
штатном контроле корреляционная связь менее тесная, а в ряде случае ее вооб-
ще может не быть.
Вопросы для самопроверки
1. В чем состоит подготовка ОК к УЗ-контролю (1)?
2. Основные параметры контроля методами отражения и прохождения (2, 3).
3. Дайте определение понятия «контролепригодность» (2, 3).
4. Какие способы сканирования применяют при контроле сварных соеди-
нений (1, 2)?
5. Какие типы ПЭП применяют преимущественно для контроля сварных
соединений (1)?
6. В каких пределах меняют направление излучения ПЭП и шаг сканирова-
ния при продольно-поперечном сканировании сварных швов (1, 2)?
7. Какие швы контролируют прямым лучом (1, 2)?
8. В чем заключается контроль сварного шва по слоям и для чего он при-
меняется (1,2)?
9. В каких случаях для контроля сварных швов эффективны эхозеркальный
(тандем) и дельта-методы (2, 3)?
10. По каким признакам определяют провисание в корне шва от несплош-
ностей (2)?
11. По каким признакам определяют смещения кромок шва из-за несоосно-
сти (2)?
12. Устройство и область применения хордовых ПЭП и их преимущества
(2, 3).
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
207
13. Особенности контроля стыковых сварных труб с подкладными кольца-
ми и антикоррозионными наплавками (2, 3).
14. Особенности структуры аустенитных сварных швов, влияющие на усло-
вия их контроля (2, 3).
15. Происхождение помех и ложных сигналов при контроле сварных швов и
способы борьбы с ними (2, 3).
16. Для чего применяют двухэтапный контроль - поисковый и браковочный
И.2)?
17. Как различаются уровни чувствительности: браковочный, контрольный
фиксации), поисковый (1, 2)?
18. Способы оценки характера дефекта (объемный или плоскостной) (2, 3).
19. Что такое коэффициент формы дефекта и как его определяют (2, 3)?
20. По каким информативным параметрам контроля определяют истинные
)азмеры дефекта? Какова погрешность такой оценки (2, 3)?
21. Дайте определение понятий «эквивалентная площадь», «условная про-
яженность» и «условная высота дефекта» (1,2).
Глава 8. СТАНДАРТИЗАЦИЯ И МЕТРОЛОГИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ АКУСТИЧЕСКИХ МЕТОДОВ И
СРЕДСТВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
В целях стандартизации метрологического обеспечения УЗ-методов и аппа-
ратуры разработаны и введены в действие государственные стандарты на метод,
терминологию, аппаратуру и технологию контроля.
8.1. ГОСУДАРСТВЕННАЯ СТАНДАРТИЗАЦИЯ
АКУСТИЧЕСКИХ МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ
8.1.1. Государственные стандарты на акустические методы контроля
ГОСТ 20415-82 «Контроль неразрушающий. Методы акустические. Общие
положения».
ГОСТ 23829-85 «Контроль неразрушающий акустический. Термины и оп-
ределения».
8.1.2. Государственные стандарты на акустические средства контроля
В целях стандартизации УЗ-аппаратуры разработаны и введены в действие
ГОСТ 23049-78 «Контроль неразрушающий. Дефектоскопы ультразвуковые.
Общие технические требования» и ГОСТ 23702-79 «Контроль неразрушающий.
Преобразователи ультразвуковые. Основные параметры и методы их измере-
ний». С участием ведущих ученых и специалистов ряда институтов и Госстан-
дарта СССР разработаны ГОСТ 26786-85 «Контроль неразрушающий. Дефекто-
скопы акустические. Общие технические требования», ГОСТ 26785-85 «Кон-
троль неразрушающий. Толщиномеры акустические. Общие технические требо-
вания».
8.1.3. Государственные стандарты на УЗ-методы контроля
конкретных видов продукции
ГОСТ 17410-78 «Контроль неразрушающий. Трубы металлические бесшов-
ные цилиндрические. Методы ультразвуковой дефектоскопии».
ГОСТ 18576-86 «Контроль неразрушающий. Рельсы железнодорожные.
Методы ультразвуковые».
ГОСТ 14782-96 «Контроль неразрушающий. Соединения сварные. Методы
ультразвуковые». ГОСТ 26126-84. «Контроль неразрушающий. Соединения
паяные. Ультразвуковые методы контроля качества».
ГОСТ 22727-88 «Прокат листовой. Методы ультразвукового контроля».
ГОСТ 24507-80 «Контроль неразрушающий. Поковки из черных и цветных
металлов. Методы ультразвуковой дефектоскопии».
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ПРИБОРОВ
209
ГОСТ Р 50599-93 «Сосуды и аппараты стальные сварные высокого давле-
ния. Контроль неразрушающий при изготовлении и эксплуатации».
Большинство стандартов переиздавались и действуют до настоящего вре-
мени на территории государств СНГ.
В последние годы разработаны стандарты ГОСТ Р 52889-2007 «Контроль
неразрушающий. Акустический метод контроля напряжений в материале трубо-
проводов. Общие требования», ГОСТ Р 52889-2007 «Контроль неразрушающий.
Акустический метод контроля усилия затяжки резьбовых соединений. Общие
требования» и др.
8.2. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
АКУСТИЧЕСКИХ МЕТОДОВ И СРЕДСТВ КОНТРОЛЯ
Средства ультразвукового контроля можно разделить на две группы - сред-
ства, входящие в Государственный реестр средств измерений, и средства, не
входящие в данный реестр. К первым относятся ультразвуковые дефектоскопы
общего назначения, ультразвуковые толщиномеры, стандартные образцы, вы-
полненные по ГОСТ 14782 (или заменяющие их стандартные образцы Между-
народного института сварки). Средства первой группы подлежат обязательной
метрологической поверке, межповерочный интервал дефектоскопов и толщино-
меров 1 год, стандартных образцов - 3 года. Ко второй группе относятся стан-
дартные образцы предприятия, отраслевые стандартные образцы, выполненные
в соответствии с действующей НМД различных отраслей.
Средства ультразвукового контроля, входящие в Государственный реестр
средств измерений, поверяются организациями, аккредитованными Федераль-
ным агентством по техническому регулированию и метрологии (Ростехрегули-
рованием) в соответствии с методикой поверки, являющейся обязательным до-
кументом для каждого типа средств измерений, входящего в реестр.
На средства, не входящие в реестр, при изготовлении оформляется паспорт
(например, паспорт стандартного образца предприятия). Изготовитель средства
вносит в паспорт геометрические размеры образцов и контрольных отражателей,
сведения об акустических свойствах материалов, из которых изготовлены об-
разцы. Измерения, необходимые для занесения данных параметров в паспорт,
проводятся аккредитованными Ростехрегулированием на проведение данного
вида измерений организациями.
8.3. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ПРИБОРОВ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ
Импульсный дефектоскоп. На начальном этапе развития УЗ-дефекто-
скопии дефектоскопы были индикаторными приборами. Они служили только
для поиска дефектов, а позднее выполняли сравнение сигналов от дефектов и от
отражателей в стандартных образцах. Индикаторные приборы не подлежат по-
верке. Когда в дефектоскопах появились глубиномер и аттенюатор, они стали
210 Глава 8. СТАНДАРТИЗАЦИЯ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
измерительными приборами в целом. Поверке в них подлежат как глубиномер и
аттенюатор, так и другие узлы прибора.
Работоспособность дефектоскопа после включения проверяют по государ-
ственным стандартным образцам (ГСО) и по стандартным образцам предпри-
ятия (СОП). Минимальную проверку проводят по донному сигналу, сигналу от
двугранного угла изделия или какому-либо отражателю в стандартном образце.
Прибор работает в нормальном режиме, если установлено, что сигнал имеет за-
данную амплитуду и находится в заданном месте на линии развертки.
Импульсный дефектоскоп, как правило, имеет два измерительных узла - ат-
тенюатор и глубиномер. Остальные узлы дефектоскопа - функциональные. Спо-
собы текущей проверки глубиномера на СО описаны в разд. 4.8.
Текущая проверка аттенюатора на СО ГОСТ 14782-86 и другими не преду-
смотрена. Можно, однако, рекомендовать проверить аттенюатор, измерив эхо-
сигналы от двух отражателей, отношение амплитуд эхосигналов от которых рас-
считывается по формулам акустического тракта. Например, разница амплитуд
эхосигналов от отверстия диаметром 6 мм и дна образца СО-2 приблизительно
равна 9 дБ при контроле прямым преобразователем, если отражатели находятся
в его дальней зоне, а при контроле наклонным преобразователем с углом ввода
50° на частоту 2,5 МГц разница амплитуд эхосигналов от отверстия и двугран-
ного угла СО-2 составляет приблизительно 11 дБ.
Часто аттенюатор имеет две шкалы: грубую - с ценой деления 10 или 20 дБ
и плавную - с ценой деления 1 или 2 дБ, тогда аттенюатор проверяют, сравнивая
показания шкал. Например, отметив амплитуду какого-либо эхосигнала на экра-
не, увеличивают чувствительность на 10 или 20 дБ по грубой шкале и на столько
же снижают по плавной шкале. При правильной работе аттенюатора амплитуда
отмеченного эхосигнала должна остаться неизменной. Такую проверку проводят
для всех диапазонов грубой шкалы аттенюатора, сравнивая показания БЦО и
значения кнопочного аттенюатора. Отметим способы текущей проверки по ГСО
важнейших функциональных узлов дефектоскопа. Диапазоны развертки прове-
ряют с помощью предварительно проверенного глубиномера или проверяют
правильность попадания на соответствующие участки развертки многократных
донных сигналов в СО-2.
Чувствительность дефектоскопа проверяют при включении наклонного
преобразователя с углом ввода 50° по сигналу от вогнутой полуцилиндрической
поверхности СО-3. Удовлетворительная чувствительность преобразователя
должна быть предварительно проверена на другом заведомо исправном дефек-
тоскопе.
При нажатии всех кнопок аттенюатора сигнал от СО-3 должен достигать
полной высоты экрана (0 дБ по БЦО) при произвольном (в том числе соответст-
вующем максимуму чувствительности) положении ручек «АМПЛ» и «>». При
выполнении этого условия чувствительность дефектоскопа является вполне
удовлетворительной. Если этот уровень чувствительности не достигается, то
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ПРИБОРОВ
211
удовлетворительно работающим можно считать дефектоскоп, если отпущены
кнопки аттенюатора 16 и 4 дБ. Такую проверку проводят на всех частотах.
Частота (точнее, длина волны) должна проверяться интерференционным
методом по СО-4 (см. рис. 4.6, г), однако по измерениям авторов такая проверка
очень сложна и неточна. Значительно удобнее и точнее способ с жидкостным
интерферометром, рассмотренный ранее.
Лучевую разрешающую способность поверяют по СО-1 из оргстекла. В нем
имеются отражатели в виде ступенчатого паза и фигурного отверстия с тремя
разными диаметрами. Ступенчатый паз используют при контроле прямым, а фи-
гурное отверстие — наклонным преобразователем. Определяют минимальное
расстояние Дго между отражателями, при котором они фиксируются раздельно
(из двух значений 2,5 и 5 мм, имеющихся в образце). Разрешающую способ-
ность Аг в стали или другом материале изделия определяют по формуле
Дг = сДго /со, где с и с0 - скорости звука в изделии и образце.
Толщиномер является измерительным прибором по определению. Некото-
рые приборы для контроля физико-механических свойств материалов остаются
индикаторными, но большинство (измерители скорости звука, твердости) отно-
сятся к измерительным приборам.
Средства УЗ НК (дефектоскопы, толщиномеры, приборы для контроля фи-
зико-механических свойств) проходят поверку после выпуска, капитального ре-
монта и в плановом порядке (обычно ежегодно). Поверку выполняют метроло-
гические службы, имеющие соответствующие разрешения. Они же один раз в
три года проверяют ГСО и СОП.
В связи с трудностью организации плановой поверки УЗ-дефектоскопов по
всем параметрам предусмотрена упрощенная проверка УЗ-дефектоскопов мет-
рологической службой предприятия, получившей на это разрешение. Эта упро-
щенная проверка основных эксплуатационных свойств дефектоскопа и его из-
мерительных устройств проводится аттестованными специалистами.
Перед началом контроля дефектоскоп вместе с преобразователем настраи-
вают и проверяют на государственных стандартных образцах, приборы для кон-
троля физико-механических свойств материалов - в соответствии с НД. Это те-
кущая проверка приборов. В процессе контроля приборы проходят оперативную
проверку. Если такая проверка дала отрицательные результаты, то необходимо
повторно проверить все изделия, проконтролированные со времени последней
удовлетворительной проверки. От того, насколько надежно работает прибор,
зависит частота оперативных проверок.
Аттестацию персонала по трехуровневой системе проводят в аттестацион-
ных центрах и пунктах, получивших сертификат Руководящего органа системы
аттестации персонала Госстандарта или от подобного органа добровольной сис-
темы сертификации Российского общества неразрушающего контроля и техни-
ческой диагностики. Проверяются: практическая подготовка; общетеоретиче-
ские знания по программе, в соответствии с которой написано это учебное посо-
бие; знание специфики производства и особенностей контролируемых объектов
(по специальной программе).
212 Глава 8. СТАНДАРТИЗАЦИЯ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
НТД на контроль проходит проверку в организациях, определенных надзор-
ными органами: Госгортехнадзором, Атомнадзором, Морским регистром и т.д.
Толщиномер. Толщиномеры проверяют по плоскопараллельным СОП раз-
ной толщины, изготовленным из одного материала. Настройку на скорость звука
перед началом контроля выполняют по СОП из контролируемого изделия с его
реальной кривизной и шероховатостью поверхности. В процессе контроля тол-
щиномер периодически проверяют по упомянутому образцу или изделию (на-
пример, торцу трубы). Это оперативная проверка, и по ее результатам при необ-
ходимости повторяют измерения.
Погрешность измерения толщиномера может изменяться в зависимости от
измеряемой толщины, поэтому метрологическую проверку прибора выполняют
в начале, в конце и внутри измеряемого прибором диапазона. Возможность и
точность измерения толщины зависят от кривизны и шероховатости поверхно-
стей изделия, непараллельное™ его стенок. Влияние этих факторов проверяют
на специальных образцах при метрологической аттестации толщиномера. Если
прибор предназначен для контроля изделий на степень коррозии внутренней
поверхности, то проверяют способность толщиномера выявлять небольшие от-
ражатели типа плоскодонных отверстий диаметром 1 ... 2 мм. Тогда он сможет
регистрировать отражения от коррозионных трещин.
В процессе контроля толщиномер периодически проверяют по изделию или
упомянутому в подпункте 1 образцу, которые имеют кривизну, шероховатость и
другие влияющие факторы, соответствующие проверяемому изделию.
Приборы для контроля физико-механических свойств. Текущую про-
верку работоспособности и точности измерений приборов для контроля физико-
механических свойств материалов осуществляют по образцам, для которых из-
меряемая величина известна с более высокой степенью точности, чем у прове-
ряемого прибора. Чаще всего в качестве образца используют заранее проверен-
ное другими способами изделие или его часть. Если погрешность по результа-
там оперативной проверки точности измерения превышает требования НТД, то
повторяют измерения.
Если контрольный прибор измерительный, то его проверку выполняют во
всем диапазоне измерений в соответствии с методикой контроля или инструкци-
ей по эксплуатации прибора. В НТД должны быть приведены указания о про-
верке прибора в целом, а при необходимости - отдельных узлов; способы про-
верки (по стандартным образцам или с помощью электронной аппаратуры); кри-
терии удовлетворительности результатов проверки. Поверку такого прибора вы-
полняет метрологическая служба.
Если контрольный прибор индикаторный, то проверка его работоспособно-
сти состоит в оценке возможности прибора выполнять сравнительные операции,
для которых он предназначен. Проверку такого прибора выполняет служба экс-
плуатации. Результаты проверки должны подтверждать соответствие прибора
основным техническим требованиям. При неудовлетворительных результатах
прибор подлежит ремонту.
ГОСУДАРСТВЕННЫЕ СТАНДАРТНЫЕ ОБРАЗЦЫ
213
8.4. ГОСУДАРСТВЕННЫЕ СТАНДАРТНЫЕ ОБРАЗЦЫ И
СТАНДАРТНЫЕ ОБРАЗЦЫ ПРЕДПРИЯТИЯ
Стандартные образцы и проверка дефектоскопа. Для метрологического
обеспечения и повышения качества разрабатываемых средств УЗ-контроля изго-
товлены и аттестованы службами Госстандарта СССР нестандартизованные
средства измерения параметров УЗ-преобразователей и электронных блоков де-
фектоскопов, толщиномеров и других приборов УЗ контроля и стандартные об-
разцы (СО) для их поверки.
Полная и оперативная проверка аппаратуры. Способы проверки парамет-
ров аппаратуры группируются в два класса задач. К первому относят проверку,
выполняемую после выпуска аппаратуры, ее капитального ремонта и при проме-
жуточной аттестации. Такую проверку выполняют согласно ГОСТ 23049-78 и
23667-85 с помощью стендов и электронных приборов, как правило, в специ-
альных метрологических организациях. Проверку преобразователей осуществ-
ляют в соответствии с ГОСТ 23702-90 и 26266—90. Дефектоскопы и ПЭП атте-
стуют при этом отдельно. Хорошие стандарты на проверку дефектоскопов и
преобразователей разработаны Европейским сообществом, это EN 12668-1 и
12668-2.
К задачам второго класса относят повседневную (оперативную) проверку
аппаратуры, которая должна подтвердить ее работоспособность и установить
значения характеристик, меняющихся во время эксплуатации. Проверяют совме-
стно дефектоскоп, преобразователь и соединяющий их кабель. Такую проверку
осуществляют с помощью стандартных образцов (СО), не используя дополни-
тельных приборов. Специальный российский стандарт на такую проверку отсут-
ствует, в значительной степени роль такого стандарта играет ГОСТ 14782-86.
В европейской системе стандартизации задачи второго класса выполняются со-
гласно EN 12668-3. Здесь рассмотрены в основном задачи второго класса.
Стандартные образцы. Различают государственные СО (ГСО) и стандарт-
ные образцы предприятия (СОП). ГСО предусмотрены стандартами, в которых
указаны материал, из которого они изготовлены, их конструкция. Эти образцы,
как правило, применяют для проверки и настройки аппаратуры при контроле
широкого ассортимента продукции. СОП рекомендованы ведомственными нор-
мативно-техническими документами (НТД) или НТД предприятий. Они предна-
значены для проверки и настройки аппаратуры при контроле определенного ви-
да продукции, где ГСО неприменимы (например, при контроле изделий с боль-
шой кривизной поверхности) или где применение СОП технически более удоб-
но. Из числа СОП иногда выделяют отраслевые стандартные образцы (ОСО),
которые рекомендуются ведомственными НТД. ГСО, ОСО и СОП являются обя-
зательной принадлежностью, без них невозможен достоверный контроль в соот-
ветствии с требованиями НТД.
Оперативную проверку дефектоскопа выполняют с помощью стандартных
образцов СО-1, СО-2 и СО-3 по ГОСТ 14782-86 или V-1 и V-2, принятых в ме-
ждународной практике (EN 121223 и 27463).
214 Глава 8. СТАНДАРТИЗАЦИЯ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Комплект ГСО по ГОСТ 14782-86 показан на рис. 8.1 - 8.4.
Рис. 8.1. СО-1 по ГОСТ 14782-86
Рис. 8.2. Образец СО-2
по ГОСТ 14782-86
Рис. 8.3. Образец СО-3
ГОСУДАРСТВЕННЫЕ СТАНДАРТНЫЕ ОБРАЗЦЫ
215
3 VRz20(\f)
Рис. 8.4. Образец СО-4 по ГОСТ 14782-86:
1 - пазы; 2 - линейка; 3 - ПЭП; 4 - блок из стали 20
по ГОСТ 1050 (СтЗ по ГОСТ 14637)
СО-1 (см. рис. 8.1) изготовляют из органического стекла марки ТОСП с
акустическими свойствами, оговоренными в названном стандарте: на частоте
2,5 ± 0,2 МГц при температуре 20 ± 5 °C скорость продольных волн должна быть
2670 ± 133 м/с, коэффициент затухания - 0,026 ... 0,034 1 / мм. Амплитуда
третьего донного сигнала по толщине образца на частоте 2,5 ± 0,2 МГц и при
температуре 20 ± 5 °C не должна отличаться более чем на ±2 дБ от амплитуды
третьего донного сигнала в исходном образце, аттестованном органами Госу-
дарственной метрологической службы. Необходимость в такой формулировке
возникла в связи с трудностью точного измерения коэффициента затухания.
Допускается применять образцы из органического стекла, в которых это
требование не удовлетворяется, но к такому образцу должен прилагаться атте-
стат-график, по которому можно сопоставить амплитуды сигналов исходного и
аттестуемого образцов. Для этого сравнивают амплитуды сигналов от отверстий
на минимальной и максимальной глубинах и выполняют интерполяцию.
Образец предназначен для определения условной чувствительности, про-
верки лучевой разрешающей способности и настройки глубиномера.
СО-2 (см. рис. 8.2) выполняют из малоуглеродистой стали с мелкозерни-
стой структурой. Его применяют для определения условной чувствительности,
проверки мертвой зоны, угла ввода, ширины диаграммы направленности и на-
стройки глубиномера.
216 Глава 8. СТАНДАРТИЗАЦИЯ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
СО-2А по конструкции подобен СО-2, но его изготовляют из материала
контролируемого изделия, если этот материал существенно отличается от СО-2
по акустическим свойствам. Назначение его то же, что и СО-2.
СО-3 (см. рис. 8.3), так же как и СО-2, производят из стали. Он служит для
определения точки выхода, стрелы ПЭП и отстройки от времени пробега УЗ в
призме ПЭП при измерении координат.
СО-4 (см. рис. 8.4) указан не в основном тексте, а в приложении к
ГОСТ 14782-86. Его также изготовляют из стали. Он предназначен для опреде-
ления длины волны в стали и частоты УЗ-колебаний. По экспериментам авторов,
он очень плохо отвечает своему назначению. Значительно лучше эти функции
выполняет входящий в комплект устройств жидкостный интерферометр.
Рассмотренные ГСО применяют при контроле изделий с плоской поверхно-
стью совмещенными ПЭП шириной до 20 мм на частоту > 1,25 МГц.
В других случаях нужно использовать СОП, подобные или даже сущест-
венно отличающиеся от этих ГСО. Способы применения ГСО подробно будут
описаны в дальнейшем.
Образцы V-1 и V-2 (рис. 8.5 и 8.6) изготовляют из низкоуглеродистой мел-
козернистой стали. В образце V-1 в отверстие диаметром 50 мм вставляют плек-
сигласовый цилиндр. В разных странах и даже в разных ведомствах используют
модификации этих образцов, удовлетворяющие требованиям МИС, но также
рассчитанные на выполнение некоторых других измерений.
Образец V-1 служит для настройки чувствительности и скорости развертки,
проверки мертвой зоны, определения разрешающей способности, угла ввода,
ширины диаграммы направленности, точки выхода, стрелы ПЭП, отстройки от
времени пробега УЗ в призме наклонного и протекторе прямого преобразовате-
лей. Последние перечисленные операции нужны для настройки глубиномера.
Таким образом, этот образец совмещает большинство функций СО-1 - СО-3.
Образец V-2 применяют для настройки глубиномера, т.е. определения точки вы-
хода, стрелы ПЭП, отстройки от времени пробега УЗ в призме ПЭП и определе-
ния угла ввода. С его помощью также настраивают чувствительность и разверт-
ку дефектоскопа. Небольшие размеры образца делают его очень удобным при
контроле сварных соединений небольшой толщины, проверяемых малогабарит-
ными наклонными ПЭП. В то же время из-за малых размеров образец V-2 не-
пригоден для настройки и проверки дефектоскопа с наклонными ПЭП больших
размеров, так как для них расстояние, соответствующее границе ближней зоны,
больше радиусов кривизны образца.
Стандартные образцы для проверки и настройки толщиномеров. Обычные
плоскопараллельные концевые меры длины типа щупов, плиток Иогансона мало-
пригодны для калибровки толщиномеров в связи с ненормированным изменением
в них скорости ультразвука. С учетом этого Госстандартом СССР разработаны и
введены специально для проверки ультразвуковых толщиномеров комплекты мер
толщины КМТ-176М1, а также комплект ультразвуковых стандартных мер образ-
цов КУСОТ-180. Они аттестованы с погрешностью 0,7% при толщинах 0,2 ...
10 мм; 0,4% - при толщинах 10 ... 12 мм и 0,3% - при толщинах 12 ... 300 мм.
ГОСУДАРСТВЕННЫЕ СТАНДАРТНЫЕ ОБРАЗЦЫ
217
Рис. 8.5. Образец V-1
Комплект КУСОТ-180 позволяет определить влияние различных факторов:
шероховатости поверхности, радиуса кривизны, непараллельное™ поверхно-
стей. Толщиномеры проверяют также на способность определять участки с ло-
кальным уменьшением толщины стенки. Проверку выполняют по образцам с
плоскодонными отверстиями.
218 Глава 8. СТАНДАРТИЗАЦИЯ МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Рис. 8.6. Образец V-2
Для повседневной проверки работоспособности универсальных толщино-
меров изготовляют образцы с гладкими параллельными поверхностями из мате-
риалов с малым коэффициентом затухания УЗК (например, из углеродистой
стали). Для массовой проверки однотипных изделий, а также для поточного кон-
троля приборами изготовляют стандартные образцы предприятия (СОП), мак-
симально соответствующие контролируемым изделиям по материалу, радиусу
кривизны, чистоте обработки поверхностей. Это позволяет повысить точность
измерения толщины.
Оперативная проверка аттенюатора дефектоскопа. В дефектоскопе
имеются два измерительных устройства: глубиномер и аттенюатор. Глубиномер
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
219
проверяют, измеряя несколько известных расстояний между поверхностями СО.
Проверка аттенюатора на СО нормативными документами не предусмотрена.
Проверка абсолютной чувствительности аппаратуры или резерва чув-
ствительности. Проверяется дефектоскоп с определенным ПЭП. Образец дол-
жен иметь низкий уровень структурных помех. Для этой цели обычно подходят
образцы CO-2, CO-3, V-1, V-2, прозвучиваемые по толщине.
Стандартные образцы предприятия с искусственными дефектами. СОП
применяют в дополнение к ГСО при контроле изделий большой или очень ма-
лой толщины, с искривленной поверхностью, изготовленных из материалов со
специфическими акустическими свойствами. К разряду СОП относят также
многочисленные образцы с искусственными дефектами.
Вопросы для самопроверки
1. Назначение стандартных образцов и требования к ним.
2. Стандартные образцы по ГОСТ 14782.
3. Стандартные образцы предприятия (СОП) Международного института
сварки.
4. Метрологическое обеспечение контроля.
5. Порядок поверки, калибровки и утверждения типа и соответствия.
6. Средства контроля, выполняющие функцию средства измерения.
7. Метрологические характеристики дефектоскопов и ПЭП.
8. Метрологические характеристики толщиномеров и ПЭП.
Глава 9. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ТРУДА
9.1. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
ПРИ КОНТРОЛЕ КОНКРЕТНОГО ОБЪЕКТА НА ПРЕДПРИЯТИИ
Правила техники безопасности при контроле конкретного объекта должны
быть сформулированы в документах, действующих на предприятии. Следует
учитывать, в частности, следующие положения.
При напряжении питания свыше 40 В необходимо применять заземление.
При контроле объектов изнутри, например внутри сосудов, напряжение питания
должно быть не выше 12 В.
УЗ-контроль желательно выполнять при температурах не ниже 5 и не выше
45 °C. Эти пределы могут быть расширены ведомственными постановлениями
при обеспечении технических и физиологических возможностей контроля.
Работа на высоте допускается только при использовании предохранитель-
ных поясов.
Общая освещенность должна быть в пределах 100 ... 200 лк, экран ЭЛТ де-
фектоскопа следует защитить от яркого света.
9.2. ПРАВИЛА ПОЖАРНОЙ БЕЗОПАСНОСТИ,
ЭЛЕКТРОБЕЗОПАСНОСТИ И РАБОТЫ С ОБОРУДОВАНИЕМ,
СОЗДАЮЩИМ УЛЬТРАЗВУК, ПЕРЕДАВАЕМЫЙ КОНТАКТНЫМ
СПОСОБОМ НА РУКИ РАБОТАЮЩИХ
Специфические требования противопожарной безопасности относятся к
контактной жидкости, если она обладает повышенной возгораемостью (напри-
мер, некоторые типы масел, спиртов). Их следует предохранять от воздействия
огня, искрящих электроконтактов. Важнейшие требования электробезопасности
сформулированы в разд. 9.1.
Прямого воздействия ультразвука с параметрами, используемыми при кон-
троле металлов, на здоровье дефектоскопистов не обнаружено. Интенсивность
используемого излучения в сотни раз меньше, чем предусмотрено требованиями
ГОСТа на оборудование, создающее УЗ. Тем не менее в качестве средства про-
филактики следует избегать прямой контактной передачи УЗ на руки работаю-
щих. Рекомендовано конструировать преобразователи с корпусом, отделенным
от пьезоизлучателя воздушным промежутком, что учитывается подавляющим
большинством изготовителей. Если конструкцией преобразователя это не пре-
дусмотрено, работать следует в нитяных перчатках.
При использовании ЭМА-преобразователей во избежание повреждения рук
дефектоскописта следует проявлять осторожность при контроле массивных ме-
таллических деталей. При конструировании ЭМАП необходимо экранирование
их корпусов от магнитного поля намагничивающей системы.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
221
Вопросы для самопроверки
1. Требования техники безопасности на производстве при напряжениях пи-
тания свыше 12 и 40 В.
2. Требования техники безопасности на производстве при температурах ни-
же 5 и выше 45 °C.
3. Порядок выполнения работ на высоте.
4. Требования безопасности при проведении ультразвукового контроля.
5. Порядок выполнения работ внутри сосудов.
6. Требования к освещенности на рабочем месте.
7. Специфические требования противопожарной безопасности.
8. Меры безопасности при использовании ЭМАП.
СПИСОК ЛИТЕРАТУРЫ
1. Алешин Н.П. Физические методы неразрушающего контроля сварных
соединений: учеб, пособие. М.: Машиностроение, 2006. 368 с.
2. Алешин Н.П., Щербинский В.Г. Радиационная, ультразвуковая и маг-
нитная дефектоскопия изделий. М.: Высш, шк., 1991. 280 с.
3. Бадалян В.Г., Базулин Е.Г., Вопил кин А.Х. и др. Ультразвуковая де-
фектометрия металлов с применением голографических методов / под ред.
А.Х. Вопилкина. М.: Машиностроение, 2008. 368 с.
4. Баранов В.М. Акустические измерения в ядерной энергетике. М.: Энер-
гоатомиздат, 1990. 320 с.
5. Викторов И.А. Физические основы применения ультразвуковых волн
Рэлея и Лэмба в технике. М.: Наука, 1966. 168 с.
6. Викторов И.А. Звуковые поверхностные волны в твердых телах. М.:
Наука, 1981.288 с.
7. Волченко В.Н. Контроль качества сварных конструкций. М.: Ма-
шиностроение, 1986. 152 с.
8. Гершберг В.М., Илюшин С.В., Смирнов В.Н. Неразрушающие методы
контроля судостроительных стеклопластиков. Л.: Судостроение, 1971. 210 с.
9. Глаговский Б.А., Московенко И.Б. Низкочастотные акустические ме-
тоды контроля в машиностроении. Л.: Машиностроение, 1977. 208 с.
10. Глозман И.А. Пьезокерамика. М.: Энергия, 1976. 52 с.
11. Гурвич А.К., Ермолов И.Н. Ультразвуковой контроль сварных швов.
Киев: Техшка, 1972. 460 с.
12. Гурвич А.К., Довнар Б.П., Козлов В.Б. и др. Неразрушающий кон-
троль рельсов при их эксплуатации и ремонте. М.: Транспорт, 1983. 318 с.
13. Гурвич А.К., Кузьмина Л.И. Справочные диаграммы направленности
искателей ультразвуковых дефектоскопов. Киев: Техшка, 1980. С. 51 - 53.
14. Ермолов И.Н. Теория и практика ультразвукового контроля. М.: Ма-
шиностроение, 1981. 240 с.
15. Ермолов И.Н., Вопил кин А.Х., Бадалян В.Г. Расчеты в ультразвуко-
вой дефектоскопии: крат, справочник. М.: «ЭХО+», 2000. 108 с.
16. Ермолов И.Н., Ермолов М.И. Ультразвуковой контроль: учебник для
специалистов первого и второго уровней квалификации. 4-е изд., стер. М., 2004.
208 с-
17. Крауткремер Й., Крауткремер Г. Ультразвуковой контроль металлов:
справочник. М.: Металлургия, 1991.450 с.
18. Кретов Е.Ф. Ультразвуковая дефектоскопия в энергомашиностроении.
СПб.: Радиоавионика, 1995. 328 с.
19. Ланге Ю.В. Акустические низкочастотные методы и средства контро-
ля многослойных конструкций. М.: Машиностроение, 1991. 272 с.
20. Ланге Ю.В., Воронков В.А. Контроль неразрушающий акустический.
Термины и определения: справочник. 3-е изд., испр. М., 2007. 121 с.
21. Марков А.А., Шпагин Д.А. Ультразвуковая дефектоскопия рельсов.
2-е изд., перераб. и доп. СПб.: Образование - Культура, 2008. 283 с.
СПИСОК ЛИТЕРАТУРЫ
223
22. Марков А.А., Козьяков А.Б., Кузнецова Е.А. Расшифровка дефекто-
грамм ультразвукового контроля рельсов. СПб.: Образование - Культура, 2006.
206 с.
23. Муравьев В.В., Зуев Л.Б., Комаров К.Л. Скорость звука и структура
металлов и сплавов. Новосибирск: Наука, 1996. 184 с.
24. Неразрушающий контроль и диагностика: справочник / В.В. Клюев,
Ф.Р. Соснин, В.Н. Филинов и др.; под ред. В.В. Клюева. М.: Машиностроение,
1995. 488 с.
25. Неразрушающий контроль: справочник: в 8 т. / под общ. ред.
В.В. Клюева. Т. 3. И.Н. Ермолов, Ю.В. Ланге. Ультразвуковой контроль.
2-е изд., испр. М.: Машиностроение, 2008. 864 с.: ил.
26. Самокрутов А.А. Исследования методов УЗ НК на базе малоапертур-
ных преобразователей и антенных систем. М.: Машиностроение-1,2003. 120 с.
27. Самокрутов А.А. Современные методы и технические средства аку-
стического неразрушающего контроля. М.: Машиностроение-1, 2003. 140 с.
28. Система неразрушающего контроля. Виды (методы) и технология не-
разрушающего контроля. Термины и определения: справ, пособие. Сер. 28.
Вып. 4. М.: НТЦ по безопасности в промышленности Госгортехнадзора России,
2003. С. 66-212.
29. Скучик Е. Основы акустики. В 2 т.: пер. с англ. М.: Мир, 1976.
30. Труэлл Р., Эльбаум Ч., Чик Б. Ультразвуковые методы в физике
твердого тела: пер. с англ. М.: Мир, 1972. 307 с.
31. Ультразвуковые преобразователи для неразрушающего контроля /
под ред. И.Н. Ермолова. М.: Машиностроение, 1986. 278 с.
32. Химченко Н.В., Бобров В.А. Неразрушающий контроль в химическом
и нефтяном машиностроении. М.: Машиностроение, 1978. 456 с.
33. Чабанов В.Е. Лазерный ультразвуковой контроль материалов. Л.:
Изд-во ЛГУ, 1986.232 с.
34. Щербинский В.Г. Технология ультразвукового контроля сварных со-
единений. М.: ЦНИИТМАШ, 2003. 396 с.
УЧЕБНОЕ ИЗДАНИЕ
Николай Павлович Алешин,
Владимир Тимофеевич Бобров,
Юлий Викторович Ланге,
Виктор Григорьевич Щербинский
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Учебное пособие
Под общей редакцией академика РАН
В. В. Клюева
Редактор С. В. Сидоренко
Художественное оформление П.Е. Клейзер
Корректор МА. Филатова
Инженер по компьютерному макетированию МА. Евсейчева
Сдано в набор 22.12.2010 г.
Подписано в печать 18.12.2011 г. Формат 70x100 '/16-
Бумага офсетная. Гарнитура Times New Roman. Печать офсетная.
Усл. печ. л. 19,32. Уч.-изд. л. 14,98.
Тираж 400 экз. Заказ 2093.
ООО «Издательский дом «Спектр»,
119048, Москва, ул. Усачева, д. 35, стр. 1
Http://www.idspektr.ru. E-mail:info@idspektr.ru
Отпечатано в ОАО «Подольская фабрика офсетной печати».
142100, Московская область, г. Подольск,
Революционный проспект, д. 80/42.
www.ofsetpodolsk.ru
Российское общество по неразрушающему контролю
и технической диагностике (РОНКТД) представляет серию
книг "ДИАГНОСТИКА
БЕЗОПАСНОСТИ":
POCCWKKOC Oft—CTDO ПО «МЭРУ(ШиОШЕМУ
комтиошо и технически ’ диагностике
ДИАГНОСТИКА БЕЗОПАСНОСТИ
Махутов Н.А., Гаденин М.М.
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА ОСТАТОЧ-
НОГО РЕСУРСА И БЕЗОПАСНОСТИ
ю
КАП
КС
„ РОССиМкОЪ ОЁМАСТВО ПО ММРАШШАЮШМУ
КОНТРОЙ» И 1СХИНЧССКОИ ДИАГНОСТИК!
•« Mtn Z
ДИАГНОСТИКА БЕЗОПАСНОСТИ
АС. БАКУН-- ЭС Г»?Г
В L ЩЕГБИНВД
УЧ
ТРОЛЬ
2.
Туробов Б.В.
ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ
КОНТРОЛЬ
Артемьев Б.В., Буклей А.А.
РАДИАЦИОННЫЙ КОНТРОЛЬ
российское OMECTDO ПО «ГАГУШАКвМУ
KWTPOffiO И ТЕХНИЧЕСКОЙ ДИАГНОСТИКЕ
ДИАГНОСТИКА БЕЗОПАСНОСТИ
Е .ОСОВИЕ
Ю.К. ФЫОСЕНКЭ.
П.Н. ШКАТОЬ А.Г Е01*1
Алешин Н.П., Бобров В.Т.,
Ланге Ю.В., Щербинский В.Г.
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
ИХРЕТОКОВЫЙ
К
С'г-кгр
. • ОЫвКСТВО ПО Hfc**LFV- • —
KlIKTrofHO и гкхммияоя ДИАГмостим
ДИАГНОСТИКА БЕЗОПАСНОСТИ
Н.П АЛЕШИ»- В ’ ЕОрРЭВ, I
Ю.В. ЛАНГЕ. В Г .
РОЛЬ
5.
Федосенко Ю.К., Шкатов П.Н., Ефимов А.Г.
ВИХРЕТОКОВЫЙ КОНТРОЛЬ
Бакунов А.С., Горкунов Э.С., Щербинин В.Е.
МАГНИТНЫЙ КОНТРОЛЬ
7. Шелихов Г.С., Глазков Ю.А.
МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ
«л» • » ошдетоо по м-ядетдоо«вы*
ЯОИГГОЮ И ТХХМ«Ч»СКО4 ДИАГНОСТИК»
ДИАГНОСТИКА БЕЗОПАСНОСТИ
ПОСОБИЕ
8. Будадин О.Н., Вавилов В.П., Абрамова Е.В.
ТЕПЛОВОЙ КОНТРОЛЬ
Б В АРТЕМоЕВ А
АДИАЦИОННЫЙ
КОНТР
УЧЕБНОЕ П
С^кф
РОССМИСЛОС 00- СТ1Ю ПО НС**3. . -WS—МУ
ММТТ > О И ТЕХНИЧЕСКОЕ ДОАГИПСТМКС
ДИАГНОСТИКА БЕЗОПАСНОСТИ
БВ ТУИ О НОР
ВИЗУАЛЬНЫЙ
ИЗМЕРИТЕЛЬНЫЙ
1Ь. *
Р0СС4ОСМК омкстм ПО НОМГУИАЮЩИГ
кечтрс*ч и тскшчкжой дмагмостшс
ДИАГНОСТИКА БЕЗОПАСНОСТИ
Н.А. МАхуТОв Ы >: (iD&W ‘
ЕХНИЧЕСКАЯ ДИАГНОСТИКА
ОСТАТОЧНОГО РЕСУРСА
БЕЗОПАСНОСТИ
9. Зусман Г.В., Барков А.В.
ВИБРОДИАГНОСТИКА
10. Потапов А.И.
ОПТИЧЕСКИЙ КОНТРОЛЬ
11. Матвеев В.И.
РАДИОВОЛНОВОЙ КОНТРОЛЬ
12. Иванов В.И., Бигус Г.А., Власов И.Э.
АКУСТИЧЕСКАЯ ЭМИССИЯ
13. Глазков Ю.А.
КАПИЛЛЯРНЫЙ КОНТРОЛЬ
14. Сажин С.Г., Евлампиев А.И., Сумкин П.С.
ТЕЧЕИСКАНИЕ
УЧЕБНОЕ ПОСОБИЕ
15. Клюев С.В, Коновалов Н.Н.,
Копытов С.Г., Соловьева М.О.
АТТЕСТАЦИЯ ПЕРСОНАЛА В ОБЛАСТИ НК
Муравская Н.П.
МЕТРОЛОГИЯ В НК
Учебные пособия рекомендуются для подготовки к аттестации спе-
циалистов 1, 2 и 3 уровней НК по международной и европейской сис-
темам аттестации, а также в качестве базового материала для дистан-
ционного обучения специалистов по НК.