





























































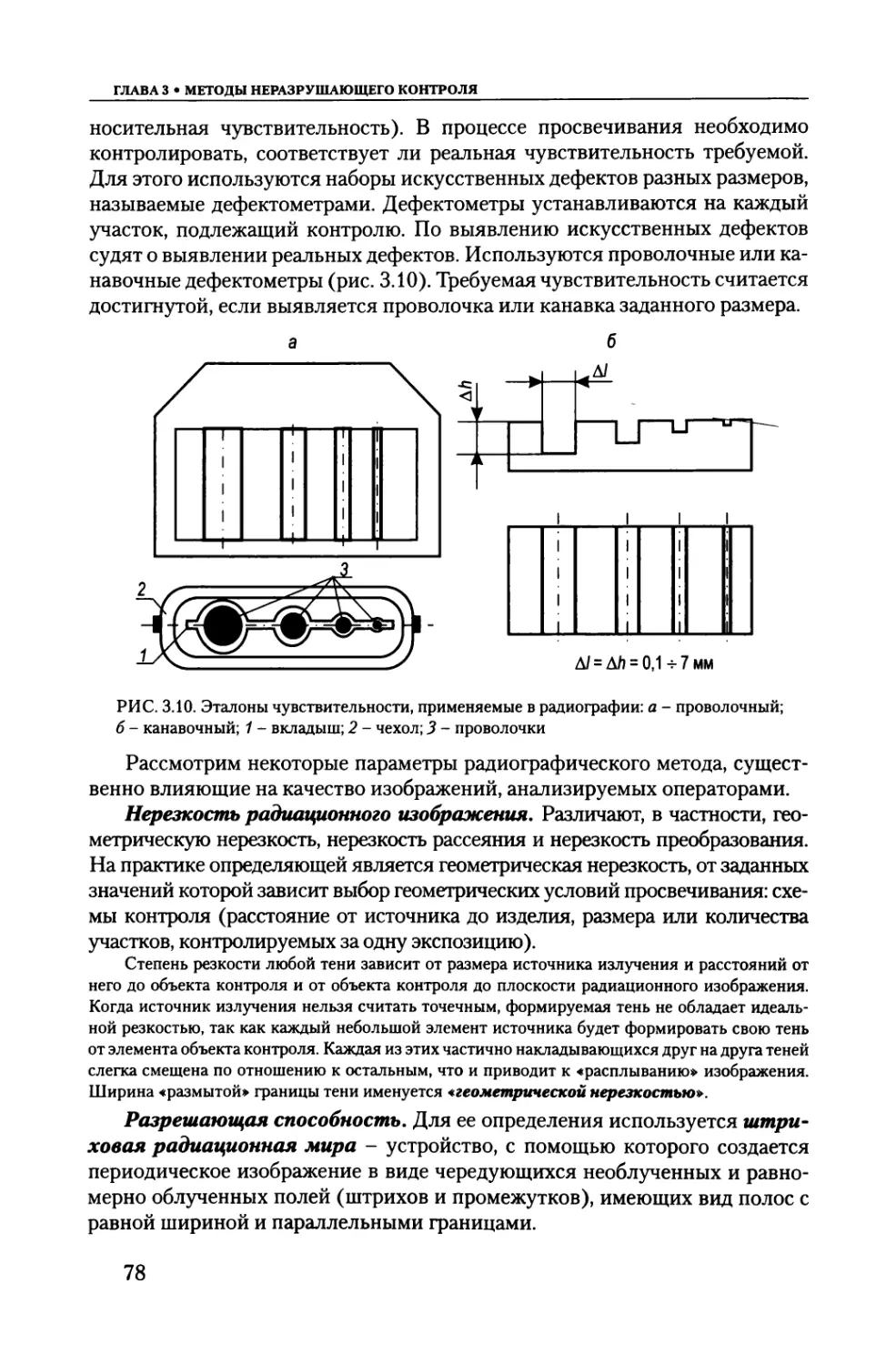


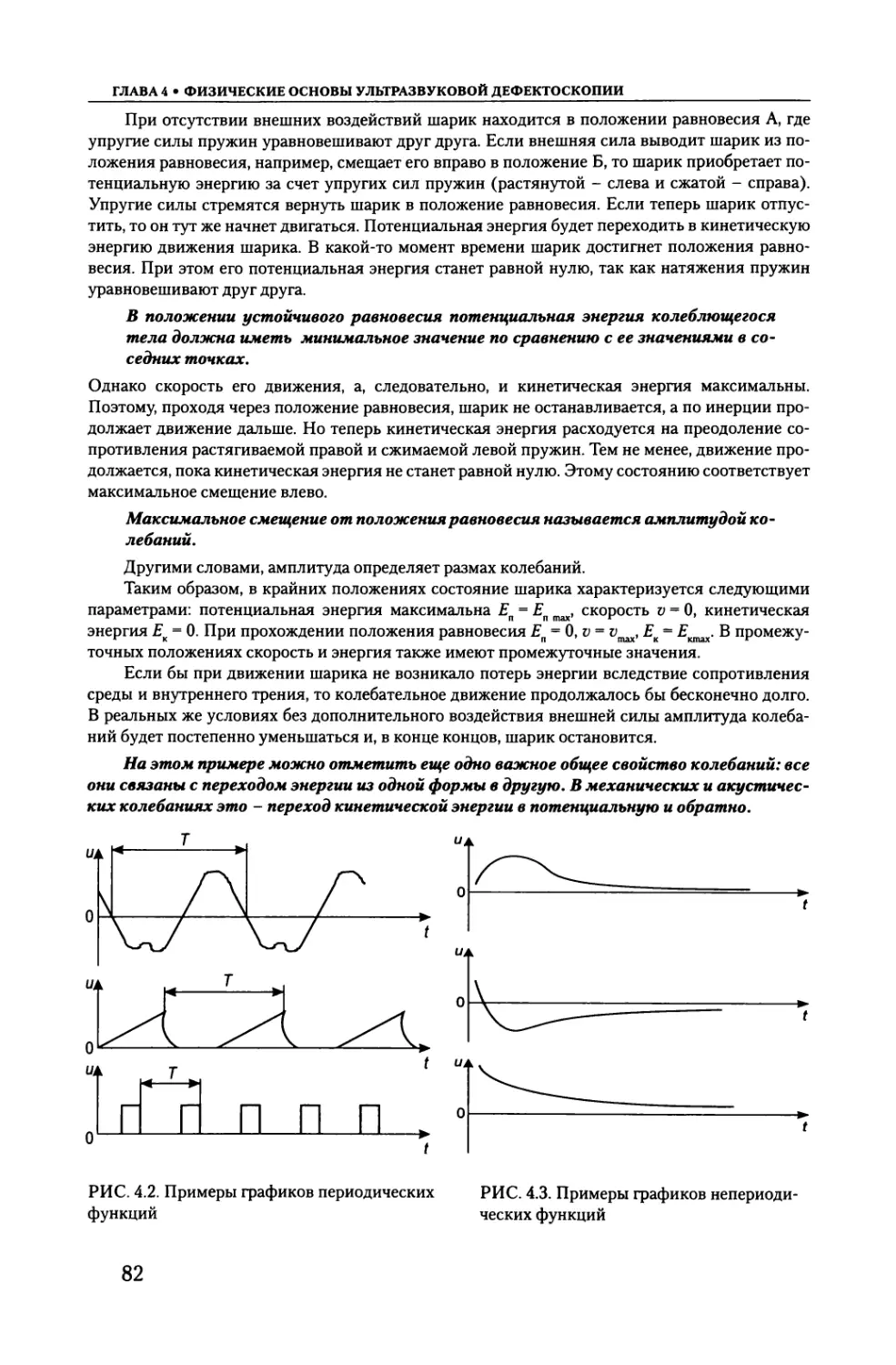






























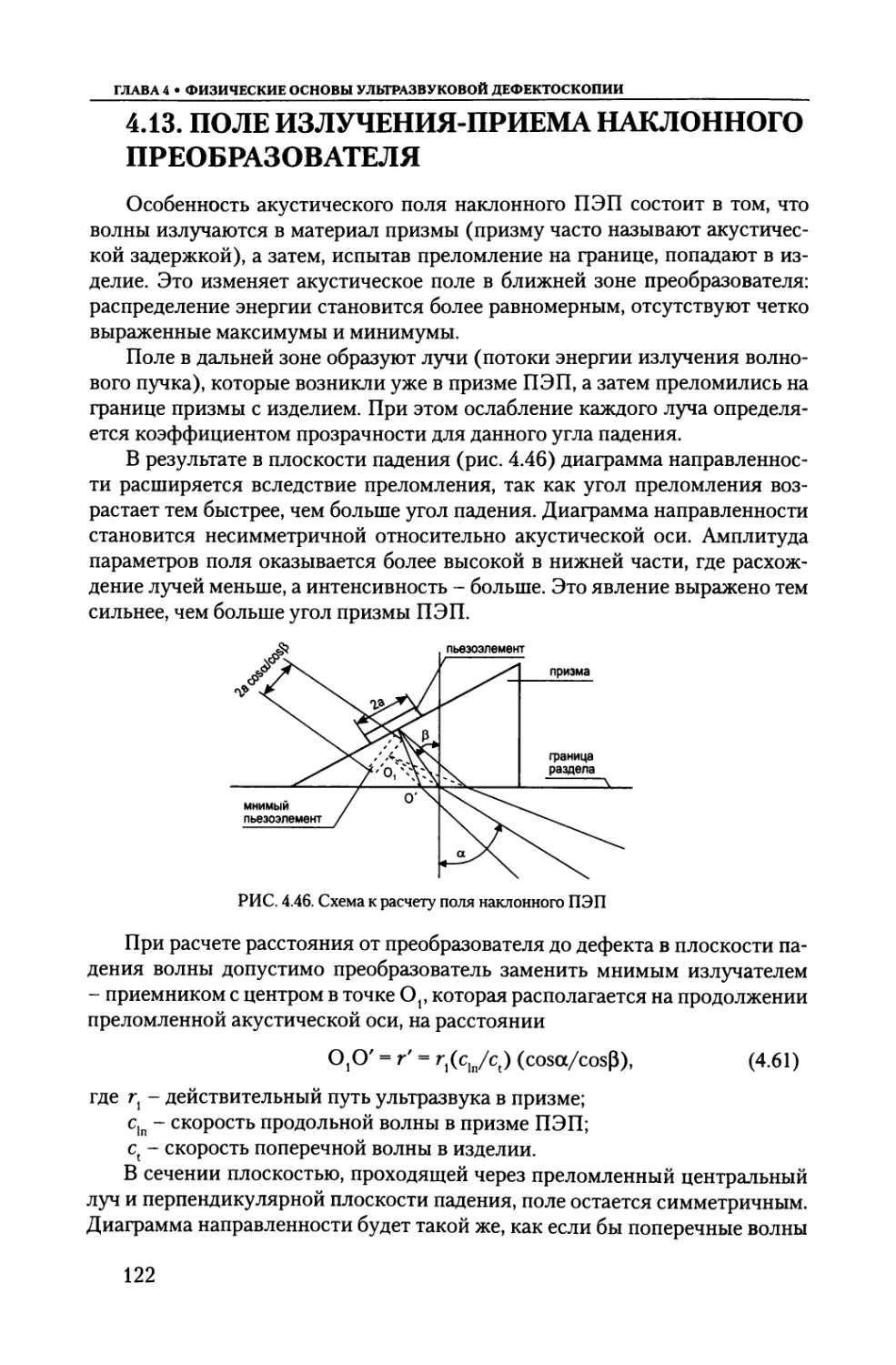




























































































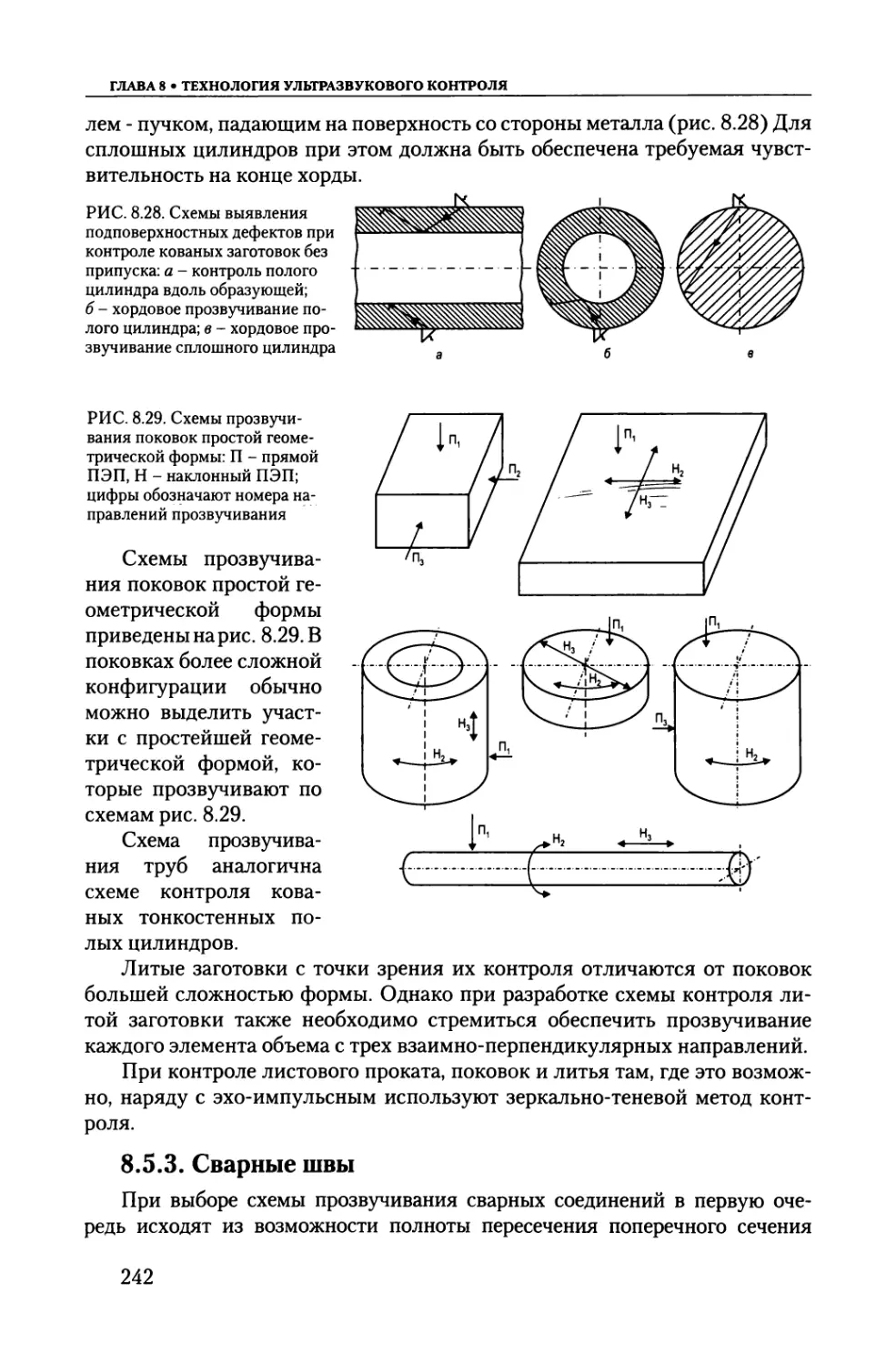





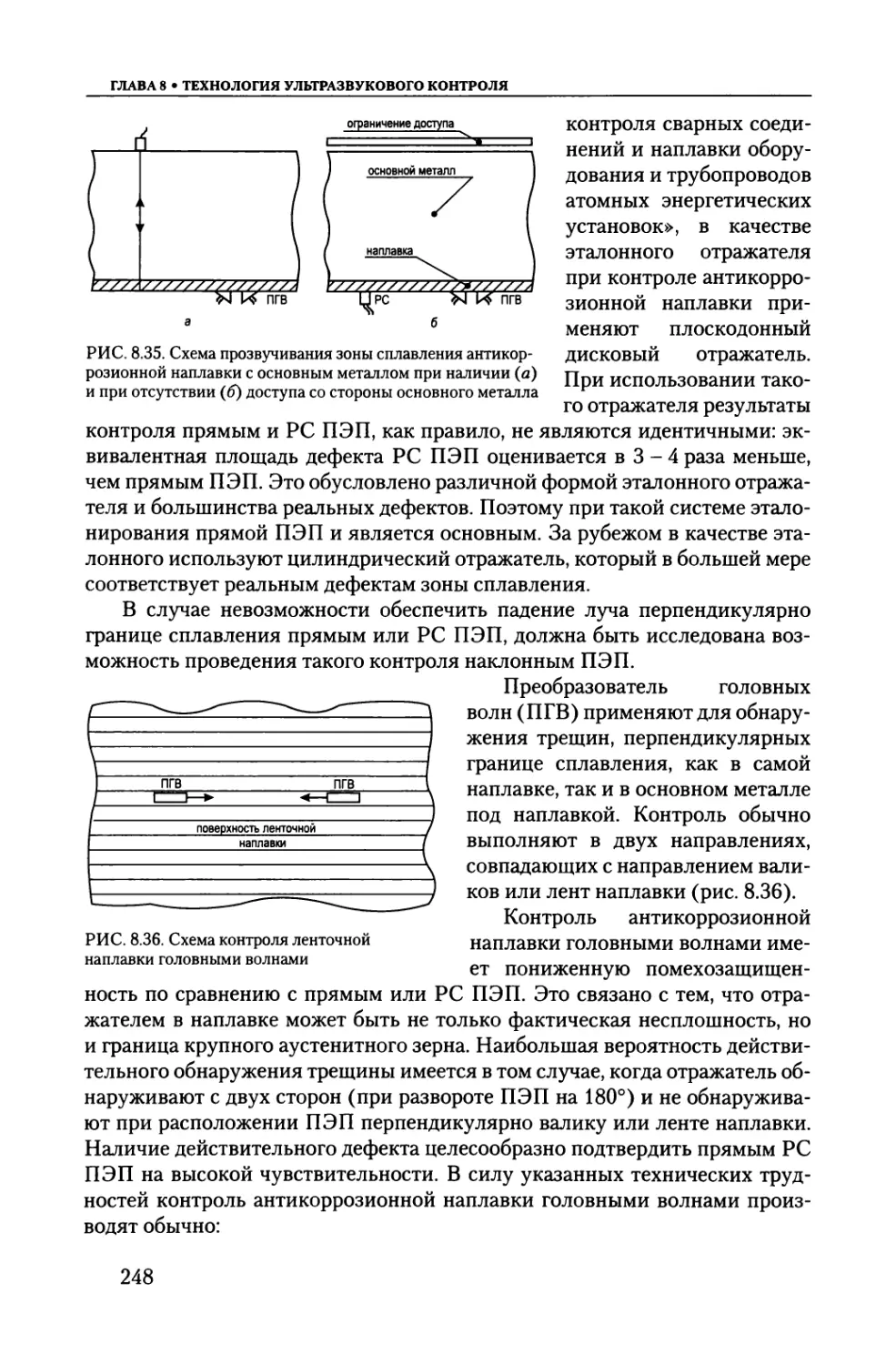


















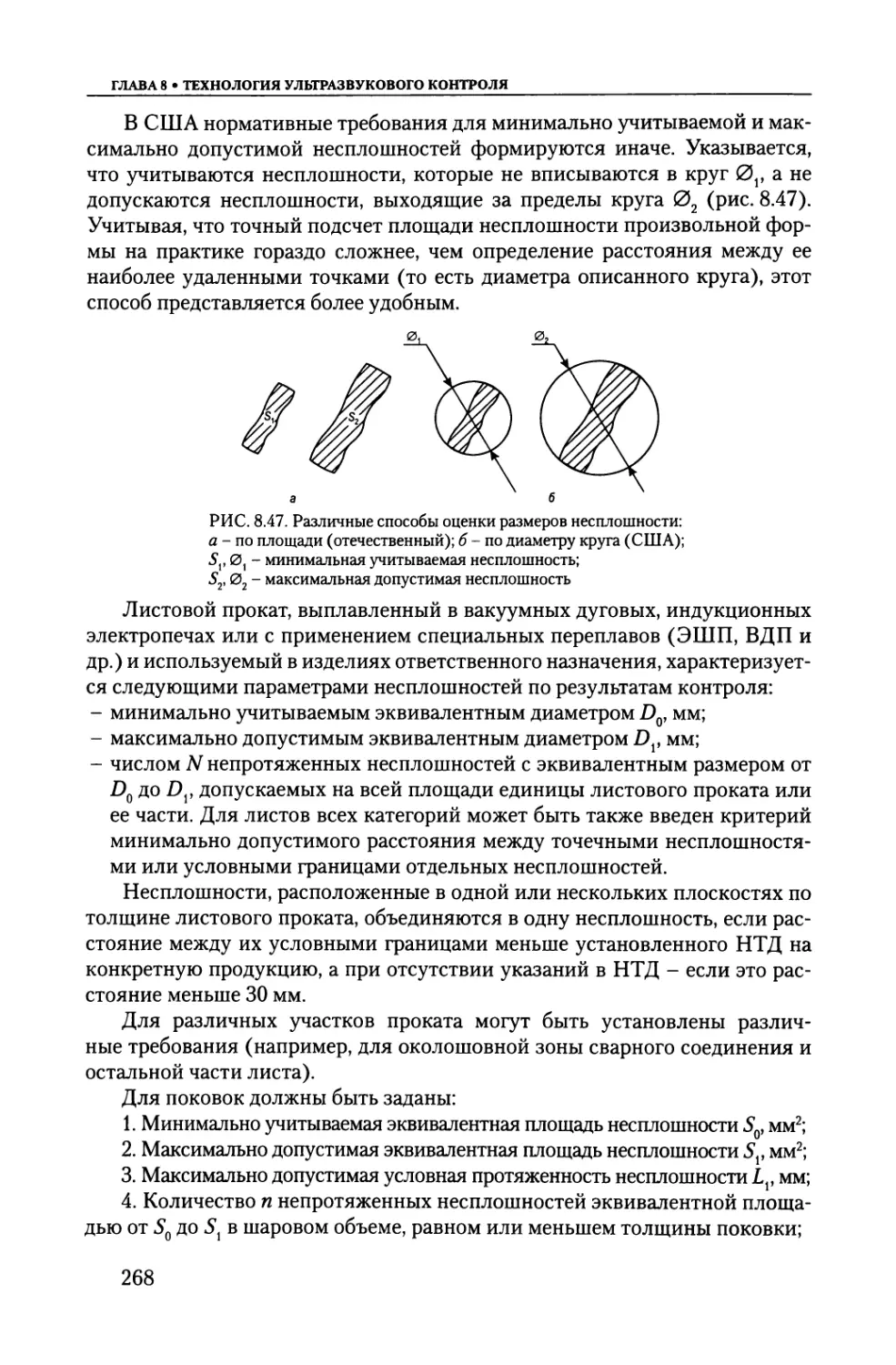
































Автор: Кретов Е.Ф.
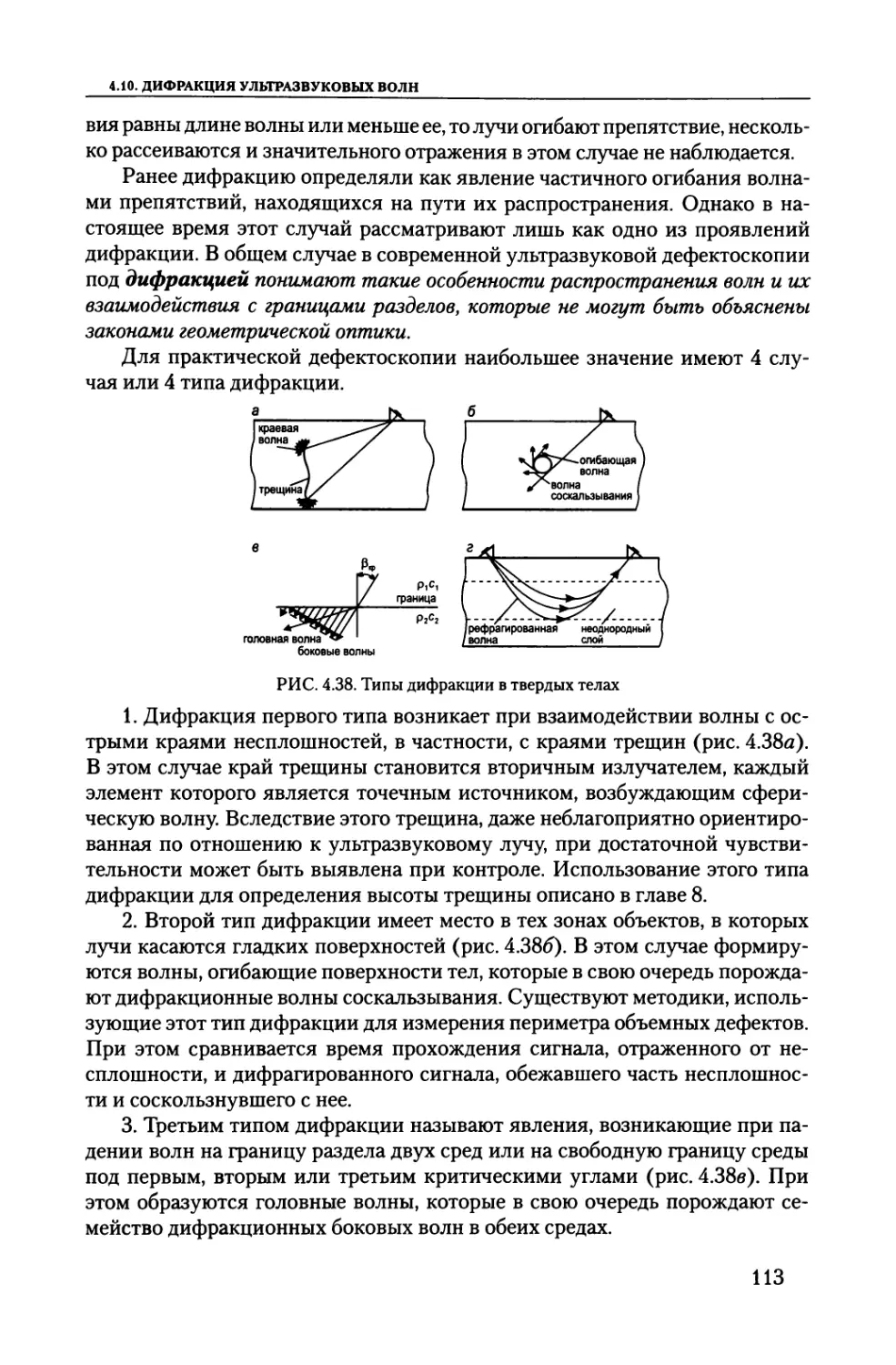
Теги: испытания материалов товароведение силовые станции общая энергетика электротехника энергетика электроакустика монография издательство свен энергомашиностроение серия методы и средства неразрушающего контроля менеджмент качества
ISBN: 978-5-91161-014-2
Год: 2014




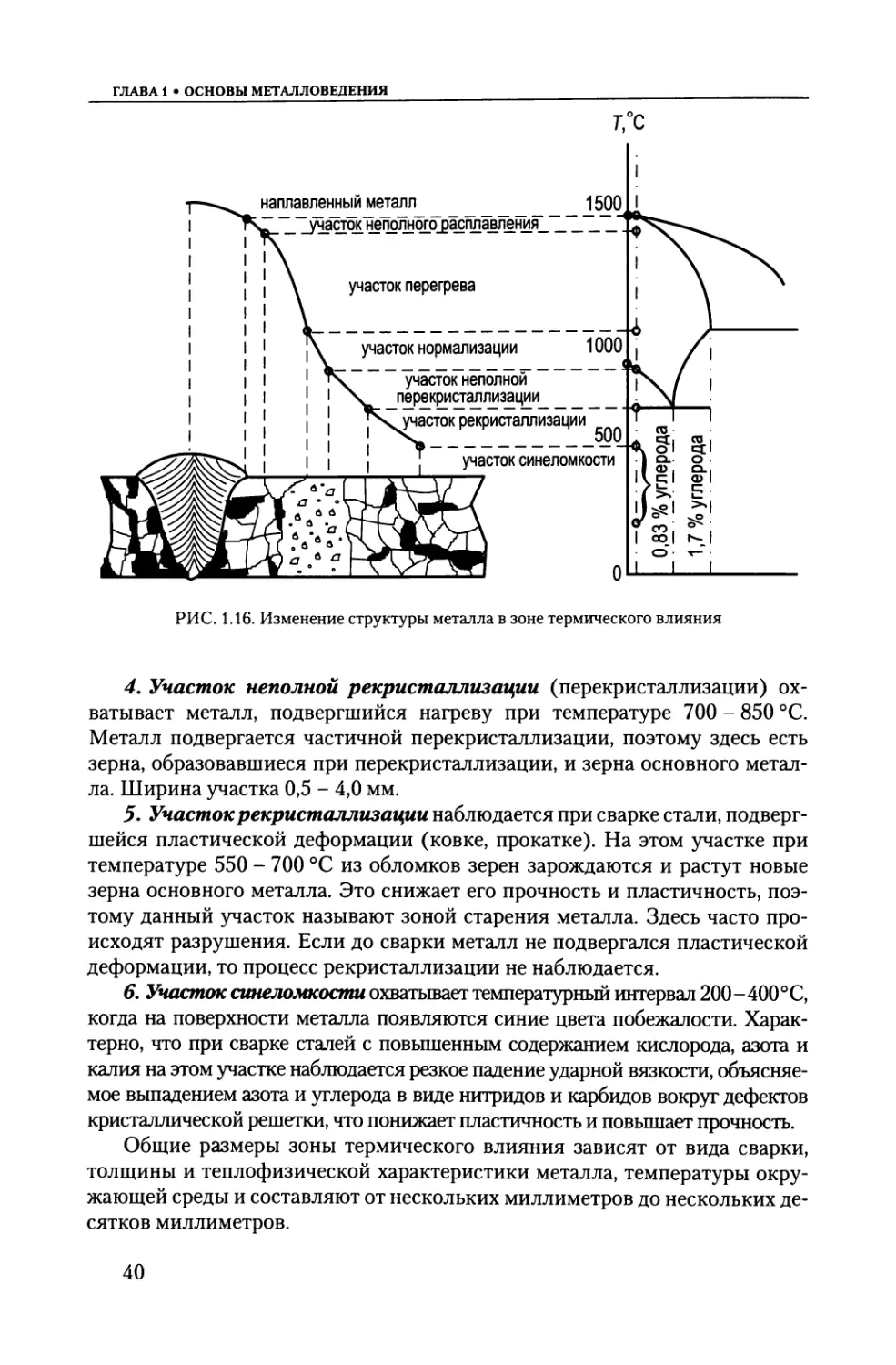
БИБЛИОТЕКА
В МИРЕ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
НИИ
«лиг
ш
IIIIIIIIIIIIIIU'
иниииннп
IIIIIIHirillll
Е. Ф. КРЕТОВ
УЛЬТРАЗВУКОВАЯ
ДЕФЕКТОСКОПИЯ
В ЭНЕРГОМАШИНОСТРОЕНИИ
Методы и средства неразрушающего контроля
Е. Ф. Кретов
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
В ЭНЕРГОМАШИНОСТРОЕНИИ
Издание четвертое,
переработанное
Санкт- Петербург
Издательство «СВЕН»
2014
’ -„
f t
УДК 620.179.16:621.311
ББК 31.16+32.873
К80
Рецензенты:
Г. Я. Дымкин, доктор технических наук, профессор
Н. П. Разыграев, кандидат технических наук
К80 Кретов Е. Ф.
Ультразвуковая дефектоскопия в энергомашиностроении /
Е.Ф. Кретов. — Изд. 4-е, перераб. — Санкт-Петербург: СВЕН, 2014.
- 312 с. - (Методы и средства неразрушающего контроля).
ISBN 978-5-91161-014-2
«Каталогизация перед публикацией», РНБ
В монографии приведены современные понятия качества и системы менед-
жмента качества. Изложены сведения о дефектах листового проката поковок и
сварных соединений. Дана информация о методах НК, применяемых в энергома-
шиностроении. Подробно рассмотрены физические основы ультразвуковой де-
фектоскопии, средства и технологии ручного УЗК и толщинометрии металлокон-
струкций. Сведения о функциональной схеме, основных технических параметрах
и сервисных возможностях ультразвуковых дефектоскопов даны применительно к
современным цифровым приборам.
Третье издание книги дополнено рассмотрением принципа работы ультра-
звуковых фазированных решеток, особенностей УЗК стального литья, изложены
основные принципы дифракционно-временного метода.
Книга рекомендована в качестве учебного пособия для студентов вузов, обу-
чающихся по специальности 200102 «Приборы и методы контроля качества и диа-
гностики», а также для обучения специалистов по ультразвуковой дефектоскопии
и подготовки к сертификации на I, II, и III уровни квалификации.
ББК 31.16+32.873
Спонсор издания
НПЦ 4 Крону с»
ISBN 978-5-91161-014-2
© Е. Ф. Кретов, 2014
© Издательство «СВЕН», 2014
ПРЕДИСЛОВИЕ
Монография Е. Ф. Кретова «Ультразвуковая дефектоскопия в энерго-
машиностроении», изданная в 1995 и 2007 гг., получила широкое распро-
странение в России и других странах бывшего СССР. Она заняла одно из
ведущих мест в ряду научно-методических изданий, которые используют-
ся не только в практической деятельности по ультразвуковой дефектоско-
пии металлоконструкций, но и при обучении дефектоскопистов, техников
и инженеров, подготовке к сертификации персонала по неразрушающему
контролю.
Настоящее, третье издание книги, дополнено рассмотрением прин-
ципа работы ультразвуковых фазированных решеток, отмечены их досто-
инства и некоторые недостатки. Подробно рассмотрены особенности уль-
тразвукового контроля стального литья, изложены основные принципы
дифракционно-временного метода ультразвукового контроля.
Характерные для автора глубокое понимание физических явлений, ле-
жащих в основе конкретных методик ультразвуковой дефектоскопии и опре-
деляющих их возможности, строгий и оправданно придирчивый подход
специалиста-практика к обоснованности технических характеристик, точно-
сти и надежности средств, а также к достоверности технологий контроля, вы-
сокие требования к квалификации и ответственности специалистов по нераз-
рушающему контролю нашли отражение в подборе и стиле изложения мате-
риала, составляющего содержание настоящей монографии. Книга написана
простым, понятным языком и в то же время достаточно корректно определя-
ет основные понятия неразрушающего контроля; она не перегружена матема-
тическими выкладками, однако содержит основные формулы, описывающие
законы распространения ультразвуковых волн, их взаимодействие с граница-
ми раздела сред и отражателями разных геометрических форм. Достоинством
книги является также то, что она включает справочные данные и сведения по
смежным отраслям знаний, в том числе вопросы материаловедения, необходи-
мые для специалистов по неразрушающему контролю.
Объем материала, представленного в монографии, охватывает разде-
лы ряда дисциплин государственного образовательного стандарта высшего
профессионального образования, и решением Совета учебно-методического
объединения по образованию в области приборостроения и оптотехни-
ки от 6 декабря 2005 г. книга рекомендована в качестве «учебного пособия
для студентов высших учебных заведений, обучающихся по специальности
200102 - Приборы и методы контроля качества и диагностики».
В то же время книга не ограничена спецификой отрасли энергомашино-
строения, что позволяет рекомендовать ее также для широкого круга чита-
телей, занимающихся подготовкой специалистов, разработкой технологий
и практикой неразрушающего контроля в различных отраслях промышлен-
ности и транспорта.
Г. Я. Дымкин
3
ПРЕДИСЛОВИЕ К ТРЕТЬЕМУ ИЗДАНИЮ
Ультразвуковая дефектоскопия как самостоятельная область науки
и техники зародилась в Советском Союзе. Датой рождения акустических
методов контроля считается 2 февраля 1928 г. В этот день Комитет по де-
лам изобретений СССР получил заявку молодого преподавателя кафедры
«Специальная радиотехника» Ленинградского электротехнического инсти-
тута (ЛЭТИ) Сергея Яковлевича Соколова на способ и устройство для ис-
пытания материалов. Впервые было предложено использовать ультразву-
ковые колебания для прозвучивания материалов с целью получения ин-
формации об их внутренних дефектах и структуре. С середины 1950-х гг.
этот прогрессивный метод неразрушающего контроля (НК) материалов
стали активно применять для оценки качества продукции.
Объем применения УЗК, как во многих отраслях промышленности на-
шей страны (энергетическое машиностроение, железнодорожный транс-
порт, судостроение, химическое машиностроение), так и за рубежом, за по-
следние годы достиг 70 - 80 % по отношению к другим методам НК. Это
объясняется более высокой чувствительностью (по раскрытию на 5 поряд-
ков) и лучшей выявляемостью трещиноподобных дефектов, более высокой
оперативностью (15-20 раз) и производительностью (2-4 раза), меньшей
стоимостью (2-6 раза) и безопасностью в работе по сравнению с традици-
онными методами радиографического контроля.
При подготовке специалистов по ультразвуковой дефектоскопии в от-
расли энергомашиностроения возникает необходимость изучения не толь-
ко ее физических основ, но также и материала из других отраслей знаний.
Поэтому настоящая книга была задумана как учебник, включающий в себя
весь необходимый материал для подготовки специалиста по УЗК. Первое
издание книги, выпущенное в 1995 г., показало ее практическую полезность
и желание дефектоскопистов иметь эту книгу в своей библиотеке.
В первом издании автором учтен длительный собственный опыт
практической работы по УЗК и опыт подготовки специалистов по этому
виду контроля. Автор выражает сердечную благодарность за вниматель-
ное прочтение рукописи и очень ценные рекомендации по ее улучшению
проф. Н. П. Алешину, проф. А. К. Гурвичу и М. В. Розиной.
Во втором издании, вышедшем в 2007 г., в книгу внесены некоторые
изменения и дополнения. В разделе «Качество продукции и система ме-
неджмента качества» приведены основные принципы, на которых постро-
ены международные стандарты серии ISO 9000 и введено понятие систе-
мы менеджмента качества. В связи с переходом ультразвуковых дефекто-
скопов и толщиномеров на микропроцессорную технику переработан раз-
дел «Средства контроля» в части приборов контроля. Раздел «Технология
ультразвукового контроля» дополнен сведениями об основных особенно-
стях ультразвукового контроля аустенитных сварных соединений. В этот
же раздел внесены и другие дополнения и изменения. Автор сердечно бла-
4
годарен за внимательное прочтение рукописи второго издания и очень цен-
ные рекомендации по ее улучшению безвременно ушедшему из жизни
проф. С. К. Павросу.
Третье издание книги дополнено рассмотрением принципа работы уль-
тразвуковых фазированных решеток, отмечены их достоинства и некото-
рые недостатки. Подробно рассмотрены особенности ультразвукового кон-
троля стального литья, изложены основные принципы дифракционно-
временного метода УЗК. Приведен список литературы, использованной ав-
тором при подготовке книги. Автор сердечно благодарен Н. П. Разыграеву
за советы по улучшению дополнений, а также некоторых разделов книги.
Книга рассчитана на читателей с образованием не ниже среднего
и предназначена для подготовки специалистов (дефектоскопистов по УЗК
и инженерно-технических работников в этой области), для аттестации на
I, II и III уровни квалификации и практической работы по УЗК как в энер-
гомашиностроении, так и в других отраслях промышленности.
5
ВВЕДЕНИЕ
КАЧЕСТВО ПРОДУКЦИИ И СИСТЕМА
МЕНЕДЖМЕНТА КАЧЕСТВА
В «Толковом словаре русского языка» В. Даля поясняется: «Качество
- свойство или принадлежность, все, что составляет сущность лица или
вещи. Качество на вопрос «какой?» поясняет доброту, цвет и другие свойст-
ва предмета».
Трактовка термина «качество продукции» имеет большое практическое
значение. В частности, при разработке стандартов и технических условий
от нее зависит определение того обязательного минимума количественных
и других показателей, которым должна отвечать данная продукция. При
оценке качества изделия необходимо сравнивать его с качеством однород-
ных изделий. Понятие «качество продукции» важно для определения сте-
пени стандартизации этого вида продукции, при составлении технической
документации на качество изделия, при планировании повышения качест-
ва продукции, в договорной, судебной и арбитражной практике.
Согласно ГОСТ 15467 качество продукции - совокупность свойств
продукции, обусловливающих ее пригодность удовлетворять опреде-
ленные потребности в соответствии с ее назначением. Некоторые ученые
склонны дать более широкое определение: качество - это совокупность всех
функциональных, эстетических и экономических показателей продукции.
Отличие в том, что в первом случае речь идет о свойствах продукции удов-
летворять те или иные потребности производства и населения, а во втором
- о характеристиках этих свойств, обусловливающих способность продук-
ции удовлетворять эти потребности. Западные специалисты в определении
этого понятия подчеркивают два принципиальных момента, в значитель-
ной мере учитывающие интересы изготовителя и потребителя: качество
продукции - это соответствие требованиям потребителя, достигаемое на-
иболее экономичным путем. В последние годы получило распространение
еще одно определение: качество - это совокупность свойств и характерис-
тик изделия или услуги, которые определяют способность удовлетворения
требований контракта или ожиданий заказчика.
В юридической литературе качество продукции обычно рассматри-
вается как степень соответствия ее техника-экономических свойств тем
социальным требованиям, которые закрепляются в юридических нормах.
Правовой аспект определения обусловлен включением в него указаний на
соответствие свойств продукции нормативным требованиям, плановым
предписаниям и договорным условиям. Эти указания закрепляются стан-
дартами, правилами контроля, техническими условиями, контрактами, до-
говорами поставки.
Количественную характеристику одного или нескольких свойств
продукции, составляющих ее качество, называют показателем качест-
6
ва продукции. Для полной оценки качества продукции производственно-
технического назначения в России применяют И групп показателей ка-
чества. В каждой группе количество показателей может достигать 10 - 15.
Наиболее важными являются назначение, экономное расходование ресур-
сов, надежность, стандартизация и унификация, технологичность, эстети-
ческие, эргономические, экологические характеристики, обеспечение ка-
чества в процессе сбыта изделий и оказание послепродажных услуг потре-
бителю. Перечисленные показатели качества определяются в процессе их
конструкторской и технологической проработки и реализуются в конкрет-
ном изделии при его изготовлении и эксплуатации.
Для оценки совершенства продукции введено понятие «уровень качест-
ва». Уровень качества продукции является относительной характерис-
тикой ее свойств, основанной на сравнении совокупности показателей
качества оцениваемой продукции с соответствующей совокупностью ба-
зовых показателей.
Базовое значение показателя качества продукции - это такое значе-
ние показателя, которое принимается за основу при сравнительных оцен-
ках качества. Обычно это:
- показатели качества продукции, производимой в нашей стране или за ру-
бежом, которая отвечает самым высоким требованиям и наиболее эффек-
тивна в эксплуатации;
- показатели перспективных образцов продукции, полученные опытным
или теоретическим путем;
- требования отечественных и международных стандартов и технических условий;
- показатели качества аналогичной продукции, которую заменит новое изделие.
Оценка уровня качества продукции представляет собой совокупность
операций, включающих выбор номенклатуры показателей качества, опре-
деление их численных значений, а также значений базовых и относитель-
ных показателей, определение весомости (значимости) каждого показа-
теля и вычисление комплексной относительной оценки уровня качества.
Показатели, используемые для комплексной оценки уровня качества про-
дукции, выбираются в зависимости от вида изделий и цели оценки. При
этом по возможности стремятся выбрать функционально не связанные
между собой показатели, характеризующие изделия с разных сторон.
Наилучшая связь между понятиями качества, продуктивности и рента-
бельности продукции найдена и реализована в Японии: хорошее качество
- это не результат строгого контроля, а скорее конечный результат после-
довательности процессов, не допускающих появления плохих изделий. Для
обеспечения такой оптимальной последовательности на предприятиях со-
здают системы качества, которые представляют собой регламентирован-
ный стандартами предприятия порядок регулирования производственных
процессов, направленный на обеспечение необходимого уровня качества
продукции при ее разработке, изготовлении, обращении и эксплуатации.
Они являются неотъемлемой частью системы управления производством и
7
предназначены для усиления воздействия механизма управления на наибо-
лее важных ключевых процессах и производственных функциях. Система
качества включает в себя организационную структуру, персонал, обязан-
ности, методики, стандарты, процессы и оборудование, которые использу-
ются для реализации политики и достижения целей в области качества.
Основные положения системы качества:
- распространение мероприятий по управлению на все службы предприятия;
- организация управления качеством таким образом, чтобы за него отвеча-
ли все и каждый (процесс управления качеством на предприятии должен
стимулировать как качественную работу отдельных работников, так и
эффективное взаимодействие между подразделениями);
- достижение всестороннего улучшения качества при помощи и непо-
средственном участии всех сотрудников предприятия;
- стандартизация производственных процессов и производственных функ-
ций в любом направлении деятельности и на любом уровне управления;
- мобилизация усилий всех работающих на безусловное соблюдение тре-
бований стандартов;
- удовлетворение запросов потребителя, а не удовлетворение текущих ин-
тересов предприятия в эффективности производства и сбыта изделий;
- обязательное применение новых технологий, широкое внедрение ЭВМ
при разработках, управлении, измерениях и контроле качества;
- создание четкой, ориентированной на потребителя системы обеспечения
качества, доступной для понимания сотрудников предприятия (системы,
в которую люди поверят и захотят стать ее частью).
Для создания высококачественной продукции большое значение имеет
поддержание на предприятии, в подразделении духа сотрудничества, «кор-
поративной культуры», то есть создание благоприятного морально-психо-
логического климата в коллективе.
Управление качеством должно касаться не только оборудования, узлов,
компонентов, но и людей - качества их взаимоотношений. В условиях автома-
тизации нельзя забывать о рабочих: оборудование придется выбросить, если
рабочие будут безответственно к нему относиться или будут плохо подготов-
лены к работе. Значительный вред качеству наносит разграничение функ-
ций участников производственного процесса, когда каждый думает только о
своей ответственности, действуя по принципу: «Я за это не отвечаю».
Обучение сотрудников само по себе не решает проблему обеспече-
ния высокого качества, но у него есть очень полезный побочный эффект
- изменение в лучшую сторону отношения людей к качеству своей работы.
Считается, что качество на 90 % определяется подходом к делу и только на
10 % - полученными знаниями. Понятно, что учебные программы могут
дать лишь эти 10 %, но зато обучение позволит сообщить работнику допол-
нительный импульс - изменить его отношение к качеству, которое в даль-
нейшем надо поддерживать постоянными усилиями.
8
Одной из форм борьбы за качество в Японии были кружки качества,
которые действовали под лозунгами: «качество определяет судьбу пред-
приятия»; «что сегодня кажется прекрасным, завтра устареет»; «думай о
качестве ежеминутно». На японских предприятиях действует программа,
получившая название «пять нулей», которая представляет собой короткие
правила-заповеди:
- не создавать (условий для появления дефектов);
- не передавать (дефектную продукцию на следующую операцию);
- не принимать (дефектную продукцию с предыдущей операции);
- не изменять (технологические режимы);
- не повторять (ошибок).
Отличительными элементами японского подхода к управлению качест-
вом являются:
- ориентация на постоянное совершенствование организации и результа-
тов труда во всех подразделениях;
- установка на контроль качества процесса, а не продукции;
- курс на предотвращение возможности допущения дефектов;
- тщательное исследование и анализ возникающих проблем по принципу
«восходящего потока», т. е. от последующей операции к предыдущей;
- культивирование принципа: «исполнитель следующей операции - твой
потребитель»;
- закрепление ответственности за качество труда за непосредственным ис-
полнителем;
- активное использование человеческого фактора, развитие творческого
потенциала рабочих и служащих, культивирование морали: «нормально-
му человеку стыдно работать плохо».
Английские специалисты считают, что суть принципов обеспечения ка-
чества состоит в следующем:
- глубже вникать в нужды потребителя;
- внедрять новые формы обслуживания потребителей;
- делать рабочие процессы безопаснее;
- совершенствовать продукцию, обслуживание и технологию, выявляя и
устраняя хронические недостатки;
- внедрять в организационную работу гласность и доверие;
- внедрять самостоятельность в формировании бригад и управлении ими;
- поощрять разумный риск;
- устанавливать полезную глобальную стратегию.
Идеи и принципы управления качеством, развиваемые в отдельных
странах, нашли свое воплощение в международных стандартах, которые с
1987 г. известны как стандарты серии ISO. В этих стандартах сформулиро-
вано 8 принципов менеджмента качества, необходимых для успешной де-
ятельности организации в современных условиях:
1. Ориентация на потребителя. Организация зависит от своих потре-
бителей (покупателей производимых товаров или услуг) и поэтому должна
9
понимать их текущие и будущие потребности, выполнять их требования и
стремиться превзойти их ожидания;
2. Лидерство руководителя. Руководители должны сформулировать
ясные цели и направления деятельности организации. Они должны создать
такие условия, чтобы работники были заинтересованы и полностью вовле-
чены в решение задач организации;
3. Вовлечение работников. Работники всех уровней составляют основу
организации, их полное вовлечение дает организации возможность с выго-
дой использовать их способности;
4. Процессный подход. Организация работает эффективно в том случае,
если управление ее деятельностью осуществляется как управление процес-
сом. Цикл управления процессом включает 4 этапа: планирование, выпол-
нение, проверка (выявление дефектов и несоответствий на ранней стадии
изготовления продукции позволит своевременно и с наименьшими затра-
тами либо устранить брак путем ремонта, либо заменить негодное изделие),
корректировка (очень важно установить истинную причину брака или не-
соответствия, чтобы принять меры для устранения этой причины при даль-
нейшем производстве продукции);
5. Системный подход к менеджменту. За качество выпускаемой про-
дукции отвечает не только отдел технического контроля организации, а все
отдельные подразделения, которые участвуют в изготовлении продукции
или предоставлении услуг. Выявление, понимание и управление взаимо-
связанных процессов как единой системой повышает эффективность и ре-
зультативность деятельности организации при достижении ее целей;
6. Постоянное улучшение. Сегодня - лучше, чем вчера! Завтра - лучше,
чем сегодня! Постоянное улучшение деятельности организации следует по-
нимать как ее неизменную цель;
7. Принятие решений, основанное на фактах. Эффективные решения осно-
вываются на достоверной информации и квалифицированном анализе данных;
8. Взаимовыгодные отношения с поставщиками. Организация и ее пос-
тавщики взаимозависимы, отношения взаимной выгоды повышают воз-
можность обеих сторон создавать свою продукцию.
В конце XX в. в России резко возросла активность в отношении вы-
хода продукции, товаров и услуг на международный рынок. В связи с
этим российские предприятия стали приводить свои системы управле-
ния качеством в соответствие с международными стандартами серии ISO.
Основополагающим документом в области управления качеством яв-
ляется международный стандарт ISO 9001:2008 (российский стандарт
ГОСТ Р ИСО 9001:2008) «Сертификация систем менеджмента качества».
Термин «менеджмент» определяется как «скоординированная деятель-
ность по руководству и управлению организацией». Следовательно, «лсе-
неджмент качества* означает скоординированную деятельность по ру-
ководству и управлению организацией в области качества. Разработкой
менеджмента качества занимаются в тех случаях, когда организация:
10
• желает продемонстрировать свои способности поставлять продукцию,
соответствующую требованиям и ожиданиям потребителей;
• ставит своей целью повышение удовлетворенности потребителей путем
эффективного применения системы управления качеством.
Документ, содержащий описание системы управления качеством в со-
ответствии с ИСО 9001:2008 в каждой отдельной организации, называют
«Руководством по качеству». Этот документ устанавливает политику в об-
ласти качества, ответственность руководства, а также содержит описание
системы менеджмента качества (СМК) организации. Системой менед-
жмента качества называется совокупность процессов, правил, организа-
ционной структуры и ресурсов, необходимых для достижения целей орга-
низации в области качества. Главные цели машиностроительного предприя-
тия в области качества могут быть сформулированы в следующем виде:
- проектировать, разрабатывать и изготавливать конкурентоспособную,
надежную и безопасную машиностроительную продукцию, соответству-
ющую требованиям договоров и ожиданиям заказчиков;
- обеспечивать стабильный рост прибыли предприятия за счет улучшения
качества продукции, повышения ее привлекательности для потребите-
лей и минимизации издержек производства.
Цели обеспечиваются следующими обязательствами:
- совершенствование СМК для повышения ее результативности;
- постоянное изучение потребности, спроса и требований потребительско-
го рынка к параметрам качества изделий и совершенствованию техно-
логических процессов, применение новых технологий и переоснащение
современным оборудованием, оснасткой, инструментом, средствами из-
мерений и контроля;
- регулярное обучение персонала для достижения и поддержания необхо-
димой квалификации и опыта в области профессиональной деятельнос-
ти и современных методов менеджмента.
Функционирование СМК заключается в непрерывном планировании
деятельности, выполнении работы, контроле выполнения, накапливании,
систематизации и анализе информации о функционировании процессов,
последующей оценке их состояния, разработке корректирующих и предуп-
реждающих действий по результатам оценки с целью достижения заплани-
рованных результатов и постоянного улучшения.
Для обеспечения качества при выполнении конкретных производствен-
ных процессов разрабатывают план качества - документ, определяющий
какие должны применяться процедуры, кто и когда должен их выполнять,
какие для этого нужны материальные и нематериальные (например, про-
граммные) ресурсы, на каких этапах процесса и как осуществляется конт-
роль. По мере выполнения операций производственного процесса в плане
качества делают отметки о выполнении и приемке операции. План качества
считают выполненным после успешного завершения и приемки всех ука-
занных в нем операций.
И
Одним из элементов системы качества является контроль качества
используемых сырья, материалов и изделий на различных этапах техно-
логического процесса. При этом все больший удельный вес получают не-
разрушающие методы контроля (НМК), которые позволяют осуществить
сплошной контроль объектов самого ответственного назначения. Развитие
НМК относится к числу важнейших направлений научно-технического
прогресса.
Контроль качества является самой массовой технологической опера-
цией в производстве, ибо ни одна деталь не может быть изготовлена без
измерения ее технических характеристик. В связи с усложнением и тре-
бованием неуклонного повышения надежности новой техники трудоем-
кость контрольных операций в промышленности резко увеличивается. Так,
например, в развитых странах затраты на контроль качества составляют
в среднем 1 - 3 % стоимости выпускаемой продукции, а в таких отраслях
промышленности, как оборонная, атомная, аэрокосмическая эти затраты
возрастают до 12 - 18 %. На контроль сварных соединений в судостроении
расходуется 5 % общей стоимости проконтролированных узлов и матери-
алов, в ракетостроении - 20 %, в строительстве жилых и промышленных
многоэтажных зданий - 1 - 1,5 %, в строительстве трубопроводов большо-
го диаметра и большой протяженности - 10 %, в котлостроении - 1 - 2 %.
Указанные затраты быстро окупаются, так как благодаря неразрушающему
контролю на всех этапах изготовления и приемки радикально повышается
качество продукции, возрастает ее надежность.
Над созданием новых и совершенствованием существующих методов
и средств НК работает большое количество организаций в нашей стране и
за рубежом. Номенклатура средств НК превышает 1500 типов приборов и
150 видов специализированных материалов.
Исключительно актуальным является применение методов НК в атом-
ной энергетике. Основные элементы оборудования АЭС, входящие в пер-
вый контур, как при изготовлении, так и в эксплуатации неоднократно кон-
тролируются неразрушающими методами в полном объеме.
12
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
1.1. МЕТАЛЛЫ И СПЛАВЫ
1.1.1. Металлы
М. В. Ломоносов определял металлы, как «светлые тела, которые ко-
вать можно». Это простейшее определение не утратило своего смысла и
сейчас. Большинство элементов периодической системы Д. И. Менделеева
в твердом агрегатном состоянии - металлы. Они отличаются наличием
«металлической связи», т. е. связи между ионами и атомами с помощью
обобществленных электронов, называемых также электронами проводимос-
ти, - «электронного газа». При наложении внешнего электрического поля
эти электроны легко (почти свободно) перемещаются вдоль заданного полем
направления, благодаря чему металлы являются хорошими проводниками
электричества. В металлах электроны проводимости есть всегда в отличие,
например, от полупроводников, которые проводят электричество только
при определенных воздействиях (температуры, освещения и др.).
Металлическая связь является причиной высоких электро- и теплопро-
водности, возрастающих с понижением температуры. Характерные свойст-
ва металлов - это также высокая прочность, пластичность и ковкость, не-
прозрачность и металлический блеск.
Важнейшим промышленным металлом является железо (Fe), сплавы
которого с углеродом (С) и другими элементами относятся к группе черных
металлов. Они имеют темно-серый цвет, высокую температуру плавления,
относительно высокую твердость. Из общего количества выплавляемых в
мире металлов около 93 % приходится на черные металлы.
Элементом, оказывающим наибольшее влияние на свойства черных
металлов, является углерод, и в зависимости от его содержания эти ме-
таллы подразделяются на сталь и чугун. Чугун содержит более 2,14 % уг-
лерода, сталь - 2,14 % и менее. Если в стали 0,6 - 2,14 % углерода, то ее
называют высокоуглеродистой, при 0,25 - 0,6 % - среднеуглеродистой, а
если содержание углерода меньше 0,25 % - низкоуглеродистой. В стали
помимо углерода в небольших количествах есть марганец, кремний, фос-
фор и сера. Легированная сталь может содержать кроме упомянутых и
другие элементы.
Сталь по сравнению с чугуном прочнее и обладает пластичностью. Ее
можно прокатывать, ковать, обрабатывать давлением и режущими инстру-
ментами. В расплавленном состоянии сталь обладает текучестью, доста-
точной для литья. Большинство сортов стали можно сваривать простыми
приемами.
В сталях и чугунах железа более 50 %, в противном случае материал на-
зывают просто сплавом железа.
13
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ________________________________
1.1.2. Кристаллическая структура металлов
Способность сохранять свою форму - главный отличительный признак
твердого тела. «Упругость формы» обусловлена силами, которые распола-
гают и удерживают атомы в упорядоченной кристаллической решетке.
Причем эта упорядоченность повторяется на неограниченно больших рас-
стояниях в кристалле, то есть в твердом теле существует так называемый
дальний порядок в расположении атомов. Атомы совершают только малые
колебания около своих равновесных положений. Металлы и их сплавы
представляют собой поликристаллические тела, состоящие из большого
числа мелких (10-1 - 10-4 см), различно ориентированных один по отноше-
нию к другому кристаллов. Порядок расположения атомов в кристалличес-
кой решетке может быть различным. Расстояния между центрами атомов
(параметры решеток) и углы между осями решетки для различных метал-
лов неодинаковы.
В элементарной ячейке кристаллической решетки в виде центрирован-
ного куба (кубическая объемноцентрированная, рис. 1.1аГнаходится 9 ато-
мов, из которых один - в центре, а остальные - по вершинам куба. Решетку
такого типа имеют ванадий, вольфрам, молибден и другие металлы.
В элементарной ячейке кубической плотноупакованной решетки (гра-
нецентрированная кубическая, рис. 1.16) расположено 14 атомов, из кото-
рых 8 - по вершинам куба, а 6 - в центре каждой из его граней. Такую ре-
шетку образуют алюминий, медь, никель и другие металлы.
В элементарной ячейке гексагональной решетки с плотной упаковкой
атомов (рис. 1.1 в) расположено 17 атомов: 12 - по вершинам решетки, име-
ющей вид правильной шестигранной призмы, 2 - в центрах верхнего и ниж-
него оснований и 3 - в средней части ячейки. В такую решетку кристалли-
зуются кобальт, магний, титан.
РИС. 1.1. Элементарные ячейки различных
кристаллических решеток металлов:
а - объемноцентрированная кубическая;
б - гранецентрированная кубическая;
в - гексагональная
14
1.1. МЕТАЛЛЫ И СПЛАВЫ
Размеры кристаллической решетки характеризуются ее параметра-
ми, выраженными в нанометрах (1 нм = 10-9м). Параметр кубической ре-
шетки, равный длине ребра куба, обозначается а и находится в пределах
0,28 - 0,60 нм. Для характеристики гексагональной решетки использу-
ются два параметра: сторона шестигранника а и высота призмы с. Когда
с/а = 1,633, атомы упакованы наиболее плотно, и поэтому такая решетка на-
зывается гексагональной плотноупакованной.
В реальном металле (поликристалле) в каждом кубическом сантимет-
ре содержатся десятки тысяч кристаллов, которые ориентированы произ-
вольно, если в процессе формирования поликристалла не было выделенных
направлений. При этом в любом направлении будет примерно одинаковое
количество кристаллов с различной ориентацией. В результате получается,
что свойства такого поликристаллического тела одинаковы во всех направ-
лениях, хотя свойства каждого кристалла, его составляющего, зависят от
направления. Это явление называется квазиизотропией.
Процесс кристаллизации складывается из двух этапов: образования
центров кристаллизации и роста кристаллов. Характер процесса зависит от
числа образующихся центров кристаллизации и скорости роста кристаллов
из этих центров. Вначале рост идет по всем направлениям, затем при даль-
нейшем росте кристаллы сталкиваются, и формируются неправильные вне-
шние очертания, вследствие чего их называют не кристаллами, а кристал-
литами. Кристаллиты бывают двух типов: многогранники {зерна, гранулы)
или ветвистой формы {дендриты).
Обычно объем металла состоит из скопления большого числа малень-
ких кристаллитов (зерен) неправильной формы. Кристаллические решетки
в отдельных зернах ориентированы относительно друг друга случайным об-
разом. В некоторых случаях, например при холодной прокатке, наблюдает-
ся преимущественная ориентация зерен - текстура. Поверхности раздела
зерен называются границами зерен.
Свойства отдельно взятого кристалла (монокристалла) по данному на-
правлению зависят от того, сколько атомов встречается в этом направлении.
Различие свойств в зависимости от кристаллографических направлений на-
зывается анизотропией. Все кристаллы анизотропны.
Некоторые металлы в твердом состоянии при различных температурах
могут иметь либо различное строение кристаллической решетки, либо раз-
личные параметры при одинаковой форме решетки. Такие изменения крис-
таллической решетки называются аллотропическими превращениями.
Они сопровождаются выделением или поглощением тепла и приводят
к изменению физико-химических свойств металла. Различные аллотропи-
ческие состояния металла или сплава именуются модификациями.
Способность металла существовать в различных модификациях назы-
вается полиморфизмом.
Процесс образования кристаллов из жидкости называется первичной
кристаллизацией. Перекристаллизация из одной модификации в другую
15
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
при остывании затвердевшего металла называется вторичной кристал-
лизацией.
Чтобы вызвать кристаллизацию, нужно переохладить жидкий металл
несколько ниже температуры плавления. Перекристаллизация при охлаж-
РИС. 1.2. Временная диаграмма охлаждения
железа
дении металла сопровождается
выделением тепла и поэтому про-
исходит при постоянной темпе-
ратуре. Различные модификации
металла, получающиеся при пе-
рекристаллизации, обозначаются
буквами греческого алфавита: а,
0, у, 6, начиная с той формы, кото-
рая существует при более низкой
температуре.
Рассмотрим кривую охлаждения
железа как пример аллотропического
превращения при охлаждении (рис. 1.2).
При температуре 1539° появляется гори-
зонтальный участок - происходит крис-
таллизация железа: переход из жидкого
состояния в твердое. В температурном
интервале 1539 - 1390° характерным яв-
ляется строение кристаллической решетки
в виде центрированного куба. Эта модифи-
кация носит название 5-железа. В процес-
се дальнейшего охлаждения уже твердого
железа при температуре 1390° снова появ-
ляется горизонтальный участок, соответст-
вующий аллотропическому превращению
5-железа в у-железо с решеткой в виде куба с центрированными гранями. Последняя модифи-
кация оказывается устойчивой в диапазоне температур от 1390 до 910°. При 910° вновь наблю-
дается горизонтальный участок при превращении у-железа в немагнитное 0-железо, устойчи-
вое до 768° и имеющее решетку в виде центрированного куба. При 768° происходят изменения
во внешних электронных оболочках атомов, вследствие чего железо приобретает магнитные
свойства. Решетка не изменяется при дальнейшем охлаждении до 0° у магнитного а-железа.
1.1.3. Строение слитка
По характеру раскисления различают спокойную, кипящую и полуспо-
койную стали. Спокойная сталь полностью раскислена в печи или в ков-
ше и в изложнице затвердевает без активного выделения газов. Слитки
спокойной стали имеют несколько различных структурных зон (рис. 1.3).
При соприкосновении жидкой стали с относительно холодными стенками
изложницы 1 возникает явление переохлаждения, ведущее к образованию
большого количества центров кристаллизации. В результате образуется
корковый слой 3, состоящий из мелких неориентированных кристаллов
- дендритов. Изложница, разогреваясь, расширяется, а корковый слой,
охлаждаясь, сжимается. Поэтому между слитком и стенками изложницы
16
1.1. МЕТАЛЛЫ И СПЛАВЫ
образуется воздушная прослойка 2, плохо проводящая тепло, в результате
чего скорость охлаждения жидкого металла уменьшается. Наступают ус-
ловия для образования второй кристаллизационной зоны 4, состоящей из
столбчатых дендритов, растущих в направлении отвода тепла (перпендику-
лярно к стенкам изложницы). Это явление прорастания кристаллов в тол-
щу слитка называется транскристаллизацией, а зона 4 - транскристал-
лизационной. При медленном затвердевании этой зоны в первую очередь
затвердевают кристаллы более чистого металла, содержащего меньше при-
месей и имеющего наибольшую температуру затвердевания. Остающаяся
между дендритами фаза, называемая маточным раствором, обогащается
примесями (С, S, Р и др.), что понижает ее температуру плавления.
По мере роста дендритов отдача тепла наружу замедляется, скорость
охлаждения внутреннего объема стали становится ничтожной, и в этой
зоне начинается рост кристаллов одно-
временно по всей массе этого объема.
Возникает область равноосных неори-
ентированных кристаллов 6, свободно
растущих в жидком расплаве. Русский
металлург Д. К. Чернов так охаракте-
ризовал эту зону: «Температура засты-
вающего металла успевает почти урав-
ниваться в различных точках, и жид-
кость обращается как бы в кашеобраз-
ное состояние вследствие образования
в различных ее точках зачатков крис-
РИС. 1.3. Продольное сечение слитка: 1 - стенка
изложницы; 2 - воздушная прослойка;
3 - корковый слой; 4 - столбчатые дендриты;
5 - усадочная раковина; 6 - равноосные неориен-
тированные кристаллы; 7 - конус осаждения;
8 - прибыльная надставка
таллизации. Далее зачатки разрастаются осями - ветвями по различным
направлениям, встречаясь друг с другом». Зародышами кристалла здесь
являются обычно различные мельчайшие включения, присутствующие в
жидкой стали или случайно в нее попавшие, или не растворившиеся в жид-
ком металле. В нижней части слитка может образовываться конус осажде-
ния 7, богатый неметаллическими включениями. Жидкий металл имеет
больший объем, чем закристаллизовавшийся, поэтому залитый в форму
металл в процессе кристаллизации сокращается в объеме, что приводит к
образованию пустоты, называемой усадочной раковиной 5. Часть слит-
ка, где расположена усадочная раковина, именуется прибылью. Под уса-
дочной раковиной может образовываться усадочная рыхлость с мелкими
раковинами. Для уменьшения усадочной раковины применяются излож-
17
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
ницы с прибыльной надставкой 8, имеющей малотеплопроводную огне-
упорную футеровку. Благодаря этому сталь в надставке продолжительное
время остается жидкой и питает затвердевающий слиток, уменьшая в нем
усадочную раковину.
Химический состав стали, как и структура слитка в различных его час-
тях, сильно отличается от средних данных, полученных после взятия пробы
из жидкой стали перед разливкой. Кроме того, химический состав стали и
других сплавов не одинаков даже в различных местах одного и того же денд-
рита. Оси дендрита, образовавшиеся позднее, богаче легкоплавким элемен-
том и застывают позже. Поэтому слиток в зоне дендритов имеет внутри-
кристаллическую или дендритную ликвацию (неоднородность химическо-
го состава). Еще более резко в слитке спокойной стали выражена зональная
ликвация: пробы металла, взятые у стенок слитка в его средней зоне, по
содержанию углерода, а особенно серы и фосфора, могут отклоняться на
200 - 300 % от среднего по слитку значения.
Кипящая сталь в печи или ковше раскисляется не полностью. При залив-
ке такой стали в изложницу, после образования у холодных стенок излож-
ниц тонкого слоя мелких кристаллов из почти чистого железа, в оставшемся
жидком металле при дальнейшей кристаллизации повышается содержание
углерода и кислорода, поэтому активно начинается реакция образования
окиси углерода: 2С + О2 -> 2СО. Образовавшиеся пузырьки газообразной
окиси углерода оттесняются кристаллизующимися дендритами к центру
слитка вверх и перемешивают оставшуюся еще в жидком состоянии сталь,
выравнивая химический состав. Они выносят к поверхности слитка часть
неметаллических включений и растворенных в металле газов. Выделение
пузырьков газа из застывающего слитка создает впечатление кипения, что
и обусловливает название этого процесса. Некоторые пузырьки окиси угле-
рода не успевают выйти из слитка до его застывания, и в слитке образуются
пустоты правильной круглой формы, компенсирующие объемную усадку,
поэтому в слитке нет сосредоточенной усадочной раковины.
Газовые раковины (пузыри) завариваются при прокатке, и почти весь
слиток идет в дело. Содержание углерода в кипящей стали не более 0,3 %.
Кипение в изложнице со свободным выходом газов способствует более пол-
ному удалению из слитка неметаллических включений, поэтому пластич-
ность кипящей стали выше, чем спокойной. Кипящая сталь дешевле спо-
койной, но слитки получаются неоднородными, что ограничивает ее при-
менение.
Полуспокойная сталь по структуре и реакциям в изложнице является
промежуточной между спокойной и кипящей.
1.1.4. Диаграмма состояния железо-углерод
Металлическим сплавом называется вещество, получающееся при
смешивании двух или нескольких металлов и неметаллов, у которого сохра-
няются металлические свойства. Большинство сплавов получают в жид-
18
1.1. МЕТАЛЛЫ И СПЛАВЫ
ком состоянии. Химические элементы или их соединения, входящие в состав
сплава, называются компонентами,
В зависимости от характера взаимодействия компонентов возможны
различные типы сплавов, основные из которых: 1) механическая смесь;
2) твердый раствор; 3) химическое соединение. Сплавы типа механической
смеси неоднородны и представляют собой мельчайшую смесь кристалли-
тов компонентов. Сплавы типа твердого раствора и химических соединений
однородны, причем первые могут образовываться при различном соотно-
шении компонентов, а вторые - только при строго определенном весовом
соотношении компонентов.
Совокупность веществ в твердом, жидком и газообразном состояниях
называется системой, а однородная часть системы, отделенная от дру-
гих поверхностью раздела, - фазой. В жидком состоянии система содержит
одну фазу, при затвердевании всегда имеются две фазы - жидкая и твердая.
После затвердевания образуется или одна фаза (химический элемент, хи-
мическое соединение, твердый раствор) или сплав, содержащий смесь фаз.
Диаграмма состояния характеризует процессы затвердевания и
структурного превращения сплавов различных систем и дает наглядное
представление о фазах в любом сплаве данной системы. Диаграмма состоя-
ния позволяет выбирать условия термической обработки сплавов, их ковки,
сварки.
Диаграмма состояния «железо-углерод» является фундаментом науки
о стали. Рассмотрим упрощенную цементитную диаграмму сплава железо-
углерод. Наибольшая доля углерода (6,67 %) отвечает содержанию углеро-
да в химическом соединении цементите Fe3C. Следовательно, компонента-
ми сплавов этой системы будут, с одной стороны, чистое железо Fe, с другой
- цементит Fe3C.
По горизонтальной оси диаграммы состояния откладывается про-
центное содержание углерода в сплаве, по вертикальной - температура
(рис. 1.4). Выше линии ABCD, которая называется линией ликвидуса (от
лат. liquidus - жидкий), сплавы системы находятся в жидком состоянии.
По линииJBC из жидкого раствора начинают выпадать кристаллы твердого
раствора углерода в у-железе, называемого аустенитом. Следовательно, в
области JBCE находится смесь фаз жидкого раствора и аустенита. В точке С
при содержании углерода 4,3 % и температуре 1147 °C происходит одно-
временно кристаллизация аустенита и цементита, и образуется их тонкая
механическая смесь - эвтектика (от греч. eutektos - легко плавящийся).
Эвтектический сплав имеет самую низкую температуру плавления из всех
сплавов данной системы. В системе Fe-C эвтектику называют ледебуритом.
Точка Е соответствует предельному насыщению железа углеродом (2,14 %).
Сплавы, лежащие левее этой точки, после полного затвердевания при пер-
вичной кристаллизации представляют собой один аустенит. На небольшом
участке диаграммы состояния при малых концентрациях углерода и высо-
кой температуре образование чистого аустенита идет через фазу феррита.
19
ГЛАВА 1 * ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Наличие на диаграмме состояния области чистого аустенита (при содержа-
нии углерода менее 2,14 %) является характерным для стали.
Линию AHJECF, по которой происходит полное затвердевание систе-
мы, называют линией солидуса (от лат. solidus - твердый). Линии GSE, PSK
и GPQ показывают, что в сплавах системы в твердом состоянии происходят
изменения структуры (вторичная кристаллизация). Превращения в твердом
состоянии происходят вследствие перехода железа из одной модификации в
другую, а также в связи с изменением растворимости углерода в железе.
В области JESGN диаграммы находится аустенит. При охлаждении
сплавов аустенит распадается с выделением по линии GS феррита - твердо-
го раствора углерода в a-железе, а по линии SE - цементита. Этот цементит,
выпадающий из твердого раствора, называется вторичным. В области GSP
диаграммы находится смесь двух фаз - феррита и распадающегося аусте-
нита, а в области SEU - смесь вторичного цементита и распадающегося аус-
тенита.
В точке S при содержании углерода 0,83 % и температуре 727 °C весь
аустенит распадается, и одновременно кристаллизуется тонкая механичес-
кая смесь феррита и цементита - эвтектоид (подобный эвтектике), кото-
рый в этой системе называется перлитом. Сталь, содержащую 0,83 % уг-
лерода, называют эвтектоидной, менее 0,83 % - доэвтектоидной, от 0,83 до
2,14 % - заэвтектоидной. Линию PSK, по которой происходит распад всего
аустенита, называют линией перлитного превращения.
РИС. 1. 4. Диаграмма состояния Fe-Fe3C: Ж - жидкость; Ф - феррит; А - аустенит;
Ц - цементит (Ц, - первичный; - вторичный; Ц, - третичный); П - перлит;
Л - ледебурит; М - линия магнитного превращения
20
1.1. МЕТАЛЛЫ И СПЛАВЫ
При температуре 768 °C происходит магнитное превращение выпавших
кристаллов феррита, то есть немагнитный феррит становится магнитным.
Свойства сплавов зависят и от структуры. Ферритная фаза мягкая и
пластичная; цементит, наоборот, придает стали твердость и хрупкость; пер-
лит содержит 1/8 цементита и поэтому имеет повышенную прочность и
твердость по сравнению с ферритом.
1.1.5. Термическая обработка сталей
обработки
Это процедуры теплового воздействия по определенным режимам с целью
изменения структуры и свойств стали при неизменном химическом составе.
Основные параметры термической обработки - температура и время,
поэтому режим любой термической
обработки можно представить гра-
фиком в координатах температу-
ра-время (рис. 1.5). Как правило,
принципиальное значение имеют
максимальная температура нагрева
Ттах, вРемя выдержки сплава при
температуре Ттах, скорость нагрева
г>нагри скорость охлаждения г>охл
Термическая обработка стали
основана на фазовых превращени-
ях, происходящих в стали в твердом
состоянии. Зная, как протекают фа-
зовые и структурные превращения при нагреве и охлаждении с различной
скоростью, можно управлять процессами термической обработки и полу-
чить сталь с необходимыми структурой и свойствами.
Вторичная кристаллизация, в результате которой происходят фазовые
превращения, соответствует на диаграмме состояния линиям GOS, SE, PSK
(рис. 1.4). Температура превращения сплавов при охлаждении по линии
GOS обозначается Ау по линии PSK - по линии SE - Лст.
Все виды термической обработки можно разделить на четыре основные
группы: три простые - отжиг, закалка, отпуск, а четвертая - сложная - хи-
мико-термическая и деформационно-термическая обработки.
Первая группа. Предшествующая обработка может привести металл в
неустойчивое состояние, например, вызвать наклеп - искажение кристалли-
ческой решетки металла в результате холодной пластической деформации*
При наклепе повышаются прочность и твердость, но понижается пластич-
ность. Большая степень деформации приводит к искажению кристалличес-
кой решетки, изменению формы и соотношения размеров зерен.
* При деформации в холодном состоянии механические и физико-химические свойства
металла непрерывно изменяются: твердость, прочность и хрупкость увеличиваются, а плас-
тичность, вязкость, коррозионная стойкость и электропроводность уменьшаются.
21
ГЛАВА 1 * ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
При затвердевании стали также возникает неустойчивое состояние.
Диффузные процессы протекать не успевают, и состав металла даже в объ-
еме одного зерна оказывается неоднородным. Быстрое охлаждение или
неравномерное приложение напряжений приводит к неравномерности рас-
пределения упругой деформации (например, после сварки). Неустойчивое
состояние при комнатной температуре сохраняется долго, так как тепло-
вого движения атомов при этой температуре недостаточно для перехода в
устойчивое состояние.
Следствием нагрева (увеличения тепловой подвижности атомов) явля-
ется то, что процессы, приводящие металл в устойчивое состояние (снятие
напряжений, уменьшение искажений кристаллической решетки, рекрис-
таллизация, диффузия), протекают заметно быстрее. Термическая обработ-
ка путем нагрева металла, который в результате какой-то предшествую-
щей обработки находится в неустойчивом состоянии, с целью перевести его
в более устойчивое состояние называется отжигом.
Если в сплавах при нагреве происходит фазовое превращение (аллот-
ропическое превращение, растворение второй фазы и т. д.), то нагрев выше
некоторой критической температуры вызывает изменение в строении спла-
ва. При последующем охлаждении произойдет обратное превращение. Если
охлаждение достаточно медленное, то превращение будет полное, и фазо-
вый состав будет соответствовать равновесному состоянию.
Существует два вида отжига. Если в сплаве нет фазовых превращений,
то любой нагрев сплава с неравновесной структурой переводит его в состо-
яние, которое ближе к равновесному. Такой отжиг называется отжигом
Iрода. Если у сплава есть фазовое превращение, то нагрев сплава с нерав-
новесной структурой (но не обусловленной закалкой) выше температуры
фазовых превращений с последующим медленным охлаждением также пе-
реводит его в состояние, которое ближе к равновесному. Такая обработка
тоже относится к отжигу, но классифицируется как отжиг Ирода или фа-
зовая перекристаллизация.
Отжиг Ipoda в зависимости от исходного состояния стали и тем-
пературы его выполнения может включать процессы гомогенизации,
рекристаллизации и снятия остаточных напряжений. Его характерной
особенностью является независимость указанных процессов от того,
происходят ли в сплавах при этой обработке фазовые превращения или
нет. Поэтому отжиг I рода можно проводить при температуре выше или
ниже температур фазовых превращений. Этот вид обработки в зависи-
мости от температурных условий его выполнения устраняет химичес-
кую или физическую неоднородность, возникшую при предшествующих
обработках.
Возврат (отдых) стали заключается в нагреве до 200 - 400 °C для
уменьшения или снятия наклепа. При возврате наблюдается уменьшение
искажений в кристаллических решетках у кристаллитов и частичное вос-
становление физико-химических свойств.
22
1.1. МЕТАЛЛЫ И СПЛАВЫ
Гомогенизации (диффузионному отжигу) подвергают слитки легиро-
ванной стали с целью уменьшения дендритной или внутрикристалличес-
кой ликвации (неравномерности химического состава), которая повышает
склонность стали, обрабатываемой давлением, к хрупкому излому, анизот-
ропии свойств и возникновению таких дефектов, как шиферность (слоис-
тый излом) и флокены (тонкие внутренние трещины, наблюдаемые в изло-
ме в виде белых овальных пятен).
Дендритная ликвация понижает пластичность и вязкость легированной стали. Поэтому
слитки и крупные отливки нередко подвергают гомогенизации, в результате которой сталь
становится однородной по составу (гомогенной). Нагрев при гомогенизации должен быть до-
статочно высоким (1100 - 1200 °C) - на 180 - 300° выше температуры А3. Только в этом слу-
чае более эффективны диффузионные процессы, необходимые для выравнивания в отдельных
объемах состава стали.
Общая продолжительность гомогенизации больших садок металла достигает 50 - 100 ч и
более. В зависимости от состава стали и массы садки продолжительность выдержки составля-
ет 8 - 20 ч. В результате гомогенизации получается крупное зерно. Этот недостаток устраня-
ется при последующей обработке слитка давлением. Фасонные отливки после гомогенизации
подвергают полному отжигу или нормализации для измельчения зерен и улучшения свойств.
Рекристаллизационный отжиг (рекристаллизация). Под таким отжи-
гом понимается нагрев холоднодеформированной стали выше температуры
рекристаллизации, выдержка при этой температуре с последующим охлаж-
дением. Он применяется перед холодной обработкой давлением и как про-
межуточная операция для снятия наклепа между операциями холодного
деформирования.
Температура отжига для достижения рекристаллизации по всему объему и сокраще-
ния процесса превышает температуру порога рекристаллизации. Для углеродистых сталей
с содержанием углерода 0,08 - 0,20 %, чаще подвергаемых холодной деформации (прокатке,
штамповке), температура отжига находится в интервале 680 - 700 °C. Отжиг калиброванных
прутков (холодная протяжка) из высокоуглеродистой легированной стали (хромистой, хромо-
кремнистой и др.) проводится при 730 °C в течение от 0,5 до 1,5 ч.
При рекристаллизации из деформированных зерен вырастают новые кристаллы, близкие
к равновесным, в результате твердость стали снижается, а пластичность и ударная вязкость
увеличиваются. Охлаждение после выдержки при заданной температуре должно быть доста-
точно медленным: при ускоренном охлаждении вновь возникают внутренние напряжения.
Отжигу для снятия внутренних напряжений подвергаются отливки,
сварные изделия, детали после обработки резанием и другие изделия, в
которых в процессе предшествующих технологических операций из-за не-
равномерного охлаждения, неоднородной пластической деформации и т. д.
возникли остаточные напряжения. Температура отжига находится в преде-
лах 200 - 700 °C, чаще 350 - 600 °C. Время выдержки составляет обычно
несколько часов и устанавливается опытным путем.
Остаточные напряжения снимаются также при других видах отжига
(например, рекристаллизационном отжиге с фазовой перекристаллизаци-
ей) и при высоком отпуске закаленной стали.
Отжиг IIрода (фазовая перекристаллизация) заключается в нагреве
стали до температур выше А3 или Л1, выдержке и, как правило, последующем
23
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
медленном охлаждении, в результате которого фазовые превращения приво-
дят к достижению практически равновесного структурного состояния.
Следовательно, после отжига углеродистой стали получаются струк-
туры, указанные на диаграмме состояния железо-цементит (рис. 1.4): фер-
рит + перлит в доэвтектоидных сталях, перлит в эвтектоидной стали, пер-
лит и вторичный цементит в заэвтектоидных сталях. После отжига сталь
имеет низкие твердость и прочность при высокой пластичности. При фазо-
вой перекристаллизации измельчается зерно и устраняются неблагоприят-
ные структуры стали.
В большинстве случаев отжиг является подготовительной термической
обработкой. Отжигу подвергают отливки, поковки, прокат. Понижая проч-
ность и твердость, отжиг облегчает обработку резанием средне- и высоко-
углеродистой стали. Измельчая зерно, снимая внутренние напряжения и
уменьшая структурную неоднородность, отжиг способствует повышению
пластичности и вязкости по сравнению с их значениями после литья, ковки
и прокатки. Так, отжиг в некоторых случаях (например, для многих круп-
ных отливок) является окончательной операцией термической обработки.
Различают следующие виды отжига II рода: полный, неполный и изотер-
мический.
Полный отжиг заключается в нагреве доэвтектоидной стал и на 30 - 50 °C
выше температуры Ау выдержке при этой температуре до полного прогре-
ва и завершения фазовых превращений в объеме металла и последующем
медленном охлаждении. При этом происходит полная фазовая перекрис-
таллизация стали.
При нагреве до температуры выше А3 на 30 - 50° образуется аустенит, характеризующий-
ся мелким зерном; поэтому при охлаждении возникает мелкозернистая структура, обеспечи-
вающая высокую вязкость, пластичность и возможность достижения высоких свойств после
окончательной термической обработки.
Медленное охлаждение должно обеспечить распад аустенита при малых степенях переох-
лаждения, чтобы избежать образования излишне дисперсной ферритно-карбидной структуры
и свойственной ей более высокой твердости. Скорость охлаждения зависит от устойчивости
переохлажденного аустенита, а, следовательно, от состава стали. После распада аустенита в
перлитной области дальнейшее охлаждение можно ускорять и выполнять даже на воздухе.
Если отжиг предназначается и для снятия напряжений, например, в отливках сложной
конфигурации, медленное охлаждение с печью проводится почти до комнатной температуры.
Изотермический отжиг. В этом случае сталь, обычно легированную,
нагревают, как и для полного отжига, и сравнительно быстро охлаждают
(обычно переносом в другую печь) до температуры ниже Ах (обычно на
100 - 150 °C). При этой температуре осуществляется изотермическая вы-
держка, необходимая для полного распада аустенита, после чего следует
охлаждение на воздухе.
Одно из преимуществ изотермического отжига - сокращение длительности процесса,
особенно для легированных сталей, которые для заданного снижения твердости приходится
охлаждать очень медленно. Для наибольшего ускорения процесса температура изотермичес-
кой выдержки выбирается близкой к температуре минимальной устойчивости переохлажден-
24
1.1. МЕТАЛЛЫ И СПЛАВЫ
ного аустенита в перлитной области. Другое преимущество изотермического отжига заключа-
ется в получении более однородной структуры. При изотермической выдержке температура
по сечению изделия выравнивается, и превращение по всему объему стали происходит при
одинаковой степени переохлаждения. Изотермическому отжигу подвергаются поковки и дру-
гие заготовки небольших размеров.
Неполный отжиг отличается от полного тем, что сталь нагревается до бо-
лее низкой температуры (немного выше А(). Аля. доэвтектоидных сталей он
применяется, чтобы улучшить их обрабатываемость резанием. При неполном
отжиге происходит частичная перекристаллизация стали вследствие превра-
щения перлита в аустенит. Поэтому неполный отжиг применяется, главным
образом, для заэвтектоидных сталей, нагрев которых до температуры не-
сколько выше A j (обычно на 10 - 30 °C) вызывает практически полную пере-
кристаллизацию и позволяет получить зернистую (сфероидальную) форму
перлита вместо пластинчатой. Такой отжиг называют сфероидизацией.
Нормализационный отжиг (нормализация) заключается в нагреве до-
эвтэктоидной стали до температуры, превышающей А3 на 50 °C, заэвтэкто-
идной - выше Лст также на 50 °C, непродолжительной выдержке для про-
грева садки и завершения фазовых превращений и охлаждении на воздухе.
Нормализация вызывает полную фазовую перекристаллизацию стали и ус-
траняет крупнозернистую структуру, возникшую при литье или прокатке,
ковке или штамповке. Нормализация широко применяется для улучшения
свойств стальных отливок вместо закалки и отпуска.
Ускоренное охлаждение на воздухе приводит к распаду аустенита при бо-
лее низких температурах, что повышает дисперсность феррито-цементитной
структуры и увеличивает количество перлита или, точнее, квазиэвтэктоида
типа сорбита или троостита. Это повышает прочность и твердость нормали-
зованной средне- и высокоуглеродистой стали по сравнению с отожженной.
Нормализация горячекатаной стали повышает ее сопротивление хруп-
кому разрушению, что характеризуется снижением порога хладноломкости
и повышением работы развития трещины.
Назначение нормализации различно в зависимости от состава стали.
Для низкоуглеродистых сталей нормализацию применяют вместо от-
жига. При повышении твердости нормализация обеспечивает большую
производительность при обработке резанием и получение более чистой
поверхности. Для отливок из среднеуглеродистой стали нормализация
или нормализация с высоким отпуском применяется вместо закалки
и высокого отпуска. В этом случае механические свойства несколько
ниже, но детали будут подвергнуты меньшей деформации по сравнению
с получаемой при закалке, и вероятность появления трещин практичес-
ки исключается.
Нормализацию с последующим высоким отпуском (600 - 650 °C) часто
используют для исправления структуры легированных сталей вместо пол-
ного отжига, так как производительность и трудоемкость этих двух опера-
ций выше, чем одного отжига.
25
ГЛАВА 1 * ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Вторая группа. Если в сплаве при нагреве происходят фазовые измене-
ния, то полнота обратного (при охлаждении) превращения зависит от ско-
рости охлаждения. Теоретически можно представить себе такие условия ох-
лаждения, при которых обратное превращение вовсе не произойдет, и при
комнатной температуре в результате быстрого охлаждения зафиксируется
состояние сплава, характерное для высоких температур. Такая операция на-
зывается закалкой.
Закалка стали заключается в ее нагреве на 30 - 50 °C выше Л3 для доэв-
тэктоидных сталей илиА1 для заэвтэктоидных сталей, выдержке для заверше-
ния фазовых превращений и последующем охлаждении со скоростью выше
критической. Для углеродистых сталей это охлаждение чаще проводится в
воде, а для легированных - в масле или в других средах. Закалка не является
окончательной операцией термической обработки. Чтобы уменьшить хруп-
кость и напряжения, вызванные закалкой, и получить требуемые механичес-
кие свойства, сталь после закалки обязательно подвергается отпуску.
Инструментальная сталь в основном подвергается закалке и отпуску для
повышения твердости, износостойкости и прочности, а конструкционная - для
повышения прочности, твердости, получения достаточно высокой пластичнос-
ти и вязкости, а для ряда деталей - также и высокой износостойкости.
Закаленная сталь имеет неравновесную структуру мартенсита, троости-
та или сорбита. Нагревать изделия, особенно крупные, нужно постепенно,
чтобы избежать местных напряжений и трещин, а время выдержки нагре-
того изделия должно быть достаточным, чтобы переход перлита в аустенит
полностью завершился.
Скорость охлаждения стали, нагретой до температуры закалки, оказы-
вает решающее влияние на результаты закалки и должна быть такой, чтобы
деталь получилась заданной структуры.
Третья группа. Состояние закаленного сплава характеризуется неус-
тойчивостью. Даже без всякого температурного воздействия в сплаве мо-
гут происходить процессы, приближающие его к равновесному состоянию.
Нагрев сплава, увеличивающий подвижность атомов, способствует этим
процессам. При повышении температуры закаленный сплав все больше
приближается к равновесному состоянию.
Отпуск стали заключается в нагреве закаленной стали до температуры
ниже Av выдержке при заданной температуре и последующем охлаждении
с заданной скоростью. Отпуск является окончательной операцией терми-
ческой обработки, в результате которой сталь приобретает требуемые меха-
нические свойства. Кроме того, отпуск полностью или частично устраняет
внутренние напряжения, возникающие при закалке. Эти напряжения сни-
маются тем полнее, чем выше температура отпуска. Скорость охлаждения
после отпуска также оказывает большое влияние на величину остаточных
напряжений: чем медленнее охлаждение, тем меньше остаточных напряже-
ний. По этой причине изделия сложной формы во избежание их коробления
после отпуска при высоких температурах следует охлаждать медленно.
26
1.1. МЕТАЛЛЫ И СПЛАВЫ
Отпуск также повышает вязкость, уменьшает твердость и хрупкость стали.
Основное влияние на свойства стали оказывает температура отпуска.
Различают три вида отпуска.
Низкий отпуск проводится с нагревом до 250 °C. При этом снижают-
ся внутренние напряжения, мартенсит закалки переводится в отпущенный
мартенсит. Повышается прочность и немного улучшается вязкость без за-
метного снижения твердости. Закаленная сталь после такого отпуска сохра-
няет твердость, а, следовательно, высокую износостойкость. Однако такое
изделие (если оно не имеет вязкой сердцевины) не выдерживает значитель-
ных динамических нагрузок.
Средний отпуск выполняется при 350 - 500 °C и применяется, главным
образом, для пружин и рессор, а также для штампов. Он обеспечивает вы-
сокие пределы упругости и выносливости. Температуру отпуска надо выби-
рать так, чтобы не вызвать необратимой отпускной хрупкости.
Высокий отпуск осуществляется при 500 - 680 °C. Структура стали
после него - сорбит отпуска. Высокий отпуск создает наилучшее соотноше-
ние прочности и вязкости стали. Закалка с высоким отпуском называется
улучшением стали.
Улучшению подвергают среднеуглеродистые (с содержанием углерода
0,3 - 0,5 %) конструкционные стали, к которым предъявляются высокие
требования по пределам текучести и выносливости и ударной вязкости.
Однако износостойкость улучшенной стали вследствие ее пониженной
твердости не является высокой. Улучшение значительно повышает конст-
руктивную прочность стали, уменьшая чувствительность к концентраторам
напряжений, работу развития трещины и снижая температуру верхнего и
нижнего порогов хладноломкости.
1.1.6. Термомеханическая обработка стали
Рассмотрим один из видов термической обработки, относящийся к чет-
вертой группе. Термомеханическая обработка (ТМО) - это процесс нагре-
ва стали до температуры выше Ас3, выдержка, пластическая деформация
аустенита при высокой температуре и последующее охлаждение с целью
получения особой мартенситной структуры. Пластическое деформирова-
ние при ТМО производится прокаткой, штамповкой и другими способами
обработки давлением. Различаются два основных способа ТМО - высоко-
температурная (ВТМО) и низкотемпературная (НТМО).
При ВТМО сталь нагревается до температуры выше Ас3, пластически
деформируется при этой температуре и закаливается. При НТМО сталь
нагревается до температуры выше Ас3, охлаждается до температуры относи-
тельной устойчивости аустенита, но ниже температуры рекристаллизации,
пластически деформируется при этой температуре и закаливается. В обоих
случаях после закалки следует низкий отпуск. ВТМО можно подвергать
любые стали, а НТМО проводят только для сталей с повышенной устойчи-
востью переохлажденного аустенита (легированные стали).
27
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
По сравнению с обычной закалкой после термомеханической обработки
механические свойства получаются более высокими. Наибольшее упрочне-
ние достигается после НТМО.
1.1.7. Классификация легированной стали
Существенный недостаток углеродистой стали - резкое уменьшение
пластичности и вязкости с увеличением содержания углерода, который уве-
личивает ее прочность и твердость. Углеродистая сталь часто не отвечает
требованиям ответственного машиностроения. В таких случаях применяют
легированную сталь. Вводимые в сталь легирующие элементы изменяют ее
механические, физические или химические свойства.
Для легирования стали с целью улучшения ее свойств применяют хром,
никель, марганец, кремний, вольфрам, молибден, ванадий, кобальт, титан,
алюминий, медь и другие элементы. Марганец считают легирующим эле-
ментом лишь при содержании его в стали более 1 %, а кремний - более
0,8 %. По суммарному содержанию в стали легирующих элементов (2,5 %,
от 2,5 до 10,0 % и более 10 %) она делится соответственно на низколегиро-
ванную, среднелегированную и высоколегированную.
Стали с таким содержанием легирующих добавок, при котором аусте-
нит устойчив при комнатной температуре, называются аустенитными.
На рис. 1.6 приведена структурная диаграмма для охлажденной на возду-
хе никелевой стали в зависимости от содержания в ней никеля и углерода.
Видно, что при охлаждении стали на воздухе может быть получена структу-
ра аустенита, мартенсита или смеси феррита с цементитом (перлит, сорбит,
троостит). В соответствии с этим сталь делится на классы: аустенитный,
мартенситный и перлитный.
Углерод, %
РИС. 1.6. Диаграмма закаливаемости на воздухе различ-
ных классов никелевой стали: А - аустенитный;
М - мартенситный; П - перлитный
Изменения структуры
объясняются тем, что при
повышенном содержа-
нии в стали легирующих
элементов (в частности,
никеля) температура пе-
рехода в мартенситный
класс на диаграмме изо-
термического распада
аустенита понижается и
может быть ниже 0 °C.
Соответственно при ох-
лаждении на воздухе до
комнатной температуры в
стали сохраняется аусте-
нит без мартенсита. При
небольшом содержании
никеля и углерода ско-
28
1.1. МЕТАЛЛЫ И СПЛАВЫ
рость охлаждения на воздухе оказывается меньше критической скорости
закалки, и сталь, охлажденная на воздухе до комнатной температуры, име-
ет структуру троостита, перлита или сорбита. Кроме упомянутых классов
сталей, легированных другими элементами, могут быть получены еще два
класса: карбидный и ферритный.
Таким образом, легированная сталь в зависимости от структуры и со-
стояния, получаемых при охлаждении на воздухе, делится на пять классов:
перлитный, мартенситный, аустенитный, карбидный и ферритный.
1.1.8. Маркировка углеродистой стали
Углеродистая сталь обыкновенного качества обозначается М СтЗкп.
Первая буква обозначает способ выплавки: М - мартеновский,
Б - бессемеровский, К - конверторный, цифры от 0 до 7 - условный по-
рядковый номер марки стали в зависимости от ее механических свойств и
химического состава. Отметим, что этот номер не дает информации о со-
держании углерода. Две последние буквы указывают степень раскисления
стали: кп - кипящая, пс - полуспокойная, сп - спокойная. В зависимости
от назначения и гарантируемых свойств углеродистая сталь разделяетя на
три группы: А - поставляемая по механическим свойствам, Б - по хими-
ческому составу, В - по механическим свойствам и химическому составу.
Способ выплавки стали группы А при маркировке не указывается, а только
заносится в сертификат. Сталь группы В в связи с повышенными требова-
ниями можно выплавлять в мартеновских печах (М) или в кислородных
конверторах (К). Сталь углеродистая качественная конструкционная горя-
чекатаная и кованая выплавляется в мартеновских и электрических печах.
Качественная конструкционная сталь превосходит сталь обыкновенного
качества по однородности, является более чистой по сере и фосфору, не-
металлическим включениям и имеет более узкие пределы содержания уг-
лерода. Из этой стали делают ответственные детали машин и механизмов,
трубы, поковки, штамповки, проволоку. Двузначные цифры в марке стали
обозначают среднее содержание углерода в сотых долях процента, напри-
мер, Ст20, Ст45.
1.1.9. Маркировка легированной стали
Для обозначения марок сталей разработана система в соответствии с
ГОСТ. Обозначения состоят из сочетания цифр и букв, указывающих на
примерный состав стали.
Каждый легирующий элемент обозначается буквой: Н - никель;
К - кобальт; М - молибден; Г - марганец; Д - медь; Р - бор; Б - ниобий;
Ц - цирконий; С - кремний; П - фосфор; Ч - редкоземельные металлы;
В - вольфрам; Т - титан; А - азот; Ф - ванадий; Ю - алюминий; Е - селен.
Первые две цифры в обозначении указывают среднее содержание уг-
лерода в сотых долях процента (в высокоуглеродистых инструментальных
сталях - в десятых долях процента). Цифры, следующие после буквы, пока-
29
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
зывают примерное содержание данного легирующего элемента (при содер-
жании элемента менее 1 % цифра отсутствует).
Соответственно, сталь, содержащая 0,10 - 0,15 % углерода и 1,3 - 1,7 %
марганца, обозначается 12Г2; 0,28 - 0,35 % углерода, 0,8 - 1,1 % хрома,
0,9 - 1,2 % марганца и 0,8 - 1,2 % кремния обозначается ЗОХГС и т. д.
Для того чтобы показать, что в стали ограничено содержание серы
и фосфора (каждого меньше 0,03 %), а также что соблюдены все условия
металлургического производства, в конце обозначения ставится буква А.
Буква А в середине обозначения марки указывает на наличие азота, специ-
ально введенного в сталь.
В ряде случаев для сокращения числа знаков в обозначении несколько
отступают от точного соблюдения системы ГОСТ (особенно это относится
к сложнолегированным сталям). Например, в инструментальных сталях,
содержащих углерода больше 1 %, цифры, обозначающие его содержание,
полностью опускаются. Так, инструментальная сталь с содержанием угле-
рода 1,45 - 1,70 %; хрома 11,0 - 12,5 % и молибдена 0,5 - 0,8 % обозначается
Х12М.
Для сплавов с содержанием железа менее 50 % и большим количеством
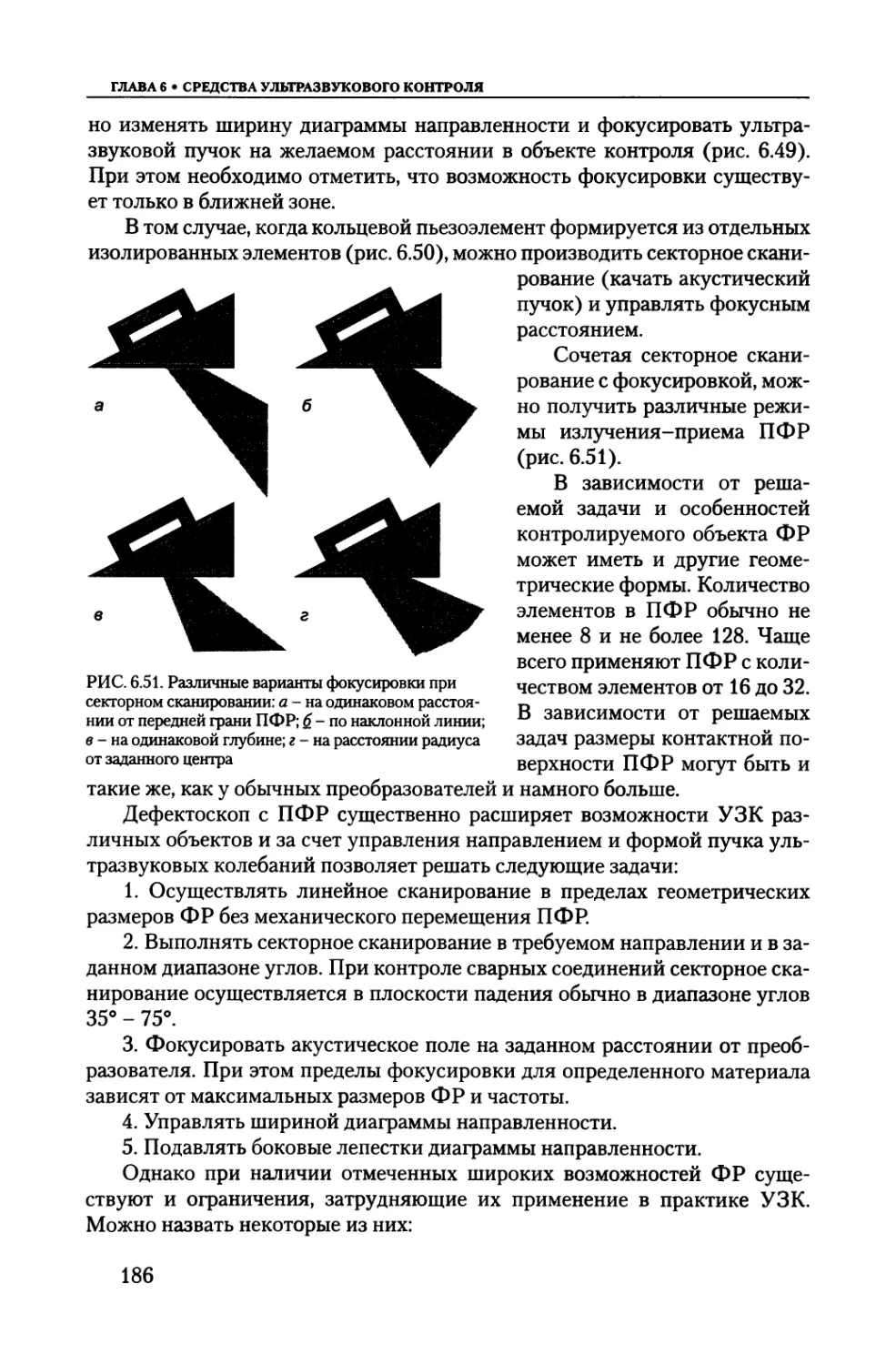
различных легирующих элементов все они перечисляются буквами, а циф-
рой указывается только содержание никеля.
Нестандартные стали обозначаются самым различным образом. Так,
опытные марки, выплавленные на заводе «Электросталь», обозначаются
буквой И (исследовательские), П (пробные) или К и порядковым номером,
например ЭИ 179, ЭИ276, ЭП398 и т. д.
1.1.10. Хромоникелевые нержавеющие стали
Введение достаточного количества никеля в хромистую сталь с содержа-
нием хрома 18 % делает ее аустенитной, что обеспечивает лучшие механичес-
кие свойства, меньшую склонность к росту зерна, а также большую коррози-
онностойкость и нехладноломкость. Нержавеющие стали, содержащие 18 %
хрома и 10 % никеля, наиболее широко применяются в машиностроении.
В хромоникелевых нержавеющих сталях из-за наличия углерода могут
образовываться карбиды - соединения металлов с углеродом. Количество
карбидов зависит от содержания углерода.
Выделение карбидов происходит по границам зерен, что при определен-
ных условиях может привести к охрупчиванию стали и появлению особого
вида коррозионного разрушения по границам зерен, называемого межкрис-
таллитной коррозией (МКК). Лист из нержавеющей стали, пораженный
МКК, при простукивании не издает металлического звука, при небольшом
усилии легко разрушается и может быть превращен в порошок.
Явление МКК связано с понижением коррозионной стойкости границ
зерен вследствие того, что в образовании карбидной фазы на границах зе-
рен участвует практически весь углерод, успевающий продиффундировать
сюда из глубины зерна, тогда как хром, входящий в состав карбида, из-за
30
1.1. МЕТАЛЛЫ И СПЛАВЫ
малой скорости диффузии поставляется только из пограничных слоев зе-
рен. В результате содержание хрома в твердом растворе на границах зерен
оказывается менее 12 %, то есть ниже того предела, который обеспечивает
коррозионную стойкость. Именно поэтому коррозионное разрушение рас-
пространяется вглубь только по границам зерен, обедненных хромом.
Как показывает металлографическое исследование, МКК наступает
тогда, когда выделившиеся по границам зерен карбиды образуют сплош-
ную сетку. Выделившиеся, но не образовавшие еще сплошной сетки карби-
ды или коагулированные крупные карбиды по границам зерен не вызывают
МКК.
Склонность к МКК аустенитных нержавеющих сталей можно устра-
нить уменьшением содержания углерода (менее 0,005 %) и введением эле-
ментов-стабилизаторов - титана или ниобия, являющихся сильными кар-
бидообразователями. Титан и ниобий, соединяясь с углеродом, препятству-
ют образованию хромистых карбидов и появлению МКК.
Для хромоникелевых нержавеющих сталей, применяемых в энерго-
машиностроении, проводится проверка на склонность к МКК. Для этого
проводится провоцирующий отжиг в опасном интервале температур. При
оценке результатов испытаний на МКК считается, что сталь практически не
склонна к МКК, если коррозия не обнаруживается после закалки и отпус-
ка в течение часа при температуре 650 °C. Такую сталь можно применять в
закаленном виде в сварных соединениях, причем после сварки не требуется
термическая обработка. Если сталь оказалась устойчивой к МКК в закален-
ном состоянии и неустойчивой после провоцирующего отпуска, то из нее
можно изготавливать либо несварные изделия, либо, если сварка неизбеж-
на, следует применять термическую обработку (повторную закалку) свар-
ных изделий, иначе сварной шов не будет коррозионностойким.
1.1.11. Исследование металлов с применением макро-
и микроанализа
Под макроструктурой понимается строение металла, видимое без
увеличения или при небольшом увеличении с помощью лупы (до 10 - 30 раз).
Макроструктуру можно исследовать непосредственно на поверхности ме-
талла в изломе или на макрошлифе.
Наиболее простым методом выявления строения металла является
изучение излома. Этот метод называется фрактографией. По излому мож-
но судить о размере зерна, особенностях слитка и термической обработки, а
также выявить отдельные дефекты.
Макрошлифом называется поверхность образца (темплета), подго-
товленная для исследования макроструктуры. Темплет вырезается в оп-
ределенном месте и в определенной плоскости в зависимости от объекта
исследования (отливка, прокат, сварной шов или термически обработанная
деталь) и предмета исследования (строение литого или деформированного
металла, сварного соединения, дефекты, нарушающие сплошность металла,
31
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
однородность структуры и т. д.). Поверхность темплета шлифуется, поли-
руется до зеркального состояния, а затем травится кислотами или другими
реактивами. При травлении кислота в первую очередь воздействует на гра-
ницы зерна как на места, имеющие наиболее дефектное строение, которые в
травленом шлифе станут углублениями. Падающий на них свет будет рас-
сеиваться, и в поле зрения наблюдателя они будут казаться темными, а тело
зерна - светлым.
Микроскопический анализ применяется для определения формы и
размеров зерен, из которых состоит металл или сплав; анализа изменений
внутреннего строения сплава, происходящих под влиянием различных
режимов обработки; выявления микропороков металла - микротрещин,
микропор и т. п.; обнаружения неметаллических включений - сульфидов,
окислов и др.
Для микроанализа вырезается небольшой образец, одна из плоскостей
которого шлифуется, полируется и травится. Подготовленная для даль-
нейшего исследования под микроскопом поверхность образца называется
микрошлифом. Микрошлифы изучаются при увеличении в 30 и более раз.
Наиболее распространены в заводской практике увеличения в 50, 100, 150,
Номер балла зерна
РИС. 1.7. Определение балльности зерна
200 раз, но может быть полу-
чено на обычных микроско-
пах увеличение до 2000 раз.
Характерные участки макро-
и микрошлифов фотографи-
руют, получая фотоснимки с
указанным увеличением.
Микроскопический и мак-
роскопический анализы час-
то называются металло-
графическими методами.
Одна из задач, которая
решается с помощью метал-
лографии, - определение ве-
личины зерна металлов или
сплавов. Величина зерна определяется номером балла по шкале, предус-
мотренной ГОСТ. Номер балла характеризует такие физические величины,
как средний размер зерна или число зерен, приходящихся на 1 мм2 поверх-
ности шлифа (рис. 1.7).
32
1.2. СВАРКА МЕТАЛЛОВ
1.2. СВАРКА МЕТАЛЛОВ
1.2.1. Физические основы сварки металлов
Сваркой называется процесс получения неразъемного соединения твер-
дых материалов путем их местного сплавления или совместного деформиро-
вания, в результате чего возникают прочные связи между атомами свари-
ваемых материалов.
При электрической дуговой сварке основная часть тепла, необходимо-
го для нагрева и плавления металла, получается за счет дугового разряда,
возникающего между свариваемым металлом и электродом. Под действи-
ем тепла дуги кромки свариваемых деталей и торец плавящегося электрода
расплавляются, образуя сварочную ванну, которая некоторое время нахо-
дится в расплавленном состоянии. При затвердевании металла образуется
сварное соединение. Энергию, необходимую для образования и поддержа-
ния дугового разряда, обеспечивают источники (постоянного или перемен-
ного тока) питания дуги.
Для сварки металлов обычно используется электрическая дуга прямо-
го действия (рис. 1.8), в которой одним электродом служит угольный или
металлический стержень 1, а
вторым - свариваемое изде-
лие 2. К электродам подве-
дено питание от источника 3
постоянного тока. Дуга может
питаться и от источника пере-
менного тока промышленной
частоты (50 Гц). Дуга состоит
из анодной области 4, катод-
ной области 5 и столба 6. В
электрической дуге, имеющей
небольшой объем, выделяется
значительное количество теп-
ла. Большая концентраций
тепла и высокая температура
дуги (6000 - 7000 °C) позво-
ляют расплавлять практичес-
ки все известные металлы.
РИС. 1. 8. Образование электрической дуги:
1 - электрод; 2 - свариваемое изделие;
3 - источник постоянного тока;
4 - анодная область дуги;
5 - катодная область дуги; 6 - столб дуги
Впервые в мире электрическая дуга была получена в 1802 г. в физической лаборатории
Медико-хирургической академии в Санкт- Петербурге профессором Василием Владимировичем
Петровым. Когда для зажигания дуги электроды приводятся в соприкосновение, то в месте
контакта, имеющем очень большое сопротивление, выделяется почти все джоулево тепло про-
ходящего через электроды тока. Поэтому концы электродов сильно разогреваются, и этого до-
статочно для того, чтобы при их раздвижении между ними вспыхнула дуга.
Согласно современным представлениям электрическая дуга - это электрический разряд
в газах, представляющий собой некоторый объем плазмы между разнополярными электродами,
33
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ___________
на поверхности которых в местах контакта с дугой образуются активные катодные и анодные
пятна. Катодное пятно является источником электронов, оно обеспечивает ионизацию газа в
разряде, в основном, за счет термоэлектронной и автоэлектронной эмиссий.
В результате электронных процессов на катоде в столб дуги поступает большое количест-
во электронов, движущихся под действием электрического поля к аноду, производя на своем
пути ионизацию газа. В анодной области образуется избыток положительных ионов, движу-
щихся через столб дуги к катоду. Движущиеся направленно электроны и положительные ионы
сталкиваются на своем пути с другими атомами и молекулами, производя дальнейшую иони-
зацию газа лавинообразно между электродами.
Проводимость ионизированного газа в дуговом промежутке зависит от
степени ионизации, т. е. от соотношения числа заряженных частиц в данном
объеме газа к общему количеству частиц до начала ионизации. Чем выше
степень ионизации газа, тем устойчивее дуга. Для повышения степени ио-
низации, а, следовательно, для стабилизации дуги, в состав флюсов и пок-
рытий электродов вводят соединения, содержащие такие элементы, которые
обладают наименьшим значением работы выхода электрона с поверхности
металла, например, К, Na, Ba, AI, Са и др. Электрическая дуга возбуждается
путем короткого замыкания сварочной цепи и последующего быстрого от-
вода электрода от свариваемого изделия. Электродный металл переходит в
сварочную ванну в виде капель. Капля образуется на конце электрода, затем
она вытягивается, и шейка, связывающая каплю с электродом, становится
тоньше. Когда капля касается сварочной ванны, шейка рвется, после чего
эта дуга возникает вновь (рис. 1.9).
В момент перехода капли с электрода в сварочную ванну происходит
весьма кратковременное короткое замыкание дугового промежутка. За се-
кунду с электрода на изделие переносится в среднем 30 капель металла. При
сварке в защитных средах плотность сварочного тока велика, поэтому элек-
тродный металл переходит на изделие в виде непрерывного потока мелких
капель. Такой перенос называют струйным.
Процесс электрической сварки плавлением характеризуется химичес-
кими реакциями между наплавленным металлом и окружающей средой.
РИС. 1.9. Возбуждение электрической дуги в процессе сварки: а — короткое замыкание;
б - образование слоя жидкого металла; в - образование шейки; г - возникновение дуги
34
1.2. СВАРКА МЕТАЛЛОВ
При переносе металла с электрода в сварочную ванну капли электродного
металла взаимодействуют с газовой атмосферой, жидким шлаком и окру-
жающим ванну основным металлом. Поэтому химический состав наплав-
ленного металла может существенно отличаться от химического состава
электрода, а состояние основного металла в зоне термического влияния -
от его исходного состояния. Это еще усугубляется высокими температура-
ми на отдельных участках дуги, кратковременностью пребывания металла в
жидком состоянии, быстрым изменением температурного режима.
Для надежной защиты сварочной ванны от воздействия атмосферных
кислорода, водорода и азота и придания сварному шву определенного хими-
ческого состава, а тем самым и определенных свойств, сварка открытой дугой,
т. е. электродами без покрытия, практически не применяется. Альтернативой
являются сварка покрытыми электродами, сварка под флюсом и в газовой
среде.
1.2.2. Геометрические параметры кромок под сварку
Такими параметрами являются угол а раскрытия шва; зазор а между
стыкуемыми кромками; притупление 5 кромок; длина L скоса листа при
наличии разности толщин и смещение 5 кромок относительно друг друга
(рис. 1.10).
Угол раскрытия шва (т. е. разделка кромок) необходим при толщине ме-
талла более 3 мм, поскольку отсутствие разделки кромок может привести к
непровару по сечению сварного соединения, а также к перегреву и пережо-
гу металла. При отсутствии раз-
делки кромок для обеспечения
провара электросварщик всегда
старается увеличить величину
сварочного тока. Разделка кро-
мок позволяет вести сварку от-
дельными слоями небольшого
сечения, что улучшает структуру
сварного соединения и уменьша-
ет возникающие при сварке на-
пряжения и деформации.
Зазор, правильно установ-
ленный перед сваркой, позволяет
обеспечить полный провар по се-
чению соединения при наложе-
нии первого (корневого) слоя шва,
если подобран соответствующий
режим сварки. Зазор обязателен
для уменьшения деформаций и
напряжений. В нахлесточных со-
единениях зазор нежелателен.
РИС. 1.10. Геометрические параметры кромок
под сварку
35
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Длиной скоса листа регулируется плавный переход от толстой сварива-
емой кромки детали к более тонкой, устраняются концентраторы напряже-
ний в сварных конструкциях. Притупление кромок способствует устойчи-
вому ведению процесса сварки при выполнении корневого шва. Отсутствие
притупления способствует образованию прожогов при сварке. Смещение
кромок ухудшает прочностные свойства сварного соединения и способст-
вует образованию непровара и концентраций напряжений. Допускается
смещение свариваемых кромок относительно друг друга до 10 % толщины,
но не более 3 мм.
1.2.3. Виды сварных соединений и разделок кромок
под сварку
Сварные швы подразделяются по следующим признакам:
а) по положению в пространстве (нижние, горизонтальные, вертикаль-
ные и потолочные; рис. 1.11);
РИС 1.11. Классификация сварных швов по положению в пространстве: а - нижние;
б - горизонтальные; в - вертикальные и г - потолочные
б) по типу усиления (нормальные, усиленные и ослабленные);
в) по количеству слоев (однопроходные и многопроходные);
г) по протяженности (сплошные и прерывистые).
Различают следующие виды сварных соединений: стыковые, угловые,
тавровые и нахлесточные (рис. 1.12).
РИС. 1.12. Виды сварных соединений: а - стыковые; б - угловые; в - тавровые
и г - нахлесточные
Применение тех или иных соединений обусловливается характером
конструкции (например, в сосудах, трубопроводах - стыковые, в фермах -
нахлесточные, угловые), а также способом сварки, толщиной металла и др.
36
1.2. СВАРКА МЕТАЛЛОВ
Перед сваркой торцы кромок и прилегающие к ним участки шириной
15-40 мм от края очищаются от грязи, ржавчины, масел и т. д. Выбор фор-
мы кромок зависит от способа сварки, сварочного оборудования и конкрет-
ных условий, при которых будет обеспечено необходимое качество шва при
минимальном сечении разделки. Типы разделок кромок под сварку показа-
ны на рис. 1.13.
50=2
м
РИС. 1.13. Подготовка кромок под сварку: а - без скоса кромок; б - со скосом двух кро-
мок; в - со скосом одной кромки; г - с двумя симметричными скосами двух кромок;
д - с двумя симметричными скосами одной кромки; е - с отбортовкой; ж - с криволи-
нейным скосом двух кромок; з - с двумя симметричными криволинейными скосами
двух кромок; и - тавровый без скоса; к - тавровый с двумя симметричными скосами
одной кромки; л - тавровый со скосом одной кромки; м - под электрошлаковую сварку
1.2.4. Общие требования к сварке
Под технологией сварки понимается совокупность способов, приемов,
режимов, позволяющая получить сварное изделие с требуемыми свойствами.
Сварка стальных конструкций и отдельных узлов должна производиться
только после проверки правильности их сборки. Непосредственно перед
37
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
сваркой необходимо очистить место сварки, при этом продукты очистки
из зазоров между собранными деталями следует удалить. Наложение шва
поверх прихваток допускается только после зачистки их от шлака, а мест
сварки - от брызг. Неудовлетворительно выполненные прихватки должны
быть удалены и, при необходимости, выполнены вновь. При многопроход-
ной сварке каждый проход шва перед наложением следующего прохода
должен быть очищен от шлака и брызг металла. Участки проходов с порами,
раковинами и трещинами должны быть вырублены. Перед наложением шва
с обратной стороны для угловых соединений со сплошным проплавлени-
ем и для стыковых соединений (при ручной подварке и при двусторонней
ручной сварке) корень шва должен быть защищен от грата и прожогов. Эти
требования являются общими для сварки, выполненной любым способом.
1.2.5. Структурное строение сварных швов
На свойства сварного соединения наряду с химическим составом метал-
ла шва значительное влияние оказывает структура металла шва и околошов-
ной зоны. В зависимости от химического состава и скорости охлаждения
структура металла шва может быть самой разнообразной. Наплавленный
металл, образующий валик, представляет собой литой металл, весьма
быстро охлажденный и затвердевший. Быстрота охлаждения придает на-
плавленному металлу характерную дендритную структуру (крупнозер-
нисто-столбчатую). Кроме того,
вследствие той же быстроты ох-
лаждения, наплавленный металл
часто бывает засорен неметалли-
ческими включениями и газовы-
ми пузырями. По химическому
составу наплавленный металл
представляет собой нечто сред-
нее между основным и электрод-
ным металлом со следующими
изменениями. Вследствие пе-
регрева металл в значительной
мере теряет легкоиспаряющиеся
и окисляющиеся составные час-
ти, например Мп, С, Si. Вредные
примеси практически не выго-
рают. Посредством легирования
через электродную проволоку,
обмазку электродов и флюс уда-
ется предупредить ухудшение
химического состава металла в
РИС. 1.14. Основные зоны сварного соединения:
1 - основной металл; 2 - зона термического влия-
ния; 3 - наплавленный металл
РИС. 1.15. Изменение температуры металла
в зоне термического влияния
процессе сварки и восстановить
его механические свойства.
38
1.2. СВАРКА МЕТАЛЛОВ
К наплавленному металлу прилегает переходная зона, лежащая между
ним и неизменным основным металлом (рис. 1.14). Эта зона называется зо-
ной термического влияния', ее образование при сварке неизбежно. В зоне
термического влияния сначала (рис. 1.15) происходит быстрое повышение
температуры, а затем замедленное охлаждение металла (из-за отдачи тепла
в холодный основной металл). Резкие изменения температуры в околошов-
ной зоне приводят к структурным преобразованиям металла и к значитель-
ным пластическим деформациям. Имеющиеся в кромках основного метал-
ла дефекты типа расслоений, сульфидных включений в результате такого
воздействия раскрываются, поэтому зона термического влияния должна
подвергаться неразрушающему контролю до и после сварки.
Результат теплового воздействия на металл в зоне термического влияния по-
добен реакции данного металла на термическую обработку. Может наблюдаться
как закалка с образованием твердых и хрупких структур, так и отжиг со значитель-
ным снижением прочности и текучести. Тогда и в аналогичных случаях наиболее
слабым местом сварного соединения может быть уже не шов, а зона термического
влияния, поэтому приходится принимать специальные меры для изменения теп-
лового режима в процессе сварки и последующей термообработки.
Рассмотрим изменения, происходящие в зоне термического влияния
при сварке низкоуглеродистой стали. На рис. 1.16 изображена левая часть
диаграммы Fe-C и изменения структуры металла, вызванные сваркой. В
зоне термического влияния различают следующие участки.
1, Участок неполного расплавления является переходным от металла
шва к основному металлу и представляет собой узкую полоску основного
металла при температуре выше температуры его плавления. Этот участок,
также называемый зоной сплавления, находится в твердо-жидком состоя-
нии, что способствует диффузии некоторых элементов; поэтому по хими-
ческому составу эта зона отличается как от шва, так и от основного металла.
В зависимости от характера источника нагрева и свойств металла ее шири-
на находится в пределах 0,1 - 0,4 мм. Эта зона имеет важнейшее значение,
поскольку по ней наиболее часто проходят разрушения сварных конструк-
ций. Здесь могут возникать трудно выявляемые закрытые трещины.
2. Участок перегрева называется также зоной крупного зерна. Находится
он в пределах температуры плавления - 1100 °C. На этом участке металл пре-
терпевает аллотропическое превращение из 6- в у-железо. В связи с тем, что
металл нагревается выше температуры наблюдается перегрев и рост аус-
тенитного зерна. В некоторых случаях ручной и автоматической сварки при
перегреве металла с повышенным содержанием углерода и при электрошла-
ковой сварке всех сталей образуется крупнозернистая структура, которая не-
значительно снижает пластичность металла. Ширина этого участка 1-4 мм.
3. Участок нормализации охватывает металл, нагретый до 850 - 1100 °C.
На этом участке образуется мелкозернистая вторичная структура.
Механические свойства металла на нем обычно выше, чем основного метал-
ла. Ширина этого участка от 1,2 до 4 мм.
39
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
наплавленный металл 1500
^у^стэднепол^^
участок перегрева
л*
РИС. 1.16. Изменение структуры металла в зоне термического влияния
1000
ф
участок нормализации
участокнёполной
перекристаллизации_____
участок рекристаллизации
участок синеломкости
ф
а а
о
4. Участок неполной рекристаллизации (перекристаллизации) ох-
ватывает металл, подвергшийся нагреву при температуре 700 - 850 °C.
Металл подвергается частичной перекристаллизации, поэтому здесь есть
зерна, образовавшиеся при перекристаллизации, и зерна основного метал-
ла. Ширина участка 0,5 - 4,0 мм.
5. Участок рекристаллизации наблюдается при сварке стали, подверг-
шейся пластической деформации (ковке, прокатке). На этом участке при
температуре 550 - 700 °C из обломков зерен зарождаются и растут новые
зерна основного металла. Это снижает его прочность и пластичность, поэ-
тому данный участок называют зоной старения металла. Здесь часто про-
исходят разрушения. Если до сварки металл не подвергался пластической
деформации, то процесс рекристаллизации не наблюдается.
6. Участок синеломкости охватывает температурный интервал 200-400°C,
когда на поверхности металла появляются синие цвета побежалости. Харак-
терно, что при сварке сталей с повышенным содержанием кислорода, азота и
калия на этом участке наблюдается резкое падение ударной вязкости, объясняе-
мое выпадением азота и углерода в виде нитридов и карбидов вокруг дефектов
кристаллической решетки, что понижает пластичность и повышает прочность.
Общие размеры зоны термического влияния зависят от вида сварки,
толщины и теплофизической характеристики металла, температуры окру-
жающей среды и составляют от нескольких миллиметров до нескольких де-
сятков миллиметров.
40
1.2. СВАРКА МЕТАЛЛОВ_________________________________________
1.2.6. Факторы, влияющие на работоспособность
сварных конструкций
Выбор материала. При проектировании сварных конструкций следу-
ет выбирать материал, основываясь на его прочностных характеристиках
и свариваемости с учетом возможности появления допустимых дефектов.
Естественное появление и вероятностное распределение дефектов, харак-
терных для определенных типов металла и сварки, должны учитываться
при проектировании наряду с прочностными характеристиками металла.
Практика показывает, что в любом металле (кромке шва) и в сварном шве
имеются хотя бы небольшие несовершенства, несплошности. Поэтому кро-
ме свариваемости и прочности металла необходимо, учитывая опыт пред-
шествующих конструкций, закладывать в расчеты появление и определен-
ное распределение допустимых несплошностей, размеры которых меньше
критических.
Пока не существует расчетов на прочность, которые учитывали бы ве-
роятностные характеристики допустимых несплошностей. Прочностные
характеристики теоретически бездефектных конструкций обосновываются
только расчетами напряжений при пластической деформации, статическом
и циклическом нагружении, тогда как часто происходит разрушение, вы-
званное напряженным состоянием. Причинами напряжений являются вне-
шние нагрузки и различные внутренние концентраторы напряжений (мест-
ные, технологические и конструктивные дефекты). Часто хрупкое разруше-
ние наступает при относительно высоких температурах, не свойственных
условиям работы данного материала. Металл сварной конструкции должен
быть достаточно вязким для того, чтобы затормозить разрушение.
Для того чтобы произошло хрупкое разрушение, необходимо совмест-
ное действие трех факторов: растягивающих напряжений, дефектов с остры-
ми гранями и соответствующей микроструктуры, склонной к образованию
трещин. Чтобы не допустить хрупкого разрушения, достаточно исключить
один из указанных факторов. Так, если первые два фактора обязательно
имеют место при сварке, то для исключения хрупкого разрушения необ-
ходимо правильно выбрать марку металла, который тормозил бы развитие
острого дефекта. Предотвратить зарождение трещины или появление не-
провара невозможно, однако, достаточно вязкий металл может затормозить
развитие дефекта. Например, развитие трещины, появившейся в области
мартенситной структуры, тормозится при переходе в зону пластического
феррита, обладающего разноосными зернами. При этом очевидно, что раз-
меры трещины, развивающейся из области сварного шва, не должны пре-
вышать некоторых критических размеров, в противном случае возникнут
напряжения, превышающие возможности металла.
Размеры критической трещины связаны с вязкостью металла, наличием
термической и других видов обработок, местом расположения и распреде-
лением напряжений.
41
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Внутренние напряжения в сварных швах. При сварке конструкций
происходит неравномерный нагрев свариваемых деталей, вследствие чего
возникают внутренние напряжения, сопровождаемые деформацией, т. е. из-
менением размеров и формы изделия. Укажем основные причины возник-
новения напряжений и деформаций.
1. Неравномерный нагрев металла. Холодные или менее нагретые участ-
ки металла препятствуют расширению сильно нагретых участков, включа-
ющих сварной шов и часть зоны термического влияния.
2. Усадка, т. е. уменьшение объема металла при его затвердевании, что
объясняется увеличением его плотности.
3. Изменение структуры, т. е. изменение размеров и расположения зе-
рен. Так, при сварке закаливающихся сталей образуются менее плотные
структуры, что ведет к увеличению объема металла шва. При сварке низко-
углеродистых сталей напряжений этого рода практически нет.
Сварочные напряжения бывают продольные (действуют в направлении
оси шва) и поперечные (действуют поперек оси шва). В любом случае они при-
водят к деформации конструкции. Поэтому технология сборки и сварки разра-
батывается с учетом необходимости получения минимальных сварочных на-
пряжений. Предусматриваются также специальные технологические приемы
для снятия внутренних напряжений после сварки. Применяют следующие
методы уменьшения напряжений и деформаций: выбор источника тепла; раз-
личные виды подготовки кромок; правильная последовательность наложения
шва; предварительный подогрев или охлаждение изделий; обратные деформа-
ции; жесткое закрепление изделия; термическая обработка изделия.
Остаточные напряжения. Возможность их возникновения необхо-
димо учитывать при оценке работоспособности сварного соединения при
наличии в нем тех или иных дефектов. Остаточные напряжения вызыва-
ются упругопластическими деформациями при выполнении сварных швов.
Они возникают в зонах наложения ремонтных швов. Независимо от про-
исхождения, остаточные напряжения приводят к асимметрии циклических
напряжений, изменяют среднюю величину напряжений за цикл. Этим оп-
ределяется влияние остаточных напряжений на сопротивление усталости.
Дефекты являются концентраторами напряжений. Однако в зависи-
мости от знака остаточных напряжений (сжимающих или растягивающих),
в районе одного и того же типа дефекта в результате циклического нагруже-
ния могут быть различные напряжения. Остаточные напряжения снижают-
ся после нескольких циклов нагружения, а после нескольких сотен циклов
практически стабилизируются. Остаточные напряжения могут существен-
но изменять сопротивление усталости соединения на стадии образования и
развития усталостной трещины.
Опасность технологических дефектов зависит от их «остроты» и протя-
женности. Если дефект имеет размеры, превышающие допустимые, то изделие
бракуется, а дефектное место подвергают ремонту. При этом часть сварного
соединения удаляется вместе с дефектом. Образовавшаяся полость заварива-
42
1.2. СВАРКА МЕТАЛЛОВ
ется вновь. Регламентирование размеров дефектов и направление изделия на
ремонт должны содержать дифференцированный подход к каждой конкрет-
ной дефектной ситуации. Ремонт приводит обычно к дополнительным повы-
шенным остаточным напряжениям. На отремонтированном участке дефекты
меньших размеров могут быть значительно опаснее, чем более крупные дефек-
ты в изделии перед ремонтом. Один и тот же тип дефекта в отремонтирован-
ном шве значительно опаснее, чем в первоначальном соединении.
Влияниедефектовсварныхшвов. Требование «бездефектности» конст-
рукции часто является причиной ухудшения эксплуатационных свойств,
так как многократные ремонты с целью устранения дефектов приводят к
тому, что разрушение происходит из-за локальных напряжений, возникаю-
щих после ремонта.
Правильный дифференцированный подход к качеству сварных швов
должен основываться на учете безопасности эксплуатации, прочностных
расчетах с определением реальной несущей способности конструкций, а
также исходя из экономических показателей.
Однако на практике так поступают не всегда. Подход к качеству из-
делия часто упрощается до одного уровня, который назначается из опыта
изготовления и эксплуатации предыдущих аналогичных конструкций, из
требований поддержания технологии на достигнутом уровне и из возмож-
ностей соответствующей дефектоскопической техники. Все, что ниже этого
уровня, идет в ремонт.
Влияние дефектов, не выходящих на поверхность и имеющих округлую
форму (газовые поры, шлаковые включения и т.п.), на усталостную про-
чность невелико и достаточно хорошо изучено.
В швах стыковых соединений из низкоуглеродистых и аустенитных
сталей количество отдельных пор обычно невелико. Считается, что если
коэффициент концентрации напряжения от валика усиления выше, чем от
пор, то умеренная пористость (до 4 %) не ухудшает несущей способности.
При удалении валика усиления даже небольшие поры снижают выносли-
вость на 40 - 70 %. У большинства сварных соединений толщиной до 40 мм
сохраняются валики усиления швов. Из-за преобладающего влияния зави-
симости концентраций напряжения от формы шва, несмотря на значитель-
ную пористость, конструкция разрушается по околошовной зоне на грани-
це перехода валика усиления к основному металлу.
Шлаковые включения по сравнению с порами в значительно меньшей
степени снижают усталостную прочность, т. к. шлак как упругое тело сни-
жает концентрацию напряжений. Он занимает промежуточное положение
между окисными пленами и вольфрамовыми включениями.
Распространенный дефект сварки - непровар - уменьшает сечение шва
и является концентратором напряжений. Влияние непровара определяется
разностью прочностных свойств шва и основного металла. Непровары об-
разуются при загрязнении кромок, неправильной их подготовке, неустой-
чивом режиме сварки.
43
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ______________________________
1.3. ДЕФЕКТЫ МЕТАЛЛА
1.3.1. Классификация дефектов металла
Дефектом называется каждое отдельное несоответствие продукции
требованиям, установленным, нормативной документацией (ГОСТ 17 102).
В практике применения методов и средств неразрушающего контроля
(НК) нет полного соответствия понятия «дефект» приведенному опреде-
лению. Часто под дефектом понимается нарушение сплошности материала
(несплошность), выявленное средствами НК. Связь такого понятия с опре-
делением, которое дает ГОСТ, устанавливается путем разделения «дефек-
тов» на допустимые в соответствии с требованиями нормативно-техничес-
кой документации (НТД) и недопустимые. Допустимые дефекты, в свою
очередь, подразделяются на фиксируемые или регистрируемые (в соответс-
твии с требованиями НТД) и нефиксируемые.
Среди дефектов различают явные, скрытые, критические, значительные
и малозначительные, исправимые и неисправимые.
Явные поверхностные дефекты выявляются глазом, а внутренние
скрытые и поверхностные, неразличимые глазом, - специальными сред-
ствами.
В зависимости от возможного влияния на служебные свойства детали
дефекты могут быть критическими, значительными и малозначительными.
При классификации учитывается характер, размеры, место расположения
дефекта на детали, особенности деталей и изделий, их назначение, условия
использования (эксплуатации).
Критический дефект - это дефект, при наличии которого использо-
вание продукции по назначению невозможно или исключается из-за несо-
ответствия требованиям безопасности или надежности; значительный
- это дефект, который существенно влияет на использование продукции по
назначению и/или на ее долговечность, но не является критическим; мало-
значительный - это дефект, который не оказывает такого влияния.
По происхождению дефекты изделий подразделяются на
• производственно-технические: металлургические, возникающие при от-
ливке, прокатке и т. д.; технологические, возникающие при изготовлении
и ремонте деталей (сварке, наплавке, механической и термической обра-
ботках, калибровке и др.);
• эксплуатационные, возникающие после некоторой наработки изделия в
результате усталости металла деталей, коррозии, охрупчивания под дейст-
вием радиации, изнашивания и т. д., а также в результате неправильного
технического обслуживания в процессе эксплуатации.
1.3.2. Типы дефектов металла
13.2.1. Литейные дефекты
Усадочные раковины - открытые или закрытые сравнительно большие
полости произвольной формы с грубой шероховатой, иногда окисленной
44
1.3. ДЕФЕКТЫ МЕТАЛЛА
поверхностью, находящиеся в теле отливки. Образуются вследствие нерав-
номерной усадки металла при затвердевании в верхней части слитка или в
утолщенных частях отливки, где металл затвердевает в последнюю очередь.
Усадочные раковины находятся между сердцевиной и коркой отливки.
Рыхлота - местное скопление мелких усадочных раковин при крупно-
зернистой структуре металла. Часто встречается рыхлота, расположенная
над усадочной раковиной.
Пористость - местное скопление мелких газовых или усадочных ра-
ковин. Газовая пористость обычно наблюдается в большом объеме отливки
или в отдельных ее участках. Усадочная пористость часто располагается под
концентрированной усадочной раковиной, являясь ее продолжением или
продолжением подусадочной рыхлоты.
Ликвационные зоны - неравномерность химического состава металла в
теле отливки. Причиной ликваций является различная температура затвер-
девания чистого металла и содержащихся в расплаве примесей. Различают
дендритную и зональную ликвации. Дендритная ликвация образуется по
границам дендритов обычно в корковой зоне слитка, а зональная - в тех об-
ластях слитка, которые затвердевают в последнюю очередь. Разновидностью
зональной является подусадочная ликвация - расположенная под усадоч-
ной раковиной область отливки, обогащенная углеродом и ликвирующими
примесями (серой, кислородом, фосфором и др.). При травлении макро-
шлифов слитков дефект выявляется в виде темно-травящихся полосок или
пятен. На микрошлифах из зоны дефекта наблюдается скопление сульфи-
дов и оксидов.
Газовые пузыри или раковины в литом металле представляют собой
полости (округлые, овальные или продолговатые) с чистой и гладкой,
иногда окисленной поверхностью. По расположению в слитках пузыри
могут быть внутренние и подкорковые. Внутренние пузыри расположены
произвольно по объему слитков, в спокойной стали преимущественно в
верхней части слитков, а в кипящей - в средней по высоте и сечению зоне.
Подкорковые пузыри расположены у поверхности слитков и представля-
ют собой тонкие извилистые каналы, часто выходящие на поверхность.
Горячая деформация приводит к завариванию пузырей в том случае, если
стенки их не содержат стойких оксидов или силикатов, а содержат только
оксиды железа и марганца. На поперечных макрошлифах спокойной ста-
ли незаварившиеся пузыри имеют вид тонких полосок. Микроструктура
в зоне, расположенной возле незаварившихся пузырей, характеризуется
ликвационными участками и скоплениями сульфидов. Газовые пузыри
в литом металле образуются вследствие выделения газов в период крис-
таллизации, поскольку их растворимость в твердом металле значительно
меньше, чем в жидком.
Песчаная раковина - полость в теле отливки, частично или полностью
заполненная формовочным материалом.
Шлаковая раковина - полость, заполненная шлаком.
45
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Неметаллические включения бывают двоякого рода и происхожде-
ния:
- включения неметаллических частиц, попавших в металл извне (так, части-
цы шлака, огнеупора, графита, песка и т. д. могут попасть в форму вместе
с расплавом и образовать шлаковые и песчаные включения, которые чаще
всего расположены в верхних частях отливки или на их поверхности);
- включения частиц окислов, сульфидов, силикатов, нитридов, образую-
щихся внутри металла вследствие химического взаимодействия компо-
нентов при расплавлении и заливке сплава (они располагаются в виде
цепочек или сетки, часто по границам зерен; по форме бывают округлые
или удлиненные, причем последние могут сильно снижать пластичность
металла).
Металлические включения - инородные металлические тела в основ-
ном металле отливки. Такими телами могут быть нерасплавленный легиру-
ющий компонент, модификатор, внутренний холодильник и т. д.
Утяжина - углубление с пологими краями на массивной части отлив-
ки, образовавшееся вследствие усадки металла при затвердевании. Под утя-
жиной возможны внутренние дефекты.
Плены - пленки на поверхности или внутри отливки, состоящие из
окислов, часто с включениями формовочного материала. К образованию
плен склонны высоколегированные сплавы. Плены в отливках возника-
ют в результате того, что при заполнении формы составляющие расплава
вступают в химическую реакцию с атмосферой и материалом формы, а из
продуктов реакции (окислов хрома, алюминия, титана и нитридов, не рас-
творяющихся в сплаве) на поверхности расплава образуется тугоплавкая
и плотная пленка. При механическом разрушении этой пленки в процессе
заливки формы отдельные куски ее оседают в различных местах формы.
Спаи - сквозные или поверхностные с закругленными краями щели
или углубления в теле отливки, образованные неслившимися потоками
преждевременно застывшего металла. При прерывистой заливке и неравно-
мерном поступлении металла в форму иногда возникают внутренние спаи
(неслитины), одной из причин которых могут быть окисные плены, создаю-
щие значительное сопротивление движению расплава.
Горячие трещины - обычно хорошо видимые разрывы поверхности
отливки, распространяющиеся по границам кристаллов и имеющие неров-
ную окисленную поверхность, на которой при увеличении видны дендри-
ты. Образуются вследствие усадки при застывании расплава в формах.
Характерными признаками горячих трещин являются их неровные (рва-
ные) края и значительная ширина.
Холодные трещины - очень тонкие разрывы поверхности отливки,
имеющие обычно чистую, светлую с цветами побежалости зернистую по-
верхность. Образуются из-за внутренних напряжений или механического
воздействия при температуре ниже температуры свечения отливки. В от-
личие от горячих трещин холодные распространяются по зернам, а не по их
46
1.3. ДЕФЕКТЫ МЕТАЛЛА
границам, располагаясь преимущественно в острых углах и других местах
концентрации напряжений.
Термические трещины - обычно хорошо видимые глубокие разрывы
поверхности отливки. Поверхность излома раскрытой трещины мелкозер-
нистая, окисленная или с цветами побежалости. Обнаруживаются эти тре-
щины в отливках после термической обработки. Причина возникновения
- высокие температурные растягивающие напряжения, совпадающие по
знаку с остаточными напряжениями.
13.2.2. Дефекты прокатанного и кованого металла
Трещины бывают одиночные или групповые, расположенные беспоря-
дочно или идущие в определенном направлении. По длине они достигают
нескольких метров; глубина трещин в зависимости от размеров проката,
причин и условий возникновения дефекта до 10 - 15 мм.
Флокены представляют собой волосные трещины с кристаллическим
строением поверхности стенок, образующиеся внутри толстого проката или
поковок (диаметром более 30 мм) из сталей перлитного и мартенситного
классов (хромистых, хромоникельвольфрамовых, марганцовистых и неко-
торых других легированных сталей). Флокены можно наблюдать на изло-
мах в виде пятен круглой или овальной формы, имеющих серебристо-белую
блестящую окраску и называемых «хлопьями», а на макро- и микрошлифах
- в виде прямых, иногда извилистых и зигзагообразных линий длиной от
нескольких десятков долей миллиметра до 10 - 15 мм и более. В малых се-
чениях изделий из сильно прокатанной стали (диаметром менее 25 - 30 мм)
флокены никогда не обнаруживаются, как и в литой стали. Флокены не
встречаются также в сталях аустенитного класса. Характерным для флоке-
нов является расположение в виде групп преимущественно в средней части
проката или поковки по толщине. Причина образования флокенов - воз-
никновение значительных структурных напряжений и охрупчивание стали
в сердцевине, вызванное присутствием водорода, не успевшего выделиться
из металла при быстром охлаждении.
Волосовины - мелкие внутренние или выходящие на поверхность трещи-
ны, образовавшиеся из газовых пузырей или неметаллических включений при
прокате или ковке. Они направлены вдоль волокон металла и в поперечном
изломе видны как точки или линии небольшой высоты. Шлаковые и песчаные
включения не способны пластически деформироваться и при обжатии слитка
распадаются на большое число обломков с острыми углами, образуя при вы-
тяжке цепочки вдоль волокон. Силикаты железа, марганца и других элемен-
тов при температуре прокатки могут быть пластичны, поэтому вытягиваются
вдоль волокон прокатанного металла. Длина волосовин 20 - 30 мм, а иногда
100-150 мм. Встречаются волосовины во всех конструкционных сталях.
Расслоения - нарушения сплошности внутри прокатанного металла,
представляющие собой раскатанные крупные дефекты слитка (глубокие
усадочные раковины, усадочная пористость, скопления пузырей или неме-
47
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
таллических включений). Для расслоения характерно, что поверхность на-
рушения сплошности параллельна плоскости прокатки. Так, раскатанные
скопления неметаллических включений дают внутреннюю прослойку, раз-
деляющую лист или профиль на две, три или несколько частей.
Внутренние разрывы - сравнительно крупные нарушения сплошнос-
ти внутренней части заготовки, периодически повторяющиеся по ее длине.
Поверхность излома по разрыву - крупнокристаллическая. Разрывы возни-
кают под влиянием сил растяжения вследствие неодинаковой деформации
наружных и внутренних слоев прокатываемого металла с малой пластич-
ностью. Наблюдаются при прокатке высоколегированных сталей. Разрывы,
возникшие в начальной стадии прокатки, при дальнейшей значительной
деформации могут образовать расслоения.
Рванины представляют собой разрывы или надрывы металла разно-
образного очертания с рваными краями. Чаще расположены на кромках
листов, профилей. К образованию рванин при прокатке слитков особенно
склонны высоколегированные стали с крупнозернистой структурой.
Закаты и заковы - вдавленные и закатанные (закованные) заусенцы
или возвышения (бугорки) на поверхности, получившиеся при предыду-
щем пропуске слитка через калибр прокатного стана. При этом металл за-
усенца или возвышения не сваривается с основной массой проката. Закат,
образовавшийся от заусенца, похож на продольную трещину, а от возвы-
шения - на плену с криволинейным незамкнутым контуром. Иногда закат
образуется от остатков усадочной раковины после обрезки верхней части
слитка с усадочной раковиной. При прокатке раковина не заваривается из-
за окислов на ее стенках.
Плены представляют собой сравнительно тонкие плоские отслоения на
поверхности прокатанного или кованого металла. В большинстве случаев
плены имеют вид «языка», у которого уширенный и утолщенный конец со-
ставляет одно целое с основной массой металла. По размерам плены быва-
ют от мелких едва заметных чешуек до 100 мм и более по длине и ширине (в
толстых листах); толщина плен колеблется от десятых долей миллиметра
до 3 - 5 мм и более. Причинами образования плен могут быть неудовлетво-
рительное качество слитков (наличие на поверхности отливки плен, плохая
раскисленность и пузырчатость металла) и нарушение режимов прокатки
(неудовлетворительная калибровка, неправильная насечка валков, образо-
вание заусенцев и рванин в самом начале прокатки).
13.2.3. Дефекты сварных соединений
Трещины в наплавленном металле - продольные и поперечные. В изло-
ме имеют темный цвет, сильно окисленные или светлые, с цветами побежа-
лости. Причины образования: неправильно выбранная марка присадочного
материала; неудовлетворительное качество присадочной проволоки, обмаз-
ки или флюса; неправильные режимы и техника сварки; высокие внутренние
напряжения в швах; наличие в швах пористости или шлаковых включений.
48
1.3. ДЕФЕКТЫ МЕТАЛЛА
Холодные трещины в шве и переходной зоне, расположенные под лю-
бым углом ко шву, в изломе светлые или со слабыми цветами побежалости.
Возникают при остывании детали в зоне пониженных температур, преиму-
щественно при дуговой сварке низколегированной стали большой толщины.
Чаще всего трещины возникают в переходной зоне вследствие неправильной
техники сварки или неправильно выбранного присадочного материала.
Горячие трещины в переходной зоне от шва к основному материалу.
Они извилисты, в изломе имеют темный цвет, сильно окислены, распро-
страняются по границам зерен.
Мелкие трещины (микротрещины) в шве или надрывы по переход-
ной зоне на нетравленых шлифах под микроскопом видны в виде тонких
линий. Возникают вследствие неудовлетворительного качества присадоч-
ной проволоки, обмазки или флюса.
Трещины, образующиеся в сварных соединениях при термообработ-
ке (закалке) узлов, деталей; могут иметь любое направление. Возникают
из-за несоблюдения режимов и условий термической обработки сварных
узлов или вследствие неудовлетворительной (нетехнологичной) конструк-
ции детали или узла.
Трещины рихтовочные могут иметь любое направление, в изломе свет-
лые. Причина образования - неправильная технология правки изделий, по-
лучивших коробление.
Непровар - отсутствие сплавления между основным и наплавленным
металлом в корне шва или по кромке, а также между отдельными слоями-
проходами при многопроходной сварке.
Поры и раковины - пузыри (обычно сферической формы) различной
величины, заполненные газами (водород, окись углерода). Образуются из-
за присутствия газов, поглощаемых жидким металлом в процессе сварки.
Шлаковые включения в металле шва - небольшие объемы, заполнен-
ные неметаллическими веществами (шлаками, окислами). Их размер ко-
леблется от микроскопического до нескольких миллиметров в поперечнике.
Форма может быть самой различной - от сферической до плоской, вытяну-
той в виде пленки, которая разделяет прилегающие объемы наплавленного
металла.
1.3.2.4. Дефекты, возникающие при различных видах
обработки деталей
Закалочные трещины - разрывы металла, возникающие при охлаж-
дении деталей преимущественно сложной формы в процессе закалки из-за
высоких внутренних напряжений. Они могут появиться и после закалки
на деталях, длительное время не подвергавшихся отпуску, уменьшающему
внутренние напряжения.
Внутренние напряжения в закаленной детали слагаются из термических напряжений,
возникающих при быстром и неравномерном охлаждении детали, и напряжений, возникаю-
щих вследствие объемных изменений при структурных превращениях.
49
ГЛАВА 1 • ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ____________________________________________
Внутренние напряжения в значительной мере зависят от исходной структуры детали, в
частности, от наличия карбидов в стали, от степени неоднородности состава (наличия зональ-
ной и дендритной ликвации) и от величины зерна стали в различных местах детали. Высокие
и неравномерные внутренние напряжения при недостаточной жесткости детали вызывают ее
коробление. Если же детали имеют ослабленные сечения, то могут возникнуть и трещины.
Наиболее вероятные места зарождения закалочных трещин - места с резким изменением се-
чения, острые углы и подрезы. Однако трещины при закалке нередко могут появляться и на
деталях простой формы. В этом случае причиной образования трещин могут быть дефекты ма-
териала (волосовины, шлаковые включения, флокены, ковочные трещины) или несоблюдение
режимов термической обработки деталей.
Отличительным признаком закалочных трещин является неопре-
деленность их направления и извилистая форма. Закалочные трещины
встречаются группами, но большей частью число таких трещин на детали
невелико.
Шлифовочные трещины - группа мелких и тонких разрывов, как пра-
вило, в виде сетки на шлифованной поверхности металла. Возникают при
шлифовании сталей некоторых марок, склонных к образованию трещин,
- закаленных высокоуглеродистых и легированных.
При шлифовке трещины возникают по двум причинам. Во-первых, из-
занеправильногорежима термообработки деталей, например, оченьрезко-
го охлаждения, приводящего к значительным внутренним напряжениям.
В этом случае достаточно даже небольших дополнительных напряжений
термического и механического происхождения, получающихся в поверх-
ностном слое при шлифовании абразивными кругами, чтобы появились
поверхностные шлифовочные трещины. Во-вторых, вследствие местно-
го перегрева металла при нарушении режимов шлифования - приме-
нении неподходящего для данного материала или «засаленного» круга,
при чрезмерном повышении подачи (давления), скорости шлифования
(продолжительной задержке камня на одном месте) или при недостаточ-
ном охлаждении. Чрезмерные местные перегревы поверхностного слоя
закаленных сталей, обладающих пониженным коэффициентом тепло-
проводности, вызывают в нем высокие внутренние напряжения вследст-
вие неравномерных объемных изменений при чередующемся нагреве и
охлаждении. Эти напряжения приводят к образованию сетки шлифовоч-
ных трещин.
У малоуглеродистых сталей, обладающих более высоким коэффициен-
том теплопроводности и повышенными пластическими свойствами, обра-
зование трещин при шлифовке маловероятно.
Надрывы - неглубокие трещины, возникающие в деталях в результате
холодной деформации металла, например, при сверлении или разверстке
отверстий тупым сверлом или разверткой, холодной штамповке, особенно
когда металл имеет недостаточно высокие пластические свойства из-за де-
фектов структуры. Кроме того, надрывы могут образоваться при горячей де-
формации (ковке, штамповке, протяжке с большой степенью деформации).
50
1.3. ДЕФЕКТЫ МЕТАЛЛА__________________________________________
13.2.5. Дефекты, возникающие при эксплуатации изделий
Трещины усталости являются наиболее распространенными эксплуа-
тационными дефектами. Основная причина усталостных разрушений дета-
лей - действие высоких переменных напряжений. Трещины усталости воз-
никают в местах концентрации напряжений: по галтелям, в местах с резки-
ми переходами сечений и наличием подрезов, у основания резьбы и зубьев
шестерен, в углах шпоночных канавок, у отверстий для смазки или в местах
других конструктивных или технологических концентраторов напряжений.
Трещины усталости появляются также в местах дефектов металлургичес-
кого и технологического происхождения или следов грубой механической
обработки поверхности (глубоких рисок, следов резца и т. п.).
Трещины усталости различают по внешнему виду. Чаще всего они бы-
вают двух типов: поперечные или кольцевые трещины, развивающиеся на
цилиндрических деталях по окружности в сечении, перпендикулярном к
оси детали; трещины, расположенные под углом к оси детали.
В зоне усталостного разрушения отсутствуют какие-либо признаки
пластической деформации даже у самых пластичных материалов. Ширина
раскрытия усталостной трещины у выхода ее на поверхность в начальной
стадии разрушения не превышает нескольких микрон.
Коррозионные повреждения (очаговые, межкристаллитные и др.)
встречаются на разных деталях. Степень коррозионного повреждения за-
висит от наличия агрессивных сред, качества защитных покрытий, неблаго-
приятного сочетания материалов деталей в узле и др. В эксплуатации кор-
розией часто поражены закрытые, внутренние полости, труднодоступные
для осмотра.
Трещины - надрывы в поверхностном слое металла образуются в ре-
зультате высоких однократно приложенных напряжений (растяжение, из-
гиб, кручение), когда нагрузка превышает прочность детали, например, при
нарушении технологии правки детали, демонтаже или монтаже детали с
хрупким поверхностным слоем или при перегрузке детали в эксплуатации
(работа в нерасчетном режиме).
Механические повреждения поверхности - забоины, вмятины, нади-
ры, риски, местный наклеп. Их причины могут быть разнообразными.
51
ГЛАВА 2 • ОБЩИЕ СВЕДЕНИЯ
ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ
2.1. ЗАДАЧИ, РЕШАЕМЫЕ С ПРИМЕНЕНИЕМ НК,
И ТРЕБОВАНИЯ К НЕМУ
Контроль качества продукции заключается в проверке соответствия
показателей ее качества установленным требованиям.
Критериями качества деталей машин являются физические, химичес-
кие, геометрические и функциональные показатели, а также технологичес-
кие признаки качества, например, отсутствие недопустимых дефектов типа
нарушения сплошности материала; соответствие физико-механических
свойств и структуры основного материала и покрытия, химического соста-
ва, геометрических размеров и чистоты обработки поверхностей требовани-
ям технической документации и др.
ф] Проверка соответствия продукции или процессов, от которых зави-
сит качество продукции, установленным техническим требованиям
называется техническим контролем.
ф] Неразрушающий контроль (НК) - это технический контроль, при
котором не нарушается пригодность объекта к применению.
В противном случае технический контроль называется разрушающим.
НК с применением дефектоскопов/приборов (инструментальныйНК)
основан на получении информации в виде электрических, световых, звуко-
вых и других сигналов о качестве проверяемых объектов при взаимодейст-
вии их с физическими полями (электрическими, магнитными, акустичес-
кими и др.) и веществами.
НК в зависимости от физических явлений, положенных в его основу, под-
разделяется на виды, из которых в энергомашиностроении применяются
акустический, магнитный, оптический, радиационный, вихретоковый, маг-
нитопорошковый и проникающими веществами.
Методом контроля называются правила применения определенных
принципов и средств контроля в целях
- выявления дефектов типа нарушения сплошности материала изделий;
- оценки структуры материала изделий;
- контроля геометрических параметров изделий;
- оценки физико-химических свойств материала изделий;
- оценки механических свойств материала изделий.
Методы каждого вида НК классифицируются по следующим признакам:
- характер взаимодействия физических полей или веществ с контролиру-
емым объектом, так в акустическом виде контроля по этому признаку
выделяются методы прошедшего излучения (теневой), отраженного из-
лучения (эхо-метод) и другие;
52
2.1. ЗАДАЧИ, РЕШАЕМЫЕ С ПРИМЕНЕНИЕМ НК, И ТРЕБОВАНИЯ К НЕМУ
- первичные информативные параметры (в акустическом виде контроля
по этому признаку выделяются амплитудный, фазовый, спектральный и
другие методы);
- способы получения первичной информации (например, пьезоэлектрический
и электромагнитно-акустический методы в акустическом виде контроля).
Выбор методов и средств контроля и задачи, решаемые НК, на всех ста-
диях (этапах) изготовления и эксплуатации изделий во многом зависят от
назначения изделия (объекта контроля - ОК).
На этапах научно-исследовательских и опытно-конструкторских работ
по созданию изделий НК применяется для получения необходимых дан-
ных, подтверждающих правильность выбранных решений; для сокращения
времени и объемов необходимых исследований; для отбора материалов,
компонентов и оборудования, обеспечивающих получение продукции не-
обходимого качества с минимальными затратами. На этой стадии следует
выбрать оптимальные методы и средства НК, разработать основные техни-
ческие требования к стандартным образцам и критерии приемки изделия.
На этапе производства и испытаний опытной партии деталей НК при-
меняется для отработки технологических процессов и конструкций, а также
при испытании изделий. Результаты контроля используются для внесения
изменений в конструкцию и технологические процессы с целью снижения
материалоемкости и трудоемкости производства, повышения надежности и
долговечности продукции. На этой стадии устанавливаются необходимые
технические требования к НК качества изделия.
На этапе производства, испытаний и гарантийного обслуживания се-
рийной продукции НК используется для установления соответствия ма-
териалов, полуфабрикатов и готовых изделий заданным техническим тре-
бованиям (пассивный контроль); для целей управления и регулирования
технологическими процессами (активный контроль).
На этапе эксплуатации и ремонта изделий и оборудования НК дает
возможность предотвратить поломки и аварии, сократить простой и экс-
плуатационные расходы, увеличить сроки эксплуатации и межремонтных
периодов, а также сократить продолжительность и стоимость ремонтов.
На основе результатов НК может быть принято управленческое решение о
дальнейшей эксплуатации изделия.
Эффективность применения НК определяется его принципиальными преимуществами
по сравнению с разрушающими испытаниями изделий, основным недостатком которых явля-
ется то, что они проводятся выборочно, т. е. только на части изделий из партии. Поскольку ис-
пытываемые материалы и изделия разрушаются в процессе контроля, достоверность разруша-
ющих методов зависит от однородности исследуемых свойств в образцах и изделиях, а также
от сходства условий испытаний с условиями эксплуатации. К преимуществам разрушающих
испытаний следует отнести возможность измерения абсолютных значений разрушающих на-
грузок и напряжений, определяющих эксплуатационную надежность изделия. По сравнению с
НК разрушающие испытания, как правило, более трудоемки, менее производительны и труд-
нее поддаются автоматизации.
53
ГЛАВА 2 • ОБЩИЕ СВЕДЕНИЯ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ
В современном производстве применяют сочетание разрушающих ис-
пытаний с различными видами НК. С помощью НК изделия сортируют по
различным группам качества. Разрушающие испытания образцов, взятых
из каждой группы, позволяют установить соответствие эксплуатационных
характеристик изделия измеренным. Если эти связи установлены достаточ-
но точно, то НК позволяет резко сократить объем и периодичность разру-
шающих испытаний. В этом случае разрушающие испытания могут произ-
водиться для проверки результатов НК.
К НК предъявляют следующие основные общие требования:
- возможность осуществления эффективного контроля на разных стадиях
изготовления, в эксплуатации и при ремонте изделий;
- возможность контроля качества продукции по большинству заданных
параметров;
- согласованность времени, затрачиваемого на контроль, со временем рабо-
ты другого технологического оборудования;
- высокая достоверность результатов контроля;
- возможность механизации и автоматизации контроля технологических
процессов, а также управление ими с использованием сигналов, выдава-
емых средствами НК;
- высокая надежность дефектоскопической аппаратуры и возможность ис-
пользования ее в различных условиях;
- простота методики контроля, техническая доступность средств контроля
в условиях производства, ремонта и эксплуатации;
- высокая воспроизводимость результатов контроля.
2.2. ВИДЫ КОНТРОЛЯ ПОЛУФАБРИКАТОВ
И ИЗДЕЛИЙ
Контроль, осуществляемый на стадии производства продукции, назы-
вается производственным. Контроль, осуществляемый на стадии эксплу-
атации, называется эксплуатационным. Каждый из них делится на руч-
ной, механизированный и автоматизированный.
В зависимости от места в технологическом процессе производ-
ственный контроль подразделяют на входной, операционный, сплош-
ной, выборочный и приемочный.
Входным называется контроль материалов, комплектующих изделий
и готовой продукции, поступивших на предприятие-потребитель от других
предприятий или участков производства.
Входной контроль позволяет предупредить выпуск дефектной продук-
ции из-за ошибок поставщика, собрать объективную информацию о посту-
пающих материалах и сформулировать дополнительные требования к ка-
честву исходных материалов.
54
2.2. ВИДЫ КОНТРОЛЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЙ
Операционный контроль - это контроль продукции во время выполне-
ния или после завершения определенной производственной операции, напри-
мер, сварки, термообработки и т. д.
Контроль готовой продукции, по результатам которого принимает-
ся решение о ее пригодности к использованию или поставке, называется
приемочным.
Приемочный контроль является наиболее ответственной заключитель-
ной операцией всего процесса изготовления продукции.
В зависимости от объемов проверки продукции входной, операционный
и приемочный контроль может быть сплошным или выборочным.
Контроль каждой единицы продукции, осуществляемый с одинаковой
полнотой, называется сплошным; контроль выборок или проб из партии
или потока продукции - выборочным.
В процессе эксплуатации изделий проводят профилактический плано-
вый и целевой контроли.
Плановый контроль - это контроль после определенной наработки
изделия или некоторого срока хранения для обнаружения и устранения де-
фектов эксплуатационного происхождения. Целевой контроль - это вне-
плановый разовый контроль, проводимый для обнаружения и устранения
дефектов конструктивно-производственного или эксплуатационного проис-
хождения.
Необходимость проведения последнего вида контроля устанавливается
в процессе эксплуатации изделий.
При эксплуатации объектов, к которым предъявляются особо высокие
требования по надежности и безопасности, наряду с плановым контролем
по времени наработки ведется непрерывный контроль - такой контроль,
при котором поступление информации о контролируемых параметрах про-
исходит непрерывно.
Непрерывный контроль осуществляется за состоянием высоконагру-
женных ответственных деталей, узлов, систем или объектов в целом. Для
этого, как правило, применяются средства автоматизированного контроля
(вибрационная диагностика, акустическая эмиссия и т. п.).
Непрерывный контроль является, как правило, одной из составляющих мониторинга со-
стояния объектов - информационно-аналитического процесса обеспечения выработки управ-
ленческих решений, направленных на предотвращение неблагоприятного изменения состояния
объекта. Он включает в себя совокупность последовательных действий информационного и
аналитического характера:
- наблюдение за объектом и сбор информации о его состоянии (непрерывный контроль);
- оценка текущего состояния объекта и прогноз его изменения;
- подготовка вариантов управленческих решений с оценкой риска их принятия.
Организационные формы контроля могут быть различными и зависят
от конкретного производства и его масштабов, вида продукции, целей кон-
троля и других факторов. Перечислим наиболее распространенные виды
организации контроля.
55
ГЛАВА 2 * ОБЩИЕ СВЕДЕНИЯ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ
Скользящий контроль — это приемочный или операционный контроль,
осуществляемый средствами контроля, доставляемыми к месту проведения
контроля.
Такой контроль применяют для крупных конструкций, транспортиров-
ка которых затруднительна, невозможна или экономически нецелесообраз-
на (корпуса сосудов давления, монтажные сварные швы крупногабаритных
конструкций и т. п.);
Для серийного и массового производства характерен стационарный
контроль, проводимый на специально оборудованном участке (контроль
листового проката, труб, валов и т. п.).
Летучий контроль - это выборочная проверка качества проведения
приемочного или операционного контроля, осуществляемая в произвольно
выбранный момент времени.
Цель летучего контроля - поддержание необходимого уровня техноло-
гической дисциплины.
Инспекционный контроль - это выборочный контроль продукции или
технологического процесса, осуществляемый специально назначенной группой
специалистов с целью проверки эффективности ранее выполненного контроля.
При этом может проверяться состояние оборудования, оснастки, техно-
логической дисциплины, правильность ведения отчетной документации и
др. Инспекционный контроль обычно бывает выборочным. Он может быть
как плановым, так и летучим.
2.3. ТРЕБОВАНИЯ К ОБЕСПЕЧЕНИЮ
ДЕФЕКТОСКОПИЧЕСКОЙ
ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ
На основе анализа расчетных напряжений, результатов статических и
динамических испытаний, а также статистики отказов при эксплуатации
аналогичных по конструкции образцов техники специалисты по проекти-
рованию оборудования разрабатывают требования к методам и объему кон-
троля деталей и узлов оборудования.
Для сосудов, работающих под давлением, методы и объемы контроля свар-
ных соединений и наплавок назначаются с учетом их разбивки на категории
и группы. Категория сварного соединения и наплавки устанавливается в за-
висимости от условий эксплуатации сварных конструкций и возможностей
ремонта. Сварные швы подразделяются на группы в зависимости от рабочего
давления. Категорию каждого сварного соединения определяет проектная ор-
ганизация. Категория должна быть указана в чертеже или в схеме контроля.
Конструктор должен указать методы НК, возможность выполнения ко-
торых должна быть обеспечена в запланированном объеме. При необходи-
мости могут быть указаны и средства НК, в том числе и устройства встроен-
ного дефектоскопического контроля объектов. Если невозможно использо-
вать известные методы и средства контроля, необходимо разработать и ре-
56
2.3. ТРЕБОВАНИЯ К ОБЕСПЕЧЕНИЮ ДЕФЕКТОСКОПИЧЕСКОЙ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЙ
комендовать новые. Очень важно, чтобы на этом же этапе были определены
критерии для регистрации и браковки несплошностей, то есть нормативные
требования. Конструкторы и технологи должны позаботиться о том, чтобы
на стадиях изготовления, эксплуатации и ремонта была обеспечена дефек-
тоскопическая технологичность деталей и узлов оборудования.
Под дефектоскопической технологичностью («дефектоскопич-
ностью») понимается совокупность свойств конструкции и ее деталей,
необходимая для обеспечения возможности дефектоскопического контроля
деталей, узлов и агрегатов ответственного назначения (при производстве,
испытании, эксплуатации и ремонте) в объеме и с достоверностью, предус-
мотренными руководящей технической документацией.
Для обеспечения дефектоскопичности объект должен быть контро-
лепригодным и контроледоступным.
Контролепригодность определяется совокупностью физико-химичес-
ких и технологических свойств объекта, позволяющей осуществить его про-
верку данным методом НК в необходимом объеме.
Например, участок стальной аустенитной поковки толщиной 390 мм, имеющий крупно-
зернистую структуру, является неконтролепригодным для ультразвуковой дефектоскопии из-
за большого затухания и высокого уровня помех, связанных с отражениями на границах зерен
(влияние физических свойств). Неконтролепригодна для ультразвукового контроля (УЗК) так-
же литая стальная заготовка, имеющая на поверхности многочисленные раковины и отслаиваю-
щуюся окалину и не прошедшая механическую обработку (влияние технологических свойств).
Контроледоступность характеризуется отсутствием конструктив-
ных или других пространственных ограничителей, препятствующих прове-
дению НК данным методом в необходимом объеме.
Например, сварной шов приварки днища к сосуду является неконтроледоступным для уль-
тразвуковой дефектоскопии со стороны днища, если длина прямолинейного участка поверх-
ности, примыкающего к шву со стороны днища, меньше толщины стенки сосуда.
В условиях эксплуатации контроледоступность должна обеспечивать-
ся при минимуме демонтажных работ и затрат времени. Обеспечение на
стадии проектирования свободных подходов к контролируемым деталям
исключает в эксплуатации необходимость доработки конструкции изде-
лий для проведения контроля. Неудовлетворительная дефектоскопичность
конструкции препятствует внедрению методов НК при эксплуатации и ре-
монте изделий или снижает эффективность их применения.
В зависимости от степени влияния упомянутых факторов объекты кон-
троля могут классифицироваться по степеням контролепригодности или
контроледоступности.
После назначения методов и объема контроля, а также установления
нормативных требований для оценки результатов контроля конструктор
должен согласовать возможность их реализации со службой, ответственной
за выполнение НК. При этом на основе действующих для данного изделия
руководящих документов должна быть определена степень контроледос-
тупности объекта. В случае технической невозможности выполнения не-
57
ГЛАВА 2 » ОБЩИЕ СВЕДЕНИЯ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ
обходимого объема контроля может быть принято решение об изменении
конструкции детали или узла с целью обеспечения требуемой степени кон-
троледоступности.
Технологические службы совместно со службой НК устанавливают мес-
то НК в технологическом процессе, необходимые подготовительные опера-
ции, оборудование и оснастку, технологию проведения контроля, необходи-
мые трудозатраты на подготовку и выполнение контрольных операций.
2.4. ОБЩИЕ ТРЕБОВАНИЯ К СРЕДСТВАМ НК
К средствам НК относятся дефектоскопическое оборудование и прибо-
ры (дефектоскопы, толщиномеры, рентгенотелевизионные системы, преоб-
разователи и др.), дефектоскопические материалы (пенетранты, проявля-
ющие краски, магнитные порошки, суспензии и др.), стандартные образцы
(СО) и стандартные образцы предприятия (СОП), вспомогательные при-
боры (рентгеноэкспонометры, приборы контроля концентрации суспензии
и степени размагниченности деталей и т. п.), необходимые приспособления
(фиксирующие и сканирующие устройства, стойки, компенсаторы и др.).
Дефектоскопы по своему назначению подразделяют на универсальные
(или общего назначения) и специализированные, а последние, в свою оче-
редь, на неавтоматизированные дефектоскопы и автоматизированные ком-
плексные системы контроля. Универсальные дефектоскопы предназначены
для контроля различных по форме и размерам деталей и узлов, а специали-
зированные - для контроля однотипных деталей.
Дефектоскопические средства должны быть сертифицированы.
Для обеспечения возможности включения дефектоскопов в автомати-
зированные системы (линии) контроля они должны обладать высокой про-
изводительностью, информационной совместимостью с другими комплек-
сами и работать с нормализованными входными и выходными сигналами.
При разработке дефектоскопов также должны учитываться требования
метрологического обеспечения по таким параметрам, как погрешность и
выявляемость дефектов.
В процессе эксплуатации параметры средств НК могут изменяться, сле-
довательно, для поддержания параметров в заданных пределах необходима
их периодическая поверка. Объем и периодичность поверок определяется
стандартами на средства НК, стандартами на методы контроля, инструк-
циями по эксплуатации приборов и оборудования, а также методическими
документами на проведение НК.
2.5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ НК
Использование новейшей техники, обслуживание прогрессивных
технологий контроля в целях выпуска качественной продукции должны
обеспечиваться высоким профессионализмом и мастерством дефектоско-
пистов, инженерно-технических работников и руководителей службы НК.
Высшими учебными заведениями, научно-исследовательскими института-
58
2.5. ТРЕБОВАНИЯ К ПЕРСОНАЛУ НК
ми и другими специализированными организациями создана и постоянно
совершенствуется система непрерывной подготовки, переподготовки и по-
вышения квалификации кадров.
В связи с тем, что НК во многих случаях еще остается ручным, роль
дефектоскопистов при контроле очень велика. В их функции входит на-
стройка приборов, тщательное выполнение предусмотренных методикой
операций контроля, оценка показаний индикаторов и принятие решений по
выявленным дефектам. В целях снижения влияния субъективных факто-
ров на результаты контроля дефектоскописты должны:
- иметь образование не ниже среднего;
- пройти теоретическую подготовку по методам и средствам НК и технике
безопасности в объеме требований, изложенных в «Правилах аттестации
персонала в области неразрушающего контроля»;
- пройти дополнительную специальную подготовку (общетеоретическая
подготовка по технологии производства, конструкции и основам эксплу-
атации машин, детали и узлы которых контролируются); знать критичес-
кие места в машинах (объектах контроля), условия нагружения ответст-
венных деталей, свойства материалов проверяемых объектов, виды об-
работки деталей, характер и размеры дефектов, подлежащих выявлению
и нормированных в технических условиях, критерии браковки деталей,
производственные инструкции и другую техническую документацию;
- иметь производственный опыт по настройке, проверке и применению дефек-
тоскопов; хорошо знать частные методики контроля деталей, уметь распоз-
навать и определять ложные сигналы, правильно выбирать дублирующий
(арбитражный) метод при затруднениях в оценке результатов контроля;
- не иметь медицинских противопоказаний к работе по контролю исполь-
зуемыми методами;
- обладать такими качествами, как наблюдательность, добросовестность и
честность, способность к длительной однообразной работе, чувство уве-
ренности в результатах контроля, чувство ответственности, способность
самостоятельно повышать знания, а также умение накапливать опыт,
анализировать, сравнивать, обобщать.
К проведению контроля допускаются лица после получения спе-
циальной подготовки по НК, приобретения практического опыта работы по
осваиваемому методу контроля на объектах, близких к осваиваемой номен-
клатуре, и прохождения аттестации.
Под аттестацией следует понимать процесс подтверждения Незави-
симым органом квалификации и соответствия компетентности кандидата
требованиям Правил аттестации персонала в области НК по какому-либо
виду (методу) НК в соответствующей области аттестации. По результа-
там аттестации специалисту выдается квалификационное удостоверение
- документ, выдаваемый Независимым органом и удостоверяющий, что спе-
циалист компетентен в проведении НК в указанной области аттестации в
соответствии с присвоенным уровнем квалификации.
59
ГЛАВА 2 * ОБЩИЕ СВЕДЕНИЯ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ
С целью унификации требований к специалистам НК в России принята
трехуровневая система аттестации персонала, идентичная применяемой в
Европе в соответствии с Нормами EN 473.
Специалист низшего -1 уровня - может выполнять контроль в строгом
соответствии с методиками, технологическими инструкциями и под наблю-
дением персонала II и III уровня, регистрируя все индикации, возникаю-
щие в зоне контроля, но не принимая самостоятельное решение о качестве
проконтролированного объекта. В рамках действовавшего ранее Единого
тарифно-квалификационного справочника работ и профессий (ЕТКС)
I уровню соответствуют 2 и 3 разряды.
Специалист II уровня самостоятельно проводит контроль и оценку ка-
чества объекта. Он может также осуществлять подготовку и руководство
персоналом I и II уровней, разрабатывать технологические карты контроля.
В зависимости от вида конкретных работ II уровню соответствуют разряды
от 4 до 6 по ЕТКС.
Специалист высшего - III уровня - осуществляет руководство работа-
ми по контролю, обучает и аттестует специалистов более низких уровней,
разрабатывает методики контроля, проводит контроль и оценку качества
объектов.
Конкретные требования к объему теоретических знаний, стажу прак-
тической работы и опыту, компетентности персонала каждого уровня из-
ложены в «Правилах аттестации персонала в области неразрушающего
контроля» и в отраслевых нормативно-технических документах. Для про-
ведения сертификации персонала в России созданы Независимые органы
по аттестации персонала в области НК, аккредитованные в установленном
порядке.
Аналогичная трехступенчатая система существует и в других странах
мира. Многие специалисты проходят аттестацию по нескольким видам НК.
Это позволяет более эффективно использовать специалистов НК, особенно
на таких предприятиях, где отсутствует постоянная высокая занятость по
каждому методу НК в отдельности.
Непрерывное повышение квалификации всех работников, которые
занимаются контролем качества изделий, является составной частью
заботы о качестве продукции. Необходимость периодического органи-
зованного повышения квалификации работников НК вытекает из двух
факторов:
- со временем теряются знания, полученные ранее, но нерегулярно исполь-
зуемые;
- появляются новые средства контроля, методики, нормативные требова-
ния, передовые приемы труда, теоретические разработки.
Работники НК обязаны проходить периодическую повторную атте-
стацию в сроки, предусмотренные требованиями «Правил аттестации пер-
сонала в области НК». Для I и II уровней этот срок составляет 3 года, для
III уровня - 5 лет.
60
2.6. ВЫБОР МЕТОДОВ НК _
2.6. ВЫБОР МЕТОДОВ НК
При выборе метода или комплекса методов НК конкретных деталей
или узлов необходимо учитывать следующие основные факторы: характер
(вид) несплошности и ее расположение, чувствительность метода контроля,
условия работы деталей и технические условия (ТУ) на изделие, материал
детали, состояние и шероховатость поверхности, форму и размер детали,
зоны контроля, доступность детали и зоны контроля, условия контроля.
Рассмотрим факторы, влияющие на выбор методов НК.
Характер несплошностей, подлежащих выявлению. В зависимости
от происхождения несплошности различаются размерами, формой и средой,
заполняющей полости. Так, например, трещины имеют протяженную форму
с различным раскрытием и глубиной. В полости трещин могут быть окислы,
смазка, нагар и другие загрязнения. Трещины характерны резкими очертани-
ями, острыми углами, а неметаллические включения, закаты и заковы часто
бывают округлой формы. Поэтому, учитывая особенности несплошности,
которую необходимо обнаружить, выбирают метод НК для ее надежного
выявления. Так, для обнаружения поверхностных трещин с малой шириной
раскрытия (0,5-5 мкм) на деталях из ферромагнитных материалов наибо-
лее эффективным является магнитный, а из немагнитных материалов - вих-
ретоковый или капиллярный методы и совершенно непригоден, например,
радиографический. Для выявления внутренних скрытых несплошностей це-
лесообразно применять радиационные или ультразвуковые методы.
Чувствительность метода НК определяется наименьшими размерами
выявляемых несплошностей: у поверхностных - шириной раскрытия у выхода
Табл. 2.1. Чувствительность неразрушающих методов контроля*
Метод НК Минимальные размеры выявляемых несплошностей, мкм
Ширина раскрытия Глубина Протяженность
Визуально-оптический 5-10 — 100
Цветной 1-2 10-30 100 - 300
Люминесцентный 1-2 10-30 100 - 300
Магнитопорошковый 1 10-50 30
Вихретоковый 0,5-1 150 - 200 600 - 2000
Ультразвуковой 1-30 — —
Радиографический 100 - 500 1 - 1,5 % толщины** —
Примечания:
* Неразрушающий контроль металлов и изделий/Справочник//Под ред. Г. С. Самойло-
вича. - М.: Машиностроение, 1976.
** При толщине металла менее 7 мм относительная чувствительность радиографического
метода резко снижается и при толщине 1 мм составляет около 10 %.
61
ГЛАВА 2 • ОБЩИЕ СВЕДЕНИЯ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ
на поверхность, протяженностью вглубь металла и по поверхности изде-
лия; у внутренних - размерами несплошности с указанием глубины зале-
гания.
Чувствительность зависит от физических особенностей метода НК,
технических параметров применяемых средств контроля, чистоты обработ-
ки поверхности и толщины контролируемой детали, физико-химических
свойств ее материала, условий контроля и других факторов. Оценочные
данные о чувствительности некоторых методов НК приведены в табл. 2.1.
Место расположения возможных несплошностей на детали. Не-
сплошности можно условно разделить на поверхностные, подповерх-
ностные (глубиной 0,5 - 1,0 мм) и внутренние (глубина залегания более
1,0 мм). Для выявления поверхностных дефектов применимы все виды
контроля, но, как правило, наиболее эффективны из них визуально-оп-
тический, магнитопорошковый и капиллярный. Для обнаружения подпо-
верхностных несплошностей эффективны ультразвуковой, вихретоковый,
магнитопорошковый, а внутренних - только ультразвуковой и радиогра-
фический.
Условия работы детали определяют наиболее вероятные места воз-
никновения дефектов, связанных с повышенной концентрацией напряже-
ний, воздействием знакопеременных нагрузок, агрессивных сред, темпе-
ратурных условий. Любые конструктивные или технологические дефекты
могут стать очагами усталостного разрушения. Учет условий работы дета-
лей позволяет определить критические места конструкции и установить за
ними тщательный контроль неразрушающими методами.
Технические условия (ТУ) на изделие включают количественные кри-
терии недопустимости дефектов различного вида. При этом в различных
частях изделия могут быть различные требования к его качеству. Часто в
технических условиях указывают и методы контроля, которые необходимо
применять на данном изделии. Требования о применении различных мето-
дов НК могут быть изложены и в других документах: Правилах контроля,
Правилах эксплуатации сосудов, чертежах и т. д.
Физические свойства материала деталей (см. также понятие «кон-
тролепригодность» в разделе 2.3) имеют важнейшее значение при выборе
вида и методов НК. Для применения магнитопорошкового контроля мате-
риал должен быть ферромагнитным и однородным по магнитным свойст-
вам структуры. Для вихретокового контроля материал должен быть элек-
тропроводным, однородным по структуре и изотропным по магнитным
свойствам. Для УЗК материал должен быть однородным, мелкозернистым
по структуре, должен обладать свойствами упругости и малым коэффи-
циентом затухания ультразвуковых колебаний. Для капиллярных мето-
дов - непористым и стойким к воздействию органических растворителей.
Применение методов просвечивания ионизирующими излучениями огра-
ничивается лишь способностью материала поглощать данное излучение и
толщиной материала.
62
2.6. ВЫБОР МЕТОДОВ НК
Форма и размеры контролируемых деталей (см. также понятие
«контроледоступность» в разделе 2.3). Применимость некоторых видов
контроля изделий сложной формы ограничена, например, ультразвукового
- из-за трудности расшифровки результатов контроля и наличия мертвых
зон, капиллярного - из-за трудности выполнения отдельных операций, осо-
бенно подготовки деталей к контролю и удаления с поверхности проника-
ющей жидкости.
Крупногабаритные изделия контролируют, как правило, по частям.
Зона контроля. В ней не должно быть конструктивных элементов,
препятствующих проведению контроля, например, для УЗК - отверстий,
заклепок, болтов и т. д.
Состояние и степень шероховатости поверхности. Чувствитель-
ность методов НК, особенно магнитопорошкового, капиллярных, ультра-
звуковых зависит от степени шероховатости поверхности, наличия на ней
различных защитных покрытий. Капиллярный контроль не может быть вы-
полнен по лакокрасочным покрытиям. Вихретоковый контроль возможен
при наличии покрытий 0,2 - 0,5 мм. УЗК сварных соединений проводится
при Rz < 40 мкм.
Условия контроля и наличие подходов к проверяемому объекту. Как
правило, НК выполняется при температуре выше 0 °C. Зона контроля
должна быть ограждена от источников загрязнения (например, от пыли за-
чистных машинок). Условия контроля должны быть безопасными с учетом
того фактора, что внимание дефектоскописта должно быть максимально
направлено на объект контроля.
Большинство методов НК может быть применено для контроля при до-
ступе с одной стороны. Метод просвечивания ионизирующими излучения-
ми требует доступа с двух сторон детали.
Выбор вида НК осуществляется с учетом перечисленных факторов.
Очень часто применения одного вида контроля недостаточно для проверки
качества изделия по требуемым параметрам. В таких случаях применяется
комплекс видов НК. Например, при радиографическом контроле сварных
соединений хорошо выявляются объемные несплошности (поры, шлаковые
включения) и плоскостные дефекты с ориентацией, близкой к направлению
просвечивания и с раскрытием более 100 мкм. УЗК хуже выявляет объем-
ные дефекты, зато позволяет обнаруживать плоскостные дефекты с раскры-
тием менее 100 мкм. Сочетание этих методов при контроле ответственных
металлоконструкций позволяет выявить все опасные дефекты указанных
типов.
Выбранные виды НК вносятся в технические условия или в правила
контроля соответствующих объектов. Иногда на практике могут встретить-
ся задачи, для решения которых применение известных методов (или мето-
дик) НК оказывается неэффективным. В этих ситуациях научно-исследо-
вательские институты и заводы разрабатывают новые специальные методы,
средства и методики НК.
63
ГЛАВА 3 • МЕТОДЫ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ_________________________
3.1. МЕТОДЫ ОПТИЧЕСКОГО ВИДА
Глаз человека является основным контрольным органом в дефектоско-
пических производственных процессах. С помощью зрения контролируют
исходные материалы, полуфабрикаты и готовую продукцию, обнаружива-
ют отклонения формы и размеров, изъяны материала и обработки, поверх-
ностные дефекты и прочее.
Основными методами оптического вида НК, применяемыми в энерго-
машиностроении, являются визуальный и измерительный контроль (ВИК)
и визуально-оптический.
Визуальным называется контроль, при котором первичная информа-
ция воспринимается органами зрения.
Визуальный контроль материала, кромок свариваемых элементов и
сварных швов проводится с целью выявления коррозии на поверхности и
поверхностных дефектов (трещин, расслоений, забоин, вмятин, раковин,
пор, подрезов, шлаковых включений и других несплошностей), вызванных
технологией изготовления или транспортировкой, подтверждения наличия
и правильности клеймения, а также соответствия формы разделки кромок,
подлежащих сварке, требованиям нормативно-технической документации.
Измерительным называется контроль, осуществляемый с применени-
ем средств измерений.
Измерительный контроль проводится с целью измерения размеров
сварных швов и поверхностных дефектов, выявленных при визуальном
контроле, а также подтверждения соответствия основных размеров изде-
лий (деталей, сборочных единиц) требованиям рабочей документации.
Средствами измерительного контроля являются линейки измерительные,
угольники поверочные, штангенциркули, щупы, угломеры с нониусом, нут-
ромеры, калибры, шаблоны, другой инструмент и приспособления.
ф] Визуальный контроль с применением оптических приборов называ-
ется визуально-оптическим.
Он основан на явлении отражения видимого света от исследуемого объ-
екта и предназначен для обнаружения различных поверхностных дефектов
материала деталей, скрытых дефектов агрегатов, контроля закрытых конст-
рукций, труднодоступных мест механизмов и машин (при наличии каналов
для доступа приборов к контролируемым объектам). Контроль проводится
путем наблюдения деталей и изделий в видимом свете. При этом исполь-
зуются оптические приборы, создающие полное изображение проверяемой
зоны, ее видимую картину. Простота, несложное оборудование, сравнитель-
но малая трудоемкость - основные преимущества этого метода.
64
3.1. МЕТОДЫ ОПТИЧЕСКОГО ВИДА
В связи с тем, что с возрастанием увеличения оптических приборов су-
щественно сокращается поле зрения и глубина резкости, а также снижается
производительность контроля, для деталей применяются оптические при-
боры с увеличением не более 20 - 30. Дефекты, невидимые невооруженным
глазом из-за малого контраста с фоном, не обнаруживаются, как правило, и
с применением оптических приборов.
По типу приемника лучистой энергии различают три группы оптичес-
ких приборов: визуальные, детекторные и комбинированные. У визуальных
приборов приемник изображения - глаз. Визуальные приборы, в основном
используемые для визуально-оптического контроля, в свою очередь под-
разделяются по назначению на три группы:
- для контроля мелких, близко расположенных объектов, т. е. деталей и из-
делий, находящихся от глаза контролера на расстоянии наилучшего зре-
ния 250 мм (лупы, микроскопы);
- для контроля удаленных объектов, т. е. расположенных далее 250 мм (те-
лескопические лупы, зрительные трубы, бинокли, телевизионные систе-
мы контроля);
- для контроля скрытых объектов - внутренних поверхностей отверстий,
полых деталей и конструкций (эндоскопы, бороскопы, перископические
дефектоскопы и др.).
К детекторным относятся приборы, в которых приемником лучистой
энергии служат различные детекторы: химические реагенты (фотоэмуль-
сии), люминесцирующие вещества, электронные приборы (спектрофото-
метры) и др. Комбинированные приборы пригодны для обзора объектов
визуально и с помощью детектора.
Средством, расширяющим возможности визуально-оптического кон-
троля при решении некоторых специфических задач, является травление.
Травление находит применение для оценки структуры металла на протрав-
ливаемых участках, определения включений инородного металла (напри-
мер, аустенита в перлите), определения местоположения сварного шва. При
травлении выявляются также и дефекты поверхности, однако, в настоящее
время предпочтение при поиске поверхностных дефектов типа нарушения
сплошности отдается капиллярному контролю и магнитопорошковой де-
фектоскопии (МПД).
Поверхность участка металла, подлежащая травлению, должна быть отшлифована до ше-
роховатости Ra < 2,5 мкм с постепенным переходом от шлифовки кругами с крупным зерном к
шлифованию кругами с более мелким зерном, а затем - войлочным кругом.
Для травления перлитных материалов используется раствор состава: вода - 850 мл, над-
сернокислый аммоний - (NH4)2S2O8 - 150 г с последующим промыванием 10 % раствором
HNO3.
Для аустенитных материалов используется реактив Приданцева: НС1 (90 - 500 мл), HNO3
(10 - 50 мл), Н2О (90 - 500 мл), К^О/Д - 50 г).
Пропорции берут в зависимости от необходимого количества реактива.
Продолжительность травления 30 - 60 мин.
65
3.2. МЕТОДЫ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ
Методы капиллярного НК относятся к виду контроля проникающими
веществами.
•] Капиллярная дефектоскопия - это многооперационный технологи-
ческий процесс, основанный на физических явлениях растворения,
смачивания, капиллярности, сорбции, диффузии, цветовом и свето-
вом контрастах.
Методы капиллярной дефектоскопии предназначены для обнаружения
открытых, в том числе сквозных, дефектов, выходящих на поверхность:
трещин, пор, раковин, непроваров, свищей и других несплошностей по-
верхности изделий без их разрушения, и, следовательно, дает возможность
проводить 100 % контроль продукции.
По способу получения первичной информации различают два основ-
ных метода капиллярной дефектоскопии: цветной и люминесцентный.
Цветным называется жидкостный метод НК, основанный на регистра-
ции контраста цветного индикаторного рисунка на фоне поверхности ОК.
Люминесцентным называется жидкостный метод НК, основанный на ре-
гистрации контраста люминесцирующего в ультрафиолетовом излучении
видимого индикаторного рисунка на фоне поверхности ОК
Этими методами контролируются детали любых размеров и форм из
ферромагнитных и неферромагнитных черных и цветных металлов и спла-
вов, пластмасс, стекла, керамики и других твердых непористых материалов.
Они позволяют выявлять:
- сварочные, термические и усталостные трещины;
- пористость, непровары и другие дефекты типа открытых несплошностей
различной локализации и протяженности, невидимые невооруженным
глазом и лежащие в пределах чувствительности и надежности дефекто-
скопических средств.
Цветной и люминесцентные методы применимы и для контроля изде-
лий и полуфабрикатов из ферромагнитных материалов в случае невозмож-
ности (по причине сложной геометрической формы или сильной структур-
ной магнитной неоднородности) проведения магнитного контроля.
Эти методы применяются для контроля деталей термически и механи-
чески обработанных, шлифованных, полированных, фрезерованных и не
имеющих каких-либо покрытий и поверхностных загрязнений, препятству-
ющих проникновению индикаторной жидкости.
В зависимости от минимальной ширины раскрытия выявляемого де-
фекта в капиллярной дефектоскопии различают четыре класса чувстви-
тельности. В энергомашиностроении наиболее часто проводят контроль по
II классу (минимальная ширина раскрытия выявляемого дефекта 1-10 мкм).
В отдельных случаях обеспечивают самую высокую чувствительность
66
3.2. МЕТОДЫ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ
- I класс (ширина раскрытия дефекта менее 1 мкм). Чувствительность кон-
троля зависит от применяемого дефектоскопического комплекта и от ка-
чества подготовки поверхности под контроль.
РИС. 3.1. Схема капиллярного контроля детали: а-трещина, вышедшая на поверхность де-
тали; б - нанесение на поверхность детали пенетранта, проникающего в полость трещины;
в - удаление пенетранта с поверхности детали; г - нанесение проявителя; 1 - деталь; 2 - полость
трещины; 3 - проникающая жидкость; 4 - проявитель; 5 - индикаторный след трещины
Последовательность операций контроля показана на рис. 3.1. После
подготовки изделия 1 к контролю на его поверхность наносится индикатор-
ный пенетрант 3 (от лат. «penetro» - «проникаю»), который под действи-
ем капиллярных сил заполняет полости поверхностных дефектов 2. После
некоторой выдержки пенетрант удаляется с поверхности контроля с помо-
щью различных очистителей, но сохраняется в полости дефекта. Дефекты
выявляют, обнаруживая жидкость, оставшуюся в этих полостях. Как пра-
вило, это происходит после нанесения проявителя 4. Он поглощает («вытя-
гивает») жидкость, образуя индикаторный рисунок 5, а также создает фон,
улучшающий видимость рисунка.
Индикаторные рисунки, образующиеся при контроле, либо обладают
способностью люминесцировать в ультрафиолетовых лучах, либо имеют
окраску, вызываемую избирательным поглощением (отражением) части
падающего на них света. Линии индикаторного рисунка имеют ширину от
0,05 до 0,3 мм (что на расстоянии наилучшего зрения - 250 мм соответст-
вует угловой ширине от 15" до Г 30") и яркостный контраст 30 - 60 % и бо-
лее, а также высокий цветовой контраст. Это значительно выше соответст-
вующих параметров поверхностных дефектов (угловой размер от 1" до 10",
яркостный контраст 0 - 5 %, цветовой контраст отсутствует). Поэтому ри-
сунок обнаружить легче, чем сам дефект, и тем легче, чем шире индикатор-
ная линия и выше ее контраст с фоном. Наличие индикаторного рисунка
не только свидетельствует о существовании дефекта, но также указывает
место его нахождения, форму и протяженность по поверхности детали.
Технология контроля методом цветной дефектоскопии включает в себя
следующие основные операции:
1. Подготовка контролируемой поверхности. Шероховатость поверх-
ности под контроль зависит от класса чувствительности и для II класса
должна быть не более Rz20mkm по ГОСТ 2789-73. Зачищенная контро-
67
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
лируемая поверхность должна быть освобождена от грязи и обезжирена.
Необходимый способ очистки и требуемая чистота обработки поверхности
определяется в соответствии с нормативно-технической документацией на
контроль. Перед нанесением индикаторной жидкости необходимо провести
сушку изделия для освобождения полостей дефектов от влаги и раствори-
телей, применяемых при очистке.
2. Нанесение индикаторного пенетранта с целью заполнения полос-
тей дефектов, выходящих на контролируемую поверхность. На предвари-
тельно подготовленную контролируемую поверхность необходимо обиль-
но нанести индикаторный пенетрант и выдержать 5-10 мин. Нанесение
пенетранта производится с помощью кисти или аэрозольного баллона. За
указанное время пенетрант наносят не менее 3-4 раз. При этом нельзя до-
пускать высыхания предыдущего слоя.
3. Удаление пенетранта с поверхности производится протиркой бя-
зью, смоченной в очистителе. После удаления на контролируемой поверх-
ности должен отсутствовать окрашенный фон. Места, имеющие фон, очи-
щают повторно. Поверхность высушивается чистой сухой бязью или сжа-
тым воздухом до удаления капель очистителя.
4. Нанесение проявителя производится с целью извлечения пенетранта из
полостей дефектов. Проявитель наносится мягкой кистью или распылением из
аэрозольного баллона. Слой проявителя на контролируемой поверхности дол-
жен быть ровным, тонким (толщина 10-15 мкм), без наплывов и подтеков.
5. Сушка проявителя на контролируемой поверхности. После нане-
сения проявителя изделие выдерживается при температуре окружающей
среды или высушивается до окончания процесса выявления индикаторных
следов. Продолжительность выдержки зависит от свойств дефектоскопи-
ческих материалов и от температуры окружающей среды.
6. Выявление дефектов и оценка качества. После высыхания прояви-
теля осмотр контролируемой поверхности на наличие дефектов произво-
дится дважды: через 3-5 мин и через 15-20 мин. При первом осмотре вы-
являются дефекты небольшой глубины и достаточно большого раскрытия,
а при втором - дефекты глубокие, с малым раскрытием.
При цветном методе осмотр требует хорошего освещения ОК.
Освещенность контролируемой поверхности выбирается в зависимости от
класса чувствительности. Общая освещенность рабочего места для II клас-
са чувствительности должна быть 500 - 750 лк, а комбинированная осве-
щенность (общая и местная) - 2000 - 2500 лк.
Оценка качества при капиллярном контроле может проводиться как по
индикаторным следам, так и по фактическим характеристикам выявленных
несплошностей после удаления проявителя в зоне зафиксированных инди-
каторных следов. Индикаторные следы могут быть округлыми (с отноше-
нием длины к ширине не более 3) и удлиненными (с отношением длины к
ширине более 3). Их допустимые размеры и количество устанавливаются
нормативно-технической документацией на контроль.
68
3.2. МЕТОДЫ КАПИЛЛЯРНОЙ ДЕФЕКТОСКОПИИ
Чувствительность метода зависит от шероховатости поверхности, при-
меняемых дефектоскопических материалов и условий контроля (темпера-
тура, влажность, освещенность). Могут быть выявлены дефекты с мини-
мальным раскрытием 0,0001 - 0,001 мм и глубиной 0,02 мм. Для реализа-
ции цветного метода используются дефектоскопические комплекты в зави-
симости от требуемой чувствительности.
Например, дефектоскопический комплект по II классу чувствительности, широко приме-
няемый в энергомашиностроении, содержит следующие составляющие:
- очиститель М101 - порошкообразное синтетическое моющее средство любой марки (5 г),
растворенное в воде (1000 мл);
- индикаторный пенетрант И204 - краситель жирорастворимый темно-красный «Ж»
(10 г), который растворяется в смеси живичного скипидара (600 мл) и люминофора мар-
ки «Нориол-А» (100 мл) на водяной бане при температуре 60 °C в течение 30 мин, в полу-
ченный раствор добавляется бензин «Нефрас» (300 мл), и после охлаждения раствора до
комнатной температуры пенетрант отфильтровывается;
- проявитель П101 - обогащенный каолин (250 мл) с добавкой спирта этилового техничес-
кого (1000 мл), перемешанный до получения однородной массы.
Дефектоскопические материалы могут либо приготавливаться непосредственно в лабо-
ратории по технологии, указанной в методических документах, либо поставляться в готовом
виде в аэрозольных баллончиках или в канистрах различной емкости.
Качество этих материалов необходимо проверять на контрольных образ-
цах соответствующего класса чувствительности. Такими образцами могут
быть образцы с естественными или искусственными дефектами. Образцы с
естественными дефектами представляют собой части изделий с дефектами,
соответствующими заданному классу чувствительности. Иногда применя-
ют разборные образцы, имитирующие трещину в месте контакта сопряга-
емых частей образца. Конструкции и методика изготовления образцов с
искусственными дефектами определяются ГОСТ или отраслевыми руково-
дящими методическими документами.
Технология люминесцентного метода контроля та же, что и цветного, но
контроль должен проводиться в затемненном помещении с использовани-
ем люминесцентной индикаторной жидкости и ультрафиолетовой лампы
для осмотра контролируемой поверхности. Индикаторные следы имеют,
как правило, желто-зеленое свечение. Метод считается более чувствитель-
ным, чем цветной, однако, при его реализации возникает больше ложных
дефектов из-за невозможности полностью смыть пенетрант с поверхности
контроля.
При использовании капиллярной дефектоскопии для обнаружения
сквозных (т. е. соединяющих противоположные стенки объекта контроля)
дефектов, индикаторную жидкость наносят с одной стенки объекта конт-
роля, а проявитель - с другой. Обнаружение сквозных дефектов входит в
задачу течеискания (контроля герметичности).
69
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ__________________
3.3. МЕТОДЫ МАГНИТНОГО ВИДА КОНТРОЛЯ
Методы магнитного вида являются наиболее старыми из методов НК
с применением приборов и дефектоскопических материалов. Еще в 1868 г.
англичанин Саксби (Stephen Martin Saxby, 1804-1883) применил компас
для определения дефектов в пушечных стволах. В 1917 г. американец Хоке
применил железные опилки для обнаружения трещин в стальных деталях.
Магнитный вид НК основан на анализе взаимодействия магнитного
поля с контролируемым объектом.
Существует много магнитных методов, отличающихся как первичными
информативными параметрами (коэрцитивная сила, магнитная проницае-
мость, остаточная индукция и др.), так и способом получения первичной
информации (магнитографический, феррозондовый, магнитопорошковый
и др.). Однако в этой книге рассмотрен только последний как наиболее ши-
роко применяемый в энергомашиностроении.
ф] Основой магнитопорошкового метода (или магнитопорошковой
дефектоскопии - МПД) является регистрация магнитных полей
рассеяния над дефектами с использованием в качестве индикатора
ферромагнитного порошка или магнитной суспензии.
Рассмотрим принцип МПД. Магнитный поток в бездефектной части
изделия не меняет своего направления. Если же на его пути встречаются
участки с пониженной магнитной проницаемостью, например, дефекты в
виде разрыва сплошности металла (трещины, неметаллические включения
и т. д.), то часть магнитных силовых линий выходит из детали (рис. 3.2).
Там, где они выходят из детали и входят в нее обратно, возникают мест-
ные магнитные полюсы N, S и магнитное поле над дефектом. После снятия
намагничивающего поля магнитное поле над дефектом и местные полюсы
остаются из-за остаточной индукции.
РИС. 3.2. Схема образования магнитного поля над дефектом: 1,5 - полюсы
постоянного магнита; 2 - деталь; 3 - поле рассеяния; 4 - дефект
Так как магнитное поле над дефектом неоднородно, то на магнитные час-
тицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в
место наибольшей концентрации магнитных линий, т. е. к дефекту. Частицы
в области поля дефекта намагничиваются и притягиваются друг к другу как
70
3.3. МЕТОДЫ МАГНИТНОГО ВИДА КОНТРОЛЯ
магнитные диполи под действием силы так, что образуются цепочные струк-
туры, ориентированные по магнитным силовым линиям поля. Таким обра-
зом, над дефектом происходит накопление ферромагнитных частиц.
МПД является одним из самых распространенных методов обнаруже-
ния дефектов типа нарушения сплошности металла. Его преимущества:
высокая чувствительность; возможность контроля деталей, находящихся в
конструкции; сравнительно высокая производительность контроля.
МПД предназначена для выявления тонких поверхностных и подповерх-
ностных нарушений сплошности металла - дефектов, распространяющих-
ся вглубь изделий. Такими дефектами могут быть трещины, волосовины,
надрывы, флокены, непровары, поры. Дефекты типа расслоений, закатов,
плоскости которых параллельны контролируемой поверхности и не выхо-
дят на нее, МПД не выявляются.
Наибольшая вероятность выявления дефектов достигается в случае,
когда плоскость дефекта составляет угол 90° с направлением намагничива-
ющего поля (магнитного потока). С уменьшением этого угла чувствитель-
ность метода снижается, и при углах существенно меньших 90° дефекты
могут быть не обнаружены.
Чувствительность МПД определяется магнитными характеристиками
материала контролируемого изделия (максимальной магнитной проницае-
мостью цтах, остаточной индукцией Вт и коэрцитивной силой* Яс), шерохова-
тостью поверхности контроля, а также напряженностью намагничивающего
поля, его ориентацией по отношению к плоскости дефекта, качеством дефек-
тоскопических материалов и освещенностью контролируемой поверхности.
При МПД применяются циркулярное, продольное или комбинирован-
ное намагничивание объекта контроля.
Циркулярное намагничивание (рис. 3.3) осуществляется пропусканием
электрического тока через объект или специальный проводник, располо-
женный около или внутри объекта контроля, а продольное (рис. 3.4) - пу-
тем полюсного намагничивания объекта, при котором направление маг-
нитных силовых линий приложенного поля параллельно продольной оси
объекта. Комбинированное намагничивание осуществляется совместным
применением циркулярного и продольного намагничивания (рис. 3.5), при
этом направления магнитных полей должны быть перпендикулярны.
При каждом виде намагничивания лучше всего выявляются дефекты,
ориентированные перпендикулярно направлению магнитного потока. Так,
* Если первоначально ненамагниченное вещество намагнитить до насыщения (начальная кри-
вая), а затем уменьшать и снова увеличивать напряженность Я магнитного поля, то изменение
индукции В не будет следовать начальной кривой: каждому значению напряженности магнит-
ного поля соответствуют два значения магнитной индукции в зависимости от того, увеличива-
ется или уменьшается напряженность поля. Величина индукции BR, сохраняющаяся при Н = 0,
называется остаточной индукцией. Напряженность магнитного поля Нс, при которой индук-
ция В обращается в нуль, называется коэрцитивной силой HQ. Вещества с малой HQ называются
магнитно-мягкими, а с большой - магнитно-жесткими.
71
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
циркулярное намагничивание применяют для выявления продольных дефек-
тов, при продольном намагничивании выявляются поперечные дефекты, при
комбинированном намагничивании с высокой чувствительностью обнару-
живаются дефекты, ориентированные в перпендикулярных направлениях.
> И
РИС. 3.3. Способы осуществления циркуляр-
ного намагничивания: пропусканием тока по
всему изделию (а); по части изделия (б);
по проводнику в отверстии изделия (в);
с помощью индуцированного тока (г)
РИС. 3.4. Способы осуществления про-
дольного намагничивания: а - полем пос-
тоянного магнита; б - электромагнитным
полем; в - соленоидом;
И - изделие; Ф - магнитный поток;
I - электрический ток
РИС. 3.5. Способы осуществления комби
нированного намагничивания
А о о
72
3.3. МЕТОДЫ МАГНИТНОГО ВИДА КОНТРОЛЯ
В зависимости от магнитных свойств материала, формы и размеров
контролируемого изделия применяются два режима регистрации парамет-
ров магнитного поля: приложенного магнитного поля и остаточной намаг-
ниченности. В первом случае контроль осуществляется при одновремен-
ном намагничивании изделия и нанесении на контролируемую поверх-
ность магнитной суспензии или сухого магнитного порошка. Стекание ос-
новной массы магнитной суспензии с контролируемой поверхности участ-
ка изделия должно происходить во время действия внешнего намагничива-
ющего поля. Во втором случае контролируемое изделие сначала намагни-
чивается, а затем на его поверхность наносится магнитная суспензия или
порошок. Промежуток времени между намагничиванием изделия и нанесе-
нием магнитной суспензии или порошка не должен превышать 1 ч.
Методика МПД включает в себя следующие операции: подготовка по-
верхности к контролю, намагничивание, нанесение магнитной суспензии,
осмотр контролируемой поверхности, оценка результатов контроля и от-
метка дефектов, размагничивание.
На предприятиях энергомашиностроения накоплен опыт реализации
магнитопорошкового метода с применением следующей аппаратуры:
— дефектоскопы передвижные (вес 250 кг) ДМП-3, ДМП-ЗМ, а также
МД-10Ц (вес 50 кг) производства ЦНИИТМАШ;
— GWH-1500 (фирма Tiede) - передвижной дефектоскоп, может создавать
ток, несколько меньший чем ДМП-3 (вес 48 кг);
— Ferrotest 10 (фирма Tiede) - переносной дефектоскоп;
— WGP 1500 (фирма Karl Deutsch) - переносной дефектоскоп;
— электромагниты АС-42В, АС-230 В (фирма К + D Flux-Technic).
При обычном освещении в качестве магнитной суспензии применяют черную водную
суспензию состава: магнитный порошок черный, представляющий собой измельченную окись-
закись железа Fe3O4 (25 ± 5) г; двухромовокислый калий (хромпик) К2Сг2О7 (5 ± 1) г, исполь-
зуется в качестве антикоррозионной добавки; сода кальцинированная Na2CO3 (10 ± 1) г, ис-
пользуется в качестве антикоррозионной добавки; эмульгатор ОП-7 или ОП-Ю, улучшает
смачиваемость металла - (5 ± 1) г; вода водопроводная - 1 л.
При наблюдении в ультрафиолетовом свете применяют люминесцентную магнитную сус-
пензию состава (фирма Helling): SUPER MAGNA KONZENTRAT Type 8.03.1 и 8.04.1 - 100 г.;
вода водопроводная - 1 л.
При контроле МПД в приложен-
ном магнитном поле электроды уста-
навливаются сначала в точках А и А', за-
тем перпендикулярно направлению АА'
- в точках Б и Б' (рис. 3.6). Расстояние
АА' = ББ' между электродами зависит от
величины протекающего тока и должно
быть не менее 75 мм, но не более 250 мм.
Следующая область контроля должна
перекрывать предыдущую не менее чем
на 20 %.
+ Б
+ А + А'
+ Б'
РИС. 3.6. Схема установки
электродов при контроле в
приложенном магнитном поле
73
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ___________________
3.4. МЕТОДЫ ВИХРЕТОКОВОГО ВИДА НК
2J Вихретоковый вид НК основан на анализе взаимодействия внешне-
го электромагнитного поля с электромагнитным полем вихревых то-
ков, наводимых в объекте контроля этим полем.
Вихревые токи* - это замкнутые электрические токи в проводнике,
которые возникают при изменении пронизывающего его магнитного
потока.
Распределение и плотность вихревых токов определяются источником
электромагнитного поля, геометрическими и электромагнитными парамет-
рами объекта контроля, а также взаимным расположением источника поля
и объекта контроля. В качестве источника электромагнитного поля чаще
всего используется индуктивная катушка с синусоидальным (или импуль-
сным) током, называемая вихретоковым преобразователем (ВТП).
Электромагнитное поле вихревых токов воздействует на катушки (одну
или несколько) ВТП, наводя в них электродвижущую силу (ЭДС) или из-
меняя их полное сопротивление. Регистрируя напряжение на зажимах ка-
тушки или ее сопротивление, получают информацию о свойствах объекта и
о положении преобразователя относительно него.
ЭД С или сопротивление преобразователя зависят от многих параметров
объектов контроля. Это определяет и преимущество, и трудности проведения
вихретокового контроля. С одной стороны, можно осуществлять многопара-
метровый контроль; с другой стороны, требуются специальные приемы для
разделения информации об отдельных параметрах объекта. При контроле
одного из параметров влияние остальных на сигнал ВТП становится мешаю-
щим, и это влияние необходимо уменьшать.
Другая особенность вихретокового контроля состоит в том, что его мож-
но проводить без контакта преобразователя и объекта. Их взаимодействие
происходит обычно на расстояниях небольших, но достаточных для сво-
бодного движения преобразователя относительно объекта. Это позволяет
получать хорошие результаты при высоких скоростях движения объектов
контроля.
Возбудителем вихревых токов может быть поле движущегося магнита,
переменное поле тока в проводе, волна радиоизлучения. Самым распро-
страненным ВТП является катушка индуктивности с переменным током
(рис. 3.7) или комбинация нескольких катушек. Для контроля все изделие
или его часть помещают в поле ВТП (рис. 3.8). Вихревые токи возбуждают-
ся переменным магнитным потоком Фо. Информацию о свойствах изделия
датчик получает через магнитный поток Фв, созданный вихревым током с
плотностью 8. Векторы напряженности возбуждающего поля HQ и магнит-
* Вихревые токи открыты Ж. Б. Л. Фуко (Foucault, 1819-1868), который обратил внимание
на нагревание металлических масс при быстром вращении их в магнитном поле (токи Фуко).
74
3.4. МЕТОДЫ ВИХРЕТОКОВОГО ВИДА НК
ного поля вихревых токов Нв направлены навстречу друг другу; ЭДС в об-
мотке преобразователя пропорциональна разности потоков Фо - Фв.
РИС. 3.7. Катушка индуктивности с переменным током:
1 - возбуждающая обмотка; 2 - измерительная обмотка
а
Среди методов вих-
ретокового контроля в за-
висимости от вида тока
возбуждения различаются
метод гармонического поля
и метод импульсного поля
(метод переходных процес-
сов). В первом случае токи
возбуждаются суммой гар-
монических полей не более
трех (чаще всего двух) час-
тот, а во втором - импуль-
сами сложной формы, тео-
ретически являющимися
суммой неограниченного
количества гармонических
полей с частотами, кратны-
ми основной частоте следо-
вания импульсов.
РИС. 3.8. Линии напряженности магнитных полей Но и Нв и плотности вихревых токов 5 при
контроле накладным (а) и проходным (б) датчиками
Характерными признаками дефектов в методе гармонического поля являются особеннос-
ти амплитудно-частотных и фазочастотных характеристик вихревых токов. Другими словами,
электрофизические свойства материала объекта контроля с дефектами и геометрические раз-
меры дефектов влияют на амплитуду и фазовый сдвиг сигнала ВТП.
Характерными признаками дефектов в методе импульсного поля являются продолжи-
тельность и вид процесса затухания вихревых токов в объекте контроля. В качестве крите-
риев селекции могут использоваться как мгновенные значения переходной характеристики
для различных моментов времени, так и результат их совместной обработки по специальным
алгоритмам, выбранным для распознавания дефектов.
Методы вихретокового вида НК применяют для дефектоскопии, струк-
туроскопии, определения толщины покрытий, размеров, химического со-
става, качества термической обработки.
75
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
3.5. МЕТОДЫ РАДИАЦИОННОГО ВИДА НК
S] Радиационный контроль - это вид НК, основанный на регистрации
и анализе проникающего ионизирующего излучения после его взаи-
модействия с веществом контролируемого объекта.
Среди методов радиационной дефектоскопии наибольшее распростра-
нение получил метод прошедшего излучения. Направленный поток излу-
чения, падающий на объект контроля, взаимодействует с его материалом
(поглощается и рассеивается). Степень ослабления этого потока зависит от
толщины и плотности материала объекта, а также от энергии излучения.
Наличие в слое материала контролируемого объекта несплошностей в виде
раковин или трещин либо включений с плотностью больше плотности мате-
риала объекта контроля приводит к появлению в пространственном распре-
делении прошедшего через слой материала потока излучения максимумов
либо минимумов соответственно (рис. 3.9). Таким образом формируется
радиационное изображение, которое может быть визуализировано с по-
мощью, например, радиографической пленки в виде участков с различной
оптической плотностью.
РИС. 3.9. Схема радиогра-
фического метода контроля:
1 - источник излучения;
2 - контролируемый объект;
3 - раковина;
4 - включение более плот-
ное, чем материал контро-
лируемого объекта;
5 - детектор (радиографи-
ческая пленка);
6 - распределение потока
излучения за объектом
При радиационном контроле применяются рентгеновское (тормоз-
ное)', гамма- и нейтронное излучение.
Рентгеновское излучение возникает в результате возбуждения атомов электронами вы-
соких энергий, которые проникают вглубь атома и переводят близкие к ядру электроны на
более высокие энергетические уровни. Это возбуждение снимается путем перехода атомных
электронов с удаленных от ядра оболочек на освободившийся уровень. При этом переходе
испускаются кванты с дискретным энергетическим спектром в рентгеновской области, кото-
рые являются характеристикой облучаемого высокоэнергетичными электронами вещества
(характеристическое излучение).
Кроме того, налетающие электроны тормозятся электростатическим полем атомных ядер
и электронов и теряют часть своей энергии в форме электромагнитного излучения с широким
спектром частот. Это тормозное излучение обладает непрерывным спектром с верхней грани-
цей Е , соответствующей случаю, когда электрон излучает всю свою энергию.
76
3.5. МЕТОДЫ РАДИАЦИОННОГО ВИДА НК
Источниками тормозного излучения служат рентгеновские аппараты
и ускорители заряженных частиц (электронов). В них поток электронов,
проходя большие разности потенциалов, ускоряется, т. е. электроны при-
обретают большую кинетическую энергию. Затем электроны тормозятся на
мишени, при этом кинетическая энергия их движения переходит в энергию
электромагнитного излучения.
Гамма-излучение имеет внутриядерное происхождение. Оно возникает
при переходе ядра из возбужденного состояния в основное или в состояние
с меньшей энергией. Источниками гамма-излучения служат радионуклиды
(радиоактивные изотопы). Каждый радионуклид имеет дискретный энер-
гетический спектр (как правило, в диапазоне от десятков килоэлектрон-
вольт до нескольких мегаэлектрон-вольт) и характеризуется активностью
(числом распадов в секунду) и периодом полураспада (временем, в течение
которого распадается половина способных к распаду ядер).
Нейтронное излучение иногда используется из-за его высокой прони-
кающей способности.
По способу регистрации излучения различаются радиографический,
радиоскопический и радиометрический методы радиационного контроля.
•] Радиография - это метод радиационного НК, основанный на преобра-
зовании радиационного изображения контролируемого объекта в радио-
графический снимок или записи этого изображения на запоминающем
устройстве с последующим преобразованием в световое изображение.
Эмульсионный слой рентгеновской пленки представляет собой жела-
тиновую матрицу со взвешенными в ней мельчайшими кристалликами га-
логенида серебра (например, AgBr). Каждый кристалл - самостоятельный
приемник излучения. В процессе проявления микрокристаллы восстанов-
ленного серебра могут собираться в различимые глазом локальные обра-
зования - зерна. По размеру зерен пленки делятся на крупнозернистые, со
средней величиной зерна и мелкозернистые. Важная характеристика рент-
геновской пленки - чувствительность к излучению. Чем больше величина
зерна, тем больше чувствительность пленки к излучению, т. е. крупнозер-
нистые пленки быстрее темнеют под воздействием излучения, но при этом
изображение получается более грубое, размытое. Мелкозернистые пленки
темнеют медленнее, качество изображения на них выше.
На готовых рентгеновских снимках должно быть четкое изображение кон-
тролируемого участка, свинцовых ограничителей границ участка, свинцовых
знаков с наименованием изделия, номер изделия или сварного шва и номер про-
контролированного участка, изображение дефектометра (или эталона чувст-
вительности). При отсутствии какого-нибудь из перечисленных элементов
снимок не соответствует требованиям ГОСТ и выполняется новый снимок.
Чувствительность метода определяется минимальным размером об-
наруживаемого дефекта в направлении просвечивания. Выражается либо
в единицах длины (абсолютная чувствительность), либо в процентах (от-
77
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
носительная чувствительность). В процессе просвечивания необходимо
контролировать, соответствует ли реальная чувствительность требуемой.
Для этого используются наборы искусственных дефектов разных размеров,
называемые дефектометрами. Дефектометры устанавливаются на каждый
участок, подлежащий контролю. По выявлению искусственных дефектов
судят о выявлении реальных дефектов. Используются проволочные или ка-
навочные дефектометры (рис. 3.10). Требуемая чувствительность считается
достигнутой, если выявляется проволочка или канавка заданного размера.
РИС. 3.10. Эталоны чувствительности, применяемые в радиографии: а - проволочный;
б - канавочный; 1 - вкладыш; 2 - чехол; 3 - проволочки
Рассмотрим некоторые параметры радиографического метода, сущест-
венно влияющие на качество изображений, анализируемых операторами.
Нерезкость радиационного изображения. Различают, в частности, гео-
метрическую нерезкость, нерезкостъ рассеяния и нерезкостъ преобразования.
На практике определяющей является геометрическая нерезкость, от заданных
значений которой зависит выбор геометрических условий просвечивания: схе-
мы контроля (расстояние от источника до изделия, размера или количества
участков, контролируемых за одну экспозицию).
Степень резкости любой тени зависит от размера источника излучения и расстояний от
него до объекта контроля и от объекта контроля до плоскости радиационного изображения.
Когда источник излучения нельзя считать точечным, формируемая тень не обладает идеаль-
ной резкостью, так как каждый небольшой элемент источника будет формировать свою тень
от элемента объекта контроля. Каждая из этих частично накладывающихся друг на друга теней
слегка смещена по отношению к остальным, что и приводит к «расплыванию» изображения.
Ширина «размытой» границы тени именуется «геометрической нерезкостью*.
Разрешающая способность. Для ее определения используется штри-
ховая радиационная мира - устройство, с помощью которого создается
периодическое изображение в виде чередующихся необлученных и равно-
мерно облученных полей (штрихов и промежутков), имеющих вид полос с
равной шириной и параллельными границами.
78
3.5. МЕТОДЫ РАДИАЦИОННОГО ВИДА НК
Принято обнаруживаемое число штрихов в 1 мм выражать в «парах
линий/мм», считая штрих и промежуток за две линии. Большей разре-
шающей способностью обладают мелкозернистые пленки. Разрешающая
способность и чувствительность пленок находятся в обратной зависимос-
ти: чем выше чувствительность пленки, тем меньше ее разрешающая спо-
собность.
Чувствительность и разрешающая способность зависят от типа пленки и
качества ее фотообработки, усиливающих экранов, геометрических условий
просвечивания и правильности выбора энергии первичного излучения.
Для сокращения времени экспозиции и улучшения качества снимка пе-
ред радиографической пленкой в кассете устанавливают усиливающие ме-
таллические экраны из тяжелого металла, чаще всего из свинца. Толщина
свинцового усиливающего экрана зависит от используемого источника
излучения и составляет: 0,02 - 0,09 мм - для рентгеновского излучения;
0,2 - 0,5 мм - для гамма-излучения; 1,0 мм - для тормозного излучения
ускорителей электронов. Сокращение времени экспозиции, то есть усили-
вающее действие металлических экранов, обусловлено дополнительным
облучением радиографической пленки вторичными электронами, образую-
щимися под действием квантов в материале экрана.
При выборе энергии первичного излучения приходится исходить из
компромисса между чувствительностью контроля и длительностью экспо-
зиции - чем выше энергия излучения, тем меньше время экспозиции, но
хуже чувствительность.
При толщине х (по стали) просвечиваемого материала до 100 мм обыч-
но используются рентгеновские аппараты, при х=5-е-100 и 50-ь 200 мм
- радионуклидные источники 1921г (четыре гамма-линии со средней энер-
гией 351 кэВ) и 60Со (две гамма-линии со средней энергией 1,25 МэВ) со-
ответственно, при х = 50 4- 400 мм - тормозное излучение из ускорителей
электронов на энергии 4-8 МэВ.
Применение радиографии связано с заметными затратами времени на
обработку и расшифровку рентгенограмм. Когда в условиях современного
производства необходим экспресс-контроль, используется метод радиаци-
онной интроскопии (радиоскопии).
Радиоскопия - это метод радиационного НК, основанный на преоб-
разовании радиационного изображения контролируемого объекта в
световое изображение на выходном экране радиационно-оптическо-
го преобразователя.
Дефектоскопический анализ полученного изображения выполняется в
процессе контроля.
Первоначальное название этого метода - флюороскопия - связано с использованием в
качестве радиационно-оптического преобразователя флюоресцентного экрана. В настоящее
время в состав радиационно-оптических преобразователей, кроме оптических и телевизион-
79
ГЛАВА 3 • МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ных устройств, широко внедряются цифровые устройства. Оптические устройства могут про-
водить низкочастотную фильтрацию для подавления шума, телевизионная электроника - осу-
ществлять нелинейные преобразования электрических сигналов, высокочастотную фильтра-
цию и т. п. Цифровое устройство может проводить коррекцию аналоговых систем: выполнять
множество простых операций и использоваться как память.
Появление вакуумных усилителей яркости рентгеновского излучения и твердотельных
преобразователей на основе аморфного кремния в сочетании с программными системами
улучшения изображения позволило создать системы рентгенотелевидения с автоматическим
распознаванием дефектов.
В заключение этого очень краткого обзора методов радиационного кон-
троля - несколько слов о радиометрии.
•J Радиометрия - это метод радиационного НК, основанный на изме-
рении одного или нескольких параметров ионизирующего излучения
после его взаимодействия с контролируемым объектом.
Этими параметрами, несущими информацию об объекте контроля, мо-
гут быть доза излучения, плотность потока частиц, поток энергии, энергети-
ческий спектр излучения и т. п. В радиометрии могут использоваться самые
разнообразные средства измерения ионизирующих излучений: сцинтилля-
ционные и пропорциональные счетчики, ионизационные камеры, полупро-
водниковые детекторы и др. При этом могут применяться различные виды
излучения: рентгеновское, гамма, бета, нейтронное, положительные ионы
и др. Этот метод может применяться для решения широкого круга задач
контроля - от точного измерения толщины покрытий до определения эле-
ментного состава материала деталей и изделий.
80
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ
УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
4.1. КОЛЕБАТЕЛЬНЫЙ ПРОЦЕСС
В окружающем нас мире мы встречаемся с колебательным движением.
Колебательные движения (или колебания) в физике и технике - это
такие виды движения (или изменения состояния), которые облада-
ют той или иной степенью повторяемости.
В зависимости от физической природы колебания могут быть механи-
ческие, электромеханические, электромагнитные и др. К механическим
колебаниям относятся колебания маятника, крыльев самолета, поплавка на
воде и струны, изменения плотности и давления воздуха при прохождении
акустических волн и т. п. К электромеханическим - колебания мембраны
телефона, пьезоэлемента ультразвуковых преобразователей. К электромаг-
нитным - колебания в электрических контурах, волноводах и др.
Все колебательные движения, независимо от их природы, имеют общий
признак:
положение, к которому стремится колеблющееся тело в процессе
колебаний. Это - положение устойчивого равновесия.
В положении равновесия тело (субстанция) может находиться сколь
угодно долго - до тех пор, пока внешняя сила не выведет его из равновесия.
Для маятника, подвешенного на длинной нити, положением равновесия яв-
ляется самое нижнее положение. Когда тело выводится из положения рав-
новесия, возникает сила, направленная к положению равновесия, которая
называется восстанавливающей силой (Рна рис. 4.1).
Рассмотрим более подробно процесс колебания шарика, закрепленного на пружинах
(рис. 4.1). Предположим, что эксперимент проводится в кабине космической станции в усло-
виях невесомости, т. е. на шарик и пружины не влияет сила тяжести.
д
IWWVVVVWAAAAAAAi
mwwv\^wwwi
РИС. 4.1. Колебания шарика, закрепленного на пружинах: А - положение равновесия;
Б - положение отклоненного шарика; F- восстанавливающая сила
81
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
При отсутствии внешних воздействий шарик находится в положении равновесия А, где
упругие силы пружин уравновешивают друг друга. Если внешняя сила выводит шарик из по-
ложения равновесия, например, смещает его вправо в положение Б, то шарик приобретает по-
тенциальную энергию за счет упругих сил пружин (растянутой - слева и сжатой - справа).
Упругие силы стремятся вернуть шарик в положение равновесия. Если теперь шарик отпус-
тить, то он тут же начнет двигаться. Потенциальная энергия будет переходить в кинетическую
энергию движения шарика. В какой-то момент времени шарик достигнет положения равно-
весия. При этом его потенциальная энергия станет равной нулю, так как натяжения пружин
уравновешивают друг друга.
В положении устойчивого равновесия потенциальная энергия колеблющегося
тела должна иметь минимальное значение по сравнению с ее значениями в со-
седних точках.
Однако скорость его движения, а, следовательно, и кинетическая энергия максимальны.
Поэтому, проходя через положение равновесия, шарик не останавливается, а по инерции про-
должает движение дальше. Но теперь кинетическая энергия расходуется на преодоление со-
противления растягиваемой правой и сжимаемой левой пружин. Тем не менее, движение про-
должается, пока кинетическая энергия не станет равной нулю. Этому состоянию соответствует
максимальное смещение влево.
Максимальное смещение от положения равновесия называется амплитудой ко-
лебаний.
Другими словами, амплитуда определяет размах колебаний.
Таким образом, в крайних положениях состояние шарика характеризуется следующими
параметрами: потенциальная энергия максимальна Еп = Еп скорость v = 0, кинетическая
энергия Ек = 0. При прохождении положения равновесия Еп = 0, v = Ек = Ектяу. В промежу-
точных положениях скорость и энергия также имеют промежуточные значения.
Если бы при движении шарика не возникало потерь энергии вследствие сопротивления
среды и внутреннего трения, то колебательное движение продолжалось бы бесконечно долго.
В реальных же условиях без дополнительного воздействия внешней силы амплитуда колеба-
ний будет постепенно уменьшаться и, в конце концов, шарик остановится.
На этом примере можно отметить еще одно важное общее свойство колебаний: все
они связаны с переходом энергии из одной формы в другую. В механических и акустичес-
ких колебаниях это - переход кинетической энергии в потенциальную и обратно.
РИС. 4.2. Примеры графиков периодических
функций
РИС. 4.3. Примеры графиков непериоди-
ческих функций
82
4.2. ГАРМОНИЧЕСКИЕ КОЛЕБАНИЯ
Колебательные процессы могу быть периодическими и непериодичес-
кими.
<j Периодическими называются такие колебания, при которых каж-
дое значение изменяющейся величины х повторяется через одинако-
вые промежутки времени:
x(t + Г) = x(t). (4.1)
S] Наименьший промежуток времени Т, по истечении которого пов-
торяется каждое значение изменяющейся величины, называется
периодом колебаний.
Примеры графиков периодических функций представлены на рис. 4.2, а
непериодических - на рис. 4.3.
4.2. ГАРМОНИЧЕСКИЕ КОЛЕБАНИЯ
•] Гармоническим колебанием называется такое периодическое из-
менение величины, которое может быть описано синусоидальным
законом:
х = A sin (со£ + <р0). (4.2)
Положительная величина А в (4.2) называется амплитудой гармони-
ческого колебания, (art + ф0) - фазой гармонического колебания, ф0 - на-
чальной фазой, со - циклической (или круговой) частотой.
= 2п/Т = 2п f, (4.3)
где/= 1/Т- частота колебаний (число полных колебаний, происходящих за
одну секунду). Циклическая частота измеряется в радианах в секунду (рад/с).
Частота f измеряется в герцах (Гц). 1 Гц есть частота такого периодическо-
го колебания, период которого равен 1 с. 1 кГц = 1000 Гц = 103 Гц, 1 МГц =
= 1000000 Гц = 106 Гц.
В качестве иллюстрации рассмот-
рим движение точки по окружности с
постоянной скоростью. Предположим,
что точка А движется по кругу радиуса
R с постоянной угловой скоростью (О
(рис. 4.4). Проследим движение точки
А", являющейся проекцией точки А на
ось Y. Пусть в момент времени t, ради-
ус ОА составляет угол ф с осью X. Тогда
смещение uY точки А вдоль оси Y есть
uY = t/Ysin9, (4.4)
где Uv = ОА - амплитуда колебаний точки А" относительно оси X, равная наибольшему откло-
нению точки А от этой оси.
Значение угла ф для любого момента времени t есть
Ф = шг, (4.5)
РИС. 4.4. Движение точки по окружности с посто-
янной скоростью
83
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Если ф = 2тс, что соответствует полному обороту точки А, т. е. периоду Т колебаний, то
со = 2п/Т= 2л/, и выражение (4.4) приобретает вид
РИС. 4.5. Гармонические колебания с на-
чальной фазой ф0: муо - начальное смещение;
Uy - амплитуда колебаний (смещения)
му = t/Y sin (2nt/T). (4.6)
Отсчет угла ф ведется от оси X против ча-
совой стрелки. Если круговое движение нача-
лось из положения ф = ф0 #= 0, то формулу для
смещения можно записать в виде
Uy = C7Y sin (cot + ф0). (4.7)
График этой функции представлен на
рис. 4.5.
Если рассматривать изменение проекции
мх точки А на горизонтальную ось X (рис. 4.4),
то оно описывается выражением
мх = t/xsin (cot + ф0 + л/2) = t/xcos (cot + ф0). (4.8)
Сравнивая выражения (4.7) и (4.8) с (4.2), приходим к выводу, что точка А" совершает
гармонические колебания как относительно оси Y, так и относительно оси X.
Все виды периодических колебаний можно с любой степенью точности
представлять в виде суммы гармонических колебаний.
РИС. 4.7. Сложение гармонических
колебаний, имеющих одинаковое
направление: мУр = цу1 + цу2; штри-
ховые линии -простые колебания;
сплошные линии - результирующее
колебание
Т, = Тг12 Uy=ux
РИС. 4.9. Сложение взаимно пер-
пендикулярных колебаний - фигу-
ры Лиссажу
84
4.3. УЛЬТРАЗВУКОВЫЕ ВОЛНЫ _____________________________________
S] Колебания с постоянной амплитудой называются незатухающими,
а колебания с непрерывно уменьшающейся амплитудой - затухаю-
щими (рис. 4.6).
В повседневной жизни и в технике очень часто встречаются случаи, ког-
да материальная точка, тело или система участвуют одновременно в двух
или более колебательных процессах. Например, весь теплоход колеблется
на морской волне, а корпус судна колеблется вследствие работы судовых
механизмов. Таким образом, каждый элемент конструкции теплохода участ-
вует как минимум в двух колебательных процессах.
Результирующее сложное движение определяют путем сложения со-
ставляющих простых колебаний с учетом их амплитуд и фаз. На рис. 4.7
показан способ графического сложения двух гармонических колебаний,
имеющих одинаковое направление.
Если складываются гармонические колебания с близкими друг другу
периодами и одинаковыми амплитудами (рис. 4.8), то наблюдается явление
постепенного увеличения, а затем последующего уменьшения амплитуды
результирующего колебания, называемое биением. В этом случае ампли-
туда результирующего колебания периодически изменяется с частотой,
значительно меньшей частоты самих колебаний и равной разности частот
слагаемых колебаний.
Если складываются взаимно перпендикулярные гармонические коле-
бания с одинаковыми периодами и амплитудами (рис. 4.9), то результиру-
ющее движение осуществляется по сложным кривым, известным под на-
званием фигур Лиссажу. Вид кривой зависит от периодов, фаз и амплитуд
слагаемых колебаний.
4.3. УЛЬТРАЗВУКОВЫЕ ВОЛНЫ
Звук может возникать и распространяться в средах, обладающих свойст-
вом упругости.
SJ Упругостью называется свойство тел или выделенных объемов сре-
ды восстанавливать свою форму после прекращения действия сил,
вызывающих деформацию.
SJ Упругой средой называется такая среда, любой выделенный объем
которой обладает свойством упругости.
SJ Звуком называются колебательные движения частиц упругой сре-
ды, происходящие с частотой в пределах от 16 до 20000 Гц.
Эти частоты считаются соответственно нижним и верхним пределами
слышимости звуков в воздухе человеческим ухом. Колебания с частотами
ниже 16 Гц, называются инфразвуком, а свыше 200001ц - ультразвуком.
Колебания с частотой свыше 109 Гц относят к гиперзвуку, а при частоте свы-
ше 1012 Гц говорят о тепловых колебаниях.
85
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
•J Ультразвуковая волна - это процесс распространения в среде упру-
гих колебании (колебании упругой среды) ультразвуковой частоты.
При этом каждая частица среды, участвующая в волновом движении, колеб-
лется около положения своего равновесия, передавая свою энергию соседним
частицам. Итак, основное свойство всех волн независимо от их природы состо-
ит в том, что в волне осугцествляется перенос энергии без переноса вещества.
SJ Волновым пучком (пучком) называется пространственный объем,
в котором сосредоточена большая часть акустической энергии.
Совокупность точек, колеблющихся в одной фазе, до которых в
данный момент времени дошел волновой процесс, называется фронтом
волны. Линия, направление которой в каждой точке совпадает с направ-
лением потока энергии излучения волнового пучка, называется лучом.
В однородной среде луч перпендикулярен фронту волны. В зависимос-
ти от геометрической формы фронта различаются следующие типы волн:
сферическая (например, звуковая волна на небольшом расстоянии от то-
чечного источника звука); цилиндри-
ческая (например, звуковая волна на не-
большом расстоянии от источника звука,
представляющего собой длинный ци-
линдр малого диаметра); плоская (плос-
кую волну может излучать бесконечная
колеблющаяся плоскость).
Процесс распространения колебаний
в неограниченном твердом теле иллюст-
рируется на рис. 4.10. Если одновременно
привести в движение все частицы, распо-
ложенные по линии АБ, то они сожмут
пружины и передадут движение частицам
по линии В Г. Те, в свою очередь, передадут
движение дальше. Частицы по линии АБ
А В
Б Г
РИС. 4.10. Упрощенная модель рас-
пространения упругих колебаний в
твердом теле
достигнут максимального смещения влево, после чего возвратятся обратно.
Таким образом, каждая «плоскость», в которой расположены материальные
частицы, будет совершать колебательное движение.
направление волны -------------->
РИС. 4.11. Процесс фор-
мирования продольной
волны:
А, - длина волны, см. (4.16)
86
4.3. УЛЬТРАЗВУКОВЫЕ ВОЛНЫ
S] Продольной волной называется такая волна, в которой колебательное
движение частиц среды совпадает с направлением волны (рис. 4.11).
Для продольных волн характерно чередование в среде областей сжатия
и разрежения или повышенного и пониженного давления, или повышенной
и пониженной плотности. Продольные волны могут формироваться в твер-
дых средах, жидкостях, газах.
S] Поперечной (сдвиговой) волной называется такая волна, в которой
частицы колеблются в направлении, перпендикулярном ее направлению.
При этом расстояния между отдельными плоскостями колебаний ос-
таются неизменными (рис. 4.12). Поперечные волны могут формироваться
только в твердых средах за редким исключением тех жидких сред, которые
обладают сдвиговой упругостью. К таким средам относятся, например, жид-
кая эпоксидная смола, мед.
направление волны-----►
РИС. 4.12. Процесс фор-
мирования поперечной
волны: А, - длина волны,
см. (4.16)
Продольные и поперечные волны, получившие обобщенное название - объ-
емные волны, могут существовать в неограниченной среде. Эти волны на-
иболее широко применяются для ультразвуковой дефектоскопии.
Скоростью звуковой волны (скоростью звука) называется ско-
рость распространения определенного состояния в материальной
среде (например, сжатия или разрежения для продольной волны).
Скорость звука для разных типов волн различна, причем для продоль-
ной и поперечной волн она является только характеристикой среды.
Скорость продольной волны в неограниченной твердой среде определя-
ется выражением ___________
= / Д-ОгХ), (4.9)
1 V p(l+v)(l-2v)
где Е - модуль Юнга (отношение между величинами растягивающей
силы, приложенной к некоторому образцу в виде
стержня, и возникающей при этом деформации);
v - коэффициент Пуассона (отношение изменения ширины
некоторого образца в виде стержня к изменению его длины,
если растяжение стержня производится по длине);
р - плотность материала.
87
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Скорость поперечной волны в неограниченном твердом теле равна
2p(l+v)
(4.Ю)
Численное значение коэффициента Пуассона большинства металлов
находится в пределах от 0,21 до 0,43, поэтому соотношение скоростей попе-
речной и продольной волн изменяется в пределах от 0,37 до 0,60. В частнос-
ти, для стали (v = 0,28) л ., ,, ч
ct = 0,55cj (4.11)
Следует четко разделять понятия скорости звука с и колебательной ско-
рости движения частиц о. В дальнейшем, если не будет сделано специальных
оговорок, термин скорость звука будет означать скорость с распростране-
ния упругих колебаний (скорость звуковой волны). Как уже упоминалось,
скорость объемных и поверхностных волн определяется только упругими
свойствами среды и не зависит от частоты ультразвука, его затухания в ма-
териале изделия. В связи с тем, что величины упругих параметров могут
изменяться с изменением температуры, то и скорость звука зависит от тем-
пературы среды, в которой он распространяется.
•] Поверхностными волнами (волнами Рэлея) называются волны в
упругой среде, формирующиеся вдоль свободной (или слабо нагружен-
ной) границы твердого тела и быстро затухающие с глубиной.
В поверхностной волне частицы среды колеблются как вдоль, так и пер-
пендикулярно ее направлению. В результате траектория движения частиц
представляет собой эллипс (рис. 4.13). Большая ось эллипса при этом пер-
пендикулярна границе. Поверхностная волна, как и поперечная, формиру-
ется только в твердой среде.
РИС. 4.13. Схема движения частиц в поверхностной волне
РИС. 4.14. Распределение амплитуд колебаний частиц в по-
верхностной волне
На рис. 4.14 пока-
зано изменение амп-
литуд нормального Uy
и тангенциального Ux
смещений с глубиной,
отнесенных к ампли-
туде Uyo на поверх-
ности тела. Видно, что
рэлеевские волны ло-
кализованы в тонком
слое толщиной поряд-
ка 1,5Х (X - длина по-
верхностной волны).
Поверхностные
волны могут распро-
88
4.4. ПАРАМЕТРЫ УЛЬТРАЗВУКОВОЙ ВОЛНЫ. АКУСТИЧЕСКИЕ СВОЙСТВА СРЕДЫ
страняться на большие расстояния как по плоской, так и по изогнутой
поверхности изделия. На выпуклой поверхности происходит некоторое
повышение скорости волн, а на вогнутой - уменьшение. На вогнутой по-
верхности, кроме того, наблюдается значительное дополнительное затуха-
ние вследствие излучения энергии вглубь изделия (в виде объемных волн).
Поверхностная волна имеет скорость
Для стали
c=ct (0,87 + 1,12v)/(l + v).
(4.12)
с ~ 0,93 с ~ 0,51с..
S ’ t ’ 1
(4.13)
4.4. ПАРАМЕТРЫ УЛЬТРАЗВУКОВОЙ ВОЛНЫ.
АКУСТИЧЕСКИЕ СВОЙСТВА СРЕДЫ
Колебания частиц среды в ультразвуковой волне характеризуется их
смещением относительно положения равновесия, см. формулу (4.8):
и = U cos (cd£ + (р0)
и колебательной скоростью г:
v = - t/co sin ((tit + <р0),
(4.14)
(4.15)
которая, как уже отмечено раньше, изменяется от 0 (при максимальном
удалении от положения равновесия) до максимального (амплитудного)
значения (при прохождении колеблющейся частицы через положение рав-
новесия).
Максимальное значение, которое принимает переменный параметр
(смещение и, скорость v или другой) за период колебательного дви-
жения, называется амплитудой волны.
S] Фаза волны - это параметр, показывающий, какая часть периода
прошла с момента начала последнего цикла колебаний.
Если нам известна фаза колебания, это значит, что мы знаем каковы
смещение и скорость колеблющейся частицы, а также в каком направлении
движется частица в данный момент времени.
Длина волны - это минимальное расстояние между двумя точками,
колеблющимися в одной фазе. За время, равное одному периоду Т, упругие
колебания распространяются на расстояние, равное длине волны. Длина
волны X связана с частотой и скоростью звука соотношением
X = с//.
(4.16)
Значения длины волны в углеродистой стали и в воде для некоторых
частот приведены в табл. 4.1.
89
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Табл. 4.1. Длина ультразвуковых волн в стали и в воде
Частота /, МГц Длина волны X, мм
в стали в воде (с, = 1490 м/с)
Продольная волна (с, = 5900 м/с) Поперечная волна (ct = 3245 м/с)
0,5 11,80 6,49 2,98
1,0 5,90 3,25 1,49
2,0 2,95 1,62 0,75
2,5 2,36 1,30 0,60
4,0 1,48 0,81 0,37
5,0 1,18 0,65 0,30
10,0 0,59 0,32 0,15
Продольная волна в жидкостях и газах вызывает образование областей
повышенного и пониженного давления. Речь здесь идет об избыточном дав-
лении, т. е. о давлении, которое возникает дополнительно к существующему
в невозмущенной среде (например, для воздуха - это давление, отличающе-
еся от атмосферного).
Давление в плоской продольной звуковой волне определяется форму-
лой
p = pcv. (4.17)
•J Величина z = рс называется удельным акустическим сопротив-
лением среды ("иногда эту величину называют удельным акусти-
ческим импедансом). В дальнейшем будем называть эту величину
просто «акустическим сопротивлением».
Если акустическое сопротивление велико, среда называется «жесткой»:
колебательные скорости и смещения малы даже при высоких давлениях;
если же импеданс мал, то среда называется «мягкой»: даже при малых дав-
лениях достигаются значительные колебательные скорости и смещения.
Аналогичным образом высокое сопротивление электрической цепи указы-
вает на трудность прохождения тока большой силы, но малого напряжения.
Если сравнивать воду и воздух, акустические сопротивления которых на-
ходятся в соотношении 3600: 1 при одинаковой интенсивности звука, то
звуковые давления будут находиться в отношении 60: 1, а колебательные
скорости в отношении 1: 60.
Давление в звуковой волне прямо пропорционально акустическому со-
противлению среды и колебательной скорости частиц в волне:
p=zv. (4.18)
90
4.4. ПАРАМЕТРЫ УЛЬТРАЗВУКОВОЙ ВОЛНЫ. АКУСТИЧЕСКИЕ СВОЙСТВА СРЕДЫ
Иногда по аналогии с электротехникой эту формулу называют акусти-
ческим законом Ома. Волна в направлении своего движения несет опреде-
ленную энергию, которую излучил источник.
•J Плотностью потока энергии называется количество звуковой
энергии, проходящей в единицу времени через единичную площадку,
перпендикулярную к направлению волны.
Плотность потока энергии w в плоской звуковой волне определяется по
формуле
w=p2/z. (4.19)
•] Средняя плотность потока энергии за период колебаний называется
интенсивностью (силой) звука.
В плоской бегущей гармонической волне интенсивность определяется
выражением
Z = P2/22 = 2(02t72/2,
(4.20)
где Р - амплитуда звукового давления.
В дефектоскопии обычно говорят об амплитудных значениях величин.
В ультразвуковой дефектоскопии интенсивности звука порядка 10 Вт/см2
считаются уже очень большими. При такой интенсивности амплитуда сме-
щения частиц в волне составит лишь U= 1,8 х 10-6Х или 4,3 х 10~6 мм для
частоты 2,5 МГц.
Итак, параметрами ультразвуковой волны являются:
и - смещение частиц относительно положения равновесия;
v - колебательная скорость частиц;
ф - фаза;
f - частота колебаний частиц в волне;
Т - период колебаний;
X - длина волны;
с - скорость волны в среде (скорости различных типов волн различны);
р - давление в звуковой волне;
w - плотность потока энергии;
•J Под акустическими будем понимать такие свойства упругой среды,
от которых зависят условия формирования ультразвуковой волны в
среде и взаимодействия с границей раздела двух упругих сред.
Упругая среда характеризуется следующими акустическими свойства-
ми: р - плотность материала; с - скорость звуковой волны определенного
типа. Кроме указанных к акустическим свойствам следует отнести также
степень анизотропии среды, внутреннее трение и теплопроводность, от ко-
91
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
торых зависит весьма важный акустический параметр - коэффициент зату-
хания ультразвуковой волны 5.
В табл. 4.2 приведены некоторые параметры, характеризующие акусти-
ческие свойства сред.
Табл. 4.2. Скорость распространения и длина ультразвуковой волны
в средах с различным акустическим сопротивлением
Вещество Скорость зву- ка с, м/с Длина волны ХЮ'3, м, при /=2,5 МГц Плот- ность среды р-ю3 кг/м3 Акустическое сопротивление z-106, кг/м2с
С1 ct продол. попер.
Алюминий 6360 3130 2,54 1,25 2,70 17,17 8,45
Бериллий 12800 8710 5,12 3,48 1,82 23,30 15,85
Вольфрам 5320 2700 2,13 1,08 19,25 102,41 51,97
Вода 1490 — 0,60 — 1,00 1,49 —
Воздух 331 — 0,13 — 0,0013 0,00043 —
Глицерин 1923 — 0,77 — 1,265 2,43 —
Стекло оконное 5700 3400 2,28 1,36 2,60 14,82 8,84
Магний 5770 3050 2,31 1,22 1,74 10,04 5,31
Масло трансфор- маторное 1380 — 0,55 — 0,90 1,24 —
Медь 4720 2440 1,89 0,98 8,90 42,01 21,72
Оргстекло 2670 1121 1,07 0,45 1,18 3,15 1,32
Поли- стирол 2370 1120 0,95 0,45 1,10 2,61 1,23
Сталь угле- родистая 5850- 5940 3210- 3260 2,34- 2,38 1,28- 1,30 7,80 45,63 - 46,33 25,04 - 25,43
Сталь кор- розионно- стойкая 5660- 6140 3120- 3250 2,26- 2,46 1,25- 1,30 8,03 45,45 - 49,30 25,05 - 26,10
Титан 6100 3130 2,44 1,25 4,50 27,45 14,08
Шлак (спекшийся флюс) АН-348 6000 2400 2,40 0,96 3,30 19,8 7,9
Шлак (спекшийся флюс) 48-АФ-1 4000 1600 1,60 0,64 2,50 10,00 4,00
Кварц плав- леный 5930 3750 2,37 1,50 2,2 13,05 8,25
92
4.4. ПАРАМЕТРЫ УЛЬТРАЗВУКОВОЙ ВОЛНЫ. АКУСТИЧЕСКИЕ СВОЙСТВА СРЕДЫ_____
4.5. ШКАЛА ДЕЦИБЕЛ
Телефонисты XIX столетия, а затем радисты и акустики XX века были
заинтересованы в том, чтобы уметь оценивать свои передающие системы
(линии, фильтры, усилители) с точки зрения их способности к передаче
энергии. У линейных систем мощность на выходе пропорциональна мощ-
ности, поданной на вход, и система характеризуется отношением этих двух
мощностей, независимо от их абсолютной меры.
В большинстве случаев гораздо практичнее пользоваться логарифмом
этого отношения. Так, если в акустике рассматривают две интенсивности
звука I и Zo, то разницу между ними в децибелах (дБ) даст величина
А= 101g<7//0). (4.21)
Децибел - безразмерная единица, показывающая соотношение различных величин оди-
наковой природы по логарифмической (нелинейной) шкале. Например, уровней сигнала и
шума. Логарифмическая шкала используется из-за природы человеческого слуха: рост звуко-
вой мощности в десять раз воспринимается ухом как «в два раза громче». Единица измерения
«Бел» впервые была введена в использование инженерами из телефонной лаборатории Белла
и в 1923 - 1924 гг. была названа в честь основателя лаборатории и изобретателя телефона
Александра Грэма Белла (Alexander Graham Bell). Децибел был введен как десятая часть этой
единицы, которая потом вышла из употребления. По первоначальному замыслу название «де-
цибел» должно применяться исключительно к мерам мощности. Однако это понятие можно
перенести на меры, относящиеся к другим параметрам, таким, как интенсивность звука, зву-
ковое давление* и др.
Так, если рассматривается отношение давлений в звуковой волне, то с
учетом (4.20)
1/1й = (P/Ptf. (4.22)
откуда
Л(дБ) = 10 lg(7/70) =20 lg(P/P0). (4.23)
Если в последнем выражении использовать натуральный логарифм отно-
шения давлений или амплитуд, то Л будет выражено в единицах «непер» (Нп):
А(Нп) = 1п(Р/Р0) = 1п(7/70). (4.24) * В
* Звуковое давление - давление, дополнительно возникающее при прохождении звуко-
вой волны в жидкой и газообразной среде. Распространяясь в среде, звуковая волна образует
сгущения и разрежения, которые создают добавочные изменения давления по отношению к
среднему значению давления в среде. Таким образом, звуковое давление представляет собой
переменную часть давления, т. е. колебания давления относительно среднего значения, частота
которых соответствует частоте звуковой волны. - основная количественная характеристика
звука. Единица измерения звукового давления - ньютон на м2. Иногда для характеристики
звука применяется уровень звукового давления N - выраженное в децибелах отношение ве-
личины данного звукового давления р к его пороговому значению 2-10-5 н/м2: N= 20 lg(p/po).
Звуковое давление в воздухе изменяется в широких пределах - от 10-5 н/м2 вблизи порога
слышимости до 103н/м2 при самых громких звуках, например шумах реактивных самолетов.
В воде на ультразвуковых частотах порядка нескольких мегагерц с помощью фокусирующих
излучателей получают значение звукового давления до 107н/м2. Звуковое давление следует
отличать от давления звука - постоянного давления, испытываемого телом, находящимся в
стационарном звуковом поле (прим, технич.ред.)
93
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Непер и децибел связаны соотношениями:
1 Нп = 8,686 дБ или 1 дБ = 0,115 Нп
(4.25)
0,1 0,2 0,3 0,5 0,8 1 1 2 3 5 8 10
0,01 0,02 0,03 0,05 0,08 0,1 10 20 30 50 80 100
РИС. 4.15. Номограмма перевода относительных величин в
децибелы
На рис. 4.15 приве-
дена номограмма, поз-
воляющая перевести
отношение амплитуд в
децибелы и наоборот.
Здесь первой верхней
шкале децибел соот-
ветствует первая ниж-
няя шкала отношений
амплитуд, второй верх-
ней шкале децибел -
вторая нижняя шкала
отношений амплитуд.
Уровень звукового давления в воздухе измеряется в децибелах от-
носительно условного значения интенсивности 1012 Вт/м2 (соответст-
вующее звуковое давление 2 10~5 Па), называемого порогом слышимости.
Минимально различимое на слух изменение звукового давления примерно
соответствует 1 дБ.
4.6. ЯВЛЕНИЯ НА ГРАНИЦЕ РАЗДЕЛА ДВУХ СРЕД
Рассмотрим основные явления, происходящие на границе раздела двух
сред, предполагая, что плоская ультразвуковая волна падает на плоскую
границу раздела двух полубесконечных сред, имеющих акустические со-
противления Zj и z2. В реальных процессах мы имеем дело с ограниченны-
ми средами, а также с волнами, в той или иной степени отличающимися от
плоских. Предположим также, что граница раздела гладкая, то есть на ней
отсутствует рассеяние ультразвука, связанное с шероховатостью поверх-
ности. Иными словами, будем считать, что ультразвуковые волны подчи-
няются законам геометрической акустики.
В общем случае на границе раздела могут происходить три явления: от-
ражение, преломление и трансформация волн.
•J Отражением называется изменение направления волны на границе
раздела, при котором волна не переходит в другую среду.
Преломлением называется изменение направления волны на грани-
це раздела, при котором волна переходит в другую среду.
Трансформацией называется преобразование волн одного типа в
волны другого типа, происходящее на границе раздела двух сред.
94
4.6. ЯВЛЕНИЯ НА ГРАНИЦЕ РАЗДЕЛА ДВУХ СРЕД
При падении продольной волны си из твердой среды на границу раздела
с другой твердой средой образуются (рис. 4.16а):
си - отраженная продольная волна;
ctl - отраженная поперечная волна, образовавшаяся в результате трансфор-
мации волн;
с12 - преломленная продольная волна;
ct2 - преломленная поперечная волна, образовавшаяся в результате транс-
формации волн.
РИС. 4.16. Схема обра-
зования волн на границе
раздела двух твердых сред
при падении продольной
(а) и поперечной (6) волн
При падении поперечной волны ctl (рис. 4.166):
ctl - отраженная поперечная волна;
си - отраженная продольная волна, образовавшаяся в результате трансфор-
мации волн;
ct2 - преломленная поперечная волна;
с12 - преломленная продольная волна, образовавшаяся в результате транс-
формации волн.
На границе раздела углы отсчитываются от нормали (перпендикуляра)
к поверхности раздела двух сред, проходящей через точку падения.
Углы отражения и преломления зависят от скоростей звука в обеих сре-
дах и связаны между собой законом Снеллиуса'.
sinPH _ sin£tl _ sina^ _sinat2
^11 £|1 £|2 ^t2
(4.26)
где p с соответствующими индексами - углы падения и отражения; a - углы
преломления.
Из этого соотношения следует, что угол отражения для волн одного
типа равен углу падения.
Как уже было отмечено, направление смещения частиц в поперечной
волне перпендикулярно направлению распространения волны. Эта особен-
ность поперечной волны обусловливает возможность возникновения поля-
ризации.
•] Поляризацией называется нарушение симметрии распределения
смещений и скоростей в упругих волнах относительно направления
распространения.
95
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
В частности, в поперечной волне ct2, возникающей вследствие трансфор-
мации, частицы колеблются в плоскости падения (плоскость, перпендику-
лярная к границе раздела, проходящая через падающий луч си и нормаль к
границе раздела) в направлении я (рис. 4.16а).
• J Поперечная волна в которой частицы колеблются в плоскости паде-
ния, называется вертикально-поляризованной или SV-волной.
Поперечные волны, широко применяемые в практике ультразвукового
контроля, являются SV-волнами.
• J Если частицы при распространении поперечной волны колеблются
перпендикулярно плоскости падения, то есть вдоль границы раздела
двух сред, волна называется горизонтально поляризованной или
SH-волной.
Свойства SH- и SV-волн различны. SH-волны могут быть возбуждены
только с помощью специальных преобразователей (например, электромаг-
нитно-акустических) и применяются в системах автоматизированного кон-
троля. В дальнейшем, если не будет специально оговорено, под поперечной
волной будем понимать волну с поляризацией SV.
В продольной волне явление поляризации возникнуть не может.
Скорость поперечных волн, их затухание и некоторые другие свойст-
ва могут зависеть от вида поляризации. Поляризация может возник-
нуть:
- при преломлении и отражении волн на границе двух сред;
- из-за отсутствия симметрии в возбуждающем волну излучателе;
- при формировании волны в анизотропной среде.
4.6.1. Частные случаи
1) Нормальное падение
Если на рис. 4.16а ри = 0, то ptl = а,2 = at2 = 0, то есть в этом случае волна,
прошедшая через границу раздела, не меняет своего направления, тип вол-
ны также не меняется.
2) 1-й критический угол
Если си < с(2 , то О)2 > Ри , следовательно, при некотором угле падения
PKpi < 90° продольная волна скользит по границе раздела, то есть, во второй
среде продольная волна не возбуждается.
Наименьший угол падения продольной волны ркр1, при котором пре-
ломленная продольная волна не будет проникать во вторую среду,
называется первым критическим углом.
3) 2-й критический угол
При дальнейшем увеличении угла падения преломленная поперечная
волна также начнет скользить по границе раздела.
96
4.6. ЯВЛЕНИЯ НА ГРАНИЦЕ РАЗДЕЛА ДВУХ СРЕД_____________________
•] Наименьший угол падения продольной волны ркр2, при котором пре-
ломленная поперечная волна не будет проникать во вторую среду,
называется вторым критическим углом.
При углах падения, меньших, чем второй критический угол, и больших,
чем первый, во второй среде возникает лишь поперечная волна.
4) 3-й критический угол
Рассмотрим падение поперечной
волны на границу металл—воздух из
металла (рис. 4.17). При увеличении
угла падения наступает такой момент,
когда отраженная продольная волна
начинает скользить по границе разде-
ла.
РИС. 4.17. Падение поперечной волны
на границу металл-воздух
•J Наименьший угол падения поперечной волны ркр3, при котором от-
сутствует отраженная продольная волна, называется третьим
критическим углом.
Значения критических углов определяют из равенств
Sin₽Kpl = (Cll/Cl2); Sin₽KP2 = <С11/Сс2>; Sin₽Kp3 = (Ct/C,)- (4.27)
Для практики представляют интерес численные значения первого и
второго критических углов при падении волны из органического стекла на
границу со сталью. Взяв из табл. 4.2 соответствующие значения скоростей,
получим ркр1 = 27°, Ркр2 == 55°. Третий критический угол для границы сталь—
воздух составляет ркр3 ~ 33,5°.
4.6.2. Энергетические соотношения
Рассмотрим теперь энергетические соотношения между падающей, от-
раженной и преломленной волнами при нормальном падении. Они характе-
ризуются коэффициентами отражения и преломления. Различают коэффи-
циенты отражения и преломления по давлению и по интенсивности.
• ] Коэффициентом отражения по давлению Rp называется отноше-
ние давления в отраженной волне рт к давлению в падающей волне рп.
При падении волны по нормали
Я =Р„т/Р„ = (^-г1)/(22 + г1)- (4-28)
• J Коэффициентом прохождения (прозрачности) по давлению Dp
называется отношение давления в прошедшей волне рпр к давлению в
падающей волне:
Df-Pnf/Pa = 2z2/^2 + ^- (4-29)
97
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Из формул видно, что коэффициент отражения по давлению может
принимать численные значения от - 1 до 1, а коэффициент прохождения
- от 0 до 2. В качестве примера рассмотрим падение плоской продольной
волны на границу сталь—вода:
Rp = (1,49 - 46,00)/( 1,49 + 46,00) = - 0,937; D = 2 х 1,49/(1,49 + 46,00) = 0,063. То
есть давление в отраженной волне составляет 93,7 %, а в прошедшей 6,3 %
от давления в падающей волне. Знак «минус» означает, что фаза отражен-
ной волны меняется на противоположную по отношению к фазе падающей
волны (рис. 4.18а).
Если волна падает из воды, то в формулах меняются местами и z2, поэ-
тому оказывается Rp = + 0,937, Dp = 1,937. Так как Rp положительно, падаю-
щая и отраженная волны имеют одинаковые фазы. Давление в прошедшей
волне почти в два раза больше, чем в падающей (рис. 4.186).
РИС. 4.18. Величина звукового давления при отражении на
границе сталь-вода: а - падающая волна в стали; б - падаю-
щая волна в воде
• J Коэффициентом отражения по интенсивности называется
отношение интенсивностей отраженной и падающей волн.
При падении волны по нормали
Л = (г, - z2)2/(zx + z2)2. (4.30)
• J Коэффициентом прохождения (прозрачности) по интенсив-
ности называется отношение интенсивностей прошедшей и па-
дающей волн.
Его нельзя получить возведением в квадрат коэффициента прохожде-
ния по давлению. По закону сохранения энергии
D = i-R. (4.31)
Из формулы (4.30) видно, что чем больше отличаются акустические со-
противления сред, тем большая часть энергии звуковой волны отразится от
границы раздела этих сред. Этим условием определяется как возможность,
98
4.6. ЯВЛЕНИЯ НА ГРАНИЦЕ РАЗДЕЛА ДВУХ СРЕД
так и эффективность выявления нарушения сплошности материала (вклю-
чений среды с акустическим сопротивлением, отличающимся от сопротив-
ления контролируемого материала).
Коэффициенты отражения продольной волны на границе между сталью
и некоторыми средами, заполняющими полости дефектов сварки, приведены
в табл. 4.3.
Табл. 4.3. Коэффициент отражения R по интенсивности
на границе стали с другим материалом
Материал несплошности R,%
Газ 100,00
Вода 88,00
Масло трансформаторное 90,00
Медь 0,21
Кварц 31,00
Шлак АН-348 (спекшийся флюс) 16,00
Из таблицы видно, что шлаковые включения будут выявляться го-
раздо хуже дефектов таких же размеров, но с воздушным заполнением.
Приведенные значения справедливы для несплошностей, размеры которых
намного больше длины волны. Если же размеры несплошности в направле-
нии, перпендикулярном ультразвуковому лучу, значительно меньше длины
волны, то волны огибают ее без существенного отражения. Для получения
заметного отражения достаточно, чтобы размеры несплошности были соиз-
меримы с длиной волны.
При малой толщине несплошности доля отраженной от нее энергии за-
висит еще и от величины раскрытия несплошности в направлении распро-
странения волны. Так, если в среде с акустическим сопротивлением zt име-
ется тонкий слой включения из материала с акустическим сопротивлением
z2, то коэффициент отражения по интенсивности при нормальном падении
звуковой волны будет
R = [(z,/z2) - (z2/z1)]2/{4ctg2(2Ir5/X2) + [(zt/z2) + (z2/z,)]2}, (4.32)
где 5 - толщина слоя, Х2 - длина волны в слое.
Видно, что, если 5 -» Х2/2, то ctg2(2rc5/X2) —> ©о и R —> 0. В тех случаях,
когда 5 -» Х2/4, ctg22rc5/X2 -» 0, коэффициент отражения имеет максимальное
значение и определяется только соотношением акустических сопротивлений.
Если в стали имеется шлаковое включение, то, подставив соответствую-
щие значения в формулу (4.32), получим, что в зависимости от толщины вклю-
чения коэффициент отражения от него ультразвуковых колебаний 0 < R < 0,47.
Иными словами, при определенной толщине шлаковое включение может быть
звукопрозрачным, то есть не отражающим ультразвуковые волны.
В процессе термической обработки или под влиянием других дефор-
маций шлак разрушается и постепенно отделяется от поверхности металла
(рис. 4.19). Вследствие этого ультразвук отражается от границы сталь—газ.
99
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
РИС. 4.19. Отражение ультразвуковых
волн от шлакового включения, когда шлак
имеет плотное сцепление с металлом (а)
и когда по границе металл-шлак обра-
зовалась газовая прослойка (б): 1 - зон-
дирующий импульс; 2 - эхо-импульс от
несплошности; 3 - донный эхо-импульс
РИС. 4.20. Углы отражения, преломления
(а) и коэффициенты прозрачности по ин-
тенсивности (б) при падении продольной
волны из оргстекла на границу со сталью
Коэффициент отражения при этом
резко возрастает, достигая единицы.
Оценка эквивалентного размера де-
фекта по этой причине также увели-
чивается, в то время как его реальный
размер остается неизменным.
Таким образом, отражение от тон-
кого слоя зависит от отношения длины
волны к толщине слоя и тем эффектив-
нее, чем больше различие акустических
сопротивлений слоя и окружающей
среды. Расчет по приведенной фор-
муле показывает, что трещина в ста-
ли, заполненная воздухом и имеющая
раскрытие всего в 1 мкм, должна от-
ражать 90 % энергии падающих на нее
волн частотой 2,5 МГц. Если же тре-
щина заполнена минеральным маслом,
то заметное отражение возникает при
раскрытии трещины не менее 0,01 мм.
Практически заметное уменьшение ко-
эффициента отражения от слоя воздуха
в стали начинается при 5 =10-4 мм.
При наклонном падении коэффици-
енты отражения и прозрачности зависят
как от соотношения акустических со-
противлений граничащих сред, так и от
угла падения. На рис. 4.20 показана за-
висимость коэффициентов прозрачнос-
ти по энергии при падении продольной
волны из оргстекла на сталь (толщина
контактного слоя масла близка к нулю).
При критических углах все коэффи-
циенты прозрачности и коэффициент от-
ражения обращаются в нуль, а коэф-
фициент отражения = 1. Физически
это означает смещение энергии вдоль
поверхности неоднородной волной, то
есть ее концентрацию вблизи границы
раздела. Зависимость коэффициентов
прозрачности по энергии от угла падения продольной волны (рис. 4.206) ис-
пользуют при расчете преобразователей с нестандартными углами ввода.
В практике дефектоскопии часто приходится встречаться с падением
ультразвуковых волн из металла на границу металл—воздух. Зависимости
100
4.6. ЯВЛЕНИЯ НА ГРАНИЦЕ РАЗДЕЛА ДВУХ СРЕД
различных коэффициентов отражения и прозрачности от углов падения и
отражения приведены на рис. 4.21.
При углах 68° для продольных и 31° для поперечных волн в стали (эти
углы связаны между собой законом Снеллиуса) коэффициенты отражения
нетрансформированной волны имеют минимум. Углы падения, при которых
подавляющая часть энергии падающей волны переходит в трансформиро-
ванную волну, называются обменными.
РИС. 4.21. Углы {а, б) и коэффициенты отраже-
ния (в, г) по давлению продольной (а, в) и попе-
речной (б, г) волн от границы сталь—газ
РИС. 4.22. Отражение сферической уль-
тразвуковой волны от двугранного угла
0.8 0.6 0.4 0.2
РИС. 4.23. Зависимость коэффициента отражения по амплитуде от угла падения для
продольной (пунктир) и поперечной (сплошная линия) волн для двугранного угла
4.6.3. Отражение от двугранного утла
Отражение от двугранного угла поясняется рис. 4.22. Если трансфор-
мации волн нет, то в результате двукратного отражения плоская волна воз-
вращается назад так, что лучи испытывают параллельное смещение. При
падении на двугранный угол волны от сферического источника О отраже-
ние происходит как от плоскости MN: отраженные лучи как бы излучаются
мнимым источником О', расположенным зеркально симметрично относи-
тельно MN. Однако нижние лучи становятся верхними и наоборот.
С учетом трансформации волн амплитуда однотипной волны, отражен-
ной от двугранного угла обратно к источнику излучения, может существенно
уменьшиться. Особенно сильное ослабление однотипной волны наблюдается,
101
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
когда угол падения на одну из граней близок к обменному (рис. 4.23). Для по-
перечной волны, когда углы падения на обе грани больше третьего критичес-
кого, коэффициент отражения равен единице. Другими словами, при падении
поперечной волны в стали на границу с воздухом под углами 33,5 - 56,5° дву-
гранный угол отражает ультразвук так же, как плоскость. Это дает возможность
использовать его для настройки чувствительности дефектоскопа при контроле
наклонным преобразователем с углом ввода из этого диапазона.
4.7. НОРМАЛЬНЫЕ ВОЛНЫ
•] Нормальными называются упругие волны, формирующиеся в
твердой пластине (слое) со свободными или слабонагруженными
границами. Эти волны также называются волнами в пластинах.
РИС. 4.24. Возникновение нормальных
волн в слое жидкости
Свободной можно считать гра-
ницу, соприкасающуюся с воздухом.
Слабонагруженной является, напри-
мер, граница, соприкасающаяся с водой.
Нормальные волны в пластинах бывают
двух поляризаций: вертикальной и го-
ризонтальной. Из этих двух типов волн
наибольшее применение в практике по-
лучили волны Лэмба - нормальные вол-
ны с вертикальной поляризацией. Волны
Лэмба возникают вследствие резонанса при взаимодействии падающей вол-
ны с многократно отраженными волнами внутри пластины.
Для уяснения физической сущности волн в пластинах рассмотрим об-
разование нормальных волн в жидком слое (рис. 4.24).
Пусть на слой толщиной h падает извне плоская волна под углом р.
Линия АД показывает фронт падающей волны. В результате преломления
на границе в слое возникает волна с фронтом СВ, формирующаяся под уг-
лом а и претерпевающая многократные отражения в слое.
При определенном угле падения р волна, отраженная от нижней поверх-
ности, совпадает по фазе с прямой волной, идущей от верхней поверхности.
Это и есть условие возникновения нормальных волн. Угол а, при котором
происходит такое явление, может быть найден из формулы:
Acosa = nk2/2. (4.33)
Здесь п - целое число, Х2 - длина волны в слое.
Для твердого слоя сущность явления (резонанс объемных волн при на-
клонном падении) сохраняется. Однако условия образования нормальных
волн очень усложняются из-за наличия в пластине продольных и попе-
речных волн. Виды нормальных волн, отвечающие различным значениям п,
называются модами нормальных волн. Волны с нечетными значениями п
называются симметричными, так как движение частиц в них симметрич-
102
4.7. НОРМАЛЬНЫЕ ВОЛНЫ
но относительно оси пластины. Волны с четными п называются антисим-
РИС. 4.25. Волны Лэмба: а - а0; б - s0;
в - Ар г - Sp д - а2; е - s2: стрелки над
рисунками указывают направление
волн; а на рисунках - направление дви-
жения частиц среды в сечениях пласти-
ны. Каждое сечение образовано плос-
костью, перпендикулярной к основной
поверхности пластины, причем направ-
ление волны лежит в этой плоскости
метричными (рис. 4.25).
В твердой среде моды симметричных
волн обозначаются s2, s3 ...; антисим-
метричных - av а2, ау ... (индекс означает
номер моды, но не число п). В симметрич-
ных модах движение частиц среды проис-
ходит симметрично относительно осевой
плоскости пластины. Смещения, перпен-
дикулярные к пластине сверху и снизу от
осевой плоскости, имеют разные знаки
(то есть частицы движутся в разные сто-
роны), а параллельные пластине - одина-
ковые (то есть частицы движутся в одну
сторону). Антисимметричным модам со-
ответствует движение частиц, антисим-
метричное относительно центральной
плоскости: нормальные смещения частиц
верхней и нижней половины пластины
происходят в одну и ту же сторону, а тан-
генциальные - в разные стороны.
Нулевыми индексами отмечены моды,
которые при увеличении толщины плас-
тины переходят в поверхностную волну.
Эти волны существуют при любых часто-
тах и толщинах пластин. Симметричная
мода $0 соответствует продольной волне
расширения-сжатия. Антисимметричная
волна а0 соответствует изгибной волне.
При увеличении толщины пластины свойства нулевых мод становятся все
более похожими друг на друга и на свойства поверхностных волн.
Если по одному направлению в среде распространяются несколько волн,
частоты которых немного отличаются (группа волн, импульс), причем скорость
распространения фазового состояния зависит от частоты, то оказывается, что
энергия переносится волнами со скоростью, отличающейся от фазовой скоро-
сти. Таким образом, в тех случаях, когда имеется зависимость скорости упру-
гой волны от частоты, в частности, в нормальных волнах, существует два вида
скорости - фазовая и групповая. Фазовая скорость определяет скорость рас-
пространения фазы вдоль пластины. Она позволяет вычислить длину волны и
необходима при расчетах условий возбуждения волн. Скорость распростра-
нения импульса характеризуется групповой скоростью. Групповую скорость
используют при определении расстояния до дефекта.
Смещение каждой из колеблющихся частиц можно найти, складывая
смещения, которые получает эта частица от каждой из волн группы в отдель-
103
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
ил
РИС. 4.26. Волновое поле группы волн
с близкими частотами
ности. Результат сложения колебаний
одного направления определяется со-
отношением фаз этих колебаний. Если
фазы противоположны, то результи-
рующая амплитуда минимальна, если
фазы совпадают, то она максимальна.
В каждый момент времени максималь-
ная амплитуда для формирующейся в
одном направлении группы волн со-
ответствует тому участку пространства, в котором сосредоточен максимум
энергии волны. Эта точка называется центром группы волн. Волновое поле
группы волн с близкими частотами изображено на рис. 4.26.
В последующий момент времени соотношение фаз колебаний от отде-
льных волн группы в точке, где находился центр группы, изменится, по-
этому центр группы волн переместится в пространстве, а вместе с ним и
энергия волны. Скорость перемещения центра групп можно найти, если
заметить, что в центре группы волн совпадают фазы колебаний, вызванных
волнами различных, но близких длин волн. Поэтому в центре группы фаза
колебаний не зависит от длины волны, то есть от того, какой из волн группы
приписывается эта фаза.
Найдем выражение для фазовой скорости нормальной волны с{ в слое
жидкости. Из закона Снеллиуса, считая, что угол преломления для нор-
мальной волны равен 90°, найдем
(sinp)/c1 = (sina)/c2 = l/cf, (4.34)
откуда, используя формулу (4.33), получим:
cf = c2/sina = с2/[1 - (nX2/2/z)2]1/2.
(4.35)
При критических значениях /гД2 = 1/2,1,3/2 и т. д. фазовая скорость об-
ращается в бесконечность. Это означает, что вся поверхность слоя колеблет-
ся одновременно. Групповая скорость при этом обращается в нуль. Там, где
фазовая скорость не зависит от частоты,
групповая скорость совпадает с фазовой.
Таким образом, фазовая скорость нор-
мальных волн зависит от частоты ультра-
звуковых колебаний и от толщины слоя.
Свойство зависимости скорости волн
от частоты называется дисперсией
скорости.
Дисперсия является важной осо-
бенностью нормальных волн. Зави-
симости скоростей различных мод нор-
мальных волн от произведения толщины
РИС. 4.27. Дисперсионные кривые для
нормальных волн в стали: с, = 5,94-103 м/с;
ct = 3,22-103 м/с; р = 7,8 г/см3
104
4.8. ГОЛОВНЫЕ ВОЛНЫ
пластины на частоту колебаний характеризуются дисперсионными кри-
выми (рис. 4.27). При заданной толщине листа дисперсионные кривые ис-
пользуются для расчета параметров наклонного преобразователя, возбуж-
дающего в листе необходимую моду нормальной волны. Характер диспер-
сионных кривых зависит от упругих свойств материала пластины.
4.8. ГОЛОВНЫЕ ВОЛНЫ
В реальных условиях контроля наклонным преобразователем фронт
ультразвуковой волны излучающего пьезоэлемента имеет неплоскую фор-
му. От излучателя, ось которого ориентирована под первым критическим
углом к границе раздела, на границу падают также продольные волны
с углами несколько меньше и несколько больше первого критического.
При этом в стали возбуждается несколько типов волн.
Вдоль поверхности формируется неоднородная продольно-по-
верхностная волна (рис. 4.28). Эта волна, состоящая из поверхностного
и объемного компонентов, называется также вытекающей или ползущей.
Частицы в этой волне движутся по траекториям в виде эллипсов, близ-
ких к окружностям. Эти волны существуют на глубине, примерно равной
длине волны, и быстро затухают при распространении: амплитуда волны
уменьшается в 2,7 раза на расстоянии 1,75Х вдоль поверхности. Ослаб-
ление связано с тем, что
в каждой точке границы
раздела генерируются по-
перечные волны под углом
at2, равным третьему кри-
тическому углу, называе-
мые боковыми волнами.
Этот угол определяется из
соотношения (4.36):
РИС. 4.28. Акустическое поле преобразователя голов-
ной волны
sinat2 = ct2/c12. (4.36)
Для стали at2 = 33,5°.
Кроме вытекающей возбуждается также продольная подповерх-
ностная волна. Ее скорость равна скорости продольной волны. Своего
амплитудного значения продольная подповерхностная волна достигает
вдоль луча с углом ввода 78°. Одновременно с возбуждением продольно-
поверхностной волны образуется и обратная продольно-поверхностная
волна - распространение упругого возмущения в сторону, противопо-
ложную прямому излучению. Ее амплитуда примерно в 100 раз меньше
амплитуды прямой волны.
•] Совокупность акустических волн, возбуждаемых при падении пучка
продольных волн на границу раздела двух твердых сред под первым
критическим углом, называется головной волной.
105
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Головная волна нечувствительна к неровностям поверхности и реаги-
рует лишь на дефекты, залегающие под поверхностью. Ослабление ампли-
туды продольно-подповерхностной волны вдоль луча любого направления
происходит пропорционально 1/г.
РИС. 4.29. Амплитуда отражения голов-
ной волны в зависимости от глубины
залегания плоскодонных отверстий
На рис. 4.29 показано изменение ам-
плитуды эхо-сигнала от плоскодонных
отверстий, расположенных на разной
глубине (зависимость характерна для
преобразователя типа ИЦ-70, в котором
излучающий и приемный пьезоэлементы
расположены рядом). Видно, что примене-
ние головных волн наиболее эффективно
для выявления несплошностей на глуби-
не 3 - 12 мм (в стали). Чувствительность
к дефектам вблизи поверхности заметно
снижается. Максимальная амплитуда
при расстоянии 20 мм достигается для
плоскодонных отверстий, расположен-
ных на глубине 6 мм.
4.9. ФОРМИРОВАНИЕ АКУСТИЧЕСКОГО ПОЛЯ
К волнам малой амплитуды может быть применен принцип наложе-
ния или принцип Бойгенса, согласно которому каждое звуковое колебание
развивается независимо от других одновременно происходящих акустиче-
ских явлений. Если в какой-то среде возбуждается несколько колебатель-
ных процессов, то результирующее колебание можно найти путем суммиро-
вания его отдельных составляющих. При сложении векторных величин (то
есть, имеющих направление, например, сил, скоростей) учитываются на-
правления каждой составляющей, при сложении скалярных величин (на-
пример, давления) результат зависит только от амплитуды и фазовых соот-
ношений всех составляющих.
•] Наложение двух или большего числа когерентных (т. е. с независящей
от времени разностью фаз) колебаний одинаковой частоты называ-
ется интерференцией.
Результирующее колебание в любой точке среды оказывается равным
алгебраической сумме всех колебаний, пришедших в эту точку. Поэтому
амплитуда колебаний частиц среды в какой-либо точке возрастает, если
отдельные колебания приходят в эту точку в фазе, и уменьшается, если
колебания приходят в противофазе. В результате в среде возникает аку-
стическое поле — область пространства, в которой существуют акусти-
ческие колебания.
106
4.9. ФОРМИРОВАНИЕ АКУСТИЧЕСКОГО ПОЛЯ
Рассмотрим акустическое поле, которое создает из-
лучатель в виде круглого поршня, окруженный жестким
экраном (рис. 4.30) и работающий в режиме непрерыв-
ного монохроматического излучения. Предположим, что
вследствие колебаний такого излучателя прилегающий
слой среды возбуждается и начинает колебаться с одина-
ковой фазой и амплитудой. В соответствии с геометри-
ческими представлениями при этом должна формиро-
ваться плоская волна внутри ограниченного цилиндри-
ческой поверхностью пространства. В действительности
из-за интерференции картина поля будет существенно
другая. Каждую частицу среды, колеблющуюся вследст-
вие распространения первичной волны, можно рассма-
тривать как точечный источник, излучающий вторичную
элементарную сферическую волну. Результирующей бес-
конечного числа таких элементарных сферических волн,
формирующих фактически существующую волну, явля-
РИС. 4.30. Порш-
невой излучатель
в жестком экране
ется огибающая всех вторичных волн.
Акустическое поле вблизи излу-
чателя вследствие интерференции
имеет сложную структуру с череду-
ющимися минимумами и максиму-
мами звукового давления как вдоль,
так и поперек акустической оси из-
лучателя (рис. 4.31). Эта зона не-
монотонного изменения акустиче-
ского поля называется ближней зо-
ной или зоной дифракции Френеля.
Непосредственно на излучателе су-
ществует среднее давление Ро. Вдоль
оси излучателя располагаются мак-
РИС. 4.31. Акустическое поле в ближней
зоне излучателя вдоль (а) и поперек (б) оси
симумы и минимумы давления.
Давление, создаваемое волной на оси круглого излучателя на расстоя-
нии г от его поверхности, может быть определено по формуле:
р = 2P0sin{Tt[(a2 + г2)1/2 - г]/Х}. (4.37)
Число максимумов составляет 2а/Х (2а - диаметр излучателя).
Максимумы располагаются на расстояниях г = а2/[(2и + 1)Х] (п = 0, 1, 2,...),
а минимумы при г = а2/2пк (п = 1, 2, 3,...). Звуковое давление вдоль оси ко-
леблется от 0 до 2Р0. С удалением от источника расстояние между макси-
мумами и минимумами увеличивается, а крутизна кривых изменения дав-
ления уменьшается. Примерно в точке г^/2 еще находится глубокий мини-
мум, после чего в точке гб (при п = 0) будет последний максимум с давлени-
ем, равным удвоенному среднему.
107
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Акустическое поле в сечениях, расположенных поперек оси излучате-
ля, имеет вид чередующихся кольцевых зон минимумов и максимумов. С
удалением от источника ширина минимумов и максимумов увеличивается,
вокруг них могут появиться дополнительные максимумы.
В ближней зоне более 80 % излученной энергии находится в пределах
цилиндра, ограниченного краями излучателя, однако, по сечению цилиндра
энергия распределена неравномерно. Граница ближней зоны при непрерыв-
ном излучении ультразвука определяется формулой:
г6 = (4а2 - Х2)/4Х, априХ«а гь = с?/'к.
(438)
За пределами ближней зоны начинается дальняя зона излучателя или
зона дифракции Фраунгофера. В этой зоне звуковое давление монотон-
но убывает с увеличением расстояния от излучателя. В дальней зоне поле
имеет вид лучей, выходящих из центра излучателя (рис. 4.34).
Линия, соединяющая точки максимальной амплитуды волны в дальней
зоне и ее продолжение в ближней зоне, называется акустической осью. В од-
нородной среде луч, направленный вдоль акустической оси, называется цент-
ральным лучом.
На расстоянии (г > Згб) функция, описывающая изменение давления в
звуковой волне с расстоянием, приближенно следует закону
р = |P02sin(rca2/2Xr)| ~ PjuP/'kr. (4.39)
Последнюю формулу можно переписать в виде:
Р = P^f) = P.SjXr.
(4.40)
где 5а - площадь излучателя.
Как видно, на большом расстоянии давление монотонно убывает обрат-
но пропорционально расстоянию.
Акустическое поле в дальней зоне графически описывается диаграм-
мой направленности, показывающей изменение звукового давления в зави-
симости от угла между направлением луча и акустической осью на постоян-
ном расстоянии от излучателя (рис. 4.32).
Диаграмма направленности не зависит от расстояния до излучателя.
РИС. 4.32. Диаграмма направленности поля излучения круглого
излучателя в полярных (а) и в декартовых (6) координатах
108
4.9. ФОРМИРОВАНИЕ АКУСТИЧЕСКОГО ПОЛЯ
Центральная часть диаграммы направленности, в пределах которой ам-
плитуда поля уменьшается от единицы до нуля, называется основным ле-
пестком. В пределах основного лепестка сосредоточено около 85 % энергии
поля излучения. Вне основного лепестка диаграмма направленности имеет
вид боковых лепестков. Уровень боковых лепестков определяется отноше-
нием поля на акустической оси к максимальной величине поля вне основ-
ного лепестка. Диаграмму направленности при г > Зг6 для круглого излуча-
теля определяют формулой
р/РЛ = 2[It(x)/x)|, гдех = (2jcasinO)/X; (4.41)
J/x) - функция Бесселя, значение которой берут из соответствующих таб-
лиц или графиков. Угол раскрытия основного лепестка диаграммы направ-
ленности
Оо = arcsinO,61X/fl = arcsin0,61c//a. (4.42)
В практике контроля иногда определяют угол раскрытия основного ле-
пестка на уровнях, отличающихся от нулевого. На уровне 20 дБ (или уро-
вень 0,1 от максимума)
Оо t = arcsinO,54X/fl. (4.43)
На уровне 12 дБ (или уровень 0,25 от максимума)
Оо 25 = arcsinO,46X/a. (4.44)
На уровне 6 дБ (или уровень 0,5 от максимума)
005 = arcsinO,35X/a. (4.45)
На уровне 3 дБ (или уровень 0,7 от максимума)
007 = arcsinO,25X/a. (4.46)
Квадратный излучатель создает акустическое поле, похожее на поле
круглого излучателя. Однако экстремумы выражены не так сильно, по-
скольку отсутствует осевая симметрия. Последний максимум на оси не
достигает величины 2Р0. Ближнюю зону квадратного излучателя, а также
прямоугольного с соотношением сторон а/Ь< 1,5 можно приближенно оп-
ределять по формуле
Г6 = 5а/(лХ), (4.47)
Общее выражение для диаграммы направленности прямоугольного из-
лучателя со сторонами 2а и 2Ь имеет вид:
p/PQ = |{sm[(2nfl/X)(sinO)(cosy)]}/[(27ca/X)(sin0)(cos\|O] х
x{sin[(2rcZ>/X)(sm0)(smY)]}/[(27tZ>/X)(sin0)(sim|j)]|, (4.48)
где v - угол между нормалью к стороне 2а и плоскостью, перпендикулярной
плоскости излучателя, в которой рассматривается диаграмма направленности.
109
ГЛАВА 4 * ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Обозначим угол раскрытия основного лепестка диаграммы направлен-
ности в плоскости, перпендикулярной стороне 2а (у = 0°) через 0р а в плос-
кости, перпендикулярной стороне 2Ь (у = 90°) - через 02. Угол раскрытия
основного лепестка на разных уровнях для прямоугольного излучателя в
указанных плоскостях определяется выражениями:
01(О) = arcsinO,5X/a; 09.n. = arcsinO,5X/Z>; (4.49)
01(О1) = arcsinO,464X/a; 09.nn = arcsinO,464X/Z>; (4-50)
01/n.. = arcsinO,3X/a; _09rn. = arcsinO,3X/Z>; (4.51)
©ко?) = arcsinO,21X/a; 09,n7, = arcsinO,21X/Z>; (4.52)
Для преобразователей, имеющих симметричную диаграмму направлен-
ности, удвоенный угол раскрытия основного лепестка (20) называется ши-
риной основного лепестка диаграммы направленности. Для преобразо-
вателей с несимметричной диаграммой направленности (например, для на-
клонного ПЭП - в плоскости падения) ширина основного лепестка диа-
граммы направленности определяется путем сложения углов раскрытия по
разные стороны от акустической оси.
Следует иметь в виду, что приведенные формулы определяют пара-
метры основного лепестка поля излучения. Соответствующие параметры
поля излучения-приема будут определены далее.
РИС. 4.33. Влияние параметра af на
угол раскрытия 0 основного лепестка
диаграммы направленности круглого
излучателя: а2> a x\f2> /
РИС. 4.34. Распределение излученной энер-
гии вдоль оси излучателя
Из приведенных выражений видно, что основной лепесток диаграммы
направленности излучателя сужается с увеличением произведения частоты
/и размера преобразователя а (рис. 4.33).
Пример: /=2,0 МГц 2а = 24 мм е = 8°40'
/=4,0 МГц 2а = 24 мм 0 = 4°20'
/=2,0 МГц 2а = 12 мм е = 17°зо'
/=4,0 МГц 2а = 12 мм 0 - 8°40'
При схематическом изображении акустическое поле излучателя обыч-
но представляют в виде цилиндра или усеченного конуса в ближней зоне и
в виде конуса с вершиной в центре излучателя в дальней зоне (рис. 4.34).
Вершина конуса имеет угол 20, равный ширине основного лепестка диа-
граммы направленности. В конце ближней зоны имеется фокус звукового
ПО
4.9. ФОРМИРОВАНИЕ АКУСТИЧЕСКОГО ПОЛЯ
пучка. Звуковой пучок там существенно уже, чем диаметр излучателя, ам-
плитуда звукового давления здесь в два раза превышает среднее звуковое
давление непосредственно у излучателя. Начиная с г = гб, звуковое давле-
ние медленно уменьшается и достигает средней величины лишь при г = Згб.
Действительное поле, создаваемое пьезоэлектрическим преобразовате-
лем (ПЭП) ультразвукового дефектоскопа, отличается от рассмотренного
расчетного поля. При простейшем рассмотрении мы пренебрегли связью,
существующей между различными типами волн. Так, в поле продольной
волны имеются также составляющие сдвиговой и поверхностной волн.
Помимо этого, до сих пор мы рассматривали поле идеального круглого
излучателя, работающего в режиме непрерывных колебаний, однако, ос-
новной режим работы в дефектоскопии - импульсный.
Сложная структура поля, особенно для ПЭП с большим а/Х, обуслов-
лена наличием элементарных волн с большой разницей фаз, приходящих
с краевой области излучателя. Если бы возбуждение ПЭП к краю удалось
уменьшить, то поле было бы равномернее.
В отличие от теоретического поршневого излучателя, у обычного ПЭП
пьезопластина возбуждается неравномерно - по краям амплитуда ее коле-
баний меньше, чем в середине. Если создать ПЭП с колоколообразным воз-
буждением, то неравномерности поля почти исчезают.
Большое влияние на звуковое давление оказывает импульсное возбуж-
дение излучателя. Как видно из рис. 4.35, импульсы от различных частей
излучателя приходят в точку наблюдения в разное время, следовательно,
интерференция не возникает.
РИС. 4.35. При им-
пульсном возбуж-
дении излучателя
интерференция в точ-
ке О не возникает
г
РИС. 4.36. Зависимость звукового давления Р на оси волнового
поля дискового излучателя от расстояния гот излучателя при
равномерном (а), неравномерном (б) возбуждении отдельных
участков излучающей поверхности и при излучении импульсов,
длительность которых не превышает одного периода (в)
В предельном случае, когда длительность импульса равна одному полупе-
риоду, интерференция исчезает, и изменение давления с расстоянием приоб-
ретает монотонный характер, начиная от поверхности излучателя (рис. 4.36).
Неравномерное возбуждение дискового излучателя в реальных конст-
рукциях преобразователей, связанное, например, с зажатием пьезоэлемента
по окружности или с независимым возбуждением отдельных зон излуча-
ющей поверхности, иная форма излучателя, специальная форма электро-
дов, наносимых на поверхность излучателя - все это в значительной мере
уменьшает эффект интерференции.
111
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ_
4.10. ДИФРАКЦИЯ УЛЬТРАЗВУКОВЫХ ВОЛН
В основе большинства способов контроля, которые применяются в прак-
тической ультразвуковой дефектоскопии, лежит использование законов так
называемой геометрической оптики. Это означает, что звуковые лучи распро-
страняются по прямым линиям, а если попадают на границу раздела, то на
ней происходят явления, описываемые законом Снеллиуса. Однако сущест-
вуют такие области на границах раздела двух сред (в частности, области на
несплошностях в объекте контроля), а также такие условия взаимодействия
волны с объектом, когда возникающие явления невозможно объяснить толь-
ко законами геометрической оптики. Так, если при распространении колеба-
ний на их пути встречается звуконепроницаемое препятствие, то по законам
геометрической оптики за препятствием должна возникнуть область, куда не
проникает звуковое поле, то есть область звуковой тени. Однако на самом
деле, в зависимости от соотношения размеров этого препятствия и длины
волны на некотором расстоянии за препятствием в области геометрической
тени обнаруживаются звуковые волны, то есть звук как бы огибает преграду.
Это свойство звуковых волн представляет собой одно из проявлений особен-
ности волновых процессов, получившее название «дифракция».
Для объяснения этого явления воспользуемся принципом Гюйгенса, в
соответствии с которым каждую частицу среды, колеблющуюся в первич-
ной волне, можно рассматривать как точечный источник, излучающий вто-
ричную элементарную сферическую волну. Результирующей бесконечно-
го числа таких элементарных сферических волн, дающей фактически суще-
ствующую волну, является огибающая всех вторичных волн.
Так, если плоская волна встречает на своем пути звуконепроницаемую
преграду с точечным отверстием, то она распространяется по другую сто-
рону преграды в виде сферических волн, расходящихся от этого отверстия,
как от нового точечного источника (рис. 4.37а). Если на пути распростране-
ния колебаний имеется препятствие, то колеблющиеся частицы среды, рас-
положенные по краям препятствия, создают сферические волны, которые
формируются в зоне геометрической тени препятствия (рис. 4.376).
РИС. 4.37. К пояснению понятия дифракции: а - прохождение
ультразвуковых колебаний через малое отверстие; б - огибание
препятствий с заходом волн в область геометрической тени
Дифракция проявляется в очень сильной степени, если размеры прегра-
ды невелики по сравнению с длиной звуковой волны. Если размеры препятст-
112
4.10. ДИФРАКЦИЯ УЛЬТРАЗВУКОВЫХ ВОЛН
вия равны длине волны или меньше ее, то лучи огибают препятствие, несколь-
ко рассеиваются и значительного отражения в этом случае не наблюдается.
Ранее дифракцию определяли как явление частичного огибания волна-
ми препятствий, находящихся на пути их распространения. Однако в на-
стоящее время этот случай рассматривают лишь как одно из проявлений
дифракции. В общем случае в современной ультразвуковой дефектоскопии
под дифракцией понимают такие особенности распространения волн и их
взаимодействия с границами разделов, которые не могут быть объяснены
законами геометрической оптики.
Для практической дефектоскопии наибольшее значение имеют 4 слу-
чая или 4 типа дифракции.
РИС. 4.38. Типы дифракции в твердых телах
1. Дифракция первого типа возникает при взаимодействии волны с ос-
трыми краями несплошностей, в частности, с краями трещин (рис. 4.38а).
В этом случае край трещины становится вторичным излучателем, каждый
элемент которого является точечным источником, возбуждающим сфери-
ческую волну. Вследствие этого трещина, даже неблагоприятно ориентиро-
ванная по отношению к ультразвуковому лучу, при достаточной чувстви-
тельности может быть выявлена при контроле. Использование этого типа
дифракции для определения высоты трещины описано в главе 8.
2. Второй тип дифракции имеет место в тех зонах объектов, в которых
лучи касаются гладких поверхностей (рис. 4.386). В этом случае формиру-
ются волны, огибающие поверхности тел, которые в свою очередь порожда-
ют дифракционные волны соскальзывания. Существуют методики, исполь-
зующие этот тип дифракции для измерения периметра объемных дефектов.
При этом сравнивается время прохождения сигнала, отраженного от не-
сплошности, и дифрагированного сигнала, обежавшего часть несплошнос-
ти и соскользнувшего с нее.
3. Третьим типом дифракции называют явления, возникающие при па-
дении волн на границу раздела двух сред или на свободную границу среды
под первым, вторым или третьим критическими углами (рис. 4.38в). При
этом образуются головные волны, которые в свою очередь порождают се-
мейство дифракционных боковых волн в обеих средах.
ИЗ
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
4. Четвертый тип дифракции возникает в тех случаях, когда в среде име-
ются слои с различными скоростями распространения волны. При наклон-
ном падении волны на границы раздела таких слоев лучи отклоняются от
прямолинейного направления распространения (рис. 4.38г). Это явление
известно под названием рефракции. Этот тип дифракции нашел практичес-
кое применение для измерения толщины поверхностно-закаленных слоев
металла, например, в валках холодной прокатки, в поверхностном слое ко-
торых скорость звука изменяется в зависимости от глубины.
Волны, обусловленные дифракцией, всегда присутствуют в контроли-
руемом объекте. При отражении от плоскостных либо объемных дефектов
возникают краевые волны, или волны обегания-соскальзывания, или го-
ловные и боковые волны. Чаще всего возникает совокупность дифрагиро-
ванных волн нескольких типов. Вблизи свободной поверхности головные и
боковые волны также присутствуют всегда, поскольку, под каким бы углом
волны ни излучались в твердое тело, вследствие конечных размеров преоб-
разователей всегда найдутся лучи, которые направлены вдоль и вблизи сво-
бодной поверхности. Однако при реализации обычных методов контроля,
когда принимаемый сигнал соответствует геометрическому отражению от
дефектов, импульсы дифрагированных волн вследствие неоптимального их
излучения и приема пренебрежимо малы и не принимаются во внимание.
Между тем, знание законов возбуждения и распространения дифраги-
рованных волн позволяет решить ряд задач ультразвукового контроля, ко-
торые традиционными методами ультразвуковой дефектоскопии решить
крайне сложно либо вообще нельзя. К ним можно отнести определение
типа дефекта и измерение его размеров, выявление сигналов на фоне шума
в некоторых сварных швах, измерение глубины закаленных слоев и др.
4.11. ЗАТУХАНИЕ УЛЬТРАЗВУКА В ТВЕРДЫХ
СРЕДАХ
По мере удаления волны от излучателя ее интенсивность падает.
Уменьшение интенсивности сферической волны обусловливается ее расхо-
ждением и затуханием колебаний, а плоской - только затуханием.
Затуханием ультразвуковых колебаний называется уменьшение
амплитуды колебаний частиц в звуковой волне, вызванное процесса-
ми рассеяния и поглощения.
Рассеяние связано с тем, что среда не является строго гомогенной. Она
содержит кристаллы, на границах которых акустическое сопротивление из-
меняется, так как кристаллы или отдельные составляющие вещества имеют
различную плотность или разную скорость в направлении падающего луча.
Для некоторых материалов (например, для чугуна) это связано с тем, что он
представляет собой сплав зерен различных компонентов (феррита и графи-
114
4.11. ЗАТУХАНИЕ УЛЬТРАЗВУКА В ТВЕРДЫХ СРЕДАХ
та). Для других материалов - с наличием пор или инородных включений.
Для третьих - различной ориентацией анизотропных кристаллов.
Последнее бывает особенно заметным в крупнозернистых аустенитных
материалах, а также в аустенитных сварных швах. При переходе луча из
одного кристалла (или конгломерата кристаллов) в другой возникают ча-
стичное отражение, преломление и
трансформация волн, что и опреде-
ляет механизм рассеяния (рис. 4.39).
Модель рассеяния, показанная на
рисунке, справедлива для случаев,
когда размеры кристалла (или ани-
зотропного конгломерата кристал-
лов) значительно больше длины вол-
ны.
Очень сильное влияние на величи-
ну коэффициента рассеяния в метал-
лах оказывает соотношение средней
величины зерна D и длины волны уль-
тразвука (рис. 4.40). При X « D звук
поглощается в каждом зерне, как в
одном большом кристалле, и затуха-
ние определяется в основном поглоще-
нием:
8р-C//D, (4.53)
где С - коэффици-
ент, не зависящий от ве
РИС. 4.39. Рассеяние ультразвуковой волны
на кристаллах (конгломератах кристаллов) с
размером много больше X
РИС. 4.40. Зависимость затухания ультразву-
ка от соотношения средней величины зерна и
длины волны X за счет рэлеевского рассеяния
(а); потерь на теплопроводность (б); диффузи-
онного рассеяния (в) и вязкого поглощения (г)
тайны зерна и анизотропии;
F - фактор анизотропии.
Для различных металлов при одинаковой величине зерна коэффициен-
ты рассеяния разные. Это отличие и учитывается с помощью фактора ани-
зотропии. С учетом этого фактора металлы могут быть расположены в сле-
дующий ряд: W, Mg, Al + Си (95 %+5 %), Al, Fe, Си, РЬ, а-латунь (72 % Си +
28 % Zn), р-латунь (58 % Си + 42 % Zn). Для вольфрама и магния F = 0. Эти
вещества почти изотропны. Металлы, стоящие за железом, обладают боль-
шой степенью анизотропии. При X = D рассеяние очень велико. Ультразвук
как бы проникает, диффундирует между отдельными кристаллами подоб-
но свету в мутной среде. Этот механизм называют диффузным рассеянием.
Особенно велико затухание при X = (3 -s- 4) D. Здесь к диффузному рассе-
янию добавляется поглощение, связанное с релаксацией теплопроводности
на анизотропных кристаллах. Возникающие на границах отдельных кристал-
лов в процессе их деформации градиенты температур не успевают выравни-
ваться за период колебаний, что приводит к возрастанию тепловых потерь.
При X » D происходит рассеяние волны мелкими частицами, при ко-
тором коэффициент рассеяния
115
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
8p = C2FZ>3/4,
(4-54)
где С2 - коэффициент, не зависящий от величины зерна и анизотропии.
При 4D <Х< 10D рассеяние начинает приближенно следовать закону
РИС. 4.41. Изменения коэффициента
затухания продольных волн в стали
12Х18Н9Т в зависимости от величины
зерна (/= 1,25 МГц)
8р = О/2.
Зависимость коэффициента затуха-
ния от величины зерна используется для
измерения последней в диапазоне длин
волн от X = (3 -5- 4) D до X = (10 н-15)Z)
, в котором коэффициент затухания бы-
стро изменяется в зависимости от диа-
метра зерна. На рис. 4.41 показана зави-
симость коэффициента затухания про-
дольных волн от величины зерна в образ-
цах из стали 12Х18Н9Т при/= 1,25 МГц.
Для дефектоскопии обычно применя-
ют такие частоты (0,5 - 10) МГц, чтобы
X была больше (10- 15)1). В этом ин-
тервале ультразвук слабо рассеивается и,
как правило, не возникает помех, связан-
ных с рассеянием на кристаллах.
Вторая часть затухания - поглощение, означает прямое преобразова-
ние звуковой энергии в тепловую. Эти преобразования определяются раз-
личными механизмами, которые здесь не рассматриваются. Понятно, что
поглощение будет тем больше, чем быстрее будут совершаться колебания,
то есть, чем выше частота ультразвука. Поглощение возрастает пропорцио-
нально увеличению частоты, то есть медленнее, чем рассеяние.
Поглощение поперечных волн меньше, чем продольных, так как они не
связаны с адиабатическими изменениями объема, при которых появляются
потери на теплопроводность. Потери на теплопроводность пропорциональ-
ны квадрату частоты.
Обе составляющие затухания создают определенные трудности при
ультразвуковом контроле. Поглощение уменьшает амплитуду проходящих
сигналов. Для его компенсации следует создавать более мощный зондиру-
ющий импульс, а также увеличивать усиление. Гораздо неприятнее рассея-
ние, так как при эхо-методе оно не только уменьшает уровень сигналов, от-
раженных от донной поверхности и дефектов, но и создает многочислен-
ные шумовые импульсы на экране дефектоскопа, связанные с отражениями
от граней кристаллов. Эти шумовые сигналы называют иногда «травой». В
высокой «траве» может быть потерян полезный сигнал от дефекта. В борь-
бе с рассеянием не помогут увеличение мощности зондирующего импуль-
са или усиления дефектоскопа, которые повлекут рост «травы». Помогает
лишь переход к более низким частотам. Однако при этом из-за увеличи-
вающейся ширины пучка и растущей длительности импульсов ухудшают-
116
4.11. ЗАТУХАНИЕ ультразвука в твердых средах
ся возможности выявления мелких дефектов. Рассеяние поперечных волн
выше, чем продольных (рис. 4.42).
Уменьшение интенсивности звука при прохождении отрезка пути Дг
(рис. 4.43), связанное с влиянием затухания, может быть записано в виде:
I = Z0e-28Ar,
(4.55)
где S = 5п + Sp - коэффициент затухания, учитывающий и рассеяние (5р)
и поглощение (Sn); Дг = г2 - гр а амплитуда
тухания продольной (5^ и поперечной (5t)
волн в железе (D = 0,05 мм) от частоты
РИС. 4.43. Изменение интенсивности звука с
расстоянием под влиянием затухания
В общем случае под амплитудой V волны понимают амплитуду одной из
величин: смещения, звукового давления, колебательной скорости.
Из последней формулы может быть определено значение коэффициен-
та затухания
21 5 = - 1п({7/{70)/Дг. (4.57)
Коэффициент затухания показывает, на сколько уменьшается
амплитуда колебаний под влиянием затухания при прохождении
единицы длины пути.
Коэффициент затухания выражается либо в неперах на метр (Нп/м),
либо в децибелах на метр (дБ/м). В последнем случае формула (4.55) при-
обретает вид
/ = J е-28Дг/8,69
(4.58)
Затухание в 1 Нп/м означает, что на расстоянии в 1 м амплитуда волны
уменьшается в е раз (е = 2,72 - основание натуральных логарифмов).
В практике контроля коэффициент затухания часто измеряют в Нп/см,
а также в дБ/мм.
Если Ux и U2, дБ, - относительные значения амплитуды волны в точках,
отстоящих друг от друга на расстоянии Дг, то коэффициент затухания плос-
кой волны вычисляется по формуле:
117
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ______
8-(Ц-У2)/Дг. (4.59)
В табл. 4.4 приведены значения коэффициента затухания для некото-
рых металлов, а в табл. 4.5 - численные значения коэффициентов затухания
продольных и поперечных волн для поковок из сталей перлитного класса
толщиной более 150 мм на различных частотах.
Табл. 4.4. Коэффициент затухания ультразвука частотой 2,5 МГц
для некоторых металлов
Металл Коэффициент затухания, дБ/мм
Продольные волны Поперечные^олны_с
Сталь перлитная
Отливки 0 - 0,018 —
Литые заготовки 0 - 0,013 —
Прокат, поковки 0 - 0,009 0,006 - 0,015
Сварные соединения 0 - 0,009 0,009 - 0,018
Сталь аустенитная
Литье 0,018 - 0,9 —
Мелкие поковки и прокат 0-0,018 —
Крупные поковки 0 - 0,09 —
Сварные соединения 0,13-0,18 0,13-0,26
Титан
Слитки 0.009 - 0,054 —
Поковки 0,009 - 0,045
Сварные соединения 0,018-0,045 0,045 - 0,063
Алюминий
Литье 0,009 - 0,072 —
Поковки 0 - 0,009 —
Сварные соединения 0 - 0,009 0,009
Бронза
Литье 0,045 - 0,9 —
Поковки 0,018 - 0,045 —
Табл. 4.5. Коэффициенты затухания в поковках из перлитной стали
толщиной более 150 мм, прошедших основную термическую обработку
Частота, МГц Коэффициент затухания продольной волны 5|( дБ/мм Коэффициент затухания поперечной волны 6t, дБ/мм
1,0 0,0 - 0,002 0,001 - 0,006
1,25 0,0005 - 0,003 0,002 - 0,008
1,8 0,0007 - 0,004 0,004-0,011
2,0 0,0008 - 0,005 0,005 - 0,012
2,5 0,001 - 0,006 0,006 - 0,015
118
4.12. РАСЧЕТ АКУСТИЧЕСКОГО ТРАКТА ПРЯМОГО КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ
4,0 0,005-0,010 0,014-0,024
5,0 0,008-0,012 0,020 - 0,030
Вследствие значительной зависимости коэффициента затухания ульт-
развука от величины зерна металла этот коэффициент может иметь сущест-
венно отличающиеся значения в различных областях изделий, которые
склонны к образованию разнозернистой структуры, например в крупнога-
баритных поковках из аустенитной стали.
4.12. РАСЧЕТ АКУСТИЧЕСКОГО ТРАКТА
ПРЯМОГО КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ
Акустическим трактом ультразвукового дефектоскопа назы-
вается путь ультразвукового импульса от излучателя до отража-
теля и затем - обратно к приемнику ультразвука.
При расчете акустического тракта ставится задача определить ампли-
туду сигнала от дефекта в зависимости от акустических свойств материала,
частоты ультразвука, размеров и формы ПЭП и дефекта и расстояния меж-
ду ними.
Естественные дефекты могут иметь самую различную форму, ориента-
цию и акустические свойства, которые заранее не известны. Поэтому урав-
нение акустического тракта анализируют для искусственных отражателей
достаточно простой геометрической формы.
Для анализа уравнений акустического тракта важное значение имеют
понятия полей излучения и приема ПЭП дефектоскопа. Поле излучения
ПЭП G(r) определяется амплитудой сигнала, действующего на элементар-
ный (точечный) приемник, помещаемый в различные точки пространства.
При использовании такого подхода для любой точки на оси излучателя в
виде дискового преобразователя получены выражения (4.38, 4.40, 4.41),
приведенные в § 4.9. Поле приема G'(r) определяется амплитудой сигнала
приемного ПЭП при действии на него малого сферического излучателя, поме-
щаемого в различные точки пространства.
В практике дефектоскопии часто ПЭП служит одновременно излучате-
лем и приемником ультразвука. Для определения его приемно-излучающих
характеристик целесообразно проанализировать акустический тракт при
отражении ультразвука от сферы, диаметр которой значительно меньше
длины волны. Такую сферу можно рассматривать как вторичный сфериче-
ский излучатель, амплитуда сигнала которого пропорциональна амплитуде
падающей волны. В результате амплитуда отражения от такого дефекта про-
порциональна G(f)-G(r'), то есть произведению полей излучения и приема.
Как уже отмечалось в § 4.9, поле излучения ПЭП является результатом
интерференции полей отдельных точечных излучателей, причем каждый
119
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
такой излучатель рассматривается как элементарный источник с собствен-
ной диаграммой направленности. При расчетах на основании такого под-
хода реальные дефекты заменяют моделями правильной геометрической
формы. При экспериментах модели дефектов имитируются искусственны-
ми отражателями. В табл. 4.6 приведены приближенные формулы акусти-
ческого тракта для дефектов, расположенных в дальней зоне круглого пря-
мого совмещенного ПЭП. Строго говоря, формулы справедливы для г > Згб,
однако, на практике их часто применяют при г > гб.
Амплитуда сигналов, отраженных от дефектов, расположенных в ближ-
ней зоне ПЭП, зависит от формы и длительности импульсов. Так, например,
формула для амплитуд сигналов от плоского диска площадью 5 в ближней
зоне имеет вид:
U/Uo = А(5/5а)е-25г, (4.60)
где $а - площадь излучателя. Зависимость от указанных параметров выра-
жается неопределенным коэффициентом Z = (1 + 4). На рис. 4.44 показан
РИС. 4.44. Изменение амплитуды эхо-сигна-
лов, вызванное различной формой и длитель-
ностью импульса. Заштрихованная область
показывает диапазон изменения амплитуды
РИС. 4.45. Уменьшение амплитуды сигнала
при отражении от наклонных дефектов в даль-
ней зоне ПЭП (2а = 12 мм, 1 = 2,35 мм)
характер изменения амплитуд эхо-сигналов вблизи преобразователя с уче-
том формы и длительности импульса.
Если дискообразный отражатель расположен не перпендикулярно
оси ПЭП, то амплитуда эхо-сигнала от него уменьшается, как показано на
120
4.12. РАСЧЕТ АКУСТИЧЕСКОГО ТРАКТА ПРЯМОГО КОНТАКТНОГО ПРЕОБРАЗОВАТЕЛЯ
рис. 4.45. Дефект как бы становится вторичным излучателем, и сигнал от
него убывает с увеличением угла ф тем быстрее, чем больше диаметр дефекта.
Табл. 4.6. Формулы акустического тракта прямого совмещенного ПЭП с
круглым пьезоэлементом
Модель дефекта Тип искусственного отражателя Уравнение акустического тракта при г > Згб
Диск площадью 5 Глухое отверстие с плоским дном и/и0 = (5а5Д2^)е-26г
Сфера диаметром 2Ь Глухое отверстие со сферическим дном U/U, = (5 6/2Хг2)е-28'
Пропил
Бесконечная полоса шириной 2Ь 2Ь и/и0 = 21/25а6/(Хг)3/2е-28г
Бесконечный цилиндр диаметром 2Ь Сквозное отверстие U/Uo =
2 lb и ZZZZZZZZZZ/
_ *
Бесконечная
плоскость
Плоская донная
поверхность
и/ий = (5/2Ме-2&
Цилиндрическая
вогнутая поверхность
Донная цилиндрическая
поверхность
U/Ua = (5а/21г)1/2е-25г
Примечание: $ - площадь отражателя, 5а - площадь излучателя.
121
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ_
4.13. ПОЛЕ ИЗЛУЧЕНИЯ-ПРИЕМА НАКЛОННОГО
ПРЕОБРАЗОВАТЕЛЯ
Особенность акустического поля наклонного ПЭП состоит в том, что
волны излучаются в материал призмы (призму часто называют акустичес-
кой задержкой), а затем, испытав преломление на границе, попадают в из-
делие. Это изменяет акустическое поле в ближней зоне преобразователя:
распределение энергии становится более равномерным, отсутствуют четко
выраженные максимумы и минимумы.
Поле в дальней зоне образуют лучи (потоки энергии излучения волно-
вого пучка), которые возникли уже в призме ПЭП, а затем преломились на
границе призмы с изделием. При этом ослабление каждого луча определя-
ется коэффициентом прозрачности для данного угла падения.
В результате в плоскости падения (рис. 4.46) диаграмма направленнос-
ти расширяется вследствие преломления, так как угол преломления воз-
растает тем быстрее, чем больше угол падения. Диаграмма направленности
становится несимметричной относительно акустической оси. Амплитуда
параметров поля оказывается более высокой в нижней части, где расхож-
дение лучей меньше, а интенсивность - больше. Это явление выражено тем
сильнее, чем больше угол призмы ПЭП.
РИС. 4.46. Схема к расчету поля наклонного ПЭП
При расчете расстояния от преобразователя до дефекта в плоскости па-
дения волны допустимо преобразователь заменить мнимым излучателем
- приемником с центром в точке Ор которая располагается на продолжении
преломленной акустической оси, на расстоянии
0,0' = г' = Г,(с1п/с,) (cosa/cosP), (4.61)
где гх - действительный путь ультразвука в призме;
с1п - скорость продольной волны в призме ПЭП;
ct - скорость поперечной волны в изделии.
В сечении плоскостью, проходящей через преломленный центральный
луч и перпендикулярной плоскости падения, поле остается симметричным.
Диаграмма направленности будет такой же, как если бы поперечные волны
122
4.13. ПОЛЕ ИЗЛУЧЕНИЯ-ПРИЕМА НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯ
непосредственно излучались в изделие мнимым источником с центром в
точке, расположенной на расстоянии г" от точки О':
г” = (4.62)
Для преобразователей с углами падения, достаточно удаленными от кри-
тических, поле в изделии с удовлетворительной точностью представляется
как поле, излученное мнимым ПЭП в виде пластины эллиптической формы
с полуосями 2flcosa/cosP в плоскости падения (основная плоскость) и 2а
в перпендикулярной плоскости (дополнительная плоскость). Расстояние
гд до этой пластины от точки выхода О' можно считать примерно равным
среднему геометрическому между г' и г", то есть
= (r,r"),/2 = rt(c]n/ ct) (cosa/cosP)1/2. (4.63)
<] Величина гд называется приведенным путем ультразвука в призме
ПЭП.
Так же, как для прямых ПЭП, выведены приближенные формулы для
расчета акустического тракта наклонных ПЭП при г > Згб (табл. 4.7). Размер
ближней зоны для наклонных ПЭП с круглым пьезоэлементом, отсчиты-
ваемый от центра мнимого пьезоэлемента, как области, за пределами кото-
рой формируется диаграмма направленности в основной и дополнительной
плоскостях, можно рассчитать по формулам:
гб' = Гбм' + г' = a2cosa/Xcosp, гб" = гбм" + г" = с?/к, (4.64)
где гбм' и гбм" - длина ближней зоны в соотвественно основной и дополни-
тельной плоскостях, отсчитываемая от точки ввода в металл. Для оценок
рекомендуется вторая из этих формул. Она также определяет положение
последнего (считая от пьезопластины) максимума эхо-сигнала на оси пре-
образователя.
Ближнюю зону в плоскости падения для наклонного ПЭП с прямоуголь-
ным пьезоэлементом можно оценить экспериментально-расчетным путем,
исходя из следующих соображений. Если измерить угол раскрытия основно-
го лепестка поля излучения в плоскости падения на уровне 6 дБ, то из фор-
мулы (4.45) можно определить эффективный радиус пьезоэлемента, то есть
радиус круглого пьезоэлемента, который имел бы такую же ближнюю зону:
а^ = O,35X/sin0”O5. (4.65)
Тогда ближнюю зону в плоскости падения для такого ПЭП можно оце-
нить по формуле
гби = 0,1225X/sin20Ho 5. (4.66)
Для практически используемого режима излучения-приема формула
для эффективного радиуса пьезоэлемента имеет вид
а^ = O,26X/sin0Hno 5, (4.67)
123
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
и ближнюю зону в этом случае можно определить по формуле
гби = 0,0676X/sin20Hno 5.
(4.68)
Способ эксперименталь-
ного определения ширины ди-
аграммы направленности поля
излучения-приема рассмотрен
в разделе 7.
Протяженность ближ-
ней зоны в материале изделия
(рис. 4.47)
г, = г, - г. . (4.69)
би б Д v '
Глубина ближней зоны
г,. = г, cosa. (4.70)
бп би v 7
РИС. 4.47. Ближняя зона наклонного преобразователя
Табл. 4.7. Формулы акустического тракта наклонного совмещенного ПЭП
с круглым пьезоэлементом
Модель дефекта Тип искусственного отражателя Уравнение акустического тракта при г > Згб
Диск площадью s Глухое отверстие с плоским дном U/Ut = ED|t5ascosa/[\2(r + гд)2со§Р]
Сегмент- ный от- ражатель площадью s Наклонная выемка, выполненная фрезеровкой U/UQ = EDhSscosa/[\2(r + rA)2cosp]
Сфера диаметром 2Ь Наклонное глухое отверстие со сферическим дном U/UQ = £Dlt5aZ>cosa/[2Xt(r + rj2cosp]
124
4.13. ПОЛЕ ИЗЛУЧЕНИЯ-ПРИЕМА НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯ
Продолжение табл. 4.7
Модель
дефекта
Тип искусственного
отражателя
Уравнение акустического тракта
при г > Згб
Бесконеч-
ный
цилиндр
диаметром
2Ь
Сквозное отверстие
U/UQ = ED}tSa[b/(r+ rA)3]1/2cosa/2XtcosP
Цилиндр
диаметром
2Ь длиной /
U/U„ - £Dlt5(/>/8A.t3)1/2Zcosa/[(r + r^cosp]
Бесконеч-
ная полоса
шири-
ной 2Ь
Пропил
U/U^ - 21/2£Dlt5/>cosa/[Xt(r + rJ322cosP]
Бесконеч-
ная
плоскость
Наклонная донная
U/U„ - ££>lt5acosa/[2\(r + rJcosP]
Цилиндри-
ческая
вогнутая
поверх-
ность
Цилиндрическая
донная поверхность
= ED^SJ [2\(r + rj]2}cosa/cosp]
Примечание:
Z>lt - коэффициент прохождения через границу раздела;
6 - коэффициент затухания в материале призмы;
Е= +
125
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
4.14. АРД-ДИАГРАММА
В отечественной дефектоскопии широко распространено сопоставле-
ние размеров выявляемых несплошностей (дефектов) с размерами плоско-
го диска, ориентированного перпендикулярно акустическому лучу.
<] Эквивалентным размером (диаметром или площадью) дефекта
называется размер искусственного круглого плоскодонного (дисково-
го) отражателя, расположенного в образце с одинаковыми акусти-
ческими свойствами перпендикулярно акустической оси на том же
расстоянии, что и дефект, который дает эхо-импульс такой же ам-
плитуды, как и от дефекта.
Для расчета амплитуды эхо-сигнала от дефекта в широком диапазоне
расстояний и размеров дефектов применяются АРД-диаграммы.
<] АРД-диаграмма - это семейство кривых, устанавливающих зави-
симость между амплитудой (А) эхо-сигнала от дискового отража-
теля, ориентированного перпендикулярно акустической оси ПЭП и
отражающего 100 % падающей на него ультразвуковой энергии, рас-
стоянием (Р) от излучателя до отражателя и размером - площа-
дью или диаметром (Д) - отражателя.
Существуют обобщен-
ные (нормированные) и ра-
бочие АРД-диаграммы. В
первых (рис. 4.48) по гори-
зонтальной оси отложено
расстояние между отражате-
лем (дефектом) и излучате-
лем (ПЭП), отнесенное к ве-
личине ближней зоны ПЭП
(г/г6). По вертикальной оси
отложено отношение U/Uo
в отрицательных децибелах.
----►
РИС. 4.48. Обобщенная АРД-диаграмма
На диаграмму нанесена группа кривых, показывающих зависимость U/UQ
от расстояния. Каждой кривой соответствует определенный размер (диа-
метр) отражателя, отнесенный к диаметру пьезоэлемента. Обобщенные
АРД-диаграммы используются для построения рабочих АРД-диаграмм.
Рабочие АРД-диаграммы (рис. 4.49) строятся для конкретных размеров,
частоты и угла ввода ПЭП с использованием следующих способов:
- на основе обобщенных АРД-диаграмм;
- экспериментальным путем на основе измерений амплитуд эхо-сигналов
от искусственных отражателей в образцах;
- расчетным путем с применением уравнений акустического тракта.
126
4.14. АРД-ДИАГРАММА
РИС. 4.49. Рабочая АРД-диаграмма для преобразователя
WB 45-2
11о горизонталь-
ной оси рабочей АРД-
диаграммы отложено
расстояние между отра-
жателем и точкой вво-
да центрального ультра-
звукового луча в кон-
тролируемое изделие.
Для наклонных ПЭП
это соответствует рас-
стоянию по лучу. На не-
которых рабочих АРД-
диаграммах для наклон-
ных ПЭП по горизон-
тальной оси приводит-
ся расстояние по верти-
кальной координате (по
глубине) или по горизонтальной координате. Вместо последнего расстоя-
ния иногда приводят «укороченную проекцию» - расстояние от передней
грани ПЭП до проекции отражателя на поверхность контроля. По верти-
кальной оси отложено отношение U/UQ, дБ. Каждой кривой соответствует
определенный размер (диаметр или площадь) отражателя. Верхняя кривая
соответствует бесконечной плоскости - донной поверхности, расположен-
ной перпендикулярно центральному лучу.
Метод АРД-диаграмм широко используют как в отечественной, так
и в зарубежной практике. Так, в Германии для обозначения этого метода
используют аббревиатуру AVG-диаграммы. В отечественной литературе
указывают на принципиальное отличие в построении АРД- и AVG-диа-
грамм: АРД-диаграммы построены по максимуму отраженного сигнала, а
AVG-диаграммы получены экспериментально из условия соосного распо-
ложения преобразователя и искусственного отражателя. Кроме того, если
в отечественных АРД-диаграммах по горизонтальной шкале отложено рас-
стояние в линейных единицах, то в AVG-диаграммах эта шкала построена
в логарифмических единицах. Тем не менее, сущность и основные правила
применения этих методов являются общими, поэтому в дальнейшем тексте
данной книги будет применяться термин АРД-диаграмма, в том числе и к
зарубежным диаграммам.
Широко применяются АРД-шкалы - накладные прозрачные шкалы,
которые закрепляются перед экраном дефектоскопа. На шкалах нанесены
кривые изменения амплитуд эхо-импульсов от отражателей разных разме-
ров в зависимости от расстояния до отражателя.
АРД - диаграммы и АРД - шкалы используются для настройки чувстви-
тельности дефектоскопа и определения эквивалентных размеров обнару-
женных дефектов.
127
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ_
4.15. ПЕРЕСЧЕТ ОТРАЖАТЕЛЕЙ ОДНОГО ВИДА
В ОТРАЖАТЕЛИ ДРУГОГО ВИДА
Как было отмечено в предыдущем параграфе, размеры обнаруженных
несплошностей, как правило, сравниваются с размерами круглого диско-
вого отражателя. Однако реальные дефекты довольно часто имеют форму,
близкую к другим моделям отражателей. Это является одной из причин от-
личия реальных размеров дефекта от эквивалентных, то есть полученных
указанным способом.
Поэтому иногда возникает необходимость оценить эквивалентный раз-
мер дефекта по плоскодонному отражателю через эквивалентный размер по
отражателям другого вида. Рассмотрим на конкретном примере способ тако-
го пересчета, основанный на применении уравнений акустического тракта.
Пусть наклонным преобразователем выявлен протяженный дефект, эквивалентный раз-
мер которого при сопоставлении с плоским диском оценен s3 = sn. Предполагается, что дефект
по форме близок к цилиндрическому отражателю, превышающему ширину ультразвукового
пучка. С целью более точной оценки реальных размеров дефекта требуется определить эквива-
лентный размер выявленного дефекта по отражателю типа бесконечный цилиндр.
При этом известно, что г > Згб. Все параметры, относящиеся к плоскодонному отражате-
лю, обозначим индексом «п», к бесконечному цилиндру - индексом «ц». Используя уравнения
акустического тракта и полагая Un/UQ = U^/U^ получим:
£D|tSasncosa/[2\2(r+ rA)2cosP] = EDltSJb/(r + rA)3]1/2cosa/(2\cosP).
После упрощений получаем:
Sn/I\<r + гд)] = \,/2/2. откуда Ьц = 4sn2/[\2(r + гд)] = 4л26п4/[\2(г + гд)].
Подставляя численные значения: р = 50°; /= 2,5 МГц; гд = 6,6 мм; \ = 1,3 мм; г = 100 мм;
sn = 12 мм2, получим Ьц = 3,5 мм. Это означает, что плоскодонный отражатель диаметром
2/>п = 4 мм и длинный цилиндрический отражатель 26ц = 7 мм, расположенные на глубине
100 мм, дадут одинаковую амплитуду отраженного сигнала.
РИС. 4.50. Отражатель типа «зарубка»
При работе с наклонными преобразо-
вателями в качестве искусственного отра-
жателя для настройки чувствительности
при контроле сварных соединений толщи-
ной менее 20 мм часто используют угло-
вой отражатель - зарубку (рис. 4.50)
При небольших толщинах контроли-
руемых изделий отражатель типа заруб-
ки удобно использовать вместо плоско-
донного отверстия. При этом отношение
глубины зарубки h к ее ширине b должно
быть 0,5 - 4, а размеры hwb должны быть
больше длины волны ультразвука.
Площадь зарубки 5з, дающей сигнал, равный сигналу от заданного пло-
скодонного отверстия $п, определяется по формуле
s = s /К.
3 П'
(4.71)
128
4.16. ОТРАЖЕНИЕ ОТ РЕАЛЬНЫХ ДЕФЕКТОВ
РИС. 4.51. Зависимость коэффициента К от
угла падения луча на вертикальную стенку
зарубки
Значение коэффициента К для
стали и некоторых преобразователей,
полученные экспериментально, мож-
но взять из графика (рис. 4.51), где
е = 90°- а.
При использовании вместо за-
рубки углового цилиндрического от-
ражателя (вертикального отверстия)
его диаметр 2Ь при площади заруб-
ки 5з от 2 до 10 мм2 рассчитывается по
эмпирической формуле
26 = 6,5($з - 1). (4.72)
4.16. ОТРАЖЕНИЕ ОТ РЕАЛЬНЫХ ДЕФЕКТОВ
Реальные дефекты в изделиях во многом отличаются от их моделей.
Так, плоские дефекты в общем случае имеют некруглую форму, их поверх-
ность не является идеально плоской и гладкой, дефект может быть различ-
ной толщины, его заполнение может быть разнообразным.
Влияние толщины прослойки обсуждалось в § 4.6.2. Рассмотрим влия-
ние шероховатости поверхности дефекта на отражение ультразвука. Мерой
шероховатости и гладкости поверхности является длина ультразвуковой
РИС. 4.52. Падение луча на шероховатую поверхность
РИС. 4.53. Относительная высота Я эхо-сигнала в за-
висимости от угла падения при отражении на шерохо-
ватой поверхности: а - нерегулярная шероховатость
глубиной « 2 мм при 1 = 2,4 мм; б - регулярная шеро-
ховатость в виде фрезерованных канавок глубиной и
расстоянием = 2 мм (луч перпендикулярен оси канавок)
волны. Если различие в вы-
соте неровностей поверхно-
сти дефекта не превышает
1/3 длины волны, то ее счи-
тают гладкой. Поверхность
отражает ультразвук как зер-
кало. Если шероховатость
больше, поверхность ведет
себя как запыленное зерка-
ло в световом луче. Наряду
с зеркальным отражением
возникает рассеяние в дру-
гих направлениях. Такая ше-
роховатая поверхность мо-
жет дать отражения в на-
правлении излучения даже
при падении луча под углом
(рис. 4.52). Естественно, что
зеркальное отражение на
шероховатой поверхности
получается слабее.
На рис. 4.53 показано, как
влияет шероховатость по-
129
ГЛАВА 4 « ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
верхности на величину отраженного сигнала. При шероховатости поряд-
ка длины волны и более зеркальное отражение исчезает. Определяющим
является рассеяние ультразвука; Так отражает ультразвук сильно корроди-
рованная поверхность, а также поверхность некоторых реальных дефектов,
например, раковин в литье.
Эхо таких дефектов является слабым и широким в сравнении с зеркаль-
ным отражением. Оно быстро меняет свою величину и форму в зависимос-
ти от угла падения.
Реальные дефекты отличаются от рассмотренных моделей также мате-
риалом их заполнения. Это могут быть неметаллические (шлаковые) вклю-
чения, которые тем хуже отражают ультразвук, чем больше их акустическое
сопротивление. В некоторых случаях отражающая способность дефектов
существенно ухудшается из-за отсутствия резкой границы между метал-
лом и дефектом. Так, например, раковины в литье часто бывают окружены
пористостью, которая в большой мере рассеивает ультразвук. По этой при-
чине даже крупные раковины могут быть не выявлены при контроле эхо-
методом.
4.17. ЭЛЕКТРОАКУСТИЧЕСКИЙ ТРАКТ
УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
В электроакустический тракт входят ПЭП, прилегающие к нему тонкие
слои и электрические колебательные контуры генератора и приемника де-
фектоскопа.
РИС. 4.54. Схема электроакустического тракта
дефектоскопа: 1 - демпфер; 2 - ПЭП; 3 - проме-
жуточный слой; 4 - изделие
На рис. 4.54 показана об-
щая схема электроакустическо-
го тракта дефектоскопа. В им-
мерсионных и наклонных пре-
образователях акустической на-
грузкой является иммерсион-
ная жидкость или призма ПЭП.
Часто акустический контакт
ПЭП со средой осуществляется
не непосредственно, а через про-
межуточные тонкие слои: про-
тектор, масло, слой клея и т. д.
На рис. 4.54 показан один про-
межуточный слой 3.
ПЭП электрически связан с генератором л0 (в этом параграфе 0 -
электрическое напряжение на генераторе) и колебательным контуром. На
схеме показан случай последовательного соединения ПЭП, генератора и кон-
тура. В контур входят электрическое сопротивление R и индуктивность I;
емкостью контура С служит сам ПЭП. Когда ПЭП работает в режиме прие-
ма, используется тот же контур, но генератор замыкается накоротко.
130
4.17. ЭЛЕКТРОАКУСТИЧЕСКИЙ ТРАКТ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
При расчете электроакустического тракта ставится задача достижения
оптимального сочетания основных характеристик: чувствительности, поло-
сы пропускания, мертвой зоны, разрешающей способности и стабильности
акустического контакта. Задача решается путем рассмотрения формирова-
ния волн в слоистой системе.
<] Чувствительность при излучении v определяется как отношение
максимальных амплитуд излученного акустического сигнала U и
электрического сигнала 1/эл0:
ЭЛ V = и^из1Л. (4.73)
Чувствительность при приеме у' определяется как отношение
максимальных амплитуд электрического сигнала 1/эл на входе уси-
лителя дефектоскопа и акустического сигнала падающей на него
волны U
а
v'=t/M7^- 0-74)
Произведение уу' определяет общую чувствительность
уу'= U '/U'U п. (4.75)
аО эл ' а элО v 7
Чувствительность используют при вычислении общего ослабления сиг-
нала в электроакустическом и акустическом трактах дефектоскопа:
U ' = U пуу'и'/ип. (4.76)
эл элО а ' аО v 7
Полоса пропускания ПЭП определяется зависимостью чувствитель-
ности от частоты. Приближенно ее можно охарактеризовать величиной,
принятой в радиотехнике.
Д///=(/’2-/1)/4 (4.77)
где /0 - резонансная частота, в данном случае собственная частота ненагру-
женного пьезоэлемента;/2 иД - частоты (меньше и больше /0), на которых
чувствительность уменьшается до уровня 0,7 от максимальной.
Чем шире полоса пропускания ПЭП, тем меньшее искажение претерпе-
вают импульсы в процессе преобразования электрических колебаний в аку-
стические и обратно.
Для достижения максимальной разрешающей способности и мини-
мальной мертвой зоны стремятся формировать насколько возможно корот-
кие импульсы. Если ширина полосы пропускания недостаточна, импульсы
растянутся, что приведет к ухудшению разрешающей способности и увели-
чению мертвой зоны. Минимально допустимое значение А///о = 0,2, однако,
для повышения разрешающей способности желательно увеличение Д///о до
0,4 - 0,5.
Стабильность акустического контакта необходимо учитывать толь-
ко при расчете режима пьезоэлемента прямого ПЭП. В других типах ПЭП
между пьезоэлементом и изделием расположена протяженная среда, поэто-
131
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
му улучшение или ухудшение передачи ультразвука из этой среды в изде-
лие не отражается на колебательном режиме пьезопластины.
Для прямого ПЭП, наоборот, изделие является частью нагрузки, а тол-
щина слоя контактной жидкости определяет степень связи с этой нагруз-
кой. Чтобы обеспечить стабильность акустического контакта, нужно свести
к минимуму влияние толщины слоя контактной жидкости на режим коле-
баний пьезопластины.
РИС. 4.55. Изменение чувствительности
ПЭП в зависимости от частоты
На рис. 4.55 приведена зависи-
мость чувствительности ПЭП с пье-
зоэлементом из цирконат-титаната
свинца (ЦТС) от частоты при излуче-
нии в плексиглас при наличии демп-
фера с акустическим сопротивлением
z = 6106 кг/м2с. Потери энергии на за-
тухание в пьезоматериале и протекто-
ре не учитывались. За единицу на ри-
сунке принята резонансная частота
полуволновой пьезопластины, совпа-
дающая с резонансной частотой элект-
рического контура:
/э = 1/[2Л(£С)‘/2]. (4.78)
Параметром семейства кривых является добротность электрического
контура
в = 1/(2л/эсэ/г).
(4.79)
При 0 < 1 максимальная чувствительность достигается на резонансной
частоте и растет с увеличением 0. При увеличении добротности более 2-4
чувствительность на резонансной частоте практически не повышается, и
здесь образуется минимум. Это объясняется действием вторичных пьезо-
эффектов: когда пьезоэлемент излучает ультразвуковые колебания, он в то
же время работает как генератор электрических колебаний, включенный
навстречу основному генератору. В процессе приема звука пьезоэлемент
одновременно излучает обратно часть принятой энергии. При определен-
ной добротности электрического контура эти эффекты сравниваются с пер-
вичными, и дальнейшее повышение добротности не вызывает возрастания
чувствительности. На частотах, отличающихся от резонансной, максималь-
ная чувствительность достигается при больших значениях 0. Это приводит
к расширению полосы пропускания преобразователя, а при дальнейшем по-
вышении 0 - даже к появлению минимума на кривой в области ///0 = 1 и
двух максимумов на частотах///0, примерно равных 0,8 и 1,2. Добротность,
при которой достигается максимальное расширение полосы частот, но бо-
ковые максимумы не образуются, соответствует оптимальным условиям
работы ПЭП.
132
4.18. СПОСОБЫ ВОЗБУЖДЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИИ
Применение демпфера увеличивает полосу пропускания и уменьшает
чувствительность. Очень полезно применение согласующего протектора,
который обеспечивает максимальное прохождение ультразвука из пьезо-
пластины в изделие. Это достигается, когда четвертьволновый протектор
изготовлен из материала с акустическим сопротивлением
zn = (4.80)
где z2 И24 - акустические сопротивления пьезоэлемента и среды, в которую
осуществляется излучение.
В наклонных ПЭП, где излучение попадает в плексигласовую призму,
демпфирование пьезоэлемента приводит лишь к небольшому расширению
полосы пропускания. Поэтому в наклонных ПЭП можно использовать пье-
зоэлементы без демпфера.
Для прямых ПЭП высокая стабильность акустического контакта име-
ет большое значение. Стабильная чувствительность получается в слу-
чае согласования между демпфером ПЭП и слоем контактной жидкости.
Согласование приводит к тому, что не вошедшая в изделие волна отводится
в демпфер. В результате в контактном жидком слое не возникает многократ-
ных отражений волн, интерференция которых является главной причиной
нестабильности акустического контакта. Условия согласования выполняют-
ся, если ПЭП снабдить четвертьволновым протектором, а материалы демп-
фера и протектора подобрать такими, чтобы выполнялось условие
где z , Zj и 2ж - акустические сопротивления материалов протектора, демп-
фера и контактной жидкости.
4.18. СПОСОБЫ ВОЗБУЖДЕНИЯ
УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
В настоящее время известно несколько способов возбуждения колеба-
ний, применяемых в ультразвуковой дефектоскопии. Эти способы основа-
ны на различных физических явлениях.
Наибольшее распространение получил способ, основанный на явлении
пьезоэлектрического эффекта. В 1880 г. французские ученые братья Пьер
и Жак Кюри заметили, что деформация пластинки кварца вызывает появ-
ление на ее гранях электрических зарядов. Если на пластинку кварца нане-
сти электроды и с помощью проводников подсоединить их к чувствитель-
ному прибору, то окажется, что при сжатии пластинки возникает электри-
ческое напряжение. При растяжении пластинки также получается напря-
жение, причем той же величины, но противоположного знака.
<] Явление возникновения электрических зарядов на поверхностях пластинки
при ее деформации называется прямым пьезоэлектрическим эффектом.
133
ГЛАВА 4 « ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Спустя год, основываясь на теоретических предположениях Липпмана,
братья Кюри обнаружили и обратное явление. Если к электродам пластин-
ки подвести электрический заряд, то размеры ее увеличатся или уменьшат-
ся в зависимости от полярности приложенного напряжения. При измене-
нии знака приложенного напряжения кварцевая пластинка то сжимается,
то растягивается в такт со знаком приложенного напряжения.
Явление изменения размеров пластинки под действием электриче-
ского поля называется обратным пьезоэлектрическим эффек-
том.
На рис. 4.56а схематически показано строение элементарной ячейки
кристалла кварца SiO2. Знаком О обозначены атомы кремния с зарядом + 4,
0 - группы из двух атомов кислорода с зарядом - 4. Ячейка не деформиро-
вана и является электрически нейтральной. Заряд атома 1 компенсируется
зарядами групп 2 и 6, рас-
РИС. 4.56. Пьезоэлектрический эффект: а - пластина
свободна; б - пластина сжата; в - пластина растянута
положенных от плоско-
сти А дальше, чем атом 1.
При сжатии пласти-
ны (рис. 4.566) отрица-
тельные группы 2 и 6 вы-
двигаются к плоскости А,
и на этой поверхности по-
является избыточный от-
рицательный заряд. У по-
верхности Б по такой же
причине возникнет из-
быточный положитель-
ный заряд. При измене-
нии направления дефор-
мации (рис. 4.56в) полярность заряда поверх-
ностей А и Б меняется на противоположную.
Пьезоэффект является свойством кристаллов и связан с наличием
одной или многих осей. Естественный кристалл кварца представляет собой
весьма стабильный материал, как с химической, так и с физической точки
зрения, и имеет высокую степень твердости. Кристалл кварца имеет форму
шестигранной призмы, оканчивающейся пирамидоподобными сужениями
на концах (рис. 4.57). Если провести линию, параллельную граням призмы,
то эта линия определит оптическую ось кристалла (ось z). Электрическая
ось определяется линией, соединяющей противоположные углы шести-
гранной призмы - ось х, поэтому имеется три оси х в каждом естественном
кристалле кварца (рис. 4.58). Ось у направлена перпендикулярно к каждой
площадке призмы, этих осей в кристалле также три. Оси х и у перпендику-
лярны оси z.
134
4.18. СПОСОБЫ ВОЗБУЖДЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
РИС. 4.57. Кристалл кварца РИС. 4.58. Изготовление пластины х-среза
РИС. 4.59. Колебания пьезоэлектрической
пластинки в переменном электрическом
поле: а - х-срез; 6 - у-срез
Пьезоэффект наблюдается лучше
всего в случае, когда пластинки выре-
заны в плоскости, параллельной оси
z и одной из осей у и перпендикуляр-
ны оси х. Такую пластинку называют
х-срезом.
Если пластинку, вырезанную та-
ким способом, деформировать в на-
правлении оси х, то на ее поверхно-
сти возникнут электрические заряды. Если пластину поместить в перемен-
ное электрическое поле, направленное вдоль оси х, то пластина будет со-
вершать толщинные колебания (рис. 4.59а). В некоторых случаях изготав-
ливают пластины г/-среза, то есть такие, которые вырезаны перпендикуляр-
но оси у и параллельно осям х и z. При помещении такой пластинки в пе-
ременное электрическое поле она будет совершать поперечные колебания
(рис. 4.596). Пластинки х-среза служат для возбуждения продольных, а
г/-среза - поперечных волн.
Пластинки для преобразователей выполняют толщиной
d = Х/2 = с/(2/0), (4.82)
где X - длина волны, с - скорость ультразвука в материале пьезоэлемента.
Термоакустический эффект. Известно, что если нагреть поверхност-
ный участок какого-либо тела, то другие участки этого тела приобре-
тут повышенную температуру не сразу, а лишь спустя некоторое время.
Неравномерное распределение температуры приводит к неравномерному
тепловому расширению тела, к появлению термомеханических напряже-
ний. Поскольку эти напряжения изменяются во времени, то в результате
возникают акустические волны, формируемые слоем с изменяющейся тем-
пературой. В этом и заключается суть термоакустического эффекта.
135
ГЛАВА 4 • ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Нагрев может осуществляться бесконтактно (индукционный нагрев) и
даже дистанционно (нагрев лучом лазера), что дает возможность для бес-
контактного возбуждения акустических колебаний в объекте контроля.
<] Электромагнитно-акустические (ЭМА) методы возбуждения и при-
ема ультразвуковых колебаний основаны на явлениях магнитострикции,
магнитного и электродинамического взаимодействия.
Магнитострикцией называет-
ся явление изменения геометри-
ческих размеров ферромагнитных
материалов под воздействием из-
меняющегося внешнего магнитно-
го поля. Обратный эффект назы-
вается магнитоупругостью.
Бесконтактное возбуждение
и прием ультразвуковых колеба-
ний осуществляется за счет магни-
РИС. 4.60. Схема простейшего ЭМА-пре
образователя: 1 - магнит; 2 - катушка с
переменным током; 3 - изделие
тострикционного и магнитоупру-
гого эффектов, наблюдаемых непо-
средственно в контролируемом из-
делии. Схема ЭМА-преобразователя
(ЭМ АП) изображена на рис. 4.60. Магнитное взаимодействие заключает-
ся во взаимном притяжении и отталкивании ферромагнитного материала и
проводника (катушки) с переменным электрическим током. Например, под
действием постоянного магнитного поля изделие намагнитится. Катушка с
переменным током будет притягиваться и отталкиваться от него в зависи-
мости от направления образовавшегося в ней магнитного поля. Притяжение
и отталкивание катушки будет оказывать обратное механическое воздейст-
вие на изделие, что приведет к возбуждению упругих колебаний на его по-
верхности. Возникающие при этом силы будут поверхностными, поскольку
магнитный полюс образуется на поверхности изделия. Прием упругих коле-
баний будет происходить в результате того, что поверхность изделия будет
приближаться и удаляться от катушки, изменяя в ней магнитное поле, что в
свою очередь приведет к возникновению электрического тока в катушке.
Электродинамическое взаимодействие состоит в возбуждении в токо-
проводящем материале вихревых токов, которые взаимодействуют с пос-
тоянным магнитным полем и вызывают колебания «электронного газа», а
это, в свою очередь, приводит к возбуждению колебаний атомов, т. е. крис-
таллической решетки материала. Например, вихревые токи (рис. 4.60), ин-
дуцируемые в изделии катушкой 2 с переменным током, будут направлены
перпендикулярно плоскости чертежа (отмечены точками), а силы их взаи-
модействия с магнитным полем - параллельно поверхности изделия. В ре-
зультате в изделии возбудится поперечная волна. Поскольку вихревые токи
распределены в слое конечной толщины, возникающие упругие силы будут
136
4.18. СПОСОБЫ ВОЗБУЖДЕНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
носить объемный характер, но вследствие скин-эффекта они будут концен-
трироваться в узком подповерхностном слое. Обратный эффект состоит в
возбуждении вихревых токов в металле, колеблющемся в постоянном поле
под действием упругих волн. Эти вихревые токи индуцируют переменный
ток в катушке 2, которая в данном случае служит приемником.
Эффекты магнитострикции и магнитного взаимодействия позволяют
возбуждать продольные ультразвуковые волны как в ферромагнитных ме-
таллах, так и в магнитодиэлектриках. При определенной взаимной ориента-
ции поля подмагничивания и переменного поля эффект магнитострикции
может обеспечить возбуждение поперечных волн. Электродинамический
эффект обуславливает возбуждение волн разных типов в любых токопро-
водящих материалах. В ферромагнитных металлах, например в железе, на-
блюдаются одновременно все три эффекта, поэтому работу ЭМАП, исполь-
зующих все три эффекта, рассматривают в целом. Благодаря указанным
особенностям ЭМАП позволяют возбуждать в объекте контроля волны
практически любых типов, в том числе и такие, которые невозможно со-
здать ПЭП, например, поперечные волны SH-поляризации.
При использовании ЭМАП не требуется применение контактной жид-
кости, поэтому при таком способе легче автоматизировать процесс кон-
троля. Недостатками способа долгое время считались большие габариты
ЭМАП и меньшая чувствительность, чем при использовании ПЭП. Однако
в последние годы благодаря применению метода когерентного накопления
полезного сигнала ЭМА-средства контроля практически достигли чувстви-
тельности методов с использованием ПЭП. Благодаря этому и указанным
ранее особенностям область применения ЭМА-метода существенно расши-
рилась.
137
ГЛАВА 5 • МЕТОДЫ АКУСТИЧЕСКОГО
КОНТРОЛЯ МЕТАЛЛОВ_________________
5.1. КЛАССИФИКАЦИЯ АКУСТИЧЕСКИХ
МЕТОДОВ НК
В этом разделе идет речь о методах ультразвукового контроля, получив-
ших наиболее широкое распространение при изготовлении и эксплуатации
объектов энергетического машиностроения, химической промышленности,
а также в судостроении. Различают активные и пассивные методы акусти-
ческого контроля (рис. 5.1). Активные методы основаны на формировании
волн и последующем приеме отраженных, прошедших или дифрагированных
сигналов. Пассивные методы основаны только на приеме волн, возникших в
объекте контроля.
РИС. 5.1. Классификация акустических методов контроля
Активные методы подразделяют на методы:
- прохождения, использующие излучающий и приемный преобразователи,
расположенные по разные стороны объекта контроля или контролируе-
мого участка;
- отражения, регистрирующие и анализирующие сигналы, отраженные от
границы раздела двух сред с разными акустическими свойствами;
- комбинированные, использующие элементы методов прохождения и от-
ражения.
5.2. ТЕНЕВОЙ МЕТОД (АМПЛИТУДНЫЙ)
Теневой метод основан на посылке в контролируемое изделие упругих
колебаний и регистрации изменения их интенсивности после однократного
прохождения через контролируемый объем. Преобразователь, излучающий
138
5.3. ЭХО-МЕТОД
колебания, находится по
одну сторону контроли-
руемого изделия или его
участка, приемный пре-
образователь находится
с другой его стороны
соосно с излучателем
РИС. 5.2. Схема контроля теневым методом: прямыми (а),
наклонными (в) преобразователями и поверхностными
волнами (г); б - изображение на экране дефектоскопа при
контроле прямым преобразователем
поверхности изделия и параллельности верхней
При отсутствии на-
рушений сплошности
материала приемный
преобразователь регис-
трирует определенную
амплитуду сигнала,
прошедшего через из-
делие. При постоянной
толщине изделия, одно-
родном материале, оди-
наковой шероховатости
и нижней поверхностей амплитуда прошедших упругих волн будет изме-
няться в небольших пределах. Наличие несплошностей материала на пути
волны приведет к уменьшению амплитуды принятого сигнала, так как за
дефектом образуется акустическая тень. Это уменьшение регистрируется
индикатором дефектоскопа и является признаком наличия дефекта в зоне
контроля. О величине дефекта можно судить по степени ослабления про-
шедшего сигнала.
5.3. ЭХО-МЕТОД
Поскольку при использовании этого метода дефектоскоп работает, как
правило, в импульсном режиме, метод часто называют эхо-импульсным.
Может использоваться преобразователь как с одним активным элемен-
том, совмещающим
функции излучателя и
приемника, так и пре-
образователь с раздель-
ными излучателем и
приемником или два
преобразователя: один
- в режиме излучения,
второй - в режиме при-
ема. Обычно излучатель
и приемник находятся с
одной стороны изделия
(рис. 5.3).
РИС. 5.3. Схема контроля эхо-импульсным методом:
3 - зондирующий импульс; д - эхо-сигнал от дефекта;
Д - донный сигнал
139
ГЛАВА 5 • МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ МЕТАЛЛОВ
Излучаемые в изделие импульсы ультразвука называются зондирующи-
ми. Дефектоскоп посылает их через определенные промежутки времени.
Зондирующий импульс отражается от противоположной (донной) повер-
хности изделия и, возвращаясь, частично попадает на приемный преобра-
зователь. На экране индикатора возникает донный сигнал. При наличии
несплошности (дефекта) импульс отразится от него раньше, чем от донной
поверхности. Между зондирующим и донным сигналами возникает проме-
жуточный сигнал - от несплошности, который и является признаком нали-
чия дефекта в этом методе.
5.4. ЗЕРКАЛЬНЫЙ ЭХО-МЕТОД
В этом методе используются сигналы, возникающие в результате зер-
кального отражения ультразвука от дефекта и донной поверхности изделия.
Существует несколько вариантов этого метода. Для выявления дефектов
с вертикальной ориентацией применяют вариант, называемый способом
«тандем» (рис. 5.4). Его особенностью является постоянство суммы
xt 4- х2 = 27/tga = const, (5.1)
РИС. 5.4. Вариант зеркального эхо-метода
- способ «тандем»
вследствие чего при одинаковой
толщине изделия эхо-импульс от
дефекта всегда появляется на од-
ном и том же месте горизонталь-
ной развертки - на расстоянии
27//cosa.
Для получения зеркального
отражения от дефектов с ориента-
цией, отличающейся от вертикаль-
ной, xt + х2 варьируют. При реали-
зации способа «тандем» возможно
размещение излучателя и приемника как на одной поверхности изделия
(приемник в точке В на рис. 5.4), так и на двух поверхностях (приемник
показан пунктиром в точке Д). Такой вариант называют К-методом.
Вариант зеркального
РИС. 5.5. Контроль по способу «стредл»
эхо-метода, при котором из-
лучатель и приемник распо-
ложены не в одной плоскос-
ти, но таким образом, чтобы
принимать зеркальное от-
ражение от вертикального
дефекта, называют «тандем-
дуэт» (иногда применяют
термин «стредл») - рис. 5.5.
Этот способ характеризуется расположением излучателя и приемника на
одной поверхности по разные стороны шва.
140
5.6. ДИФРАКЦИОННО-ВРЕМЕННОЙ МЕТОД
Признаком наличия дефекта при зеркальном эхо-методе является появ-
ление эхо-импульса в заданном месте развертки.
5.5. ДЕЛЬТА-МЕТОД
Этот метод использует явление дифракции волн на дефекте (рис. 5.6).
Излучатель озвучивает дефект поперечной волной (ct). Часть падающе-
го пучка отражается зеркально в виде поперечной волны (ct), другая часть
дифрагирует в виде трансформированной продольной волны (q). Наиболее
интенсивно дифракция возникает на острых краях дефектов, например, на
РИС. 5.6. Дельта-метод контроля
краях эксплуатационных трещин. Прямой
преобразователь, установленный над де-
фектом, принимает две продольные вол-
ны: одну - дифрагированную на верхнем
кончике трещины (прямая волна qn) и вто-
рую - дифрагированную на нижнем кон-
чике трещины и зеркально отраженную от
донной поверхности (зеркальная волна q3).
Признаком наличия дефекта является по-
явление эхо-импульса в зоне контроля.
5.6. ДИФРАКЦИОННО-ВРЕМЕННОЙ МЕТОД
• J Дифракционно-временным (ДВМ) называют метод акустическо-
го контроля, при котором информацию о наличии и параметрах не-
сплошностей получают с учетом анализа акустических волн, диф-
рагировавших в контролируемом объекте.
Рассмотрим принцип ДВМ (английская аббревиатура: TOFD) УЗК с ис-
пользованием продольных волн, наиболее часто применяемых на практике.
ДВМ реализуют с использованием пары преобразователей, расположен-
ных по разные стороны от дефекта (рис. 5.7). Пучок ультразвуковых волн из
одного преобразователя (И), работающего в режиме излучения, взаимодей-
ствует с поверхностью де-
фекта и принимается дру-
гим преобразователем ( П ),
используемым в качестве
приемника. Волны, воз-
никшие в результате диф-
ракции на концах дефек-
та, складываются с обыч-
ными отраженными вол-
нами и распространяют-
ся от верхнего и нижнего
кончиков дефекта в виде
широких пучков лучей.
141
ГЛАВА 5 • МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ МЕТАЛЛОВ
В общем случае на приемный преобразователь приходят следующие
волны (рис. 5.7):
- прошедший сигнал головной волны (Z);
- дифрагированный эхо-сигнал от верхнего края трещины (dj
- дифрагированный эхо-сигнал от нижнего края трещины (J2);
- эхо-сигнал от донной поверхности объекта контроля D.
——
</i\ of2/
Дифрагированные
сигналы
Донный
сигнал
РИС. 5.8. Типичная Д-развертка при выявлении
внутреннего дефекта ДВМ
Вид развертки типа А
в общем случае показан на
рис. 5.8.
При большой толщи-
не изделия и большом угле
ввода донный сигнал может
отсутствовать.
При относительно не-
большом угле ввода может
отсутствовать прошедший сигнал головной волны. Сигнал головной волны
может отсутствовать также при наличии трещины, выходящей на поверх-
ность объекта со стороны установки преобразователей.
Дифракция очень хорошо подходит для обнаружения дефектов, так как
сигналы могут быть зафиксированы от кончиков дефектов различной ори-
ентации с использованием только одной пары преобразователей. Этот эф-
фект также позволяет измерять размеры дефектов, поскольку простран-
ственное (или временное) разделение (разрешение) дифрагированных
волн прямо связано с высотой дефекта. Обычно ДВМ использует продоль-
ные волны, так как они прибывают первыми на приемник, что упрощает ин-
терпретацию результатов.
Амплитуды полученных таким образом дифрагированных сигналов от
кончиков плоскостных дефектов очень малы, однако, они на порядок боль-
ше амплитуд, возникающих от кончиков дефектов, при контроле по тради-
ционной совмещенной схеме.
Поэтому выявляемость ДВМ плоскостных дефектов значительно улуч-
шается по сравнению с традиционным, методом.
Амплитуды дифрагированных сигналов зависят от различных факто-
ров, таких как степень сжатия поверхностей берегов трещин, ориентация
дефектов по отношению к направлению волн от преобразователей, форма
самих кончиков дефектов.
Контролю ДВМ мешают структурные помехи, возникающие в резуль-
тате рассеяния ультразвука на границах зерен. Поэтому сварные соедине-
ния из крупнозернистых материалов, в том числе соединения из аустенит-
ных сталей, не удается контролировать этим методом.
Величина амплитуды эхо-сигнала не используется в этом методе для
измерения размеров дефектов. Приемы методов, основанных на измере-
нии амплитуд, оказываются в большинстве случаев непригодными, когда
используется ДВМ, хотя они могут применяться для дальнейших оценок.
142
5.8. ЭХО-ТЕНЕВОЙ МЕТОД
Амплитуда эхо-сигнала учитывается в ДВМ в связи с решением таких за-
дач, как отстройка от структурных помех, определение типа дефекта по от-
носительным амплитудам эхо-сигналов от верхнего и нижнего концов де-
фекта, для подтверждения, что настройка чувствительности не изменилась
при переходе с одного сварного соединения к другому.
ДВМ обычно применяют для УЗК сварных швов. Глубина и высота
контролируемой зоны зависит от ширины диаграммы направленности при
приеме-излучении и от расстояния (раздвижки) 25 между излучателем и
приемником. Как правило, для полного перекрытия контролируемого сече-
ния по высоте сварного шва толщиной более 50 мм необходимо выполнить
несколько проходов с разными раздвижками.
5.7. ЗЕРКАЛЬНО-ТЕНЕВОЙ МЕТОД (3TM)
При ЗТМ излучающий и приемный преобразователи расположены так
же, как при эхо-методе - с одной стороны изделия или контролируемого
участка (рис. 5.3). Обычно контроль проводят совмещенным преобразова-
телем. Признаком наличия дефекта при ЗТМ является ослабление сигна-
ла, отраженного от донной поверхности изделия. Чем больше размеры де-
фекта, тем сильнее ослабляется донный сигнал. Для количественной оцен-
ки выявляемости дефекта при ЗТМ введен коэффициент выявляемости де-
фекта, характеризующий вызываемое дефектом ослабление первого донно-
го эхо-сигнала при прозвучивании прямым преобразователем:
К=А1/А1, (5.2)
Д Д1' 01’ V '
где Кд - коэффициент выявляемости дефекта;
А - минимальная амплитуда первого донного сигнала при наличии
дефекта в зоне пучка;
А - амплитуда первого донного сигнала при отсутствии дефекта.
Значение Кд лежит в пределах от 0 до 1 и тем меньше, чем больше раз-
мер дефекта. В некоторых случаях по этому коэффициенту можно судить о
размерах дефектов, выявленных в изделии. При одном и том же размере де-
фекта коэффициент выявляемости увеличивается с увеличением глубины
залегания дефекта. Причиной этого является расхождение пучка в дальней
зоне преобразователя.
5.8. ЭХО-ТЕНЕВОЙ МЕТОД
В этом методе регистрируются и анализируются
как прошедшие, так и отраженные волны (рис. 5.9).
С одной стороны изделия находятся излучатель и
приемник, а с другой - только приемник. Наиболее
часто метод применяется в установках автоматиче- рис 5 9 схема эхо-те
ского контроля.
невого метода контроля
143
ГЛАВА 5 * МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ МЕТАЛЛОВ____________
5.9. СКВОЗНОЙ ЭХО-МЕТОД
Сущность метода видна из схемы рис. 5.10. Здесь, в отличие от обычно-
го эхо-метода, излучение и прием сигналов производится различными пре-
образователями, расположенными строго соосно с противоположных сто-
рон изделия. После возбуждения излучателя первым по времени на прием-
ник П поступает импульс I (первый прошедший). Вторым (при отсутствии
дефектов) - импульс IV (второй прошедший), претерпевший два последо-
вательных отражения от обеих поверхностей листа. Если на пути распро-
странения колебаний встретится дефект, то возникнут эхо-сигналы II и III.
Последние достигнут приемника в интервале времени между приходом им-
пульсов I и IV, последовательно отразившись от дефекта и от одной из по-
верхностей листа.
Очевидно, что смещение листа к любому из преобразователей сопро-
вождается точно таким же отдалением его от другого преобразователя.
Поэтому, в отличие от иммерсионного варианта обычного эхо-метода,
время распространения любого из импульсных сигналов в иммерсион-
ном варианте сквозного эхо-метода всегда остается неизменным, не за-
висящим от положения листа между преобразователями. Это значитель-
но упрощает электронную аппаратуру, так как коробоватость и волни-
стость листов не будут сказываться на работе временных селекторов
даже в тех установках, у кото-
рых имеется несколько парал-
лельно действующих каналов
с одним общим генератором
селектирующих импульсов.
Второй особенностью
сквозного эхо-метода явля-
ется возникновение, по край-
ней мере, двух эхо-импульсов
от одного и того же дефекта Д
из-за нескольких возможных
путей прохождения отражен-
ных от него сигналов, а именно:
И— 1—Д— 1—Д—2—П для им-
пульса II и И— 1—Д—2—Д—2—П
для импульса III. При этом
импульс III (или II при залегании дефекта ближе к поверхности 2) будет
всегда появляться раньше импульса IV и может быть легко зарегистриро-
ван. Это свойство эхо-сквозного метода почти полностью исключает при-
поверхностную неконтролируемую «мертвую» зону металла. Последнее
позволяет обходиться только однократным контролем листов только
с одной стороны.
РИС. 5.10. Схема контроля сквозным
эхо-методом
144
5.10. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД ___________
5.10. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД
Этот метод относится к пассивному акустическому контролю.
Акустическая эмиссия или эмиссия волн напряжения - явление генера-
ции упругих волн в твердых телах при их деформации. Главным источником
акустической эмиссии следует считать процессы разрушения в кристаллах
и в скоплениях кристаллов. При этом могут образовываться микро- и ма-
кротрещины. Излучаемые в результате импульсы упругих волн в зависимо-
сти от материала имеют широкий частотный диапазон - от десятков до со-
тен мегагерц.
Основными параметрами, характеризующими акустическую эмиссию,
являются:
- число зарегистрированных импульсов дискретной акустической эмис-
сии за интервал времени наблюдения;
- число зарегистрированных превышений импульсами акустической эмис-
сии установленного уровня ограничения за интервал времени наблюдения;
- отношение числа импульсов акустической эмиссии к интервалу времени
наблюдения (активность акустической эмиссии);
- энергия, выделяемая источником акустической эмиссии и переносимая
упругими волнами, возникающими в материале;
- энергия сигнала акустической эмиссии, выделяемая в месте измерения
или наблюдения.
Для контроля методом акустической эмиссии обычно применяют мно-
гоканальную аппаратуру. Каждый канал соединен со своим преобразовате-
лем, принимающим упругую волну из изделия по определенной системе.
Блоки обработки ведут счет принимаемых сигналов за короткий интервал
времени (например, 0,1 с) и суммарную обработку сигналов от всех кана-
лов многоканальной системы. Исследуют также амплитудное распределе-
ние принимаемых сигналов и энергию эмиссии за единицу времени или за
весь период испытаний.
Аппаратура включает в себя блок определения местоположения источ-
ника сигналов. Для этого сравнивается время прихода сигнала акустиче-
ской эмиссии не менее чем на три преобразователя.
В современных многоканальных системах акустической эмиссии для
обработки поступающей информации применяют быстродействующие
промышленные компьютеры. Это позволяет определять координаты ис-
точников акустической эмиссии, осуществлять комплексную оценку пара-
метров сигналов, сравнивать количественные характеристики параметров
с установленными браковочными критериями и вырабатывать решение о
браковке контролируемого объекта.
Метод акустической эмиссии позволяет не только обнаруживать опас-
ные дефекты, но и прогнозировать работоспособность ответственных эле-
ментов конструкций (сосудов высокого давления, узлов атомных реакто-
ров, деталей летательных аппаратов и т. д.).
145
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ___________________________________________
6.1. СОСТАВ СРЕДСТВ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
К средствам ультразвукового контроля относятся:
- ультразвуковые дефектоскопы;
- ультразвуковые толщиномеры;
- пьезоэлектрические преобразователи (ПЭП);
- стандартные образцы (СО);
- стандартные образцы предприятий (СОП);
- АРД-диаграммы;
- приспособления для стабилизации акустического контакта;
- устройства для осуществления перемещения ПЭП по поверхности изделия;
- другие приборы, устройства и приспособления, обеспечивающие съем,
вывод и обработку данных контроля и повышающие достоверность и
производительность контроля.
6.2. КЛАССИФИКАЦИЯ УЛЬТРАЗВУКОВЫХ
ДЕФЕКТОСКОПОВ
Ультразвуковой дефектоскоп - это электронно-акустическое
устройство, предназначенное для возбуждения-приема ультразву-
ковых колебаний с целью обнаружения нарушений сплошности или
однородности материалов и измерения их характеристик.
Дефектоскоп преобразует колебания в вид, удобный для вывода на со-
ответствующий индикатор. Он снабжен сервисными устройствами для на-
стройки и сохранения параметров контроля и измерения параметров при-
нятых сигналов.
В зависимости от области применения дефектоскопы делятся (ГОСТ
23049) на приборы общего назначения (УЗДОН) и специализированные
(УЗДС). В зависимости от функционального назначения дефектоскопы
подразделяют на следующие группы:
1. Для обнаружения дефектов (пороговые УЗД);
2. Для обнаружения дефектов, измерения глубин их залегания и измерения
отношения амплитуд сигналов от дефектов;
3. Для обнаружения дефектов, измерения глубин их залегания и измерения
эквивалентной площади дефектов по их отражающей способности или
условных размеров дефектов;
4. Для обнаружения дефектов, распознавания их форм или ориентаций,
для измерения размеров дефектов или их условных размеров.
По конструктивному исполнению дефектоскопы подразделяются на
стационарные, переносные и портативные.
146
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ
По степени участия дефектоскописта в процессе контроля различают
ручные, механизированные и автоматизированные дефектоскопы.
Условное буквенно-цифровое обозначение отечественных дефектоско-
пов состоит из букв УД (для УЗДОН) или УДС (для УЗДС), номера груп-
пы назначения и порядкового номера модели.
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА
ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ
Функциональная схема цифрового микропроцессорного дефектоско-
па представлена на рис. 6.1. В дефектоскопе можно условно выделить два
основных блока: блок управления и памяти и собственно дефектоскопиче-
ский блок.
Дефектоскопический блок
РИС. 6.1. Функциональная схема цифрового микропроцес-
сорного дефектоскопа
Дефектоскоп работает следующим образом. По команде с пульта управ-
ления (ПУ) центральный процессор (ЦП) включает дефектоскоп. По сиг-
налу центрального процессора производится самотестирование дефекто-
скопа, после чего он устанавливается в исходное состояние. В различных
типах приборов исходное состояние обычно характеризуется одним из двух
режимов:
- рабочий режим, использовавшийся перед последним выключением;
- начальный диалоговый режим, используя который оператор устанавли-
вает необходимый рабочий режим.
Генератор синхронизирующих импульсов (ГСИ) через определенные
промежутки времени вырабатывает электрические импульсы, которые со-
гласовывают во времени работу различных блоков прибора.
147
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Генератор импульсов возбуждения (ГИВ) вырабатывает короткий элек-
трический импульс, который через разъем Р1 подается на пьезоэлемент
ПЭП1. На схеме показан ключ К в разомкнутом положении. Это означает,
что ПЭП1 работает только в режиме излучения, а ПЭП2 - только в режиме
приема. Вследствие обратного пьезоэлектрического эффекта пьезоэлемент
ПЭП1 преобразует электрический импульс в упругое колебание, которое
распространяется в объекте контроля (ОК), формируя ультразвуковую
волну. Колебания, отраженные от противоположной поверхности ОК или
от дефектов, возвращаются к поверхности контроля. Вследствие явления
прямого пьезоэлектрического эффекта пьезоэлемент ПЭП2 преобразует
упругое колебание в электрический импульс, который через разъем Р2 пос-
тупает в приемно-усилительный тракт (ПУТ).
Режим работы, при котором к дефектоскопу подключены два пьезо -
элемента, один из которых работает только в режиме излучения, а
второй - только в режиме приема (ключ К разомкнут), называется
раздельным.
Режим работы, при котором к дефектоскопу подключены два пье-
зоэлемента, каждый из которых работает как в режиме излучения,
так и в режиме приема (ключ К замкнут), называется раздельно-
совмещенным.
Наиболее распространенным в эхо-импульсном методе контроля
является совмещенный режим, при котором к дефектоскопу под-
ключен один пьезоэлемент, работающий как в режиме излучения,
так и в режиме приема (ключ К замкнут).
Далее сигнал усиливается и преобразуется в приемно-усилительном
тракте, а затем подается на амплитудно-цифровой преобразователь (АЦП).
АЦП преобразует аналоговый сигнал (в данном случае - электрический
импульс, прошедший приемно-усилительный тракт) в цифровой код.
Закодированный сигнал поступает на дисплей (Д), где формирует установ-
ленный тип развертки.
В постоянном запоминающем устройстве (ПЗУ) записаны и хранятся
блоки базовой настройки дефектоскопа. Пользователи дефектоскопов, как
правило, не имеют доступа к этим параметрам, следовательно, не имеют
возможности изменять их случайно или по собственному желанию.
В оперативном запоминающем устройстве (ОЗУ) накапливается, обра-
батывается, хранится в цифровом виде и используется текущая информа-
ция о режимах настройки и параметрах поступающих сигналов.
Источник питания (ИП) служит для преобразования питающего элект-
рического напряжения и его распределения по блокам дефектоскопа.
Микропроцессорный дефектоскоп имеет интерфейс - устройство для
обмена информацией с персональным компьютером.
Рассмотрим более подробно работу отдельных блоков.
148
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ
Генератор синхронизирующих импульсов (синхронизатор).
Обеспечивает синхронизацию (согласование во времени) работы блоков
дефектоскопа, реализуя импульсный режим излучения-приема колебаний.
В частности, он обеспечивает одновременный (или задержанный на опре-
деленный временной интервал) запуск генератора импульсов возбуждения
и формирования развертки. При ручном контроле синхронизатор работает
в режиме самовозбуждения, а при использовании дефектоскопа в много-
канальной аппаратуре механизированного и автоматизированного конт-
роля может переключаться в режим внешнего запуска. Число импульсов,
генерируемых синхронизатором в единицу времени (частота синхрониза-
ции), в различных модификациях дефектоскопов изменяется в пределах
25 - 8000 Гц. Эта частота определяет частоту следования зондирующих им-
пульсов, то есть акустических импульсов, посылаемых в объект контроля.
•J Частотой следования (частотой посылок) зондирующих импуль-
сов называется количество импульсов упругих колебаний, вводимых
дефектоскопом в объект контроля в единицу времени.
Частота следования выбирается в зависимости от задач контроля, затуха-
ния в объекте контроля, геометрических размеров и формы объекта контроля.
В большинстве дефектоскопов частота следования переключается авто-
матически с переключением диапазона контроля (увеличивается с умень-
шением диапазона контроля). В некоторых приборах предусмотрена регу-
лировка частоты следования. С точки зрения увеличения скорости контро-
ля на автоматизированных установках (а, следовательно, и его производи-
тельности) частоту следования желательно выбирать возможно большей.
При ручном контроле этот фактор не имеет значения, поскольку скорость
сканирования ограничена другими причинами.
Генератор импульсов возбуждения. Вырабатывает высокочастот-
ные электрические импульсы, возбуждающие излучающую часть ПЭП.
Несущая частота импульсов (частота высокочастотных колебаний, запол-
няющих импульс) подстраивается индуктивностью, монтируемой либо в
приборе, либо в преобразователе. Генерируются экспоненциальные затуха-
ющие или, более рациональные энергетически, колоколообразные импуль-
сы. В некоторых дефектоскопах предусмотрена возможность регулировки
мощности генерируемого импульса. Это осуществляется путем изменения
его амплитуды и длительности.
Управляющий сигнал от синхронизатора поступает в генератор импуль-
сов возбуждения несколько позднее, чем начинается развертка изображе-
ния на дисплее для того, чтобы возрастание зондирующего импульса было
видно на дисплее уже несколько правее начала нулевой линии.
В современных дефектоскопах используют программируемый генера-
тор высокочастотных импульсов и высокочастотный усилитель, позволяю-
щие создавать импульсы различной частоты и формы (ударный, синусои-
дальный, меандр и др.)
149
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Длительность возбуждаемого электрического импульса не превышает
единиц микросекунд. Амплитуду импульса можно регулировать путем из-
менения напряжения на генераторе или изменением нагрузочного сопро-
тивления на выходе излучателя. При этом одновременно оказывается воз-
действие на демпфирование подключенного колебательного контура, что,
в свою очередь, вызывает изменение ширины импульса. Однако во многих
случаях практического контроля этот дополнительный эффект не является
недостатком: при работе с импульсами большой мощности чаще всего мож-
но примириться и с большой длительностью импульса, так как в этих слу-
чаях речь пойдет о больших глубинах, а разрешающая способность будет
иметь второстепенное значение. И, наоборот, для меньшей глубины конт-
роля, особенно вблизи поверхности, можно использовать ослабленный, но
зато более короткий импульс. Амплитуда электрического импульса может
достигать 400 - 500 В на 1 мм толщины пьезоэлемента из пьезокерамики.
Дальнейшее увеличение напряжения может привести к пробою и разруше-
нию пьезопластины.
Если кабель недостаточно хорошо согласован с волновыми сопротивле-
ниями прибора и ПЭП, то частота будет зависеть от его емкости, емкости и
крепления пьезопластины. По этой причине кабель не может иметь произ-
вольную длину. Для получения максимальной мощности от данного генера-
тора возбуждения необходимо правильно согласовать и реактивное сопро-
тивление ПЭП. Для этой цели в ПЭП встраивают катушку индуктивности.
Приемно-усилительный тракт. Предназначен для приема и детектирова-
ния сигналов, поступающих на ПЭП. Обычно этот тракт содержит следующие
блоки (рис. 6.2): предварительный усилитель (ПУ), измеритель отношения
амплитуд сигналов - аттенюатор (А), усилитель высокой частоты (УВЧ), де-
тектор (Д), импульсный видеоусилитель (ИВУ), отсечку шумов (О).
РИС. 6.2. Функциональная схема линейного усилителя
(приемно-усилительного тракта)
Предварительный усилитель обеспечивает согласование усилительно-
го тракта с приемным преобразователем. Он содержит ограничитель ам-
плитуды, предохраняющий усилитель от перегрузок, связанных с воздей-
ствием зондирующего импульса (когда преобразователь включен по совме-
щенной схеме). При этом сигналы небольшой амплитуды практически не
искажаются. Одной из задач предварительного усилителя является усиле-
ние небольших эхо-сигналов для того, чтобы через обусловленный тепло-
вым движением электронов обязательный «уровень шумов» поднять их до
следующей схемы.
150
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ________
•] Аттенюатор - это устройство, которое служит для калиброванно-
го ослабления и измерения отношений амплитуд принятых сигналов.
При этом сравниваются амплитуды двух или нескольких сигналов в
относительных единицах, обычно в децибелах. Аттенюатор располагается
вблизи входа приемно-усилительного тракта для того, чтобы искажения
амплитуд поступивших сигналов были минимальны. Отсчет аттенюатора
ведется относительно некоторого нулевого уровня. Так, например, показа-
ние аттенюатора 6 дБ говорит о том, что амплитуда сигнала в два раза от-
личается от нулевого уровня. В дефектоскопах зарубежного производства
аттенюатор проградуирован в отрицательных децибелах, то есть численная
величина отсчета в децибелах пропорциональна вводимому с помощью
аттенюатора коэффициенту усиления. Это означает, что максимальному
сигналу соответствует минимальный отсчет в децибелах. Во многих типах
приборов стран СНГ аттенюатор проградуирован в положительных децибе-
лах, то есть большему сигналу соответствует большее значение численного
отсчета в децибелах.
Требуемый диапазон измерения - от 0 до (60 -s-110) дБ. Измерение произ-
водят с шагом 1 дБ или менее (в некоторых приборах - 0,5 дБ и даже 0,1 дБ). В
качестве регулировки используются переключатели барабанного или кнопоч-
ного типа. В некоторых дефектоскопах существует режим автоматического из-
мерения отношения амплитуд для любого импульса, имеющегося на экране.
Различают два основных типа
усилителей высокой частоты: линей-
ный и логарифмический. В усилителе
с линейной характеристикой индика-
ция амплитуды эхо-сигнала на экра-
не должна быть максимально про-
порциональна напряжению на пье-
зоэлементе, создаваемому принятым
ультразвуковым сигналом. Однако
точное соблюдение этого требования
возможно лишь в ограниченном диа-
пазоне (рис. 6.3).
В логарифмическом усилите-
ле амплитуда эхо-импульса должна
быть пропорциональна логарифму
напряжения на пьезоэлементе ПЭП.
Поскольку амплитуды эхо-сигналов
даются только в децибелах, которые являются логарифмической единицей,
то логарифмический усилитель представляет собой выгодный пропорци-
ональный «дБ-усилитель». Преимущество логарифмического усилителя в
том, что он обладает динамическим диапазоном (отношением самого боль-
шого к самому маленькому сигналу, который виден на дисплее с четкой сту-
пенчатостью) любого размера.
РИС. 6.3. Зависимость высоты эхо-импуль-
са от входного напряжения: а - линейное
усиление; б - логарифмическое усиление;
в - пороговое усиление
151
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Если усилитель с линейной характеристикой обладает в лучшем случае
динамическим диапазоном 34 дБ, то логарифмический усилитель - 100 дБ,
так как в этом типе усилителя уже нет «перевозбуждения» при воздействии
слишком больших сигналов.
Усилитель может быть широкополосным, то есть обрабатывать все воз-
можные частоты, например, от 1 до 10 МГц, благодаря чему не надо пере-
ключать его при изменении частоты ПЭП. Однако усилитель с узкой поло-
сой пропускания частот обладает большими возможностями для усиления,
так как он имеет более низкий уровень собственных шумов.
Кроме того, гармонические составляющие высших порядков представ-
лены в полосе частот эхо-сигналов намного сильнее, чем в передаваемой
звуковой волне, а именно, когда их причиной являются мелкие дефекты,
рассеивающие в основном более высокие частоты. Тогда возникают участки
нежелательного шума, что затрудняет выявление более крупных дефектов.
Если полосу частот в усилителе срезать, например, перед третьей гармони-
кой (для 1 МГц - ниже 3 МГц), картина прояснится.
Недостатком слишком узкой полосы частот будет расширение импуль-
сов и, тем самым, потеря разрешающей способности. Итак, правильный
выбор является компромиссом между противоречивыми требованиями в
соответствии с практическим опытом.
Усиленные высокочастотные сигналы поступают к детектору (Д),
на нагрузке которого выделяются однополярные огибающие радиоим-
пульсов. Применяются следующие типы де-
тектирования: полное (двухполупериод-
ное), по положительной полуволне и по от-
рицательной полуволне. Детектированные
сигналы поступают на импульсный виде-
оусилитель (ИВУ) с коэффициентом уси-
ления 20 - 30 дБ, который усиливает видео-
импульсы до напряжения, необходимого для
срабатывания дисплея. Во многих дефекто-
скопах предусмотрена возможность наблюде-
ния на дисплее высокочастотных (недетекти-
рованных) сигналов (рис. 6.4).
Регулятор отсечки (О) изменяет потенциал порогового уровня отпира-
ния детектора. Усилитель работает в режиме порогового усиления (рис. б.Зв).
Благодаря этому отсекаются все импульсы, амплитуда которых меньше вы-
бранной величины. Применение некомпенсированной отсечки искажает ре-
альное соотношение амплитуд детектированных сигналов и сужает динами-
ческий диапазон прибора. В связи с этим разработана система так называе-
мой компенсированной отсечки, которая удаляет сигналы с амплитудой
ниже порога отсечки и оставляет неизменными сигналы, превышающие по ам-
плитуде этот порог. Подобная схема позволяет оценивать амплитуды отра-
женных сигналов по экрану дисплея даже при включении отсечки.
а б
РИС. 6.4. Форма импульсов:
а - высокочастотная; б - видео
152
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ
Дисплей - это устройство в виде пло-
ского экрана, предназначенное для ото-
бражения видео- и буквенно-цифровой
информации. Дисплей представляет со-
бой прямоугольное поле, на котором раз-
мещено т горизонтальных строк, содер-
жащих по п элементов (рис. 6.5). В даль-
нейшем тексте термины «дисплей» и
«экран» имеют одинаковый смысл.
Каждый элемент представляет собой
Е
л - элементов
РИС. 6.5. Схема расположения инди-
каторов на дисплее
миниатюрный источник света -
индикатор, который изменяет свое состояние в зависимости от поступа-
ющего на него сигнала. По принципу действия различают жидкокристал-
лические (ЖКИ), электролюминесцентные (ЭЛИ) или другие индикато-
ры. Недостатком ЭЛИ следует считать потерю контрастности изображе-
ния под воздействием ярких источников света. В частности, такая пробле-
ма возникает при работе на открытом воздухе при солнечном освещении.
Недостатками ЖКИ могут быть потеря контрастности при изменении угла
наблюдения (например, если смотреть на экран сбоку) и, для некоторых ти-
пов ЖКИ, потеря работоспособности при отрицательных температурах.
В зависимости от видов состояний индикаторов дисплеи могут быть двухцветные (инди-
катор горит - не горит) или многоцветные (индикатор горит одним из возможных цветов или
не горит). Когда загораются следующие друг за другом элементы, расположенные на прямой
линии, то на дисплее наблюдаются непрерывные светящиеся линии, например - линия гори-
зонтальной развертки, линия строба, пересекающиеся линии, образующие таблицы и т. д. Если
загораются следующие друг за другом элементы, расположенные на кривой линии, то на дис-
плее видны непрерывные кривые линии, в частности - изображение импульсов, поступивших
от усилителя. Если загораются совокупности элементов, расположенных рядом на некоторой
площади, то на дисплее формируется изображение букв, цифр, символов, дефектограмм и т. д.
В ультразвуковых дефектоскопах дисплей является индикатором, регистрирующим принятые
сигналы.
При проведении контроля эхо-импульсным методом ультразвук прохо-
дит в контролируемом материале путь от поверхности ввода (ПВ) до про-
тивоположной поверхности (Д), обычно называемой донной (рис. 6.6). На
каждой границе раздела (поверхность несплошности, донная поверхность
и т. д.) происходят все связанные с ней явления, в том числе - отражение.
•j Процесс озвучивания контролируемого объема называется сканиро-
ванием.
Синхронно с пробегом ультразвукового импульса на экран дисплея выво-
дится информация об озвучиваемом (сканируемом) объеме ОК. В связи с этим
ф] отображение информации, получаемой в процессе контроля, на экра-
не по установленному закону называется разверткой или сканом.
В зависимости от этого закона различают следующие виды разверток
(сканов).
153
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ_______________________
ф] Развертка, на которой высота отображаемого импульса пропорци-
ональна амплитуде принятого сигнала, а его положение на горизон-
тальной линии пропорционально времени прохождения ультразву-
ковым импульсом акустического тракта, называется разверткой
типа А или А-сканом (рис. 6.6).
РИС. 6.6. Развертка типа А при эхо-импульсном методе контро-
ля: ПВ - поверхность ввода колебаний в ОК; Н - несплошность;
Д - донная поверхность ОК; Э - экран; ГОР - горизонтальная
ось развертки; 3 - зондирующий импульс; НС - эхо-сигнал от
несплошности; ДС - эхо-сигнал от донной поверхности (донный
сигнал); 0 - точка на горизонтальной оси развертки, соответству-
ющая моменту ввода колебаний в ОК
ф] Развертка, на которой принимаемые сигналы отображаются в не-
котором масштабе в виде точек на поперечном сечении ОК, перпен-
дикулярном поверхности сканирования и параллельном направлению
прозвучивания (акустической оси звукового пучка), называется раз-
верткой типа В или В-сканом (рис. 6.7).
Различная амплитуда сигналов на развертке типа В отображается точ-
ками различной яркости или различного цвета.
ф| Развертка, на которой в некотором масштабе отображается про-
екция контролируемого объема ОК на поверхность сканирования, на-
зывается разверткой типа С или С-сканом (рис. 6.8).
РИС. 6.7. Развертка типа В при контроле прямым (а) и наклон-
ным (б) ПЭП: 1,2,3 - несплошности и их изображение на экра-
не; 3 - изображение зондирующего импульса; ДС - изображение
донного сигнала
154
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ
Так же, как и на развертке типа В, различная амплитуда сигналов на раз-
вертке типа С может быть отображена точками различной яркости или раз-
личного цвета.
РИС. 6.8. Развертка типа С: а - ОК (А - вид на поверхность сканиро-
вания); б - изображение развертки типа С на дисплее дефектоскопа
•] Развертка, на которой принимаемые сигналы отображаются в неко-
тором масштабе в виде точек на продольном сечении ОК, перпенди-
кулярном поверхности сканирования и перпендикулярном направле-
нию прозвучивания (акустической оси звукового пучка), называется
разверткой типа D или D-сканом.
На рис. 6.9 это сечение показано как плоскость ABCD. Различная ам-
плитуда сигналов на развертке типа D отображается точками различной яр-
кости или различного цвета.
При контроле сварных соединений В-разверткой обычно называют по-
перечное сечение сварного шва, а Р-разверткой - его продольное сечение.
Развертки типов В, С, D обычно применяются при механизированном или
автоматизированном контроле.
РИС. 6.9. Развертка типа D:a- ОК; б - изображение развертки типа D
на дисплее дефектоскопа
При использовании развертки типа А положение х отображаемой точки
на горизонтальной оси (или ее проекции на горизонтальную ось) экрана за
время одного цикла изменяется от крайнего левого х0 до крайнего правого
хк (соответственно начало и конец развертки, рис. 6.10).
Промежуток времени t между запуском зондирующего импульса и нача-
лом развертки называется длительностью задержки развертки. Время
t, в течение которого отображаемая точка перемещается от начала до
конца развертки, называется длительностью развертки. Время tn меж-
ду окончанием развертки и началом следующей развертки называется пау-
зой развертки. В течение паузы на дисплее микропроцессорного дефекто-
скопа сохраняется состояние, которое элементы (индикаторы) получили в
155
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
процессе развертки. Время Т, в течение которого происходит один полный
цикл развертки, называется периодом развертки.
Т =t + t.
р р п
(6.1)
РИС. 6.10. График перемещения отображаемой
точки на экране дисплея: t - время, х - положение
отображаемой точки (или ее проекции) на гори-
зонтальной оси дисплея
Длительность развертки
прямо пропорциональна диапа-
зону контроля и обратно про-
порциональна установленной
скорости звука (рис. 6.11).
РИС. 6.11. Развертки для: а - различных диапа-
зонов контроля при одинаковой скорости звука в
материале (t = 0,17 мс соответствует диапазону
контроля 0,^м продольной волной по стали;
£р2 = 0,34 мс - 1,0 м; t = 0,68 мс - 2,0 м);
б - различной скорости звука в материале при
При переключении диапа-
зонов контроля по расстоянию
происходит дискретное измене-
ние длительности развертки. В
пределах одного диапазона, как
правило, длительность разверт-
ки можно регулировать плавно.
Изменяя длительность задержки
развертки t3 и длительность раз-
вертки tp, можно отобразить на
экране дисплея желаемый уча-
сток зоны контроля в увеличен-
ном масштабе. Такое изображе-
ние иногда называют «электрон-
ной лупой» (рис. 6.12).
Начало каждого цикла раз-
одинаковом диапазоне контроля (f = 0,17 мс со-
ответствует диапазону контроля 0,5 м продольной
волной по стали; = 0,31 мс - 0,5 м поперечной
волной по стали)
вертки синхронизировано (сов-
падает по времени или смещено
на постоянное время задержки
развертки t3) с запуском зонди-
рующего импульса. Если колебания в изделии не успевают затухнуть за пе-
риод следования зондирующих импульсов, то на экране дисплея существу-
ют эхо-импульсы как от последней посылки, так и от предыдущей. Наличие
многократных переотражений ультразвукового импульса в некотором объ-
еме называется реверберацией. Поскольку время прихода эхо-импульсов
от предыдущей посылки не синхронизировано с рабочим ходом последней
РИС. 6.12. Отображение на экране участка от г( до г2 - «электрон-
ная лупа»: Н - несплошность
156
6.3. ФУНКЦИОНАЛЬНАЯ СХЕМА ДЕФЕКТОСКОПА ОБЩЕГО НАЗНАЧЕНИЯ
посылки, эти сигналы могут попасть в случайное место зоны контроля и бу-
дут восприняты как эхо-импульсы от дефектов. Поэтому такие эхо-сигналы
называют импульсами помех, ложными импульсами или фантомами. На
рис. 6.13. показан пример фантомов, образованных незатухшими донны-
ми сигналами, попавшими в зону контроля от предыдущей посылки. Если
плавно изменить частоту (период) следования зондирующих импульсов,
то, как видно из рис. 6.13, импульсы помех изменят свое положение на экра-
не дефектоскопа («дефект» изменил глубину!). По этому признаку фанто-
мы отличают от эхо-импульсов реальных несплошностей. Очевидно, что
уменьшить количество фантомов или избавиться от них полностью мож-
но, увеличив период следования зондирующих импульсов (уменьшив ча-
стоту следования), если дефектоскоп имеет соответствующие регулировки.
РИС. 6.13. Возникновение импульсов помех (фантомов) вследствие реверберации:
31,32 - зондирующие импульсы первой и второй посылок; Д1, Д2 - многократные
донные эхо-импульсы от первой и второй посылок; U - амплитуда импульса;
Д13 - фантом (на график условно нанесены границы экрана)
Функциональная схема дефектоскопа прошлого поколения (не исполь-
зовавшего микропроцессорную технику) содержала также такие важные
для дефектоскопии блоки, как блок автоматической сигнализации дефек-
тов (АСД), блок временной регулировки чувствительности (ВРЧ), блок из-
мерения. В современном микропроцессорном дефектоскопе задачи этих
блоков решаются в центральном процессоре (ЦП) программным путем.
Система автоматической сигнализации дефектов (АСД) предназначена
для автоматического выделения в зоне контроля импульса, амплитуда ко-
торого вышла за установленные пределы, и для автоматической сигнализа-
ции о наличии такого импульса (звуковой, световой, записью на регистри-
рующем устройстве и т. д.). При ручном контроле АСД позволяет повысить
надежность выявления дефектов и облегчает работу дефектоскописта.
Система АСД создает вспомогательные стробы (метки), местоположе-
ние и ширина которых определяют зону регистрации принятых сигналов
(зону АСД). Положения всех сигналов, поступивших с выхода приемно-
усилительного тракта, сравниваются с положением зоны АСД. Сигнализатор
системы АСД срабатывает, если в зоне АСД появляется импульс, амплитуда
которого превышает установленный уровень (при контроле эхо-методом) или
уменьшается ниже установленного уровня (при ЗТМ), называемого порогом
157
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
срабатывания АСД. При этом блок измерений выводит на экран измеряемые
характеристики сигнала. Если при контроле эхо-методом в зоне АСД одно-
временно присутствуют несколько импульсов, превысивших установлен-
ный предел, выбор импульса для измерений производится либо «по фронту»
(крайний левый импульс в зоне АСД, превысивший установленный порог),
либо по «пику» (импульс в зоне АСД, имеющий максимальную амплитуду).
АСД позволяет решать несколько задач. Во-первых, выбирая нужным
образом начало и длительность стробирующей метки (далее - строба),
можно установить требуемую зону контроля. Например, располагая начало
строба после зондирующего импульса или начального сигнала, а конец -
перед донным сигналом, можно исключить эти сигналы из зоны контроля.
Во-вторых, установив строб так, чтобы в него попадал только донный сиг-
нал, можно по амплитуде этого сигнала следить за стабильностью акусти-
ческого контакта, общей исправностью работы аппаратуры, а также автома-
тически подстраивать чувствительность. Наконец, применение стробирую-
щего устройства позволяет повысить общую помехоустойчивость дефекто-
скопа, поскольку импульсные помехи любого типа могут воздействовать на
индикатор лишь в пределах действия стробирующей метки.
Используя временную регулировку чувствительности (ВРЧ) решают
следующие задачи:
- получение одинаковых по амплитуде индикаций от одинаковых отража-
телей, расположенных на разных расстояниях;
- обеспечение разной чувствительности в разных по расстоянию зонах ОК;
- уменьшение амплитуды донного сигнала с целью оптимизации контроля
зеркально-теневым методом;
- снижение уровня шумов в начале развертки и достижение минимальной
мертвой зоны для данного ПЭП.
При настройке ВРЧ сначала в память дефектоскопа по правилам, опре-
деленным инструкцией по эксплуатации данного типа прибора, вводят эхо-
сигналы от отражателей, по которым производят настройку ВРЧ. Затем по
программе, заложенной в дефектоскоп, прибор выравнивает чувствитель-
ность в интервале расстояний от самого ближнего до самого дальнего отра-
жателя. Для облегчения настройки и большей наглядности в современных
дефектоскопах кривая, показывающая закон изменения ВРЧ, может быть
выведена на дисплей. В гл. 8 приведен способ настройки ВРЧ без образцов.
Блок измерений предназначен для измерения координат выявленных
отражателей и амплитуд эхо-импульсов от этих отражателей. На плоской по-
верхности ввода колебаний координаты расположения отражателя вычисля-
ются по измеренному времени t распространения колебаний от излучателя
(пьезоэлемента) до отражателя и обратно при известных значениях скоро-
сти с волны, времени задержки в призме 2Тп и угла ввода а по соотношениям
h = 0,5с(£ - 2Т) cosa = kx(t - 2Т); (6.2)
х = Q$c(t - 2Т) sina = k2(t - 2T); (6.3)
158
6.4. ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
где h - глубина залегания отражателя от поверхности ввода;
х - расстояние от точки выхода до проекции отражающей точки на по-
верхность ввода;
kv k2 - масштабные коэффициенты.
Время задержки в призме 2 Г, которое является параметром преобразо-
вателя, вводится регулировкой «Задержка нуля». Настройка дефектоскопа
на соответствующие значения и k2 производится с помощью регулиров-
ки «Скорость звука».
Более подробно способы измерения координат и амплитуд описаны в гл. 7.
В современных дефектоскопах амплитуда импульса может быть оха-
рактеризована:
- эквивалентной площадью несплошности 5э, мм2;
- отношением высоты импульса к полной высоте экрана, %;
- отношением высоты импульса к уровню установленного порога АСД, дБ;
- отношением высоты импульса к установленному опорному уровню, дБ.
6.4. ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
Рассмотрим этот вопрос на примере цифрового микропроцессорного
дефектоскопа общего назначения 3-й группы УСД-60, применяемого при
проведении НК изделий и объектов в различных отраслях промышленно-
сти и транспорта. Это - переносной дефектоскоп (рис. 6.14), предназначен-
ный для выполнения контроля и измерения толщины изделий разных ти-
поразмеров, изготовленных из сталей, сплавов и других материалов, спо-
собных проводить ультразвуковые колебания. Дефектоскоп позволяет:
- обнаруживать дефекты типа нарушения сплошности материалов;
- реализовывать контроль методами отражения, прохождения и комбини-
рованными;
- отображать информацию на дисплее в виде А- и В-разверток (рис. 6.15),
а также (в специальных версиях) С-разверток и TOFD;
- определять время распространения ультразвука до несплошности и об-
ратно и производные этого параметра: глубину У, расстояние от точки
РИС. 6.14. Дефектоскоп УСД-60:
1 - вкл./выкл. прибора; 2 - сохранение
результатов; 3 - «электронная лупа»;
4 - увеличение усиления с заданным
шагом; 5 - «заморозка» сигнала; 6 - све-
тодиоды АСД зон контроля; 7 - полно-
экранный режим; 8 - изменение усиле-
ния; 9 - последовательный выбор функ-
ций; 10 - изменение значения функции;
11 - программируемая кнопка (опция);
12 - прямой выбор функции/выбор
шага изменения функции; 13 - после-
довательный выбор пунктов меню;
14 - возврат в главное меню; 15 - пря-
мой выбор пункта меню/вход в подменю
159
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
выхода или от передней грани ПЭП до проекции несплошности на по-
верхность контроля X, расстояние R до несплошности по лучу, расстоя-
ние между сигналами в зонах контроля (эхо-эхо) и пр.;
6
РИС. 6.15. Представление Л- (а) и В-развертки (б) на экране
- измерять отношение амплитуд сигналов с помощью аттенюатора, дБ;
- измерять эквивалентные размеры несплошности (эквивалентную пло-
щадь или эквивалентный диаметр) в режиме измерения по АРД;
- подключать датчик пути для построения координатной развертки изделия;
- подключать внешние многоканальные коммутаторы до 32 каналов и раз-
личные сканеры для решения специальных задач (в специальных версиях);
- сохранять и извлекать из энергонезависимой памяти дефектоскопа соз-
данные настройки;
- записывать в память большой объем данных сканирования объекта;
- автоматически формировать отчеты и протоколы с помощью специаль-
ной программы ведения баз данных;
- проводить ручной, автоматизированный и иммерсионный контроль.
Дефектоскоп выпускается с высококонтрастным морозоустойчивым
TFT-дисплеем с разрешением 640 х 480 точек с частотой регенерации 60 Гц.
Имеется функция цветовой настройки дисплея для работы в различных
условиях (слабая освещенность, яркий солнечный свет и т. д.)
В дефектоскопе имеется функция автоматической сигнализации дефек-
та АСД: светодиоды на передней панели и встроенный динамик или под-
ключаемые наушники.
Прибор имеет следующие технические характеристики:
- диапазон контроля продольной волной по стали: до 6000 мм;
- частотный тракт прибора: широкополосный 0,5 - 20 МГц; имеется
16 узкополосных специально рассчитанных фильтров от 0,8 - 2,1 МГц
до 5,5 - 13,0 МГц;
- диапазон скоростей звука: 1000 - 9999 м/с;
- диапазон регулировки усиления: 100 дБ с шагом 0,5; 1; 2 и 6 дБ с возможно-
стью быстрого увеличения или уменьшения усиления на заданную величину;
- зондирующий импульс: радиоимпульс с переключаемой амплитудой
50/200 В с регулируемой частотой заполнения и количеством полупериодов,
160
6.4. ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
что позволяет оптимизировать форму зондирующего импульса с целью уме-
ньшения мертвой зоны и улучшения лучевой разрешающей способности;
- частота следования зондирующего импульса: 20 - 2000 Гц с шагом 1; 5; 10
и 100 Гц;
- демпфер зондирующего импульса: с регулируемой длительностью и за-
держкой демпфирования;
- демпфирование сигнала: 25; 50 и 1000 Ом;
- входной импеданс: 50/600 Ом;
- задержка развертки: от - 4 до 1000 мкс;
- задержка в призме (протекторе): 0-100 мкс;
- возможность согласования с ПЭП сторонних производителей: семь
встроенных контуров с номиналами: 0,66; 1,0; 2,2; 3,3; 4,7; 6,8 и 15 мкГн;
- диапазон временной регулировки чувствительности (ВРЧ): до 70 дБ,
максимальная кривизна 12 дБ/мкс, 32 опорные точки, введенные вруч-
ную или от контрольных отражателей;
- детектирование: положительная или отрицательная полуволна, полное,
радиосигнал (во всем диапазоне развертки);
- компенсированная отсечка: от 0 до 90 % высоты экрана;
- количество зон контроля (АСД): три независимые зоны («а», «б», «и») с ин-
дивидуальной логикой определения дефектов; «и - зона» предназначена для
синхронизации от поверхностного сигнала при иммерсионном контроле;
- измерение временных интервалов: от 0 до сигнала в первой зоне; от 0 до
сигнала во второй зоне, между сигналами в зонах «а» и «б»; возможность
выбора способа измерения по фронту или по максимуму сигнала;
- измеряемые параметры: амплитуда сигнала, координаты X и У, номер
луча £, расстояние по лучу, скорость, эквивалентная площадь;
- измерение амплитуды: в процентах от высоты экрана; в децибелах отно-
сительно уровня порога в зоне; в децибелах относительно опорного сиг-
нала; в децибелах относительно АРК;
- память прибора: 500 настроек с А-разверткой (рис. 6.16), 5000 протоко-
лов контроля (сигнал, огибающая, результат измерения, параметры рабо-
ты прибора, дата, время и наименование протокола - рис. 6.17);
- размер рабочей части дисплея: 135 х 100 мм;
- температурный диапазон: от - 20 до + 50 °C;
- время непрерывной работы: 7 - 8 ч от Li-Ion аккумуляторов 8,0 А/ч;
- масса: 3 кг с аккумуляторами;
- габариты: 190 х 285 х 50 мм.
В дефектоскопе предусмотрены следующие сервисные возможности:
- ВРЧ (рис. 6.18): кривая ВРЧ (до 32 опорных точек) может быть построе-
на вручную или от контрольных отражателей.
- АРД: режим АРД строится по аналогии с режимом ВРЧ (также до 32 опорных
точек) на стандартном образце с отражателями одинакового размера, распо-
ложенными на разной глубине, либо вводится вручную по имеющейся АРД-
диаграмме. В режиме АРД имеется функция привязки к усилению, позво-
161
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ляющая сравнивать амплитуды не
только по экрану, а во всем диапазо-
не усиления с автоматическим рас-
четом эквивалентной площади.
- Режим «СТОП-КАДР»: изобра-
жение на дисплее фиксирует по-
следнюю картинку. Это изобра-
жение можно сохранить в памяти
дефектоскопа. Иногда этот ре-
жим называют «заморозка». Его
можно использовать для записи
индикаций и последующего (от-
ложенного во времени) обсужде-
ния и принятия решения о при-
емлемости индикации для кон-
тролируемого объекта.
- Режим «ОГИБАЮЩАЯ» (рис.
6.19): при перемещении преобра-
зователя на экране автоматически
фиксируется и отображается мак-
симальное значение амплитуды
сигнала в каждой точке горизон-
тальной развертки. Текущий сиг-
нал также параллельно выводится
на экран. Этот режим использует-
ся для определения максимально-
го уровня амплитуды отраженного
сигнала (в том числе при измере-
нии угла ввода наклонного ПЭП)
и определения наиболее точных
координат залегания дефекта при
контроле наклонным ПЭП. Режим
можно использовать при определе-
нии условных размеров дефектов.
При отсутствии электрических по-
мех режим можно использовать
при поиске дефектов.
- Электронная лупа: применяет-
ся для отображения в увеличен-
ном масштабе выбранного стробом
участка горизонтальной развертки
с имеющимися на ней сигналами.
- В-развертка: эта функция по-
зволяет выводить сигнал в виде
L
Л':1/
2/. Ki./OKl
Загрузить настройку
ЙП М|! Шоп Г,мм С ГО I lYillPOH
о 1 ;1 Г I IJK ДИ.1М.З?
• 'I : ,1 I Iokobk. । < I .;•'()
Ikil i/ti j п>| i I'll 1 ,!
- i . ' :l Ko I 'll «l‘| । -II lono i'll t I
। 1 J I .i: ioi l| nil io/I //(I Uli и i
оо' и ll<_.11, и ii. Oil 1111-.| >_• i. к ii
it I J| НИИ I
। ‘ 1 i’ < Koi 11 |ioni. . iд| о.чии
' 1 1 1 I ,i I ОИЩИ1 II IMI '| >
РИС. 6.16. Загрузка настроек
УСД-60 Ультразвуковой дефектоскоп
<^КРОПУС
27 10.2010. П1й
Ш<н СТО ГАЗПРОМ
ОСНОВНЫЕ
Усмммм 65.3 аБ
Сирость 5850 »м*Л
169 S3 мн
Эморпа 0.00 же
•г ЭОНА
» Порог -43*
•-Качам' 37.67 |м
»-11Афм 32 02 ш
»-ДНо»т вьым порог»
«•Время по fwy
в-ЭОНА
6-Порог Л Ч
6-Начало 207 в? w
6-11*фм 9 26 мы
6-ДН«|> выше порог»
6-Вровя. погмгу
Аа=4.0 de Ya=lS.4l мм
Ха=74.18мм La=2
АРД
АРДЕЯ5 2 0
Рожм мот
ААД 1 6 0 дБ
Х*Д2 -8 0аБ
ГЕНЕРАТОР
Ампжтуя 50 В
Частота 2.50 МГц
Пормоао» 2 0
ДЕМПФЕР
Дениса Л
Дштожмооп ЭД ВСЮ по
Эааоража ЭД 1<Ю ко
1»юом — мГн
ПРИЕМНИК
Поноса
Я нова 50 От
Датмтор плюс
Отвода О Ч
ДАТЧИК
Twi ча»чщ»1»ш»*
Протмтор 0 50 вс
65 0 *
Стр«*> 0 0 мм
ИЗМЕРЕНИЕ
А. опекая 29 9 дБ
ОВратоц 230 мм
То*«м АРД
36 1 мы 7 7аБ
82 1 16 7 дБ
1202» «3 дБ
15в2мм Э31аБ
1»2 мм 0 9 дБ
Контролер //
РИС. 6.17. Протокол контроля
мм
УСИЛЕНИЕ
33.0
Скорость
5850
Развертка
212Л5
+с!В шаг
ОСНОВНЫЕ
ТРАКТ
ЗОНЫ
ЭКРАН
РИС. 6.18. Кривая ВРЧ на экране
Задержка .
0.00
6.0
ФУНКЦИИ
Г । /. I > мм
162
6.4. ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
л; мм УСИЛЕНИЕ
65.5
ОСНОВНЫЕ ТРАКТ ЗОНЫ ЭКРАН ФУНКЦИИ
РИС. 6.19. Экран дефектоскопа в режиме
«Огибающая»
УСИЛЕНИЕ
10.5
Амплитуда
200 В
Частота ЗИ
5.00
Периодов
L0
Част.повт.
....................... 100
/'
ГЕНЕРАТОР ДЕМПФЕР ПРИЕМНИК ДАТЧИК АРД/ВРЧ
РИС. 6.20. Вид экрана в режиме «Спектр»
цветного В-скана, при этом одновре-
менно отображается и Л-развертка.
- «СПЕКТР»: функция позволяет
рассчитывать спектр сигнала на-
ходящегося в границах «а- зоны».
- Электрическое демпфирование:
три выбираемых степени электри-
ческого демпфирования: 50 Ом -
демпфер генератора, 50 Ом -
демпфер приемника или 25 Ом
(в совмещенном режиме).
- Согласование: семь встроенных
согласующих контуров индуктив-
ности для оптимизации работы с
различными преобразователями,
не имеющими встроенных согла-
сующих элементов.
- Оптимальное возбуждение ПЭП:
регулируемое число полуперио-
дов импульсов возбуждения и ре-
гулируемая частота заполнения.
- Широкая полоса частот: полоса
частот от 0,5 до 20 МГц с выби-
раемыми узкополосными филь-
трами.
- Регулировка частоты следования импульсов: от 20 до 2000 Гц.
- Автоматический расчет тригонометрических функций: для определения
глубины залегания отражателя У, расстояния по поверхности до проек-
ции отражателя на поверхность контроля X, расстояния по лучу R и но-
мера луча L при контроле тонких изделий наклонным преобразователем
при известном угле ввода.
- Недетектированный радиосигнал (рис. 6.20): для слежения за изменени-
ями фазы и высокоточного измерения толщины.
- Минимальная развертка: 2,6 мкс для контроля тонких изделий (около
8 мм продольной волной по стали).
- Полноэкранный режим работы.
- Работа с компьютером: прибор может быть подключен к компьютеру, что
дает возможность с высокой скоростью передавать данные. Это позволя-
ет в реальном времени отображать весь процесс на компьютере, Л-скан,
В-скан, С-скан, TOFD и др. Кроме того можно снять полностью вид экра-
на, что может быть использовано для документирования.
Можно также использовать его для построения промышленных авто-
матизированных систем бюджетного класса (для этого можно подключать
различные датчики положения, сканеры, краскоотметчики и пр.). Прибор
163
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
поддерживает передачу в ПК и обратно всех настроек и результатов контро-
ля. Результаты сохраняются в базе данных, форму протокола задает поль-
зователь. Можно осуществлять мониторинг данных и при желании посмо-
треть, какой вид имели соответствующие сканы при предыдущем контроле.
Практически интерфейс и схема прибора позволяет получить высокоско-
ростное общение ПК и УСД-60 на любом уровне.
Управление дефектоскопом осуществляется с помощью системы меню и
клавиатуры, состоящей из 26 кнопок. Возможность изменения усиления сохра-
няется во всех режимах работы дефектоскопа, а также с помощью специальных
кнопок с предварительно установленными фиксированными настройками.
Данный прибор является дефектоскопом общего назначения, но мо-
жет использоваться и для применения конкретных методик контроля в
различных отраслях промышленности при применении различных при-
способлений и программного обеспечения, увеличивающих производи-
тельность контроля. В частности, многоканальные версии используют-
ся в механизированных системах для сканирования сварных соединений
(УС Д- 60-8 К), 16-ти канальных комплексах механизированного контроля ли-
ста, иммерсионных промышленных системах, автоматизированных роботах
УСД-60-8К-А для контроля магистральных газопроводов.
Низкочастотные версии прибора УСД-60Н (20 - 2500 кГц) использу-
ются для автоматизированного контроля крупногабаритных композитных
изделий бесконтактным методом, контроля сотовых конструкций, много-
слойных пластиков и других объектов.
Рассмотренные основные технические параметры и сервисные функ-
ции характерны для большинства современных дефектоскопов общего на-
значения как российских, так и зарубежных производителей. Отличия де-
фектоскопов различных фирм заключаются, как правило, в дизайне, струк-
туре меню и способах управления.
6. 5. ФУНКЦИОНАЛЬНАЯ СХЕМА
ЭХО-ИМПУЛЬСНОГО ТОЛЩИНОМЕРА
Обычно в литературе рассматривают два метода толщинометрии при
ручном исполнении контроля: эхо-импульсный и резонансный. Однако с
развитием эхо-импульсного метода резонансный оказался неконкуренто-
способен с ним по диапазону прозвучивания, требованиям к шероховатости
и геометрии поверхностей и другим параметрам. Вследствие этого в насто-
ящее время применяют только эхо-импульсный метод.
Функциональная схема современного цифрового микропроцессорного
толщиномера включает в себя те же блоки, которые содержит дефектоскоп
(рис. 6.1).
Синхронизатор (ГСИ) периодически вырабатывает импульс, который
запускает генератор импульсов возбуждения (ГИВ). ГИВ вырабатывает ко-
164
6.6. ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВЫХ ТОЛЩИНОМЕРОВ
роткий электрический импульс, возбуждающий излучающий пьезоэлемент.
После отражения от противоположной стенки измеряемого объекта уль-
тразвуковой импульс попадает на приемный пьезоэлемент, преобразуется в
электрический сигнал и подается на приемно-усилительный тракт (ПУТ).
Чтобы сделать измерение времени распространения колебаний незави-
симым от амплитуды эхо-сигнала, обычно используется схема автоматиче-
ской регулировки усиления (АРУ), которая, несмотря на флуктуацию аку-
стического контакта или влияние шероховатостей поверхностей, доводит
принятый от задней стенки эхо-сигнал до постоянной величины. Тем са-
мым порог срабатывания измерительного устройства постоянно располага-
ется на одном и том же месте фронта эхо-сигнала.
Принцип работы эхо-импульсного толщиномера основан на изме-
рении промежутка времени между излучением ультразвукового импульса и
приемом сигнала, отраженного от противоположной (внутренней) поверх-
ности ОК или между двумя донными сигналами. Дальнейший пересчет вре-
мени в толщину осуществляется программным путем на основе учета вре-
мени задержки в преобразователе (Тп) и введения масштабного коэффици-
ента k, зависящего от скорости звука в контролируемом материале, по ана-
логии с формулой (6.2) при а = 0. Полученное значение толщины выводит-
ся на дисплей толщиномера, обычно представляющий собой жидкокри-
сталлический индикатор.
6.6. ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
УЛЬТРАЗВУКОВЫХ ТОЛЩИНОМЕРОВ
Типовые технические характеристики и сервисные возможности эхо-
импульсных толщиномеров рассмотрим на примере толщиномера DM4E и
его модификаций, выпущенных фирмой «Крауткремер» (Германия) на рубе-
же второго и третьего тысячелетий. Этот прибор предназначен для измере-
ния при одностороннем доступе толщины изделий из конструкционных ме-
таллических сплавов, в том числе изделий с корродированной поверхностью.
Он характеризуется следующими техническими параметрами (табл. 6.1).
Толщиномер обладает следующими возможностями:
- Автоматическое распознавание и работа с диалоговыми преобразователя-
ми. Диалоговыми называют преобразователи, работающие с определенным
типом толщиномера и имеющие встроенное устройство, взаимодействуя
с которым толщиномер автоматически устанавливает оптимальные пара-
метры настройки (наилучшую точность измерений, мощность и др.).
- Автоматическая настройка нуля. В качестве «нулевой точки» использу-
ется эхо-сигнал от контактной поверхности преобразователя.
- Три варианта настройки на скорость звука в материале: ввод известной
скорости звука; ввод известной толщины при неизвестной скорости зву-
ка; настройка по двум (обычно - минимальной и максимальной) извест-
ным толщинам для проведения особо точных измерений.
165
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- Индикация акустического контакта.
- Два режима измерения толщины: в обычном режиме - дискретно по точ-
кам; с повышенной частотой следования при перемещении преобразова-
теля с регистрацией минимального значения.
- Подсветка индикатора.
- Автоматическое выключение в случае, если прибор не используется (не
нажимаются кнопки, не создается акустический контакт) более трех
минут.
Табл. 6.1. Технические параметры толщиномера DM4E
Наименование параметра Значение параметра
Диапазон измерений, мм 0,6 - 500,0 (зависит от преобра- зователя, материала и состояния поверхности объекта контроля)
Диапазон скоростей звука, м/с 1000 - 9999 с шагом 1,0
Индикатор жидкокристаллический, цифровой, четырехразрядный
Дискретность измерения, мм 0,01 при показании до 99,99 и 0,1 при показании от 100 и более
Частота смены показаний, Гц >4
Время непрерывной работы от одного комплекта сухих элементов, ч до 200
Диапазон рабочих температур, °C от -10 до +50
Размеры, мм 150 х 77 х 33
Масса с батареей, кг 0,255
Управление толщиномером осуществляется с четырех кнопок, располо-
женных на лицевой панели. Прибор прост в управлении, тем не менее, для
получения достоверных результатов работать с ним должен оператор, про-
шедший специальное обучение.
Версии DM4 и DM4DL обладают следующими дополнительными воз-
можностями:
- режим измерения «через покрытие»;
- ручная установка усиления;
- программируемые минимальное и максимальное значения с автоматиче-
ской сигнализацией в случае выхода результата за установленные пределы;
- режим работы с индикацией отклонения результата от установленного
номинального значения.
Версия DM4DL дополнительно к указанным имеет функции:
- встроенную память на 5390 значений;
166
6. 7. УЛЬТРАЗВУКОВЫЕ ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
- доступ к отдельным измеренным значениям с целью просмотра, редакти-
рования или стирания;
- порт RS 232 для передачи данных на принтер или в персональный ком-
пьютер (при наличии специального программного обеспечения).
6.7. УЛЬТРАЗВУКОВЫЕ ПЬЕЗОЭЛЕКТРИЧЕСКИЕ
ПРЕОБРАЗОВАТЕЛИ
Узел прибора для НК акустическими методами, преобразующий
электрическую энергию в акустическую и обратно, принцип рабо-
ты которого основан на пьезоэлектрическом эффекте, называется
пьезоэлектрическим преобразователем (ПЭП).
ПЭП классифицируются по следующим признакам:
1. По типу волны, возбуждаемой в ОК, различают преобразователи про-
дольных, сдвиговых, головных, поверхностных или других типов волн;
2. По углу ввода колебаний в изделие различают:
- прямые преобразователи, которые вводят и/или принимают колебания
по нормали к поверхности ОК в точке ввода;
- наклонные преобразователи, которые вводят и/или принимают коле-
бания в направлениях, отличных от нормали к поверхности ОК;
3. По способу размещения функций излучения и приема различают:
- совмещенные ПЭП, у которых один и тот же пьезоэлемент работает как
в режиме излучения, так и в режиме приема;
- раздельно-совмещенные (PC) ПЭП, у которых в одном корпусе разме-
щены два или более пьезоэлемента, одни из которых работают только в
режиме излучения, а другие - только в режиме приема упругих колебаний;
4. По способу осуществления акустического контакта:
- контактные ПЭП, рабочая поверхность которых соприкасается с по-
верхностью ОК или находится от нее на расстоянии меньше половины
длины волны в контактной жидкости;
- иммерсионные ПЭП, которые работают при наличии между поверх-
ностями преобразователя и ОК слоя жидкости толщиной больше про-
странственной протяженности акустического импульса;
5. Особую группу составляют фокусирующие ПЭП, обеспечивающие фоку-
сировку акустической энергии в определенной области пространства.
Наибольшее применение в практике контроля получили:
- прямые совмещенные преобразователи, возбуждающие продольные вол-
ны, обычно называемые просто «прямые ПЭП»;
- наклонные совмещенные преобразователи, возбуждающие поперечные
волны, обычно называемые просто «наклонные ПЭП»;
- раздельно-совмещенные прямые (или с углами излучения и приема до 8°)
ПЭП, возбуждающие продольную волну, обычно называемые просто
«РС ПЭП».
167
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Для основных типов ПЭП в России принято буквенно-цифровое обо-
значение, которое формируется следующим образом:
- первый знак - буква: П - преобразователь;
- второй знак - первая цифра: 1 - контактный; 2 - иммерсионный; 3 -
контактно-иммерсионный;
- третий знак - вторая цифра: 1 - прямой; 2 - наклонный;
- четвертый знак - третья цифра: 1 - совмещенный; 2 - раздельно-
совмещенный; 3 - раздельный.
Некоторые российские фирмы вместо указанного обозначения при-
меняют аббревиатуру, отражающую тип преобразователя и фирму-
изготовителя. Далее могут быть указаны основные технические параметры
- частота, угол ввода (в сталь), размер пьезоэлемента. Каждый современ-
ный преобразователь имеет индивидуальный номер.
Примеры:
1. П121-2,5-40° № 38: контактный наклонный совмещенный преобразователь с частотой
2,5 МГц и углом ввода 40°, индивидуальный номер 38.
2. ПНЦ-2,5-45°-8 х 9 № 1645-01: преобразователь (П) наклонный (Н) ЦНИИТМАШ (Ц)
с частотой 2,5 МГц, углом ввода 45° и размером пьезоэлемента 8x9 мм, индивидуальный но-
мер 1645-01.
Типовой ПЭП включает в себя следующие основные элементы
(рис. 6.21):
РИС. 6.21. Схема устройства прямого (а), наклонного (б) и раздельно-совмещен-
ного (в) ПЭП: 1 - пьезоэлемент; 2 - электроды; 3 - проводники; 4 - демпфер;
5 - протектор; 6 - корпус; 7 - индуктивность; 8 - призма; 9 - акустический эк-
ран; 10 - слой контактной жидкости; 11 - контролируемый объект
1 - Пьезоэлемент. Предназначен для преобразования электрических
колебаний в упругие (обратный пьезоэлектрический эффект) или упругих
колебаний в электрические (прямой пьезоэлектрический эффект). Обычно
толщина пьезоэлемента d = Х/2, где X - длина волны ультразвука в пьезо-
168
6. 7. УЛЬТРАЗВУКОВЫЕ ПЬЕЗОЭЛЕКТРИЧЕСКИЕ ПРЕОБРАЗОВАТЕЛИ
материале на рабочей частоте. В настоящее время пьезоэлементы изготав-
ливаются преимущественно из пьезокерамики. Пьезокерамика - это искус-
ственный пьезоматериал, получаемый из исходного порошкового материа-
ла. Пьезокерамика получает пьезоэлектрические свойства после поляриза-
ции путем выдержки в течение получаса в электрическом поле напряжен-
ностью несколько сотен киловольт на 1 см. Основными пьезоматериалами
являются цирконат титаната свинца (ЦТС), титанат бария, ниобат свинца
и некоторые другие. Совокупность свойств каждого из этих пьезоматериа-
лов (удельное акустическое сопротивление, коэффициент электромехани-
ческой связи, пьезоэлектрическая постоянная, механическая прочность, до-
пустимая рабочая температура, технологичность и др.) определяют их об-
ласть применения.
2 - Электроды. Предназначены для равномерного распределения по
поверхности пластины электрического заряда, подводимого к пласти-
не в режиме возбуждения или возникающего на пластине в режиме при-
ема. Электроды представляют собой тонкие электропроводящие слои, на-
несенные на поверхность пьезоэлемента. Толщина слоя должна быть мно-
го тоньше толщины пластины, чтобы не влиять на ее акустические свой-
ства. Обычно электрод выполняют в виде слоя серебра толщиной несколь-
ко тысячных долей миллиметра. Для этого на поверхность наносят по спо-
собу печатных схем специальные суспензии серебра, которые затем обжи-
гают при температуре около 800 °C, или химически осаждают слой никеля
с золотом. Возможно также создание электродов путем напыления из паро-
вой фазы.
3 - Проводники. Предназначены для подведения и снятия электри-
ческого напряжения с пьезоэлемента. Проводники припаивают непосред-
ственно к электродам легкоплавкими припоями.
4 - Демпфер. Служит для гашения свободных колебаний пьезоэлемен-
та с целью получения коротких импульсов, а также для предупреждения ме-
ханических повреждений пластин, особенно тонких. Состав и форма демп-
фера должны обеспечивать полное затухание и отвод колебаний, излучен-
ных пьезопластиной в материал демпфера, без многократных отражений.
Демпфирование тем эффективнее, чем лучше согласование акустических
сопротивлений материалов пьезоэлемента и демпфера. В зависимости от
требуемого демпфирования, рабочей частоты и других конкретных усло-
вий демпфер обычно изготавливают из искусственных смол (компаундов)
с добавками порошка (наполнителя с высокой плотностью) для достиже-
ния требуемого акустического сопротивления. Для уменьшения многократ-
ных отражений на демпфере со стороны, противоположной пьезоэлементу,
наносят канавки, делают скосы. Иногда в материал демпфера для увеличе-
ния рассеяния звука вводят пузырьки воздуха. При демпфировании пьезо-
элемента уменьшается мощность излучаемого им акустического импульса.
5 - Протектор. Выполняет следующие функции:
- защита пьезоэлемента или призмы от износа;
169
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- улучшение согласования пьезоэлемента с контролируемым изделием;
- улучшение акустического контакта при контроле контактным способом.
Для повышения износостойкости ПЭП применяют приклеенные к пье-
зоэлементу протекторы толщиной 0,1 - 0,5 мм из кварца, сапфира, берил-
лия, стали, смол с порошковым наполнителем (например, корундовым или
бериллиевым порошком), ситалла, лигнофоля и др. Протекторы также из-
готавливают в виде сменных пленок или насадок из эластичных пластмасс,
чаще всего из полиуретана, или из резины. В этом случае между пьезоэле-
ментом и сменным протектором вводят контактную жидкость.
6 - Корпус. Предназначен для:
- защиты элементов ПЭП от механических повреждений и воздействия
наружной среды;
- экранирования пьезоэлемента и проводников от электромагнитных помех;
- компоновки элементов ПЭП в форму, удобную для эксплуатации.
Корпус обычно изготавливают из металла или из пластмассы. Пластмас-
совый корпус металлизируют для создания экранирующих свойств.
7 - Катушка (электрическое согласование). Обычно катушку резонанс-
ного контура генератора размещают внутри ПЭП. Она обеспечивает такой
режим работы дефектоскопа и преобразователя, при котором достигается
наибольший коэффициент преобразования электрической энергии в упру-
гую и обратно.
8 - Призма. Служит для создания необходимого типа волны и требуе-
мого угла ввода колебаний в изделие. Обычно призму изготавливают из ма-
териала с небольшой скоростью распространения звука (оргстекла, поли-
стирола, поликарбоната), что позволяет при относительно небольших углах
падения р получать углы ввода до 90°. Высокое затухание колебаний в ма-
териале призмы обеспечивает быстрое гашение повторных отражений (ре-
верберации) в призме. Для лучшего гашения переотражений на гранях при-
змы делают рассеивающие ребра, приклеивают материал с близким акусти-
ческим сопротивлением, но со значительно большим затуханием.
РИС. 6.22. Наклонный ПЭП с переменным углом ввода с поворотом пьезоэлемента в ло-
кальной жидкостной ванне (а) и с поворотом пьезоэлемента, встроенного в плексигла-
совую вставку в виде усеченного конуса (6): 1 - плексигласовая призма; 2 - пьезоэле-
мент; 3 - жидкостная ванна; 4 - плексигласовая вставка
170
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
При переходе из призмы в изделие излучаемые пьезоэлементом про-
дольные волны трансформируются в сдвиговые. Для того чтобы в изде-
лии формировались волны только одного типа, угол падения делают либо
небольшим (сдвиговая волна практически не возбуждается), либо в ин-
тервале между первым и вторым критическими углами (отсутствует про-
дольная волна). Для пары оргстекло—сталь это условие выполняется при
углах р < 7° и 28° < р < 55°. Призмы с малыми углами применяют обычно в
PC ПЭП, а с большими - в наклонных. Кроме того, призмы с углом р = 27°
используют для возбуждения в стали головной волны, а с углом р = 60° -
поверхностной. В некоторых случаях для получения необходимых углов
ввода применяют ПЭП с переменным углом падения, в которых либо пьезо-
пластина перемещается по поверхности полуцилиндра, либо она меняет
свой наклон внутри призмы (рис. 6.28).
9 - Акустический экран. Предназначен для акустической и электри-
ческой изоляции излучающей и приемной частей PC ПЭП. Акустический
экран выполняют из пробки или пенопласта. Он должен обеспечивать воз-
можно большее затухание звука. Кроме того, в районе пьезоэлементов этот
слой должен иметь электроизолирующую прослойку, чтобы избежать элек-
трического взаимодействия между излучателем и приемником. В идеаль-
ном случае звук должен доходить от излучателя к приемнику только через
изделие. На практике не удается избежать небольшого прямого перехода
звука между излучателем и приемником.
Для соединения ПЭП с электронным блоком дефектоскопа применя-
ют максимально гибкий экранированный кабель с волновым сопротивле-
нием около 75 Ом.
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
Здесь идет речь о таких параметрах, которые определяют электроаку-
стические характеристики, геометрические размеры, условия эксплуатации
ПЭП. В некоторых случаях (например, при определении мертвой зоны, ре-
зерва усиления и т. п.) эти параметры зависят от параметров используемого
дефектоскопа. Поэтому, когда речь идет о численном значении какого-либо
параметра, следует указывать конкретный тип дефектоскопа, на котором
это значение получено.
Полоса пропускания Af=f2 -ft - это интервал частот, включающий
рабочую частоту, в котором амплитуда эхо-импульса от опорного от-
ражателя уменьшается не более чем на 6 дБ по сравнению с максимумом.
И Рабочая частота f - это частота, при которой амплитуда эхо-
импульса от опорного отражателя достигает максимального значения.
В качестве опорного отражателя используют вогнутую цилиндрическую
поверхность стандартного образца СО-3 или KI, К2, CBU. В принципе ра-
бочая частота зависит также от характеристик дефектоскопа и среды, с ко-
торой взаимодействует преобразователь.
171
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Протяженность ближней зоны г6 - это такое расстояние от пьезо-
элемента, на котором маленький отражатель (Ь < 0,05а, где b - радиус от-
ражателя, а - радиус пьезоэлемента) дает максимальный эхо-импульс
(физическое определение см. гл. 4). Этот параметр является одной из важ-
ных характеристик совмещенных ПЭП. Указанные в справочниках числен-
ные значения ближней зоны относятся к определенному материалу, обычно
к стали типа 20. Иногда расстояние ближней зоны указывают от точки вы-
хода, то есть не включают путь в призме наклонного ПЭП.
Путь (задержка) в призме ri - это расстояние (время прохождения
пути), измеренное от средней точки пьезоэлемента до точки выхода преоб-
разователя. Прямые ПЭП с жестким протектором имеют, как правило, ма-
ленькую задержку, так что это можно не принимать во внимание при выбо-
ре ПЭП. Наличие мягкого протектора вносит ощутимую задержку, имею-
щую значение лишь при точном измерении толщины или глубины залега-
ния дефекта. PC ПЭП обычно имеют небольшие призмы из оргстекла, путь
колебаний в этих призмах необходимо учитывать при настройке глубино-
мера. Наибольшую задержку в призме имеют наклонные ПЭП. Иногда в
технических параметрах ПЭП указывают путь в призме и скорость звука в
материале призмы, что позволяет рассчитать время задержки. Так, напри-
мер, в паспорте на наклонный преобразователь фирмы «Крауткремер» за-
пись «lv(2730 m/s) = 18 ± 2 mm» означает, что ультразвук проходит в приз-
ме расстояние 18 ± 2 мм со скоростью 2730 м/с.
Фокусное расстояние F заменяет для прямых фокусирующих и PC ПЭП
значение гб. Величина F показывает расстояние между поверхностью из-
делия и точкой, в которой звуковой пучок имеет минимальный диаметр.
Маленький дефект дает наибольшее эхо, если он лежит в фокусе звуково-
го пучка.
Глубина фокуса Flh указывает область на акустической оси перед фо-
кусом и после него, в которой амплитуда эхо от маленьких отражателей из-
меняется не более чем на п дБ (например, п = 6 дБ) по сравнению с ампли-
тудой в фокусе. Глубина фокуса может быть определена из соответствую-
щей АРД-диаграммы.
Ширина фокуса (FBn) и длина фокуса (FLn). Маленький сфериче-
ский отражатель дает максимальный эхо-сигнал, если он находится в фо-
кусе. Если эту сферу смещать из фоку-
са перпендикулярно направлению аку-
стической оси ПЭП, то эхо-сигнал будет —~7
уменьшаться. Расстояние от акусти- /
ческой оси в точке фокуса, измеренное / я \ '
в плоскости падения пучка, на котором ^^4. /\ ’ у
эхо-импульс уменьшается на п дБ, назы- /
вается шириной FBn фокуса (рис. 6.29). испиа.,» /
У прямых ПЭП фокус находится В КОН- РИС 6 23 к определению характеры-
це ближней зоны. Так как прямые ПЭП
стик звукового пучка
172
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
создают, как правило, звуковой пучок с круговой диаграммой направленно-
сти, то значения FBn достаточно для описания протяженности фокуса в лю-
бом направлении, перпендикулярном акустической оси.
Линейно фокусированные прямые ПЭП, наклонные и PC ПЭП созда-
ют пучок, отличающийся от кругового. Поэтому для таких ПЭП различают
ширину FBn и длину фокуса FLn.
Для наклонных ПЭП длиной фокуса FLn называется расстояние от
акустической оси в точке фокуса, измеренное в плоскости, перпендикуляр-
ной плоскости падения. Для наклонных ПЭП вследствие преломления раз-
личие в ширине фокуса выше и ниже акустической оси может оказаться
значительным. Тогда ширину FBn выше акустической оси дают со знаком
«+», а ниже - со знаком «-».
Для PC ПЭП ширина фокуса показывает протяженность фокуса в на-
правлении, перпендикулярном акустическому экрану и акустической оси.
Длина фокуса показывает его протяженность в направлении акустического
экрана, перпендикулярном акустической оси.
Эффективный диаметр пьезоэлемента определяет акустически
действующую площадь пьезоэлемента ПЭП. Он меньше геометрического
диаметра DQ пьезоэлемента, так как пьезоэлемент из-за приклеивания или
прижатия демпфирован, и поэтому колебания не происходят равномерно
по всей поверхности. Амплитуда колебаний падает к краю пьезоэлемен-
та. Эффективный диаметр пьезоэлемента со сплошным электродом может
быть рассчитан из формулы для длины ближней зоны:
£»эф = (4г6с//)1/2- (6.4)
Приближенно можно считать = O,97Z)o.
Направленность поля ПЭП. Направленность прямого ПЭП рассмо-
трена ранее. Здесь остановимся более подробно на направленности поля
наклонного ПЭП, которая также изображается в виде диаграммы, описыва-
ющей угловое распределение поля в дальней зоне. Как было отмечено, ди-
аграмма направленности наклонного ПЭП в плоскости падения несимме-
трична. Кроме того, направленность ухудшается с увеличением угла приз-
мы (угла ввода), уменьшением геометрических размеров ПЭП и частоты
колебаний (рис. 6.30).
РИС. 6.24. Расчетные зависимости
угла раскрытия основного лепестка в
плоскости падения на уровне 0,8 диа-
граммы направленности наклонного
ПЭП от параметра af, мм-МГц, и угла
падения 0 для пары оргстекло—сталь:
1 - 0 = 30°; 2 - 0 = 40°;3 - 0 = 50°
173
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
По мере ухудшения направленности возрастает также влияние про-
зрачности границы призма—металл на ширину и форму основного лепестка
характеристики направленности. В справочниках приводятся данные о ши-
рине 0г и 0в диаграммы направленности соответственно в горизонтальной
и вертикальной плоскостях. Поскольку диаграмма несимметрична в вер-
тикальной плоскости (плоскости падения), то ее ширину показывают как
вверх (+ 0в), так и вниз (- 0в) от акустической оси.
В табл. 6.2 приведены данные для ширины диаграммы направленности
на уровне 6 дБ наклонных ПЭП частотой 2,0 МГц, пьезоэлемент размером
8x9 мм с различными углами ввода (данные фирмы «Крауткремер»).
Табл. 6.2. Данные о фактической ширине диаграммы направленности для
некоторых типов наклонных ПЭП
Параметр Тип ПЭП
MWB 35-2 MWB 45-2 MWB 60-2 MWB 70-2
0 Г 4,6 4,6 4,6 4,6
+ е В 3,5 7,5 8,0 9,0
-0 в 3,5 6,5 7,0 7,5
<] Угол ввода - это угол между нормалью к поверхности, на которой
установлен преобразователь, и линией, соединяющей центр цилинд-
рического отражателя с точкой выхода, при установке преобразова-
теля в положение, при котором амплитуда эхо-сигнала наибольшая.
Фактический угол ввода, определенный таким образом, отличается от
угла наклона ас акустической оси, вычисленного по формулам Снеллиуса
(рис. 6.25). Отклонение угла а от величины ас всегда происходит в сторо-
ну угла преломления, соответствующего максимальному коэффициенту
прозрачности границы
призма—металл. Оно
тем существеннее, чем
меньше направленность
поля поперечной вол-
ны (то есть, чем боль-
ше ширина диаграммы
направленности).
При значительном
затухании колебаний
РИС. 6.25. Зависимость уг-
ла а от наклона оси характе-
ристики направленности:
1 - af= 5; 2 - af= 15;
3 - угол наклона по Снел-
лиусу
РИС. 6.26. Зависимость величи-
ны отклонения Да = а0 - ас от
угла раскрытия основного лепе-
стка характеристики направлен-
ности и затухания ультразвука ЬН
174
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
на пути их распространения от ПЭП до отражателя величина угла ввода
оказывается существенно меньше величины угла наклона акустической оси
преобразователя ас (рис. 6.26). Объясняется это тем, что при смещении от-
ражателя от акустической оси ПЭП увеличение амплитуды эхо-сигнала за
счет снижения потерь на затухание превышает падение амплитуды вследст-
вие направленных свойств преобразователя. Чем меньше направленность
поля ПЭП и чем больше затухание, тем значительнее отклонение угла а от а.
Уменьшение угла ввода с увеличением глубины расположения отра-
жателя создает представление о квазиискривлении центрального луча
диаграммы направленности наклонного ПЭП при контроле металлов с
большим затуханием. При малом затухании ультразвука (5 < 0,01 дБ/мм)
не происходит заметного отклонения акустического луча под влиянием за-
тухания. Поэтому при контроле основного металла и сварных соединений
перлитных сталей, применяемых в энергомашиностроении, влияние зату-
хания на угол ввода можно не учитывать.
Прослойка контактирующей среды не оказывает влияния на геометрию
распространения пучка в контролируемом материале, если плоскость приз-
мы, через которую выходит пучок, параллельна поверхности материала.
В процессе контроля возможны изменения угла ввода преобразователя,
вызванные изменениями:
- угла призмы Р вследствие истирания призмы;
- положения призмы, приводящего к непараллельности ее рабочей плос-
кости и поверхности материала;
- скорости распространения колебаний вследствие понижения или повы-
шения температуры призмы ПЭП и металла.
РИС. 6.27. Зависимость прира-
щения угла ввода Да в стали от
угла Др износа призмы и угла <р
ее подъема
Изменение угла ввода из-за истирания
призмы тем больше, чем больше угол ввода.
Так, для ПЭП с углом призмы 50°
Аа==2,2Ар. (6.5)
Если плоскость основания призмы не па-
раллельна поверхности металла, то угол вво-
да зависит от акустических свойств контакти-
рующей среды и величины угла ф между пло-
скостью призмы и поверхностью металла.
Изменение угла ввода Аа из-за наклона при-
змы также тем больше, чем больше угол ввода.
Для случая ввода колебаний в сталь через воду
ПЭП с углом р = 50°
Аа ~ 5,4ф.
(6.6)
Видно, что изменение угла ввода, вызывае-
мое подъемом призмы на 1°, значительно пре-
восходит изменение того же угла при износе
175
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
призмы на 1°. Если принять допустимым отклонение Да <2°, то при кон-
троле ПЭП с углом Р = 50° износ призмы не должен превышать величину
Др = 1°, а ее подъем - значения ф = 0,4° (рис. 6.27).
Изменение угла ввода вследствие изменения температуры призмы
(рис. 6.28) определяется температурным коэффициентом скорости, рав-
ным изменению скорости звука в призме при изменении температуры на
один градус. Для продольной волны в оргстекле температурный коэффици-
ент скорости при температуре от 0 до 40 °C составляет Aq = - 3 м/(с град).
Температурное изменение угла ввода тем значительнее, чем больше угол
ввода.
о
О 5 10 15 20 25 30 35 40
РИС. 6.28. Зависимость угла
ввода от температуры: 0 = 50°,
призма из оргстекла
Для оценки влияния температуры на угол ввода иногда указывают вели-
чину изменения угла ввода при изменении температуры на 10 °C (табл. 6.3)
Табл. 6.3. Изменение угла ввода при изменении температуры на 10 °C
Угол ввода, а, град 35 45 60 70
Да/10 °C 0,5 0,6 0,7 0,7
Таким образом, для снижения влияния различных факторов, вызываю-
щих изменение угла ввода, на достоверность контроля целесообразно:
- осуществлять сканирование наклонным ПЭП без особого нажима на него
с целью уменьшения истирания призмы;
- очищать поверхность, по которой будет перемещаться ПЭП, от брызг ме-
талла, грязи и пыли так, чтобы высота отдельных бугорков, отстоящих
друг от друга на расстоянии более длины призмы, не превышала сред-
нюю геометрическую величину неровностей поверхности более чем на
0,2 мм;
- измерять угол ввода при температуре, при которой ведется контроль, или
вводить поправку на возможное температурное изменение угла ввода.
Обычно углы ввода, указанные в справочниках, относятся к определен-
ной температуре, например, 20 °C.
Угловое отклонение (8) и параллельное смещение (z) луча относи-
тельно оси корпуса. Центральный луч звукового пучка может незначи-
тельно отклоняться от оси корпуса ПЭП из-за допуска на изготовление и
неоднородности материала преобразователя. В некоторых случаях это важ-
РИС. 6.29. Угловое отклоне-
ние (а) и параллельное сме-
щение (б) акустической оси
относительно оси корпуса
176
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
но учитывать. Отклонения могут оцениваться в виде углового и параллель-
ного смещения центрального луча или его проекции на поверхность кон-
троля (рис. 6.29).
Точкой выхода преобразователя называется точка пересечения акус-
тической оси преобразователя с его рабочей поверхностью. По ГОСТ 14782
отклонение точки выхода от положения, указанного на преобразователе, не
должно превышать ± 1 мм.
Стрелой наклонного ПЭП называется расстояние от точки выхода до
Г ____ ___ стрела
его передней грани (рис. 6.30).
Резерв усиления (V) показывает, на
сколько децибел может быть еще повышено уси-
ление дефектоскопа, если эхо-импульс от опор-
ного отражателя установлен на стандарт-
ный уровень на дисплее дефектоскопа (обыч-
но на Vi высоты экрана). Усиление повыша-
ют настолько, чтобы высота собственных шу-
мов усилителя (зеленая «трава» по всему экра-
ну ЭЛТ) при отключенном ПЭП не превыша-
ла У1 стандартного уровня (или, соответствен-
но, %) высоты экрана, то есть была бы меньше
РИС. 6.30. Стрела наклонного
преобразователя
полезного сигнала не менее
чем на 6 дБ.
В качестве опорного отражателя для прямых ПЭП служит «дно» плос-
копараллельного образца СО-2 (толщина 30 мм) или К1 (толщина 25 мм),
для наклонных ПЭП - эхо-импульс от дуги 55 мм образца СО-3 или дуги
100 мм образца К1, для PC ПЭП - донный эхо-импульс из стального образ-
ца без затухания с толщиной, равной фокусному расстоянию данного PC
ПЭП.
В PC ПЭП при переходе границы призма—металл звуковой импульс
создает эхо-импульс на экране дефектоскопа. Амплитуда этого «контакт-
ного» эхо-импульса характеризует степень электрического и акустическо-
го разделения между излучающей и приемной частями PC ПЭП. Фирма
«Крауткремер» приводит для PC ПЭП параметр Са, показывающий, на
сколько децибел контактный эхо-импульс меньше эхо-импульса от опор-
ного отражателя.
Резерв усиления является исходной величиной для определения мак-
симальной предельной чувствительности дефектоскопа с данным ПЭП
(подробнее см. в гл. 7). Чем больше резерв усиления, тем более мелкие де-
фекты еще различимы на определенном удалении от ПЭП или тем больше
удаление, на котором еще могут быть обнаружены дефекты определенной
величины.
Мертвая зона. При контроле эхо-импульсным методом на вход
приемно-усилительного тракта кроме эхо-сигналов от дефектов поступа-
ет импульс от генератора импульсов возбуждения. Если дефект располо-
жен в зоне под поверхностью так, что эхо-сигнал от него возвращается рань-
177
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 6.31. К понятию мертвой
зоны: 3 - импульс от генерато-
ра (зондирующий);
Д - донная поверхность;
д - несплошность
ше, чем окончилось излучение генератора, то дефект обнаружен не будет
(рис. 6.31). Мертвой зоной называется подповерхностная область изделия
со стороны установки ПЭП, в которой дефекты заданного размера не мо-
гут быть выявлены данной испытательной системой (дефектоскоп и ПЭП).
Размер мертвой зоны М при контроле прямым и наклонным ПЭП за-
висит от:
- длительности ти электрического импульса, поступающего на пьезоэле-
мент от генератора импульсов возбуждения;
- конструкции и характеристик ПЭП: сте-
пень демпфирования пьезоэлемента влия-
ет на длительность тс его свободных колеба-
ний после окончания воздействия электри-
ческого импульса.
Зная значения ти и т , можно произве-
сти оценку мертвой зоны для прямого ПЭП:
М=с^тс)/2, (6.7)
где С] - скорость продольной волны в кон-
тролируемом изделии. Для наклонных
ПЭП мертвая зона уменьшается с увеличе-
нием угла призмы. Уменьшению мертвой
зоны наклонного ПЭП способствует так-
же увеличение частоты колебаний и разме-
ров призмы. Объясняется это тем, что с увеличением частоты и габари-
тов призмы падает уровень реверберационных шумов, обусловливаю-
щих в основном мертвую зону наклонного ПЭП. У прямых ПЭП мерт-
вая зона также уменьшается с увеличением частоты из-за сокращения
времени тс;
- акустических характеристик контролируемого материала: очевидно, что
если в формуле (6.7) будет меняться скорость с (для разных материалов),
то изменится и мертвая зона;
- чувствительности, при которой производят контроль. При работе на-
клонными ПЭП по отечественным стандартам мертвую зону принято ха-
рактеризовать минимальной глубиной расположения цилиндрического
отражателя, эхо-импульс от которого можно отличить от зондирующе-
го импульса и эхо-импульсов, вызванных переотражениями в призме. В
качестве отражателя используются цилиндрические отверстия 0 2,0 мм
на глубинах 3,0 и 8,0 мм в стандартном образце СО-2 по ГОСТ 14 782.
Однако такой метод не определяет фактическую мертвую зону, сущест-
вующую при контроле с заданной чувствительностью. Поэтому мертвую
зону следует оценивать по минимальной глубине, на которой выявляют-
ся отражатели конкретного типа и заданного размера, выполненные в об-
разце из контролируемого материала.
178
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
В справочных данных ПЭП фирмы «Крауткремер» приводится вели-
чина мертвой зоны tn (t - обозначение мертвой зоны, принятое в справоч-
нике фирмы) на разных уровнях чувствительности. Индекс п указывает, на
сколько децибел эхо от рассматриваемого дефекта меньше эхо от опорного
отражателя (понятие «опорный отражатель» рассмотрено ранее совместно
с понятием «Резерв усиления»); п = 0,20,40 дБ. Знание этих трех значений
мертвой зоны позволяет практически определить по АРД-диаграмме под-
поверхностную область невыявляемости несплошностей. Например, для
ПЭП B2SE с дефектоскопом USK7 мертвая зона tn, определенная по спра-
вочнику, составляет: tQ = 8 мм, t20 = 14 мм, £40 = 30 мм.
Построим область невыявляемости несплошностей (рис. 6.32). Для
этого нанесем на АРД-диаграмму точки, соответствующие 2 дБ (опорный
сигнал) на глубине 10 мм (должно быть на 8 мм, но АРД-диаграмма начина-
ется с 10 мм), 22 дБ на глубине 14 мм и 42 дБ на глубине 30 мм. Соединим
эти точки плавной линией. Область, расположенная слева от этой линии
(заштрихована), является областью невыявляемости, из которой определя-
ется мертвая зона для каждого размера дефекта. Так, для дефекта 0 3,0 мм
мертвая зона составляет 18 мм.
РИС. 6.32. Построение области невыявля-
емости несплошностей на АРД-диаграмме
РИС. 6.33. Экспериментальное
определение мертвой зоны
При экспериментальном определении мертвой зоны дефект считают вы-
явленным, если провал между зондирующим импульсом и эхо-импульсом
от дефекта составляет не менее 6 дБ (рис. 6.33).
Помимо мертвой зоны фирма «Крауткремер» ввела понятие «зоны вли-
яния зондирующего импульса» - $п, которая ограничена приповерхностной
областью изделия, где заданным испытательным комплектом (дефектоскоп
+ ПЭП) не обеспечивается достоверное определение эквивалентного раз-
мера отражателя. В зоне влияния зондирующий импульс искажает ампли-
туду эхо-импульсов от дефектов более чем на +2 дБ (рис. 6.34).
Очевидно, что зона влияния несколько превышает мертвую зону. Так,
для прямого преобразователя B2SE зона влияния составляет: $0 = 10 мм ,
$20 = 20 мм, $40 = 40 мм.
Для наклонных ПЭП фирма «Крауткремер» мертвую зону и зону вли-
яния зондирующего импульса определяет аналогично, но расстояние при
179
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
этом берется по ходу луча. Для PC ПЭП мертвая зона определяется рассто-
янием £02, начиная с которого все эхо-импульсы, соответствующие плоско-
донному отражателю 0 2 мм или более, будут различимы. Превышение над
уровнем помех составляет при этом не менее 6 дБ (рис. 6.35).
Зона влияния s границы PC ПЭП—металл ограничена приповерхност-
ной областью, в которой вследствие влияния помех (контактного эхо-им-
пульса и интерференции) колебания амплитуды эхо-импульсов могут пре-
вышать 2 дБ. В этой области невозможна оценка размеров дефектов с помо-
щью АРД-диаграммы, поэтому АРД-диаграммы фирмы «Крауткремер» для
PC ПЭП начинаются там, где кончается зона влияния границы.
Разрешающая способность при контроле эхо-методом определяет-
ся минимальным расстоянием между двумя одинаковыми отражателями,
на котором они регистрируются раздельно. Различают лучевую Дг и фрон-
тальную Д, разрешающие способности (рис. 6.36). Лучевая разрешающая
способность определяется минимальным расстоянием Дг между двумя раз-
дельно выявляемыми отражателями, расположенными в направлении хода
луча вдоль акустической оси ПЭП. Величина Дг зависит от длительности ти
излучаемого импульса и частоты. Влияние частоты связано с зависимостью
от частоты времени свободных колебаний тс. Обычно Дг = (1,5 -г- 2,0)Х.
РИС. 6.35. Мертвая зона PC ПЭП:
РИС. 6.34. К понятию зоны
влияния зондирующего им-
пульса: 1 - в зоне влияния ам-
плитуда эхо-сигнала уменьша-
ется на величину 2 дБ и более;
2 - за пределами зоны влияния
эхо-импульс не искажается
РИС. 6.36. К понятию разрешающей способно-
сти: а - лучевой; б - фронтальной
1 - контактный эхо-импульс;
2 - эхо-импульс от отражателя
0 2 мм; 3 - донный эхо-импульс
РИС. 6.37. Разрешающая спо-
собность для дефектов, отража-
ющих с разницей п дБ
180
РИС. 6.38. Зона влияния эхо-импульса
6.8. ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЕЙ
Фронтальная разрешающая способность определяется минималь-
ным расстоянием Д] между двумя раздельно выявляемыми отражателями в
плоскости, перпендикулярной акустической оси преобразователя. Значение
Д, должно превышать большую из двух величин Ро или rk/DQ.
Критерием разрешения является наличие провала между импульса-
ми не менее 6 дБ относительно импульса меньшей амплитуды. Фирма
«Крауткремер» приводит данные о разрешающей способности не только
для одинаковых отражателей, но и для разных. Рассматривается ситуация,
когда на расстоянии Дг позади эхо (справа на экране дефектоскопа) возни-
кает второе, на п дБ меньшее эхо (рис. 6.37).
Справочные данные по разрешающей способности относятся к эхо-
импульсам от плоских отражателей. Объемные отражатели дают более ши-
рокое эхо и, следовательно, большее численное значение разрешающей спо-
собности.
Кроме разрешающей способ-
ности фирма «Крауткремер» ис-
пользует понятие зоны влияния
эхо-импульса еп (рис. 6.38). Не-
сплошности 2 и 3 полностью оди-
наковы, однако эхо-импульс 2
расположен в зоне влияния эхо-
импульса 1, а эхо-импульс 3 - за ее
пределами. Зона влияния еп огра-
ничивает область позади эхо-импульса, в которой амплитуда второго эхо-
импульса искажается более чем на + 2 дБ. Индекс п указывает, на сколько
децибел второе эхо, находящееся за пределами зоны влияния, меньше пер-
вого эхо-импульса.
Износостойкостью (в справочных данных фирмы «Крауткремер»
обозначаемой М) называется относительная величина для характерис-
тики сопротивляемости контактной поверхности ПЭП нагрузкам трени-
ем. Износостойкость указывается в миллиметрах на километр пути ПЭП.
Износ существенно зависит от чистоты поверхности контроля, силы при-
жатия, контактной жидкости и температуры поверхности. Износостойкость
устанавливается после нормировочных испытаний, особенно жестких в
сравнении с практикой. Максимально допустимый износ М контактной
поверхности указан в технических данных ПЭП. При износе, не превышаю-
щем максимально допустимый, контактная область наклонных ПЭП может
быть восстановлена путем приклеивания пластинчатой накладки.
Прочность (Р) на давление в точке. В практике контроля может слу-
читься так, что ПЭП своей контактной поверхностью надавливает на сфери-
ческую неровность поверхности образца и разрушается. Величина Р указы-
вает силу, при которой под точечной нагрузкой наступает разрушение ПЭП.
Область рабочих температур (Т), область кратковременных тем-
ператур (Т5). Область рабочих температур охватывает температуры поверх-
181
ГЛАВА 6 * СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ности образца, при которых ПЭП может эксплуатироваться без ущерба.
Если ПЭП приведен в контакт с горячей поверхностью на 5 с и сразу после
этого хорошо охлажден, то контроль может производиться при более высо-
ких температурах. Технические данные указывают диапазон температур, так
как допустимые температуры зависят от вида контактной жидкости и от тол-
щины изделия. Нижняя граница области дается для сухой связи (установка
ПЭП без контактной смазки), верхняя - для очень хорошего контакта.
6.9. УЛЬТРАЗВУКОВЫЕ ФАЗИРОВАННЫЕ РЕШЕТКИ
□□ыииицаыыышыыиь
ЛЗИОИОЕЗИЕЗЕЗЕЗЕЗЕЗИНВ
ЗаИЕЗЕЭЕЗОЕЗПИНВВЭЕИ
□□ВВВВВаЕЗПИаВВЕЗЕ
Представим себе прямоугольную решетку из m ячеек в каждом горизон-
тальном ряду и п ячеек в каждом вертикальном ряду. В каждой ячейке на-
ходится один небольшой квадратный пьезоэлемент со стороной размером
а < электрически и акустически изолированный от остальных элемен-
тов (рис. 6.39). Расстояние между отдельными элементами также составляет
Х/4, где X - длина волны в объекте контроля. Такой набор пьезоэлектри-
ческих элементов, конструктивно объединенных в один акустический блок,
называется ультразвуковой
решеткой, которая устанавли-
вается в преобразователе вме-
сто обычного (цельного) пье-
зоэлемента.
Многоканальный ультра-
звуковой дефектоскоп, имею-
щий специальное программное
обеспечение, в любой момент
m
ф
ф
с
ф
□ QE3QE
тэлементов
РИС. 6.39. Структура ультразвуковой решетки
ВидА
б
тэлементов
РИС. 6.40.
Преобразователь
с ультразвуковой
решеткой
на объекте
контроля:
а - вид сбоку;
б - вид снизу
182
6.9. УЛЬТРАЗВУКОВЫЕ ФАЗИРОВАННЫЕ РЕШЕТКИ
времени может подключать к генератору импульсов высокой частоты любую
комбинацию пьезоэлементов. Предположим, что в какой-то момент времени
подключена квадратная группа из 4 пьезоэлементов (рис. 6.40), а преобразо-
ватель с ультразвуковой решеткой установлен на поверхность контролируе-
мого изделия.
а а
CD
О
I
О
5
0)
§
тэлементов
ж
ЯННННННННННЯЯВ
SB Hi BB BB Яй Ей Hi щ ni
□□ННЯННННННВНН
6
CD
О
I
0)
5
0)
§
mэлементов
SB ВИ ® E9 HI
H И iH I I
И1ВНИ9
si'i
Это означает, что в этот
момент времени акустиче-
ское поле в объекте контро-
ля возбуждается квадрат-
ной группой из четырех
элементов. В следующий
момент времени дефекто-
скоп смещает подключа-
емую группу на один эле-
мент (рис. 6.41а). В г-й мо-
мент времени дефектоскоп
подключает г-ю группу из
четырех элементов (рис.
6.416). В результате оказы-
вается, что при неподвиж-
ной ультразвуковой решет-
ке излучающая квадратная
поверхность перемещает-
ся по поверхности контро-
лируемого изделия, то есть
РИС. 6.41. Линейное перемещение излучателя решетки
при неподвижном преобразователе
янннвянянввявни
на
т элементов
РИС. 6.42. Излучение первой группы из п элементов
ПФР
осуществляется процесс
линейного сканирования.
Предположим теперь,
что на первые п элементов
в ряду m в момент времени
At = 0 поступил электри-
ческий сигнал от генерато-
ра импульсов высокой ча-
стоты (рис. 6.42). На вто-
рые п элементов электриче-
ский сигнал поступил с не-
большой задержкой во вре-
мени At2. На последующие
элементы сигнал поступает с задержкой, возрастающей по линейному зако-
ну (рис. 6.43). При этом в объекте контроля будет формироваться акустиче-
ское поле с утлом а наклона акустической оси (рис. 6.44), такое же, как поле
источника размером т х п, расположенного под некоторым утлом к поверх-
ности объекта. Если для каждой г-й группы из п элементов плавно изменять
задержку от 0 до At а затем - от At. тах до 0, сохраняя при этом линейный
35?
183
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
закон нарастания задержки по всей решетке (рис. 6.43), то угол наклона аку-
стической оси будет плавно изменяться сначала от 0 до атах, а потом - от атах
до 0. Теперь повторим этот процесс, только примем = 0, а задержка будет
нарастать справа налево (рис. 6.45). При этом угол наклона акустической оси
будет плавно изменяться сначала от 0 до - атах, а потом - от - атах до 0. В ре-
зультате будет происходить плавное качание акустической оси в диапазоне
углов от - атах до атах. Аналогичным образом вводится задержка при приеме
сигналов.
•J Процесс плавного изменения направления акустической оси при излу-
чении-приеме пучка ультразвуковых колебаний в объекте контроля
в некотором диапазоне углов называется секторным сканировани-
ем (S-скан).
•J Ультразвуковую решетку, позволяющую подключать отдельные эле-
менты к генератору и приемнику с различной задержкой времени
(следовательно, с разной фазой), называют ультразвуковой фази-
рованной решеткой (ФР), а преобразователь: преобразователь -
фазированная решетка (ПФР).
1 2 --------------------------► т 1 2 4------------------------------ т
[□£□£□£□[□£□£□£□£□ □□□□□□□ □□□□□□□□□□□□□□□□
РИС. 6.43. Линейное нарастание задерж-
ки времени включения групп из п элемен-
тов ПФР
РИС. 6.44. Направление акустической
оси поля ПФР в г-й момент времени
РИС. 6.45. Порядок нарастания задержки
при изменении направления акустической оси
Современные приборы позволяют
управлять не только задержкой вре-
мени, но и амплитудой сигналов, по-
даваемых на отдельные элементы ФР
как при излучении, так и при приеме.
В рассмотренном случае качание
акустической оси происходит в пло-
скости, перпендикулярной поверхно-
сти объекта контроля и проходящей че-
рез линию А-А (рис. 6.42). Если подобным образом вводить задержку элек-
трических сигналов на ряды элементов т (вдоль направления Б-Б), то бу-
дет происходить качание акустической оси в плоскости, перпендикулярной
поверхности объекта контроля и проходящей через линию Б-Б (рис. 6.42).
Каждый отдельный элемент ФР излучает и принимает поле с опреде-
ленной диаграммой направленности, зависящей от размеров элемента и ча-
184
6.9. УЛЬТРАЗВУКОВЫЕ ФАЗИРОВАННЫЕ РЕШЕТКИ
стоты. При отклонении поля ФР на некоторый угол от нормали будут сум-
мироваться ослабленные боковые лучи диаграмм направленности отдель-
ных элементов. Принято считать, что для формирования суммарной диа-
граммы допустимо использовать боковые лучи диаграмм направленности
отдельных элементов, ослабленные не более чем в два раза по отношению к
максимуму излучения. Поэтому наклонные ПФР с углом ввода > 30° изго-
тавливают с использованием преломляющей призмы (рис.6.46). При этом
призма обеспечивает основной угол ввода, относительно которого произво-
дится качание пучка ультразвуковых
РИС. 6.46. Наклонный преобразователь
ПФР с преломляющей призмой
РИС. 6.47. Линейная ФР
волн. Наиболее эффективно качание
в пределах угла ±15° относительно
центрального луча.
Наиболее простыми геометриче-
скими формами являются линейные
(одномерные) (рис. 6.47), двухмер-
ные (рис. 6.39) и круглые (рис. 6.48,
6.50) ФР.
Изменяя время задержки (фазу)
сигналов при излучении и приеме
ФР из кольцевых элементов, мож-
РИС. 6.48. ФР из кольцевых
пьезоэлементов
РИС. 6.49. Изменение фокусного расстояния ФР
419^.
РИС. 6.50. Круглая ФР с возможностью
качания пучка и управления фокусным
расстоянием
185
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 6.51. Различные варианты фокусировки при
секторном сканировании: а - на одинаковом расстоя-
нии от передней грани ПФР; £ - по наклонной линии;
в - на одинаковой глубине; г-на расстоянии радиуса
от заданного центра
но изменять ширину диаграммы направленности и фокусировать ультра-
звуковой пучок на желаемом расстоянии в объекте контроля (рис. 6.49).
При этом необходимо отметить, что возможность фокусировки существу-
ет только в ближней зоне.
В том случае, когда кольцевой пьезоэлемент формируется из отдельных
изолированных элементов (рис. 6.50), можно производить секторное скани-
рование (качать акустический
пучок) и управлять фокусным
расстоянием.
Сочетая секторное скани-
рование с фокусировкой, мож-
но получить различные режи-
мы излучения-приема ПФР
(рис. 6.51).
В зависимости от реша-
емой задачи и особенностей
контролируемого объекта ФР
может иметь и другие геоме-
трические формы. Количество
элементов в ПФР обычно не
менее 8 и не более 128. Чаще
всего применяют ПФР с коли-
чеством элементов от 16 до 32.
В зависимости от решаемых
задач размеры контактной по-
верхности ПФР могут быть и
такие же, как у обычных преобразователей и намного больше.
Дефектоскоп с ПФР существенно расширяет возможности УЗК раз-
личных объектов и за счет управления направлением и формой пучка уль-
тразвуковых колебаний позволяет решать следующие задачи:
1. Осуществлять линейное сканирование в пределах геометрических
размеров ФР без механического перемещения ПФР.
2. Выполнять секторное сканирование в требуемом направлении и в за-
данном диапазоне углов. При контроле сварных соединений секторное ска-
нирование осуществляется в плоскости падения обычно в диапазоне углов
35° - 75°.
3. Фокусировать акустическое поле на заданном расстоянии от преоб-
разователя. При этом пределы фокусировки для определенного материала
зависят от максимальных размеров ФР и частоты.
4. Управлять шириной диаграммы направленности.
5. Подавлять боковые лепестки диаграммы направленности.
Однако при наличии отмеченных широких возможностей ФР суще-
ствуют и ограничения, затрудняющие их применение в практике УЗК.
Можно назвать некоторые из них:
186
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- неэффективность использования приборов с ФР в ручном варианте;
- повышенные требования к волнистости поверхности;
- необходимость сканирования ПФР при контроле сварных соединений
толщиной более 20 - 40 мм (в зависимости от размера ПФР);
- ограничение фокусировки по толщине (примерно до 100 мм);
- сложность анализа получаемых изображений, что требует высокой ква-
лификации и опыта дефектоскописта;
- высокая стоимость ПФР.
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
•J Образцом называется средство контроля в виде твердого тела,
предназначенное для хранения и воспроизведения значений физиче-
ских величин (геометрических размеров и формы, шероховатости
поверхности, скорости звука, затухания), используемых для провер-
ки или настройки параметров дефектоскопа и преобразователей.
Различают стандартные образцы (СО) и стандартные образцы пред-
приятия (СОП).
6.10.1. Стандартные образцы
К стандартным относятся образцы, установленные государственными
или международными стандартами. В энергомашиностроении наиболее
широкое применение получили стандартные образцы СО-1, СО-2, СО-3,
описанные в ГОСТ 14782, а также образцы KI, К2, VW, CBU, широко при-
меняемые в европейской международной практике.
Стандартный образец СО-1 (рис. 6.52) изготавливается из органи-
ческого стекла марки ТОСП по ГОСТ 17622. Коэффициент затухания
продольной волны в образце при частоте (2,5 ± 0,2) МГц и температуре
(20 ± 5) °C составляет (30 ± 04) м-1. Скорость продольных волн в образце
с, = (2670 ± 133) м/с. Стандартный образец СО-1 предназначен для:
Вид Ж повернуто.
Стенка 1 не показана
РИС. 6.52. Стандартный образец СО-1
187
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 6.53. Картина на экране
дефектоскопа при оценке разре-
шающей способности по образ-
цу СО-1
- определения условной чувствительности, мм, глубины залегания цилин-
дрического отверстия (ПЭП в положении А);
- оценки точности работы глубиномера (прямой ПЭП в положении Б) для
дефектоскопов, у которых глубиномер калиброван в единицах времени.
Время прохождения ультразвуком расстояния от поверхности, на кото-
рую установлен ПЭП, до пропила составляет 20 мкс;
- оценки лучевой разрешающей способности
прямого ПЭП (прямой ПЭП в положении
В). При этом, если все три отражателя раз-
решаются, то на экране дефектоскопа на-
блюдаются три импульса (рис. 6.53), рас-
стояние между которыми соответствует по
стали 5,5 и 11 мм (соответственно для им-
пульсов 1 и 2 и импульсов 2 и 3);
- оценки лучевой разрешающей способности
наклонного ПЭП (наклонный ПЭП в поло-
жении Г). При этом на экране дефектоско-
па наблюдаются три импульса от поверхно-
стей цилиндров, расстояние между импуль-
сами соответствует по стали 5,5 и 11 мм (со-
ответственно для импульсов 1 и 2 и импульсов 2 и 3).
Стандартный образец СО-2 (рис. 6.54) изготавливается из стали марки
20 по ГОСТ 1050. Скорость продольной волны в образце при температуре
(20 ± 5) °C равна q = (5900 ± 59) м/с. Стандартный образец СО-2 исполь-
зуют для настройки и проверки параметров при контроле объектов из мало-
углеродистой и низколегированной сталей и определения условной чувст-
вительности при контроле любых материалов. Его применяют для:
- определения погрешности глубиномера (прямой ПЭП в положении А).
Время прохождения ультразвуком расстояния от поверхности до дна со-
ставляет 20 мкс;
- измерения угла ввода (наклонный ПЭП в положении Б или Б').
Перемещая наклонный ПЭП около этих положений, получают макси-
мальный эхо-сигнал. Величину угла ввода считывают по риске напротив
точки выхода;
188
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- проверки мертвой зоны дефектоскопа с преобразователем (ПЭП в поло-
жении В или В');
- определения условной чувствительности в децибелах (ПЭП в положе-
нии Б);
- определения предельной чувствительности (с использованием опорного
отражателя 0 6, ПЭП в положении Б или Б');
- определения ширины основного лепестка характеристики направлен-
ности в плоскости падения (перемещение наклонного преобразователя
около положения Б или Б');
- настройки глубиномера дефектоскопа с прямым ПЭП (ПЭП в положе-
нии А или Г).
При контроле соединений из металлов, отличающихся по акустическим
характеристикам от малоуглеродистой и низколегированной сталей, для
определения указанных параметров (исключая погрешность глубиномера)
должен применяться стандартный образец СО-2А, изготовленный из соот-
ветствующего материала. Конструкции образцов СО-2А и СО-2 в основном
одинаковы, однако число отверстий 02,0 и расстояния центров этих отвер-
стий от поверхности образца должны быть указаны в технической докумен-
тации на контроль.
Стандартный образец СО-3
(рис. 6.55) изготавливается из стали
марки 20 по ГОСТ 1050 или стали
марки 3 по ГОСТ 14 637. Скорость
продольной волны в образце с, =
= (5900 ± 59) м/с. Этот образец пред-
назначен для:
- определения точки выхода и стре-
лы ПЭП (для этого наклонный
ПЭП устанавливают над централь-
ной риской, небольшими переме-
щениями находят положение, со-
РИС. 6.55. Стандартный образец СО-3
ответствующее максимальному эхо-сигналу; точка выхода расположена
точно над центральной риской образца);
- определения предельной чувствительности дефектоскопа с наклонным
ПЭП на основе использования опорного сигнала от цилиндрической по-
верхности R55;
- настройки глубиномера для наклонного ПЭП. Для этой операции ис-
пользуется эхо-сигнал от цилиндрической поверхности R55;
- настройки глубиномера для прямого и PC ПЭП с использованием донно-
го сигнала с глубины 30 мм.
Стандартный образец К1 (рис. 6.56) изготавливается из углеродистой
стали. В отверстие 0 50 мм запрессовывают цилиндр из органического
стекла. Скорость продольных волн в образце KI Cj = (5920 ± 30) м/с; сдви-
говых ct = (3255 ±15) м/с. Образец К1 предназначен для:
189
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- настройки глубиномера
дефектоскопа и провер-
ки линейности разверт-
ки (при этом, в зави-
симости от требуемого
диапазона настройки,
прямой ПЭП устанав-
ливают в одно из по-
ложений Al - А4 на
рис. 6.57, время про-
хождения продольной
волной пути в оргсте-
кле (положение А4)
соответствует времени
прохождения расстоя-
ния 50 мм по стали);
- настройки глубиномера
дефектоскопа для сдви-
говых волн, для чего на-
клонный ПЭП устанав-
ливают в положение В;
- настройки скорости раз-
вертки для сдвиговых
волн (для этого прямой
ПЭП устанавливают в
положение Б, время про-
хождения продольны-
ми волнами пути 91 мм
соответствует времени
прохождения сдвиговы-
ми волнами пути 50 мм;
таким образом, дон-
ные импульсы следует
устанавливать на 50,
100, 150 мм и т. д.);
РИС. 6.57 Использование образца К1 для настройки глу-
биномера
РИС. 6.58. Определение угла ввода наклонного ПЭП (А,
Б, В), разрешающей способности прямого ПЭП (Е), оцен-
ка мертвой зоны (Г, Д)
- определения точки выхода и стрелы наклонного ПЭП (для этого наклонный
ПЭП устанавливают в положение В, небольшими перемещениями ПЭП по-
лучают максимальный эхо-сигнал от цилиндрической поверхности R100; в
этом положении точка выхода расположена над пропилом в образце К1);
- определения угла ввода наклонного ПЭП (для этого ПЭП устанавлива-
ют в положения А на рис. 6.58 для углов 35 - 60°, Б - для углов 60 - 75° и
В - для углов 75 - 80°, получают максимальный эхо-импульс от цилин-
дрической поверхности R50 или отверстия 0 1,5 мм; угол ввода считыва-
ют с делений, расположенных под точкой выхода луча);
190
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 6.59. Задание опорного сигнала с
использованием образца К1
- проверки мертвой зоны прямых или PC ПЭП (рис. 6.58, ПЭП в положе-
ниях Г, Д);
- проверки разрешающей способности
прямого ПЭП (ПЭП в положении Е);
- задания опорного сигнала дефекто-
скопа с прямым ПЭП (рис. 6.59), при
этом в качестве опорного отражате-
ля используют поверхности образца,
расположенные на разных расстоя-
ниях (ПЭП в положениях А, В) или в
материале с повышенным затухани-
ем (ПЭП в положении Б на поверх-
ности цилиндра из оргстекла);
- задания опорного сигнала дефектоскопа с наклонным ПЭП: в качестве
опорного отражателя используют двугранный угол, образованный пло-
скостью образца К1 и цилиндрической поверхностью отверстия 0 1,5
(рис. 6.59, ПЭП в положении Г);
- настройки предельной чувствительности дефектоскопа при работе с наклон-
ным ПЭП: в качестве опорных используют эхо-импульсы от внутренней
поверхности цилиндра R100 (рис. 6.57, положение В), наружных поверх-
ностей 0 50 (рис. 6.58, положения А, Б) и 0 1,5 (рис. 6.58, положение В).
РИС. 6.60. Стандартный образец К2
РИС. 6.61. Применение стандартного
образца К2
Стандартный образец К2 (рис. 6.60) предназначен для:
- настройки глубиномера дефектоскопа при работе с прямыми раздель-
но-совмещенными (положение А) и наклонными (положение Б) ПЭП
(рис. 6.61);
- определения точки выхода и стрелы для наклонных ПЭП, для чего ПЭП
устанавливают в положение Б (рис. 6.61), получают максимальный эхо-
импульс от цилиндрической поверхности R25; в этом положении точка
выхода расположена над центром дуги R25;
- определения угла ввода наклонных ПЭП (положение В для углов
35 - 65° и положение Г для углов 65 - 70°), для чего получают макси-
мальный эхо-импульс от отверстия 0 5; в этом положении угол ввода
считывают по метке, расположенной под точкой выхода ПЭП;
191
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- настройки предельной чувствительности дефектоскопа при работе с на-
клонными ПЭП, при этом в качестве опорных используют эхо-сигналы
от вогнутых цилиндрических поверхностей R25 (ПЭП в положении Б)
или R50 (ПЭП в положении Б с разворотом на 180°) и от отверстия 0 5
(ПЭП в положениях В или Г в зависимости от угла ввода).
РИС. 6.62.
Стандартный обра-
зец CBU
Материал и акустические свойства образца К2 такие же, как у образца К1.
Стандартный образец CBU (рис. 6.62), изготовленный из материала с
такими же акустическими свойствами, как у образца К1, предназначен для:
- настройки глубиномера дефектоскопа для прямого ПЭП и проверки
линейности развертки, для чего в зависимости от требуемого диапазо-
на настройки прямой ПЭП устанавливают в одно из положений Al, А2
(рис. 6.63);
- настройки глубиномера дефектоскопа при работе с наклонными ПЭП
(положение Б);
- определения точки выхода и стрелы наклонного ПЭП (положение Б);
- определения угла ввода наклонного ПЭП (положения Bl, В2 на рис. 6.64);
192
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 6.63. Настройка глубиномера дефектоскопа с помощью СО CBU
РИС. 6.64. Определение угла ввода наклонного ПЭП (Bl, В2) и разре-
шающей способности прямого ПЭП (П, Г2)
15x8
РИС. 6.65. Проверка мертвой зоны пря-
мых и PC ПЭП
РИС. 6.66. Образец VW. Толщину каждой ступени указывает число над ней
- проверки разрешающей способности прямого ПЭП (положения Г1, Г2 на
рис. 6.64);
- проверки мертвой зоны прямых и PC ПЭП (положение Д на рис. 6.65);
- настройки чувствительности дефектоскопа с прямым или PC ПЭП, ис-
пользуя эхо-сигнал от плоскости (положения Al, А2 на рис. 6.63), пло-
скодонных отражателей (положения Г1, Г2 на рис. 6.64 и Д на рис. 6.65)
или цилиндрического отражателя (положение ГЗ на рис. 6.64);
- настройки чувствительности для наклонных ПЭП, используя опорный
сигнал от внутренней поверхности дуги R50 (положение Б на рис. 6.63)
или цилиндрический отражатель (положение В1 на рис. 6.64) (эти же от-
ражатели можно использовать для задания условной или определения
предельной чувствительности).
Стандартный образец VW (рис. 6.66), изготовленный из материала с та-
кими же акустическими свойствами, как у образца К1, предназначен для на-
стройки глубиномера дефектоскопа при измерении малых толщин.
Стандартные образцы KI, К2, VW, CBU применяются для настройки и
проверки параметров при контроле объектов из малоуглеродистой и низко-
легированной сталей.
193
ГЛАВА 6 * СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ____________________
6.10.2. Стандартные образцы предприятия
Стандартные образцы предприятия (СОП) получили широкое распро-
странение для настройки глубиномера и/или чувствительности дефекто-
скопа. СОП воспроизводят акустические свойства материала, конфигура-
цию, а также форму и шероховатость поверхности контролируемых изделий.
Требования к СОП содержатся в ведомственных методических документах
на контроль.
В СОП выполняют искусственные отражатели, расположенные на
различных глубинах и имитирующие естественные дефекты изделий.
Основные типы применяемых искусственных отражателей показаны на
рис. 6.67. Конкретные типы СОП и области их применения определяются
РИС. 6.67. Искусственные отражатели, используемые в СОП
для ультразвукового контроля: а, е - плоскодонное отверстие;
б - плоскость; в, ж - отверстие со сферическим дном;
г, з - цилиндрическое отверстие (боковое); д - паз с плоским
дном; и - сегмент; к - угловой плоский отражатель (зарубка);
л - угловой цилиндрический отражатель (угловое отверстие);
м - вогнутая внутренняя цилиндрическая поверхность;
н - двугранный угол
194
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
стандартами и другими методическими документами, регламентирующими
проведение контроля.
Наибольшее распространение получили СОП с искусственными не-
сплошностями в виде плоскодонных дисковых отражателей (ПДО), ориен-
тированных перпендикулярно акустической оси, и в виде цилиндрических
отверстий (ЦО), образующая которых направлена перпендикулярно аку-
стической оси. Можно условно разбить СОП с ПДО на четыре типа.
Образцы типа А. Предназначены
« а б
для настройки чувствительности де-
фектоскопа и определения эквивалент-
ных размеров дефектов (ЭРД) при ра-
боте с прямыми ПЭП. Выполняются в
виде ступенчатых блоков, либо в виде
фрагментов этих блоков - параллеле-
пипедов, цилиндров и т. п. (рис. 6.68).
Образцы типа Б. Предназначены
РИС. 6.68. Образцы типаД: а - ступенча-
тый блок; б - сплошной цилиндр
для выполнения настройки и опре-
деления ЭРД при контроле цилиндрических изделий небольшого диаме-
тра (обычно равного или менее 150 мм) по образующей. Могут выполнять-
ся в виде полуцилиндров, ступенчатых полуцилиндров или цилиндров
(рис. 6.69).
РИС. 6.69. Примеры стандартных образцов предприятия типа Б:
а - образец для настройки прямых ПЭП и наклонных при хор-
довом прозвучивании: отверстия (1 - для прямых ПЭП; 2 - для
наклонных ПЭП с углом ввода 37 - 40° при хордовом прозвучи-
вании); б - образец для настройки прямых ПЭП при контроле
цилиндрических изделий 0 < 30 мм; в - образец для настройки
наклонных ПЭП при прозвучивании вдоль образующей
195
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Образцы типа В. Предназначены для выполнения настройки чувстви-
тельности и определения ЭРД при контроле плоских изделий наклонными
ПЭП. Выполняются в виде призм или параллелепипедов со скошенными
торцами (рис. 6.70).
ВидА
РИС. 6.70. Стандартные образцы предприятия типа В: а - призма-
тический; б - скошенный параллелепипед
Образцы типа Д. Предназначены для выполнения настройки чувст-
вительности и определения ЭРД при контроле зоны сплавления антикор-
розионной наплавки с основным металлом. Искусственные отражатели
выполняют со стороны наплавки (при контроле со стороны основного ме-
талла), либо со стороны основного металла (при контроле со стороны на-
плавки). Выполняются в виде ступенчатых блоков или параллелепипедов
(рис. 6.71).
РИС. 6.71. Стандартные образцы предприятия типаД: а - ступен-
чатый блок для контроля со стороны основного металла; б - парал-
лелепипед для контроля со стороны наплавки (1 - основной ме-
талл; 2 - наплавка)
196
6.10. ОБРАЗЦЫ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Применение искусственных отражателей типа ЦО рассмотрим на
примере основного стандартного образца (рис. 6.72), используемого при
контроле сварных соединений по стандарту Американского общества
инженеров-механиков - Коду ASME. Три отверстия в левой части образца
используют для настройки глубиномера и чувствительности при контроле
прямым ПЭП, а три отверстия в правой части образца - при контроле на-
клонным ПЭП. Диаметр отверстий выбирают по таблице Кода в зависимо-
сти от толщины образца.
Существуют и другие типы СОП и искусственных отражателей, пред-
назначенные для настройки чувствительности при контроле тонкостенных
труб, тонких сварных швов, подповерхностного слоя сварных соединений
(например, пропил на рис. 6.72), конструируемые в зависимости от контро-
лируемого изделия, а также типа, ориентации и места расположения не-
сплошностей, подлежащих обнаружению.
1
РИС. 6.72. Основной стандартный образец по Коду ASME: 1,2 - пропил дли-
ной 50 мм, шириной от 3,2 до 6,4 мм с плоским дном и глубиной 2 % Н (Н - тол-
щина образца); 3 - цилиндрические отверстия глубиной 76 мм
РИС. 6.73. Контрольный образец для определения глубины фокуса
прямых PC ПЭП
Отдельную группу образуют СОП (в некоторой документации называ-
емые контрольными образцами - КО), предназначенные для определения
или проверки параметров ПЭП, таких, как глубина фокуса, лучевая разре-
шающая способность и др. В качестве примера на рис. 6.73 показан КО для
определения глубины фокуса прямых PC ПЭП.
Общими требованиями, предъявляемыми к стандартным образцам
предприятия, являются:
197
ГЛАВА 6 • СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- однотипность акустических свойств (затухания, скорости колебаний) об-
разца и изделия (они однотипны по затуханию, если средняя амплитуда
донных сигналов в ОК ниже донных сигналов в СОП не более чем на 2 дБ
при равных толщинах или превышает их не более чем на 4 дБ; они однотип-
ны по скорости, если скорости отличаются не более чем на ± 3 %; к СОП для
толщинометрии по скорости предъявляются более жесткие требования);
- отсутствие в материале СОП естественных несплошностей, выявляемых
при поисковой чувствительности, заданной для данного материала;
- поверхности ввода звука СОП и изделия должны быть обработаны оди-
наковым способом и иметь одинаковую шероховатость;
- в СОП, используемых для оценки эквивалентных размеров дефектов, вы-
полняются на каждой глубине ряд отверстий разного размера, при этом
площади торцов ближайших по размеру отверстий должны отличаться
не менее чем в два раза;
- расстояния между отражателями, а также отражателей от боковых стенок
должны быть такими, чтобы исключить их взаимное непредусмотренное
влияние друг на друга;
- каждый образец должен иметь маркировку с регистрационным номером
и паспорт, в который заносятся результаты аттестации и поверок.
Другие требования к СОП (глубины отражателей, допуски на изготов-
ление отражателей и т. д.) задаются конкретной НТД на контроль.
6.11. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
СРЕДСТВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
С целью получения достоверных и воспроизводимых результатов средст-
ва контроля должны подвергаться:
- метрологической аттестации после изготовления или перед вводом в экс-
плуатацию. Метрологической аттестацией средства контроля называ-
ется признание средства контроля узаконенным для применения на основа-
нии тщательных исследований метрологических свойств этого средства;
Аттестацию осуществляют предприятия, изготовившие средства контроля (при нали-
чии соответствующих полномочий, выданных органами Госстандарта), или специализиро-
ванные предприятия Госстандарта. Аттестация проводится по программе, разработанной
специально созданной комиссией и согласованной органами Госстандарта;
- периодическим поверкам в процессе эксплуатации. Поверкой средств
контроля называется определение погрешностей средств контроля и ус-
тановление пригодности этих средств к применению.
Поверки осуществляют специализированные предприятия Госстандарта или ведомст-
венные метрологические службы, получившие на это разрешение Госстандарта. Объемы и
периодичность поверок предписываются инструкциями по эксплуатации средств контроля
или методической документацией на проведение контроля.
Сведения об аттестации и периодических поверках заносятся в паспорт
на средство контроля, либо оформляются отдельным свидетельством.
198
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ
КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ
ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
7.1. ОСНОВНЫЕ ПАРАМЕТРЫ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Сведения, приведенные в этой и последующих главах, относятся к руч-
ному варианту контроля с использованием ПЭП.
Параметры контроля, обусловливающие достоверность его результа-
тов, называются основными. Что означает «достоверность результатов
контроля»? Это значит, что:
о контроль одного и того же объекта, выполненный при тех же основных
параметрах другим дефектоскопистом или в другом месте, даст результа-
ты, совпадающие в пределах допустимой погрешности;
о в координатах участков изделия, где по результатам контроля показаны не-
сплошности, действительно находятся несплошности (то есть индикации,
наблюдаемые на экране дефектоскопа, классифицированы правильно).
По своей физической природе различают параметры метода и аппарату-
ры, взаимосвязь между которыми отражена в табл. 7.1.
Основные параметры контроля зависят от применяемых средств конт-
роля и акустических свойств контролируемого объекта.
Длина волны X, мм - определяется частотой f колебаний и скоростью с
волны данного типа в материале изделия.
Чувствительность. В этом разделе рассмотрены понятия и опреде-
ления чувствительности, относящиеся только к эхо-импульсному методу
контроля. Вопросы чувствительности методов НК рассмотрены в гл. 2.
•J Чувствительностью называется параметр контроля, определяющий
возможность выявления отражателей минимального заданного размера.
Уровнем чувствительности называется количественная характерис-
тика чувствительности, связанная с ее функциональным назначением.
Понятие уровней чувствительности широко используется в практи-
ческой дефектоскопии. Необходимый уровень чувствительности устанав-
ливается органами регулировки дефектоскопа и зависит от акустических
свойств контролируемого изделия. Для того чтобы результаты контроля
были достоверны и воспроизводимы, поиск несплошностей, регистрация
и оценка их допустимости должны производиться на строго определен-
ных уровнях чувствительности. Различают следующие уровни чувстви-
тельности.
199
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
Табл. 7.1. Основные параметры контроля
Параметры метода Параметры аппаратуры
Длина волны X, мм Частота колебаний /, МГц
Чувствительность: - предельная; - эквивалентная; - реальная Чувствительность: условная, мм (по СО-1) или дБ (по СО-2)
Угол ввода а, град. Угол призмы р, град.
Погрешность измерения координат, мм Погрешность глубиномера, %; положение точки выхода преобразователя (стрела ПЭП)
Мертвая зона, мм Длительность зондирующего импульса, мкс; длительность реверберации в призме, мкс
Разрешающая способность по дальности (лучевая раз- решающая способность), мм Длительность зондирующего импульса, мкс
Фронтальная разрешающая способность, мм Характеристики ПЭП: геометрические размеры пьезоэлемента, частота, угол призмы
Параметры акустического по- ля, возбуждаемого преобразо- вателем (ближняя зона, пара- метры фокуса, характеристика направленности) Характеристики ПЭП: геометрические размеры пьезоэлемента, частота, угол призмы
Стабильность чувствительности по поверхности изделия Параметры сканирования: - шаг сканирования, мм; - скорость сканирования, мм/с; - частота следования зондирующих импульсов
Минимальный условный размер фиксируемой несплошности Характеристики ПЭП; параметры сканирования
Стабильность акустического контакта Величина зазора между контактной поверхностью ПЭП и наличие контактной жидкости в зазоре
•J Опорным называется уровень чувствительности, при котором эхо-
сигнал от искусственного или естественного отражателя в образ-
це из материала с определенными акустическими свойствами или в
контролируемом изделии имеет заданную высоту на экране дефек-
тоскопа. Отражатель, который используется при установке опор-
ного уровня, также называется опорным.
Например, при настройке чувствительности часто используют эхо-
сигнал от цилиндрического отверстия 0 6 мм в стандартном образце СО-2.
Уровень чувствительности, установленный при этом, называют опорным, а
отверстие - опорным отражателем.
200
7.1. ОСНОВНЫЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ___________________
• J Браковочным называется уровень чувствительности, при кото-
ром производится оценка допустимости несплошности по амплиту-
де эхо-сигнала.
В отечественных нормативных документах браковочный уровень обыч-
но задают максимальным эквивалентным размером отражателя или ампли-
тудой сигнала от максимального отражателя, допустимого по техническим
условиям на данное изделие. В некоторых зарубежных документах брако-
вочный уровень задают превышением в децибелах амплитуды эхо-импульса
от дефекта над некоторым (опорным или другим) уровнем.
• J Контрольным называется уровень чувствительности, при котором
производится регистрация несплошностей и оценка их допустимос-
ти по условным размерам и количеству.
В некоторых документах этот уровень чувствительности называют уров-
нем фиксации или уровнем регистрации. Во многих случаях на контрольном
уровне чувствительности фиксируют непротяженные несплошности. Обычно
контрольный уровень ниже браковочного не менее чем на 6 дБ (рис. 7.1).
Поисковым называется уровень чувствительности, устанавливав-
• J мый на дефектоскопе при поиске дефектов.
Обычно он ниже контрольного уровня не менее чем на 6 дБ. Необходимость
установления поискового уровня чувствительности связана с тем, что в дина-
мическом режиме (при перемещении ПЭП) ухудшается акустический контакт
ПЭП с изделием, следовательно, через границу раздела проходит меньшее ко-
личество звуковой энергии, чем в статическом режиме. Кроме того, поиск де-
фектов производят с определенным шагом. Это значит, что не всегда акусти-
ческая ось ПЭП проходит над центром отражателя (дефекта), следовательно,
не всегда в режиме поиска дефект дает максимальный эхо-сигнал. Для ком-
пенсации этих потерь и увеличи-
вают чувствительность при поис-
ке. Излишнее увеличение чувстви-
тельности приводит к возрастанию
мертвой зоны и снижает производи-
тельность контроля в случае боль-
шого количества мелких несплош-
ностей в связи с необходимостью
оценки эхо-сигналов от них.
На рис. 7.1 на дисплей дефекто-
скопа нанесены линии, показы-
вающие соотношение между кон-
трольным, браковочным и поиско-
вым уровнями чувствительности.
Поисковому уровню соответству-
ет самая высокая чувствитель-
РИС. 7.1. Изображение линий уровней
чувствительности на экране дефектоскопа
(система ВРЧ выключена): Б - браковочный
уровень; К - контрольный уровень; П - поис-
ковый уровень
201
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
ноешь, то есть будут выявляться самые маленькие несплошности. Будет вы-
явлено все, что даст эхо-сигнал, достигший или превысивший линию поис-
кового уровня. На практике часто устанавливают одно значение поисковой
чувствительности (пунктирная линия на рис. 7.1), соответствующее ее мак-
симальному значению в диапазоне контроля, а при необходимости опреде-
ляют ее значение для глубины обнаружения дефекта (сплошная линия на
рис. 7.1). Браковочному уровню соответствует самая низкая чувствитель-
ность, этого уровня достигают эхо-сигналы от крупных несплошностей.
По способу задания различают следующие виды чувствительности.
•J Эквивалентной называется чувствительность, характеризуемая
минимальными размерами искусственного отражателя определен-
ной формы и ориентации, который еще обнаруживается на задан-
ной глубине в изделии при данной настройке дефектоскопа.
Например, если чувствительность задана размерами зарубки или ци-
линдрического отражателя, то ее называют эквивалентной.
Если в качестве искусственного отражателя используют торец отвер-
стия с плоским дном, то получают частный случай эквивалентной чувстви-
тельности - предельную чувствительность.
•] Предельная чувствительность характеризуется минимальной
площадью отверстия с плоским дном, ориентированным перпенди-
кулярно акустической оси ПЭП, которое еще регистрируется на за-
данной глубине в изделии при данной настройке дефектоскопа.
Если хотят охарактеризовать возможности дефектоскопа по выявле-
нию несплошностей наименьших размеров на заданной глубине, то говорят
о максимальной предельной чувствительности - предельной чувстви-
тельности при максимальных чувствительности приемника и мощности ге-
нератора и заданном соотношении сигнал-помеха.
Уровень чувствительности можно задать и косвенным путем с исполь-
зованием условной чувствительности.
Условной называется чувствительность, характеризуемая разме-
рами и глубиной залегания выявляемых искусственных отражате-
лей, выполненных в образце из материала с определенными акусти-
ческими свойствами (ГОСТ 14 782).
Условная чувствительность по стандартному образцу СО-1 выра-
жается наибольшей глубиной, мм, расположения цилиндрического отража-
теля, фиксируемого индикаторами дефектоскопа.
Условная чувствительность по стандартному образцу СО-2 вы-
ражается разностью, дБ, между показанием аттенюатора при данной на-
стройке дефектоскопа и показанием, при котором цилиндрическое отверстие
диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа.
Понятие «условная чувствительность» было введено в связи с желани-
ем иметь простой и надежный способ задания чувствительности, воспро-
202
7.1. ОСНОВНЫЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
изводимой с высокой точностью любым дефектоскопистом в любой точке
страны. Достаточным условием для этого является наличие стандартного
образца СО-1 или СО-2, а в случае использования СО-2 необходимо также
иметь дефектоскоп с аттенюатором, градуированным в децибелах.
Общим для всех трех способов задания чувствительности являет-
ся то, что речь идет о воспроизведении данной настройки дефектоскопа.
Принципиальная разница заключается в том, что эквивалентная и предель-
ная чувствительности учитывают акустические характеристики (в первую
очередь - затухание) объекта контроля, а условная не связана с ними.
В некоторых зарубежных стандартах (в частности, в США) приня-
то выражать чувствительность в процентах от заданного опорного уров-
ня. Например, в спецификации SA-388 это записано следующим образом:
«... регистрируют отдельные индикации (здесь под индикацией понимается
импульс на экране дефектоскопа), равные или превышающие 10 % от амп-
литуды донного сигнала...». Такой способ задания чувствительности напря-
мую не вписывается ни в одно из отечественных понятий.
С целью характеристики технических возможностей дефектоскопа в части
усиления электрических сигналов введено понятие абсолютная чувствительность.
•] Абсолютная чувствительность определяется отношением мини-
мального акустического сигнала, который регистрируется дефекто-
скопом, к амплитуде акустического зондирующего импульса.
Понятие абсолютной чувствительности, применяемое в отечественной
литературе, идентично ранее рассмотренному понятию резерва усиления.
Абсолютная чувствительность выражается в децибелах. Используя абсо-
лютную чувствительность, можно определить максимальную предельную
чувствительность.
И, наконец, когда хотят поставить вопрос о фактических размерах
неспошностей, выявляемых при контроле, то говорят о реальной чувстви-
тельности.
<] Реальная чувствительность характеризуется минимальными
размерами реальных несплошностей конкретного типа, выявляемых
в объектах конкретного вида на заданной глубине данными средствами
контроля при заданных параметрах контроля и схеме прозвучивания.
Она может быть определена в результате статистической обработки
данных контроля и металлографических исследований большой серии объ-
ектов этого вида. Реальная чувствительность может служить основанием
для оценки эффективности контроля.
Угол ввода, мертвая зона, лучевая и фронтальная разрешающие
способности рассмотрены § 6.8.
Погрешность измерения координат. В общем случае под координата-
ми отражателя, измеряемыми с помощью дефектоскопа, понимают (см. так-
же § 7.4 и рис. 7.11):
203
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
- для прямых ПЭП - глубину залегания отражателя от поверхности кон-
троля;
- для наклонных ПЭП - расстояние от точки ввода в изделие до отража-
теля (расстояние по лучу), расстояние от отражателя до его проекции на
поверхность контроля (глубину залегания отражателя от поверхности
контроля), расстояние от точки ввода до проекции отражателя на поверх-
ность контроля.
При использовании современных средств контроля погрешность изме-
рения координат зависит от:
- точности измерения дефектоскопом временных интервалов, которая вы-
ражается в единицах времени или расстояния (если используется циф-
ровой глубиномер), либо определяется линейностью горизонтальной
развертки (если координата отсчитывается по положению эхо-импульса
на горизонтальной линии развертки);
- соответствия фактической скорости звука установленной на дефектоскопе;
- соответствия фактического угла ввода принятому значению при исполь-
зовании наклонных ПЭП;
- точности отметки точки выхода преобразователя при использовании на-
клонных ПЭП;
- правильности установки нуля отсчета расстояний (задержки нуля или
развертки);
- точности определения наклонным ПЭП положения, в котором достига-
ется максимальный эхо-импульс от несплошности.
При практическом контроле изделий энергомашиностроения, как пра-
вило, достаточной бывает точность определения координат 1-3 мм для
прямого и 1 - 5 мм для наклонного ПЭП в зависимости от толщины ОК
(погрешность измерения увеличивается с увеличением расстояния между
ПЭП и отражателем). В случае если требуется более высокая точность, сле-
дует использовать сведения, приведенные в разделе «Ультразвуковая тол-
щинометрия».
Параметры акустического поля, возбуждаемого преобразователем
в данном материале, а, следовательно, и параметры поля, отраженного от
несплошности, зависят от частоты ПЭП, геометрических размеров пьезо-
элемента и угла призмы. Расстояние ближней зоны определяет:
- область акустического поля, в котором возможно немонотонное измене-
ние чувствительности;
- расстояние в материале, на котором достигается наивысшая чувстви-
тельность;
- условия применимости АРД-диаграммы.
Параметрами фокуса являются фокусное расстояние, форма и разме-
ры сечения звукового пучка в фокусе. Параметры фокуса определяются для
фокусирующих и раздельно-совмещенных преобразователей.
Направленность поля ПЭП достаточно подробно рассмотрена в гл. 4 и 6.
Здесь дополнительно рассмотрим способ экспериментального опреде-
204
7.1. ОСНОВНЫЕ ПАРАМЕТРЫ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 7.2. Экспериментальное определение ширины
диаграммы направленности наклонного ПЭП в плос-
кости падения
ления ширины диаграм-
мы направленности на
уровне п дБ наклонно-
го ПЭП в плоскости паде-
ния (рис. 7.2). Для этого
наклонный ПЭП устанав-
ливают на поверхность А
(для углов ввода меньше
65°) или Б (для углов вво-
да больше 65°) стандартно-
го образца СО-2. Получают
максимальный эхо-сигнал от отверстия 0 6 мм и аттенюатором доводят вы-
соту эхо-импульса до заданного уровня. Считывают показание аттенюато-
ра Ао, дБ, а напротив точки выхода ПЭП на образце считывают угол ввода
а. Затем повышают усиление на п дБ и смещают ПЭП в направлении от-
верстия до тех пор, пока высота эхо-импульса не уменьшится до заданно-
го уровня. В этом положении напротив точки выхода считывают величину
угла ан. После этого возвращаются к максимуму и смещают ПЭП в направ-
лении от отверстия до тех пор, пока высота эхо-импульса не уменьшится
до заданного уровня. Считывают значение угла ав. Ширина диаграммы на-
правленности на уровне п дБ вверх от акустической оси 0В = ав - а, а вниз
от акустической оси - 0Н = а - ан.
Стабильность чувствительности по поверхности изделия зависит от
параметров сканирования и частоты следования зондирующих импульсов.
Шагскашфовшшязависитотспособасканирования.Обычноприменяют
одиниздвухвариантовсканирования:поперечно-продольноеилипродольно-
поперечное. Способ сканирования, при котором ПЭП перемещают в попереч-
ном направлении относительно контролируемого сечения, систематически
сдвигая на определенное расстояние в продольном направлении, называют
поперечно-продольным (рис. 7.3а).
При продольно-поперечном способе сканирования ПЭП перемещают в
продольном направлении относительно контролируемого сечения, система-
РИС. 7.3. Схемы сканирования шва посредством поперечно-продоль-
ного (а) и продольно-поперечного (6) перемещения ПЭП
205
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
тически сдвигая на определенное расстояние в поперечном направлении
(рис. 7.36).
Расстояние между соседними траекториями перемещения преобразова-
теля при любом способе сканирования называют шагом сканирования.
При поперечно-продольном перемещении ПЭП максимальный шаг
сканирования для изделий толщиной 50 мм и более обычно выбирают рав-
ным половине размера пьезоэлемента в направлении, перпендикулярном
перемещению. Для изделий толщиной менее 50 мм он определяется экспе-
риментально и соответствует половине условной протяженности дискового
отражателя площадью, равной площади минимально фиксируемого дефек-
та, определенной на поисковой чувствительности.
Максимальный шаг продольно-поперечного сканирования определяют
из выражения
Acti = Y(n + r'sina)(l + У)11 (7.1)
или
Acti = Y(L. + r'sina), (7.2)
где i = 1, 2, 3,... - порядковый номер шага;
L - расстояние от точки выхода до сканируемого сечения, нормально-
го к контактной поверхности контролируемого сечения;
п - стрела наклонного преобразователя;
г'- расстояние от центра мнимого преобразователя до точки выхода,
см. формулу (4.62).
Параметр Y определяется экспериментально по цилиндрическому от-
верстию в образце СО-2. Для этого измеряют условную ширину (см. § 7.2)
цилиндрического отражателя XX на уровне 6 дБ и расстояние Zmin от отра-
жателя до точки выхода ПЭП в положении, от которого отсчитывают ус-
ловную ширину ДХ. Величины XX и Zmin измеряют 3 раза. Значение Y рас-
считывают по формуле
У=ДХ/(£т1 + r'sina). (7.3)
За значение У принимают среднее из трех измерений.
Применение продольно-поперечного сканирования дает существенный
выигрыш в производительности труда, поскольку шаг этого сканирования
увеличивается по мере удаления от шва за счет расширения пучка колеба-
ний. Однако для точного соблюдения параметров такого способа сканиро-
вания целесообразно использовать приспособления, обеспечивающие пере-
мещение преобразователя по заданной траектории.
Максимальная скорость сканирования Утах должна быть такой, чтобы:
- в процессе перемещения ПЭП (то есть в динамическом режиме) не ухуд-
шалось качество акустического контакта;
- за время перемещения ПЭП над компактной несплошностью дефекто-
скопист успел отреагировать на индикацию, промелькнувшую на инди-
каторе;
206
7.2. ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
- за время перемещения ПЭП над несплошностью минимально фиксируе-
мого условного размера ALmin дефектоскоп излучил не менее п зондирую-
щих импульсов при частоте посылок F:
V <\L F/n. (7.4)
max min ' v '
Так, например, при относительно невысокой частоте следования
77= 250 Гц, минимально фиксируемой несплошности ALmin = 5 мм и п = 3
максимальная скорость сканирования Vmax = 417 мм/с. Однако при ручном
контроле наибольшее значение имеют два первых условия. Поэтому в мето-
дических документах максимально допустимая скорость сканирования при
ручном контроле обычно не превышает 100 - 150 мм/с.
Частота следования зондирующих импульсов (см. также § 8.2.6). Ее
влияние также видно из формулы (7.4). Очевидно, что при низкой частоте
следования на участке перемещения ПЭП во время между двумя момента-
ми излучения импульса чувствительность дефектоскопа будет падать.
Минимальный условный размер фиксируемого дефекта экспери-
ментально можно определить как усредненный результат многократных и
тщательных лабораторных измерений, выполненных при заданной чувст-
вительности, малой скорости сканирования и высоком качестве акусти-
ческого контакта. Повышение скорости сканирования и увеличение шага
приводят к увеличению минимального условного размера фиксируемого
дефекта.
В связи с тем, что при заданной настройке дефектоскопа ширина пуч-
ка, а при выключенной ВРЧ также и чувствительность на акустической оси
изменяются с глубиной, минимальный условный размер фиксируемого де-
фекта также изменяется по глубине.
В практике контроля принято считать, что минимальный условный раз-
мер несплошности, фиксируемой в любой точке изделия, больше условного
размера минимального плоскодонного отражателя, подлежащего регистра-
ции в соответствии с требованиями нормативно-технической документа-
ции на контроль.
Стабильность акустического контакта определяется качеством
подготовки поверхности ввода, наличием и постоянством толщины слоя
контактной жидкости между поверхностью ПЭП и изделием и скоростью
сканирования. Показателем стабильности акустического контакта на экви-
дистантных (равноудаленных) поверхностях в однородном по коэффици-
енту затухания материале является небольшой диапазон амплитуд донного
сигнала при контроле прямым преобразователем (± 2 дБ).
7.2. ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ
НЕСПЛОШНОСТЕЙ
Основным параметром, по которому в ручном варианте эхо-импульс-
ного метода судят о величине обнаруженной несплошности, является амп-
207
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
РИС. 7.4. К понятию условных границ ком-
пактного дефекта
AL
литуда отраженного от нее сигнала. Эхо-импульс на экране дефектоскопа,
возникший при прохождении этого сигнала, сравнивают с эхо-импульсом
от искусственного отражателя заданной геометрической формы, условно
помещенного в ту же точку изделия, где находится дефект. Как отмечалось,
реальные дефекты отличаются от идеальных геометрических моделей.
Вследствие этого при одинаковой амплитуде эхо-импульсов от несплош-
ности и искусственного отражателя их геометрические размеры, как прави-
ло, отличаются. Поэтому в дефектоскопии для характеристики геометри-
ческих размеров выявленной несплошности используется понятие эквива-
лентного размера, приведенное для плоскодонного дискового отражателя в
§ 4.14. Если в качестве отражателя, используемого для сравнения, принима-
ют не плоскодонный дисковый отражатель, а какой-нибудь другой, то опре-
деление эквивалентного размера идентично, только вместо круглого пло-
скодонного используют предлагаемый тип отражателя.
Акустическое поле, формиру-
емое преобразователем в изделии,
представляет собой пучок, шири-
на которого меняется с глубиной.
При перемещении ПЭП слева на-
право на рис. 7.4 эхо-импульс воз-
никает, когда дефект озвучивает-
ся правой частью пучка. При пере-
сечении акустической осью ПЭП
центра дефекта эхо-импульс мак-
симален. Таким образом, при пе-
ремещении ПЭП над компакт-
ным (точечным) дефектом, эхо-
импульс от него наблюдается не в
точке, а на некотором участке про-
тяженностью А1о. Поскольку ши-
рина пучка (ширина диаграммы
направленности) зависит от того,
на каком уровне она определяет-
ся, то и А£о изменяется в некото-
рых пределах при изменении уси-
ления дефектоскопа.
Если дефект имеет протяжен-
ность, то его границы, определен-
ные эхо-импульсным методом,
также могут отличаться от истин-
ных (рис. 7.5). В связи с этим в де-
фектоскопии используется поня-
тие условных границ несплошно-
сти. Условной границей несплош-
РИС. 7.5. К понятию условных границ протя-
женного дефекта
208
7.2. ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
ности называется геометрическое место положений центра прямого ПЭП
или точки ввода наклонного ПЭП на поверхности ввода, где амплитуда эхо-
сигнала от несплошности равна заданной величине. Известны два способа
определения условных границ - относительный и абсолютный.
Способ определения условных границ по положениям преобразовате-
ля, при которых амплитуда эхо-импульса от дефекта уменьшается на п дБ
от своего максимального значения, называется относительным. В отечест-
венной практике чаще всего п = 6 дБ. В зарубежной практике значение п
при контроле сварных соединений обычно зависит от толщины контроли-
руемого объекта, увеличиваясь с ростом толщины от 0 до 12 дБ. Способ оп-
ределения условных границ по положениям преобразователя, при которых
амплитуда эхо-импульса от дефекта уменьшается до заданного (например,
до контрольного) уровня чувствительности (с учетом глубины залегания
несплошности), называется абсолютным. В отечественной практике полу-
чил также применение способ, представляющий собой комбинацию двух
названных, - определение условных границ по положениям преобразовате-
ля, при которых амплитуда эхо-импульса от дефекта уменьшается на п дБ
от своего максимального значения или до контрольного уровня чувстви-
тельности (с учетом глубины залегания несплошности), при этом из двух
указанных значений выбирают соответствующее более высокой чувстви-
тельности.
• ] Условной протяженностью &L дефекта в каком-либо направле-
нии называется максимальное расстояние между его условными гра-
ницами в данном направлении.
РИС. 7.6. К определению условной протяженности
Условную протяженность измеряют в следующих направлениях:
- при контроле прямыми и наклонными ПЭП по плоской поверхности - в
направлении максимальной протяженности (рис. 7.6);
- при контроле сварных швов наибольшая протяженность наблюдается
чаще всего при перемещении преобразователя вдоль шва (рис. 7.7), ори-
ентированного перпендикулярно к оси шва, хотя в практике встречают-
ся случаи расположения протяженных дефектов под некоторым углом к
продольной оси сварного шва или поперек шва;
- при контроле прямым ПЭП по цилиндрической поверхности - вдоль об-
разующей и перпендикулярно ей. В последнем случае следует учесть по-
правку на кривизну поверхности ввода по формуле
209
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
РИС. 7.7. Определение условной протяженности AL дефекта и условного расстоя-
ния Д/ между протяженными (AZt), протяженным и компактным (Д/2), и компактны-
ми (Д/3) дефектами в сварном шве при контроле наклонным ПЭП
Д£ = Д£ц (Я - h)/R, (7.5)
где Д£ц, мм - условная протяженность, определенная по наружной ци-
линдрической поверхности без учета кривизны (рис. 7.8);
h, мм - глубина залегания дефекта;
R, мм - радиус кривизны поверхности ввода;
- при хордовом (по окружности)
контроле наклонным ПЭП - вдоль
образующей цилиндра;
- при контроле наклонным ПЭП
вдоль образующей цилиндра - пер-
пендикулярно образующей, при
этом нужно также учесть кривизну
по формуле (7.5).
Во всех случаях наклонный ПЭП
для измерения условной протяженно-
сти перемещают в направлении, перпен-
дикулярном его направлению излучения.
В сплошных цилиндрах при оцен-
ке условной протяженности ПЭП располагают так, чтобы он находился с
дефектом по одну сторону от оси цилиндра.
При контроле наклонным ПЭП измеряют также условную высоту и
условную ширину дефекта. Эти параметры обязательно определяют в сече-
нии, где эхо-сигнал от дефекта имеет наибольшую амплитуду, а при необ-
ходимости более детальной характеристики дефекта - и в других сечениях.
At,
РИС. 7.8. Определение условной протя-
женности дефектов при контроле цилинд-
рического изделия прямым ПЭП
•J Условной шириной ДХ дефекта называется расстояние между его
условными границами при перемещении наклонного ПЭП в плоскос-
ти падения луча (рис. 7.9). Разность показаний глубиномера дефек-
тоскопа Н2~ = Mi, полученных в тех же положениях наклонного
ПЭП, называется условной высотой ДИ дефекта.
210
7.3. КЛАССИФИКАЦИЯ НЕСПЛОШНОСТЕЙ НА ПРОТЯЖЕННЫЕ И НЕПРОТЯЖЕННЫЕ
При контроле зеркально-теневым методом условные границы дефекта
определяются по положениям центра прямого ПЭП или точки выхода на-
клонного ПЭП, в которых амплитуда донного сигнала достигает уровня, за-
данного нормативными документами. Обычно задают поисковый или кон-
трольный уровень чувствительности.
•] Условным расстоянием Al между протяженными дефектами
называется расстояние между крайними положениями ПЭП, по ко-
торым определялась условная протяженность двух рядом располо-
женных дефектов (Д^ на рис. 7.7).
Условным расстоянием Al между протяженным и непротяжен-
ным (компактным) дефектами называется расстояние между
крайним положением ПЭП, при котором определялась условная про-
тяженность протяженного дефекта, и положением ПЭП, в котором
амплитуда эхо-сигнала от компактного дефекта имеет максималь-
ное значение (Д/2 на рис. 7.7).
Условным расстоянием Al между компактными дефектами на-
зывается расстояние между положениями ПЭП, при которых амп-
литуды эхо-сигналов от дефектов имеют максимальные значения
(Д/3 на рис. 7.7).
7.3. КЛАССИФИКАЦИЯ НЕСПЛОШНОСТЕЙ НА
ПРОТЯЖЕННЫЕ И НЕПРОТЯЖЕННЫЕ
Для этой классификации условную протяженность несплошности ДА
сравнивают с действующей шириной пучка ДА0 на глубине залегания не-
сплошности. Величина ДА0 может быть определена экспериментально и
расчетным путем.
При использовании экспериментального метода (рис. 7.10) выбирается
ступень стандартного образца предприятия (СОП), соответствующая глу-
бине залегания дефекта. Находят искусственный отражатель, эквивалент-
ный по амплитуде данному дефекту, и определяют на поверхности скани-
рования СОП расстояние между условными границами на том же уровне
211
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
РИС. 7.10. Экспериментальное определение действующей ширины пучка
чувствительности, что и для реального дефекта. Этим расстоянием опреде-
ляется величина АА0.
При расчетном способе действующая ширина пучка для прямых ПЭП с
круглым пьезоэлементом определяется по формуле
ALo = 2rtg0o, (7.6)
где угол 0О при известных а, X определяется с помощью табл. 7.1 в зависи-
мости от разности |Лтах - Ао|.
Табл. 7.1. Определение полуширины диаграммы направленности
при излучении-приеме
И -Лп|,дБ 1 шах 0" 2 4 6 8 10 12 14 16 18 20 24
(a/X)sin0o 0,15 0,21 0,26 0,30 0,32 0,35 0,37 0,40 0,414 0,43 0,46
Здесь Лтах, дБ - амплитуда эхо-импульса от дефекта; Ао, дБ - уровень, на
котором определяются условные границы. Значения Атах и Ао считывают с
аттенюатора:
г, мм - расстояние от поверхности ввода до дефекта;
а, мм - радиус пьезоэлемента ПЭП;
X, мм - длина волны в изделии;
0О, град - полуширина диаграммы направленности при излучении-при-
еме на глубине залегания несплошности на уровне |Атах - Ао|.
Найденное одним из этих способов значение А£о сравнивается с величи-
ной AL. Если AL < Д£о, то дефект считается непротяженным. Если AL > А£о,
то дефект считается протяженным.
Аналогичным способом можно произвести классификацию дефектов
по параметру АН (условной высоте).
Пример. Дефектоскопом USM 25S с преобразователем типа B2SE (а = 12 мм,/ = 2,0 МГц)
на глубине г = 150 мм в стали (q = 5900 м/с) обнаружен дефект Лтах = 36 дБ. Его А£, опреде-
ленная при уровне чувствительности Ао = 44 дБ, составляет Д£ = 28 мм. Требуется определить,
является ли данный дефект протяженным.
Решение-, из табл. 7.1 для |Лтах - Ло| = 8 дБ получаем: (a/X)sin0o = (a//c)sin0o = 0,30.
Подставляя численные значения, получаем: sin0o = 0,074, 0О = 4,2°, tgOo = 0,074. Определяем
А£о = 22,3 мм. Поскольку А£ > А£о, дефект классифицируем как протяженный.
212
7.4. ИЗМЕРЕНИЕ КООРДИНАТ ОТРАЖАТЕЛЕЙ
Методические документы, регламентирующие правила проведения
контроля в энергетике, допускают возможность определения Д£о для на-
клонных ПЭП по эмпирической формуле:
Д10 = 0,67гДР/2/(ад (7.7)
где N - разность между браковочным и контрольным уровнями чувстви-
тельности, дБ;
г = гм + гпр — расстояние от пьезоэлемента до несплошности, мм
(гм и гпр - расстояние, мм, по лучу в металле и в призме
преобразователя соответственно);
а - радиус (полуширина) пьезоэлемента в плоскости, перпендикуляр-
ной плоскости падения, мм;
/- частота колебаний, МГц.
В некоторых методических документах указывают численное значение
условной протяженности несплошности (например, 10 мм), до которого не-
сплошность классифицируют как непротяженную.
7.4. ИЗМЕРЕНИЕ КООРДИНАТ ОТРАЖАТЕЛЕЙ
При измерении координат дефектов на плоских поверхностях указыва-
ют координаты X и Y проекции дефекта на поверхность контроля относи-
тельно начала отсчета, а также глубину залегания h.
Для привязки координат контролируемую поверхность размечают на
квадратные (в случае контроля поковок, листов) или на линейные участки
(в случае контроля узких длинномерных заготовок, сварных швов и т. п.).
Участки нумеруют, указывают начало и направление отсчета. В некоторых
случаях в качестве начала отсчета используют какой-либо конструктив-
ный элемент, клеймение или другие постоянно присутствующие признаки.
Способ разметки должен предусматривать возможность ее воспроизведе-
ния на всех этапах технологического процесса при изготовлении объекта
или в течение всего срока службы при его эксплуатации.
Для прямого ПЭП проекция дефекта на поверхность контроля совпада-
ет с положением центра ПЭП при ре-
гистрации максимума эхо-импульса от
дефекта. Для наклонного ПЭП рассто-
яние проекции дефекта от точки выхо-
да х и глубину залегания h (рис. 7.11)
определяют по формулам:
х = г sina; (7.8)
/z = rcosa, (7.9)
РИС. 7.11. Определение проекции дефекта
на поверхность контроля и глубины его
залегания при контроле наклонным ПЭП
где г - расстояние от точки выхода до
дефекта по ходу луча.
213
ГЛАВА 7 • ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ
При хордовом прозвучивании наклонным ПЭП цилиндрических изделий
положение проекции дефекта относительно точки выхода, измеряемое дли-
ной дуги хц и глубиной залегания h (рис. 7.12), определяются по формулам:
хц = (7ir/180)arctg[r sina/(7? - г cosa)] при г cosa < R, (7.10)
хц = nr- (rcr/180)arctg[r sina/(7? - r cosa)] при r cosa > R, (7.11)
h = R - (R2 + r2 - 2Rr cosa)'(7.12)
С использованием указанных формул могут быть разработаны рабочие
координатные шкалы, либо таблицы для конкретных диаметров заготовок
и углов ввода ПЭП.
В случае если контроль выполняют наклонным ПЭП перпендикулярно
образующей по внутренней поверхности цилиндра (рис. 7.13), соответству-
ющие формулы для определения координат дефекта имеют вид:
h = (Я н2 + г2- 2Явнг cosa)1/2 - Я н; (7.13)
хвн= л(Явн/180)агссоз[(Явн + rcosa)/(7?BH2 + г2 - 27?BHrcosa)1/2]. (7.14)
Просто и удобно можно определить координаты h и хц при хордовом про-
звучивании по наружной поверхности с помощью номограммы 0 100 мм,
приведенной для некоторых углов на рис. 7.14. Для этого вводят переводной
коэффициент k = R/50 (R, мм - наружный радиус изделия). От точки выхо-
да наклонного ПЭП откладывают по лучу соответствующего угла (на рисун-
ке - это угол 37°) расстояние ОА = r/k, мм. Через полученную точку прово-
дят радиус до пересечения с окружностью наружного диаметра в точке В. На
рисунке измеряют расстояния АВ и ОВ. Рассчитывают h = k АВ и хц = k ОВ.
При необходимости определения координат дефектов в изделиях с бо-
лее сложной поверхностью целесообразно вычерчивание контролируемого
сечения и хода лучей соответствующих ПЭП.
о
45
О
РИС. 7.12. Определение
координат дефекта
на цилиндрическом
изделии при хордовом
контроле по наружной
поверхности
РИС. 7.13. Определение координат дефекта
на цилиндрическом изделии при хордовом
контроле по внутренней поверхности
РИС. 7.14. Номограмма для расчета коор-
динат при хордовом прозвучивании цилин-
дрических объектов
214
ГЛАВА 8 • ТЕХНОЛОГИЯ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Технология (от греч. techne - искусство, мастерство, умение и logos
- слово, учение) - это совокупность приемов и способов получения, обра-
ботки или переработки сырья, материалов, полуфабрикатов или изделий,
осуществляемых в различных отраслях промышленности, в строительстве
и т. д.; научная дисциплина, разрабатывающая и совершенствующая такие
приемы и способы. В состав современной технологии включается и техни-
ческий контроль производства. Технологией принято также называть опи-
сание производственных процессов, инструкции по их выполнению, техно-
логические правила, требования, карты, графики и др.
Задача технологии как науки - выявление физических, химических, ме-
ханических и других закономерностей с целью определения и использова-
ния на практике наиболее эффективных и экономичных производственных
процессов.
Технологический процесс ультразвукового контроля - это сово-
купность действий, связанных с подготовкой, проведением и оформ-
лением результатов ультразвукового контроля.
Этот процесс может быть как составной частью общего производствен-
ного технологического процесса, так и самостоятельным процессом контро-
ля или диагностики; его основными составными частями являются:
- прогнозируемая оценка возможной дефектности объектов контроля и
определение на ее основе задач контроля;
- оценка дефектоскопичности объектов контроля;
- выбор методов и средств контроля;
- определение основных параметров контроля и способов их настройки;
- подготовка рабочего места и объекта к контролю;
- организация, последовательность и содержание операций контроля;
- алгоритм оценки качества объекта по результатам контроля.
8.1. РУКОВОДЯЩИЕ ДОКУМЕНТЫ НА УЛЬТРА-
ЗВУКОВОЙ КОНТРОЛЬ
Существует несколько уровней технической документации, определя-
ющей порядок и правила проведения контроля (рис. 8.1).
Документацией высшего уровня являются государственные стандарты
(ГОСТ) на ультразвуковой контроль продукции данного вида. В данном
случае классификация по видам производится по способу производства
продукции. Так, наиболее часто применяются ГОСТ на листовой прокат
[1, 2], поковки [3], трубы [4], железнодорожные рельсы [5], сварные соеди-
нения [6]. ГОСТ задают общие требования, обязательные для исполнения
215
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 8.1. Структурная схема формирова-
ния технической документации на контроль
в любых отраслях промышленности,
где производят ультразвуковой кон-
троль продукции данного вида.
При необходимости в отрас-
лях промышленности разрабатыва-
ют руководящие документы, обяза-
тельные для применения в данной
отрасли. Они учитывают как конст-
руктивные особенности продукции,
так и условия ее эксплуатации. Эти
документы могут иметь различные
наименования: отраслевой стандарт (ОСТ), руководящий документ (РД),
основные положения (ОП), правила контроля (ПК), однако, все они обяза-
ны учитывать требования ГОСТ на продукцию данного вида.
Еще более конкретное содержание имеют документы, определяющие
правила проведения контроля на конкретном предприятии. Документ мо-
жет называться: стандарт предприятия (СТП), инструкция, методика и
т. п. Эти документы создают на основе и с учетом требований отраслевых
документов, но ограничиваются правилами проведения контроля только
той продукции, которую выпускает данное предприятие. Здесь могут быть
учтены не только технические особенности продукции, но и организацион-
ные взаимоотношения, характерные для данного предприятия. Иногда по
требованию заказчика предприятие разрабатывает инструкцию по контро-
лю (процедуру контроля) продукции, относящейся к определенному зака-
зу, например, инструкция по контролю сварных соединений сосуда химии.
В таком случае разработанную инструкцию обычно направляют заказчику
для согласования (одобрения).
Заключительным звеном данной структуры является карта контроля
(технологическая карта контроля), которая содержит все необходимые све-
дения о контролируемом объекте, конкретные указания о технологии про-
ведения контроля и требованиях по оценке качества. Более подробно требо-
вания к содержанию карты контроля изложены далее в этом разделе.
Требования к построению и оформлению технической документации
(кроме карт контроля) на контроль определены ГОСТ 20415 [7]. В соот-
ветствии с этими требованиями в технической документации на контроль
должны содержаться следующие разделы:
о вводная часть, в которой указывается область применения документа, ма-
териалы, на основании которых он составлен, а также приведен перечень не-
сплошностей, подлежащих выявлению при контроле по данному документу;
о средства контроля, в этом разделе определяются требования к прибо-
рам, преобразователям, образцам и другим средствам контроля, а также к
порядку контроля их состояния;
о подготовка к контролю (содержание этого и двух следующих пунктов
раскрывается далее в этой главе);
216
8.2. ВЫБОР ПРЕОБРАЗОВАТЕЛЯ, ПАРАМЕТРОВ КОНТРОЛЯ И РЕЖИМОВ НАСТРОЙКИ
о проведение контроля;
о оценка качества изделия и оформление результатов контроля;
о требования безопасности, в этом разделе указываются требования,
соблюдение которых обязательно при работе по контролю объектов в со-
ответствии с данным документом.
Нормативные документы (правила контроля - ПК, технические усло-
вия - ТУ и т. п.) содержат показатели технических требований к контроли-
руемому объекту по результатам контроля. В ряде случаев технические тре-
бования являются составной частью ГОСТ, ОСТ или других документов,
определяющих технологию контроля.
8.2. ВЫБОР ПРЕОБРАЗОВАТЕЛЯ, ПАРАМЕТРОВ
КОНТРОЛЯ И РЕЖИМОВ НАСТРОЙКИ
8.2.1. Тип и конструкция преобразователя
Тип ПЭП по углу ввода (прямой или наклонный) выбирают, исходя из
схемы прозвучивания данного объекта. Подробно этот вопрос рассмотрен в
разделах, касающихся технологии контроля конкретных объектов.
Тип ПЭП по схеме включения (совмещенный или PC) выбирают в за-
висимости от толщины изделия или расстояния зоны контроля от поверх-
ности ввода. Прямые совмещенные ПЭП обычно применяют для контроля
изделий толщиной более 50 мм, а прямые PC ПЭП - для контроля изделий
толщиной до 50 мм включительно или приповерхностного слоя толщиной
до 50 мм. Наклонные ПЭП большей частью используют по совмещенной схе-
ме включения. Наклонные PC ПЭП с поперечной волной используют пре-
имущественно для контроля сварных соединений тонкостенных (толщиной
2,0 - 9,0 мм) труб диаметром не более 400 мм (они известны как «хордовые
преобразователи»). Наклонные PC ПЭП с продольной волной применяют
для контроля сварных
соединений с крупно-
зернистой структурой
и высоким уровнем
структурных шумов
(аустенитные швы).
Отдельно следует от-
метить наклонные
PC ПЭП, возбуждаю-
щие головную волну
- преобразователи го-
ловной волны (ПГВ),
которые применяют
для выявления отра-
жателей, расположен-
РИС. 8.2. Примеры применения преобразователя головных волн
(ПГВ) для выявления трещин (Т):
а - под наплавкой; б - под тавровым швом; в - под резьбой
217
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ных вблизи поверхности ввода и с ориентацией, близкой к перпендикуляру
к поверхности ввода (рис. 8.2).
Для решения разнообразных задач практического контроля созданы и
изготавливаются ПЭП с различными конструктивными особенностями.
ПЭП с низкой степенью демпфирования позволяют создать наиболее мощ-
ный излучаемый импульс, однако, при этом увеличивается мертвая зона и
ухудшается лучевая разрешающая способность. Поэтому такие ПЭП целе-
сообразно использовать для контроля изделий большой толщины (более
500 мм) или с высоким затуханием, обусловленным поглощением звука.
ПЭП с высоким демпфированием создают короткий импульс, при этом до-
стигаются наименьшая мертвая зона и наилучшая лучевая разрешающая
способность. Чувствительность ПЭП вследствие сильного демпфирования
в определенной мере снижается, хотя обычно ее вполне достаточно для ре-
шения большинства практических задач.
Решающим достоинством прямых ПЭП с мягкими протекторами яв-
ляется их малая чувствительность к колебаниям шероховатости поверх-
ности контроля. Сменный протектор резко увеличивает срок службы та-
ких ПЭП. Поэтому, несмотря на несколько худшие, чем у ПЭП с жестким
протектором, мертвую зону и разрешающую способность, ПЭП с мягким
протектором получили очень широкое применение. Прямые ПЭП с жест-
ким протектором чаще используют для определения характеристик обна-
руженных отражателей, а также для измерения толщины. Рекомендуемая
шероховатость поверхности при использовании прямых ПЭП с жестким
протектором Ra ~ 2,5 мкм по ГОСТ 2789. Наклонные ПЭП с мягким про-
тектором практически не применяют. По мере износа рабочей поверхности
наклонного ПЭП ее можно восстанавливать путем наклеивания пластины
из оргстекла. PC ПЭП с мягким протектором применяют достаточно редко,
поскольку протектор увеличивает уровень собственных шумов ПЭП в зоне
контроля.
Размер стрелы наклонного ПЭП является важным фактором при
контроле сварных соединений небольшой толщины (менее 20 мм) с уси-
лением. Обычно ставится задача прозвучивания корня шва прямым лу-
чом, поэтому точка выхода должна быть максимально приближена к уси-
лению, то есть стрела ПЭП должна быть по возможности минимальной
(рис. 8.3). В некоторых методических документах рекомендуется умень-
шать стрелу наклонно-
го ПЭП путем сошлифов-
ки нижней части передней
грани наждачной бума-
гой. Однако следует иметь
в виду, что при этом мо-
гут возрасти собственные
шумы ПЭП из-за ревербе-
рации в призме.
РИС. 8.3. Влияние величины стрелы ПЭП на возможность
прозвучивания корня шва прямым лучом: а - корень шва
не прозвучивается; б - корень шва прозвучивается
218
8.2. ВЫБОР ПРЕОБРАЗОВАТЕЛЯ, ПАРАМЕТРОВ КОНТРОЛЯ И РЕЖИМОВ НАСТРОЙКИ
В случае необходимости проведения контроля в пространстве, ограни-
чивающем перемещение ПЭП, он может иметь конструкцию с подключе-
нием кабеля с верхней, боковой или задней стенки корпуса. Для улучшения
акустического контакта на криволинейных поверхностях рабочую поверх-
ность ПЭП притирают через наждачную бумагу по форме поверхности кон-
троля.
В дефектоскопии применяют ПЭП с пьезоэлементами размером от 5 до
50 мм. Наиболее широко используют ПЭП с пьезоэлементами размером от
10 до 25 мм. Следует учитывать, что при увеличении размера пьезоэлемента:
- уменьшается ширина характеристики направленности, что, с одной сто-
роны, сужает озвучиваемый объем, а с другой - улучшает фронтальную
разрешающую способность в дальней зоне;
- повышается чувствительность на больших расстояниях;
- увеличивается ближняя зона;
- ухудшается акустический контакт на криволинейных поверхностях.
Поэтому ПЭП с большим размером пьезоэлемента можно рекомендо-
вать для: более точной оценки границ дефектного участка и возможности
его разбиения на более мелкие участки или на отдельные дефекты; обеспе-
чения высокой чувствительности при контроле изделий большой толщины;
оптимизации контроля крупнозернистых материалов.
ПЭП с малым пьезоэлементом можно рекомендовать для проведения
поиска несплошностей; более точной оценки эквивалентных размеров не-
сплошностей по АРД-диаграмме на небольших расстояниях; контроля из-
делий с криволинейной поверхностью.
При контроле изделий энергомашиностроения обычно ограничивают-
ся диапазоном частот 0,5 - 5,0 МГц, причем наиболее употребим диапазон
1,8-5,0 МГц.
Частоту 4,0 - 5,0 МГц применяют при контроле мелкозернистых заго-
товок небольшой толщины (обычно меньше 100 мм) и сварных соединений
толщиной менее 20 мм. Изделия большей толщины контролируют ультра-
звуком частотой 1,8 - 2,5 МГц. Для контроля заготовок с крупнозернистой
структурой и с большим затуханием рекомендуют применять более низкие
частоты. При выборе частоты нужно учитывать, что ее увеличение вызывает:
- увеличение ближней зоны;
- уменьшение мертвой зоны, связанное с уменьшением длительности сво-
бодных колебаний пьезоэлемента;
- улучшение (уменьшение численного значения) лучевой и фронтальной
разрешающей способности;
- сужение характеристики направленности;
- увеличение коэффициента затухания и связанное с ним падение чувст-
вительности на больших толщинах (более 200 мм);
- увеличение уровня структурных шумов в крупнозернистых материалах;
- уменьшение уровня собственных шумов ПЭП, связанное с увеличением
затухания звуковой волны в элементах ПЭП при возрастании частоты.
219
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Следует также отметить, что при повышении частоты ухудшается вы-
являемость плоскостных дефектов, неперпендикулярных центральному
лучу УЗ пучка. Это происходит как из-за сужения диаграммы направлен-
ности ПЭП, так и из-за сужения индикатрисы рассеяния (диаграммы на-
правленности вторичного излучателя) дефекта (рис. 8.4). Однако в тех слу-
чаях, когда рассматривается рассеяние на краю трещины или идет речь о
диффузном рассеянии на многоэлементной поверхности трещины, может
наблюдаться и эффект улучшения выявляемости несплошности.
РИС. 8.4. Индикатрисы рассеяния дефекта при озвучивании
разными частотами
В общем случае угол ввода выбирают таким образом, чтобы обеспечи-
валось пересечение проверяемого сечения акустической осью преобразова-
теля (прямым или однократно отраженным лучом). При этом также следу-
ет стремиться обеспечить перпендикулярное или близкое к нему направле-
ние акустической оси по отношению к направлению возможной ориента-
ции несплошностей.
Выявление дефектов, выходящих на поверхность, наиболее эффектив-
но обеспечивается при падении поперечной волны под углом 45° ± 5° к этой
поверхности.
В некоторых случаях невозможно в полной мере следовать указанным
рекомендациям. Так, в стыковых сварных соединениях наилучшая выявля-
емость дефектов достигается при контроле ПЭП с углами ввода 60° - 70°.
Однако при большой толщине изделия для проведения такого контроля
необходимо иметь достаточно большую зону перемещения ПЭП, то есть
зачищенный участок поверхности на значительном расстоянии от шва, что
не всегда возможно организовать. Кроме того, существенно увеличивается
путь звукового пучка в изделии, следовательно, затрудняется обеспечение
требуемой чувствительности. Иногда указанные выше условия невозможно
выполнить из-за необходимости обеспечения полноты контроля сварного
соединения. Учитывая эти и другие ограничения, находят компромиссные
решения по выбору угла ввода. Более полные рекомендации приведены в
разделе, касающемся схем сканирования конкретных объектов контроля.
8.2.2. Диапазон контроля
Диапазон контроля определяется временной длительностью горизон-
тальной развертки на экране дефектоскопа. Диапазон контроля зависит от
размера зоны контроля.
220
8.2. ВЫБОР ПРЕОБРАЗОВАТЕЛЯ, ПАРАМЕТРОВ КОНТРОЛЯ И РЕЖИМОВ НАСТРОЙКИ_
•] Зоной контроля называется участок развертки, в пределах кото-
рого дефектоскопист регистрирует и оценивает все индикации, до-
стигшие заданного уровня.
Зона контроля непосредственно связана с контролируемым объемом
детали. Начало зоны контроля определяется минимальным расстоянием
по акустической оси от точки ввода колебаний до контролируемого объ-
ема. Конец зоны контроля определяется расстоянием по акустической оси
до наиболее удаленной точки контролируемого объема. Можно говорить о
протяженности зоны контроля в милиметрах или ее длительности в мик-
росекундах. Обычно рекомендуют выбирать диапазон контроля так, чтобы
зона контроля занимала не более 75 - 80 % горизонтальной развертки. Это
обусловлено следующими причинами:
- в крайней правой части горизонтальной развертки наиболее вероятны
искажения линейности по горизонтали, особенно для дефектоскопов с
электронно-лучевой трубкой;
- иногда за донным сигналом возникают индикации, анализ которых по-
зволяет получить полезную дополнительную информацию об ОК;
- конец зоны контроля может «плавать» в некоторых пределах из-за из-
менения геометрических размеров на разных участках ОК или скорости
распространения ультразвука.
В практике чаще всего встречаются следующие варианты.
РИС. 8.5. Выбор диапазона контроля: а - всего сечения прямым
лучом; б - части сечения прямым лучом; в - всего сечения пря-
мым и однократно отраженным лучом; г - всего сечения прямым
лучом с диапазоном контроля, кратным 50 мм
1. На экране наблюдают все сечение изделия, контролируемого прямым
лучом (рис. 8.5а). Начало развертки соответствует точке 0 мм, то есть мо-
менту входа колебаний в ОК. Начало зоны контроля соответствует окон-
чанию мертвой зоны. Конец зоны контроля составляет 75 - 80 % диапазо-
на контроля.
2. На экране наблюдают часть сечения контролируемого изделия
(рис. 8.56). Введена задержка развертки. Начало развертки и начало зоны
контроля соответствуют расстоянию Hv Конец зоны контроля составляет
75 - 80 % диапазона контроля.
3. На экране наблюдают все сечение изделия при контроле прямым и
однократно отраженным лучом (рис. 8.5в). Начало развертки соответствует
221
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
точке 0 мм. Начало зоны контроля соответствует окончанию мертвой зоны.
Конец зоны контроля находится на расстоянии 2г и составляет 75 - 80 %
диапазона контроля.
4. Для одного из трех указанных случаев установлен диапазон контро-
ля, кратный 50 или 100 мм (рис. 8.5г).
8.2.3. Зона автоматической сигнализации дефектов (АСД)
При ручном контроле без внешних индикаторов (самописцев, отметчи-
ков и т. д.) зону АСД устанавливают в том случае, когда дефектоскопист
хочет выделить зону контроля на экране дефектоскопа с помощью строб-
импульса (рис. 8.6). Система АСД имеет органы настройки, регулирующие:
- начало (или задержку) зоны АСД (начало строб-импульса);
- протяженность (или длительность) зоны АСД (ширину строб-импульса);
- уровень порога срабатывания АСД (высоту строба).
РИС. 8.6. Применение строб-импульса зоны АСД при контроле зоны
сплавления антикоррозионной наплавки с основным металлом
Индикацию зоны АСД (звуковую или световую) целесообразно исполь-
зовать лишь в том случае, когда в зоне АСД отсутствуют эхо-импульсы, не
являющиеся эхо-сигналами от дефектов. Звуковую индикацию следует ис-
пользовать при работе в таких условиях, когда наружные шумы не маски-
руют звук индикатора.
8.2.4. Система временной регулировки чувствительности (ВРЧ)
Система ВРЧ современного микропроцессорного дефектоскопа весьма
эффективно выравнивает чувствительность по зоне контроля. Ее использо-
вание ограничивается иногда тем, что изготовители дефектоскопов в инс-
трукциях по эксплуатации описывают способы настройки системы ВРЧ
только по образцам. Однако существуют методики, позволяющие настраи-
вать систему ВРЧ и без образцов. Схема, поясняющая пример такой мето-
дики, приведена на рис. 8.7.
? Н 2 —"Ф / Р /1 aJ ±] а! _б/ РИС. 8.7. Пример схемы для настройки системы ВРЧ без образцов: 1 - дефектоскоп; 2 - калиброванный аттеню- атор; 3 - прямой ПЭП; 4 - сосуд с водой; 5 - сталь- ной диск; 6 - микрометри- ческий винт
222
8.2. ВЫБОР ПРЕОБРАЗОВАТЕЛЯ, ПАРАМЕТРОВ КОНТРОЛЯ И РЕЖИМОВ НАСТРОЙКИ
Настройку производят следующим образом. Настраивают глубиномер
дефектоскопа (скорость звука и задержку нуля) на ОК. Планируют чис-
ло п и положение точек, по которым будут настраивать систему ВРЧ. По
АРД-диаграмме или расчетным путем определяют ослабление амплитуды
ДА. (i = 2,..., п) сигнала для каждой точки по отношению к первой точке.
Включают дефектоскоп и получают эхо-сигнал от диска. С помощью мик-
рометрического винта устанавливают диск в такое положение, чтобы эхо-
сигнал от него находился в положении, соответствующем точке 1. С помо-
щью дефектоскопного аттенюатора устанавливают амплитуду сигнала на
уровень, указанный в инструкции по эксплуатации дефектоскопа (рис. 8.8).
Переводят дефектоскоп в режим настройки системы ВРЧ. Нажимая соот-
ветствующую клавишу, вводят параметры точки 1 в дефектоскоп. С помо-
щью микрометрического винта пе-
реводят диск в положение, соответ-
ствующее точке 2. Аттенюатором
устанавливают ослабление ДА2 от-
носительно точки 1. Вводят пара-
метры точки 2 в дефектоскоп. Эту
же операцию повторяют по всем
оставшимся точкам, вводя для
каждой точки свое ослабление ДАГ
После ввода последней точки на-
стройка ВРЧ окончена.
РИС. 8.8. К настройке ВРЧ без образца
Особенно целесообразно использовать систему ВРЧ в случаях:
- контроля изделий большой толщины (более 100 мм);
- наличия многочисленных дефектов, требующих оценки по системе «год-
но—брак», которые расположены в некотором интервале расстояний по
лучу;
- значительного изменения чувствительности в направлении акустичес-
кой оси, связанного с затуханием колебаний, например, при наличии
структурных помех.
Следует помнить, что применение ВРЧ требует достаточно высокой
квалификации дефектоскописта.
8.2.5. Отсечка
При выключенной отсечке и достаточно большом усилении дефектос-
копа, соответствующем режиму поиска, на экране вдоль горизонтальной
линии развертки наблюдаются многочисленные импульсы малой амплиту-
ды (менее 1/5 высоты экрана), причиной которых являются электронные и
акустические шумы, не имеющие отношения к несплошностям контроли-
руемого изделия. Опытный дефектоскопист привыкает к такой картине на
экране и способен на ее фоне обнаружить полезные сигналы (то есть эхо-
импульсы от дефектов) небольшой амплитуды. Для снижения уровня шу-
мов предусмотрена отсечка. Однако включение отсечки подавляет не толь-
223
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ко шумы, но и полезные сигналы, сужая возможности дефектоскописта по
выявлению небольших несплошностей. Кроме того, полностью включенная
некомпенсированная отсечка приблизительно на 10 дБ уменьшает динами-
ческий диапазон экрана, что более чем в 3 раза уменьшает диапазон оценки
размера дефекта по экрану дефектоскопа. Не допускается включение от-
сечки при использовании накладных АРД-шкал, применение которых рас-
считано на полный динамический диапазон. По этим причинам следует по
возможности избегать включения отсечки.
8.2.6. Частота следования зондирующих импульсов
Во многих дефектоскопах частота следования зондирующих импульсов
или частота посылок не имеет отдельной регулировки, а изменяется при пе-
реключении диапазона контроля. Для приборов, в которых она регулирует-
ся, следует выбирать частоту посылок, учитывая, что:
- при увеличении толщины контролируемого изделия следует уменьшать
частоту следования во избежание возникновения импульсов помех (фан-
томов);
- при автоматизированном контроле частота следования определяет мак-
симально допустимую скорость сканирования.
Действительно (рис. 8.9), за время, равное периоду следования Г, аку-
стический блок (на рисунке - ПЭП) перемещается на расстояние L
L = VT, (8.1)
где V - скорость сканирования. Очевидно, что для регистрации несплош-
ности необходимо, чтобы выполнялось условие L < ALmin, где ALmin - мини-
мальная условная протяженность регистрируемой несплошности. Отсюда
видно, что чем более высокой выбирают скорость сканирования, тем больше
должна быть частота следования зондирующих импульсов (то есть, меньше
период следования).
РИС. 8.9. К вопросу о связи частоты следования с максимальной
скоростью сканирования
8.2.7. Мощность
Увеличение мощности достигается увеличением длительности и/или
амплитуды зондирующего импульса. Обычно оно приводит к увеличению
224
8.3. НАСТРОЙКА ГЛУБИНОМЕРА
мертвой зоны и ухудшению лучевой разрешающей способности, поэтому,
где возможно, следует работать на малой мощности. Увеличивать мощность
нужно только в тех случаях, когда другими способами не удается обеспе-
чить требуемую чувствительность контроля. Обычно это бывает при кон-
троле изделий большой толщины или с большим поглощением звука.
Настройка глубиномера и чувствительности описана в следующем пара-
графе. Таким образом, мы рассмотрели принципы выбора основных режимов
настройки с использованием органов регулировки, имеющихся в большин-
стве дефектоскопов 2-й группы. Современные микропроцессорные дефекто-
скопы, как отечественные, так и зарубежные, могут иметь возможность регу-
лирования и других параметров (например, формы генерируемого импуль-
са, степени обработки эхо-импульса, отображаемого на экране, вариантов
работы глубиномерного устройства и т. д.). В этом случае режимы настрой-
ки выбираются на основании сведений, изложенных в гл. 6, рекомендаций
инструкций по эксплуатации дефектоскопа или специальных методик.
8.3. НАСТРОЙКА ГЛУБИНОМЕРА
При настройке глубиномера всегда в той или иной форме присутствуют
два этапа:
1 - настройка на скорость ультразвуковых волн в контролируемом мате-
риале;
2 - установка задержки нуля (в дефектоскопах с блоком цифрового отсче-
та) или задержки развертки (в дефектоскопах без Б ЦО).
Конкретные действия, выполняемые при настройке по каждому этапу,
зависят от типа дефектоскопа. Тем не менее, можно указать основные вари-
анты, встречающиеся в современных приборах. По первому этапу настрой-
ки такими вариантами являются:
- установка известного значения скорости путем дискретного переключе-
ния или набора на клавишах управления с отображением на экране;
- получение на цифровом глубиномерном устройстве заданного расстоя-
ния между двумя опорными эхо-сигналами от отражателей, расположен-
ных на разных глубинах;
- настройка скорости развертки, при которой интервал между эхо-импуль-
сами от двух опорных отражателей, расположенных на разных расстоя-
ниях, соответствует расстоянию между отражателями.
При работе с прямыми совмещенными и PC ПЭП в качестве опор-
ных сигналов обычно используют 1-й и 2-й донные сигналы из плоскопа-
раллельных образцов с известной толщиной: KI, К2, CBU, VW, СО-2 и др.
или непосредственно контролируемое изделие, если известна его толщина
в какой-либо точке.
При работе с наклонными ПЭП на углеродистых сталях в качестве
опорных могут быть использованы:
225
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- 1 -й и 2-й эхо-импульсы от цилиндрической поверхности R55 образца СО-3.
При установке ПЭП на образец (рис. 8.10) импульс совершает многократ-
ные колебания по пути О-А-О-В-0.1-й эхо-импульс возникает после про-
хождения пути О-А-О, 2-й - пути О-А-О-В-О-А-О. На экране при этом
отображаются: 1-й эхо-импульс - с расстояния 55 мм, 2-й - с расстояния
110 мм от первого, все дальнейшие - с расстояний 110 мм друг от друга;
55 165
РИС. 8.10. Настройка глубиномёра для наклонного ПЭП по стан-
дартному образцу СО-3
- 1-й и 2-й эхо-импульсы от цилиндрической поверхности R100 образца
К1. При установке ПЭП на образец К1 (рис. 8.11) пучок совершает мно-
гократные колебания между цилиндрической поверхностью R100 и дву-
гранным углом, образованным пропилом Р и плоскостью А. Каждый раз
в одном направлении луч проходит расстояние 100 мм;
РИС. 8.11. Настройка глубиномера для наклонного ПЭП по
стандартному образцу К1
- 1-й и 2-й эхо-импульсы от цилиндрической поверхности R25 образца К2.
При установке ПЭП на образец К2 (рис. 8.12) импульс совершает много-
кратные колебания аналогично образцу СО-3. На экране при этом возни-
кают: первый эхо-импульс - с расстояния 25 мм, второй - с расстояния
75 мм от первого, все дальнейшие - с расстояний 75 мм друг от друга.
РИС. 8.12. Настройка глубиномера для наклонного ПЭП по
стандартному образцу К2
226
8.3. НАСТРОЙКА ГЛУБИНОМЕРА
Для сталей другого класса, а также для других металлов должны быть
изготовлены образцы из такого же материала.
В качестве опорных отражателей, расположенных на разных расстояни-
ях, могут быть использованы:
- двугранные углы (рис. 8.13а);
- два отражателя, выполненные на разных расстояниях (рис. 8.136).
РИС. 8.13. Настройка глубиномера по двум отражателям, распо-
ложенным на разных расстояниях: а - двугранные углы;
б - боковые отверстия
РИС. 8.14. Получение опорных эхо-импульсов на разных расстояниях:
а - прямой и однократно отраженный сигналы от двугранного угла;
б - прямой и однократно отраженный сигналы от бокового отверстия;
в - получение эхо-импульсов с разных поверхностей образца
Некоторые другие способы получения опорных эхо-импульсов приве-
дены на рис. 8.14.
По второму этапу настройки глубиномера применяют следующие ва-
рианты:
- установка известного значения задержки развертки путем набора на кла-
вишах управления с отображением на экране дефектоскопа;
- регулировка нуля глубиномера с получением на цифровом глубиномер-
ном устройстве заданного расстояния до опорного отражателя (дефек-
тоскопы с БЦО);
- регулировка задержки развертки для установки эхо-импульса от опорно-
го отражателя в заданное положение на экране дефектоскопа (дефекто-
скопы без БЦО).
Большинство современных дефектоскопов имеют функцию авто-
настройки глубиномера, позволяющую быстро и точно выполнить настрой-
ку одновременно по обоим этапам. Для автонастройки необходимо иметь
образец, воспроизводящий два эхо-сигнала (одновременно или последова-
тельно) на разных, но известных расстояниях. Поэтому ее можно провести
по любому из упомянутых образцов. Стандартно при автонастройке выпол-
няют следующие операции:
227
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- получают максимум эхо-сигнала от первого отражателя (или первый
донный сигнал в случае настройки по двум донным сигналам), стробиру-
ют эхо-сигнал и вводят в память дефектоскопа расстояние до него;
- получают максимум эхо-сигнала от второго отражателя (или второй дон-
ный сигнал), стробируют эхо-сигнал и вводят в память дефектоскопа
расстояние до него;
- вводят команду на автонастройку
При работе с наклонным ПЭП в разных производственных задачах мо-
жет потребоваться измерение расстояния до дефекта по лучу г, глубины h
или расстояния от точки выхода до проекции дефекта на поверхность х (см.
§ 7.4). Дефектоскоп после такой настройки сам рассчитывает любую из этих
координат, однако, в него необходимо ввести точное значение фактического
угла ввода. Вместо координаты х по команде дефектоскописта прибор мо-
жет показывать укороченную проекцию ху, но для этого необходимо ввести
в прибор значение стрелы ПЭП.
Некоторые типы дефекто-
скопов рассчитывают значение
параметра h с учетом количест-
ва отражений п, при котором по-
лучен эхо-сигнал (рис. 8.15). Для
этого достаточно ввести в при- ____ о. е „
г РИС. 8.15. К учету количества отражении при
бор значение ТОЛЩИНЫ изделия индикации параметра h
Н. При этом, если п - четное чис-
ло или 0, то прибор рассчитывает h = r cosa - пН. Если же п - нечетное чис-
ло, то прибор считает h = (п + 1)Н - г cosa.
В дефектоскопе может быть также предусмотрена сервисная функция
измерения координат при хордовом прозвучивании по цилиндрической по-
верхности. Для учета кривизны необходимо ввести радиус ОК.
Для более точной настройки глубиномера рекомендуется:
- все настройки и измерения выполнять в положениях ПЭП, когда наблю-
дается максимум эхо-сигнала от отражателя;
- все операции настройки и измерения производить при одинаковой высо-
те эхо-импульса (обычно 2/5 - 4/5 высоты экрана);
- настройки и измерения проводить при близкой (± 5 °C) температуре
ПЭП, образца и ОК;
- в приборах с электроннолучевой трубкой не использовать для настройки
и измерений конец горизонтальной шкалы (1/10 часть развертки в пра-
вой ее части), поскольку у этих приборов линейность в конце горизон-
тальной развертки несколько ухудшается;
- настройку прибора для наклонных ПЭП производить по фактическому
углу ввода. Это особенно важно для ПЭП с углами ввода 60° и более, для
которых небольшое отклонение угла приводит к существенному измене-
нию координат hnx.
228
8. 4. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ ДЕФЕКТОСКОПА ...
После завершения настройки целесообразно проверить ее путем изме-
рения расстояний до отражателей, расположенных в диапазоне контроля,
но на другой глубине.
8.4. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ ДЕФЕК-
ТОСКОПА И ОЦЕНКА РАЗМЕРОВ НЕСПЛОШ-
НОСТЕЙ ПО АМПЛИТУДНОМУ ПРИЗНАКУ
Настройка чувствительности заключается в такой регулировке органов
измерения и управления усилением и мощностью дефектоскопа, при кото-
рой эхо-импульсы от отражателей заданных размеров, расположенных на за-
данных глубинах, имеют заданную высоту на экране дефектоскопа. Размер и
форма искусственного отражателя, на основе которого следует производить
настройку чувствительности, указываются в технических условиях, прави-
лах контроля и других руководящих нормативных документах.
Ниже рассматриваются способы настройки чувствительности и оценки
размеров несплошностей, получившие наиболее широкое применение в прак-
тике контроля. Приведенные оценки относятся к дефектоскопу и АРД-диа-
грамме, градуированным в отрицательных децибелах (то есть большему сиг-
налу соответствует меньшее показание аттенюатора), если не оговорено иное.
1. Способ, основанный на применении стандартных образцов пред-
приятия (СОП). Его использование рекомендуется в следующих случаях:
- при контроле большой серии изделий, однотипных по акустическим
свойствам, геометрическим размерам, состоянию поверхности ввода ко-
лебаний и однородных по затуханию;
- при контроле изделий с большой кривизной (радиус кривизны выпук-
лой поверхности RHa < 75 мм; радиус кривизны внутренней поверхности
Rbh <150 мм);
- при контроле тонкостенных изделий (обычно, при толщине стенки менее
20 мм);
- при контроле изделий со сложной конфигурацией, если стенки изделия или
его конструктивных элементов изменяют форму свободного звукового пучка.
2. Способ АРД-диаграмм. Может применяться как основной в боль-
шинстве случаев контроля изделий простой геометрической формы.
Особенно целесообразен в следующих случаях:
- при контроле крупногабаритных или толстостенных изделий;
- при контроле изделий с участками, разнородными по затуханию.
Способ АРД-диаграмм экономически более выгоден, поскольку не тре-
бует затрат на изготовление и аттестацию стандартных образцов предпри-
ятия. Не допускается применение способа АРД-диаграмм в случаях:
- неполного прилегания контактной поверхности ПЭП к контактной по-
верхности ОК (например, цилиндрическая поковка с наружным диамет-
ром 150 мм и менее);
229
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- ограничения для свободного распространения пучка, связанные либо с
малой толщиной объекта (например, при контроле сварных соединений
толщиной менее 20 мм), либо с влиянием боковых стенок (например, при
контроле с торца детали, имеющей большую длину).
Не рекомендуют применять способ АРД-диаграмм для оценки разме-
ров несплошностей, расположенных в пределах ближней зоны ПЭП.
Разновидностью способа АРД-диаграмм является способ АРД-шкал,
представляющих собой прозрачную пластину с нанесенной на нее АРД-
диаграммой для конкретного типа ПЭП и определенного диапазона контро-
ля. АРД-шкала устанавливается перед экраном дефектоскопа. Этот способ
применялся вместе с импортными дефектоскопами выпуска 1970-80-х гг.
В современных микропроцессорных дефектоскопах способ АРД-диа-
грамм может быть реализован путем включения в их функциональную
схему специального АРД-блока, позволяющего для заданных ПЭП и акус-
тических параметров материала производить автоматический расчет экви-
валентного размера несплошности. При этом АРД-кривая для заданного
размера отражателя отображается на экране дефектоскопа.
3. СпособDAC (DAC - дистанционно-амплитудная коррекция). При
этом способе линия, показывающая зависимость амплитуды эхо-сигнала
от расстояния до отражателя, отображается на экране дефектоскопа. Этот
способ не получил распространения в России, однако широко применяется
при проведении контроля по американским (ASME Code) и европейским
(EN) документам. Линию DAC можно построить для отражателей любого
вида, однако, чаще всего ее строят для боковых цилиндров и плоскодонных
отражателей.
4. Расчетный способ. Основан на применении формул расчета акусти-
ческого тракта. Может применяться в тех случаях, когда отсутствуют СОП
и АРД-диаграммы, а также при необходимости пересчета эквивалентных
размеров по одному из видов отражателей (например, по плоскодонному
отверстию) в эквивалентные размеры по другому виду отражателя (напри-
мер, по цилиндрическому отверстию).
8.4.1. Способ стандартных образцов предприятия
Для настройки чувствительности подбирают СОП, подходящий для
контролируемого изделия (конструкции СОП и требования к ним приве-
дены в гл. 6).
Настройка чувствительности заключается в том, что на экране дефекто-
скопа получают эхо-импульс от искусственного отражателя заданного раз-
мера на расстоянии (глубине), соответствующем минимальной амплитуде
эхо-сигнала для данной толщины (индекс «шах»), и устанавливают высоту
этого эхо-импульса на заданном уровне. Размер искусственного отражате-
ля обычно соответствует браковочному уровню чувствительности (индекс
«б»). Показание аттенюатора, соответствующее данной настройке - Абтах.
Далее производят настройку на отражатели того же размера, расположен-
230
8. 4. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ ДЕФЕКТОСКОПА ...
ные на других расстояниях (глубинах) в пределах диапазона контроля.
Показания аттенюатора Аб. для каждого расстояния (глубины) записывают.
Настройку контрольного уровня AKi в каждой точке производят путем уве-
личения чувствительности Аб. на 6 дБ.
Контроль изделия производят на поисковом уровне чувствительности Аптах,
который устанавливают путем увеличения чувствительности Абтах на 12 дБ.
При обнаружении несплошности отыскивают максимум эхо-импульса
и устанавливают его на заданную высоту на экране дефектоскопа. По по-
казанию аттенюатора Ад и по глубине расположения несплошности путем
сравнения с соответствующим Ак. определяют, подлежит обнаруженная
несплошность регистрации или нет. Для оценки эквивалентного размера
дефекта в СОП на глубине залегания дефекта находят искусственный отра-
жатель, дающий эхо-импульс такой же высоты. Его размер и является экви-
валентным размером дефекта.
Если используют режим работы дефектоскопа с ВРЧ, то систему ВРЧ
настраивают на браковочный уровень чувствительности. Контрольный уро-
вень устанавливают путем увеличения чувствительности на 6 дБ, а поиско-
вый - на 12 дБ. Поиск несплошностей осуществляют на поисковом уровне.
В случае работы с ВРЧ можно обойтись и без переключений аттенюатора.
Для этого следует установить браковочный уровень на 80 % высоты экра-
на, тогда контрольный уровень будет находиться на 40 %, а поисковый - на
20 % высоты экрана.
8.4.2. Способ АРД-диаграмм
В гл. 4 приведены начальные сведения об АРД-диаграмме. Здесь рас-
смотрим порядок работы с АРД-диаграммой. С использованием АРД-диа-
грамм решают три основные задачи:
- оценка коэффициента затухания волн;
- настройка чувствительности дефектоскопа;
- определение эквивалентных размеров обнаруженных дефектов.
8.4.2.1. Оценка коэффициента затухания волн
В этой книге во всех случаях речь идет именно об оценке, но не об из-
мерении коэффициента затухания, поскольку измерение предполагает ис-
пользование более точных средств, методик, а также определение погреш-
ности измерения. Методика строится на сравнении разности амплитуд эхо-
импульсов от отражателей, расположенных на разных глубинах в контро-
лируемом изделии, и такой же разности, определенной из АРД-диаграммы
для материала с 5 = 0.
Для оценки коэффициента затухания продольных волн в изде-
лии прямым ПЭП следует использовать два образца толщинами Н{ и
Н2, выполненных из материала контролируемого изделия. При этом
Н2 = (2 4- 4)ЯГ Поверхности ввода и «дна» должны быть плоскопарал-
лельны. Шероховатость поверхности ввода R& < 2,5 мкм, донной поверх-
231
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
| | балластный ПЭП
РИС. 8.16. Использование балластного преобра-
зователя при оценке коэффициента затухания
продольных волн
ности - Rz < 40 мкм. В случае от-
сутствия таких образцов ис-
пользуют 1-й и 2-й донные эхо-
сигналы. При этом для прямых
ПЭП с жестким протектором вто-
рой донный сигнал (А2) измеряют
на свободной поверхности изде-
лия, а при измерении первого дон-
ного сигнала (At) к донной поверх-
ности прижимают второй ПЭП
(балластный), не присоединен-
ный к дефектоскопу и идентич-
ный измерительному (рис. 8.16).
Перемещая балластный ПЭП,
устанавливают его в такое положение, при котором донный сигнал минима-
лен. Это делают для исключения влияния акустической нагрузки, которой
является сам излучающий ПЭП, на второй донный сигнал.
Дефектоскопом с помощью аттенюатора измеряют амплитуды отраже-
ний А{ и А2, дБ. Вычисляют разность
АА=А2-АГ (8.2)
Из АРД-диаграммы для соответствующего ПЭП определяют разность
ААр, дБ, между уровнями донного сигнала для толщин Н2 и Hv
Вычисляют разность
А = АА - Ар. (8.3)
Коэффициент затухания ультразвука в данном изделии
5 = А/[2(Я2 - HJ] дБ/мм. (8.4)
Если для оценки коэффициента затухания были использованы 1-й и
2-й донные сигналы из изделия толщиной Н, то
5 = А/(2Я) дБ/мм. (8.5)
Для оценки коэффициента затухания сдвиговых волн используют схему,
показанную на рис. 8.11а. Здесь два однотипных наклонных ПЭП включены
по раздельной схеме. Положение излучающего ПЭП (И) не меняется. В по-
ложениях nt и П2 приемного ПЭП измеряют амплитуды эхо-сигналов: соот-
ветственно А и А2. Все дальнейшие операции выполняют так же, как для про-
дольных волн. Оценку коэффициента затухания сдвиговых волн для углов
ввода от 35° до 55° можно выполнить с помощью отражений от двугранного
угла. В таком случае используют отражения от двугранных углов на разных
толщинах или схему рис. 8.176. При этом необходимо, чтобы двугранный
угол был равен 90°, а шероховатость поверхностей, образующих двугран-
ные углы, а также поверхности ввода была < 2,5 мкм.
232
8. 4. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ ДЕФЕКТОСКОПА ...
РИС. 8.17. Оценка коэффи-
циента затухания сдвиго-
вых волн:
а - по раздельной схеме;
б - по совмещенной схеме
Следует помнить, что для сдвиговых волн коэффициент затухания
определяется через расстояния по ходу луча, то есть
5t = Д/(2г) = Acosa /(2Я) дБ/мм. (8.6)
Описанные способы оценки коэффициента затухания наиболее часто
применяются на практике, но не являются единственно возможными. В об-
щем случае оценка коэффициента затухания возможна, если
- имеются одинаковые опорные отражатели в контролируемом изделии и в об-
разце с известным затуханием, расположенные на одинаковом расстоянии;
- имеется опорный отражатель в изделии (или в образце материала изде-
лия) и возможность измерения эхо-сигнала от него при расстояниях гх и
Г2, где Г2 = (2 4- 4)гг
Знание коэффициента затухания и резерва усиления позволяет с помо-
щью АРД-диаграммы определить максимальную предельную чувствитель-
ность на различных глубинах. Для этой цели определим, на какую величи-
ну A V уменьшается под влиянием затухания резерв усиления на расстоя-
ниях (глубинах) гр г2,..., гп:
nAV=2r5;AV =2r95;...;AV =2r5.
rl 1 ’ г2 2 ’ ’ m п
Нанесем эти данные на АРД-
диаграмму, как показано на
рис. 8.18. Несплошности, экви-
валентные размеры которых на-
ходятся ниже кривой ТС, не будут
выявлены данным ПЭП в изде-
лии с данным затуханием.
РИС. 8.18. Влияние затухания на выявля-
емость несплошностей в изделии
8.4.2.2. Настройка чувствительности дефектоскопа
По АРД-диаграмме определяют разность Ар дБ (рис. 8.19) между точкой
на кривой, соответствующей размеру отражателя на расстоянии г, на ко-
торые необходимо настроить дефектоскоп, и точкой, соответствующей опор-
ному сигналу Аор на расстоянии го (индексы означают: «р» - расчетная вели-
чина, «о» - опорный сигнал, «и» - измеренное значение, «н» - настройка):
А = А -А .
р нр ор
(8-7)
233
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 8.19. Настройка чувствительности с при-
менением АРД-диаграммы
В качестве опорных при рабо-
те прямыми и PC ПЭП могут быть
использованы отражатели, нане-
сенные на АРД-диаграммы, - пло-
скость (донный сигнал) и плоско-
донные отверстия, а также другие
отражатели, которые каким-либо
образом могут быть привязаны к
точкам АРД-диаграммы. Для на-
клонных ПЭП, помимо указан-
ных отражателей, могут быть ис-
пользованы боковое цилиндрическое отверстие, внутренняя цилиндриче-
ская поверхность (например, поверхность R55 в образце СО-3), а для ПЭП
с углами ввода от 35° до 55° - двугранный угол. Если уровни отражения от
внутренней цилиндрической поверхности и от плоскости для данного типа
ПЭП отличаются, должны быть введены поправки, как это сделано, напри-
мер, в AVG-диаграммах фирмы «Крауткремер». Так, поправка AVK1 (АУК2)
показывает, на сколько децибел эхо от дуги стандартного образца KI (К2)
больше (AV... = + ... дБ) или меньше (AV... = - ... дБ), чем эхо от плоской по-
верхности. В случае использования двугранного угла необходимо убедить-
ся, что поверхность ввода и поверхности, образующие двугранный угол, на
участке падения пучка имеют шероховатость Ra < 2,5 мкм, а сам двугранный
угол составляет 90°. При возможности выбора типа искусственного отража-
теля следует иметь в виду факторы, указанные в табл. 8.1.
LO
Наружный диаметр, мм
Внутренний, диаметр, мм
Величина уменьшения усиления, дБ
РИС. 8.20. Номограмма для учета влияния кривизны
донной поверхности
При контроле цилин-
дрических заготовок до-
статочно большого диа-
метра с осевым отверсти-
ем в качестве опорного от-
ражателя используют по-
верхность внутреннего ци-
линдрического отверстия.
Эхо-сигналы от поверхно-
сти отверстия и от плоско-
сти будут отличаться тем
больше, чем меньше диа-
метр отверстия и чем боль-
ше толщина стенки цилин-
1
дра. Поправку, на которую необходимо уменьшить усиление, установлен-
ное по отражению от поверхности отверстия, можно определить по форму-
ле (8.8) или с помощью номограммы (рис. 8.20). Полученное таким путем
усиление определяет уровень отражения от плоскости.
Д = 101g(D/D „).
(8.8)
234
8. 4. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ ДЕФЕКТОСКОПА ...
Табл. 8.1. К выбору типа опорного отражателя
Тип искус- ственного отражателя Преимущества Недостатки
Боковой цилиндри- ческий отражатель Наиболее простой с точки зрения технологии изготовления; одно и то же отверстие используют для на- стройки ПЭП как поперечных, так и про- дольных волн с различными углами ввода; имеет ограниченный размер в плоскос- ти падения центрального луча и поэто- му отражает характер взаимодействия с компактными несплошностями в изделиях точнее, чем отражатели типа плоскость или двугранный угол Во избежание влияния боковых стенок и нижней поверхности СОП на амплитуду эхо-сигнала нужно, чтобы эти поверхности находились от акустической оси на расстоянии не менее полуширины пучка; в ближней зоне могут сказаться не- равномерности акустического поля; АРД (АУО)-диаграммы обычно не «привязаны» к боковому цилиндрическому отражателю
Цилиндри- ческое отверстие с плоским дном Лучше других искусственных отражателей имитирует компактную плоскостную несплошность; является основным типом отражателя в АРД (АУО)-диаграммах; используется в большинстве российских нормативно-технических документов на контроль металлоконструкций Ставит достаточно жесткие требова- ния к допускам на изготовление, осо- бенно на отклонение плоского дна от нормали к акустической оси; применяется для настройки ПЭП со строго определенным углом ввода; в ближней зоне могут сказаться не- равномерности акустического поля
Плоскость При наличии плоско-параллельных поверхностей и контроле прямым совмещенным ПЭП не требует специального изготовления; кривая донного сигнала, то есть, плоскости (оо), всегда имеется на АРД (АУО)-диаграммах Практически не используется для наклонных ПЭП, так как должна быть строго нормальна к акустической оси
Двугран- ный угол При углах падения = 35° + 55° двугранный угол отражает поперечную волну как плоскость, следовательно, может использоваться с кривой ««» на АРД (АУО)-диаграммах; детали в процессе изготовления обычно имеют двугранные углы, поэтому не требуется специального изготовления отражателя Двугранный угол должен быть строго 90°, поверхности отражения должны быть гладкими; не применим для продольной волны и углов падения поперечной волны за пределами 35° + 55°
При использовании донной поверхности в качестве опорного отра-
жателя для прямых ПЭП к ее шероховатости не ставят слишком жесткие
требования. Шероховатость не оказывает заметного влияния на амплитуду
донного эхо-импульса до тех пор, пока высота неровностей не становится
соизмеримой с длиной волны. С другой стороны, донный сигнал весьма
критичен к непараллельное™ поверхностей ввода и донной. Поэтому для
настройки необходимо использовать такие участки, где поверхности строго
параллельны.
Отражение от донной поверхности сплошного цилиндра можно ис-
пользовать как отражение от плоскости, если диаметр цилиндра составляет
235
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
не менее 3,7 длины ближней зоны применяемого ПЭП (в том числе и для
ПЭП, не притертых к поверхности цилиндра).
Дефектоскоп настраивают по той глубине, для которой необходима
максимальная чувствительность в зоне контроля. Как правило, эта глубина
соответствует максимальной глубине контролируемой зоны или толщине
контролируемого изделия. Исключение может быть при контроле изделий
небольшой толщины, например, раздельно-совмещенным преобразовате-
лем, когда по АРД-диаграмме видно, что для подповерхностной зоны требу-
ется более высокая чувствительность, чем для полной толщины.
Дефектоскопом измеряют уровень опорного эхо-сигнала Аои. Полученное
усиление изменяют на величину Др. Для изделий без затухания полученное
значение
А = А + Д. (8.9)
определяет заданный уровень чувствительности.
Если материал изделия имеет коэффициент затухания 5и, который при-
водит к ослаблению звука на 2 дБ или более на полной толщине, то находят
поправку на затухание (индекс «з» - затухание)
Д = 2(г 5 -г5 ), (8.10)
3 'НИ о о7’ ' 7
где 5о - коэффициент затухания в образце или изделии, в котором получен
опорный эхо-сигнал.
Очевидно, что Дз = 0 при гн = г, 8о = 5и, и корректировки настройки не
требуется. Определяют
д = д +д.
рз р 3
(8.11)
При этом Дз необходимо взять со знаком, полученным по формуле (8.10).
Настройка дефектоскопа с учетом затухания
А = А +Д . (8.12)
нз ои рз ' 7
Для дефектоскопа, аттенюатор которого градуирован в отрицательных
децибелах, можно применить общую формулу:
А = А -А + А +2(г5-г5), (8.13-1)
н ои ор нр ' н и о о7' ' 7
Если аттенюатор дефектоскопа градуирован в положительных децибелах,
та же формула имеет вид:
А = А + А -А -2(г8 -г8). (8.13-2)
н ои ор нр ' н И О О7 ' '
8.4.2.3. Определение эквивалентных размеров несплошностей
Эта операция основывается на сравнении амплитуд двух эхо-импуль-
сов. Сравнивают эхо-импульс от неизвестного отражателя с эхо-имлульсом
от известного или опорного отражателя. Неизвестным отражателем являет-
ся обнаруженная несплошность. Опорными служат те же отражатели, кото-
рые использовались при настройке чувствительности.
236
8. 4. НАСТРОЙКА ЧУВСТВИТЕЛЬНОСТИ ДЕФЕКТОСКОПА ...
С помощью кривых на АРД-диаграмме можно определить разность в
децибелах между эхо-импульсами от двух отражателей любых размеров,
расположенных на любых глубинах. Операцию выполняют в следующей
последовательности:
- дефектоскопом измеряют амплитуду Ади эхо-импульса от несплошности
(индекс «д» - несплошность, дефект) и расстояние гди (глубину залега-
ния) до дефекта;
- вычисляют разность Ди между амплитудой Ади сигнала от несплошности
и уровнем опорного сигнала Аои с учетом затухания:
А = А -[A -2(rS-rS)l, (8.14)
И ДИ L ОИ ' О О Д И7-*’ V '
- вычисляют расчетную амплитуду
А эхо-импульса от несплошно-
др J
сти:
А = А +Д. (8.15)
- на АРД-диаграмме находят точку
пересечения Д расстояния до де-
фекта гди и усиления Адр (рис. 8.21).
Для дефектоскопа, аттенюатор
которого градуирован в отрицатель-
ных децибелах, можно применить об-
щую формулу:
РИС. 8.21. Определение эквивалентного раз-
мера дефекта с применением АРД-диаграммы
А = А -А +А +2(г8 -г5).
др ор ОИ ди v о о д и7
(8.16-1)
Если аттенюатор дефектоскопа градуирован в положительных децибелах,
та же формула имеет вид:
А =А -А + А -2(г5-г5). (8.16-2)
др ор ОИ ди v о о д и7 v 7
Ближайшая кривая, проходящая около полученной точки, укажет при-
ближенный эквивалентный размер несплошности. Точнее этот размер мож-
но определить с использованием формул акустического тракта для данного
ПЭП и соответствующего отражателя. В частности, для несплошности, рас-
положенной в дальней зоне, можно использовать соотношение:
5 = kSf,
э э’
(8.17)
где 5" - эквивалентная площадь несплошности по ближайшей кривой АРД-
диаграммы.
Коэффициент k определяют по табл. 8.2 или численным расчетом в за-
висимости от «расстояния» Ап (в децибелах) точки Адр от ближайшей кри-
вой АРД-диаграммы по линии одной и той же глубины. Ап берут со знаком
«+», если Адр находится выше кривой АРД-диаграммы и со знаком «-» в
противном случае.
237
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Табл. 8.2. Уточненное определение эквивалентной площади
несплошности в дальней зоне
Ди, дБ -6 -5 -4 -3 -2 - 1 0 1 2 3 4 5 6
k 0,50 0,56 0,63 0,71 0,79 0,89 1,00 1,12 1,26 1,41 1,58 1,78 2,00
Еще одной разновидностью способа АРД-диаграмм является способ
АРД-шкал (рис. 8.22).
Каждая отдельная го-
ризонтальная строка соот-
ветствует эквивалентной
площади 5, мм2, указан-
ной в левой части шкалы.
По горизонтальной оси от-
ложена глубина /гд, на ко-
торой оценивается размер
несплошности. Каждая го-
ризонтальная строка про-
градуирована в децибе-
РИС. 8.22. Пример построения АРД-шкалы
лах. Числа над строкой по-
казывают значение Др, дБ добавки усиления к значению амплитуды сигна-
ла от опорного отражателя. Опорным отражателем является боковое отвер-
стие 0 6,0 мм в образце СО-2. Обычно для шкалы выбирают набор экви-
валентных размеров, регламентированных в методических документах или
встречающихся в используемых на данном предприятии нормативных до-
кументах. Шкалы изготавливают для ПЭП с конкретными значениями ча-
стоты, размера пьезоэлемента и угла ввода. Кроме того, должен быть ука-
зан коэффициент затухания, на который рассчитана шкала. Если коэффи-
циент затухания в изделии отличается от указанного на шкале, то это долж-
но быть учтено отдельно.
В практике встречаются АРД-диаграммы, оформленные в виде таблиц.
В верхней горизонтальной строке таблицы приводят дискретный набор
расстояний, в левом столбце указывают эквивалентный размер дефекта. На
пересечении каждой строки и каждого столбца записывают значение Др, дБ
добавки усиления к значению амплитуды сигнала от опорного отражателя.
Таблицы составляют для конкретных типов ПЭП и оформляют в виде кар-
точек небольших размеров. Таблицы просты в употреблении, компактны и
поэтому охотно используются дефектоскопистами.
8.4.3. Способ DAC-кривых
В некоторых странах для описания несплошностей и оценки их допу-
стимости применяют способ, основанный на измерении процентного со-
отношения высоты эхо-импульса от дефекта с высотой эхо-импульса от
опорного отражателя или с полной высотой экрана при усилении, установ-
238
8.5. СХЕМЫ ПРОЗВУЧИВАНИЯ
ленном по опорному отражателю. Необходимым требованием к дефекто-
скопу в этом случае является динамический диапазон экрана не менее 26 дБ
и линейность экрана по вертикали. При таком способе регулятор отсечки
шумов должен быть выключен. Здесь нужно помнить, что уменьшение эхо-
импульса вдвое (50 %) от любого уровня (то ли полной высоты экрана, то
ли высоты эхо-импульса от опорного отражателя) соответствует ослабле-
нию на 6 дБ.
На рис. 8.23 показан
пример построения ли-
нии DAC на основе ис-
кусственных цилиндри-
ческих отражателей. Для
этого использован СОП
толщиной Я, в котором
выполнены цилиндриче-
ские отражатели на глуби-
нах % Я, !4Я и % Я. В по-
ложениях ПЭП 1,2,3 по-
лучают эхо-сигналы пря-
мым лучом, а в положении
4 - однократно отражен-
ным. Определяют положе-
ние, в котором при одина-
ковом усилении наблюда-
РИС. 8.23. Пример построения линии DAC по трем ци-
линдрическим отражателям
ется максимальная амплитуда эхо-сигнала. В показанном примере - это по-
ложение 2. Устанавливают такое усиление дефектоскопа, при котором ам-
плитуда эхо-сигнала от отверстия 2 составляет ~ 80 % Яэ (Яэ - полная вы-
сота экрана). Отмечают пик эхо-импульса 2 точкой на экране. Затем, не из-
меняя усиление, получают амплитуды эхо-сигналов в положениях 1,3,4 и
также отмечают точками положения пиков. Точки 1,2,3, 4 соединяют плав-
ной линией. Полученная кривая представляет собой DAC (дистанционно -
амплитудную коррекцию) -зависимость амплитуды эхо-сигнала от рас-
стояния до одинаковых по размерам отражателей заданной формы. При
проведении контроля измеряют высоту эхо-сигналов от несплошностей в
процентах от высоты линии DAC на глубине залегания несплошности.
8.5. СХЕМЫ ПРОЗВУЧИВАНИЯ
При выборе схем прозвучивания следует стремиться к тому, чтобы обе-
спечить прохождение пучка ультразвуковых колебаний перпендикулярно
к направлению возможного распространения дефектов, характерных для
данного изделия или представляющих для него наибольшую опасность.
Поэтому схемы контроля выбирают в зависимости от способа производст-
ва контролируемого объекта. Рекомендуемые схемы прозвучивания приво-
239
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
дятся в методических документах на ультразвуковой контроль соответст-
вующих видов продукции. Рассмотрим основные схемы прозвучивания,
применяемые при контроле различных объектов.
8.5.1. Листовой прокат
В листовом прокате несплош-
ности, как правило, расположены в
плоскости, параллельной верхней и
нижней поверхностям листа, и вы-
тянуты вдоль направления прокат-
ки. Поэтому на листовом прокате
толщиной более 6 мм обычно огра-
ничиваются контролем прямым со-
вмещенным (или PC) ПЭП, осу-
ществляя сканирование перпен-
дикулярно направлению прокатки
(рис. 8.24). Кроме того, несплошно-
сти преимущественно располагают-
ся в средней по толщине части листа.
Это одна из причин, по которой на
листах обычно не требуют припуск
на мертвую зону при контроле.
В тех случаях, когда имеет-
ся вероятность возникновения тре-
щин, идущих от поверхностей ли-
ста (рис. 8.25), целесообразно ввести
контроль наклонным ПЭП с углом
ввода 45° ± 5°.
Если возможная ориентация тре-
щин неизвестна, обычно ограничи-
ваются контролем в четырех направ-
лениях, а для наиболее ответствен-
ных случаев может быть организо-
ван контроль в восьми направлени-
ях (рис. 8.26). Полный объем кон-
троля обеспечивают прозвучивани-
ем как прямым, так и однократно от-
раженным лучами.
направление и
траектория
сканирования
> направление проката
РИС. 8.24. Схема прозвучивания листового
проката
РИС. 8.25. Выявление трещин, идущих от
верхней (а) или нижней (б) поверхностей
листа
РИС. 8.26. Контроль листов наклонным
ПЭП в четырех (а) и в восьми (б) направ-
лениях
8.5.2. Поковки
При выборе схемы прозвучивания поковок исходят из того, что дефекты
в них могут иметь любую пространственную ориентацию. Поэтому основ-
ным принципом при контроле поковок является прозвучивание каждо-
го элемента объема в трех взаимно перпендикулярных направлениях. Это
240
8.5. СХЕМЫ ПРОЗВУЧИВАНИЯ
условие легко выполнить, если изделие имеет форму параллелепипеда с со-
отношением двух любых сторон не более т,
т = 1660 af/c,
(8.18)
РИС. 8.27. Образование зоны непрозвучивае-
мости при хордовом контроле полого цилинд-
ра: 1 - зона непрозвучиваемости; 2 - радиаль-
ный дефект
где а, мм - радиус пьезоэлемента; /МГц - частота ультразвука; с, м/с - ско-
рость продольных волн в данном материале.
В таком случае контроль прямым или PC ПЭП с трех взаимно перпен-
дикулярных граней обеспечивает выполнение поставленного требования. В
случаях же изделий цилиндрической формы или параллелепипедов с со-
отношением сторон более т, направления, нецелесообразные для контроля
прямым ПЭП, восполняют наклонным ПЭП. Применяемые для такого кон-
троля углы ввода обычно находятся в пределах 35° 4- 70°. Контроль цилин-
дрических заготовок наклонным ПЭП в направлении, перпендикулярном об-
разующей, называется хордовым прозвучиванием. При хордовом прозву-
чивании полых цилиндрических заготовок обычно используют углы ввода
а = (40 ± 5)°.
Если при этом толщина стенки
Я>ПН(1 -sina)/2, (8.19)
где Du - наружный диаметр ци-
линдра, то в заготовке образует-
ся зона непрозвучиваемости, при-
легающая к внутренней поверхно-
сти (рис. 8.27). В таком случае не бу-
дут выявлены дефекты типа ради-
альных трещин. Типовые наклон-
ные ПЭП обычно имеют минималь-
ный угол ввода поперечной волны в
сталь a = 37° 40°. Для них зона не-
прозвучиваемости в полых цилин-
драх образуется уже при H/Dh > 0,2.
Для проведения хордового прозву-
чивания этой зоны изготавливают
углами a < 37°, чтобы обеспечивалось прохождение пучка продольных или
поперечных волн в направлении, близком к касательной к внутренней ци-
линдрической поверхности, или пучка поперечных волн, падающего на нее
под углом (45 ± 5)°.
Для хордового прозвучивания сплошных цилиндров также использу-
ют угол ввода а = (40±5)°. Зона непрозвучиваемости вблизи оси заготовки
здесь не имеет такого значения, как для полых цилиндров, поскольку воз-
можные дефекты, как правило, начинаются в центральной зоне цилиндра и
будут надежно выявлены прямым ПЭП.
В случае контроля цилиндрических изделий без припуска следует обес-
печить прозвучивание подповерхностной зоны наклонным преобразовате-
ПЭП с такими
241
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
лем - пучком, падающим на поверхность со стороны металла (рис. 8.28) Для
сплошных цилиндров при этом должна быть обеспечена требуемая чувст-
вительность на конце хорды.
РИС. 8.28. Схемы выявления
подповерхностных дефектов при
контроле кованых заготовок без
припуска: а - контроль полого
цилиндра вдоль образующей;
б - хордовое прозвучивание по-
лого цилиндра; в - хордовое про-
звучивание сплошного цилиндра
РИС. 8.29. Схемы прозвучи-
вания поковок простой геоме-
трической формы: П - прямой
ПЭП, Н - наклонный ПЭП;
цифры обозначают номера на-
правлений прозвучивания
Схемы прозвучива-
ния поковок простой ге-
ометрической формы
приведены на рис. 8.29. В
поковках более сложной
конфигурации обычно
можно выделить участ-
ки с простейшей геоме-
трической формой, ко-
торые прозвучивают по
схемам рис. 8.29.
Схема прозвучива-
ния труб аналогична
схеме контроля кова-
ных тонкостенных по-
лых цилиндров.
Литые заготовки с точки зрения их контроля отличаются от поковок
большей сложностью формы. Однако при разработке схемы контроля ли-
той заготовки также необходимо стремиться обеспечить прозвучивание
каждого элемента объема с трех взаимно-перпендикулярных направлений.
При контроле листового проката, поковок и литья там, где это возмож-
но, наряду с эхо-импульсным используют зеркально-теневой метод конт-
роля.
8.5.3. Сварные швы
При выборе схемы прозвучивания сварных соединений в первую оче-
редь исходят из возможности полноты пересечения поперечного сечения
242
8.5. СХЕМЫ ПРОЗВУЧИВАНИЯ
сварного соединения осью пучка и вероятности выявления наиболее опас-
ных плоскостных дефектов (трещин, непроваров, несплавлений). Кроме того,
обычно ставят условие контроля корня сварного шва прямым пучком. Помимо
наплавленного металла и зоны сплавления контролю подвергают также око-
лошовную зону. В энергетике принята следующая величина этой зоны:
а) для сварных соединений, выполненных дуговой сваркой:
- при номинальной толщине сваренных элементов до 5 мм включитель-
но - не менее 5 мм;
- при номинальной толщине сваренных деталей от 5 до 20 мм включи-
тельно - не менее их номинальной толщины;
- при номинальной толщине сваренных деталей свыше 20 мм - 20 мм;
6) для сварных соединений, выполненных электрошлаковой сваркой:
- при номинальной толщине свариваемых элементов до 100 мм включи-
тельно - не менее 50 мм;
- при номинальной толщине сваренных деталей свыше 100 мм - не ме-
нее (0,25Я + 25 мм), где Н - номинальная толщина сваренных деталей.
Полнота прозвучивания зависит от типа сварного соединения, его тол-
щины, конфигурации поверхностей контроля и противоположных поверх-
ностей, наличия конструктивных элементов, ограничивающих перемеще-
ние ПЭП.
В общем случае прозвучивание всего сечения сварного шва централь-
ным лучом ультразвукового пучка возможно при условии
(0,5^ + nytgaj + (0,5£2 + ^)/tga2 < Я,
(8.20)
где bv b2 - ширина верхнего и нижнего валиков усиления соответственно;
ар а2 - углы ввода при контроле прямым и однократно отраженным
лучами соответственно;
п - стрела преобразователя;
w - расстояние от края нижнего валика до точки пересечения акусти-
ческой оси с нижней поверхностью изделия (рис. 8.30).
Виды наиболее опас-
ных дефектов, их прост-
ранственная ориента-
ция и место расположе-
ния зависят от конструк-
ции сварного соедине-
ния, применяемых мате-
РИС. 8.30. Схема к оценке возможности пересечения шва
риалов, технологии свар- акустической осью ПЭП
ки, вида термообработки.
Поэтому схема прозвучивания должна разрабатываться на основе стати-
стических данных распределения несплошностей, полученных металлогра-
фическими исследованиями сварных проб, либо путем анализа накоплен-
ного опыта дефектоскопии аналогичных конструкций. Так, например, при
изготовлении сосудов с толщиной стенки более 40 мм статистическим ана-
243
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
лизом реальных плоскостных дефектов установлено, что продольные тре-
щины и несплавления располагаются преимущественно в средней по тол-
щине части шва и отклоняются от оси поперечного сечения не больше, чем
на 15°, а от продольной оси в горизонтальной плоскости не более, чем на
10°. Ориентация несплавлений по кромкам определяется конфигурацией
разделки сварного соединения. Некоторые отклонения в режиме сварки,
например, увеличение скорости, проводят к образованию трещин, ориенти-
рованных в горизонтальной плоскости под углом около 45° к оси шва.
Наиболее опасны трещины, ориентированные поперек шва, то есть пер-
пендикулярно растягивающим напряжениям. Они располагаются в верти-
кальной плоскости обычно в наплавленном металле и зоне термического
влияния. Наиболее часто поперечные трещины возникают в корневой зоне
швов, выполненных двусторонней сваркой без подогрева. Они имеют сла-
бошероховатую поверхность, что затрудняет их обнаружение.
Ниже рассматриваются основные схемы прозвучивания сварных соеди-
нений энергетического оборудования.
Стыковые сварные соединения толщиной до 20 мм обычно контроли-
руют с одной поверхности прямым и однократно отраженным лучом на-
клонным ПЭП с углом ввода 65° - 70° (рис. 8.31а), расположенным пер-
пендикулярно оси шва. Иногда для тонкостенных швов может быть при-
менен контроль многократно отраженным лучом (рис. 8.316). В этом слу-
чае из-за переотражения пучка от стенок и дефекта, трещины по существу
становятся ненаправленными отражателями, и вероятность их обнаруже-
ния повышается. Для выявления поперечных дефектов стыковые сварные
соединения контролируют путем перемещения наклонного ПЭП вдоль оси
сварного шва (рис. 8.31е). При отсутствии усиления ПЭП перемещают не-
посредственно по поверхности шва. Если шов имеет усиление, наклонный
ПЭП перемещают под небольшим углом 10° - 30° к продольной оси шва
(рис. 8.31ж). Контроль выполняют в двух направлениях - с разворотом
ПЭП на 180° - прямым и однократно отраженным лучом.
Стыковые сварные соединения толщиной от 20 до 60 мм контролиру-
ют либо с двух поверхностей прямым пучком, либо с одной - прямым и
однократно отраженным лучом (рис. 8.31 в, г). Для повышения эффектив-
ности выявления дефектов в приповерхностной зоне может быть дополни-
тельно введен контроль однократно или двукратно отраженным лучами.
Прямой луч вводят под углом 65° - 70°, а однократно отраженный - под
углом 45° - 50°.
Контроль на поперечные дефекты производят наклонным ПЭП с углом
ввода (45 ± 5)° по схемам рис. 8.31е, ж прямым лучом, если сканирование
происходит по двум поверхностям, или прямым и однократно отраженным
лучами, если сканирование происходит по одной поверхности.
Стыковые сварные соединения толщиной свыше 60 мм контролируют с
четырех сторон с двух поверхностей наклонными ПЭП с двумя углами вво-
да: приповерхностную зону под углом 65° - 70°, все сечение - под углом
244
8.5. СХЕМЫ ПРОЗВУЧИВАНИЯ
РИС. 8.31. Схемы прозвучивания стыковых сварных соединений:
а, б - стыковые сварные соединения толщиной до 20 мм; в, г - стыковые свар-
ные соединения толщиной 20 мм и более; д - контроль по схеме «тандем»;
е,ж - контроль для выявления поперечных дефектов; з - контроль по спосо-
бу «стредл» (контроль с левой стороны на рис. а - г выполняют аналогично, и
на данной схеме он не показан)
(45 ± 5)°. Для повышения эффективности выявления вертикально ориенти-
рованных дефектов рекомендуют применение схемы «тандем» (рис. 8.3Id).
Используют однотипные наклонные ПЭП с углами ввода (45 ± 5)°, вклю-
ченные по раздельной схеме и расположенные друг за другом на одной ли-
нии. Преобразователи закрепляют в конструкции, представляющей собой
линейку с возможностью изменения и фиксирования расстояния между
ними. Из рис. 8.31 д видно, что при фиксированном расстоянии (базе) «В»
между ПЭП контролируется достаточно тонкий слой изделий на опреде-
ленной глубине. Поэтому схему «тандем» применяют либо для контроля
одного тонкого слоя сварного соединения (например, корня сварного шва),
либо контролируют сварной шов в несколько проходов, последователь-
но изменяя базу «В» для перекрытия необходимого диапазона по толщи-
не. При этом границу зоны определяют падением чувствительности на 6 дБ
относительно чувствительности на акустической оси. При использовании
схемы «тандем» приповерхностные области сварного соединения толщи-
ной около 0,1 толщины шва являются мертвой зоной и не контролируются.
Как видно из рис. 8.31 д, при использовании схемы «тандем» требует-
ся зона сканирования значительно большая, чем при обычном контроле на-
клонным ПЭП прямым лучом. Если зона сканирования на изделии ограни-
чена конструктивными элементами и схему «тандем» в классическом вари-
анте применить невозможно, для выявления вертикальных дефектов мож-
245
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
но применить модифицированный
способ «тандем» с трансформацией
волн. Сущность способа заключает-
ся в том (рис. 8.32), что излучатель И
возбуждает продольную волну, кото-
рая, отразившись от донной поверх-
ности изделия, попадает на дефект.
На дефекте при отражении происхо-
дит трансформация продольной вол-
ны в поперечную, которая и попадает
на приемную часть П преобразовате-
ля. В литературе этот способ называ-
ют LLT-способом (по первым буквам
немецких слов L - продольная, Т - по-
перечная).
Контроль на попереч-
ные дефекты выполняют
наклонным ПЭП с углом
ввода (45 ± 5)° с двух по-
верхностей по схемам
рис. 8.31е. Учитывая, что
поперечные трещины,
как правило, расположе-
ны в вертикальной пло-
скости, эффективность
их выявления повыша-
ется при использовании
различных вариантов
эхо-зеркального метода.
Так, швы со снятым
усилением контролируют
способом «тандем». Швы
толщиной 20 - 100 мм с
усилением контролиру-
ют по способу «стредл»
(рис. 8.31з). При этом
способе наклонные ПЭП
с углами ввода 62° - 73°
расположены по разные
стороны шва. Звуковой
РИС. 8.32. Применение модифицированно-
го способа «тандем» для выявления не-
сплошностей с вертикальной ориентацией:
L - продольная волна; Т - поперечная вол-
на; Д - дефект; И, П - излучающая и при-
емная части ПЭП
РИС. 8.33. Наиболее широко применяемые схемы прозвучивания сварных соединений:
а, б - тавровых; в - угловых; г, д,е,ж- приварки штуцеров (патрубков); з - нахлесточных;
к - конструктивные ограничители; типы ПЭП: П - прямой, Н - наклонный, Г - головных
волн; ® и 0 - наклонный ПЭП, перемещаемый соответственно от и к наблюдателю
246
8.5. СХЕМЫ ПРОЗВУЧИВАНИЯ
пучок от излучателя И падает на дефект, отражается от него, отражается от
донной поверхности и регистрируется приемным преобразователем П.
Наиболее широко применяемые схемы прозвучивания других типов
сварных соединений приведены на рис. 8.33. Углы ввода наклонных ПЭП
при контроле со стороны притыкаемого элемента выбирают в зависимости
от его толщины так же, как и для стыковых соединений. При контроле со
стороны основного элемента обычно применяют угол ввода (45 ± 5)°. ПЭП
головных волн (ПГВ), указанные на схемах, обычно применяют как допол-
нительное средство контроля для выявления подповерхностных дефектов
с ориентацией по нормали к поверхности контроля. При выборе конкрет-
ной схемы прозвучивания следует учитывать как наличие конструктивных
ограничителей, так и соотношение толщин свариваемых элементов. Так, на-
пример, при большой толщине основного и малой толщине притыкаемого
элементов таврового сварного соединения неэффективен контроль со сто-
роны основного элемента.
8.5.4. Наплавки
Перлитные наплавки на кромках контролируют в зависимости от тол-
щины основного металла по схемам рис. 8.34. Применяют PC ПЭП и на-
клонный или ПЭП головных волн (Г). Наклонный ПЭП применяют,
если позволяет кривизна поверхности. Преобразователь головных волн
можно применять при толщинах наплавки до 15 мм, если позволяет кри-
визна поверхности. Преобразователь Н2 применяют при достаточной ши-
рине кромки (обычно больше 50 мм). Угол ввода наклонного ПЭП находит-
ся в диапазоне (65 ± 5)°. Перлитные наплавки на других поверхностях из-
делий контролируют по схеме рис. 8.346.
РИС. 8.34. Схемы контроля перлитной наплавки на кромке
разных толщин: а - Н< 20 мм; б - Н > 20 мм
При контроле ау-
стенитных наплавок на
кромках обычно ограни-
чиваются поиском не-
сплошностей только в зо-
не сплавления наплавки с
основным металлом. Конт-
роль производят PC ПЭП
по поверхности наплав-
ки. Если такой контроль
невозможен, наплавку контролируют наклонным ПЭП со стороны основного
металла, обеспечивая угол падения пучка на границу сплавления (0 ± 2,5)°.
Антикоррозионную наплавку также контролируют для выявления не-
сплошностей по границе сплавления наплавки с основным металлом. В ка-
честве основного применяют прямой ПЭП со стороны основного металла
(рис. 8.35а). Если доступ со стороны основного металла отсутствует, кон-
троль выполняют PC ПЭП по поверхности наплавки. В соответствии с тре-
бованиями отечественных нормативных документов, в частности, «Правил
247
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ограничение доступа
б
контроля сварных соеди-
нений и наплавки обору-
дования и трубопроводов
атомных энергетических
установок», в качестве
эталонного отражателя
при контроле антикорро-
зионной наплавки при-
меняют плоскодонный
При использовании тако-
РИС. 8.35. Схема прозвучивания зоны сплавления антикор- ДИСКОВЫЙ отражатель,
розионной наплавки с основным металлом при наличии (а)
и при отсутствии (б) доступа со стороны основного металла
го отражателя результаты
контроля прямым и PC ПЭП, как правило, не являются идентичными: эк-
вивалентная площадь дефекта PC ПЭП оценивается в 3 - 4 раза меньше,
чем прямым ПЭП. Это обусловлено различной формой эталонного отража-
теля и большинства реальных дефектов. Поэтому при такой системе этало-
нирования прямой ПЭП и является основным. За рубежом в качестве эта-
лонного используют цилиндрический отражатель, который в большей мере
соответствует реальным дефектам зоны сплавления.
В случае невозможности обеспечить падение луча перпендикулярно
границе сплавления прямым или PC ПЭП, должна быть исследована воз-
можность проведения такого контроля наклонным ПЭП.
Преобразователь головных
волн (ПГВ) применяют для обнару-
жения трещин, перпендикулярных
границе сплавления, как в самой
наплавке, так и в основном металле
под наплавкой. Контроль обычно
выполняют в двух направлениях,
совпадающих с направлением вали-
ков или лент наплавки (рис. 8.36).
Контроль антикоррозионной
наплавки головными волнами име-
ет пониженную помехозащищен-
ность по сравнению с прямым или PC ПЭП. Это связано с тем, что отра-
жателем в наплавке может быть не только фактическая несплошность, но
и граница крупного аустенитного зерна. Наибольшая вероятность действи-
тельного обнаружения трещины имеется в том случае, когда отражатель об-
наруживают с двух сторон (при развороте ПЭП на 180°) и не обнаружива-
ют при расположении ПЭП перпендикулярно валику или ленте наплавки.
Наличие действительного дефекта целесообразно подтвердить прямым PC
ПЭП на высокой чувствительности. В силу указанных технических труд-
ностей контроль антикоррозионной наплавки головными волнами произ-
водят обычно:
РИС. 8.36. Схема контроля ленточной
наплавки головными волнами
248
8.6. ПОДГОТОВКА К КОНТРОЛЮ
- при отработке новых технологических процессов выполнения наплавки;
- в случае возможных нарушений технологического процесса наплавки и
термообработки;
- на наиболее ответственных участках изделий.
Трещины с вертикальной ори-
ентацией, идущие от зоны сплавле-
ния в основной металл изделий тол-
щиной до 100 мм, могут быть выяв-
лены также методом «корневой тан-
дем» (рис. 8.37). Для этого исполь-
зуют наклонный PC ПЭП, в кото-
ром излучающий и приемный пье-
зоэлементы расположены таким об-
разом, чтобы обеспечить прием мак-
симума энергии, отраженной от тре-
щины, расположенной над наплав-
кой. Контроль этим методом прово-
РИС. 8.37. Схема выявления поднаплавочной
трещины методом «корневой тандем»
дят со стороны основного металла.
8.6. ПОДГОТОВКА К КОНТРОЛЮ
Можно выделить три основных этапа подготовки к контролю:
1 . Разработка технологической карты контроля.
2 . Проверка и настройка средств контроля.
3 . Подготовка рабочего места и изделия к контролю.
Технологическая карта контроля является основным рабочим докумен-
том дефектоскописта. Она должна содержать достаточную информацию о
контролируемом объекте, требованиях к его качеству, применяемых средст-
вах контроля и схемах прозвучивания. Конкретные требования к мини-
мально необходимому объему информации устанавливаются технической
документацией на проведение контроля продукции данного вида. Как пра-
вило, карта контроля содержит следующие сведения (рис. 8.38):
- наименование документа и его идентификационный номер;
- информация о конструкции и категории ОК;
- информация об объеме контроля и степени контроледоступности;
- идентификационные номера методического и нормативного документов;
- нормативные требования по оценке качества;
- применяемые средства контроля и способы настройки чувствительности;
- схема, направления прозвучивания и шаг сканирования;
- эскиз контролируемого узла с указанием необходимых размеров, требо-
ваний к качеству поверхности сканирования, схем прозвучивания и ши-
рины зоны зачистки;
- подпись разработчика и, при необходимости, других должностных лиц.
249
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
1. ОАО «ИЗ» 2. Карта ультразвукового контроля №22
3. Наименование 4. Чертеж 5. Сборка 6. Требования УЗК
Верхняя часть 1204.02.70.500 СБ 1204.02.7С 1.000 СБ 1204.02.70.000 ТБ2
7. Объект контроля 8. Материал 9. Категория 10. Объем УЗК 11. Степень к/Д
Сварной шов №6 УОНИИ- 13/45АА I 100% ЗС
12. Методика 13. Нормативный документ 14. Границы регистрации
ПНАЭ Г-7-030-91 ПНАЭ Г-7-010-89 S0=15mm2
15. Пределы допустимости STO=30 мм2; N=9/100; DL=DL^, DI^DLM^ дефекты типа «Т» недопустимы
16. Дефектоскоп USN52 R
17. ПЭП 18. Направление прозвучивания 19. Шаг скани рования 20. Способы настройки чувствительности
1 2 3 4 5 6 мм АРД СО№ СОП № Донный
B2S X 10 X 201 X
SEB 4-0 X 5 X К1 Н=25
WB45-N2 X X X X 10 X К1+4дБ R100
WB60-N2 X X X X 10 X К1 R100
WB35-N2 X 10 X К1+4дБ R100
Согласовано
Утвердил
Проверил
Разработал
Изменения
РИС. 8.38. Пример технологической карты ультразвукового контроля
Форма карты, приведенной в примере, достаточно универсальна и рас-
пространяется на контроль различных видов продукции: сварных швов, ли-
стового проката, поковок, труб и др. При необходимости в карту контроля
могут быть включены и другие сведения, например, величина, на которую
изменяют усиление относительно опорного сигнала, вид контактной жид-
кости и др.
Средства контроля - дефектоскопы, преобразователи и стандартные
образцы - должны быть аттестованы и калиброваны в соответствии с тре-
бованиями стандартов. Непосредственно перед проведением контроля про-
веряют параметры наклонных ПЭП (точку выхода, стрелу, угол ввода) и
настраивают дефектоскоп по параметрам, указанным в технологической
карте контроля.
На рабочем месте должен быть обеспечен удобный и безопасный доступ
к контролируемому участку. При необходимости сооружают подставки, на-
250
8.6. ПОДГОТОВКА К КОНТРОЛЮ
стилы. Если существует такая возможность, целесообразно организовать
постоянный участок контроля. На участке должно быть предусмотрено:
- подводка необходимого и безопасного электропитания;
- подводка горячей и холодной воды;
- шкафы для хранения стандартных образцов, приспособлений, контакт-
ной жидкости, обтирочного материала;
- стеллаж для хранения стандартных образцов предприятия;
- рабочий стол для проведения проверки параметров и настройки дефек-
тоскопа;
- столы, кантователи, подставки для контролируемых изделий;
- экологически чистый сбор отработанной контактной жидкости;
- регулируемое (можно дискретно) освещение.
Температура на участке контроля и контролируемого изделия должна
быть в пределах от +5 °C до +40 °C. При более низкой температуре необхо-
димо предусмотреть местный подогрев.
Участок должен быть расположен в таком месте цеха, где осуществля-
ется минимум перемещений грузов с помощью крана. Вблизи рабочего мес-
та дефектоскописта (на расстоянии менее 10 м) не должны производить-
ся сварка и зачистка, в противном случае источники яркого света и пыли
должны быть надежно экранированы. Следует помнить, что всякие помехи,
создающие неудобства или отвлекающие дефектоскописта, могут повлиять
на качество проведения контроля.
Поверхности изделий, по которым необходимо перемещать ПЭП, долж-
ны быть освобождены от грязи, накипи, отслаивающейся окалины. Для этой
цели поверхность либо промывают растворителем, либо зачищают шлифо-
вальной машинкой, либо производится ее станочная обработка. Высота не-
ровностей, которые имеются на данной поверхности, характеризуется ше-
роховатостью.
• ] Шероховатость поверхности - это совокупность неровностей,
образующих микрорельеф поверхности детали.
Шероховатость механически обработанной поверхности оценивается
параметрами Rz или /?а. Среднее арифметическое отклонение профиля R*
- это среднее арифметическое абсолютных значений отклонений профиля
в пределах базовой длины I. Высота неровностей профиля по 10 точкам
Rz - это сумма средних арифметических абсолютных отклонений точек пя-
ти наибольших миниму-
мов и пяти наибольших
максимумов профиля в
пределах базовой длины
(рис. 8.39).
РИС. 8.39. Шероховатость поверхности по параметру Rz
Численное значение
базовой длины I изме-
няется в зависимости от
251
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
значения параметра Rz от 2,5 мм (при Rz = 40 - 80 мкм) до 8 мм (при
Rz = 160 - 320 мкм).
^=7(£|^imax|+£|7/imin|). (8.21)
i=l i=l
В соответствии с требованиями нормативных документов шерохова-
тость контактной поверхности под ультразвуковой контроль изделий энер-
гомашиностроения должна быть, как правило, Rz < 10 мкм по ГОСТ 2789
для поковок и Rz < 40 мкм для сварных соединений. На поковках ответст-
венного назначения иногда назначают более жесткие требования к качеству
поверхности - до Ra < 2,5 мкм. Следует заметить, что в литературе оптималь-
ной считают шероховатость Rz = 20 - 40 мкм, поскольку при Rz < 20 мкм
(7?а < 3,2 мкм) ослабляются фрикционные свойства поверхности, контакт-
ная жидкость выдавливается из под ПЭП, затрудняется процесс его пере-
мещения по поверхности. Говорят, что преобразователь «залипает». Для по-
ковок ставят также требования к донным поверхностям, параллельным или
концентричным поверхностям ввода: они должны иметь параметр шерохо-
ватости Rz < 40 мкм. Обработку поверхности листового проката предпри-
нимают в случае невозможности реализации заданной чувствительности
контроля из-за неудовлетворительного качества поверхности.
Требования по допустимой волнистости поверхности контроля могут
быть заданы несколькими способами. При подготовке поверхности поковок
и листового проката обычно требуют, чтобы местные неровности (выступы
и впадины) были плавно разогнаны с уклоном не более 1:50. Для сварных
соединений волнистость определяют как отношение максимальной стре-
лы прогиба к длине базового участка, на котором оценивают волнистость
(рис. 8.40). Как правило, это отношение должно быть не более 0,015. При
длине базового участка 30 мм, что примерно соответствует длине контакт-
ной поверхности среднего по размерам наклонного ПЭП, максимальная
стрела прогиба составляет 0,45 мм, то есть примерно 0,5 мм. Увеличивать
длину базового участка недопустимо, так как дальнейшее увеличение зазора
между контактной поверхностью ПЭП и поверхностью изделия повлечет за
собой нарушение акустичес-
кого контакта. В зарубежных
стандартах требование вол-
нистости задают расстоянием
между любой точкой контакт-
ной поверхности ПЭП и по-
верхностью изделия. Обычно
требуют, чтобы это расстояние
нигде не превосходило 0,5 мм.
Поверхность околошовной
РИС. 8.40. К оценке волнистости контактной поверх-
ности сварных соединений
зоны сварных соединений должна быть
зачищена на ширину, достаточную для прозвучивания всего объема на-
плавленного металла и зоны термического влияния по заданной схеме.
252
8.6. ПОДГОТОВКА К КОНТРОЛЮ
Ширина зоны зачистки легко определяется из простейших геометрических
соотношений. Так, для стыкового сварного шва, контролируемого по схеме
рис. 8.31г, ширина В зоны зачистки составляет:
В < 2Htga + bx + Ь2,
(8.22)
где bv мм - расстояние от центра шва до границы зоны термического влия-
ния, измеренное у поверхности;
Ь2, мм - расстояние от точки выхода до задней грани ПЭП.
Подготовленные поверхности должны быть размечены на участки.
Для контроля листов, поковок, антикоррозионных наплавок рекомен-
дуется разметка на квадратные участки со сторонами не более 500 мм.
Цилиндрические изделия целесообразно размечать по окружности на
участки с использованием часовой системы, а вдоль оси - также на участки
длиной не более 500 мм. Сварные соединения, которые подвергаются ра-
диографическому контролю, должны иметь общую разметку, длина участ-
ка при этом обычно равна длине пленки. Если сварной шов не просвечива-
ют, то его размечают на участки длиной не более 300 мм или используют
часовую систему.
Размеченные участки должны иметь нумерацию. Разметка должна
иметь привязку начала отсчета и быть воспроизводимой. Сведения о раз-
метке целесообразно внести в производственно-техническую документа-
цию и в карту контроля.
Необходимость разметки обусловлена тремя факторами:
- возможностью воспроизведения результатов контроля в любой момент
времени как при изготовлении, так и при эксплуатации изделий;
- возможностью составления однозначного и понятного эскиза располо-
жения обнаруженных несплошностей;
- повышением надежности контроля за счет дисциплинирования дефек-
тоскописта и исключения неконтролируемых участков.
Довольно часто дефектоскопистам задают вопрос о возможности конт-
роля по необработанной («черной») поверхности. Здесь необходимо иметь
в виду следующее:
- понятие «необработанная поверхность» не является определенным, пос-
кольку не содержит количественных характеристик неровностей поверх-
ности, вида и толщины загрязняющего слоя; поэтому, ставя вопрос о воз-
можности контроля по необработанной поверхности, необходимо дать ее
подробную характеристику;
- даже на грубых кованых поверхностях всегда существуют участки, где
можно в той или иной мере ввести ультразвук, а, следовательно, полу-
чить некоторую информацию о качестве материала под этим участком;
таким образом, может существовать возможность неполного контроля
или контроля по точкам;
253
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Табл. 8.3. К оценке возможностей дефектоскопии по
необработанной поверхности
Тип заготовки и описание поверхности Возможности контроля при условии удаления окалины и загрязнения
Поковка сечением 350 х 350 мм. В основном гладкая поверхность с отдельными щербинами 0 10 - 100 мм и глубиной до 5 мм, наличие на поверхности тонкого слоя осыпающейся окалины. На гладких участках возможен контроль пря- мым и наклонным ПЭП с чувствительностью 10-20 мм2. Можно говорить об уверенном контроле 80 % объема заготовки на гладких частях. На щербинах контроль невозможен. Может быть решена задача обнаружения дефектов, распределенных по значительной части объема (флокены, осевые рыхлости, скопления неметаллических включений), а также отдельных грубых дефектов (0 > 30 мм)
Поковка типа сплошной цилиндр 0 150 - 300 мм. Достаточно плоские и глад- кие участки поверхности (грани) чередуются с ребрами. На стыке грани расположены под углом 130 - 160° друг к другу. Легкая осыпа- ющаяся окалина. Возможен контроль прямым ПЭП с чувстви- тельностью 5-20 мм2. Можно проверить до 80 % объема заготовки. Может быть решена задача в том виде, как это указано в предыду- щем примере.
Поковка типа полого цилиндра 0 800 мм с толщиной стенки 150 мм. Поверхность в ос- новном гладкая, местами коррозия глубиной до 1мм, отслаивающаяся окалина, единич- ные следы контрольных вырубок Возможен контроль 70 % объема заготовки прямым ПЭП с чувствительностью 20 мм2 и мертвой зоной около 30 мм. Контроль на- клонным ПЭП практически невозможен. Может быть решена задача в том виде, как это указано в первом примере.
Литая заготовка, обработанная дробеструем. Поверхность без окалины с многочисленны- ми щербинками 0 < 20 мм и глубиной мень- ше 1,0 мм Возможен контроль прямым ПЭП. Выявля- ются грубые дефекты размером 30 х 30 мм
Поковка типа полый цилиндр 0 800 мм и толщиной стенки 180 мм. Нерегулярно грубо волнистая поверхность со следами вмятин от окалины. Следы контрольных вырубок (5-10 шт. на площади 500 х 500 мм) Возможна оценка общей прозвучиваемости материала, а также определения загрязнен- ности металла дефектами в случае их распре- деления по значительной части объема (фло- кены, скоплении неметаллических включений). Эти оценки возможны в отдельных точках или на небольших участках заготовки прямым ПЭП. Чувствительность может колебаться от 5 до 50 мм2.
Поковка типа коленвала. Нерегулярная волнистость глубиной 3-5 мм, отдельные щербины диаметром до 100 мм с глубиной 5-8 мм. Поверхность покрыта толстым слоем окалины. Контроль невозможен.
Поковка типа диска. Грубая волнистая по- верхность с многочисленными поверхност- ными дефектами длиной 5-30 мм, шириной 1 - 5 мм, глубиной до 15 мм, поверхность пористая со следами осыпающейся окалины. Контроль невозможен.
Нержавеющая поковка типа параллелепипе- да. Вся поверхность покрыта острыми тре- щинами глубиной до 20 мм, отслаивающаяся окалина. Контроль невозможен.
254
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
- состояние поверхности заготовок неразрывно связано с размерами мини-
мально фиксируемого дефекта, то есть с максимальной предельной чувст-
вительностью: чем меньше размер дефекта, подлежащего выявлению в
соответствии с нормативными требованиями, тем жестче требования к
состоянию поверхности под контроль;
- средства контроля не решают любую задачу контроля по необработанной
поверхности, однако, правильное сочетание типа дефектоскопа, преобра-
зователя, контактной среды безусловно позволяют оптимизировать про-
цесс контроля;
- наклонные ПЭП гораздо чувствительнее к рельефу поверхности, чем
прямые, поэтому обычно схема прозвучивания объекта контроля с необ-
работанной поверхностью включает только прямые ПЭП. В частности,
наиболее эффективным является применение прямого ПЭП с мягким
протектором.
В качестве примеров в табл. 8.3 приводится описание некоторых видов
необработанной поверхности и достигаемые при этом возможности контро-
ля. При этом предполагается, что с поверхности сканирования будут удале-
ны отслаивающаяся окалина и загрязнения. Контроль по этим примерам не
соответствует требованиям стандарта на контроль поковок (ГОСТ 24507)
в части:
- объема контроля (в том числе отсутствие зеркально-теневого метода);
- применяемых схем прозвучивания;
- чувствительности контроля;
- надежности и достоверности контроля.
Следствием этого может быть невыявление мест ослабления донного
сигнала, дефектов типа одиночных трещин, неблагоприятно ориентирован-
ных по отношению к прямому ПЭП или расположенных в неконтролируе-
мых зонах и др. Поэтому приемочный контроль по необработанной поверх-
ности не применяют для заготовок ответственного назначения. Однако в
качестве операционного контроля на ранних стадиях изготовления продук-
ции он, несомненно, может принести экономический эффект.
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
8.7.1. Общие положения
Перед выходом на контролируемый объект дефектоскопист должен:
- установить требуемые параметры аппаратуры (частоту, диапазон контро-
ля, мощность и др.);
- для наклонных ПЭП проверить (или определить) точку выхода, угол
ввода и стрелу ПЭП; фактические значения этих параметров ввести в де-
фектоскоп;
- произвести настройку глубиномера и чувствительности дефектоскопа;
- полученную настройку занести в память дефектоскопа.
255
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Прибыв на рабочее место для проведения контроля, дефектоскопист
обязан:
- убедиться в безопасности условий работы;
- проверить соответствие маркировки на изделии данным, указанным в за-
дании на контроль;
- проверить состояние поверхностей сканирования и наличие разметки;
- включить дефектоскоп;
- нанести контактную жидкость на первый контролируемый участок.
В качестве контактной жидкости при ручном контроле рекомендуется применять тех-
ническое масло, глицерин, воду и др. Выбор контактной жидкости должен производиться с
учетом следующих факторов:
- отсутствия вредного влияния на дефектоскописта и на ОК или последующих техноло-
гических операций (так, при контроле аустенитных сталей не рекомендуется применять
контактную жидкость, содержащую хлориды, поскольку они повышают склонность ма-
териала к межкристаллитной коррозии);
- температуры изделия: повышение температуры может привести к уменьшению вязкос-
ти жидкости, в результате чего она не будет удерживаться на поверхности;
- пространственного положения поверхности контроля (так, при вертикальном положении по-
верхности следует применять более вязкую жидкость, чем при горизонтальном положении).
Контроль изделий энергомашиностроения осуществляют в основном
эхо-импульсным (иногда совмещенным с зеркально-теневым) методом в
контактном варианте.
• ] Контактным называется такой способ акустического контакта,
когда толщина слоя жидкости между поверхностями ПЭП и изделия
меньше длины ультразвуковой волны в жидкости Хж.
Это означает, что ПЭП непосредственно соприкасается с поверхностью
изделия, покрытого контактной смазкой. В некоторых случаях применяют
щелевой вариант, когда между поверхностью изделия и контактной поверх-
ностью ПЭП имеется зазор толщиной порядка X , заполненный контактной
жидкостью.
Контроль выполняется плавным построчным сканированием с ша-
гом, определенным в гл. 7, и со скоростью в диапазоне 30 - 150 мм/с.
Дефектоскопист должен быть уверен, что существует надежный акустиче-
ский контакт ПЭП с изделием. Показателем хорошего контакта при кон-
троле плоскопараллельных изделий прямым ПЭП является наличие ста-
бильного донного сигнала с малоизменяющейся амплитудой. Показателем
электрического контакта наклонного ПЭП с дефектоскопом является нали-
чие реверберационных шумов в начале развертки, однако, этот признак не
подтверждает акустический контакт с ОК. Для наклонных ПЭП при доста-
точно высокой чувствительности контроля признаком надежного контакта
с изделием является группа импульсов небольшой амплитуды, вызванных
отражением от шероховатостей донной поверхности. При контроле свар-
ных соединений наклонным ПЭП для лучшего выявления разноориентиро-
ванных дефектов рекомендуется в процессе сканирования производить по-
256
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
вороты ПЭП относительно его вертикальной оси на 10 - 15° в обе стороны.
Не реже одного раза в час, а также по окончании контроля необходимо про-
верять чувствительность дефектоскопа либо по стандартному образцу, либо
по опорному донному сигналу. Если обнаружено падение чувствительности
более чем на 2 дБ, последний участок должен быть перепроверен. Если об-
наружено увеличение чувствительности более чем на 2 дБ, все дефекты на
последнем проконтролированном участке должны быть переоценены.
При обнаружении дефектов, подлежащих регистрации, должны быть
измерены их характеристики, указанные в гл. 7. Определяются координа-
ты дефектов с привязкой к имеющейся разметке на изделии. При необходи-
мости проекции дефектов на ближайшую поверхность изделия помечаются
фломастером, краской или другим способом.
8.7.2. Особенности контроля массивных поковок
и поковок со структурными помехами
Структурные помехи связаны с рассеянием ультразвука на границах от-
дельных зерен. Явление возникновения многочисленных эхо-импульсов от гра-
ниц зерен называют также структурной реверберацией. Импульсы, обра-
зовавшиеся в результате отражения от границ зерен и приходящие к прием-
ному пьезоэлементу в один тот же момент времени, складываются. В зависи-
мости от случайного соотношения фаз отдельных импульсов, они могут уси-
лить или ослабить друг друга. В результате на экране дефектоскопа струк-
турные помехи имеют вид отдельных близко расположенных импульсов (их
иногда называют «травой»), на фоне которых затруднено или невозмож-
но наблюдение полезного сигнала. Структурные помехи - основной фак-
тор, ограничивающий чувствительность при контроле методами отражения.
Довольно часто структурные помехи превышают донный сигнал, исключая
тем самым возможность применения эхо- или зеркально-теневого метода.
При контроле массивных изделий и заготовок со структурными поме-
хами следует сначала оценить степень однородности коэффициента затуха-
ния ультразвука по флуктуации амплитуд донных сигналов. Однородными
по затуханию считают области, в которых размах амплитуд (разность меж-
ду максимальным и минимальным значениями) не превышает 4 дБ.
На изделии выделяются области, однородные по затуханию. В этих об-
ластях для оценки затухания и настройки чувствительности используется
среднее значение амплитуды донного сигнала. Допускается для проведения
поиска дефектов выполнить настройку чувствительности по наименьшему
донному сигналу в изделии, если при этом обеспечивается требуемая чувстви-
тельность. В таком случае для определения эквивалентных размеров обнару-
женных дефектов используются значения донных сигналов рядом с дефект-
ным местом.
При оценке эквивалентных размеров дефектов, расположенных вблизи
боковых стенок изделий большой толщины, следует иметь в виду возмож-
ное влияние стенок на пучок, которое может исказить амплитуду отражен-
257
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 8.41. Повышение амплитуды струк-
турных помех при включенной ВРЧ в конце
зоны контроля за счет расхождения пучка
ного сигнала. Учесть это влияние можно, применяя ПЭП с узкой диаграм-
мой направленности или используя стандартные образцы предприятия,
имитирующие часть ОК.
Если при контроле массивных изделий или изделий с крупнозернистой
структурой из-за повышенного затухания, структурных шумов или собст-
венных шумов дефектоскопа при высокой чувствительности не обеспечи-
вается поисковая чувствительность на всей толщине изделия, то могут быть
применены следующие приемы:
- применение временной регулиров-
ки чувствительности: при вклю-
ченной ВРЧ даже в поковке с рав-
номерной крупнозернистостью по
всему сечению может наблюдаться
увеличение амплитуды структур-
ных шумов в конце диапазона кон-
троля (рис. 8.41), что объясняет-
ся расширением пучка ультразву-
ковых колебаний и вовлечением
большего числа структурных от-
ражателей в процесс образования
сигналов структурных помех;
- контроль с двух противоположных
сторон с обеспечением заданной чув-
ствительности на половине толщины
изделия (для сплошных цилиндров
это соответствует настройке на задан-
ную чувствительность на оси и/или на половине хорды);
РИС. 8.42. Послойный контроль при наличии структурных шумов
- послойный контроль (для дефектоскопов без системы ВРЧ): сначала кон-
тролируется слой между дном изделия и глубиной, на которой уровень
шумов еще невелик (участок С1—Д на рис. 8.42), затем чувствительность
понижается до контрольного уровня на глубине Нх и контролируется слой
С2—С1; в такой последовательности контроль повторяется до тех пор,
пока не будет проверен весь объем заготовки;
- понижение частоты ПЭП (нижний предел частоты составляет, как пра-
вило, 0,5 МГц);
258
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
- применение ПЭП с большим размером пьезоэлемента: при этом вследст-
вие сужения пучка уменьшается контролируемый объем, а, следовательно, и ко-
личество элементов структуры, создающих помеху (этот метод, а также два сле-
дующих называются также методами локализации контролируемого объема);
- применение PC ПЭП;
- уменьшение длительности зондирующего импульса;
- выбор оптимального направления прозвучивания: оптимальным являет-
ся направление, вдоль которого минимальны изменения упругих свойств
материалов и влияние этих изменений на распространение ультразвука,
это направление может быть определено экспериментально непосредст-
венно на изделии или на образцах;
- выбор оптимального типа волн (это относится в первую очередь к кон-
тролю наклонным ПЭП, когда вместо поперечных более эффективными
могут оказаться продольные волны);
- выбор типа волн с оптимальной поляризацией, например, поперечные
волны с горизонтальной поляризацией (SH-волны) могут оказаться эф-
фективнее при контроле крупнозернистых аустенитных сварных соеди-
нений, чем поперечные вол-
ны с вертикальной поляри-
зацией (SV-волны) или про-
дольные волны (правда, для
SH-волн существует пробле-
ма их возбуждения в ОК).
Если в результате выпол-
нения указанных мероприя-
тий не обеспечивается поиско-
вая чувствительность на всей
толщине изделия, допускается
проведение контроля на кон-
РИС. 8.43. Необходимое превышение полезного сиг-
нала над уровнем шумов
трольном уровне чувствитель-
ности при условии снижения
скорости и шага сканирования
не менее чем в 2 раза. Если и контрольный уровень чувствительности на
всей толщине не удается обеспечить, для каждой зоны по глубине выполня-
ют контроль при чувствительности на 3 -г- 4 дБ ниже уровня максимально-
го шума (рис. 8.43), то есть на максимально возможной чувствительности
для данного изделия. При этом, как правило, оказывается, что для разных
ПЭП, предусмотренных схемой прозвучивания, получаются различные ре-
зультаты.
Существуют и другие методы повышения эффективности контроля ма-
териалов с крупнозернистой структурой (например, статистические), но
они требуют применения специальной аппаратуры.
В отчете о результатах контроля должен быть приведен график изменения
чувствительности, фактически обеспеченной на разных толщинах в изделии-
259
ГЛАВА 8 * ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ__________________
8.7.3. Особенности ультразвукового контроля стальных
отливок
Специфическими факторами, определяющими особенности УЗК сталь-
ных отливок, являются:
- сложная форма, связанная с различной кривизной поверхности и перемен-
ной толщиной в разных областях детали;
- наличие нерегулярных конструктивных отражателей, предусмотренных
чертежно-технической документацией, но затрудняющих расшифровку
индикаций при А-сканировании;
- сложная форма несплошностей, приводящая к большому рассеянию аку-
стического поля.
Как правило, после застывания отливка имеет крупнозернистую струк-
туру, понижающую эффективность УЗК из-за значительного затухания
ультразвука, вызванного рассеянием на элементах структуры. Поэтому
обычно контроль проводят после термообработки, в частности, после нор-
мализации, предназначенной для получения однородной мелкозернистой
структуры материала. Шероховатость поверхности, подготовленной под
проведение УЗК, должна быть Ra < 6,3 мкм.
Основными методами УЗК отливок являются эхо-метод и ЗТМ.
Поскольку отливки в процессе производства не подвергаются деформации,
дефекты в них носят чаще всего объемный характер (см. 1.3.2.1). Поэтому
при контроле эхо-методом их обнаружение чаще всего не зависит от на-
правления прозвучивания. Исключением являются лишь трещины, поло-
жение и ориентация которых связаны с напряжениями, возникающими
при застывании металла отливки. В связи с этим для отливок ответствен-
ного назначения по возможности применяют такие же схемы прозвучива-
ния, как и для поковок. Контроль изделий толщиной до 50 мм обычно про-
водят прямым раздельно-совмещенным и наклонным преобразователями.
Угол ввода наклонного преобразователя выбирают из диапазона 37° - 70°
в зависимости от толщины и формы контролируемой детали или ее частей.
При толщинах более 50 мм дополнительно применяют прямой совмещен-
ный ПЭП. Для уменьшения влияния на акустический контакт шероховато-
сти поверхности целесообразно применять прямые преобразователи с мяг-
ким протектором.
Рекомендуемая по российским нормативным документам частота вы-
бирается из диапазона 1,25 - 2,5 МГц, реже до 5,0 МГц. Зарубежные норма-
тивные документы рекомендуют диапазон частот 1,0 - 5,0 МГц, однако до-
пускают при контроле толстостенных (более 300 мм) изделий понижение
частоты до 0,4 МГц. Выбор конкретного значения частоты зависит от тол-
щины (чем меньше толщина, тем выше частота) и величины зерна (чем бо-
лее крупнозернистый материал, тем ниже частота).
Требуемая чувствительность контрольного уровня обычно составляет
7,0-10,0 мм2.
260
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
При настройке чувствительности и оценке эквивалентных размеров не-
сплошностей следует проверять и, при необходимости, учитывать коэффи-
циент затухания. При частоте 2,5 МГц коэффициент затухания продольной
волны в стальных отливках может достигать 0,017 дБ/мм.
Для объемных дефектов типа усадочных раковин и усадочных рых-
лот характерна сильно шероховатая отражающая поверхность игольчато-
го типа, вследствие чего ультразвуковая волна рассеивается по всем на-
правлениям. Лишь небольшая
часть рассеянной энергии воз-
вращается обратно к преобра-
зователю. Процесс рассеяния
усугубляется еще тем, что ра-
ковины обычно окружены ско-
плением мелких газовых пор
(рис. 8.41). Амплитуда эхо-
импульса, отраженного от та-
кого дефекта к приемнику, а,
следовательно, и эквивалент-
ная площадь дефекта очень
малы. Коэффициент выявляе-
мости, определяемый при эхо-
РИС. 8.41. Рассеяние акустической энергии
на дефекте типа усадочной раковины,
окруженной газовыми порами
методе как отношение экви-
валентной площади дефекта к
его фактической площади, мо-
жет иметь весьма малую вели-
чину (до 0,01).
Практика УЗК отливок по-
казывает, что в ряде случаев
дефектные области размером
более 100 х 100 мм выявляют-
ся при контроле эхо-методом
в виде нескольких отдельных
непротяженных индикаций с
незначительной эквивалент-
ной отражательной способно-
стью 1-3 мм2. В этом случае
они классифицируются как не-
протяженные допустимые не-
сплошности. Эти дефекты мо-
гут вскрыться при дальней-
шей механической обработке,
их реальные размеры оказыва-
ются намного больше эквива-
лентных.
РИС. 8.42. Определение высоты дефектной зоны
h = h2 - /71
РИС. 8.43. Определение высоты дефектной зоны
при контроле наклонным преобразователем
261
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Для повышения
вероятности выявле-
ния дефектов отлив-
ки там, где это воз-
можно, рекомендует-
ся осуществлять кон-
троль с двух проти-
воположных поверх-
ностей. При этом воз-
никает возможность
измерения важней-
шей характеристики,
влияющей на рабо-
тоспособность дета-
ли, - высоты дефект-
ной зоны в направле-
нии толщины стенки
(рис. 8.42).
Высоту дефект-
ной зоны определя-
ют и при контроле на-
клонным преобразо-
вателем путем изме-
рения условной высо-
ты (рис. 8.43).
Европейский
стан-
дарт EN 12680-1:2003
рекомендует в этом
случае определять
условную высоту от-
носительным спосо-
бом по уровню 20 дБ
от максимума сиг-
нала от несплошно-
сти. Такому исследо-
ванию должны под-
вергаться все инди-
кации, которые ха-
рактеризуются неу-
стойчивой динами-
кой (изменение ам-
плитуды отраженно-
го сигнала при пере-
РИС. 8.44. Компактная несплошность (условная протяженность
меньше ширины ультразвукового пучка на глубине залегания не-
сплошности): а - положение компактной несплошности в изде-
лии; б - Л-развертка при выявлении несплошности; в - динами-
ка изменения амплитуды эхо-сигнала (Л) при перемещении пре-
образователя в направлении «х»
РИС. 8.45. Протяженная несплошность (условная протяжен-
ность больше ширины пучка на глубине залегания несплош-
ности): а - положение протяженной несплошности в изделии;
б - Л-развертка при выявлении несплошности; в - динамика из-
менения амплитуды эхо-сигнала (Л) при перемещении преобра-
зователя в направлении «х»
РИС. 8.46. Протяженное скопление отдельных непротяжен-
ных несплошностей: а - положение скопления в изделии; б -
Л-развертка при выявлении скопления; в - динамика изменения
амплитуды эхо-сигнала (Л) при перемещении преобразователя в
направлении «х»
262
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
мещении преобразо-
вателя) или наличи-
ем явной протяжен-
ности в направлении
толщины стенки, не-
зависимо от ампли-
туды эхо-сигнала.
Этот же стандарт
дает рекомендации
по определению ти-
пов несплошностей
на основе анализа
изменения амплиту-
ды сигнала при пе-
ремещении преобра-
зователя (рис. 8.44 -
8.47).
Зеркально-тене-
вой метод (ЗТМ)
оказывается очень
эффективным для
выявления дефек-
тов на тех участках
отливки, где наруж-
РИС. 8.47. Скопление непротяженных несплошностей, развитое
в направлении толщины стенки: а - положение скопления в из-
делии; б - Л-развертка при выявлении скопления; в - динамика
изменения амплитуды эхо-сигнала (Л) при перемещении преоб-
разователя в направлении «х»
РИС. 8.48. Выявление дефекта в отливке при контроле ЗТМ: а -
положение дефекта в изделии; б - Л-развертка при расположе-
нии преобразователя над дефектом; в - динамика изменения ам-
плитуды донного сигнала (Л) при перемещении преобразователя
над дефектом в направлении «х»
ная и донная поверхности эквидистантны. При контроле этим методом
будут выявляться несплошности площадью равной или более половины
площади сечения пучка колебаний на глубине залегания несплошности,
то есть такие, при которых донный сигнал ослабевает на 6 дБ или более.
Динамика изменения донного сигнала на А-развертке при наличии де-
фекта представлена на рис. 8.48. Здесь предполагается, что длина дефек-
та больше ширины пучка, а ширина - меньше ширины пучка, вследствие
чего донный сигнал ослабляется, но не пропадает.
Для более точной классификации несплошностей, обнаруженных при
УЗК отливки, при технической возможности иногда применяют радиогра-
фический контроль.
8.7.4. Особенности ультразвукового контроля
аустенитных сварных соединений
В аустенитном сварном соединении различают четыре зоны (рис. 8.44).
Зона 1 - основной металл, имеющий, как правило, относительно мелко-
зернистую и изотропную структуру. Зона термического влияния 2 отли-
чается крупным зерном (размер зерна до 200 мкм), но также изотропна,
263
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
РИС. 8.44. Зоны аустенитного сварного соеди-
нения и схема формирования кристаллитов
в аустенитном сварном шве: 1 - основной ме-
талл; 2 - зона термического влияния; 3 - зона
сплавления; 4 - аустенитный шов
ее ширина достигает 6 мм. Зона 3
- зона сплавления основного и на-
плавленного металла. Зона 4 - на-
плавленный металл сварного шва,
то есть собственно аустенитный
шов. По своему строению аусте-
нитный сварной шов имеет круп-
нозернистую анизотропную струк-
туру. При выполнении сварного
шва кристаллиты (в данном слу-
чае кристаллиты представляют со-
бой совокупность кристаллов, оси которых параллельны) ориентируют-
ся сначала перпендикулярно границе сплавления наплавленного метал-
ла с основным, то есть перпендикулярно кромкам сварного шва. По мере
заполнения сварного шва они прорастают перпендикулярно границе рас-
плавленного металла. В результате образуются столбчатые кристаллиты,
проходящие через все валики шва. Такая структура называется транскри-
сталлитной.
В зависимости от направления распространения в кристаллите изменя-
ется скорость звука: продольных волн - в диапазоне 5200 - 6300 м/с, попе-
речных SV-волн - в диапазоне от 2500 до 4000 м/с. Поэтому границу меж-
ду двумя соседними кристаллитами можно рассматривать как границу раз-
дела двух сред с разными акустическими свойствами, на которой, как и на
любой другой границе двух твердых сред, происходят отражение, прелом-
ление и трансформация волн. Вследствие этого при прозвучивании аусте-
нитного сварного шва наблюдаются:
- многократное рассеяние на границах кристаллитов, приводящее к высо-
кому уровню структурных шумов и большому коэффициенту затухания,
так, коэффициент затухания продольных волн на частоте 2,5 МГц состав-
ляет 0,1 -ь 0,3 дБ/мм;
- искривление лучей (явление рефракции), которое приводит к ошибкам в
определении координат.
Для оптимизации контроля аустенитных сварных швов рекомендуют-
ся следующие меры:
- выбор оптимальной частоты ПЭП: в зависимости от формы отражателя,
зоны акустического поля, в которой расположен отражатель, и некото-
рых других факторов повышение частоты может приводить как к умень-
шению, так и к увеличению отношения сигнал/шум;
- локализация контролируемого объема (применение раздельно-совме-
щенных и фокусирующих преобразователей, увеличение размера пьезо-
элемента, уменьшение длительности зондирующего импульса);
- выбор типа волны, критерием которого является достижение максималь-
ного значения отношения сигнал/шум;
- использование системы ВРЧ.
264
8.7. ПРОВЕДЕНИЕ КОНТРОЛЯ
В зависимости от толщины аустенитного сварного шва можно дать более
конкретные рекомендации по выбору средств контроля. Так, аустенитные
сварные соединения небольшой толщины (2 -г-10 мм), как правило, можно
контролировать обычными (возбуждающими поперечную волну) наклон-
ными ПЭП (/=44-5 МГц, а = 70 -г- 75°). Для настройки чувствительности
рекомендуется использовать СОП с зарубкой 1x2 мм2. Если при выявле-
нии этой зарубки не удается обеспечить отношение сигнал/шум > 6 дБ, за-
рубку увеличивают до размеров 1,5 х 3 мм2. Если и в этом случае зарубка не
выявляется, сварное соединение считают неконтролепригодным для дан-
ной методики контроля.
Сварные соединения толщиной более 10 мм обычно контролируют-
ся специальными совмещенными или PC ПЭП, возбуждающими продоль-
ные волны на частоте из диапазона 1,8 4- 2,5 МГц. В некоторых случаях хо-
рошее отношение сигнал/шум достигается даже при использовании часто-
ты 4 МГц. В зависимости от толщины кромки и зоны контроля применяют-
ся углы ввода от 45° до 78°. В качестве искусственных отражателей в СОП
используются цилиндрические отверстия. Изготавливаются несколько об-
разцов (обычно - три) с отверстиями, расположенными на разных глуби-
нах как по оси сварного шва, так и по зоне сплавления. На рис. 8.45 пока-
зан пример одного из образцов с цилиндрическими отверстиями. Сначала
выполняются отверстия 0 3,0 мм.
Если при выявлении этих отвер-
стий не удается обеспечить отно-
шение сигнал/шум > 6 дБ, диаметр
отверстий увеличивается до 6 мм.
Если и в этом случае отверстия не
выявляются, сварное соединение
считается неконтролепригодным
для контроля по данной методике.
РИС. 8.45. Выявление искусственных отража-
телей в СОП при прозвучивании через наплав-
ленный металл
СОП должны в полной мере соответствовать контролируемому изде-
лию - по материалам, размерам и конфигурации сварного соединения, по
способу и режимам сварки и термической обработки, по состоянию поверх-
ности под контроль.
На каждом сварном соединении сначала осуществляют оценку его кон-
тролепригодности по двум признакам.
1. Отношение сигнал/шум. Для этого не менее чем в 10 точках на каждом
сварном шве сравнивают амплитуду эхо-сигнала от цилиндрических отвер-
стий в СОП (а для толщин не более 10 мм - от зарубки) при прохождении
ультразвука через наплавленный металл (рис. 8.45) с амплитудой структур-
ного шума. За уровень шума принимается максимальный импульс из всех
измеренных. Эхо-импульс от отверстий должен быть не менее чем на 6 дБ
больше уровня структурного шума.
2. Изменение направления акустической оси наклонного ПЭП оценива-
ется для сварных соединений толщиной более 20 мм при их контроле про-
265
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
дольной волной PC ПЭП. Проверку этого признака выполняют зеркально-
теневым методом по схеме на рис. 8.46. Дефектоскоп включают по раздель-
ной схеме. К дефектоскопу подключают излучающую часть первого ПЭП
и приемную часть второго ПЭП. Преобразователи должны быть однотип-
ны. Сначала ПЭП размещают на основном металле, как показано на рис.
8.46а. Отыскивают положение, в котором наблюдается максимум зеркаль-
ного сигнала на приемнике П2. Регистрируют положения точек выхода
ПЭП и по формуле = arctg(Z1/2H) определяют угол наклона акустиче-
ской оси в основном металле. В этой формуле Lx - расстояние между точ-
ками выхода излучающего и приемного ПЭП, Н - толщина сварного соеди-
нения. После этого преобразователи размещают так, чтобы звук проходил
через сварной шов (рис. 8.466) и, выполнив такие же действия, определяют
угол наклона акустиче-
ской оси в сварном со-
единении по формуле
а2 = arctg(Z2/2H), где
L2 - расстояние между
точками выхода при из-
мерении по рис. 8.466.
Если at и а2 отличают-
ся более чем на 5°, то
сварное соединение
считается неконтроле-
пригодным. Измерения
производятся не менее
чем в трех точках свар-
ного соединения.
а б
РИС. 8.46. Схема проверки контролепригодности аустенит-
ного сварного соединения по второму признаку на основном
металле (а) и на сварном соединении (б): И1 - излучатель
первого ПЭП; П2 - приемник второго ПЭП
Дальнейшее повышение эффективности контроля аустенитных свар-
ных соединений достигается на основе применения специализированных
дефектоскопов и автоматизированных систем контроля. Двухчастотный
способ контроля основывается на том, что ПЭП возбуждает в контролируе-
мом объеме волны попеременно на двух разных частотах (например, 1,65
и 2,5 МГц). Дефектами считаются только те отражатели, которые дают
эхо-сигнал на обеих частотах. Дальнейшим развитием этого способа яв-
ляется двухмодовый способ, при котором дефектом считаются отражате-
ли, дающие эхо-сигнал при контроле и продольными и поперечными вол-
нами.
Наиболее эффективным оказалось применение акустической голо-
графии совместно с двухчастотным и двухмодовым методами и специ-
альными методами выделения полезных сигналов на фоне структурных
шумов, реализованное в системе «Авгур 4.2». Использование этой систе-
мы для контроля аустенитных сварных соединений позволило повысить
чувствительность на 32 - 36 дБ по сравнению с обычными дефектоско-
пами.
266
8.8. ФОРМУЛИРОВАНИЕ НОРМАТИВНЫХ ТРЕБОВАНИИ
8.8. ФОРМУЛИРОВАНИЕ НОРМАТИВНЫХ
ТРЕБОВАНИЙ
Нормативные требования определяют:
- размеры наименьших несплошностей, которые нужно учитывать при
контроле;
- типы, наибольшие размеры, количество и взаимное расположение не-
сплошностей, допускаемых в изделии или на его отдельных участках.
При формулировании нормативных требований необходимо учитывать
специфику информации, получаемой при контроле. Рассмотрим структуру
нормативных требований при контроле для различных объектов, принятую
в отечественных документах.
Для листового проката должны быть заданы:
1. Чувствительность контроля. При эхо-импульсном методе ее задают
диаметром плоскодонного отражателя. Пример обозначения: ДЗЭ, здесь
Д - диаметр; 3 - численное значение, мм; Э - эхо-импульсный метод. При
зеркально-теневом методе чувствительность задают уменьшением ампли-
туды донного сигнала в децибелах относительно заданного уровня, кото-
рым может быть амплитуда донного сигнал на бездефектном участке листа.
Пример обозначения: А203Т, здесь А - амплитуда; 20 - численное значение
уменьшения амплитуды относительно заданного уровня; ЗТ - зеркально-
теневой метод. Чувствительность при теневом методе задают уменьшением
амплитуды прошедшего сигнала в децибелах относительно заданного уров-
ня, которым может быть амплитуда прошедшего сигнал на бездефектном
участке листа. Пример обозначения: А14Т, здесь А - амплитуда; 14 - чис-
ленное значение уменьшения амплитуды относительно опорного уровня;
Т - теневой метод.
2. Минимально учитываемая условная площадь несплошности см2.
3. Максимально допустимая условная площадь несплошности S2, см2.
4. Условная площадь максимально допустимой зоны несплошностей
Sy м2. Зона несплошностей - это скопление несплошностей, каждая из ко-
торых имеет условные размеры (площадь) меньше учитываемых при конт-
роле, если расстояние между ними не больше 30 мм.
5. Относительная условная площадь 5, % определяется долей площади,
занимаемой несплошностями всех видов (5р S2 и 53), на любом квадратном
участке поверхности единицы листового проката площадью 1м2 или долей
площади, занимаемой несплошностями всех видов, на всей площади едини-
цы листового проката.
6. Максимально допустимая условная протяженность несплошности
L, мм.
ГОСТ 22727 предлагает разбиение нормативных требований по показа-
телям сплошности на 4 класса сплошности (0, 1, 2, 3). Для самого жестко-
го, нулевого класса сплошности, = 5 см2, S2 = 20 см2 при чувствительно-
сти контроля ДЗЭ.
267
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
В США нормативные требования для минимально учитываемой и мак-
симально допустимой несплошностей формируются иначе. Указывается,
что учитываются несплошности, которые не вписываются в круг 0р а не
допускаются несплошности, выходящие за пределы круга 02 (рис. 8.47).
Учитывая, что точный подсчет площади несплошности произвольной фор-
мы на практике гораздо сложнее, чем определение расстояния между ее
наиболее удаленными точками (то есть диаметра описанного круга), этот
способ представляется более удобным.
а б
РИС. 8.47. Различные способы оценки размеров несплошности:
а - по площади (отечественный); б - по диаметру круга (США);
0, - минимальная учитываемая несплошность;
S2,02 - максимальная допустимая несплошность
Листовой прокат, выплавленный в вакуумных дуговых, индукционных
электропечах или с применением специальных переплавов (ЭШП, ВДП и
др.) и используемый в изделиях ответственного назначения, характеризует-
ся следующими параметрами несплошностей по результатам контроля:
- минимально учитываемым эквивалентным диаметром Do, мм;
- максимально допустимым эквивалентным диаметром D{, мм;
- числом N непротяженных несплошностей с эквивалентным размером от
Do до Dv допускаемых на всей площади единицы листового проката или
ее части. Для листов всех категорий может быть также введен критерий
минимально допустимого расстояния между точечными несплошностя-
ми или условными границами отдельных несплошностей.
Несплошности, расположенные в одной или нескольких плоскостях по
толщине листового проката, объединяются в одну несплошность, если рас-
стояние между их условными границами меньше установленного НТД на
конкретную продукцию, а при отсутствии указаний в НТД - если это рас-
стояние меньше 30 мм.
Для различных участков проката могут быть установлены различ-
ные требования (например, для околошовной зоны сварного соединения и
остальной части листа).
Для поковок должны быть заданы:
1. Минимально учитываемая эквивалентная площадь несплошности 50, мм2;
2. Максимально допустимая эквивалентная площадь несплошности 5р мм2;
3. Максимально допустимая условная протяженность несплошности Lv мм;
4. Количество п непротяженных несплошностей эквивалентной площа-
дью от 50 до в шаровом объеме, равном или меньшем толщины поковки;
268
8.8. ФОРМУЛИРОВАНИЕ НОРМАТИВНЫХ ТРЕБОВАНИЙ
5. Минимально допустимое расстояние между точечными несплошнос-
тями или условными границами отдельных несплошностей. При контро-
ле цилиндрических заготовок для валов, роторов минимально допустимое
расстояние между точечными несплошностями может быть разным в зави-
симости от направления (радиальное, осевое, по окружности).
При контроле зеркально-теневым методом задают недопустимый уро-
вень ослабления донного сигнала. В отечественной практике он обычно со-
ответствует уровню поисковой чувствительности эхо-импульсного метода.
Для длинномерных заготовок с небольшими поперечными размерами
(например, прутки) вместо количества несплошностей в шаровом объеме
может быть задано их количество на участке определенной длины (напри-
мер, 100 мм). Для заготовок с небольшой толщиной вместо количества не-
сплошностей в шаровом объеме может быть задано количество несплош-
ностей, проецируемых на квадратный участок контролируемой поверхнос-
ти (например, на 100 см2).
В тех случаях, когда в нормативные требования вводят понятия цепочек
и скоплений, они должны быть строго определены по следующей форме:
цепочкой называется группа из п или более несплошностей, располо-
женных в линию, с расстоянием между отдельными несплошностями
I, мм или менее;
скоплением называется группа из п или более несплошностей с про-
странственным расстоянием между отдельными несплошностями
I, мм или менее.
Учитывая, что при контроле наклонным ПЭП в сравнении с прямым ПЭП
- путь волны, как правило, больше;
- длина волны при той же частоте ПЭП меньше, следовательно, больше
значение коэффициента затухания,
в ряде случаев технически невозможно обеспечить такую же чувствитель-
ность контроля, как для прямого ПЭП. Поэтому для наклонного ПЭП могут
быть установлены отдельные нормативные требования или оговаривается
возможность снижения заданной чувствительности до некоторых пределов.
Для сварных соединений должны быть заданы:
1. Минимально учитываемая эквивалентная площадь несплошностей
5, мм2, или другая характеристика, учитывающая уровень регистрации по
амплитудному признаку;
2. Максимально допустимая эквивалентная площадь несплошностей
мм2, или другая характеристика, учитывающая предел допустимости по
амплитудному признаку;
3. Максимально допустимое число несплошностей п на участке задан-
ной протяженности;
4. Минимальное допустимое условное расстояние А/ между точечными
или протяженными несплошностями.
269
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Для дефектов, классифицируемых как «поперечные трещины», обычно
устанавливаются более жесткие требования, чем для остальных несплош-
ностей. Требования дифференцируются в зависимости от толщины свар-
ного соединения: наиболее высокие требования предъявляются к швам не-
большой толщины.
Могут быть сформулированы дополнительные требования:
- разная чувствительность при регистрации точечных и протяженных не-
сплошностей (протяженные фиксируются на более высокой чувстви-
тельности);
- максимальная допустимая условная протяженность А£ протяженной не-
сплошности;
- допустимое количество протяженных несплошностей на 1 м длины шва.
По некоторым нормативным требованиям к приповерхностным облас-
тям сварного соединения предъявляются более жесткие требования, чем к
его средней части.
Наблюдается тенденция к появлению в нормативных требованиях кри-
териев, связанных с оценкой формы несплошности. При этом плоскостные
несплошности считают недопустимыми при более высоком уровне чувст-
вительности, чем объемные.
Для антикоррозионной наплавки должны быть указаны:
1. Минимально учитываемая эквивалентная площадь несплошностей
50, мм2;
2. Максимально допустимая эквивалентная площадь несплошностей 5р мм2;
3. Максимально допускаемая сумма эквивалентных площадей несплош-
ностей или максимально допускаемое число несплошностей 5 <5 <5,
проецируемых на квадратный участок поверхности заданного размера.
Могут быть сформулированы дополнительные требования:
- максимальная допустимая протяженность несплошности;
- допускаемое число протяженных несплошностей на квадратный участок
заданного размера;
- минимальное допустимое расстояние между точечными или протяжен-
ными несплошностями;
- различные нормативные требования для «отрыва наплавки» и шлаковых
включений.
Зарубежные нормативные документы, формулируя требования по до-
пустимости несплошностей, указывают максимально допустимое соотно-
шение амплитуд эхо-сигналов от дефекта и опорного отражателя. Иногда
указывается максимально допустимая высота эхо-импульса от дефекта в
процентах от высоты опорного отражателя или DAC. Такая форма норма-
тивных требований представляется более правильной, чем отечественная.
Максимально допустимые эквивалентные размеры дефектов (площадь или
диаметр), как правило, не имеют установленной связи с реальными разме-
рами, а поэтому вводят в заблуждение специалистов, использующих ре-
зультаты контроля.
270
8.9. ОФОРМЛЕНИЕ ЗАКЛЮЧЕНИЯ
Кроме того, амплитуда эхо-импульса от точечной несплошности зачас-
тую является второстепенным критерием допустимости несплошностей. В
первую очередь учитываются такие факторы, как:
- тип и ориентация несплошности (там, где это можно определить);
- протяженность несплошности;
- частота несплошностей, то есть их число в единице объема или на едини-
це площади;
- место расположения несплошности в ОК.
8.9. ОФОРМЛЕНИЕ ЗАКЛЮЧЕНИЯ
Сведения о выполненном контроле дефектоскопист вносит в журнал,
который является первичным документом по хранению результатов конт-
роля. На основании записи в журнале оформляется заключение (протокол)
о результатах контроля. В журнале и заключении должна содержаться в
полном и однозначном виде следующая информация:
- порядковый номер и дата заключения или записи в журнале;
- фамилия и подпись дефектоскописта, проводившего контроль;
- идентификационные данные ОК и контролируемого участка;
- стадия проведения контроля (по месту операции контроля в технологи-
ческом процессе);
- сведения о документах, регламентирующих методические и норматив-
ные требования;
- полные данные о средствах контроля, включая номера дефектоскопа и
преобразователей;
- чувствительность контроля и способ ее настройки;
- эскиз с указанием обнаруженных несплошностей, несплошности на эс-
кизе могут быть пронумерованы;
- описание обнаруженных несплошностей (если несплошности на эскизе
пронумерованы, их параметры могут быть сведены в отдельную таблицу);
- оценка соответствия проконтролированного объекта требованиям нор-
мативного документа.
При необходимости могут быть указаны дополнительные сведения.
Эскиз следует составлять в масштабе. Если на эскизе изображается от-
дельный участок контролируемого объекта, то его начало отсчета должно
быть однозначно привязано к объекту. Для различных несплошностей мо-
гут быть применены разные графические обозначения.
Например’.
х - подлежащая регистрации компактная (непротяженная) несплошность,
допустимая по амплитуде;
® - компактная несплошность, недопустимая по амплитуде;
Н - протяженная несплошность;
Т - дефект типа Т.
271
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
При сокращенном описании результатов контроля следует каждую
несплошность или группу несплошностей указывать отдельно и обозна-
чать:
А - несплошность с амплитудой эхо-сигнала (эквивалентной площадью),
не превышающей браковочный уровень (допустимая по амплитуде);
Д - дефект с амплитудой эхо-сигнала (эквивалентной площадью), превы-
шающей допустимый уровень (недопустимый по амплитуде);
Г - непротяженная (компактная) несплошность: AL < AL0;
Е - протяженная несплошность: AL > А£о;
Б - дефект, условная протяженность которого превышает допустимое зна-
чение;
Т-дефект, который обнаруживается при расположении ПЭП вдоль или
под небольшим углом к оси шва и не обнаруживается при расположе-
нии ПЭП перпендикулярно к оси шва (поперечный дефект).
Буквенно-цифровое обозначение записывается в строчку через тире в
следующей последовательности:
- значение глубины залегания дефекта, мм;
- индекс амплитуды эхо-сигнала (А или Д);
- индекс условной протяженности (Г, Е или Б);
- индекс поперечного дефекта (Т);
- значение координаты дефекта вдоль шва (в часах для трубопроводов и в
миллиметрах для конструкций).
После буквы (индекса) проставляется измеренное численное значение
соответствующей характеристики несплошности. Условная протяженность
для несплошностей типов Г и Т не указывается.
В случае указания амплитуды эхо-сигнала записывается разница в де-
цибелах между уровнем эхо-сигнала от дефекта и браковочным уровнем.
Примеры.
1. При контроле сварного шва на расстоянии 300 мм от начала отсчета
обнаружен непротяженный недопустимый дефект, амплитуда которого на
8 дБ превышает браковочный уровень. Глубина залегания дефекта состав-
ляет 34 мм.
Буквенно-цифровое обозначение этого дефекта: 34 - Д8 - Г - 300.
2. При контроле сварного шва трубопровода на координате 3 ч 40 мин
обнаружен недопустимый точечный дефект типа Т на глубине 26 мм.
Амплитуда дефекта на 4 дБ ниже браковочного уровня.
Буквенно-цифровое обозначение этого дефекта:
26- А(-4) - Г - Т - Зч 40м.
3. При контроле сварного шва сосуда на расстоянии 1620 мм от начала
отсчета обнаружен недопустимый по амплитуде и протяженности дефект.
Амплитуда превышает браковочный уровень на 12 дБ, условная протяжен-
ность составляет 140 мм, глубина залегания изменяется от 63 до 75 мм.
Буквенно-цифровое обозначение этого дефекта:
(63 - 75) - Д12 - Е140 - 1620.
272
8.10. ПОЛУЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ О ФОРМЕ, ОРИЕНТАЦИИ И ...
4. При контроле кольцевого шва трубы на координате 11ч обнаружена
точечная допустимая несплошность с амплитудой, равной браковочному
уровню, на глубине 22 мм.
Описание несплошности: 22 - АО - Г - 11 ч 00 м.
Сокращенное буквенно-цифровое обозначение наиболее часто исполь-
зуется при контроле сварных соединений, хотя может применяться и для
других объектов.
Методические документы (стандарты или инструкции), действующие
в отрасли или на предприятиях, могут включать и другие элементы сокра-
щенного обозначения, позволяющие более подробно описать обнаружен-
ную несплошность и ее координаты в изделии.
Важнейшими требованиями к оформлению заключения являются:
- полнота и однозначность информации;
- разборчивость почерка, аккуратность.
8.10. ПОЛУЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ
ИНФОРМАЦИИ О ФОРМЕ, ОРИЕНТАЦИИ И
РЕАЛЬНЫХ РАЗМЕРАХ НЕСПЛОШНОСТИ
8.10.1. Общие сведения
Если при изготовлении изделий энергомашиностроения в сварных со-
единениях обнаруживают недопустимые техническими условиями де-
фекты, то сварное соединение ремонтируют: механическим способом или
воздушно-дуговой строжкой удаляют часть металла сварного соединения
вместе с дефектом, а потом ремонтируемый участок повторно заваривают.
Если недопустимые дефекты обнаружены в листовом прокате или в поков-
ке в той части, которая остается после окончательной механической обра-
ботки, то листовая заготовка (или ее часть) или поковка обычно исправле-
нию не подлежат и бракуются окончательно.
Если недопустимый дефект в сварном соединении обнаружен после
окончательной термической обработки изделия или в процессе его эксплу-
атации, то ремонт изделия либо вообще невозможен, либо является тру-
доемким и дорогостоящим. Кроме того, он может привести к ухудшению
свойств материала, определяющих его эксплуатационные возможности. В
такой ситуации специалисты по прочности могут принять решение о допу-
ске изделия с дефектом в эксплуатацию, обосновав его расчетом прочности.
Однако для того, чтобы выполнить такой расчет, необходима наиболее пол-
ная информация о реальных размерах, типе и ориентации дефекта.
В связи с этим в новые методики ультразвукового контроля сварных
соединений вносятся разделы, касающиеся определения типа дефекта. В
соответствии с ГОСТ 14782 различаются три типа дефектов: объемные не-
273
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
протяженные, объемные протяженные и плоскостные. Однако чаще всего
дефекты классифицируются на объемные и плоскостные.
Возможность определения типа дефекта и его ориентации основана на
том, что плоскостные и объемные дефекты имеют различные индикатрисы
рассеяния: у объемных она круговая, у плоскостных - узконаправленная.
В настоящей книге не ставится цель проведения полного анализа суще-
ствующих методов, рассмотрим их в общих чертах.
8.10.2. Способ азимутального озвучивания
При этом способе устанавливают ПЭП в положение, соответствующее
максимальному эхо-сигналу. Затем ПЭП поворачивают в горизонтальной
плоскости (по азимуту) вокруг дефекта на 45°: сначала в одну, а затем - в
другую сторону (рис. 8.48я). Если при этом амплитуда сигнала уменьшится
на 8 дБ или более, то дефект относят к плоскостным. Если амплитуда изме-
няется менее чем на 8 дБ, дефект считают объемным. Другой вариант ази-
мутального метода заключается в сравнении угловых размеров дефекта Дуд
(рис. 8.486) на заданном уровне (например, на уровне 6 дБ) и плоскодон-
ного отражателя Ду0, имеющего площадь, равную эквивалентной площади
дефекта. Если коэффициент К = Дуд/Ду0 < 1, то дефект относят к плоскост-
ным, если К > 1, то к объемным.
РИС. 8.48. Оценка типа дефекта при азимутальном озвучивании:
а - при повороте ПЭП вокруг дефекта на 45° в каждую сторону;
6 - измерение углового размера дефекта Дуд
8.10.3. Способ озвучивания под разными углами ввода
Обнаруженный дефект озвучивают преобразователями с одинаковы-
ми параметрами за исключением угла ввода. Угол ввода а изменяют в ди-
апазоне от 40° до 65° с шагом 5°. Для каждого угла ввода определяют эк-
вивалентную площадь дефекта 5^. Каждый дефект оценивают по резуль-
татам измерения с двух сторон шва. Если эквивалентная площадь изменя-
ется не более чем в 4 раза, несплошность считается объемной. Если экви-
валентная площадь изменяется более чем в 4 раза, дефект считается пло-
скостным. Очевидно, что направление, с которого оптимально выявляется
дефект, укажет и ориентацию дефекта - она будет перпендикулярна этому
направлению.
274
8.10. ПОЛУЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ О ФОРМЕ, ОРИЕНТАЦИИ И ...
8.10.4. Способ коэффициента формы
Два однотипных наклонных ПЭП с углами ввода (45 ± 5)° подключают
к дефектоскопу по раздельно-совмещенной схеме. Получают обратное
и зеркальное U3 отражения от исследуемого дефекта (рис. 8.49).
РИС. 8.49. Определение типа дефекта с помощью коэффициента
формы: а - объемный дефект; б - плоскостной дефект
•] Коэффициентом формы Кф называется отношение амплитуд об-
ратного и зеркального сигналов при озвучивании дефекта двумя ПЭП,
включенными по схеме «тандем» в раздельно-совмещенном режиме:
К = U,/U.
ф оор' 3
(8.23)
Коэффициент формы измеряется при фиксированном положении ПЭП,
соответствующем максимуму сигнала [/. Каждая несплошность оценива-
ется по коэффициенту формы прозвучиванием с двух сторон шва. Оценка
типа несплошности производится по наименьшему из измеренных значе-
ний К Если К > 1, то дефект считается объемным, если Кф < 1 - плоскост-
ным. Для применения этого способа в стандартном виде необходима экви-
дистантность поверхностей ввода и отражения.
Определение типа дефекта по способу коэффициента формы наиболее
эффективно для сварных соединений толщиной 60 - 300 мм. Однако этот
РИС. 8.50. Определение коэффициента
формы для тонкостенных сварных со-
единений
способ можно применить и для свар-
ных соединений толщиной менее 60 мм.
В этом случае применяется схема про-
звучивания в соответствии с рис. 8.50.
ПЭП1 излучает импульс колебаний.
Отразившись от дефекта Д, часть энер-
гии возвращается обратно на ПЭП1 и
дает эхо-импульс £/обр. Другая часть, от-
разившись от дефекта, падает на донную
поверхность, отражается от нее и прини-
275
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
мается ПЭП2 в виде эхо-зеркального сигнала U3. Результаты интерпретиру-
ются так же, как в случае толщины более 60 мм.
8.10.5. Способ коэффициента ц
•J И — это коэффициент, численно равный отношению условной шири-
ны АХ дефекта к его условной высоте АН:
ц = АХ/ АН.
(8.24)
РИС. 8.51. Определение коэффициента
ц = ДХ/ДН
“д д' д
Способ заключается в том, что для
данного типа ПЭП определяют коэф-
фициент Цд дефекта (рис. 8.51) и срав-
нивают его с ц0 объемного искусствен-
ного отражателя, обычно - сквозного
цилиндрического отверстия:
= Цд/ц0 = (8.25)
Если К < 1, то дефект считается плоскостным вертикальным; при
К = 1 - округлым; если К^> 1, то дефект - плоскостной горизонтальный.
8.10.6. Характер индикации на экране
В некоторых случаях опытные дефектоскописты могут распознать ха-
рактер дефектов, изучая параметры их индикации на экране дефектоскопа:
форму эхо-сигналов, их динамику (то есть изменение параметров индика-
ций в процессе перемещения ПЭП), расположение в объеме материала кон-
тролируемого объекта. Так, для флокенов характерно групповое располо-
жение, то есть на экране дефектоскопа при перемещении ПЭП наблюдает-
ся одновременно несколько импульсов разной амплитуды на разных глуби-
нах, импульсы имеют гладкую форму. Флокены располагаются чаще в сред-
ней части по толщине заготовки.
Раскованные неметаллические включения также могут давать группо-
вые эхо-импульсы. Однако в отличие от флокенов неметаллические вклю-
чения группируются в небольшом диапазоне глубин. Кроме того, часто они
имеют протяженность.
При исследовании эхо-импульсов от раковин в литье можно при доста-
точно высокой чувствительности наблюдать, как при перемещении ПЭП
импульс как бы «переливается» по экрану дефектоскопа, указывая на из-
менение глубины различных участков поверхности дефекта. Эхо-импульс
широкий, его фронты негладкие.
Трещины часто являются многоэлементными отражателями, развиты-
ми по высоте. Поэтому при перемещении наклонного ПЭП в плоскости па-
дения по направлению к трещине на экране наблюдается один или неболь-
шая группа импульсов разной амплитуды, непрерывно перемещающихся в
сторону уменьшения глубины.
276
8.10. ПОЛУЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ О ФОРМЕ, ОРИЕНТАЦИИ И ...
8.10.7. Другие способы
В последнее время получили развитие амплитудно-фазовые ультразву-
ковые методы, связанные с механизированным сканированием выявленной
несплошности, обработкой снимаемых данных на компьютере и получени-
ем результата в виде объемного цветного изображения несплошности, где
различными цветами отображаются точки с различной интенсивностью
принятого эхо-сигнала. Среди этих методов наибольшую известность полу-
чили методы акустической голографии и фокусированной синтезирован-
ной апертуры.
Метод акустической голографии с когерентной обработкой эхо-сигна-
лов реализован в системе экспертного контроля «Авгур 4.2», разработан-
ной НПЦ «Эхо+». Суть когерентного восстановления состоит в том, что в
результате математической обработки эхо-сигналов формируется изобра-
жение, которое можно получить фокусированным ПЭП с пучком, не рас-
ходящимся по всей глубине контролируемого объекта. В результате при
использовании сдвиговой волны в стали на частоте 2,5 МГц фронтальная
разрешающая способность изображения дефектов не зависит от глубины
и составляет = 2,0 мм. Столь высокая разрешающая способность позволяет
точно определить координаты, размеры, тип дефектов.
При линейном методе фокусированной синтезированной апертуры
(SAFT) ПЭП с широкой диаграммой направленности в плоскости в направ-
лении сканирования и узкой диаграммой направленности в перпендику-
лярном направлении перемещается параллельно плоскости изображения.
Из-за большого угла раскрытия звукового пучка эхо-импульсы от одного и
того же отражателя принимаются в нескольких положениях преобразова-
теля. Изображение отражателя (дефекта) будет получено, если из каждого
положения приема как из центра провести окружности с радиусом, равным
расстоянию, вычисленному по измеренному времени прохождения эхо-им-
пульса. Точки пересечения достаточно большого числа таких окружностей
и будут местом нахождения отражателя. Изображение формируется ком-
пьютером. В случае двумерного механического сканирования может быть
сформировано трехмерное изображение, однако, этот процесс связан с рез-
ким возрастанием объема вычислений, выполняемых компьютером.
Среди прочих способов определения характера дефекта следует назвать
применение альтернативных методов НК. В первую очередь таким методом
является радиография, которая должна выполняться с учетом предполагае-
мой ориентации исследуемого дефекта. Однако довольно часто радиография
вообще не обнаруживает дефект, найденный при ультразвуковом контроле.
Это само по себе является признаком характера дефекта: значит это дефект с
малым раскрытием, расположенный непараллельно направлению просвечива-
ния (например, трещины, расслоения, тонкие неметаллические включения).
Если дефекты распределены в объеме контролируемого материала и по
данным ультразвукового контроля на каком-нибудь участке подходят близ-
ко к поверхности заготовки, их характер может быть определен травлением.
277
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
В некоторых случаях характер дефектов определяют путем выбороч-
ных контрольных вскрытий несплошностей, залегающих в заготовках или
сварных швах на небольшой глубине. Применяют также метод механичес-
кого отбора образцов металла, содержащих несплошности, с последующим
определением характера дефектов металлографическим путем.
8.10.8. Алгоритм определения характера дефекта
Для оптимального решения задачи об определении характера (типа и
вида) дефекта целесообразно придерживаться следующего алгоритма (по-
рядка действий):
1. Графическое представление дефекта в контролируемом объеме. Для
сварных соединений эта процедура включает следующие операции:
- определение границ шва (выполняется путем травления наружной по-
верхности шва и околошовной зоны);
- определение профиля поверхности контроля (может быть выполнено с
помощью специального инструмента, называемого профильной гребен-
кой или слесарным лекалом);
- определение профиля противоположной (донной) поверхности (выпол-
няется путем измерения толщины стенки прямым ПЭП с точной регист-
рацией положения его центра относительно границ сварного шва);
- графическое построение разделки сварного шва на основе имеющейся
чертежно-технической документации;
- графическое построение отражателя по его измеренным координатам.
Для других объектов может быть выполнена подобная процедура с уче-
том геометрической формы исследуемого участка.
2. Анализ технологического процесса изготовления рассматриваемого
объекта с целью выявления возможных отклонений. Например, обнаруже-
ние нарушения режима противофлокенной обработки в сочетании с други-
ми признаками указывает на то, что выявленные при контроле несплошно-
сти могут быть флокенами.
3. Анализ предыдущего опыта изготовления аналогичных изделий с це-
лью определения характера дефектов, типичных для данного материала,
способа и режимов сварки, формы и размеров изделия и т. д. Например, ре-
зультаты металлографических исследований нескольких забракованных
цилиндрических поковок, изготовленных в течение последних двух лет, по-
казали наличие остаточной усадочной рыхлости в осевой зоне. Это можно
считать типичным дефектом для данного изделия.
4. Оценка возможности определения характера дефектов по типичным не-
сплошностям, выходящим на поверхность, путем выборочного вскрытия или
отбора образца. Если возможно, такие работы выполняют на пробах или образ-
цах металла из областей, удаляемых при механической обработке. Например,
о характере дефектов вблизи осевой зоны заготовки ротора (цилиндрическая
поковка большого диаметра) можно судить по несплошностям, имеющимся в
осевом трепане (стержне, механически отобранном из центра заготовки).
278
8.10. ПОЛУЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ О ФОРМЕ, ОРИЕНТАЦИИ И ...
5. Исследование обнаруженных дефектов упомянутыми ультразвуко-
выми методами. Применяют такие методы, которые возможны с учетом
особенностей конкретного объекта: толщины материала, глубины залега-
ния дефекта, наличия доступа и т. д.
6. Просвечивание изделия под оптимальными углами, если это техни-
чески осуществимо.
По приведенному алгоритму выполняют такой объем работ, который
позволяет получить наиболее достоверную информацию о характере дефек-
та. Заключение о вероятном характере дефекта дает специалист высокой
квалификации с учетом всей информации, полученной о несплошности.
8.10.9. Определение реальных размеров дефекта
Для расчетной оценки возможности допуска изделия с дефектом в экс-
плуатацию в расчет должны быть заложены реальные размеры дефекта. Как
правило, наибольшее значение при этом имеет размер в направлении тол-
щины стенки. Могут быть рассмотрены три случая.
1. Размер дефекта превышает размер пучка. В этом случае дефект оз-
вучивают пучком, по возможности по нормали к его поверхности. Следует
применить такой ПЭП, который имеет минимальный размер пучка на глу-
бине залегания дефекта. Наибольшую достоверность для таких случаев дает
применение фокусирующих ПЭП с диаметром пучка в фокусе 5-7 мм.
Условные размеры, определенные по указаниям в гл. 7, будут наиболее
близки к реальным размерам несплошности.
2. Размер дефекта меньше размера пучка. Оценивают характер и ориен-
тацию дефекта по алгоритму, приведенному в п. 8.10.8. Для оценки размера
дефекта выбирают искусственный отражатель, по форме и ориентации наи-
более близкий к найденному дефекту. Определяют эквивалентный размер
дефекта путем сравнения с выбранным искусственным отражателем (с по-
мощью образцов, с использованием АРД-диаграммы для отражателей дан-
ного типа или расчетным путем).
Полученный размер может быть уточнен, если предполагается, что
вследствие различного заполнения полостей дефекта и искусственного от-
ражателя они имеют различный коэффициент отражения.
3. Комбинация первых двух случаев: в одном направлении дефект пре-
вышает размер пучка, а в перпендикулярном направлении - меньше раз-
мера пучка. В этом случае реальная протяженность дефекта будет наибо-
лее близка к условной протяженности, определенной с учетом рекоменда-
ции п. 1. Размер в перпендикулярном направлении определяют путем сопо-
ставления с наиболее близким по форме и ориентации искусственным от-
ражателем.
Во втором и третьем случаях может быть полезным применение фоку-
сирующего ПЭП.
Если дефект представляет собой трещину с очень острыми краями, для
определения ее высоты могут оказаться эффективными дифракционные
279
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
методы. При озвучивании из положения И1 верхнего края трещины вол-
ной под углом (рис. 8.52) возникает дифрагированная волна, принимае-
мая преобразователем Ш с углом ввода а2. Нижний край трещины озвучи-
вают из положения И2, дифрагированную волну принимают в положении
П2. Положения И1, Ш и И2, П2 предварительно определяются условием,
что акустические оси преобразователей должны проходить через верхний
и нижний края трещины соответственно. После предварительной установ-
ки, последовательно перемещая сначала излучающий, а потом приемный
ПЭП, их устанавливают в положения, когда дифрагированный импульс
РИС. 8.52. Измерение высоты трещины дифракционным
методом
имеет максимальную вы-
соту. Работу целесообразно
выполнять двум дефекто-
скопистам. Высоту h тре-
щины, не выходящей на по-
верхность, определяют по
задержке времени At между
сигналами, дифрагирован-
ными от верхнего и нижне-
го краев трещины:
h = cA^/G/cosdj + l/cosa2). (8.26)
Для измерения высоты трещин в тонкостенных изделиях (толщиной до
20 мм) оптимальной является продольная волна под углом at = 60° 70°.
Угол ввода приемника (также продольная волна) мало критичен и может
быть принят в диапазоне а2 = 40° 4- 50°. Для измерения высоты трещин в
толстостенных изделиях (толщиной более 20 мм) лучше использовать по-
перечную волну под углом = 37° + 47°. Угол ввода приемного ПЭП (так-
же поперечная волна) может быть принят в диапазоне а2 = 37° + 50°.
8.11. ИМПУЛЬСЫ ПОМЕХ
Как уже указывалось, одним из признаков наличия несплошности яв-
ляется появление на экране импульса в зоне контроля. Однако в некоторых
случаях причиной таких импульсов могут быть не только несплошности.
•J Импульсы, возникающие в зоне контроля, но не связанные с нали-
чием несплошностей в ожидаемой области объема ОК, называются
импульсами помех.
По природе возникновения различают электрические и акустические
помехи. Электрические помехи связаны с влиянием на приемный тракт де-
фектоскопа электромагнитных полей, возбуждаемых работающим обору-
дованием в производственных условиях. Рассмотрим более подробно неко-
торые случаи возникновения импульсов акустических помех.
280
8.11. ИМПУЛЬСЫ ПОМЕХ
Особую группу образуют импульсы помех в начале развертки, связан-
ные с отражениями от элементов конструкции (демпфера и призмы) ПЭП.
Такие импульсы называют также реверберационными помехами преобра-
зователя (реверберация - многократные повторные отражения). Также в
начале развертки наблюдаются «контактные» эхо-импульсы, которые воз-
никают от контактной поверхности ПЭП и поверхности изделия. При ра-
боте с наклонными ПЭП такие импульсы занимают постоянное положе-
ние на горизонтальной шкале экрана в отличие от эхо-импульсов от дефек-
тов, которые перемещаются по экрану при перемещении ПЭП. При кон-
троле прямым и PC ПЭП дефектоскопист должен в начале процесса кон-
троля «привыкнуть» к импульсам помех - они занимают на экране посто-
янное положение и существуют при установке ПЭП в любую точку изде-
лия. Эхо-импульсы от дефектов возникают между импульсами помех. Если
все же имеется сомнение относительно происхождения импульса, целесоо-
бразно подключить другой ПЭП того же типа, у которого импульсы помех
могут занимать несколько иное положение на развертке, или использовать
PC ПЭП. Тогда станет понятно, является рассматриваемый импульс поме-
хой или это эхо-импульс от дефекта.
Помеху могут создавать импульсы, возникающие вследствие ре-
верберации в слое контактной жидкости между поверхностями ПЭП и за-
готовки. Их особенностью в отличие от эхо-импульсов от дефектов являет-
ся неустойчивость (амплитуда меняется на глазах при неподвижном ПЭП),
зависимость от слоя контактной жидкости. От таких помех можно изба-
виться, применив ПЭП с меньшими размерами контактной поверхности.
Иногда помехи снимает механическая обработка поверхности с целью уда-
ления ее волнистости.
При работе наклонными ПЭП могут существовать импульсы помех, об-
условленные поверхностными волнами (ПВ). Особенно часто они возника-
ют при больших углах ввода (а > 65°). Отражаясь от поверхностных цара-
пин, рисок, усиления шва, забоин, они дают эхо-импульсы на экране дефек-
тоскопа. Происхождение таких импульсов легко установить, если провести
пальцем по поверхности контроля вокруг ПЭП. При пересечении направ-
РИС. 8.53. Возбуждение поверхностной волны (ПВ) пря-
мым преобразователем: 1 - направление распространения
ПВ; 3 - зондирующий импульс; ИП - импульс помехи;
Д - донный сигнал
ления распространения ПВ
амплитуда эхо-импульса
будет резко падать. Таким
же способом можно уста-
новить и конкретное ме-
сто на изделии, откуда от-
ражается ПВ: до этого ме-
ста пальцем можно менять
амплитуду эхо-импульса,
после него - амплитуда не
меняется. После зачист-
ки установленного участка
281
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
шлифовальным кругом эхо-импульс исчезает. Случается, что при больших
чувствительностях контроля ПВ наблюдается при работе с прямым ПЭП.
Обычно это бывает на поверхности с рисками от механической обработки.
Поверхностная волна возбуждается на рисках, отражается от грани и дает
эхо-импульс (рис. 8.53). При перемещении ПЭП в сторону отражателя (на-
пример, грани) импульс поверхностной волны на экране дефектоскопа бу-
дет непрерывно перемещаться к зондирующему импульсу. Версия ПВ про-
веряется так же, как и в случае наклонного ПЭП.
При работе с PC ПЭП по поверхностям с рисками от механической об-
работки может также возбуждаться ПВ. Это случается тогда, когда линия
акустического экрана PC ПЭП совпадает с направлением рисок. При рас-
положении акустического экрана перпендикулярно рискам импульсы по-
мехи пропадают. Эти импульсы также можно исключить, зачистив поверх-
ность контроля.
При контроле PC ПЭП по негладкой поверхности импульс помехи
может возникнуть от поверхности углубления, заполненного контактной
жидкостью. Так как скорость продольной волны в контактной жидкости в
3-4 раза меньше скорости в стали, глубиномер дефектоскопа покажет зна-
чение в 3 - 4 раза большее глубины впадины на изделии.
Иногда при обнаружении дефекта PC ПЭП на экране дефектоскопа на
некотором расстоянии за эхо-импульсом от дефекта возникают один или
несколько импульсов помехи. Рассмотрим одну из возможных причин их
образования (рис. 8.54).
Импульс, излученный
пьезоэлементом И, отража-
ется от дефекта, попадает
на приемный пьезоэлемент
П, частично преобразуется
в электрический импульс и
дает эхо-сигнал (ИД). Часть
импульса отражается от пье-
зоэлемента П, возвращается
на контактную поверхность,
отражается от нее, опять по-
падает на приемный пьезо-
элемент П и дает импульс помехи (ИП). Таким образом, расстояние между
импульсом от дефекта и импульсом помехи определяется временем двой-
ного прохождения звуком пути от пьезоэлемента П до контактной поверх-
ности ПЭП. Импульс помехи, вызванный этой причиной, для конкретного
экземпляра ПЭП всегда будет находиться на одном и том же расстоянии от
эхо-импульса от дефекта. При подключении другого экземпляра ПЭП та-
кой импульс помехи может возникнуть, но обычно на другом расстоянии,
поскольку высота призмы у рабочих экземпляров ПЭП вследствие разного
износа, как правило, не совпадает. Еще одной причиной появления импуль-
РИС. 8.54. Образование импульса помехи вследствие
повторного отражения в призме PC ПЭП
282
РИС. 8.55. Образование импульсов помехи
при трансформации волн
8.10. ПОЛУЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ О ФОРМЕ, ОРИЕНТАЦИИ И ...
са помехи при контроле PC ПЭП может быть эхо-сигнал поперечной вол-
ны, которая возбуждается на границе раздела одновременно с продольной,
но имеет заметно меньшую амплитуду.
Импульсы помехи могут образо-
вываться в результате трансформации
волн на каких-либо поверхностях де-
тали. Так, при контроле изделия с ци-
линдрическим отверстием часть энер-
гии продольной волны ср падающей в
точку А (рис. 8.55), трансформируется
в сдвиговую волну ct, которая, отража-
ясь от грани Б, возвращается в точку А,
преобразуется в продольную и дает на
экране дефектоскопа импульс помехи.
Для таких импульсов характерно, что они возникают всегда в опреде-
ленных местах детали, в рассмотренном примере - при перемещении ПЭП
параллельно оси цилиндра по линии, проходящей через точку О. Их поло-
жение на экране можно обосновать, подсчитав путь, проходимый волной в
детали, с учетом типа волны и ее скорости на каждом участке.
При работе наклонными ПЭП с углами ввода поперечной волны
35° - 40° следует иметь в виду возможность существования продольной
волны под углом около 80°. Хотя ее интенсивность значительно ниже, чем у
поперечной волны, при высокой чувствительности дефектоскопа может на-
блюдаться импульс помехи.
В изделиях большой толщины и с низким затуханием ультразвука мо-
гут возникать реверберационные импульсы помех (фантомы). Физическая
причина их образования и особенности, отличающие их от эхо-импульсов
от дефектов, указаны в гл. 6. Дополнительным способом идентификации
таких импульсов является способ «пальпирования» (прощупывания паль-
цем, смоченным контактной жидкостью) поверхности изделия в области
отражения донного сигнала. Если это импульс помехи, то его высота будет
изменяться синхронно с касанием поверхности.
Вообще способ «пальпирования» довольно часто оказывается хорошей
помощью в расшифровке причин тех или иных эхо-импульсов. Следует
иметь в виду, что он действует только на продольную волну, либо когда она
существует непосредственно (например, при падении продольной волны на
плоскость), либо когда она возбуждается в результате трансформации (на-
пример, при падении поперечной волны в двугранный угол).
Особый вид помех может возникать в заготовках из аустенитной стали
(например, из стали 08Х18Н10Т) с выраженными зонами разнозернисто-
сти, где в пределах одной заготовки величина зерна может изменяться от
45 мкм (5 -ь 6 балл) до 350 - 500 мкм (-1*0 балл). Если локализованная
зона крупного зерна находится у поверхности заготовки, то при контроле
поперечными волнами наклонным ПЭП могут возникать отдельные инди-
283
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
кации вследствие отражения от двугранного угла, образованного границей
крупного зерна и поверхностью заготовки. Индикации могут иметь боль-
шую амплитуду и по многим признакам могут быть похожи на эхо-сигналы
от поверхностных трещин. В частности, при «пальпировании» поверхно-
сти в области падения волны индикации меняют свою амплитуду. Для под-
тверждения наличия крупнозернистой зоны и отсутствия несплошностей в
этом случае целесообразно выполнить следующие действия:
- провести контроль по поверхности, на которую выходит зона крупнозер-
нистое™ (при этом могут быть применены как прямые, так и наклонные
PC ПЭП, возбуждающие продольную волну);
- выполнить контроль поверхности крупнозернистой зоны методом ка-
пиллярной дефектоскопии;
- выполнить травление поверхности и макроконтроль как с целью провер-
ки отсутствия несплошностей, так и для определения величины зерна.
Если выполняется контроль объекта сложной геометрической фор-
мы или ограниченных геометрических размеров, то в рабочей части экра-
на могут постоянно находиться эхо-импульсы от элементов формы - вы-
ступов, поверхностей цилиндров, двугранных углов и др. Картина может
усложняться импульсами, возникающими в результате трансформации
РИС. 8.56. Выявление несплошностей на
фоне эхо-сигналов от подкладного кольца
волн. Характерным примером явля-
ется контроль кольцевого сварно-
го шва трубы при наличии под швом
подкладного кольца (рис. 8.56). При
перемещении ПЭП со стороны пози-
ции 1 в направлении позиции 2 сна-
чала появится эхо-сигнал от дефек-
та (позиция 1), а затем от двугранно-
го угла в подкладном кольце (пози-
ция 2). При определенных соотношениях между геометрическими размера-
ми кольца и глубиной залегания дефекта расстояние гд по лучу до дефекта
(позиция 1) равно расстоянию гк по лучу до двугранного угла в подкладном
кольце (позиция 2). Соответственно, совпадают показания глубины h зале-
гания отражателя и расстояние до его проекции на поверхность контроля
хд = хк. В связи с этим отражение от подкладного кольца может быть оши-
бочно принято за сигнал от дефекта. Отличить эти сигналы позволяют сле-
дующие особенности их выявления:
- проекция дефекта на поверхность контроля Д показывает, что отража-
тель находится в наплавленном металле, в то время как проекция дву-
гранного угла К оказывается либо за пределами наплавленного металла,
либо на заметном расстоянии от центра шва;
- эхо-сигнал от кольца наблюдается на многих участках по периметру шва,
а от дефекта - на отдельных участках периметра;
- дефект выявляется с двух сторон шва: справа на рисунке - однажды от-
раженным лучом, слева - прямым лучом. При этом проекция несплош-
284
8.12. НАДЕЖНОСТЬ, ДОСТОВЕРНОСТЬ И ВОСПРОИЗВОДИМОСТЬ РЕЗУЛЬТАТОВ
ности попадает в одну точку поверхности контроля. Кольцо выявляется
также с двух сторон, однако, проекции двугранных углов на поверхность
контроля не совпадают: при контроле справа выявляется левый двугран-
ный угол, а слева - правый. При необходимости, для проверки выявляе-
мости прямым лучом следует удалить усиление шва.
При анализе индикаций в объектах сложной формы или ограничен-
ных геометрических размеров очень полезно использовать графическое
представление результатов контроля, как это указано в § 8.10.8. При этом
необходимо насколько возможно точно прорисовать фактическое сечение
объекта контроля в плоскости падения лучей, ход лучей и положение отра-
жателя.
Во всех случаях тщательный анализ конкретной ситуации с учетом всех
особенностей, изложенных в этом параграфе, позволит отличить эхо-им-
пульсы от дефектов от импульсов помех. При анализе целесообразно про-
вести сравнение картины на экране в исследуемом месте с картинами в та-
ких же местах других изделий того же типоразмера. Полная повторяемость
картины укажет на наличие импульсов помех. Некоторые типы современ-
ных дефектоскопов позволяют запомнить Л-развертку с эхо-сигналами от
элементов формы и в дальнейшем, во время контроля, воспроизводить ее
на экране в виде фонового изображения пониженной яркости (или другого
цвета). В процессе контроля можно постоянно сравнивать текущую Л-раз-
вертку с фоновой.
8.12. НАДЕЖНОСТЬ, ДОСТОВЕРНОСТЬ И
ВОСПРОИЗВОДИМОСТЬ РЕЗУЛЬТАТОВ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Предположим, что при постановке задачи специалистам НК описыва-
ются фактические размеры и форма несплошностей, обязательных для ре-
гистрации. Используя все физические и аппаратурные возможности, разра-
батываются две самые совершенные методики: одна - по радиографическо-
му контролю, вторая - по ультразвуковому. В полном соответствии с этими
методиками проводится контроль некоторого числа объектов. После этого
объекты режут на тонкие пластины или сошлифовывают с целью определе-
ния фактического числа всех несплошностей, подлежащих регистрации.
Тогда показателем надежности метода НК назовем отношение чис-
ла несплошностей, подлежащих регистрации и выявленных данным методом
контроля, к фактическому числу таких несплошностей в объектах контро-
ля. Не существует каких-либо общих оценок надежности метода контроля в
такой постановке вопроса, она может быть определена только для конкрет-
ных объектов и при установленных требованиях к фактическим размерам и
другим характеристикам несплошностей, подлежащих выявлению.
285
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
При составлении реальных методик ультразвукового контроля всегда
учитываются его физические особенности, поэтому и параметры несплош-
ностей, подлежащих выявлению, описываются на основе косвенных харак-
теристик - измеряемых акустических и условных геометрических парамет-
ров. Реальные методики контроля, как правило, ориентируются на выявле-
ние наиболее вероятных, а не абсолютно всех несплошностей, с акустичес-
кими параметрами, подлежащими регистрации. Так, например, в листовом
прокате наиболее вероятны несплошности с ориентацией, параллельной
поверхности листа. Поэтому методика и ориентируется на выявление имен-
но таких несплошностей. Несплошности небольших размеров, расположен-
ные наклонно, при контроле по такой методике не будут обнаружены.
Поэтому показателем надежности методики ультразвукового конт-
роля назовем отношение количества несплошностей, подлежащих регист-
рации и выявленных при контроле по данной методике, к фактическому ко-
личеству несплошностей, которые могут быть выявлены ультразвуковым
методом контроля и имеют акустические и условные геометрические пара-
метры, подлежащие регистрации. С этим видом надежности тесно перепле-
тается понятие выявляемое™ несплошностей.
Ф] Под выявляемостью несплошностей понимается способность
системы ультразвукового контроля, применяемой в соответствии
с данной методикой контроля, выявлять в данном материале не-
сплошности с заданными параметрами (размерами, ориентацией,
типом, местоположением).
Так, например, если при контроле сварного соединения не применяется
способ «тандем», можно говорить о низкой выявляемое™ дефектов с верти-
кальной ориентацией. При составлении методики контроля следует стремить-
ся к тому, чтобы ее надежность была не ниже 95 %. Существует обоснованное
мнение, что для повышения надежности выявления несплошностей с небла-
гоприятной ориентацией следует повышать чувствительность контроля до
уровня, соответствующего регистрации волн, дифрагированных на дефекте.
Предельная чувствительность при этом составляет 0,4-5- 1,5 мм2. Однако при
этом может резко возрасти количество эхо-импульсов, которые должен анали-
зировать дефектоскопист. Увеличивается и вероятность перебраковки ОК.
Сформулируем также понятие надежности проведения ультразвуково-
го контроля. При этом предположим, что контроль выполняется в полном
соответствии с предписанными правилами (стандартом, методикой, инс-
трукцией и т. д.): дефектоскопист имеет необходимую квалификацию, в
полной мере выполнены требования к рабочему месту, аттестованы и пове-
рены средства контроля, дефектоскопист внимателен, параметры контроля
соблюдаются и т. д. Тогда назовем показателем надежности проведения
контроля отношение количества несплошностей, подлежащих регистрации
и обнаруженных дефектоскопистом, к количеству всех несплошностей, ко-
торые должны быть выявлены при этом контроле.
286
8.12. НАДЕЖНОСТЬ, ДОСТОВЕРНОСТЬ И ВОСПРОИЗВОДИМОСТЬ РЕЗУЛЬТАТОВ
Последний вид надежности имеет наибольшее значение для практи-
ки контроля, поскольку обычно задачей дефектоскопистов является про-
ведение контроля по указанным ему методическим документам. Поэтому
в дальнейшем будем называть надежность проведения контроля просто
надежностью контроля. Показатель надежности контроля при полностью
правильном исполнении методики составляет также не менее 95 %. Почему
все же существует вероятность того, что некоторые дефекты не будут выяв-
лены? Реальный процесс контроля даже самым опытным дефектоскопис-
том имеет некоторые отклонения от предписанных требований:
- ПЭП в процессе перемещения отклоняется вправо-влево относительно
предписанного направления;
- могут произойти локальные ухудшения акустического контакта;
- могут произойти локальные нарушения скорости или шага сканирования;
- может случиться кратковременное отвлечение внимания.
По этим причин могут быть не выявлены локальные, компактные не-
сплошности с отражающей способностью, близкой к уровню регистрации, а
также несплошности с резко выраженной направленностью. В основном за
счет таких дефектов получается значение надежности ниже 100 %. Обычно
с высокой надежностью обнаруживаются протяженные дефекты, группы
дефектов, компактные объемные дефекты, дающие большую амплитуду
эхо-импульса.
Для повышения надежности контроля можно рекомендовать:
- повышение поисковой чувствительности;
- уменьшение шага и скорости сканирования;
- применение оснастки для принудительного соблюдения параметров ска-
нирования;
- применение механизированного сканирования;
- проведение многократного контроля, в том числе разными дефектоскопистами;
- применений ручных дефектоскопов с системами контроля качества акус-
тического контакта.
Выполнение этих рекомендаций при ручном контроле ответственных
изделий позволяет достичь показателя надежности 99,7 %.
gj Достоверностью ультразвукового контроля назовем вероят-
ность обнаружения и правильной оценки несплошностей, а также
интерпретации акустических сигналов, которые должны быть вы-
явлены и проанализированы при контроле по заданной методике.
Здесь имеется в виду оценка допустимости несплошностей по предпи-
санной нормативной документации, а интерпретация - точное определение
причины отражения и местоположения несплошности, при необходимости
подтверждаемое вскрытием или металлографией взятых образцов.
Правильная оценка допустимости несплошностей определяется по-
грешностью измерений эквивалентных размеров дефектов. Последняя, в
свою очередь, зависит от:
287
ГЛАВА 8 • ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
- отклонений параметров средств контроля от номинальных значений (в
пределах допуска);
- индивидуальных качеств дефектоскописта;
- правильного введения корректировочных коэффициентов (например,
связанных с различием в состоянии поверхности стандартного образца и
изделия, учета кривизны, затухания и др.);
- случайных ошибок, сопутствующих любому измерению (например, точ-
ность определения максимума отражения, степень прижатия ПЭП и т. п.).
Как правило, погрешность оценки эквивалентной площади в пределах
одного подразделения контроля не превышает 30 % 5экв, а межлабораторная
- 50 % S .
экв
Достоверность контроля зависит от вида конкретных ОК и при совер-
шенной методике достигает 90 - 95 %.
2] Воспроизводимостью результатов контроля назовем характе-
ристику контроля, отражающую близость друг другу результатов
контроля одного и того же объекта, выполняемого в различных услови-
ях (в различное время, в различных местах, различными средствами).
Воспроизводимость результатов контроля определяется совокупно-
стью организационных и технических мероприятий, позволяющих через
любые промежутки времени получить результаты контроля, совпадающие
в пределах погрешности измерения, при условии, что в течение этого вре-
мени несплошности не изменялись. К техническим относят мероприятия,
обеспечивающие идентичное состояние поверхности контролируемых из-
делий, однозначную привязку обнаруженных несплошностей к какой-либо
базе, полное воспроизведение методики контроля, применение однотипных
средств контроля. К организационным относят обучение и сертификацию
персонала, мероприятия, обеспечивающие надзор за исполнением предпи-
саний по выполнению неразрушающего контроля, разработку программ и
методик, контроль за текущей деятельностью дефектоскопистов и т. п.
Приложение к гл. 8
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ НА
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОПРОДУКЦИИ
1. ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контро-
ля. - М.: Изд-во стандартов, 1988.
2. ГОСТ 28831-90. Прокат толстолистовой. Методы ультразвукового
контроля. - М.: Изд-во стандартов, 1991.
3. ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и
цветных металлов. Методы ультразвуковой дефектоскопии. - М.: Изд-во
стандартов, 1981.
288
8.12. НАДЕЖНОСТЬ, ДОСТОВЕРНОСТЬ И ВОСПРОИЗВОДИМОСТЬ РЕЗУЛЬТАТОВ
4. ГОСТ 17410-78. Контроль неразрушающий. Трубы металлические
бесшовные цилиндрические. Методы ультразвуковой дефектоскопии. - М.:
Изд-во стандартов, 1978.
5. ГОСТ 18576-85. Контроль неразрушающий. Рельсы железнодорож-
ные. Методы ультразвуковые. - М.: Издательство стандартов, 1985.
6. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные.
Методы ультразвуковые. - М.: Изд-во стандартов, 1987.
7. ГОСТ 20415-82. Контроль неразрушающий. Методы акустические.
Общие положения. - М.: Изд-во стандартов, 1982.
289
ГЛАВА 9 • УЛЬТРАЗВУКОВАЯ
ТОЛЩИНОМЕТРИЯ
9.1. ТЕРМИНОЛОГИЯ
Измерение толщины - нахождение значения толщины опытным путем
с помощью специальных технических средств (средств измерений).
Результат измерения толщины - значение толщины, найденное путем
ее измерения.
Погрешность измерения - отклонение результата измерения от истин-
ного значения измеряемой величины.
Систематическая погрешность измерения - составляющая погреш-
ности измерения, остающаяся постоянной или закономерно изменяющаяся
при повторных измерениях одной и той же величины.
Случайная погрешность измерения - составляющая погрешности из-
мерения, изменяющаяся случайным образом при повторных измерениях
одной и той же величины.
Грубая погрешность измерения - погрешность измерения, существен-
но превышающая ожидаемую при данных условиях измерения.
Доверительный интервал погрешности результата измерений - интер-
вал значений случайной погрешности, внутри которого с заданной вероят-
ностью находится искомое значение погрешности результата измерений.
Доверительные границы погрешности результата измерений - верхняя
и нижняя границы доверительного интервала погрешности результата из-
мерений.
Доверительная вероятность - вероятность, с которой погрешность из-
мерения не выходит за доверительные границы.
Действительное значение толщины - результат измерения толщины,
настолько приближающийся к ее истинному значению, что для данной
цели может быть использован вместо него.
Независимое измерение - измерение, выполняемое при отсутствии
информации о предыдущих измерениях или измерение толщины, выпол-
няемое после расстройки, а затем - повторной настройки толщиномера.
Номинальная толщина - толщина, указанная в НТД, относительно ко-
торой определяются предельные толщины и которая служит началом от-
счета отклонений.
Отклонение верхнее - разность между максимальным допускаемым зна-
чением толщины и номинальной толщиной (указывается со знаком «+»).
Отклонение нижнее - разность между минимальным допускаемым зна-
чением толщины и номинальным значением (указывается со знаком «-»).
Поле допуска - разность между максимальным и минимальным допус-
каемыми значениями толщины.
Приемочные границы - интервал результатов измерений, в пределах
которого объект признается годным по измеряемой величине.
290
9.2. УСЛОВИЯ ПРИМЕНИМОСТИ
УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕТРИИ
Как правило, ультразвуковой метод измерения толщины применяется
в местах, недоступных или труднодоступных для измерения толщины ме-
ханическим измерительным инструментом. Особенно широко этот метод
используется для определения толщины стенок труб, котлов, сосудов, то
есть объектов замкнутого типа или с односторонним доступом. Обычно из-
мерения производятся на эквидистантных (равноудаленных друг от друга)
поверхностях или участках поверхности, хотя принципиально возможны
измерения и в других случаях.
Необходимость и возможность проведения измерений должна быть со-
гласована между заказчиком и специалистами по контролю с целью:
- оценки технической возможности измерения толщины с заданной пог-
решностью;
- проведения своевременной подготовки производства (разработка методи-
ки измерения толщины, изготовление образцов, приспособлений и т. п.).
Погрешность измерений обычно дается с доверительной вероятностью
Р = 0,95. При необходимости она может быть оценена при более высоком
значении доверительной вероятности.
В соответствии с принятыми в метрологии правилами оценка годности
объекта по фактическим показаниям прибора (без учета погрешности) про-
изводится, если выполняется одно из следующих условий:
1. Погрешность измерений 5 не превышает 35 % половины поля допуска
на контролируемый размер. При одностороннем допусковом контроле (от-
дельно по верхнему или по нижнему отклонению) погрешность измерения
не превышает 35 % соответствующего предельного отклонения.
2. В конструкторской документации указаны приемочные границы изме-
ряемой величины и погрешность измерения применяемого толщиномера.
3. В конструкторской документации указано минимально допустимое
значение толщины Hmin. Результат измерения Нн > Hmin + 5 (годно) или
Я< ^min “ 8 (брак).
4. Погрешность измерения превышает значения, указанные в п. 1, и нет
возможности применить более точное средство измерения, назначены сокра-
щенные приемочные границы, смещение Д которых определено по правилу:
Д = |5| - 0,35 (Дн + Д)/2, (9.1)
где 5 - погрешность измерения;
Дн, Дв - нижнее и верхнее отклонения от номинального размера.
Если условия 1 - 4 не выполняются, а также в тех случаях, когда конс-
трукторская документация предусматривает факультативное измерение тол-
щины ультразвуковым методом, оценка годности объекта не производится.
Как правило, ручные измерения толщины производятся в отдельных
точках. В настоящее время на рынке предлагаются толщиномеры, имеющие
291
ГЛАВА 9 • УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
режим «быстрого сканирования» («измерения минимальной толщины»),
при котором при перемещении ПЭП по поверхности изделия запоминается
лишь минимальное значение измеряемой толщины из серии измеренных
значений. Такой режим особенно полезен при контроле корродированных
изделий: при дискретных измерениях имеется опасность пропуска участков
с глубокими повреждениями, расположенными между этими точками.
С применением современных толщиномеров могут быть разработаны
методики непрерывного контроля толщины с целью выявления участков,
выходящих за пределы приемочных границ. Дополнительные возможнос-
ти дает толщиномер, снабженный датчиком пути и имеющий возможность
привязки измеряемой толщины к координатам контролируемого участка
изделия. Регистрация результатов в этом случае дает возможность полу-
чать изображение рельефа контролируемого изделия и возможное наличие
поверхностных или внутренних дефектов, в частности, коррозионных пов-
реждений внутренней поверхности трубопроводов.
Документация, содержащая требование измерения толщины, должна
включать в себя схему разметки объекта на точки, в которых необходимо про-
изводить измерения. Схема разметки должна иметь привязку начала отсчета.
9.3. СРЕДСТВА УЛЬТРАЗВУКОВОЙ
ТОЛЩИНОМЕТРИИ
Для измерения толщины применяется следующая аппаратура:
- эхо-импульсные толщиномеры с цифровой индикацией результата изме-
рения, в том числе толщиномеры с памятью;
- толщиномеры с дополнительным экраном (развертка типа А);
- дефектоскопы второй и выше групп по ГОСТ 23 049 (дефектоскопы с
блоком цифрового отсчета применяются в диапазоне действия этого бло-
ка, а без БЦО - в диапазоне действия задержки развертки);
Современные толщиномеры и дефектоскопы позволяют:
- измерять толщину стенки стальных объектов в диапазоне от 0,15 мм до
нескольких метров;
- измерять скорость волн в материале;
- запоминать результаты измерений с последующей их распечаткой или
выводом на персональный компьютер;
- производить допусковый контроль (прибор сигнализирует о выходе за
установленные пределы);
- производить измерения на поверхностях с кривизной R > 3 мм;
- автоматизировать операции настройки;
- на малых толщинах (менее 10 мм) выполнять измерения с погрешностью
менее 0,1 мм;
- работать без подзарядки батарей до 300 ч.
Основные технические параметры современных толщиномеров приве-
дены в табл. 9.1.
292
9.3. СРЕДСТВА УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕТРИИ _____________
Табл. 9.1. Основные технические данные ультразвуковых толщиномеров
Тип Диапа- зон изме- рений, мм Дискрет- ность инди- кации ре- зультата, мм Тип индика- тора Память Наличие А-раз- вертки Габариты, мм Масса, г
А1209 0,6+300 0,01 ЖКИ 8000 нет 127x66x30 290
СКАТ-4000 0,6+200 0,01 ЖКИ 4000 нет 160x87x35 300
ТУЗ-1 0,6+300 0,1 ЖКИ 2400 нет не более 164x84x30 не более 500
26MG 0,5+500 0,01 ЖКИ — нет 129x65x29 240
36DL+ 0,5+500 0,01 ЖКИ 9500 есть 238x138x38 950
DM4E 0,6+500 0,01 ЖКИ — нет 150x77x33 255
DMS2 0,2+635 0,01 ЖКИ 150000 есть 256x129x30 725
T-GAGE IV 0,63+500 0,01 ЖКИ — нет 115x64x32 285
Alphagage 0,5+500 0,01 ЖКИ 8000 есть 285x120x30 800
DIO-570 1,0+200 0,01 ЖКИ 1500 нет 115x70x22 160
Для измерения толщины следует применять прямые совмещенные и
PC ПЭП с жестким протектором, обладающие высокой чувствительностью,
низким уровнем собственных шумов, в диапазоне частот 2,0 - 10,0 МГц. Для
особо точных измерений толщины металла (при толщинах менее 10 мм)
могут применяться высокодемпфированные ПЭП с частотой до 20 МГц.
Диаметры ПЭП от 5 до 25 мм.
Для настройки толщиномеров используются СОП, изготовленные из
материала измеряемого объекта, имеющие толщину, равную номинальной
или минимальной толщине объекта, кривизну и шероховатость поверхнос-
ти, соответствующие тем же характеристикам объекта. При измерении тол-
щины труб и гибов с наружным диаметром менее 100 мм, следует изготав-
ливать СОП в виде фрагментов этих изделий.
Если измеряют тол-
щину биметалла, то СОП
также должен быть изго-
товлен из биметалла. Для
настройки скорости при
измерении толщины ан-
тикоррозионной наплавки
применяют образцы, при-
меры которых представле-
ны на рис. 9.1.
Толщина металла об-
разца в точках, по которым
производится настрой-
ка, должна быть измерена
с погрешностью не более
±0,01 мм.
РИС. 9.1. СОП для настройки скорости развертки при
измерении толщины антикоррозионной наплавки со
стороны основного металла (а) и со стороны антикор-
розионной наплавки (б): 1 - основной металл, 2 - анти-
коррозионная наплавка
293
ГЛАВА 9 • УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
9.4. ПОДГОТОВКА К ИЗМЕРЕНИЮ ТОЛЩИНЫ
Объект контроля должен быть размечен, точки измерения пронумеро-
ваны в соответствии со схемой, указанной в чертежно-технической доку-
ментации. Разметка должна иметь документированное начало отсчета для
обеспечения воспроизводимости результатов измерения на любой стадии
процесса изготовления или эксплуатации. Разметку следует выполнять
так, чтобы она не мешала измерению и не стиралась в процессе измерений.
Например, разметка может быть сделана с помощью маркировочного фло-
мастера.
Для измерения толщины основного металла подготавливают площадку
30 х 30 мм с центром в точке измерения. Для измерения толщины антикор-
розионной наплавки готовят площадку 50 х 50 мм. Подготовленная пло-
щадка должна быть свободна от загрязнений, отслаивающейся окалины и
краски. Шероховатость поверхности изделия со стороны ввода ультразвука
должна быть не более = 6,3 мкм по ГОСТ 2789.
Допускается проводить измерения по поверхности, покрытой плотной
пленкой окиси или тонким ровным слоем краски. Возможность выполнения
толщинометрии и точностные характеристики измерения в этих условиях
должны быть предварительно установлены экспериментальной проверкой
специалистами по контролю. В некоторых случаях выполняют контроль по
поверхности без предварительной обработки, однако, точностные характе-
ристики при этом ухудшаются.
Допускается выполнять измерения сосудов и трубопроводов, напол-
ненных водой или другой жидкостью.
При измерении толщины на участках зачистки поверхностных дефек-
тов в месте максимальной глубины выборки для установки ПЭП должна
быть подготовлена плоская площадка 0 15 мм, параллельная поверхности
изделия. В некоторых случаях измерение может быть выполнено со сторо-
ны, противоположной выборке.
Если выборка имеет крутой профиль, и обеспечить плоскую площадку
для установки ПЭП не представляется возможным, следует измерить тол-
щину в точках вокруг выборки. Глубину выборки измеряют микрометричес-
ким либо индикаторным глубиномером. Толщину изделия в месте выбор-
ки находят как разницу между минимальной его толщиной в окрестности
выборки по данным измерений ультразвуковым методом и максимальной
глубиной выборки по результатам измерения глубиномером. Погрешность
этого измерения принимают равной погрешности измерения ультразвуко-
вым прибором.
Настройка толщиномеров и глубиномеров дефектоскопов выполняется
с учетом рекомендаций гл. 8 и инструкции по эксплуатации конкретного
прибора. Для настройки глубиномера дефектоскопа иногда могут быть со-
ставлены более рациональные методики, чем приведенные в инструкции
по эксплуатации. Настройка выполняется с использованием СОП. Если
294
9.5. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
возможно, настройку прибора следует проверить хотя бы в одной точке по
толщине кромки контролируемого объекта.
При настройке толщиномера следует учитывать влияние температуры
на скорость звука в материале контролируемого объекта. Температурный
коэффициент скорости продольной волны в стали составляет обычно не
более -0,7 м/с град (знак «-» означает, что при увеличении температуры
скорость ультразвука уменьшается).
9.5. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
На каждом из заранее намеченных участков выполняется однократное
измерение толщины. Если произошла грубая ошибка, то есть погрешность
измерения существенно превысила ожидаемую в данных условиях, то этот
результат отбрасывается и выполняются три измерения взамен ошибочного.
За результат измерения принимается среднее арифметическое значение.
При измерении толщины труб PC ПЭП акустический экран должен
быть ориентирован перпендикулярно образующей трубы. При измерении
дефектоскопами следует обеспечить равенство амплитуд измеряемых им-
пульсов и идентичность считывания результатов измерений.
Измерения толщины антикоррозионных покрытий выполняются с ис-
пользованием дефектоскопа. При измерении со стороны основного металла
используются прямые совмещенные ПЭП с частотой 2 - 6 МГц с жестким
протектором. Для измерения антикоррозионных покрытий номинальной
толщиной от 2 до 8 мм со стороны покрытия применяются PC ПЭП с часто-
той 4 - 6 МГц, имеющие фокусное расстояние от 4 до 10 мм и максимальный
размер контактной поверхности 16 мм, а покрытий номинальной толщиной
более 8 мм - PC ПЭП с частотой 4-5 МГц, имеющие фокусное расстояние
от 20 до 30 мм и максимальный размер контактной поверхности 30 мм.
На площадке, выделенной для измерения толщины, выбирается такое
положение ПЭП, при котором эхо-импульс от границы раздела двух метал-
лических сред имеет наиболее гладкую форму и крутой передний фронт.
Заведомо недостоверные показания - эхо-импульсы от дефектов вбли-
зи зоны сплавления, границ отдельных слоев или проходов, структурные
шумы из наплавки - не учитываются.
При измерении со стороны основного металла толщина покрытия опре-
деляется как разность по-
ложений эхо-импульсов
от дна и зоны сплавления
(рис. 9.2), а при измерении
со стороны покрытия - по-
ложением эхо-импульса от
зоны сплавления.
РИС. 9.2. Схема измерения толщины антикоррозионно-
го покрытия со стороны основного металла:
1 - основной металл, 2 - антикоррозионное покрытие
Некоторые особенно-
сти имеет измерение оста-
точной толщины в местах
295
ГЛАВА 9 • УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
коррозионных повреждений. Перед измерением целесообразно получить
сведения о характере ожидаемых коррозионных повреждений внутрен-
ней поверхности (например, визуальным осмотром, с помощью оптических
приборов, в частности, с использованием приборов на основе волоконной
оптики или радиографическим контролем) и, по возможности, произвести
зачистку поверхности, подвергнутой коррозии. При измерении остаточ-
ной толщины изделий в местах пятнистой или язвенной коррозии внутрен-
ней поверхности в заранее намеченных местах должны быть выполнены из-
мерения с шагом не более 3 мм. За результат измерения принимают мини-
мальное показание прибора. При измерении остаточной толщины изделий
толщиной до 20 мм со стороны, противоположной подвергнутой коррозии,
прибор не фиксирует изменения толщины, связанные с наличием одиноч-
ных язв сферической формы диаметром до 2,5 мм.
При отсутствии сведений о характере коррозионных повреждений из-
делия, они могут быть ориентировочно получены при установке ПЭП в за-
ранее намеченном месте изделия на основе следующих рекомендаций:
- прибор стабильно показывает значение толщины, равное номинальной
толщине изделия или близкое к нему - изделие коррозионным повреж-
дениям не подвергнуто;
- прибор стабильно показывает значение толщины меньше номинальной
толщины изделия - объект подвергнут равномерной коррозии;
- прибор показывает номинальное значение толщины, а при дальнейшей
перестановке ПЭП на ограниченном участке - нулевое (или нестабиль-
ное) значение и значение меньше номинального - изделие подвергнуто
язвенной коррозии (нулевое и нестабильное показания соответствуют
установке ПЭП над скосом язвы).
Если результат измерения существенно отличается от ожидаемого и не
связан с грубой ошибкой измерения, целесообразно эти участки проконтро-
лировать дефектоскопом, так как причиной уменьшения измеряемых зна-
чений толщины может быть нарушение сплошности металла. Применение
дефектоскопа может быть полезным и в других случаях, когда возникает
неопределенность в оценке показаний толщиномера.
Контроль с целью определения минимального значения проводится де-
фектоскопом путем непрерывного сканирования. Крайнее левое положение
эхо-импульса фиксируют фронтом строба АСД.
Считывание результата измерения производят после получения устой-
чивого и достоверного показания. Для цифровых приборов оно характе-
ризуется либо одним значением, либо двумя, изменяющимися в пределах
дискретности прибора. В последнем случае записывают более неблагопри-
ятное значение.
Проверку настройки прибора по СОП производят периодически, а так-
же после окончания измерений.
При оформлении протокола (заключения) результат измерения должен
быть представлен в виде:
296
9.6. НЕКОТОРЫЕ СВЕДЕНИЯ ОБ ОШИБКАХ ИЗМЕРЕНИЙ
х, Д от ДН до ДВ, Р;
(9.2)
где х, мм - результат измерения;
Дн, Дв, мм - нижний и верхний пределы погрешности измерений;
Р - доверительная вероятность.
Пример'. 3,80 мм ± 0,20 мм, Р = 0,972.
Наименьшие разряды численных значений результата измерения и пог-
решности должны быть одинаковы.
9.6. НЕКОТОРЫЕ СВЕДЕНИЯ ОБ ОШИБКАХ
ИЗМЕРЕНИЙ
При выполнении любых измерений следует помнить, что никакое из-
мерение не может быть выполнено абсолютно точно. Различаются три вида
ошибок:
1. Систематическими называются ошибки, величина которых одина-
кова или закономерно изменяется во всех измерениях, проводимых одним и
тем же методом с помощью одних и тех же измерительных приборов.
Рассмотрим подробнее причины возникновения систематических ошибок.
Окончательная настройка толщиномера производится по контрольной
точке, замер в которой выполнен мерительным инструментом. Очевидно,
что ошибка измерения при такой настройке не может быть меньше той, кото-
рая определяется погрешностью мерительного инструмента. Предположим,
что при измерении толщины мерительным инструментом вместо истинно-
го значения 72,21 мм получено значение 72,33 мм. Систематическая ошиб-
ка, вносимая в результат измерения толщины, в этом случае составляет
0,12 мм. Много это или мало?
Прежде всего, следует отметить, что чем точнее мы хотим провести из-
мерение, тем труднее это сделать. Поэтому не следует требовать от изме-
рения большей точности, чем это необходимо для решения поставленной
задачи. Однако, если мы производим измерение толщины толщиномером
с приборной погрешностью ±0,1 мм, а учет только одной систематической
ошибки дает большее значение, то становится очевидным, что этот резуль-
тат может удовлетворить нас в довольно редких случаях. Поэтому измере-
ние толщины в контрольной точке мерительным инструментом необходи-
мо выполнять особенно тщательно.
Существует и другая группа систематических ошибок, природа которых
известна и их величина может быть определена достаточно точно. Такие
ошибки могут быть устранены путем введения поправок. Примером явля-
ется измерение толщины изделия из материала со скоростью звука с}, если
настройка толщиномера производилась по СОП со скоростью звука с0 * сг
Пример. Контролируют изделие с действительной скоростью звука сд = 5850 м/с.
Действительная толщина изделия 77д составляет 140 мм. Настройка толщиномера выполнена
по СОП со скоростью звука с0 = 5920 м/с. Определим погрешность измерения, связанную с
систематической ошибкой, возникшей при настройке толщиномера.
297
ГЛАВА 9 • УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
Решение. Действительное значение толщины изделия
Н =с t. (9.3)
Показание толщиномера
Н0-С0ГД. (9.4)
Здесь t - действительное время прохождения ультразвуком толщины изделия (до донной по- flf
верхности и обратно). Из уравнений (9.3) и (9.4) определим действительную толщину:
Н = Нпс /сп = kHn. (9.5)
д 0 д' О О v '
где k - поправочный коэффициент. Погрешность измерения, связанная с систематической
погрешностью настройки прибора
дн = н0-я. (9.6) it
Для нашего примера HQ = 141,7 мм, ДН= 1,7 мм.
ii
2. Случайными называются ошибки, изменяющиеся случайным образом
при повторных измерениях одной и той же величины. Причины таких оши-
бок неодинаковы в каждом измерении и не могут быть учтены.
Величина случайных ошибок различна даже для измерений, выпол-
ненных одинаковым образом. Случайные ошибки при измерении толщины
возникают из-за:
- колебания параметров толщиномера (дефектоскопа), например, длитель- *
ности счетных импульсов, в допустимых пределах; г
- смещения ПЭП при повторных его установках в точку измерения;
- колебания толщины прослойки контактной жидкости вследствие нерав-
номерного прижима ПЭП к изделию;
- неточного считывания результата измерения с экрана дефектоскопа; 5
- других факторов. •(
В теории измерений показано, что влияние случайной ошибки на ре-
зультат измерения уменьшается с увеличением числа измерений. В практи- 1
ке для получения удовлетворительного значения ошибки при наименьших
трудозатратах достаточно выполнить в контролируемой точке 5 (реже 7) 1
измерений.
3. Грубыми называют ошибки (промахи), приводящие к результату, су-
щественно отличающемуся от ожидаемого в данных условиях. Источником
таких ошибок может быть недостаток внимания оператора. Для исключе-
ния промахов нужно соблюдать аккуратность и тщательность в работе и
записи результатов. Иногда можно выявить промах, повторив измерение
в несколько иных условиях (например, настроить прибор на другую цену
деления). Следует иметь в виду, что многократное измерение подряд од-
ной и той же величины не всегда дает возможность установить промах. Для
надежного выявления промаха нужно либо повторить измерение спустя
некоторое время, когда оператор уже забыл полученные им цифры, либо
произвести независимое повторное измерение, начиная с настройки прибо-
ра, другим дефектоскопистом, который не знает результатов, полученных
первым.
298
9.в. НЕКОТОРЫЕ СВЕДЕНИЯ ОБ ОШИБКАХ ИЗМЕРЕНИИ
9.7. МЕТОДИКА ОПРЕДЕЛЕНИЯ
ПОГРЕШНОСТИ ИЗМЕРЕНИЙ ТОЛЩИНЫ
За наиболее вероятное значение измеряемой величины обычно прини-
мается ее среднее арифметическое значение, вычисленное из всего ряда из-
меренных значений: п
(9.7)
гдех - результат г-го измерения толщины; п - число измерений.
Для оценки величины случайной ошибки измерения пользуются сред-
ней квадратической ошибкой:
Обозначим действительное значение измеряемой величины через х,
погрешность измерения этой величины - через Лх. Пусть а означает веро-
ятность того, что результат измерения отличается от действительного зна-
чения на величину, не большую, чем Дх. Это принято записывать в виде:
Р(х- &х<х<х + Дх) = а. (9.9)
Эта вероятность носит название доверительной вероятности или коэф-
фициента надежности. Интервал значений от х - Дх до х + Дх называется
доверительным интервалом.
Выражение (9.9) означает, что с вероятностью, равной а, результат изме-
рения не выходит за пределы доверительного интервала от х - Дх до х + Ьх.
Разумеется, чем большей надежности мы требуем, тем большим получается
соответствующий интервал. Доверительные вероятности для доверитель-
ного интервала, выраженного в долях средней квадратической ошибки
е = Дх/с, (9.10)
сведены в табл. 9.2.
Табл. 9.2. Доверительные вероятности для доверительного интервала,
выраженного в долях средней квадратической ошибки
Е 1,0 1,5 2,0 2,2 2,4 2,5 2,6
а 0,683 0,866 0,955 0,972 0,984 0,988 0,990
Пример пользования таблицей. Определим, какой доверительный интервал нужно вы-
брать, чтобы примерно 98 % результатов попали в него, если х = 1,27, о = 0,032. Из таблицы на-
ходим, что значению а = 0,98 соответствует значение £ = 2,4, следовательно, охе = 0,032x2,4 =
= 0,077, и указанной доверительной вероятности соответствует интервал: 1,193 <х< 1,347.
Округлив, получаем 1,19 <х< 1,35.
299
ГЛАВА 9 • УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
Иногда этот результат записывают в виде: х = 1,27 ± 0,08 с доверительной вероятнос-
тью 0,98.
В тех случаях, когда систематическая ошибка превышает Уз средней
квадратической ошибки, ее также необходимо учитывать при определении
доверительного интервала. Систематическая составляющая погрешности
измерений вычисляется по формуле:
Де=—---------- , (9.11)
п
тд$ хд - результат измерения, выполненного мерительным инструментом.
Доверительный интервал в этом случае принимает вид:
х- Дг + Дс <х<х + Дг + Ас. (9.12)
Таким образом, для правильного описания погрешности измерений
должны быть указаны доверительный интервал и вероятность, с которой
суммарная погрешность не выходит за его пределы.
Возможно определение указанных величин двумя способами. По пер-
вому для измерений подготавливают 2-3 образца изделий, действитель-
ная толщина хд которых, определенная с погрешностью, не превышающей
20 % приборной погрешности для данного диапазона, лежит в пределах
одного диапазона измерений прибора.
Производят настройку прибора. На подготовленных участках выполня-
ют 50 измерений толщины. По приведенным выше формулам вычисляют
систематическую составляющую погрешности Дс, среднее квадратическое
отклонение а и доверительный интервал. Последний обычно определяют
для доверительной вероятности Р = 0,955.
По второму способу также сначала производят настройку прибора. На
образце изделия выполняют измерения в 50 точках. После этого образец
разрезают по линиям измерений и в тех же точках измеряют действитель-
ную толщину х. Дальнейшие вычисления производят по формулам так же,
как описано для первого способа.
300
СПИСОК ЛИТЕРАТУРЫ
1. Алешин Н. IL, Белый В. Е., Вопилкин А. X. и др. Методы акустическо-
го контроля металлов. - М.: Машиностроение, 1989. - 456 с.
2. ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цвет-
ных металлов. Методы ультразвуковой дефектоскопии. - М.: Изд-во
стандартов, 1981. - 12 с.
3. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные.
Методы ультразвуковые. - М.: Изд-во стандартов, 1987. - 38 с.
4. ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля.
-М.: Изд-во стандартов, 1988. - 12 с.
5. ГОСТ 23829-85. Контроль неразрушающий акустический. Термины
и определения. -М.: Изд-во стандартов, 1986. - 16 с.
6. Григорьев М. В., Гурвич А. К., Гребенников В. В., Семерханов
С. В. Ультразвуковой способ определения размеров трещин. -
Дефектоскопия. 1979. № 6. С. 50-56.
7. Гурвич А. К., Ермолов И. Н. Ультразвуковой контроль сварных швов. -
Киев: Техника, 1972. - 460 с.
8. EN12680-1:2003 GieBereiwesen. Ultraschallpriifung. Teil 1: Stahlgussstucke
fiir allgemeine Verwendung.
9. Ермолов И. H., Вопилкин А. X, Бадалян В. Г. Расчеты в ультразву-
ковой дефектоскопии / Краткий справочник. - М.: НПЦ НК «ЭХО+»,
2000.- 110 с.
10. Ермолов И. Н. Теория и практика ультразвукового контроля. -
М.: Машиностроение, 1981. - 240 с.
И. Ермолов И. Н. Контроль ультразвуком / Краткий справочник. -
М.: НПО ЦНИИТМАШ, 1992. - 86 с.
12. Крауткремер Й., Крауткремер Г. Ультразвуковой контроль материалов.
/Справочник. - М: Металлургия, 1991.-751 с.
13. Ермолов И. Н., Ланге Ю. В. Ультразвуковой контроль. - В кн.:
Неразрушающий контроль / Справочник в 8 т. // Под ред. В. В. Клюева.
Т. 3. -М.: Машиностроение, 2006. - 860 с.
14. Неразрушающий контроль и диагностика / Справочник // Под ред.
В. В. Клюева. - М.: Машиностроение, 1995. - 488 с.
15. Неразрушающий контроль металлов и изделий / Справочник //
Под ред. Г. С. Самойловича. - М.: Машиностроение, 1976. - 456 с.
16. Разыграев Н. П. Ультразвуковая дефектоскопия головными вол-
нами - физические предпосылки и практическое применение. -
Дефектоскопия. 2004. № 9. С. 27-37.
17. Розина М. В., Яблоник Л. М., Васильев В. Д. Неразрушающий контроль
в судостроении / Справочник дефектоскописта. - Л.: Судостроение,
1983. - 147 с.
18. ПНАЭ Г-7-014-89. Унифицированные методики контроля основ-
ных материалов (полуфабрикатов), сварных соединений и наплавки
301
оборудования и трубопроводов атомных энергетических установок.
Ультразвуковой контроль. Ч. 1. Контроль основных материалов (полу-
фабрикатов). - М.: ЦНИИатоминформ, 1992. - 46 с.
19. ПНАЭ Г-7-030-91. Унифицированные методики контроля основ-
ных материалов (полуфабрикатов), сварных соединений и наплавки
оборудования и трубопроводов атомных энергетических установок.
Ультразвуковой контроль. Ч. 2. Контроль сварных соединений и на-
плавки.- М.: ЦНИИатоминформ, 1992. - 158 с.
20. ПНАЭ Г-7-031-91. Унифицированные методики контроля основных ма-
териалов (полуфабрикатов), сварных соединений и наплавки оборудова-
ния и трубопроводов атомных энергетических установок. Ультразвуко-
вой контроль. Ч. 3. Измерение толщины монометаллов, биметаллов
и антикоррозионных покрытий.- М.:, ЦНИИатоминформ, 1992. - 38 с.
21. ПНАЭ Г-7-032-91. Унифицированные методики контроля основ-
ных материалов (полуфабрикатов), сварных соединений и наплавки
оборудования и трубопроводов атомных энергетических установок.
Ультразвуковой контроль. Ч. 4. Контроль сварных соединений из ста-
лей аустенитного класса.- М.: ЦНИИатоминформ, 1992. - 158 с.
22. Шрайбер Д. С. Ультразвуковая дефектоскопия. - М.: Металлургия,
1965. - 361 с.
23. Щербинский В. Г, Алешин Н. П. Ультразвуковой контроль сварных
соединений. - М.: МГТУ им. Н. Э. Баумана, 2000. - 496 с.
24. Boiler and Pressure Vessel Code. Sect. V. Nondestructive Examination.
New York: ASME, 2007. - 632 p.
302
СОДЕРЖАНИЕ
Предисловие............................................................. 3
Предисловие ко второму изданию ......................................... 4
Введение. КАЧЕСТВО ПРОДУКЦИИ И СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА.... 6
ГЛАВА 1. ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ..........................................13
1.1. Металлы и сплавы.............................................. —
1.1.1. Металлы....................................................—
1.1.2. Кристаллическая структура металлов........................14
1.1.3. Строение слитка...........................................16
1.1.4. Диаграмма состояния железо-углерод........................18
1.1.5. Термическая обработка сталей..............................21
1.1.6. Термомеханическая обработка стали.........................27
1.1.7. Классификация легированной стали..........................28
1.1.8. Маркировка углеродистой стали.............................29
1.1.9. Маркировка легированной стали.............................29
1.1.10. Хромоникелевые нержавеющие стали.........................30
1.1.11. Исследование металлов с применением макро- и микроанализа.31
1.2. Сварка металлов...............................................33
1.2.1. Физические основы сварки металлов..........................—
1.2.2. Геометрические параметры кромок под сварку ...............35
1.2.3. Виды сварных соединений и разделок кромок под сварку......36
1.2.4. Общие требования к сварке.................................37
1.2.5. Структурное строение сварных швов.........................38
1.2.6. Факторы, влияющие на работоспособность сварных конструкций.41
1.3. Дефекты металла...............................................44
1.3.1. Классификация дефектов металла.............................—
1.3.2. Типы дефектов металла......................................—
1.3.2.1. Литейные дефекты......................................—
1.3.2.2. Дефекты прокатанного и кованого металла...............47
1.3.2.3. Дефекты сварных соединений...........................48
1.3.2.4. Дефекты, возникающие при различных видах обработки деталей 49
1.3.2.5. Дефекты, возникающие при эксплуатации изделий........51
ГЛАВА 2. ОБЩИЕ СВЕДЕНИЯ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ .....................52
2.1. Задачи, решаемые с применением НК, и требования к нему.........—
2.2. Виды контроля полуфабрикатов и изделий........................54
2.3. Требования к обеспечению дефектоскопической технологичности изделий 56
2.4. Общие требования к средствам НК...............................58
2.5. Требования к персоналу НК......................................—
2.6. Выбор методов НК..............................................61
ГЛАВА 3. МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ.................................64
3.1. Методы оптического вида........................................—
3.2. Методы капиллярной дефектоскопии .............................66
3.3. Методы магнитного вида контроля...............................70
3.4. Методы вихретокового вида НК..................................74
3.5. Методы радиационного вида НК..................................76
ГЛАВА 4. ФИЗИЧЕСКИЕ ОСНОВЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ..................81
4.1. Колебательный процесс......................................... —
4.2. Гармонические колебания.......................................83
4.3. Ультразвуковые волны..........................................85
4.4. Параметры ультразвуковой волны. Акустические свойства среды...89
4.5. Шкала децибел.................................................93
303
4.6. Явления на границе раздела двух сред.............................94
4.6.1. Частные случаи ..............................................96
4.6.2. Энергетические соотношения...................................97
4.6.3. Отражение от двугранного угла.............................. 101
4.7. Нормальные волны............................................... 102
4.8. Головные волны................................................. 105
4.9. Формирование акустического поля................................ 106
4.10. Дифракция ультразвуковых волн................................. 112
4.11. Затухание ультразвука в твердых средах........................ 114
4.12. Расчет акустического тракта прямого контактного преобразователя. 119
4.13. Поле излучения-приема наклонного преобразователя.............. 122
4.14. АРД-диаграмма................................................. 126
4.15. Пересчет отражателей одного вида в отражатели другого вида.... 128
4.16. Отражение от реальных дефектов................................ 129
4.17. Электроакустический тракт ультразвукового дефектоскоп а....... 130
4.18. Способы возбуждения ультразвуковых колебаний.................. 133
ГЛАВА 5. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ МЕТАЛЛОВ.......................... 138
5.1. Классификация акустических методов НК............................ —
5.2. Теневой метод (амплитудный)...................................... —
5.3. Эхо-метод...................................................... 139
5.4. Зеркальный эхо-метод........................................... 140
5.5. Дельта-метод................................................... 141
5.6. Дифракционно-временной метод....................................141
5.7. Зеркально-теневой метод (ЗТМ).................................. 143
5.8. Эхо-теневой метод................................................ —
5.9. Сквозной эхо-метод........................................... 144
5.10. Акустико-эмиссионный метод.................................... 145
ГЛАВА 6. СРЕДСТВА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ............................... 146
6.1. Состав средств ультразвукового контроля.......................... —
6.2. Классификация ультразвуковых дефектоскопов....................... —
6.3. Функциональная схема дефектоскопа общего назначения............ 147
6.4. Технические параметры ультразвукового дефектоскопа............. 159
6. 5. Функциональная схема эхо-импульсного толщиномера............. 164
6.6. Технические параметры ультразвуковых толщиномеров.............. 165
6.7. Ультразвуковые пьезоэлектрические преобразователи.............. 167
6.8. Параметры преобразователей..................................... 171
6.9. Ультразвуковые фазированные решетки........................... 182
6.10. Образцы для ультразвукового контроля.......................... 187
6.10.1. Стандартные образцы......................................... —
6.10.2. Стандартные образцы предприятия........................... 194
6.11. Метрологическое обеспечение средств ультразвукового контроля.... 198
ГЛАВА 7. ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ И ИЗМЕРЯЕМЫЕ
ХАРАКТЕРИСТИКИ НЕСПЛОШНОСТЕЙ............................................ 199
7.1. Основные параметры ультразвукового контроля...................... —
7.2. Измеряемые характеристики несплошностей ....................... 207
7.3. Классификация несплошностей на протяженные и непротяженные....... 211
7.4. Измерение координат отражателей ............................... 213
ГЛАВА 8. ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ............................. 215
8.1. Руководящие документы на ультразвуковой контроль................. —
8.2. Выбор преобразователя, параметров контроля и режимов настройки. 217
8.2.1. Тип и конструкция преобразователя............................ —
8.2.2. Диапазон контроля ......................................... 220
8.2.3. Зона автоматической сигнализации дефектов (АСД).............222
304
8.2.4. Система временной регулировки чувствительности (ВРЧ)..... 222
8.2.5. Отсечка.................................................. 223
8.2.6. Частота следования зондирующих импульсов ................ 224
8.2.7. Мощность................................................... —
8.3. Настройка глубиномера........................................ 225
8.4. Настройка чувствительности дефектоскопа и оценка размеров
НЕСПЛОШНОСТЕЙ ПО АМПЛИТУДНОМУ ПРИЗНАКУ ........................... 229
8.4.1. Способ стандартных образцов предприятия ................. 230
8.4.2. Способ АРД-диаграмм...................................... 231
8.4.2.1. Оценка коэффициента затухания волн.................... —
8.4.2.2. Настройка чувствительности дефектоскопа............. 233
8.4.2.3. Определение эквивалентных размеров несплошностей.... 236
8.4.3. Способ DAC-кривых........................................ 238
8.5. Схемы прозвучивания.......................................... 239
8.5.1. Листовой прокат.......................................... 240
8.5.2. Поковки.................................................... —
8.5.3. Сварные швы.............................................. 242
8.5.4. Наплавки ................................................ 247
8.6. Подготовка к контролю........................................ 249
8.7. Проведение контроля.......................................... 255
8.7.1. Общие положения............................................ —
8.7.2. Особенности контроля массивных поковок и поковок со
структурными помехами........................................... 257
8.7.3. Особенности ультразвукового контроля стальных отливок.... 260
8.7.4. Особенности ультразвукового контроля аустенитных
сварных соединений.............................................. 263
8.8. Формулирование нормативных требований........................ 267
8.9. Оформление заключения........................................ 271
8.10. Получение дополнительной информации о форме, ориентации и
реальных размерах несплошности.................................... 273
8.10.1. Общие сведения............................................ —
8.10.2. Способ азимутального озвучивания........................ 274
8.10.3. Способ озвучивания под разными углами ввода............... —
8.10.4. Способ коэффициента формы............................... 275
8.10.5. Способ коэффициента р .................................. 276
8.10.6. Характер индикации на экране ............................. —
8.10.7. Другие способы.......................................... 277
8.10.8. Алгоритм определения характера дефекта.................. 278
8.10.9. Определение реальных размеров дефекта................... 279
8.11. Импульсы помех.............................................. 280
8.12. Надежность, достоверность и воспроизводимость результатов
ультразвукового контроля.......................................... 285
Приложение к гл. 8
Государственные стандарты на ультразвуковой контроль металлопродукции. 288
ГЛАВА 9. УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ.................................. 290
9.1. Терминология................................................... —
9.2. Условия применимости ультразвуковой толщинометрии............ 291
9.3. Средства ультразвуковой толщинометрии ....................... 292
9.4. Подготовка к измерению толщины............................... 294
9.5. Проведение измерений......................................... 295
9.6. Некоторые сведения об ошибках измерений...................... 297
9.7. Методика определения погрешности измерений толщины........... 299
Список литературы.......................................................301
305
Серия
«Методы и средства
неразрушающего контроля»
Кретов Евгений Федорович
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
В ЭНЕРГОМАШИНОСТРОЕНИИ
Издательство «СВЕН»
Технический редактор М. Я. Грудский
Корректор Л. С. Хотулёва
Арт-директор Д. В. Гаенко
Художественный редактор Д. В. Метальникова
Адрес
Издательство «СВЕН»
Россия, 197022, Санкт-Петербург,
ул. Инструментальная, д. 3, лит. Б
Тел.: (812)336 3716
Тел./факс: (812)336 3715
E-mail: editor@ndtworld.com
ISBN 978-5-91161-014-2
Подписано в печать 05.05.2014
Формат 60x90/16. Бумага офсетная.
Печать офсетная. П. л. 19,5. Уч.-изд. л. 20,3.
Тираж 1000 экз. Заказ 1300 . Цена свободная.
Отпечатано в типографии ООО «ИПК «Береста»
196084, Санкт-Петербург, ул. Коли Томчака, 28
Кретов Евгений Федорович
Начальник ультразвуковой
лаборатории центральной
лаборатории
неразрушающего контроля
ОАО «Ижорские заводы»,
кандидат технических наук,
доцент, III уровень по
акустическому виду НК
Издательство «СВЕН»