

















































































































































































































































































































































































































































Автор: Ланге Ю.В. Клюев В.В. Ермолов И.Н.
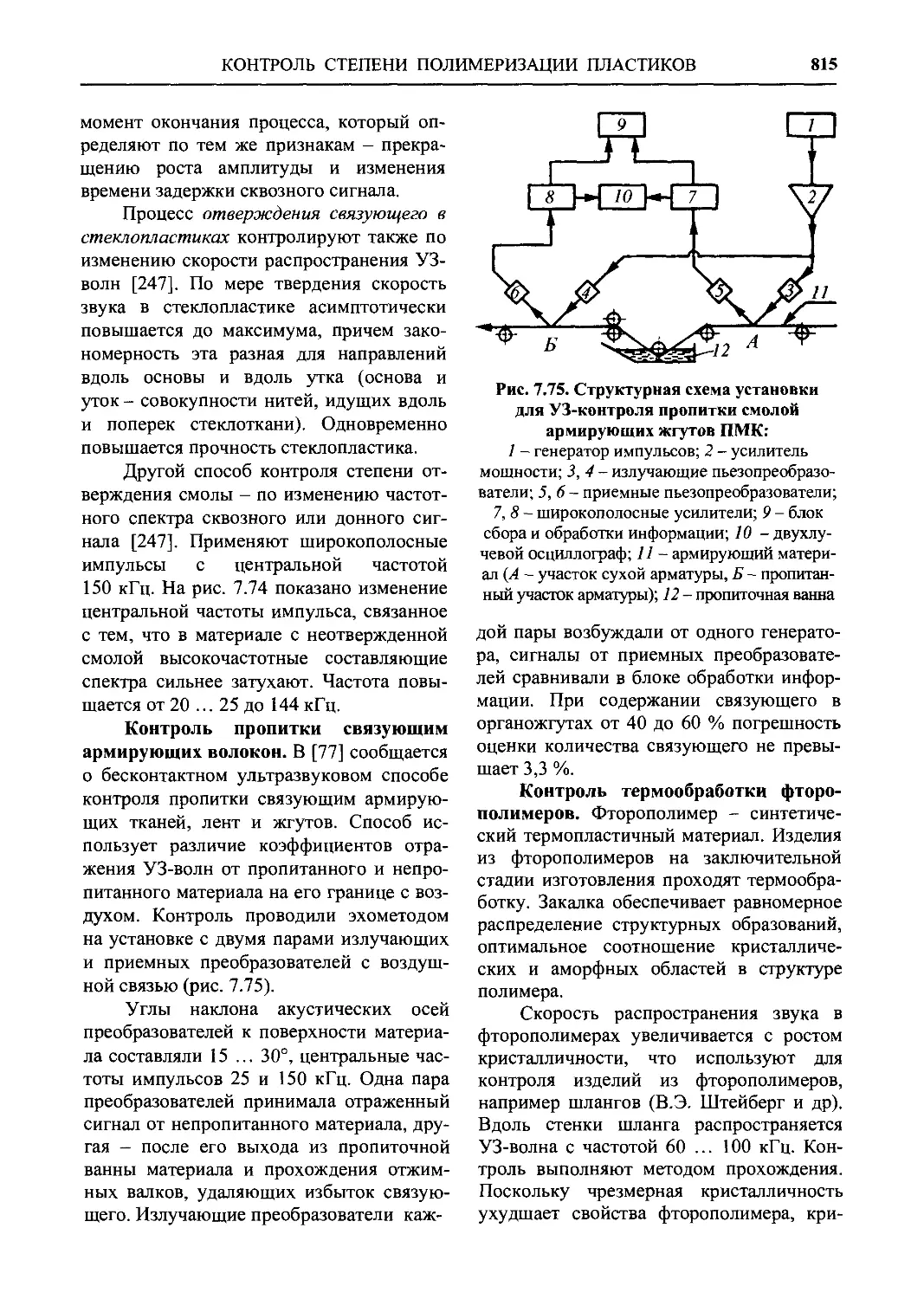
Теги: испытания материалов товароведение силовые станции общая энергетика техника и технические науки в целом машиностроение ультразвук неразрушающий контроль
ISBN: 5-217-03224-3
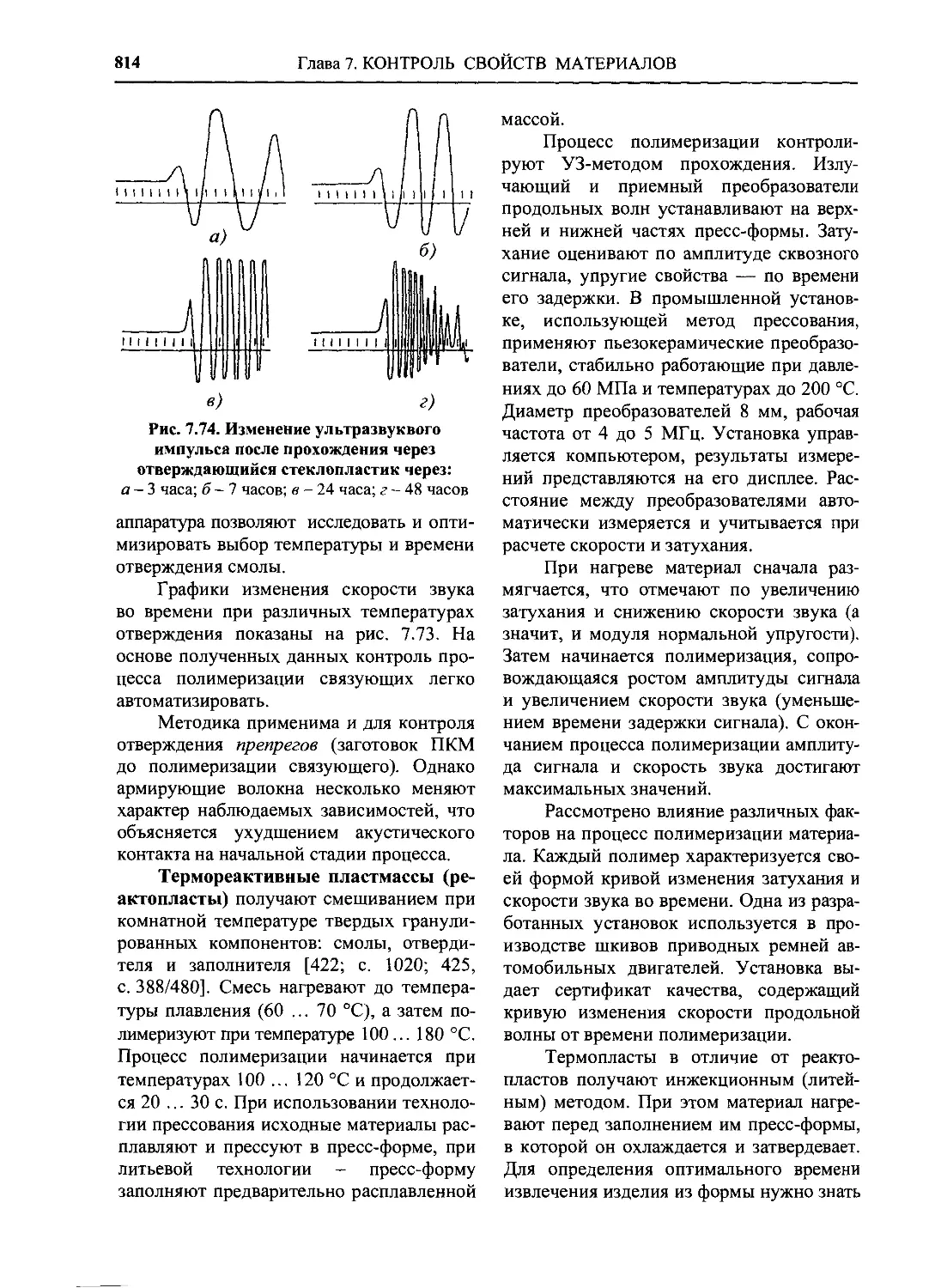
Год: 2004



НЕРАЗРУШАЮЩИИ
КОНТРОЛЬ
СПРАВОЧНИК
НЕРАЗРУШАЮЩИЙ
КОНТРОЛЬ
Справочник в 7 томах
под редакцией чл.-корр. РАН
В.В. КЛЮЕВА
ТомЗ
И.Н. Ермолов, Ю.В. Ланге
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
УДК [681.2+620](035)
ББК 30.82
Н 54
Н54
Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева.
Т. 3: Ультразвуковой контроль I И.Н. Ермолов, Ю.В. Ланге. - М.: Маши-
построение, 2004. - 864 с.: ил.
Ультразвуковой контроль - один из наиболее эффективных и универсальных видов неразру-
шающего контроля и диагностики ответственных изделий нз различных металлических и неметалли-
ческих материалов, в том числе оценки их фнзнко-механических характеристик - постоянных упруго-
сти, прочности, твердости и т.п. Методы ультразвукового контроля очень многообразны. Онн приме-
няются для решения широкого круга задач во многих отраслях промышленности, а также в научных
исследованиях.
В справочнике рассмотрены физические основы высокочастотных н низкочастотных акустиче-
ских методов, их классификация, области применения, эксплуатационные возможности н особенности.
Даны сведения об аппаратуре и методиках контроля типовых изделий. Приведены рекомендации по
выбору метода для решения конкретных задач. Описаны не только широкое известные, но и мало
знакомые в России, но уже давно применяемые на Западе методы. Главное внимание уделено описа-
нию физических явлений. Приведены требования к техническим знаниям персонала неразрушающего
контроля; Рекомендации ICNDT WN 16-85 изм. 01 и Европейские стандарты по ультразвуковому
контролю.
Справочник представляет собой наиболее полное пособие, отражающее не только современное
состояние, но и новейшие тенденции развития ультразвукового контроля. Для широкого круга читате-
лей: инженерно-технических и научных работников, преподавателей, студентов, аспирантов втузов,
заводских работников служб контроля, а также для специалистов, готовящихся к сдаче экзаменов на II
и III уровни квалификации по ультразвуковому контролю.
ISBN 5-217-03224-3 (Т. 3)
ISBN 5-217-03185-9
© НИИИН МНПО «Спектр», 2004
© «Издательство «МАШИНОСТРОЕНИЕ», 2004
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ........................ 9
СПИСОК ОБЩИХ СОКРАЩЕНИЙ
И АББРЕВИАТУР...................... 11
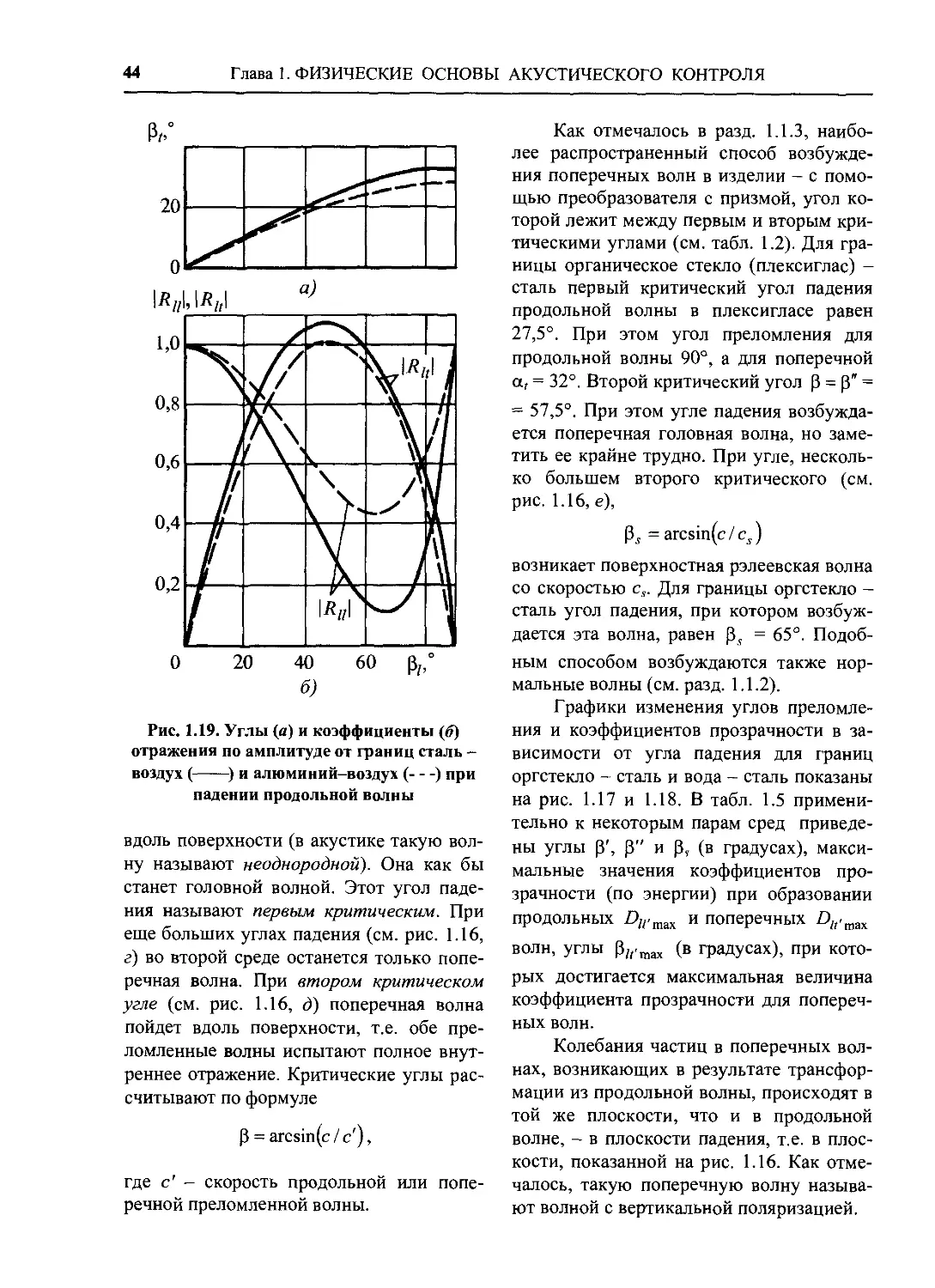
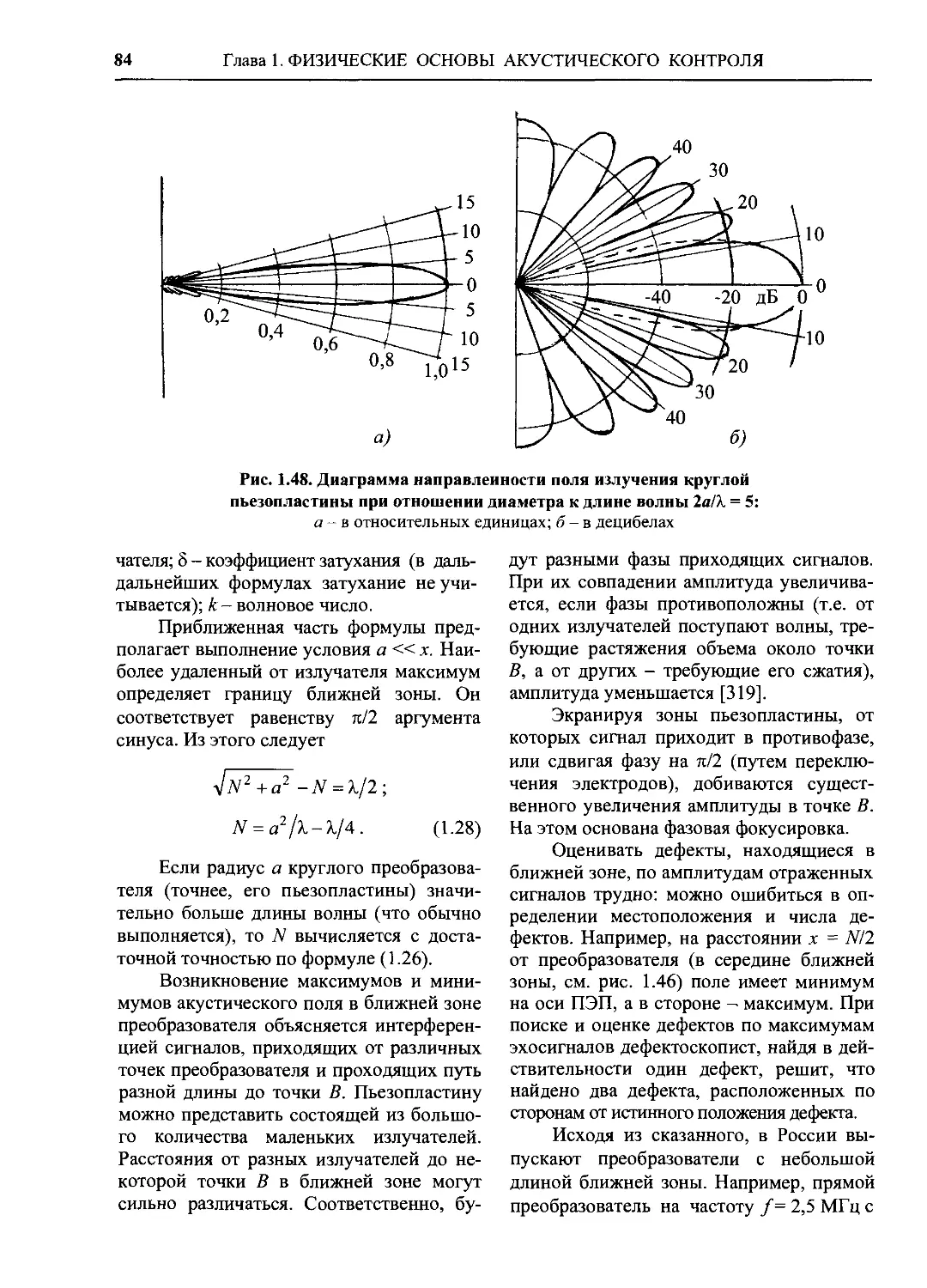
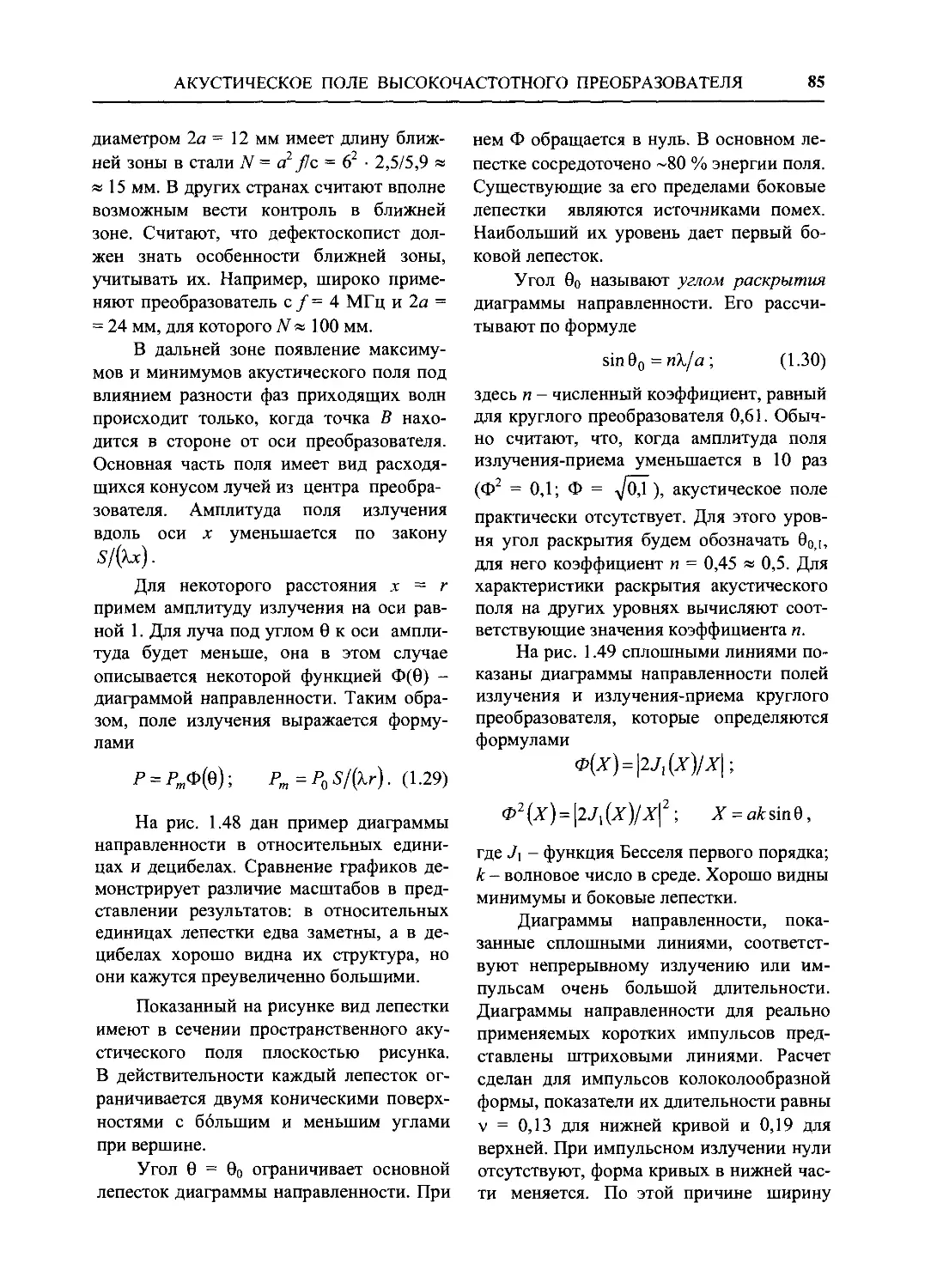
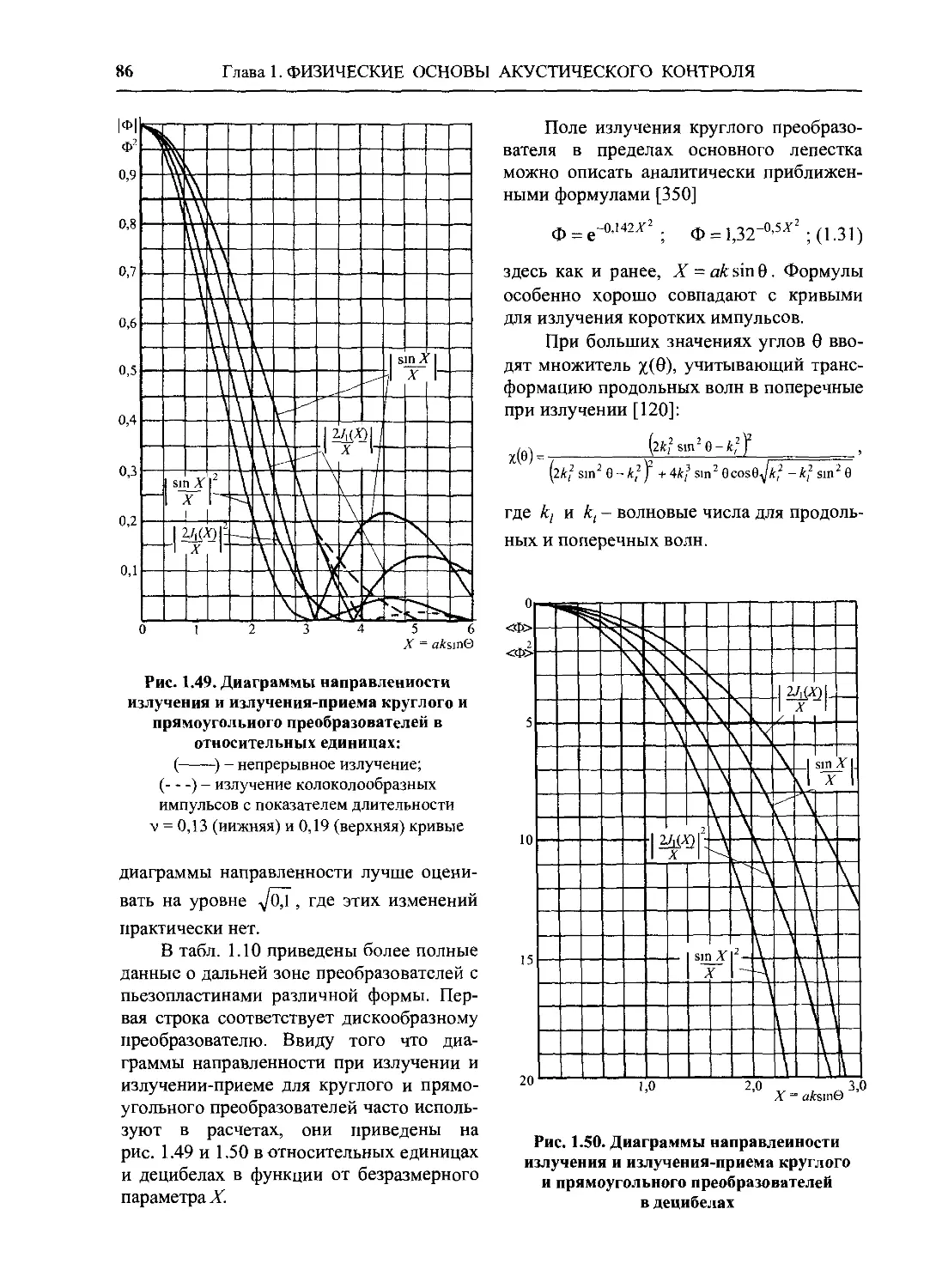
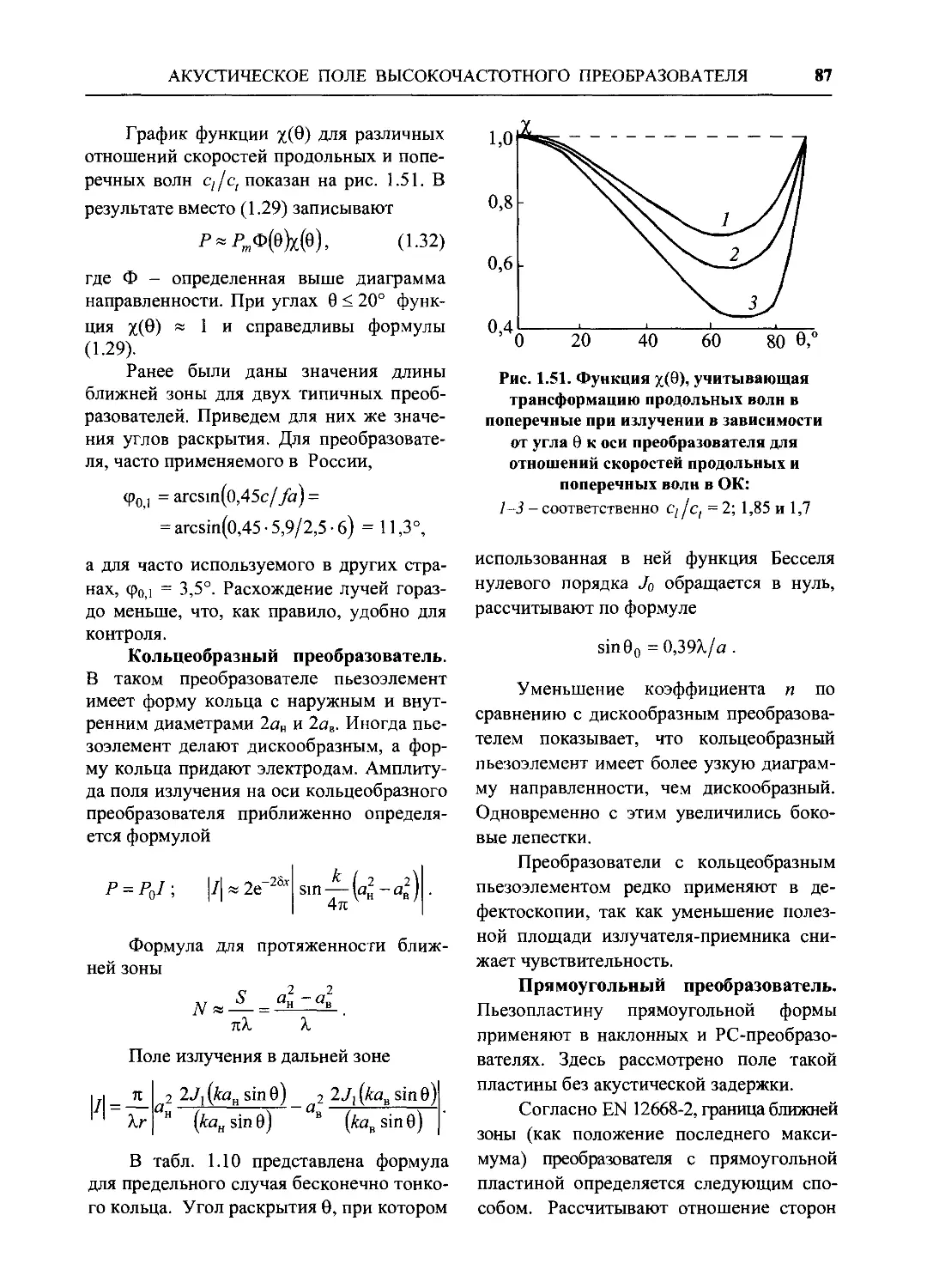
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ
АКУСТИЧЕСКОГО КОНТ-
РОЛЯ ............................ 12
1.1. Упругие колебания и вол-
ны 12
1.1.1. Основные понятия.. 12
1.1.2. Типы волн. Области
применения................... 20
1.1.3. Акустические свойства
сред 29
1.1.4. Отражение и преломле-
ние волн на границах сред. 40
1.1.5. Дифракция на препятст-
виях и рефракция.......... 51
1.2. Излучение и прием упру-
гих колебаний и волн...... 53
1.2.1. Пьезоэффект. Пьезопре-
образователи................. 54
1.2.2. Согласование высоко-
частотного пьезопреобразова-
теля с дефектоскопом...... 62
1.2.3. Основные характеристи-
ки высокочастотных преобра-
зователей ................... 64
1.2.4. Другие типы электроаку-
стических преобразователей ... 68
1.3. Акустическое поле высо-
кочастотного преобразователя 81
1.3.1. Поле прямого контакт-
ного преобразователя...... 81
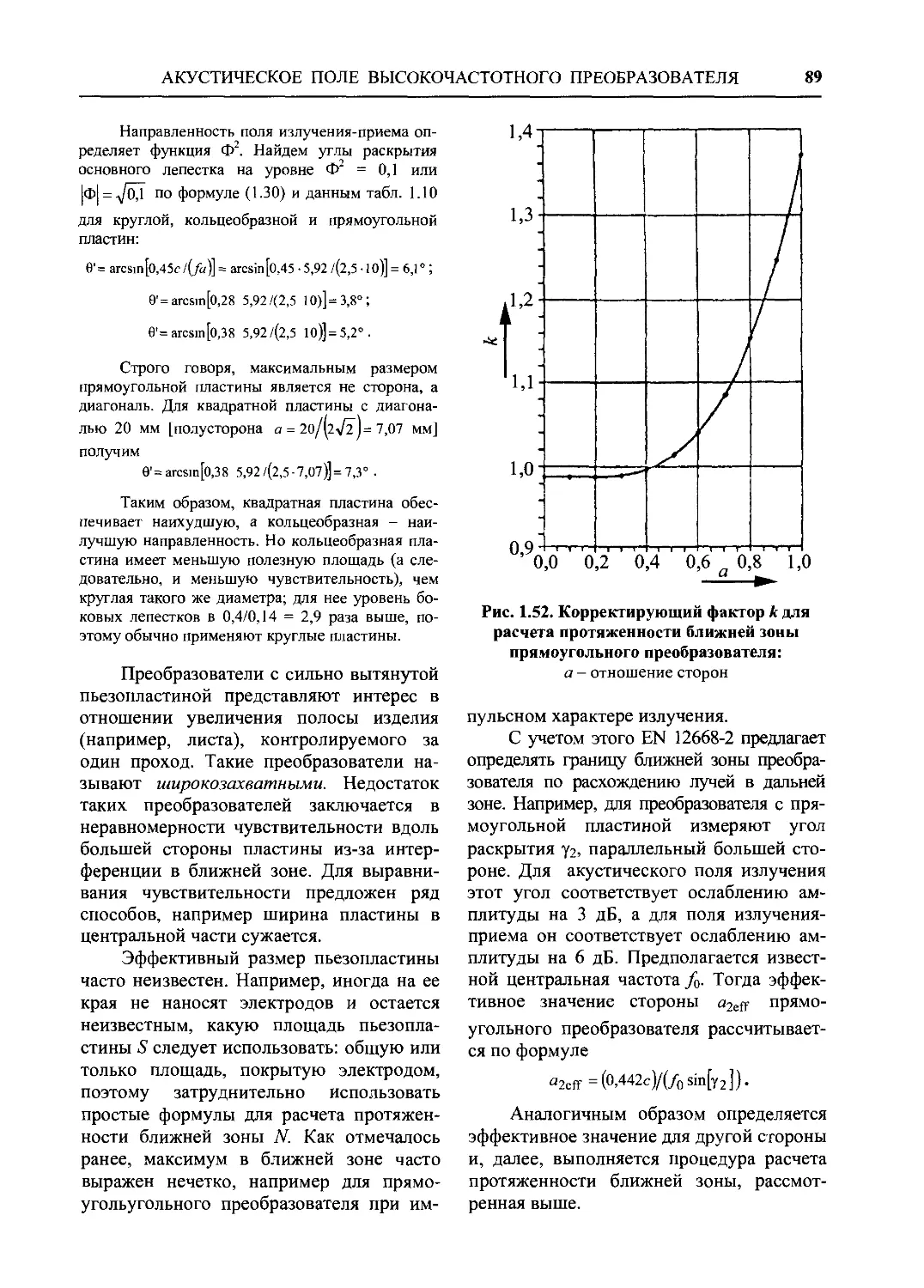
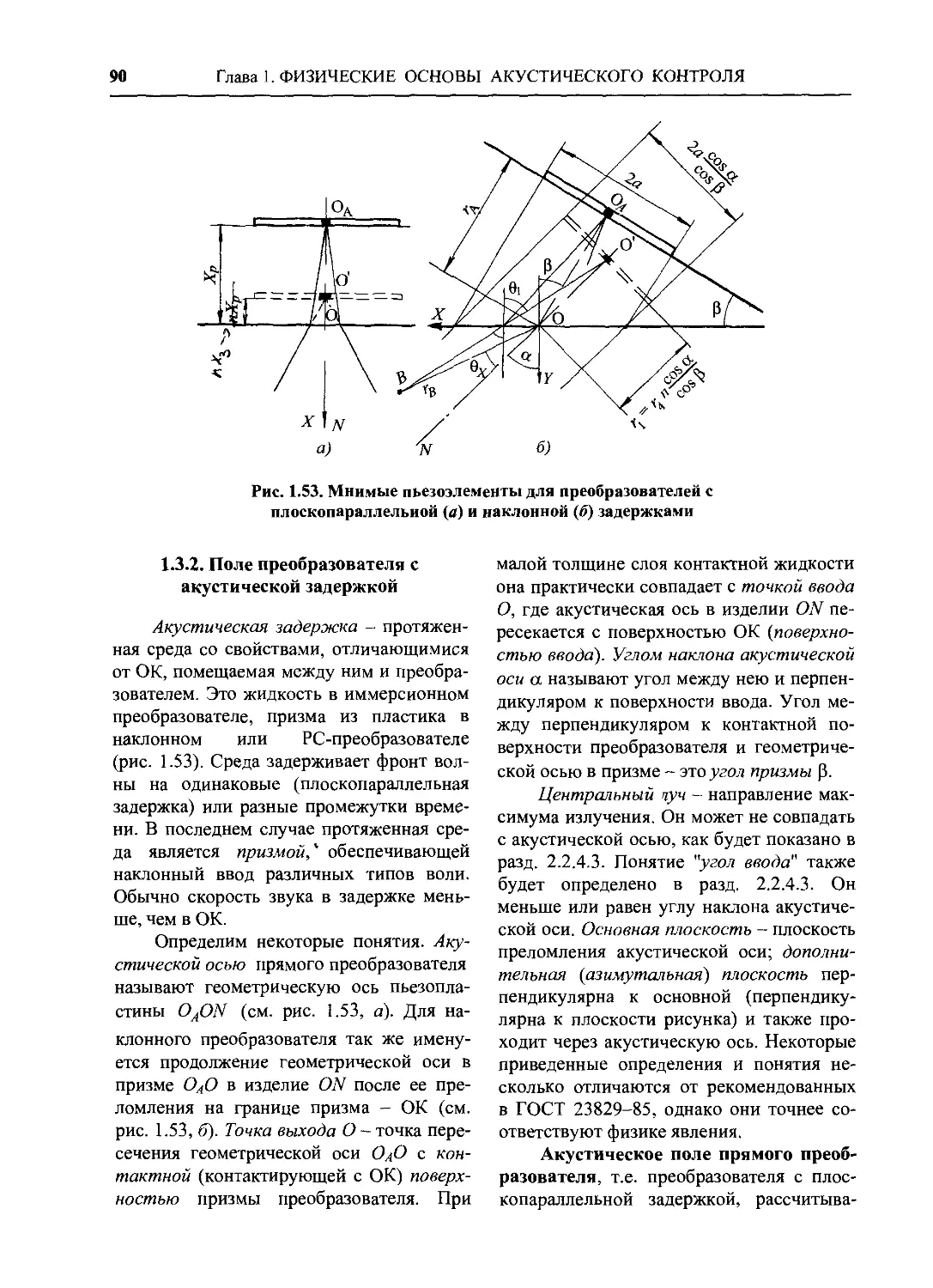
1.3.2. Поле преобразователя с
акустической задержкой.... 90
1.3.3. Поле фокусирующего
преобразователя.............. 95
1.3.4. Поле фазированной ре-
шетки .................... 99
1.4. Простейшие колебатель-
ные системы................. 103
1.4.1. Основные понятия.. 103
1.4.2. Продольные колебания
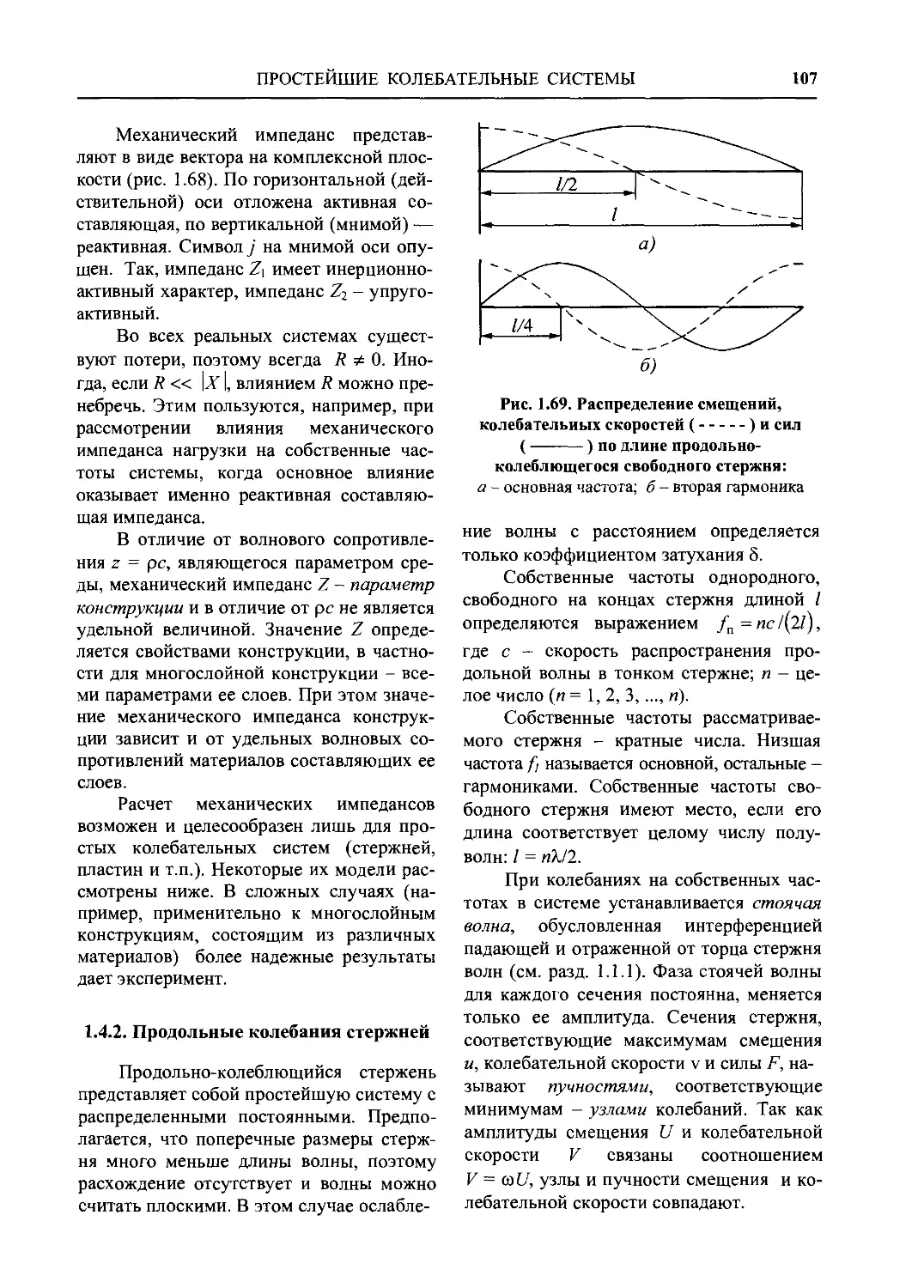
стержней.................... 107
1.4.3. Поперечные колебания
стержней..................... НО
1.4.4. Поперечные колебания
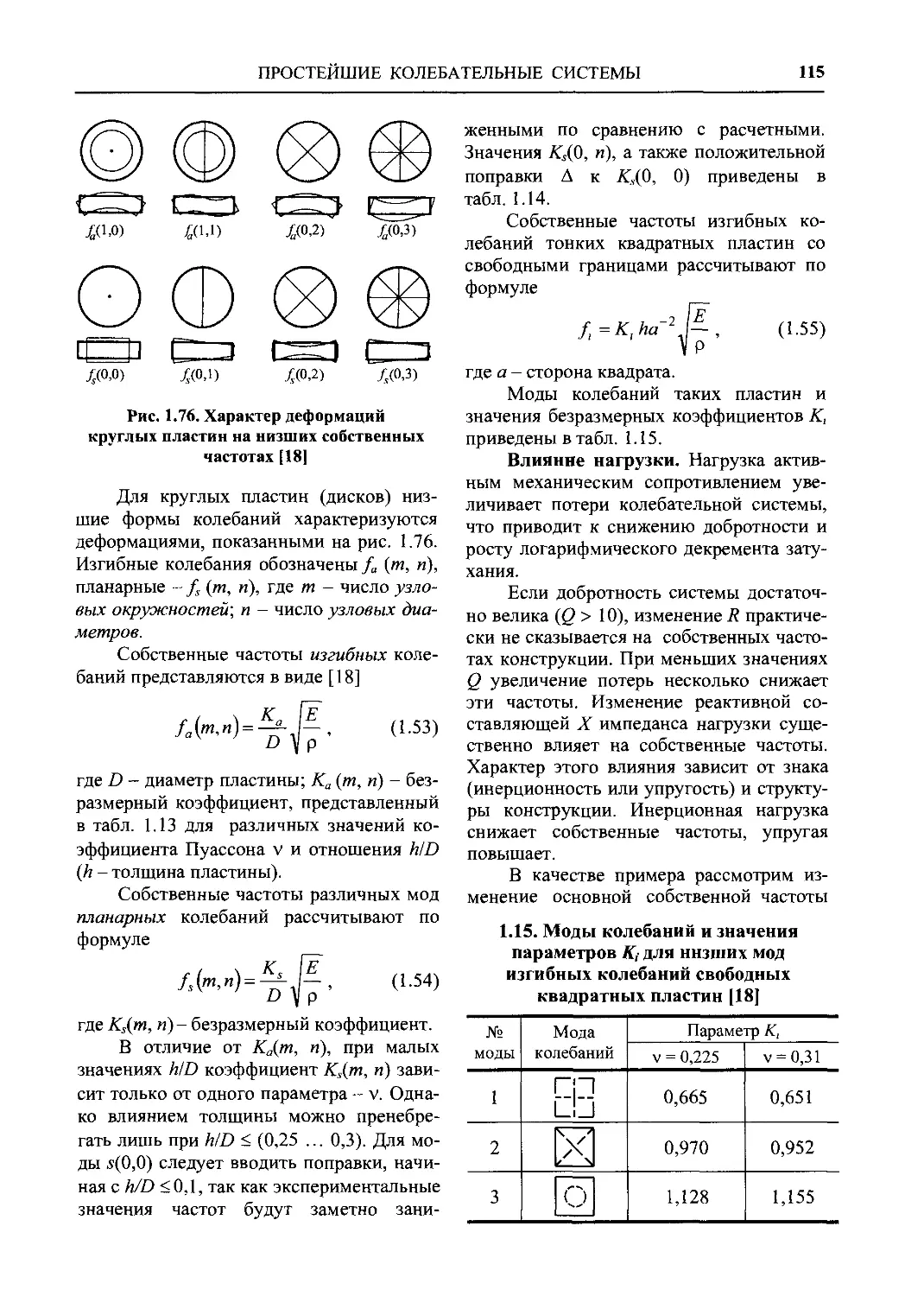
пластин..................... 111
1.4.5. Электромеханические
аналогии................... 116
1.5. Нелинейные методы и АК 124
1.5.1. Измерение нелинейных
модулей упругости............. 125
1.5.2. Пространственное рас-
пределение нелинейности... 126
Глава 2. МЕТОДЫ АКУСТИЧЕС-
КОГО КОНТРОЛЯ.................... 129
2.1. Классификация методов.
Способы акустического кон-
такта ........................ 129
2.1.1. Классификация методов . 129
2.1.2. Методы отражения... 130
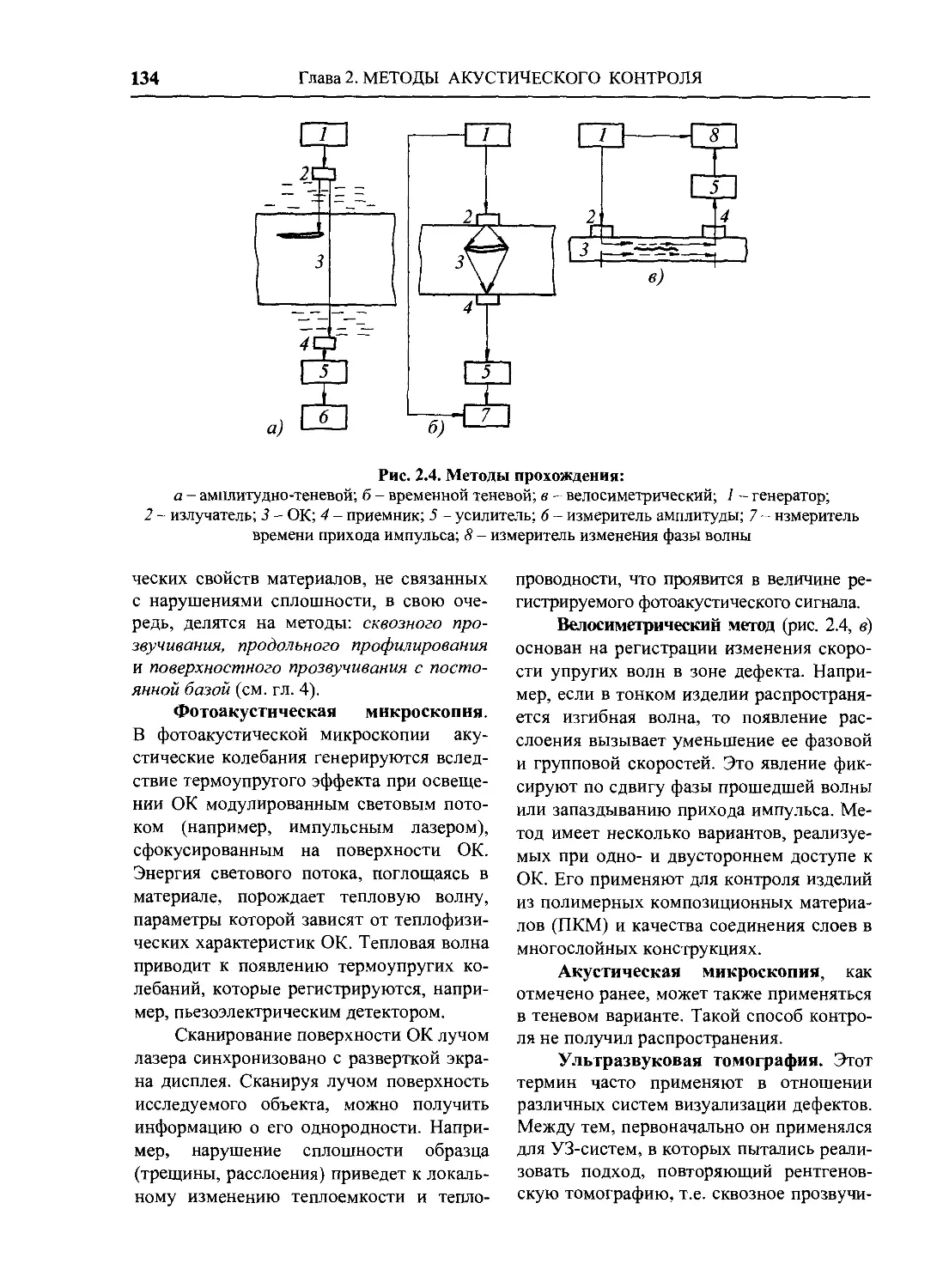
2.1.3. Методы прохождения .... 133
2.1.4. Комбинированные методы 136
2.1.5. Методы собственных ко-
лебаний ...................... 137
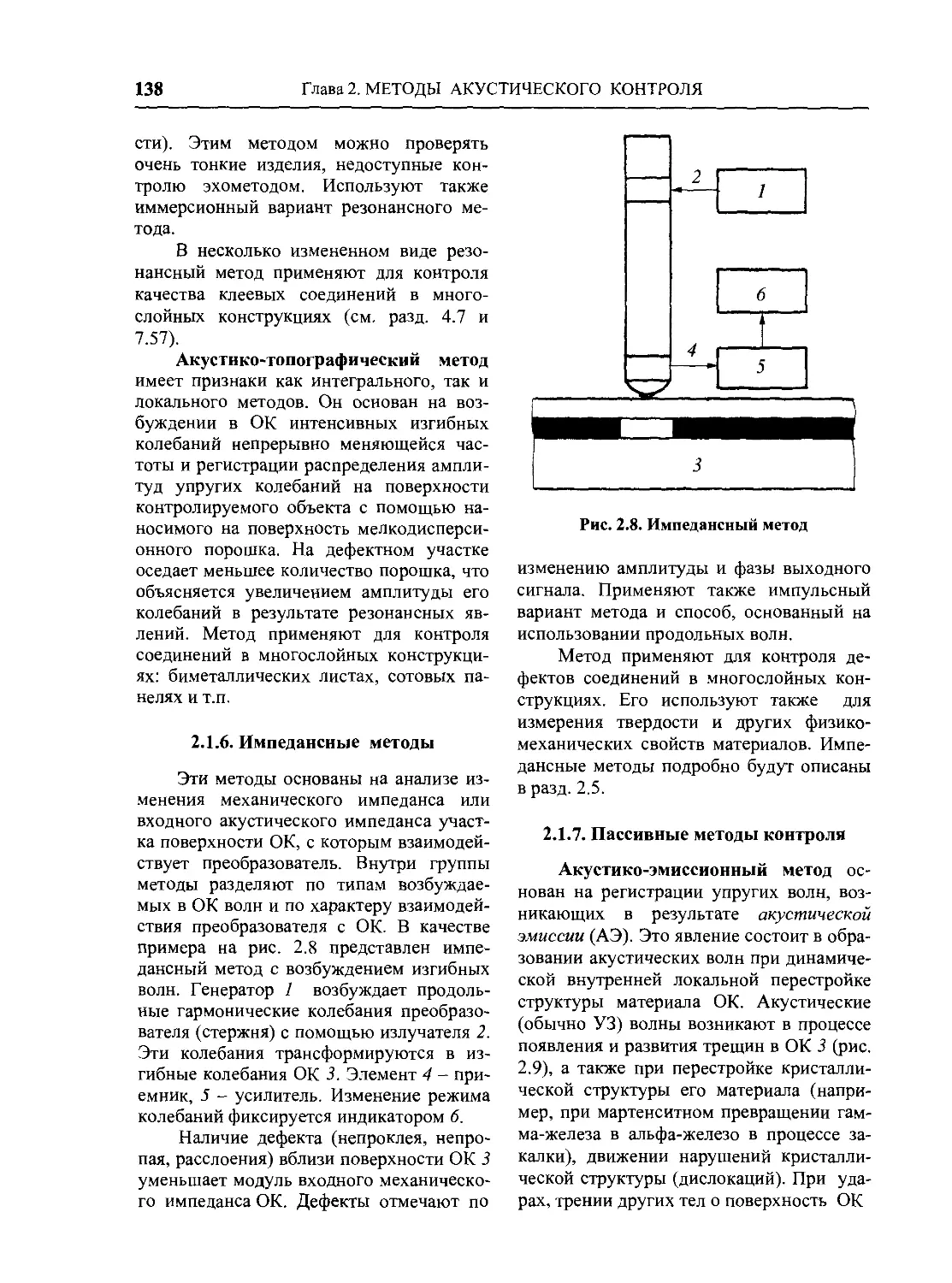
2.1.6. Импедансные методы. 138
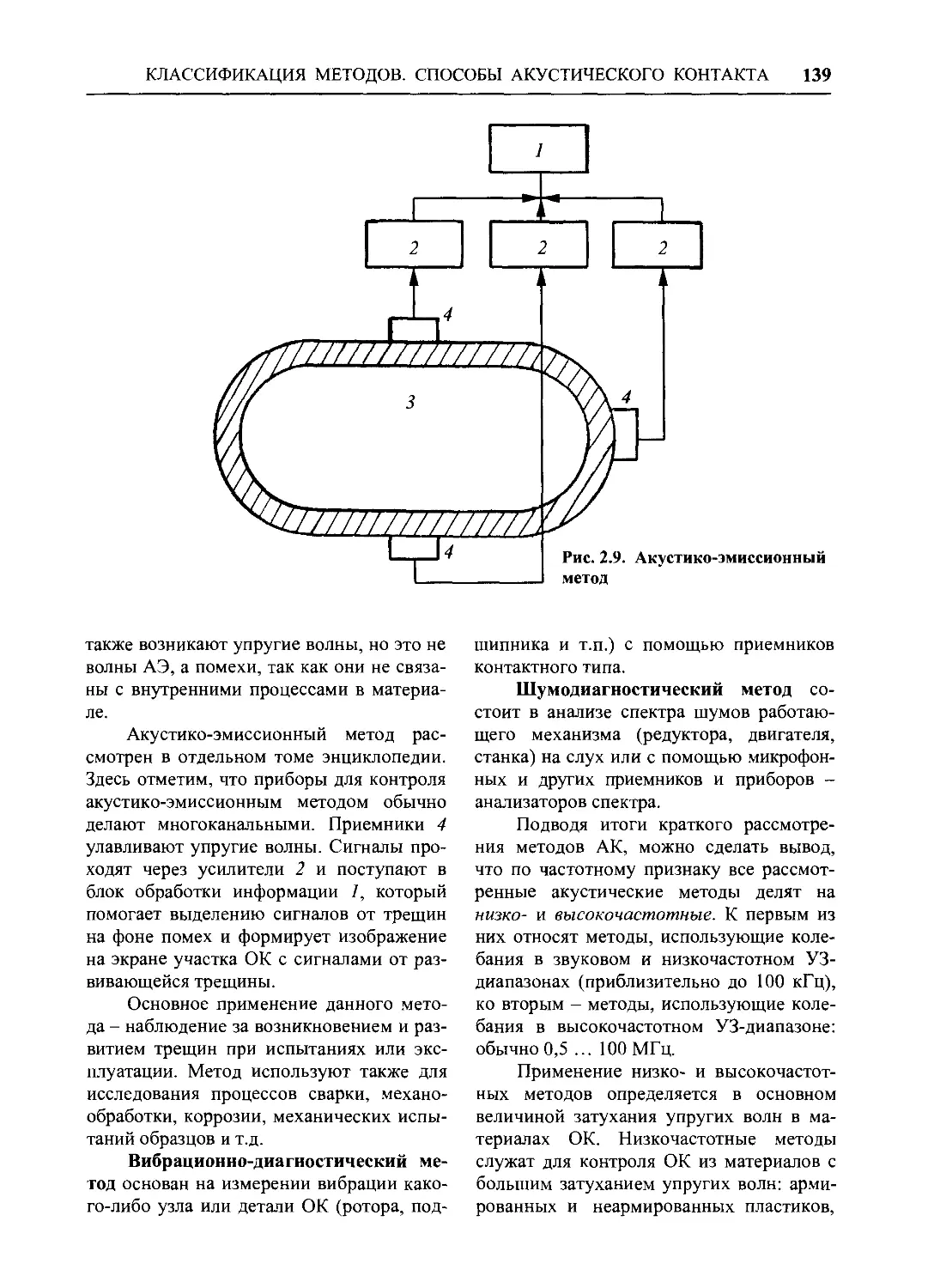
2.1.7. Пассивные методы кон-
троля ........................ 138
2.1.8. Классификация прибо-
ров НК по назначению...... 140
2.1.9. Способы акустического
контакта...................... 140
2.1.10. Преимущества и недос-
татки АК по сравнению с дру-
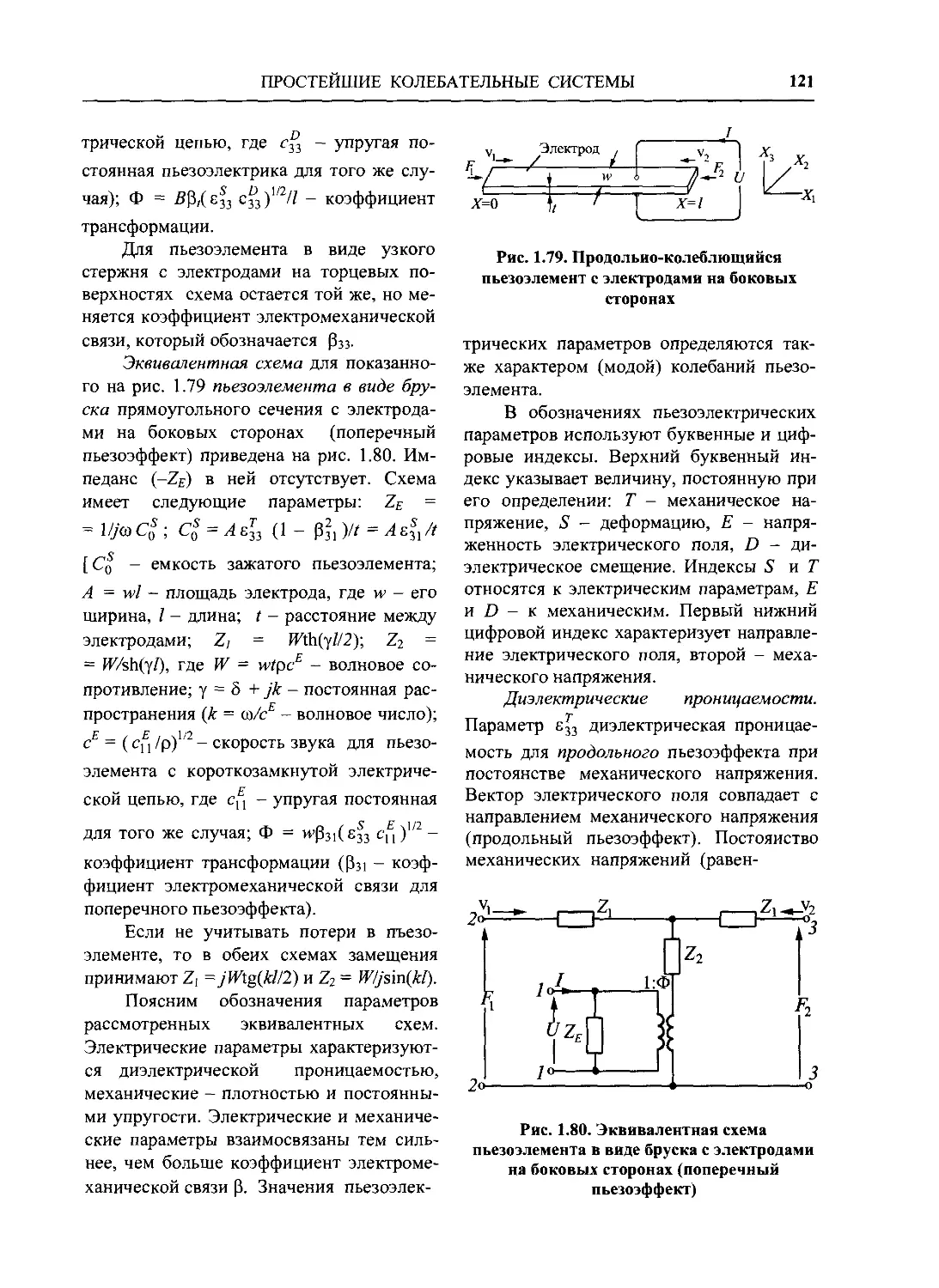
гими методами................. 141
2.2. Дефектоскопия методами
отражения..................... 143
2.2.1. Аппаратура для контроля
методами отражения............ 143
2.2.1.1. Импульсный дефекто-
скоп 143
2.2.1.2. Преобразователи для
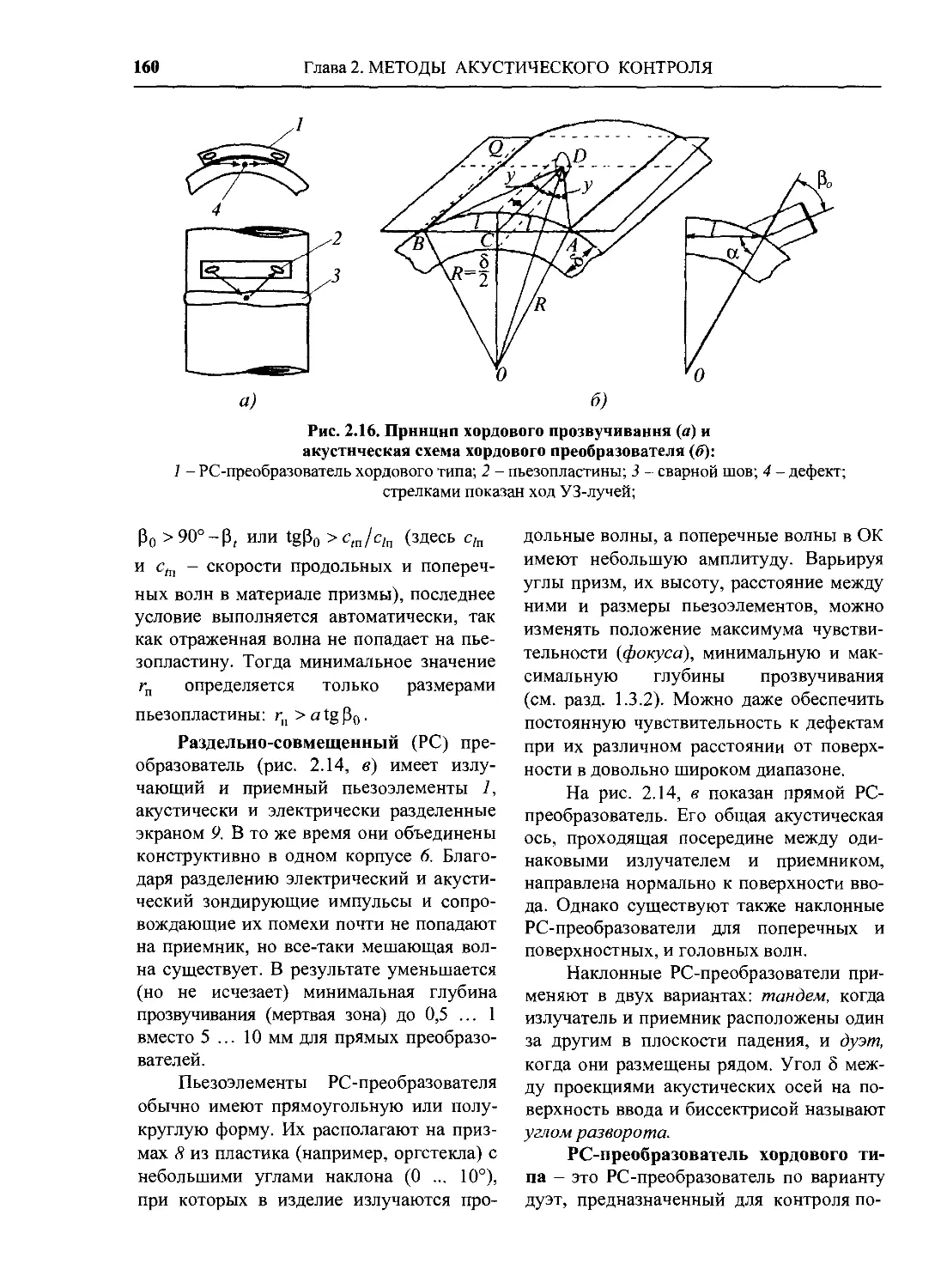
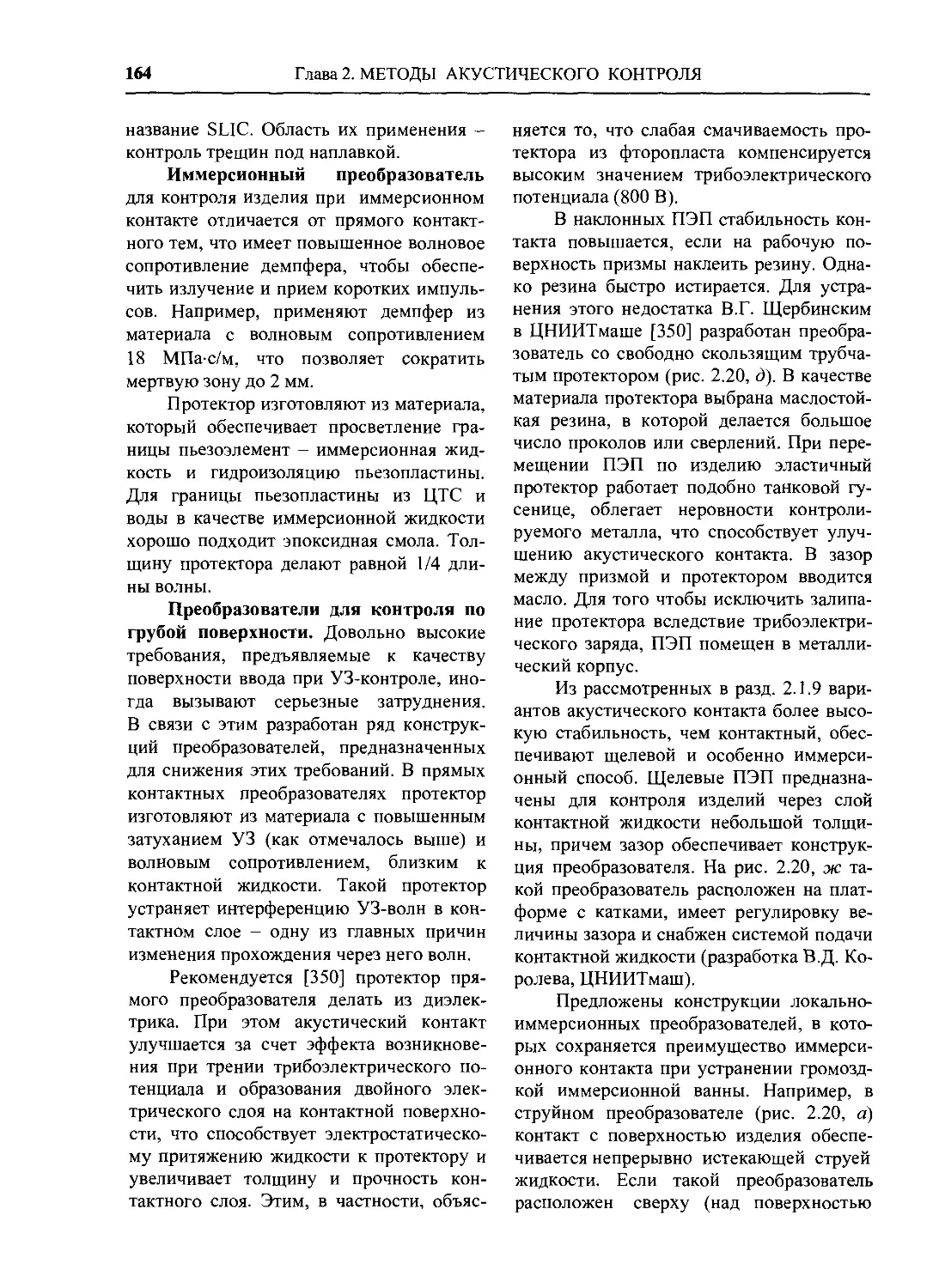
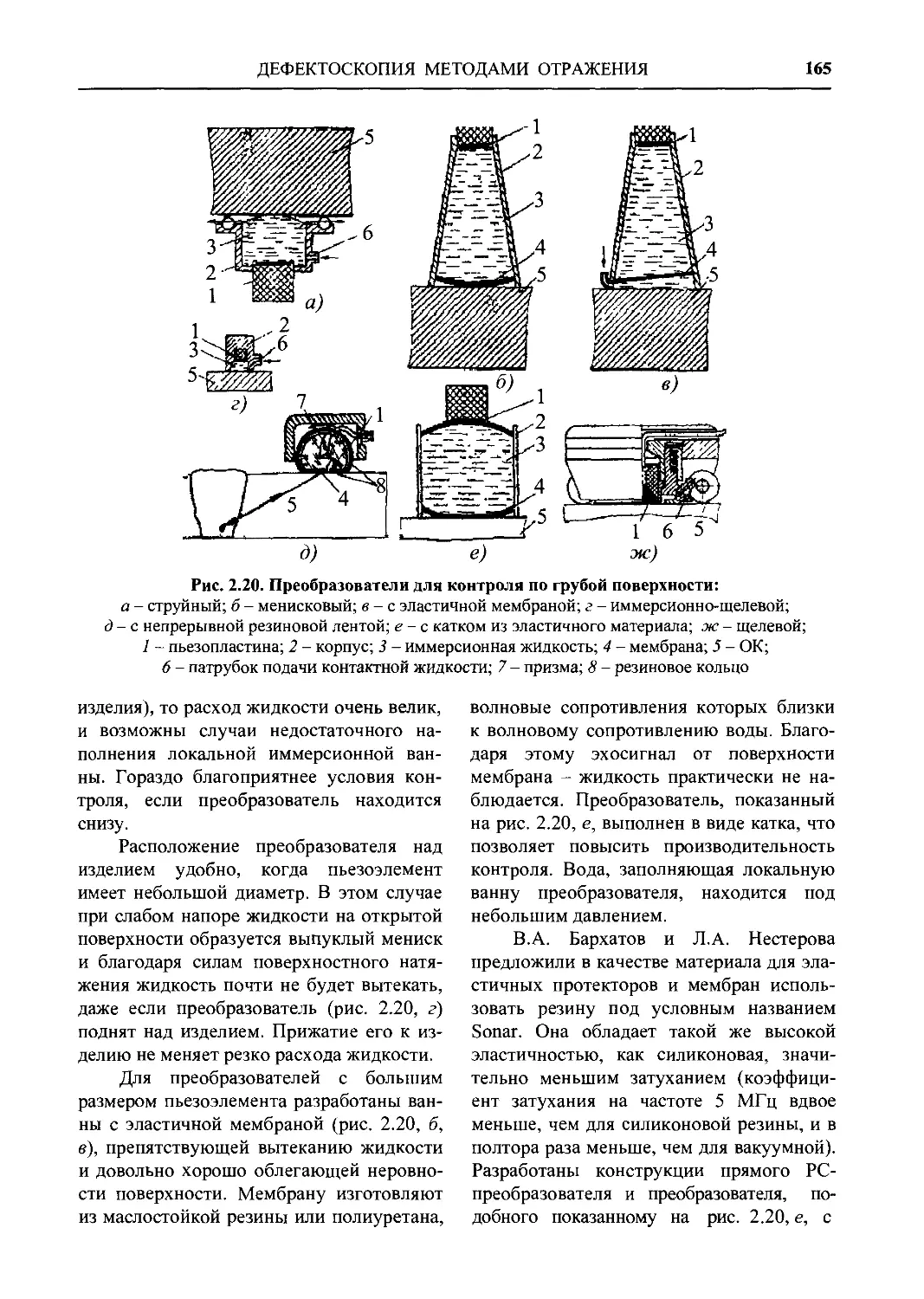
контроля методами отражения 156
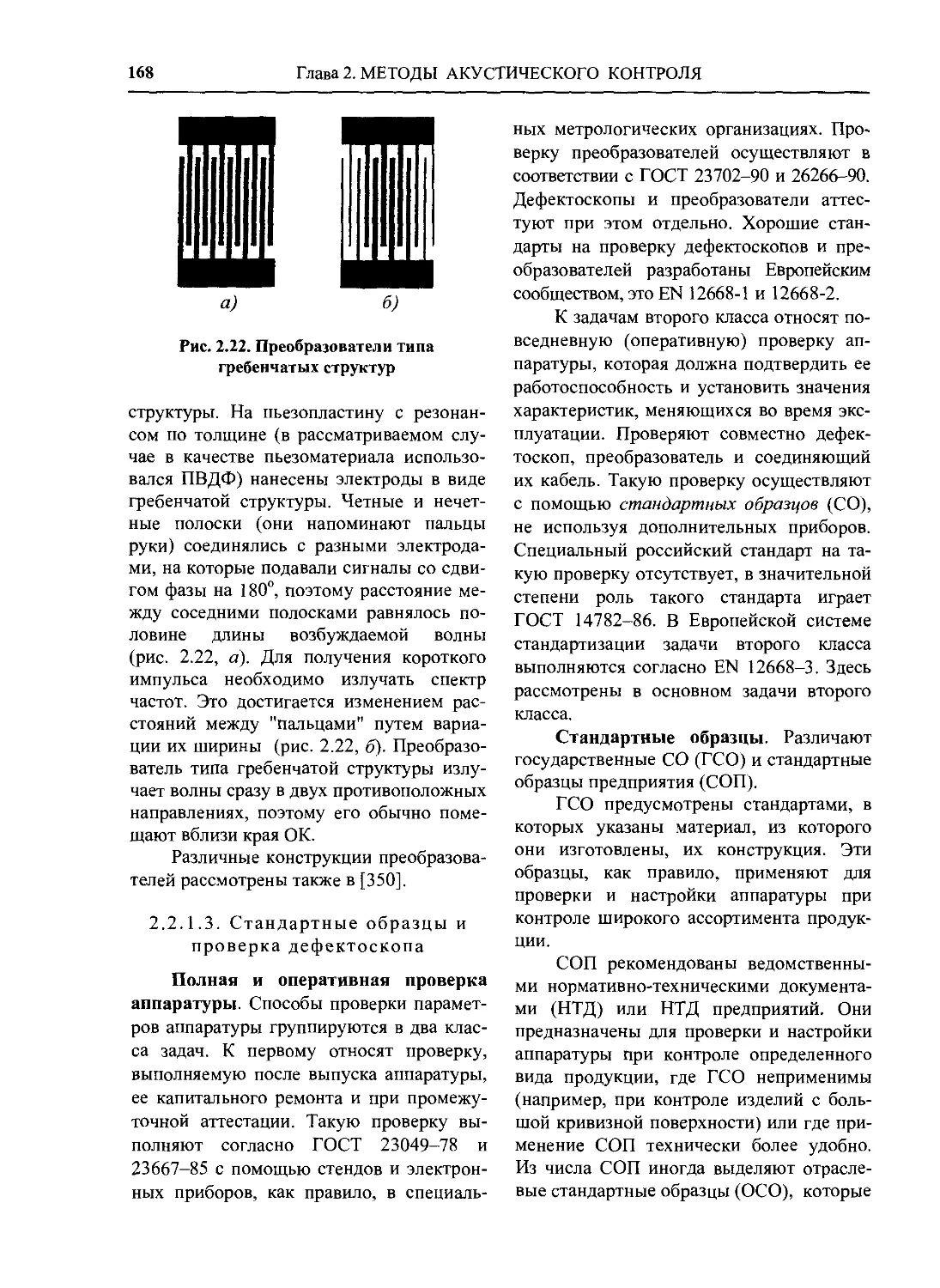
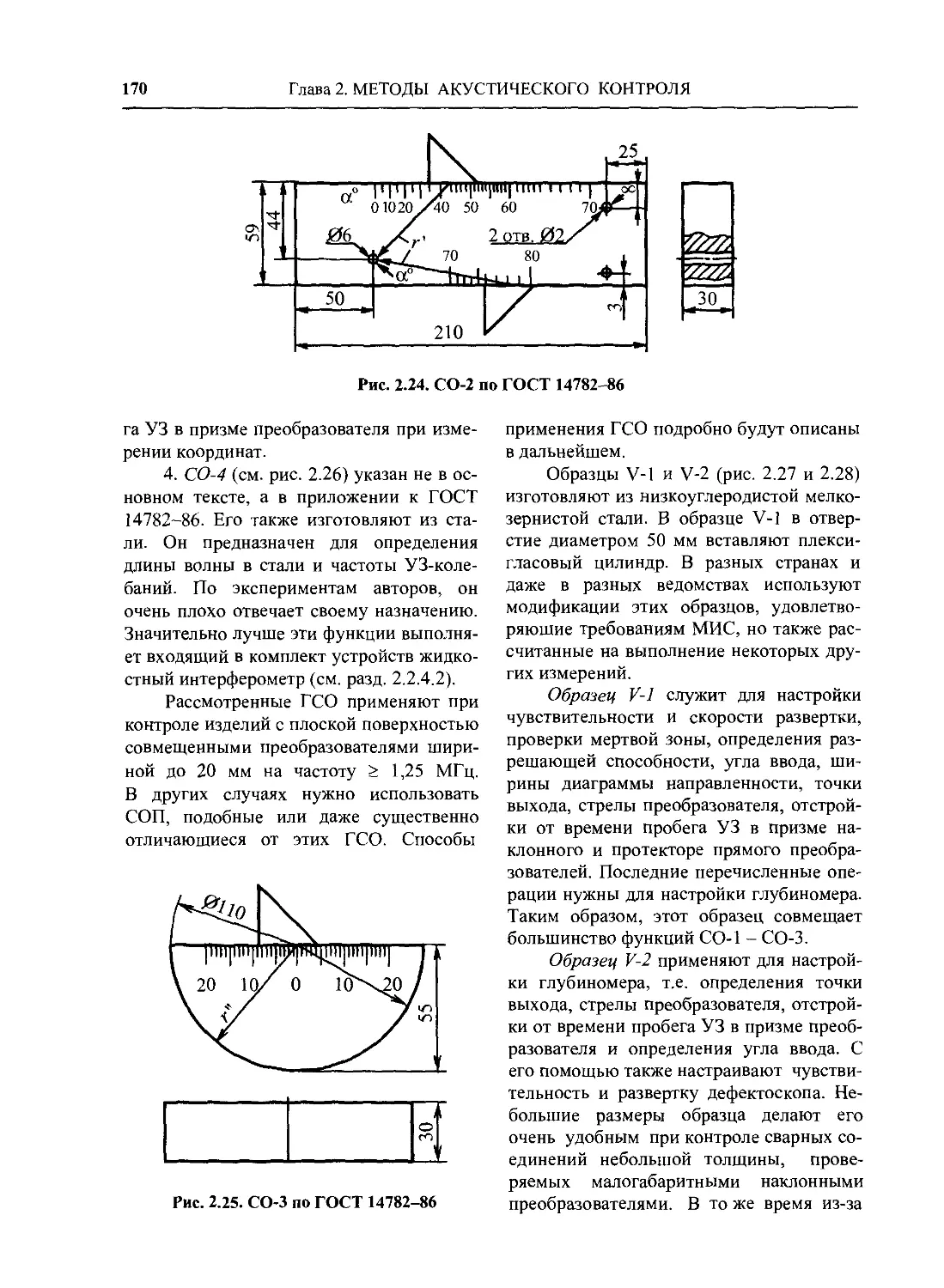
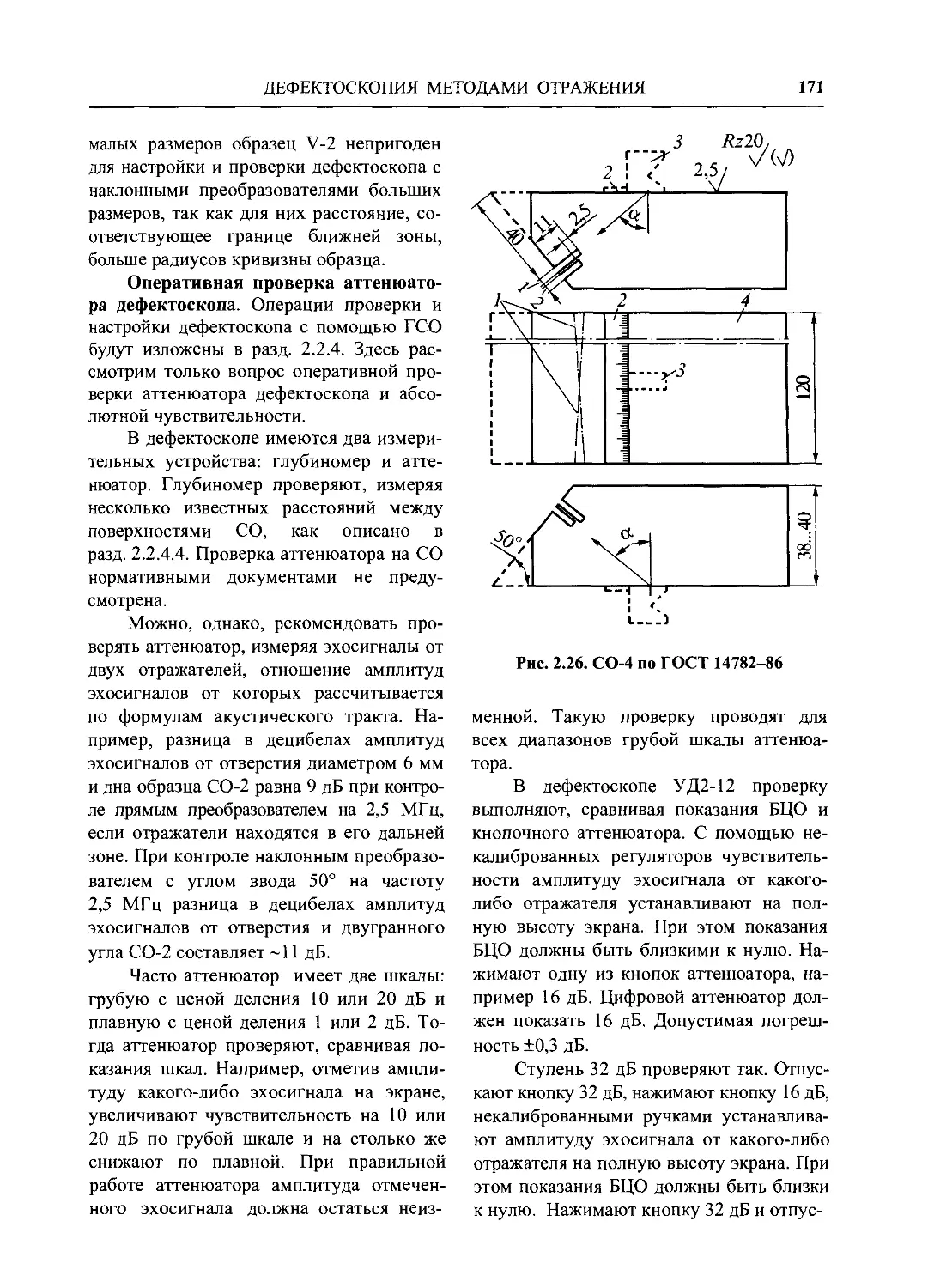
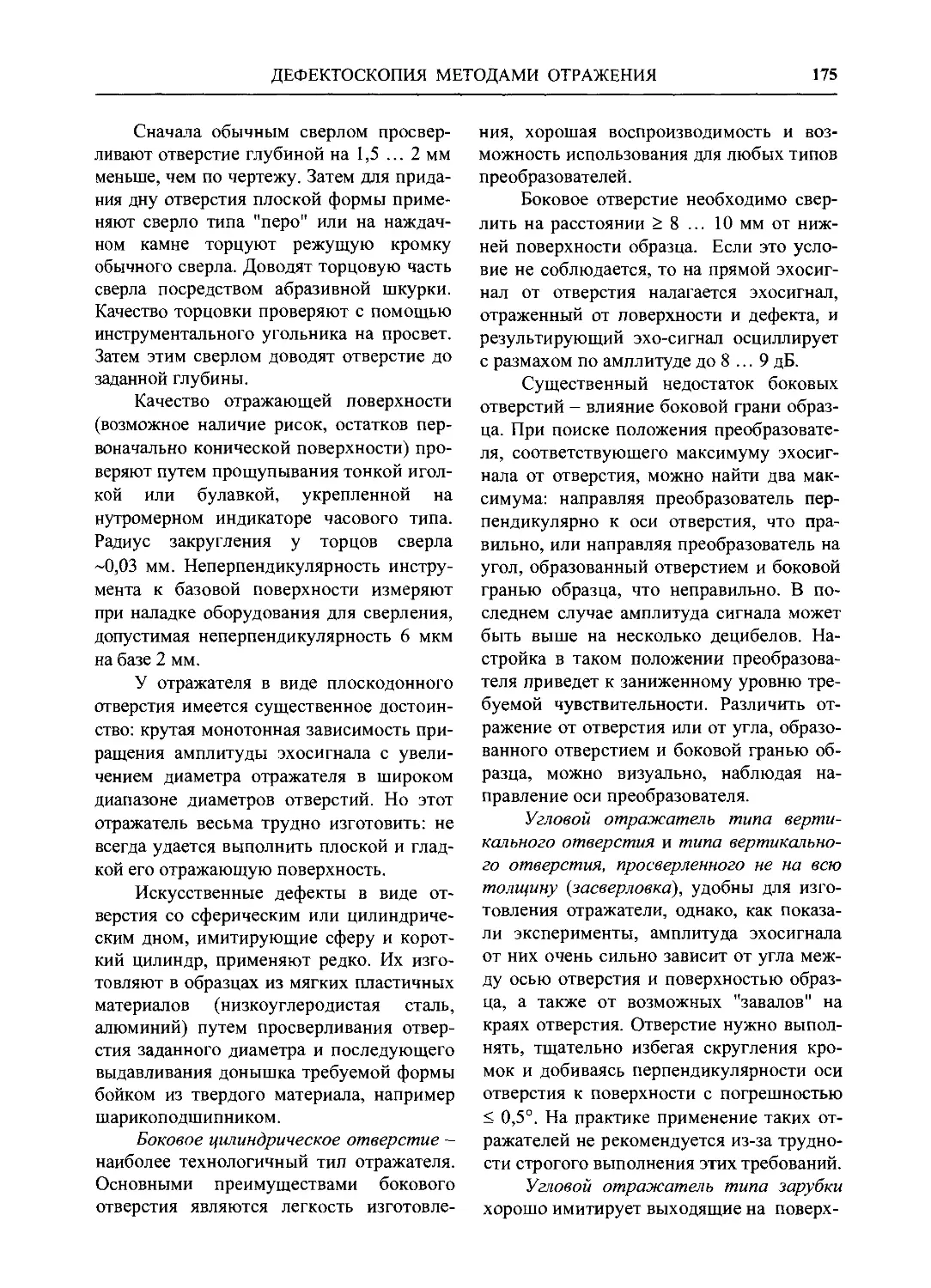
2.2.1.3. Стандартные образцы
и пронерка дефектоскопа... 168
2.2.2. Расчет амплитуд эхосиг-
налов......................... 176
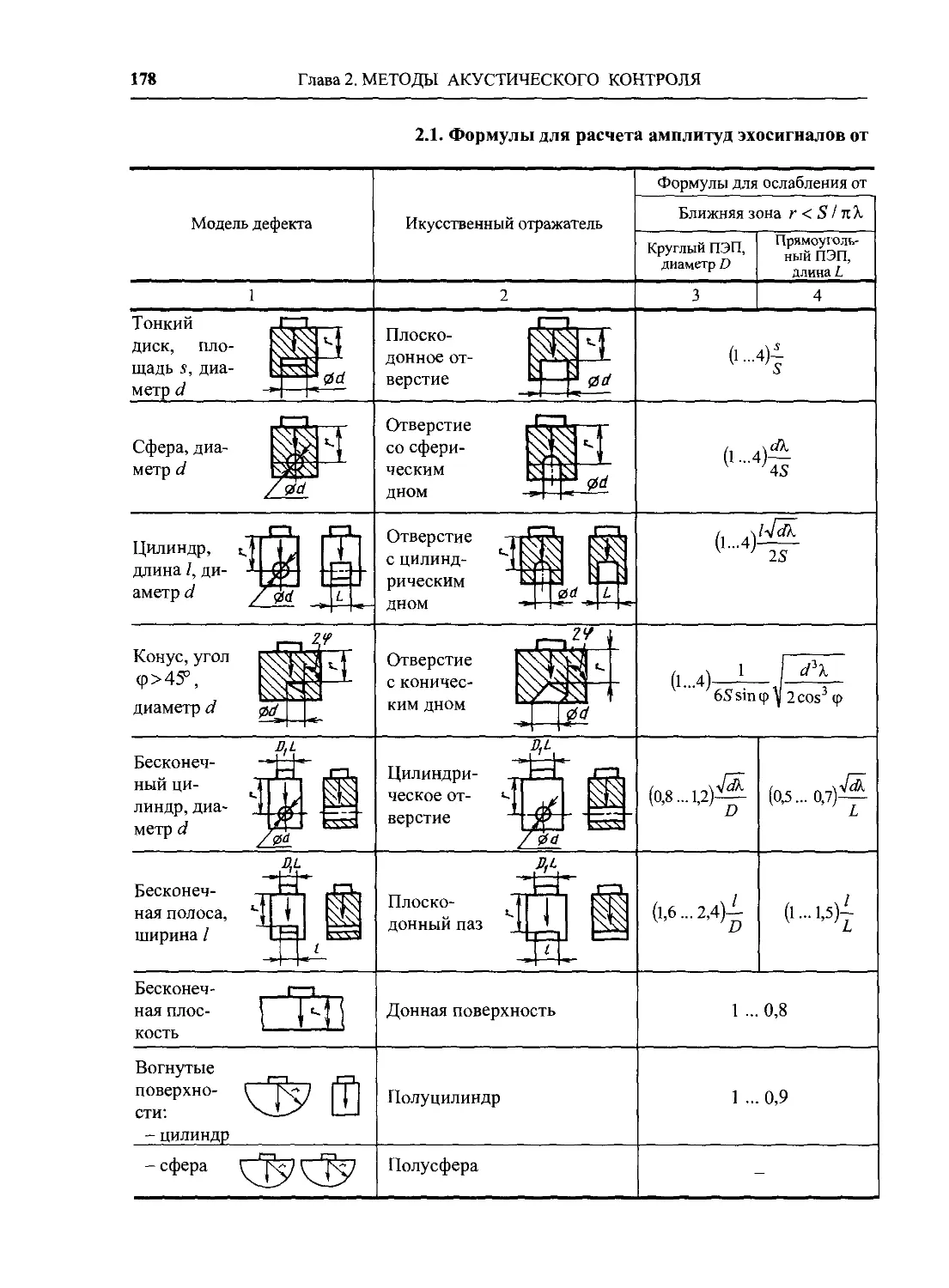
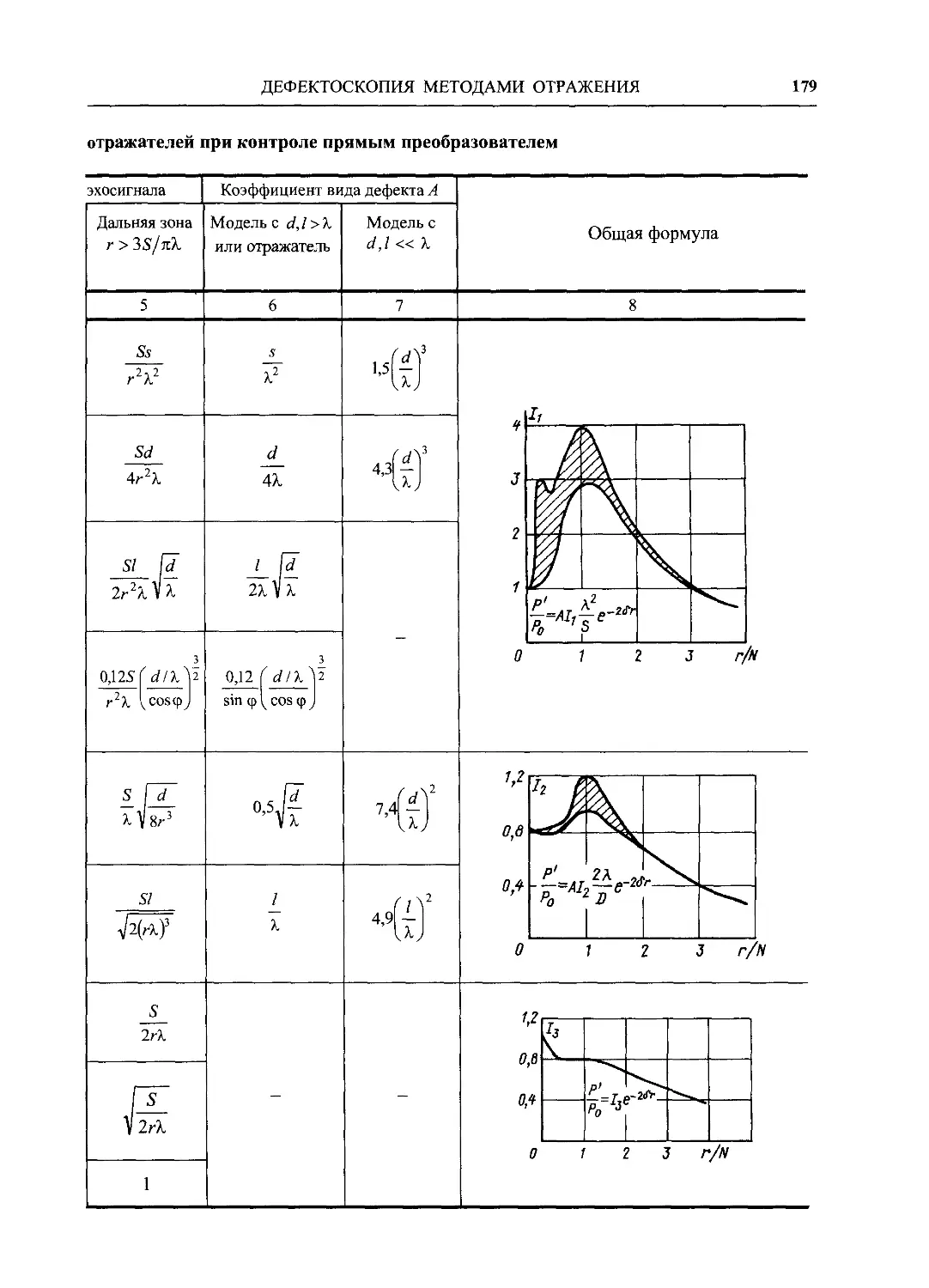
2.2.2.1. Формулы эхосигналов
для прямого преобразователя 177
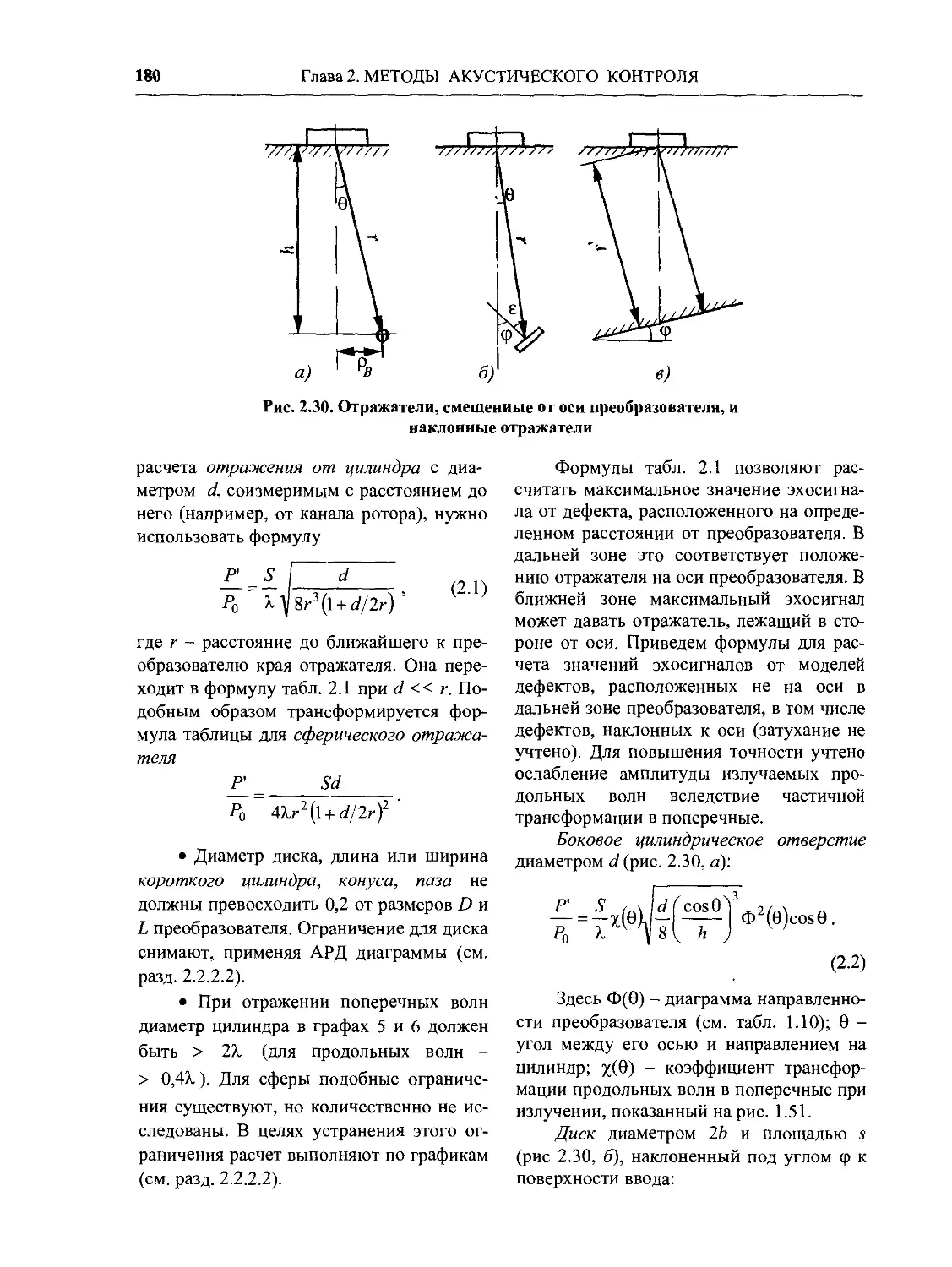
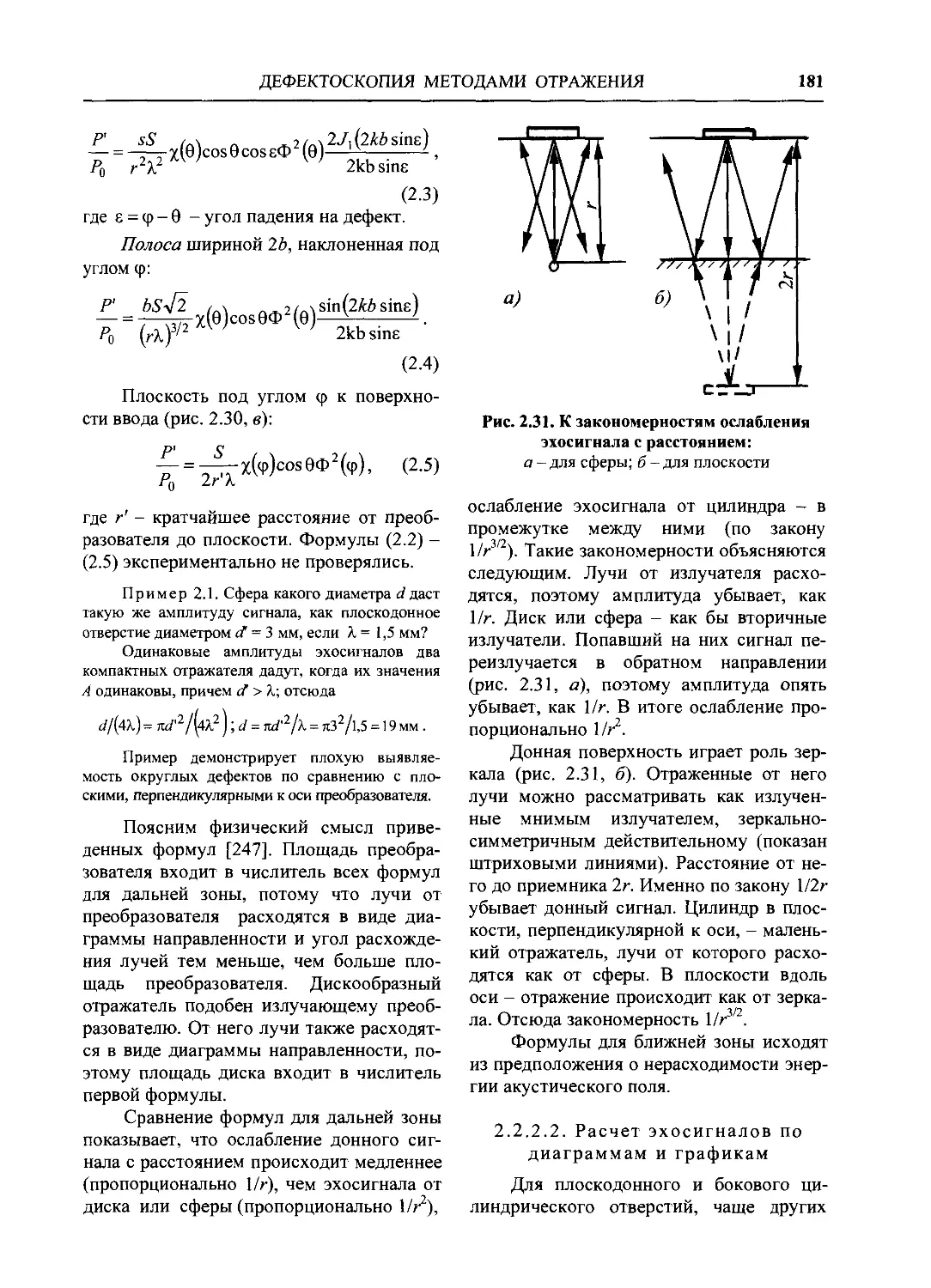
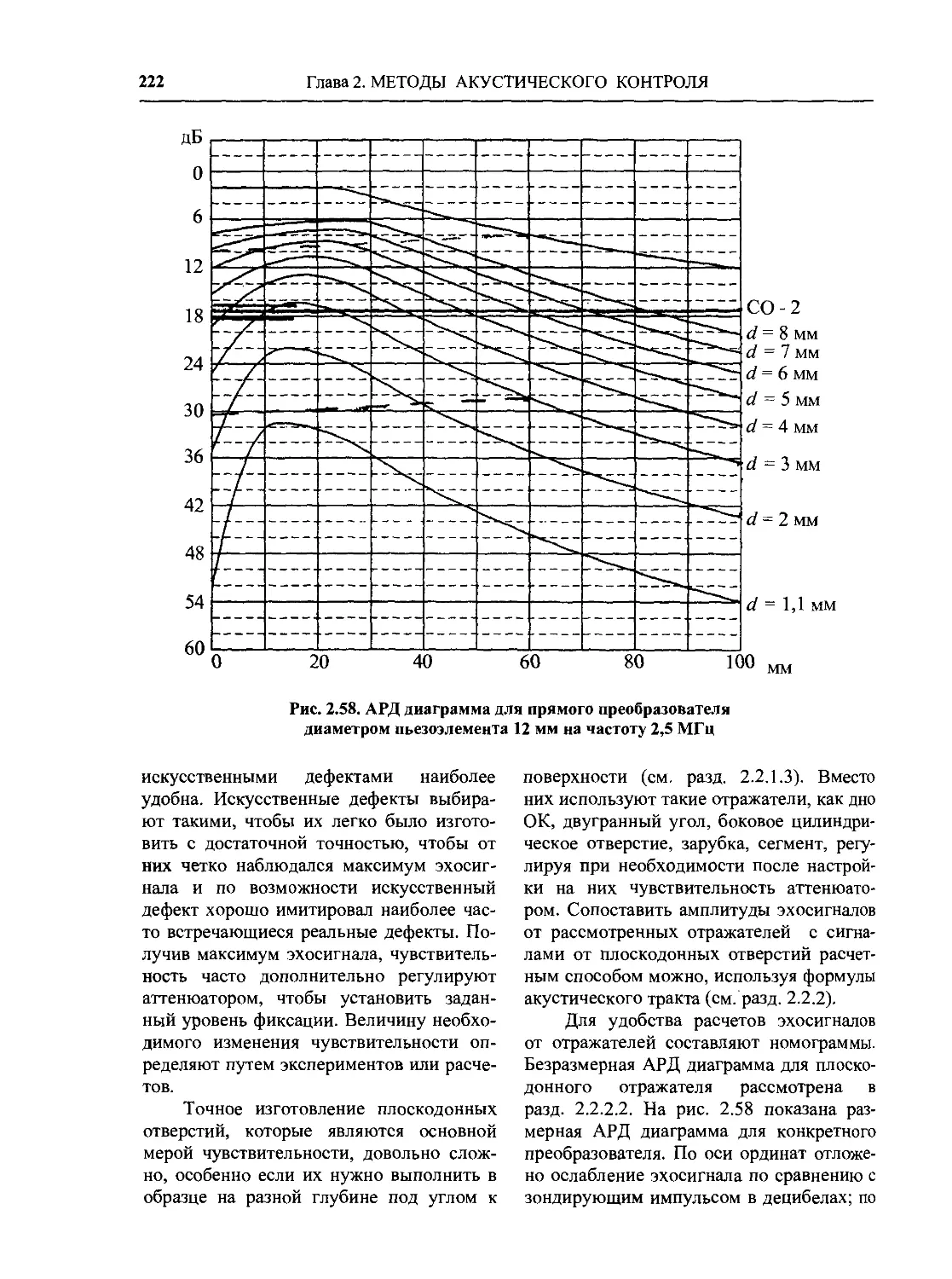
2.2.2.2. Расчет эхосигналов по
диаграммам и графикам..... 181
2.2.2.3. Угловые отражатели ... 188
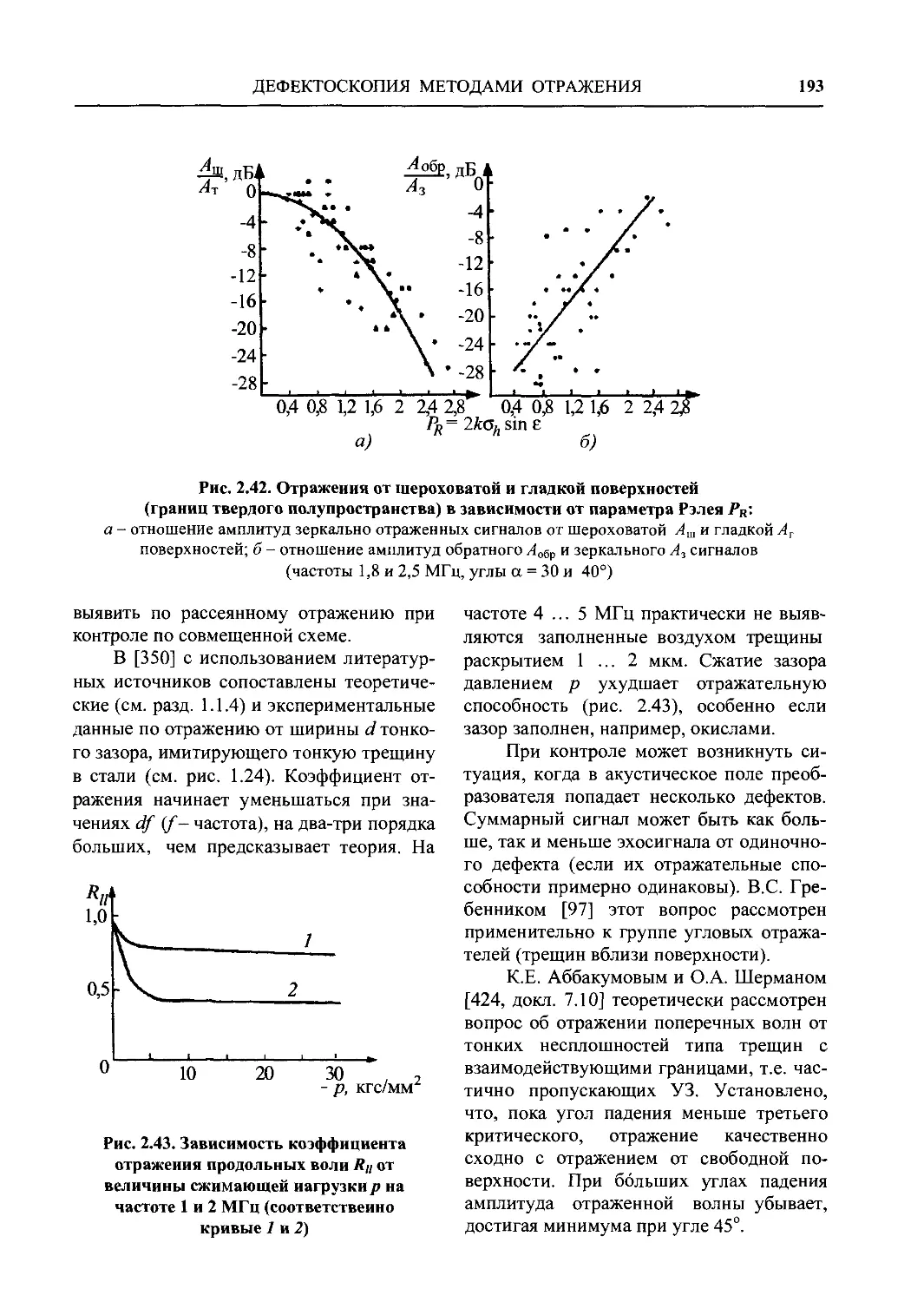
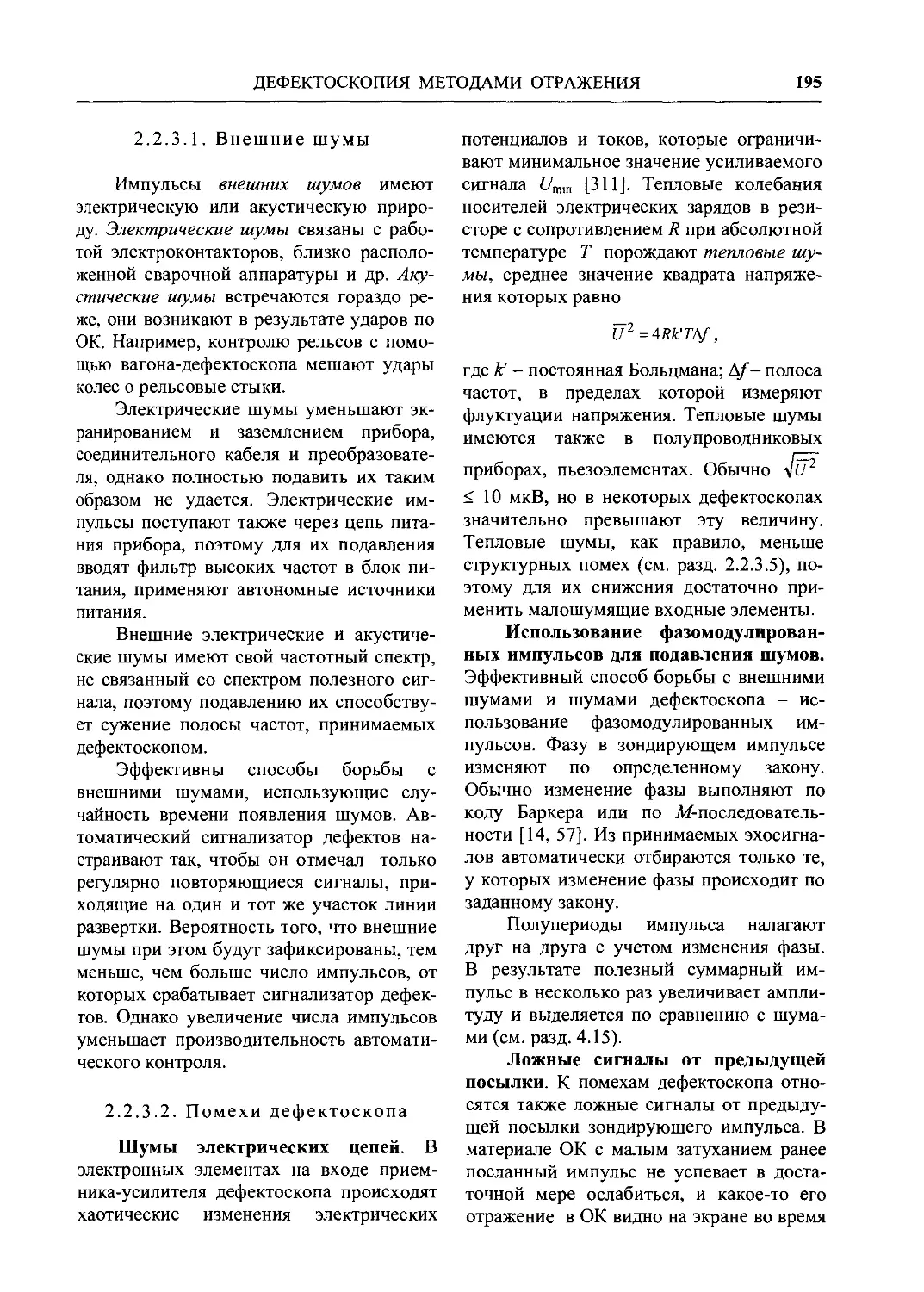
2.2.2.4. Особенности отраже-
ния от реальных дефектов.. 191
2.2.2.5. Огибающие эхосигна-
лов 194
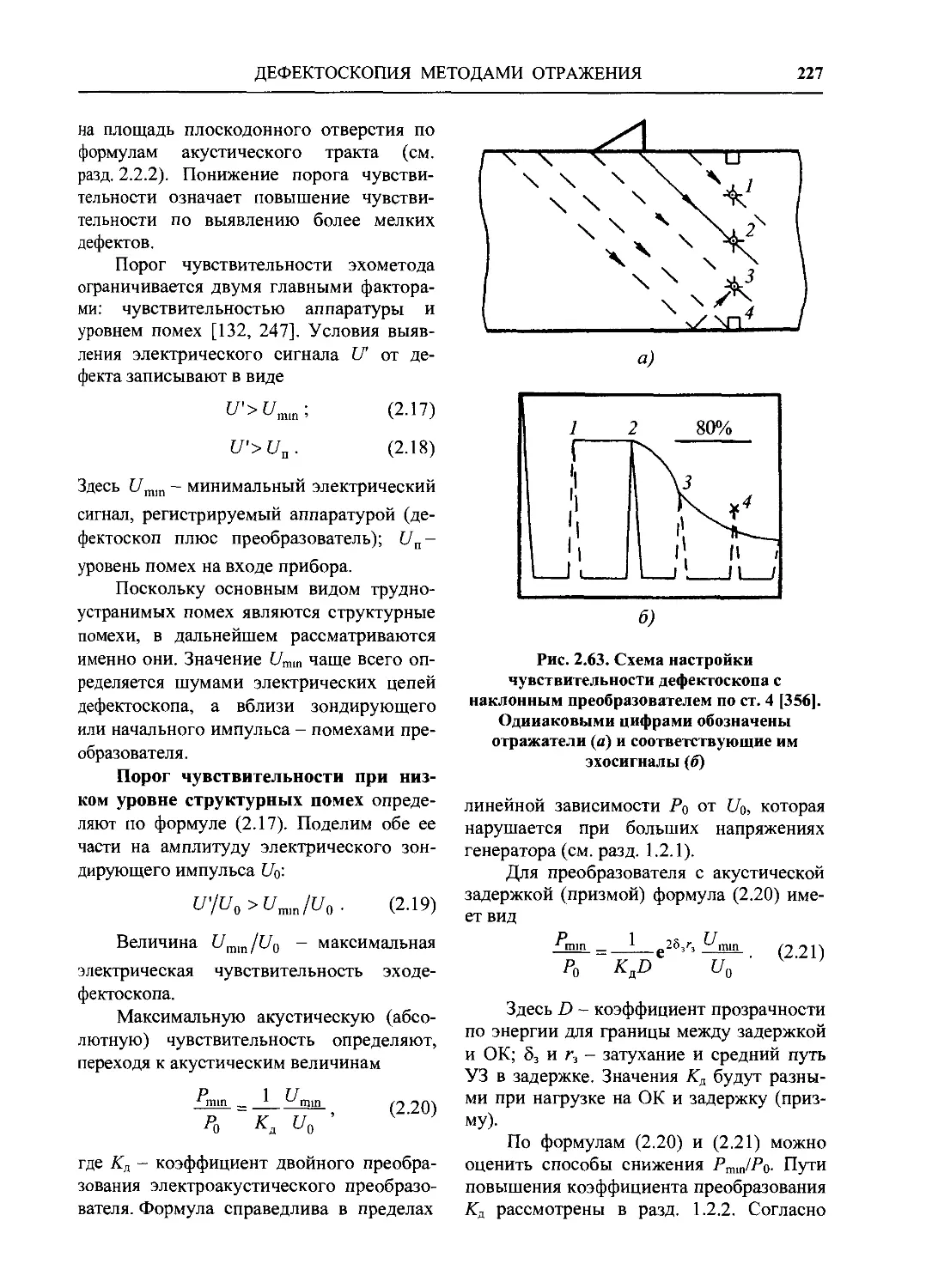
2.2.3. Помехи эхометода и спо-
собы борьбы с ними............ 194
4
ОГЛАВЛЕНИЕ
2.2.3Л. Внешние шумы....... 195
2.2.3.2. Помехи дефектоскопа .. 195
2.2.3.3. Помехи преобразователя 196
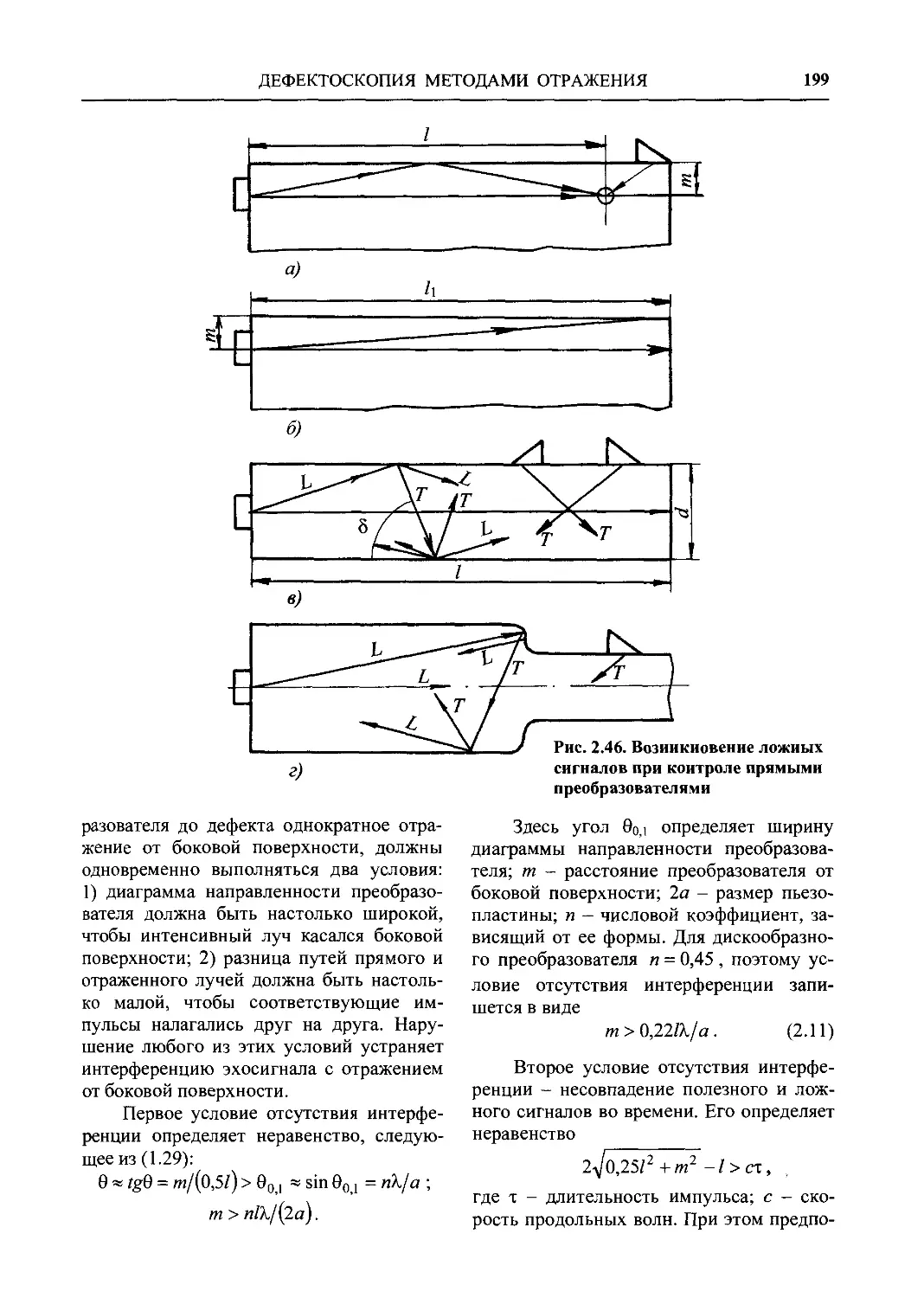
2.2.3.4. Ложные сигналы.... 196
2.2.3.5. Структурные помехи ... 201
2.2.4. Основные параметры и
характеристики эхометода,
способы их оптимизации и
проверки....................... 203
2.2.4.1. Основные характери-
стики и параметры эхометода 203
2.2.4.2. Длина волны и рабочая
частота колебаний.............. 204
2.2.4.3. Угол ввода луча при
контроле эхометодом........ 206
2.2.4.4. Точность измерения ко-
ординат дефектов............... 213
2.2.4.5. Чувствительность.. 219
2.2.4.6. Мертвая зона...... 233
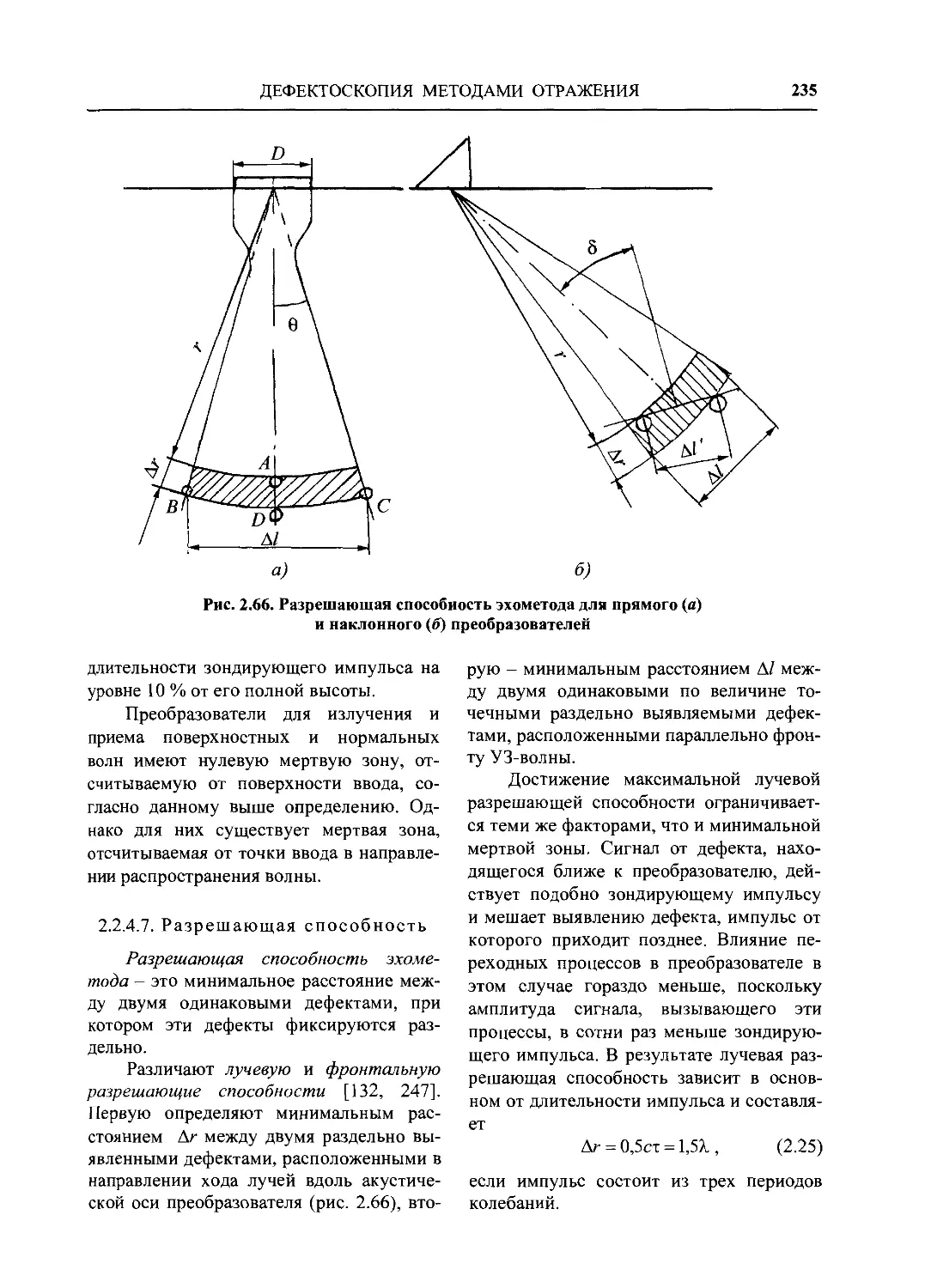
2.2.4.7. Разрешающая способ-
ность 235
2.2.4.8. Плотность сканирова-
ния 240
2.2.4.9. Стабильность акусти-
ческого контакта............... 241
2.2.5. Другие методы отраже-
ния 245
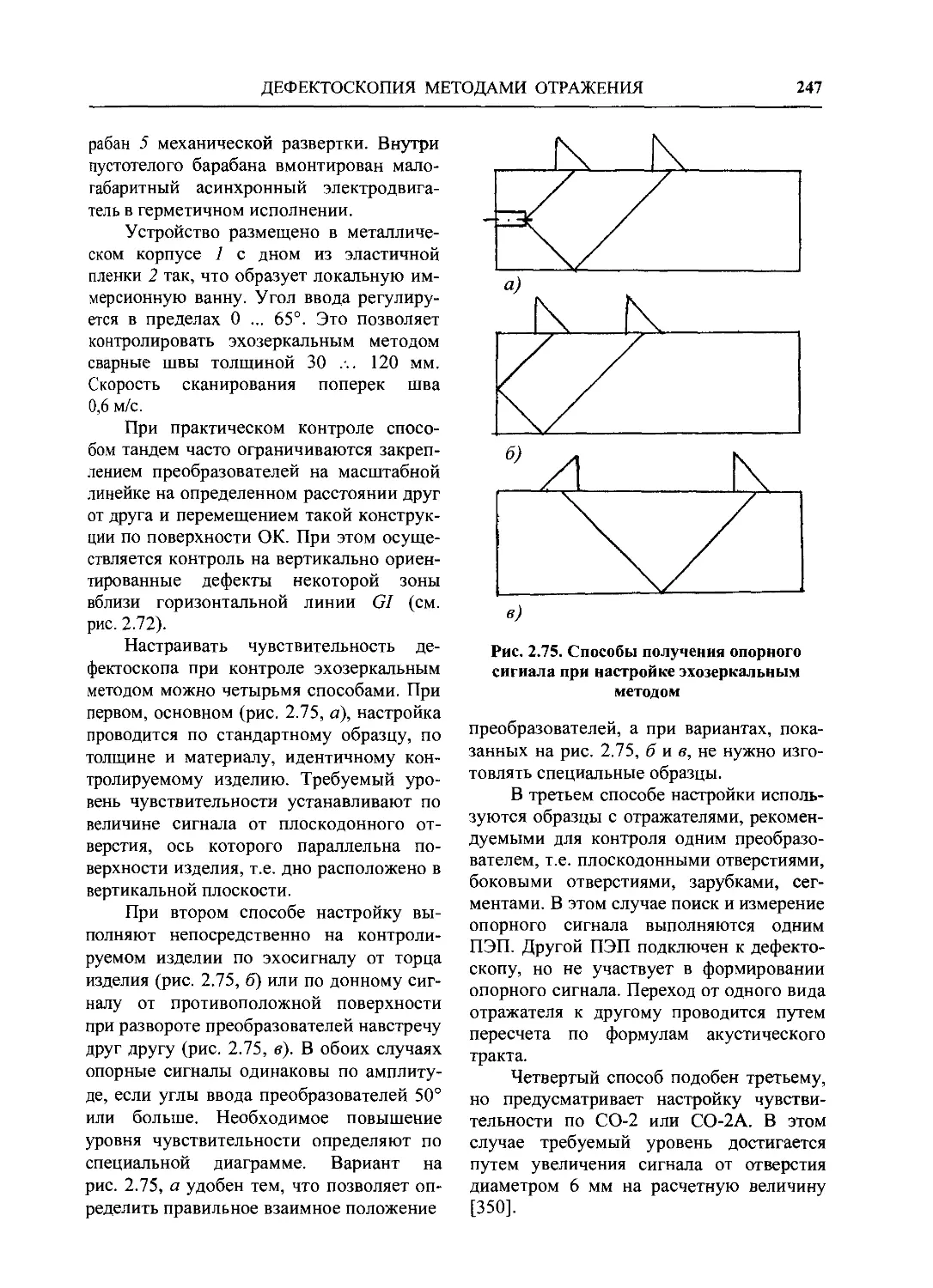
2.2.5.1. Эхозеркальный метод .. 245
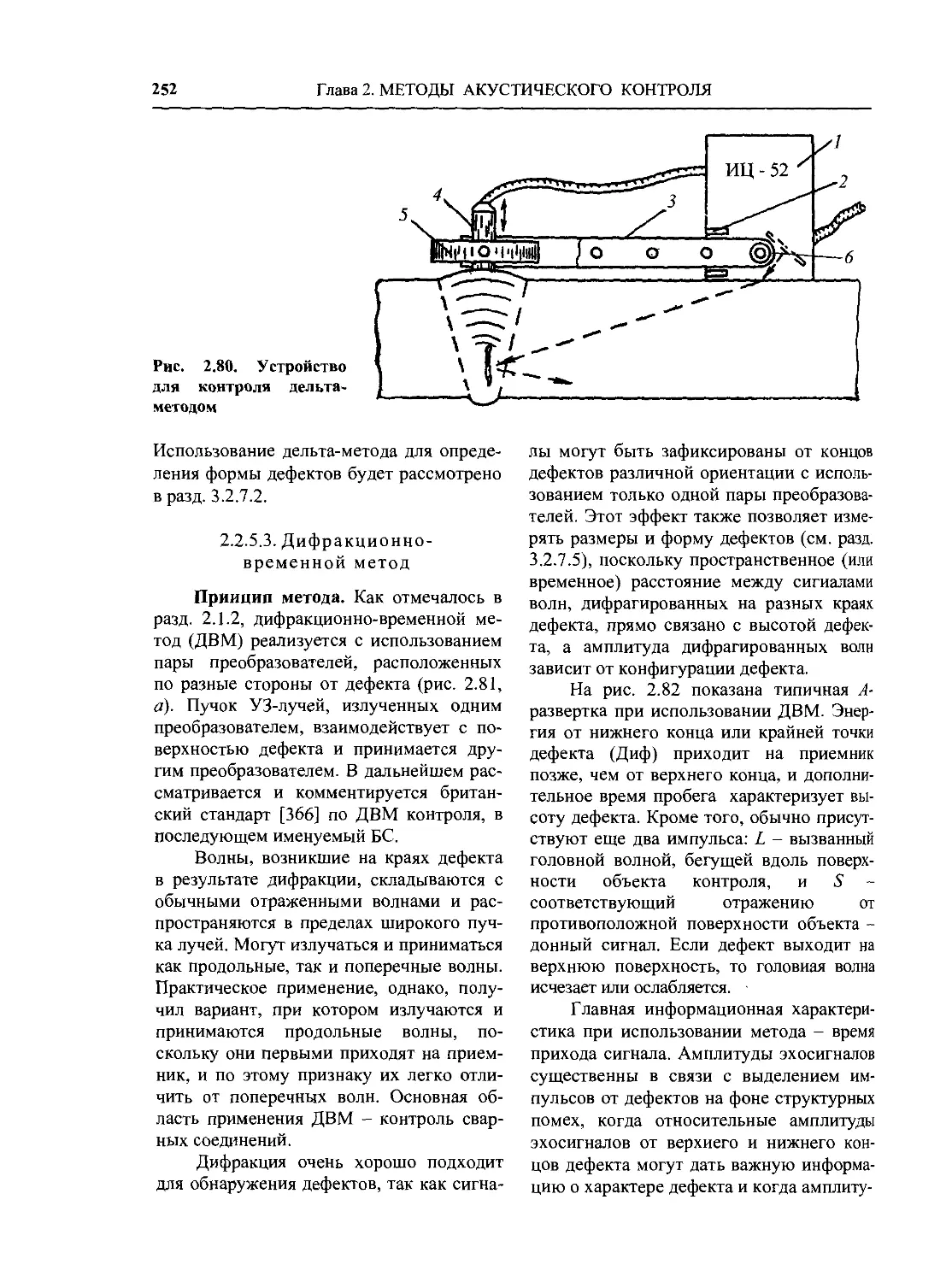
2.2.5.2. Дельта-метод...... 251
2.2.5.3. Дифракционно-времен-
ной метод...................... 252
2.2.5.4. Реверберационный ме-
тод 259
2.2.5.5. Акустическая микро-
скопия ........................ 260
2.2.5.6. Когерентные методы ... 263
2.3. Методы прохождения и
комбинированные методы..... 267
2.3.1. Амплитудный метод про-
хождения (амплитудный тене-
вой метод)..................... 267
2.3.2. Временной метод про-
хождения ...................... 271
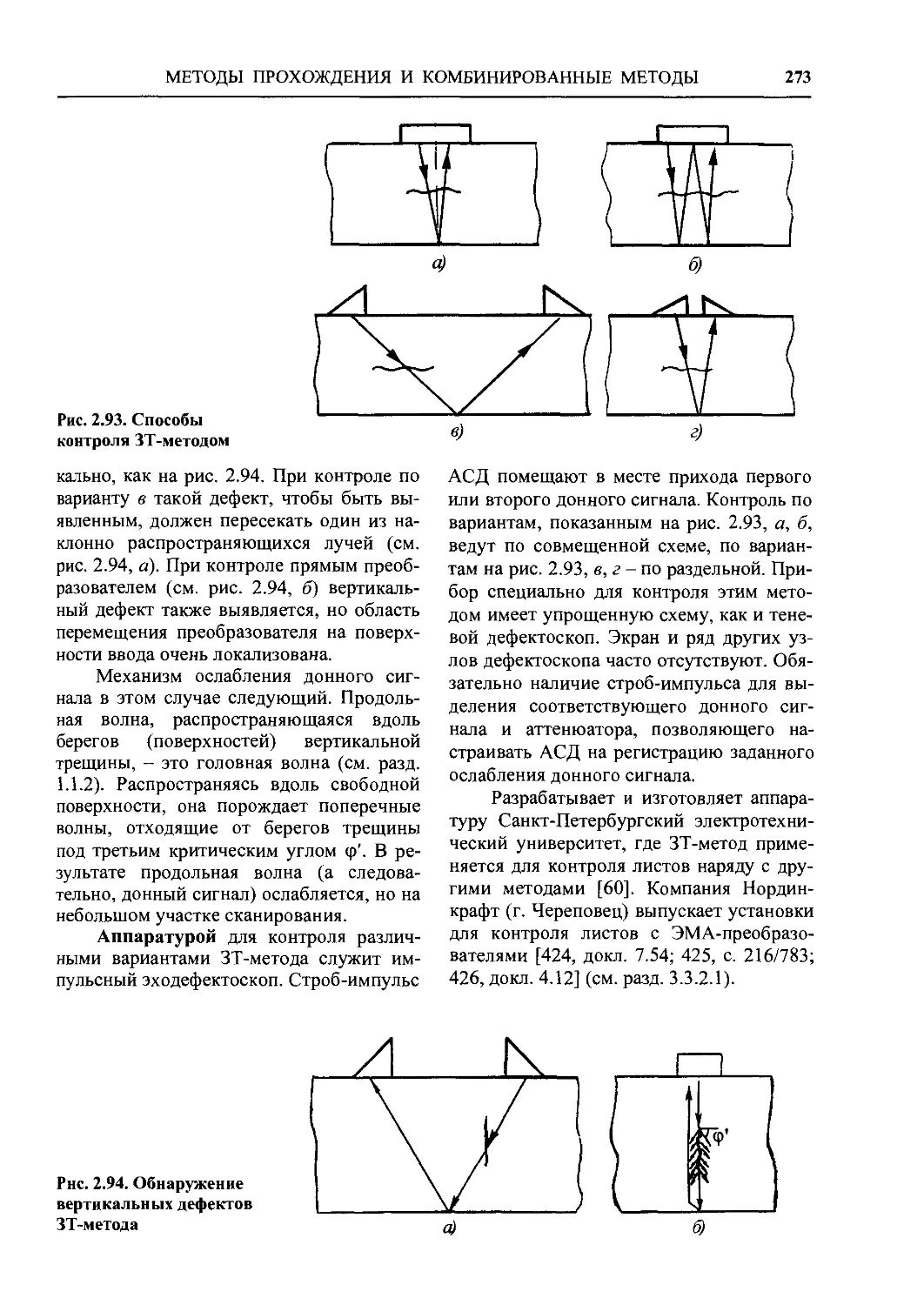
2.3.3. Зеркально-теневой метод 272
2.3.4. Метод многократной те-
ни 275
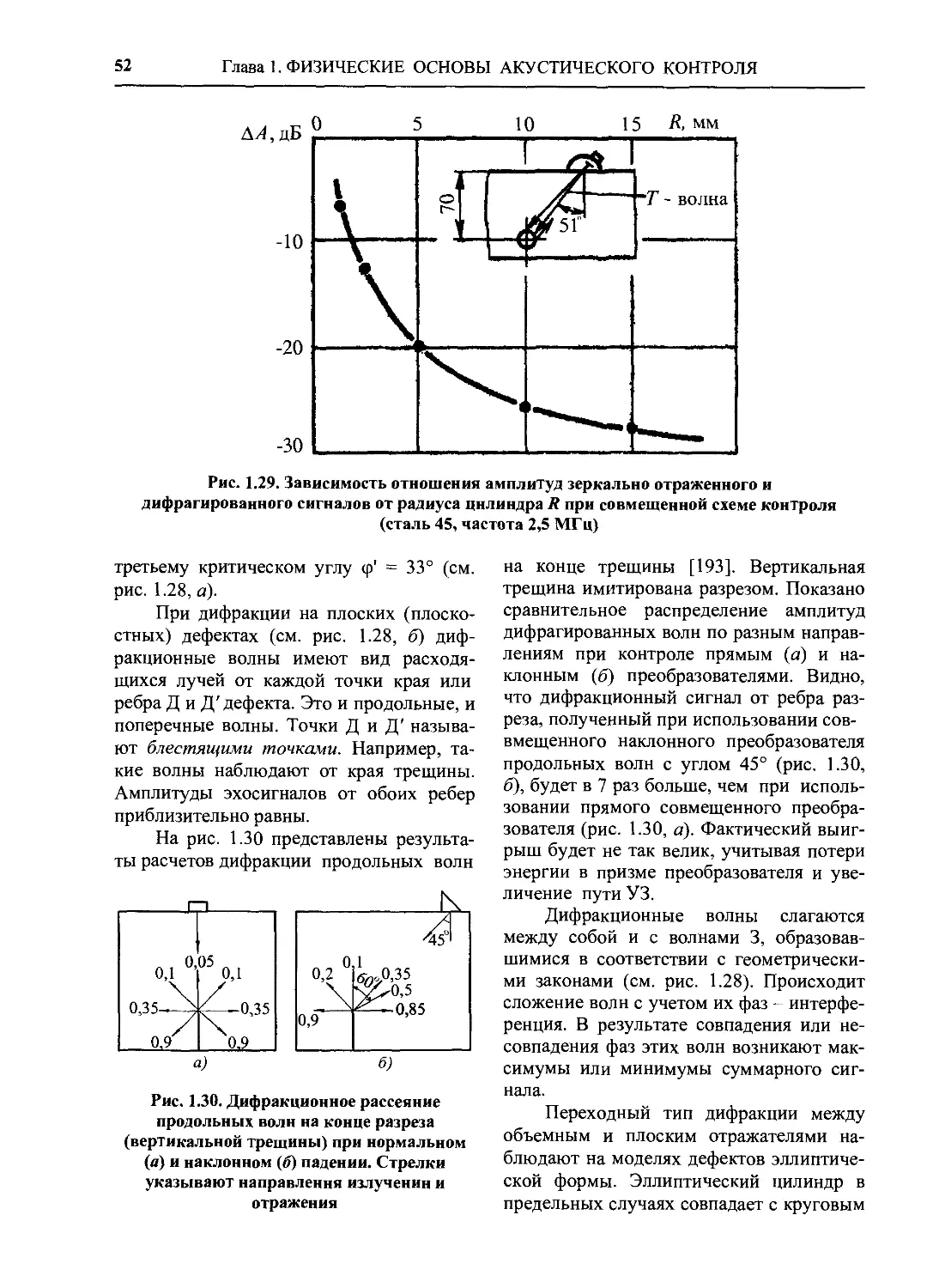
2.3.5. Велосиметрический ме-
тод 275
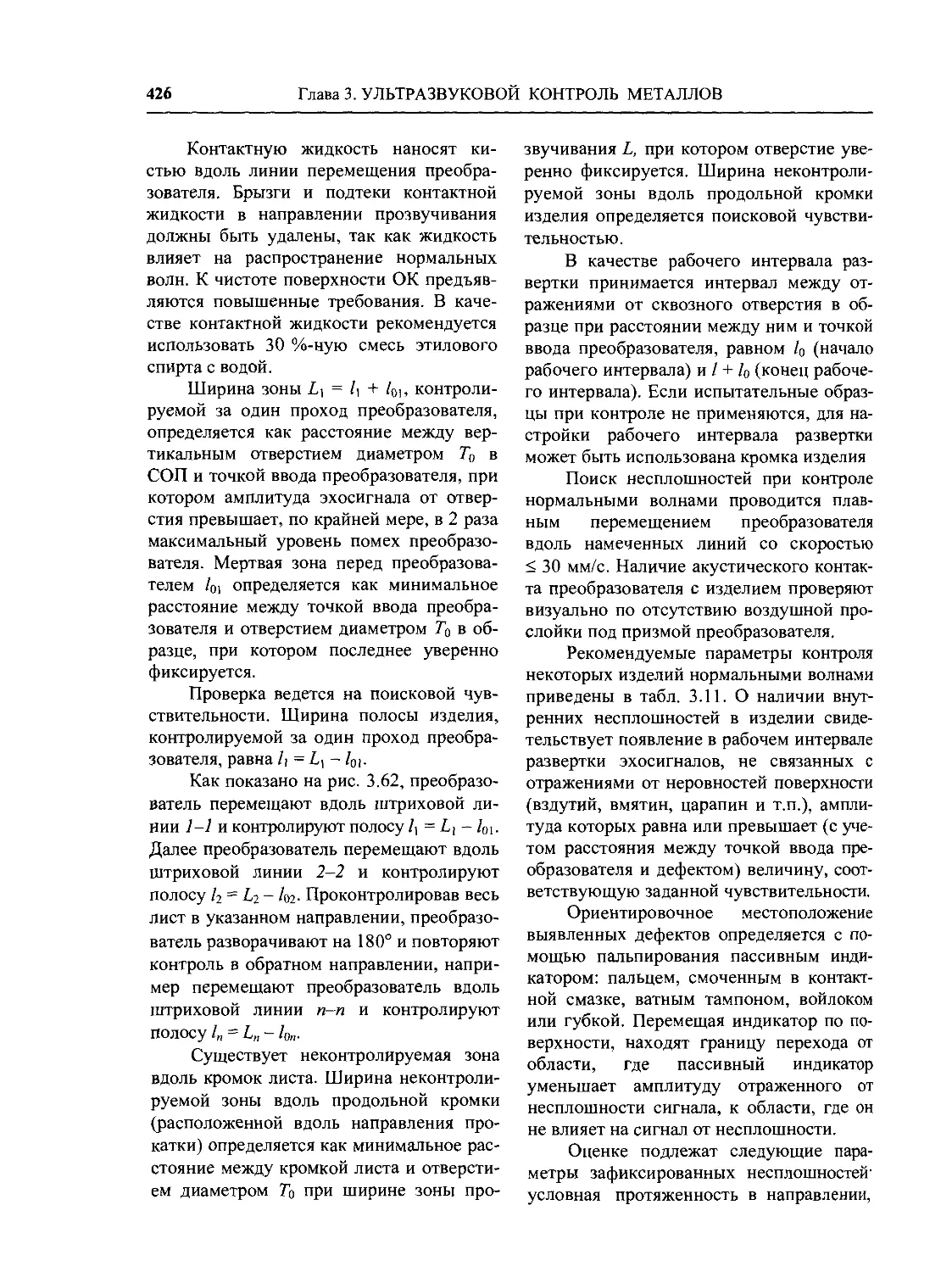
2.3.6. Эхосквозной метод.. 283
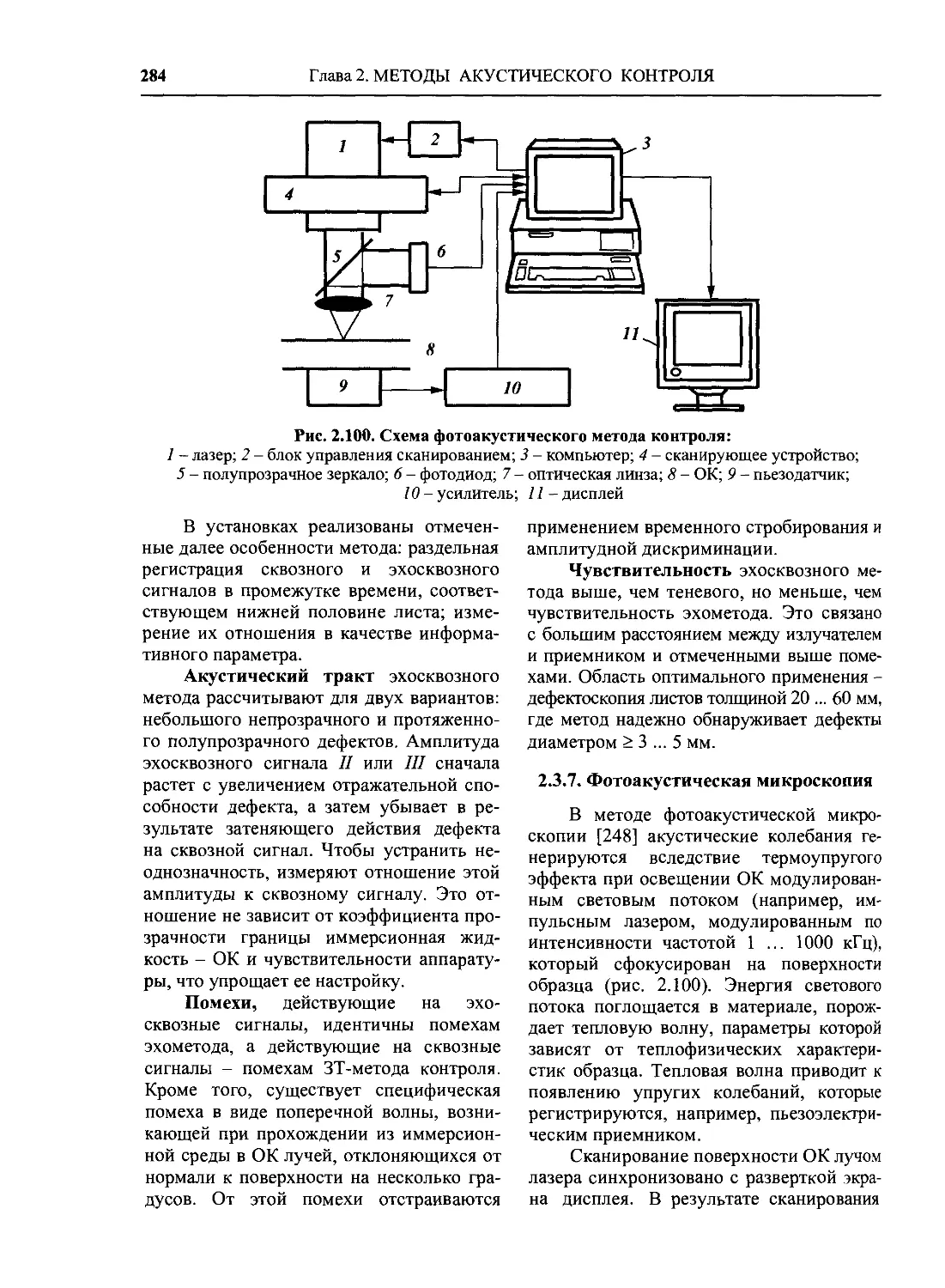
2.3.7. Фотоакустическая мик-
роскопия ................. 284
2.3.8. Реверберационно-сквоз-
ной метод................. 287
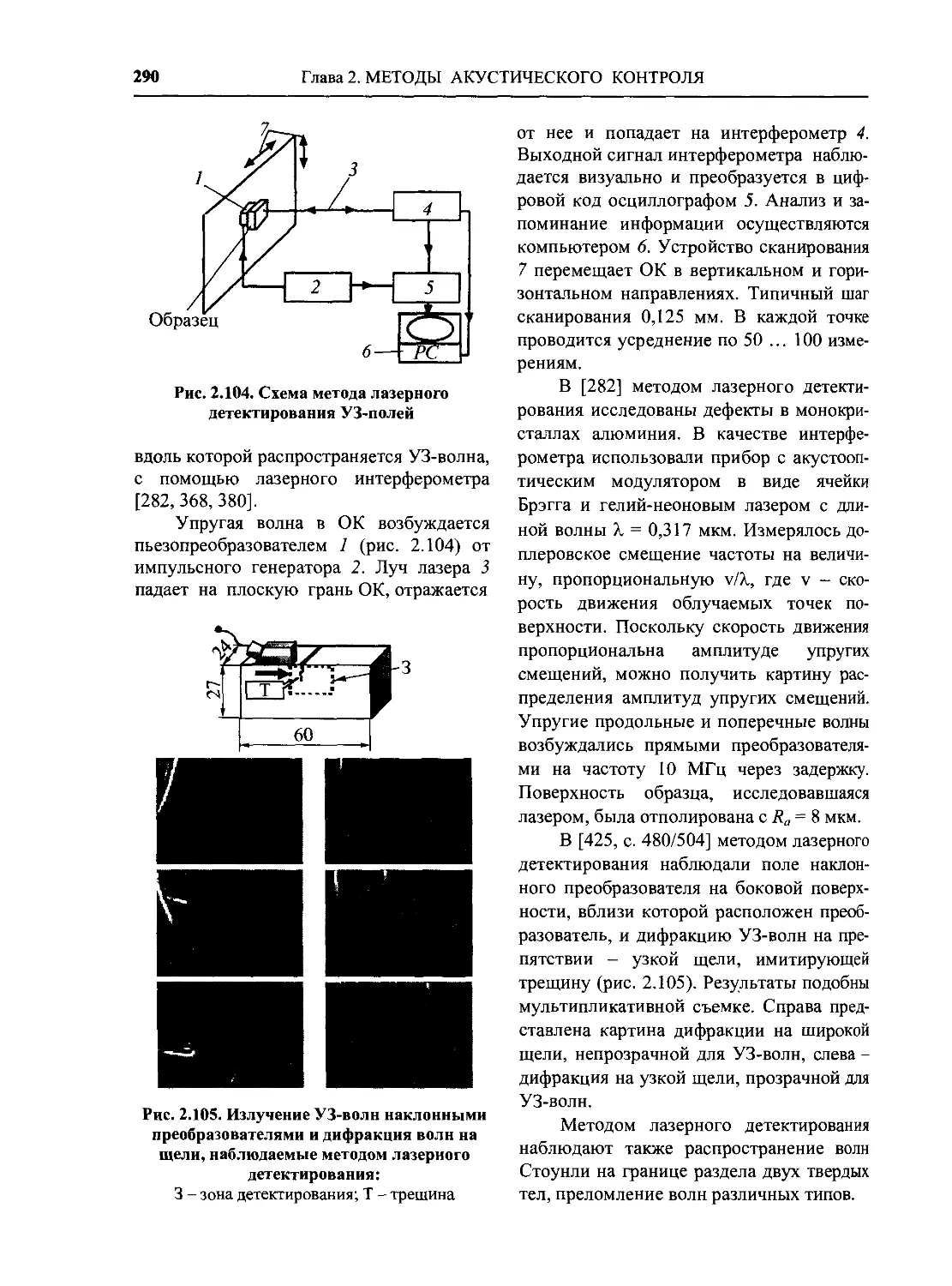
2.3.9. Метод лазерного детек-
тирования ................ 289
2.4. Методы собственных ко-
лебаний .................. 291
2.4.1. Общие сведения..... 291
2.4.2. Методы вынужденных
колебаний................. 292
2.4.2.1. Интегральный метод
вынужденных колебаний..... 292
2.4.2.2. Локальный метод вы-
нужденных колебаний....... 292
2.4.3. Методы свободных ко-
лебаний .................. 296
2.4.3.1. Интегральный метод
свободных колебаний....... 296
2.4.3.2. Локальный метод сво-
бодных колебаний (МСК).... 297
2.4.4. Акустико-топографичес-
кий метод................. 302
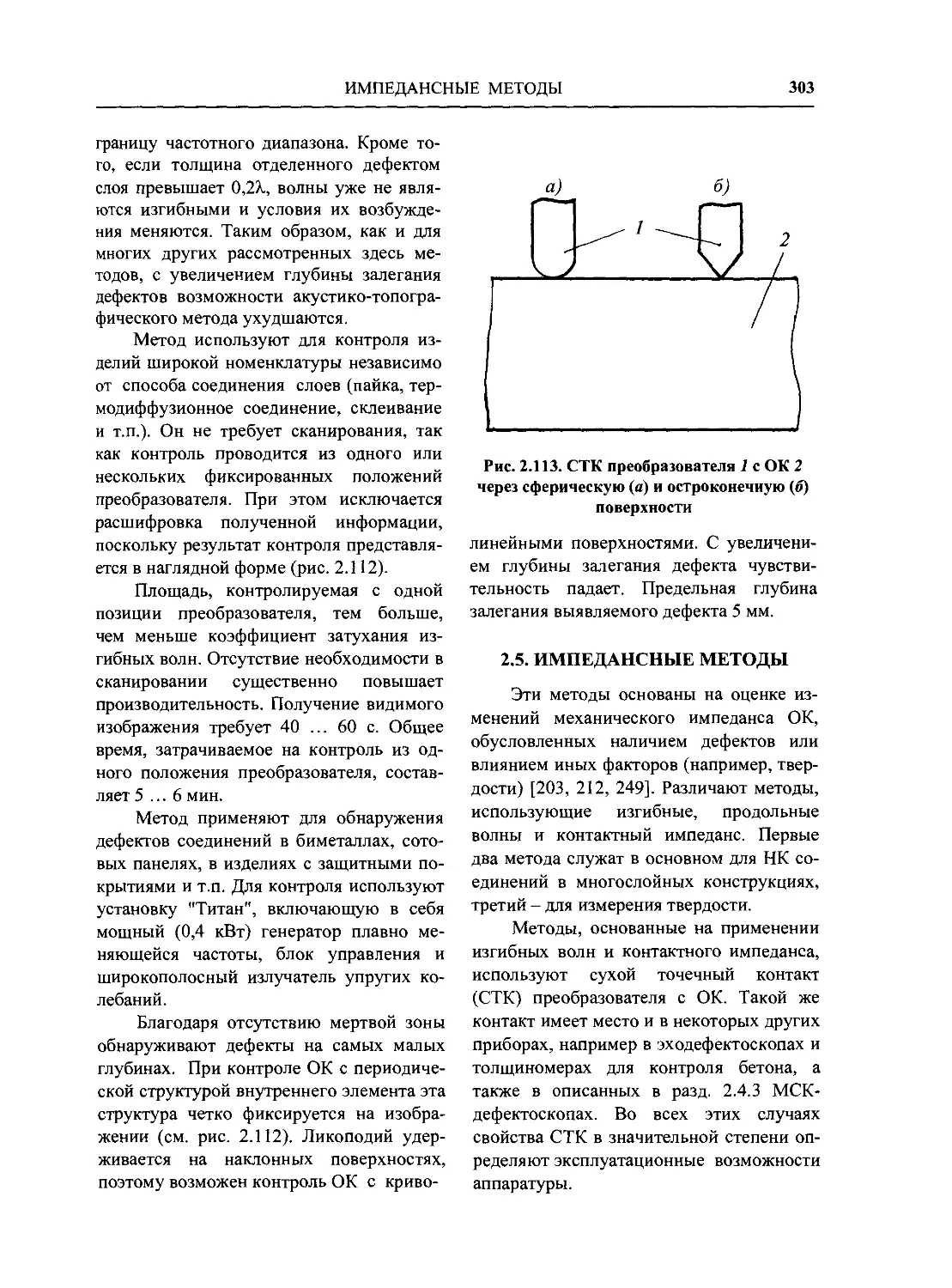
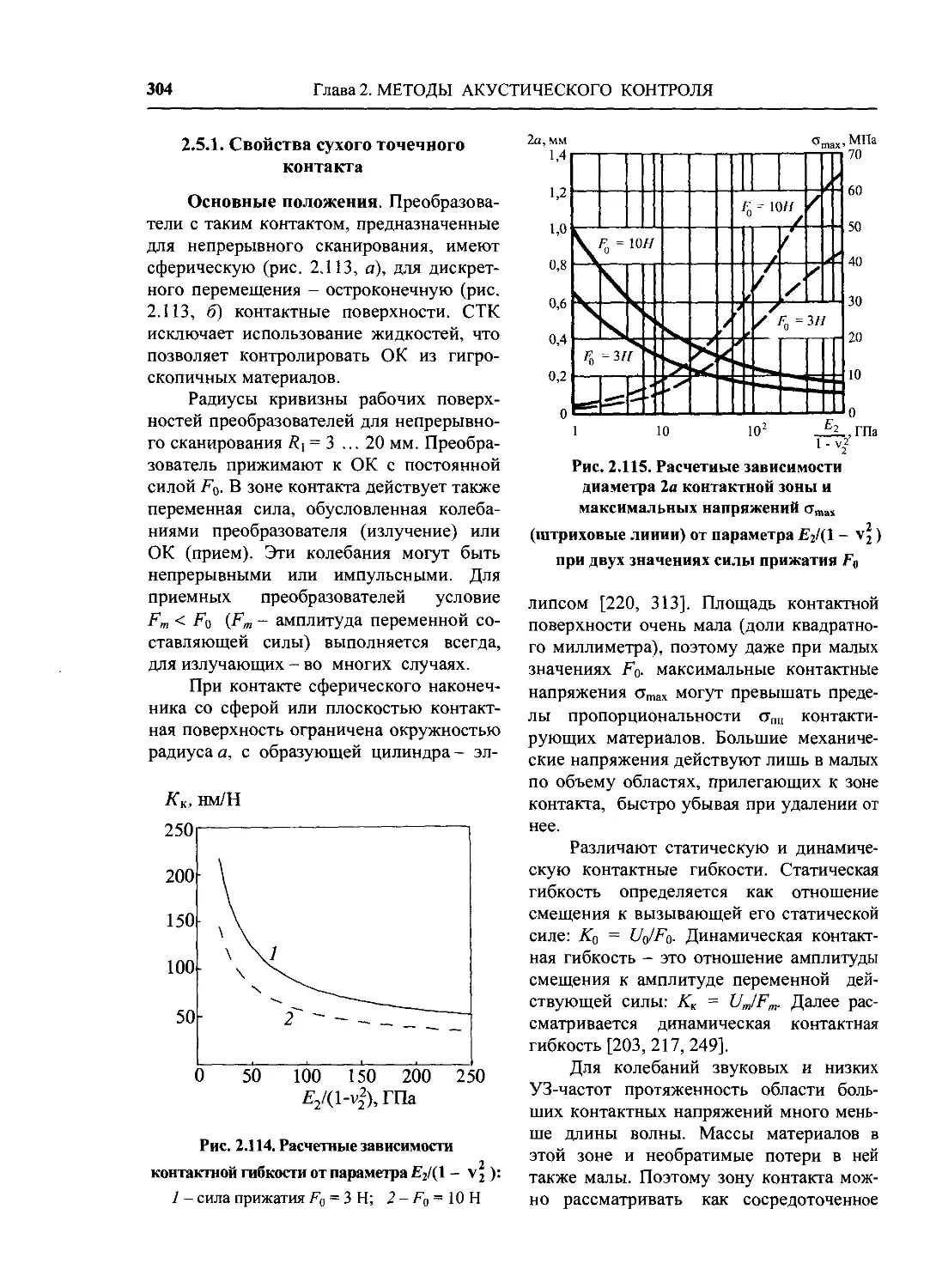
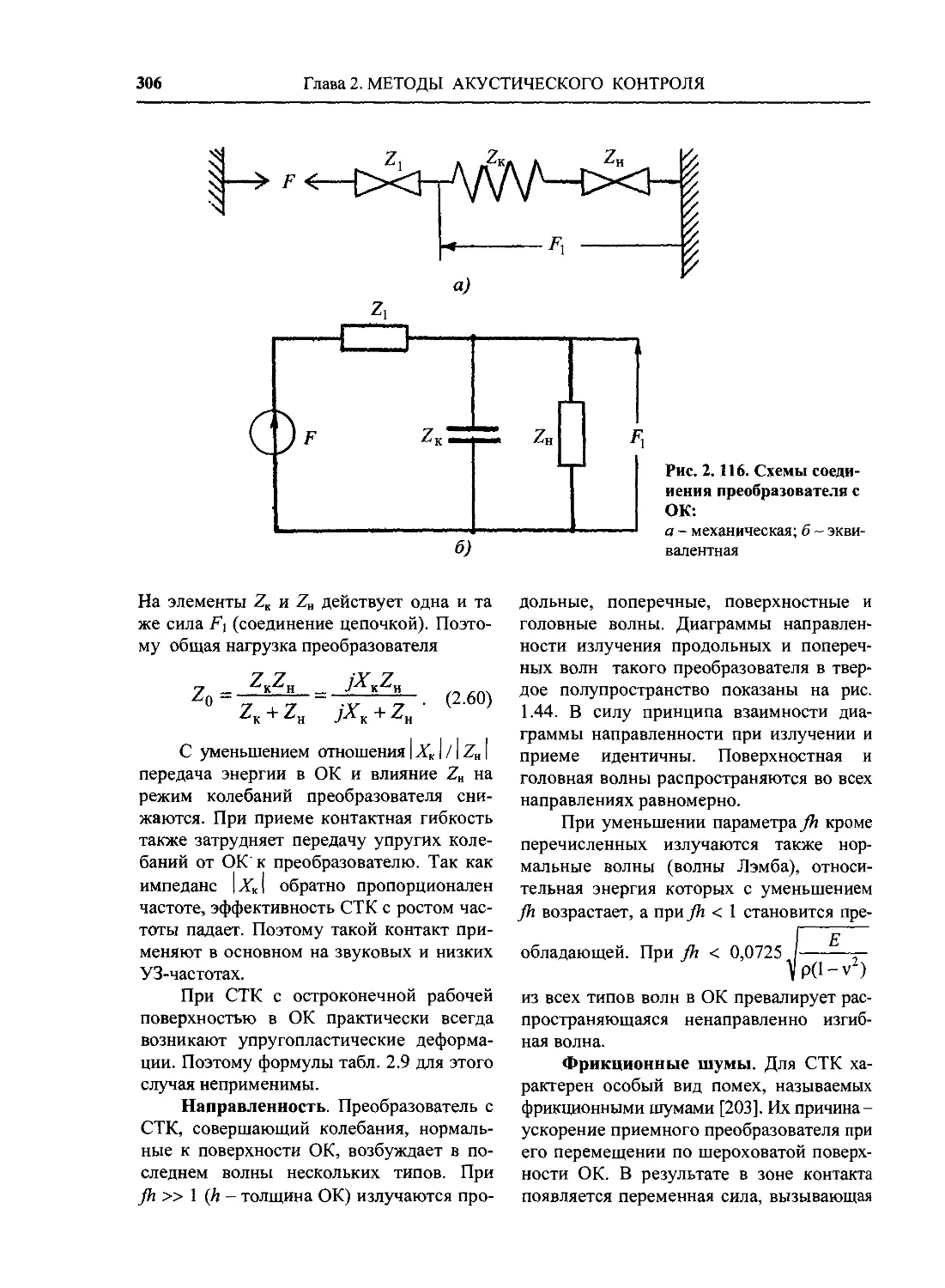
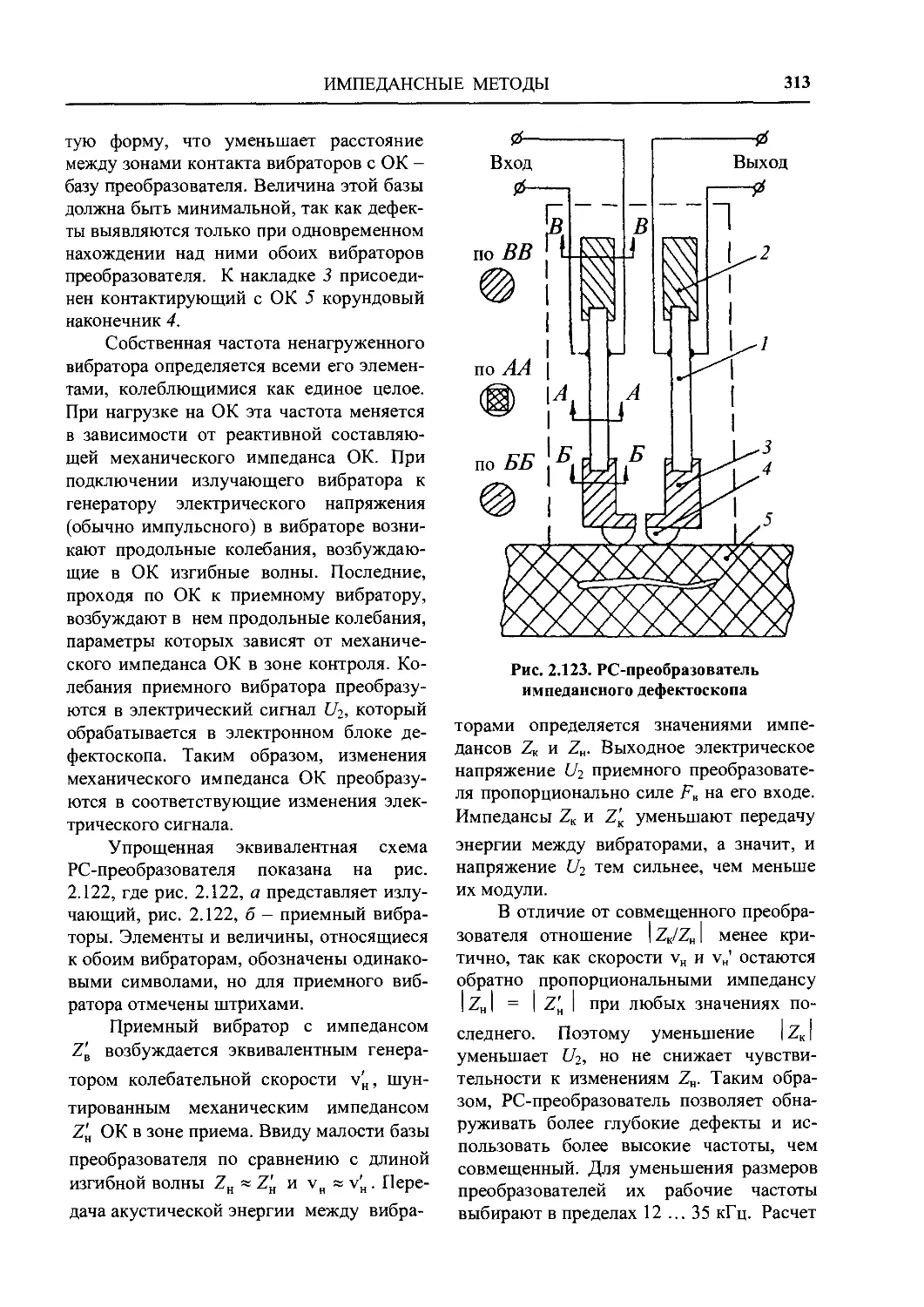
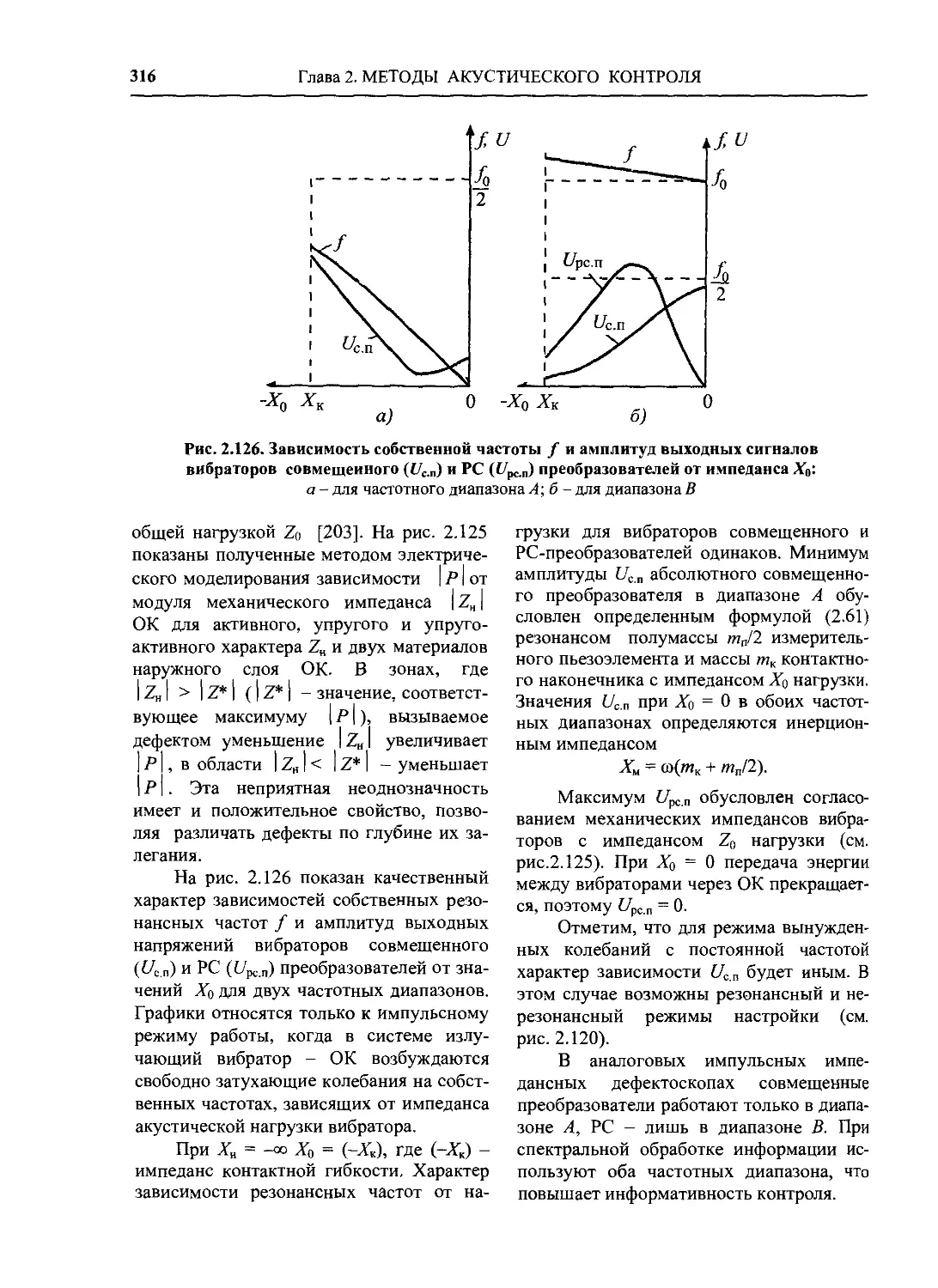
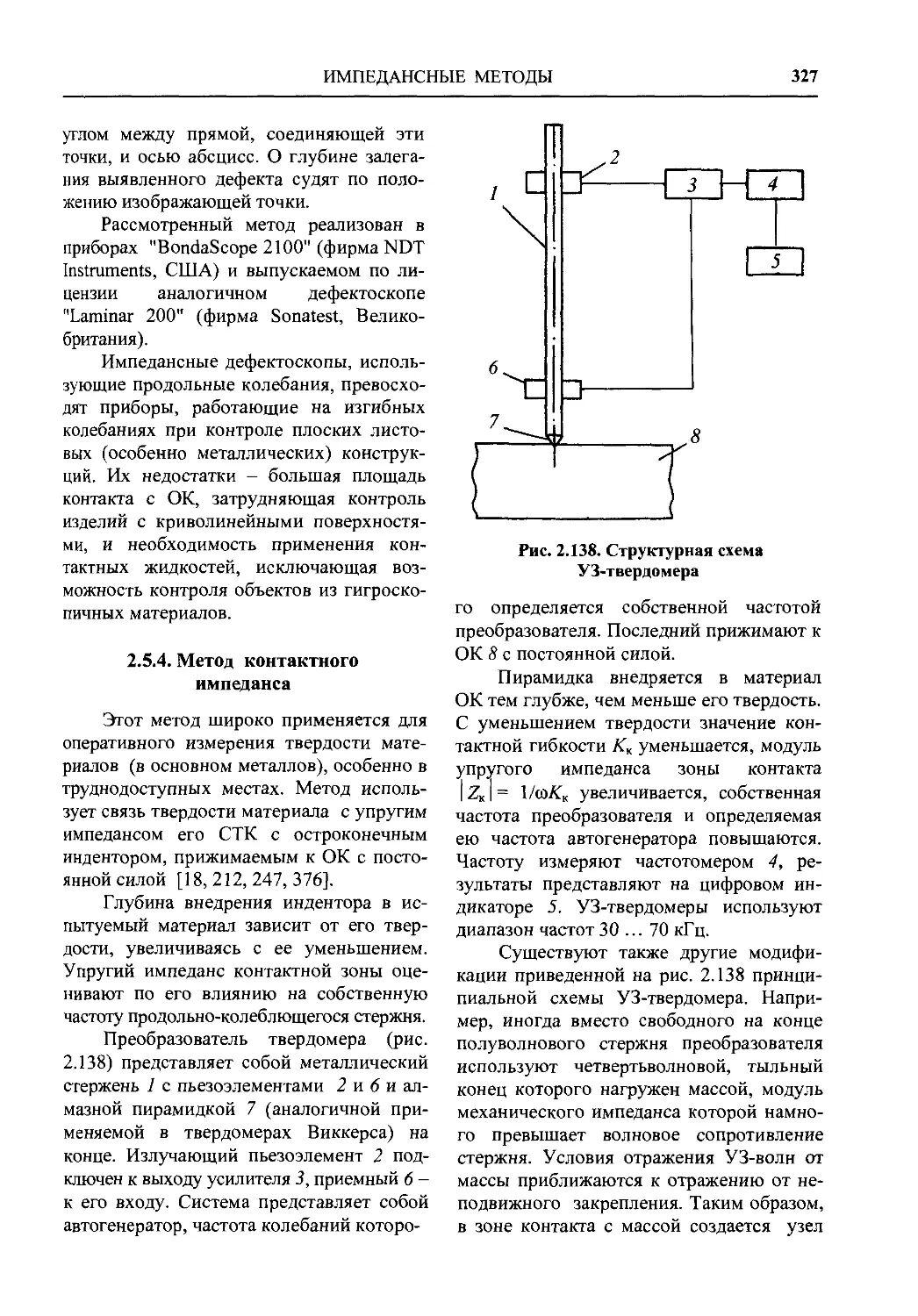
2.5. Импедансные методы... 303
2.5.1. Свойства сухого точеч-
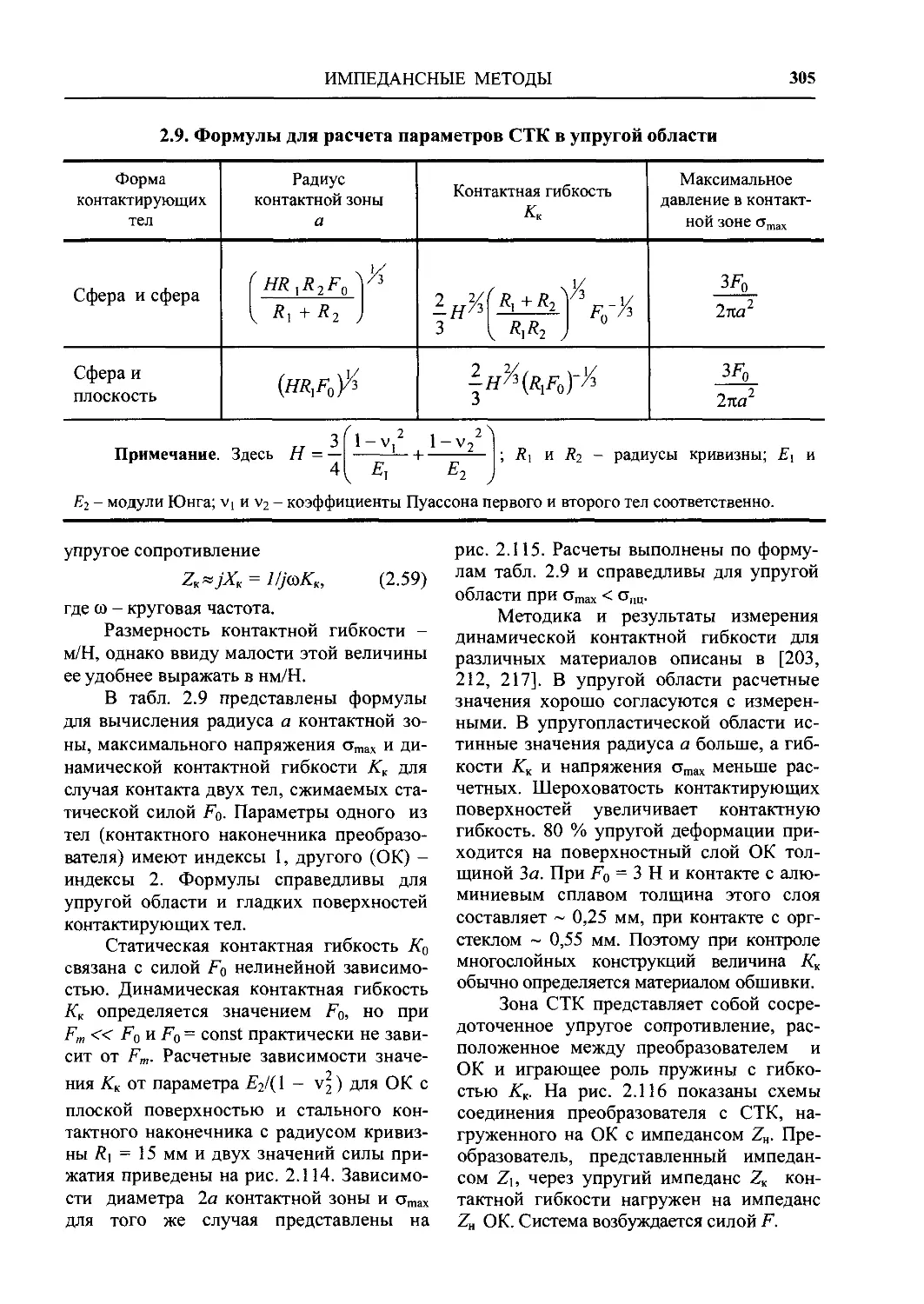
ного контакта............. 304
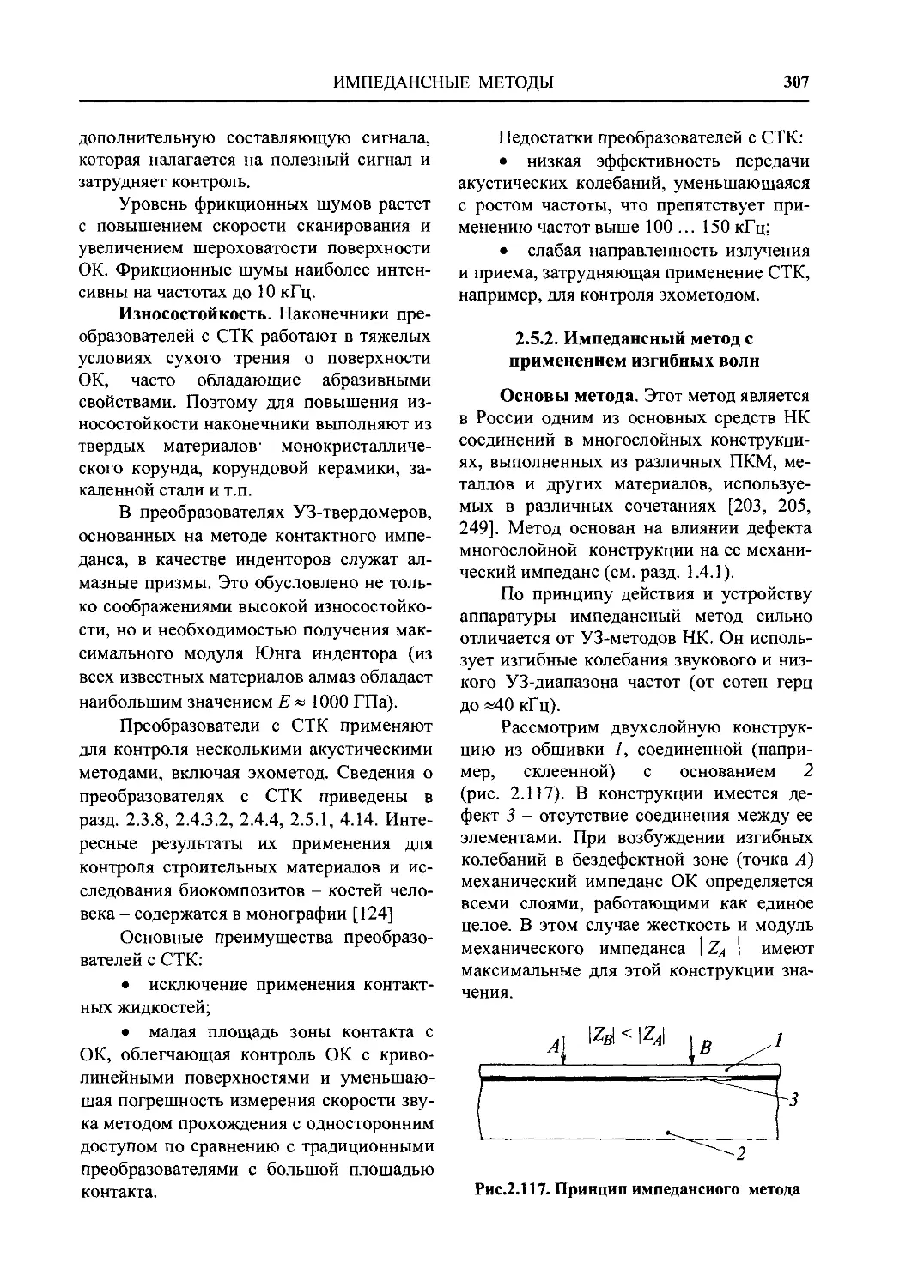
2.5.2. Импедансный метод с
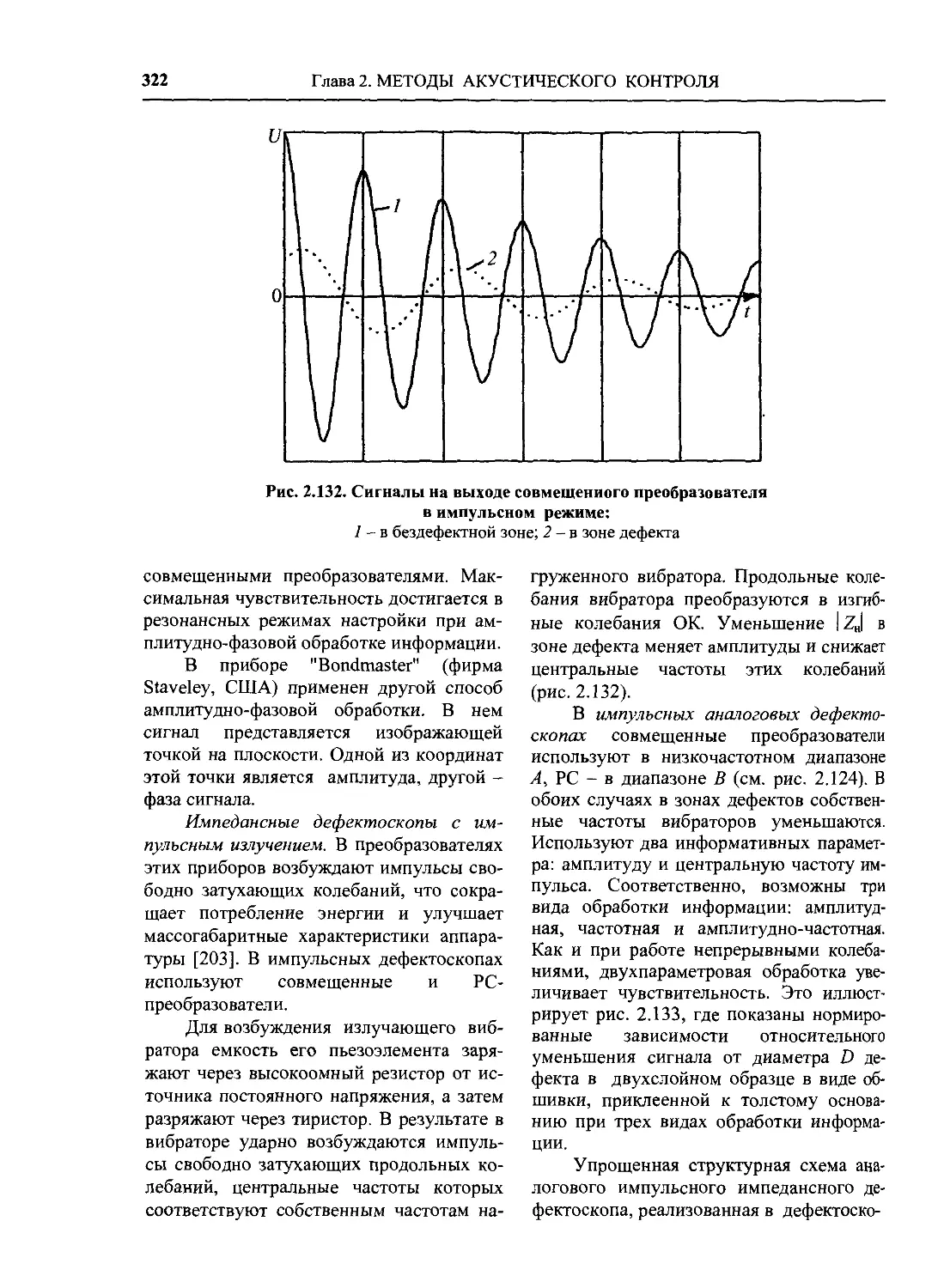
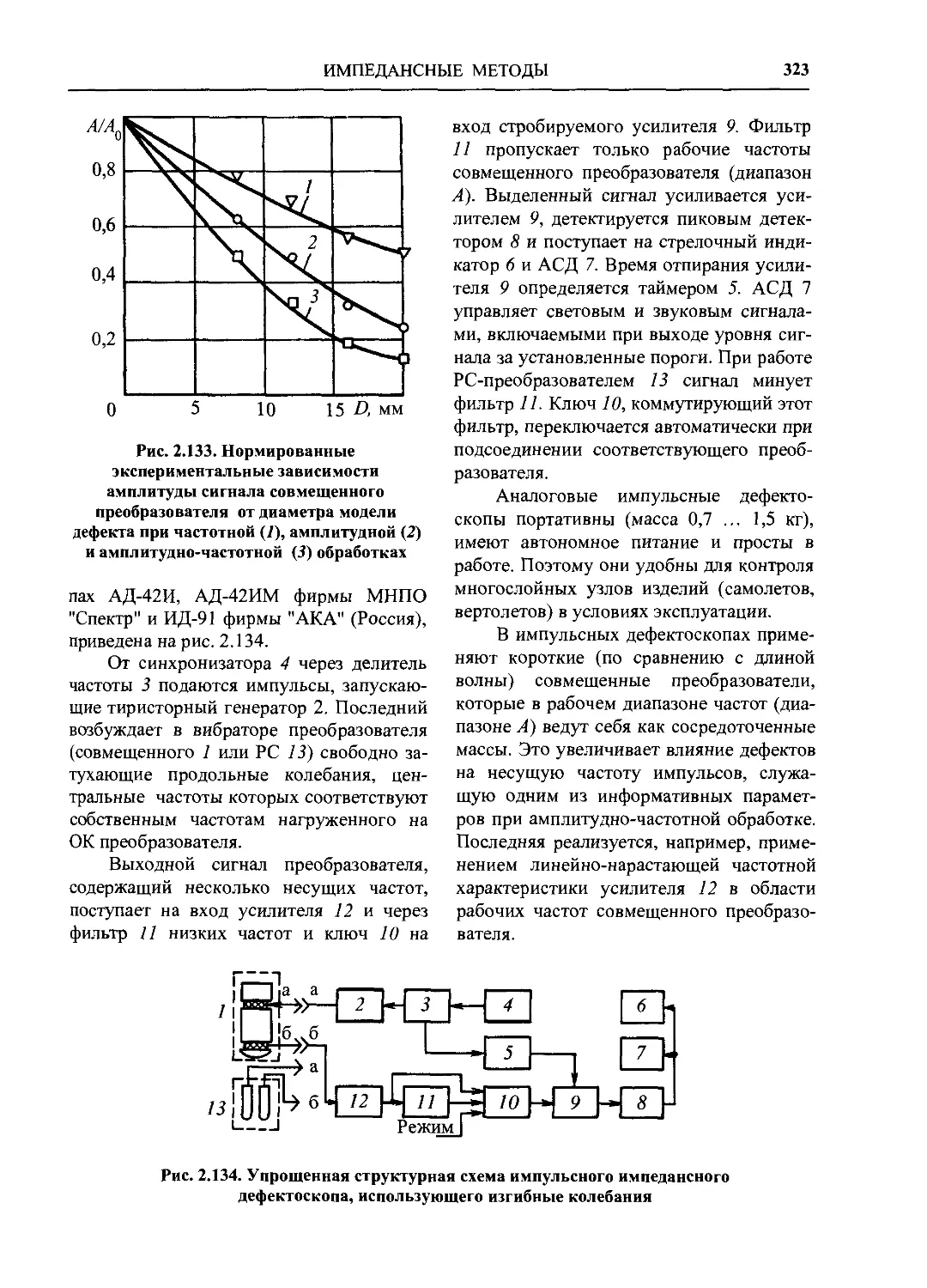
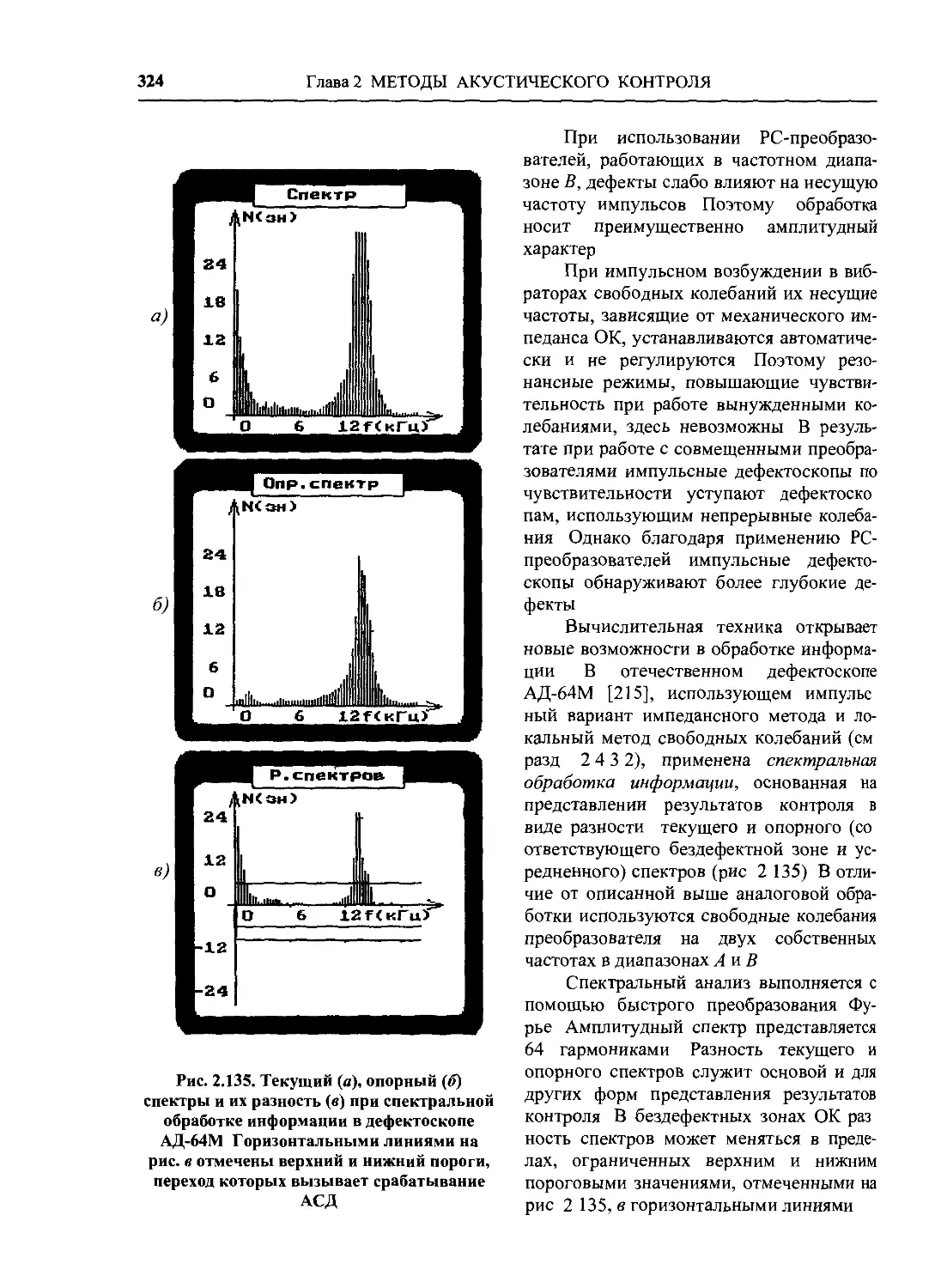
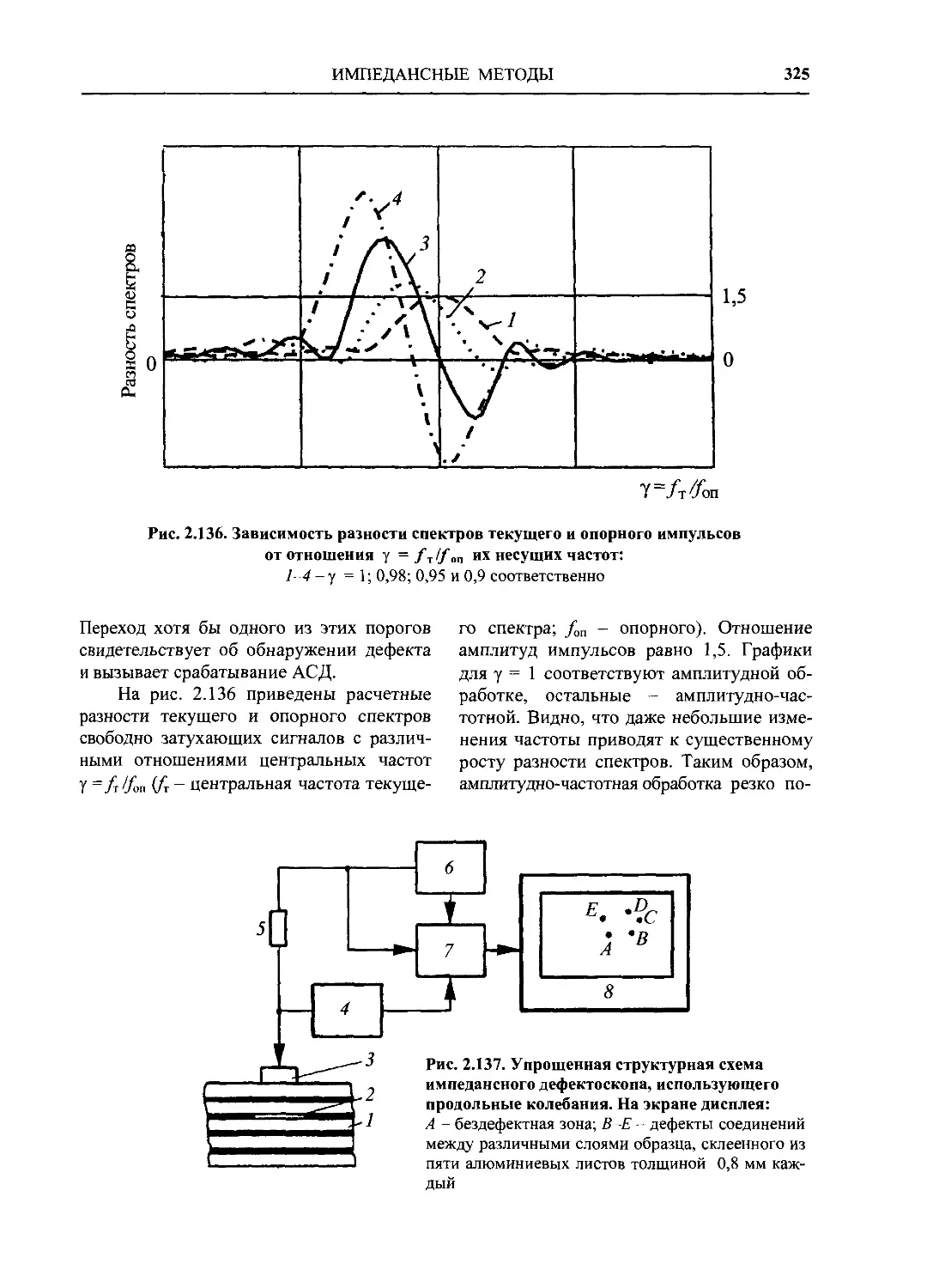
применением изгибных волн ... 307
2.5.3. Импедансный метод с
применением продольных
волн...................... 326
2.5.4. Метод контактного им-
педанса .................. 327
Глава 3. УЛЬТРАЗВУКОВОЙ КОН-
ТРОЛЬ МЕТАЛЛОВ............ 330
3.1. Общие рекомендации... 330
ОГЛАВЛЕНИЕ
5
3.1.1. Общие положения раз-
работки методики контроля .... 330
3.1.2. Выбор схемы контроля ... 330
3.1.3. Подготовка к контролю .. 335
3.1.4. Проведение контроля .... 342
3.1.5. Оценка качества..... 342
3.1.6. Оформление результатов
контроля....................... 343
3.1.7. Условия выполнения кон-
троля, требования техники бе-
зопасности и промышленной
санитарии...................... 344
3.1.8. Контроль при повышен-
ной температуре................ 344
3.1.9. Ультразвуковой кон-
троль в процессе эксплуатации 345
3.2. Измеряемые характери-
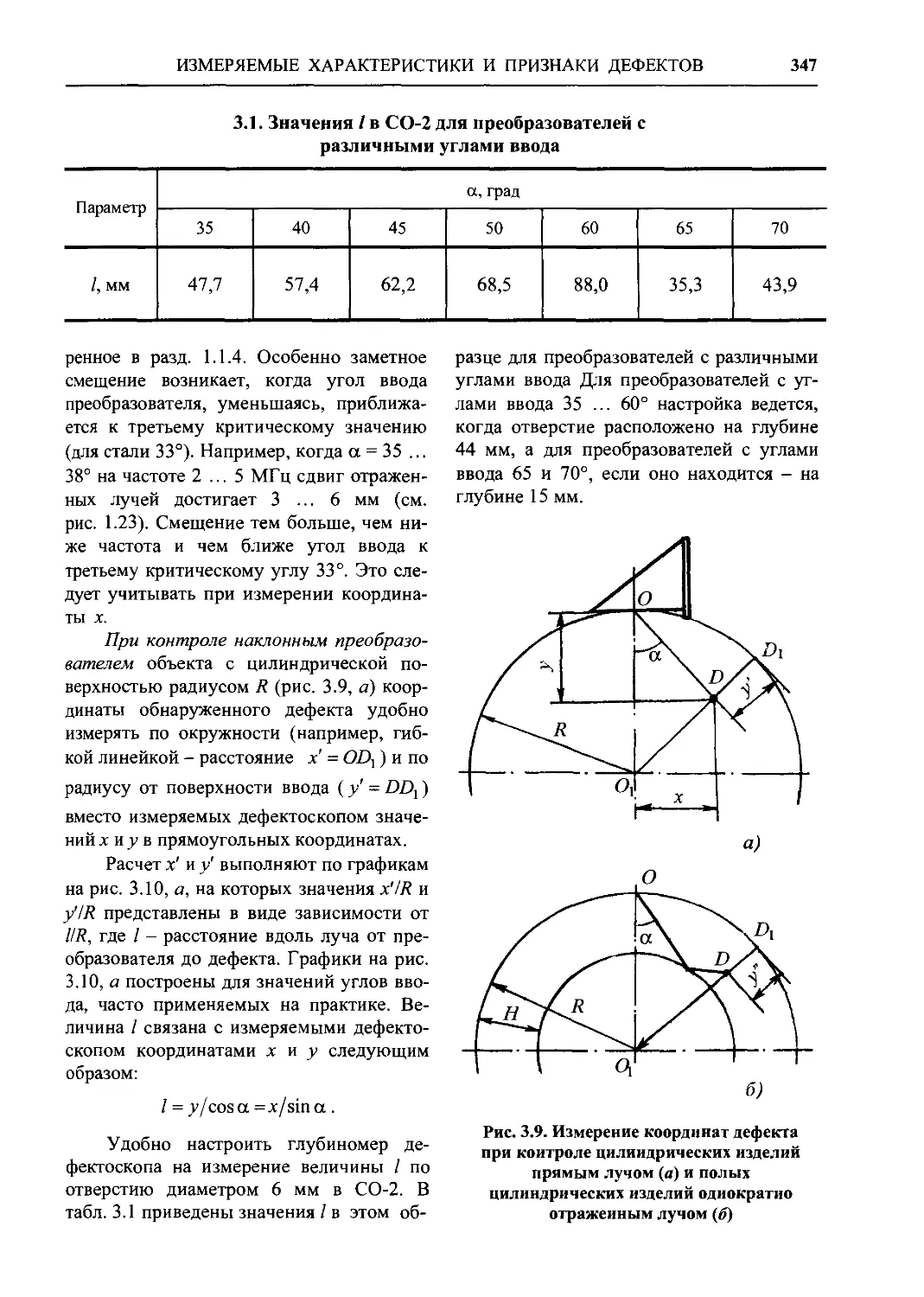
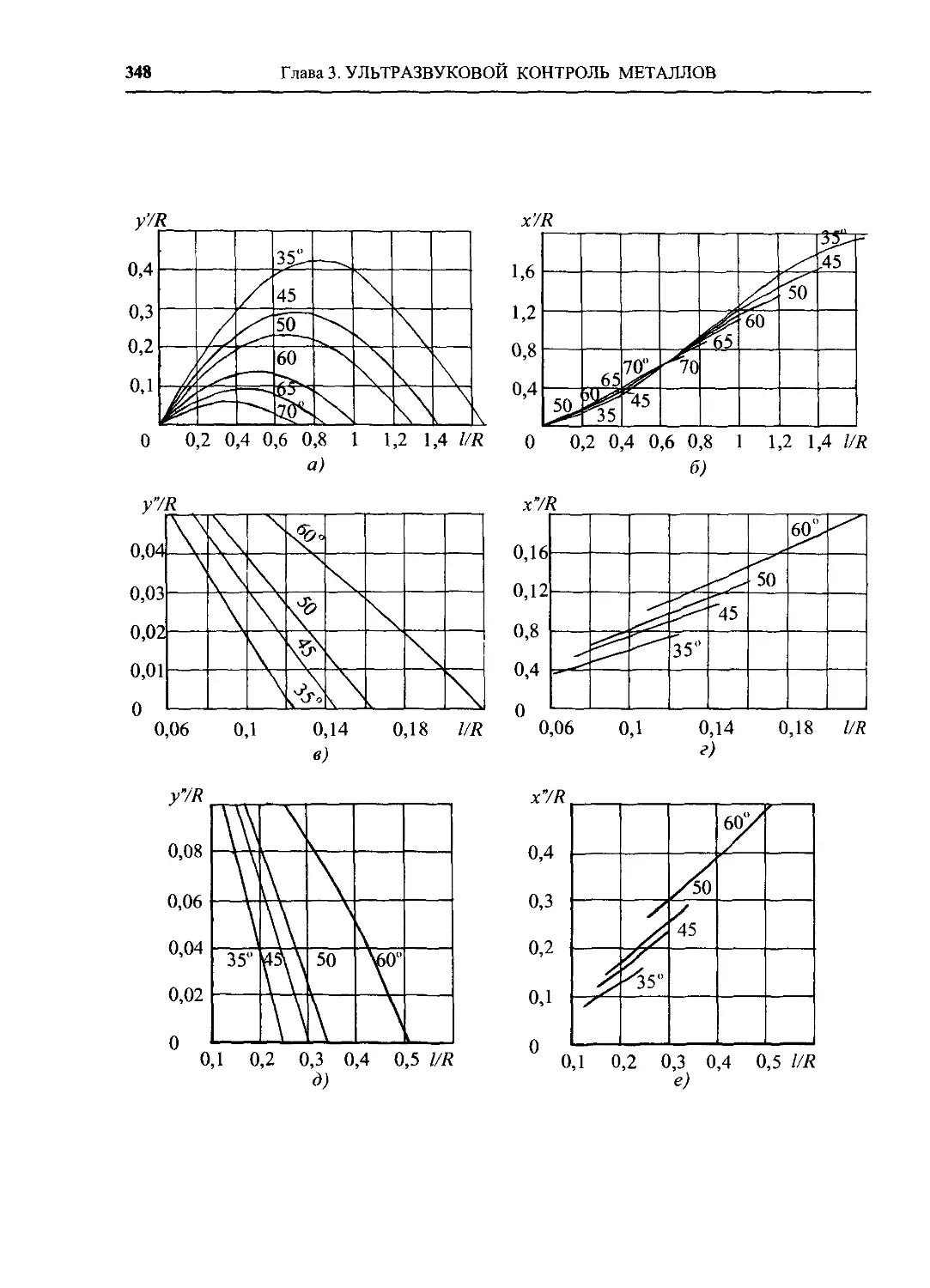
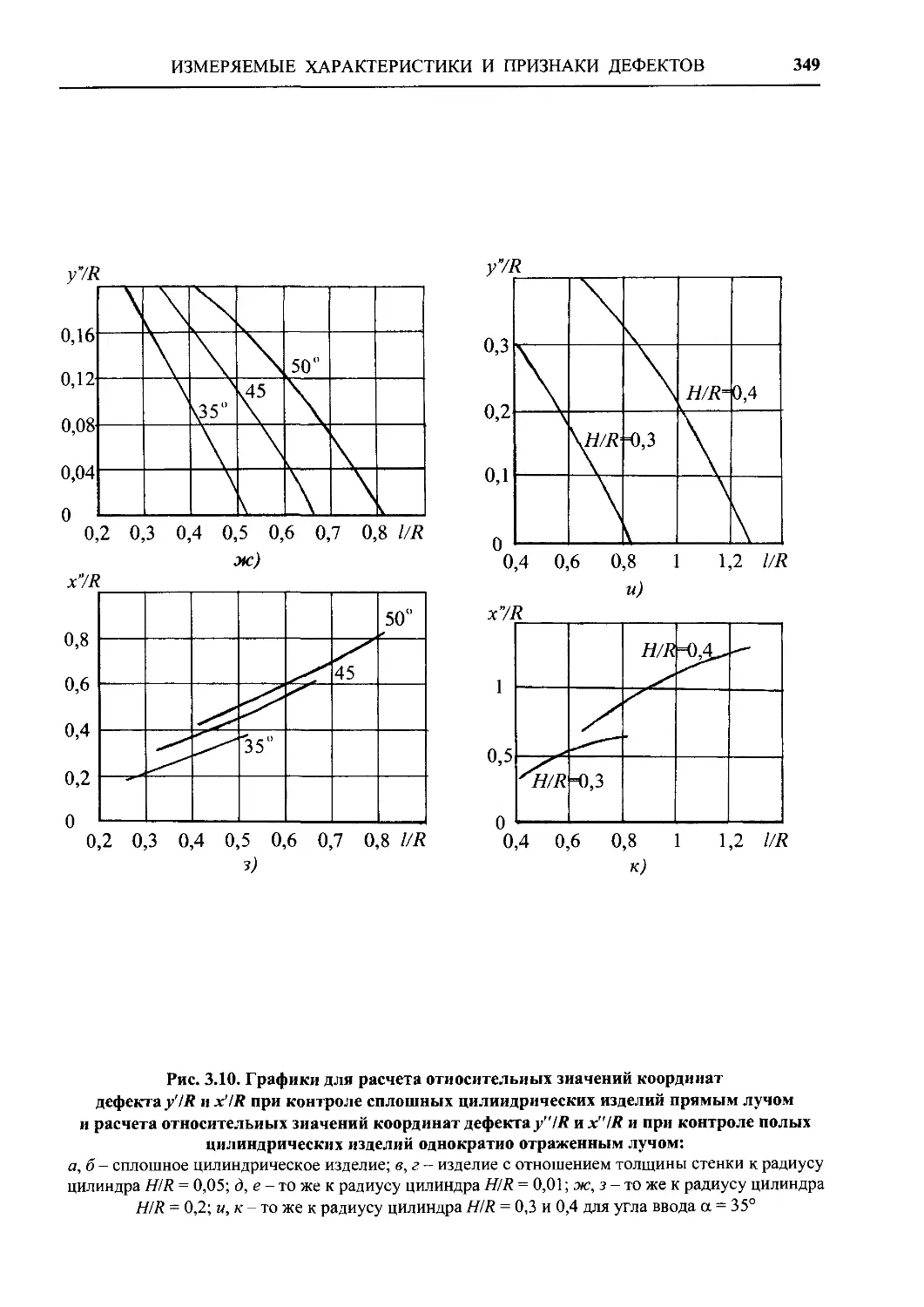
стики н признаки дефектов .... 346
3.2.1. Измерение координат
дефекта........................ 346
3.2.2. Измерение максималь-
ной амплитуды эхосигнала и
эквивалентной площади де-
фекта 350
3.2.3. Условные размеры де-
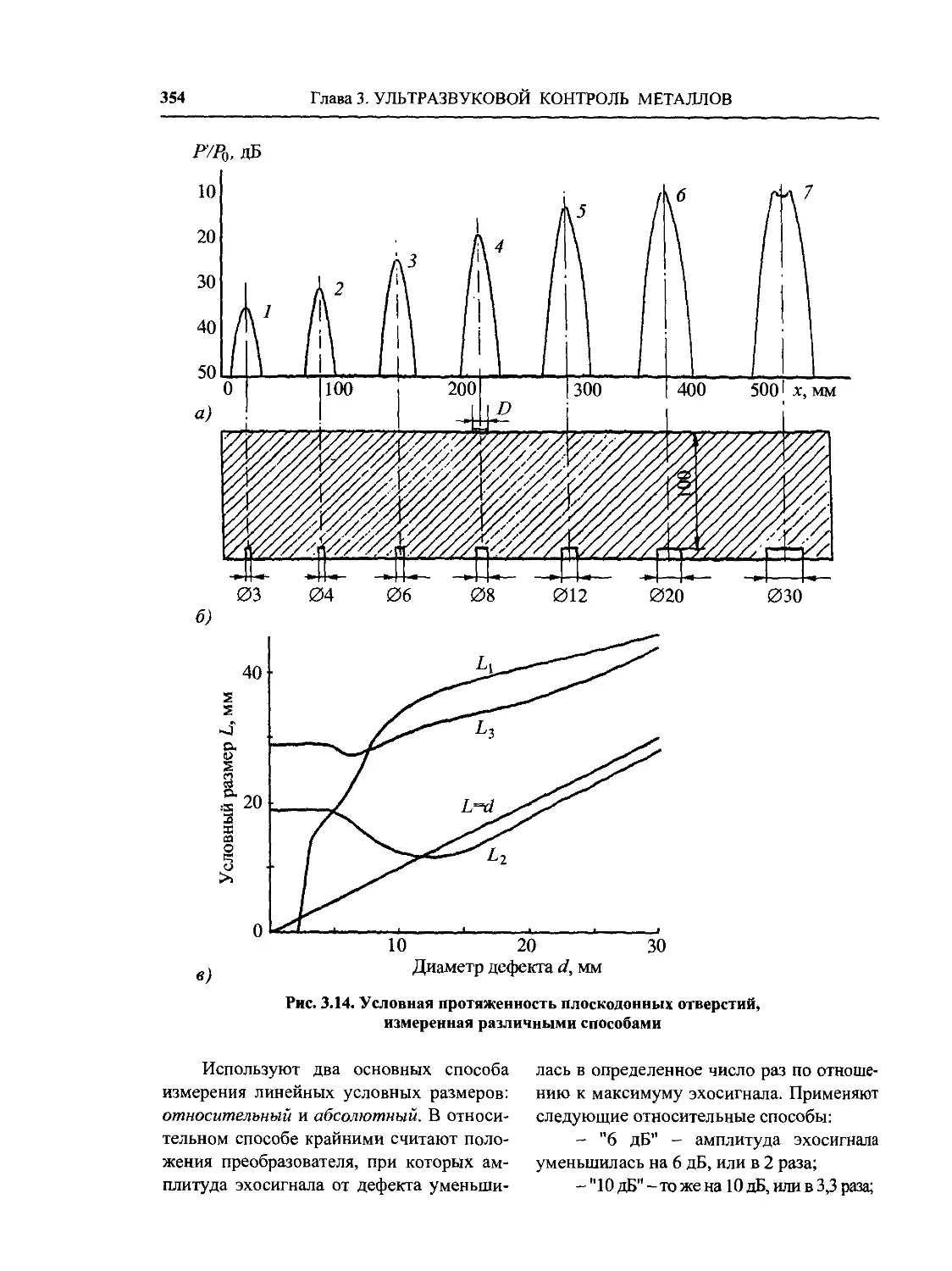
фекта и способы их измерения 353
3.2.4. Признаки дефектов на
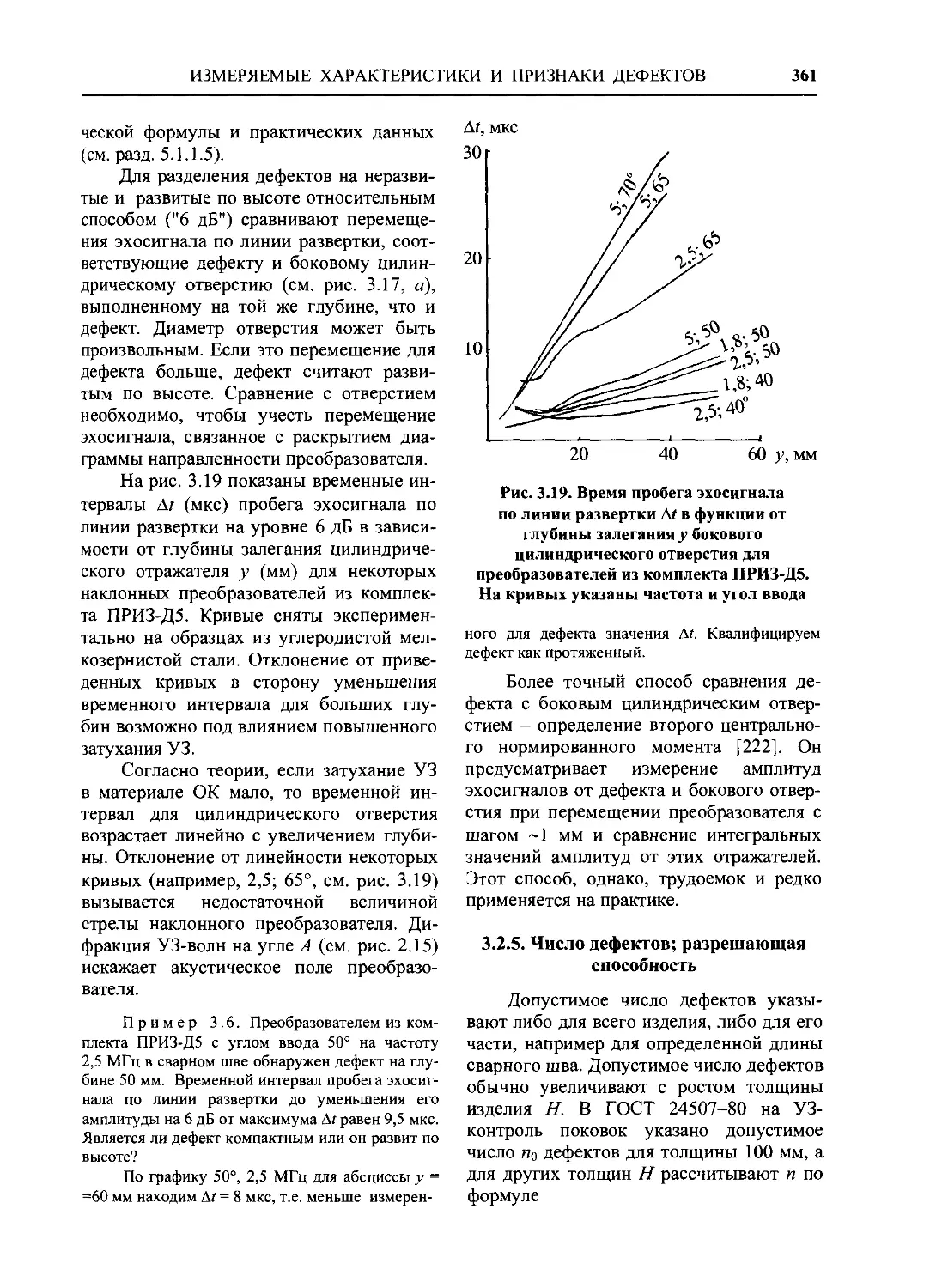
основе их условных размеров .. 359
3.2.5. Число дефектов; разре-
шающая способность......... 361
3.2.6. Расстояние между де-
фектами ....................... 363
3.2.7. Оценка конфигурации
дефектов....................... 363
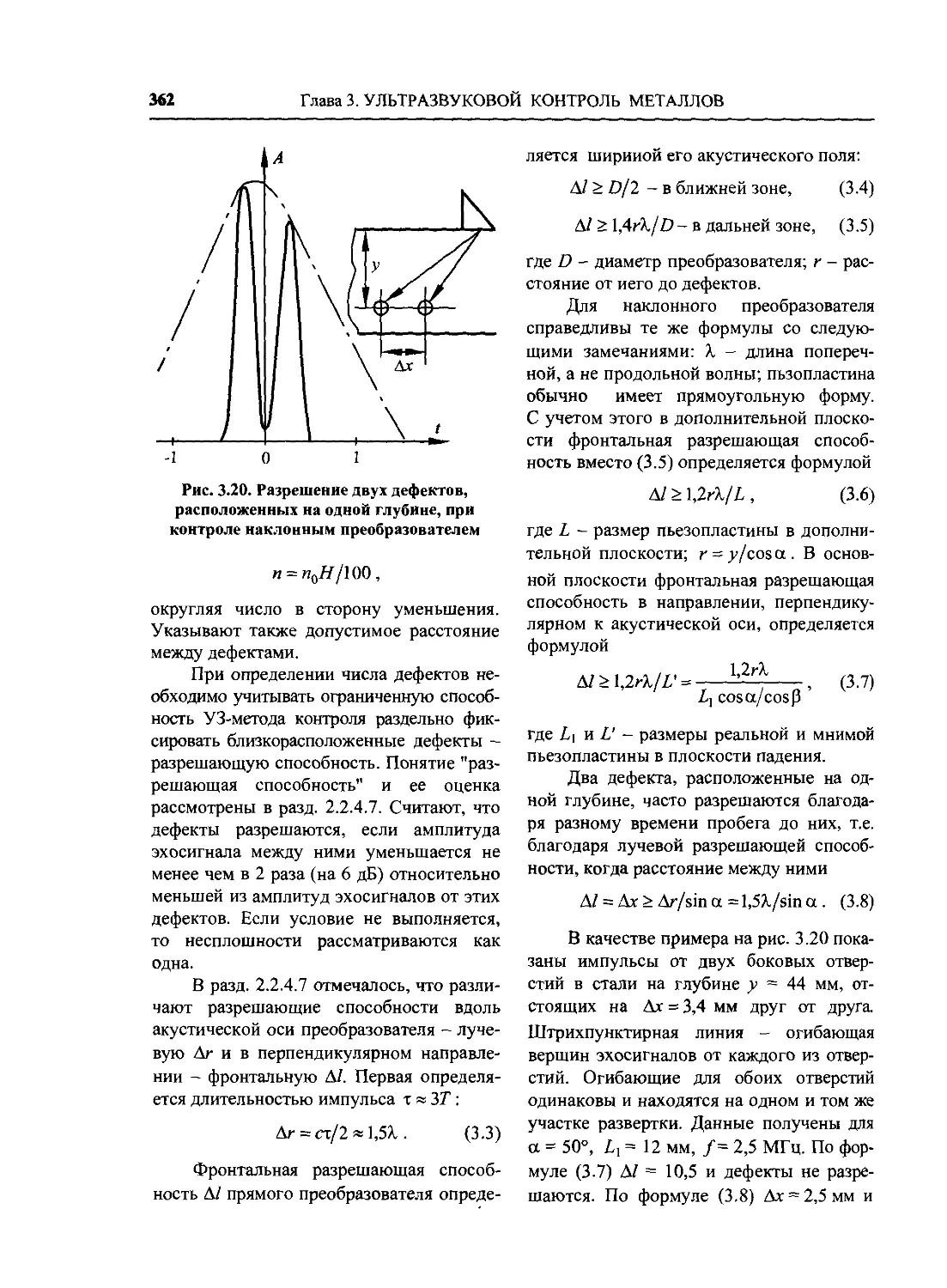
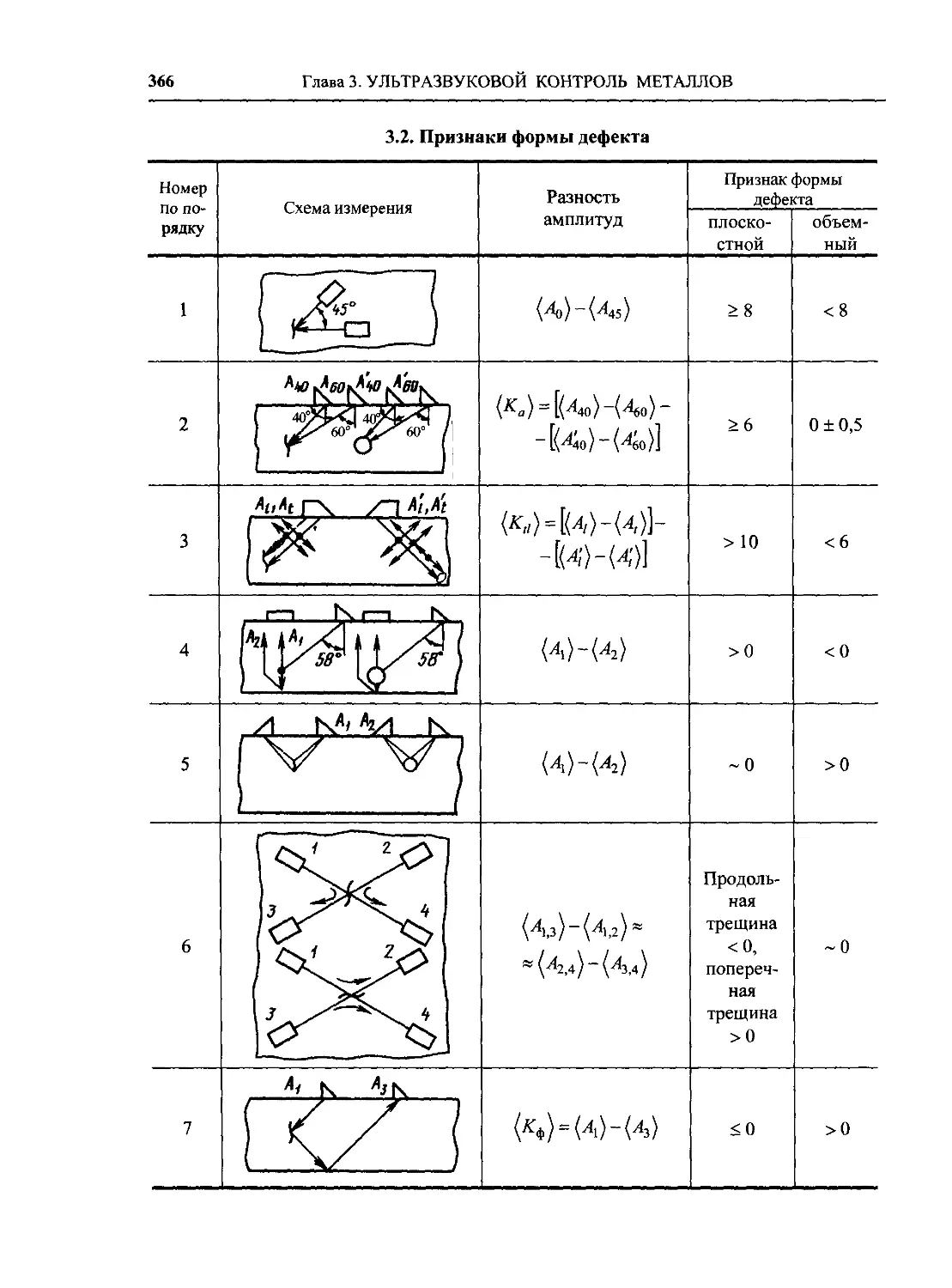
3.2.7.1. Постановка задачи. 363
3.2.7.2. Обзор способов опре-
деления формы несплошно-
стей 364
3.2.7.3. Методика распознава-
ния дефектов по коэффициен-
ту формы....................... 367
3.2.7.4. Методика исследова-
ния несплошностей при изме-
нении угла озвучивания..... 369
3.2.7.5. Методика исследова-
ния несплошностей дифракци-
онно-временным методом..... 371
3.2.7.6. Применение систем
акустической голографии.... 373
3.3. Контроль изделий раз-
личного типа................... 375
3.3.1. Контроль поковок и литья 375
3.3.1.1. Аппаратура и образцы 376
3.3.1.2. Подготовка к контролю 380
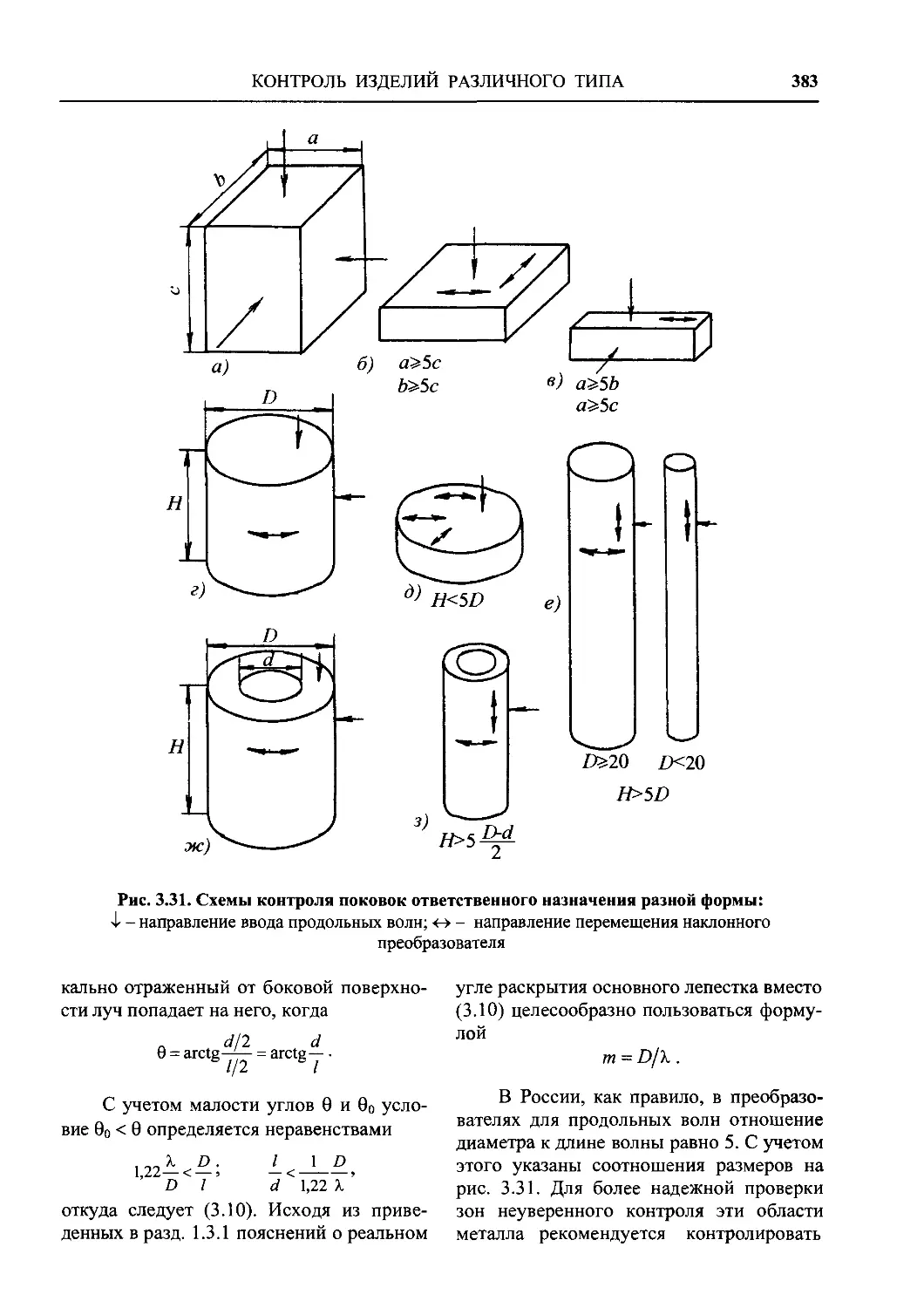
3.3.1.3. Проведение контроля .. 382
3.3.1.4. Обработка и оценка
результатов контроля....... 385
3.3.1.5. Особенности контроля
литья 392
3.3.1.6. Контроль поковок и
отливок различного типа.... 393
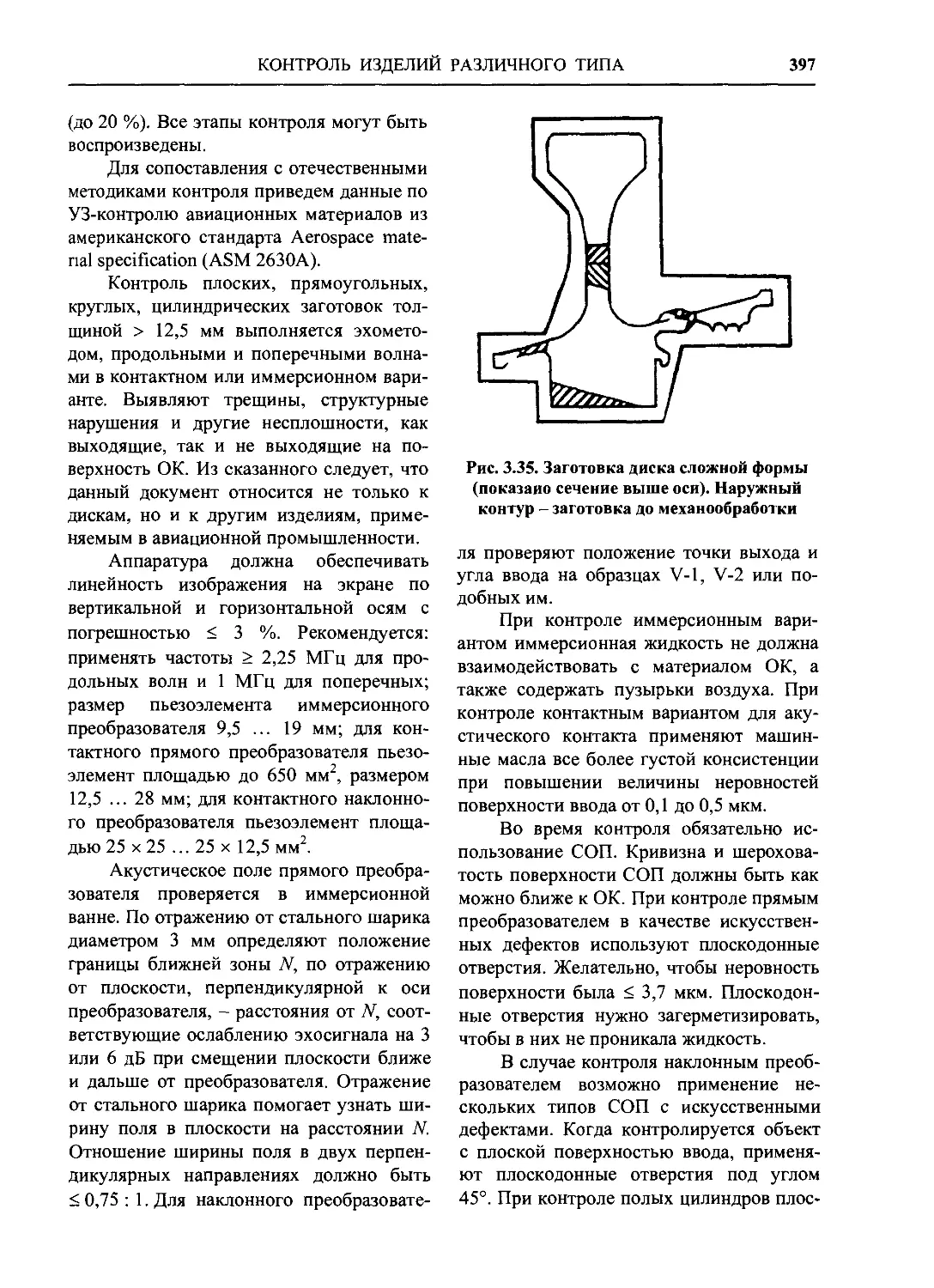
3.3.1.6.1. Контроль дисков
турбин, компрессоров и дру-
гих поковок авиационной про-
мышленности ............... 393
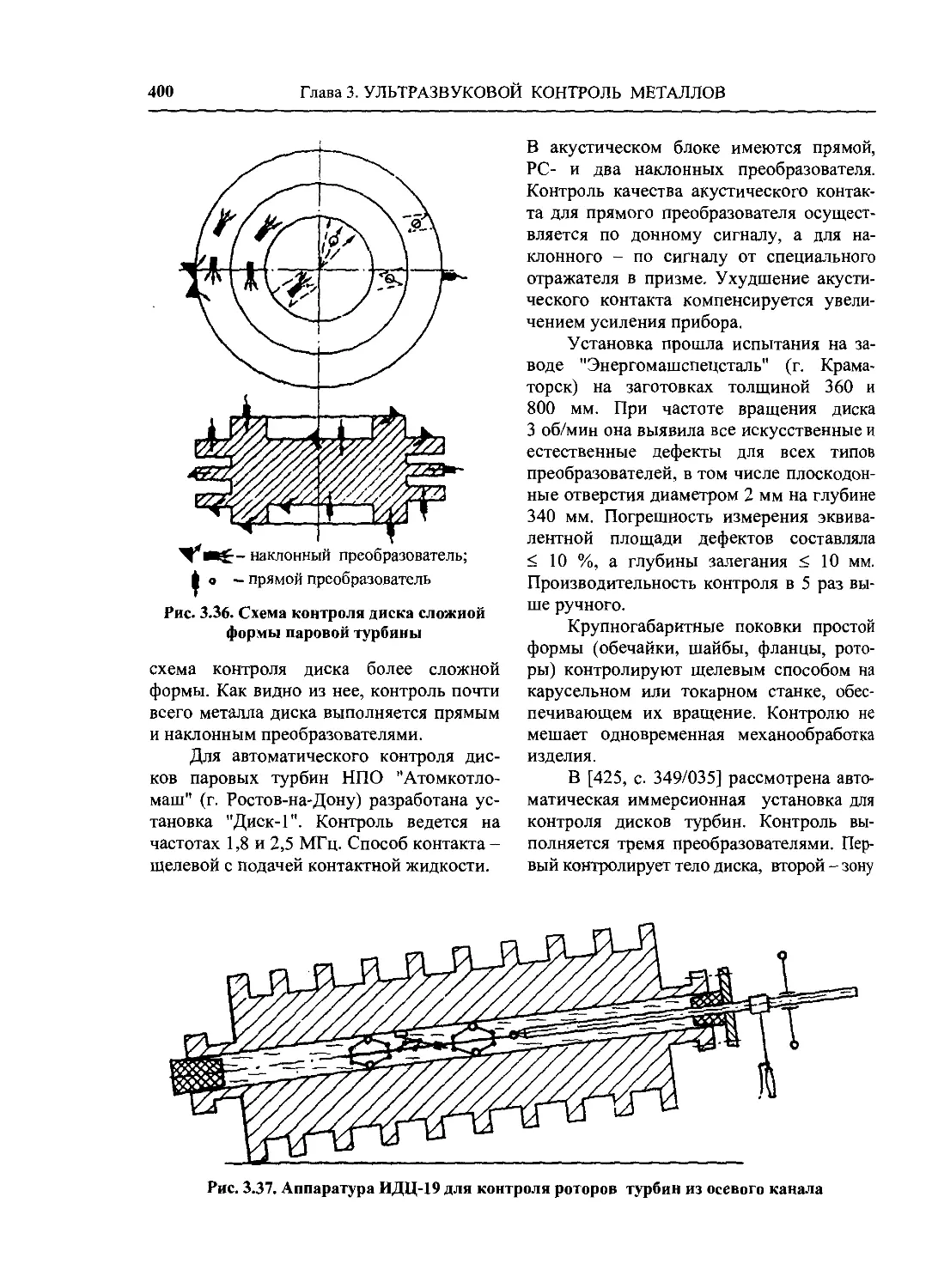
3.3.1.6.2. Контроль дисков
паровых турбин, роторов и
других крупногабаритных по-
ковок ........................... 399
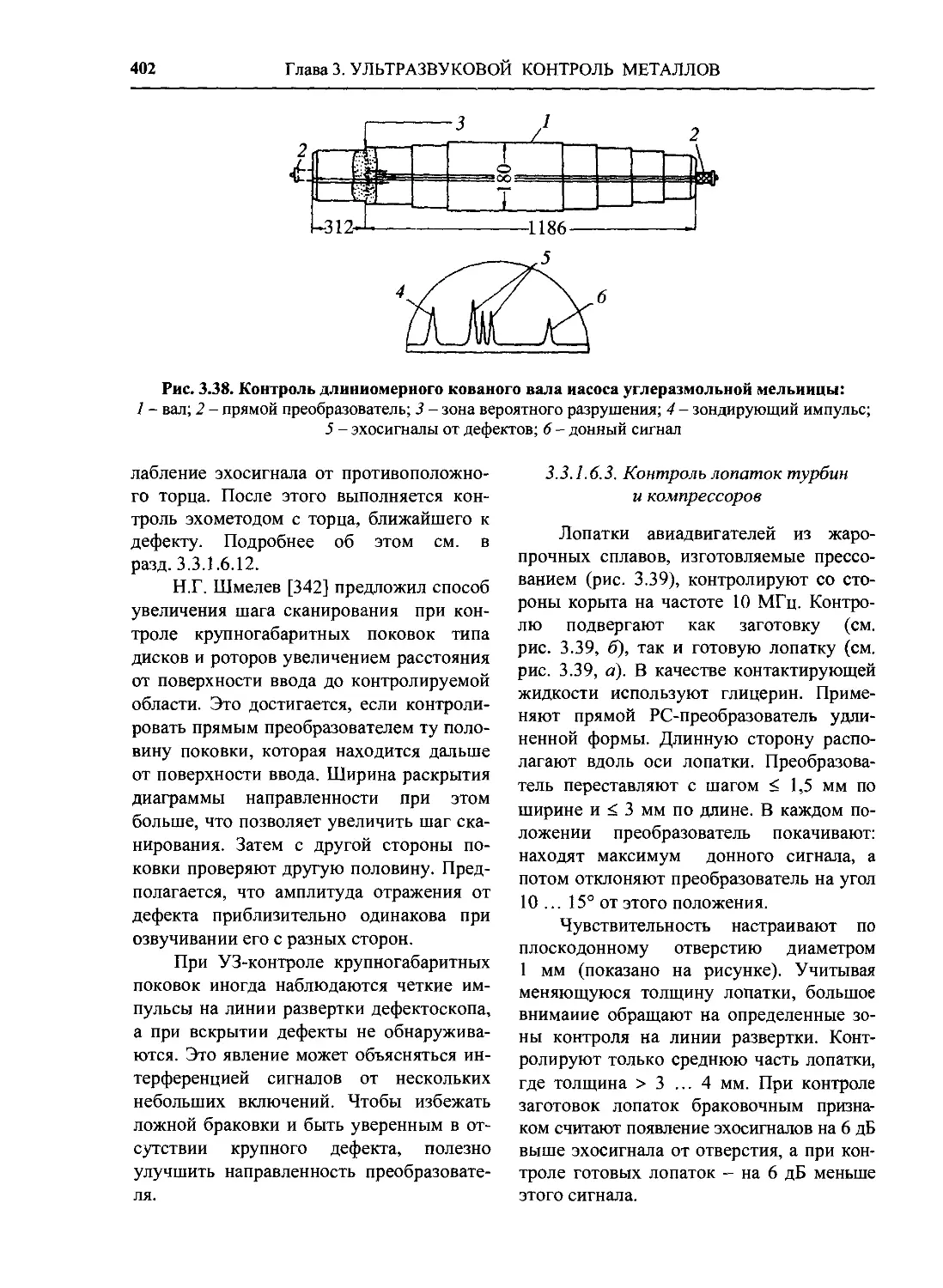
3.3.1.6.3. Контроль лопаток
турбин и компрессоров.......... 402
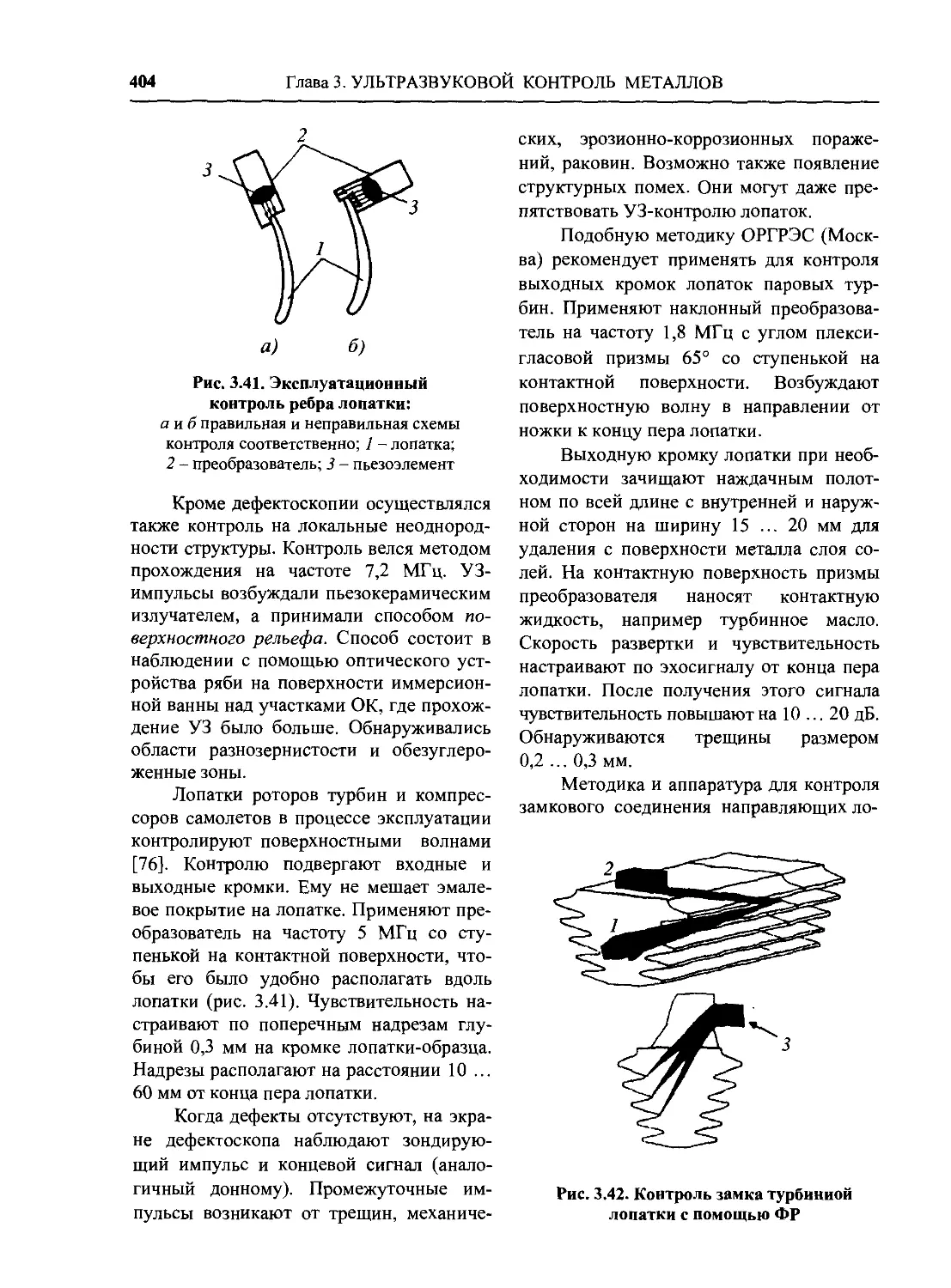
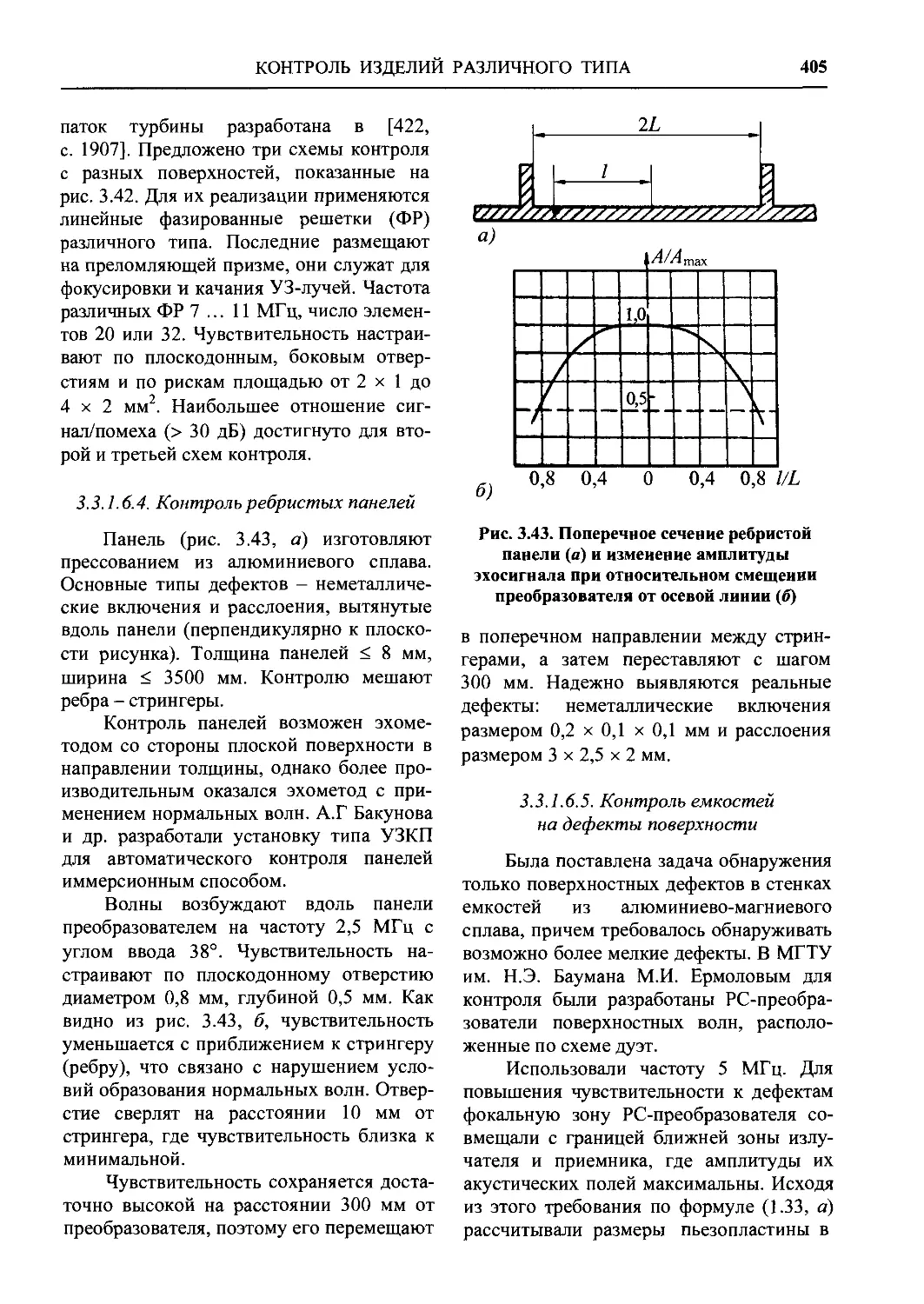
3.3.1.6.4. Контроль ребристых
панелей 405
3.3.1.6.5. Контроль емкостей
на дефекты поверхности......... 405
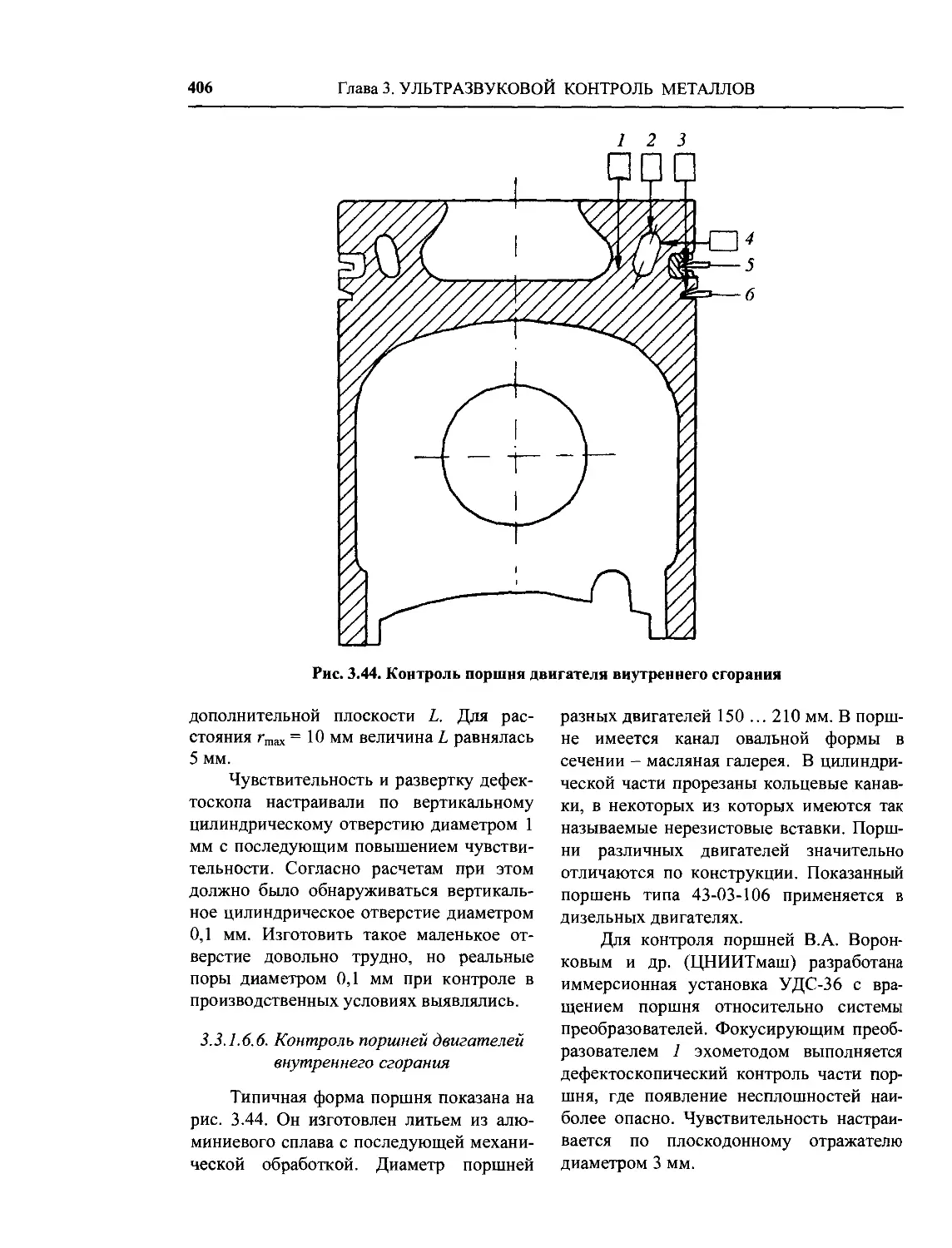
3.3.1.6.6. Контроль поршней
двигателей внутреннего сгора-
ния 406
3.3.1.6.7. Контроль зубчатых
колес и канавок роторов........ 407
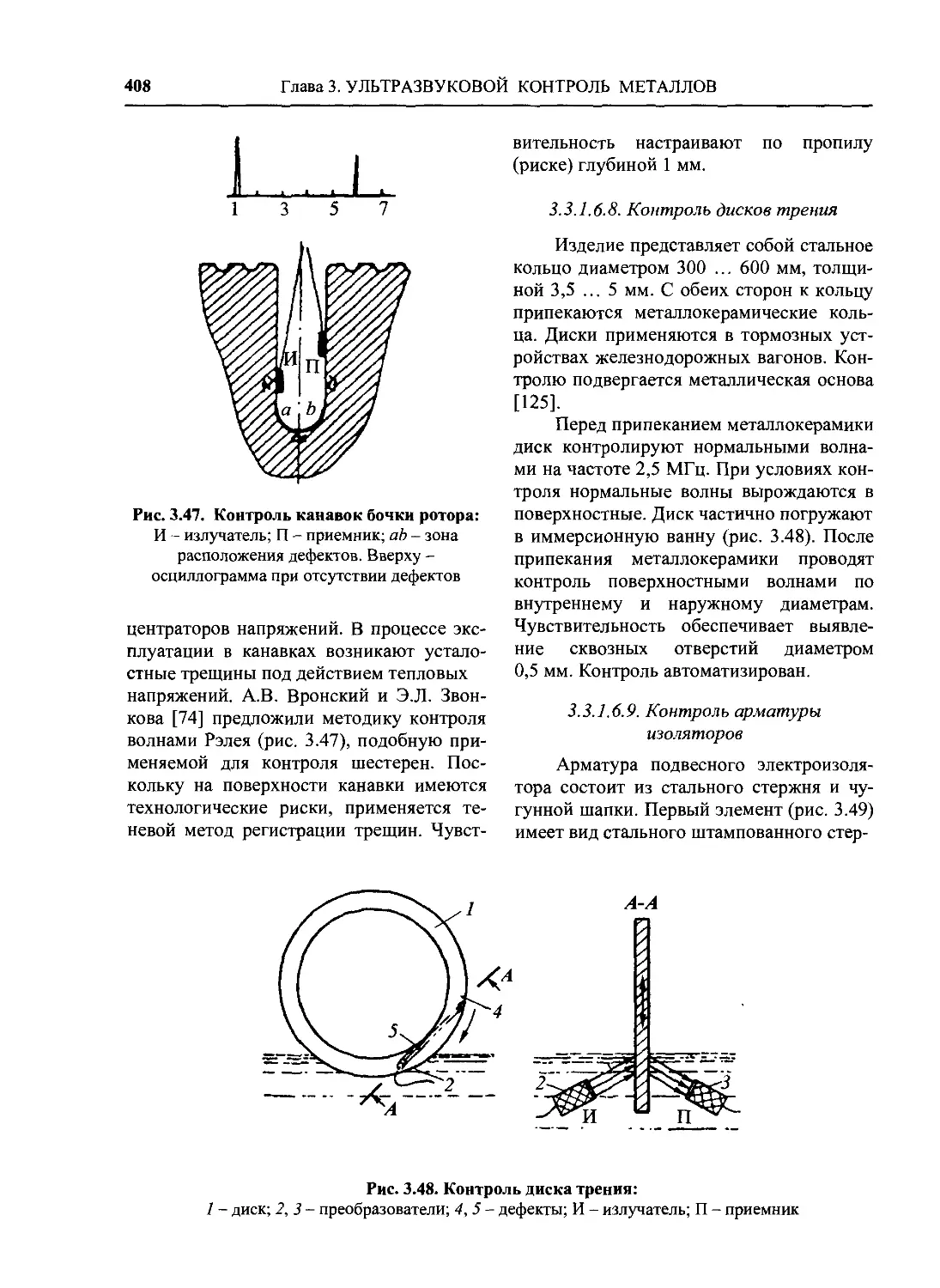
3.3.1.6.8. Контроль дисков
трения........................... 408
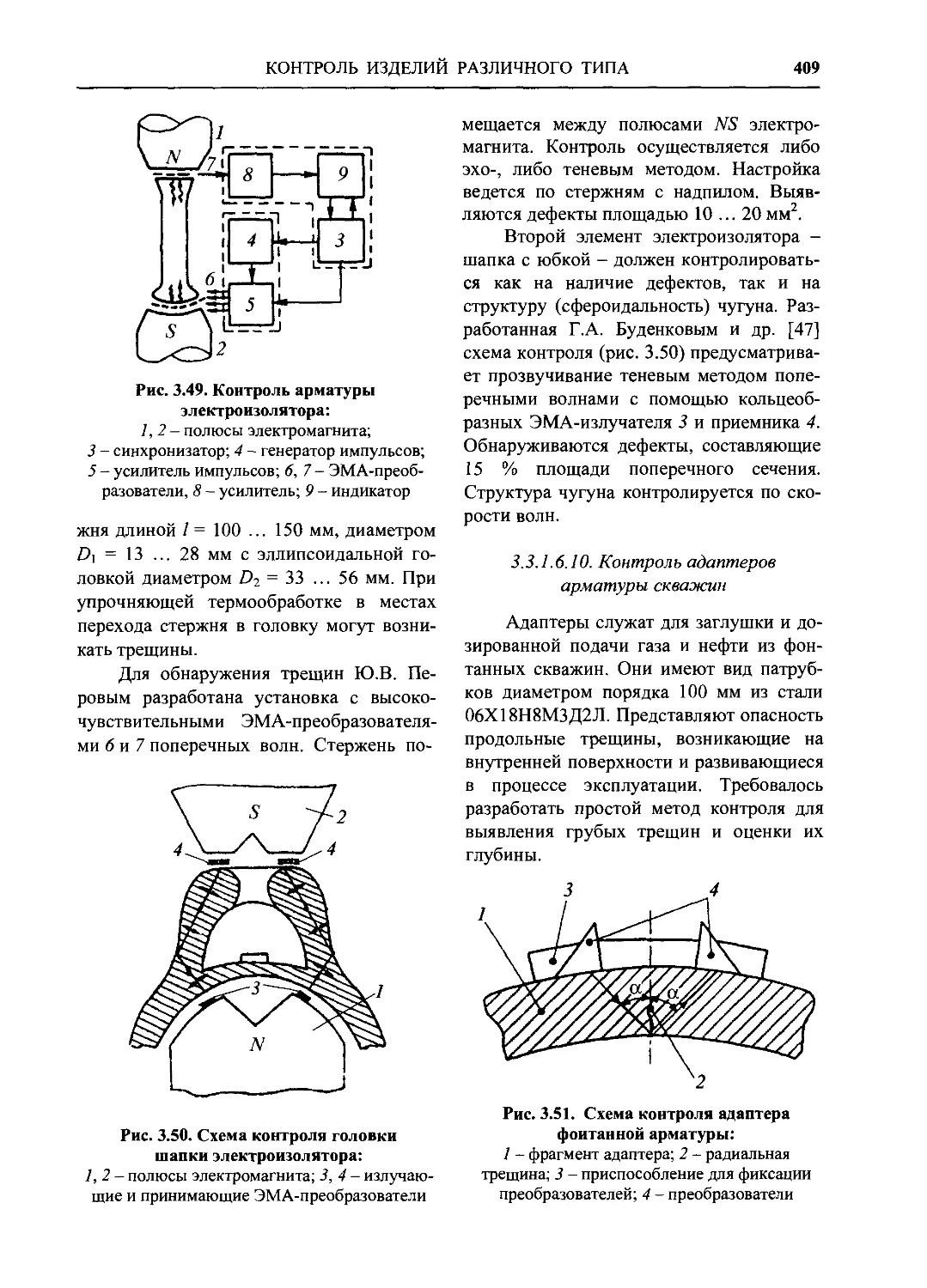
3.3.1.6.9. Контроль арматуры
изоляторов....................... 408
3.3.1.6.10. Контроль адаптеров
арматуры скважин................. 409
3.3.1.6.11. Контроль крюков
подъемных кранов................. 410
6
ОГЛАВЛЕНИЕ
3.3.1.6.12. Контроль осей ло-
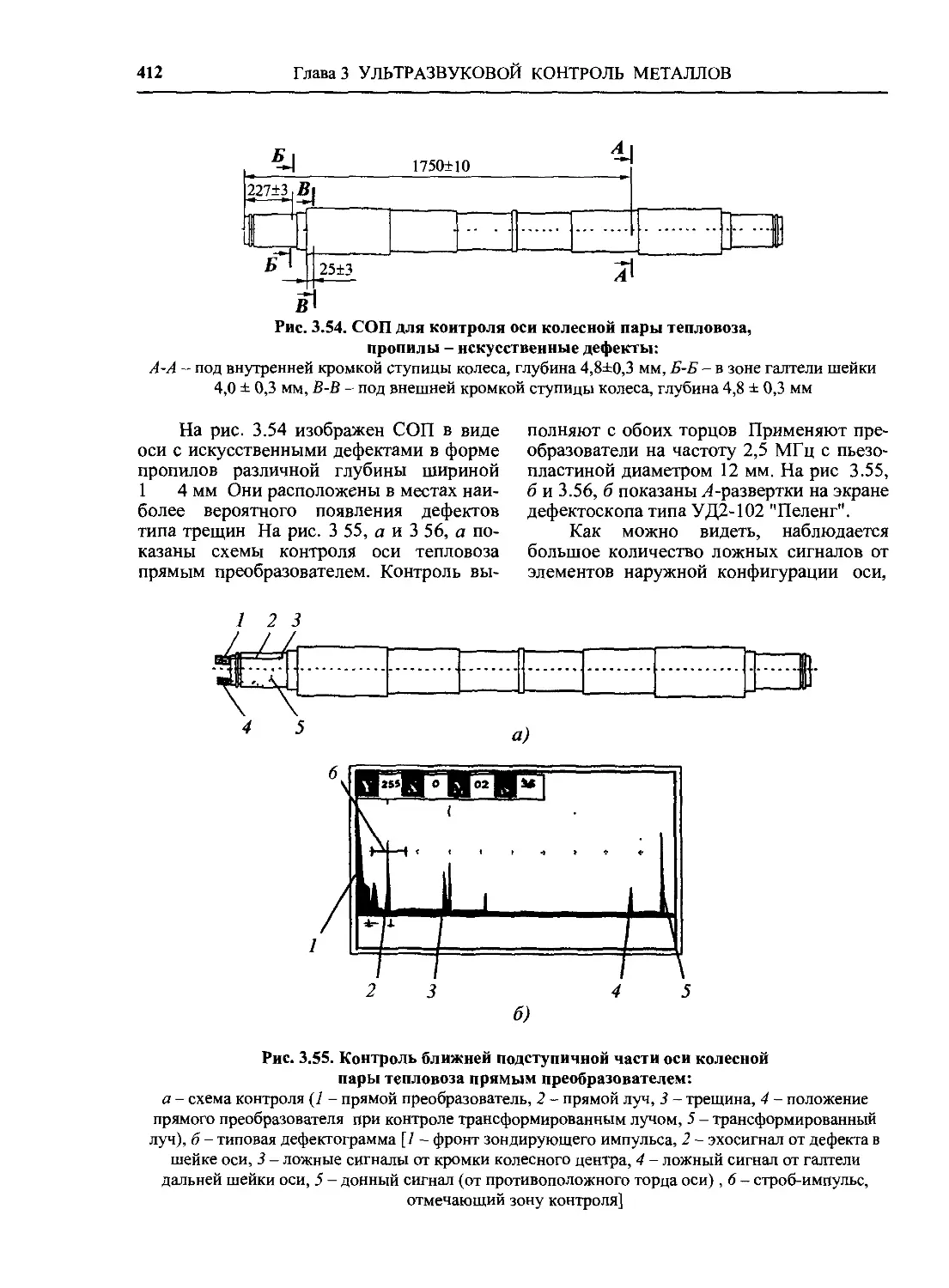
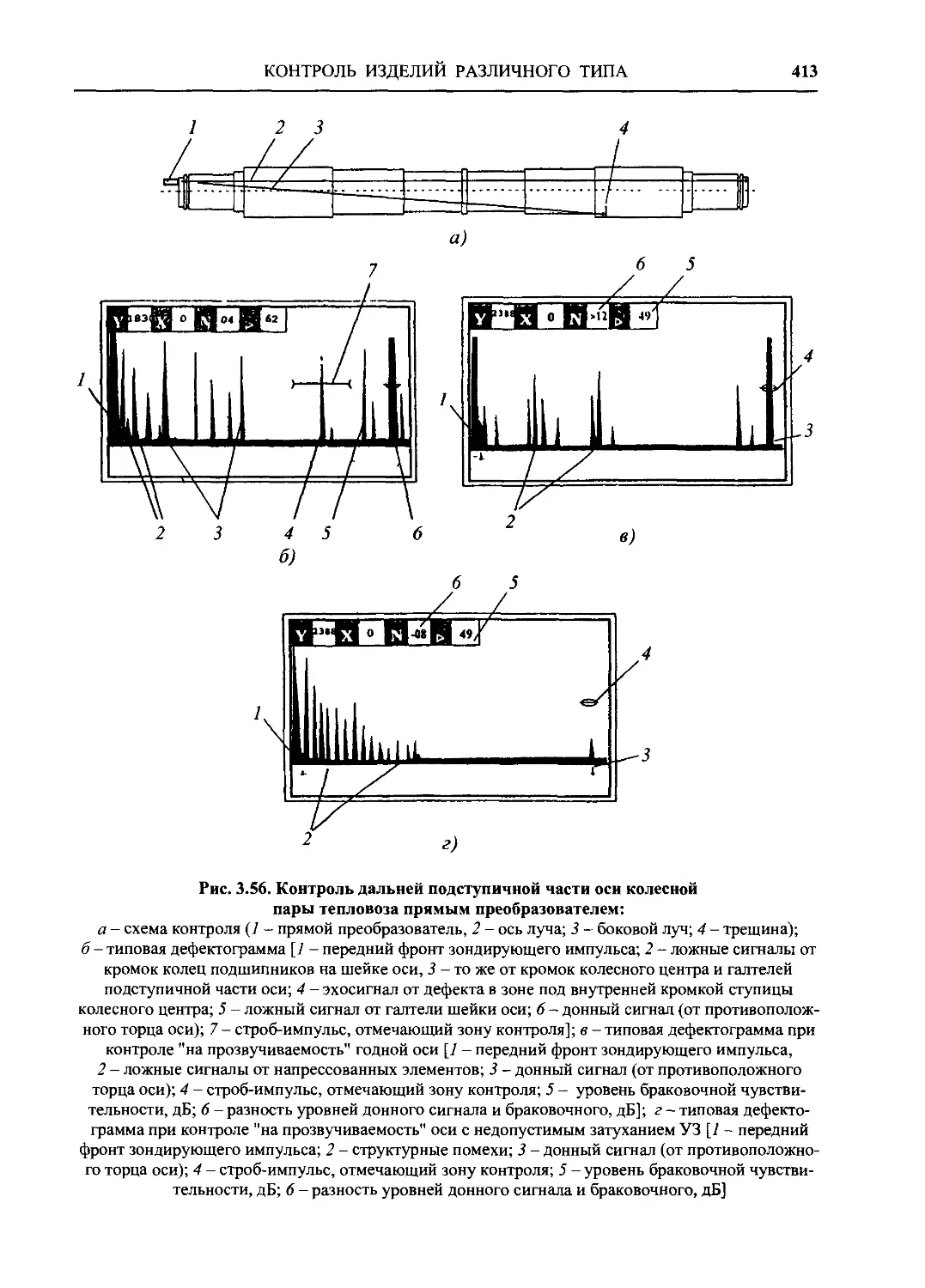
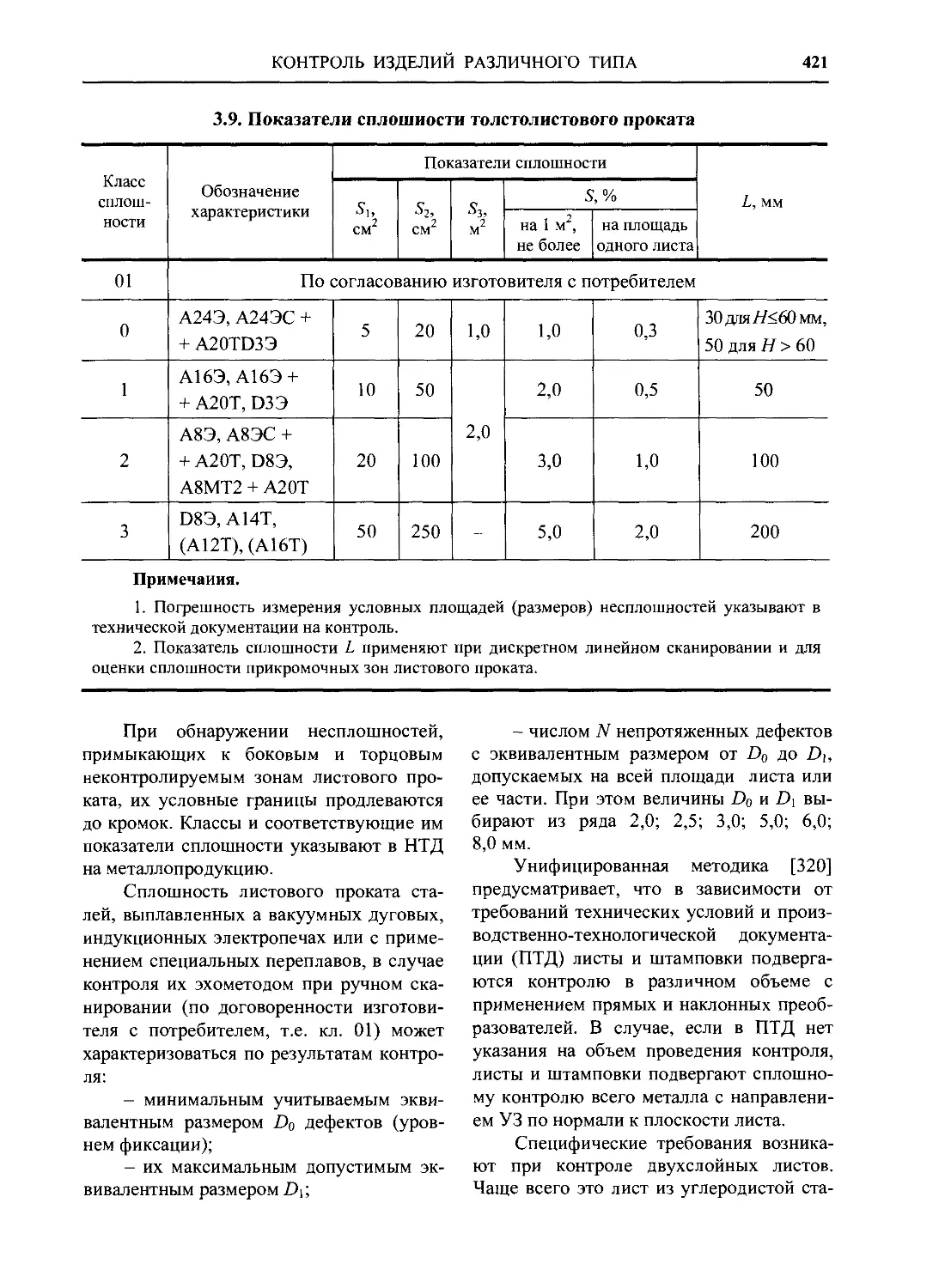
комотивов и вагонов.............. 411
3.3.1.6.13. Контроль колес же-
лезнодорожного транспорта... 415
3.3.2. Контроль проката........ 417
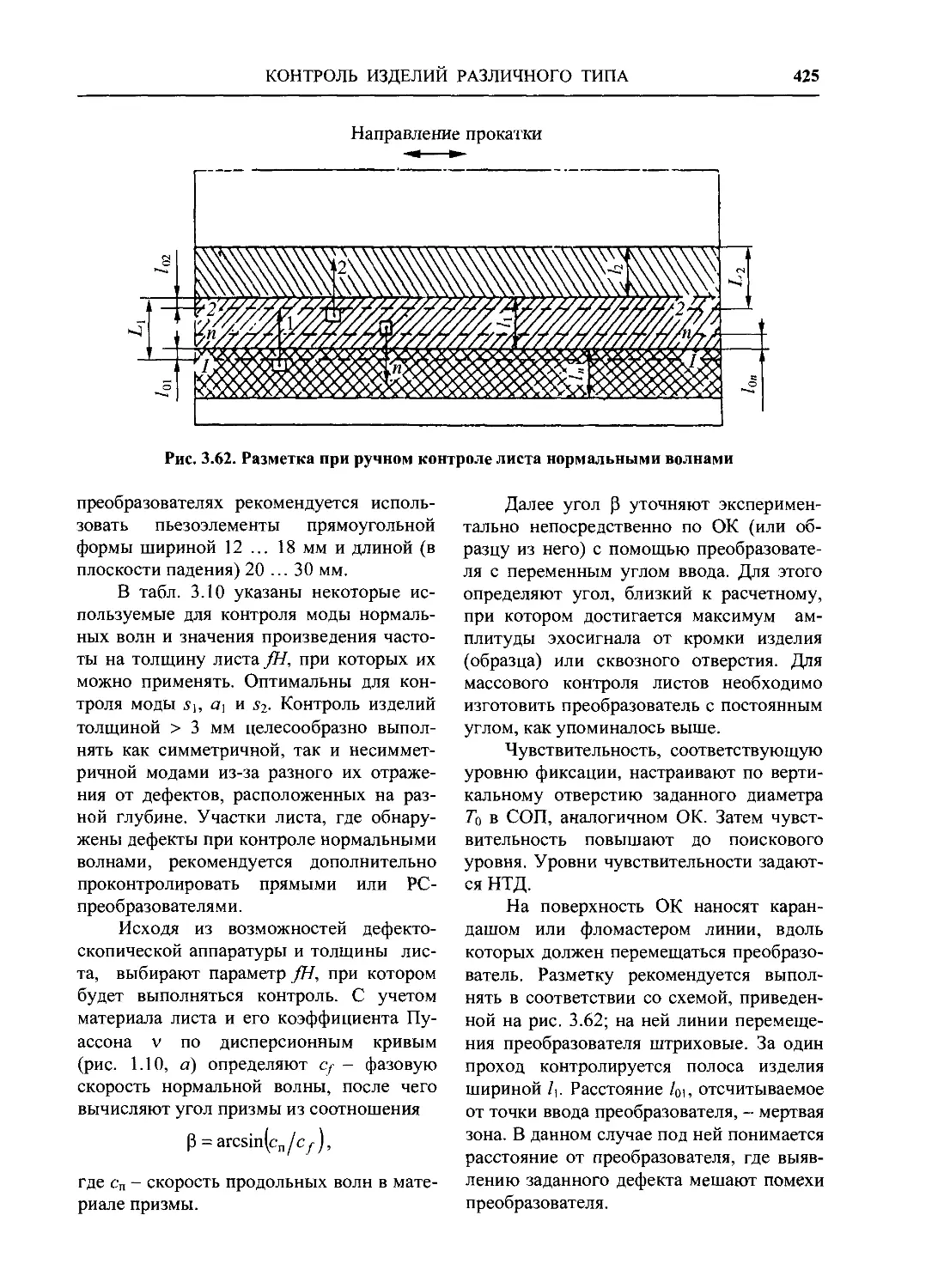
З.З.2.1. Контроль листов....... 417
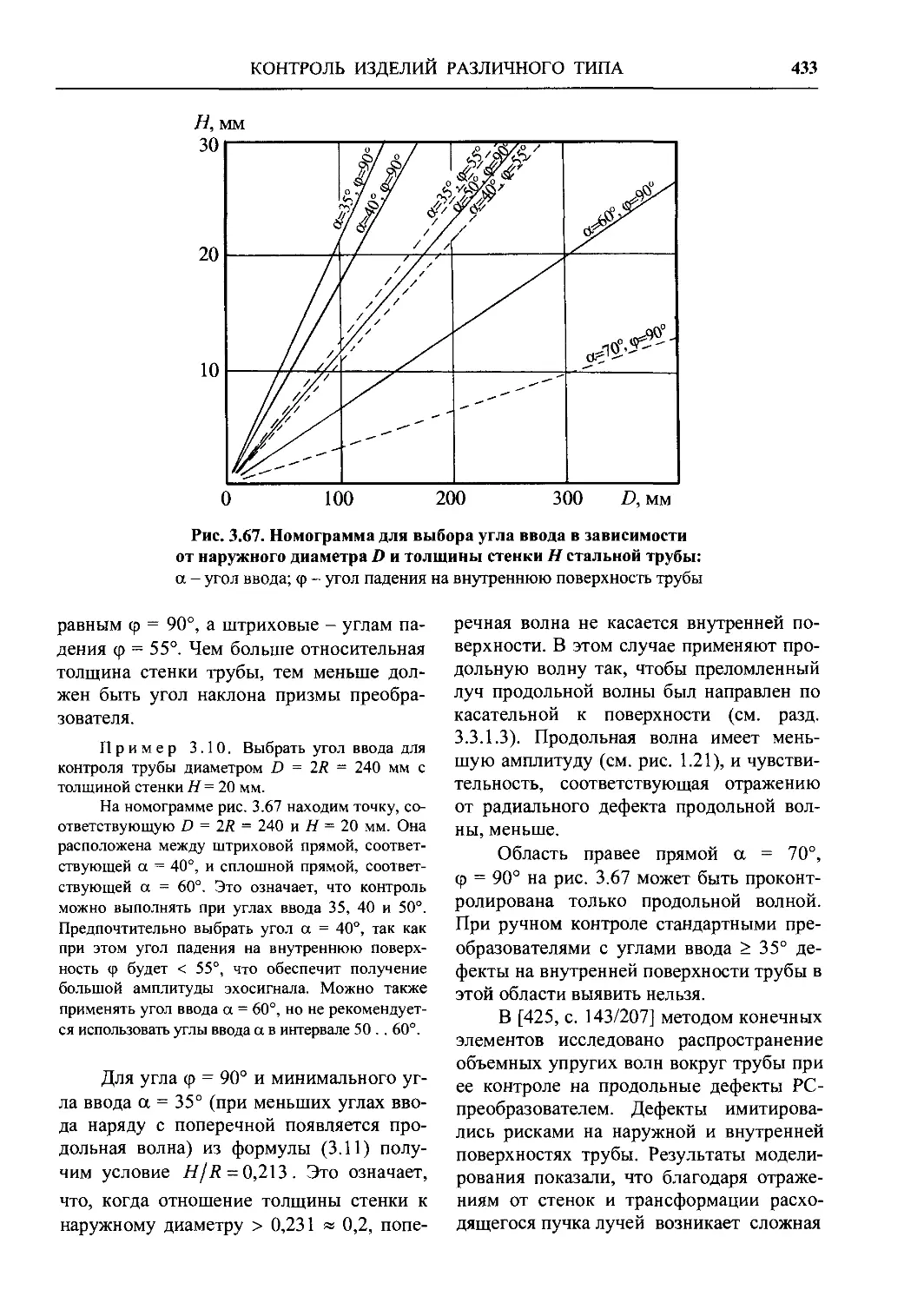
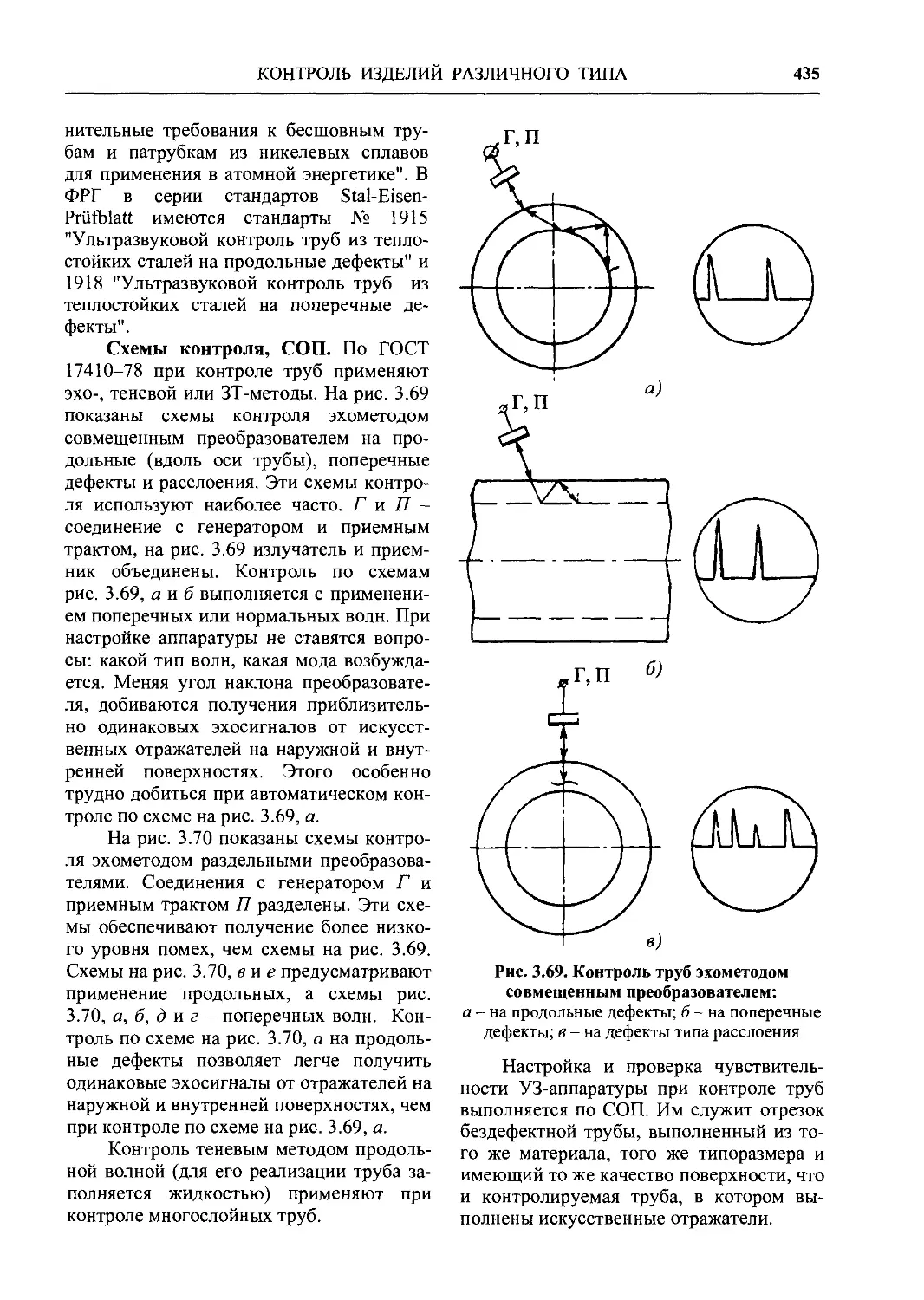
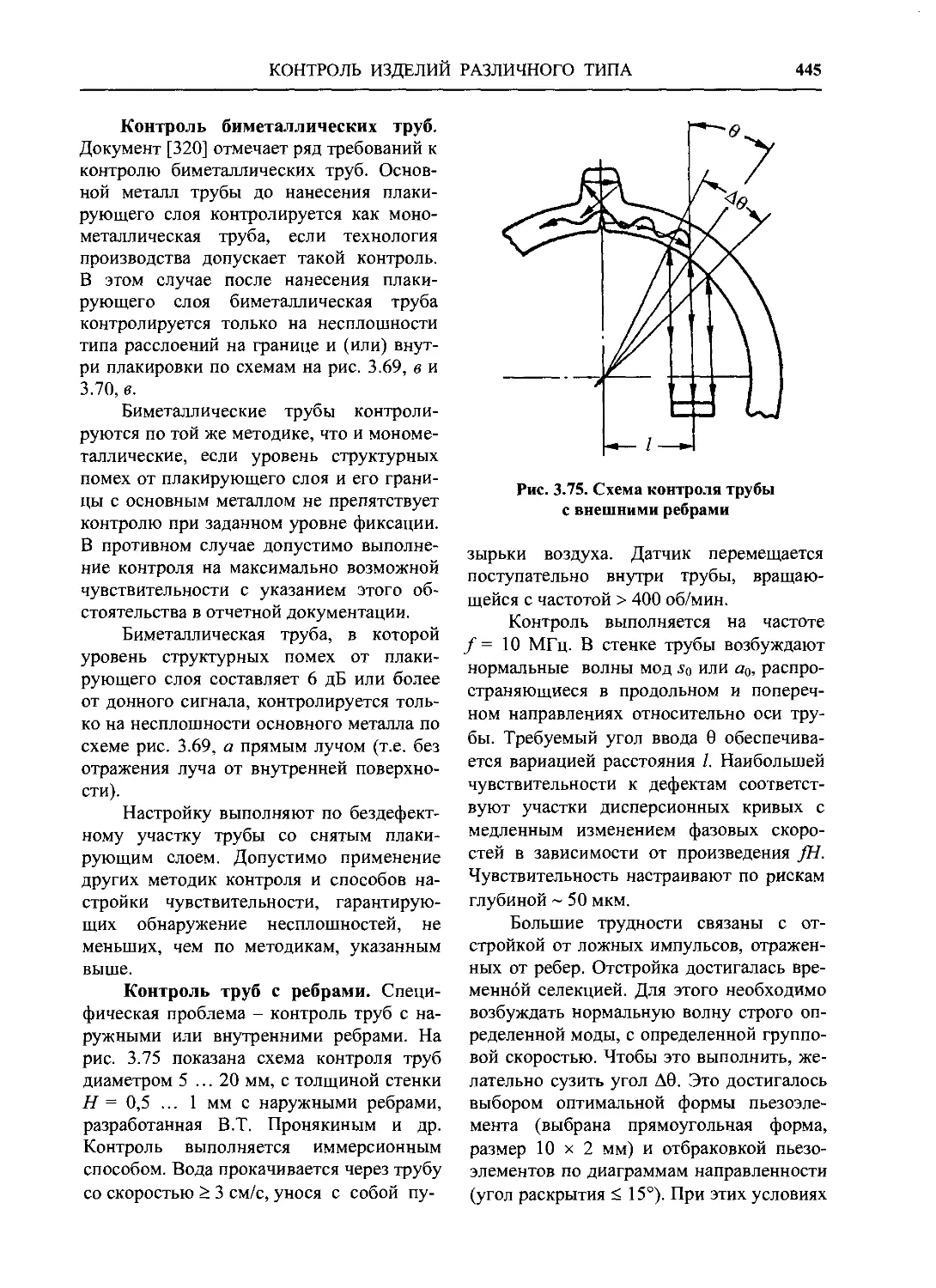
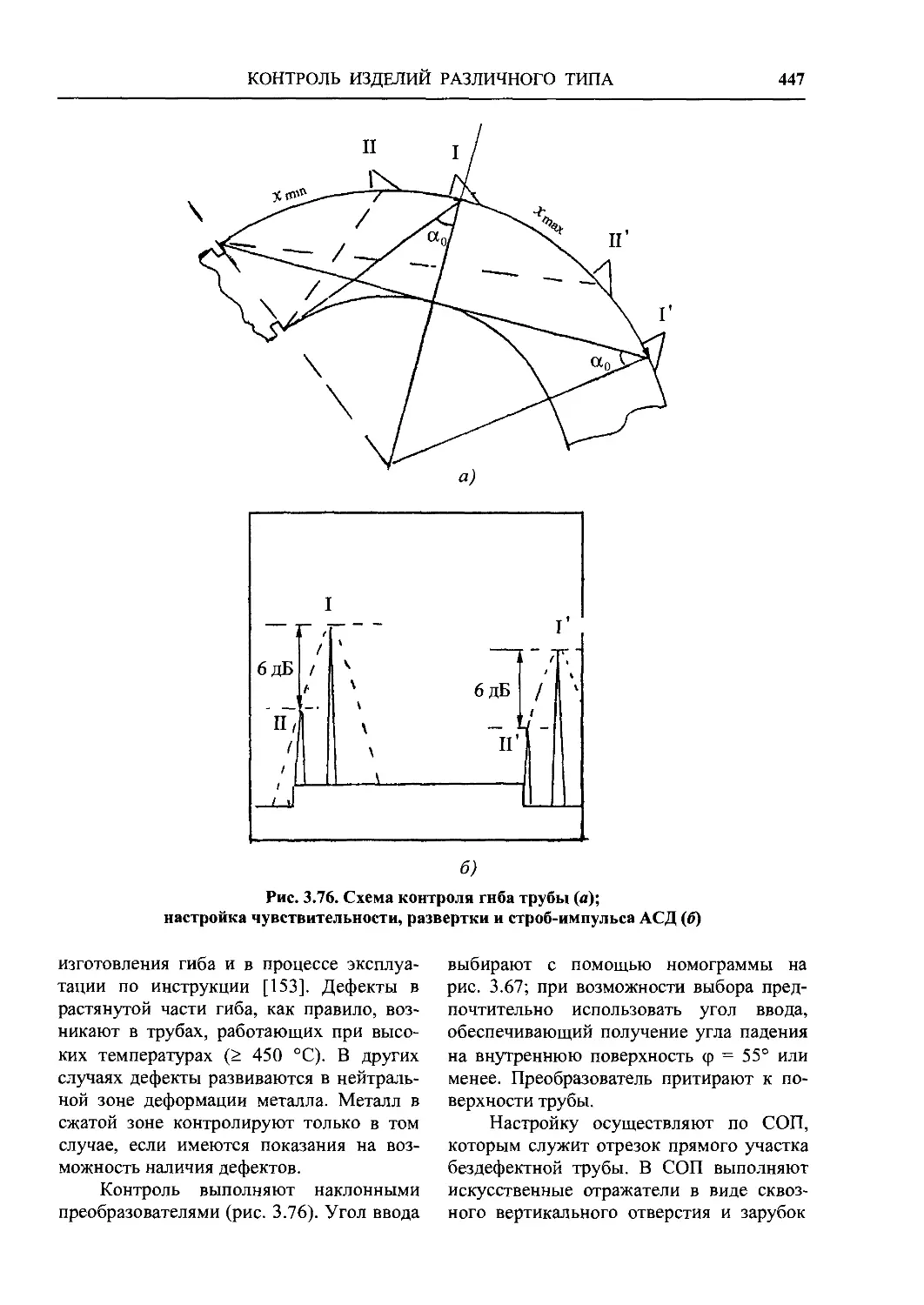
3.3.2.2. Контроль труб......... 432
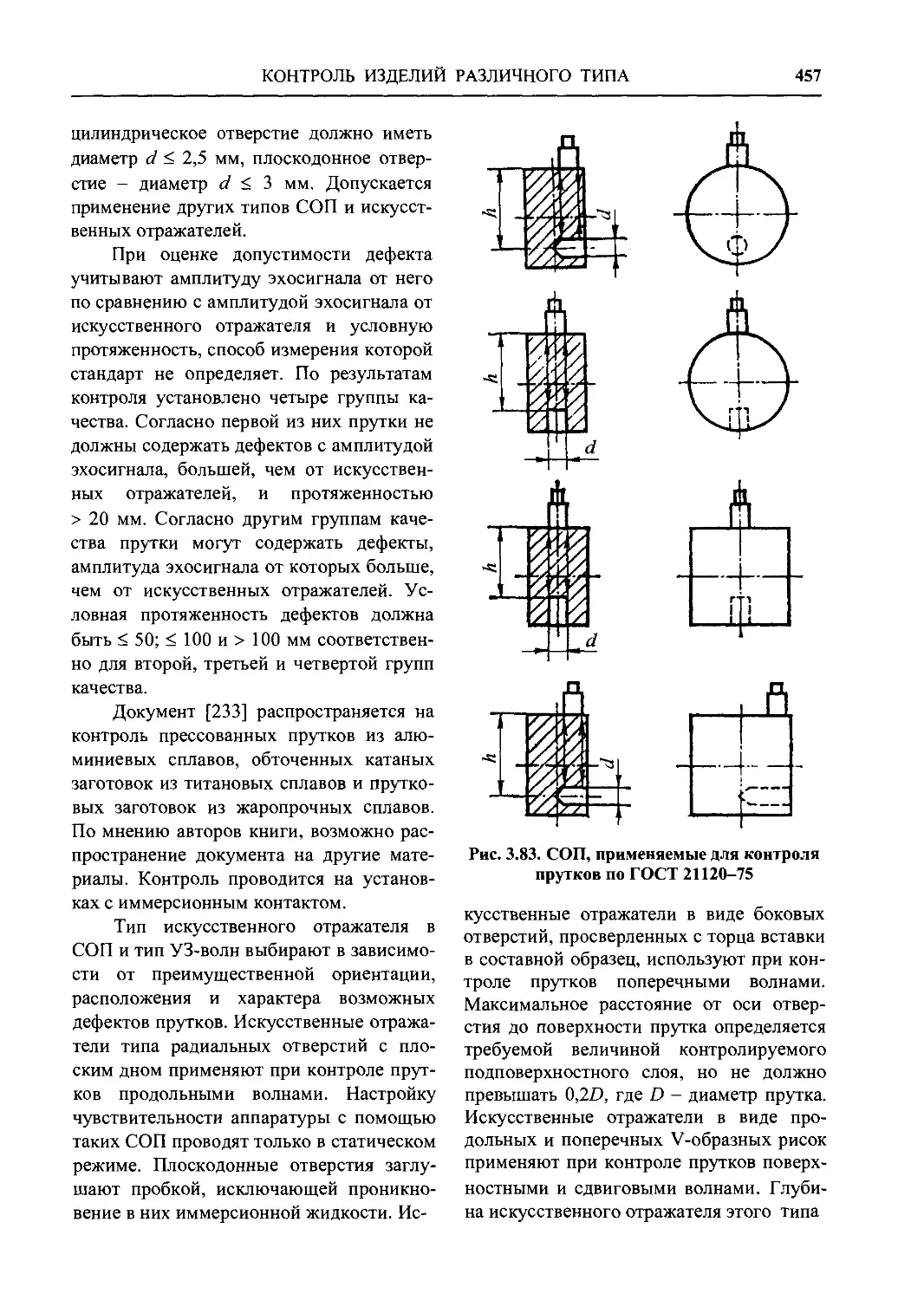
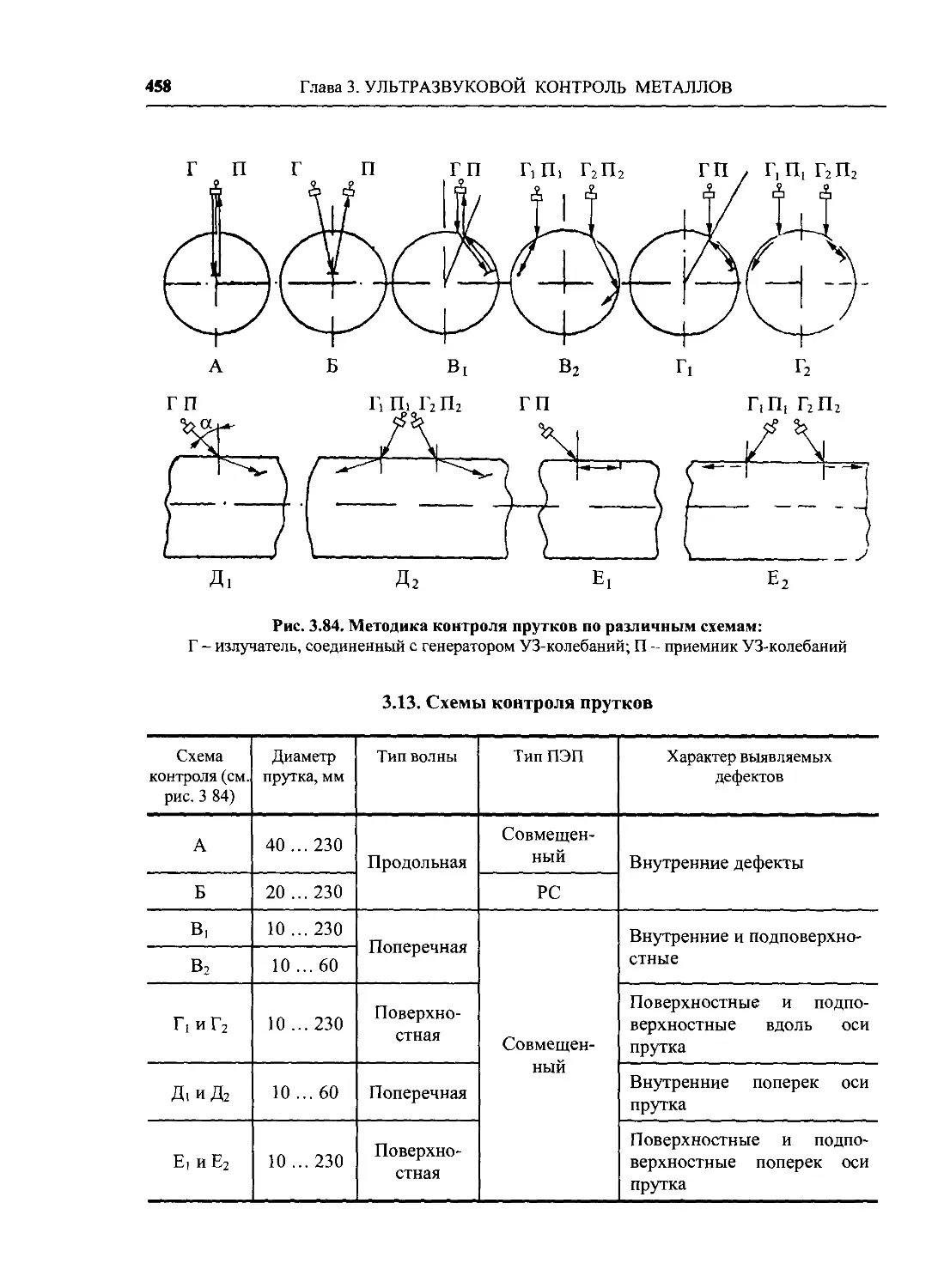
3.3.2.3. Контроль прутков и
проволоки........................ 456
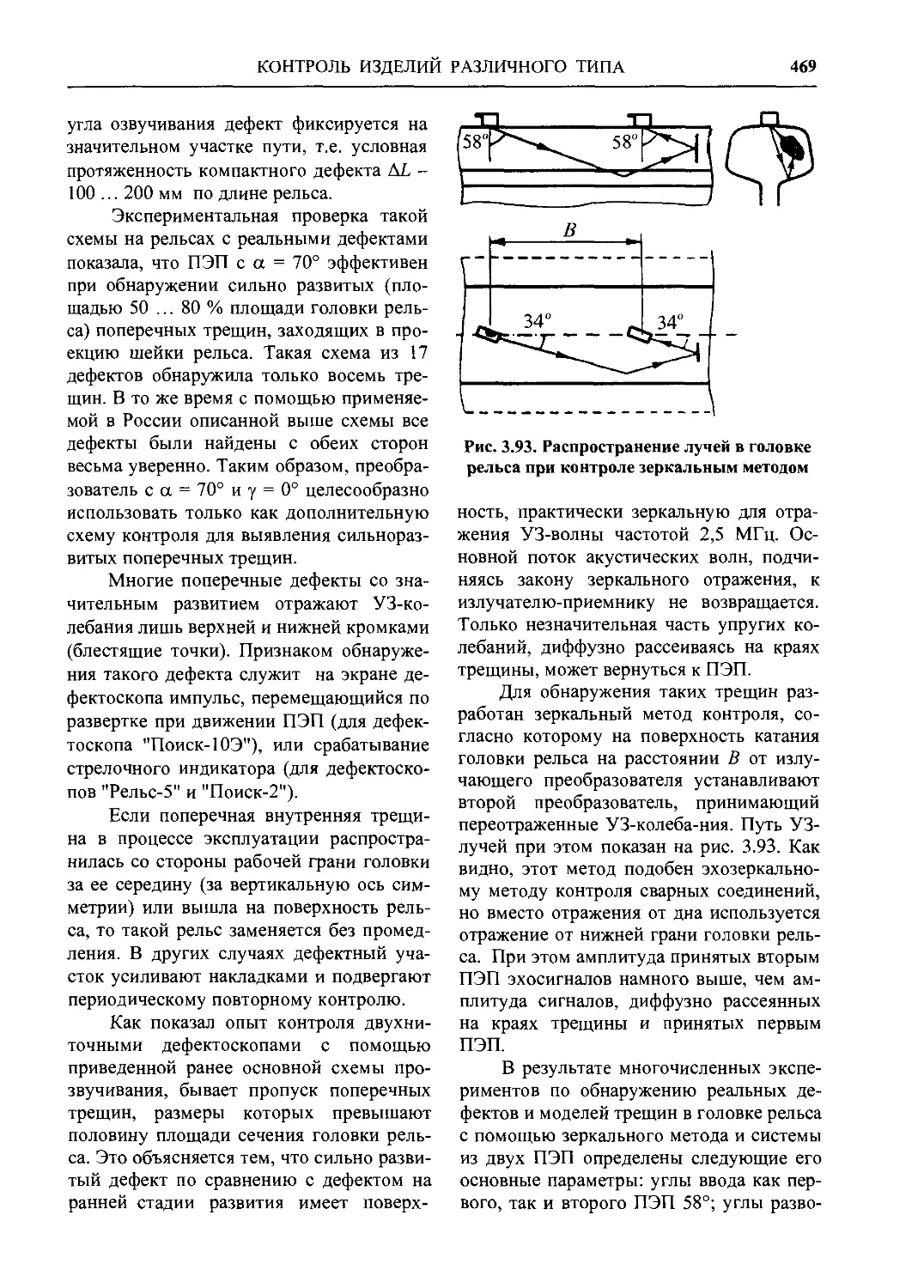
3.3.2.4. Контроль рельсов...... 460
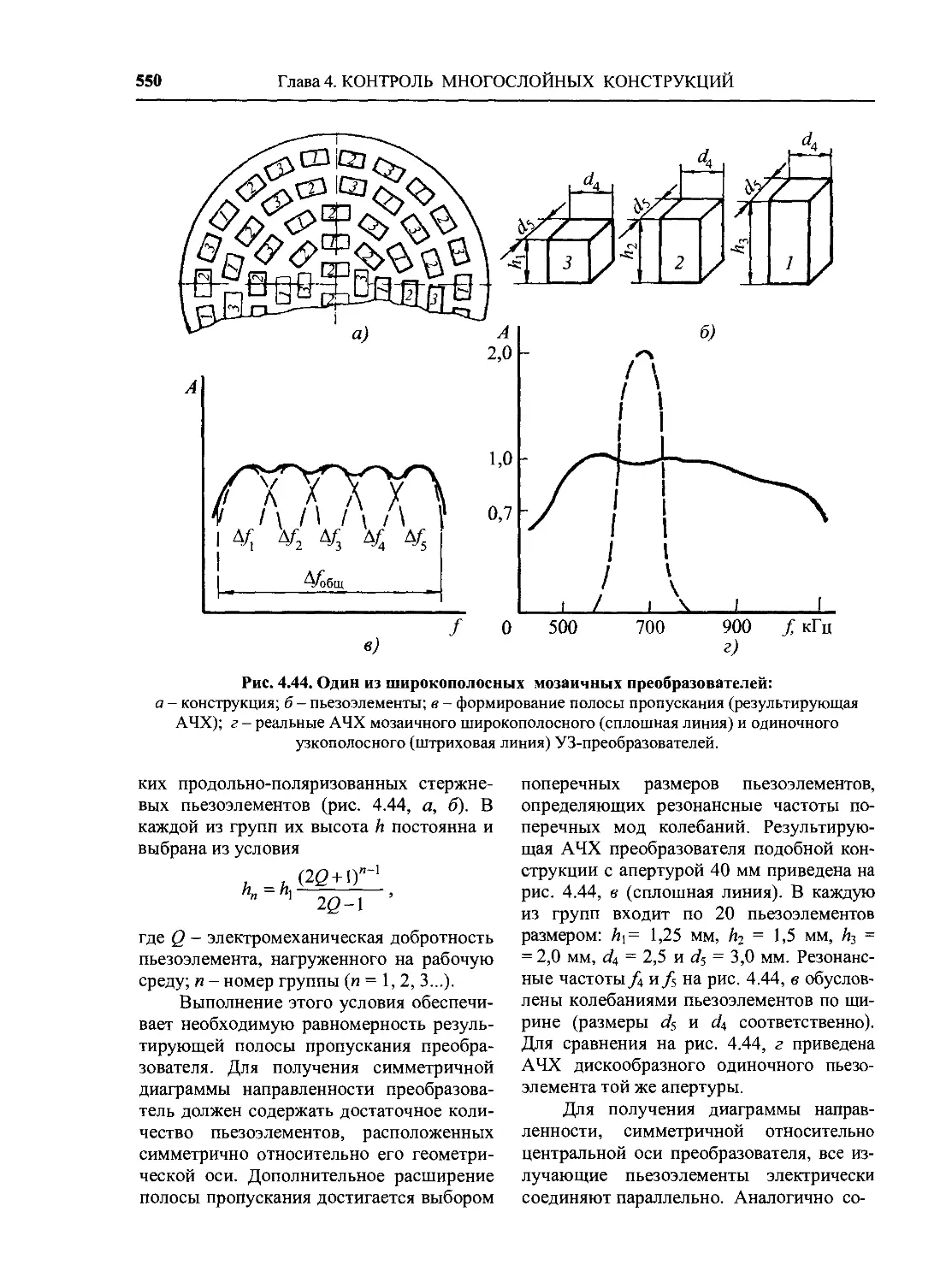
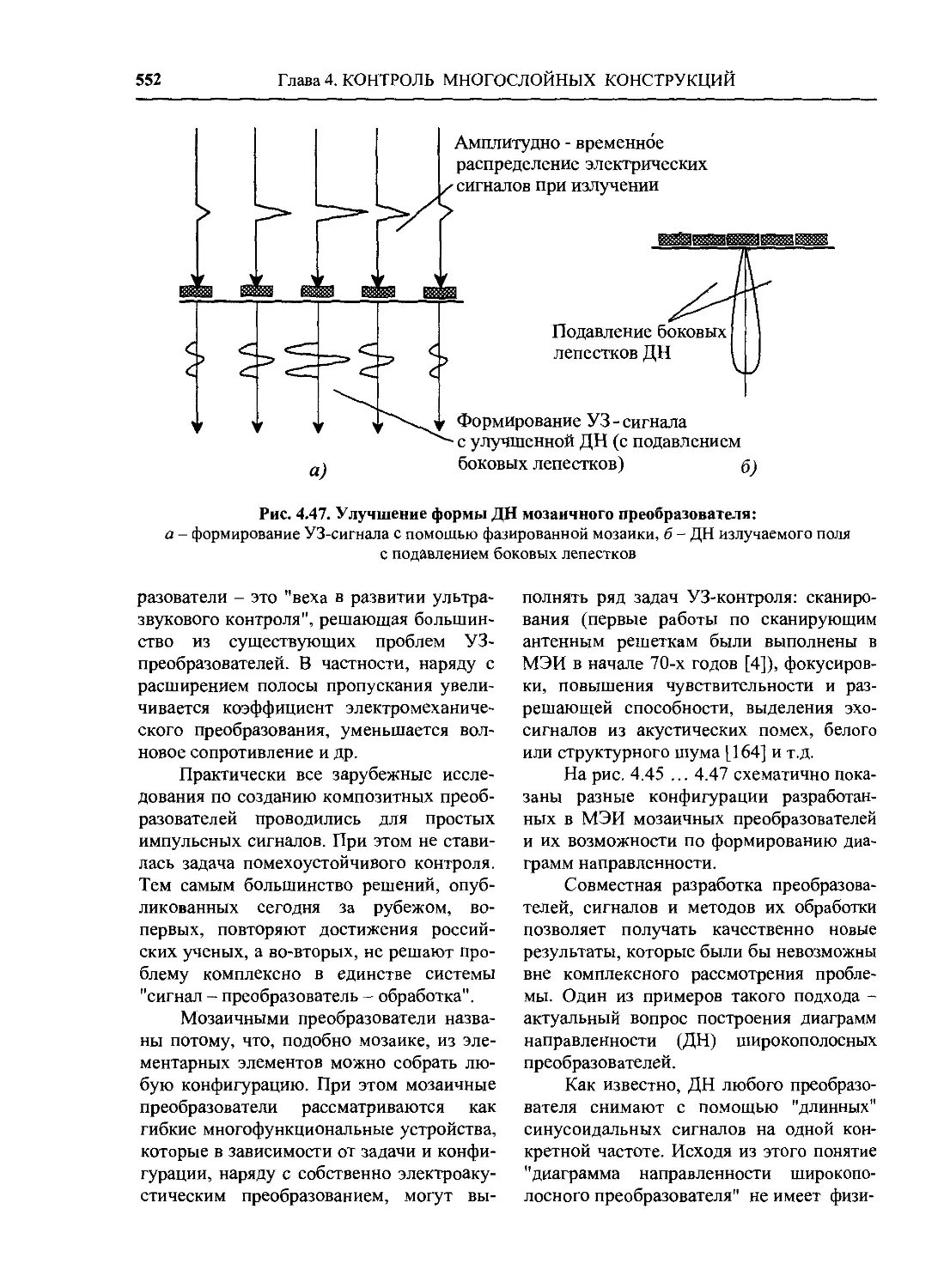
Глава 4. КОНТРОЛЬ МНОГОСЛОЙ-
НЫХ КОНСТРУКЦИЙ И ИЗ-
ДЕЛИЙ ИЗ НЕМЕТАЛЛИ-
ЧЕСКИХ МАТЕРИАЛОВ.... 473
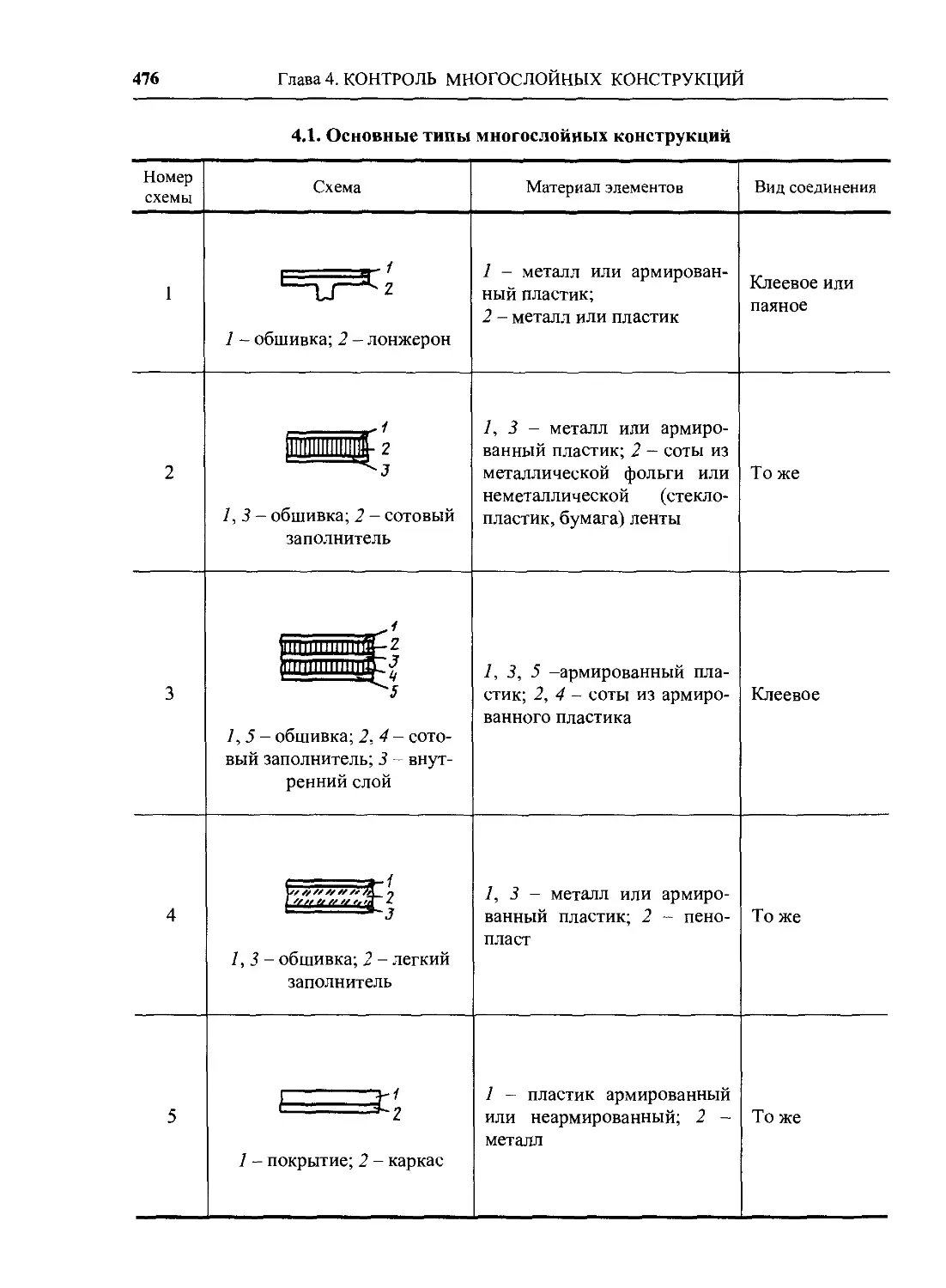
4.1. Общие сведения о много- 473
слойных конструкциях и поли-
мерных материалах........
4.2. Преобразователи для кон-
троля методом прохождения и
эхометодом............... 478
4.3. Контроль сотовых панелей
и тонких листов из ПКМ..... 482
4.3.1. Контроль преобразовате-
лями с сухим и жидкостным
контактом................... 483
4.3.2. Контроль бесконтактными
и комбинированными преобразо-
вателями ................... 495
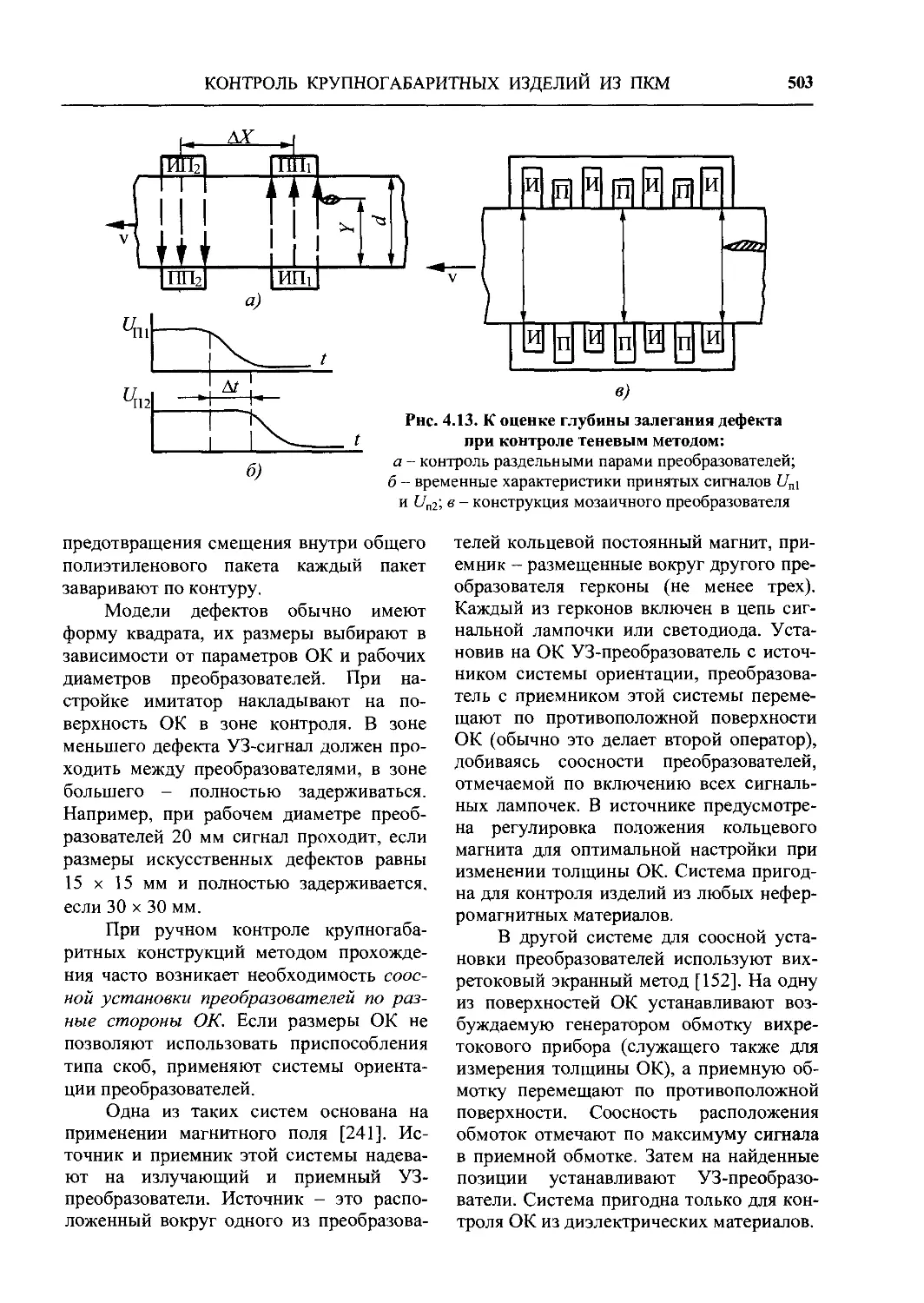
4.4. Контроль крупногабарит-
ных изделий из ПКМ простой и
сложной формы............... 502
4.5. Контроль специальных ком-
позиционных материалов..... 512
4.6. Контроль неметаллических
покрытий на силовых каркасах 514
4.7. Контроль соединений в
многослойных листовых конст-
рукциях .................... 517
4.8. Контроль пенопластов и
трехслойных панелей с пено-
пластовым заполнителем..... 519
4.9. Контроль соединений труб
из неармированных и армиро-
ванных пластиков............ 522
4.10. Контроль воздушных вин-
тов из композиционных мате-
риалов ..................... 524
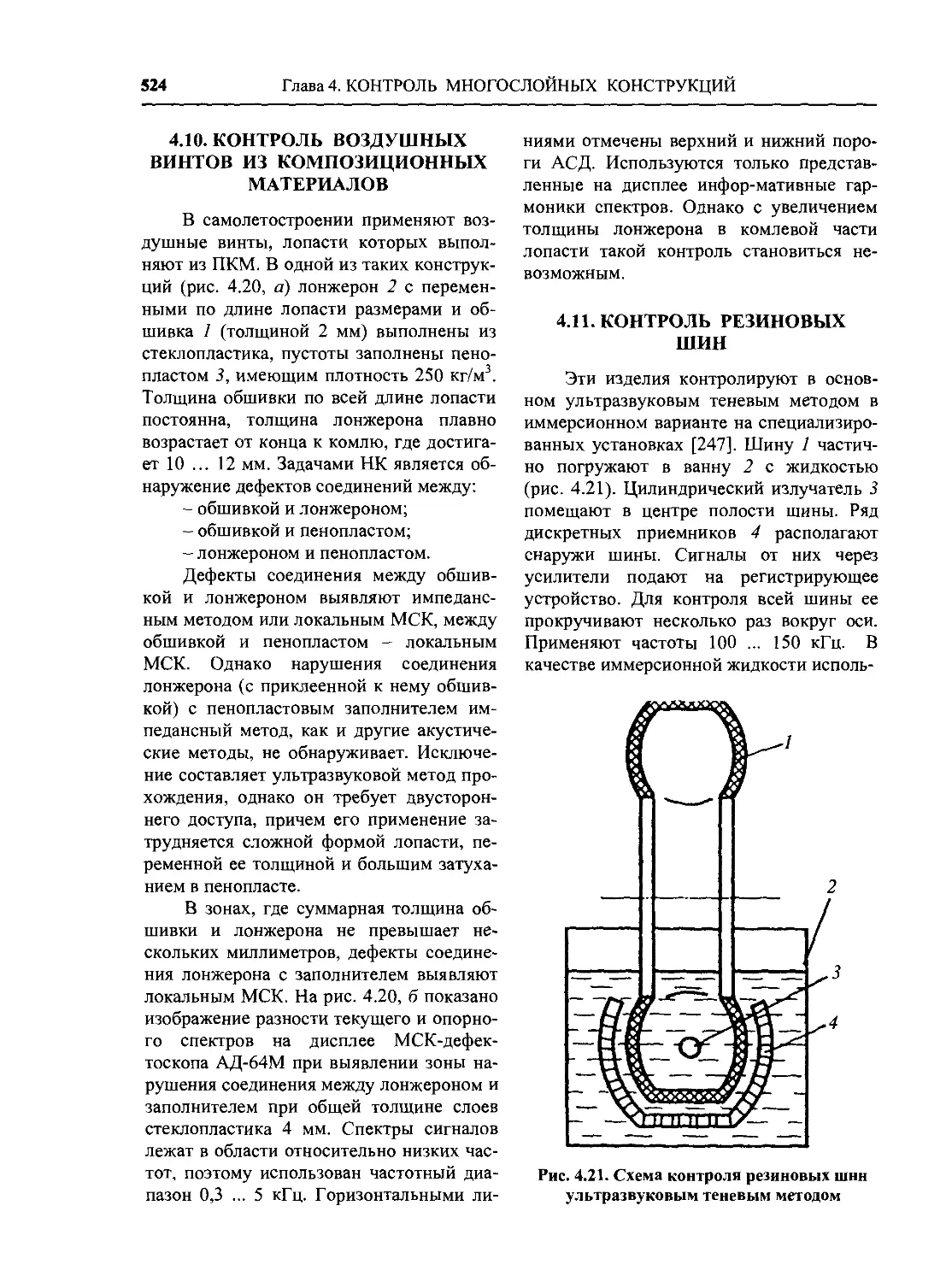
4.11. Контроль резиновых шин .. 524
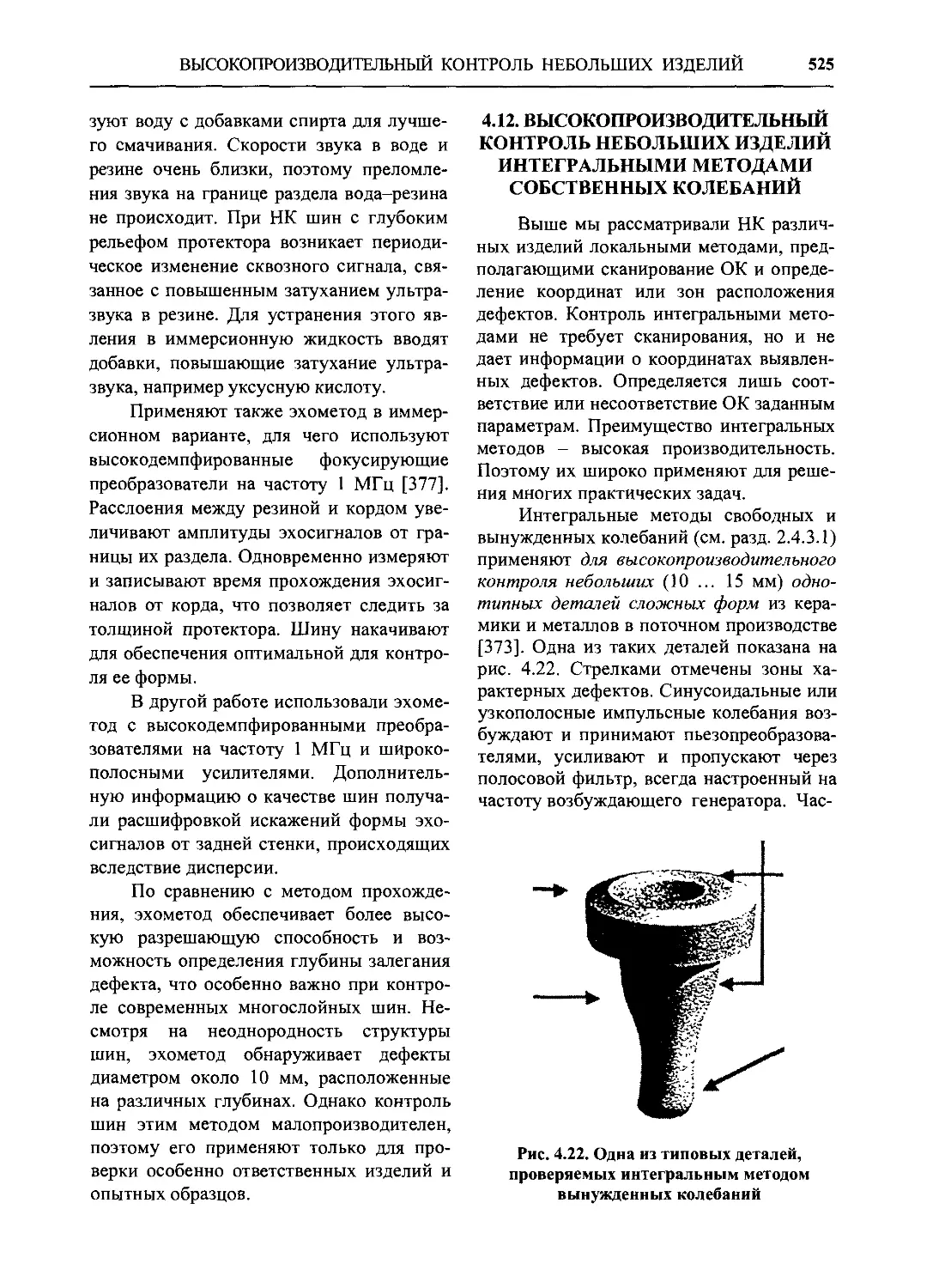
4.12. Высокопроизводительный
контроль небольших изделий
интегральными методами соб-
ственных частот............ 525
4.13. Контроль фарфора, стекла
и керамики................. 526
4.14. Дефектоскопия и толщи-
нометрия изделий из бетона и
железобетона............... 529
4.14.1. Общие сведения..... 529
4.14.2. Дефектоскопия и толщи-
нометрия................... 530
4.15. Контроль изделий из ПКМ
больших толщин со специаль-
ной обработкой информации ... 542
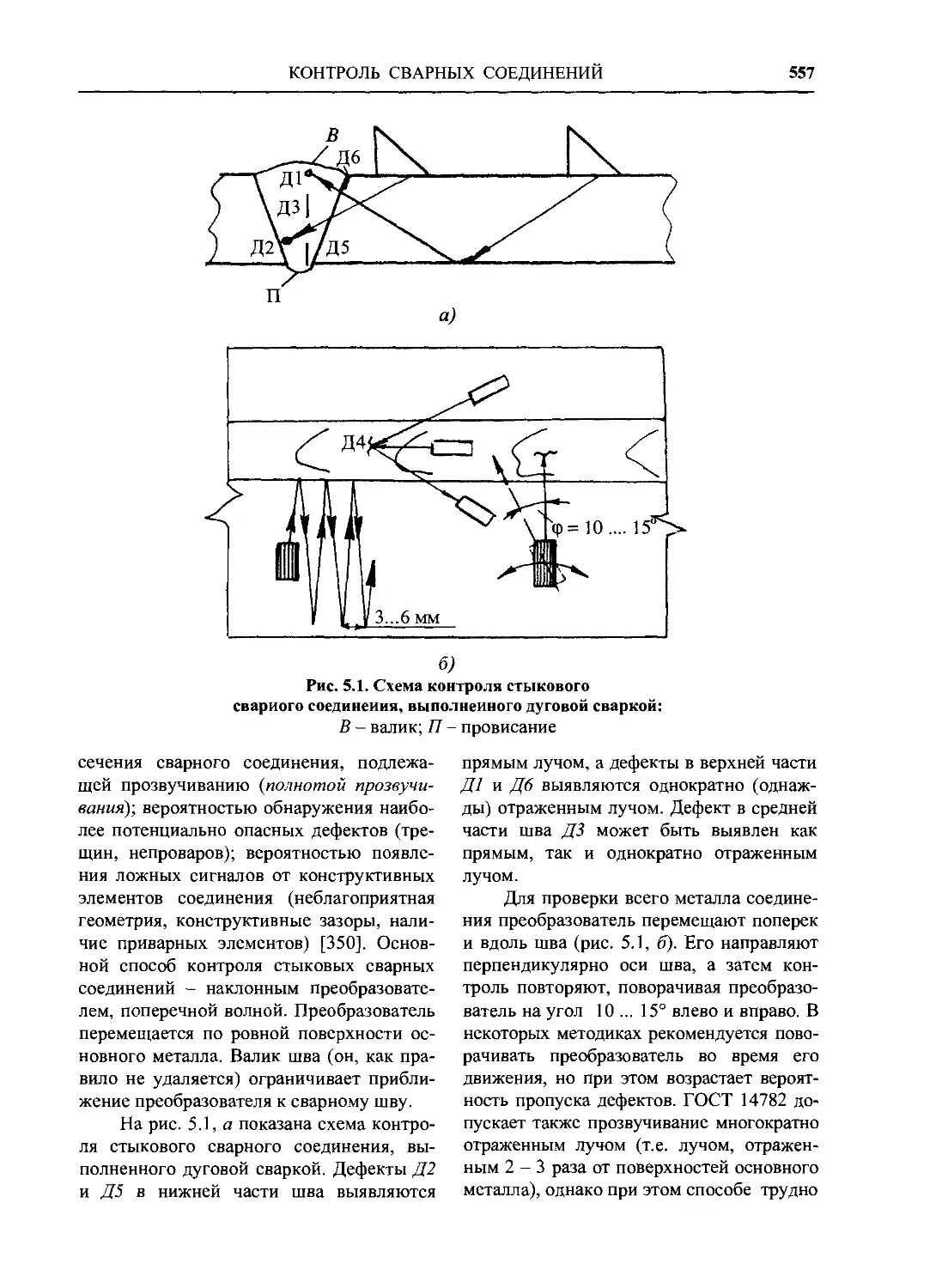
Глава 5. КОНТРОЛЬ СОЕДИНЕ-
НИЙ ........................ 555
5.1. Контроль сварных соедине-
ний ....................... 555
5.1.1. Общие рекомендации при
контроле сварки плавлением .... 555
5.1.1.1. Средства контроля. 556
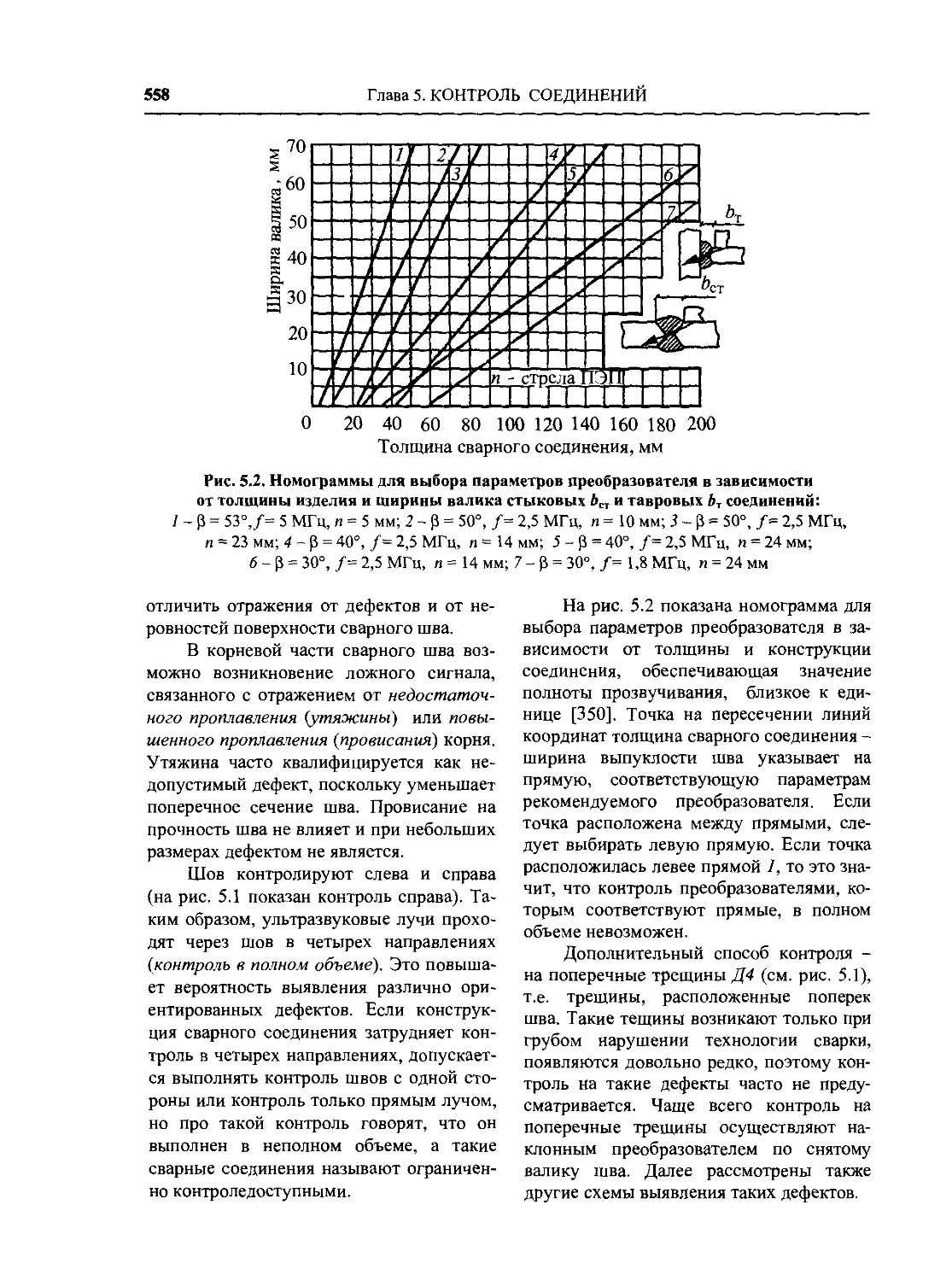
5.1.1.2. Схема контроля.... 556
5.1.1.3. Подготовка к контролю 559
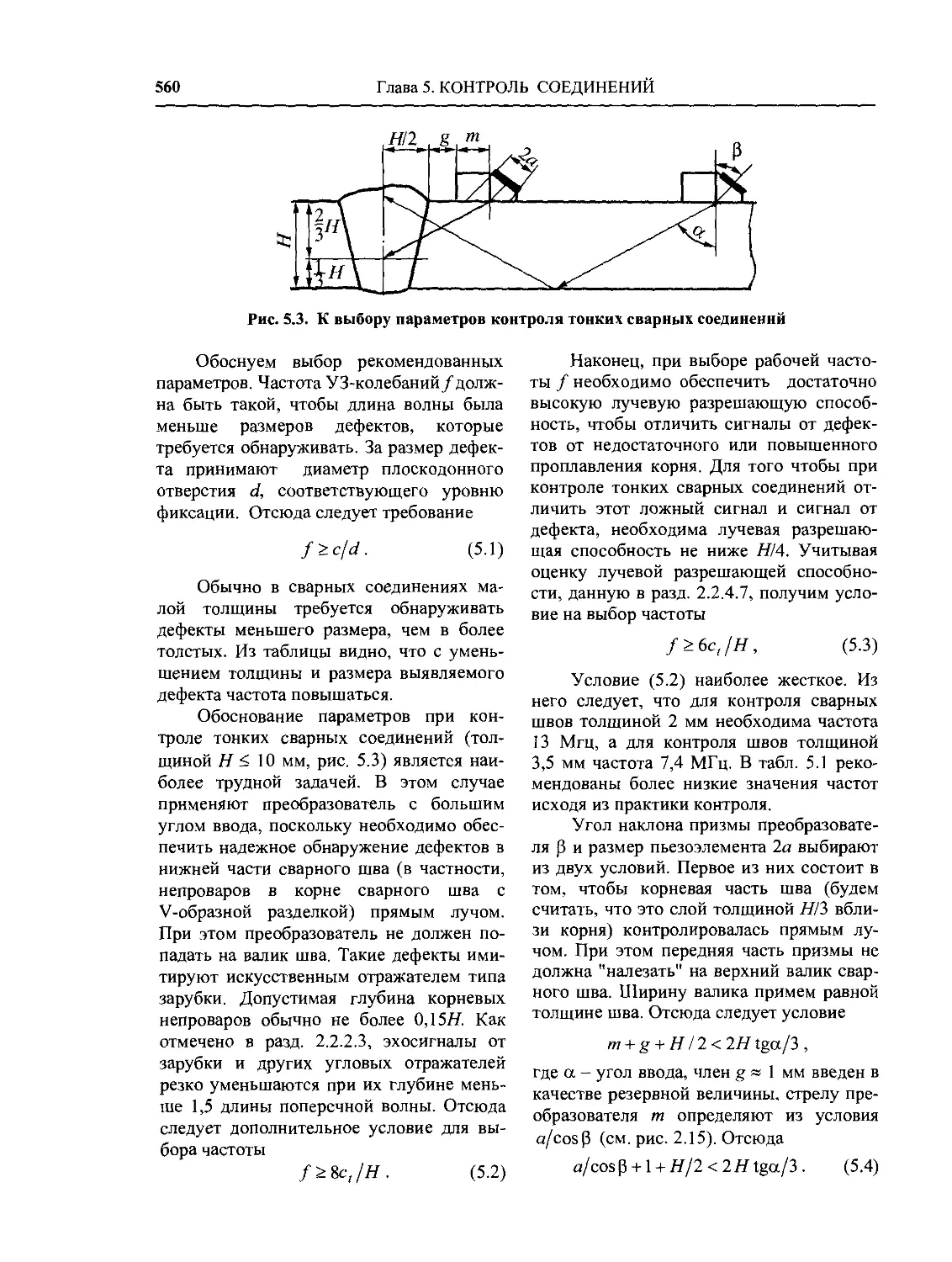
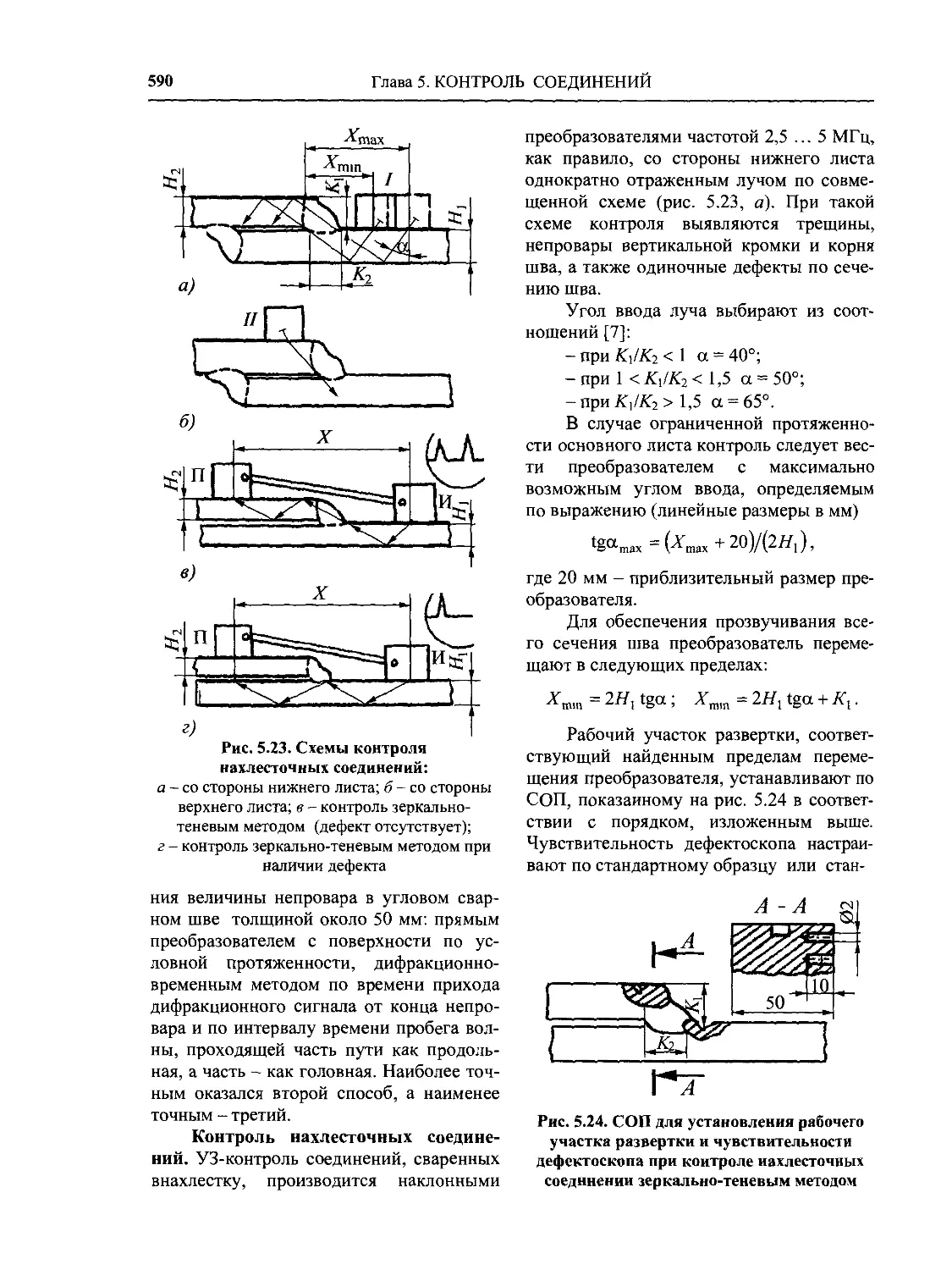
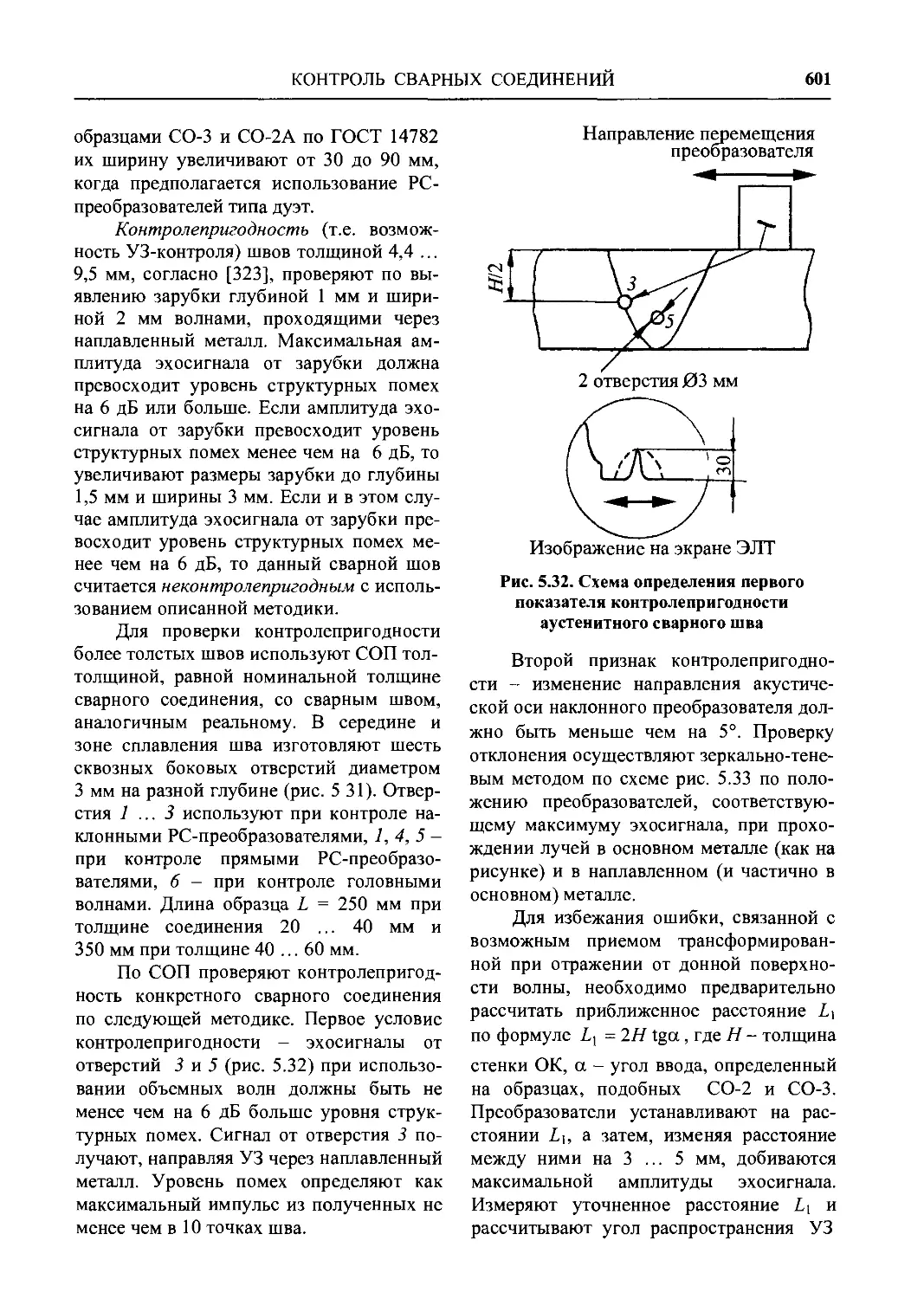
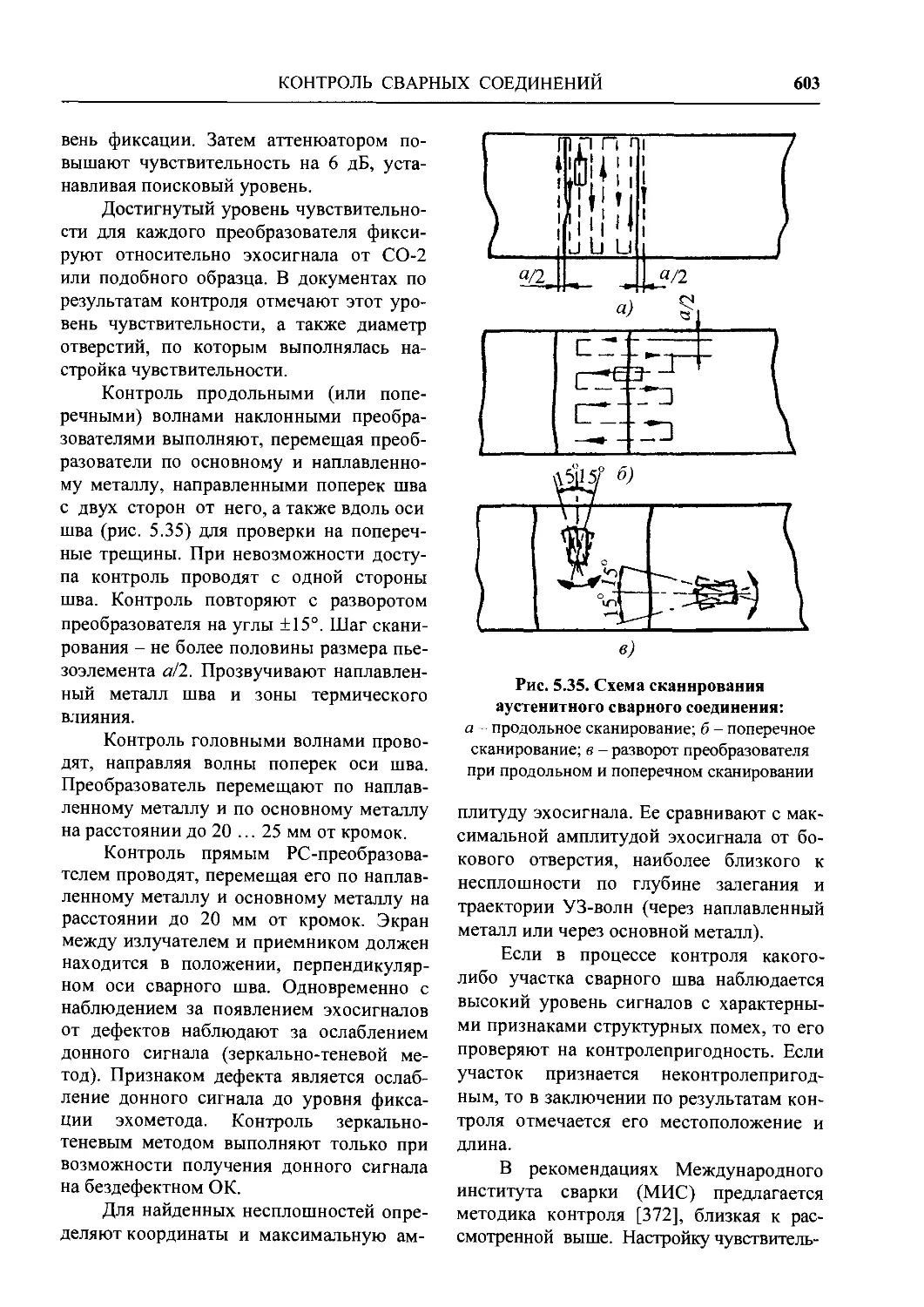
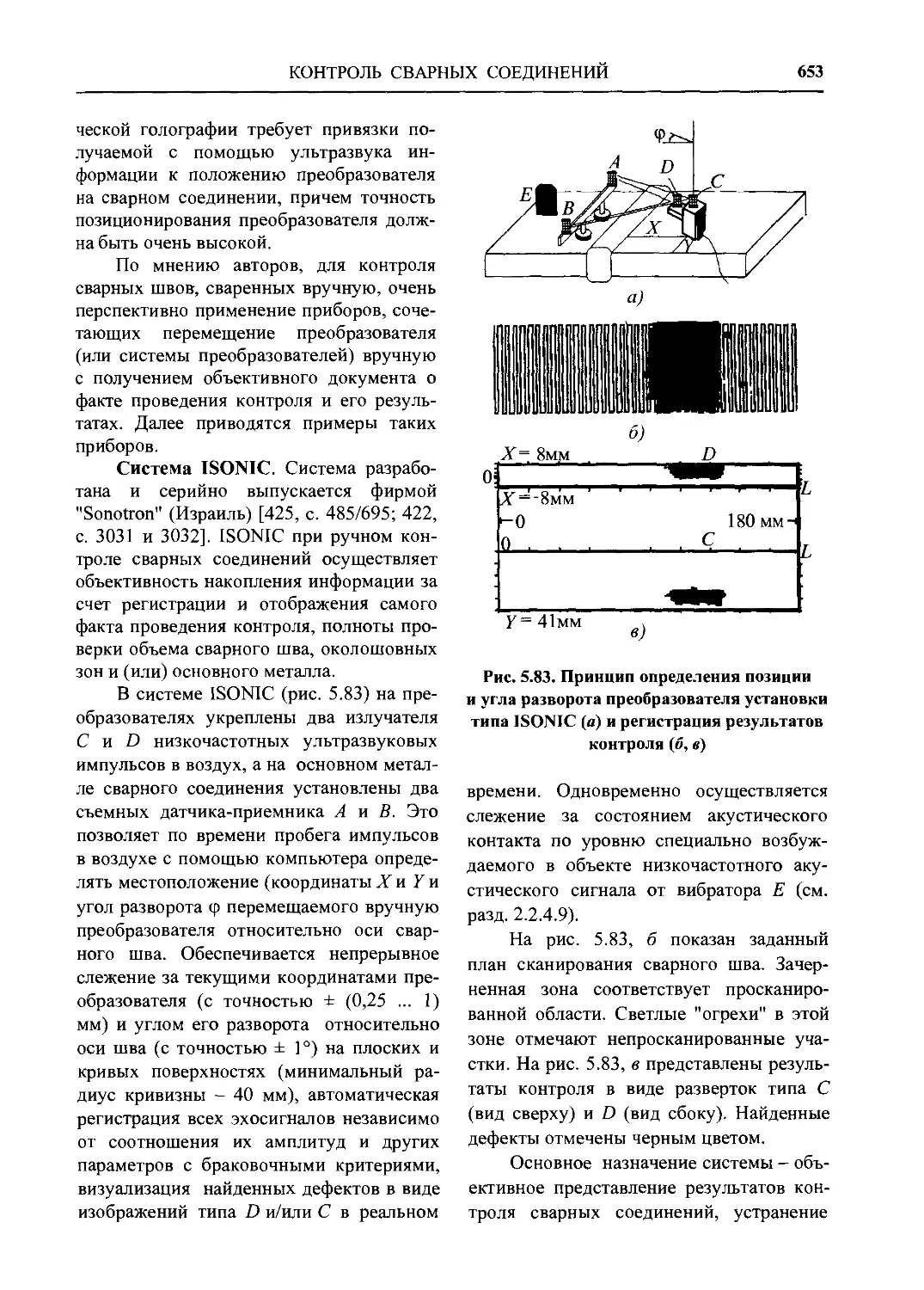
5.1.1.4. Проведение контроля .. 565
5.1.1.5. Оценка качества свар-
ных соединений............. 568
5.1.2. Контроль различных ти-
пов сварных соединений из уг-
леродистых сталей.......... 571
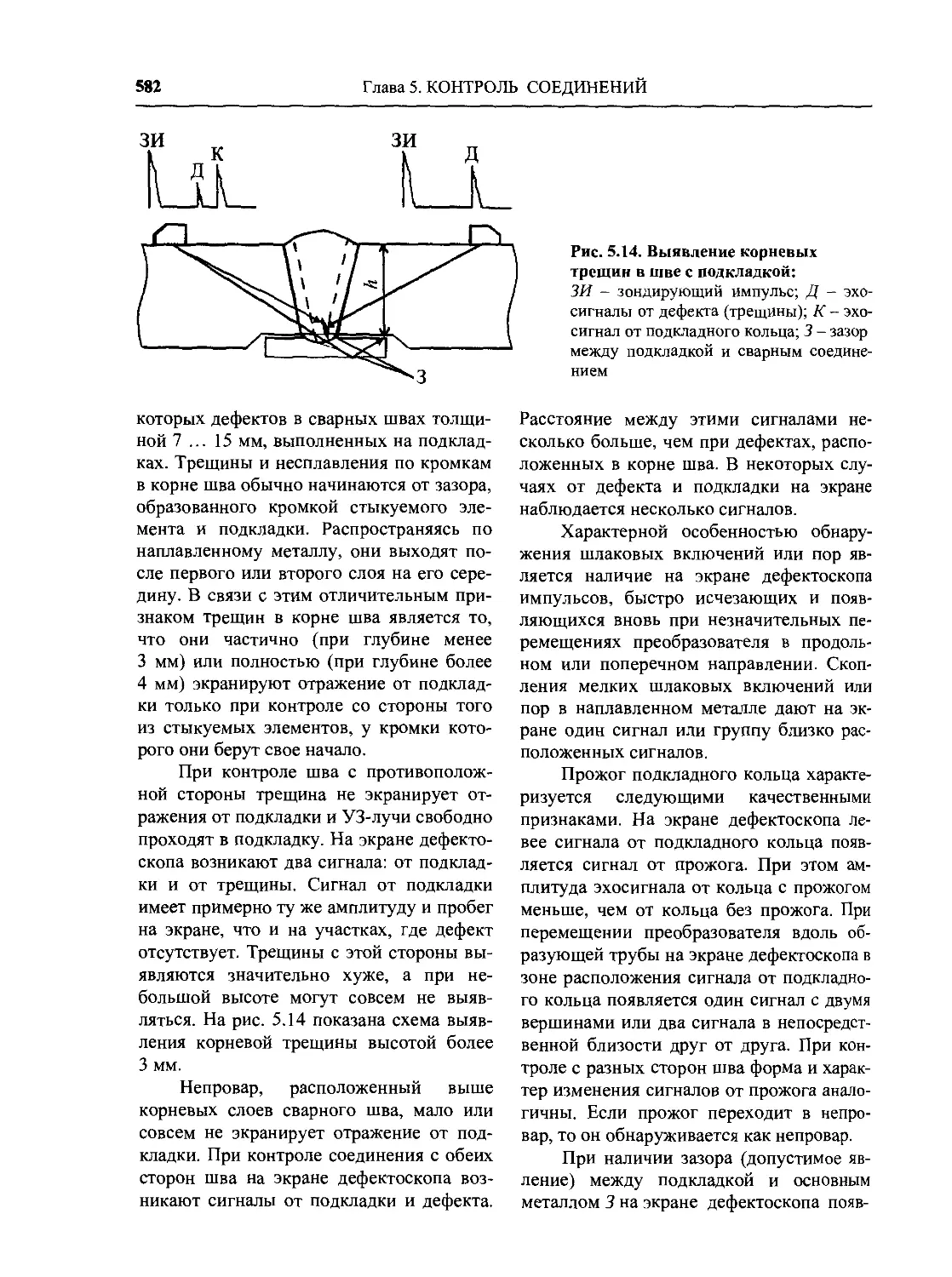
5.1.2.1. Контроль стыковых швов 571
5.1.2.2. Контроль стыковых
сварных соединений, выполнен-
ных на подкладках или в замок 580
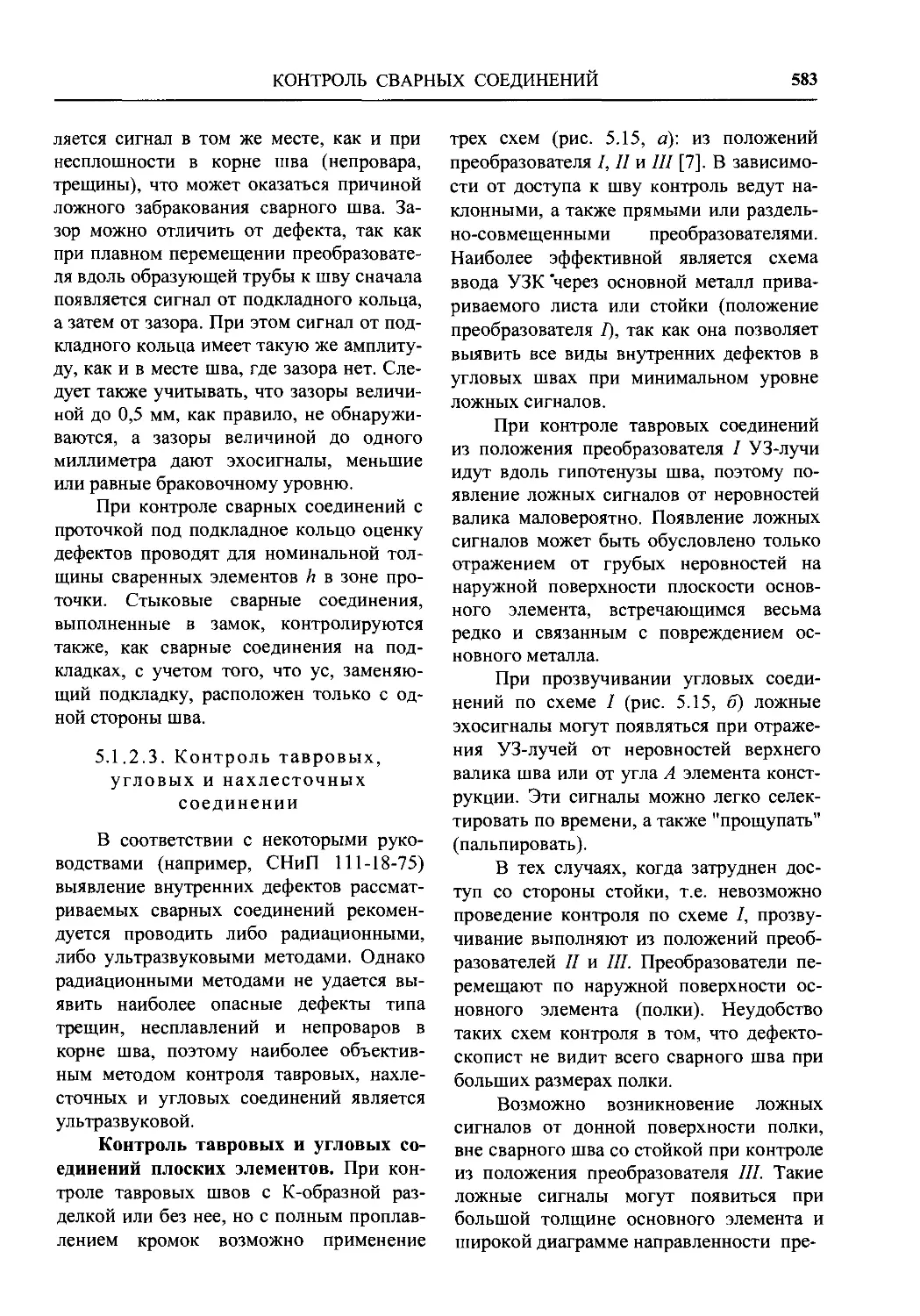
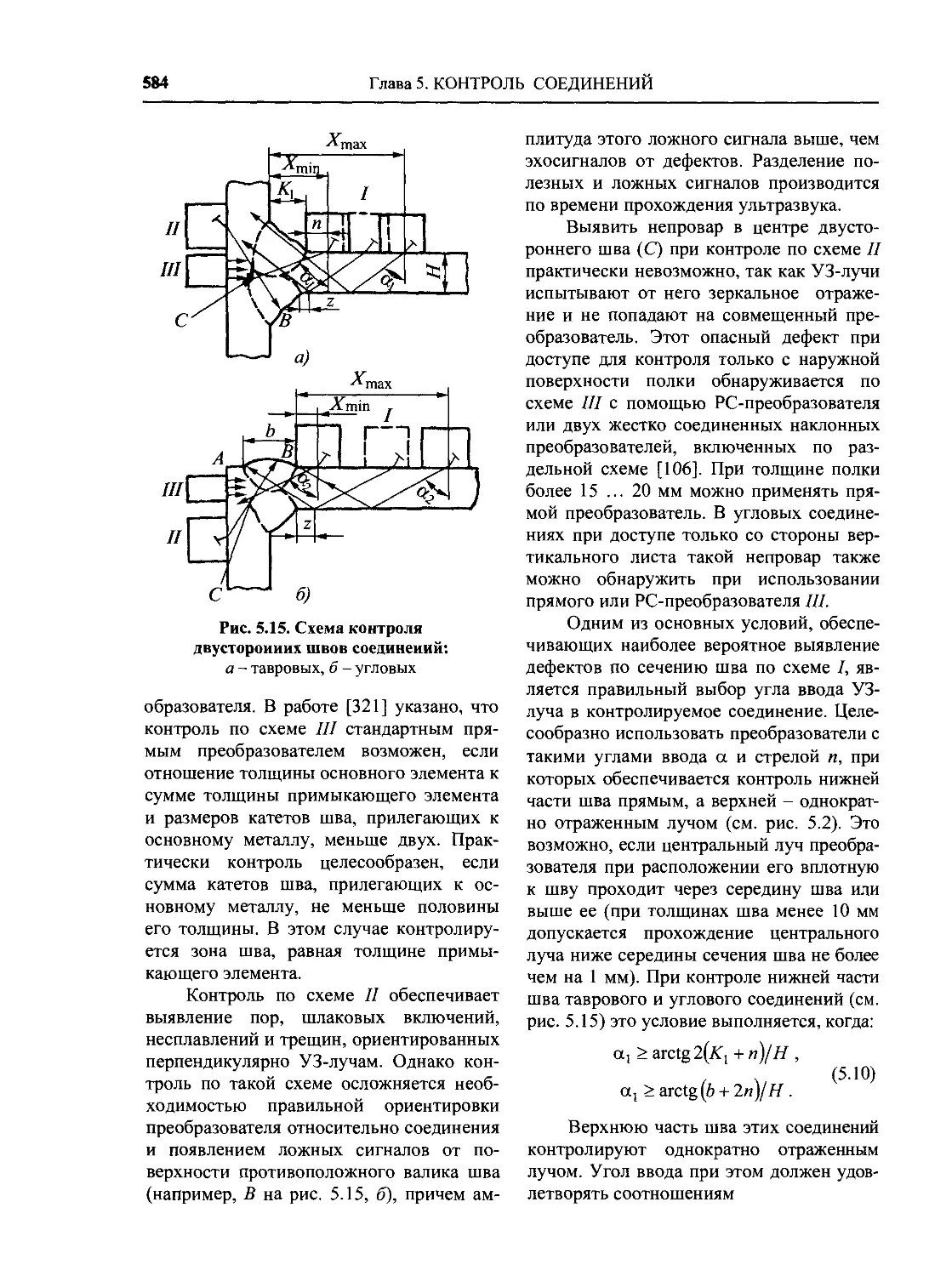
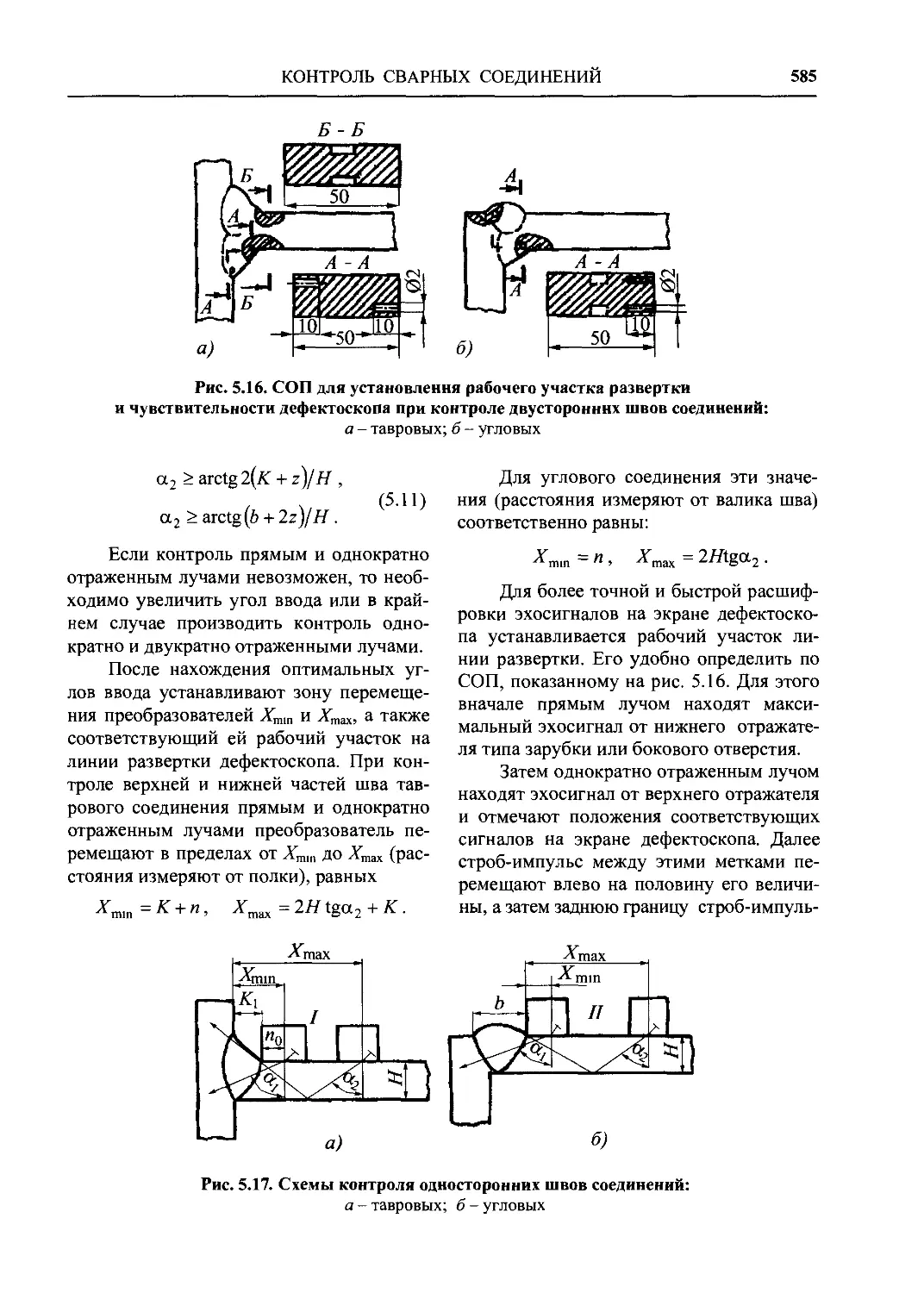
5.1.2.3. Контроль тавровых, уг-
ловых и нахлесточных соеди-
нений 583
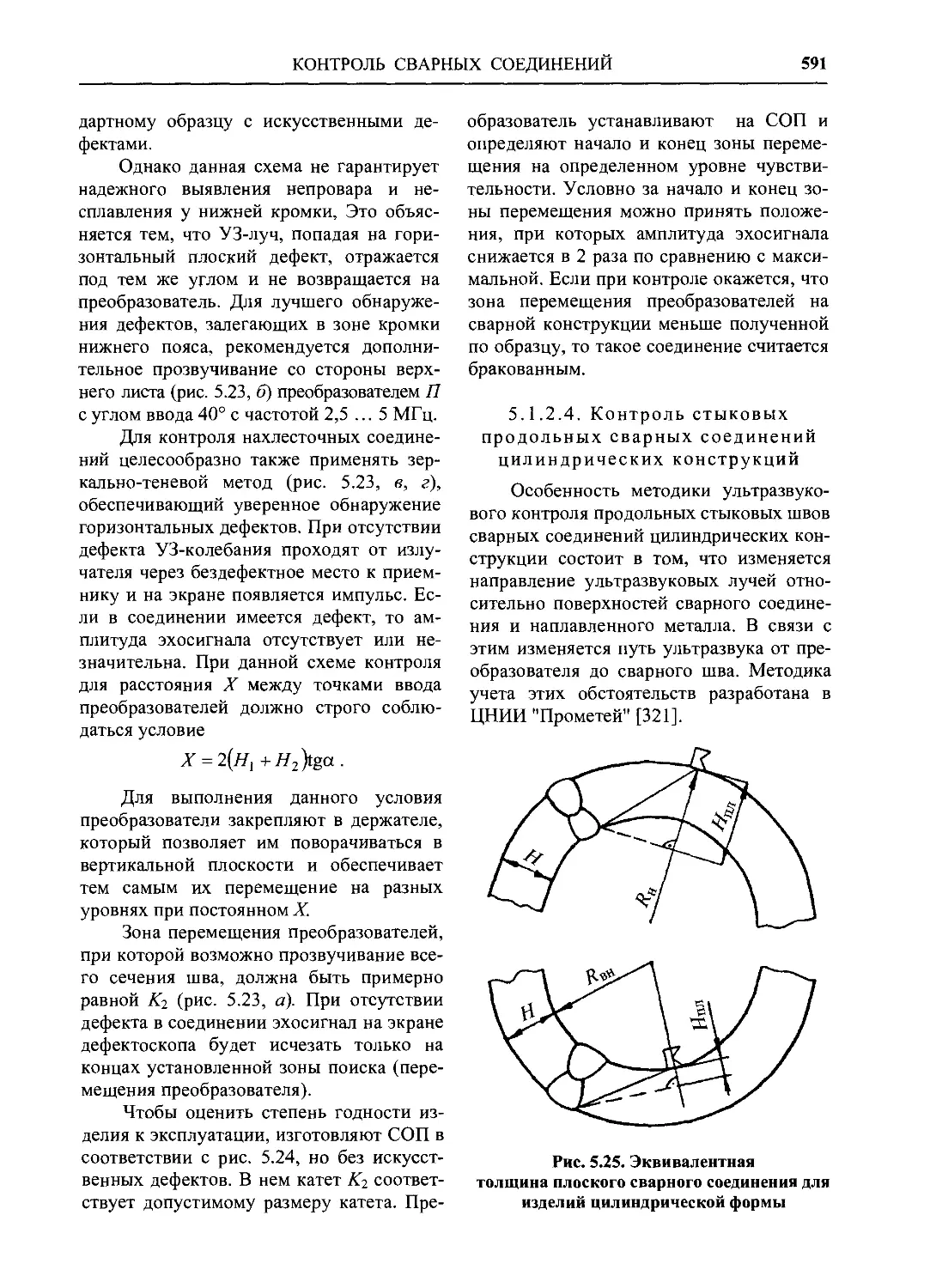
5.1.2.4. Контроль стыковых про-
дольных сварных соединений
цилиндрических конструкций... 591
5.1.2.5. Контроль сварных со-
единений сферических изделий 594
ОГЛАВЛЕНИЕ
7
5.1.2.6. Контроль швов, выпол-
ненных электронно-лучевой
сваркой.................... 596
5.1.3. Контроль сварных соеди-
нений и покрытий не из углеро-
дистых сталей.............. 597
5.1.3.1. Контроль аустенитных
сварных соединений......... 597
5.1.3.2. Контроль биметалличе-
ских материалов, покрытий,
наплавки, плакировки и сварных
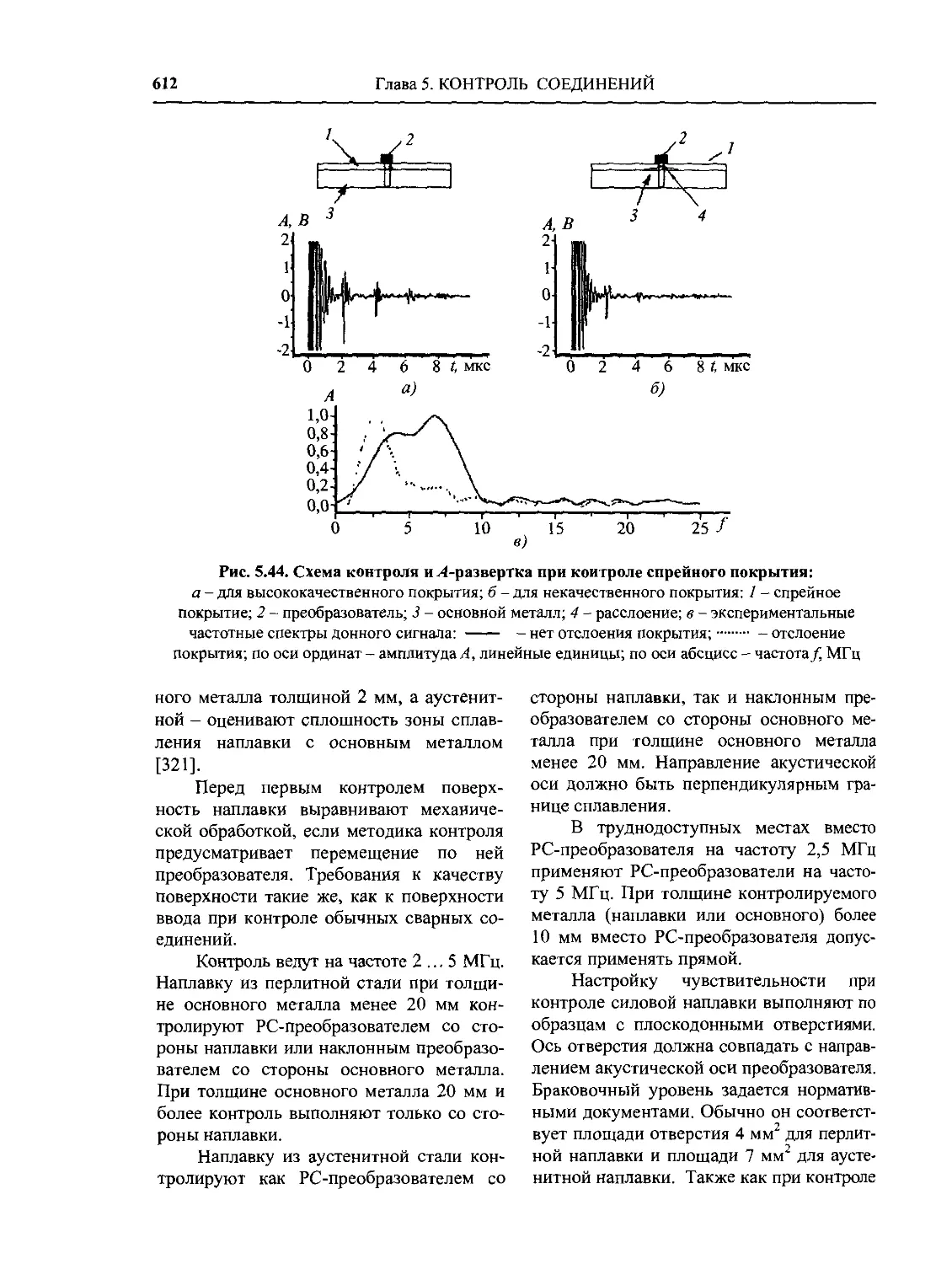
соединений с наплавкой...... 607
5.1.3.3. Особенности контроля
сварных соединений некоторых
металлов.................... 618
5.1.3.4. Контроль сварных со-
единений труб из неармирован-
ных и армированных пластиков 620
5.1.4. Контроль соединений,
выполненных сваркой, давлени-
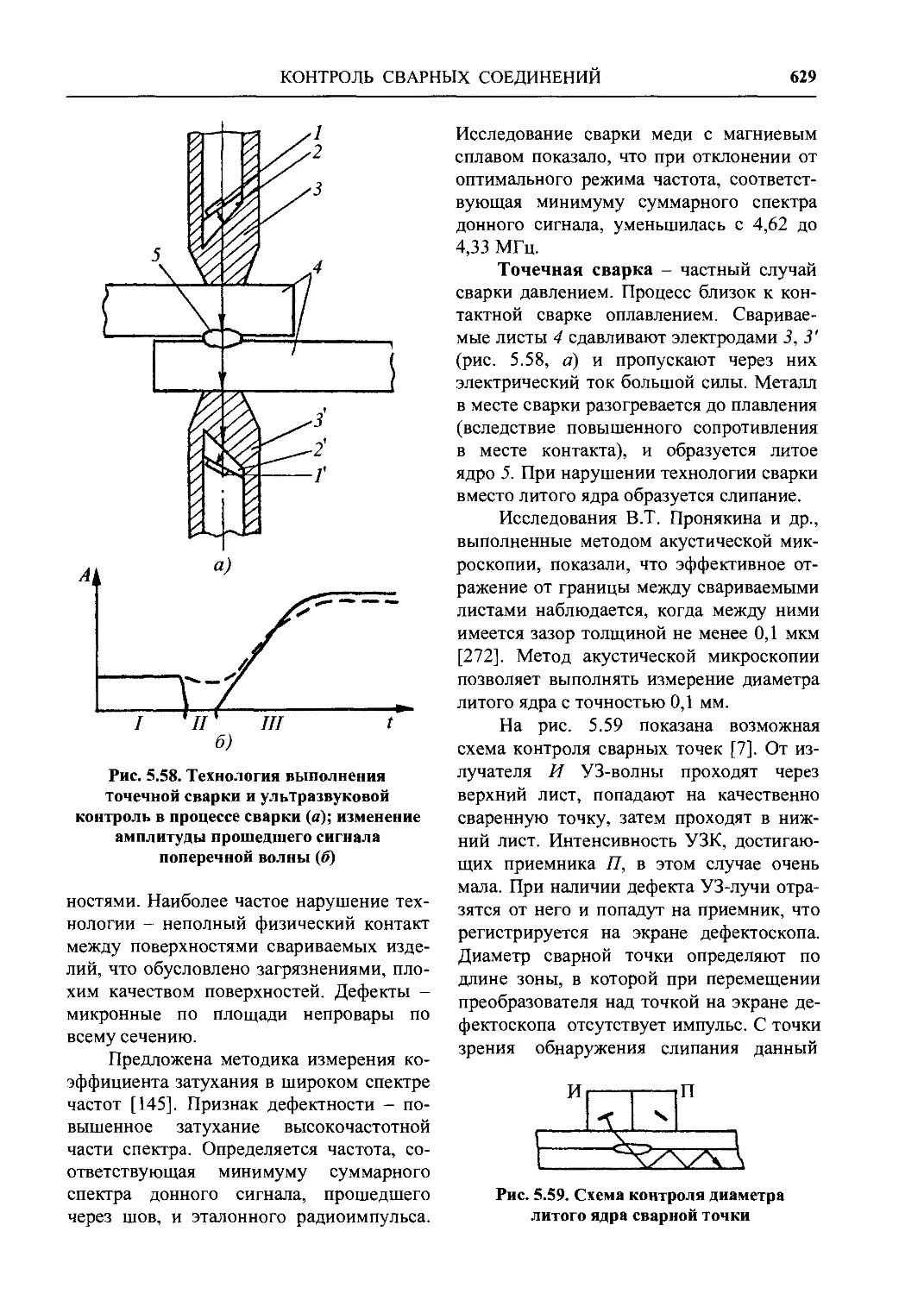
ем ........................ 624
5.1.5. Нестандартные варианты
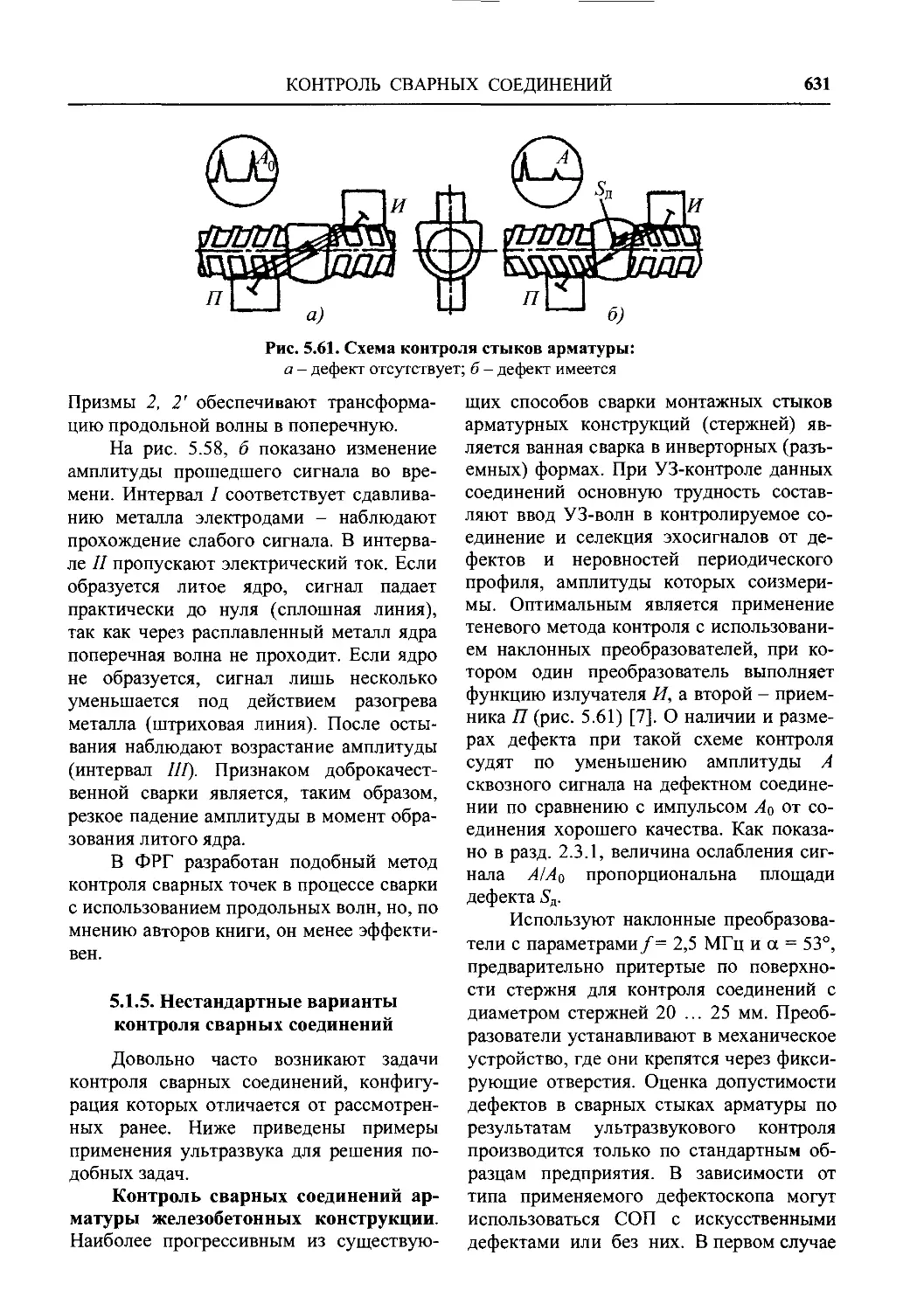
контроля сварных соединений 631
5.1.6. Сопоставление россий-
ских нормативных документов
по контролю сварных соедине-
ний и антикоррозионных напла-
вок с нормативными докумен-
тами других стран........... 641
5.1.7. Автоматизация и механи-
зация контроля сварных соеди-
нений ...................... 642
5.1.7.1. Особенности автомати-
зации и механизации контроля 642
5.1.7.2. Перемещение преобра-
зователей .................. 643
5.1.7.3. Обеспечение стабильно-
го акустического контакта 644
5.1.7.4. Автоматическая регист-
рация результатов контроля .... 644
5.1.7.5. Схемы автоматического
контроля.................... 645
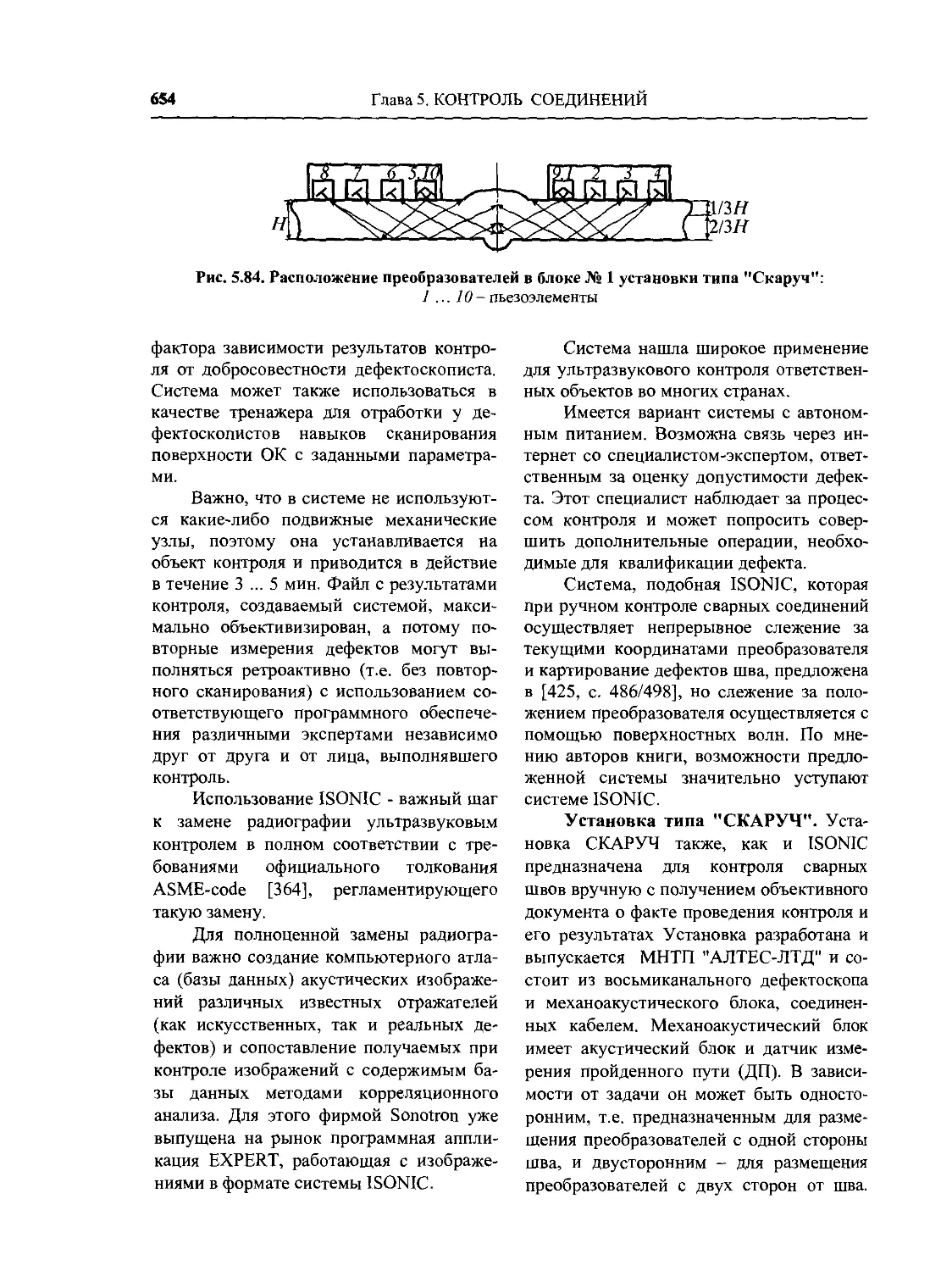
5.1.7.6. Установки автоматиче-
ского контроля.............. 646
5.1.7.7. Средства механизации
контроля.................... 651
5.1.8. Сопоставление и совме-
щение ультразвукового и радиа-
ционного методов контроля
сварных соединений.......... 657
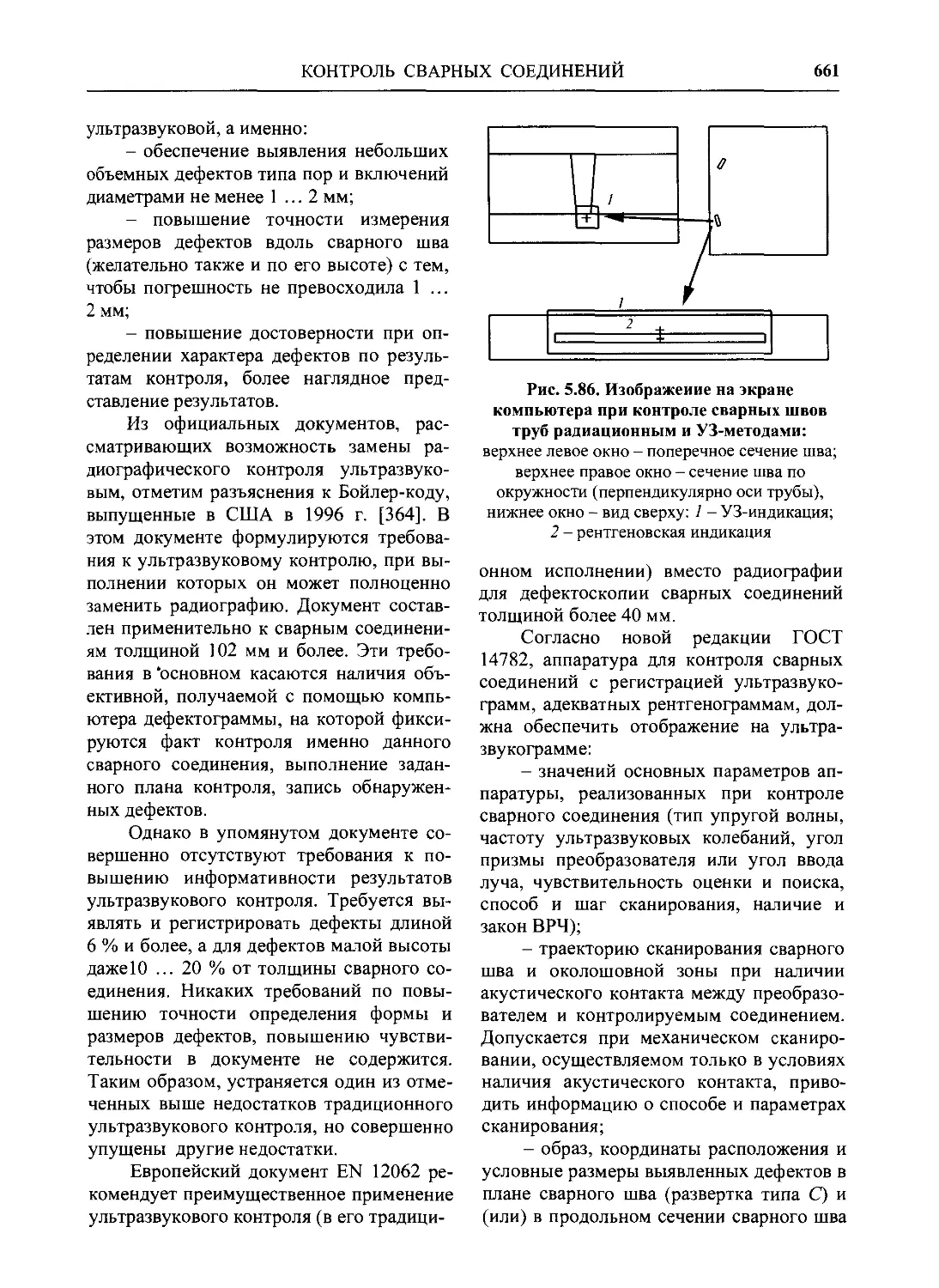
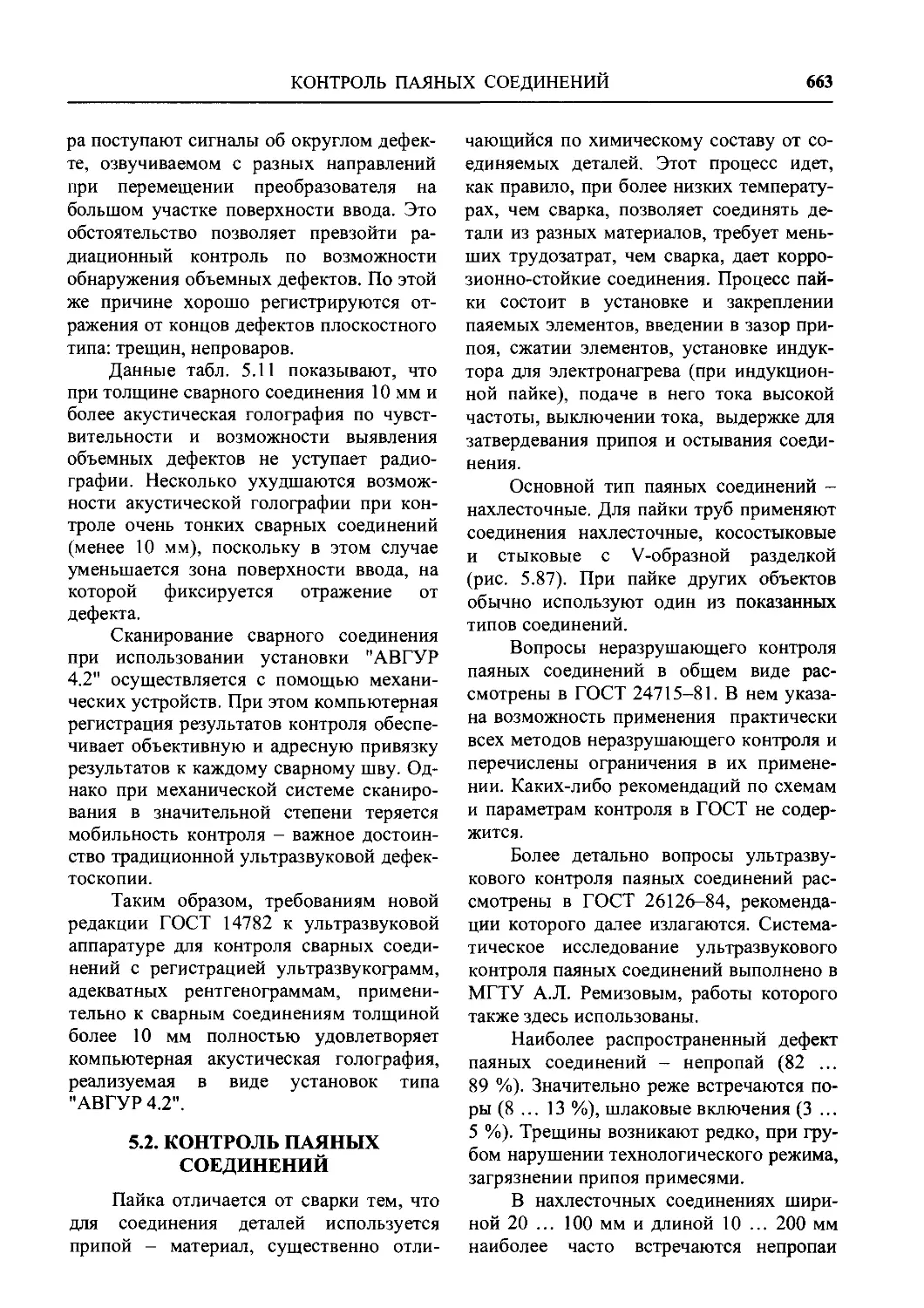
5.2. Контроль паяных соедине-
ний ........................ 663
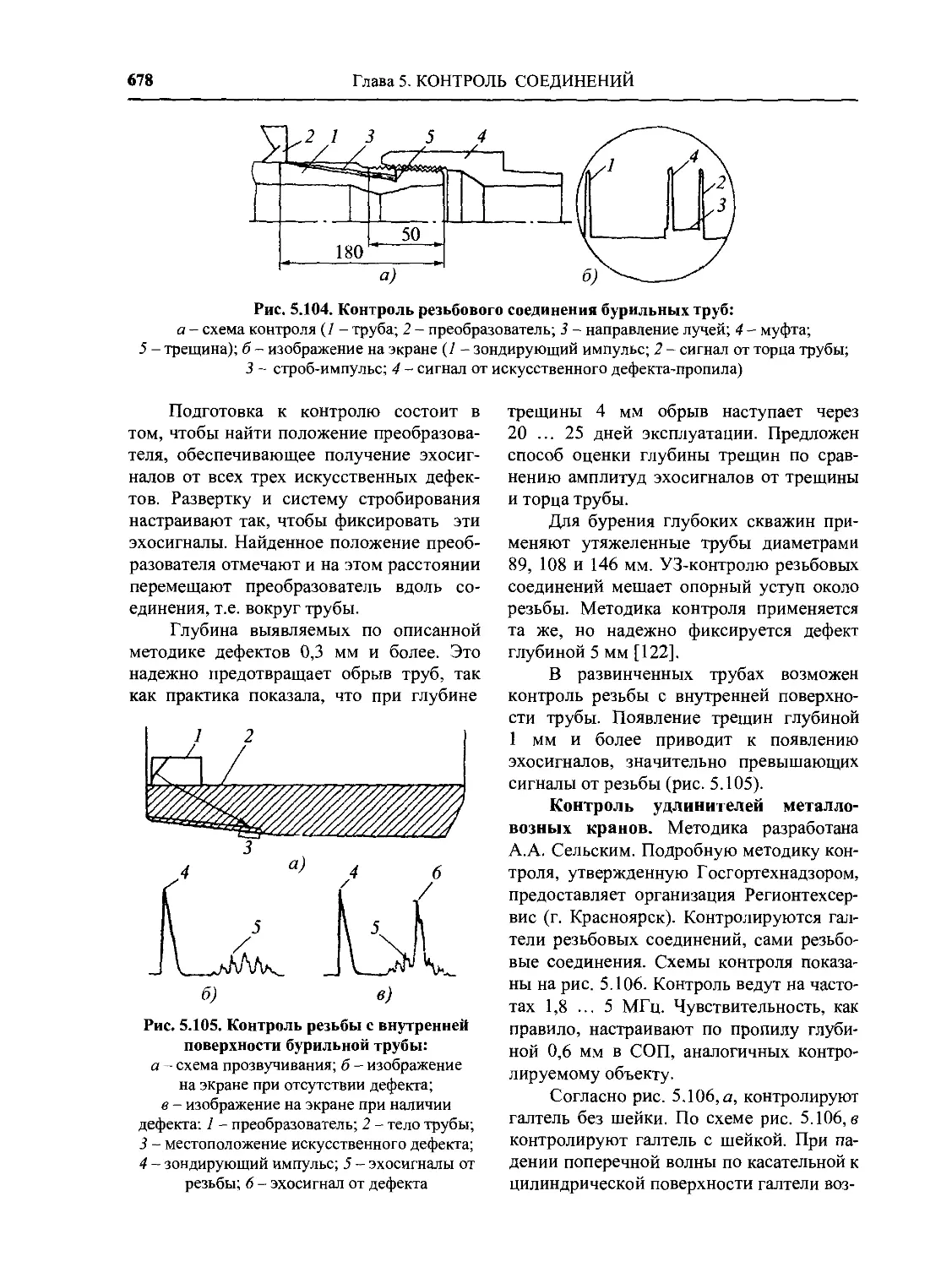
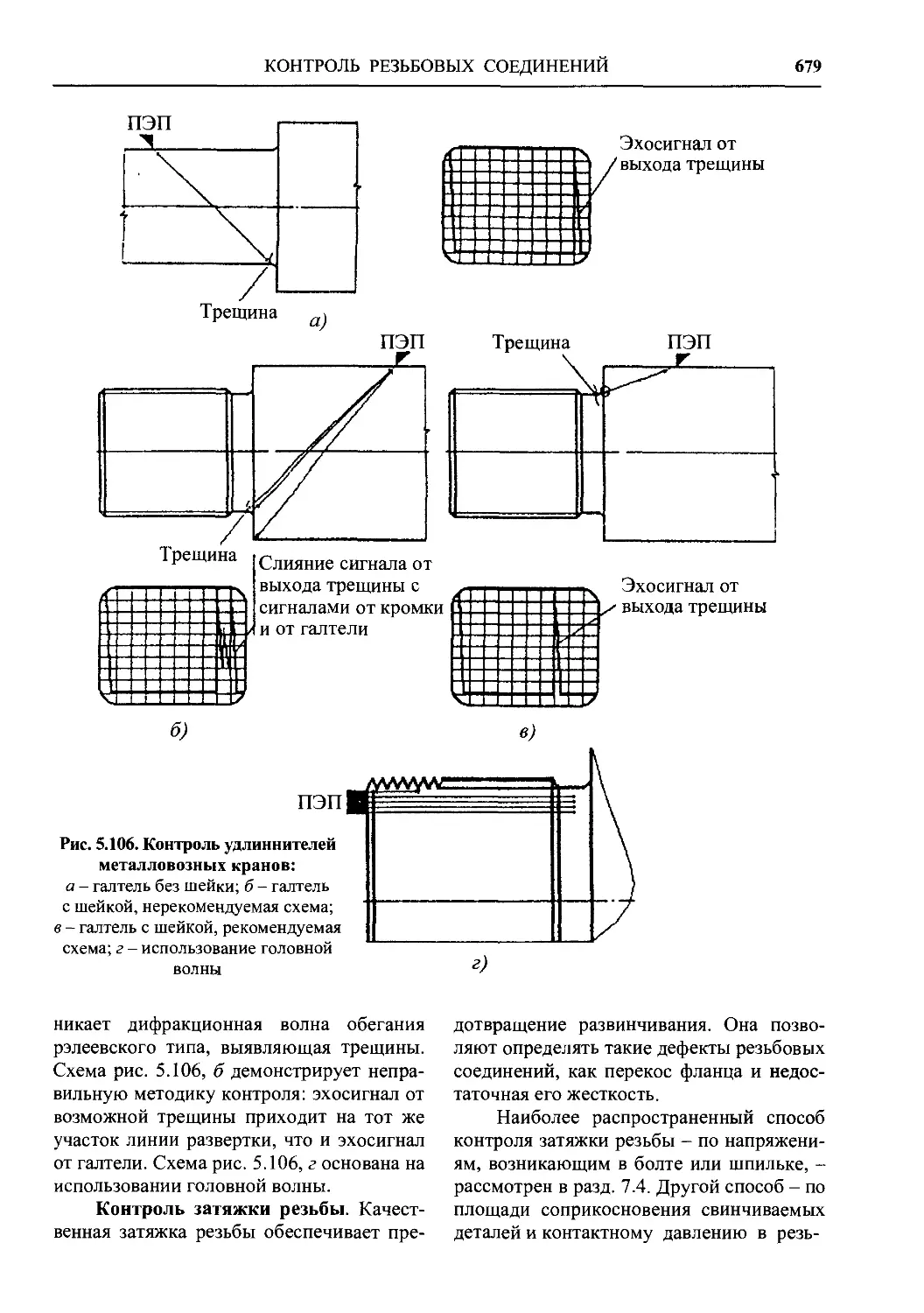
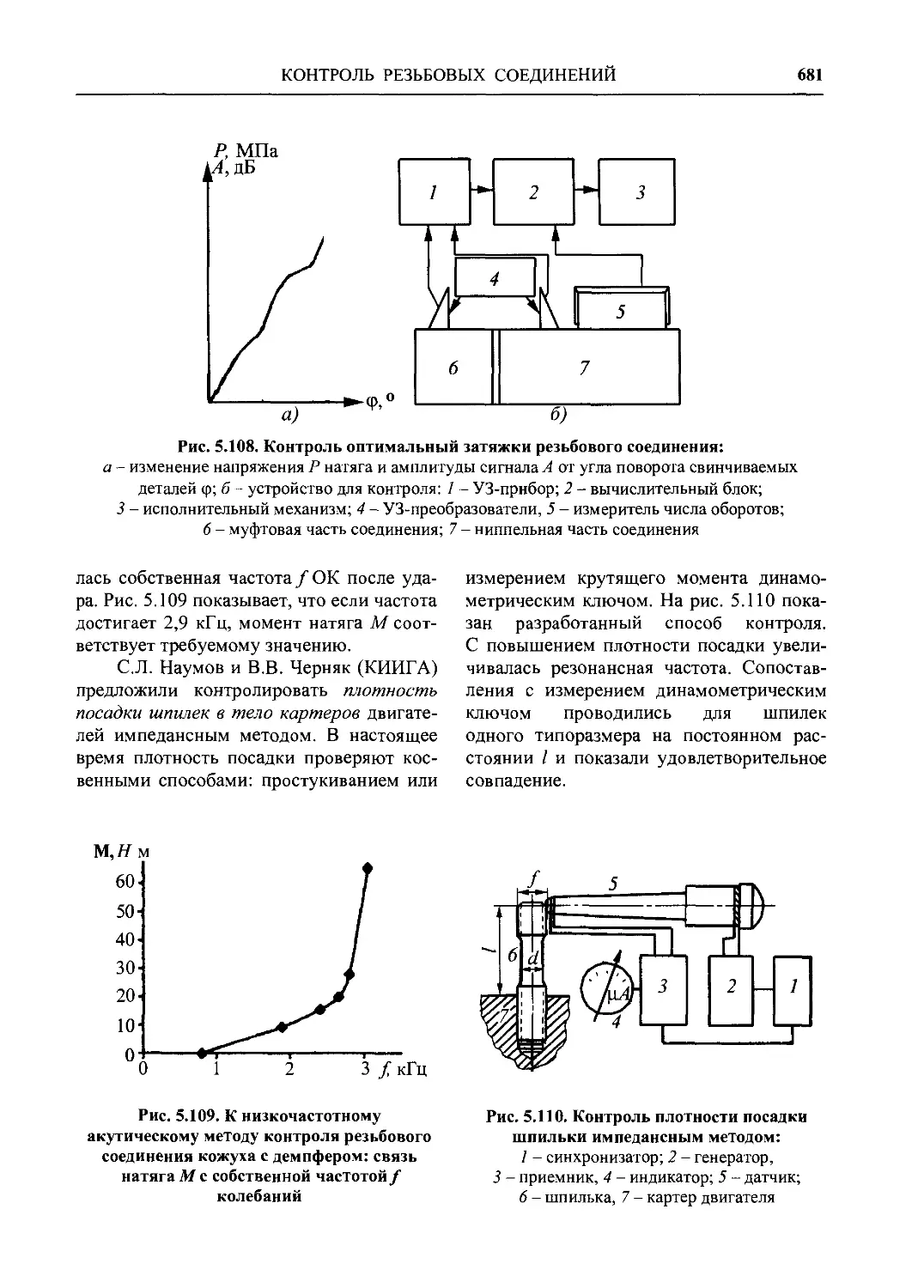
5.3. Контроль заливки....... 671
5.4. Контроль резьбовых соеди-
нений ...................... 672
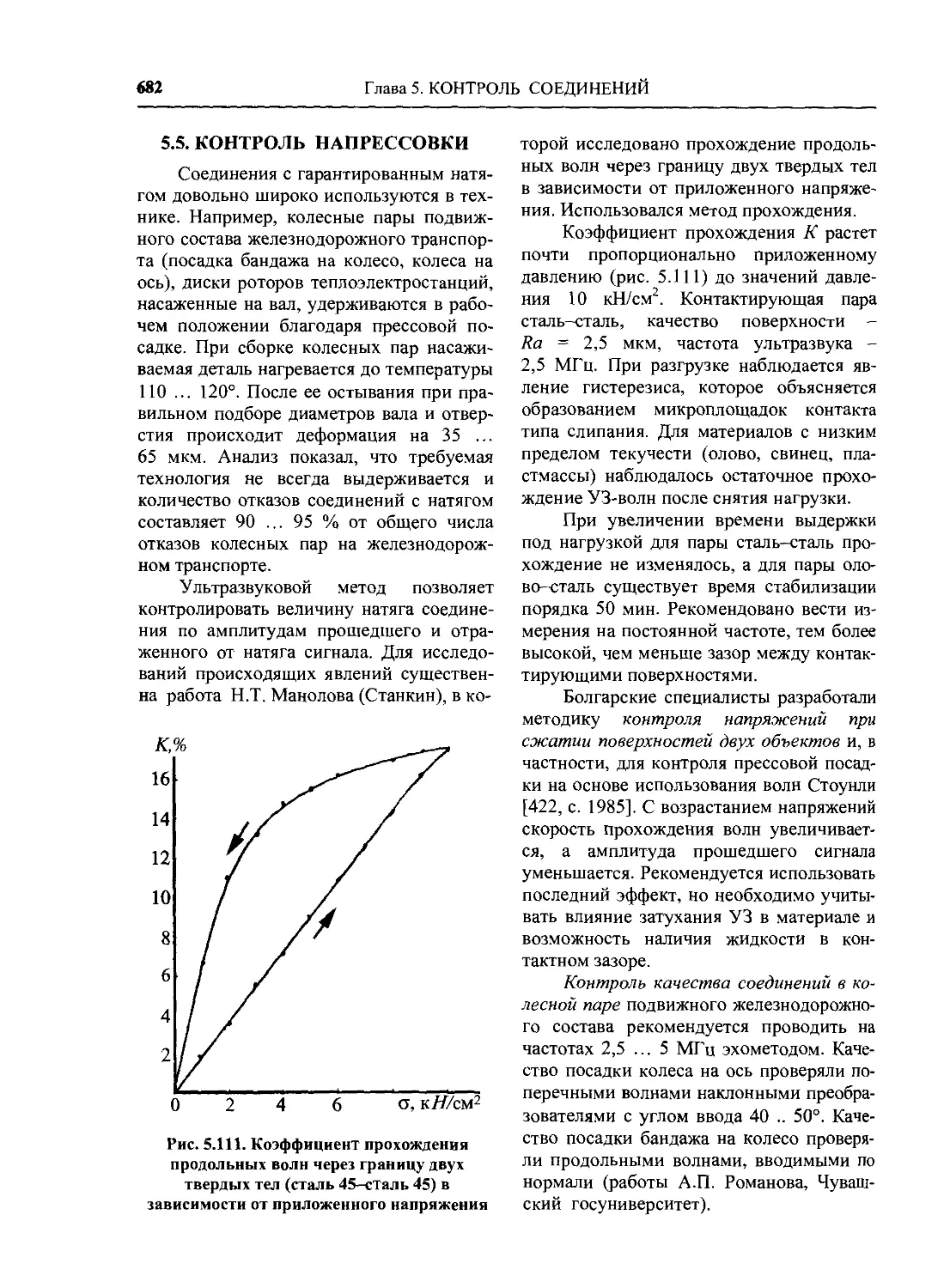
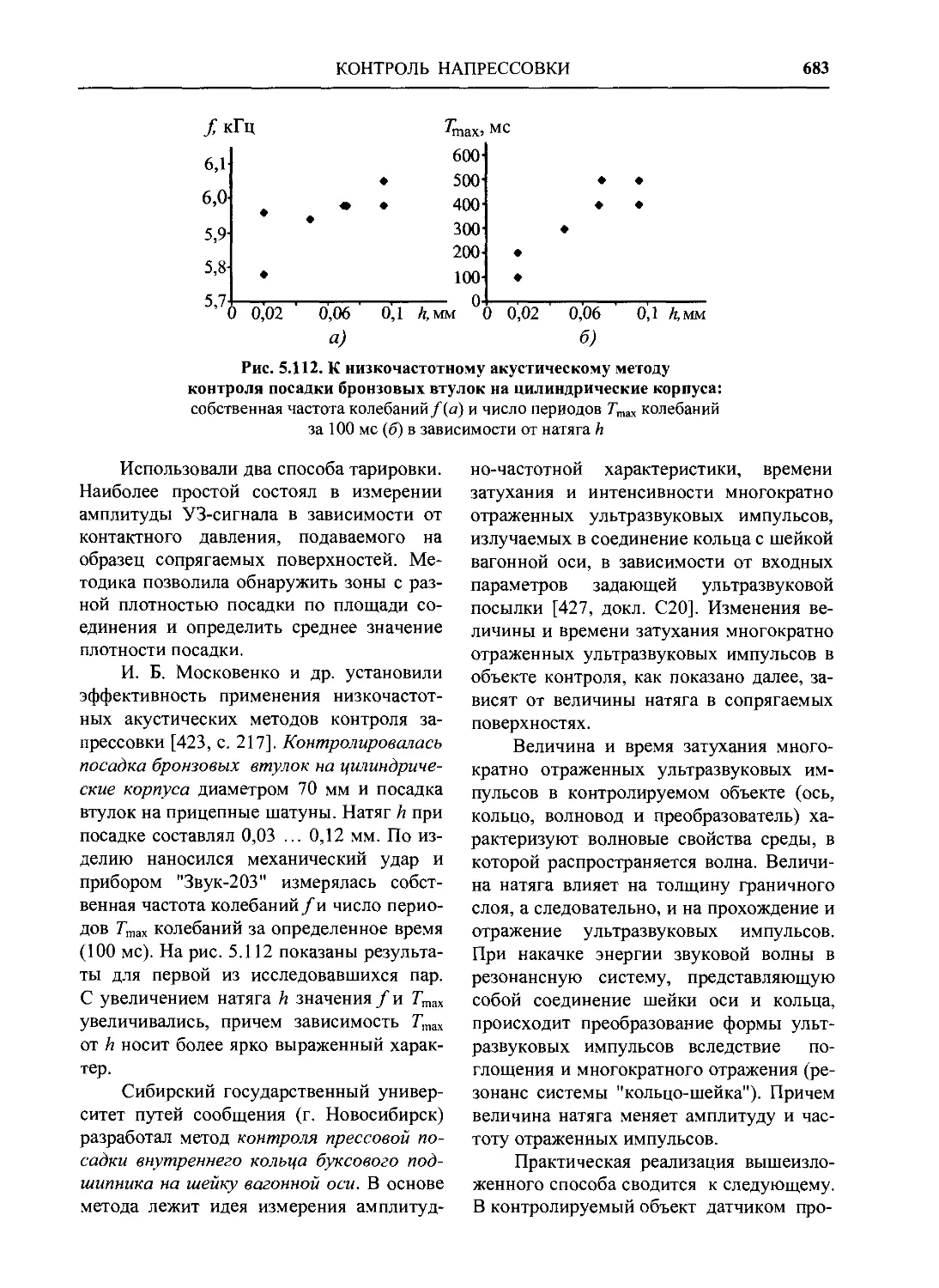
5.5. Контроль напрессовки... 682
5.6. Контроль заклепочных со-
единений ................... 685
5.7. Контроль клеевых соедине-
ний ........................ 687
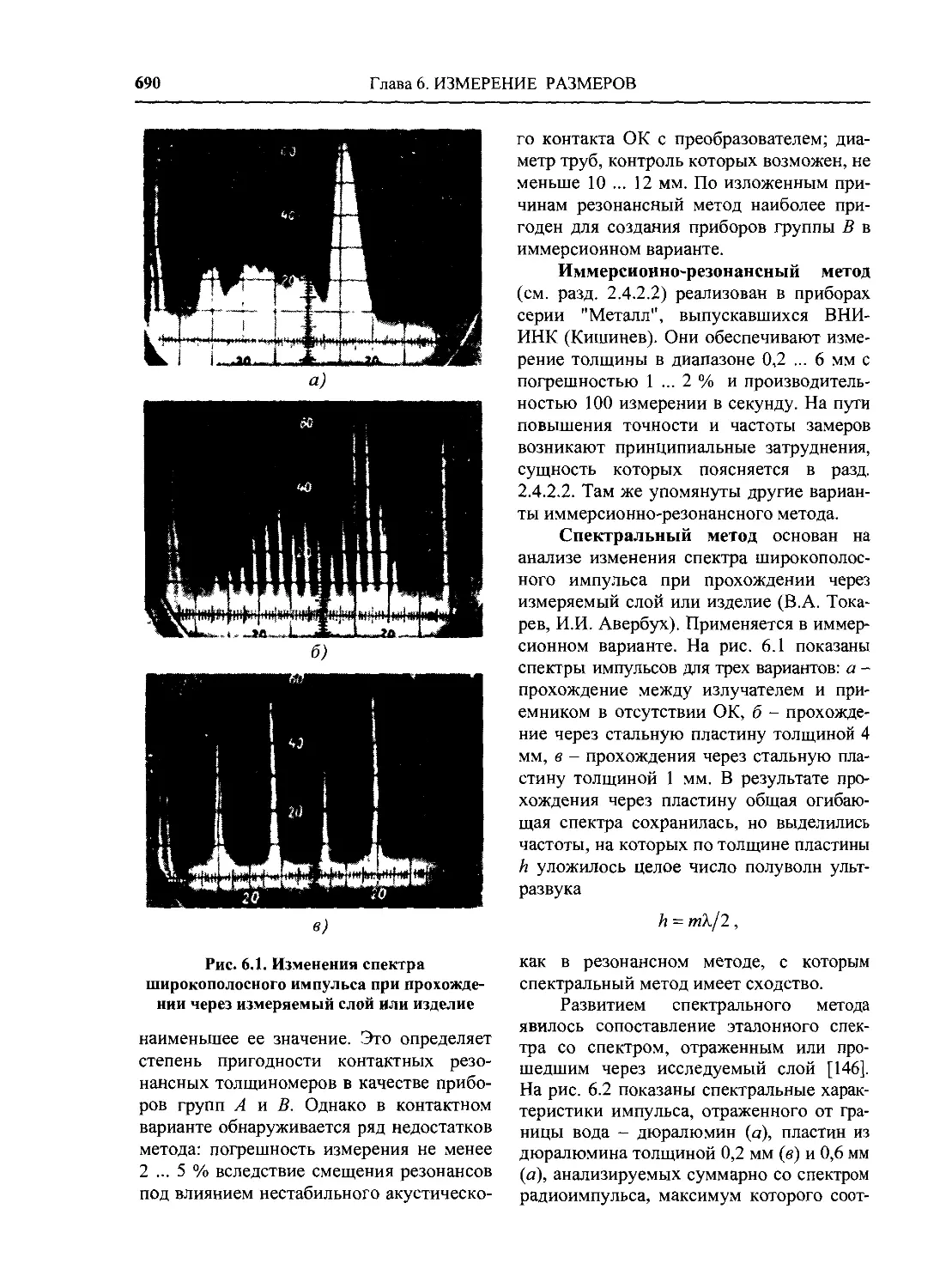
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ 689
6.1. Ультразвуковая толщино-
метрия...................... 689
6.1.1. Задачи и методы измере-
ния 689
6.1.2. Погрешности измерения 693
6.1.3. Ограничивающие пара-
метры объекта контроля..... 698
6.1.4. Аппаратура для толщино-
метрии...................... 699
6.1.5. Методики измерения тол-
щины ....................... 708
6.1.5.1. Основные положения 708
6.1.5.2. Измерение толщины в
атомной энергетике и судо-
строении ................... 710
6.1.5.3. Измерение толщины
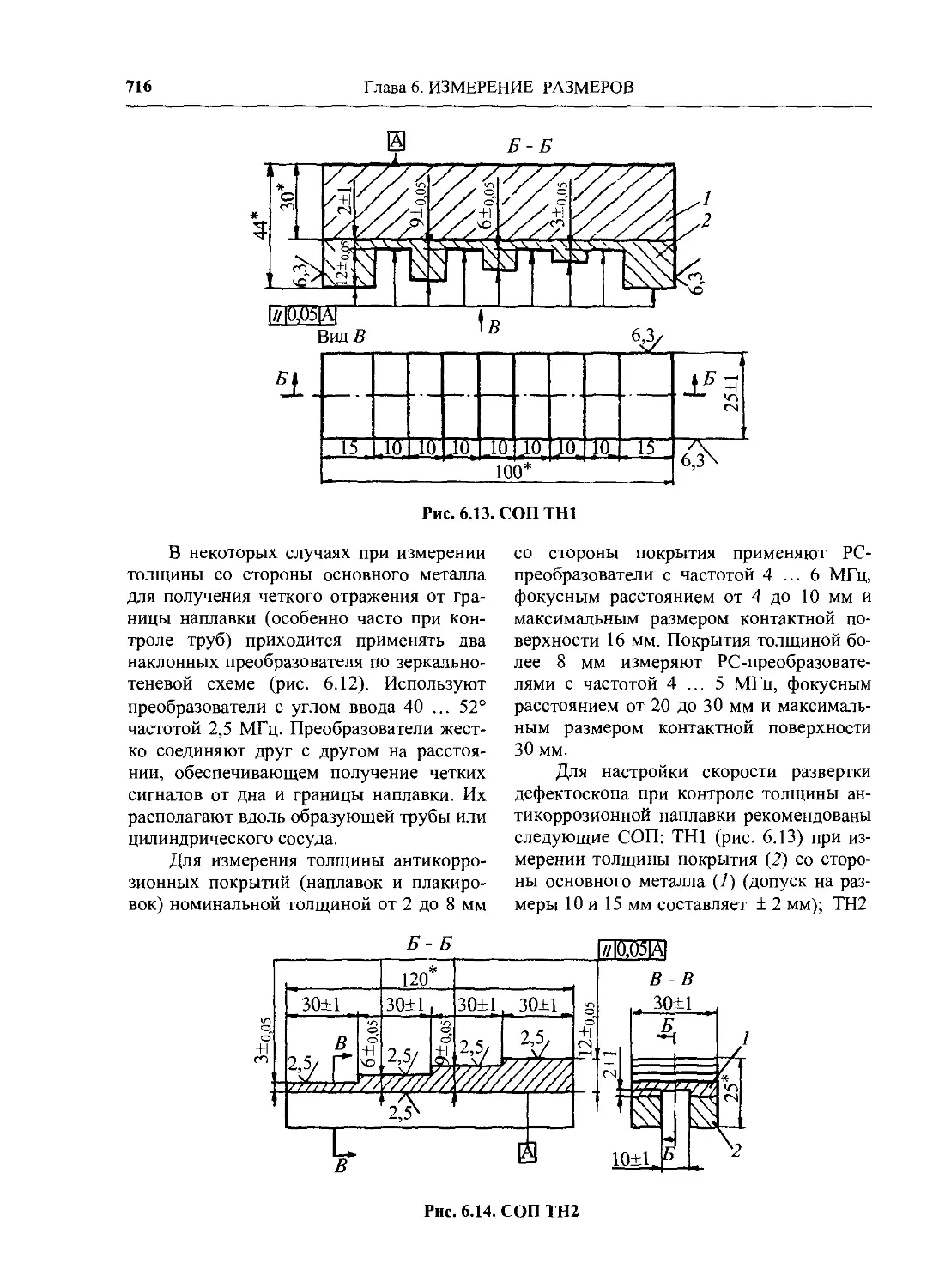
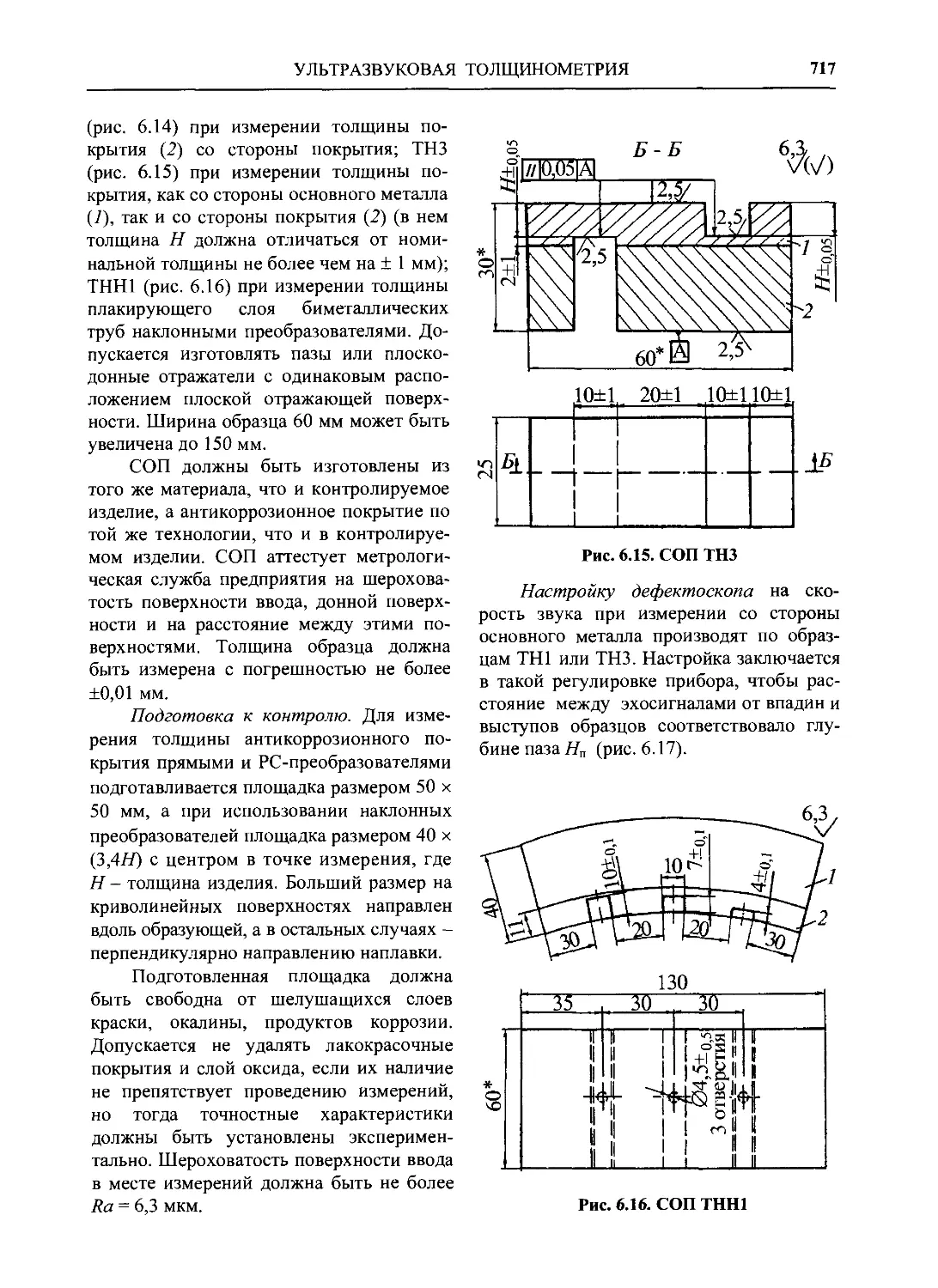
антикоррозионной наплавки ... 715
6.1.5.4. Измерение толщины сте-
нок литых лопаток авиадвигате-
лей ........................ 719
6.1.5.5. Контроль труб на ло-
кальные утонения............ 721
6.2. Измерение деформаций .... 721
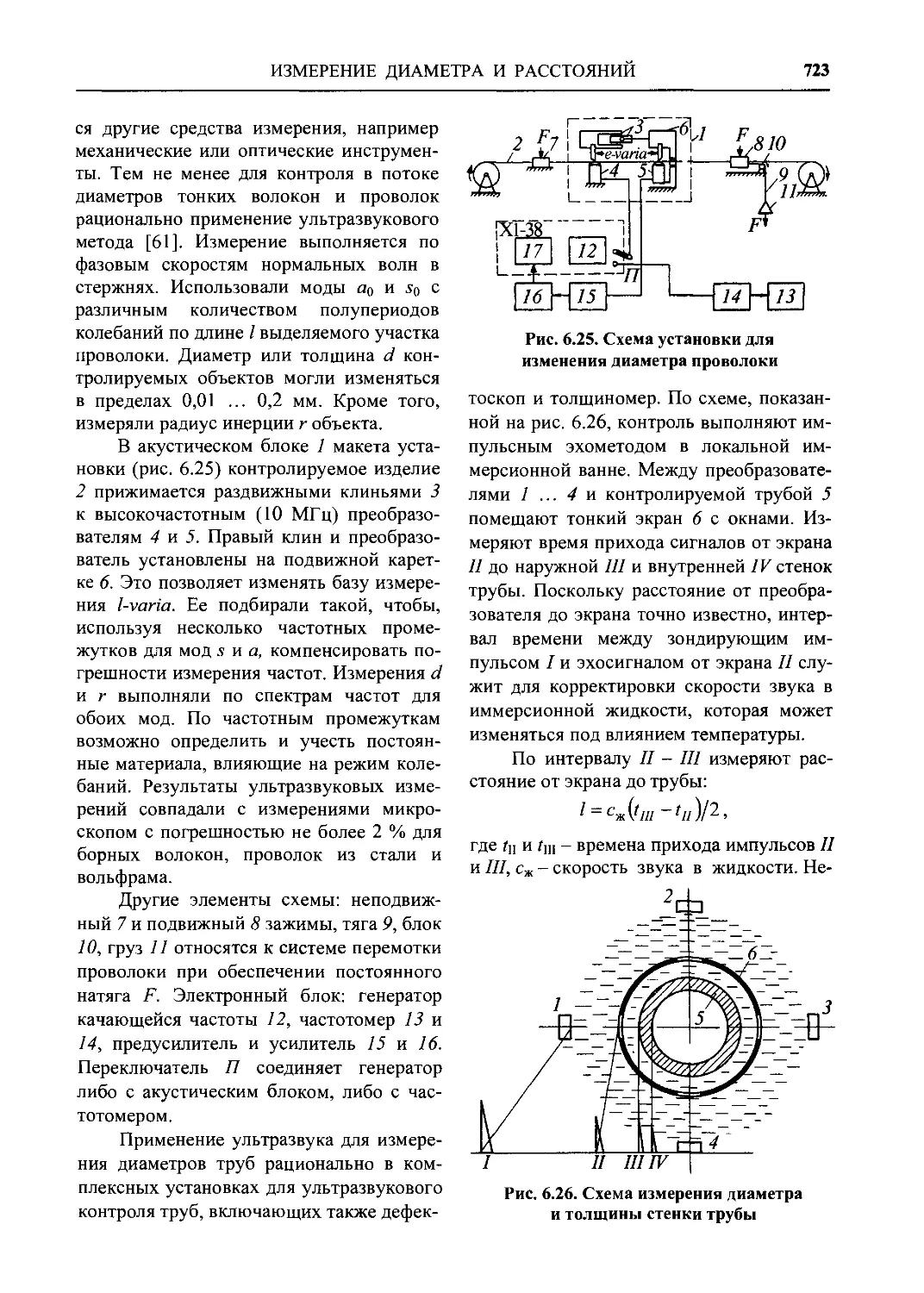
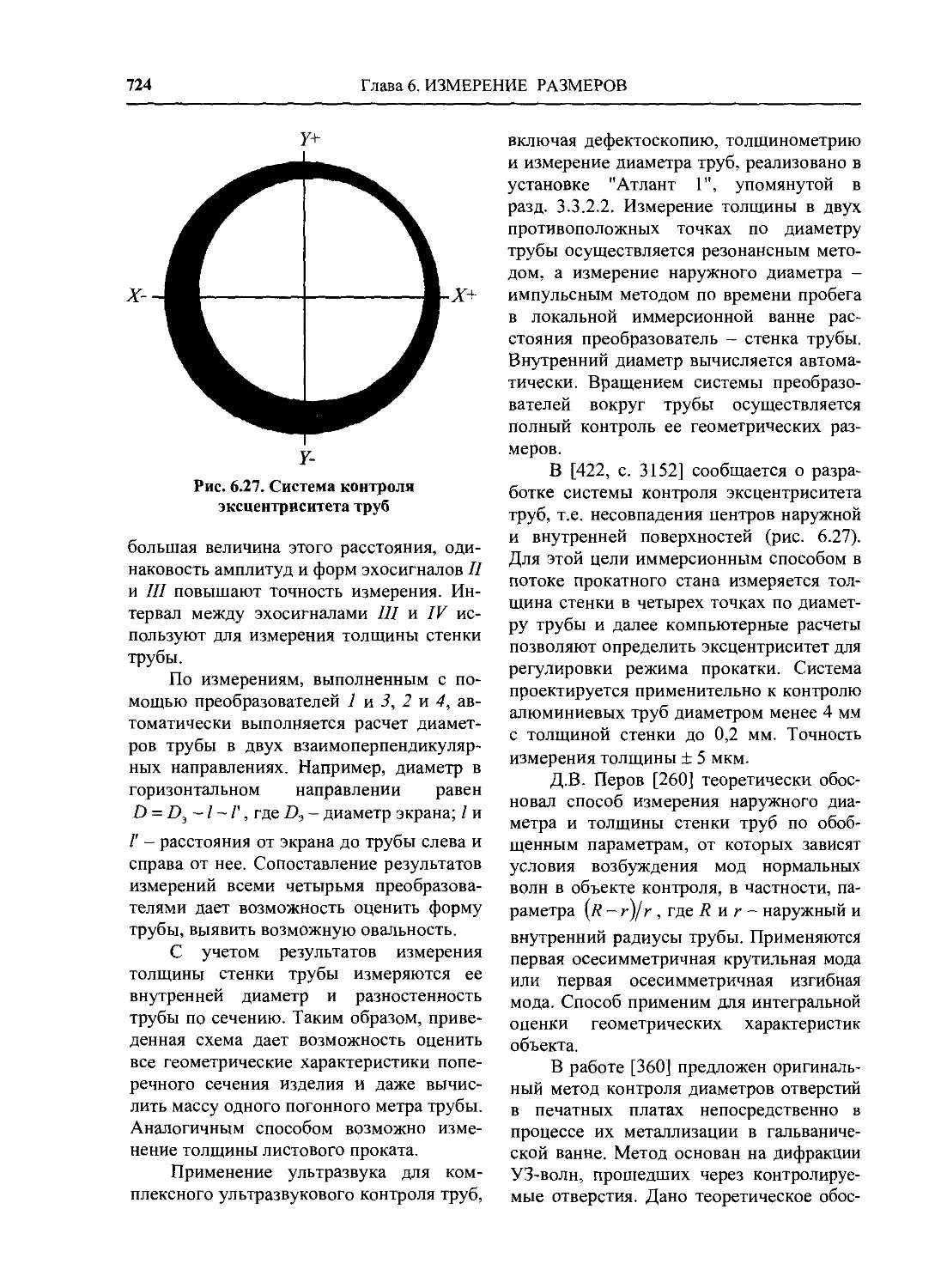
6.3. Измерение диаметра и длины 722
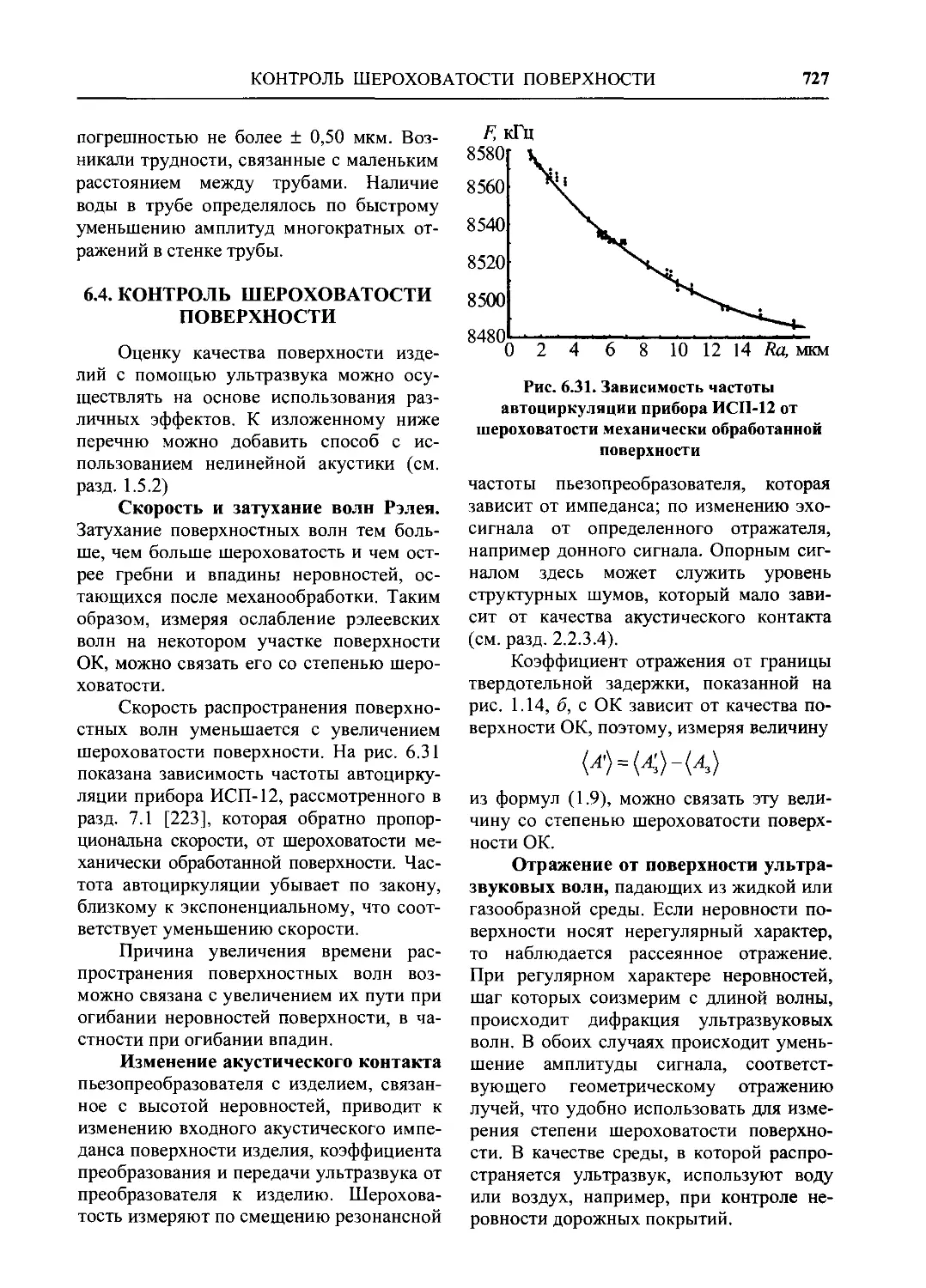
6.4. Контроль шероховатости
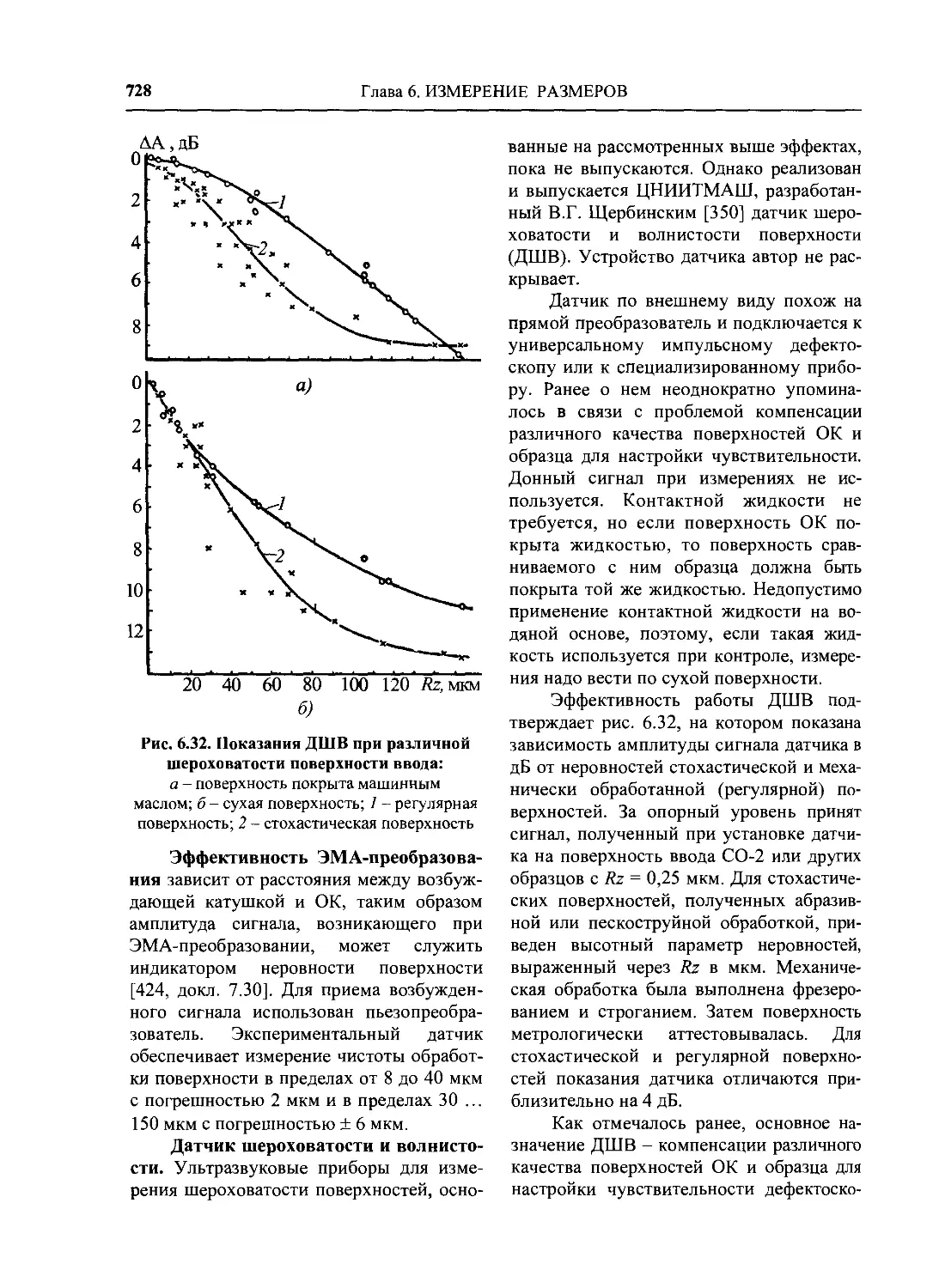
поверхности................. 727
6.5. Контроль толщины слоя
осадков и нагара............ 729
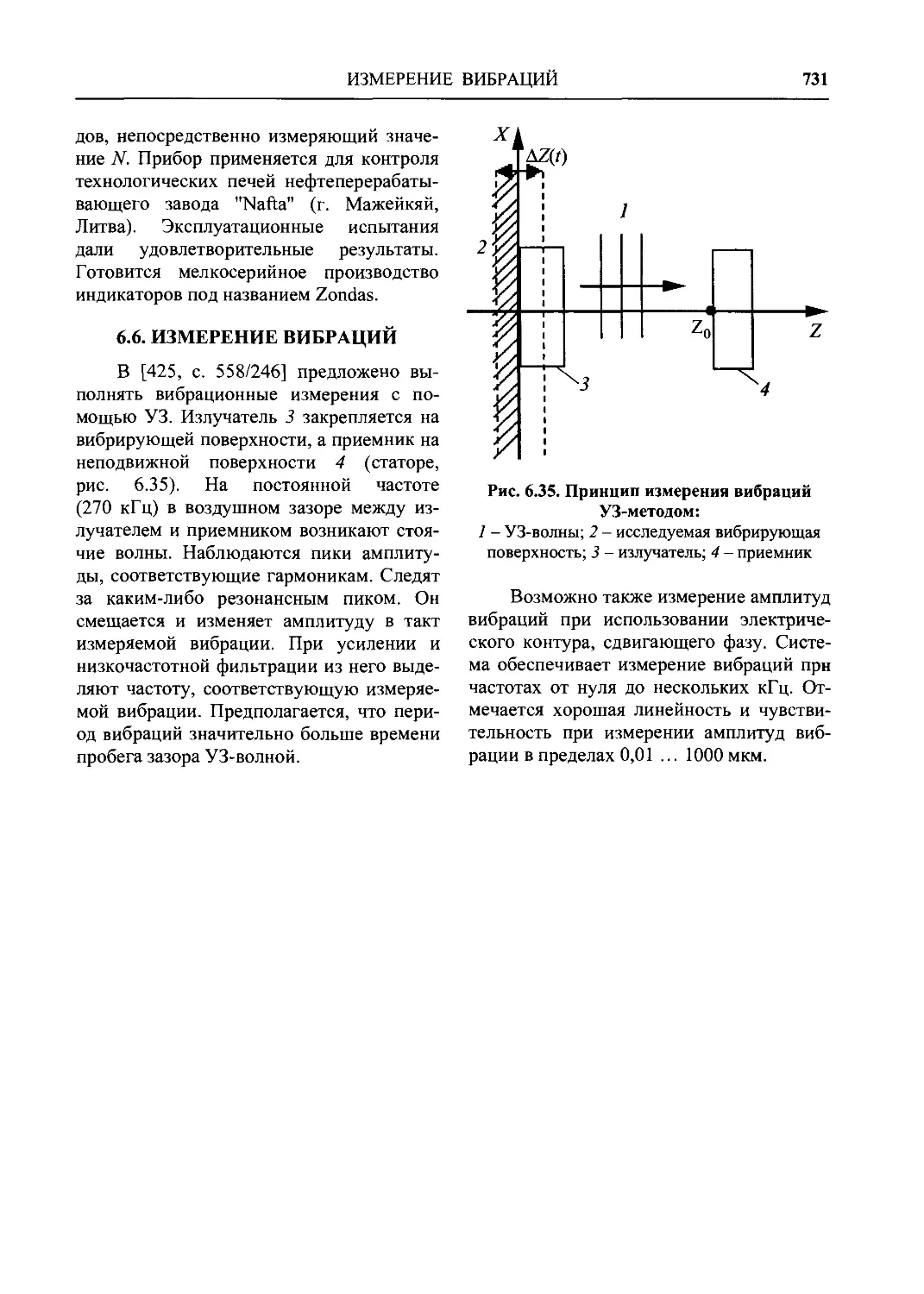
6.6. Измерение вибраций.... 731
8
ОГЛАВЛЕНИЕ
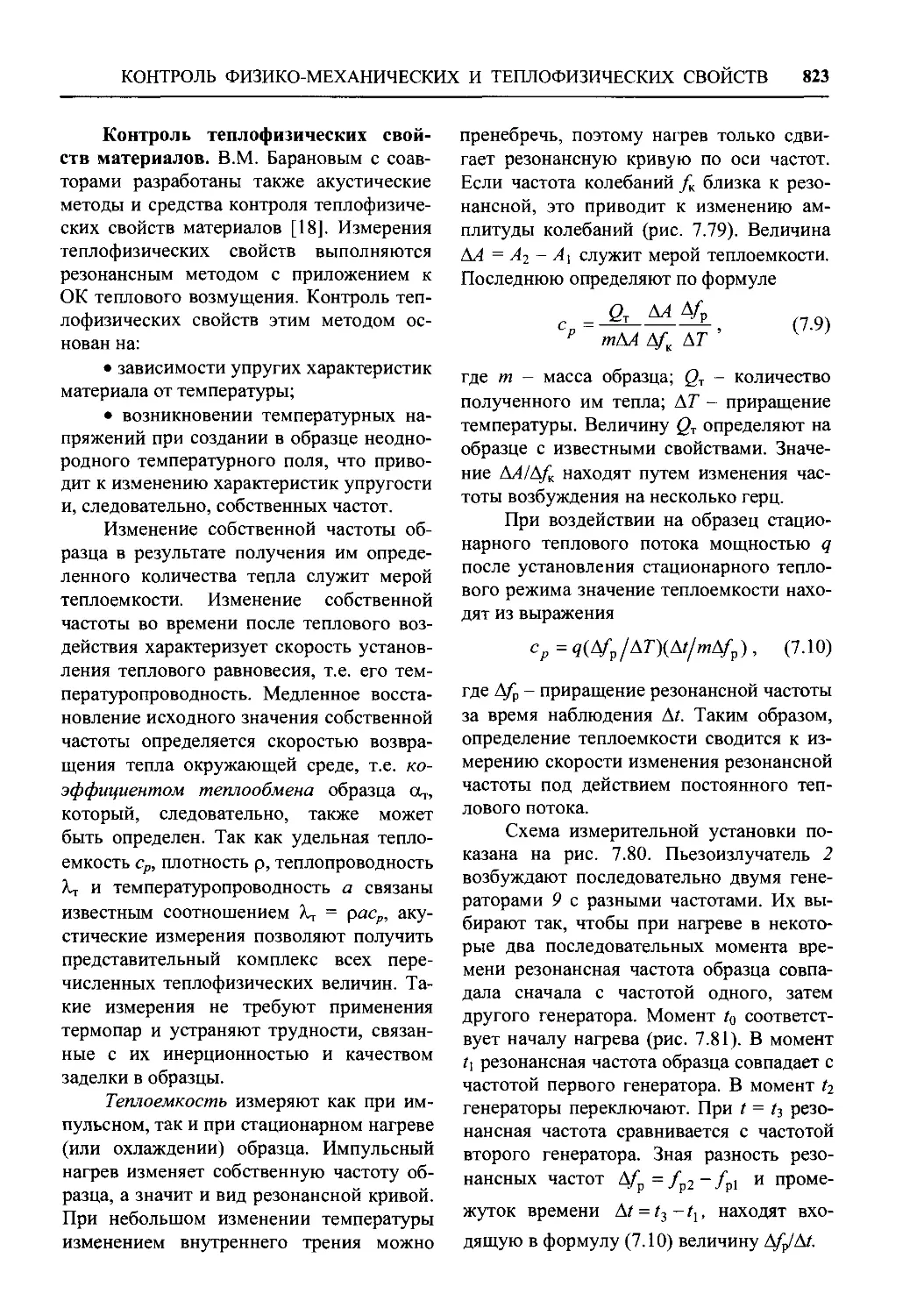
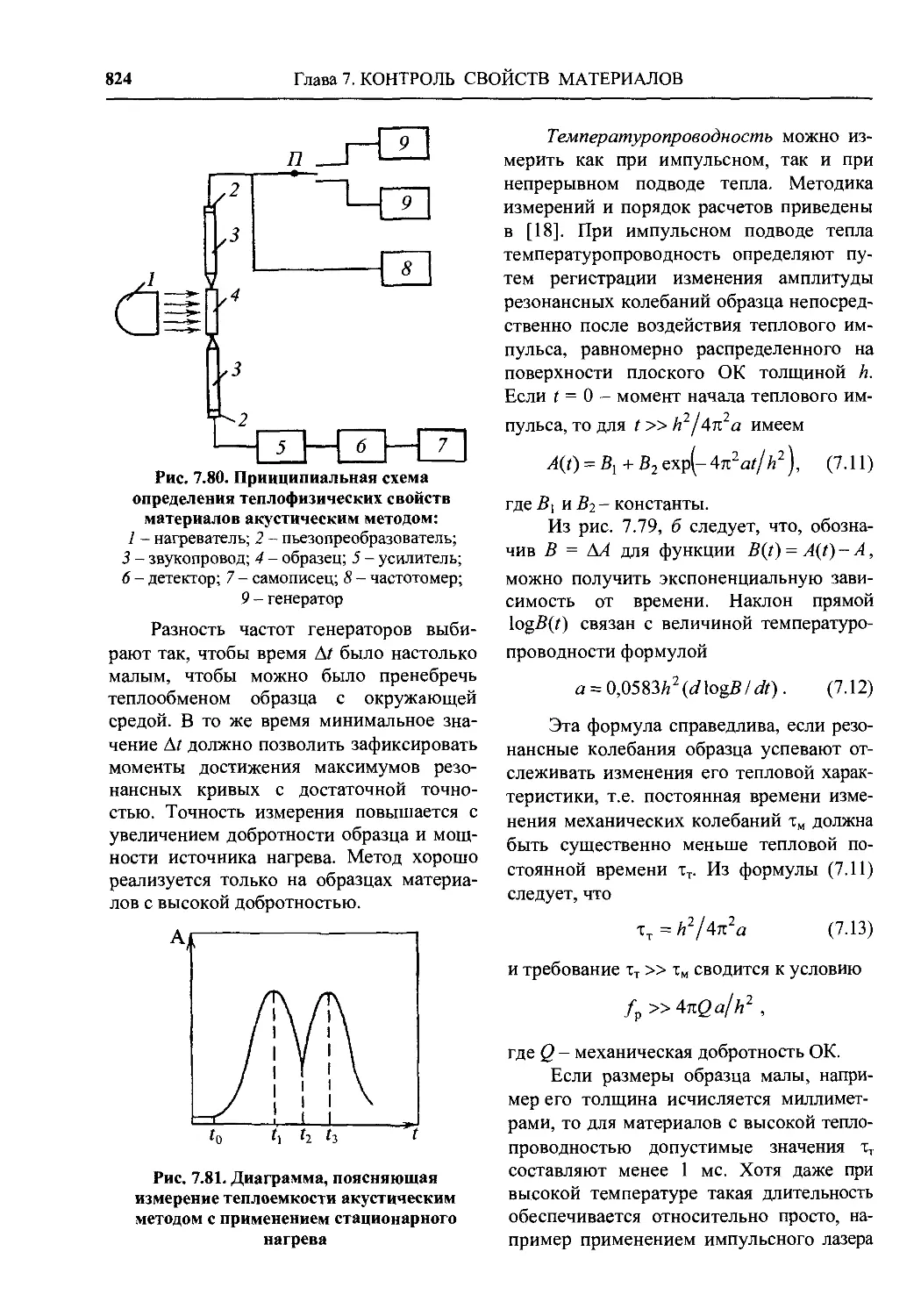
Глава 7. КОНТРОЛЬ ФИЗИКО-
МЕХАНИЧЕСКИХ СВОЙ-
СТВ МАТЕРИАЛОВ................... 732
7.1. Общие сведения...... 732
7.2. Способы измерения скоро-
сти и коэффициента затухания
ультразвука............... 733
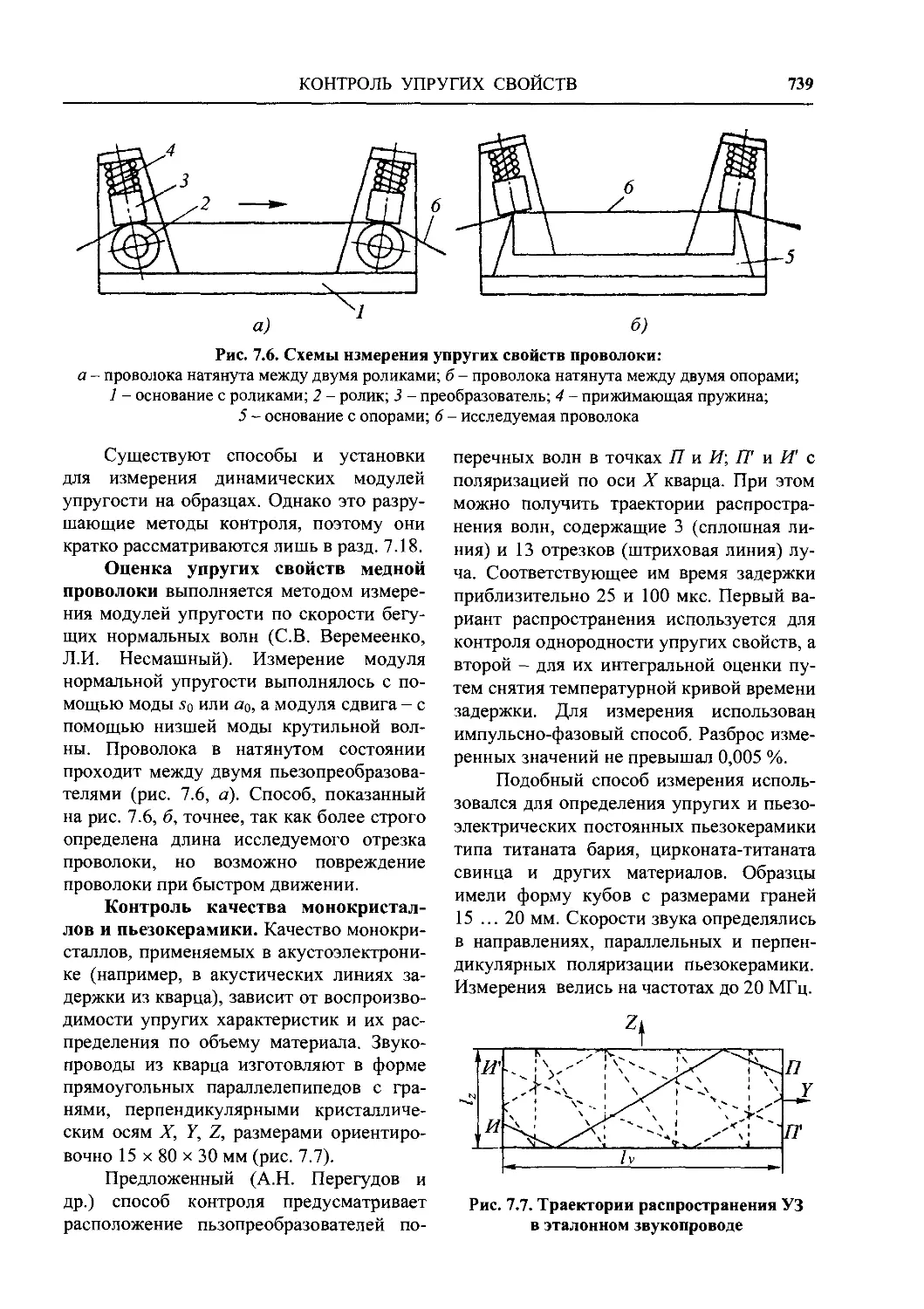
7.3. Контроль упругих свойств
материалов................ 737
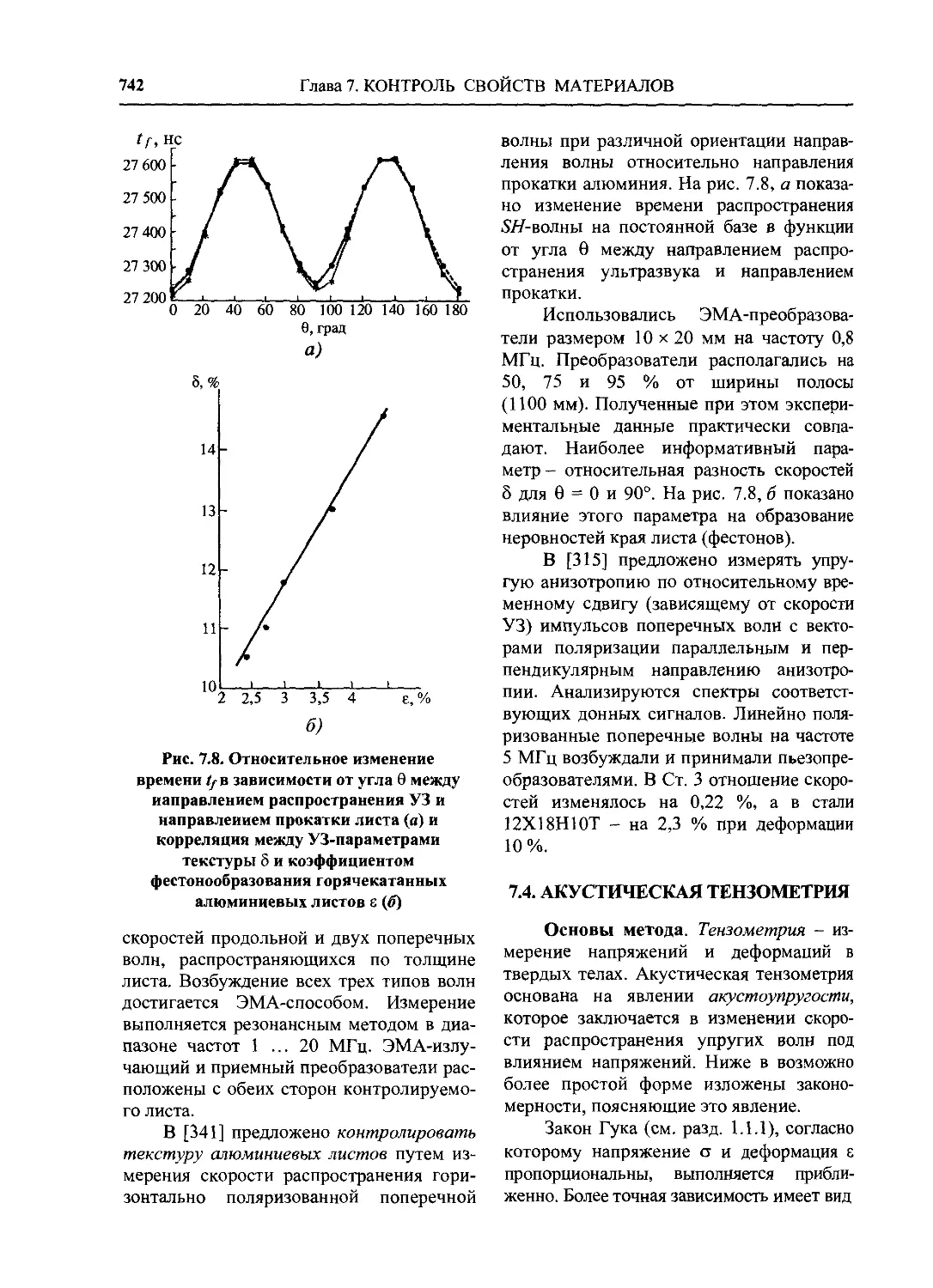
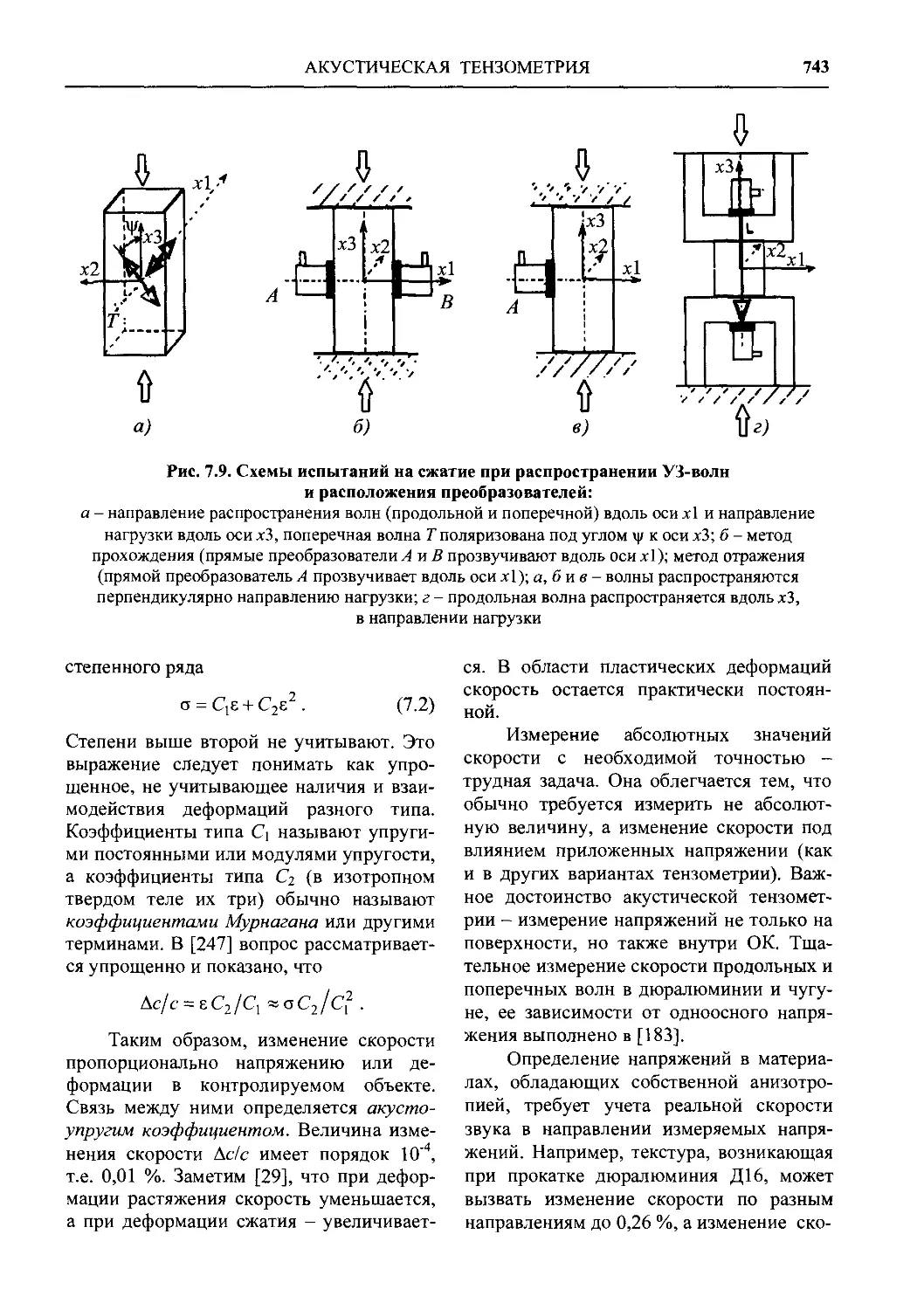
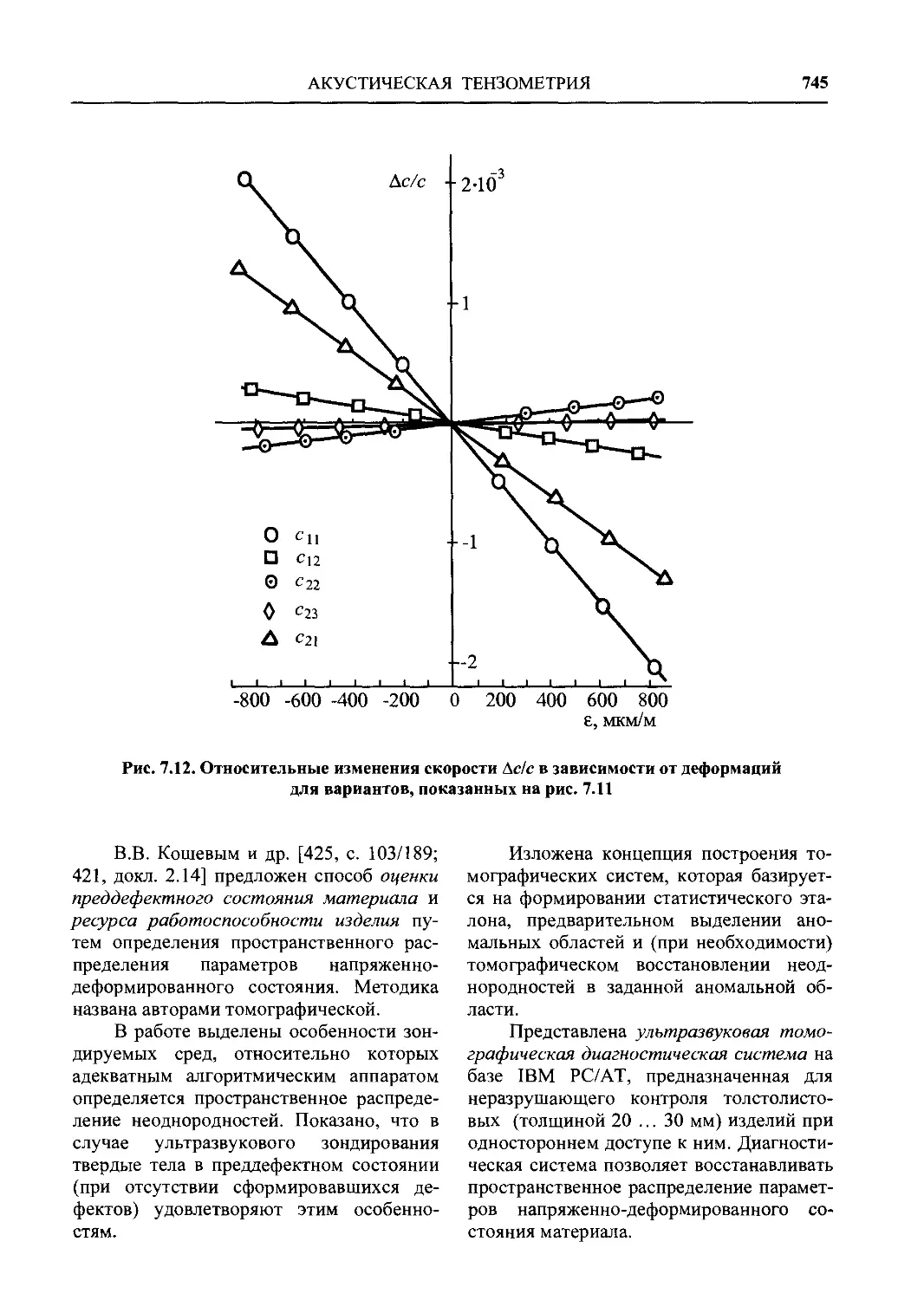
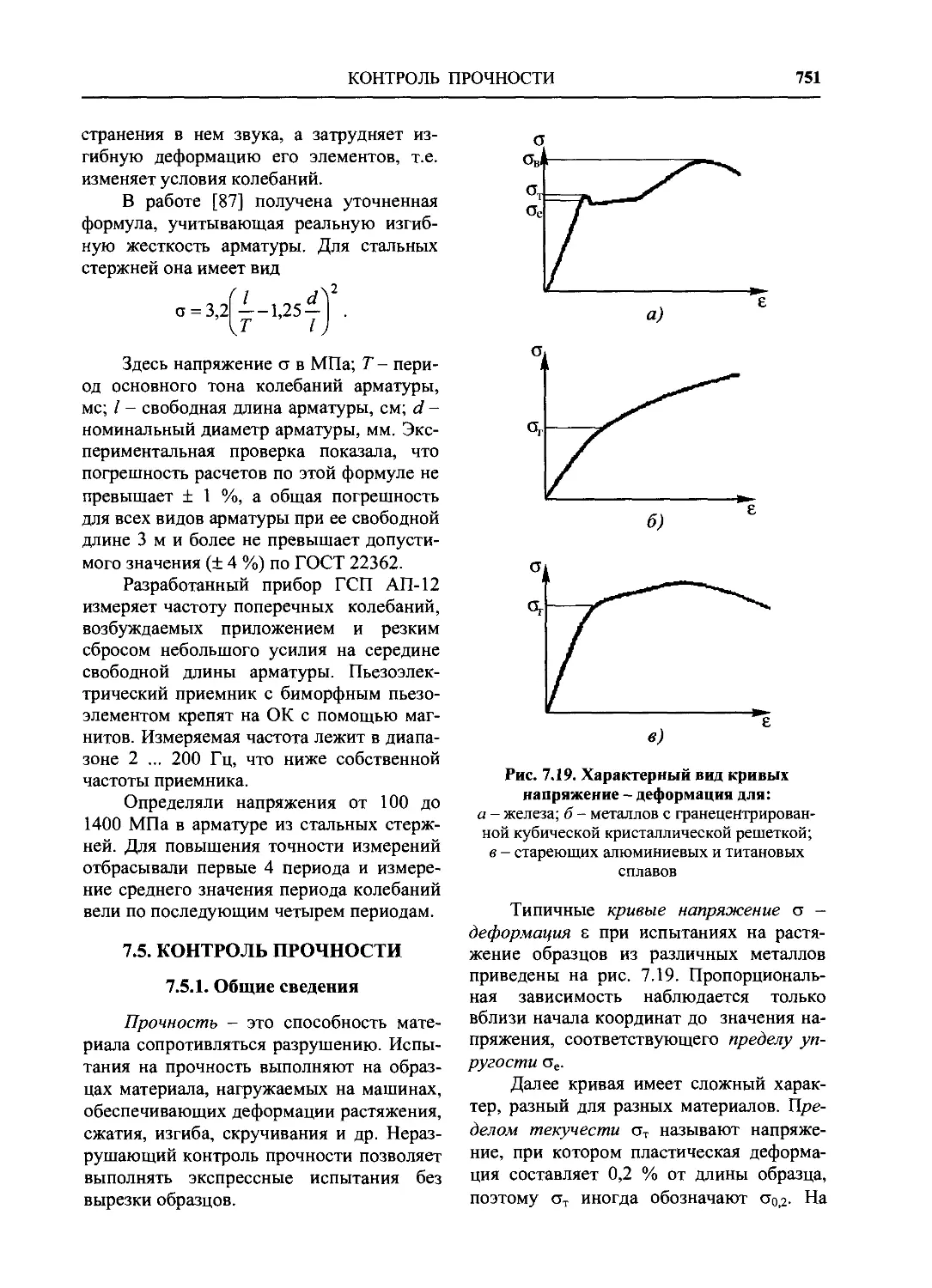
7.4. Акустическая тензометрия 742
7.5. Контроль прочности.. 751
7.5.1. Общие сведения.... 751
7.5.2. Контроль прочности ме-
таллов ................... 752
7.5.3. Контроль прочности свар-
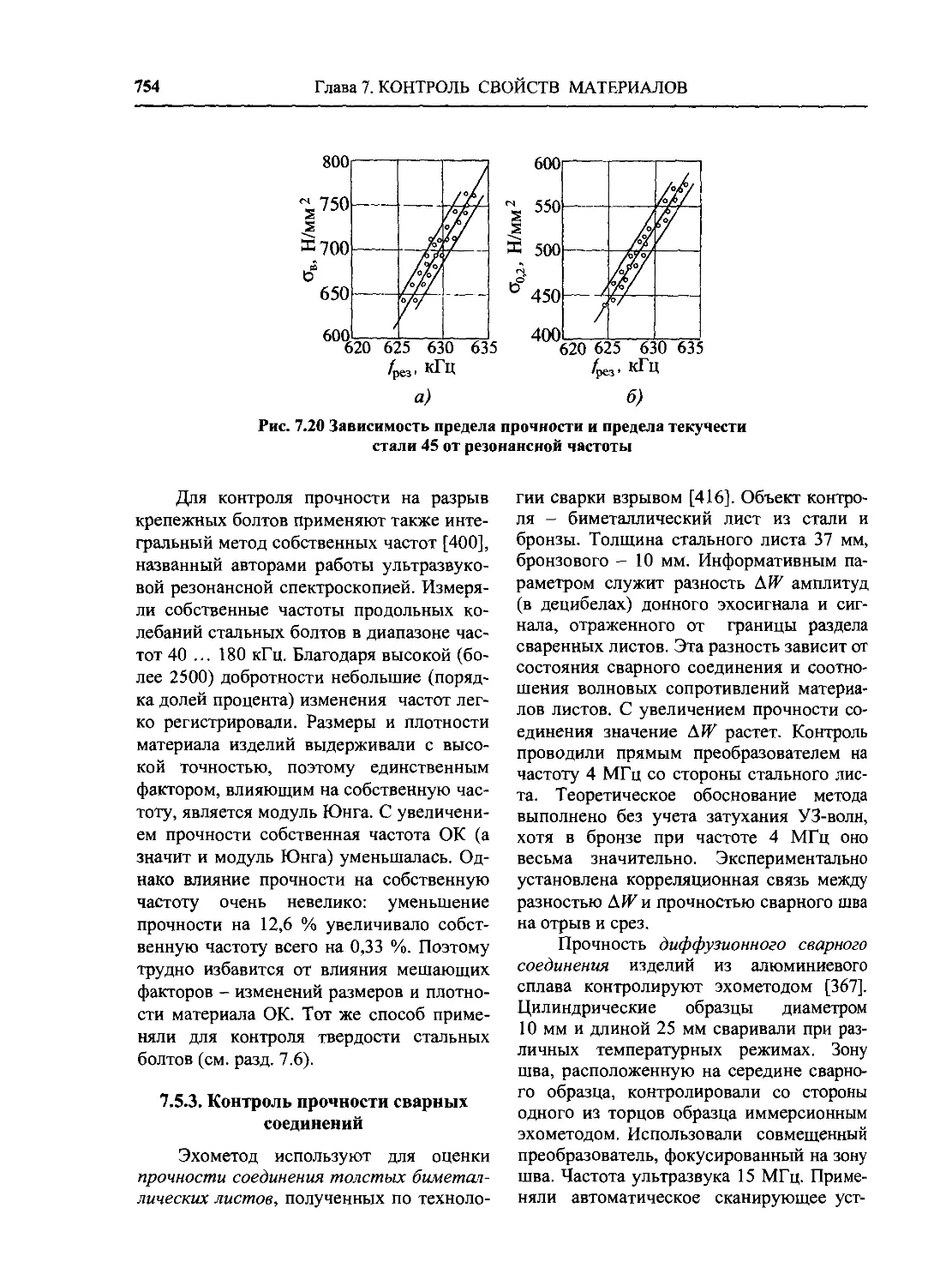
ных соединений............ 754
7.5.4. Контроль прочности по-
лимерных композиционных ма-
териалов и пенопластов... 755
7.5.5. Контроль прочности стро-
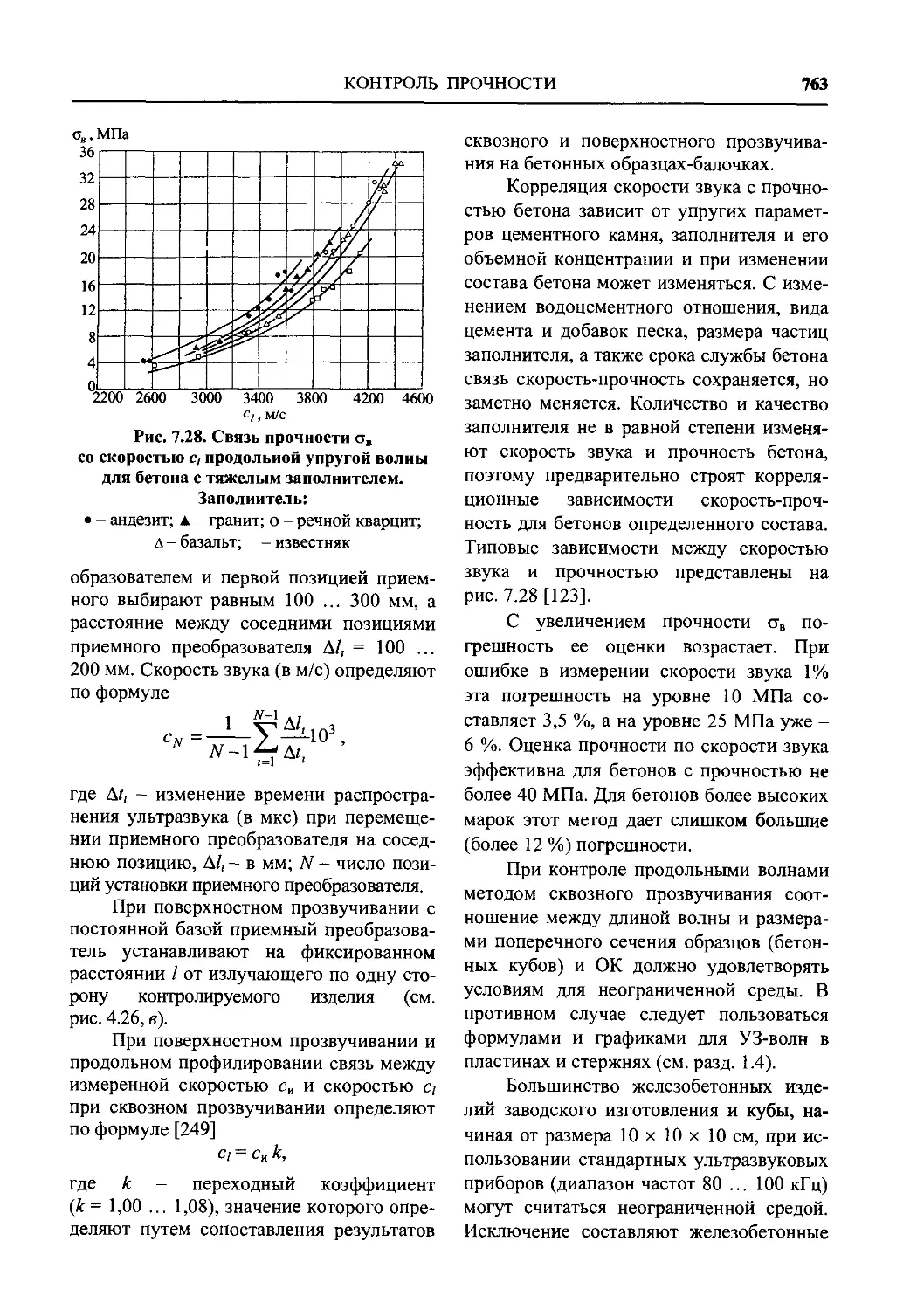
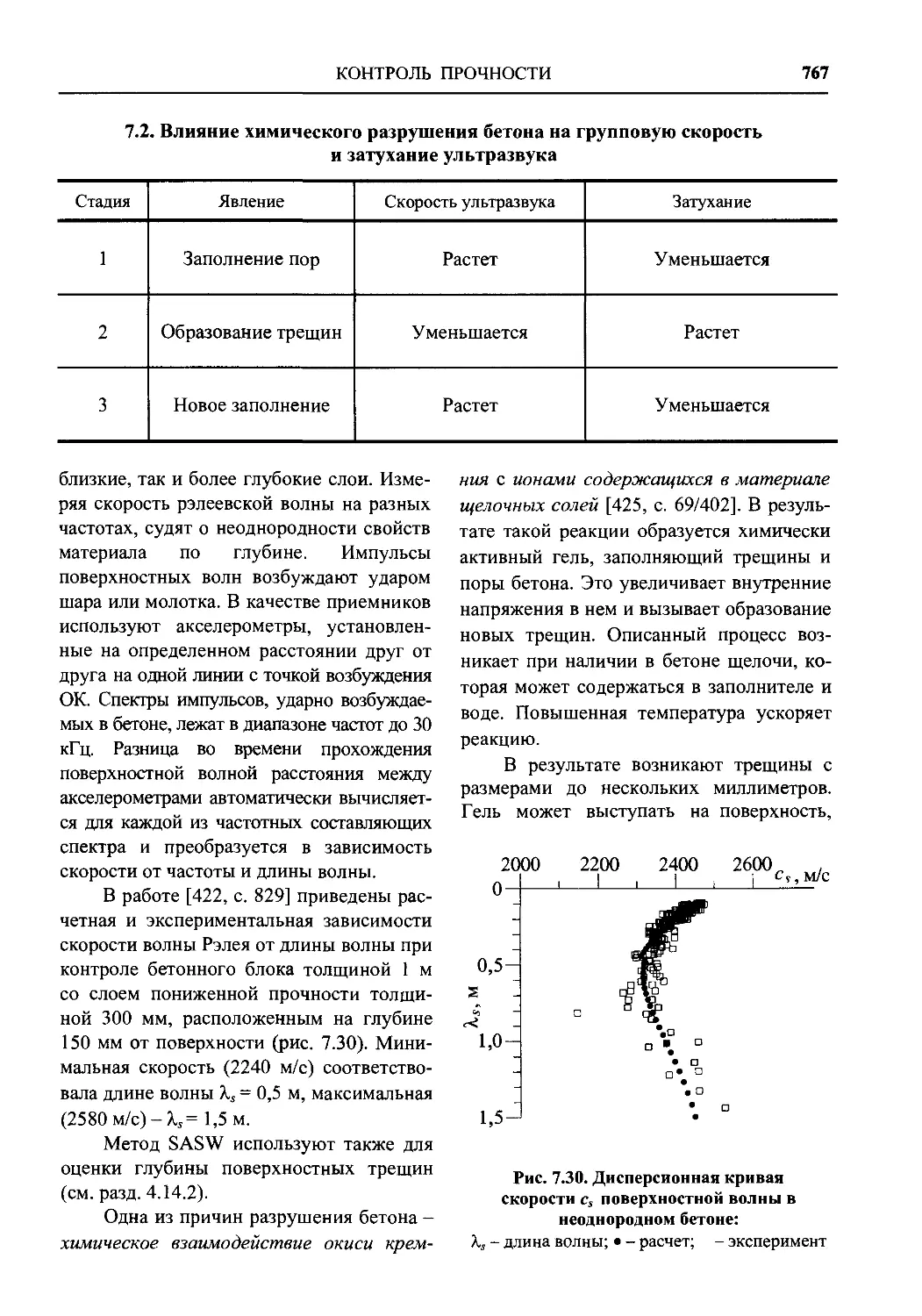
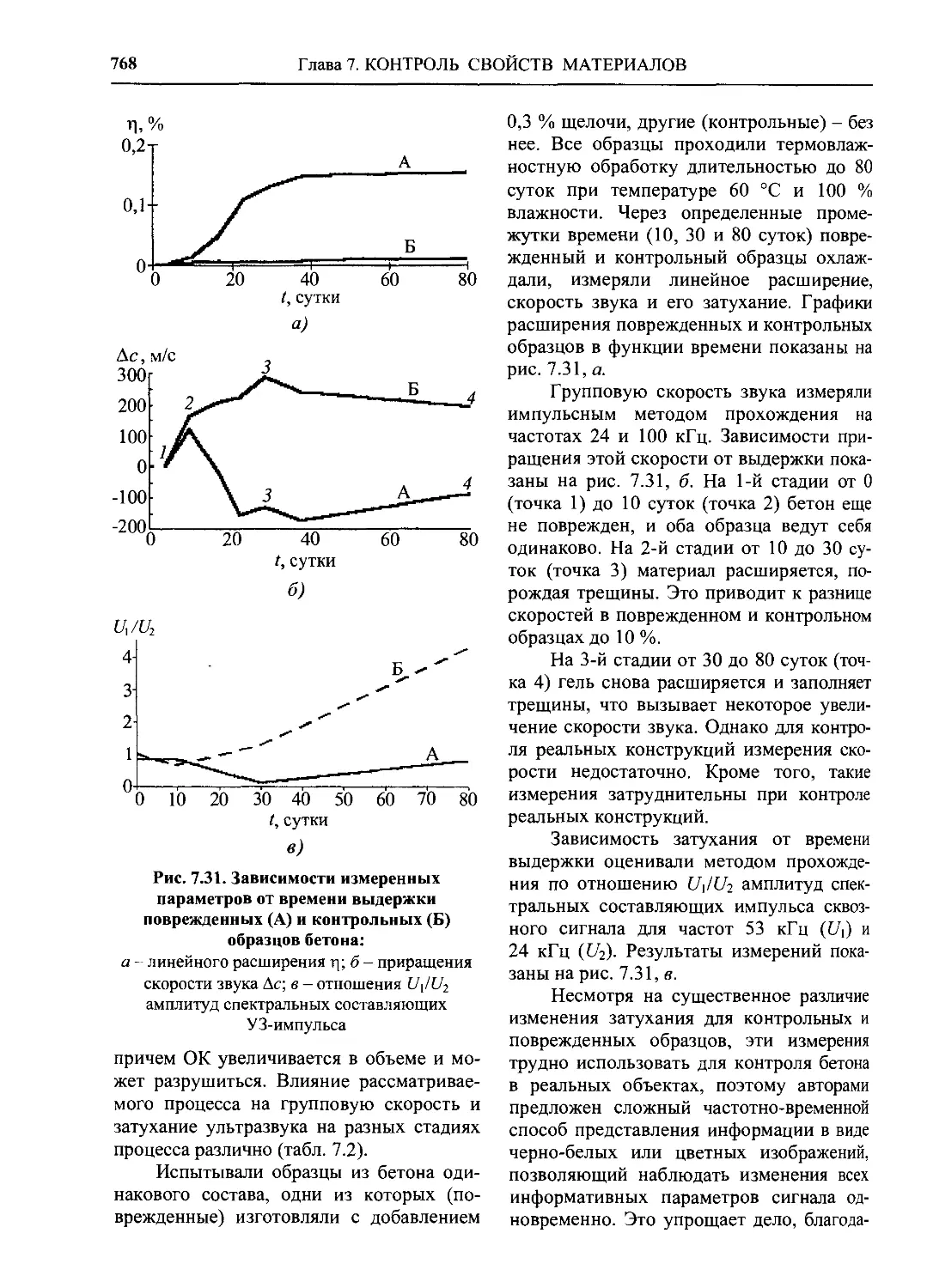
ительных материалов...... 762
7.5.6. Контроль процесса отвер-
ждения бетона............. 772
7.5.7. Контроль прочности клее-
вых соединений............ 773
7.6. Контроль твердости мате-
риалов ................... 776
7.7. Контроль состава и плотно-
сти материалов............ 780
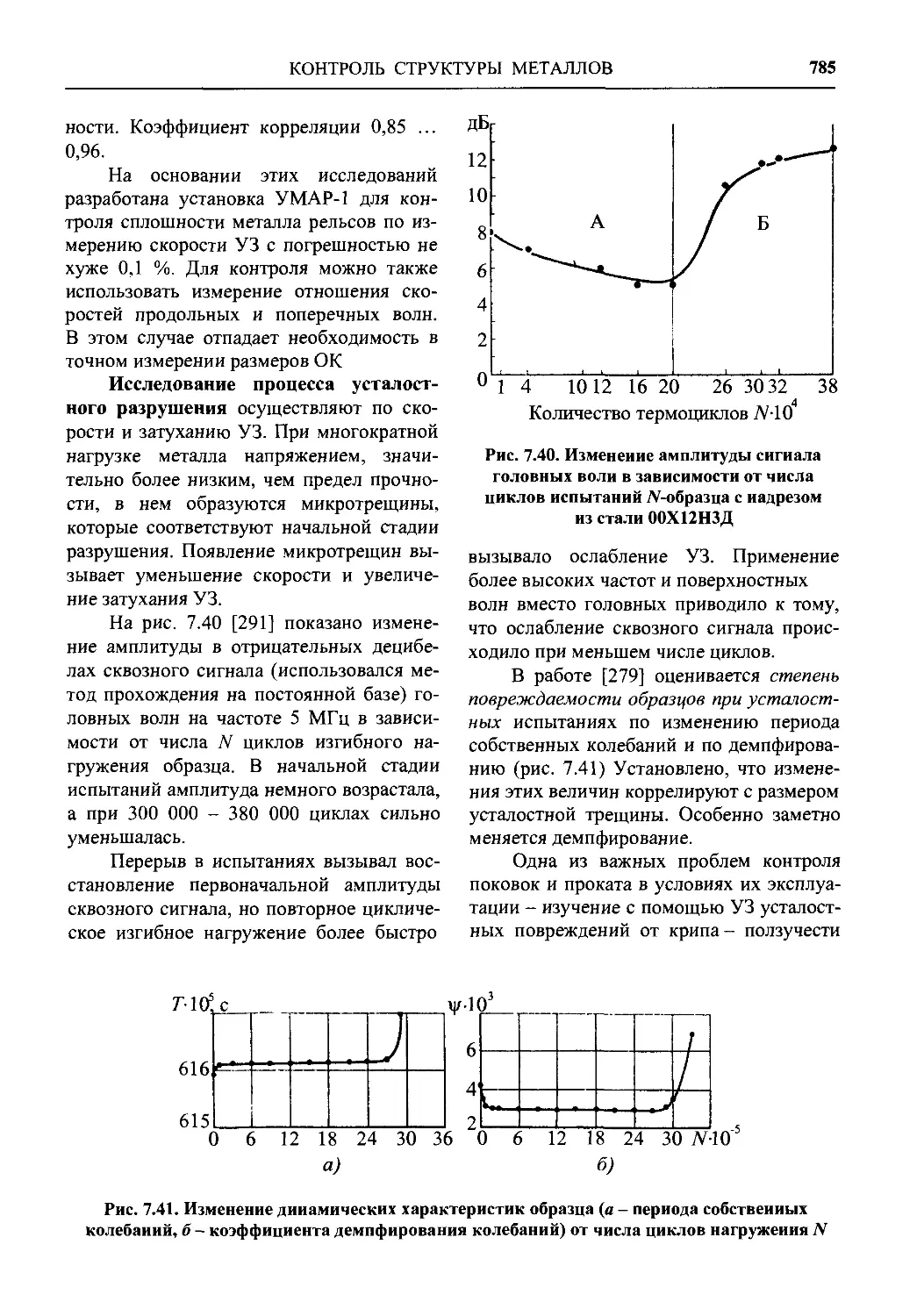
7.8. Контроль структуры металлов 781
7.9. Контроль структуры и
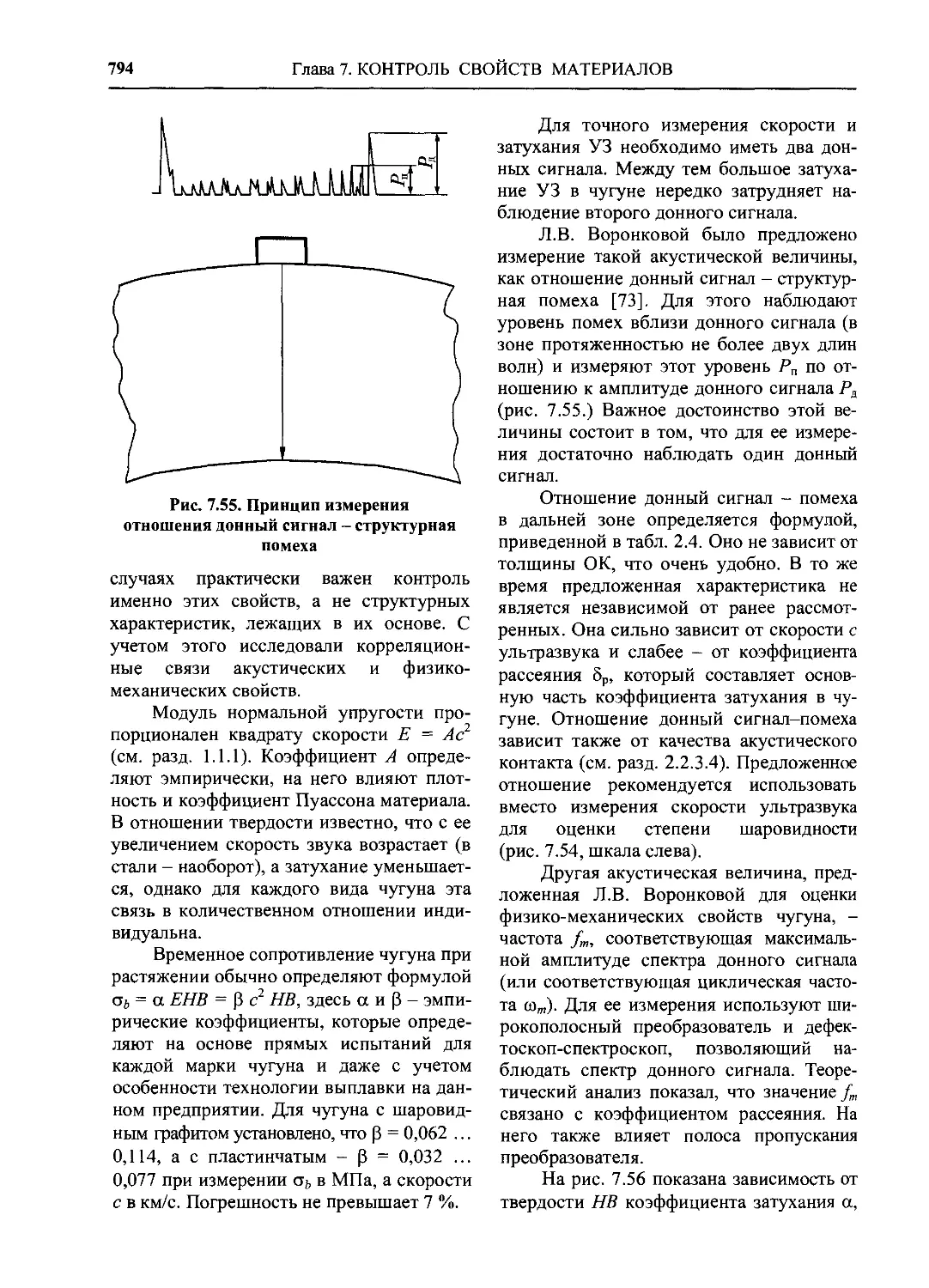
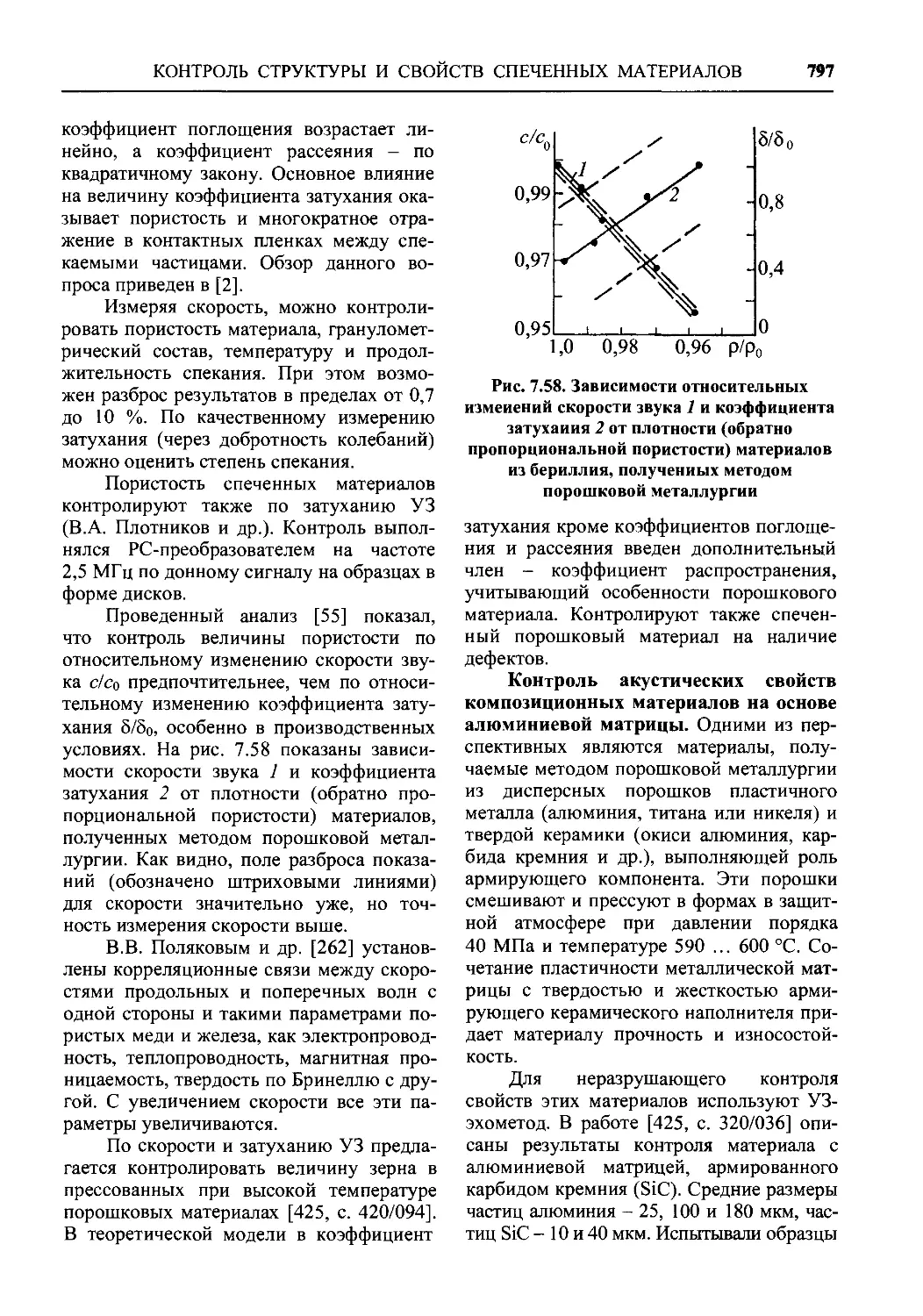
свойств чугуна............ 793
7.10. Контроль структуры и
свойств спеченных порошковых
и термореактивных материалов 796
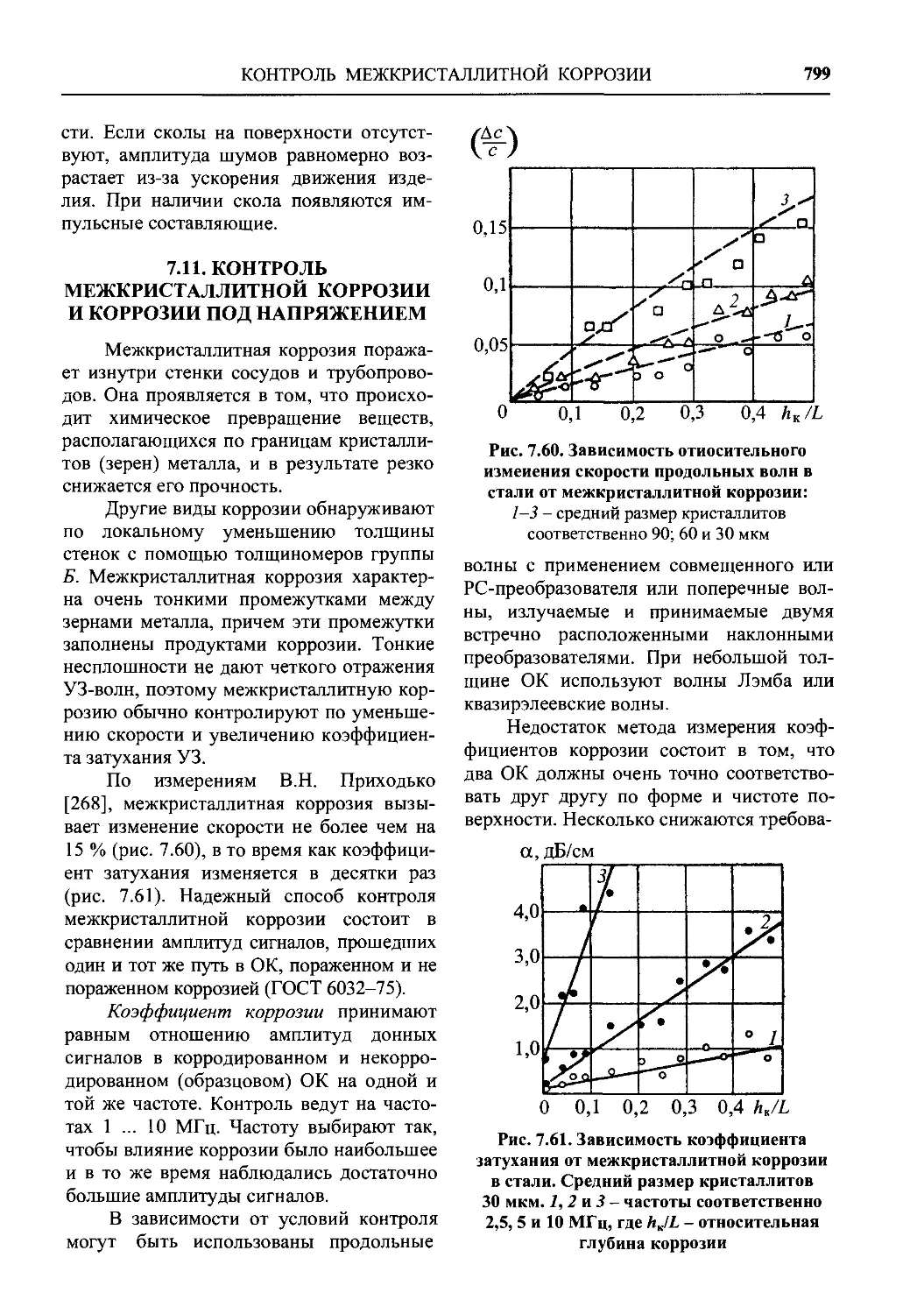
7.11. Контроль межкристаллит-
ной коррозии и коррозии под
напряжением............... 799
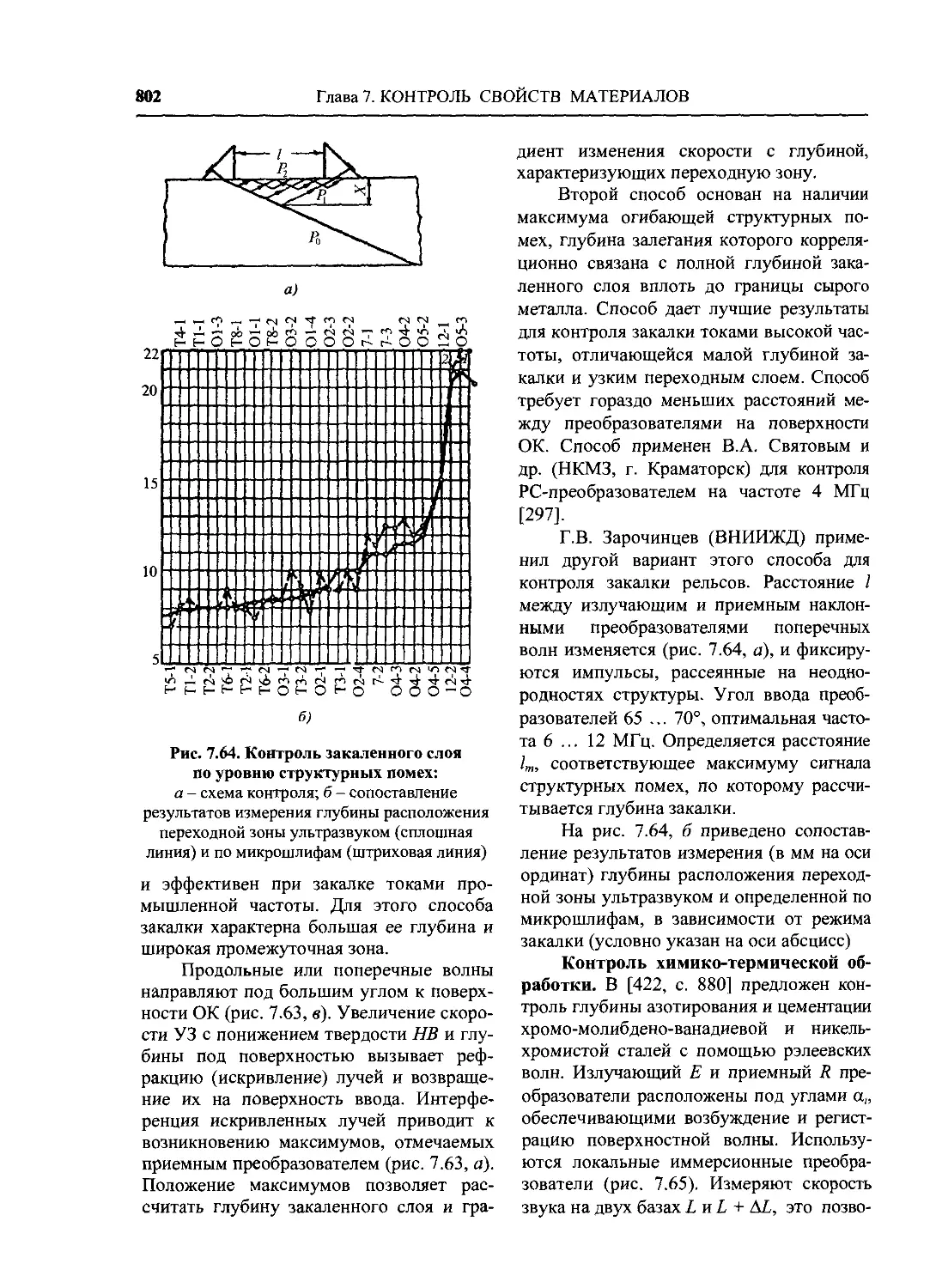
7.12. Контроль поверхностно
упрочненных слоев......... 801
7.13. Контроль покрытий из
неметаллических материалов 804
7.14. Контроль физико-механи-
ческих свойств абразивных ин-
струментов, огнеупоров, кера-
мики и металлокерамики.... 804
7.15. Контроль физико-механи-
ческих характеристик древеси-
ны и ее производных....... 810
7.16. Контроль степени полиме-
ризации пластиков и пропитки
связующими армирующих во-
локон .................... 812
7.17. Контроль замерзания и от-
таивания жидкости......... 816
7.18. Контроль физико-механи-
ческих теплофизических свойств
материалов в ядерной энергетике .. 816
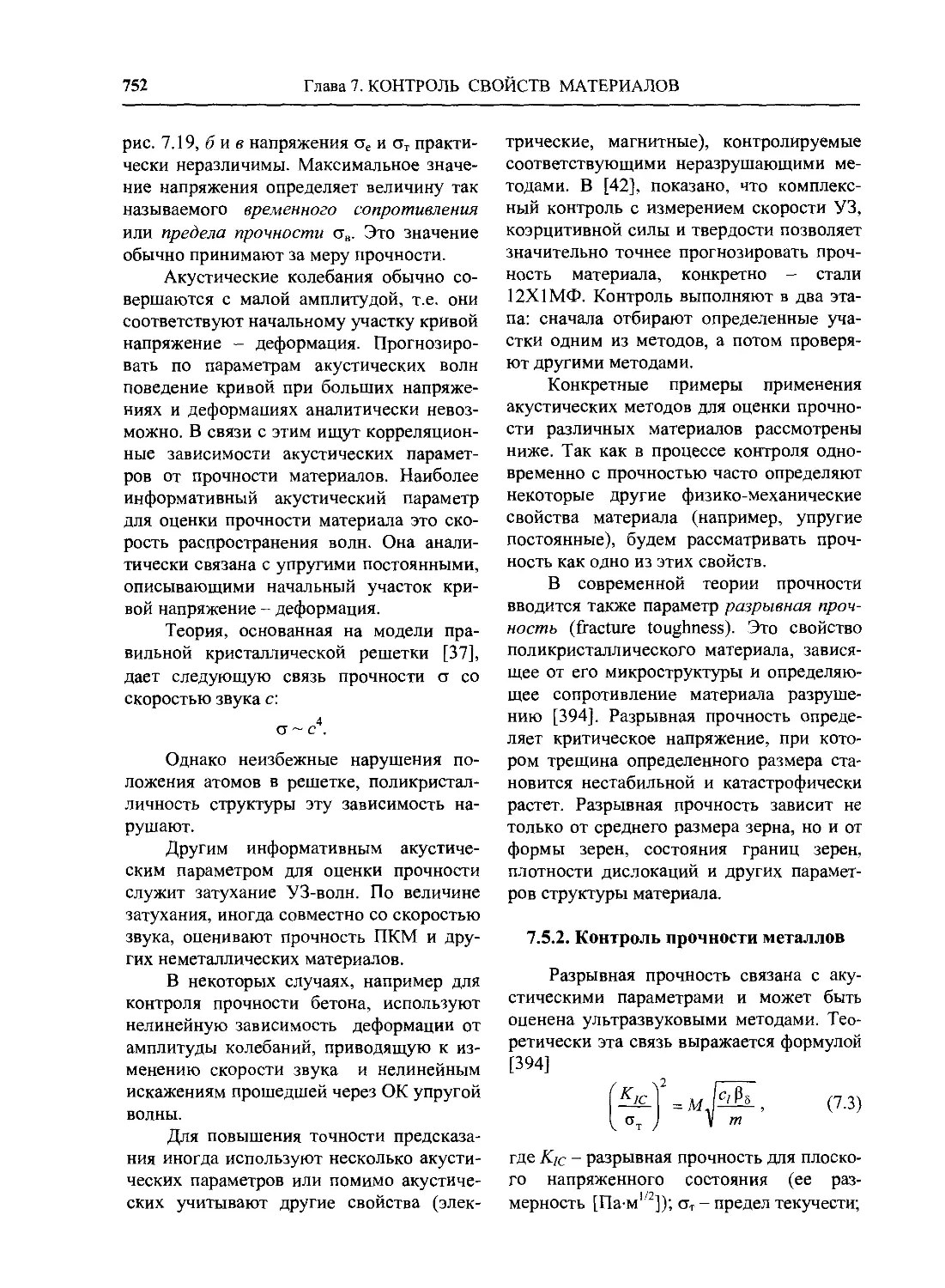
7.19. Использование ультразву-
ка в физических измерениях .... 825
ПРИЛОЖЕНИЯ...................... 828
1. Требования к техническим
знаниям персонала неразру-
шающего контроля. Ультразву-
ковой контроль. Рекомендации
ICNDT WH 16-85 изм. 01 ... 828
2. Европейские стандарты по
ультразвуковому контролю 836
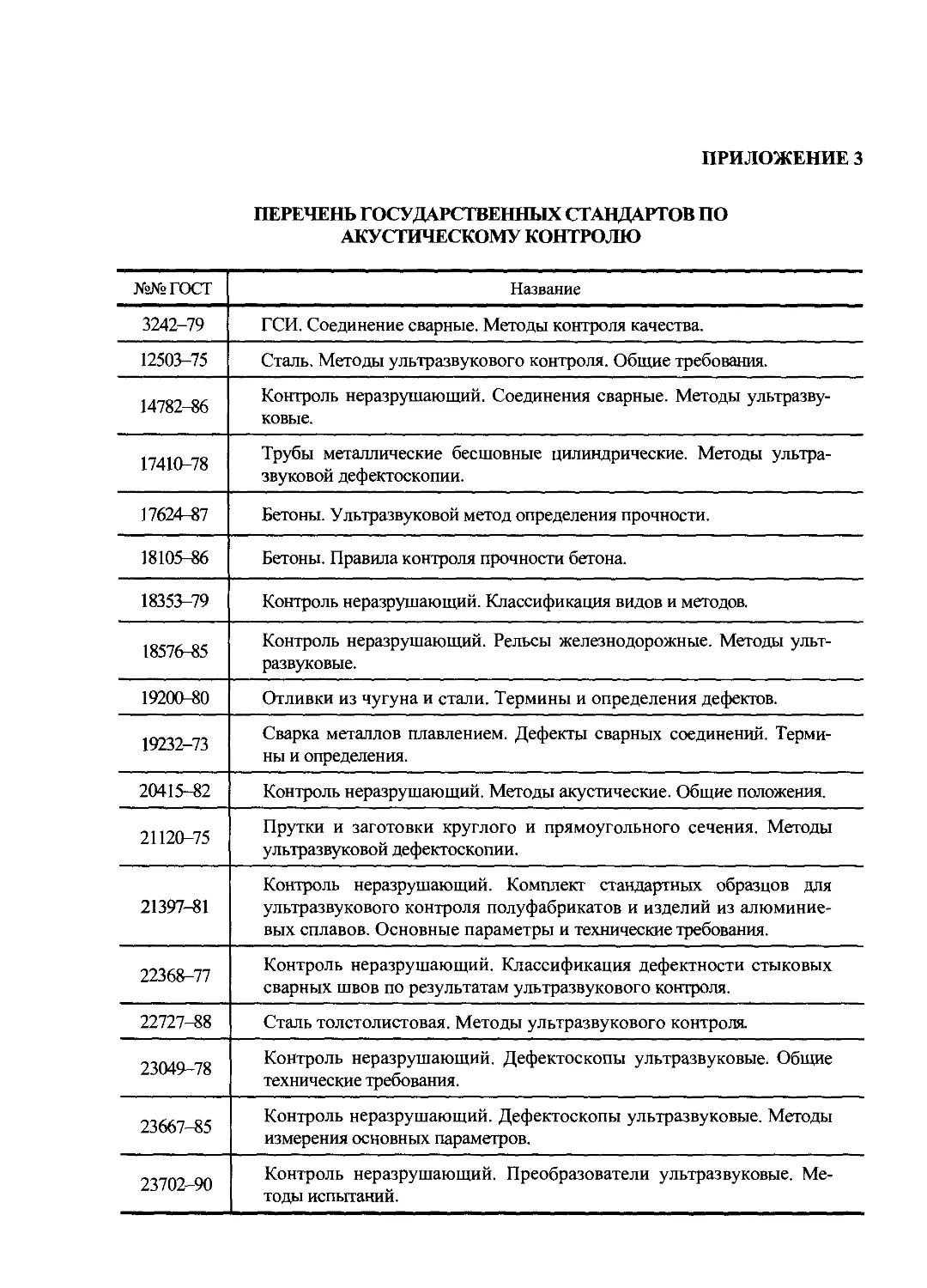
3. Перечень Государственных
стандартов по акустическому
контролю.................. 838
СПИСОК ЛИТЕРАТУРЫ............... 840
ультразвуковой контроль
введение
Развитие и применение акустических
методов контроля в науке и технике под-
робно рассмотрены в [246]. Основной тип
акустических колебаний и волн, исполь-
зуемых в неразрушающем контроле, -
ультразвуковые колебания и волны. Об-
щепризнанным первооткрывателем ульт-
развуковой дефектоскопии является круп-
ный российский ученый, профессор, член-
корреспондент Академии наук Сергей
Яковлевич Соколов.
Исторически первыми для целей не-
разрушающего контроля были использо-
ваны упругие волны ультразвуковых час-
тот (> 20 кГц). Поэтому естественно поя-
вились термины "ультразвуковой метод" и
их производные. Однако в дальнейшем
были разработаны и широко внедрены
методы, основанные на применении более
низких частот звукового диапазона (метод
собственных колебаний, импедансный
метод и др.), которые не охватываются
термином "ультразвуковой контроль". Для
устранения этого противоречия в приня-
том в 1979 г. ГОСТ 18353-79, регламенти-
рующем классификацию видов и методов
неразрушающего контроля, термин "ульт-
развуковой контроль" и его производные
заменены более общим термином "акусти-
ческий контроль", включающим в себя
упругие колебания любых частот. При
этом термин "ультразвуковой контроль"
сохранен, но имеет уже более узкий
смысл, распространяясь на случаи исполь-
зования частот только ультразвукового
диапазона. Принятая в ГОСТ 18353-79
терминология широко использована во
всех последующих отечественных публи-
кациях.
Однако в Европе, США и других
странах продолжают пользоваться терми-
ном "ультразвуковой контроль" (Ultrasonic
Testing), входящим во все международные
документы. Поэтому в последние годы, в
связи с необходимостью гармонизации
документации с европейскими и междуна-
родными организациями возникло проти-
воречие в терминологии. Для исключения
этого уже в процессе редактирования кни-
ги ее первоначальное название "Акустиче-
ский контроль", было изменено на "Ульт-
развуковой контроль". Однако изложение
материала в книге сохранено прежним, т.е.
базируется на терминологии ГОСТ 18353—
79.
Ультразвуковые колебания и волны
широко применяются в практике. Под
воздействием мощных ультразвуковых
колебаний успешно реализуются многие
технологические процессы, такие как рез-
ка хрупких материалов, сварка пластмасс,
очистка поверхностей, коагуляция взве-
шенных частиц и многие другие. Широкое
применение находят ультразвуковые вол-
ны как средство измерений, контроля и
диагностики, например в гидролокации,
медицинских исследованиях [27].
В этой книге рассмотрено примене-
ние акустических колебаний и волн в ка-
честве средства контроля материалов. В
этот том вошли все методы контроля ма-
териалов и изделий с помощью акустиче-
ских (упругих) колебаний и волн, за ис-
ключением акустико-эмиссионного, виб-
ро- и шумодиагностических, описанных в
других томах. Эти методы упомянуты
лишь в общей классификации методов
акустического контроля. Наиболее полно
10
ВВЕДЕНИЕ
изложены виды контроля, получившие
широкое практическое применение. Ма-
лоприменимые в настоящее время виды
контроля (например, резонансный метод)
изложены в сокращенном виде. В книгу
включены многие оригинальные разра-
ботки российских и иностранных ученых.
Авторы стремились сделать содержа-
ние предельно полезным для практиче-
ских работников и разработчиков аппара-
туры. Даны только простые алгебраиче-
ские формулы, нужные для практических
расчетов, выводы формул не представле-
ны. Их можно найти в учебнике [247] и
приведенных в библиографии оригиналь-
ных работах. Сводка справочных данных
содержится в [135]. Сложные формулы и
номограммы сопровождаются примерами
применения.
Значительное место отведено новым
способам и областям применения акусти-
ческих методов для решения широкого
круга практических задач, а также мето-
дам, малоизвестным в России, но широко
применяемым на Западе, например ди-
фракционному временному (TOFD), ре-
верберационно-сквозному (или акустико-
ультразвуковому).
Авторы излагали материал в логиче-
ской последовательности, обращали осо-
бое внимание на физическую сущность
рассматриваемых явлений. Приведены
структурные схемы основных типов при-
боров, но конструкции конкретных при-
боров, как правило, не приводятся, по-
скольку эти сведения быстро устаревают.
Авторы выражают благодарность
всем специалистам, оказавшим помощь в
написании книги и давшим полезные со-
веты. Такие ученые и инженеры, как
Н.П. Алешин, А.С. Анненков, В.Г. Бада-
лян, В.М. Баранов, В.Е. Белый, В.А. Боб-
ров, В.Т. Бобров, Г.А. Буденков, В.М. Ве-
ревкин, А.Х. Вопилкин, В.А. Воронков,
Л.В. Воронкова, Г.А. Тиллер, М.Б. Гитис,
С.Я. Гмырин, А.С. Голубев, А.К. Гурвич,
В.Н. Данилов, Д.Б. Дианов, В.И. Домаркас,
Г.Я. Дымкин, В.В. Залесский, В.А. Ильин,
Р. Кажис, В.К. Качанов, М.В. Королев,
Е.Ф. Кретов, И.И. Крюков, В.Г Лупачев,
А.С. Матвеев, Л.Г. Меркулов, И.Б. Мос-
ковенко, С.К. Паврос, С.Х. Пасси, В.С. По-
пов, В.Т Пронякин, Н.П. Разыграев, Ю.М. Рап-
попорт, А.Л. Ремизов, М.В. Розина,
О.В. Руденко, В.И. Рыжов-Никонов, А.А. Са-
мокрутов, И.В. Соколов, В.В. Сухоруков,
М.П. Уральский, В.М. Ушаков, Н.В. Хим-
ченко, В.Г. Шевалдыкин, Ю.М. Шкарлет,
И.Э. Школьник, Н.Г. Шмелев, Д.А. Шпа-
гин, О.Н. Щербаков, В.Г. Щербинский,
В.В. Юнникова, Л.А. Яковлев и др., фак-
тически являются соавторами данного
тома, поскольку в него включены значи-
тельные фрагменты из их трудов или с их
помощью написаны разделы книги.
СПИСОК ОБЩИХ СОКРАЩЕНИЙ И АББРЕВИАТУР
АК- акустический контроль;
АРД (диаг- рамма) - диаграмма амплитуда - расстояние - диаметр;
АСД- автоматический сигнализатор дефектов;
АЭ- акустическая эмиссия;
БЦО- блок цифровой обработки;
ДВМ- дифракционно-временной метод;
ЗТ- зеркально-теневой (метод);
МИС- Международный институт сварки;
МСК- МСК- дефек- тоскоп - метод свободных колебаний; дефектоскоп, основанный на методе свободных колебаний;
нтд- нормативно-технический документ (документация);
ОК- объект контроля;
РС- раздельно-совмещенный (преобразователь);
РСкв - реверберационно-сквозной (метод);
СО- стандартный образец;
СОП- стандартный образец предприятия;
ПАВ- поверхностно-активное вещество;
ПКМ- полимерный композиционнный материал;
ПЭП- пьезоэлектрический преобразователь;
РШХ- реверберационно-шумовая характеристика;
СТК- сухой точечный контакт;
УЗ- ультразвук, ультразвуковой;
УЗД- ультразвуковая дефектоскопия, ультразвуковой дефектоскоп;
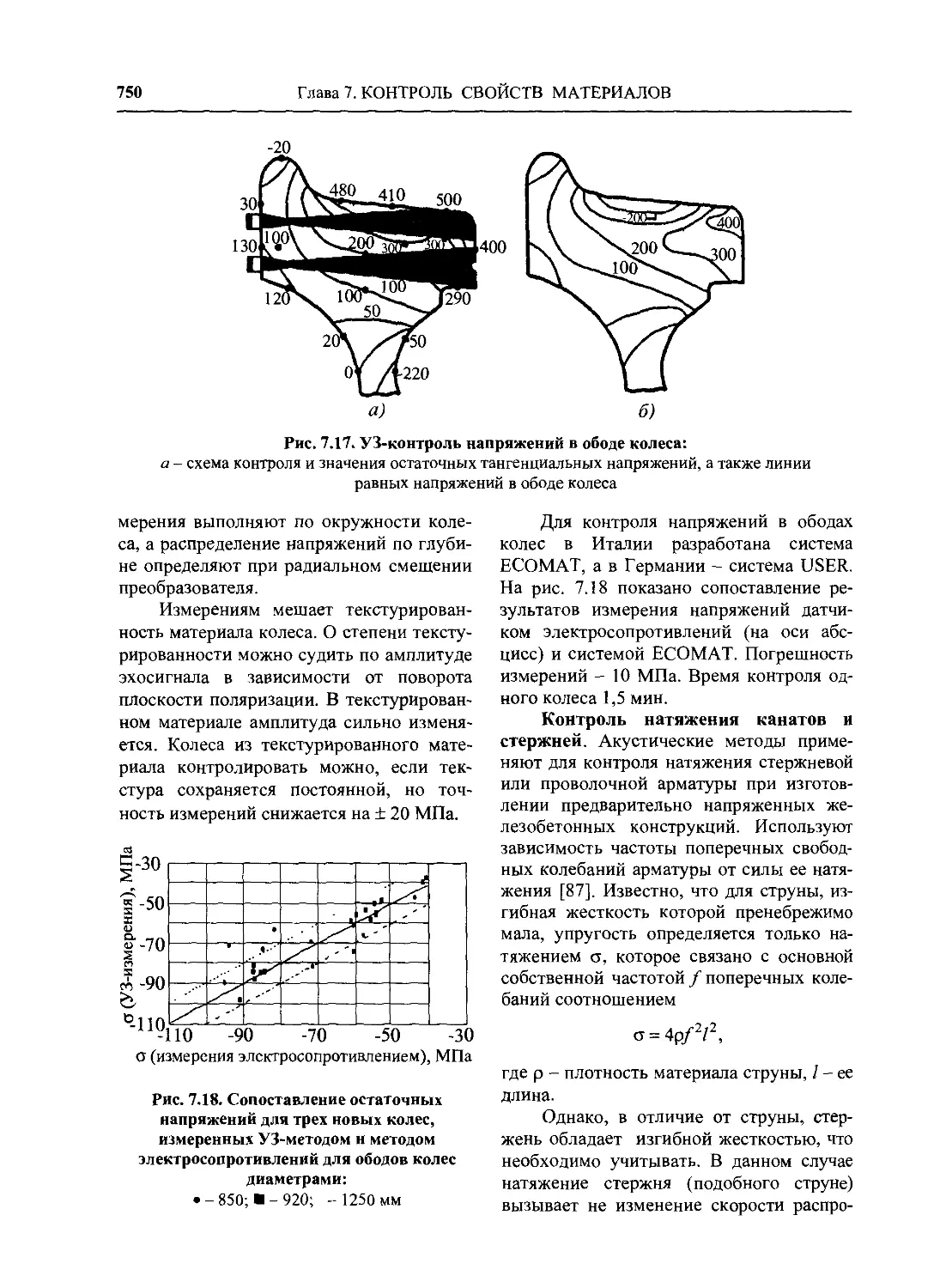
ФР- фазированная решетка;
ЭАП- электроакустический преобразователь;
ЭМА- электромагнитно-акустический (преобразователь).
Глава 1
ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.1. УПРУГИЕ КОЛЕБАНИЯ
И ВОЛНЫ
1.1.1. Основные понятия
Колебание - движение вокруг неко-
торого среднего положения, обладающее
повторяемостью, например колебание ма-
ятника. В акустике обычно рассматривают
колебания точки среды относительно по-
ложения, в котором точка находилась в
покое. Волны - колебательные движения,
распространяющиеся в пространстве: ко-
лебания одной точки передаются соседней
и т.д. В большинстве видов неразрушаю-
щего контроля (радиационном, оптиче-
ском, тепловом, радиоволновом) исполь-
зуются электромагнитные колебания и
волны. В отличие от них в акустических
видах используются упругие колебания и
волны.
Упругость - свойство точек среды
возвращаться к первоначальному состоя-
нию после прекращения воздействия си-
лы. Жидкие, газообразные и твердые сре-
ды восстанавливают свой объем после
сжатия или разрежения, но под действием
сил инерции точки продолжают двигаться
после достижения первоначального со-
стояния. В результате сжатие переходит в
растяжение, а потом опять в сжатие - воз-
никают упругие колебания. Такой процесс
распространяется в пространстве и обра-
зует упругую волну (рис. 1.1, а, б).
Обычно акустические колебания
происходят в области, где механическое
напряжение пропорционально деформа-
ции для твердого тела или давление про-
порционально смещению для жидкости,
газа. Это область упругого взаимодейст-
вия, ей соответствует линейная акустика.
Однако при больших отклонениях от по-
ложения равновесия пропорциональность
нарушается. Это область нелинейной аку-
стики. Неразрушающему акустическому
контролю, как правило, соответствует
только область линейной акустики. Неко-
торые вопросы, связанные с применением
нелинейной акустики, будут рассмотрены
в разд. 1.5.
Колебательный процесс характеризу-
ется двумя основными величинами: часто-
той и амплитудой колебаний.
Частота - количество колебаний в
секунду (с). Ее обозначают буквой f. Одно
колебание в секунду - 1 герц (Гц). При
УЗ-контроле обычно частоту колебаний
измеряют в мегагерцах (МГц) - миллио-
нах колебаний в секунду или килогерцах
(кГц) - тысячах Гц. В зависимости от час-
тоты fупругие колебания и волны назы-
вают по-разному (табл. 1.1). При высоко-
частотном акустическом контроле обычно
применяют колебания частотой 0,5 ... 100
МГц, а при низкочастотном - частотой
0,015 ... 0,1 МГц.
Время одного колебания называют
периодом Т. Его измеряют в секундах или
микросекундах (мкс):
f = i/T.
Колебания от точки к точке среды
передаются с определенной скоростью -
скоростью распространения звука с. Рас-
стояние, пробегаемое волной за один пе-
риод колебаний, называют длиной волны X,
X = сТ -с/f.
Скорость звука во многих металлах
~6000 м/с = 6 мм/мкс. При частоте 6 МГц
длина волны равна 1 мм. Волны длиной
~1 мм (точнее, 0,2 ... 10 мм) обычно упот-
ребляются при высокочастотном УЗ-кон-
троле металлов. Небольшая длина волны
по сравнению с размером преобразователя
позволяет создать направленно-распро-
страняющуюся волну, которую рассмат-
ривают как пучок лучей.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
13
Рис. 1.1. Волны продольная (а) и поперечная (в) и волновой процесс {б)
Часто применяют понятия "круговая
{циклическая, угловая) частота"
со = 2тс/
и "волновое число"
к = и/с = 2 л/Л .
Амплитуда. Амплитуда колебаний -
это наибольшее отклонение от положения
равновесия (см. рис. 1.1, б). Упругие коле-
бания характеризуют разными физиче-
скими величинами. Для жидкостей и газов
чаще всего используют следующие вели-
чины: смещение и частиц из положения
равновесия, скорость движения частиц
{колебательную скорость) и акустическое
давление р.
Для твердых тел обычно используют
вектор смещения й и тензор акустиче-
ских напряжений (см. далее). В дальней-
шем для упрощения формул колебания в
твердом теле будем, как правило, характе-
ризовать их акустическим давлением, что
не вполне правомерно, но существенно
упрощает математический аппарат. Там,
где возникает необходимость, учитывают-
ся особенности твердого тела.
1.1. Диапазон частот упругих колебаний
Название колебаний и волн Качественное определение Диапазон частот, Гц
физический условный
Инфразвук Ниже границы слыши- мости человека < 16 ... 25 <20
Звук Диапазон слышимости человека От 16 ... 25 до (15 ... 20)103 20 ... 20 000
Ультразвук Выше границы слы- шимости человека От(15 ... 20)103 до 109 (20-103)... 109
Гиперзвук Длина волны меньше длины свободного про- бега молекул воздуха > 109
14
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Шкала децибелов
ш
п
_ Децибелы +
60 Зв Я ST 66 5554 S3 5Z S1 5043686766 4566636261 40 406162 63 44 456647 68 49 50 5152 53 54 55565758 S3 60
40 ММ 37 33 5536 33 32 31 30 23 №27 26 2524 23 22 » 20 20 2122 23 24 25 26 27 28 29 30 31 32 33 34 35 № 37 38 33 М
20 15 10 5 оо - “
го
5
60 5ft 6,0 7,0 8fl9,0 10
600
so ' во too
soo soo то
I, 0,1
II' 0,01
III 0,001
0,002
0,4 0J5 Ofi 0,7 OfiOJ 1 1
о,Об 0,06 а,ов Ц1 io го
о,оо</ о,оов цооо ofii юо zoo
Отношение амплитуд
Рис. 1.2. Шкалы перевода относительных величии в децибелы.
Попарно используют шкалы I-Г, П-1Г, Ш-Ш’
Будем обозначать амплитудные зна-
чения соответствующими большими бук-
вами, а в общем случае - буквой А. В УЗ-
дефектоскопии обычно применяют коле-
бания с амплитудой смещения 10‘" ... 10‘4
мм. Акустическое напряжение, возни-
кающее при этом в стали на частоте
2 МГц, достигает 10 ... 108 Па (паскаль).
Энергия акустической (звуковой) -
волны это добавочная энергия, обуслов-
ленная наличием этой волны. Энергия
акустической волны в единице объема
среды называется плотностью звуковой
энергии. Она состоит из кинетической и
потенциальной частей. Для плоской бегу-
щей звуковой волны кинетическая и по-
тенциальная части энергии равны и плот-
ность полной энергии, выраженная через
амплитуду давления Р, равна
£ = Р2Дрс2),
где р - плотность среды.
Интенсивность (сила) звука J - сред-
няя по времени энергия, переносимая зву-
ковой волной через единичную площадку,
перпендикулярную к направлению рас-
пространения волны, за единицу времени.
Для периодической звуковой волны ус-
реднение проводится либо за промежуток
времени, намного больший по сравнению
с периодом, либо за целое число периодов.
Для плоской синусоидальной бегущей
волны интенсивность, выраженная через
амплитуды давления Р и смещения U,
равна
J = P2/(2pc) = 0,5pcco2t/2.
Интенсивность используемых при
контроле волн обычно весьма мала:
<10"5 Вт/м2 в месте излучения УЗ. При УЗ-
контроле, как правило, регистрируют не
интенсивность, а амплитуду волн.
В УЗ-контроле обычно измеряют ос-
лабление амплитуды А’ относительно ам-
плитуды возбужденных в ОК колебаний
Aq. Для этого применяют логарифмиче-
ские единицы - децибелы (дБ). Выражения
в дБ, когда это необходимо подчеркнуть,
будем выделять угловыми скобками ( :
(HH) = 201g(^) = 101gUp0).
Поскольку А'<А0, децибелы будут
отрицательными, однако в УЗ-дефекто-
скопии знак принято опускать. На
рис. 1.2 приведена шкала перевода отно-
сительных единиц в положительные и от-
рицательные дБ.
Пример 1.1. Как отношение амплитуд
А'! Ао = 0,045 выражается в дБ?
Находим деление 0,045 на шкале 1Г
(см. рис. 1.2). Против него на шкале II находим:
(А / До) = 26,9 дБ со знаком но его не указы-
ваем.
Если потери невелики, то возбужден-
ный колебательный процесс продолжается
очень долго. При отсутствии потерь воз-
никают непрерывные гармонические коле-
бания, т.е. изменяющиеся по синусои-
дальному закону. В УЗ-контроле обычно
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
15
колебания возбуждают и тут же стараются
погасить. В результате наблюдается крат-
ковременный волновой процесс - импульс.
Одним из параметров колебаний и
волн является их фаза. Она характеризует
состояние колебательного процесса в оп-
ределенный момент времени. Если коле-
бания непрерывные, то фаза колебаний
повторяется через каждый период. Для
импульсов строгая повторяемость пара-
метров колебаний через период отсутству-
ет. Говорят, что две непрерывные гармо-
нические волны находятся в противофазе,
если их фазы отличаются на полпериода.
Если на какую-либо точку действуют две
такие волны с одинаковыми амплитудами,
точка не колеблется, а если фазы этих
волн совпадают, амплитуда колебаний
увеличивается в 2 раза. Явление сложения
волн с учетом их фазы называют интер-
ференцией волн.
Волновое уравнение. Здесь приво-
дится упрощенное изложение теории вол-
нового процесса. Рассматривается распро-
странение волны только вдоль одной ко-
ординаты х [219].
Как частично отмечалось ранее, уп-
ругие колебания в жидкостях и газах ха-
рактеризуются одной из следующих вели-
чин: изменением давления р или плотно-
сти, смещением частиц из положения
равновесия и, скоростью колебательного
движения (колебательной скоростью) v,
потенциалом смещения или колебатель-
ной скорости. Все перечисленные величи-
ны взаимосвязаны. Следует отличать из-
менение давления или плотности, связан-
ное с распространением акустических
волн, от их статистического (среднего)
значения.
В твердых телах акустическое поле
имеет гораздо более сложный вид, чем в
жидкостях и газах, потому что твердым
телам присуща не только упругость объе-
ма, как жидкостям и газам, но и упругость
формы (сдвиговая упругость). Вместо
давления для твердых тел вводят понятие
"напряжение", т.е. "сила, отнесенная к
единице поверхности".
Рис. 1.3. Тензор напряжения
Различают нормальные (растягиваю-
щие или сжимающие) напряжения стхх,
<5уу, стzz, касательные или тангенциаль-
ные (сдвиговые) напряжения ст^, ст^ и
др. Напряженное состояние твердого тела,
таким образом, характеризуют тензором
третьего ранга ст(7 - таблицей из девяти
чисел-компонентов. Индексы i и / прини-
мают значения осей координат х, у, z. Пер-
вый индекс указывает координату, в на-
правлении которой действует сила, а вто-
рой - площадку (грань элементарного ку-
ба), перпендикулярную к направлению
указанной в нем координаты, к которой
эта сила приложена (рис. 1.3). Тензор этот
симметричный: в нем ст,7 = ст;,, а значит,
шесть независимых величин.
В жидкостях и газах, где не сущест-
вует упругости формы, тангенциальные
компоненты тензора напряжения отсутст-
вуют, а нормальные компоненты равны
друг другу и давлению с обратным зна-
ком. Давление имеет знак потому что
напряжение считают положительным, ко-
гда оно растягивающее, а давление отно-
16
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
сят к положительным, если оно сжимаю-
щее.
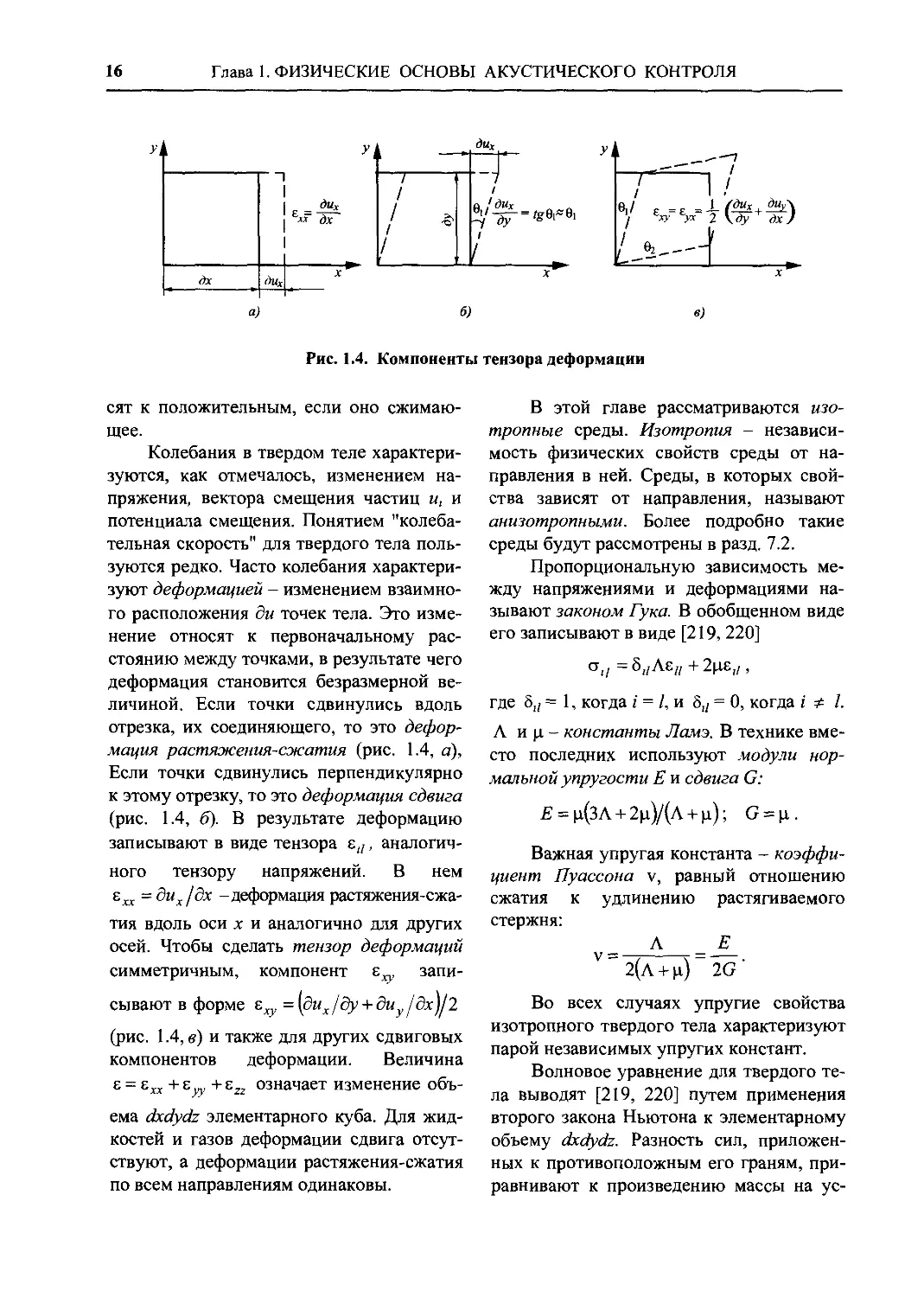
Колебания в твердом теле характери-
зуются, как отмечалось, изменением на-
пряжения, вектора смещения частиц и, и
потенциала смещения. Понятием "колеба-
тельная скорость" для твердого тела поль-
зуются редко. Часто колебания характери-
зуют деформацией - изменением взаимно-
го расположения ди точек тела. Это изме-
нение относят к первоначальному рас-
стоянию между точками, в результате чего
деформация становится безразмерной ве-
личиной. Если точки сдвинулись вдоль
отрезка, их соединяющего, то это дефор-
мация растяжения-сжатия (рис. 1.4, а),
Если точки сдвинулись перпендикулярно
к этому отрезку, то это деформация сдвига
(рис. 1.4, б). В результате деформацию
записывают в виде тензора ег/, аналогич-
ного тензору напряжений. В нем
еи = дих/дх -деформация растяжения-сжа-
тия вдоль оси х и аналогично для других
осей. Чтобы сделать тензор деформаций
симметричным, компонент запи-
сывают в форме c = [дих /ду + диу1дх)/2
(рис. 1.4, в) и также для других сдвиговых
компонентов деформации. Величина
£ = означает изменение объ-
ема dxdydz элементарного куба. Для жид-
костей и газов деформации сдвига отсут-
ствуют, а деформации растяжения-сжатия
по всем направлениям одинаковы.
В этой главе рассматриваются изо-
тропные среды. Изотропия - независи-
мость физических свойств среды от на-
правления в ней. Среды, в которых свой-
ства зависят от направления, называют
анизотропными. Более подробно такие
среды будут рассмотрены в разд. 7.2.
Пропорциональную зависимость ме-
жду напряжениями и деформациями на-
зывают законом Гука. В обобщенном виде
его записывают в виде [219, 220]
ст,/ = 8,/Ле„ + 2цс;/,
где 5lZ = 1, когда i = /, и 5lZ = 0, когда i Ф I.
Лиц- константы Ламэ. В технике вме-
сто последних используют модули нор-
мальной упругости Е и сдвига G:
Е = ц(ЗЛ + 2ц)/(Л + ц); G = ц .
Важная упругая константа - коэффи-
циент Пуассона v, равный отношению
сжатия к удлинению растягиваемого
стержня:
Л £
V 2(A + p)-2G’
Во всех случаях упругие свойства
изотропного твердого тела характеризуют
парой независимых упругих констант.
Волновое уравнение для твердого те-
ла выводят [219, 220] путем применения
второго закона Ньютона к элементарному
объему dxdydz. Разность сил, приложен-
ных к противоположным его граням, при-
равнивают к произведению массы на ус-
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
17
корение. В результате получают для оси х:
d2u daxx
л А _ ЛЛ AL
dt2 дх ду dz
Аналогично можно записать уравне-
ния для осей у и z. Здесь t - время.
Подставляя вместо напряжений де-
формации по закону Гука, получают урав-
нение распространения волн в упругой
среде:
р—-f--(A + p)-—pV их =0,
dt ox
^2 82 д2 д2 _
дх2 ду2 dz2
ласа. Это волновое уравнение. Его харак-
терная особенность заключается в том, что
в него входят с разными знаками вторые
производные по времени и координатам
от некоторой переменной величины.
Если положить р = 0 и считать сме-
щения их = иу — uz = и одинаковыми по
всем направлениям (скаляр), то волновое
уравнение для твердого тела переходит в
волновое уравнение для жидкости или
газа:
d2u/dt2 =c2V2u,
где с = д/л/р - скорость распространения
акустических волн.
Такие же уравнения справедливы и
для других упругих величин: давления,
плотности и т.д. Будем обозначать эти
переменные величины литерой а.
Из теории дифференциальных урав-
нений в частных производных известно,
что решение волнового уравнения имеет
вид
а = at (х - ct)+a2 (х + с/),
где а, и а2 - произвольные дважды диф-
ференцируемые функции от аргументов,
приведенных в скобках. Первое слагаемое -
это волна, распространяющаяся вдоль
оси х в положительном направлении, а
второе - волна, распространяющаяся в
обратном направлении. Здесь, как прави-
ло, будем иметь дело с прямой волной и
опускать слагаемое а2, поэтому в аргумен-
те перед х должен стоять знак если
перед / стоит Если распространяю-
щаяся в направлении оси х волна гармо-
ническая (т.е. непрерывные колебания
происходят на одной частоте), то она за-
писывается формулой
а = A cos[- к(х - с/)] = A cos(co/ - кх) =
= ЛКе[е'(ш'-^], (1 Л)
где А - исходная амплитуда волны;
j = 4-1 ; kx-cat - фаза колебаний; Re -
действительная (реальная) часть ком-
плексного числа, которую при записи
обычно опускают. Непрерывные гармо-
нические колебания записывают форму-
лой, где фигурирует только время t:
а = A cos(2n/?) = A cos(on) = A Re[e/m/ ] .
(1-2)
Спектральный анализ. Любой им-
пульс можно представить как сумму (или
интеграл) непрерывных (гармонических)
колебаний разной частоты, имеющих раз-
ные амплитуды и начальные фазы (анализ
Фурье). Набор таких гармонических коле-
баний называют спектром импульса. Он
зависит от формы и длительности импуль-
са. Чем короче импульс, тем в его спектре
больше разных частот (спектр шире) за
счет увеличения амплитуд высокочастот-
ных (по сравнению с основной частотой)
составляющих. Это хорошо видно из срав-
нения импульсов, показанных на рис. 1.5,
а, б, и их спектров (см. в и г). Спектр им-
пульса, приведенный на рис. 1.5, г, значи-
тельно уже.
Для непрерывных колебаний спектр -
одна частота. Наиболее короткий импульс
с наиболее узким спектром - колоколооб-
разный, подобный импульсу на рис. 1.5, б,
но симметричный, т.е. с одинаковыми
фронтом и хвостовой частью. При недос-
таточно широкой полосе пропускания
системы (например, усилителя УЗ-преоб-
18
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.5. Импульсы: ударный (а), отраженный от дефекта, близкий к
колоколообразному (б) и их спектры (в, г)
разователя) короткий широкополосный
импульс растягивается и приближается по
форме к колоколообразному.
При высокочастотном УЗ-контроле
электрические импульсы (см. рис. 1.5, а)
обычно возбуждают ударным генерато-
ром. В процессе преобразования электри-
ческих колебаний в акустические и обрат-
но форма импульса искажается и стано-
вится близкой к колоколообразной (см.
рис. 1.5, б).
Колоколообразный импульс описы-
вается формулой
а = Aexp{-[v2co2(/-/0)2]+ jco(z-/0)|, (1.3)
где 1о ~ время, соответствующее максиму-
му амплитуды; v - показатель длительно-
сти импульса. Иногда вместо него приме-
няют число п колебаний с амплитудами,
превышающими 0,1 (20 дБ) от максималь-
ного значения:
я = 0,483/v.
Величину т = пТ называют длитель-
ностью импульса, а ст - его пространст-
венной длительностью. В дальнейшем
используются понятия "тонкий слой" и
"протяженная среда". Среду называют
протяженной, если путь импульса в ней
больше ст. Среду, толщина которой
й < ст/2 , называют тонким слоем. В нем
происходит интерференция в результате
многократного отражения импульса от
границ.
Ослабление волн. При распростра-
нении волны ее амплитуда уменьшается -
происходит ослабление волны. Главные
причины ослабления: расхождение лучей
(точнее, дифракционное расхождение) и
затухание волн в среде.
Распространяющуюся в пространстве
волну в виде, более полном, чем в (1.1),
можно записать так:
А
a = ±eJ^e-v
гь
где г - расстояние, проходимое волной;
у = 8 + jk - комплексная постоянная рас-
пространения (к - введенное ранее волно-
вое число; 8 - коэффициент затухания',
который рассматривается позднее); Ь -
показатель, зависящий от формы фронта
волны (поверхности, на которой фаза вол-
ны одинакова).
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
19
В сферической волне, излучаемой во
все стороны сферическим источником
(рис. 1.6, б), расхождение лучей происхо-
дит в двух плоскостях, поэтому ослабле-
ние с увеличением расстояния г идет наи-
более быстро: обратно пропорционально
расстоянию по закону 1/r (b = 1). На
рис. 1.6 направления лучей показаны
сплошными линиями, а фронты волн -
штриховыми. Для сферической волны
фронты - сферы.
В плоской волне, например, излучае-
мой большой пластиной (рис. 1.6, а), фрон-
ты - плоскости, лучи не расходятся
(Ь = 0). Такая волна ослабевает только под
действием затухания. Получить на значи-
тельном расстоянии от пластины ограни-
ченную плоскую волну в виде пучка па-
раллельных лучей не удается. Например,
применяя большую пластину или вырезая
часть фронта излучаемой пластиной вол-
ны с помощью диафрагмы, в действитель-
ности получают сложное волновое поле,
подобное рассмотренному в разд. 1.3.1.
В практике, однако, используют слаборас-
ходящиеся пучки лучей, называя их пло-
ской волной.
В цилиндрической волне, т.е. волне с
цилиндрическим фронтом (например, из-
лучаемой боковой поверхностью длинного
стержня, рис. 1.6, в), расхождение проис-
ходит в одной плоскости (перпендикуляр-
ной к оси стержня), поэтому ее амплитуда
медленнее ослабевает с расстоянием, чем
амплитуда сферической, а именно: обрат-
но пропорционально квадратному корню
из расстояния: 1/Vr (Ь = 0,5). При рас-
смотрении далее волн, локализованных в
слое (волн Рэлея и Лэмба), ослабление
амплитуды вследствие расхождения в од-
ной плоскости происходит как для цилин-
дрических волн, т.е. b = 0,5.
Волну с произвольным фронтом
можно представить в виде совокупности
плоских волн путем разложения в инте-
грал Фурье по волновому числу (точнее,
волновому вектору) к. Для достаточно
длительного акустического импульса,
распространяющегося в виде слаборасхо-
Рис. 1.6. Волны с различной
формой фронта:
а - плоская; б - сферическая;
в - цилиндрическая
дящегося пучка лучей, используют фор-
мулу (1.1), но уже как приближенную.
Предыдущую формулу можно также
записать следующим образом:
гь
Такая запись аналогична (1.1), но
появился множитель, учитывающий зату-
хание волны, вызываемое потерями энер-
гии. Уменьшение амплитуды волны под
действием затухания пропорционально
е-8г, где е = 2,7183... - число Непера (ос-
нование натуральных логарифмов).
Коэффициент затухания 8 измеряют в
неперах на метр (Нп/м) или неперах на
миллиметр пути (Нп/мм). Иногда Нп
опускают и пишут 1/мм. Чем больше ве-
личина 8, тем больше затухание и тем
меньше множитель е-8г. Когда отноше-
ние амплитуд измеряют в дБ, затухание
(8) удобно также выражать в дБ:
(8) = 8,68 8.
20
Глава!. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Тогда к ослаблению (по различным
причинам) амплитуды в децибелах добав-
ляют ослабление от затухания, т.е. вели-
чину (Л7Л0) = (8)г.
Волну, фронт которой перемещается
с постоянной скоростью (в случае одно-
родной среды), называют бегущей. Она
вызывает перенос энергии. Две одинако-
вые бегущие волны, распространяющиеся
в противоположных направлениях, обра-
зуют стоячую волну - периодическое во
времени колебание с чередованием в про-
странстве узлов (нулей) и пучностей (мак-
симумов) амплитуды. В ней перенос энер-
гии не происходит. Стоячая волна соот-
ветствует условиям установления собст-
венных колебаний в объекте. Если ампли-
туды встречных волн неодинаковы, воз-
никает частично бегущая волна.
1.1.2. Типы волн. Области применения
В акустическом контроле (АК) ис-
пользуются различные типы колебаний и
волн, отличающихся направлением коле-
баний, распределением амплитуд колеба-
ний и волн в среде, скоростью распро-
странения волн. В акустике различные
типы колебаний и волн принято называть
модами.
В твердых, жидких и газообразных
средах существует упругость объема, т.е.
среда стремится сохранить свой объем.
В твердом теле также существует упру-
гость формы, т.е. твердое тело стремится
сохранить не только свой объем, но и
свою форму. Это свойство твердого тела
связано со сдвиговой упругостью. Напри-
мер, два слоя жидкости можно легко
сдвинуть друг относительно друга, а две
плоскости в твердом теле сопротивляются
сдвигу. Попытка расширить или сжать
объем, сдвинуть соседние слои ударом
или переменной по направлению силой
приведет к возникновению упругих коле-
баний.
Таким образом, во всех средах (кроме
вакуума) могут существовать колебания
растяжения-сжатия. Волны с такими коле-
баниями - это продольные волны, или вол-
ны растяжения-сжатия. При распро-
странении в твердом теле колебания час-
тиц среды в продольной волне в основном
происходят вдоль направления распро-
странения волны (см. рис. 1.1, а).
В твердом теле существуют также
волны сдвига. Частицы в них колеблются
поперек направления распространения
волны. Их поэтому называют поперечными
или сдвиговыми волнами (см. рис. 1.1, в). На
рисунке показаны колебания границ слоя,
в котором распространяется поперечная
волна, но в действительности среда счита-
ется безграничной.
Существование двух независимых
типов волн (продольной и поперечной) с
разными скоростями следует из волнового
уравнения [219, 220]. Сводка основных
типов волн в твердом теле и формулы для
расчета их скоростей (через скорость про-
дольной волны) приведены в табл. 1.2.
Скорость распространения попереч-
ной волны приблизительно в 2 раза (точ-
нее, в 1,8 ... 1,9 раза) меньше, чем про-
дольной. Например, в стали скорость про-
дольной волны с, = 5,92 мм/мкс, а попе-
речной с, = 3,23 мм/мкс. Скорость волны
(конечно, продольной) в жидкости значи-
тельно меньше. Например, в воде при
комнатной температуре с = 1,49 мм/мкс.
Поперечные волны, распространяю-
щиеся наклонно к какой-либо поверхности
(например, к поверхности ввода колеба-
ний) или вдоль нее, разделяют на волны с
направлением колебаний, параллельным
поверхности (их называют горизонтально-
поляризованными, SH, TH), и волны с на-
правлением колебаний, Перпендикуляр-
ным к этой поверхности (их называют
вертикально-поляризованными, SV, TV).
Они по-разному отражаются от поверхно-
стей и структурных неоднородностей. На
практике обычно применяют SV-волны,
однако по отношению к поверхности от-
ражателя они могут быть SH-волной или
иметь SV- и SH-составляющие. Общее
название продольных и обоих типов попе-
1.2. Типы волн в твердом теле
Среда Тип, название волны Характеристика колебаний Скорость Способ возбуждения Основное применение
Безгра- ничное твердое тело Продольная В направлении распространения Cl Прямым или на- клонным ПЭП с Р<Р' Все виды контроля
Поперечная Перпендикулярно к направлению распространения 1 l-2v ct ~ с,, —г \ ~ 0,55с, 1 1 Наклонным ПЭП с Р-<Р<Р” Дефектоскопия сварных соединений
Поверх- ность тела Поверхност- ная (Рэлея) Эллиптические у поверхности 0,87 + l,12v ... cs = ct ~ ~ 0,5 iCj 1+v Наклонным ПЭП с Р>Р" Контрольна поверхно- сти
Головная То же; порождает поперечную Cl Наклонным ПЭП с Р = Р' Контроль под поверхно- стью
Пласти- на тол- щиной Л Нормальная в пластине (Лэмба) Изгиб со сдвигом Cpa0 0 ПРИ 0 Наклонным ПЭП Контроль листов, труб, оболочек толщиной до 3 ... 5 мм
Продольные с изме- нением поперечных размеров CpsO - ~~ ~ ^Cl ПРИ <<: 1 1-v
Стержень диамет- ром d Нормальная стержневая Изгиб со сдвигом cbaO 0 ПРИ 0 Прямым или наклон- ным ПЭП Контроль проволоки, стержней, труб, рельсов
Продольные с изме- нением поперечных размеров /(l+vXl-2v) Cm=CiJ ,a ® 0,86cz V 1-v при d/A «1
Примечание. Р', Р" - первый и второй критические углы (см. разд. 1.1.4).
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
22
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
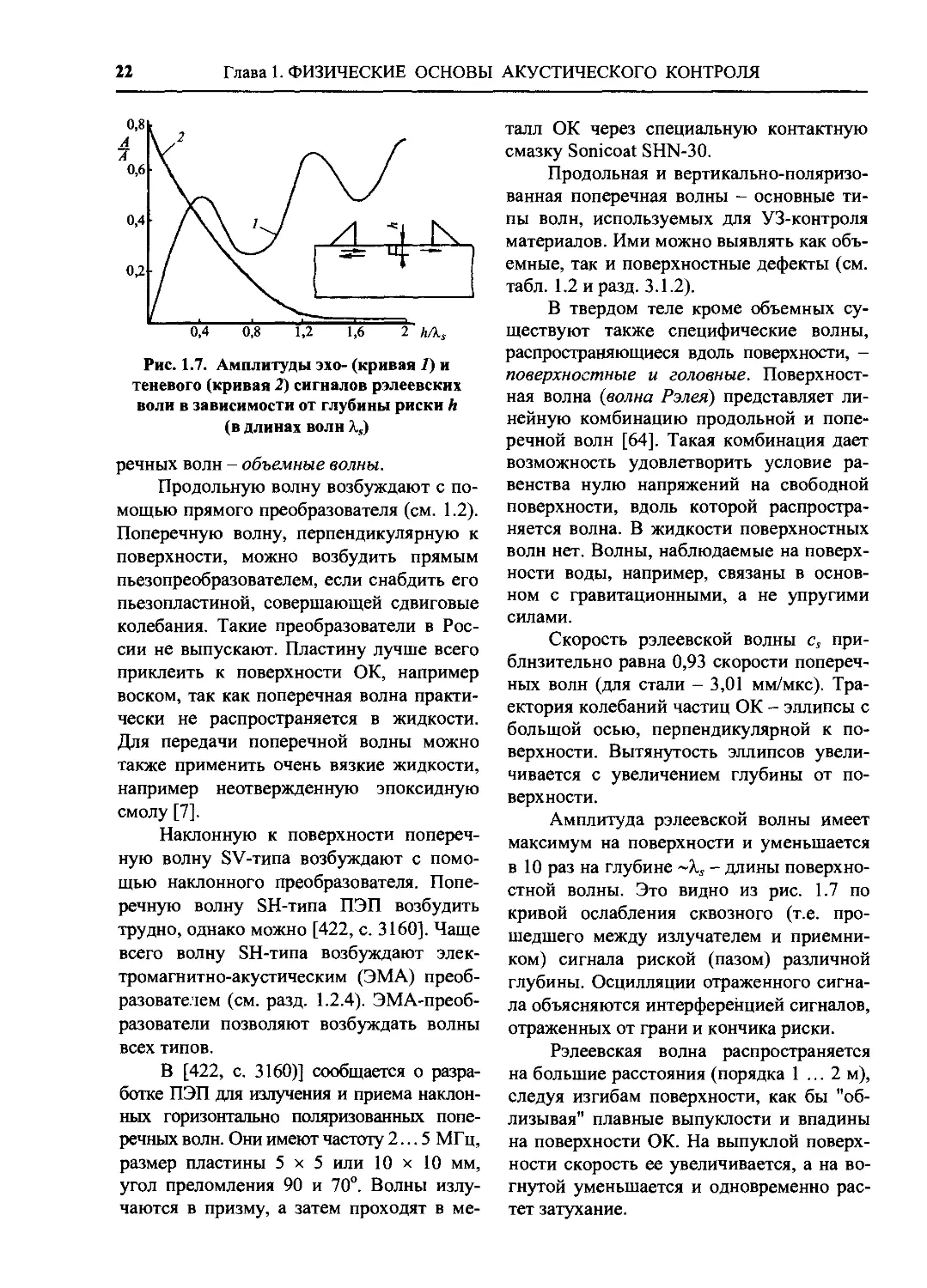
Рис. 1.7. Амплитуды эхо- (кривая 7) и
теневого (кривая 2) сигналов рэлеевских
воли в зависимости от глубины риски h
(в длинах волн X,)
речных волн - объемные волны.
Продольную волну возбуждают с по-
мощью прямого преобразователя (см. 1.2).
Поперечную волну, перпендикулярную к
поверхности, можно возбудить прямым
пьезопреобразователем, если снабдить его
пьезопластиной, совершающей сдвиговые
колебания. Такие преобразователи в Рос-
сии не выпускают. Пластину лучше всего
приклеить к поверхности ОК, например
воском, так как поперечная волна практи-
чески не распространяется в жидкости.
Для передачи поперечной волны можно
также применить очень вязкие жидкости,
например неотвержденную эпоксидную
смолу [7].
Наклонную к поверхности попереч-
ную волну SV-типа возбуждают с помо-
щью наклонного преобразователя. Попе-
речную волну SH-типа ПЭП возбудить
трудно, однако можно [422, с. 3160]. Чаще
всего волну SH-типа возбуждают элек-
тромагнитно-акустическим (ЭМА) преоб-
разователем (см. разд. 1.2.4). ЭМА-преоб-
разователи позволяют возбуждать волны
всех типов.
В [422, с. 3160)] сообщается о разра-
ботке ПЭП для излучения и приема наклон-
ных горизонтально поляризованных попе-
речных волн. Они имеют частоту 2... 5 МГц,
размер пластины 5x5 или 10 х 10 мм,
угол преломления 90 и 70°. Волны излу-
чаются в призму, а затем проходят в ме-
талл ОК через специальную контактную
смазку Sonicoat SHN-30.
Продольная и вертикально-поляризо-
ванная поперечная волны - основные ти-
пы волн, используемых для УЗ-контроля
материалов. Ими можно выявлять как объ-
емные, так и поверхностные дефекты (см.
табл. 1.2 и разд. 3.1.2).
В твердом теле кроме объемных су-
ществуют также специфические волны,
распространяющиеся вдоль поверхности, -
поверхностные и головные. Поверхност-
ная волна (волна Рэлея) представляет ли-
нейную комбинацию продольной и попе-
речной волн [64]. Такая комбинация дает
возможность удовлетворить условие ра-
венства нулю напряжений на свободной
поверхности, вдоль которой распростра-
няется волна. В жидкости поверхностных
волн нет. Волны, наблюдаемые на поверх-
ности воды, например, связаны в основ-
ном с гравитационными, а не упругими
силами.
Скорость рэлеевской волны cs при-
близительно равна 0,93 скорости попереч-
ных волн (для стали - 3,01 мм/мкс). Тра-
ектория колебаний частиц ОК - эллипсы с
большой осью, перпендикулярной к по-
верхности. Вытянутость эллипсов увели-
чивается с увеличением глубины от по-
верхности.
Амплитуда рэлеевской волны имеет
максимум на поверхности и уменьшается
в 10 раз на глубине - длины поверхно-
стной волны. Это видно из рис. 1.7 по
кривой ослабления сквозного (т.е. про-
шедшего между излучателем и приемни-
ком) сигнала риской (пазом) различной
глубины. Осцилляции отраженного сигна-
ла объясняются интерференцией сигналов,
отраженных от грани и кончика риски.
Рэлеевская волна распространяется
на большие расстояния (порядка 1 ... 2 м),
следуя изгибам поверхности, как бы "об-
лизывая" плавные выпуклости и впадины
на поверхности ОК. На выпуклой поверх-
ности скорость ее увеличивается, а на во-
гнутой уменьшается и одновременно рас-
тет затухание.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
23
При резком изменении профиля по-
верхности рэлеевская волна частично от-
ражается, частично проходит через пре-
пятствие, а частично трансформируется в
объемные волны. Например, при падении
на прямой двугранный угол коэффициент
отражения (по амплитуде) 0,3; коэффици-
ент прохождения 0,7; доля трансформиро-
ванной энергии ~20 % [64].
Рэлеевские волны рассеиваются на
неровностях поверхности и хорошо выяв-
ляют дефекты на самой поверхности. Чув-
ствительность быстро убывает с глубиной
залегания дефектов. Дефекты на глубине,
большей длины рэлеевской волны, прак-
тически не выявляются. Рэлеевские волны
иногда применяют для контроля изделий
на поверхностные дефекты вместо маг-
нитного или капиллярного метода контро-
ля. Если нажать на поверхность перед от-
ражателем УЗ пальцем, смоченным в мас-
ле, амплитуда эхосигнала рэлеевской вол-
ны уменьшится. Так определяют место,
где расположен дефект.
Следует отметить, что поверхностная
горизонтально поляризованная попереч-
ная волна не является волной Рэлея, по-
скольку последняя - комбинация верти-
кально поляризованной поперечной волны
и продольной волны, которые в рассмат-
риваемом случае отсутствуют. В [422,
с. 3160], как отмечалось ранее, сообщается
о разработке ПЭП для излучения и приема
наклонных горизонтально поляризован-
ных поперечных волн, в том числе с углом
преломления 90°.
При нагружении поверхности твер-
дого тела жидкой или твердой средой воз-
никают специфические типы волн. Если
твердое тело граничит с жидкостью, ско-
рость звука в которой сж меньше с„ то в
твердом теле вдоль границы распростра-
няется волна рэлеевского типа со скоро-
стью, близкой к cs. Она порождает в жид-
кости волну, которая распространяется
под углом arcsin cjcs, отсчитываемым от
нормали к поверхности. Волну такого ти-
па называют боковой. Это явление вызы-
Рис. 1.8. Система волн в металле,
возникающих при падении продольной
волны из пластмассовой призмы
преобразователя на границу с металлом
(сталью) под первым критическим углом
вает повышенное затухание рэлеевской
волны. Для границы вода - сталь ее ам-
плитуда уменьшается в е = 2,72... раза на
расстоянии 10Xs.
Когда слой жидкости тонкий, рас-
смотренное явление усложняется [64].
Жидкий слой улучшает прохождение вол-
ны через неровную поверхность ОК, когда
толщина слоя составляет 0,75 ... 1 длины
волны [425, с. 663/727].
Вдоль границы твердое тело - жид-
кость распространяется также волна со
скоростью, меньшей сж [64]. В твердом
теле она локализована в тонком слое тол-
щиной Хж/2л, а в жидкости - в слое тол-
щиной, значительно большей Хж. Подобно
рэлеевской волне, она медленно затухает с
увеличением расстояния вдоль границы.
Волну используют для контроля поверх-
ности твердых материалов иммерсионным
способом, поскольку рэлеевская волна в
этом случае довольно быстро затухает,
особенно если контролируемый материал
обладает большим коэффициентом зату-
хания.
Если между собой граничат две твер-
дые среды, модули упругости и плотности
которых несильно отличаются, то вдоль
границы распространяется волна Стоунли
[64]. Она состоит как бы из двух рэлеев-
ских волн, существующих каждая в своей
среде и имеющих одинаковую скорость
распространения, меньшую скоростей
объемных волн в обеих средах. В каждой
среде волна локализована в слое толщи-
24
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
е)
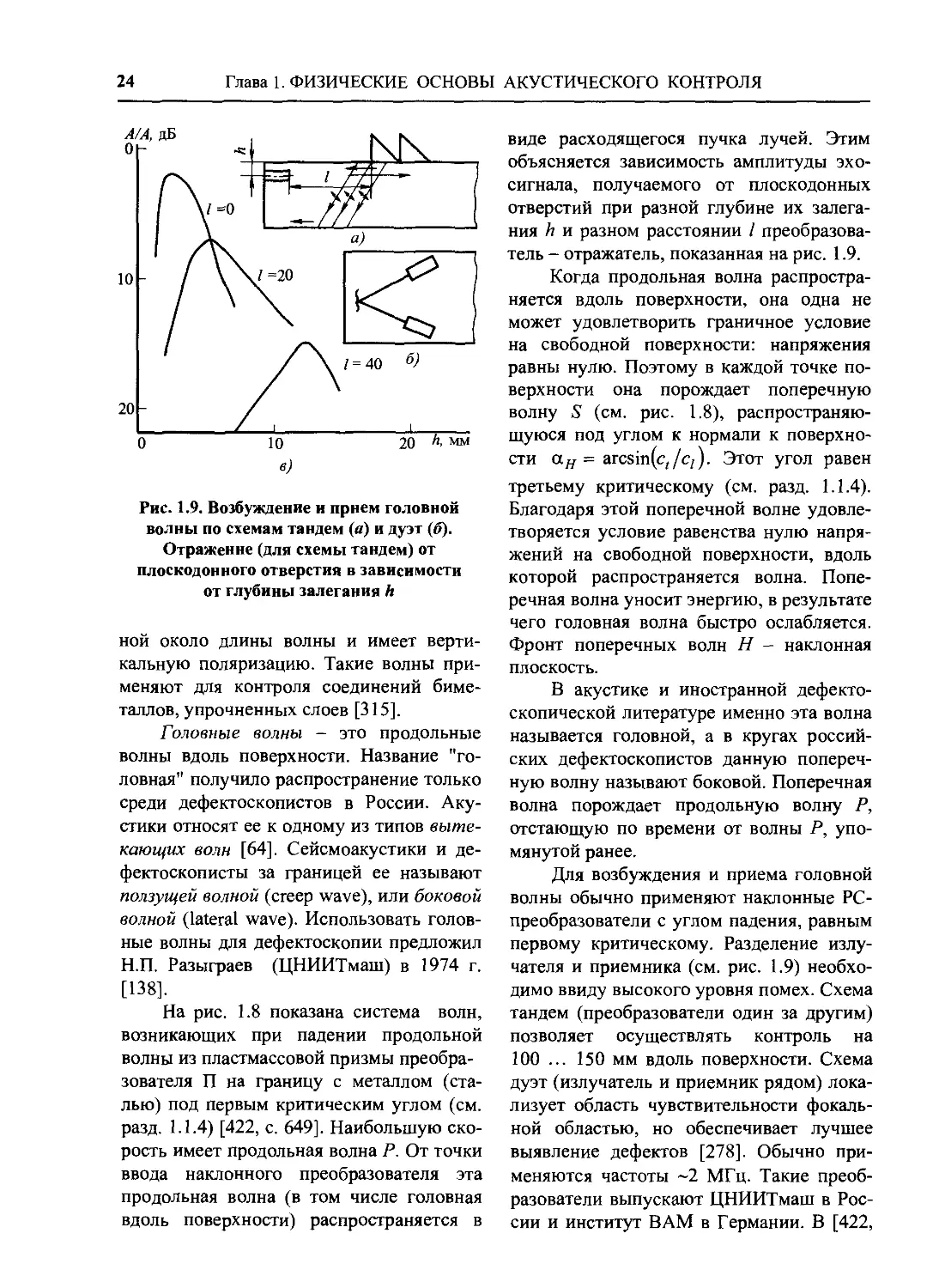
Рис. 1.9. Возбуждение и прием головной
волны по схемам тандем (а) и дуэт (б).
Отражение (для схемы тандем) от
плоскодонного отверстия в зависимости
от глубины залегания h
ной около длины волны и имеет верти-
кальную поляризацию. Такие волны при-
меняют для контроля соединений биме-
таллов, упрочненных слоев [315].
Головные волны - это продольные
волны вдоль поверхности. Название "го-
ловная" получило распространение только
среди дефектоскопистов в России. Аку-
стики относят ее к одному из типов выте-
кающих волн [64]. Сейсмоакустики и де-
фектоскописты за границей ее называют
ползущей волной (creep wave), или боковой
волной (lateral wave). Использовать голов-
ные волны для дефектоскопии предложил
Н.П. Разыграев (ЦНИИТмаш) в 1974 г.
[138].
На рис. 1.8 показана система волн,
возникающих при падении продольной
волны из пластмассовой призмы преобра-
зователя П на границу с металлом (ста-
лью) под первым критическим углом (см.
разд. 1.1.4) [422, с. 649]. Наибольшую ско-
рость имеет продольная волна Р. От точки
ввода наклонного преобразователя эта
продольная волна (в том числе головная
вдоль поверхности) распространяется в
виде расходящегося пучка лучей. Этим
объясняется зависимость амплитуды эхо-
сигнала, получаемого от плоскодонных
отверстий при разной глубине их залега-
ния h и разном расстоянии I преобразова-
тель - отражатель, показанная на рис. 1.9.
Когда продольная волна распростра-
няется вдоль поверхности, она одна не
может удовлетворить граничное условие
на свободной поверхности: напряжения
равны нулю. Поэтому в каждой точке по-
верхности она порождает поперечную
волну S (см. рис. 1.8), распространяю-
щуюся под углом к нормали к поверхно-
сти ан - arcsin(cz/cz). Этот угол равен
третьему критическому (см. разд. 1.1.4).
Благодаря этой поперечной волне удовле-
творяется условие равенства нулю напря-
жений на свободной поверхности, вдоль
которой распространяется волна. Попе-
речная волна уносит энергию, в результате
чего головная волна быстро ослабляется.
Фронт поперечных волн Н - наклонная
плоскость.
В акустике и иностранной дефекто-
скопической литературе именно эта волна
называется головной, а в кругах россий-
ских дефектоскопистов данную попереч-
ную волну называют боковой. Поперечная
волна порождает продольную волну Р,
отстающую по времени от волны Р, упо-
мянутой ранее.
Для возбуждения и приема головной
волны обычно применяют наклонные РС-
преобразователи с углом падения, равным
первому критическому. Разделение излу-
чателя и приемника (см. рис. 1.9) необхо-
димо ввиду высокого уровня помех. Схема
тандем (преобразователи один за другим)
позволяет осуществлять контроль на
100 ... 150 мм вдоль поверхности. Схема
дуэт (излучатель и приемник рядом) лока-
лизует область чувствительности фокаль-
ной областью, но обеспечивает лучшее
выявление дефектов [278]. Обычно при-
меняются частоты ~2 МГц. Такие преоб-
разователи выпускают ЦНИИТмаш в Рос-
сии и институт ВАМ в Германии. В [422,
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
25
с. 3064] сообщается о разработке совме-
щенного преобразователя головных волн
на частоту 5 МГц. Конструкция преобра-
зователя не приводится.
Головные волны почти нечувстви-
тельны к поверхностным дефектам и не
реагируют на неровности поверхности, но
хорошо выявляют дефекты на глубине
2 ... 8 мм (см. рис. 1.9). Нечувствительны
они и к нажатию на поверхность пальцем.
Эти волны применяют для контроля свар-
ных швов на дефекты под валиком усиле-
ния, выявления дефектов под наплавкой,
резьбой. Они не "облизывают" искривлен-
ную поверхность, подобно рэлеевской
волне.
Боковые волны, сопровождающие
головную волну, достигают противопо-
ложной поверхности ОК, если он имеет
вид плоскопараллельной пластины, и вы-
зывают появление на ней головной волны.
Та, в свою очередь, порождает боковые
волны. Таким образом, возникают помехи,
которые препятствуют применению го-
ловных волн для контроля тонких изде-
лий.
Комбинация из головной и боковой
волн (ползущей и головной волн по более
правильной терминологии) распространя-
ется вдоль плоскопараллельной пластины
на значительные расстояния. Достаточная
чувствительность к дефектам сохраняется
на расстоянии порядка 1 м (для стали,
алюминия).
Когда продольная волна распростра-
няется вдоль поверхности полого дефек-
та, она становится головной. Возникают
боковые волны, уносящие энергию. Бла-
годаря этому явлению, в частности, верти-
кальная трещина при контроле прямым
преобразователем ослабляет донный сиг-
нал, в то время как эхосигнал от нее очень
слабый.
В [428, докл. 1.28] М.В. Асадчая и др.
сообщают о существовании и возможно-
сти использования подповерхностных
вертикально поляризованных сдвиговых
волн.
Рис. 1.10 . Дисперсионные кривые для
фазовых (а) и групповых (б) скоростей волн
в пластинах
Их скорость почти в 2 раза меньше, чем
скорость подповерхностных продольных
(головных) волн, поэтому соответствую-
щим образом уменьшается глубина кон-
тролируемого слоя. Наиболее эффектив-
ный способ возбуждения волн при кон-
троле металлов - использование пьезопре-
образователей с призмами из плексигласа,
расположенных по схеме дуэт, а для кон-
троля пластмасс - с призмами на основе
магнитной жидкости. Анализ эксперимен-
тальных диаграмм направленности обоих
типов подповерхностных волн показал,
что максимум направленности сдвиговых
волн достигается при углах 87 ... 89°, а
угол раскрытия для поперечной волны
более узкий, чем для продольных волн.
У авторов книги возникает сомнение в
26
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.11. Схематическое изображение
симметричных (а) и антисимметричных (б)
волн; х - направление распространения
волн; стрелками показаны направления
смещений по оси/
справедливости этих результатов.
Скорость всех перечисленных типов
волн не зависит от частоты. В ограничен-
ных твердых телах (пластинах, стержнях)
существуют волны в пластинах {волны
Лэмба) и волны в стержнях {волны Порх-
гаммера). Их общее название - нормаль-
ные волны. В направлении, перпендику-
лярном к поверхности пластины или
стержня, нормальные волны как бы обра-
зуют стоячую волну. В пластине или
стержне определенной толщины могут
распространяться различные типы {моды)
нормальных волн с различным распреде-
лением колебаний по толщине.
Волны в пластинах применяют для
УЗ-контроля тонких листов, труб, оболо-
чек, а волны в стержнях - для контроля
проволок, стержней, труб (при распро-
странении вдоль оси трубы). Скорость
распространения этих волн изменяется в
зависимости от частоты (явление диспер-
сии скорости), упругих свойств материала
и поперечных размеров пластины или
стержня.
Скорость конкретной моды опреде-
ляют по графикам. На рис. 1.10, а показа-
на система дисперсионных кривых для
фазовых скоростей ср в пластине. Фазовая
скорость - это скорость изменения фазы в
направлении распространения волны, в
данном случае вдоль пластины. Если вся
пластина колеблется по толщине (фаза
волны на всей поверхности одинакова),
фазовая скорость вдоль пластины будет
бесконечно большой.
Сплошные кривые а соответствуют
антисимметричным модам (типам) волн.
При этом происходят изгибные колебания
пластины с элементом сдвига (рис. 1.11,
б). Штриховые кривые 5 соответствуют
симметричным модам. При этом наблю-
дается расширение-сжатие пластины
(рис. 1.11, а). Индекс около букв а и л по-
казывает, сколько половин длины про-
дольной или поперечной волны укладыва-
ется по толщине пластины при распро-
странении данной моды нормально к по-
верхности.
Величина на оси абсцисс - произве-
дение частоты f на толщину пластины h,
деленное на скорость ct поперечных волн
в пластине. При увеличении значения
fti/ct нулевые моды переходят в поверх-
ностную волну, остальные - в попереч-
ную. Параметр кривых - коэффициент
Пуассона v, зависящий от отношения ско-
ростей поперечных и продольных волн,
v 0,5-(сг/с;)2
1-(с(/С/)2
Для стали v = 0,288, для дуралюмина
0,34.
Фазовая скорость позволяет рассчи-
тать длину волны 'k.p~cvjf и определить
условия возбуждения волны. Обычно вол-
ну возбуждают с помощью наклонного
падения продольной волны из какой-либо
внешней среды со скоростью звука с (жид-
кости или пластмассовой призмы). Угол
падения р рассчитывают по формуле
р = arcsin(c/cp). (1.4)
Другой способ возбуждения - ЭМА
(см. разд. 1.2.4)
Скорость распространения импульса
вдоль пластины определяет групповая
скорость cg (см. рис. 1.10, б), которая свя-
зана с фазовой скоростью формулой
_L = J__Z^L.
cg ср 4 df ’
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
27
При fti/ ct —> 0 для моды .sn диффе-
ренциал dc^df = 0 и cg =ср. Дисперси-
онные кривые, подобные показанным на
рис. 1.10, построены также для волн в
стержнях.
Пример 1.2. Найти углы наклона призмы
преобразователя (оргстекло, с = 2,7 мм/мкс) для
возбуждения всех возможных типов волн в листе
из стали толщиной 1 мм на частоте 2,5 МГц.
Коэффициент Пуассона в стали v =
= 0,288 я 0,29. Кривые для v = 0,29 лежат между
кривыми с v = 0,27 и 0,31 на рис. 1.10, а. Значение
параметра, отложенного на оси абсцисс,
fli/c, = 2,5-1/3,23 = 0,574 .
Этому значению соответствуют три моды.
Для каждой из них находим сначала c^lct , за-
тем ср, потом по формуле (1.4) угол призмы Р:
Моды Ср/с( СР- мм/мкс ₽°
Нулевая анти- симметричная 0,85 276 76,2
Нулевая сим- метричная 1,5 4,85 33,8
Первая анти- симметричная 2,4 7,75 20,4
Волны нулевых мод а0 и s0 сущест-
вуют в тонких пластинах. При стремлении
толщины пластины к нулю фазовая и
групповая скорости симметричной нуле-
вой модЫ50 стремятся к одинаковой ве-
личине (см. табл. 1.2), а фазовая скорость
антисимметричной нулевой моды стре-
мится к нулю по закону
I--- I £
где Е - модуль нормальной упругости;
р - плотность материала. Область приме-
нения указанного выражения определяет-
ся соотношением
fti < 0,0723
(1-6)
Эту моду называют изгибной волной.
Рис. 1.12. Переход рэлеевской волны в волну в
пластине (а), продольной волны в стержневую (б),
наклонной поперечной в волну в пластине или
стержне (в)
Волны в пластинах позволяют обна-
руживать дефекты, расположенные как
поперек, так и вдоль пластины (типа рас-
слоения). При выборе моды волны Лэмба
для контроля пластин следуют таким ре-
комендациям. Используют волны нулево-
го или первого порядка, которые легче
возбудить. Выбирают участки дисперси-
онных кривых волн Лэмба, где минималь-
но изменение фазовой скорости. Этим
участкам соответствует максимум группо-
вой скорости. Возбужденные при этих
условиях волны Лэмба реализуются в виде
наиболее коротких импульсов, поскольку
импульс может содержать широкий
спектр частот.
Для возбуждения волны Лэмба на-
клонным преобразователем необходимо,
чтобы возникала интерференция прямой
волны и волны, отраженной от донной
поверхности пластины. Этот вопрос будет
рассмотрен далее.
В пластине возможно также возбуж-
дение мод, обусловленных интерференци-
ей горизонтально поляризованных попе-
28
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
речных волн. Они являются частным слу-
чаем волн Лява. В общем случае волнами
Лява называют поперечные волны с гори-
зонтальной поляризацией, распростра-
няющиеся в пластине, граничащей с дру-
гими средами. При отражении от поверх-
ностей пластины такие волны сохраняют
свою поляризацию (не трансформируют-
ся), поэтому дисперсионные кривые для
горизонтально поляризованных (SH) волн
Лява в пластине со свободными поверхно-
стями аналогичны кривым для волн в
жидком слое.
Не рассматривая подробно волны в
стержнях, отметим, что в них могут суще-
ствовать симметричные и антисимметрич-
ные моды, во многом сходные с волнами в
пластинах. Кроме того, в стержне могут
распространяться крутильные {торсион-
ные) волны. Сущность их в повороте сече-
ния стержня вокруг его оси. Поскольку
появляется сдвиг, скорость этих волн рав-
на скорости поперечной волны.
Проследим, как преобразуется один
тип волн в другой. Преобразование волны
Рэлея в волну Лэмба с уменьшением тол-
щины пластины происходит следующим
образом [64]. Предположим, что в пласти-
не толщиной h волна Рэлея возбуждается
на верхней поверхности. Оказывается,
что, пройдя путь L » 0,463A.se2’35/l/Xs , вол-
на перейдет на нижнюю поверхность пла-
стины. Переход совершается постепенно.
Затем через интервал 2L волна вновь воз-
вратится на верхнюю поверхность и т.д.
(рис. 1.12, а).
Такая волна называется псевдорэле-
евской. Длина интервала L уменьшается с
уменьшением h, и для тонкой пластины
можно считать, что две волны Рэлея одно-
временно распространяются по верхней и
нижней поверхностям.
Природа этого явления заключается в
том [63], что на верхней и нижней поверх-
ностях достаточно толстой пластины од-
новременно возникают волны а0 и s0,
близкие по скорости к волне Рэлея. На
верхней поверхности фазы волн совпада-
ют и они взаимно усиливаются. На ниж-
ней поверхности пластины фазы противо-
положны и волны взаимно погашаются.
Но скорости мод йо и л’о немного отлича-
ются, и на пути L волна а0 отстает от вол-
ны sg на половину длины волны. Это при-
водит к тому, что волны взаимно погаша-
ются на верхней поверхности и усилива-
ются на нижней. При уменьшении толщи-
ны пластины волны а0 и .s0 разделяются.
Рассмотренное явление следует учи-
тывать при контроле рэлеевскими волна-
ми пластин толщиной 0,5 ... 2 мм; при
контроле деталей, в которых тонкая пла-
стина сочетается с массивным участ-
ком, например тонкостенная труба прива-
рена к массивной втулке (рис. 1.12, а). Для
контроля массивного участка и, в частно-
сти, сварного шва (с удаленным валиком)
волну Рэлея в стенке трубы следует воз-
буждать с таким расчетом, чтобы перед
массивным участком она вышла на по-
верхность. В этом случае мешающего кон-
тролю отражения от границы тонкого и
толстого участков не возникнет.
Проследим, как совершается переход
от объемных волн к нормальным при
уменьшении поперечного сечения стержня
(или пластины). Если импульс продольной
волны излучается и принимается со сто-
роны торца толстого стержня (рис. 1.12,
б), то первый отраженный донный сигнал
соответствует продольной волне. После
этого сигнала приходят сигналы-спутники.
Они возникают в результате частичной
трансформации расходящегося пучка лу-
чей продольной волны, падающих под
большим углом на боковую грань стерж-
ня, в поперечную волну. Эта волна пере-
секает стержень поперек и опять частично
трансформируется в продольную волну.
Такие трансформации волна может испы-
тывать несколько раз. В результате [27]
после донного сигнала, соответствующего
продольной волне, наблюдаются импуль-
сы, отстоящие друг от друга на интервал
времени t - d/(ct cos р)- d tg p/c; . Для
стали p = 31° (см. разд. 1.1.4).
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
29
С уменьшением толщины пластины
или диаметра стержня d эти импульсы
сближаются и растут по амплитуде. Мак-
симальным является уже не соответст-
вующий продольной волне сигнал, а сиг-
нал одного из спутников. При дальнейшем
сужении стержня донный сигнал будет
очень маленьким, все сигналы-спутники
сольются в один импульс, максимум ам-
плитуды которого будет соответствовать
нулевой симметричной моде для данного
стержня или пластины.
Применительно к пластине просле-
дим трансформацию наклонной попереч-
ной волны в нормальную. Излучателем-
приемником будет наклонный преобразо-
ватель с переменным углом ввода р, уста-
новленный на боковой поверхности пла-
стины. От углов А и В пластины толщиной
1... 2 мм (рис. 1.12, в) будет наблюдаться
группа эхосигналов, соответствующих
разным путям, проходимым лучами из
расходящегося пучка. Их амплитуды бу-
дут сравнительно небольшими.
При изменении угла наклонного пре-
образователя эти импульсы будут пере-
мещаться по линии развертки. Когда угол
падения совпадет со значением, соответ-
ствующим возбуждению одной из мод
нормальной волны, прямая волна и волна,
отраженная от донной поверхности пла-
стины, совпадут по фазе и в результате их
интерференции сигналы группы сольются
в один сигнал с большой амплитудой.
Время прихода максимума амплитуды
этого сигнала будет отвечать групповой
скорости для соответствующей моды.
Рис. 1.12, в поясняет понятия фазовой
ср/, = c2/cosa и групповой cg=c2cosa
скоростей; где с2 - скорость объемной
волны в материале пластины.
Таким образом, волны в пластинах и
стержнях можно рассматривать как ре-
зультат интерференции продольных и по-
перечных волн, распространяющихся
внутри ОК и отражающихся от его стенок.
Для возбуждения путем падения вол-
ны из внешней среды необходимо, чтобы
УЗ-импульс имел достаточно большую
длительность, а падающая волна - доста-
точно протяженный фронт (т.е. чтобы пу-
чок лучей был большей ширины). Для это-
го пьезоэлемент преобразователя должен
иметь большие поперечные размеры.
Только тогда происходит интерференция.
Требования к величине этих характери-
стик увеличиваются по мере возрастания
размеров (толщины или диаметра) ОК. По
этой причине размеры ОК обычно не пре-
восходят 2 ... 3 мм при частотах ультра-
звука 1 ... 5 МГц.
1.1.3. Акустические свойства сред
Такие физико-механические свойства
материала, как плотность, упругость,
структурное строение, определяют посто-
янные, характеризующие распространение
в среде упругих волн, т.е. акустические
свойства среды. Здесь рассматриваются
изотропные среды, свойства которых оди-
наковы во всех направлениях. К акустиче-
ским свойствам сред относятся скорость
распространения волны, коэффициент
затухания и удельное волновое сопротив-
ление (характеристический акустический
импеданс). В твердом теле эти величины
определяют для продольных и попереч-
ных волн (табл. 1.3).
Скорость продольной волны в жид-
костях и газах
где L - модуль всестороннего сжатия (мо-
дуль всестороннего сжатия в литературе
принято обозначать буквой К, но эта лите-
ра очень часто используется в дальнейшем
для обозначения гибкости). Скорость про-
дольной волны в твердом теле, размеры
которого в направлении, перпендикуляр-
ном к направлению распространения вол-
ны, много больше длины волны,
с = гюз
1 v рО+vX' -2v) ’
где Е - модуль нормальной упругости.
30
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.3. Акустические свойства веществ
Вещество Скорость волн с, МО3 м/с Плотность Волновое сопротивле- ние Z, 106 Па с/м Коэффициент затухания на 2,5 МГц 8, Нп/м
продольных поперечных р, МО3 кг/м3
Алюминий 6,36 Me т 3,13 ал л ы 2,7 17,2 0,1 ... 1
Бериллий 12,8 8,6 1,82 23,3 —
Бронза 3,5 ... 3,8 2,3 ... 2,5 8...9 30 ... 34 -
Вольфрам 5,32 2,77 19,3 102,7 -
Дуралюмин 6,2... 6,4 3 ... 3,2 2,7... 2,8 19... 20 0,1 ... 1
Железо 5,92 3,23 7,8 46,3 0,2... 5
Латунь 4,3 ... 4,7 3,1 ...3,5 8,4.. .8,5 36 ...40 —
Магний 5,74 3,1 1,74 9,98 0,1 ...2
Медь 4,72 2,4 8,9 42 2,5 ... 20
Никель 5,7 3,0 8,9 50,7 —
Олово 3,32 1,65 7,3 24,2 —
Ртуть 1,45 — 13,6 19,7 0,34
Свинец 2,16 0,87 11,4 24,6 —
Серебро 3,65 1,65 10,5 38,3 —
Сталь: углеродистая аустенитная 5,90 ... 5,94 5,77 ...6,14 3,22... 3,25 3,2 ... 3,31 7,7 ... 7,9 7,6 ... 8 45,9 ... 46,3 44... 48 0,1 ... 10 0,3 ... 40
Титан 6,1 3,13 4,5 27,5 —
Титановые сплавы ВТ,ОТ 6,05 ... 6,3 3,1 ... 3,3 4,5 ... 4,7 27 ... 29 -
Цинк 4,17 2,41 7,1 29,6 —
Чугун 3,5 ... 5,6 2,2... 3,2 7,2 ... 7,6 26... 42 0,3 ... 50
Бетон 2,1 ... 5,2 Нем е т ал л ы 1,8 ...2,8 6... 9,5 —
Кварц плавленый 5,95 3,75 2,2 13,1 0,31
Полистирол 2,35 1,13 1,06 2,5 10... 13
Резина 1,4 ...2,3 — 0,9 ... 1,6 2... 3 30 ... 60
Стекло оконное 5,1 ... 6,2 3,1 ... 3,6 2,1 ... 2,6 11 ... 15 0,4... 0,7
Стекло органиче- ское 2,7 ... 2,75 1,12... 1,13 1,17...1,19 3,0... 3,3 20 ...30
Текстолит 2,4... 2,8 1,1 ... 1,4 2,3 ... 2,5 6 ... 6,4 80... 120
Фарфор 5,2 ... 6,8 3,1 ...4 2,3 ... 2,6 15 ...20 0,1 ... 0,4
Фторопласт 1,35 — 2,2 30 160
Эбонит 2,4 — 1,2 2,9 90
ЭД-5 2,3 1,15 1,2 2,8 100
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
31
Скорость поперечной волны
где G - модуль сдвига. Таким образом,
скорости объемных волн пропорциональ-
ны квадратному корню из отношения мо-
дуля упругости к плотности, т.е. они воз-
растают с увеличением упругости среды
(которая показывает величину деформа-
ции при заданной нагрузке) и уменьшают-
ся с увеличением плотности. Важно отме-
тить, что скорость определяется физиче-
скими свойствами среды и не зависит от
частоты или амплитуды волн (при не-
больших величинах амплитуд).
Изменение скорости с с температу-
рой t определяется по формуле
c = CQ+Kc(t-to),
где с0 - скорость при исходной темпера-
туре /о- Температурный коэффициент
скорости Кс [в м/(с-град)] у газов положи-
тельный (например, у воздуха +0,6), у
жидкостей отрицательный (например, у
спирта -3,6), однако у воды аномальный
(+2,5); у твердых тел отрицательный [для
продольных и поперечных волн в метал-
лах - (0,4 ... 2), у органического стекла -
3], т.е. в твердых телах скорость уменьша-
ется с повышением температуры.
Удельное волновое сопротивление
среды (называемое также характеристи-
ческим импедансом среды) представляет
собой отношение акустического давления
к колебательной скорости в бегущей
волне:
z = p/v.
Для сред с большими потерями аку-
стической энергии величина z имеет ком-
плексный характер (см. разд. 1.4) , однако
в большинстве случаев ее можно считать
действительной и численно равной произ-
ведению плотности р на скорость звука с:
Z = рс.
Размерность z в Па с/м.
Удельное волновое сопротивление
среды в литературе (в том числе ино-
странной) часто не вполне правильно на-
зывают акустическим импедансом (сопро-
тивлением), причем существуют два раз-
личных определения последнего.
В воздушной акустике акустический
импеданс определен как отношение зву-
кового давления к объемной колебатель-
ной скорости [317] и имеет размерность
Па-с/м3. В таком понимании этот термин в
нашей книге не применяется.
Акустическим импедансом называют
также отношение звукового давления к
колебательной скорости в наиболее общем
случае, когда в системе существуют как
бегущие, так и стоячие волны (в том числе
резонансы). При этом акустический импе-
данс зависит не только от волнового со-
противления среды, но и от размеров и
формы колеблющейся системы. Этой ве-
личиной здесь будем пользоваться, но не-
обходимо отличать ее от волнового сопро-
тивления. Очевидно, что акустический
импеданс имеет ту же размерность, что и
удельное волновое сопротивление среды.
Отметим, что в иностранной литературе
акустический импеданс и волновое сопро-
тивление среды выражают в рэлеях
(Rayls). Это в России пока не принято.
В отличие от механического импе-
данса (см. разд. 1.4) акустический импе-
данс и волновое сопротивление среды яв-
ляются удельными (отнесенными к еди-
нице площади) величинами. В дальней-
шем, там, где не возникает опасность ино-
го толкования, будем пользоваться терми-
ном "волновое сопротивление среды", или
просто "волновое сопротивление".
Величина волнового сопротивления
применяется в расчетах по прохождению
и отражению волн на границах различных
сред, а также по излучению и приему УЗ-
волн. Волновое сопротивление определя-
ется только свойствами среды в отличие
от механического импеданса, который
зависит от размеров, формы, материала и
других параметров конструкции, в кото-
32
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.4. Затухание УЗ в некоторых жидкостях и газах
Вещество Температура t, °C Частота/ МГц 5', 1 1015Нп-с2/м = = 1 • 10‘6Нп/(МГн2-мм) К6, 1/град
Вода 20 0,1 .. 250 25 -0,031
Глицерин 20 ... 27 0,15 ... 4 2500 -0,069
Трансформаторное 20 1 .. . 5 1300 -0,035
масло
Ртуть 20 ... 25 0,5 ... 1000 61 -0,015
Воздух 20 1,1 .. • 1,4 17 500 -
рой возбуждают колебания (см. разд. 1.4).
Волновое сопротивление для изгибной
волны выражается более сложным образом.
Коэффициент затухания 5 характе-
ризует ослабление волны вследствие не-
обратимых потерь при ее распространении
в среде (см. разд. 1.1.1). Коэффициент за-
тухания складывается из коэффициента
поглощения и' коэффициента рассеяния'.
<5 = <5П + 5р. При поглощении акустическая
энергия переходит в тепловую в результа-
те действия теплопроводности (отвод
энергии от элементарного объема, испы-
тывающего расширение и сжатие), упруго-
го гистерезиса (зависимость напряжение -
деформация описывается разными кривы-
ми при расширении и сжатии) и вязкости
(в жидкости). При рассеянии энергия ос-
тается акустической, но уходит из направ-
ленно-распространяющейся волны. По-
скольку
-(sn+Sn)r -3 г
е ' рЛ =е п е ,
действие поглощения и рассеяния опреде-
ляется двумя независимыми множителя-
ми.
Изменение коэффициента затухания
с температурой описывается формулой
5 = 50[l + Kg(/-/0)],
где 50 - коэффициент затухания при ис-
ходной температуре t0; - температур-
ный коэффициент затухания. Изменение
коэффициента затухания с температурой
обусловлено вариацией коэффициента
поглощения [27].
Для газов и большинства жидкостей,
не засоренных пылью, пузырьками, рас-
сеяние отсутствует, а коэффициент по-
глощения пропорционален квадрату час-
тоты:
5 = 5'/2.
Значения 5' приведены в табл. 1.4.
В ней также дан температурный коэффи-
циент.
Для твердых материалов температур-
ный коэффициент затухания обычно по-
ложителен. Для углеродистой стали он
равен ~0,04 дБ/град. Коэффициент погло-
щения, как правило, пропорционален час-
тоте. Коэффициент рассеяния равен нулю
для аморфных тел (стекла, однородной
пластмассы). Для поликристаллических
веществ, в частности металлов, рассеяние
увеличивается с ростом упругой анизо-
тропии, которая проявляется в изменении
скорости звука по разным направлениям в
кристалле.
Распространяющаяся в твердом теле
волна встречает на своем пути различно
ориентированные кристаллы (точнее, кри-
сталлиты, или зерна, - кристаллы с пра-
вильной решеткой, но неправильной
внешней формой). Скорость звука в со-
седних кристаллах может быть разной, в
результате чего возникает локальное от-
ражение волны.
Чем больше упругая анизотропия в
материале, тем больше рассеяние в нем
УЗ. Перечислим некоторые металлы по
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
33
мере возрастания в них упругой анизотро-
пии: вольфрам (упругая анизотропия от-
сутствует), алюминий, альфа-титан, аль-
фа-железо (углеродистая сталь), гамма-
железо (нержавеющая сталь), бета-титан,
медь.
Коэффициент рассеяния зависит так-
же от среднего размера кристаллитов D и
частоты f Например, в малоуглеродистой
стали при длине волны Л > 10D для про-
дольных и поперечных волн
5; «0,12/ + 20Д3/4;
<5, ® 0,1/ + 105£>3/4,
где D в мм,/ в МГц, 5 - в Нп/м. Первый
член определяет поглощение, а второй -
рассеяние. Отметим, что коэффициент
затухания всегда возрастает с ростом час-
тоты. Значения коэффициентов затухания
в зависимости от частоты для низкоугле-
родистой стали приведены на рис. 1.13, а
для волн в жидкости и продольных волн в
некоторых твердых телах на частоте
2,5 МГц - в табл. 1.3.
Рассмотрим особенности затухания
УЗ-волн в железе и его сплаве с углеродом -
стали [192]. Железо имеет несколько кри-
сталлических модификаций, в том числе
низкотемпературную альфа-железо с объ-
емно-центрированной кубической кри-
сталлической решеткой и высокотемпера-
турную гамма-железо с гранецентриро-
ванной кубической решеткой. Гамма-
железо в сплаве с углеродом называют
аустенитом. Как следует из приведенного
выше перечня, последняя модификация
имеет большее затухание.
Аллотропическое превращение одно-
го типа железа в другой происходит при
температуре ~1000 °C. Введением леги-
рующих элементов высокотемпературную
модификацию (аустенитную сталь) можно
сохранить при комнатной температуре.
Так получают коррозионно-стойкую
сталь. Она не обладает ферромагнитными
свойствами.
Как отмечалось выше, на затухание
большое влияние оказывают средняя ве-
Рис. 1.13. Коэффициент затухания
продольных (---) и поперечных (-) волн
в низкоуглеродистом железе; указан
средний размер зерна в мм
личина зерна металла и ее отношение к
длине волны УЗ. Чем мельче зерно, тем
лучше контролируется металл УЗ. Из-
мельчение структуры и уменьшение зату-
хания происходят при обработке давлени-
ем (ковке, прокатке).
Для обычной углеродистой стали на
основе альфа-железа измельчение зерен
происходит также при термообработке
типа закалки или нормализации. Металл
нагреванием переводят в состояние аусте-
нита, а затем быстро охлаждают. Чем бы-
стрее охлаждение, тем мельче кристалли-
ты (зерна) в образовавшемся альфа-
железе. В гамма-железе таким образом
измельчить зерна нельзя, этого можно
добиться только путем обработки давле-
нием.
В углеродистой стали в зернах, ос-
тавшихся после зерен аустенита (первич-
ных зернах), образуются более мелкие
вторичные зерна (обычно в форме пла-
стин) альфа-железа и цементита (химиче-
ского соединения железа с углеродом). На
коэффициент затухания влияют размеры
как первичных, так и вторичных зерен.
Измерение скорости. Ниже рассмот-
рены способы измерения скорости звука с
помощью универсального УЗД или (толь-
ко для продольных волн) толщиномера.
Измерение скорости с помощью специ-
альных приборов описано в разд. 7.1. Если
дефектоскоп (например, УД2-12) содер-
жит блок измерения времени пробега УЗ-
34
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
импульса в микросекундах, желательно
иметь образец с известным временем про-
бега УЗ на определенной базе. Если в де-
фектоскопе такого блока нет, то необхо-
дим образец с известными толщиной и
скоростью звука.
Скорость продольных волн.
1. Измерить штангенциркулем или
микрометром толщину h или путь г УЗ в
ОК.
2. Настроить прибор (не имеющий
блока измерения времени) на правильное
измерение толщины h0 образца с извест-
ной толщиной и скоростью звука с0.
3. Прибором, настроенным на изме-
рение скорости звука с0, измерить толщи-
ну ОК г. Эта величина может отличаться
от истинной толщины ОК, поскольку
прибор настроен не на скорость звука в
ОК.
4. Рассчитать искомую скорость зву-
ка в ОК по формуле
с = г It = сог /го. (1-7)
Если прибор имеет блок измерения
времени, то действия по пп. 2-4 заменя-
ют на следующие:
2') настроить прибор на правильное
измерение времени пробега; для этого
регулировать начало отсчета времени,
добиваясь правильного значения времени
пробега УЗ через заданную базу, например
использовать СО-2, в котором при толщи-
не 59 мм время прохождения продольных
волн 20 мкс;
3') измерить время пробега t УЗ через
ОК;
4') рассчитать искомую скорость зву-
ка в ОК: с = r/t. Если измерение выполня-
ют по донному сигналу ОК толщиной h,
то с = 2h!t.
Для повышения точности измерения
скорости звука рекомендуются такие пути:
а. Использовать для измерений ин-
тервал не между зондирующим импуль-
сом и донным сигналом, а между эхосиг-
налами от двух отражателей, находящихся
на разном расстоянии, принимаемыми при
неизменном положении преобразователя,
например интервал между первым и вто-
рым донными сигналами. Благодаря это-
му исключается погрешность от пробега
УЗ в протекторе ПЭП и слое контактной
жидкости.
При невозможности выполнить эту
рекомендацию следует принять меры к
стабилизации акустического контакта,
использовать способ измерения прибором
с блоком измерения времени, применять
преобразователь без протектора. Если из-
мерение выполняется по двум эхосигна-
лам, отпадает необходимость в образце с
известным временем пробега как базы для
настройки прибора с блоком измерения
времени. В этом случае за t принимается
разность времен пробега до двух отража-
телей.
б. Измерения выполнять на возможно
более высокой частоте, высоту эхосигна-
лов, по которым проводятся измерения,
поддерживать постоянной в пределах
10 %, измерения вести по переднему
фронту на одинаковой высоте (5 ... 10 мм)
от линии развертки.
в. Длину базы выбирать возможно
большей, например целесообразно ис-
пользовать интервал между первым и
третьим или четвертым донными сигнала-
ми, а не между первым и вторым. Изме-
рять длину базы с погрешностью < 0,1 %,
шероховатость поверхности ввода должна
быть не хуже Ra 2 мкм, непараллельность
поверхностей не хуже 0,05.
г. Выбрать базы для ОК и образца та-
кими, чтобы времена пробега в них УЗ
были близкими. Это уменьшит погреш-
ность от неточности глубиномера.
При соблюдении указанных реко-
мендаций погрешность может быть сни-
жена с 2 ... 5 до 0,5 ... 1 % при толщине
ОК > 50 мм.
Пример 1.3. Измерить скорость продольных
волн в пластмассе с помощью толщиномера. Оце-
нить погрешность измерения.
Измерение штангенциркулем толщины ОК
дало г = 5,6 мм. Поскольку толщина ОК невелика,
в качестве средства измерения выбираем толщи-
номер, а как образец с известной скоростью звука -
стальной образец толщиной (измерена штанген-
циркулем) 12,1 мм, для которого отсчет толщины
(без предварительной настройки прибора) близок
к отсчету для пластмассового ОК. Скорость звука
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
35
в стальном образце (измеренная лазерным спосо-
бом) со = 5,926 мм/мкс.
Регулируя параметр "скорость" толщиноме-
ра, добиваемся точного измерения толщины
стального образца: 12,1 ± 0,1 мм. Измерения на
ОК дали отсчет толщины го = 13,1 ±0,1 мм. По
формуле (1.7) рассчитываем скорость звука в ОК:
с = 5,926 -5,6/13,1 = 2,53 мм/мкс .
Оценим максимальную погрешность изме-
рения. Из (1.7) следует
Ас Дс0 Аг Аг 0,1 0,1 0,1
— = —2- + — + —- = —— + — +-----= 3,4% •
с с0 г го 12,1 5,6 13,1
Здесь учтено, что погрешность от вариации
значения скорости звука в стали определяется не
точностью измерения ее лазерным или другим
способом, а точностью настройки толщиномера
на эту скорость. Погрешность можно уменьшить
увеличением толщины образца пластмассы.
Скорость поперечных волн. При на-
личии прямых преобразователей попереч-
ных волн можно применять способ изме-
рения, описанный в предыдущем случае,
но такие преобразователи в комплект де-
фектоскопа обычно не входят. Рекомен-
дуемый здесь способ рассчитан на исполь-
зование наклонных ПЭП и дефектоскопа
без блока измерения времени.
1. С помощью прямого преобразова-
теля настроить дефектоскоп по образцу с
известной скоростью звука с0, как в п. 2
для продольных волн.
2. Подключить к дефектоскопу два
одинаковых наклонных преобразователя
для излучения и приема поперечных волн
с углом ввода а ® 44 ... 50°.
3. Смазать рабочие поверхности пре-
образователей контактирующей жидко-
стью (маслом) и сложить (рис. 1.14, а)
таким образом, чтобы получить макси-
мальную амплитуду прошедшего сигнала.
4. Измерить дефектоскопом, настро-
енным на скорость звука с0, путь в приз-
мах гп.
5. С помощью одного или обоих на-
клонных преобразователей получить мак-
симальный эхосигнал от какого-либо от-
ражателя в ОК. При работе по совмещен-
ной схеме это может быть отражение от
двугранного угла (рис. 1.14, в) или от ци-
Рис. 1.14. Способы измерения скорости
и затухания упругих воли
линдрического отверстия (рис. 1.14, г).
При контроле двумя преобразователями
это отражение от дна ОК (рис. 1.14, Э).
Измерениями и расчетами опреде-
лить путь г УЗ в ОК. Например, для схемы
контроля, показанной на рис 1.14, в, по-
ложению 1, преобразователя соответству-
ет путь
г = -Jh2 + Г2 =h! cos а ,
где h - глубина расположения отражателя;
I - расстояние от преобразователя до от-
ражателя вдоль поверхности; а - угол вво-
да; Z и а нужно брать для положения
преобразователя, соответствующего мак-
симуму эхосигнала.
6. Измерить дефектоскопом, настро-
енным на скорость звука с0, путь УЗ г0 в
контролируемом материале.
7. Рассчитать искомую скорость зву-
ка по формуле
с = сог/(го-гп)-
При контроле прибором, имеющим
блок измерения времени, используют об-
разец, в котором известно время пробега
УЗ, например образец с вогнутой цилинд-
рической отражающей поверхностью типа
CO-3, V-1 или V-2 (см. разд. 2.2.4). В по-
ложении преобразователя, соответствую-
щем максимуму эхосигнала, путь УЗ ра-
вен удвоенному радиусу образца 2R, а
36
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.15. Дифракционное ослабление
донного сигнала
время пробега t-2R!ct. Измерения вы-
полняют по пп. 2' - 4' (из измерения ско-
рости продольных волн) вместо пп. 2-4.
Контроль ведут одним совмещенным на-
клонным преобразователем. В качестве
отражателя используют двугранный угол
или боковое цилиндрическое отверстие.
Погрешность измерения прибором
без блока измерения времени 3 ... 5 %, а с
таким блоком 1 ... 2 %. Для повышения
точности измерений до 0,5 ... 1 % нужно
выполнять рекомендации "а", "г" (см. вы-
ше). Чтобы выполнить п. "б", желательно
иметь два отражателя, которые дают эхо-
сигналы при одном постоянном положе-
нии преобразователя. При таком положе-
нии их амплитуды могут не достигать
максимума, но следует возможно более
точно измерить штангенциркулем рас-
стояния от точки ввода преобразователя
до отражателей г, и Г2, а затем определить
их разность: г = /2 - ri-
Пример 1.4. Измерить скорость попе-
речных волн в образце из неизвестного материала
толщиной h ~ 30 мм. Дефектоскоп имеет блок
измерения времени.
Включим наклонный преобразователь иа
частоту 2,5 МГц с углом ввода (для стали) 50°.
Рассчитаем время пробега в CO-3 (R = 55 мм):
t = 2R/c, ~ 2 • 55/3,23 = = 34,06 мкс. Получим мак-
симальный эхосигнал от СО-3. Регулируем за-
держку начала отсчета времени дефектоскопа так,
чтобы время пробега в СО-3 равнялось 34,1 мкс.
Получим максимальный эхосигнал от дву-
гранного угла образца. Измерим дефектоскопом
время t пробега в образце (например, 28,6 мкс) и
штангенциркулем расстояние / (рис. 1.14, в).
Пусть оно равно 33,2 мм. Рассчитаем путь УЗ в
образце: г - 7 Л" +/2 = \/з02 +ЗЗД2 = 44,7 мм.
Импульс проходит этот путь в прямом и обратном
направлениях. Скорость распространения попе-
речных волн равна с, = 2r/t - 2 • 44,7/28,6 = 3,12
мм/мкс. Скорость близка к значению для алюминия.
Измерение коэффициента затуха-
ния. Ослабление УЗ под действием зату-
хания в материалах, обычно подвергаемых
контролю, на небольших расстояниях не-
велико, поэтому при измерениях коэф-
фициента затухания необходимо учиты-
вать поправки, также вызывающие ослаб-
ление. Ниже рассмотрены способы изме-
рения с применением универсального де-
фектоскопа, причем учитываются поправ-
ки на дифракционное ослабление и непол-
ное отражение от поверхности. Измерение
затухания с помощью специальных при-
боров будет рассмотрено в разд, в 7.1.
Дифракционное ослабление (ср) - это
такое ослабление сигнала, которое суще-
ствует при прохождении того же пути в
отсутствие затухания. В дальнейшем ре-
комендуется выполнять измерение зату-
хания по донному сигналу ОК. В ближней
и переходной зонах преобразователя ди-
фракционное ослабление учитывают с
помощью кривой (рис. 1.15), зависящей от
приведенного расстояния: толщины ОК г,
деленной на протяженность ближней зоны
преобразователя (см. разд. 1.3) N = а2/к,
где а - радиус пьезопластины ПЭП; к -
длина волны в ОК, а также от волнового
размера пьезопластины ка , где к - волно-
вое число.
Затухание продольных волн.
Способ 1. Предлагаемый способ тре-
бует применения акустической задержки в
виде цилиндра из оргстекла или полисти-
рола (рис. 1.14, б) диаметром не менее
диаметра преобразователя и высотой
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
37
h = 10... 100 мм - такой, чтобы импульсы
многократных отражений в цилиндре не
совпадали с первыми двумя донными сиг-
налами в ОК.
1. Измерить скорости звука в ОК с и
задержке с3, а также их толщины г и h.
2. Подключить к дефектоскопу пря-
мой преобразователь требуемой частоты.
3. Смазать контактирующей жидко-
стью поверхности ввода ОК.
4. Стабильно соединить преобразова-
тель с задержкой и, не прижимая задержку
к ОК, измерить амплитуду сигнала от про-
тивоположного торца задержки (а^.
5. Плотно поставить задержку с при-
жатым преобразователем на ОК (см.
рис. 1.14, б). Зафиксировать всю систему
так, чтобы все сигналы на экране дефекто-
скопа сохраняли свою амплитуду.
6. Измерить амплитуды трех эхосиг-
налов (в дБ): - сигнал от границы
задержка - ОК; и (Л2^ - первый и
второй донные сигналы.
7. Рассчитать приведенные пути в ОК
и задержке:
h'= hcJ(cN); г/ = (г/N) + h';
r2 = (2г/N) + h'.
8. По графику на рис. 1.15 опреде-
лить дифракционное ослабление и
<^р2^ для первого и второго донных сигна-
лов по значениям приведенных расстоя-
ний. В зависимости от волнового размера
пьезоэлемента преобразователя ка = Inaf/c
используют верхнюю, нижнюю кривую
или интерполируют интервал между кри-
выми. Если приведенное расстояние пре-
вышает значения, показанные на рис. 1.15,
то рассчитать дифракционное ослабление
по формуле
(ф) = (тг/(2г')), (1.8)
где г* = г/ или Г2 .
9. Рассчитать разности
(А') = {4)-{А3)-, (а) = {А2)-{А}).(1.9)
Эти разности удобно измерять атте-
нюатором дефектоскопа попарно. Их ве-
личина обычно не превосходит 7 ... 12 дБ.
10. Рассчитать коэффициент затуха-
ния по формуле
<5> = [<Л>-<Л'>-<(р2> + <Ф1>]/2г. (1.10)
Коэффициент затухания 5 выражает-
ся в дБ/мм или дБ/м в зависимости от то-
го, в каких единицах измерено г.
Для реализации этого способа необ-
ходимо, чтобы дефектоскоп имел усили-
тель с двухполупериодным выпрямлением
принимаемых импульсов (прибор УД2-12
этого не имеет, и использовать его не сле-
дует), иначе разность (А'') будет измерена
неправильно и может даже оказаться от-
рицательной величиной.
Для повышения точности измерения
рекомендуется:
а) увеличить толщину ОК, т.е. базу
измерений;
б) обеспечить, чтобы поверхности
ввода и донная ОК были плоскими с непа-
раллельностью < 0,01, ширина ОК была
> г/2 для устранения влияния отражения
от боковых поверхностей; ось преобразо-
вателя была направлена строго пер-
пендикулярно к поверхности ввода ОК.
При этом достигаются максимумы ампли-
туд эхосигналов от поверхности ввода и
донных;
в) на границах преобразователь - за-
держка и задержка - ОК обеспечить ста-
бильность акустического контакта по всей
площади;
г) для материалов, обычно контроли-
руемых УЗ, нужно измерять амплитуды
эхосигналов с погрешностью < 0,2 дБ. Ес-
ли аттенюатор дефектоскопа имеет цену
делений 1 или 2 дБ, следует выполнять
разметку экрана в долях дБ.
Пример 1.5. Определить коэффициент
затухания продольных волн в образце из стали
толщиной г = 50 мм. Акустическая задержка из
органического стекла толщиной h = 50 мм. Изме-
рения амплитуд дали значения: (А3) = 61,8 ;
(А3) = 60,9; (л,) = 83,9; (д2) = 90,7 дБ. Частота
38
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
f= 2,5 МГц, диаметр преобразователя 2а = 12 мм,
скорости звука в материале ОК и задержке соот-
ветственно 5,92 и 2,72 мм/мкс.
Рассчитаем приведенные расстояния:
У = a2f/c = 6 2 -2,5/5,92 = 15,2 мм;
й'= hc3 /(cN)= 50 2,72 /(5,92 15,2) = 1,51 ;
= r/N + h’= 50/15,2 + 1,51 = 4,8 ;
ri =2r/N + h'= 250/15,2 + 1,51 = 8,1 -
Определим дифракционное ослабление.
Рассчитаем волновой размер ка = 2nfa/c =
= 2л 2,5 6/5,9 = 15,9 . Следует пользоваться
верхней кривой на рис. 1.15, впрочем, для най-
денных приведенных расстояний кривая не рас-
щепляется. Для первого донного сигнала исполь-
зуем рис. 1.15, а для второго - формулу (1.8):
(<Р1> = 9,8; (ф2) = (7С/(2-8,1)) = 14,2.
Выполняем расчет по формулам (1.7) и
(1-8):
61,8-60,9 = 0,9; 90,7-83,9 = 6,8;
(6,8 - 0,9 - 14,2 + 9,8)/2-50 = 0,015 дБ/мм.
Способ 2. Между преобразователем и
ОК вводится задержка из жидкости (им-
мерсионный контакт) или эластичного
материала с небольшим затуханием и вол-
новым сопротивлением, близким к кон-
тактной жидкости, например из животного
сала. Последний вариант предпочтитель-
нее, так как не требует мер для предот-
вращения вытекания жидкости. Как и в
способе 1, выполняется измерение первого
и второго донных сигналов в плоскопа-
раллельном ОК, а коэффициент затухания
рассчитывается по формуле
Обозначения те же, что и в способе 1.
Способ 2 удобен тем, что при иммер-
сионном контакте между задержкой и ОК
отсутствует тонкий контактный слой не-
определенной толщины. В случае контак-
та через животное сало контактный слой
также практически отсутствует ввиду бли-
зости волновых сопротивлений сала и
контактной жидкости (воды, масла).
С учетом этого коэффициент отражения
от границы задержка - ОК рассчитывается
по формуле
R = |(Z3 ~Z)/(Z3 + z)| ,
где z и z3 - волновые сопротивления мате-
риалов ОК и задержки.
Меры по повышению точности те же,
что для способа 1, однако гораздо легче
обеспечить стабильность акустического
контакта. Отсутствие контакта в отдель-
ных точках границы задержка - ОК не
приводит к большим погрешностям. При
реализации этого способа дефектоскоп
может не иметь усилитель с двухполупе-
риодным выпрямлением принимаемых
импульсов.
Пример 1.6. Определить коэффициент
затухания продольных волн в образце из стали
толщиной г = 30 мм. Акустическая задержка из
сала толщиной h = 30 мм со скоростью звука с3 =
= 1,43 мм/мкс, плотностью р3 =О,911О3кг/м3 ,
волновое сопротивление z3 = 1,3 • 106 Па с/м. От-
метим, что волновое сопротивление контактной
жидкости типа воды 1,49, а типа машинного мас-
ла 1,3 ... 1,6 (в одинаковых единицах), т.е. близки
KZ,.
Установим преобразователь с акустической
задержкой на поверхность ОК, смазанную мас-
лом. Примем меры к тому, чтобы направить ось
преобразователя перпендикулярно к поверхности
ОК. При этом одновременно достигаются макси-
мумы эхосигнала от поверхности ввода ОК, пер-
вого и второго донных эхосигналов. Предполо-
жим, что измерения амплитуд дали значения
Ц) =53,2 и (Л2) = 61,5.
Рассчитаем коэффициент отражения
1,3-46,3
1,3 + 46,3
= 0,945; (й) = 0,49 « 0,5.
Выполним расчет приведенных расстояний:
N = аг/1с = 6 2 • 2,5/5,92 = 15,2 мм;
А' = he, /(сУ)= 30 1,43/(5,92 15,2)= 0,48;
r'l = r/N + h'= 30/15,2 + 0,48 = 2,45;
r'2 = 2г/У + A'= 2-30/15,2 + 0,48 = 4,4 -
Определим дифракционное ослабление по
кривой, показанной на рис. 1.15:
(ф1) = 4,6, (<р2) = 9,0.
Рассчитаем коэффициент затухания
8 = [б 1,5 - 53,2 - 9,0 + 4,6 - 0,5]/(2 30) = 0,057 дБ/мм.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
39
Затухание поперечных волн. Как и
в случае измерения скорости, рекоменду-
ется способ, основанный на применении
наклонных ПЭП.
1. Подключить к дефектоскопу один
или два ПЭП с углами ввода а ® 45°. Оп-
ределить угол ввода (см. разд. 2.2.4.3).
2. Получить максимальный эхосиг-
нал, применяя схемы, как на рис. 1.14, в
или д, поз. 7, и измерить его амплитуду
3. Переместить ПЭП в поз. 2 (для
схемы рис. 1.14, д переместить только
один ПЭП), получить максимальный эхо-
сигнал, а затем сдвинуть ПЭП в положе-
ние, которое должно соответствовать
максимуму эхосигнала для угла ввода
данного ПЭП, определенного по поз. 7,
например для схемы рис. 1.14, в поместить
на расстояние 27 от края образца. Для ОК с
большим затуханием расстояние 27 будет
соответствовать несколько большему рас-
стоянию от отражателя, чем соответст-
вующее максимуму эхосигнала, а для ОК с
небольшим затуханием оба положения
будут совпадать. Измерить амплитуду
эхосигнала (л2) •
Такая рекомендация объясняется
следующим. Если бы отражение от угла
происходило строго по геометрическим
законам, то максимум отражения от верх-
него двугранного угла достигался при
отодвигании преобразователя на удвоен-
ное расстояние от боковой грани по срав-
нению с расстоянием для отражения от
нижнего угла. При большом затухании УЗ
в материале это не так: максимум достига-
ется, когда преобразователь расположен
немного ближе к боковой грани. При этом
соответствующий боковой луч проходит
несколько меньший путь и в итоге дает
большую амплитуду.
Для измерения затухания нужно,
чтобы путь удвоился по сравнению с рас-
стоянием для отражения от нижнего угла,
т.е. измерять амплитуду следует, когда от
верхнего двугранного угла отражается
акустическая ось, а не боковой луч. Чтобы
не ошибиться, рекомендуется находить
максимум, а потом отодвигать преобразо-
ватель в правильное положение.
4. Измерить и рассчитать пути УЗ-
излучатель - отражатель - приемник гх и
г2 для поз. 7 и 2 (7?) ПЭП. Для
рис. 1.14, в и д расчет ведут по формулам
соответственно
Г] = h/cos а , г2 = 2г],
где h - толщина ОК; а - угол ввода пре-
образователя.
5. Рассчитать приведенные пути
где гр - средний путь в призме преобразо-
вателя; п = Ср/с, - отношение скорости
продольных волн в призме преобразовате-
ля к скорости поперечных волн в ОК;
Р - угол призмы (угол падения); N - про-
тяженность ближней зоны для наклонного
преобразователя (см. разд. 1.3.2):
яс.
где S - площадь пьезопластины преобра-
зователя.
6. Определить дифракционное ослаб-
ление ср, и <р2 для первого и второго сиг-
налов по формуле (1.8) или по рис. 1.15.
7. Рассчитать коэффициент затухания
5, по формуле
<5г > = [<Л2 > - > - <Ф2 > + <Ф1 >] / [2(г2 - ч )].
(1.П)
Основная погрешность измерения
описанным способом (1 ... 2 дБ) связана с
изменением качества акустического кон-
такта в поз. 7 и 2 ПЭП (см. рис. 1.14), по-
этому необходимо принять все меры для
его стабилизации: обработать поверхность
ввода с чистотой не хуже Rz 20 мкм, при-
40
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
жимать к ней ПЭП с постоянной силой,
усреднять результаты многократных из-
мерений.
Пример 1.7. Определить затухание по-
перечных волн в образце из стали толщиной
h = 40 мм. Пятикратные измерения преобразова-
телем на 2,5 МГц с углом ввода 50° из комплекта
"Приз Д5" дали средние значения амплитуд эхо-
сигналов от нижнего и верхнего двугранных уг-
лов ОК = 13 и (Л2) = 27.
Для указанного преобразователя площадь
пьезопластины 12 х 16 мм2, средний путь в приз-
ме гр= 12 мм, угол призмы р = 39°. Эти значения
измерены и рассчитаны, исходя из того, что приз-
ма сделана из капролона со скоростью продоль-
ных воли ср = 2,64 мм/мкс. Угол р рассчитан по
формуле
Р = arcsin(cp sin а / с, )=
= arcsin(2,64sin50° /3,2з)= 39°.
Путь в призме гр определен по измерению
времени пробега в призме. Две одинаковые приз-
мы включались по раздельной схеме и складыва-
лись, как показано на рнс. 1.14, а, таким образом,
чтобы достигалась максимальная амплитуда
сквозного сигнала. Измеренное время пробега
равнялось t„ = 9,1 мкс, отсюда гр = сп t„/2 = 2,64 х
х 9,1/2 = 12 мм.
Протяженность ближней зоны равна
N = 12 • 16 • 2,5/3,23л = 47,3 мм.
Отношение скоростей звука п = сп /с, =
= 2,64/3,23 = 0,82. Пути УЗ в ОК равны и = й/cosa =
= 40cos50° = 62 мм; гг = 2л = 124 мм. Приведен-
ные пути
г{ = 7(62 + 0,82 • 12 )(б2 + 0,82 • 0,83 • 12)/47,3 = 1,5;
= 7(124 + 0,82 • 12)(124 + 0,82 • 0,83 • 12) /
/47,3 = 2,8.
Соответствующие этим путям значения ди-
фракционного ослабления, согласно рис. 1.15,
Ч>1 = 2,1 и q>2 = 5,6 дБ. Рассчитываем затухание по
формуле (1.11):
3, =(27-13-5,6+ 2,1)/(2-62) =0,085 дБ/мм.
1.1.4. Отражение и преломление волн
на границах сред
Коэффициенты отражения и про-
зрачности. При падении упругих волн на
границу раздела двух сред волны частично
проходят во вторую среду, а частично от-
ражаются. Коэффициент отражения R
определяется как отношение амплитуды
Лотр отраженной волны к амплитуде Апад
падающей волны:
р = я / л
д\. -^отр' ^пад-
Коэффициент прозрачности D — это
отношение амплитуд прошедшей Апр и
падающей волн:
Г9 Дпр/Дпад*
Подобными формулами определяют-
ся также коэффициенты отражения и про-
зрачности по энергии. Вместо амплитуд в
формулы входят значения энергий или
интенсивностей волн.
При нормальном падении волны
(рис. 1.16, а) коэффициенты отражения и
прозрачности (для амплитуд колебаний)
равны
R = (z'- z)(z'+ z); D = 2z'/(z' + z)
(1-12)
где z! и z' - волновые сопротивления пер-
вой и второй сред, чаще всего - акустиче-
ской задержки (призмы, иммерсионной
жидкости) и изделия. При УЗ-контроле
обычно передают волны из задержки в
изделие, а затем (в ходе приема) - из изде-
лия в задержку. В результате волна пере-
ходит границу задержка - изделие дваж-
ды: в прямом и обратном направлениях.
Коэффициент прозрачности в прямом и
обратном направлениях
D = 4zz' l(z + z')2.
Именно этот коэффициент прозрач-
ности важен для УЗ-контроля. Он же -
коэффициент прозрачности по энергии.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
41
Рис. 1.16. Отражение, преломление и трансформация волн
при падении продольной волны на границу оргстекло - сталь:
сплошные линии - продольная волна, штриховые - поперечная волна,
волнистая - поверхностная волна
Заметим, что У?2 - коэффициент отражения
по энергии и в соответствии с законом
сохранения энергии 7?2 + D = 1.
Чем больше разница (или отношение)
волновых сопротивлений сред, тем мень-
ше доля прошедшей энергии и больше
отраженной. Например, при нормальном
падении продольной волны на границу
сталь - воздух (или воздух - сталь) прохо-
дит только 0,002 % энергии, через границу
вода - сталь ~12 % энергии, а через грани-
цу оргстекло - сталь проходит 25 % (от-
ражается 75 %). Это объясняется тем, что
волновое сопротивление воды больше,
чем воздуха, а у оргстекла еще больше.
Они последовательно приближаются к
волновому сопротивлению стали.
При нормальном падении волны из
среды с большим волновым сопротивле-
нием на границу со средой с малым вол-
новым сопротивлением коэффициент от-
ражения, согласно формуле (1.12), отрица-
телен. Это означает, что фаза волны изме-
няется на обратное значение. Например,на
границе твердое тело - воздух (вакуум)
R = -1. Фаза отраженной волны обратна
по отношению к фазе падающей волны, и
в результате сложения волн выполняется
условие равенства нулю напряжений на
свободной поверхности. Это можно заме-
тить по изменению фазы первого полупе-
риода.
Величины коэффициентов отражения
и прозрачности при наклонном падении
выражаются более сложными формулами,
чем при нормальном. Для границ оргстек-
ло - сталь графики коэффициентов про-
зрачности приведены на рис. 1.17, а вода -
сталь - на рис. 1.18.
Направление распространения
волн. Если нижняя и верхняя среды -
твердое тело, то в них при падении упру-
гой волны на границу возникает сразу две
42
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.17. Углы (в) и коэффициенты прозрачности по энергии (б)
при падении продольной волны на границу оргстекло - тонкий слой жидкости - сталь
(8 - толщина слоя жидкости в длинах волны). Штрихпуиктириая линия - эксперимент
волны: продольная и поперечная (см. рис.
1.16, б). Явление превращения одного ти-
па волн в другой называют трансформа-
цией волн. Если какая-либо среда -
жидкость или газ, то поперечные волны в
ней отсутствуют. Направление отражен-
ных и преломленных, продольных и попе-
речных волн определяется законом сину-
сов (законом Снеллиуса):
sinp _ siny; _ sin у, _ sina; _ sina, _ cQnst
c ct c, С/ c\
(1-13)
Обозначения углов показаны на
рис. 1.16, б; с, с;, ct, c't, c’t - скорости волн
падающей, отраженной продольной, от-
раженной поперечной, преломленной про-
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
43
Рис. 1.18. Углы (в) и коэффициенты прозрачности по энергии (б)
для границы вода - сталь
дольной, преломленной поперечной. Та-
ким образом, для всех волн отношение
синуса угла (между направлением волны и
нормалью к поверхности раздела) к скоро-
сти волны будет постоянной величиной.
При УЗ-контроле чаще всего встре-
чается случай, когда падает продольная
волна, а в результате преломления и
трансформации возникают продольная и
поперечная волны, причем скорости обеих
волн больше, чем скорость с падающей
волны (см. рис. 1.16, б). Возникают также
отраженные волны: продольная, если
верхняя среда жидкая; продольная и попе-
речная, если верхняя среда твердая.
Если увеличивать угол падения, то
при некотором его значении угол прелом-
ления для продольной волны будет равен
90° (см. рис. 1.16, в). Преломленная про-
дольная волна будет распространяться
44
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.19. Углы (а) и коэффициенты (б)
отражения по амплитуде от границ сталь -
воздух (--) и алюминий-воздух (-) при
падении продольной волны
вдоль поверхности (в акустике такую вол-
ну называют неоднородной). Она как бы
станет головной волной. Этот угол паде-
ния называют первым критическим. При
еще больших углах падения (см. рис. 1.16,
г) во второй среде останется только попе-
речная волна. При втором критическом
угле (см. рис. 1.16, А) поперечная волна
пойдет вдоль поверхности, т.е. обе пре-
ломленные волны испытают полное внут-
реннее отражение. Критические углы рас-
считывают по формуле
0 = arcsin(c / с'),
где с' - скорость продольной или попе-
речной преломленной волны.
Как отмечалось в разд. 1.1.3, наибо-
лее распространенный способ возбужде-
ния поперечных волн в изделии - с помо-
щью преобразователя с призмой, угол ко-
торой лежит между первым и вторым кри-
тическими углами (см. табл. 1.2). Для гра-
ницы органическое стекло (плексиглас) -
сталь первый критический угол падения
продольной волны в плексигласе равен
27,5°. При этом угол преломления для
продольной волны 90°, а для поперечной
а, = 32°. Второй критический угол 0 = 0" =
= 57,5°. При этом угле падения возбужда-
ется поперечная головная волна, но заме-
тить ее крайне трудно. При угле, несколь-
ко большем второго критического (см.
рис. 1.16, е),
0S = arcsin(c / cs)
возникает поверхностная рэлеевская волна
со скоростью cs. Для границы оргстекло -
сталь угол падения, при котором возбуж-
дается эта волна, равен 0, = 65°. Подоб-
ным способом возбуждаются также нор-
мальные волны (см. разд. 1.1.2).
Графики изменения углов преломле-
ния и коэффициентов прозрачности в за-
висимости от угла падения для границ
оргстекло - сталь и вода - сталь показаны
на рис. 1.17 и 1.18. В табл. 1.5 примени-
тельно к некоторым парам сред приведе-
ны углы 0', 0" и 0, (в градусах), макси-
мальные значения коэффициентов про-
зрачности (по энергии) при образовании
продольных DlVmm и поперечных
волн, углы 0zfmax (в градусах), при кото-
рых достигается максимальная величина
коэффициента прозрачности для попереч-
ных волн.
Колебания частиц в поперечных вол-
нах, возникающих в результате трансфор-
мации из продольной волны, происходят в
той же плоскости, что и в продольной
волне, - в плоскости падения, т.е. в плос-
кости, показанной на рис. 1.16. Как отме-
чалось, такую поперечную волну называ-
ют волной с вертикальной поляризацией.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
45
1.5. Параметры прохождения
Пара сред ₽’ Р” ₽5 Dll'max Dlfmax P/r'max
Оргстекло - сталь 27,4 57,4 64,9 0,25 0,31 31
Полистирол - сталь 23,4 46,7 51,5 0,2 0,22 27
Вода - сталь 14,6 27,5 29,7 0,12 0,18 16,5
Оргстекло - дюраль 25,6 61,3 70,6 0,54 0,70 32
Вода - дуралюмин 13,7 28,7 31,1 0,29 0,47 16,5
Поперечную волну с горизонтальной по-
ляризацией можно возбудить преобразо-
вателями специального типа, например
ЭМА.
Граница твердого тела. Когда рас-
пространяющаяся в твердом теле про-
дольная или поперечная вертикально по-
ляризованная волна падает на его поверх-
ность, возникают две отраженные волны:
продольная и поперечная. Рассчитанные
значения углов и коэффициентов отраже-
ния (по амплитуде) для продольной волны
в стали и алюминии показаны на рис. 1.19,
а для вертикально поляризованной попе-
речной волны - на рис. 1.20. При падении
на поверхность поперечной волны суще-
ствует третий критический угол. При нем
продольная отраженная волна сливается с
поверхностью (становится неоднородной)
и отражается одна поперечная волна. Для
стали этот угол (3 = <р'=33°, для дуралю-
мина-29,5°.
Угол, соответствующий наибольшей
трансформации (точнее, минимальному
коэффициенту отражения без трансфор-
мации), называется квазиобменный. При
нем большая часть энергии волны транс-
формируется в волну другого типа. Тер-
мин "обменный угол" (без "квази") ис-
пользуется, если трансформация мод про-
исходит полностью. Для стали при паде-
нии продольной волны квазиобменный
угол р; = 68°. При нем амплитуда отра-
женной продольной волны минимальна.
Амплитуда отраженной трансформиро-
ванной поперечной волны достигает мак-
симума при меньшем угле падения (46°).
При падении поперечной волны (см.
рис. 1.19, б) квазиобменный угол 0, = 33°.
Для дуралюмина квазиобменные углы
Рис. 1.20. Углы (в) и коэффициенты (б)
отражения по амплитуде от границ сталь -
воздух (----) и алюминий-воздух (-)
при падении поперечной волны
46
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.21. Схема отражения от
двугранного угла с плоскими гранями (в) и
от двугранного угла с одной плоской и
одной цилиндрической гранями (б);
коэффициент двойного отражения в
стали для продольных (--) и поперечных
(---) волн
При отражении горизонтально поля-
ризованной поперечной волны трансфор-
мация не возникает, если отражающая
плоскость совпадает с плоскостью поля-
ризации, т.е. горизонтальна. Если отра-
жающая плоскость не совпадает с плоско-
стью поляризации горизонтально поляри-
зованной волны или она не перпендику-
лярна к плоскости поляризации попереч-
ной волны, то в отраженной волне будут
как вертикальная, так и горизонтальная
составляющие, причем каждая состав-
ляющая отражается по присущим ей зако-
нам [350]. Подобная ситуация иногда воз-
никает при контроле способом тандем-
дуэт (см. разд. 2.2.5.1).
На рис. 1.21, а, б, в показаны двойное
отражение от прямого двугранного угла и
коэффициент такого отражения:
Д2 = Я(Р)Я(90о-Р).
В результате двойного отражения не-
трансформированный эхосигнал возвра-
щается к излучающему преобразователю
(угловой эффект). На практике двойное
отражение часто встречается для попереч-
ных волн. При углах 0, в интервале между
(р' и (90° - <р') (для стали 33 ... 57°, для
дуралюмина 29,5 ... 60,5°) такая волна
отражается без трансформации, поскольку
для обеих граней углы падения больше
третьего критического.
Для продольных волн такой случай
отражения сравнительно редок. Если про-
дольная волна распространяется вдоль
свободной поверхности, она является го-
ловной, порождает поперечную волну и
быстро ослабляется. Поэтому при 0 = 0 и
90° коэффициент отражения R = 1, как
показано на рис. 1.21, а, только тогда, ко-
гда грань угла, вблизи которой распро-
страняется продольная волна, имеет кри-
волинейную форму (рис. 1.21, б). Такая
ситуация возникает при контроле объек-
тов с цилиндрической внутренней по-
верхностью, например толстостенной тру-
бы или вала с центральным каналом.
На рис. 1.22, а для поперечной волны
в стали в декартовых координатах показа-
ны модуль коэффициента отражения по-
перечной волны и коэффициент двойного
отражения от прямого двугранного угла
(повторно), а на рис. 1.22, б - изменение
фазы отраженной волны при однократном
и двойном отражении. Как видно, вблизи
третьего критического угла <р' (больше
его) фаза отраженной волны изменяется
на значительную величину, не кратную л.
Это вызывает явление незеркалъного
отражения: происходит смещение отра-
женных лучей вдоль поверхности (рис.
1.23, а). Точка отражения луча не совпада-
ет с точкой падения. Это тем заметнее,
чем угол падения <р = 0 ближе к <р' и чем
ниже частота. Оно подробнее будет рас-
смотрено ниже. На рис. 1.23, б показано,
что лучи, которые по законам геометриче-
ского отражения не должны были отра-
зиться от дефекта D, в результате незер-
кального отражения испытают отражение
от него.
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
47
Рис. 1.22. Отражение поперечной волны от свободной поверхности в стали:
однократное (—) и двукратное (от двугранного угла) (-); а - по модулю; б - по фазе
При <р —> <р' величина смещения А
возрастает до бесконечности. Это соответ-
ствует возникновению головной волны.
Явления нарушения геометрических зако-
нов отражения и преломления наблюда-
ются не только на свободной поверхности,
но и на границе двух протяженных сред
при углах падения, близких к критиче-
ским.
Граница сред, разделенных тонким
слоем. Если волны проходят из одной
протяженной твердой среды в другую че-
рез зазор, заполненный воздухом, то про-
хождение очень плохое, потому что вол-
новое сопротивление газа в тысячи раз
меньше, чем твердых тел. Это способству-
ет хорошему обнаружению очень тонких
несплошностей (дефектов) в твердом теле:
УЗ-волны от них практически полностью
отражаются. Но это же затрудняет переда-
чу УЗ-волны от преобразователя в ОК,
поэтому промежуток между ними запол-
няют контактной жидкостью.
Очень тонкий промежуточный слой
контактной жидкости слабо влияет на ко-
эффициенты отражения и прозрачности.
Значения коэффициентов прозрачно-
сти, показанные на рис. 1.17 сплошными
кривыми, а также приведенные в табл. 1.4,
соответствуют варианту, когда между
призмой преобразователя и ОК имеется
очень тонкий слой контактной жидкости:
8 = /г/лс —> 0 , где h - толщина слоя, а лс -
длина волны в нем. Такой слой позволяет
ввести граничное условие, чтотангенци-
Рис. 1.23. Незеркальное отражение
поперечных волн от свободной поверхности
(а) и его влияние на отражение от
поверхностного дефекта (б)
48
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.24. Зависимость коэффициента
отражения продольных воли от толщины
слоя воздуха:
1 - теоретическая; 2,3- экспериментальные [411]
альные напряжения на поверхностях
призмы преобразователя и ОК равны ну-
лю. Увеличение толщины слоя (при со-
блюдении условия 8 «1) ухудшает про-
хождение (см. рис. 1.17).
При увеличении толщины слоя, со-
измеримом с длиной волны, амплитуды
прошедших и отраженных волн имеют
максимумы и минимумы. При нормаль-
ном падении, если волновое сопротивле-
ние слоя zc меньше (или больше), чем обе-
их протяженных сред z и z', то коэффици-
ент отражения больше или равен R в от-
сутствие слоя. Однако прохождение
улучшается, если zc лежит в интервале
между z и z'. Это явление называют про-
светлением границы. Максимальная про-
зрачность, т.е. D = 1, достигается при ус-
ловиях
А = Хс/4; zc=Vzz7.
Строго говоря, приведенное соотно-
шение справедливо для гармонических
колебаний, причем значение D = 1 дости-
гается, если просветляющий слой не имеет
потерь. Уменьшение числа периодов УЗ-
импульса и увеличение потерь в слое
ухудшают согласование (уменьшают зна-
чение £)), однако и в этом случае наблю-
дается максимум прозрачности слоя.
Если обе протяженные среды одина-
ковы, а слой тонкий (h « Хс), то коэффи-
циент отражения по энергии при нормаль-
ном падении
R2
zh J
(Е14)
В табл. 1.6 сведены рассчитанные по
формулам (1.12) и (1.14) значения R2 для
слоев в стали, частота 2,5 МГц. Таблица
показывает практически полное отраже-
ние от тончайшего воздушного зазора
(0,00001 мм), имитирующего дефект.
Заполнение зазора жидкостью резко улуч-
шает прохождение.
Экспериментальные исследования
(рис. 1.24) не подтверждают расчетных
результатов по отражению от тонкого воз-
1.6. Отражение от слоев в стали
Толщина слоя йс, мм Коэффициенты отражения по энергии, %
для слоя воздуха для слоя воды
1-Ю’6 86,67 2,67-1О'6
1 • 10 5 99,85 2,67-10'4
1-Ю’4 99,998 2,67-10'2
1-Ю’3 2,60
00 87,84
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
49
душного зазора [350]. Коэффициенты от-
ражения начинают заметно уменьшаться
по сравнению с единицей (а прозрачность
увеличиваться) при hc = 2 • 1(Г* ... 1 • 10'2 мм
по измерениям, проведенным разными
авторами.
Отражение и преломление импуль-
сов и пучков лучей. Приведенные выше
сведения об отражении и прохождении
волн относятся к непрерывным колебани-
ям и волне с плоским фронтом. Далее рас-
сматриваются изменения, происходящие
при отражении импульсов, и варианты
отражения пучка параллельных лучей
(плоская ограниченная волна) и веерооб-
разно расходящегося от излучателя пучка
лучей (квазисферическая волна). При этом
амплитуда лучей в пределах пучка может
изменяться. Первый вариант приближенно
реализуется в непосредственной близости
от плоского излучателя, а второй - в его
дальней зоне (см. разд. 1.3).
Конечная длительность импульса
уменьшает осцилляции коэффициентов R
и D для границ, разделенных слоем. Сгла-
живанию осцилляций способствуют также
затухание УЗ в слое и уход волн из зоны
соприкосновения сред при наклонном па-
дении. По всем этим причинам для про-
светления оптимален слой толщиной в 1/4
длины волны, а, например, не в 3/4 длины
волны.
Рассмотренное выше явление незер-
кального отражения теоретически обосно-
вано [38, 39] для пучка параллельных лу-
чей, падающих на границу (рис. 1.25).
Точнее, в случае падения ограниченного
пучка поперечных волн на свободную по-
верхность твердого тела под углом <р,
близким к третьему критическому углу ф'
(для стали <р' = 33°), отраженная продоль-
ная волна вырождается в неоднородную
волну, обусловливающую быстрое изме-
нение фазы колебаний, что эквивалентно
смещению пучка вдоль поверхности. От-
ражение пучка как бы происходит от
мнимой границы (показана штриховой
линией) на расстоянии h от действитель-
Рис. 1.25. Незеркальное отражение
пучка параллельных лучей
ной. Набег фазы на пути 2tt/cos(p равен
изменению фазы при отражении.
Кроме этого явления для поперечной
волны происходит при угле падения на
свободную поверхность, отличающемся от
45°, смещение отраженных лучей вследст-
вие изменения фазы, которое показано на
рис. 1.22, б. Смещение идет в двух на-
правлениях. Для лучей с углом, меньшим
45°, пучок сдвигается вперед так же, как
на рис. 1.25, а для лучей с углом, большим
45°, пучок смещается назад к преобразо-
вателю. Предложена [161] приближенная
формула для расчета смещения:
* 32о
А — I—1-------v *
W-2A:,2)
Здесь о - отклонение угла падения (в
радианах) от 45°, к/ и kt - волновые числа
для продольной и поперечной волн.
Отметим, что в формуле нет зависи-
мости смещения от близости к критиче-
скому углу, так как это явление при выво-
де формулы не учитывалось. Оценки по-
казывают, что в стали на частоте 2,5 МГц
отклонение угла на +20° вызовет при от-
ражении смещение пучка на 2,55 мм, а на
частоте 1,8 МГц - на 3,55 мм.
Явление смещения пучка лучей как
при отклонении угла падения от 45°, так и
в результате приближения угла падения к
третьему критическому углу эксперимен-
тально исследовано В.С. Гончаровым [91,
92]. Им продемонстрировано изменение
смещения при вариации угла ф и частоты
(рис. 1.26). Смещение А вперед тем боль-
ше, чем угол <р ближе к критическому и
50
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
а)
Рис. 1.26. Схема (а) и результаты
экспериментов по смещению пучка лучей
при отражении от свободной поверхности
стального ОК:
------расчет по [38]; •, о - эксперимент на
частотах 2,5 и 1,8 МГц; б - угол падения < 45°;
в - угол падения > 45° к генератору Г и
приемнику П
чем ниже частота. Например, доя преобра-
зователя на частоту 2,5 МГц с углом паде-
ния на границу (равным углу преломле-
ния) 37° смещение вперед составляет
~3 мм, а для угла падения 45° смещение
А = 0. Для угла падения 65° (> 45°) смеще-
ние назад ~2 мм. Это близко к приведен-
ному выше теоретическому значению
смещения назад для угла преломления 65°,
но не соответствует смещению вперед в
области критического угла.
Отражение и преломление расходя-
щегося пучка для каждого луча происхо-
дят так же, как для плоской волны. В ре-
зультате амплитуды лучей изменяются
пропорционально значениям R и D для
данного угла падения. Как для плоской
волны, для каждого луча происходит сме-
щение вдоль границы (см. рис. 1.23).
Изменение коэффициентов отраже-
ния и прозрачности в зависимости от угла
заметно влияет на положение максимума
при отражении и прохождении расходя-
щегося пучка лучей. На рис. 1.27 показано
экспериментальное изменение углов пре-
ломления для продольных а/ и попереч-
ных а, волн для границы оргстекло (приз-
ма преобразователя) - сталь и угла отра-
жения у/ продольных волн для границы
сталь - воздух в результате изменения
амплитуд лучей пропорционально значе-
ниям R и D.
Рис. 1.27. Изменение направления
лучей с максимальными амплитудами
преломленной и отраженной волн при
падении продольной волны на границу
плексигласовая призма - сталь:
а(, а, - углы преломления продольной и
поперечной волн; у| - угол отражения
продольной волны от свободной поверхности
в стали; расчет по закону синусов (—) и
эксперимент (--------------)
УПРУГИЕ КОЛЕБАНИЯ И ВОЛНЫ
51
Рис. 1.28. Дифракция волн на объемном (в) и плоском (б) дефектах
При экспериментах произведение
диаметра пьезопластины на частоту соста-
вило 30 мм-МГц. Видно, что значения уг-
лов отражения и преломления отклоняют-
ся от найденных по формуле синусов
(1.13) в сторону максимумов значений R и
D. Явление тем сильнее, чем шире диа-
грамма направленности преобразователя.
Экспериментально полученная кри-
вая зависимости коэффициента прозрачно-
сти от угла падения волны (см. рис. 1.17)
удовлетворительно совпадает с теоретиче-
ской. Исключение составляет область
вблизи угла Р', где, согласно эксперимен-
тальным измерениям, сглаживается выте-
кающий из теории минимум коэффициен-
та прозрачности Dlt (экспериментальное
значение - штрихпунктирная линия на
рис. 1.17). Это явление также объясняется
отличием падающей волны от плоской и
импульсным характером излучения.
1.1.5. Дифракция на препятствиях и
рефракция
Дифракция - это отклонения волн от
геометрических законов распространения.
Она, в частности, возникает при излуче-
нии и отражении волн. Звуковые поля,
созданные дифракцией исходной волны на
препятствиях, называют дифракционными,
или рассеянными, волнами. При УЗ-
дефектоскопии различают дифракцию на
объемных и плоских препятствиях - реаль-
ных или искусственных дефектах.
При дифракции на объемных дефек-
тах, которые удобно имитировать цилин-
дром (рис. 1.28, а), дифракционные волны
обегают дефект и соскальзывают. Особен-
но хорошо волны обегания и соскальзыва-
ния наблюдаются при падении на дефект
поперечной волны с колебаниями в плос-
кости рисунка. На рис. 1.29 показано из-
меренное А.Х. Вопилкиным [232] отно-
шение (в дБ) амплитуд зеркально отра-
женного сигнала и первой волны обега-
ния-соскальзывания. Это отношение умень-
шается с увеличением радиуса цилиндра
R. Амплитуда волн обегания-соскальзы-
вания при падении продольной волны в
~ 10 раз меньше, чем при падении попе-
речной волны.
В случае падения поперечной волны
при диаметре цилиндра порядка длины
волны основной тип волн обегания Os (см.
рис. 1.28) рэлеевская, а волн соскальзыва-
ния С поперечная, направленная по каса-
тельной к поверхности отражателя. Соот-
ношение амплитуд для этого варианта
показано на рис. 1.29. При диаметре ци-
линдра, значительно большем длины вол-
ны, хорошо заметна также обегающая го-
ловная волна О/. Волна соскальзывания С'
при этом также поперечная, распространяю-
щаяся под углом к поверхности, равным
52
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.29. Зависимость отношения амплитуд зеркально отраженного и
дифрагированного сигналов от радиуса цилиндра Л при совмещенной схеме контроля
(сталь 45, частота 2,5 МГц)
третьему критическом углу <р' = 33° (см.
рис. 1.28, а).
При дифракции на плоских (плоско-
стных) дефектах (см. рис. 1.28, б) диф-
ракционные волны имеют вид расходя-
щихся лучей от каждой точки края или
ребра Д и Д'дефекта. Это и продольные, и
поперечные волны. Точки Д и Д' называ-
ют блестящими точками. Например, та-
кие волны наблюдают от края трещины.
Амплитуды эхосигналов от обоих ребер
приблизительно равны.
На рис. 1.30 представлены результа-
ты расчетов дифракции продольных волн
Рис. 1.30. Дифракционное рассеяние
продольных волн на конце разреза
(вертикальной трещины) при нормальном
(в) и наклонном (б) падении. Стрелки
указывают направления излучении и
отражения
на конце трещины [193]. Вертикальная
трещина имитирована разрезом. Показано
сравнительное распределение амплитуд
дифрагированных волн по разным направ-
лениям при контроле прямым (а) и на-
клонным (б) преобразователями. Видно,
что дифракционный сигнал от ребра раз-
реза, полученный при использовании сов-
вмещенного наклонного преобразователя
продольных волн с углом 45° (рис. 1.30,
б), будет в 7 раз больше, чем при исполь-
зовании прямого совмещенного преобра-
зователя (рис. 1.30, а). Фактический выиг-
рыш будет не так велик, учитывая потери
энергии в призме преобразователя и уве-
личение пути УЗ.
Дифракционные волны слагаются
между собой и с волнами 3, образовав-
шимися в соответствии с геометрически-
ми законами (см. рис. 1.28). Происходит
сложение волн с учетом их фаз - интерфе-
ренция. В результате совпадения или не-
совпадения фаз этих волн возникают мак-
симумы или минимумы суммарного сиг-
нала.
Переходный тип дифракции между
объемным и плоским отражателями на-
блюдают на моделях дефектов эллиптиче-
ской формы. Эллиптический цилиндр в
предельных случаях совпадает с круговым
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
53
цилиндром (а = Ъ) и полосой (b —> 0);
b - малая, а а - большая полуоси эллипса.
В теории прочности при оценке влияния
дефекта на работоспособность конструк-
ции используют понятия "коэффициент
концентрации" и "коэффициент формы"
дефекта. При этом дефект вписывают в
эллипс и величина указанных коэффици-
ентов определяется соотношением полу-
осей эллипса q = b/la. По этим причинам
изучение дифракции на эллипсе имеет
важное значение.
По измерениям А.Х. Вопилкина [232]
при уменьшении величины q тип дифрак-
ции, отвечающий объемному дефекту,
переходит в тип дифракции, соответст-
вующий плоскостному дефекту. На
рис. 1.31 показана зависимость отношения
амплитуд первых двух эхосигналов А4 на
излучателе-приемнике от величины q.
Сплошная линия - среднее значение экс-
периментальных данных, штриховые -
среднее квадратическое отклонение зна-
чений.
Область I соответствует типу ди-
фракции на объемном дефекте. Амплитуда
волны обегания-соскальзывания значи-
тельно меньше зеркального отражения.
Область III соответствует дифракции на
плоскостном дефекте: сигналы от обеих
блестящих точек близки по амплитуде.
Область II - промежуточная.
Рефракция — это преломление волн.
Применительно к УЗ-волнам под рефрак-
цией понимают непрерывное изменение
направления акустического луча в среде,
скорость в которой изменяется. Рефрак-
цию наблюдают, например, в аустенитном
сварном шве (см. разд. 5.1.3.1) и при рас-
пространении волн в поверхностно зака-
ленном слое (см. разд. 7.12). В последнем
случае твердость материала с глубиной
уменьшается, а скорость звука увеличива-
ется. В результате наклонные к поверхно-
сти УЗ-лучи искривляются и даже выхо-
дят на поверхность ввода. Это явление
используют для измерения глубины по-
верхностно закаленного слоя.
Рис. 1.31. Зависимость отношения
амплитуд первых двух принятых сигналов,
дифрагированных на эллиптических
отражателях, от коэффициента формы q
1.2. ИЗЛУЧЕНИЕ И ПРИЕМ
УПРУГИХ КОЛЕБАНИЙ И ВОЛН
Для излучения и приема упругих ко-
лебаний и волн применяют различные
способы. Все они основаны на преобразо-
вании энергии. В простейшем случае та-
кое преобразование может происходить
без изменения вида энергии: например,
возбуждение акустических импульсов в
бетоне - ударом молотка. При этом кине-
тическая механическая энергия молотка
преобразуется в механическую же энер-
гию упругой волны.
Однако чаще возбуждение и прием
упругих колебаний сопровождается изме-
нением вида энергии, например из элек-
трической в механическую, и наоборот. В
некоторых случаях используют много-
кратные преобразования видов энергии.
Так, при лазерном способе возбуждения
УЗ электрическая энергия генератора им-
пульсов преобразуется сначала в свето-
вую, затем в тепловую и, наконец, в меха-
ническую энергию упругих волн.
Устройства, служащие для возбужде-
ния и приема упругих волн, называют
преобразователями. Различают обрати-
54
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
а)
Рнс. 1.32. Деформации пьезопластины
под действием обратного пьезоэффекта
мые и необратимые преобразователи. Об-
ратимые преобразователи могут как излу-
чать, так и принимать упругие волны
(пример - пьезоэлемент), необратимые -
только излучать или только принимать
(пример - возбуждение звука механиче-
ским ударом).
Одни преобразователи (например,
пьезоэлектрические) требуют наличия
между ними и ОК промежуточной мате-
риальной среды (жидкости, слоя мягкого
пластика, газа). Другие (лазерные излуча-
тели и приемники УЗ, ЭМА-преобразова-
тели) в такой среде не нуждаются и могут
работать даже в вакууме. Классификация
преобразователей по способам связи с ОК
приведена в разд. 2.1.9.
В отечественной литературе термин
"преобразователь" имеет двоякий смысл.
Наряду с рассмотренным активным эле-
ментом, в котором происходит сам про-
цесс возбуждения или приема упругих
колебаний, этот же термин применяют для
обозначения законченного конструктив-
ного узла аппаратуры, включающего в
себя также дополнительные детали (кор-
пус, провода, крепежные и монтажные
детали и т.п.).
Отметим, что в англоязычной литера-
туре для обозначения собственно преобра-
зователя обычно пользуются термином
"transducer" или "crystal" (последнее отно-
сится только к пьезоэлементу), а содер-
жащего его конструктивного узла -
"probe" (пробник, зонд, искатель). Впро-
чем, понятия "transducer" и "probe" тоже
часто путают. Поэтому и здесь следует
исходить из контекста.
Далее будут рассмотрены основные
типы преобразователей, применяемых для
излучения и приема упругих колебаний в
акустических методах контроля и диагно-
стики.
1.2.1. Пьезоэффект.
Пьезопреобразователи
Основные понятия. Наибольшее
распространение в акустических методах
неразрушающего контроля и диагностики
получили пьезоэлектрические преобразо-
ватели. Они обратимы, т.е. используются
как для излучения, так и для приема упру-
гих колебаний и волн. Активным элемен-
том преобразователя служит пьезоэле-
мент. В общем случае преобразователь
может содержать один или несколько пье-
зоэлементов различной формы.
Преобразователь как самостоятель-
ный функциональный узел прибора обыч-
но соединяют с электронным блоком гиб-
ким коаксиальным кабелем. В простейшем
случае используют один пьезоэлемент,
выполняемый в виде пластины из пьезо-
электрического материала. Для излучения
упругих волн пьезоэлемент возбуждают
электрическим напряжением генератора.
Электрические сигналы, появляющиеся на
пьезоэлементе при приеме упругих коле-
баний, подают на вход усилителя прибора.
Обычно при УЗ-контроле применяют
пьезопреобразователи с пьезоэлементом в
форме пластины (пьезопластины). Она
имеет токопроводящие электроды на
больших поверхностях. На электроды по-
дают напряжение от генератора электри-
ческих колебаний или снимают сигналы,
подаваемые на усилитель.
Под действием электрических коле-
баний генератора пластина расширяется и
сжимается по толщине (рис. 1.32, а). При-
ем происходит за счет обратного преобра-
зования механических колебаний в элек-
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
55
трические. Смещения граней пластины,
показанные на рисунке, преувеличены.
В действительности смещение не превос-
ходит 0,0001 мм. Обычно преобразователь
с такой пластиной прижимают к поверх-
ности изделия через слой контактной
жидкости. В результате в изделии возни-
кают продольные волны, направленные
под прямым углом к поверхности, поэто-
му такой преобразователь называют пря-
мым.
Прямой пьезоэффект состоит в по-
явлении электрических зарядов при де-
формации пьезоэлемента, а обратный - в
его деформации под действием электриче-
ского поля. Таким образом, пластина из-
лучает благодаря обратному пьезоэффек-
ту, а принимает - благодаря прямому.
Чтобы возбудить поперечные волны,
можно заставить поверхности специально
изготовленной пьезопластины колебаться
в направлениях, перпендикулярных к ее
толщине, т.е. совершать сдвиговые коле-
бания (рис. 1.32, б). Но такие колебания
трудно передать в ОК: поверхность пла-
стины будет проскальзывать относительно
поверхности ОК и обычная контактная
жидкость передать колебания не поможет.
Преобразователь с такой пластиной при-
клеивают к поверхности ОК или исполь-
зуют очень вязкую контактную жидкость.
В высокочастотной УЗ-дефектоско-
пии применяют более удобный способ
возбуждения поперечных волн. Продоль-
ную волну возбуждают в промежуточной
среде - призме (чаще всего из плексигласа
или другой пластмассы) и направляют на
поверхность ОК наклонно. Угол падения
выбирают между первым и вторым крити-
ческими значениями (см. разд. 1.1.4). В
результате в изделии распространяется
наклонная к поверхности вертикально по-
ляризованная поперечная волна. Такой
преобразователь называют наклонным.
Пьезоматериалы. Свойства наибо-
лее часто используемых или перспектив-
ных пьезоматериалов приведены в
табл. 1.7. Постоянные, характеризующие
работу пьезопластины, будут рассмотрены
также в разд. 1.4.5.
Дадим определения указанным в
табл. 1.7 свойствам и поясним область их
применения.
Скорость звука (продольных
волн) в направлении толщины пластины с,
требуется для расчета толщины h<. пьезо-
пластины, при которой пластина обладает
резонансными свойствами. Если колеба-
ния в ненагруженной пластине возбудить
коротким электрическим воздействием, а
затем предоставить ей возможность коле-
баться свободно, то колебания будут про-
исходить на собственных частотах, ко-
торые часто не вполне правильно назы-
вают резонансными.
Низшая (основная) собственная час-
тота f0 колеблющейся по толщине сво-
бодной пластины соответствует полувол-
новой толщине /?!, т.е. равной половине
длины волны в ее материале:
/?! = А.Д = С1/2/о. (1.15)
При колебаниях с частотой, большей
основной собственной частоты, в пьезо-
элементе могут возбудиться свободные
колебания на высших гармониках, крат-
ных основной частоте. При таких колеба-
ниях в пьезоэлементе будут возникать
одновременно зоны растяжения и зоны
сжатия, а внешнее электрическое поле
станет создавать во всем объеме напряже-
ния одного знака. Поэтому в одних зонах
оно будет усиливать, в других ослаблять
колебания. Следовательно, в свободном
пьезоэлементе под влиянием поля с часто-
той, равной четной собственной частоте,
колебания не возникают и он остается не-
подвижным, как будто заторможены его
обе главные грани. Собственные частоты с
четными номерами называют частотами
динамического торможения [141]. Таким
образом, в свободном пьезоэлементе воз-
буждаются только нечетные гармоники,
т.е. частоты /= (2и - 1 )/^.
Из (1.15) видно, что чем выше собст-
венная частота, тем тоньше должна быть
пластина. Например, в пластине из цирко-
56
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.7. Свойства пьезоматериалов
Свойства Пьезоматериал
Кварц, А-срез ЦТС-19 Метаниобат свинца ПВДФ* Ниобат лития
Скорость звука о, 1 103 м/с 5,76 3 ... 3,6 3,3 1,5 ...2,5 7,32
Плотность pi, 1 • 103 кг/м3 2,65 7,4 6,2 1,3...1,8 4,64
Волновое сопротивление zb 1 • 106Пас/м 15,3 22 ... 27 20,5 2...4,5 34
Диэлектрическая проницае- мость £ 4,5 1400... 2050 300 11 ... 13 30
Пьезоэлектрическая постоян- ная е, Кл/м2 0,175 13 ... 19 5,1 0,1 ...0,13 1,9
Коэффициент электромехани- ческой связи р 0,095 0,4 ... 0,5 0,38 0,1 ...0,14 0,22
Допустимая температура t, °C 550 200 300 150 1160
Механическая добротность £м - 50 15 < 15 > 1000
*Поливинилденфторид.
ната-титаната свинца (ЦТС) скорость
с, = 3,3 мм/мкс, поэтому для работы на
частоте 2,5 МГц пластина должна иметь
толщину = 3,32 • 2,5 = 0,66 мм, а на час-
тоте 10 МГц - толщину 0,165 мм.
Под влиянием контактирующих с
пластиной элементов эта частота немного
изменяется. Частоту, которую возбуждает
преобразователь, называют его рабочей
частотой. Пьезоматериалы обладают
анизотропией свойств, поэтому в других
направлениях скорость продольных волн
может отличаться от ct.
Для свободной (акустически нена-
груженной) пластины в формулу входит
скорость при постоянной электрической
индукции, а в табл. 1.7 указаны значения
скоростей при постоянной напряженности
электрического поля: они меньше в
д/1 + р2 раз и соответствуют сильно на-
груженной пластине (понятие "коэффици-
ент электромеханической связи" р будет
определено ниже).
Плотность р! и вычисляемое через
нее волновое сопротивление = p,C] ис-
пользуют в расчетах по согласованию пье-
зопластины со средой, куда излучается
УЗ. Например, акустическую доброт-
ность (она определяет длительность коле-
баний после возбуждения) пластины вы-
числяют по приближенной формуле [27]
л Z]
2 z0 + z2 ’
где z0 и Z2 - волновые сопротивления сред,
контактирующих с пластиной без проме-
жуточных слоев. Добротность пропорцио-
нальна отношению полного запаса энер-
гии в колеблющейся системе к потерям
энергии за период колебаний (см. разд.
1.4.1).
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
57
Диэлектрическая проницае-
мость е (точнее, относительная диэлек-
трическая проницаемость) нужна для рас-
чета емкости пьезопластины как плоского
конденсатора:
С = sosS//i] , (1-17)
где е0 = 8,85 • 10~12 Ф/м - диэлектрическая
проницаемость вакуума; S - площадь пье-
зопластины. При расчете преобразовате-
лей нужно использовать значение к' для
пластины с закрепленными гранями, счи-
тая, что деформация постоянна (см. разд.
1.4.5).
Коэффициент электромехани-
ческой связи р - наиболее общая энер-
гетическая характеристика пьезоэлектри-
ка. Полная энергия W деформированного
пьезоэлектрика определяется суммой W =
= WE + где WE - энергия электрическо-
го поля; - энергия, запасенная в меха-
нической форме. Коэффициент Р показы-
вает, какая часть общей энергии пьезо-
электрика преобразуется в механическую
(1ЕМ) или электрическую (WE) форму:
Значение Р зависит от материала и моды
колебаний пьезопреобразователя.
Пьезоэлектрическая постоян-
ная е связывает электрическое напряже-
ние генератора с механическим напряже-
нием в пьезоматериале. Коэффициент
электромеханической связи р через е и
другие величины для колебаний по тол-
щине рассчитывается по формуле
Р = е/^Z^EqE .
Величина р2 характеризует роль пье-
зоматериала при определении чувстви-
тельности совмещенного преобразователя,
т.е. работающего как излучатель и как
приемник. Если преобразователь раздель-
ный, а излучающий и приемный элементы
изготовлены из разных пьезоматериалов,
то вместо р2 войдет величина
CiZj Е' Е0
где штрихом отмечены значения, относя-
щиеся к приемнику; d и h' - пьезокон-
станты, часто используемые вместо е при
расчетах излучателя и приемника.
Недостатки некоторых пьезомате-
риалов (например, ЦТС) - большое значе-
ние е и, соответственно, большая емкость
пьезопластины. Это уменьшает чувстви-
тельность во время приема сигналов уси-
лителем напряжения с высоким входным
импедансом. Однако амплитуду сигнала
можно существенно повысить применени-
ем усилителя тока с низким входным им-
педансом [185].
Если преобразователь раздельный, то
пьезопластину приемника можно сделать
из материала с малым е (например, суль-
фата лития, как это рекомендуется в
США), а чувствительность увеличить пу-
тем использования предусилителя напря-
жения с очень высоким входным импе-
дансом, расположенного как можно ближе
к пьезоэлементу. Это исключает шунтиро-
вание малой емкости пьезоэлемента суще-
ственно большей емкостью кабеля и мон-
тажа, что резко снижает уровень прини-
маемого сигнала.
Допустимая температура - это
температура, при которой может надежно
работать преобразователь. В табл. 1.6 ука-
зана следующая допустимая температура:
на 20 ... 50° ниже температуры аллотро-
пического превращения для кварца (при
аллотропическом превращении кварц те-
ряет пьезосвойства), точек Кюри для пье-
зокерамик (выше этой точки происходит
располяризация), температуры размягче-
ния для ПВДФ.
Механическая добротность QK
характеризует потери энергии в свободно
колеблющейся пластине (см. разд. 1.4.1).
Для получения коротких УЗ-импульсов
преимущество имеют материалы с низкой
механической добротностью. В преобра-
58
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.33. Композиционный пьезоэлемент
зователях, предназначенных для получе-
ния длительных колебаний, - наоборот.
Максимальное электрическое
напряжение (7тах, которое может быть
подано на пластину от генератора, зависит
от электрической прочности пьезомате-
риала, которая определяется напряженно-
стью максимально допустимого электри-
ческого поля Етг№ (в таблице не указано)
^шах ~ ^Лпах /^1 '
Для ЦТС-19 Emix = 3000 В/мм, однако
уже при 0,ЗЕтах наблюдается непропор-
циональный, замедленный рост амплиту-
ды акустического сигнала с ростом на-
пряжения генератора.
Пример 1.8. Рассчитать полуволновую
толщину, электрическую емкость и акустическую
добротность пьезопластины из ЦТС-19 на частоту
/= 2,5 МГц, диаметром 2а = 12 мм, излучающую в
воду и в сталь. Демпфер с волновым сопротивле-
нием z0 = 6 -106 Па с/м • Какое максимальное
напряжение от генератора можно подавать на
такую пластину?
Толщина пластины согласно (1.15)
ht = 3,3/(2 2,25) = 0,66 мм = 0,00066 м.
Электрическая емкость, исходя из (1.17),
С = еоела2/й1 = 8,85 10’12 • 1725л 0,0062/0,00066 =
= 2,6 10“9Ф .
Акустическая добротность для воды [см.
(1-16)]
п =Е _...24'.106____5.
1/а - £ a D
2 1,49 • 10° + 6 • 10°
Для стали расчет дает Qa = 0,8. Волновые
сопротивления ЦТС и стали ближе, чем ЦТС и
воды, в сталь уходит больше энергии, поэтому
говорят, что пластина нагружена сильнее. Это
привело к снижению добротности Максимальное
напряжение генератора определяем по формуле:
Птах =0,ЗЕтахй| =0,3 3 106 0,66 10‘3 =600В.
Из пьезоматериалов наибольшее
применение получил цирконат-титанат
свинца. Существуют различные марки
ЦТС, отличающиеся химическим соста-
вом и свойствами. В табл. 1.7 даны свой-
ства марки ЦТС-19 по государственному
стандарту, а остальных материалов - по
литературным источникам, в частности
[330].
ЦТС - это синтетическая, спеченная
из массы определенного химического со-
става пьезокерамика. На поверхности из
Рис. 1.34. Изменение скорости продольных
волн (а) и волнового сопротивления (б)
от процентного содержания ЦТС в
композиционном пьезоэлементе
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
59
готовленных таким образом пластин нано-
сят (краской, вжиганием или напылением)
металлические (обычно серебряные или
никелевые) электроды. Далее пластины
выдерживают длительное время под
большим постоянным напряжением (поля-
ризуют), чтобы материал приобрел пье-
зосвойства. Если температура пьезопла-
стины из ЦТС-19 поднимется > 290 °C
(точка Кюри), пластина располяризуется,
ее приходится поляризовать повторно.
ЦТС обладает высокими пьезосвой-
ствами, но у него очень большая электри-
ческая емкость. Это уменьшает чувстви-
тельность в ходе приема колебаний. Се-
рийно изготовленные пьезопластины ино-
гда имеют неравномерные свойства по
площади.
Кварц — это кристалл. Из него под
определенными углами к оптическим осям
вырезают пластины, способные деформи-
роваться различным образом. В табл. 1.7
указаны данные для пластины Х-среза,
совершающей колебания по толщине.
Кварц имеет небольшой коэффициент
электромеханической связи, однако обла-
дает очень высокой добротностью и ста-
бильностью свойств. Поэтому его приме-
няют в случаях, когда надо обеспечить
высокостабильные измерения с постоян-
ными свойствами по всей поверхности
пластины.
Метаниобат свинца имеет низкую
механическую добротность, с его помо-
щью легче получать короткие импульсы.
Кроме того, у него очень малы радиаль-
ные колебания, вносящие помехи. Ниоба-
ту лития свойственна высокая температу-
ра точки Кюри (1210 °C). Оба этих материа-
ла - пьезокерамика.
ПВДФ - эластичная полимерная
пленка. Ей можно придать практически
любую форму. Ее небольшое волновое
сопротивление облегчает акустическое
согласование с иммерсионной жидкостью.
Радиальные колебания близки к нулю,
механическая добротность очень низкая.
Есть пленки на очень высокие частоты (до
100 МГц), так как их эластичность предо-
храняет от разрушения, свойственного
тонким пластинам из других (хрупких)
материалов.
Перспективно применение компози-
ционных пьезопластин. Такая пластина
(рис. 1.33) представляет собой разрезан-
ную на части пластину из пьезокерамики
(например, ЦТС). Промежутки между
элементами заливаются компаундом
(эпоксидной смолой). В зависимости от
процентного содержания ЦТС и эпоксид-
ной смолы, согласно [116], изменяются
скорость звука, волновое сопротивление
материала пластины (рис. 1.34) и диэлек-
трическая проницаемость.
Уменьшение волнового сопротивле-
ния повышает прозрачность границы пла-
стины в определенных условиях, а имен-
но: позволяет лучше согласовать пьезо-
пластину с материалом призмы в наклон-
ных преобразователях или материалом
изделия в прямых преобразователях, пред-
назначенных для контроля пластических
материалов. Уменьшение емкости пьезо-
пластины оказывает положительное дей-
ствие при приеме импульсов усилите-
лями напряжения. В результате компози-
ционный элемент часто обеспечивает бо-
лее высокую чувствительность преобразо-
вателя по сравнению с пьезоэлементом из
мономатериала.
Классификация пьезоэлектриче-
ских преобразователей (ПЭП) дана ниже
по назначению и другим признакам.
Высоко- и низкочастотные
ПЭП. Высокочастотные ПЭП рассчитаны
на получение колебаний частотой > 0,5 МГц.
Они обычно предназначены для формиро-
вания направленных пучков УЗ-волн и
возбуждают колебания с длиной волны,
значительно меньшей поперечных разме-
ров пьезопластины. Низкочастотные ПЭП
обычно служат для работы на частотах
< 0,1 МГц. Их также используют для фор-
мирования направленных пучков, а в дру-
гих приборах - для формирования изгиб-
ных волн, возбуждения колебаний всего
ОК или его части и анализа этих колебаний.
60
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Основные типы высокочастот-
ных преобразователей (рис. 1.35): а-
прямые; б - наклонные', в - раздельно-
совмещенные (PC). Их основные конст-
руктивные элементы: 1 - пьезопластина;
2 - демпфер, к которому приклеивается
неизлучающая в ОК сторона пьезопласти-
ны и который способствует гашению
(демпфированию) колебаний для получе-
ния короткого импульса; 3 - протектор,
предохраняющий пьезопластину от по-
вреждений; 4 - преломляющая призма; 5,
6 - призмы РС-преобразователя; 7 - элек-
троакустический экран. Более подробно
назначение и конструкция преобразовате-
лей рассмотрены в разд. 2.2,1.2.
Способы соединения с элек-
трической схемой. Совмещенные пре-
образователи, в которых пьезоэлемент
соединен одновременно с генератором и
усилителем прибора, служат как для из-
лучения, так и для приема УЗ. В раздель-
ных преобразователях излучают и прини-
мают УЗ разные элементы, соединенные
один с генератором, а другой с усилите-
лем прибора.
Раздельные ПЭП предназначены для
контроля теневым или эхо-методом с из-
лучателем и приемником, размещенные в
разных корпусах. РС-преобразователи
состоят из излучающего и приемного эле-
ментов, объединенных в одном корпусе,
но разделенных электрическим и акусти-
ческим экранами (рис. 1.35, в).
Направление излучения. Прямые
преобразователи излучают под прямым
углом, а наклонные - наклонно к поверх-
ности ввода ОК. Иногда угол наклона де-
лают переменным.
Тип излучаемых и принимае-
мых волн. Высокочастотные прямые
преобразователи излучают, как правило,
продольные волны, наклонные - все типы
волн в зависимости от угла наклона: попе-
речные, продольные (редко), рэлеевские,
головные (для последних обычно приме-
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
61
няют PC-преобразователи), нормальные
волны в пластинах и стержнях.
Наклонный преобразователь с углом
призмы между первым и вторым критиче-
скими значениями излучает в основном
вертикально поляризованную поперечную
волну. Если считать, что продольная вол-
на в призме плоская, то в ОК должна воз-
будиться поперечная волна с вертикаль-
ной поляризацией, поскольку в падающей
продольной волне в плоскости падения
колебания происходят только в этой плос-
кости. Однако волна в призме - не иде-
ально плоская, в ней наблюдается расхож-
дение лучей. В результате в ОК кроме по-
перечной наблюдается также продольная
волна, тем более интенсивная, чем угол
призмы ближе к первому критическому.
В расходящемся пучке лучей, па-
дающем на границу призма - ОК, лучи, не
лежащие в плоскости падения акустиче-
ской оси, преломляются и трансформиру-
ются в своих плоскостях. Последние не
совпадают с плоскостью падения акусти-
ческой оси, и колебания, происходящие в
них, будут иметь горизонтальную состав-
ляющую по отношению к плоскости аку-
стической оси. Таким образом, в попереч-
ной волне, излучаемой наклонным преоб-
разователем, будет также содержаться
горизонтальная составляющая. Экспери-
ментальные измерения показали, что в
естественно поляризованном поле на-
клонного преобразователя доля горизон-
тальной составляющей как минимум в 30
раз меньше вертикально поляризованной
составляющей.
Низкочастотные ПЭП, применяе-
мые для контроля эхометодом и методом
прохождения, отличаются от высокочас-
тотных в основном большими размерами
и толщинами пьезоэлементов. Последние
часто используют в пакетах из нескольких
пьезопластин, электрически соединенных
параллельно. Это повышает эффектив-
ность излучения, так как при тех же тол-
щине излучателя и величине напряжения
на нем напряженность электрического
поля в пьезоэлементах увеличивается.
Для дефектоскопии бетона и оценки
его прочностных свойств в России разра-
ботаны оригинальные широкополосные
ПЭП с сухим точечным контактом (см.
разд. 4.2). Они могут работать с исполь-
зованием как продольных, так и попереч-
ных волн. Коммутация типа волн выпол-
няется электронным путем. Эти ПЭП ис-
пользуются и самостоятельно (например,
для нахождения всех трех упругих посто-
янных по измеренным скоростям распро-
странения продольных и поперечных
волн), и в качестве элементов так назы-
ваемой антенной решетки (композиции
из чувствительных элементов) при нераз-
рушающем контроле бетона эхометодом и
методом прохождения.
Преобразователи низкочастотных
акустических дефектоскопов, использую-
щих изгибные колебания, существенно
отличаются от высокочастотных ПЭП (см.
разд. 2.4; 2.5 и 4.1). Они обычно имеют с
ОК сухой точечный контакт, через кото-
рый продольные колебания преобразуют-
ся в изгибные колебания ОК. Контактные
наконечники преобразователей имеют
сферические рабочие поверхности с ра-
диусами кривизны 5 ... 30 мм и выполня-
ются из твердых, износостойких материа-
лов (например, корунда, корундовой ке-
рамики).
В импедансных дефектоскопах (см.
разд. 2.5) используют совмещенные и РС-
преобразователи. Взаимодействующие с
ОК рабочие элементы преобразователей
называют вибраторами. Последние пред-
ставляют собой составные колебательные
системы из пьезопластин и пассивных
элементов (волноводов, накладок), при-
дающих вибраторам нужную собст-
венную частоту.
Совмещенный преобразователь им-
педансного дефектоскопа содержит один
вибратор, излучающий и приемный пьезо-
элементы которого разделены волново-
дом. При этом совмещенность понимается
в том смысле, что вибратор имеет одну
зону контакта с ОК. В РС-преобразо-
62
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
вателях, как и в высокочастотных ПЭП,
функции излучения и приема разделены,
причем излучающий и приемный вибра-
торы электрически и акустически изоли-
рованы друг от друга.
В некоторых преобразователях пье-
зоэлементы выполняют в виде длинных
брусков с электродами на боковых гранях.
Небольшая толщина этих пьезоэлементов
по сравнению с их длиной позволяет соз-
давать в пьезоэлектрике достаточно боль-
шую напряженность поля. Такие пьезо-
элементы совершают продольные колеба-
ния по длине (поперечный пьезоэффект).
1.2.2. Согласование высокочастотного
пьезопреобразователя с дефектоскопом
Ниже рассмотрена наиболее простая
схема соединения пьезоэлемента с генерато-
ром и усилителем прибора (рис. 1.36, а),
имеющая электрический колебательный
контур. Сигнал генератора считается си-
нусоидальным. Рассматривается преобра-
зователь, состоящий из пьезопластины,
нагруженной на протяженные среды без
переходных слоев. Одна из сред - демп-
фер, другая - рабочая нагрузка: ОК, им-
мерсионная жидкость или призма преоб-
разователя. Обычно между ПЭП и протя-
женной средой имеются промежуточные
тонкие слои: протектор, клей, контактная
жидкость. Их параметры также входят в
расчетные формулы для ПЭП, но здесь
они не рассматриваются.
Комплексное электрическое сопро-
тивление ПЭП нужно знать для оптималь-
ного согласования преобразователя с ге-
нератором U и усилителем дефектоскопа.
На рис. 1.36, б ПЭП представлен в виде
эквивалентного комплексного электриче-
ского сопротивления:
Zn = ZAB =ZC+ Zp-
Оно состоит из последовательно
включенных емкостного сопротивления
пьезопластины Zc и пьезосопротивления
Zp, обусловленного пьезосвойствами. Воз-
можна также параллельная схема включе-
ния этих двух сопротивлений (рис. 1.36,
в), но тогда Zp будет иным. Емкостное со-
противление
Zc=l//®C, (1.18)
где С определяется по формуле (1.17).
Комплексное пьезосопротивление можно
разбить на две составляющие: активную и
реактивную, как показано на рис. 1.34, г:
1____1_ _1_
Zp ^р Кр
(1.19)
При нагрузке на протяженные среды
приближенные значения этих составляю-
щих
р (oCkihi zq + z2
Здесь =2л/=<»)/<:! - волновое
число в материале пластины; z2 и zq - вол-
новые сопротивления рабочей нагрузки и
демпфера.
Формулы (1.20) и (1.21) справедливы
вблизи значений частоты ш = ша = лс, .
Для ненагруженной пластины (z2 = z0 = 0)
справедливы точные формулы:
*р = о;
х Р2 tg(0,5^i/?i)
р jcoC 0,5^
(1-22)
Эквивалентное сопротивление стано-
вится чисто реактивным:
Zn = ZC + Кр .
На антирезонансной частоте ш = ша
(соответствует полуволновой толщине
пластины) оно обращается в оо, причем
при меньших значениях частоты сопро-
тивление индуктивное, а при больших -
емкостное. На резонансной частоте
®Р »®0[1-(2₽/’1)2]
Zn = 0. Значения резонансной и антирезо-
нансной частот довольно близки, напри-
мер для кварца /р =0,996/о, а для ЦТС-19
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
63
/р = 0,935fa . Подобные соотношения час-
тот характерны для ненагруженной пьезо-
пластины.
Пример 1.9. Для условий, указанных в
примере 1.8, рассчитать активное электрическое
сопротивление.
Согласно (1.20) для излучения в воду
Я ; Р2 2г1 °’452
Р zr2/C z2+zo тг2 2,5-106 • 2,6-10-9
6 106 +1,49106
Для излучения в сталь найдем яр = 3,6 Ом ;
сопротивление уменьшилось, и при том же на-
пряжении генератора отдаваемая им мощность
возросла.
На рис. 1.36, г показана схема после-
довательного включения пьезопластины с
электрическим контуром генератора. Ком-
плексное сопротивление Zh (см. рис. 1.36,
а) представлено, емкостью Сь включаю-
щей емкость кабеля, соединяющего ПЭП с
дефектоскопом. Комплексное сопротивле-
ние Za представлено в виде индуктивности
Са и активного сопротивления Аа. При со-
вмещенной схеме включения с 7?а снимают
сигнал на усилитель дефектоскопа (клем-
мы EmF).
Индуктивность £а обычно подбирают
так, чтобы скомпенсировать все реактив-
ные сопротивления на некоторой частоте
ш0 = соа . При этом достигается наибольшее
электрическое напряжение на эквивалент-
ном сопротивлении 7?р. Если £а подобрана
неверно или если компенсация наруши-
лась из-за изменения пьезосопротивления
Zp под влиянием изменившейся акустиче-
ской нагрузки (например, за счет качества
акустического контакта), то условия оп-
тимальности достигаются автоматически:
смещается рабочая частота генератора от
fiKfp (уменьшается на несколько процен-
тов). Это вызывает изменение Хр и авто-
компенсацию реактивных сопротивлений.
Амплитуда излучаемого сигнала при этом
несколько уменьшается.
Рис. 1.36. Электрические схемы
для расчета ПЭП
Сопротивления потерь, показанные
на рис. 1.36, б штриховыми линиями, оп-
ределяют внутреннее активное сопротив-
ление пластины, из-за которого Zp не мо-
жет стать чисто реактивным. Различают
диэлектрические 7?д и механические RM
потери:
Ra =l/(coCtgS); 7?м=4Р26м/(л3/с),
(1-23)
где tg8 - тангенс угла потерь; QM - меха-
ническая добротность, указанная в табл. 1.7.
Пример 1.10. Для условий, сформулиро-
ванных в примерах 1.8 и 1.9, рассчитать сопро-
тивления потерь. Для ЦТС-19 tg5 = 0,035.
Согласно (1.23)
Яд = 1/(2л• 2,5 106 -2,6-Ю"9 -0,35)=7000м;
64
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Ям = 4 0,452 • 5О/(тг3 2,6 1 (Г9) = 190 Ом .
Механические потери сильнее шун-
тируют пьезосопротивление, чем диэлек-
трические емкостные.
1.2.3. Основные характеристики
высокочастотных преобразователей
В наиболее общем виде характери-
стики высокочастотных преобразователей
рассмотрены в работах А.Ф. Мельканови-
ча, в частности [230]. Ниже в общих чер-
тах опишем две основные характеристики
преобразователя: его чувствительность,
определяемую коэффициентом преобразо-
вания, и широкополосность. Коэффици-
ент преобразования при излучении
КИ = P/U - отношение амплитуд возбуж-
даемых акустических к возбуждающим
электрическим колебаниям. Его характе-
ризует пьезоэлектрическая постоянная е
или <7.
Коэффициент преобразования при
приеме К,, = U'/P' - отношение амплитуд
возбуждаемых на входе усилителя прибо-
ра электрических колебаний к акустиче-
ским колебаниям принимаемой волны.
Его характеризует пьезоэлектрическая
постоянная g или /г ® е/ в . Здесь Р и Р' -
акустическое давление или компонента
тензора напряжения; U и 17 - электриче-
ские напряжения.
Коэффициенты преобразования ино-
гда определяют через отношения других
величин. Например, если амплитуда уп-
ругой волны измеряется по смещению
частиц, то в коэффициентах преобразова-
ния вместо давления используется смеще-
ние.
Для УЗ-контроля наиболее важен ко-
эффициент двойного преобразования
7ГД = ЗД, = U'/U - отношение амплиту-
ды электрического напряжения принятого
сигнала к напряжению возбуждающего
преобразователь электрического генерато-
ра без учета промежуточного ослабления
УЗ в результате затухания и расхождения
лучей (Р/Р'=1). Именно эта величина
определяет чувствительность преобразо-
вателя, работающего как излучатель и
приемник, или раздельных, но одинаковых
преобразователей. Она пропорциональна
квадрату коэффициента электромеханиче-
ской связи Р, который определяется про-
изведением eh.
Коэффициент двойного преобразова-
ния зависит не только от свойств материа-
ла пьезопластины, но и от соотношения
волновых сопротивлений пьезопластины,
демпфера и среды, в которую излучается
УЗ, частоты и добротности электрическо-
го колебательного контура, соединенного
с пьезопластиной. Максимальное значение
коэффициента преобразования при излу-
чении достигается на резонансной часто-
те, а коэффициента преобразования при
приеме - на антирезонансной частоте.
Для полуволновой пьезопластины,
граничащей с протяженными средами (см.
рис. 1.36, а), на резонансной частоте элек-
трического контура коэффициент двойно-
го преобразования определяется прибли-
женной формулой [132, 247]
|^д| = 4₽2-т-----—------(1-24)
z‘ [1+4рш^
у л J
Здесь 2а и бэ_ акустическая и элек-
трическая добротности. Первая из них
определяется формулой (1.16), а вторая
для схемы, показанной на рис. 1.34, г,
равна
& = «гЛС ’
В режиме приема считают, что гене-
ратор отсутствует (его импеданс равен
нулю), а напряжение снимают с активного
сопротивления (выводыE nF).
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
65
1.8. Чувствительность способов возбуждения и приема
Способ Чувствительность преобразования
Название Схема излучения приема двойного
Контактный пьезоэлектрический 1 2 ' j 1 1 1
Иммерсионный пьезоэлектрический 2 0,3 0,3 0,1
Воздушно- акустический । : 11 2 1-104 1-104 1-Ю’8
Электростатический 3 KwxMJ | 2 | ЗЮ4 3-10^ 1107
ЭМА 2 1-10’2 1-Ю’2 1-10-4
Оптический (лазерный) 1 X7 ) 2 ) 1 МО’4 но4
Условные обозначения: 1 - пьезоэлемент; 2 - объект контроля; 3 - электрод; 4 - элек-
трет; 5 - полюс магнита; 6 - катушка; 7 - лазер; 8 - полупрозрачное зеркало; 9 - зеркало;
10 - фотоумножитель.
Примечание. Для оптического способа показана только схема приема.
Из формулы (1.24) видно что |л?д|
растет с увеличением р2, Q3 и Q„ пока
произведение этих величин < 1. При
больших значениях этих величин |л?д|
уменьшается. Здесь проявляется обратное
действие пьезоэффекта. Например, при
возбуждении колебаний пьезопластина
становится как бы вторичным генерато-
ром, противодействующим основному
генератору.
Максимального значения \к„ =А?тя„
। д । max
л2
достигает при О,пп| =—=—, тогда
Р 8р2ба
Р’’
лтах
0,5z2
2г + zo '
66
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.37. Амплитудно-частотные
характеристики для коэффициента
двойного преобразования пьезопластины из
ЦТС, излучающей в призму из оргстекла.
На нижней кривой - полоса пропускания
Это значение не зависит от пьезо-
электрических констант пьезопластины.
При отсутствии демпфера (z0 = 0)
Ктах = 0,5. Значение Ктах можно увели-
чить введением между пьезопластиной и
протяженной средой согласующего про-
тектора. При определении импеданса пла-
стины для выполнения условий согласо-
вания учитывают влияние ее пьезосвойств
(см. описание воздушно-акустической
связи в разд. 1.2.4)
На рис. 1.37 в качестве примера пока-
зано изменение коэффициента двойного
преобразования от частоты для конкрет-
ного преобразователя [132]. Эту зависи-
мость называют амплитудно-частотной
характеристикой (АЧХ). Рассмотрен слу-
чай: преобразователь из ЦТС имеет демп-
фер с z0=6-106 Па-с/м и излучает в
призму из оргстекла. Кривые соответст-
вуют разным добротностям электриче-
ского колебательного контура Q3.
Ширина полосы пропускания частот
определяется как где Д/=/ГПах -/mm -
разница частот, больших и меньших f0, на
которых коэффициент двойного преобра-
зования уменьшается в 2 раза; f0 - рабочая
частота. Она всегда близка к резонансной
(точнее, к собственной) частоте колебаний
пьезопластины по толщине.
Обычно понятие "ширина полосы
пропускания" применяют к колебатель-
ным системам с четко выраженным мак-
симумом, как показано на рис. 1.37 внизу.
В этом случае рабочая частота соответст-
вует максимуму коэффициента двойного
преобразования. Это понятие также рас-
пространяют на более сложные системы.
Форма АЧХ с минимумом при
///о = 1 характерна для двух сильносвя-
занных колебательных систем. В данном
случае это электрический контур с боль-
шим Q3 и пьезопластина из ЦТС с боль-
шими значениями |32 и Qa [132, 247]. Когда
Q. становится < 1, электрический контур
перестает быть колебательным, в этом
случае минимум отсутствует и система
имеет один максимум. На АЧХ с пьезо-
пластиной из кварца система также имеет
один максимум, что объясняется слабой
связью колебательных систем: малым зна-
чением р2.
Как отмечалось в разд. 1.1.1, чем ши-
ре полоса пропускания, тем более корот-
кие импульсы может излучать и прини-
мать преобразователь (из этого общего
правила возможны исключения). Искаже-
ние формы электрического зондирующего
импульса при образовании эхосигнала,
показанное на рис. 1.5, связано именно с
недостаточной полосой пропускания ПЭП,
равной ~0,2. В случае, показанном на
рис. 1.37, широкополосность достигается
согласованием параметров преобразовате-
ля и электрического колебательного кон-
тура. Максимальная широкополосность
получается, когда два максимума слива-
ются и образуют плато. На рис. 1.37 это
наблюдается при добротности электриче-
ского контура Q, = 3,5.
Широкополосность также увеличи-
вают путем подбора волнового сопротив-
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
67
ления материала демпфера (оно должно
быть близким к волновому сопротивле-
нию пьезопластины), применением про-
светляющего протектора и пьезопластины
с низкой добротностью. При этом макси-
мальная широкополосность может увели-
читься не очень сильно, но введение этих
элементов полезно, поскольку расширяет-
ся диапазон Q3 при которых достигается
широкополосность.
Применение в наклонном преобразо-
вателе композиционной пьезопластины
обеспечивает одновременно повышение
коэффициента преобразования и расшире-
ние полосы пропускания частот за счет
лучшего согласования (лучшего перехода
энергии) пьезопластины с материалом
призмы. В этом случае даже отпадает не-
обходимость в демпфере.
В.Н. Даниловым (ЦНИИТмаш) раз-
работана компьютерная программа, по-
зволяющая рассчитать амплитуду и форму
импульса при излучении и приеме с уче-
том сложных электрических связей ПЭП с
прибором и наличия промежуточных сло-
ев между пьезопластиной, ОК и демпфе-
ром [114, 115, 118]. Рассматривается так-
же распространение импульса в акустиче-
ском тракте дефектоскопа, включая приз-
му наклонного преобразователя. Сопос-
тавление экспериментальных и расчетных
импульсов, полученных от отверстия диа-
метром 6 мм в СО-2 наклонным преобра-
зователем на частоту 2,5 МГц, с дефекто-
скопом УД2-12 показало, что результаты
совпадают с погрешностью ~10 %.
Компьютерная модель позволяет из-
менять размеры и конструкцию преобра-
зователя, вводить дополнительные слои
между пластиной и ОК, варьировать па-
раметры демпфера. Моделирование с по-
мощью компьютерной программы - опти-
мальный способ выбора наилучшей кон-
струкции высокочастотного преобразова-
теля и оптимального электрического со-
гласования его с генератором, усилителем
и ОК, поэтому другие методики расчета
преобразователя здесь не рассматриваются.
Рис. 1.38. Особоширокополосные ПЭП:
а - плосковогнутый; б - апериодический
Особоширокополосными называют
высокочастотные преобразователи с от-
ношением максимальной частоты к мини-
мальной > 2. На рис. 1.38 показано два
варианта таких преобразователей. В вари-
анте а (разработан А.Х. Вопилкиным [69])
пьезопластина имеет переменную толщи-
ну. ПЭП с таким пьезоэлементом факти-
чески излучает каждую частоту отдельной
зоной, где толщина равна нечетному чис-
лу полуволн. Пьезопластину делают осе-
симметричной, чтобы обеспечить излуче-
ние в направлении оси, например плоско-
вогнутой, как на рис. 1.38, а. Ширина по-
лосы частот такого преобразователя дос-
тигает величины /max//mm= 3... 4, на-
пример 1,5 ... 5 МГц. Двойной коэффици-
ент преобразования на порядок меньше,
чем у резонансного преобразователя.
Вариант б широкополосного преоб-
разователя разработан М.В. Королевым
[187], его называют апериодическим. Дан-
ный преобразователь имеет демпфер с
таким же волновым сопротивлением, как у
пьзопластины. Подобрать материал такого
демпфера - трудная задача, поэтому для
этой цели применяют очень толстый пье-
зоэлемент, нижняя часть которого 2 слу-
жит источником и приемником колебаний,
а верхняя 1 - демпфером. Ему придают
конусообразную форму, чтобы не возни-
кало мешающих отражений от верхнего
конца демпфера.
В варианте, показанном на рис. 1.38,
б, электрод 3 разделен на две части проре-
зью. Фактически активным излучателем-
приемником является область вблизи про-
рези. Полоса частот такого преобразовате-
68
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ля 0,5 ... 300 МГц, однако коэффициент
двойного преобразования на два-три по-
рядка меньше, чем у обычного резонанс-
ного преобразователя.
1.2.4. Другие типы электроакустических
преобразователей
Кроме пьезоэффекта для возбужде-
ния и приема акустических волн исполь-
зуют также другие явления (табл. 1.8), на
которых основаны различные типы элек-
троакустических преобразователей (ЭАП).
Преимущество их перед ПЭП в бескон-
тактности, т.е. они не требуют контактной
жидкости. В большинстве из них электри-
ческая или тепловая энергия преобразует-
ся в упругие колебания поверхности изде-
лия в самом изделии.
В воздушно-акустическом способе
связи контактной средой между ПЭП 1 и
изделием является воздух. Такой способ
контакта приводит к потере чувствитель-
ности. Основные причины этого - плохое
согласование ПЭП с воздухом, большой
коэффициент отражения от границы воз-
дух - твердое тело (см. табл. 1.5), большое
затухание УЗ в воздухе.
Способ используют главным образом
для контроля амплитудным методом про-
хождения (теневым) ОК из материалов с
низкими волновыми сопротивлениями
типа ПКМ, резин, пластмасс и др., в кото-
рых отражения от границы с воздухом
меньше, чем для металлов. Затухание УЗ-
волн в воздухе велико и резко возрастает с
ростом частоты (см. табл. 1.4), поэтому
рассматриваемые преобразователи ис-
пользуют на относительно низких часто-
тах (обычно до 0,5 МГц).
В воздушно-акустическом способе
применяют два типа ПЭП: с продольными
и с изгибными колебаниями [418]. При
использовании ПЭП с продольными коле-
баниями для увеличения передачи энергии
через границу пьезоэлемента с воздухом
используют просветляющие слои, назна-
чение которых - согласование элементов с
различными волновыми сопротивлениями.
Согласование резко улучшает прохо-
ждение упругих колебаний через границу
пьезоэлемента с воздухом как при излуче-
нии, так и при приеме.
Как показано в разд. 1.1.4, согласова-
ние волновых сопротивлений протяжен-
ных сред (исключение возникновения от-
раженных сигналов) достигается приме-
нением слоя толщиной h = А./4 с волно-
вым сопротивлением
где zi= piC] и Z2 = Р2С2- волновые сопро-
тивления согласуемых протяженных сред.
При излучении в среду с низким вол-
новым сопротивлением (например, в воз-
дух) пьезоэлемент обычно работает на
основной резонансной частоте. Поэтому
его удельный (на единицу площади) вход-
ной импеданс Z\ чисто активный, причем
Z, много меньше волнового сопротивле-
ния z„ пьезоэлектрика. Показано, что Z\ =
= Л2п/2(2п, где Q„ - добротность пьезоэле-
мента. Поэтому при согласовании пьезо-
элемента с протяженной средой опти-
мальное волновое сопротивление zonT чет-
вертьволнового согласующего слоя наво-
дят по формуле [379]
7 = |лРпспг2
Зопт
2бп
справедливой только для гармонических
колебаний.
Влияние отклонения волнового со-
противления z и толщины h согласующе-
го слоя от оптимальных значений на эф-
фективность согласования показано
рис. 1.39. Расчет выполнен для свободного
с тыльной стороны полуволнового пьезо-
элемента из ЦТС (рпсп= 35 МПа-с/м, доб-
ротность 2„=50) излучающего в воздух
(z2 = 430 Па-с/м) через согласующий слой.
Эффективность согласования выражена
отношением Р/Ро, где Р - амплитуда зву-
кового давления в воздухе при наличии
согласующего слоя; Ро - то же, в его от-
сутствие. Видно, что толщина согласую-
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
69
Рис. 1.39. Влияние параметров согласующего слоя на эффективность
излучения пьезоэлемента в воздух:
а - зависимость параметра Р/Ро от отношения z/zonT; б - зависимость Р/Ро
от отношения h/ hom (/гопт = V4). Q - добротность материала слоя
щего слоя более критична, чем его волно-
вое сопротивление. Приведенные расчет-
ные данные при оптимальных параметрах
согласующего слоя следует рассматривать
как предельно достижимые для данного
случая.
Для согласования пьезоэлемента с
воздухом расчетные значения z очень ма-
лы, поэтому согласующие слои изготов-
ляют из легких материалов: пробки
(z = 0,15 МПа-с/м), древесины бальсы
(0,08 МПа-с/м), силикагеля (0,01 МПа-с/м),
70
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
пенопласта и т.п. Эти материалы должны
иметь также малое затухание. Кроме того,
волновые сопротивления реальных мате-
риалов дискретны, поэтому точный под-
бор их оптимального значения затрудни-
телен. Задачу создания материалов для
согласующих слоев пока нельзя считать
решенной, и поиски в этом направлении
продолжаются.
Так как действие согласующих слоев
основано на интерференции звука в них, с
укорочением длительности УЗ-импульсов
эффективность согласования уменьшает-
ся. Рассматриваемые преобразователи
обычно применяют без демпфера. Они
имеют узкую полосу частот и работают
длинными импульсами. Это приближает
рассмотренный идеализированный случай
к реальности.
Акустическое согласование преобра-
зователя решает лишь часть проблемы, так
как потери энергии при прохождении гра-
ниц ОК с воздухом остаются очень значи-
тельными. Поэтому в аппаратуре, исполь-
зующей преобразователи с воздушной
связью, применяют повышенные напря-
жения возбуждения излучающих преобра-
зователей и высокочувствительные узко-
полосные усилители с низким уровнем
шумов.
Эффективность работы преобразова-
телей с воздушной связью можно сущест-
венно улучшить повышением давления
воздуха. Это увеличивает его волновое
сопротивление, пропорциональное y/pL
(р - плотность; L - модуль всестороннего
сжатия) и, следовательно, улучшает согла-
сование преобразователя и ОК с газовой
средой. Экспериментально показано [408],
что при работе прямым совмещенным
преобразователем с воздушной связью на
частоте 2,25 МГц избыточное давление
газа (азота) 7 МПа ® 70 атм увеличивает
амплитуду донного сигнала в плоском
стальном образце на ~70 дБ. Эффект со-
гласования проявляется здесь 4 раза: дваж-
ды при прохождении УЗ-импульсом гра-
ницы пьезоэлемента с газом (излучение и
прием) и дважды - границы газа со ста-
лью.
Таким образом, улучшение согласо-
вания газа достигается не только с пьезо-
элементом, но и с материалом ОК. По-
следнее резко увеличивает амплитуду
принятого сигнала, так как потери при
прохождении упругой волной границы
газа со сталью больше, чем границы с пье-
зоэлементом.
Зависимость амплитуды сигнала от
давления существенно нелинейна. Так,
превышение давления над атмосферным
на 1 МПа увеличивает амплитуду донного
сигнала на ~ 50 дБ, а с 1 до 7 МПа - всего
на 20 дБ. Авторам работы [408] удавалось
обнаруживать вертикальный надрез в об-
разце поперечной волной, возбуждаемой
при наклонном падении продольной вол-
ны на поверхность образца. Описанный
эффект предполагается использовать при
создании бесконтактного УЗ-снаряда-
дефектоскопа для контроля действующих
магистральных газопроводов, работающих
при давлениях до 7 ... 8 МПа.
Изгибными колебаниями работают
биморфные пьезоэлектрические преобра-
зователи. Они представляют собой пакет
из двух одинаковых тонких пьезопластин,
склеенных между собой [43 - 45, 51, 318,
394]. Электрически пластины соединены
параллельно так, что при подаче напря-
жения одна из них расширяется, другая
сжимается. В результате пакет совершает
изгибные колебания как свободная пла-
стина (см. разд. 1.4).
Иногда для повышения прочности
между двумя пьезоэлементами помещают
металлическую пластину [318]. Собствен-
ная частота преобразователя может быть
повышена расположением двух пассивных
(например, стальных) пластин по обе сто-
роны от биморфного преобразователя из
двух пьезопластин. Это объясняется тем,
что модуль Юнга стали много больше, чем
у пьезокерамики, а изгибная жесткость
конструкции определяется в основном ее
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
71
внешними слоями. Биморфные преобразо-
ватели работают на частотах до 50 ... 60
кГц без согласующих слоев.
Как отмечалось, потери энергии при
прохождении границ ОК с воздухом очень
значительны, однако существуют уста-
новки с воздушно-акустической связью, в
которых акустические колебания не вво-
дятся в ОК. Для измерения толщины лис-
тов, диаметров труб по времени пробега
УЗ в воздушных слоях по обе стороны от
ОК измеряют толщину этих слоев. Вычи-
тая найденные значения из расстояния
между преобразователями, измеряют тре-
буемые величины (см. гл. 6).
Электростатический способ бес-
контактного возбуждения упругих коле-
баний реализуется в двух вариантах.
В первом из них - преобразователе мик-
рофонного типа он работает как конден-
саторный микрофон. Подвижным элемен-
том в нем служит тонкая фольга, натяну-
тая над плоским основанием и отделенная
от него очень малым зазором. Фольга с
основанием образуют конденсатор. При
подаче на обкладки конденсатора пере-
менного возбуждающего электрического
напряжения фольга притягивается к осно-
ванию. Колебания от фольги к ОК пере-
даются по воздуху, т.е. используется воз-
душно-акустическая связь.
Во втором (конденсаторном) вариан-
те одной из обкладок конденсатора слу-
жит сам ОК (см. табл. 1.8). Используется
пондеромоторное взаимодействие внеш-
ней пластины с электродом - ОК.
На электростатический преобразова-
тель подают поляризующее напряжение
порядка 100 ... 200 В, создающее постоян-
ное электрическое поле. Переменное на-
пряжение выбирают меньше напряжения
этого поля. Благодаря поляризующему
полю частота возбуждаемых упругих ко-
лебаний совпадает с частотой переменно-
го электрического напряжения. В отсутст-
вие такого поля частота упругих колеба-
ний удваивается, так как притяжение об-
кладок конденсатора происходит при лю-
бом направлении поля.
Иногда в качестве источника поляри-
зующего электрического поля применяют
электреты. Например, в электростатиче-
ском преобразователе микрофонного типа
используют металлизированную фольгу из
электретов. Электретами называют спе-
циально обработанные диэлектрические
материалы (например, парафин, фторо-
пласт), длительно сохраняющие наэлек-
тризованное состояние и создающие элек-
трическое поле в окружающем простран-
стве. В этом смысле электреты подобны
постоянным магнитам.
Электростатический преобразователь
является обратимым и работает также в
качестве приемника упругих колебаний. В
преобразователе микрофонного типа тон-
кая мембрана преобразователя обладает
малым акустическим импедансом, поэто-
му электростатические преобразователи
лучше согласуются с волновым сопротив-
лением воздуха, чем пьезоэлектрические.
Часто электростатические преобразо-
ватели конденсаторного типа применяют
для исследования колебаний поверхности
ОК или другого объекта. Конструкция и
расчет таких емкостных преобразователей
рассмотрены в [176]. Чувствительность
разработанного преобразователя 100 В/мкм,
диапазон частот 1 ... 70 МГц.
Возбуждение колебаний воздушной
ударной волной. Известен также способ
бесконтактного возбуждения упругих ко-
лебаний, основанный на создании в возду-
хе ударной волны [385; 425, с. 108/055].
Путем электрического разряда высо-
ковольтного конденсатора в узком горле
расширяющегося рупора получают корот-
кий (< 5 мкс) акустический импульс со
сферическим фронтом. На выходе из ру-
пора этот фронт приближается к плоскому
и возбуждает практически одновременно
значительный по площади участок ОК.
Способ используют для контроля много-
слойных конструкций и изделий из ПКМ
модифицированным методом свободных
колебаний (см. разд. 4.1.4).
72
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Электромагнитно-акустический
(ЭМА) способ использует эффекты маг-
нитострикции, лоренцевского и магнит-
ного взаимодействий катушки с перемен-
ным током 2 и токопроводящего изделия в
поле электромагнита 5 (см. табл. 1.8)
[339]. Более подробно схема ЭМА-преоб-
разователя показана на рис. 1.40, а. Эф-
фект лоренцевского (электродинамическо-
го) вза-имодействия состоит в следую-
щем. Переменный ток I или Ц в катушках
(в преобразователе делается только одна
из этих катушек) индуцирует в электро-
проводящем ОК вихревые токи (токи Фу-
ко). Они взаимодействуют с постоянным
полем магнита, создающего индукцию В.
В результате в ОК возбуждаются уп-
ругие колебания. Направление последних
(направления смещения частиц ОК) пока-
зано стрелками. Оно перпендикулярно к
направлениям тока и магнитного поля.
Если преобразователь имеет катушку с
током I, которая размещена под полюсом
магнита, где индуктивность магнитного
поля В направлена перпендикулярно к
поверхности, то возбуждается поперечная
Г-волна. Если катушка с током // разме-
щена между полюсами магнита, где ин-
дуктивность направлена вдоль поверхно-
сти, то возбудится продольная Z-волна.
Рассматриваемые эффекты обратимы, их
используют также для приема УЗ.
Важное достоинство ЭМА-преобра-
зователей - возможность излучения волн
любых типов, как поясняется ниже. На-
клонные к поверхности волны возбудятся,
если витки катушки с одинаковым на-
правлением тока расположить на некото-
ром расстоянии т друг друга (рис. 1.40, б).
Угол ввода волны а зависит от расстоя-
ния т:
т sin а = X,
где X - длина возбуждаемой волны. Элек-
трический возбуждающий импульс пода-
ют так, чтобы раньше начал излучать пер-
вый виток слева, а последним - виток
справа. В результате на поверхности ОК
обеспечивается распределение фаз источ-
ников колебаний, требуемое для создания
фронта наклонной поперечной волны с
поляризацией в плоскости падения (верти-
кально поляризованной волны). Ее фронт
TV показан тонкой сплошной линией.
На рис. 1.40, в представлена одна из
возможных схем ЭАП для возбуждения
наклонной поперечной горизонтально по-
ляризованной (TH или SH) волны, в кото-
рой колебания совершаются в плоскости,
перпендикулярной к плоскости падения.
По проводнику (части катушки) идет ток I.
Одинаковые полюса нескольких магнитов
расположены на расстоянии т друг от
друга. Третье направление, в котором
происходят колебания, перпендикулярно к
плоскости рисунка. Фронт TH волны по-
казан тонкой сплошной линией.
Кроме электродинамического взаи-
модействия в ЭМА-преобразователях су-
ществуют магнитное взаимодействие
полюсов (катушка с переменным током I
на рис. 1.40, а взаимодействует с ОК, на-
магниченным постоянным магнитом) и
магнитострикция (под действием пере-
менного магнитного поля катушки с током
область вблизи поверхности ОК расширя-
ется и сжимается, т.е. колеблется). Эти два
эффекта возникают только в ферромаг-
нитных материалах. В некоторых конст-
рукциях преобразователей магнитострик-
ция используется как основной эффект
для возбуждения и приема упругих коле-
баний, например волн SH-типа. Возбуж-
дение колебаний в ферритах, обладающих
очень слабой электропроводностью, про-
исходит за счет анизотропной магнитост-
рикции [151].
Обычно при использовании ЭМА-
преобразователей чувствительность убы-
вает с увеличением зазора между ним и
ОК. Однако в ферромагнитных металлах
возможна взаимокомпенсация электроди-
намического и магнитострикционного вза-
имодействий, так что при увеличении за-
зора чувствительность остается почти по-
стоянной [12]. Это достигается при опре-
деленной величине поля подмагничива-
ния.
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
73
Рис. 1.40. ЭМА-преобразователи. Ток /и смещение частиц направлены:
• - на читателя; + - от читателя
74
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Ввиду недостаточно высокой чувст-
вительности ЭМА-преобразователей этот
способ применяют на практике в случаях,
когда не нужна высокая чувствительность,
например для слежения за донным сигна-
лом (ЗТ-метод дефектоскопии) и измере-
ния толщины.
В работах Г.М. Сучкова и др. [310]
описаны ЭМА-преобразователи для воз-
буждения продольных, поперечных и по-
верхностных волн и аппаратура с мало-
шумящим усилителем. Авторы утвержда-
ют, что чувствительность прибора близка
к чувствительности эхометода с пьезопре-
образователями. Например, объемными
волнами выявляются боковые цилиндри-
ческие отверстия диаметром 1 мм на глу-
бине 30 мм (отношение сигнал/помеха
23 дБ) и диаметром 2,5 мм на глубине 8 ...
115 мм (отношение сигнал/помеха > 11 дБ).
Российская фирма "Нординкрафт"
(г. Череповец) на основе ЭМА-преобра-
зователей разрабатывает и выпускает ус-
тановки для контроля листов, плит и труб,
рассмотренные в разд. 3.3.1.1.
ЭМА-способ возбуждения и приема
применяют в случае работы преобразова-
теля при высоких температурах. Подбор
материалов для катушек и держателей
[195] позволил создать преобразователь,
способный работать при температурах до
1000 °C на воздухе без потери чувстви-
тельности. Контроль можно вести без уда-
ления окалины.
Этот способ используют для контро-
ля коррозионного повреждения и износа
трубопроводов. Контроль ведут, не снимая
изоляции, с довольно высокой скоростью.
ЭМА-способ находит применение
также, когда при УЗ-контроле недопусти-
мо использовать контактные жидкости.
Такая ситуация возникает при контроле
сварных швов многослойных свертных
труб, поскольку имеется опасность попа-
дания контактной жидкости между слоя-
ми.
Оптический (лазерный) способ
применяют как для излучения, так и для
приема упругих колебаний. Излучение
происходит под действием нескольких
эффектов [109]. При небольших значениях
интенсивности падающего светового по-
тока имеет место импульсное локальное
расширение объема вблизи поверхности
ОК. Эти деформации передаются сосед-
ним зонам, порождая упругие волны. При
этом амплитуда УЗ-колебаний пропор-
циональна повышению температуры ме-
талла и достигает наибольшего значения
при температуре плавления. В этой облас-
ти реализуется термоупругий механизм
генерации УЗ.
При увеличении энергии лазерного
излучения начинается интенсивное плав-
ление поверхностного слоя металла и к
термоупругому механизму добавляется
гидродинамический. Амплитуда УЗ при
этом резко возрастает по линейному зако-
ну. Действие гидродинамического меха-
низма в дюралюминии начинается с ин-
тенсивности лазерного излучения 30
МВт/см2.
По мере увеличения интенсивности
падающего светового потока разрушается
поверхность металла, и в действие вступа-
ет испарительный механизм. При этом
формируется мощная струя ионизирован-
ного пара и возникает плазменное облако.
Так как эффективность испарительного
механизма невелика, амплитуда УЗ хотя и
увеличивается, но темп ее роста постепен-
но уменьшается. При смене механизмов
генерации УЗ изменяются форма и дли-
тельность регистрируемых импульсов.
По данным работ [335, 394], при
плотности энергии в импульсе >20 ... 30
МВт/см2 (для алюминия) происходит унос
(испарение, абляция) вещества с поверх-
ности. При этом на ОК действует реак-
тивная сила.
Согласно обоим толкованиям, при
интенсивностях лазерного излучения, пре-
вышающих термоупругий механизм гене-
рации, амплитуда УЗ-колебаний усилива-
ется и приближается к возбуждаемым
ПЭП. Но это сопровождается поврежде-
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
75
материал
Рис. 1.41. Три типа взаимодействия оптического излучения
с материалом ОК (слева) и диаграммы направленности волны, излучаемые при этом
точечным источником (справа):
а - лазерный луч падает на свободную поверхность ОК; б - луч лазера падает на поверхность ОК
через прозрачный слой; в - энергии лазерного луча в зоне нагрева превышает порог абляции
нием поверхности ОК, т.е. при большей
плотности энергии происходит разруше-
ние поверхностного слоя ОК.
Для возбуждения в ОК упругих коле-
баний используют твердотельные и газо-
вые лазеры, генерирующие оптические
импульсы длительностью 5 ... 30 нс. Луч
лазера с изначально малым сечением час-
то дополнительно фокусируют на поверх-
ность ОК для уменьшения площади облу-
чаемой зоны. Диаметр последней может
составлять всего 10 мкм [394], поэтому
концентрация энергии в облучаемой зоне
может быть очень большой.
Рассматривая в более общем плане
процесс излучения, отметим, что возмож-
ны три случая взаимодействия оптическо-
го излучения с материалом ОК [394]. В
первом случае лазерный луч падает на
свободную поверхность ОК (рис. 1.41, а
слева). Удельная мощность излучения не
превышает порога, за которым происходит
абляция, сопровождающаяся повреждени-
ем поверхности ОК. Для алюминиевых
сплавов этот порог составляет ~105 Вт/мм2.
Со стороны наружной поверхности
расширение материала в зоне нагрева ни-
чем не ограничено (волновым сопротив-
лением воздуха пренебрегаем). В резуль-
тате происходит выпучивание этой зоны.
Экспериментальная диаграмма направ-
ленности возбуждаемых продольных волн
с длиной волны, большей размеров нагре-
ваемой зоны, приведена на рис. 1.41, а
справа. Кроме продольной в материал из-
лучаются также поперечная и поверхност-
ная (рэлеевская) волны, которые на ри-
сунке не показаны.
Во втором случае луч лазера падает
на поверхность ОК через прозрачный
слой, например приклеенную стеклянную
пластинку, тонкую пленку масла или воды
(рис. 1.41, б слева). Данный слой пред-
ставляет собой инерционное сопротивле-
ние, препятствующее свободному расши-
рению нагреваемой зоны. От этого повы-
шается эффективность излучения в ОК и
меняется характер диаграммы направлен-
ности продольных волн (рис. 1.41, б спра-
ва), максимум которой совпадает с норма-
лью к поверхности ОК. Прозрачный слой
увеличивает амплитуды излучаемых про-
76
Глава!. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.42. Расчетные кривые и
экспериментальные точки продольных (а)
и поперечных (б) волн, возбуждаемых
лазером МПТЛ в термоупругом режиме
в алюминиевом ОК по [677]
дольных и поперечных волн до 30 дБ, в
зависимости от материала ОК и парамет-
ров слоя.
В третьем случае плотность энергии
лазерного луча в зоне нагрева превышает
порог абляции (рис. 1.41, в, слева). Выбра-
сываемый в результате абляции материал,
подобно реактивной струе, увеличивает
действующую на поверхность нормаль-
ную силу. Это увеличивает амплитуду
излучаемых упругих волн и меняет диа-
грамму направленности продольной вол-
ны, которая становится подобной таковой
для второго случая. Этот способ позволяет
излучать наиболее интенсивные упругие
волны, сравнимые с получаемыми с по-
мощью ПЭП, поэтому, несмотря на по-
вреждение поверхности, его применяют,
когда эти повреждения несущественны
или если поверхностный слой удаляют
дальнейшей механической обработкой.
Отметим, что на рис. 1.41 приведены
диаграммы направленности только для
продольных волн, хотя возбуждаются
также поперечные и поверхностные (рэле-
евские) волны. Поверхностные волны рас-
пространяются во все стороны ненаправ-
ленно.
В.Е. Чабановым [336] теоретически и
экспериментально уточнены рассмотрен-
ные выше диаграммы направленности.
Если на свободную поверхность ОК дей-
ствует тонкий лазерный луч, то при тер-
моупругом взаимодействии излучается
поперечная волна под углом ~30° к нор-
мали к поверхности и продольная волна
под углом -60° к ней (рис. 1.42).
Нормальные к поверхности объем-
ные волны практически не возбуждаются,
как на рис. 1.41, а. Это объясняется тем,
что нагретый участок поверхности имеет
конечную толщину (~ 0,1 мкм), причем
продольные волны от наружной и внут-
ренней поверхностей этого слоя противо-
положны по фазе и гасят друг друга. По-
перечная нормальная к поверхности волна
также не возбуждается. Это устраняется
нанесением на поверхность ОК тонкого
слоя воды или масла, как рассмотрено ра-
нее.
При лазерном возбуждении в ОК из-
лучается короткий акустический импульс.
Его спектр определяется в основном дли-
тельностью г импульса лазера и лежит в
пределах частот до = 1/т. Так, при
Т = 10 НС импульс /пах = Ю0 МГц, что
превышает обычный частотный диапазон
УЗ-дефектоскопов. Поэтому используются
только те составляющие спектра, которые
могут распространяться в материале ОК
на достаточные для его контроля расстоя-
ния. Рассмотренным способом в ОК воз-
буждают короткие (наносекундные) им-
пульсы продольных, поперечных и по-
верхностных волн, а при определенных
условиях также волн Лэмба.
Чтобы короткими лазерными им-
пульсами возбуждать импульсы поверхно-
стных волн определенных частоты, формы
и длительности лазерный луч разделяют
на п (и > 2) узких параллельных полос,
расстояния между которыми выбирают
равными желаемой длине волны X. В ос-
вещенных полосах материал ОК, одно-
временно расширяясь, создает поверхно-
стную волну длиной X, направленную в
обе стороны перпендикулярно к освещен-
ным линиям. Количество периодов им-
пульса этой волны будет п + 1, централь-
ная частота f = скА. Меняя интенсивность
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
77
освещения полос, можно управлять фор-
мой огибающей генерируемого импульса.
Для получения импульса поверхно-
стных волн колоколообразной формы ин-
тенсивность освещенных полос должна
плавно убывать от середины зоны возбу-
ждения к ее краям. Способ пригоден так-
же для возбуждения определенных мод
волн Лэмба, если при выбранной длине
волны параметры листа (слоя) удовлетво-
ряют условиям распространения данной
моды.
Особенностью лазерного возбужде-
ния, полезной при контроле изделий
сложной формы, является постоянство
диаграммы направленности излучаемых
волн при значительном отклонении угла
падения лазерного луча от нормали к по-
верхности ОК. Лазерные преобразователи
даже при падении луча под острыми угла-
ми к поверхности излучают УЗ перпенди-
кулярно к ней.
Оптическая сканирующая система
может быть расположена на расстоянии
1 ... 2 м от ОК. С одной позиции можно
сканировать площадь 1 ...2м2.
Оптический (лазерный) прием упру-
гих волн. С помощью лазеров можно при-
нимать упругие волны широкого диапазо-
на частот, имеющие нормальные состав-
ляющие смещений. К ним относятся про-
дольные, поверхностные, поперечные
(с вертикальной поляризацией), а также
волны в пластинах (волны Лэмба) и
стержнях. В отличие, например, от ПЭП и
электростатического преобразователя,
способных как излучать, так и принимать
упругие волны, лазерные системы излуче-
ния и приема не являются обратимыми и
имеют различное устройство.
На рис. 1.43 показана одна из воз-
можных структурных схем аппаратуры
для лазерного УЗ-контроля методом про-
хождения. Система излучения (слева от
ОК 5) имеет измеритель мощности излу-
чения 4.
Для приема применяют лазерный ин-
терферометрический приемник, показан-
Рис. 1.43. Лазерный способ возбуждения
(слева) и приема (справа) УЗ-волн:
/ - мощный лазерный источник;
2 и 8 - полупрозрачные зеркала; 3 и
10 - фокусирующие линзы; 4 - измеритель
мощности излучения; 5 - ОК; 6 - перемещае-
мое зеркало; 7 - усилитель; 9 - маломощный
лазер; И - ФЭУ; 12 - фильтр
ный на рис. 1.43 справа. Луч от маломощ-
ного лазера 9 раздваивается полупрозрач-
ным зеркалом 8. Эти лучи отражаются от
неподвижного зеркала 6 и поверхности
ОК 5, которая колеблется под действием
падающей УЗ-волны. Оба луча приходят
на фотоэлектронный умножитель (ФЭУ)
11, который показывает результат интер-
ференции.
Движение поверхности ОК изменяет
соотношение фаз интерферирующих све-
товых лучей, а следовательно, амплитуду
суммарного колебания. Таким же образом
колеблется ток ФЭУ.
Разность хода лучей в плечах интер-
ферометра выставлена так, чтобы она бы-
ла равна нечетному числу четвертей све-
товой волны. Длина этой волны выбирает-
ся довольно большой, например 0,6328 мкм
для гелий-неонового лазера. Тогда при
незначительных колебаниях поверхности
ОК косинусоидальный закон изменения
интенсивности интерферирующих лучей
аппроксимируется линейной зависимо-
стью при амплитуде до 3 • 10‘8 мм.
Чувствительность такого приемника
в тысячи раз меньше, чем ПЭП. Это объ-
ясняется большими помехами в ФЭУ. На
приемную систему также сильно влияют
внешние вибрации. Для отстройки от них
78
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
зеркало 6 делают перемещающимся. Из
сигнала на ФЭУ фильтром 12 выделяют
низкочастотную составляющую, которая
соответствует низкочастотным вибраци-
ям; усиливают ее усилителем 7 и управ-
ляют перемещениями зеркала 6, укреп-
ленного на компенсирующем его движе-
ния пьезоэлементе.
Второй метод оптического приема
упругих колебаний основан на эффекте
Доплера [394]. При отражении от колеб-
лющейся поверхности ОК монохромати-
ческого лазерного луча происходит час-
тотная модуляция отраженного света по
закону
Ссв
где f0 - частота лазерного излучения; v -
нормальная к поверхности составляющая
колебательной скорости ОК; ф - угол па-
дения светового луча на эту поверхность;
ссв - скорость света.
При частотном детектировании в
приемном устройстве отраженной от ОК
световой волны колебания частоты преоб-
разуются в изменения амплитуды, исполь-
зуемые для оценки и представления ре-
зультатов. Рассмотренный способ приема
применен, в частности, в аппаратуре для
контроля многослойных конструкций и
изделий из ПКМ (см. разд. 4.1.4).
Интенсивность упругих колебаний
пропорциональна квадрату амплитуды
колебательной скорости J -V2. Но V =
= соС/, где U — амплитуда смещения. По-
этому при J = const с увеличением частоты
колебательная скорость не меняется, а
смещение уменьшается по закону
U /го. В результате чувствитель-
ность интерферометра, основанного на
регистрации смещений, с ростом частоты
падает, а метода, использующего эффект
Доплера, от частоты не зависит. Это опре-
деляет область применения рассматривае-
мых лазерных способов приема, один из
которых эффективен в области низких
частот, другой - при высоких частотах.
Оптические методы приема можно
разделить на две группы [394]: методы
приема в точке или небольшой зоне по-
верхности ОК в реальном масштабе вре-
мени и методы, позволяющие наблюдать
распределение возмущений на значитель-
ной площади в определенный момент
времени. Применение методов второй
группы ограничено их еще меньшей чув-
ствительностью, поэтому для неразру-
шающего контроля применяют преиму-
щественно методы первой группы.
Тем не менее, методы второй группы
используют при исследованиях. В [425,
с. 480/504] оптическим методом с помо-
щью лазерного интерферометра наблюда-
ют за смещениями точек поверхности,
вдоль которой распространяется УЗ-волна
(метод лазерного детектирования, см.
разд. 2.3.7).
Недостатки лазерного способа воз-
буждения и приема, мешающие его про-
мышленному применению, - громозд-
кость аппаратуры, малая частота следова-
ния импульсов, недостаточно большой
ресурс работы лазера, малая чувствитель-
ность при приеме. Возможно сочетание
лазерного возбуждения с неоптическими
способами приема [249]. Рекомендовано
[45] для контроля алюминиевых сплавов
применять лазерный пучок с диаметром на
поверхности ОК 1,8 ... 3 мм и средней
поверхностной плотностью тепловой
мощности лазерного излучения
240 ... 300 МВт/см2. Излучение происхо-
дит в результате действия эффекта абля-
ции, т.е. при некотором повреждении по-
верхности.
Оптический способ . излучения и
приема УЗ используют для очень точного
измерения скорости и коэффициента зату-
хания, для абсолютной градуировки пье-
зопреобразователей [175] и контроля не-
металлических материалов.
Лазерное возбуждение применяют
для контроля при высоких температурах
ОК, например для исследования измене-
ния упругих свойств, слежения за процес-
ИЗЛУЧЕНИЕ И ПРИЕМ УПРУГИХ КОЛЕБАНИЙ И ВОЛН
79
сом синтеза керамики, дефектоскопии
слоистых материалов, в том числе для
контроля отслоения пленок толщиной все-
го 100 А, применяя лазерные импульсы
длительностью 0,1 нс.
Один из основных недостатков ла-
зерного способа - низкая чувствитель-
ность при приеме УЗ-колебаний. Выпол-
ненные ранее [132] оценки давали значе-
ние минимальной амплитуды регистри-
руемых колебаний 10'8 мм. В [422, с. 2951]
сообщалось о повышении чувствительно-
сти на порядок: до 10'6 нм/-/Гц, что на
частоте 2 МГц дает минимальную ампли-
туду регистрируемых колебаний 1 нм.
В рассматриваемой работе для излучения
применяется лазер с длиной волны
1,064 мкм с полушириной импульса 15 нс.
Лазерный пучок фокусируется цилиндри-
ческой линзой, но оптическая плотность
излучения такова, что поверхность объек-
та контроля не повреждается, т.е. оптико-
акустическое преобразование происходит
в термоупругой области. Для приема слу-
жит гетеродинный интерферометр.
Частотный диапазон работы лазерно-
го излучателя-приемника 20 кГц
30 МГц. Установку использовали в экспе-
риментах по контролю глубины проплав-
ления сварных соединений полых цилинд-
ров из золотых и титановых сплавов с
толщиной стенки 2,5 мм. Валик шва не
удалялся. Наблюдалось отражение от ис-
кусственных рисок и непроваров глубиной
> 0,5 мм.
В [422, с. 2134] также сообщалось о
возможности повышения чувствительно-
сти лазерного приема УЗ благодаря ис-
пользованию конфокального интерферо-
метра Фабри-Перо.
В [428, докл. 1.21] С.Ю. Гуревичем и
др. установлено, что в ферромагнетиках
магнитный фазовый переход приводит к
увеличению амплитуды и скорости волн
Рэлея, если лазерное возбуждение проис-
ходит только за счет термоупругого эф-
фекта, чтобы температура ферромагнетика
не превышала точки Кюри.
Промышленные системы, исполь-
зующие лазерный способ возбуждения и
приема упругих колебаний, см. в гл. 4 на-
шей книги.
А.В. Каргапольцев и др. [160] реали-
зовали способ возбуждения УЗ-колебаний
с помощью пучка электронов. Для этой
цели использовалась рентгеновская уста-
новка МИРА-2Д с ускоряющим напряже-
нием 200 кВ, длительностью импульса
10 нс. Ток в пучке достигал 400 А. Пучок
выводился в воздух через тонкое берил-
лиевое окно. На расстоянии 10 мм в алю-
миниевой пластине возбуждались УЗ-им-
импульсы длительностью 20 нс, амплиту-
дой 2-107 Па. Как и в лазерном способе,
возникают трудности с приемом УЗ-волн.
Для бесконтактного приема использовали
ЭМА-преобразователь.
Сопоставление бесконтактных пре-
образователей. В табл. 1.8 перечислены
применяемые в производственных или
лабораторных условиях способы контакт-
ного и бесконтактного возбуждения аку-
стических колебаний в ОК и указаны их
ориентировочные чувствительности при
возбуждении, приеме и возбуждении-при-
еме (двойное преобразование).
Для сравнения приведен контактный
способ возбуждения и приема колебаний с
помощью обычного ПЭП. Соответствую-
щие ему значения чувствительности при-
няты за 1. Все цифры приведены для ста-
ли, их следует рассматривать как сугубо
ориентировочные. Указано также, что при
иммерсионном способе акустического
контакта, когда между ПЭП и ОК поме-
щается толстый слой контактной жидко-
сти, относительная чувствительность
двойного преобразования по сравнению с
контактным <0,1.
В справочнике [394] сопоставлены
три основных типа бесконтактных преоб-
разователей. Обзор бесконтактных спосо-
бов возбуждения и приема УЗ-волн имеет-
ся в [45]. Особенно подробно рассмотрен
ЭМА-способ.
80
Глава!. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.9. Сравнение трех бесконтактных способов излучения и приема УЗ
Параметр Способ
лазерный ЭМА воздушно-акустический
Расстояние от излучателя- приемника до ОК Большое, возможно не- сколько метров Для продоль- ных волн не- сколько мил- лиметров, для других типов возможности быстро ухуд- шаются с рас- стоянием Для частот > 1 МГц воз- можности быстро ухуд- шаются с расстоянием; для низких частот (50 кГц) < 1 м
Частотный диапазон Очень большой при ге- нерации, зависит от оп- тического устройства при приеме Обычно 0,5 ... 10МГц Обычно < 1 МГц, возмож- ности ухудшаются с рас- стоянием
Типы волн Продольные, попереч- ные с вертикальной по- ляризацией, нормальные Все возмож- ные типы Продольные, другие ти- пы - за счет трансформа- ции
Ориентация преобразова- теля к ОК Произвольная, чувстви- тельность может уменьшаться при откло- нении от нормальной Необходимо слежение за поверхностью Как при контроле кон- тактным способом
Материал Любой, но интенсивное излучение может по- вреждать поверхность одних материалов боль- ше, чем других Токопроводя- щие (метал- лы) Работает лучше с мате- риалами с низким волно- вым сопротивлением (мяг- кими, пористыми)
Степень раз- работанности Разрабатывается, пер- вые применения в про- мышленности Применяется в промыш- ленности Разрабатывается
Стоимость Высокая Средняя
Безопасность Может потребоваться ограждение зоны кон- троля Полная
Другие качества Применяется при иссле- дованиях Применяется при снятии диаграмм направленно- сти Возможно применение при низком давлении
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
81
В [425, с. 225/786] приведено сопос-
тавление трех бесконтактных способов
УЗ-контроля (табл. 1.9): термоупругого
(лазерного), ЭМА и воздушно-акус-
тического. Рекомендовано применять тер-
моупругий, ЭМА и воздушно-акусти-
ческий способы на частотах соответствен-
но 0,5 ... 0,6; 0,5 и 0,1 МГц. Известно, од-
нако, что практически эти способы ис-
пользуют также в более широких диапазо-
нах частот.
1.3. АКУСТИЧЕСКОЕ ПОЛЕ
ВЫСОКОЧАСТОТНОГО
ПРЕОБРАЗОВАТЕЛЯ
Область пространства, в которое пре-
образователь излучает и из которого мо-
жет принимать волны, называют акусти-
ческим полем. Поле излучения преобразо-
вателя - зависимость амплитуды излуче-
ния от положения исследуемой точки В в
пространстве. Поле приема — зависимость
амплитуды принятого преобразователем
сигнала от положения в пространстве то-
чечного источника В излучения. Поле из-
лучения-приема - зависимость амплитуды
принятого сигнала от положения в про-
странстве точечного отражателя В, рас-
сеивающего одинаково по всем направле-
ниям и облучаемого тем же преобразова-
телем. Обычно оно пропорционально
квадрату поля излучения, поэтому далее
часто говорится только о поле излучения с
учетом его идентичности с полем
приема.
Акустическое поле преобразователя
чаще всего рассчитывают, считая, что
преобразователь состоит из большого
числа элементарных излучателей-при-
емников, а затем их действие суммируют
(интегрируют). Поле излучения отдельно-
го точечного элемента в твердое тело
(сталь) показано на рис. 1.44. Централь-
ный лепесток соответствует продольной
волне L, а боковые - поперечной волне Т.
Направленность центрального лепестка,
который используется для формирования
поля, приближенно описывается функцией
X(0) = cos0. (1.25)
Рис. 1.44. Продольные (—) и поперечные
(-----) волны, излучаемые точечным
источником напряжения
Направленность при излучении в
жидкость описывается функцией /(0) = 1
(ненаправленный сферический излуча-
тель) либо х(0) = cos 0 (дипольный излу-
чатель) в зависимости от условий работы.
В области малых углов 0 можно считать,
что диаграмма направленности каждого
излучателя и приемника сферическая, т.е.
/(б) = 1. В поле приема преобразователя
множитель, характеризующий направлен-
ность точечного источника, может отли-
чаться от формулы (1.25), но всегда при
углах 0 < 20° х ® 1.
1.3.1. Поле прямого контактного
преобразователя
Ближняя и дальняя зоны. Здесь
рассматривается не только преобразова-
тель, излучающий непосредственно в ОК,
но и любой преобразователь, излучающий
в однородную среду, например в жид-
кость. Поле в среде описывается сущест-
венно разными закономерностями на
близком и далеком расстояниях от преоб-
разователя. Это различие особенно четко
выражено для круглого преобразователя.
В непосредственной близости от него УЗ
распространяется в виде параллельного
пучка лучей (прожекторная зона), но
чуть дальше картина резко изменяется.
Энергия по-прежнему остается в пределах
нерасходящегося пучка, но появляются
82
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рнс. 1.45. Поле излучения на оси
круглой пьезопластины (а) и схематическое
изображение поля (ff):
(----------) - непрерывное излучение;
(---) - излучается колоколообразный импульс
Р N
с показателем длительности у = 0,25; М =-
а х
максимумы и минимумы амплитуды. Вся
эта область называется ближней зоной,
ближним полем или зоной Френеля.
В дальней зоне (дальнем поле, зоне
Фраунгофера) формируется расходящийся
пучок лучей. Излучается как бы сфериче-
ская волна, но распространяющаяся не
равномерно во все стороны от источника,
а в пределах конуса - основного лепестка.
Максимум амплитуды соответствует оси
преобразователя (акустическая ось или
центральный луч). С увеличением угла
между направлением какого-либо луча и
осью амплитуда уменьшается, появляются
боковые лепестки. Зависимость амплиту-
ды излучения от направления луча назы-
вается диаграммой направленности.
При некотором угле (угле раскры-
тия) амплитуда излучения равна нулю для
непрерывного излучения, а для импульс-
ного наблюдается минимум). Угол рас-
крытия определяет основной лепесток. За
его пределами обычно появляются боко-
вые лепестки, которые являются источни-
ками помех.
В дальней зоне амплитуда плавно
уменьшается с увеличением расстояния от
преобразователя. В ближней зоне ампли-
туда изменяется от положения в простран-
стве сложным образом.
Граница между ближней и дальней
зонами приближенно определяется фор-
мулой:
У = 5/(лА.) = а2 Д, (1.26)
где N - расстояние вдоль оси х; совпа-
дающей с акустической осью преобразо-
вателя', S — площадь пьезоэлемента; X -
длина волны. Последняя часть формулы
соответствует круглому пьезоэлементу
радиусом а. Первая часть приближенно
пригодна также для квадратного пьезо-
элемента.
При конструировании преобразова-
теля обычно стремятся уменьшить осцил-
ляции амплитуды в ближней зоне и повы-
сить направленность в дальней зоне, т.е.
уменьшить угол раскрытия и боковые ле-
пестки. Исследования показывают, что
решить одновременно все задачи не уда-
ется. Некоторые практические условия
контроля требуют, наоборот применения
преобразователя с широкой диаграммой
направленности.
Дискообразный преобразователь.
Ближняя и дальняя зоны хорошо выраже-
ны в поле преобразователя с дискообраз-
ной (круглой) пьезопластиной, как отме-
чалось ранее. На рис. 1.45, б схематически
изображено поле излучения в ближней и
дальней зонах, а на рис. 1.45, а - измене-
ние амплитуды излучения на оси х, совпа-
дающей с геометрической осью диска. На
рис. 1.46 показан общий вид поля излуче-
ния-приема круглого преобразователя в
безразмерных координатах x/N и p/а2 (р -
расстояние точки В от оси х).
Как отмечалось, в ближней зоне ам-
плитуда очень резко изменяется в зависи-
мости от положения точки в пространстве,
а в дальней зоне она плавно уменьшается
с увеличением расстояния от преобразова-
теля. Так же будет изменяться амплитуда
сигнала, отраженного от небольшого де-
фекта. Чем крупнее дефект, тем больше
сглаживаются изменения амплитуды эхо-
сигнала в ближней зоне. Например, ам-
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
83
плитуда отражения от перпендикулярной
к оси плоскости в ближней зоне сохраня-
ется постоянной с точностью в 20 %. Это
соответствует очень слабому расхожде-
нию энергии излучения в ближней зоне.
При излучении коротких импульсов
сглаживаются максимумы и минимумы.
Это хорошо видно для поля излучения-
приема на рис. 1.46. Кривые справа соот-
ветствуют длинному импульсу с показате-
лем длительности v = 0,05, а слева - ко-
роткому с v = 0,17. На рис. 1.47, а и б по-
казаны линии равного ослабления ампли-
туды излучения соответственно для
v = 0,014 и v = 0,17.
Поле излучения вдоль оси х круглого
преобразователя (см. рис. 1.45, а) без уче-
та импульсного характера излучения опи-
сывается формулой
где Р - акустическое давление в точке В
поля; Ро - давление на поверхности излу-
а)
Рис. 1.47. Поле излучения круглой
пьезопластины в виде линий равного
ослабления амплитуды давления для
колоколообразных высокочастотных
импульсов
,2
(1-27)
«2
84
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.48. Диаграмма направленности поля излучения круглой
пьезопластины при отношении диаметра к длине волны 2а/л = 5:
а - в относительных единицах; б - в децибелах
чателя; 8 - коэффициент затухания (в даль-
дальнейших формулах затухание не учи-
тывается); волновое число.
Приближенная часть формулы пред-
полагает выполнение условия а « х. Наи-
более удаленный от излучателя максимум
определяет границу ближней зоны. Он
соответствует равенству л/2 аргумента
синуса. Из этого следует
7.V2+a2 -N = Х/2;
N = а2/Х-Х/4. (1.28)
Если радиус а круглого преобразова-
теля (точнее, его пьезопластины) значи-
тельно больше длины волны (что обычно
выполняется), то N вычисляется с доста-
точной точностью по формуле (1.26).
Возникновение максимумов и мини-
мумов акустического поля в ближней зоне
преобразователя объясняется интерферен-
цией сигналов, приходящих от различных
точек преобразователя и проходящих путь
разной длины до точки В. Пьезопластину
можно представить состоящей из большо-
го количества маленьких излучателей.
Расстояния от разных излучателей до не-
которой точки В в ближней зоне могут
сильно различаться. Соответственно, бу-
дут разными фазы приходящих сигналов.
При их совпадении амплитуда увеличива-
ется, если фазы противоположны (т.е. от
одних излучателей поступают волны, тре-
бующие растяжения объема около точки
В, а от других - требующие его сжатия),
амплитуда уменьшается [319].
Экранируя зоны пьезопластины, от
которых сигнал приходит в противофазе,
или сдвигая фазу на л/2 (путем переклю-
чения электродов), добиваются сущест-
венного увеличения амплитуды в точке В.
На этом основана фазовая фокусировка.
Оценивать дефекты, находящиеся в
ближней зоне, по амплитудам отраженных
сигналов трудно: можно ошибиться в оп-
ределении местоположения и числа де-
фектов. Например, на расстоянии х = N/2
от преобразователя (в середине ближней
зоны, см. рис. 1.46) поле имеет минимум
на оси ПЭП, а в стороне - максимум. При
поиске и оценке дефектов по максимумам
эхосигналов дефектоскопист, найдя в дей-
ствительности один дефект, решит, что
найдено два дефекта, расположенных по
сторонам от истинного положения дефекта.
Исходя из сказанного, в России вы-
пускают преобразователи с небольшой
длиной ближней зоны. Например, прямой
преобразователь на частоту f= 2,5 МГц с
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
85
диаметром 2а = 12 мм имеет длину ближ-
ней зоны в стали N = а2/с = 62 • 2,5/5,9 ®
® 15 мм. В других странах считают вполне
возможным вести контроль в ближней
зоне. Считают, что дефектоскопист дол-
жен знать особенности ближней зоны,
учитывать их. Например, широко приме-
няют преобразователь с/= 4 МГц и 2а =
= 24 мм, для которого /V» 100 мм.
В дальней зоне появление максиму-
мов и минимумов акустического поля под
влиянием разности фаз приходящих волн
происходит только, когда точка В нахо-
дится в стороне от оси преобразователя.
Основная часть поля имеет вид расходя-
щихся конусом лучей из центра преобра-
зователя. Амплитуда поля излучения
вдоль оси х уменьшается по закону
5/(и).
Для некоторого расстояния х = г
примем амплитуду излучения на оси рав-
ной 1. Для луча под углом 0 к оси ампли-
туда будет меньше, она в этом случае
описывается некоторой функцией Ф(0) -
диаграммой направленности. Таким обра-
зом, поле излучения выражается форму-
лами
Р = РтФ(0); Pm=P0S/{kr). (1.29)
На рис. 1.48 дан пример диаграммы
направленности в относительных едини-
цах и децибелах. Сравнение графиков де-
монстрирует различие масштабов в пред-
ставлении результатов: в относительных
единицах лепестки едва заметны, а в де-
цибелах хорошо видна их структура, но
они кажутся преувеличенно большими.
Показанный на рисунке вид лепестки
имеют в сечении пространственного аку-
стического поля плоскостью рисунка.
В действительности каждый лепесток ог-
раничивается двумя коническими поверх-
ностями с большим и меньшим углами
при вершине.
Угол 0 = 0о ограничивает основной
лепесток диаграммы направленности. При
нем Ф обращается в нуль. В основном ле-
пестке сосредоточено ~80 % энергии поля.
Существующие за его пределами боковые
лепестки являются источниками помех.
Наибольший их уровень дает первый бо-
ковой лепесток.
Угол 0о называют углом раскрытия
диаграммы направленности. Его рассчи-
тывают по формуле
sin0o=«A./a; (1.30)
здесь п - численный коэффициент, равный
для круглого преобразователя 0,61. Обыч-
но считают, что, когда амплитуда поля
излучения-приема уменьшается в 10 раз
(Ф2 = 0,1; Ф = 5/OJ), акустическое поле
практически отсутствует. Для этого уров-
ня угол раскрытия будем обозначать 0o,i,
для него коэффициент п = 0,45 ® 0,5. Для
характеристики раскрытия акустического
поля на других уровнях вычисляют соот-
ветствующие значения коэффициента п.
На рис. 1.49 сплошными линиями по-
казаны диаграммы направленности полей
излучения и излучения-приема круглого
преобразователя, которые определяются
формулами
ф(%) = |2Д,(%)/%|;
Ф2(АГ) = |2Д1(АГ)/АГ|2; Х = акып$,
где J\ — функция Бесселя первого порядка;
к - волновое число в среде. Хорошо видны
минимумы и боковые лепестки.
Диаграммы направленности, пока-
занные сплошными линиями, соответст-
вуют непрерывному излучению или им-
пульсам очень большой длительности.
Диаграммы направленности для реально
применяемых коротких импульсов пред-
ставлены штриховыми линиями. Расчет
сделан для импульсов колоколообразной
формы, показатели их длительности равны
v = 0,13 для нижней кривой и 0,19 для
верхней. При импульсном излучении нули
отсутствуют, форма кривых в нижней час-
ти меняется. По этой причине ширину
86
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.49. Диаграммы направленности
излучения и излучения-приема круглого и
прямоугольного преобразователей в
относительных единицах:
(---------) - непрерывное излучение;
(—) - излучение колоколообразных
импульсов с показателем длительности
v = 0,13 (иижняя) и 0,19 (верхняя) кривые
диаграммы направленности лучше оцени-
вать на уровне д/дТ, где этих изменений
практически нет.
В табл. 1.10 приведены более полные
данные о дальней зоне преобразователей с
пьезопластинами различной формы. Пер-
вая строка соответствует дискообразному
преобразователю. Ввиду того что диа-
граммы направленности при излучении и
излучении-приеме для круглого и прямо-
угольного преобразователей часто исполь-
зуют в расчетах, они приведены на
рис. 1.49 и 1.50 в относительных единицах
и децибелах в функции от безразмерного
параметра X.
Поле излучения круглого преобразо-
вателя в пределах основного лепестка
можно описать аналитически приближен-
ными формулами [350]
ф==е-о,142Х2 . ф = 1Д2-0’5у2 ; (1.31)
здесь как и ранее, X = afcsin0. Формулы
особенно хорошо совпадают с кривыми
для излучения коротких импульсов.
При больших значениях углов 0 вво-
дят множитель х(0), учитывающий транс-
формацию продольных волн в поперечные
при излучении [120]:
х(е)=__________fcjWo-t,2)2 ,
(д/с2 sin2 0-А:2)2 + 4i;3 sin2 OcosO^/:,2 -к, sin2 0
где kt и kt - волновые числа для продоль-
ных и поперечных волн.
Рис. 1.50. Диаграммы направленности
излучения и излучения-приема круглого
и прямоугольного преобразователей
в децибелах
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
87
График функции /(0) для различных
отношений скоростей продольных и попе-
речных волн с; /с( показан на рис. 1.51. В
результате вместо (1.29) записывают
р«ртФ(0)х(е), (1.32)
где Ф - определенная выше диаграмма
направленности. При углах 0 < 20° функ-
ция х(0) ® 1 и справедливы формулы
(1.29).
Ранее были даны значения длины
ближней зоны для двух типичных преоб-
разователей. Приведем для них же значе-
ния углов раскрытия. Для преобразовате-
ля, часто применяемого в России,
<р0>1 = arcsin(o,45c//а) =
= arcsin(0,45-5,9/2,5.6) = 11,3°,
а для часто используемого в других стра-
нах, <po,i = 3,5°. Расхождение лучей гораз-
до меньше, что, как правило, удобно для
контроля.
Кольцеобразный преобразователь.
В таком преобразователе пьезоэлемент
имеет форму кольца с наружным и внут-
ренним диаметрами 2ан и 2ав. Иногда пье-
зоэлемент делают дискообразным, а фор-
му кольца придают электродам. Амплиту-
да поля излучения на оси кольцеобразного
преобразователя приближенно определя-
ется формулой
Р = Р0/;
|/|» 2е"2&
Формула для протяженности ближ-
ней зоны
У®
,2 2
ан ав
лХ X
5
Поле излучения в дальней зоне
л 2 2Jl(kaH sin0) 2 2J\(кав sin0)
Xr н (Хан sin 0) в (fajB sin 0)
В табл. 1.10 представлена формула
для предельного случая бесконечно тонко-
го кольца. Угол раскрытия 0, при котором
Рис. 1.51. Функция х(0), учитывающая
трансформацию продольных волн в
поперечные при излучении в зависимости
от угла 0 к оси преобразователя для
отношений скоростей продольных и
поперечных волн в ОК:
1-3 - соответственно Cijct = 2; 1,85 и 1,7
использованная в ней функция Бесселя
нулевого порядка Jo обращается в нуль,
рассчитывают по формуле
sin0o = 0,39Х/а .
Уменьшение коэффициента п по
сравнению с дискообразным преобразова-
телем показывает, что кольцеобразный
пьезоэлемент имеет более узкую диаграм-
му направленности, чем дискообразный.
Одновременно с этим увеличились боко-
вые лепестки.
Преобразователи с кольцеобразным
пьезоэлементом редко применяют в де-
фектоскопии, так как уменьшение полез-
ной площади излучателя-приемника сни-
жает чувствительность.
Прямоугольный преобразователь.
Пьезопластину прямоугольной формы
применяют в наклонных и РС-преобразо-
вателях. Здесь рассмотрено поле такой
пластины без акустической задержки.
Согласно EN 12668-2, граница ближней
зоны (как положение последнего макси-
мума) преобразователя с прямоугольной
пластиной определяется следующим спо-
собом. Рассчитывают отношение сторон
88
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.10. Диаграммы направленности пьезопластин различной формы
Форма пьезопластины Диаграмма направлен- ности Ф(А) Аргумент X Коэффициент n для раскрытия основного лепестка на уровне |Ф|, равном Максимум бокового лепестка
0 0,1 Tv 0,5
Диск, диаметр 2а |2У,(Х)/2Г| ак sin 0 0,61 0,55 0,45 0,35 0,26 0,14
Эллипс, полу- оси ау и az (a2 cos2 <р + +a2 sir? <p)'2 x xk sin 0
Тонкое коль- цо, диаметр 2а 1 Л(*)| ak sin 0 0,39 0,35 0,28 0,24 0,18 0,40
Прямоуголь- ник, стороны 2a^,, 2а, sinY^, sinA, a^./csinO ,.; axfcsin0x 0,50 0,45 0,38 0,30 0,22 0,21
ху xz
Примечание. Угол <р в формуле таблицы для эллиптического преобразователя
определяет плоскость, в которой требуется рассчитать диаграмму направленности. Для
плоскостей, проходящих через оси эллипса ср = 0 и 90°, имеем X = аук sin 0,. и
X = azk sin 0Z.
а = ах1а2, где а2>а]. По нему находят
фактор к по рис. 1.52. Тогда протяжен-
ность ближней зоны прямоугольного пре-
образователя равна N = {kctf )/(4л).
Сравнение результата, полученного
по этой формуле, с прямым вычислением
поля на оси показало, что они совпадают с
точностью до 10 %. Например, для квад-
ратной пластины положение последнего
максимума приближенно определяется
формулой
N = S)nk,
что на 7 % меньше, чем по EN 12668-2.
Сравнение с полем круглого преобра-
зователя показывает, что в ближней зоне
максимумы и минимумы сглажены. До-
полнительное их сглаживание наблюдает-
ся для импульсного излучения.
Расхождение лучей (диаграмму на-
правленности поля излучения прямо-
угольного преобразователя) описывает
формула табл. 1.10. Из нее следует, что
направленность разная в двух взаимно
перпендикулярных плоскостях и зависит
от волнового размера пластины в каждой
плоскости. Диаграмма направленности
поля излучения-приема получается возве-
дением в квадрат формул табл. 1.10, как
показано на рис. 1.49 и 1.50.
Пример 1.11. Сравнить преобразователи с
пластинами разной формы с позиций наилучшей
направленности полей излучения-приема в стали.
Частота f = 2,5 МГц, максимальный размер пла-
стины 2а = 20 мм.
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
89
Направленность поля излучения-приема оп-
ределяет функция Ф2. Найдем углы раскрытия
основного лепестка на уровне Ф2 = 0,1 или
|ф| = ^0Д по формуле (1.30) и данным табл. 1.10
для круглой, кольцеобразной и прямоугольной
пластин:
0'= arcsin[o,45c/(/a)] = arcsin[o,45 -5,92 /(2,5 -1 о)] = 6,1° ;
9'=arcsin[0,28 5,92/(2,5 10)]= 3,8°;
O'=arcsin[o,38 5,92/(2,5 ю)] = 5,2°.
Строго говоря, максимальным размером
прямоугольной пластины является не сторона, а
диагональ. Для квадратной пластины с диагона-
лью 20 мм [полусторона а = 20/(25/2)= 7,07 мм]
получим
0'= arcsin[o,38 5,92/(2,5-7,07)]= 7,3° .
Таким образом, квадратная пластина обес-
печивает наихудшую, а кольцеобразная - наи-
лучшую направленность. Но кольцеобразная пла-
стина имеет меньшую полезную площадь (а сле-
довательно, и меньшую чувствительность), чем
круглая такого же диаметра; для нее уровень бо-
ковых лепестков в 0,4/0,14 = 2,9 раза выше, по-
этому обычно применяют круглые пластины.
Преобразователи с сильно вытянутой
пьезопластиной представляют интерес в
отношении увеличения полосы изделия
(например, листа), контролируемого за
один проход. Такие преобразователи на-
зывают широкозахватными. Недостаток
таких преобразователей заключается в
неравномерности чувствительности вдоль
большей стороны пластины из-за интер-
ференции в ближней зоне. Для выравни-
вания чувствительности предложен ряд
способов, например ширина пластины в
центральной части сужается.
Эффективный размер пьезопластины
часто неизвестен. Например, иногда на ее
края не наносят электродов и остается
неизвестным, какую площадь пьезопла-
стины 5 следует использовать: общую или
только площадь, покрытую электродом,
поэтому затруднительно использовать
простые формулы для расчета протяжен-
ности ближней зоны N. Как отмечалось
ранее, максимум в ближней зоне часто
выражен нечетко, например для прямо-
угольугольного преобразователя при им-
Рис. 1.52. Корректирующий фактор к для
расчета протяженности ближней зоны
прямоугольного преобразователя:
а - отношение сторон
пульсном характере излучения.
С учетом этого EN 12668-2 предлагает
определять границу ближней зоны преобра-
зователя по расхождению лучей в дальней
зоне. Например, для преобразователя с пря-
моугольной пластиной измеряют угол
раскрытия у2, параллельный большей сто-
роне. Для акустического поля излучения
этот угол соответствует ослаблению ам-
плитуды на 3 дБ, а для поля излучения-
приема он соответствует ослаблению ам-
плитуды на 6 дБ. Предполагается извест-
ной центральная частота f0. Тогда эффек-
тивное значение стороны a2eff прямо-
угольного преобразователя рассчитывает-
ся по формуле
a2eff =(О,442с)/(/ояп[У2]).
Аналогичным образом определяется
эффективное значение для другой стороны
и, далее, выполняется процедура расчета
протяженности ближней зоны, рассмот-
ренная выше.
90
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.53. Мнимые пьезоэлементы для преобразователей с
плоскопараллельной (а) и наклонной (б) задержками
1.3.2. Поле преобразователя с
акустической задержкой
Акустическая задержка - протяжен-
ная среда со свойствами, отличающимися
от ОК, помещаемая между ним и преобра-
зователем. Это жидкость в иммерсионном
преобразователе, призма из пластика в
наклонном или РС-преобразователе
(рис. 1.53). Среда задерживает фронт вол-
ны на одинаковые (плоскопараллельная
задержка) или разные промежутки време-
ни. В последнем случае протяженная сре-
да является призмой,' обеспечивающей
наклонный ввод различных типов воли.
Обычно скорость звука в задержке мень-
ше, чем в ОК.
Определим некоторые понятия. Аку-
стической осью прямого преобразователя
называют геометрическую ось пьезопла-
стины OaON (см. рис. 1.53, а). Для на-
клонного преобразователя так же имену-
ется продолжение геометрической оси в
призме ОАО в изделие ON после ее пре-
ломления на границе призма - ОК (см.
рис. 1.53, б). Точка выхода О-точка пере-
сечения геометрической оси ОАО с кон-
тактной (контактирующей с ОК) поверх-
ностью призмы преобразователя. При
малой толщине слоя контактной жидкости
она практически совпадает с точкой ввода
О, где акустическая ось в изделии ON пе-
ресекается с поверхностью ОК (поверхно-
стью ввода). Углом наклона акустической
оси а называют угол между нею и перпен-
дикуляром к поверхности ввода. Угол ме-
жду перпендикуляром к контактной по-
верхности преобразователя и геометриче-
ской осью в призме - это угол призмы р.
Центральный туч - направление мак-
симума излучения. Он может не совпадать
с акустической осью, как будет показано в
разд. 2.2.4.3. Понятие "угол ввода" также
будет определено в разд. 2.2.4.3. Он
меньше или равен углу наклона акустиче-
ской оси. Основная плоскость - плоскость
преломления акустической оси; дополни-
тельная (азимутальная) плоскость пер-
пендикулярна к основной (перпендику-
лярна к плоскости рисунка) и также про-
ходит через акустическую ось. Некоторые
приведенные определения и понятия не-
сколько отличаются от рекомендованных
в ГОСТ 23829-85, однако они точнее со-
ответствуют физике явления.
Акустическое поле прямого преоб-
разователя, т.е. преобразователя с плос-
копараллельной задержкой, рассчитыва-
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
91
ют, используя понятие "мнимая пьезопла-
стина", что показано на рис. 1.53, а штри-
ховыми линиями. Расстояние мнимой пла-
стины от поверхности ОК равно пх3, где
х3 - толщина акустической задержки;
n = c-Jc - отношение скоростей звука в
задержке и ОК (коэффициент преломле-
ния). Продолжения преломленных лучей в
направлении задержки приблизительно
пересекаются на мнимой пьезопластине
(например, для лучей вблизи оси - в точке
О'), а изменение фазы волн одинаково для
всех точек при переходе от действитель-
ной пластины к мнимой, поэтому его
можно не учитывать.
Для дискообразного ПЭП с плоско-
параллельной задержкой поле излучения
вдоль оси
Р ® 2Pod| sin[o,25/ca2/(x'+nx3)]|x
хехр[-(8х'+83х3)].
Границу ближней зоны определяют
из условия
2
2 / <2
х'+пх, = а к; х' =-----------их,. (1.33 а)
3 / 7 П1аХ 3 X /
Здесь Ра- давление на пьезопластине;
х' — расстояние вдоль оси в объекте кон-
троля; лЗТ1ах - расстояние от преобразова-
теля до наиболее удаленного максимума
ближней зоны; D - коэффициент прозрач-
ности при излучении; к , к - волновое
число и длина волны в ОК; 8 и 8, - коэффи-
циенты затухания в ОК и задержке.
В практике контроля применяют пре-
образователи с длинными акустическими
задержками - волноводами, например при
иммерсионном контроле - через струю
жидкости (струйный контакт), при кон-
троле горячего металла - через теплостой-
кие стержни. Акустическое поле на торце
волновода определяется полем преобразо-
вателя и влиянием отражений от боковых
поверхностей волновода
Акустическое поле наклонного
преобразователя имеет разный вид в ос-
новной и дополнительной плоскостях. В
плоскости падения (основной) размер
мнимого пьезоэлемента считают умень-
шенным в cosa/cosp раз по сравнению с
действительным, расстояние вдоль пре-
ломленной оси от него до поверхности
ввода (т.е. расстояние от центра мнимой
пластины О' до точки выхода О)
= r3ncosa/cosp, где г3 - средний путь в
задержке-призме ОАО (см. рис. 1.53, б).
Такое построение мнимого пьезоэлемента
обеспечивает достаточно точное пред-
ставление поля в дальней зоне. В допол-
нительной плоскости поле формируется
так же, как для случая плоской задержки.
Максимумы и минимумы в ближней
зоне определяются интерференцией волн в
дополнительной плоскости, где пластина
имеет размер 2а2- Положение последнего
(наиболее удаленного от преобразователя)
максимума определяется приближенной
формулой, следующей из (1.33 а):
^'max=V“ri’ (]-336)
А
где Гщах - путь вдоль акустической оси от
точки ввода О до максимума.
В основной плоскости максимумы и
минимумы практически не образуются
вследствие того, что преломленные лучи
от симметричных точек пластины, распо-
ложенных выше и ниже акустической оси,
дают колебания, не совпадающие в точке
В по фазе.
В соответствии с описанным пред-
ставлением в дальней зоне наклонного
преобразователя (см. рис. 1.53, б) поле
излучения в основной плоскости описыва-
ется формулой:
„ „ 5cosa /. хcosa , . п ]
Р = Р0~у------а-------------^Sln0x Х
кг0,А cos р cos р )
X ехр[- (8г' + 8' г3) ]« Рт -C0S - Ф X
л г cos a
х | a C°Sa A: sin |exp(- 8 r’\ (1-34)
cosfl J
92
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.54. Диаграммы направленности излучателей с призмами
из оргстекла и углами призмы р = 40 и 30° (соответственно а я б)
В дополнительной плоскости поле
описывается формулой
С
Р = Р0 ----Г>(р)ф(а£ sin 9Z )х
Ч/в
X ехр[- (8г'+83г3)]» Рт ф(ак sin 9 г )х
Аг
xexp(-8r')- (1.35)
Здесь ro,s ^rx+r'=r - расстояние
между центром мнимого излучателя О' и
точкой В; г’ - путь ОВ в изделии; р и а -
углы падения и преломления для акусти-
ческой оси; 9! - угол падения луча ОАС,
соответствующего лучу О’В; 9Г ® 9' и 9Z -
углы между лучом О'В и акустической
осью в основной и дополнительной плос-
костях; Рт = Р0о(р)ехр(-83г3) - постоян-
ный множитель, примерно равный ампли-
туде поля на границе призма-изделие;
ф(х) - функция, характеризующая диа-
грамму направленности. Она зависит от
формы пьезопластины (круглая, прямо-
угольная).
Приближенные части формул (1-34) и
(1.35) верны при r'»t\ и £>(9])® Z)(p).
Формула (1.34) справедлива для углов р,
отличающихся от критических значений
на > 3°.
Построение мнимых пьезопластин в
основной и дополнительной плоскостях
наклонного преобразователя основано на
тех же принципах, что и для преобразова-
теля с плоскопараллельной задержкой:
продолжения преломленных лучей в на-
правлении задержки приблизительно пе-
ресекаются на мнимой пьезопластине (на-
пример, в точке О'), а изменение фазы
волн одинаково для всех точек при пере-
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
93
ходе от действительной пластины к мни-
мой.
Пример 1.12. Построить диаграмму на-
правленности в плоскости падения в стали для
наклонного излучателя с призмой 0 = 40°, диа-
метр пьезопластнны 2а = 17,4 мм, частота /= 1,8
МГц, скорости волн: продольной в оргстекле
с, = 2,72 мм/мкс, поперечной в стали с = 3,25
мм/мкс (взяты фактические данные из экспери-
ментальных исследований)
Находим угол преломления по формуле
(Г13):
а = arcsin(c sin 0/с2) =
= arcsin(3,25sin40°/2,72)= 50,2°.
С учетом уменьшения размеров мнимой
пьезопластины множитель в аргументе функции
Ф в формуле (1.34) будет равен
ка' = 2 nfacosa/(c cos0) =
= 2я • 1,8 8,7 cos 50,2° /(3,25 cos 40°) = 25,3.
По кривой 2JX (Х)/Х (рис. 1.49, штриховая
линия) строим диаграмму направленности излу-
чателя. Поскольку множитель £>(б]) в формуле
(1.34) в данном случае практически не меняется
при изменении угла (см. рис. 1.17), воспользуемся
приближенной частью этой формулы. Для угла
0 = 40° находим Dy по рис. 1.17, извлекая
квадратный корень из значения Dy, слой жидко-
сти отсутствует (5 = 0). Результат построения
показан на рис. 1.54, а штриховыми линиями.
На рис. 1.54 показан результат по-
строения диаграмм направленности при
излучении для ПЭП с призмой из оргстек-
ла с Р = 40 и 30°. Параметры преобразова-
телей - как в примере 1.12 . Расчетные
штриховые кривые довольно близки к
экспериментальным, показанным сплош-
ным линиями, но отличаются от них, не-
смотря на учет при расчетах изменения
коэффициента прозрачности в зависимо-
сти от угла 0, что не принято во внимание.
На рис. 1.54, б хорошо видно отличие угла
преломления, вычисленного по формуле
(1.13), от экспериментального угла для
*
Эксперимент выполнил по нашей просьбе
Н. Wusntenberg, за что авторы выражают ему ис-
креннюю благодарность.
направления акустической оси, о чем го-
ворилось выше (см. рис. 1.27).
Итак, поле наклонного преобразова-
теля рассматривают в плоскостях парал-
лельной акустической оси и перпендику-
лярной к ней - преломленной геометриче-
ской оси пьезопластины: плоскости паде-
ния и дополнительной плоскости. В плос-
кости падения в ближней зоне максимумы
и минимумы не образуются. В дальней
зоне диаграмма направленности в плоско-
сти падения тем шире, чем больше угол
наклона.
В дополнительной плоскости в
ближней зоне максимумы и минимумы на
оси образуются, а следовательно, их мож-
но наблюдать на общей оси также в плос-
кости падения, хотя неоднородности поля
сильно сглажены. Диаграмма направлен-
ности в дополнительной плоскости не за-
висит от угла наклона.
Согласно EN 12668-2, граница ближней
зоны для наклонных преобразователей
определяется по расхождению лучей в даль-
ней зоне, как было показано для прямоуголь-
ной пластины. Рассчитываются разные зна-
чения протяженности ближней зоны в плос-
кости падения и дополнительной плоско-
сти.
Приведем примеры расчетов углов
раскрытия для наклонных преобразовате-
лей на частоту 2,5 МГц с диаметром пье-
зопластины 12 мм (подобных рассмотрен-
ному выше прямому) с разными углами
ввода. В дополнительной плоскости
0o,i = 5,6° независимо от угла ввода, по
сравнению с прямым преобразователем
угол уменьшился, поскольку уменьшились
скорость волн и длина волны. Для преоб-
разователей с углами ввода 40; 50 и 65°
углы раскрытия соответственно 0q,i » 6;
6,5 и 10°.
Раздельно-совмещенный преобра-
зователь, как правило, имеет призмы, т.е.
акустические задержки. Акустическое по-
ле PC-преобразователя рассчитывают,
построив мнимые пьезопластины для дей-
ствительных излучателя и приемника Si.
94
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.55. Построение амплитуды поля на оси РС-преобразователя
Центры мнимых излучателя и прием-
ника Si и S'2 (показаны на рис. 1.55). По-
ле в точке В находят, вычислив расстояния
rs'-B вдоль лучей S{B, S'2B и углы
6', 0" между этими лучами и акустиче-
скими осями мнимых пластин, по формуле
ф(а' к sin О')ф(а" к sin 0")/(г' г"). (1.36)
Здесь 2а', 2а” - размеры мнимых пьезо-
пластин в основной плоскости, постоян-
ные множители и коэффициенты прозрач-
ности опущены, поскольку они не влияют
на изменение поля.
Пример 1.13. Построить поле излучения-
приема в стали на оси РС-преобразователя на
частоту 2,5 МГц с призмами из оргстекла, разме-
ры которого показаны на рис. 1.55. Пластины
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
95
имеют прямоугольную форму. Углы призм 4°.
Угол преломления акустических осей для
продольных волн
0' = arcsin(5,92 sin4° 12,72) = 8,7° .
Волновой размер пластин
„ 3 2л 2,5 cos 8,7° пп
а к =------------= 7,99 •
5,92 cos 4°
Расстояние мнимых излучателя и приемни-
ка от границы призма - ОК
20 2,72 cos 8,7°/5,92 cos 4° = 9,1 мм.
Поскольку задача симметрична, формула
(1.36) приобретет вид
Рв ~ ®2(7,99sin9)/r'2 .
На рис. 1.55 построены центры мнимых пье-
зопластин. Углы и расстояния измерены по чер-
тежу. Функцию Ф для прямоугольной пластины
находим по рис. 1.49. Результаты построения
показаны в виде кривой в сопоставлении с экспе-
риментальными точками.
Точку пересечения акустических
осей излучателя и приемника называют
фокусом PC-преобразователя. Из рис. 1.55
видно, что максимум поля расположен
выше фокуса. Это объясняется тем, что
лучи, идущие выше фокуса, проходят бо-
лее короткий путь и меньше ослабляются.
1.3.3. Поле фокусирующего
преобразователя
Фокусирующий преобразователь кон-
центрирует энергию поля в определенной
области - фокальной зоне, которая при
сферической фокусировке имеет вид кру-
га, а при цилиндрической - полосы. Здесь
рассмотрена сферическая фокусировка,
однако полученные закономерности спра-
ведливы также для цилиндрической.
Наибольшее применение получили
способы фокусировки криволинейной пье-
зопластиной (активным концентрато-
ром) и линзой (рис. 1.56). Между искрив-
ленной поверхностью пьезопластины и
плоской поверхностью изделия вводят
акустическую задержку, которая также
играет роль линзы. Кроме того, применя-
ют фазовую фокусировку (см. разд. 1.3.1)
и фокусировку с помощью ФР, которая
будет рассмотрена позднее.
Для обеспечения эффективной фоку-
сировки задержка и линза должны иметь
толщины, значительно меньшие длины
ближней зоны, поэтому считают, что в
этой области акустическое поле - пучок
лучей, перпендикулярных к поверхности
излучателя. Деформацию пучка линзой и
задержкой рассчитывают по законам гео-
метрической акустики (аналогичным за-
конам геометрической оптики). Фокаль-
ные расстояния для рис. 1.56, аиб равны
Со
и-Сз/Сл
где /?а и Rn - радиусы кривизны поверхно-
стей активного концентратора и линзы;
сл , сз и с0 - скорости звука в материалах
линзы, задержки и ОК соответственно.
В результате фокусирующей систе-
мой формируется сходящийся волновой
фронт с радиусом кривизны, равным фо-
кусному расстоянию. Все дальнейшее от-
носится к активному концентратору, ра-
диус кривизны которого равен фокусному
расстоянию: R = F (см. рис. 1.56, в). Будем
считать, что апертурный угол (угловая
апертура), равный 0m = arcsin(«/F), не пре-
восходит 30°.
Приближенное выражение для поля
излучения вдоль оси х [132]
При х = F , т.е. в точке геометриче-
ского фокуса, раскрытие неопределенно-
сти дает
|7O| = A7/F, N = S/n%, (1.38)
где S - площадь пластины преобразовате-
ля.
Поле излучения-приема, как и ранее,
приближенно равно квадрату поля излу-
чения.
96
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Отличие акустических фокусирую-
щих систем от оптических состоит в за-
метном смещении максимума максимору-
ма |/ф| (акустического фокуса F') от гео-
метрического фокуса в сторону преобра-
зователя. Это объясняется тем, что поле,
создаваемое фокусировкой, налагается на
сложное акустическое поле ближней зоны
преобразователя, а в оптических системах
несфокусированное поле очень хорошо
представляется как поле плоской волны.
Поле в плоскости геометрического
фокуса
|7 . S 2/(ftp sin 9т)
Ф FF £psin0m
Фокусировка никогда не бывает то-
чечной. Вокруг точки фокуса образуется
фокальное пятно. Радиус его ро из условия
Ji = 0 равен
р0 = 0,617*7./а. (1.39)
При Qm = 30° минимальный радиус
фокального пятна
pOmin=l,22X. (1.40)
Максимальное значение |/ф| назы-
вают коэффициентом усиления Ку Протя-
женность фокальной области f определя-
ют как расстояние вдоль оси х, где
|/ф| > 0,7 максимального значения. Про-
тяженность части фокальной области от
максимума в сторону увеличения х обо-
значим/. Графики на рис. 1.57 позволяют
рассчитать основные параметры фокуси-
рующей системы.
Пример 1.14. Рассчитать поле вдоль оси
фокусирующего преобразователя для отноше-
ния F/N= 0,5. Определить параметры поля и со-
поставить с найденными по рис. 1.57.
Формула (1.37) при условиях задачи приоб-
ретает вид
Результат расчета по ней показан на рис. 1.58. По
рисунку находим: максимальное значение
11ф | = Kf = 7,2 ; смещение акустического фокуса
Г'//7 = 0,8; протяженность фокальной области
/ = 0,59F, а протяженность ее части от макси-
мума в сторону увеличения х /’= 0AF. На
рис. 1.57 проводим вертикальную линию через
точку F/N = 0,5 и находим те же значения пара-
метров.
Оценка влияния импульсного режима
на работу фокусирующего преобразовате-
ля [23] показала, что фокусировка увели-
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
97
Рис. 1.57. Графики для расчета параметров фокального поля: коэффициента
усиления К, смещения акустического фокуса Г' , радиуса фокального пятиа р0,
протяженности фокальной области/и ее части/ в направлении х > F'
чивает длительность переходных процес-
сов, т.е. длительность импульсов. Макси-
мумы и минимумы импульсов сглажива-
ются, как это отмечалось для поля прямо-
го преобразователя, расстояние до акусти-
ческого фокуса увеличивается, диаметр
фокального пятна также возрастает.
При проектировании фокусирующих
преобразователей часто ставится задача
увеличения фокальной области, т.е. созда-
ния акустического поля, в котором кон-
центрация энергии вблизи оси происходит
в возможно более широком диапазоне
расстояний. Лучших результатов в дости-
жении этой цели удается добиться с по-
мощью аксиконового РС-преобразова-
теля. В нем два пьезоэлемена: в центре -
круглая плоская пластина, а вокруг нее -
фокусирующее кольцо (активный концен-
тратор). Один из элементов служит излу-
чателем, а другой - приемником УЗ. Поле
излучения-приема такого преобразователя
приближенно равно произведению полей
активного концентратора и центрального
плоского элемента.
На рис. 1.59, а показан аксиконовый
преобразователь с центральной пластиной
диаметром 8 мм, кольцеобразной пласти-
ной - диаметром 20 мм и радиусом кри-
визны R = 86 мм на частоту 2,5 МГц. Со-
гласование с плоской поверхностью ОК дос-
тигается заливкой эпоксидной смолой.
Изменение амплитуды эхосигнала от не-
большого плоскодонного отверстия на оси
такого преобразователя (см. рис. 1.59, б,
сплошная линия) свидетельствует о наличии
акустического фокуса на глубине 20 мм. Это
соответствует расчету по формуле (1.37). На
рис. 1.59, в показана линия равного ослаб-
ления на 6 дБ. До глубины 50 мм поле из-
98
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
лучения-приема значительно уже, чем
поле прямого преобразователя такого же
диаметра (штриховая линия).
При контакте наклонных преобразо-
вателей с искривленной поверхностью ОК
(цилиндрической или сферической) приз-
му обычно притирают к поверхности.
Акустическое поле такого преобразовате-
ля формируется в результате преломления
волн, сходного с преломлением в линзе
[325]. В связи с этим были предприняты
исследования по подбору материала приз-
мы со скоростью продольных волн, рав-
ной или близкой к скорости поперечных
волн в ОК [275]. В качестве подобного
материала было выбрано германатное стекло.
Рис. 1.59. Аксиконовый преобразователь и его поле
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
99
б) в)
Рис. 1.60. Управление акустическим полем с помощью ФР:
линейное перемещение поля с одновременной фокусировкой (а), вариация угла ввода (б),
переменная фокусировка (в); 1 - возбуждение; 2 - задержка времени; 3 - номер пьезоэлемента;
4 - фокус
Эксперименты подтвердили, что ре-
зультаты фокусировки таким наклонным
преобразователем не хуже, чем фокуси-
ровки прямым преобразователем.
Корректировка акустического поля
преобразователя возможна путем пере-
менного демпфирования пьезопластины
[324]. Последнее вызывает соответствую-
щее изменение давления пьезопластины
на призму наклонного преобразователя и
формирование акустического поля преоб-
разователя. Наибольший эффект наблю-
дался для параболического закона демп-
фирования: он вызывал сужение диаграм-
мы направленности и устранение поверх-
ностных волн при больших углах наклона
призмы.
1.3.4. Поле фазированной решетки
Фазированной решеткой (ФР) назы-
вают преобразователь в виде излучающих
и принимающих УЗ элементов, располо-
женных на определенном расстоянии друг
от друга. Возбуждающие электрические
импульсы на элементы подают со сдвигом
фазы (времени). Аналогичные электриче-
ские временные задержки для каждого
принимающего элемента вводят в прием-
ный тракт. Изменяя сдвиг фазы, управля-
ют акустическим полем преобразователя.
Иногда также изменяют амплитуды сиг-
налов, подаваемых на различные элемен-
ты и снимаемых с них. В настоящее время
подачей и съемом сигналов с элементов
ФР обычно управляют по команде от ком-
пьютера.
ФР бывают: линейные (одномерные),
двухмерные и кольцеобразные. Чаще всего
применяют линейные решетки из иден-
тичных элементов. ФР используют, когда
необходимо управлять полем преобразова-
теля [425, с. 509/009 и 505/193] (рис. 1.60):
для изменения угла ввода (см. рис. 1.60,
б), а также угла разворота (угла относи-
тельно дополнительной плоскости), регу-
лировки ширины диаграммы направлен-
ности, подавления боковых лепестков, для
переменной фокусировки (см. рис. 1.60, в),
перемещения поля с помощью электрон-
ных устройств без механических переме-
щений (см. рис. 1.60, а). Это позволяет
увеличить скорость контроля и проверять
сложные детали.
В [425, с. 503/151] показано, как
можно фокусировать акустическое поле на
различных расстояниях от преобразовате-
ля и как изменять угол ввода. Отличие
фокусировки с помощью ФР от фазовой
фокусировки, принцип которой изложен в
разд. 1.3.1, состоит в том, что в последнем
случае фазы соседних элементов (зон)
изменяются только на л/2.
Иногда считают, что каждый элемент
ФР излучает сферическую волну. В дейст-
100
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.61. Фазированная решетка:
1-5 - элементы решетки; Г-5' - задержки
между элементами решетки и входом-выходом
дефектоскопа
вительности каждый элемент излучает
поле с определенной диаграммой направ-
ленности. При отклонении поля ФР на
некоторый угол от нормали будут сумми-
роваться ослабленные боковые лучи диа-
грамм направленности элементов. Чем
меньше размеры элементов, тем шире их
диаграммы направленности, но все же
ограниченная ширина диаграммы направ-
ленности сохраняется. Считают, что до-
пустимо использовать боковые лучи диа-
грамм направленности, ослабленные не
более чем в 2 раза по отношению к мак-
симуму излучения. С учетом этого для
создания наклонного преобразователя с
ФР на угол ввода > 30° и используют пре-
ломляющую призму.
На рис. 1.61 показана линейная (од-
номерная) ФР, предназначенная для регу-
лирования поля в плоскости ху. Все ее
элементы сделаны одинаковыми. Шаг ре-
шетки т делают не больше длины волны в
ОК. Обычно принимают ш = Х/2, тогда
взаимное влияние элементов решетки ми-
нимально.
Поле ФР приближенно рассчитывают
[327] как произведения поля отдельного
элемента на множитель, учитывающий
совместное действие всех элементов. Поле
прямоугольного элемента в плоскости ху,
согласно табл. 1.9, описывается формулой
sinA7X а общее выражение для поля излу-
чения в дальней зоне - формулой
(1.4!)
Ar X sin У
Здесь Ро - постоянное акустическое дав-
ление у поверхности элемента решетки;
S - суммарная площадь элементов; г -
расстояние от центра решетки до точки
наблюдения В; у, _ диаграмма направлен-
ности точечного источника; 0 - угол меж-
ду нормалью к поверхности и направлени-
ем на точку наблюдения В; X = ак sin 0;
а - полуширина элемента; А, - число эле-
ментов решетки; Y = 0,5Am(sin 0 - lap/tn),
где <р = tjT (в долях 2л) - сдвиг фазы ме-
жду соседними элементами; t - соответст-
вующая временная задержка; Т - период
колебаний.
Ширину элемента 2а обычно выби-
рают не более /и/2, т.е. а < а/8. Благода-
ря этому диаграмма направленности от-
дельного элемента будет широкой. Для
формирования поля продольных волн ис-
пользуют центральный основной лепесток
этой диаграммы с 0 < 30°, а поперечных
(довольно редко) - боковые лепестки с
0 = +(35...8О°). При переходе от продоль-
ных волн к поперечным учитывают изме-
нение длины волны в формуле (1.41).
Чтобы обеспечить угол ввода а,
сдвиг фазы должен быть равен
Ф = tf = wsina/A.. Тогда
,, S sin[о,5ЪнА’| |sin 0 - sin a|]
P = f ; •
Ar sin[0,5£w7|sin 0 - sin a|J
Диаграмма направленности такой
функции приведена на рис. 1.49, кривая
smX/X. Основной максимум соответст-
вует условию 0 = a, а первые миниму-
мы - условию
sin 0 = sin a + т\.{11,5ктХ}) ' = sin a ± 2/Nx,
если положить т = к/2. На уровне 0,1,
согласно табл. 1.10,
АКУСТИЧЕСКОЕ ПОЛЕ ВЫСОКОЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
101
sinO = sina±l,6/Ar1.
Использование ФР требует примене-
ния импульсов повышенной длительности
т, чтобы обеспечить интерференцию сиг-
налов, приходящих от разных элементов.
Это особенно существенно при больших
углах ввода. Например, если a —> 90°, то
нужно выполнить условие тс > N}m.
При применении ФР с целью умень-
шения боковых лепестков диаграммы на-
правленности амплитуды возбуждаемых и
принимаемых сигналов уменьшают от
центрального элемента к периферийным.
ФР для излучения и приема наклонных к
поверхности волн, как правило, распола-
гают на призме, как для наклонного пре-
образователя. Призма обеспечивает ос-
новное значение угла ввода, а с помощью
ФР варьируют этот угол в узких пределах.
Рекомендации по проектированию
ФР содержатся в [327]. Предложена более
общая формула для поля излучения в
дальней зоне. Без учета затухания она
имеет вид
= /(0^-^- exp[/(W sin 0 - )]
r0 л=0* 1 о
Здесь Д0) - диаграмма направленности
отдельного элемента; 1„м 1$ - амплитуды
возбуждающих токов в и-м и нулевом
элементах; a - угол ввода (основной); -
фаза в и-м элементе. Рассмотрено влияние
ошибок фазового распределения. Эта
формула позволяет учесть эффект нерав-
номерного возбуждения элементов ФР.
В [425, с. 505/193] отмечается, что
для расчета ФР и управления ими необхо-
димо пять программ.
1. Программа для расчета углов па-
дения и разворота (для наклонных преоб-
разователей), фокусирования с учетом
расстояния между преобразователем и
контролируемой зоной.
2. Программа для выбора распреде-
ления задержек и амплитуд сигналов, по-
даваемых на элементы ФР. Она определя-
дБ дБ
36
34
32
30
28
Рис. 1.62. Влияние способа расчленения
пьезоэлементов на чувствительность 0
(на оси ординат слева, дБ) и отношение
сигнал/помеха (на оси ординат справа,
дБ). На оси абсцисс:
1 - разрезка электрода и пьезоэлемента;
2 - разрезка электрода и частичная разрезка
пьезоэлемента; 3 - разрезка только электрода
ет акустическое поле ФР. Ее рассчитыва-
ют на основе знания предполагаемых по-
лей различных элементов либо, наоборот,
исходя из требуемых параметров поля
получают нужное распределение задержек
и амплитуд сигналов.
3. Программа для управления полем
во время контроля.
4. Программа контроля работы аппа-
ратуры, управления задержками и ампли-
тудами сигналов во время перемещения
преобразователя.
5. Программа представления и оцен-
ки результатов контроля. Имеются в виду
выбор типа развертки, использование ме-
тода синтезированной апертуры и т.п.
В [425, с. 481/038] для образования
решетки пьезоэлемент из PbTiOj разре-
зался на разную глубину: разрезались
только электрод; электрод и пьезоэлемент
на небольшую глубину; электрод и пьезо-
элемент полностью. Сравнительные испы-
тания (рис. 1.62) показали, что в первом
варианте амплитуда эхосигнала от опор-
ного отражателя была на 3,5 дБ выше, а
соотношение полезный сигнал/помеха на
4 дБ выше, чем в других вариантах. Форма
огибающей от отражателя практически
идентична.
102
Глава I. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.63. Принцип самофокусировки ФР:
а - излучение импульса центральным элементом; б - прием эхосигнала всеми элементами;
в - определение разности времен задержек; г - сфокусированное излучение;
д - сфокусированный прием; е - суперпозиция дает сфокусированный сигнал
В [425, с. 507/637] сообщалось о раз-
работке гибких ФР для контроля изделий
со сложной поверхностью. Неровности
поверхности были скорректированы за-
держками времени для различных элемен-
тов. В результате поле оказалось подоб-
ным полю для плоской поверхности.
В [422, с. 2171] разработана самофо-
кусирующаяся ФР для контроля листов
волнами Рэлея и Лэмба. Центральный
Рис. 1.64. Контроль трубы с помощью ФР.
Используются линейное перемещение
вокруг трубы и фокусировка
элемент решетки (рис. 1.63) излучает им-
пульс. Эхосигнал от отражателя, располо-
женного в точке, где желательно получить
фокусировку, принимает все элементы
решетки. С учетом времени пробега этого
импульса, формы и размеров решетки ав-
томатически рассчитываются и вводятся
времена задержек для всех других элемен-
тов. В экспериментальной установке ФР
располагалась на призме из акрила, обес-
печивающей требуемый угол падения для
возбуждения и приема волн Рэлея или
Лэмба. Решетка имела восемь элементов
на частоту 5 МГц размером 3,5 х 8,3 мм.
Далее приводятся примеры практиче-
ского применения ФР. В [425, с. 509/009]
рассмотрено применение ФР для контроля
труб иммерсионным способом. ФР из
очень большого числа элементов (напри-
мер, 128) располагают концентрично тру-
бе так, чтобы она охватывала трубу на
угол > 90° (рис. 1.64). В процесс контроля
включают группы элементов (например,
из 16 штук), чтобы поле фокусировалось
на поверхности трубы, имело оптималь-
ный угол падения, а затем осуществлялось
линейное перемещение поля. Подключая
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
103
Рис. 1.65. Контроль ротора паровой турбины
при эксплуатации с помощью ФР:
1 - преобразователь с ФР; 2 - конический пучок
лучей, сканирующий поверхность
различные группы элементов, можно бы-
стро проверить четвертую часть окружно-
сти трубы.
В [425, с. 505/193] показан пример
эксплуатационного контроля ротора с
кольцевыми пазами (рис. 1.65). Здесь
нужно обеспечить контроль всего металла
и ФР изменяет угол ввода для достижения
этой цели.
1.4. ПРОСТЕЙШИЕ
КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
1.4.1. Основные понятия
Детали, узлы и готовые изделия мо-
гут совершать механические колебания,
т.е. представляют собой колебательные
системы. Измерение параметров этих ко-
лебаний позволяет оценивать качество
колеблющихся объектов, в частности су-
дить о наличии тех или иных отклонений
от заданных свойств. Это дает возмож-
ность использовать анализ колебательных
характеристик для неразрушающего кон-
троля.
Различают колебательные системы с
сосредоточенными и с распределенными
постоянными.
Элементы системы с сосредоточен-
ными постоянными - масса, упругость и
активное сопротивление. Предполагается,
что каждый из этих элементов обладает
только каким-либо одним из упомянутых
свойств. Это является идеализацией, так
как в общем случае реальные элементы
этому условию не удовлетворяют. Напри-
мер, элемент упругости - пружина - все-
гда имеет определенную массу, а элемент
массы, например гиря, обладает некото-
рой упругостью. Тем не менее, в опреде-
ленных условиях такая идеализация до-
пустима и полезна. Простейший пример -
подвешенный на пружине груз, погружен-
ный в вязкую среду. Здесь пружина пред-
ставляет собой упругость, груз - массу, а
сопротивление движению груза в вязкой
среде - элемент трения. В системах с со-
средоточенными постоянными колебания
элементов массы и упругости происходят
относительно положений их равновесия и
не распространяются в окружающую сре-
ду. Если такая передача и наблюдается, то
она учитывается лишь как вносимые в
систему потери на излучение.
104
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
В действительности элемент массы
не является материальной точкой, а пред-
ставляет собой тело конечных размеров,
которое обладает не только массой, но и
определенной упругостью. Деформация
такого тела сопровождается потерями на
внутреннее трение. Следовательно, в об-
щем случае одно и то же тело имеет массу,
упругость и активное сопротивление, ко-
торые неразрывно связаны между собой и
не могут быть разделены. Системы, где
каждый элемент рассматривается как об-
ладающий всеми тремя из названных ха-
рактеристик, разделить которые невоз-
можно, называются системами с распре-
деленными постоянными.
В отличие от описанных ранее коле-
баний упругой среды далее рассматрива-
ются колебания систем, хотя здесь неиз-
бежны некоторые повторения.
Если в какой-либо точке упругой
среды действуют переменные силы, то в
этой среде возникают переменные дефор-
мации, смещения и напряжения, которые
распространяются от точки возмущения в
виде упругой волны, движущейся с опре-
деленной скоростью в пространстве. Та-
ким образом, колебания происходят не
только во времени, но и в пространстве.
При этом частицы среды колеблются от-
носительно положения равновесия. Про-
стейший пример колебательной системы с
распределенными постоянными - тонкий
длинный продольно колеблющийся стер-
жень.
Во всех колебательных системах мо-
гут наблюдаться вынужденные и свобод-
ные колебания.
Вынужденными называют колебания,
обусловленные действием внешней при-
ложенной силы. Вынужденные колебания
могут быть гармоническими (синусои-
дальными), негармоническими (например,
вибрация) или импульсными. После при-
ложения возмущающей силы амплитуда
колебаний устанавливается постепенно
(переходный процесс). Время переходного
процесса зависит от параметров колеба-
тельной системы. С окончанием действия
внешней возмущающей силы режим вы-
нужденных колебаний прекращается и
начинается режим свободных колебаний.
Свободными называют колебания,
совершаемые системой после окончания
действия возмущающей силы или систе-
мой, выведенной из состояния равновесия
и предоставленной самой себе.
Свободные колебания происходят на
собственных частотах, значения которых
определяются параметрами колебательной
системы. Системы с сосредоточенными
постоянными с одной степенью свободы
(груз на пружине, маятник) имеют одну
собственную частоту, более сложные сис-
темы - несколько таких частот, а системы
с распределенными постоянными - мно-
жество (теоретически бесконечное коли-
чество) собственных частот. В режиме
вынужденных колебаний при совпадении
частоты возмущающей силы с собствен-
ной частотой системы амплитуда колеба-
ний резко возрастает. Это явление называ-
ется резонансом.
Учет потерь. Характер вынужден-
ных и свободных колебаний зависит от
потерь в системе. Эти потери определяют-
ся поглощением энергии в материале сис-
темы, ее нагрузке, элементах крепления,
излучением упругих волн в окружающую
среду. Количественными характеристика-
ми потерь служат коэффициент затухания,
логарифмический декремент затухания и
добротность [27, 123, 224, 300, 305, 312].
Коэффициент затухания колебаний
а определяет закон убывания амплитуды
А свободных колебаний во времени:
А = Ао e<acos(a>0^ - ф),
где Ао - начальная амплитуда при t = 0;
®о - собственная круговая частота; <р -
начальная фаза.
Промежуток времени т = 1/а, в тече-
ние которого амплитуда уменьшается в
е = 2,718 раза, называется временем релак-
сации.
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
105
Логарифмическим декрементом за-
тухания Q именуют натуральный лога-
рифм отношения соседних (отличающихся
на период То) амплитуд колебаний в мо-
менты времени t и t + Т (рис. 1.66):
0 = ln-AW_
A(t + Ta)
Величина 0 обратна числу периодов
N, по истечении которых амплитуда
колебаний уменьшается в е = 2,718 раза:
0 = MN. Очевидно, что время релаксации
x = NT0
Добротностью называют величину
Q = 2пЕ0 /Е„,
где Ео - энергия, накопленная в системе;
Еп - энергия, теряемая за один период.
Приведенное определение справед-
ливо для любых значений Q. Добротность
показывает, во сколько раз амплитуда вы-
нужденных гармонических колебаний при
резонансе превышает амплитуду при час-
тоте, много меньшей резонансной, при
одинаковой амплитуде возмущающей си-
лы.
На практике добротность определяют
как отношение собственной частоты fa
системы к ширине полосы Д/ частот, при
которых энергия колебаний составляет не
менее половины энергии при резонансе, а
амплитуда >^= = 0,707 от амплитуды
V2
колебаний при резонансе (рис. 1.67):
Q = ~
Эта формула справедлива при значе-
ниях Q > (5 ... 10). При более низких зна-
чениях добротности она дает несколько
завышенные результаты.
Размерность коэффициента затуха-
ния- с'1. Добротность Q и логарифмиче-
ский декремент затухания 0 - безразмер-
ные величины.
Рис. 1.66. Свободно затухающие колебания
Параметры, характеризующие потери
в колебательной системе, связаны соот-
ношениями
а = соо/2(2 = 0/То =—; (1.42)
т
0 = ^ = аГ()=^ = л/2;
(1.43)
Q = л /0 = л/аТ0 = Юо /2а = nN. (1.44)
В режиме вынужденных колебаний
потери в системе находят путем измере-
ния добротности по ширине полосы про-
пускания. В режиме свободных колебаний
потери определяют измерением логариф-
мического декремента затухания. Послед-
Рис. 1.67. Частотная характеристика
колебательной системы с затуханием
106
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ний удобнее вычислять по изменению ам-
плитуды за п периодов колебания по фор-
муле
0 = 11пА.
и А„
В отличие от пространственного ко-
эффициента затухания 8, характеризую-
щего потери при прохождении волной
расстояния г (см. разд. 1.1.1), параметры
а, 0, Q, т определяют процесс убывания
амплитуды колебаний во времени.
Понятие добротности применимо не
только к механическим или электриче-
ским колебательным системам, но и к ма-
териалам [242]. Добротность материала
определяется через волновое число и ко-
эффициент затухания: Qu = к/28 (здесь
8 - пространственный коэффициент зату-
хания, рассмотренный в разд. 1.1.1). Зна-
чение Q.j можно определить эксперимен-
тально, например как добротность сво-
бодного стержня из данного материала.
Если 8 прямо пропорционален частоте,
что справедливо для многих металлов на
невысоких частотах, то Qu не зависит от
частоты. Значения добротностей для ряда
Рнс.1.68. Графическое представление
механического импеданса на комплексной
плоскости
материалов даны ниже.
Алюминий .............. 10 000
Плавленый кварц....... 5 000
Молибденовая сталь.... 4 700
Оконное стекло........ 910
Керамика.............. 700... 5 000
Механическим импедансом Z [203,
300, 312, 317] называют комплексное от-
ношение гармонической (синусоидаль-
ной) возмущающей силы F, действующей
на поверхности (или в точке) механиче-
ской системы к средней колебательной
скорости v на этой поверхности (или в
точке) в направлении силы: Z = F/n. Меха-
нический импеданс является комплексной
величиной и имеет активную R и реактив-
ную X составляющие:
Z = R +jX = \z\ е/<₽, (1.45)
где j = V-T ; I z\~\R2 + X2 - модуль
импеданса; <p = arctg— - фазовый угол.
R
Активная (действительная) состав-
ляющая R импеданса характеризует необ-
ратимые потери. Последние обусловлены
поглощением в материале системы, поте-
рями энергии в нагрузке и элементах кре-
пления, а также излучением упругих волн
в окружающую среду.
Реактивная (мнимая) составляющая
X импеданса характеризует кинетическую
и потенциальную энергию, запасаемую и
отдаваемую реактивными элементами
системы. Реактивными элементами сис-
темы являются инерционность и упру-
гость. Инерционность связана с накопле-
нием кинетической энергии движущейся
массой, упругость - с потенциальной
энергией упругого элемента (например,
пружины). Активная составляющая им-
педанса всегда положительна (R > 0),
инерционная положительна (+Х), упругая
отрицательна (-Х) . Размерность механи-
ческого импеданса - Н с/м.
В некоторых источниках инерционную состав-
ляющую считают отрицательной, упругую - положи-
тельной.
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
107
Механический импеданс представ-
ляют в виде вектора на комплексной плос-
кости (рис. 1.68). По горизонтальной (дей-
ствительной) оси отложена активная со-
ставляющая, по вертикальной (мнимой) —
реактивная. Символ j на мнимой оси опу-
щен. Так, импеданс Z| имеет инерционно-
активный характер, импеданс — упруго-
активный.
Во всех реальных системах сущест-
вуют потери, поэтому всегда R Ф 0. Ино-
гда, если R « \Х I, влиянием R можно пре-
небречь. Этим пользуются, например, при
рассмотрении влияния механического
импеданса нагрузки на собственные час-
тоты системы, когда основное влияние
оказывает именно реактивная составляю-
щая импеданса.
В отличие от волнового сопротивле-
ния z = рс, являющегося параметром сре-
ды, механический импеданс Z - параметр
конструкции и в отличие от рс не является
удельной величиной. Значение Z опреде-
ляется свойствами конструкции, в частно-
сти для многослойной конструкции - все-
ми параметрами ее слоев. При этом значе-
ние механического импеданса конструк-
ции зависит и от удельных волновых со-
противлений материалов составляющих ее
слоев.
Расчет механических импедансов
возможен и целесообразен лишь для про-
стых колебательных систем (стержней,
пластин и т.п.). Некоторые их модели рас-
смотрены ниже. В сложных случаях (на-
пример, применительно к многослойным
конструкциям, состоящим из различных
материалов) более надежные результаты
дает эксперимент.
1.4.2. Продольные колебания стержней
Продольно-колеблющийся стержень
представляет собой простейшую систему с
распределенными постоянными. Предпо-
лагается, что поперечные размеры стерж-
ня много меньше длины волны, поэтому
расхождение отсутствует и волны можно
считать плоскими. В этом случае ослабле-
Рис. 1.69. Распределение смещений,
колебательных скоростей (----)и сил
(------) по длине продольно-
колеблющегося свободного стержня:
а - основная частота; б - вторая гармоника
ние волны с расстоянием определяется
только коэффициентом затухания 8.
Собственные частоты однородного,
свободного на концах стержня длиной I
определяются выражением /п=ис/(2/),
где с - скорость распространения про-
дольной волны в тонком стержне; п - це-
лое число (и = 1, 2, 3,..., и).
Собственные частоты рассматривае-
мого стержня - кратные числа. Низшая
частота /) называется основной, остальные -
гармониками. Собственные частоты сво-
бодного стержня имеют место, если его
длина соответствует целому числу полу-
волн: I = пМ2.
При колебаниях на собственных час-
тотах в системе устанавливается стоячая
волна, обусловленная интерференцией
падающей и отраженной от торца стержня
волн (см. разд. 1.1.1). Фаза стоячей волны
для каждого сечения постоянна, меняется
только ее амплитуда. Сечения стержня,
соответствующие максимумам смещения
и, колебательной скорости v и силы F, на-
зывают пучностями, соответствующие
минимумам - узлами колебаний. Так как
амплитуды смещения U и колебательной
скорости V связаны соотношением
V = (syU, узлы и пучности смещения и ко-
лебательной скорости совпадают.
108
Глава!. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.70. Зависимость реактивной
составляющей входного импеданса
продольно-колеблющегося свободного
на конце стержня от длины волны:
инерционное сопротивление (—•—),
упругое сопротивление ()
Рис. 1.71. Зависимость активной Лвх
(-----) и реактивной Хвх (--)
составляющих входного импеданса
продольно-колеблющегося свободного
на конце стержня с потерями (Q = 15)
от отношения //X
Для основной частоты узлы силы и
пучности смещения находятся на концах
стержня, узел скорости и пучность силы -
на его середине (рис. 1.69, а). Для второй
гармоники характерны три пучности ко-
лебательной скорости и два узла силы
(рис. 1.69, б). Для и-й гармоники рассмат-
риваемого стержня число пучностей сме-
щения п + 1, пучностей силы - п.
Параметрами, необходимыми для
анализа колебаний стержней, служат так-
же волновое сопротивление и постоянная
распространения.
Волновым сопротивлением W стерж-
ня называют отношение силы F к колеба-
тельной скорости v в бегущей волне:
Рис. 1.72. Зависимость активной Явх (-) и
реактивной Хвх (--) составляющих
входного импеданса продольно-
колеблющегося стержня с закрепленным
концом с потерями (g = 15) от отношения //X
Рис. 1.73. Зависимость отношения
скорости с продольной волны в стержне к
скорости с/ в неограниченной среде от
параметра <//2Х:
сплошная кривая - эксперимент;
штриховая - расчет
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
109
1.11. Выражения для входного механического импеданса продольно
колеблющегося стержня с волновым сопротивлением W
W = F/v [300, 312]. Режим бегущей волны
реализуется в отсутствие отраженных
волн, например в бесконечно протяжен-
ном стержне или стержне, нагруженном
на его волновое сопротивление. Волновое
сопротивление однородного стержня с
площадью поперечного сечения S равно
W=Spc,
т.е. представляет собой произведение вол-
нового сопротивления материала на сече-
ние стержня.
Постоянной распространения [300,
312] называют величину у = 8 + jk, где
8 - коэффициент затухания по расстоя-
нию; к - волновое число. Для продольных
и поперечных волн к = со/с.
Величины W и у в общем случае ком-
плексные. Комплексный характер W свя-
зан с тем, что скорость распространения
звука в среде зависит от динамического
модуля Юнга Е, который для материалов с
большими потерями имеет заметную мни-
мую составляющую £". Поэтому Е = Е' -jE",
а значит, и волновое сопротивление среды
ре - также комплексная величина. При-
ближенное ее значение [312]
ре = росо(1 ~J8/k),
где росо - волновое сопротивление среды
без потерь.
Для материалов с относительно не-
большими потерями мнимые составляю-
щие волнового сопротивления пренебре-
жимо малы и параметры ре и И7 допусти-
мо считать действительными величинами.
В табл. 1.11 приведены формулы для
входного механического импеданса ZBX
продольно-колеблющегося стержня с раз-
личными нагрузками на конце.
Для свободного на конце (Z = 0)
стержня без потерь входной импеданс
чисто реактивный: ZBX =jXBK. Зависимость
Хх от отношения Z/А. имеет вид тангенсои-
ды (рис. 1.70). При //А. = н/2 (и = 1,2, 3, ..., п)
Хх = 0. При //А. = (2и - 1 )/4 импеданс Хх
меняет знак, переходя через со. Для стерж-
ня с потерями и свободным концом (Z = 0)
по
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
зависимости Хвх и Лвх от отношения Z/X
показаны на рис. 1.71, для того же стерж-
ня с жестко закрепленным концом
(Z = со) - на рис. 1.72.
Частоты, соответствующие миниму-
мам |ZBX|, называют резонансными, часто-
ты, соответствующие максимумам |ZBX|, -
антирезонансными. При резонансах и ан-
тирезонансах входные импедансы наносят
чисто активный характер (ZBX = Лвх). При
нагрузке на комплексное сопротивление
резонансные и антирезонансные частоты
смещаются.
Собственные частоты однородного
стержня без потерь, один конец которого
свободен, другой нагружен механическим
импедансом Z = R + jX, при общей доб-
ротности системы Q > (5 ... 10) определя-
ются выражением
./' = “arctg(-~l (1-46)
2л7 W )
где I - длина стержня; W = pcgS - его вол-
новое сопротивление, с0 = Е/р - ско-
рость звука для тонкого стержня.
Формула (1.46) определяет резонанс-
ные частоты системы, на которых вход-
ной импеданс стержня чисто активный, а
его значение минимально. Влияние на-
грузки определяется параметром (-X/W).
Инерционная нагрузка снижает собствен-
ные частоты, упругая увеличивает. При
реактивной нагрузке собственные частоты
перестают быть кратными основной час-
тоте и называются уже не гармониками, а
обертонами.
Скорость распространения про-
дольных волн в стержне зависит от от-
ношения его поперечного размера d к
длине волны X. Для стержней с с//Х « 1
с0 = у/Е/р , как в табл. 1.2. Для неограничен-
ной среды (J/X » 1) скорость с/ =
I £(i-V) ГТ
= \—0—)(1 2 ) ' пР0МежУТ0ЧНЬ1Х
значениях отношения d/E зависимость
скорости с от этого параметра имеет
сложный характер. Это явление называет-
ся геометрической дисперсией скорости.
На рис. 1.73 показана зависимость
отношения с/с/ от параметра J/2X для
круглого стержня из материала с v = 0,33.
Эти данные можно использовать и при
v = (0,25 ... 0,35) [312]. В области
0,8 < <7/2Х <1,1 распространения упругих
волн практически не наблюдается, так как
энергия не может переноситься волнами
этого типа при такой скорости. Из графика
следует, что при условии d/2E > (2,5 ... 2,8)
стержень уже можно рассматривать как
неограниченную среду.
Скорость продольной волны в ци-
линдрическом стержне диаметром d мож-
но вычислить по приближенной формуле
Похгаммера [312]
При <7/2 X <0,15 формула (1.47) дает
результаты, мало отличающиеся от полу-
ченных по значительно более сложной
точной формуле: при 0,15 < J/2X < 0,2 и
0,5 < Д/2Х < 0,7 ошибка не превышает
3 ... 4 %. В области 0,2 < J/2X < 0,5 фор-
мула дает завышенные результаты, пог-
решность не превосходит 15 %. При
d/27. > 0,7 формулой пользоваться нельзя.
Для стержня квадратного сечения со
стороной h можно использовать выраже-
ния для круглого стержня, приняв
d/h = 1,28.
1.4.3. Поперечные колебания стержней
Для поперечных (изгибных) свобод-
ных колебаний тонких стержней также
характерны узлы и пучности смещений и
сил. Три первые формы изгибных колеба-
ний тонкого, свободного на концах стерж-
ня показаны на рис. 1.74.
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
111
Для низшей собственной частоты ха-
рактерны два узла смещений, для каждой
следующей собственной частоты число
узлов увеличивается на единицу. Для
и-го обертона число узлов смещения
и + 1. В отличие от продольных колебаний
стержня со свободными концами собст-
венные частоты рассматриваемого стерж-
ня не находятся в простых кратных соот-
ношениях, т.е. не являются гармониками.
Распределение смещений по длине
свободноколеблющегося тонкого (d « /.)
однородного стержня произвольного се-
чения [18]
Рис. 1.74. Формы поперечных
колебаний свободного стержня:
а - основная собственная частота;
б - вторая собственная частота; в - третья
собственная частота
ип = А chknx + cosknx-
chknl -cosknl
shk„l -sinknl
(shknx + sin/cnx)
(1-48)
где kn = yjpSa^ I El - волновое число;
5 - площадь сечения стержня; 1 - момент
инерции его сечения.
Значения кп определяют как корни
трансцендентного уравнения
ch кп I cos k„l= 1.
Основной частоте стержня соответ-
ствует наименьший отличный от нуля ко-
рень к,1 = ai= 4,730. Остальные корни
достаточно точно выражаются формулой
кп = (2и + 1)л/2. Их значения: а2 = 7,853;
а3= 10,996; а4= 14,137.
Собственные частоты изгибных ко-
лебаний стержня
Д=&2£аг >(149)
2л/ V о 2л/
/7 л
где г = J— -радиус инерции сечения.
При п > 1 формула принимает вид
(2„-1);те<
Значения моментов инерции и собст-
венных частот для стержней различных
форм приведены в табл. 1.12. Формулы
для определения частот справедливы при
г/'к < 0,05 илиf < QfiVcdr.
При изгибных колебаниях свободно-
го на концах стержня крайние узловые
плоскости находятся на расстояниях от
его концов, равных для первой и после-
дующих мод соответственно 0,22/, 0,13/,
0,096/, 0,07/. Эти точки обычно использу-
ют для крепления (опор) образца при ис-
пытаниях методом собственных частот в
режиме изгибных колебаний. Ввиду
меньшей упругости стержней по отноше-
нию к изгибу, чем к растяжению-сжатию,
низшие собственные частоты изгибных
колебаний много ниже соответствующих
частот продольных колебаний.
Применение собственных частот про-
дольно- и изгибно-колеблющихся стерж-
ней для неразрушающего контроля будет
рассмотрено в гл. 4.
1.4.4. Поперечные колебания пластин
Пластины, как и стержни, являются
системами с распределенными постоян-
ными и имеют множество собственных
частот. Простейшая модель - круглая пла-
стина, определенным образом закреплен-
ная по периметру и возбуждаемая в центре
112 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.75. Расчетные зависимости
отношения IC/Kr, от раскрытия
присоединенного воздушного зазора для
пластин из алюминиевого сплава толщиной
h = 0,3; 0,5 и 1,0 мм (соответственно а, б, в).
Диаметры пластин D = 10 ... 50 мм
сосредоточенной гармонической силой.
Пластина совершает поперечные (изгиб-
ные) колебания.
Существуют решения для жесткоза-
щемленной по периметру, опертой по пе-
риметру и свободной на краях пластины
[305]. Жесткое защемление исключает
возможность смещения и изгиба на краях
пластины. Для этого случая входной ме-
ханический импеданс пластины в пренеб-
режении потерями чисто реактивный. Для
частот ниже основной собственной часто-
ты он представляется в виде [203, 305,
312]
Z=jX=j(am}-\/aIQ, (1.51)
где тэ - эквивалентная масса', К3 - эквива-
лентная гибкость пластины.
Для круглой, жесткозащемленной по
контуру пластины
(1-V2 Ь2
т, = 0,15т; К= 0,0597,
Eh3
где т - физическая масса пластины; D - ее
диаметр; h — толщина пластины; Е - мо-
дуль Юнга; v - коэффициент Пуассона.
Основная собственная частота за-
щемленной пластины [305]
h I Е
f'=1’887^J~r^r- (k52)
D Vp(1-v2)
На частотах f <f\ пластина имеет уп-
ругое сопротивление. Кроме основной
имеются более высокие собственные час-
тоты, не кратные основной частоте (обер-
тоны). При переходе через собственные
частоты пластины характер реактивной
составляющей ее импеданса меняется
(с упругого на инерционный и обратно).
При представлении зоны дефекта ти-
па расслоения моделью в виде защемлен-
ной пластины между отделенным дефек-
том слоем и внутренней частью конструк-
ции обычно имеется заполненный газом
зазор. Его толщина намного меньше дли-
ны волны, поэтому он представляет собой
сосредоточенную гибкость[203]
КТ = 16К/рг с2 52,
где К - объем зазора; рг - плотность газа;
сг - скорость звука в нем; 5 - площадь за-
зора.
При средней толщине зазора hY = VIS
круглой пластины диаметром D
Кт = 64/гг/ рг cvr.D2.
Результирующая гибкость, образо-
ванная соединенными узлом элементами
К3 и Кг, равна
К'Э = К3КГ/(КЭ+КТ).
На рис. 1.75 представлены расчетные
зависимости отношения KJ К'э от раскры-
тия hY газового (воздушного) зазора для
защемленных круглых пластин различно-
го диаметра и трех значений h толщины
пластины.
1.12. Формулы для расчета моментов инерции сечений и собственных частот
изгибных колебаний свободных стержней [18]
Сечение Момент инерции Собственные частоты f„
п = 1 (низшая) n>\
Круг диаметром d ттс/4/64 О,89Осо dll2 0,0982(2«-l)2 c0 dll2
Кольцо с внешним диамет- ром D и внутренним d лО4( 1 - Q,W)c0D 1, d2 —11 + — I2 N D O,O982(2n-l)2coJ 1 d2 I2 \ D2
Тонкое кольцо толщиной 8 со средним диаметром Jcp n8d3/S ср ],26c()dcp/l2 ОДфя-!)2 CqD! I2
Тонкое кольцо эллиптиче- ского профиля с внешними диаметрами >£)2 л8Г>]Г>22/8 l,26c0 Z>2//2 O,14(2«-1)2co/j//2
Прямоугольник толщиной h и шириной b (колебания по- перек толщины) bh3 /12 l,O28co/r//2 0,1134(2«-l)2 c0hll2
То же (колебания поперек ширины) hb3/12 l,O28cob//2 O,1134(2«-l)2cofe//2
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ 113
114
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.13. Значения коэффициентов 7Гв(О,2) и 7Гв(1,0) для расчета собственных частот
изгибных колебаний круглых пластин [18]
Ка h/D Коэффициент Пуассона, v
0,10 0,20 0,30 0,40
£,(0,2) 0,05 0,0539 0,0523 0,0508 0,0495
0,1 0,1049 0,1015 0,0986 0,0960
0,15 0,1509 0,1460 0,1416 0,1377
0,2 0,2260 0,2184 0,2116 0,2054
0,3 0,2557 0,2470 0,2391 0,2321
£,(1,0) 0,05 0,0776 0,0811 0,0854 0,0909
0,1 0,1497 0,1561 0,1640 0,1740
0,15 0,2127 0,2214 0,2319 0,2451
0,20 0,2659 0,2762 0,2885 0,3037
0,25 0,3101 0,3215 0,3351 0,3514
0,3 0,3468 0,3590 0,3733 0,3903
1.14. Значения коэффициентов Ks для планарных колебаний
круглых пластин и поправки на толщину А [18]
V К,(0,0) £(0,1) £(0,2) £(0,3) A/(W
0,10 0,6128 0,5521 0,5022 0,7660 1,5
0,20 0,6447 0,5463 0,4815 0,7371 5,0
0,30 0,6837 0,5391 0,4630 0,7109 15
0,40 0,7325 0,5326 0,4465 0,6870 38
Таким образом, воздушный зазор
уменьшает эквивалентную гибкость пла-
стины и, следовательно, увеличивает мо-
дуль упругой составляющей ее импеданса.
Это неблагоприятно сказывается на обна-
ружении дефектов низкочастотными аку-
стическими методами, в частности импе-
дансным (см. разд. 2.5).
Собственные колебания свободных
пластин (т.е. не закрепленных по пери-
метру) можно разделить на [18]:
• колебания, формы которых анти-
симметричны относительно средней плос-
кости пластины (изгибные колебания);
• колебания, формы которых симмет-
ричны относительно указанной плоскости -
планарные или радиальные колебания.
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
115
4(0,2) 4(0,3)
Рис. 1.76. Характер деформаций
круглых пластин на низших собственных
частотах [18]
4(0,2) 4(0,3)
Для круглых пластин (дисков) низ-
шие формы колебаний характеризуются
деформациями, показанными на рис. 1.76.
Изгибные колебания обозначены fa (т, и),
планарные -fs (т, и), где т - число узло-
вых окружностей', п - число узловых диа-
метров.
Собственные частоты изгибных коле-
баний представляются в виде [18]
<l53)
D \ р
где D - диаметр пластины; Ка (т, п) - без-
размерный коэффициент, представленный
в табл. 1.13 для различных значений ко-
эффициента Пуассона v и отношения h/D
(h - толщина пластины).
Собственные частоты различных мод
планарных колебаний рассчитывают по
формуле
<L54>
где Ks(m, п)- безразмерный коэффициент.
В отличие от Ка(т, п), при малых
значениях h/D коэффициент Ks(m, и) зави-
сит только от одного параметра - V. Одна-
ко влиянием толщины можно пренебре-
гать лишь при h/D < (0,25 ... 0,3). Для мо-
ды 5(0,0) следует вводить поправки, начи-
ная с h/D <0,1, так как экспериментальные
значения частот будут заметно зани-
женными по сравнению с расчетными.
Значения Ks(0, п), а также положительной
поправки А к KS(Q, 0) приведены в
табл. 1.14.
Собственные частоты изгибных ко-
лебаний тонких квадратных пластин со
свободными границами рассчитывают по
формуле
= (Г
где а - сторона квадрата.
Моды колебаний таких пластин и
значения безразмерных коэффициентов К,
приведены в табл. 1.15.
Влияние нагрузки. Нагрузка актив-
ным механическим сопротивлением уве-
личивает потери колебательной системы,
что приводит к снижению добротности и
росту логарифмического декремента зату-
хания.
Если добротность системы достаточ-
но велика (Q > 10), изменение R практиче-
ски не сказывается на собственных часто-
тах конструкции. При меньших значениях
Q увеличение потерь несколько снижает
эти частоты. Изменение реактивной со-
ставляющей X импеданса нагрузки суще-
ственно влияет на собственные частоты.
Характер этого влияния зависит от знака
(инерционность или упругость) и структу-
ры конструкции. Инерционная нагрузка
снижает собственные частоты, упругая
повышает.
В качестве примера рассмотрим из-
менение основной собственной частоты
1.15. Моды колебаний и значения
параметров АГ, для низших мод
изгибных колебаний свободных
квадратных пластин [18]
№ моды Мода колебаний Параметр X,
v = 0,225 v = 0,31
1 Г-Р ш 0,665 0,651
2 0,970 0,952
3 о 1,128 1,155
116
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
колеблющегося по толщине пьезоэлемен-
та, нагруженного на полупространство с
волновым сопротивлением z через тонкий
слой контактной смазки, толщина h кото-
рого намного меньше длины волны в нем.
Обычно волновое сопротивление жидко-
сти гж « z, поэтому слой смазки можно
приближенно представить удельной гиб-
костью 7ГЖ = l/L (L - модуль всестороннего
сжатия). Акустический импеданс общей
механической нагрузки пьезоэлемента
Z = ZAz/(ZK + z), где Z*. = l/jco/C» - упругое
сопротивление контактного слоя.
Так как z - активное сопротивление, а
Z* - реактивное, то импеданс Z имеет уп-
руго-активный характер и, следовательно,
повышает собственную частоту пьезоэле-
мента.
Влияние тонкого соединительного
слоя между пьезоэлементом и ОК рас-
смотрено в работах [242, 302], где показа-
но, что этот слой повышает частоту мак-
симума передачи энергии пьезоэлемента в
ОК и сужает полосу рабочих частот. На-
пример, при нагрузке кварцевого пьезо-
элемента с собственной частотой 2,5 МГц
через слой трансформаторного масла на
плоскую поверхность образца из алюми-
ниевого сплава резонансная частота сис-
темы увеличивается до 2,8 МГц.
Присоединение тонкого слоя (напри-
мер, протектора) к свободному пьезоэле-
менту также меняет его собственную час-
тоту. Если толщина слоя 0 > / > 1/4, то его
входное сопротивление имеет инерцион-
ный характер и, следовательно, собствен-
ная частота пьезоэлемента снижается.
Собственные частоты любой коле-
бательной системы могут быть найдены из
уравнения [312]
Авх = 0, (1.56)
где Хю - реактивная составляющая вход-
ного импеданса этой системы.
При резонансных частотах активное
входное сопротивление Авх имеет мини-
мальное значение, при антирезонансных -
максимальное. Для сложных колебатель-
ных систем уравнение (1.56) является
трансцендентным и, как правило, имеет
только численные решения.
1.4.5. Электромеханические аналогии
Для анализа механических и элек-
тромеханических колебательных систем
широко пользуются методом электро-
механических аналогий [59, 90, 224, 300].
Он основан на сходстве дифференциаль-
ных уравнений, описывающих колебания
электрических и механических систем.
Главное достоинство метода - возможность
применения хорошо разработанных спосо-
бов анализа электрических цепей к расчету
механических колебательных систем.
Основные элементы механических
колебательных систем с сосредоточенны-
ми постоянными - масса т, гибкость К и
активное сопротивление R. Гибкость
представляет собой величину, обратную
жесткости. В литературе используют так-
же эквивалентные гибкости термины:
податливость, сжимаемость, упругость.
Параметры механических колебательных
систем с распределенными постоянными -
волновое сопротивление W = Spc, посто-
янная распространения у = 5 + jk, геомет-
рические размеры и форма (в частности,
для стержня длина /). Элементы электри-
ческих цепей с сосредоточенными посто-
янными - индуктивность L, емкость С и
активное сопротивление R. Основные па-
раметры электрических цепей с распреде-
ленными постоянными (длинных линий) -
волновое сопротивление =Jl0/C0
(Lo и Со - индуктивность и емкость линии
на единицу ее длины), постоянная распро-
странения у и длина I.
Отметим, что при выводе уравнения
распространения упругой волны в стержне
волновое сопротивление последнего также
представляется в виде W= ^т0/К0 , где
т0 и Ко - масса и гибкость стержня на еди-
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
117
1.16. Условные обозначения механических и электрических элементов
Механические элементы Электрические элементы
Масса т О - —о Индуктивность L
Г ибкость 0—W\№ Емкость С
Активное сопротивление R ° — 1 ° Активное сопротивление R
Механический импеданс Z ° 1 1 ° Электрический импеданс Z О " |- —О
Система с распре- деленными посто- янными (стержень) ° 1 1 Длинная линия о 1 1 о
ницу длины. Таким образом, структура
выражений для W и одинакова. Поэтому
существует полная аналогия между вол-
новыми сопротивлениями
для электрической линии и продольно
колеблющегося стержня. Такое же соот-
ветствие имеется между постоянными
распространения электрической и механи-
ческой систем с распределенными посто-
янными.
В методе электромеханических ана-
логий упругую составляющую механиче-
ского импеданса представляют гибко-
стью, так как ее электрическим аналогом
служит емкость.
Условные обозначения элементов
механических и электрических систем
показаны в табл. 1.16. Если неясно, о ка-
кой составляющей импеданса идет речь,
электрические элементы снабжают индек-
сом "Е", механические - "М".
Используя аналогии механических и
электрических элементов (табл. 1.17), со-
ставляют эквивалентную схему (иначе
схему замещения) механической системы
и анализируют ее известными методами
теории цепей. Это особенно удобно при
расчете сложных механических и элек-
тромеханических систем с несколькими
степенями свободы.
Метод электромеханических анало-
гий применим к системам, содержащим
элементы с сосредоточенными и распре-
деленными постоянными, а также к ком-
бинированным системам, включающим в
себя те и другие элементы. Кроме того,
сама структура эквивалентной схемы по-
могает качественно оценить поведение
анализируемой системы в различных ус-
ловиях (например, при различных нагруз-
118
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.77. Механические двухполюсники
и их эквивалентные схемы:
а - соединение элементов цепочкой;
б - эквивалентная схема для соединения
цепочкой; в - соединение элементов узлом;
г - эквивалентная схема для соединения узлом
ках). На эквивалентных схемах механиче-
ские элементы обозначают так же, как их
электрические аналоги, за исключением
буквенных символов.
Эквивалентные схемы механических
систем составляют по определенным пра-
вилам. Так, механические двухполюсники,
на все элементы которых действует оди-
наковая сила F (рис. 1.77, а), называют
соединенными цепочкой. Это соответству-
ет параллельному соединению на схеме
замещения (рис. 1.77, б), когда колеба-
тельные скорости всех элементов различ-
ны. Резонанс в соединенном цепочкой т,
К, R двухполюснике называют резонансом
скоростей, что соответствует резонансу
токов в параллельном электрическом кон-
туре. В приведенном ранее смысле резо-
нанс скоростей является антирезонансом,
так как при этом Хх = 0, а активная со-
ставляющая механического импеданса
максимальна.
Двухполюсники, элементы которых
обладают одинаковой колебательной ско-
ростью (рис. 1.77, в), называют соединен-
ными узлом, что соответствует последова-
тельному соединению на эквивалентной
схеме (рис. 1.77, г). В этом случае на эле-
менты двухполюсника действуют разные
силы. Резонанс в механическом двухпо-
люснике т, К, R с элементами, соединен-
ными узлом, именуют резонансом сил. Это
соответствует резонансу напряжений в
последовательном электрическом контуре.
При резонансе сил реактивная состав-
ляющая входного импеданса равна нулю,
а активная минимальна.
При непосредственном (без проме-
жуточных активных или упругих сопро-
тивлений) соединении п инерционных
элементов (например, масс т\, т2, т3, ...,
т„) их массы складывают: М = т\+ т2+
+ т3 + ... + т„. Элемент М массы рассмат-
ривается как материальная точка, смеще-
ние и колебательная скорость которой в
каждый момент времени имеют единст-
венные значения, отсчитываемые в непод-
вижной системе координат. Таким обра-
зом, соединение масс возможно только
узлом.
В отличие от элемента массы под
смещениями и колебательными скоростя-
ми активного сопротивления и гибкости
понимают разности соответствующих
параметров на концах этих элементов.
При непосредственном соединении
упругих элементов, обладающих гибко-
стями К, и К2, возможно их соединение
как узлом, так и цепочкой. При соедине-
нии узлом два конца одного элемента со-
единены с двумя концами другого. Сме-
щения и колебательные скорости обоих
элементов, равные разностям этих пара-
метров на концах объединенного элемен-
та, соответственно равны. При этом гиб-
кость К результирующего упругого сопро-
тивления меньше гибкостей К\ и К2 его
составляющих. Величина К определяется
формулой К= KKiJ(K\ + Кг). В случае со-
единения п гибкостей узлом результи-
рующая гибкость вычисляется из выраже-
ния
1111 1
-- — --1-1---к ...-.
К кЛ к2 к3 к„
При соединении п гибкостей цепоч-
кой результирующая гибкость
K = Kt + К2 + К3+ ... + К„.
Таким образом, соединение гибко-
стей узлом подобно последовательному
соединению электрических конденсато-
ров, соединение цепочкой - параллельно-
му.
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
119
1.17. Электрические и механические аналоги
Электрические величины Механические величины
Заряд q Смещение и
Ток i = dq/dt Колебательная скорость v = du/dt
Скорость изменения тока di/dt = </q/d? Ускорение dv/dt - </uidr
Напряжение U Сила/7
Емкость С Гибкость К
Индуктивность L Масса т
Активное электрическое сопротивление R Активное механическое сопротивление R
Емкостное сопротивление 1/усоС Упругое сопротивление \ijaK
Индуктивное сопротивление js>L Инерционное сопротивление jam
Идеальный (без потерь) трансформатор с коэффициентом трансформации и Абсолютно жесткий и невесомый рычаг с соотношением плеч П = /]//2
Волновое сопротивление длинной линии -Д' Волновое сопротивление стержня Ш=рс5
Эквивалентный ген ератор напряжения о ) Е — о Эквивалентный ге Л яератор силы о F — '-О
Эквивалентный ген [ератор тока L О Эквивалентный г ной скорости енератор колебатель- О S) V о
* Со и Со - индуктивность и емкость на единицу длины линии.
120
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.78. Эквивалентная схема
пьезоэлемента, колеблющегося по толщине
(продольный пьезоэффект)
Метод электромеханических анало-
гий применим также для расчетов элек-
тромеханических преобразователей (пье-
зоэлементов, микро- и гидрофонов и т.п.),
имеющих две стороны: электрическую и
механическую (акустическую). В режиме
излучения такой преобразователь транс-
формирует подводимую электрическую
энергию в механическую, в режиме прие-
ма - механическую энергию в электриче-
скую.
Механическую и электрическую сто-
роны преобразователя соединяют элек-
тромеханическими трансформаторами.
Одна сторона ("обмотка") такого транс-
форматора соединена с электрическими,
другая - с механическими элементами
схемы замещения. Параметры электроме-
ханического трансформатора выражают
через константы преобразователя.
Для расчета различных типов пьезо-
преобразователей пользуются их эквива-
лентными схемами, основанными на схе-
мах замещения пьезоэлементов. Наиболее
полные схемы замещения пьезоэлементов
в виде шестиполюсников с одной элек-
трической и двумя механическими сторо-
нами разработаны независимо друг от
друга Л.Я. Гутиным [112] и У. Мэзоном
[384], Эти и другие подобные схемы опи-
саны в многочисленных монографиях и
статьях [127,141].
Известно несколько типов пьеэоэле-
ментов, отличающихся характером коле-
баний. В дефектоскопии применяют в ос-
новном пьезоэлементы в виде колеблю-
щейся по толщине пластины и (реже) -
длинного бруска прямоугольного сечения
с электродами на боковых сторонах, со-
вершающего продольные колебания.
На рис. 1.78 приведена эквивалент-
ная схема пьезоэлемента в форме колеб-
лющейся по толщине пластины, направле-
ние поляризации которой совпадает с на-
правлением колебаний (продольный пье-
зоэффект). Зажимы 7-7 соединены с элек-
трической схемой (генератором, усилите-
лем). На электрической стороне пьезоэле-
мента действует напряжение U и протека-
ет ток 7. Зажимы 2-2 и 3-3 отображают
переднюю и заднюю поверхности пьезо-
элемента, на которых действуют силы Ft,
Fz и колебательные скорости vb v2 соот-
ветственно.
Импеданс (-ZE) имеет чисто расчет-
ный характер. Он учитывается только для
пьезоэлементов с большим коэффициен-
том электромеханической связи р. Для
кварцевых пьезоэлементов (Р < 0,1) этим
импедансом пренебрегают. Электрическая
и механическая стороны схемы связаны
через идеальный (без потерь) электроме-
ханический трансформатор с коэффици-
ентом трансформации 1: Ф.
Для широкой пьезопластины (d » 7.)
параметры схемы следующие [28]: ZE =
= 1/jro Q, ; Со = £ef3// = Де[3 (1 - р2)//,
где Cg - емкость зажатого пьезоэлемента;
В - площадь электрода пьезопластины;
I - ее толщина; ef3 и ef3 - диэлектриче-
ские проницаемости зажатого и свободно-
го пьезоэлементов соответственно;
Р, - коэффициент электромеханической
связи (см. разд. 1.2.3) для продольных ко-
лебаний широкой пьезопластины; Z\ =
= Wtii(yl/2), Z2 = W/sh(yl), где W = BpcD -
волновое сопротивление пьезоэлемента;
у = 8 + jk - постоянная распространения
(k = (a/cD - волновое число, р - плотность,
с" = (с^/р)|/2- скорость продольной вол-
ны в пьезоэлектрике с разомкнутой элек-
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
121
трической цепью, где с33 - упругая по-
стоянная пьезоэлектрика для того же слу-
чая); Ф = Лр,(£зз с?з)1/2^ _ коэффициент
трансформации.
Для пьезоэлемента в виде узкого
стержня с электродами на торцевых по-
верхностях схема остается той же, но ме-
няется коэффициент электромеханической
связи, который обозначается р33.
Эквивалентная схема для показанно-
го на рис. 1.79 пьезоэлемента в виде бру-
ска прямоугольного сечения с электрода-
ми на боковых сторонах (поперечный
пьезоэффект) приведена на рис. 1.80. Им-
педанс (~ZE) в ней отсутствует. Схема
имеет следующие параметры: ZE =
= l/у® Cl3 ; Cq = А 4 (1 - р32! )/t = A е31 /t
[Cq - емкость зажатого пьезоэлемента;
А = wl - площадь электрода, где w - его
ширина, I - длина; t - расстояние между
электродами; Z; = l¥th(yl/2'y, Z3 =
= l¥/sh(yl), где W = wtpcE - волновое со-
противление; у = 5 + jk - постоянная рас-
пространения (к = ®/с£ - волновое число);
сЕ = (Сц /р)1/2 - скорость звука для пьезо-
элемента с короткозамкнутой электриче-
ской цепью, где с{\ - упругая постоянная
для того же случая; Ф = wp31(Ef3 Сц)|/2 -
коэффициент трансформации (р31 - коэф-
фициент электромеханической связи для
поперечного пьезоэффекта).
Если не учитывать потери в пъезо-
элементе, то в обеих схемах замещения
принимают Z\ = jWig(kl/2) и Z2 = Wljsm(kl).
Поясним обозначения параметров
рассмотренных эквивалентных схем.
Электрические параметры характеризуют-
ся диэлектрической проницаемостью,
механические - плотностью и постоянны-
ми упругости. Электрические и механиче-
ские параметры взаимосвязаны тем силь-
нее, чем больше коэффициент электроме-
ханической связи р. Значения пьезоэлек-
Рис. 1.79. Продольио-колеблющийся
пьезоэлемент с электродами на боковых
сторонах
трических параметров определяются так-
же характером (модой) колебаний пьезо-
элемента.
В обозначениях пьезоэлектрических
параметров используют буквенные и циф-
ровые индексы. Верхний буквенный ин-
декс указывает величину, постоянную при
его определении: Т - механическое на-
пряжение, S — деформацию, Е - напря-
женность электрического поля, D - ди-
электрическое смещение. Индексы S и Т
относятся к электрическим параметрам, Е
и D - к механическим. Первый нижний
цифровой индекс характеризует направле-
ние электрического поля, второй - меха-
нического напряжения.
Диэлектрические проницаемости.
Параметр е33 диэлектрическая проницае-
мость для продольного пьезоэффекта при
постоянстве механического напряжения.
Вектор электрического поля совпадает с
направлением механического напряжения
(продольный пьезоэффект). Постоянство
механических напряжений (равен-
Рис. 1.80. Эквивалентная схема
пьезоэлемента в виде бруска с электродами
на боковых сторонах (поперечный
пьезоэффект)
122
Глава 1 ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1.18. Параметры пьезокерамики отечественной и британской
Параметр Пьезокерамика
ЦТС-19 PZT-4
Скорость звука м/с 4240 4600
Плотность р, кг/м3 7330 7500
Постоянная упругости, ГПа:
& 132 159
- 145
4 - 115
Волновое сопротивление z = р <Р, МПа с/м 31,08 34,5
Добротность свободного элемента Q 70 500
Коэффициент электромеханической связи для*
широкой пластины (продоль- ный пьезоэффект) р, 0,44 0,51
стержня (продольный пьезоэф- фект) р33 0,61 0,7
стержня (поперечный пьезоэф- фект) рз1 0,31 0,33
Относительная диэлектрическая про- ницаемость для:
широкой пластины (продоль- ный пьезоэффект) £33/£о 935 635
стержня (продольный пьезоэф- фект) Е^/Ео 976 663
стержня (поперечный пьезоэф- фект) Ец/Ео - 730
ПРОСТЕЙШИЕ КОЛЕБАТЕЛЬНЫЕ СИСТЕМЫ
123
ство их нулю) обеспечивается при свобод-
ных гранях пьезоэлемента. Значение £33
находят измерением емкости свободного
пьезоэлемента на низких частотах (100 ...
1000 Гц), далеких от его собственных час-
тот.
Параметр = е33 (1 - р33) - ди-
электрическая проницаемость при посто-
янстве деформации для тех же направле-
ний поля и механических напряжений.
Это соответствует жесткому закреплению
граней пьезоэлемента, исключающему его
деформацию при воздействии поля. Пара-
метр е33 расчетная величина, так как
практическая реализация условий жестко-
го закрепления затруднительна.
Для пьезоэлемента в виде тонкого (по
сравнению с длиной волны) стержня с
электродами на торцах вместо р, (для ши-
рокой пластины) используют значение р33.
Для поперечного пьезоэффекта е31 =
= 4з (1 - ₽31 )
Упругие постоянные пьезоэлемента
с разомкнутой электрической цепью име-
ют верхний индекс D (постоянная индук-
ция), с короткозамкнутой цепью - индекс
Е (постоянная напряженность поля Е = 0).
Так, - постоянная упругости пьезо-
элемента с разомкнутой электрической
цепью для продольного пьезоэффекта,
когда вектор поля совпадает с направле-
нием деформации.
Известны эквивалентные схемы так-
же других типов пьезоэлементов и иных
электромеханических преобразователей.
В отечественной литературе сведения
о пьезоэлектричеких параметрах, необхо-
димых для расчета преобразователей,
приведены очень скупо. Даже в ГОСТ
13927-68 значения диэлектрических про-
ницаемостей, постоянных упругости и
других констант приведены без указания,
к каким условиям они относятся. Кроме
того, эти значения имеют большой раз-
брос. В переводной и оригинальной ино-
странной литературе можно найти данные
Рис. 1.81. Эквивалентная схема с
электромеханическим трансформатором (а)
и та же схема, пересчитанная на
электрическую (б) и механическую (в)
стороны
только о материалах зарубежного произ-
водства.
Некоторые параметры наиболее рас-
пространенной отечественной пьезокера-
мики ЦТС-19, по данным [127, 141] (более
подробно, чем в табл. 1.7), и керамики
PZT-4 британской фирмы Vemitron при-
ведены в табл. 1.18.
Параметры электрической стороны
схемы замещения можно пересчитывать
на механическую сторону и наоборот, т.е.
приводить систему к одной ее стороне.
Электрические напряжения пересчитыва-
ют в силы на механической стороне ум-
ножением на коэффициент трансформа-
ции Ф, токи в колебательные скорости -
делением на Ф, электрические импедансы
(в механические) - умножением на Ф2.
Аналогично пересчитывают параметры
механической стороны на электрическую
сторону.
В качестве примера на рис. 1.81, а
показана эквивалентная схема электроме-
124
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ханической системы. На ее электрической
стороне действует напряжение U, проте-
кает ток i и включен электрический импе-
данс Ze. Механическая сторона представ-
лена механическим импедансом ZM, силой
F и колебательной скоростью v.
После приведения к электрической
стороне схема приобретает вид рис. 1.81,
б. Аналогично схема, изображенная на
рис. 1.81, а, приводится к механической
стороне (рис. 1.81, в). Указанные преобра-
зования эквивалентных схем упрощают
анализ. Выбор стороны, к которой приво-
дится схема, произволен и диктуется со-
ображениями удобства.
Эквивалентные схемы полезны не
только для численных расчетов. Часто они
позволяют и качественно оценить поведе-
ние пьезоэлемента в различных режимах.
Например, если правая сторона схе-
мы, показанной на рис. 1.78, соединена с
полезной акустической нагрузкой, а тыль-
ная (на схеме левая) сторона пьезоэлемен-
та свободна (т.е. закорочена, так как Zf =
= Ft/vi = 0), то передача энергии в нагруз-
ку будет мала вследствие шунтирующего
влияния левой части схемы. Если же на-
грузить тыльную сторону на очень боль-
шое сопротивление, то это влияние устра-
нится и передача энергии в полезную на-
грузку резко возрастет.
Метод электромеханических анало-
гий широко применяют также для расчета
других механических и электромеханиче-
ских колебательных систем.
1.5. НЕЛИНЕЙНЫЕ МЕТОДЫ В АК
Ранее было сказано, что в УЗ-
контроле используется область линейной
акустики, где механическое напряжение
пропорционально деформации для твердо-
го тела или давление пропорционально
смещению для жидкости. Однако при
больших отклонениях от положения рав-
новесия пропорциональность нарушается.
Это область нелинейной акустики.
Распространение звуковой волны
большой интенсивности (так называемых
волн конечной амплитуды) в отличие от
волн с малой амплитудой сопровождается
нарастающим искажением ее формы. Это
обусловлено разницей в скоростях пере-
мещения различных точек профиля волны.
Скорость с перемещения точки профиля,
соответствующая заданной колебательной
скорости v, определяется формулой
c(v) = Со + £V,
где Со - равновесное значение скорости
звука в среде; е - нелинейный параметр
среды. Точки профиля волны, соответст-
вующие областям сжатия (где v > 0), "бе-
гут" быстрее точек, соответствующих об-
ластям разрежения (где v < 0), т.е. ско-
рость звука в области сжатия больше, чем
в области разряжения.
О.В. Руденко [288] рассмотрел воз-
можность использования для диагностики
и контроля разнообразных физических
явлений, связанных с распространением
интенсивных акустических волн. На этой
работе основано дальнейшее изложение.
Отмечается, что зависимость от амплиту-
ды (или интенсивности) приводит к нару-
шению принципа линейной суперпозиции:
волны в области их интерференции начи-
нают влиять друг на друга, обмениваясь
энергией. При этом каждая из волн "запо-
минает" свойства как остальных участни-
ков взаимодействия, так и материальных
констант среды в той области пространст-
ва, где это взаимодействие происходит.
Примером устройства, принцип рабо-
ты которого основан на нелинейном "за-
поминании" характеристик сигнала, явля-
ется параметрический гидроакустический
приемник, в котором роль приемной ан-
тенны выполняет область пересечения
опорного интенсивного пучка и слабой
сигнальной волны
Вообще говоря, из области взаимо-
действия могут излучаться волны с новы-
ми частотами и направлениями распро-
странения, которых не было в ансамбле
исходных возмущений. Эти волны, рож-
денные на нелинейности среды, также
несут информацию, полезную для диагно-
НЕЛИНЕЙНЫЕ МЕТОДЫ В АК
125
стики. Далее будет рассмотрено несколько
принципиальных идей и схем сбора ин-
формации, основанных на нелинейных
эффектах.
1.5.1. Измерение нелинейных модулей
упругости
В акустике следует различать гео-
метрическую, физическую и структурную
нелинейности. Первая связана с присутст-
вием нелинейных членов в уравнении
движения, вторая - с нелинейностью сил
межмолекулярного взаимодействия, кото-
рая приводит к нелинейной связи между
механическими напряжениями и дефор-
мациями в твердых телах. Для неразру-
шающего контроля наиболее важна третья
структурная нелинейность. Она проявля-
ется в материалах с дефектами и опреде-
ляется надмолекулярной структурой мате-
риалов (дислокациями, остаточными внут-
ренними напряжениями, микротрещинами
и т.д.).
Нелинейные упругие свойства оказы-
ваются более чувствительными к дефект-
ной структуре материала, чем линейные.
Структурная нелинейность может на два -
четыре порядка превышать геометриче-
скую и физическую нелинейности.
Из всех структурных нелинейностей
наиболее полно исследованы нелинейные
свойства жидкостей с пузырьками газа.
Известно, что нелинейный параметр воды
е, содержащей малую объемную концен-
трацию воздушных пузырьков, достигает
значений, близких к 5000, в то время как
для дегазированной воды е « 3,5.
Резкое возрастание е связано с уве-
личением сжимаемости среды, обуслов-
ленной наличием пузырьков. При этом
скорость и затухание звука в обоих случа-
ях могут быть почти одинаковыми. Это
означает, что по линейным измерениям
трудно судить о содержании воздушных
пузырьков в воде. В то же время нелиней-
Разрежение Сжатие
Рис. 1.82. Поведение трещины в
акустическом поле, приводящее к
нелинейным эффектам
ные измерения оказываются весьма чувст-
вительными к наличию газовой компонен-
ты.
Высокая нелинейность газожидкост-
ных и резиноподобных сред связана глав-
ным образом с их большой сжимаемо-
стью. Важно рассмотреть обычные твер-
дые тела (металлы, кристаллические сре-
ды, строительные материалы) и понять,
как влияет наличие трещин, полостей и
других надмолекулярных дефектов на их
нелинейные модули.
Прочность твердых тел зависит от
нарушений их сплошности: трещин, мик-
ропор, скоплений дислокаций и других
"зародышей" процесса разрушения. При
небольших концентрациях зародышей,
малых по сравнению с длиной волны, ли-
нейные акустические характеристики (за-
тухание и скорость звука) обычно мало-
чувствительны к дефектам структуры.
Напротив, нелинейность структурно-неод-
нородных материалов может намного (на
два-три порядка) превышать их обычную
молекулярную нелинейность.
Поясним качественно некоторые фи-
зические механизмы, приводящие к боль-
шим нелинейностям из-за дефектов струк-
туры твердого тела. На рис. 1.82 изобра-
жена микротрещина, толщина которой
меньше или порядка амплитуды смещения
в акустической волне. В фазе сжатия тре-
щина закрывается и действующий модуль
упругости приближается к значению, ха-
рактерному для сплошного тела. В фазе
разрежения размер трещины увеличивает-
ся; при этом модуль меньше, чем в первом
случае. Этот пример относится к так на-
зываемой двухмодульной нелинейной сре-
126
Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 1.83. Иллюстрация к механизму
контактной нелинейности
де. Метод нелинейной акустодиагностики
такого рода дефектов использовали для
обнаружения участков непроклея в слои-
стых пластиках.
Рис. 1.83 представляет иллюстрацию
механизма нелинейности, характерного
для зернистых или поликристаллических
сред. Этот механизм аналогичен извест-
ной в механике нелинейности контактов
Герца и связан с тем, что при сжатии пло-
щадь контакта между зернами в среднем
увеличивается, а при растяжении умень-
шается. Такое поведение типично для сла-
боподжатых контактов.
Следующий механизм связан с кон-
центрацией напряжений вблизи трещин с
малым радиусом кривизны. При деформа-
ции пористых тел в перемычках усилива-
ются напряжения (зачерненные области на
рис. 1.84) и нелинейность материала кар-
каса проявляется более заметно. Если объ-
емная концентрация таких локальных зон
Рис. 1.84. Модель твердого тела с
трещинами-концентраторами напряжений,
усиливающими нелинейные свойства среды
повышенной нелинейности высока, эф-
фективный нелинейный модуль материала
сильно возрастает.
Очевидно, что с ростом концентра-
ции структурных неоднородностей долж-
но наблюдаться не только возрастание
нелинейности, но и снижение прочности
материала. Акустические измерения нели-
нейных модулей дали возможность оце-
нить пределы прочности, которые совпа-
дали с результатами независимых стати-
ческих испытаний.
Нужно заметить, что акустические
методы позволяют уверенно регистриро-
вать нелинейность при малых амплитудах
деформации: порядка 10'8 мм (см.
разд. 7.4). Кроме того, прочность опреде-
ляется одновременно параметрами квад-
ратичной и кубичной нелинейностей, ко-
торые в акустике могут измеряться неза-
висимо. Например, параметр квадратич-
ной нелинейности может быть измерен по
амплитуде второй гармоники, а кубичной -
по амплитуде третьей гармоники или эф-
фектам самовоздействия.
Нелинейность зависит от усталост-
ных повреждений металла. При малом
числе циклов величина £ уменьшается, что
было связано с "линеаризацией" металла,
обусловленной дислокационным меха-
низмом. Однако с ростом числа циклов
происходит увеличение е из-за прогресси-
рующего рождения дефектов и преобла-
дания структурной нелинейности.
В [426, докл. 4.29] предлагается оп-
ределять в материалах микротрещины от
коррозии под напряжением по возникно-
вению комбинационных частот. Эти час-
тоты кратны частотам циклической на-
грузки, которой подвергали образцы. Ус-
тановлено также уменьшение акустиче-
ского импеданса материала под влиянием
микротрещин.
1.5.2. Пространственное
распределение нелинейности
Ранее предполагалось, что среды од-
нородны в отношении своих нелинейных
НЕЛИНЕЙНЫЕ МЕТОДЫ В АК
127
свойств. Однако во многих приложениях
принципиально важно измерять зависи-
мость нелинейных модулей от простран-
ственных координат. Примерами таких
нелинейных неоднородностей могут слу-
жить скопление дефектов в твердом теле,
а также облако газовых пузырьков в жид-
кости или опухоль в здоровой ткани орга-
низма.
При дистанционных измерениях не-
линейных параметров локальность можно
обеспечить с помощью скрещенных УЗ-
пучков. При этом две волны с частотами
й| и й2 пересекаются в заданной области,
которая становится источником нелиней-
ного сигнала на комбинационной частоте.
Сканируя область пересечения, можно
выявить пространственное распределение
е(г).
Эффект появления комбинационных
частот вне области пересечения исходных
волн с частотами Oi и называют рас-
сеянием звука на звуке. Как известно, в
твердых телах благодаря существованию
различных типов волн (продольных, сдви-
говых), имеющих различные скорости
распространения, можно удовлетворить
условиям синхронизма для волнового
триплета соj ± сэ2 = ®з-
Если эти условия выполнены, комби-
национное рассеяние звука на звуке будет
резонансным и амплитуда нелинейного
сигнала должна увеличиваться линейно с
расстоянием, пройденным по области пе-
ресечения исходных пучков в направле-
нии синхронизма.
Другая возможность нахождения
пространственного распределения е(г)
достигается использованием в качестве
одной из взаимодействующих волн им-
пульсного сигнала. Короткий интенсив-
ный импульс и пробная высокочастотная
гармоническая волна пропускают через
исследуемую среду навстречу друг другу.
Взаимодействие происходит в той области
пространства, где в данный момент нахо-
дился акустический импульс. В результате
фаза пробной волны оказывалась промо-
дулированной во времени. Эта временная
модуляция пересчитывается затем в про-
странственное распределение нелинейно-
сти вдоль всей прямой взаимодействия
встречных волн.
Использование методов нелинейной
акустики открывает новые возможности в
измерениях обычных линейных характе-
ристик систем. Это связано с известным
свойством нелинейных эффектов "накап-
ливаться" в пространстве; при этом волна
как бы "запоминает" свойства трассы сво-
его распространения.
Математический анализ показывает,
что волна как бы распространяется в кана-
ле переменного сечения и испытывает
влияние нелинейности £ и диссипации Ь.
Для профилирования канала предлагается
использовать эффект самоотражения вол-
ны на разрывах. Изменяя амплитуду ис-
ходного сигнала, можно варьировать ко-
ординату образования разрыва, т.е. рас-
стояние, на котором происходит самоот-
ражение волны. Измеряя временную за-
держку отраженного сигнала при различ-
ных значениях исходной амплитуды, мож-
но восстановить профиль канала.
Возможна также диагностика состоя-
ния поверхности, основанная на повы-
шенных нелинейностях контакта двух ше-
роховатых твердых тел. В экспериментах
регистрировалась вторая гармоника вол-
ны, отраженной от зоны контакта. При
отражении от свободной шероховатой
поверхности амплитуда гармоники была
пренебрежимо малой. Если же к поверх-
ности прилагалась хорошо отполирован-
ная пластинка и прижималась давлением
Рст, вторая гармоника уверенно регистри-
ровалась. Наличие прижимающего усилия
вызывало появление и рост сигнала на
частоте 2ю. Зависимость амплитуды этого
сигнала от давления Р(РСТ) имела харак-
терный максимум. При больших Рст, фор-
мировался хороший акустический контакт
128 Глава 1. ФИЗИЧЕСКИЕ ОСНОВЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
между телами и амплитуда второй гармо-
ники стремилась к 0 при Рст, стремя-
щемся к оо.
Было показано, что шероховатую по-
верхность можно сопоставить с ансамблем
упругих элементов ("зубцов", пружинок),
характеризуемым разбросом по высоте.
При этом функция />(/’ст), измеряемая в
акустическом эксперименте, пересчитыва-
ется в вероятностную функцию распреде-
ления высот элементов шероховатости.
Таким образом, открывается возможность
оценивать качество поверхности по дан-
ным нелинейно-акустических измерений.
Использование нелинейных эффектов
для контроля прочности бетона рассмот-
рено в разд. 7.5.5 и монографии
И.Э. Школьника [340].
Глава 2
МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.1. КЛАССИФИКАЦИЯ МЕТОДОВ.
СПОСОБЫ АКУСТИЧЕСКОГО
КОНТАКТА
2.1.1. Классификация методов
По общей классификации все методы
неразрушающего контроля (НК) делят на
группы, называемые видами НК. Согласно
ГОСТ 18353-79 существует девять раз-
личных видов НК: магнитный, электриче-
ский, вихретоковый, радиоволновой, теп-
ловой, оптический, радиационный, аку-
стический и проникающими веществами
(капиллярный и течеискания). Внутри ка-
ждого вида методы классифицируют по
дополнительным признакам. Здесь будем
рассматривать классификацию только ме-
тодов акустического контроля (АК).
Акустические методы НК подразде-
ляют на две большие группы: активные и
пассивные методы (рис. 2.1). Активные
методы основаны на излучении и приеме
упругих волн, пассивные - только на
приеме волн, источником которых служит
сам объект контроля (ОК), например обра-
зование трещин сопровождается возник-
новением акустических колебаний, выяв-
ляемых акустико-эмиссионным методом.
Активные методы делят на методы
отражения, прохождения, комбинирован-
ные (использующие как отражение, так и
прохождение), собственных колебаний и
импедансные.
Методы отражения основаны на
анализе отражения импульсов упругих
волн от неоднородностей или границ ОК,
методы прохождения - на влиянии пара-
метров ОК на характеристики прошедших
через него волн. Комбинированные мето-
ды используют влияние параметров ОК
как на отражение, так и на прохождение
упругих волн. В методах собственных
колебаний о свойствах ОК судят по парамет-
Рис. 2.1. Классификация акустических методов контроля
130
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
рам его свободных или вынужденных ко-
лебаний (их частотам и величине потерь).
В импедансных методах информативным
параметром служит механический импе-
данс ОК в зоне его контакта с преобразо-
вателем.
Пассивные методы НК классифици-
руют по характеру анализируемых сигналов.
Далее кратко описаны обозначенные
на схеме и некоторые не показанные на
рис. 2.1 методы контроля. Более подробно
основные из иих они рассмотрены в соот-
ветствующих разделах книги.
2.1.2. Методы отражения
В этой группе методов информацию
получают по отражению акустических
волн в ОК.
Эхометод основан на регистрации
эхосигналов от дефектов - несплошно-
стей. Он похож на радио- и гидролокацию.
На рис. 2.2 показана упрощенная струк-
турная схема импульсного эходефектос-
копа.
Генератор зондирующих импульсов 7
возбуждает короткие электрические им-
пульсы. В преобразователе 3 они преобра-
зуются в импульсы ультразвуковых (УЗ)
колебаний, которые распространяются в
ОК 4, отражаются от дефектов б и проти-
воположной поверхности (дна) ОК, при-
нимаются тем же (совмещенная схема
включения) или другим (раздельная схема
включения) преобразователем 2. Преобра-
зователь превращает сигналы из УЗ в
электрические. От него сигнал поступает
на усилитель 1, а затем на экран 5 дефек-
тоскопа.
Одновременно (а иногда спустя неко-
торый интервал времени) с запуском гене-
ратора импульсов начинает работать гене-
ратор развертки 9. Правильную последо-
вательность включения их, а также других
узлов дефектоскопа, не показанных на
упрощенной схеме, обеспечивает синхро-
низатор 8.
Сигналы от генератора развертки вы-
зывают горизонтальное отклонение све-
тящейся точки на экране, а от усилителя -
вертикальное отклонение. В результате
экран УЗ-эходефектоскопа отображает
информацию двух видов. Горизонтальная
линия (линия развертки дефектоскопа)
соответствует времени пробега импульса в
ОК, а это время пропорционально пути
импульса. Высота пиков (импульсов) по
вертикали пропорциональна амплитудам
эхосигналов. Таким образом, по горизон-
тальной линии развертки определяют дли-
ну пути импульса, а по вертикальной шка-
ле оценивают его амплитуду. Такое изо-
бражение называют разверткой типа А
(А-разверткой, А-сканом).
Очень высокий (для совмещенной
схемы - уходящий за пределы экрана)
сигнал, обозначенный буквой 3, соответ-
ствует возбуждаемому генератором и по-
сылаемому в изделие УЗ-импульсу. Он
отмечает нулевое значение шкалы време-
ни. Его именуют зондирующим импульсом.
Высокий сигнал Д соответствует импуль-
су, отраженному от противоположной по-
верхности (дна) ОК. Его называют донным
сигналом. Э - эхосигнал от дефекта. Он
приходит раньше донного сигнала, и ам-
плитуда его обычно значительно меньше.
Измеряя времена прихода сигналов по
шкале на экране или специальным устрой-
ством (глубиномером) прибора, можно
определить расстояние до дефекта или дна
изделия и, таким образом, различить их.
Амплитуда эхосигнала характеризует от-
ражательную способность дефекта.
Другие методы отражения применя-
ют для поиска дефектов, плохо выявляе-
мых эхометодом, и для исследования па-
раметров дефектов.
Эхозеркальный метод основан на
анализе акустических импульсов, зеркаль-
но отраженных от донной поверхности ОК
С и дефекта В, т. е. прошедшие путь ABCD
(рис. 2.3, б). Вариант этого метода, рас-
считанный на выявление вертикальных
дефектов, называют методом тандем.
Для его реализации при перемещении
преобразователей^ и 3 поддерживают
постоянным значение lA + lD ~ '•ё01 >
КЛАССИФИКАЦИЯ МЕТОДОВ. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА 131
Рис. 2.2. Упрощенная структурная схема эходефектоскопа
где Н - толщина ОК. Тогда будут выяв-
ляться дефекты в сечении EF. Выявляются
также нестрого вертикальные дефекты.
Для получения максимального (зеркаль-
ного) отражения от невертикальных де-
фектов значение Ц + Id варьируют.
Другой вариант эхозеркального ме-
тода предусматривает перемещение пре-
образователей 2 и 3 в разных плоскостях
(см. рис. 2.3, б, в середине). Его иногда
называют методом тандем-дуэт или
стредл. При этом сохраняется принцип
зеркального отражения от вертикального
дефекта и донной поверхности. Примене-
ние метода тандем-дуэт целесообразно,
например, в случаях, когда при контроле
методом тандем преобразователи 2 и 3
слишком сближаются и мешают друг другу.
Еще один вариант эхозеркального
метода - с трансформацией типов волн на
дефекте (Т-тандем). Например, преобра-
зователь 2 излучает поперечную волну
под углом ввода а, большим 57° (для ста-
ли). Угол падения на вертикальный дефект
90° - а будет меньше третьего критиче-
ского, поэтому произойдет частичная
трансформация поперечной волны в про-
дольную, направленную в сторону дна
ОК. Отраженную поперечную волну в
дальнейшем не используют, а отраженная
от дефекта продольная волна (показана
штриховыми линиями) далее отразится от
дна ОК и будет принята другим преобра-
зователем в точке G. При отражении от
дна ОК также произойдет частичная
трансформация продольной волны в попе-
речную, но поперечную отраженную вол-
ну в дальнейшем не используют. Для реа-
лизации этого варианта эхозеркального
метода требуется меньшее расстояние от
преобразователей до оси сварного шва.
Дельта-метод (рис. 2.3, в) основан на
использовании дифракции волн на дефек-
те. Часть падающей на дефект В попереч-
ной волны от излучателя 2 рассеивается во
все стороны на краях дефекта В, причем
частично превращается в продольную
волну. Часть этих волн принимается при-
емником 3 продольных волн, расположен-
ным над дефектом, а часть отражается от
донной поверхности и также поступает на
приемник. Варианты этого метода пред-
полагают возможность перемещения при-
емника 3 по поверхности, изменения ти-
пов излучаемых и принимаемых волн.
Дифракционно-временной метод
(ДВМ) (рис. 2.3, d) основан на приеме
волн, рассеянных на концах дефекта, при-
чем могут излучаться и приниматься как
продольные, так и поперечные волны. На
рисунке представлен случай, когда излу-
чаются поперечные волны, а принимаются
продольные. Практическое применение,
однако, получил вариант, при котором
излучаются и принимаются продольные
волны, поскольку они первыми приходят
на приемник и по этому признаку их легко
отличить от поперечных волн. Главная
информационная характеристика - время
прихода сигнала. Этот метод также назы-
вают времяпролетным, буквально перево-
дя английское название (time of flight
diffraction - TOFD). Метод подробно бу-
дет рассмотрен в разд. 2.2.5.3 и 3.2.7.4.
132
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.3. Методы отражения:
а - эхо; б - эхозеркальный; в - дельта; г - реверберационный; д - дифракционно-временной;
1 - ОК; 2 - излучатель; 3 - приемник
Реверберационный метод основан
на анализе времени объемной ревербера-
ции, т.е. процесса постепенного затухания
звука в некотором объеме - ОК. При кон-
троле используется один совмещенный
преобразователь 2, 3, поэтому метод пра-
вильнее назвать эхореверберационным.
Например, при контроле двухслойной кон-
струкции (рис. 2.3, г) в случае некачествен-
ного соединения слоев время ревербера-
ции в слое 1, с которым контактирует пре-
образователь, будет больше, а в случае
доброкачественного соединения слоев -
меньше, так как часть энергии будет пере-
ходить в другой слой.
Акустическая микроскопия отли-
чается от эхометода повышением на один-
два порядка частоты УЗ, применением
острой фокусировки и автоматическим
или механизированным сканированием
объектов небольшого размера. В результа-
те удается зафиксировать небольшие из-
менения акустических свойств в ОК. Ме-
тод позволяет достичь разрешающей спо-
собности в сотые доли миллиметра. Воз-
можна акустическая микроскопия с ис-
пользованием прохождения волн.
Когерентные методы отличаются от
других методов отражения тем, что в ка-
честве информационного параметра по-
КЛАССИФИКАЦИЯ МЕТОДОВ. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА 133
мимо амплитуды и времени прихода им-
пульсов используется также фаза сигнала.
Благодаря этому повышается на порядок
разрешающая способность методов отра-
жения и появляется возможность наблю-
дать изображения дефектов, близкие к
реальным. Наиболее эффективным коге-
рентным методом является компьютерная
акустическая голография.
2.1.3. Методы прохождения
Эти методы, в России чаще называе-
мые теневыми, основаны на наблюдении
изменения параметров прошедшего через
ОК акустического сигнала (сквозного сиг-
нала). На начальном этапе развития ис-
пользовали непрерывное излучение, а
признаком дефекта было уменьшение ам-
плитуды сквозного сигнала, вызванное
образуемой дефектом звуковой тенью.
Поэтому термин "теневой" адекватно от-
ражал содержание метода. Однако в даль-
нейшем области применения рассматри-
ваемых методов расширились.
Методы начали применять для опре-
деления физико-механических свойств
материалов, когда контролируемые пара-
метры (упругие постоянные, коэффициент
затухания, плотность и т.п.) не связаны с
образующими звуковую тень нарушения-
ми сплошности. При этом в большинстве
случаев непрерывное излучение было за-
менено импульсным. Существенно рас-
ширено также число информативных па-
раметров сквозного сигнала, к которым
кроме амплитуды добавились фаза, время
прихода и спектр.
Таким образом, теневой метод можно
рассматривать как частный случай более
общего понятия "метод прохождения".
Кстати, в англоязычной литературе по-
следний называется through transmission
technique, что полностью соответствует
русскому термину "метод прохождения".
Понятие "теневой метод" в английском
языке не применяется.
При контроле методами прохождения
излучающий и приемный преобразователи
располагают по разные стороны от ОК или
контролируемого его участка. В некото-
рых методах прохождения преобразовате-
ли размещают с одной стороны от ОК на
определенном расстоянии друг от друга.
Информацию получают, измеряя парамет-
ры прошедшего от излучателя к приемни-
ку сквозного сигнала.
Амплитудный метод прохождения
(или амплитудный теневой метод)
(рис. 2.4, а) основан на регистрации
уменьшения амплитуды сквозного сигнала
под влиянием дефекта, затрудняющего
прохождение сигнала и создающего зву-
ковую тень. Для контроля этим методом
можно использовать тот же импульсный
дефектоскоп, который включают по раз-
дельной схеме, причем излучающий и
приемный преобразователи располагают
по разные стороны от ОК. Иногда приме-
няют специализированные более простые
по схеме приборы.
Временной метод прохождения
(временной теневой метод, рис. 2.4, б)
основан на измерении запаздывания им-
пульса, вызванного огибанием дефекта.
При этом в отличие от велосиметрическо-
го метода тип упругой волны (обычно
продольной) не меняется. В этом методе
информационным параметром служит
время прихода сквозного сигнала. Метод
эффективен при контроле материалов с
большим рассеянием УЗ, например бето-
на, огнеупорного кирпича и т.п.
Метод многократной тенн аналоги-
чен амплитудному методу прохождения
(теневому), но о наличии дефекта судят
при этом по амплитуде сквозного сигнала
(теневого импульса), многократно (обыч-
но двукратно) прошедшего между парал-
лельными поверхностями изделия. Метод
более чувствителен, чем теневой или зер-
кально-теневой, так как волны проходят
через дефектную зону несколько раз, но
менее помехоустойчив.
Рассмотренные выше разновидности
метода прохождения используют для об-
наружения дефектов типа нарушения
сплошности. Методы прохождения, при-
меняемые для контроля физико-механи-
134
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.4. Методы прохождения:
а - амплитудно-теневой; б - временной теневой; в - велосиметрический; 1 ~ генератор;
2 - излучатель; 3 - ОК; 4 - приемник; 5 - усилитель; 6 - измеритель амплитуды; 7 - измеритель
времени прихода импульса; 8 - измеритель изменения фазы волны
ческих свойств материалов, не связанных
с нарушениями сплошности, в свою оче-
редь, делятся на методы: сквозного про-
звучивания, продольного профилирования
и поверхностного прозвучивания с посто-
янной базой (см. гл. 4).
Фотоакустнческая микроскопия.
В фотоакустической микроскопии аку-
стические колебания генерируются вслед-
ствие термоупругого эффекта при освеще-
нии ОК модулированным световым пото-
ком (например, импульсным лазером),
сфокусированным на поверхности ОК.
Энергия светового потока, поглощаясь в
материале, порождает тепловую волну,
параметры которой зависят от теплофизи-
ческих характеристик ОК. Тепловая волна
приводит к появлению термоупругих ко-
лебаний, которые регистрируются, напри-
мер, пьезоэлектрическим детектором.
Сканирование поверхности ОК лучом
лазера синхронизовано с разверткой экра-
на дисплея. Сканируя лучом поверхность
исследуемого объекта, можно получить
информацию о его однородности. Напри-
мер, нарушение сплошности образца
(трещины, расслоения) приведет к локаль-
ному изменению теплоемкости и тепло-
проводности, что проявится в величине ре-
гистрируемого фотоакустического сигнала.
Велосиметрический метод (рис. 2.4, в)
основан на регистрации изменения скоро-
сти упругих волн в зоне дефекта. Напри-
мер, если в тонком изделии распространя-
ется изгибная волна, то появление рас-
слоения вызывает уменьшение ее фазовой
и групповой скоростей. Это явление фик-
сируют по сдвигу фазы прошедшей волны
или запаздыванию прихода импульса. Ме-
тод имеет несколько вариантов, реализуе-
мых при одно- и двустороннем доступе к
ОК. Его применяют для контроля изделий
из полимерных композиционных материа-
лов (ПКМ) и качества соединения слоев в
многослойных конструкциях.
Акустическая микроскопия, как
отмечено ранее, может также применяться
в теневом варианте. Такой способ контро-
ля не получил распространения.
Ультразвуковая томография. Этот
термин часто применяют в отношении
различных систем визуализации дефектов.
Между тем, первоначально он применялся
для УЗ-систем, в которых пытались реали-
зовать подход, повторяющий рентгенов-
скую томографию, т.е. сквозное прозвучи-
КЛАССИФИКАЦИЯ МЕТОДОВ. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА 135
вание ОК по разным направлениям с вы-
делением особенностей ОК, полученных
при разных направлениях лучей. Именно
такой подход рассмотрен в [425,
с. 502/401]. Моделируется распростране-
ние УЗ-волн между излучателем и прием-
ником с учетом рефракции на неоднород-
ностях. Конкретно, моделируется возмож-
ность повышения разрешающей способно-
сти при наличии в ОК двух или нескольких
дефектов.
Эффективность применения УЗ-то-
мографии с усовершенствованной компь-
ютерной обработкой результатов обосно-
вана в работе [425, с. 103/189]. В ней пред-
ложена методика формирования адаптив-
ных проекций, позволяющая не только
обнаруживать дефекты, но и определять
ослабленные дефектами участки ОК, вы-
являя нарушения структуры, оценивать
напряжения в металлах и композицион-
ных материалах. Для этого разработан
специальный прибор.
Метод лазерного детектирования.
Известны методы визуального представ-
ления акустических полей в прозрачных
жидкостях и твердых средах, основанные
на дифракции света на упругих волнах
[27]. Они применяются для исследования
поля излучения преобразователя и поля
дифракции на препятствии. В [425,
с. 480/504] визуализация достигается пу-
тем наблюдения за смещениями точек по-
верхности, вдоль которой распространяет-
ся УЗ-волна, с помощью лазерного интер-
ферометра. Этим способом удается про-
слеживать, например, поле наклонного
преобразователя на боковой поверхности,
вблизи которой он расположен; дифрак-
цию УЗ-волн на различных препятствиях,
например на узкой щели и усталостной
трещине. Наблюдают дифракционные
волны от кончика щели и рэлеевские вол-
ны, бегущие по одной и двум поверхно-
стям щели; волны Стоунли на границе
раздела двух твердых тел; преломление
волн различных типов. Возможна мульти-
пликативная съемка.
Рис. 2.5. Схема термоакустического метода:
1- ОК; 2 - дефект; 3 - источник УЗ-волн;
4 - УЗ-волны; 5 - тепловые волны
Термоакустический метод контроля
называют также УЗ-локальной термогра-
фией. Метод состоит в том, что в ОК вво-
дятся мощные низкочастотные (~20 кГц)
УЗ-колебания. На дефекте они превраща-
ются в теплоту (рис. 2.5). Чем больше
влияние дефекта на упругие свойства ма-
териала, тем больше величина упругого
гистерезиса и тем больше выделение теп-
лоты. Повышение температуры фиксиру-
ется термовизором.
УЗ-колебания модулированы по ам-
плитуде частотой в несколько герц. Такую
же модуляцию будут иметь тепловые вол-
ны. Это существенно повышает возмож-
ность регистрации и локализации дефек-
тов.
Достоинства метода - возможность
контроля как металлических материалов,
так и композитов; быстрая сортировка
деталей на дефектные и бездефектные;
высокая скорость контроля (площадь 1 м2
контролируется за 1 ... 2 мин); преимуще-
ственное выявление дефектов, склонных
к развитию. Однако чувствительность
метода, по-видимому, невелика и падает
по мере увеличения глубины залегания
дефекта от поверхности ОК на несколько
миллиметров.
Метод применяют в авиации при
контроле крыльев самолетов и других де-
талей. Выявляются области скрытой кор-
розии, расслоения, трещины в рядах за-
клепок. Можно применять метод при цик-
лических испытаниях ОК. В этом случае
название метода "термоакустический" не
вполне правильно, поскольку колебания
возбуждаются механическим способом.
136
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
В [428, докл. 1.31] сообщалось, что
методы активной УЗ-дефектоскопии могут
быть применены для обнаружения дефек-
тов в объеме тел, вращающихся со скоро-
стью до 200 об/с. Пьезоизлучатель и пье-
зоприемник с предусилителем закрепля-
ются на деталях вращающегося объекта,
причем они расположены не напротив
друг друга, как в обычном методе прохо-
ждения (см. разд. 3.1.9)
2.1.4. Комбинированные методы
Эти методы содержат признаки как
методов отражения, так и методов прохо-
ждения.
Зеркально-теневой (ЗТ) метод осно-
ван на измерении амплитуды донного сиг-
нала. На рис. 2.6, а отраженный луч пока-
зан смещенным в сторону. По технике
выполнения (фиксируется эхосигнал) - это
метод отражения, а по физической сущно-
сти (измеряют ослабление дефектом сиг-
нала, дважды прошедшего ОК) он близок
к теневому методу, поэтому его относят не
к методам прохождения, а к комбиниро-
ванным методам.
ЗТ-метод часто применяют совместно
с эхометодом. Наблюдают одновременно
за появлением эхосигналов и возможным
ослаблением донного сигнала дефектами,
которые не дают четких эхосигналов и
плохо выявляются эхометодом. Это может
быть скопление очень мелких дефектов
или дефект, расположенный так, что от-
отраженный от него сигнал уходит в сто-
рону и не попадает на приемный преобра-
зователь.
Эхотеневой метод основан на анали-
зе как прошедших, так и отраженных волн
(рис. 2.6, б).
Эхосквозной метод (рис. 2.6, в). Из-
лучатель и приемник располагают по раз-
ные стороны от ОК. Наблюдают сквозной
сигнал /, сигнал //, двукратно отраженный
в изделии, а в случае появления полупро-
зрачного дефекта - также эхосквозные
сигналы III и IV, соответствующие отра-
жениям от дефекта волн, идущих от верх-
ней и нижней поверхностей ОК. Большой
непрозрачный дефект обнаруживают по
исчезновению сигнала /, т.е. теневым ме-
тодом, а также сигнала //, т.е. методом
многократной тени. Полупрозрачные или
небольшие дефекты обнаруживают по
появлению эхосквозных сигналов /// и IV.
Реверберационно-сквозной (аку-
стико-ультразвуковой) метод сочетает
признаки метода многократной тени и УЗ-
реверберационного методов. На ОК не-
большой толщины на некотором расстоя-
нии друг от друга устанавливают прямые
излучающий и приемный преобразовате-
ли. Излученные импульсы продольных
волн после многократных отражений от
Рис. 2.6. Комбинированные методы:
а - ЗТ; б - эхотеневой; в - эхосквозной; 1 - излучатель; 2 - ОК; 3 - приемник
КЛАССИФИКАЦИЯ МЕТОДОВ. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА 137
стенок ОК достигают приемника. Наличие
в ОК неоднородностей меняет условия
прохождения импульсов. Дефекты регист-
рируют по изменению амплитуды и спек-
тра принятых сигналов. Метод применяют
для контроля изделий из ПКМ и соедине-
ний в многослойных конструкциях.
2.1.5. Методы собственных колебаний
Эти методы основаны на возбужде-
нии в ОК вынужденных или свободных
колебаний и измерении их параметров:
собственных частот и величины потерь.
Свободные колебания возбуждают
путем кратковременного воздействия на
ОК (например, механическим ударом),
после чего он колеблется в отсутствии
внешних воздействий.
Вынужденные колебания создают
воздействием внешней силы с плавно из-
меняемой частотой (иногда применяют
длинные импульсы с переменной несущей
частотой). Регистрируют резонансные час-
тоты по увеличению амплитуды колеба-
ний при совпадениях собственных частот
ОК с частотами возмущающей силы. Под
влиянием возбуждающей системы в неко-
торых случаях собственные частоты ОК
немного изменяются, поэтому резонанс-
ные частоты несколько отличаются от
собственных. Параметры колебаний изме-
ряют, не прекращая действия возбуждаю-
щей силы.
Различают интегральные и локаль-
ные методы. В интегральных методах ана-
лизируют собственные частоты ОК как
единого целого, в локальных - отдельных
его участков. Информативными парамет-
рами служат значения частот, спектры
собственных и вынужденных колебаний, а
также характеризующие потери доброт-
ность и логарифмический декремент зату-
хания.
Интегральные методы свободных и
вынужденных колебаний предусматрива-
ют возбуждение колебаний во всем изде-
лии или значительном его участке. Мето-
ды применяют для контроля физико-меха-
б)
Рис. 2.7. Методы собственных колебаний:
а - локальный низкочастотный; б - локальный
резонансный; 1 - генератор; 2 - вибратор;
3 - ОК; 4 - приемник; 5 - усилитель;
6 - спектроанализатор; 7 - модулятор частоты;
8 - излучатель-приемник, 9 - регистратор
резонансов
нических свойств изделий из бетона, ке-
рамики, металлического литья, абразив-
ных и других материалов, а также для сор-
тировки деталей сходной формы, но раз-
личных размеров. Эти методы не требуют
сканирования и отличаются высокой про-
изводительностью, но не дают информа-
ции о месте расположения и характере
дефектов.
Локальный метод свободных коле-
баний (рис. 2.7, а) основан на возбужде-
нии свободных колебаний на небольшом
участке ОК. Метод применяют для кон-
троля слоистых конструкций по измене-
нию спектра частот в части изделия, воз-
буждаемой путем удара; для измерения
толщин (особенно малых) труб и других
ОК посредством воздействия кратковре-
менным акустическим импульсом.
Локальный метод вынужденных
колебаний (УЗ-резонансный метод) ос-
нован на возбуждении колебаний, частоту
которых плавно изменяют. Для возбужде-
ния и приема УЗ-колебаний используют
совмещенный (рис. 2.7, б) или раздельные
(см. рис. 2.7, а) преобразователи. При сов-
падении частот возбуждения с собствен-
ными частотами ОК (нагруженного прие-
мопередающим преобразователем) в сис-
теме возникают резонансы. Изменение
толщины вызовет смещение резонансных
частот, появление дефектов - исчезнове-
ние резонансов (если дефект наклонный к
поверхности изделия) или изменение их
частот (если дефект параллелен поверхно-
138
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
сти). Этим методом можно проверять
очень тонкие изделия, недоступные кон-
тролю эхометодом. Используют также
иммерсионный вариант резонансного ме-
тода.
В несколько измененном виде резо-
нансный метод применяют для контроля
качества клеевых соединений в много-
слойных конструкциях (см. разд. 4.7 и
7.57).
Акустико-топографический метод
имеет признаки как интегрального, так и
локального методов. Он основан на воз-
буждении в ОК интенсивных изгибных
колебаний непрерывно меняющейся час-
тоты и регистрации распределения ампли-
туд упругих колебаний на поверхности
контролируемого объекта с помощью на-
носимого на поверхность мелкодисперси-
онного порошка. На дефектном участке
оседает меньшее количество порошка, что
объясняется увеличением амплитуды его
колебаний в результате резонансных яв-
лений. Метод применяют для контроля
соединений в многослойных конструкци-
ях: биметаллических листах, сотовых па-
нелях и т.п.
2.1.6. Импедансные методы
Эти методы основаны на анализе из-
менения механического импеданса или
входного акустического импеданса участ-
ка поверхности ОК, с которым взаимодей-
ствует преобразователь. Внутри группы
методы разделяют по типам возбуждае-
мых в ОК волн и по характеру взаимодей-
ствия преобразователя с ОК. В качестве
примера на рис. 2.8 представлен импе-
дансный метод с возбуждением изгибных
волн. Генератор 1 возбуждает продоль-
ные гармонические колебания преобразо-
вателя (стержня) с помощью излучателя 2.
Эти колебания трансформируются в из-
гибные колебания ОК 3. Элемент 4 - при-
емник, 5 - усилитель. Изменение режима
колебаний фиксируется индикатором 6.
Наличие дефекта (непроклея, непро-
пая, расслоения) вблизи поверхности ОК 3
уменьшает модуль входного механическо-
го импеданса ОК. Дефекты отмечают по
Рис. 2.8. Импедансный метод
изменению амплитуды и фазы выходного
сигнала. Применяют также импульсный
вариант метода и способ, основанный на
использовании продольных волн.
Метод применяют для контроля де-
фектов соединений в многослойных кон-
струкциях. Его используют также для
измерения твердости и других физико-
механических свойств материалов. Импе-
дансные методы подробно будут описаны
в разд. 2.5.
2.1.7. Пассивные методы контроля
Акустико-эмиссионный метод ос-
нован на регистрации упругих волн, воз-
никающих в результате акустической
эмиссии (АЭ). Это явление состоит в обра-
зовании акустических волн при динамиче-
ской внутренней локальной перестройке
структуры материала ОК. Акустические
(обычно УЗ) волны возникают в процессе
появления и развития трещин в ОК 3 (рис.
2.9), а также при перестройке кристалли-
ческой структуры его материала (напри-
мер, при мартенситном превращении гам-
ма-железа в альфа-железо в процессе за-
калки), движении нарушений кристалли-
ческой структуры (дислокаций). При уда-
рах, трении других тел о поверхность ОК
КЛАССИФИКАЦИЯ МЕТОДОВ. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА 139
также возникают упругие волны, но это не
волны АЭ, а помехи, так как они не связа-
ны с внутренними процессами в материа-
ле.
Акустико-эмиссионный метод рас-
смотрен в отдельном томе энциклопедии.
Здесь отметим, что приборы для контроля
акустико-эмиссионным методом обычно
делают многоканальными. Приемники 4
улавливают упругие волны. Сигналы про-
ходят через усилители 2 и поступают в
блок обработки информации 7, который
помогает выделению сигналов от трещин
на фоне помех и формирует изображение
на экране участка ОК с сигналами от раз-
вивающейся трещины.
Основное применение данного мето-
да - наблюдение за возникновением и раз-
витием трещин при испытаниях или экс-
плуатации. Метод используют также для
исследования процессов сварки, механо-
обработки, коррозии, механических испы-
таний образцов и т.д.
Вибрационно-диагностический ме-
тод основан на измерении вибрации како-
го-либо узла или детали ОК (ротора, под-
шипника и т.п.) с помощью приемников
контактного типа.
Шумодиагностический метод со-
стоит в анализе спектра шумов работаю-
щего механизма (редуктора, двигателя,
станка) на слух или с помощью микрофон-
ных и других приемников и приборов -
анализаторов спектра.
Подводя итоги краткого рассмотре-
ния методов АК, можно сделать вывод,
что по частотному признаку все рассмот-
ренные акустические методы делят на
низко- и высокочастотные. К первым из
них относят методы, использующие коле-
бания в звуковом и низкочастотном УЗ-
диапазонах (приблизительно до 100 кГц),
ко вторым - методы, использующие коле-
бания в высокочастотном УЗ-диапазоне:
обычно 0,5 ... 100 МГц.
Применение низко- и высокочастот-
ных методов определяется в основном
величиной затухания упругих волн в ма-
териалах ОК. Низкочастотные методы
служат для контроля ОК из материалов с
большим затуханием упругих волн: арми-
рованных и неармированных пластиков,
140
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
бетона, древесины, а также многослойных
клееных конструкций. Высокочастотные
методы используют главным образом для
контроля ОК из материалов с малым зату-
ханием упругих волн: металлов, фарфора,
керамики, некоторых видов армированных
и неармированных пластиков и т.п.
Из рассмотренных методов АК наи-
большее практическое применение нахо-
дит эхометод. Около 80 % объектов, кон-
тролируемых акустическими методами,
проверяют эхометодом. С его помощью
решают задачи дефектоскопии поковок,
литья, сварных соединений, многих неме-
таллов. Эхометод служит для измерения
толщины объектов при одностороннем
доступе, оценки физико-механических
свойств материалов. Другие методы АК
применяют для решения задач контроля,
где использование эхометода невозможно,
нерационально, либо их применяют в ка-
честве дополнительных методов для полу-
чения более полной информации об ОК.
2.1.8. Классификация приборов
НК по назначению
По назначению УЗ-приборы (как и
другие приборы НК) подразделяют на:
дефектоскопы, предназначенные в
основном для обнаружения дефектов типа
несплошностей;
толщиномеры, рассчитанные на из-
мерение толщины стенок изделий при
доступе с одной стороны или для контро-
ля толщины слоев покрытий на поверхно-
сти изделий;
анализаторы физико-механических
характеристик материалов, например
структуромеры (для определения сред-
них размеров зерен металла, формы гра-
фитовых включений в чугунах), твердо-
меры (для измерения твердости поверхно-
сти материалов акустическими способа-
ми), тензометры (для измерения напря-
жений и деформаций в изделии по изме-
нению скорости УЗ), измерители упругих
свойств и прочности (также по скорости
УЗ) и др. Часто все приборы этого назна-
чения объединяют названием "структу-
ромеры''.
2.1.9. Способы акустического контакта
Как отмечалось в гл. 1, УЗ-волны от-
ражаются от тончайших воздушных зазо-
ров, поэтому, чтобы ввести их в ОК, при-
нимают определенные меры. Далее систе-
матически излагаются различные способы
акустического контакта между преобразо-
вателем и ОК.
Контактный способ. В этом способе
преобразователь прижимают к поверхно-
сти ОК (рис. 2.10, а), предварительно сма-
занной контактной жидкостью (маслом,
глицерином, обойным клеем и т.п.). Жид-
кость должна быть безвредной для дефек-
тоскописта, обладать хорошими смачи-
вающими свойствами и не вызывать кор-
розии ОК. Вода не обладает последними
двумя свойствами, поэтому ее применяют
редко.
Для улучшения контакта используют
преобразователи с эластичным протекто-
ром (слоем, закрывающим пьезопластину) -
пленкой из маслостойкой резины или дру-
гого материала, облегающего неровности
поверхности ОК (рис. 2.10, б). При этом
контактной жидкости иногда не применяют.
Иммерсионный способ, в котором
между преобразователем и поверхностью
ОК вводят толстый слой жидкости. Тол-
щина его во много раз превышает длину
волны. При этом либо изделие целиком
погружают в иммерсионную ванну
(рис. 2.10, в), либо используют струю во-
ды (струйный контакт, рис. 2.10, г), либо
применяют локальную ванну для части ОК
(рис. 2.10, <Э). Используют также локаль-
ную иммерсионную ванну, контактирую-
щую с изделием через эластичную мем-
брану (рис. 2.10, е).
Иммерсионный способ контакта
применяют, когда очень важна стабиль-
ность акустического контакта, например
при контроле методом прохождения или
эхосквозным методом. В качестве иммер-
КЛАССИФИКАЦИЯ МЕТОДОВ. СПОСОБЫ АКУСТИЧЕСКОГО КОНТАКТА 141
Рис. 2.10. Способы акустического контакта для высокочастотных преобразователей:
1 - преобразователь; 2 - изделие; 3 - эластичный протектор; 4 - иммерсионная ванна;
5 - сальники; 6 - эластичная мембрана; 7 - ограничитель
сионной жидкости в большинстве случаев
используют воду, в которую добавляют
ингибиторы коррозии, а также вещества,
улучшающие смачивание. Иммерсионная
жидкость не должна содержать воздуш-
ных пузырьков.
Щелевой способ контакта преду-
сматривает создание между преобразова-
телем и поверхностью ОК зазора толщи-
ной около длины волны УЗ. Жидкость
удерживается в зазоре силами поверхно-
стного натяжения (рис. 2.10, ж).
Сухой контакт применяют в основ-
ном в катящихся преобразователях. Их
снабжают шинами из эластичного мате-
риала (например, полиуретана, резины),
который при прижатии к ОК заполняет
неровности его поверхности.
Сухой точечный контакт реализу-
ется через сферическую или остроконеч-
ную поверхность наконечника преобразо-
вателя (см. разд. 2.5.1). Сферическую по-
верхность используют в преобразователях,
предназначенных для плавного сканиро-
вания, остроконечную - для дискретного.
Этот тип контакта применяют в основном
в низкочастотных акустических дефекто-
скопах, УЗ-твердомерах и приборах для
контроля бетона.
Бесконтактный способ, в котором
акустические колебания в ОК возбужда-
ются через слой воздуха (воздушно-
акустическая связь) или с помощью элек-
тромагнитных, оптико-тепловых и других
явлений (рис. 2.10, з), как рассмотрено в
разд. 1.2.4. Бесконтактные способы обыч-
но имеют чувствительность, значительно
меньшую, чем контактные. Иммерсион-
ный способ также обеспечивает чувстви-
тельность, в 10 ... 100 раз меньшую кон-
тактного.
2.1.10. Преимущества и недостатки АК
по сравнению с другими методами
Основные преимущества АК следу-
ющие.
• Реакция УЗ непосредственно на
причину нарушения прочности. Все дру-
гие методы НК используют явления, осно-
ванные на косвенном влиянии дефекта на
электромагнитное поле или пробное веще-
142
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ство. По-другому обстоит дело в УЗ-де-
фектоскопии: сам факт распространения
УЗ-волн основан на упругих связях в ве-
ществе. Именно упругие связи обеспечи-
вают прочность твердого тела. Появление
дефекта нарушает эти связи и вызывает
отражение УЗ. Именно поэтому УЗ спосо-
бен выявлять трещины раскрытием 10'5 ...
10'4 мм (более тонкие, чем любой другой
неразрушающий метод), а также обнару-
живать дефекты, заполненные другим ве-
ществом.
• Возможность контроля изделий из
самых различных металлических и неме-
таллических материалов (от сталей до пе-
нопластов) независимо от их электропро-
водности, диэлектрической и магнитной
проницаемости.
• Способность УЗ проникать в мате-
риалы с однородной мелкозернистой
структурой на расстояния в несколько
метров и обнаруживать в них дефекты -
рекордно большая толщина для методов
НК.
• Возможность выявления как по-
верхностных, так и внутренних дефектов.
Все другие методы НК (кроме радиацион-
ного) обнаруживают только поверхност-
ные и подповерхностные дефекты.
• Безопасность для исполнителей и
окружающих.
• Сравнительно небольшие затраты
на контроль. Кроме контактной жидкости
и довольно долговечных преобразователей
никаких расходных материалов не требу-
ется.
• Мобильность и адаптивность: воз-
можность выполнять контроль, например,
на высоте, в монтажных условиях, в ши-
роком диапазоне температур.
• Относительная легкость автомати-
зации. В этом отношении АК уступает
только вихретоковому методу и магнит-
ному методу с электромагнитными преоб-
разователями.
Основные недостатки акустических
методов, относящиеся прежде всего к вы-
сокочастотным методам:
• трудность или невозможность кон-
троля изделий из неоднородных, крупно-
зернистых материалов (нетермообрабо-
танных литых металлов, например аусте-
нитных сталей, некоторых типов чугунов
и т.п.);
• требование ровной, гладкой по-
верхности ввода изделия;
• трудность или невозможность кон-
троля изделий малых размеров и сложной
конфигурации;
• при традиционном ручном контро-
ле - отсутствие объективного документа о
факте выполнения контроля и его резуль-
татах, подобного рентгеновской пленке;
• трудность или невозможность оп-
ределения характера дефекта и его реаль-
ных размеров.
Особенностью УЗ-контроля (в боль-
шей степени, чем других неразрушающих
методов) является то, что дефекты обна-
руживаются и правильно квалифицируют-
ся с определенной степенью вероятности,
т.е. не со 100 %-ной достоверностью. При-
чины этого заключаются как в субъектив-
ных ошибках дефектоскописта, так и в
ошибках объективных, т.е. не зависящих
от дефектоскописта и аппаратуры. Эти
ошибки связаны с особенностью дифрак-
ции УЗ на несплошностях и со специфи-
кой материала ОК. В ЦНИИТмаше создан
учебный курс "Ультразвуковая дефекто-
скопия - вероятностный аспект" [349] на
лазерном диске. В нем особое внимание
обращено на факторы, влияющие на дос-
товерность обнаружения; точность изме-
рения величины дефектов и различные
ошибки, возникающие при контроле. Да-
ны практические рекомендации по повы-
шению достоверности контроля.
Отмеченные недостатки АК в значи-
тельной степени преодолеваются благодаря
техническим достижениям последнего вре-
мени, в частности современным способам
обработки, хранения и представления ин-
формации. Основные из них будут рассмот-
рены в следующих разделах этой книги.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
143
2.2. ДЕФЕКТОСКОПИЯ МЕТОДАМИ
ОТРАЖЕНИЯ
2.2.1. Аппаратура для контроля
методами отражения
2.2.1.1. Импульсный дефектоскоп
Для контроля всеми методами отра-
жения применяют импульсную УЗ-ап-
паратуру: эходефектоскопы, толщиноме-
ры и структуромеры. Все они используют
общий принцип, однако толщиномеры
обладают более простой схемой и кон-
струкцией. Рассмотрим работу УЗ-эходе-
фектоскопа. Его упрощенная структурная
схема и функции основных узлов изложе-
ны в разд. 2.1.2 (см. рис. 2.2). Рассмотрим
более подробно особенности этих, а также
ряда вспомогательных узлов.
Генератор зондирующих импуль-
сов 7 (см. рис. 2.2) содержит два основных
элемента: колебательный контур, вклю-
чающий в себя излучающий электронно-
акустический преобразователь - ЭАП
(пьезопреобразователь), и электронную
схему, обеспечивающую генерацию ко-
ротких радиоимпульсов той или иной
формы. В колебательном контуре парал-
лельно или последовательно пьезоэлемен-
ту включены индуктивность и активное
сопротивление. Иногда применяют транс-
форматорную связь.
Чаще всего используют схему удар-
ного возбуждения колебаний контура, в
упрощенном виде показанную на
рис. 2.11, а. Резонансную частоту контура
с помощью индуктивности L подбирают
равной антирезонансной частоте пьезо-
пластины 77 (см. разд. 1.2.2). Сопротивле-
ние резистора R определяет добротность
контура. Накопительный конденсатор Сн
заряжают от высокого напряжения 1/„.
По команде синхронизатора откры-
вают тиристор Т, через который этот кон-
денсатор разряжается и возбуждает коле-
бания в контуре. Форма возбуждаемых
таким способом электрических зондиру-
ющих импульсов показана на рис. 2.11, б.
Фронт ударного импульса определяется
быстрым процессом разряда накопитель-
ного конденсатора. Ему соответствуют
высокочастотные составляющие спектра
импульса, значительно превышающие
рабочую частоту дефектоскопа и выходя-
щие за пределы полосы пропускания час-
тот ЭАП.
В результате излучаемый в изделие
акустический зондирующий импульс имеет
Рис. 2.11. Ударный генератор, формы импульсов:
а - схема генератора; б - ударный импульс, возбуждаемый этим генератором; в - импульс
на приемнике; г - видеоимпульсы; д - колоколообразный импульс; UH - напряжение питания;
(73 - напряжение запуска
144
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
форму, близкую к колоколообразной
(рис. 2.11, в). Амплитуда первого полупе-
риода колебаний ударного возбуждающе-
го импульса обычно ~300 ... 500 В. Однако
эффективно действующая амплитуда
спектральной составляющей на рабочей
частоте значительно меньше (30 ... 50 В)
ввиду несоответствия полос частот им-
пульса и преобразователя.
В настоящее время часто применяют
генераторы, вырабатывающие импульсы
колоколообразной формы (рис. 2.11, д), ко-
торая характеризуется наиболее узким
спектральным составом при заданной дли-
тельности, или импульсы, содержащие
один, два или более периодов колебаний
постоянной амплитуды. Это повышает
коэффициент полезного действия генера-
тора.
Амплитуду электрического возбуж-
дающего импульса ограничивает напря-
женность переменного электрического
поля Ет (см. разд. 1.2.1), которую может
выдержать пьезопластина без пробоя или
разрушения. Для ЦТС-19 эта величина
составляет ~3000 В/мм. Однако линейный
рост амплитуды акустического сигнала
наблюдают при повышении напряженно-
сти приблизительно до 300 В/мм. С уче-
том того, что пьезопластину делают полу-
волновой, варьируя ее толщину в зависи-
мости от частоты, предельное напряжение
питания зависит от частоты: Uo = Emh\ =
= £’mc1/(2/1), где Aj и q - толщина и ско-
рость звука в пластине. Считая макси-
мальную частоту равной 10 МГц, найдем
Uo ® 500 В. Поскольку дефектоскоп дол-
жен надежно работать со всеми преобра-
зователями, входящими в комплект, мак-
симальную амплитуду Uo ограничивают
этой величиной.
Низкочастотные дефектоскопы име-
ют генераторы с более высоким напряже-
нием. Данное обстоятельство также ука-
зывает на неэффективность ударных гене-
раторов. Отметим, что пьезокерамика типа
ПКР (изготовитель - Ростовский государ-
ственный университет) выдерживает без
пробоя и разрушения значительно боль-
шие напряженности поля ЕТ, чем ЦТС-19.
Приемно-усилительный тракт де-
фектоскопа ] (см. рис. 2.2) содержит по-
следовательно соединенные узлы: преду-
силитель, измеритель амплитуд сигналов,
усилитель высокой частоты (УВЧ), детек-
тор и видеоусилитель. Предусилитель
обеспечивает согласование усилительного
тракта с приемным преобразователем. Его
входное сопротивление должно быть
больше эквивалентного электрического
сопротивления ЭАП, которое, как показы-
вают оценки (см. пример 1.11), для преоб-
разователя из ЦТС на частоте 1 ... 5 МГц
составляет 20 ... 40 Ом. Коэффициент уси-
ления предусилителя < 20 дБ. Некоторые
дефектоскопы не имеют предусилителя.
В предусилитель входит ограничи-
тель амплитуды, предохраняющий усили-
тель от перегрузок, связанных с воздейст-
вием электрического зондирующего им-
пульса (когда ЭАП включен по совмещен-
ной схеме). Он шунтирует сигналы, ам-
плитуда которых превосходит определен-
ный уровень, но практически не искажает
сигналы меньшей амплитуды, соответст-
вующие эхосигналам от дефектов и дру-
гих отражателей.
Амплитуды сигналов измеряют с по-
мощью калиброванного делителя напря-
жения - аттенюатора. Измерение состо-
ит в сравнении между собой амплитуд
двух или нескольких сигналов в относи-
тельных единицах или децибелах (см.
разд. 1.1.1). Аттенюатор располагают на
входе приемно-усилительного тракта по-
сле предусилителя для того, чтобы иска-
жение амплитуд поступивших на него
сигналов было минимальным. Требуемый
диапазон измерения обычно < 100 дБ.
В последнее время применяют авто-
матические измерители амплитуды с циф-
ровой индикацией. Иногда в них амплиту-
ду пересчитывают в величину, характери-
зующую размер дефекта (эквивалентную
площадь) и представляют ее на цифровом
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
145
табло. Поскольку пересчет должен выпол-
няться по разным законам в зависимости
от типа преобразователя и характеристики
материала ОК (см. разд. 2.2.2), измеритель
требует предварительной настройки. При
перемещении преобразователя по ОК ам-
плитуда эхосигнала от дефекта изменяет-
ся, но автоматический измеритель можно
настроить так, что он будет фиксировать
максимальное значение амплитуды.
Усилитель высокой частоты имеет
коэффициент усиления 60 ... 100 дБ. Раз-
личают узко- и широкополосные усилите-
ли. Узкополосные УВЧ, обладающие вы-
сокой помехоустойчивостью, имеют поло-
су пропускания частот > О,2/о (где /о - ра-
бочая частота), что обеспечивает сравни-
тельно небольшое искажение сигналов в
приемном тракте. Недостаток узкополос-
ных усилителей заключается в необходи-
мости перестройки частотного диапазона
при изменении рабочей частоты прибора.
В этом отношении обладают преимущест-
вом широкополосные усилители, хотя они
сложнее по схеме и менее помехоустойчи-
вы.
Усиленные высокочастотные сигна-
лы поступают к детектору, на нагрузке
которого выделяются огибающие радио-
импульсов. Про детектированные сигналы
(рис. 2.11, г) подают на видеоусилитель с
коэффициентом усиления ~ 20 дБ. В неко-
торых приборах детектор можно выклю-
чить и наблюдать на экране недетектиро-
ванные импульсы с сохранением высоко-
частотных (т.е. УЗ) колебаний в них.
Важная характеристика усилителя -
его динамический диапазон, т.е. отноше-
ние амплитуд максимального и мини-
мального сигналов, усиливаемых и на-
блюдаемых на экране без искажения.
Приборы с большим динамическим диапа-
зоном > 20 дБ позволяют правильно оце-
нивать соотношение амплитуд сигналов
на экране даже без применения аттенюа-
тора.
В большинстве дефектоскопов изо-
бражение на экране пропорционально ам-
плитудам импульсов. Однако в некоторых
приборах используют логарифмические
усилители. В таких приборах амплитуды
видимых на экране сигналов пропорцио-
нальны их значениям в децибелах. Благо-
даря этому такой прибор обладает очень
большим динамическим диапазоном (до
60 дБ), но с его помощью трудно заметить
небольшое изменение амплитуд и отдель-
но зафиксировать два близко расположен-
ных импульса.
Помимо калиброванного аттенюатора
импульсные дефектоскопы имеют ряд
других регуляторов чувствительности.
К ним относят регулятор амплитуды зон-
дирующего импульса, некалиброванный
регулятор чувствительности усилителя и
отсечку. Отсечка (ограничение сигналов
снизу) достигается изменением порогово-
го уровня детектора. Благодаря этому от-
секают все небольшие импульсы, ампли-
туда которых меньше выбранной порого-
вой величины (обычно это помехи).
Применение отсечки искажает реаль-
ное соотношение амплитуд продетектиро-
ванных сигналов и сужает динамический
диапазон прибора. В связи с этим приме-
няют систему так называемой компенси-
рованной отсечки, которая обеспечивает
восстановление амплитуд сигналов, ока-
завшихся выше уровня отсечки, до перво-
начальной величины.
Если в усилителе отсутствует отсечка
или она сделана компенсированной, то
амплитуду в пределах динамического
диапазона (< 20 дБ) можно измерять пря-
мо по экрану дефектоскопа, на который
иногда наносят соответствующую шкалу.
Если некомпенсированная отсечка введе-
на, то можно лишь сравнивать амплитуды
сигналов по принципу "больше - меньше",
но измерять их по экрану нельзя.
Измерение амплитуды по экрану де-
фектоскопа обычно выполняется в отно-
сительных единицах, а не в децибелах, за
исключением случаев применения лога-
146
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.12. Типичное изображение
на экране эходефектоскопа:
1 - зондирующий импульс; 2 - помехи
преобразователя; 3 ~ строб-импульс автомати-
ческого сигнализатора дефектов;
4 - структурные помехи; 5 - эхосигнал от
дефекта; б - донный сигнал
рифмического усилителя или когда узкий
интервал (обычно в пределах ± 2 дБ) вбли-
зи стандартного уровня проградуирован в
децибелах. Это сделано в некоторых де-
фектоскопах, у которых слишком большая
цена деления аттенюатора (2 дБ или более).
Измерение амплитуд аттенюатором
более точное, чем по экрану, и выполняет-
ся во всем диапазоне амплитуд сигналов
независимо от наличия отсечки. В про-
стейшем случае измерение состоит в том,
что, регулируя усиление аттенюатором и
не меняя положение других ручек,
влияющих на чувствительность, амплиту-
ды всех измеряемых сигналов последова-
тельно подводят к одной и той же линии
на экране, называемой стандартным
уровнем. Цифры на шкале аттенюатора
указывают, насколько пришлось ослабить
сигнал, чтобы он достиг стандартного
уровня, или, что одно и то же, насколько
был велик сигнал на входе усилителя до
ослабления.
Опишем измерение амплитуды де-
фектоскопом УД2-12, широко распростра-
ненным в России. В нем имеется два из-
мерителя амплитуд сигналов: кнопочный
аттенюатор и автоматический измеритель
амплитуд. Цифровое значение амплитуд с
автоматического измерителя выводится на
табло блока цифровой обработки (БЦО).
В качестве стандартного уровня удобно
выбрать верхний край экрана. Когда ам-
плитуда измеряемого импульса достигает
верхнего края (но не превышает его), таб-
ло БЦО показывает 0 дБ, середины экрана -
6 дБ, 1/4 экрана соответствует 12 дБ. При
измерениях сумма децибелов на отжатых
кнопках аттенюатора и на табло БЦО по-
казывает амплитуду сигнала.
Если нужно сравнить амплитуды
двух импульсов, видимых на экране УДО-12,
то это удобно сделать с помощью БЦО, не
пользуясь кнопочным аттенюатором. БЦО
измеряет амплитуду только первого эхо-
сигнала, попавшего в строб-импульс
(П-образный растянутый импульс на экра-
не) и превышающего 1/4 высоты экрана.
Следует установить строб-импульс под
меньшим сигналом и записать показание в
децибелах. Затем установить строб-
импульс под большим сигналом и опять
записать показание. Разность укажет, на
сколько децибелов один сигнал больше
другого.
Генератор развертки 9 (см. рис. 2.2)
позволяет разделять эхосигналы по време-
ни их прихода. Развертка типа А описана
в разд. 2.1.2. Как там отмечено, она соот-
ветствует отображению на экране УЗ-
дефектоскопа информации двух видов.
Горизонтальная линия (линия развертки
дефектоскопа) соответствует времени
пробега импульса в изделии, а время про-
порционально пути импульса. Высота пи-
ков (импульсов) пропорциональна ампли-
тудам эхосигналов.
Таким образом, по горизонтальной
шкале, совмещенной с линией развертки,
определяют длину пути импульса в изде-
лии от излучателя до отражателя и обрат-
но к приемнику, а по вертикальной оцени-
вают отражательную способность дефекта
или другого объекта.
На рис. 2.12 показано реальное изо-
бражение на экране дефектоскопа и даны
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
147
Рис. 2.13. Типы разверток эходефектоскопа:
а - процесс сканирования; б - Л-развертка: в - 5-развертка (справа - Л-развертка);
г - С-развертка
названия наблюдаемым импульсам, реко-
мендованные ГОСТ 23829-85.
Часто применяют задержанную А-
развертку, которая начинается не от зон-
дирующего импульса, а позднее. Таким
образом, исключают время пробега им-
пульса в протекторе, призме преобразова-
теля, части металла изделия, не подлежа-
щей контролю. Иногда такую развертку
называют лупой времени, потому что она
позволяет растянуть во всю ширину экра-
на сравнительно небольшой интервал раз-
вертки, где близко расположено много
импульсов. Эта система особенно полезна
при большой толщине ОК. Если развертка
включена без задержки, то такой режим
называют контролем от поверхности.
Развертка типа В (В-развертка)
представляет как бы поперечное сечение
изделия поверхностью, определяемой лу-
чом преобразователя при его перемеще-
нии по ОК. Например, если прямой преоб-
разователь перемещают по прямой линии,
то луч от него образует секущую плос-
кость на рис. 2.13, в, проходящую через
штриховую линию.
Для получения этой развертки линию
Л-развертки на экране обычно направляют
сверху вниз и подсвечивают в моменты
прихода эхосигналов. По мере перемеще-
ния преобразователя линия Л-развертки
смещается на экране в горизонтальном
направлении. Подсвеченные точки сохра-
няются на экране и образуют линии, соот-
ветствующие поверхности ввода (зонди-
рующие импульсы), отражающей поверх-
ности дефекта и донному сигналу, преры-
вающемуся там, где его затеняет дефект.
Развертка типа С (С-развертка)
представляет план расположения дефектов
(рис. 2.13, г). Иногда выделяют опреде-
ленный слой по толщине ОК и на
С-развертке показывают только дефекты,
расположенные в этом слое.
Развертка типа D (D-развертка) -
это разновидность В-развертки. При кон-
троле сварных соединений В-разверткой
называют поперечное сечение шва, а
£>-разверткой - его продольное сечение.
Применяют также комбинированные
развертки. Например, на рис. 2.13, в спра-
148
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ва показана Л-развертка, соответствующая
одной из линий Д-развертки. Л-развертка
удобна тем, что по ней можно судить об
амплитудах эхосигналов.
Чтобы получить В-, С- и D-развертки,
нужно обеспечить связь положения пре-
образователя на поверхности ОК с изо-
бражением на экране. С этой целью обыч-
но применяют автоматические устройства
для механического перемещения преобра-
зователя или используют бесконтактные
типы связи положения преобразователя с
изображением на экране. Все это услож-
няет аппаратуру. В некоторых дефекто-
скопах связи положения преобразователя
с изображением на экране не делают, но
движение преобразователя и формирова-
ние развертки на экране синхронизируют
по времени, исходя из средней скорости
перемещения преобразователя рукой
дефектоскописта.
Не следует ожидать, что изображения
дефектов на В-, С- и D-развертках точно
соответствуют истинной форме дефектов.
Очертания изображений зависят от шири-
ны раскрытия пучка УЗ-лучей. Дефекты,
меньшие ширины раскрытия пучка, изо-
бражаются на этих развертках точками
приблизительно одинакового размера.
Разверткой типа М (М-разверткой)
называют Л-развертку с запоминанием
изменения амплитуды эхосигнала на экра-
не при изменении времени пробега им-
пульса. В результате получают на экране
временную огибающую эхосигнала (см.
разд. 2.2.2). Этот тип развертки иногда
называют "заморозкой”.
Синхронизатор 8 (см. рис. 2.2) дает
сигналы на выработку электрических зон-
дирующих импульсов и определяет после-
довательность включения узлов дефек-
тоскопа относительно момента посылки
зондирующего импульса. Синхронизатор
представляет собой автоколебательную
импульсную систему. Его обычно выпол-
няют по схеме мультивибратора или деле-
нием частоты тактового генератора,
управляющего микропроцессором.
Частоту генерируемых синхрониза-
тором запускающих импульсов (частоту
посылок) выбирают в зависимости от за-
дач контроля в пределах 50 ... 8000 Гц.
В некоторых дефектоскопах ее регулиру-
ют. Так как частота синхронизатора опре-
деляет период следования зондирующих
посылок, то с позиций увеличения скоро-
сти контроля (а следовательно, и его про-
изводительности при автоматическом
контроле) ее желательно выбирать воз-
можно большей. Однако она ограничива-
ется быстротой затухания УЗ и толщиной
ОК, поскольку необходимо, чтобы им-
пульс, излученный в ОК, полностью затух
до возбуждения следующей посылки. В
противном случае могут возникнуть ме-
шающие импульсы - фантомы (см. разд.
2.2.3.2).
В некоторых приборах функции син-
хронизатора выполняет генератор зонди-
рующих импульсов.
Экран дефектоскопа 5 - основной
индикатор принятых сигналов. В дефекто-
скопах ранних выпусков это, как правило,
электронно-лучевая трубка. В современ-
ных дефектоскопах экраны жидкокри-
сталлические или катодолюминесцентные.
Далее рассматриваются дополни-
тельные узлы дефектоскопа, не показан-
ные на рис. 2.2.
Систему временной регулировки
чувствительности (ВРЧ) правильнее на-
звать временной автоматической регули-
ровкой усиления или корректировкой ам-
плитуды с расстоянием (по-английски -
DAC: distance amplitude correction). Она
предназначена для автоматической регу-
лировки коэффициента усиления прием-
ника таким образом, чтобы амплитуды
эхосигналов от одинаковых дефектов при
изменении расстояний от преобразователя
до дефектов не меняли своей амплитуды.
ВРЧ компенсирует ослабление им-
пульса, обусловленное дифракционным
расхождением и затуханием. Исходя из
этого, закон изменения усиления должен
быть обратным закону убывания амплитуд
отраженных сигналов от одних и тех же
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
149
по размерам дефектов по мере их удале-
ния от преобразователя. Эти законы - раз-
ные для отражателей различных формы и
размеров (см. разд. 2.2.2.1 и табл. 2.1).
В простых по устройству дефекто-
скопах, в частности УД2-12, предусматри-
вается регулировка ВРЧ по длительности
действия вдоль линии развертки и по ве-
личине изменения чувствительности.
Кроме того, может задаваться закономер-
ность изменения с расстоянием, отличаю-
щаяся от линейной зависимости. Однако
заложенные в УД2-12 закономерности
изменения чувствительности с расстояни-
ем плохо соответствуют требуемым: кри-
вая изменения чувствительности с рас-
стоянием выпуклая, а на больших рас-
стояниях от преобразователя (в дальней
зоне) она должна быть вогнутой.
В более совершенных дефектоскопах
закономерность изменения ВРЧ задается
как кривая изменения чувствительности,
обратная изменению амплитуды сигнала в
соответствии с АРД диаграммой (см.
разд. 2.2.2.2) для данных преобразователя
и отражателя. Кроме того, можно преду-
смотреть разные значения коэффициента
затухания.
Система автоматической сигнали-
зации дефектов (АСД) предназначена для
автоматической фиксации факта обнару-
жения дефекта. Ее можно рассматривать
как частный случай регистратора. Осо-
бенно важное значение такие системы
имеют в автоматизированных установках,
в которых выявленные дефекты регистри-
руют в процессе непрерывного сканиро-
вания преобразователем ОК. При ручном
контроле система АСД значительно об-
легчает работу дефектоскописта, выдавая
звуковой или световой сигнал при появле-
нии дефекта, что повышает надежность
результатов прозвучивания.
Система АСД работает совместно с
генератором стробирующих импульсов.
Он формирует импульсы, которыми выде-
ляют интервал линии развертки, где могут
появиться импульсы от дефектов, подле-
жащих регистрации. В результате АСД
имеет регулировку по времени и амплиту-
де. Регулировка по времени состоит в вы-
делении стробирующим импульсом тре-
буемой зоны линии развертки, а регули-
ровка по амплитуде - в установлении по-
рога срабатывания, от которого запуска-
ется АСД.
С помощью строб-импульса отстраи-
ваются от зондирующего импульса, дон-
ного сигнала, многих ложных сигналов.
Регулировку строб-импульса АСД по вре-
мени выполняют двумя ручками: обычно
одной из них устанавливают положение
всего строб-импульса на линии развертки,
а другой регулируют его длительность.
В некоторых дефектоскопах существует
система слежения стробирующим импуль-
сом за выбранным эхосигналом даже при
его перемещении по линии развертки, что
обычно происходит при движении преоб-
разователя относительно дефекта.
Регулировка АСД по амплитуде со-
стоит в выборе порогового значения ам-
плитуды эхосигнала, от которого срабаты-
вает АСД. Часто система АСД прибли-
женно указывает амплитуду эхосигналов.
Например, АСД дефектоскопа УД2-12
имеет три уровня световой регистрации.
Обычно их регулируют таким образом,
чтобы, когда амплитуда импульса не пре-
вышает 1/4 экрана, зажглась зеленая лам-
па, не превышает 1/2 экрана - желтая, ес-
ли амплитуда превышает половину высо-
ты экрана - красная. При такой регули-
ровке разница амплитуд сигналов между
соседними уровнями 6 дБ.
На рис. 2.12 строб-импульс имеет
растянутую П-образную форму. Задняя
ступенька ее слилась с хвостом импульса
от дефекта. В других дефектоскопах
строб-импульс выглядит как отрезок, вы-
сота которого над линией развертки опре-
деляет порог срабатывания АСД, а дли-
тельность - выделяемый интервал раз-
вертки.
Установив строб-импульс так, чтобы
в него попал только донный сигнал, по
150
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
амплитуде этого сигнала следят за ста-
бильностью акустического контакта, об-
щей исправностью работы аппаратуры, а
также подстраивают чувствительность.
Очень удобны дефектоскопы с двумя
строб-импульсами с раздельной регули-
ровкой уровня срабатывания сигнализато-
ров. Обычно один строб-импульс исполь-
зуется для слежения за сигналами от де-
фектов, а другой - для слежения за дон-
ным сигналом, АСД при этом настроен на
более высокий порог срабатывания.
Система АСД позволяет контролиро-
вать изделия "по слоям". Например, при
контроле очень толстых изделий с помо-
щью строб-импульса выделяют слои тол-
щиной 50 ... 100 мм и контролируют их
один за другим, повышая чувствитель-
ность усилителя по мере перехода к более
глубокому слою, чтобы выявить одинако-
вые дефекты на всей толщине изделия.
Выше было рассмотрено использова-
ние АСД при контроле эхометодом. При
контроле теневым и ЗТ-методами строби-
руют сквозной или донный сигнал. Поро-
говое значение АСД устанавливают так,
чтобы сигнализатор сработал, когда ам-
плитуды этих сигналов превышают этот
уровень, и выключался, когда в результате
действия дефекта амплитуда этих сигна-
лов уменьшается. Таким образом, на без-
дефектном участке ОК сигнал имеется, а
на дефектном нет.
Устройство для измерения рас-
стояния до дефекта, дна ОК или другого
отражателя - глубиномер — измеряет время
пробега импульса до отражателя и обрат-
но, а это время пересчитывают в расстоя-
ние с учетом скорости распространения
УЗ в ОК. Глубиномер предварительно на-
страивают на скорость распространения
используемого типа волн в материале из-
делия и исключают время пробега в про-
текторе или призме преобразователя.
При контроле наклонным преобразо-
вателем глубиномер позволяет измерять
две координаты дефекта: глубину залега-
ния его под поверхностью и расстояние от
преобразователя до дефекта вдоль по-
верхности изделия. Для этого нужно пред-
варительно настроить глубиномер на из-
мерение указанных величин с учетом угла
ввода преобразователя, скорости УЗ и
времени его пробега в акустической за-
держке. Способы измерения координат
дефектов с помощью глубиномера будут
рассмотрены в разд. 3.2.1.
В дефектоскопе УД2-12, как и в бо-
лее современных дефектоскопах, время,
отсчитанное глубиномером, а также рас-
считанные по времени координаты дефек-
тов представляются в цифровом виде на
табло БЦО. Для этого измеряемый им-
пульс выделяют строб-импульсом. Неко-
торые дефектоскопы позволяют измерять
расстояние между двумя импульсами, по-
мещая их в разные строб-импульсы. Бла-
годаря этому появляется возможность из-
мерения толщины слоев в ОК или рас-
стояния между дефектами.
Тенденции совершенствования де-
фектоскопов. Дефектоскоп УД2-12 и дру-
гие приборы предыдущего поколения -
приборы аналогового типа. В них вся по-
лучаемая информация обрабатывается в
аналоговой форме. Современные процес-
сорные дефектоскопы - это цифровые
приборы. В них принимаемый электриче-
ский сигнал после минимального усиле-
ния преобразуется в цифровой код, кото-
рый подвергается дальнейшей обработке.
Это повышает точность измерений, поме-
хоустойчивость, позволяет получать
больше информации.
Вместо электронно-лучевой трубки в
современных дефектоскопах применяются
катодолюминесцентные или жидкокри-
сталлические экраны. Они экономичнее,
что позволяет применить автономное
электропитание от аккумуляторной бата-
реи и подзаряжать ее довольно редко.
Структурная схема такого дефектоскопа
значительно отличается от приведенной
выше.
Иногда настройку подобного прибора
выполняют в режиме диалога, когда при-
бор задает вопросы, а дефектоскопист
вводит ответ или выбирает один из пред-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
151
ложенных вариантов ответа. Так могут
задаваться данные об ОК (толщине, ско-
рости звука) и желаемых параметрах кон-
троля (частоте, типе волны, угле ввода).
Процедура настройки может быть
упрощена для наиболее часто контроли-
руемых объектов. В памяти дефектоскопа
можно хранить несколько предварительно
подготовленных вариантов программы
контроля и выбирать требуемый простым
переключением.
МикроЭВМ в дефектоскопе может
осуществлять первичную статистическую
обработку результатов, сохранять инфор-
мацию о режимах и результатах контроля,
т.е. дефектоскоп обладает памятью, в ко-
торую можно занести цифровые результа-
ты контроля, а также изображения с экра-
на, документировать результаты, обмени-
ваться информацией с ЭВМ более высоко-
го уровня. Ниже описываются возможно-
сти некоторых дефектоскопов.
ЦНИИТмаш (В.Г. Щербинский) раз-
работал и реализует дефектоскоп
УДЦ-201П. Он обладает всеми достоинст-
вами современных импортных приборов,
но имеет и целый ряд принципиальных
отличий, улучшающих его потребитель-
ские качества.
УДЦ-201П позволяет отображать на
экране непосредственно в цифровом виде
следующую количественную информа-
цию:
максимальную амплитуду эхосигна-
лов от отражателей, попавших в один или
оба строб-импульса;
глубину залегания отражателя при
прозвучивании прямым или наклонным
ПЭП прямым лучом;
глубину залегания отражателя от по-
верхности ввода при прозвучивании
наклонным ПЭП изделий с
параллельными поверхностями однократ-
но- и двукратно отраженными лучами;
расстояние от точки ввода до эпи-
центра отражателя (т.е. точки на по-
верхности ввода над отражателем);
время прохождения УЗ в призме пре-
образователя;
расстояние между импульсами на
любом уровне от максимума (в мм или
мкс);
расстояние каждого строб-импульса
относительно начала развертки (в мм и
мкс) и ширину каждого строб-импульса (в
мм и мкс);
расстояние каких-либо сигналов от-
носительно друг друга (в мм и мкс); ам-
плитудный уровень каждого строб-
импульса (высота над уровнем развертки)
в дБ или в % от высоты экрана, принятого
за 100 %;
амплитудный уровень компенсиро-
ванной отсечки в дБ или в % от высоты
экрана;
скорость любых волн в объекте кон-
троля в м/с;
толщину ОК;
цифровую и текстовую информацию
русским или латинским шрифтами.
Дефектоскоп имеет меню из набора
основных параметров дефектоскопа и тре-
бований контроля, отображаемых в виде
пиктограмм на экране; память (заморозку)
Основные технические характеристики
дефектоскопа УДЦ-201П
Частотный диапазон, МГц 1 ... 10,0
Глубина прозвучивания
по стали, мм........... 0,5 ... 1200
Абсолютная чувствитель-
ность, дБ.............. юо
Погрешность измерения:
амплитуды, дБ.......... ±0,1
координат, мм..... ±1
Размер экрана, мм...... 96 х 78
Питание................ Сетевое и
автономное
Габаритные размеры, мм .. 255x156x220
Масса (с шестью аккуму-
ляторами), кг.......... 4,9
152
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Основные технические характеристики дефектоскопа УД4-Т
Рабочие частоты, МГц............................ 1,25; 1,8; 2,5; 5
Диапазон измеряемых глубин (координат), мм...... 1 ... 3000 (±5 мм)
Диапазон измеряемых амплитуд.................... 35 мкВ ... 45 В
ВРЧ:
амплитуда, дБ.............................. 80
крутизна, дБ/мкс........................... До 20
Диапазон измеряемых эффективных площадей, мм2... 0,1 ... 100 (±15 %)
Диапазон глубин построения изображений
5-типа, мм...................................... 10 ... 100
Емкость архива, шт.:
настроек................................... 170
результатов контроля........................ 796
Время непрерывной работы, ч:
от сети напряжением 220 В.................... 24
от встроенного аккумулятора................ 12
Диапазон рабочих температур, °C................. -20 ... +50
Габаритные размеры (без ручки для переноски), мм ... 184 х 210 х 111
Масса со встроенным аккумулятором, кг........... 4,2
изображения (М-развертку); звуковую и
световую сигнализацию о превышении
эхосигналом порогового уровня; ВРЧ,
компенсирующую ослабление по законам
1/г2 или 1/г3/2 в диапазоне 30 дБ (г - рас-
стояние от преобразователя до дефекта);
АРД-графики на экране; энергонезависи-
мую память емкостью 64 блока видеотек-
стовой информации по результатам кон-
троля ("память кадра") и 127 блоков пара-
метров настройки; блокировку настройки.
Дефектоскоп комплектуется датчиком
типа ДШВ для измерения шероховатости
поверхности (см. разд. 6.4) и имеет про-
граммную поддержку корректировки чув-
ствительности в зависимости от величины
шероховатости, у которой нет аналогов в
мировой практике.
На линии развертки дефектоскопа
предусмотрены маркеры точки ввода луча
при контроле наклонным преобразовате-
лем, маркеры одно-, двух- и трехкратного
отражений от поверхности для контроля с
многократным отражением. Запомненные
кадры осциллограмм дефектов с коммен-
тарием воспроизводятся на экране в лю-
бой последовательности и в случае необ-
ходимости архивируются на внешней
ЭВМ. Для этого имеется соответствующая
программная поддержка.
Дефектоскоп УД4-Т разработан фир-
мой Votum (Молдова) совместно с МГТУ
им. Н.Э. Баумана (В.Р. Гусаров, Н.П. Але-
шин). Это цифровой портативной дефек-
тоскоп общего назначения. В дополнение
к функциям обычного дефектоскопа УД4-
Т позволяет строить изображения
В-типа, оценивать абсолютные размеры
дефектов по этому изображению, сохра-
нять результаты в процессе контроля и
представлять их в виде документа.
Особенностью УД4-Т является воз-
можность его настройки без использова-
ния образца, выполненного из материала
ОК. Для подготовки прибора к контролю
надо извлечь из его архива параметры ис-
пользуемого преобразователя, задать па-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
153
раметры ОК и включить автокалибровку
прибора.
УД4-Т имеет три основных режима
контроля, дополняющих друг друга. Ре-
жим быстрого поиска предназначен для
обнаружения дефекта в зоне контроля на
заданном уровне чувствительности при
высокой скорости сканирования объекта
(до 200 мм/с). Наличие дефекта фиксиру-
ется появлением эхосигнала на развертке
и включением порогового индикатора.
Режим измерения параметров предназна-
чен для измерения амплитуды и времени
эхосигнала, координат и эквивалентной
площади дефекта. Информация на экране
прибора отображается в цифровом и гра-
фическом виде (сечение объекта с обозна-
чением расположения преобразователя и
дефекта).
Режим томографии расчитан на по-
лучение дополнительной информации о
размерах и конфигурации дефекта. Для
получения изображения достаточно пере-
местить преобразователь над дефектом.
При этом связь перемещения преобразова-
теля с дефектоскопом осуществляется
приспособлением, подобным миниатюр-
ной рулетке с электроприводом. Корпус
рулетки удерживают на сварном соедине-
нии. Преобразователь вытягивает ленту из
рулетки. Эти данные совместно с регист-
рируемым на экране изображением позво-
ляют оценивать размеры осей эллипса, в
который вписывается дефект. Процедура
занимает < 1 мин. Результаты всех изме-
рений, включая изображение, в любой
момент могут быть сохранены для после-
дующего документирования.
Санкт-Петербургская фирма "/Аптек"
и Центр "Техническая диагностика и на-
дежность АЭС и ТЭС” (Санкт-Петербург)
разработали и серийно выпускают ком-
пактный дефектоскоп общего назначения
"Пеленг" со встроенным микропроцессо-
ром [424, докл. 7.28].
Встроенная память дефектоскопа по-
зволяет запоминать > 100 предваритель-
ных настроек для контроля конкретных
изделий из различных материалов. В ос-
новном выпускаемом варианте прибора
это детали локомотивов и вагонов (см.
разд. 3.3.1.6.12). Протокол контроля, рас-
печатанный на ПЭВМ, содержит парамет-
ры настроек дефекта и отраженного де-
фектного сечения в виде разверток А- или
В-типа.
НПК "Луч" выпускает универсаль-
ный дефектоскоп УД2-70. Он имеет до-
вольно большую амплитуду электрическо-
го зондирующего импульса (180 В), часто-
ты 1,25 ... 10 МГц (определяются преоб-
разователем со встроенной индуктивно-
стью), параметры контроля хранятся в
архиве настроек. Управление осуществля-
ется от клавиатуры. Имеет режим "замо-
розки" для одного и для нескольких цик-
лов излучение-прием.
Аппаратура НК с каждым годом ста-
новится совершеннее как по характери-
стикам, так и по функциональным воз-
можностям обработки и представления
информации, отвечая на растущие требо-
вания практики. Однако при этом прибо-
ры для ручного НК должны быть порта-
тивными, обладать максимально высоки-
ми эксплуатационными качествами и
обеспечивать быстрое проведение контро-
ля. В значительной степени этим противо-
речивым требованиям отвечает следую-
щая схема построения приборов [424,
докл. 7.47], развиваемая в МНПО
"Спектр".
Преобразователи, предварительный
усилитель и аналого-цифровой преобразо-
ватель размещаются в малогабаритном
дефектоскопе. Обработку и представление
результатов обеспечивает компьютер с
программой обработки, к которому дефек-
тоскоп подключается после завершения
контроля. Такая система реализована в
УЗ-дефектоскопе А1212 для контроля
сварных швов и изделий из металла. В
зависимости от конкретных требований к
прибору эта схема может иметь некоторые
модификации.
В настоящее время многие разработ-
чики предлагают использовать вместо УЗ-
154
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
дефектоскопа портативный персональный
компьютер, оснащенный платами генера-
тора импульсов и предусилителя. Это тре-
бует переделки компьютера. Фирма
Krautkramer (ФРГ) выпускает модуль
USPS 2000 PCVCIA, подключаемый к
компьютеру и превращающий его в весь-
ма совершенный дефектоскоп (425,
с. 490/152).
В автоматических дефектоскопиче-
ских системах преобразователи переме-
щаются механическими устройствами,
имеющими электропривод, который свя-
зывает преобразователь с дефектоскопом,
в результате чего решается задача объек-
тивного представления результатов (см.
разд. 5.1.7.7). Недостаток этих систем -
существенное усложнение аппаратуры.
Она перестает быть мобильной и перенос-
ной. Требуется значительное время для ее
монтажа и настройки.
Применение автоматических стацио-
нарных УЗ-установок рационально при
выполнении массового контроля однотип-
ной продукции (например, труб, листов)
либо при контроле в неблагоприятных
экологических условиях (например, в ус-
ловиях радиационной опасности на атом-
ных электростанциях). Нерационально
применение автоматических установок
при дефектоскопии непротяженных и раз-
нообразных по форме изделий, в особен-
ности сварных соединений. Здесь прояв-
ляется еще один недостаток таких устано-
вок - заданность алгоритма сканирования.
В процессе поиска дефектов опытный
контролер меняет направление прозвучи-
вания и траекторию сканирования. Осо-
бенно разнообразны действия дефекто-
скописта при оценке характера и размеров
найденных дефектов. Предусмотреть и
запрограммировать его действия практи-
чески невозможно. Видимо, по указанным
причинам многочисленные разработки
установок для автоматического контроля
непротяженных сварных соединений в
производственных и монтажных условиях
не получили распространения.
Таким образом, актуальна задача со-
вмещения ручного сканирования с воз-
можностью объективно зарегистрировать
факт УЗ-контроля данного сварного шва
(или другого изделия) и полноту проверки
всего объема сварного соединения.
Новый подход к решению проблемы
связи преобразователь - дефектоскоп реа-
лизован в системе "Поиск-19", разрабо-
танной НИИ мостов ЛИИЖТ [108]. В ней
положение преобразователя относительно
сварного шва непрерывно отслеживается
по времени пробега низкочастотных УЗ-
импульсов в воздухе. Для этого излуча-
тель импульсов в воздух размещается на
преобразователе, а приемниками служат
две длинные пластины из ЦТС, размещен-
ные параллельно оси шва и перпендику-
лярно к ней.
Система представляет дефектограм-
му, на которой отмечаются положение
преобразователя и полученные при этом
результаты контроля. Более совершенное
решение задачи локации положения пре-
образователя реализовано в разработанной
и выпускаемой в наши дни израильской
фирмой Sonotron системе Isonic (см.
разд. 5.1.7.7).
Система "Скаруч", изготовляемая мо-
сковской фирмой МНПЦ "Алтее", предна-
значена для контроля сварных соединений
толщиной до 60 мм. Она имеет комбини-
рованный преобразователь, осуществ-
ляющий прозвучивание сварного шва под
разными углами и по разным схемам,
включая контроль ЗТ-методом и наблюде-
ние за акустическим контактом по донно-
му сигналу. Элементы комбинированного
преобразователя располагаются по обеим
сторонам от стыкового сварного шва.
Контролируется вся толщина шва,
поэтому сканирование осуществляется
только вдоль шва. В дефектоскопе анали-
зируются и сопоставляются результаты
контроля по всем схемам и дается заклю-
чение о качестве соединения. Система
позволяет до минимума снизить требова-
ния к квалификации дефектоскописта.
Более подробно эта система будет рас-
смотрена в разд. 5.1.7.7.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
155
Московская фирма "Политест" вы-
пускает аппаратуру УД-И для контроля
стыковых сварных соединений трубопро-
водов диаметрами для стали 10 ... 500 мм
и толщиной стенки 2 ...10 мм, для поли-
этилена 50 ... 300 мм и толщиной стенки
4 ... 30 мм. Используется РС-преобра-
зователь, прозвучивающий шов по хордо-
вой схеме (см. разд. 2.2.1.2), поэтому лож-
ные сигналы минимальны. Это позволило
предельно упростить дефектоскоп, кото-
рый крепится непосредственно на преоб-
разователе. Сканирование осуществляется
только вдоль шва, и дается заключение о
качестве соединения. Фирма выпускает
также другие модификации дефектоско-
пов.
Опишем некоторые импортные им-
пульсные дефектоскопы. В России боль-
шой популярностью пользуются приборы
фирмы Krautkramer (Германия). Торговый
представитель ее в России и СНГ - ТОО
"Эхо-Сервис" (расположен в ЦНИИТма-
ше) выпускает серию из взаимодопол-
няющих дефектоскопов.
В дефектоскоп USM-25S встроена
программа, позволяющая выводить на
экран кривую изменения амплитуды эхо-
сигнала с расстоянием для любого преоб-
разователя фирмы Krautkramer для отра-
жателей различных формы и размеров.
Малогабаритный микропроцессор-
ный дефектоскоп USN 52 R с цифровой
обработкой сигналов имеет частотный
диапазон 0,3... 12 МГц, два узкополосных
диапазона и диапазон 4 МГц. Как отмеча-
лось ранее, сужение частотных диапазо-
нов способствует уменьшению уровня
собственных шумов усилителя прибора.
Диапазон развертки по глубине 2,5 мм ...
5 м для продольных волн в стали.
Форма представления эхосигналов -
двух- или однополупериодное детектиро-
вание по положительной или отрицатель-
ной полуволне, можно также видеть вы-
сокочастотный сигнал. Имеется четырех-
ступенчатое демпфирование. Регулировка
усиления от 0 до ПО дБ ступенями 0,5; 1;
2; 6 дБ и плавная. Имеется ВРЧ с динами-
ческим диапазоном 40 дБ и крутизной
6 дБ/мкс.
Два строб-импульса представлены в
виде отрезков линий. До эхосигнала, за-
ключенного в строб-импульс, измеряется
расстояние по фронту или пику амплиту-
ды. Для наклонного преобразователя из-
меряются глубина отражателя и расстоя-
ние от точки ввода до точки проекции от-
ражателя на поверхность.
Встроенная память дефектоскопа со-
храняет 140 блоков настройки, включая
изображение с дополнительным коммен-
тарием, 2500 результатов измерения тол-
щины. Имеется возможность запоминания
изображения либо статическое ("замора-
живание" изображения), либо динамиче-
ское (запоминание огибающей, Л/-раз-
вертка). Имеется интерфейс ввода-вывода
данных типа RS-232. Возможна непо-
средственная распечатка изображения на
экране, протокола, результатов измере-
ния.
В России также широко используют-
ся приборы фирмы Panametrics (США), в
частности малогабаритный цифровой пе-
реносной УЗ-дефектоскоп типа "Epoch
III". Он имеет генератор с ударным воз-
буждением, вырабатывающий зондирую-
щие импульсы амплитудой 100, 200 и 400 В
(± 5 %). Энергия зондирующего импульса
по выбору: низкая, средняя и высокая.
Электрическое демпфирование по выбору:
50, 150 или 400 Ом.
Максимальное усиление прибора 100 дБ
с регулировкой через 0,1 дБ. Предусмот-
рена изменяемая функция опорного уров-
ня с добавочным усилением с шагом 6 или
0,1 дБ (по выбору). Прибор снабжен не-
прерывным автоматическим самотестиро-
ванием, которое компенсирует амплитуды
зондирующих импульсов и чувствитель-
ность приемника в зависимости от темпе-
ратуры и степени износа преобразователя.
Имеется линейная отсечка от 0 до 80 %
всей высоты экрана с шагом регулировки
1 %. Опыт работы с дефектоскопом одно-
го из авторов книги показал, что у этого
прибора довольно высок уровень собст-
156
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
венных шумов, вследствие чего реализуе-
мый диапазон усиления < 70 дБ.
Измерение расстояний выполняется
или по одному эхосигналу, или по интер-
валу между двумя эхосигналами (в режи-
ме эхо - эхо). Шкала глубиномера показы-
вает толщину при контроле прямым пре-
образователем или расстояние по ходу
луча, расстояние вдоль поверхности ввода
и глубину залегания при контроле на-
клонным преобразователем. Измерения
выполняются по максимуму амплитуды
или переднему фронту эхосигнала, нахо-
дящегося в пределах строб-импульса. При
контроле наклонным преобразователем
можно настраивать глубиномер с учетом
угла ввода, устанавливая его фиксирован-
ные значения: 0, 30, 45, 60 и 70° или про-
извольные от 10 до 85° с дискретностью
0,1°.
Прибор имеет М-развертку, т.е. воз-
можность запоминания временной оги-
бающей эхосигнала, причем одновремен-
но изображаются и текущий эхосигнал, и
его огибающая при сканировании. Это
изображение удерживается на экране,
причем сохраняется возможность переме-
щения строб-импульса для измерения ко-
ординат и амплитуд эхосигналов.
Рабочая температура -25 ... +70 °C.
Температура хранения с батареями и без
батарей соответственно -20 ... +50 и
-65 ... +85 °C.
По отдельному заказу поставляются
дополнительные приспособления и про-
граммное обеспечение: система ВРЧ с
соответствующей кривой и сигнализаци-
ей, реализация В-развертки, расширенный
диапазон контроля, учет кривизны по-
верхности, сверхнизкая частота следова-
ния, четырехколесный сканер, плата памяти.
Сравнение дефектоскопов "Epoch III"
и УДЦ-201П показывает, что отечествен-
ный прибор ни в чем не уступает импорт-
ному, а даже имеет ряд дополнительных
функций, например учет качества поверх-
ности ОК. Большое достоинство дефекто-
скопа УДЦ-201П - низкий уровень собст-
венных шумов, в результате чего для него
резерв чувствительности (см. разд. 2.4.5)
> 100 дБ. Это обеспечивает возможность
уверенного контроля сварных соединений
из углеродистой стали толщиной 200 ...
300 мм. Для приборов "Epoch III" и более
современного "Epoch IV" резерв чувстви-
тельности 60 ... 70 дБ. При таком резерве
чувствительности можно контролировать
сварные соединения из углеродистой ста-
ли толщиной 50 мм, но для контроля
сварных соединений толщиной 100 мм
такой чувствительности уже будет недоста-
точно.
2.2.1.2. Преобразователи для
контроля методами отражения
Современные дефектоскопы ком-
плектуют набором излучателей и прием-
ников УЗ-волн - электроакустических
преобразователей (ЭАП). Здесь рассмот-
рены ПЭП общего назначения, нашедшие
наиболее широкое применение. ПЭП об-
щего назначения - это преобразователи, в
технических условиях на которые не уста-
новлен конкретный тип контролируемого
изделия или группы изделий. Основные
типы преобразователей, входящих в ком-
плект практически каждого дефектоскопа,
были кратко рассмотрены в разд. 1.2.
Здесь более подробно будет рассмотрено
их устройство, а также описан ряд других
преобразователей.
Прямой совмещенный преобразо-
ватель контактного типа (рис. 2.14, а)
предназначен для излучения и приема
продольных волн, направленных нор-
мально (т.е. под прямым углом) к поверх-
ности ввода ОК. Поперечные волны, на-
правленные нормально к поверхности,
возбудить трудно, как пояснено в
разд. 1.1.2.
Пьезопластину 1 обычно изготовля-
ют из ЦТС. В настоящее время часто ис-
пользуют керамику ПКР (пьезокерамика
типа ЦТС производства Ростовского госу-
дарственного университета) и метаниобат
свинца (см. разд. 1.1.2). Толщину пьезо-
пластины делают равной половине длины
волны. Для ЦТС на частотах 1 ... 10 МГц
она составляет 0,16 ... 1,6 мм.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
157
Рис. 2.14. Конструкции основных типов преобразователей:
а - прямого контактного; б - наклонного; в - PC
Пьезопластину ПЭП выполняют
обычно круглой. Размеры выбирают с
учетом поля излучения-приема. Увеличе-
ние диаметра сужает диаграмму направ-
ленности в дальней эоне, но в то же время
увеличивает протяженность ближней зо-
ны, где оценка размеров и местоположе-
ния дефектов затрудняется наличием мак-
симумов и минимумов сигнала (см.
разд. 1.3.1). Целесообразно применять
пластины малого размера для контроля
тонких изделий и большого - для контро-
ля изделий значительной толщины.
На поверхности пьезопластины мето-
дами вжигания, осаждения или напыления
в вакууме наносят серебряные, никелевые
или медные электроды, которые системой
проводников 5 соединяют с кабелем 7, а
через него с дефектоскопом. Внешнюю
оплетку кабеля и наружную сторону пье-
зопластины соединяют с металлическим
корпусом 6 преобразователя. В преобразо-
вателе (или вблизи него) располагают ка-
тушку индуктивности 4 для настройки на
резонансную частоту.
Пьезопластину приклеивают к демп-
феру 2, который повышает ее механиче-
скую прочность и расширяет полосу про-
пускания. Для того чтобы УЗ-колебания,
отраженные от задней поверхности демп-
фера, не вызывали помех, демпфер изго-
товляют из звукопоглощающего материа-
ла, например из эпоксидной смолы с по-
рошкообразным наполнителем из тяжело-
го металла (вольфрама) в весовой пропор-
ции 1/6 ... 1/12. Это приближает волновое
сопротивление демпфера к рс пьезопла-
стины и увеличивает широкополосность
преобразователя. При контроле изделий
большой толщины, когда разрешающая
способность не имеет существенного зна-
чения, а повышение чувствительности
весьма желательно, применяют демпфер с
малым волновым сопротивлением.
Если демпфер изготовлен из мате-
риала с недостаточным звукопоглощени-
ем, то, чтобы УЗ-колебания, отраженные
от задней поверхности демпфера, не вы-
зывали помех, заднюю поверхность дела-
ют неровной, иногда демпферу придают
коническую форму.
Протектор 3 ПЭП защищает пьезо-
пластину от истирания и других повреж-
дений. Он должен обладать высокой изно-
соустойчивостью, обеспечивать высокую
чувствительность преобразователя и ста-
бильность акустического контакта его с
изделием. Протектор, изготовленный из
металла или керамики, хорошо удовлетво-
ряет лишь первым двум из указанных ус-
ловий. Протектор из материала с повы-
шенным затуханием УЗ - эпоксидной смо-
лы с металлическим (предпочтительно
бериллиевым) наполнителем или из пла-
стика (полиуретана) - повышает стабиль-
ность акустического контакта, однако из-
158
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
носостойкость такого протектора ниже,
чем металлокерамического. Протектор
делают тонким (0,2 ... 0,5 от А.), чтобы ус-
корить гашение многократных отражений
в нем ультразвука. В ЦНИИТмаше пред-
ложен и апробирован протектор из мелкой
металлической сетки.
Наклонный преобразователь (рис.
2.14, б) отличается от прямого наличием
призмы 8. Пьезоэлемент / излучает в
призму продольные волны, которые на
границе призмы с изделием преломляют-
ся, а частично отражаются. Не вошедшая в
изделие часть УЗ-энергии попадает в ло-
вушку (передняя и верхняя части призмы)
и гасится в ней. Демпфер 2 расширяет по-
лосу пропускания. Иногда он отсутствует,
что повышает коэффициент преобразова-
ния. Пьезопластине для уменьшения пути
УЗ в призме часто придают не круглую, а
квадратную или прямоугольную форму, ее
приклеивают к призме.
Призму делают из пластмассы, на-
пример из органического стекла (плекси-
гласа). При контроле металлов скорость
продольных волн в материале призмы
должна быть меньше скорости попереч-
ных волн в ОК.
Материал призмы должен достаточно
хорошо пропускать УЗ-волны на рабочей
частоте, но в то же время быстро гасить их
в ловушке (передней и верхней частях
призмы). В преобразователях на частоту
> 5 МГц применяют материалы с мень-
шим затуханием УЗ, чем оргстекло (на-
пример, полистирол), а в преобразовате-
лях на частоту < 1 МГц - с большим, так
как коэффициент затухания возрастает с
частотой.
Плексиглас удобен также благодаря
своей хорошей смачиваемости, что обес-
печивает достаточно высокое качество
акустического контакта даже при работе
по грубой поверхности. Однако плекси-
гласу свойственна плохая устойчивость к
истиранию. Для повышения износоустой-
чивости преобразователя применяют дру-
гие пластики, например поликапролактам.
Фирма Panametrics использует сменные
призмы, на которых крепится прямой пре-
образователь.
Угол наклона призмы 0о (рис. 2.15)
должен обеспечить введение в ОК волн
требуемого типа под нужным углом. Чаще
всего в ОК вводят поперечные волны, а
углы 0О выбирают между первым и вто-
рым критическими. Однако, чтобы не воз-
никали другие (мешающие) типы волн,
углы призмы делают такими, чтобы они
не доходили до критических значений.
Особенно следует опасаться возбуждения
поверхностной волны, так как она вызы-
вает появление интенсивных ложных сиг-
налов от неровностей поверхности изде-
лия. В соответствии с этим и с учетом
расхождения пучка лучей необходимо
выполнить условие 0О + А.„/(2а)< 05, где
А.„ - длина волны в материале призмы;
2а - размер пьезопластины в плоскости
падения; 0S - угол падения, при котором
возбуждается поверхностная волна.
Для пары плексиглас—сталь при
(А.и/2а)< 0,12 угол 0О выбирают в преде-
лах 28,5 ... 55°. При этом, согласно закону
синусов (1.11) и рис. 1.17, в стали будут
возбуждаться поперечные волны с углами
ввода 35 ... 80°. Фактические значения
углов преломления будут отличаться от
вычисленных по закону синусов (см.
рис. 1.27). В работе [324] показано, что,
применяя демпфер с переменным волно-
вым сопротивлением, можно предотвра-
тить возбуждение поверхностной волны
даже при углах ввода > 80°.
Для контроля аустенитных сварных
соединений с большим затуханием и реф-
ракцией поперечных волн используют
продольные волны, распространяющиеся
под углом к поверхности. Для их возбуж-
дения угол призмы делают меньше перво-
го критического (18 ... 24°). Поперечные
волны, возникающие одновременно с про-
дольными, создают при этом помехи.
Выбирая соответствующие углы на-
клона, с помощью наклонных преобразо-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
159
Рис. 2.15. К конструированию призмы
наклонного преобразователя; поперечные
волны показаны штриховыми линиями
вателей возбуждают поверхностные, го-
ловные волны и различные моды волн в
пластинах и стержнях. Угол призмы в
этих случаях предварительно рассчиты-
вают по закону синусов, а затем уточняют
экспериментально посредством преобра-
зователей с переменным углом ввода. Это
позволяет учесть отклонение скорости
звука в призме и изделии от табличных
значений. При конструировании обраща-
ют внимание на то, чтобы отраженные от
поверхности призма - изделие УЗ-про-
дольные L и поперечные Т волны попада-
ли в ловушку, а не на пьезопластину (см.
рис. 2.15). При этом лучи пучка прибли-
женно считают параллельными.
Большой ложный сигнал может воз-
никнуть в результате отражения попереч-
ных волн от двугранного угла А между
передней и нижней гранями призмы, от-
куда он может отражаться назад к пьезо-
пластине. Исходя из этого, стрела преоб-
разователя, т.е. расстояние от точки вы-
хода О до передней грани призмы А дела-
ют больше a/cos0o, чтобы луч от верх-
ней части пьезопластины падал на по-
верхность перед углом А. В то же время
стрелу ОА желательно выполнять возмож-
но меньшей, чтобы при контроле сварных
соединений призма не упиралась в валик
шва. (Определение понятий и способы
измерения точки ввода и стрелы преобра-
зователя даны в разд. 1.3.2 и 2.2.4.4.)
Расстояние от пьезопластины до
нижней грани призмы также делают дос-
таточно большим, чтобы лучи от нижней
части пьезопластины после отражения от
нижней грани призмы (в том числе транс-
формированные в поперечные волны) не
падали на верхнюю часть пьезопластины.
Для этого нужно выполнить условие
гп = ОО’> a[2ctg(po + ₽,)+ tgp0],
где р, - угол отражения поперечных
волн. При больших углах падения, когда
160
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.16. Принцип хордового прозвучивании (а) и
акустическая схема хордового преобразователя (б):
1 - PC-преобразователь хордового типа; 2 - пьезопластины; 3 - сварной шов; 4 - дефект;
стрелками показан ход УЗ-лучей;
Ро >90°-р, или tgpo >ст/с1л (здесь с/п
и - скорости продольных и попереч-
ных волн в материале призмы), последнее
условие выполняется автоматически, так
как отраженная волна не попадает на пье-
зопластину. Тогда минимальное значение
гп определяется только размерами
пьезопластины: гп >«tgp(l.
Раздельно-совмещенный (PC) пре-
образователь (рис. 2.14, в) имеет излу-
чающий и приемный пьезоэлементы 1,
акустически и электрически разделенные
экраном 9. В то же время они объединены
конструктивно в одном корпусе 6. Благо-
даря разделению электрический и акусти-
ческий зондирующие импульсы и сопро-
вождающие их помехи почти не попадают
на приемник, но все-таки мешающая вол-
на существует. В результате уменьшается
(но не исчезает) минимальная глубина
прозвучивания (мертвая зона) до 0,5 ... 1
вместо 5 ... 10 мм для прямых преобразо-
вателей.
Пьезоэлементы РС-преобразователя
обычно имеют прямоугольную или полу-
круглую форму. Их располагают на приз-
мах 8 из пластика (например, оргстекла) с
небольшими углами наклона (0 ... 10°),
при которых в изделие излучаются про-
дольные волны, а поперечные волны в ОК
имеют небольшую амплитуду. Варьируя
углы призм, их высоту, расстояние между
ними и размеры пьезоэлементов, можно
изменять положение максимума чувстви-
тельности (фокуса), минимальную и мак-
симальную глубины прозвучивания
(см. разд. 1.3.2). Можно даже обеспечить
постоянную чувствительность к дефектам
при их различном расстоянии от поверх-
ности в довольно широком диапазоне.
На рис. 2.14, в показан прямой РС-
преобразователь. Его общая акустическая
ось, проходящая посередине между оди-
наковыми излучателем и приемником,
направлена нормально к поверхности вво-
да. Однако существуют также наклонные
PC-преобразователи для поперечных и
поверхностных, и головных волн.
Наклонные PC-преобразователи при-
меняют в двух вариантах: тандем, когда
излучатель и приемник расположены один
за другим в плоскости падения, и дуэт,
когда они размещены рядом. Угол 8 меж-
ду проекциями акустических осей на по-
верхность ввода и биссектрисой называют
углом разворота.
PC-преобразователь хордового ти-
па - это PC-преобразователь по варианту
дуэт, предназначенный для контроля по-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
161
перечных (кольцевых) сварных соедине-
ний труб. У него углы наклона и разворота
рассчитаны таким образом, чтобы акусти-
ческие оси проходили в теле трубы по
хордам, наклонным к оси трубы. Оси не
касаются поверхностей трубы и пересека-
ются в определенной точке (обычно в цен-
тральной части) сварного шва (рис. 2.16).
При этом преобразователь должен распо-
лагаться на определенном расстоянии от
сварного шва и перемещаться вдоль него.
Преобразователь предложен Н.П. Алеши-
ным и И.Ю. Могильнером [8] и подробно
рассмотрен в [80].
Таким образом, РС-преобразователи
хордового типа позволяют сформировать
в рабочем сечении стенки трубы акусти-
ческое поле, параметры направленности
которого обеспечивают эффективную вы-
являемость дефектов в наплавленном ме-
талле сварного шва и относительно низ-
кий уровень сигналов, отраженных от не-
ровностей валиков усиления. На рис. 2.16,
б приведена акустическая схема РС-
преобразователя такого типа, иллюстри-
рующая особенности его работы.
Угол ввода У 3-волны а и угол разво-
рота центральных лучей <р, а также точки
ввода А и приема В выбираются таким
образом, чтобы центральные лучи диа-
грамм направленности излучающего и
приемного УЗ-преобразователей (AD и BD
соответственно) и хорда АВ находились в
одной плоскости Q, проходящей через
середину сечения стенки трубы. При этом
за счет раскрытия УЗ-пучка обеспечивает-
ся практически равномерное озвучивание
всего сечения стенки трубы (сварного со-
единения по глубине).
Основные параметры хордового РС-
преобразователя рассчитывают исходя из
следующих соотношений:
/2 . I
cos а = —. ; sin (р = , ;
R-jl2 + т2 V/2 +т2
АВ yjlRh-h2
2 2
где R - наружный радиус трубы; h - тол-
щина ее стенки; 21 - длина хорды АВ; т -
расстояние между хордой АВ и отражате-
лем D, находящимся на оси в середине
сварного шва. Преобразователи для труб
различных диаметра и толщины выпуска-
ются научно-производственным пред-
приятием "Политест".
Широкозахватные ПЭП имеют
сильно вытянутую прямоугольную пьезо-
пластину; они позволяют контролировать
широкую полосу изделия типа тонкого
листа за один проход.
Широкополосные ПЭП работают в
полосе частот больше одной октавы (т.е.
/max//min ^2). Принципы ИХ КОНСТруирО-
вания рассмотрены в разд. 1.2.3. Отметим,
что большой широкополосности преобра-
зователя вместе с прибором можно до-
биться, не применяя специализированных
преобразователей, а путем компенсации
дефектоскопом уменьшения чувствитель-
ности при отклонении от рабочей частоты
преобразователя, на которой достигается
максимум чувствительности.
Фокусирующие ПЭП дают концен-
трацию УЗ-энергии в небольшой зоне -
фокусе. Принципы их конструирования
рассмотрены в разд. 1.3.3.
Веерные ПЭП излучают расходя-
щийся в широком диапазоне углов пучок
лучей для выявления различно ориентиро-
ванных плоскостных дефектов. Они име-
ют либо искривленную пьезопластину,
излучающую выпуклой стороной, либо
несколько узких плоских пьезопластин,
расположенных по цилиндрически ис-
кривленной поверхности.
Преобразователь с переменным уг-
лом позволяет изменять угол ввода. Его
применяют для определения оптимальных
условий возбуждения поверхностных
волн, волн в пластинах и стержнях, когда
требуется плавная регулировка угла на-
клона преобразователя. Эти преобразова-
тели используют также при эксперимен-
тальных исследованиях. На рис. 2.17 пока-
заны возможные конструкции таких ПЭП.
162
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.17. Преобразователи с переменным углом ввода
В преобразователе на рис. 2.17, а
имеются два круговых клина из пластика,
на верхнем из которых укреплена пьезо-
пластина. Клинья вращаются относитель-
но друг друга. В результате суммарный
угол изменяется от нуля до суммарного
значения углов обоих клиньев. При вра-
щении изменяется плоскость падения УЗ-
лучей, что требует корректировки поло-
жения преобразователя на поверхности
изделия. Кроме того, недостатком такого
преобразователя является наличие помех
от многократных отражений в клиньях.
В преобразователе на рис. 2.17, б пье-
зопластина укреплена на пластиковом по-
луцилиндре, который вращается в блоке
из того же материала. В этом случае плос-
кость падения лучей сохраняется, однако
изменяются точка ввода акустической оси
и путь УЗ в преломляющей призме.
В преобразователе на рис. 2.17, в пье-
зопластина с пластиковой прокладкой пе-
ремещается по цилиндрической поверхно-
сти из того же материала. В таком преоб-
разователе точка ввода и путь УЗ в пре-
ломляющей призме остаются постоянны-
ми, что важно при выборе оптимального
утла наклона. Преобразователь может ра-
ботать в совмещенном режиме. Недостат-
ком его является большой путь УЗ в приз-
ме, что значительно ослабляет чувстви-
тельность, особенно на высоких частотах.
Для устранения этого недостатка призму
выполняют в виде локальной жидкостной
ванны.
Наклонно-прямой (НП) преобразо-
ватель. В.Е. Белым (ЦНИИТмаш) разра-
ботан преобразователь [26], который дает
возможность прозвучивания как наклон-
ными поперечными, так и прямыми про-
дольными волнами (рис. 2.18). Преобра-
зователь не имеет демпфера, одна сторона
пьезопластины приклеивается к призме, а
другая делается свободной. Обычно чув-
ствительность наклонного преобразовате-
ля настраивают по отражению от плоско-
донного отверстия (вариант 2) по плоско-
сти, перпендикулярной к акустической
оси (вариант 1), а также по другим специ-
ально изготовляемым отражателям.
Преимущества прямого преобразова-
теля - возможность настройки по донному
сигналу, не делая специальных отражате-
лей. НП-преобразователь позволяет на-
страивать чувствительность по донному
сигналу ОК с использованием продольных
волн (вариант 3) и после ее корректировки
вести контроль в варианте наклонного
преобразователя с учетом реальной чувст-
вительности пьезопластины.
Преобразователи для возбуждения
волн Рэлея обычно имеют конструкцию
наклонного преобразователя с углом
призмы, обеспечивающим трансформа-
цию падающей продольной волны в рэле-
евскую. Нежелательна чрезмерно увели-
ченная передняя часть призмы, так как это
вызывает гашение ею поверхностных
волн.
Рис. 2.18. Принцип работы
НП-преобразователя
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
163
В материале призмы возникают свои
рэлеевские волны [232]. С учетом этого
для достижения максимальной амплитуды
волн Рэлея в ОК размер призмы должен
быть таким, чтобы ее переднее ребро про-
ецировалось на пьезопластину. Особенно
высокая чувствительность достигается
при контроле эхометодом с помощью РС-
преобразователей типа дуэт (см.
разд. 3.3.1.6.5).
Преобразователи головных волн.
Для возбуждения и приема головной волны
применяют наклонные РС-преоб-
разователи с углом падения, равным пер-
вому критическому (см. разд. 1.1.2). Разде-
ление излучателя и приемника необходимо
ввиду высокого уровня помех. В против-
ном случае большой уровень шумов пол-
ностью маскирует полезный сигнал. Схема
тандем (преобразователи один за другим,
см. рис. 1.9, а) позволяет осуществлять
контроль на 100 ... 150 мм вдоль поверхно-
сти. Схема дуэт (излучатель и приемник
рядом, см. рис. 1.9, б) локализует область
чувствительности фокальной областью, но
обеспечивает лучшее выявление дефектов.
Обычно применяемые частоты ~2 МГц.
Такие преобразователи разработали и вы-
пускают ЦНИИТмаш (Н.П. Разыграев
[278]) в России и Берлинский институт
ВАМ в Германии.
В [422, с. 3064] сообщалось о разра-
ботке совмещенного преобразователя го-
ловных волн на частоту 5 МГц. Его конст-
рукция не приведена. Преобразователь не
имеет мертвой зоны, в то время как обыч-
ные преобразователи головных волн, по
мнению авторов рассматриваемого докла-
да, имеют мертвую зону 2 ... 3 мм. Кривая
изменения амплитуд эхосигналов от плос-
кодонных отверстий на глубинах 0 ... 40 мм
практически горизонтальна. Как были на-
правлены оси отверстий, в докладе не го-
ворилось.
Отмечена высокая помехоустойчи-
вость преобразователя к структурным по-
мехам. Преобразователем удается контро-
лировать трубы из бета-титана диаметром
Рис. 2.19. PC продольно-поперечный
преобразователь:
1 - излучатель; 2 - приемник; 3 - экран
162 мм, с толщиной стенки 30 мм, длиной
1 м, изготовленные выдавливанием. Авто-
ры доклада считают бета-титан материа-
лом, труднее контролируемым УЗ, чем
аустенитная сталь. На глубинах 0,5 ... 26,5 мм
от поверхности выявляется плоскодонное
отверстие диаметром 0,8 мм. Преобразо-
ватель имеет линейную фокусировку и ус-
пешно применен для контроля прутков из
циркона, гафния, титана [425, с. 556/039].
В прутках без мертвой зоны выявлялись
все искусственные дефекты типа плоско-
донных и боковых отверстий, вертикаль-
ных отверстий и зарубок.
PC продольно-поперечный преоб-
разователь (рис. 2.19) состоит из двух
наклонных преобразователей, один из ко-
торых (передний) излучает продольную
волну, а другой принимает поперечную
(или наоборот) [417]. Значит, такой пре-
образователь регистрирует только дефек-
ты, на которых происходит трансформа-
ция типов волн и которые расположены
вблизи фокуса преобразователя. Преобра-
зователи этого типа разработаны в Бер-
линском институте ВАМ, где получили
164
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
название SLIC. Область их применения -
контроль трещин под наплавкой.
Иммерсионный преобразователь
для контроля изделия при иммерсионном
контакте отличается от прямого контакт-
ного тем, что имеет повышенное волновое
сопротивление демпфера, чтобы обеспе-
чить излучение и прием коротких импуль-
сов. Например, применяют демпфер из
материала с волновым сопротивлением
18 МПа-с/м, что позволяет сократить
мертвую зону до 2 мм.
Протектор изготовляют из материала,
который обеспечивает просветление гра-
ницы пьезоэлемент - иммерсионная жид-
кость и гидроизоляцию пьезопластины.
Для границы пьезопластины из ЦТС и
воды в качестве иммерсионной жидкости
хорошо подходит эпоксидная смола. Тол-
щину протектора делают равной 1/4 дли-
ны волны.
Преобразователи для контроля по
грубой поверхности. Довольно высокие
требования, предъявляемые к качеству
поверхности ввода при УЗ-контроле, ино-
гда вызывают серьезные затруднения.
В связи с этим разработан ряд конструк-
ций преобразователей, предназначенных
для снижения этих требований. В прямых
контактных преобразователях протектор
изготовляют из материала с повышенным
затуханием УЗ (как отмечалось выше) и
волновым сопротивлением, близким к
контактной жидкости. Такой протектор
устраняет интерференцию УЗ-волн в кон-
тактном слое - одну из главных причин
изменения прохождения через него волн.
Рекомендуется [350] протектор пря-
мого преобразователя делать из диэлек-
трика. При этом акустический контакт
улучшается за счет эффекта возникнове-
ния при трении трибоэлектрического по-
тенциала и образования двойного элек-
трического слоя на контактной поверхно-
сти, что способствует электростатическо-
му притяжению жидкости к протектору и
увеличивает толщину и прочность кон-
тактного слоя. Этим, в частности, объяс-
няется то, что слабая смачиваемость про-
тектора из фторопласта компенсируется
высоким значением трибоэлектрического
потенциала (800 В).
В наклонных ПЭП стабильность кон-
такта повышается, если на рабочую по-
верхность призмы наклеить резину. Одна-
ко резина быстро истирается. Для устра-
нения этого недостатка В.Г. Щербинским
в ЦНИИТмаше [350] разработан преобра-
зователь со свободно скользящим трубча-
тым протектором (рис. 2.20, д). В качестве
материала протектора выбрана маслостой-
кая резина, в которой делается большое
число проколов или сверлений. При пере-
мещении ПЭП по изделию эластичный
протектор работает подобно танковой гу-
сенице, облегает неровности контроли-
руемого металла, что способствует улуч-
шению акустического контакта. В зазор
между призмой и протектором вводится
масло. Для того чтобы исключить залипа-
ние протектора вследствие трибоэлектри-
ческого заряда, ПЭП помещен в металли-
ческий корпус.
Из рассмотренных в разд. 2.1.9 вари-
антов акустического контакта более высо-
кую стабильность, чем контактный, обес-
печивают щелевой и особенно иммерси-
онный способ. Щелевые ПЭП предназна-
чены для контроля изделий через слой
контактной жидкости небольшой толщи-
ны, причем зазор обеспечивает конструк-
ция преобразователя. На рис. 2.20, ж та-
кой преобразователь расположен на плат-
форме с катками, имеет регулировку ве-
личины зазора и снабжен системой подачи
контактной жидкости (разработка В.Д. Ко-
ролева, ЦНИИТмаш).
Предложены конструкции локально-
иммерсионных преобразователей, в кото-
рых сохраняется преимущество иммерси-
онного контакта при устранении громозд-
кой иммерсионной ванны. Например, в
струйном преобразователе (рис. 2.20, а)
контакт с поверхностью изделия обеспе-
чивается непрерывно истекающей струей
жидкости. Если такой преобразователь
расположен сверху (над поверхностью
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
165
Рис. 2.20. Преобразователи для контроля по грубой поверхности:
а - струйный; б - менисковый; в - с эластичной мембраной; г - иммерсионно-щелевой;
д - с непрерывной резиновой лентой; е - с катком из эластичного материала; ж - щелевой;
1 - пьезопластина; 2 - корпус; 3 - иммерсионная жидкость; 4 - мембрана; 5 - ОК;
6 - патрубок подачи контактной жидкости; 7 - призма; 8 - резиновое кольцо
изделия), то расход жидкости очень велик,
и возможны случаи недостаточного на-
полнения локальной иммерсионной ван-
ны. Гораздо благоприятнее условия кон-
троля, если преобразователь находится
снизу.
Расположение преобразователя над
изделием удобно, когда пьезоэлемент
имеет небольшой диаметр. В этом случае
при слабом напоре жидкости на открытой
поверхности образуется выпуклый мениск
и благодаря силам поверхностного натя-
жения жидкость почти не будет вытекать,
даже если преобразователь (рис. 2.20, г)
поднят над изделием. Прижатие его к из-
делию не меняет резко расхода жидкости.
Для преобразователей с большим
размером пьезоэлемента разработаны ван-
ны с эластичной мембраной (рис. 2.20, б,
в), препятствующей вытеканию жидкости
и довольно хорошо облегающей неровно-
сти поверхности. Мембрану изготовляют
из маслостойкой резины или полиуретана,
волновые сопротивления которых близки
к волновому сопротивлению воды. Благо-
даря этому эхосигнал от поверхности
мембрана - жидкость практически не на-
блюдается. Преобразователь, показанный
на рис. 2.20, е, выполнен в виде катка, что
позволяет повысить производительность
контроля. Вода, заполняющая локальную
ванну преобразователя, находится под
небольшим давлением.
В.А. Бархатов и Л.А. Нестерова
предложили в качестве материала для эла-
стичных протекторов и мембран исполь-
зовать резину под условным названием
Sonar. Она обладает такой же высокой
эластичностью, как силиконовая, значи-
тельно меньшим затуханием (коэффици-
ент затухания на частоте 5 МГц вдвое
меньше, чем для силиконовой резины, и в
полтора раза меньше, чем для вакуумной).
Разработаны конструкции прямого РС-
преобразователя и преобразователя, по-
добного показанному на рис. 2.20, е, с
166
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Отслоение
Рис. 2.21. Проверка преобразователей по многократным отражениям в пьезоэлементе:
а - высококачественный преобразователь; б - дефектный преобразователь; в и г - отслоения
соответственно нижнего и верхнего электродов; Г - генератор; П - приемник
использованием этой резины.
В преобразователе на рис. 2.20, в
мембрана не соприкасается непосредст-
венно с поверхностью изделия, между нею
и поверхностью находится довольно тол-
стый слой воды. Это предохраняет мем-
брану от износа и улучшает возможности
контроля изделий с грубой поверхно-
стью. Волновые сопротивления материала
мембраны и жидкостей сверху и снизу от
нее подбирают максимально близкими,
чтобы свести к минимуму отражения от
этих границ. Для практически полного
устранения эхосигналов от мембраны ее
располагают под углом 80 ... 85° к аку-
стической оси преобразователя. Неболь-
шой объем нижней части иммерсионной
ванны позволяет обеспечить ее надежное
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
167
заполнение при сравнительно небольшом
расходе жидкости (разработка ВНИИНК,
Кишинев).
В [425, с. 586/406] предлагается ис-
пользовать в качестве протектора преоб-
разователя гидрофильные полимеры. Они
адсорбируют воду из воздуха и остаются
эластичными даже при значительных ме-
ханических давлениях. Затухание УЗ в
таком материале невелико. Разработаны
катящиеся преобразователи на основе
гидрофильного полимера на частоту
5 МГц. Качество акустического контакта
сопоставимо с иммерсионным способом.
Преобразователи горизонтально
поляризованных поперечных волн. На-
клонные горизонтально поляризованные
поперечные волны привлекают к себе
внимание благодаря ряду специфических
свойств. При отражении от горизонталь-
ной поверхности они не трансформируют-
ся в продольные, не переходят в жидкую
среду, для них существенно снижен уро-
вень структурных шумов при контроле
аустенитных сварных швов. Для излуче-
ния и приема наклонных горизонтально
поляризованных поперечных волн приме-
няют ЭМА-преобразователи. Их разрабо-
тал Институт им. Фраунгофера в ФРГ.
Один из возможных путей их реализации
рассмотрен в разд. 1.2.4.
В [422, с. 3160] сообщается о разра-
ботке ПЭП для излучения и приема
наклонных горизонтально поляризован-
ных поперечных волн. Они имеют частоту
2 ... 5 МГц, размер пластины 10 х 10 мм,
угол преломления 90 и 70°. Волны излу-
чаются в призму, а затем проходят в ме-
талл ОК через специальную смазку Soni-
coat SNH-30. Тип смазки - ключевой во-
прос при передаче горизонтально поляри-
зованной поперечной волны из призмы в ОК.
Преобразователи для контроля при
высокой температуре. Для температур
400...600 °C удается подобрать пластмас-
совые теплостойкие материалы для аку-
стических задержек и силиконовые смаз-
ки, обеспечивающие возможность сохра-
нения обычной схемы контроля. В качест-
ве пьезоматериала преобразователя для
температур до 300 °C можно использовать
специальные сорта ЦТС, до 500 °C -
кварц, а до 1000 °C - ниобат лития. Для
контроля при температурах порядка
1000 °C применяют металлические охлаж-
даемые задержки и расплавы солей в каче-
стве контактной жидкости. Известны схе-
мы контроля через валок прокатного стана
без применения контактной среды, а также
через очень интенсивный поток жидкости.
Вопрос УЗ-контроля при высокой темпе-
ратуре будет рассмотрена в разд. 3.1.8.
Дефектоскопия пьезопреобразова-
телей. Преобразователь проверяют, пода-
вая на его электроды электрический им-
пульс с центральной частотой, в несколько
раз превышающей рабочую частоту пре-
образователя fv [81]. На экране наблюдают
серию импульсов, многократных отраже-
ний в пьезоэлементе. По форме, амплиту-
дам и фазам импульсов судят о наличии
дефектов в пьезопластине, отслоениях
электродов (рис. 2.21), качестве склейки
элементов.
Гребенчатая структура. Преобразо-
ватели типа гребенчатой структуры при-
меняют обычно для возбуждения волн
Рэлея или Лэмба. В них возбуждающий и
принимающий элементы представляют
собой полосы, расположенные вдоль по-
верхности ввода на расстоянии длины
волны друг от друга. Конструктивно их
выполняют в форме пластины из пластика,
одна из поверхностей которой плоская, и к
ней приклеен пьезоэлемент, а другая име-
ет вид широких зубцов гребешка, они
прижимаются к поверхности ввода. Дру-
гая конструкция с использованием ЭМА-
преобразования показана на рис. 1.40, в.
Роль полосок играют полюсы N и S магни-
тов, под которыми происходит возбужде-
ние поперечных горизонтальных колеба-
ний. Поскольку направления колебаний
под полюсами N и S разные, расстояние
между ними равно половине длины волны.
На рис. 2.22 [422, с. 2971] показан
один из вариантов конструкции гребенчатой
168
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.22. Преобразователи типа
гребенчатых структур
структуры. На пьезопластину с резонан-
сом по толщине (в рассматриваемом слу-
чае в качестве пьезоматериала использо-
вался ПВДФ) нанесены электроды в виде
гребенчатой структуры. Четные и нечет-
ные полоски (они напоминают пальцы
руки) соединялись с разными электрода-
ми, на которые подавали сигналы со сдви-
гом фазы на 180°, поэтому расстояние ме-
жду соседними полосками равнялось по-
ловине длины возбуждаемой волны
(рис. 2.22, а). Для получения короткого
импульса необходимо излучать спектр
частот. Это достигается изменением рас-
стояний между "пальцами" путем вариа-
ции их ширины (рис. 2.22, б). Преобразо-
ватель типа гребенчатой структуры излу-
чает волны сразу в двух противоположных
направлениях, поэтому его обычно поме-
щают вблизи края ОК.
Различные конструкции преобразова-
телей рассмотрены также в [350].
2.2.1.3. Стандартные образцы и
проверка дефектоскопа
Полная и оперативная проверка
аппаратуры. Способы проверки парамет-
ров аппаратуры группируются в два клас-
са задач. К первому относят проверку,
выполняемую после выпуска аппаратуры,
ее капитального ремонта и при промежу-
точной аттестации. Такую проверку вы-
полняют согласно ГОСТ 23049-78 и
23667-85 с помощью стендов и электрон-
ных приборов, как правило, в специаль-
ных метрологических организациях. Про-
верку преобразователей осуществляют в
соответствии с ГОСТ 23702-90 и 26266-90.
Дефектоскопы и преобразователи аттес-
туют при этом отдельно. Хорошие стан-
дарты на проверку дефектоскопов и пре-
образователей разработаны Европейским
сообществом, это EN 12668-1 и 12668-2.
К задачам второго класса относят по-
вседневную (оперативную) проверку ап-
паратуры, которая должна подтвердить ее
работоспособность и установить значения
характеристик, меняющихся во время экс-
плуатации. Проверяют совместно дефек-
тоскоп, преобразователь и соединяющий
их кабель. Такую проверку осуществляют
с помощью стандартных образцов (СО),
не используя дополнительных приборов.
Специальный российский стандарт на та-
кую проверку отсутствует, в значительной
степени роль такого стандарта играет
ГОСТ 14782-86. В Европейской системе
стандартизации задачи второго класса
выполняются согласно EN 12668-3. Здесь
рассмотрены в основном задачи второго
класса.
Стандартные образцы. Различают
государственные СО (ГСО) и стандартные
образцы предприятия (СОП).
ГСО предусмотрены стандартами, в
которых указаны материал, из которого
они изготовлены, их конструкция. Эти
образцы, как правило, применяют для
проверки и настройки аппаратуры при
контроле широкого ассортимента продук-
ции.
СОП рекомендованы ведомственны-
ми нормативно-техническими документа-
ми (НТД) или НТД предприятий. Они
предназначены для проверки и настройки
аппаратуры при контроле определенного
вида продукции, где ГСО неприменимы
(например, при контроле изделий с боль-
шой кривизной поверхности) или где при-
менение СОП технически более удобно.
Из числа СОП иногда выделяют отрасле-
вые стандартные образцы (ОСО), которые
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
169
Рис. 2.23. СО-1 по ГОСТ 14782-86
рекомендуются ведомственными НТД.
ГСО, ОСО и СОП являются обязательной
принадлежностью, без них невозможен
достоверный контроль в соответствии с
требованиями НТД.
Оперативную проверку дефектоскопа
выполняют с помощью стандартных об-
разцов СО-1, СО-2 и СО-3 по ГОСТ
14782-86 или V-1 и V-2, принятых в меж-
дународной практике (EN 121223 и
27463). Более полную поверку всех экс-
плуатационных характеристик выполняют
с помощью комплекта устройств (КУ),
выпускаемого НПО "ЦНИИТмаш" [234].
Комплект ГСО по ГОСТ 14782-86
показан на рис. 2.23 - 2.25.
1. СО-1 (см. рис. 2.23) изготовляют из
органического стекла марки ТОСИ с аку-
стическими свойствами, оговоренными в
названном стандарте: на частоте 2,5 ± 0,2 МГц
при температуре 20 ± 5 °C скорость продоль-
ных волн должна быть 2670 ± 133 м/с, коэф-
фициент затухания 0,026 ... 0,034 1/мм. Ам-
плитуда третьего донного сигнала по тол-
щине образца на частоте 2,5 ± 0,2 МГц и
при температуре 20 ± 5 °C не должна от-
личаться более чем на ±2 дБ от амплитуды
третьего донного сигнала в исходном об-
разце, аттестованном органами Государст-
венной метрологической службы. Необхо-
димость в такой формулировке возникла в
связи с трудностью точного измерения
коэффициента затухания.
Допускается применять образцы из
органического стекла, в которых это тре-
бование не удовлетворяется, но к такому
образцу должен прилагаться аттестат-
график, по которому можно сопоставить
амплитуды сигналов исходного и атте-
стуемого образцов. Для этого сравнивают
амплитуды сигналов от отверстий на ми-
нимальной и максимальной глубинах и
выполняют интерполяцию (см. разд. 3.3.2.4).
Образец предназначен для определе-
ния условной чувствительности, проверки
лучевой разрешающей способности и на-
стройки глубиномера.
2. СО-2 (см. рис. 2.24) выполняют из
малоуглеродистой стали с мелкозернистой
структурой. Его применяют для определе-
ния условной чувствительности, проверки
мертвой зоны, угла ввода, ширины диа-
граммы направленности и настройки глу-
биномера.
СО-2А по конструкции подобен
СО-2, но его изготовляют из материала
контролируемого изделия, если этот мате-
риал существенно отличается от СО-2 по
акустическим свойствам. Назначение его
то же, что и СО-2.
3. СО-3 (см. рис. 2.25) так же, как и
СО-2, производят из стали. Он служит для
определения точки выхода, стрелы преоб-
разователя и отстройки от времени пробе-
170
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.24. СО-2 по ГОСТ 14782 86
га УЗ в призме преобразователя при изме-
рении координат.
4. СО-4 (см. рис. 2.26) указан не в ос-
новном тексте, а в приложении к ГОСТ
14782-86. Его также изготовляют из ста-
ли. Он предназначен для определения
длины волны в стали и частоты УЗ-коле-
баний. По экспериментам авторов, он
очень плохо отвечает своему назначению.
Значительно лучше эти функции выполня-
ет входящий в комплект устройств жидко-
стный интерферометр (см. разд. 2.2.4.2).
Рассмотренные ГСО применяют при
контроле изделий с плоской поверхностью
совмещенными преобразователями шири-
ной до 20 мм на частоту > 1,25 МГц.
В других случаях нужно использовать
СОП, подобные или даже существенно
отличающиеся от этих ГСО. Способы
Рис. 2.25. СО-3 по ГОСТ 14782-86
применения ГСО подробно будут описаны
в дальнейшем.
Образцы V-1 и V-2 (рис. 2.27 и 2.28)
изготовляют из низкоуглеродистой мелко-
зернистой стали. В образце V-1 в отвер-
стие диаметром 50 мм вставляют плекси-
гласовый цилиндр. В разных странах и
даже в разных ведомствах используют
модификации этих образцов, удовлетво-
ряющие требованиям МИС, но также рас-
считанные на выполнение некоторых дру-
гих измерений.
Образец V-1 служит для настройки
чувствительности и скорости развертки,
проверки мертвой зоны, определения раз-
решающей способности, угла ввода, ши-
рины диаграммы направленности, точки
выхода, стрелы преобразователя, отстрой-
ки от времени пробега УЗ в призме на-
клонного и протекторе прямого преобра-
зователей. Последние перечисленные опе-
рации нужны для настройки глубиномера.
Таким образом, этот образец совмещает
большинство функций СО-1 - СО-3.
Образец V-2 применяют для настрой-
ки глубиномера, т.е. определения точки
выхода, стрелы преобразователя, отстрой-
ки от времени пробега УЗ в призме преоб-
разователя и определения угла ввода. С
его помощью также настраивают чувстви-
тельность и развертку дефектоскопа. Не-
большие размеры образца делают его
очень удобным при контроле сварных со-
единений небольшой толщины, прове-
ряемых малогабаритными наклонными
преобразователями. В то же время из-за
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
171
малых размеров образец V-2 непригоден
для настройки и проверки дефектоскопа с
наклонными преобразователями больших
размеров, так как для них расстояние, со-
ответствующее границе ближней зоны,
больше радиусов кривизны образца.
Оперативная проверка аттенюато-
ра дефектоскопа. Операции проверки и
настройки дефектоскопа с помощью ГСО
будут изложены в разд. 2.2.4. Здесь рас-
смотрим только вопрос оперативной про-
верки аттенюатора дефектоскопа и абсо-
лютной чувствительности.
В дефектоскопе имеются два измери-
тельных устройства: глубиномер и атте-
нюатор. Глубиномер проверяют, измеряя
несколько известных расстояний между
поверхностями СО, как описано в
разд. 2.2.4.4. Проверка аттенюатора на СО
нормативными документами не преду-
смотрена.
Можно, однако, рекомендовать про-
верять аттенюатор, измеряя эхосигналы от
двух отражателей, отношение амплитуд
эхосигналов от которых рассчитывается
по формулам акустического тракта. На-
пример, разница в децибелах амплитуд
эхосигналов от отверстия диаметром 6 мм
и дна образца СО-2 равна 9 дБ при контро-
ле прямым преобразователем на 2,5 МГц,
если отражатели находятся в его дальней
зоне. При контроле наклонным преобразо-
вателем с углом ввода 50° на частоту
2,5 МГц разница в децибелах амплитуд
эхосигналов от отверстия и двугранного
угла СО-2 составляет ~11 дБ.
Часто аттенюатор имеет две шкалы:
грубую с ценой деления 10 или 20 дБ и
плавную с ценой деления 1 или 2 дБ. То-
гда аттенюатор проверяют, сравнивая по-
казания шкал. Например, отметив ампли-
туду какого-либо эхосигнала на экране,
увеличивают чувствительность на 10 или
20 дБ по грубой шкале и на столько же
снижают по плавной. При правильной
работе аттенюатора амплитуда отмечен-
ного эхосигнала должна остаться неиз-
Рис. 2.26. СО-4 по ГОСТ 14782-86
менной. Такую проверку проводят для
всех диапазонов грубой шкалы аттенюа-
тора.
В дефектоскопе УД2-12 проверку
выполняют, сравнивая показания БЦО и
кнопочного аттенюатора. С помощью не-
калиброванных регуляторов чувствитель-
ности амплитуду эхосигнала от какого-
либо отражателя устанавливают на пол-
ную высоту экрана. При этом показания
БЦО должны быть близкими к нулю. На-
жимают одну из кнопок аттенюатора, на-
пример 16 дБ. Цифровой аттенюатор дол-
жен показать 16 дБ. Допустимая погреш-
ность ±0,3 дБ.
Ступень 32 дБ проверяют так. Отпус-
кают кнопку 32 дБ, нажимают кнопку 16 дБ,
некалиброванными ручками устанавлива-
ют амплитуду эхосигнала от какого-либо
отражателя на полную высоту экрана. При
этом показания БЦО должны быть близки
к нулю. Нажимают кнопку 32 дБ и отпус-
172
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.27. СО "Блок№ 1"
кают 16 дБ. Показания БЦО должны быть
16 ±0,3 дБ.
Проверка абсолютной чувстви-
тельности аппаратуры или резерва чув-
ствительности. Определение этих поня-
тий приведено в разд. 2.2.4.5. Эти величи-
ны должны показать, насколько можно
ослабить зондирующий импульс, чтобы
наблюдать эхосигналы на экране. Прове-
ряется дефектоскоп с определенным пре-
образователем. Для проверки самого де-
фектоскопа необходимо подключить к
нему преобразователь, в хорошей работе
которого есть уверенность.
Порядок проверки следующий. Сна-
чала подключают преобразователь к де-
фектоскопу. Если это прямой преобразова-
тель, нужно получить максимальный дон-
ный сигнал от образца, толщина которого
меньше двух ближних зон преобразова-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
173
теля, но в 1,5 ... 2 раза больше его мерт-
вой зоны.
Образец должен иметь низкий уро-
вень структурных помех. Для этой цели
обычно подходят образцы СО-2, СО-3,
V-l, V-2, прозвучиваемые по толщине.
Если это наклонный преобразователь,
следует получить максимальный эхосиг-
нал от вогнутой поверхности CO-3, V-1
или V-2. Нужно подбирать радиус вогну-
той цилиндрической поверхности (соот-
ветственно 55, 100 и 50 или 25 мм - по
выбору) таким, чтобы он был в 1,5 ... 2
раза больше ближней зоны преобразова-
теля. При этих условиях донный сигнал и
сигнал от вогнутой поверхности практи-
чески равны зондирующему импульсу в
ОК, точнее, они меньше зондирующего
импульса на ~2 дБ.
Далее необходимо увеличить чувст-
вительность до максимума всеми нека-
либрованными ручками (мощность зонди-
рующего импульса, отсечка, некалибро-
ванное усиление), максимально умень-
шить чувствительность аттенюатором,
затем постепенно увеличивать чувстви-
174
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
тельность аттенюатором, пока используе-
мый (один из указанных выше) эхосигнал
не достигнет стандартного уровня. Стан-
дартным уровнем называют некоторую
горизонтальную линию на высоте, равной
или большей середины экрана.
Продолжать увеличивать чувстви-
тельность аттенюатором следует до такого
значения, пока собственные помехи де-
фектоскопа не достигнут половины стан-
дартного уровня. Чтобы быть уверенным,
что это собственные помехи усилителя
дефектоскопа, а не структурные, преобра-
зователь можно снять с образца, помехи
усилителя должны остаться. Надо зафик-
сировать показание аттенюатора No. Ре-
зерв чувствительности дефектоскопа с
данным преобразователем равен величине
No (в дБ), на которую можно увеличить
чувствительность по сравнению с зонди-
рующим импульсом. Абсолютная чувст-
вительность дефектоскопа будет равна
резерву чувствительности плюс ослабле-
ние сигнала в образце (обычно около 2 дБ).
Встречаются приборы, у которых при
максимальном уменьшении чувствитель-
ности аттенюатором амплитуда исполь-
зуемого эхосигнала превышает стандарт-
ный уровень. Это особенно часто случает-
ся при проверке абсолютной чувствитель-
ности дефектоскопом с прямым преобра-
зователем. В этом случае, чтобы опреде-
лить абсолютную чувствительность де-
фектоскопа с данным преобразователем,
следует поступить следующим образом:
увеличить чувствительность до мак-
симума всеми некалиброванными ручками;
максимально уменьшить ее аттенюа-
тором;
получить эхосигнал от какого-либо
произвольного отражателя, например дон-
ный сигнал от СО-2, прозвучиваемого по
толщине, а затем сдвинуть преобразова-
тель за край образца так, чтобы сигнал
уменьшился и достиг стандартного уровня;
зафиксировать преобразователь в
этом положении;
некалиброванными ручками макси-
мально уменьшить чувствительность (сиг-
нал при этом исчезает с экрана);
увеличить чувствительность атте-
нюатором на величину N так, чтобы эхо-
сигнал достиг прежней высоты;
определить в этом положении нека-
либрованных ручек резерв чувствительно-
сти дефектоскопа No, как рекомендовалось
выше;
к найденному значению добавить
число N. Величина Уо + N будет равна аб-
солютной чувствительности дефектоскопа
с данным преобразователем.
Стандартные образцы предпри-
ятия с искусственными дефектами.
СОП применяют в дополнение к ГСО при
контроле изделий большой или очень ма-
лой толщины, с искривленной поверхно-
стью, изготовленных из материалов со
специфическими акустическими свойст-
вами. К разряду СОП относят также мно-
гочисленные образцы с искусственными
дефектами. Здесь отметим некоторые осо-
бенности изготовления образцов с искус-
ственными дефектами [350].
Заготовки образцов предварительно
контролируют УЗ на возможно более вы-
сокой чувствительности с целью исклю-
чения мешающего влияния естественных
дефектов. Ширина образцов должна быть
достаточно большой, чтобы отражения от
боковых поверхностей не влияли на ам-
плитуды эхосигнал ов от отражателей.
Этот вопрос будет рассмотрен в
разд. 2.2.3.4.
Плоскодонное отверстие высверли-
вают в образце сверлом требуемого диа-
метра таким образом, чтобы его ось сов-
падала с преломленной осью УЗ-пучка.
Это легко выполнить при контроле пря-
мым преобразователем, но гораздо труд-
нее при контроле наклонным преобразова-
телем. В последнем случае в образце пре-
дусматривают наклонную поверхность,
такую, чтобы отверстия были к ней пер-
пендикулярны.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
175
Сначала обычным сверлом просвер-
ливают отверстие глубиной на 1,5 ... 2 мм
меньше, чем по чертежу. Затем для прида-
ния дну отверстия плоской формы приме-
няют сверло типа "перо" или на наждач-
ном камне торцуют режущую кромку
обычного сверла. Доводят торцовую часть
сверла посредством абразивной шкурки.
Качество торцовки проверяют с помощью
инструментального угольника на просвет.
Затем этим сверлом доводят отверстие до
заданной глубины.
Качество отражающей поверхности
(возможное наличие рисок, остатков пер-
воначально конической поверхности) про-
веряют путем прощупывания тонкой игол-
кой или булавкой, укрепленной на
нутромерном индикаторе часового типа.
Радиус закругления у торцов сверла
~0,03 мм. Неперпендикулярность инстру-
мента к базовой поверхности измеряют
при наладке оборудования для сверления,
допустимая неперпендикулярность 6 мкм
на базе 2 мм.
У отражателя в виде плоскодонного
отверстия имеется существенное достоин-
ство: крутая монотонная зависимость при-
ращения амплитуды эхосигнала с увели-
чением диаметра отражателя в широком
диапазоне диаметров отверстий. Но этот
отражатель весьма трудно изготовить: не
всегда удается выполнить плоской и глад-
кой его отражающую поверхность.
Искусственные дефекты в виде от-
верстия со сферическим или цилиндриче-
ским дном, имитирующие сферу и корот-
кий цилиндр, применяют редко. Их изго-
товляют в образцах из мягких пластичных
материалов (низкоуглеродистая сталь,
алюминий) путем просверливания отвер-
стия заданного диаметра и последующего
выдавливания донышка требуемой формы
бойком из твердого материала, например
шарикоподшипником.
Боковое цилиндрическое отверстие -
наиболее технологичный тип отражателя.
Основными преимуществами бокового
отверстия являются легкость изготовле-
ния, хорошая воспроизводимость и воз-
можность использования для любых типов
преобразователей.
Боковое отверстие необходимо свер-
лить на расстоянии >8 ... 10 мм от ниж-
ней поверхности образца. Если это усло-
вие не соблюдается, то на прямой эхосиг-
нал от отверстия налагается эхосигнал,
отраженный от поверхности и дефекта, и
результирующий эхо-сигнал осциллирует
с размахом по амплитуде до 8 ... 9 дБ.
Существенный недостаток боковых
отверстий - влияние боковой грани образ-
ца. При поиске положения преобразовате-
ля, соответствующего максимуму эхосиг-
нала от отверстия, можно найти два мак-
симума: направляя преобразователь пер-
пендикулярно к оси отверстия, что пра-
вильно, или направляя преобразователь на
угол, образованный отверстием и боковой
гранью образца, что неправильно. В по-
следнем случае амплитуда сигнала может
быть выше на несколько децибелов. На-
стройка в таком положении преобразова-
теля приведет к заниженному уровню тре-
буемой чувствительности. Различить от-
ражение от отверстия или от угла, образо-
ванного отверстием и боковой гранью об-
разца, можно визуально, наблюдая на-
правление оси преобразователя.
Угловой отражатель типа верти-
кального отверстия и типа вертикально-
го отверстия, просверленного не на всю
толщину (засверловка), удобны для изго-
товления отражатели, однако, как показа-
ли эксперименты, амплитуда эхосигнала
от них очень сильно зависит от угла меж-
ду осью отверстия и поверхностью образ-
ца, а также от возможных "завалов" на
краях отверстия. Отверстие нужно выпол-
нять, тщательно избегая скругления кро-
мок и добиваясь перпендикулярности оси
отверстия к поверхности с погрешностью
< 0,5°. На практике применение таких от-
ражателей не рекомендуется из-за трудно-
сти строгого выполнения этих требований.
Угловой отражатель типа зарубки
хорошо имитирует выходящие на поверх-
176
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.29. Сегментный отражатель
ность трещины и непровары, является
весьма удобной заменой плоскодонного
отверстия. Зарубка как отражатель для
настройки аппаратуры обладает важным
преимуществом: она может располагаться
непосредственно на контролируемом из-
делии с последующей пологой вышли-
фовкой. При этом изделие должно иметь
плюсовой допуск по толщине.
Зарубки наносят одним из следую-
щих способов: ударом по заднему концу
специально заточенного инструмента бой-
ка-зубила; холодным выдавливанием в
тисках или на гидравлическом прессе бой-
ком под прямым углом к поверхности;
горячим вдавливанием бойка; электроэро-
зионным методом. Наибольшая точность
получения зарубок достигается примене-
нием холодного выдавливания на гидрав-
лическом прессе и электроэрозионного
метода.
Конец бойка должен быть заточен и
установлен таким образом, чтобы плоская
передняя грань углубления была перпен-
дикулярна к поверхности образца. Валик
вытесненного металла удаляют. Глубину
зарубки измеряют индикатором с игольча-
тым нутромером или острозаточенным
глубиномером штангенциркуля. Если в
процессе получения зарубки образовалась
трещина, то использовать такую зарубку
нельзя.
Исследования С.П. Перевалова [257]
показали, что предпочтительный способ
изготовления зарубок - эрозионный. При
нем достигаются максимальный коэффи-
циент корреляции между различными за-
рубками и минимальная дисперсия ре-
зультатов. Подбор правильной формы
электродов позволяет довольно точно вы-
полнить требуемый отражатель. Опти-
мальный металл для изготовления элек-
тродов - вольфрам. Представляет опас-
ность прижог металла образца. В связи с
шероховатостью отражающей поверхно-
сти при электроэрозионной обработке на-
блюдается ослабление эхосигнала на
~0,5 дБ. Предлагается проводить акусти-
ческую аттестацию зарубок, т.е. сравни-
вать амплитуды эхосигналов от них со
стандартными значениями. На амплитуду
эхосигнала влияет акустическое поле каж-
дого индивидуального преобразователя.
Аттестацию рекомендуется проводить с
помощью преобразователя, который обес-
печивает монотонное убывание амплиту-
ды эхосигнала от боковых цилиндриче-
ских отверстий на разной глубине.
Сегментный отражатель. В хими-
ческом машиностроении для настройки
чувствительности дефектоскопа распро-
странение получил сегментный отража-
тель (рис. 2.29). Его выполняют с помо-
щью торцовой пальчиковой фрезы на ко-
ординатно-расточном станке со шлифов-
кой в качестве доводочной операции.
2.2.2. Расчет амплитуд эхосигналов
Путь УЗ от излучателя до дефекта и
затем к приемнику называют акустиче-
ским трактом. Формулы акустического
тракта определяют ослабление УЗ-сиг-
нала на этом пути. При расчетах реальные
дефекты представляют полыми отражате-
лями правильной формы. Различают тео-
ретические модели дефектов (лучше ими-
тирующие реальные дефекты) и искусст-
венные дефекты, иначе - искусственные
отражатели, которые изготовляют на
практике. Иногда модели и искусственные
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
177
отражатели совпадают, например длинный
цилиндр (боковое отверстие), плоскость,
вогнутая поверхность.
2.2.2.1. Формулы эхосигналов
для прямого преобразователя
Сводка формул дана в табл. 2.1 [132,
247], где Ро и Р' - амплитуды излученного
и принятого сигналов; S - площадь пьезо-
пластины; г - расстояние преобразова-
тель-отражатель. Для учета затухания
формулы граф 3-5 следует умножить на
е’25'.
Отражатели разделены на три груп-
пы: компактные, все размеры которых
меньше неоднородностей поля излучения
преобразователя; протяженные в одном
направлении (паз, длинный цилиндр);
протяженные в двух направлениях (плос-
кость, вогнутые поверхности). Отражатель
считают протяженным, если его размер
больше ширины области эффективно
взаимодействующего с ним поля преобра-
зователя.
Каждой группе отражателей соответ-
ствует своя зависимость (графа 8) ампли-
туды эхосигнала от приведенного рас-
стояния r/N, где N - длина ближней зоны
преобразователя. Заштрихованные облас-
ти на кривых определяют вариацию ам-
плитуды под влиянием формы и длитель-
ности импульса. Кривая Д относится к
донному сигналу, уточненное ее значение
приведено на рис. 1.15. Формул для расче-
та эхосигналов от вогнутых цилиндриче-
ских отражателей в ближней зоне нет. По
формулам, представленным в табл. 2.1,
нельзя точно рассчитать эхосигнал от во-
гнутых цилиндрических поверхностей
стандартных образцов СО-1 и V-1, так как
из-за их небольшой ширины возникают
отражения от боковых поверхностей, уве-
личивающие эхосигнал на 1 ... 2 дБ от
расчетного значения.
В формулах для ближней зоны (гра-
фы 3, 4) интервалы численных коэффици-
ентов определяют диапазон разброса ам-
плитуд эхосигналов в зависимости от рас-
стояния отражатель-преобразователь, фор-
мы и длительности импульсов. Они также
зависят от формы пьезопластины. Расчет в
переходной и более точный расчет в
ближней зонах круглого преобразователя
следует вести по общей формуле (гра-
фа 8), используя графики и коэффициент
вида дефекта А из графы 6 или 7.
Коэффициенты А определяются от-
ношениями характеристических размеров
отражателя b (диаметра d, ширины или
длины I) к длине волны. Если b > X, то
такие модели, как диск, сфера, короткий
цилиндр, полоса, дают такие же эхосигна-
лы, как имитирующие их искусственные
дефекты (отверстия с плоским, сфериче-
ским или цилиндрическим дном, паз). При
b < X для искусственных дефектов коэф-
фициенты, показанные в графе 6, сохра-
няются, а для моделей изменяются. В гра-
фе 7 они приведены для случая b « X для
продольных волн в материалах с коэффи-
циентом Пуассона 0,3. Формулы граф 3 -
5 соответствуют случаю b > X . Коэффици-
для плоскодонного от-
верстия диаметром d « X указан соглас-
но экспериментальным данным К. Киму-
ры. Теоретические оценки В.Н. Данилова
, nJd}3
дают А = 0,6 — .
\ X у
Отметим, что применение формул
имеет ряд ограничений. Ниже рассмотре-
ны эти ограничения и способы устранения
некоторых из них.
• Формулы соответствуют коротко-
волновому приближению представления
акустического поля преобразователя S » X2.
• Формулы приведены для прямого
совмещенного преобразователя. Для пре-
образователей с акустическими задержка-
ми вводят мнимые излучатель и приемник,
как показано в разд. 1.3.2. Формулы аку-
стического тракта для изделий со сфери-
ческой или цилиндрической поверхностью
рассмотрены в [119, 324].
• Предполагается, что диаметры сфе-
ры и цилиндра d значительно меньше рас-
стояния преобразователь-отражатель. Для
178
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.1. Формулы для расчета амплитуд эхосигналов от
Модель дефекта Икусственный отражател Формулы для ослабления от
Ближняя зона г < S / 7t X. ь
Круглый ПЭП, диаметр D Прямоуголь- ный ПЭП, длина L
1 2 3 4
Тонкий J диск, пло- 5 щадь s, диа- метр d -* i- g _0 d Плоско- донное от- — верстие М— g J_ (1... <id 65 | CO
Г—| 45
Сфера, диа- к: метп d Е t со сфери- (1 ...4
ческим С id
/ aid
*- ~ -
—С Цилиндр, С । длина 1, ди- *- аметр d у g х j: d э ц L_ Отверстие ~1|АтА| с цилинд- рическим Б1Ш Е дном Ч -I-* -* | C-4)'f
Конус, угол <р>45°, диаметр d $d ^32 ! ,2/ Отверстие с коничес- “ КИМ дном £— 2X3 1 6Ssinip у 2cos (p
1 Бесконеч- ный ци- , линдр, диа- _£ t метр d ц d_ DtL Цилиндри- . J ческое от- С верстие (0,8 ...1,2)^ (0,5... 0,7)~
Бесконеч- -—J ная полоса, \ ширина 1 L у P.L п Плоско- донный паз J. 1 Ц (1,6 ...2.4)1 (l...l,5)-~
Бесконеч- i—i Донная поверхность 1 ... 0,8
ная плос- I 1 )
КОС1Б
Вогнутые поверхно- к / сти: - цилиндр II Полуцилиндр 1 ...0,9
-сфера Полусфера -
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
179
отражателей при контроле прямым преобразователем
эхосигнала Коэффициент вида дефекта А Общая формула
Дальняя зона г > 3>S/itk Модель с d,l >Х или отражатель Модель с d,l« Л
5 6 7 8
Ss г-г 5 X2 >44
180
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.30. Отражатели, смещенные от оси преобразователя, и
наклонные отражатели
расчета отражения от цилиндра с диа-
метром d, соизмеримым с расстоянием до
него (например, от канала ротора), нужно
использовать формулу
---= — ----ТТ------Ч , (2-1)
Ро X^8r3(l + J/2r)
где г - расстояние до ближайшего к пре-
образователю края отражателя. Она пере-
ходит в формулу табл. 2.1 при d « г. По-
добным образом трансформируется фор-
мула таблицы для сферического отража-
теля
Р' _ Sd
Pq 4V2(1 + <7/2k)2
• Диаметр диска, длина или ширина
короткого цилиндра, конуса, паза не
должны превосходить 0,2 от размеров D и
L преобразователя. Ограничение для диска
снимают, применяя АРД диаграммы (см.
разд. 2.2.2.2).
• При отражении поперечных волн
диаметр цилиндра в графах 5 и 6 должен
быть > 2Х (для продольных волн -
> 0,4Х.). Для сферы подобные ограниче-
ния существуют, но количественно не ис-
следованы. В целях устранения этого ог-
раничения расчет выполняют по графикам
(см. разд. 2.2.2.2).
Формулы табл. 2.1 позволяют рас-
считать максимальное значение эхосигна-
ла от дефекта, расположенного на опреде-
ленном расстоянии от преобразователя. В
дальней зоне это соответствует положе-
нию отражателя на оси преобразователя. В
ближней зоне максимальный эхосигнал
может давать отражатель, лежащий в сто-
роне от оси. Приведем формулы для рас-
чета значений эхосигналов от моделей
дефектов, расположенных не на оси в
дальней зоне преобразователя, в том числе
дефектов, наклонных к оси (затухание не
учтено). Для повышения точности учтено
ослабление амплитуды излучаемых про-
дольных волн вследствие частичной
трансформации в поперечные.
Боковое цилиндрическое отверстие
диаметром d (рис. 2.30, а):
Р' s (п\ М (COS0YA2M'i л
ф (0)cos0-
IQ А у о у и J
(2.2)
Здесь Ф(0) - диаграмма направленно-
сти преобразователя (см. табл. 1.10); 0 -
угол между его осью и направлением на
цилиндр; /(О) - коэффициент трансфор-
мации продольных волн в поперечные при
излучении, показанный на рис. 1.51.
Диск диаметром 2Ъ и площадью s
(рис 2.30, б), наклоненный под углом <р к
поверхности ввода:
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
181
Р' s$ ld\ л 2.7] (2ta sine)
—=-^-xCejcosecosEO^e) ", .—,
Рй г к 2kb sine
(2-3)
где е = ф - 0 - угол падения на дефект.
Полоса шириной 2Ъ, наклоненная под
углом ф:
Р' bS^2 (ел , 2 /та sin(2A:Z> sine)
— = 7-^гх(9)СО89ф (9 —^г-—L
Ро (rX)' 2kbsine
(2.4)
Плоскость под углом ф к поверхно-
сти ввода (рис. 2.30, в):
Рис. 2.31. К закономерностям ослабления
эхосигнала с расстоянием:
а - для сферы; б - для плоскости
nt г»
— = —— х(ф)с°8 0ф2(ф), (2.5)
Рй 2г К
где г’ - кратчайшее расстояние от преоб-
разователя до плоскости. Формулы (2.2) -
(2.5) экспериментально не проверялись.
Пример 2.1. Сфера какого диаметра d даст
такую же амплитуду сигнала, как плоскодонное
отверстие диаметром d = 3 мм, если Z. = 1,5 мм?
Одинаковые амплитуды эхосигналов два
компактных отражателя дадут, когда их значения
А одинаковы, причем </ >/.; отсюда
rf/(4X) = nz/'2/(-4Z2 ); d = nd'1 /к = л32/1,5 = 19 мм .
Пример демонстрирует плохую выявляе-
мость округлых дефектов по сравнению с пло-
скими, перпендикулярными к оси преобразователя.
Поясним физический смысл приве-
денных формул [247]. Площадь преобра-
зователя входит в числитель всех формул
для дальней зоны, потому что лучи от
преобразователя расходятся в виде диа-
граммы направленности и угол расхожде-
ния лучей тем меньше, чем больше пло-
щадь преобразователя. Дискообразный
отражатель подобен излучающему преоб-
разователю. От него лучи также расходят-
ся в виде диаграммы направленности, по-
этому площадь диска входит в числитель
первой формулы.
Сравнение формул для дальней зоны
показывает, что ослабление донного сиг-
нала с расстоянием происходит медленнее
(пропорционально 1/г), чем эхосигнала от
диска или сферы (пропорционально 1/г2),
ослабление эхосигнала от цилиндра - в
промежутке между ними (по закону
1/г3/2). Такие закономерности объясняются
следующим. Лучи от излучателя расхо-
дятся, поэтому амплитуда убывает, как
1/г. Диск или сфера - как бы вторичные
излучатели. Попавший на них сигнал пе-
реизлучается в обратном направлении
(рис. 2.31, а), поэтому амплитуда опять
убывает, как 1/г. В итоге ослабление про-
порционально 1/г2.
Донная поверхность играет роль зер-
кала (рис. 2.31, б). Отраженные от него
лучи можно рассматривать как излучен-
ные мнимым излучателем, зеркально-
симметричным действительному (показан
штриховыми линиями). Расстояние от не-
го до приемника 2г. Именно по закону 1/2г
убывает донный сигнал. Цилиндр в плос-
кости, перпендикулярной к оси, - малень-
кий отражатель, лучи от которого расхо-
дятся как от сферы. В плоскости вдоль
оси - отражение происходит как от зерка-
ла. Отсюда закономерность 1/г3/2.
Формулы для ближней зоны исходят
из предположения о нерасходимости энер-
гии акустического поля.
2.2.2.2. Расчет эхосигналов по
диаграммам и графикам
Для плоскодонного и бокового ци-
линдрического отверстий, чаще других
182
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рнс. 2.32. Амплитуда отражения от
плоскодонного отверстия (—) и
диска (—) малых диаметров в зависимости
от отношения радиуса к длине
продольной волны:
• - эксперимент для плоскодонных отверстий
используемых в качестве искусственных
отражателей, даны удобные способы рас-
чета максимальных эхосигналов, приме-
нимые для широкого диапазона диамет-
ров. Также рассмотрено изменение ампли-
туды эхосигнала при смещении преобра-
зователя относительно края полуплоско-
сти, имитирующей край протяженного
дефекта.
Плоскодонное отверстие - основной
тип искусственного дефекта, используе-
мый в России и Германии. Среди ком-
пактных отражателей оно дает макси-
мально возможный эхосигнал. Плоско-
донное отверстие соответствует модели
отражателя в виде тонкого диска, имити-
рующего реальные дефекты типа трещи-
ны, раскованной поры и шлакового вклю-
чения. Изготовить в образце тонкий диск-
очень трудная технологическая задача.
Отражение от плоскодонного отвер-
стия хорошо имитирует отражение от дис-
ка при большой величине дефектов, но в
области малых дефектов оказывается не-
идентичным диску по отражательной спо-
собности. На рис. 2.32 показаны зависи-
мости амплитуд эхосигналов от диска
(твердый диск в жидкости) и плоскодон-
ного отверстия в функции от их радиуса
b = d!2, отнесенного к длине волны [247].
Теоретическая кривая для диска совпадает
с кривой, пропорциональной (б/Х)2 (соот-
ветствующей энергетическому приближе-
нию и отражению от плоскодонного от-
верстия), при 5/л > 0,7 . При b/'k < 0,3
амплитуда отражения от твердого диска в
жидкости и полого диска в твердом теле
пропорциональна (b/k)3, т.е. значительно
меньше. Как показывают эксперименталь-
ные данные, полученные одним из авто-
ров, сигнал от плоскодонного отверстия
изменяется пропорционально (А/7.)2 даже
для очень малых диаметров. Это, видимо,
объясняется тем, что боковые стенки от-
верстия мешают УЗ обогнуть отражатель,
а именно: этот эффект является причиной
быстрого уменьшения сигнала от диска
при малых его размерах.
При небольших размерах плоских
отражателей, ориентированных по норма-
ли к акустической оси преобразователя,
отношения амплитуд эхосигналов от них
равны отношению площадей этих отража-
телей. Перевод отношений амплитуд эхо-
сигналов в соответствующие величины
децибелов рекомендуется проводить по
номограмме, показанной на рис. 1.2.
Если площадь отражающего диска
(или плоскодонного отверстия) увеличи-
вать (рис. 2.33), то при больших значениях
диаметра (d = 2b) амплитуда сигнала воз-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
183
растает с ростом дефекта медленнее, чем
по закону (b/k)2. Когда размер диска дос-
тигает, а затем превосходит размер преоб-
разователя, возможны две закономерности
изменения амплитуды эхосигнала.
Если отражатель находится в ближ-
ней или переходной зоне преобразователя,
амплитуда эхосигнала от него постепенно
приближается к амплитуде донного сигна-
ла (кривая У). Если же отражатель в даль-
ней зоне преобразователя, то амплитуда
эхосигнала от него может превзойти ам-
плитуду донного сигнала, испытать одну
или несколько осцилляций и только после
этого амплитуда эхосигнала от диска сов-
падает с амплитудой донного сигнала
(кривая 2).
Такая зависимость объясняется тем,
что отражающий диск подобен вторично-
му излучателю УЗ и имеет свои ближнюю
и дальнюю зоны. Когда отражающий диск
больше преобразователя, диск может на-
ходиться в его дальней зоне, а преобразо-
ватель - в ближней зоне отражающего
диска. Это и служит причиной осцилляции
эхосигнала от диска при увеличении его
Рис. 2.33. Амплитуда отражения от
плоскодонного отверстия (преобразователь
диаметром 12 мм, частота 2,5 МГц,
расстояние 100 мм):
----------теория; ооо - эксперимент
диаметра. В частности, при Z> = -j0,5Xr
преобразователь находится на границе
ближней зоны отражателя, с чем связано
достижение максимального значения ам-
плитуды.
Рис. 2.34. АРД диаграмма с логарифмическим масштабом по оси абсцисс
184
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Расстояние (за 1 принята длина ближайшей зоны)
Рис. 2.35. АРД диаграмма с линейным масштабом по оси абсцисс
Амплитуды максимальных эхосигна-
лов от плоскодонных отверстий в широ-
ком диапазоне расстояний преобразова-
тель - отражатель и размеров отражателя
определяют с помощью семейства кривых
амплитуда-расстояние-диаметр (АРД
диаграмм). На рис. 2.34 и 2.35 даны без-
размерные АРД диаграммы с логарифми-
ческим и линейным масштабами по оси
абсцисс, где отложено приведенное рас-
стояние преобразователь-отражатель (т.е.
расстояние, деленное на длину ближней
зоны преобразователя). Параметр - отно-
шение диаметров отражателя и преобразо-
вателя.
Рис. 2.34 - скорректированная на ос-
нове наших данных [132, 247] АРД (по-
немецки AVG) диаграмма фирмы
Krautkramer (ФРГ). Ее достоинство -
большой диапазон охватываемых расстоя-
ний. Зато диаграмма на рис. 2.35 позволя-
ет легко учитывать затухание, что будет
показано далее. Заштрихованные области
соответствуют вариации эхосигналов под
влиянием формы и длительности импуль-
сов.
Для конкретных типов преобразова-
телей строят размерные АРД диаграммы, в
которых на оси абсцисс откладывают рас-
стояние от преобразователя до отражате-
ля, а параметр - диаметр или площадь от-
ражателя. На рис. 2.36 приведена шкала
перевода диаметра в площадь плоскодон-
ного отверстия.
Для учета затухания УЗ в материале
изделия следует наложить на размерную
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
185
Диаметр d, мм —
Ц5 ЦБ 1,5 2 2,5 3 ^5 6 7 0 9 д 20 25 М 35w4550
Ц2 ЦЗ ЦЦ5 0,7 * 1р 2 3 * 5 7 ' Я 20 30 №50 70 150200 300000500 700^^2000
Площадь 8, мм2
Рис. 2.36. Шкала диаметр - площадь диска
АРД диаграмму с линейным масштабом
по оси абсцисс прозрачный планшет с го-
ризонтальными линиями, повернуть его на
угол ф и использовать его линии вместо
горизонтальных линий диаграммы. Для
определения угла ф выбирают на любой
горизонтальной линии координатной сет-
ки АРД диаграммы точку с большим зна-
чением г (чем больше г, тем выше точ-
ность). Находят произведение
2{8)г = (17,468г).
Это значение откладывают по оси ординат
вниз от пересечения с выбранной горизон-
талью и отмечают вторую точку. Прямая,
проведенная через две найденные точки,
имеет искомый угол наклона ф.
АРД диаграммы к каждому выпус-
каемому преобразователю прилагает на-
учно-производственный центр "Эхо +"
(Москва). Фирма Krautkramer прилагает
АРД диаграммы к каждому типу выпус-
каемых преобразователей. Для наклонных
преобразователей на диаграммах указана
величина АРК1 (иногда - АЕК2), которая
показывает, на сколько децибелов сигнал
от вогнутой поверхности образца К1 (или
К2) выше или ниже сигнала, отраженного
от перпендикулярной к акустической оси
поверхности, расположенной на том же
расстоянии (ей соответствует кривая <ю).
В настоящее время разработаны ком-
пьютерные программы расчета АРД диа-
грамм для преобразователей любых типов.
ЦНИИТмаш разработана система АРД-
Универсал, которая дает возможность бы-
стро построить на компьютере точные
индивидуальные диаграммы для любого
прямого или наклонного преобразователя
(см. разд. 3.1.3). В разработанном в этом
институте процессорном дефектоскопе
УДЦ-201П для каждого типа преобразова-
телей, имеющихся в каталоге прибора, на
экран выводится кривая АРД диаграммы,
соответствующая плоскодонному отвер-
стию малого диаметра.
Боковое цилиндрическое отвер-
стие. Отражатель в виде цилиндра, длина
которого превосходит эффективную ши-
рину поля отражателя, имитирует реаль-
ные дефекты типа протяженных шлаковых
включений и вытянутых пор. В США и
многих других странах он принят за ос-
новной тип искусственного дефекта при
контроле сварных соединений.
Расчет эхосигнала для такого отража-
теля выполняют по соответствующей об-
щей формуле (см. табл. 2.1). Формулу
удобнее записать в децибелах:
{Р'/Ро} = (2 k/D) + + (/2 (г/А)).
(2-6)
Первый член просто вычисляют, вто-
рой получают с использованием рис. 2.37,
а. Для продольных волн эта кривая совпа-
дает с формулой графы 6 табл. 2.1. Для
поперечных вертикально поляризованных
волн штриховая кривая и формула совпа-
дают только при d/7. > 2 .
Третий член берут по рис. 2.37, б, где
зависимость амплитуды от расстояния
дана в децибелах. Если значения r/N боль-
186
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.37. Графики к расчету эхосигнала от бокового цилиндрического отверстия
ше приведенных на рис. 2.37, б, то /2 рас-
считывают по формуле
(/2) = (2,22(А7г)3/2^. (2.7)
Для преобразователей конкретного
типа целесообразно с помощью формулы
(2.6) строить семейства кривых типа АРД
диаграмм для бокового цилиндрического
отверстия.
Существенно разный характер кри-
вых для продольных и поперечных (поля-
ризованных перпендикулярно к оси ци-
линдра) волн на рис. 2.37, а объясняется
влиянием волн обегания, особенно боль-
шим при падении вертикально поляризо-
ванной поперечной волны. В результате
суммирования прямо отраженной волны и
волны обегания кривая изменения ампли-
туды испытывает большие осцилляции,
которые сглаживаются действием им-
пульсного характера излучения (штрихо-
вая кривая). Для продольных и попереч-
ных горизонтально поляризованных волн
А соответствует верхняя кривая, так как
волны обегания в этом случае практически
отсутствуют. По изложенной причине
объемные дефекты лучше выявляются
поперечными волнами, направление коле-
баний в которых параллельно отражаю-
щей поверхности.
Для того чтобы обеспечить возмож-
ность настройки дефектоскопа по отвер-
стию диаметром 6 мм в СО-2 перед нача-
лом работы с АРД диаграммой, достаточ-
но на ее оси ординат отметить уровень
эхосигнала от этого отверстия. Теперь в
целях совмещения шкалы аттенюатора и
АРД диаграммы можно отложить этот
уровень на шкале аттенюатора и некалиб-
рованной ручкой установить такую чувст-
вительность, чтобы сигнал от отверстия в
СО-2 на экране достигал стандартного
уровня.
Полуплоскость (край дефекта). По-
луплоскость имитирует край протяженно-
го дефекта. На рис. 2.38, б [247] показано
изменение амплитуды эхосигнала Р']РК
(Рл- сигнал от плоскости) при взаимном
перемещении края полуплоскости и пре-
образователя (рис. 2.38, а) в функции от
двух безразмерных параметров: 17а и r/N,
где Г - расстояние между краем полуплос-
кости и центром преобразователя.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
187
Рис. 2.38. Изменение эхосигнала от края полуплоскости
(протяженного дефекта)
В практике УЗ-контроля при измере-
нии условной протяженности дефекта (см.
разд. 3.2.3) положение края определяют по
точкам, где амплитуда уменьшается на 6,
10 или 20 дБ от максимума (точнее, от
эхосигнала над плоскостью дефекта). При
этом преобразователь смещается на неко-
торое расстояние /' от края дефекта, назы-
ваемое полурасширением условной протя-
женности дефекта, которое можно найти
по кривым на рис. 2.38, в. Можно также
воспользоваться следующими формулами.
При измерении по уровню 6 дБ (способ
"6 дБ") расширения не происходит: 16 = 0.
Для уровня 10 дБ
Для уровня 20 дБ:
/20 = 0,58а
/20 = 0,177 гк/а + 0,23а
при
г/У<2;1
r!N>2]
(2-9)
Есть также способ поиска положения
края дефекта по дифракционному макси-
муму, наблюдаемому на кривых с
г / N > 2,5 . Для него
/тах = _0Д 54гХ / а - 0,44а
при
4>г/У<2,5;
г/У>4.
(2.Ю)
/10 = 0,18а
/10 = 0,05гХ/а + 0,065а
при
г/У<2;
r/N>2.
(2-8)
Знак "минус" показывает, что услов-
ный размер меньше истинного. Этим спо-
собом можно пользоваться только, когда
истинный размер дефекта > 2Zmax.
188
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.2. Максимальные эхосигналы от угловых отражателей Р'/Рщах
для поперечных волн
Искусственный дефект, отражатель Ближняя зона Дальняя зона Коэффициент вида дефекта А
5С Г п (0,5.. Gh l,2)x 1 ).d
Засверловка V/. GhS' I d Gh 1 d
2r2 у A3 sin (p 2 у A3 sin <p
IK- X S' у sin ср
0^ |
Полуцилиндр
2.2.2.3. Угловые отражатели
При контроле наклонными преобра-
зователями хорошо выявляются дефекты
(например, трещины), близкие к донной
поверхности или поверхности ввода и
перпендикулярные к ним. Это связано с
двойным отражением УЗ от поверхностей
изделия и дефекта, в результате чего лучи
возвращаются к тому же преобразователю,
работающему как приемник (угловой эф-
фект). Искусственные дефекты, имити-
рующие это явление, называют угловыми
отражателями. Отражатели типа зарубок и
рисок хорошо имитируют выходящие на
поверхность компактные или протяжен-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
189
ные трещины и непровары сварных со-
единений. Угловые отражатели и форму-
лы для расчета максимальных эхосигналов
от них приведены в табл. 2.2 [247; 427,
докл. Б04].
Большинство обозначений в табл. 2.2 -
те же, что и в табл. 2.1, со следующими
изменениями: s' - площадь отражающей
поверхности зарубки; X - длина попереч-
ной волны; Еп1ах - максимально возмож-
ный эхосигнал. Для возбуждения и приема
поперечных волн применяют наклонные
преобразователи с призмой (см. разд.
1.1.3), поэтому согласно формулам (1.34)
и (1.35) введена мнимая пьезопластина
площадью S' (см. рис. 1.53, б). Для прямо-
угольной пластины
S’=LL'-, L'= Z,j cosa/cosp.
Здесь L\ и L - размеры пьезопласти-
ны в плоскости падения и дополнительной
плоскости; р и a - углы падения и пре-
ломления для акустической оси. Для круг-
лой пластины мнимый пьезоэлемент -
эллиптический с размерами Dcosa/cosp
в основной и D в дополнительной плоско-
стях. В формулы, отмеченные знаком*,
вместо L и L' вводят 2D/к и
2Z)cosa/(7Tcosp).
В г входит путь в изделии г' и до-
полнительный путь и от мнимой пласти-
ны до точки выхода. Обычно он < 10 мм, и
при больших расстояниях г' им пренебре-
гают. Во все формулы для эхосигналов
необходимо ввести множитель е~26г для
учета затухания в изделии, где 8 - коэф-
фициент затухания поперечных волн.
Множитель, учитывающий затухание в
призме, и коэффициент прозрачности не
введен, поскольку использована прибли-
женная часть формулы (1.34).
В табл. 2.2, как и в табл. 2.1, отража-
тели разделены на три группы: компакт-
ные (зарубка, засверловка); протяженные
в одном направлении (риска, вертикальное
цилиндрическое отверстие); протяженный
в двух направлениях (двугранный угол).
Рис. 2.39. Коэффициент G для расчета
сигналов от угловых отражателей в
функции от угла падения <р на донную
поверхность ОК и глубины отражателя h
в мм; оо соответствует значению G для
двугранного угла и вертикального
отверстия
Формула для полуцилиндрического об-
разца приведена для сопоставления.
Диапазон вариации численных коэф-
фициентов в формулах для ближней зоны
уменьшен, поскольку немонотонности
изменения эхосигналов здесь сглажены.
Для расчетов в переходной зоне исполь-
зуют коэффициент вида дефекта А и об-
щие формулы и графики из табл. 2.1.
В формулы введен коэффициент G,
который учитывает геометрию отражения,
явления незеркального отражения и
трансформации волн (см. разд. 1.1.4). Ко-
эффициент G (рис. 2.39) зависит от угла
падения на поверхность ф и от глубины
зарубки, засверловки или риски h, которая
должна быть на 50 % большее длины по-
перечной волны (h > 1,57.). Для изделий с
плоскопараллельными поверхностями ф =
= a - углу ввода. Для изделий с непарал-
лельными или искривленными поверхно-
стями ф а.
Кривые (рис. 2.39) построены экспе-
риментально и учитывают эффекты
трансформации волн и незеркального от-
ражения (см. разд. 1.1.4). Поясним, какими
явлениями объясняется эта зависимость.
Трансформация поперечной волны в про-
дольную на вертикальной поверхности
190
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.40. Изменение максимума эхосигнала в зависимости от отклонения
отражающей грани риски глубиной 10 мм от перпендикулярности к донной поверхности:
пунктирная кривая - эксперимент; сплошная - теория; 1 - положительное отклонение
(в сторону преобразователя); 2 - отрицательное отклонение
отражателя возникает, когда угол падения
на нее (90° - <р) больше, чем третий кри-
тический угол ф' (для стали ф' = 33°). Она
вызывает резкое уменьшение G при уг-
лах ф * 60 ... 67°. Незеркальное отражение
увеличивает эхосигнал от неглубоких за-
рубок при углах ф = 35 ... 50°, несколько
больших третьего критического значения
33°. В этой области кривая G зависит от
глубины зарубки. Чем она меньше, тем
значительнее вклад незеркального отра-
жения. Обычно зарубки как искусствен-
ные отражатели применяют при углах ф >
50°, где зависимость 6(ф) однозначна.
Экспериментальные точки имеют
существенный разброс относительно при-
веденных усредненных кривых. В области
углов ф s 60 ... 67 разброс эксперимен-
тальных точек достигает 50 %. Это обу-
словлено следующими физическими при-
чинами: смещением фазы волны при от-
ражении от свободной поверхности при
углах ф, отличающихся от 45° (см.
разд. 1.1.4), и дифракционным рассеянием
на вертикальной грани риски. В результа-
те прямого отражения и трехкратного (с
учетом двукратного отражения от свобод-
ной поверхности) отражения от этой грани
образуются диаграммы направленности в
виде лепестков, которые суммируются (с
учетом фазы) с основным отраженным
сигналом. Этим явлением, в частности,
объясняется резкое уменьшение амплиту-
ды эхосигнала при h < X и угле
Ф = 65 ... 70°.
К этому добавляется разброс, вы-
званный неточностью изготовления отра-
жателей и трудностью измерения их гео-
метрических размеров. Согласно [402],
при контроле преобразователем 45° на
частоте 2 МГц и глубине риски 10 мм
отклонение отражающей грани зарубки от
перпендикулярности на +5° (в сторону
преобразователя) вызывает увеличение
эхосигнала (рис. 2.40), но еще больший
наклон его ослабляет. Наклон отражаю-
щей грани в обратную сторону (отрица-
тельный угол наклона) также вызывает
ослабление эхосигнала.
Отметим, что в области углов ~60°
экспериментально наблюдаемый угол ф
меньше расчетного на 5 ... 7°. Это объяс-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
191
няется тем, что при поисках максимума
эхосигнала преобразователь приходится
смещать в сторону больших значений G. В
формулах для засверловки и вертикально-
го цилиндрического отверстия угол дол-
жен быть больше >30°. Для поперечных
волн это обычно выполняется, поскольку
угол призмы преобразователя больше пер-
вого критического.
Пример 2.2. Рассчитать размеры зарубок
для настройки чувствительности при контроле
сварного соединения толщиной Н = 50 мм . Уро-
вень фиксации s = 7mm2 , углы ввода преобразо-
вателей а = 45, 50 и 65°; площадь пьезопластины
/,/,)= 8-8мм2, частота / = 4МГц.
Рассчитаем длину волны и оценим длину
ближней зоны:
Х = с,// = 3,23/4 = 0,8 мм ;
= £2/(тй) = 82/(тг0,8) = 25,8 мм .
Минимальное расстояние преобразователь-
отражатель
г' = ///cos а = 50/cos 45° = 71 мм .
Таким образом, отражатель находится в
дальней зоне преобразователя.
Эхосигналы Р и Р' от плоскодонного отвер-
стия и зарубки с отражающими площадями s и s'
определяются по формулам
Р' S’s c~26r' ; Р' с S's' c-28r'
Лпах Г2Х2 Дпах г2/.2
Эти сигналы должны быть равны, отсюда
s = Gs'.
По кривой h = 2 на рис. 2.39 для заданных
углов найдем: G = 1,8; 1,3 и 0,5; площади зарубок
s' = s/G =3,9; 5,4 и 14 мм2. Принимаем /> = 2мм,
тогда длины зарубок /= 2; 2,7 и 7 мм.
Возникает опасение, не будут ли края по-
следней зарубки близки к пределу пучка лучей
основного лепестка диаграммы направленности
преобразователя. Рассчитаем по формуле (1.30)
угол раствора пучка лучей на уровне ^/о,5 и рас-
крытие пучка /п на расстоянии r'= Н / cosa =
= 50/cos65° = 118 мм;
0 = arcsin(o,22 -2X/i) = arcsin(o,22 -2 -0,8/8) = 2,5° ;
2/п = 2r'tg0 = 2 118 tg2,5° = 10,4 мм.,
т.е. зарубка находится в пределах эффективной
части основного лепестка.
При контроле наклонным преобразо-
вателем в качестве отражателя также ис-
пользуют сегментный отражатель
(см. рис. 2.29). Его отражающую грань
выполняют перпендикулярной к направ-
лению акустической оси. Эхосигнал от
него такой же, как от диска равной пло-
щади. Экспериментально это подтвержде-
но для поперечных волн и углов а « 48 ...
55°. В этих пределах отражение от сегмен-
та происходит без участия углового эф-
фекта. По измерениям, проведенным од-
ним из авторов, максимальный эхосигнал
от сегментного отражателя с углом
а ® 70°, площадью 1,6 мм2 оказался на
11 дБ меньше, чем от плоскодонного от-
верстия с той же отражающей площадью.
2.2.2.4. Особенности отражения
от реальных дефектов
Реальные дефекты отличаются от
рассмотренных выше моделей неправиль-
ностью формы, шероховатостью поверх-
ности, они могут быть заполнены окисла-
ми и другими веществами, в результате
чего отражение будет неполным.
Дефекты разделяют на объемные и
плоскостные. Такое разделение целесооб-
разно по влиянию дефекта на работоспо-
собность конструкции (плоскостные де-
фекты гораздо опаснее), так и по возмож-
ностям распознавания дефекта средствами
УЗ-дефектоскопии.
Объемные дефекты (поры, шлаки)
дают равновероятное рассеяние падающей
волны по всем направлениям. От плоско-
стных дефекое (расслоения, трещины,
непровары в сварных швах) рассеяние
имеет определенную направленность.
Ориентация плоскости этих дефектов за-
висит от технологического процесса и
условий эксплуатации. Бывают промежу-
точные типы дефектов, например пауко-
образные трещины, некоторые виды не-
проваров.
Объемные дефекты равновероятно
выявляются совмещенным преобразовате-
192
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.41. Индикатриса обратного
рассеяния при озвучивании со всех сторон
(—) шлакового включения высотой ~7 мм
и (-----) трещины высотой ~4 ... 5 мм
лем независимо от направления падения
волны. От плоскостных дефектов большие
эхосигналы наблюдают только при благо-
приятных (зеркальных) условиях отраже-
ния. В качестве примера на рис. 2.41 пока-
зано измеренное В. Г. Щербинским [350]
изменение амплитуд эхосигналов в зави-
симости от направления обратного рас-
сеяния (индикатриса обратного рассея-
ния) от шлакового включения высотой
~7 мм и трещины высотой около 4 ... 5 мм.
При незеркальном отражении от пло-
скостных дефектов эхосигналы возникают
в результате действия двух механизмов.
Во-первых, имеются дифракционные вол-
ны от краевых точек дефекта. Их ампли-
туда значительно меньше амплитуды зер-
кального отражения и определяется на-
правлениями излучения и приема относи-
тельно плоскости дефекта, а также типом
излучаемых и принимаемых волн [134].
Амплитуда сигнала дифракционного
рассеяния на краю тонкого вертикального
дефекта при контроле наклонным совме-
щенным преобразователем эквивалентна
отражению от бокового цилиндрического
отверстия диаметром
с/ = А./(гл2)
(формула предложена В.Н. Даниловым).
При контроле двумя наклонными преоб-
разователями дифракционно-временным
методом амплитуда сигнала дифракцион-
ного рассеяния на краю тонкого верти-
кального дефекта на порядок больше.
Второй механизм - рассеяние на не-
ровной поверхности плоскостного дефек-
та. Оно тем больше, чем больше параметр
Рэлея-.
Р&-2ка cose,
где к - волновое число; о - среднее квад-
ратическое значение высоты неровностей;
е - угол падения на дефект.
Рис. 2.42 показывает, как влияет на
отражение и рассеяние упругих волн па-
раметр Рэлея [350]. На рис. 2.42, а приве-
дена экспериментальная кривая отноше-
ния амплитуд зеркально отраженных эхо-
сигналов от шероховатой и гладкой по-
верхностей в зависимости от параметра
Рэлея. При его значениях, меньших 1, про-
исходит уменьшение амплитуды не более
чем на 4 дБ, а при R = 2 амплитуда
отражения от шероховатой поверхности
на 20 дБ меньше, чем от гладкой.
На рис. 2.42, б представлено отноше-
ние амплитуд обратного (т.е. назад к пре-
образователю) и зеркального отражений.
При малых значениях параметра Рэлея
сигнал обратного отражения очень мал, а
при значениях параметра Рэлея порядка
2,5 отраженный и рассеянный сигнал при-
близительно одинаковы.
Исследования В.Г. Щербинского так-
же показали, что реальные трещины мож-
но разделить на две группы, для которых
параметр Рэлея < 1 (с гладкой поверхно-
стью) и > 1 (с неровной поверхностью). К
первой группе относятся поперечные тре-
щины сварных соединений, усталостные
трещины и многие (24 %) горячие трещи-
ны, т.е. возникшие при высоких темпера-
турах. Такие трещины можно обнаружить
только при зеркальном (или почти зер-
кальном) отражении УЗ-лучей либо по
дифракционным сигналам от кончиков
трещины. Трещины второй группы удается
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
193
Рис. 2.42. Отражения от шероховатой и гладкой поверхностей
(границ твердого полупространства) в зависимости от параметра Рэлея PR:
а - отношение амплитуд зеркально отраженных сигналов от шероховатой и гладкой Аг
поверхностей; б - отношение амплитуд обратного Ло6р и зеркального А, сигналов
(частоты 1,8 и 2,5 МГц, углы а = 30 и 40°)
выявить по рассеянному отражению при
контроле по совмещенной схеме.
В [350] с использованием литератур-
ных источников сопоставлены теоретиче-
ские (см. разд. 1.1.4) и экспериментальные
данные по отражению от ширины d тонко-
го зазора, имитирующего тонкую трещину
в стали (см. рис. 1.24). Коэффициент от-
ражения начинает уменьшаться при зна-
чениях df (f- частота), на два-три порядка
больших, чем предсказывает теория. На
Рис. 2.43. Зависимость коэффициента
отражения продольных воли Ru от
величины сжимающей нагрузки р на
частоте 1 и 2 МГц (соответственно
кривые 1 и 2)
частоте 4 ... 5 МГц практически не выяв-
ляются заполненные воздухом трещины
раскрытием 1 ... 2 мкм. Сжатие зазора
давлением р ухудшает отражательную
способность (рис. 2.43), особенно если
зазор заполнен, например, окислами.
При контроле может возникнуть си-
туация, когда в акустическое поле преоб-
разователя попадает несколько дефектов.
Суммарный сигнал может быть как боль-
ше, так и меньше эхосигнала от одиночно-
го дефекта (если их отражательные спо-
собности примерно одинаковы). В.С. Гре-
бенником [97] этот вопрос рассмотрен
применительно к группе угловых отража-
телей (трещин вблизи поверхности).
К.Е. Аббакумовым и О.А. Шерманом
[424, докл. 7.10] теоретически рассмотрен
вопрос об отражении поперечных волн от
тонких несплошностей типа трещин с
взаимодействующими границами, т.е. час-
тично пропускающих УЗ. Установлено,
что, пока угол падения меньше третьего
критического, отражение качественно
сходно с отражением от свободной по-
верхности. При больших углах падения
амплитуда отраженной волны убывает,
достигая минимума при угле 45°.
194
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.2.2.5. Огибающие эхосигналов
Представленные выше формулы аку-
стического тракта в основном позволяют
рассчитать максимальную амплитуду эхо-
сигнала от отражателя. При перемещении
преобразователя над дефектом (рис. 2.44)
амплитуда эхосигнала изменяется. Рас-
стояние от преобразователя до отражателя
и время пробега импульса t также будут
изменяться. Соответственно, перемещает-
ся эхосигнал на линии развертки.
Линия, соединяющая вершины эхо-
сигналов на экране дефектоскопа при пе-
ремещении преобразователя, называется
временной огибающей. Изменение ампли-
туды эхосигнала в функции от перемеще-
ния х преобразователя по поверхности
изделия называют огибающей по переме-
щению, или пространственной огибаю-
щей. На рис. 2.44, а и б огибающие по
времени t показаны сплошными линиями,
а по перемещению х - пунктирными.
Рис. 2.44. Огибающие при перемещении
ПЭП над различными дефектами
Пространственная огибающая позво-
ляет судить о протяженности дефекта.
Сравнение временной и пространственной
огибающих дает важные сведения о де-
фекте, особенно при контроле наклонным
преобразователем (рис. 2.44, в). Если де-
фект развит по высоте (такие дефекты
часто бывают трещинами, и они наиболее
опасны), то при движении преобразовате-
ля расстояние от него до дефекта будет
сильно изменяться и временная огибаю-
щая расширится.
Если дефект горизонтальный (рас-
слоение), то расстояние от преобразовате-
ля до него будет оставаться практически
постоянным, а временная огибающая уз-
кой. Пространственные огибающие для
обоих дефектов будут практически одина-
ковыми. Чтобы учесть ширину временной
огибающей, возникающей вследствие рас-
крытия диаграммы направленности пре-
образователя, сравнивают временные оги-
бающие от дефекта и от бокового цилинд-
рического отверстия, расположенного на
той же глубине (рис. 2.44, г).
2.2.3. Помехи эхометода и способы
борьбы с ними
Помехами называют возмущения, на-
кладывающиеся на принимаемый сигнал и
мешающие его приему. Шумом считают
помехи, случайные по амплитуде, времени
прихода, фазе колебаний. Помехами эхо-
метода в более узком смысле называют
мешающие приему полезных сигналов
импульсы, не меняющие своего положе-
ния во времени относительно зондирую-
щего импульса при неизменных условиях
контроля.
Различают аддитивные и мультипли-
кативные помехи. Аддитивные склады-
ваются с полезным сигналом, а мультип-
ликативные перемножаются с ним. При-
меры источников мультипликативных
помех: изменение качества акустического
контакта, локальные изменения коэффи-
циента затухания. Рассматриваемые далее
помехи относятся к аддитивным.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
195
2.2.3.1. Внешние шумы
Импульсы внешних шумов имеют
электрическую или акустическую приро-
ду. Электрические шумы связаны с рабо-
той электроконтакторов, близко располо-
женной сварочной аппаратуры и др. Аку-
стические шумы встречаются гораздо ре-
же, они возникают в результате ударов по
ОК. Например, контролю рельсов с помо-
щью вагона-дефектоскопа мешают удары
колес о рельсовые стыки.
Электрические шумы уменьшают эк-
ранированием и заземлением прибора,
соединительного кабеля и преобразовате-
ля, однако полностью подавить их таким
образом не удается. Электрические им-
пульсы поступают также через цепь пита-
ния прибора, поэтому для их подавления
вводят фильтр высоких частот в блок пи-
тания, применяют автономные источники
питания.
Внешние электрические и акустиче-
ские шумы имеют свой частотный спектр,
не связанный со спектром полезного сиг-
нала, поэтому подавлению их способству-
ет сужение полосы частот, принимаемых
дефектоскопом.
Эффективны способы борьбы с
внешними шумами, использующие слу-
чайность времени появления шумов. Ав-
томатический сигнализатор дефектов на-
страивают так, чтобы он отмечал только
регулярно повторяющиеся сигналы, при-
ходящие на один и тот же участок линии
развертки. Вероятность того, что внешние
шумы при этом будут зафиксированы, тем
меньше, чем больше число импульсов, от
которых срабатывает сигнализатор дефек-
тов. Однако увеличение числа импульсов
уменьшает производительность автомати-
ческого контроля.
2.2.3.2. Помехи дефектоскопа
Шумы электрических цепей. В
электронных элементах на входе прием-
ника-усилителя дефектоскопа происходят
хаотические изменения электрических
потенциалов и токов, которые ограничи-
вают минимальное значение усиливаемого
сигнала £7тш [311]. Тепловые колебания
носителей электрических зарядов в рези-
сторе с сопротивлением R при абсолютной
температуре Т порождают тепловые шу-
мы, среднее значение квадрата напряже-
ния которых равно
U2 = ARk'Tkf,
где к - постоянная Больцмана; Д/- полоса
частот, в пределах которой измеряют
флуктуации напряжения. Тепловые шумы
имеются также в полупроводниковых
приборах, пьезоэлементах. Обычно ^U2
<10 мкВ, но в некоторых дефектоскопах
значительно превышают эту величину.
Тепловые шумы, как правило, меньше
структурных помех (см. разд. 2.2.3.5), по-
этому для их снижения достаточно при-
менить малошумящие входные элементы.
Использование фазомодулирован-
ных импульсов для подавления шумов.
Эффективный способ борьбы с внешними
шумами и шумами дефектоскопа - ис-
пользование фазомодулированных им-
пульсов. Фазу в зондирующем импульсе
изменяют по определенному закону.
Обычно изменение фазы выполняют по
коду Баркера или по /И-последователь-
ности [14, 57]. Из принимаемых эхосигна-
лов автоматически отбираются только те,
у которых изменение фазы происходит по
заданному закону.
Полупериоды импульса налагают
друг на друга с учетом изменения фазы.
В результате полезный суммарный им-
пульс в несколько раз увеличивает ампли-
туду и выделяется по сравнению с шума-
ми (см. разд. 4.15).
Ложные сигналы от предыдущей
посылки. К помехам дефектоскопа отно-
сятся также ложные сигналы от предыду-
щей посылки зондирующего импульса. В
материале ОК с малым затуханием ранее
посланный импульс не успевает в доста-
точной мере ослабиться, и какое-то его
отражение в ОК видно на экране во время
196
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
излучения следующего зондирующего
импульса и приема эхосигналов, связан-
ных с ним. Эти помехи устраняют,
уменьшая частоту посылок.
Во многих дефектоскопах интервалы
времени между посылками импульса са-
мопроизвольно варьируются в узких пре-
делах. Тогда сигналы от предыдущей по-
сылки немного перемещаются по линии
развертки (дрожат), что позволяет их от-
личить от других сигналов.
2.2.3.3. Помехи преобразователя
При контроле по совмещенной схеме
контактным способом после зондирующе-
го импульса наблюдают отражения УЗ-
импульсов (иногда многократные) в пье-
зоэлементе, протекторе, демпфере, приз-
ме. Это помехи преобразователя. По мере
удаления во времени от зондирующего
импульса они уменьшаются и исчезают.
При контроле преобразователем с акусти-
ческой задержкой (иммерсионной жидко-
стью, призмой) помехи, непосредственно
следующие после зондирующего импуль-
са, не мешают контролю, так как в это
время УЗ-импульс распространяется не в
ОК. Однако в данном случае выявлению
дефектов вблизи поверхности ввода ме-
шают интенсивный импульс, отраженный
от этой поверхности (начальный импульс),
и сопровождающие его многократные от-
ражения в элементах преобразователя.
Такой импульс (уменьшенный по ампли-
туде) наблюдают даже при наклонном
падении пучка на контактную поверх-
ность, поскольку падающая волна являет-
ся не безграничной плоской волной, а
пучком лучей, имеющим боковые лучи, в
том числе перпендикулярные к поверхно-
сти.
При ручном контроле помехи преоб-
разователя отличают от полезного сигнала
по тому признаку, что они не перемеща-
ются по линии развертки во время движе-
ния преобразователя по поверхности из-
делия, в то время как сигналы от дефектов
перемещаются по линии развертки. Одна-
ко вести контроль в присутствии этих по-
мех очень трудно (в автоматическом ре-
жиме невозможно), поэтому рассматри-
ваемые помехи стремятся подавить при
разработке преобразователя. При контроле
по раздельной схеме многократные отра-
жения в излучателе не попадают на при-
емник, поэтому помехи преобразователя
минимальны.
2.2.3.4. Ложные сигналы
Ложными называют сигналы, свя-
занные с отражениями УЗ от поверхно-
стей и других элементов ОК, мешающие
правильной оценке полезной информации.
Ложный сигнал может быть принят за по-
лезный (отражение от дефекта) или может
наложиться на полезный сигнал и в ре-
зультате интерференции изменить его ин-
формативные характеристики.
Ложные сигналы от выступов и
выемок на поверхности ОК чаще всего
возникают при контроле наклонным пре-
образователем. При контроле по схеме,
показанной на рис. 2.45, а, появляются
ложные сигналы, отраженные от двугран-
ного угла D (положение преобразователя
А) или от радиусного перехода или вер-
шины угла Е (положение В). В связи с
этим данный участок изделия лучше кон-
тролировать из положения С. Однако в
последнем случае также возникает более
слабый, чем раньше, сигнал, связанный с
дифракционным рассеянием на ребре угла
Е. Чем резче изменение профиля поверх-
ности, тем больше амплитуда этих волн.
Помехи вызывают также трансфор-
мированные волны: от ребра Е распро-
страняются поверхностные волны, кото-
рые могут породить дополнительные лож-
ные сигналы. Например, вдоль поверхно-
сти ED идет поверхностная волна, которая
при многократном прохождении отража-
ется от ребер Е и D, частично трансфор-
мируясь в объемные волны. В результате
после дифракционного эхосигнала от точ-
ки Е возникает серия слабых дополни-
тельных ложных сигналов.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
197
Ложные сигналы рассматриваемого
типа появляются также вследствие отра-
жения и дифракции от провисания Р или
валика Q сварного шва (положения преоб-
разователя R и S на рис. 2.45, б). При уг-
лах ввода 35 ... 55° возникают ложные
сигналы, связанные с зеркальным отраже-
нием от поверхности в некоторой точке F.
Максимальной амплитуды этот ложный
сигнал достигает, когда луч падает на по-
верхность провисания перпендикулярно.
При больших углах ввода (положение G)
зеркальное отражение не возникает, одна-
ко остаются более слабые эхосигналы от
дифракции на ребрах М и L. Дифракция
порождает также слабые поверхностные
волны, распространяющиеся вдоль дуги
LM.
Ложные сигналы возникают даже в
результате отражения от локальных меха-
нически напряженных зон ОК, где ско-
рость звука изменяется. Например, на-
блюдают эхосигналы от тех участков по-
верхности оси, на которую напрессована
втулка (рис. 2.45, в), где максимален гра-
диент напряжения (эпюра напряжений
показана штриховкой), а именно: от точек
вблизи краев втулки.
Ложные сигналы перемещаются по
линии развертки (как и сигналы от дефек-
тов) при движении преобразователя.
Действенный способ идентификации
рассмотренных ложных сигналов основан
на изменении их амплитуды при демпфи-
ровании, т.е. нажатии пальцем или тампо-
ном, смоченным в масле, на точку, от ко-
торой отражается луч или через которую
проходит поверхностная волна, вызываю-
щая ложный сигнал. Этот прием называют
пальпированием. Очень хорошо демпфи-
руется таким образом поверхностная вол-
на рэлеевского типа, несколько хуже -
поперечная волна вертикально-поляризо-
ванная при наклонном падении и про-
дольные волны при перпендикулярном
или наклонном падении на поверхность.
Практически не реагируют на нажа-
тие головная волна и поперечная волна, в
которой колебания происходят параллель-
Рис. 2.4S. Возникновение ложных
сигналов при контроле наклонными
преобразователями
но демпфируемой поверхности. Например,
нажимая пальцем на провисание сварного
шва (см. рис. 2.45, б), выделяют импульс
ложного сигнала, который меняет свою
амплитуду. Возможно, однако, распро-
странение поперечной волны вдоль радиу-
са цилиндрической поверхности провиса,
тогда пальпирование не изменяет ампли-
туду эхосигнала. Отметим, что по той же
причине не реагирует на пальпирование
отражение поперечной волны от вогнутой
цилиндрической поверхности СО-3.
При отражении вертикально поляри-
зованной поперечной волны от двугранно-
го угла (точка D на рис. 2.45, а) пальпиро-
вание уменьшает амплитуду эхосигнала
(на 0,5 ... 1 дБ), если пальпировать ниж-
нюю поверхность. Пальпирование верти-
кальной поверхности уменьшает амплиту-
ды эхосигнала при углах падения на эту
поверхность больше третьего критическо-
го (33° для стали).
Если угол падения меньше третьего
критического, то амплитуда отражения от
198
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
двугранного угла при пальпировании даже
увеличивается. Это объясняется тем, что
при углах, меньших третьего критическо-
го, поперечная волна при отражении от
свободной поверхности трансформируется
в продольную. Если поверхность слабо
нагружена, как при пальпировании,
трансформация в продольную волну
уменьшается (рассмотрено В.Н. Данило-
вым).
Таким образом, при контроле на-
клонными преобразователями с углами
<60° пальпирование вертикальной поверх-
ности вызывает уменьшение амплитуды
эхосигнала. В то же время при контроле
наклонными преобразователями с углами
>65° (90° - 65° = 25° < 33°) пальпирование
вертикальной поверхности увеличивает
амплитуды эхосигнала.
Если нет доступа к поверхности, от-
ражение от которой порождает ложные
сигналы, а также при автоматическом
контроле, использование пальпирования
для выделения ложных сигналов невоз-
можно. Тогда выявляемость дефектов,
импульсы от которых располагаются
вблизи ложных сигналов, зависит от раз-
решающей способности метода (см.
разд. 2.2.4.7): чем она выше, тем точнее
определяют координаты точки отражения
и тем меньше зона действия мешающего
ложного сигнала.
При контроле сварных соединений
основной способ отстройки от ложных
сигналов, связанных с провисом и вали-
ком, - точное определение координат от-
ражателя. Например, точка отражения F
(рис. 2.45, б) лежит за пределами интерва-
ла времени, соответствующего поступле-
нию эхосигналов от возможных дефектов
сварного соединения. Но это справедливо
при контроле прямым лучом, а дефекты,
обнаруженные однажды отраженным лу-
чом, можно спутать с отражением от про-
виса. Более подробно способы выделения
ложных сигналов от провисания будут
рассмотрены в разд. 5.1.2.1.
Таким образом, отстройку от ложных
сигналов осуществляют выбором более
удачных схемы и параметров контроля,
стробированием (и исключением из рас-
смотрения) тех участков развертки, где
возможно их появление. В тех случаях,
когда не удается отличить сигнал от де-
фекта и ложное отражение по их положе-
нию на линии развертки или другими рас-
смотренными способами, выявление де-
фекта оказывается возможным только с
применением амплитудной дискримина-
ции, т.е. фиксированием лишь тех сигна-
лов, уровень которых превышает уровень
ложных, но это удается, когда сигнал от
дефекта существенно (в 1,5 раза и более)
превосходит по амплитуде ложное отра-
жение.
Многократное отражение ложных
сигналов существенно расширяет зону их
действия, как было показано на примере
поверхностных волн, распространяющих-
ся вдоль дуги LM(cm. рис. 2.45, б).
Многократные отражения в иммер-
сионной жидкости между поверхностями
ОК и преобразователя возникают при кон-
троле иммерсионным способом. При ма-
лой толщине слоя жидкости эти отраже-
ния приходят раньше, чем донный сигнал
от ОК.
Для устранения подобных ложных
сигналов нужно увеличить толщину слоя
жидкости гж настолько, чтобы импульс,
соответствующий двукратному отраже-
нию в слое жидкости, приходил позднее,
чем донный сигнал: гж > сж/с, где г, -
толщина ОК; с и сж - скорости звука в ОК
и жидкости.
Влияние боковой поверхности ска-
зывается на распространении волн вблизи
поверхности ОК. Возникает интерферен-
ция прямо прошедшего сигнала с сигна-
лом, отраженным от боковой поверхности.
Способы отстройки от этого явления рас-
смотрены на рис. 2.46, а.
Для того чтобы возникла интерфе-
ренция прямого эхосигнала от дефекта и
импульса, испытавшего на пути от преоб-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
199
разователя до дефекта однократное отра-
жение от боковой поверхности, должны
одновременно выполняться два условия:
1) диаграмма направленности преобразо-
вателя должна быть настолько широкой,
чтобы интенсивный луч касался боковой
поверхности; 2) разница путей прямого и
отраженного лучей должна быть настоль-
ко малой, чтобы соответствующие им-
пульсы налагались друг на друга. Нару-
шение любого из этих условий устраняет
интерференцию эхосигнала с отражением
от боковой поверхности.
Первое условие отсутствия интерфе-
ренции определяет неравенство, следую-
щее из (1.29):
0 ® tgQ = m/(0,5Z) > 0О, » sin 0O>1 = пк/а ;
т > nlk/(2a).
Здесь угол 0о,| определяет ширину
диаграммы направленности преобразова-
теля; т - расстояние преобразователя от
боковой поверхности; 2а - размер пьезо-
пластины; и — числовой коэффициент, за-
висящий от ее формы. Для дискообразно-
го преобразователя п = 0,45 , поэтому ус-
ловие отсутствия интерференции запи-
шется в виде
т> 0,22/Х/а. (2.11)
Второе условие отсутствия интерфе-
ренции - несовпадение полезного и лож-
ного сигналов во времени. Его определяет
неравенство
2^Q,25l2+m2 - l>ci,
где т - длительность импульса; с - ско-
рость продольных волн. При этом предпо-
200
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
лагается, что на пути от преобразователя
до дефекта и обратно интерферирующий
луч отражается от боковой поверхности
однократно. Считая т = АТ, получаем
m > 1,4л//Х .
Влияние боковой поверхности сказы-
вается на возникновении ошибок при из-
мерении амплитуды эхосигнала и опреде-
лении координат дефекта. Если в месте
расположения преобразователя непосред-
ственно над дефектом образуется интер-
ференционный минимум, то в поисках
максимума дефектоскопист сместит пре-
образователь в сторону и ошибочно ука-
жет расстояние m от дефекта до свободной
поверхности. По этой причине зону вбли-
зи боковой поверхности называют зоной
неуверенного контроля.
Если исследуют не отражение от де-
фекта, а донный сигнал (рис 2.46, б), то
ложный сигнал возникает в результате
отражения от двугранного угла. Условие
отсутствия интерференции донного сигна-
ла и сигнала от угла более жестки, чем в
случае отражения от боковой поверхности
и дефекта:
0 = т/> нАа ; т> 0,45/, X/а ;
+т2 -1г> ст ; т> .
При изготовлении образцов с искус-
ственными дефектами довольно часто до-
пускают ошибки, связанные с недооцен-
кой влияния боковой поверхности на эхо-
сигнал, вследствие чего получают непра-
вильные результаты при настройке аппа-
ратуры или экспериментах.
При контроле стержней и пластин
прямым преобразователем со стороны
торца (рис. 2.46, в) продольная волна рас-
пространяется вдоль двух свободных по-
верхностей, поэтому возникают ложные
сигналы и связанная с ними интерферен-
ция. Кроме того, образуются ложные сиг-
налы, вызываемые рассеянием УЗ на не-
ровностях поверхности.
Появлению ложных сигналов способ-
ствует трансформация излучаемой пря-
мым преобразователем продольной волны
в поперечную. Последняя распространяет-
ся под большим углом к поверхности, по-
вторно отражается и дает рассеянный
ложный сигнал в сторону преобразовате-
ля. При гладких боковых поверхностях
ОК это приводит к возникновению им-
пульсов-спутников после донного сигнала,
а при неровных - к появлению ложных
сигналов раньше донного сигнала. Это
рассмотрено в разд. 1.1.2 при обсуждении
рис. 1.12, б.
Ложные сигналы особенно интенсив-
ны, если на поверхности ОК имеются вы-
точки или уменьшение поперечного сече-
ния ОК (рис. 2.46, г). Отраженные от та-
ких участков сигналы, а также следующие
за ними импульсы-спутники препятствуют
контролю изделия позади участка.
Для борьбы с ложными сигналами,
связанными с трансформацией продоль-
ных волн, длинномерное изделие с отно-
шением длины /| к поперечному размеру d
lx/d>5
контролируют не прямым преобразовате-
лем с торца, а наклонным со стороны бо-
ковой поверхности (рис. 2.46, в). Послед-
нее условие получают из формулы (2.11),
положив наибольшее применяемое на
практике значение X / а = 0,5.
Помехи от поверхностной волны.
Такая волна, иногда возникающая при
контакте преобразователя с поверхностью
ОК, вызывает помехи в результате отра-
жения от краев (рис. 2.47, а). При контро-
ле PC-преобразователем ложный сигнал
вносится прохождением поверхностной
волны от излучателя к приемнику
(рис. 2.47, б). Отличительная особенность
помех от поверхностных волн - изменение
времени их прихода при перемещении
преобразователя относительно края ОК
или излучателя и приемника относительно
друг друга. Эти помехи уменьшаются при
увеличении диаметра преобразователя и
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
201
Рис. 2.47. Ложные сигналы от поверхностной волны
частоты, при изменении профиля неров-
ностей поверхности ввода.
2.2.3.5. Структурные помехи
Структурные помехи связаны с рас-
сеянием УЗ на структурных неоднородно-
стях, зернах материала. Их часто называ-
ют структурной реверберацией. Материа-
лы, состоящие из крупных сильно отра-
жающих ультразвук зерен (например, ли-
тая нержавеющая сталь), дают сигналы,
похожие на сигналы от дефектов. Такие
материалы контролировать эхометодом
удается только с применением компью-
терной обработки сигналов (см. разд.
2.2.4.5).
Если помехи образуются в результате
сложения слабых отражений от большого
количества мелких зерен, то на экране они
изображаются в виде большого количест-
ва импульсов, беспорядочно изменяю-
щихся по амплитуде и положению на ли-
нии развертки при движении преобразова-
теля по поверхности изделия. Их часто
называют "травой”. Ниже рассматрива-
ются главным образом именно такие
структурные помехи.
Структурные помехи в некоторых
металлах (вольфрам, алюминий) отсутст-
вуют или очень малы, так как мала упру-
гая анизотропия: скорость звука одинако-
ва (вольфрам) или почти одинакова (алю-
миний) по всем направлениям в кристалле
металла и отражения от границ зерен не
происходит. Структурные помехи также
малы в мелкозернистых металлах, когда
размеры зерен значительно меньше длины
волны УЗ. Структура измельчается при
обработке давлением (ковке, прокатке), а
для углеродистой стали - также при тер-
мообработке типа закалки. В анизотроп-
ных крупнокристаллических металлах,
например меди, аустенитной (нержавею-
щей) стали, структурные помехи могут
превышать донный сигнал. Обычно счи-
тают, что УЗ-контроль возможен, если
полезный сигнал, по крайней мере, вдвое
превышает уровень структурных помех.
Специальные методы обработки инфор-
мации позволяют принимать сигналы,
уровень которых меньше уровня помех
(см. разд. 2.2.4.5 и 4.15).
Статические закономерности фор-
мирования структурных помех. Им-
пульсы, образовавшиеся в результате рас-
сеяния УЗ на различных неоднородностях,
которые приходят к приемнику в один и
тот же момент времени, складываются. В
зависимости от случайного соотношения
фаз отдельных импульсов они могут вза-
имно усилить или ослабить друг друга. В
результате на экране прибора структурные
помехи имеют вид отдельных близко рас-
положенных пиков ("травы"), на фоне ко-
торых затруднено наблюдение полезного
сигнала (см. рис. 2.12, где "трава" меньше
полезных сигналов). Иногда амплитуда
пиков превышает донный сигнал, что ис-
ключает возможность применения эхоме-
тода без использования специальных спо-
собов обработки информации (см. разд.
2.2.4.5, 4.15, 5.1.3.1).
202
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Фазы импульсов, создающих струк-
турные помехи, распределяются случай-
ным образом, поэтому амплитуда струк-
турных помех на преобразователе в неко-
торый определенный момент времени
равновероятно имеет положительное или
отрицательное значение, а среднее значе-
ние амплитуды равно нулю. Дефектоскоп
регистрирует не знак, а абсолютную вели-
чину амплитуды, поэтому средний уро-
вень помех определяется средним квадра-
тическим значением амплитуды, которое
пропорционально квадратному корню из
средней интенсивности помех Jn [132]. В
дальнейшем будем рассматривать интен-
сивность помех и лишь при сравнении
помех с полезными сигналами переходить
к амплитуде.
Случайное соотношение фаз импуль-
сов, приходящих от различных структур-
ных неоднородностей, вызывает значи-
тельные отклонения интенсивности от
среднего уровня. Для надежного выявле-
ния дефектов интенсивность сигналов от
них должна превосходить не только J„, но
и утроенное значение среднего квадрати-
ческого отклонения от этого уровня:
J>Jn+3oy. (2.12)
Структурные помехи подчиняются
распределению Рэлея, для которого
О/ = J„. Это подставляют в (2.12), и для
перехода к амплитуде извлекают квадрат-
ный корень из интенсивности, в результа-
те получают условие выявления дефектов:
Р > 2РП,
где Рп - средний уровень амплитуды по-
мех. Таким образом, уровень амплитуды
структурных помех на экране дефектоско-
па будет изменяться от нуля до удвоенно-
го значения среднего уровня, и полезный
сигнал должен превосходить это значение,
как отмечалось выше.
Средний уровень структурных по-
мех определяют, используя энергетиче-
ское представление акустического поля
преобразователя. Вычисляют сигнал, при-
ходящий от элемента пространства, рас-
положенного вокруг некоторой точки В
(рис. 2.48). Затем полученное выражение
интегрируют по всей области пространст-
ва, занимаемой в данный момент времени
УЗ-импульсом, - зоне озвучивания (за-
штрихована). Далее, переходя от интен-
сивности к амплитуде, получают выраже-
ние для среднего уровня структурных по-
мех:
для ближней зоны
Рп0=рЛ^^е25г- (2.13)
2 у TtS
для дальней зоны
1 8П с ~S ,s,
о--------е ’ (2Л4)
2г у 2л
где Ро - амплитуда зондирующего им-
пульса; 8р - коэффициент рассеяния;
ст = Аг - пространственная длительность
импульса; 5 - площадь пьезоэлемента
преобразователя; г - расстояние от преоб-
разователя до зоны озвучивания.
При выводе формул (2.13) и (2.14)
был сделан ряд допущений. Предполага-
лось, что i\r « г , что излучение проис-
ходит в полубесконечное пространство со
статистически однородной структурой (т.
е. нет зон с сильно отличающейся струк-
турой), что рассеяние изотропно по всем
направлениям и что оно от каждого кри-
сталлита начинается в момент поступле-
ния к нему излученного импульса и кон-
чается одновременно с его окончанием.
Последнее из сделанных допущений
наиболее существенно. Оно, в частности,
означает, что не учитывается повторное
рассеяние УЗ-волн, уже претерпевших
однократное рассеяние на неоднородно-
стях среды. Например, считают, что
структурные помехи от точки В (см.
рис. 2.48) придут в момент времени, опре-
деляемый расстоянием АВ. В действи-
тельности сигнал от точки С, рассеянный
не в направлении на преобразователь, мо-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
203
жет рассеяться еще раз в точке D и придет
на преобразователь одновременно с сиг-
налом однократного рассеяния от точки В,
если удовлетворяется условие ACDA = 2АВ.
Это пример влияния двукратного рассея-
ния, однако существует также более слож-
ное многократное рассеяние.
Явлением многократного рассеяния
пренебрегают, когда 8Р Л < 0,02 (условие
В.Н. Данилова). Если это условие наруша-
ется в 3 - 5 раз, то повторное рассеяние
превалирует и почти вся картина распре-
деления помех на линии развертки дефек-
тоскопа формируется в результате много-
кратного рассеяния импульсов в зоне
крупнозернистого материала, располо-
женной вблизи преобразователя.
Уровень структурных помех на эк-
ране дефектоскопа. ПЭП - линейный
преобразователь сигналов, поэтому на
экране дефектоскопа наблюдают средний
уровень структурных помех, определяе-
мый теми же формулами (2.13) и (2.14).
Однако при контактном способе контроля
необходимо учитывать особенности про-
хождения структурных помех и эхосигна-
лов от дефектов через тонкий слой кон-
тактной жидкости.
Амплитуда эхосигналов от дефектов
очень сильно зависит от соотношения
толщины слоя и длины волны в нем (см.
разд. 1.1.4). В результате интерференции
волн в слое коэффициент прозрачности
изменяется в десятки раз. Однако этот
вывод в разд. 2.2.1.2 был сделан для не-
прерывного излучения, и отмечено, что
импульсный характер излучения сглажи-
вает осцилляции зависимости D от тол-
щины слоя.
Для структурных помех коэффициент
прозрачности слабее зависит от толщины
слоя. Это связано с тем, что уровень
структурных помех определяет не ампли-
туда, а интенсивность, пропорциональная
энергии прошедшего импульса, которая
равна произведению квадрата амплитуды
на длительность импульса. Энергия мень-
ше изменяется при изменении условий
интерференции в тонком слое. Если, на-
А
Рис. 2.48. К формированию
структурных помех
пример, коэффициент прозрачности
уменьшается, то, соответственно, падает
амплитуда, но возрастет длительность
импульса так, что энергия прошедшего
через слой импульса остается почти по-
стоянной. В результате электрический
уровень структурных помех на экране
слабо зависит от толщины слоя контакт-
ной жидкости при контроле контактным
методом.
Структурные помехи - основной по-
стоянно действующий фактор, ограничи-
вающий чувствительность контроля. Спо-
собы борьбы с ними будут рассмотрены в
разд. 2.2.4.5 и 4.15.
2.2.4. Основные параметры и
характеристики эхометода, способы их
оптимизации и проверки
2.2.4.1. Основные характеристики
и параметры эхометода
Основные параметры определяют
достоверность контроля. К их числу отно-
сятся такие величины, как частота, длина
волны, чувствительность, угол ввода и т.д.
Их нужно выбрать так, чтобы с мини-
мальной ошибкой оценить качество изде-
лия по результатам контроля. Различают
основные параметры аппаратуры и ме-
204
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.3. Взаимосвязанные параметры аппаратуры и метода
Параметры аппаратуры Параметры метода
Частота f МГц Длина волны А, мм
Угол призмы Р, град Угол ввода а, град
Погрешность глубиномера Точность измерения координат
Чувствительность: условная, мм или дБ абсолютная, дБ максимальная электрическая, дБ резерв чувствительности, дБ Чувствительность: уровень фиксации, мм2 поисковая, мм2 уровень браковки, мм2 реальная предельная, мм2 эквивалентная 2 порог чувствительности, мм максимальная глубина прозвучивания
Длительность: зондирующего импульса, мкс помех преобразователя, мкс Мертвая зона Лучевая разрешающая способность, мм
Размеры преобразователя, мм Направленность поля преобразователя, град Фронтальная разрешающая способность, мм
Параметры сканирования: шаг сканирования, мм скорость сканирования, мм/с Плотность сканирования, мм
Дисперсия опорного сигнала Стабильность акустического контакта
тода контроля. Первые (например, часто-
та, угол призмы) зависят только от дефек-
тоскопа и преобразователя, вторые (на-
пример, длина волны, угол ввода) - от
аппаратуры и контролируемого материала.
Характеристики метода контроля оп-
ределяют его возможности обнаруживать
дефекты и измерять их размеры, количе-
ство, местоположение. В табл. 2.3 приве-
дены взаимосвязанные параметры аппа-
ратуры и метода для эхометода контроля.
Их определения будут даны далее.
2.2.4.2. Длина волны и рабочая
частота колебаний
Понятия "длина волны" и "рабочая
частота" были определены в разд. 1.1.1 и
1.2.1. Повторим эти определения и уточ-
ним их. Рабочая частота - это частота ко-
лебаний f возбуждаемых преобразовате-
лем вместе с дефектоскопом. Длина волны
А - это расстояние, на которое колебания
распространяются в среде за период. Эти
параметры связаны зависимостью
где с - скорость распространения звука в
среде.
Допуск на отклонение рабочей часто-
ты установлен ГОСТ 14782-86: "Частота
ультразвуковых колебаний ... не должна
отличаться от номинального значения бо-
лее чем на 10 % в диапазоне свыше
1,25 МГц и более чем на 20 % в диапазоне
до 1,25 МГц". ГОСТ 26266-90 на УЗ-пре-
образователи допускает отклонение эф-
фективной частоты на 10 %, а по согласо-
ванию с заказчиком - на 20 %. EN 12668-2
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
205
требует, чтобы частота отличалась не бо-
лее чем на ±10 % от значения, указанного
изготовителем.
Вариация частоты может быть вы-
звана ошибками в изготовлении преобра-
зователя (особенно ошибками выбора ма-
териала и толщины пьезоэлемента), не-
правильным согласованием преобразова-
теля с электрическими цепями дефекто-
скопа (см. разд. 1.2.2), изменением качест-
ва акустического контакта с объектом кон-
троля. Последнее относится только к пря-
мым преобразователям, поскольку в них
пьезоэлемент отделен от ОК тонкими
слоями. Изменение толщины одного из
слоев (контактной жидкости) влияет на
режим колебаний. В наклонных преобра-
зователях пьезоэлемент отделен от ОК
толстой призмой, поэтому качество аку-
стического контакта не влияет на режим
колебаний пьезоэлемента и, в частности,
на его частоту.
Понятие "частота" требует уточнения
в связи с тем, что при контроле использу-
ются короткие импульсы, характеризуе-
мые спектром частот. Согласно дейст-
вующим стандартам рабочая частота оп-
ределяется по частоте максимума спектра
частот отраженного импульса. В действи-
тельности, однако, в формировании мак-
симума эхосигнала от дефекта участвует
не весь импульс, а только два периода ко-
лебаний с максимальными амплитудами.
С учетом этого следует определять мак-
симум спектра частот именно для этих
периодов колебаний [345]. Для некоторых
дефектоскопов и преобразователей отли-
чие измеренных таким образом частот
достигает 15 %.
При оперативной проверке дефекто-
скопа вместе с наклонным преобразовате-
лем частоту (точнее, длину волны) ГОСТ
14782-86 рекомендует проверять интер-
ференционным методом. Согласно этому
стандарту измерения выполняются с по-
мощью образца 00-4 (см. рис. 2.26), одна-
ко по исследованиям одного из авторов
такая проверка очень сложна и неточна.
Образец СО-4 имеет два параллель-
ных плоскодонных паза переменной глу-
бины. В осевой плоскости образца пазы
одинаковой глубины. Предусмотрена сле-
дующая процедура измерения. В осевой
плоскости находят положение преобразо-
вателя, соответствующее максимуму эхо-
сигнала от обоих пазов. Перемещают пре-
образователь вдоль пазов в двух направ-
лениях от осевой плоскости и определяют
четыре положения преобразователя, при
которых достигаются максимумы и мини-
мумы суммарного сигнала от обоих пазов.
Измеряют среднее расстояние АГ между
этими положениями. Длину волны опре-
деляют по формуле
X = 4\Lhll,
где I - ширина образца (120 мм); h - раз-
ность глубин пазов на краях образца
(2,5 мм). Частоту вычисляют по формуле
Предложенный способ имеет ряд не-
достатков. Большие эхосигналы от пазов
удается получить только для преобразова-
телей с углом ввода, равным углу образца
(50°). Трудно найти положения преобра-
зователя, при которых достигаются мак-
симумы и минимумы суммарного сигнала
при нестабильности эхосигнала, присущей
контактному способу прозвучивания.
Особенно трудно выявить положение
минимумов. Неясно, с чем связан мини-
мум: с интерференцией или ухудшением
качества контакта. Наконец, оценки пока-
зывают, что для достижения погрешности
определения частоты в 10 % необходимо
обеспечить точность измерения Л/, по-
рядка 0,08 мм. Сделать это с помощью
масштабной линейки невозможно.
Значительно удобнее и точнее способ
с помощью жидкостного интерферомет-
ра, реализованный в комплекте уст-
ройств НПО "ЦНИИТмаш" [234]. Два
отражателя в жидкости (рис. 2.49) повора-
чивают вокруг точки ввода преобразова-
теля, добиваясь максимального эхосигна-
ла. Затем их взаимно перемещают микро-
206
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.49. Измерения частоты на
жидкостном интерферометре из
комплекта КУ
метрическим винтом. Наблюдают появле-
ние максимумов эхосигналов, когда рас-
стояние до отражателей одинаково или
когда расстояние Ah между ними равно
целому числу полуволн. По шкале изме-
ряющего микрометра (индикатора часово-
го типа) определяют среднее Ah из двух
значений: большего и меньшего нуля.
Частоту f рассчитывают по формуле
/ = с/(2ДЛ),
где с - скорость звука в жидкости интер-
ферометра, измеряемая по перемещению
отражателя с помощью того же часового
индикатора. Оценки показывают, что при
точности индикатора часового типа 0,1 мм
погрешность измерения максимальной
частоты 5 МГц (наихудший вариант) < 5 %,
т.е. выше, чем требует ГОСТ 14782-86.
EN 12668-2 рекомендует измерять
верхнюю и нижнюю частоты на уровне
6 дБ от максимального значения в спектре
импульса, а рабочую частоту определять
как среднее геометрическое из этих двух
значений. По нашим данным полученное
таким образом значение частоты занижено
до 10 % по сравнению с частотой макси-
мума спектра для двух периодов колеба-
ний с максимальными амплитудами.
Отклонение рабочей частоты от но-
минального значения оказывает наимень-
шее влияние на воспроизводимость ре-
зультатов контроля при настройке чувст-
вительности по отражателям в виде сферы
или бокового цилиндрического отверстия,
а наибольшее при настройке по фокуси-
рующей сферической или цилиндрической
поверхности (например, по СО-3).
2.2.4.3. Угол ввода луча при
контроле эхометодом
По определению, данному в ГОСТ
14782-86, угол ввода наклонного преобра-
зователя а - это угол между нормалью к
поверхности, на которой установлен пре-
образователь, и линией, соединяющей
центр цилиндрического отражателя с точ-
кой выхода преобразователя при установ-
ке преобразователя в положение, при ко-
тором амплитуда эхосигнала от отражате-
ля наибольшая. Таким образом, в самом
определении указан способ измерения.
Обычно в качестве отражателя использу-
ют отверстие диаметром 6 мм в СО-2.
Точку выхода наклонного преобразо-
вателя О определяют по СО-3 (см.
рис. 2.25), находя максимум эхосигнала от
вогнутой полуцилиндрической поверхно-
сти СО-3 (см. рис. 2.50, б). Точка выхода
при этом располагается над осевой линией
полуцилиндра. Положение точки выхода
отмечают рисками на боковых поверхно-
стях преобразователя. Для прямого преоб-
разователя считают, что точка выхода
обычно довольно точно совпадает с гео-
метрическим центром преобразователя,
поэтому ее часто не определяют. Однако
EN 12668-2 рекомендует такую проверку,
используя стандартные образцы, подоб-
ные СО-2 и СО-3 (см. ниже).
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
207
Далее, перемещая наклонный преоб-
разователь по СО-2, находят его положе-
ние, соответствующее максимуму эхосиг-
нала от отверстия диаметром 6 мм (см.
рис. 2.50, а). Преобразователи с углами
ввода < 70° перемещают по верхней по-
верхности на рис. 2.24, от которой отвер-
стие находится на расстоянии у = 44 мм, а
преобразователи с углами ввода > 70° - по
нижней поверхности, от которой отвер-
стие расположено на расстоянии 15 мм.
СО-2 имеет шкалы с обозначениями
углов ввода. Нужно считывать значение
угла под риской, соответствующей точке
выхода. Если скорость звука в металле
изделия сильно отличается от скорости в
образце СО-2, то следует использовать
вместо СО-2 образец СО-2А из материала
контролируемого изделия. Конструкция
этого образца аналогична СО-2.
ГОСТ 26266-90 на УЗ-преобра-
зователи разрешает некоторые отклонения
угла ввода от номинального значения. Для
преобразователей с углами ввода < 60° для
третьей (лучшей) группы качества для
стали 45 допускается отклонение от номи-
208
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.51. Использование СО V-1 для проверки дефектоскопа
нального значения угла ±1,5°. Для преоб-
разователей второй группы качества также
предусмотрено отклонение ±1,5°, а по со-
гласованию с заказчиком ±2°. Для преоб-
разователей первой группы качества до-
пускается отклонение ±3°, а по согласова-
нию с заказчиком ±5°.
Для преобразователей с номиналь-
ным значением угла ввода >60° для треть-
ей группы качества предусмотрено откло-
нение угла на ±2° (а по согласованию ±3°),
для второй группы качества - отклонение
угла на ±3° (а по согласованию ±5°).
Отклонение точки выхода от номи-
нального значения разрешается в ±1 мм
для преобразователя третьей группы каче-
ства. Для преобразователей второй группы
качества допускается отклонение также в
±1 мм, а по согласованию с заказчиком
±2 мм. Для преобразователей первой
группы качества положение точки ввода
изготовителем не устанавливается.
EN 12668-2 допускает смещение точ-
ки выхода не более чем на 1 мм, отклоне-
ние акустической оси от нормали для
прямого преобразователя < 2° и такое же
отклонение для угла ввода наклонного
преобразователя.
Уточним определение, рассмотрен-
ное выше. Найденная с помощью СО-3
точка выхода преобразователя фактически
не точка, а линия {линия выхода), прове-
денная поперек контактной поверхности
призмы преобразователя. Именно линия
выхода располагается над осевой линией
полуцилиндра, когда достигается макси-
мум эхосигнала от вогнутой полуцилинд-
рической поверхности СО-3. Риски на бо-
ковых поверхностях ПЭП отмечают точки
пересечения линии выхода с боковыми
поверхностями призмы преобразователя.
Если преобразователь имеет пьезо-
элемент большого размера, такого, что
ширина преобразователя больше ширины
СО-2 и СО-3 (30 мм) или протяженность
его ближней зоны N [ N ® где 5 -
площадь пьезоэлемента; Л. - длина волны в
образце (см. разд. 1.3)] больше 0,65 рас-
стояния до отражателей г' или г" (см.
рис. 2.50), то СО-2 и СО-3 использовать
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
209
нельзя. В этом случае применяют образцы
большего размера с такими же отражате-
лями. Поскольку в образце, подобном
СО-2, обычно нет шкалы углов (как на
рис. 2.50, а), то, найдя максимум эхосиг-
нала, измеряют расстояние X и, зная глу-
бину залегания дефекта У, рассчитывают
угол а:
а = arctg(A7E).
Ha рис. 2.51 и 2.52 показаны способы
определения точки выхода и угла ввода по
образцам V-1 и V-2. Наличие вогнутых
цилиндрических поверхностей с радиуса-
ми R = 25 ... 100 мм позволяет выбрать
оптимальное значение для определения
точки выхода в зависимости от размеров и
длины ближней зоны преобразователя (на
рис. 2.51, «-положение преобразователя/,).
Углы ввода определяют по отраже-
нию от отверстия диаметром 5 мм в V-2,
диаметрами 1,5 и 50 мм в V-1. На рис. 2.51
и 2.52 эти положения преобразователя
обозначены литерой М. Цифры около ли-
теры М указывают максимальные углы
ввода преобразователей, для которых ре-
комендуются показанные его положения.
Большой диаметр отверстия в V-1 и плек-
сигласовая вставка в нем не снижают точ-
ности измерения.
Угол ввода наклонного преобразова-
теля уменьшается с увеличением глубины
залегания отражателя. Это объясняется
тем, что в расходящемся пучке лучей,
идущем от преобразователя, луч с углом
а' < а (рис. 2.53) проходит меньший путь
до отражателя г' < г и, следовательно,
сигнал меньше ослабляется. Определяя
положение преобразователя, соответст-
вующее максимуму эхосигнала от отвер-
стия, мы выберем не положение А, а по-
ложение В на рис. 2.53. Таким образом,
максимум излучения смещается в сторону
меньших углов ввода. Это явление назы-
вается квазиискривлением акустической
оси. Чем больше коэффициент затухания
УЗ в материале изделия, тем заметнее
подрастание амплитуды сигнала, идущего
по более короткому пути, тем заметнее
Рис. 2.52. Использование СО V-2 для
проверки дефектоскопа
квазиискривление. Чем шире диаграмма
направленности преобразователя (напом-
ним, что она расширяется с уменьшением
отношения диаметра пьезоэлемента к
длине волны), тем в больших пределах
изменяется угол.
Значение угла ввода для небольших
глубин залегания отражателей, когда опи-
санное явление малозаметно, практически
совпадает с углом наклона акустической
оси а0 (см. разд. 1.3.2). Угол наклона аку-
стической оси всегда больше или равен
углу ввода. Чтобы учесть явление квазии-
скривления и повысить точность измере-
ния координат дефектов, ГОСТ 14782-86
рекомендует при толщине изделия
> 100 мм определять угол ввода и на-
страивать дефектоскоп на измерение ко-
ординат дефекта не по СО-2, а по СОП с
увеличенной глубиной залегания отража-
теля.
Повышение температуры увеличива-
ет угол ввода. Это связано с изменением
скорости УЗ. Скорость уменьшается одно-
временно в металле ОК и призме преобра-
зователя, но в пластмассе, из которой сде-
лана призма, уменьшение скорости гораз-
до больше (см. разд. 1.1.3), поэтому со-
гласно закону синусов (закону Снеллиуса)
а = arcsin[(cH/cn)sinp] (си и сп - скорости
звука в изделии и призме) с повышением
температуры угол а увеличивается. Это
особенно заметно, когда угол ввода при-
ближается ко второму критическому. В
связи с этим проверку угла ввода или нас-
210
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.53. К уменьшению угла ввода с увеличением
глубины залегания отражателя
тройку дефектоскопа на измерение коор-
динат проводят при температуре контро-
ля. Для преобразователей с углом ввода
> 70° это требование, согласно ГОСТ
14782-86, обязательно.
Изменение угла возникает также, ес-
ли скорость звука в изделии отличается от
скорости его в образце, по которому изме-
ряли угол ввода. Связанная с этим по-
грешность измерения угла должна быть
<2 ... 3 %. При нарушении этого условия
следует использовать СО-2 А вместо СО-2.
При измерениях на СО-2 возможны
ошибки, связанные с тем, что происходит
не прямое отражение от отверстия диа-
метром 6 мм, а отражение от угла между
отверстием и боковой поверхностью об-
разца. Амплитуда такого отражения может
быть даже больше, чем прямого отраже-
ния. Перед началом измерений следует
отметить положения преобразователя,
соответствующие прямому отражению и
отражениям от углов.
Обычно угол ввода наклонного пре-
образователя совпадает с рассчитанным
по формуле синусов, а точка выхода, из-
меренная на СО-3, совпадает с точкой пе-
ресечения геометрической оси пьезопла-
стины с контактной поверхностью (точ-
ка О на рис. 2.15). Однако для преобразо-
вателя с большими углами наклона на-
блюдаются уменьшение угла ввода по
сравнению с расчетным значением и сме-
щение измеренной точки выхода в на-
правлении увеличения стрелы преобразо-
вателя (положение преобразователя, отме-
ченное на рис. 2.50, б штриховыми ли-
ниями).
Это можно объяснить, если учесть,
что представление о точке выхода на-
клонного преобразователя как о центре, от
которого расходятся УЗ-лучи, очень при-
ближенно. Более точно рассматривать аку-
стическое поле как формирующееся в
призме преобразователя (рис. 1.53, 6),
причем считать (в плоскости падения), что
этот пучок лучей расходится от центра
пьезопластины и каждый луч падает на
границу с ОК под своим углом.
Поскольку в области вблизи второго
критического угла коэффициент прозрач-
ности быстро уменьшается с увеличением
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
211
угла падения (см. рис. 1.17 и 1.18), в пре-
ломленном поле максимум амплитуды
сместиться от акустической оси к лучам с
меньшими углами падения, как показано
на рис. 1.27. Этим лучам соответствуют
увеличенное значение стрелы наклонного
преобразователя и уменьшение угла ввода
по сравнению с рассчитанным по закону
синусов. Увеличению амплитуды отме-
ченных лучей также способствует то, что
они проходят меньший путь в призме пре-
образователя - материале с большим ко-
эффициентом затухания.
Определение точки выхода на СО-3
из стали можно выполнять при контроле
не только стальных изделий, но и ОК из
других материалов. Однако с учетом опи-
санного явления увеличения стрелы пре-
образователя ГОСТ 14782-86 рекомендует
для определения точки ввода при контро-
ле изделий из материалов, скорость звука
в которых меньше, чем в стали, а угол па-
дения волны близок ко второму критиче-
скому в стали, изготовить образец СО-ЗА
из контролируемого материала.
В большинстве стран для определе-
ния точки выхода вместо СО-3 использу-
ют образцы V-1 и V-2. В [425, с. 554/317]
обращается внимание на то, что точка вы-
хода наклонного преобразователя изменя-
ется в зависимости от материала стан-
дартного образца V-2, хотя из геометриче-
ских построений следует, что ее положе-
ние не должно зависеть от материала об-
разца. Наблюдались также разные поло-
жения точки выхода при настройке по
вогнутым цилиндрическим поверхностям
радиусами 25 и 50 мм образца V-2. Явле-
ние это, по-видимому, связано с тем, что
малые радиусы цилиндрических поверх-
ностей близки к ближней зоне преобразо-
вателей, а также с тем, что, как отмечалось
выше, истинный центр излучения нахо-
дится не на призме преобразователя, а на
его пьезопластине.
Для прямого преобразователя госу-
дарственные стандарты и другие НТД
обычно не предусматривают определение
точки выхода и угла ввода (его называют
углом скоса), поскольку предполагается,
что точка выхода совпадает с геометриче-
ским центром пьезопластины, а направле-
ние акустической оси перпендикулярно к
поверхности ввода. Однако для некоторых
пьезопластин плохого качества наблюда-
ется неравномерность пьезосвойств по
площади, в результате чего искажается
акустическое поле. В связи с изложенным
перед началом использования каждого
прямого преобразователя целесообразно
проверить смещение точки выхода и пер-
пендикулярность акустической оси к его
рабочей поверхности. Проверку по схеме
на рис. 2.50, в выполняют дважды с пово-
ротом преобразователя вокруг оси на 90°.
В КУ [234] имеется соответствующий
образец.
EN 12668-2 для прямого преобразо-
вателя рекомендует проверять смещение
акустического центра от геометрического
центра и угол скоса. Смещение центра
проверяют, используя стандартный обра-
зец, подобный СО-3. Перемещая преобра-
зователь по плоской поверхности вдоль
продольной оси образца и вращая его, на-
ходят максимум эхосигнала, при этом все
лучи в плоскости, параллельной боковой
поверхности образца, отражаются от его
цилиндрической поверхности под прямы-
ми углами. Акустический центр находится
над пересечением двух отмеченных осе-
вых линий. Угол скоса проверяют по мак-
симумам эхосигналов от боковых цилинд-
рических отверстий на разной глубине с
разворотом преобразователя на 90°. По
мнению авторов, можно использовать од-
но отверстие, как в СО-2.
ГОСТы и другие российские НТД
также не предусматривают проверку аку-
стического поля наклонного преобразова-
теля в дополнительной плоскости. Однако
перед началом использования каждого
наклонного преобразователя целесообраз-
но проверить, что осевая плоскость аку-
212
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
стического поля в дополнительной плос-
кости параллельна боковым поверхностям
призмы или имеется угол скоса. Для этой
цели используют образец из КУ, показан-
ный на рис. 2.50, г.
Преобразователь должен быть ориен-
тирован параллельно оси образца. Находят
положение, соответствующее максимуму
эхосигнала от угла между вертикальным
отверстием и донной поверхностью об-
разца. Если при этом осевая плоскость
преобразователя располагается над осью
О'О", то угол скоса отсутствует. Если
преобразователь пришлось сместить отно-
сительно оси образца, следует ввести по-
правку на угол скоса и учитывать ее при
измерении координат дефектов.
Для преобразователей с углами ввода
>60°, для которых наблюдается ослабле-
ние эхосигнала при угловом эффекте (см.
разд. 2.2.2.3), вместо способа и образца,
показанных на рис. 2.50, г, лучше исполь-
зовать образец, представленный на
рис. 2.50, д, с отражателем в виде торои-
дального паза. Преобразователь переме-
Рис. 2.54. Изменение угла аг измеренного
по максимуму эхосигнала при отражении
от прямого двугранного угла, в зависимости
от истинного угла ввода а, измеренного по
СО-2 для наклонных преобразователей
разных типов
щают так, чтобы боковая поверхность его
призмы оставалась параллельной боковой
поверхности образца. Положение преоб-
разователя, соответствующее максимуму
эхосигнала от тороидального паза, позво-
ляет определить как точку ввода, так и
угол скоса S.
EN 12668-2 для наклонного преобра-
зователя рекомендует проверять смешение
линии акустического центра от линии
геометрического центра и угол скоса. По-
следний проверяют одним из двух спосо-
бов. Согласно первому на образце, подоб-
ном СО-3, находят положение преобразо-
вателя, при котором наблюдается макси-
мальное количество эхосигналов, отра-
женных от цилиндрической и плоской
поверхностей образца (см. разд. 2.2.4.4,
способы получения одинаковых времен-
ных интервалов). В этом положении угол
между боковыми поверхностями призмы и
образца и есть угол скоса. При этом поло-
жении преобразователь включают как из-
лучатель, а линию акустического центра
находят с помощью ЭМА-приемника, пе-
ремещаемого по цилиндрической поверхно-
сти образца.
Вторым способом находят максимум
эхосигнала от прямого двугранного угла.
Угол скоса равен углу между боковой по-
верхностью призмы преобразователя и
перпендикуляром к ребру угла. Смещение
линии акустического центра не проверя-
ют.
Определение угла ввода преобразова-
теля не по боковому цилиндрическому
отверстию, а по отражателям других типов
является приближенным, поскольку эти
искусственные дефекты могут по разному
отражать УЗ в зависимости от его направ-
ления. Например, по экспериментальным
данным одного из авторов, выполняя на-
стройку по отражению от прямого дву-
гранного угла, можно допустить серьез-
ные ошибки.
На рис. 2.54 показаны углы прелом-
ления ау, измеренные по максимуму эхо-
сигнала от прямого двугранного угла, в
зависимости от истинного угла ввода а,
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
213
измеренного по СО-2. Эти углы совпада-
ют только в диапазоне углов а = 39 ... 52°.
При углах, меньших 39°, максимум эхо-
сигнала наблюдается, когда преобразова-
тель отодвигается от двугранного угла, т.е.
ах возрастает. Это отклонение от ожидае-
мой зависимости, показанной штриховой
линией, вызвано влиянием неоднородной
продольной (головной) волны.
При углах ввода, больших 52°, мак-
симум эхосигнала наблюдается, когда
преобразователь придвигается к двугран-
ному углу. Из расходящегося пучка лучей
поперечных волн, идущих от преобразова-
теля, максимальный эхосигнал соответст-
вует не лучу, идущему по акустической
оси, а лучу, для которого меньше транс-
формация в продольную волну на верти-
кальной грани двугранного угла.
Заштрихованные области на рис. 2.54
соответствуют разбросу измерений, вы-
полненных преобразователями разных
типов. Чем уже диаграмма направленно-
сти преобразователя, тем угол ау ближе к
углу ввода а. Такие же ошибки будут воз-
никать при определении угла ввода пре-
образователя по другим угловым отража-
телям: зарубке, вертикальному отверстию.
2.2.4.4. Точность измерения
координат дефектов
Процедура измерения координат
дефекта (см. также разд. 3.2.1) состоит в
определении положения преобразователя,
соответствующего максимуму эхосигнала
от дефекта; измерении глубиномером
времени пробега УЗ импульса от пьезо-
пластины преобразователя до дефекта;
расчете по результатам измерений коор-
динат дефекта относительно точки ввода
О. В современных дефектоскопах расчет-
ные операции выполняются автоматиче-
ски. Для этого глубиномер предваритель-
но настраивают на скорость распростра-
нения используемого типа волн в мате-
риале изделия, учитывают угол ввода пре-
образователя и исключают время пробега
импульса в протекторе прямого или приз-
ме наклонного преобразователей.
Обозначим через (Хо, Zo) координаты
точки ввода О на поверхности объекта
контроля (см. рис. 2.50, а). Координата z
направлена перпендикулярно к плоскости
рисунка. Относительно точки О координа-
ты дефекта при контроле наклонным пре-
образователем можно выразить формула-
ми
x = rsina; j = rcosa; r = c(t-t3).
(2.15)
Здесь г - расстояние до дефекта, опреде-
ленное через измерение времени t глуби-
номером, настроенным на скорость звука
с; t3 - время пробега УЗ-импульса в аку-
стической задержке (призме преобразова-
теля, жидких контактных слоях и т.д.); a -
угол ввода, определяемый выбором пре-
образователя. Для прямого преобразовате-
ля a = 0 и
y = H=c(t-t3). (2.16)
Процедура настройки глубиноме-
ра. Настройку на задержку начала отсчета
времени выполняют по образцу, время
пробега импульса в котором известно. Для
прямого преобразователя это делают с
помощью СО-2, высота которого Н = 59 мм.
Время пробега импульсом продольной
волны этого расстояния в стали (в прямом
и обратном направлениях) t = 2Н/с1 =
= 2-59/5,9 = 20 мкс. Дефектоскоп вклю-
чают так, чтобы время пробега импульса
измерялось с точностью > 0,1 мкс. Регу-
лируют задержку начала отсчета времени
до получения значения "20,0" мкс. Таким
образом, исключают время пробега им-
пульса в протекторе и слое контактной
жидкости из дальнейших измерений.
Для наклонного преобразователя на-
стройку начала отсчета времени выпол-
няют, используя СО-3 (см. рис. 2.25).
Время пробега импульсом поперечной
волны расстояния, равного радиусу образ-
ца R = 55 мм, составляет t = 2R!ct =
= 2-55/3,23 = 34,14 мкс. Для исключения
времени пробега импульса в призме пре-
214
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
образователя и слое контактной жидкости
получают максимальный эхосигнал от
СО-3 и регулируют задержку начала от-
счета до получения значения "34,1". Од-
новременно с этим отмечают положение
точки выхода на преобразователе, как ре-
комендовано в разд. 2.2.4.3.
Выполненная настройка задержки
начала отсчета времени и положения точ-
ки ввода позволяет далее измерять коор-
динаты (после настройки на скорость зву-
ка) в изделиях из любого материала, даже
не совпадающего по скорости звука со
стальными образцами, по которым выпол-
нялась настройка. Исключение составляет
контроль изделий, скорость звука в мате-
риале которых меньше, чем в стали, а угол
падения волны близок ко второму крити-
ческому в стали. Тогда, как рекомендова-
лось выше, следует изготовить образец
CO-ЗА из контролируемого материала.
Это связано с увеличением стрелы, опи-
санным в разд. 2.2.4.3.
Настройку на скорость звука для
измерения координат выполняют на кон-
тролируемом изделии или на тех образцах,
которые использовались для определения
угла ввода (см. разд. 2.2.4.3). Скорость
звука в образце должна быть такая же, как
в изделии. Настройка на измерение глуби-
ны залегания у = Н дефекта при контроле
прямым преобразователем заключается в
нахождении донного сигнала от ОК или от
СО-2 и регулировке скорости звука до
получения отсчета, равного толщине ОК
(59 мм для СО-2).
При контроле наклонным преобразо-
вателем нужно настроить глубиномер на
измерение двух координат: х и у. Совре-
менные дефектоскопы имеют глубиномер
с автоматическим отсчетом этих коорди-
нат. Согласно формуле (2.15), настройка
на измерение х должна учитывать множи-
тель ct sina, а настройка на измерение
у - множитель ct cosa.
Настройка заключается в получении
максимального эхосигнала от бокового
цилиндрического отверстия (например, от
отверстия диаметром 6 мм в СО-2) и регу-
лировке прибора на правильное измерение
координат х и у от точки ввода до отра-
жающей точки отверстия. Для отверстия в
СО-2 на глубине 44 мм значение
у ® 44 - 1,5 = = 42,5 мм, где 1,5- половина
радиуса отверстия. Значение х равно рас-
стоянию, измеренному масштабной ли-
нейкой или штангенциркулем по поверх-
ности образца от точки ввода до эпицен-
тра отверстия, минус половина радиуса
отверстия. В результате будут автомати-
чески учтены величины с, sina и с, cosa из
формул (2.15).
Если изделие существенно отличает-
ся по скорости звука от СО-2, настройку
выполняют по специально изготовленно-
му образцу СО-2А или сверлят боковое
цилиндрическое отверстие в изделии,
если это допустимо.
Настройка глубиномера дефектоско-
па не по боковому цилиндрическому от-
верстию, а по отражателям других типов
приближенна, поскольку, как было пока-
зано выше, эти искусственные дефекты
могут по разному отражать УЗ в зависи-
мости от его направления, что вызывает
ошибки в определении угла ввода. Для
правильной настройки глубиномера на из-
мерение координат внутренних дефектов
эти ошибки следует исключать, но при оп-
ределении местоположения дефектов,
близких к поверхности, настройка глуби-
номера по искусственным дефектам, по-
хожим на реальные, повышает точность
измерения координат.
Оценка общей погрешности изме-
рения и способы ее уменьшения. В соот-
ветствии с изложенным, погрешности из-
мерения координат дефекта при выполне-
нии всех сделанных рекомендаций могут
быть связаны со следующими причинами:
1) погрешность измерения времени
пробега глубиномером, которая состоит
из:
1.1 - собственно погрешности глуби-
номера как измерительного устройства;
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
215
Рис. 2.55. Влияние длительности
импульса и его фронта на точность
измерения времени пробега:
а - нормальный режим измерения,
к < 0,25; б - измерение импульса
малой амплитуды, к > 1
1.2 - погрешности, связанной с ко-
нечной длительностью импульса;
1.3 - неточности настройки задержки
начала отсчета глубиномера для исключе-
ния времени пробега импульса в протек-
торе или призме преобразователя;
2) погрешностью настройки глуби-
номера на скорость звука;
3) неточностью определения угла
ввода преобразователя. При настройке
глубиномера дефектоскопа на измерение
координат дефекта две последние по-
грешности сливаются, так как фактически
учитывается величина с, cosa при на-
стройке на измерение у и ct sina при на-
стройке на измерение х;
4) неточностью определения положе-
ния преобразователя, соответствующего
максимуму эхосигнала от дефекта. Чем
уже диаграмма направленности преобра-
зователя, тем меньше эта погрешность.
Различают систематические, случай-
ные погрешности и промахи. В данном
случае систематические погрешности из-
мерения координат возникают в результа-
те ошибок при настройке глубиномера,
т.е. факторов 1.3, 2 и 4. Они входят как
погрешность во все дальнейшие измере-
ния координат. Случайные погрешности
возникают при каждом отдельном измере-
нии под действием факторов 5 и 1.2. Фак-
тор 1.1 может вызывать как систематиче-
ские, так и случайные погрешности. Про-
махи - это грубые ошибки обычно слу-
чайного характера.
Формулы для вычисления указанных
погрешностей даны в табл. 2.4. Она со-
ставлена на основе выражений (2.15) и
(2.16) с учетом принципа измерения. В
ней литерой г обозначено расстояние от
преобразователя до отражателя, а также
координаты хну, если формулы расчета
погрешностей для них одинаковы.
Погрешность измерения времени
одинаково проявляется при контроле
прямым и наклонным преобразователями.
Ее причины дифференцированы, как от-
мечено выше. Погрешности 1.2 и 1.3 отне-
сены к г.
Влияние длительности импульса
(точнее, его фронта) на измерение време-
ни учитывается членом кТ , где Т - пери-
216
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.4. Погрешности измерения координат отражателя
№ по- греш- ности Причина погрешности Тип преобразователя
прямой наклонный
Аг / г; АХ by/у Ax/x
1 Погрешность измере- ния времени Az Аг/г = Az /(z — Z3)
1.1 Погрешность глуби- номера Az' Az'/(z-z3)
1.2 Неточность учета толщины задержки -cr3/(c3r)
1.3 Длительность им- пульса кХ/г
2 Изменение скорости в изделии Ас Ar/r = Ac/c (1 - tg2a ^Ас / c 2Ac/c
3 Неточность угла вво- да Аа hX/r = tg(Ao^ -Aa tga Aa / tga
4 Неточность опреде- ления точки О по максимуму эхосигна- ла Ближняя зона
АХ = £>/4 - -
Дальняя зона
AX 0,3X r ~ D 0,3X — tEa 0,3b D tga
од колебаний, а к - характеризует воз-
можное изменение в пределах импульса
точки, по которой ведется отсчет.
На рис. 2.55 пояснено влияние дли-
тельности импульса. Предположим, что
настройку глубиномера выполняли по
первому периоду колебаний (рис. 2.55, а).
и0 - пороговое значение напряжения, при
котором измеряют время прихода импуль-
са. В результате уменьшения амплитуды
импульса от дефекта уровень Uo может
оказаться выше амплитуды первого пе-
риода колебаний (рис. 2.55, б). Тогда из-
мерение времени прихода импульса вы-
полняется по второму периоду колебаний.
В этом случае погрешность измерения
будет приблизительно равна периоду Т.
Кроме того, на измерение времени прихо-
да импульса влияет наклон его фронта.
Таким образом, величина коэффициента к
варьируется от 0 до 1. Обычно при измере-
нии координат дефектов полагают к ® 0,25.
Для уменьшения рассмотренной по-
грешности рекомендуется настройку на
скорость звука и все последующие изме-
рения выполнять при приблизительно
одинаковой амплитуде импульсов.
Некоторые дефектоскопы (например,
Epoch III) позволяют выбирать один из
двух способов измерения: либо по фронту
импульса (как было рассмотрено выше),
либо по максимуму импульса. При втором
способе указанная выше погрешность со-
храняется, так как максимум эхосигнала
может соответствовать разным периодам
колебаний в импульсе.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
217
Рис. 2.56. Изменение расстояния до отражателя (в) и перемещение импульса
по линии развертки (б) при движении наклонного преобразователя по поверхности ОК:
штриховые линии - положение преобразователя и импульс на экране при смещении в сторону от
максимального эхосигнала; штрихпунктирная линия - геометрическое место перемещения
вершины импульса на экране
Скорость звука влияет на точность
измерения расстояния так же, как и время.
При настройке скорости проявляются те
же факторы, поэтому Ас/с + Az/t = 2\t/t.
При контроле наклонным преобразовате-
лем скорость влияет также на угол ввода.
Ошибка измерения координаты X на по-
верхности изделия обозначена через
ЬХ/Х^Х-Х^.
Оценка погрешности определения
точки О выполнена с помощью прибли-
женной формулы, связывающей измене-
ние расстояния до дефекта Дг (рис. 2.56) с
углом 9 « а между акустической осью и
лучом, направленным на отражатель. Та-
кое изменение происходит вследствие не-
стабильности акустического контакта при
движении наклонного преобразователя по
поверхности ОК:
Дг = г - г0 = сД/» Qy tga/cosa ;
r0 = j’/cosa •
При контроле прямым преобразова-
телем погрешности 1.1 и 1.2 уменьшают
путем проверки по СО-2 или на изделии.
Проверка заключается в измерении из-
вестных расстояний между поверхностя-
ми. Удобно использовать многократные
отражения между двумя параллельными
поверхностями образца или изделия. На-
пример, используют импульсы много-
кратных отражений по толщине СО-2.
При правильной работе глубиномера ин-
тервалы между первым и вторым, вторым
и третьим и т.д. донными сигналами
должны быть одинаковыми, а интервал
между зондирующим импульсом и пер-
вым донным сигналом будет больше дру-
гих интервалов на время пробега импульса
в протекторе и слое контактной жидкости.
Используют также измерение расстояний
по высоте и длине образца.
Проверка точности измерения рас-
стояний при контроле прямым преобразо-
218
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
а)
Рис. 2.57. Многократные отражения: в СО-3 (в), в "Блоке № 1" (б),
в "Блоке № 2" (в)
вателем предусмотрена также с использо-
ванием образца V-1 (см. рис. 2.51). Ее вы-
полняют из положений преобразователя А,
В, С и D. В положении С расстояние в
91 мм, проходимое продольной волной,
соответствует расстоянию 50 мм, прохо-
димому поперечной волной.
При контроле наклонным преобразо-
вателем для получения одинаковых вре-
менных интервалов удобно использовать
многократные отражения между вогнутой
цилиндрической поверхностью СО-3 и
плоской поверхностью этого образца. На
рис. 2.57, а внизу показаны импульсы на
развертке дефектоскопа: 1 - зондирую-
щий; 2 - от границы преобразователь -
образец (он часто не виден); 3 - эхосигнал,
отраженный от вогнутой поверхности об-
разца; 4 - эхосигнал, отраженный от во-
гнутой поверхности образца, затем зер-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
219
кально отраженный от плоской поверхно-
сти ввода, потом от вогнутой поверхности,
но с другой стороны от преобразователя,
опять от плоской поверхности и снова от
вогнутой поверхности. Серия подобных
сигналов (5 и т.д.) продолжается. На
рис. 2.57, а вверху одинаковые траектории
импульсов показаны смещенными. При
правильной работе глубиномера интерва-
лы между третьим и четвертым, четвер-
тым и пятым и дальнейшими импульсами
должны быть одинаковыми.
При использовании образца V-1
(рис. 2.57, б) для получения одинаковых
временных интервалов служат многократ-
ные отражения между вогнутой цилинд-
рической поверхностью и неглубокой
риской, прорезанной на поверхности вво-
да по линии, соответствующей центру
(оси) цилиндрической поверхности (в точ-
ке L на рис. 2.27).
В случае применения образца V-2 для
получения заданных временных интерва-
лов используют многократные отражения
между двумя вогнутыми цилиндрически-
ми поверхностями и поверхностью ввода
образца. Вогнутые цилиндрические по-
верхности выполнены из одного центра
(точнее, оси) О. Для того чтобы получать
многократные отражения, точку ввода
преобразователя совмещают с О (рис.
2.57, в, г). При этом достигаются макси-
мумы амплитуд эхосигналов.
Показанные внизу импульсы на А-
развертке демонстрируют расстояния в
миллиметрах, соответствующие приходам
эхосигналов, в зависимости от того, от
какой вогнутой цилиндрической поверх-
ности получают первое отражение. В точ-
ке О помещен большой импульс от грани-
цы преобразователь - образец, хотя он
часто не виден.
Пример 2.3 Оценить максимальную по-
грешность измерения координат дефекта на глу-
бинах 10, 100 и 1000 мм в стали прямым преобра-
зователем диаметром D = 24 мм, частота f = 2
МГц. Наклон акустической оси преобразователя в
плоскости ху Да = 1°, погрешность глубиномера
Д/ = 1 %, изменение толщины слоя контактной
жидкости г3 = 0,1 мм, скорость в ней с3 = 1,48
мм/мкс.
Вычислим длину волны и длину ближней
зоны преобразователя:
X = c/f = 5,92/2 «3 мм;
N = D2/(4\)= 242/(4 з) = 48 мм.
Общая погрешность измерения глубины для
г = 10 мм согласно табл. 2.3 (к = 0,25)
Дг/г = 2[д//г + кХ/г + сг3 /(с3г)] =
= 2[о,о 1 + 0,25 • 3/10 + 5,92 • 0,1/(1,48 • 10)] = 0,25 = 25 % .
Множитель 2 учитывает, что погрешность
возникает дважды: при настройке скорости звука
и при измерении глубины. Для глубины г = 100
мм - Дг/г = 4,3 %; для г = 1000 мм составляет
2,2 %.
Погрешность определения положения точки
О с координатами (Хд, Zg), соответствующей мак-
симуму эхосигнала, в плоскости yz на глубине
10 мм (в ближней зоне) равна:
ДА = X - Хо = D/4 = 24/4 = 6 мм.
На глубине г = 100 мм (в дальней зоне):
ДА = 0.3V/D = 0,3 3 100/24 = 3,75 мм,
а для г = 1000 мм ДА = 37,5 мм.
В плоскости ху к этой погрешности добав-
ляется погрешность от неперпендикулярности
оси. Для глубины 100 мм
Дх = ДА + г tgAa = 3,75 + lOOtgl0 = 5,5 мм,
для глубины 1000 мм Дх = 55 мм.
Пример демонстрирует, что с увели-
чением глубины уменьшается составляю-
щая погрешности измерения времени про-
бега, связанная с ненулевой длительно-
стью импульса и изменением толщины
слоя контактной жидкости. Неточность
определения положения точки О возраста-
ет пропорционально глубине залегания
дефекта.
2.2.4.5. Чувствительность
Понятия. Чувствительность - важная
характеристика метода контроля, по-
скольку определяет возможность выявле-
ния минимальных дефектов. Далее поня-
тие "чувствительность" рассматривается в
двух аспектах: как параметр, настраивае-
мый на обеспечение нахождения дефектов
220
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
с отражательной способностью, большей
определенного уровня, и как возможность
обнаружения дефектов минимального раз-
мера.
В первом случае чувствительность
является параметром и метода, и аппара-
туры, поскольку при настройке прибора
ограничивают возможность выявления
малых дефектов, задавая определенный
размер подлежащих обнаружению дефек-
тов (по их отражательной способности). В
России под размером дефекта, как прави-
ло, понимают диаметр или площадь плос-
кодонного отверстия. Далее даются опре-
деления различным вариантам понятия
"чувствительность" как параметра и мето-
да, и аппаратуры.
В практике контроля применяют по-
нятие "уровень фиксации" (контрольный
уровень или уровень оценки). Это площадь
плоскодонного отражателя, который дол-
жен обнаруживаться дефектоскопом во
всем контролируемом изделии. Если сиг-
нал от реального дефекта превосходит
уровень фиксации, то такой дефект дол-
жен быть зафиксирован и должна быть
оценена его допустимость.
Настройка чувствительности при
контроле изделий обычно ставит целью
обеспечение заданного уровня фиксации.
Нужно добиться, чтобы заданное плоско-
донное отверстие гарантированно выявля-
лось во всем изделии. Для этого настраи-
вают чувствительность для максимальной
глубины, а затем уменьшают ее на мень-
ших глубинах с помощью временной ре-
гулировки чувствительности (ВРЧ) или
применяют другие способы корректиров-
ки чувствительности с глубиной.
После того как соответствующая
уровню фиксации чувствительность уста-
новлена, ее поднимают на некоторую ве-
личину (обычно на 6 дБ или более) и ведут
контроль. Эту повышенную чувствитель-
ность называют поисковой. Когда обнару-
жен сигнал от дефекта, чувствительность
возвращают к уровню фиксации. Если
сигнал от дефекта превосходит этот уро-
вень, оценивают характеристики дефекта.
Кроме того, используют понятие
"уровень браковки". Ему соответствует
амплитуда эхосигнала от максимально
допустимого плоскодонного отверстия.
Обычно уровень браковки по высоте ам-
плитуд эхосигналов на 6 дБ выше уровня
фиксации. Соответствующая чувствитель-
ность будет на 6 дБ ниже уровня фикса-
ции. Часто НТД на контроль [289] преду-
сматривают первоначальную настройку
чувствительности не на уровень фикса-
ции, а на уровень браковки.
С позиций возможности обнаружения
дефектов минимального размера исполь-
зуют следующие понятия чувствительно-
сти.
Максимальная электрическая чувст-
вительность - отношение минимального
электрического сигнала, который может
зафиксировать дефектоскоп, к максималь-
ной амплитуде электрического зонди-
рующего импульса. Это понятие характе-
ризует чувствительность дефектоскопа
как электронного прибора без преобразо-
вателя.
Абсолютная чувствительность - от-
ношение минимальной амплитуды аку-
стического сигнала, который может за-
фиксировать дефектоскоп с используемым
преобразователем, к максимальной ампли-
туде акустического зондирующего им-
пульса с учетом шумов преобразователя и
дефектоскопа. Ее можно назвать макси-
мальной акустической чувствительно-
стью.
При смене преобразователя абсолют-
ная чувствительность изменяется, напри-
мер она больше для прямого и меньше для
наклонного преобразователей. Абсолют-
ной чувствительностью дефектоскопа на-
зывают максимальное значение абсолют-
ной чувствительности, достигаемое с лю-
бым преобразователем, входящим в ком-
плект дефектоскопа. Способ определения
акустической чувствительности дефекто-
скопа рассмотрен в разд. 2.2.1.3.
В зарубежной практике применяют
понятие "резерв чувствительности". Это
отношение минимального акустического
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
221
сигнала, который может зафиксировать
дефектоскоп с данным преобразователем,
к амплитуде максимально возможного
акустического эхосигнала. Максимальный
акустический эхосигнал достигается, если
вся излученная энергия возвращается к
приемному преобразователю. В практике
контроля всегда возникают потери, по-
этому это условие выполняется прибли-
женно.
При контроле прямым преобразова-
телем максимальный сигнал - это донный
сигнал от образца небольшой толщины,
значительно меньшей протяженности
ближней зоны преобразователя, при кон-
троле наклонным преобразователем это
максимальный сигнал от вогнутой по-
верхности образцов V-1, V-2 или СО-3.
Сигнал с еще большей амплитудой может
быть достигнут при установке преобразо-
вателя в центр полусферического образца,
но такие образцы в практике контроля, как
правило, не применяются. Перечисленные
сигналы на 1 ... 3 дБ меньше максималь-
ной амплитуды акустического зондирую-
щего импульса, определяемого по АРД
диаграмме или расчетным путем. Соот-
ветственно, резерв чувствительности на
1 ... 3 дБ меньше абсолютной чувстви-
тельности.
Другие понятия чувствительности,
упоминаемые в разд. 2.2.4.1, при практи-
ческом контроле употребляются редко,
однако дадим их определения.
Предельная чувствительность -
площадь минимального диска или плоско-
донного отражателя, обнаруживаемого
дефектоскопом при заданной его настрой-
ке в контролируемом изделии на опреде-
ленной глубине. Не следует полагать, что
это понятие характеризует величину наи-
меньшего выявляемого дефекта при мак-
симальной чувствительности аппаратуры.
Условная чувствительность опреде-
ляется по некоторому искусственному
отражателю в ГСО. Это может быть одно
из отверстий диаметром 2 мм в СО-1
(см. рис. 2.23). Затухание УЗ в оргстекле
велико, поэтому эхосигналы от боковых
отверстий быстро ослабевают с увеличе-
нием глубины их расположения. Глубина
залегания наиболее удаленного выявляе-
мого отверстия в миллиметрах - это и есть
цифра, определяющая условную чувстви-
тельность дефектоскопа (при определен-
ной его настройке) по СО-1.
Можно использовать также иные
способы задания условной чувствительно-
сти. В качестве отражателя выбирают от-
верстие диаметром 6 мм в СО-2 или во-
гнутую поверхность СО-3. В этом случае
условная чувствительность - число деци-
белов, показывающее, на сколько нужно
изменить чувствительность от настройки
по СО, чтобы получить заданную пре-
дельную чувствительность.
Понятие "условная чувствитель-
ность" нужно для того, чтобы запомнить и
воспроизвести чувствительность дефекто-
скопа при замене преобразователя на дру-
гой того же типа или каких-либо других
изменениях в аппаратуре. Использование
СО-2 обладает преимуществами перед
СО-3, так как в случае СО-2 точнее учи-
тывается индивидуальная диаграмма на-
правленности преобразователя. Сопостав-
ление значений условной чувствительно-
сти, измеренных различными способами,
дается в [226].
Реальная чувствительность характе-
ризуется минимальными размерами де-
фектов конкретного типа, выявляемых в
изделии на заданной глубине при опреде-
ленной настройке аппаратуры. Она может
быть определена в результате статистиче-
ской обработки данных контроля, разрез-
ки и металлографических исследований
большой партии однотипной продукции.
Эквивалентная чувствительность -
это чувствительность, настроенная по лю-
бому заранее оговоренному искусствен-
ному или естественному отражателю в
контролируемом материале. По другому
определению, это минимальный эквива-
лентный размер выявляемой несплошно-
сти на определенном расстоянии от точки
ввода при заданных условиях контроля.
Настройка на заданную чувстви-
тельность с использованием образцов с
222
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.58. АРД диаграмма для прямого преобразователя
диаметром пьезоэлемента 12 мм на частоту 2,5 МГц
искусственными дефектами наиболее
удобна. Искусственные дефекты выбира-
ют такими, чтобы их легко было изгото-
вить с достаточной точностью, чтобы от
них четко наблюдался максимум эхосиг-
нала и по возможности искусственный
дефект хорошо имитировал наиболее час-
то встречающиеся реальные дефекты. По-
лучив максимум эхосигнала, чувствитель-
ность часто дополнительно регулируют
аттенюатором, чтобы установить задан-
ный уровень фиксации. Величину необхо-
димого изменения чувствительности оп-
ределяют путем экспериментов или расче-
тов.
Точное изготовление плоскодонных
отверстий, которые являются основной
мерой чувствительности, довольно слож-
но, особенно если их нужно выполнить в
образце на разной глубине под углом к
поверхности (см. разд. 2.2.1.3). Вместо
них используют такие отражатели, как дно
ОК, двугранный угол, боковое цилиндри-
ческое отверстие, зарубка, сегмент, регу-
лируя при необходимости после настрой-
ки на них чувствительность аттенюато-
ром. Сопоставить амплитуды эхосигналов
от рассмотренных отражателей с сигна-
лами от плоскодонных отверстий расчет-
ным способом можно, используя формулы
акустического тракта (см. разд. 2.2.2).
Для удобства расчетов эхосигналов
от отражателей составляют номограммы.
Безразмерная АРД диаграмма для плоско-
донного отражателя рассмотрена в
разд. 2.2.2.2. На рис. 2.58 показана раз-
мерная АРД диаграмма для конкретного
преобразователя. По оси ординат отложе-
но ослабление эхосигнала по сравнению с
зондирующим импульсом в децибелах; по
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
223
оси абсцисс - расстояние от преобразова-
теля до отражателя в миллиметрах; пара-
метр кривых - диаметр плоскодонного
отверстия d.
Заменяя сетку горизонтальных линий
наклонными, учитывают затухание УЗ в
изделии. Например, штриховые наклон-
ные линии с крупными штрихами соответ-
ствуют коэффициенту затухания 0,015
Нп/см.
Покажем, как с помощью этой диа-
граммы настроить чувствительность.
Предположим, что нужно, используя дон-
ный сигнал, обеспечить настройку на уро-
вень фиксации 7 мм2, что соответствует
диаметру отверстия 3 мм, при толщине
изделия 60 мм. Наибольшее ослабление
эхосигнала соответствует этой толщине.
На пересечении кривой d = 3 мм и
ординаты 60 мм находим точку. Следуем
от нее по штриховой линии до пересече-
ния с осью ординат и находим ослабление
30 дБ. Для донного сигнала на глубине
60 мм ослабление 10 дБ. Установим на
экране дефектоскопа амплитуду донного
сигнала на стандартный уровень (линия на
экране). Увеличиваем усиление аттенюа-
тором на 30 - 10 = 20 дБ. Требуемый уро-
вень фиксации установлен для макси-
мальной толщины. Если не ввести ВРЧ, то
для меньших толщин он будет завышен,
т.е. будут выявляться более мелкие дефек-
ты.
Если АРД диаграмму предполагается
использовать не только для настройки
чувствительности, но и для измерения
эквивалентных размеров дефектов (см.
разд. 3.2.2), рекомендуется другой способ
настройки. Найденное значение амплиту-
ды донного сигнала (10 дБ) отложим на
аттенюаторе дефектоскопа. Некалибро-
ванными регуляторами чувствительности
установим амплитуду импульса, соответ-
ствующего донному сигналу, на стандарт-
ный уровень. После этого показания шка-
лы аттенюатора дефектоскопа будут сов-
падать со значениями оси ординат АРД
диаграммы. Для настройки на уровень
фиксации 7 мм2 достаточно отложить на
шкале аттенюатора 30 дБ.
Для завершения настройки следует
выровнять чувствительность по глубине
изделия. С этой целью нужно ввести ВРЧ,
но можно использовать также накладные
шкалы. На экран надевают прозрачный
транспарант, на котором нанесены кривые
АРД диаграммы для плоскодонных отвер-
стий двух диаметров, соответствующих
уровням фиксации и браковки. Первона-
чально наносят только одну кривую, на-
пример для браковочного уровня
(рис. 2.59), а другую проводят на 6 дБ ни-
же, если уровень фиксации на 6 дБ ниже
уровня браковки.
Поисковый уровень обычно пред-
ставляют горизонтальной линией, которая
на максимальном расстоянии от зонди-
рующего импульса расположена на 6 дБ
ниже уровня фиксации. На меньших рас-
стояниях повышение чувствительности на
поисковом уровне будет больше, чем на
6 дБ, отличаться от уровня фиксации, что
следует учитывать. Накладные шкалы так
же, как размерные АРД диаграммы, строят
для каждого типа преобразователя.
Настройку на заданную чувствитель-
ность по размерной АРД диаграмме мож-
но выполнять также, используя в качестве
опорного сигнала не донный, а сигнал от
отверстия диаметром 6 мм в СО-2 или
сигнал от вогнутой поверхности СО-3 (см.
разд. 2.2.2.2). Последний вариант гораздо
хуже: при нем не учитывается индивиду-
альная диаграмма направленности преоб-
разователя, поскольку все лучи в плоско-
сти падения возвращаются назад к излуча-
телю-приемнику.
На рис. 2.58 отмечен уровень, соот-
ветствующий эхосигналу от отверстия
диаметром 6 мм в СО-2. По нему и кривой
АРД диаграммы на глубине, отвечающей
толщине ОК, можно определить разность
амплитуд в децибелах и после настройки
по СО-2 увеличить или уменьшить чувст-
вительность. В ведомственных НТД (на-
пример, [289]) разность эхосигналов меж-
224
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
► Глубина залегания дефекта
Рис. 2.59. Уровни чувствительности на экране дефектоскопа
ду СО-2 и различными кривыми АРД диа-
граммы для серийных типов преобразова-
телей приведена в виде АРД шкал.
Фактическая рабочая частота может
отличаться от номинального значения.
Если такое изменение частоты установле-
но, то настройка по СО-2 нуждается в
корректировке, так как амплитуды эхо-
сигналов от плоскодонного отверстия, дна
изделия и бокового отверстия в СО-2 по-
разному зависят от частоты. На рис. 2.58
рядом с линией для СО-2 проведены более
короткие линии. Ими следует пользовать-
ся вместо основной линии, когда фактиче-
ская рабочая частота отличается от номи-
нальной. Представленная АРД диаграмма
соответствует частоте 2,5 МГц, верхняя
короткая линия - частоте 2,25 МГц, а ниж-
няя частоте 2,75 МГц.
В ЦНИИТмаше В.А. Воронковым и
др. разработана методика построения АРД
диаграмм для любых совмещенных пря-
мых и наклонных преобразователей - сис-
тема АРД-универсал (см. разд. 3.1.3).
А.К. Гурвичем предложена SKH диа-
грамма. Она связывает площади плоско-
донных отверстий S с условной чувстви-
тельностью для них К (определенной от-
носительно бокового отверстия диаметром
6 мм в СО-2) и глубиной залегания дефек-
та Н. Таким образом, для настройки ис-
пользуют тестированный стандартный
образец.
Однако SKH диаграмма не учитывает
затухания УЗ и не имеет преимуществ по
сравнению с описанной выше настройкой
по АРД диаграмме и АРД шкалам. Прак-
тического распространения SKH диаграм-
ма не получила, однако заложенный в ней
принцип использования для настройки
одного стандартного образца реализован в
АРД шкалах.
Рассмотрим практику настройки чув-
ствительности, принятую в США и других
странах, поскольку американские стандар-
ты [356] дублируются во многих государ-
ствах. При контроле поковок прямым пре-
образователем рекомендуется фиксиро-
вать эхосигналы, составляющие 10 %
(иногда 5 %) от донного сигнала. Расчеты
показывают, что при таком способе на-
стройки чувствительность оказывается
неравномерной по толщине ОК (рис. 2.60):
она максимальна на расстоянии 0,2 ... 0,4
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
225
Рис. 2.60. Зависимость площади
плоскодонного отверстия,
соответствующего уровню 0,1 донного
сигнала, от глубины залегания дефекта:
I, Г - для плоскопараллельных изделий без
учета затухания и при затухании 10 дБ/м
соответственно; 2,2' - для цилиндрического
изделия с наружным 1700 мм и внутренним
1300 мм диаметрами без учета затухания и при
том же затухании; и г - расстояния от
поверхности ввода до дна изделия и до дефекта
Рис. 2.61. Основной СО для контроля
сварных соединений сосудов по ст. 4 [356]
(см. табл. 2.5)
толщины ОК (вблизи дна), а вблизи по-
верхностей существенно падает.
По-видимому, на основании этого
американский стандарт А-388 на контроль
поковок [356] допускает настройку по
плоскодонным отверстиям. Стандарт на
контроль отливок А-609 рекомендует вы-
полнять настройку только по плоскодон-
ным отверстиям. Немецкое Руководство
по контролю железа и стали № 1921 и
правила КТА 3201.1 [409] предусматри-
вают настройку лишь по плоскодонным
отверстиям с широким использованием
АРД диаграмм (см. разд. 3.3.1.4 и 3.3.2.1).
При контроле сварных соединений
американский стандарт "ASME Boiler and
Pressure Vessel Code" [356] рекомендует
2.5. К рис. 2.61
Пара- метр Толщина шва /, мм
50,8 ... 101,6 101,6... 152,4 152,4... 203,2 203,2 ...254 254.... 305 305 ...355,6
Т, мм 76,2 или t 127,0 или t 177,8 или t 228,6 или t 279,4 или t 330,4 или t
d, мм 4,8 6,4 8,0 9,6 11,2 12,8
Примечания.
1. Минимальная глубина отверстия 38 мм.
2. Пазы фрезеруются на поверхностях образца, их размеры: ширина 3,2 ... 6,4 мм, длина
50,8 мм, глубина 2 % от Т.
3. Толщина основного стандартного образца Т и диаметр d отверстий выбираются в зави-
симости от толщины шва.
4. Для каждого увеличения толщины на 50,8 мм диаметр отверстия должен увеличиваться
на 1,6 мм
226
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Пара- метр Толщина шва t, мм
<25,4 мм 25,4... 50,8 50,8 ... 101,6 101,6... 152,4 152,4... 203Д 203,2... 254
Т, мм 19,0 или t 38,1 или t 76,2 или t 127,0 или t 177,8 или t 228,6 или t
d, мм 2,4 3,2 4,8 6,4 8,0 9,6
Примечания.
1. Минимальная глубина отверстия 38 мм.
2. Для криволинейных поверхностей должны использоваться два криволинейных образца
(по одному на каждую кривизну) или два набора отражателей, ориентированных под прямым
углом друг к другу.
3. Пазы фрезеруются по требованию. Размеры пазов: ширина 3,2 ... 6,4 мм; длина 50,8 мм,
глубина 2 % от Т.
4. Толщина основного СО Т и диаметр d отверстий выбираются в зависимости от толщины
шва.
настраивать чувствительность по боковым
цилиндрическим отверстиям, выполнен-
ным на разной глубине, а также по рискам
на поверхностях образца (рис. 2.61 и 2.62,
табл. 2.4 и 2.5). На экране дефектоскопа
изображается кривая, проходящая через
максимальные амплитуды соответствую-
щих эхосигналов (рис. 2.63). Уровень
фиксации соответствует 20 % от высоты
кривой. Для протяженных дефектов и де-
фектов, перпендикулярных к оси сварного
шва (поперечных), уровень фиксации со-
ответствует 10 % от высоты кривой.
В EN 1714 предлагаются на выбор
две методики для установления уровня
фиксации при контроле сварных соедине-
ний: по плоскодонным отверстиям с по-
мощью АРД диаграмм и по образцам с
боковыми цилиндрическими отверстиями
диаметром 3 мм плюс рискам глубиной
1 ... 2 мм. Размеры отражателей и коррек-
тировка чувствительности аттенюатором
подобраны так, что настройки двумя эти-
ми способами довольно близко совпадают.
Достижение максимальной чувст-
вительности. Чувствительность любого
метода дефектоскопии как его физическая
характеристика показывает возможность
метода обнаруживать предельно мелкие
дефекты. Количественно ее определяют
порогом чувствительности. Для эхомето-
да это минимальная площадь s (мм2) ис-
кусственного дефекта типа плоскодонного
отверстия, который обнаруживается при
контроле. Ее можно определять по отра-
жателям другого типа, выполняя пересчет
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
227
на площадь плоскодонного отверстия по
формулам акустического тракта (см.
разд. 2.2.2). Понижение порога чувстви-
тельности означает повышение чувстви-
тельности по выявлению более мелких
дефектов.
Порог чувствительности эхометода
ограничивается двумя главными фактора-
ми: чувствительностью аппаратуры и
уровнем помех [132, 247]. Условия выяв-
ления электрического сигнала U от де-
фекта записывают в виде
U’>Umm- (2.17)
и’>ип.
(2-18)
Здесь Umm - минимальный электрический
сигнал, регистрируемый аппаратурой (де-
фектоскоп плюс преобразователь); Un-
уровень помех на входе прибора.
Поскольку основным видом трудно-
устранимых помех являются структурные
помехи, в дальнейшем рассматриваются
именно они. Значение C/mm чаще всего оп-
ределяется шумами электрических цепей
дефектоскопа, а вблизи зондирующего
или начального импульса - помехами пре-
образователя.
Порог чувствительности при низ-
ком уровне структурных помех опреде-
ляют по формуле (2.17). Поделим обе ее
части на амплитуду электрического зон-
дирующего импульса Uq.
U'IU0>UmnIU0. (2.19)
Величина Umm/U0 - максимальная
электрическая чувствительность эходе-
фектоскопа.
Максимальную акустическую (абсо-
лютную) чувствительность определяют,
переходя к акустическим величинам
Р 1 U
л min 1 min П 20^
/ь кд и0 ’
где Ка - коэффициент двойного преобра-
зования электроакустического преобразо-
вателя. Формула справедлива в пределах
Рис. 2.63. Схема настройки
чувствительности дефектоскопа с
наклонным преобразователем по ст. 4 [356].
Одинаковыми цифрами обозначены
отражатели (а) и соответствующие им
эхосигналы (б)
линейной зависимости Р<> от Uq, которая
нарушается при больших напряжениях
генератора (см. разд. 1.2.1).
Для преобразователя с акустической
задержкой (призмой) формула (2.20) име-
ет вид
р 1 т т
rmin _ 1 {*28,г, umm (2 21)
Ро KaD Ц,
Здесь D - коэффициент прозрачности
по энергии для границы между задержкой
и ОК; 53 и г3 - затухание и средний путь
УЗ в задержке. Значения Ка будут разны-
ми при нагрузке на ОК и задержку (приз-
му).
По формулам (2.20) и (2.21) можно
оценить способы снижения Ртп/Р0. Пути
повышения коэффициента преобразования
К, рассмотрены в разд. 1.2.2. Согласно
228
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ГОСТ 26266 и EN 12668-2, этот коэффи-
циент определяется как отношение ампли-
туды электрического сигнала от отражате-
ля, возвращающего назад всю излученную
энергию к амплитуде электрического ра-
диочастотного зондирующего импульса.
Здесь отметим только, что максимальное
значение Кл = 1, а реально Кл достигает
значений порядка 0,1.
Возможности увеличения чувстви-
тельности за счет повышения амплитуды
Uo рассмотрены в разд. 1.2.1 и 2.2.1.1.
Максимальная амплитуда электрического
зондирующего импульса от генератора
ударного возбуждения обычно достигает
500 В. Однако нелинейная зависимость Ро
от Uo и сужение полосы пропускания час-
тот ЭАП по сравнению с частотным спек-
тром ударно возбуждаемого импульса
приводят к снижению эффективного зна-
чения Uo до 50 В. В генераторах неудар-
ного типа вырабатывается напряжение
порядка 50 ... 200 В.
Возможность снижения порога элек-
трической чувствительности за счет L/mjn
(путем увеличения коэффициента усиле-
ния) ограничивается электрическими шу-
мами, которые в лучших дефектоскопах
имеют величину порядка 50 мкВ. Подста-
вив найденные оценки в (2.20), найдем
значение абсолютной чувствительности:
Р 1 1 О-5
—min- ~ -----« 2-10'6 =114 дБ,
Ро 0,1 50
что соответствует реальным значениям
для лучших дефектоскопов. В большинст-
ве приборов это значение не превосходит
90 ... 100 дБ. Этого вполне достаточно для
решения большинства практических за-
дач. Максимальная абсолютная чувстви-
тельность необходима, например, при вы-
явлении небольших дефектов (диаметром
~ 2 мм) в сварных соединениях большой
толщины (400 ... 500 мм).
Эффективный способ повышения аб-
солютной чувствительности - использова-
ние фазомодулированных импульсов для
подавления шумов (см. разд. 2.2.3.2 и
4.15). Как показала практическая реализа-
ция этого способа в дефектоскопах сер.
"Авгур", выпускаемых НПЦ "Эхо+", абсо-
лютную чувствительность дефектоскопа
удается увеличить до 146 дБ. Этот способ
малоэффективен для подавления струк-
турных помех, так как соответствующие
импульсы сильно коррелированы с эхо-
сигналами от дефектов.
Если известна абсолютная чувстви-
тельность дефектоскопа, задачу определе-
ния выявляемого плоскодонного отвер-
стия с минимальной площадью s при кон-
троле мелкозернистого материала и сни-
жения этой величины путем оптимизации
параметров контроля решают на основе
анализа формулы акустического тракта.
Для дальней зоны (наихудший случай) и
преобразователя без акустической задерж-
ки справедливо соотношение
-28г > Лпш
2^2 ~ р
Г Л Л)
(2.22)
Расстояние до дефекта г определяют
условия контроля. Порог снижают, увели-
чивая площадь S пьезоэлемента преобра-
зователя до тех пор, пока дефект попадет
на границу ближней зоны преобразовате-
ля. При дальнейшем увеличении S ампли-
туда эхосигнала от дефекта уменьшается;
формула (2.22) в этой зоне не действует.
Обычно из условий достижения хорошего
качества акустического контакта диаметр
ПЭП < 50 мм.
Частота УЗ-колебаний f входит в ве-
личины Л и 5 неравенства (2.22), причем с
ростом частоты Л уменьшается, а 8 воз-
растает (см. разд. 1.1). Отсюда возникает
задача об оптимальной частоте, решение
которой показывает, что с ростом толщи-
ны ОК и коэффициента затухания УЗ оп-
тимальная частота понижается.
Достижимую чувствительность оце-
нивают также по стандартным образцам.
Образец V-1 предусматривает возмож-
ность грубой оценки чувствительности
дефектоскопа по отражению от цилиндри-
ческого отверстия диаметром 1,5 мм.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
229
Рис. 2.64. Локализация зоны озвучивания для повышения отношения
сигиал/структурные помехи
Прямой преобразователь помещают в по-
ложение J на рис. 2.51, а наклонный - в
положение G и выявляют отверстие мно-
гократно отраженным лучом. Однако де-
фектоскопы с абсолютной чувствительно-
стью 90... 100 дБ позволяют обнаружи-
вать цилиндрическое отверстие диаметром
1,5 мм с большим запасом чувствительно-
сти.
Другой способ сравнительной оценки
чувствительности дефектоскопа по образ-
цу V-1 - определение на максимальной
чувствительности количества видимых на
экране многократных отражений в плек-
сигласовом цилиндре, вставленном в от-
верстие диаметром 50 мм. EN 12668-3 ре-
комендует получить максимальный эхо-
сигнал от выбранного бокового цилинд-
рического отверстия и измерить, насколь-
ко можно увеличить чувствительность
аттенюатором до появления шумов при-
бора.
Порог чувствительности при вы-
соком уровне структурных помех сни-
жают тремя путями. Первый заключается
в выборе оптимальных параметров кон-
троля, второй - в применении статистиче-
ских методов обнаружения сигналов на
фоне структурных помех, третий - в ком-
пьютерной обработке принятых сигналов
и помех.
Выбор оптимальных параметров
контроля основан на анализе соотноше-
ний полезных сигналов и среднего уровня
структурных помех. В табл. 2.7 эти соот-
ношения приведены без учета влияния на
них качества акустического контакта (см.
разд. 2.2.3). Поскольку изменение акусти-
ческого контакта может уменьшить ам-
плитуду сигнала в несколько раз, а макси-
мальный уровень структурных помех - на
значительно меньшую величину (прибли-
зительно в 2 раза выше среднего значе-
ния), для надежного обнаружения полез-
ного сигнала на фоне помех сигнал дол-
жен быть в 4 ... 6 раз выше их среднего
уровня. Используя эти соотношения, мож-
но дать следующие рекомендации по оп-
тимизации условий контроля.
1. Локализовать зону озвучивания, т.е.
область, из которой получают информа-
цию. Выявляемость дефекта на фоне
структурных помех растет с увеличением
отношения площади отражающей поверх-
ности дефекта к площади облучаемых УЗ-
кристаллитов металла, участвующих в
образовании помех. Из табл. 2.7 видно,
что уменьшение длительности т импульса,
уменьшающее лучевую протяженность
зоны озвучивания (заштрихована на
рис. 2.48 и 2.64), улучшает отношение
сигнал/помеха. Если дефект находится в
230
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
дальней зоне, то для повышения отноше-
ния сигнал/помеха целесообразно увели-
чить площадь преобразователя S, улучшая
тем самым его направленность (рис. 2.64,
а, б). Это справедливо не только для то-
чечных, но и для протяженных дефектов и
даже для отражающей плоскости. Дело в
том что эффективно отражающая в сторо-
ну приемника часть плоскости или протя-
женного дефекта невелика, поэтому
улучшение направленности излучения
дает тот же эффект, что и для точечного
отражателя
Когда отражатель попадает в ближ-
нюю зону (рис. 2.64, в), тогда увеличение
Sa приводит к уменьшению концентрации
УЗ-энергии и отношение сигнал/помеха
для точечных отражателей ухудшается. В
ближней зоне отношение сигнал/помеха
можно увеличить, применяя фокусировку
УЗ-поля (рис. 2.64, г). Здесь для дискооб-
разного отражателя, расположенного в
геометрическом фокусе F, отношение сиг-
нал/помеха определяет формула
zl=5_£_ Is
ро F%2]8pci’
(2.23)
аналогичная формуле в табл. 2.4 для даль-
ней зоны, только г заменено на F. Из
формулы (2.23) видно, что повышение
отношения сигнал/помеха для фокуси-
рующего преобразователя растет с увели-
чением его площади.
2. Использовать РС-преобразователи.
Как видно из рис. 2.64, д, этот преобразо-
ватель обладает фокусирующим действи-
ем: сжимает зону озвучивания. Наиболь-
шую концентрацию энергии дает фокуси-
рующий PC-преобразователь (рис. 2.64, е).
Кроме того, PC-преобразователь устраня-
ет помехи от вторичного рассеяния и
практически не имеет собственных помех.
3. Выбрать тип волны исходя из тре-
бований минимального значения коэффи-
циента рассеяния 8Р. При постоянной час-
тоте коэффициент рассеяния продольных
волн в 4 ... 6 раз меньше, чем поперечных,
однако в знаменателе формул табл. 2.7
фигурирует произведение 8Р с, а скорость
продольных волн в 2 раза больше, чем
поперечных. В результате выигрыш при
использовании продольных волн вместо
поперечных оказывается не столь значи-
тельным. Тем не менее, преимущества
применения продольных волн подтвер-
ждаются практическими данными для ау-
стенитных сталей (см. разд. 5.1.3.1).
Большой выигрыш для этих сталей дает
применение горизонтально поляризован-
ных волн, однако их излучение и прием
затруднительны. Уменьшение произведе-
ния (пропорционального 8Р А) способст-
вует устранению помех от вторичного
рассеяния.
4. Выбрать частоту с учетом зависи-
мости от нее коэффициента рассеяния 8р.
Согласно разд. 1.1.3, коэффициент 8Р про-
порционален причем в зависимости от
соотношения ОД значение п может из-
меняться от 2 до 4. Из табл. 2.7 видно, что
в зависимости от значения п, формы отра-
жателя, зоны акустического поля преобра-
зователя, в которой отражатель располо-
жен, отношение сигнал/помеха с повыше-
нием частоты может как увеличиваться,
так и уменьшаться.
Из практики известно правило', чем
больше затухание УЗ, тем меньше должна
быть частота. Оно связано с необходимо-
стью выполнения условия В.И. Данилова
8рл < 0,02, так как в противном случае
начинает действовать эффект повторного
рассеяния и формулы табл. 2.7 становятся
неверными.
5. Усовершенствовать аппаратуру в
нескольких направлениях. Увеличение
абсолютной чувствительности расширяет
возможность применения оптимальных
параметров контроля, как рекомендова-
лось выше (например, выбора частоты,
использования PC-преобразователей и
т.д.), при сохранении требуемого уровня
фиксации. Введение компенсированной
отсечки не увеличивает отношения сиг-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
231
2.7. Отношение амплитуды эхосигнала к уровню структурных помех
для отражателей различного типа
Отражатель Отношение амплитуды эхосигнала к среднему квадратическому уровню структурных помех
в ближней зоне в дальней зоне
Диск площадью s (3,5 ...9)- I—!— А. у dpcxS 5 s IS А2 \ 8рст
Цилиндр диаметром d 2,5 1—— у А.8рст 1,8 dS А. г8рст
Плоскость (донный сигнал) (3,5...2)И- ррст 2,5- 1— А, у ЗрСТ
нал/помеха, однако повышает удобство
контроля при высоком уровне помехи,
поскольку помогает сконцентрировать
внимание дефектоскописта на полезных
сигналах.
Введение ВРЧ обеспечивает прибли-
зительно одинаковый уровень помех на
всей линии развертки. Дефектоскоп дол-
жен иметь широкий диапазон частот для
оптимизации их выбора. Генератор дефек-
тоскопа должен излучать короткие коло-
колообразные импульсы. В комплект при-
бора должны входить РС-преобразователи
и фокусирующие преобразователи с
большим диаметром пьезоэлемента.
Широкие возможности обработки ре-
зультатов контроля открывает применение
когерентных методов контроля (см.
разд. 2.2.5.6), когда с помощью компьюте-
ра выполняют синтезирование фокуси-
рующего преобразователя с очень боль-
шими размерами, равными области скани-
рования, а следовательно, с очень узкой
фокальной областью. В результате эти
методы, как и фокусирующие преобразо-
ватели, позволяют достичь высокого от-
ношения сигнал/помеха, причем не в уз-
кой зоне фокусировки, а во всем материа-
ле ОК (см. разд. 3.2.7.6).
Статистические методы выделения
сигналов на фоне структурных помех ши-
роко используют в радио- и гидролокации.
Однако помехи в этих областях обычно
представляют случайные во времени не-
коррелированные процессы, т.е. шумы,
поэтому накопление информации и стати-
стическая обработка ее позволяют значи-
тельно повысить отношение сигнал/по-
меха. (Вопросы корреляционной обработ-
ки сигналов рассмотрены в [299].)
Иное положение складывается при
УЗ-контроле. Взаимное положение рас-
сеивателей в твердом теле не меняется во
времени. При неизменных условиях излу-
чения и приема упругих волн структурная
помеха полностью коррелирована в оди-
наковые моменты времени различных пе-
риодов посылок зондирующих импульсов,
что исключает возможность непосредст-
венного применения статистических ме-
тодов. Условием использования этих ме-
тодов является обеспечение таких измене-
ний в акустическом поле преобразователя,
при которых корреляция помех снижается,
а сигналы от дефекта остаются сильно
коррелированными. Способы практиче-
ского решения задачи различаются прежде
всего выбором изменяемого параметра
акустического поля.
Простой для практической реализа-
ции способ - изменение длительности т
зондирующих импульсов при сохранении
232
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
t, мкс
Рис. 2.65. Элементарные волны,
используемые при вейвлетном анализе:
А - амплитуда; Т - время, мкс,
50 - материнский вейвлет
их амплитуды. Если т 2 47 (7 - период
колебаний), то полезный сигнал практиче-
ски не увеличивается при дальнейшем
увеличении т. В то же время уровень
структурных помех растет пропорцио-
нально 7т . Дефектоскоп для контроля
крупнозернистых материалов должен об-
ладать переменной длительностью им-
пульса (как минимум, 4 ... 9 периодов).
Когда возникает сомнение, что на-
блюдаемые импульсы вызваны структур-
ными помехами, то изменяют т и прове-
ряют, изменяется или нет их амплитуда.
Если амплитуда не изменяется (с точно-
стью до 1 дБ), то импульсы - сигналы от
дефектов. Если же она изменяется при-
близительно на 3 дБ или более - это
структурные помехи.
Статистическое накопление и обра-
ботку сигналов можно также проводить,
перемещая преобразователь по поверхно-
сти изделия, изменяя угол ввода, рабочую
частоту, ширину диаграммы направленно-
сти (например, варьируя диаметр преобра-
зователя) [132, 247].
Методики контроля с компьютерной
обработкой сигналов и помех. Современ-
ные возможности обработки результатов
контроля на персональном компьютере, с
которым соединен или в который иногда
встроен дефектоскоп, дали возможность
применять новые методы обработки при
контроле материалов с высоким уровнем
структурных помех: сплит-спектральный
(split spectrum) и вейвлетный (wavelet
transform) анализы.
Суть сплит-спектралъного способа
рассмотрена в [422, с. 589]. Принятую при
контроле реализацию эхосигнала, образо-
ванную комбинацией помех, отраженных
от структурных неоднородностей, и сиг-
нала, отраженного от дефекта, подвергают
прямому преобразованию Фурье. Полу-
ченный амплитудно-частотный спектр
разбивают на ряд частотных полос. Каж-
дую из них подвергают обратному преоб-
разованию Фурье, а набор полосовых сиг-
налов амплитудно взвешивают, после чего
полосовые сигналы суммируют. В резуль-
тате получают скорректированную реали-
зацию эхосигнала, причем весовые коэф-
фициенты подбирают таким образом, что-
бы максимизировать отношение амплиту-
ды сигнала от дефекта к амплитуде сигна-
ла структурных помех.
Способ вейвлетного анализа изложен
в [422, с. 500]. Как известно, любой реаль-
но существующий сигнал можно предста-
вить с помощью преобразования Фурье в
виде суммы гармоник (синусоид) различ-
ной частоты. При этом предполагается,
что гармоники бесконечны во времени, а
это не позволяет отслеживать изменения
сигнала во времени. Для нестационарных
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
233
сигналов, чтобы уловить непериодические
изменения во времени, вместо набора гар-
моник берут набор коротких всплесков -
вейвлетов (wavelet дословно значит "эле-
ментарная волна"), образованных из пер-
вичного, материнского вейвлета растяже-
нием (сжатием) и последовательным пе-
ремещением сигналов по временной оси.
Набор вейвлетов (рис. 2.65) образует
базис, позволяющий разложить анализи-
руемый сигнал на сумму таких всплесков
разного размера и местоположения во
времени. Коэффициенты разложения, яв-
ляющиеся функцией от длительности
всплеска (имеет смысл обратной частоты)
и времени, дают важную информацию об
эволюции сигнала. Они также зависят от
формы материнского вейвлета, который
для каждой прикладной задачи выбирает-
ся соответствующим образом. Из числа
полученных таким образом вейвлетов ме-
тодом нейронной сети выбирают вейвлет,
наиболее точно соответствующий нали-
чию дефектов.
Применение вейвлет-преобразования
в УЗ-дефектоскопии для выделения по-
лезного сигнала из шумов и помех рас-
смотрено также в [425, с. 133/589, 500/347
и 111/600] для контроля аустенитных
сварных соединений, в [425, с. 110/775] -
для выявления в композиционных мате-
риалах пористости и обогащенных смолой
зон, в [425, с. 387/501] - для определения
границы между хромоникелевым покры-
тием и основным металлом.
Усовершенствование сплит-спект-
рального и вейвлетного способов анализа
предложено в [422, с. 497]. Усовершенст-
вование сплит-спектрального анализа со-
стоит в том, что не требуется предвари-
тельного знания частотного диапазона для
разбиения на частотные полосы. Устанав-
ливается так называемый полярный порог -
эквивалентный частотный диапазон для
этого разбиения широкополосного сигнала
от дефекта. Осуществляется оптимизация
по максимальному подавлению помех.
Усовершенствование вейвлетного ана-
лиза основано на знании параметров сиг-
налов от дефекта и помех, чтобы адапти-
ровать частотный диапазон к свойствам
материала по максимуму разрешения во
времени. Эффективность предложенных
способов показана на примере контроля
литой аустенитной стали - крайне слож-
ной задачи для УЗ-контроля.
Один из перспективных способов
контроля материалов с высоким уровнем
структурных помех двухчастотный, раз-
работанный В.В. Гребенниковым и др.
[98]. Дефектами считаются только отра-
жатели, дающие эхосигнал на двух часто-
тах, отличающихся в 1,5 раза. Развитие
двухчастотного способа - двухмодовый
способ, согласно которому дефектами
считаются только отражатели, дающие
эхосигнал при контроле и продольными, и
поперечными волнами. Этот вопрос под-
робнее будет рассмотрен в разд. 5.1.3.1.
Максимальная глубина прозвучи-
вания rmax - наибольшая глубина, на ко-
торой выявляется дефект заданного раз-
мера. В технических характеристиках
прибора в качестве максимальной глуби-
ны прозвучивания указывают максималь-
ную длительность развертки дефектоско-
па. Однако достаточная длительность раз-
вертки не гарантирует нахождения тре-
буемого дефекта, необходима также дос-
таточно высокая чувствительность. Дос-
тижение максимальной глубины прозву-
чивания связано с преодолением тех же
двух ограничивающих факторов (2.17) и
(2.18), которые препятствовали повыше-
нию чувствительности.
2.2.4.6. Мертвая зона
Мертвая зона, или минимальная глу-
бина прозвучивания, - минимальное рас-
стояние от поверхности ввода до дефекта,
надежно выявляемого при контроле. Воз-
никновение мертвой зоны при контроле по
совмещенной схеме связано с тем, что
усилитель дефектоскопа не может прини-
мать эхосигналы от дефектов во время
излучения зондирующего импульса. После
него следуют помехи преобразователя, т.е.
234
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
многократные отражения импульса в эле-
ментах ПЭП: пьезопластине, протекторе,
призме и т.д. (реверберационно-шумовая
характеристика преобразователя -
РВШ). Они имеют большую амплитуду,
поэтому слабый эхосигнал от дефекта на
их фоне не обнаруживается.
При контроле через акустическую за-
держку, в частности иммерсионным спо-
собом, мертвая зона возникает под дейст-
вием начального импульса, появляющегося
в результате отражения УЗ на границе
задержки с ОК. Начальный импульс имеет
очень большую амплитуду и играет ту же
роль, что и зондирующий.
Упрощенно представляют, что мерт-
вая зона при контроле по совмещенной
схеме для прямого преобразователя опре-
деляется формулой [132, 247]
й = с(т + тп)/2,
где с - скорость продольных волн в изде-
лии; т - длительность импульса; тп - дли-
тельность помех. Обычно длительность
импульса измеряется количеством п пе-
риодов колебаний в нем, поэтому ст = нА..
По экспериментальным измерениям, хо-
роший преобразователь, в котором помехи
практически отсутствуют, имеет п = 5 и
величину мертвой зоны
h = 2,5А.. (2.24)
Широкополосный преобразователь с
низким уровнем шумов позволяет полу-
чить мертвую зону величиной X.
С возрастанием амплитуды эхосигна-
ла от отражателя улучшается возможность
его обнаружения на фоне помех преобра-
зователя, поэтому для более точного оп-
ределения величины мертвой зоны нужно
получить сигнал, соответствующий уров-
ню фиксации.
Для наклонного преобразователя
мертвая зона меньше, чем для прямого,
поскольку с - скорость поперечных (более
коротких) волн, а расстояние И располага-
ется в направлении луча, наклоненного к
поверхности под углом ввода, поэтому
мертвая зона в направлении, перпендику-
лярном к поверхности, h'- ftcosa. Для
поверхностных волн а = 90° и мертвая
зона равна нулю.
Для наклонного преобразователя
действует еще один фактор, уменьшаю-
щий мертвую зону. В хорошо сконструи-
рованном преобразователе волны, отра-
женные от границы призма - ОК, не воз-
вращаются на излучающе-принимающую
пьезопластину. У такого преобразователя
мертвая зона уменьшается почти до нуля.
Однако полностью устранить влияние от-
раженной волны на принимающую пла-
стину, как правило, не удается.
При контроле РС-преобразователем
мертвая зона возникает в результате про-
хождения зондирующего импульса от из-
лучающего к приемному элементу, не-
смотря на принимаемые меры по устране-
нию этого явления. Такие преобразовате-
ли имеют мертвую зону 0,5 ... 1 мм - зна-
чительно меньше, чем прямые совмещен-
ные. При контроле тонких изделий РС-
преобразователем легко спутать сигнал от
дефекта с донным сигналом или первый и
второй донные сигналы между собой.
Рекомендуется проверять мертвую
зону по боковым цилиндрическим отвер-
стиям, просверленным на разных расстоя-
ниях от поверхности образца из материала
изделия, так как трудно изготовить на-
клонные плоскодонные отверстия. При
контроле стальных изделий для приб-
лиженной оценки мертвой зоны исполь-
зуют цилиндрические отверстия диамет-
ром 2 мм на расстояниях 3 и 8 мм от по-
верхности в СО-2 (см. рис. 2.24). При не-
обходимости изготовляют СОП с отвер-
стиями на других расстояниях от поверх-
ности.
При контроле поковок прямым пре-
образователем предусматривается (ГОСТ
24507-80) проверка мертвой зоны по
плоскодонному отверстию на уровне фик-
сации. На практике в этом случае мерт-
вую зону также проверяют по боковым
отверстиям. EN 12668-3 вместо измерения
мертвой зоны рекомендует измерение
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
235
Рис. 2.66. Разрешающая способность эхометода для прямого (а)
и наклонного (б) преобразователен
длительности зондирующего импульса на
уровне 10 % от его полной высоты.
Преобразователи для излучения и
приема поверхностных и нормальных
волн имеют нулевую мертвую зону, от-
считываемую от поверхности ввода, со-
гласно данному выше определению. Од-
нако для них существует мертвая зона,
отсчитываемая от точки ввода в направле-
нии распространения волны.
2.2.4.7. Разрешающая способность
Разрешающая способность эхоме-
тода - это минимальное расстояние меж-
ду двумя одинаковыми дефектами, при
котором эти дефекты фиксируются раз-
дельно.
Различают лучевую и фронтальную
разрешающие способности [132, 247].
Первую определяют минимальным рас-
стоянием Аг между двумя раздельно вы-
явленными дефектами, расположенными в
направлении хода лучей вдоль акустиче-
ской оси преобразователя (рис. 2.66), вто-
рую - минимальным расстоянием А/ меж-
ду двумя одинаковыми по величине то-
чечными раздельно выявляемыми дефек-
тами, расположенными параллельно фрон-
ту УЗ-волны.
Достижение максимальной лучевой
разрешающей способности ограничивает-
ся теми же факторами, что и минимальной
мертвой зоны. Сигнал от дефекта, нахо-
дящегося ближе к преобразователю, дей-
ствует подобно зондирующему импульсу
и мешает выявлению дефекта, импульс от
которого приходит позднее. Влияние пе-
реходных процессов в преобразователе в
этом случае гораздо меньше, поскольку
амплитуда сигнала, вызывающего эти
процессы, в сотни раз меньше зондирую-
щего импульса. В результате лучевая раз-
решающая способность зависит в основ-
ном от длительности импульса и составля-
ет
Дг = 0,5ст = 1,5Х, (2.25)
если импульс состоит из трех периодов
колебаний.
236
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.67. Экспериментальная оценка фронтальной разрешающей способности
для прямого преобразователя диаметром 12 мм, X = 2,3 мм, г = 50 мм
Когда два отражателя, расположен-
ные на акустической оси преобразователя,
сближаются и расстояние между ними
становится меньше пространственной
длительности импульса, происходит ин-
терференция эхосигналов, т.е. суммарный
сигнал осциллирует. Считают, что два
одинаковых импульса воспринимаются
как раздельные, если уровень сигнала ме-
жду ними уменьшается, по крайней мере,
в 2 раза по сравнению с максимальной
амплитудой меньшего из них. Приведен-
ное условие удовлетворяет этому требова-
нию.
Конечная величина лучевой разре-
шающей способности иногда мешает вы-
явлению дефектов вблизи противополож-
ной поверхности изделия, от которой воз-
никает интенсивный донный сигнал. Ус-
ловия разрешения таких дефектов затруд-
нены по сравнению со случаем двух оди-
наковых сигналов, поэтому вблизи донной
поверхности имеется неконтролируемая
зона, меньшая, чем мертвая зона, но не-
сколько большая, чем лучевая разрешаю-
щая способность.
Для оценки фронтальной разрешаю-
щей способности прямого преобразовате-
ля рассчитывают амплитуду эхосигнала от
двух одинаковых точечных отражателей,
залегающих на глубине г и расположен-
ных на расстоянии А/ друг от друга. На
рис. 2.67 показано изменение амплитуд
при перемещении прямого преобразовате-
ля для конкретного случая контроля. Об-
ращает на себя внимание появление до-
полнительного максимума, соответст-
вующего положению преобразователя
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
237
посередине между отражателями. В этом
случае эхосигналы от обоих отражателей
приходят к преобразователю в одно время
и взаимно усиливаются. При большом
удалении дефектов от преобразователей
(г » N ) дополнительных максимумов
может быть несколько. Основные макси-
мумы могут достигаться не тогда, когда
преобразователь расположен точно над
отражателем, а когда отражатель находит-
ся несколько в стороне от оси преобразо-
вателя.
Рационально принять условие, что
разрешение наступает тогда, когда при
положении преобразователя посередине
между отражателями суммарный сигнал
от них на 6 дБ меньше максимального
сигнала от одного отражателя. По графику
функции Ф2 для круглого преобразователя
(см. рис. 1.49) найдем неравенство, огра-
ничивающее раздельное выявление дефек-
тов в дальней зоне:
A/>0,7rX/(2a)®rA/D. (2.26)
В ближней зоне разрешению дефек-
тов мешают максимумы и минимумы поля
преобразователя. Для надежного разреше-
ния расстояние между дефектами должно
быть больше половины диаметра преобра-
зователя:
А/ > 0,5£>. (2.27)
При контроле наклонным преобразо-
вателем фронтальную разрешающую спо-
собность определяют с помощью того же
условия (2.26). Два дефекта располагаются
не на одной глубине, а вдоль фронта вол-
ны, т.е. перпендикулярно к акустической
оси преобразователя. Однако когда линия,
соединяющая дефекты, расположена под
углом 8 к оси преобразователя
(см. рис. 2.66, б), они могут разрешиться
под действием лучевой разрешающей спо-
собности.
Можно использовать общее правило:
разрешение не достигается, если сущест-
вует такое пространственное положение
зоны озвучивания, при котором в нее по-
падают сразу оба отражателя. Зона озву-
чивания - область пространства, ограни-
ченная половиной пространственной дли-
тельности импульса и шириной поля из-
лучения-приема преобразователя (см.
рис. 2.48). На границе зоны озвучивания
амплитуда эхосигнала от каждого из
одинаковых дефектов должна быть в 4 ра-
за меньше, чем максимальная амплитуда в
ее пределах, тогда амплитуда сигнала
сразу от двух дефектов будет в 2 раза
меньше максимальной амплитуды от
одного дефекта.
При использовании когерентных ме-
тодов контроля, в частности акустической
голографии (см. разд. 2.2.5.6 и 3.2.7.6), во
всей дальней зоне преобразователя дости-
гается фокусировка с максимально воз-
можным апертурным углом. Эффект дей-
ствует как для прямых, так и для наклон-
ных преобразователей. При использова-
нии многочастотной акустической голо-
графии сохраняется малая длительность
импульсов. Таким образом, акустическая
голография позволяет добиться наиболее
высокой разрешающей способности для
УЗ-контроля практически для всей тол-
щины ОК.
Лучевую разрешающую способность
поверяют по СО-1 из оргстекла. В нем
имеются отражатели в виде ступенчатого
паза и фигурного отверстия с тремя раз-
ными диаметрами. Ступенчатый паз ис-
пользуют при контроле прямым, а фигур-
ное отверстие - наклонным преобразова-
телем. Определяют минимальное расстоя-
ние Аг0 между отражателями, при котором
они фиксируются раздельно (из двух зна-
чений ступенек 2,5 и 5 мм, имеющихся в
образце). Разрешающую способность Аг в
стали определяют по формуле
Аг = сАг0/с0 ,
где с и с0 - скорости звука в изделии и
образце.
При использовании стандартного об-
разца V-1 лучевую разрешающую способ-
ность поверяют только для прямого пре-
образователя по отражателям в виде сту-
пенчатого паза. Преобразователь поме-
238
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.68. Методика экспериментального
определения диаграммы направленности
преобразователя
щают в положение Н (см. рис. 2.51). Сту-
пенчатый паз позволяет оценить разре-
шающую способность в 6 и 15 мм. Со-
гласно формуле (2.27), разрешающая спо-
собность в 6 мм соответствует довольно
низкой частоте в 1,5 МГц.
Фронтальную разрешающую способ-
ность оценивают, проверяя направлен-
ность поля преобразователя: чем она ост-
рее, тем выше фронтальная разрешающая
способность. Диаграмму направленности
по излучению-приему Ф2(<р) определяют
как зависимость изменения амплитуды
эхосигнала от ненаправленного отражате-
ля (т.е. одинаково отражающего при лю-
бом направлении падающей волны) в
функции угла между лучом, направлен-
ным на отражатель, и акустической осью
преобразователя. При этом нужно обеспе-
чить постоянное расстояние до отражателя.
Для прямого преобразователя с дис-
кообразным пьезоэлементом диаграмма
направленности одинакова во всех плос-
костях. Для наклонного преобразователя
диаграммы направленности разные для
плоскости падения (основной) и плоско-
сти, перпендикулярной к плоскости паде-
ния, проходящей через преломленную ось
симметрии пьезоэлемента (дополнитель-
ной).
В основной плоскости диаграмма на-
правленности расширяется при увеличе-
нии угла призмы, а в дополнительной не
зависит от него (см. разд. 1.3.2). Числовые
характеристики диаграммы направленно-
сти - это угол ввода и углы раскрытия
диаграммы на каком-то определенном
уровне. Чаще всего для диаграммы, изме-
ренной по отражению от искусственного
дефекта, угол раскрытия измеряют на
уровнях 6 или 20 дБ от максимума.
Диаграммы направленности снимают
экспериментально, измеряя изменение
амплитуды эхосигнала от ненаправленно-
го отражателя при перемещении преобра-
зователя по поверхности образца. На
рис. 2.68 показан пример измерения диа-
граммы направленности в основной плос-
кости наклонного преобразователя. Отра-
жателем служит цилиндрическое отвер-
стие, например в СО-2. Этот образец удо-
бен тем, что по его шкалам можно непо-
средственно считывать углы а. Расстоя-
ние г должно быть в 1,5 ... 2 раза больше
N (см. разд. 2.2.4.3). Этому требованию
СО-2 часто не удовлетворяет, поэтому
приходится пользоваться образцом боль-
шего размера. Поскольку при этом ис-
пользуют образец без шкал углов, то рас-
чет ведут по формуле
а = arctg(X/y).
Находят положение преобразователя,
соответствующее максимуму эхосигнала,
и определяют угол ввода а. Далее пере-
мещают преобразователь по образцу и
измеряют относительное изменение ам-
плитуды эхосигналов при других значени-
ях X = X и других углах а'.
При таком способе измерения изме-
нение амплитуды эхосигнала вызывается
не только диаграммой направленности, но
и изменением расстояния от преобразова-
теля до отражателя, происходящим при
перемещении преобразователя. Чтобы
исключить этот фактор, амплитуду (в от-
носительных единицах) умножают на
(cos a'/cos а)3, 2. Строят диаграмму
[ф(а')/ф(а)]2 как относительное измене-
ние скорректированной амплитуды в
функции от угла а'.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
239
Обычно проверку диаграмм направ-
ленности ограничивают измерением уг-
лов, при которых амплитуда эхосигнала
уменьшается на 6 дБ от максимума. Изме-
нение амплитуды, вызываемое изменени-
ем расстояния от преобразователя до от-
ражателя, не учитывают. Однако это не
мешает сравнивать диаграммы направлен-
ности однотипных преобразователей. Если
для какого-либо преобразователя диа-
грамма направленности существенно ши-
ре, чем у других, то это означает, что у
него не работает часть пьезопластины,
например, может быть, она частично от-
клеилась от призмы.
В [422, с. 3064] предложена ориги-
нальная методика снятия диаграмм на-
правленности в основной плоскости. Диа-
грамму излучения-приема снимали по бо-
ковым цилиндрическим отверстиям диа-
метром 1,5 ... 3 мм, просверленным на
разной глубине от поверхности ввода. Для
измерения амплитуды каждого луча под-
бирали отверстие на разной глубине так,
чтобы расстояние преобразователь - от-
ражатель сохранялось неизменным. Точку
ввода определяли по полуцилиндрическо-
му образцу. Результаты оказались не зави-
сящими от диаметра отверстия (при усло-
вии одинаковости диаметров в процессе
измерения каждой диаграммы) и подтвер-
дили правильность расчета угла ввода.
Диаграмму направленности в допол-
нительной плоскости снимают с помощью
образцов, показанных на рис. 2.50, г или 0,
смещая преобразователь из положения,
соответствующего максимуму эхосигнала.
Образец на рис. 2.50, г применяют для
преобразователей с углами ввода < 57° в
стали. Этот образец (при любых углах
ввода) пригоден также для проверки того,
что осевая плоскость акустического поля
наклонного преобразователя в дополни-
тельной плоскости параллельна боковым
поверхностям призмы, как рекомендовано
в разд. 2.2.4.3. Однако он непригоден для
снятия диаграммы направленности в до-
полнительной плоскости, если преоб-
разователь имеет угол ввода 57 ... 65°.
При этих углах наблюдается мини-
мум эхосигнала от угла между вертикаль-
ным отверстием и донной поверхностью
образца, что снижает точность измерений.
В этом случае диаграмму направленности
в дополнительной плоскости снимают с
помощью образца с тороидальным пазом,
показанного на рис. 2.50, д.
EN 12668-2 рекомендует методы экс-
периментального измерения диаграмм
направленности преобразователя. Наибо-
лее точный из них состоит в измерении
амплитуды прошедшего сигнала с помо-
щью ЭМА-приемника на цилиндрической
поверхности образца, подобного СО-3.
Исследуемый преобразователь при этом
помещают на плоской поверхности образ-
ца в точке, где амплитуда эхосигнала от
цилиндрической поверхности максималь-
на. Предлагаются также способы оценки
диаграмм направленности по боковым
цилиндрическим отверстиям, как на
рис. 2.68, или отверстиям со сферическим
дном. Корректировка результатов измере-
ний на изменение расстояния от преобра-
зователя до отражателя, происходящее
при перемещении преобразователя, не
предусматривается.
Основным средством повышения лу-
чевой разрешающей способности служит
уменьшение длительности импульса. С
этой целью применяют способы, рассмот-
ренные ранее. При контроле изделий
большой толщины иногда бывает трудно
раздельно различить на экране два близ-
корасположенных импульса. Это ограни-
чение устраняют введением задержанной
развертки (лупы времени).
Для улучшения фронтальной разре-
шающей способности в дальней зоне сле-
дует улучшить направленность преобразо-
вателя путем увеличения его диаметра и
частоты. Как отмечено в разд. 1.3, повы-
шения направленности можно добиться
также, применяя кольцеобразные преобра-
зователи. В ближней зоне целесообразно
240
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
применение фокусирующих преобразова-
телей, при этом наименьшее достигаемое
значение фронтальной разрешающей спо-
собности имеет порядок ТК (при апертур-
ном угле 30°).
По мнению Н.Г. Шмелева [343], наи-
более эффективным средством повышения
раздельной выявляемое™ близкорасполо-
женных дефектов является применение
метода азимутального сканирования, за-
ключающегося во вращении преобразова-
теля вокруг эпицентра дефектного места.
При этом плавно и непрерывно изменяет-
ся ракурс озвучивания дефектного места,
и при озвучивании двух отражателей из-
меняется величина А/. Методика позволя-
ет устанавливать, находится в данном
месте один, два или больше дефектов, и с
высокой точностью определять расстоя-
ние между двумя дефектами и их место-
расположение. Методика применима так-
же для оценки эквивалентных размеров
двух близкорасположенных отражателей.
2.2.4.8. Плотность сканирования
Сканирование - перемещение преоб-
разователя по поверхности изделия (или
изделия относительно преобразователя) с
целью проверки УЗ всего материала ОК.
Преобразователь перемещают с опреде-
ленной скоростью (скоростью сканирова-
ния) вдоль траектории сканирования
(рис. 2.69, а). При ручном сканировании
скорость перемещения <150 мм/с и огра-
ничивается физиологическими возможно-
стями среднего дефектоскописта. В ве-
домственных руководствах допустимая
скорость сканирования часто снижается
до 50 ... 100 мм/с.
Расстояние s между линиями скани-
рования называют шагом сканирования.
При сканировании необходимо обнару-
жить все дефекты, эхосигнал от которых
превышает уровень фиксации. Чувстви-
тельность к дефектам на линии сканиро-
вания максимальна, а между этими ли-
ниями несколько меньше (рис. 2.69, б).
Рис. 2.69. Шаг сканирования и его
зависимость от поисковой
чувствительности
Однако здесь она не должна упасть ниже
уровня фиксации.
Чтобы обеспечить это условие, чув-
ствительность на линии сканирования
должна быть выше уровня фиксации. Эта
завышенная чувствительность должна
быть не меньше превышения поискового
уровня над уровнем фиксации. Чем боль-
ше превышение уровня поиска над уров-
нем фиксации АР, тем больше может быть
шаг сканирования. Обычно принимают,
что уровень фиксации на 6 дБ ниже поис-
кового уровня. Если имеется необходи-
мость в увеличении шага сканирования,
надо увеличивать АР.
На рис. 1.47 показаны линии равного
ослабления для поля излучения круглого
контактного преобразователя для импуль-
сов разной длительности. По этим кривым
можно оценить шаг сканирования, соот-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
241
ветствующий различным значениям ДР
при выявлении компактного (точечного)
дефекта. Поскольку поле излучения-
приема приблизительно пропорционально
квадрату поля излучения, для его оценки
следует удваивать цифры ослабления в
децибелах, указанные вблизи кривых.
Кривые 3 дБ (6 дБ для излучения-
приема) имеют наибольшее сжатие на рас-
стоянии 0,7 ... 0,9 протяженности ближ-
ней зоны преобразователя. Здесь расстоя-
ние между ними равно 0,75 радиуса а пре-
образователя для реально применяемых
коротких импульсов. Для преобразователя
прямоугольной формы это расстояние
приближается к а. С учетом этого счита-
ют, что если ДР = 6 дБ, то шаг может быть
равен половине размера пьезоэлемента
преобразователя. Такого значения обычно
и придерживаются при контроле.
При контроле тонких сварных швов
(см. разд. 5.1.1.4), как правило, применяют
поперечно-продольное сканирование. При
нем преобразователь перемещают в ос-
новном перпендикулярно к шву, смещая
его вдоль шва на шаг сканирования, ука-
занный выше.
При контроле толстых сварных швов
чаще применяют продольно-поперечное
сканирование, при котором основное пе-
ремещение преобразователя - вдоль шва.
Тогда шаг сканирования s (перпендику-
лярно к шву) можно увеличивать по мере
углубления контролируемой зоны и ото-
двигания преобразователя от шва, по-
скольку раскрытие пучка лучей возрастает
по мере увеличения пути УЗ.
При автоматическом сканировании
траектория и шаг сканирования обычно те
же. что при ручном. Скорость сканирова-
ния определяется частотой посылок им-
пульсов F, размером озвучиваемой преоб-
разователем зоны изделия /, числом им-
пульсов N, которое необходимо получить
от дефекта для его надежной регистрации,
временем пробега в изделии УЗ-импульса.
Для изделий небольшой толщины
максимальная скорость сканирования оп-
ределяется формулой
V = FI/N.
Поскольку I зависит от ширины аку-
стического поля преобразователя, эта ве-
личина изменяется вдоль акустической
оси. Следует использовать ее минималь-
ное значение в пределах пути УЗ в изде-
лии. Для прямого преобразователя, как
было сказано выше, минимальное значе-
ние I на уровне 6 дБ равно половине раз-
мера пьезоэлемента преобразователя а.
2.2.4.9. Стабильность
акустического контакта
Акустический контакт обеспечивает
передачу УЗ-колебаний от преобразовате-
ля к ОК и обратно. В процессе контроля
качество акустического контакта может
изменяться под влиянием случайных фак-
торов, особенно при контроле контактным
способом. На плохо смазанном участке
поверхности слой контактной жидкости
между преобразователем и изделием мо-
жет отсутствовать или не полностью за-
полнять зазор. Изменение толщины слоя
контактной жидкости вызовет изменение
коэффициента прозрачности границы пре-
образователя с ОК. Возможно возникно-
вение клиновидного слоя, и тогда изме-
нится направление излучения преобразо-
вателя.
Способы акустического контакта,
рассмотренные в разд. 2.1.9 (см. рис. 2.10),
можно расположить в порядке убывающей
стабильности: бесконтактный, иммерси-
онный, щелевой, контактный. Сухой то-
чечный контакт здесь не упомянут, по-
скольку он применяется в низкочастотных
УЗ-методах.
Для стабилизации акустического
контакта при контактном способе следует
принять меры к выравниванию поверхно-
сти ввода, удалению брызг металла, от-
слаивающейся или рыхлой окалины, за-
грязнений. Существуют специальные пре-
образователи с повышенной стабильно-
стью акустического контакта, например
242
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
протектор прямого преобразователя дела-
ют из звукогасящего материала с волно-
вым сопротивлением, близким к таковому
контактной жидкости. Это уменьшает
многократные отражения в жидком слое,
устраняет интерференцию этих отражений
между собой и стабилизирует контакт.
Конструкции специальных преобразовате-
лей для контроля по грубой поверхности
показаны на рис. 2.20.
Существенное повышение стабиль-
ности акустического контакта достигается
путем применения магнитных жидкостей
[17]. Это коллоидный (т.е. очень мелко-
дисперсный) раствор частиц магнетика
(железа, магнетита) в жидкостях типа ке-
росина, трансформаторного масла, воды.
Для предотвращения слипания магнитных
частиц применяют ПАВ - олеиновую ки-
слоту. Контактной жидкостью можно
управлять с помощью магнитного поля:
концентрировать ее в зазоре между преоб-
разователем и поверхностью ОК, удержи-
вать ее в этом зазоре с помощью неслож-
ных магнитных систем, расположенных
вблизи преобразователя.
При увеличении концентрации твер-
дой фазы от 8 до 27 % возрастают ско-
рость и затухание УЗ. В магнитных жид-
костях на основе керосина при концентра-
ции магнетита > 20 % и температуре 20 °C
скорость звука —1,5 мм/мкс, коэффициент
затухания ~10 дБ/м на частоте 2,5 МГц. Из
магнитной жидкости можно формировать
преломляющую призму.
При скорости движения преобразова-
теля 150 ... 750 мм/с, шероховатости по-
верхности OK Rz 20 ... 80 мкм стабиль-
ность акустического контакта с помощью
магнитной жидкости приблизительно та-
кая же, как при иммерсионном способе
контакта, и в 3 - 4 раза повышает ста-
бильность контакта по сравнению с руч-
ным контролем [184].
При настройке чувствительности де-
фектоскопа по СО или СОП важно обес-
печить одинаковое качество акустическо-
го контакта преобразователя с образцом и
изделием. Для этого применяют одинако-
вые контактные жидкости, стремятся
иметь одинаковую неровность поверхно-
сти изделия и образца, корректируют чув-
ствительность, сравнивая амплитуды сиг-
налов от одинаковых отражателей на оди-
наковой глубине в изделии и образце, на-
пример, используют донные сигналы, сиг-
налы от двугранных углов, зарубок, кото-
рые специально выполняют в изделии и
потом удаляют пологой вышлифовкой.
Очень удобен для этой цели выпускаемый
ЦНИИТмашем датчик шероховатости и
волнистости (ДШВ). Он похож на обыч-
ный преобразователь. Его прижимают к
образцу и изделию, в результате чего оп-
ределяют, насколько нужно скорректиро-
вать чувствительность (см. разд. 6.4).
Влияние качества поверхности ввода
на результаты УЗ-контроля изучено
В.Г. Щербинским [348, 350]. Контроль по
статистически шероховатой поверхности с
малой волнистостью не вызывает больших
затруднений. В то же время статистически
шероховатая поверхность, имеющая зна-
чительную волнистость (период, который
меньше трех-четырех базовых размеров
ПЭП), а также регулярная контактная по-
верхность, получаемая в результате гру-
бой механической обработки, представ-
ляют собой практически дифракционную
решетку.
На решетке происходят существенная
деформация диаграммы направленности и
появление в ОК интенсивных боковых
лепестков (величиной до 30 % от основно-
го максимума). Наблюдается также час-
тичная трансформация вводимых в металл
продольных волн в поперечные. Величина
трансформации пропорциональна волно-
вым размерам ПЭП и неровностей.
Трансформированные поперечные волны
эллиптически поляризованы, причем ось
эллипса ортогональна бороздкам на по-
верхности. Этот фактор также увеличива-
ет осцилляции чувствительности дефекто-
скопа.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
243
Увеличение параметров шероховато-
сти стохастически неровной поверхности
приводит к монотонному уменьшению
амплитуды и существенному возрастанию
длительности принимаемых сигналов.
Так, например, при Rz 80 мкм длитель-
ность сигнала возрастает на 10 %, а при
Rz 320 мкм на 100 ... 200 %. Мертвая зона
увеличивается в последнем случае на
200 ... 300 % в контактном варианте и на
20 ... 30 % в иммерсионном.
При падении объемной волны на пе-
риодически шероховатую поверхность
может возбуждаться поверхностная волна
рэлеевского типа. Распространение этой
волны по поверхности сопровождается
трансформацией рэлеевской волны в объ-
емную, приводящую к возникновению
рассеянного поля и появлению ложных
сигналов.
Влияние качества акустического кон-
такта на чувствительность дефектоскопа
обычно рассматривают при неподвижном
ПЭП в предположении сплошности кон-
тактного слоя. При сканировании в кон-
тактном варианте ПЭП и ОК составляют
кинематическую пару, трущиеся поверх-
ности которой разделены контактной
смазкой. Акустический контакт носит ди-
намический характер, и поэтому качество
его определяется не только параметрами
электроакустического тракта, но и в зна-
чительной степени физико-химическими
процессами, определяющими толщину и
сплошность жидкой пленки при переме-
щении ПЭП [350].
Контактный слой смазки характери-
зуется высоким сопротивлением сжатию и
весьма малым сопротивлением сдвигу
между отдельными молекулярными слоя-
ми. Этот сдвиг как раз возникает при дви-
жении ПЭП, вызывая истирание слоя
смазки на выступах и появление локаль-
ных разрывов контактного слоя. Быстрота
истирания зависит от типа смазки, толщи-
ны слоя, природы трущихся поверхностей,
величины давления и скорости скольже-
ния.
Слой смазки может восстанавливать-
ся за счет поступления смазки из впадин.
Высокая кинетическая скорость смачива-
ния способствует стабилизации акустиче-
ского контакта, поэтому при контроле
предпочтительнее использовать жидкие
смазки (типа автолов). При контроле про-
исходит выдавливание избытка смазки из-
под ПЭП. Поскольку при движении кон-
тактная жидкость поступает от передней
кромки ПЭП, то в противоположной по
ходу части ПЭП ее нехватает. Это, в свою
очередь, нарушает сплошность контактно-
го слоя. В качестве упрощенного объек-
тивного критерия количественной оценки
акустического контакта при контроле
прямым ПЭП предложено [350] использо-
вание коэффициента динамического аку-
стического контакта Ка. Последний оп-
ределяется отношением числа т зарегист-
рированных донных сигналов в процессе
перемещения ПЭП по поверхности образ-
ца с плоскопараллельными гранями к об-
щему числу N посланных за это время
зондирующих импульсов на заданном
уровне чувствительности дефектоскопа.
При исследовании контакта наклонных
преобразователей в качестве опорного
сигнала принимается эхосигнал от дву-
гранного угла.
Исследования коэффициента дина-
мического контакта КД в зависимости от
электроакустических параметров прямых
ПЭП позволили установить значительную
его зависимость и от рабочей частоты/ и
от размеров а пьезоэлемента. Максималь-
ное значение Ка достигается при парамет-
ре af = 20 ... 25 мм-МГц.
Наибольшее значение Ка достигается
у ПЭП с призмами или протекторами из
диэлектриков: оргстекла, капрона, фторо-
пласта, смолы ЭД-6 с наполнителями. Не-
смотря на малый служебный ресурс этих
материалов вследствие истирания, целесо-
образно их применение для контроля от-
ветственной продукции. ПЭП с металли-
ческими и керамическими протекторами
(например, из ситалла) имеют малый Ка и
244
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.70. Контроль качества
акустического контакта при контроле
наклонным преобразователем с помощью
дополнительного преобразователя
продольных волн
не могут быть рекомендованы для контро-
ля такой продукции.
Установлено, что оптимальное дав-
ление на ПЭП при сканировании 15 Н.
Для большинства ОК толщиной до 20 мм
допустимо вести контроль по катаной по-
верхности, очищенной от брызг расплав-
ленного металла и окалины. При толщине
> 20 мм поверхность должна зачищаться
механическим путем и соответствовать
обработке не ниже четвертого класса чис-
тоты по ГОСТ 2789-73 (с изменениями).
Согласно требованиям большинства
методических документов, при контроле
прямым преобразователем чистота по-
верхности должна быть Rz 10 ... 20 мкм,
ее волнистость (отношение глубины впа-
дин к периоду неровности) < 0,015. Каче-
ство акустического контакта проверяют по
изменению амплитуды донного сигнала,
однако при обычных условиях контроля
амплитуда этого сигнала уходит за преде-
лы экрана дефектоскопа, и по этому при-
знаку можно заметить лишь резкое ухуд-
шение качества акустического контакта.
При контроле наклонным преобразо-
вателем чистота поверхности должна быть
Rz 20 ... 40 мкм, а волнистость также
< 0,015. Донный сигнал отсутствует, по-
этому для проверки акустического контак-
та можно использовать сигнал от какого-
либо естественного отражателя, например
от двугранного угла изделия, но он на-
блюдается лишь эпизодически.
С целью повышения достоверности
контроля, особенно автоматизированного
и механизированного, необходимо приме-
нение специальных систем или устройств,
обеспечивающих контроль качества аку-
стического контакта в процессе сканиро-
вания. Были предложены и исследованы
технические решения, реализующие кон-
троль качества акустическою контакта по
изменению:
А) амплитуды донных сигналов, воз-
буждаемых основным или дополнитель-
ным ПЭП продольных волн;
Б) амплитуды головных или поверх-
ностных воли, измеренных на определен-
ной базе между основным и дополнитель-
ным ПЭП;
В) собственных параметров прямого
ПЭП при нагружении последнего на кон-
тролируемую среду;
Г) амплитуд сигналов, отраженных от
границы преобразователь - изделие и
формирующих РВШ на индикаторе де-
фектоскопа;
Д) амплитуды сигнала, отраженного
от границы призма-изделие и какого-либо
опорного отражателя в самой призме на-
клонного преобразователя или размещен-
ного на конце волновода, приклеенного к
призме;
Е) интенсивности поступающего на
ПЭП опорного сигнала, возбужденного в
изделии дополнительным ПЭП на частоте,
более низкой, чем частота основного пье-
зоэлемента (150 ... 200 кГц).
Г.С. Пасси [255] исследовал способы
А, Д и Е и нашел, что при ручном контро-
ле предпочтительнее использовать способ
Е, а при автоматическом - способ А. Из
перечисленных предложений практиче-
ское применение нашел способ А, при
котором наклонный преобразователь снаб-
Рис. 2.71. Контроль качества акустического
контакта по уровню низкочастотного сигнала
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
245
жают дополнительным пьезоэлементом 1
(рис. 2.70), излучающим продольные вол-
ны. Они проходят через призму 2 и пада-
ют перпендикулярно на донную поверх-
ность изделия 3, что обеспечивает воз-
можность контроля акустического контак-
та по донному сигналу. Этот способ
удобен при автоматическом контроле.
При ручном и автоматическом кон-
троле как прямым, так и наклонным пре-
образователем применяют способ оценки
акустического контакта по уровню низко-
частотного сигнала, возбуждаемого пре-
образователем П (рис. 2.71) в изделии
[255]. Способ позволяет установить нали-
чие или отсутствие жидкого слоя между
преобразователем и изделием, но не по-
зволяет определить прозрачность этого
слоя для рабочей частоты дефектоскопа,
так как прозрачность разная для УЗ-волн
на этой частоте и для более низких частот.
Несмотря на это, данный способ оказался
наиболее эффективным при ручном кон-
троле.
2.2.5. Другие методы отражения
2.2.5.1. Эхозеркальный метод
Метод основан на анализе УЗ-
импульсов, зеркально отраженных от дон-
ной поверхности ОК и дефекта. Основная
область применения - поиск вертикально
или почти вертикально расположенных
дефектов, прежде всего - непроваров и
трещин в сварных соединениях.
Импульс, излученный преобразова-
телем А (рис. 2.72), отражается от дефекта
D, дна изделия С и принимается преобра-
зователем В. Если плоский дефект ориен-
тирован вертикально, то на приемник
придет зеркально отраженный сигнал, ко-
гда выполняется условие
1л+1в= 2Wtga,
где Н — толщина ОК. Этот вариант эхозер-
кального метода называют "тандем". Если
плоский дефект ориентирован неверти-
кально, то зеркально отраженный сигнал
придет на приемник при измененном зна-
чении 1А + 1В. Это будет более общий, чем
тандем, вариант эхозеркального метода.
При отражении от дефекта D' импульс
проходит путь A'D’CB'.
Исследования дефектов типа трещин
и непроваров в сварных соединениях [350]
показали, что большинство из них ориен-
тировано вертикально или почти верти-
кально. В то же время при отклонении
дефектов от вертикального положения на
LJ Ln
Рис. 2.72. Схема контроля
эхозеркальным методом
246
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
эхозеркального метода контроля
угол ± 15° амплитуда сигнала, полученно-
го методом тандем, уменьшится немного,
поэтому для лучшего (по сравнению с
обычным контролем наклонным преобра-
зователем) обнаружения вертикальных
дефектов сварного соединения повышен-
ной толщины его часто проверяют как
совмещенным преобразователем, так и
методом тандем.
Для контроля используют эходефек-
тоскоп, включенный либо по совмещен-
ной, либо по раздельной схеме. Для реали-
зации варианта тандем эхозеркального
метода нужно поддерживать постоянной и
вполне определенной сумму расстояний
1А + 1В. Самый простой способ выполнить
это требование - связать излучатель и
приемник нитью, перекинутой через блок,
расположенный на сварном шве, и под-
держивать эту нить в натянутом состоянии
в процессе взаимного перемещения пре-
образователей (см. рис. 2.72). Тогда точка
D будет перемещаться по линии EF и на
приемник станут поступать сигналы, зер-
кально отраженные от вертикально ориен-
тированных дефектов, расположенных на
этой линии и вблизи ее.
Разработаны более удобные, чем
нить, устройства для взаимосвязи преоб-
разователей. Например, в ЦНИИТмаше
[350] разработано устройство ИЦ-94 с
преобразователями, закрепленными на
концах многозвенного параллелограмма,
оси шарниров которого ориентированы
горизонтально (рис. 2.73). Параллело-
грамм обеспечивает симметричное пере-
мещение преобразователей относительно
центра в пределах 30 ... 50 мм. Он закреп-
лен на каретке, на которой также установ-
лены магнитные колеса, фиксирующие все
устройство на ОК и позволяющие ему пе-
ремещаться вдоль сварного шва.
В устройстве ИДЦ-17 предложена
весьма оригинальная акустическая систе-
ма поиска дефектов по способу тандем
(рис. 2.74). В ней использован пьезоэле-
мент 3 длиной 120 и шириной 20 мм.
Верхняя плоскость пластины не имеет
постоянного электрода. Локальное возбу-
ждение участков пьезопластины достига-
ется применением подвижного электрода
4, выполненного в виде двух встречных
винтовых витков широкой металлической
полоски, нанесенной на вращающийся ба-
Рис. 2.74. Преобразователь со
сканирующим электродом для реализации
эхозеркального метода
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
247
рабан 5 механической развертки. Внутри
пустотелого барабана вмонтирован мало-
габаритный асинхронный электродвига-
тель в герметичном исполнении.
Устройство размещено в металличе-
ском корпусе 1 с дном из эластичной
пленки 2 так, что образует локальную им-
мерсионную ванну. Угол ввода регулиру-
ется в пределах 0 ... 65°. Это позволяет
контролировать эхозеркальным методом
сварные швы толщиной 30 ... 120 мм.
Скорость сканирования поперек шва
0,6 м/с.
При практическом контроле спосо-
бом тандем часто ограничиваются закреп-
лением преобразователей на масштабной
линейке на определенном расстоянии друг
от друга и перемещением такой конструк-
ции по поверхности ОК. При этом осуще-
ствляется контроль на вертикально ориен-
тированные дефекты некоторой зоны
вблизи горизонтальной линии GI (см.
рис. 2.72).
Настраивать чувствительность де-
фектоскопа при контроле эхозеркальным
методом можно четырьмя способами. При
первом, основном (рис. 2.75, а), настройка
проводится по стандартному образцу, по
толщине и материалу, идентичному кон-
тролируемому изделию. Требуемый уро-
вень чувствительности устанавливают по
величине сигнала от плоскодонного от-
верстия, ось которого параллельна по-
верхности изделия, т.е. дно расположено в
вертикальной плоскости.
При втором способе настройку вы-
полняют непосредственно на контроли-
руемом изделии по эхосигналу от торца
изделия (рис. 2.75, б) или по донному сиг-
налу от противоположной поверхности
при развороте преобразователей навстречу
друг другу (рис. 2.75, в). В обоих случаях
опорные сигналы одинаковы по амплиту-
де, если углы ввода преобразователей 50°
или больше. Необходимое повышение
уровня чувствительности определяют по
специальной диаграмме. Вариант на
рис. 2.75, а удобен тем, что позволяет оп-
ределить правильное взаимное положение
Рис. 2.75. Способы получения опорного
сигнала при настройке эхозеркальным
методом
преобразователей, а при вариантах, пока-
занных на рис. 2.75, бив, не нужно изго-
товлять специальные образцы.
В третьем способе настройки исполь-
зуются образцы с отражателями, рекомен-
дуемыми для контроля одним преобразо-
вателем, т.е. плоскодонными отверстиями,
боковыми отверстиями, зарубками, сег-
ментами. В этом случае поиск и измерение
опорного сигнала выполняются одним
ПЭП. Другой ПЭП подключен к дефекто-
скопу, но не участвует в формировании
опорного сигнала. Переход от одного вида
отражателя к другому проводится путем
пересчета по формулам акустического
тракта.
Четвертый способ подобен третьему,
но предусматривает настройку чувстви-
тельности по СО-2 или СО-2А. В этом
случае требуемый уровень достигается
путем увеличения сигнала от отверстия
диаметром 6 мм на расчетную величину
[350].
248
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.8. Эхосигналы при контроле методом тандем
Модель дефекта или искусственный отражатель
Формулы для дальней зоны
Сфера диаметром
d
/?2 S'd
Ч гп
Боковое отвер-
стие диаметром d
s
Диск, плоскодон-
ное отверстие
площадью 5
Д2 5”cos ф
га гп
Полоса, паз ши-
риной I
R2 S' I cos ф
R2 S'
^и+Гп)
Формулы для расчета эхосигналов от
некоторых искусственных отражателей и
моделей дефектов при контроле эхозер-
кальным методом сведены в табл. 2.8. Все
формулы - для поперечных волн, углы
наклона преобразователей - между пер-
вым и вторым критическими. Обозначе-
ния те же, что в табл. 2.1 и 2.2, со сле-
дующими дополнениями: Д2=д(а)х
х Я(9О° -а) - коэффициент двойного от-
ражения (см. разд. 1.1.4); ги и гп - расстоя-
ния излучатель-отражатель и отражатель-
приемник, одно из них включает путь от
дна изделия до преобразователя (на ри-
сунках табл. 2.8 - до приемника). Коэф-
фициент прозрачности и затухание в
призмах, как и в табл. 2.2, опущены. Фор-
мулы таблицы необходимо умножать на
-3(ги +Г-)
е v ” для учета затухания.
Существенные особенности отлича-
ют вариант эхозеркального метода, назы-
ваемый "корневой тандем". Контроль по
этому варианту выполняется с помощью
так называемого спаренного преобразова-
теля. Реализуется схема тандем, но излу-
чатель и приемник расположены в одном
корпусе, т.е. не перемещаются друг отно-
сительно друга. Точка пересечения аку-
стических осей излучателя и приемника
(после отражения одной из осей от донной
поверхности) находится на расстоянии
2 ... 4 мм от донной поверхности, т.е. там,
где располагается корень сварного шва, и
обеспечивает контроль корня. Обычно
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
249
Рис. 2.76. Схема контроля способом таидем-Т волн (справа) и
зависимость амплитуды эхосигнала Лд/Л0 от угла ф отклонения плоскостного
дефекта от вертикального положения (XXX). Кривая (о о о ) соответствует контролю
способом тандем без трансформации волн:
И - излучатель; П - приемник
применяют преобразователи (излучатель и
приемник) с углами призм, близкими к
первому критическому углу, либо с углом
ввода -70°.
Эхозеркальный метод с трансформа-
цией волн (тандем-Т рис. 2.76) исследован
в [99]. Установлено, что чувствительность
этого варианта при оптимальных углах
ввода поперечной 58 ... 60° и продольной
волн 23° снижается не более чем на 6 дБ
по сравнению методом тандем на попе-
речных волнах с углами ввода обоих пре-
образователей 38°, когда дефект залегает
на глубине 100 мм. При большей глубине
залегания чувствительность варианта с
трансформацией волн больше, чем вари-
анта на поперечных волнах. Это объясня-
ется меньшим расстоянием, проходимым
Рис. 2.77. Схема устройства с двумя излучающими преобразователями И,, И2 и
четырьмя приемными преобразователями П, - П4, реализующая контроль всей толщины
изделия способом тандем-Т
250
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Ориентация
дефекта
Передатчик
поперечных
Приемник
продольных
а)
Излучатель - приемник
б)
Рис. 2.78. Схема контроля способом тандем-Т волн с применением
фазированной решетки, изменяющей угол ввода (а), и ее настройка
на образце с искусственными дефектами (б)
УЗ при трансформации волн.
При контроле реакторов с антикорро-
зионной наплавкой обычно наблюдается
сильное ослабление в наплавке попереч-
ных волн. В варианте с трансформацией
волн через наплавку проходит продольная
волна, в результате чего чувствительность
повышается на 12 дБ и больше по сравне-
нию с контролем обычной схемой тандем.
Влияние отклонения дефекта от верти-
кального положения вызывает меньшее
ослабление амплитуды эхосигнала, чем
для традиционного метода (рис. 2.76).
Для реализации варианта тандем с
трансформацией волн предложено устрой-
ство с двумя излучающими И и несколь-
кими приемными П преобразователями
(рис. 2.77), которое обеспечивает контроль
сварного шва по всей толщине без пере-
мещения преобразователей. Размеры этого
устройства в направлении, перпендику-
лярном к оси шва, в ~ 1,5 раза меньше, чем
для традиционного метода тандем.
В [415] применен метод тандем-Т в
сочетании с преобразователем в виде фа-
зированной решетки (рис. 2.78). Изменяя
углы ввода лучей продольной и попереч-
ной волн, можно проверить сварное со-
единение на всю толщину из одного по-
ложения преобразователя.
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
251
2.2.5.2. Дельта-метод
Метод основан на использовании ди-
фракции на дефекте 3 (рис. 2.79, а) попе-
речной волны от преобразователя 1 с
трансформацией в продольную и приемом
ее преобразователем 2. Принимают как
продольную волну, возникшую непосред-
ственно в результате дифракции на дефек-
те, так и волну, отраженную от дна ОК.
Возможен обратный вариант: излучение
продольной волны преобразователем 2 с
трансформацией ее в поперечную на де-
фекте и приемом преобразователем 1. На
рис. 2.79, а показан основной вариант.
Метод обычно применяют при кон-
троле сварных соединений с удаленным
верхним валиком. Приемник 2 перемеща-
ют вдоль сварного шва по его поверхно-
сти, а излучатель 1 осуществляет попереч-
но-продольное сканирование околошов-
ной зоны.
Варианты этого метода предполагают
возможность перемены функций излуча-
теля и приемника (как отмечалось выше),
перемещения приемника 2 поперек свар-
ного шва, использования однократно или
многократно отраженных волн (рис. 2.79,
б), изменения типов излучаемых и прини-
маемых волн.
Контроль выполняют импульсным
дефектоскопом, включенным по раздель-
ной схеме. Стробированием выделяют
довольно узкий участок развертки, соот-
ветствующий изменению времени пробега
импульса при перемещении излучателя.
На рис. 2.80, б показан вариант устройст-
ва для реализации дельта-метода [350].
Изображен контроль без удаления валика
шва. Кронштейн 3 с прямым преобразова-
телем 4 соединяется с призмой наклонно-
го преобразователя 1 шарниром 6, что
позволяет изменять взаимное положение
преобразователей в зависимости от высо-
ты валика. Поворот кронштейна ограни-
чен, для чего предусмотрен ограничитель
2. Прямой преобразователь прижимают к
ОК магнитным кольцом 5. Отверстия под
ось шарнира в кронштейне позволяют из-
Рис. 2.79. Контроль дельта-методом
менять расстояние между излучателем и
приемником для последовательного озву-
чивания сварного шва по слоям.
Довольно сложная схема сканирова-
ния (разные траектории перемещения из-
лучателя и приемника), желательность
удаления верхнего валика ограничивают
область применения метода. Его исполь-
зуют при автоматическом контроле срав-
нительно тонких (до 20 мм) сварных со-
единений.
При контроле более толстых сварных
швов метод оказался весьма чувствитель-
ным к обнаружению вертикальных пло-
скостных и некритичным к ориентации
дефектов. В.Г. Щербинский [350] иссле-
довал выявляемость реальных несплавле-
ний высотой 2 и 11 мм. При использова-
нии обычного эхометода изменение угла
падения от 0 до 15° вызывало уменьшение
амплитуд соответственно на 12 и 20 дБ.
При использовании дельта-метода изме-
нение амплитуды составило би 10 дБ при
отражении вверх дифрагированной про-
дольной волны. При использовании пере-
отраженной от дна продольной волны из-
менение амплитуды составило 3 и 9 дБ.
252
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.80. Устройство
для контроля дельта-
методом
Использование дельта-метода для опреде-
ления формы дефектов будет рассмотрено
в разд. 3.2.7.2.
2.2.5.3. Дифракционно-
временной метод
Принцип метода. Как отмечалось в
разд. 2.1.2, дифракционно-временной ме-
тод (ДВМ) реализуется с использованием
пары преобразователей, расположенных
по разные стороны от дефекта (рис. 2.81,
а). Пучок УЗ-лучей, излученных одним
преобразователем, взаимодействует с по-
верхностью дефекта и принимается дру-
гим преобразователем. В дальнейшем рас-
сматривается и комментируется британ-
ский стандарт [366] по ДВМ контроля, в
последующем именуемый БС.
Волны, возникшие на краях дефекта
в результате дифракции, складываются с
обычными отраженными волнами и рас-
пространяются в пределах широкого пуч-
ка лучей. Могут излучаться и приниматься
как продольные, так и поперечные волны.
Практическое применение, однако, полу-
чил вариант, при котором излучаются и
принимаются продольные волны, по-
скольку они первыми приходят на прием-
ник, и по этому признаку их легко отли-
чить от поперечных волн. Основная об-
ласть применения ДВМ - контроль свар-
ных соединений.
Дифракция очень хорошо подходит
для обнаружения дефектов, так как сигна-
лы могут быть зафиксированы от концов
дефектов различной ориентации с исполь-
зованием только одной пары преобразова-
телей. Этот эффект также позволяет изме-
рять размеры и форму дефектов (см. разд.
3.2.7.5), поскольку пространственное (или
временное) расстояние между сигналами
волн, дифрагированных на разных краях
дефекта, прямо связано с высотой дефек-
та, а амплитуда дифрагированных волн
зависит от конфигурации дефекта.
На рис. 2.82 показана типичная А-
развертка при использовании ДВМ. Энер-
гия от нижнего конца или крайней точки
дефекта (Диф) приходит на приемник
позже, чем от верхнего конца, и дополни-
тельное время пробега характеризует вы-
соту дефекта. Кроме того, обычно присут-
ствуют еще два импульса: L - вызванный
головной волной, бегущей вдоль поверх-
ности объекта контроля, и S
соответствующий отражению от
противоположной поверхности объекта -
донный сигнал. Если дефект выходит на
верхнюю поверхность, то головная волна
исчезает или ослабляется.
Главная информационная характери-
стика при использовании метода - время
прихода сигнала. Амплитуды эхосигналов
существенны в связи с выделением им-
пульсов от дефектов на фоне структурных
помех, когда относительные амплитуды
эхосигналов от верхнего и нижнего кон-
цов дефекта могут дать важную информа-
цию о характере дефекта и когда амплиту-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
253
Рис. 2.81. Схемы контроля ДВМ:
а - плоского изделия; б - изделия с выпуклой
поверхностью; в - изделия с вогнутой
поверхностью; г - таврового сварного шва
(Г - излучающий преобразователь;
R - приемный преобразователь; L - головная
волна; Диф - дифрагированные волны;
В - донный сигнал; D-, - расстояние от
преобразователя до выпуклой поверхности,
меньшее толщины стенки; О2 - расстояние от
преобразователя до вогнутой поверхности,
большее толщины стенки)
Рис. 2.82. Типичная Л-развертка
при выявлении внутреннего дефекта ДВМ:
L - головная волна; Диф - дифрагированные
волны от дефекта; S- донный сигнал
ды эхосигналов от искусственных дефек-
тов нужны для подтверждения, что на-
стройка чувствительности не изменилась
при переходе от одного измерения к дру-
гому.
Амплитуда дифрагированных сигна-
лов, возникающих от краев дефектов, за-
висит от различных факторов; формы са-
мих дефектов и их кончиков; ориентации
дефектов по отношению к преобразовате-
лям; сил сжатия поверхностей дефекта.
Амплитуда дифрагированных сигналов
довольно мала, однако она на порядок
больше амплитуд дифрагированных сиг-
налов, возникающих от кончиков дефек-
тов, при контроле по совмещенной схеме
[135].
Выбор схемы контроля. Схема кон-
троля объекта с плоской поверхностью
ввода показана рис. 2.81, а. Такая же схе-
ма применяется при контроле поперечных
сварных швов труб и сосудов. Для про-
дольных швов объектов с криволинейны-
ми поверхностями выбор геометрической
схемы контроля иной (см. рис. 2.81, б и в),
но с использованием однотипного основ-
ного подхода. Заметим, что эффективная
(проходимая УЗ) и действительная тол-
щины объекта при криволинейных по-
верхностях различны (эти понятия под-
робно будут рассмотрены в разд. 5.1.2.4).
На объектах с выпуклой поверхностью
УЗ-лучи распространяются по хорде,
вследствие этого головная волна, бегущая
по поверхности, может прибыть позже,
254
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.83. Схема сканирова-
ния и развертки типов D (а)
и В (б) при контролеДВМ:
Dir - направление движения
преобразователей; W - свар-
ной шов; Тг - шкала времени
распространения; Defect -
дефект
удлинив мертвую зону. С помощью ДВМ
могут быть проверены даже довольно
сложные конструкции без каких либо спе-
цифических изменений, как, например,
угловые и тавровые соединения (рис. 2.81, г).
БС рекомендует два способа скани-
рования и представления результатов при
контроле ДВМ: поиск и определение раз-
меров дефектов с помощью £>-развертки
(рис. 2.83, а) и определение размеров де-
фектов с помощью 5-развертки (рис. 2.83, б).
Время пробега эхосигналов. Время
t, необходимое, чтобы УЗ-энергия от из-
лучателя провзаимодействовала с кончи-
ком дефекта в точке D и поступила на
приемный преобразователь, определяется
по рис. 2.84. Оно вычисляется из выраже-
ния
а = \d2 +(5 - х)2р2+ [d2 + (s+х)2 J1''2,
(2.28)
где с - скорость УЗ; d - глубина залегания
точки D под поверхностью ввода; X -
сдвиг точки, на которой происходит ди-
фракция, от центральной плоскости между
преобразователями. Значение t минималь-
но, когда X = 0. В этом простом случае
выражение (2.28) приобретает вид
ct = l{d2 +S2]/2. (2.29)
Из уравнения (2.28) можно найти со-
отношение между X и вычисленной глу-
биной дефекта d. Оно имеет вид
Д2 =(с2?2 -52)[о,25-(^/с?)2].
(2.30)
Максимально возможная глубина
достигается, если принять Х= 0. При этом
уравнение (2.28) превращается в уравне-
ние (2.29). Например, если предположить,
что X не превосходит значения 0,2с?, то
можно определить максимально и мини-
мально возможные глубины 5тах и 5т1П для
любого возможного времени задержки:
4ах = 0,25с2?2-52; (2.31)
4п = 0,84^0,25с2?2 -S2)= 0,845^.
(2.32)
Часто начинают отсчет от сигнала,
соответствующего головной волне, т.е.
глубина d рассчитывается исходя из раз-
ницы ?д времени прихода сигнала, соот-
ветствующего головной волне, и времени
прихода эхосигнала, отвечающего дифра-
гированному импульсу. В этом случае
J = |[?£c2+4?dcs]1/2. (2.33)
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
255
Оборудование состоит из дефекто-
скопа с наклонными преобразователями и
сканирующего устройства, обеспечиваю-
щего перемещение пары преобразователей
в двух перпендикулярных направлениях
(например, вдоль сварного шва для полу-
чения D-развертки и поперек шва для по-
лучения 5-развертки). Перемещение пре-
образователей сканирующим устройством
должно быть синхронизировано с разверт-
кой на экране дефектоскопа. Обычные
дефектоскопы, как правило, не использу-
ют для этого метода контроля, но приме-
нение их для исследования дефектов, в
принципе, возможно с наблюдением изо-
бражений типа /1-разверток.
Одно из наиболее существенных тре-
бований к аппаратуре - высокая лучевая
разрешающая способность. Желательно,
чтобы зондирующий импульс имел коло-
колообразную форму с высокочастотным
заполнением. Ширина импульса была бы
< 3/4Л, (обычно 1 ... 2 мкс). Приемник дол-
жен быть широкополосным, чтобы
усиливать такой импульс без искажений.
Поскольку получаемые сигналы при рабо-
те с ДВМ обычно очень слабы, то хорошо
иметь более высокое, чем нормальное,
усиление с большим отношением сиг-
нал/помеха.
Чаще всего для контроля применяют
преобразователи с центральной частотой
2 ... 10 МГц и диаметром 6 ... 20 мм. Пре-
образователь должен быть широкополос-
ным для получения коротких импульсов.
Подбор оптимального преобразователя
рекомендуется начинать с использования
широкополосного преобразователя на час-
тоту 5 МГц с размером пьезоэлемента
12 мм. Целесообразно проводить контроль
в дальней зоне.
Если ставится задача максимально
охватить всю толщину ОК, то фокальная
точка (точка пересечения акустических
осей преобразователей) должна распола-
гаться в слое на 2/3 толщины объекта, а
преобразователи иметь углы ввода между
45 и 60°. Большие углы ввода преобразо-
Рнс. 2.84. Измерение глубины
расположения точки D парой
преобразователей по схеме ДВМ
вателя увеличивают интенсивность голов-
ной волны, делая более трудным распо-
знавание дефектов, близких к поверхности
ввода. Ширина пучка лучей преобразова-
теля должна быть выбрана такой, чтобы
озвучить все сечение сварного соедине-
ния. Благодаря преломлению лучей на
поверхности призма - ОК и применению
продольных волн, как правило, нетрудно
достигнуть большого раскрытия пучка
лучей.
Выбор раздвижки преобразовате-
лей. Расстояние между преобразователями
будем называть раздвижкой преобразова-
телей (25 на рис. 2.84). Оптимальная раз-
движка преобразователей для озвучивания
большой площади сечения ОК - это боль-
шая раздвижка. Оптимальная раздвижка
преобразователей с целью повышения
разрешения и точности измерения - это
небольшая раздвижка.
Рекомендуется раздвижку устанавли-
вать так, чтобы фокус (точка пересечения
осей преобразователей) находился на 2/3
толщины объекта при угле встречи 110°.
Тонкостенные изделия с большим отно-
шением ширины разделки сварного шва к
толщине материала требуют применения
более широкой раздвижки преобразовате-
лей. Если одна настройка раздвижки пре-
образователей недостаточна для контроля
всей толщины изделия, то может потребо-
ваться повторное сканирование с другой
раздвижкой.
Разрешающая способность прямо за-
висит от выбора раздвижки преобразова-
телей. Возможность разрешения дефектов,
256
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.85. Образец для калибровки ДВМ с V-образной щелью:
Г - излучающий преобразователь; R - приемный преобразователь;
Dif- дифрагированная волна на кончике щели; В - донный сигнал; М-щель, выполненная
механическим или электроэрозионным способом со стороны поверхности ввода
близких к поверхности ввода, улучшается,
если преобразователи размещены ближе
друг к другу. Возможность разрешения
дефектов, близких к донной поверхности,
улучшается, если они находятся недалеко
от точки пересечения акустических осей
преобразователей. Для других дефектов
разрешающая способность может повы-
шаться при увеличении раздвижки преоб-
разователей.
Выбор и настройка чувствительно-
сти. Рекомендуются четыре способа на-
стройки и проверки чувствительности:
по образцам с характерными естест-
венными дефектами;
по сигналам, дифрагированным на
щели;
по сигналам, отраженным от боковых
отверстий;
по уровню структурных помех.
Настройка по образцу с характерны-
ми дефектами позволяет убедиться в эф-
фективности ДВМ. Настройка с использо-
ванием сигналов, дифрагированных на
щелях и пропилах, - удобный способ на-
стройки на требуемую чувствительность.
Искусственные дефекты в виде щелей и
V-образных пропилов (рис. 2.85) выпол-
няются электроэрозионным или механиче-
ским способом. Для щелей рекомендуется,
чтобы их максимальная ширина не пре-
вышала 1/4 длины УЗ-волны. Образцы
должны быть изготовлены такой же тол-
щины, как контролируемое изделие, и из
подобного материала.
Для настройки чувствительности па-
ру преобразователей располагают симмет-
рично по сторонам от щели так, чтобы
дифрагированный сигнал получался от
кончика щели, а щель должна выходить на
поверхность ввода, а не на донную по-
верхность. В последнем случае исполь-
зуемый сигнал будет содержать нежела-
тельную отраженную компоненту, которая
прибавляется к дифрагированному сигна-
лу. Чувствительность следует настроить
так, чтобы дифрагированный недетекти-
рованный сигнал от щели имел полную
амплитуду, соответствующую ~80 % вы-
соты экрана.
Настройка чувствительности по бо-
ковому отверстию использует максималь-
ный сигнал от стандартных отражателей с
помощью пары преобразователей по схе-
ме ДВМ. Боковые отверстия в основном
дают сигналы большей амплитуды, чем
дифракция на краях дефектов, поэтому
после калибровки по боковым отверстиям
требуется увеличить усиление обычно на
15 ... 30 дБ для достижения чувствитель-
ности, необходимой для регистрации де-
фектов при сканировании.
Установка усиления по структурным
помехам сводится к следующему:
расположить пару преобразователей
на боковой поверхности калибровочного
блока с раздвижкой преобразователей,
установленной для последующего контроля;
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
257
зарегистрировать головную волну и
продольную волну, соответствующую
отражению от донной поверхности;
настроить усиление так, чтобы рас-
сеяние на зернах наблюдалось на экране;
обеспечить, чтобы амплитуда при-
борных помех была не менее чем на 6 дБ
ниже амплитуды структурных помех.
Приложение к БС излагает специ-
альные методики, основанные на ДВМ.
Использование дважды отраженно-
го эхосигнала. Там, где возникают про-
блемы в анализе или измерении характе-
ристик дефектов, близких к поверхности
ввода, может помочь наблюдение за де-
фектами при отражении от донной по-
верхности. Это дает такой же эффект, как
если бы дефекты были глубже в иссле-
дуемом образце, отсюда улучшается раз-
решающая способность.
Использование эхосигналов транс-
формированных волн. Когда продольная
УЗ-волна, взаимодействуя с отражателем,
или донный сигнал испытывают значи-
тельную трансформацию из продольной в
вертикально поляризованную поперечную
волну, тогда появляются эхосигналы по-
перечных волн, которые зависят от
свойств образца. Эти эхосигналы могут
обеспечить очень хорошее разрешение
при выявлении мелких дефектов, когда
один из преобразователей располагается
очень близко к дефекту. При этом раз-
движка преобразователей должна быть в
2,5 раза меньше толщины исследуемого
образца.
Использование неосевого сканирова-
ния. Обычно оборудование для сканиро-
вания располагают так, чтобы дефекты
находились близко к центральной плоско-
сти между преобразователями, т.е. ось шва
проходила посередине между преобразо-
вателями. Такое сканирование называют
осевым. Однако разница между временами
прихода головной волны и эхосигналов от
неглубоко залегающих дефектов увеличи-
вается, если дефект расположен ближе к
одному из преобразователей. Это следует
из уравнения (2.28). Таким образом, раз-
решение этих сигналов может быть улуч-
шено, если использовать такое неосевое
сканирование. Издержки - большая по-
грешность измерений, обусловленная
смещением позиции дефекта относитель-
но преобразователей.
Отметим исследования по ДВМ, вы-
полненные в России. В [101] исследованы
амплитуды эхосигналов, полученных по
схеме ДВМ для продольных и поперечных
волн. Для измерения размеров дефектов в
тонких изделиях (толщиной < 20 мм) ре-
комендуется применять преобразователи
продольных волн с углами ввода 60 ...
70°, а в толстостенных - поперечных волн
с углами 37 ... 47°. Такая рекомендация
объясняется тем, что при контроле тонких
изделий (в том числе сварных соединений)
целесообразно применение преобразова-
телей с большими углами ввода, а при
таких углах максимум отражения наблю-
дается на продольных волнах.
В работе [71] выполнен теоретиче-
ский расчет акустического тракта для ди-
фракции на конце трещины, идущей от
поверхности ввода. Экспериментальные
измерения велись с помощью наклонных
продольных волн и качественно совпадали
с теоретическими данными. Установлено,
что индикатриса рассеяния не зависит от
угла озвучивания. Предложена следующая
формула для расчета глубины трещины /г:
/г = yjc2 -уг; с = —
где у и х — пути от излучателя и прием-
ника до трещины по поверхности ввода;
р - показания глубиномера дефектоскопа
(пути в призмах исключены). При глубине
трещины 22 мм погрешность измерения не
превосходила - 0,2 ... +1,4 мм (имелся
один выпад) при разных углах ввода и
положениях преобразователей относи-
тельно трещины.
В [71] для оценки размера по высоте
большого дефекта, расположенного внут-
ри тела, измеряют разницу времен пробега
Дг для двух положений преобразователей:
Р +
258
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
А1-В] и А2-В2. Размер дефекта по вы-
соте определяют по формуле
h = cAt/(secaj -seca2), (2.35)
где с - скорость продольных или попереч-
ных волн. Если углы ввода преобразовате-
лей а । и а2 одинаковы, то
h = 2с At cos a. (2.36)
Прямые эксперименты показали, что
на частоте 2,5 МГц погрешность измере-
ния высоты трещин ±1,5 мм.
На международных конференциях по
неразрушающему контролю о применении
ДВМ сообщалось в очень многих докла-
дах, посвященных контролю сварных со-
единений и основного металла. Метод
применяют при контроле швов толщиной
6 ... 300 мм [422, с. 1210], причем при
контроле небольших толщин используют
повышенные частоты: 4 или 5 МГц.
В [422, с. 2979] специалисты Инсти-
тута им. Фраунгофера (ФРГ) предлагают
использовать горизонтально поляризован-
ные поперечные (SH) волны, которые не
трансформируются в продольные. В этом
институте разработаны ЭМА-преобразова-
тели, излучающие и принимающие такие
волны, но стоят они довольно дорого.
В [422, с. 766] рассматривают досто-
верность контроля сварных соединений
различными методами (рентген, гамма-,
ручной и автоматизированный УЗ). Для
сварных швов толщиной 6 ... 15 мм ана-
лизировались 250 дефектов. Наиболее вы-
сокая достоверность (1 минус ошибки
контроля) - 72 % - получена ДВМ.
В [422, с. 1308] отмечается возмож-
ность применения ДВМ для контроля
Т-образных сварных швов, угловых швов
приварки патрубков с толщиной стенки
28 ... 45 мм к корпусу. Неудобно приме-
нять ДВМ для контроля нахлесточных
соединений. Сварные соединения с К-
образиой разделкой ДВМ может контро-
лировать лишь опытный дефектоскопист.
В [422, с. 1760] исследована надеж-
ность обнаружения дефектов в кольцевых
сварных швах магистральных трубопро-
водов. Сравнивалась надежность резуль-
татов контроля радиационным, традици-
онным УЗ и ДВМ при различных критери-
ях приемки. Установлено, что дефекты
высотой до 2 ... 3 мм лучше всего обна-
руживаются радиационным методом и
хуже всего ДВМ. Дефекты высотой до
4 мм и более надежнее всего обнаружива-
ются ДВМ, хуже - радиационным мето-
дом и совсем плохо традиционным УЗ-
методом.
В [425, с. 521/461] ДВМ применен
для контроля выпущенного в 1962 г. тур-
бинного литья в процессе его эксплуата-
ции. Контролировали возникновение тре-
щин вблизи резьбовых гнезд под болты и
шпильки. Использовали преобразователи
на частоту 2 МГц с размером пьезоэле-
мента 12 мм и углом ввода 45°. Усиление
дефектоскопа увеличивали на 40 дБ по
отношению к калибровочному образцу.
Отмечены возможность довольно точного
определения размеров трещин, слежения
за их развитием, а также высокая досто-
верность и повторяемость результатов. В
числе недостатков названа трудность вы-
полнения процедуры сканирования.
В [425, с. 518/634] говорится, что
ДВМ обнаруживается 100 % дефектов,
выявленных при радиационном и ручном
УЗ-контроле с выравниванием чувстви-
тельности по глубине, однако для этого
чувствительность должна быть повышена
на 16 дБ по сравнению с настройкой по
калибровочному блоку, по-видимому бло-
ку V-2. Однако длина дефекта завышалась
в отдельных случаях в 4 раза. Например,
длины, измеренные при радиографиче-
ском контроле, были 40, 25 и 53 мм, а при
контроле ДВМ 150, 60 и 200 мм соответ-
ственно. За 4 года ДВМ проверено 30 ре-
акторов с толщиной стенки до 280 мм.
Известны также доклады с критиче-
скими замечаниями в отношении ДВМ.
Особенно четко они сформулированы в
докладах немецких ученых [422, с. 1236].
Отмечались следующие недостатки. Го-
ловная волна мешает выявлению дифрак-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
259
Рис. 2.86. Схема контроля реверберационным методом:
а - со стороны металла; б - со стороны пластика (/ - преобразователь дефектоскопа;
2 - слой металла; 3 - слой пластика; 4 - клеевой шов)
ционного сигнала от верхнего кончика
трещины. На частоте 5 МГц хорошо
демпфированными преобразователями
удается раздельно фиксировать (разре-
шать) дифракционные сигналы только при
высоте дефекта > 5 мм. Разрешающая спо-
собность ухудшается при отклонении ори-
ентации дефекта от нормали к поверхно-
сти ввода более чем на 10°. Не удается
измерять паукообразные трещины. Отме-
чается плохое отношение сигнал/помеха: в
мелкозернистых материалах - порядка
9 ... 12 дБ, а аустенитные сварные швы
совсем не удается контролировать. Рас-
шифровке изображения при примене-
нии метода мешает дифракция на объем-
ных дефектах.
Приводятся результаты сопоставле-
ния измерения высоты шести трещин в
кольцевом сварном шве ДВМ, методом
синтезированной апертуры (вариант аку-
стической голографии) и по данным ме-
таллографии. По ДВМ оценена высота
трещин в 5 ... 10 мм. Действительная вы-
сота трещин достигала 33 мм. Измерения
методом фокусированной синтезирован-
ной апертуры (SAFT) отличались от дан-
ных металлографии не более чем на 5 мм,
причем в сторону завышения высоты. Ме-
тод акустической голографии имеет зна-
чительно более высокую разрешающую
способность и повышенное отношение
сигнал/помеха по сравнению с традицион-
ным эхометодом, методом синтезирован-
ной апертуры и, тем более, ДВМ. Он, од-
нако, требует специальной аппаратуры, и
его преимущества теряются при контроле
тонких (< 10 мм) сварных соединений.
2.2.5.4. Реверберационный метод
Метод является разновидностью эхо-
метода, его также называют методом мно-
гократных отражений, поскольку ревербе-
рация - это многократные отражения волн
в объекте. Метод предназначен в основ-
ном для контроля качества склейки двух-
слойных конструкций типа металл - пла-
стик.
Используют два варианта метода
[249]. В первом варианте УЗ-импульсы
вводят в металлический слой (рис. 2.86, а),
в котором наблюдаются многократно от-
раженные эхосигналы. Дефект соединения
увеличивает коэффициент отражения УЗ
на границе раздела металл - пластик, что
уменьшает скорость затухания амплитуд
эхосигналов (увеличивает время ревербе-
рации) в слое металла.
Во втором варианте УЗ вводят в
слой пластика (рис. 2.86, б). В зоне добро-
качественного склеивания УЗ переходит
из пластика в металл и, многократно от-
260
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ражаясь в последнем, дает наблюдаемую
на экране серию затухающих импульсов
(реверберацию). Дефект соединения (не-
проклей) препятствует прохождению УЗ в
металлический слой, и реверберация в нем
отсутствует. Контроль со стороны пласти-
ка возможен лишь при относительно не-
большом коэффициенте затухания УЗ в
нем, когда обеспечивается прием много-
кратных эхосигналов в слое металла.
Аппаратура. Применяют универ-
сальные и специализированные эходефек-
тоскопы. Контроль обычно ведут на час-
тотах 2 ... 5 МГц, что позволяет контроли-
ровать слои толщиной >1,5 мм. В специа-
лизированных дефектоскопах для расши-
рения диапазона толщин наружных слоев
конструкций, доступных контролю, ис-
пользуют высокие (до 25 МГц) частоты.
Частоту выбирают так, чтобы толщина h
металлического слоя составляла не менее
половины длины волны. Для автоматиче-
ской сигнализации о выявленных дефек-
тах строб АСД дефектоскопа настраивают
так, чтобы сигнализация срабатывала при
увеличении продолжительности времени
затухания многократно отраженных им-
пульсов в металлическом слое.
Применяют контактный, иммерси-
онный и бесконтактный (например, с
ЭМА-преобразователями) способы возбу-
ждения и приема УЗ. При использовании
первого варианта метода и контактного
варианта УЗ-импульсы в наружном слое
отражаются не только от границы раздела
слоев, но и от преобразователя, что увели-
чивает скорость их затухания. Это умень-
шает разницу между изображениями в
доброкачественных и дефектных зонах
ОК. Значение коэффициента отражения
Rh от поверхности ввода упругих колеба-
ний можно увеличить путем использова-
ния преобразователя с полуволновым пье-
зоэлементом без демпфера. При иммерси-
онном способе RH от поверхности ввода
УЗ-волн увеличивается, в результате вы-
являемость дефектов улучшается. Этот
эффект еще более проявляется при бес-
контактном варианте, когда Rh « 1.
В случае плоскопараллельного ре-
верберирующего слоя отношение ампли-
туд (и+1)-го и и-го эхосигналов равно
Pn+JPn=RBRH^25h, (2.37)
где Rb — коэффициент отражения УЗ от
границы раздела металл - пластик. При
наличии дефекта значение RB возрастает
по модулю и, соответственно, увеличива-
ется отношение Рп+\1Рп. Вероятность об-
наружения дефектов типа непроклея по-
вышается при большом изменении RB в
результате появления дефекта. Для этого
согласно формуле (1.12) разница волно-
вых сопротивлений металлического и не-
металлического слоев должна быть малой.
Минимальная длительность ревербе-
рации соответствует равенству волновых
сопротивлений слоев, когда коэффициент
отражения определяется только тонкой
пленкой клея. Наиболее четко выявляются
дефекты типа отсутствия соединения клея
с металлом, когда Rb « 1. Надежно выяв-
ляют дефекты размером 5 мм типа нару-
шения адгезии (слипания) клея с металлом
в соединениях со стеклопластиком. В этом
случае при возникновении дефекта волно-
вое сопротивление неметаллического слоя
уменьшается от 3 ... 6 МПа-с/м (соедине-
ние имеется) до нуля (непроклей).
В соединениях металла с легким пе-
нопластом, обладающим очень низким
волновым сопротивлением, основное
влияние на коэффициент отражения RB
оказывает наличие на металле клеевой
пленки. Поэтому выявляются только зоны
отсутствия соединения клея с металлом, а
нарушение адгезии клея к пенопласту об-
наружить не удается.
2.2.5.5. Акустическая
микроскопия
Проблема визуализации изображения
при УЗ-дефектоскопии всегда привлекала
внимание исследователей. Различные на-
правления решения этой задачи с приме-
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
261
Рис. 2.87. Схема сканирующуго отражательного акустического микроскопа:
1 - пленочный пьезопреобразователь; 2 - акустический волновод-линза;
3 - контактная жидкость; 4 - ОК
нением современных технических дости-
жений рассмотрены в [134, 248]. Разрабо-
тано несколько перспективных методов
визуализации УЗ-контроля, основанных на
принципах отражения и прохождения УЗ.
В настоящее время практическое приме-
нение получили два пути решения задачи
визуализации: акустическая микроскопия
и когерентные методы обработки инфор-
мации, которые здесь рассматриваются.
Акустическая микроскопия - область
звуковидения, занимающаяся получением
увеличенных изображений внутренней
структуры ОК за счет применения частот,
на один или два порядка больших, чем в
УЗ-дефектоскопии (выше нескольких де-
сятков мегагерц), и высокоточной скани-
рующей системы (шаг ~0,1 мкм). Это по-
зволяет получить двумерное (в виде В- и
С-разверток) акустическое изображение с
разрешающей способностью, прибли-
жающейся к обеспечиваемой оптическим
микроскопом.
Все акустические микроскопы, как и
более низкочастотные интроскопические
системы, разделяют на отражательные и
просвечивающие (трансмиссионные). Кон-
такт иммерсионный. Наибольшее приме-
нение получили отражательные микро-
скопы. Принцип работы такого микроско-
па (рис. 2.87) далее излагается [225].
Основной элемент микроскопа - фо-
кусирующая акустическая система, со-
стоящая из пленочного ПЭП (например,
на основе ZnO) с частотой до нескольких
гигагерц и волновода со сферически во-
гнутым (для фокусировки) торцом. В ус-
ловиях применения очень высоких частот
особую актуальность приобретает сниже-
ние потерь в волноводах и контактном
слое. Волноводы обычно изготовляют из
сапфира (AI3O3), в качестве контактной
жидкости используют дистиллированную
воду или сероуглерод (CS2), соединение
выполняют на основе карбонила (С2Н2О).
Коэффициент поглощения в сапфире на
частоте 1 ГГц равен 0,8 дБ/мм, а в воде
50 дБ/мм. Поэтому, несмотря на принятые
меры, амплитуда сигнала после двойного
преобразования уменьшается во много
раз. Потери можно снизить, подогревая
воду до 60 °C либо охлаждая акустиче-
скую систему и обеспечивая акустический
контакт с помощью жидкого гелия. Такие
меры позволяют получить пространствен-
ное разрешение до 0,055 мкм.
Генератор формирует короткие (дли-
тельностью 10 нс) радиоимпульсы, кото-
рые возбуждают пленочный преобразова-
тель. Отраженные сигналы усиливаются.
262
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.88. Акустическое изображение
интегральной схемы, полученное
акустическим микроскопом (а), и
оптическое изображение (б) интегральной
схемы
С помощью временного селектора подав-
ляются помехи, например многократные
отражения в волноводе, и выделяется зона
фокусировки. Изменяя расстояние между
преобразователем и ОК, т.е. путь УЗ в им-
мерсионной жидкости, можно перемещать
фокальное пятно по глубине изделия и
обследовать разные слои ОК. Фронталь-
ное разрешение 50 мкм, лучевое 50 ... 100
мкм; глубина резкости 3 ... 30 мм в зави-
симости от частоты и угловой апертуры.
Звуковое изображение ОК получает-
ся при последовательном сканировании
объекта акустической системой, поэтому
такой микроскоп называют сканирующим
(иногда растровым) акустическим микро-
скопом. Развертка изображения на экране
монитора происходит синхронно с пере-
мещением акустической системы. На по-
лутоновом черно-белом или цветном эк-
ране отображается амплитуда отраженной
в ОК акустической волны. В результате
получается двумерное изображение в виде
С-и В-развертки.
Сканирование осуществляется с час-
тотой ~25 Гц, для чего используют элек-
тродинамические сканеры. Увеличение
изображения зависит от размеров скани-
руемой зоны. Для получения немерцаю-
щего изображения сигналы преобразуются
в цифровую форму, запоминаются и вы-
водятся на экран с требуемой частотой
строк.
Акустические микроскопы применя-
ют [162, 248] для НК различных материа-
лов, изделий микроэлектроники, в биоло-
гии и медицине. При контроле материалов
с повышенным затуханием используют
пониженные частоты. Например, соедине-
ние пластины из керамики ZrO2 с метал-
лическим электродом контролируют на
частоте 5 МГц лучами, отраженными от
нижней поверхности пластины. Расстоя-
ние между преобразователем и ОК выби-
рают таким, чтобы поместить фокальное
пятно на границе керамики с электродом.
При наличии встроенного микропро-
цессора или микроЭВМ может проводить-
ся вторичная обработка изображения:
дифференцирование (повышение контра-
стности), введение логарифмической шка-
лы яркостей, уменьшение шума, статисти-
ческий анализ и распознавание изображе-
ний.
Сканирующие акустические микро-
скопы выпускаются рядом зарубежных
фирм. Ниже приведены основные техни-
ческие характеристики акустического
микроскопа, выпускаемого фирмой Ernst
Leitz Wetzlar GmbH (ФРГ). В России еди-
ничные экземпляры акустических микро-
скопов выпускает Центр акустической
микроскопии РАН и ГЦН "ВНИИМ".
На рис. 2.88 представлены акустиче-
ское и оптическое изображения инте-
гральной схемы, полученные с помощью
микроскопа ELSAM. Акустический мик-
роскоп позволяет обнаружить подповерх-
ностные дефекты, микротрещины, рас-
слоения, которые невозможно наблюдать
оптическим микроскопом.
Расширить возможности акустиче-
ского микроскопа можно путем примене-
ния стереоскопического эффекта [248].
Для этого предлагается использовать два
преобразователя, поочередно облучающих
объект под некоторым углом слева и спра-
ва от вертикальной оси.
Существенное усовершенствование
метода состоит в применении поперечных
или поверхностных волн вместо продоль-
ных [425, с. 539/649]. Это достигается на-
клонным вводом УЗ-волн в ОК под углом
больше первого критического. Лучи сфо-
кусированного УЗ-пучка падают на по-
верхность ОК под разными углами. Чтобы
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
263
Технические характеристики акустического микроскопа ELSAM
Диапазон частот, МГц............................... 50 ... 2000
Габаритные размеры ОК, мм......................... 160 х 160 х 39
Увеличение, крат.................................. 125 ... 2000
Разрешающая способность, мкм:
при 100 МГц................................... 15
при 2000 МГц................................ 0,65
Внутренняя память изображений, бит................. 64 ... 1024
Твердый диск, число изображений................. 80
исключить лучи, падающие под углом
меньше первого критического, применяют
фокусирующую линзу в виде части сферы.
Использование этого способа, кроме
возбуждения поперечных или поверхно-
стных волн снижает требования к чистоте
поверхности ОК, уменьшает сферическую
аберрацию, повышает лучевую разре-
шающую способность.
Сообщается также [425, с. 448/628] о
применении в акустическом микроскопе
головных волн и о снижении рабочей час-
тоты до 2 ... 12 МГц против 30 ... 100
МГц. Пьезоэлемент и демпфер выполнены
из полимера ПВДФ. Система предназна-
чена для контроля ОК из нержавеющей
стали, покрытых алюминием толщиной
200 ... 600 мкм. Фокальное пятно имеет
размер 1x4 мм. Показан пример выявле-
ния поверхностной трещины.
2.2.5.6. Когерентные методы
Акустическая микроскопия позволяет
получать изображения дефектов в объек-
тах небольшой толщины. При контроле
ОК толщиной >10 мм и для получения
изображения дефектов применяют коге-
рентные методы контроля.
В настоящее время цифровые методы
обработки информации находят все более
широкое применение в УЗ-дефектоскопии.
В [248] рассмотрены методы инверсной,
винеровской и нелинейной фильтрации,
синтезированной апертуры, реконструк-
тивной вычислительной томографии.
Наибольшие успехи достигнуты в приме-
нении когерентных методов обработки
информации, в частности акустической
голографии и синтезированной апертуры,
которые далее описаны. Преимущества
этих методов в визуальном изображении
дефектов при достижении на порядок бо-
лее высокой разрешающей способности,
чем при обычной УЗ-дефектоскопии.
Когерентные и некогерентные ме-
тоды представления данных УЗ-
контроля. Все методы получения акусти-
ческих изображений основаны на измере-
нии физических параметров акустических
полей после их взаимодействия с дефек-
тами. Методы можно разделить на коге-
рентные, в которых используется фазовая,
амплитудная и временная характеристики
зарегистрированного поля, и некогерент-
ные, где фазовая информация не исполь-
зуется. В некогерентных методах, рас-
смотренных ранее, изображение получают
путем регистрации модуля амплитуды
поля, рассеянного дефектами. В когерент-
ных методах за счет дополнительной об-
работки фазовых данных (аналоговой или
цифровой) получают более полное изо-
бражение поля, рассеянного дефектами.
Использование фазовой информации по-
зволяет получать изображения неодно-
родностей с высоким разрешением и, со-
ответственно, определять реальные пара-
метры выявленного дефекта.
264
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.89. Принцип когерентной
обработки информации
К когерентным методам обработки
данных относится ряд методов, исполь-
зующих аналоговые средства, но в на-
стоящее время в связи с развитием ком-
пьютерной техники наибольшее распро-
странение получили цифровые методы
обработки данных: акустическая гологра-
фия, метод SAFT, вычислительная томо-
графия. Ниже будут рассмотрены два пер-
вых наиболее активно развивающихся в
дефектоскопии когерентных цифровых
метода формирования изображения.
В основе современных когерентных
методов лежит алгоритм синтезирования
апертуры: с помощью небольшого акусти-
ческого преобразователя (имеющего ши-
рокую диаграмму направленности) изме-
ряют значения акустического поля в ряде
точек в заданной области, осуществляют
их совместную обработку и получают аку-
стическое изображение внутреннего объ-
ема (или сечения) ОК. При этом, по суще-
ству, с помощью цифровых методов син-
тезируется фокусирующий преобразова-
тель с очень большими размерами, рав-
ными области сканирования, а следова-
тельно, с очень узкой фокальной обла-
стью. Рассматриваемые методы позволяют
получить образ дефекта, когда он имеет
резкие границы, шероховатые поверхно-
сти и облучается во многих направлениях.
Метод SAFT. Многочастотную голо-
графию можно рассматривать как своеоб-
разное синтезирование короткого импуль-
са с использованием информации о его
амплитуде и времени распространения,
которое определяет фазу сигнала. В связи
с развитием вычислительной техники поя-
вилась возможность перейти непосредст-
венно к регистрации и обработке данных
об особенностях распространения корот-
ких импульсов в ОК. Этот метод - метод
SAFT - позволяет достаточно просто
учесть сложную форму ОК. Рис. 2.89 по-
ясняет схему этого метода.
Совмещенный преобразователь с ши-
рокой диаграммой направленности скани-
рует ОК в пределах заданной апертуры.
Для каждого положения преобразователя
регистрируются эхосигналы, соответст-
вующие J-развертке. Затем вся совокуп-
ность эхосигналов обрабатывается коге-
рентно с помощью ЭВМ. В результате
этого получают изображения внутреннего
объема ОК (если осуществляется двумер-
ное сканирование) либо его сечения, соот-
ветствующего В-развертке (при одномер-
ном сканировании).
Данные могут обрабатываться не-
сколькими способами. Один из них приве-
ден на рис. 2.89, б. Здесь представлено
несколько сигналов, соответствующих
Л-разверткам для нескольких положений
преобразователя. Временное положение
эхоимпульсов, рассеянных точечным де-
фектом, в зависимости от координаты
преобразователя изменяется по гиперболе.
Для любой выбранной области в визуали-
зируемом сечении можно вычислить оп-
ределенную гиперболу (в двумерном-
SAFT), исходя из которой значение сигна-
лов, соответствующих Л-развертке, "сдви-
гается", а затем суммируется. Полученная
таким образом совокупность значений
амплитуд сигналов позволяет построить
сечение объекта с высоким разрешением
по осям х и z.
Описанный алгоритм обработки дан-
ных, несмотря на свою простоту и нагляд-
ность, весьма трудоемок и предъявляет
достаточно высокие требования к ЭВМ,
обрабатывающей данные. Сам алгоритм
предполагает выполнение очень большого
ДЕФЕКТОСКОПИЯ МЕТОДАМИ ОТРАЖЕНИЯ
265
числа одинаковых операций (таких, как
возведение в квадрат, извлечение квадрат-
ного корня), достаточно медленных для
вычисления с помощью универсальных
ЭВМ.
Акустическая голография - типич-
ный когерентный метод, который активно
развивается в применении к дефектоско-
пии. Основное отличие акустической го-
лографии от оптической на стадии регист-
рации состоит в том, что измерения аку-
стического поля осуществляются с помо-
щью приемников, обеспечивающих его
линейную регистрацию, т.е. регистрирует-
ся амплитуда, а не интенсивность сигнала,
как в оптике. Это дает возможность по-
строить изображение, используя различ-
ные методы цифровой обработки данных.
Ниже рассмотрены два алгоритма числен-
ного восстановления изображений: обра-
щенной волны (ОВ) и проекции в спек-
тральном пространстве (ПСП).
Алгоритм ОВ основан на том, что в
изотропной среде выполняется Фурье-
анализ комплексных значений поля в лю-
бой плоскости. Пространственные Фурье-
компоненты можно рассматривать как
плоские волны, которые распространяют-
ся в различных направлениях. Тогда ам-
плитуда поля - это сумма амплитуд пло-
ских волн с учетом фазовых сдвигов, ко-
торые они приобретают, приходя в точку
регистрации.
На рис. 2.89, а показана типичная
схема регистрации данных для их после-
дующей когерентной обработки. В плос-
кости xz акустическое поле U (х, г), рассе-
янное дефектом, расположенным на глу-
бине регистрируется в виде поля U (х,
0) приемно-излучающим преобразовате-
лем, перемещающимся вдоль оси х по по-
верхности ввода. Максимальный угол 9Х,
под которым видна с поверхности дефекта
область перемещения преобразователя,
определяется шириной диаграммы на-
правленности преобразователя и доступ-
ной для сканирования L зоной на поверх-
ности ввода ОК. Используя уравнение
Гельмгольца для спектра на линии дефек-
та и обратное преобразование Фурье,
получают выражение, определяющее изо-
бражение дефекта | U(x, zd) |. Если жела-
тельно получить распределение поля по
всему сечению (х, z), необходимо много-
кратно выполнять этот алгоритм для раз-
личных значений координаты z.
Алгоритм ПСП основан на том, что
пространственный спектр функции, опи-
сывающий падающее и рассеянное дефек-
тами поле, отличен от нуля на окружности
радиусом 2к = 4тг/Х плоскости волновых
векторов кх, kz с центром (0,0) для совме-
щенного преобразователя. Измерение по-
ля вдоль некоторой линии zr дает возмож-
ность определить значения двумерного
спектра. Измеряя поле на линии zr, можно
путем проецирования его спектра и обрат-
ного двумерного преобразования Фурье
определить поле в сечении х?. Алгоритм
также справедлив только для однородного
пространства.
Изображения, полученные алгорит-
мом ОВ, обладают высоким качеством, но
для этого требуется значительное время.
Алгоритм ПСП - позволяет получить изо-
бражение значительно быстрее, особенно
при использовании многих частот и мно-
гих ракурсов озвучивания, но из-за оши-
бок интерполяции уровень шумов в вос-
становленном изображении несколько
выше, чем в методе ОВ.
Многочастотная голография [13,
14]. Акустическая голография, как и
большинство других когерентных мето-
дов, имеет высокую фронтальную разре-
шающую способность А/, которая соглас-
но дифракционной теории определяется
длиной волны А. и числовой апертурой А
= sin9x kKzJL, на которой регистрируется
поле, рассеянное дефектом:
А/ = к/2А . (2.38)
Формула (2.38) практически совпада-
ет с (1.39), если считать, что диаметр фо-
кусирующего преобразователя равен раз-
меру области регистрации D = L. Вместе с
266
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
тем, лучевое разрешение Az в направлении
оси z для одночастотных голографических
систем низкое. Оно будет равно
Az = X/2J2. (2.39)
С целью повышения лучевого разре-
шения для нужд дефектоскопии применя-
ется многочастотная голография. В ней
регистрируется совокупность i голограмм
на частотах / в определенном диапазоне
частот Д4 с заданной дискретностью
8f = / - /_]. Полученные по алгоритмам
ОВ или ПСП восстановленные поля U,(x,
у) для каждой частоты затем когерентно
суммируются, формируя изображение
|t/(x, у)|. В результате фронтальная раз-
решающая способность будет определять-
ся соотношением
Az = (X0/2)(/0/Af,), (2.40)
в котором X = Хо - длина звуковой волны в
изделии, соответствующая среднему зна-
чению частоты Уо, а лучевое разрешение
зависит от полосы используемых частот
А/.
Этот способ обработки данных, осно-
ванный на применении аппарата быстрого
преобразования Фурье, иногда называют
FT SAFT. Таким образом, метод много-
частотной акустической голографии и ме-
тод SAFT оказываются близкими по при-
меняемому математическому аппарату.
В работах А.М. Ахметишина и др.
(см., например, [11]) развивается метод УЗ
когерентно-импульсной Фурье-интроско-
пии. Преимущество этого метода - мак-
симальная чувствительность к небольшим
областям локального изменения скорости
и затухания УЗ. Подобная задача особенно
важна в ранней медицинской диагностике,
поэтому далее этот метод не рассматрива-
ется. Применительно к технической диаг-
ностике метод может стать перспектив-
ным при обнаружении мест концентрации
усталостных напряжений.
В работах А.В. Осетрова и др. [424,
докл. 7.4] развиваются нелинейные мето-
ды реконструкции изображений при коге-
рентной обработке результатов. По теоре-
тическим оценкам, нелинейные методы
повышают контрастность изображения.
Системы сер. "Авгур". Примером
приборов, использующих когерентную
обработку данных, являются приборы сис-
темы "Авгур", разработанные НПЦ
"Эхо+". Сканирование выполняется авто-
матическим механическим устройством с
шагом 0,1 ... 0,2 мм и электрической свя-
зью положения преобразователя с систе-
мой обработки данных. Фронтальная раз-
решающая способность таких систем рав-
на длине УЗ-волны и для продольной вол-
ны в стали на частоте 2,5 МГц составляет
~2,5 мм, а для поперечных волн 1,2 мм.
Точность измерения размеров дефектов не
хуже половины длины УЗ волны.
Системы сер. "Авгур" предусматри-
вают прозвучивание ОК прямыми или
наклонными, совмещенными или раздель-
ными преобразователями. Для каждого
шага запоминаются результаты в виде А-
разверток с учетом временных задержек и
истинной формы эхосигналов. Голографи-
ческое изображение дефектов получают,
совместно обрабатывая массив Л-раз-
верток в области сканирования £ = 50 ...
... 200 мм. Предполагается, что регистра-
ция проводится вдоль линии (линейная
голография) и изображение восстанавли-
вается в одной плоскости (слое). При дву-
мерном сканировании данные обрабаты-
ваются когерентно только послойно.
В системах "Авгур" предусмотрена
возможность использования обоих алго-
ритмов восстановления изображения: ОВ
и ПСП. Для исключения искажающего
влияния реальных пространственно-
частотных характеристик преобразователя
в алгоритме ПСП применяется способ эта-
лонной голограммы, которую снимают
для данного преобразователя по отраже-
нию от бокового цилиндрического отвер-
стия. В результате разрешающую способ-
ность изображений можно повысить от 1,5
до 3 раз (в зависимости от качества ис-
пользуемого преобразователя).
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
267
Основные технические характеристики системы "Авгур 4.2"
Диапазон рабочих частот, МГц............................. 1 ... 8
Регулируемый коэффициент усиления, дБ.................... О ... 52
Регулируемая амплитуда выходных импульсов, В............... 60
Диапазон контролируемых толщин (продольная
волна в стали, прямой преобразователь), мм.................. До 600
Разрешающая способность (продольная волна в стали,
прямой преобразователь, частота 2,5 МГц), мм:
фронтальная (не зависит от глубины)....................... 2,5
лучевая............................................... 2,5
Важное достоинство когерентных
методов визуализации заключается также
в том, что существенно снижаются требо-
вания к акустическому контакту. Его
ухудшение приводит к большей зашум-
ленности изображения, но не к смещениям
и искажениям изображения дефекта.
Предварительное логарифмирование про-
странственных спектров сигналов, содер-
жащих информацию как о дефекте, так и
об изменении акустического контакта,
позволяет отфильтровать ее и повысить
качество изображения (гомоморфная
фильтрация).
Когерентная обработка сигнала обес-
печивает существенное повышение чувст-
вительности аппаратуры. Как отмечалось
выше, по существу, с помощью цифровых
методов выполняется синтезирование фо-
кусирующего преобразователя с очень
большими размерами (равными области
сканирования), а следовательно, весьма
узкой фокальной областью. Это обеспечи-
вает значительное повышение отношения
сигнал/помеха при контроле материалов с
крупнозернистой структурой, в частности
аустенитных сварных швов.
Дополнительные возможности по-
вышения чувствительности достигаются
путем использования фазоманипулиро-
ванных сигналов с соответствующей кор-
реляционной обработкой. Например, сис-
тема "Авгур 4.2" позволяет генерировать
сложный зондирующий импульс, фазома-
нипулированный по коду Баркера макси-
мальной длины либо по непериодической
^/-последовательности различной длины:
32, 64 или 128 периодов. Благодаря этому
чувствительность системы "Авгур 4.2" на
32 ... 36 дБ выше по сравнению с тради-
ционным дефектоскопом. Абсолютная
чувствительность системы (отношение
амплитуды зондирующего импульса к
амплитуде минимального регистрируемо-
го сигнала) составляет 146 дБ.
2.3. МЕТОДЫ ПРОХОЖДЕНИЯ И
КОМБИНИРОВАННЫЕ МЕТОДЫ
2.3.1. Амплитудный метод
прохождения (амплитудный теневой
метод)
Здесь мы ограничимся только рас-
смотрением применения метода для обна-
ружения дефектов типа нарушений
сплошности. Возможности метода для
оценки физико-механических свойств ма-
териалов будут описаны в гл. 7.
Признаком дефектов при контроле
амплитудным методом прохождения (те-
невым) служит ослабление амплитуды
упругих волн, прошедших через ОК
{сквозного сигнала). Количественная
оценка выявляемое™ дефекта при тене-
вом методе определяется отношением
электрических сигналов, характеризую-
268
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.90. Структурная схема одного
канала теневого дефектоскопа
щим ослабление дефектом амплитуды Uc
сквозного сигнала, прошедшего от излу-
чателя к приемнику при отсутствии де-
фектов: U.r/Uc , где U-t - амплитуда про-
шедшего сигнала при наличии дефекта.
Учитывая пропорциональность электриче-
ских и акустических сигналов, имеем
UjUc=\pJpc\ = PT/Pc. Это отношение
амплитуд лежит в пределах 0 ... 1.
Аппаратура для контроля амплитуд-
ным теневым методом проще по устрой-
ству, чем эходефектоскоп, однако она мо-
жет существенно усложняться в связи с
использованием большого числа парал-
лельно работающих каналов. На рис. 2.90
показана структурная схема одного канала
импульсного теневого дефектоскопа. Кон-
тролируемое изделие 4, синхронизатор 1,
генератор импульсов 2, излучатель 3, при-
емник 5, усилитель 8, временной селектор
7 и регистратор с амплитудным дискри-
минантом 6 выполняют те же функции,
что и в эходефектоскопе. В качестве тене-
вого дефектоскопа может быть использо-
ван любой эходефектоскоп, включенный
по раздельной схеме.
Преимущественное применение им-
пульсных приборов по сравнению с при-
борами с непрерывным излучением связа-
но с тем, что в них легко избавиться от
помех, вызываемых интерференционными
явлениями, применяя достаточно короткие
импульсы. Стробируя время прихода
сквозного сигнала, выделяют интервал
времени, соответствующий приходу этого
сигнала, и уменьшают действие внешних
электрических шумов.
Примером многоканального теневого
дефектоскопа служат иммерсионные уста-
новки типов УЗУЛ и "Дуэт" для контроля
листов, которые имеют > 200 пар излуча-
телей-приемников, объединенных в груп-
пы для того, чтобы уменьшить число ге-
нераторов и усилителей в установке [60].
Достоинство теневого метода, проявляю-
щееся в установках для автоматического
контроля листов, - постоянное время про-
хождения УЗ импульсов от излучателя к
приемнику независимо от перемещения
листа (при постоянстве его толщины) по
высоте между ними в иммерсионной ван-
не. Это существенно упрощает конструк-
цию установки.
Расчет акустического тракта при
контроле амплитудным теневым методом
сводится к анализу ослабления амплитуды
сквозного сигнала. Излучатель и прием-
ник считают одинаковыми, как это обыч-
но делают при контроле. Сквозной сигнал
рс в отсутствие экрана-дефекта (в даль-
нейшем просто дефекта) определяют так
же, как при прохождении УЗ между дей-
ствительным и мнимым преобразователя-
ми в задаче по расчету донного сигнала
(см. рис. 2.31, б). Величина его ослабления
р' вычитается из рс с учетом фаз сигналов.
При переходе к амплитудным значениям
имеют место неравенства
А = |рс-р"| >РС-Р";
Рт/Рс > 1 -Р'ЧР.. (2.41)
Равенство здесь может возникнуть
лишь в некоторых частных случаях.
Когда дефект расположен посередине
между излучателем и приемником, член р"
идентичен значению р' для эхометода. От-
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
269
сюда следует, что возмущение поля поза-
ди экрана р " равно возмущению акустиче-
ского поля перед экраном (ОВ). Это поло-
жение носит название "принцип Бобине".
Однако было бы неправильно понимать
данное положение так, что поля перед эк-
раном и позади него совершенно одинако-
вы. ОВ ни с чем не интерферирует, и ам-
плитуда сигнала равна р'. Возмущение
позади экрана складывается с падающей
волной, что вызывает существенные раз-
личия. Неидентичность полей перед экра-
ном и позади него подтверждается срав-
нением полей на оси в дальней зоне. Пе-
ред круглым экраном с увеличением рас-
стояния от него наблюдают постепенное
ослабление сигнала. Позади экрана имеет-
ся "светлое пятно", т.е. постоянный мак-
симум (эффект Пуассона).
На рис. 2.91 показано семейство без-
размерных кривых амплитуда - расстоя-
ние - диаметр (АРД диаграмма) для тене-
вого метода контроля, снятое путем жид-
костного моделирования, для случая, ко-
гда дефект расположен посередине между
излучателем и приемником. Преобразова-
тели и дефект круглые. По оси ординат
отложено отношение Р/Рс в относитель-
ных единицах, соответствующее наи-
большему ослаблению сквозного сигнала;
по оси абсцисс - расстояние между излу-
чателем и приемником, деленное на длину
ближней зоны преобразователей r/А; па-
раметр кривых - отношение диаметра де-
фекта к диаметру преобразователя d/D =
= Ыа.
Штриховыми линиями показаны кри-
вые, соответствующие переходу нера-
венств (2.41) в равенства для некоторых
значений d/D. Они построены по АРД диа-
грамме для эхометода (см. рис. 2.35) и
удовлетворительно совпадают со сплош-
ными кривыми в зоне г < (4 ... 6) А. Это
показывает, что в ближней и переходной
зонах неравенства (2.41) переходят в ра-
венства.
Отношение Р/Р^ на рис. 2.91 соот-
ветствует наибольшему ослаблению
270
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
сквозного сигнала при заданном расстоя-
нии между излучателем и приемником,
поскольку при положении дефекта на их
оси в дальней зоне наблюдается меньшее
ослабление сквозного сигнала. Этот мак-
симум соответствует "светлому пятну"
позади экрана. В ближней и переходной
зонах этого эффекта нет, на оси позади
экрана наблюдают наибольшее ослабле-
ние сигнала. Изменение амплитуды при
перемещении дефекта между излучателем
и приемником показано на рис. 2.91 за-
штрихованными зонами.
Для аналитической оценки ослабле-
ния сквозного сигнала при г < 2У исполь-
зуют неравенство
Рт/Рс >1-з/5,
причем эксперимент показывает, что не-
равенство можно заменить равенством. В
дальней зоне
Рт/Рс > 1-4з/(Хг). (2.42)
Амплитудный теневой метод чаще
всего применяют в иммерсионном вариан-
те, когда между преобразователями и ОК
имеются слои жидкости с толщинами Р и
г". В этом случае в соответствии с
разд. 1.3.2. пользуются приведенными
выше формулами и графиками, но под-
ставляют вместо г величину
г + (г'+г")с'/с, где с' и с - скорости звука в
иммерсионной жидкости и ОК.
Экспериментально установлено, что
даже тонкие дефекты, расположенные
вдоль направления распространения лу-
чей, вызывают довольно сильное умень-
шение сквозного сигнала, хотя площадь
их поперечного сечения очень мала. Это
объясняется тем, что продольная волна,
распространяясь вдоль свободной поверх-
ности такого дефекта, становится голов-
ной. В каждой точке поверхности ею по-
рождаются отходящие в сторону (боко-
вые) поперечные волны, что ослабляет
сквозной сигнал.
Помехи при контроле амплитудным
теневым методом, как правило, относятся
к мультипликативным, поскольку (как
показано ниже) под их влиянием изменя-
ются значения сомножителей, опреде-
ляющих амплитуду сквозного сигнала.
Один из источников помех - нестабиль-
ность акустического контакта.
При дефектоскопии эхометодом слу-
чайное кратковременное ухудшение аку-
стического контакта приводит к сниже-
нию чувствительности контроля некото-
рого объема изделия. Борются с этим яв-
лением путем повышения чувствительно-
сти дефектоскопа в процессе поиска де-
фектов и повторного контроля каждого
объема ОК. При дефектоскопии ампли-
тудным теневым методом случайное
ухудшение качества акустического кон-
такта ослабляет сквозной сигнал, и его
регистрируют как появление дефекта.
Описанные выше приемы борьбы с неста-
бильностью контакта неэффективны. В
связи с этим при дефектоскопии рассмат-
риваемым методом контроль обычно ве-
дут иммерсионным, бесконтактным или
щелевым способами: для них нестабиль-
ность контакта меньше.
Помехи при контроле теневым мето-
дом возникают также от несоосности пре-
образователей. При настройке излучателя
и приемника выполняют их юстировку на
соосность, добиваясь максимальной ам-
плитуды сквозного сигнала, а затем излу-
чатель и приемник жестко закрепляют.
Однако непараллельность поверхностей,
непланшетность (коробление) ОК, слу-
чайный поворот ОК при перемещении
вызывают появление несоосности в про-
цессе контроля, поскольку двойное пре-
ломление акустической оси на границе
иммерсионная жидкость-OK приводит к
смещению акустической оси и уменьшает
сквозной сигнал.
В ОК и слоях иммерсионной жидко-
сти возникают многократные отражения
УЗ-импульса. Если он имеет длительность
т, большую, чем 2h/c (где h - толщина ОК
или слоя; с - скорость звука в них), то
возникает интерференция импульса, при-
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
271
водящая к изменению амплитуды сквозно-
го сигнала, маскирующему дефект. Для
предотвращения этой помехи следует
уменьшать длительность импульса и де-
лать достаточно толстыми иммерсионные
слои. Это же ограничивает минимальную
толщину ОК.
Структурные помехи от рассеяния
импульса приходят позже, чем сквозной
сигнал, поэтому, как правило, не мешают
контролю. Однако мультипликативные
помехи от неравномерного затухания УЗ
на различных участках изделия затрудня-
ют выявление дефектов. Крупные дефек-
ты, практически исключающие прохожде-
ние сквозного сигнала, при этом все же
обнаруживаются. В этом заключается
преимущество теневого перед эхомето-
дом: крупные дефекты удается обнару-
жить даже при большом рассеянии.
Влияние внешних шумов, электриче-
ских флуктуаций, боковой поверхности у
края ОК на изменение сквозного сигнала
подобно аналогичным помехам, рассмот-
ренным для эхометода.
Порог чувствительности амплитуд-
ного теневого метода можно оценить с
помощью неравенства (2.42), задавшись
значением РГ!РС = Ртт1Рс - величиной
наименьшего ослабления сквозного сиг-
нала, выявляемого на фоне помех. Наи-
меньший размер выявляемого дефекта
определяется неравенством
2Z>min > ^(l-^/Pj/ir . (2.43)
Достигаемая на практике величина
26гат = dmm больше, чем для эхометода, т.е.
чувствительность к дефектам меньше.
Главная причина - изменение сквозного
сигнала под влиянием помех. При контро-
ле толстых листов в производственных
условиях они приводят к изменению
сквозного сигнала на 4 ... 6 дБ. На этом
фоне фиксируют лишь изменение сигнала
на 8 ... 10 дБ, что соответствует порогу
чувствительности, обеспечивающему воз-
можность выявления дефектов площадью
100... 200 мм2.
При контроле тонких изделий, на-
пример паяных панелей, когда принимают
все меры к стабилизации прохождения УЗ,
удается снизить порог чувствительности
до уровня, близкого к уровню эхометода
(5 ... 10 мм2) [83]. При контроле пластмасс
в контактном варианте возможно выявле-
ние дефектов порядка 15x15 мм2.
2.3.2. Временной метод прохождения
Этот метод (называемый также вре-
менным теневым), основан на измерении
времени пробега импульса через ОК. Путь
УЗ-луча SDR, огибающего дефект
(рис. 2.92), больше, чем прямой путь SOR.
В отличие от велосиметрического метода
здесь предполагается, что тип волны
(обычно продольной) не меняется. По за-
паздыванию прихода сквозного сигнала на
приемник с помощью низкочастотных
волн удается определить наличие крупных
дефектов в материалах с большим рассея-
нием УЗ, например в огнеупорных блоках,
бетонных изделиях и т.д.
Рис. 2.92. Временной теневой метод
Til
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Контроль временным методом про-
хождения осуществляют импульсным де-
фектоскопом со стробирующей системой,
позволяющей точно фиксировать время
прихода сквозного сигнала. Преобразова-
тели должны иметь небольшие размеры
для устранения геометрической нерезко-
сти, а также быть широкополосными для
излучения и приема коротких импульсов.
Специфические помехи, свойствен-
ные этому методу, связаны со случайными
изменениями толщины ОК, контактных
слоев и скорости распространения звука в
материале; от этих же факторов зависит
допустимая предельная малая длитель-
ность стробирующего импульса.
Порог чувствительности этого метода
определяет точность измерения времени
пробега импульса /. Рассмотрим отноше-
ние Дг/г, где г = SOR -- толщина объекта
контроля, а Ar = SDR - SOR. Тогда мини-
мальный размер дефекта 2Z4in , выявлен-
ного временным теневым методом, в наи-
более неблагоприятном случае, когда де-
фект расположен посередине между пре-
образователями, определяется равенством
2>,5г)2+Сп-г| = х,
2й'тт = ^Х2 + 2Х •
Сравним это с минимальным разме-
ром дефекта, выявляемого амплитудным
теневым методом. Для оценки воспользу-
емся выражением (2.43) для 2Z>min, считая
его равенством. Определим область, где
порог чувствительности временного тене-
вого метода ниже, т.е. где он позволяет
обнаруживать более мелкие дефекты:
гХ<(1-Рт^Рс)/[л(Х2 +2Х)].
В правую часть этого неравенства
входят постоянные величины, ограничи-
вающие чувствительность методов. Из
него следует, что при малых толщинах и
низких частотах УЗ порог чувствительно-
сти временного теневого метода становит-
ся ниже, чем амплитудного теневого ме-
тода, поэтому применение временного
метода предпочтительно при контроле
тонких изделий из крупнозернистых мате-
риалов, затухание в которых уменьшается
с понижением частоты.
Более детально вопрос сравнения
чувствительностей теневых методов рас-
смотрен Ю.М. Раппопортом [280] и
И.И. Крюковым [199]. Эти работы под-
тверждают сделанные выше рекомендации
относительно областей применения раз-
личных вариантов теневых методов.
Временной метод прохождения при-
меняют при контроле огнеупорного кир-
пича, изделий из железобетона и других
подобных ОК. Иногда контроль одновре-
менно выполняют амплитудным и вре-
менным теневыми методами. Признаками
дефектов является не только увеличение
времени пробега импульса, но и разброс
времени прохождения через различные
участки одного и того же изделия. Комби-
нированный амплитудно-временной метод
прохождения успешно применяют для
контроля пенопластов (см. разд. 4.8).
Практическое применение различных ва-
риантов метода прохождения для контро-
ля изделий из неметаллических материа-
лов и многослойных конструкций будет
описано в гл. 4.
2.3.3. Зеркально-теневой метод
Существует несколько вариантов
зеркально-теневого (ЗТ) метода [103], об-
щим отличительным признаком которых
является то, что основным информацион-
ным параметром в них служит ослабление
амплитуды отражения от противополож-
ной поверхности (дна) изделия. Основные
варианты показаны на рис. 2.93, а-г: пря-
мой преобразователь по ослаблению пер-
вого (а) и второго (б) донных сигналов,
наклонные преобразователи по ослабле-
нию донного сигнала поперечной (в) и
продольной (г) волн.
ЗТ методом можно обнаруживать де-
фекты, ориентированные не только гори-
зонтально, как на рис. 2.92, но и верти-
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
273
Рис. 2.93. Способы
контроля ЗТ-методом
кально, как на рис. 2.94. При контроле по
варианту в такой дефект, чтобы быть вы-
явленным, должен пересекать один из на-
клонно распространяющихся лучей (см.
рис. 2.94, а). При контроле прямым преоб-
разователем (см. рис. 2.94, б) вертикаль-
ный дефект также выявляется, но область
перемещения преобразователя на поверх-
ности ввода очень локализована.
Механизм ослабления донного сиг-
нала в этом случае следующий. Продоль-
ная волна, распространяющаяся вдоль
берегов (поверхностей) вертикальной
трещины, - это головная волна (см. разд.
1.1.2). Распространяясь вдоль свободной
поверхности, она порождает поперечные
волны, отходящие от берегов трещины
под третьим критическим углом <р'. В ре-
зультате продольная волна (а следова-
тельно, донный сигнал) ослабляется, но на
небольшом участке сканирования.
Аппаратурой для контроля различ-
ными вариантами ЗТ-метода служит им-
пульсный эходефектоскоп. Строб-импульс
АСД помещают в месте прихода первого
или второго донного сигнала. Контроль по
вариантам, показанным на рис. 2.93, а, б,
ведут по совмещенной схеме, по вариан-
там на рис. 2.93, в, г - по раздельной. При-
бор специально для контроля этим мето-
дом имеет упрощенную схему, как и тене-
вой дефектоскоп. Экран и ряд других уз-
лов дефектоскопа часто отсутствуют. Обя-
зательно наличие строб-импульса для вы-
деления соответствующего донного сиг-
нала и аттенюатора, позволяющего на-
страивать АСД на регистрацию заданного
ослабления донного сигнала.
Разрабатывает и изготовляет аппара-
туру Санкт-Петербургский электротехни-
ческий университет, где ЗТ-метод приме-
няется для контроля листов наряду с дру-
гими методами [60]. Компания Нордин-
крафт (г. Череповец) выпускает установки
для контроля листов с ЭМА-преобразо-
вателями [424, докл. 7.54; 425, с. 216/783;
426, докл. 4.12] (см. разд. 3.3.2.1).
Рнс. 2.94. Обнаружение
вертикальных дефектов
ЗТ-метода
274
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.95. К расчету ослабления донного
сигнала для ЗТ-метода
В названных установках кроме тене-
вого метода реализуются также эхо-, ЗТ и
эхосквозной методы. ЗТ-метод широко
используется для контроля рельсов, где
применяется соответствующая аппаратура
(см. разд. 3.3.2.4).
Анализ акустического тракта вы-
полним для варианта, показанного на
рис. 2.95. В разд. 2.2.2.1 было отмечено,
что отражение от бесконечной плоскости
можно рассматривать как зеркальное от-
ражение падающих на плоскость акусти-
ческих волн. В соответствии с этим аку-
стическое поле, возникающее за счет от-
ражения от бесконечной поверхности,
можно представить как продолжение аку-
стического поля излучателя, испытываю-
щее рассеяние на мнимом изображении
экрана-дефекта. Мнимый приемник рас-
положен зеркально-симметрично излуча-
телю (см. рис. 2.95).
В результате акустический тракт при
контроле ЗТ-методом подобен акустиче-
скому тракту теневого метода с одинако-
выми излучающим и приемным преобра-
зователями и двумя одинаковыми экрани-
рующими дефектами, расположенными
зеркально-симметрично относительно
донной поверхности изделия.
Сигнал Р3 на приемнике вычисляют
подобно тому, как для теневого метода.
Если преобразователь и дефект малы по
сравнению с расстояниями между ними,
то, заменяя модуль алгебраической суммы
суммой модулей, получают приближен-
ную формулу для ослабления донного
сигнала Рд:
Р, „ , 4sr s2r
Ря М(2г-п)
(2.44)
Более точный анализ акустического
тракта ЗТ-метода с применением метода
жидкостного моделирования представлен
в [137].
Формулы, подобные (2.44), выведены
для других вариантов ЗТ-метода. Они ка-
чественно подтверждены эксперименталь-
ной проверкой [137]. Анализ показывает,
что ослабление второго донного сигнала
при контроле способом, показанным на
рис. 2.93, б, больше, чем ослабление пер-
вого донного сигнала, так как УЗ-волны 4
раза проходят мимо дефекта.
При контроле способом, показанным
на рис. 2.93, в, УЗ один раз проходит мимо
дефекта, поэтому ослабление донного
сигнала такое же, как сквозного сигнала в
теневом методе. При контроле способом,
представленным на рис. 2.93, г, ослабле-
ние обычно больше, поскольку угол на-
клона преобразователей для продольных
волн делают небольшим (5 ... 10°), в ре-
зультате чего лучи 2 раза пересекают об-
ласть дефекта и претерпевают двойное
ослабление.
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
275
Наклонные преобразователи (см.
рис. 2.93, в) применяют при контроле тон-
ких объектов, когда мертвая зона обычных
прямых преобразователей мешает получе-
нию донного сигнала. Они оказываются
полезными при выявлении и оценке раз-
меров вертикально ориентированных де-
фектов, поскольку дают возможность оп-
ределить их эквивалентные и условные
размеры.
Помехи, действующие при контроле
теневым методом, проявляются также и
при контроле ЗТ-методом. Непараллель-
ность поверхностей вызывает большее
ослабление донного сигнала, чем сквозно-
го, поскольку отраженный луч сильнее
отклоняется от акустической оси. Еще
заметнее эта помеха сказывается при кон-
троле по второму донному сигналу. Она
уменьшается при использовании преобра-
зователя с широкой диаграммой направ-
ленности.
Непланшетность ОК при контроле
иммерсионным ЗТ-способом также прояв-
ляется сильнее, чем в теневом методе кон-
троля. Однако ЗТ-метод чаще всего при-
меняют в контактном или щелевом вари-
антах, при которых этот вид помех не воз-
никает, поскольку параллельность по-
верхностей ОК и преобразователя обеспе-
чивается самим способом контакта.
Влияние изменения затухания УЗ
значительнее, чем для теневого метода.
Структурные реверберации от крупного
зерна могут помешать наблюдению дон-
ного сигнала. Очень мешает контролю ЗТ-
методом случайное изменение отражаю-
щих свойств донной поверхности, связан-
ное с ее неровностью, например от корро-
зии. Неровности глубиной Л/8 ослабляют
донный сигнал ~ на 10 %, а Х/4 - на 20 %.
Второй донный сигнал уменьшается в
квадрате по отношению к первому [103].
Порог чувствительности ЗТ-метода,
так же как теневого, на практике выше,
чем для эхометода (т.е. чувствительность
ниже), вследствие нестабильности ампли-
туды донного сигнала. Если надежно фик-
сируется ослабление донного сигнала на
20 дБ, то при контроле способами, изо-
браженными на рис. 2.93, а, г, выявляются
дефекты площадью 0,5 ... 1 от площади
преобразователя. При контроле по спосо-
бу на рис. 2.93, б порог чувствительности
ниже, а по способу на рис. 2.93, в - выше.
2.3.4. Метод многократной тени
Метод аналогичен теневому, но о на-
личии дефекта судят по амплитуде сквоз-
ного сигнала (теневого импульса), дву-
кратно прошедшего между параллельны-
ми поверхностями изделия. При такой
схеме импульсы проходят через дефект-
ную зону 3 раза и сильнее реагируют на
наличие дефекта. Однако метод имеет тот
недостаток, что импульсы, отраженные от
полупрозрачного дефекта типа расслоения
и одной из поверхностей ОК (листа), сум-
мируются со вторым сквозным сигналом
и могут вызвать как его увеличение, так и
повышенное ослабление. Такое действие
окажут дефекты, расположенные посере-
дине листа, на определенном расстоянии
от поверхности и т.д.
По изложенной причине метод мно-
гократной тени не применяют как единст-
венное средство дефектоскопии листовых
материалов. При контроле теневым мето-
дом от второго сквозного сигнала даже
отстраиваются путем стробирования пер-
вого сквозного сигнала. Однако в совре-
менных установках типа "Дуэт" преду-
сматривают возможность наблюдения за
вторым сквозным сигналом для анализа
обнаруженных дефектов.
2.3.5. Велосиметрический метод
Этот метод применяют для НК мно-
гослойных конструкций, ОК из ПКМ и
других подобных изделий. Контроль про-
водится по сухим поверхностям без при-
менения контактных смазок или погруже-
ния ОК в ванну с жидкостью. Метод ис-
пользует влияние дефектов на скорость
распространения упругих волн и длину их
пути между излучающим и приемным
276
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.96. Дисперсионные
кривые зависимостей
фазовой ср и групповой cg
скоростей распространения
волны ай в слое от
произведения fh
преобразователями дефектоскопа [203,
206, 249]. Сущность метода отражена в
его названии: velocitas - скорость (лат.),
метрический - измерительный.
В контролируемом изделии возбуж-
дают непрерывные или импульсные низ-
кочастотные (20 ... 60 кГц) УЗ-колебания,
распространяющиеся в виде антисиммет-
ричных волн нулевого порядка (мода «(1) и
продольных волн. В случае импульсного
излучения число периодов в импульсе
должно быть достаточным для формиро-
вания в слое волны а0-
Дефекты регистрируют по измене-
нию сдвига фазы принятого сигнала или
времени распространения импульса на
участке между излучателем и приемником
упругих колебаний. Эти параметры прак-
тически не зависят от силы прижатия пре-
образователя к ОК, состояния акустиче-
ского контакта и других факторов, поэто-
му метод отличается повышенной ста-
бильностью показаний. Излучатели и при-
емники УЗ-колебаний, представляющие
собой составные конструкции из активных
(пьезопластин) и пассивных элементов,
называют вибраторами.
В основе метода лежат зависимости
фазовой ср и групповой cg скоростей
распространения волны й0 от частоты f и
толщины h слоя, как показано на рис. 1.10.
На рис. 2.96 эти зависимости представле-
ны (качественно) в функции от произведе-
ния fti. С ростом fh обе кривые асимпто-
тически приближаются к скорости cs по-
верхностной волны Рэлея.
В процессе контроля частота обычно
постоянна, переменной является только
толщина. При работе непрерывными ко-
лебаниями волна ао распространяется с
фазовой скоростью. При импульсном из-
лучении передний фронт волны распро-
страняется с групповой скоростью, нули
импульса (т.е. точки волнового пакета с
нулевой амплитудой) - с фазовой.
Метод применяют в нескольких ва-
риантах. В фазовых способах дефект ре-
гистрируют по изменению фазы сигнала,
во временном способе - по изменению
времени его прохождения.
Рассмотрим варианты фазовых спо-
собов.
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
277
2.9. Способы и варианты велосиметрического метода
Способ Вариант Излучение Схема контроля Доступ к изделию
Фазовый I Непрерывное Односторонний
i-Ч !и |п
II Импульсное -S?
III Непрерывное Двусторонний
П
д] J)
IV Импульсное Г1 IV г
Временной V
В первом варианте преобразователь
содержит расположенные в общем корпу-
се излучающий И и приемный П вибрато-
ры с фиксированным расстоянием I между
осями (табл. 2.9 вверху). От излучателя во
все стороны распространяется непрерывно
излучаемая волна а0- В отсутствие дефек-
тов фазовая скорость cpi определяется
толщиной h\ изделия. При расположении
преобразователя над расслоением ско-
рость сР2 волны соответствует толщине h2
разделенного дефектом слоя, причем, как
следует из рис. 2.96, ср2 < cpi- С уменьше-
нием скорости меняется фаза бегущей
волны в точке приема, что служит основ-
ным признаком дефекта. Это изменение
фазы составляет
Аф = -в>1 (1/сР2 - 1/сР1). (2.45)
Если в ОК из однородного материала
распространяется чисто изгибная волна,
т.е. выполняется условие (1.6), то
где Е - модуль Юнга; v - коэффициент
Пуассона материала в направлении рас-
пространения волны.
Дополнительным признаком дефекта
является обычно наблюдаемое увеличение
амплитуды принятого сигнала (см.
разд. 2.5).
Второй вариант (импульсный фазо-
вый метод) реализуется также при одно-
стороннем доступе к ОК, но отличается
от первого использованием импульсного
излучения. Изменение фазовой скорости
упругих волн над дефектами регистриру-
ется по смещению нулей импульса, при-
нятого приемным вибратором [78, 203].
В третьем варианте излучатель И и
приемник П упругих волн располагаются
по разные стороны от ОК (табл. 2.9 вни-
зу). Соосное перемещение преобразовате-
лей обеспечивается скобой. В отсутствие
дефекта (расслоения, нарушения соедине-
ния между элементами конструкции) не-
прерывные упругие колебания проходят
через ОК кратчайшим путем в виде про-
дольной волны L. В разделенных дефек-
том D слоях энергия распространяется в
форме волн а0, которые проходят больший
путь и движутся с меньшими скоростями,
чем продольная волна. Поэтому в зоне
дефекта фаза волны в точке приема отста-
ет от фазы на доброкачественном участке,
278
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
1 : • • • • 5
2 :• Л • • • 1 • • • • 6
3 : • • • • • • • • • • 7
4 • 8 •
Рис. 2.97. Зависимость времени
прохождения акустического импульса
от ширины в расслоения в текстолите
толщиной 9 мм:
1 - зона без дефекта; 2 - b =10 мм;
3 - b = 15 мм; 4 - b = 20 мм; 5 - b = 25 мм;
6 - b = 30 мм; 7- b = 35 мм; 8 - b = 40 мм
(метки времени через 1 мкс)
что служит основным признаком дефекта.
Иногда дефект, особенно расположенный
вблизи поверхности изделия, уменьшает
амплитуду принятого сигнала. Это являет-
ся дополнительным его признаком.
Четвертый вариант отличается от
третьего использованием импульсного
излучения. Дефект регистрируют по сме-
щению нулей принятого импульса.
Временной способ реализуется при
двустороннем доступе с применением им-
пульсного излучения [203, 249] (табл. 2.9,
вариант V). Дефект увеличивает время
прохождения импульса от излучающего к
приемному преобразователю, что приво-
дит к запаздыванию переднего фронта
(первого вступления) принятого сигнала.
В отличие от временного метода прохож-
дения (см. разд. 2.3.2) запаздывание им-
пульса обусловлено не столько увеличе-
нием пути, сколько изменением типа волн
в зоне дефекта с продольных на волны а0,
распространяющиеся с меньшими скоро-
стями. Увеличение задержки переднего
фронта принятого импульса определяется
формулой
. h? h, - h2 h,
= -±- + —------ - —,
cg2 Cg3 Cl
где cg2 и cg3 - групповые скорости распро-
странения волн ад в разделенных дефек-
том слоях; Л] - общая толщина ОК; Л2 -
глубина залегания дефекта.
Так как групповые скорости волн а0 в
разделенных дефектом слоях много мень-
ше скорости продольной волны, дефект
вызывает большее запаздывание передне-
го фронта принятого сигнала, чем в слу-
чае прохождения всего пути между преоб-
разователями продольной волной. На
рис. 2.97 показаны экспериментальные
зависимости задержки переднего фронта
принятого сигнала от ширины расслоения
в виде полосы в листе из текстолита. Уве-
личение задержки меняет также фазу пер-
вой полуволны принятого импульса, что
является следствием дисперсии скорости,
когда фазовая скорость отличатся от груп-
повой.
Зависимости фазовой ср и групповой
cg скоростей волны а(! от параметра fti раз-
личны (см. рис. 2.96). При малых значени-
ях fti групповая скорость меняется сильнее
фазовой. Однако если фазовая скорость
однозначно определяется значением fti, то
для групповой скорости имеется область
неоднозначной зависимости. При работе с
непрерывным излучением информатив-
ным параметром служит изменение фазы
сигнала, происходящее вследствие изме-
нения фазовой скорости. При этом упомя-
нутая неоднозначность исключается.
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
279
При импульсном излучении можно
использовать влияние дефектов как на
групповую, так и на фазовую скорость.
Изменение групповой скорости регистри-
руют по смещению переднего фронта
принятого сигнала, фазовой - по смеще-
нию нулевых значений импульса.
При регистрации крупных, неглубоко
залегающих дефектов всеми фазовыми
вариантами метода фаза информативного
сигнала может меняться более чем на
180°. Это ведет к неоднозначности пока-
заний, требуя дополнительной расшиф-
ровки полученных результатов. Указанно-
го недостатка лишен временной способ,
при котором время задержки принятого
сигнала однозначно связано с параметра-
ми дефекта. При этом ввиду значительно-
го различия скоростей продольной волны
(в бездефектной зоне ОК) и волн а0 в раз-
деленных дефектом слоях даже небольшие
дефекты существенно увеличивают время
задержки импульса (см. рис. 2.97)
Аппаратура. Велосиметрический
метод был предложен в России в 1962 г. и
впервые реализован в отечественном де-
фектоскопе УВФД-1 [218]. В нем исполь-
зованы первый и третий варианты метода.
Признаки дефекта - изменение фазы (ос-
новной) и амплитуды (дополнительный)
синусоидального сигнала. Рабочие часто-
ты 25,40 и 60 кГц.
В последующих отечественных и
иностранных моделях велосиметрических
дефектоскопов применялись варианты
метода (см. разд. 2.3.5), использующие
импульсное излучение. Отечественный
дефектоском АД-10У [213] имеет те же
рабочие частоты, что и УВФД-1. Все ино-
странные велосиметрические дефектоско-
пы используют схему с односторонним
доступом к ОК. Американские приборы
"Sondicator S2B" фирмы Sperry [394], Har-
monic Bond Tester Mark II фирмы Shurtron-
ics и "MIZ-21Sra" фирмы Zetec работают
импульсами с центральной частотой 25
кГц. Расстояние между осями излучающе-
го и приемного вибраторов порядка 20 ...
25 мм. Признаками дефекта служат сдвиг
служат сдвиг фазы и изменение амплиту-
ды импульса. Упомянутые приборы по-
зволяют также определять упругую анизо-
тропию ПКМ, определяемую схемой ар-
мирования.
В дефектоскопе Bondmaster фирмы
Staveley (США) используется амплитудно-
фазовая обработка сигнала. Вибраторы
преобразователя этого прибора распола-
гают по одну сторону от ОК. В ОК излу-
чают упругие волны а0 меняющейся час-
тоты (в пределах 20 ... 40 кГц). Результа-
ты контроля представляют на дисплее в
виде годографа, координатами изобра-
жающей точки которого служат амплиту-
да и фаза информативного сигнала. Де-
фекты отмечают по изменению формы
годографа и выходу изображающей точки
за определенные пределы.
Преобразователи. В РС-преобразо-
вателях, применяемых для контроля с од-
носторонним доступом, излучающий и
приемный вибраторы расположены в об-
щем корпусе и электрически и акустиче-
ски изолированы друг от друга. В раз-
дельных преобразователях, используемых
при двусторонним доступе, обеспечивает-
ся соосное расположение вибраторов по
разные стороны от ОК.
Рис. 2.98. Составные вибраторы
преобразователей велосиметрического
дефектоскопа:
а - с дисковыми пьезоэлементами;
б - с пьезоэлементами прямоугольного сечения
280
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
(поперечный пьезоэффект)
Для излучения и приема упругих ко-
лебаний в преобразователях велосиметри-
ческих (а также рассмотренных в разд. 2.5
импедансных) дефектоскопов применяют
составные пьезовибраторы, работающие
на основных собственных частотах. Кроме
пьезопластин, эти вибраторы содержат
пассивные элементы (металлические на-
кладки), служащие для получения нужных
собственных частот, а также износостой-
кие контактные наконечники. Использу-
ют продольный и поперечный пьезоэф-
фекты [203].
В первом случае (рис. 2.98, а) вибра-
тор содержит пакет 1 из нескольких дис-
ковых пьезоэлементов, во втором
(рис. 2.98, б) пьезоэлементы 2 имеют фор-
му прямоугольных брусков с электродами
на боковых сторонах. К обращенной в
сторону ОК накладке 3 приклеен износо-
стойкий корундовый контактный нако-
нечник 4 (5 - пассивная накладка). Вибра-
торы с поперечным пьезоэффектом имеют
минимальное число клеевых швов, увели-
чивающих разброс и ухудшающих ста-
бильность собственных частот, и более
технологичны.
Обычно применяют симметричные
составные вибраторы с одинаковыми на-
кладками. Расчет их собственных частот
наиболее прост. Рассматриваемые вибра-
торы имеют множество собственных час-
тот. Приводимые ниже соотношения носят
общий характер и справедливы для всех
этих частот. Чаще всего представляют
интерес только низшая резонансная fp и
низшая антирезонансная частоты.
Электрическая цепь вибратора на-
гружена на комплексный импеданс Z,,
обычно имеющий активно-емкостный ха-
рактер. На собственные частоты вибрато-
ра влияет емкость См электрической цепи.
Нагрузку этой цепи будем характеризо-
вать отношением а = С/С„, где С - ем-
кость пьезоэлемента (для пакета пьезо-
элементов - общая его емкость).
Особенность рассматриваемых виб-
раторов - малое отношение поперечных
размеров к длине волны. Поэтому пред-
ставленные далее формулы для вибратора
с продольным пьезоэффектом получены
из эквивалентной схемы именно для этого
случая (см. рис. 1-78), для вибратора с по-
перечным пьезоэффектом — из эквива-
лентной схемы на рис. 1.80.
Резонансная частота ненагружен-
ного вибратора с продольным пьезоэф-
фектом (см. рис. 2.98, а) определяется
выражением
(2.46)
Иц ч 2 )
где W\ = pici^/ и Wo = ро с0 So, £i = ®/ci и
ko = co/со, /| и 10 - волновые сопротивле-
ния, волновые числа и толщины накладки
и пьезоэлемента соответственно (для па-
кета пьезоэлементов /0 _ общая толщина
пакета); |333 - коэффициент электромеха-
нической связи пьезоэлектрика для коле-
баний по толщине. Поперечный размер
рассматриваемых вибраторов обычно мал
по сравнению с длиной волны, поэтому
С1 ~ / Р Скорость звука в пьезоэле-
менте с продольным пьезоэффектом
с\ = yjcD / р (см. разд. 1.4.5).
Антирезонансная частота того же
вибратора удовлетворяет условию
2Р3/
(l + «Xozo
(2-47)
В отличие от резонансной антирезонанс-
ная частота зависит от импеданса элек-
трической цепи (параметра а = CS/CM). При
См = 0 (электрическая цепь разомкнута)
антирезонансная частота максимальна и
определяется уравнением
^tg(V1) = ctgfel (2.48)
"О X J
При Сы —> со и в более общем случае,
IZ31 0, антирезонансная частота стре-
мится к резонансной.
Резонансная частота вибратора с по-
перечным пьезоэффектом (см. рис. 2.98,
б) удовлетворяет уравнению
~ tgO) ) = ctgf ~\, (2.49)
I 2 )
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
281
антирезонансная - уравнению
|Mg(Vi) = ctgp^-^| +
”0 \ 1 }
, Ml,
(1 + «)(1 - Р31)Аг0 А)
(2.50)
где Рз| - коэффициент электромеханиче-
ской связи для поперечного пьезоэффекта
(для пьезокерамики обычно р3, ® 0,5р33).
При вычислении волнового сопротивле-
ния Ид и волнового числа к0 скорость
звука принимают равной с0 = /р (см.
разд. 1.4.5).
Как и в предыдущем случае, при
См -> со антирезонансная частота стремит-
ся к резонансной. Отношение/^, близко к
единице, причем антирезонансная частота
всегда больше резонансной. С ростом 033
(или р31) разница этих частот увеличива-
ется, поэтому антирезонансная частота
больше для вибратора с продольным пье-
зоэффектом. Отношение fjfv максимально
для пьезоэлемента без накладок при ис-
пользовании продольного пьезоэффекта.
Для керамики ЦТС-19 (033 = 0,4) с разомк-
нутой электрической цепью fjfv = 1,0694
[141]. С ростом отношения Z,//o разница
между резонансной и антирезонансной
частотами уменьшается.
При расчете составного вибратора
задаются частотой, параметрами пьезо-
элемента, материалом и диаметром на-
кладки, а также [при использовании фор-
мул (2.47) и (2.50)] значением а. Толщину
накладки определяют по соответствующей
формуле. Например, из (2.47) находим
1
= — arctg-
«1
А
Ctg ^оА) _ 2РзЗ
2 (1 + а>0/0.
(2.51)
Приведенный расчет не учитывает
влияния клеевых швов и акустической
нагрузки вибратора на ОК. Акустическая
нагрузка обычно имеет упругий характер
и, следовательно, повышает собственную
частоту. Клеевые швы ее понижают. Па-
раметром, влияющим на собственную час-
тоту вибратора, является гибкость шва
Кш = 1/ES, где I - толщина клеевой пленки,
Е - модуль Юнга клея; S - площадь шва.
Поэтому следует применять клей с воз-
можно высоким значением Е, уменьшать
толщину и увеличивать площадь шва.
Клеевые швы снижают собственные
частоты составных вибраторов тем силь-
нее, чем их больше и чем они ближе к
пучности силы, обычно расположенной
вблизи среднего сечения вибратора. По-
этому собственная частота вибратора,
показанного на рис. 2.98, б, меньше зави-
сит от клеевых швов, чем вибратора, ис-
пользующего продольный пьезоэффект
(см. рис. 2.98, а). Так, для вибратора типа
рис. 2.98, а с шестью пьезоэлементами
клеевые соединения снижают частоту на
15 ... 20 %, для вибратора на рис. 2.98, б -
всего на несколько процентов [203; 211].
Рассмотренные вибраторы обладают
значительной добротностью (Q > 10) и
используются парами. Поэтому для дос-
тижения максимальной амплитуды приня-
того сигнала собственные частоты излу-
чающего и приемного вибраторов должны
совпадать. Даже при полной идентичности
вибраторов различие импедансов их элек-
трических цепей может вызвать различие
собственных частот, достаточное для зна-
чительного изменения уровня принятого
сигнала.
Как известно, максимальная передача
энергии от генератора к нагрузке наблю-
дается при согласовании импедансов их
электрических цепей. Импедансы Z, =
= Ri + jX\ и Z2 = R2 + jX2 будут согласова-
ны, если Ri = R2 и Xi = —Х2. В режиме из-
лучения нагрузкой генератора служит
электрическая цепь преобразователя. В
режиме приема роль генератора выполня-
ет преобразователь, роль нагрузки - вход-
ная цепь усилителя.
Максимальная эффективность излу-
чения соответствует резонансной частоте
вибратора, когда его входной электриче-
ский импеданс минимальный и чисто ак-
тивный. Поэтому для возбуждения целе-
сообразно использовать электрические
282
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
генераторы с малым выходным импедан-
сом.
Наибольшее напряжение в разомкну-
той электрической цепи приемного пье-
зопреобразователя (в том числе составно-
го вибратора) наблюдается на его антире-
зонансной частоте [127], максимальный
ток в низкоомной (короткозамкнутой)
цепи - на резонансной.
При возбуждении излучающего виб-
ратора на его резонансной частоте гене-
ратором с низким выходным импедансом
для исключения расстройки вибраторов и
обеспечения максимальной амплитуды
принятого сигнала имеются следующие
возможности:
1) приемный вибратор, нагруженный
на высокоомную цепь усилителя напря-
жения, работает на антирезонансной час-
тоте, совпадающей с резонансной часто-
той излучающего вибратора. В этом слу-
чае вибраторы должны быть различны;
2) приемный вибратор нагружен на
входную цепь усилителя тока с низкоом-
ным входным импедансом, равным вы-
ходному импедансу генератора [185, 216].
В таком случае антирезонансная и резо-
нансная частоты приемного вибратора
сближаются. Поэтому оба вибратора мо-
гут быть практически одинаковыми.
При работе в импульсном режиме в
излучающем вибраторе возбуждают сво-
бодные колебания путем разряда емкости
его пьезоэлемента через тиристор. По-
следний открывают на короткий промежу-
ток времени так, что процесс свободных
колебаний происходит уже при запертом
тиристоре. Поэтому на центральную час-
тоту возбуждаемого акустического им-
пульса влияет выходной импеданс запер-
того тиристорного генератора, опреде-
ляющийся емкостью соединительного ка-
беля и высокоомным сопротивлением за-
рядного резистора. В этом случае для уст-
ранения расстройки вибраторов импеданс
электрической цепи приемного вибратора
должен быть таким же, как излучающего.
Этому условию удовлетворяет усилитель
напряжения с высоким входным импедан-
сом. Оба вибратора могут быть практиче-
ски идентичны.
В преобразователях для контроля с
односторонним доступом к ОК расстояние
между осями вибраторов выбирают по-
рядка длины упругой волны (20 ... 30 мм).
Во всех преобразователях вибраторы
прижимают к контролируемому изделию
пружинами.
Основная область применения ме-
тода - обнаружение дефектов соединений
между элементами многослойных конст-
рукций из ПКМ и металлов, расслоений в
неметаллических слоях таких конструк-
ций и изделиях из ПКМ [203,218,394].
При использовании односторонних
вариантов метода показания дефектоскопа
зависят от ориентации преобразователя
относительно армирующих волокон, по-
этому метод полезен для определения ани-
зотропии ПКМ.
Возможности и особенности мето-
да. Односторонним вариантам метода
свойственна неконтролируемая зона, при-
легающая к поверхности, противополож-
ной поверхности ввода упругих колеба-
ний. Она составляет 20 ... 40 % толщины
изделия. Двусторонние варианты такой
зоны не имеют и позволяют выявлять де-
фекты во всех сечениях ОК, кроме очень
близких (< 0,3 ... 0,5 мм) к поверхности,
которые могут "захлопываться" под дей-
ствием статической силы прижатия вибра-
торов к ОК.
Односторонним вариантам метода
присущи интерференционные помехи,
затрудняющие контроль небольших ОК,
не содержащих сильно поглощающих уп-
ругие колебания неметаллических слоев.
По этой же причине обычно не удается
обнаруживать дефекты вблизи краев и зон
резкого изменения сечений контролируе-
мых изделий. Указанные помехи обуслов-
лены интерференцией бегущей волны с
волнами, прошедшими от излучающего к
приемному преобразователю некратчай-
шим путем (отраженными от границ и
участков изменения сечения, обогнувши-
ми изделие по окружности и т.п.).
Интерференционные помехи наи-
большие в первом варианте фазового спо-
соба, когда используются непрерывные
колебания. В этом случае краевая некой-
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
283
тролируемая зона может достигать 20 ...
50 мм. Двусторонние варианты метода
почти не подвержены влиянию интерфе-
ренционных помех.
Чувствительность зависит от пара-
метров контролируемых изделий и глуби-
ны залегания дефектов, уменьшаясь с уве-
личением последней. Минимальная пло-
щадь обнаруживаемых дефектов 1 ... 15 см2,
причем большие значения соответствуют
большим глубинам залегания.
Методика контроля основана на ска-
нировании ОК. При контроле с двусто-
ронним доступом приспособления для
сканирования должны обеспечивать соос-
ность излучающего и приемного преобра-
зователей и перпендикулярность осей
преобразователей к поверхности с откло-
нением < 5°.
2.3.6. Эхосквозной метод
В эхосквозном методе фиксируют
следующие сигналы: сквозной I
(рис. 2.99); сигнал IV, испытавший дву-
кратное отражение в ОК; в случае появле-
ния частично отражающего УЗ-дефекта -
эхосквозные сигналы II и III, соответст-
вующие отражениям от дефекта волн,
идущих от верхней и нижней поверхно-
стей ОК. Для удобства изображения отра-
женные лучи показаны наклонными.
Большой непрозрачный дефект обнаружи-
вают по исчезновению или сильному
уменьшению сигнала I, т.е. амплитудным
теневым методом, а также по уменьшению
сигнала IV, т.е. методом многократной
тени. Полупрозрачные или небольшие по
размеру дефекты обнаруживают по появ-
лению сигналов II и III.
Метод применяют только в иммерси-
онном варианте. Он обладает более высо-
кой чувствительностью по сравнению с
теневым при контроле толстых листов. В
то же время он, как и теневой метод, до-
пускает движение листа в направлении
между излучателем и приемником (без
перекосов), сохраняя неизменной всю
описанную картину импульсов. Как отме-
чалось, это очень упрощает механизм пе-
ремещения листа в процессе автоматиче-
ского контроля. Мертвая зона существен-
но меньше, чем для эхометода.
Рис. 2.99. Составные вибраторы
преобразователей велосиметрического
дефектоскопа:
а - с дисковыми пьезоэлементами;
б - с пьезоэлементами прямоугольного сечения
(поперечный пьезоэффект)
Аппаратура. Разработано несколько
вариантов установок типа "Дуэт" для кон-
троля листового проката эхосквозным ме-
тодом (см. разд. 3.3.2.1) [60]. Они имеют
до 480 пар излучателей-приемников для
проверки листа по всей ширине (до
2800 мм), поэтому лист движется лишь в
одном направлении.
Излучающие и приемные преобразо-
ватели объединены в группы: например,
при 288 парах преобразователей в уста-
новке имеется 24 генератора, к каждому из
которых подключено по 12 излучателей и
12 приемно-усилительных каналов; в свою
очередь, к каждому из них подключено по
24 приемных преобразователя. Включение
генераторов и запись сигналов, принятых
приемниками, осуществляют таким обра-
зом, чтобы каждой паре преобразователей
соответствовал свой канал записи. Такая
система включения обеспечивает боль-
шую экономию электронных блоков при
высоком быстродействии установки.
284
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.100. Схема фотоакустического метода контроля:
1 - лазер; 2 - блок управления сканированием; 3 - компьютер; 4 - сканирующее устройство;
5 - полупрозрачное зеркало; 6 - фотодиод; 7 - оптическая линза; 8 - ОК; 9 - пьезодатчик;
10 - усилитель; II- дисплей
В установках реализованы отмечен-
ные далее особенности метода: раздельная
регистрация сквозного и эхосквозного
сигналов в промежутке времени, соответ-
ствующем нижней половине листа; изме-
рение их отношения в качестве информа-
тивного параметра.
Акустический тракт эхосквозного
метода рассчитывают для двух вариантов:
небольшого непрозрачного и протяженно-
го полупрозрачного дефектов. Амплитуда
эхосквозного сигнала II или III сначала
растет с увеличением отражательной спо-
собности дефекта, а затем убывает в ре-
зультате затеняющего действия дефекта
на сквозной сигнал. Чтобы устранить не-
однозначность, измеряют отношение этой
амплитуды к сквозному сигналу. Это от-
ношение не зависит от коэффициента про-
зрачности границы иммерсионная жид-
кость - ОК и чувствительности аппарату-
ры, что упрощает ее настройку.
Помехи, действующие на эхо-
сквозные сигналы, идентичны помехам
эхометода, а действующие на сквозные
сигналы - помехам ЗТ-метода контроля.
Кроме того, существует специфическая
помеха в виде поперечной волны, возни-
кающей при прохождении из иммерсион-
ной среды в ОК лучей, отклоняющихся от
нормали к поверхности на несколько гра-
дусов. От этой помехи отстраиваются
применением временного стробирования и
амплитудной дискриминации.
Чувствительность эхосквозного ме-
тода выше, чем теневого, но меньше, чем
чувствительность эхометода. Это связано
с большим расстоянием между излучателем
и приемником и отмеченными выше поме-
хами. Область оптимального применения -
дефектоскопия листов толщиной 20 ... 60 мм,
где метод надежно обнаруживает дефекты
диаметром > 3 ... 5 мм.
2.3.7. Фотоакустическая микроскопия
В методе фотоакустической микро-
скопии [248] акустические колебания ге-
нерируются вследствие термоупругого
эффекта при освещении ОК модулирован-
ным световым потоком (например, им-
пульсным лазером, модулированным по
интенсивности частотой 1 ... 1000 кГц),
который сфокусирован на поверхности
образца (рис. 2.100). Энергия светового
потока поглощается в материале, порож-
дает тепловую волну, параметры которой
зависят от теплофизических характери-
стик образца. Тепловая волна приводит к
появлению упругих колебаний, которые
регистрируются, например, пьезоэлектри-
ческим приемником.
Сканирование поверхности ОК лучом
лазера синхронизовано с разверткой экра-
на дисплея. В результате сканирования
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
285
д) 15 кГц
Рис. 2.101. Изображение дефектов интегральной схемы при контроле
фотоакустическим методом:
а - поверхностное изображение; б, в и г - подповерхностное изображение, частота модуляции
соответственно 1 МГц, 250 и 65 кГц; б и е - подповерхностное изображение, частота модуляции
соответственно 15 и 4 кГц
можно получить информацию об одно-
родности исследуемого объекта. Напри-
мер, нарушение сплошности образца
(трещины, расслоения) приведет к локаль-
ному изменению теплоемкости и тепло-
проводности, что проявится в величине
регистрируемого фотоакустического сиг-
нала.
Упругие колебания, расходящиеся из
области их генерации в зоне действия теп-
ловой волны, могут нести информацию не
только об области теплового воздействия.
Как экспериментально доказано, при пье-
зоэлектрической регистрации фотоакусти-
ческого сигнала можно получить инфор-
мацию о свойствах объекта за пределами
286
Глава 2 МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.102. Изображение дефектов
биморфной пьезопластины при контроле
фотоакустическим методом:
а - первым способом, б -вторым способом
досягаемости тепловой волны, что расши-
ряет возможности фотоакустической мик-
роскопии
Основная область применения фото-
акустической микроскопии - контроль
элементов электронной техники, неболь-
ших деталей Измерение амплитуды и фа-
зы принятого сигнала позволяют судить о
глубине залегания дефекта В [425,
с 442/566 и 615/407] говорится об измере-
нии сдвига фазы относительно возбуж-
дающего сигнала Изменение фазы приня-
того сигнала включает в себя вклад каж-
дой точки термической зоны Уменьшая
модуляцию, увеличивают толщину иссле-
дуемой зоны На рис 2 101 изображены
дефекты интегральной схемы при различ-
ной частоте модуляции
В [53] показана возможность исполь-
зования фотоакустической микроскопии
для НК качества соединительного шва в
биморфных пьезоэлементах Исследуемые
образцы последних представляли собой
диски диаметром 30 мм Они были собра-
ны из двух пьезокерамических пластин
толщиной 0,27 мм
Одна из пластин была поляризована
по толщине, и ее торцовые поверхности
были металлизированы серебром с тол-
щиной слоя 5 10 мкм Вторая пластина
не была поляризована, и все ее поверхно-
сти были металлизированы Исследова-
лись биморфные пьезоэлементы, собран-
ные по различным технологиям В одном
случае пластины склеивали, в другом для
соединения использовали диффузионную
сварку
Исследуемые образцы пьезоэлемен-
тов содержали специально созданные де-
фекты соединительного шва (непроклеи,
углубления в несколько микрометров, от-
сутствие металлизации) Показано, что во
всех случаях наблюдалось изменение фо-
тоакустического сигнала в области, совпа-
дающей с местом расположения дефектов
в соединительном шве, их формой и раз-
мерами
Использовалось два варианта регист-
рации фотоакустического сигнала В пер-
вом исследуемый биморфный пьезоэле-
мент приклеивался к поляризованному по
толщине пьезоприемнику из керамики
ЦТС-19 Регистрировались термоупругие
колебания, генерируемые тепловой вол-
ной Частота модуляции светового луча
совпадала с резонансной частотой пьезо-
приемника и составляла 80 кГц
Поскольку исследуемый биморфный
пьезоэлемент обладал пьезоэффектом, во
втором варианте сигнал снимался непо-
средственно с биморфного пьезоэлемента,
на который при этом пьезоприемник не
наклеивался В этом случае регистрируе-
мый сигнал мог быть обусловлен не толь-
ко термоупругим, но и пироэлектрическим
эффектом Частота модуляции светового
луча составляла 72 кГц
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
287
Установлено, что во всех исследо-
ванных образцах при пьезоэлектрической
регистрации дополнительным пьезопри-
емником (способ 1) наблюдалось измене-
ние фотоакустического сигнала в области,
совпадающей с местом расположения де-
фектов в соединениях, их формой и раз-
мерами. В качестве примера на рис. 2.102,
а приведена фотоакустическая топограмма
участка биморфного пьезоэлемента, в ко-
тором крестообразный дефект создавался
путем нанесения пересекающихся полос
масла шириной 3 мм (так создавался не-
проклей).
На рис. 2.102, б приведена топограм-
ма того же образца, полученная при сня-
тии сигнала непосредственно с биморфно-
го пьезоэлемента (способ 2). Сравнение
рисунков (поле обзора в обоих случаях
совпадает) показывает, что при снятии
сигнала непосредственно с биморфного
пьезоэлемента топограмма не передает
форму дефекта даже приблизительно. От-
метим, что при обоих способах регистра-
ции фотоакустического сигнала голо-
граммы, снятые в образцах, не содержа-
щих специально введенных дефектов, не
имели вариаций величины фотоакустиче-
ского сигнала в зоне обзора.
Если толщина ОК существенно
меньше, чем толщина используемого пье-
зоприемника, то ОК и пространственные
вариации его свойств мало повлияют на
резонансные характеристики пьезоприем-
ника. Но пространственные вариации
свойств объекта будут влиять на зависи-
мость амплитуды вынужденных колеба-
ний системы образец - пьезоприемник
также на некотором расстоянии от места
теплового воздействия.
Вынужденные колебания в такой
системе обусловлены действием термоуп-
ругих напряжений, возникающих в облас-
ти теплового воздействия. Амплитуда вы-
нужденных колебаний будет зависеть на-
ряду с другими факторами также от меха-
нических свойств среды между областью
теплового воздействия и остальной частью
системы.
Если область теплового воздействия
частично отделена, например, раковиной
от остальной части системы, то это долж-
но ослабить амплитуду возбуждаемых
вынужденных колебаний. По-видимому,
такая ситуация имеет место при первом
способе снятия топограмм.
При втором способе регистрации то-
пограмм информационный сигнал форми-
руется непосредственно в самом образце,
поэтому неоднородности, которые вызы-
вают изменение колебательных характе-
ристик биморфных пьезокерамических
элементов, весьма сложным образом про-
являются на топограммах.
Кроме того, как отмечалось выше,
при этом способе регистрации вклад в
сигнал может давать также пироэлектри-
ческий эффект, который проявляется
только в области действия теплового зон-
да, поэтому полученные голограммы ука-
зывают на присутствие структурных де-
фектов в биморфных пьезокерамических
элементах, однако не дают информации об
их локализации, размерах и форме. Заме-
тим, что возможен вариант контроля, при
котором принимающий пьезоэлемент за-
нимает лишь часть ОК.
2.3.8. Реверберационно-сквозной метод
Этот метод, называемый в иностран-
ной литературе акустико-ультразвуковым
(acousto-ultrasonic technique), сочетает в
себе признаки метода прохождения и УЗ-
реверберационного (точнее, эхоревербе-
рационного) метода. Метод мало известен
в России, хотя за рубежом ему посвящены
десятки публикаций и не менее двух стан-
дартов [357, 358, 394].
Рис. 2.103. Структурная схема аппаратуры
для работы реверберациоино-сквозным
(акустико-ультразвуковым) методом
288
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Принцип метода поясняет рис. 2.103.
На ОК 3 (лист из ПКМ, многослойную
клееную конструкцию и т.п.) устанавли-
вают прямые излучающий 2 и приемный
4 УЗ-преобразователи на фиксированном
расстоянии друг от друга. Пьезоэлемент 2
возбуждают генератором импульсов 1.
Излученные УЗ-импульсы продольных
волн после многократных отражений от
стенок ОК достигают приемного преобра-
зователя 4, усиливаются усилителем 5,
обрабатываются и индицируются в бло-
ке 6.
Наличие неоднородностей в материа-
ле ОК или соединениях между его слоями
меняет параметры принятых импульсов,
что и служит признаком дефекта. Ввиду
многократных отражений в ОК, транс-
формации продольных волн в поперечные
и обратно и интерференции УЗ-импульсов
принятые сигналы имеют нерегулярную
форму, подобную сигналам в акустико-
эмиссионном методе НК.
Название метода, принятое в ино-
странной литературе, возникло благодаря
сходству наблюдаемых сигналов с сигна-
лами акустической эмиссии, которые в
отличие, например, от упорядоченных
сигналов эхометода сильно растянуты во
времени и имеют очень нерегулярную
структуру. Других сходных признаков с
акустико-эмиссионным методом акустико-
ультразвуковой метод не имеет. Более
того, первый из этих методов пассивный,
второй активный.
Дословный перевод английского на-
звания метода является тавтологией, не
отражает его сущности и представляется
авторам книги неудачным. Более правиль-
ным было бы название "реверберацион-
ный метод прохождения" или "ревербера-
ционно-сквозной метод". Примем второе
из этих названий, подобное используемым
в отечественной литературе терминам
"эхосквозной" и "эхозеркальный".
В отличие от других акустических
методов, обнаруживающих только явные
и крупные дефекты, рассматриваемый
метод благодаря многократному прохож-
дению УЗ-волн через ОК чувствителен
также к мелким структурным неоднород-
ностям, влияющим на поглощение и рас-
сеяние УЗ. Для ПКМ это трещины в по-
лимерной матрице, отсутствие ее соеди-
нения с армирующими волокнами, порис-
тость, разрывы волокон, расслоения и т.п.
Для многослойных клееных конструк-
ций - непроклеи, пористость клеевой
пленки, непостоянство ее толщины и др.
Информативным параметром метода
служит затухание многократно отражен-
ных УЗ-импульсов, вызванное различны-
ми неоднородностями структуры материа-
ла ОК. Количественно это затухание оце-
нивают критерием, который в иностран-
ной литературе называют stress wave
factor (SWF). Ввиду отсутствия в русском
языке соответствующего термина и труд-
ности адекватного перевода (буквально:
коэффициент волны напряжения) будем
пользоваться его английской аббревиату-
рой - SWF.
Критерий SWF выражают различны-
ми способами в зависимости от особенно-
стей ОК и подлежащего оценке его пара-
метра [357, 358, 394]. Наиболее прост ам-
плитудный способ, в котором SWF пред-
ставляют амплитудой (точнее, размахом)
информативного сигнала:
SWF = Umm . (2.52)
Счетные способы выражения SWF
основаны на регистрации числа превыше-
ний напряжением сигнала заданного поро-
гового уровня. В первом (простейшем)
случае этот уровень принимают равным
нулю, во втором - определенному значе-
нию, превышающему уровень шумов:
р
SWF -С;+1), (2.53)
i
где U, - пороговое напряжение для Z-го
уровня; С„ С,+1 - число превышений Z-ro
и (Z + 1)-го уровней; Ц, - максимальное
напряжение сигнала.
Энергетические критерии использу-
ют интегральную оценку энергии инфор-
мативного сигнала. Относительная энер-
МЕТОДЫ ПРОХОЖДЕНИЯ И КОМБИНИРОВАННЫЕ МЕТОДЫ
289
гия сигнала определяется интегралом
SWF = |[[/(г)]2<Й, (2.54)
I,
где t] и /2 ~ границы временного интерва-
ла; U(t) напряжение.
Через преобразование Фурье энергия
сигнала U(f) представляется в виде
Л
SWF= jt(/)]2#> (2.55)
Л
где fi и f2 - границы интервала частот;
s(f) - спектральная плотность сигнала. В
отличие от счетных энергетические крите-
рии не требуют установки пороговых на-
пряжений, однако необходимо устанавли-
вать границы временного и частотного
интервалов.
Спектральный анализ позволяет вы-
делить из спектра сигнала те частотные
составляющие, на которые интересующий
параметр ОК влияет наиболее сильно, ис-
ключив из рассмотрения остальные. Это
увеличивает чувствительность метода.
Используют также другие критерии
оценки результатов. При этом выбирают
критерий, обеспечивающий наилучшую
корреляцию с контролируемым парамет-
ром ОК.
Подобно интегральным методам соб-
ственных колебаний, описываемый метод
не позволяет определить координаты вы-
явленных дефектов. Он дает только ус-
редненные данные о состоянии зоны ОК,
расположенной между излучающим и
приемным преобразователями.
Длину волны выбирают не менее
толщины ОК. Возможна установка преоб-
разователей как с одной, так и с разных
сторон ОК, хотя обычно удобнее вести
контроль с односторонним доступом.
Кроме рассмотренного контактного спо-
соба применяют струйный, иммерсионный
и оптический лазерный способы возбуж-
дения и приема УЗК. При контактном спо-
собе связи с ОК на результаты контроля
влияют сила прижатия преобразователей,
шероховатость и кривизна поверхности
ОК, свойства контактной жидкости.
Метод применяют в основном для
контроля качества изделий из ПКМ, ме-
таллических композиционных материалов
в виде металлической матрицы и арми-
рующих волокон (например, борных), из-
делий на основе древесины и других мате-
риалов, а также для обнаружения дефек-
тов клеевых соединений в многослойных
конструкциях.
За рубежом реверберационно-сквоз-
ному методу посвящена обширная литера-
тура. В ней, в частности, даются примеры
его применения для оценки прочности
ПКМ и клеевых соединений. Связь пока-
заний с прочностью объясняется тем, что
любые нарушения структуры материала,
снижающие его прочность, увеличивают
поглощение и рассеяние УЗ-волн, которые
в конечном итоге и служат информатив-
ными параметрами метода.
В работе [425, с. 585/602] показано,
что в результате многократных отражений
возбужденной продольной волны в тонкой
пластине возникают различные моды волн
Лэмба. К приемнику первой приходит
волна 5о, обладающая максимальной груп-
повой скоростью. Варьируя частоту и угол
наклона приемного преобразователя, вы-
деляли также моды а0 и sj.
Отсюда делается вывод, что метод
фактически идентичен методу прохожде-
ния с применением волн Лэмба, однако
контроль с его помощью осуществляется
гораздо быстрее. Применительно к более
толстым пластинам сигналы ревербераци-
онно-сквозного метода могут рассматри-
ваться как резонансы продольных волн.
Примеры практического применения
реверберационно-сквозного метода будут
приведены в гл. 4 и 7.
2.3.9. Метод лазерного детектирования
Как отмечалось в разд. 2.1.3, метод
лазерного детектирования позволяет ви-
зуализировать акустические колебания на
поверхности ОК, на которую падает или
290
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.104. Схема метода лазерного
детектирования УЗ-полей
вдоль которой распространяется УЗ-волна,
с помощью лазерного интерферометра
[282, 368, 380].
Упругая волна в ОК возбуждается
пьезопреобразователем 1 (рис. 2.104) от
импульсного генератора 2. Луч лазера 3
падает на плоскую грань ОК, отражается
Рис. 2.105. Излучение УЗ-волн наклонными
преобразователями и дифракция волн на
щели, наблюдаемые методом лазерного
детектирования:
3 - зона детектирования; Т - трещина
от нее и попадает на интерферометр 4.
Выходной сигнал интерферометра наблю-
дается визуально и преобразуется в циф-
ровой код осциллографом 5. Анализ и за-
поминание информации осуществляются
компьютером 6. Устройство сканирования
7 перемещает ОК в вертикальном и гори-
зонтальном направлениях. Типичный шаг
сканирования 0,125 мм. В каждой точке
проводится усреднение по 50 ... 100 изме-
рениям.
В [282] методом лазерного детекти-
рования исследованы дефекты в монокри-
сталлах алюминия. В качестве интерфе-
рометра использовали прибор с акустооп-
тическим модулятором в виде ячейки
Брэгга и гелий-неоновым лазером с дли-
ной волны А. = 0,317 мкм. Измерялось до-
плеровское смещение частоты на величи-
ну, пропорциональную v/X, где v - ско-
рость движения облучаемых точек по-
верхности. Поскольку скорость движения
пропорциональна амплитуде упругих
смещений, можно получить картину рас-
пределения амплитуд упругих смещений.
Упругие продольные и поперечные волны
возбуждались прямыми преобразователя-
ми на частоту 10 МГц через задержку.
Поверхность образца, исследовавшаяся
лазером, была отполирована с Ra = 8 мкм.
В [425, с. 480/504] методом лазерного
детектирования наблюдали поле наклон-
ного преобразователя на боковой поверх-
ности, вблизи которой расположен преоб-
разователь, и дифракцию УЗ-волн на пре-
пятствии - узкой щели, имитирующей
трещину (рис. 2.105). Результаты подобны
мультипликативной съемке. Справа пред-
ставлена картина дифракции на широкой
щели, непрозрачной для УЗ-волн, слева -
дифракция на узкой щели, прозрачной для
УЗ-волн.
Методом лазерного детектирования
наблюдают также распространение волн
Стоунли на границе раздела двух твердых
тел, преломление волн различных типов.
МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ I
291
2.4. МЕТОДЫ СОБСТВЕННЫХ
КОЛЕБАНИЙ
2.4.1. Общие сведения
Как отмечалось в разд. 1.4, реальные
детали и узлы машин и сооружений в
большинстве случаев представляют собой
относительно добротные колебательные
системы. При контроле рассматриваемы-
ми методами информативными парамет-
рами являются их собственные частоты и
потери энергии колебаний. Здесь возмож-
ны два основных случая.
В первом из них ОК является само-
стоятельным изделием, не связанным с
другими элементами конструкции. Строго
говоря, его собственные частоты и потери -
это параметры акустически не нагружен-
ного (например, преобразователями) и не
закрепленного ОК, находящегося в вакуу-
ме. Собственные частоты и потери такого
ОК определяются его размерами, формой,
физико-механическими характеристиками
материала (упругими постоянными, плот-
ностью, коэффициентом затухания), а
также возможными дефектами разных
типов.
Во втором случае ОК связан с други-
ми элементами конструкции. Примеры -
закрепленная на диске турбинная лопат-
ка, железобетонная опора контактной сети
железной дороги, имеющая подземную
часть. Здесь информативные параметры
зависят не только от перечисленных выше
свойств самого ОК, но и от его связи с
другими элементами. Поэтому кроме
свойств собственно ОК имеется возмож-
ность контролировать качество этой связи.
Как отмечалось в разд. 2.1.3, разли-
чают методы свободных и вынужденных
колебаний. Свободные колебания возбуж-
дают путем кратковременного воздейст-
вия на ОК, после чего он колеблется в от-
сутствие внешних воздействий. Вынуж-
денные колебания создают воздействием
внешней силы с плавно изменяемой час-
тотой.
В реальных условиях контроля с ис-
пользованием как вынужденных, так и
свободных колебаний ОК в результате
влияния различных факторов измеренные
значения собственных частот и потерь
отличаются от истинных. Окружающий
воздух практически не вносит погрешно-
сти при измерении собственных частот, но
несколько увеличивает потери. Поэтому
влияние воздуха существенно только в
редких случаях измерения коэффициента
внутреннего трения (затухания) в образ-
цах из материалов с очень высокой доб-
ротностью, когда используют бесконтакт-
ные преобразователи.
На результатах измерений сказыва-
ются контактирующие с ОК излучающий
и приемный преобразователи и условия
крепления ОК. Контактные излучающий и
приемный преобразователи обычно могут
рассматриваться в качестве присоединен-
ных масс, снижающих собственные часто-
ты ОК. Влияние таких преобразователей
уменьшается с ослаблением их акустиче-
ской связи с ОК, а также с увеличением
массы и размеров ОК (или колеблющейся
его части) по сравнению с соответствую-
щими параметрами преобразователей.
Применение преобразователей с су-
хим точечным контактом уменьшает аку-
стическую связь с ОК, а значит, и разли-
чие измеренных и собственных его частот.
Бесконтактные преобразователи (напри-
мер, микрофоны) не вносят погрешности
при измерении собственных частот.
Условия крепления ОК также влияют
на результаты измерений. Для уменьше-
ния этого влияния ОК крепят в узлах сме-
щения (см. разд. 1.4). Таким образом, из-
меренные частоты можно рассматривать
как собственные частоты ОК, определен-
ные с погрешностью, обусловленной вли-
янием преобразователей и условий креп-
ления.
Далее рассматриваются интеграль-
ные и локальные методы собственных
колебаний. В интегральных методах ана-
лизируют собственные колебания ОК как
единого целого, в локальных - отдельных
292
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
его участков. Информативными парамет-
рами служат значения частот, спектры
собственных и вынужденных колебаний, а
также характеризующие потери доброт-
ность и логарифмический декремент зату-
хания.
2.4.2. Методы вынужденных колебаний
2.4.2.1. Интегральный метод
вынужденных колебаний
При контроле этим методом в ОК
возбуждают продольные, изгибные или
(реже) крутильные упругие колебания
плавно меняющейся частоты. В качестве
излучателей и приемников обычно ис-
пользуют контактные ПЭП. Для увеличе-
ния точности измерений пользуются бес-
контактными излучателями (например,
электромагнитными), в роли приемников
используют микрофоны. ОК крепят в уз-
лах смещения. Собственные частоты оп-
ределяют по резкому увеличению ампли-
туды колебаний [82, 244, 249], наблюдае-
мому при резонансах.
Излучатели и приемники располага-
ют в зонах пучностей или узлов смеще-
ний. В первом случае достигается макси-
мальная амплитуда сигнала, во втором -
минимальное влияние контактных преоб-
разователей на измеряемые параметры.
Контроль обычно проводят на одной (ре-
же нескольких) из собственных частот,
связанной с определенной модой колеба-
ний. Для подавления мешающего влияния
неинформативных частот применяют
фильтры. Потери в ОК качественно опре-
деляют по амплитуде информативного
сигнала, количественно - по значению
добротности, измеряемой по ширине по-
лосы. Точность измерения собственных
частот с ростом добротности ОК повыша-
ется.
Область применения интегрального
метода - контроль физико-механических
свойств материала ОК, выявление различ-
ных дефектов и контроль размеров изде-
лий.
Рис. 2.106. Структурная схема аппаратуры
для контроля интегральным методом
вынужденных колебаний
Упрощенная структурная схема ап-
паратуры для контроля рассматриваемым
методом приведена на рис. 2.106. Преоб-
разователь 3, питаемый от генератора 2,
возбуждает упругие колебания в ОК 4.
Приемный преобразователь 5 преобразует
их в электрический сигнал, который по-
сле усиления (усилителем 6) проходит
через фильтр 7 и поступает на индика-
тор 8. Плавно меняя частоту генератора 2,
по индикатору 8 регистрируют резонансы
ОК. Значения резонансных частот изме-
ряют частотомером 1, добротность - по
ширине полосы пропускания.
2.4.2.2. Локальный метод
вынужденных колебаний
Этот метод, более известный как УЗ-
резонансный метод [247, 249], использует
вынужденные колебания части ОК, в ко-
торой контактным или иммерсионным
преобразователем возбуждают колебания
непрерывно меняющейся частоты. На час-
тотах, на которых по толщине ОК (для
иммерсионного контакта) или системы
ОК - преобразователь (для контактного
способа) укладывается целое число полу-
волн, возникают резонансы. Их фиксиру-
ют на экране, где горизонтальная ось -
меняющаяся частота. Изменение толщины
ОК вызовет смещение резонансных час-
тот, появление дефектов - исчезновение
МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ
293
Рис. 2.107. Структурная схема контактного резонансного толщиномера
или смещение резонансов. Информатив-
ными признаками служат значения резо-
нансных частот, а иногда также добротно-
стей.
Метод применяют для измерения
толщин и контроля клеевых соединений.
В обоих случаях способы возбуждения
колебаний и индикации резонансов вы-
полняются практически одинаково.
УЗ-резонансные толщиномеры ис-
пользуют для измерения толщин (особен-
но малых, например тонкостенных труб и
оболочек) при одностороннем доступе.
Применению эхометода в этом случае
мешает мертвая зона.
В простейшем случае ОК представ-
ляет собой пластину, поверхности которой
с обеих сторон свободны. Связь собствен-
ных частот пластины с ее толщиной h оп-
ределяется условием
h = пк/2 = nc/2fn , (2.56)
где с - скорость звука; fn — частота, соот-
ветствующая гармонике п. Таким образом,
для измерения толщины ОК из материала
с известной скоростью звука нужно знать
резонансную частоту/, и номер п гармо-
ники. Если п неизвестно, то применяют
формулу для разности гармоник п и т:
h = (n-m) c/2(fn-fm). (2.57)
Признаки наличия дефектов в ОК
следующие: если дефект имеет вид рас-
слоения, то частоты резонансов изменя-
ются таким образом, что измерения дают
уменьшенное значение толщины изделия;
если дефект непараллелен поверхности
ОК, то резонансы по толщине стенки ис-
чезают.
Метод применяют в двух вариантах:
контактном и иммерсионном, причем уст-
ройство приборов существенно разнится.
Контактный резонансный толщи-
номер [132, 249] работает по схеме, пока-
занной на рис. 2.107. Она включает авто-
генератор 1, который возбуждает преобра-
зователь 4, контактирующий с ОК 8 через
тонкий слой контактной жидкости. Часто-
ту колебаний автогенератора плавно из-
меняют модулятором 5.
Резонансы акустических колебаний в
системе преобразователь - ОК вызывают
изменение режима работы колебательного
контура автогенератора. Частотным
фильтром 2 эти изменения отделяют от
всех других. Они кратковременны и име-
ют вид пиков. Резонансные пики усили-
вают (усилителем 3) и подают на индика-
тор - экран 7.
Модулятор управляет блоком вре-
менной развертки 6. В результате линия
развертки пропорциональна изменению
частоты, а резонансные частоты отмеча-
ются появлением пиков на соответствую-
щих участках линии развертки. Измери-
тельный блок 9 обеспечивает возможность
перевода частотно-временных интервалов
между резонансными пиками в измеряе-
мую величину - толщину ОК. Чем больше
измеряемая толщина, тем больше резо-
нансных пиков и тем меньше интервал
между ними.
Резонансные частоты регистрируют
по изменению режима работы колебатель-
ного контура автогенератора 1. При сов-
падениях частот автогенератора с собст-
венными частотами акустической системы
модуль комплексного сопротивления пье-
294
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
зоэлемента становится минимальным, ток
в цепи возрастает, а напряжение на пьезо-
пластине (обычно кварцевой) падает. По
этому признаку отмечают резонансы.
Формулы (2.56) и (2.57) для опреде-
ления измеряемой толщины соответству-
ют условиям собственных частот ОК. В
действительности наружная поверхность
ОК контактирует с преобразователем. На-
грузка поверхности ОК вызывает повы-
шение резонансных частот. Получается
своего рода парадокс: нагрузка не умень-
шает, а увеличивает резонансную частоту.
Парадокс объясняется тем, что в пакете
пьезоэлемент преобразователя - контакт-
ная жидкость - ОК на резонансных часто-
тах укладывается на одну полуволну
больше, чем указывает п. Например, когда
п = 1 в пакете пьезоэлемент - ОК уклады-
вается две полуволны. На частотах ниже
частоты пьезоэлемента его толщина
меньше полуволновой, поэтому в ОК ук-
ладывается п + 5 полуволн, где 5 < 1. Вве-
дение слоя масла различной толщины
приводит к промежуточным значениям
резонансной частоты.
Для уменьшения погрешности от
смещения резонансных частот следует
работать на частотах, возможно более
близких к резонансной частоте пьезопла-
стины, использовать резонансные пики,
соответствующие высшим гармоникам,
увеличивать толщину слоя масла до опти-
мальных (четвертьволновых) значений,
градуировать прибор и измерять толщину
при одинаковой силе прижатия преобра-
зователя к поверхности изделия и образца,
по которому выполняют градуировку.
Для материалов ОК с небольшим за-
туханием УЗ ширина резонансных пиков
на половине их высоты составляет ~ 1 %
от частоты. Связанная с этим погрешность
измерения не превышает 0,5 %. Общая
погрешность измерения контактных резо-
нансных толщиномеров с учетом возмож-
ного смещения резонансных частот дости-
гает 2 ... 5 %.
Одна из наиболее частых областей
применения резонансных дефектоскопов-
толщиномеров - измерение толщины сте-
нок труб. В этом случае плоская поверх-
ность преобразователя соприкасается с
криволинейной поверхностью ОК на
сравнительно небольшом участке. Об-
ласть, в которой устанавливаются резо-
нансы, сокращается, а высота резонансных
пиков сильно уменьшается. Одновременно
с продольными волнами возбуждаются
волны Рэлея и Лэмба, обегающие вокруг
трубы и дающие резонансы, которые ме-
шают измерению. В результате удается
измерять толщину стенок труб диаметром
> 10 ... 12 мм.
В практике довольно часто возникает
задача контроля изделий с неровными и
непараллельными поверхностями. Изме-
нение толщины изделия в зоне контроля
приводит к тому, что резонансные колеба-
ния возбуждаются в пределах некоторого
интервала частот. Расширение резонанс-
ных пиков затрудняет их регистрацию.
Иммерсионный резонансный тол-
щиномер [232, 247] применяют для изме-
рения толщины непрерывно движущихся
труб. Трубу протягивают через локальную
иммерсионную ванну, где толщина слоя
воды между трубой и ПЭП 40 ... 50 мм.
Собственные частоты ОК при колебаниях
в воздухе и воде практически одинаковы,
однако вода уменьшает остроту резонан-
сов.
Через воду в ОК вводят УЗ-
колебания, частоту которых варьируют. В
результате в слое иммерсионной жидкости
между ПЭП и ОК возникают резонансные
колебания. Толщина этого слоя сущест-
венно больше длины волны в воде даже
на минимальной частоте (~ 3 МГц), по-
этому резонансных пиков будет очень
много и они будут близко расположены на
линии развертки.
Коэффициент отражения от границы
иммерсионная жидкость - ОК зависит от
толщины стенки ОК. На частотах, кратных
полуволновым, он имеет минимумы, обу-
словленные минимумами входных им-
педансов ОК при резонансах. В результате
на этих частотах амплитуды резонансных
МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ
295
пиков в слое воды резко уменьшаются,
образуются провалы-минимумы. По час-
тотам этих минимумов или по частотному
интервалу между ними измеряют толщи-
ну.
Иммерсионно-резонансный толщи-
номер предназначен прежде всего для
слежения за изменением толщины стенки.
В связи с этим измерение ведут на основ-
ной частоте свободных колебаний изделия
либо на одной из низших гармоник (и = 2;
3). Повышение частоты увеличивает влия-
ние затухания, делает резонансы более
заметными.
Иммерсионно-резонансный метод
реализован в приборах сер. "Металл"
[158], измеряющих толщины в диапазоне
0,2 ... 6 мм с погрешностью 1 ... 2 % и
производительностью 100 измерений/с. На
пути повышения точности и частоты из-
мерений возникают следующие принци-
пиальные затруднения.
Основной источник погрешностей
связан с дискретностью определения час-
тоты, на которой устанавливаются резо-
нансы в изделии. Дискретность эта обу-
словлена интервалом между резонансами
слоя воды, по минимуму которых опреде-
ляют резонанс ОК. Для того чтобы доста-
точно точно определить положение резо-
нансной частоты ОК, нужно увеличить
высоту столба воды. Однако чем больше
высота столба, тем медленнее должна мо-
дулироваться частота, т.е. чтобы частота
колебаний, отраженных от ОК в момент
прихода волны к преобразователю, нена-
много отличалась от частоты его колеба-
ний, измененной под действием генерато-
ра прибора (иначе не будет зафиксирован
резонанс). Отсюда возникает отмеченная
выше взаимосвязанность ограничений
производительности и точности для им-
мерсионно-резонансного способа контро-
ля.
Существуют также другие способы
реализации иммерсионно-резонансного
метода, например по отражению от трубы
частотно-модулированного импульса.
Другой вариант (метод предеф [191]) пре-
дусматривает возбуждение колебаний ОК
очень коротким импульсом и определение
периода свободных колебаний. Достоин-
ство этого метода состоит в том, что воз-
можность и точность измерений толщины
сохраняются при наклонном падении УЗ
на трубу.
Иммерсионные методы имеют опре-
деленное преимущество перед контакт-
ным резонансным методом при контроле
труб малого диаметра. Минимальный
диаметр измеряемых труб 3 ... 4 против
10 ... 12 мм для контактного метода. Это
объясняется тем, что погружение трубы в
жидкость способствует быстрому затуха-
нию обегающих трубу мешающих волн
Рэлея и Лэмба.
Отметим, что в последние годы резо-
нансные толщиномеры вытесняются бо-
лее простыми и менее требовательными к
кривизне, состоянию поверхности и дру-
гим мешающим факторам импульсными
УЗ-толщиномерами. Однако иммерсион-
но-резонансный метод остается единст-
венным средством измерения очень малых
толщин.
Контроль клеевых соединений. В
несколько ином варианте рассматривае-
мый метод применяют для НК клеевых
соединений в листовых конструкциях и
сотовых панелях [207, 208, 394]. В отли-
чие от контактного резонансного толщи-
номера, где влияние пьезоэлемента на
собственную частоту ОК стремятся осла-
бить путем уменьшения его волновой
толщины, здесь основой колебательной
системой служит именно пьезоэлемент,
толщину которого выбирают близкой к
полуволновой.
Кроме собственных частот системы
пьезоэлемент - ОК в качестве информа-
тивного параметра используют также ее
добротность. Метод предложен в начале
50-х годов прошлого века фирмой Fokker
(Нидерланды) [406], которая выпускала
специализированные приборы под общим
названием "Bondtester". Первоначально
они предназначались в основном для оп-
ределения прочности клеевых швов, одна-
296
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
ко практически применяются только для
обнаружения дефектов типа нарушения
соединения. Физические основы и воз-
можности метода описаны в [207, 208].
Рассмотрим принцип работы прибора
Bondtester.
Недемпфированным пьезоэлементом
преобразователя через тонкий слой кон-
тактной смазки в ОК возбуждают про-
дольные колебания непрерывно меняю-
щейся частоты. Толщину пьезоэлемента и
диапазон частот выбирают так, чтобы ре-
зонансная частота пьезоэлемента, нагру-
женного только на наружный слой (об-
шивку) ОК, находилась в пределах час-
тотного диапазона прибора (обычно
30 ... 500 кГц). Способ получения и пред-
ставления резонансных пиков, в принци-
пе, не отличается от применяемого в УЗ-
толщиномерах.
При контроле многослойных листо-
вых конструкций отмечают разность А/
частот при нагрузке преобразователя на
свободный наружный лист (обшивку) и
всю склеенную конструкцию. Величина А/
обусловлена изменением входного меха-
нического импеданса ОК, вызванным при-
соединением к обшивке внутренней части
ОК и соединительной пленки клея. При
постоянстве толщин всех соединяемых
элементов величина А/ определяется па-
раметрами клеевого шва: его толщиной I,
модулем Юнга Е и плотностью.
Так как толщина клеевого шва I« л,
а его масса мала по сравнению с массой
внутреннего элемента, информативным
параметром является гибкость клеевой
пленки. Поэтому имеется возможность
оценки параметров клеевого шва, что ис-
пользуют для определения его прочности
(см. разд. 7.5.7). Очевидно, что при нару-
шении клеевого соединения значение А/
будет намного меньше, чем при наличии
склеивания.
Таким образом, метод позволяет су-
дить о параметрах клеевого шва и обна-
руживать дефекты соединения. Режим,
использующий изменение собственной
частоты преобразователя, называется ре-
жимом А. Он применяется для контроля
листовых клееных конструкций из метал-
лов и ПКМ.
При контроле соединений обшивки с
сотовым заполнителем применяют режим
В, в котором дефекты регистрируют по
увеличению амплитуды резонансного пи-
ка, обусловленному уменьшением перехо-
да части энергии в заполнитель и соответ-
ствующим ростом добротности системы
пьезоэлемент - ОК.
Чем ниже частота, тем толще контро-
лируемая обшивка (0,3 ... 5 мм) и больше
диаметр обнаруживаемых дефектов типа
непроклея (6 ... 25 мм). Возможности при-
менения метода для контроля прочности
клеевых соединений будут рассмотрены в
разд. 7.5.7.
2.4.3. Методы свободных колебаний
2.4.3.1. Интегральный метод
свободных колебаний
Этот метод - один из наиболее ста-
рых средств НК. Его используют при про-
верке посуды, колесных пар железнодо-
рожного подвижного состава и т.п. [82,
203, 249]. ОК возбуждают ударом, резуль-
таты контроля оценивают на слух по ха-
рактеру звука.
Ввиду субъективности такой оценки,
зависящей от квалификации и вниматель-
ности оператора, в настоящее время для
контроля применяют аппаратуру, анали-
зирующую параметры колебаний инстру-
ментальными методами. Это позволяет
перейти от субъективной качественной
оценки к количественным измерениям и
исключить субъективность результатов
контроля. Использование вычислительной
техники дает дополнительные возможно-
сти обработки полученных данных и
представления их в удобной для оператора
форме, а также предоставляет ряд полез-
ных сервисных возможностей.
Применяемая аппаратура содержит
ударный возбудитель колебаний, контакт-
ный или бесконтактный их приемник и
электронный блок, служащий для усиле-
ния принятого сигнала и обработки полу-
МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ
297
ченной информации. В ОК возбуждают
продольные или изгибные колебания.
Влияние преобразователей и креплений
(опор) ОК на результаты измерений не
отличается от такового при вынужденных
колебаниях.
Как и в интегральном методе вынуж-
денных колебаний, на собственные часто-
ты и затухание колебаний влияют размеры
и форма ОК, физико-механические свой-
ства материала и различные его дефекты.
Область применения метода та же, что и
интегрального метода вынужденных ко-
лебаний: контроль физико-механических
свойств материалов ОК и обнаружение в
них различных дефектов.
Выбор между методами вынужден-
ных и свободных колебаний делают исхо-
дя из размеров и формы ОК. Обычно бо-
лее крупные ОК удобнее контролировать
методом свободных колебаний.
Примеры применения метода для
контроля качества ОК из неметаллических
материалов (абразивных инструментов,
бетона, железобетонных опор контактной
сети железных дорог, массовых изделий
небольших размеров и других подобных
объектов) приведены в гл. 4 и 7.
2.4.3.2. Локальный метод
свободных колебаний (МСК)
В этом методе ОК возбуждают пе-
риодическими ударами и анализируют
спектры свободных колебаний прилегаю-
щей к преобразователю небольшой по
площади зоны. Контроль выполняется при
одностороннем доступе к ОК [203, 247,
249].
Основная область применения ме-
тода - контроль соединений в многослой-
ных конструкциях, особенно выполнен-
ных с применением слоев из ПКМ и пла-
стиков с малой плотностью и низкими
модулями Юнга.
Метод использует изгибные колеба-
ния звукового диапазона частот (до
20 кГц). Информативным параметром
служит частотный спектр возбуждаемых
импульсов. Он является обобщенной ха-
рактеристикой, содержащей все сведения
об амплитуде, форме, длительности, час-
тотном и фазовом составе колебания.
Спектр представляет собой ком-
плексную функцию, содержащую дейст-
вительную и мнимую составляющие. Од-
нако пока используют только амплитуд-
ный спектр, т.е. модуль комплексной
спектральной функции. Поэтому далее
под спектром будем понимать его модуль.
Спектральная обработка позволяет пред-
ставить информацию в наглядной и удоб-
ной для восприятия форме, что выгодно
отличает ее от многих других способов.
Спектр ударно возбужденного им-
пульса определяется параметрами ударно-
го вибратора и ОК. В зоне дефекта этот
спектр меняется в результате изменения
механических импедансов ОК для соот-
ветствующих частотных составляющих
спектра. Это меняет колебательные скоро-
сти этих составляющих, а значит, и ам-
плитуды сигналов на выходе преобразо-
вателя.
Если контролируемый участок ОК в
рабочем диапазоне не обладает выражен-
ными собственными частотами (что ха-
рактерно для бездефектных зон), то воз-
буждаемое в ОК акустическое колебание
имеет форму видеоимпульса без заполне-
ния. Его амплитуда, длительность и
спектр определяются модулем Юнга Ет
наружного слоя ОК, значениями механи-
ческих импедансов ОК в рабочем диапа-
зоне частот и параметрами подвижной
системы ударного преобразователя. Зна-
чение £„С определяет контактную гибкость
Кк (см. разд. 2.5.1), которая с уменьшени-
ем Енс увеличивается.
В отличие от рассмотренного в разд.
2.5.1 случая передачи упругих колебаний
контактной гибкостью в условиях посто-
янной сжимающей и намного меньшей
переменной силы в процессе соударения
гибкость Кк меняется, уменьшаясь с уве-
личением силы. Эта зависимость усилива-
ется еще и тем, что деформация, как пра-
вило, выходит за пределы упругой облас-
298
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.108. Структурная схема
МСК-дефектоскопа
ти. Поэтому при ударе контактная гиб-
кость является существенно нелинейным
элементом системы.
В зоне дефекта модули механических
импедансов спектральных составляющих
импульса изменяются. Это меняет колеба-
тельную скорость дефектного участка, что
отмечается приемником преобразователя
дефектоскопа. Таким образом, дефект ре-
гистрируется по изменению амплитуды
импульса, и его можно обнаружить, не
прибегая к спектральному анализу. Одна-
ко если в рабочем диапазоне частот де-
фектный участок имеет собственные час-
тоты, то они появляются и в спектре воз-
буждаемого в ОК импульса, вызывая
подъем амплитуд соответствующих спек-
тральных составляющих. При этом дефект
будет обнаружен, даже если амплитуда
импульса не изменится или уменьшится. В
этом отношении спектральная обработка
эффективнее амплитудной.
Снижение Енс и уменьшение модулей
механических импедансов ОК в диапазоне
рабочих частот увеличивают длительность
импульса соударения и сужают спектр,
обедняя его высокочастотными состав-
ляющими. Поэтому спектры импульсов,
ударно возбуждаемых в ОК с наружными
слоями из мягких материалов, изделиях с
легкими заполнителями и ОК из ПКМ,
обычно лежат в пределах до 5 ... 8 кГц. В
многослойных изделиях из металлов воз-
буждаются более короткие импульсы, об-
ладающие более широкими спектрами.
Параметрами преобразователя, вли-
яющими на длительность и спектр ударно
ударно возбуждаемых импульсов, являют-
ся масса подвижной системы ударного
вибратора и (в меньшей степени) началь-
ная скорость ее соударения с ОК. Умень-
шение этой массы и увеличение скорости
расширяют спектр возбуждаемых импуль-
сов. В используемых электромагнитных
вибрато-рах массы подвижных систем
составляют доли и единицы граммов, ско-
рости соударений - до 1 м/с.
Аппаратура. Упрощенная структур-
ная схема дефектоскопа для контроля рас-
сматриваемым методом (МСК-дефектос-
копа) показана на рис. 2.108. Генератор 1
прямоугольных импульсов питает элек-
тромагнитный ударный вибратор 2 преоб-
разователя 3. Находящийся в общем кор-
пусе с вибратором 2 микрофон 4 преобра-
зует возбужденный в ОК свободно зату-
хающий акустический импульс в электри-
ческий сигнал. Последний поступает на
усилитель 5, соединенный с работающим
в реальном масштабе времени спектроа-
нализатором 6. Полученный спектр после
обработки в блоке 7 индицируется на ин-
дикаторе 8.
Диапазон рабочих частот спектроа-
нализатора определяется параметрами его
преобразователя и ОК. Обычно этот диа-
пазон выбирают в пределах 0,3 ... 20 кГц.
Для контроля изделий из "глухих" мате-
риалов с низкими модулями упругости
достаточно полосы частот до 4 ... 5 кГц;
изделия из более "звонких" материалов
(например, металлов) обладают более ши-
рокими спектрами.
В первых моделях отечественных
МСК-дефектоскопов семейства ЧИКП,
разработанных под руководством В.А, Ку-
навиной в 60-х - 70-х гг. XX в., анализ
спектра выполнялся настройкой селектив-
ного усилителя вручную. В 80-х годах
прошлого столетия в НИИ интроскопии
(Москва) были разработаны дефектоскопы
АД-50У и АД-60С, в которых предусмот-
рена возможность наблюдения спектров
принятых импульсов [203]. Для этого ис-
пользованы аналоговые спектроанализа-
МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ
299
торы с параллельно включенными 12-ю
полосовыми фильтрами, перекрывающи-
ми весь рабочий диапазон частот.
Спектр представляется на световом
табло в виде 12 светящихся столбов, вы-
сота которых определяется уровнями сиг-
налов в соответствующих каналах. Дефект
регистрируется по изменению этих уров-
ней в одном или нескольких наиболее ин-
формативных частотных каналах. Позд-
нее, в связи с развитием цифровой техни-
ки появилась возможность применить для
спектрального анализа быстрое преобра-
зование Фурье. Практически оказалось
достаточным представление спектра 64
гармониками.
Дефект регистрируют по изменению
разности между соответствующими гар-
мониками текущего и опорного (полу-
ченного в бездефектной зоне и усреднен-
ного) спектров (см. также разд. 2.5.2).
В бездефектной зоне благодаря неизбеж-
ному разбросу показаний эта разность
находится в пределах, ограниченных
верхним и нижним порогами АСД. В зо-
нах дефектов она выходит за эти пороги,
что отмечается АСД. Такая система реали-
зована в компьютеризированном дефекто-
скопе АД-64М, в котором предусмотрены
также различные способы представления
информации, запоминание настроек и ре-
зультатов контроля и прочие сервисные
возможности, реализуемые с помощью
входящего в комплект прибора портатив-
ного компьютера [215].
Преобразователи. В МСК-дефектос-
копах применяют преобразователи с одно-
типными электромагнитными ударными
вибраторами, но разными приемниками
упругих колебаний: бесконтактными мик-
рофонами, воспринимающими колебания
ОК через слой воздуха, и миниатюрными
пьезоприемниками, имеющими с ОК по-
стоянный сухой точечный контакт.
Ударный вибратор возбуждают пря-
моугольными импульсами, подаваемыми в
катушку электромагнита. Ход подвижной
системы вибратора - несколько миллимет-
ров, частота следования ударов - 25 Гц.
Рис. 2.109. Пьезоприемник
МСК-дефектоскопа
При бесконтактном (микрофонном)
приеме после кратковременного удара
прилегающий к преобразователю участок
ОК совершает свободно затухающие ко-
лебания, спектр которых определяется
только параметрами ОК и ударного вибра-
тора преобразователя. Микрофоны чувст-
вительны к звуковому давлению в возду-
хе, пропорциональному колебательной
скорости ОК, поэтому амплитуда электри-
ческого сигнала на выходе микрофона
пропорциональна этой скорости. Приме-
няемые электретные микрофоны обладают
относительно равномерной амплитудно-
частотной характеристикой (АЧХ) в пре-
делах 50 Гц ... 12 ... 15 кГц. Однако это
справедливо для открытого пространства,
тогда как в преобразователе микрофон
находится в замкнутом объеме, резонансы
которого могут влиять на его АЧХ.
В преобразователе с пьезоэлектриче-
ским приемником микрофон заменен ми-
ниатюрным пьезоприемником, подобным
применяемым в виброизмерительной тех-
нике акселерометрам. Как и акселерометр,
рассматриваемый приемник чувствителен
к ускорению а, амплитуда А которого свя-
зана с амплитудой V колебательной скоро-
300
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.110. Эквивалентная схема
пьезоприемник преобразователя
МСК-дефектоскопа
сти соотношением А = а> К Однако в отли-
чие от акселерометра, при монтаже кото-
рого стремятся по возможности умень-
шить гибкость зоны контакта с ОК, пьезо-
приемник МСК-дефектоскопа имеет с ОК
сухой контакт в небольшой по площади
зоне (сухой точечный контакт). Послед-
ний обеспечивает свободное перемещение
по поверхности ОК, но обладает значи-
тельной гибкостью (см. разд. 2.5.1), суще-
ственно влияющей на характеристики
приемника.
Пьезоприемник прижимается к ОК в
непосредственной близости от зоны его
соударения с бойком. Приемник (рис.
2.109), содержащий склеенные между со-
бой пьезоэлемент 4 (его диаметр 4 мм,
толщина 2 мм), тыльную массу 5 и кон-
тактный наконечник 6, расположен в кап-
суле 1 и изолирован от нее слоем губчатой
резины 7. Капсула 1 прижимается к ОК 3
пружиной 2 с постоянной силой. Зазор
между капсулой и пьезоэлементом запол-
нен герметиком 8. Капсула 1 может пере-
мещаться в стакане 9, неподвижно закреп-
ленном на корпусе преобразователя. Пье-
зоприемник соединен с дефектоскопом
экранированным кабелем.
В отличие от микрофона пьезопри-
емник находится в постоянном контакте с
ОК и влияет на режим колебаний послед-
него. Анализ АЧХ нагруженного пьезо-
приемника, выполненный на основе его
полной эквивалентной схемы, приведен в
работе [209]. Пьезоприемник можно пред-
ставить упрощенной схемой замещения,
показанной на рис. 2.110. Источником
колебаний является ОК, изображенный
эквивалентным генератором скорости v,
шунтированным механическим импедан-
сом OK: ZH = RH + 7'(сшин - 1/гоАн) = RH +
+jXH. Обычно Х„ < 0,причем | Х„ | » RH. На
рис. 2.110 Кк - контактная гибкость (см.
разд. 2.5.1); т\, т? н ту - массы контакт-
ного наконечника, пьезоэлемента и его
тыльной нагрузки соответственно.
Если приемник не прижат к ОК, то
v2 = v3 = 0 и Vi = v. Колебательная скорость
нагруженного пьезоприемника vy= v - v, -
- v2 Электрическое напряжение на пьезо-
элементе определятся силой F = Узсо(тиз +
+ ти2/2). Пьезоприемник представляет для
ОК нагрузку в виде соединенных цепоч-
кой контактной гибкости Кк и массы
М = т\ + тт+ ту. Импеданс этой нагрузки
7 -
ВХ'71-Ю2ЛЖК ~71_(%2’
/ 71
г 1 «
где ji =----- — - собственная частота
2п^МКк
нагружающей ОК системы.
Нагрузка ОК, образованная элемен-
тами М и Кк, представляет собой узкопо-
лосную резонансную систему. При f <f
импеданс ZBX = jXayi имеет инерционный
характер и, следовательно, снижает собст-
венную частоту ОК. При f > f импеданс
Хвх становится упругим, что повышает
измеряемую собственную частоту ОК. Для
уменьшения погрешности измерения, вно-
симой пьезоприемником, в МСК-дефекто-
скопах массу М выбирают минимальной.
Это справедливо и для пьезоприемников,
МЕТОДЫ СОБСТВЕННЫХ КОЛЕБАНИЙ
301
Рис. 2.111. Спектры сигналов ударных преобразователей с различными
приемниками при выявлении модели дефекта в образце из алюминиевого сплава:
микрофонный приемник (а - опорный спектр, б - текущий спектр),
пьезоэлектрический приемник (в - опорный спектр, г - текущий спектр)
используемых для контроля интегральным
методом свободных колебаний
Измеренные собственные частоты
системы М, Кк для пьезоприемника с мас-
сой М = 1,5 г при нагрузке на достаточно
толстые образцы (|z„|» 1/<»А"к) состав-
ляют для стали /, = 11,8 кГц, для капро-
лона 4,33 кГц
Погрешность, вносимая приемником,
зависит от импеданса ОК, уменьшаясь с
увеличением его модуля В локальном
методе свободных колебаний модули им-
педансов, отделенных дефектами зон, ма-
лы, поэтому влияние пьезоприемника на
регистрируемые частотные спектры вели-
ко В результате спектры, регистрируемые
микрофонным и пьезоэлектрическим при-
емниками, различны
На рис 2 111 показаны опорные и те-
кущие спектры сигналов преобразовате-
лей с рассматриваемыми приемниками,
полученные на двухслойном образце из
алюминиевого сплава с обшивкой толщи-
ной 0,6 мм, приклеенной к толстому
(10 мм) основанию Дефект - сквозное
отверстие диаметром 20 мм в основании
Собственная частота отделенного дефек-
том участка обшивки ~ 11 кГц Бескон-
тактный микрофонный приемник четко
регистрирует собственную частоту ОК в
зоне дефекта, тогда как пьезоэлектриче-
ский отмечает только смещение спектра
системы приемник - дефект ОК в область
более низких частот
Локальный метод свободных колеба-
ний особенно эффективен для контроля
изделий с наружными и внутренними
слоями из мягких материалов с большими
коэффициентами затухания упругих волн,
контроль которых другими методами при
одностороннем доступе затруднен или
невозможен Сюда относятся ОК с мягки-
ми (например, резиноподобными) покры-
тиями на жестких силовых каркасах, изде-
лия с обшивками из ПКМ и пенопласто-
выми заполнителями и т п Примеры при-
менения метода будут приведены в гл 4
Недавно разработан бесконтактный
вариант МСК, основанный на возбужде-
нии свободных колебаний в ОК ударной
302
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
воздушной волной и приеме лазерным
оптическим методом [425, с. 108/055]. В
отличие от традиционного возбуждения
ОК в точке соударения с ударным вибра-
тором преобразователя ударная волна воз-
буждает колебания одновременно на зна-
чительной площади ОК, расположенного
на расстоянии до 3 м от излучателя.
Принцип метода, его возможности и об-
ласти применения будут описаны в
разд. 4.3.2.
2.4.4. Акустико-топографический
метод
Этот метод, предложенный Ю.И. Ки-
тайгородским и Н.П. Бирюковой, сочетает
особенности интегрального и локального
методов вынужденных колебаний [249;
422, с. 119]. С одной стороны, он исполь-
зует колебания ОК как единого целого, с
другой, - собственные частоты отделен-
ных дефектами участков. При этом визуа-
лизируются контуры дефектов и опреде-
ляются их координаты.
Метод основан на возбуждении в
контролируемом изделии изгибных коле-
баний автоматически меняющейся часто-
ты. В качестве индикатора используют
тонкодисперсный порошок (например,
ликоподий).
На очищенную от грязи и обезжи-
ренную поверхность ОК наносят слой ин-
дикаторного порошка. К центральной час-
ти ОК прижимают широкополосный излу-
чатель с сухим точечным контактом.
Мощным (в сотни ватт) генератором плав-
но изменяющейся частоты (десятки кило-
герц) в излучателе возбуждают продоль-
ные колебания, которые преобразуются в
изгибные волны в ОК. Верхнюю и ниж-
нюю частоты рабочего диапазона выби-
рают исходя из параметров ОК. Амплиту-
ду колебаний устанавливают так, чтобы в
доброкачественных зонах ОК порошок
оставался неподвижным.
При совпадении частоты возбужде-
ния с собственными частотами отделен-
ных дефектами участков ОК как закреп-
ленных по контуру пластин (см. разд
1.4.4) происходит резонансное увеличение
амплитуд их колебаний. Порошок смеща-
ется в зоны с меньшими амплитудами (уз-
лы колебаний), группируясь вокруг де-
фекта и образуя видимое его изображение
Условием выявления дефекта служит на-
личие в используемом частотном диапазо-
не хотя бы одной из его собственных час-
тот.
Уменьшение глубины залегания и
увеличение размеров дефекта снижает его
собственные частоты, причем в рабочий
диапазон могут попасть несколько собст-
венных частот. Поэтому максимальная
чувствительность (площадь > 2 мм2) и
наименьшая погрешность определения
границ (0,1 мм) наблюдаются для близких
к поверхности дефектов. Рост глубины
залегания и уменьшение размеров повы-
шают собственные частоты дефектных
зон, которые могут превзойти верхнюю
Рис. 2.112. Изображения дефектов
при контроле акустико-топографическим
методом:
а - биметалл с дефектами типа расслоений
(темные пятна - места, свободные от порошка,
соответствуют дефектам); б - сотовая панель
(в зонах дефектов очертания сотового
заполнителя нарушаются)
ИМПЕДАНСНЫЕ МЕТОДЫ
303
границу частотного диапазона. Кроме то-
го, если толщина отделенного дефектом
слоя превышает 0,2Х, волны уже не явля-
ются изгибными и условия их возбужде-
ния меняются. Таким образом, как и для
многих других рассмотренных здесь ме-
тодов, с увеличением глубины залегания
дефектов возможности акустико-топогра-
фического метода ухудшаются.
Метод используют для контроля из-
делий широкой номенклатуры независимо
от способа соединения слоев (пайка, тер-
модиффузионное соединение, склеивание
и т.п.). Он не требует сканирования, так
как контроль проводится из одного или
нескольких фиксированных положений
преобразователя. При этом исключается
расшифровка полученной информации,
поскольку результат контроля представля-
ется в наглядной форме (рис. 2.112).
Площадь, контролируемая с одной
позиции преобразователя, тем больше,
чем меньше коэффициент затухания из-
гибных волн. Отсутствие необходимости в
сканировании существенно повышает
производительность. Получение видимого
изображения требует 40 ... 60 с. Общее
время, затрачиваемое на контроль из од-
ного положения преобразователя, состав-
ляет 5 ... 6 мин.
Метод применяют для обнаружения
дефектов соединений в биметаллах, сото-
вых панелях, в изделиях с защитными по-
крытиями и т.п. Для контроля используют
установку "Титан", включающую в себя
мощный (0,4 кВт) генератор плавно ме-
няющейся частоты, блок управления и
широкополосный излучатель упругих ко-
лебаний.
Благодаря отсутствию мертвой зоны
обнаруживают дефекты на самых малых
глубинах. При контроле ОК с периодиче-
ской структурой внутреннего элемента эта
структура четко фиксируется на изобра-
жении (см. рис. 2.112). Ликоподий удер-
живается на наклонных поверхностях,
поэтому возможен контроль ОК с криво-
Рис. 2.113. СТК преобразователя 1 с ОК 2
через сферическую (а) и остроконечную (б)
поверхности
линейными поверхностями. С увеличени-
ем глубины залегания дефекта чувстви-
тельность падает. Предельная глубина
залегания выявляемого дефекта 5 мм.
2.5. ИМПЕДАНСНЫЕ МЕТОДЫ
Эти методы основаны на оценке из-
менений механического импеданса ОК,
обусловленных наличием дефектов или
влиянием иных факторов (например, твер-
дости) [203, 212, 249]. Различают методы,
использующие изгибные, продольные
волны и контактный импеданс. Первые
два метода служат в основном для НК со-
единений в многослойных конструкциях,
третий - для измерения твердости.
Методы, основанные на применении
изгибных волн и контактного импеданса,
используют сухой точечный контакт
(СТК) преобразователя с ОК. Такой же
контакт имеет место и в некоторых других
приборах, например в эходефектоскопах и
толщиномерах для контроля бетона, а
также в описанных в разд. 2.4.3 МСК-
дефектоскопах. Во всех этих случаях
свойства СТК в значительной степени оп-
ределяют эксплуатационные возможности
аппаратуры.
304
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
2.5.1. Свойства сухого точечного
контакта
Основные положения. Преобразова-
тели с таким контактом, предназначенные
для непрерывного сканирования, имеют
сферическую (рис. 2.113, а), для дискрет-
ного перемещения - остроконечную (рис.
2.113, б) контактные поверхности. СТК
исключает использование жидкостей, что
позволяет контролировать ОК из гигро-
скопичных материалов.
Радиусы кривизны рабочих поверх-
ностей преобразователей для непрерывно-
го сканирования 7?, = 3 ... 20 мм. Преобра-
зователь прижимают к ОК с постоянной
силой Fo. В зоне контакта действует также
переменная сила, обусловленная колеба-
ниями преобразователя (излучение) или
ОК (прием). Эти колебания могут быть
непрерывными или импульсными. Для
приемных преобразователей условие
Fm < Fo (Fm - амплитуда переменной со-
ставляющей силы) выполняется всегда,
для излучающих - во многих случаях.
При контакте сферического наконеч-
ника со сферой или плоскостью контакт-
ная поверхность ограничена окружностью
радиуса а, с образующей цилиндра- эл-
Рис. 2.114. Расчетные зависимости
контактной гибкости от параметра Ег1(1 - Vj ):
7 - сила прижатия Fo = 3 Н; 2 - Fo = 10 Н
Рис. 2.115. Расчетные зависимости
диаметра 2а контактной зоны и
максимальных напряжений <ттш
(штриховые линии) от параметра ЕУ(1 - Vj )
при двух значениях силы прижатия F9
липсом [220, 313]. Площадь контактной
поверхности очень мала (доли квадратно-
го миллиметра), поэтому даже при малых
значениях Fo. максимальные контактные
напряжения сттах могут превышать преде-
лы пропорциональности стпц контакти-
рующих материалов. Большие механиче-
ские напряжения действуют лишь в малых
по объему областях, прилегающих к зоне
контакта, быстро убывая при удалении от
нее.
Различают статическую и динамиче-
скую контактные гибкости. Статическая
гибкость определяется как отношение
смещения к вызывающей его статической
силе: Ко = Uq/Fq. Динамическая контакт-
ная гибкость - это отношение амплитуды
смещения к амплитуде переменной дей-
ствующей силы: Кк = UJFm. Далее рас-
сматривается динамическая контактная
гибкость [203, 217, 249].
Для колебаний звуковых и низких
УЗ-частот протяженность области боль-
ших контактных напряжений много мень-
ше длины волны. Массы материалов в
этой зоне и необратимые потери в ней
также малы. Поэтому зону контакта мож-
но рассматривать как сосредоточенное
ИМПЕДАНСНЫЕ МЕТОДЫ
305
2.9. Формулы для расчета параметров СТК в упругой области
Е2 - модули Юнга; V! и v2 - коэффициенты Пуассона первого и второго тел соответственно.
упругое сопротивление
Z^jXK = l/jaKK, (2.59)
где со - круговая частота.
Размерность контактной гибкости -
м/Н, однако ввиду малости этой величины
ее удобнее выражать в нм/Н.
В табл. 2.9 представлены формулы
для вычисления радиуса а контактной зо-
ны, максимального напряжения отах и ди-
намической контактной гибкости Кк для
случая контакта двух тел, сжимаемых ста-
тической силой Fo. Параметры одного из
тел (контактного наконечника преобразо-
вателя) имеют индексы 1, другого (ОК) -
индексы 2. Формулы справедливы для
упругой области и гладких поверхностей
контактирующих тел.
Статическая контактная гибкость Ко
связана с силой Fo нелинейной зависимо-
стью. Динамическая контактная гибкость
Кк определяется значением Fo, но при
Fm « Fo и Fo = const практически не зави-
сит от Fm. Расчетные зависимости значе-
ния Кк от параметра Е2/( 1 - v2) для ОК с
плоской поверхностью и стального кон-
тактного наконечника с радиусом кривиз-
ны R\ = 15 мм и двух значений силы при-
жатия приведены на рис. 2.114. Зависимо-
сти диаметра 2а контактной зоны и отах
для того же случая представлены на
рис. 2.115. Расчеты выполнены по форму-
лам табл. 2.9 и справедливы для упругой
области при отах < опц.
Методика и результаты измерения
динамической контактной гибкости для
различных материалов описаны в [203,
212, 217]. В упругой области расчетные
значения хорошо согласуются с измерен-
ными. В упругопластической области ис-
тинные значения радиуса а больше, а гиб-
кости Кк и напряжения отах меньше рас-
четных. Шероховатость контактирующих
поверхностей увеличивает контактную
гибкость. 80 % упругой деформации при-
ходится на поверхностный слой ОК тол-
щиной За. При Fo = 3 Н и контакте с алю-
миниевым сплавом толщина этого слоя
составляет ~ 0,25 мм, при контакте с орг-
стеклом ~ 0,55 мм. Поэтому при контроле
многослойных конструкций величина Кк
обычно определяется материалом обшивки.
Зона СТК представляет собой сосре-
доточенное упругое сопротивление, рас-
положенное между преобразователем и
ОК и играющее роль пружины с гибко-
стью Кк. На рис. 2.116 показаны схемы
соединения преобразователя с СТК, на-
груженного на ОК с импедансом ZH. Пре-
образователь, представленный импедан-
сом Z], через упругий импеданс ZK кон-
тактной гибкости нагружен на импеданс
ZH ОК. Система возбуждается силой F.
306
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.116. Схемы соеди-
нения преобразователя с
ОК:
а - механическая; б - экви-
валентная
На элементы ZK и ZH действует одна и та
же сила Ft (соединение цепочкой). Поэто-
му общая нагрузка преобразователя
Zo - (2.60)
ZK+ZH 7AK+ZH
С уменьшением отношения | Хк | /1ZH |
передача энергии в ОК и влияние ZH на
режим колебаний преобразователя сни-
жаются. При приеме контактная гибкость
также затрудняет передачу упругих коле-
баний от ОК к преобразователю. Так как
импеданс IxJ обратно пропорционален
частоте, эффективность СТК с ростом час-
тоты падает. Поэтому такой контакт при-
меняют в основном на звуковых и низких
УЗ-частотах.
При СТК с остроконечной рабочей
поверхностью в ОК практически всегда
возникают упругопластические деформа-
ции. Поэтому формулы табл. 2.9 для этого
случая неприменимы.
Направленность. Преобразователь с
СТК, совершающий колебания, нормаль-
ные к поверхности ОК, возбуждает в по-
следнем волны нескольких типов. При
fli » 1 (h - толщина ОК) излучаются про-
дольные, поперечные, поверхностные и
головные волны. Диаграммы направлен-
ности излучения продольных и попереч-
ных волн такого преобразователя в твер-
дое полупространство показаны на рис.
1.44. В силу принципа взаимности диа-
граммы направленности при излучении и
приеме идентичны. Поверхностная и
головная волны распространяются во всех
направлениях равномерно.
При уменьшении параметра fli кроме
перечисленных излучаются также нор-
мальные волны (волны Лэмба), относи-
тельная энергия которых с уменьшением
fli возрастает, а при jh < 1 становится пре-
I Е
обладающей. При fli < 0,0725 /-----х-
VP(l-v )
из всех типов волн в ОК превалирует рас-
пространяющаяся ненаправленно изгиб-
ная волна.
Фрикционные шумы. Для СТК ха-
рактерен особый вид помех, называемых
фрикционными шумами [203]. Их причина -
ускорение приемного преобразователя при
его перемещении по шероховатой поверх-
ности ОК. В результате в зоне контакта
появляется переменная сила, вызывающая
ИМПЕДАНСНЫЕ МЕТОДЫ
307
дополнительную составляющую сигнала,
которая налагается на полезный сигнал и
затрудняет контроль.
Уровень фрикционных шумов растет
с повышением скорости сканирования и
увеличением шероховатости поверхности
ОК. Фрикционные шумы наиболее интен-
сивны на частотах до 10 кГц.
Износостойкость. Наконечники пре-
образователей с СТК работают в тяжелых
условиях сухого трения о поверхности
ОК, часто обладающие абразивными
свойствами. Поэтому для повышения из-
носостойкости наконечники выполняют из
твердых материалов’ монокристалличе-
ского корунда, корундовой керамики, за-
каленной стали и т.п.
В преобразователях УЗ-твердомеров,
основанных на методе контактного импе-
данса, в качестве инденторов служат ал-
мазные призмы. Это обусловлено не толь-
ко соображениями высокой износостойко-
сти, но и необходимостью получения мак-
симального модуля Юнга индентора (из
всех известных материалов алмаз обладает
наибольшим значением Е ® 1 000 ГПа).
Преобразователи с СТК применяют
для контроля несколькими акустическими
методами, включая эхометод. Сведения о
преобразователях с СТК приведены в
разд. 2.3.8, 2.4.3.2, 2.4.4, 2.5.1, 4.14. Инте-
ресные результаты их применения для
контроля строительных материалов и ис-
следования биокомпозитов - костей чело-
века - содержатся в монографии [124]
Основные преимущества преобразо-
вателей с СТК:
• исключение применения контакт-
ных жидкостей;
• малая площадь зоны контакта с
ОК, облегчающая контроль ОК с криво-
линейными поверхностями и уменьшаю-
щая погрешность измерения скорости зву-
ка методом прохождения с односторонним
доступом по сравнению с традиционными
преобразователями с большой площадью
контакта.
Недостатки преобразователей с СТК:
• низкая эффективность передачи
акустических колебаний, уменьшающаяся
с ростом частоты, что препятствует при-
менению частот выше 100 ... 150 кГц;
• слабая направленность излучения
и приема, затрудняющая применение СТК,
например, для контроля эхометодом.
2.5.2. Импедансный метод с
применением изгибных волн
Основы метода. Этот метод является
в России одним из основных средств НК
соединений в многослойных конструкци-
ях, выполненных из различных ПКМ, ме-
таллов и других материалов, используе-
мых в различных сочетаниях [203, 205,
249]. Метод основан на влиянии дефекта
многослойной конструкции на ее механи-
ческий импеданс (см. разд. 1.4.1).
По принципу действия и устройству
аппаратуры импедансный метод сильно
отличается от УЗ-методов НК. Он исполь-
зует изгибные колебания звукового и низ-
кого УЗ-диапазона частот (от сотен герц
до ~40 кГц).
Рассмотрим двухслойную конструк-
цию из обшивки 7, соединенной (напри-
мер, склеенной) с основанием 2
(рис. 2.117). В конструкции имеется де-
фект 3 - отсутствие соединения между ее
элементами. При возбуждении изгибных
колебаний в бездефектной зоне (точка А)
механический импеданс ОК определяется
всеми слоями, работающими как единое
целое. В этом случае жесткость и модуль
механического импеданса IZA | имеют
максимальные для этой конструкции зна-
чения.
^-2
Рис.2.117. Принцип импедансного метода
308
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Х,Н-с/м Х,Н-с/м
О 5 10 15 20 25 В,мм 0 5 10 15 20 25 В, мм
Рис. 2.118. Результаты измерения
механических импедансов в двуслойных
образцах с искусственными дефектами:
D - диаметр дефекта; h - толщина обшивки;
f - частота
В зоне дефекта (точка В) значение
I ZB I резко уменьшится, так как отделен-
ный дефектом слой обшивки связан с ос-
нованием только по периметру дефекта, а
жесткость обшивки намного меньше же-
сткости в бездефектной зоне. Таким обра-
зом, выявление дефекта сводится к реги-
страции изменения механического импе-
данса Z. Преобразователь дефектоскопа
преобразует эти изменения в электриче-
ские сигналы, которые обрабатываются в
электронном блоке и представляются в
той или иной форме на его индикаторе.
В рассматриваемом варианте метода
применяются непрерывные и импульсные
колебания.
Механический импеданс много-
слойной конструкции. В доброкачест-
венной зоне этот импеданс определяется
размерами, количеством, толщинами и
материалами слоев конструкции. В зоне
дефекта импеданс зависит от его разме-
ров, формы, глубины залегания, а также
параметров остальных элементов конст-
рукции. Ввиду огромного разнообразия
типов многослойных конструкций и при-
ИМПЕДАНСНЫЕ МЕТОДЫ
309
меняемых в них материалов, а также от-
сутствия адекватных теоретических моде-
лей расчет механических импедансов за-
труднителен. Однако некоторые теорети-
ческие модели полезны для понимания
предмета, а иногда и в качестве первого
приближения. К ним относятся модели
бесконечно протяженного однородного
листа и закрепленной по контуру пласти-
ны.
Механический импеданс однородно-
го бесконечного листа толщины h для
нормальной к его плоскости сосредото-
ченной силы чисто активный [203, 300]:
Z = Я = 2,31/г2 •
V 1-V2
Эта формула полезна для оценки им-
педансов некоторых ОК в бездефектных
зонах.
Дефект типа отсутствия соединения
между слоями многослойной конструкции
ближе к модели, жестко закрепленной
(защемленной) по контуру пластины.
Приведенные в разд. 1.4.4 формулы (1.51)
и (1.52) позволяют вычислить реактивную
составляющую механического импеданса
и основную собственную частоту пласти-
ны. Однако реальные условия закрепления
периметра дефекта обычно далеки от же-
сткого защемления, требующего беско-
нечно большого модуля импеданса и не-
возможности изгиба в зоне заделки. Дру-
гие известные условия закрепления пери-
метра пластины (опертые и свободные
края) еще меньше соответствуют реаль-
ным дефектам. Поэтому более надежно
исследование импедансов ОК в доброка-
чественных и дефектных зонах экспери-
ментальным путем.
На рис. 2.118 приведены результаты
измерений механических импедансов на
двухслойных образцах в виде обшивок
различной толщины, приклеенных к тол-
стым основаниям, выполненные с учетом
влияния контактной гибкости [203] Мате-
риал обшивок и оснований - алюминие-
вый сплав. Толщины обшивок h = 0,3;
0,54; 0,72; 1,11 и 1,67 мм, оснований
10 мм. Дефекты имитировали сквозными
отверстиями в основаниях. Диаметры от-
верстий - 5; 10; 15; 20 и 30 мм. Импедан-
сы измеряли в центрах дефектных зон со
стороны обшивки на частотах 2, 3 и
6 кГц.
По горизонтальной оси на рис. 2.118
отложен диаметр D дефекта, по верти-
кальной - реактивная составляющая меха-
нического импеданса. Для каждой экспе-
риментальной точки указано значение £,
определяющее активную составляющую
Я = £ W импеданса. Пунктирными кри-
выми нанесены расчетные значения X для
жестко защемленной по контуру круглой
пластины с соответствующими парамет-
рами. Горизонтальными пунктирными
прямыми отмечены значения упругого
сопротивления Хк контактной гибкости
для данной частоты.
Измеренные импедансы близки к
расчетным лишь при малых толщинах
обшивок и относительно крупных дефек-
тах. В зонах дефектов импедансы имеют в
основном упругий характер, на безде-
фектных участках активная составляющая
увеличивается, однако и здесь превалиру-
ет реактивная составляющая. Таким обра-
зом, измеренные импедансы носят упру-
гоактивный характер.
Для ОК с внутренними элементами
малой жесткости и плотности условия
закрепления периметра зоны дефекта еще
больше отличаются от жесткого защемле-
ния.. Поэтому расчетные значения Z силь-
но разнятся с действительными. То же
относится и к собственным частотам отде-
ленных дефектами зон, которые оказыва-
ются много меньше расчетных.
Преобразователи импедансных де-
фектоскопов. Блоком дефектоскопа, пре-
образующим изменения механического
импеданса ОК в соответствующие изме-
нения электрического сигнала, является
преобразователь. Узлы преобразователя,
служащие непосредственно для излучения
310
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.119. Совмещенный абсолютный
преобразователь импедансного
дефектоскопа
скольких (обычно четного числа) пьезо-
пластин. Тыльная масса 1 повышает энер-
гию, излучаемую в ОК 6. Вибратор кон-
тактирует с ОК через износостойкий на-
конечник 5 со сферической рабочей по-
верхностью. Через этот контакт продоль-
ные колебания вибратора преобразуются в
изгибные колебания ОК. Длину волновода
выбирают в зависимости от назначения
преобразователя. Вибратор крепится в
преобразователе на виброизолирующей
подвеске и обычно прижимается к изде-
лию пружиной с постоянной силой.
Изменение определенного формулой
(2.60) механического импеданса Zo общей
нагрузки вибратора меняет его коэффици-
ент передачи. Последний имеет комплекс-
ный характер и в режиме непрерывных
колебаний равен
и2
и,
= |p|e7V,
^1 =
U,
Р =
e7V
и приема упругих колебаний, называют
вибраторами. В импедансных дефектоско-
пах применяют составные пьезоэлектри-
ческие вибраторы, которые кроме пьезо-
элементов содержат пассивные накладки,
контактные наконечники и другие детали.
Применяют совмещенные и РС-преобра-
зователи [203, 249].
Вибратор совмещенного преобразо-
вателя имеет одну зону контакта, через
которую возбуждают в ОК изгибные ко-
лебания и оценивают его механический
импеданс. Совмещенные преобразователи
делятся на абсолютные и дифференциаль-
ные.
PC-преобразователь содержит распо-
ложенные в общем корпусе идентичные
излучающий и приемный вибраторы и
имеет две зоны контакта с ОК.
Совмещенные преобразователи.
Вибратор абсолютного совмещенного
преобразователя (рис. 2.119) содержит
разделенные волноводом 3 излучающий 2
и приемный 4 пьезоэлементы. Для увели-
чения интенсивности колебаний в качест-
ве излучателя используют пакет из не-
где Гий- комплексные амплитуды на-
пряжения на излучающем и приемном
пьезоэлементах соответственно; у - сдвиг
фазы между этими напряжениями.
При работе в режиме непрерывных
колебаний дефекты отмечают по соответ-
ствующему изменению амплитуды или
фазы выходного напряжения преобразова-
теля или по одновременному изменению
обоих параметров.
Собственные частоты совмещенных
вибраторов как продольно колеблющихся
составных стержневых систем рассчиты-
вают аналогично вибраторам велосимет-
рических дефектоскопов (см. разд. 2.3.5)
[203]. Для расчета коэффициентов переда-
чи вибраторов совмещенных преобразова-
телей методом электромеханических ана-
логий составляют схему замещения, кото-
рую затем анализируют матричным спо-
собом на компьютере.
Расчетные зависимости модуля | Р | и
аргумента коэффициента передачи Р от
импеданса нагрузки для одного из абсо-
лютных совмещенных преобразователей,
работающего в режиме непрерывных ко-
ИМПЕДАНСНЫЕ МЕТОДЫ
311
Рис. 2.120. Расчетные зависимости
модуля |р| и аргумента у коэффициента
передачи абсолютного совмещенного
преобразователя от импеданса нагрузки
лебаний и двух частот, показаны на
рис. 2.12. Контактная гибкость Кк = 92 нм/Н,
что соответствует обшивке из алюминие-
вого сплава. По оси абсцисс отложены
значения Хн. Параметром кривых служит
характеризующее потери отношение
а = 7?н/1 Х„ | Рассматривается только об-
ласть отрицательных значений Хн, что ха-
рактерно для большинства случаев.
Значения | Р | имеют экстремумы,
которым соответствуют и резкие измене-
ния \|/. Минимумы | Р | наблюдаются при
Хо = —<о (тк + отп/2), (2.61)
где Хо - реактивная составляющая опре-
деленного формулой (2.60) полного меха-
нического импеданса нагрузки вибратора;
тк - масса контактного наконечника;
т„ - масса измерительного пьезоэлемента.
Минимумы обусловлены резонансами сил
в соединенных узлом элементах Хо и
в>(тк + дап/2), когда сила на измерительном
пьезоэлементе, а значит, и электрическое
напряжение на нем минимальны. Макси-
мумы | Р | имеют место при Хд= -Хв, где
Хв — входное реактивное сопротивление
вибратора со стороны ОК. На рис. 2.120
такой максимум соответствует %н я-800 Н-с/м
и/= 6,5 кГц.
Резонансный режим настройки, при
котором в бездефектной зоне изделия на-
блюдается максимум | Р |, повышает чув-
ствительность, так как увеличивает значе-
ния | ХР1\ХК | и | А\|//АХН | по сравнению с
нерезонансной настройкой, наблюдаемой
на частоте 3 кГц. Это используется на
практике, особенно при контроле изделий
с большими значениями |ZH |.
Рис. 2.121. Совмещенный
дифференциальный преобразователь
импедансного дефектоскопа:
1 - ОК; 2 - контактный наконечник;
3 - приемный пьезоэлемент; 4,6 - волноводы;
5 - пакет излучающих пьезоэлементов;
7 - компенсационный пьезоэлемент;
8 - чашка с подбираемой при балансировке
массой компаунда 9
312
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.122. Упрощенные эквивалентные схемы совмещенного (а) и
PC (а и б) преобразователей
В областях экстремумов зависимости
| Р | от импеданса ОК неоднозначны. Это,
а также существенная нелинейность дан-
ных зависимостей в районе минимумов
| Р | иногда нежелательна. Например, она
усложняет контроль ОК с низкими значе-
ниями |ZH| в бездефектных зонах.
Нелинейность характеристики устра-
няется в совмещенном дифференциальном
преобразователе [203]. Он имеет симмет-
ричную конструкцию (рис. 2.121) с двумя
идентичными волноводами 4 и 6. Прием-
ный 3 и компенсационный 7 пьезоэлемен-
ты соединены параллельно в обратной
полярности. Тыльная масса компенсаци-
онного пьезоэлемента образована чашкой
8, заполняемой компаундом 9, количество
которого подбирается так, чтобы при
ZH= 0 амплитуда выходного сигнала была
минимальной. Благодаря симметрии пре-
образователя его балансировка не зависит
от частоты.
Для дифференциального преобразо-
вателя зависимости модуля и аргумента
коэффициента передачи не имеют мини-
мумов и соответствующих им резких из-
менений этих параметров. Данные зави-
симости линейны относительно |ZH| и Х„
при малых и средних значениях послед-
них. Как и абсолютные, дифференциаль-
ные преобразователи используют в нере-
зонансных и резонансных режимах.
На упрощенной схеме замещения на-
груженного совмещенного преобразовате-
ля (рис. 2.122, а) вибратор с импедансом
ZB возбуждается эквивалентным генерато-
ром силы F. Нагрузка вибратора представ-
лена импедансами контактной зоны (ZK) и
OK (ZH). Здесь vK и vH - колебательные
скорости соответствующих элементов
схемы.
Выходное напряжение U2 преобразо-
вателя растет с ростом действующей на
его конце силы F„= v„ ZH. Поэтому с
уменьшением отношения | ZJZH | чувст-
вительность к изменению ZH падает и при
IZK /ZH | « 1 контроль становится невоз-
можным. Так как ZK обратно пропорцио-
нально частоте, совмещенные преобразо-
ватели обычно используют на частотах до
10 ... 15 кГц.
PC-преобразователь (рис. 2.123) со-
держит два одинаковых составных вибра-
тора, размещенных в общем корпусе [203,
249, 378]. Вибраторы электрически и аку-
стически изолированы друг от друга так,
что они связаны только через ОК. Один из
вибраторов излучает, другой принимает
упругие колебания.
К пьезоэлементу 1 в виде длинного
бруска прямоугольного сечения с элек-
тродами на боковых сторонах (попереч-
ный пьезоэффект) приклеены стальные
накладки 2 и 3. Последняя имеет изогну-
ИМПЕДАНСНЫЕ МЕТОДЫ
313
тую форму, что уменьшает расстояние
между зонами контакта вибраторов с ОК -
базу преобразователя. Величина этой базы
должна быть минимальной, так как дефек-
ты выявляются только при одновременном
нахождении над ними обоих вибраторов
преобразователя. К накладке 3 присоеди-
нен контактирующий с ОК 5 корундовый
наконечник 4.
Собственная частота ненагруженного
вибратора определяется всеми его элемен-
тами, колеблющимися как единое целое.
При нагрузке на ОК эта частота меняется
в зависимости от реактивной составляю-
щей механического импеданса ОК. При
подключении излучающего вибратора к
генератору электрического напряжения
(обычно импульсного) в вибраторе возни-
кают продольные колебания, возбуждаю-
щие в ОК изгибные волны. Последние,
проходя по ОК к приемному вибратору,
возбуждают в нем продольные колебания,
параметры которых зависят от механиче-
ского импеданса ОК в зоне контроля. Ко-
лебания приемного вибратора преобразу-
ются в электрический сигнал U2, который
обрабатывается в электронном блоке де-
фектоскопа. Таким образом, изменения
механического импеданса ОК преобразу-
ются в соответствующие изменения элек-
трического сигнала.
Упрощенная эквивалентная схема
PC-преобразователя показана на рис.
2.122, где рис. 2.122, а представляет излу-
чающий, рис. 2.122, б - приемный вибра-
торы. Элементы и величины, относящиеся
к обоим вибраторам, обозначены одинако-
выми символами, но для приемного виб-
ратора отмечены штрихами.
Приемный вибратор с импедансом
Z'a возбуждается эквивалентным генера-
тором колебательной скорости v'H, шун-
тированным механическим импедансом
Z„ ОК в зоне приема. Ввиду малости базы
преобразователя по сравнению с длиной
изгибной волны Z„ « Z' и v ® v' . Пере-
дача акустической энергии между вибра-
Рис. 2.123. РС-преобразователь
импедансного дефектоскопа
торами определяется значениями импе-
дансов ZK и ZH. Выходное электрическое
напряжение U2 приемного преобразовате-
ля пропорционально силе FB на его входе.
Импедансы ZK и Z^ уменьшают передачу
энергии между вибраторами, а значит, и
напряжение U2 тем сильнее, чем меньше
их модули.
В отличие от совмещенного преобра-
зователя отношение | ZK/ZH | менее кри-
тично, так как скорости vH и vH' остаются
обратно пропорциональными импедансу
IZH | = | Z'K | при любых значениях по-
следнего. Поэтому уменьшение | ZK |
уменьшает U2, но не снижает чувстви-
тельности к изменениям ZH. Таким обра-
зом, РС-преобразователь позволяет обна-
руживать более глубокие дефекты и ис-
пользовать более высокие частоты, чем
совмещенный. Для уменьшения размеров
преобразователей их рабочие частоты
выбирают в пределах 12 ... 35 кГц. Расчет
314
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.124. Зависимость собственных частот вибраторов от реактивной
составляющей Ха общего механического импеданса нагрузки
собственных частот вибраторов РС-
преобразователя аналогичен приведенно-
му в разд. 2.3.5.
Характеристики преобразователей.
Собственные частоты вибраторов преоб-
разователей зависят от определенного
формулой (2.60) импеданса Zo их общей
механической нагрузки, обычно имеюще-
го упругоактивный характер, причем
|х0| » Rq. Поэтому при рассмотрении
собственных частот можно положить
Zq я jX0. При работе непрерывными коле-
баниями, что характерно для совмещен-
ных преобразователей, значение Хо опре-
деляет частоту резонансного режима, при
котором достигается максимальная чувст-
вительность.
При использовании импульсного ре-
жима в системе вибратор-OK возникают
свободные колебания, несущие частоты
которых соответствуют собственным час-
тотам системы. Хотя вибраторы представ-
ляют собой составные стержневые систе-
мы, зависимость их собственных частот от
нагрузки качественно не отличается от
таковой для однородного стержня (см.
разд. 1.4.2). Теоретически при ударном
возбуждении в нагруженном вибраторе
возбуждаются колебания на всех его соб-
ственных частотах. Однако практически
используют одну или две низшие частоты,
остальные подавляются фильтром. Поэто-
му ограничимся рассмотрением этих двух
частот.
ИМПЕДАНСНЫЕ МЕТОДЫ
315
Рис. 2.125. Зависимость модуля | Р | коэффициента передачи
PC-преобразователя от модуля | ZHI механического импедансаОК:
наружный слой - дуралюмин (А) и пластик (В); характер ZH:
1 - активный (ZH = 7?н); 2 - упругий (ZH = jX„\, 3 - упругоактивный
(ZH = R„ + jXm где R„ = -X„)
На рис. 2.124 представлены графики
зависимости этих частот от общего меха-
нического импеданса Хо вибратора. В от-
сутствие нагрузки (Хо = 0) резонансная
частота fo соответствует полуволновой
длине стержня, антирезонансная равна
О,5/о- При Хо < 0 каждому значению Хо
соответствуют две резонансные частоты:
одна в диапазоне А (0 <fA < 0,5/)), другая -
в диапазоне В (f>< fB < 1,5 fo). При Хо > 0
зависимость однозначна, причем частота
может меняться в пределах от
О,5/о <fc< fo- (диапазон С).
В практически важной области зна-
чений Xq < 0 дефект уменьшает модуль
IAqI. Это сопровождается уменьшением
собственных частот на обеих ветвях кри-
вой (в диапазонах А и В). Изменение Хо от
%! (доброкачественная зона ) до Х2 (де-
фект) вызывает одинаковое абсолютное
изменение частоты в обоих диапазонах,
однако относительное ее изменение в диа-
пазоне А намного больше. Поэтому в диа-
пазоне А амплитудно-частотная обработка
информации эффективнее, чем в диапазо-
не В.
Анализ выходных сигналов РС-
преобразователей и влияния на них раз-
личных параметров (например, акустиче-
ской нагрузки) более сложен, чем совме-
щенных. Такой анализ выполнен методом
электрического моделирования [203]. Его
суть состоит в представлении электроаку-
стической системы эквивалентной элек-
трической схемой (моделью) из линий
задержки, конденсаторов и резисторов с
соответствующим образом подобранными
параметрами. Меняя эти параметры, ис-
следуют влияние представленных ими
элементов системы на выходные сигналы
модели, наблюдаемые на осциллографе.
Из схемы на рис. 2.122 следует, что
при ZH = 0 и ZH = оо сила FB = 0. Поэтому
модуль коэффициента передачи
IР | = | | преобразователя имеет мак-
симум, наблюдаемый при согласовании
механических импедансов вибраторов с их
316
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.126. Зависимость собственной частоты f и амплитуд выходных сигналов
вибраторов совмещенного (t/c.n) и PC (Срсп) преобразователей от импеданса Хп:
а - для частотного диапазона А; б - для диапазона В
вующее максимуму | Р |),
общей нагрузкой Zo [203]. На рис. 2.125
показаны полученные методом электриче-
ского моделирования зависимости | РI от
модуля механического импеданса | ZH |
ОК для активного, упругого и упруго-
активного характера ZH и двух материалов
наружного слоя ОК. В зонах, где
IZH | > | Z* | (| Z* | - значение, соответст-
вующее максимуму | Р |), вызываемое
дефектом уменьшение | ZHI увеличивает
| Р |, в области I Z„ | < | Z* I - уменьшает
IР |. Эта неприятная неоднозначность
имеет и положительное свойство, позво-
ляя различать дефекты по глубине их за-
легания.
На рис. 2.126 показан качественный
характер зависимостей собственных резо-
нансных частот f и амплитуд выходных
напряжений вибраторов совмещенного
(t/c п) и РС (Срс п) преобразователей от зна-
чений Хо для двух частотных диапазонов.
Графики относятся только к импульсному
режиму работы, когда в системе излу-
чающий вибратор - ОК возбуждаются
свободно затухающие колебания на собст-
венных частотах, зависящих от импеданса
акустической нагрузки вибратора.
При Хя = -оо Хо = (-Х), где (~ХК) -
импеданс контактной гибкости. Характер
зависимости резонансных частот от на-
грузки для вибраторов совмещенного и
PC-преобразователей одинаков. Минимум
амплитуды IL п абсолютного совмещенно-
го преобразователя в диапазоне А обу-
словлен определенным формулой (2.61)
резонансом полумассы лгп/2 измеритель-
ного пьезоэлемента и массы тк контактно-
го наконечника с импедансом Хо нагрузки.
Значения Uc.„ при Хо = 0 в обоих частот-
ных диапазонах определяются инерцион-
ным импедансом
Хм = ®(/пк + т„/2).
Максимум t/pc.n обусловлен согласо-
ванием механических импедансов вибра-
торов с импедансом Zo нагрузки (см.
рис.2.125). При Хо = 0 передача энергии
между вибраторами через ОК прекращает-
ся, ПОЭТОМУ t/pc.n = 0.
Отметим, что для режима вынужден-
ных колебаний с постоянной частотой
характер зависимости t/cn будет иным. В
этом случае возможны резонансный и не-
резонансный режимы настройки (см.
рис. 2.120).
В аналоговых импульсных импе-
дансных дефектоскопах совмещенные
преобразователи работают только в диапа-
зоне А, РС - лишь в диапазоне В. При
спектральной обработке информации ис-
пользуют оба частотных диапазона, что
повышает информативность контроля.
ИМПЕДАНСНЫЕ МЕТОДЫ
317
Конструкции преобразователей.
Преобразователи импедансных дефекто-
скопов, использующих изгибные волны,
существенно отличаются от преобразова-
телей УЗ-дефектоскопов функционально и
конструктивно. Рассмотрим типовые кон-
струкции совмещенных и РС-преобра-
зователей. Существуют и другие конст-
руктивные решения, однако принципи-
ально они не отличаются от рассматри-
ваемых.
Конструкция совмещенного преобра-
зователя (недифференциального) показа-
на на рис. 2.127. Такой преобразователь
используют для работы как непрерывны-
ми колебаниями, так и импульсами. Диф-
ференциальный преобразователь отлича-
ется только типом вибратора (рис. 2.121).
Вибратор содержит излучатель 1 из
четырех дисковых пьезоэлементов, элек-
трически соединенных параллельно. С
одной стороны излучатель нагружен на
металлический цилиндр 6, с другой - на
волновод 4 из органического стекла. На
противоположном конце волновода рас-
положен приемный пьезоэлемент 2, к ко-
торому примыкает корундовый контакт-
ный наконечник 5. Латунное кольцо 3 эк-
ранирует пьезоэлемент 2 и защищает его
от механических повреждений. Все эле-
менты вибратора соединены эпоксидным
клеем.
Вибратор перемещается в канале
корпуса 7 на двух ходовых кольцах 8,
отделенных от вибратора виброизоли-
рующими шайбами 9 из губчатой резины.
Сила прижатия к ОК стабилизирована
пружиной 10. При сканировании преобра-
зователь опирается на пластмассовую на-
кладку 13. Микровыключатель 14, замы-
каемый пружиной 15 при утапливании
вибратора в корпус преобразователя,
включает основные цепи питания дефек-
тоскопа только в рабочем положении, ко-
гда вибратор прижат к ОК. Это экономит
энергию источника питания и исключает
горение светодиода 11 в нерабочем со-
стоянии. Светодиод размещен под про-
зрачным колпаком 12 и включается от АСД
Рис. 2.127. Конструкция совмещенного
преобразователя импедансного
дефектоскопа
при наличии в ОК дефекта. Преобразова-
тель соединяется с дефектоскопом кабе-
лем длиной ~ 2 м.
При работе непрерывными колеба-
ниями рабочая частота постоянна и не
зависит от механического импеданса ОК.
При работе в импульсном режиме в сис-
теме вибратор - ОК возбуждаются сво-
бодно затухающие импульсы, центральная
несущая частота Jo которых зависит от
импеданса общей механической нагрузки
Zo преобразователя (включая упругое со-
противление контактной гибкости).
Уменьшение амплитуды выходных сигна-
лов преобразователя в зоне дефекта со-
провождается снижением Jq.
Длина вибратора совмещенного пре-
образователя мала по сравнению с длиной
волны, поэтому зависимость Jo от нагрузки
проявляется наиболее сильно. При работе
в импульсном режиме для увеличения
чувствительности используется двухпара-
метровая амплитудно-частотная обработка
сигналов. Для этого АЧХ усилителя в об-
ласти рабочих частот придают линейно-
нарастающий характер. Высшие оберто-
318
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.128. Конструкция РС-преобразователя импедансного дефектоскопа
ны, возникающие при ударном возбужде-
нии вибратора, задерживаются фильтром.
Линейно-нарастающая АЧХ создается
нагрузкой приемного пьезоэлемента, об-
ладающего емкостью С, на низкое актив-
ное входное сопротивление усилителя.
Конструкция РС-преобразователя
показана на рис. 2.128. Он состоит из двух
одинаковых составных вибраторов, раз-
мещенных в общем корпусе 75. Один виб-
ратор служит излучателем, другой прием-
ником упругих колебаний. Вибратор со-
держит пьезоэлемент 3 в виде длинного
бруска прямоугольного сечения с элек-
тродами на боковых сторонах и стальные
накладки 2, 5. Экранированный соедини-
тельный провод (на рисунке не показан)
крепится в продольном пазу накладки 5. К
накладке 2 приклеен износостойкий кон-
тактный наконечник 1. Благодаря изогну-
той форме накладок 5 база преобразовате-
ля уменьшена до 7 мм. Вибраторы пере-
мещаются в отверстиях корпуса 75.
Между втулками 10 и 73 и накладка-
ми вибратора находятся виброизолирую-
щие шайбы из губчатой резины 9, 12. На-
кладка 5 упирается в войлочную шайбу
14. Пружина 77 прижимает вибратор к ОК
с постоянной силой. Под фонарем 6 раз-
мещен светодиод (на рис. 2.128 не пока-
зан), включаемый от АСД. Снизу к корпу-
су крепится опорная пластина 8 из пласт-
массы. Съемная крышка 16 предохраняет
вибраторы от повреждений при транспор-
ИМПЕДАНСНЫЕ МЕТОДЫ
319
тировании. Вибраторы разделены метал-
лическим экраном 4. Войлочные шайбы 7
служат для виброизоляции проводов. Пре-
образователь соединяется с дефектоско-
пом кабелем длиной ~ 2 м.
PC-преобразователи работают в им-
пульсном режиме на собственных часто-
тах, зависящих от механического импе-
данса ОК. Так как база преобразователя
мала, значения ZH в дефектных зонах ос-
таются примерно одинаковыми для общих
вибраторов. Поэтому взаимная расстройка
их собственных частот минимальна.
Основная частота ненагруженного
вибратора обычно составляет f0 = 14... 16 кГц
(в преобразователях с повышенной рабо-
чей частотой 30 ... 32 кГц). При импульс-
ном возбуждении нагруженного на ОК
вибратора в нем возникают свободно за-
тухающие колебания с несущими часто-
тами в диапазонах А и В. При этом несу-
щая частота в диапазоне А обычно < 0,3/^.
В зоне дефекта частота снижается тем
сильнее, чем меньше модуль его механи-
ческого импеданса.
В аналоговых импульсных импе-
дансных дефектоскопах РС-преобразо-
ватели работают только в диапазоне В.
Однако применение колебаний в обоих
частотных диапазонах (А и В) позволяет
улучшить возможности контроля при
спектральной обработке информации (см.
гл. 4).
Бесконтактные преобразователи.
Для контроля изделий с наружными слоя-
ми из проводящих материалов (металлов)
применяют также импедансные дефекто-
скопы с бесконтактными преобразовате-
лями [203].
Упругие колебания в ОК возбуждают
электромагнитно-акустическим (ЭМА)
способом, а принимают микрофоном. Из-
лучатель выполнен на половине бронево-
го ферритового сердечника 1 (рис. 2.129),
открытой стороной обращенного к ОК.
Обмотку 2 питают синусоидальным током
преобразователь импедансного
дефектоскопа с ЭМА-излучателем и
микрофонным приемником колебаний:
1 - половина броневого ферритового
сердечника; 2 - обмотка; 3 - микрофон;
4 и 6 - обшивки; 5 - сотовый заполнитель
частоты f или импульсами тока с той же
центральной частотой. Ввиду четности
эффекта силового взаимодействия катуш-
ки с полем наведенных в обшивке вихре-
вых токов в ОК возбуждаются упругие
колебания (преимущественно изгибные) с
удвоенной частотой 2f.
Происходящие в зоне дефекта изме-
нения амплитуды и фазы колебаний ОК
регистрируют микрофоном 3, связанным с
обшивкой через центральное отверстие
сердечника 1. Сердечник отделен от об-
шивки 4 воздушным зазором в несколько
десятых долей миллиметра. Частота воз-
буждаемых упругих колебаний 25 ... 40 кГц.
Способ реализован в дефектоскопе
Harmonic Bond Tester фирмы Shurtronics
(США).
В.Б. Ремезовым и Ю.М. Шкарлетом
[281] предложен другой способ возбужде-
ния упругих колебаний в ОК с помощью
ЭМА-преобразователя. Его обмотку пи-
тают гармоническими токами двух частот
fi&fi- Благодаря нелинейности преобразо-
вания энергии электромагнитного поля в
акустические колебания последние возни-
кают на комбинационных частотах, в том
320
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.130. Сигналы на выходе совмещенного преобразователя
в режиме непрерывных колебаний:
1 - в бездефектной зоне; 2 - в зоне дефекта
числе суммарной (f + f2) и разностной
(/] - fi). Используют колебания разност-
ной частоты. Способ позволяет возбуж-
дать упругие колебания на частотах, пре-
вышающих характеристическую частоту,
снимая присущее традиционному способу
ограничение по максимальной частоте.
Кроме того, повышается эффективность
ЭМА-преобразования при контроле ОК из
материалов с невысокой электропровод-
ностью, и уменьшается наводка генерато-
ров на входные цепи усилителя, обеспечи-
вая лучшее отношение сигнал/помеха.
Способ реализован в дефектоскопе
АД-10Б. Его рабочая частота 40 кГц.
Общие преимущества ЭМА преобра-
зователя - исключение вредного влияния
контактной гибкости и свойственных су-
хому контакту фрикционных шумов. Не-
достаток - невозможность применения
для контроля ОК с обшивками из ПКМ и
других непроводящих материалов. В связи
с наблюдаемой в самолетостроении тен-
денцией замены металлических обшивок
на обшивки из ПКМ область применения
описанного бесконтактного варианта им-
педансного метода сужается.
Импедансные дефектоскопы, ис-
пользующие изгибные волны, делятся
на работающие с непрерывным и им-
пульсным излучением. Структурные схе-
мы и возможности этих приборов различны.
Импедансные дефектоскопы с не-
прерывным излучением. В этих приборах
применяют только совмещенные преобра-
зователи, которые возбуждают синусои-
дальным напряжением постоянной часто-
ты. Информативными параметрами слу-
жат амплитуда и фаза принятого сигнала
(рис. 2.130). Применяют амплитудный,
фазовый и амплитудно-фазовый способы
обработки информации. В первых двух
способах дефект регистрируют по измене-
нию одного из информативных парамет-
ров (амплитуды или фазы), в третьем - по
совместному их изменению.
В работе [210] показаны возможно-
сти амплитудно-фазовой обработки ин-
формации методом анализа годографов
комплексного коэффициента передачи
совмещенного преобразователя.
В отечественном дефектоскопе
ИАД-3 (ВИАМ, 1968 г.) и созданных по-
сле 1973 г. на его основе иностранных
аналогах AFD (фирма Inspection Instru-
ments, Великобритания) и AFD-1000
(фирма Staveley, США) используются ам-
плитудная и фазовая обработки информа-
ИМПЕДАНСНЫЕ МЕТОДЫ
321
Рис. 2.131. Упрощенная структурная схема импедансного дефектоскопа АД-40И,
использующего непрерывное излучение и изгибные колебания
ции. Изменения амплитуды и фазу сигнала
регистрируют разными стрелочными ин-
дикаторами.
В приборе АД-40И (МНПО "Спектр")
реализованы амплитудная и амплитудно-
фазовая обработки [203]. Упрощенная
структурная схема дефектоскопа АД-40И
с супергетеродинной системой усиления
приведена на рис. 2.131.
Генератор 2 содержит гетеродины
постоянной (30 кГц) и регулируемой
(31,5 ... 41 кГц) частоты, смеситель и
усилитель мощности разностной частоты
гетеродинов. Выходное напряжение уси-
лителя поступает на излучающий пакет
пьезоэлементов вибратора 1 преобразова-
теля и на вход измерительного аттенюато-
ра 10. Частота возбуждения вибратора
регулируется в пределах 1,5 ... 11 кГц.
Напряжение гетеродина регулируемой
частоты подается на смеситель узкополос-
ного усилителя 3 промежуточной частоты
(30 кГц), а с его выхода - на первый вход
синхронного детектора 4.
При амплитудной обработке инфор-
мации (переключатель В2 в положении а)
на второй вход детектора 4 поступает сиг-
нал от усилителя-ограничителя 5. В этом
случае выходное напряжение детектора 4
пропорционально амплитуде сигнала на
выходе усилителя 3. При амплитудно-
фазовой обработке (переключатель В2 в
положении б) второй вход детектора 4
соединен с гетеродином с частотой
30 кГц через фазовращатель 6. Регулиров-
кой последнего добиваются максимума
выходного сигнала детектора 4 в безде-
фектной зоне ОК. Тогда при изменении
параметров сигнала на входе усилителя 3
амплитуда сигнала на выходе детектора 4
пропорциональна Ucoscp, где
U - амплитуда сигнала на выходе усили-
теля 3; <р - обусловленный дефектом в ОК
сдвиг фаз между сигналами на входах
синхронного детектора. При этом ампли-
туда выходного сигнала детектора 4 опре-
деляется изменениями как амплитуды, так
и фазы информативного сигнала. Это по-
вышает чувствительность дефектоскопа.
Уровень выходного сигнала син-
хронного детектора 4, измеряемый стре-
лочным индикатором 7, управляет рабо-
той автоматического сигнализатора де-
фектов (АСД) 8, включающего располо-
женный в преобразователе светодиод 9
при наличии в ОК дефекта. АСД срабаты-
вает при показаниях индикатора 7 < 60 %
шкалы.
В отличие от аттенюаторов УЗ-
дефектоскопов, аттенюатор 10, подклю-
чаемый тумблером В1, служит для изме-
рения коэффициента передачи преобразо-
вателя (отношения амплитуд сигналов на
его выходе и входе соответственно) путем
сравнения с ослаблением аттенюатора
при равных показаниях индикатора 7. Ат-
тенюатор имеет грубую и точную регули-
ровки. Он позволяет проверять качество
преобразователя при стандартной его на-
грузке и решать некоторые другие задачи.
Дефектоскоп комплектуется одним
абсолютным и двумя дифференциальными
322
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.132. Сигналы на выходе совмещенного преобразователя
в импульсном режиме:
7 - в бездефектной зоне; 2 - в зоне дефекта
совмещенными преобразователями. Мак-
симальная чувствительность достигается в
резонансных режимах настройки при ам-
плитудно-фазовой обработке информации.
В приборе "Bondmaster" (фирма
Staveley, США) применен другой способ
амплитудно-фазовой обработки. В нем
сигнал представляется изображающей
точкой на плоскости. Одной из координат
этой точки является амплитуда, другой -
фаза сигнала.
Импедансные дефектоскопы с им-
пульсным излучением. В преобразователях
этих приборов возбуждают импульсы сво-
бодно затухающих колебаний, что сокра-
щает потребление энергии и улучшает
массогабаритные характеристики аппара-
туры [203]. В импульсных дефектоскопах
используют совмещенные и РС-
преобразователи.
Для возбуждения излучающего виб-
ратора емкость его пьезоэлемента заря-
жают через высокоомный резистор от ис-
точника постоянного напряжения, а затем
разряжают через тиристор. В результате в
вибраторе ударно возбуждаются импуль-
сы свободно затухающих продольных ко-
лебаний, центральные частоты которых
соответствуют собственным частотам на-
груженного вибратора. Продольные коле-
бания вибратора преобразуются в изгиб-
ные колебания ОК. Уменьшение |ZH| в
зоне дефекта меняет амплитуды и снижает
центральные частоты этих колебаний
(рис. 2.132).
В импульсных аналоговых дефекто-
скопах совмещенные преобразователи
используют в низкочастотном диапазоне
Л, PC - в диапазоне В (см. рис. 2.124). В
обоих случаях в зонах дефектов собствен-
ные частоты вибраторов уменьшаются.
Используют два информативных парамет-
ра: амплитуду и центральную частоту им-
пульса. Соответственно, возможны три
вида обработки информации: амплитуд-
ная, частотная и амплитудно-частотная.
Как и при работе непрерывными колеба-
ниями, двухпараметровая обработка уве-
личивает чувствительность. Это иллюст-
рирует рис. 2.133, где показаны нормиро-
ванные зависимости относительного
уменьшения сигнала от диаметра D де-
фекта в двухслойном образце в виде об-
шивки, приклеенной к толстому основа-
нию при трех видах обработки информа-
ции.
Упрощенная структурная схема ана-
логового импульсного импедансного де-
фектоскопа, реализованная в дефектоско-
ИМПЕДАНСНЫЕ МЕТОДЫ
323
Рис. 2.133. Нормированные
экспериментальные зависимости
амплитуды сигнала совмещенного
преобразователя от диаметра модели
дефекта при частотной (/), амплитудной (2)
и амплитудно-частотной (3) обработках
пах АД-42И, АД-42ИМ фирмы МНПО
"Спектр" и ИД-91 фирмы "АКА" (Россия),
приведена на рис. 2.134.
От синхронизатора 4 через делитель
частоты 3 подаются импульсы, запускаю-
щие тиристорный генератор 2. Последний
возбуждает в вибраторе преобразователя
(совмещенного 1 или РС 13) свободно за-
тухающие продольные колебания, цен-
тральные частоты которых соответствуют
собственным частотам нагруженного на
ОК преобразователя.
Выходной сигнал преобразователя,
содержащий несколько несущих частот,
поступает на вход усилителя 12 и через
фильтр 11 низких частот и ключ 10 на
вход стробируемого усилителя 9. Фильтр
11 пропускает только рабочие частоты
совмещенного преобразователя (диапазон
А). Выделенный сигнал усиливается уси-
лителем 9, детектируется пиковым детек-
тором 8 и поступает на стрелочный инди-
катор 6 и АСД 7. Время отпирания усили-
теля 9 определяется таймером 5. АСД 7
управляет световым и звуковым сигнала-
ми, включаемыми при выходе уровня сиг-
нала за установленные пороги. При работе
РС-преобразователем 13 сигнал минует
фильтр 11. Ключ 10, коммутирующий этот
фильтр, переключается автоматически при
подсоединении соответствующего преоб-
разователя.
Аналоговые импульсные дефекто-
скопы портативны (масса 0,7 ... 1,5 кг),
имеют автономное питание и просты в
работе. Поэтому они удобны для контроля
многослойных узлов изделий (самолетов,
вертолетов) в условиях эксплуатации.
В импульсных дефектоскопах приме-
няют короткие (по сравнению с длиной
волны) совмещенные преобразователи,
которые в рабочем диапазоне частот (диа-
пазоне А) ведут себя как сосредоточенные
массы. Это увеличивает влияние дефектов
на несущую частоту импульсов, служа-
щую одним из информативных парамет-
ров при амплитудно-частотной обработке.
Последняя реализуется, например, приме-
нением линейно-нарастающей частотной
характеристики усилителя 12 в области
рабочих частот совмещенного преобразо-
вателя.
Рис. 2.134. Упрощенная структурная схема импульсного импедансного
дефектоскопа, использующего изгибные колебания
324
Глава 2 МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
Рис. 2.135. Текущий (а), опорный (6)
спектры и их разность (в) при спектральной
обработке информации в дефектоскопе
АД-64М Горизонтальными линиями на
рис. в отмечены верхний и нижний пороги,
переход которых вызывает срабатывание
АСД
При использовании РС-преобразо-
вателей, работающих в частотном диапа-
зоне В, дефекты слабо влияют на несущую
частоту импульсов Поэтому обработка
носит преимущественно амплитудный
характер
При импульсном возбуждении в виб-
раторах свободных колебаний их несущие
частоты, зависящие от механического им-
педанса ОК, устанавливаются автоматиче-
ски и не регулируются Поэтому резо-
нансные режимы, повышающие чувстви-
тельность при работе вынужденными ко-
лебаниями, здесь невозможны В резуль-
тате при работе с совмещенными преобра-
зователями импульсные дефектоскопы по
чувствительности уступают дефектоско
пам, использующим непрерывные колеба-
ния Однако благодаря применению РС-
преобразователей импульсные дефекто-
скопы обнаруживают более глубокие де-
фекты
Вычислительная техника открывает
новые возможности в обработке информа-
ции В отечественном дефектоскопе
АД-64М [215], использующем импульс
ный вариант импедансного метода и ло-
кальный метод свободных колебаний (см
разд 2 4 3 2), применена спектральная
обработка информации, основанная на
представлении результатов контроля в
виде разности текущего и опорного (со
ответствующего бездефектной зоне и ус-
редненного) спектров (рис 2 135) В отли-
чие от описанной выше аналоговой обра-
ботки используются свободные колебания
преобразователя на двух собственных
частотах в диапазонах Ап В
Спектральный анализ выполняется с
помощью быстрого преобразования Фу-
рье Амплитудный спектр представляется
64 гармониками Разность текущего и
опорного спектров служит основой и для
других форм представления результатов
контроля В бездефектных зонах ОК раз
ность спектров может меняться в преде-
лах, ограниченных верхним и нижним
пороговыми значениями, отмеченными на
рис 2 135, в горизонтальными линиями
ИМПЕДАНСНЫЕ МЕТОДЫ
325
Рис. 2.136. Зависимость разности спектров текущего и опорного импульсов
от отношения у = f т If 0„ их несущих частот:
1—4 - у = 1; 0,98; 0,95 и 0,9 соответственно
Переход хотя бы одного из этих порогов
свидетельствует об обнаружении дефекта
и вызывает срабатывание АСД.
На рис. 2.136 приведены расчетные
разности текущего и опорного спектров
свободно затухающих сигналов с различ-
ными отношениями центральных частот
у = ft/fan (fT - центральная частота текуще-
го спектра; fon - опорного). Отношение
амплитуд импульсов равно 1,5. Графики
для у = 1 соответствуют амплитудной об-
работке, остальные - амплитудно-час-
тотной. Видно, что даже небольшие изме-
нения частоты приводят к существенному
росту разности спектров. Таким образом,
амплитудно-частотная обработка резко по-
дый
326
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
вышает чувствительность дефектоскопа.
Примеры применения такой обработки
будут приведены в гл. 4.
В 2000 г. фирмой Votum (Молдова)
разработан первый портативный (1 кг)
компьютеризированный импульсный им-
педансный дефектоскоп ДАМИ-С, в кото-
ром широко применена вычислительная
техника. Прибор комплектуется одним
абсолютным (недифференциальным) со-
вмещенным преобразователем, аналогич-
ным используемому в дефектоскопе
АД-40И. В отличие от импульсных дефек-
тоскопов АД-42 И, АД-42ИМ и ИД-91 в
преобразователе ДАМИ-С возбуждают не
свободные, а вынужденные колебания.
Для этого используют радиоимпульсы с
центральными частотами 2 ... 40 кГц и
регулируемым числом периодов. Преду-
смотрены различные способы обработки
информации, режимы ручной и автомати-
ческой настройки прибора. Кроме того,
имеется возможность представления на
дисплее меню, параметров режима рабо-
ты, частот, формы используемых импуль-
сов и их спектров.
Прибор оснащен акустической сис-
темой связи координат преобразователя с
изображением на его дисплее, что позво-
ляет наблюдать вид ОК в плане с выяв-
ленными дефектами и автоматически оп-
ределять их площади. Эта система, подоб-
ная использованной в отечественном де-
фектоскопе "Поиск" и установках "Isonic"
и MIA МАР израильской фирмы Sonotron,
основана на определении координат пре-
образователя по времени прохождения
излучаемых им в воздух специальных УЗ-
импульсов (частота 40 кГц) до двух при-
емников (микрофонов). Режимы настрой-
ки и результаты контроля могут длительно
храниться в энергонезависимой памяти
прибора. Предусмотрена возможность
автоматического определения размеров и
площади выявленных дефектов.
В дефектоскопе ДАМИ-С очень
удачно решены многие задачи обработки
и представления информации, имеются
удобные сервисные функции. Однако экс-
плуатационные возможности прибора не-
ясны. Ввиду отсутствия в его комплекте
PC-преобразователя дефектоскоп пока
проигрывает своим аналоговым предше-
ственникам по части обнаружения более
глубоко залегающих дефектов.
2.5.3. Импедансный метод
с применением продольных волн
Этот метод, разработанный фирмой
"NDT Instruments" (США), используют
главным образом для НК многослойных
листовых конструкций с относительно
малой кривизной поверхностей [203, 394].
Признаком дефекта служит изменение
электрического импеданса Z3, нагружен-
ного на ОК пьезопреобразователя. Вели-
чина Z3 однозначно связана с входным
механическим импедансом ZH ОК. Изме-
нение Z3 регистрируют с помощью микро-
процессорной системы дефектоскопа.
Упрощенная структурная схема при-
бора, реализующего этот метод, показана
на рис. 2.137. Плоский пьезоэлемент 3
преобразователя через слой контактной
смазки прижимают к контролируемой
многослойной конструкции 1, в которой
возбуждают продольные волны. Пьезо-
элемент 3 через резистор 5 соединен с
генератором 6 синусоидального напряже-
ния постоянной частоты (100 ... 350 кГц).
Электрический сигнал с пьезоэлемента
усиливают блоком 4 и обрабатывают в
микропроцессорном блоке 7. Происходя-
щее в зоне дефекта 2 изменение нагру-
жающего преобразователь механического
импеданса ZH ОК вызывает определенное
изменение входного электрического им-
педанса Z3 пьезоэлемента. Результаты
контроля представляют на дисплее 8 в
виде изображающей точки на комплекс-
ной плоскости. Конец вектора Z3, соответ-
ствующего бездефектной зоне, изобража-
ется точкой А в центре дисплея.
Обусловленное дефектом прираще-
ние модуля |AZ3| пропорционально рас-
стоянию текущей точки от точки А, при-
ращение Д<р3 аргумента Z3 определяется
ИМПЕДАНСНЫЕ МЕТОДЫ
327
углом между прямой, соединяющей эти
точки, и осью абсцисс. О глубине залега-
ния выявленного дефекта судят по поло-
жению изображающей точки.
Рассмотренный метод реализован в
приборах "BondaScope 2100" (фирма NDT
Instruments, США) и выпускаемом по ли-
цензии аналогичном дефектоскопе
"Laminar 200" (фирма Sonatest, Велико-
британия).
Импедансные дефектоскопы, исполь-
зующие продольные колебания, превосхо-
дят приборы, работающие на изгибных
колебаниях при контроле плоских листо-
вых (особенно металлических) конструк-
ций. Их недостатки - большая площадь
контакта с ОК, затрудняющая контроль
изделий с криволинейными поверхностя-
ми, и необходимость применения кон-
тактных жидкостей, исключающая воз-
можность контроля объектов из гигроско-
пичных материалов.
2.5.4. Метод контактного
импеданса
Этот метод широко применяется для
оперативного измерения твердости мате-
риалов (в основном металлов), особенно в
труднодоступных местах. Метод исполь-
зует связь твердости материала с упругим
импедансом его СТК с остроконечным
индентором, прижимаемым к ОК с посто-
янной силой [18,212,247,376].
Глубина внедрения индентора в ис-
пытуемый материал зависит от его твер-
дости, увеличиваясь с ее уменьшением.
Упругий импеданс контактной зоны оце-
нивают по его влиянию на собственную
частоту продольно-колеблющегося стержня.
Преобразователь твердомера (рис.
2.138) представляет собой металлический
стержень 1 с пьезоэлементами 2 и 6 и ал-
мазной пирамидкой 7 (аналогичной при-
меняемой в твердомерах Виккерса) на
конце. Излучающий пьезоэлемент 2 под-
ключен к выходу усилителя 3, приемный 6 -
к его входу. Система представляет собой
автогенератор, частота колебаний которо-
Рис. 2.138. Структурная схема
УЗ-твердомера
го определяется собственной частотой
преобразователя. Последний прижимают к
ОК 8 с постоянной силой.
Пирамидка внедряется в материал
ОК тем глубже, чем меньше его твердость.
С уменьшением твердости значение кон-
тактной гибкости Кк уменьшается, модуль
упругого импеданса зоны контакта
IZK | = 1/соАГк увеличивается, собственная
частота преобразователя и определяемая
ею частота автогенератора повышаются.
Частоту измеряют частотомером 4, ре-
зультаты представляют на цифровом ин-
дикаторе 5. УЗ-твердомеры используют
диапазон частот 30 ... 70 кГц.
Существуют также другие модифи-
кации приведенной на рис. 2.138 принци-
пиальной схемы УЗ-твердомера. Напри-
мер, иногда вместо свободного на конце
полуволнового стержня преобразователя
используют четвертьволновой, тыльный
конец которого нагружен массой, модуль
механического импеданса которой намно-
го превышает волновое сопротивление
стержня. Условия отражения УЗ-волн от
массы приближаются к отражению от не-
подвижного закрепления. Таким образом,
в зоне контакта с массой создается узел
328
Глава 2. МЕТОДЫ АКУСТИЧЕСКОГО КОНТРОЛЯ
смещения. При этом основная частота
четвертьволнового стержня равна частоте
полуволнового.
Глубина внедрения индентора со-
ставляет несколько микрометров. Размеры
оставляемых на поверхности ОК отпечат-
ков очень малы (несколько микрометров).
Показания зависят от модуля Юнга мате-
риала ОК, поэтому для разных материалов
применяют разные шкалы. Измерения
возможны при любой пространственной
ориентации преобразователя.
На эквивалентной схеме акустиче-
ская нагрузка преобразователя представ-
ляется в виде параллельного соединения
упругого импеданса Хк контактной гибко-
сти и импеданса Х„ собственно ОК (см.
рис. 2.116). Поэтому для исключения
влияния Хя на результаты измерений
должно выполняться условие |ХН| » |XK|.
Для крупных изделий оно удовлетворяет-
ся всегда, мелкие рекомендуется зажимать
в тиски или использовать другие средства
увеличения присоединенной массы, по-
вышающей входной импеданс ОК. Влия-
ние Хи на результаты измерения твердости
уменьшается также с возрастанием рабо-
чей частоты.
УЗ-твердомеры широко применяются
в промышленности и выпускаются мно-
гими фирмами. Ведущее положение в их
разработке и производстве занимает гер-
манская фирма Krautkramer (торговый
представитель ее в России и СНГ - ТОО
"Эхо-сервис"). Приборы этой фирмы име-
ют общее название "Mikrodur".
Приведем характеристики одного из
наиболее популярных ее твердомеров -
прибора "Mikrodur MIC10". Его применя-
ют для измерения твердости изделий из
мелкозернистых материалов практически
любых формы и размера, особенно при
локальном исследовании свойств мате-
риала. Результаты контроля не зависят от
пространственного положения преобразо-
вателя, даже в случае измерения на пото-
лочной поверхности. Прибор может рабо-
тать с преобразователями с разной длиной
стержней, что позволяет проводить изме-
рения на изделиях сложной формы.
Прибор выпускается в двух исполне-
ниях: стандартном (MIC 10) и исполнени-
ем с расширенными возможностями (MIC
10 DL). Результаты измерения твердости
представляются в шкалах HV, НВ, HRC,
HRB. При измерении предела прочности
(что возможно только с преобразователем
с силой прижатия 98 Н) результаты пред-
ставляются в Н/мм2.
Вариант прибора MIC 10 DL облада-
ет дополнительными возможностями:
встроенной памятью на 1800 измерений,
дополнительной памятью на магнитной
карточке на 590 измерений. Возможны
вычисление и распечатка статистических
данных: максимального и минимального
результатов измерения, среднего значе-
ния, абсолютного и относительного раз-
бросов, абсолютного и относительного
нормальных отклонений. Имеется интер-
фейс RS-232C для дистанционного управ-
ления от персонального компьютера или
документирования результатов на принте-
ре. Диапазоны показаний прибора:
0 ... 9999 HV; 48 ... 105 HRB; 20 ... 68
HRC; 76 ... 618 НВ; 5 ... 2250 Н/мм2. Диа-
пазон измерений 20 ... 1740 HV (или соот-
ветствующие значения по другим шка-
лам). Масса 300 г, питание от батареек.
Кроме различных модификаций
твердомеров фирма Krautkramer выпуска-
ет установки для механизации измерений
твердости и обработки их результатов,
преобразователи твердомеров с различ-
ными силами прижатия к ОК, с удлинен-
ным колеблющимся стержнем, с мотор-
ным приводом, аттестованные эталоны
твердости и другие комплектующие изде-
лия, расширяющие область применения
метода. Существуют варианты твердоме-
ров с пониженной силой прижатия, спо-
собные измерять твердость самых разных
материалов - вплоть до резины.
ИМПЕДАНСНЫЕ МЕТОДЫ
329
Развитие этого принципа измерения в
нашей стране состоит в использовании
изгибных и крутильных колебаний. В
атомной энергетике метод контактного
импеданса используют для измерений
длительной твердости, ползучести, упру-
гих постоянных и анизотропии при высо-
ких температурах и радиации (см. разд.
7.18).
Важными преимуществами метода
контактного импеданса перед классиче-
скими способами измерения твердости
являются:
• портативность применяемой ап-
паратуры, облегчающая контроль в произ-
водственных и полевых условиях;
• возможность оперативных изме-
нений на ОК сложных форм, в том числе в
труднодоступных зонах (например, в па-
зах, на зубьях шестерен и т.п.) при любой
пространственной ориентации преобразо-
вателя;
• значительно меньшее поврежде-
ние поверхности ОК, чем при контроле
классическими методами;
• возможность представления ре-
зультатов контроля по шкалам всех наи-
более распространенных систем измере-
ния твердости.
Применение метода контактного им-
педанса для измерения твердости и кон-
троля других физико-механических
свойств материалов см. в разд. 7.6 и 7.18.
Глава 3
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
3.1. ОБЩИЕ РЕКОМЕНДАЦИИ
В этой главе рассматриваются общие
методические вопросы дефектоскопии
металлов, относящиеся к контролю как
основного металла, так и сварных соеди-
нений. Много места отводится методике
распознавания формы дефектов. Излага-
ются методики УЗ-дефектоскопии типо-
вых изделий (поковок, отливок, листов,
труб, стержней, рельсов), оригинальные
разработки по их контролю, а также мето-
дики контроля индивидуальных изделий.
Методики контроля сварных соединений и
соединений других типов будут подробно
описаны в гл. 5.
3.1.1. Общие положения разработки
методики контроля
Ультразвуковой контроль отличается
многообразием методов, типов применяе-
мых волн, широким диапазоном частот.
Реализация его больших возможностей
применительно к дефектоскопии конкрет-
ных видов изделий составляет задачу раз-
работки методики контроля. В нее входят
следующие основные вопросы:
выбор схемы контроля - метода де-
фектоскопии, типа волн, поверхности,
через которую вводят УЗ-волны, угла вво-
да;
выбор типа аппаратуры, зависящий
от метода дефектоскопии; аппаратура
должна обладать параметрами (частота,
чувствительность), предусмотренными
методикой контроля, включать в себя пре-
образователи и образцы, необходимые для
настройки;
подготовка изделия к контролю', вы-
работка требований к качеству поверхно-
сти, разделение крупногабаритных изде-
лий, а также изделий разной толщины на
участки для последовательного контроля;
подготовка аппаратуры: составле-
ние рекомендаций по проверке аппарату-
ры, выбору и настройке частоты УЗ, чув-
ствительности, скорости развертки и дру-
гих параметров;
правила поиска дефектов: выбор
траектории, шага и скорости сканирова-
ния;
правила исследования дефектов: вы-
бор параметров дефектов, подлежащих
измерению (местоположение, размеры и
др.) и способов их измерения;
оценка результатов контроля. Ко-
нечный результат - разбраковка изделий.
В нормах разбраковки должны указывать-
ся только параметры дефектов, измерение
которых возможно при УЗ-контроле. До-
пускается применение других методов
контроля.
В методиках контроля конкретных
типов изделий обычно имеются разделы,
соответствующие приведенному перечню.
Присутствуют также разделы, касающиеся
требований к персоналу, оформлению ре-
зультатов и технике безопасности. Они
практически одинаковы применительно к
контролю различных объектов.
3.1.2. Выбор схемы контроля
Выбор метода контроля. Из рас-
смотренных в разд. 2.1 методов УЗ-
контроля наибольшее применение для
проверки металлов находит эхометод. Им
проверяется > 80 % металлопродукции,
контролируемой УЗ. Другие методы УЗ-
контроля применяют тогда, когда они да-
ют лучшие результаты; для решения за-
дач, где использование эхометода затруд-
нено, трудоемко; в качестве дополнитель-
ных к эхометоду для более полного обна-
ружения и исследования дефектов.
ОБЩИЕ РЕКОМЕНДАЦИИ
331
Теневой метод (наряду с другими)
служит, например, для контроля много-
слойных изделий (панелей, автомобиль-
ных шин), поскольку многократные отра-
жения от границ между слоями мешают
применению эхометода. Этим методом
удается проверить на наличие крупных
дефектов материалы с большим уровнем
структурных помех, не позволяющих об-
наружить даже донный сигнал при кон-
троле эхометодом.
Теневой метод, методы многократной
тени и эхосквозной обычно применяют
для автоматического контроля изделий
типа листов, поскольку используемая для
реализации этих методов многоканальная
аппаратура проще и дешевле.
Зеркально-теневым (ЗТ) методом об-
наруживаются дефекты, дающие слабое
отражение. Он является дополнением к
эхометоду. ЗТ-метод также применяют
самостоятельно, например для контроля
рельсов на вертикальные дефекты.
Эхозеркальный метод, согласно не-
которым руководствам, используют как
обязательный для поиска вертикальных
трещин и непроваров при контроле свар-
ных соединений и других изделий средней
и большой толщины.
Дифракционно-временной (ДВ) ме-
тод служит, как для поиска дефектов (он
позволяет хорошо обнаруживать острые
края трещин, непроваров), так и для ис-
следования обнаруженных дефектов.
Эхозеркальный, дельта-, ДВ, коге-
рентные методы применяют для исследо-
вания выявленных дефектов. Далее будут
даны примеры применения различных
методов для оценки характера дефектов.
При выборе схемы контроля для де-
фектоскопии изделий (в основном приме-
нительно к эхометоду) учитывают сле-
дующие факторы:
- преобразователь должен переме-
щаться по относительно ровной поверхно-
сти;
- должна быть прозвучена каждая
точка объема изделия, подлежащего кон-
тролю;
- для повышения надежности обна-
ружения различно ориентированных де-
фектов каждую точку желательно прозву-
чивать в нескольких направлениях.
Большие эхосигналы от дефектов по-
лучают, когда излучатель и приемник УЗ-
волн располагаются так, чтобы получить
зеркально отраженные сигналы.
Продольные и поперечные вол-
ны применяют для выявления дефектов в
толще и вблизи поверхности массивных
изделий, толщина которых значительно
превосходит длину УЗ-волны. Продоль-
ные волны, как правило, используют, ко-
гда УЗ необходимо ввести перпендику-
лярно или под небольшим углом к по-
верхности, поперечные - когда угол ввода
должен быть значительным (> 35°). Это
обусловлено удобством возбуждения волн
данного типа: продольных - прямым или
наклонным преобразователем с неболь-
шим углом ввода, поперечных - наклон-
ным преобразователем с углом падения
между первым и вторым критическими
углами.
Когда имеется возможность выбора,
применение поперечных волн предпочти-
тельнее в связи с меньшей длиной волны
(при постоянной частоте), что повышает
чувствительность к дефектам. Там, где
требуется уменьшить затухание, например
при контроле изделий из крупнозернистых
материалов, целесообразно использовать
продольные волны.
При выборе типа и направления волн
необходимо иметь в виду (как отмечалось
выше), что при контроле по совмещенной
схеме большие эхосигналы получаются
только от дефектов, перпендикулярных к
направлению волны. Например, дефекты,
параллельные поверхности ввода (типа
расслоений в плитах, "расплющенных"
включений в поковках), хорошо обнару-
живаются продольными волнами, излу-
чаемыми и принимаемыми прямым пре-
образователем в направлении, перпенди-
кулярном к поверхности (положение пре-
образователя А на рис. 3.1), и значительно
хуже - наклонным преобразователем.
332
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.1. Схема контроля поковки
(диска турбины):
А, В - соответственно основная и
дополнительная схемы контроля на трещины
от канавки; F\, F2 - контроль зоны вблизи
поверхности канала
При возбуждении и приеме продоль-
ных волн прямым совмещенным преобра-
зователем возникает довольно большая
мертвая зона (5 ... 10 мм). Для ее умень-
шения применяют PC-преобразователи, у
которых мертвая зона 0,5 ... 1 мм в зави-
симости от конструкции преобразователя.
Поперечные волны служат для выяв-
ления дефектов, близких к поверхности, за
счет углового эффекта, т.е. двойного от-
ражения от поверхности изделия и дефек-
та (см. разд. 2.2.2.3). При этом, однако, не
рекомендуются углы падения на поверх-
ность изделия 60 ... 65°, так как при отра-
жении от дефекта в этом случае попереч-
ные волны трансформируются в продоль-
ные и амплитуда эхосигнала мала. Далее
рассматривается применение других типов
волн для контроля изделий.
Основную схему контроля выбирают
такой, чтобы обнаруживать наиболее час-
то встречающиеся дефекты изделия. До-
полнительная схема контроля должна
обеспечить выявление различно ориенти-
рованных дефектов, особенно дефектов,
сильно влияющих на безопасность экс-
плуатации изделий. Например, в дисках
турбин чаще всего встречаются дефекты,
параллельные плоской поверхности (рас-
кованные включения, газовые пузыри),
поэтому основная схема контроля - пря-
мым преобразователем А с этой поверхно-
сти (см. рис. 3.1). Однако очень опасны
трещины вблизи шпоночной канавки, по-
этому данную зону дополнительно кон-
тролируют наклонным преобразователем
В после забивки шпонки.
По той же причине основная схема
контроля вала (например, ротора турбины) -
прямым преобразователем А по цилинд-
рической поверхности (рис. 3.2), посколь-
ку чаще всего встречаются дефекты, па-
раллельные цилиндрической поверхности.
Однако очень опасны радиальные дефек-
ты вблизи внутреннего канала, поэтому
подобную зону дополнительно контроли-
руют наклонным преобразователем В, на-
правляя луч так, чтобы он прошел по ка-
сательной к поверхности канала или падал
на внутреннюю поверхность под углом,
близким к 45°.
При контроле прямым преобразова-
телем вблизи края изделий (положение
преобразователя левее поз. А на рис. 3.1) у
боковой поверхности возникает зона не-
уверенного контроля вследствие распро-
странения продольной волны вдоль этой
поверхности и трансформации ее в попе-
речную волну (см. разд. 2.2.3.4). В этой
зоне размеры и координаты дефекта могут
быть определены с большими ошибками.
При контроле ответственных изде-
лий, чтобы устранить зону неуверенного
контроля, применяют поперечную волну,
вводимую наклонным преобразователем с
боковой поверхности (преобразователи F{
и F} на рис. 3.1). Его перемещают по бо-
ковой поверхности с последующим разво-
ротом на 180°, чтобы надежнее обнаружи-
вать различно ориентированные дефекты.
ОБЩИЕ РЕКОМЕНДАЦИИ
333
А
§ .. _
Х\\\\\\\\\\\\\У
D<2d
D>2d
Рис. 3.2. Схема контроля вала с внутренним каналом:
А,В- соответственно основная и дополнительная схемы контроля на расслоения и радиальные
трещины; С,Е - измерение протяженности дефекта на глубине Z; В' - контроль на радиальные
трещины продольной волной
Рассмотрим области применения
других типов волн, кроме продольных и
поперечных.
Поверхностные волны рэлеев-
ского типа используют для обнаруже-
ния дефектов, непосредственно выходя-
щих на поверхность ввода или залегаю-
щих на глубине не более длины поверхно-
стной волны. При этом следует иметь в
виду, что такие дефекты хорошо выявля-
ются магнитными, вихретоковыми и ка-
пиллярными методами. Контроль поверх-
ностными волнами целесообразен, когда
применение этих методов затруднено, на-
пример когда контролируемая поверх-
ность труднодоступна для осмотра. При-
меры эффективного применения поверх-
ностных волн - эксплуатационный кон-
троль турбинных лопаток в кожухе турби-
ны, топливных баков, глубины проплав-
ления поверхностных сварных швов с
удаленным валиком.
Амплитуда поверхностной волны
убывает с расстоянием в дальней зоне
пропорционально 1/у[г (если не учиты-
вать затухание УЗ и рассеяние на неров-
ностях поверхности), а не 1/г, как для объ-
емных волн, поэтому поверхностные вол-
ны ослабляются медленно и хорошо реги-
стрируют дефекты на расстоянии
0,5 ... 2 м от точки ввода. Они следуют
всем изгибам поверхности ОК. Затухание
в материале - такого же порядка, как для
объемных волн. Дополнительное затуха-
ние (рассеяние) наблюдается, если по-
верхность ввода неровная, загрязненная,
вогнутая.
Чаще всего при контроле поверхно-
стными волнами применяют эхо-, реже -
теневой метод. Для определения местопо-
ложения отражателя поверхностных волн
пальпируют поверхность по ходу распро-
странения УЗ-волны. При этом на экране
появляется небольшой импульс, отражен-
ный от пальца, а эхосигналы от отражате-
лей, находящихся позади пальца, умень-
шаются по амплитуде. Передвигая палец
по поверхности изделия и наблюдая за
амплитудами сигналов, легко найти ме-
стоположение отражателя.
Изменение амплитуды эхо- и тенево-
го (сквозного) сигналов поверхностной
волны рассмотрено в разд. 1.1.2. Заметим,
что если глубина прорези, имитирующей
дефект, составляет половину длины вол-
ны, то амплитуда прошедшего сигнала
уменьшается в 2 раза по сравнению с без-
дефектным участком, а амплитуда отра-
женного сигнала уменьшается в 2 раза по
сравнению с глубокой прорезью.
Поверхностными волнами можно об-
наруживать как дефекты, выходящие на
поверхность, так и подповерхностные де-
фекты. Прорезь с вершиной на глубине
А/2 от поверхности дает амплитуду эхо-
сигнала, в 0,85 раза меньшую, чем от про-
334
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
рези, выходящей на поверхность.
В [425, с. 767/097] рассматривалось
распространение поверхностных волн,
когда объект находится под землей. При
этом возникает дисперсия скорости. От-
мечается возможность увеличения фазо-
вой скорости до 40 % и влияния на нее
акустических свойств окружающей среды.
Головные волны применяют
для обнаружения подповерхностных
дефектов. Эти волны распространяются
прямолинейно, не следуя изгибам поверх-
ности подобно поверхностным. Они быст-
ро затухают с расстоянием из-за того, что
в каждой точке поверхности трансформи-
руются в боковые поперечные волны. От
неровностей на поверхности ввода глуби-
ной порядка 0,5 мм головные волны не
отражаются, такие неровности не мешают
контролю, в то же время головные волны
позволяют обнаруживать дефекты на глу-
бине 1 ... 10 мм от поверхности. Контро-
лю головными волнами мешают отраже-
ния боковых волн от донной поверхности.
Для возбуждения и приема головной
волны обычно применяют наклонные РС-
преобразователи с углом падения, равным
первому критическому. Разделение излу-
чателя и приемника необходимо ввиду
высокого уровня помех.
Схема тандем (преобразователи один
за другим, см. рис. 1.9) позволяет осуще-
ствлять контроль на расстоянии до 100 ...
150 мм вдоль поверхности. Схема дуэт
(излучатель и приемник рядом) локализу-
ет область чувствительности фокальной
областью, но обеспечивает лучшее выяв-
ление дефектов [278]. Преобразователем
типа дуэт в фокальной точке на расстоя-
нии 25 мм от ПЭП обнаруживается плос-
кодонное отверстие диаметром 3 мм на
глубине 5 ... 6 мм, а преобразователем
типа тандем на той же глубине фиксиру-
ется отверстие диаметром 4 мм на рас-
стоянии до 70 мм от точки ввода.
В [422, с. 3064] сообщается о разра-
ботке совмещенного преобразователя го-
ловных волн на частоту 5 МГц. Конструк-
ция преобразователя не приводится. Со-
общается, что преобразователь не имеет
мертвой зоны. На глубинах 0,5 ... 29,5 мм
от поверхности в бета-титане (обладаю-
щем высоким уровнем структурных по-
мех) обнаруживаются плоскодонные от-
верстия диаметром 0,8 мм.
Отмеченные выше свойства опреде-
ляют область применения головных волн:
выявление дефектов под валиком выпук-
лости сварного шва, мелкой резьбой, ан-
тикоррозионной наплавкой. Ограничения
применения заключаются в общем высо-
ком уровне помех, а также в возникнове-
нии ложных сигналов от боковых попе-
речных волн, порождаемых головными,
поэтому последние применяют, когда
толщина ОК > 10 ... 12 мм. В этом случае
от ложных сигналов поперечных волн от-
страиваются с учетом времени их прихода.
Волны в пластинах на часто-
тах порядка нескольких мегагерц приме-
няют для контроля листов, оболочек сосу-
дов, труб толщиной < 3 ... 6 мм. Причины
этого ограничения рассмотрены в
разд. 1.2. Волны в пластинах позволяют
обнаруживать дефекты, расположенные
как поперек, так и вдоль пластины (типа
расслоения).
Различным модам этих волн соответ-
ствуют различные распределения напря-
жений колебательного процесса по тол-
щине пластины. Расслоение, на поверхно-
стях которого напряжения равны нулю, не
будет выявлено, если оно совпадет с плос-
костью, где в силу распределения напря-
жений последние и так равны нулю. В
целях надежного обнаружения расслоений
в любом месте по толщине пластины для
контроля используют две моды с разным
распределением напряжений по толщине
пластины.
Для контроля обычно применяют
низшие моды щ, si, ач, s2- Выбираются
участки дисперсионных кривых волн
Лэмба, где минимально изменение фазо-
вой скорости. Этим участкам соответству-
ет максимум групповой скорости. Возбу-
жденные при этих условиях волны Лэмба
ОБЩИЕ РЕКОМЕНДАЦИИ
335
реализуются в виде наиболее коротких
импульсов. Самый распространенный тип
искусственного дефекта - сквозное верти-
кальное отверстие диаметром 1 ... 5 мм
или риска глубиной > 3 % толщины стен-
ки ОК.
В [425, с. 290/167] рассмотрен вопрос
применения волн Лэмба для контроля до-
вольно толстых листов (5 ... 25 мм) на
частотах порядка сотен килогерц. Такие
волны Лэмба позволяют контролировать
стенки химических реакторов без скани-
рования на расстоянии 200 ... 300 мм.
В [425, с. 760/272] рассмотрены не
только обычно применяемые волны Лэмба
с вертикальной поляризацией плоскости
колебаний, но и горизонтально поляризо-
ванные SH-волны Лэмба. Для моды SHX
коэффициенты отражения от дефектов,
как правило, больше, чем SE-волн, их ос-
цилляции с изменением глубины дефекта
меньше, что говорит о целесообразности
применения этой моды для контроля, од-
нако ее возбуждение - непростая задача.
Подробнее эти вопросы будут рассмотре-
ны в разд. 3.3.2.1.
Волны в стержнях применяют
для контроля тонких прутков, проволоки.
Подобные им волны используют для кон-
троля труб и рельсов на больших расстоя-
ниях (порядка 20 ... 50 м). В этих случаях
частоту снижают с мегагерцевого диапа-
зона до десятков килогерц.
В трубах можно возбуждать про-
дольные, изгибные и крутильные моды
волн различных порядков. Трубы при
этом рассматриваются как волноводы,
подобные стержням [425, с. 763/166 и
764/273]. Подробнее об этом см. в разд, в
3.3.2.2.
Дальнейшее изложение относится
преимущественно к контролю эхометодом
объемными волнами. Применение других
типов волн оговаривается.
Изделия, контроль которых неразру-
шающими методами возможен, называют
контроледоступными. С позиций УЗ-
контроля контроледоступность может на-
рушаться, если:
- не удается прозвучить весь объем
изделия из-за его сложной геометрии (из-
делие может быть ограниченно контроле-
доступным)',
- высок уровень структурных помех
(больше половины уровня фиксации);
- не удается различить сигналы от
дефектов и ложные;
- дефект не вызывает отражения УЗ
(например, некоторые типы непроваров в
сварных соединениях).
3.1.3. Подготовка к контролю
Необходимые принадлежности. Для
ручного контроля кроме дефектоскопа и
преобразователей необходимо иметь об-
разцы для настройки и проверки аппара-
туры, контактную жидкость и приспособ-
ления для ее нанесения, ветошь для об-
тирки, масштабную линейку, карандаш и
бумагу для записи результатов, мел, быст-
росохнущую краску или керн для размет-
ки поверхности.
Нужны также приспособления, ого-
воренные в методике контроля. Например,
если предусмотрено использование АРД
диаграмм, необходимо иметь планшет с
АРД диаграммой для применяемого пре-
образователя. Если предусмотрено ис-
пользование линейки для определения
координат дефектов, ее надо иметь. Меха-
нические инструменты для подготовки
поверхности изделия не указаны в этом
перечне, поскольку подготовка поверхно-
сти, как правило, не входит в обязанности
дефектоскописта.
Самые важные параметры аппара-
туры, подлежащие настройке и проверке, -
частота УЗ, развертка и чувствительность
прибора.
Частоту УЗ выбирают возможно
более высокой, поскольку эффективно
обнаруживаются только несплошности
размером больше половины длины волны
(слабые эхосигналы можно получить так-
336
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.3. Определение интервала развертки при контроле
прямым преобразователем
же от более мелких несплошностей). Од-
нако повышению частоты препятствуют
увеличение затухания УЗ в изделии и
ухудшение прохождения УЗ через его не-
ровную поверхность. Общее правило та-
ково: тонкие изделия из материала с не-
большим затуханием УЗ контролируют на
повышенных частотах (2 ... 10 МГц), тол-
стые изделия из материала с большим за-
туханием - на более низких частотах
(1 ... 2 МГц).
Настройка развертки. Раз-
вертка должна быть настроена так, чтобы
весь путь УЗ-импульса, на котором могут
возникнуть отражения от дефектов (зона
контроля, рабочая зона развертки), был
виден на экране дефектоскопа и занимал
возможно большую часть линии разверт-
ки. Настройку выполняют двумя основ-
ными ручками: задержки начала развертки
и скорости развертки. Задержка начала
развертки должна быть такой, чтобы на-
чало соответствовало вхождению импуль-
са в изделие. Рабочая зона развертки на
рис. 3.3 обозначена Р.
При контроле прямым преобразова-
телем от поверхности изделия у левого
края линии развертки должен распола-
гаться зондирующий импульс 0, а вблизи
правого края - донный сигнал Д, как пока-
зано на рис. 3.3, а. При этом задержка на-
чала развертки должна быть равна или
близка к нулю. Скорость развертки обыч-
но настраивают по донному сигналу.
При контроле наклонным преобразо-
вателем (схема на рис. 3.3, б) время пробе-
га в призме довольно велико, поэтому
применяют определенные приемы, чтобы
в начале линии развертки располагалась
точка 0, соответствующая вхождению им-
пульса из призмы в изделие. При контроле
прямым лучом вблизи правого края дол-
жен располагаться сигнал У от двугранно-
го угла.
Эхосигнал в точке 0 трудно отличить
от помех преобразователя. Удобный спо-
соб найти эту точку - с помощью двух
идентичных преобразователей, располо-
женных, как показано на рис. 3.4, а. Если
их включить по раздельной схеме, то мак-
симальный сигнал на экране (см. рис. 3.4,
б) покажет положение точки Н - пути УЗ
в задержке. Если один из преобразовате-
лей включить по совмещенной схеме, а
другой использовать как отражатель, то
импульс 2 раза пройдет через две иден-
тичные призмы и максимальный эхосиг-
нал на экране будет на расстоянии 2Н от
начала развертки (см. рис. 3.4, в).
Приближенный способ настройки
показан на рис. 3.4, г. Он состоит в том,
чтобы найти максимальный эхосигнал от
ОБЩИЕ РЕКОМЕНДАЦИИ
337
Рис. 3.4. Определение времени задержки импульса в призме
наклонного преобразователя
контактной поверхности преобразователя
при прижатии к ее углу образца в виде
пластины.
При контроле наклонным преобразо-
вателем скорость развертки настраивают
по двугранным углам А и В (рис. 3.5, а)
изделия или по стандартному образцу, в
котором выполнены отражатели А' и В'
(см. рис. 3.5, б). По последнему образцу
очень удобно настраивать и проверять в
процессе контроля как развертку, так и
чувствительность дефектоскопа.
Если двугранного угла нет, а искус-
ственные отражатели выполнить нельзя,
то используют отражение от дна изделия
по схеме ЗТ-метода (см. рис. 3.5, в). Если
преобразователи включить по раздельной
схеме, то максимальный донный сигнал
будет соответствовать на линии развертки
эхосигналам от отражателя А или А'. Если
включить один преобразователь по со-
вмещенной схеме, а другой использовать
как отражатель, то сигнал будет отвечать
на линии развертки отражателям В или В'.
Развертку прибора можно установить
также по глубиномеру, предварительно
настроенному по рекомендациям, которые
будут рассмотрены в разд. 3.2.1. По пока-
заниям глубиномера выделяют на линии
развертки зону контроля, где могут поя-
виться эхосигналы от дефектов в контро-
лируемой части изделия. Настроить ско-
рость развертки по глубиномеру прибора
УД2-12 невозможно, так как его глубино-
мер показывает только координаты отра-
жателей, от которых возникают эхосигна-
лы, попадающие в строб-импульс дефек-
тоскопа.
Настройка чувствительно-
сти. Способы настройки и проверки чув-
ствительности рассмотрены в разд. 2.2.4.5.
Для настройки чувствительности аппара-
туры наиболее удобно использовать об-
разцы из материала изделия. Желательно,
чтобы искусственные дефекты в образцах
имитировали наиболее часто встречаю-
щиеся естественные дефекты.
Например, в сварных швах с V-об-
разной разделкой кромок часто встреча-
ются непровары в корне и верхней части
шва, поэтому стандартные образцы пред-
приятия изготовляют из части основного
металла соединения, а в качестве искусст-
венных дефектов используют зарубки или
риски (А' и В' на рис. 3.5, б) на обеих его
поверхностях. По ним удобно настроить и
проверить как чувствительность, так и
развертку.
В сложившейся практике УЗ-
контроля в нашей стране и многих странах
Европы (а для поковок и отливок также в
США) нормы разбраковки изделий в тех-
нической документации приведены в тер-
минах площадей плоскодонных отверстий.
В России широко употребляются также
зарубки. Соответственно, настройку чув-
ствительности проводят по образцам с
плоскодонными отверстиями и зарубками.
338
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.5. Определение интервала развертки при контроле
наклонным преобразователем
Процесс изготовления стандартного
образца предприятия (СОП) с плоскодон-
ными отверстиями трудоемок и нетехно-
логичен (см. разд. 2.2.1.3). Также имеются
известные трудности в метрологической
поверке СОП, в связи с этим, в частности,
в ГОСТ 14782-86 сняты требования к до-
пускам на размеры и ориентацию плоско-
донных отражателей (в ГОСТ 14782-76
такие требования существовали). Вследст-
вие этого возникает разброс в значениях
амплитуд эхосигналов от отражателей
вида плоскодонок, выполненных по оди-
наковым чертежам, и этот разброс может
составлять до 3 дБ. Изготовление и метро-
логическая поверка зарубок также вызы-
вают некоторые затруднения (см. разд.
2.2.1.3).
Наиболее технологичным по изго-
товлению отражателем является боковая
поверхность цилиндрического отверстия.
Неслучайно поэтому стандарт США [356]
предписывает настраивать дефектоскоп
при контроле сварных соединений по бо-
ковым цилиндрическим отверстиям. При
этом значительно улучшаются воспроиз-
водимость и повторяемость результатов
УЗ-контроля.
Довольно просто также точно изго-
товить прямой двугранный угол (см. рис.
3.3, б и 3.5, а). Важно обеспечить перпен-
дикулярность его граней и отсутствие за-
кругления на ребре угла. При контроле
наклонным преобразователем прибор
можно настраивать по такому углу с по-
следующим повышением чувствительно-
сти аттенюатором на заданную величину.
Важным шагом по сокращению числа
используемых образцов является введение
АРД диаграмм при настройке чувстви-
тельности и оценке размеров дефектов
(см. разд. 2.2.4.5). В этом случае число
образцов при благоприятном стечении
обстоятельств можно свести к одному.
Использование схемы настройки чув-
ствительности с помощью АРД диаграмм
имеет существенный недостаток: она вер-
на, если основные параметры преобразо-
вателя не отличаются от тех, для которых
построена АРД диаграмма. Однако на
практике приходится сталкиваться с тем,
что параметры, от которых зависит АРД
(частота, угол ввода, путь в призме, зату-
хание УЗ), отличаются от типовых, что
приводит к ошибкам в определении раз-
мера дефекта. Следовательно, при на-
стройке чувствительности необходим учет
всех влияющих параметров применитель-
но к каждому конкретному преобразова-
телю в сочетании с дефектоскопом и ОК.
Инструментом настройки чувстви-
тельности в этом случае может служить
разработанная в ЦНИИТмаше система
АРД-универсал, предназначенная для по-
строения индивидуальной АРД-диаграм-
мы и автоматически учитывающая влия-
ние всех перечисленных факторов. Систе-
ма АРД-универсал [72] включает в себя
стальной ступенчатый образец с боковы-
ми отверстиями и компьютерную про-
грамму. Основное преимущество методи-
ки перед применяемыми ранее заключает-
ся в том, что АРД-диаграмма строится для
индивидуальных значений параметров
преобразователя (частота, угол ввода, раз-
мер пьезопластины и др.), которые могут
отличаться от типовых.
ОБЩИЕ РЕКОМЕНДАЦИИ
339
Построение АРД диаграммы выпол-
няется в диалоговом режиме. Программа
запрашивает следующие данные: площадь
пьезопластины преобразователя, мм2;
угол ввода преобразователя, град.; за-
держку в призме, мкс или мм; частоту,
МГц; скорости УЗ в призме и ОК, км/с;
коэффициент затухания в материале ОК,
Нп/м или дБ/м. Все исходные данные,
кроме площади пьезопластины и затуха-
ния, могут быть определены эксперимен-
тально по предлагаемому образцу.
После ввода исходных данных про-
грамма предлагает выполнить ряд опера-
ций, в частности измерить амплитуды
эхосигналов от двух цилиндрических от-
верстий (для наклонного преобразователя)
или донных сигналов от двух ступенек
образца (для прямого преобразователя).
Глубины залегания этих отверстий и но-
мера ступенек задает программа. Полу-
ченные значения амплитуд со знаком
нужно ввести в компьютер. Надо также
задать эквивалентные диаметры (площа-
ди) требуемых плоскодонных отверстий и
максимальную глубину, до которой долж-
на быть построена АРД диаграмма. После
этого на экране монитора появится АРД
диаграмма для конкретного преобразова-
теля
Настройка временной ре-
гулировки чувствительности
(ВРЧ). Как сказано в разд. 2.2.1.1, ВРЧ
предназначена для автоматической регу-
лировки коэффициента усиления прием-
ника таким образом, чтобы эхосигналы от
одинаковых дефектов при изменении рас-
стояний от преобразователя до дефектов
не меняли своей амплитуды. Точное со-
блюдение этого требования невозможно
по следующей причине.
ВРЧ компенсирует изменение ампли-
туды импульса, обусловленное дифракци-
онным расхождением и затуханием. Исхо-
дя из этого закон изменения усиления
должен быть обратным закону изменения
амплитуд отраженных сигналов от одних
и тех же по форме и размерам дефектов по
мере их удаления от преобразователя. Эти
законы - разные для отражателей различ-
ной формы и размеров. Разнятся также
закономерности для разных преобразова-
телей и зон акустического поля преобра-
зователя (см. разд. 2.2.2.1).
Для приближения к оптимальному
закону изменения коэффициента усиления
необходимо получать эхосигналы от ис-
кусственных отражателей выбранной
формы и одинакового размера, располо-
женных на разной глубине. Это могут
быть плоскодонные отверстия, боковые
цилиндрические отверстия или донные
сигналы (например, ступенчатый образец)
в зависимости от выбранного типа отра-
жателя.
Целесообразно использовать расчет-
ные значения амплитуд эхосигналов или
пересчитывать один тип отражателей в
другой. Например, если задано выполнять
ВРЧ по плоскодонным отражателям, мож-
но изготовить боковые цилиндрические
отверстия на разной глубине, для каждого
отверстия рассчитать требуемую коррек-
тировку амплитуды для перехода к плос-
кодонному отражателю и принять во вни-
мание корректирующие значения при на-
стройке ВРЧ. На практике часто исполь-
зуют закон изменения ВРЧ, соответст-
вующий боковым цилиндрическим отвер-
стиям без корректировки, как это узаконе-
но стандартом США [356].
Возможен также другой путь [261]:
чтобы настроить закономерность измене-
ния ВРЧ на выявление плоскодонных от-
верстий с одинаковой амплитудой с по-
мощью боковых отверстий, можно изме-
нять диаметр боковых отверстий в зави-
симости от глубины их расположения. Для
дальней зоны преобразователя диаметры
боковых отверстий du должны изменяться
в соответствии с формулой
<=дЧ7(2гХ2),
где d„ - диаметр плоскодонного отвер-
стия; г - расстояние от преобразователя до
отверстий. В ближней и переходных зонах
340
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
соотношения между диаметрами отвер-
стий определяются в соответствии с фор-
мулами, приведенными в табл. 2.1.
Настройка блока ВРЧ по СОП с ис-
кусственными дефектами выполняется в
следующей очередности. На экране де-
фектоскопа проводят горизонтальную ли-
нию на 20 ... 30 мм выше линии разверт-
ки. На контактной поверхности СОП за-
крепляют ограничительную планку так,
чтобы, когда к ней будет прижиматься
преобразователь, плоскость падения луча
совпадала с плоскостью, в которой нахо-
дятся отражатели. Наносят контактную
жидкость и стабилизируют прижатие
преобразователя к СОП, например поме-
щают на него груз.
Последовательно находят положения
преобразователя, соответствующие мак-
симумам эхосигналов от отражателей, и
регуляторами блока ВРЧ устанавливают
амплитуды эхосигналов на уровне вспо-
могательной линии. Эту операцию обычно
приходится повторять многократно, доби-
ваясь оптимального выравнивания ампли-
туд.
Настройка других уст-
ройств и проверка парамет-
ров прибора. В подготовку прибора
входят также настройка автоматического
сигнализатора дефектов, настройка и про-
верка глубиномера, проверка аттенюатора
и мертвой зоны.
Временной интервал действия АСД
настраивают таким образом, чтобы строб-
импульс охватывал весь интервал разверт-
ки, где может появиться эхосигнал от де-
фекта. Из рассмотрения исключают поме-
хи преобразователя и донный сигнал (вы-
деляется зона Р' на рис. 3.3, а). Уровень
срабатывания АСД обычно настраивают
так, чтобы фиксировался эхосигнал, ам-
плитуда которого превосходит поисковый
уровень чувствительности. Перед этим
целесообразно настроить ВРЧ так, чтобы
браковочный уровень, уровень фиксации
и поисковый изображались на экране го-
ризонтальными линиями или линиями,
возможно близкими к горизонтальным.
Настройку и проверку глубиномера
выполняют, как изложено в разд. 2.2.4.4.
Мертвую зону определяют, как рекомен-
довано в разд. 2.2.4.6. Проверка аттенюа-
тора и абсолютной чувствительности де-
фектоскопа с преобразователем изложена
в разд. 2.2.1.3.
Подготовка поверхности. Вопросы
подготовки поверхности изделия к кон-
тролю подняты в разд. 2.2.4.9. Там же рас-
смотрен выбор контактной жидкости. В
этой главе отметим, что при контроле
контактным способом волнистость по-
верхности ввода должна быть < 0,015. Оп-
тимальная шероховатость поверхности
для контроля контактным способом пря-
мым преобразователем Rz 10 ... 20 мкм, а
наклонным преобразователем Rz 20 ...
40 мкм.
Более гладкая поверхность нежела-
тельна, так как при движении преобразо-
ватель будет соскабливать контактную
жидкость, предварительно нанесенную на
поверхность изделия. Более грубая, чем
рекомендовано, поверхность приведет к
нестабильности акустического контакта.
Изделия с грубой поверхностью лучше
контролировать на пониженных частотах,
применять в этом случае в качестве кон-
тактной жидкости более густые масла или
глицерин. При контроле щелевым и осо-
бенно иммерсионным способами шерохо-
ватость поверхности допускается значи-
тельно больше, чем при контактном спо-
собе.
Поверхность изделий после штам-
повки, термообработки бывает покрыта
окалиной. Если она плотная и хорошо
сцеплена с поверхностью, контроль мож-
но проводить по окалине. Не мешает кон-
тролю также хорошо приставшая и высо-
хшая краска.
При зачистке поверхности абразив-
ным кругом лучше пользоваться его тор-
цовой, а не цилиндрической поверхно-
стью, чтобы не возникали "рытвины", уве-
ОБЩИЕ РЕКОМЕНДАЦИИ
341
личивающие волнистость. Хорошо при-
менять лепестковые шлифовальные круги.
Ниже приведены часто рекомендуе-
мые составы контактных жидкостей'.
•глицерин;
• смазка на основе обой-
ного клея (размельченный сухой
обойный клей растворяют в холодной или
теплой воде в объемном соотношении 1:1-
1:3 в зависимости от условий контроля.
Кипятят раствор, тщательно его размеши-
вая и доводя до полностью однородной
вязкой массы);
• смазка на основе декст-
рина (состав смазки, %: декстрин 30 ...
34; ОП-7 4; глицерин 9 ... 10; сода 1; вода -
остальное. Декстрин растворяют в нагре-
той до 40 ... 50° воде, добавляют глицерин
и соду и размешивают до получения од-
нородного раствора);
• ингибиторная смазка Таган-
рогского завода "Красный котель-
щик". Состав смазки: нитрит натрия (тех-
нический) 1,6 кг; глицерин 0,45 кг; крах-
мал 0,24 кг; кальцинированная сода (тех-
ническая) 0,048 кг; вода 8 л. Способ при-
готовления: соду и нитрит натрия раство-
ряют в 5 л холодной воды с последующим
кипячением в чистой посуде. Крахмал
растворяют в 3 л холодной воды и влива-
ют в кипящий раствор нитрита натрия и
соды. Раствор кипятят 3 ... 4 мин, после
чего в него вливают глицерин и охлажда-
ют. Температурные пределы работоспо-
собности смазки 3 ... 38 °C. Смазка легко
смывается;
• технические масла: транс-
форматорное масло, автол, солидол;
• ферромагнитная жидкость
(описана в разд. 2.2.4.9);
• водяной гель (консистенция
геля приблизительно такая же, как у соли-
дола, но он абсолютно безвреден, не ос-
тавляет никаких пятен, но вызывает ржав-
ление железа).
Возможен контроль по черновой по-
верхности горячего проката с нанесенным
на нее слоем густой смазки и покрытой
рентгеновской пленкой, которая также
смазывается маслом. Г.А. Крамаров [190]
исследовал различные способы достиже-
ния удовлетворительного качества аку-
стического контакта при контроле по не-
обработанной поверхности. Наиболее вы-
сокая чувствительность и стабильность
контакта достигались при нанесении на
поверхность и застывании слоя жидкого
стекла.
А.В. Медведев [228] предложил ис-
пользовать для улучшения прохождения
УЗ через зазор преобразователь-изделие
лакокрасочное покрытие ОС-51-03, лак
КО-85 или битумный полимерный мате-
риал ВЭБПМ. По его мнению, эти вещест-
ва обладают нелинейными акустическими
свойствами. В такой среде генерируются
акустические гармоники, взаимодейст-
вующие с неровностями поверхности ОК.
При частоте 2,5 МГц и толщине покрытия
60 ... 80 мкм наблюдается усиление УЗ на
4 ... 12 дБ. Авторы данной книги считают
предложение применять лакокрасочные
покрытия полезным, хотя объяснение это-
го явления весьма сомнительно.
Проверку достаточной чистоты по-
верхности изделия проводят, наблюдая за
стабильностью донного сигнала при пере-
мещении прямого преобразователя. Изме-
нение амплитуды этого сигнала в преде-
лах 2 дБ показывает, что чистота поверх-
ности изделия вполне удовлетворительна.
Очень хорошее средство проверки
пригодности поверхности изделия для УЗ-
контроля - датчик ДШВ ЦНИИТмаша (см.
разд. 6.4). Он позволяет учесть неодина-
ковое качество поверхностей изделия и
стандартного образца, по которому на-
страивают чувствительность дефектоско-
па, а затем скомпенсировать чувствитель-
ность.
Если предусмотрен контроль одно-
кратно отраженным лучом, или ЗТ-
методом, то важно не только состояние
поверхности ввода, но и состояние донной
поверхности. Обычно требуют, чтобы ее
шероховатость была < Rz 160 мкм, а вол-
нистость < 0,025.
342
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.6. Контроль вала переменного
сечения
Изделия большой протяженности или
большой площади разбивают на участки,
контролируемые последовательно. Это
облегчает привязку результатов контроля
к изделию. Например, длинный сварной
шов разбивают на участки, длина которых
300 ... 400 мм соответствует длине при-
меняемых рентгеновских пленок. Таким
образом удобно сопоставлять результаты
УЗ- и радиографического контроля. При
контроле листов и плит их поверхность
разбивают на участки 100 х 100 мм или
большего размера.
Способ сканирования изделий слож-
ной формы зависит от индивидуальных
особенностей изделия. Например, участки
изделия, имеющие разную толщину, кон-
тролируют раздельно (рис. 3.6). Приме-
няют наклонные преобразователи, чтобы
проверить зоны вблизи галтелей. При кон-
троле изделий большой протяженности
или большой площади, разбитых на уча-
стки, или изделий сложной формы части
изделия контролируют и оценивают, как
правило, последовательно.
3.1.4. Проведение контроля
Поиск дефектов ведут путем пере-
мещения преобразователя по поверхности
изделия или изделия относительно преоб-
разователя - сканированием. Перемеще-
ние осуществляют так, чтобы выявить
дефекты во всем объеме контролируемого
материала.
Выбор параметров сканирования рас-
смотрен в разд. 2.2.4.8. Как там сказано,
шаг сканирования обычно не более полу-
ширины пьезоэлемента преобразователя.
Скорость ручного сканирования < 150
мм/с, а скорость автоматического скани-
рования определена в разд. 2.2.4.8.
Ручное сканирование изделий с пло-
ской поверхностью или цилиндрической
поверхностью большого диаметра осуще-
ствляют возвратно-поступательным пря-
молинейным перемещением преобразова-
теля. Прутки, трубы малого диаметра ска-
нируют по образующим, смещая преобра-
зователь по окружности на шаг путем по-
ворота изделия. При автоматическом кон-
троле изделий с цилиндрической поверх-
ностью как малого, так и большого диа-
метра сканируют по винтовой линии. Ска-
нирование при контроле сварных соеди-
нений будет рассмотрено в разд. 5.1.
Признаками обнаружения дефектов
являются: при контроле методами отра-
жения - появление на развертке в зоне
контроля эхосигнала выше уровня фикса-
ции; при контроле ЗТ-методом - умень-
шение донного сигнала, а при контроле
теневым методом - уменьшение сквозного
сигнала до уровня, меньшего уровня фик-
сации.
При контроле изделия из материала с
высоким уровнем структурных помех
принимают меры для их снижения (см.
разд. 2.2.4.5), например контролируют
продольными волнами вместо попереч-
ных, применяют фокусирующие и РС-
преобразователи и т.д. Уровень фиксации
должен превышать уровень помех не ме-
нее чем в 2 раза (для методов отражения).
3.1.5. Оценка качества
Применяют одно- и двухуровневую
системы оценки качества по результа-
там контроля. Согласно одноуровневой
системе проверяемые изделия относят
либо к годным, либо к бракованным. По
двухуровневой системе проверяемые из-
делия по результатам контроля оценивают
баллами (от первого до третьего). Третий
балл - изделие безусловно годное; первый -
безусловно негодное; второй - о дефектах
ОБЩИЕ РЕКОМЕНДАЦИИ
343
требуется дополнительная информация.
Допустимость дефектов должна оце-
ниваться по их параметрам, измеряемым
при УЗ-контроле. Первый такой параметр -
амплитуда, определяемая уровнем фикса-
ции. При одноуровневой системе уровень
фиксации - это одновременно уровень
браковки. Например, при автоматическом
контроле труб малого диаметра эхомето-
дом этот уровень задают по искусствен-
ному дефекту в виде риски определенной
глубины. Если амплитуда эхосигнала от
дефекта превышает амплитуду эхосигнала
от риски, труба бракуется.
При двухуровневой системе дефект
исследуют с применением способов, кото-
рые будут изложены в разд. 3.2. Приме-
няют дополнительные методы, в том чис-
ле не УЗ.
В качестве примера двухуровневой
системы рассмотрим автоматический кон-
троль толстых листов теневым методом,
который находит применение на некото-
рых предприятиях. Уровень фиксации
задают по уменьшению амплитуды сквоз-
ного сигнала до определенного уровня,
например на 6 дБ.
Если амплитуда сквозного сигнала
уменьшилась на 6 дБ или еще сильнее, то
считают, что данный участок листа со-
держит дефект. Однако допустимость по-
следнего оценивают по максимальной ус-
ловной площади дефектного участка,
суммарной площади всех дефектных уча-
стков, расстояниям между дефектными
участками. Все эти характеристики изме-
ряют по дефектограмме, автоматически
записанной в процессе контроля. Приме-
няют эхометод и определяют соотношение
амплитуд эхосигнала от дефекта и донно-
го сигнала на дефектном участке. С уче-
том всех этих данных относят лист к год-
ным или бракованным.
3.1.6. Оформление результатов
контроля
Результаты контроля изделия фикси-
руются в журнале и в заключении (прото-
коле) по контролю. Содержание этих до-
кументов может быть не вполне идентич-
ным, но итоговое решение одинаковым. В
журнале дефектоскопист может отразить
особенности выявления дефектов, а за-
ключение должно быть более лаконич-
ным. Вывод о качестве необходимо запи-
сать в альтернативной форме: соответст-
вует или нет изделие техническим требо-
ваниям. Дефектные места в изделии
должны быть отмечены.
По результатам контроля партии од-
нотипных изделий (например, рельсов,
труб) делается общая запись в журнале и
составляется общее заключение. В нем
должны быть указаны номера или марки-
ровка всех проверенных изделий, помече-
ны и собраны в отдельном месте брако-
ванные изделия.
Все названные документы по резуль-
татам контроля подписывает специалист
второго или третьего уровня квалифика-
ции, ответственный за контроль. Дефек-
тограмма (эскиз изделия, на котором изо-
бражены обнаруженные дефекты) в случае
необходимости должна прилагаться к за-
писи в журнале и заключению по контро-
лю.
Заключение по результатам контроля
должно содержать следующие сведения:
- о контролируемом изделии (назва-
ние, тип, номер, материал);
- о средствах и способе контроля
(тип и номер дефектоскопа, преобразова-
теля, метод и схема контроля, частота,
уровень фиксации и др.);
- о результатах контроля; если в из-
делии имеются допустимые дефекты, то в
журнале (а при необходимости и в заклю-
чении) указывают их характеристики, в
том числе полученные другими методами;
- общее заключение о качестве;
- о лицах, выполнивших контроль, и
ответственном за контроль.
Если это оговорено условиями по-
ставки, копии заключения по результатам
контроля с описанием дефектов и дефек-
тограммы передаются организации, экс-
344
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
плуатирующей изделие, для дальнейшего
наблюдения за дефектами.
3.1.7. Условия выполнения контроля,
требования техники безопасности и
промышленной санитарии
В НТД на У 3-контроль изделий ука-
зывают требования к условиям контроля,
персоналу и безопасному проведению ра-
бот. В условиях контроля оговаривают
возможность контроля одним специали-
стом или бригадой из двух специалистов,
ответственного за подготовку изделия к
контролю, оснащение участка контроля,
необходимость подводки электропитания,
шины заземления, водоснабжения, сжато-
го воздуха (при необходимости).
В требованиях к персоналу указыва-
ется необходимая квалификация дефекто-
скопистов. Она должна соответствовать
первому или второму уровню для лиц,
непосредственно ведущих контроль, и
второму или третьему уровню для лица,
дающего заключение о его результатах.
Обязательно также знание дефектоскопи-
стами специальной аппаратуры, исполь-
зуемой при контроле: установок, приспо-
соблений.
В требованиях по безопасности и
промышленной санитарии НТД отмечает-
ся, что при работах по УЗ-контролю де-
фектоскопист должен руководствоваться
действующими Правилами технической
безопасности при эксплуатации электро-
установок потребителями, утвержденны-
ми Госэнергонадзором 1984 г.
Следует учитывать, в частности, сле-
дующие положения:
- при напряжении питания > 40 В не-
обходимо применять заземление;
при контроле объектов изнутри, на-
пример внутри сосудов, напряжение пита-
ния должно быть < 12 В;
- УЗ-контроль желательно выполнять
при температурах > 5 и < 45 °C (эти пре-
делы могут быть расширены ведомствен-
ными постановлениями при обеспечении
технических и физиологических возмож-
ностей контроля);
- работа на высоте допускается толь-
ко при использовании предохранительных
поясов;
- общая освещенность должна быть в
пределах 100 ... 200 лк;
- экран дефектоскопа следует защи-
тить от яркого света.
Специфические требования противо-
пожарной безопасности относятся к кон-
тактной жидкости, если она отличается
повышенной возгораемостью (например,
некоторые типы масел, спиртов). Их сле-
дует предохранять от воздействия огня,
искрящих электроконтактов.
Прямого воздействия УЗ с парамет-
рами, используемыми при НК, на здоровье
дефектоскопистов не обнаружено. Интен-
сивность используемого излучения в сот-
ни раз меньше, чем предусмотрено требо-
ваниями государственного стандарта на
оборудование, создающее УЗ. Тем не ме-
нее в качестве профилактики следует из-
бегать прямой контактной передачи УЗ на
руки работающих [304]. Рекомендовано
конструировать преобразователи с корпу-
сом, отделенным от пьезоизлучателя воз-
душным промежутком, что учитывается
подавляющим большинством изготовите-
лей. Если конструкцией преобразователя
это не предусмотрено, работать следует в
нитяных перчатках.
3.1.8. Контроль при повышенной
температуре
В.Б. Богод и В.В. Гребенников иссле-
довали влияние повышения температуры
на чувствительность контроля примени-
тельно к сварным соединениям, однако
результаты применимы к любым металли-
ческим изделиям. Чувствительность
уменьшается на 5 дБ при повышении тем-
пературы до 80 °C.
Основные причины этого - повыше-
ние коэффициента затухания в призме
преобразователя (оргстекло) и уменьше-
ОБЩИЕ РЕКОМЕНДАЦИИ
345
ние коэффициента прозрачности (в ре-
зультате изменения свойств оргстекла)
границы преобразователь - ОК. Необхо-
димо также учитывать изменение угла
ввода. Для прямого преобразователя с
пьезоэлементом из ЦТС условия контроля
практически не изменяются.
Специфическая задача - контроль
при более высоких температурах (> 500 °C).
Для защиты пьезопреобразователя от воз-
действия высокой температуры В.В. За-
лесский рекомендует его снабжать волно-
водом, который иногда охлаждают. Для
прямого преобразователя рекомендованы
волноводы из ситалла, плавленого кварца.
Упомянут также волновод из стали, но, по
экспериментам авторов книги, УЗ очень
сильно отражается от границы сталь -
тонкий слой жидкости - сталь. Для на-
клонного ввода УЗ применяют волновод,
на котором укрепляют преобразователь с
преломляющей призмой. Боковой отрос-
ток служит ловушкой. Отражение от глад-
кой боковой поверхности волновода изме-
няет угол ввода на величину
ф = arcsin(/./4t/), где d - расстояние от
центра пьезоэлемента до боковой поверх-
ности волновода [221]. Для уменьшения
влияния отражений от боковой поверхно-
сти волновода она подвергается рифле-
нию. Оптимальная форма рифления -
резьба переменного профиля. Она снижает
уровень помех на 40 дБ.
В качестве контактных жидкостей
применяют расплавы солей металлов, в
частности расплавы нитратов и нитритов.
Разработаны также температуростойкие
жидкие контактные среды [251], пригод-
ные для контроля при температуре до
400 °C, и паста, которая пригодится для
контроля при температуре до 800 °C.
В разд. 1.2.4 отмечены высокотемпе-
ратурные ЭМА-преобразователи. В разд.
2.2.1.2 упомянуты высокотемпературные
преобразователи для дефектоскопа, а в
разд. 6.1.4- для толщиномера.
3.1.9. Ультразвуковой контроль
в процессе эксплуатации
УЗ-контроль проводят в процессе
эксплуатации многих объектов, в частно-
сти атомных электростанций, химических
предприятий, тепловых электростанций,
различных видов транспорта. Обычно
контроль проводится в перерыве между
рабочими циклами, например во время
ремонта. При этом применяется та же ме-
тодика контроля, что и при изготовлении
или монтаже объекта.
Гораздо реже прибегают к УЗ-
контролю в процессе работы оборудова-
ния. Такому контролю могут мешать шу-
мы работающего оборудования и трудно-
сти передачи электрического сигнала от
движущегося (например, вращающегося)
совместно с объектом преобразователя к
прибору.
Оценка [294] показала, что примени-
тельно к высокооборотной турбине часто-
та механических шумов на два порядка
меньше частоты обычно применяемых УЗ-
колебаний. От них несложно отстроиться
с помощью низкочастотного фильтра.
Рис. 3.7. Схема установки для
диагностики подшипникового узла:
1 - диагностируемый подшипник; 2 - вал;
3 - привод; 4 - преобразователь угла поворота
оборотов; 5 - излучатель; б - генератор;
7 - щеточный узел; 8 - звукопровод;
9 - пьезокерамика; 10 - предварительный
усилитель; 11 - корпус подшипника;
12 - усилитель; 13 - АПЦ-контроллер;
14 - ЭВМ; 15 - анализатор спектра;
16 - опорный подшипник
346
Глава 3, УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.8. К измерению координат дефекта при контроле
прямым (а) и однократно отраженным (б) лучами
Передача электрического сигнала
возможна как через щеточный коллектор,
так и через оптическую систему при вра-
щении турбины с частотой до 500 об/с.
Наблюдавшиеся импульсы почти не от-
личались от импульсов в стационарном
состоянии. Использование скользящего
акустического контакта оказалось пригод-
ным при частотах вращения <70 об/с.
В [428, докл. 1.31] сообщалось, что
методы активной УЗ-дефектоскопии мо-
гут быть применены для обнаружения
дефектов в объеме тел, вращающихся с
частотой до 200 об/с, и для диагностики
подшипниковых узлов (рис. 3.7). Исполь-
зуется метод сквозного прозвучивания.
Пьезоизлучатель и пьезоприемник с пре-
дусилителем закрепляются на деталях
вращающегося объекта, причем не напро-
тив друг друга, как в обычном теневом
методе. Аппаратура работает в диапазоне
200 ... 600 кГц. Амплитуда прошедшего
через подшипник акустического сигнала
зависит от частоты вращения и износа.
3.2. ИЗМЕРЯЕМЫЕ
ХАРАКТЕРИСТИКИ И ПРИЗНАКИ
ДЕФЕКТОВ
Здесь изложены измеряемые харак-
теристики, получаемые при контроле ме-
тодами отражения, получившими наи-
большее распространение. Рекомендации
по измерению относятся к различным ме-
таллическим изделиям, включая сварные
соединения.
3.2.1. Измерение координат дефекта
Измерение состоит в поиске положе-
ния преобразователя на поверхности вво-
да, при котором достигается максимум
эхосигнала (точки О), и определении ко-
ординат дефекта относительно найденного
положения. Компактные дефекты в даль-
ней зоне преобразователя имеют один
максимум эхосигнала. Наличие несколь-
ких максимумов в дальней зоне преобра-
зователя говорит о сложной форме дефек-
та, его протяженности, групповом харак-
тере.
Процедура настройки дефектоскопа
при измерении прямым лучом (т.е. иду-
щим от преобразователя) и расчетные
формулы приведены в разд. 2.2.4.4. Там
же дана оценка погрешности измерения. У
дефектоскопов с автоматическим измере-
нием координат работа измерителя осно-
вана на тех же принципах, поэтому по-
грешности измерения имеют ту же вели-
чину.
На рис. 3.8, а показан контроль пря-
мым лучом с помощью наклонного преоб-
разователя. При контроле наклонным пре-
образователем однократно отраженным
лучом (см. рис. 3.8, б) глубина дефекта от
поверхности ввода вместо формулы (2.15)
определяется формулой
у = 2Я-уизм, (3.1)
где уизм - глубина, измеренная дефекто-
скопом; Н - толщина ОК. Расстояние от
точки ввода до дефекта определяется той
же, что и ранее формулой
х = г’ sina .
При контроле однократно отражен-
ным лучом происходит смещение лучей
вдоль отражающей поверхности, рассмот-
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
347
3.1. Значения I в СО-2 для преобразователей с
различными углами ввода
Параметр а, град
35 40 45 50 60 65 70
1, мм 47,7 57,4 62,2 68,5 88,0 35,3 43,9
репное в разд. 1.1.4. Особенно заметное
смещение возникает, когда угол ввода
преобразователя, уменьшаясь, приближа-
ется к третьему критическому значению
(для стали 33°). Например, когда а = 35 ...
38° на частоте 2 ... 5 МГц сдвиг отражен-
ных лучей достигает 3 ... 6 мм (см.
рис. 1.23). Смещение тем больше, чем ни-
же частота и чем ближе угол ввода к
третьему критическому углу 33°. Это сле-
дует учитывать при измерении координа-
ты х.
При контроле наклонным преобразо-
вателем объекта с цилиндрической по-
верхностью радиусом R (рис. 3.9, а) коор-
динаты обнаруженного дефекта удобно
измерять по окружности (например, гиб-
кой линейкой - расстояние х = ODX) и по
радиусу от поверхности ввода (у’ = DD1)
вместо измеряемых дефектоскопом значе-
ний х и у в прямоугольных координатах.
Расчет х' и у' выполняют по графикам
на рис. 3.10, а, на которых значения x'/R и
y'/R представлены в виде зависимости от
HR, где I - расстояние вдоль луча от пре-
образователя до дефекта. Графики на рис.
3.10, а построены для значений углов вво-
да, часто применяемых на практике. Ве-
личина I связана с измеряемыми дефекто-
скопом координатами х и у следующим
образом:
I = y/cosa =x/sina .
Удобно настроить глубиномер де-
фектоскопа на измерение величины I по
отверстию диаметром 6 мм в СО-2. В
табл. 3.1 приведены значения I в этом об-
разце для преобразователей с различными
углами ввода Для преобразователей с уг-
лами ввода 35 ... 60° настройка ведется,
когда отверстие расположено на глубине
44 мм, а для преобразователей с углами
ввода 65 и 70°, если оно находится - на
глубине 15 мм.
Рис. 3.9. Измерение координат дефекта
при контроле цилиндрических изделий
прямым лучом (а) и полых
цилиндрических изделий однократно
отраженным лучом (в)
348
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
0
0,06 0,1 0,14 0,18 1/R 0,06 0,1 0,14 0,18 1/R
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
349
y7R
H/R= 0,4
\h/r =0,3
0,4 0,6 0,8 1 1,2 1/R
и)
x”/R_______________________________
H/R =0^
'H/R =0,3
0,4 0,6 0,8 1 1,2 l/R
к)
Рис. 3.10. Графики для расчета относительных значений координат
дефекта y'!R и x'!R при контроле сплошных цилиндрических изделий прямым лучом
и расчета относительных значений координат дефекта y"/R и x"/R и при контроле полых
цилиндрических изделий однократно отраженным лучом:
а, б - сплошное цилиндрическое изделие; в, г - изделие с отношением толщины стенки к радиусу
цилиндра HIR = 0,05; д, е - то же к радиусу цилиндра HIR = 0,01; ж, з - то же к радиусу цилиндра
H/R = 0,2; и, к - то же к радиусу цилиндра H/R = 0,3 и 0,4 для угла ввода а = 35°
350
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Пример 3.1. Контролируется труба
диаметром 2R = 200 мм с толщиной стенки 20 мм
преобразователем с углом ввода а = 45°, переме-
щающимся в плоскости поперечного сечения.
Измерены координаты дефекта, выявленного
прямым лучом: уизм = х„™ = 18 мм. Определить
координаты дефекта для цилиндрической поверх-
ности.
Вычисляем / = 18/cos 45° = 25,5 мм; отно-
шение 1/R = 25,5/100 = 0,255. По графикам на
рис. 3.10, а и б, используя кривые 45°, находим
y'/R= 0,165; х'/Я = 0,21. Отсюда следует
у' = 16,5 мм; х' = 21 мм.
При контроле наклонным преобразо-
вателем объекта типа трубы в плоскости
поперечного сечения однократно отра-
женным лучом (см. рис. 3.9, б) координа-
ты дефекта также измеряют по поверхно-
сти х" ~ OD\ и по радиусу у” = DtD. Для
их расчета используют графики на
рис. 3.10, в-к.
Выбираем график с отношением
толщины стенки трубы к ее радиусу H/R,
наиболее близким к реальному значению,
или интерполируем результаты, получен-
ные по двум ближайшим графикам. Для
труб с отношением Н/R ~ 0,3 и 0,4 приме-
ним только преобразователь с углом ввода
а = 35°, поскольку при большем угле вво-
да лучи не касаются внутренней поверх-
ности. Для этого преобразователя кривые
показаны на рис. 3.10, и-к.
Пример 3.2. Условия контроля те же, что
в примере 3.1, ноущм = 25 мм, т.е. больше толщи-
ны стенки трубы. Следовательно, дефект выявлен
однократно отраженным лучом. Определить коор-
динаты дефекта для цилиндрической поверхности.
Вычисляем I = 25/cos45° = 47,6 мм; отноше-
ние 1/R = 47,6/100 = 0,4766. Параметр H/R = 0,2,
поэтому пользуемся графиками на рис. 3.10, ж и
з. Используем кривые 45°, находим y'/R =0,128;
x'/R= 0,43. Отсюда следует у' = 12,8 мм;
х' = 43 мм.
3.2.2. Измерение максимальной
амплитуды эхосигнала и
эквивалентной площади дефекта
Эквивалентная площадь (эквива-
лентный диаметр) дефекта - это площадь
(диаметр) плоскодонного отверстия, рас-
положенного в таком же материале и на
той же глубине, что и дефект ОК, дающе-
го такую же амплитуду эхосигнала. От-
ношение эквивалентной площади к реаль-
ной площади дефекта называют коэффи-
циентом выявляемости дефекта при кон-
троле эхометодом Кэ. Поделив на него
эквивалентную площадь 5Э, можно оце-
нить реальную площадь S компактного
(непротяженного) дефекта: S = SJ Кэ.
Прямой способ определения эквива-
лентной площади - подбор соответст-
вующего плоскодонного отверстия в СОП.
Вместо плоскодонных отверстий можно
использовать другие типы отражателей
(например, при контроле наклонным пре-
образователем — сегментные отражатели,
зарубки), которые пересчитывают в плос-
кодонные отверстия с помощью формул
акустического тракта. Косвенный, но бо-
лее удобный способ определения эквива-
лентной площади - с помощью АРД диа-
грамм. Если АРД диаграммы для исполь-
зуемого преобразователя нет или контро-
лируется изделие малого диаметра, для
которого АРД диаграммы также отсутст-
вуют, приходится изготовлять СОП.
Методика расчета АРД диаграммы
для любых преобразователей освоена
ЦНИИТмашем. Особенно удобна система
АРД-универсал (см. разд. 3.1.3), позво-
ляющая построить индивидуальные АРД
диаграммы для конкретного преобразова-
теля после несложных измерений.
СОП и изделие должны иметь одина-
ковое качество поверхности ввода. Это
проверяют тем же дефектоскопом с дат-
чиками ДШВ и в случае несоответствия
вводят поправки (изготовитель датчиков -
НПО "ЦНИИТмаш").
Применение АРД диаграмм ограни-
чивается кривизной поверхности изделия
[135]. При контроле прямым преобразова-
телем диаметром D (в мм) диаграмму для
плоской поверхности можно применять
для стального изделия с выпуклой цилин-
дрической поверхностью радиусом R (в
мм), когда выполняются одновременно
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
351
два условия:
7? > Z>2/(4 ... 8); 7?>0,16Z>2/, (3.2)
где / частота, МГц.
Первое из этих неравенств связано с
тем, что краевые части плоского преобра-
зователя не будут контактировать с ци-
линдрической поверхностью изделия.
Цифра 4 в нем соответствует обычным
условиям контроля, а цифра 8 - обильно-
му применению густой контактной смаз-
ки.
Второе неравенство связано с расфо-
кусирующим действием жидкой контакт-
ной среды между преобразователем и из-
делием, которая имеет форму плосковог-
нутой линзы. Совмещение шкал амплитуд
АРД диаграммы и аттенюатора при кон-
троле по цилиндрической поверхности
необходимо выполнять по СОП с кривиз-
ной поверхности, близкой к кривизне ОК.
Можно использовать донный сигнал от
цилиндрического изделия с учетом отме-
ченного далее уточнения.
Отражающая вогнутая поверхность
цилиндрического ОК при контроле пря-
мым преобразователем подобна донной
поверхности в плоскопараллельном ОК.
Согласно геометрическим построениям
[191], она дает такую же амплитуду эхо-
сигнала, как донная поверхность в таком
ОК. Лучи фокусируются вогнутой по-
верхностью, но ближе к поверхности вво-
да происходит расфокусировка (рис. 3.11).
Более точные исследования Л.В. Басацкой
и др. показали, что амплитуда эхосигнала
от вогнутой донной поверхности зависит
от отношений диаметра цилиндра 2R к
длине волны X и отношения диаметров
преобразователя и цилиндра D/2R.
Пример 3.3. Контроль вала какого диа-
метра 2R можно выполнять прямым преобразова-
телем диаметром 12 мм на частоте 2,5 МГц, поль-
зуясь АРД диаграммой для плоской поверхности
ОК?
Из условий (3.2) находим
2Д>2-122/4 = 72 мм;
27? > 2-0,16-122-2,5 = 115,2 мм.
Рис. 3.11. Отражение квазисферической
волны в сплошном цилиндре диаметром 2R
в приближении геометрической акустики (а)
и относительное звуковое давление Р в
функции от отношения пройденного пути г
к Л (б):
J - в падающей сферической волне;
2 - в отраженной волне; 3 - в волне,
отраженной от плоской донной поверхности
Более жестким является второе условие, со-
гласно которому диаметр вала должен быть
больше 115 мм, но совмещение шкал амплитуд
АРД диаграммы и аттенюатора необходимо вы-
полнять по донному сигналу СОП из того же вала
на участке, где дефекты отсутствуют. Поскольку
диаметр вала значительно больше длины ближней
зоны преобразователя, донные сигналы от вогну-
той поверхности цилиндра и плоской поверхно-
сти одинаковы.
Сравнение различных способов из-
мерения эквивалентной площади дефектов
352
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.12. Корреляционная
зависимость между эквива-
лентным диаметром </, и раз-
мером в вертикальной плос-
кости Ьд компактных дефек-
тов сварных соединений:
1 - шлаковые включения;
2 - трещины при контроле со-
вмещенным преобразователем;
3 - те же трещины при контроле
методом тандем
при контроле сварных соединений (по
плоскодонным отверстиям, по АРД диа-
граммам с настройкой по двугранному
углу или по СО) по точности [273] показа-
ло, что все способы имеют одинаковую
точность для среднелегированных сталей.
Относительная погрешность выполнения
этой операции составляет ±(0,3 ± 0,1) с
доверительной вероятностью 0,68. Эту
оценку, по-видимому, можно распростра-
нить также на контроль поковок прямыми
преобразователями. Она касается также
точности настройки чувствительности на
уровень фиксации или браковки.
Реальную площадь компактных де-
фектов очень приближенно оценивают,
деля эквивалентную площадь на коэффи-
циент выявляемое™. Для поковок и про-
ката он равен 0,15 ... 0,4, а для сварных
швов - 0,01 ... 0,1 (данные В.Е. Белого).
Более точно коэффициент может быть
определен для конкретных изделий, тех-
нологий и материалов путем набора ста-
тистических данных по вскрытию реаль-
ных дефектов.
На рис. 3.12 показана полученная
В.Г. Щербинским [350] по данным собст-
венных измерений и литературным источ-
никам зависимость эквивалентного диа-
метра d3 от реальных размеров компакт-
ных дефектов Ьд в вертикальной плоско-
сти сварного соединения. Для дефектов
малого размера (до 1,5 ... 2 мм) корреля-
ция плохая, а для дефектов большего раз-
мера прослеживается определенная зави-
симость, причем разная для объемных и
плоскостных дефектов. Применение для
обнаружения трещин метода тандем резко
увеличивает амплитуду эхосигнала, а ко-
эффициент выявляемое™ близок к единице.
Для протяженных плоских дефектов
типа расслоений в листах и плитах экви-
валентную площадь s используют как ме-
ру отражательной способности дефекта,
характеризующую степень его раскрытия,
заполненность инородными веществами
[135].
При исследовании дефектов, распо-
ложенных вблизи донной поверхности ОК
(например, трещин на внутренней поверх-
ности трубы), часто возникает задача оп-
ределения их развития по глубине. Это
выполняют либо измерением максималь-
ной амплитуды эхосигнала от дефекта как
от углового отражателя при контроле на-
клонным преобразователем, либо по вре-
мени пробега дифракционных волн. В
первом случае строят тарировочную кри-
вую зависимости амплитуды эхосигнала
от глубины рисок, имитирующих трещи-
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
353
ны, для конкретного типа преобразовате-
ля. Оптимальный угол ввода при этом 45°.
Обычно глубина дефектов, измеряемых по
амплитуде эхосигнала, < 5 мм, а для де-
фектов, измеряемых дифракционным ме-
тодом, глубина неограниченна и точность
измерения выше.
3.2.3. Условные размеры дефекта
и способы их измерения
Размеры дефектов традиционными
УЗ-методами измеряют весьма прибли-
женно. В разд. 3.2.2 рассмотрен способ
оценки площади компактных дефектов
(различие между компактными и протя-
женными дефектами изложено в
разд. 3.2.4). Величину протяженных де-
фектов оценивают, измеряя их условные
размеры.
Преобразователь перемещают над
дефектом (рис. 3.13, а) и наблюдают за
изменением амплитуды эхосигнала. Вбли-
зи краев дефекта амплитуда быстро
уменьшается. Расстояние между этими
положениями преобразователя называют
условным размером.
Если при перемещении преобразова-
теля положение эхосигнала на линии раз-
вертки сохраняется постоянным (см.
рис. 3.13, а), то такой условный размер
называют условной протяженностью, или
условной шириной. Это линейные услов-
ные размеры. При контроле сварных швов
условной протяженностью называют раз-
мер при перемещении преобразователя
вдоль шва, а условной шириной - размер
при перемещении преобразователя попе-
рек шва. При контроле основного металла
пользуются только понятием "условная
протяженность".
Если при перемещении преобразова-
теля эхосигнал на линии развертки значи-
тельно перемещается, то это означает раз-
витие дефекта в плоскости, перпендику-
лярной к поверхности ввода. Такой ли-
нейный условный размер называют услов-
ной высотой. На рис. 3.13, б показано из-
мерение условной высоты наклонным
преобразователем.
б)
Рис. 3.13. Измерение условных
протяженности (а) н высоты (б)
При измерении условных размеров
наклонным преобразователем его ориен-
тацию поддерживают постоянной, напри-
мер при контроле сварных швов направ-
ление излучения сохраняют перпендику-
лярным к оси шва или сохраняют то на-
правление, при котором амплитуда эхо-
сигнала была максимальной.
Как по условному размеру найти ис-
тинный размер дефекта? Это зависит от
многих факторов, в частности от того, по
какому признаку определялись положения
преобразователя, соответствующие краям
дефекта. Далее изложены способы изме-
рения условных размеров, различающиеся
именно по признакам определения край-
них положений преобразователя.
354
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Р7Р0, ДБ
Рис. 3.14. Условная протяженность плоскодонных отверстий,
измеренная различными способами
Используют два основных способа
измерения линейных условных размеров:
относительный и абсолютный. В относи-
тельном способе крайними считают поло-
жения преобразователя, при которых ам-
плитуда эхосигнала от дефекта уменьши-
лась в определенное число раз по отноше-
нию к максимуму эхосигнала. Применяют
следующие относительные способы:
- "6 дБ" - амплитуда эхосигнала
уменьшилась на 6 дБ, или в 2 раза;
10 дБ" - то же на 10 дБ, или в 3,3 раза;
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
355
Диаметр дефекта d, мм
в)
Рис. 3.15. Условная протяженность боковых цилиндрических
отверстий, измеренная различными способами
- "20 дБ" - то же на 20 дБ, или в
10 раз.
В абсолютном способе крайними
считают положения преобразователя, при
которых амплитуда эхосигнала от дефекта
уменьшилась до определенного уровня,
задаваемого размером искусственного
дефекта; обычно это уровень фиксации.
ГОСТ 14782-86 рекомендует использо-
вать по выбору либо абсолютный способ,
либо способ "6 дБ". Большинство отечест-
венных НТД применяют абсолютный спо-
соб. В европейских странах распространен
способ "20 дБ", в США - абсолютный (хо-
тя в документах и литературе это название
не используется) или "20 дБ".
Сравним результаты измерения
линейных условных размеров (условной
протяженности) на примере измерения
условной протяженности плоскодонных
отражателей (см. рис. 3.14, б). Прямой
преобразователь диаметром D = 12 мм на
частоту 2,5 МГц перемещали над плоско-
донными отверстиями разного диаметра
на глубине 100 мм и измеряли изменение
амплитуды эхосигнала (см. рис. 3.14, а).
356
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.16. Сопоставление условной протяженности Д£усл (й) и
условной высоты НуЫ (6) дефектов сварных роторов турбин с истинными значениями:
х - надрывы; о - трещины в зоне термического влияния
Если размер отражателя значительно
меньше размера преобразователя, то из-
менение амплитуды определяется диа-
граммой направленности преобразователя.
В этом случае диаграмма направленности
отражателя (как вторичного излучателя)
будет значительно шире диаграммы на-
правленности преобразователя и не станет
влиять на изменение амплитуды эхосигна-
ла при перемещении преобразователя.
Будет, однако, расти максимальная ампли-
туда с увеличением площади отражателя.
Например, кривые 1-3 имеют одинаковую
форму, но разную высоту.
Когда размер отражателя приближа-
ется к размеру преобразователя (кривые 4,
5), на форму кривых влияет диаграмма
направленности отражателя: кривые су-
жаются. Если размер отражателя больше
размера преобразователя (кривая 6), ам-
плитуда эхосигнала может превзойти дон-
ный сигнал. Когда размер отражателя зна-
чительно больше размера преобразовате-
ля (кривая 7), на кривой изменения ампли-
туды появляется плато, а вблизи краев
отражателя - максимумы. Это вклад "бле-
стящих точек", которыми являются края
отражателя (см. разд. 1.1.5).
На рис. 3.14, в показаны результаты
измерений условной протяженности плос-
кодонных отражателей различными спо-
собами, полученные путем обработки
кривых, показанных на рис. 3.14, а. Пря-
мая L = d соответствует идеально точному
измерению.
Кривая Li построена способом "6 дБ".
Условная протяженность постоянна для
малых отражателей, когда форма кривых
на рис. 3.14, а определяется диаграммой
направленности преобразователя. При
одинаковых диаметрах отражателя и пре-
образователя она имеет минимум: здесь
наиболее велико влияние диаграммы на-
правленности отражателя.
При больших размерах отражателя
кривая приближается к прямой L = d. В
этом случае при положении преобразова-
теля над краем отражателя ровно полови-
на энергии проходит мимо дефекта и ам-
плитуда эхосигнала уменьшается в 2 раза
по сравнению с положением преобразова-
теля над средней частью дефекта. Именно
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
357
этот случай показан на рис. 3.13, а для
положений преобразователя 2 и 4.
Последняя часть кривой L2 (см. рис.
3.14, в) очень удобна для измерения ис-
тинных размеров дефекта, но наличие ми-
нимума при d = D мешает измерению
этим способом. Отметим, что уменьшение
в 2 раза амплитуды на краю естественных
дефектов наблюдается нечетко.
Кривая £3 построена способом "20
дБ". Минимум на ней слабо заметен. Ус-
ловный размер искусственного дефекта
всегда значительно больше истинного
(особенно для малых дефектов), но прак-
тика измерения естественных дефектов
показывает, что превышение условного
размера над истинным меньше, чем на
искусственных дефектах.
Кривая L\ построена абсолютным
способом при уровне фиксации, соответ-
ствующем эхосигналу от плоскодонного
отверстия диаметром 2 мм. С увеличением
размера дефекта условная протяженность
очень быстро возрастает, а потом кривая
идет подобно £3, но минимум не наблюда-
ется.
Приведенные результаты показыва-
ют, что ни один из способов измерения
условной протяженности не является
вполне удовлетворительным. При измере-
нии способом "6 дБ" условная протяжен-
ность, как правило, больше или равна ис-
тинному размеру, способом "20 дБ" и аб-
солютным - больше истинного (расшире-
ние размеров дефекта).
Для округлых дефектов, имитируе-
мых боковыми цилиндрическими отража-
телями (рис. 3.15, б), измерение условных
размеров не дает новой информации по
сравнению с измерением амплитуды эхо-
сигналов. Условные размеры, измеренные
относительным способом по кривым на
рис. 3.15, а (прямая L2 на рис. 3.15, в для
способа "6 дБ"), не зависят от размера от-
ражателя, а измеренные абсолютным спо-
собом (кривая L\) зависят только от диа-
граммы направленности преобразователя.
По критериям, которые будут рассмотре-
ны в разд. 3.2.4, все округлые дефекты
относятся к компактным.
Несмотря на отмеченные трудности в
определении истинных размеров дефек-
тов, условную протяженность широко
используют для оценки допустимости де-
фектов, поскольку эта характеристика об-
ладает удовлетворительной повторяемо-
стью при измерениях и несет полезную
информацию о протяженных дефектах. В
качестве примера на рис. 3.16, а представ-
лена зависимость условной протяженно-
сти ААуСЛ, измеренной абсолютным спосо-
бом, от истиной протяженности Ад дефек-
тов в реальных сварных швах [350]. Сис-
тема кривых, приведенных на рис. 2.38,
позволяет сопоставить условные протя-
женности, измеренные различными спо-
собами.
Пример 3.4. При контроле плиты на
частоте 3 МГц (длина волны 7. = 2 мм) преобразо-
вателем, имеющим диаметр D = 2а - 12 мм, с
уровнем фиксации по плоскодонному отверстию
диаметром d = 2,2 мм на глубине г = 50 мм обна-
ружен протяженный дефект эквивалентным диа-
метром d = 6,2 мм. Рассчитать полурасшире-
ние при различных способах измерения.
Протяженность ближней зоны
N = a2/x = 62/2 = \S мм.
Приведенное расстояние
r/N= 50/18 = 2,8.
Полурасширение по относительным при-
знакам рассчитаем по формулам (2.8) и (2.9) :
/б = 0.
Поскольку г > 2N,
/10 = 0,0575 • 50 2/6 + 0,065 6 = 1,3 мм;
120 = 0,177 -50 -2/6 + 0,23-6 = 6,3 мм.
Для определения полурасширения /ф по
уровню фиксации необходимо перевести значе-
ния эквивалентных размеров отражателей в от-
ношение амплитуд. Ослабление амплитуды сиг-
нала от уровня, соответствующего диаметру
d = 6,2 мм, до уровня фиксации рассчитаем, ис-
ходя из того, что для небольших отражателей
амплитуда пропорциональна площади отражате-
ля, поэтому
(Д/Д')2 =(2,2/6,2f «0,13.
По кривой r/N - 3 (см. рис. 2.38) (ближай-
шее к 2,8 значение) находим, что на уровне 0,13
358
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.17. Измерение условной высоты (б)
и условной ширины (в) наклонным
преобразователем путем сравнения с
боковым цилиндрическим отверстием (а);
Д*я < Ах* ® Ахв; Д/б>Л/ваД/а
величина Via = 0,5. Тогда полурасширение
/ф = 0,5а = 3 мм. Если, например, условная протя-
женность, измеренная способом "20 дБ",
L' = 60 мм, то истинная протяженность будет
близка к значению
L = 1'-2/2о = 60 - 2 • 6,3 = 47,4 мм.
Из примера видно, что полурасшире-
ние везде положительно, т.е. условная
протяженность больше реальной. Исклю-
чение составляет способ "6 дБ". Измерен-
ная по нему условная протяженность мо-
жет быть равна, больше или меньше ре-
альной.
На рис. 3.17 сопоставлено измерение
условной высоты и условной ширины при
контроле наклонным преобразователем.
Как говорилось выше, условную ширину
измеряют при движении преобразователя
в плоскости падения (поперек шва, как на
рис. 3.17, в); условную высоту - также при
движении преобразователя поперек шва
(см. рис. 3.17, б), но измеряют не переме-
щение преобразователя по поверхности
изделия (пространственную огибающую,
см. разд. 2.2.2.5), а время пробега импуль-
са на линии развертки (временную оги-
бающую).
Из сравнения рис. 3.17, б и в видно,
что пространственные огибающие на за-
данном уровне имеют приблизительно
одинаковую протяженность Дхб » Дхв, но
перемещения эхосигнала по линии раз-
вертки А/ (т.е. временная огибающая) в
случае, показанном на рис. 3.18, б, значи-
тельно больше. Для определения положе-
ний преобразователя, соответствующих
крайним точкам, применяют те же крите-
рии, что и при измерении условной про-
тяженности.
Рис. 3.17, а показывает, что даже от-
ражатель в виде бокового отверстия имеет
временную и пространственную огибаю-
щие. Это обусловлено диаграммой на-
правленности преобразователя, часто до-
вольно широкой. Чтобы выделить услов-
ные размеры, связанные с формой дефек-
та, необходимо сравнивать их с условны-
ми размерами точечного отражателя (на-
пример, бокового отверстия), о чем пойдет
речь в разд. 3.2.4.
При выявлении вертикального де-
фекта с небольшой шероховатостью по-
верхности по схеме на рис. 3.17, б зер-
кально отраженный сигнал не попадает на
излучающе-приемный преобразователь.
На экране дефектоскопа будут наблюдать-
ся сигналы, рассеянные на неровностях
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
359
поверхности дефекта, и сигналы дифрак-
ционных волн, возникающих на краях де-
фекта ("блестящих точках", см. разд.
1.1.5). Это замечание относится также к
рис. 3.13, 6.
Условную высоту согласно ГОСТ
14782-86 рекомендуется измерять спосо-
бом "6 дБ" по перемещению эхосигнала на
экране дефектоскопа. По крайним поло-
жениям эхосигнала определяют верхнюю
и нижнюю точки дефекта, но иногда этого
пересчета не делают и указывают пробег
импульса по экрану в микросекундах.
Практика контроля и исследования
показали, что измеренная условная высота
очень плохо коррелирует с истинной вы-
сотой дефекта. Между тем развитые по
высоте дефекты наиболее опасны. Напри-
мер, на рис. 3.16, б представлена зависи-
мость условной высоты Н от истиной вы-
соты 8Д дефектов в реальных сварных
швах [350]. Никакой корреляции не на-
блюдается. Рекомендуется не пытаться
измерять условную высоту, а ограничи-
ваться разделением дефектов на разви-
тые и неразвитые по высоте по способу,
который будет описан в разд. 3.2.4, хотя
возможны исключения из этой рекомен-
дации.
По координатам блестящих точек оп-
ределяют размеры и ориентацию дефекта.
Это дифракционно-временной (ДВ) метод
определения размеров дефекта. При кон-
троле совмещенным преобразователем
поперечных волн для получения эхосиг-
налов от краевых точек наклонного к аку-
стической оси дефекта необходимо вести
контроль на уровне фиксации, соответст-
вующем плоскодонному отверстию диа-
метром 0,5 ... 1 мм, т.е. при чувствитель-
ности на порядок больше обычно приме-
няемой [135]. При раздельной схеме кон-
троля и размещении преобразователей по
разные стороны от дефекта амплитуда
эхосигнала от краевых точек значительно
больше (см. разд. 2.2.5.3).
Используют также понятие "угловые
условные размеры дефектов". Их опреде-
ляют при повороте преобразователя отно-
сительно дефекта. За начало отсчета углов
поворота принимают положение преобра-
зователя, отвечающее максимуму эхосиг-
нала, а углы, отвечающие краевым поло-
жениям, определяют по признакам, ука-
занным в НТД.
3.2.4. Признаки дефектов на основе их
условных размеров
Некоторые нормативные документы
не допускают наличия протяженных де-
фектов в контролируемом изделии, поэто-
му возникает задача распознавания ком-
пактных и протяженных дефектов средст-
вами УЗ-дефектоскопии.
Дефект относят к компактным (не-
протяженным, точечным, одиночным) или
протяженным с позиции УЗ-контроля в
зависимости от того, меньше или больше
его размер по сравнению с шириной УЗ-
пучка лучей от данного преобразователя
на данном расстоянии от него. Определя-
ют это на основании измерения условных
размеров дефекта. Дефект считают ком-
пактным, если все его условные размеры
не больше, чем у ненаправленного отра-
жателя.
Практически дефект считают ком-
пактным, если его условные протяжен-
ность, ширина или высота не превосходят
условной протяженности, ширины или
высоты эквивалентного дефекту плоско-
донного отверстия при их измерениях лю-
быми способами. Иногда для упрощения
контроля сравнивают условные размеры
всех обнаруженных дефектов и плоско-
донного отверстия максимально допусти-
мого размера для ОК.
Обычно плоскодонное отверстие
имеет диаметр значительно меньше диа-
метра преобразователя, поэтому его ус-
ловную протяженность определяют по
диаграмме направленности преобразова-
теля как излучателя-приемника. Если
диаметры отражателя и преобразователя
соизмеримы, то их общая диаграмма на-
правленности сужается (см. рис. 3.15).
Только когда размер отражателя больше,
360
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.18. Графики для распознавания
компактных и протяженных дефектов
относительным (а) и абсолютным (б)
способами
чем преобразователя, условные протяжен-
ности, измеренные способами "6, 10 или
20 дБ", возрастают.
Условная протяженность, определен-
ная по уровню фиксации, постоянно рас-
тет с увеличением размера отражателя.
Отсюда следует, что при измерении ус-
ловной протяженности разными способа-
ми превышение ею условной протяженно-
сти эквивалентного дефекту плоскодонно-
го отверстия свидетельствует о выявлении
протяженного дефекта, который (возмож-
но) лишь частично отражает УЗ.
Когда дефект расположен в дальней
зоне прямого преобразователя, для отли-
чия компактного и протяженного дефек-
тов пользуются графиками (см. рис. 3.18).
Они построены в безразмерных координа-
тах.
Прямые на рис. 3.18, а соответствуют
условной протяженности Ах, измеренной
относительными способами на уровнях 6
и 20 дБ. Кривые на рис. 3.18, б отвечают
условной протяженности Дх', измеренной
по уровню фиксации. Кружок или квадра-
тик у графиков соответствует круглому
или прямоугольному пьезоэлементу раз-
мером D в направлении перемещения пре-
образователя; - превышение ам-
плитуды эхосигнала от дефекта над уров-
нем фиксации, в положительных дБ. Если
точка, отвечающая измеренной условной
протяженности дефекта, лежит на соот-
ветствующей кривой или ниже ее, дефект
компактный, если выше - протяженный.
Пример 3.5. При тех же условиях кон-
троля, как в примере 3.4, обнаружен дефект эквива-
лентным диаметром d = 4 мм на глубине г - 70 мм.
Условная протяженность его на уровне фиксации
(по плоскодонному отверстию диаметром d =
= 2,2 мм) Ах’ = 25 мм. Является или нет дефект
протяженным?
Определим, на каком уровне от максимума
измеряется условная протяженность дефекта.
Приведенное расстояние
r/N = 70/18 = З,1?.
Дефект находится в дальней зоне преобра-
зователя. Следовательно, можно пользоваться
графиками, приведенными на рис. 3.18, и ампли-
туда эхосигнала от него пропорциональна площа-
ди эквивалентного отражателя:
(лд/Дф) = 201§(4/2,2)2 =10,4 .
Определяем параметр на оси ординат
рис. 3.18, б:
Ах’ОДгХ) = 25 • 12/(70 • 2) = 2,14 .
На рис. 3.18, б находим точку с координа-
тами (10,4; 2,14). Она лежит выше кривой с кру-
жочком. Квалифицируем дефект как протяжен-
ный.
Рекомендуется способ распознавания
компактных и протяженных дефектов
сварных соединений с помощью эмпири-
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
361
ческой формулы и практических данных
(см. разд. 5.1.1.5).
Для разделения дефектов на неразви-
тые и развитые по высоте относительным
способом ("6 дБ") сравнивают перемеще-
ния эхосигнала по линии развертки, соот-
ветствующие дефекту и боковому цилин-
дрическому отверстию (см. рис. 3.17, а),
выполненному на той же глубине, что и
дефект. Диаметр отверстия может быть
произвольным. Если это перемещение для
дефекта больше, дефект считают разви-
тым по высоте. Сравнение с отверстием
необходимо, чтобы учесть перемещение
эхосигнала, связанное с раскрытием диа-
граммы направленности преобразователя.
На рис. 3.19 показаны временные ин-
тервалы А/ (мкс) пробега эхосигнала по
линии развертки на уровне 6 дБ в зависи-
мости от глубины залегания цилиндриче-
ского отражателя у (мм) для некоторых
наклонных преобразователей из комплек-
та ПРИЗ-Д5. Кривые сняты эксперимен-
тально на образцах из углеродистой мел-
козернистой стали. Отклонение от приве-
денных кривых в сторону уменьшения
временного интервала для больших глу-
бин возможно под влиянием повышенного
затухания УЗ.
Согласно теории, если затухание УЗ
в материале ОК мало, то временной ин-
тервал для цилиндрического отверстия
возрастает линейно с увеличением глуби-
ны. Отклонение от линейности некоторых
кривых (например, 2,5; 65°, см. рис. 3.19)
вызывается недостаточной величиной
стрелы наклонного преобразователя. Ди-
фракция УЗ-волн на угле А (см. рис. 2.15)
искажает акустическое поле преобразо-
вателя.
Пример 3.6. Преобразователем из ком-
плекта ПРИЗ-Д5 с углом ввода 50° на частоту
2,5 МГц в сварном шве обнаружен дефект на глу-
бине 50 мм. Временной интервал пробега эхосиг-
нала по линии развертки до уменьшения его
амплитуды на 6 дБ от максимума Д? равен 9,5 мкс.
Является ли дефект компактным или он развит по
высоте?
По графику 50°, 2,5 МГц для абсциссы у =
=60 мм находим Д? = 8 мкс, т.е. меньше измерен-
Рис. 3.19. Время пробега эхосигнала
по линии развертки Д/ в функции от
глубины залегания у бокового
цилиндрического отверстия для
преобразователей из комплекта ПРИЗ-Д5.
На кривых указаны частота и угол ввода
ного для дефекта значения Аг Квалифицируем
дефект как протяженный.
Более точный способ сравнения де-
фекта с боковым цилиндрическим отвер-
стием - определение второго центрально-
го нормированного момента [222]. Он
предусматривает измерение амплитуд
эхосигналов от дефекта и бокового отвер-
стия при перемещении преобразователя с
шагом ~1 мм и сравнение интегральных
значений амплитуд от этих отражателей.
Этот способ, однако, трудоемок и редко
применяется на практике.
3.2.5. Число дефектов; разрешающая
способность
Допустимое число дефектов указы-
вают либо для всего изделия, либо для его
части, например для определенной длины
сварного шва. Допустимое число дефектов
обычно увеличивают с ростом толщины
изделия Н. В ГОСТ 24507-80 на УЗ-
контроль поковок указано допустимое
число и0 дефектов для толщины 100 мм, а
для других толщин Н рассчитывают и по
формуле
362
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.20. Разрешение двух дефектов,
расположенных на одной глубине, при
контроле наклонным преобразователем
п = п^Н/100,
округляя число в сторону уменьшения.
Указывают также допустимое расстояние
между дефектами.
При определении числа дефектов не-
обходимо учитывать ограниченную способ-
ность УЗ-метода контроля раздельно фик-
сировать близкорасположенные дефекты -
разрешающую способность. Понятие "раз-
решающая способность" и ее оценка
рассмотрены в разд. 2.2.4.7. Считают, что
дефекты разрешаются, если амплитуда
эхосигнала между ними уменьшается не
менее чем в 2 раза (на 6 дБ) относительно
меньшей из амплитуд эхосигналов от этих
дефектов. Если условие не выполняется,
то несплошности рассматриваются как
одна.
В разд. 2.2.4.7 отмечалось, что разли-
чают разрешающие способности вдоль
акустической оси преобразователя - луче-
вую Дг и в перпендикулярном направле-
нии - фронтальную А/. Первая определя-
ется длительностью импульса т ® ЗТ:
Аг = ст/2 ® 1,5А . (3.3)
Фронтальная разрешающая способ-
ность А/ прямого преобразователя опреде-
ляется шириной его акустического поля:
AZ > D/2 - в ближней зоне, (3.4)
А/> 1,4А/D -в дальней зоне, (3.5)
где D - диаметр преобразователя; г - рас-
стояние от него до дефектов.
Для наклонного преобразователя
справедливы те же формулы со следую-
щими замечаниями: А - длина попереч-
ной, а не продольной волны; пьзопластина
обычно имеет прямоугольную форму.
С учетом этого в дополнительной плоско-
сти фронтальная разрешающая способ-
ность вместо (3.5) определяется формулой
А/ > 1,2А/Е , (3.6)
где L - размер пьезопластины в дополни-
тельной плоскости; г ~ y/cosa . В основ-
ной плоскости фронтальная разрешающая
способность в направлении, перпендику-
лярном к акустической оси, определяется
формулой
AZ>1,2A/Z' = - - -, (3.7)
Д cosa/cosp
где L\ и L' - размеры реальной и мнимой
пьезопластины в плоскости падения.
Два дефекта, расположенные на од-
ной глубине, часто разрешаются благода-
ря разному времени пробега до них, т.е.
благодаря лучевой разрешающей способ-
ности, когда расстояние между ними
AZ = Ах > Ar/sina = l,5A./sina . (3.8)
В качестве примера на рис. 3.20 пока-
заны импульсы от двух боковых отвер-
стий в стали на глубине у = 44 мм, от-
стоящих на Ах = 3,4 мм друг от друга.
Штрихпунктирная линия - огибающая
вершин эхосигналов от каждого из отвер-
стий. Огибающие для обоих отверстий
одинаковы и находятся на одном и том же
участке развертки. Данные получены для
a = 50°, L\ = 12 мм, /= 2,5 МГц. По фор-
муле (3.7) А/ = 10,5 и дефекты не разре-
шаются. По формуле (3.8) Ах = 2,5 мм и
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
363
дефекты должны разрешаться. Действи-
тельно, в процессе движения преобразова-
теля дефекты хорошо разрешаются.
Наиболее высокую фронтальную
разрешающую способность имеет фоку-
сирующий преобразователь, для него
M>l,4Fk/D
вблизи фокальной плоскости, где
г = F < N . Из формулы (1.40) следует, что
предельное фронтальное разрешение 2Х,
т.е. близко к лучевой разрешающей спо-
собности (см. разд. 1.3.3).
Пример 3.7. Какой диаметр прямого
преобразователя обеспечит наиболее высокое
фронтальное разрешение на всей толщине 300 мм
изделия при контроле на частоте 2 МГц (длина
волны 3 мм)?
Приравняем разрешающие способности в
ближней и дальней зонах согласно формулам (3.4)
и (3.5). Получим
D/2 = rk/D; D = = л/2-300-3 = 42,5 мм.
При этом диаметре преобразователя разре-
шающая способность по всей толщине изделия
будет минимальной.
Пример 3.8. Будут ли разрешаться два
дефекта, расстояние между которыми Дх = 10 мм
на расстоянии от преобразователя г = 70 мм при
контроле прямым и наклонным (угол ввода а =
50°) преобразователями диаметрами £> = 12мм, с
одинаковой длиной волны 3 мм?
Длина ближней зоны
N=Di/(47]=l'^'/(4-3] = l2 мм < 70 мм,
так что дефекты расположены в дальней зоне.
Выполняем расчет по формулам (3.5) и (3.8). Для
прямого преобразователя условие разрешения
AZ > 1,4-70-3/12 = 24,5 мм,
т.е. не выполняется. Для наклонного преобразова-
теля
Д/> l,5-3/sin50° = 5,8 мм.
Наклонным преобразователем дефекты раз-
решатся (за счет лучевой разрешающей способно-
сти), а прямым - нет, несмотря на идентичные
диаметры преобразователей и длины волн.
3.2.6. Расстояние между дефектами
В некоторых нормативных докумен-
тах (в частности, по контролю сварных
соединений) указано минимально допус-
тимое расстояние между дефектами при
условии, что они разрешаются. Расстояние
между компактными дефектами считают
равным промежутку между максимумами
эхосигналов от этих дефектов, а между
протяженными - равным промежутку ме-
жду крайними положениями преобразова-
теля от краев дефектов, о которых говори-
лось в разд. 3.2.3. Расстояние между ком-
пактным и протяженным дефектами счи-
тают равным промежутку между макси-
мумом эхосигнала от компактного дефек-
та и крайним положением преобразовате-
ля при выявлении протяженного дефекта.
Часто в качестве расстояния между
дефектами задается расстояние между
проекциями дефектов на поверхность вво-
да, т.е. между эпицентрами дефектов. Од-
нако если в нормативных документах
имеется в виду истинное расстояние, а не
расстояние между проекциями, то, изме-
ряя только последнее, как бы ужесточают
нормы оценки.
Истинное расстояние между ком-
пактными дефектами определяют, измеряя
их координаты (рис. 3.21), а затем рассчи-
тывая по формуле
/ = 7(я2-я1)2+д/2+[дг-(л2-л1)]2 .
Обозначения приведены на рисунке.
Прямые экспериментальные измерения
показали, что погрешность измерений
расстояний < 6 %.
3.2.7. Оценка конфигурации дефектов
3.2.7.1. Постановка задачи
Дефект является концентратором
напряжений при работе изделия под на-
грузкой, причем чем "острее" края дефек-
та, тем выше вблизи них концентрация.
Вблизи концентратора напряжения, воз-
никающие в результате действия внешней
нагрузки, могут превзойти предел прочно-
сти. В результате нескольких циклов на-
грузки металл в этом месте все более по-
вреждается и, наконец, растрескивается.
364
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.21. К измерению фактического расстояния между двумя
компактными дефектами Dt и Z>2
После этого образуется новая зона кон-
центрации напряжений и весь процесс
повторяется. Таким образом, при цикли-
ческих нагрузках происходит скачкооб-
разное подрастание трещины.
С учетом сказанного при УЗ-
контроле изделий, в частности сварных
соединений, очень важно различить объ-
емные, близкие к округлым дефекты (на-
пример, шлаковые и газовые включения,
шлаковые трубки, поры и зоны пористо-
сти) от плоских или плоскостных дефек-
тов с острыми кромками (трещин, непро-
варов, несплавлений). Округлые дефекты
не очень ослабляют прочностные свойства
изделия и часто допустимы, а плос-
костные дефекты гораздо сильнее влияют
на прочность, способны развиваться при
эксплуатации и, как правило, недопустимы.
Конечно, разделение дефектов на
плоскостные и объемные очень условно,
многообразие типов дефектов весьма ве-
лико, но точную форму и тип дефекта не
удается определить методами УЗ-
дефектоскопии, поэтому приходится огра-
ничиться разделением дефектов на три
класса: плоскостные, объемные и проме-
жуточные (неопределенные), кото-рые не
удается отнести ни к плоскостным, ни к
объемным.
Непосредственно измерить остроту
кромок дефекта (которая составляет доли
миллиметра) с помощью УЗ-волн не пред-
ставляется возможным, поскольку длина
волн порядка миллиметра. В [350] рас-
смотрены характерные параметры реально
встречающихся плоскостных и объемных
дефектов и установлена их корреляция с
отражательной способностью. Это дает
основание для реализации достаточно
простых и эффективных способов распо-
знавания формы дефекта.
3.2.7.2. Обзор способов
определения формы
несплошностей
В табл. 3.2 приведены способы опре-
деления формы, эффективность которых
доказана проверкой на реальных дефек-
тах. Все существующие способы приме-
нимы только к дефектам, размеры кото-
рых превосходят длину волны.
Способы разработаны в расчете на
контроль сварных соединений, однако они
годятся также для других объектов. Для
плоскостных дефектов предполагается,
что они ориентированы вертикально, т.е.
перпендикулярно или почти перпендику-
лярно (в пределах 15°) к поверхности вво-
да. Изменения амплитуд в табл. 3.2 даны
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
365
в положительных децибелах (при отноше-
нии амплитуд больше единицы).
Изменение угла озвучивания на по-
верхности ввода (способ 1) осущест-
вляют одним преобразователем. Находят
его положение, соответствующее макси-
муму эхосигнала от дефекта. Затем пере-
мещают преобразователь по окружности,
центром которой является эпицентр де-
фекта на поверхности ввода, сохраняя на-
правление на дефект (т.е. измеряют угло-
вой условный размер).
Если при развороте на 45° амплитуда
уменьшилась на 8 дБ или более, то с
большой степенью вероятности можно
утверждать, что в плоскости, перпендику-
лярной к поверхности ввода, дефект пло-
скостной. В случае объемного в плане де-
фекта амплитуда эхосигнала мало изменя-
ется.
Изменение угла озвучивания в плоско-
сти падения (способ 2) осуществляется
двумя преобразователями с разными уг-
лами ввода. Это требует использования
бокового цилиндрического отверстия для
получения опорного сигнала. Более ин-
формативный вариант этого способа пре-
дусматривает использование системы
"Парус", разработанной и поставляемой
ЦНИИТмашем. Подробно методика ис-
следования дефекта этим способом будет
рассмотрена в разд. 3.2.7.4.
В [427, докл. А-03] применительно к
телам вращения предложено озвучивать
дефект под разными ракурсами, что по-
зволяет получить большую информацию.
Применяя наклонный преобразователь с
разворотом его на 180°, можно облучать
дефект с четырех различных направлений.
Это дает возможность обнаруживать и
квалифицировать опасные дефекты со
значительно более высокой достоверно-
стью, чем при выявлении с одной пози-
ции, особенно используя реконструкцию
дефекта с применением ЭВМ.
Признак Кц (способ 3) основан на оз-
вучивании дефекта поперечной волной, а
приеме двух волн: поперечной с амплиту-
дой А, и трансформированной на дефекте
продольной волны с амплитудой А/. Спо-
соб разработан в НИИмостов (С.-Петер-
бург) [105]. Для приема продольной волны
наклонный преобразователь снабжают
дополнительным пьезоэлементом. В каче-
стве опорного используют эхосигнал от
двугранного угла. При переходе от объем-
ного к плоскостному дефекту (А^-^А,}
возрастает на 10 ... 13 дБ. Достоверность
распознавания реальных дефектов этим
способом ~ 0,8. Способ можно также реа-
лизовать, принимая трансформированную
продольную волну другим преобразовате-
лем.
Высокую достоверность при оценке
формы реальных дефектов показал способ
4, это так называемый дельта-метод (см.
разд. 2.2.5.2). Излучают поперечные вол-
ны. Приемник получаемых в результате
дифракции на дефекте продольных волн
располагают над дефектом (при контроле
сварных соединений - над валиком свар-
ного шва, который обычно зачищают). В
случае объемного дефекта сигнал At
больше, чем сигнал Аг, так как он возни-
кает из-за отражения, а не из-за дифрак-
ции, а сигнал Аг меньше, так как он возни-
кает в результате соскальзывания обе-
гающей дефект волны (см. разд. 1.1.5).
В случае плоскостного дефекта (сле-
ва) оба сигнала возникают в результате
дифракции волн на краях дефекта и их
амплитуды приблизительно равны. Прав-
да, амплитуда эхосигналов продольной
волны, принятой непосредственно после
дифракции на дефекте, больше, чем вол-
ны, отраженной после дифракции от дна
изделия, поскольку последняя проходит
больший путь.
Способ 5 - ДВ-метод (см. разд. 2.2.5.3).
Он предусматривает измерение координат
крайних точек дефекта и одновременное
сравнение амплитуд сигналов от его верх-
ней и нижней точек. Подробно методика
366
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
3.2. Признаки формы дефекта
Номер по по- рядку Схема измерения Разность амплитуд Признак дефе! плоско- стной формы ста объем- ный
1 1 -- — >8 <8
2 j\ (^a) = [(^4o) -(^6o) ~ - [(^40 ) - (^60 )] £6 0±0,5
3 AnAtJ“X /“] A'l.A'i (X^=U)-(4)1- > 10 <6
4 1/ (A) ~{A1) >0 <0
5 ~0 >0
6 2 As/ Z^\ (^1,3) “(Д.г) ® a (^2,4) ~{A\4) Продоль- ная трещина <0, попереч- ная трещина >0 ~0
7 7 <0 >0
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
367
контроля рассмотрена в разд. 3.2.7.5.
При автоматическом контроле свар-
ных соединений часто нужно обнаружи-
вать и идентифицировать трещины и дру-
гие дефекты различной ориентации. Это
реализуется схемой 6 (способ 6) - прозву-
чиванием по разным направлениям. Здесь
сравнивают амплитуды эхосигналов, из-
лученных преобразователями 1, 2, 3 и
принятых преобразователями 2, 3 и 4: Д1>2,
Лщ, Л2,4 и Л3>4. Если разность (в дБ) А и -
А 1>2 (она приблизительно равна Аза - А3,4) < О,
то это плоскостной дефект, ориентиро-
ванный вдоль шва. Если эта разность > О,
то это плоскостной дефект, ориентиро-
ванный поперек шва. Если данная раз-
ность близка к нулю, то это, по-видимому,
объемный дефект. Здесь используются те
же закономерности, что и в схеме 1.
Коэффициент формы (способ 7)
определяют по соотношению амплитуд
эхосигналов, полученных совмещенным
преобразователем А\ и эхозеркальным
методом (обычно вариантом тандем) А3
(см. разд. 2.2.5.1). Оценка типа несплош-
ности по К$ обусловлена различием в на-
правленности отраженного от объемных и
плоскостных несплошностей УЗ-поля.
Подробно методика контроля будет рас-
смотрена ниже.
Отметим также спектральный метод
определения формы дефекта, не приве-
денный в табл. 3.2. Он требует примене-
ния специального дефектоскопа-
спектроскопа, в котором можно варьиро-
вать частоту УЗ в 2 ... 3 раза и наблюдать
происходящие при этом изменения ампли-
туды эхосигнала. Для объемного дефекта
характерно плавное изменение амплитуды
в зависимости от частоты. Для плоскост-
ного дефекта, наклоненного к оси преоб-
разователя, характерны быстрое измене-
ние амплитуды с частотой, возникновение
максимумов и минимумов. Это объясняет-
ся интерференцией дифракционных волн,
возникающих на краевых (блестящих)
точках дефекта.
Оптимальным средством распознава-
ния формы и размеров дефектов при УЗ-
контроле следует считать применение ко-
герентных методов контроля, в особенно-
сти компьютерной акустической гологра-
фии. Возможности этого метода рассмот-
рены в разд. 2.2.5.6, опыт его применения
будет описан в разд. 3.2.7.6.
3.2.7.3. Методика распознавания
дефектов по коэффициенту формы
Методика определяет порядок и спе-
циальные нормы оценки типа (плоскост-
ные или объемные) обнаруженных не-
сплошностей. Она разработана в
ЦНИИТмаше В.Г. Щербинским и др. [350]
и включена в [321]. Методика распростра-
няется на стыковые сварные соединения
деталей с эквидистантными поверхностя-
ми толщиной 40 ... 300 мм. Несплошности
вблизи от поверхностей изделия по этой
методике не распознаются. Методика не
годится для сварных соединений литых
деталей, деталей с антикоррозионной на-
плавкой, а также из биметалла.
Рис. 3.22. Измерение коэффициента
формы объемных (а) и плоскостных (б)
несплошностей
368
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.23. Причина возникновения зоны
непрозвучивания при определении
коэффициента формы несплошностей
Измерения проводят любым дефек-
тоскопом, двумя однотипными наклонны-
ми преобразователями с углом ввода
50 или 40° на частоту 1,8 или 2,5 МГц
(рис. 3.22). Рекомендуется использовать
тот тип преобразователей, которым про-
водился поиск несплошностей. Абсолют-
ная разница в величине углов наклона
ПЭП не должна превышать 1°.
Преобразователи должны иметь оди-
наковую чувствительность. Их считают
равночувствительными, если при прозву-
чивании каждым из них последовательно
одного и того же отражателя в СО-1 по
ГОСТ 14782-86 амплитуды эхосигналов
отличаются не более чем на 1 дБ. Если из
преобразователей, имеющихся в распоря-
жении дефектоскописта, не удается по-
добрать два равных по чувствительности и
однотипных, то для выравнивания чувст-
вительности следует включить последова-
тельно в цепь одного из ПЭП переменное
сопротивление 0,5 ... 1,0 кОм.
При измерениях следует учитывать
наличие зоны непрозвучивания (рис. 3.23)
слоя металла, несплошность в котором не
может быть достоверно оценена по из-
за того, что преобразователи как бы "нале-
зают" друг на друга. Величина йн этой зо-
ны может быть уменьшена использовани-
ем преобразователей меньших габаритных
размеров (например, применение преобра-
зователей с углом ввода 50° на частоту
2,5 МГц вместо ПЭП с углом ввода 50° на
частоту 1,8 МГц уменьшает зону непро-
звучивания на 8 мм) за счет изменения
конструкций ПЭП (уменьшения стрелы
заднего и габаритных размеров переднего
преобразователя), применения системы
тандем-дуэт.
Если при контроле обеспечен доступ
к сварному шву с обеих поверхностей
сварных элементов, преобразователи ус-
танавливают на той поверхности, к кото-
рой несплошность ближе. Если конструк-
ция сварного соединения не позволяет
установить два преобразователя, то не
измеряют. Преобразователи подключают к
дефектоскопу по раздельно-совмещенной
схеме.
Измерения проводят при скорости
развертки, настроенной на контроль свар-
ного соединения однократно отраженным
лучом. Оба преобразователя устанавлива-
ют друг за другом на поверхности сварно-
го элемента в одной вертикальной плоско-
сти и перемещают их в этой плоскости в
Рис. 3.24. Коэффициент формы
реальных дефектов:
х - трещины; • - шлаковые включения;
А - непровары
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
369
поисках максимума сигнала А3. При изме-
рениях рекомендуется использовать на-
правляющую линейку (шаблон), снабжен-
ную шкалами - указателями положения
преобразователей, при котором обеспечи-
вается получение максимального зеркаль-
ного сигнала от дефекта. Положение сиг-
нала А3 (см. рис. 3.22) на линии развертки
не зависит от глубины залегания не-
сплошности и соответствует положению
эхосигнала от нижнего угла образца тол-
щиной, равной толщине контролируемого
сварного соединения, при прозвучивании
одним преобразователем.
Коэффициент формы измеряют при
фиксированном положении преобразова-
телей, соответствующем максимуму сиг-
нала А3 При этом чувствительность
уменьшают так, чтобы на экране дефекто-
скопа стали видны вершины сигналов A i и
А3 или хотя бы одного из них.
Коэффициент формы считают: поло-
жительным (в дБ), если высота сигнала А ]
на экране дефектоскопа больше высоты
сигнала А3; равным нулю, если А, отлича-
ется от Ai не более чем на 1 дБ; отрица-
тельным, если А3 меньше А\. Несплош-
ность считают: объемной, если коэффици-
ент формы имеет положительное или рав-
ное 0 дБ значение; плоскостной, если ко-
эффициент формы отрицателен.
Каждую несплошность оценивают по
Кф прозвучиванием с двух сторон шва.
Измерение несплошности с условной
протяженностью >30 мм проводят не ме-
нее чем в трех сечениях несплошности.
Тип несплошности оценивают по наи-
меньшему из измеренных значений К§.
Достоверность распознавания формы
дефектов этим методом > 0,9, что иллюст-
рирует рис. 3.24, на котором показана за-
висимость коэффициента формы реальных
дефектов в сварных соединениях толщи-
ной Я до 150 мм в функции от относи-
тельной глубины залегания дефекта
(h + £Ji)/H [350], где h - глубина залега-
ния дефекта; Ай - путь в призме преобра-
зователя. Контроль выполнялся преобра-
зователями с углами ввода 38 и 50°.
Анализ данных показывает, что ко-
эффициент формы для шлаковых включе-
ний > 3 дБ, а для трещин < 5 дБ. Здесь де-
цибелы положительные. Коэффициент
формы для непроваров изменяется от - 13
до + 7 дБ. Таким образом, по этому при-
знаку особенно хорошо различаются тре-
щины и шлаковые включения.
3.2.7.4. Методика исследования
несплошностей при изменении
угла озвучивания
Методика разработана в ЦНИИТма-
ше В.Е. Белым и включена в [321]. Изме-
рения рекомендуется проводить ПЭП с
переменным углом ввода на частоте
1,8 МГц. Положение ПЭП на поверхности
изделия и угол ввода в любой момент ска-
нирования должны обеспечивать прохож-
дение центрального УЗ-луча через центр
отражателя.
Для изменения угла ввода при руч-
ном контроле рекомендуется использовать
специальное устройство "Парус". Это уст-
ройство при перемещении преобразовате-
ля ближе к отражателю или дальше от
него обеспечивает направление централь-
ного луча на отражатель. Можно также
проводить измерения комплектом из
отдельных ПЭП с углами ввода 40 ... 65°
и шагом < 5°.
Измерения устройством "Парус" вы-
полняют в следующем порядке. Устанав-
ливают угол ввода ПЭП равным углу, при
котором в процессе штатного контроля
была обнаружена исследуемая несплош-
ность. Находят максимум сигнала и опре-
деляют глубину залегания центра отража-
теля. Настройку скорости развертки про-
водят по боковому отверстию, располо-
женному на глубине залегания несплош-
ности, при максимальном угле ввода. Чув-
ствительность дефектоскопа должна обес-
печивать возможность обнаружения не-
сплошности во всем диапазоне углов при
их изменении.
370
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.25. Определение формы дефекта путем изменения угла ввода
Измеряют: амплитуды эхосигналов
от несплошности при различных углах
ввода (рис. 3.25, а) и амплитуду эхосигна-
лов от бокового отверстия, расположенно-
го на глубине залегания исследуемой не-
сплошности (опорный сигнал), при тех же
углах ввода (см. рис. 3.25, б). По результа-
там измерений строят нормированную по
ненаправленному отражателю (боковому
отверстию) огибающую эхосигналов от
несплошности (см. рис. 3.25, в): А = Ад -
- Лоп, где А - нормированная амплитуда
эхосигнала от несплошности; Ад - ампли-
туда эхосигнала от несплошности, полу-
чаемая при измерениях; Лоп - амплитуда
опорного эхосигнала от бокового отвер-
стия.
Каждая несплошность оценивается
по результатам измерения с двух сторон
шва. Несплошность считают объемной,
если нормированная амплитуда эхосигна-
ла от нее изменяется во всем диапазоне
углов не более чем на 12 дБ или ее экви-
валентная площадь изменяется менее чем
в 4 раза. Несплошность считают плоско-
стной, если изменение амплитуды > 12 дБ.
Ориентация несплошности определяется
углом ввода, при котором амплитуда А
максимальна (см. рис. 3.25, в).
Пример 3.9. Рассматривается упрощен-
ный вариант исследования дефекта при измене-
нии угла ввода по табл. 3.2, поз. 2 без устройства
"Парус". Обнаружен дефект преобразователями с
углами ввода 40 и 60°, амплитуды эхосигналов 28
и 26 дБ. От бокового цилиндрического отверстия,
расположенного на той же глубине, получены
теми же преобразователями эхосигналы с ампли-
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
371
тудами 25 и 38 дБ. Объемным или плоскостным
является дефект?
Для определения характера дефекта вычис-
лим величину Ка:
{Ка ) = (Л4о ) - (Я'до ) - (Я60 ) + (Л'6О) =
= 28-25-26 + 38 = 15.
Поскольку децибелы отрицательные, - 15
меньше - 12 дБ. Дефект нужно квалифицировать
как плоскостной.
3.2.7.5. Методика исследования
несплошностей дифракционно-
временным методом
Методика контроля дифракционно-
временным методом (ДВМ) изложена в
разд. 2.2.5.3 в соответствии с рекоменда-
циями британского стандарта (БС) [366].
Здесь излагаются предписанные им спосо-
бы применения ДВМ для исследования
несплошностей.
При использовании ДВМ кроме ти-
пов дефектов, различаемых при традици-
онном УЗ-контроле, различают нитевид-
ные дефекты. Введение дефектов такого
типа связано с расширением объема ин-
формации, получаемой при контроле
ДВМ. Внутренние плоскостные дефекты
индицируются в виде двух эхосигналов
обычно с различными фазами от верхнего
и нижнего кончиков. Для плоскостного
дефекта фаза эхосигнала от верхнего кон-
чика должна быть такой же, как фаза дон-
ного сигнала, но амплитуды сигнала зна-
чительно меньше. Фаза эхосигнала от
нижнего кончика должна быть такой же,
как фаза головной волны. Объемные де-
фекты отличают по очень разным ампли-
тудам эхосигналов от верхнего и нижнего
кончиков. Сигнал от нижнего кончика
обычно значительно меньше, чем от верх-
него. Не наблюдается также четкого раз-
личия фаз эхосигналов.
В случае цепочки шлаковых включе-
ний не наблюдается четкого изменения
фаз сигналов, наблюдаемых от верхнего и
нижнего кончиков плоскостного дефекта,
поэтому цепочку шлаковых включений
можно спутать с плоскостными дефектами.
Плоскостные дефекты, распростра-
няющиеся со стороны поверхности ввода,
регистрируются ДВМ как эхосигнал от
кончика дефекта. Обычно они сопровож-
даются исчезновением или ослаблением
сигнала головной волны. Фаза эхосигнала
совпадает с фазой сигнала головной вол-
ны. Ухудшение качества акустического
контакта, приводящее к исчезновению
головной волны, может сделать изображе-
ние таким же, как от плоскостного дефек-
та, выходящего на донную поверхность.
Проверить ухудшение акустического кон-
такта можно по донному сигналу.
Плоскостные дефекты, выходящие на
донную поверхность, регистрируются
ДВМ как эхосигнал от верхнего кончика
дефекта. Фаза при этом такая же, как фаза
донного сигнала. Этим дефектам обычно
соответствует увеличение времени пробе-
га и/или ослабление донного сигнала.
Главная причина ошибок при оценке пло-
скостных дефектов, идущих от донной
поверхности, - это эхосигналы от крупных
пор или цепочек шлаковых включений,
расположенных вблизи донной поверхно-
сти. Они имеют много общих характери-
стик с эхосигналами от плоскостных де-
фектов, хотя амплитуда эхосигнала от
объемных дефектов обычно больше. Там,
где интерпретация затруднительна, изме-
ряют высоту дефекта, используя прямое
отражение от предполагаемого дефекта и
эхосигнала от нижней части дефекта как
от углового отражателя.
Эхосигналы от объемных дефектов
могут иметь те же особенности и соотно-
шение фаз, как от внутренних плоскост-
ных дефектов, но, как отмечалось ранее,
эхосигнал от верхнего края обычно значи-
тельно больше, чем эхосигнал волны оги-
бания и соскальзывания, образовавшейся
в результате дифракции на нижней по-
верхности.
Нитевидный дефект - это отража-
тель, дающий четкий эхосигнал от верхне-
го кончика и нечеткий - от нижнего. Воз-
можно, существует фазовое различие ме-
372
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
жду данными эхосигналами от такого де-
фекта и сигналами от кончиков плоскост-
ного дефекта, но это нельзя установить
визуально. Эхосигналы от кончиков ните-
видного дефекта не разрешаются. От де-
фектов типа цепочек шлаковых включе-
ний также могут наблюдаться сигналы,
образующие прерывистые линии. От то-
чечных дефектов получают такие же эхо-
сигналы, как от объемных или нитевид-
ных дефектов, но они не имеют заметной
протяженности и высоты.
Обычно донный сигнал достаточно
просто различить на экране, но он может
получиться расщепленным на два или бо-
лее сигналов. К примеру, особенности
сварного шва могут вызвать на отдельных
его участках появление двух или трех
больших отражений: два от плоских по-
верхностей основного металла и одно от
поверхности повышенного проплавления
(провисания) сварного шва. Также вызы-
вают расщепление донного сигнала нали-
чие подкладного кольца, смещение кро-
мок свариваемых деталей, их наклон от-
носительно друг друга или подрез. Труд-
ность состоит в том, что эти расщепления
могут быть интерпретированы как дефек-
ты вблизи донной поверхности.
Связь между наблюдаемым временем
прихода эхосигнала и его глубиной в ис-
следуемом образце дается уравнением
(2.28). Высоту плоскостных дефектов оп-
ределяют по разности глубин, измеренной
по эхосигналам, соответствующим верх-
нему и нижнему кончикам дефекта. Как
отмечалось, фазы эхосигналов, дифраги-
рованных на вершине дефекта, приблизи-
тельно одинаковы с фазой донного сигна-
ла (на самом деле фазы отличаются на 45°,
но это трудно определить на глаз). Дифра-
гированные эхосигналы от нижней точки
дефекта имеют противоположную фазу,
приблизительно такую же, как фаза го-
ловной волны.
При оценке глубин, соответствую-
щих двум таким эхосигналам, нужно учи-
тывать возможное изменение фаз. Так,
если для отраженных эхосигналов в каче-
стве начала отсчета времени выбран пер-
вый положительный период, то за начало
отсчета времени прошедших сигналов
надо принять первый отрицательный пе-
риод. Не обязательно выбирать какую-
либо определенную точку импульса за
начало отсчета, но желательно, чтобы эти
точки соответствовали одинаковым поло-
жениям на импульсах, так как их измере-
ния используются совместно. Длина де-
фекта оценивается по его условной про-
тяженности. Альтернативный способ из-
мерения - использование когерентных
методов
Для уточненного определения разме-
ров дефектов получают данные из В-
разверток (см. рис. 2.83). С помощью В-
развертки стремятся определить смещение
дефекта по ширине сварного шва путем
движения пары преобразователей под
прямым углом к дефекту. Для правильно-
го определения бокового положения
должны быть установлены начальная и
конечная позиции всех 5-разверток отно-
сительно отмеченной линии. При сравне-
нии результатов от нескольких смежных
5-разверток не допускается любое боко-
вое движение пары преобразователей
вдоль длины дефекта.
При 5-развертке эхосигнал от кончи-
ка дефекта приходит с минимальной за-
держкой, когда дефект находится посре-
дине между преобразователями. Это мо-
жет быть использовано для боковой лока-
ции дефекта и служит индикацией того,
что два кончика дефекта действительно
связаны. Полезно повторить ZJ-развертку
(см. рис. 2.84) вдоль линии, для которой
смещение X отсутствует. Это дает более
точную оценку глубины дефекта. Этим
путем можно определить изменение про-
филя дефекта и его глубину в пределах
исследуемого объекта.
Из 5-развертки можно также полу-
чить другую полезную информацию о де-
фекте, например определить относитель-
ное боковое положение кончиков дефекта
и угол наклона дефекта внутри ОК. Это
ИЗМЕРЯЕМЫЕ ХАРАКТЕРИСТИКИ И ПРИЗНАКИ ДЕФЕКТОВ
373
может помочь в определении характера
дефекта (например, наклонный дефект
соответствует несплавлению с боковой
кромкой разделки сварного шва), а также
показать, где эхосигналы от предполагае-
мых кончиков могут быть неправильно
объединены друг с другом.
5-развертка с использованием преоб-
разователей в наиболее асимметричных
позициях имеет повышенную разрешаю-
щую способность, эхосигнал от дефекта
легче выделяется, поэтому глубина дефек-
та может оцениваться с хорошей точно-
стью. Дополнительная информация от В-
разверток может помочь проанализиро-
вать ситуацию там, где фазы эхосигналов
неопределенны, так как благодаря разно-
образию углов падения обеспечивается
получение большего количества инфор-
мации.
Погрешности в определении размера
дефекта по высоте с помощью ДВМ воз-
никают в результате действия многих
факторов: неточности измерения времени,
отклонения скорости УЗ от номинального
значения, неопределенности положения
дефекта между преобразователями. Глав-
ные влияющие на погрешность измерения
высоты дефекта факторы - это изменение
толщины контактного слоя жидкости ме-
жду преобразователями и ОК и случайное
изменение расстояния между преобразо-
вателями. Оценки показывают, что если
глубина залегания дефекта 30 мм, а рас-
стояние между преобразователями 50 мм,
то изменение толщины контактного слоя
жидкости на 0,5 мм вызовет погрешность
измерения высоты в 2,6 мм, а изменение
расстояния между преобразователями на
1 мм внесет погрешность в результате из-
мерения высоты на 1,2 мм.
В БС представлены типичные изо-
бражения на А- и D-развертках, соответст-
вующие обнаружению дефектов различ-
ного типа. В радиационном контроле по-
добные изображения принято называть
атласом дефектов. Предложена таблица,
рекомендующая порядок действий для
определения характера дефекта.
ДВМ с одним преобразователем
применялся в [427, докл. С14]. Отличие
состояло в том, что координаты кончика
трещины, распространяющейся от корня
сварного шва, измеряли при контроле од-
ним преобразователем. Использовали ис-
панскую установку "Sumiad III" фирмы
Tecnatom и преобразователь поперечных
волн на частоту 3,5 МГц с углом ввода
68°, диаметром пьезоэлемента 11 мм.
Контролировали аустенитные свар-
ные швы трубопроводов из стали
08Х18Н10Т диаметром 325 мм с толщи-
ной стенки 15 мм. Дефекты имитировали
пропилами различной глубины шириной
0,15 мм, длиной 20 мм, расположенными
перпендикулярно к донной поверхности и
под углом 15° к ней (параллельно линии
разделки шва). Обнаруживались дифрак-
ционные сигналы от отражателей высотой
> 4,6 мм. Погрешность измерения высоты
пропила ±1,5 мм.
По измерениям [134] амплитуда эхо-
сигнала от концов пропила шириной
0,1 мм или от кончика реальной усталост-
ной трещины при контроле наклонным
преобразователем на 16 ... 20 дБ меньше,
чем от плоскодонного отверстия диамет-
ром 2,2 мм, по которому обычно настраи-
вают чувствительность. Отсюда следует
вывод о том, что дифракционные эхосиг-
налы от реальных трещин при контроле
одним преобразователем получаются со-
измеримыми с уровнем структурных по-
мех даже при контроле сварных соедине-
ний из углеродистой стали.
3.2.7.6. Применение систем
акустической голографии
Принципы контроля когерентными
методами рассмотрены в разд. 2.2.5.6. В
настоящее время системы сер. "Авгур",
реализующей метод акустической голо-
графии, широко применяются в России
при контроле оборудования атомных элек-
тростанций.
374
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.26. Изображение дефекта в аустенитном сварном шве диаметром 325 х 16 мм
Акустическая голография позволила
применить новый подход к анализу каче-
ства сварных швов через анализ влияния
дефектов на прочность шва. Суть этой
концепции состоит в следующем. На пер-
вом этапе проводится традиционный УЗ-
контроль по методикам и нормам, дейст-
вующим в атомной энергетике. Это может
быть более тщательный ручной контроль,
но предпочтительнее использование той
же системы "Авгур" в обзорном (поиско-
вом) режиме. При этом устраняются такие
недостатки ручного УЗ-контроля, как дей-
ствие больших доз радиационного облу-
чения на дефектоскописта и отсутствие
объективного документа по результатам
контроля.
Далее в зонах, где обнаружены де-
фекты с амплитудой эхосигнала выше за-
данного уровня, проводится экспертный
контроль системой "Авгур". В этом режи-
ме детально регистрируется поле дефекта
с очень малым (порядка 0,12 мм) шагом.
Затем уже в лабораторных условиях эти
данные обрабатываются и анализируются
экспертом. Информация о параметрах де-
фектов передается для изучения специа-
листам по прочности.
Следует отметить, что в теории
прочностных расчетов и определения ре-
сурса накоплен значительный опыт. Соз-
даны и утверждены методики расчетов
влияния дефектов на прочность конструк-
ции. Для их широкого применения не хва-
тало лишь знаний конкретных размеров и
формы дефектов, которые предоставила
акустическая голография. По результатам
прочностных расчетов принимается реше-
ние о целесообразности ремонта шва.
При применении акустической голо-
графии величина отношения сигнал/по-
меха при контроле аустенитных сварных
швов в зависимости от структуры и при-
меняемой методики увеличивается на 6 ...
15 дБ. Повышение разрешающей способ-
ности по сравнению с указанным в разд.
2.2.5.6 значением объясняется уменьше-
нием длины волны в результате перехода
от продольных волн к поперечным.
В 1996 - 1999 гг. проведен массовый
экспертный и обзорный (т.е. штатный)
контроль наиболее ответственных свар-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
375
ных швов первых контуров на пяти атом-
ных электростанциях. Всего проверено
774 сварных шва (в том числе 476 как в
экспертном, так и в обзорном режимах)
трубопроводов диаметром 300 ... 1344 мм.
По результатам контроля пропущен в
дальнейшую эксплуатацию 691 шов, 83
шва были подвергнуты ремонту. В 105
швах обнаружены дефекты, не найденные
при штатном контроле.
На рис. 3.26 изображен один из де-
фектов. По 5-развертке (слева, сечение
поперек шва) определяются высота дефек-
та, его местоположение относительно раз-
делки шва, а также тип дефекта. На экране
имеется маска, показывающая разделку
шва в соответствии с конструкторской
документацией. Корень шва имеет слож-
ную конфигурацию, поэтому контроль
выполнялся только прямым лучом. Судя
по этому изображению, дефект плоскост-
ной, с шероховатой поверхностью, тянется
по высоте от 8 до 13 мм. Несколько ниже
расположен еще один небольшой дефект.
По С-развертке (справа, изображение
шва в плане) определяется длина дефекта:
50 ... 75 мм. Дефект расположен правее
оси шва на 2 мм. Максимальная амплиту-
да достигается на расстоянии 70 мм вдоль
шва. Этому месту соответствует изобра-
жение на 5-развертке. Достоверность экс-
пертного контроля подтверждали и сопос-
тавляли с результатами вскрытия дефект-
ного места. Оказалось, что это трещина в
корне шва с максимальным размером по
высоте 5 мм и длиной 24 мм.
Сопоставительный анализ данных по
измерению параметров дефектов с помо-
щью экспертной системы "Авгур" и при
разрушающих исследованиях показал, что
погрешность определения высоты дефек-
тов ±1,5 мм в 96 %-ном доверительном ин-
тервале. Погрешность определения длины
дефекта ± 5 мм. Величина погрешности
определения профиля дефекта уменьшает-
ся при повторном контроле, что позволяет
наблюдать характер развития дефектов с
течением времени.
3.3. КОНТРОЛЬ ИЗДЕЛИЙ
РАЗЛИЧНОГО ТИПА
Далее предлагаются методики кон-
троля конкретных типов металлических
изделий. Эти методики соответствуют
рекомендациям, сформулированным в
разд. 3.1, однако они содержат также ряд
дополнительных требований и методиче-
ских приемов. Вопросы контроля сварных
соединений будут рассмотрены в разд. 5.1.
3.3.1. Контроль поковок и литья
Основной документ в России по УЗ-
контролю поковок из черных и цветных
металлов толщиной > 10 мм - ГОСТ
24507-80. Такие же способы, как при кон-
троле поковок, применяют при контроле
штамповок, некоторых видов проката и
литья. В дальнейшем будем называть эти
изделия заготовками. Кроме названного
стандарта достаточно широкое хождение
имеет документ [320], а также отраслевые
документы: [180], действующий на судо-
строительных предприятиях, и ОСТ [261]
по теплоэнергетике (повторно согласован
с Госгортехнадзором и Госатомнадзором в
1998 г.).
Действующих нормативных доку-
ментов по УЗ-контролю отливок нет, по-
скольку методики контроля отливок и по-
ковок довольно сходны. В документе
[320] прямо указано, что контроль отливок
УЗ-методом выполняется в соответствии с
требованиями по контролю поковок. Ре-
комендуемые нормы оценки качества от-
ливок имеются в документе [307].
Необходимость УЗ-контроля заго-
товки, его объем и нормы недопустимых
дефектов должны устанавливаться в тех-
нической документации на изделие. Ха-
рактер и действительные размеры дефек-
тов обычно УЗ-методами не определяют,
хотя достижения, изложенные в разд.
3.2.7, в ряде случаев позволяют довольно
точно оценить форму дефекта.
В заготовках, получаемых методами
давления (поковках, штамповках, прока-
376
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.27. Опора для фиксации преобразователя:
1 - точка ввода; размеры d, z,f к, h, a, b, с, е, R устанавливаются в зависимости от
размеров призмы преобразователя
те), УЗ-контроль выявляет такие дефекты
(нарушений сплошности) металла, как
расплющенные раковины, заковы, закаты,
трещины, флокены, расслоения, неметал-
лические включения, плены. Как дефекты
слитка, в дальнейшем подвергаемого об-
работке давлением, так и вновь образо-
вавшиеся дефекты (например, флокены -
очень тонкие трещины, возникающие в
результате выделения водорода) - плоско-
стные, расположены перпедикулярно к
направлению основной деформации. Од-
нако часто слиток подвергается обработке
давлением в нескольких направлениях и
возможно возникновение трещин, распо-
ложенных произвольно. С учетом изло-
женного основное направление УЗ-лучей
при контроле должно совпадать с направ-
лением основной деформации, однако же-
лателен (а иногда необходим) также кон-
троль в других направлениях.
3.3.1.1. Аппаратура и образцы
При контроле заготовок используют
УЗ-импульсный дефектоскоп, преобразо-
ватели, государственные стандартные об-
разцы (ГСО), СОП, АРД диаграммы,
вспомогательные устройства и приспо-
собления для обеспечения постоянных
параметров контроля и регистрации ре-
зультатов.
ГОСТ 24507-80 предусматривает пе-
риодические государственные испытания
и аттестацию дефектоскопа и преобразо-
вателей. EN 12668-3 рекомендуют выпол-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
377
нять оперативную проверку основных
параметров дефектоскопа вместе с преоб-
разователем. Способы проверки рассмот-
рены в разд. 2.2.4 и 2.2.1.3.
При контроле контактным способом
по цилиндрической (или сферической)
поверхности необходимо обеспечить ста-
бильное положение наклонного преобра-
зователя. Для цилиндрических поковок с
радиусами > 50 мм это достигается путем
применения опоры, прикрепляемой к кор-
пусу преобразователя. Примерный вид
опоры приведен на рис. 3.27. Размеры
приспособления выбирают в зависимости
от размеров используемого преобразова-
теля: размер I равен или больше ширины
преобразователя, размеры d и z зависят от
высоты преобразователя. Рекомендуется z
выбирать равным половине высоты, a d -
1/4 высоты преобразователя.
При контроле наклонным преобразо-
вателем изделий с выпуклой цилиндриче-
ской или сферической поверхностью диа-
метром <100 мм призму наклонного пре-
образователя рекомендуется сопрягать с
поверхностью изделия либо обработкой ее
на станке, либо ручной притиркой с ис-
пользованием наждачной бумаги. При
этом важно определить точку ввода пре-
образователя после сопряжения. Для дос-
тижения этого на выпуклой цилиндриче-
ской поверхности есть два способа
сопряжения.
Первый способ, предложенный
В.И. Рыжовым-Никоновым (рис. 3.28),
реализуют в такой последовательности.
1. На СО-3 по ГОСТ 14782-86 опре-
деляют точку ввода Oj призмы непритер-
того преобразователя и восстанавливают
нормаль О\О к поверхности в этой точке.
2. Выполняют на отдельном листе
бумаги разметку, показанную на рис. 3.28.
Для этого наносят контуры поверхности
изделия и призмы до сопряжения (на ри-
сунке изделие показано штриховой лини-
ей U). Из точки О, призмы проводят луч
O\L под углом призмы 0. Из центра кри-
визны изделия О проводят луч ОС, парал-
Рис. 3.28. Первый способ сопряжения
преобразователя с цилиндрической
поверхностью изделия
лельный O\L. Циркулем отмечают на луче
ОС точку Oj, отстоящую от ребра призмы
А на расстоянии, равном радиусу кривиз-
ны изделия R. Из точки О2 проводят ок-
ружность радиусом R (показана сплошной
линией) и отмечают точку О{ пересечения
окружности с лучом O,L. Последняя точка
является точкой ввода призмы после со-
пряжения с поверхностью.
3. Отмечают на призме положение
дуги АВ и точки О{, после чего проводят
механообработку или притирку до отме-
ченной дуги АВ. Призму притирают вруч-
ную, меняя ее положение и направление
для равномерной обработки материала
призмы.
Второй способ, предложенный
В.М. Ушаковым (рис. 3.29), осуществляют
в такой последовательности.
378
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.29. Второй способ сопряжения
преобразователя с цилиндрической
поверхностью изделия
1. На СО-3 по ГОСТ 14782-86 опре-
деляют точку ввода О, призмы.
2. Выполняют на отдельном листе
бумаги разметку, показанную на рис. 3.29.
Для этого наносят контуры призмы.
3. Опускают нормаль О, С из точки
О, на плоскость пьезопластины. Проводят
нормаль О'О" к плоской контактной по-
верхности призмы правее точки О\ (на
расстоянии а, равном ~1 ... 2 мм в зави-
симости от угла ввода и радиуса поверх-
ности изделия).
4. Отмечают точку О' пересечения
этой нормали с О\С. Размер поверхности
сопряжения выбирают таким образом,
чтобы УЗ-пучок полностью падал на кри-
волинейную часть контактной поверхно-
сти призмы
5. Из точки О' отмечают на этой нор-
мали отрезок О'О", равный радиусу по-
верхности R.
6. Из точки О" (центра кривизны ОК)
радиусом R проводят дугу окружности АВ.
Отмечают на призме положение дуги АВ и
точки О', после чего проводят механооб-
работку или притирку до этой отмеченной
Дуги.
При контроле заготовок с вогнутой
цилиндрической поверхностью радиусом
кривизны R рабочую поверхность наклон-
ного преобразователя в направлении ис-
кривления поверхности притирают, когда
не выполняется условие, чтобы набег фа-
зы в центре и на краю преобразователя не
превышал половины длины волны. Это
условие записывается в виде R > 1,2 А2 Д,
где А - размер преобразователя в направ-
лении искривления; X - длина волны в ОК.
Для частоты 2,5 МГц при контроле сталь-
ного изделия условие записывается как
R > 0,5А2, где R и А - в мм. При контроле
прямым преобразователем выбирают раз-
мер и частоту преобразователя, чтобы это
условие выполнялось.
Для настройки чувствительности и
определения эквивалентной площади де-
фекта необходимы либо СОП с искусст-
венными дефектами, либо АРД диаграм-
мы. Для согласования диаграммы с атте-
нюатором используют донный сигнала ОК
либо СО-2. СОП применяют при крупно-
серийном производстве поковок, одно-
родных по затуханию УЗ, когда колебания
амплитуды донного сигнала внутри от-
дельных поковок < 4 дБ, а от поковки к
поковке < 6 дБ (при равных толщинах и
одинаковой обработке поверхности). АРД
диаграммы применяют при мелкосерий-
ном производстве или контроле крупнога-
баритных поковок, а также в том случае,
когда колебания донного сигнала превы-
шают значения, указанные ранее.
Во многих нормативных документах,
в частности [261], указано, что АРД диа-
граммы можно использовать при контроле
по плоским поверхностям; вогнутым ци-
линдрическим поверхностям диаметром
> 1 м; по выпуклым цилиндрическим по-
верхностям диаметром > 500 мм (для пря-
мого преобразователя) и > 150 мм (для
наклонного преобразователя). При нару-
шении этих условий приходится приме-
нять СОП.
Оценка по формулам (3.2) показыва-
ет, что для преобразователей, применяе-
мых в России, эти условия чрезмерно же-
сткие. Например, для прямого преобразо-
вателя диаметром 18 мм на частоту
1,8 МГц достаточно, чтобы диаметр вы-
пуклой поверхности был > 200 мм. В то
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
379
Рис. 3.30. Конструкция СОП с плоскодонными отверстиями
же время для больших преобразователей,
выпускаемых за рубежом, эти условия
недостаточны. Например, для прямого
преобразователя диаметром 25 мм на час-
тоту 5 МГц нужно, чтобы цилиндрическая
поверхность имела диаметр > 1000 мм.
Европейский стандарт EN 1714 исхо-
дит из того, что допустимый зазор между
преобразователем и поверхностью изде-
лия не должен превышать 0,5 мм. Если
при контроле изделий с криволинейной
поверхностью зазор более этой величины,
призма преобразователя должна прити-
раться к поверхности ввода. В стандарте
указано, что для цилиндрической и сфе-
рической поверхностей сформулирован-
ное требование обычно удовлетворяется
при выполнении условия
О>15а, (3.9)
где D - диаметр изделия; а - размер осно-
вания призмы преобразователя в направ-
лении контроля.
В качестве искусственных отражате-
лей в СОП обычно используют плоско-
донные отверстия, ориентированные по
оси УЗ-луча. Отражатели изготовляют на
разных глубинах, из которых минималь-
ная должна быть равна мертвой зоне при-
меняемого преобразователя, а максималь-
ная - максимальной толщине поковок,
подлежащих контролю. Допустимо при-
менение других типов отражателей, эхо-
сигналы от которых могут быть пересчи-
таны в эхосигналы от плоскодонных от-
верстий.
Часто СОП имеют ступенчатую фор-
му (рис. 3.30). Размер ступеней должен
быть таким, чтобы отношение амплитуд
сигналов на ближайших глубинах изменя-
лось в пределах 2 ... 4 дБ. Часто на каж-
дой ступени в СОП изготовляют два от-
ражателя, определяющие уровень фикса-
ции и уровень браковки. Иногда выпол-
няют отражатели других размеров, но при
этом отношение амплитуд от двух бли-
жайших по размерам отражателей должно
быть > 2 дБ. Взаимное влияние соседних
отражателей на амплитуды эхосигналов
не должно быть > 1 дБ. Из рис. 1.49 можно
определить, что для этого необходимо
выполнить условие
т > Weik/D,
где т - расстояние между отражателями;
I - расстояние по лучу от точки ввода до
отражателей; D - диаметр преобразовате-
ля.
Расстояние Ц от контрольного отра-
жателя до донной поверхности ступени
согласно ГОСТ 24507-80 должно удовле-
творять условию Это усло-
вие, однако, чрезмерно жесткое. В дейст-
380
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
вительности достаточно, чтобы расстоя-
ние /] было больше лучевой разрешающей
способности (см. разд. 2.2 4.7). Учитывая,
что амплитуда донного сигнала значи-
тельно больше эхосигнала от плоскодон-
ного отражателя, целесообразно ужесто-
чить условие разрешения в 1,5 раза и при-
нять /[ > 2Z.
В ГОСТ 24507-80 отсутствует требо-
вание на минимальное расстояние т от-
ражателя от боковой поверхности образца.
Согласно условию (2.11) необходимо со-
блюсти требование т > Q,A51K/D , которое
следует из раскрытия пучка лучей в даль-
ней зоне преобразователя. Учи-
тывая, что возможно влияние на эхо-
сигнал отражения от расположенного
вблизи отражателя двугранного угла, це-
лесообразно ввести более жесткое требо-
вание: т > 0,'ЪГк/D .
Менее категорично условие отсутст-
вия интерференции импульса, непосредст-
венно отраженного от искусственного де-
фекта и испытавшего также отражение от
боковой поверхности образца. Оно ис-
пользовано в документе [261] в виде
т > д/1,5/^ . Однако в этом случае будут
наблюдаться два близко расположенных
импульса на линии развертки, что может
вызвать затруднения и ошибки.
Образцы для контроля алюминиевых
поковок прямым преобразователем изго-
товляют по ГОСТ 21397-81. С учетом
требований этого же стандарта Всесоюз-
ный институт легких сплавов (Москва)
выпускает подобные образцы из стали.
Допускается применение образцов-
аналогов из алюминиевого сплава Д16Т
для контроля других материалов с исполь-
зованием пересчетных устройств. Этот же
государственный стандарт определяет
точность и технологию изготовления от-
ражателей. Технология их изготовления
описана нами в разд. 2.2.1.3. Допустимое
отклонение оси отверстия от перпендику-
лярности к поверхности ввода 0,5°. Для
наклонного преобразователя образцы из-
готовляют по ГОСТ 14782-86. В нем ука-
зано допустимое отклонение оси отверстия
от акустической оси преобразователя ±1°.
ГОСТ 21397-81 предусматривает
проверку правильности изготовления об-
разцов: амплитуды эхосигналов от плос-
кодонных отражателей одинакового диа-
метра, расположенных на одинаковой
глубине, не должны отличаться более чем
на ±2 дБ от амплитуд эхосигналов анало-
гичных отражателей эталонного комплек-
та СО.
При контроле изделий с цилиндриче-
скими поверхностями с радиусами R при-
меняют образцы с соответствующей кри-
визной поверхности. Допускается исполь-
зование образцов другого радиуса - Ro при
выполнении соотношения 0,97? < 7?0 <
< 1,27?. Пользоваться образцами с пло-
ской поверхностью ввода разрешается при
контроле цилиндрических изделий при тех
же условиях, при которых можно приме-
нять АРД диаграммы.
В [425, с. 21/364] (фирма Tecnatom,
Испания) сообщается о разработке авто-
матической гибкой системы "Midas" для
контроля сложных авиационных деталей,
узлов энергетического оборудования (в
том числе сварных). В систему вводят
сведения о геометрии ОК, желательных
параметрах контроля (частоте, угле ввода
и др.), требуемой области контроля. После
этого система предлагает схему автомати-
ческого контроля, которую можно коррек-
тировать.
Результаты контроля представляются
в виде трехмерного изображения контро-
лируемой детали с указанием места рас-
положения дефекта, и в увеличенном виде
дается изображение дефекта в форме В-,
С- и D-разверток. Система обладает боль-
шим динамическим диапазоном (лога-
рифмическое представление) и высокой
разрешающей способностью.
3.3.1.2. Подготовка к контролю
Целесообразно, чтобы УЗ-контроль
заготовки был предусмотрен технологией
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
381
изготовления изделия как этап технологи-
ческого процесса. Этого требует документ
[261]. При технологической подготовке
производства заготовок, подлежащих УЗ-
контролю, составляют технологические
карты контроля на каждый типоразмер
заготовок. В них указывают следующие
данные:
- наименование ОК;
- марку металла, номер чертежа, при
необходимости - скорость звука и коэф-
фициент затухания;
- сведения о подготовке поверхности
ввода;
- обозначение и название докумен-
тов, регламентирующих методику контро-
ля и оценку качества изделия;
- тип УЗ-дефектоскопа;
- зоны неуверенного контроля (в том
числе мертвая зона);
- тип и рабочую частоту преобразо-
вателя, МГц;
- угол ввода, град;
- размер пьезопластин, мм;
- схему прозвучивания;
- уровень фиксации, мм или мм2;
- наибольший допустимый эквива-
лентный диаметр (площадь) несплошно-
сти, т.е. браковочный уровень чувстви-
тельности;
- наибольшее допустимое число не-
сплошностей в круге заданного диаметра £>;
- допустимую условную протяжен-
ность несплошностей как отдельных де-
фектов, так и суммарную, мм;
- способ настройки чувствительности
дефектоскопа;
- трудоемкость операций контроля в
нормочасах.
Допускается составление типовых
карт контроля, объединенных одним или
несколькими из перечисленных парамет-
ров.
Технологией изготовления изделия
должен быть предусмотрен контроль на
той стадии технологического процесса,
когда поковка имеет наиболее простую
геометрическую форму и наибольший
припуск. Допускается контроль без при-
пуска, если обеспечивается полное про-
звучивание всего объема металла. Реко-
мендуется проводить контроль после тер-
мообработки поковки.
Иногда бывает, что два указанных
требования одновременно выполнить не
удается: окончательной термообработке
подвергается полностью механически об-
работанная заготовка со сложной формой
поверхности. Документ [261] в этом слу-
чае предписывает проводить контроль
дважды: до термообработки в полном
объеме и после термообработки в объеме,
допускаемом конфигурацией изделия.
Заготовки, подаваемые на УЗ-кон-
троль, должны предварительно пройти
контроль на поверхностные дефекты. Об-
наруженные дефекты необходимо удалять
абразивными кругами с зернистостью не
грубее 63 ... 80 по ГОСТ 3647-71. Вели-
чина уклона зачищенной поверхности
должна быть < 1:50, чтобы не мешать про-
ведению УЗ-контроля.
Поверхности изделий требуется очи-
щать от отслаивающейся окалины, ржав-
чины, грязи, брызг расплавленного метал-
ла, а также от других инородных веществ
(краски, шпаклевки, масляных пятен),
снижающих чувствительность и надеж-
ность контроля. Если эти вещества не ме-
шают контролю, их удаление необяза-
тельно. В качестве контактной смазки
применяют жидкости, рекомендованные в
разд. 3.1.3.
Перед контролем поверхности поко-
вок, со стороны которых проводят прозву-
чивание (поверхности ввода), должны
быть обработаны и иметь параметр шеро-
ховатости поверхности Az < 10 мкм по
ГОСТ 2789-73. Поверхности поковок,
параллельные поверхностям ввода (дон-
ные поверхности), должны иметь пара-
метр шероховатости не хуже Rz 40 мкм.
Допускаются снижение требований к ше-
роховатости поверхности ввода и отказ от
механической обработки при условии
обеспечения выявления недопустимых
дефектов.
382
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
С учетом того что при УЗ-контроле
вблизи поверхности ввода возникает
мертвая зона, в изделиях, подаваемых на
контроль, предусматривают припуск, уда-
ляемый при последующей механической
обработке. Величина припуска определя-
ется службой НК с учетом мертвой зоны
применяемой аппаратуры и методики кон-
троля.
Для уменьшения припуска рекомен-
дуется заменять (или дополнять) контроль
прямым преобразователем контролем РС-
преобразователем, если при этом обеспе-
чивается заданная чувствительность по
всей толщине изделия. В противном слу-
чае, рекомендуется проводить контроль
РС- и прямым преобразователями. РС-
преобразователь при этом настраивают на
чувствительность фиксации на глубине,
равной глубине мертвой зоны прямого
преобразователя.
Для удобства контроля изделие,
имеющее большую площадь, размечают с
помощью быстросохнущей краски на уча-
стки, которые контролируют последова-
тельно. Это требование должно указы-
ваться в карте контроля.
Для контроля с помощью АРД диа-
граммы необходимо знать коэффициент
затухания (КЗ) продольных и/или попе-
речных волн в материале ОК. КЗ нужно
также знать, если СОП изготовлены из
материала, отличного от материала ОК.
Способы измерения КЗ описаны в
разд. 1.1.3.
3.3.1.3. Проведение контроля
Поковки и другие заготовки контро-
лируют эхо- и ЗТ-методами. Допускается
использование других методов при усло-
вии выявления ими недопустимых дефек-
тов. Контроль ЗТ-методом осуществляют
путем наблюдения за ослаблением ампли-
туды донного сигнала, если форма заго-
товки позволяет его получить.
Схемы прозвучивания поковок раз-
личной геометрической формы показаны
на рис. 3.31, а-з. Считается, что поковка
проверена в полном объеме, если каждый
элементарный объем металла прозвучен в
трех взаимноперпендикулярных направ-
лениях или близких к ним. Если это усло-
вие не выполняется (например, из-за на-
личия мертвой зоны), контроль считается
неполным.
Части изделия, где координаты и эк-
вивалентная площадь дефектов определя-
ются с большими погрешностями (напри-
мер, при контроле прямым преобразовате-
лем вблизи боковой поверхности изделия;
см. разд. 2.2.3.4 и 3.1.2), называют зонами
неуверенного контроля. Подобно этому,
если один из размеров поковки I превыша-
ет другой размер d в т или более раз, то
контроль прямым преобразователем вдоль
большего размера заменяется контролем
наклонным преобразователем (см. рис.
3.31, б, в, д, е, з). При этом применяются
наклонные преобразователи с возможно
большим углом ввода (обычно рекоменду-
ется применять углы 45 ... 60°) и прозву-
чивание проводится вдоль наибольшего
размера в двух противоположных направ-
лениях.
Величина т определяется выражени-
ем
djl — m = 0,83D/X, (3.10)
где D - диаметр пьезопластины преобра-
зователя.
Это условие определяется следую-
щими соображениями. В длинномерном
изделии (рис. 3.32) от дефекта может от-
ражаться не только прямой луч АВ, но и
боковой луч АСВ, отраженный от боковой
поверхности, что может вызвать ошибки в
оценке дефекта. Чтобы этого не произош-
ло, диаграмма направленности преобразо-
вателя должна быть достаточно узкой.
Согласно формуле (1.30) угол рас-
твора основного лепестка диаграммы на-
правленности 0о определяется соотноше-
нием
sin0o=l,22X/£>.
Из рис. 3.32 следует, что если дефект
расположен вблизи донной поверхности,
т.е. расстояние до него близко к I, то зер-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
383
Рис. 3.31. Схемы контроля поковок ответственного назначения разной формы:
Ф - направление ввода продольных волн; <-> - направление перемещения наклонного
преобразователя
кально отраженный от боковой поверхно-
сти луч попадает на него, когда
0
d/2 d
= агМЕ—.«гМб7
С учетом малости углов 9 и 90 усло-
вие 90 < 9 определяется неравенствами
, X D. I 1 D
’ D I d 1,22 X
откуда следует (3.19). Исходя из приве-
денных в разд. 1.3.1 пояснений о реальном
угле раскрытия основного лепестка вместо
(3.19) целесообразно пользоваться форму-
лой
т = jD/X.
В России, как правило, в преобразо-
вателях для продольных волн отношение
диаметра к длине волны равно 5. С учетом
этого указаны соотношения размеров на
рис. 3.31. Для более надежной проверки
зон неуверенного контроля эти области
металла рекомендуется контролировать
384
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.32. Контроль длинномерного
изделия
наклонными преобразователями, так же
как длинномерные изделия.
В ГОСТ 24507-80 отсутствует важ-
ное требование, относящееся к контролю
полых цилиндрических поковок (см.
рис. 3.31, ж, з). В таких поковках необхо-
димо обнаруживать дефекты, ориентиро-
ванные в радиальной плоскости, как пока-
зано на рис. 3.2. Такие дефекты образуют-
ся при ковке из усадочной раковины и
рыхлоты в центральной части слитка. Под
действием деформации они расплющива-
ются и образуют в поперечном сечении
поковки так называемый "ковочный
крест" с центром на оси поковки. Расточ-
кой канала убирают наиболее пораженную
дефектами центральную часть поковки, но
могут сохраниться остатки ковочного кре-
ста. По некоторым сведениям, подобные
дефекты послужили причиной аварий
двух роторов в США в 60-е годы XX века.
В [356] предусмотрен обязательный кон-
троль на такие дефекты.
Максимум эхосигналов от подобных
дефектов при контроле поперечными вол-
нами, как следует из рис. 1.20, дости-
гается при углах падения на внутреннюю
поверхность 35 ... 45 и 90° (по касатель-
ной, см. рис. 3.2). Однако, когда отноше-
ние толщины стенки к наружному диа-
метру > 0,2 (приближенное условие -
наружный диаметр меньше, чем удвоен-
ный внутренний), акустическая ось пре-
образователя поперечных волн с мини-
мальным углом ввода 35° (при меньших
углах наряду с поперечной появляется
продольная волна) не касается внутрен-
ней поверхности. В этом случае применя-
ют наклонные преобразователи продоль-
ных волн. Для этого прямой преобразова-
тель снабжают призмой-насадкой из орг-
стекла с углом призмы 3 ... 10° так, чтобы
преломленный УЗ-луч был направлен по
касательной к поверхности [261].
Скорость и шаг сканирования уста-
навливаются технической документацией
на контроль, исходя из надежного выявле-
ния недопустимых дефектов. Здесь следу-
ет руководствоваться рекомендациями в
разд. 2.2.4.8. Обычно скорость ручного
сканирования задается величиной 50 ...
100 мм/с, но не > 150 мм/с. Шаг сканиро-
вания - не более половины диаметра пье-
зопластины преобразователя, если толщи-
на > 50 мм.
Если толщина < 50 мм, то шаг скани-
рования рекомендуется определять экспе-
риментально с помощью СОП с плоско-
донным отверстием на глубине, близкой к
половине толщины изделия. Он равен
смещению центра преобразователя от по-
ложения, при котором амплитуда эхосиг-
нала от отражателя максимальна, до по-
ложения, при котором она уменьшается на
6 дБ. Рис. 1.47, б (кривая ослабления на 3 дБ)
позволяет определить шаг сканирования
без проведения экспериментов.
Частота УЗ, согласно государствен-
ному стандарту, выбирается исходя из
следующего. Массивные и крупнозерни-
стые поковки рекомендуется прозвучивать
на частотах 0,5 ... 2,0 МГц, тонкие поков-
ки с мелкозернистой структурой - на час-
тотах 2,0 ... 5,0 МГц. Частота 0,5 МГц
практически не употребляется, низшая
частота, как правило, 1,2 МГц.
Перед началом контроля дефектоскоп
настраивают на требуемый уровень фик-
сации во всем объеме контролируемого
металла изделия. Затем чувствительность
повышают до уровня поиска. Для учета
изменения уровня фиксации по толщине
изделия либо используют временную ре-
гулировку чувствительности, либо нано-
сят на экран дефектоскопа линии, показы-
вающие изменение чувствительности с
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
385
глубиной (см. рис. 2.59), либо последова-
тельно контролируют различные по глу-
бине зоны изделия с соответствующей
корректировкой чувствительности.
Уровень фиксации и браковочный
уровень устанавливаются техническими
требованиями на заготовку. В ГОСТ
24507-80 содержится таблица, в которой
поковки разбиты на четыре группы каче-
ства и восемь подгрупп. Для каждой груп-
пы и подгруппы указаны площади плос-
кодонных отверстий, соответствующих
уровню фиксации и браковочному уров-
ню. Уровни зависят от толщины заготовки
и типа преобразователя (прямой или на-
клонный) и изменяются от 3 до 70 мм2.
Установленные при контроле уровни
должны соответствовать требуемым зна-
чениям с погрешностью не более ± 2 дБ.
Если не удается достичь заданного
уровня фиксации в связи с недостаточной
чувствительностью аппаратуры или высо-
ким уровнем структурных шумов, следует
воспользоваться рекомендациями, изло-
женными в разд. 2.2.4.5.
Поиск дефектов проводят на поиско-
вой чувствительности, которую устанав-
ливают при ручном контроле на 6 дБ вы-
ше уровня фиксации, а при автоматиче-
ском контроле чувствительность прини-
мают такой, чтобы дефект, подлежащий
фиксации, выявлялся не менее 9 раз из 10
опытных прозвучиваний.
При контроле фиксируют участки, в
которых наблюдается хотя бы один из
следующих признаков дефектов:
- появился эхосигнал, равный или
превышающий уровень фиксации для
эхометода;
- ослабился донный или сквозной
сигнал (при контроле теневым методом)
до или ниже заданного уровня.
3.3.1.4. Обработка и оценка
результатов контроля
При обнаружении дефектов оцени-
вают их основные характеристики:
- координаты;
- эквивалентный диаметр или пло-
щадь;
- разделение на протяженные и не-
протяженные;
- условные границы и (или) услов-
ную протяженность;
- условное расстояние между дефек-
тами;
- число дефектов.
При необходимости определяют про-
странственное положение дефектов.
Координаты дефектов определяют,
как рекомендовано в разд. 3.2.1. При кон-
троле прямым преобразователем опреде-
ляют глубину залегания дефекта от по-
верхности ввода, а при контроле наклон-
ным преобразователем - глубину залега-
ния и расстояние до него по поверхности
ОК от точки ввода преобразователя. Часто
измерения эквивалентной площади не
требуется, достаточно только установить,
что она > So (уровня фиксации) и < 5]
(уровня браковки).
Важно классифицировать дефекты на
протяженные и непротяженные (компакт-
ные), поскольку во многих заготовках
протяженные дефекты не допускаются.
Рекомендуется способ измерения, осно-
ванный на использовании кривых, пока-
занных на рис. 3.18, б (см. разд. 3.2.2).
ГОСТ 24507-80 не устанавливает
способов измерения границ дефекта и его
условных размеров. ОСТы [180] и [261]
предписывают использование абсолютно-
го способа измерения условной протяжен-
ности, т.е. границей дефекта считается
положение точки ввода преобразователя,
при котором амплитуда эхосигнала от де-
фекта уменьшается до уровня фиксации.
Документ [320] предусматривает исполь-
зование как абсолютного так и относи-
тельного (по уровню 6 дБ) способов изме-
рения. При этом из двух измеренных зна-
чений выбирается большее.
Если в НТД оговорено допустимое
расстояние между несплошностями, то его
определяют как расстояние между цен-
трами непротяженных несплошностей,
или как расстояние между границами про-
тяженных несплошностей или как рас-
386
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
стояние между центром непротяженной и
границей протяженной несплошностей.
Измерение расстояния между несплошно-
стями, залегающими на разной глубине,
выполняется с учетом этого расстояния с
помощью геометрических построений,
приведенных в разд. 3.2.6.
При определении протяженности не-
сплошностей и расстояния между ними в
направлении окружности в случае цилин-
дрической поверхности изделия следует
учитывать изменение этих размеров в за-
висимости от глубины залегания дефек-
тов (см. рис. 3.2). Истинный размер I вы-
числяется в соответствии с формулой
l = L(l-2z/D),
где L = СЕ - протяженность (расстояние
между несплошностями), измеренная по
поверхности цилиндрического изделия
диаметром £); z - глубина залегания не-
сплошности от поверхности.
На основании сопоставления резуль-
татов контроля с требованиями НТД де-
лают заключение о годности или браковке
заготовки. В НТД на поковки, подлежа-
щие У 3-контролю, должны быть указаны:
уровень фиксации; недопустимый уровень
ослабления донного сигнала и параметры
недопустимых дефектов (максимальный
эквивалентный размер или площадь, мак-
симальная условная протяженность, мак-
симальное допустимое число дефектов в
определением объеме, допустимое рас-
стояние между дефектами), например:
- фиксации подлежат дефекты экви-
валентной площадью > So;
- не допускаются дефекты эквива-
лентной площадью > S'!;
- не допускаются дефекты условной
протяженностью > L\,
- не допускаются дефекты, вызы-
вающие при контроле прямым преобразо-
вателем ослабление донного сигнала до
уровня < So;
- допустимое расстояние между фик-
сируемыми дефектами > /2, мм.
- не допускаются непротяженные
дефекты эквивалентной площадью So ...
Si; если они образуют скопление из п или
более дефектов при пространственном
расстоянии между наиболее удаленными
дефектами, равном или меньшем толщины
поковки Н.
В таблице ГОСТ 24507-80 приведе-
ны значения So и S,, а также минимального
недопустимого числа непротяженных де-
фектов в скоплении размером 100 мм.
Минимальное недопустимое число дефек-
тов в скоплении размером Н вычисляется
по формуле п = п0 Н/100 и округляется до
целого числа в сторону уменьшения.
Для краткой формулировки норма-
тивных требований к качеству заготовок
рекомендуется указывать группу их каче-
ства в соответствии с указанной таблицей.
В поковках, отнесенных к группам 1, 2 и
3, не допускаются ни один протяженный
дефект и ни один дефект эквивалентной
площадью > S], Такому условию обычно
удовлетворяют металлы вакуумной
выплавки.
В поковках, отнесенных к группам
2п, Зп и 4и, допускаются непротяженные
дефекты (например, неметаллические
включения, имеющиеся в некоторых ста-
лях мартеновской выплавки). В поковках,
отнесенных к группе 4L, допускаются не-
которые протяженные дефекты, условная
протяженность которых меньше 1,5L0, где
Lo - условная протяженность эквивалент-
ного дефекту плоскодонного отверстия.
Следует заметить, что нормы табли-
цы довольно жесткие. В качестве примера
приведем значения So и S] (в мм2) для
толщины ОК до 100 мм. Для первой груп-
пы качества So= S] = 3; для второй группы
So = 3, a Si = 5. В ОСТ на поковки энерге-
тического оборудования [261] и при той
же толщине для атомных электростанций
(АЭС) для изделий группы А указаны
So = 2, S| = 10; изделий группы В - So = 4,
S] = 10; изделий группы С - So = 6, Si = 20.
Для тепловых станций и других объектов
котлонадзора указаны So = 3, Si = 40. Та-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
387
ким образом, нормы по отраслевому стан-
дарту, как правило, менее жесткие, чем
рекомендовано ГОСТ 24507-80.
Приведем требования технических
условий к некоторым поковкам ответст-
венного назначения, используемым в
энергетике, в том числе в атомном маши-
ностроении.
По требованиям ТУ 108.765-78 для
деталей АЭС регистрируют несплошности
эквивалентным диаметром > 2,2 мм. В
поковках из стали обычного качества при
контроле прямым преобразователем необ-
ходимо регистрировать дефекты эквива-
лентной площадью >15 мм2 (диаметром
4,4 мм), а для поковок вакуумно-дугового
и электрошлакового переплавов > 10 мм2
(диаметром 3,6 мм).
При контроле наклонным преобразо-
вателем регистрируют дефекты по показа-
телям группы качества Ъп (ГОСТ 24507-
80), а именно: 5 мм2 при толщине поковки
Н < 150 мм; 10 мм2 при 150 < Н < 200 мм;
20 мм2 при Н> 200 мм.
Для заготовок вакуумно-дугового и
электрошлакового переплавов при кон-
троле прямым преобразователем макси-
мально допустимы несплошности с экви-
валентной площадью 20 мм2. На квадрат-
ном участке площадью 300 см2 суммарная
площадь зарегистрированных несплошно-
стей не должна быть > 250 мм2, а число
несплошостей площадью 20 мм2 - не бо-
лее пяти. На любом квадратном участке
площадью 1 м2 сумма площадей всех за-
фиксированных несплошностей не должна
быть >600 мм2.
При контроле наклонным преобразо-
вателем не допускаются дефекты эквива-
лентной площадью, вдвое меньшей, чем
для стали обычного качества Не допуска-
ются подлежащие регистрации непротя-
женные дефекты, если они образуют ско-
пление из пяти и более дефектов при про-
странственном расстоянии между наибо-
лее удаленными дефектами, равном или
меньшем толщины поковки. И для пря-
мых, и для наклонных преобразователей
не допускаются протяженные дефекты.
Приведем нормы оценки качества
поковок, действующие в США и ФРГ, и
сопоставим их с принятыми в России. Та-
кое сопоставление выполнено Е.Ф. Кре-
товым [245, т. 3], ему же принадлежат
комментарии. В США нормативные тре-
бования при УЗК поковок определяются
спецификациями ASTM, которые приво-
дятся в Коде ASME [356]. Американские
нормативные требования, относящиеся к
минимальным несплошностям, подлежа-
щим регистрации при УЗК, вошли в ч. V
Кода ASME.
В соответствии с Кодом ASME нор-
мативные требования по контролю поко-
вок включают в себя следующие показа-
тели:
- уровень фиксации;
- уровень поисковой чувствительно-
сти;
- регистрируемую информацию об
обнаруженных несплошностях;
- типовые критерии приемочного
уровня качества;
- термины-определения, характери-
зующие конкретные ситуации распреде-
ления дефектов в ОК.
В соответствии со спецификацией
SA-388, включенной в Код ASME, при
настройке чувствительности при контроле
прямым преобразователем устанавливает-
ся контрольный уровень, при котором
донный сигнал составляет 75 % высоты
экрана дефектоскопа. Затем увеличивают
усиление на 14 дБ (в 5 раз) и при такой
чувствительности проводят поиск дефек-
тов. Недостатки такой системы настройки
чувствительности рассмотрены в разд.
2.2.4.5.
Регистрируют несплошность, когда:
- она дает эхосигнал > 10 % ампли-
туды донного сигнала;
- несплошность дает индикацию на
участке > 38 мм независимо от амплитуды
эхосигнала и расположена на одной и той
же глубине;
388
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
- при регистрации протяженности
несплошностей должна быть сделана по-
правка на расхождение УЗ-пучка с учетом
глубины залегания дефекта;
- несплошности дают эхосигнал, пе-
ремещающийся по глубине более чем на
25 мм, при амплитуде > 5 % донного сиг-
нала (это характерный признак трещин).
Регистрации подлежат также случаи
обнаружения пяти или более несплошно-
стей, дающих эхосигналы > 5 % донного
сигнала, расположенных в кубе со сторо-
ной 50 мм, и если амплитуда донного сиг-
нала уменьшается на 20 % или более.
При контроле наклонным преобразо-
вателем прибор настраивают так, чтобы
амплитуда сигнала от прямоугольной или
V-образной риски (с углом при вершине
60°), расположенной на внутренней по-
верхности параллельно оси поковки, со-
ставляла 75 % высоты экрана дефектоско-
па. Риска должна иметь глубину, равную
3 % максимальной толщины контроли-
руемой поковки, или 6,35 мм (выбирается
меньшее из двух значений), а длину
25,4 мм.
При той же настройке прибора и по-
ложении преобразователя на наружной
поверхности получают отражение от та-
кой же риски на внешней поверхности.
Проводят на экране линию, соединяющую
вершины эхосигналов от рисок на внут-
ренней и наружной поверхностях. Эта
линия определяет контрольный уровень
чувствительности (уровень фиксации).
Регистрируют сигналы от несплошностей
амплитудой > 50 % контрольного уровня.
Код ASME не приводит количест-
венных значений пределов допустимости,
указывая, что они должны устанавливать-
ся по соглашению между покупателем и
фирмой-изготовителем. Отмечается, что
при назначении пределов допустимости
должны быть использованы нижеприве-
денные критерии.
Для прямого преобразователя - это
предельная амплитуда эхосигнала в про-
центах от контрольного уровня (или раз-
мер отверстия с плоским дном в СО); ос-
лабление донного сигнала ниже величины,
заданной в процентах от контрольного
уровня; предельная амплитуда эхосигнала
в процентах от контрольного уровня при
наличии заданного в процентах ослабле-
ния донного сигнала относительно кон-
трольного уровня.
Для наклонного преобразователя за
критерий принимается предельная ампли-
туда эхосигнала в процентах от амплиту-
ды сигнала, отраженного от риски, или
амплитуда эхосигнала в процентах от кон-
трольного уровня.
В Германии нормативные требования
к УЗК поковок устанавливаются отрасле-
выми правилами или техническими усло-
виями. Для сосудов ядерной энергетики -
это КТ А 3201.1 [409]. Нормы на УЗК по-
ковок из кованой сортовой стали опреде-
лены спецификацией SEP 1921 [412].
Нормативные требования в соответ-
ствии с Правилами КТА 3201.1 включают
в себя следующие элементы:
- пределы регистрации по амплитуде,
выраженные через диаметры плоскодон-
ных отражателей, зависящие от толщины
поковки и задаваемые таблицей;
- пределы допустимости по мини-
мальной глубине залегания обнаружен-
ных дефектов от окончательно обработан-
ной поверхности поковки;
- допустимость дефектов в зависимо-
сти от их ориентации;
- допустимость по протяженности
дефекта в зависимости от направления, в
котором он развит;
- допустимость по плотности дефек-
тов, т.е. их числу на 1 м2 поверхности.
Существуют отдельные требования к
зоне сварных кромок и патрубков, куда
входят: амплитудный критерий, число
дефектов на 1 м длины и минимальное
расстояние между дефектами. Правила
КТА 3201.1 указывают, что не допускают-
ся подлежащие регистрации несплошно-
сти, расположенные на расстоянии от
окончательно обработанной поверхности,
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
389
меньшем минимального расстояния 5 мм
при номинальной толщине стенки в окон-
чательном состоянии Н < 40 мм; 10 мм
при 40 < Н < 80 мм, 20 мм при Н > 80 мм.
Несплошности, зарегистрированные
при прозвучивании наклонным преобра-
зователем, недопустимы, если установле-
на их протяженность в направлении тол-
щины (т.е. развитые по высоте). В зонах
сварных кромок и патрубков не допуска-
ются:
- протяженные несплошности;
- несплошности, обнаруженные пря-
мым преобразователем, если эхосигнал от
них более чем на 12 дБ превышает грани-
цу регистрации;
- несплошности, выявленные пря-
мым и наклонным преобразователями,
если эхосигнал от несплошности, полу-
ченный наклонным преобразователем,
превышает предел регистрации более чем
на 6 дБ;
- несплошности, плотность которых
2 ... 6 шт. на 1 м длины в зависимости от
толщины шва.
Расстояние между допустимыми не-
сплошностями должно быть > 100 мм. В
остальной части объема допускаются ло-
кальные несплошности амплитудой до
18 дБ сверх границ регистрации, выявлен-
ные при радиальном прозвучивании пря-
мым преобразователем; несплошности
протяженностью в соответствии с кривой
1 (рис. 3.33), если при наклонном прозву-
чивании в этих точках нет превышения
величин эхосигналов на 6 дБ сверх грани-
цы регистрации. Максимально допустимая
длина ограничена величиной 120 мм.
При контроле прямым преобразова-
телем в осевом направлении допустимы
локальные несплошности, дающие эхо-
сигналы, которые превышают уровень
фиксации на величину до 12 дБ. Допуска-
ются несплошности протяженностью по
окружности в соответствии с кривой 2 (см.
рис. 3.33), если при наклонном прозвучи-
вании отсутствует превышение на 6 дБ
Рис. 3.33. Допустимая протяженность
несплошности L, отнесенная к номинальной
толщине стенки поковки Н:
1 - превышение уровня регистрации прямым
преобразователем; 2 - то же наклонным
преобразователем
или более по отношению к уровню реги-
страции. Максимально допустимая длина
несплошности ограничена при этом
60-ю мм. Несплошности высотой >10 мм
по толщине листа недопустимы. Локаль-
ная плотность несплошностей на 1 м2
наружной поверхности не должна превы-
шать 10 шт.
В спецификации SEP 1921 указывают
предел регистрации (уровень фиксации).
Пределы допустимости несплошностей в
зависимости от назначения поковки или
условий эксплуатации отдельных ее час-
тей разбивают на классы А - Е, которые
включают в себя следующие критерии:
- предел допустимости по амплитуд-
ному признаку, измеренный диаметром
эквивалентного плоскодонного отражате-
ля (этот признак различен для протяжен-
ных и непротяженных отражателей);
- максимально допустимую протя-
женность несплошности;
- максимально допустимое число не-
протяженных несплошностей;
- то же протяженных.
При контроле по спецификации SEP
1921 максимально допускаемые парамет-
ры несплошностей определены табл. 3.3 и
390
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
3.3. Предельно допустимые размеры несплошностей по SEP 1921
Класс Пределы допустимости
Диаметр плоскодонного отражателя, мм Максимальная протяжен- ность несплошностей, мм
Непротяженные несплошности Протяженные несплошности
А 14 10 80
В 10 7 60
С 7 5 40
D 5 3 30
Е 3 2 30
3.4. Предельно допустимые количества несплошностей по SEP 1921
Класс Пределы допустимости несплошностей, шт.
непротяженных протяженных
А 32 16
В 16 8
С 8 4
D 4 2
Е 2 1
3.4. Несплошности протяженностью, бо-
лее указанной в табл. 3.3, могут быть при-
няты по согласованию с заказчиком с уче-
том предельно допустимого числа не-
сплошностей. Так, например, несплош-
ность протяженностью 320 мм для класса
А может быть зачтена и допущена как
четыре несплошности протяженностью
80 мм.
Далее сопоставляются российские
нормы контроля поковок с нормами, дей-
ствующими в США и ФРГ. При контроле
ЗТ-методом Код ASME предусматривает
регистрацию участков, в которых донный
сигнал ослабляется на 20 % (т.е. на 2 дБ).
Однако такое его изменение практически
трудно зарегистрировать на фоне его ко-
лебаний, вызванных нестабильностью
акустического контакта.
Отечественные нормы в зависимости
от толщины поковки предписывают реги-
стрировать ослабление на 22 ... 34 дБ. Это
реально достижимый уровень регистрации
при одновременном контроле эхо- и ЗТ-
методами с использованием серийных
современных дефектоскопов. Для повы-
шения чувствительности при контроле ЗТ-
методом необходимо либо выполнять этот
контроль отдельно от эхометода, либо
применять дефектоскоп с двумя монито-
рами, позволяющий организовать отдель-
ное слежение за уровнем донного сигнала.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
391
Немецкие правила не приводят нор-
мы контроля ЗТ-методом. По-видимому,
это связано с достаточно высокой чувст-
вительностью эхометода. Например, чув-
ствительность, рекомендованная КТА 3201.1,
гарантирует выявление даже неблагопри-
ятно ориентированных несплошностей,
которые могут представлять опасность
для изделия.
Сравнительные данные для прямого
преобразователя при контроле поковок
сосудов давления эхометодом, приведен-
ные к площади плоскодонного дискового
отражателя, показывают, что в области
толщин до 250 мм нормативные требова-
ния по размеру минимально регистрируе-
мой несплошности весьма близки к рос-
сийским. При толщине > 250 мм немецкие
требования значительно мягче, чем отече-
ственные и американские. Особенностью
американских требований, как отмеча-
лось, является переменная чувствитель-
ность по сечению заготовки.
Сравнительные данные для наклон-
ного преобразователя при контроле поко-
вок сосудов давления эхометодом, приве-
денные к площади дискового отражателя,
свидетельствуют, что границы регистра-
ции для толщин до 150 мм по нормам Рос-
сии и Германии весьма близки. Для тол-
щин > 150 мм нормы Германии сущест-
венно жестче, исключение составляют
требования России для корпусов реакто-
ров АЭС.
Граница регистрации по американ-
ским требованиям на один-два порядка
ниже европейских требований. Американ-
ские нормы позволяют выявить лишь дос-
таточно развитые (> 3 % толщины поков-
ки) трещины, идущие от поверхности по-
ковки, в то время как немецкие и отечест-
венные требования (при Н < 150 мм) по-
зволяют выявлять дефекты (в том числе
трещины) с различной пространственной
ориентацией Представляется, что для
толщин > 150 мм минимально регистри-
руемый дефект в отечественных докумен-
тах, относящихся к сосудам давления,
следует оставить на уровне 5 ... 7 мм2.
Сравнение пределов допустимости
показывает, что наиболее жесткие требо-
вания к несплошностям поковок сосудов
давления предъявляются отечественными
документами, где протяженные несплош-
ности не допускаются, а максимально до-
пустимый точечный отражатель имеет
эквивалентную площадь 20 ... 30 мм2.
Российские требования для всех сечений
поковки и всех направлений прозвучива-
ния одинаковы и различаются только для
прямого и наклонного преобразователей.
Представляется неправильным, что преде-
лы допустимости при контроле наклон-
ным преобразователем мягче, чем пря-
мым, поскольку дефекты, обнаруженные
наклонным преобразователем, уменьшают
рабочее сечение заготовки, а прямым -
нет. Код ASME не называет количествен-
ных критериев допустимости, указывая,
что они устанавливаются по соглашению
сторон.
Немецкие требования дифференци-
руют пределы допустимости в зависимо-
сти как от местоположения дефекта в по-
ковке, так и от ориентации дефекта. Так,
недопустимы дефекты, обнаруженные в
приповерхностных зонах поковки. Допус-
каются протяженные несплошности, в
некоторых случаях до 120 мм, ориентиро-
ванные параллельно цилиндрической по-
верхности обечайки, в то же время недо-
пустимы дефекты протяженностью > 10 мм
в направлении толщины стенки.
Недостатком немецких требований
можно считать определение допустимой
плотности дефектов на 1 м2, поскольку
оно лишено физического смысла и пре-
следует, по-видимому, лишь цель контро-
ля за технологической дисциплиной.
В этом смысле надо отдать предпочтение
требованиям ГОСТ 24507-80, опреде-
ляющим недопустимое число дефектов в
шаровом объеме, т.е. для случая, когда
имеется взаимное влияние дефектов.
392
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
3.3.1.5. Особенности контроля
литья
Существенное отличие отливок от за-
готовок, обработанных давлением (из-
мельчающим структуру), заключается в
том, что отливки и слитки (отливки в из-
ложницу, подлежащие в дальнейшем об-
работке давлением) имеют грубую круп-
нозернистую структуру. С учетом этого
УЗ обычно контролируют отливки из пер-
литных сталей, прошедшие термообработ-
ку типа нормализации, измельчающую
структуру.
В отливках из сплавов алюминия до-
пускается более крупнозернистая структу-
ра. Стальные отливки без термообработки
проверяют только теневым методом на
грубые дефекты. Отливки из сталей аусте-
нитного класса, как правило, контролиро-
вать не удается.
Слитки проверяют эхо- или теневым
методом на определение положения уса-
дочной раковины. На поверхностях слитка
зачищают лыски шириной ~ 50 мм для
улучшения контакта с преобразователем.
Литье из отбеленного чугуна и чугуна с
шаровидным графитом удовлетворитель-
но контролируют на дефекты теми же ме-
тодами, что и стальное литье. Другие ви-
ды чугуна контролируются очень плохо
из-за структурных помех, связанных с
рассеянием волн на графитных включени-
ях.
Еще одно большое отличие отливок
от заготовок, обработанных давлением,
состоит в том, что внутренние дефекты в
них (раковины, рыхлоты, трещины, ино-
родные включения) объемные и могут
быть расположены любым образом. Де-
фект типа неслитины, возникающий в ре-
зультате перерыва в течении жидкого ме-
талла, плоскостной, но ориентацию его
предвидеть трудно. Если схема контроля
предусматривает прозвучивание только
при одном направлении лучей, то при
контроле отливок выбор этого направле-
ния некритичен, так как преимуществен-
ная ориентация дефектов отсутствует.
Для контроля отливок документ [307]
рекомендует нормы оценки качества, при-
веденные в табл. 3.5. Они относятся к не-
протяженным несплошностям на участке,
проектируемом на поверхность ввода
площадью 200 х 300 мм2. При меньших
площадях участка число несплошностей
уменьшается пропорционально отноше-
нию площадей этого участка и участка
площадью 200 х 300 мм2.
В случае, если обнаруженные при
УЗ-контроле несплошности превышают
нормы, приведенные в табл. 3.5, или при
контроле прямым преобразователем дон-
ный сигнал ослабляется до уровня фикса-
ции, отливка или ее отдельный участок
должны быть подвергнуты радиографи-
чемкому контролю и качество их оцени-
вают по результатам этого контроля.
Многие дефекты литья плохо выяв-
ляются УЗ. Это усадочные рыхлоты и уса-
дочные раковины, имеющие поверхности
игольчатого вида.
Опыт Ленинградского металлургиче-
ского завода [126], выполняющего массо-
вый контроль литья, поковок и сварных
соединений, показывает, что дефекты ли-
тья, занимающие значительные объемы,
часто не выявляются при контроле эхоме-
тодом. Например, при радиографическом
контроле выходной лопасти гидротурби-
ны были обнаружены большие зоны тон-
ких усадочных рыхлот. Для уточнения
глубины их залегания применили УЗ-
эхометод, но даже при настройке на уро-
вень фиксации по плоскодонному отвер-
стию диаметром 1,5 мм отражения УЗ не
были получены. При экспериментальных
исследованиях модель усадочной ракови-
ны с размерами 50 х 30 х 25 мм давала
эхосигнал значительно меньше плоско-
донного отверстия диаметром 3 мм.
В [425, с. 408/726] сообщалось о воз-
можности контроля отливок из коррози-
онно-стойкой стали на усадочные дефек-
ты. Контроль выполнялся дефектоско-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
393
3.5. Нормы оценки качества отливок
Толщина стенки отливки, мм Уровень фиксации, мм2 Уровень браковки, 2 ММ Число несплошностей Минимальное расстояние между несплошностями, мм
Класс отливки
1,2а 2Ь, 3 1,2а 2Ь, 3
<50 10 20 12 15 15 10
50 ... 100 15 30 25 15
100 ... 300 20 40
>300 30 50
пом DSK-70 фирмы KrautkrSmer (Герма-
ния) на частоте 1 МГц, прямым преобра-
зователем типа KIS с диаметром пьезо-
элемента 34 мм. В качестве контактной
среды использовался твердый жир (по-
видимому, сало). Образцы для контроля
имели форму параллелепипедов с габа-
ритными размерами 130 х 130 х 340 мм.
Дефекты в образцах типа усадочных рако-
вин и трещин удовлетворительно выявля-
лись при глубине залегания ПО мм. Они
наблюдались с четырех поверхностей об-
разцов, но амплитуда эхосигнала сильно
изменялась в зависимости от ракурса оз-
вучивания. При увеличении расстояния до
дефектов до 220 мм выявляемость дефек-
тов сильно ухудшалась.
3.3.1.6. Контроль поковок и
отливок различного типа
3.3.1.6.1. Контроль дисков турбин,
компрессоров и других поковок авиационной
промышленности
Диски авиадвигателей относятся к
чрезвычайно ответственным изделиям,
поэтому их желательно контролировать
на максимально высокой чувствительно-
сти. Они изготовляются из сплавов на ос-
нове железа, никеля и титана - жаропроч-
ных материалов, часто обладающих круп-
нозернистой структурой и повышенным
рассеянием УЗ, что ограничивает возмож-
ность повышения чувствительности.
Производственной инструкцией ПИ 1.2
Министерства авиационной промышлен-
ности, утвержденной в 1987 г., предусмат-
ривается УЗ-контроль после прохождения
изделием каждой из технологических опе-
раций. Среди них: изготовление слитка;
изготовление кованых "шайб" или штам-
пованных заготовок на металлургическом
предприятии. Далее проводят их входной
контроль на моторостроительном пред-
приятии до термообработки, а затем после
термообработки и, наконец, контроль го-
товых дисков.
Дефектоскоп для контроля дисков
должен иметь частоты 1,25; 2,5 и 5 МГц,
пределы зоны прозвучивания по глубине
от 1 мм (с PC-преобразователем) до
1000 мм (по стали), глубиномер с погреш-
ностью не более ± 2 %, регулировку чув-
ствительности аттенюатором от 0 до 80 дБ
с погрешностью ± 2 дБ, отсечку шумов,
ВРЧ с пределами регулировки по усиле-
нию 30 дБ и глубине до 500 мм. В ком-
плект дефектоскопа должны входить пря-
мые, PC- и наклонные преобразователи.
В инструкции очень подробно изло-
жены требования к СОП. Их материал не
должен отличаться от материала изделия
394
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
более чем на 10 % по КЗ и уровню струк-
турных шумов. Способ измерения КЗ не
указан, а оценка уровня структурных шу-
мов рассмотрена подробно. Перед изго-
товлением СОП материал контролируют
на повышенной чувствительности. Атте-
нюатором и ВРЧ устанавливают уровень
структурных шумов на 1/4 высоты экрана.
С учетом этого не допускаются дефекты,
амплитуда эхосигнала от которых выше
половины экрана.
Искусственными отражателями при
контроле продольными и поперечными
волнами служат плоскодонные отверстия
на глубинах 2 ... 200 мм. Приняты меры,
исключающие влияние боковых поверх-
ностей СОП на амплитуду эхосигнала от
отверстия. Оптимальная рабочая частота
определяется по максимальному отноше-
нию амплитуд сигнала от заданного кон-
трольного отражателя, расположенного на
максимальном расстоянии от преобразо-
вателя, к уровню структурных шумов.
Контроль выполняют всеми типами пре-
образователей: прямыми контролируют
толщины > 10 ... 15 мм, РС - толщины
1 ... 30 мм, наклонными осуществляют
контроль на наклонные к поверхности
дефекты.
Предусмотрен также контроль по-
верхностными волнами, а тонких участков
(тоньше 5 мм) штампованных дисков -
нормальными волнами. В этих случаях
настройка выполняется по искусственным
отражателям, подобным зарубкам. Тол-
щина СОП для контроля нормальными
волнами не должна отличаться от толщи-
ны ОК более чем на 0,1 мм.
Шаг сканирования не должен пре-
вышать 3 мм для прямых и наклонных и
2 мм для PC-преобразователей. Его уточ-
няют экспериментально по ослаблению на
20 % максимального эхосигнала от задан-
ного контрольного отражателя, располо-
женного на глубине 4,5 мм. Скорость ска-
нирования 1 м/мин.
Чувствительность контроля опреде-
ляется минимальными размерами искус-
ственного отражателя, эхосигнал от кото-
рого на 6 ... 8 дБ превышает уровень
структурных шумов при максимальной
толщине ОК. По терминологии ГОСТ
24507-80 эта чувствительность соответст-
вует уровню фиксации. Ее определяют
экспериментально или с помощью диа-
граммы АРДЗШ. Последняя представляет
собой обычную АРД диаграмму, на кото-
рой дополнительно проводят кривую
уровня структурных шумов (зоны шумов)
для ОК в зависимости от расстояния от
преобразователя.
В толстых изделиях с высоким уров-
нем структурных шумов не удается вы-
ровнять уровень шумов с помощью ВРЧ.
Такие объекты контролируют послойно,
последовательно выделяя строб-импуль-
сом слои по толщине изделия и настраи-
вая чувствительность для каждого слоя.
Начинать рекомендуется с самого глубо-
кого слоя.
Выполняют контроль прямым преоб-
разователем, а в мертвой зоне - РС-
преобразователем. Если толщина диска
<30 мм, то контроль осуществляют толь-
ко РС-преобразователем. Контроль прово-
дят в две стадии. При отборочном контро-
ле на повышенной чувствительности от-
мечают зоны, где имеются эхосигналы.
Диски, в которых не обнаружено эхо-
сигналов, на 20 % больших уровня фикса-
ции, считают годными. При браковочном
контроле оценивают обнаруженные де-
фекты, для которых амплитуда превосхо-
дит уровень фиксации. Бракуются диски,
где имеются дефекты, амплитуда эхосиг-
нала от которых больше, чем от оговорен-
ных в технических условиях искусствен-
ных отражателей.
Отборочный контроль проводят с
двух торцовых поверхностей диска. В не-
которых случаях контроль может также
проводиться с образующей ободной части
диска и со сторон центрального отверстия.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
395
При таком контроле отмечают зоны,
где донный сигнал ослабился на величину
> 30 %. Эти зоны контролируют повторно
с корректировкой чувствительности. Дис-
ки, в которых имеются участки, где дон-
ный сигнал ослабился на величину > 70 %,
считают не прошедшими УЗ-контроль.
Согласно ОСТ 1.90197-89 брак заго-
товок дисков и шайб (идущих на диски и
валы) из титановых сплавов определяют
по плоскодонным отражателям диаметром
1,5 мм. Однако заготовки дисков и шайбы
бракуются также в том случае, если ам-
плитуда эхосигнала от предполагаемого
дефекта даже меньше амплитуды эхосиг-
нала от плоскодонного отражателя диа-
метром 1,5 мм, но превышает уровень
структурных помех контролируемого ме-
талла на > 8 дБ. Таким образом, при дос-
таточно низком уровне структурных шу-
мов металла браковочным признаком УЗ-
контроля заготовок дисков и шайб может
быть плоскодонный отражатель диамет-
ром < 0,8 мм.
В заготовках из титановых сплавов
трудно обнаруживаемый дефект - обога-
щенные азотом включения - нитриды. Это
твердые вещества, которые не расплющи-
ваются при обработке давлением. Около
них могут возникать трещины, поэтому
они существенно ослабляют прочность
диска. Для их обнаружения разработаны
Методические рекомендации № 40-5/86 Д.
Предусмотрен контроль изделий
прямым, PC и наклонным преобразовате-
лями по той же схеме, что и в инструкции
ПИ 1.2. Контроль наклонным преобразо-
вателем изделий толщиной > 20 мм вы-
полняют прямым лучом, 4 ... 20 мм -
прямым и однократно отраженным луча-
ми, < 4 мм - трижды отраженным лучом.
Преобразователь разворачивают так, что-
бы проверить металл во всех направлени-
ях.
Чувствительность при контроле пря-
мым преобразователем настраивают на
браковочный уровень по плоскодонному
отверстию диаметром 0,8 мм (5| = 0,5 мм2).
Поисковый уровень соответствует вдвое
меньшей амплитуде эхосигнала. При кон-
троле наклонным преобразователем чув-
ствительность настраивают по отверстию
диаметром 0,5 мм, глубиной 1 мм с кони-
ческим дном. Амплитуду эхосигнала от
засверловки измеряют при разных направ-
лениях озвучивания и вычисляют среднее
значение.
Для поковок из алюминиевых спла-
вов первой категории изделий массой до
500 кг уровень фиксации и браковочный
уровень соответствуют диаметрам плос-
кодонных отверстий Do = 1,6 мм (50 =
= 2 мм2), Di = 2,0 мм (51 = 3,2 мм2), для
изделий второй категории - соответствен-
но 2,5 (5 мм2) и 3,2 мм (8 мм2).
Для штамповок из алюминиевых
сплавов первой категории массой до
200 кг уровень фиксации и браковочный
уровень соответствуют диаметрам плоско-
донных отверстий Do = 1,6 мм, D} = 2,5 мм,
для изделий второй категории - соответ-
ственно 2,5 и 3,2 мм. Это значения того же
порядка, что приведенные выше для энер-
гетического оборудования.
Расстояние между дефектами должно
быть > 25 мм, реальная протяженность
дефектов для изделий первой категории не
должна превышать 20 мм, а для изделий
второй категории - 30 мм. Для наиболее
нагруженных участков установлены диа-
метры плоскодонных отверстий Do = 1,2 мм
и D\ = 1,6 мм. Дефекты заготовок, выхо-
дящие за габаритные размеры готовой
детали, не учитываются.
Д.С. Шрайбером (Всесоюзный ин-
ститут авиационных материалов, Москва)
предложено для контроля авиационных
дисков со сложной формой поверхности в
процессе производства на иммерсионной
установке осуществлять автоматическое
слежение за рельефом поверхности с по-
мощью вспомогательного разнесенного
PC-преобразователя. Ориентация перпен-
дикулярно к поверхности ввода соответст-
вует достижению максимума сигнала это-
го преобразователя, отраженного от по-
396
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
а)
Рис. 3.34. Схема контроля авиационного диска в процессе эксплуатации.
Зона контроля 2 заштрихована
верхности ввода. Впоследствии идея ав-
томатической ориентации УЗ перпендику-
лярно к поверхности ввода по максимуму
сигнала использовалась во многих разра-
ботках.
Диски также контролируют в процес-
се эксплуатации авиадвигателей, в частно-
сти диски первой ступени компрессора
низкого давления [76]. С этой целью ком-
прессор частично демонтируют, чтобы
получить доступ к центральному отвер-
стию в ступице диска. С поверхности это-
го отверстия выполняют контроль эхоме-
тодом с помощью прямого контактного
преобразователя на частоте 2,5 МГц. Про-
тектор преобразователя имеет цилиндри-
ческую форму, чтобы он контактировал с
вогнутой цилиндрической поверхностью
центрального отверстия.
Преобразователь перемещают цен-
трирующим механическим приспособле-
нием. Контроль выполняют в два этапа.
Сначала контролируют зону 1 вблизи сту-
пицы диска, а затем зону 2 - участок по-
лотна диска, галтельного перехода и меж-
пазовых выступов (рис. 3.34). При перехо-
де от одной зоны к другой изменяют часть
линии развертки, выделяемую строб-
импульсом.
Чувствительность настраивают по
эхосигналам от крепежных отверстий дис-
ка, фиксируя эхосигналы амплитудой, в
4 раза меньшей, как признаки наличия
дефекта. При этом в зоне ступицы выявля-
ется плоскодонное отверстие диаметром
4 мм.
Поковки авиационных двигателей
отличаются сложной формой, даже когда
деталь имеет вид заготовки, предназна-
ченной для дальнейшей механической
обработки (рис. 3.35). Фирма Kraut-kramer
[422, с. 82] разработала иммерсионную
установку для контроля таких заготовок.
Преобразователь может перемещаться в
трех направлениях и изменять угол ввода.
Контроль предусматривает выполнение
нескольких последовательных операций
(32 операции и даже больше), связанных с
перемещением преобразователя над раз-
личными участками заготовки при раз-
личных углах ввода. Заштрихованные об-
ласти при этом контролируются повторно
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
397
(до 20 %). Все этапы контроля могут быть
воспроизведены.
Для сопоставления с отечественными
методиками контроля приведем данные по
УЗ-контролю авиационных материалов из
американского стандарта Aerospace mate-
rial specification (ASM 2630A).
Контроль плоских, прямоугольных,
круглых, цилиндрических заготовок тол-
щиной > 12,5 мм выполняется эхомето-
дом, продольными и поперечными волна-
ми в контактном или иммерсионном вари-
анте. Выявляют трещины, структурные
нарушения и другие несплошности, как
выходящие, так и не выходящие на по-
верхность ОК. Из сказанного следует, что
данный документ относится не только к
дискам, но и к другим изделиям, приме-
няемым в авиационной промышленности.
Аппаратура должна обеспечивать
линейность изображения на экране по
вертикальной и горизонтальной осям с
погрешностью < 3 %. Рекомендуется:
применять частоты > 2,25 МГц для про-
дольных волн и 1 МГц для поперечных;
размер пьезоэлемента иммерсионного
преобразователя 9,5 ... 19 мм; для кон-
тактного прямого преобразователя пьезо-
элемент площадью до 650 мм2, размером
12,5 ... 28 мм; для контактного наклонно-
го преобразователя пьезоэлемент площа-
дью 25 х 25 ... 25 х 12,5 мм2.
Акустическое поле прямого преобра-
зователя проверяется в иммерсионной
ванне. По отражению от стального шарика
диаметром 3 мм определяют положение
границы ближней зоны N, по отражению
от плоскости, перпендикулярной к оси
преобразователя, - расстояния от N, соот-
ветствующие ослаблению эхосигнала на 3
или 6 дБ при смещении плоскости ближе
и дальше от преобразователя. Отражение
от стального шарика помогает узнать ши-
рину поля в плоскости на расстоянии N.
Отношение ширины поля в двух перпен-
дикулярных направлениях должно быть
<0,75: 1.Для наклонного преобразовате-
Рис. 3.35. Заготовка диска сложной формы
(показано сечение выше оси). Наружный
контур - заготовка до механообработки
ля проверяют положение точки выхода и
угла ввода на образцах V-1, V-2 или по-
добных им.
При контроле иммерсионным вари-
антом иммерсионная жидкость не должна
взаимодействовать с материалом ОК, а
также содержать пузырьки воздуха. При
контроле контактным вариантом для аку-
стического контакта применяют машин-
ные масла все более густой консистенции
при повышении величины неровностей
поверхности ввода от 0,1 до 0,5 мкм.
Во время контроля обязательно ис-
пользование СОП. Кривизна и шерохова-
тость поверхности СОП должны быть как
можно ближе к ОК. При контроле прямым
преобразователем в качестве искусствен-
ных дефектов используют плоскодонные
отверстия. Желательно, чтобы неровность
поверхности была < 3,7 мкм. Плоскодон-
ные отверстия нужно загерметизировать,
чтобы в них не проникала жидкость.
В случае контроля наклонным преоб-
разователем возможно применение не-
скольких типов СОП с искусственными
дефектами. Когда контролируется объект
с плоской поверхностью ввода, применя-
ют плоскодонные отверстия под углом
45°. При контроле полых цилиндров плос-
398
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
кодонные отверстия сверлят в централь-
ной части стенки перпендикулярно к ра-
диусу.
При контроле как плоских, так и ци-
линдрических изделий могут использо-
ваться боковые отверстия, приблизитель-
но эквивалентные плоскодонным отвер-
стиям. Могут быть использованы различ-
ные типы пазов: V-образные с углом 60°
при вершине, прямоугольные, U-образные
(форма дна) и щели. Размеры пазов вооб-
ще зависят от толщины ОК (типичны та-
кие рекомендации: паз длиной 25 мм, глу-
биной 5 % толщины ОК или площадь паза
должна быть равна площади плоскодонно-
го отверстия). При контроле по искрив-
ленной поверхности требования на СОП
согласовываются между заказчиком и из-
готовителем. Вообще объект с поверхно-
стью с радиусом кривизны > 125 мм мо-
жет контролироваться с помощью СОП с
плоской поверхностью ввода или по СОП
с кривизной поверхности ввода, отли-
чающейся от ОК не более + 10 %.
Большое внимание обращено на им-
мерсионный способ контроля. При кон-
троле прямым преобразователем перпен-
дикулярность УЗ-пучка к поверхности
ввода определяется по максимуму началь-
ного сигнала, т.е. сигнала, отраженного от
поверхности ввода. Когда это невозможно
(например, для преобразователя с острой
фокусировкой), можно использовать мно-
гократные отражения.
Если возможно, путь в иммерсион-
ной жидкости должен быть таким, чтобы
контроль осуществлялся в дальней зоне.
Целесообразно использовать фокусирую-
щие преобразователи (в ближней зоне).
Изменение пути в иммерсионной жидко-
сти в процессе контроля должно быть
< 6,4 мм от принятого при настройке.
По согласованию между заказчиком
и изготовителем выполняется специаль-
ный контроль поверхностными волнами
(обращено внимание на подготовку по-
верхности, в частности удаление контакт-
ной жидкости), контроль волнами Лэмба и
контроль РС-преобразователями.
Кривая ВРЧ строится по искусствен-
ным дефектам в СОП не менее чем по
трем точкам. Высота эхосигнала должна
быть в пределах 20 ... 80 % экрана. Реко-
мендуется использовать несколько кривых
ВРЧ для различных уровней чувствитель-
ности. Автоматическая сигнализация
должна срабатывать при достижении эхо-
сигналом уровня 50 % кривой ВРЧ. При
ручном контроле поисковый уровень дол-
жен быть на 6 дБ выше установленного.
Необходимо выполнять 100%-ное ска-
нирование. Для выбора шага сканирова-
ния определяется эффективный диаметр
УЗ-пучка на уровне 6 дБ от максимума
эхосигнала от настроечного искусственно-
го дефекта при заданных усилении и пути
в жидкости. Шаг сканирования должен
быть не больше этого диаметра. Скорость
сканирования при автоматическом кон-
троле обычно < 500 мм/с, при ручном
<150 мм/с.
При контроле продольными волнами
установлено пять классов качества, опре-
деляемых по диаметрам плоскодонных
отверстий, мм (табл. 3.6). Для наклонного
прозвучивания также установлено пять
классов качества, тоже определяемых по
диаметрам плоскодонных отверстий, мм
(табл. 3.7).
Несплошность с амплитудой эхосиг-
нала, большей, чем установлено для дан-
ного класса, переводит изделие в другой
класс. Множественные несплошности -
это две или более несплошности с ампли-
тудой эхосигнала, большей, чем установ-
лено для данного класса в кубе объемом
16,4 см3.
При контроле прямым преобразова-
телем уменьшение донного сигнала на
> 50 %, возникающее под действием кон-
тролируемого металла, недопустимо. Для
наклонного прозвучивания могут устанав-
ливаться классы качества по отражениям
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
399
3.6. Диаметры плоскодонных отверстий в мм для поковок в авиакосмической
промышленности США, контролируемых прямым преобразователем
Класс качества Единичная несплошность Множествен- ные несплош- ности Линейные несплошности Максимальное уменьшение дон- ного сигнала
АА 1,2 0,4 0,4 на длине 3 мм 50%
А1 0,8 0,8 на длине 25 мм
А 2,0 1,2 1,2 на длине 25 мм
В 3,2 2,0 2,0 на длине 25 мм
С По соглашению заказчика и производителя
Примечание. Вместо плоскодонного отверстия диаметром 0,4 мм можно использовать
11 % амплитуды эхосигнала от плоскодонного отверстия диаметром 1,2 мм. Если плоскодон-
ное отверстие имеет диаметр 0,8 мм, можно использовать 44 % амплитуды эхосигнала от
плоскодонного отверстия диаметром 1,2 мм.
3.7. Диаметры плоскодонных отверстий в мм для поковок в авиакосмической
промышленности США, контролируемых наклонным преобразователем
Класс качества Единичная несплошность Множественные несплошности Линейные несплошности
АА 0,8 50% от 0,8 50 % от 0,8 на длине 3 мм
А1 1,2 0,8 0,8 на длине 6,5 мм
А 2,0 1,2 1,2 надлине 12,5 мм
В 3,2 2,0 2,0 на длине 25 мм
С По соглашению заказчика и производителя
от зарубок или боковых отверстий по со-
глашению заказчика и производителя.
Изделие с индикациями, не превы-
шающими принятые пределы, считается
годным без дополнительных проверок.
Изделие с индикациями, большими уста-
новленных пределов, в котором несплош-
ности будут удалены при машинной обра-
ботке, может быть принято при условии
контроля квалифицированным персона-
лом. Изделие с индикациями, превышаю-
щими установленные пределы, в котором
несплошности не будут удалены при ма-
шинной обработке, не принимается.
Близкие требования по допустимым
дефектам предъявляются к алюминиевым
полуфабрикатам, обработанным давлени-
ем [308]. Преимущественно используют
иммерсионный метод контроля.
3.3.1.6.2. Контроль дисков паровых
турбин, роторов и других
крупногабаритных поковок
Диски паровых турбин контролируют
в соответствии с документом [261]. При-
мер контроля диска простой формы пока-
зан на рис. 3.1. На рис. 3.36 приведена
400
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
наклонный преобразователь;
| о — прямой преобразователь
Рис. 3.36. Схема контроля диска сложной
формы паровой турбины
схема контроля диска более сложной
формы. Как видно из нее, контроль почти
всего металла диска выполняется прямым
и наклонным преобразователями.
Для автоматического контроля дис-
ков паровых турбин НПО "Атомкотло-
маш" (г. Ростов-на-Дону) разработана ус-
тановка "Диск-1". Контроль ведется на
частотах 1,8 и 2,5 МГц. Способ контакта -
щелевой с подачей контактной жидкости.
В акустическом блоке имеются прямой,
РС- и два наклонных преобразователя.
Контроль качества акустического контак-
та для прямого преобразователя осущест-
вляется по донному сигналу, а для на-
клонного - по сигналу от специального
отражателя в призме. Ухудшение акусти-
ческого контакта компенсируется увели-
чением усиления прибора.
Установка прошла испытания на за-
воде "Энергомашспецсталь" (г. Крама-
торск) на заготовках толщиной 360 и
800 мм. При частоте вращения диска
3 об/мин она выявила все искусственные и
естественные дефекты для всех типов
преобразователей, в том числе плоскодон-
ные отверстия диаметром 2 мм на глубине
340 мм. Погрешность измерения эквива-
лентной площади дефектов составляла
< 10 %, а глубины залегания < 10 мм.
Производительность контроля в 5 раз вы-
ше ручного.
Крупногабаритные поковки простой
формы (обечайки, шайбы, фланцы, рото-
ры) контролируют щелевым способом на
карусельном или токарном станке, обес-
печивающем их вращение. Контролю не
мешает одновременная механообработка
изделия.
В [425, с. 349/035] рассмотрена авто-
матическая иммерсионная установка для
контроля дисков турбин. Контроль вы-
полняется тремя преобразователями. Пер-
вый контролирует тело диска, второй - зону
Рис. 3.37. Аппаратура ИДЦ-19 для контроля роторов турбин из осевого канала
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
401
вблизи поверхности, третий выявляет по-
верхностные дефекты. Поскольку поверх-
ностные трещины могут иметь различную
ориентацию и представляют большую
опасность, предложен преобразователь в
форме кольца, излучающий поверхност-
ные волны во всех направлениях. Однако
это преимущество достигается за счет по-
тери чувствительности.
Роторы турбин и турбогенераторов
также контролируют в соответствии с до-
кументом [261]. Прозвучивание ведут в
радиальном направлении прямым преоб-
разователем. Обязателен контроль на-
клонными преобразователями попереч-
ными или продольными волнами на де-
фекты, выходящие на поверхность внут-
реннего канала, если он имеется. Кон-
троль выполняют из положения преобра-
зователей В и В' на рис. 3.2. Контроль при
изготовлении роторов выполняют до про-
резки пазов. Обычно его ведут на токар-
ном станке с элементами механизации.
Для продления ресурса работы рото-
ров турбин и других объектов необходимо
обеспечить их контроль в процессе экс-
плуатации при ремонтных остановах.
Сканирование в этом случае удобно осу-
ществлять из канала ротора. ЦНИИТмаш
(В.И. Рыжов-Никонов) для этой цели раз-
работал простую аппаратуру типа ИДЦ-19
(рис. 3.37).
Ротор располагается наклонно, в ка-
нал заливается вода. Система наклонных
иммерсионных преобразователей для вы-
явления дефектов, ориентированных
вдоль и поперек оси ротора, вводится в
канал с помощью длинной штанги. Аппа-
ратура рассчитана на контроль из канала
диаметром 90 ... 160 мм, причем диаметр
канала может быть переменным. Перед
началом контроля настраивается чувстви-
тельность по образцу с плоскодонными
отверстиями диаметром 2 мм на разной
глубине.
Более совершенную установку типа
"Ротор-К" разработал Уральский всесоюз-
ный технический институт (УралВТ,
г. Челябинск) [424, докл. 1.12]. Система
транспортировки обеспечивает доставку
датчиков при длине канала до 10 м и
внутреннем диаметре 80 ... 160 мм. Кроме
УЗ осуществляются визуальный, измери-
тельный и вихретоковый контроль.
Валки прокатных станов также кон-
тролируют в соответствии с документом
[261]. Как и в случае с роторами, прозву-
чивание ведут в радиальном направлении
прямыми преобразователями. Большое
внимание обращают на контроль поверх-
ностного слоя. Его обычно проверяют по-
верхностными волнами.
ЦНИИТмаш совместно с "Алтее"
(Москва) разработали портативную уста-
новку типа УВЦ-1 для контроля бочки и
шейки опорных валков прокатных станов
[427, докл. Б01]. Она содержит восемь
независимых каналов, которые обеспечи-
вают прозвучивание с углами ввода 0, 40,
50, 60 и 70° головными и поверхностными
волнами. Результаты контроля записыва-
ются на флэш-карты. На экран персональ-
ной ЭВМ выводится следующая инфор-
мация: о контролируемом изделии; о де-
фектоскописте; таблица выявленных де-
фектов, их координаты и размеры; изо-
метрическое изображение валка или его
участка с дефектами; продольное и попе-
речное сечения валка. Паспортизируются
первоначальные данные о валке, данные о
его мониторинге в процессе эксплуатации,
прогнозируется его работоспособность.
Часто возникает задача эксплуатаци-
онного контроля длинномерных валов с
торцовой поверхности (оси, валы насосов,
эскалаторов). В разд. 3.1.2 рекомендова-
лось контролировать длинномерные изде-
лия наклонным преобразователем со сто-
роны боковых поверхностей, однако в
установленном в машину вале боковая
поверхность часто недоступна. Однако
такой контроль с торцовой поверхности
возможен, особенно если контролируемая
зона расположена вблизи торца
(рис. 3.38). Важным признаком наличия
дефекта по всей длине вала является ос-
402
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.38. Контроль длинномерного кованого вала насоса углеразмольной мельницы:
1 - вал; 2 - прямой преобразователь; 3 - зона вероятного разрушения; 4 - зондирующий импульс;
5 - эхосигналы от дефектов; 6 - донный сигнал
лабление эхосигнала от противоположно-
го торца. После этого выполняется кон-
троль эхометодом с торца, ближайшего к
дефекту. Подробнее об этом см. в
разд. 3.3.1.6.12.
Н.Г. Шмелев [342] предложил способ
увеличения шага сканирования при кон-
троле крупногабаритных поковок типа
дисков и роторов увеличением расстояния
от поверхности ввода до контролируемой
области. Это достигается, если контроли-
ровать прямым преобразователем ту поло-
вину поковки, которая находится дальше
от поверхности ввода. Ширина раскрытия
диаграммы направленности при этом
больше, что позволяет увеличить шаг ска-
нирования. Затем с другой стороны по-
ковки проверяют другую половину. Пред-
полагается, что амплитуда отражения от
дефекта приблизительно одинакова при
озвучивании его с разных сторон.
При УЗ-контроле крупногабаритных
поковок иногда наблюдаются четкие им-
пульсы на линии развертки дефектоскопа,
а при вскрытии дефекты не обнаружива-
ются. Это явление может объясняться ин-
терференцией сигналов от нескольких
небольших включений. Чтобы избежать
ложной браковки и быть уверенным в от-
сутствии крупного дефекта, полезно
улучшить направленность преобразовате-
ля.
3.3.1.6.3. Контроль лопаток турбин
и компрессоров
Лопатки авиадвигателей из жаро-
прочных сплавов, изготовляемые прессо-
ванием (рис. 3.39), контролируют со сто-
роны корыта на частоте 10 МГц. Контро-
лю подвергают как заготовку (см.
рис. 3.39, б), так и готовую лопатку (см.
рис. 3.39, а). В качестве контактирующей
жидкости используют глицерин. Приме-
няют прямой PC-преобразователь удли-
ненной формы. Длинную сторону распо-
лагают вдоль оси лопатки. Преобразова-
тель переставляют с шагом < 1,5 мм по
ширине и < 3 мм по длине. В каждом по-
ложении преобразователь покачивают:
находят максимум донного сигнала, а
потом отклоняют преобразователь на угол
10 ... 15° от этого положения.
Чувствительность настраивают по
плоскодонному отверстию диаметром
1 мм (показано на рисунке). Учитывая
меняющуюся толщину лопатки, большое
внимание обращают на определенные зо-
ны контроля на линии развертки. Конт-
ролируют только среднюю часть лопатки,
где толщина > 3 ... 4 мм. При контроле
заготовок лопаток браковочным призна-
ком считают появление эхосигналов на 6 дБ
выше эхосигнала от отверстия, а при кон-
троле готовых лопаток - на 6 дБ меньше
этого сигнала.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
403
Контролируют также литые полые
лопатки из жаропрочных сплавов
(рис. 3.40) в процессе изготовления и при
ремонте двигателя. На контроль поступа-
ют демонтированные лопатки. Выполняют
поиск трещин на внутренней поверхности
со стороны спинки.
Сначала на частоте 10 МГц измеряют
толщину. Лопатки делятся на три группы:
с толщиной стенок 1,03 ... 1,3; 1,3 ... 1,55;
1,55 ... 1,78 мм. Далее выполняют кон-
троль на трещины преобразователем с
углом ввода 50° на частоте 5 МГц. Чувст-
вительность настраивается по прорези
(фактически - зарубке) глубиной 0,7 ± 0,05
и шириной 5 ± 0,05 мм. Прорези выпол-
няют в образцах с толщиной стенки, соот-
ветствующей группе лопаток. Бракуются
лопатки, в которых наблюдались эхосиг-
налы с амплитудой, в ~ 2 раза меньшей,
чем от прорези.
В Харьковском авиационном инсти-
туте [290] разработана иммерсионная ус-
тановка для контроля лопаток большого
размера (длиной до 1 м). Несмотря на дав-
ность выполнения этой работы (1965 г.),
представляют интерес пути решения неко-
торых задач.
С учетом сложности профиля лопат-
ки контроль проводился в направлении
поперек пера. Поверхность обкатывалась
Рис. 3.39. Контроль штампованной
лопатки авиационного двигателя
кардановой кареткой, которая пружинами
прижималась к лопатке. В каретке разме-
щался преобразователь на частоту
2,5 МГц, который мог поворачиваться так,
что углы падения изменялись от 14 до 28°.
Имелось три фиксированных угла ввода
поперечных волн в тело лопатки: 35; 48 и
75°, а также угол ввода 0° для продольных
волн. Обеспечивался уровень фиксации
о 2
3 мм .
Контролируемая зона
* Для справки
Рис. 3.40. Контроль литой лопатки авиационного двигателя
404
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.41. Эксплуатационный
контроль ребра лопатки:
аиб правильная и неправильная схемы
контроля соответственно; 1 - лопатка;
2 - преобразователь; 3 - пьезоэлемент
Кроме дефектоскопии осуществлялся
также контроль на локальные неоднород-
ности структуры. Контроль велся методом
прохождения на частоте 7,2 МГц. УЗ-
импульсы возбуждали пьезокерамическим
излучателем, а принимали способом по-
верхностного рельефа. Способ состоит в
наблюдении с помощью оптического уст-
ройства ряби на поверхности иммерсион-
ной ванны над участками ОК, где прохож-
дение УЗ было больше. Обнаруживались
области разнозернистости и обезуглеро-
женные зоны.
Лопатки роторов турбин и компрес-
соров самолетов в процессе эксплуатации
контролируют поверхностными волнами
[76]. Контролю подвергают входные и
выходные кромки. Ему не мешает эмале-
вое покрытие на лопатке. Применяют пре-
образователь на частоту 5 МГц со сту-
пенькой на контактной поверхности, что-
бы его было удобно располагать вдоль
лопатки (рис. 3.41). Чувствительность на-
страивают по поперечным надрезам глу-
биной 0,3 мм на кромке лопатки-образца.
Надрезы располагают на расстоянии 10 ...
60 мм от конца пера лопатки.
Когда дефекты отсутствуют, на экра-
не дефектоскопа наблюдают зондирую-
щий импульс и концевой сигнал (анало-
гичный донному). Промежуточные им-
пульсы возникают от трещин, механиче-
ских, эрозионно-коррозионных пораже-
ний, раковин. Возможно также появление
структурных помех. Они могут даже пре-
пятствовать УЗ-контролю лопаток.
Подобную методику ОРГРЭС (Моск-
ва) рекомендует применять для контроля
выходных кромок лопаток паровых тур-
бин. Применяют наклонный преобразова-
тель на частоту 1,8 МГц с углом плекси-
гласовой призмы 65° со ступенькой на
контактной поверхности. Возбуждают
поверхностную волну в направлении от
ножки к концу пера лопатки.
Выходную кромку лопатки при необ-
ходимости зачищают наждачным полот-
ном по всей длине с внутренней и наруж-
ной сторон на ширину 15 ... 20 мм для
удаления с поверхности металла слоя со-
лей. На контактную поверхность призмы
преобразователя наносят контактную
жидкость, например турбинное масло.
Скорость развертки и чувствительность
настраивают по эхосигналу от конца пера
лопатки. После получения этого сигнала
чувствительность повышают на 10 ... 20 дБ.
Обнаруживаются трещины размером
0,2 ... 0,3 мм.
Методика и аппаратура для контроля
замкового соединения направляющих ло-
Рис. 3.42. Контроль замка турбинной
лопатки с помощью ФР
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
405
паток турбины разработана в [422,
с. 1907]. Предложено три схемы контроля
с разных поверхностей, показанные на
рис. 3.42. Для их реализации применяются
линейные фазированные решетки (ФР)
различного типа. Последние размещают
на преломляющей призме, они служат для
фокусировки и качания УЗ-лучей. Частота
различных ФР 7 ... 11 МГц, число элемен-
тов 20 или 32. Чувствительность настраи-
вают по плоскодонным, боковым отвер-
стиям и по рискам площадью от 2 х 1 до
4x2 мм2. Наибольшее отношение сиг-
нал/помеха (> 30 дБ) достигнуто для вто-
рой и третьей схем контроля.
33.1.6.4. Контроль ребристых панелей
Панель (рис. 3.43, а) изготовляют
прессованием из алюминиевого сплава.
Основные типы дефектов - неметалличе-
ские включения и расслоения, вытянутые
вдоль панели (перпендикулярно к плоско-
сти рисунка). Толщина панелей < 8 мм,
ширина < 3500 мм. Контролю мешают
ребра - стрингеры.
Контроль панелей возможен эхоме-
тодом со стороны плоской поверхности в
направлении толщины, однако более про-
изводительным оказался эхометод с при-
менением нормальных волн. А.Г Бакунова
и др. разработали установку типа УЗКП
для автоматического контроля панелей
иммерсионным способом.
Волны возбуждают вдоль панели
преобразователем на частоту 2,5 МГц с
углом ввода 38°. Чувствительность на-
страивают по плоскодонному отверстию
диаметром 0,8 мм, глубиной 0,5 мм. Как
видно из рис. 3.43, б, чувствительность
уменьшается с приближением к стрингеру
(ребру), что связано с нарушением усло-
вий образования нормальных волн. Отвер-
стие сверлят на расстоянии 10 мм от
стрингера, где чувствительность близка к
минимальной.
Чувствительность сохраняется доста-
точно высокой на расстоянии 300 мм от
преобразователя, поэтому его перемещают
2L
Рис. 3.43. Поперечное сечение ребристой
панели (а) и изменение амплитуды
эхосигнала при относительном смещении
преобразователя от осевой линии (б)
в поперечном направлении между стрин-
герами, а затем переставляют с шагом
300 мм. Надежно выявляются реальные
дефекты: неметаллические включения
размером 0,2 х 0,1 х 0,1 мм и расслоения
размером 3 х 2,5 х 2 мм.
33.1.6.5. Контроль емкостей
на дефекты поверхности
Была поставлена задача обнаружения
только поверхностных дефектов в стенках
емкостей из алюминиево-магниевого
сплава, причем требовалось обнаруживать
возможно более мелкие дефекты. В МГТУ
им. Н.Э. Баумана М.И. Ермоловым для
контроля были разработаны РС-преобра-
зователи поверхностных волн, располо-
женные по схеме дуэт.
Использовали частоту 5 МГц. Для
повышения чувствительности к дефектам
фокальную зону PC-преобразователя со-
вмещали с границей ближней зоны излу-
чателя и приемника, где амплитуды их
акустических полей максимальны. Исходя
из этого требования по формуле (1.33, а)
рассчитывали размеры пьезопластины в
406
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.44. Контроль поршня двигателя внутреннего сгорания
дополнительной плоскости L. Для рас-
стояния rmax = 10 мм величина L равнялась
5 мм.
Чувствительность и развертку дефек-
тоскопа настраивали по вертикальному
цилиндрическому отверстию диаметром 1
мм с последующим повышением чувстви-
тельности. Согласно расчетам при этом
должно было обнаруживаться вертикаль-
ное цилиндрическое отверстие диаметром
0,1 мм. Изготовить такое маленькое от-
верстие довольно трудно, но реальные
поры диаметром 0,1 мм при контроле в
производственных условиях выявлялись.
3.3.1.6.6. Контроль поршней двигателей
внутреннего сгорания
Типичная форма поршня показана на
рис. 3.44. Он изготовлен литьем из алю-
миниевого сплава с последующей механи-
ческой обработкой. Диаметр поршней
разных двигателей 150 ... 210 мм. В порш-
не имеется канал овальной формы в
сечении - масляная галерея. В цилиндри-
ческой части прорезаны кольцевые канав-
ки, в некоторых из которых имеются так
называемые нерезистовые вставки. Порш-
ни различных двигателей значительно
отличаются по конструкции. Показанный
поршень типа 43-03-106 применяется в
дизельных двигателях.
Для контроля поршней В.А. Ворон-
ковым и др. (ЦНИИТмаш) разработана
иммерсионная установка УДС-36 с вра-
щением поршня относительно системы
преобразователей. Фокусирующим преоб-
разователем 1 эхометодом выполняется
дефектоскопический контроль части пор-
шня, где появление несплошностей наи-
более опасно. Чувствительность настраи-
вается по плоскодонному отражателю
диаметром 3 мм.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
407
Преобразователями 2 и 4 эхометодом
определяется местоположение охлаж-
дающего канала путем измерения рас-
стояний до него от поверхности. Точность
измерения 0,5 мм. Преобразователями 3
(излучатель) 5 и 6 (приемники) теневым
методом контролируется сплавление нере-
зистовой вставки с телом поршня. Опре-
деляются расслоения размером 1 % дли-
ны окружности поршня.
В [425, с. 245/606] предложены мето-
дика и иммерсионная установка для кон-
троля электронно-лучевой сварки порш-
ней двигателей внутреннего сгорания.
Схема контроля подобна показанной на
рис. 3.44, но дополнена преобразователя-
ми для контроля сварных соединений (см.
разд. 5.1.2.6).
3.3.1.6.7. Контроль зубчатых колес
и канавок роторов
Зубчатые колеса чаще всего выхо-
дят из строя по причине разрыва или по-
ломки зубьев в результате возникновения
трещин как в самом зубе, так и во впади-
нах между зубьями. Их контролируют в
процессе эксплуатации. Э.Я. Сапожников
предложил контролировать трещины на
поверхности зуба продольными волнами
(рис. 3.45), а трещин во впадинах между
зубьями - волнами Рэлея, возбуждаемыми
у вершины зуба и проходящими по впади-
не до другого зуба. Там они принимаются
другим преобразователем, что свидетель-
ствует о работоспособности системы кон-
троля, однако трещины фиксируются не
теневым, а эхометодом. На рис. 3.46 пока-
зана конструкция клиновидного преобра-
зователя, пригодного для контроля прямо-
и косозубых шестерен. На частоте
2,5 МГц выявляются усталостные трещи-
ны глубиной 1,5 ... 2 мм, а на частоте
5 МГц - трещины глубиной 0,75 ... 1 мм.
Контроль кольцевых канавок боч-
ки ротора. В роторах турбогенераторов
тепловых электростанций выполняют
кольцевые канавки для устранения кон-
Рис. 3.45. Контроль зуба шестерни:
1 - преобразователь; 2 - изображение на
экране; 3 - отражение от дефекта на
поверхности зуба; 4а - зондирующий импульс;
46 - эхосигнал от дефекта
Рис. 3.46. Контроль каиавок между
зубьями шестерен поверхностными волнами
клиновым преобразователем:
1 - разъем; 2 - катушка индуктивности;
3 - соединительный провод; 4 - демпфер;
5 - пьезоэлемент; 6 - призма-корпус
408
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.47. Контроль канавок бочки ротора:
И - излучатель; П - приемник; ab - зона
расположения дефектов. Вверху -
осциллограмма при отсутствии дефектов
центраторов напряжений. В процессе экс-
плуатации в канавках возникают устало-
стные трещины под действием тепловых
напряжений. А.В. Вронский и Э.Л. Звон-
кова [74] предложили методику контроля
волнами Рэлея (рис. 3.47), подобную при-
меняемой для контроля шестерен. Пос-
кольку на поверхности канавки имеются
технологические риски, применяется те-
невой метод регистрации трещин. Чувст-
вительность настраивают по пропилу
(риске) глубиной 1 мм.
3.3.1.6.8. Контроль дисков трения
Изделие представляет собой стальное
кольцо диаметром 300 ... 600 мм, толщи-
ной 3,5 ... 5 мм. С обеих сторон к кольцу
припекаются металлокерамические коль-
ца. Диски применяются в тормозных уст-
ройствах железнодорожных вагонов. Кон-
тролю подвергается металлическая основа
[125].
Перед припеканием металлокерамики
диск контролируют нормальными волна-
ми на частоте 2,5 МГц. При условиях кон-
троля нормальные волны вырождаются в
поверхностные. Диск частично погружают
в иммерсионную ванну (рис. 3.48). После
припекания металлокерамики проводят
контроль поверхностными волнами по
внутреннему и наружному диаметрам.
Чувствительность обеспечивает выявле-
ние сквозных отверстий диаметром
0,5 мм. Контроль автоматизирован.
3.3.1.6.9. Контроль арматуры
изоляторов
Арматура подвесного электроизоля-
тора состоит из стального стержня и чу-
гунной шапки. Первый элемент (рис. 3.49)
имеет вид стального штампованного стер-
Рис. 3.48. Контроль диска трения:
1 - диск; 2, 3 - преобразователи; 4,5- дефекты; И - излучатель; П - приемник
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
409
Рис. 3.49. Контроль арматуры
электроизолятора:
1,2 - полюсы электромагнита;
3 - синхронизатор; 4 - генератор импульсов;
5 - усилитель импульсов; 6,7 - ЭМА-преоб-
разователи, 8 - усилитель; 9 - индикатор
жня длиной I = 100 ... 150 мм, диаметром
D] = 13 ... 28 мм с эллипсоидальной го-
ловкой диаметром Z>2 = 33 ... 56 мм. При
упрочняющей термообработке в местах
перехода стержня в головку могут возни-
кать трещины.
Для обнаружения трещин Ю.В. Пе-
ровым разработана установка с высоко-
чувствительными ЭМА-преобразователя-
ми 6 и 7 поперечных волн. Стержень по-
Рис. 3.50. Схема контроля головки
шапки электроизолятора:
1,2 - полюсы электромагнита; 3, 4 - излучаю-
щие и принимающие ЭМА-преобразователи
мещается между полюсами NS электро-
магнита. Контроль осуществляется либо
эхо-, либо теневым методом. Настройка
ведется по стержням с надпилом. Выяв-
ляются дефекты площадью 10 ... 20 мм2.
Второй элемент электроизолятора -
шапка с юбкой - должен контролировать-
ся как на наличие дефектов, так и на
структуру (сфероидальность) чугуна. Раз-
работанная Г.А. Буденковым и др. [47]
схема контроля (рис. 3.50) предусматрива-
ет прозвучивание теневым методом попе-
речными волнами с помощью кольцеоб-
разных ЭМА-излучателя 3 и приемника 4.
Обнаруживаются дефекты, составляющие
15 % площади поперечного сечения.
Структура чугуна контролируется по ско-
рости волн.
3.3.1.6.10. Контроль адаптеров
арматуры скважин
Адаптеры служат для заглушки и до-
зированной подачи газа и нефти из фон-
танных скважин. Они имеют вид патруб-
ков диаметром порядка 100 мм из стали
06Х18Н8МЗД2Л. Представляют опасность
продольные трещины, возникающие на
внутренней поверхности и развивающиеся
в процессе эксплуатации. Требовалось
разработать простой метод контроля для
выявления грубых трещин и оценки их
глубины.
Рис. 3.51. Схема контроля адаптера
фонтанной арматуры:
1 - фрагмент адаптера; 2 - радиальная
трещина; 3 - приспособление для фиксации
преобразователей; 4 - преобразователи
410
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
1 11 111
Был выбран [236] ЗТ-метод контроля
с наклонными преобразователями про-
дольных волн (рис. 3.51). Контроль адап-
тера ведется на частоте 2 ... 2,5 МГц дву-
мя преобразователями с углами ввода
а « 12°, жестко скрепленными на расстоя-
нии L, обеспечивающем получение мак-
симального донного сигнала. Появление
трещины на внутренней поверхности эк-
ранирует донный сигнал. Глубина трещи-
ны h определялась по расстоянию I пере-
мещения пары преобразователей, при ко-
тором донный сигнал исчезал, а затем
вновь появлялся:
h = IH/L,
где Н- толщина стенки адаптера.
3.3.1.6.11. Контроль крюков
подъемных кранов
Требуется контролировать несущую,
цилиндрическую и резьбовую части крюка.
Г.И Пантелеев предложил контроль ци-
линдрической и резьбовой частей крюка
(рис. 3.52, а) сначала выполнять на часто-
те 5 МГц прямым преобразователем, пе-
ремещаемым по торцовой поверхности (/,
II, III). Глубина прозвучивания устанавли-
вается равной L. Сигналов от резьбы, по
сообщению автора, как правило, не на-
блюдается. На экране появляются импуль-
сы в результате отражения от отверстия
под шплинт и от проточки между резьбо-
вой и цилиндрической частями.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
411
Затем контролируют цилиндриче-
скую часть наклонными преобразователя-
ми прямым лучом на частоте 2,5 МГц.
Используют призмы с углами 30, 40 и 50°
в зависимости от диаметра цилиндра. У
крюков кранов грузоподъемностью < 4 т
длина цилиндрической части недостаточ-
на и контроль ее наклонными преобразо-
вателями не проводится. Скорость раз-
вертки устанавливается по отражениям от
проточек и искусственных дефектов. При
этом часто выявляются дефекты, не обна-
руженные прямым преобразователем.
Несущая часть (зев) крюка не имеет
параллельных поверхностей, поэтому она
контролируется только наклонными пре-
образователями с углами призм 40 и 55°.
Контроль выполняется эхометодом по
схеме, показанной на рис. 3.52, б. Ско-
рость развертки и чувствительности на-
страивают по СОП в виде натурального
крюка с искусственными дефектами: за-
рубками глубиной 1 мм и площадью от-
ражающей поверхности 7 мм2. Контроль
выполняется в прямом и обратном на-
правлениях с разворотом преобразователя
на 10 ... 15°.
При производственном контроле 82-х
крюков забраковано 12 шт. по трещинам в
резьбовой части, вблизи проточки между
резьбовой и цилиндрической частями и в
несущей части. Вопросы контроля резьбо-
вой части и проточки будут рассмотрены
также в разд. 5.4.
Методика контроля крюков металло-
возных кранов разработана А.А. Сель-
ским. Подробную методику контроля, ут-
вержденную Госгортехнадзором, предос-
тавляет организация "Регионтехсервис"
(г. Красноярск). Схема на рис. 3.53 пока-
зывает настройку дефектоскопа при кон-
троле зева крюка. После настройки преоб-
разователь перемещают, контролируя всю
поверхность зева с сохранением угла па-
дения на его поверхность. Методика кон-
троля резьбовой части будет описана в
разд. 5.4.
3.3.1.6.12. Контроль осей локомотивов
и вагонов
Контроль осей колесных пар локомо-
тивов и вагонов выполняют либо прямым
преобразователем с торца оси, либо на-
клонным с боковой поверхности оси. Вто-
рой способ обеспечивает большую надеж-
ность выявления дефектов, но боковая
поверхность не всегда доступна сканиро-
ванию. При возможности ведут контроль
также наклонным преобразователем с
торца оси. Наиболее опасные и часто воз-
никающие дефекты - трещины в зоне
шейки оси и в подступичной зоне.
Ведомственный методический доку-
мент [154] предусматривает использова-
ние для контроля специализированного
УЗ-дефектоскопа типа УД2-102 "Пеленг"
(см. разд. 2.2.1.1). Этот прибор обеспечи-
вает оптимальные возможности настройки
и расшифровки результатов, как будет
показано далее.
412
Глава 3 УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.54. СОП для контроля оси колесной пары тепловоза,
пропилы - искусственные дефекты:
А-А - под внутренней кромкой ступицы колеса, глубина 4,8±0,3 мм, Б-Б - в зоне галтели шейки
4,0 ± 0,3 мм, В-В - под внешней кромкой ступицы колеса, глубина 4,8 ± 0,3 мм
На рис. 3.54 изображен СОП в виде
оси с искусственными дефектами в форме
пропилов различной глубины шириной
1 4 мм Они расположены в местах наи-
более вероятного появления дефектов
типа трещин На рис. 3 55, а и 3 56, а по-
казаны схемы контроля оси тепловоза
прямым преобразователем. Контроль вы-
полняют с обоих торцов Применяют пре-
образователи на частоту 2,5 МГц с пьезо-
пластиной диаметром 12 мм. На рис 3.55,
б и 3.56, б показаны Л-развертки на экране
дефектоскопа типа УД2-102 "Пеленг".
Как можно видеть, наблюдается
большое количество ложных сигналов от
элементов наружной конфигурации оси,
Рис. 3.55. Контроль ближней подступичной части оси колесной
пары тепловоза прямым преобразователем*.
а - схема контроля (7 - прямой преобразователь, 2 - прямой луч, 3 - трещина, 4 - положение
прямого преобразователя при контроле трансформированным лучом, 5 - трансформированный
луч), б - типовая дефектограмма [7 - фронт зондирующего импульса, 2 - эхосигнал от дефекта в
шейке оси, 3 - ложные сигналы от кромки колесного центра, 4 - ложный сигнал от галтели
дальней шейки оси, 5 - донный сигнал (от противоположного торца оси) , 6 - строб-импульс,
отмечающий зону контроля]
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
413
Рис. 3.56. Контроль дальней подступичной части оси колесной
пары тепловоза прямым преобразователем:
а - схема контроля (7 - прямой преобразователь, 2 - ось луча; 3 - боковой луч; 4 - трещина);
б - типовая дефектограмма [7 - передний фронт зондирующего импульса; 2 - ложные сигналы от
кромок колец подшипников на шейке оси, 3 - то же от кромок колесного центра и галтелей
подступичной части оси; 4 - эхосигнал от дефекта в зоне под внутренней кромкой ступицы
колесного центра; 5 - ложный сигнал от галтели шейки оси; 6 - донный сигнал (от противополож-
ного торца оси); 7 - строб-импульс, отмечающий зону контроля]; в - типовая дефектограмма при
контроле "на прозвучиваемость" годной оси [7 - передний фронт зондирующего импульса,
2 - ложные сигналы от напрессованных элементов; 3 - донный сигнал (от противоположного
торца оси); 4 - строб-импульс, отмечающий зону контроля; 5 - уровень браковочной чувстви-
тельности, дБ; 6 - разность уровней донного сигнала и браковочного, дБ]; г - типовая дефекто-
грамма при контроле "на прозвучиваемость" оси с недопустимым затуханием УЗ [7 - передний
фронт зондирующего импульса; 2 - структурные помехи; 3 - донный сигнал (от противоположно-
го торца оси); 4 - строб-импульс, отмечающий зону контроля; 5 - уровень браковочной чувстви-
тельности, дБ; 6 - разность уровней донного сигнала и браковочного, дБ]
414
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.57. Контроль ближней подступичной части оси колесной
пары тепловоза наклонным преобразователем продольных воли с торца оси:
а - схема контроля (1 - наклонный преобразователь продольных волн; 2 - ось луча; 3 - боковой
луч; 4 - трещина); б - типовая дефектограмма [7 - передний фронт зондирующего импульса;
2 - ложные сигналы от кромок колец подшипников; 3 - эхосигнал от дефекта под ступицей
колесного центра; 4 - ложные сигналы от галтелей подступичной части оси и кромок ступицы
колесного центра; 5 - донный сигнал (от противоположного торца оси); 6 - строб-импульс,
отмечающий зону контроля]
среди которых необходимо найти эхосиг-
нал от дефекта или имитирующего его
пропила. Это обстоятельство - главная
трудность контроля прямым преобразова-
телем с торца оси, однако при контроле в
процессе эксплуатации такой способ кон-
троля часто бывает единственно возмож-
ным.
Оси локомотивов и вагонов проверя-
ют также "на прозвучивание", т.е. прямым
преобразователем ЗТ-методом контроли-
руют прохождение УЗ через всю ось
(рис. 3.56, в и г). Большое затухание УЗ
(рис. 3.56, г) свидетельствует о крупно-
зернистой структуре оси, наличии дефек-
тов, не дающих эхосигналов большой ам-
плитуды. На рис. 3.57, а показана схема
контроля оси тепловоза наклонным пре-
образователем с углом ввода 50° на часто-
ту 2,5 МГц со стороны торцовой поверх-
ности. На рис. 3.57 показаны .4-развертки
на экране дефектоскопа при контроле по
этой схеме.
В [425, с. 242/779] рекомендуется
усовершенствованный подход к эксплуа-
тационному контролю железнодорожных
осей со стороны торца оси продольными
волнами. Как отмечалось, расходящиеся
лучи УЗ пучка отражаются от элементов
наружной конфигурации оси, вызывая
ложные сигналы. Время появления этих
сигналов на Л-развертке будет зависеть от
расстояния от преобразователя до точки
отражения и может быть рассчитано по
теореме Пифагора.
Усовершенствование методики кон-
троля состоит в том, что на дисплее изо-
бражается ось с отражающими точками.
Ложные сигналы от этих точек подавля-
ются, и выделяются сигналы от дефектов.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
415
Рис. 3.58. Альтернативная схема
контроля осей колесной пары вагона
Вызывает сомнение точность расчетного
положения ложных сигналов. Не исклю-
чена возможность их совпадения с сигна-
лами от дефектов. Кроме того, не учтена
возможность появления дополнительных
ложных сигналов, возникающих вследст-
вие трансформации продольных волн в
поперечные, которые пробегают поперек
оси и опять трансформируются в про-
дольные волны.
В [427, докл. В06] предложено изы-
скивать возможность замены контроля
прямым преобразователем с торца оси в
процессе эксплуатации на контроль на-
клонным преобразователем с боковой по-
верхности оси. Для этого можно исполь-
зовать участок боковой поверхности
предподступичной части оси (рис. 3.58),
где рекомендуется размещать наклонные
преобразователи с различными углами
ввода.
3.3.1.6.13. Контроль колес
железнодорожного транспорта
На рис. 3.59 показано сечение диска
колеса и основные типы возможных де-
фектов. Основная схема контроля - пря-
мыми и наклонными (с углами ввода 35
или 45°) преобразователями с поверхности
катания. В [427, докл. В06] предлагается
дополнить схему контроля прозвучивани-
ем обода со стороны его внутренней по-
верхности прямым и наклонными преоб-
разователями.
В [154] предусмотрен контроль ос-
новного сечения бандажа и гребня банда-
жа по схемам, приведенным на рис. 3.60 и
3.61. Кроме того, рационально контроли-
Рис. 3.59. Сечение колес железнодорожного
транспорта, расположение возможных
дефектов и схема контроля прямым
преобразователем:
V- объемные дефекты; U- диаметрально
ориентированные дефекты; R - радиально
ориентированные дефекты
ровать поверхность катания на поверхно-
стные дефекты волнами Рэлея. Такой кон-
троль можно выполнять во время движе-
ния колеса.
В ФРГ разработана система "Aura"
для автоматического высокоскоростного
контроля колесных пар [424, докл. А04].
Система имеет для каждого колеса семь
преобразователей и реализует рассмот-
ренные схемы контроля прямыми и на-
клонными преобразователями с поверхно-
сти катания и со стороны внутренней по-
верхности обода. Применяются как ПЭП,
так и ЭМА-преобразователи.
Там же [428, докл. 4.1.23] разработа-
на система контроля колесных пар высо-
коскоростных поездов. Последняя разра-
ботка содержит 52 УЗ-преобразователя и
восьмиканальный блок вихретокового кон-
троля. Другой модуль используется для
416
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.60. Контроль основного
сечения бандажа колесной пары:
а - схема контроля [У - наклонный
преобразователь; 2 - искусственный дефект
(засверловка диаметром 4,0 ± 0,3 мм, глубиной
5,0 ± 0,3 мм); 3 - фрагмент бандажа;
S - удаление центра засверловки от вершины
гребня (45,0 ± 10 мм); х - удаление точки ввода
преобразователя от сечения с засверловкой
(для преобразователя с углом ввода 40°
х = 220 ± 15 мм, для преобразователя с углом
ввода 50° х = 334 ± 15 мм]; б - типовая
дефектограмма; (7 - передний фронт
зондирующего импульса; 2 - помехи от
шероховатостей внешней грани или клейм;
3 - строб-импульс, отмечающий зону контроля;
4 - эхосигнал от дефекта)
Рис. 3.61. Контроль гребня бандажа
колесной пары:
а - схема контроля [7 - искусственный дефект
(засверловка диаметром 3,0 ± 0,3 мм, глубиной
2,0 ± 0,3 мм); 2 - поверхность катания;
3 - точка ввода преобразователя; 4 - наклон-
ный преобразователь; 5 - акустическая ось пре-
образователя]; б - типовая дефектограмма
(7 - передний фронт зондирующего импульса;
2 - эхосигнал от модели дефекта;
3 - строб-импульс, отмечающий зону контроля)
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
417
УЗ-контроля осей вагонных пар. Разрабо-
тана также система контроля без демон-
тажа колесных пар.
3.3.2. Контроль проката
Прокатом называют изделия, изго-
товленные обжатием между валками-
прокатки. Их изготовляют поточными
способами, поэтому крайне желательно
повышение производительности контроля.
Контроль обычно ведут автоматическими
установками, механизированными средст-
вами. Для сохранения акустического кон-
такта при быстром движении применяют
иммерсионный или щелевой контакт, а
также ЭМА-способ возбуждения-приема.
Прокат, как правило, имеет мелкозерни-
стую структуру. Возможно появление тек-
стуры, т.е. различия свойств (например,
размеров зерен, прочности, скорости зву-
ка) вдоль и поперек направления прокатки.
Возникают дефекты (несплошности),
подобные дефектам поковок, например
расслоения, деформированные шлаковые
включения. Появляются также специфи-
ческие дефекты: рванины - надрывы на
поверхности, риски - канавки на поверх-
ности, пресс-утяжины - конусообразные
несплошности в центральной части, шев-
роны - разрывы в осевой зоне. Дефекты
обычно вытянуты вдоль направления про-
катки. Все эти дефекты удовлетворитель-
но выявляются при УЗ-контроле. Методи-
ки УЗ-контроля различных видов проката
(листов, труб, рельсов и др.) существенно
отличаются друг от друга и рассматрива-
ются отдельно.
3.3.2.1. Контроль листов
Методики контроля и норматив-
ные документы. Основной НТД в России
по УЗ-контролю листового проката из уг-
леродистой и легированных сталей, в том
числе двухслойной, толщиной 0,5... 200 мм -
ГОСТ 22727-88. Кроме него достаточно
широкую область применения имеет доку-
мент [320], а также ОСТ [182], действую-
щий на судостроительных предприятиях.
По мнению авторов, не существует техни-
ческих препятствий к распространению
ГОСТ 22727-88 на контроль цветных ме-
таллов, как это делает ОСТ [182], вполне
пригодный для применения в других от-
раслях.
Документы [320] и [182] распростра-
няются также на штампованные заготовки
из листов с радиусом кривизны > 50 [320]
и > 500 мм [182]. Плиты и листы толщи-
ной > 3 мм контролируют продольными
волнами в направлении толщины. На ав-
томатических установках с иммерсион-
ным контактом или с ЭМА-преобразова-
телями контроль ведут эхо-, эхосквозным,
теневым и многократно-теневым метода-
ми. Далее оговорено применение наклон-
ных поперечных волн и волн в пластинах.
Для уменьшения объема работы при
ручном контроле довольно широко ис-
пользуют контроль вдоль линий или в уз-
лах сетки с размерами 100 х 100 ... 200 х
х 200 мм. Кромки листов под сварку кон-
тролируют в полном объеме, так как де-
фекты кромки при сварке могут развиться
и перейти в наплавленный металл. При-
меняют частоты 2 ... 5 МГц.
Уровень фиксации при контроле эхо-
методом обычно устанавливают > 3 мм2.
При контроле другими методами стремят-
ся добиться такой же эквивалентной чув-
ствительности (однако это не означает,
что чувствительность должна обеспечи-
вать выявление тонкого диска такого же
диаметра, как при эхометоде). Наиболее
распространенный реальный дефект
стальных листов - полупрозрачное рас-
слоение, обычно содержащее включения
из оксида кремния или марганца. При
контроле различными методами стремятся
выявлять одинаковые дефекты этого типа.
ГОСТ 22727-88 указывает возмож-
ные методы УЗ-контроля листов (табл. 3.8),
способы настройки чувствительности,
рекомендует значения параметров, опре-
деляющих чувствительность и допусти-
418
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
мне отклонения от этих параметров. По-
ясним некоторые термины таблицы.
За начало отсчета при контроле с по-
мощью продольных (в основном) и попе-
речных волн всеми методами, кроме эхо-
и эхосквозного, принимают амплитуду
первого донного или первого сквозного
сигнала на участках листового проката, не
содержащих несплошностей. При контро-
ле эхосквозным методом за начало отсчета
принимают амплитуду первого прошед-
шего (сквозного) сигнала на произвольном
участке листа или без листа, в иммерси-
онной жидкости. При контроле эхомето-
дом за начало отсчета принимают ампли-
туду первого эхосигнала от искусственно-
го отражателя СО.
Толстолистовой прокат толщиной
> Н (точная граница Н не указана, по-
видимому, она равна 15 мм) контролиру-
ется продольными волнами. Условную
площадь дефекта определяют площадью
фигуры, очерченной граничной линией
(по которой перемещается центральная
точка прямого преобразователя, когда оп-
ределяются размеры дефекта).
Граница устанавливается по абсо-
лютным признакам. При контроле эхо- и
эхосквозным методами считают, что в
пределах дефекта регистрируют один или
несколько сигналов от несплошностей,
амплитуда хотя бы одного из которых
равна или превышает уровень, соответст-
вующий заданной чувствительности. При
контроле теневым или многократно-
теневым методом в пределах дефекта ре-
гистрируют уменьшение амплитуды пер-
вого или второго прошедшего через лист
импульса до или ниже уровня, соответст-
вующего заданной чувствительности. При
контроле ЗТ-методом в пределах дефекта
фиксируют уменьшение амплитуды дон-
ного сигнала до или ниже уровня, соот-
ветствующего заданной чувствительности.
В государственном стандарте для
листового проката сформулированы тре-
бования к сплошности (табл. 3.9) на осно-
ве использования следующих измеряемых
характеристик дефектов (несплошностей):
- чувствительности контроля (опре-
деленной по табл. 3.8);
- минимально учитываемой S) и мак-
симально допустимой S2 условных площа-
дей дефектов;
- условной площади максимально
допустимой зоны дефектов 53;
- относительной условной площади
(5, %), определяемой долей площади, за-
нимаемой дефектами всех видов (S), S2 и
У) на любом квадратном участке поверх-
ности единицы листового проката площа-
дью 1 м2, или долей площади, занимаемой
дефектами всех видов на всей площади
единицы листового проката;
- максимально допустимой условной
протяженностью дефектов L.
Несплошности, расположенные в од-
ной или нескольких плоскостях по толщи-
не листового проката, объединяют в одну
несплошность, если расстояние между их
условными границами меньше значения,
установленного НТД. При отсутствии ука-
заний в НТД считают, что это расстояние
30 мм.
При автоматизированном контроле
на установках, обеспечивающих сплошное
сканирование поверхности листового про-
ката, за условную площадь несплошно-
стей металла принимают фактическую
площадь соответствующих записей на
дефектограмме, полученную при заданной
чувствительности контроля. Условная
площадь объединенных несплошностей
при этом равна сумме их учитываемых
условных площадей.
Скопления несплошностей, каждая из
которых имеет условную площадь меньше
учитываемой 5), отстоит от другой на
< 30 мм, объединяют в зону несплошно-
стей. Условная площадь зоны несплошно-
стей равна площади части листа, нахо-
дящейся в пределах контура, охватываю-
щего все входящие в нее несплошности.
3.8. Способы контроля листов
Метод Тип волны Способ задания Обо- значе- ние пара- метра Величина параметра Способ на- стройки чув- ствительности Условное обозначение характеристи- ки
Наиме- нование Обозначе- ние Номинальная Предельное отклонение
Эхо- э Продольная, поперечная Диаметр плоскодонно- го отверстия, мм D 3 ±0,12 По СОП с ПЛОСКОДОН- НЫМИ отвер- стиями или АРД диа- граммам озэ
5 ±0,15 О5Э
8 О8Э
Продольная, поперечная, нормальная Амплитуда эхосигнала от начала отсче- та, дБ А 24 ±2 По НТД А24Э
16 А16Э
8 А8Э
Нормальная Диаметр сквозного отверстия, мм Т 1,6 ±0,1 По СОП Т1,6Э
3 ±0,12 тзэ
5 ±0,15 Т5Э
Эхо- сквоз- ной эс Продольная Амплитуда эхосквозного сигнала от начала отсче- та, дБ А 24 ±2 По НТД, без СОП А24СЭ
20 А20СЭ
16 А16СЭ
12 А12СЭ
8 А8СЭ
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА 419
Окончание табл. 3.8
Метод Тип волны Способ задания Обо- значе- ние пара- метра Величина параметра Способ настройки чувствитель- ности Условное обозначение характеристи- ки
Наиме- нование Обозначе- ние Номинальная Предельное отклонение
Тене- вой т Продольная, поперечная Амплитуда сквозного сигнала от начала отсче- та, дБ А 20 ±2 По НТД, без СОП А20Т
(16) А16Т
14 А14Т
(12) А12Т
(Ю) А10Т
(8) А8Т
Много- кратно- теневой мт Амплитуда второго эхо- сквозного сигнала от начала отсче- та, дБ 16 А16МТ2
12 А12МТ2
8 А8МТ2
Зер- кально- теневой зт Амплитуда донного эхо- сигнала от начала отсче- та, дБ 20 А203Т
14 А143Т
8 А83Т
Примечания.
1. При контроле листового проката многократно-теневым методом шкалу чувствительности контроля устанавливают для второго про-
шедшего импульса при измерении его амплитуды относительно амплитуды первого прошедшего (теневого) импульса, сформированных
одним и тем же зондирующим импульсом.
2. Значения чувствительностей, указанных с скобках, разрешается применять в зависимости от возможностей аппаратуры.
3 Допускается при согласовании НТД на листовой прокат применять другие значения чувствительности.
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
421
3.9. Показатели сплошности толстолистового проката
Класс сплош- ности Обозначение характеристики Показатели сплошности L, мм
У, см2 s2, см2 S3, м2 У %
на 1 м2, не более на площадь одного листа
01 По согласованию изготовителя с потребителем
0 А24Э, А24ЭС + + A20TD33 5 20 1,0 1,0 0,3 30 для//<60 мм, 50 для Н > 60
1 А16Э, А16Э + + А20Т, D33 10 50 2,0 2,0 0,5 50
2 А8Э, А8ЭС + + А20Т, D83, А8МТ2 + А20Т 20 100 3,0 1,0 100
3 D83, А14Т, (А12Т), (А16Т) 50 250 - 5,0 2,0 200
Примечания.
1. Погрешность измерения условных площадей (размеров) несплошностей указывают в
технической документации на контроль.
2. Показатель сплошности L применяют при дискретном линейном сканировании и для
оценки сплошности прикромочных зон листового проката.
При обнаружении несплошностей,
примыкающих к боковым и торцовым
неконтролируемым зонам листового про-
ката, их условные границы продлеваются
до кромок. Классы и соответствующие им
показатели сплошности указывают в НТД
на металлопродукцию.
Сплошность листового проката ста-
лей, выплавленных а вакуумных дуговых,
индукционных электропечах или с приме-
нением специальных переплавов, в случае
контроля их эхометодом при ручном ска-
нировании (по договоренности изготови-
теля с потребителем, т.е. кл. 01) может
характеризоваться по результатам контро-
ля:
- минимальным учитываемым экви-
валентным размером Do дефектов (уров-
нем фиксации);
- их максимальным допустимым эк-
вивалентным размером Ль
- числом N непротяженных дефектов
с эквивалентным размером от Do до Dt,
допускаемых на всей площади листа или
ее части. При этом величины Do и D\ вы-
бирают из ряда 2,0; 2,5; 3,0; 5,0; 6,0;
8,0 мм.
Унифицированная методика [320]
предусматривает, что в зависимости от
требований технических условий и произ-
водственно-технологической документа-
ции (ПТД) листы и штамповки подверга-
ются контролю в различном объеме с
применением прямых и наклонных преоб-
разователей. В случае, если в ПТД нет
указания на объем проведения контроля,
листы и штамповки подвергают сплошно-
му контролю всего металла с направлени-
ем УЗ по нормали к плоскости листа.
Специфические требования возника-
ют при контроле двухслойных листов.
Чаще всего это лист из углеродистой ста-
422
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
ли, плакированный антикоррозионной
аустенитной сталью. В этом случае дефек-
ты в основном, плакирующем слоях и зоне
соединения слоев учитываются раздельно.
Иногда требуется учитывать только де-
фекты в зоне соединения слоев.
Листы толщиной < 6 мм часто кон-
тролируют эхометодом или теневым ме-
тодом с помощью волн Лэмба. Контакт
при этом предусматривают лишь в зоне
расположения преобразователей, осталь-
ную поверхность листа делают свободной.
При ручном контроле применяют эхоме-
тод.
В [425, с. 760/272] рассмотрено при-
менение для контроля не только обычно
используемых волн Лэмба с вертикальной
поляризацией плоскости колебаний, но и
горизонтально поляризованные 5Я-волны
Лэмба. Рассчитаны коэффициенты отра-
жения И прохождения ДЛЯ НИЗШИХ МОД (<3j,
SHt~) при наличии искусственного дефекта
в форме полуэллипса. Для ЗТД-моды ко-
эффициенты, как правило, больше, их ос-
цилляции при изменении размеров дефек-
тов меньше, что говорит о целесообразно-
сти применения этой моды для контроля,
однако ее возбуждение - непростая зада-
ча.
В [425, с. 290/167] рассмотрен вопрос
применения волн Лэмба с вертикальной
поляризацией для контроля довольно тол-
стых листов 5 ... 25 мм. Волны Лэмба по-
зволят контролировать стенки химических
реакторов без сканирования на расстоянии
200 ... 300 мм.
Для возбуждения волн Лэмба в тол-
стых пластинах нужны наклонные преоб-
разователи больших размеров, чтобы воз-
никала интерференция многократно отра-
женных объемных волн Это необходимое
условие для образования из них волн
Лэмба (см. разд. 1.1.2). Особенно неудоб-
но применение больших наклонных пре-
образователей при контроле искривлен-
ных поверхностей сосудов, труб Недоста-
ток устраняется применением ФР с соот-
ветствующим шагом.
Применяли моды а0, «о и SH0. Для по-
следней из этих мод отмечено наличие
больших помех, коррелированных с по-
лезным сигналом. Для сосудов, заполнен-
ных жидкостью, наиболее благоприятно
применение моды а0.
Сопоставление методик и нормы
контроля листов, действующие в Рос-
сии, США и ФРГ. Анализ выполнен
Е.Ф. Кретовым [245, т. 3]; ему же принад-
лежат комментарии. В России при контро-
ле листового проката показатели сплош-
ности и требования к чувствительности
устанавливаются НТД на сосуды давления
или другие объекты. Их выбирают из по-
казателей, приведенных в ГОСТ 22727-88.
Например, согласно ОСТ [261] эти требо-
вания соответствуют классу сплошности
01 по ГОСТ 22727-88.
В особо ответственных случаях для
листового проката могут применяться
специальные, существенно более жесткие
требования. Так, в соответствии с техни-
ческими условиями на корпуса реакторов
для АЭС (ТУ 108.765-78) регистрируются
несплошности эквивалентной площадью
10 мм2, что соответствует плоскодонному
отверстию диаметром 3,6 мм.
Требования по методике контроля
листового проката и способам оценки ка-
чества в США определяются Кодом
ASME [356]. Эти требования идентичны
техническим условиям Американского
общества по испытанию материалов
(ASTM). Контроль выполняется эхо- и ЗТ-
методами.
Кодом предусматриваются три спо-
соба сканирования по выбору изготовите-
ля: непрерывно по линиям прямоугольной
сетки с размером стороны ячейки 230 мм;
вдоль непрерывных параллельных линий
поперек листа с расстоянием между ними
100 мм; вдоль непрерывных линий, парал-
лельных оси листа, с расстоянием между
ними < 76 мм. Зона шириной 51 мм от
любого края листа контролируется не по
сетке, а в полном объеме.
В США в соответствии со стандарт-
ной методикой контроля листов SA 578,
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
423
включенной в Код ASME [356], чувстви-
тельность контроля должна быть такой,
чтобы первый донный сигнал составлял
75 % высоты экрана дефектоскопа (уро-
вень фиксации по российской терминоло-
гии). При этой чувствительности должны
быть зарегистрированы все участки, даю-
щие уменьшение донного сигнала на 50 %
(на 6 дБ) относительно уровня фиксации, в
которых регистрируются эхосигналы от
дефектов с амплитудой, равной или боль-
шей, чем 50 % амплитуды донного сигна-
ла.
По Коду ASME недопустимы дефек-
ты, которые находятся в одной и той же
плоскости (в пределах 5 % толщины лис-
та) и не могут быть заключены в круг диа-
метром 75 мм, а также два или более
зарегистрированных дефекта, находящих-
ся в одной и той же плоскости, каждый из
которых в отдельности может быть за-
ключен в круг диаметром 75 мм, но при
этом они отделены друг от друга расстоя-
нием, меньшим, чем наибольший размер
меньшего дефекта, а все дефекты вместе
не могут быть заключены в круг диамет-
ром 75 мм. Могут быть применены и бо-
лее жесткие пределы допустимости по
соглашению между изготовителем и за-
казчиком.
Требования по методике контроля
допустимости несплошностей и чувстви-
тельности в Германии устанавливаются
отраслевыми правилами или технически-
ми условиями. Так, в ядерной энергетике
регламентирующими являются Правила
комитета по ядерной безопасности КТ А
3201.1 [409], в металлургии - условия по-
ставки SEL 072 [413].
Правила КТА 3201.1 разделяют пре-
делы допустимости для зон свариваемых
кромок и патрубков и прочих объемных
зон. Для первых расстояние между отра-
жателями не должно быть <100 мм. Для
прочих зон допускаются отражатели пло-
щадью до 1000 мм2. В соответствии с тре-
бованиями SEL 072 при чувствительности,
настроенной по плоскодонному отражате-
лю диаметром 5 мм, регистрируют не-
сплошности площадью 0,5 ... 10 см2 для
основной поверхности листа и 0,5 ... 1 см2
для краевой зоны. Конкретные значения
зависят от группы качества, к которой
отнесен лист.
Сравнительный анализ, проведенный
по отечественным, американским и не-
мецким документам, показывает следую-
щее. В российском и американском доку-
ментах используется ЗТ-метод контроля.
Нормы по коду ASME значительно мягче.
В правилах КТА 3201.1 требования по ЗТ-
методу не указаны.
Сравнительные данные при контроле
листов эхометодом, приведенные к пло-
щади плоскодонного дискового отражате-
ля, свидетельствуют, что наиболее жест-
кие требования по пределу регистрации
(т.е. по чувствительности контроля) суще-
ствуют в российских стандартах и техни-
ческих условиях, а также в немецких ус-
ловиях SEL 072 [413]. В КТА 3201.1 они
менее жестки. В документах США эти
требования значительно мягче.
При контроле по нормам США реги-
стрируются только весьма грубые дефек-
ты, представляющие собой полные рас-
слоения размерами >10 мм. При контроле
по нормам России и Германии выявляют-
ся не только полные расслоения, но и час-
тично звукопрозрачные дефекты, которые
в дальнейшем могут стать причиной рас-
слоений.
Для листов специального назначения
требования документов России также
жестче, чем США, за исключением тол-
щины до 100 мм: по нормам США мини-
мально регистрируемый дефект в 2 раза
меньше, чем по российским.
Отечественные и немецкие докумен-
ты не предусматривают контроль листово-
го проката наклонным преобразователем.
Когда это необходимо, в нашей стране
применяют соответствующие нормы для
поковок, которые также значительно
жестче требований США по контролю
листов наклонным преобразователем.
424
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Пределы допустимости по площади
несплошностей для листового проката в
России и США практически совпадают и
ограничиваются кругом диаметром 70 ...
75 мм независимо от толщины листа. В
некоторых спецификациях кода ASME для
толщин > 150 мм диаметр этого круга
предполагается равным половине толщи-
ны листа. По немецким нормам пределы
допустимости также независимы от тол-
щины листа, но в целом в 5 раз превыша-
ют требования отечественных норм.
По плотности дефектов на 1 м2 лис-
тового проката толщиной до 120 мм не-
мецкие нормы несколько жестче наших. В
американских нормах требования по
плотности отсутствуют. В целом можно
отметить, что по пределам допустимости
рассматриваемые нормы УЗ-контроля
листового проката довольно близки.
Методика ручного контроля. О ме-
тодике ручного контроля продольными
волнами говорилось ранее, в частности
при рассмотрении [320] и методики, при-
нятой в США [356]. ОСТ [182] рекомен-
дует листы толщиной >15 мм контроли-
ровать продольными волнами, толщиной
6 ... 15 мм - продольными или попереч-
ными, < 6 мм - нормальными. Контроль
выполняют на частоте 2,5 МГц РС-
преобразователем при толщине изделий
до 50 мм включительно, PC- и прямым
преобразователями при толщине изделий
> 50 мм.
Контроль поперечными и нормаль-
ными волнами по ОСТ [182] рекомендует-
ся осуществлять только эхометодом с на-
стройкой чувствительности по сквозным
отверстиям. Контроль выполняется на-
клонными преобразователями в направле-
нии вдоль и поперек направления прокат-
ки. Контроль поперек направления про-
катки обеспечивает лучшее выявление
наиболее часто встречающихся дефектов
типа рисок, трещин и других, ориентиро-
ванных в направлении прокатки.
Для контроля нормальными волнами
рекомендуется конструкция преобразова-
теля с переменным углом ввода, типа по-
казанного на рис. 2.17, а. После выбора
оптимального угла призмы рекомендуется
изготовить преобразователь с постоянным
выбранным углом ввода. Точность вос-
произведения экспериментально выбран-
ного угла призмы должна быть ±0,5°. В
3.10. Рекомендуемые параметры контроля нормальными волнами
Мода Произведение частоты на толщину листа fH, МГц мм
Сталь, v = 0,29 Алюминий v = 0,34 Титан, v = 0,32
s0 4,0 ... 5,4 3,0 ... 4,1 3,5 .. 5,0
ап 2,0 .. 5,8 2,5 ... 5,5 2,0 .. 5,7
6,5 ... 10,0 3,7 ... 4,5 2,3 .. 3,2
6,0 ... 10,0 5,0 . . 10,0
2,5 .. 3,2 2,0 .. 3,0 2,3 .. 3,2
а1 5,0 ... 10,0 4,7 ... 10,0 5,0 . . 10,0
4,5 .. 5,5 5,0 ... 5,5 4,5 .. 5,5
s2 9,5 ... 10,0
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
425
Направление прокатки
Рис. 3.62. Разметка при ручном контроле листа нормальными волнами
преобразователях рекомендуется исполь-
зовать пьезоэлементы прямоугольной
формы шириной 12 ... 18 мм и длиной (в
плоскости падения) 20 ... 30 мм.
В табл. 3.10 указаны некоторые ис-
пользуемые для контроля моды нормаль-
ных волн и значения произведения часто-
ты на толщину листа fH, при которых их
можно применять. Оптимальны для кон-
троля моды «1 и 52. Контроль изделий
толщиной > 3 мм целесообразно выпол-
нять как симметричной, так и несиммет-
ричной модами из-за разного их отраже-
ния от дефектов, расположенных на раз-
ной глубине. Участки листа, где обнару-
жены дефекты при контроле нормальными
волнами, рекомендуется дополнительно
проконтролировать прямыми или РС-
преобразователями.
Исходя из возможностей дефекто-
скопической аппаратуры и толщины лис-
та, выбирают параметр fH, при котором
будет выполняться контроль. С учетом
материала листа и его коэффициента Пу-
ассона v по дисперсионным кривым
(рис. 1.10, а) определяют су - фазовую
скорость нормальной волны, после чего
вычисляют угол призмы из соотношения
₽ = arcsin(cn/cy),
где сп - скорость продольных волн в мате-
риале призмы.
Далее угол Р уточняют эксперимен-
тально непосредственно по ОК (или об-
разцу из него) с помощью преобразовате-
ля с переменным углом ввода. Для этого
определяют угол, близкий к расчетному,
при котором достигается максимум ам-
плитуды эхосигнала от кромки изделия
(образца) или сквозного отверстия. Для
массового контроля листов необходимо
изготовить преобразователь с постоянным
углом, как упоминалось выше.
Чувствительность, соответствующую
уровню фиксации, настраивают по верти-
кальному отверстию заданного диаметра
То в СОП, аналогичном ОК. Затем чувст-
вительность повышают до поискового
уровня. Уровни чувствительности задают-
ся НТД.
На поверхность ОК наносят каран-
дашом или фломастером линии, вдоль
которых должен перемещаться преобразо-
ватель. Разметку рекомендуется выпол-
нять в соответствии со схемой, приведен-
ной на рис. 3.62; на ней линии перемеще-
ния преобразователя штриховые. За один
проход контролируется полоса изделия
шириной /ь Расстояние ZOi, отсчитываемое
от точки ввода преобразователя, - мертвая
зона. В данном случае под ней понимается
расстояние от преобразователя, где выяв-
лению заданного дефекта мешают помехи
преобразователя.
426
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Контактную жидкость наносят ки-
стью вдоль линии перемещения преобра-
зователя. Брызги и подтеки контактной
жидкости в направлении прозвучивания
должны быть удалены, так как жидкость
влияет на распространение нормальных
волн. К чистоте поверхности ОК предъяв-
ляются повышенные требования. В каче-
стве контактной жидкости рекомендуется
использовать 30 %-ную смесь этилового
спирта с водой.
Ширина зоны L\ = Ц + /01, контроли-
руемой за один проход преобразователя,
определяется как расстояние между вер-
тикальным отверстием диаметром То в
СОП и точкой ввода преобразователя, при
котором амплитуда эхосигнала от отвер-
стия превышает, по крайней мере, в 2 раза
максимальный уровень помех преобразо-
вателя. Мертвая зона перед преобразова-
телем /о) определяется как минимальное
расстояние между точкой ввода преобра-
зователя и отверстием диаметром То в об-
разце, при котором последнее уверенно
фиксируется.
Проверка ведется на поисковой чув-
ствительности. Ширина полосы изделия,
контролируемой за один проход преобра-
зователя, равна /1 = L\~ /щ.
Как показано на рис. 3.62, преобразо-
ватель перемещают вдоль штриховой ли-
нии 1-1 И КОНТРОЛИРУЮТ ПОЛОСУ l\=L\- lot.
Далее преобразователь перемещают вдоль
штриховой линии 2-2 и контролируют
полосу /2 = Li - /ог- Проконтролировав весь
лист в указанном направлении, преобразо-
ватель разворачивают на 180° и повторяют
контроль в обратном направлении, напри-
мер перемещают преобразователь вдоль
штриховой линии п-п и контролируют
полосу ln-L„-10„.
Существует неконтролируемая зона
вдоль кромок листа. Ширина неконтроли-
руемой зоны вдоль продольной кромки
(расположенной вдоль направления про-
катки) определяется как минимальное рас-
стояние между кромкой листа и отверсти-
ем диаметром То при ширине зоны про-
звучивания L, при котором отверстие уве-
ренно фиксируется. Ширина неконтроли-
руемой зоны вдоль продольной кромки
изделия определяется поисковой чувстви-
тельностью.
В качестве рабочего интервала раз-
вертки принимается интервал между от-
ражениями от сквозного отверстия в об-
разце при расстоянии между ним и точкой
ввода преобразователя, равном /0 (начало
рабочего интервала) и / + /0 (конец рабоче-
го интервала). Если испытательные образ-
цы при контроле не применяются, для на-
стройки рабочего интервала развертки
может быть использована кромка изделия
Поиск несплошностей при контроле
нормальными волнами проводится плав-
ным перемещением преобразователя
вдоль намеченных линий со скоростью
< 30 мм/с. Наличие акустического контак-
та преобразователя с изделием проверяют
визуально по отсутствию воздушной про-
слойки под призмой преобразователя.
Рекомендуемые параметры контроля
некоторых изделий нормальными волнами
приведены в табл. 3.11. О наличии внут-
ренних несплошностей в изделии свиде-
тельствует появление в рабочем интервале
развертки эхосигналов, не связанных с
отражениями от неровностей поверхности
(вздутий, вмятин, царапин и т.п.), ампли-
туда которых равна или превышает (с уче-
том расстояния между точкой ввода пре-
образователя и дефектом) величину, соот-
ветствующую заданной чувствительности.
Ориентировочное местоположение
выявленных дефектов определяется с по-
мощью пальпирования пассивным инди-
катором: пальцем, смоченным в контакт-
ной смазке, ватным тампоном, войлоком
или губкой. Перемещая индикатор по по-
верхности, находят границу перехода от
области, где пассивный индикатор
уменьшает амплитуду отраженного от
несплошности сигнала, к области, где он
не влияет на сигнал от несплошности.
Оценке подлежат следующие пара-
метры зафиксированных несплошностей'
условная протяженность в направлении,
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
427
Рис. 3.63. Путь лучей («) и последовательность принятых сигналов (б)
при контроле листа установкой "Дуэт-5" эхосквозным методом
совпадающем с направлением прокатки;
расстояние между несплошностями; коор-
динаты проекции несплошностей на по-
верхность изделия. Под условной протя-
женностью несплошности понимается
расстояние между крайними положениями
середины передней грани призматическо-
го преобразователя, в которых амплитуда
эхосигнала от несплошности достигает
величины, соответствующей уровню фик-
сации. Условная протяженность определя-
ется смещением преобразователя без из-
менения его ориентации при постоянном
расстоянии между несплошностью и точ-
кой ввода преобразователя.
При контроле многократно отражен-
ными поперечными волнами применяют
преобразователь с углом плексигласовой
призмы 40° (угол ввода ~ 50°) на частоту
2,5 МГц. Поиск несплошностей проводят
продольно-поперечным перемещением
преобразователя в пределах полосы ши-
риной 30 мм со скоростью < 100 мм/с и с
шагом, не превышающим радиуса пьезо-
элемента преобразователя.
Техника контроля сходна с приме-
няемой при контроле нормальными вол-
нами. При оценке несплошностей услов-
ная протяженность измеряется в двух вза-
имноперпендикулярных направлениях
(вдоль и поперек направления прокатки).
Аппаратура для контроля листов.
Требования к аппаратуре для ручного кон-
троля листового проката в основном сов-
падают с требованиями к аппаратуре для
контроля поковок. Листовой прокат часто
контролируют на автоматических или ме-
ханизированных установках. Правиль-
ность работы установок проверяют в со-
ответствии с инструкцией к ним. Также
428
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
3.11. Рекомендуемые параметры контроля изделий нормальными волнами
Матери- ал Толщи- на, мм Мода Частота контро- ля, МГц Угол призмы, град Уровень фикса- ции Го, мм Ширина зоны контроля Д, мм Мертвая зона /0, мм
Сплавы алюми- ния 4 а1 2 53 2 350 50
si 42
5 а1 1,5 52
si 40
6 «1 55
*2 43
Углеро- дистая сталь 3 а1 1,8 25 0,5 100 30
39
4 «1 47 1,4
совпадают требования к СОП (в ГОСТ ет и выполняет оценку качества по ГОСТ 22727-88 они названы контрольными об- 22727-80 или по любому зарубежному разцами) при контроле продольными стандарту на требуемом уровне чувстви-
волнами.
В качестве примера высококачест-
венной автоматической установки для
контроля листового проката объемными
волнами ниже рассмотрена разработанная
В.М. Веревкиным и др. установка типа
"Дуэт-5", выпускаемая фирмой "Рисон"
(при С.-Петербургском электротехниче-
ском университете) [60]. Установка рабо-
тает в потоке прокатного стана "3600",
ведет контроль необрезанных раскатов
толщиной 6 ... 60 мм, шириной до 3600 мм
и длиной до 30 м на скорости 0,2 ... 1 м/с
с расстоянием между листами 0,2 ... 0,5 м.
Установка имеет 384 канала и ис-
пользует при прозвучивании одновремен-
но три метода контроля: теневой, много-
кратно-теневой и эхосквозной. Схема рас-
пространения УЗ показана на рис. 3.63.
Данные о результатах прозвучивания со-
держатся в памяти ЭВМ. Она обрабатыва-
тельности.
Акустическая система состоит из
двух линеек с преобразователями, распо-
ложенными строго одна над другой. Рас-
стояние между линейками 200 мм. Кон-
троль выполняется в иммерсионной ванне.
Транспортировка листа осуществляется
рольгангами. Иммерсионная жидкость -
техническая вода оборотного цикла. Сис-
тема гидросбива удаляет с поверхности
листа отслаивающуюся окалину, загряз-
нения и воздушные пузырьки. Имеется
система очистки преобразователей. Оста-
ются неконтролируемые прикромочные
зоны шириной < 10 мм. Волнистость и
коробоватость листа < 12 мм/м, требова-
ния к качеству поверхности не предъяв-
ляются.
Применению эхометода в автомати-
ческих иммерсионных установках для
контроля листов мешает, в частности, на-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
429
Рис. 3.64. Схема автоматического контроля полосы ЭМА-преобразователями:
1 - ОК; 2 - корпус установки; 3 - проконтролированные кромки; Lt, £2 и
S], S2 - системы преобразователей для контроля основной части металла и прикромочных зон
личие мертвой зоны. Для ее сокращения
предложено [427, докл. Б05, В13] регист-
рировать сигналы от дефектов во втором
временном интервале, т.е. между первым
и вторым донными сигналами. При этом
от одного дефекта возникают два или три
эхосигнала.
Необходимость применения специ-
альных ванн или ввода УЗ-колебаний с
помощью струи воды предопределяет зна-
чительные затраты на создание дефекто-
скопической установки и обеспечение их
помехозащищенности. В связи с этим пер-
спективно применение ЭМА-преобразо-
вателей взамен ПЭП иммерсионных, хотя
ЭМА-преобразователи значительно доро-
же.
Применение ЭМА-преобразователей
позволяет:
- исключить использование контак-
тирующей жидкости и существенно сни-
зить габаритные размеры установки, за-
траты на ее разработку, изготовление и
эксплуатацию;
- существенно повысить помехоза-
щищенность метода;
- использовать поперечные и нор-
мальные волны SH-поляризации, создаю-
щие качественно новые возможности вы-
явления дефектов в листах малой толщи-
ны;
- контролировать листовой прокат
при повышенных температурах и скоро-
стях сканирования.
С учетом изложенного А.Ф. Кирико-
вым и др. (фирма "Нординкрафт", г. Чере-
повец) разработан ряд установок типа
"Север" с ЭМА-преобразователями [424,
докл. 7.54; 425, с. 216/783; 426, докл. 4.12].
Скорость контроля на них 1 ... 2 пог. м в
мин. Обычно контроль выполняется попе-
речными волнами, вводимыми нормально
к плоскости листа. Число ЭМА-преоб-
разователей до 96, частота УЗ-колебаний
2,5 МГц. Реализуемые методы; эхо-, ЗТ,
эхосквозной, многократно-теневой. Чув-
ствительность ЭМА-преобразователей су-
щественно повышена за счет усовершен-
ствования методов обработки принимае-
мых сигналов [426, докл. 4.12]
Установка типа "Север-5-32" [425,
с. 216/783] предназначена для контроля
листов толщиной до 5 ... 12 мм нормаль-
ными горизонтально поляризованными
волнами. Она содержит две функциональ-
но независимые системы контроля: кон-
троля основной части металла и контроля
кромок. Основная часть металла контро-
лируется двумя однонаправленными
ЭМА-преобразователями (рис. 3.64), воз-
буждающими SH-волны первой, второй
или более высоких мод. Дефекты эквива-
лентным диаметром > 3 мм, входящие на
кромки, выявляются двумя трехканаль-
ными ЭМА-преобразователями с помо-
щью поперечных волн, нормальных к по-
верхности.
430
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.65. Схема контроля кожуха камеры сгорания нормальными волнами:
а - схема расположения девяти камер и места ввода УЗ I, II, III', б - схема сканирования
[1 - кожух; 2 - сварной шов; 3 ~ положения преобразователя при поиске дефектов; 4 - полоса
контактной жидкости (минерального масла)]; в - типичные осциллограммы при контроле кожуха
камеры сгорания: слева - отсутствие дефектов, справа - наличие протяженного дефекта
(/ - зондирующий импульс; 2 - помехи преобразователя; 3 - эхосигнал от дефекта)
Для контроля кромок разработана
система из двух (излучающий и прием-
ный) ЭМА-преобразователей нормальных
волн. Направления излучения и приема и
контролируемая кромка образуют угол,
отличающийся от 90°, с таким расчетом,
чтобы только наличие дефекта могло при-
вести к отражению в направлении прием-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
431
ника. Прямой сигнал, принимаемый при-
емником, используется в качестве опорно-
го, относительно которого задается чувст-
вительность. Система также применяется
для контроля концов труб.
Общим для установок типа "Север"
являются:
- создание воздушной подушки меж-
ду листом и каждым ЭМА-преобра-
зователем, что обеспечивает стабильность
зазора между ними и удаление металличе-
ской пыли с поверхности листа;
- наличие датчика проконтролиро-
ванной длины листа, что позволяет опре-
делять координаты выявленных несплош-
ностей;
- использование в качестве опорного
сигнала при настройке чувствительности
донного или прошедшего сигнала упругой
волны;
- когерентная обработка сигналов
для повышения реальной чувствительно-
сти;
- обработка, регистрация, представ-
ление и хранение информации посредст-
вом персонального компьютера с выдачей
сертификата на проконтролированный
лист.
Установки типа "Север" работают в
АО "Северсталь" (г. Череповец) и ОАО
ПО "Волжский трубный завод" (г. Волго-
град).
Разработанная и эксплуатируемая на
заводах немецкой фирмы Mannesmann
[425, с. 491/635] автоматическая установ-
ка за один проход контролирует 100 %
металла листа шириной до 5 и длиной до
28 м. Используют РС-преобразователи,
выявляющие дефекты диаметром 3 мм во
всей толщине листа. Контроль выполняют
в конце производственного цикла, но до
обрезки краев листа. После обрезки краев
вся площадь листа будет проверена.
В персональном компьютере отдельно
регистрируются результаты контроля тела
и краевых зон Обобщенные данные сум-
мируются в центральном компьютере, в
который вносятся сведения о предпола-
гаемом использовании листа.
Для контроля небольших партий мо-
нометаллических и биметаллических лис-
тов применяют механизированные средст-
ва контроля. ЦНИИТмаш (В.Г. Щербин-
ский и др.) разработал установку "Лист-
2Ц" в виде перемещающейся вручную
тележки, на которой размещены УЗ-
дефектоскоп, акустический блок из семи
РС-пьезопреобразователей, коммутатор
каналов, бачок с контактной жидкостью и
дефектоотметчик. Ширина захвата за один
проход 350 мм. Установка выявляет де-
фекты эхометодом по всем классам
сплошности по ГОСТ 2272-88. Неконтро-
лируемые кромки отсутствуют.
Диапазон контролируемых толщин
листов 6 ... 100 мм. Рабочая частота 2,5
или 5 МГц. Скорость сканирования до
300 мм/с. Максимальная чувствительность
обеспечивает выявление плоскодонного
отверстия диаметром 5 мм на глубине
50 мм. Мертвая зона 2 ... 5 мм в зависи-
мости от толщины листа. Масса установки
30 кг.
Примером контроля штампованных
заготовок служит дефектоскопия кожухов
камер сгорания авиационных двигателей
[76]. Контроль выполняют преобразовате-
лем с углом призмы 61°. При этом возбу-
ждаются нормальные волны, по-
видимому, одной из нулевых мод. Когда
кожух смонтирован на двигателе, контро-
лю доступна только наружная его полови-
на (рис. 3.65, а). Нормальные волны рас-
пространяются по изогнутой поверхности
кожуха и позволяют проконтролировать
также недоступную осмотру внутреннюю
половину.
Чувствительность настраивают по
риске глубиной 0,1 и длиной 60 ... 80 мм.
При поиске дефектов преобразователь
перемещают по смазанной маслом полосе
вдоль образующей кожуха. Зона контроля
вдоль кожуха ~ 250 мм (см. рис. 3.65, б).
Одновременно преобразователь поворачи-
вают на 5 ... 10°. Ширина контролируемой
зоны перед преобразователем ~ 150 мм.
На участке развертки дефектоскопа про-
тяженностью ~ 25 мм имеются шумы, об-
432
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
разующие мертвую зону вдоль поверхно-
сти ОК (см. рнс. 3.65, в).
3.3.2.2. Контроль труб
Методика контроля. Основные де-
фекты, возникающие в трубах в процессе
прокатки, - это трещины, риски, закаты и
другие ориентированные вдоль оси трубы -
продольные дефекты. Значительно реже
встречаются дефекты, ориентированные
поперек оси трубы - поперечные дефекты.
Возможны также дефекты, параллельные
или почти параллельные поверхностям
трубы типа расслоения. Они часто выхо-
дят на одну из поверхностей или близки к
ней, поэтому обнаруживаются при кон-
троле на продольные или поперечные де-
фекты. В толстостенных трубах необхо-
димо предусматривать отдельно контроль
на такие дефекты.
В связи с тем что основные дефекты
продольные, УЗ-волны направляют в по-
перечной плоскости, т.е. перпендикулярно
к оси трубы (рис. 3.66). Обычно продоль-
ные УЗ-волны из призмы преобразователя
или из иммерсионной жидкости вводят
под углом р к наружной поверхности тру-
бы. В результате преломления в стенке
трубы образуется поперечная волна под
углом ввода а или нормальная волна (в
тонкостенных трубах), которые отражают-
ся от продольных дефектов. Реже приме-
Рис. 3.66. Схема контроля трубы на
продольные дефекты
няют для контроля продольные волны.
Для надежного обнаружения различно
ориентированных дефектов волны на-
правляют вдоль окружности трубы по и
против часовой стрелки.
Рассмотрим контроль поперечной
волной. Она преломляется под углом а к
наружной поверхности, падает на внут-
реннюю поверхность под углом ср и отра-
жается от продольного дефекта на этой
поверхности как от углового отражателя.
Отраженная от внутренней поверхности
волна падает под углом а на наружную
поверхность.
Угол падения на внутреннюю по-
верхность ср больше угла ввода а и опре-
деляется формулой
ср = arcsin[P sin а/(Я-Я)] (3.11)
(R - наружный радиус трубы; Я - толщина
стенки). Поскольку ср > а, амплитуда эхо-
сигнала от дефектов на внутренней по-
верхности, как правило, меньше, чем от
дефектов на наружной поверхности, где
угол падения равен а.
Часто этот угол ср бывает неблаго-
приятным. При углах падения ср на внут-
реннюю поверхность до 55° амплитуда
эхосигнала большая (см. рис. 2.39). При
углах ср = 55 ... 75° наблюдается умень-
шение отраженного сигнала в результате
трансформации на дефекте поперечной
волны в продольную.
При дальнейшем увеличении угла ср
амплитуда отражения опять увеличивает-
ся. Большая амплитуда эхосигнала от де-
фектов на внутренней поверхности дости-
гается при углах падения 80 ... 90°. Попе-
речная волна при этих углах падает на
внутреннюю поверхность по касательной
(угол (р = 90°), или почти по касательной,
и продольный дефект на этой поверхности
хорошо обнаруживается.
На рис. 3.67 показана предложенная
И.Л. Гребенник номограмма для выбора
угла ввода в зависимости от наружного
диаметра D и толщины стенки Я стальной
трубы. Сплошные прямые соответствуют
углам падения на внутреннюю поверхность,
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
433
Рис. 3.67. Номограмма для выбора угла ввода в зависимости
от наружного диаметра D и толщины стенки Н стальной трубы:
а - угол ввода; <р - угол падения на внутреннюю поверхность трубы
равным ср = 90°, а штриховые - углам па-
дения ср = 55°. Чем больше относительная
толщина стенки трубы, тем меньше дол-
жен быть угол наклона призмы преобра-
зователя.
Пример 3.10. Выбрать угол ввода для
контроля трубы диаметром D = 2R = 240 мм с
толщиной стенки Н= 20 мм.
На номограмме рис. 3.67 находим точку, со-
ответствующую D = 2R = 240 и Н = 20 мм. Она
расположена между штриховой прямой, соответ-
ствующей а = 40°, и сплошной прямой, соответ-
ствующей а = 60°. Это означает, что контроль
можно выполнять при углах ввода 35, 40 и 50°.
Предпочтительно выбрать угол а = 40°, так как
при этом угол падения на внутреннюю поверх-
ность <р будет < 55°, что обеспечит получение
большой амплитуды эхосигнала. Можно также
применять угол ввода а = 60°, но не рекомендует-
ся использовать углы ввода а в интервале 50 . . 60°.
Для угла ср = 90° и минимального уг-
ла ввода а = 35° (при меньших углах вво-
да наряду с поперечной появляется про-
дольная волна) из формулы (3.11) полу-
чим условие H/R = 0,213. Это означает,
что, когда отношение толщины стенки к
наружному диаметру > 0,231 ® 0,2, попе-
речная волна не касается внутренней по-
верхности. В этом случае применяют про-
дольную волну так, чтобы преломленный
луч продольной волны был направлен по
касательной к поверхности (см. разд.
3.3.1.3). Продольная волна имеет мень-
шую амплитуду (см. рис. 1.21), и чувстви-
тельность, соответствующая отражению
от радиального дефекта продольной вол-
ны, меньше.
Область правее прямой а = 70°,
ср = 90° на рис. 3.67 может быть проконт-
ролирована только продольной волной.
При ручном контроле стандартными пре-
образователями с углами ввода > 35° де-
фекты на внутренней поверхности трубы в
этой области выявить нельзя.
В [425, с. 143/207] методом конечных
элементов исследовано распространение
объемных упругих волн вокруг трубы при
ее контроле на продольные дефекты РС-
преобразователем. Дефекты имитирова-
лись рисками на наружной и внутренней
поверхностях трубы. Результаты модели-
рования показали, что благодаря отраже-
ниям от стенок и трансформации расхо-
дящегося пучка лучей возникает сложная
434
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.68. Схема контроля трубы на
поперечные дефекты и расслоения:
1 - наклонный преобразователь;
2 - прямой или РС-преобразователь;
3 - неконтролируемые зоны на концах трубы
система распределения амплитуд волн
напряжений в сечении трубы. Благодаря
этой системе амплитуда эхосигнала от
неглубокой риски иа наружной поверхно-
сти трубы пропорциональна глубине рис-
ки, а амплитуда эхосигнала от риски на
внутренней поверхности трубы меньше и
изменяется по сложному закону, так как
вблизи внутренней поверхности трубы
имеется область малой амплитуды напря-
жений.
Положение дефекта по окружности
трубы относительно преобразователя
можно определить, сравнивая время при-
хода отраженного сигнала с временем
прихода сигнала, обежавшего вокруг тру-
бы. Это позволит учесть неопределен-
ность скорости распространения волн во-
круг трубы.
Контроль на поперечные дефекты
выполняют наклонной поперечной или
нормальной волной, направленной вдоль
оси трубы, а на дефекты типа расслоения -
продольной волной прямым или РС-
преобразователями в направлении по
толщине. Для надежного обнаружения
различно ориентированных дефектов по-
перечную волну направляют слева напра-
во и справа налево.
На рис. 3.68 часто заштрихованы не-
контролируемые зоны у торца трубы при
контроле прямым либо PC (справа) или
наклонным (слева) преобразователями.
Зоны показаны для случая контроля кон-
тактным способом, но они существуют
также при контроле иммерсионным спо-
собом, только вместо размера преобразо-
вателя следует учитывать размеры ло-
кальной иммерсионной ванны.
Если трубы при пропускании через
иммерсионную ванну пристыковывают
одну к другой, то неконтролируемые зоны
у концов трубы сильно уменьшаются.
В этом случае, однако, следует учитывать
размеры пучка лучей, падающего на тру-
бу, так как вблизи торцов трубы возника-
ют зоны неуверенного контроля.
Нормативные документы. Основ-
ной НТД в России по УЗ-контролю пря-
мых металлических однослойных бесшов-
ных цилиндрических труб, изготовленных
из черных и цветных металлов и сплавов, -
ГОСТ 17410-78. Кроме него достаточно
широкую область распространения имеет
документ [320] для объектов атомной
энергетики.
В документе [320] отмечены условия
контроля многослойных труб. Документ
[153] определят методику контроля изогу-
тых участков труб (гибов). Все перечис-
ленные НТД предназначены для дефекто-
скопии металла труб, т.е. выявления раз-
личных типов дефектов (нарушения
сплошности и однородности металла),
расположенных на наружной, внутренней
поверхностях, а также в толще стенок
труб.
Прямые трубы на заводах-изгото-
вителях контролируют, как правило, на
автоматических установках. Обычно это ус-
тановки с иммерсионной локальной ванной.
Входной контроль труб диаметром < 50 мм
на заводах-потребителях выполняют на
автоматических установках, а труб боль-
шего диаметра - автоматизированным или
ручным способом. Гибы труб подвергают-
ся ручному контролю импульсными де-
фектоскопами.
В США методика контроля труб из-
ложена в стандартах SE-213 (идентичен
ASTM Е-213-83) "Стандартные нормы
ультразвукового контроля металлических
труб и патрубков" и SB-513 (идентичен
ASTM В-513) "Спецификация на допол-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
435
нительные требования к бесшовным тру-
бам и патрубкам из никелевых сплавов
для применения в атомной энергетике". В
ФРГ в серии стандартов Stal-Eisen-
Priifblatt имеются стандарты № 1915
"Ультразвуковой контроль труб из тепло-
стойких сталей на продольные дефекты" и
1918 "Ультразвуковой контроль труб из
теплостойких сталей на поперечные де-
фекты".
Схемы контроля, СОП. По ГОСТ
17410-78 при контроле труб применяют
эхо-, теневой или ЗТ-методы. На рис. 3.69
показаны схемы контроля эхометодом
совмещенным преобразователем на про-
дольные (вдоль оси трубы), поперечные
дефекты и расслоения. Эти схемы контро-
ля используют наиболее часто. Г и П -
соединение с генератором и приемным
трактом, на рис. 3.69 излучатель и прием-
ник объединены. Контроль по схемам
рис. 3.69, а и б выполняется с применени-
ем поперечных или нормальных волн. При
настройке аппаратуры не ставятся вопро-
сы: какой тип волн, какая мода возбужда-
ется. Меняя угол наклона преобразовате-
ля, добиваются получения приблизитель-
но одинаковых эхосигналов от искусст-
венных отражателей на наружной и внут-
ренней поверхностях. Этого особенно
трудно добиться при автоматическом кон-
троле по схеме на рис. 3.69, а.
На рис. 3.70 показаны схемы контро-
ля эхометодом раздельными преобразова-
телями. Соединения с генератором Г и
приемным трактом П разделены. Эти схе-
мы обеспечивают получение более низко-
го уровня помех, чем схемы на рис. 3.69.
Схемы на рис. 3.70, в и е предусматривают
применение продольных, а схемы рис.
3.70, а, б, д и г - поперечных волн. Кон-
троль по схеме на рис. 3.70, а на продоль-
ные дефекты позволяет легче получить
одинаковые эхосигналы от отражателей на
наружной и внутренней поверхностях, чем
при контроле по схеме на рис. 3.69, а.
Контроль теневым методом продоль-
ной волной (для его реализации труба за-
полняется жидкостью) применяют при
контроле многослойных труб.
Рис. 3.69. Контроль труб эхометодом
совмещенным преобразователем:
а - на продольные дефекты; б - на поперечные
дефекты; в - на дефекты типа расслоения
Настройка и проверка чувствитель-
ности УЗ-аппаратуры при контроле труб
выполняется по СОП. Им служит отрезок
бездефектной трубы, выполненный из то-
го же материала, того же типоразмера и
имеющий то же качество поверхности, что
и контролируемая труба, в котором вы-
полнены искусственные отражатели.
436
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.70. Контроль труб эхометодом раздельными и РС-преобразователями:
а - на продольные дефекты; б - на поперечные дефекты; в~е - на дефекты типа расслоения
На рис. 3.71 показаны искусственные
отражатели в СОП для настройки чувст-
вительности УЗ-аппаратуры на контроль
продольных, поперечных дефектов и де-
фектов типа расслоений. Искусственные
отражатели типа риски (см. рис. 3.71, а, б,
ж, з) и прямоугольного паза (см. рис. 3.71,
и) используются преимущественно при
автоматизированном и механизированном
контроле.
Искусственные отражатели типа сег-
мента (см. рис. 3.71, в, г, и, к), зарубки (см.
рис. 3.71, д, е, л, л/), плоскодонного отвер-
стия (см. рис. 3.71, о) применяются в ос-
новном при ручном контроле. Вид искус-
ственного отражателя, его размеры зави-
сят от способа контроля и типа применяе-
мой аппаратуры. Они должны предусмат-
риваться в технической документации на
контроль.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
437
yzzzzzzzzzzzzzzzzza
Xzzzzzzzzzzzzzzzzza
А-А
Рис. 3.71. Искусственные отражатели при контроле труб
438
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.71. Продолжение
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
439
о)
Рис. 3.71. Окончание
440
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Риски прямоугольной формы (см.
рис. 3.71, а, б, ж, з, исполнение 1) служат
для контроля труб с номинальной толщи-
ной стенки > 2 мм. Риски треугольной
формы (см. рис. 3.71, а, б, ж, з, исполне-
ния 2) применяются для контроля труб с
номинальной толщиной стенки любой
величины. Угловые отражатели типа сег-
мента (см. рис. 3.71, в, г, и, к) и зарубки
(см. рис. 3.71, д, е, л, м) используются при
ручном контроле труб наружным диамет-
ром > 50 мм и толщиной > 5 мм. Искусст-
венные отражатели типа прямоугольного
паза (см. рис. 3.71, и) и плоскодонных от-
верстий (см. рис. 3.71, о) получили рас-
пространение для настройки чувствитель-
ности УЗ-аппаратуры на выявление де-
фектов типа расслоений при толщине
стенки трубы > 10 мм.
Допускается изготовление СОП с не-
сколькими искусственными отражателями
при условии, что расположение последних
в СОП исключает их влияние друг на дру-
га при настройке чувствительности аппа-
ратуры. Допускается изготовление со-
ставных СОП, состоящих из нескольких
отрезков труб с искусственными отража-
телями при условии, что границы соеди-
нения отрезков (сваркой, свинчиванием,
плотной посадкой) не влияют на настрой-
ку чувствительности аппаратуры.
Высота макронеровностей рельефа
поверхности СОП должна быть в 3 раза
меньше глубины искусственного углового
отражателя (риски, сегментного отражате-
ля, зарубки) в образце, по которому на-
страивается чувствительность УЗ-аппара-
туры.
СОП с искусственными отражателя-
ми разделяются на контрольные и рабо-
чие. Настройка УЗ-аппаратуры проводит-
ся по рабочим стандартным образцам.
Контрольные образцы, как правило, не
применяют при повседневном контроле.
Они предназначены для проверки рабочих
СОП для обеспечения стабильности ре-
зультатов контроля.
Изготовление искусственных отра-
жателей на внутренней поверхности труб
(без их разрезки) затруднительно. Их де-
лают механическим или электроэрозион-
ным способом. Например, изготовляют
составные образцы, в середине которых
имеется вставка с искусственными отра-
жателями. Для проверки размеров отража-
телей на внутренней поверхности изго-
товляют несколько СОП. Часть из них
разрезают в расчете на измерения. Пола-
гают, что неразрезанные образцы, дающие
такую же амплитуду сигнала, имеют
идентичные размеры искусственных от-
ражателей. Документ [320] допускает не
изготовлять СОП с внутренними попереч-
ными рисками (см. рис. 3.71, ж и и), огра-
ничиваясь настройкой по рискам на на-
ружной поверхности.
При контроле труб с отношением
толщины стенки к наружному диаметру
< 0,2 искусственные отражатели на на-
ружной и внутренней поверхностях вы-
полняются одинакового размера. Ампли-
туды эхосигналов от искусственных отра-
жателей на внешней и внутренней по-
верхностях при настройке чувствительно-
сти должны отличаться не более чем на
3 дБ. Если большее различие между ними
нельзя компенсировать электронными
устройствами или методическими прие-
мами, то контроль труб на внутренние и
внешние дефекты проводят по раздель-
ным электронным каналам либо выбирают
другую схему контроля.
При контроле труб с большим, чем
0,2, отношением толщины стенки к на-
ружному диаметру размеры искусственно-
го отражателя на внутренней поверхности
должны устанавливаться технической до-
кументацией на контроль. Допускается
увеличение размеров искусственного от-
ражателя на внутренней поверхности СОП
по сравнению с размерами искусственного
отражателя на наружной поверхности
СОП, но не более чем в 2 раза.
Прокомментируем это условие. Оди-
наковые требования к выявлению дефек-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
441
тов на наружной и внутренней поверхно-
стях обусловлены приблизительно одина-
ковым влиянием таких дефектов на экс-
плуатационную надежность трубы. Одна-
ко, как было показано ранее, амплитуда
эхосигнала от дефектов на внутренней
поверхности, как правило, меньше, чем на
наружной. Исключение составляют тонко-
стенные трубы с отношением толщины
стенки к наружному диаметру < H/D = 0,1.
Уменьшение амплитуды эхосигнала
от дефектов на внутренней поверхности
объясняется тем, что угол падения на
внутреннюю поверхность <р больше угла
ввода а. Это обстоятельство вызывает
необходимость подбирать угол ввода так,
чтобы амплитуды эхосигналов от искусст-
венных дефектов на внутренней и наруж-
ной поверхностях были одинаковыми, или
осуществлять контроль на дефекты на
внутренней и наружной поверхностях
разными каналами.
При контроле труб с большим, чем
0,2, отношением толщины стенки к на-
ружному диаметру отражатель на внут-
ренней поверхности приходится обнару-
живать продольными волнами. Как отме-
чалось, продольная волна дает меньшую
амплитуду отражения от радиального де-
фекта, что вызывает необходимость уве-
личить размеры искусственного отражате-
ля на внутренней поверхности СОП.
Контроль продольными волнами на
дефекты типа расслоения проводится
только при толщине стенок трубы >10 мм
(по [320] > 8 мм).
Проведение контроля. Контроль
всего металла труб достигается сканиро-
ванием поверхности контролируемой тру-
бы. Ввод УЗ-колебаний в металл трубы
осуществляется иммерсионным, контакт-
ным или щелевым способом. Контроль
трубы в полном объеме достигается при
обеспечении проверки с шагом не более
половины диаметра пьезоэлемента преоб-
разователя со скоростью сканирования,
обеспечивающей выявление непротяжен-
ных дефектов в направлениях по и против
часовой стрелки.
Основной измеряемой характеристи-
кой дефектов, по которой разбраковывают
трубы, является амплитуда эхосигнала от
дефекта. Ее измеряют сравнением с ам-
плитудой эхосигнала от искусственного
отражателя в СОП. Дополнительные из-
меряемые характеристики, используемые
при оценке качества сплошности металла
труб (например, протяженность), зависят
от применяемой аппаратуры, схемы и ме-
тода контроля, искусственных настроеч-
ных отражателей, назначения труб. Их
указывают в НТД на контроль.
Ручной контроль на продольные
дефекты выполняют наклонными преоб-
разователями в направлении, перпендику-
лярном к оси трубы (обычно с последую-
щим разворотом преобразователя на 180°).
Трубы с толщиной стенок >10 (иногда
8) мм контролируют также PC- или пря-
мым и PC-преобразователями на дефекты
типа расслоения. Контроль наклонными
преобразователями в направлении вдоль
оси трубы на поперечные дефекты выпол-
няют, если это предусмотрено в НТД.
Акустический контакт достигается
контактным или щелевым способом. При
диаметре труб < 300 мм преобразователь
снабжают опорой или притирают к по-
верхности трубы, при диаметре труб
< 150 мм его притирают, как рекомендо-
вано в разд. 3.3.1.1.
Как сказано в разд. 2.2.4.5, устанав-
ливают уровни чувствительности: брако-
вочный, фиксации и поисковый, отли-
чающиеся обычно друг от друга на 6 дБ.
Настройку чаще всего выполняют по ис-
кусственным отражателям типа зарубок,
реже - типа рисок.
Ручному контролю подвергают цен-
тробежно-литые трубы. Структура метал-
ла таких труб отличается крупнозернисто-
стью, поэтому контроль проводят на по-
ниженной частоте (2 МГц). Схема контро-
ля - прямым преобразователем продоль-
ными волнами.
442
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Контроль на автоматических уста-
новках чаше всего осуществляют по схе-
мам на рис. 3.69, а либо 3.70, а, а труб с
толщиной стенок >8 ... 10 мм также по
схемам на рис. 3.69, в либо 3.70, в. Кон-
троль по схемам на рис. 3.69, б и 3.70, б
выполняют, только, если это оговорено
НТД.
Установки, в которых блок преобра-
зователей вращается вокруг трубы, отли-
чаются более высокой производительно-
стью (до 3 пог. м/с). Установки, в которых
труба вращается относительно преобразо-
вателей, менее производительны, но по-
зволяют контролировать более широкий
диапазон типоразмеров труб.
Для повышения производительности
контроля в установках обычно применяют
многоканальные системы. В каждом кана-
ле реализуется определенная схема кон-
троля. Преобразователи объединяют в
блок. Их следует располагать так, чтобы
исключить взаимное влияние преобразо-
вателей на результаты контроля. Настрой-
ка аппаратуры по СОП должна проводить-
ся для каждого канала отдельно.
Как отмечалось ранее, контроль тру-
бы в полном объеме достигается, если шаг
сканирования (шаг подачи) в установке не
более половины ширины поля преобразо-
вателя I. Окружная скорость вращения v',
мм/с, не должна превышать величины
V<Fl'/k,
где F - частота посылок УЗ-импульсов,
Гц; Г ~ длина зоны по окружности трубы,
мм, на которой амплитуда эхосигнала от
дефекта в СОП достаточна для срабатыва-
ния АСД; к - число импульсов, необхо-
димое для срабатывания АСД (обычно
делают к = 5).
При сканировании по винтовой ли-
нии скорость сканирования задается час-
тотой вращения N, об/с. Она должна быть
N < Fl'/nDk,
где D - внешний диаметр трубы, мм. Ско-
рость контроля определяется произведе-
нием шага подачи 0,5/ и частоты враще-
ния. Она не должна быть
v < Q,5Fir/nkD.
Чувствительность настраивают в ста-
ционарном режиме, т.е. при медленном
перемещении трубы вручную выбирают
оптимальные углы ввода преобразовате-
лей, режим развертки, стробирования
АСД и необходимое усиление дефекто-
скопа. Далее проверяют выявляемость
требуемых искусственных отражателей в
динамическом режиме, т.е. перемещая
трубу трубопротяжным механизмом. При
необходимости повышают усиление.
Настройка чувствительности автома-
тической аппаратуры считается закончен-
ной, если не менее чем при пятикратном
(по другим рекомендациям 10-кратном)
пропускании СОП через установку в уста-
новившемся динамическом режиме про-
исходит 100%-ная регистрация искусст-
венного отражателя. Если позволяет кон-
струкция трубопротяжного механизма,
СОП перед вводом в установку поворачи-
вают каждый раз на 60 ... 80° относитель-
но предшествующего положения, чтобы
искусственные отражатели при озвучива-
нии находились на разных участках тру-
бы. При массе СОП > 20 кг допускается
пятикратное пропускание в прямом и об-
ратном направлениях участка СОП с ис-
кусственным дефектом.
Контроль выполняют на уровне фик-
сации, который одновременно является
уровнем браковки в результате автомати-
ческого контроля. Дорогостоящие трубы
большого диаметра, отбракованные таким
образом, дополнительно контролируют
ручным способом для более точного оп-
ределения допустимости дефекта.
Вблизи торцов трубы возникает не-
контролируемая зона, определяемая дли-
ной иммерсионной ванны. Чтобы устра-
нить эту зону, трубы пропускают через
установку непрерывно, пристыковывая их
одну к другой.
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
443
В качестве примера автоматической
установки для контроля труб ниже рас-
смотрена установка ИДЦ-10, разработан-
ная в ЦНИИТмаше М.Ф. Краковяком и др.
Она рассчитана на контроль труб диамет-
ром 5 ... 20 мм из любых металлов, выяв-
ляет трещины и риски, ориентированные
вдоль и поперек оси трубы, а также ино-
родные включения и расслоения. Приме-
няется также для контроля прутков.
На рис. 3.72 показана принципиаль-
ная схема акустического блока установки.
Контроль выполняется в локальной им-
мерсионной ванне 4. Фокусирующий пре-
образователь 1 возбуждает поперечные
или нормальные волны, распространяю-
щиеся вокруг трубы 3, а преобразователь
2 возбуждает волны, распространяющиеся
вдоль образующей. Рабочая частота
5 МГц. Фокальное пятно в воде имеет
диаметр 0,3 мм, это позволяет выявлять
дефекты протяженностью 5 мм при глу-
бине > 25 мкм. Имеется отдельная иммер-
сионная ванна для наладки акустического
блока.
Преобразователи вращаются вокруг
поступательно движущейся трубы. Часто-
та вращения 300 или 1500 в об/мин. Связь
преобразователей с дефектоскопом индук-
тивная. Имеется специальное устройство
типа центрифуги для удаления воздушных
пузырьков из иммерсионной жидкости
(воды).
Для контроля труб такого же диамет-
ра с толщиной стенки 0,3 ... 1 мм
ВНИИНК (Кишинев) разработал установ-
ку "Атлант-1", обеспечивающую контроль
труб при скорости движения 6 м/мин. По-
мимо дефектоскопии установка позволяет
измерять толщину стенки, внутренний и
наружный диаметры трубы.
Трубы большого диаметра рациональ-
но контролировать щелевым способом кон-
такта. На рис. 3.73 показана конструкция
механической части установки "Винт-2",
разработанной ВНИИНК. Труба 5 враща-
ется рольгангами 8. Пневмоподъемник 2
Рис. 3.72. Принципиальная схема
установки ИДЦ-10:
1,2 - преобразователи; 3 - контролируемая
труба; 4 - иммерсионная ванна;
5,6 - дефектоскопы; 7 - исполнительный
механизм
прижимает к трубе каретку 1 с преобразо-
вателями 4. Поступательное движение ка-
ретки вдоль трубы сообщается ролика-
ми 6, развернутыми на определенный угол
относительно оси трубы. Каретка удержи-
вается на трубе двумя тросами 7, натяну-
тыми вдоль рольганга.
Имеется система подачи воды в ще-
левой зазор и краскоотметчик 3. Установ-
ка имеет два преобразователя на частоту
1,8 МГц, работающих одновременно. Уг-
лы ввода и схему контроля можно варьи-
ровать. Установка рассчитана на контроль
труб диаметром 325 ... 560 мм с толщиной
стенки 8 ... 70 мм, но имеются возможно-
сти увеличения диаметра и толщины.
Скорость контроля > 0,7 м/мин, скорость
вращения трубы > 20 об/мин’1, шаг подачи
< 35 мм.
Фирма "Нординкрафт" [425, с. 216/ 783]
использует для автоматизированного кон-
троля труб и прутков небольшого диамет-
ра нормальные волны, возбуждаемые
ЭМ А-преобразователями. Преобразова-
тель содержит две спиральные катушки,
сдвинутые друг относительно друга на 1/4
длины волны. Одна из катушек работает в
совмещенном режиме (излучает и прини-
мает), другая только принимает. Первая
катушка излучает две волны, обегающие
периметр сечения ОК в противоположных
444
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.73. Конструкция механической
части установки "Винт-2"
направлениях, и затем принимает их.
В зоне расположения второй катушки
волны складываются в противофазе, по-
этому результирующий сигнал имеет зна-
чение, близкое к нулю.
При появлении дефекта от него от-
ражаются сигналы, для которых условия
компенсации на второй катушке уже не
выполняются. В этом случае в качестве
опорного сигнала используется среднее
значение сигналов, принимаемых в опре-
деленном временном интервале первой
катушкой.
Нормативные требования на кон-
троль труб в США и ФРГ. Схемы кон-
троля труб и типы искусственных дефек-
тов довольно похожи в России, США и
ФРГ. В различных отраслях промышлен-
ности этих стран применяются разные
размеры искусственных отражателей.
Наибольшее единообразие существует в
ФРГ. Там чаще всего в качестве искусст-
венного отражателя применяют риску
глубиной h = 5 % толщины стенки трубы
Н. Для очень тонкостенных и очень тол-
стостенных труб глубину риски ограничи-
вают определенными значениями.
На рис. 3.74 показана глубина риски,
по которой настраивают чувствительность
и разбраковывают трубы по стандартам,
действующим в ФРГ [245, т. 2]. Для труб
с толщиной стенки < Н = 2 мм установле-
на глубина риски h = 0,1Н, но > 0,15 мм.
Для более толстостенных труб глубина рис-
ки составляет 0,05Я, но >0,2 и < 1,5 мм.
Поскольку в России единые рекомендации
по этому вопросу отсутствуют, целесооб-
разно пользоваться указанными значения-
ми как ориентировочными.
Чаще всего в ФРГ используют риски
длиной больше ширины акустического
поля преобразователя, т.е. 25 ... 100 мм. В
этом случае длина риски не влияет на ам-
плитуду сигнала, которая определяется в
основном ее глубиной. Увеличение длины
риски в этом случае повышает надежность
ее выявления при контроле. Задание глу-
бины риски определяет выбор частоты.
Она должна быть такой, чтобы глубина
была > 1,5 где X, - длина поперечной
УЗ-волны; в противном случае амплитуда
эхосигнала от риски резко уменьшается
(см. разд. 2.2.2.3). Наиболее часто кон-
троль в России и других странах ведут на
частотах 2 ... 5 МГц.
Рис. 3.74. Зависимость глубины риски от
толщины стенки трубы по нормам,
рекомендуемым в ФРГ
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
445
Контроль биметаллических труб.
Документ [320] отмечает ряд требований к
контролю биметаллических труб. Основ-
ной металл трубы до нанесения плаки-
рующего слоя контролируется как моно-
металлическая труба, если технология
производства допускает такой контроль.
В этом случае после нанесения плаки-
рующего слоя биметаллическая труба
контролируется только на несплошности
типа расслоений на границе и (или) внут-
ри плакировки по схемам на рис. 3.69, в и
3.70, в.
Биметаллические трубы контроли-
руются по той же методике, что и мономе-
таллические, если уровень структурных
помех от плакирующего слоя и его грани-
цы с основным металлом не препятствует
контролю при заданном уровне фиксации.
В противном случае допустимо выполне-
ние контроля на максимально возможной
чувствительности с указанием этого об-
стоятельства в отчетной документации.
Биметаллическая труба, в которой
уровень структурных помех от плаки-
рующего слоя составляет 6 дБ или более
от донного сигнала, контролируется толь-
ко на несплошности основного металла по
схеме рис. 3.69, а прямым лучом (т.е. без
отражения луча от внутренней поверхно-
сти).
Настройку выполняют по бездефект-
ному участку трубы со снятым плаки-
рующим слоем. Допустимо применение
других методик контроля и способов на-
стройки чувствительности, гарантирую-
щих обнаружение несплошностей, не
меньших, чем по методикам, указанным
выше.
Контроль труб с ребрами. Специ-
фическая проблема - контроль труб с на-
ружными или внутренними ребрами. На
рис. 3.75 показана схема контроля труб
диаметром 5 ... 20 мм, с толщиной стенки
Н = 0,5 ... 1 мм с наружными ребрами,
разработанная В.Т. Пронякиным и др.
Контроль выполняется иммерсионным
способом. Вода прокачивается через трубу
со скоростью > 3 см/с, унося с собой пу-
Рис. 3.75. Схема контроля трубы
с внешними ребрами
зырьки воздуха. Датчик перемещается
поступательно внутри трубы, вращаю-
щейся с частотой > 400 об/мин.
Контроль выполняется на частоте
/= 10 МГц. В стенке трубы возбуждают
нормальные волны мод или ап. распро-
страняющиеся в продольном и попереч-
ном направлениях относительно оси тру-
бы. Требуемый угол ввода 0 обеспечива-
ется вариацией расстояния /. Наибольшей
чувствительности к дефектам соответст-
вуют участки дисперсионных кривых с
медленным изменением фазовых скоро-
стей в зависимости от произведения fH.
Чувствительность настраивают по рискам
глубиной ~ 50 мкм.
Большие трудности связаны с от-
стройкой от ложных импульсов, отражен-
ных от ребер. Отстройка достигалась вре-
менной селекцией. Для этого необходимо
возбуждать нормальную волну строго оп-
ределенной моды, с определенной группо-
вой скоростью. Чтобы это выполнить, же-
лательно сузить угол А0. Это достигалось
выбором оптимальной формы пьезоэле-
мента (выбрана прямоугольная форма,
размер 10 х 2 мм) и отбраковкой пьезо-
элементов по диаграммам направленности
(угол раскрытия < 15°). При этих условиях
446
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
надежно обнаруживались дефекты типа
рисок глубиной 25 мкм.
В атомной энергетике также приме-
няются трубы диаметром ~ 10 мм с внут-
ренними ребрами. Контроль таких труб
В.В. Бурмистровым и др. выполняется
эхометодом, нормальными волнами в им-
мерсионном варианте. Применяется фоку-
сирующий преобразователь на 5 МГц.
Настройка осуществляется по риске на
внутренней поверхности трубы. Для нане-
сения рисок изготовлено приспособление
в виде гильзы с резцом.
При настройке на риску глубиной
50 мкм отражений от внутренних ребер не
было. При контроле выявлялись трещины,
закаты, включения. Глубина обнаружен-
ных трещин и закатов составляла 30 ...
140 мкм. Дефекты на наружной поверхно-
сти выявлялись лучше, чем на внутренней.
Контроль обсадных и бурильных
труб. Их контролируют так же, как трубы
такого же типоразмера другого назначе-
ния. Методика контроля указана в ГОСТ
632-80, согласно которому чувствитель-
ность настраивают по прямоугольному
пазу глубиной 5 или 10 % толщины стенки
трубы, длиной 25 ... 50 мм или более, вы-
полненному на наружной поверхности.
Для автоматизированного контроля разра-
ботаны специальные установки "Бур-2",
"Атлант-3" и др.
Более совершенная система "Зонд-
СОТ" создана фирмой "Зонд" (г. Ивано-
Франковск) [421, докл. 3.33]. Предусмот-
рен щелевой контакт. Установка предна-
значена для выявления продольных, попе-
речных дефектов и измерения толщины
труб диаметром 60 ... 324 мм. Результаты
обрабатываются на компьютере.
В установке " Экспресс-Д-скан" [421,
докл. 3.45] для контроля труб нефтяного
сортамента, а также трубных систем теп-
лоэлектростанций не предусмотрено вра-
щения преобразователя вокруг трубы.
Применен щелевой способ контакта пре-
образователя с трубой. Отсутствие иммер-
сионной жидкости вокруг трубы, в кото-
рую излучаются УЗ-волны, распростра-
няющиеся в трубе, дает возможность вол-
нам обегать вокруг трубы, сохраняя дос-
таточно высокую чувствительность к де-
фектам. В трубах диаметром 60 ... 245 мм
с толщиной стенок 6 ... 12 мм выявляются
продольные риски глубиной 12,5 ... 15 %,
длиной 25 мм.
Перспективно применение способа
контроля с ЭМА-возбуждением. Разрабо-
тан оригинальный ЭМА-способ, основан-
ный на применении сдвиговых волн [309].
Частота 2 ... 2,7 МГц, размер преобразо-
вателя 6 х 12 мм, зазор между преобразо-
вателем и трубой 0,5 мм. Принцип уст-
ройства аппаратуры не раскрывается.
Экспериментальная установка прове-
рялась на обсадных трубах диаметром
168 мм с толщиной стенки ~ 10 мм, а так-
же на трубах более широкого сортамента.
Обнаруживались продольные и попереч-
ные пазы глубиной > 0,3 мм на внутрен-
ней и наружной поверхностях с отноше-
нием сигнал/помеха > 20 дБ, отверстия
диаметром > 1,3 мм в середине стенки с
отношением сигнал/помеха > 28 дБ. Уда-
валось контролировать также чугунные
гильзы, сварные трубы, прутки, квадрат-
ные и круглые заготовки диаметром до
300 мм, измерять толщину стенок труб.
Установлена возможность примене-
ния для контроля бурильных, обсадных
труб и инструмента низкочастотного де-
фектоскопа УДС1-12, разработанного для
УЗ-контроля головок рельсов. Экспери-
менты показали возможность выявления
искусственных дефектов типа пропилов
глубиной 2 мм на расстоянии до 10 м
Контроль гибов. При эксплуатации
систем, состоящих из большого числа
труб, например котлоагрегатов, из строя
обычно выходят изогнутые участки труб -
гибы. Разрушение чаще всего происходит
по нейтральной линии или по выпуклой
(растянутой) поверхности гиба. Эти уча-
стки труб подвергают контролю после из-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
447
Рис. 3.76. Схема контроля гнба трубы (а);
настройка чувствительности, развертки и строб-импульса АСД (б)
изготовления гиба и в процессе эксплуа-
тации по инструкции [153]. Дефекты в
растянутой части гиба, как правило, воз-
никают в трубах, работающих при высо-
ких температурах (> 450 °C). В других
случаях дефекты развиваются в нейтраль-
ной зоне деформации металла. Металл в
сжатой зоне контролируют только в том
случае, если имеются показания на воз-
можность наличия дефектов.
Контроль выполняют наклонными
преобразователями (рис. 3.76). Угол ввода
выбирают с помощью номограммы на
рис. 3.67; при возможности выбора пред-
почтительно использовать угол ввода,
обеспечивающий получение угла падения
на внутреннюю поверхность <р = 55° или
менее. Преобразователь притирают к по-
верхности трубы.
Настройку осуществляют по СОП,
которым служит отрезок прямого участка
бездефектной трубы. В СОП выполняют
искусственные отражатели в виде сквоз-
ного вертикального отверстия и зарубок
448
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рнс. 3.77. СОП для контроля гнбов труб:
а - при толщине стенки трубы < 15 мм; б ~ при толщине стенки трубы > 15 мм
на внутренней и наружной поверхностях
(рис. 3.77). Размеры зарубок определяются
по табл. 3.12.
Настройку начинают с получения
максимальных эхосигналов от зарубок на
внутренней и наружной поверхностях из
положений преобразователя I и II, Г и 1Г
(см. рис. 3.76, а). Развертку и строб-
импульс АСД дефектоскопа устанавлива-
ют так, чтобы огибающая эхосигналов (на
уровне 6 дБ) от нижней зарубки находи-
лась в пределах строб-импульса, а от
верхней - непосредственно за пределами
строб-импульса (см. рис. 3.76, б).
Иногда от зарубки на внутренней по-
верхности получают эхосигнал с двумя
максимумами, соответствующими отра-
жению от зарубки акустической оси пре-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
449
3.12. Размеры зарубок, соответствующих
браковочному уровню при контроле гибов труб
Толщина стенки трубы, мм Размеры зарубки, мм Рабочая частота, МГц
ширина глубина
До 15 мм включительно 2 1 5
15 ... 18 включительно 2,5 1,5 2,5
18 ... 22 включительно 2
>22 3,5
образователя и бокового луча с меньшим
углом ввода. Для контроля и оценки до-
пустимости дефекта используют эхосиг-
нал, полученный акустической осью. Его
отличают по тому признаку, что измерен-
ные глубиномером дефектоскопа коорди-
наты отражателя соответствуют коорди-
натам зарубки.
Глубиномер дефектоскопа настраи-
вают по СО-3 и СО-2 с использованием
при дальнейших измерениях графиков и
способов пересчета, изложенных в
разд. 3.2.1. Используют также другой спо-
соб. Задержку начала отсчета настраивают
по СО-3, а координаты - по зарубкам на
внутренней и наружной поверхностях.
Для распознания эхосигнала, соответст-
вующего отражению от зарубки акустиче-
ской оси преобразователя, применяют
способ настройки и измерения координат
по СО-3 и СО-2.
Чувствительность, полученная при
отражении от зарубок, соответствует бра-
ковочному уровню. Если амплитуды эхо-
сигналов от верхней и нижней зарубок
отличаются более чем на 4 дБ, чувстви-
тельность выравнивают с помощью ВРЧ.
Уровень фиксации (контрольный уро-
вень) устанавливают, увеличивая чувстви-
тельность на 6 дБ, а поисковый уровень -
еще на 6 дБ.
По вертикальному цилиндрическому
отверстию диаметром 4 мм (см. рис. 3.77,
а) определяют условную протяженность
компактного дефекта. Она соответствует
расстоянию вдоль оси трубы между край-
ними положениями преобразователя (на-
правленного перпендикулярно к оси). За
крайние принимают положения преобра-
зователя, соответствующие уменьшению
амплитуды эхосигнала на 6 дБ от макси-
мального значения эхосигнала от отвер-
стия.
По вертикальному цилиндрическому
отверстию также определяют условную
ширину компактного дефекта. Для этого
находят положения преобразователя, со-
ответствующие максимумам эхосигналов
с обеих сторон от отверстия (по окружно-
сти трубы) и измеряют расстояние L меж-
ду точками ввода (рис. 3.77, б).
Поверхность гиба сканируют воз-
вратно-поступательным перемещением
преобразователя, ориентированного пер-
пендикулярно к оси трубы. Шаг сканиро-
вания должен быть < 1/4 условной протя-
женности компактного дефекта (зарубки
или отверстия) по уровню 6 дБ. Скорость
сканирования < 100 мм/с. В местах повы-
шенной против нормальной кривизны при
контроле притертым преобразователем без
опор рекомендуется легкое покачивание
преобразователя относительно точки вво-
да луча в плоскости, перпендикулярной к
образующей гиба.
При появлении в рабочей зоне раз-
вертки эхосигнала, превосходящего по
амплитуде уровень фиксации, но меньше-
го браковочного уровня, определяют глу-
бину залегания У отражателя, чтобы убе-
450
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
диться, что дефект выявляется тем же лу-
чом, что и в СОП. Коррозионные и уста-
лостные трещиноподобные дефекты име-
ют глубину залегания, близкую к толщине
стенки трубы, определенной по зарубке в
СОП. Дефекты округлой формы (коррози-
онные язвины, питтинги) имеют значение
Y, на 20 ... 50 % меньшее, чем искусст-
венный отражатель. При появлении эхо-
сигнала за строб-импульсом (там же, где
сигнал от искусственного отражателя на
наружной поверхности, см. рис. 3.76) сле-
дует подтвердить наличие дефекта на этой
поверхности с помощью пальпирования и
определить характер дефекта визуально,
при необходимости с применением трав-
ления поверхности.
Измеряют условную протяженность
дефекта по уровню 6 дБ. Два дефекта счи-
тают различными и их условную протя-
женность определяют раздельно, если при
перемещении преобразователя вдоль об-
разующей трубы их условные протяжен-
ности не перекрываются. Условную ши-
рину дефекта определяют как разность
L - - Аг, где L - расстояние между по-
ложениями преобразователя по окружно-
сти трубы, при которых обнаруживается
дефект (см. рис. 3.77, б); А) и А2 - коорди-
наты А дефекта с обеих сторон от него
(также по окружности трубы).
При наличии в гибе сетки трещин на
экране дефектоскопа наблюдается значи-
тельное число небольших импульсов с
амплитудой, меньшей браковочного уров-
ня. Признаком сетки трещин является
также большая условная ширина.
По результатам УЗ-контроля гиб
оценивают по трехбалльной системе. Бал-
лом 1 (негоден) оценивают гиб, в котором
обнаружены: дефект с амплитудой эхо-
сигнала, превышающей браковочный уро-
вень либо уровень фиксации, если дефект
находится в нейтральной зоне гиба; де-
фект, условная протяженность которого
превышает условную протяженность ком-
пактного отражателя; дефект с условной
шириной, большей 30 мм; дефекты,
имеющие признаки сетки трещин.
Баллом 2 оценивают гиб, в котором
не обнаружены дефекты с браковочными
признаками, но имеются дефекты с ам-
плитудой выше уровня фиксации. Балл 3
(годен) получает гиб, в котором нет де-
фектов с амплитудой выше уровня фикса-
ции и дефектов с косвенными признаками,
свидетельствующими о наличии в гибе
сетки трещин.
Как указано в табл. 3.12, зарубки в
СОП, по которым определяется браковоч-
ный уровень, имеют глубину 1 ±0,1 мм
при номинальной толщине стенки трубы
< 15 мм и глубину 0,0577, но < 2 мм при
номинальной толщине стенки трубы
> 15 мм. Ширина зарубок ограничена.
В то же время по техническим условиям
на прямолинейные трубы допустимая глу-
бина технологических рисок 5 % толщины
стенки (а до 1991 г. - даже 10 %), но < 2 мм.
В результате такой ситуации возможна
браковка гибов труб по технологическим
рискам, которые ввиду своей большой
длины дают эхосигнал большей амплиту-
ды, чем зарубка такой же глубины. Перед
выполнением гиба соответствующий уча-
сток прямой трубы подвергают контролю
на повышенной чувствительности, чтобы
технологическая риска не попала на место
гиба.
УралВТИ [424, докл. 1.11] разработал
комплекс аппаратуры "Гиб-2М" для кон-
троля гибов труб со стороны внутренней
поверхности. Система транспортировки
обеспечивает доставку датчиков к гибу по
трубной системе при ее длине < 25 м и
внутреннем диаметре 100 ... 160 мм и ска-
нирование поверхности гиба. Кроме УЗ
осуществляют визуальный, измеритель-
ный и вихретоковый контроль.
Эксплуатационный контроль пря-
молинейных труб часто проводят изнут-
ри. Установка типа IRIS Ultima [425,
с. 311/627] для контроля труб теплооб-
менников разработана фирмой Pan Ameri-
can и выпускается фирмой Russel NDE в
Канаде. Прибор имеет фокусирующий
высокочастотный (10 ... 15 МГц) преоб-
разователь 7, который перемещается вдоль
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА ь.
451
оси трубы. Вращающееся турбинкой 2
зеркало 3 отражает излучение преобразо-
вателя в направлении, перпендикулярном
к поверхности трубы 5 (рис. 3.78). Уста-
новка контролирует толщину и выявляет
дефекты на наружной и внутренней по-
верхностях трубы. Результаты представ-
ляются в виде карты, на которой указыва-
ются дефекты с учетом положения преоб-
разователя по длине и окружности трубы.
Контролируются трубы диаметром 12 ...
70 мм, погрешность измерения толщины
50 мкм. Установка позволяет обнаружи-
вать плоскодонное отверстие диаметром 1
мм на глубине 250 мкм. Хорошо обнару-
живается питтинговая коррозия.
В [425, с. 514/770] сообщается о кон-
троле высокоскоростной (2 м/мин) ком-
пьютерной системой труб диаметром
8 ... 82 мм. Контроль также выполняется
изнутри трубы с помощью вращающегося
зеркала. Одновременно с дефектоскопией
измеряется толщина стенки с погрешно-
стью < 0,02 мм, а также профиль трубы.
Контролируются сварные соединения
труб и приварки патрубков. Представляет-
ся трехмерное изображение дефектов.
Возможен контроль гибов труб изнутри
коленчатым датчиком.
В [422, с. 2148] предложено сущест-
венное усовершенствование обычного
эхометода контроля толщины стенок труб,
повышающее чувствительность к локаль-
ным утонениям, возникающим, например,
в результате коррозии. УЗ (в иммерсион-
ном варианте) вводят под углом падения
11°, что обеспечивает получение продоль-
ной и поперечной (трансформированной)
волн. Волны принимаются после несколь-
ких отражений между поверхностями. На
рис. 3.79, а показано однократное отраже-
ние продольной и двукратное поперечной
волн. Приемник располагают в месте, где
достигается максимальная амплитуда. По-
явление локального утонения (см.
рис. 3.79, 6) довольно резко ослабляет ам-
плитуду. Методика позволяет обнаружи-
вать как внутренние, так и наружные де-
фекты. В трубах диаметром 145 мм при
Рис. 3.78. Конструкция установки для
дефектоскопии и измерения толщины
стенки изнутри трубы:
1 - преобразователь; 2 - водяная турбинка;
3 - зеркало; 4 - корпус; 5 - стенка трубы
толщине стенки 10 мм на частоте 4 МГц
выявляются искусственные дефекты раз-
мером 10x20 мм при глубине 1,4 мм.
Одна из важных проблем эксплуата-
ционного контроля труб и другого проката -
изучение с помощью УЗ повреждений от
крипа - ползучести материала с образова-
нием микротрещин. В [425, с. 284/238]
рассмотрен вопрос контроля на поврежде-
ния от крипа стальных труб диаметром
Рис. 3.79. Контроль локальных
утонений в трубах:
Т- излучатель; R - приемник; S' - поперечная
волна; L - продольная волна
452
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.80. Схема УЗ-метода контроля для определения повреждений трубы от крипа:
а - принцип контроля; б - устройство для контроля; 1 - угол падения; 2 - угол преломления;
3 и 4 - продольная и поперечная волны соответственно; 5 - расстояние между преобразователями;
6 - скоба преобразователя; 7 - УЗ-дефектоскоп; 8 - подача воды; 9 - повреждение от крипа;
10 - приемный преобразователь; 11 - излучающий преобразователь; 12 - направление
прозвучивания; 13 - водяной контакт
87 ... 151 мм с толщиной стенки 7,6 ...
21,8 мм. Крип особенно опасен, когда по-
вреждения достигают центральной части
стенки трубы, поэтому для выявления
микротрещин предложено применять про-
звучивание по хорде (рис. 3.80). Для сле-
жения за развитием крипа устанавливают-
ся четыре такие системы по окружности
трубы. Кроме того, крип приводит к за-
метному увеличению диаметра трубы, что
также используют для слежения за ним.
В [425, с. 210/772] рассмотрена воз-
можность обнаруживать очень маленькие
дефекты труб, по-видимому, также вызы-
ваемые крипом. Для этой цели применены
прямые фокусирующие преобразователи
на частотах 15 и 20 МГц. Фокальная об-
ласть была растянута, чтобы обеспечить
постоянную чувствительность. Это обес-
печивалось конструкцией преобразовате-
лей. Полученные результаты использова-
ли для статистической оценки целостно-
сти металла по данным контроля. Лучшие
результаты получены на 20 МГц. Вопрос
контроля повреждений от крипа будет
рассмотрен также в разд. 7.8.
Контроль магистральных трубо-
проводов. Их контролируют в процессе
изготовления и эксплуатации. Основное
внимание обращается на контроль качест-
ва сварных соединений. Вопрос контроля
в процессе изготовления уже рассмотрен
выше. Здесь пойдет речь о контроле ос-
новного металла труб трубопровода в
процессе эксплуатации.
В Украине [426, докл. 4.2] разработа-
на высокопроизводительная портативная
установка "Экспресс-Д-Скан" для контро-
ля труб нефтяного сортамента. Установка
выполняет 100%-ный контроль цельнотя-
нутых труб: бурильных, обсадных, насос-
но-компресорных - при входном, эксплуа-
тационном и ремонтно-восстановитель-
ном контроле на трубных базах. Установ-
ка рассчитана на контроль труб диаметром
73 ... 245 мм с толщиной стенок 6 ... 12 мм.
Разработана система УЗ-преобразовате-
лей, которая обеспечивает равномерное
озвучивание всего поперечного сечения
трубы. Система вручную или манипулято-
ром перемещается только вдоль контро-
лируемой трубы, но при этом выполняется
дефектоскопия стенки всего поперечного
(кольцевого) сечения в каждой точке дли-
ны трубы. Установка изготовлена на базе
серийного дефектоскопа УД2-12, допол-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
453
ненного блоком статистической обработки
информации, блоком памяти и регистра-
ции.
Дефектограммы каждой трубы ото-
бражаются на экране и хранятся в энерго-
независимой памяти с данными контроля
(номер трубы, типы дефектов, их число и
т.д.) с возможностью детального просмот-
ра и передачи в базовую ЭВМ. Чувстви-
тельность к обнаружению дефектов по
глубине 12,5 ± 15 % номинальной толщи-
ны, а по длине 25 мм при равной чувстви-
тельности на внешней и внутренней по-
верхностях труб. Неконтролируемые зоны
отсутствуют. Обнаруженный в теле дефект
подтверждается многократно: 3 ... 6 раз в
зависимости от диаметра. Производитель-
ность установки до 30 ... 40 труб/ч.
В Германии [422, с. 1814] разработа-
на система контроля магистральных тру-
бопроводов диаметром 914 ... 1422 мм.
Контроль выполняется автономным уст-
ройством (снарядом), движущимся вдоль
трубы вместе с потоком продукта под дав-
лением < 120 бар на расстояние порядка
100 км со скоростью 1 м/с. Снаряд состоит
из трех гибко сочлененных секций разного
назначения. На нем имеется 480 ... 896 (в
зависимости от диаметра трубопровода)
прямых и наклонных (45°) УЗ-преоб-
разователей. Первые измеряют толщину,
вторые выявляют трещины. Контактной
жидкостью служит нефть. При контроле
газопроводов их заполняют водой для
обеспечения контакта.
Снаряд пропускают через участок
трубопровода протяженностью > 100 м, и
он автоматически записывает дефекты и
толщины ОК с их координатами. Обнару-
живаются продольные подобные трещи-
нам дефекты длиной > 30 и глубиной
> 2 мм (при толщине стенки > 8 мм) на
внутренней и внешней поверхностях тру-
бы.
В [425, с. 496/411] сообщается об ус-
тановке "Endoscan 2" для контроля труб
изнутри. Она предназначена для контроля
участков газопроводов диаметром 300 ...
900 мм, длиной до 120 км. Это участки,
проходящие под дорогами, реками и т.п.
Прибор кабельного типа. Головка прибора
длиной 500 мм имеет много преобразова-
телей, движущихся по винтовой линии и
контролирующих весь металл трубы. Кон-
такт струйный. Одно из назначений при-
бора - измерение толщины. Точность из-
мерения 0,3 мм.
В НИИИН МНПО "Спектр"
В.Т. Бобровым и др. предложено для УЗ
внутритрубного контроля действующих
газопроводов использовать ЭМА-пре-
образователи [426, докл. 4.1]. Данное ре-
шение исключает необходимость приме-
нения контактной жидкости и обеспечива-
ет возможность УЗ-контроля стенок труб
даже по грубой поверхности при условии
ее предварительной очистки. Рассматри-
ваются практические результаты ЭМА-
возбуждения и приема в стенках трубо-
проводов сдвиговых SH- и SV-волн, рэле-
евских, головных и нормальных волн.
ЭМА-преобразователи построены на ос-
нове постоянных сверхмощных магнитов
в сочетании со специально согласованны-
ми схемами генератора импульсов возбу-
ждения и усилителя.
Система работает в диапазоне частот
0,2 ... 2,5 МГц при зазоре между поверх-
ностью трубы и ЭМА-преобразователем
до 1 мм с соотношением сигнал/помеха
порядка 12 дБ. Получены эхосигналы, от-
раженные от поврежденных коррозией
участков основного металла трубопрово-
дов, а также от характерных дефектов
сварных стыков и околошовной зоны.
В [428, докл. 4.2.05] сообщается о
разработке в ФРГ для контроля коррозии
магистральных трубопроводов ЭМА-
преобразователей типа ФР для возбужде-
ния и приема горизонтально поляризован-
ных поперечных волн. Волны могут воз-
буждаться в трубе в осевом и окружном
направлениях. Преобразователи обладают
высокой чувствительностью, а за счет ко-
герентного накопления, осуществляемого
в реальном масштабе времени, повышает-
ся отношение сигнал/помеха. Контроль
454
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.81. Серия сигналов на приемном
преобразователе головных волн
выполняется даже через битумное анти-
коррозионное покрытие. Выявляются ис-
кусственные дефекты в виде отверстий
диаметром 20 и 30 мм, глубиной 20; 30 и
50 % толщины стенки (12,5 мм), имити-
рующие коррозионное поражение.
Контроль коррозионных и других
повреждений труб на больших расстоя-
ниях. В химическом машиностроении,
при нефтедобыче и в других областях воз-
никает задача контроля протяженных уча-
стков труб на коррозионные повреждения.
На Седьмой европейской конференции по
неразрушающему контролю было пред-
ложено несколько докладов по этой про-
блеме. Волны направляют вдоль обра-
зующей трубы и принимают отраженные
или прошедшие сигналы. Оптимальный
тип используемых волн не определялся,
разные авторы применяют волны различ-
ного типа, а сопоставление результатов не
проводится.
Наиболее простое решение - приме-
нение вертикально поляризованных попе-
речных волн. Голландские специалисты
[422, с. 649] разработали систему LORUS
(Long Range Ultrasonics), в ней использу-
ется наклонный преобразователь с углом
ввода 45°. Поскольку излучается расхо-
дящийся пучок лучей и каждый луч рас-
пространяется по своей траектории, эхо-
сигнал растянут во времени. Тем не менее
удается контролировать участки труб
длиной порядка 0,5 ... 1м.
Более оригинальное решение пред-
ложили специалисты Института им. Фра-
унгофера [422, с. 751] (Германия). Они
используют горизонтально поляризован-
ную поперечную волну. Такая волна не
переходит в жидкость, если с нею сопри-
касаются стенки трубы, позволяет нахо-
дить дефекты в местах соприкосновения
трубы с другими деталями, где чаще всего
возникает коррозия.
Волна возбуждается и принимается
ЭМА-преобразователем. Обычно ЭМА-
преобразователи имеют чувствительность,
на один-два порядка меньшую, чем ПЭП,
однако в докладе утверждается, что они
хорошо контролируют участки труб дли-
ной порядка 0,5 ... 1м. На расстоянии 400
мм от преобразователя находят утонения
величиной 50 % толщины стенки.
В [422, с. 613] для контроля протя-
женных участков труб на коррозионные
повреждения предложено использовать
головные волны. Как отмечалось в разд.
1.1.2, когда продольная волна распростра-
няется вдоль поверхности, в каждой точке
поверхности она порождает боковую по-
перечную волну, распространяющуюся
под углом к нормали к поверхности, рав-
ным третьему критическому. Поперечная
волна уносит энергию, в результате чего
головная волна быстро ослабляется. По-
перечные боковые волны, сопровождаю-
щие головную волну, достигают противо-
положной поверхности ОК (внутренней
поверхности трубы) и вызывают появле-
ние иа ней головной волны. Та, в свою
очередь, порождает боковые волны. Ком-
бинация из головной и боковой волн рас-
пространяется вдоль оси трубы на значи-
тельные расстояния, и ее можно использо-
вать для контроля. Достаточная чувстви-
тельность к дефектам сохраняется на рас-
стоянии порядка 1 м.
Именно эту комбинацию волн ис-
пользуют для контроля на большие рас-
стояния вдоль стенки трубы толщиной до
40 мм. На рис. 3.81 показана серия сигна-
лов на приемном преобразователе при
контроле методом прохождения. Введена
задержка развертки так, чтобы выделить
только приходящие сигналы. Серия им-
пульсов соответствует прохождению по-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
455
перечной волны через стенку трубы. Воз-
можно применение эхометода.
Система позволяет обнаруживать
риски глубиной 4 и длиной 20 мм в трубе
диаметром 305 мм с толщиной стенки
11 мм. Обнаруживаются питтинги (тип
коррозии) глубиной 2,4 ... 7,8 мм (тем
большие, чем толще стенка). Можно вести
контроль также в направлении окружно-
сти трубы, но отношение наружного диа-
метра к внутреннему должно быть < 1,19 мм,
в противном случае не гарантируется кон-
троль всей толщины стенки трубы.
Контроль труб на грубые дефекты на
больших расстояниях (порядка 20 ... 50 м)
предлагается осуществлять с применением
волноводного эффекта [425, с. 763/166].
Трубы рассматриваются как волноводы,
подобные стержням. В них можно возбу-
ждать продольные, изгибные и крутиль-
ные моды волн различных порядков. О
влиянии толщины стенки трубы, сущест-
венно отличающей трубу от стержня, на
дисперсионные кривые не сообщается.
Изоляционное покрытие не препятствует
контролю. От него следует освобождать
поверхность трубы только в месте акусти-
ческого контакта с преобразователями.
Контролируют трубы диаметром
50 ... 610 мм на химических предприяти-
ях. Например, в трубе диаметром 160 мм
на частоте 70 кГц рекомендуется приме-
нять для контроля продольную моду
/(0,2), аналогичную моде 50 в пластине.
Фазовая скорость для нее постоянна в ши-
роком частотном диапазоне. Упругие на-
пряжения приблизительно постоянны в
сечении трубы, что означает почти одина-
ковую чувствительность к дефектам неза-
висимо от их положения. Основным ис-
точником помех, по мнению авторов, яв-
ляются слабые сигналы, связанные с дру-
гими модами, кроме используемых для
контроля.
Применяют преобразователи в виде
кольца, состоящего из отдельных прямых
пьезопреобразователей, прижимаемых к
трубе индивидуально пневматическим
устройством. Контактной жидкости не
требуется, так как применяются довольно
низкие частоты. Например, для трубы
диаметром 76 мм используют преобразо-
ватель из 16 элементов, для труб диамет-
рами 150 ... 200 мм - из 32 элементов на
частоту 100 кГц. Снижая частоту до
50 кГц, можно уменьшить число элемен-
тов. На расстоянии 50 м между излучаю-
щим и приемным преобразователями ам-
плитуда на бездефектной трубе ослабляет-
ся на 40 ... 50 дБ (контроль выполнялся
эхометодом).
Чтобы возбудить моду /(0,2) в пря-
мом направлении, применяют два кольца
преобразователей, но при этом возникает
довольно интенсивная мода /(0,1). Чтобы
избавиться от нее, вводят третье кольцо, а
в производственной установке используют
четыре кольца. По-видимому, кольца рас-
полагают на расстоянии длины волны или
половины длины волны со сдвигом фазы
на 180°. Для возбуждения требуемой моды
применяют довольно длинные импульсы в
5 периодов колебаний. Для увеличения
дальности прозвучивания увеличивают
длительность импульса, но при этом
ухудшается разрешающая способность.
Чувствительность обычно настраи-
вают по рискам (проточкам, канавкам) в
поперечном направлении. Например, при-
меняют проточки глубиной до 50 % тол-
щины стенки и длиной по окружности,
равной половине диаметра (~ 16 % окруж-
ности). Такая проточка имеет коэффици-
ент отражения 26 дБ, так что можно удов-
летворительно вести контроль при отно-
шении сигнал/помеха 40 дБ.
Изоляция из минеральной ваты прак-
тически не влияет на чувствительность, а
окружающая жидкость заметно ослабляет
продольные волны, но не сказывается на
крутильных. Жидкость в трубе может да-
же вызвать смещение частоты. Сильное
влияние оказывают битумная изоляция и
заделка трубы в бетон.
В [425, с. 764/273] показана возмож-
ность контроля гибов труб. Дефекты в
гибах труб лучше обнаруживают изгибные
456
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Акустическая ось
Звуковой пучок
Рис. 3.82. Условное "сворачивание" плоского акустического поля вокруг трубы
ПЭП
Нижняя образующая
Краевой (спиральный) луч
б)
Передний фронт сигнала
Отражатель (дефект)
Акустическая ось ПЭП
моды. Отмечено, что для возбуждения
изгибных мод целесообразно применять
несимметричную систему преобразовате-
лей, например в виде полукольца или
кольца с разными задержками времени
между элементарными преобразователя-
ми. Применяют, как правило, наклонные
преобразователи или гребенчатые струк-
туры.
Компания RTD (Голландия) сообщи-
ла [425, с. 264/075] о разработке установки
"Rtd-Incotest" для контроля качества труб
с изоляцией. Контроль выполняется УЗ-
волноводным способом и вихревыми то-
ками экранным методом. Для УЗ-контроля
используют продольные и крутильные
моды. Дальность контроля 5 ... 50 м. Кон-
троль вихревыми токами осуществляют
для исследования участков по показаниям
УЗ-метода.
А.А. Сельским [298] рассмотрены
особенности распространения поперечных
и нормальных УЗ-волн, направленных
вдоль образующей стенки трубы, связан-
ные с ее огибанием. Расходящийся пучок
волн расзекаезся вокруг трубы, как бы
сворачивается, в результате чего на неко-
тором расстоянии от преобразователя
волны заполняют все сечение трубы и
обеспечивают выявление дефектов. На
рис. 3.82, а показано распространение
пучка лучей на плоскости, а на рис. 3.82,
б- "сворачивание" пучка вокруг трубы.
Эффект проявляется как для волн Лэмба,
так и для многократно отраженных попе-
речных волн. Таким образом, установлена
возможность контроля труб на расстояни-
ях приблизительно от 100 мм до несколь-
ких (6 ... 8) метров преобразователем,
направленным вдоль образующей стенки
трубы. Разработаны преобразователи, об-
ладающие повышенным эффектом расте-
кания.
3.3.2.3. Контроль прутков
и проволоки
Основной НТД в России по УЗ-
контролю прутков и заготовок круглого,
квадратного и прямоугольного сечений -
ГОСТ 21120-75. Он распространяется на
кованые, катаные, обжатые изделия и по-
луфабрикаты из углеродистых, легиро-
ванных и высоколегированных сталей и
сплавов диаметром или стороной 80 ...
300 мм. Далее будет рассмотрена также
методика [233], которая распространяется
на конзроль прутков диаметром 10 ...
230 мм. Оба документа предусматривают
применение для контроля эхометода.
Согласно упомянутому стандарту
контроль выполняют продольными и по-
перечными волнами, хотя схема контроля
поперечными волнами не приведена.
В качестве искусственных отражазелей в
СОП применяют боковые цилиндрические
или плоскодонные отверстия (рис. 3.83).
Их рекомендуется выполнять на расстоя-
нии оз поверхности, равном h = 3/40, где
D — диаметр или толщина ОК. Боковое
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
457
цилиндрическое отверстие должно иметь
диаметр d < 2,5 мм, плоскодонное отвер-
стие - диаметр d < 3 мм. Допускается
применение других типов СОП и искусст-
венных отражателей.
При оценке допустимости дефекта
учитывают амплитуду эхосигнала от него
по сравнению с амплитудой эхосигнала от
искусственного отражателя и условную
протяженность, способ измерения которой
стандарт не определяет. По результатам
контроля установлено четыре группы ка-
чества. Согласно первой из них прутки не
должны содержать дефектов с амплитудой
эхосигнала, большей, чем от искусствен-
ных отражателей, и протяженностью
> 20 мм. Согласно другим группам каче-
ства прутки могут содержать дефекты,
амплитуда эхосигнала от которых больше,
чем от искусственных отражателей. Ус-
ловная протяженность дефектов должна
быть < 50; < 100 и > 100 мм соответствен-
но для второй, третьей и четвертой групп
качества.
Документ [233] распространяется на
контроль прессованных прутков из алю-
миниевых сплавов, обточенных катаных
заготовок из титановых сплавов и прутко-
вых заготовок из жаропрочных сплавов.
По мнению авторов книги, возможно рас-
пространение документа на другие мате-
риалы. Контроль проводится на установ-
ках с иммерсионным контактом.
Тип искусственного отражателя в
СОП и тип УЗ-волн выбирают в зависимо-
сти от преимущественной ориентации,
расположения и характера возможных
дефектов прутков. Искусственные отража-
тели типа радиальных отверстий с пло-
ским дном применяют при контроле прут-
ков продольными волнами. Настройку
чувствительности аппаратуры с помощью
таких СОП проводят только в статическом
режиме. Плоскодонные отверстия заглу-
шают пробкой, исключающей проникно-
вение в них иммерсионной жидкости. Ис-
Рис. 3.83. СОП, применяемые для контроля
прутков по ГОСТ 21120-75
кусственные отражатели в виде боковых
отверстий, просверленных с торца вставки
в составной образец, используют при кон-
троле прутков поперечными волнами.
Максимальное расстояние от оси отвер-
стия до поверхности прутка определяется
требуемой величиной контролируемого
подповерхностного слоя, но не должно
превышать 0,20, где D - диаметр прутка.
Искусственные отражатели в виде про-
дольных и поперечных V-образных рисок
применяют при контроле прутков поверх-
ностными и сдвиговыми волнами. Глуби-
на искусственного отражателя этого типа
458
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.84. Методика контроля прутков по различным схемам:
Г - излучатель, соединенный с генератором УЗ-колебаний; П - приемник УЗ-колебаний
3.13. Схемы контроля прутков
Схема контроля (см. рис. 3 84) Диаметр прутка, мм Тип волны Тип ПЭП Характер выявляемых дефектов
А 40 .. . 230 Продольная Совмещен- ный Внутренние дефекты
Б 20 .. . 230 PC
в, 10 .. . 230 Поперечная Внутренние и подповерхно-
в2 10 . .. 60 стные
Г1 иГ2 10 .. . 230 Поверхно- стная Совмещен- ный Поверхностные и подпо- верхностные вдоль оси прутка
Д| И Д2 10 . .. 60 Поперечная Внутренние поперек оси прутка
Е, и Е2 10 . . 230 Поверхно- стная Поверхностные и подпо- верхностные поперек оси прутка
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
459
должна быть больше тройной высоты
микронеровностей рельефа поверхности
контролируемого прутка.
Методика предусматривает контроль
прутков по следующим схемам (рис. 3.84):
продольными волнами с применением
совмещенного преобразователя (схема А);
продольными волнами с применением РС-
преобразователя (Б); сдвиговыми волнами
в плоскости поперечного сечения прутка
совмещенным преобразователем (Bj и В2);
сдвиговыми волнами в плоскости вдоль
оси прутка совмещенным преобразовате-
лем (Д1 и Дг); поверхностными волнами в
плоскости поперечного сечения прутка
совмещенным преобразователем (Г1 и Г2);
поверхностными волнами в диаметраль-
ной плоскости прутка совмещенным пре-
образователем (Ei и Е2). Характеристики и
применимость схем контроля приведены в
табл. 3.13.
В установке "Стержень-2", разрабо-
танной ВНИИНК (М.Б. Гитис и др.), пру-
ток, проходя иммерсионную ванну, не
вращается. Для контроля всего сечения
прутка применено девять преобразовате-
лей с угловым шагом 45° на частоту
2,5 МГц. Преобразователи работают по
очереди. Мертвая зона 4 мм. Чувствитель-
ность настраивают по плоскодонному от-
верстию диаметром 1,6 мм. Многолетняя
практика показала полное отсутствие де-
фектов в шарико- и роликоподшипниках,
изготовленных из стали, проверенной УЗ
на установке.
Довольно широкое применение при
контроле прутков получили механизиро-
ванные способы контроля. Например,
преобразователь, размещенный на катя-
щейся тележке (см. рис. 2.20, ж), вручную
перемещают вдоль прутка. К прутку пре-
образователь прижимается с помощью
пружины (разработка В.Д. Королева,
ЦНИИТмаш).
К.Е. Аббакумов и др. [421, докл. 2.95]
предложили использовать УЗ для высоко-
производительного контроля проводов
городского электротранспорта на наличие
дефектов и определение степени износа.
В [422, с. 2154] сообщалось об испы-
тании установки для контроля горячей
проволоки диаметром 5 ... 10 мм. Приме-
няются стержневые продольные волны
первой и второй мод, хотя рассмотрена
также возможность использования изгиб-
ных и крутильных мод. Возбуждение и
прием осуществляются ЭМА-преобразо-
вателями.
В [425, с. 88/019] сообщалось о кон-
троле тросов подвесных мостов. Тросы
состояли из большого числа (100 ... 350)
элементов в виде параллельных проволок
диаметром 7 мм. При контроле использо-
вали продольные нормальные волны пер-
вой моды на частоте 2,25 МГц. В нату-
ральной проволоке из троса длиной
800 мм выявляли искусственный дефект
типа зарубки глубиной 1,5 мм. Если трос
погружали в воду, сигнал ослаблялся на
10 ... 14 дБ. В реальных тросах обнаружи-
вали коррозионные повреждения глуби-
ной > 1 мм. Тросы имели оболочку, так
что возможен был акустический контакт
только с концами проволок.
В [425, с. 93/318] изучались вопросы
излучения и приема волн в стержнях и
кабелях ЭМА-преобразователями. Стер-
жень охватывали намагничивающие ка-
тушки излучателя и приемника, которые
питались постоянным током. Внутри них
размещались по две высокочастотные ка-
тушки. На излучающие катушки подавали
ток в 1 кВ-А частотой 50 ... 600 кГц, а
приемные соединяли с усилителем в
60 дБ. Для отстройки от помех применяли
фильтрацию. Испытания вели на стержнях
диаметром 14 ... 16 мм. Излучатель и при-
емник располагали на расстоянии ~ 3 м,
расстояние от торца стержня было 1 ...2м.
Приведены осциллограммы, подтвержда-
ющие хорошее выявление отверстия диа-
метром 5 мм, просверленного поперек
стержня.
460
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
3.3.2.4. Контроль рельсов
Документация. Основной НТД в
России по УЗ-контролю рельсов - ГОСТ
18576-85. Он распространяется на основ-
ные типоразмеры рельсов, применяемые
на железных дорогах и в метрополитенах;
устанавливает методы УЗ-контроля для
выявления в головке, шейке и зоне про-
должения шейки в подошву рельсов внут-
ренних дефектов: расслоений, флокенов,
раковин, сосредоточенных ликваций, тре-
щин, дефектов электроконтактной сварки.
Стандарт не устанавливает методы УЗ-
контроля наплавки. Подробное изложение
современных методик контроля рельсов в
процессе эксплуатации содержится в мо-
нографии [226].
Для понимания принятой терминоло-
гии на рис. 3.85 указаны элементы конст-
рукции рельса и их названия. Рельсы про-
ходят контроль на рельсопрокатных и вы-
борочно на рельсосварочных предприяти-
ях, а также периодически во время экс-
плуатации в путевых условиях. В произ-
водственных условиях на предприятиях
рельсы подвергаются УЗ- и магнитному
контролю. В эксплуатационных условиях -
УЗ-, магнитному, визуальному контролю
и контролю на слух после удара типовым
молотком. Несмотря на многократный
контроль, рельсы остаются причиной
~ 30 % крушений поездов.
Все возможные типы дефектов в
рельсах четко классифицированы по их
местонахождению, природе, внешнему
виду, причинам возникновения, влиянию
на прочностные свойства рельса. Остро-
дефектные рельсы подлежат немедленной
замене. За менее опасными дефектами
устанавливают систематическое наблюде-
ние. При обнаружении трещин, не выхо-
дящих на поверхность, дефектный участок
усиливают накладками.
ПОДОШВА
Поверхность катания
головки рельса
Верхняя выкружка
рабочей грани
Боковая
(рабочая)грань
Нижняя выкружка
головки рельса
Подголовочная грань
Перья подошвы
Рис. 3.85. Элементы конструкции
железнодорожного рельса
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
461
Аппаратура и образцы. УЗ-конт-
роль рельсов выполняется с помощью им-
пульсного дефектоскопа с ПЭП или ЭМА-
преобразователями. Универсальные де-
фектоскопы для этой цели употребляют
редко. Обычно контроль рельсов в пути
ведут специализированными дефектоско-
пами, приспособленными для выполнения
ряда стандартных операций. Это смонти-
рованные на специальной тележке двух-
ниточные дефектоскопы типа "Рельс-5",
"Поиск-2", "Поиск-1 ОЭ"; однониточные
дефектоскопы типа "Рельс-4", "УРДО-3".
Для контроля сварных соединений рель-
сов применяют дефектоскопы "Рельс-6".
Весьма совершенным средством ручного
контроля рельсов является многоканаль-
ный двухниточный дефектоскоп типа
"Авикон-01" (рис. 3.86).
Высокопроизводительные средства
контроля - это дефектоскопные авто-
мотрисы АМД-01 и АМД-02 с аппарату-
рой "Поиск-20" и регистратором "Сарос";
УЗ-вагоны-дефектоскопы с аппаратурой
"Поиск-6" и "Поиск-бЭ"; вагоны-дефек-
тоскопы с магнитной и УЗ-аппаратурой -
комплексом "Авикон-03".
Основная рабочая частота, на кото-
рой ведется У 3-контроль, 2,5 МГц. Руч-
ные дефектоскопы должны иметь атте-
нюатор со ступенями ослабления < 2 дБ.
Допускается применять дефектоскопы без
аттенюатора с проверкой чувствительно-
сти по СО, не требующим калиброванного
изменения коэффициента усиления, или
дефектоскопы без аттенюатора с системой
автоматической настройки и поддержания
чувствительности.
Часто к дефектоскопам, не имеющим
аттенюатора, подключают имитатор де-
фектов - вспомогательный прибор, выра-
батывающий под действием зондирующе-
го импульса дефектоскопа свой импульс,
подобный эхосигналу от дефекта. Этот
импульс можно перемещать по линии раз-
вертки и изменять его амплитуду атте-
нюатором имитатора. Подводят импульс
имитатора к измеряемому импульсу де-
Рис. 3.86. Съемный двухниточный
дефектоскоп
фектоскопа и, приравнивая амплитуду
импульса имитатора к амплитуде изме-
ряемого импульса, измеряют амплитуду
последнего.
При контроле необходимы также СО
для настройки и проверки работы дефек-
тоскопа. Комплект СО включает в себя
образцы СО-1, СО-2 и СО-3 по ГОСТ
14782-86, рассмотренные в разд. 2.2.1.3,
или же образцы СО-IP и СО-ЗР. Их сле-
дует применять при контроле эхометодом
и совмещенной схеме включения ПЭП на
частоту > 1,5 МГц. В остальных случаях
для проверки основных параметров аппа-
ратуры и контроля должны использовать-
ся СОП.
Стандартный образец СО-1Р
(рис. 3.87) применяют для определения
условной чувствительности вместо СО-1.
Так же, как СО-1, он должен быть изго-
товлен из органического стекла марки
ТОСП с акустическими свойствами по
ГОСТ 14782-86. В образце выполняют
шесть боковых цилиндрических отверстий
диаметром 10 мм. Они заменяют боковые
цилиндрические отверстия диаметром
2 мм в СО-1. Отверстиями следует поль-
462
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.87. Стандартный образец СО-IP для контроля рельсов
зоваться, располагая преобразователь на
верхней и нижней поверхностях образца.
Соответственно около каждого отверстия
приведены две цифры.
Цифры около отверстий говорят о
том, какому отверстию в СО-1 оно соот-
ветствует. Каждая цифра указывает глу-
бину расположения центра соответст-
вующего отверстия диаметром 2 мм в
СО-1 относительно верхней поверхности
ввода этого образца, которое заменяется
отверстием диаметром 10 мм при положе-
нии преобразователя на верхней или ниж-
ней поверхности СО-IP. Например, отвер-
стие 45/15 в СО-IP, расположенное на
глубине 125 мм, заменяет отверстия на
глубинах 45 и 15 мм в СО-1.
Диаметр отверстий увеличен по
сравнению с СО-1, но увеличена также
высота образца, т.е. путь от преобразова-
теля до отверстия. Эти два фактора ком-
пенсируют друг друга с учетом большого
затухания УЗ в органическом стекле.
Удовлетворительная компенсация дости-
гается на частоте 2,5 МГц для преобразо-
вателя с углом призмы 35°. Однако на
других частотах и при других углах приз-
мы амплитуды эхосигналов от отверстий в
образце СО-IP будут отличаться от СО-1.
В подобных ситуациях первичным счита-
ют СО-1.
Важная акустическая характеристика
образцов из органического стекла - коэф-
фициент затухания в материале. Ее прове-
ряют по следующему признаку: амплиту-
да третьего донного импульса по толщине
образца должна отличаться от амплитуды
соответствующего импульса в исходном
образце не более чем на ±2 дБ. Допускает-
ся применять образцы из органического
стекла, в которых это требование не удов-
летворяется, но к такому образцу, как от-
мечалось в разд. 2.2.1.3, должен прила-
гаться аттестат-график, по которому мож-
но сопоставить амплитуды сигналов для
исходного и аттестуемого образцов.
Аттестат-график строят, определяя
разность в децибелах между эхосигналами
от отверстий диаметром 2 мм в исходном
и аттестуемом образцах СО-1 с помощью
преобразователя определенного типа. Из-
мерения ведут по двум отверстиям, распо-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
463
Рис. 3.88. Пример аттестат-графика к СО из органического стекла
ложенным на минимальном и максималь-
ном расстояниях от поверхности ввода. За
опорную точку (0 дБ) принимают макси-
мальный эхосигнал от отверстия диамет-
ром 6 мм на глубине 44 мм от СО-2. Точки
строят в системе координат, как на
рис. 3.88. Далее соединяют прямой линией
точки, соответствующие каждому образ-
цу-
На рис. 3.88 в качестве примера при-
веден аттестат-график для некоторого
СО-1, который по затуханию не отвечал
исходному СО-1. Штриховой линией обо-
значен график для исходного СО-1, а
сплошной - график, по которому следует
определять поправку к условной чувстви-
тельности, обусловленную несоответстви-
ем затухания УЗ в применяемом образце
исходному образцу СО-1. Пример исполь-
зования аттестат-графика: отверстие № 50
в аттестуемом образце в действительности
соответствует отверстию № 45 в исходном
образце. Заметим, что чем больше угол
ввода ПЭП, тем меньшую условную чув-
ствительность можно реализовать с его
помощью.
Стандартный образец СО-ЗР
(рис. 3.89) заменяет образцы СО-2 и СО-3
по ГОСТ 14782-86. Образец должен быть
изготовлен из стали марки 20 с теми же
акустическими свойствами, как СО-2. Его
применяют для определения: условной
чувствительности, мертвой зоны, погреш-
ности глубиномера, местоположения точ-
ки выхода, угла ввода УЗ-колебаний, ши-
рины основного лепестка диаграммы на-
правленности, коэффициента преобразо-
вания при контроле рельсового металла
или близкого к нему по акустическим
свойствам. На боковых и рабочих поверх-
ностях образца должны быть выгравиро-
ваны риски, проходящие через центр чет-
верть окружности и по оси рабочей по-
верхности. На боковую поверхность об-
разца наносят шкалу значений угла ввода
луча 40 ... 70 через 5°, построенную в со-
ответствии с уравнением
I = 44tga.
Нуль шкалы должен совпадать с
осью, проходящей через центр отверстия
диаметром 6 мм перпендикулярно к рабо-
чей поверхности образца. Значение 65° на
шкале углов ввода луча а должно совпа-
дать с риской, проходящей через центр
окружности цилиндрической поверхности.
464
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Подготовка к контролю. Поверх-
ность рельса, с которой ведется контроль
(поверхность ввода) при использовании
ПЭП, должна быть очищена от отслоив-
шейся окалины, грязи, льда и покрыта
слоем контактирующей жидкости. В слу-
чае применения ЭМА-преобразователя
она должна быть очищена от отслоившей-
ся окалины и грязи. В качестве контакти-
рующей жидкости используют воду, ми-
неральные смазочные материалы, раствор
спирта в воде и спирт. Чистота поверхно-
сти и состав контактирующей жидкости
должны быть указаны в технической до-
кументации на контроль.
При подготовке аппаратуры, а также
периодически в процессе контроля следу-
ет проверять основные параметры метода
и аппаратуры. Частоту УЗ-колебаний, по-
ложение точки выхода, направление аку-
стической оси, угол ввода, погрешность
глубиномера, мертвую зону и лучевую
разрешающую способность проверяют,
как было рекомендовано в разд. 2.2.4.
ГОСТ 18576-85 рекомендует способ про-
верки частоты, более удобный чем ГОСТ
14782-86. Вместо пазов переменной глу-
бины в СО-4 применяются пересекающие-
ся риски, выполненные на поверхности,
противоположной поверхности ввода,
расстояние до которых от преобразователя
изменяется при его перемещении вдоль
рисок. Благодаря этому достигаются дос-
таточно большие амплитуды эхосигналов
при любых углах ввода наклонного пре-
образователя. Однако необходимого по-
вышения точности таким способом дос-
тичь невозможно, поскольку в оценках,
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
465
приведенных в разд. 2.2.4.2, не учитывал-
ся такой фактор, как малость амплитуд
при несоответствии угла ввода преобразо-
вателя углу образца.
Условная чувствительность - наибо-
лее важный параметр. Ее при контроле
эхометодом на частоте > 1,5 МГц чаще
всего устанавливают по образцу СО-1 или
СО-IP. Образец из органического стекла
легок, и настройка по нему не требует на-
личия аттенюатора. Чувствительность де-
фектоскопа с преобразователем должна
быть такой, чтобы индикатор (т.е. автома-
тический сигнализатор дефектов - АСД)
срабатывал от эхосигнала, полученного от
заданного отверстия в СО-1 (или СО-1Р;
рис. 3.87). Определенная таким образом
условная чувствительность называет-
ся условной чувствительностью в милли-
метрах.
Например, при сплошном контроле
головки рельса преобразователем с углом
ввода 60° условную чувствительность
нужно установить так, чтобы индикатор
срабатывал от отверстия на глубине 35 мм
в СО-1. При этом, естественно, он будет
также срабатывать от отверстий на мень-
шей глубине. Такую условную чувстви-
тельность обозначают = 35 мм. Если
контроль выполняется преобразователем с
углом ввода 50°, то приблизительно такая
же условная чувствительность будет соот-
ветствовать Ку = 45 мм, поскольку пре-
образователь имеет меньший угол ввода и
путь УЗ-волн в образце из оргстекла коро-
че. Как видим, аттенюатор или имитатор
дефектов при такой настройке не нужны.
Заметим, что если контроль выполня-
ется не на частоте 1,8 МГц, а на частоте
> 2,5 МГц, а условную чувствительность
настраивают с помощью СО-IP, то чувст-
вительность дефектоскопа будет завы-
шенной. Удобство использования СО-1Р
вместо СО-1 обусловлено тем, что эхосиг-
налы от отверстий на глубине 35 или
40 мм в СО-1 располагаются за пределами
строб-импульса, выделяющего зону воз-
можного нахождения дефекта в головке
рельса, поэтому для настройки дефекто-
скопа приходится перемещать строб-
импульс по линии развертки, чтобы сна-
чала выделить эхосигналы от СО-1, а за-
тем - зону развертки, где могут появиться
эхосигналы от дефектов.
Условную чувствительность можно
также настраивать по образцу СО-2 или
СО-ЗР, если дефектоскоп имеет аттенюа-
тор или имитатор дефектов. Регулируя
чувствительность прибора, добиваются
получения эхосигнала от отверстия диа-
метром 6 мм на глубине 44 мм, а затем
чувствительность повышают аттенюато-
ром на заданное число децибелов Ку .
Условную чувствительность по СО-2
или СО-ЗР Ку , выражаемую разностью в
децибелах между показанием аттенюатора
при данной настройке дефектоскопа и по-
казанием, при котором цилиндрическое
отверстие диаметром 6 мм в СО фиксиру-
ется индикаторами дефектоскопа, назы-
вают условной чувствительностью в де-
цибелах. Между условной чувствительно-
стью по СО-1 в миллиметрах (в мм) и
условной чувствительностью по СО-ЗР
(или СО-2) в децибелах (Ку в дБ) сущест-
вует прямая связь. Она показана на
рис. 3.88 в виде шкал на оси ординат слева
и справа.
Рассмотрим последовательность вы-
полнения настройки дефектоскопа на за-
данную условную чувствительность в де-
цибелах. Например, требуется настроить
дефектоскоп с преобразователем с углом
ввода а = 60° на условную чувствитель-
ность Ку = 16 дБ по СО-ЗР. Нужно уста-
новить преобразователь на СО-ЗР и, пере-
мещая его по поверхности ввода, выбрать
такое положение, при котором амплитуда
эхосигнала от отверстия диаметром 6 мм
на глубине 44 мм будет наибольшей. При
этом необходимо обращать внимание на
466
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
А*=4 A®=2
Работа звукового
Звуковой индикатор
не срабатывает, так как Afe2<3
индикатора
Рис. 3.90. Влияние размера дефекта на его выявляемость эхометодом при N= 3
то, чтобы эхосигнал был именно от отвер-
стия диаметром 6 мм, а не от нижнего угла
образца. Обычно эхосигнал от нижнего
двугранного угла образца на развертке
всегда отстоит дальше от зондирующего
импульса, чем эхосигнал от отверстия.
Дополнительный признак - точка ввода
преобразователя - должна находиться
около отметки 60°. Еще один дополни-
тельный признак - эхосигнал от двугран-
ного угла - изменяет свою амплитуду при
пальпировании.
Не меняя положения преобразовате-
ля, какими-либо регуляторами чувстви-
тельности устанавливают амплитуду эхо-
сигнала на стандартный уровень. При
этом кнопка аттенюатора "16 дБ" (в де-
фектоскопе УД2-12 или ему подобном)
должна быть нажата. Снимают преобразо-
ватель с образца и отжимают эту кнопку.
Чувствительность повысилась на 16 дБ,
дефектоскоп настроен на заданную услов-
ную чувствительность.
Условную чувствительность при кон-
троле ЗТ-методом, как отмечалось в
разд. 2.3.3, определяют значением ослаб-
ления донного сигнала на бездефектном
участке рельса, вызываемого моделью
дефекта. Количественной характеристи-
кой обнаруживаемости дефекта является
коэффициент выявляемое™ для ЗТ-
метода, т.е. Ку = Uo - Um, где Uo - ампли-
туда выбранного донного сигнала (перво-
го, второго, л-го) в децибелах; U„, - ам-
плитуда того же донного сигнала, но ос-
лабленного дефектом.
При подготовке к контролю ЗТ-
методом находят донный сигнал на безде-
фектном участке рельса (или на образце,
параметры которого указаны в техниче-
ской документации на контроль). Умень-
шают донный сигнал на заданное количе-
ство децибелов (это значение и составляет
условную чувствительность). Выделяют
импульс, соответствующий донному сиг-
налу, строб-импульсом АСД и настраива-
ют порог срабатывания АСД так, чтобы
импульс вызывал появление светового или
звукового сигнала.
Очевидно, что чувствительность де-
фектоскопа тем больше, чем больше вели-
чина Ку, и выявляемость дефектов тем
лучше, чем больше (по абсолютному зна-
чению) условная чувствительность. На-
пример, дефект малого размера обнаружи-
вается при Ку > 0,4, а дефект большего
размера - при Ку > 0,2.
Минимальный условный размер де-
фекта ALmin, фиксируемый при заданной
скорости контроля, измеряется следую-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
467
щим образом. При реализации как эхо-,
так ЗТ-методов индикаторы дефектоскопа
обычно срабатывают не мгновенно после
появления (или исчезновения - при ЗТ-
методе) однократного эхосигнала, а толь-
ко после приема определенного, заранее
заданного числа N эхосигналов (рис. 3.90)
или пропадания N донных сигналов. Это
позволяет исключить ложные срабатыва-
ния индикаторов дефектоскопа от всякого
рода кратковременных помех.
Число N характеризует инерцион-
ность индикатора. Скорость сканирования
v не должна превышать значения, при ко-
тором за время озвучивания дефектов,
подлежащих выявлению, на регистратор
поступит > N сигналов от каждого дефек-
та. При установленных значениях скоро-
сти сканирования v, частоте посылок зон-
дирующих импульсов F, инерционности
индикатора N дефектоскопом будут фик-
сироваться только те дефекты, условная
протяженность AL вдоль рельса которых
будет равна или превышать
ALmin = У v/F .
Например, если при контроле рельса
дефектоскопной тележкой N = 3 импуль-
сам, F= 1000 Гц, v = 1,0 м/с,
АЛ = 3-1/1000 = 0,003 м = 3мм.
Методики контроля. При контроле
рельсов в пути применяются разные мето-
дики контроля головки, шейки, части по-
дошвы, сварных соединений и болтовых
соединений. Обычно система искателей
дефектоскопа снабжена набором преобра-
зователей, позволяющим одновременно
контролировать все элементы рельса по
различным схемам.
Контроль головки рельса. Головка
является наиболее нагруженной зоной
рельса. Особенно большие нагрузки испы-
тывает участок головки рельса со стороны
рабочей грани, так как именно на него
передается силовое воздействие колес
подвижного состава. В результате возни-
кают контактно-усталостные трещины. На
снижение прочности и живучести рельсов
Рис. 3.91. Схема контроля головки рельса
влияют также дефекты заводского проис-
хождения, наиболее опасны из которых
поперечные трещины в виде темных и
светлых пятен, так как они могут привести
к хрупкому излому рельса под проходя-
щим составом (поездом). Началом образо-
вания такого дефекта может стать также
продольная трещина, развитие которой
вызывает отслоение металла.
Практикой установлено, что про-
дольные трещины, как правило, возника-
ют на выкружке рабочей грани и распро-
страняются в глубь головки рельса на
5 ... 11 мм. От этого дефекта на глубине
расположения продольной трещины раз-
вивается усталостная поперечная трещи-
на. В месте сварки поперечная трещина
может начать развиваться в головке на
любой глубине, в зависимости от распо-
ложения дефекта сварки. Таким образом,
поперечная трещина - наиболее часто
встречающийся и наиболее опасный де-
фект головки.
Для выявления таких дефектов в го-
ловке рельсов во всех эксплуатируемых
дефектоскопах используют эхометод с
преобразователем с углом ввода а = 60°
(точнее, а = 58°). При этом для более пол-
ного озвучивания всей зоны головки рель-
са ПЭП поворачивают относительно про-
дольной оси рельса на угол у = 32 ... 34°
(угол разворота) в сторону рабочей грани
(рис. 3.91).
Процесс распространения и отраже-
ния УЗ-колебаний в головке рельса при
таком вводе является очень сложным. Ка-
ждый из лучей диаграммы направленности
468
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
Рис. 3.92. Процесс распространения вдоль головки рельса УЗ-лучей:
-----центрального; ---- - первого бокового; .. - второго бокового
ПЭП вводится в головку под своим углом
и распространяется по своей сугубо инди-
видуальной траектории. Для иллюстрации
на рис. 3.92 рассмотрено распространение
и переотражение в головке рельса трех
лучей: центрального, совпадающего с на-
правлением максимального излучения, и
двух боковых, находящихся на противо-
положных сторонах диаграммы направ-
ленности ПЭП.
Такой процесс распространения по-
казывает, что УЗ-лучи, хотя изначально их
вводят в сторону рабочей грани, после
одно- или двукратного переотражения от
внутренних стенок головки переходят на
нерабочую грань головки и далее распро-
страняются по всему сечению головки
рельса. Это существенно для УЗ-вагонов-
дефектоскопов и дефектоскопных авто-
мотрис, где зона фиксации эхосигналов от
дефектов достигает 160 ... 230 мкс.
В дефектоскопных тележках зона
временной селекции составляет всего
лишь 65 мкс. В ней фиксируются только
те сигналы, которые формируются УЗ-
лучом, претерпевшим однократное отра-
жение от подголовочной грани рельса.
Поперечные трещины в головке рельса
обнаруживаются, как правило, не прямым,
а однократно отраженным от нижней гра-
ни головки рельса УЗ-лучом. При этом на
начальном участке зоны селекции в пре-
делах 40 ... 45 мкс от зондирующего им-
пульса возможно появление эхосигналов
от неровностей на нижней грани (полке)
головки рельса, а в конце зоны селекции
(в пределах 80 ... 90 мкс) - от микротре-
щин на рабочей выкружке головки. Де-
фектоскопные тележки такие отражения
фиксировать не могут.
В зависимости от преимущественно-
го направления движения поездов по дан-
ному участку пути поперечные трещины в
головке рельса могут иметь отклонения от
вертикальной ориентации до 15 ... 18°.
Для надежного обнаружения дефектов
различной ориентации в съемных двухни-
точных дефектоскопах при контроле го-
ловки рельса используют два идентичных
преобразователя, направленных по и про-
тив хода движения поездов. Поэтому ис-
кательные системы всех двухниточных
дефектоскопов содержат пару противопо-
ложно направленных наклонных ПЭП,
излучающих УЗ-колебания в рельс под
углом ввода а = 58° и развернутых в сто-
рону рабочей грани на угол у = 34° отно-
сительно продольной оси рельса.
Для обнаружения поперечных тре-
щин в головке рельса во многих дефекто-
скопических системах зарубежных фирм,
например Sperry Rail Service (США), при-
меняют наклонный преобразователь с уг-
лом ввода а = 70°, направленный вдоль
продольной оси рельса, т.е. с углом разво-
рота у = 0°. При этом за счет большого
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
469
угла озвучивания дефект фиксируется на
значительном участке пути, т.е. условная
протяженность компактного дефекта AL -
100 ... 200 мм по длине рельса.
Экспериментальная проверка такой
схемы на рельсах с реальными дефектами
показала, что ПЭП с а = 70° эффективен
при обнаружении сильно развитых (пло-
щадью 50 ... 80 % площади головки рель-
са) поперечных трещин, заходящих в про-
екцию шейки рельса. Такая схема из 17
дефектов обнаружила только восемь тре-
щин. В то же время с помощью применяе-
мой в России описанной выше схемы все
дефекты были найдены с обеих сторон
весьма уверенно. Таким образом, преобра-
зователь с а = 70° и у = 0° целесообразно
использовать только как дополнительную
схему контроля для выявления сильнораз-
витых поперечных трещин.
Многие поперечные дефекты со зна-
чительным развитием отражают УЗ-ко-
лебания лишь верхней и нижней кромками
(блестящие точки). Признаком обнаруже-
ния такого дефекта служит на экране де-
фектоскопа импульс, перемещающийся по
развертке при движении ПЭП (для дефек-
тоскопа "Поиск- 10Э"), или срабатывание
стрелочного индикатора (для дефектоско-
пов "Рельс-5" и "Поиск-2").
Если поперечная внутренняя трещи-
на в процессе эксплуатации распростра-
нилась со стороны рабочей грани головки
за ее середину (за вертикальную ось сим-
метрии) или вышла на поверхность рель-
са, то такой рельс заменяется без промед-
ления. В других случаях дефектный уча-
сток усиливают накладками и подвергают
периодическому повторному контролю.
Как показал опыт контроля двухни-
точными дефектоскопами с помощью
приведенной ранее основной схемы про-
звучивания, бывает пропуск поперечных
трещин, размеры которых превышают
половину площади сечения головки рель-
са. Это объясняется тем, что сильно разви-
тый дефект по сравнению с дефектом на
ранней стадии развития имеет поверх-
Рис. 3.93. Распространение лучей в головке
рельса при контроле зеркальным методом
ность, практически зеркальную для отра-
жения У 3-волны частотой 2,5 МГц. Ос-
новной поток акустических волн, подчи-
няясь закону зеркального отражения, к
излучателю-приемнику не возвращается.
Только незначительная часть упругих ко-
лебаний, диффузно рассеиваясь на краях
трещины, может вернуться к ПЭП.
Для обнаружения таких трещин раз-
работан зеркальный метод контроля, со-
гласно которому на поверхность катания
головки рельса на расстоянии В от излу-
чающего преобразователя устанавливают
второй преобразователь, принимающий
переотраженные УЗ-колеба-ния. Путь УЗ-
лучей при этом показан на рис. 3.93. Как
видно, этот метод подобен эхозеркально-
му методу контроля сварных соединений,
но вместо отражения от дна используется
отражение от нижней грани головки рель-
са. При этом амплитуда принятых вторым
ПЭП эхосигналов намного выше, чем ам-
плитуда сигналов, диффузно рассеянных
на краях трещины и принятых первым
ПЭП.
В результате многочисленных экспе-
риментов по обнаружению реальных де-
фектов и моделей трещин в головке рельса
с помощью зеркального метода и системы
из двух ПЭП определены следующие его
основные параметры: углы ввода как пер-
вого, так и второго ПЭП 58°; углы разво-
470
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
рота как первого, так и второго ПЭП 34° в
сторону рабочей грани головки рельса, рас-
стояние между двумя ПЭП В = 50 ± 2 мм.
Контроль шейки и подошвы рельса.
Наиболее характерными дефектами шейки
рельса с ее продолжением в подошву
рельса являются: расслоение шейки, тре-
щина в зоне сопряжения головки с шейкой
рельса, поперечная трещина в шейке, во-
лосовины, выколы части подошвы, тре-
щины и коррозия подошвы, коррозия
шейки, трещины и выколы подошвы, по-
перечные изломы.
В эксплуатируемых съемных дефек-
тоскопах "Рельс-5", "Поиск-2" и "Поиск-
10Э" для контроля зоны шейки и продол-
жения ее в головку и подошву рельса
применяют ЗТ-метод, реализуемый с по-
мощью прямого ПЭП, работающего в со-
вмещенном режиме. Искательные системы
дефектоскопов имеют два прямых преоб-
разователя. Первый по ходу движения
прямой ПЭП (основной) служит для
сплошного контроля рельсов, второй (до-
полнительный) подключается специаль-
ной кнопкой и образует вместе с основ-
ным "УЗ-калибр" (см. ниже). При этом
анализируется амплитуда донного сигна-
ла, находящегося по времени в заранее
выставленном стробирующем импульсе.
Ручкой "Тип рельса" дефектоскопа доби-
ваются совмещения строб-импульса с
донным сигналом для рельса контроли-
руемого типоразмера.
Для настройки чувствительности ам-
плитуду донного сигнала на бездефектном
участке рельса уменьшают до уровня сра-
батывания звукового индикатора, а потом
увеличивают чувствительность (отжима-
ют кнопки аттенюатора) на 14 дБ, что бу-
дет соответствовать настройке на чувстви-
тельность, равную коэффициенту выяв-
ляемое™ 0,2.
ЗТ-метод является единственным, по-
зволяющим обнаруживать дефекты в виде
вертикальных продольных расслоений,
существенно рассеивающих УЗ-колеба-
ния, но практически не отражающих вол-
ну в направлении к ПЭП. Причины рас-
сеяния продольной волны на вертикаль-
ном дефекте пояснены на рис. 2.94. Де-
фект типа трещины в зоне сопряжения
головки и шейки рельса обнаруживается
ЗТ-методом при достаточно глубоком
проникновении трещины в толщу шейки
рельса, обеспечивающим необходимое для
обнаружения дефекта ослабление донного
сигнала. При этом, так же как при гори-
зонтальной трещине в головке рельса, об-
разуются многократные переотражения
сигнала от трещины. При попадании од-
ного из переотраженных сигналов в строб
донного сигнала возможен пропуск де-
фекта.
Крайне необходимо своевременно
обнаруживать в подошве рельса попереч-
ные дефекты коррозионного происхожде-
ния, которые часто служат причиной раз-
рушения. С учетом этого проводят модер-
низацию дефектоскопов "Поиск- 10Э".
Один (или оба) из наклонных ПЭП с уг-
лом ввода а = 58° заменяют наклонным
ПЭП с а = 45°, развернутым вдоль про-
дольной оси рельса (у = 0°).
При изложенной схеме прозвучива-
ния наклонными преобразователями не
контролируются зоны головки и шейки
рельса, что является ее существенным не-
достатком. Возможен одновременный
анализ зоны подошвы и зоны шейки рель-
са. Для этого достаточно уменьшить время
задержки стробирующего импульса (вре-
мя начала строба) до 40 мкс, а время
окончания строба оставить равным 190 ...
200 мкс.
Контроль рельса в зоне болтового
стыка. Болтовой стык подвергается зна-
чительным воздействиям, вызываемым
ударами колес при проходе стыковых за-
зоров. Особенно высокие напряжения воз-
никают на кромках болтовых отверстий.
Надрывы, полученные при сверлении, и
коррозия ускоряют процесс трещино обра-
зования. Трещины, проходящие через бол-
товые отверстия, всегда начинаются у по-
верхности отверстия и обычно идут по-
КОНТРОЛЬ ИЗДЕЛИЙ РАЗЛИЧНОГО ТИПА
471
Рис. 3.94. Работа схемы "УЗ-калибр” при озвучивании:
а - болтового отверстия с трещиной; б - зоны основного металла;
в - бездефектного отверстия
шейке под углом ~ 45° к продольной оси
рельса. В результате развития такой тре-
щины с торца выкалывается кусок головки
рельса длиной, примерно равной высоте
рельса, что может привести к сходу под-
вижного состава.
Для упрощения контроля зоны бол-
тового стыка А. К. Гурвичем была пред-
ложена схема "УЗ-калибр”, реализуемая с
помощью одновременно включаемых в
один дефектоскопический канал двух
прямых ПЭП. При проходе болтового
стыка с помощью кнопки "Канал-2" пря-
мых ПЭП к основному ПЭП подключается
дополнительный. Расстояние между пре-
образователями выбрано несколько боль-
ше диаметра бездефектного болтового
отверстия (рис. 3.94). При этом последнее
не перекрывает одновременно оба УЗ-
луча, и над таким болтовым отверстием
всегда будет регистрироваться донный
импульс. Наличие трещины полностью
или частично перекрывает оба луча, что
приводит к резкому уменьшению или
полному исчезновению донного импульса,
а следовательно, к срабатыванию индика-
тора.
Недостаток системы "УЗ-калибр" в
том, что прямые ПЭП, озвучивающие зону
болтового стыка, обеспечивают обнару-
жение только тех дефектов, проекции ко-
торых на поверхность катания выходят за
проекцию болтового отверстия более чем
на 10 мм. Если направление развития тре-
472
Глава 3. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ МЕТАЛЛОВ
щины близко к вертикальному, то ее про-
екция на поверхность катания может быть
небольшой, в то время как реальная длина
трещины может превышать 30 мм.
Более надежный способ обнаружения
трещин, распространяющихся от болтово-
го отверстия, - наблюдение за эхосигна-
лами от отверстия и возможных трещин с
помощью эходефектоскопа и наклонного
преобразователя с углом ввода а = 38° в
процессе перемещения преобразователя.
При наличии трещины на экране появля-
ются два эхосигнала: от отверстия и от
трещины. Они наблюдаются одновремен-
но или один за другим при движении пре-
образователя. Такая схема контроля бол-
товых стыков реализована в скоростных
средствах контроля. Реализация ее в съем-
ных дефектоскопах затруднена, так как
существенно усложняет и замедляет рабо-
ту дефектоскописта.
Дефектоскописту легче определить
наличие трещины, если два эхосигнала (от
отверстия и трещины) наблюдаются одно-
временно. Это, однако, зависит от того, от
какой точки отверстия начинается трещи-
на и в каком направлении она распростра-
няется. Удобный способ обнаружения
трещин реализован в дефектоскопе "Ави-
кон-01", снабженном двухлучевым преоб-
разователем с углами ввода 41 и 49°.
Перспективные схемы контроля
рельсов. Г.Я. Дымкиным предложен спо-
соб возбуждения низкочастотных (~ 100 кГц)
УЗ-волн в головке рельса с помощью на-
клонного преобразователя с углом ввода
44° и размером пьезоэлемента ~ 60 мм.
При этих условиях волна в головке при-
ближается к типу стержневых волн. Она
распространяется вдоль рельса на значи-
тельные расстояния (8 ... 17 м) и позволя-
ет выявлять дефекты по длине рельса в
несколько метров или даже десятков мет-
ров из одной или двух позиций преобразо-
вателя, избегая тем самым необходимости
непрерывного сканирования рельса. Чув-
ствительность определяют по сигналу от
торца рельса с последующим повышением
чувствительности до заданного уровня.
В [425, с. 732/270] также предложено
применять для контроля железнодорож-
ных рельсов волны, подобные распро-
страняющимся в стержнях. Их рекоменду-
ется возбуждать колесами движущегося со
скоростью 50 км/ч поезда, а датчики, при-
нимающие эхосигналы от излома в рель-
сах, - укреплять на самих рельсах.
А.К. Гурвичем и А.А. Марковым
предложено использовать при контроле
рельсов эффект Доплера. Оказалось, что
целесообразно применять непрерывное
излучение, однако вследствие ограничен-
ной диаграммы направленности и посто-
янного движения преобразователя на вхо-
де дефектоскопа будут образовываться
импульсы. При скорости движения 15 м/с
доплеровское смещение частоты составит
15 кГц. Эхометод на базе эффекта Допле-
ра по сравнению с обычным эхометодом
обладает более высокой помехозащищен-
ностью благодаря концентрации энергии
эхосигналов в узком спектре частот и су-
щественно большей мощности полезных
эхосигналов.
В [428, докл. 3.05] дан сравнитель-
ный анализ результатов контроля одно-
именных участков рельсов в пути, выпол-
ненного различными дефектоскопически-
ми средствами. Предложено представлять
сигналы от разных каналов в виде единой
картины дефектов на изображении попе-
речного сечения рельса. Чтобы исключить
наложение сигналов от разных каналов,
разработан способ изображении попереч-
ного сечения рельса, но без сведения сиг-
налов от разных каналов к единой коор-
динате. Необходимо обеспечить возмож-
ность изменения масштабов как по гори-
зонтали, так и по вертикали; одновремен-
ного представления результатов контроля,
полученных в разное время; запоминания
результатов и т.д. С этой целью создана
компьютерная программа по унифициро-
ванному представлению информации.
Глава 4
КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИИ
И ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
4.1. ОБЩИЕ СВЕДЕНИЯ О
МНОГОСЛОЙНЫХ КОНСТРУКЦИЯХ
И ПОЛИМЕРНЫХ МАТЕРИАЛАХ
С 50-х годов в авиационной и других
ведущих отраслях промышленности ши-
роко применяют многослойные конструк-
ции из различных металлических и неме-
таллических материалов. Элементы неме-
таллических и комбинированных (из не-
металлов и металлов) конструкций соеди-
няют клеями, а металлических конструк-
ций - также пайкой или сваркой. Кроме
того, применяют комбинированные клеес-
варные и клееклепанные соединения, в ко-
торых склеенные элементы скрепляют
дополнительно точечной сваркой или за-
клепками.
Неметаллические материалы исполь-
зуют как в многослойных конструкциях,
так и самостоятельно. Неметаллические
материалы весьма разнообразны. К ним
относятся неармированные и армирован-
ные полимеры, древесина, бетон, кирпич,
керамика, стекло, ситаллы и т.п.
Широкое применение находят поли-
мерные материалы. Применяют неарми-
рованные и армированные полимеры. Не-
армированные полимеры имеют сплош-
ную или пористую структуру, не содер-
жащую армирующих волокон. К ним отно-
сятся резины, полиуретаны, пенопласты,
полиэтилены, полипропилены, поливи-
нилхлориды, оргстекло и т.п.
Армированные полимеры, или поли-
мерные композиционные материалы
(ПКМ), представляют собой полимерную
основу (матрицу), содержащую тонкие
армирующие (упрочняющие) высоко-
прочные волокна из стекла, углерода, бо-
ра,органических материалов и т.п. В зави-
симости от типа армирующих волокон
ПКМ называют стекло-, угле-, боро- и
органопластиками соответственно. Во-
локна придают материалу прочность и
жесткость, матрица соединяет материал в
единую структуру. Варьируя направление
армирования, можно придавать ПКМ за-
данные свойства, увеличивая его проч-
ность в нужном направлении (при этом
прочность в других направлениях соответ-
ственно снижается).
Полимерные материалы, как неарми-
рованные, так и армированные, делятся на
термопластичные (термопласты) и тер-
мореактивные (реактопласты).
Термопласты и ПКМ на их основе
характеризуются тем, что при нагреве они
плавятся, а при охлаждении затвердевают,
сохраняя те же свойства, что и до нагрева-
ния. Процесс нагревания и охлаждения
может повторяться многократно. Примеры
термопластов - полиэтилен, полипропи-
лен и т.п. Обычно применяют неармиро-
ванные термопласты, например полиэти-
леновые трубы, используемые в газопро-
водах низкого давления. Иногда исполь-
зуют армированные (например, джутовы-
ми волокнами) термопласты, однако эти
материалы обладают относительно низкой
прочностью.
Реактопласты при нагреве сначала
переходят в пластичное, а затем в твердое,
неплавкое и нерастворимое состояние.
Процесс их отверждения необратим. При
повторных нагревах они остаются твер-
дыми до температуры разложения. Неко-
торые реактопласты в исходном состоянии
являются жидкостями и отверждаются без
нагрева с помощью вводимых в них ката-
лизаторов (пример - эпоксидная смола).
Большинство применяемых в маши-
ностроении ПКМ относится к реактопла-
стам. ПКМ на основе термореактивных
смол обладают высокими прочностными и
иными эксплуатационными характеристи-
474
Глава 4 КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
ками, благодаря чему широко применяются
в различных отраслях промышленности.
ПКМ широко применяют в авиаци-
онной промышленности, судостроении и
других отраслях машиностроения, в
строительстве. Из них изготовляют сило-
вые детали летательных аппаратов, корпу-
са судов, обтекатели антенн, вертикальные
и горизонтальные стабилизаторы самоле-
тов, сотовые панели и многое другое.
В авиационной промышленности
ПКМ постепенно вытесняют традицион-
ные алюминиевые сплавы, позволяя соз-
давать более легкие и прочные конструк-
ции. Так, в аэробусе А-320 европейского
консорциума Airbus ПКМ составляют 12,5
% массы (на долю алюминиевых сплавов
приходится - 65,5 %, титановых сплавов -
7,2 %, других материалов - 5,5 % ) [425,
докл. XCV/904 ]. В военных самолетах
доля ПКМ существенно больше. Кроме
того, ПКМ используют для решения ряда
специальных задач - теплоизоляции, теп-
лозащиты и т.п.
Неметаллические материалы можно
разделить на изотропные, трансверсаль-
но-изотропные и ортотропные (см. разд.
7.3) [264, 306] Различают также гомоген-
ные (однородные) и гетерогенные (неод-
нородные) материалы. Гомогенные мате-
риалы могут быть аморфными (неармиро-
ванные пластики, стекло, резина и т.п.) и
мелкодисперсными (керамика, металлоке-
рамика). Гетерогенные материалы имеют
неоднородную структуру, отдельные со-
ставляющие которой резко различаются
по свойствам (примеры: бетон, асфальто-
бетон, горные породы). Применительно к
акустическому контролю деление мате-
риалов на гомогенные и гетерогенные ус-
ловно и зависит от длины упругой длины.
Для низких частот, когда эта длина волны
намного превышает размеры неоднород-
ностей, материал может быть отнесен к
гомогенным, для высоких частот - к гете-
рогенным.
К изотропным материалам относят
неармированные полимеры, а также неко-
торые ПКМ, например армированные хао-
тически ориентированными короткими
рублеными волокнами.
В трансверсально-изотропных мате-
риалах свойства изотропны в плоскости
слоя и анизотропны по толщине. Орто-
тропные ПКМ имеют три взаимно пер-
пендикулярные оси упругой симметрии.
В зависимости от направления арми-
рующих волокон, получают однонаправ-
ленную, продольно-поперечную, косопе-
рекрестную (КПС) и другие структуры
ПКМ. При однонаправленном армирова-
нии модуль Юнга и определяемые им
прочность материала и скорость звука в
направлении армирования максимальны, в
перпендикулярных ему - минимальны, так
как определяются в основном параметра-
ми полимера матрицы.
При продольно-поперечном армиро-
вании (например, стеклотканью, основа и
уток которой расположены взаимно пер-
пендикулярно) скорость звука в плоскости
листа максимальна в направлении основы,
меньше в направлении утка и минимальна
в направлении 45° к ним. Так, для одного
из типов ортотропного стеклопластика
скорости продольных волн составляют
соответственно 4497, 4110 и 3710 м/с
[264]. В направлении, перпендикулярном
плоскости листа, модуль Юнга и эта ско-
рость еще меньше.
При косоперекрестной системе арми-
рования волокна укладывают под различ-
ными углами, что позволяет получить
примерно одинаковые свойства в разных
направлениях в плоскости листа. Исполь-
зуют и другие системы армирования.
Для указания схемы армирования
применяют обозначения вида [0; 90], [О,
45; 90; —45], [0, ±45, 90] и т.п., указываю-
щие углы наклона армирующих волокон
слоев материала. Первое из этих обозна-
чений относится к продольно-поперечной
схеме, второе и третье к косоперекрест-
ной.
При любом расположении армирую-
щих волокон в плоскости листа, модуль
Юнга в перпендикулярном к этой плоско-
сти направлении, определяющий значение
ОБЩИЕ СВЕДЕНИЯ О МНОГОСЛОЙНЫХ КОНСТРУКЦИЯХ
475
гибкости сухого точечного контакта (см.
разд. 2.5.1), меньше, чем в любых направ-
лениях в этой плоскости. Поэтому при
контроле многослойной конструкции с
внешними слоями из ПКМ значения кон-
тактной гибкости намного превышают
таковые для случаев контроля ОК с ме-
таллическими обшивками. Это уменьшает
передачу колебаний через зону контакта и
увеличивает длительность ударно возбуж-
даемых импульсов, соответственно сужая
их спектр. Большое значение контактной
гибкости особенно неблагоприятно сказы-
вается на работе совмещенных преобразо-
вателей импедансных дефектоскопов.
Высокое поглощение ультразвуковых
волн в полимерной матрице и неоднород-
ность структуры ПКМ, обусловленная
резким различием волновых сопротивле-
ний материалов армирующих волокон и
матрицы, является причиной большого
затухания (поглощения и рассеивания)
волн всех типов, особенно на высоких
частотах.
Элементы из ПКМ получают по раз-
личным технологиям [306]. По одной из
них предварительно пропитанные свя-
зующим ткани собирают в пакеты (пре-
преги), которые нагревают под давлением
для отверждения связующего. Изделия в
форме тел вращения получают путем на-
мотки пропитанных связующим нитей или
жгутов на технологические оправки, а за-
тем отверждают.
Существуют и другие технологии
производства изделий из термореактивных
ПКМ. В качестве связующего используют
различные синтетические смолы. Важной
стадией процесса, влияющей на качество
изделий, является отверждение связую-
щего, обычно происходящее во время вы-
держки при повышенной температуре
(обычно 120 ... 180°C).
Некоторые элементы конструкции
создают непосредственно в процессе их
изготовления. Например, пустоты между
элементами заполняют пенопластом, ко-
торый вспенивают непосредственно в
заполняемых объемах.
Физико-механические свойства ПКМ
отличаются значительно ббльшим разбро-
сом, чем соответствующие свойства ме-
таллов. Это обусловлено влиянием на па-
раметры ПКМ разброса свойств исполь-
зуемых армирующих материалов (в част-
ности, ориентации их волокон), разной
степени полимеризации связующего и
других технологических факторов.
Рассмотренные особенности ПКМ
(их гетерогенность, анизотропия, высокое
затухание, зависимость акустических
свойств от процентного содержания арми-
рующих волокон и связующего, ориента-
ции армирующих волокон, пористости,
количества слоев, и т.п.) существенно ус-
ложняют задачу их неразрушающего кон-
троля по сравнению с неразрушающим
контролем металлов.
В многослойных конструкциях ис-
пользуют металлические элементы (об-
шивки, лонжероны, стрингеры и т.п.). Их
предварительно проверяют методами НК,
применяемыми для контроля металлов.
Контроль этих элементов здесь не рас-
сматривается.
Основные типы многослойных кон-
струкций показаны в табл. 4.1. Обычно
они имеют криволинейные поверхности,
но условно изображены плоскими.
Дефекты многослойных конструк-
ций можно разделить на внутренние де-
фекты ПКМ и дефекты соединений.
К основным внутренним дефектам
ПКМ относятся:
• расслоения',
• трещины',
• ударные повреждения, представ-
ляющие собой множественные расслоения
и трещины в районе зоны соударения;
• пористость',
• зоны повышенного или пониженно-
го содержания связующего',
• отклонения от оптимального ре-
жима полимеризации связующего',
• отклонения от заданной схемы ар-
мирования.
476
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
4.1. Основные типы многослойных конструкций
Номер схемы Схема Материал элементов Вид соединения
1 1 и—z 7 - обшивка; 2 - лонжерон 7 - металл или армирован- ный пластик; 2 - металл или пластик Клеевое или паяное
2 1,3 -of >шивка; 2 заполните .1 2 - J - сотовый ль 1,3 — металл или армиро- ванный пластик; 2 - соты из металлической фольги или неметаллической (стекло- пластик, бумага) ленты То же
3 7,5 - о вый заг бшивка; 2 юлнитель ренний сл 1 Г-2 Г5 Г Ч ^5 4 - сото- 3 - внут- ой 1, 3, 5 -армированный пла- стик; 2, 4 - соты из армиро- ванного пластика Клеевое
4 7, 3 - с ✓✓ г/ я " >бшивка; 2 заполните - легкий ль 1,3 — металл или армиро- ванный пластик; 2 - пено- пласт То же
5 у. 1 - покрытие; 2 - каркас 7 - пластик армированный или неармированный; 2 - металл То же
ОБЩИЕ СВЕДЕНИЯ О МНОГОСЛОЙНЫХ КОНСТРУКЦИЯХ
477
Продолжение табл. 4.1
Номер схемы Схема Материал элементов Вид соединения
6 1—3 - не разлг Г ' - ^2 J :металлические слои [чного назначения 1 - 3 — пластик армирован- ный или неармированный Клеевое
7 } 1 1,2- листы 1,2 - металл или пластик То же
8 { Армированный слоистый пластик (стеклотекстолит и т.п.) Слои материа- ла, соединенные связующим ве- ществом
9 1,2- 3 листы; 3 - сварная точка 1,2 - металл Клеесварное
Дефекты соединений. Наибольшее
распространение получили многослойные
клееные конструкции. Качество клеевых
соединений (их прочность, стойкость при
различных внешних воздействиях и т.п.)
определяется свойствами применяемых
клеев и технологией склеивания. Основ-
ные дефекты клеевых соединений:
• Зоны отсутствия сцепления между
соединяемыми элементами (непроклей),
имеющие нулевую прочность. Обычно эти
дефекты имеют заполненный газом зазор,
хотя иногда последний может отсутство-
вать. Причины появления подобных де-
фектов - плохая подгонка соединяемых
элементов перед склеиванием или недос-
таточное давление, создаваемое техноло-
гической оснасткой. Непроклеи - наибо-
лее часто встречающиеся и самые опасные
дефекты клеевых соединений.
• Плохая адгезия, т.е. слабое сцепле-
ние клея с материалом соединяемого эле-
мента. Это снижает прочность клеевого
шва. Причина плохой адгезии - недобро-
качественная подготовка поверхностей
соединяемых элементов, в частности на-
личие на них жира и других загрязнителей.
• Неполная полимеризация клея, обу-
словленная недостаточной температурой
и/или укороченной выдержкой при отвер-
ждении клея. Причина этого дефекта -
грубое нарушение технологического про-
цесса.
• Недоброкачественный клей, не со-
ответствующий требованиям нормативной
документации. Применение такого клея не
обеспечивает заданных прочностных и
других свойств соединения.
478
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
• Пористость, ослабляющая проч-
ность соединения. Причины пористости -
неполное удаление из клея растворителя,
недостаточное давление при запрессовке,
применение недоброкачественного клея.
• Отклонение от номинальной тол-
щины клеевого шва, снижающее его проч-
ность. Оптимальная прочность достигает-
ся при определенной для каждого типа
клея толщине шва.
• Усталостные разрушения клеевого
шва в процессе эксплуатации изделия.
• Ударные разрушения клеевого шва в
результате соударения с различными
предметами (например, птицами).
В металлических сотовых панелях
обшивки иногда соединяют с заполните-
лями сваркой или пайкой. Основные де-
фекты таких узлов - зоны отсутствия со-
единений между элементами.
Возможными дефектами сотовых па-
нелей являются также: зоны разрушения
сотового заполнителя; пустоты, связанные
с отсутствием сотового заполнителя, обу-
словленные смещением сотовых блоков;
зоны потери жесткости сотового заполни-
теля вследствие его смятия или разруше-
ния.
В отличие от НК металлов, где необ-
ходимо выявление очень мелких дефек-
тов, в многослойных конструкциях обыч-
но допустимы дефекты площадью от од-
ного до нескольких квадратных сантимет-
ров.
Дефекты рассматриваемых конструк-
ций можно условно разделить на:
1) нарушения сплошности (непро-
клеи, расслоения, трещины и т.п.);
2) отклонения от необходимой проч-
ности и других эксплуатационных харак-
теристик, определяемых физико-механи-
ческими свойствами материала.
В гл. 4 книги описаны средства обна-
ружения дефектов первого типа. Вопросы
контроля физико-механических свойств
материалов рассмотрены в гл. 7 книги.
4.2. ПРЕОБРАЗОВАТЕЛИ ДЛЯ
КОНТРОЛЯ МЕТОДОМ
ПРОХОЖДЕНИЯ И ЭХОМЕТОДОМ
Для НК многослойных конструкций,
изделий из ПКМ и других неметалличе-
ских материалов применяют низкочастот-
ные преобразователи, отличающиеся от
используемых для контроля металлов (см.
разд. 1.2.1). Это различие особенно велико
для преобразователей импедансных, вело-
симетрических и МСК-дефектоскопов (см.
разд. 2.5.3, 2.3.5, 2.4.3.2). Преобразователи
для контроля бетона описаны в разд. 4.14 ,
мозаичные преобразователи, используе-
мые в комплекте с аппаратурой со слож-
ной обработкой информации, -- в разд.
4.15. Прямые (контактные и иммерсион-
ные) и наклонные преобразователи с ра-
бочими частотами свыше 1 МГц практи-
чески не отличаются от применяемых для
контроля металлов.
Здесь мы рассмотрим низкочастот-
ные УЗ-преобразователи для ручного и
автоматизированного контроля изделий из
ПКМ и многослойных конструкций мето-
дом прохождения и эхометодом. Они от-
личаются пониженными (обычно не более
500 кГц) рабочими частотами и конструк-
тивным исполнением. Некоторые из опи-
санных далее преобразователей работают
в диапазоне мегагерцевых частот и могут
также применяться для контроля метал-
лов.
Преобразователи со струйным кон-
тактом широко применяют за рубежом в
установках для автоматизированного кон-
троля многослойных конструкций и изде-
лий из ПКМ. Новые струйные пьезопре-
образователи для контроля многослойных
конструкций и изделий из ПКМ преиму-
щественно методом прохождения с рабо-
чей частотой 250 кГц снабжены четверть-
волновыми согласующими слоями из ак-
рилового пластика [425, с. 570/215]. Диа-
метры излучающего и приемного пьезо-
элементов - 28,6 и 19,1 мм соответствен-
но. Описана система испытаний этих пре-
образователей и их основные параметры.
ПРЕОБРАЗОВАТЕЛИ ДЛЯ КОНТРОЛЯ МЕТОДОМ ПРОХОЖДЕНИЯ
479
Ряд технических решений позволил вдвое
увеличить амплитуду принятого сигнала,
что повысило отношение сигнал/шум.
Катящиеся преобразователи ис-
пользуют для контроля ОК из материалов
с большим затуханием УЗ-колебаний
(ПКМ, пенопласта и т.п.) методом прохо-
ждения, проверки ОК из гигроскопичных
материалов, а также в установках для ме-
ханизированного контроля. Преобразова-
тель выполнен в виде цилиндра с наруж-
ным слоем (шиной) из эластичного мате-
риала и может иметь с ОК жидкостный
или сухой контакт. Последний по эффек-
тивности уступает жидкостному. Его при-
меняют при контроле гигроскопичных
материалов (например, пенопласта).
Созданы новые катящиеся преобра-
зователи с рабочей частотой 250 кГц [425,
с. 570/215]. Пьезоэлементы диаметром
12 мм неподвижны, колебания передаются
шине из акрилового пластика через слой
масла. Преобразователи прижимают к ОК
с постоянной силой пневматическим уст-
ройством. Новые технические решения
повысили уровень сквозного сигнала на
10 дБ.
До недавнего времени катящиеся
преобразователи работали на частотах не
более 0,5 ... 1 МГц. Повышению частот
препятствовало большое затухание УЗК в
материалах их шин (полиуретан, резина и
др.). Разработка новых эластичных поли-
меров с малым затуханием позволила уве-
личить верхнюю частотную границу ка-
тящихся преобразователей до 10 МГц и
более.
Одно из таких решений - применение
шин из гидрофильных полимеров, подоб-
ных используемым в медицине для изго-
товления контактных линз [425,
с. 568/406, 361]. Эти полимеры абсорби-
руют до 95 % воды, оставаясь сухими на
ощупь. Абсорбированная вода увеличива-
ет объем и повышает гибкость материала.
В гидрофильных материалах, содержащих
38, 50, 60 и 75 % воды, скорости продоль-
ных УЗ-волн - около 1600 м/с, волно-
вые сопротивления - 1,7 ... 2,2 МПас/м.
Повышение содержания воды уменьшает
затухание, слабо зависящее от частоты в
диапазоне до 18 МГц. Увеличение силы
прижатия преобразователя к ОК улучшает
прохождение УЗ-сигнала. Необходимое
для контроля давление - 2 ... 4 Н/см2.
Разработан катящийся преобразова-
тель со среднедемпфированным фокуси-
рующим пьезоэлементом на частоту
5 МГц. Толщина его шины из гидрофиль-
ного материала 13 мм, ее внешний диа-
метр 67 мм. В образце из оргстекла преоб-
разователь выявляет плоскодонное отвер-
стие диаметром 2 мм на глубине 2 мм. Он
также показал хорошие реультаты при
контроле коррозии между стальными
листами.
В другой конструкции катящегося
преобразователя с сухим контактом шина
изготовлена из "новой резины" с малым
коэффициентом затухания, близким к та-
ковому для оргстекла [403]. Преобразова-
тели работают на частоте до 10 МГц. Ши-
на 1 имеет форму тора, зажатого между
боковыми стенками 2 (рис. 4.1). Пьезо-
элемент 3 расположен на неподвижной
оси 4, вокруг которой вращается корпус
преобразователя. УЗ-колебания пьезоэле-
мента передаются шине через заполняю-
щую преобразователь жидкость (воду) 5.
Близость волновых сопротивлений "новой
резины" и воды уменьшает отражения
внутри преобразователя. Эластичность
"новой резины" обеспечивает хороший
акустический контакт с сухой поверхно-
стью ОК. Преобразователи прижимают к
ОК пружинами с силой около 15 Н. Такие
преобразователи используют, например, в
автоматизированной установке для кон-
троля эхометодом клеевых соединений
металлических листов и заполнения зазо-
ров герметиком (см. разд. 4.7). Рассмот-
ренные высокочастотные катящиеся пре-
образователи пригодны и для контроля
изделий из металлов.
Преобразователи с воздушной свя-
зью (см. разд. 1.2.4) все более широко при-
480
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.1. Конструкция
катящегося преобразователя:
1 - резиновая шина; 2 - стенка;
3 - пьезоэлемент; 4 - ось; 5 - жидкость;
6 - контролируемый объект
применяют для контроля ОК из неметал-
лических материалов, особенно гигроско-
пичных, не допускающих контакта с
жидкостями. Обычно их рабочие частоты
не превышают 0,5 ... 1 МГц, так как более
высокие частоты в воздухе быстро зату-
хают. Применяют пьезоэлектрические
преобразователи с продольными и (реже)
изгибными колебаниями, а также преобра-
зователи конденсаторного типа.
Новые преобразователи с воздушной
связью на частоты 100 и 250 кГц разрабо-
таны для контроля ОК из ПКМ и сотовых
панелей с тонкими обшивками из ПКМ
методом прохождения [425, с. 570/215].
Они работают при нормальном падении
УЗ-пучка на поверхность ОК. Однако ряд
изделий целесообразнее контролировать
при углах ввода, больших первого крити-
ческого угла, когда в ОК возбуждается
только поперечная волна. На выходе из
ОК она вновь трансформируется в регист-
рируемую приемным преобразователем
продольную волну. Наклон исключает
возникновение стоячих волн в промежутке
преобразователь - ОК. Угол наклона пре-
образователей устанавливают по макси-
муму амплитуды сигнала.
Преобразователи на частоту 100 кГц
имеют пьезоэлементы из керамики ЦТС.
Протяженность их ближней зоны в возду-
хе 18 мм. Преобразователи на частоту
250 кГц снабжены композитными пьезо-
элементами и четвертьволновыми согла-
сующими слоями. Их ближняя зона -
29 мм.
В связи с большими потерями на гра-
ницах раздела с воздухом важно получить
возможно большую амплитуду зонди-
рующего сигнала. Для этого преобразова-
тели обычно возбуждают радиоимпульса-
ми с прямоугольной огибающей. Так, воз-
буждение преобразователя таким радио-
импульсом длительностью 5 периодов и
напряжением 1000 В увеличивает ампли-
туду сквозного сигнала на 45,9 дБ по
сравнению с возбуждением ударным им-
пульсом с напряжением 900 В.
Уменьшение апертуры улучшает
фронтальную разрешающую способность
преобразователя и уменьшает краевой
эффект, но снижает амплитуду сигнала.
Кроме преобразователей небольших раз-
меров, для уменьшения апертуры исполь-
зуют сужающиеся рупоры разных форм.
Наиболее эффективен рупор экспоненци-
альной формы, узкий конец которого об-
ращен к ОК.
При контроле методом прохождения
сотовых панелей и ОК из углепластиков
преобразователями с воздушной связью с
частотой 100 кГц чувствительность близка
к достижимой при использовании струй-
ного контакта и частоты 1 МГц. Так, в
углепластике выявляли дефекты диамет-
ром 6,4 мм. В сотовой панели с обшивкой
и сотовым блоком из алюминиевого спла-
ва при наклонном падении УЗ-пучка (ра-
бота поперечной волной) обнаруживали
дефект соединения обшивки с заполните-
лем диаметром 9,5 мм.
Преобразователи с воздушной связью
иногда применяют совместно с катящими-
ПРЕОБРАЗОВАТЕЛИ ДЛЯ КОНТРОЛЯ МЕТОДОМ ПРОХОЖДЕНИЯ
481
4.2. Характеристики и области применения преобразователей
с воздушной связью
Частота, кГц Минимальный размер выявляемого дефекта, мм Контролируем ые объекты Примечания
50 8 ... 10 Толстые пенопласты, многослойные конструк- ции из ПКМ, необрабо- танная древесина Хорошее прохождение УЗ-волн, но чувствитель- ность не всегда достаточ- на
120 5 Панели с пенопластовым заполнителем, двух- и трехслойные сотовые па- нели, средней толщины древесина, стенки из су- хой кладки Хороший компромисс, если не требуется макси- мальная чувствитель- ность, хорошее прохожде- ние волн через обычные материалы
400 1 ... 2 ОК из ПКМ, однослойные сотовые панели Чувствительность срав- нима с достигаемой УЗ- методом прохождения с применением жидкостей
ся, причем последние используют для из-
лучения. Это не только увеличивает ам-
плитуду сквозного сигнала, но и устраняет
помехи, обусловленные прохождением
сигнала по воздуху в обход ОК. Так, при
контроле одного из образцов методом
прохождения преобразователями с воз-
душной связью с частотой 100 кГц дефект
не выявлялся. При повышении частоты до
250 кГц сквозной сигнал через образец не
проходил. Однако дефект был обнаружен,
когда для излучения использовали катя-
щийся преобразователь на 250 кГц, а для
приема - преобразователь с воздушной
связью на ту же частоту.
Возможности и области применения
преобразователей с воздушной связью
представлены в табл. 4.2 [425, с. 566/507].
Эти преобразователи применяют в основ-
ном для контроля ОК из ПКМ методом
прохождения, иногда - для обнаружения
дефектов клеевых соединений тонких ме-
таллических листов.
Преобразователи с воздушной связью
применяют также для измерения скорости
распространения УЗ-волн, например, при
исследовании упругих постоянных гигро-
скопичных материалов. Однако высокая
добротность таких преобразователей и
возбуждение их длинными радиоимпуль-
сами, необходимые для повышения ам-
плитуды сквозного сигнала, увеличивают
длительность нарастания переднего фрон-
та импульса. Это снижает точность изме-
рения скорости Для ее повышения ис-
пользуют демпфированные преобразова-
тели, возбуждаемые короткими импульса-
ми. Происходящее при этом снижение
амплитуды компенсируют увеличением
напряжения возбуждения до 1200 и даже
до 4000 В.
Мощные газоструйные излучатели
ультразвука. НК некоторых изделий из
полимерных материалов требует приме-
нения бесконтактных излучающих преоб-
разователей существенно большей мощ-
ности, чем та, которую обеспечивают рас-
смотренные выше. Пример - контроль ОК
из полимерных материалов с толщиной
стенки до 1 м методом прохождения. Для
решения этой задачи в АОО "Алтай" раз-
работаны газоструйные излучатели УЗ нес-
482
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Сжатый воздух
Рис. 4.2. Параметрический газоструйный излучатель:
1,3 - сопла; 2,4 - резонаторы; 5,6- эллиптические рефлекторы
кольких типов, работающие от сети сжа-
того воздуха [387, 388]. Из трех рассмот-
ренных авторами конструктивных схем
лучшим оказался параметрический излу-
чатель, основанный на нелинейном взаи-
модействии УЗ-колебаний с воздухом. В
результате нелинейного взаимодействия
двух интенсивных акустических полей с
частотами f и f2 возникают комбинацион-
ные частоты mf ± nfa, где т и п - целые
числа.
Выбором значений f добиваются
равномерного распределения комбинаци-
онных частот и получения заданной АЧХ.
Параметрический излучатель (рис.
4.2) содержит задающий (левая часть) и
модулирующий (правая часть) генерато-
ры. Подбором расстояний между резона-
торами 2, 4 и соплами 1, 3 добиваются
необходимых частот излучения. Направ-
ляющая система в виде эллиптических
рефлекторов 5, 6 формирует область не-
линейного взаимодействия и направлен-
ность излучения. При частотах задающего
и модулирующего генераторов f = 15 кГц
= 18,75 кГц (Af= 3,75 кГц) полоса из-
лучаемых частот составляет 14 А/' =
= 52,5 кГц
Отметим, что газоструйные излуча-
тели применяются в дефектоскопии впер-
вые. Они работают в диапазоне частот до
50 ... 60 кГц и позволяют получать в воз-
духе колебания с интенсивностью до
5 Вт/см2, что превышает значения интен-
сивности для других известных преобра-
зователей. При этом отпадает необходи-
мость акустического согласования излуча-
теля со средой. Применение подобных
излучателей ограничено бесконтактным
методом прохождения, так как получение
коротких импульсов, необходимых для
работы эхометодом, затруднительно.
Лазерные преобразователи. Кроме
описанных, для УЗ-контроля ОК рассмат-
ренных выше типов применяют бескон-
тактные лазерные излучатели и приемни-
ки упругих колебаний (см. разд. 1.2.4 и
4.3.2).
4.3. КОНТРОЛЬ СОТОВЫХ
ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ
ИЗ ПКМ
Сотовые панели и некоторые другие
конструкции с периодической структурой
внутреннего элемента (например, выпол-
ненной в виде гофра) широко применяют
в авиакосмической промышленности. Со-
товые панели очень разнообразны. Их об-
шивки делают из ПКМ, алюминиевых спла-
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
483
сплавов, стали и других материалов. Тол-
щины обшивок - 0,3 ... 2,5 мм, иногда -
до 10 мм. Толщины сотовых заполнителей -
от единиц до десятков миллиметров. Ши-
роко применяют панели с переменными
толщинами обшивок и заполнителя в пре-
делах одного ОК. Материалы заполните-
лей - фольга из ПКМ, металлов, бумаги и
т.п. Размеры сторон сотовых ячеек (чаще
всего шестигранных) - от 2,5 мм и более.
Наиболее опасные дефекты - зоны
нарушения соединений между обшивками
и сотовыми заполнителями. В обшивках
из ПКМ встречаются также расслоения,
ударные разрушения. Дефекты сотового
блока - его разрушения, смещения, смятия
и т.п.
Одни и те же средства НК часто ис-
пользуют для контроля как сотовых пане-
лей, так и относительно тонких листов из
ПКМ, применяемых в основном в качестве
обшивок различных конструкций. Поэто-
му здесь мы рассмотрим обе эти задачи.
Контроль толстых (примерно более 10 мм)
листов и изделий из ПКМ сложной формы
описаны в разд. 4.4 и 4.15.
Сотовые панели и тонкие листы из
ПКМ контролируют несколькими акусти-
ческими методами. В последние годы,
наряду с традиционными контактными и
иммерсионными, начали широко приме-
нять бесконтактные методы, использую-
щие лазерные излучатели и приемники
упругих колебаний, а также преобразова-
тели с воздушной связью (см. разд. 1.2.4).
Применение бесконтактных электромаг-
нитно-акустических (ЭМА) преобразова-
телей ограничено частными случаями,
когда наружный слой ОК выполнен из
проводящего материала (например, сото-
вые панели с металлическими обшивка-
ми).
4.3.1. Контроль преобразователями с
сухим и жидкостным контактом
Импедансный метод. В России для
контроля сотовых панелей из всех приме-
няемых в них материалов широко исполь-
зуют импедансный метод [203, 204, 249,
212, 378]. Он наиболее прост, не требует
контактных жидкостей и двустороннего
доступа, и поэтому особенно удобен для
контроля в условиях ремонта и эксплуата-
ции. Используют импедансные дефекто-
скопы с непрерывным и импульсным из-
лучением, совмещенные и раздельно-
совмещенные преобразователи (см. разд.
2.5.2). Последние, применяемые только в
импульсных дефектоскопах, выявляют
более глубокие дефекты.
Увеличение толщины обшивки и
уменьшение жесткости сотового блока
ухудшает чувствительность контроля. Же-
сткость сотового блока снижается с
уменьшением модуля Юнга материала и
толщины фольги заполнителя, высоты
блока и увеличением размера сотовой
ячейки. Наиболее благоприятны для кон-
троля панели с металлическими сотовыми
блоками и мелкой ячейкой. Применение
сотовых заполнителей с мягкими бумаж-
ными сотами затрудняет контроль импе-
дансным методом.
Особенность изделий из ПКМ - от-
носительно малое значение модуля Юнга
в направлении, перпендикулярном арми-
рующим волокнам, намного меньшее, чем
в направлениях армирования. Поэтому
величина определяющей чувствитель-
ность метода контактной гибкости преоб-
разователя с ОК оказывается существенно
больше, чем при контроле изделий с ме-
таллическими наружными слоями. Это
снижает возможности импедансного ме-
тода, особенно при контроле совмещен-
ными преобразователями.
Предельная толщина обшивки из
алюминиевого сплава, при которой воз-
можно выявление дефектов ее соединения
с заполнителем из того же материала и
ячейками со стороной 2,5 мм, составляет
примерно 2,5 мм при диаметре выявляе-
мого дефекта порядка 30 мм.
При контроле дефектоскопами, ис-
пользующими непрерывные колебания и
совмещенные преобразователи, для про-
верки сотовых панелей малой жесткости
484
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.3. Изменение амплитуды сигнала на выходе совмещенного
преобразователя при контроле импедансным методом сотовой панели:
Цгтах и Цгтт- максимальные и минимальные уровни сигналов в доброкачественной зоне панели
(например, с тонкими обшивками из
ПКМ) используют нерезонансные режимы
настройки (частоты 2 ... 3 кГц).
Для контроля импульсными импе-
дансными дефектоскопами применяют
совмещенные и раздельно-совмещенные
преобразователи. Выбор преобразователя
зависит от параметров ОК и уточняется
экспериментально.
Для ОК с периодической структурой
внутреннего элемента характерны перио-
дические изменения модуля механическо-
Рис. 4.4. Образец записи дефектов при контроле импедансным
методом сотовой панели (хвостовой отсек лопасти вертолета)
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
485
го импеданса | ZH | в бездефектных зонах
[203, 249]. Значения | ZHI минимальны на
участках, наиболее удаленных от мест
соединения обшивки с ребрами заполни-
теля и максимальны над этими соедине-
ниями. Так, в сотовых панелях миниму-
мы | ZH | соответствуют центрам ячеек, мак-
симумы - их вершинам. Поэтому при кон-
троле изделий с периодической структу-
рой внутренних элементов показания де-
фектоскопа имеют разброс, обусловлен-
ный этой структурой. На рис. 4.3 вверху
показано в плане расположение ячеек со-
тового заполнителя под обшивкой, внизу -
график изменения показаний дефектоско-
па при перемещении совмещенного пре-
образователя по траектории, отмеченной
штрих-пунктирной линией.
Если АСД дефектоскопа срабатывает
при уровне сигнала ниже отмеченного
цифрой I, регистрируются только дефект-
ные зоны. При уровне срабатывания II
наряду с дефектами регистрируются сото-
вые ячейки. Разброс показаний в доброка-
чественных зонах тем больше, чем меньше
жесткость обшивки и крупнее ячейки за-
полнителя. При неблагоприятных пара-
метрах ОК показания в дефектных зонах и
над центрами ячеек соизмеримы, что за-
трудняет контроль вручную.
Указанные трудности устраняются
при механизированном контроле с доку-
ментированием результатов. На рис. 4.4
показана запись дефектов соединения об-
шивки с сотовым заполнителем в отсеке
лопасти вертолета. Обшивка и заполни-
тель выполнены из алюминиевого сплава.
Толщина обшивки 0,3 мм, сторона сото-
вой ячейки 5 мм. Дефекты соединения
имеют вид светлых зон на фоне четко
прорисованной структуры сотового за-
полнителя. Для получения такой записи
шаг сканирования выбирают не более 1/3
от диаметра сотовой ячейки, а запись
прерывают при амплитуде сигнала ниже
уровня II (см. рис. 4.3). Кроме дефектов
соединения, запись с прорисовкой сото-
вых ячеек позволяет обнаруживать нару-
Рис. 4.5. Разности спектров текущего и
опорного импульсов при выявлении
раздельно-совмещенным преобразователем
непроклея обшивкн с заполнителем (в) и
расслоения обшивки (б) в сотовой панели.
Горизонтальными прямыми показаны
верхний и нижний пороги АСД,
ограничивающие допустимый разброс
показаний в бездефектной зоне ОК
шения структуры сотового заполнителя.
При контроле сотовых панелей с более
толстой обшивкой и мелкими ячейками
заполнителя структура последнего на диа-
грамме не регистрируется.
Так как зависимость уровня выход-
ного сигнала PC-преобразователя от мо-
486
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.6. Зависимость минимального
диаметра Pmi„ выявляемого дефекта от
толщины h обшивки при высоте сотового
блока 50 мм для совмещенного (7) и
раздельно-совмещенного (2)
преобразователей
дуля IZHI механического импеданса ОК
имеет максимум (см. разд. 2.5.2), а с
уменьшением глубины залегания дефек-
та IZH | уменьшается, близкие к поверхно-
сти ОК дефекты снижают амплитуду сиг-
нала, глубокие — увеличивают. При кон-
троле сотовых панелей с обшивками из
ПКМ это позволяет отличить расслоение в
обшивке от нарушения ее соединения с
заполнителем. На рис. 4.5 показаны изо-
бражения на дисплее дефектоскопа АД-
64М (см. разд. 2.4.3.2) при обнаружении
этих дефектов при спектральной обработ-
ке информации и представлении результа-
та в виде разности текущего и опорного
спектров.
Импедансным методом обычно вы-
являют дефекты под обшивкой, со сторо-
ны которой ведется контроль. Поэтому
для контроля всего ОК требуется проверка
панели с обеих сторон. Однако при не-
больших толщинах сотового заполнителя
выявляются также дефекты соединения
сотового блока и с противоположной об-
шивкой.
Контроль ОК с шероховатыми по-
верхностями затруднен фрикционными
шумами (см. разд. 2.5.1), поэтому при
проверке таких изделий скорость сканиро-
вания снижают. Для уменьшения влияния
шероховатости рекомендуется проклады-
вать между преобразователем и ОК тон-
кую полиэтиленовую пленку (например,
от бытовых упаковочных пакетов) или
другого эластичного материала. Такая
пленка заметно уменьшает уровень фрик-
ционных шумов, практически не снижая
чувствительности.
Эксплуатационные возможности им-
пульсного импедансного дефектоскопа
АД-42И, в том числе при контроле сото-
вых панелей, приведены в работе [214].
Прибор уверенно выявляет дефекты со-
единений обшивки с заполнителем в пане-
лях с обшивками из алюминиевых спла-
вов, стекло- и углепластиков. При этом
раздельно-совмещенный преобразователь
эффективнее для выявления более глубо-
ких дефектов.
Возможности импульсного импе-
дансного дефектоскопа АД-42И примени-
тельно к контролю сотовых панелей с об-
шивками из углепластика исследованы в
работе [89]. Толщины обшивок и сотовых
блоков варьировали в широких пределах.
На рис. 4.6 показана полученная в этой
работе зависимость минимального диа-
метра выявляемого дефекта соединения
обшивки с сотовым заполнителем от тол-
щины обшивки для совмещенного и раз-
дельно-совмещенного преобразователей.
Возможности низкочастотных мето-
дов (импедансного и свободных колеба-
ний) при контроле сотовых панелей с раз-
личными искусственными дефектами опи-
саны в работе [130]. Исследовали панели
толщиной 40 мм, с обшивкой из углепла-
стика КМУ-4л толщиной 0,5 ... 2 мм. Со-
товый заполнитель из материала АМГ-6,
толщина фольги 0,03 мм, диаметр ячеек
5 мм. Использовали импульсные импе-
дансные дефектоскопы АД-42И, ИД-91М
(см. разд. 2.5) и МСК-дефектоскоп АУД-
01. Преобразователь последнего содержал
ударный вибратор и пьезоэлектрический
приемник упругих колебаний, имеющий с
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
487
ОК постоянный контакт. Поэтому, в отли-
чие от микрофонного приемника, регист-
рирующего свободные колебания ничем
не нагруженного ОК после отскока удар-
ника вибратора, прибор АУД-01 реагиро-
вал на импульсы свободных колебаний
системы в виде массы пьезоприемника и
соединенных с ним цепочкой упругих со-
противлений контактной гибкости и экви-
валентной гибкости ОК в зоне приема (см.
разд. 2.4.3.2). В отличие от описанных в
разд. 2.4.3.2 МСК-дефектоскопов, в
АУД-01 информативным параметром
служила амплитуда и период колебаний
системы пьезоприемник - ОК.
Полученную информацию обрабаты-
вали в компьютере. Для синхронизации
перемещения преобразователя с системой
регистрации результатов преобразователь
механически соединяли с компьютерной
"мышью". Результаты контроля регистри-
ровали в форме, представляющей собой
изображение дефектов в плане (подобно
С-развертке в эхометоде).
Импедансным методом и методом
свободных колебаний обнаруживали де-
фекты соединения обшивок с сотовыми
заполнителями, а также дефекты, вызван-
ные ударным повреждением образцов.
При этом ударные дефекты регистрирова-
ли не только в зоне видимого поврежде-
ния материала (вмятины на поверхности
образца), но и за ее пределами. Интересно,
что прибором АУД-01 некоторые дефекты
отмечали только по увеличению периода
колебаний сигнала, не сопровождавшему-
ся уменьшением его амплитуды.
Для НК сотовых панелей авторы ра-
боты [130] рекомендуют применять импе-
дансный дефектоскоп ИД-91М и МСК-
дефектоскоп АУД-01. Отмечается, что
последний превосходит морально уста-
ревшие дефектоскопы АД-50У (разработ-
ка 1979 г.) и АД-60С (разработка 1981 г.).
К сожалению, в работе не был использо-
ван более современный МСК-дефектоскоп
АД-64М (см. разд. 2.4.2.2 и [215]), кото-
рый, как и приборы АД-50У и АД-60С,
может работать не только с аналогичным
использованному в АУД-01 пьезоприем-
ником, но и с бесконтактным микрофон-
ным приемником упругих колебаний. По-
следний имеет существенные преимуще-
ства перед пьезоприемником при контроле
ОК с наружными слоями из мягких (на-
пример, резиноподобных) материалов, а
также ОК с заполнителями из пенопласта.
Импедансным методом, использую-
щим изгибные колебания, выявляют рас-
слоения в листах из ПКМ толщиной до
10 ... 12 мм. Для этого применяют им-
пульсные дефектоскопы с раздельно-
совмещенными преобразователями. Для
проверки листа на всю толщину необхо-
дим его контроль последовательно с двух
сторон.
В работе [394] сообщается о возмож-
ности выявления расслоений в листе из
углепластика толщиной 10,2 мм и оценке
глубины их залегания с помощью импе-
дансного дефектоскопа, использующего
продольные волны (см. разд. 2.5.3). Выяв-
ляются расслоения диаметром 10 мм, за-
легающие на глубинах 0,75 ... 5 мм. Соот-
ветствующие этим дефектам изображаю-
щие точки на дисплее располагаются в
определенном порядке вокруг центра, со-
ответствующего бездефектной зоне. Изо-
бражение подобно показанному на
рис. 2.138 для дефектов клеевых соедине-
ний между слоями конструкции из не-
скольких металлических листов. Положе-
ния изображающих точек позволяют су-
дить о глубине залегания соответствую-
щих дефектов.
Для контроля клеевых соединений в
сотовых панелях сверхзвукового самолета
"Конкорд" фирма British Airways [425,
с. 29/692] использует систему ISONIC-
MIAMAP, представляющую собой моди-
фикацию установки ISONIC для проверки
сварных швов и других ОК из металлов
[425, с. 126/695]. Хотя метод контроля в
докладе не указан, буквы MIA в названии
установки, являющиеся аббревиатурой
английского обозначения акустического
импедансного метода (Mechanical Irnpe-
488
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
dance Analysis), свидетельствуют о приме-
нении именно этого метода.
Переносную сканирующую систему
устанавливают на поверхность ОК. Пре-
образователь перемещают вручную. Ульт-
развуковая бесконтактная следящая сис-
тема, регистрирующая координаты преоб-
разователя, исключает пропуск не прокон-
тролированных участков. Дефекты соеди-
нения обшивки с сотовым заполнителем
регистрируют в виде С-развертки с черно-
белым или цветным изображением де-
фектных зон. Положение преобразователя
на площади 2 х 3 м регистрируется с раз-
решением 1 мм. Предусмотрен контроль
качества акустического контакта, автома-
тический подсчет количества и площади
выявленных дефектов.
Изображения такого же типа позво-
ляет получать также описанный в разд.
2.5.2 импедансный дефектоскоп ДАМИ-С
молдавской фирмы VOTUM.
Локальный метод свободных коле-
баний (МСК), некоторые результаты при-
менения которого рассмотрены в работе
[130], особенно эффективен для контроля
сотовых панелей с тонкими обшивками из
ПКМ и малой жесткостью заполнителей,
например с бумажными сотами. Для этого
используют де-фектоскоп АД-64М и пре-
образователь с бесконтактным микрофон-
ным прием-ником.
Акустико-топографический метод
позволяет проверять сотовые панели с
одного или нескольких положений вибра-
тора преобразователя без необходимости
сканирования ОК, что повышает произво-
дительность. На поверхности ОК получа-
ется видимое изображения дефектов (см.
рис. 2.113, б). Недостаток метода - тяже-
лая и громоздкая аппаратура, затрудняю-
щая его использование в условиях ремон-
та и эксплуатации.
Один из вариантов велосиметриче-
ского метода используют в Китае для
контроля соединений в многослойных
конструкциях [425, с. 16/092]. Излучаю-
щий и приемный преобразователи с сухим
точечным контактом размещены в общем
корпусе на расстоянии порядка 30 мм друг
от друга. Излучающий преобразователь,
питаемый импульсами качающейся часто-
ты (20 ... 70 кГц), возбуждает в ОК анти-
симметричную волну а0 (обычно она
близка к изгибной). Сигнал с выхода при-
емного преобразователя усиливают и
представляют на дисплее в декартовых
координатах изображающей точкой, одна
из координат которой пропорциональна
амплитуде, другая - фазе сигнала. В зоне
дефекта оба этих параметра меняются,
изменяя вид кривой (годографа) на дис-
плее. Там же описан прибор для контроля
данным методом, опробованный на сото-
вых панелях из алюминиевого сплава и
ПКМ.
Ультразвуковым резонансным ме-
тодом (прибором Bondtester) обнаружи-
вают дефекты соединений обшивки с со-
товым блоком по изменению добротности
нагруженного на ОК пьезоэлемента (см.
разд. 2.4.3.2, 4.7). Однако в данном случае
по эффективности этот метод уступает
другим средствам НК. Кроме того, он тре-
бует применения контактной смазки и
плохо работает на ОК с криволинейными
поверхностями.
Ультразвуковой амплитудный ме-
тод прохождения (теневой) применяют
как для ручного, так и для автоматизиро-
ванного контроля сотовых панелей и лис-
тов из ПКМ, допускающих двусторонний
доступ, особенно таких, параметры кото-
рых препятствуют контролю импеданс-
ным методом, например панелей с тол-
стыми (более 2,5 ... 3 мм) обшивками.
Мелкосерийные изделия контролируют
вручную соосно расположенными катя-
щимися преобразователями с сухим кон-
тактом.
Крупносерийные сотовые панели
простых форм (плоские) в условиях се-
рийного производства в России проверяют
на автоматизированных установках с ка-
тящимися преобразователями. При этом
используют различные системы компью-
терной обработки информации, повышаю-
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
489
щие достоверность и чувствительность
контроля, а также исключающие субъек-
тивное влияние оператора на его результа-
ты.
При работе катящимися преобразова-
телями наблюдается периодическая про-
странственная зависимость амплитуды
УЗ-сигнала от положения преобразователя
на поверхности ОК, обусловленная конст-
руктивными особенностями самих преоб-
разователей [149, 148]. Неодинаковая де-
формация полимерной шины преобразова-
теля при его прокатывании по поверхно-
сти ОК не обеспечивает равномерного
прижатия даже при постоянстве силы
прижатия. В результате в отсутствие де-
фектов на дефектограмме наблюдаются
периодические изменения плотности (или
цвета) изображения, затрудняющие кон-
троль. Исключить эти помехи изменением
конструкции преобразователя не удается,
поэтому используют:
1) сканирование ОК со случайно из-
меняемой начальной фазой поворота ка-
тящегося преобразователя с тем, чтобы
"разбросать" зоны ослабления УЗ-сигна-
лов по поверхности ОК (рандомизация
сканирования)',
2) цифровую пространственную
фильтрацию изображения с помощью
компьютера.
При рандомизации сканирования
учитывается, что амплитуда сквозного
сигнала зависит от соотношения углов
поворота (фазы) передающего и приемно-
го преобразователей [148]. При традици-
онном сканировании соосно расположен-
ные преобразователи перемещаются син-
хронно и независимо друг от друга в тече-
ние всего процесса. При этом изображение
представляет собой суперпозицию слу-
чайного поля, определяемого параметрами
ОК и периодического процесса, обуслов-
ленными рассмотренными помехами от
катящегося преобразователя с периодом
Т = 2nR, где R - радиус преобразователя.
В отсутствие дефектов помехи при-
водят к появлению на дефектограмме на-
клонных периодических полос. Рандоми-
зация разрушает такую периодичность.
Это достигается поворотом одного из пре-
образователей на некоторый случайный
угол после прохождения очередной строки
(команда поступает от компьютера). Ран-
домизация повышает контраст изображе-
ния и улучшает выявляемость дефектов.
При контроле сотовых панелей чувстви-
тельность возрастает в три раза - при ско-
рости 20 см/с обнаруживают дефекты с
линейными размерами от 7 мм.
Цифровая фильтрация периодиче-
ских помех основана на предложенном
С.Ф. Маликовым методе наблюдений че-
рез четное число полупериодов [149].
Цифровая фильтрация также заметно по-
вышает чувствительность автоматическо-
го контроля с катящимися преобразовате-
лями.
Следующее усовершенствование кон-
троля панелей УЗ-методом прохождения с
катящимися преобразователями - авто-
матическая установка порога при записи
изображений [147]. Метод основан на
представлении амплитуд сквозных сигна-
лов в каждой зоне контроля в виде вектора
А(х, у), где х и у - координаты этой зоны.
Затем рассчитывают плотность распреде-
ления вероятностей Р(А), дифференциру-
ют ее и находят точку, в которой Р'(А) = 0.
Соответствующее ей значение Р(А) в ка-
честве порогового уровня подают в про-
грамму визуализации дефектограмм на
цветном дисплее или графопостроителе. В
результате черно-белое или цветное изо-
бражение ОК в плане получается без уча-
стия оператора и построения графика
Р(А). На рис. 4.7 показаны диаграммы за-
писи дефектов в контрольном образце,
полученные без применения описанной
обработки и с ее использованием.
Дефекты клеевых соединений между
обшивкой и сотовым заполнителем выяв-
ляют также методом прохождения с ис-
пользованием волн Лэмба. Способ осно-
ван на влиянии различных факторов (де-
490
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.7. Дефектограммы сотовой панели с искусственными дефектами,
полученные теневым методом с катящимися преобразователями:
а - без применения автоматического разделения по порогам; б - с его применением
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
491
фектов в обшивке, изменений ее толщины,
качества соединения с сотовым блоком) на
распространение этих волн в обшивках
сотовых панелей. В работе [425, с. 762/271]
приведены результаты его опробования
для обнаружения дефектов соединения
обшивок из алюминиевого сплава и ПКМ
с сотовым блоком из алюминиевого сплава.
Излучали и принимали импульсы
волн Лэмба контактными наклонными
преобразователями, расположенными на
расстоянии порядка 10 см навстречу друг
другу. Диапазон частот - 0,4 ... 1,8 МГц.
Частоты и угол наклона преобразователей
выбирали так, чтобы в обшивке возбужда-
лась определенная мода волны Лэмба.
Дефект соединения уменьшал переход
энергии волны в заполнитель, что увели-
чивало амплитуду сигнала. Выбор опти-
мального угла наклона и частоты опреде-
ляется толщиной и материалом обшивки, а
для обшивок из ПКМ - еще и их упругой
анизотропией, зависящей от расположения
армирующих волокон. Дополнительным
признаком дефекта является изменение
фазовой и групповой скоростей волн Лэмба.
Ультразвуковой эхометод также
применяют для контроля сотовых пане-
лей. Внутренние дефекты в металлических
обшивках выявляют на предыдущих ста-
диях производства при контроле обши-
вочных листов. Дефекты в обшивках из
ПКМ (расслоения, ударные разрушения)
могут быть обнаружены при контроле го-
товых сотовых панелей.
Ввиду малых толщин обшивок (в
большинстве случаев 0,3 ... 1 мм) для вы-
явления их внутренних дефектов и полу-
чения эхосигналов от клеевого соединения
с сотоблоком используют очень короткие
импульсы с центральными частотами
10 ... 35 МГц. Это требует стабильного
акустического контакта, который обеспе-
чивается при использовании иммерсион-
ного, струйного или иного жидкостного
способа ввода УЗК, а также бесконтакт-
ных способов (лазерного и ЭМА).
В Германии для контроля сотовых
панелей из ПКМ эхометодом разработана
автоматизированная установка типа
MUSE [422, с. 88]. Она состоит из пере-
носной сканирующей системы, преобразо-
вателя и электронного блока на базе пер-
сонального компьютера. Преобразователь
имеет с ОК щелевой контакт и автомати-
ческую подачу воды в локальную ванну.
Сканирующая система крепится на ваку-
умных присосках и из одной позиции кон-
тролирует зону размером 200 х 300 мм.
Точность позиционирования 0,02 мм, ли-
нейная скорость сканирования - до
200 мм/с. Диапазон рабочих частот от 0,05
до 35 МГц. Результаты контроля пред-
ставляются в виде изображений типа А, В,
CmD.
В частотном диапазоне 0,8 ... 3,0 МГц
установка обнаруживает дефекты соеди-
нения обшивки с заполнителем и дефекты
самого заполнителя, а в высокочастотном
диапазоне 10 ... 35 МГц - расслоения и
иные дефекты в обшивке из ПКМ. Удар-
ные разрушения панелей представляются
изображениями типа В. Площади дефек-
тов, обнаруженных эхо-методом, практи-
чески совпадают с площадями, опреде-
ленными методом прохождения. Установ-
ку используют для контроля в полевых
условиях хвостовой части вертолетов,
имеющей обшивку из углепластика и со-
товый заполнитель из материала NOMEX.
Эхометод применяют для обнаруже-
ния в сотовых панелях воды, которую они
набирают в процессе эксплуатации через
имеющиеся негерметичности. Вода сни-
жает прочность клеевых соединений и
может привести к разрушению сотового
агрегата. Особенность задачи - необходи-
мость проведения контроля в условиях
эксплуатации. Н.Т. Азаровым разработана
методика и аппаратура для определения
наличия и измерения количества воды в
сотах [3].
Схема контроля уровня воды в сото-
вых панелях показана на рис. 4.8. К ниж-
ней поверхности сотовой панели 1 прижи-
492
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.8. Схема контроля уровня воды в сотовых панелях УЗ эхометодом:
1 - сотовая панель; 2 - локальная иммерсионная ванна; 3 - ультразвуковой преобразователь;
4 - ванна с насосом; 5 - дефектоскоп
мают локальную иммерсионную ванну 2,
состоящую из двух секций. Во внутрен-
нюю секцию, в которой размещен УЗ-
преобразователь 3, насосом подают воду.
Через внешнюю секцию вода сливается в
ванну 4. Преобразователь подключен к
высокочастотному (10 ... 25 МГц) дефек-
тоскопу УИВС-01 5. Уровень воды в сотах
определяют по времени двойного прохож-
дения УЗ-импульса через слой воды. Для
увеличения лучевой разрешающей спо-
собности используют короткие импульсы
и высокие рабочие частоты. Аппаратура
имеет автономное питание и весит 15 кг.
Контроль выполняется непосредственно в
условиях эксплуатации без демонтажа
сотовых агрегатов. Диапазон измерения
уровня воды в сотах 1,0 ... 25 мм, точность
±0,5 мм. Производительность контроля
5 ... 10 м2/час. Полученные данные по ра-
диоканалу передают в лабораторию, обра-
батывают в компьютере и представляют в
виде изображения типа С.
Некоторые ПКМ (например, углепла-
стики) обладают относительно небольшим
затуханием УЗК, допускающим примене-
ние эхометода с частотами до десятков
мегагерц. Для контроля внутренней струк-
туры материала листов из углепластика
толщиной 2 мм иммерсионным эхомето-
дом используют управляемую компьюте-
ром установку. На частотах 20 ... 30 МГц
фокусирующими преобразователями уда-
ется выявлять небольшие дефекты и ис-
следовать внутреннюю структуру мате-
риала [420, с. 449]. На частоте 27 МГц
длина волны в углепластике составляет
0,13 мм. Для получения достаточной лу-
чевой разрешающей способности ширина
полосы приемного тракта была равна
20 МГц, длительность зондирующего им-
пульса 75 нс. Дефекты представляли в
виде разверток типа В и С.
Пористость в 16-слойных листах из
ПКМ толщиной 2 мм оценивали иммерси-
онным методом прохождения и эхомето-
дом [422, с. 3144]. Средняя пористость в
образцах 2 %. Использовали короткие им-
пульсы с центральной частотой 18 МГц.
При работе методом прохождения ампли-
туду А(х, у) сквозного сигнала оценивали
сравнением с амплитудой Ао сигнала в
отсутствие образца. Результат представля-
ли в виде
а(х,у) = 10 lg[(H(x,y)M0].
Для исключения присущей методу прохо-
ждения необходимости двустороннего
доступа к ОК в качестве альтернативы
опробовали эхометод, не имеющий указан-
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
493
ного недостатка. Донный эхо-сигнал вы-
деляли стробированием и анализировали
его спектр с помощью быстрого преобра-
зования Фурье. Выделенный сигнал s(t. х,
у) представляли в форме
и(х,у) = In [|F(s(Z, x,x))U
отдельно для каждого компонента относи-
тельно времени. Затухание сигналов, по-
лученных методом прохождения, линейно
коррелирует с результатами измерения
эхометодом.
Эхометод с применением волн Лэмба
используют в нескольких вариантах.
Один из них основан на влиянии воз-
буждаемых в ОК этих волн на характери-
стики отраженных от поверхности ОК УЗ-
импульсов продольных волн [394, 374]
Излучающий и приемный широкополос-
ные преобразователи с иммерсионным
или струйным контактом располагают так,
чтобы углы 0 между их акустическими
осями и нормалью к поверхности ОК были
равны (примерно 20°), а акустические оси
пересекались на поверхности ОК (рис. 4.9,
а слева).
В отсутствие условий для возбужде-
ния в OK-волн Лэмба (например, при от-
ражении от полупространства) и малом
затухании в иммерсионной жидкости,
спектр отраженного от ОК импульса прак-
тически не отличается от спектра излу-
ченного сигнала (рис. 4.9, а справа) На
частотах, соответствующих возбуждению
волн Лэмба, часть падающей на поверх-
ность ОК энергии переходит в эти волны
различных мод. Последние интерфериру-
ют с отраженной продольной волной,
уменьшая коэффициенты ее отражения и,
следовательно, амплитуды принятого сиг-
нала на этих частотах спектра (рис. 4.9, б
справа).
То же явление можно объяснить тем,
что волны Лэмба обусловлены резонанс-
ными процессами в слое - интерференци-
ей волн, отраженных от обеих его границ
(см. разд. 1.1.2), - а резонансы всегда со-
провождаются резким уменьшением мо-
дуля входного акустического импеданса
ОК, приводящего к уменьшению коэффи-
циента отражения продольной волны. Та-
ким образом, регистрируют не только
факт возбуждения волн Лэмба, но их час-
тоты.
С увеличением расстояния L между
преобразователями (рис. 4.9, в слева) вме-
сто зеркально отраженной продольной
волны на приемный преобразователь по-
падает волна, возбужденная распростра-
няющимися по листу волнами Лэмба. В
этом случае максимумы спектра принято-
го импульса соответствуют частотам этих
мод (рис. 4.9, в справа). Любое изменение
условий распространения волн Лэмба, в
том числе возможные дефекты, меняет
спектры принятых импульсов. На практи-
ке обычно используют способ, приведен-
ный рис. 4 9, б, когда частотам волн Лэмба
соответствуют провалы в спектре инфор-
мативного сигнала.
Способ с регистрацией изменения
спектров принятых импульсов применяют
для контроля листов из ПКМ толщиной до
25 мм [394; 422, с. 102; 359]. С ростом
толщины ОК (точнее, произведения тол-
щины на частоту) количество одновре-
менно возбуждаемых мод волн Лэмба воз-
растает. Управляемая компьютером сис-
тема позволяет регулировать расстояние
между ОК и преобразователями и углы
наклона их осей.
Используя данные, полученные при
различных углах ввода и частотах, строят
дисперсионные кривые скорости для мод
волн Лэмба в ОК, по которым также судят
о свойствах материала и наличии в нем
дефектов - расслоений, пористости, тер-
мических повреждений и т.п. Однако та-
кой способ сложен и трудоемок. Более
простой способ основан на обработке сиг-
налов во временной области [394], когда
дефекты регистрируют по смещению при-
нятых сигналов во времени. При контроле
этим способом ОК из ПКМ следует учи-
тывать, что результаты зависят от ориен-
тации армирующих волокон.
494
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.9. Контроль эхометодом с использованием волн Лэмба.
Слева - расположение излучающего (7) и приемного (2) преобразователей,
справа - спектры принятых сигналов:
а - отражение от полупространства; б - отражение при возбуждении в листе волн Лэмба и
пересечении акустических осей преобразователей на поверхности ОК; в - то же, но при
увеличенном расстоянии между преобразователями
Другой вариант метода основан на
том, что при падении на поверхность ОК
расходящегося УЗ-пучка, волна Лэмба
возбуждается лишь в небольшой зоне, где
угол падения аар, точно соответствует ус-
ловию существования данной моды этой
волны. На остальной части озвученной
поверхности ОК углы падения несколько
отличаются от aopt. В результате происхо-
дит уменьшение коэффициента отражения
продольной волны лишь от части озву-
ченной поверхности ОК и в отраженном
пучке продольных УЗ-волн появляется
зона пониженной интенсивности. Это
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
495
подтверждается экспериментальными ис-
следованиями структуры поля отраженно-
го импульса оптическим методом [394].
Рассмотренное явление позволяет ре-
гистрировать изменение характеристик
ОК, влияющих на условия существования
волн Лэмба (изменение толщины, упругих
свойств, наличия дефектов и т.п.), по из-
менению положения минимума интенсив-
ности в отраженной волне. Для этого не-
большой приемный преобразователь по-
мещают в зону минимума отраженного от
ОК сигнала. При этом любое изменение
параметров ОК, влияющих на распростра-
нение волн Лэмба, приводит к увеличению
амплитуды принятого отраженного им-
пульса. Такой вариант метода не требует
применения спектрального анализа, что
упрощает аппаратуру.
Рассмотренный способ использовали
для контроля сотовой панели с обшивками
и заполнителем из ПКМ [394]. Волна
Лэмба в обшивке (без заполнителя) воз-
буждалась при угле наклона акустических
осей преобразователей 15° и частоте
5,31 МГц. Аппаратуру настраивали на эту
частоту. В зонах доброкачественного со-
единения обшивки с заполнителем по-
следний препятствовал возбуждению вол-
ны Лэмба и амплитуда регистрируемой
приемником отраженной продольной вол-
ны была большой. Дефект (непроклей об-
шивки с заполнителем) создавал условия
для возбуждения волны Лэмба, что умень-
шало амплитуду принятого сигнала. Выяв-
ляли искусственные дефекты клеевого со-
единения диаметрами 6,4 ... 25 мм, которые
представляли в виде изображения типа С.
Тот же способ был применен для
контроля клеевого соединения стали с ре-
зиновым покрытием (см. п. 4.6).
В сотовых панелях с металлическими
обшивками дефекты соединений с сотоб-
локом обнаруживают УЗ-реверберацион-
ным методом. В зонах нарушения соеди-
нения многократно отраженные в обшивке
эхосигналы затухают медленнее, чем в
доброкачественных. Для контроля ОК с
тонкими обшивками используют импуль-
сы с высокими (до 25 МГц) центральными
частотами. Применение этого метода для
контроля панелей с обшивками из ПКМ
затруднено большим затуханием в этих
материалах. Кроме того, реверберацион-
ный метод не обнаруживает дефектов со-
тового заполнителя, а также дефектов со-
единения между ним и противоположной
обшивкой (эти дефекты могут быть выяв-
лены при контроле панели с другой сто-
роны).
4.3.2. Контроль бесконтактными
и комбинированными
преобразователями
Контроль сотовых панелей УЗ-
методами с использованием струйного
или иммерсионного контакта требует за-
щиты от проникновения жидкости (обыч-
но воды) в сотовый блок. Кроме того, не-
которые неметаллические материалы (на-
пример, необожженная керамика) не до-
пускают контакта с жидкостями. Поэтому
предпочтительнее способы НК, исполь-
зующие сухой контакт преобразователей с
ОК или, еще лучше, бесконтактные.
В 90-х годах были существенно усо-
вершенствованы бесконтактные лазерные
способы излучения и приема упругих волн,
а также преобразователи с воздушной свя-
зью (см. разд. 1.2.4). Они вышли из стадии
лабораторных разработок и уже широко
используются в промышленности.
В середине 90-х годов бесконтактные
лазерные способы начинали применять
для автоматизированного контроля раз-
личных объектов, особенно из неметалли-
ческих материалов. Очевидные преиму-
щества этих способов - упрощение скани-
рующих систем, повышение производи-
тельности, возможность размещения ап-
паратуры на значительном расстоянии от
ОК, исключение контактных жидкостей и
др. Лазерные способы применяют для
контроля как методом прохождения, так и
эхометодом. Наибольшие успехи здесь
достигнуты фирмами Ultra-Optec (Канада)
и Textron (США). Эти фирмы уже постав-
ляют сложные высокопроизводительные
автоматизированные установки для кон-
троля различных объектов, в том числе -
многослойных узлов авиационной техники.
496
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.10. Схема бесконтактного контроля с использованием
рефракции лазерного луча на ультразвуке:
1 - лазер приемного устройства; 2 - луч возбуждающего колебания в ОК лазера;
3 - объект контроля; 4 - фотодетектор
В работе [420, с. 429] описано приме-
нение бесконтактного способа излучения
и приема ультразвука для НК изделий из
ПКМ методом прохождения (теневым) и
эхометодом. Фирма "Textron" использует
разработанную ею технологию для НК
полимерных и металлических (алюмине-
вого-борных) композиционных материа-
лов.
Канадской фирмой Ultra-Optec [420,
с. 519: 422, с. 19] разработана система
ультразвукового контроля с бесконтакт-
ным лазерным возбуждением и приемом
упругих колебаний. Газовым (СО2) лазе-
ром в ОК возбуждают импульсы продоль-
ных волн, перпендикулярные к его по-
верхности. Диаметр освещаемого пятна
5 мм. Упругие колебания принимают кон-
фокальным лазерным интерферометром
"Фабри-Перо" (Fabry-Perot) с шириной
полосы пропускания 8 МГц. Оптические
преобразователи располагают на расстоя-
нии 1,5 м от ОК. Из одного положения
блока преобразователей возможен кон-
троль поверхности размером 1,8 х 1,8 м и
более. Система управляется компьютером
и позволяет получать изображения в виде
разверток типа А, В и С
Система опробована на многослой-
ных конструкциях из различных ПКМ (в
том числе с криволинейными поверхно-
стями и толщинами до 25 мм), а также
сотовых панелях. Она использована для
контроля многослойных узлов истребите-
ля CF-18 в ангарных условиях. Выявляе-
мые дефекты: нарушения соединений ме-
жду элементами, пористость, расслоения,
ударные разрушения материала. Другие
применения системы: выявление коррозии
металла в нахлесточных соединениях уз-
лов самолета, контроль толщины (до
400 мкм) напыленного циркониевого
покрытия.
В Канаде лазерный способ реализо-
ван в установке LUIS, применяемой для
контроля крупных деталей самолетов:
крыльев, хвостового оперения, фюзеляжа
[425, с. 46/310]. Оптическая сканирующая
система расположена на расстоянии 1 ...2м
от ОК. С одной позиции можно сканиро-
вать площадь 1 ... 2 м2. УЗ возбуждают
короткими импульсами (их форма и дли-
тельность зависит от контролируемого
материала или покрытия), а для приема
используют интерферометр "Фабри-Пе-
ро". Максимум чувствительности дости-
гался на частоте 12 МГц, но возможно
применение частот от 5 до 20 МГц.
Достоинства лазерного способа кон-
троля: дистанционность, слабая зависи-
мость чувствительности от ориентации
поверхности ОК, простота обслуживания,
возможность применения различных ме-
тодов контроля, например дифракционно-
временного.
Фирма Ultra-Optec разработала и по-
ставила французской компании "Дассо"
(Dassault Aviation) автоматизированную
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
497
установку LUIS стоимостью 1,7 миллио-
нов долларов, предназначенную для кон-
троля изделий авиационной техники в
процессе их производства и эксплуатации
[422, с. 27; 355]. Установка смонтирована
на трейлере и ее можно легко перемещать.
Она позволяет проверять ОК различной
конфигурации в процессе эксплуатации, в
том числе узлы, выполненные из углепла-
стиков и других ПКМ, - панели крыльев и
фюзеляжа, рули, стабилизаторы с сотовы-
ми заполнителями и прочие изделия [422,
с. 27 и 318]. Другая подобная установка
той же фирмы, используемая на базе ВВС
США в Калифорнии, предназначена для
НК крупных узлов самолетов. Ее стои-
мость 4 миллиона долларов, производи-
тельность 60 м2/ч [355].
В международном научном центре в
Калифорнии разработана система бескон-
тактного НК узлов из ПКМ, позволяющая
обнаруживать дефекты размером 12 мм с
производительностью И м2/ч. Там же
применяют лазерную технику для контро-
ля процесса полимеризации связующего в
изделиях из ПКМ.
Интересен другой способ ультразву-
кового контроля с лазерным возбуждени-
ем и приемом УЗ-импульсов [363]. Лучом
2 лазера в ОК 3 возбуждают импульсы
УЗК (рис. 4.10). Для приема, вместо опти-
ческого интерферометра, используют
рефракцию света на изменениях плотно-
сти воздуха. Луч лазера 1 приемного уст-
ройства направляют параллельно поверх-
ности ОК 3 на расстоянии 4 ... 5 мм от
нее. Этот луч рефрагирует на изменениях
плотности воздуха, вызванных излучае-
мым ОК акустическим полем. Отклонения
луча регистрируют фотодетектором 4,
удаленным на несколько метров от зоны
приема. Таким образом, изменение интен-
сивности акустического поля трансфор-
мируют в изменения амплитуды электри-
ческого сигнала на выходе фотодетектора.
Низкочастотные помехи, обусловленные
внешними шумами, температурными гра-
диентами, механическими вибрациями и
т.п., подавляют фильтрами. Управляемая
компьютером система обеспечивает пер-
пендикулярность падения на ОК возбуж-
дающего его лазерного луча 2, и парал-
лельность луча лазера 1 приемного уст-
ройства поверхности ОК в зоне приема. В
работе [363] приведены осциллограммы
принятых импульсов продольных, по-
верхностных волн и волн Лэмба в ОК из
ПКМ и металлов, а также изображения
дефектов в изделиях из углепластика и
металла. При контроле методом прохож-
дения 32-слойного листа из углепластика с
дефектом типа ударного разрушения чув-
ствительность не уступает полученной
иммерсионным теневым методом на час-
тоте 15 МГц.
Способ удобен для контроля изделий
с большой кривизной поверхностей. Име-
ется возможность повышения амплитуды
и сужения спектра импульсов волн Лэмба
расщеплением возбуждающего ОК лазер-
ного луча на несколько параллельных ли-
ний, разделенных промежутками, выби-
раемыми с учетом длины возбуждаемой
волны (см. разд. 1.2.4). Диапазон приме-
няемых частот ограничен сверху только
параметрами ОК. Преимущество описан-
ного способа приема УЗ-импульсов перед
традиционными интерферометрами - ис-
ключение влияния условий отражения и
рассеяния лазерного излучения поверхно-
стью ОК.
В другом варианте бесконтактного
способа контроля листов из ПКМ методом
прохождения используют поверхностные
волны и применяют излучатели и прием-
ники разной физической природы. Поэто-
му способ назван "гибридным" [425,
с. 324/358]. Он реализован в установке
HURIS. Поверхностные волны в ОК воз-
буждают импульсами лазера. Длитель-
ность импульсов 10 нс, энергия 15 мДж. С
помощью оптической маски на поверхно-
сти ОК получают 10 освещенных парал-
лельных линий, равные промежутки меж-
ду которыми определяют длину возбуж-
даемой волны, центральную частоту, чис-
ло периодов и огибающую генерируемых
498
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.11. Конструкция бесконтактного
ударного возбудителя свободных колебаний:
I - керамическая камера; 2 - катод; 3 - кольцевой анод; 4 - рупор
акустических импульсов (см. разд. 1.2.4).
Длину волны выбирают в зависимости от
требуемой глубины ее проникновения в
ОК. Используют УЗ-импульсы с цен-
тральной частотой 0,5 ... 1,5 МГц и коло-
колообразной огибающей, обладающие
наиболее узким спектром. Это увеличива-
ет отношение сигнал/щум.
Приемником служит пьезопреобразо-
ватель с воздушной связью, расположен-
ный на расстоянии нескольких сантимет-
ров от излучателя. Излучатель располага-
ют на расстоянии 1 ... 5 см, приемник -
2 ... 5 см от поверхности ОК. Наличие
дефекта между излучателем и приемником
ухудшает прохождение поверхностной
волны и уменьшает амплитуду принятого
импульса. Достоинство способа - увели-
чение производительности контроля бла-
годаря охвату за один проход преобразо-
вателя большей поверхности и, следова-
тельно, возможность резкого увеличения
шага сканирования (например, по сравне-
нию с контролем фокусирующими преоб-
разователями с воздушной связью).
Другой способ бесконтактного кон-
троля изделий из ПКМ, сотовых панелей и
других многослойных конструкций из
металлов и пластиков представляет собой
вариант метода собственных колебаний.
Он использует комбинацию бесконтактно-
го акустического излучателя ударной вол-
ны с лазерным приемом упругих колеба-
ний [385; 425, с. 108/055]. Излучатель
(рис. 4.11) выполнен в виде рупора 4, в
узкой горловине которого между катодом
2 и анодом 3 происходит искровой разряд
высоковольтного конденсатора длитель-
ностью менее 5 мкс (см. разд. 1.2.4). Рупор
расширяет фронт сферической ударной
волны, превращая ее в почти плоскую. Эта
волна ударно возбуждает свободные коле-
бания одновременно на значительной
площади ОК, расположенного на расстоя-
нии до 3 м от широкого конца рупора.
Колебания ОК принимают лазерным
велосиметром (прибором, регистрирую-
щим колебательную скорость), основан-
ным на эффекте Допплера. Поверхность
ОК сканируют построчно. Анализируют
спектр принятого сигнала (быстрое преоб-
разование Фурье) в диапазоне частот от
0 ... 50 кГц. Дефектные зоны отмечают по
изменению этого спектра. Результаты за-
носят в память компьютера и используют
для формирования дефектограммы, пред-
ставляющей собой вид ОК в плане с выяв-
ленными дефектами. Способ успешно оп-
робован на сотовых панелях, других мно-
гослойных конструкциях, изделиях из
композитов, теплозащитных плитках кос-
мического корабля Шаттл, для обнаруже-
ния коррозионных поражений в металли-
ческих узлах самолетов и т.п.
Оригинальный способ контроля лис-
тов из ПКМ с применением волн Лэмба
описан в работе [425, с. 322/275]. Кон-
тактные наклонные преобразователи уста-
навливали на листе из углепластика тол-
щиной 3 мм на расстоянии 250 мм друг от
друга. Дефекты моделировали сквозными
отверстиями с диаметрами 1,4 и 10 мм,
расположенными на пути УЗ-волн между
преобразователями. Излучающий преоб-
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
499
разователь возбуждал в листе волны Лэм-
ба двух нулевых мод а0 и s0. Распределе-
ние вертикальных составляющих смеще-
ний на поверхности листа регистрировали
оптическим (лазерным) приемным уст-
ройством через 126 мкс после начала из-
лучения. На полученных изображениях
раздельно видны эти две моды, распро-
страняющиеся с разными скоростями
(скорость волны $о существенно больше).
Видна также вызванная дефектом дифрак-
ция волны Sg Для наблюдения вызывае-
мых дефектами изменений структуры по-
ля в более четком виде изображение пред-
ставляли в виде разности полей при нали-
чии и в отсутствие дефектов.
Увеличение размера дефекта усили-
вает искажение поля, уменьшает амплиту-
ду сквозного сигнала и меняет время его
распространения. Однако эти изменения
невелики - самый крупный дефект (диа-
метр 10 мм) уменьшает амплитуду сигна-
ла всего на 1,8 дБ, а время его прохожде-
ния увеличивает на 0,3 мкс. Поэтому луч-
шие результаты дает наблюдение разности
полей для дефектных и бездефектных зон.
При автоматизированном высоко-
производительном контроле сотовых па-
нелей, листов, препрегов и других крупно-
габаритных объектов методом прохожде-
ния с использованием струйного контакта
созданию многоканальных установок ме-
шают взаимные помехи между каналами,
обусловленные большой скоростью звука
в воде. Это заставляет увеличивать рас-
стояния между парами преобразователей
соседних каналов. Кроме того, смачивание
ОК в большинстве случаев нежелательно.
Максимальная скорость сканирования для
струйного контакта не превышает
0,75 м/с, что ограничивает производитель-
ность.
Эти недостатки устранены в бескон-
тактной автоматической системе контроля
таких изделий, использующей преобразо-
ватели с воздушной связью [425,
с. 567/209]. Система имеет 8 каналов, каж-
дый из которых содержит пару фокуси-
рующих пьезопреобразователей, располо-
женных соосно по обе стороны ОК. Рас-
стояние между осями пар преобразовате-
лей 100 мм, центральная частота импуль-
сов 400 кГц, диаметр фокальной зоны на
поверхности ОК менее 1 мм. Благодаря
малой скорости звука в воздухе взаимные
помехи между каналами отсутствуют. Из-
лучающие преобразователи возбуждают
импульсами с размахом (от пика до пика)
200 ... 1200 В, центральной частотой 30
кГц ... 1 МГц и длительностью 1 ... 50
периодов. Все каналы могут работать как
синхронно, так и раздельно. Система
управляется компьютером. Амплитуды
принятых сигналов и время их прохожде-
ния представляют в цветном коде.
Кроме метода прохождения, возмож-
на реализация реверберационно-сквозного
метода Сканирующее устройство системы
позволяет регулировать расстояния между
преобразователями и ОК, а также между
осями пар преобразователей. Скорость
сканирования - до 5 м/с. Контроль много-
слойной клееной секции крыла самолета
размерами 10,5 х 3 м, содержащей слои из
ПКМ и металлов и участки с сотовым за-
полнителем, занимает 22 мин против 10 ...
И ч для установки со струйным контак-
том. Выявляют дефекты размером 7 х 7 мм
и более. Производительность можно еще
увеличить до 350 м2/ч, что в 20 ... 100 раз
превышает аналогичные показатели уста-
новок со струйным контактом, а также с
лазерным возбуждением и приемом УЗ-
волн.
Для бесконтактного контроля сото-
вых панелей и листов из ПКМ в Германии
разработана установка AirTech 4000, ис-
пользующая преобразователи с воздушной
связью [425, с. 331/559]. Расчетом уста-
новлено, что при контроле этими преобра-
зователями ОК из ПКМ методом прохож-
дения, даже без учета затухания, амплиту-
да сигнала на 156 дБ меньше, чем при
жидкостном иммерсионном контакте. По-
этому были приняты меры по увеличению
эффективности передачи сигнала всеми
элементами системы. В установке исполь-
500
Глава 4 КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
зовали фокусирующие композитные пье-
зопреобразователи с воздушной связью и
рабочими частотами 250 и 450 кГц. Их
волновое сопротивление снижено (10 ...
15 МПа-с/м) по сравнению с монолитными
преобразователями (32 ... 35 МПа-с/м).
Согласующие слои преобразователей уве-
личивают сигнал на 15 дБ. Длительность
импульсов возбуждающего генератора 15
периодов, мощность 1,2 кВт. Согласующая
электрическая цепь увеличивает амплиту-
ду этих импульсов на 15 дБ. Предусили-
тель с низким уровнем шумов электриче-
ски согласован с преобразователем и
снабжен фильтром. Установка использует
описанную в разд. 4.3.1 автоматическую
сканирующую систему MUSE [422, с. 88].
На установке AirTech 4000 сотовые
панели контролируют методом прохожде-
ния при двустороннем расположении пре-
образователей. Результаты контроля сото-
вой панели с обшивкой из ПКМ, заполни-
телем из материала NOMEX и дефектами
типа ударного разрушения не только не
уступают полученным иммерсионным
методом, но даже содержат больше дета-
лей изображения.
Необходимость двустороннего дос-
тупа к ОК часто препятствует примене-
нию метода прохождения. Реализуемый
при одностороннем доступе эхометод для
контроля тонких листов из ПКМ не при-
меним, так как длительность импульсов
велика для раздельного наблюдения эхо-
сигналов. Поэтому для бесконтактного
контроля с односторонним доступом при-
меняют метод прохождения с использова-
нием волн Лэмба (см. разд. 4.4). Послед-
ним возбуждают и принимают располо-
женными в воздухе наклонными преобра-
зователями с частотой 450 кГЦ. Дефект
отмечают по уменьшению амплитуды эхо-
сигнала. Таким способом выявляют удар-
ные разрушения в листе из углепластика
толщиной 4,2 мм. Замена иммерсионной
жидкости воздухом требует уменьшения
угла наклона акустических осей преобра-
зователей, причем этот угол становится
более критичным, так как повышаются
требования к допустимой его вариации.
Сотовые панели толщиной 16 мм с
обшивкой из углепластика и сотовым бло-
ком из материала NOMEX контролируют
бесконтактным эхометодом с помощью
совмещенного фокусирующего пьезоком-
позитного преобразователя с воздушной
связью [422, с. 3098]. Пьезокомпозитные
преобразователи обладают меньшим вол-
новым сопротивлением, чем обычные
(8 МПа-с/м вместо 35 МПа с/м), поэтому
лучше согласуются с воздухом. Централь-
ная частота импульсов 825 кГц, фокусное
расстояние 40 мм.
Для компенсации потерь на границах
раздела с воздухом преобразователь воз-
буждают импульсами повышенной мощ-
ности с прямоугольной огибающей, при-
меняют высокочувствительный малошум-
ный узкополосный усилитель принятых
сигналов. Расстояние между преобразова-
телем и ОК выбирают меньше фокусного
расстояния преобразователя, поэтому
крайние лучи УЗ-пучка падают на поверх-
ность обшивки под углом, при котором в
ней возбуждается поверхностная волна. В
зоне дефекта амплитуда этой волны меня-
ется. Дефекты регистрируют в виде изо-
бражения ОК в плане. Таким способом
выявляются только дефекты в обшивке.
Возможности бесконтактного кон-
троля сотовых панелей, листов из ПКМ,
древесины и пенопласта методом прохож-
дения с преобразователями с воздушной
связью рассмотрены в работе [362]. Были
использованы фокусирующие пьезоэлек-
трические преобразователи на частоту
400 кГц и электростатические (конденса-
торные) - на частоту 50 кГц, а также спе-
циализированный дефектоскоп Sonda 007
британской фирмы Sonatest.
Применяемый для пьезоэлектриче-
ских преобразователей способ фокусиро-
вания к электростатическим преобразова-
телям не применим, поэтому для повыше-
ния чувствительности последних предло-
КОНТРОЛЬ СОТОВЫХ ПАНЕЛЕЙ И ТОНКИХ ЛИСТОВ ИЗ ПКМ
501
Рис. 4.12. Дефектограммы контроля УЗ-теневым методом
с фокусирующими преобразователями с воздушной связью на частоте 400 кГц:
а - сотовая панель, б - ударное разрушение в листе из ПКМ
жен способ "квазифокусирования''. Для
этого излучающий и приемный преобра-
зователи располагают с отклонением от
соосности, чем достигается сужение зоны
прозвучивания и, следовательно, повыше-
ние фронтальной разрешающей способности.
При контроле УЗ-теневым методом
фокусирующими преобразователями с
частотой 400 кГц достигается фронталь-
ное разрешение 1 мм. В листе из ПКМ
толщиной 6 мм выявляли искусственные
дефекты диаметром 1,6 мм, что не хуже,
чем на частоте 2,25 МГц на установке со
струйным контактом. Результаты контро-
ля бесконтактными фокусирующими пре-
образователями двух объектов показаны
на рис. 4.12.
502
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Сотовые панели с металлическими
обшивками контролируют также бескон-
тактным импедансным методом с элек-
тромагнитно-акустическим возбуждением
и микрофонным приемом упругих колеба-
ний (см. разд. 2.5.2). Однако применение
этого способа ограничено ОК с наружны-
ми слоями из электропроводящих мате-
риалов.
4.4. КОНТРОЛЬ
КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ
ИЗ ПКМ ПРОСТОЙ И СЛОЖНОЙ
ФОРМЫ
Такие изделия обычно представляют
собой листы толщиной более 5 ... 10 мм
или тела вращения, имеющие слоистую
структуру. Большие (а часто переменные)
толщины, крупные габариты и сложная
форма этих ОК, отличающие их от ранее
рассмотренных тонких листов, предъяв-
ляют особые требования к методам и
средствам НК таких изделий. Их основные
дефекты - расслоения, ударные разруше-
ния, пористость, зоны повышенного и
пониженного содержания связующего и
т.п. Изделия из ПКМ контролируют
различными акустическими методами.
Ультразвуковой метод прохожде-
ния применяют как для проверки единич-
ной и мелкосерийной продукции, так и
для высокопроизводительного НК в круп-
носерийном производстве. Используют
амплитудный вариант метода и все спосо-
бы акустического контакта, кроме элек-
тромагнитно-акустического, непригодного
для работы на диэлектрических материалах.
В единичном или мелкосерийном
производствах изделия из ПКМ контроли-
руют катящимися преобразователями с
шинами из мягкого пластика (полиурета-
на, резины и т.п.) и сухим контактом с ОК,
а также прямыми преобразователями с
сухим или жидкостным контактом.
В ВИАМе разработаны руководящие
материалы для ручного контроля мелкосе-
рийных изделий из ПКМ толщиной
10 ... 20 мм УЗ-амплитудным методом
прохождения. Используют как универ-
сальные, так и специальные низкочастот-
ные дефектоскопы (например, УК-22КБ,
УД2-16) с рабочими частотами от
0,04 МГц и выше, с катящимися или бес-
контактными преобразователями с воз-
душной связью. Приспособления для со-
осного перемещения излучающего и при-
емного преобразователей потребители
изготовляют сами.
Дефектоскоп настраивают по стан-
дартным образцам с искусственными де-
фектами, создаваемыми разными спосо-
бами. Один из них - закладка в материал
пакета из фторопластовой пленки. В этом
случае, несмотря на отсутствие адгезии,
пленка может иметь плотный контакт с
материалом ОК, пропускающий упругие
колебания. Прозрачность такой модели
дефекта увеличивается с уменьшение час-
тоты. Поэтому ее применяют в основном
при контроле на высоких частотах.
Более надежный способ моделирова-
ния расслоений, пригодный и для низко-
частотных методов контроля, состоит в
закладке в материал до его полимеризации
тонкой (порядка 0,1 мм) пластины из не-
ржавеющей стали в форме клина или тра-
пеции, смазанной антиадгезионным соста-
вом. Широкое основание пластины выхо-
дит на боковую кромку образца. После
полимеризации ПКМ пластину извлекают,
и остается заполненное воздухом расслое-
ние, исключающее касание разделенных
им слоев. Искусственные дефекты закла-
дывают на разных глубинах.
Применяют накладные пленочные
имитаторы дефектов, не требующие из-
готовления специальных образцов [241].
Их выполняют в виде многослойного па-
кета из полиэтиленовой пленки толщиной
0,04 ... 0,06 мм (размер в плане 100 х
100 мм) с заложенными в нем двумя ис-
кусственными дефектами разных разме-
ров. Дефекты создают, закладывая в пакет
два слоя фильтровальной бумаги и два
слоя марли, обернутые фторопластовой
пленкой. Толщина имитатора в зонах де-
фектов - 0,45 ... 0,75 мм, расстояния де-
фектов от краев пакета - 15 ... 20 мм. Для
КОНТРОЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПКМ
503
в)
Рнс. 4.13. К оценке глубины залегания дефекта
при контроле теневым методом:
а - контроль раздельными парами преобразователей;
б - временные характеристики принятых сигналов L/n|
и С'п2; в - конструкция мозаичного преобразователя
предотвращения смещения внутри общего
полиэтиленового пакета каждый пакет
заваривают по контуру.
Модели дефектов обычно имеют
форму квадрата, их размеры выбирают в
зависимости от параметров ОК и рабочих
диаметров преобразователей. При на-
стройке имитатор накладывают на по-
верхность ОК в зоне контроля. В зоне
меньшего дефекта УЗ-сигнал должен про-
ходить между преобразователями, в зоне
большего - полностью задерживаться.
Например, при рабочем диаметре преоб-
разователей 20 мм сигнал проходит, если
размеры искусственных дефектов равны
15 х 15 мм и полностью задерживается,
если 30 х 30 мм.
При ручном контроле крупногаба-
ритных конструкций методом прохожде-
ния часто возникает необходимость соос-
ной установки преобразователей по раз-
ные стороны ОК. Если размеры ОК не
позволяют использовать приспособления
типа скоб, применяют системы ориента-
ции преобразователей.
Одна из таких систем основана на
применении магнитного поля [241]. Ис-
точник и приемник этой системы надева-
ют на излучающий и приемный УЗ-
преобразователи. Источник - это распо-
ложенный вокруг одного из преобразова-
телей кольцевой постоянный магнит, при-
емник - размещенные вокруг другого пре-
образователя герконы (не менее трех).
Каждый из герконов включен в цепь сиг-
нальной лампочки или светодиода. Уста-
новив на ОК УЗ-преобразователь с источ-
ником системы ориентации, преобразова-
тель с приемником этой системы переме-
щают по противоположной поверхности
ОК (обычно это делает второй оператор),
добиваясь соосности преобразователей,
отмечаемой по включению всех сигналь-
ных лампочек. В источнике предусмотре-
на регулировка положения кольцевого
магнита для оптимальной настройки при
изменении толщины ОК. Система пригод-
на для контроля изделий из любых нефер-
ромагнитных материалов.
В другой системе для соосной уста-
новки преобразователей используют вих-
ретоковый экранный метод [152]. На одну
из поверхностей ОК устанавливают воз-
буждаемую генератором обмотку вихре-
токового прибора (служащего также для
измерения толщины ОК), а приемную об-
мотку перемещают по противоположной
поверхности. Соосность расположения
обмоток отмечают по максимуму сигнала
в приемной обмотке. Затем на найденные
позиции устанавливают УЗ-преобразо-
ватели. Система пригодна только для кон-
троля ОК из диэлектрических материалов.
504
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис.4.14. Схема контроля ОК большой толщины:
1 - излучатель ультразвука; 2 - корпус; 3 - дефект; 4 - приемник; 5 - заполнитель
Обычно метод прохождения не дает
информации о глубине залегания дефек-
тов. Однако при контроле толстых ОК эту
глубину иногда можно оценить [263, 150].
Если прозвучивание ведут контактным
теневым методом и пары излучающих и
приемных УЗ-преобразователей располо-
жены на расстоянии ДХ (рис. 4.13, а), то
при перекрытии каждого из каналов де-
фектом, расположенным на глубине У,
происходит уменьшение уровня соответ-
ствующего принятого сигнала (рис. 4.13,
б). Временные характеристики сигналов
каналов смещены на время
л ДХ 2Y-d
/\t — ——I-----,
V с
где v - скорость перемещения ОК относи-
тельно преобразователей; d- толщина ОК;
с - скорость звука в ОК.
Точность оценки глубины Y увеличи-
вается с уменьшением ДХ. При использо-
вании мозаичных преобразователей
(рис. 4.13, в) величину ДХ можно не учи-
тывать. Для исключения взаимного влия-
ния каждый канал работает на своей час-
тоте, что достигается применением пьезо-
элементов разной толщины. Глубину Y
определяют по формуле
Y=d i cAt
2 2
Крупносерийные ОК проверяют на
специализированных установках в иммер-
сионных ваннах с регистрацией результа-
тов. При контроле изделий переменной
толщины применяют автоматическое ре-
гулирование усиления как функции тол-
щины, позволяющее скомпенсировать
ослабление сигнала вследствие затухания.
Методом прохождения выявляют не толь-
ко расслоения, но и зоны повышенной
пористости. Все дефекты регистрируют по
уменьшению амплитуды принятого сигна-
ла. Частоту выбирают с учетом затухания
упругих волн в материале. Увеличение
частоты повышает чувствительность (осо-
бенно при выявлении пористости) и
улучшает обнаружение дефектов с малым
раскрытием.
Часто подобные установки имеют
внушительные размеры. Например, четы-
КОНТРОЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПКМ
505
рехканальная установка SARA 10 для кон-
троля крупногабаритных ОК из ПКМ со
струйным контактом [422, с. 76] имеет
габариты 24 х 7,4 х 10,3 м и контролирует
не только методом прохождения, но и
эхометодом со скоростью 0,6 м/с. Кроме
изделий из ПКМ, система позволяет про-
верять сотовые панели, многослойные
узлы самолетов и вертолетов.
Контроль особенно толстых (до 1 м)
изделий из полимерных материалов без
использования жидкостных переходных
сред, представляет собой сложную задачу,
требующую применения нетрадиционных
подходов. Для ее решения в ФНПЦ "Ал-
тай" разработаны аппаратура и методика
на основе применения бесконтактного
метода прохождения [387, 388]. Для ком-
пенсации огромных потерь от затухания
УЗК в материалах ОК и на границах его
раздела с воздухом разработаны мощные
(до 5 Вт/см2) широкополосные газоструй-
ные излучатели (см. разд. 4.3.2) и чувстви-
тельные (800 мкВ/Па) приемники микро-
фонного типа. Используются непрерыв-
ные широкополосные колебания в диапа-
зоне частот 20 ... 60 кГц. От излучателя,
размещенного внутри трубчатого ОК, сиг-
налы на приемный преобразователь при-
ходят различными путями (рис. 4.14). Де-
фект соединения между корпусом 2 и за-
полнителем 5 уменьшает уровень сквозно-
го сигнала. Рассмотрена теория формиро-
вания этого сигнала. Для обработки ин-
формации использовано вейвлетное пре-
образование. Контроль ведется сканиро-
ванием. При толщине стенки ОК 1 м вы-
является дефект в виде отсутствия соеди-
нения между корпусом и заполнителем
размером 3x3 см.
Интересный метод контроля труб из
стеклопластика описан в работе [383]. На
трубу надевали охватывающий ее акусти-
ческий блок из 16 равномерно располо-
женных по окружности излучающих пье-
зопреобразователей, которые одновремен-
но возбуждали импульсом длительностью
10 периодов с центральной частотой
140 кГц. В трубе возникали продольные
волны и нулевые моды волн Лэмба. По-
следние распространялись в обе стороны
вдоль трубы. Использовали симметрич-
ную волну 50, обладающую наименьшей
дисперсией скорости, поэтому волновой
пакет при распространении не менял сво-
ей формы.
Лазерным гетеродинным интерферо-
метром регистрировали радиальную со-
ставляющую колебательной скорости на
поверхности трубы. Сканирующая систе-
ма с четырьмя степенями свободы обеспе-
чивала вращение трубы и поступательное
движение лазерного приемника вдоль нее.
Дефекты отмечали по изменению изобра-
жения волновой картины на экране дис-
плея. В трубах диаметром 72,1 мм с тол-
щиной стенки 6 мм выявляли дефекты
(ударные разрушения, расслоения, кон-
трольные отверстия) на расстояниях от
5 ... 100 см от излучающего преобразова-
теля. Расслоение диаметром 1 см обнару-
живали на расстоянии до 1 м от излучате-
ля. Увеличение этого расстояния ограни-
чивалось затуханием, составляющим 35 ±
5 дБ/м. Выявленные дефекты исследовали
более детально УЗ-эхометодом с исполь-
зованием частоты 10 МГц и разверток ти-
па В и С. Производительность установки
1 м/с.
Для контроля ОК больших толщин из
материалов с повышенным затуханием
используют также бесконтактные электро-
статические (конденсаторные) преобразо-
ватели диаметром 38 мм с рабочей часто-
той 50 кГц (см. разд. 1.2.4). Кроме обыч-
ного для метода прохождения соосного
расположения излучающего и приемного
преобразователей, используют "квази-
фокусирующее" расположение (см. разд.
4.3.2). Этим достигается эффект, подоб-
ный фокусировке. В результате чувстви-
тельность повышается: минимальный
диаметр выявляемого дефекта в образце из
углепластика уменьшается с 12 до 8 мм
(на частоте 400 кГц с фокусирующими
преобразователями в этом образце выяв-
ляется дефект диаметром 1,6 мм).
506
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
На частоте 50 кГц возможен также
контроль сотовых панелей, блоков из пе-
нопласта, трехслойных панелей с пено-
пластовым заполнителем и других подоб-
ных изделий, проверка которых на более
высоких частотах затруднена большим
затуханием.
Эхометод. Возможности этого мето-
да сильнее зависят от затухания УЗ-волн и
толщины ОК, чем большинства других
акустических методов. Это связано с тем,
что затухание во всех ПКМ много больше,
чем в большинстве металлов, причем УЗ-
сигнал должен пройти через ОК дважды.
Коэффициенты затухания УЗ-волн в
ПКМ зависят от их природы и технологии
изготовления. Одни ПКМ обладают очень
большим затуханием, другие прозвучива-
ются относительно легко. Изделия из
ПКМ толщиной до 20 ... 30 мм с относи-
тельно небольшим затуханием контроли-
руют ультразвуковыми дефектоскопами
общего применения. Для контроля эхоме-
тодом толстые ОК из ПКМ и других мате-
риалов с повышенным затуханием приме-
няют специальную, более сложную аппа-
ратуру (см. разд. 4.15).
В углепластиках толщиной до 20 мм
стандартным дефектоскопом УД2-12 об-
наруживают внутренние дефекты, опреде-
ляют степень пористости, и даже оцени-
вают прочность материала (см. разд.
7.5.4).
М.П. Уральским (ВИАМ) разработа-
на методика выявления эхометодом внут-
ренних дефектов в листовых конструкци-
ях из углепластиков толщиной до 10 ...
20 мм. Используют дефектоскоп УД2-12 с
прямыми совмещенными преобразовате-
лями на частоты 2,5 и 1,25 МГц. Характер
выявленных дефектов (расслоения, зоны
избытка связующего, складки и искривле-
ния слоев и т.п.) часто можно оценить по
форме эхосигнала. Для настройки приме-
няют ступенчатые стандартные образцы с
плоскопараллельными поверхностями
рабочих участков (рис. 4.15). Шерохова-
тость рабочих поверхностей образца и
ОК - Rz = 2,5 мкм. В качестве контактной
жидкости используют дистиллированную
воду. Минимальный диаметр выявляемого
дефекта —2 ... 3 мм.
По другой методике ВИАМ степень
пористости углепластиков толщиной до
20 мм с малым затуханием контролируют
КОНТРОЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПКМ
507
также ультразвуковым эхометодом. При
этом используют стандартный дефекто-
скоп УД2-12 с прямым совмещенным пре-
образователем на частоту 5 МГц. Для кон-
троля ОК толщиной менее 2 мм рекомен-
дуется применять раздельно-совмещен-
ный преобразователь. Пористость оцени-
вают по снижению амплитуды донного
эхосигнала (в децибелах) относительно
полученной на стандартном образце без
пористости. Последний подобен показан-
ному на рис. 4.15 , но не содержит искус-
ственного дефекта. Степень пористости в
процентах находят по эмпирическим зави-
симостям, построенным для данного ма-
териала.
Фирмами Rolls-Royce (Великобрита-
ния) и Fiat Avio (Италия) разработана ус-
тановка для автоматизированного ультра-
звукового контроля крупногабаритных
корпусов реактивных двигателей цилинд-
рической формы с куполообразными
окончаниями [425, с. 15/082]. Диаметр
корпуса 2 м, длина 4 м. Корпус состоял из
полученного методом намотки углепла-
стикового каркаса и внутреннего теплоза-
щитного резинового покрытия. Требова-
лось обнаруживать не только дефекты
(расслоения, пустоты, зоны нарушений
соединений между слоями), но и контро-
лировать толщину углепластика и покры-
тия. Контроль проводили эхометодом как
с наружной, так и с внутренней стороны
корпуса с использованием механической
сканирующей системы.
Для контроля с внутренней стороны
через отверстия в торцевых частях корпу-
са вводили штангу, на которой располо-
жены прямые широкополосные преобра-
зователи на частоту 2 МГц с резиновыми
линиями задержки. Качество акустическо-
го контакта контролировали по амплитуде
сигнала, отраженного от внутреннего по-
крытия. При этом со стороны резинового
покрытия толщиной 26 мм удавалось вы-
являть также расслоения в углепластике.
С наружной стороны корпус контро-
лировали только по цилиндрическим по-
верхностям иммерсионными преобразова-
телями с частотой 5 МГц. Контактную
жидкость - дистиллированную воду - по-
давали в зону контакта насосом. Проверка
куполообразных частей затруднялась
большими неровностями их поверхностей.
Для повышения производительности од-
новременно использовали несколько пре-
образователей. Систему временной регу-
лировки чувствительности настраивали на
плоских контрольных образцах.
Установка обнаруживала дефекты
(расслоения, дефекты соединения) разме-
ром от 8 х 8 мм. Погрешность измерения
толщин резинового покрытия в пределах
2 ... 45 мм составляла 0,5 мм, углепласти-
ка толщиной 4,2 ... 18 мм-0,1 мм.
Вариант эхометода со спектральной
обработкой информации использован для
НК сопла реактивного двигателя одной из
космических систем [365]. Сопло длиной
1,9 м имеет форму песочных часов и изго-
товлено из двух слоев композиционных
материалов. Наружный слой в 4 ... 5 раз
тоньше внутреннего. Применение радиа-
ционной компьютерной томографии и
обычного ультразвукового эхометода не
позволило решить задачу контроля соеди-
нения слоев сопла. Компьютерный томо-
граф обнаруживал только пустоты и де-
фекты с большим раскрытием, ультразву-
ковой эхометод не выявлял зоны плотного
соприкосновения слоев при отсутствии
адгезии.
Для решения задачи была разработа-
на ультразвуковая система UltraSpec.
В ней использовали контактный раздель-
но-совмещенный преобразователь, возбу-
ждающий в ОК непрерывные колебания
качающейся частоты. Увеличением на-
пряжения возбуждающего излучающий
преобразователь генератора с ростом час-
тоты добивались практически плоской
амплитудно-частотной характеристики
(АЧХ) системы в бездефектных зонах ОК.
Так как высокие частоты спектра сильнее
затухают и рассеиваются неоднородно-
стями материала, наличие пористости и
иных дефектов приводит к уменьшению в
принятом сигнале высокочастотных со-
508
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
ставляющих. В результате АЧХ всей сис-
темы тем сильнее отличается от плоской,
чем больше в материале дефектов. На
спектр выходного сигнала влияют также
резонансы и антирезонансы по толщине
стенки ОК.
Применяли частоты 0,5 ... 1,5 МГц.
Дефекты регистрировали по изменению
спектров принятых УЗ-колебаний. В зоне
доброкачественного соединения наружно-
го и внутреннего слоев ОК резонансная
частота толщинных колебаний ОК состав-
ляла около 80 кГц, в наружном слое, не
соединенном с внутренним, - 400 кГц.
Кроме спектров для доброкачественных и
дефектных зон, приведены "спектры от
спектров", также дающие наглядные пред-
ставления об изменении характера инфор-
мативных сигналов. Система UltraSpec
выявляла все дефекты клеевого шва,
включая зоны плотного прижатия слоев в
отсутствии адгезии. Хотя количественно
определить прочность соединения слоев
не удалось, авторы считают такую оценку
возможной. Система применяется также
для контроля других объектов, в том чис-
ле обнаружения коррозионных пораже-
ний.
Реверберационно-сквозным (РСкв)
методом в США контролируют изделия из
ПКМ, клеевые соединения в многослой-
ных конструкциях из ПКМ и металлов,
изделия из древесины и ее производных,
бетона и других материалов. РСкв методу
посвящена обширная литература, приве-
денная в работе [394]. Контроль регламен-
тирован стандартами Американского об-
щества испытаний материалов (ASTM).
Стандарт Е1495-94 [357] содержит основ-
ные сведения о методе и общие рекомен-
дации по его использованию.
Благодаря многократному прохожде-
нию УЗ-импульсов через ОК, возможно
обнаружение не выявляемых традицион-
ными методами мелких множественных
дефектов, влияющих на эксплуатационные
свойства ОК - пористости, микротрещин,
начальных стадий усталостных разруше-
ний и т.п. Поэтому данный стандарт реко-
мендует проводить контроль ревербера-
ционно-сквозным методом лишь после
проверки ОК другими методами на нали-
чие крупных дефектов.
При контроле этим методом приме-
няют прямые узкополосные и широкопо-
лосные преобразователи продольных
волн. Узкополосные преобразователи бо-
лее чувствительны, но присущая им зна-
чительная длительность УЗ-импульсов
затрудняет выделение прошедших через
ОК сигналов. Поэтому для контроля ОК с
небольшим затуханием УЗК (амплитуда
прошедших импульсов достаточно велика)
целесообразнее использовать широко-
полосные преобразователи. Изделия из
ПКМ контролируют преобразователями с
центральными частотами импульсов
0,5 ... 5 МГц. Иногда широкополосные
излучающие преобразователи УЗ-дефек-
тоскопов применяют в паре с резонанс-
ными приемными преобразователями аку-
стико-эмиссионной аппаратуры.
Расстояние между осями преобразо-
вателей определяется общим затуханием
УЗ-импульсов в ОК и чувствительностью
аппаратуры. Обычно оно составляет не-
сколько сантиметров. Применяют все спо-
собы ввода УЗ-колебаний в ОК: контакт-
ный жидкостный, контактный сухой (че-
рез прокладки из мягкого пластика), им-
мерсионный, струйный и др. При контакт-
ных способах необходимо обеспечить
достаточную и стабильную силу прижатия
преобразователей к ОК. Для контроля ОК
с криволинейными поверхностями наибо-
лее удобны преобразователи со струйным
контактом и катящиеся преобразователи с
сухим контактом.
Контроль ведут методом сканирова-
ния. При проверке ОК из анизотропных
материалов (например, ПКМ) снимают
показания для двух или большего числа
направлений. Местные изменения толщи-
ны ОК меняют показания, поэтому долж-
ны учитываться. При контроле принимают
меры для уменьшения влияния опор ОК
на коэффициент отражения УЗ-импульсов,
например кладут ОК на ребристую опору,
КОНТРОЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИИ ИЗ ПКМ
509
обеспечивающую минимальную площадь
контакта.
Применяют как аналоговую, так и
цифровую обработку информации. По-
следнюю используют для спектрального
анализа сигналов (быстрое преобразова-
ние Фурье) и вычисления количественного
критерия метода SWF для оценки резуль-
татов контроля (см. разд. 2.3.8). Выбор
вида критерия SWF определяется особен-
ностями ОК и подлежащими оценке его
параметрами. Стандарт Е 1498-94 содер-
жит следующие рекомендации по приме-
нению разновидностей критерия SWF.
Амплитудный критерий, определен-
ный формулой (2.52) эффективен для об-
наружения микротрещин в ПКМ после
растягивающей нагрузки.
Счетный критерий с заданным поро-
говым уровнем по формуле (2.53) исполь-
зуют для выявления ударных разрушений
в ОК из ПКМ и оценки прочности клеевых
соединений. В последнем случае резуль-
таты можно улучшить, исключив из спек-
тра сигнала неинформативные состав-
ляющие. После этого SWF вычисляют для
оставшихся составляющих спектра.
Энергетические критерии SWF
(формулы 2.54, 2.55) наиболее эффектив-
ны для оценки начальных стадий разру-
шения материала, в частности микротре-
щин и усталостных повреждений в угле-
пластиках.
Отклонения от оптимальной структу-
ры материала ОК (пористость, микротре-
щины, усталостные разрушения, неполная
полимеризация связующего и т.п.) обычно
увеличивают затухание УЗ-импульсов, что
отмечается соответствующим уменьшени-
ем критерия SWF. Однако иногда наблю-
дается обратное явление. Так, при контро-
ле ОК в виде металлической обшивки с
внутренним слоем из ПКМ со стороны
металла, нарушение соединения между
элементами приводит к уменьшению зату-
хания, а значит росту SWF.
Реверберационно-сквозной метод
применяют также для оценки прочности
изделий из ПКМ (см. разд. 7.5.4) и клее-
вых соединений (см. разд. 7.5.7)
Стандарт Е 1736-95 регламентирует
контроль сферических и цилиндрических
сосудов давления, выполненных путем
намотки на металлический каркас упроч-
няющей оболочки из ПКМ. Такие сосуды
предварительно контролируют другими
методами (например, акустико-эмиссион-
ным или иммерсионным эхометодом) с
целью выявления крупных дефектов. Ре-
верберационно-сквозной метод применя-
ют для обнаружения микродефектов и
оценки механических свойств материала.
Сосуды с наружным упрочняющим
слоем из материала "Кевлар" контролиру-
ют на управляемой компьютером автома-
тизированной установке с механическим
сканирующим устройством. Излучающий
и приемный преобразователи располагают
на подвижной каретке на расстоянии 2 ...
5 см от ОК. Каждый преобразователь име-
ет с ОК акустический контакт через не-
прерывную струю воды. Оси преобразова-
телей перпендикулярны к поверхности
ОК. Расстояние между осями достаточно
для исключения прохождения сигналов
между преобразователями через воду.
Длина продольной волны в материале ОК
должна быть не более толщины материа-
ла. Рекомендуемая центральная частота
импульсов для контроля ОК из полимеров
и ПКМ - 2,25 МГц.
Контроль ведут по зонам при двух
ориентациях преобразователей. Для сфе-
рических сосудов - это направления па-
раллельно экватору и меридиану, для ци-
линдрических - по окружности и парал-
лельно оси. Временной селектор отделяет
полезные сигналы от помех. В установке
учитывается разная толщина ПКМ в раз-
личных зонах сосуда. Результаты контро-
ля заносят в память компьютера и затем
представляют в виде черно-белых с не-
сколькими градациями или цветных изо-
бражений, количественно характеризую-
щих свойства слоя из ПКМ через крите-
рий SWF.
Другие акустические методы НК
также применяются для контроля рас-
сматриваемых изделий.
510
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Велосиметрический метод (особенно
с двусторонним доступом к ОК) также
пригоден для контроля ОК из ПКМ. Ме-
тод не требует применения контактных
жидкостей. Как и при контроле УЗ-
теневым методом, применяют приспособ-
ления, обеспечивающие соосность излу-
чающего и приемного преобразователей,
расположенных по разные стороны ОК.
При работе непрерывными колебаниями
дефекты отмечаются по изменению фазы
принятого сигнала, при работе в импульс-
ном режиме - по запаздыванию прошед-
шего через ОК импульса. Чувствитель-
ность зависит от толщины ОК, уменьша-
ясь с увеличением последней. При исполь-
зовании велосиметрического метода с од-
носторонним доступом к ОК для проверки
всего сечения необходим последователь-
ный контроль с двух сторон.
Импедансный метод используют для
выявления расслоений в листах из ПКМ
при небольших объемах производства.
Применяют импульсные импедансные
дефектоскопы с раздельно-совмещенными
преобразователями. Листы проверяют с
двух сторон, так как при одностороннем
доступе возможно обнаружение расслое-
ний на глубинах не более 60 ... 70 % от
толщины листа. Метод пригоден для кон-
троля листов толщиной от 2 .. 3 до 10 ...
12 мм. В более толстых листах дефекты на
глубине свыше 5 ... 6 мм от поверхностей
не выявляются.
Для НК узлов самолетов из ПКМ
(например, истребителя Рафаль) фирма
Dassault Aviation (Франция) применяет
установку RTUIS, использующую акусти-
ческий интерференционный (голографиче-
ский) метод [422, с. 318]. ОК устанавли-
вают вертикально в иммерсионной ванне.
От излучающего пьезоэлемента диамет-
ром 100 мм на ОК направляют плоско-
параллельный УЗ-пучок. Проходя через
ОК и конденсор, этот пучок, отражается
от установленного под углом 45° зеркала
и падает на горизонтальную поверхность
жидкости. Одновременно от другого пье-
зоэлемента (аналогичного первому) на ту
же поверхность посылают опорный УЗ-
пучок. Смешиваясь, эти пучки создают на
поверхности жидкости сложную интерфе-
ренционную картину, которую преобра-
зуют в видимое телевизионное изображе-
ние оптической лазерной системой.
Используют УЗ-импульсы длитель-
ностью 100 мкс с центральными частота-
ми 3 ... 5 МГц. Вспышки лазера оптиче-
ской приемной системы происходят 50 ...
60 раз в секунду. Производительность ус-
тановки RTUIS - 10 ... 30 м2/мин, мини-
мальная площадь выявляемого дефекта
0,025 см2. Хорошая чувствительность и
разрешающая способность сохраняются
при контроле изделий из ПКМ толщиной
до 30 мм. Допустимое отклонение падения
УЗ-пучка на поверхность ОК составляет
± 7°, что позволяет контролировать изде-
лия сложной формы.
В той же работе сообщается о приме-
нении преобразователей с воздушной свя-
зью и реверберационно-сквозного метода.
Последний используют в основном для
контроля ОК повышенных толщин и
сложной формы.
Термоакустический метод контроля
оказался наиболее эффективным при кон-
троле неметаллических материалов, так
как они обладают меньшей теплопровод-
ностью и в них больше величина упругого
гистерезиса. В [424, с. 250] применение
метода для дефектоскопии армированных
пластиков, керамики, узлов крепления
стрингеров к обшивке. УЗ-колебания воз-
буждали в ОК контактным пьезопреобра-
зователем, их мощность изменяли от 200
до 2000 Вт, но в ОК попадало только 10 ...
20 % этой энергии. В отличие от варианта,
рассмотренного в разд. 2.3.1, повышение
температуры ОК фиксировали не термо-
визором, а лазерным интерферометром,
регистрирующим тепловое расширение на
поверхности. Интерферометрическая кар-
тина имела вид пятен, поэтому вариант
метода предложено назвать ESPI -
Electronic-Speckle-Pattem-Interferometry.
Показано, что по мере увеличения време-
КОНТРОЛЬ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПКМ
511
ни воздействия УЗ от 0 до 13 с область
теплового расширения увеличивается.
Для контроля ПКМ и керамики пред-
ложен метод нелинейной трансформации
упругих колебаний на дефектах [429,
докл. 185]. В дефектной зоне упругий гис-
терезис больше, в результате вводимые
колебания искажаются и появляются выс-
шие гармоники. Искажение колебаний
происходит также в результате трения
поверхностей дефекта, его схлопывания.
Принимают колебания путем сканирова-
ния поверхности пьезопреобразователем с
воздушным акустическим контактом.
Возможен также вариант с использовани-
ем виброметра. Приведен пример, когда
при возбуждении колебаний частотой 225
кГц дефектная область фиксировалась на
второй гармонике - 450 кГц. Метод вы-
годно отличается тем, что позволяет вы-
бирать только опасные дефекты, влияю-
щие на эффект упругого гистерезиса.
Комплексное применение различных
методов часто используют для НК многих
объектов. Обычно это сочетание метода
прохождения с эхометодом, используемое,
например, в некоторых установках для
автоматизированного контроля деталей и
узлов из ПКМ, а также крупногабаритных
многослойных конструкций летательных
аппаратов.
Один из примеров комплексного
применения различных методов НК - об-
наружение ударных разрушений ПКМ.
Такие разрушения могут возникать как
при изготовлении, так и при эксплуатации
изделий. Их причинами могут быть паде-
ние инструментов, град, столкновения в
полете с птицами и т.п. Удары с малой
энергией вызывают опасные расслоения,
которые часто не обнаруживаются визу-
ально. Увеличение энергии ударов до еди-
ниц джоулей меняет вид поверхности ОК,
приводя к появлению видимых вмятин,
возникновению трещин и разрыву арми-
рующих волокон.
Ударные разрушения ПКМ выявляют
визуальными, акустическими, радиацион-
ными и тепловыми методами. Сравни-
тельные характеристики этих методов
изучали на образцах в виде листов из уг-
лепластика с числом слов 8, 10 и 16, а
также на реальных узлах самолетов - ста-
билизаторе, двери и др. Дефекты создава-
ли ударами с энергиями 3 ... 7 Дж [425,
с. 485/697]. Результаты контроля всеми
методами представляли в виде изображе-
ния ОК в плане (С-скан). Из акустических
методов опробовали эхометод, метод про-
хождения и акустический импедансный
метод. Эхометод использовали в иммер-
сионном варианте, критерием дефекта
служило ослабление донного сигнала. При
контроле методом прохождения применя-
ли струйный контакт, дефекты регистри-
ровали по уменьшению амплитуды сквоз-
ного сигнала. Контроль импедансным ме-
тодом проводили прибором MIA 3000
английской фирмы Inspection Instruments,
использующим непрерывные изгибные
колебания и совмещенный преобразова-
тель.
Радиационный метод оказался мало-
пригодным для обнаружения расслоений,
слабо влияющих на поглощение излуче-
ния. Результаты контроля можно улуч-
шить применением заполняющих пустоты
поглощающих излучение жидкостей (на-
пример, иодида цинка), которые увеличи-
вают контраст изображений и облегчают
обнаружение ударных разрушений. Одна-
ко это возможно только если повреждение
материала открывает доступ контрастной
жидкости в полость дефекта.
УЗ-эхометод и метод прохождения
обладают наилучшими возможностями
выявления ударных разрушений. Импе-
дансный метод имеет ограничение по глу-
бине залегания дефектов, поэтому при
одностороннем доступе им обнаруживают
только близкие к поверхности дефекты.
Дефекты, расположенные вблизи проти-
воположной поверхности, выявляют при
контроле с обратной стороны ОК. Пре-
имущество импедансного метода перед
рассмотренными ультразвуковыми - от-
512
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
сутствие необходимости применения кон-
тактной жидкости.
Особенности контроля изделий
сложной формы и переменной толщи-
ны. Одна из проблем, связанных с созда-
нием установок для автоматического кон-
троля таких изделий эхометодом и мето-
дом прохождения, - обеспечение необхо-
димого положения преобразователя (пре-
образователей) относительно ОК. Скани-
рующее устройство должно в каждой точ-
ке устанавливать преобразователи нор-
мально или (например, при контроле по-
перечными волнами) под определенным
углом к поверхности ОК и на заданном
расстоянии от нее. Это особенно важно
при контроле эхометодом на высоких час-
тотах.
В общем случае установка преобра-
зователя в любое положение реализуется
изменением трех его декартовых коорди-
нат (х, у, z) и использованием двух шарни-
ров. Обычно основной задачей является
ориентирование оси преобразователя нор-
мально к поверхности ОК. Разработаны
разные способы адаптации сканирующей
системы к форме ОК, в том числе исполь-
зующие самообучение с последующим
составлением математического описания и
разработкой компьютерной программы
[425, с. 483/216]. Точность позициониро-
вания, например, при контроле ОК из
ПКМ методом прохождения на частоте
5 МГц должна быть не хуже ± 0,2 мм и
± 0,5°.
Кроме автоматического позициони-
рования преобразователей, система долж-
на регулировать усиление, чтобы ском-
пенсировать изменение затухания в от-
дельных зонах ОК (например, при увели-
чении его толщины). При контроле эхоме-
тодом многослойных конструкций, слои
которых ориентированы не параллельно
донной поверхности, оптимальная выяв-
ляемость расслоений требует нормального
падения УЗ-пучка на границы слоев. Од-
нако при этом возможно пропадание дон-
ного сигнала. Поэтому принимают меры
для исключения этого явления.
Установки для автоматизированного
контроля используют в основном для про-
верки крупногабаритных серийных узлов
из ПКМ и многослойных конструкций, в
которых применяют струйный (реже им-
мерсионный) способ контакта. Размеры
таких установок часто измеряются многи-
ми метрами. Естественно, они сложны и
дороги. Однако эти установки обладают
высокой производительностью и исклю-
чают присущую ручному контролю субъ-
ективность оценки результатов. Поэтому в
конечном итоге их применение повышает
качество ответственных изделий и снижа-
ет производственные затраты.
4.5. КОНТРОЛЬ СПЕЦИАЛЬНЫХ
КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
Кроме ПКМ на основе полимерной
матрицы с армирующими волокнами, в
промышленности применяют матричные
материалы типа C/SiC, адаптивные
ПКМ, материалы углерод-углерод (С/С-
SiC) и полимерные взрывчатые вещества.
Используемые в космических аппа-
ратах многократного применения высоко-
температурные (до 1600 °C) матричные
композиционные материалы (МКМ) типа
C/SiC контролируют на разных стадиях их
изготовления [422, с. 95]. До пиролиза,
когда материал подобен углепластику и
допускает контакт с жидкостями, его кон-
тролируют методом прохождения или
эхометодом со струйным контактом на
частоте 2 МГц. Выявляют дефекты разме-
ром от 5 мм. После пиролиза материал
становится пористым и уже не допускает
контакта с жидкостью, поэтому применя-
ют катящиеся преобразователи с сухим
контактом. В другом варианте ОК поме-
щают в вакуумные мешки из пластика с
толщиной стенки 0,6 мм. После удаления
воздуха мешок плотно прижимается к ОК,
создавая хороший акустический контакт.
Затем УЗ-методом прохождения на часто-
те 2 МГц выявляют расслоения и зоны
КОНТРОЛЬ СПЕЦИАЛЬНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
513
повышенной пористости. Результаты
представляют в виде изображений типа С.
Некоторые изделия из МКМ, не
имеющие двустороннего доступа, контро-
лируют вручную эхометодом без вакуум-
ных мешков. В качестве контактной жид-
кости используют спирт, который испаря-
ется после проведения контроля. Однако
спирт заполняет поры, препятствуя обна-
ружению дефектов. Поэтому проверку
производят быстро, до пропитки материа-
ла спиртом, используя совмещенные или
раздельно-совмещенные преобразователи
на частоту 2 МГц. Способ обеспечивает
более высокую чувствительность, чем
контроль в вакуумных мешках. Уменьше-
ние пористости улучшает чувствитель-
ность УЗ-контроля.
После возвращения космического ко-
рабля на Землю изделия из МКМ могут
быть снова проконтролированы. Ввиду
большой площади поверхности этих изде-
лий, их сначала проверяют более произво-
дительным способом простукивания, а
затем подозрительные места контролиру-
ют эхометодом.
В авиакосмической промышленности
используют адаптивные ПКМ (adaptive
CFRP-structures). В этих материалах меж-
ду слоями ПКМ (обычно углепластика)
располагают тонкие пластины из пьезо-
электрика, металлизированные обкладки
которых проводящими углеродными ни-
тями соединяют с контрольной аппарату-
рой. Получаемые с пьезоэлементов сигна-
лы позволяют судить о механических де-
формациях, изменении формы, вибрациях
и прочих воздействиях в процессе экс-
плуатации конструкций. Типовые размеры
пьезопластин из ЦТС - 30 х 50 х 0,2 мм.
Толщины листов из адаптивных ПКМ -
1 ... 3 мм. Наличие пьезоэлементов, вол-
новые сопротивления которых отличаются
от таковых для ПКМ, усугубляет и без
того неоднородную структуру материала,
усложняя контроль. Типичные дефекты
адаптивных ПКМ - разрушения пьезоэле-
ментов, пористость, расслоения, наруше-
ния соединения пьезоэлементов с основой,
зоны повышенного и пониженного содер-
жания связующего [422, с. 111 и 267; 425,
с. 426/250 и 367/185].
Для контроля адаптивных ПКМ в
большинстве случаев используют иммер-
сионный эхометод с фокусирующими вы-
сокочастотными (до 25 МГц) прямыми
преобразователями и широкополосной
электронной аппаратурой. Применяют и
наклонный ввод УЗ-волн. Результаты кон-
троля заносят в память компьютера и за-
тем представляют в форме разверток типа
А, В и С. Получаемые изображения дают
четкое представление о характере дефек-
тов. Использование высоких частот позво-
ляет визуализировать слоистую внутрен-
нюю структуру материала.
Применяют также способ контроля, в
котором излучателем служит сам нахо-
дящийся в материале пьезоэлемент, а его
сигналы принимают сканирующим пьезо-
приемником. В этом случае используют
частоты около 0,5 МГц и диапазон 10 ...
20 МГц. Такой способ дает дополнитель-
ную информацию о дефектах пьезоэле-
ментов в материале.
Существуют и другие возможности
использования излучения встроенного
пьезоэлемента. Возбуждая его колебания,
в материале создают волны Лэмба, кото-
рые, распространяясь в листе, отражаются
от его дефектов, например расслоений.
Кроме того, колебания пьезоэлемента на-
гревают его и окружающий материал, что
регистрируют чувствительным термови-
зором. Это позволяет установить место
расположения пьезоэлемента и судить о
его целостности. Та же задача решается
методом вихревых токов, реагирующим на
разрушение металлизированных покрытий
пьезоэлемента. Наконец, применяют спо-
соб измерения электрического импеданса
Z3 пьезоэлемента в широком диапазоне
частот. О присутствии дефектов пьезоэле-
мента судят по наличию и положению
резонансных минимумов на кривой
\гэ (/)|.
514
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Листы из материала углерод-углерод
(C/C-SiC) на разных стадиях производства
контролируют ультразвуковым методом
прохождения [354]. Листы толщиной 3 мм
состояли из 15 слоев ткани, изготовленной
из углеродных нитей, пропитанных тер-
мостойкой смолой. Ориентация волокон
[О, 90], их содержание в материале 60 %.
При последующем пиролизе в атмосфере
азота при температуре 900 °C возникали
трещины и открытая пористость (20 %). В
процессе последующей пропитки при
температуре 1450 °C поры и трещины за-
полняли кремнием.
Листы из материала C/C-SiC прове-
ряли УЗ-методом прохождения прямыми
преобразователями в иммерсионной ванне
с водой на частоте 10 МГц. Результаты
регистрировали компьютером и представ-
ляли в виде изображений типа С. Ампли-
туды УЗ-сигналов отмечали различной
степенью почернения участков изображе-
ния. После пиролиза проверка затрудня-
лась проникновением воды в открытые
поры и трещины материала. Это меняло
его акустические характеристики и пре-
пятствовало обнаружению дефектов. На-
несение на поверхность водозащитных
покрытий требует их последующего уда-
ления, причем покрытие не должно всту-
пать в реакцию с материалом, поэтому от
УЗ-контроля после пиролиза отказались, и
проводили его только после пропитки
кремнием. Основным типом выявляемых
дефектов является пористость.
Для количественной оценки качества
материала применяли квантование сигна-
ла по уровням. Это позволяло судить о
несущей способности материала. Резуль-
таты УЗ-контроля коррелируют с резуль-
татами рентгеновского просвечивания.
Ультразвуковым эхометодом контро-
лируют также полимерные взрывчатые
вещества, дефекты в которых могут воз-
никнуть в результате резких изменений
температуры при транспортировании [425,
с. 366/177]. Испытуемые образцы разме-
ром 65 х 25 х 25 мм нагревали до 50 °C и
затем быстро (не более 1 мин) помещали в
камеру с температурой 0 °C. При каждой
из этих температур образцы выдерживали
по 30 мин. После нескольких таких циклов
образцы прозвучивали в продольном на-
правлении импульсами с центральной час-
тотой 2 МГц и определяли скорость про-
дольных волн и амплитуду донного сигна-
ла. Снижение этой амплитуды оказалось
более чувствительным признаком дефекта,
чем изменение скорости продольных волн.
4.6. КОНТРОЛЬ
НЕМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
НА СИЛОВЫХ КАРКАСАХ
Назначение таких покрытий - тепло-
защита, термоизоляция, предохранение от
коррозии и т.п. Покрытия (наружные и
внутренние) выполняют из различных
ПКМ, резиноподобных и других материа-
лов. Материалы каркасов - сталь, алюми-
ниевые, титановые и другие сплавы, а
также ПКМ. Волновые сопротивления
материалов покрытий обычно меньше,
чем материалов каркасов. Толщина по-
крытий - от одного до десятков милли-
метров (лакокрасочные покрытия не рас-
сматриваются), каркасов - от десятых до-
лей до десятков миллиметров. Основные
дефекты рассматриваемых ОК - наруше-
ния клеевого соединения покрытия с кар-
касом и несплошности в самом покрытии,
главным образом расслоения (рис. 4.16).
Возможные дефекты клеевого соедине-
ния - зоны отсутствия адгезии клея к кар-
касу или нарушения адгезии к покрытию
при наличии клея на каркасе.
Предполагается, что металлический
каркас предварительно проверен другими
методами НК и не содержит дефектов.
Дефекты в каркасах из ПКМ могут быть
выявлены и при контроле с нанесенным
покрытием. Для контроля рассматривае-
мых ОК применяют различные акустиче-
ские методы.
Ультразвуковым методом прохожде-
ния (теневым) с двусторонним доступом
возможно выявление всех показанных на
КОНТРОЛЬ НЕМЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА СИЛОВЫХ КАРКАСАХ 515
Рис. 4.16. Дефекты в ОК в виде силового каркаса
с неметаллическим покрытием:
1 - силовой каркас; 2 - клеевой шов; 3 - неметаллическое покрытие;
4 - зона отсутствия адгезии клея к металлу; 5 - расслоение в покрытии;
6 - зона отсутствия адгезии клея к покрытию
рис. 4.16 дефектов. Метод реализуется в
иммерсионном или контактном вариантах,
а также с применением катящихся преоб-
разователей с сухим контактом. Обычно
регистрируют наличие дефектов без диф-
ференциации их по глубине залегания
(способ оценки этой глубины описан в
разд. 4.4). Контроль эффективен для ОК с
каркасами из металлов и ПКМ. Выбор
рабочей частоты определяется в основном
затуханием в обоих слоях ОК. Рекоменду-
ется применение установок для механизи-
рованного контроля с записью его
результатов.
Ультразвуковой реверберационный
метод (см. разд. 2.2.5.4) применяют для
обнаружения дефектов соединения метал-
лического каркаса с покрытием при кон-
троле со стороны металла. Контроль со
стороны покрытия (а в случае каркаса из
ПКМ и со стороны каркаса) обычно за-
труднен высоким затуханием ультразвука
в пластиках. Способы акустического кон-
такта - иммерсионный, струйный, кон-
тактный. Дефекты отмечают по увеличе-
нию времени затухания многократно от-
раженных импульсов (времени ревербера-
ции) в материале каркаса. Используют
короткие импульсы, центральную частоту
которых выбирают так, чтобы длина вол-
ны была не более 0,5 от толщины ревербе-
рирующего слоя. Увеличение отношения
волнового сопротивления покрытия к вол-
новому сопротивлению материала каркаса
улучшает условия контроля. Для повыше-
ния чувствительности иногда применяют
фокусирующие преобразователи. Без фо-
кусировки обнаруживают дефекты площа-
дью около 1 см2, с фокусировкой - более
мелкие.
Метод четко выявляет дефекты типа
нарушения адгезии клея к металлу, соот-
ветствующие максимальному коэффици-
енту отражения от внутренней поверхно-
сти каркаса. Хуже регистрируются зоны
нарушения соединения клея с покрытием
при наличии на металле клеевой пленки,
так как даже тонкий ее слой существенно
уменьшает коэффициент отражения. Рас-
слоения в покрытии реверберационным
методом не выявляются. Применяют так-
же бесконтактные способы - лазерный
оптический и электромагнитно-акусти-
ческий. Отсутствие контакта преобразова-
теля с ОК увеличивает коэффициент от-
ражения от наружной поверхности, что
улучшает условия контроля.
Эхометодом контролируют соедине-
ния между стальным корпусом и твердым
топливом ракетного двигателя. Топливо
соединяется с корпусом слоем резины.
Контроль качества этого соединения за-
516
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
трудняется резким различием волновых
сопротивлений соединяемых материалов и
небольшой толщиной резинового слоя.
Для преодоления этой трудности предло-
жен способ выделения эхосигналов от со-
единительного слоя методом адаптивной
фильтрации [425, с. 389/496]. Рассмотрены
теория вопроса и результаты эксперимен-
тального исследования. Использовали им-
мерсионный эхометод с широкополосным
совмещенным преобразователем с цен-
тральной частотой 2,25 МГц. Эксперимен-
тальные результаты согласуются с теори-
ей. При этом удавалось обнаруживать не
только зоны отсутствия соединения, но и
ослабленные его зоны. Однако связь пока-
заний с прочностью соединения имеет
лишь качественный характер. Метод мо-
жет быть полезен для решения других по-
добных задач НК многослойных конст-
рукций.
Оригинальный способ обработки ин-
формации при контроле клеевых соедине-
ний эхометодом позволяет определять, с
какой стороны шва находится дефект со-
единения [422, с. 349]. Результаты полу-
чены на образцах, один из которых пред-
ставляет собой соединение резины толщи-
ной 5,3 мм с листом из алюминиевого
сплава толщиной 1,4 мм, другой - слой
такой же резины, приклеенной к сотовой
панели с толщиной алюминиевой обшив-
ки 1 мм. Контроль проводили со стороны
резины, центральная частота УЗ-импуль-
сов 5 МГц. Выявляли дефекты размером
более 10 х 10 мм со 100 %-ной надежно-
стью их классификации.
Рассмотренный в разд. 4.3.1 вариант
иммерсионного эхометода с применением
волн Лэмба и регистрацией дефектов по
уменьшению амплитуды отраженного эхо-
сигнала вследствие возбуждения в отде-
ленном дефектом слое волн Лэмба ис-
пользовали для контроля двухслойной
конструкции в виде стального листа тол-
щиной 6,4 мм с приклеенным к нему сло-
ем резины толщиной 3,5 мм [394]. Кон-
троль проводили со стороны стального
листа, частота одной из мод волны Лэмба
в котором оказалась равной 4,63 МГц.
Выявлен дефект соединения шириной
13 мм, причем результат контроля оказал-
ся лучше полученного обычным УЗ эхо-
методом с частотой 10 МГц.
Более сложный случай обнаружения
дефекта клеевого соединения между тол-
стой (70 мм) резиной и тонким (4 мм) ме-
таллическим листом при доступе со сто-
роны резины рассмотрен в работе [88].
Наклонные иммерсионные преобразовате-
ли дефектоскопа УД-22УМ, работавшие
импульсами с центральной частотой
200 кГц, устанавливали на поверхность
резины на расстоянии 200 мм друг от дру-
га. Угол наклона (порядка 15°) выбирали
так, чтобы при падении продольной волны
из резины на металлический слой в нем
возбуждалась одна из мод волны Лэмба.
Она распространялась в металлическом
слое как в волноводе и возбуждала в рези-
не импульс продольной волны, регистри-
руемый приемным преобразователем. В
зоне дефекта соединения волна Лэмба не
возбуждалась, передача энергии металли-
ческим листом ухудшалась, амплитуда
принятого сигнала уменьшалась. Мини-
мальные размеры выявляемого искусст-
венного дефекта 100 х 100 мм.
Импедансным методом возможно об-
наружение всех показанных на рис. 4.16
типов дефектов в пределах доступных
этому методу параметров ОК (толщин
слоев, их сочетания в ОК и т.п.). Контроль
обычно целесообразнее вести со стороны
покрытия, что позволяет обнаруживать
все типы рассматриваемых дефектов. Од-
нако для этого толщина и жесткость кар-
каса должны быть не менее, чем слоя по-
крытия. При малой жесткости металличе-
ского каркаса и большой жесткости по-
крытия возможен контроль со стороны
каркаса. Однако при этом обнаруживают-
ся в основном только дефекты соединения
с покрытием. Расслоения в покрытии
обычно не выявляются. При достаточно
жестком каркасе предельная толщина по-
КОНТРОЛЬ СОЕДИНЕНИЙ В МНОГОСЛОЙНЫХ ЛИСТОВЫХ КОНСТРУКЦИЯХ 517
крытий из ПКМ, доступная для контроля
импедансным методом, составляет 10 ...
12 мм. Для проверки ОК рассматриваемо-
го типа обычно применяют импульсные
импедансные дефектоскопы с раздельно-
совмещенными преобразователями. Кон-
троль мягких (например, резиноподобных)
покрытий импедансным методом обычно
невозможен.
Метод свободных колебаний в дан-
ном случае имеет сходные возможности с
импедансным методом. В отличие от по-
следнего, он позволяет контролировать
ОК с резиноподобными покрытиями тол-
щиной до 8 ... 12 мм. Проверка произво-
дится со стороны покрытия преобразова-
телями с микрофонными приемниками.
Велосиметрическим методом могут
быть обнаружены все показанные на
рис. 4.16 дефекты в пределах доступных
этому методу толщин. При контроле с
двусторонним доступом дефекты выявля-
ются во всех сечениях ОК, при односто-
роннем доступе со стороны покрытия - в
основном в покрытии и клеевом соедине-
нии с каркасом. При контроле с односто-
ронним доступом предельная толщина
покрытия примерно та же, что и для им-
педансного метода, с двусторонним - за-
метно больше.
4.7. КОНТРОЛЬ СОЕДИНЕНИЙ В
МНОГОСЛОЙНЫХ ЛИСТОВЫХ
КОНСТРУКЦИЯХ
Такие конструкции выполняются в
виде двух или нескольких склеенных ме-
жду собой листов. Толщины листов могут
быть одинаковыми или разными. Мате-
риалы листов - металл (обычно, алюми-
ниевый сплав) или ПКМ.
Для контроля клеевого соединения
между двумя металлическими листами
(например, в клеесварной конструкции)
при одностороннем доступе применяют
вариант ультразвукового резонансного
метода [207, 328, 332] реализованного в
приборах Bondtester и АД-21Р (см. разд.
2.4.2.2).
В преобразователях приборов
Bondtester используют пьезоэлементы без
протекторов. Это исключает плавное ска-
нирование, заменяемое перестановкой
преобразователя с места на место. Отече-
ственный дефектоскоп АД-21Р имеет пре-
образователи с защитными протекторами
и обеспечивает непрерывное сканирова-
ние поверхности ОК. Резонансным мето-
дом возможен контроль конструкций со
стороны листа толщиной до 5 мм (для
алюминиевого сплава), что значительно
больше, чем при работе импедансным ме-
тодом с использованием изгибных волн.
Чувствительность определяется диамет-
ром пьезоэлементов. Размер выявляемых
дефектов 8 ... 19 мм. В отдельных случаях
возможно обнаружение более мелких де-
фектов (до 3 мм). Контроль требует при-
менения контактной жидкости, причем
кривизна поверхности ОК ухудшает воз-
можности метода.
Порядок настройки аппаратуры и
сведения о ее использовании для контроля
прочности клеевых соединений рассмот-
рены в разд. 7.5.7.
Если листы имеют разные толщины,
особенно если эта разница значительная,
возможен контроль импедансным мето-
дом, использующим изгибные волны, со
стороны листа с меньшей толщиной при
условии, что последняя не превышает 2 ...
2,5 мм (для алюминиевого сплава). При-
мер такого применения - контроль соеди-
нения тонкой обшивки сотового блока
лопасти вертолета с более толстым метал-
лическим лонжероном.
Контроль клеевых соединений в лис-
товых конструкциях, в том числе с числом
листов более двух, возможен импеданс-
ным методом с использованием продоль-
ных волн (см. разд. 2.5.3).
Ультразвуковой метод прохождения
(теневой) эффективен для контроля двух-
слойных и многослойных конструкций
при наличии двустороннего доступа. Его
используют в контактном, иммерсионном,
струйном или бесконтактном вариантах.
В последнем случае применяют преобра-
518
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
зователи с воздушной связью (в основном
для контроля изделий из ПКМ), электро-
магнитно-акустические преобразователи
(только для ОК с металлическими наруж-
ными слоями) или оптические лазерные
преобразователи (для любых материалов).
Контроль клеевого нахлесточного со-
единения между двумя листами методом
прохождения возможен также с односто-
ронним доступом к ОК и бесконтактным
излучением и приемом УЗ-волн [425,
с. 20/161]. В одном из склеенных внахле-
стку алюминиевых листов толщиной по
1,6 мм импульсами лазера возбуждали
моду «о волны Лэмба. Для этого оптиче-
ским путем на поверхности листа форми-
ровали решетку из освещенных лазером
параллельных линий, разделенных рас-
стояниями 2,1 мм, равными длине волны
этой моды в листе (см. разд. 1.2.4). Про-
шедшую через нахлесточное соединение
волну принимали бесконтактным конден-
саторным микрофоном. Помехи устраняли
фильтром. Дефекты имитировали введе-
нием между листами пленки старого клея,
не имеющего адгезии к металлу. Протя-
женность моделей дефектов была равна
ширине нахлестки (30 мм). Модели дефек-
тов резко уменьшали амплитуду сигнала и
уверенно выявлялись.
В ВИАМе разработана методика об-
наружения эхометодом зон нарушения
клеевого соединения обшивок стенок с
полками лонжерона крыла спортивного
самолета. Полка толщиной 10 мм выпол-
нена из углепластика, обшивка стенки
толщиной 3 мм - из стеклопластика. Кон-
троль со стороны полки ведут дефекто-
скопом УД2-12 с прямым совмещенным
преобразователем на частоте 2,5 МГц.
Контактная жидкость - дистиллированная
вода. В зоне доброкачественного соедине-
ния на экране наблюдаются два близко
расположенных эхосигнала: один от клее-
вого шва, другой - от внешней поверхно-
сти обшивки. В зоне непроклея первый из
этих сигналов резко возрастает, второй -
пропадает. Если при увеличении усиления
на 4 ... 6 дБ появляется также второй сиг-
нал, то это свидетельствует о слабой адге-
зии.
Для контроля эхометодом клеевых
соединений между стальными или алюми-
ниевыми листами толщиной 0,6 ... 3 мм в
узлах автомобилей используют установку
с описанными в разд. 4.2 катящимися пре-
образователями с сухим контактом [403].
Толщина клеевого шва от 0,25 до 5 мм.
Информативные эхосигналы от клеевого
шва отделяли от многократных отражений
в обшивке адаптивными инверсными
цифровыми фильтрами. Результаты кон-
троля несколько уступают полученным
иммерсионным методом на той же частоте
10 МГц, так как в последнем случае при-
меняли фокусирующий преобразователь.
Другая задача, решенная с помощью
той же установки, - контроль заполнения
герметиком зазора между обшивкой и
лонжероном крыла самолета фирмы
Airbus. Толщина обшивки 10 мм, лонже-
рона - 8 мм, слоя герметика - 0,1 мм. Об-
щая площадь зоны контроля крыла
16 м2. Применение установки существенно
повышает производительность на этой
операции по сравнению с проверкой вруч-
ную прямым преобразователем. Система
обеспечивает контроль площади 1 м2 с
разрешением 2 мм менее чем за 15 мин.
В ряде случаев полезно применение и
УЗ-реверберационного метода, являюще-
гося одним из вариантов метода отраже-
ния (см. разд. 2.2.5.4).
Реверберационно-сквозной метод с
односторонним или двусторонним досту-
пом к ОК также используют для контроля
соединения листов [394]. В разд. 7.5.7
описано применение этого метода для
контроля усталостных повреждений в на-
хлесточном клеевом соединении листов из
алюминия и углепластика [425,
с. 325/473]. Тот же способ пригоден для
обнаружения дефектов склеивания более
двух листов. Во всех случаях дефекты со-
КОНТРОЛЬ ПЕНОПЛАСТОВ И ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ
519
единения листов вызывают уменьшение
критерия SWF и смещают спектр приня-
тых импульсов в сторону низких частот.
4.8. КОНТРОЛЬ ПЕНОПЛАСТОВ И
ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ
С ПЕНОПЛАСТОВЫМ
ЗАПОЛНИТЕЛЕМ
Пенопласты различных марок и
плотностей используют в качестве легких
заполнителей, для теплоизоляции и других
подобных целей. Пенопласты изготовляют
в виде отдельных блоков, которые затем
соединяют с другими элементами (напри-
мер, вклеивают между двумя обшивками)
или вспенивают непосредственно в запол-
няемых объемах (например, в лопастях
воздушных винтов). Неразрушающий кон-
троль применяют для оценки качества как
исходных пенопластовых блоков, так и
изделий с пенопластовыми заполнителя-
ми, в том числе качества соединений пе-
нопласта с элементами конструкций.
Акустические характеристики пено-
пластов и вопросы неразрушающего кон-
троля рассматриваемых объектов наибо-
лее полно изложены в работах И.И. Крю-
кова с соавторами [196, 197]. Ниже кратко
описаны основные результаты этих работ.
Структура пенопластов состоит из
газовых ячеек, разделенных каркасом по-
лимера. В зависимости от плотности, раз-
мер ячеек изменяется в пределах 0,1 ...
2,5 мм. Кроме того, каркас из полимера
содержит многочисленные микропоры
размером 0,5 ... 1,0 мкм.
Основные дефекты пенопласта - зо-
ны повышенной пористости, усадочные
трещины и наиболее опасные несплошно-
сти типа "газовая полость", размеры кото-
рых значительно больше размеров газовых
ячеек и не должны превышать 3 ... 5 мм.
В изделиях с пенопластовыми заполните-
лями дефектами являются также зоны на-
рушения соединения пенопласта с други-
ми конструктивными элементами.
Неразрушающий контроль пенопла-
ста акустическими методами затруднен
существенной неоднородностью этого
материала и большим затуханием УЗ-волн
в нем. Дополнительная трудность - очень
низкое волновое сопротивление пенопла-
ста, которое на три порядка меньше, чем
стали и алюминиевых сплавов. Поэтому
коэффициент отражения на границе ме-
талл-пенопласт близок к единице. Это
ухудшает условия контроля конструкций с
элементами из пенопласта ревербераци-
онным методом и другими ультразвуко-
выми методами отражения.
Высокое затухание в пенопласте ог-
раничивает применение ультразвука час-
тотой более 100 кГц, а неоднородность его
структуры приводит к большому разбросу
акустических характеристик и, следова-
тельно, к нестабильности показаний де-
фектоскопа. Так, на бездефектных участ-
ках блоков пенопласта ППУ-ЗФ (плот-
ность 100 кг/м3, толщина 56 мм, частота
40 ... 60 кГц) амплитуда прошедшего УЗ-
импульса меняется в 7 ... 10 раз, время
прохождения - в 1,5 ... 2 раза. Акустиче-
ские свойства пенопласта заметно меня-
ются и по толщине. Плотность пеноблока
максимальна у его поверхностей, мини-
мальна в средней части. Изменение плот-
ности по толщине составляет около 30 %,
скорости звука - в два раза. Подобный
случайный разброс акустических свойств
не наблюдается не только у относительно
однородных металлов, но также у ПКМ с
неоднородной структурой.
Для контроля блоков из жестких пе-
нопластов (плотность 100 кг/м3 и более)
применяют амплитудный метод прохож-
дения с использованием катящихся преоб-
разователей с полиуретановыми шинами,
имеющими с ОК сухой контакт. Блоки
прозвучивают продольными волнами с
частотой 40 ... 60 кГц.
Однако лучшие результаты показал
амплитудно-временной вариант метода
прохождения, в котором учитывается из-
менение как амплитуды А, так и времени t
прохождения сигнала через ОК. Информа-
520
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.17. Схема расположения катящихся преобразователей относительно
контролируемого пеноблока в акустической системе механизированной установки:
Т— ширина преобразователя; t - зона контакта преобразователя с ОК
тивным параметром служит отношение
Alt, а признаком дефекта - уменьшение
обобщенного амплитудно-временного па-
раметра (Alt)n на исследуемом г-ом участ-
ке ОК по сравнению с бездефектным
С*/4Д
В работах [196, 197] исследовано
влияние дефектов на амплитуду и время
задержки принятого сигнала. Ввиду низ-
кого волнового сопротивления пенопла-
ста, на применяемых частотах (40 ... 60
кГц) дефекты в нем нельзя считать непро-
зрачными. Это приводит к прохождению
через дефект прямого (хотя и ослабленно-
го) сигнала, который интерферирует с
обогнувшими дефект дифрагированными
импульсами. Это сказывается как на ам-
плитуде, так и на времени прохождения
принятого сигнала.
Частичная звукопрозрачность дефек-
тов не оказывает существенного влияния
на амплитуду сигнала, так как ослабление
последней обычно достаточно для четкого
выявления дефекта. Однако звукопро-
зрачность меняет время прохождения
сквозных импульсов тем сильнее, чем
меньше раскрытие h дефекта. Так, для
КОНТРОЛЬ ПЕНОПЛАСТОВ И ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ
521
Рис. 4.18. Амплитудно-временные корреляционные зависимости
для пенопласта ППУ-ЗФ разной плотности, разграничивающие зоны с дефектами
и без дефектов
искусственного дефекта в виде полосы
шириной 50 мм в плите из пенопласта
ППУ-ЗФ толщиной 56 мм уменьшение h с
20 до 5 мм уменьшает это время примерно
на 10 %. Результатов для дефектов с
меньшими раскрытиями автор не приво-
дит. Однако из теории ясно, что с умень-
шением h звукопрозрачность дефектов
увеличивается, и ее влияние на время рас-
пространения УЗ-импульсов растет, асим-
птотически приближаясь к времени про-
хождения в бездефектной зоне ОК. Таким
образом, при контроле амплитудно-
временным методом прохождения звуко-
прозрачность дефекта влияет, в основном,
на временную составляющую сигнала.
Блоки из пенопласта ППУ-ЗФ длиной
6 м, шириной 0,25 м, толщиной 5,6 см с
радиусом кривизны 1 м амплитудно-
временным методом прохождения кон-
тролируют на установке, содержащей 11
пар излучающих и приемных катящихся
преобразователей (рис. 4.17) при скорости
сканирования 3 м/мин [198]. Полученную
информацию обрабатывают компьютером.
Уровень браковочного контроля является
переменной величиной, зависящей от ско-
рости звука на контролируемом участке
ОК. При изменении скорости с, этот уро-
вень Лбр, подстраивается в соответствии с
установленной корреляционной зависимо-
стью (рис. 4.18). Результаты контроля
представляются в виде дефектограммы,
представляющей собой вид ОК в плане с
выявленными дефектами.
Минимальный размер выявляемого
дефекта (ширина полосы) равен 1 ... 2 см
с погрешностью ± 0,5см. Двухпараметро-
вая обработка информации при контроле
пенопластов ППУ-ЗФ амплитудно-вре-
менным методом в 3 ... 6 раз повышает
чувствительность и достоверность кон-
троля по сравнению с однопараметровой.
В работе [197] приведена методика
оценки ширины и раскрытия протяженных
дефектов. Кроме дефектов, установка по-
зволяет оценивать физико-механические
свойства пенопластов типа ППУ-ЗФ (см.
разд. 7.5.4).
За рубежом блоки из пенопласта кон-
тролируют также бесконтактными элек-
тростатическими преобразователями с
воздушной связью на частоте 50 кГц (см.
разд. 4.2).
В трехслойных панелях с легкими за-
полнителями из пенопласта используют
522
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
обшивки из металлов (обычно, алюминие-
вых сплавов) или ПКМ. Толщины обши-
вок 0,3 ... 3 мм, заполнителя - до несколь-
ких десятков миллиметров. Пенопласт
вклеивают между обшивками или вспени-
вают в пространстве между ними. В по-
следнем случае он соединяется обшивка-
ми благодаря собственным адгезионным
свойствам.
Контроль трехслойных панелей, в ко-
торых пенопласт служит легким заполни-
телем между двумя обшивками, отличает-
ся тем, что кроме дефектов пенопласта,
требуется обнаружение дефектов его со-
единения с обшивками. Описанная аппа-
ратура и методика применимы также для
контроля трехслойных панелей.
При наличии только одностороннего
доступа к ОК методы прохождения не
применимы. Использованию УЗ-ревер-
берационного метода для обнаружения
дефектов соединения обшивки с пенопла-
стом препятствует очень низкое волновое
сопротивление последнего. Поэтому нане-
сенная на обшивку пленка клея сильнее
влияет на реверберационный процесс в
обшивке, чем соединение с пенопластом.
Это затрудняет или исключает примене-
ние метода.
Дефекты соединения обшивки с пе-
нопластом могут быть обнаружены ло-
кальным методом свободных колебаний.
Его чувствительность повышается с
уменьшением жесткости обшивки (т.е. ее
толщины и модуля Юнга материала), уве-
личением волнового сопротивления (про-
порционального у[Ер ) и толщины пено-
пласта. Этот же метод успешно применя-
ют для обнаружения зон нарушения со-
единений обшивки и лонжерона с пено-
пластовым заполнителем в воздушных
винтах самолетов (см. разд. 4.10).
Применение импедансного метода с
использованием изгибных колебаний воз-
можно лишь в случаях малой жесткости
обшивки, относительно высокого волно-
вого сопротивления и достаточной тол-
щины пенопластового заполнителя.
4.9. КОНТРОЛЬ СОЕДИНЕНИЙ
ТРУБ ИЗ НЕАРМИРОВАННЫХ И
АРМИРОВАННЫХ ПЛАСТИКОВ
В трубопроводах различного назна-
чения широко используют трубы из неар-
мированных и армированных полимерных
материалов. Неармированные трубы
обычно делают из полиэтилена, армиро-
ванные - из стеклопластика.
Основной способ соединения трубо-
проводов из неармированных пластиков -
стыковая сварка. Контроль стыковых
сварных швов таких труб рассмотрен в
разд. 5.1.3.4. Трубы из армированных пла-
стиков соединяют с помощью муфт. По-
следние надевают на концы соединяемых
труб и склеивают с ними (рис. 4.19).
Рис. 4.19. Соединение трубопровода из ПКМ с помощью муфты:
1,4- трубы; 2 - муфта; 3 - клеевой шов
КОНТРОЛЬ СОЕДИНЕНИЙ ТРУБ
523
| Разность спектров]
-18-
5) -24 -
Рис. 4.20. Поперечное сечение лопасти
воздушного винта (а) и изображение разности
текущего и опорного спектров на дисплее
дефектоскопа АД-64М при обнаружении дефекта
соединения между лонжероном и пенопластом (б):
1 - обшивка; 2 - лонжерон; 3 - пенопласт
В трубопроводах из стеклопласти-
ков качество клеевых соединений между
трубами диаметром 500 ... 800 мм и скре-
пляющими их муфтами (см. рис. 4.19)
проверяют ультразвуковым эхометодом
[422, с. 715]. Вследствие большого затуха-
ния УЗК в муфтах и неровности их по-
верхности контроль с наружной стороны
оказался невозможным. Поэтому соедине-
ния проверяют с более гладкой внутрен-
ней стороны трубы. Дефекты отмечают по
увеличению амплитуды эхосигнала от
зоны соединения.
Возможен также НК соединения ме-
жду муфтой и трубой импульсным импе-
дансным дефектоском АД-42И с раздель-
но-совмещенным преобразователем. Чув-
ствительность зависит от отношения тол-
щин стенок трубы и муфты. С уменьше-
нием отношения толщины наружного (по
отношению к преобразователю) слоя к
внутреннему чувствительность повышает-
ся. Этим методом обнаруживают непро-
клеи между муфтами (толщина стенки
12 мм) и трубами (толщина стенки 6 мм) в
трубопроводе из стеклопластика. Несмот-
ря на неблагоприятное отношение толщин
стенок при НК с наружной стороны, при
контроле со стороны муфты выявляли
дефекты размером от 30 мм и более, со
стороны трубы - более 20 мм. Большое
затухание упругих волн не препятствует
применению импедансного метода.
524
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
4.10. КОНТРОЛЬ ВОЗДУШНЫХ
винтов из композиционных
МАТЕРИАЛОВ
В самолетостроении применяют воз-
душные винты, лопасти которых выпол-
няют из ПКМ. В одной из таких конструк-
ций (рис. 4.20, а) лонжерон 2 с перемен-
ными по длине лопасти размерами и об-
шивка 1 (толщиной 2 мм) выполнены из
стеклопластика, пустоты заполнены пено-
пластом 3, имеющим плотность 250 кг/м3.
Толщина обшивки по всей длине лопасти
постоянна, толщина лонжерона плавно
возрастает от конца к комлю, где достига-
ет 10 ... 12 мм. Задачами НК является об-
наружение дефектов соединений между:
- обшивкой и лонжероном;
- обшивкой и пенопластом;
- лонжероном и пенопластом.
Дефекты соединения между обшив-
кой и лонжероном выявляют импеданс-
ным методом или локальным МСК, между
обшивкой и пенопластом - локальным
МСК. Однако нарушения соединения
лонжерона (с приклеенной к нему обшив-
кой) с пенопластовым заполнителем им-
педансный метод, как и другие акустиче-
ские методы, не обнаруживает. Исключе-
ние составляет ультразвуковой метод про-
хождения, однако он требует двусторон-
него доступа, причем его применение за-
трудняется сложной формой лопасти, пе-
ременной ее толщиной и большим затуха-
нием в пенопласте.
В зонах, где суммарная толщина об-
шивки и лонжерона не превышает не-
скольких миллиметров, дефекты соедине-
ния лонжерона с заполнителем выявляют
локальным МСК. На рис. 4.20, б показано
изображение разности текущего и опорно-
го спектров на дисплее МСК-дефек-
тоскопа АД-64М при выявлении зоны на-
рушения соединения между лонжероном и
заполнителем при общей толщине слоев
стеклопластика 4 мм. Спектры сигналов
лежат в области относительно низких час-
тот, поэтому использован частотный диа-
пазон 0,3 ... 5 кГц. Горизонтальными ли-
ниями отмечены верхний и нижний поро-
ги АСД. Используются только представ-
ленные на дисплее инфор-мативные гар-
моники спектров. Однако с увеличением
толщины лонжерона в комлевой части
лопасти такой контроль становиться не-
возможным.
4.11. КОНТРОЛЬ РЕЗИНОВЫХ
ШИН
Эти изделия контролируют в основ-
ном ультразвуковым теневым методом в
иммерсионном варианте на специализиро-
ванных установках [247]. Шину 1 частич-
но погружают в ванну 2 с жидкостью
(рис. 4.21). Цилиндрический излучатель 3
помещают в центре полости шины. Ряд
дискретных приемников 4 располагают
снаружи шины. Сигналы от них через
усилители подают на регистрирующее
устройство. Для контроля всей шины ее
прокручивают несколько раз вокруг оси.
Применяют частоты 100 ... 150 кГц. В
качестве иммерсионной жидкости исполь-
Рис. 4.21. Схема контроля резиновых шнн
ультразвуковым теневым методом
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ КОНТРОЛЬ НЕБОЛЬШИХ ИЗДЕЛИЙ
525
зуют воду с добавками спирта для лучше-
го смачивания. Скорости звука в воде и
резине очень близки, поэтому преломле-
ния звука на границе раздела вода-резина
не происходит. При НК шин с глубоким
рельефом протектора возникает периоди-
ческое изменение сквозного сигнала, свя-
занное с повышенным затуханием ультра-
звука в резине. Для устранения этого яв-
ления в иммерсионную жидкость вводят
добавки, повышающие затухание ультра-
звука, например уксусную кислоту.
Применяют также эхометод в иммер-
сионном варианте, для чего используют
высокодемпфированные фокусирующие
преобразователи на частоту 1 МГц [377].
Расслоения между резиной и кордом уве-
личивают амплитуды эхосигналов от гра-
ницы их раздела. Одновременно измеряют
и записывают время прохождения эхосиг-
налов от корда, что позволяет следить за
толщиной протектора. Шину накачивают
для обеспечения оптимальной для контро-
ля ее формы.
В другой работе использовали эхоме-
тод с высокодемпфированными преобра-
зователями на частоту 1 МГц и широко-
полосными усилителями. Дополнитель-
ную информацию о качестве шин получа-
ли расшифровкой искажений формы эхо-
сигналов от задней стенки, происходящих
вследствие дисперсии.
По сравнению с методом прохожде-
ния, эхометод обеспечивает более высо-
кую разрешающую способность и воз-
можность определения глубины залегания
дефекта, что особенно важно при контро-
ле современных многослойных шин. Не-
смотря на неоднородность структуры
шин, эхометод обнаруживает дефекты
диаметром около 10 мм, расположенные
на различных глубинах. Однако контроль
шин этим методом малопроизводителен,
поэтому его применяют только для про-
верки особенно ответственных изделий и
опытных образцов.
4.12. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ
КОНТРОЛЬ НЕБОЛЬШИХ ИЗДЕЛИЙ
ИНТЕГРАЛЬНЫМИ МЕТОДАМИ
СОБСТВЕННЫХ КОЛЕБАНИЙ
Выше мы рассматривали НК различ-
ных изделий локальными методами, пред-
полагающими сканирование ОК и опреде-
ление координат или зон расположения
дефектов. Контроль интегральными мето-
дами не требует сканирования, но и не
дает информации о координатах выявлен-
ных дефектов. Определяется лишь соот-
ветствие или несоответствие ОК заданным
параметрам. Преимущество интегральных
методов - высокая производительность.
Поэтому их широко применяют для реше-
ния многих практических задач.
Интегральные методы свободных и
вынужденных колебаний (см. разд. 2.4.3.1)
применяют для высокопроизводительного
контроля небольших (10 ... 15 мм) одно-
типных деталей сложных форм из кера-
мики и металлов в поточном производстве
[373]. Одна из таких деталей показана на
рис. 4.22. Стрелками отмечены зоны ха-
рактерных дефектов. Синусоидальные или
узкополосные импульсные колебания воз-
буждают и принимают пьезопреобразова-
телями, усиливают и пропускают через
полосовой фильтр, всегда настроенный на
частоту возбуждающего генератора. Час-
Рис. 4.22. Одна из типовых деталей,
проверяемых интегральным методом
вынужденных колебаний
526
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
тоту возбуждения меняют до достижения
резонанса, отмечаемого по резкому увели-
чению амплитуды колебаний. По сравне-
нию с ударным возбуждением с анализом
спектра, метод вынужденных колебаний
обеспечивает лучшее отношение сигнала к
шуму и большую точность. Погрешность
измерения частоты - несколько герц, про-
изводительность - 1500 деталей в час и
13 миллионов в год. Выявляют трещины,
пустоты, расслоения, изменения твердо-
сти. Метод позволяет также сортировать
по размерам сходные по форме детали.
Применение интегральных методов
собственных колебаний для контроля фи-
зико-механических характеристик различ-
ных неметаллических и металлических ма-
териалов рассмотрено также в разд. 7.18.
4.13. КОНТРОЛЬ ФАРФОРА,
СТЕКЛА И КЕРАМИКИ
Основными изделиями из фарфора,
контролируемыми акустическими мето-
дами, являются электрические изоляторы
[191]. Дефекты фарфоровых изоляторов -
раковины, трещины, инородные включе-
ния и гидрофильность (способность к по-
глощению влаги). Встречаются трещины
под шапками изоляторов и трещины, воз-
никающие вследствие разрушения мате-
риала при испытаниях изоляторов на рас-
тяжение. В составных изделиях наблюда-
ются дефекты соединения между элемен-
тами.
Насыщенная водой сырая масса для
производства фарфора достаточно про-
зрачна для частот 0,5 ... 2 МГц. Это по-
зволяет контролировать заготовки толщи-
ной до нескольких сотен миллиметров на
наличие сравнительно крупных пустот и
слабую связь на границах раздела. В вы-
сушенном состоянии эти заготовки прак-
тически непрозрачны для ультразвука.
Обожженный фарфор по скорости звука и
затуханию близок к стали. Эхометодом на
частотах до 5 МГц его можно прозвучи-
вать на глубину более 1 м. Аналогичными
свойствами обладают другие керамиче-
ские материалы, например стеатит, ско-
рость звука в котором даже выше, чем в
стали. Стекла также характеризуются
большими скоростями и малым затухани-
ем звука.
Раковины в фарфоре обычно вытяну-
ты в продольном направлении или имеют
сложную форму. Они снижают электриче-
скую и механическую прочность изолято-
ра. Раковины обнаруживают контактным
ультразвуковым эхометодом на частотах
2 ... 5 МГц. Сплошные стержневые изоля-
торы контролируют эхометодом с торце-
вых поверхностей до установки шапок.
При контроле в продольном направлении
охватывается вся длина стержня (юбки не
проверяются). Однако, ввиду большой
длины пути ультразвука и неблагоприят-
ной ориентации дефектов, обычно допол-
нительно проводят контроль в попе-
речном направлении. При этом исчезают
мешающие эхо-сигналы, наблюдаемые
при продольном контроле и обусловлен-
ные отражениями от юбок, особенно в
случае полых стержневых изоляторов со
стенкой толщиной в несколько миллимет-
ров. При поперечном контроле преобразо-
ватель перемещают по поверхности ОК и
вдвигают между юбками изолятора как
можно дальше. Тем не менее, мелкий де-
фект непосредственно под юбкой может
быть пропущен.
Гидрофильность снижает механиче-
скую и электрическую прочность изолято-
ра вследствие поглощения материалом
влаги. Пористость опасна, только если
поры сообщаются между собой и выходят
на поверхность. Признак пористости -
увеличение затухания и изменение скоро-
сти звука. Затухание оценивают (качест-
венно) по уменьшению длительности по-
следовательности многократных донных
сигналов. Однако на натурных ОК на ре-
зультат контроля существенно влияет
также нестабильность акустического кон-
такта.
Лучший результат дает оценка по-
ристости по изменению скорости звука,
причем иногда этот критерий является
единственно возможным. Скорость звука
измеряют в определенном направлении,
КОНТРОЛЬ ФАРФОРА, СТЕКЛА И КЕРАМИКИ
527
так как фарфор обладает упругой анизо-
тропией: скорость в продольном направ-
лении на несколько процентов выше, чем
в поперечном. Гидрофильность является
местным дефектом, наблюдаемым на од-
ном из концов изолятора, поэтому обычно
контроль проводят в поперечном направ-
лении, так как при продольном прозвучи-
вании результат усредняется по всей дли-
не изолятора и дефекты выявляются пло-
хо. С увеличением температуры обжига
фарфора скорость звука в нем увеличива-
ется, а пористость уменьшается.
Трещины в фарфоре и слое глазури,
вызванные внутренними напряжениями
или повреждениями, имеют очень гладкие
поверхности и могут быть обнаружены
только при нормальном падении на них
УЗ-пучка. В цилиндрической стенке поло-
го изолятора их выявляют сканированием
по образующей наклонными преобразова-
телями с различными углами ввода. Тре-
щины в слое глазури обнаруживают по-
верхностными волнами.
Наклонные трещины в пустотелом
цилиндрическом изоляторе обнаруживают
при контроле с торца (рис. 4.23), так как
образующая имеет неровную поверхность.
Прямым преобразователем с узкой диа-
граммой направленности такие трещины
выявляются плохо, потому что УЗ-пучок
падает на поверхность дефектов под уг-
лом. Поэтому пользуются преобразовате-
лем с широкой диаграммой направленно-
сти, когда часть УЗ-пучка падает на по-
верхность трещины по нормали.
Трещины под шапкой (рис. 4.24, а) и
фланцем (рис. 4.24, б) возникают в резуль-
тате перегрузки при испытаниях на растя-
жение. В процессе эксплуатации эти тре-
щины растут и могут привести к разруше-
нию конструкции. Трещины под шапкой
обнаруживают специальными преобразо-
вателями с малым углом наклона, скани-
руя поверхности между шапкой и юбкой
или между юбками соседних изоляторов.
Признаком трещины служит раздвоение
эхосигнала от края изолятора. Однако ес-
ли крупная трещина обнаруживается со
Рис. 4.23. К обнаружению трещин
в пустотелом фарфоровом изоляторе
всех позиций преобразователя, ее трудно
отличить от отражения от угла. В этом
случае необходим тщательный контроль
времени прихода эхосигнала.
Контроль изделий из керамики воз-
можен реверберационно-сквозным мето-
дом [425, с. 89/112]. Объект контроля -
керамические плитки для пола с размера-
ми 200 х 200 х 8 мм. Использовали пря-
мые преобразователи диаметром 25 мм с
центральной частотой 0,5 МГц. Преобра-
зователи контактировали с сухой поверх-
ностью ОК через прокладки из силиконо-
вой резины толщиной 10 мм. Сферическая
форма прокладок в зоне контакта с ОК
исключала образование воздушной про-
слойки. Информативным параметром
служил энергетический спектр принятого
сигнала. В бездефектных зонах основная
его энергия находилась в пределах 0,4 ...
0,5 МГц. Поверхностные и подповерхно-
стные дефекты вызывали появление ин-
тенсивных спектральных составляющих в
области 0,2 ... 0,25 МГц.
Контроль стекла обычно сводится к
измерению толщины листов при односто-
роннем доступе. Эта задача легко решает-
ся импульсными контактными ультразву-
ковыми толщиномерами.
Фарфоровую, фаянсовую и хрусталь-
ную посуду проверяют интегральным ме-
тодом свободных колебаний с оценкой
результата на слух (простукиванием). Де-
528
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.24. К обнаружению трещин под шапкой (а) и под фланцем (б) изолятора:
1 - изолятор; 2 - цемент; 3 - шапка; 4 - трещины; 5 - фланец
фекты отмечают по резкому изменению
характера звука, который становится бо-
лее глухим и менее продолжительным.
К.И. Маслов с соавторами для кон-
троля структуры подповерхностных слоев
инструментальной керамики на основе
А12О3 + (TiW)C использовали акустиче-
ский микроскоп [227]. Контроль проводи-
ли на частоте 50 МГц, в качестве иммер-
сионной среды использовали дистиллиро-
ванную воду. Показана возможность об-
наружения дефектов размерами 100 мкм
на глубине около 0,5 мм. Поверхностную
неоднородность материала оценивали по
результатам измерения скорости поверх-
ностной волны на различных участках
образца. Разброс значений этой скорости
не превышал 1,5 %, что свидетельствует о
хорошей однородности керамики. Изме-
рены значения скоростей продольной
(8,41 км/с), поперечной (4,98 км/с) и по-
верхностной (4,60 км/с) волн, плотности
(6600 кг/м3) и твердости (94,5 ... 95,3 HRA)
керамики.
Заготовки из необожженной кера-
мики контролируют УЗ-эхометодом [422,
с. 1118]. В контактном его варианте на
частотах 1 и 2 МГц в материале SiC выяв-
ляли отверстие диаметром 2 мм на глуби-
не 28 мм. Минимальное изменение плот-
ности, зарегистрированное по измерению
скорости продольных волн, для материала
SiC составило 17 кг/м3, для окиси алюми-
ния - 23 кг/м3. Контактный способ неудо-
бен тем, что не допускает непрерывного
сканирования ОК. Поэтому использовали
модифицированный вариант иммерсион-
ного метода, в котором ОК отделяли от
иммерсионной жидкости пленкой из тон-
кого пластика. Это исключало смачивание
ОК и обеспечивало хороший акустический
контакт. В образцах из SiC толщиной
15 мм выявлялись фторопластовые про-
кладки диаметром от 10 мм, трубки из
пластика диаметром 1 мм и другие модели
дефектов.
Был опробован также бесконтактный
амплитудный метод прохождения с воз-
душной связью. Преобразователи конден-
саторного типа располагали по обе сторо-
ны ОК на расстоянии 3 мм от его поверх-
ностей. Максимум спектра сквозного сиг-
нала лежал в пределах 300 ... 800 кГц.
Однако уровень этого сигнала недостато-
чен для контроля заготовок из SiC толщи-
ной более 5 мм. Тем не менее, такой спо-
соб перспективен для контроля материа-
лов с низкими волновыми сопротивления-
ми, особенно для оценки неравномерности
их плотности.
В работе [401] рассматривается при-
менение интегрального метода собствен-
ных колебаний для обнаружения дефек-
тов, контроля физико-механических
свойств и размеров относительно неболь-
ших (массой до 2 кг, длиной до 0,5 м) де-
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
529
талей из материалов с низкими потерями
(металлов, керамики, металлокерамики и
т.п.). В ОК возбуждают изгибине, про-
дольные или крутильные колебания не-
прерывно меняющейся частоты. Необхо-
димый тип колебаний выбирают располо-
жением излучающего и приемного преоб-
разователей в определенных зонах ОК.
Диапазон используемых частот - до
500 кГц. При резонансах амплитуда
колебаний резко возрастает.
Дефекты в ОК, изменение физико-
механических свойств и размеров вызыва-
ет изменение частоты резонанса и расще-
пление резонансных пиков. Метод очень
чувствителен к любым изменениям пере-
численных параметров. В частности, в
роликах подшипников выявляют трещины
размером 0,3 х 0,001 х 0,008 мм. Метод
позволяет оценивать разницу в термооб-
работке, прочность на растяжение и твер-
дость (см. разд. 7.6).
Как и в других интегральных мето-
дах, координаты обнаруженных дефектов
не определяются. Применение метода ог-
раничено изделиями из материалов с вы-
сокой добротностью. Поэтому изделия из
пластиков, резины, древесины, необож-
женной керамики и т.п. им обычно кон-
тролировать нельзя.
4.14. ДЕФЕКТОСКОПИЯ И
ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ
БЕТОНА И ЖЕЛЕЗОБЕТОНА
4.14.1. Общие сведения
В строительстве применяют различ-
ные материалы: бетон и железобетон,
кирпич, облицовочную керамическую
плитку, черепицу, шифер, строительные
камни, древесину и т.п. При строительстве
и эксплуатации зданий и сооружений воз-
можны различные дефекты. К ним отно-
сятся как нарушения сплошности (пусто-
ты, трещины и т.п.), так и элементы с по-
ниженной прочностью. Поэтому примене-
ние неразрушающего контроля в этой от-
расли весьма актуально. Это подтверждает
опыт трагических последствий землетря-
сений в конце XX века в Турции, Арме-
нии, на Сахалине и в других регионах. В
то же время последствия от близких по
магнитуде землетрясений в Калифорнии и
Японии, где качеству строительства уде-
лялось больше внимания, оказались на-
много менее разрушительными.
Важнейшим строительным материа-
лом, применяемым в наиболее ответст-
венных сооружениях, является бетон. Для
неразрушающего контроля строительных
материалов широко пользуются акустиче-
скими методами [249, 123, 265, 280, 333].
Ими контролируют:
- наличие дефектов в строительных
материалах (бетоне, горных породах, дре-
весине), конструкциях и сооружениях;
- толщину конструкций;
- прочность и однородность бетона в
деталях, конструкциях и сооружениях;
- кинетику твердения бетона для оп-
ределения момента достижения заданной
прочности и выбора рациональных режи-
мов отверждения;
- состояние сооружений в процессе
их эксплуатации.
Проблему контроля бетона можно
условно разделить на:
1) обнаружение нарушений сплошно-
сти материала и измерение толщины изде-
лий и сооружений (дефектоскопия и
толщинометрия);
2) оценку физико-механических
свойств (в том числе, прочности) материа-
ла.
Здесь мы рассмотрим методы дефек-
тоскопии и толщинометрии. Контроль
физико-механических свойств бетона опи-
сан в разд. 7.5.5.
Акустические свойства бетона оп-
ределяются его структурой, которая весь-
ма неоднородна. Наряду с цементным
камнем, в бетоне присутствуют крупные
(10 ... 120 мм) частицы заполнителя. На
границах раздела цементного камня с эти-
ми частицами происходит отражение УЗ-
волн, являющееся причиной сильного рас-
сеяния УЗ-пучка и высокого затухания
530
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.25. Частотная зависимость коэффициента затухания
продольных волн в бетонах с разными заполнителями:
1 - гранитным, крупность 10 мм; 2 - гранитным, крупность 20 мм;
3 - известняковым, крупность 20 мм
УЗК, а также интенсивных структурных
помех [249]. На рис. 4.25 приведены экс-
периментальные частотные зависимости
коэффициента затухания 8 продольных
упругих волн в некоторых строительных
бетонах. Быстрый рост 8 с увеличением
частоты ограничивает диапазон приме-
няемых частот значениями порядка
200...500 кГц. Обычно используют часто-
ты от 50 до 150 кГц, что при средней ско-
рости звука в бетоне (с/ = 4000 м/с) соот-
ветствует длинам волн от 80 мм до 27 мм,
поэтому мелкие дефекты не выявляются.
4.14.2. Дефектоскопия и
толщинометрия
Дефектоскопия и толщинометрия
строительных материалов и конструкций
принципиально не отличаются от таковых
для контроля изделий из металлов. Однако
положение усложняется существенной
неоднородностью бетона и сходных с ним
строительных материалов, приводящей к
большому затуханию упругих волн и вы-
сокому уровню структурных шумов, за-
трудняющих контроль и снижающих его
чувствительность. Кроме того, на исполь-
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
531
Рис. 4.26. Способы контроля бетона методом прохождения:
а - сквозное прозвучивание; б - продольное профилирование; в - поверхностное
прозвучивание с постоянной базой. Зоны установки преобразователей:
1 - излучающего; 2 - приемного
зуемых низких частотах УЗ-преобразо-
ватели обладают слабой направленностью,
что усложняет их применение, особенно
для контроля эхометодом.
Для дефектоскопии и толщинометрии
используют:
- ультразвуковой метод прохождения
с импульсным излучением;
- интегральные методы собственных
колебаний;
- эхометод.
Применяют три варианта метода
прохождения: сквозное прозвучивание,
продольное профилирование и поверхно-
стное прозвучивание с постоянной базой.
При сквозном прозвучивании излуча-
тель и приемник упругих волн (обычно
продольных) располагают соосно по раз-
ные стороны ОК (рис.4.26, а). Дефекты
регистрируют по уменьшению амплитуды
принятого импульса (амплитудный метод
прохождения) или увеличению времени
его распространения (временной метод
прохождения).
При прозвучивании способом про-
дольного профилирования приемный пре-
образователь устанавливают последова-
тельно в несколько позиций, расположен-
ных на одной прямой (рис. 4.26, б). Рас-
стояние /и между излучающим преобразо-
вателем и первой позицией приемного
выбирают равным 100 ... 300 мм, а рас-
стояние между соседними позициями при-
емного преобразователя А/, = 100 ... 200 мм.
Информативным параметром служит вре-
мя распространения УЗ-импульса.
При поверхностном прозвучивании с
постоянной базой преобразователи с фик-
сированным расстоянием I между ними
устанавливают на одну из сторон ОК
(рис. 4.26, в). Дефекты регистрируют по
изменению амплитуды принятого импуль-
са или времени его прохождения.
Методами прохождения обнаружи-
вают локальные дефекты бетона и других
строительных материалов: трещины, ра-
ковины, инородные включения, прочие
нарушения структуры.
В зависимости от задач и типа конст-
рукций используют разные схемы прозву-
чивания. Сквозное прозвучивание (ампли-
тудный и временной методы прохожде-
ния) эффективно при толщинах бетона до
500 мм.
При поверхностном прозвучивании
выявляют в основном поверхностные де-
фекты (структурные разрушения коррози-
онного характера, поверхностные трещи-
ны и т.п.).
Методом продольного профилирова-
ния обнаруживают локальные вертикаль-
ные трещины, увеличивающие путь УЗ-
импульса в ОК (рис. 4.27, а). Положение
конца трещины, проекция которого на
532
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.27. К оценке глубины трещины:
а - расположение излучающего (И) и
приемного (77) преобразователей; б - зависи-
мость времени t распространения УЗ-импульса
от расстояния I между преобразователями
поверхность ОК в общем случае не совпа-
дает с ее следом на этой поверхности, оп-
ределяют относительно преобразователей
по положению разрыва графика /(/)
(рис. 4.27, б).
Глубину трещины находят по форму-
ле [280]
2Х
где % = 7/7о= (АС + СВ)/АВ, 7 и /0 - соответ-
ственно время прохождения УЗ-импульса
между преобразователями в дефектной и
бездефектной зонах; I - расстояние между
преобразователями; Ъ = \Ц-Ц\/1 - пара-
метр, характеризующий положение тре-
щины относительно преобразователей.
Расчетные зависимости отношения
h/l от параметра ЦП при различных значе-
ниях х показаны на рис. 4.28. На графиках
приведены также экспериментальные точ-
ки, полученные на жидкостной модели.
Рассмотренный способ является ва-
риантом дифракционно-временного мето-
да (TOFD), примененного к измерению
глубины поверхностных дефектов (см.
разд. 2.2.5.3 и 3.2.7.5).
Погрешность оценки глубины тре-
щины уменьшается с увеличением соот-
ветствующего ей отношения х = t/t^. Она
максимальна при ЦП = 0,5 и уменьшается с
приближением трещины к любому преоб-
разователю. Так, при ЦП = 0,1 трещине с
относительной глубиной 0,257 соответст-
вует значение х = 1,2, а при ЦП = 0,5 -
X = 1,1. Увеличение х достигается также
уменьшением расстояния между преобра-
зователями. При ЦП = 0,5 справедлива
формула [280]
Рассчитанная по ней зависимость от-
ношения h/l от х приведена на рис. 4.29.
На график нанесены экспериментальные
точки, полученные на жидкостной модели.
При необходимости учета размеров
преобразователей приведенная выше фор-
мула принимает вид
^(Л+^Тх1^!,
где R — радиус преобразователя.
Глубину открытых поверхностных
трещин в бетоне определяют и другим
способом [425, с. 79/516]. По разные сто-
роны трещины устанавливают два прием-
ных преобразователя, подключенные к сис-
теме измерения времени. Между первым
приемником и трещиной на прямой, соеди-
няющей оба приемника, на определенном
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
533
Рис. 4.28. Расчетная зависимость отношения hll от положения трещины
(параметра 1А/1) относительно преобразователей при различных значениях х = t/to-
На графики нанесены экспериментальные точки, полученные на жидкостной модели
расстоянии от первого из них по поверх-
ности бетона наносят удар стальным ша-
ром или молотком. Удар возбуждает в ОК
поверхностную и продольную волны. По-
верхностную волну с известной (измерен-
ной) скоростью использовали как вспомо-
гательную при измерении времени рас-
пространения продольной волны, попа-
дающей на второй приемник, обогнув
трещину. По времени прохождения про-
дольной волны между приемниками вы-
числяли глубину трещины.
В другом варианте измеритель вре-
мени запускали импульсом, полученным
при касании ударником приклеенной к
поверхности бетона тонкой металлической
Рнс. 4.29. Расчетная зависимость отношения М от параметра / = Г//о.
На графики нанесены экспериментальные точки, полученные на жидкостной модели
534
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рнс. 4.30. Спектры свободных колебаний железобетонных опор:
а - дефектной; б - доброкачественной
фольги. Это позволяло обойтись одним
приемником. Погрешность измерения
трещин глубиной 0,5 м составляла 2,2 %.
С ростом глубины трещин энергию удара
увеличивали, для чего применяли шары
большего диаметра. Методика использо-
вана при оценке трещины в бетонной дам-
бе, поврежденной при землетрясении на
Тайване в 1999 г. Ее глубина оказалась
2,31 м.
Для обнаружения поверхностных
трещин и оценки их глубины применяют
также поверхностные волны Рэлея [353].
Этот метод (метод SASW), более подроб-
но описанный в разд. 7.5.5, основан на
различном влиянии глубины трещины на
спектры прошедших через зону дефекта
импульсов поверхностных волн. С ростом
глубины трещины высокочастотные со-
ставляющие спектра, распространение
которых определяется более близкими к
поверхности слоями материала, ослабля-
ются сильнее, чем низкочастотные. Таким
образом, трещина уподобляется фильтру
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
535
низких частот, частота среза которого с
увеличением глубины трещины уменьша-
ется. Авторы [353] считают, что метод
SASW дает более достоверные сведения о
глубине трещин, чем регламентированный
британским стандартом BS 1881 (1986 г.)
метод, основанный на измерении времени
запаздывания обогнувшей трещину про-
дольной волны.
Одна из областей успешного приме-
нения УЗ-методов - контроль состояния
исторических памятников архитектуры.
Это направление получило наибольшее
развитие в Италии и Греции, наиболее
богатых такими объектами. В работе [425,
с. 181/545] сообщаются результаты кон-
троля состояния одного их итальянских
архитектурных памятников XI века. Ко-
лонны и капители из известняка проверя-
ли методом прохождения. Дефекты отме-
чали по уменьшению скорости и увеличе-
нию затухания звука. Выявленные дефек-
ты с раскрытием более 0,5 мм ремонтиро-
вали, заполняя их эпоксидной смолой. Для
укрепления оснований колонн с более
крупными дефектами применяли эту смо-
лу с мелким заполнителем из известняка.
Использовали и другие ремонтные техно-
логии. После ремонта колонны снова про-
звучивали, причем наблюдали значитель-
ное улучшение прохождения УЗ-
импульсов.
Временной метод прохождения ис-
пользуют для обнаружения трещин, воз-
никающих в железобетонных конструкци-
ях при их нагружении, причем появление
трещины регистрируется лучше, чем дру-
гими известными способами. Для контро-
ля этим методом используют преобразова-
тели с малыми (3 ... 5 мм) диаметрами
контактных поверхностей. Метод приме-
ним для контроля шпал в заводских усло-
виях, предварительно напряженных желе-
зобетонных пролетных строений мостов и
др.
Временной метод часто предпочти-
тельнее амплитудного, так как большой
разброс затухания УЗ-волн и низкая ста-
бильность акустического контакта увели-
чивают нестабильность амплитуды сигна-
ла, снижая достоверность контроля [280].
Время прохождения УЗ-импульса, служа-
щее признаком дефекта во временном ме-
тоде, меньше зависит от этих факторов.
Методы прохождения применяют
также для обнаружения дефектов в горных
породах (трещиноватость), древесине
(гниль), огнеупорах и пр. Для обнаруже-
ния глубоко залегающих внутренних де-
фектов при одностороннем доступе к ОК
эти методы не пригодны.
Интегральным методом свободных
колебаний контролируют железобетон-
ные опоры контактной сети электрифи-
цированных железных дорог [200]. Основ-
ные дефекты таких опор - электрокорро-
зия арматуры и трещины бетона в фунда-
ментной и прифундаментной зонах, на-
груженных изгибающим моментом. По
контролируемой опоре на расстоянии
1,5 ... 2 м от земли наносят удар молотком
массой 800 г. Колебания принимают кон-
тактным пьезопреобразователем и анали-
зируют электронной аппаратурой. Дефек-
ты отмечают по увеличению затухания
свободных колебаний и изменению их
спектра (рис. 4.30).
Эхометодом измеряют толщины из-
делий и обнаруживают локальные внут-
ренние дефекты конструкций из бетона и
природного камня при одностороннем
доступе к ОК. Метод позволяет опреде-
лять координаты дефекта и оценивать его
размеры. Ввиду высокого уровня струк-
турных шумов, обусловленных неодно-
родностью бетона, чувствительность при
контроле эхометодом и точность измере-
ния толщин ниже, чем при контроле ме-
таллов.
В Японии эхометодом контролируют
железобетонные конструкции автодорож-
ных мостов [425, с. 70/441]. Эти конструк-
ции ремонтируют и часто усиливают до-
полнительными слоями железобетона. Не
усиленные мостовые конструкции имеют
наружное асфальтовое покрытие на бе-
тонном основании, усиленные содержат
536
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.31. Конструкции короткоимпульсных УЗ-преобразователен:
а - с продольным пьезоэффектом; б - с поперечным пьезоэффектом; 1 - пьезоэлемент;
2 - демпфер; 3 - корпус; 4 - крышка
дополнительный слой бетона, располо-
женный между ними. Опасные дефекты -
зоны отсутствия соединений между слоя-
ми. Их следует выявлять не только на ста-
дии ремонта и усиления, выполняемой на
демонтированных бетонных блоках, но и
на действующих мостах. Для решения
этой задачи используют эхометод в соче-
тании с инфракрасным методом (термови-
зором).
Применяют раздельные широкопо-
лосные преобразователи с центральной
частотой 500 кГц. Ввиду разницы волно-
вых сопротивлений асфальта и бетона УЗ-
импульсы отражаются от границы их раз-
дела. Расслоение обнаруживают по изме-
нению на 180° фазы отраженного импуль-
са, происходящему потому, что условия
отражения при наличии и отсутствии со-
единения слоев противоположны. В пер-
вом случае УЗ-импульс отражается от бе-
тона, как среды с большим, чем асфальт,
волновым сопротивлением, во втором — с
меньшим (воздух). Расслоения между уси-
ливающим и основным слоями бетона
обнаруживают по эхосигналам от них,
расстояния до расслоений определяют по
времени прихода соответствующих им-
пульсов. Метод успешно использован для
контроля одного из находящихся в экс-
плуатации мостов, толщины асфальта,
усиливающего и основного слоев которо-
го составляли около 50, 60 и 160 мм соот-
ветственно.
Тепловизионный метод также оказал-
ся пригодным для решения задачи. Однако
здесь, в отличие от УЗ-метода, на резуль-
таты контроля влияют цвет мостовой, на-
личие пыли и погода.
Преобразователи и обработка ин-
формации. Для контроля эхометодом
применяют прямые совмещенные и мат-
ричные преобразователи. В методах про-
хождения те же прямые преобразователи
используют по раздельной схеме (один
для излучения, другой для приема).
По длительности реверберационно-
шумовой характеристики (РШХ) преоб-
разователи делят на две группы [249]:
А - с длительной (более 100 мкс)
РШХ;
Б - короткоимпульсные (с длитель-
ностью РШХ менее 40 мкс).
Конструкции преобразователей с
длительной РШХ (группа А) аналогичны
прямым совмещенным преобразователям
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
537
О 20 40 60 80 100120мкс 0 20 40 60 80 100120мкс
а) б)
Рис. 4.32. Реверберацнонно-шумовые характеристики
УЗ-преобразователен для контроля бетона:
а - с длительной РШХ; б - короткоимпульсного
УЗ-дефектоскопов, применяемым для кон-
троля металлов (см. разд. 2.2.1.2). Однако
имеются отличия, обусловленные более
низкими рабочими частотами. В преобра-
зователях для контроля бетона обычно
используют полуволновые пакеты, скле-
енные из нескольких одинаковых диско-
вых пьезопластин, электрически соеди-
ненных параллельно и синфазно. Это свя-
зано с тем, что с уменьшением рабочей
частоты резонансная толщина пьезоэле-
мента растет. Поэтому создание напря-
женности электрического поля, достаточ-
ной для эффективного излучения, требует
повышения напряжения возбуждающего
преобразователь генератора, что затруд-
нительно. Использование пакетов из не-
скольких пьезопластин позволяет созда-
вать в пьезоэлектрике нужную напряжен-
ность поля при приемлемых значениях
этого напряжения.
В короткоимпульсных преобразова-
телях (группа Б) полуволновый пьезопа-
кет 1 приклеен к дну (протектору) тонко-
стенного корпуса 3 из алюминиевого
сплава (рис. 4.31, а). Поперечные размеры
пьезопакета составляют 20 ... 70 % его
толщины. Пьезопакет окружен пастооб-
разным демпфером 2, состоящим из вяз-
кой жидкости (например, неполимеризо-
ванной эпоксидной смолы) и мелкодис-
персного порошка вольфрама в отноше-
нии 1 :(12 ... 16) по массе. Крышка 4 обес-
печивает герметичность. Используют про-
дольный и поперечный пьезоэффекты.
В первом случае, как и в преобразо-
вателях группы А, пьезопакет склеивают
из нескольких идентичных пьезопластин,
колеблющихся по толщине (продольный
пьезоэффект). При использовании попе-
речного пьезоэффекта пьезопакет выпол-
няют из прямоугольных пьезопластин
(обычно двух), склеенных металлизиро-
ванными поверхностями и соединенных с
дном корпуса торцевыми сторонами
(рис. 4.31, б).
Типичные РШХ преобразователей
обеих групп представлены на рис. 4.32.
В качестве контактной смазки обычно
используют вязкие масла, способные
удерживаться на пористой поверхности и
заполнять ее неровности, реже глицерин и
воду. Иногда применяют полиуретановые
прокладки, закрепленные на протекторе
преобразователя и позволяющие вести
контроль без контактной смазки. Однако
такой контакт нестабилен.
Вследствие малых волновых разме-
ров рабочих поверхностей преобразовате-
лей, они обладают недостаточной направ-
ленностью для продольных волн. Для ее
повышения, необходимого, например, при
контроле эхометодом, короткоимпульсные
преобразователи выполняют в виде мо-
заики. В общем корпусе устанавливают
несколько одинаковых пьезоэлементов с
небольшими (2 ... 3 мм) зазорами между
ними, либо один пьезоэлемент, рабочая
поверхность которого больше длины вол-
ны, а тело имеет взаимно-перпенди-
кулярные пропилы почти до протектора,
538
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.33. Осциллограмма УЗ-сигнала, излученного и
принятого преобразователями с сухим точечным контактом
превращающие пьезоэлемент в подобие
мозаики. В обоих случаях весь свободный
объем преобразователя заполняют пасто-
образным демпфером.
Преобразователи с длительной ре-
верберацией используют лишь при кон-
троле методами прохождения. Коротко-
импульсные преобразователи предназна-
чены в основном для контроля эхомето-
дом, однако, их применяют и для работы
методом прохождения.
Измерения толщины бетона иногда
возможны с помощью совмещенного мо-
заичного короткоимпульсного преобразо-
вателя (или таких же раздельных излуча-
теля и приемника) и обычного ультразву-
кового толщиномера или дефектоскопа на
частотах порядка 100 кГц. Однако на
практике для толщинометрии и, тем более,
дефектоскопии используют многоэле-
ментные матричные антенные решетки
(АР), набранные из короткоимпульсных
преобразователей с малыми волновыми
размерами рабочих поверхностей.
Для управления процессом зондиро-
вания, обработки принятых сигналов и
индикации результатов применяют мик-
ропроцессоры или персональные компью-
теры. Это связано с высоким уровнем
структурных помех. Так, донный эхосиг-
нал плиты толщиной 400 мм из бетона
М400 при контроле мозаичным преобра-
зователем диаметром 53 мм на частоте
70 кГц превышает структурный шум на
9 дБ, а эхосигнал от полости диаметром
50 мм на той же глубине ниже уровня это-
го шума на 16 дБ. Поэтому измерение
толщины мозаичными преобразователями
возможно лишь в узком диапазоне толщин
(100 ... 300 мм), ограниченном снизу РШХ
совмещенного преобразователя. При рабо-
те раздельными излучателем и приемни-
ком толщина ограничена помехами от по-
верхностных волн, а обнаружение дефек-
тов на тех же глубинах возможно только
при их размерах более 100 ... 150 мм.
В последнее время наметился пере-
ход к применению для контроля строи-
тельных материалов преобразователей с
сухим точечным контактом (СТК) [338,
173; 174; 249; 425, с. 78/458; 429, с. 86]. Их
заостренные протекторы контактируют с
поверхностью ОК в малой по площади
зоне (см. рис. 2.134, б). У короткоим-
пульсных преобразователей с СТК толщи-
ну протектора выбирают много меньше
длины волны. Для стабилизации акустиче-
ского контакта преобразователи прижи-
мают к ОК пружинами с постоянной си-
лой.
На рис. 4.33 приведена осциллограм-
ма сквозного УЗ-сигнала, излученного и
принятого преобразователями с СТК. Для
устранения влияния структурных помех в
качестве образца использован изотропный
пластик.
Преимущества преобразователей с
СТК - исключение контактной смазки,
возможность контроля ОК с практически
любыми неровностями поверхностей, бо-
лее высокая точность определения рас-
стояния между излучателем и приемником
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
539
при поверхностном прозвучивания, очень
малая длительность РШХ. Уникальная
особенность этих преобразователей - воз-
можность работы как продольными, так и
поперечными волнами, причем коммута-
ция волн реализуется электронным спосо-
бом. Это удобно, например, для измерения
упругих постоянных материала (£, G и v),
которые вычисляют по измеренным ско-
ростям распространения продольных и
поперечных волн (см. разд. 7.5.5). Недос-
таток преобразователей с СТК - низкий
коэффициент передачи, ухудшающийся с
ростом частоты (см. разд. 2.5.1).
Исследования В.Г. Шевалдыкина,
А.А. Самокрутова и В.Н. Козлова [174;
426, докл. 4.34; 429, докл. 86] показали,
что при контроле бетона эхометодом опи-
санными преобразователями с СТК отно-
шение сигнал/шум можно увеличить, если
вместо продольных использовать попе-
речные волны. Авторы объясняют это тем,
что уровни эхосигналов с одинаковых
глубин для продольных и поперечных
волн примерно равны, однако уровни
структурного шума и помех от рэлеевских
волн при использовании поперечных волн
на 10 ... 12 дБ меньше. Волновые размеры
локальных отражателей для поперечных
волн почти вдвое больше, чем для про-
дольных, что повышает отношение сиг-
нал/шум. Кроме того, заполненные жид-
костью трещины в бетоне лучше отража-
ют поперечные волны ввиду большего
различия акустических импедансов на
границе раздела воды с бетоном.
Для уменьшения влияния структур-
ных помех и улучшения характеристик в
эхоимпульсных приборах для контроля
строительных конструкций применяют
метод синтезированной апертуры, фоку-
сируемой в произвольную точку полупро-
странства (метод SAFT, см. разд. 2.2.5.6)
Объект контроля зондируют поочередно
каждой парой элементов матричной ан-
тенной решетки (АР) так, что перебирают-
ся все возможные пары. Общее количест-
во принятых сигналов при каждом поло-
жении АР на поверхности объекта при-
ближенно равно половине квадрата числа
элементов АР.
Все эхосигналы используют для вы-
числения отражающей способности каж-
дой (с некоторой дискретностью, напри-
мер, 10 мм) точки объема материала, на-
ходящегося под апертурой АР и за ее пре-
делами (обычно не далее двух-трех разме-
ров апертуры) на всех контролируемых
глубинах. Сигналы от соседних положе-
ний АР при дискретном сканировании ОК
также используют для вычисления уровня
отраженных сигналов от тех же точек объ-
ема и от новых, попадающих в область
синтеза выходных данных.
В результате в памяти прибора син-
тезируется трехмерный массив данных об
амплитуде отраженного сигнала от каж-
дой точки объема материала и на дисплей
может быть вызвано произвольно ориен-
тированное в объеме изображение сечения
внутренней структуры ОК. Амплитуды
сигналов отображаются уровнями яркости
или цветовой гаммой. Такое представле-
ние результатов контроля названо автора-
ми томографическим. Наряду с наглядно-
стью, оно повышает достоверность обна-
ружения дефектов в условиях высокого
уровня помех по сравнению с одномерной
разверткой.
Толщиномер отличается от томо-
графа тем, что синтезируемая апертура
(как при одном, так и при нескольких по-
ложениях АР на контролируемой поверх-
ности) фокусируется не в каждую точку, а
на каждую плоскость (метод SAFT), па-
раллельную поверхности ввода УЗК и на-
ходящуюся в требуемом диапазоне глу-
бин. Таким образом, отраженный сигнал
фиксируется на глубине, соответствую-
щей донной поверхности ОК или отража-
телю достаточно больших размеров. Ре-
зультаты контроля представляются в виде
развертки типа А, горизонтальная ось ко-
торой отображает либо время, либо тол-
щину (глубину), а цифровой индикатор
показывает время задержки эхосигнала
или измеренную толщину.
540
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.34. Трехмерное изображение дефектов в бетоне на дисплее прибора А1220
Приборы для обнаружения дефек-
тов и контроля физико-механических
свойств методом прохождения являются
измерителями времени распространения
импульсов продольных, головных, попе-
речных или поверхностных волн, а также
скорости этих волн. Приборы имеют циф-
ровой отсчет с погрешностью измерений
не более 1 %. Некоторые из них снабжены
осциллографическими индикаторами для
наблюдения формы принятого сигнала,
измерения его амплитуды, длительности
первой полуволны, времени затухания и т.
д. Большинство этих приборов имеет вы-
носные преобразователи, что позволяет
вести контроль с переменной базой от не-
скольких сантиметров до единиц метров.
Аппаратура имеет универсальное или ав-
тономное питание, ее масса 0,5 ... 8 кг.
В приборах А1102 (фирма "АКС" при
МНПО "СПЕКТР", Россия) для контроля
способом поверхностного прозвучивания
с постоянной базой применяют преобра-
зователи с сухим точечным контактом.
В приборе УК1401 [425, с. 78/458]
преобразователи размещены непосредст-
венно на электронном блоке на фиксиро-
ванном расстоянии друг от друга так, что
конструктивно прибор представляет собой
единое целое. Прибор УК1401 измеряет
скорость звука в пределах 2000 ... 9999 м/с.
Его рабочая частота 70 кГц, масса 0,32 кг.
Приборы для контроля эхомето-
дом. Различают дефектоскопы, толщино-
меры и томографы, хотя эта классифика-
ция довольно условна, так как некоторые
функции этих приборов совпадают. При-
ведем основные характеристики наиболее
современных приборов, разработанных
фирмой "АКС" при МНПО "СПЕКТР"
(Россия).
Дефектоскоп А1220 предназначен
для поиска инородных включений, пустот
и трещин в ОК из железобетона, камня,
пластмасс и других подобных материалов
при одностороннем доступе. Его можно
также использовать для измерения толщи-
ны ОК и глубины залегания дефектов,
исследования внутренней структуры и
оценки прочности (см. разд. 7.5.5). Прибор
реализует эхометод и метод прохождения
на продольных, головных, поперечных и
поверхностных волнах. Для контроля эхо-
методом служит 24-элементное (6 х 4)
антенное устройство. Рабочая частота
преобразователей 55 кГц. Все преобразо-
ватели имеют с ОК сухой точечный кон-
такт.
ДЕФЕКТОСКОПИЯ И ТОЛЩИНОМЕТРИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
541
Рис. 4.35. Томограмма бетонного блока толщиной 400 мм с дефектами
Для работы методом прохождения
применяют дополнительные ультразвуко-
вые преобразователи продольных и попе-
речных волн.
При контроле методом отражения
эхосигналы представляются на жидкокри-
сталлическом дисплее в виде одномерного
изображения типа А или двумерного типа
В. При использовании метода прохожде-
ния информация представляется в виде А-
развертки.
Минимальный диаметр обнаружи-
ваемых дефектов 50 мм, максимальная
измеряемая толщина бетона 1050 мм, по-
грешность измерения расстояний менее
±10 %. Диапазон измерений скорости зву-
ка 2000 ... 7000 м/с. Предусмотрена воз-
можность записи информации и передачи
ее в компьютер. Последний по специаль-
ной программе производит трехмерную
реконструкцию изображения (рис. 4.34).
Масса электронного блока прибора с
встроенным автономным источником пи-
тания - 800 г, антенного устройства -
760 г. Габариты антенного устройства
145 х 90 х 75 мм, электронного блока -
234 х 98 х 33 мм.
Толщиномер УТ201 позволяет изме-
рять толщину бетона в пределах 50 ...
500 мм с погрешностью менее +10 %.
Погрешность измерения скорости звука
менее +1 %. Диапазон рабочих частот
30 ... ПО кГц. Прибор имеет антенную
решетку из восьми (4 х 2) УЗ-преобразова-
телей с жидкостным контактом. Для изме-
рения скорости звука методом поверхно-
стного прозвучивания на фиксированной
базе используют пару дополнительных
преобразователей.
Томограф А1230 реализует описан-
ную выше систему SAFT. В нем использо-
вана антенная решетка из 36 (6 х 6) преоб-
разователей с СТК, работающих коротки-
ми импульсами с крутым передним фрон-
том. Расстояние между соседними преоб-
разователями 20 мм. Каждый из них при-
жимается к ОК пружиной с постоянной
силой. Антенная решетка позволяет кон-
тролировать ОК с неровностями высотой
до 8 мм, что невозможно обеспечить с
плоскими преобразователями.
Томограф позволяет выявлять в бе-
тоне пустоты, трещины и другие дефекты
размерами от 30 мм и более на глубинах
250 ... 300 мм. Максимальная глубина
просмотра - 500 мм. На этой глубине
можно обнаружить полость диаметром
100 мм. Погрешность определения коор-
542
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
динат дефектов на средней глубине по-
рядка 20 мм. На рис. 4.35 приведена томо-
грамма внутренней структуры бетонного
блока толщиной 400 мм с тремя полостя-
ми размерами 35, 50 и 100 мм на глубине
230 мм. Широкая светлая полоса на глу-
бине 400 мм - образ донной поверхности.
Размеры антенного устройства томографа
160 х 160 х 320 мм, масса - 6,2 кг. Входя-
щий в комплект томографа портативный
компьютер имеет массу около 3 кг, его
размеры - 250 х 250 х 50 мм.
4.15. КОНТРОЛЬ ИЗДЕЛИЙ
ИЗ ПКМ БОЛЬШИХ ТОЛЩИН
СО СПЕЦИАЛЬНОЙ
ОБРАБОТКОЙ ИНФОРМАЦИИ1
Ранее описаны различные акустиче-
ские методы контроля изделий из ПКМ
небольших и средних толщин. Здесь мы
рассмотрим разработанную в Московском
Энергетическом институте (МЭИ) единую
систему решения задачи УЗ-контроля
(преимущественно эхометодом) изделий
больших толщин из материалов с боль-
шим затуханием ультразвука и высоким
уровнем структурных помех. Система раз-
работана в основном для контроля изде-
лий из ПКМ, хотя полученные результаты
применимы и к ОК из других материалов с
подобными свойствами. Отличительная
особенность описываемой системы -
системный подход, при котором элек-
тронные блоки и акустические преобразо-
ватели разрабатываются как единое целое.
Изложение в своей основе повторяет
принципы достижения максимальной чув-
ствительности, описанные в разд. 2.2.4.5,
однако оно учитывает специфические
особенности контроля неметаллических
материалов.
Контроль толстых ОК из ПКМ за-
труднен большим затуханием УЗ-волн в
этих материалах. Если при дефектоскопии
большинства металлов основной причи-
ной затухания служит рассеяние УЗ-волн,
1 Раздел написан В.К. Качановым
порождающее помехи в виде структурных
шумов, то при контроле ПКМ затухание
обусловлено в основном поглощением,
хотя структурные шумы (например, отра-
жения от границ отдельных слоев) здесь
также имеют место. Поэтому главной
причиной, препятствующей контролю,
является недостаточный уровень принято-
го сигнала, который из-за большого зату-
хания становится ниже уровня шума при-
емной части УЗ-дефектоскопа.
Как показано в разд. 2.2.4,5, повыше-
ние чувствительности путем увеличения
напряжения возбуждающего преобразова-
тель импульса генератора (при использо-
вании традиционного для большинства
эхоимпульсных дефектоскопов ударного
возбуждения) возможно только до опре-
деленного предела С7макс, ограниченного
прочностью изоляции и конструктивными
соображениями. Наряду с ограничением
"сверху" значением С7макс, в УЗ-эхо-дефек-
тоскопах абсолютная чувствительность
ограничена "снизу" пороговым уровнем
£/мин~ £>пор№ отсекающим после усилителя
сигналы, сравнимые с шумом и, тем более,
находящиеся ниже уровня белого шума
приемной части аппаратуры (уровень бе-
лого шума зависит от полосы частот при-
емного тракта и обычно составляет вели-
чину порядка t/порог < Ю мкВ). Тем самым
абсолютная чувствительность в традици-
онных эходефектоскопах не превышает
значения 100 ... ПО дБ.
Одним из способов повышения чув-
ствительности при контроле протяженных
сред с большим интегральным затуханием
является снижение рабочей частоты, при-
водящее к уменьшению затухания УЗ-
волн (рис. 4.36) [167]. Поэтому в специа-
лизированных дефектоскопах для контро-
ля таких ОК применяют частоты менее
1 МГц. Однако и этого часто недостаточно
для получения нужного уровня принятого
сигнала. Кроме того, снижение частоты
ухудшает разрешающую способность
аппаратуры (рис. 4.37).
КОНТРОЛЬ ИЗДЕЛИЙ ИЗ ПКМ БОЛЬШИХ толщин
543
Рис. 4.36. Обобщенная зависимость затухания УЗ-волн в ПКМ
от центральной частоты зондирующих импульсов
Второй, более радикальный, путь
увеличения толщин контролируемых ОК и
улучшения рабочих характеристик УЗ-
контроля заключается в выделении эхо-
сигналов, находящихся ниже уровня шу-
ма. Этот путь увеличивает динамический
диапазон принимаемых эхосигналов, уст-
раняет ограничения в абсолютной чувст-
вительности контроля "снизу", позволяет
получить более полную информацию об
Рис. 4.37. Лучевая разрешающая способность эходефектоскопа:
а - схема контроля при отражении от границы раздела сред с волновыми сопротивлениями р)С, и
Ргс2; б - контроль на высокой частоте; в - контроль на низкой частоте. Ua и Un - соответственно
напряжения излученного и принятого импульсов; Умин - уровень шумов
544
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.38. Линейно-частотно-модулированный сигнал (а) и его спектр (б)
ОК, замаскированную шумами. Развитием
этого направления в УЗ-контроле с сере-
дины 60-х годов занимается научная шко-
ла, созданная на кафедре "Электронные
приборы" МЭИ В.П. Аксеновым [4, 168] и
с 1983 г. руководимая В.К. Качановым
[168].
Для решения рассматриваемой про-
блемы на первом этапе были использова-
ны разработанные в радиолокации мето-
ды помехоустойчивой обработки сигна-
лов. В дальнейшем, с учетом специфики
УЗ-контроля, были разработаны не имею-
щие аналогов в радиолокации сигналы,
методы их обработки, УЗ-преобразователи
и соответствующая электронная аппаратура.
Одним из известных радиолокацион-
ных методов повышения отношения сиг-
нал/шум является когерентное накопление
периодических эхосигналов, наиболее
эффективно применяемое совместно с
синхронным детектированием [167].
В отличие от амплитудного, синхронное
детектирование не ухудшает отношение
сигнал/шум. При накоплении N импуль-
сов, следующих с периодом повторения
зондирующих сигналов Т = Т„, происхо-
дит выделение полезного сигнала из бело-
го шума, причем отношение сигнал/шум
увеличивается в 777 раз. Однако накоп-
ление большого числа периодических им-
пульсов увеличивает время накопления
NT„, и, следовательно, снижает произво-
дительность контроля.
Сложномодулированные сигналы.
Другой путь решения проблемы выделе-
ния эхосигналов из шумов - применение
сложномодулированных сигналов с соот-
ветствующей оптимальной их обработкой
[167, 375]. К сложномодулированным от-
носятся сигналы с внутриимпульсной мо-
дуляцией частоты или фазы. При опти-
мальной обработке таких сигналов,
имеющих, как правило, большую дли-
тельность Ts (а, значит, обладающих
большой энергией Е~ U2TS), они сжимают-
ся во времени и возрастают по амплитуде.
Степень сжатия = TJTCK равна базе
сигнала
Б = TsSfs = Д/Гсж = Ncx,
где ДА - ширина спектра сложномодули-
рованного сигнала; Тсж - длительность
сжатого сигнала.
В ультразвуковой дефектоскопии для
возбуждения пьезоэлементов излучающих
преобразователей применяют линейно-
частотно-модулированные (ЛЧМ) и фа-
зоманипулированные (ФМ) сигналы, сжа-
тые импульсы которых имеют форму ав-
токорреляционной функции сигнала, что
наиболее соответствует задачам УЗ-
контроля эхометодом.
На рис. 4.38, а показан ЛЧМ-сигнал
длительностью Ts, частота которого меня-
ется по линейному закону, а спектр при-
КОНТРОЛЬ ИЗДЕЛИЙ ИЗ ПКМ БОЛЬШИХ толщин
545
Рис. 4.39. Видеокод сигнала Баркера (й), соответствующий ему
фазоманипулированный сигнал (б) и сигнал после оптимальной обработки (в)
ближается к прямоугольному. После оп-
тимальной обработки амплитуда ЛЧМ-
сигнала увеличивается в Б112 раз, длитель-
ность уменьшается в NCK=TSITCX раз (где
Гсж - длительность сжатого сигнала на
уровне 0,64). Центральная частота им-
пульса равна средней частоте JI4M сигна-
ла, а огибающая имеет форму вида sinx/x
(рис. 4.38, б). После оптимальной обра-
ботки ЛЧМ сигнала отношение сиг-
нал/шум возрастает (теоретически) в
(^ж)'/2 раз.
Фазоманипулированный сигнал - это
сигнал с двоичным квантованием фазы.
Он состоит из состыкованных радиоим-
пульсов одинаковой несущей частоты с
прямоугольными огибающими, фазы ко-
торых могут принимать два значения 0 и
180° - в соответствии с модулирующей
кодовой последовательностью [166]. Су-
ществует большое количество различных
кодовых последовательностей, в соответ-
ствии с которыми создаются ФМ-сигналы
с разнообразными характеристиками. В
этом смысле ФМ-сигналы обладают
большим набором свойств по сравнению с
ЛЧМ-сигналами. Впервые ФМ-сигналы в
УЗ-дефектоскопии были применены в
1974 г. В.К. Качановым. В других странах
это направление стало развиваться позд-
нее, хотя в настоящее время эти сигналы
уже широко применяют в различных уст-
ройствах УЗ-контроля, в основном за ру-
бежом. Вместе с тем активное и опере-
жающее развитие этого направления про-
должается в МЭИ.
На рис. 4.39, а изображен видеокод
простейшего из ФМ-сигналов - сигнала
Баркера с индексом N = 13 и соответст-
вующий ему ФМ-сигнал (рис. 4.39, б).
Спектр ФМ-сигнала занимает полосу
Д/ = МТ3 После оптимальной обработки
этот спектр имеет один главный лепесток
длительностью Гсж = TJN = Т3 с амплиту-
дой, превышающей амплитуду сигнала до
обработки в N раз (рис. 4.39, в).
Сжатие сложномодулированных сиг-
налов в оптимальном фильтре (ОФ) по-
добно внутриимпульсному накоплению N
элементов сигнала с повышением отноше-
ния сигнал/шум в N112 раз. Однако, в отли-
чие от накопления периодических сигна-
лов, внутриимпульсное накопление (сжа-
тие сложномодулированного сигнала) ре-
546
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.40. Эхометод с использованием фазоманипулированных сигналов:
а - схема контроля; б - - зондирующий ФМ-сигнал; в - сигналы до оптимального фильтра ОФ;
г - сигналы после сжатия в ОФ
шает не только проблему выделения сиг-
налов из шумов. Одновременно оно обес-
печивает высокую лучевую разрешающую
способность, более точное определение
временного положения эхосигнала и ре-
шает ряд других задач контроля.
Основная идея одновременного по-
вышения чувствительности и лучевой раз-
решающей способности эхометода пока-
зана на рис. 4.40, где отраженные от близ-
ко расположенных дефектов (слоев) круп-
ногабаритного изделия сигналы находятся
ниже уровня шума и не разрешаются. По-
сле ОФ сжатые сигналы разрешаются во
времени и, благодаря увеличению ампли-
туды главного лепестка, выделяются из
шума.
Возможность разрешить (т.е. наблю-
дать отдельно) два или более наложенных
друг на друга ФМ-эхосигнала в результате
оптимальной фильтрации объясняется
свойством ортогональности ФМ-сигнала,
которое позволяет разрешить сигналы,
сдвинутые относительно копий не более
чем на Тэ. Если длительность Тэ (а, следо-
вательно, и длительность сжатого сигнала
Та*) составляет один период несущей час-
тоты, то обеспечивается разрешающая
способность порядка одного периода ко-
лебаний несущей частоты [166].
Сложномодулированные сигналы ис-
пользуют также при толщинометрии изде-
лий из материалов с большим интеграль-
ным затуханием ультразвука. Согласно
положениям радиотехники, погрешность
определения временного положения эхо-
сигнала тем меньше, чем больше энергия
этого сигнала и чем выше отношение сиг-
нал/шум. Следовательно, использование
высокоэнергетичных сложномодулиро-
ванных сигналов с последующей их опти-
мальной фильтрацией решает проблему
толщинометрии толстостенных изделий из
ПКМ [375].
ФМ-сигналы формируются по раз-
личным алгоритмам двоичных кодовых
последовательностей, среди которых наи-
более известны коды Баркера и М-коды.
Многообразие свойств ФМ-сигналов по-
зволяет создавать новые нетривиальные
методы контроля. Так, использование ФМ
М-сигналов с непрерывным следованием,
когда длительность Ts М-сигнала равна
периоду повторения Т„ (зондирования)
(рис. 4.41, а) позволило создать своеоб-
разный эхометод УЗ-контроля при непре-
рывном зондирующем сигнале (непрерыв-
но излучаются состыкованные друг с дру-
КОНТРОЛЬ ИЗДЕЛИЙ ИЗ ПКМ БОЛЬШИХ толщин
547
Рис. 4.41. Фазоманипулированный М-сигнал в режиме непрерывного излучения:
а - видеокод зондирующего импульса ФМ М-сигнала в режиме непрерывного излучения с базой
N = 31; б - автокорреляционная функция М-сигнала в режиме непрерывного излучения
гом ФМ М-сигналы) [167]. В этом случае
при конкретных значениях Un и Гп обеспе-
чивается максимально возможная чувст-
вительность, так как излучается непре-
рывный сигнал с максимально возможной
энергией Е ~ (U$TS = (t/„)2Tn- Автокорре-
ляционная функция, т.е. вид сжатого
М-сигнала с базой N = 31 в режиме непре-
рывного излучения, показана на рис.
4.41,6.
Другой нетривиальный способ УЗ-
контроля основан на использовании ан-
самблей ортогональных ФМ М-сигналов
[167]. При одновременном излучении (и
приеме) п ортогональных ФМ-сигналов
одинаковой длительности обеспечивается
новый способ визуализации акустических
неоднородностей (рис. 4.42), при котором
каждый из оптимальных фильтров прини-
мает только сигналы от "своего" излучателя.
ЛЧМ и ФМ-сигналы привнесены в
УЗ-дефектоскопию из радиолокации. Вме-
сте с тем, потребности УЗ-контроля изде-
лий из разнообразных по свойствам мате-
риалов обусловили необходимость созда-
ния особого класса сложномодулирован-
ных сигналов применительно к трудным
задачам УЗ-контроля. Среди этих сигна-
лов особое место занимает "сплит-
сигнал", предложенный И.В. Соколовым
[303].
Сплит-сигнал представляет собой на-
бор радиоимпульсов с разными централь-
ными частотами и различной длительно-
стью. Для каждой из задач контроля вы-
бирается свой, специфический алгоритм
формирования сигнала: свой набор частот
и длительностей импульсов. После опти-
мальной обработки всего ансамбля со-
ставляющих сплит-сигнала форма им-
пульса подобна сжатому ЛЧМ или ФМ-
сигналу. Однако, в отличие от детермини-
рованных ЛЧМ и ФМ-сигналов, сплит-
сигнал обладает избыточной гибкостью,
позволяющей легко адаптировать его под
каждое контролируемое изделие. Так, на-
пример, затухание сигнала в ОК можно
компенсировать соответствующим выбо-
ром частот и длительностей формирую-
щих сигнал импульсов.
Мозаичные преобразователи. Осо-
бенностью научного подхода в описывае-
мой работе является то, что новые слож-
номодулированные сигналы разрабатыва-
ются одновременно с преобразователями
как части единой системы сигнал-
преобразователь-обработка сигнала. Так
как сложномодулированные сигналы яв-
ляются широкополосными, то для неис-
кажающего и помехоустойчивого их
приема приемные преобразователи долж-
ны иметь полосу пропускания и форму
АЧХ, соответствующую ширине и форме
амплитудного спектра сигнала. В этом
случае приемный преобразователь не
только преобразует акустический сигнал в
электрический, но также служит элемен-
548
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.42. Структурная схема устройства визуализации акустических
неоднородностей при одновременном использовании п ортогональных ФМ-сигиалов
(ФМ|,..., ФМ„), обрабатываемых в соответствующих оптимальных фильтрах
(ОФ),..., ОФ„), при контроле методом прохождения
том ОФ для этого сигнала, так как одно из
условий для ОФ требует, чтобы модуль
коэффициента передачи фильтра К>ф((о)
соответствовал модулю амплитудного
спектра сигнала S5(co): ||ХОф(ш)'| = g|Ss(co)|,
где g - константа [167] В таком случае ОФ
пропускает без искажения полезные со-
ставляющие сигнала и подавляет шум,
лежащий вне полосы А/.
Для неискажающего и помехоустой-
чивого преобразования широкополосных
сложномодулированных сигналов необхо-
димо обеспечить высокую чувствитель-
ность преобразования и соответствующую
амплитудному спектру сигнала АЧХ ши-
рокополосного преобразователя. С этой
целью в МЭИ в 70-х годах был разработан
мозаичный широкополосный пьезокера-
мический преобразователь, представляю-
щий собой набор электрически объеди-
ненных N групп одинаковых пьезоэлемен-
тов высотой hj и прямоугольного сечения
/?2 х h3 (рис. 4.43, а). Выбор размеров h\, hi,
h3 определяет резонансные частоты f\,fi,f3
пьезоэлементов. Совокупность электриче-
ски объединенных и акустически развя-
КОНТРОЛЬ ИЗДЕЛИЙ ИЗ ПКМ БОЛЬШИХ толщин
549
Рис. 4.43. Мозаичный (композитный) преобразователь
с апертурой Н\ х Н2 (а) и его АЧХ (б)
занных с помощью полимерного наполни-
теля (обычно эпоксидной смолы) N эле-
ментарных пьезоэлементов представляет
собой преобразователь сечением Н2 х Нт с
расширенной полосой пропускания. Если
размеры пьезоэлементов подобраны пра-
вильно и их частоты близки, то суммарная
АЧХ преобразователя расширяется в
1,5 ... 2 раза (рис. 4.43, б), а ее форма бо-
лее соответствует форме амплитудного
спектра сигнала и условию оптимальной
обработки эхоимпульса.
Задача контроля толстых изделий из
ПКМ сложномодулированными широко-
полосными сигналами с последующей
оптимальной фильтрацией эхосигналов
обусловила разработку в МЭИ широкопо-
лосных мозаичных преобразователей, име-
ющих в диапазоне частот 100... 1 000 кГц от-
носительную полосу преобразования по-
рядка 100 % при сохранении достаточно
высокого уровня чувствительности и обес-
печения соответствующей формы АЧХ
мозаичного преобразователя.
Одна из конструкций многоэлемент-
ного преобразователя приведена на
рис. 4.44 [263]. В преобразователе в опре-
деленном порядке расположены три груп-
пы акустически развязанных разновысо-
550
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
Рис. 4.44. Один из широкополосных мозаичных преобразователей:
а - конструкция; б - пьезоэлементы; в - формирование полосы пропускания (результирующая
АЧХ); г - реальные АЧХ мозаичного широкополосного (сплошная линия) и одиночного
узкополосного (штриховая линия) УЗ-преобразователей.
ких продольно-поляризованных стержне-
вых пьезоэлементов (рис. 4.44, а, б). В
каждой из групп их высота h постоянна и
выбрана из условия
" 1 20-1
где Q - электромеханическая добротность
пьезоэлемента, нагруженного на рабочую
среду; п - номер группы (и = 1,2, 3...).
Выполнение этого условия обеспечи-
вает необходимую равномерность резуль-
тирующей полосы пропускания преобра-
зователя. Для получения симметричной
диаграммы направленности преобразова-
тель должен содержать достаточное коли-
чество пьезоэлементов, расположенных
симметрично относительно его геометри-
ческой оси. Дополнительное расширение
полосы пропускания достигается выбором
поперечных размеров пьезоэлементов,
определяющих резонансные частоты по-
перечных мод колебаний. Результирую-
щая АЧХ преобразователя подобной кон-
струкции с апертурой 40 мм приведена на
рис. 4.44, в (сплошная линия). В каждую
из групп входит по 20 пьезоэлементов
размером: h\= 1,25 мм, й2 = 1,5 мм, =
= 2,0 мм, du = 2,5 и d$ = 3,0 мм. Резонанс-
ные частоты/i nfs на рис. 4.44, в обуслов-
лены колебаниями пьезоэлементов по ши-
рине (размеры ds и соответственно).
Для сравнения на рис. 4.44, г приведена
АЧХ дискообразного одиночного пьезо-
элемента той же апертуры.
Для получения диаграммы направ-
ленности, симметричной относительно
центральной оси преобразователя, все из-
лучающие пьезоэлементы электрически
соединяют параллельно. Аналогично со-
КОНТРОЛЬ ИЗДЕЛИЙ ИЗ ПКМ БОЛЬШИХ толщин
551
Излучающая фазирован-
ная антенная решетка
Амплитудно - временное
распределение электрических
сигналов при излучении
а) б)
Рис. 4.45. Одномерная фазированная излучающая мозаика
(фазированная решетка) для секторного сканирования:
а - формирование зондирующего УЗ-сигнала; б - диаграмма направленности (ДН)
единяют и пьезоэлементы приемного пре-
образователя [263].
Рассмотренные мозаичные преобра-
зователи стали широко применяться за
рубежом только с 1980 года [393] под на-
званием "композитные". Это название
объясняется тем, что пространство между
отдельными пьезоэлементами заполняется
связующим полимером и в итоге вся кон-
струкция подобна композитному материа-
лу. Немецкий ученый G. Splitt [422,
с. 2965] считает, что композитные преоб-
Амплитудно - временное
распределение электрических
сигналов при излучении
Рис. 4.46. Одномерная фазированная излучающая фокусирующая мозаика:
а - формирование ультразвукового сигнала; б - диаграмма направленности (ДН)
552
Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ
а)
Амплитудно - временное
распределение электрических
сигналов при излучении
Подавление боковых
лепестков ДН
Формирование УЗ-сигнала
с улучшенной ДН (с подавлением
боковых лепестков) б)
Рис. 4.47. Улучшение формы ДН мозаичного преобразователя:
а - формирование УЗ-сигнала с помощью фазированной мозаики, б - ДН излучаемого поля
с подавлением боковых лепестков
разователи - это "веха в развитии ультра-
звукового контроля", решающая большин-
ство из существующих проблем УЗ-
преобразователей. В частности, наряду с
расширением полосы пропускания увели-
чивается коэффициент электромеханиче-
ского преобразования, уменьшается вол-
новое сопротивление и др.
Практически все зарубежные иссле-
дования по созданию композитных преоб-
разователей проводились для простых
импульсных сигналов. При этом не стави-
лась задача помехоустойчивого контроля.
Тем самым большинство решений, опуб-
ликованных сегодня за рубежом, во-
первых, повторяют достижения россий-
ских ученых, а во-вторых, не решают про-
блему комплексно в единстве системы
"сигнал - преобразователь - обработка".
Мозаичными преобразователи назва-
ны потому, что, подобно мозаике, из эле-
ментарных элементов можно собрать лю-
бую конфигурацию. При этом мозаичные
преобразователи рассматриваются как
гибкие многофункциональные устройства,
которые в зависимости от задачи и конфи-
гурации, наряду с собственно электроаку-
стическим преобразованием, могут вы-
полнять ряд задач УЗ-контроля: сканиро-
вания (первые работы по сканирующим
антенным решеткам были выполнены в
МЭИ в начале 70-х годов [4]), фокусиров-
ки, повышения чувствительности и раз-
решающей способности, выделения эхо-
сигналов из акустических помех, белого
или структурного шума [164] и т.д.
На рис. 4.45 ... 4.47 схематично пока-
заны разные конфигурации разработан-
ных в МЭИ мозаичных преобразователей
и их возможности по формированию диа-
грамм направленности.
Совместная разработка преобразова-
телей, сигналов и методов их обработки
позволяет получать качественно новые
результаты, которые были бы невозможны
вне комплексного рассмотрения пробле-
мы. Один из примеров такого подхода -
актуальный вопрос построения диаграмм
направленности (ДН) широкополосных
преобразователей.
Как известно, ДН любого преобразо-
вателя снимают с помощью "длинных"
синусоидальных сигналов на одной кон-
кретной частоте. Исходя из этого понятие
"диаграмма направленности широкопо-
лосного преобразователя" не имеет физи-
КОНТРОЛЬ ИЗДЕЛИЙ ИЗ ПКМ БОЛЬШИХ толщин
553
Рис. 4.48. Корреляционная диаграмма распределения
поля мозаичного широкополосного двумерного преобразователя:
а - при зондировании импульсом длительностью Ts = 7Т (семь периодов); б - при зондировании
ФМ-сигналом с кодом Баркера А" == 7 длительностью Ts =ТТ, = ~П\ Z-расстояние до
преобразователя; X - расстояние от акустической оси
ческого смысла. Рассмотрение преобразо-
вателей в совокупности с сигналом и по-
следующей оптимальной фильтрацией
позволило создать корреляционный метод
измерения ДН широкополосных преобра-
зователей [375]. На исследуемый широ-
кополосный преобразователь подается
сложномодулированный сигнал. Этот сиг-
нал принимается в каждой точке поля и
оптимально фильтруется. Затем ДН стро-
ится как совокупность значений амплитуд
сжатого сигнала в пространстве. Так как
при оптимальной фильтрации и синхрон-
ном детектировании информация о фазе
сигнала отсутствует, влияние интерферен-
ционных процессов на форму ДН умень-
шается и формируется объективное про-
странственное распределение поля широ-
кополосного преобразователя.
Корреляционный метод построения
ДН позволил получить распределение по-
ля преобразователя как в дальней, так и в
ближней зонах при использовании слож-
номодулированных сигналов. В силу ор-
тогональности таких сигналов распреде-
ление поля в ближней зоне оказалось бо-
лее равномерным, чем при работе корот-
кими зондирующими видео- или радио-
импульсами. Это является еще одним пре-
имуществом использования сложномоду-
лированных сигналов в УЗ-дефектоскопии
(рис. 4.48).
554 Глава 4. КОНТРОЛЬ МНОГОСЛОЙНЫХ КОНСТРУКЦИИ
Другой пример комплексного подхо-
да основан на совместном использовании
сложномодулированных сигналов и широ-
кополосных преобразователей специаль-
ной конфигурации. Он заключается в реа-
лизации пространственно-временной об-
работки ФМ-сигналов с целью выделения
эхосигналов одновременно из белого и
структурного шумов. Этот метод позволил
проконтролировать не только изделия из
ПКМ больших толщин, но и выполнить
контроль таких уникальных памятников
отечественной культуры, как Царь-коло-
кол в Московском Кремле (масса около
200 тонн, максимальная толщина стенки
из колокольной бронзы около 80 см) и
действующие колокола в звоннице Ивана
Великого (колокол "Реут", масса ~ 80 т и
др.). Контроль проводился в рамках Госу-
дарственной экспертной комиссии перед
возобновлением колокольных звонов в
Кремле. Также в рамках Государственной
экспертизы были проконтролированы ко-
локола строившегося храма Христа-Спа-
сителя [164].
Глава 5
КОНТРОЛЬ СОЕДИНЕНИИ
В этой главе рассмотрены вопросы
ультразвукового контроля соединений,
выполненных различными способами.
Основное внимание уделено контролю
сварных соединений. Рассмотрены также
особенности ультразвукового контроля
паяных, клееных, заклепочных, резьбовых
соединений, соединений с натягом (прес-
совых посадок) и заливки металла в дру-
гой материал.
5.1. КОНТРОЛЬ СВАРНЫХ
СОЕДИНЕНИЙ
Сварные соединения являются самым
массовым объектом ультразвукового кон-
троля. Мобильность, безвредность для
окружающих и персонала, высокая чувст-
вительность к внутренним и поверхност-
ным дефектам (в том числе плоскостным,
т.е. трещинам и непроварам) - основные
преимущества ультразвукового контроля
сварных соединений перед другими не-
разрушающими методами, в том числе
радиационными (см. разд. 5.1.8). Боль-
шинство ведомственных документов при-
менительно к сварным соединениям от-
ветственного назначения предписывает
либо обязательное проведение УЗ-контро-
ля, либо альтернативный выбор УЗ- или
радиационного контроля, либо контроль
обоими указанными методами. Вместе с
тем сварное соединение - сложный для
УЗ-контроля объект, требующий высокой
квалификации дефектоскописта и ответст-
венного отношения к выполняемым опе-
рациям.
В России основной нормативный до-
кумент по УЗ-контролю сварных соедине-
ний - ГОСТ 14782-86. Полнота охвачен-
ных вопросов, тщательность проработки
основных положений сделали этот ГОСТ
как бы опорным для всех других много-
численных российских ГОСТов по УЗ-
контролю различных объектов. Например,
комплект стандартных образцов, методика
проверки и настройки аппаратуры вызы-
вают необходимость ссылки на этот ГОСТ
в документах по контролю поковок, лис-
тов и других изделий.
Большинство отраслей, предприятия
которых выполняют сварные соединения
ответственного назначения, и некоторые
надзорные органы издают свои методиче-
ские материалы по рассматриваемому во-
просу. Это вызывается своеобразностью
конструкций сварных соединений в раз-
личных отраслях, разными объемами кон-
троля и различными способами оценки
качества.
В разд. 5.1.2 рассмотрены общие во-
просы контроля сварных соединений без-
относительно к их назначению. В изложе-
нии широко использовались монографии
[7, 350]. После этого в разд. 5.1.6 будут
сопоставлены с отечественными докумен-
тами, действующие в США и европейских
странах. В главе 5 будут делаться ссылки
на некоторые общие вопросы контроля
металлов, рассмотренные в главе 3.
Существует два основных вида свар-
ки металлов: плавлением и давлением.
Внутри этих видов существует много под-
видов, зависящих от способов подвода
тепла, защиты сварочной ванны от воз-
действия воздуха, последовательности
операций сварки и так далее. Дефекты и
способы ультразвукового контроля свар-
ных соединений зависят прежде всего от
вида, а также от способа сварки.
5.1.1. Общие рекомендации при
контроле сварки плавлением
Дуговая сварка стыковых соединений -
наиболее распространенный способ свар-
ки плавлением. Свариваемые кромки рас-
полагают на некотором расстоянии друг
556
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
от друга и промежуток заполняют метал-
лом электрода, плавящегося под действи-
ем электрической дуги. Участок, свари-
ваемый первым, называют корнем. Здесь
кромки соединения располагают возмож-
но близко друг к другу.
При односторонней сварке (шов с
V-образной разделкой) корень располага-
ется в нижней части шва. Корневой ча-
стью шва считают слой толщиной в 1/3
его толщины, но не более 5 мм, считая от
нижней поверхности сварного соедине-
ния. При двусторонней сварке (швы с
Х-образной или К-образной разделкой)
корень располагается в средней части шва.
Практически все дефекты сварки
плавлением удовлетворительно выявля-
ются при УЗ-контроле, однако имеются
некоторые плохо выявляемые дефекты.
Один из примеров плохо выявляемого
дефекта - сильно сжатый непровар в кор-
не шва с хорошо подогнанными кромка-
ми. При застывании металла первых вали-
ков такой непровар очень сильно стягива-
ется, металл кромок деформируется и
раскрытие непровара может быть меньше
величины, начиная с которой ультразвук
заметно проходит через воздушный зазор
в стали. Плохо обнаруживаются ультра-
звуком неокисленные непровары (слипа-
ния), возникающие при сварке давлением.
5.1.1.1. Средства контроля
Основное средство контроля - уни-
версальный импульсный УЗ-дефектоскоп,
имеющий устройства для измерения ам-
плитуд (с точностью около 1 дБ) и рас-
стояний (с точностью около 2 %), снаб-
женный комплектом преобразователей.
Разработаны также специальные дефекто-
скопические устройства и преобразовате-
ли, рассматриваемые далее. Контроль
нельзя выполнять без государственных
стандартных образцов и стандартных об-
разцов предприятия. Весьма полезны, а
иногда необходимы, вспомогательные
приспособления и устройства для соблю-
дения параметров сканирования и измере-
ния характеристик выявляемых дефектов.
ГОСТ 14782-86 содержит описание
государственных стандартных образцов, в
нем указаны допустимые отклонения от
размеров и свойств материалов образцов,
перечислены параметры контроля, опре-
деляемые по ним. Эти вопросы рассмот-
рен в разд. 2.2.1.3 и 2.2.4.
В ГОСТе установлены некоторые
точностные критерии в отношении УЗ-
аппаратуры: частота ультразвуковых ко-
лебаний, излучаемых наклонным преоб-
разователем, не должна отличаться от но-
минального значения более чем на
10 % в диапазоне свыше 1,25 МГц, более
чем на 20 % в диапазоне до 1,25 МГц; по-
ложение метки на преобразователе, соот-
ветствующей точке выхода луча, не долж-
но отличаться от действительного более
чем на ± 1 мм и др.
Время пробега продольной волны по
высоте СО-2 (нужное для настройки за-
держки начала отсчета времени пробега
при контроле прямым преобразователем,
разд. 2.2.4.4) указано 20 мкс. Время пробе-
га поперечной волны по радиусу СО-3
(нужное для настройки задержки начала
отсчета времени пробега при контроле
наклонным преобразователем) принято
33,7 мкс. Это время соответствует скоро-
сти поперечных волн в стали 3,26 мм/мкс.
По нашим измерениям скорость попереч-
ных волн 3,23 мм/мкс, поэтому в разд.
2.2.4.4 указано время пробега 34,1 мкс.
Дополнительные требования к аппаратуре
сформулированы в Европейских стандар-
тах EN 12668-1, EN 12668-2, EN 12668-3,
которые далее рассматриваются.
5.1.1.2. Схема контроля
Схема прозвучивания является осно-
вой любой методики контроля. Эффектив-
ность применения схемы прозвучивания к
сварному соединению определяется: раз-
мером прозвучиваемой площади попереч-
ного сечения сварного соединения, отне-
сенной к общей площади поперечного
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
557
б)
Рис. 5.1. Схема контроля стыкового
сварного соединения, выполненного дуговой сваркой:
В - валик; П - провисание
сечения сварного соединения, подлежа-
щей прозвучиванию (полнотой прозвучи-
вания); вероятностью обнаружения наибо-
лее потенциально опасных дефектов (тре-
щин, непроваров); вероятностью появле-
ния ложных сигналов от конструктивных
элементов соединения (неблагоприятная
геометрия, конструктивные зазоры, нали-
чие приварных элементов) [350]. Основ-
ной способ контроля стыковых сварных
соединений - наклонным преобразовате-
лем, поперечной волной. Преобразователь
перемещается по ровной поверхности ос-
новного металла. Валик шва (он, как пра-
вило не удаляется) ограничивает прибли-
жение преобразователя к сварному шву.
На рис. 5.1, а показана схема контро-
ля стыкового сварного соединения, вы-
полненного дуговой сваркой. Дефекты Д2
и Д5 в нижней части шва выявляются
прямым лучом, а дефекты в верхней части
Д1 и Д6 выявляются однократно (однаж-
ды) отраженным лучом. Дефект в средней
части шва ДЗ может быть выявлен как
прямым, так и однократно отраженным
лучом.
Для проверки всего металла соедине-
ния преобразователь перемещают поперек
и вдоль шва (рис. 5.1, б). Его направляют
перпендикулярно оси шва, а затем кон-
троль повторяют, поворачивая преобразо-
ватель на угол 10 ... 15° влево и вправо. В
некоторых методиках рекомендуется пово-
рачивать преобразователь во время его
движения, но при этом возрастает вероят-
ность пропуска дефектов. ГОСТ 14782 до-
пускает также прозвучивание многократно
отраженным лучом (т.е. лучом, отражен-
ным 2-3 раза от поверхностей основного
металла), однако при этом способе трудно
558
Глава 5. КОНТРОЛЬ СОЕДИНЕНИИ
Рис. 5.2. Номограммы для выбора параметров преобразователя в зависимости
от толщины изделия и ширины валика стыковых Ь„ и тавровых Ьт соединений:
1 - р = 53°,/= 5 МГц, п = 5 мм; 2 - р = 50°, /= 2,5 МГц, п = 10 мм; 3 - р = 50°, /= 2,5 МГц,
п = 23 мм; 4 - р = 40°, f- 2,5 МГц, п = 14 мм; 5 - р - 40°, /= 2,5 МГц, п-24 мм;
6 - р = 30°,/= 2,5 МГц, и = 14 мм; 7-р = 30°,/= 1,8 МГц, п = 24 мм
отличить отражения от дефектов и от не-
ровностей поверхности сварного шва.
В корневой части сварного шва воз-
можно возникновение ложного сигнала,
связанного с отражением от недостаточ-
ного проплавления (утяжины) или повы-
шенного проплавления {провисания) корня.
Утяжина часто квалифицируется как не-
допустимый дефект, поскольку уменьшает
поперечное сечение шва. Провисание на
прочность шва не влияет и при небольших
размерах дефектом не является.
Шов контролируют слева и справа
(на рис. 5.1 показан контроль справа). Та-
ким образом, ультразвуковые лучи прохо-
дят через шов в четырех направлениях
{контроль в полном объеме). Это повыша-
ет вероятность выявления различно ори-
ентированных дефектов. Если конструк-
ция сварного соединения затрудняет кон-
троль в четырех направлениях, допускает-
ся выполнять контроль швов с одной сто-
роны или контроль только прямым лучом,
но про такой контроль говорят, что он
выполнен в неполном объеме, а такие
сварные соединения называют ограничен-
но контроледоступными.
На рис. 5.2 показана номограмма для
выбора параметров преобразователя в за-
висимости от толщины и конструкции
соединения, обеспечивающая значение
полноты прозвучивания, близкое к еди-
нице [350]. Точка на пересечении линий
координат толщина сварного соединения -
ширина выпуклости шва указывает на
прямую, соответствующую параметрам
рекомендуемого преобразователя. Если
точка расположена между прямыми, сле-
дует выбирать левую прямую. Если точка
расположилась левее прямой 1, то это зна-
чит, что контроль преобразователями, ко-
торым соответствуют прямые, в полном
объеме невозможен.
Дополнительный способ контроля -
на поперечные трещины Д4 (см. рис. 5.1),
т.е. трещины, расположенные поперек
шва. Такие тещины возникают только при
грубом нарушении технологии сварки,
появляются довольно редко, поэтому кон-
троль на такие дефекты часто не преду-
сматривается. Чаще всего контроль на
поперечные трещины осуществляют на-
клонным преобразователем по снятому
валику шва. Далее рассмотрены также
другие схемы выявления таких дефектов.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
559
При зачистке валика некоторые ру-
ководства рекомендуют выполнять кон-
троль также прямым или РС-преобра-
зователем наплавленного металла и око-
лошовной зоны. Другие руководства тре-
буют выполнять контроль околошовной
зоны (зоны термического влияния) на-
клонным преобразователем по той же
схеме, что и контроль наплавленного ме-
талла.
На направление излучения при кон-
троле сварных соединений влияет воз-
можное изменение скорости звука в ос-
новном металле. Например, в металле
труб магистральных трубопроводов ско-
рость поперечных волн может изменяться
на 10 % под влиянием технологических
факторов. Это обстоятельство может при-
вести к ошибкам при контроле из-за не-
правильного определения координат де-
фектов, возникновения поверхностных
волн.
При контроле околошовной зоны
прямым или PC-преобразователем воз-
можно обнаружение полупрозрачных де-
фектов типа расслоений, ослабляющих
чувствительность контроля наплавленного
металла. Часто такие дефекты признаются
недопустимыми. Некоторые методические
руководства допускают такие дефекты, но
рекомендуют оценить возникающее ос-
лабление чувствительности. Значение, на
которое нужно повысить чувствитель-
ность, определяют зеркально-теневым
методом двумя наклонными преобразова-
телями по схеме рис. 3.5, в, сравнивая
донные сигналы на бездефектном участке
и участке с расслоениями. На образце
фиксируют максимальный донный сигнал
и определяют расстояния между преобра-
зователями, а на основном металле ОК
фиксируют донный сигнал при том же
расстояния между преобразователями.
Разница сигналов (в дБ) показывает, на
сколько нужно увеличить чувствитель-
ность при контроле сварного соединения.
Если после сварки швов предусмот-
рена их термообработка, то приемо-
сдаточный УЗ-контроль проводят после
термообработки. Термообработка способ-
ствует раскрытию трещин, т.е. увеличе-
нию количества выявленных дефектов.
Кроме того, при термообработке сварных
соединений измельчаются зерна металла и
его структура становится более однород-
ной, что уменьшает затухания УЗК в шве
и околошовной зоне и улучшает условия
контроля особенно толстых сварных со-
единений. УЗ-контроль до предусмотрен-
ной термообработки проводят только фа-
культативно как технологический.
5.1.1.3. Подготовка к контролю
Вопросы подготовки объектов к кон-
тролю рассмотрены в разд. 2.2.4.9, 3.1.3 и
3.3.1.2. Здесь изложены особенности под-
готовки к контролю применительно к
сварным соединениям и повторены неко-
торые основные положения.
УЗ-контроль следует вести после
внешнего осмотра соединения и контроля
электромагнитными или капиллярными
методами на поверхностные и подповерх-
ностные дефекты, если такой контроль
предусмотрен. Найденные дефекты обыч-
но устраняют до УЗ-контроля. Подготовка
к УЗ-контролю должна включать:
- выбор основных параметров кон-
троля и параметров сканирования;
- настройку дефектоскопа на задан-
ные параметры;
- подготовку поверхности ОК и на-
несение контактирующего смазочного
материала на поверхность ввода.
Основные параметры контроля
выбирают исходя из типоразмеров соеди-
нения, подлежащего контролю, в соответ-
ствии с имеющейся нормативно-техни-
ческой документацией (НТД) на контроль.
В табл. 5.1 приведены рекомендуемые
параметры наклонных преобразователей
для контроля стыковых соединений, а в
табл. 5.2 - параметры контроля прямых
совмещенных или РС-преобразователей,
которые применяют для контроля около-
шовной зоны и при контроле наплавлен-
ного металла при удалении валика шва.
S60
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.3. К выбору параметров контроля тонких сварных соединений
Обоснуем выбор рекомендованных
параметров. Частота УЗ-колебаний f долж-
на быть такой, чтобы длина волны была
меньше размеров дефектов, которые
требуется обнаруживать. За размер дефек-
та принимают диаметр плоскодонного
отверстия d, соответствующего уровню
фиксации. Отсюда следует требование
f>c/d. (5.1)
Обычно в сварных соединениях ма-
лой толщины требуется обнаруживать
дефекты меньшего размера, чем в более
толстых. Из таблицы видно, что с умень-
шением толщины и размера выявляемого
дефекта частота повышаться.
Обоснование параметров при кон-
троле тонких сварных соединений (тол-
щиной Н < 10 мм, рис. 5.3) является наи-
более трудной задачей. В этом случае
применяют преобразователь с большим
углом ввода, поскольку необходимо обес-
печить надежное обнаружение дефектов в
нижней части сварного шва (в частности,
непроваров в корне сварного шва с
V-образной разделкой) прямым лучом.
При этом преобразователь не должен по-
падать на валик шва. Такие дефекты ими-
тируют искусственным отражателем типа
зарубки. Допустимая глубина корневых
непроваров обычно не более 0,15Н. Как
отмечено в разд. 2.2.2.3, эхосигналы от
зарубки и других угловых отражателей
резко уменьшаются при их глубине мень-
ше 1,5 длины поперечной волны. Отсюда
следует дополнительное условие для вы-
бора частоты
f>^ct/H. (5.2)
Наконец, при выборе рабочей часто-
ты f необходимо обеспечить достаточно
высокую лучевую разрешающую способ-
ность, чтобы отличить сигналы от дефек-
тов от недостаточного или повышенного
проплавления корня. Для того чтобы при
контроле тонких сварных соединений от-
личить этот ложный сигнал и сигнал от
дефекта, необходима лучевая разрешаю-
щая способность не ниже Н/4. Учитывая
оценку лучевой разрешающей способно-
сти, данную в разд. 2.2.4.7, получим усло-
вие на выбор частоты
f>6ct/H, (5.3)
Условие (5.2) наиболее жесткое. Из
него следует, что для контроля сварных
швов толщиной 2 мм необходима частота
13 Мгц, а для контроля швов толщиной
3,5 мм частота 7,4 МГц. В табл. 5.1 реко-
мендованы более низкие значения частот
исходя из практики контроля.
Угол наклона призмы преобразовате-
ля р и размер пьезоэлемента 2а выбирают
из двух условий. Первое из них состоит в
том, чтобы корневая часть шва (будем
считать, что это слой толщиной Н/3 вбли-
зи корня) контролировалась прямым лу-
чом. При этом передняя часть призмы не
должна "налезать" на верхний валик свар-
ного шва. Ширину валика примем равной
толщине шва. Отсюда следует условие
от + g +/77 2 < 2Н tga/З ,
где a - угол ввода, член g ® 1 мм введен в
качестве резервной величины, стрелу пре-
образователя т определяют из условия
a/cosp (см. рис. 2.15). Отсюда
a/cosp +1+ Н/2 < 2Htga/3 . (5.4)
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
561
5.1. Рекомендуемые параметры дефектоскопа и наклонных преобразователей
для контроля стыковых сварных соединений из углеродистых сталей
Номинальная толщина свариваемых элементов, мм Частота, МГц Размер пьезо- пластины, мм Угол ввода, ° Уровень фик- сации, мм2
2 .. 3,5 10 3 . . 4 70 . . 75 0,5 .. 1
3,5 .. 10 4 ... 5 4 . . 6 60 . . 70 1 .. . 2
10 . .. 60 2 ... 2,5 10 . . 15 50 . . 70 2 .. . 7
60 . . 200 1,5 ... 2 15 . . 20 35 . . 50 7 .. 15
200 . . 2000 1 ... 1,5 30 . . 50 35 . . 45 15 . . 50
Углы аир связаны законом синусов
sinp/cnp =sina/c, , спр - скорость звука в
призме преобразователя.
Второе условие состоит в том, что не
должна возбуждаться поверхностная вол-
на в сварном соединении. Такая волна
будет отражаться от верхнего валика шва,
других неровностей поверхности и вызы-
вать появление ложных сигналов. Поверх-
ностные волны возбуждаются при угле
падения лучей в призме
ps =arcsin(cnp/cj,
где cs - скорость распространения поверх-
ностной волны в изделии.
Если выполнить условие р < Ps, по-
верхностная волна все равно может поя-
виться в результате действия боковых лу-
чей расходящегося от излучателя пучка.
Используем теорию акустического поля
преобразователя (см. разд. 1.3.2), согласно
которой расходящиеся лучи как бы обра-
зуются уже в призме преобразователя (не-
смотря на то, что она находится в преде-
лах ближней зоны пьезопластины), а затем
преломляются на границе призма - изде-
лие. Из этого следует условие для лучей в
призме: Р + Др < Р5. Угол Др соответству-
ет углу раскрытия в призме, для которого
амплитуда сильно ослабляется (на 20 дБ)
относительно центрального луча в режиме
излучения - приема.
Считаем пластину прямоугольной.
Для нее угол раскрытия определяется
формулой (1.30) и табл. 1.10. В результате
второе условие связи угла наклона призмы
из размера пьезопластины формулируется как
5.2. Параметры прямых и PC-преобразователей для контроля сварных соединений
Номинальная толщина свариваемых элементов, мм Тип преобразователя Частота, МГц
До 20 РС или совмещенный 4 .. . 6
Св. 20 до 40 (включительно) РС или совмещенный 2,5 . .. 5
Св. 40 до 60 (включительно) РС или совмещенный 1,8. .. 5
Св. 60 совмещенный 1,25 . .. 2,5
562
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
P + arcsin[0,38cnp/(<2/)]< arcsin(cnp/c5).
(5-5)
Если условия (5.4) и (5.5) одновре-
менно за счет выбора а и р удовлетворить
не удается, то возможно потребуется по-
вышение частоты f по сравнению с вы-
бранным значением. При подстановке из-
вестных значений полагаем, что для плек-
сигласа спр = 2,7 мм/мкс, для поверхност-
ных волн в стали cs = 3 мм/мкс. Поскольку
достаточно выполнить неравенства, нет
необходимости в точном определении
неизвестных. Например, подстановка по-
казывает, что для сварного соединения
толщиной 4 мм неравенства выполняются
при 2« = 5 мм и Р = 53° (а = 70°). Спра-
ведливость выбора таких значений под-
тверждена реальными конструкциями раз-
работанных преобразователей, обеспечи-
вающих эффективный контроль тонких
сварных швов.
Как отмечалось, при традиционном
контроле сварных швов преобразователем
с большим углом наклона и вертикально
поляризованными волнами возникает рэ-
леевская волна, а она очень чувствительна
к неровностям поверхности. Ее отражение
от валика сварного шва очень мешает кон-
тролю.
При контроле толстых сварных швов
(60 ... 200 мм и более) чувствительность
дефектоскопа может оказаться недоста-
точной, поэтому применяют пониженные
частоты (с меньшим коэффициентом зату-
хания), преобразователи с пластинами
большого размера, уменьшенный угол
ввода (путь УЗ от преобразователя до от-
ражателя короче).
При контроле поперечных сварных
швов в изделиях цилиндрической формы
(например, кольцевых швов труб) диамет-
ром 150 мм и менее рекомендуется прити-
рать поверхность преобразователя к по-
верхности трубы. В процессе притирки
наблюдаются небольшие осцилляции чув-
ствительности в пределах ±2,5 дБ.
При контроле продольных сварных
швов в изделиях цилиндрической формы
вводят понятие эквивалентной толщины
шва [321]. Ее определяют с учетом факти-
ческого пути ультразвука в изделии с уче-
том его кривизны (см. разд. 5.1.2.4). Пара-
метры контроля (частоту, угол ввода) вы-
бирают исходя из эквивалентной толщины
шва.
Настройка дефектоскопа состоит
прежде всего в настройке развертки и чув-
ствительности, а также временной регули-
ровки чувствительности и автоматическо-
го сигнализатора дефектов.
Настройка /t-развертки должна быть
выполнена так, чтобы на экране дефекто-
скопа был изображен весь путь УЗ-
импульса в металле в возможно более
крупном масштабе. Способы настройки
подробно изложены в разд. 3.1.3; ее прие-
мы продемонстрированы на рис. 3.4 и 3.5.
Строб-импульс сигнализатора дефек-
тов настраивают так, чтобы его начало
соответствовало концу зондирующего
импульса (при контроле наклонным пре-
образователем - вхождению импульса в
ОК) и помех преобразователя, а конец -
времени прохождения однократно отра-
женного луча через сварное соединение
(толщине 2/г). На линии развертки следует
отметить точку, соответствующую време-
ни прохождения прямого луча через свар-
ное соединение (соответствующее толщи-
не соединения h).
Настройку чувствительности чаще
всего выполняют по образцам с искусст-
венными отражателями, например по за-
рубкам, плоскодонным отверстиям, сег-
ментным отражателям, боковым цилинд-
рическим отверстиям, двугранному углу.
Если отражатель дает большой эхосигнал,
то после настройки выполняют корректи-
ровку чувствительности на заданную ве-
личину аттенюатором. Иногда настройку
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
563
выполняют по отражателям в государст-
венных стандартных образцах, например,
по отверстию диаметром 6 мм в СО-2.
Требуемую корректировку чувствительно-
сти определяют по формулам акустиче-
ского тракта, АРД-шкалам или АРД-
диаграммам, а иногда экспериментально.
Например, настройку скорости раз-
вертки выполняют по двугранным углам А
и В (см. рис. 3.5, а) изделия или по стан-
дартному образцу предприятия, в котором
выполнены искусственные отражатели А'
и В' (см. рис. 3.5, б). По последнему об-
разцу очень удобно настраивать и прове-
рять в процессе контроля как развертку,
так и чувствительность дефектоскопа. Ес-
ли двугранного угла нет, а искусственные
отражатели выполнить нельзя, то исполь-
зуют отражение от дна изделия (см. рис.
3.5, в) и схему с двумя преобразователями.
Отметим часто встречающиеся
ошибки в рекомендациях по настройке
чувствительности. Иногда рекомендуют
настраивать чувствительность по отраже-
нию от вогнутой цилиндрической поверх-
ности в образцах CO-3, V-1 или V-2 (см.
рис. 2.25, 2.27, 2.28). При этом не учиты-
вают, что в результате такого отражения
практически все расходящиеся УЗ-лучи в
плоскости падения собираются обратно к
преобразователю. Таким образом, ампли-
туда эхосигнала будет определяться почти
всей УЗ-энергией, излученной преобразо-
вателем, а не энергией центральных лучей
УЗ-пучка, используемых для выявления
дефектов. Указанное обстоятельство мо-
жет способствовать существенному
уменьшению чувствительности к реаль-
ным дефектам при контроле, особенно в
том случае, когда часть пьезопластины не
работает (например, отклеилась от приз-
мы), в результате чего увеличился угол
раскрытия диаграммы направленности.
Эта погрешность не возникает при
настройке по компактным искусственным
дефектам типа плоскодонного отверстия
или зарубки. Она минимальна при на-
стройке по боковому цилиндрическому
отверстию или двугранному углу.
Иногда при контроле стыковых свар-
ных соединений труб рекомендуют на-
страивать чувствительность по образцу с
плоской поверхностью ввода, применяя
наклонные преобразователи с плоской
контактной поверхностью (без притирки к
поверхности трубы). Далее рекомендуют
увеличивать чувствительность на опреде-
ленную величину (с учетом различного
качества контакта) и переходить к контро-
лю стыковых сварных соединений труб.
Эта рекомендация также ошибочна,
поскольку в процессе сканирования по
цилиндрической поверхности трубы на
контактной поверхности преобразователя
довольно быстро образуется цилиндриче-
ский желобок. Под его влиянием зазор
между преобразователем и плоской по-
верхностью образца увеличивается, ам-
плитуда эхосигнала от настроечного от-
ражателя падает и чувствительность при
настройке приходится увеличивать. В то
же время с поверхностью трубы преобра-
зователь в результате образования желоб-
ка контактирует лучше, и сигналы от ре-
альных дефектов возрастают. В результате
возникает перебраковка. Эта ошибка осо-
бенно существенна при контроле сварных
соединений труб диаметром 150 мм и ме-
нее.
По экспериментам В.Г. Щербинско-
го, при диаметре трубы 50 мм через
20 мин работы фактическое завышение
чувствительности составляло 10 ... 15 дБ
[347]. Подобный эффект наблюдался на
преобразователях, изготовленных различ-
ными фирмами. Оба отмеченных отрица-
тельных эффекта не проявляются (или
проявляются очень слабо) при настройке
чувствительности по двугранному углу
между торцом и цилиндрической поверх-
ностью трубы.
В некоторых сварных конструкциях
считаются допустимыми несплошности в
основном металле типа заполненных
включениями расслоения, полупрозрач-
ные для ультразвуковых волн. Обнару-
жить эти расслоения можно прямым или
564
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
PC-преобразователями. Необходимо, од-
нак, компенсировать уменьшение ампли-
туды, возникающее при прохождении
ультразвука через эти дефекты, поскольку
в образцах для настройки таких несплош-
ностей обычно нет. Способ оценки был
рекомендован ранее.
Подготовка поверхности ввода
очень важна для надежного выявления
дефектов и достоверности контроля, а
также для сохранности преобразователей,
повышения срока их службы. Прежде все-
го следует определить ширину зон пере-
мещения преобразователя при контроле
сварных соединений. Это существенно
для определения размеров подготавливае-
мых поверхностей (поверхностей скани-
рования). При контроле совмещенным
наклонным преобразователем сварного
соединения с незачищеным валиком шва
зона перемещения начинается от самого
валика (рис. 5.4). Если валик зачищен, то
преобразователь перемещают также по
поверхности наплавленного металла.
Зону перемещения отсчитывают от
видимой границы валика. При контроле
нижней части шва прямым лучом ширина
зоны перемещения /| определяется форму-
лой
=/ftga + А + В. (5.6)
При контроле верхней части шва од-
нократно отраженным лучом ширина зоны
перемещения /2 определяется формулой
l2=2Htga + A + B, (5.7)
где Н - толщина шва; a - угол ввода; А -
длина призмы преобразователя; В - шири-
на зоны термического влияния.
Для швов, выполненных дуговой
сваркой с h = 5 мм принимают В = 5 мм;
для швов с 5 < h < 20 мм принимают
В = h, для швов с h > 20 мм принимают
В = 20 мм. Для сварных соединений ответ-
ственного назначения зона термического
влияния подлежит контролю по той же
схеме и по тем же нормам, что и наплав-
ленный металл, что учтено в формулах
(5.6) и (5.7). Для менее ответственных со-
единений зону термического влияния не
учитывают и не контролируют, т.е. счи-
тают В = 0.
Вопросы подготовки поверхности из-
делия к контролю упомянуты в
разд. 2.2.4.9 и 3.1.3. Здесь отметим, что
при контроле контактным способом вол-
нистость поверхности ввода должна быть
не более 0,015. Оптимальная шерохова-
тость поверхности для контроля контакт-
ным способом прямым преобразователем -
Rz = 10 ... 20 мкм, а для контроля наклон-
ным - Rz = 20 ... 40 мкм. Более гладкая
поверхность нежелательна, так как при
движении преобразователь будет соскаб-
ливать контактную жидкость, предвари-
тельно нанесенную на поверхность изде-
лия. Более грубая поверхность приведет к
нестабильности акустического контакта.
При контроле щелевым и особенно им-
мерсионным способами шероховатость
поверхности допускается значительно
больше, чем при контактном способе.
Поверхность изделий после горячей
прокатки, термообработки бывает покрыта
окалиной. Если она плотная и хорошо
сцеплена с поверхностью, контроль можно
проводить по окалине. Не мешает контро-
лю также хорошо приставшая и высохшая
краска. При зачистке поверхности абра-
зивным кругом лучше пользоваться его
торцевой, а не цилиндрической поверхно-
стью, чтобы не возникали "рытвины", уве-
личивающие волнистость. Хорошо приме-
нять лепестковые шлифовальные круги.
Технология сварки, при которой в
околошовной зоне остаются налипшие
брызги металла, неблагоприятна для кон-
троля. Например, это относится к некото-
рым способам полуавтоматической сварки
в среде углекислого газа. В подобных слу-
чаях следует предусматривать время и
средства для очистки зон сканирования
вблизи контролируемого шва.
Проверку достаточной чистоты по-
верхности изделия проводят, наблюдая за
стабильностью донного сигнала при пере-
мещении прямого преобразователя. Изме-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
565
нение амплитуды этого сигнала в преде-
лах 2 дБ показывает, что чистота поверх-
ности изделия вполне удовлетворительна.
Чувствительности при контроле прямым и
наклонным преобразователями сильно
отличаются, поэтому лучше наблюдать за
стабильностью донного сигнала зеркаль-
но-теневым методом двумя наклонными
преобразователями по схеме рис. 3.5, в.
Очень хорошее средство проверки
пригодности поверхности изделия для
проведения УЗ-контроля - шероховатомер
ЦНИИТмаш типа ДШВ (см разд. 6.4). Он
позволяет учесть неодинаковое качество
поверхностей изделия и стандартного об-
разца, по которому настраивают чувстви-
тельность дефектоскопа, и скомпенсиро-
вать чувствительность.
Если предусмотрен контроль одно-
кратно отраженным лучом, то важно так-
же состояние донной поверхности. Обыч-
но требуют, чтобы ее шероховатость была
не более Rz = 160 мкм, а волнистость не
более 0,025. Рекомендации по выбору
контактных сред, предназначенных для
обеспечения акустического контакта пре-
образователь-изделие, были даны в
разд. 2.2.4.9.
Должны быть предусмотрены удоб-
ные условия для проведения контроля.
Температура в зоне контроля должна, как
правило, быть не ниже +5 и не выше
+45 °C. При контроле на монтаже следует
предусмотреть защиту от ветра, защиту
экрана прибора от излишнего солнечного
освещения, должно быть обеспечено
удобное, устойчивое расположение при-
бора и легкий доступ к нему. Если кон-
троль ведут, например, в северных усло-
виях зимой, необходимо устраивать теп-
ляки, а при контроле летом нужно, чтобы
оператор был защищен от гнуса, в кон-
тактный смазочный материал добавлены
репелленты, отпугивающие насекомых.
5.1.1.4 Проведение контроля
Поиск дефектов. Задача поиска -
обнаружение дефектов с эквивалентной
площадью больше заданного уровня фик-
сации. Сканирование выполняют в соот-
ветствии с рекомендациями, изложенными
в разд. 3.1.4. При ручном контроле свар-
ных соединений малой и средней толщи-
ны (до 50 мм) применяют поперечно-
продольное сканирование. На
рис. 5.4 такая траектория движения преоб-
разователя показана сплошными линиями.
Возможно также перемещение преобразо-
вателя по зигзагообразной линии (см.
рис. 5.1). При контроле более толстых
сварных швов предпочтительно примене-
ние продольно-поперечного сканирова-
ния. На рис. 5.4 и 5.5 траектория продоль-
но-поперечного движения преобразовате-
ля показана штриховыми линиями.
Шаг л поперечно-продольного скани-
рования обычно делают не больше поло-
вины ширины пьезоэлемента. Для преоб-
разователей из комплекта "Приз-Д5" и
других, применяемых в России, это со-
ставляет 3 мм на частоте 5 МГц и 6 мм на
частотах 1,8 и 2,5 МГц. В атомной энерге-
тике рекомендуется, чтобы шаг сканиро-
вания не превышал половины максималь-
но допустимой условной протяженности
одиночной (компактной) несплошности,
расположенной на половине толщины
сварного соединения. Для сварных соеди-
нений толщиной более 100 мм допускает-
ся устанавливать шаг сканирования рав-
ным половине размера пьезоэлемента пре-
образователя в направлении шага скани-
рования.
Шаг продольно-поперечного сканиро-
вания можно увеличивать по мере удале-
ния преобразователя от сварного шва
(рис. 5.5). Расстояние от оси шва до линий
перемещения преобразователя вдоль свар-
ного шва определяют по формуле
Х„ = Л) (1 + 2tg20/sin 2а)" 1, (5.8)
где %] - расстояние от оси до первой ли-
нии сканирования, определяемое полови-
ной ширины верхнего валика сварного
шва плюс стрела преобразователя; а -
номинальное значение угла ввода; 6 - угол
566
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.4. Ширина подготовляемых под контроль зон
раскрытия основного лепестка диаграммы
направленности преобразователя; п - но-
мер линии перемещения.
Таким образом, продольно-попе-
речное сканирование существенно сокра-
щает трудоемкость контроля толстых
сварных соединений по сравнению с по-
перечно-продольным сканированием.
Угол 6 определяют из условия, что на
соответствующем ему луче амплитуда
эхосигнала от компактного дефекта
уменьшается не более чем в два раза. Для
преобразователя с прямоугольной пьезо-
пластиной, сторона которой в плоскости
падения равна а, угол раскрытия диаграм-
мы направленности преобразователя ра-
вен 0 = arcsin[o,22z./a'], а'= acosa/cosp -
размер мнимого пьезоэлемента.
Пример 5.1.
Определить увеличивающийся шаг скани-
рования при контроле сварного шва толщиной
h = 50 мм прямым и однократно отраженным
лучом преобразователем на частоту/= 1,8 МГц с
углом ввода a = 50° и размером пьезопластины в
плоскости падения 6 мм. Ширина верхнего валика
шва 26 = 40 мм.
Углу ввода a = 50° для призмы, изготовлен-
ной из плексигласа, соответствует угол призмы
Р = 40°. Угол раскрытия основного лепестка диа-
граммы направленности
. . 0,22-3,23
0 = arcsin-----------------= 4,5 .
2,5 • 6 • cos 50° / cos 40°
Расстояние от оси шва до первой линии
сканирования
X] = 6 +a/cosP = 20 + 6/cos40° = 27,8 мм.
Расстояние от оси шва до следующих линий
сканирования
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
567
Х„ = 27,8[l + 2tg(2-4,5)/sin(2-50°)]" =27,8-1,32".
С учетом необходимости контроля однажды
отраженным лучом ширина зоны сканирования
(точнее, максимальное расстояние от оси шва)
Атах = 2Л tga = 2 • 50 tg50° = 120 мм
Отсюда расстояния от оси шва до следую-
щих линий сканирования (с точностью до 1 мм):
А2=37мм; A3 =49 мм; А4=64мм;
А5=85мм; А6=112мм; = 148 мм
(*7>*тах)-
В процессе сканирования нужно об-
наружить не только продольные дефекты,
ориентированные вдоль шва, но также
дефекты, плоскость которых не лежит в
плоскости оси шва. Для этого при скани-
ровании, направляя преобразователь в
основном перпендикулярно оси шва, его
постоянно поворачивают на угол 10 ...
15°. Однако при быстром перемещении
преобразователя это не исключает воз-
можности пропуска дефекта. Для повы-
шения надежности выявления дефектов в
ответственных сварных соединениях, как
отмечалось выше, рекомендуется прово-
дить контроль три раза: направляя преоб-
разователь перпендикулярно оси шва, раз-
ворачивая его на угол 10 ... 15° влево и
вправо от основного направления (см.
рис. 5.1, б).
Контроль на поперечные трещины.
Специфичной задачей контроля сварных
соединений является выявление трещин,
расположенных поперек шва (см. рис. 5.1,
б Д4). Эти трещины возникают в сталях,
склонных к трещинообразованию, при
грубых нарушениях технологии сварки,
поэтому для многих сварных соединений
такой контроль не предусмотрен.
Наиболее часто поперечные трещины
возникают в корневой зоне швов, выпол-
ненных двусторонней сваркой без подог-
рева, имеют малую шероховатость по-
верхности, и отражение от них носит в
основном зеркальный характер, что за-
трудняет их обнаружение. Поперечные
трещины очень опасные дефекты, поэтому
Рис. 5.5. К расчету шага продольно-
поперечного сканирования сварного
соединения большой толщины
для их выявления обычно повышают чув-
ствительность в два раза или более по
сравнению с контролем на продольные
дефекты.
Ранее упоминались схемы контроля
при поиске поперечных трещин. На рис.
5.1, б показана схема контроля по снятому
валику. На рис. 5.6, а показана схема кон-
троля прямым лучом с указанием необхо-
димости разворота преобразователя влево
и вправо для более надежного обнаруже-
ния различно ориентированных дефектов
[350]. Контроль одним преобразователем
должен проводиться на высокой чувстви-
тельности, что часто приводит к значи-
тельной перебраковке по другим мелким
дефектам или даже структурным шумам.
Схема применяется для контроля швов
небольшой толщины (до 20 мм).
568
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.6. Способы обнаружения
поперечных трещин:
а - со снятым валиком одним ПЭП;
б - со снятым валиком двумя ПЭП (тандем);
в - без снятого валика одним ПЭП;
г - эхозеркальным методом (стрэдл)
Значительно большая реальная чув-
ствительность к поперечным трещинам
достигается при применении двух преоб-
разователей, расположенных по схеме
тандем (рис. 5.6, б). Эту схему рекоменду-
ется применять для контроля швов тол-
щиной более 20 мм. Для прозвучивания
шва на всю толщину необходимо взаимно
перемещать преобразователи, как реко-
мендовано в разд. 2.2.5.1.
На рис. 5.6 также показаны способы
прозвучивания сварных швов на попереч-
ные трещины без зачистки валика шва,
которые поясняются далее. Схема прозву-
чивания одним преобразователем по ос-
новному металлу (рис. 5.6, в) самая про-
стая и наименее надежная. Значительно
большая чувствительность к выявлению
поперечных трещин достигается при ис-
пользовании двух преобразователей, рас-
положенных по обеим сторонам валика
под углом к шву. Такая схема способству-
ет появлению значительно большего по
амплитуде сигнала от той же трещины.
Обе эти схемы применяются для контроля
швов толщиной до 20 мм.
В случае контроля швов большой
толщины можно применять эхозеркаль-
ный метод контроля при размещении пре-
образователей по варианту тандем-дуэт
(стредл, рис. 5.6, г). В этом случае проис-
ходит зеркальное отражение от верти-
кального дефекта и достигается макси-
мальная амплитуда эхосигнала. Однако
для обеспечения прозвучивания всего се-
чения шва по высоте необходимо взаим-
ное перемещение преобразователей, как
показано на рис. 2.3, 6. Разновидностью
этого варианта прозвучивания являются
использование углов ввода, близких к 57°
(т.е. к третьему критическому при падении
на вертикальный дефект), и регистрация
трансформированных на дефекте и пере-
отраженных от донной поверхности про-
дольных волн.
Последние способы позволяют вести
контроль без снятого валика шва, что яв-
ляется их преимуществом, но они связаны
с разработкой приспособлений для креп-
ления ПЭП. Сравнительная эффектив-
ность способов не установлена. На прак-
тике очень часто контроль проводят по
снятой заподлицо с основным металлом
валику шва одним ПЭП.
При контроле на поперечные трещи-
ны кольцевых швов трубопроводов диа-
метром менее 300 мм поверхность преоб-
разователя необходимо притереть к трубе.
Если толщина стенки трубы Н > 40 мм, а
диаметр менее 325 мм, применяют преоб-
разователи с углом ввода 50°, если
Н < 40 мм, а диаметр более 325 мм, при-
меняют преобразователи с углом ввода
70°.
5.1.1.5. Оценка качества сварных
соединений
Результаты контроля оценивают с
точки зрения соответствия измеренных
характеристик дефектов максимально до-
пустимым значениям тех же характери-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
569
стик по действующим для контролируемо-
го сварного соединения нормам. Для осо-
бо ответственных сварных соединений по
тем же нормам оценивают качество око-
лошовной зоны. Более точные способы
оценки с учетом формы и реальных раз-
меров дефектов используют методы, из-
ложенные в разд. 3.3.
В качестве примера ниже приведены
нормативы, применяемые при контроле
тепловых электростанций согласно РД 34
15.027-93 [289]. Их основные показатели
представлены в табл. 5.3. Уровень фикса-
ции (контрольный уровень) - на 6 дБ ниже
уровня браковки, т.е. фиксируются более
мелкие дефекты.
В указанном документе приведены
площади плоскодонных отверстий S . В
табл. 5.3 указаны также размеры зарубок
площадью S', амплитуды эхосигналов от
которых имеют ту же величину, что и от
площади S, в соответствии формулой
S' = SIG. Пересчетный коэффициент G
определен по рис. 2.39 для ОК с плоскопа-
раллельными поверхностями и углов вво-
да, применяемых при контроле сварных
соединений указанной толщины. Ширина
и глубина (высота) зарубок рассчитаны с
учетом ограничений, оговоренных в
разд. 2.2.2.3, с точностью до 0,1 мм. Для
толщин более 40 мм зарубки, как правило,
не применяют.
Согласно многим нормативным до-
кументам (в том числе приведенному вы-
ше) в сварных швах допускаются только
компактные несплошности, поэтому необ-
ходимо классифицировать несплошности
на компактные (точечные) и протяженные.
В России классификацию производят по
методике, изложенной в разд. 3.2.4 по аб-
солютному признаку. Обычно сравнивают
измеренную условную протяженность SL
несплошности (в разд. 3.2.4 использовано
обозначение Лх) с условной протяженно-
стью А£о плоскодонного отражателя экви-
валентной площадью 5бр, равной наи-
большей допустимой площади одиночной
несплошности для данной толщины изде-
лия, и расположенной на глубине залега-
ния исследуемой несплошности. Преобра-
зователь перемещается перпендикулярно
плоскости падения, т.е. вдоль сварного
шва. Несплошность считают протяжен-
ной, если AL > А£о, и компактной, если
AZ. < Lo или AL < 10 мм.
Допускается определять А£о о фор-
муле, предложенной В.Г. Щербинским
[350]:
Д£о = О,2а777/<2,
где N - разность между браковочным и
контрольным уровнями чувствительности,
дБ; г — расстояние от пьезоэлемента до
несплошности вдоль УЗ-луча: г ~ гм + гпр ,
где гм и гпр - соответственно расстояния в
металле и призме преобразователя, мм; а -
радиус (полуширина) пьезоэлемента в
плоскости, ортогональной плоскости про-
звучивания, мм; X, - длина волны УЗ-
колебаний, мм.
При N = 6 дБ формула имеет вид
А£о = 0,48г Х/а, (5.9)
что соответствует формулам и графикам
для диаграмм направленности преобразо-
вателя (см. разд. 1.3 и 3.2.4; принятое циф-
ровое значение ак sin 0 = 1,5 по рис. 1.49
соответствует среднему между круглой и
прямоугольной пьезопластинами). При
работе преобразователями типа ИЦ и
ПНЦ на частотах 1,8 и 2,5 МГц можно
принимать af = 15,5 мм-МГц, тогда для
поперечных волн в стали расчет
рекомендуется проводить по формуле
А£о = 0,1г.
При толщине сварных соединений,
меньшей или равной 30 мм, А£о прини-
мают равным 7 мм, а при толщине 30 ...
50 мм А£о принимают равным 10 мм.
Чаще всего применяют двухуровне-
вую систему оценки качества (см. разд.
3.1.5). Качество сварных соединений оце-
нивают баллом 1 - неудовлетворительное
или баллом 2 - удовлетворительное.
570
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
5.3. Нормы оценки допустимости несплошностей в сварных соединениях
(для тепловых электростанций)
Номинальная толщина соединения, мм Уровень браковки Допустимое количество компактных дефектов на 100 мм длины
Площадь плос- кодонного от- верстия, мм2 Эквивалентная зарубка
При угле ввода, ° Ширина, мм Глубина мм
2 .. . 3 0,6 75 0,8 0,7 6
3 .. . 4 0,9 73 1,0 1,0 6
4 .. . 5 1,2 70 1,4 1,2 7
5 .. . 6 1,2 70 1,4 1,2 7
6 .. . 9 1,8 70 2,0 1,3 7
9 .. 10 2,5 65 2,2 2,0 7
10. . 12 2,5 65 2,2 2,0 8
12 . . 18 2,5 65 2,2 2,0 8
18 . .. 26 5 60 3,5 2,4 8
26 . .. 40 7 50 2,0 2,2 9
40 . .. 60 10 10
60 . .. 80 15 Не рекомендуется 11
80 .. . 120 20 11
Примечание. Суммарная протяженность несплошностей в корне шва должна быть не
более 20 % от внутреннего периметра. В сечении шва допускаются только компактные не-
сплошности.
Баллом 1 оценивают сварные соеди-
нения с несплошностями, измеренные ха-
рактеристики или количество которых
превышают максимально допустимые
значения по действующим нормам. Бал-
лом 2 оценивают сварные соединения с
несплошностями, измеренные характери-
стики или количество которых не превы-
шают установленных норм.
Сварные соединения считают огра-
ниченно годными (балл 2а), если в них
обнаружены несплошности, амплитуда
эхосигнала от которых больше уровня
фиксации, но меньше браковочного уров-
ня, указанного в таблице, а условная про-
тяженность и количество несплошностей
меньше указанных в примечании и табли-
це значений. Сварные соединения считают
абсолютно годными (балл 26), если в них
не обнаружены несплошности, амплитуда
эхосигнала от которых больше уровня
фиксации. Уровень фиксации (во многих
документах он назван контрольным) на
6 дБ ниже браковочного.
В ограниченно годных сварных со-
единениях выполняют по крайней мере
одно из измерений дефектов, рассмотрен-
ных в разд. 3.2. Практически все норма-
тивные документы требуют измерения
условной протяженности. Реже требуется
измерение условной высоты дефектов,
расстояния между ними, отнесение дефек-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
571
тов к компактным или протяженным,
развитым или неразвитым по высоте.
Оценку конфигурации дефектов обычно
выполняют только, когда принимают
решение об удалении дефекта в конст-
рукции, плохо поддающейся ремонту.
Недопускаются дефекты типа попе-
речных трещин. При этом исходят из того,
что несплошности, ориентированные по-
перек оси шва, как правило, относятся к
трещинам. Как отмечалось, контроль на
поперечные трещины обычно проводят на
чувствительности вдвое более высокой,
чем на продольные.
Несплошность считают поперечной,
если амплитуда эхосигнала от нее при оз-
вучивании наклонным совмещенным пре-
образователем вдоль шва (независимо от
условной протяженности) 4П0П не менее
чем на 9 дБ больше, чем при озвучивании
поперек шва. Если разница амплитуд эхо-
сигналов в указанных направлениях озву-
чивания меньше 9 дБ, несплошность счи-
тают продольной. При измерении ориен-
тации несплошности валика шва в месте
измерений должен быть удален и заглажен
заподлицо с основным металлом.
Несплошность считают или объем-
ной, или плоскостной в зависимости от
измеренных значений идентификацион-
ных характеристик (признаков) по ГОСТ
14782-86. Во многих документах, напри-
мер [289], не предусмотрено каких-либо
отличий в браковочных нормах для объ-
емных и плоскостных несплошностей, но
при принятии технического решения о
необходимости ремонта сварного соеди-
нения результаты упомянутых выше из-
мерений учитываются.
Идентификационные признаки изме-
ряют способами, приведенными в разд.
3.2.7. В качестве идентификационных
признаков рекомендуется использовать
измерения коэффициента формы, соотно-
шение амплитуд сигналов при контроле
дельта методом, измерения с помощью
системы "Парус", дифракционно-времен-
ной метод. Также рекомендуется исполь-
зовать признак развития несплошности по
высоте. Оптимальный способ идентифи-
кации формы и измерения истинных раз-
меров несплошности - с помощью дефек-
тоскопов с когерентной обработкой сиг-
налов и визуализацией дефектов, а имен-
но, с помощью акустической голографии
(см. разд. 2.2.5.6 и 3.2.7.6).
Если обнаруженная несплошность
расположена в пределах ближней зоны
преобразователя, ее окончательную оцен-
ку рекомендуется производить другим
преобразователем с длиной ближней зоны,
меньшей расстояния до несплошности,
или сравнением с нормативным отражате-
лем максимально допустимой эквивалент-
ной площади, выполненным в образце на
глубине залегания несплошности. Такие
случаи должны быть отмечены в журнале
и заключении по результатам контроля
отдельной строкой.
При контроле сварных соединений с
проточкой под подкладное кольцо оценку
дефектов проводят для номинальной тол-
щины сваренных элементов в зоне про-
точки.
При экспертном или дублирующем
контроле результаты контроля двумя де-
фектоскопистами считают сопоставимы-
ми, если эквивалентные площади одной и
той же несплошности отличаются не бо-
лее, чем в 1,4 раза (на 3 дБ).
5.1.2. Контроль различных типов
сварных соединений из углеродистых
сталей
5.1.2.1. Контроль стыковых швов
Стыковые сварные соединения
толщиной 2 ... 12 мм. Эти сварные со-
единения применяют в листовых и труб-
ных конструкциях. Их чаще всего выпол-
няют односторонней ручной дуговой
сваркой или в сварной среде защитных
газов. Контроль таких сварных соедине-
ний выполняют на высоких частотах (5 ...
10 МГц), поперечными волнами, преобра-
зователями с углами ввода 65 ... 75° с
возможно меньшей стрелой, чтобы пре-
образователь не упирался в валик шва (см.
табл. 5.1). Для контроля швов с зачищен-
572
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.7. Сигнал от провисания и
дефекта вблизи корня шва:
Д - эхосигнал от несплошности (дефекта);
Л - эхосигнал от провисания (совпадает с Д);
ЗС - зона совпадения эхосигналов от корнево-
го дефекта и провисания, вертикальные штри-
ховые линии отмечают на экране точки
отражения от нижней (Н) и верхней (2Н)
поверхностей сварного соединения
ными неровностями поверхности можно
использовать наклонные преобразователи
с меньшими углами ввода, а также ис-
пользовать волны Рэлея и Лэмба. Уровень
фиксации соответствует эквивалентной
площади 4 ... 5 мм2, а дефекты с эквива-
лентной площадью 7 ... 10 мм2 обычно не
допускаются.
Применяют поперечно-продольное
сканирование, причем за один проход
преобразователя поперек шва наплавлен-
ный металл и околошовную зону контро-
лируют прямым и однократно отражен-
ным лучом, как показано на рис. 5.1.
Настройку чувствительности при
контроле сварных соединений толщиной
до 12 мм в России выполняют, как прави-
ло, по угловому отражателю (зарубке).
Настройку начинают с установки брако-
вочного уровня. Чувствительность должна
обеспечивать обнаружение зарубки задан-
ного размера в СОП. Для этого находят
максимальный эхо-сигнал от соответст-
вующего углового отражателя, перемещая
преобразователь по образцу. Уменьшают
эхосигнал до принятого уровня на экране
дефектоскопа. При этом запас чувстви-
тельности дефектоскопа должен быть не
менее 15 дБ, в противном случае считают,
что дефектоскоп непригоден для контроля.
Для установки уровня фиксации
(контрольного уровня) повышают чувст-
вительность дефектоскопа относительно
браковочного уровня на 6 дБ. Для уста-
новки поискового уровня повышают чув-
ствительность дефектоскопа относительно
браковочного на 12 дБ.
Отметим возможные ошибки при
контроле. В рассматриваемых сварных
соединениях часто появляются ошибки
проплавления, т.е. провисание металла в
корне шва, утяжины и смещение сты-
куемых кромок.
Ошибки проплавления вызывают по-
явление на экране дефектоскопа ложных
сигналов при контроле прямым лучом,
причем ложные эхосигналы от провисания
часто совпадают по времени с эхосигна-
лами, отраженными от надкорневых де-
фектов, обнаруженных однократно отра-
женным лучом (рис. 5.7), что сильно ус-
ложняет расшифровку сигналов на экране
дефектоскопа. В [350] показано, что наи-
худшее соотношение сигнал/помеха на-
блюдается для преобразователей с углами
ввода45 ... 50°.
Эхосигналы от дефекта отличают от
сигналов неровностей корневой части шва
по следующим признакам:
1. По координате эхосигнала. Если
обнаружен сигнал вблизи левой границы
рабочей зоны линии развертки при кон-
троле прямым лучом (правее отметки Н на
развертке на рис. 5.7) и его амплитуда
превышает браковочный уровень, то это
свидетельствует о наличии недопустимого
дефекта.
2. По расположению преобразователя
относительно валика шва. Сигналы от
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
573
провисаний обычно выявляются при
меньшем расстоянии между преобразова-
телем и швом, чем при выявлении надкор-
невых дефектов.
3. По сопоставлению координат и
амплитуд эхосигналов, измеренных с обе-
их сторон шва. В случае, если оба пара-
метра имеют значительное различие,
предполагают, что обнаружен сигнал от
провисания или утяжины, поскольку фор-
ма провисания и утяжины часто бывает
несимметричной.
4. По пространственному расположе-
нию контролируемого участка шва при
сварке. На стыках, плоскость которых
расположена вертикально, наиболее веро-
ятно появление провисаний в части шва,
сварка которого велась в горизонтальном
положении. На горизонтальных стыках
провисания располагаются более равно-
мерно по периметру и возникают реже.
5. При контроле по схеме корневой
тандем (см. разд. 2.2.5.1) эхосигналы от
провисаний обычно не возникают. Кон-
троль ведут спаренным (РС) преобразова-
телем с большим углом ввода, что необ-
ходимо для озвучивания корня шва пря-
мым лучом. Как известно, для возникно-
вения эхосигнала по схеме эхозеркального
метода необходимо, чтобы лучи от излу-
чателя отражались от дефекта и дна ОК, а
в случае провисания отражения от дна не
происходит, эхосигнал не возникает. Даже
если сигнал от провисания попадет на
приемник, ему будет соответствовать
большее время пробега и он будет нахо-
дится за пределами рабочего участка раз-
вертки.
6. Сам факт наличия провисания или
утяжины может быть установлен измере-
нием толщины свариваемых элементов
(например, труб) на сварном соединении и
основном металле. В случае провисания
толщина увеличивается, в случае утяжи-
ны- уменьшается. Наружный валик шва
удаляется или немного заглаживается и
его высота учитывается при измерениях.
Отражение от смещения кромок сты-
куемых элементов может быть ошибочно
принято за корневой дефект. Смещение
Зондирующий импульс
Рис. 5.8. Сигнал от смещения кромок
стыкуемых труб из-за разностеииости (а) и
несоосности (б) труб
кромок из-за разной толщины сваривае-
мых элементов (рис. 5.8, а) характеризует-
ся обнаружением сигнала, выявляемого с
одной стороны шва по всей его длине
прямым лучом. С другой стороны шва
ложный сигнал отсутствует при контроле
как прямым, так и однократно отражен-
ным лучом. В этом случае следует изме-
рить толщину стенок элементов, чтобы оп-
ределить причину появления эхосигналов.
Смещение кромок из-за несовпадения
поверхностей стыкуемых листов при кон-
троле прямым лучом вызывает появление
эхосигнала при контроле с одной стороны
шва, в то время как при контроле прямым
лучом с другой стороны ложный сигнал
отсутствует, но возникает эхосигнал при
контроле однократно отраженным лучом.
Смещение кромок возникает также при
несоосности стыкуемых труб. В этом слу-
чае появляются ложные сигналы с разных
сторон шва в диаметрально противопо-
ложных точках шва (рис. 5.8, б).
В некоторых сварных соединениях с
V-образной разделкой допускается корне-
574
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.9. Измерение глубины
непровара h зеркально-теневым методом:
а - схема контроля; б - огибающие донных
сигналов {/дщщ/Ц) при перемещении
преобразователей; в - минимум донного
сигнала для параметров: 1 -f= 5 МГц, а = 55°,
Го = 53 мм; 2 -/= 5 МГц, а = 50°, Lo = 38 мм;
3 -f= 2,5 МГц, а = 50°, £0 = 38 мм
вой непровар, если его высота не превы-
шает 1 ... 1,5 мм или определенной доли
от толщины шва. Превышение непрова-
ром заданной высоты можно оценить по
амплитуде эхосигнала или условной высо-
те, которые сравнивают с амплитудой эхо-
сигнала и условной высотой искусствен-
ного дефекта типа зарубки или риски
[289]. Для этого должны быть предвари-
тельно построены графики, связывающие
условную и реальную высоты непровара
или амплитуды эхосигналов от непровара
и искусственного дефекта. Подробно этот
способ рассмотрен применительно к свар-
ным соединениям толщиной 12 ... 60 мм,
где он чаще используется.
Здесь рассмотрим способ оценки вы-
соты непровара зеркально-теневым мето-
дом, предложенный Л.И Смирновой и
А.П Смирновой. Одинаковые наклонные
преобразователи располагают на расстоя-
нии Со друг от друга (рис. 59, а), соответ-
ствующем максимуму донного сигнала Uq.
Перемещая их совместно, наблюдают ос-
лабление огибающей донного сигнала
t/дтт/^о (рис. 5-9, б). Минимальное зна-
чение донного сигнала идтт позволяет
определить высоту непровара h (рис. 5.9, в).
Возможны также ложные отраже-
ния от наружного валика шва (выпукло-
сти). Ложный сигнал определяют по коор-
динате отражателя. Такие ложные сигналы
обычно уменьшаются при пальпировании.
Радикальный способ устранения этих сиг-
налов - локальная зачистка валика.
Довольно широкое распространение
для контроля стыковых сварных соедине-
ний труб диаметром до 530 мм с толщи-
ной стенки 2 ... 10 мм получили РС-
преобразователи хордового типа (см.
разд. 2.2.1.2). Они позволяют сформиро-
вать в середине шва акустическое поле,
параметры которого обеспечивают эффек-
тивную выявляемость дефектов в наплав-
ленном металле сварного шва и относи-
тельно низкий уровень сигналов, отра-
женных от неровностей валика усиления и
провисания.
Для иллюстрации характеристик и
возможностей хордовых преобразователей
на рис. 5.10 показаны результаты выявле-
ния отверстий с плоским дном в фрагмен-
тах труб [80]. На рис. 5.10, а представлено
изменение амплитуды эхосигнала при пе-
ремещении преобразователя по поверхно-
сти трубы на постоянном расстоянии от
сечения, в котором расположены отража-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
575
А, дБ
30
20
10
0
Рис. 5.10. Огибающие амплитуд эхосигналов от отражателей в металле
трубы диаметром 42 х 4 при перемещении хордового преобразователя:
а - вдоль сварного шва 1Х 1,2- эхосигналы от торца трубы, 3,4 - ложные сигналы на бездефект-
ных участках; 5-10 эхосигналы от отверстий с плоским дном (ось отверстия параллельна оси
трубы) на глубине' 1 мм (5, 8), 2 мм (6, 9), 3 мм (7,10); кривые 5-7 - от отверстий диаметром 1 мм,
кривые 8 .. 10 - от отверстий диаметром 1,2 мм); б - вдоль оси трубы 1} (огибающие эхосигналов
в зависимости от глубины залегания отражателя по высоте сварного стыка)
576
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
тели. Максимальные амплитуды эхосиг-
налов от отражателей, расположенных на
разной глубине по толщине стенки трубы,
отличаются не более чем на 10 дБ. Разни-
ца амплитуд минимального сигнала от
отражателя и уровня помех не менее 8 дБ,
т.е. отношение сигнал-помеха достаточно
велико.
Важно, что при перемещении преоб-
разователя по поверхности образца в на-
правлении к отражателю (рис. 5.10, б), т.е.
перпендикулярно оси сварного шва, ус-
ловный размер отражателя не превышает
3 ... 4 мм на уровне 6 дБ от максимума
отраженного сигнала. Это означает, что
контроль реальных сварных стыков можно
проводить, перемещая преобразователь
только вдоль оси сварного шва. Попереч-
ное перемещение практически исключает-
ся, что существенно упрощает процедуру
контроля по сравнению с традиционными
технологиями. При этом также упрощают-
ся требования к аппаратуре и повышается
производительность контроля.
Для настройки чувствительности
ультразвукового контроля с применением
хордовых преобразователей разработаны
специальные СОП в виде трубных сегмен-
тов с торцевым отверстием с плоским
дном. Такие образцы обязательно входят в
комплект с преобразователями при изго-
товлении и применении. Это позволило
решить вопрос о метрологическом обес-
печении хордовых преобразователей и
настройке чувствительности при контро-
ле. Весьма эффективен также контроль
тонких сварных соединений системой
"Скаруч", как описано в разд. 5.1.7.7.
Ремонт тонких сварных соединений
сравнительно прост и недорог, поэтому
оценку качества выполняют по упрощен-
ному алгоритму - по двухбалльной (одно-
уровневой) системе, т.е. без диференциа-
ции швов на баллы 2а и 26. Критерием
является амплитуда эхосигнала. Если ам-
плитуда превышает заданное значение
(обычно эхосигнал от зарубки определен-
ного размера), сварное соединение браку-
ется. Иногда (в частности, при контроле
хордовыми преобразователями и системой
"Скаруч") дополнительно используют ус-
ловную протяженность дефектов и коли-
чество дефектов на 100 мм длины сварно-
го шва.
Стыковые сварные соединения
толщиной 12 ... 60 мм. Швы толщиной
12 ... 30 мм обычно выполняют односторон-
ней сваркой, а швы толщиной 30 ... 60 мм -
многослойной двусторонней сваркой или
односторонней сваркой с вырубкой и под-
варкой корня.
Параметры контроля выбирают в со-
ответствии с табл. 5.1. С увеличением
толщины соединения частоту понижают,
угол ввода уменьшают, а размеры настро-
ечных дефектов увеличивают. Для соеди-
нений толщиной 12 ... 15 мм иногда при-
меняют частоту 5 МГц и те же параметры,
что для контроля более тонких швов.
При контроле швов, выполненных од-
носторонней сваркой, эхосигналы от не-
качественного проплава(особенно от про-
висания металла) в корне шва также ме-
шают расшифровке сигналов на экране
дефектоскопа, как и при контроле более
тонких соединений. Контроль произво-
дится одним преобразователем прямым и
однократно отраженным лучом за один
проход. Способы отстройки от сигналов,
связанных с провисанием, утяжиной,
смещением кромок, разной толщиной сва-
риваемых элементов, те же, что при кон-
троле более тонких соединений.
Если ложные сигналы от провисаний
велики, то с целью повышения надежно-
сти и помехоустойчивости целесообразно
проводить контроль раздельно корневой и
остальной части шва. При этом верхнюю
часть шва предпочтительнее контролиро-
вать однократно отраженным лучом пре-
образователем с меньшим углом ввода:
45 ... 50°.
Нередко при односторонней сварке
листовых конструкций образуются значи-
тельные провисания (3 ... 5 мм). Их жела-
тельно удалить шлифовальной машинкой.
Если этого не сделать, контроль нижней
части швов будет сильно затруднен.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
577
Рис. 5.11. Определение высоты непровара и
"висящей" трещины в корневой части шва по амплитуде эхосигнала:
а - схема контроля "корневой тандем"; б - график для определения высоты корневых и
"висящих" трещин; в - схема контроля совмещенным преобразователем; г - график для
определения расстояния "висящей" трещины до внутренней поверхности
В сварных швах, выполненных дву-
сторонней сваркой, как правило, ложные
сигналы от задней (по отношению к пре-
образователю) кромки валика меньше по
амплитуде, чем в односторонних швах от
провисания, за счет более плавных очер-
таний валика шва, и к тому же они распо-
ложены дальше по развертке на экране
дефектоскопа. В этих швах наиболее ха-
рактерным дефектом являются непровары
в корне шва. Иногда эти непровары на-
столько сжаты (стянуты) остывающим
металлом шва, что эхосигнал от них очень
слабый. Причины образования таких не-
проваров рассмотрены выше. Подобные
стянутые непровары встречаются в свар-
ных соединениях также при других тол-
щинах.
В многопроходных швах опасны
шлаковые включения, которые лучше вы-
являть при контроле с обеих сторон шва.
При одностороннем прозвучивании воз-
можен пропуск шлаковых включений,
прилежащих к противоположной стороне
разделки шва.
Наиболее опасные дефекты - трещи-
ны и непровары, ориентированные пре-
имущественно в вертикальной плоскости.
Эти дефекты плохо выявляются при про-
звучивании одним преобразователем; луч-
шие результаты дает контроль по схеме
тандем, как рассмотрено в разд. 2.2.5.1 и
3.2.7.3. В судостроительной промышлен-
ности предусмотрен обязательный кон-
троль рассматриваемых сварных соедине-
ний как совмещенным преобразователем,
так и по схеме тандем.
Как отмечалось ранее, в сварных со-
единениях с V-образной разделкой по ам-
плитуде эхосигнала или условной высоте,
578
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
которые сравнивают с эхосигналом от
искусственного дефекта типа зарубки или
риски, можно оценить реальную высоту
непровара или корневой трещины [289].
Для этого должны быть предварительно
построены графики связи условной высо-
ты (или амплитуды) и реальной высоты
дефекта.
Для построения графиков использу-
ют образцы сварных соединений с искус-
ственными дефектами (рисками) или ре-
альными дефектами различной высоты.
Желательно иметь набор рисок с высота-
ми, равномерно распределенными в диа-
пазоне значений 2 ... 20 % номинальной
толщины сварного соединения. Рекомен-
дуется следующий минимальный набор
высоты рисок: 2; 5; 10; 15 и 20 % от тол-
щины.
Графики строят для конкретной схе-
мы прозвучивания и конкретного типа
преобразователя. Для определения реаль-
ной высоты трещин могут быть использо-
ваны схемы прозвучивания, отличные от
схемы, по которой проводится контроль
сварного соединения, например схема с
двукратным отражением луча. В этом слу-
чае раствор пучка лучей увеличивается и
расширяется диапазон высот измеряемых
дефектов.
На рис. 5.11, а и б приведена схема
контроля и график для определения высо-
ты корневых непроваров и трещин по ам-
плитуде сигнала при измерении по схеме
корневой тандем. На оси абсцисс графика
отложена разность (в децибелах) амплитуд
сигнала от дефекта Л и от двугранного
угла Л® на торце образца. График постро-
ен для преобразователей с углом ввода 45°
на частоту 1,8 МГц с размером пьезопла-
стины 14 х 20 мм, которые обеспечивают
положение максимума чувствительности
на расстоянии 5 мм от внутренней по-
верхности сварного соединения. График
позволяет определять высоту трещин как
выходящих на внутреннюю поверхность,
так и невыходящих на нее ("висящих" над
поверхностью, рис. 5.11, в). Точность оп-
ределения высоты трещин по графику
±0,5 мм.
На рис. 5.11, г приведен график для
определения расстояния "висящей" тре-
щины от внутренней поверхности сварно-
го соединения по амплитуде эхосигнала.
График построен для совмещенного ПЭП
из комплекта ПРИЗ-Д5 с углом ввода 40°,
частотой 2,5 МГц.
Стыковые сварные соединения
толщиной 60 мм и более. Такие швы вы-
полняют многослойной или электрошла-
ковой сваркой. Последняя производится в
один проход при щелевой разделке.
Для швов толщиной более 150 мм,
если есть доступ к обеим поверхностям
стыка, контроль ведут с обеих поверхно-
стей. При еще больших толщинах (более
200 мм) швов целесообразен контроль по
слоям, причем в каждом слое (примерно
через 50 мм по глубине) необходимо ме-
нять поисковую чувствительность и на-
страивать развертку заново.
При контроле толстостенных швов,
ремонт которых весьма дорог, важно не
только найти дефект, но и распознать его
тип. Для исключения неоправданной пе-
ребраковки необходимы количественные
информативные признаки, о которых го-
ворилось в разд. 3.2.7. Существенно мо-
жет помочь дефектоскописту в правиль-
ной оценке характера дефекта знание его
качественных информативных признаков.
Ложные сигналы - это импульсы от
неровностей формирования внутреннего и
наружного валиков шва при контроле
прямым и однажды отраженным лучами.
Для исключения возможной ошибки при
оценке результатов контроля следует ис-
ключить из обзора сигналы, появляющие-
ся на экране дефектоскопа правее грани-
цы, соответствующей координате У, рав-
ной одной (прямой луч) или двойной (од-
нажды отраженный луч) толщине свари-
ваемого элемента. Эта же рекомендация
относится к контролю угловых, тавровых
и крестообразных соединений со стороны
привариваемого элемента. Зону переме-
щения преобразователя при его движении
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
579
к шву следует ограничить положением,
соответствующим отражению прямого
луча от зоны, прилегающей к границе вы-
пуклости шва, на поверхности, противо-
положной той, по которой перемещают
преобразователь.
Далее рассмотрим пример контроля
шва, выполненного электрошлаковой
сваркой (рис. 5.12). Односторонний не-
провар вблизи одной из поверхностей из-
делия наиболее уверенно выявляется при
контроле с противоположной стороны
изделия (положение преобразователя Q. В
данном случае амплитуда эхосигнала и его
пробег по линии развертки будут больши-
ми благодаря угловому эффекту. Из поло-
жения В этот дефект выявляется хуже, так
как поверхность наплавленного металла
неровная, а из положения А - очень плохо.
Односторонний непровар в середине
шва характеризуется появлением одиноч-
ного отраженного сигнала с координата-
ми, соответствующими расположению его
по одной из границ поверхностей сплав-
ления шва. Со стороны наплавленного
металла (положение G преобразователя)
непровар характеризуется значительными
неровностями, что способствует формиро-
ванию эхосигнала большой амплитуды.
При прозвучивании со стороны основного
металла (положение F) механически обра-
ботанная и несплавившаяся кромка основ-
ного металла почти зеркально отражает
ультразвук. Эхосигнал может появиться
лишь от отдельных оплавленных неров-
ных участков.
Двусторонний непровар характеризу-
ется тем, что в положении G преобразова-
теля на экране дефектоскопа могут поя-
виться одновременно два сигнала (G'),
соответствующие отражению УЗК от не-
проваров по обеим кромкам сварного шва.
Несплавление отличается от непровара
тем, что поверхность основного металла
расплавляется, но не сплавляется с наплав-
ленным металлом. Выявленные несплав-
ления характеризуются теми же признака-
ми, что и непровар. Однако в некоторых
Рис. 5.12. Схемы контроля и выявления
дефектов в сварном шве толщиной более
60 мм, выполненном электрошлаковой
сваркой
случаях несплавление можно отличить от
непровара, так как от него возникает эхо-
сигнал значительной амплитуды при кон-
троле со стороны наплавленного и основ-
ного металла, поскольку обе поверхности
несплавления являются неровными.
Отличием трещин от непроваров и
несплавлений является то, что они распо-
лагаются обычно в средней части наплав-
ленного металла (положение £>), таким
образом, трещины, особенно в швах, вы-
полненных электрошлаковой сваркой,
можно квалифицировать путем определе-
ния координат. При контроле совмещен-
ными преобразователями трещины часто
580
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
дают небольшие эхосигналы и плохо об-
наруживаются. В этом случае рекоменду-
ется проведение контроля по схеме тан-
дем, дифракционно-временным методом
или акустической голографией (см.
разд. 3.2.7).
Для шлаковых включений характерно
то, что амплитуда эхосигнала от них при-
близительно одинакова при прозвучива-
нии под различными углами (см. табл. 3.2,
способ 1). Скопления мелких шлаков и
пористые зоны в сварном шве характери-
зуются появлением группы эхосигналов
небольшой амплитуды. Рыхлость характе-
ризуется появлением широкого эхосигна-
ла неопределенной формы.
5.1.2.2. Контроль стыковых
сварных соединений, выполненных
на подкладке или в замок
Подкладка или замок препятствуют
вытеканию расплавленного металла при
формировании корня шва. Контроль таких
сварных соединений выполняют прямым и
однократно отраженным лучом, как и со-
единений, рассмотренных в разд. 5.1.2.1.
Характерной особенностью контроля та-
ких швов является получение весьма ста-
бильного сигнала от угла подкладки или
уса замка. В сварных швах большой и
средней толщины этот сигнал легко раз-
личим среди сигналов от дефектов и даже
полезен, так как позволяет контролиро-
вать качество акустического контакта. Для
облегчения дешифровки целесообразно в
месте появления этого сигнала на экране
дефектоскопа нанести метку. При контро-
ле сварных швов малых толщин выявить
сигнал от подкладки гораздо труднее.
Дальнейшие рекомендации основаны на
[289].
Дефекты, располагающиеся над кор-
невым слоем, могут быть выявлены пря-
мым или же однократно отраженным лу-
чом (рис. 5.13). Несплавление по ближней
кромке сварного шва надежней выявляет-
ся именно однократно отраженным лучом.
В этом случае время прихода сигналов от
дальней кромки подкладного кольца и
несплошности может оказаться одинако-
вым, т.е. оба сигнала появляются в одном
и том же месте развертки (в зоне совпаде-
ний). Существует ряд приемов, позво-
ляющих выделить эхосигналы от подклад-
ки и дефекта при прозвучивании швов
толщиной 7 ... 15 мм.
Время прихода сигналов от подклад-
ки и дефекта может быть одинаковым,
когда измеренная глубиномером глубина
залегания отражателя Y (истинная глубина
дефекта Уд) равна
, L
1 = h - — ctga,
где h - толщина шва в месте проточки под
подкладное кольцо; L - ширина подклад-
ки. Для стандартного размера кольца
£ = 20 мм расстояние от нижней поверх-
ности слоя металла, соответствующего
зоне совпадения эхосигналов (h - Y), рав-
но 8,4 мм для угла ввода a = 50°; 5,8 мм
для а = 60° и 4,8 мм для угла 65°. Из этого
примера видно, что при контроле сварных
соединений толщины более 5 мм преобра-
зователем с углом менее 60° эхосигнал от
кольца находится за границей рабочей
зоны развертки (отметка 2h на рис. 5.13) и
не мешает контролю.
Для того чтобы различить сигналы от
подкладки и дефекта, полезно изготовить
СОП, аналогичный сварному шву. Следу-
ет измерить линейкой расстояние от точки
ввода (или от передней грани) преобразо-
вателя до середины валика шва в этом об-
разце. Сигнал от подкладки появляется
при меньшем расстоянии Хк между швом
и преобразователем, чем сигнал от дефек-
тов Ад, расположенных выше корня шва В
процессе контроля следует периодически
сравнивать расстояние до найденного от-
ражателя с расстоянием Хк, измеренным
на образце.
Прежде чем контролировать шов на-
клонным преобразователем, с помощью
прямого преобразователя сравнивают
толщину стенки каждого из стыкуемых
элементов (с учетом возможной проточки)
с толщиной образца и вносят соответст-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
581
Рис. 5.13. Схема контроля стыка, сваренного на подкладке:
эхосигнал от подкладного кольца К, эхосигналы от надкорневого дефекта, выявленного прямым
и однократно отраженным лучом Д и Д\ \ ЗС - зона совпадения
вующую поправку в настройку скорости
развертки. Если стыкуемый элемент имеет
толщину, большую, чем образец, то при
контроле шва со стороны этого элемента
сигнал от подкладки смещается вправо по
сравнению с тем же сигналом, получен-
ным на СОП.
Несплошность выявляется из двух
положений ПЭП - однажды отраженным и
прямым лучами, а подкладка - только из
одного положения ПЭП прямым лучом.
Для использования этого отличительного
признака рекомендуется на соответст-
вующем участке периметра удалять вы-
пуклости шва. Эхосигнал от кольца, как
правило, наблюдается по всему периметру
шва, а сигнал от несплошности - на от-
дельных участках периметра. Эхосигнал
от подкладки обычно имеет большую ам-
плитуду, чем сигнал от несплошности.
Контролируя сварные соединения
элементов толщиной до 20 мм с углом
разделки кромок 14° и менее, не следует
приближать ПЭП к шву ближе, чем на
5 мм от положения преобразователя, соот-
ветствующего максимуму сигнала от под-
кладного кольца, так как при этом воз-
можно появление дополнительного сигна-
ла от подкладного кольца, который может
быть ошибочно принят за сигнал от кор-
невой несплошности.
Чтобы определить, к какой из кромок
стыкуемых элементов ближе расположен
дефект в корне шва, руководствуются оп-
ределенными признаками. Если дефект в
корне шва расположен ближе к линии
сплавления с тем элементом, со стороны
которого ведется контроль, то при мед-
ленном приближении преобразователя к
шву на экране дефектоскопа первым появ-
ляется сигнал от дефекта, а затем, когда
УЗ-лучи пройдут над дефектом, частично
экранирующим подкладку, на экране в
том же месте появляется сигнал от под-
кладки. При контроле корня шва со сторо-
ны второго элемента на экране первым
появляется сигнал от подкладки, а затем -
от дефекта. Возможно также одновремен-
ное появление сигналов.
Существует ряд косвенных призна-
ков, позволяющих судить о характере не-
582
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.14. Выявление корневых
трешин в шве с подкладкой:
ЗИ - зондирующий импульс; Д - эхо-
сигналы от дефекта (трещины); К - эхо-
сигнал от подкладного кольца; 3 - зазор
между подкладкой и сварным соедине-
нием
которых дефектов в сварных швах толщи-
ной 7 ... 15 мм, выполненных на подклад-
ках. Трещины и несплавления по кромкам
в корне шва обычно начинаются от зазора,
образованного кромкой стыкуемого эле-
мента и подкладки. Распространяясь по
наплавленному металлу, они выходят по-
сле первого или второго слоя на его сере-
дину. В связи с этим отличительным при-
знаком трещин в корне шва является то,
что они частично (при глубине менее
3 мм) или полностью (при глубине более
4 мм) экранируют отражение от подклад-
ки только при контроле со стороны того
из стыкуемых элементов, у кромки кото-
рого они берут свое начало.
При контроле шва с противополож-
ной стороны трещина не экранирует от-
ражения от подкладки и УЗ-лучи свободно
проходят в подкладку. На экране дефекто-
скопа возникают два сигнала: от подклад-
ки и от трещины. Сигнал от подкладки
имеет примерно ту же амплитуду и пробег
на экране, что и на участках, где дефект
отсутствует. Трещины с этой стороны вы-
являются значительно хуже, а при не-
большой высоте могут совсем не выяв-
ляться. На рис. 5.14 показана схема выяв-
ления корневой трещины высотой более
3 мм.
Непровар, расположенный выше
корневых слоев сварного шва, мало или
совсем не экранирует отражение от под-
кладки. При контроле соединения с обеих
сторон шва на экране дефектоскопа воз-
никают сигналы от подкладки и дефекта.
Расстояние между этими сигналами не-
сколько больше, чем при дефектах, распо-
ложенных в корне шва. В некоторых слу-
чаях от дефекта и подкладки на экране
наблюдается несколько сигналов.
Характерной особенностью обнару-
жения шлаковых включений или пор яв-
ляется наличие на экране дефектоскопа
импульсов, быстро исчезающих и появ-
ляющихся вновь при незначительных пе-
ремещениях преобразователя в продоль-
ном или поперечном направлении. Скоп-
ления мелких шлаковых включений или
пор в наплавленном металле дают на эк-
ране один сигнал или группу близко рас-
положенных сигналов.
Прожог подкладного кольца характе-
ризуется следующими качественными
признаками. На экране дефектоскопа ле-
вее сигнала от подкладного кольца появ-
ляется сигнал от прожога. При этом ам-
плитуда эхосигнала от кольца с прожогом
меньше, чем от кольца без прожога. При
перемещении преобразователя вдоль об-
разующей трубы на экране дефектоскопа в
зоне расположения сигнала от подкладно-
го кольца появляется один сигнал с двумя
вершинами или два сигнала в непосредст-
венной близости друг от друга. При кон-
троле с разных сторон шва форма и харак-
тер изменения сигналов от прожога анало-
гичны. Если прожог переходит в непро-
вар, то он обнаруживается как непровар.
При наличии зазора (допустимое яв-
ление) между подкладкой и основным
металлом 3 на экране дефектоскопа появ-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
583
ляется сигнал в том же месте, как и при
несплошности в корне шва (непровара,
трещины), что может оказаться причиной
ложного забракования сварного шва. За-
зор можно отличить от дефекта, так как
при плавном перемещении преобразовате-
ля вдоль образующей трубы к шву сначала
появляется сигнал от подкладного кольца,
а затем от зазора. При этом сигнал от под-
кладного кольца имеет такую же амплиту-
ду, как и в месте шва, где зазора нет. Сле-
дует также учитывать, что зазоры величи-
ной до 0,5 мм, как правило, не обнаружи-
ваются, а зазоры величиной до одного
миллиметра дают эхосигналы, меньшие
или равные браковочному уровню.
При контроле сварных соединений с
проточкой под подкладное кольцо оценку
дефектов проводят для номинальной тол-
щины сваренных элементов h в зоне про-
точки. Стыковые сварные соединения,
выполненные в замок, контролируются
также, как сварные соединения на под-
кладках, с учетом того, что ус, заменяю-
щий подкладку, расположен только с од-
ной стороны шва.
5.1.2.3. Контроль тавровых,
угловых и нахлесточных
соединении
В соответствии с некоторыми руко-
водствами (например, СНиП 111-18-75)
выявление внутренних дефектов рассмат-
риваемых сварных соединений рекомен-
дуется проводить либо радиационными,
либо ультразвуковыми методами. Однако
радиационными методами не удается вы-
явить наиболее опасные дефекты типа
трещин, несплавлений и непроваров в
корне шва, поэтому наиболее объектив-
ным методом контроля тавровых, нахле-
сточных и угловых соединений является
ультразвуковой.
Контроль тавровых и угловых со-
единений плоских элементов. При кон-
троле тавровых швов с К-образной раз-
делкой или без нее, но с полным проплав-
лением кромок возможно применение
трех схем (рис. 5.15, а): из положений
преобразователя I, II и III [7]. В зависимо-
сти от доступа к шву контроль ведут на-
клонными, а также прямыми или раздель-
но-совмещенными преобразователями.
Наиболее эффективной является схема
ввода УЗК через основной металл прива-
риваемого листа или стойки (положение
преобразователя Г), так как она позволяет
выявить все виды внутренних дефектов в
угловых швах при минимальном уровне
ложных сигналов.
При контроле тавровых соединений
из положения преобразователя I УЗ-лучи
идут вдоль гипотенузы шва, поэтому по-
явление ложных сигналов от неровностей
валика маловероятно. Появление ложных
сигналов может быть обусловлено только
отражением от грубых неровностей на
наружной поверхности плоскости основ-
ного элемента, встречающимся весьма
редко и связанным с повреждением ос-
новного металла.
При прозвучивании угловых соеди-
нений по схеме I (рис. 5.15, б) ложные
эхосигналы могут появляться при отраже-
ния УЗ-лучей от неровностей верхнего
валика шва или от угла А элемента конст-
рукции. Эти сигналы можно легко селек-
тировать по времени, а также "прощупать"
(пальпировать).
В тех случаях, когда затруднен дос-
туп со стороны стойки, т.е. невозможно
проведение контроля по схеме I, прозву-
чивание выполняют из положений преоб-
разователей II и III. Преобразователи пе-
ремещают по наружной поверхности ос-
новного элемента (полки). Неудобство
таких схем контроля в том, что дефекто-
скопист не видит всего сварного шва при
больших размерах полки.
Возможно возникновение ложных
сигналов от донной поверхности полки,
вне сварного шва со стойкой при контроле
из положения преобразователя III. Такие
ложные сигналы могут появиться при
большой толщине основного элемента и
широкой диаграмме направленности пре-
584
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.15. Схема контроля
двустороииих швов соединений:
а - тавровых, б - угловых
образователя. В работе [321] указано, что
контроль по схеме III стандартным пря-
мым преобразователем возможен, если
отношение толщины основного элемента к
сумме толщины примыкающего элемента
и размеров катетов шва, прилегающих к
основному металлу, меньше двух. Прак-
тически контроль целесообразен, если
сумма катетов шва, прилегающих к ос-
новному металлу, не меньше половины
его толщины. В этом случае контролиру-
ется зона шва, равная толщине примы-
кающего элемента.
Контроль по схеме II обеспечивает
выявление пор, шлаковых включений,
несплавлений и трещин, ориентированных
перпендикулярно УЗ-лучам. Однако кон-
троль по такой схеме осложняется необ-
ходимостью правильной ориентировки
преобразователя относительно соединения
и появлением ложных сигналов от по-
верхности противоположного валика шва
(например, В на рис. 5.15, б), причем ам-
плитуда этого ложного сигнала выше, чем
эхосигналов от дефектов. Разделение по-
лезных и ложных сигналов производится
по времени прохождения ультразвука.
Выявить непровар в центре двусто-
роннего шва (Q при контроле по схеме II
практически невозможно, так как УЗ-лучи
испытывают от него зеркальное отраже-
ние и не попадают на совмещенный пре-
образователь. Этот опасный дефект при
доступе для контроля только с наружной
поверхности полки обнаруживается по
схеме III с помощью РС-преобразователя
или двух жестко соединенных наклонных
преобразователей, включенных по раз-
дельной схеме [106]. При толщине полки
более 15 ... 20 мм можно применять пря-
мой преобразователь. В угловых соедине-
ниях при доступе только со стороны вер-
тикального листа такой непровар также
можно обнаружить при использовании
прямого или РС-преобразователя III.
Одним из основных условий, обеспе-
чивающих наиболее вероятное выявление
дефектов по сечению шва по схеме I, яв-
ляется правильный выбор угла ввода УЗ-
луча в контролируемое соединение. Целе-
сообразно использовать преобразователи с
такими углами ввода а и стрелой и, при
которых обеспечивается контроль нижней
части шва прямым, а верхней - однократ-
но отраженным лучом (см. рис. 5.2). Это
возможно, если центральный луч преобра-
зователя при расположении его вплотную
к шву проходит через середину шва или
выше ее (при толщинах шва менее 10 мм
допускается прохождение центрального
луча ниже середины сечения шва не более
чем на 1 мм). При контроле нижней части
шва таврового и углового соединений (см.
рис. 5.15) это условие выполняется, когда:
а! > arctg2(X’1 +п)/Н ,
. ч (5-10)
оц > arctg(6 + 2и)/Я .
Верхнюю часть шва этих соединений
контролируют однократно отраженным
лучом. Угол ввода при этом должен удов-
летворять соотношениям
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
585
Рис. 5.16. СОП для установления рабочего участка развертки
и чувствительности дефектоскопа при контроле двусторонних швов соединений:
а - тавровых; б - угловых
а2 > arctg 2(к + z)/H ,
. ч (5.11)
а2 > arctg(b + 2z)lH.
Если контроль прямым и однократно
отраженным лучами невозможен, то необ-
ходимо увеличить угол ввода или в край-
нем случае производить контроль одно-
кратно и двукратно отраженными лучами.
После нахождения оптимальных уг-
лов ввода устанавливают зону перемеще-
ния преобразователей Jfmln и Хтга, а также
соответствующий ей рабочий участок на
линии развертки дефектоскопа. При кон-
троле верхней и нижней частей шва тав-
рового соединения прямым и однократно
отраженным лучами преобразователь пе-
ремещают в пределах от Хтт до Хтах (рас-
стояния измеряют от полки), равных
Хтт=К + п, Xmax = 2Htsa2 +К.
Для углового соединения эти значе-
ния (расстояния измеряют от валика шва)
соответственно равны:
= п, Хтт = 2Htga2 .
Для более точной и быстрой расшиф-
ровки эхосигналов на экране дефектоско-
па устанавливается рабочий участок ли-
нии развертки. Его удобно определить по
СОП, показанному на рис. 5.16. Для этого
вначале прямым лучом находят макси-
мальный эхосигнал от нижнего отражате-
ля типа зарубки или бокового отверстия.
Затем однократно отраженным лучом
находят эхосигнал от верхнего отражателя
и отмечают положения соответствующих
сигналов на экране дефектоскопа. Далее
строб-импульс между этими метками пе-
ремещают влево на половину его величи-
ны, а затем заднюю границу строб-импуль-
Рис. 5.17. Схемы контроля односторонних швов соединений:
а - тавровых; б - угловых
586
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
импульса доводят до метки, соответст-
вующей эхосигналу от верхнего отражате-
ля.
Настройку чувствительности дефек-
тоскопа производят по одному из искусст-
венных дефектов, например зарубке на
рис. 5.16, или по стандартному образцу
СО-2 с последующей корректировкой чув-
ствительности.
Контроль односторонне сваренных
швов тавровых и угловых соединений с
V-образной разделкой (или без нее при
отсутствии обратной подварки корня шва)
ведут прямым и однократно отраженным
лучами (рис. 5.17). Выполнение условий
полной проверки сварного соединения
устанавливают по формулам (5.10) и
(5.11). Если швы доступны для контроля,
целесообразнее производить контроль со
стороны, противоположной корню, из по-
ложений I и II, так как при этом улучша-
ются условия прозвучивания верхней час-
ти шва.
Выбор пределов перемещения Vmm и
Лпах, а также определение соответствую-
щего рабочего участка на экране дефекто-
скопа тавровых и угловых соединений с
V-образной разделкой аналогичны рас-
смотренному при контроле этих соедине-
ний с К-образной разделкой.
Контроль угловых швов объектов
большого диаметра. Примером такого
объекта служит приварка патрубков диа-
метром 730 мм с толщиной стенки 90 мм к
барабан-сепаратору атомной электростан-
ции (рис. 5.18). Требовалось повышение
безопасности объекта, а следовательно,
увеличение объема контроля этого свар-
ного соединения по сравнению с рассмот-
ренными ранее методиками. В.Е. Белым и
др. разработана методика, предусматри-
вающая контроль прямыми и наклонными
преобразователями с различными углами
ввода. Основные схемы контроля - преоб-
разователями с углами ввода 60 и 45° на
частоте 2 МГц (рис. 5.18, а ... в) [427,
докл. ВОЗ]. С учетом повышенной радиа-
ционной опасности обзорный контроль
выполняется с помощью специального
акустического блока по схеме (рис. 5.18,
<)) с последующим исследованием обна-
руженных дефектов при ручном контроле.
Угловые соединения штуцеров
(патрубков) с полным проплавлением
являются частным случаем рассмотрен-
ных выше угловых сварных соединений.
Сложность их контроля обусловлена тем,
что сварной шов проходит по линии
сплавления двух цилиндрических поверх-
ностей: трубы или сосуда большого диа-
метра (основного элемента) и перпенди-
кулярной к нему трубы малого диаметра
(приварного элемента) штуцера или пат-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
587
Рис. 5.19. Схема контроля шва с полным
проплавлением кромок приварке патрубка к трубе
рубка рис. 5.19. Такие сварные соединения
очень распространены в оборудовании
тепловых и атомных электростанций, ус-
тановках химической промышленности.
УЗ-контролю подлежат соединения с пол-
ным проплавлением кромок шва. Штуцер
после сварки механически обрабатывают
изнутри, при этом удаляют неровности
поверхности и подкладные кольца.
Угловые сварные соединения пат-
рубков контролируют наклонным ПЭП с
наружной поверхности. При толщине
стенки привариваемого элемента до 60 мм
контроль ведут наклонным преобразова-
телем со стороны привариваемого элемен-
та прямым и однократно отраженным лу-
чами, а при толщине стенки приваривае-
мого элемента 60 мм и более - только
прямым лучом. При толщине стенки ос-
новного элемента более 12 мм, а также
при приварке штуцера с толщиной стенки
более 60 мм контроль выполняют со сто-
роны основного элемента.
Угловые швы при приварке патруб-
ков внутренним диаметром 300 мм и более
с возможностью доступа внутрь патрубка
сварной шов обязательно контролируют
также с внутренней поверхности патрубка
прямым или РС-преобразователем. Реко-
мендуется также контроль изнутри на-
клонным ПЭП. Параметры преобразовате-
лей выбирают в соответствии с табл. 5.1 и
5.2.
При контроле угловых сварных со-
единений с поверхности штуцера о нали-
чии несплошностей в сварном шве судят
по результатам измерения координат
[289]. При толщине стенки штуцера менее
20 мм о наличии несплошностей в шве
судят по положению преобразователя от-
носительно края валика шва. Для этого
при появлении эхосигнала в рабочей зоне
развертки следует измерить расстояние Ац
от точки ввода преобразователя до ближ-
ней границы выпуклости шва, если эхо-
сигнал на экране расположен вблизи ле-
вой границы рабочей зоны развертки, или
расстояние Х2, если эхосигнал расположен
вблизи правой границы (рис. 5.19, б). Из-
меренные значения Хх и Х2 сравнивают с
соответствующими данными табл. 5.4.
Совпадение измеренных и табличных зна-
чений с точностью ± 5 мм свидетельствует
о наличии дефекта.
При контроле сварных соединений с
толщиной стенки штуцера 20 мм и более
измеряют вертикальную и горизонталь-
ную координаты Y и X отражателя, по ко-
торым определяют его положение в свар-
ном соединении.
588
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
5.4. Положения преобразователей при контроле
угловых сварных соединений штуцеров
Толщина стенки штуцера, мм мм, в секторах Л), мм, в секторах
А-В Б-Г 1-3 и 2-4 А-В Б-Г 1-3 и 2-4
4,5 7 5 5 17 ... 30 17 .. 30 17 . . 30
6,0 10 5 7 20 ... 32 20 .. 32 20 . . 32
9,0 20 15 17 35 ... 50 35 .. 50 35 . . 50
11, 12 25 20 23 45 ... 60 45 .. 60 45 . . 60
16 23 15 20 40 ... 60 40 .. 60 40 . . 60
18 25 17 21 45 ... 60 45 ... 60 45 . . 60
На внутренней поверхности штуцера
после механической обработки могут ос-
таваться мелкие неровности (риски, впа-
дины, бугры), которые могут быть источ-
никами ложных сигналов. Признаками
неровностей внутренней поверхности
штуцера является несоответствие положе-
ния эхосигнала на развертке положению
преобразователя на поверхности штуцера.
Так, если на экране появляется эхосигнал
у левой рабочей зоны развертки, а преоб-
разователь при этом находится в таком
положении, что луч не может попасть в
корень шва, то причиной этого являются
неровности внутренней поверхности.
При контроле сварных соединений с
толщиной стенки штуцера 40 ... 50 мм в
центре секторов Б и Г может появляться
эхосигнал от двугранного угла внутри
трубы. Признаком принадлежности сигна-
ла двугранному углу является то, что он
находится на экране у левой границы ра-
бочей зоны развертки, а преобразователь
при этом вплотную придвинут к выпукло-
сти шва.
Контроль тавровых и угловых со-
единений с неполным проплавлением
кромки. Контроль осложняется тем, что
происходит отражение от двугранного
угла В приварного элемента (рис. 5.20, а),
Рис. 5.20. Возникновение ложных сигналов при контроле угловых (а)
и тавровых (б) сварных соединений с неполным проплавлением
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
589
а также от конца непровара, предусмот-
ренного конструкцией шва. Кроме того, на
конце непровара часто возникает зашла-
ковка А (рис. 5.20, а и б). Дефектом она не
является, но вызывает появление довольно
большого эхосигнала, который трудно
отличить от сигнала от трещины, часто
возникающей на конце непровара.
До настоящего времени не нашла
удовлетворительного решения проблема
контроля угловых швов приварки патруб-
ков с неполным проплавлением корня,
хотя разработан ряд схем контроля.
Для отстройки от ложных сигналов
применительно к сварным соединениям
труб с камерами парового котла в ЦНИ-
ИТмаш И.Л. Гребенник и др. предложен
способ возможно более точного определе-
ния местоположения отражателя в свар-
ном соединении. Для этого применяют
СОП с искусственными дефектами типа
плоскодонного отверстия и зарубки, вы-
деляющие зону непровара, а также наде-
ваемую на экран маску-трафарет с изо-
бражением соединения и хода ультразву-
ковых лучей в нем (рис. 5.21). Несмотря
на удовлетворительные результаты испы-
таний, способ не получил широкого рас-
пространения, так как дефектоскописту
трудно его применять при массовом кон-
троле.
В тавровых сварных соединениях
часто допускается нормированный по ши-
рине непровар. Для определения ширины
непровара рекомендуется сравнивать ам-
плитуду эхосигнала от него с амплитудой
эхосигналов от пазов различной ширины в
СОП (рис. 5.22, а). Используют прямые
PC и PC-преобразователи на поперечных
волнах. Существует также "безэталонный"
способ (А.С Кукли), при котором ампли-
туду эхосигнала от непровара Ua сравни-
вают с амплитудой отражения от донной
поверхности полки Ur,. Пересчет соотно-
шения этих амплитуд в ширину непровара
выполняют по расчетным и эксперимен-
тальным данным (рис. 5.22, б).
А.К. Гурвич и В.А. Щукин экспери-
ментально сравнили три способа измере-
Рис. 5.21. Схема контроля приварки
патрубка с неполным проплавлением корня
с помощью маски на экране
а)
Рис. 5.22. Измерение ширины непровара
с использованием СОП с пазами различной
ширины (а) и кривые для настройки без СОП (б):
1 - эксперимент; 2 - теория
590
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.23. Схемы контроля
нахлесточных соединений:
а - со стороны нижнего листа; б - со стороны
верхнего листа; в - контроль зеркально-
теневым методом (дефект отсутствует);
г - контроль зеркально-теневым методом при
наличии дефекта
преобразователями частотой 2,5 ... 5 МГц,
как правило, со стороны нижнего листа
однократно отраженным лучом по совме-
щенной схеме (рис. 5.23, а). При такой
схеме контроля выявляются трещины,
непровары вертикальной кромки и корня
шва, а также одиночные дефекты по сече-
нию шва.
Угол ввода луча выбирают из соот-
ношений [7]:
- при K\IKi < 1 а = 40°;
-при 1 <К}'К2 < 1,5 а = 50°;
-приЛГ|/А?2 > 1,5 а = 65°.
В случае ограниченной протяженно-
сти основного листа контроль следует вес-
ти преобразователем с максимально
возможным углом ввода, определяемым
по выражению (линейные размеры в мм)
tgamax =(Хтах +20)/(2Я1),
где 20 мм - приблизительный размер пре-
образователя.
Для обеспечения прозвучивания все-
го сечения шва преобразователь переме-
щают в следующих пределах:
= 2Я1 tga ; *пип = 2Я1 tga + •
Рабочий участок развертки, соответ-
ствующий найденным пределам переме-
щения преобразователя, устанавливают по
СОП, показанному на рис. 5.24 в соответ-
ствии с порядком, изложенным выше.
Чувствительность дефектоскопа настраи-
вают по стандартному образцу или стан-
ния величины непровара в угловом свар-
ном шве толщиной около 50 мм: прямым
преобразователем с поверхности по ус-
ловной протяженности, дифракционно-
временным методом по времени прихода
дифракционного сигнала от конца непро-
вара и по интервалу времени пробега вол-
ны, проходящей часть пути как продоль-
ная, а часть - как головная. Наиболее точ-
ным оказался второй способ, а наименее
точным - третий.
Контроль нахлесточных соедине-
ний. УЗ-контроль соединений, сваренных
внахлестку, производится наклонными
Рис. 5.24. СОП для установления рабочего
участка развертки и чувствительности
дефектоскопа при контроле нахлесточных
соединении зеркально-теневым методом
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
591
дартному образцу с искусственными де-
фектами.
Однако данная схема не гарантирует
надежного выявления непровара и не-
сплавления у нижней кромки, Это объяс-
няется тем, что УЗ-луч, попадая на гори-
зонтальный плоский дефект, отражается
под тем же углом и не возвращается на
преобразователь. Для лучшего обнаруже-
ния дефектов, залегающих в зоне кромки
нижнего пояса, рекомендуется дополни-
тельное прозвучивание со стороны верх-
него листа (рис. 5.23, б) преобразователем П
с углом ввода 40° с частотой 2,5 ... 5 МГц.
Для контроля нахлесточных соедине-
ний целесообразно также применять зер-
кально-теневой метод (рис. 5.23, в, г),
обеспечивающий уверенное обнаружение
горизонтальных дефектов. При отсутствии
дефекта УЗ-колебания проходят от излу-
чателя через бездефектное место к прием-
нику и на экране появляется импульс. Ес-
ли в соединении имеется дефект, то ам-
плитуда эхосигнала отсутствует или не-
значительна. При данной схеме контроля
для расстояния X между точками ввода
преобразователей должно строго соблю-
даться условие
X = 2(Н1 + //2)tga .
Для выполнения данного условия
преобразователи закрепляют в держателе,
который позволяет им поворачиваться в
вертикальной плоскости и обеспечивает
тем самым их перемещение на разных
уровнях при постоянном X.
Зона перемещения преобразователей,
при которой возможно прозвучивание все-
го сечения шва, должна быть примерно
равной А?2 (рис. 5.23, а). При отсутствии
дефекта в соединении эхосигнал на экране
дефектоскопа будет исчезать только на
концах установленной зоны поиска (пере-
мещения преобразователя).
Чтобы оценить степень годности из-
делия к эксплуатации, изготовляют СОП в
соответствии с рис. 5.24, но без искусст-
венных дефектов. В нем катет К2 соответ-
ствует допустимому размеру катета. Пре-
образователь устанавливают на СОП и
определяют начало и конец зоны переме-
щения на определенном уровне чувстви-
тельности. Условно за начало и конец зо-
ны перемещения можно принять положе-
ния, при которых амплитуда эхосигнала
снижается в 2 раза по сравнению с макси-
мальной. Если при контроле окажется, что
зона перемещения преобразователей на
сварной конструкции меньше полученной
по образцу, то такое соединение считается
бракованным.
5.1.2.4. Контроль стыковых
продольных сварных соединений
цилиндрических конструкций
Особенность методики ультразвуко-
вого контроля продольных стыковых швов
сварных соединений цилиндрических кон-
струкции состоит в том, что изменяется
направление ультразвуковых лучей отно-
сительно поверхностей сварного соедине-
ния и наплавленного металла. В связи с
этим изменяется путь ультразвука от пре-
образователя до сварного шва. Методика
учета этих обстоятельств разработана в
ЦНИИ "Прометей" [321].
Рис. 5.25. Эквивалентная
толщина плоского сварного соединения для
изделий цилиндрической формы
592
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.26. Эквивалентная толщина
плоского сварного соединения при контроле
продольных сварных швов с наружной
стороны изделий цилиндрической формы
для преобразователей с углами ввода:
а - 65° (7), 50° (2), 40° (5); б - 72° (7), 70° (2),
68° (3); в - 60° (7), 45° (77)
При контроле продольных сварных
швов в изделиях цилиндрической формы
вводят понятие эквивалентной толщины
шва Нпя. Ее определяют с учетом фактиче-
ского пути ультразвука в изделии, исходя
из его кривизны (рис. 5.25). Параметры
контроля (частоту, угол ввода) выбирают,
исходя из эквивалентной толщины шва.
При разработке методики контроля
предварительно выбирают преобразова-
тель по табл. 5.1, исходя из фактической
толщины стенки Н цилиндрической кон-
струкции. Определяют по рис. 5.26 и 5.27
эквивалентную толщину плоского соеди-
нения 7/п1 для выбранного преобразовате-
ля. При контроле со стороны выпуклой
поверхности Нпл > Н, а при контроле со
стороны вогнутой поверхности Нпл < Н.
Уточняют выбор преобразователя по
табл. 5.1, исходя из значения Нт.
На рис. 5.26 штриховыми линиями
указаны граничные значения H/RH, для
которых выбранный преобразователь
обеспечивает контроль всего сечения
сварного шва. Чем меньше угол ввода, тем
больший диапазон HIRH может проконтро-
лировать данный преобразователь. Это
обстоятельство необходимо учитывать
при выборе преобразователя.
В зависимости от отношения H/R„
или H/RBH по табл. 5.5 устанавливают для
каждого из выбранных преобразователей,
к какой области (А, Б или В) значений от-
ношения Н/R при УЗК с наружной и (или)
внутренней стороны принадлежит сварное
соединение. Значения т и п получены
расчетным путем. Если отношение HIR
находится в области А, то контроль свар-
ного соединения осуществляют аналогич-
но контролю плоских конструкций. Если
отношение Н/R находится в области Б, то
возможность контроля всего сечения шва
и зоны перемещения преобразователей
определяют расчетно-графическим спосо-
бом.
При контроле с выпуклой поверхно-
сти чувствительность контроля определя-
ют, исходя из требований ПК и эквива-
лентной толщины сварного соединения
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
593
5.5. Области значений HIR при контроле стыковых продольных сварных
соединений цилиндрических конструкций
Угол ввода, ° А Б В
Н/R от 0 до т Н/R от /и до и Н/R свыше п
40 0... 0,188 0...0,526 0,188 ...0,375 0,526 и более 0,375
45 0-0,140 0...0.322 0,141 ...0,293 0,323... 1,0 0,293
50 0-0,104 0...0,208 0,104-0,234 0,208 и более 0,234
60 0-0,052 0... 0,089 0,053-0,134 0,089... 1,0 0,134
65 0...0,035 0...0,057 0,036-0,094 0,057 и более 0,094
68 0-0,026 0-0,042 0,027-0,073 0,042 и более 0,073
70 0...0,021 0-0,034 0,022 ...0,060 0,034 и более 0,060
72 0...0,017 0-0,027 0,018 ...0,049 0,034 и более 0,049
Примечание. Верхнее значение (числитель) соответствует контролю с выпуклой поверх-
ности, нижнее (знаменатель) - контролю с вогнутой поверхности.
Нпл. При контроле с вогнутой поверхности
выбранными преобразователями чувстви-
тельность определяют исходя из истинной
толщины соединений Н, но настраивают
ее для глубины, соответствующей эквива-
лентной толщине изделия Нт, определяе-
мой по рис. 5.27.
Если отношение Н/R находится в об-
ласти В, то при определении контроледо-
ступности следует учесть, что контроль
всего сечения шва с наружной стороны
невозможен В этом случае контроль всего
сечения шва может быть обеспечен путем
удаления валика шва и его прозвучивания
с наружной и внутренней сторон соедине-
ния, что должно быть проверено расчетно-
графическим способом.
Если контроль возможен, то при вы-
боре его параметров следует учесть сде-
ланные ранее указания. Для определения
координат дефектов в сечении шва глуби-
номер дефектоскопа следует настраивать в
расстояниях по лучу. Для контроля по
выпуклой поверхности рекомендуется
пользоваться графиками из разд. 3.2.1.
При выполнении УЗК сварных соедине-
ний цилиндрических конструкций реко-
мендуется использовать опору или про-
точку (сопряжение поверхностей), как
указано в разд. 3.3.1.1.
Пример 5.2.
Определить параметры контроля с наруж-
ной поверхности продольного сварного шва ци-
линдрического изделия диаметром 2Я„ = 200 мм с
толщиной стенки // = 15 мм.
Отношение H/R„ = 15/100 = 0,15. По графи-
ку рис. 5.26, а находим, что контроль всей толщи-
ны сварного соединения обеспечивается преобра-
зователем с углом ввода 50° (кривая 2), поэтому
применяем этот преобразователь. Значению
///Я„ = 0,15 соответствует H„„/RH = 0,19. Отсюда
следует, что эквивалентная толщина Н„л =
= 0,19100 = 19 мм. По табл. 5.5 находим, что для
преобразователя с углом ввода 50° значение
H/R„ = 0,15 относится к области Б, это указывает,
что необходима корректировка чувствительности.
594
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.27. Эквивалентная толщина плоского сварного соединения при контроле
продольных сварных швов с внутренней стороны изделий цилиндрической формы
для преобразователей с углами ввода:
а - 40° (/), 50° (2), 65° (2) 68° (4), 70° (5), 72° (б); б - 60° (7), 45° (II)
Из табл. 5.3 следует, что толщине 15 мм соответ-
ствует браковочный уровень чувствительности
2,5 мм2, а толщине 19 мм - 5 мм2 На чувстви-
тельности 2,5 мм2 следует выполнять контроль с
повышением на 12 дБ для перехода от браковоч-
ного к поисковому уровню.
5.1.2.5. Контроль сварных
соединений сферических изделий
Задвижки трубопроводов большого
диаметра, рассчитанных на высокое дав-
ление, например трубопроводов атомных
и тепловых электростанций, имеющие
корпус сферической формы, выполняют
сварными. В.М. Ушаковым (ЦНИИТмаш)
разработана методика контроля таких
сварных соединений [321].
Методика определяет порядок и тех-
нологию ультразвукового контроля диа-
метральных сварных соединений сфериче-
ских корпусов задвижек из сталей марок
15ГС, 15Х1МФ, 12Х1М1Ф с внешними
диаметрами 2R от 135 до 450 мм и толщи-
ной стенок Я от 20 до 72 мм (диаметр
условного прохода Ду-100, -125, -150,
-175,-200, -250 и-300 мм).
Схема контроля рассчитана таким
образом, чтобы обеспечить перпендику-
лярное или почти перпендикулярное па-
дение оси ультразвукового пучка на гра-
ницу разделки шва. Это обеспечивает
наилучшую выявляемость наиболее опас-
ных дефектов типа вертикальных трещин
и непроваров.
Для контроля применяются наклон-
ные преобразователи типа ИЦ-1, ПНЦ,
ПРИЗ, с углом ввода а = 40 и 50° на час-
тоту 2,5 МГц. Перед контролем обрабаты-
вают контактную поверхность призмы
преобразователя так, чтобы она согласо-
вывалась со сферической поверхностью
задвижки. Обработку проводят на коорди-
натном станке сверлом диаметром не
меньше 40 мм. Предварительно сверло
затачивают так, чтобы радиус режущих
кромок был равен радиусу R сферической
внешней поверхности корпуса. Радиусы
обработанной контактной поверхности
призм и режущих кромок могут быть так-
же меньше радиуса сферической поверх-
ности контролируемого изделия, но не
более чем на 15 мм.
Перед обработкой проводят разметку
призм. Для этого находят и отмечают на
боковой поверхности точку О выхода лу-
ча. Переносят найденную точку выхода
луча с боковой на контактную поверх-
ность, для этого на контактной поверхно-
сти проводят отрезок, проходящий через
точку О выхода луча и перпендикулярной
к боковой поверхности. Проведенный на
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
595
контактной поверхности отрезок делят
пополам и через точку деления (точку О '
выхода) проводят прямую, перпендику-
лярную к отрезку (т.е. перпендикулярную
также к передней грани преобразователя).
Таким образом находят истинную точку
выхода (см. разд. 3.3.1.1, второй способ,
на рис. 3.29) и осевую плоскость преобра-
зователя.
На проведенной прямой находят точ-
ку соприкосновения призмы со сверлом.
Для этого от точки О' в направлении, про-
тивоположном передней грани, отклады-
вают отрезок, равный 3,0 мм, для преобра-
зователя с углом ввода 40° и 1,0 мм для
преобразователя с углом ввода 50°. Перед
обработкой преобразователь устанавли-
вают так, чтобы контактная поверхность
была горизонтальной, и точку соприкос-
новения сверла совмещают с поверхно-
стью призмы в точке, найденной ранее.
При обработке на станке сверло уг-
лубляют в призму преобразователя с уг-
лом ввода 40° на глубину 5 = 2,0 мм при
R = 70 ... 200 мм включительно и
5 = 1,0 мм при R > 200 мм. Для преобразо-
вателя с углом ввода 50° заглубление
5 = 1,2 мм не зависит от R.
После обработки контактной поверх-
ности определяют насколько отклонилась
точка выхода лучей по сравнению с най-
денными для плоской поверхности. Для
этого используют СО-3 и СО-2 при кон-
такте через толстый слой машинного или
трансформаторного масла. Точку выхода
отмечают на обеих боковых поверхностях
преобразователя.
Для настройки используют СОП, из-
готовленные по рис. 5.28. Параметры СОП
рассчитывают по формулам
<р = arccosfsin а/(1 - /г’/л)]. (5.12)
Z_
R
. sin а
arcsin -------
[l-h'/R
ла
180
(5.13)
Для задвижек, указанного выше сор-
тамента, параметры СОП указаны в
табл. 5.6. Диаметр d плоскодонных отра-
жателей выбирают в соответствии с тре-
Рис. 5.28. СОП для настройки
дефектоскопа при контроле сварных
соединений сферических задвижек
бованиями ПК или другого нормативного
документа.
После обработки контактной поверх-
ности призм преобразователей дополни-
тельно определяют соответствие углов
ввода (с помощью измерения расстояние
Zo) по данным таблицы. Для этого уста-
навливают преобразователь на соответст-
вующий образец (см. рис. 5.28) и находят
максимальный эхосигнал от плоскодонно-
го отверстия с наибольшим диаметром,
расположенного на максимальной глуби-
не. Определяют расстояние (по сфериче-
ской поверхности) Zq от точки ввода пре-
образователя до торца (передней грани)
образца. Сравнивают измеренное значение
Zo с указанным в табл. 5.6. Преобразова-
тель допускается к применению, если из-
меренное расстояние Zq не отличается от
значения Zq, приведенного в таблице, бо-
лее чем на ± 3 мм. В противном случае
преобразователь следует заменить.
В процессе контроля в начале и кон-
це смены проверяют пригодность преоб-
разователя в соответствии с указанной
596
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
5.6. Параметры СОП для контроля сварных соединений корпусов задвижек
Параметр Угол ввода а, 0
40 50
Диаметр условного прохода Ду, мм
100 ... 150 175 ... 200 250 100 ... 150 175 ... 200 250
R, мм 135 230 250 135 230 250
Н, мм 30 45 72 30 45 72
Ф.° 30 33 25 14 32 7
У, ° 7 7 7 7 7 7
Zo, мм 46 73 118 58 80 150
1, мм 28 48 70 26 42 60
процедурой. Если в конце смены обнару-
жена непригодность преобразователя, то
все проконтролированные за смену корпу-
са задвижек должны быть проконтролиро-
ваны заново. В процессе контроля призмы
преобразователей стачиваются и изменя-
ется угол ввода, поэтому для его стабили-
зации рекомендуется использовать преоб-
разователи со вставками (пьезоэлемента-
ми, разъемами и др.), имеющими возмож-
ность перемещаться по поверхности призмы.
Контроль проводят сканированием
преобразователем по сферической по-
верхности. Параметр шероховатости по-
верхности должен быть не хуже Rz = 40 мкм.
Ширина подготовленной под контроль
зоны с каждой стороны шва выполняется в
соответствии с требованиями карт кон-
троля.
Дефектоскопы без цифрового пред-
ставления измерения координат рекомен-
дуется снабжать координатными линей-
ками со шкалами для определения глуби-
ны h дефекта и расстояния Z (по поверх-
ности сферы). Настройку глубиномера и
скорости развертки дефектоскопов прово-
дят в соответствии с инструкцией по экс-
плуатации по плоскодонным отражателям
в СОП. Не допускается использование
преобразователей, если измеренные зна-
чения h и Z отличаются от истинных зна-
чений h и Z отражателей в СОП более чем
на ± 2 мм.
Настройку чувствительности дефек-
тоскопа проводят по плоскодонным отра-
жателям в СОП. Браковочный уровень
(максимально допустимую эквивалентную
площадь) устанавливают по отражателям
в СОП (см. рис. 5.28) с наибольшей пло-
щадью. В процессе контроля некалибро-
ванные регуляторы дефектоскопа должны
оставаться в неизменных положениях,
установленных при настройке. Измерение
амплитуд проводят аттенюатором. Кон-
троль проводят прямым лучом с двух сто-
рон сварного соединения двумя преобра-
зователями с углом ввода 40 и 50°. При
обнаружении несплошности ее измерен-
ные характеристики следует сравнивать с
характеристиками от плоскодонного от-
ражателя, расположенного на глубине,
наиболее близкой к глубине расположения
обнаруженной несплошности.
5.1.2.6. Контроль швов,
выполненных электронно-лучевой
сваркой
Сварку выполняют электронным лу-
чом, оплавляющим кромки деталей. Зазор
между деталями делают очень узким, ше-
роховатость поверхностей - не хуже
Rz = 20 мкм. Наиболее часто встречаю-
щийся дефект - непровар, возникающий в
результате отклонения луча, т.е. его ухода
из зазора между деталями. Такой непровар
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
597
имеет очень гладкие поверхности, поэто-
му его надежное обнаружение возможно
только при регистрации зеркально отра-
женных лучей, например по схеме тандем.
Контроль совмещенным преобразовате-
лем, лучом, наклонно падающим на раз-
делку шва (например, по схемам, показан-
ным на рис. 5.1), малоэффективен.
В [425, с. 245/606] предлагается ме-
тодика и иммерсионная установка для
контроля швов, выполненных электронно-
лучевой сваркой поршней двигателей
внутреннего сгорания. Схема контроля
представлена на рис. 5.29. Преобразовате-
ли У ... 5 контролируют сварные швы, по-
казанные жирными линиями. Важно отме-
тить, что продольные волны падают пер-
пендикулярно швам, так как при наклон-
ном падении дефекты электронно-лучевой
сварки (непровары) выявляются очень
плохо. Преобразователь 6 контролирует
поперечными волнами зону основного
металла вблизи канала охлаждения.
5.1.3. Контроль сварных соединений и
покрытий не из углеродистых сталей
5.1.3.1. Контроль аустенитных
сварных соединений
Аустенит - высокотемпературная ал-
лотропическая модификация сплава желе-
за с углеродом. Благодаря легирующим
добавкам эта структура сохраняется при
комнатных температурах. Аустенитная
сталь не ржавеет, не обладает ферромаг-
нитными свойствами.
Сварные соединения из сталей аусте-
нитного класса имеют крупнозернистую
анизотропную структуру. Гранецентриро-
ванные кристаллы аустенита начинают
расти перпендикулярно кромке сварного
шва и по мере заполнения шва растут
вдоль направления теплоотвода, т.е. пер-
пендикулярно границе расплавленного
металла. При нанесении последующего
валика шва в нем продолжается рост кри-
сталлитов от предыдущего валика (явле-
ние эпитаксиалъностй). В результате воз-
никают столбчатые кристаллиты, прохо-
Рис. 5.29. Схема контроля поршня
двигателя внутреннего сгорания
(представлена правая верхняя часть
поршня)
дящие через все валики шва - транскри-
сталлитная структура (см. разд. 7.8).
В зависимости от направления волн в
кристалле скорость звука существенно
меняется [5]: до ± 15 % для продольных
волн; до ± 35 % для поперечных волн с
вертикальной поляризацией; до ± 20 % для
поперечных волн с горизонтальной поля-
ризацией. Меняется также коэффициент
затухания волн. Вследствие транскристал-
литной структуры изменение акустиче-
ских свойств наблюдают для всего на-
плавленного металла шва. Он весь стано-
вится анизотропным. Это существенно
отличает такой шов от изотропной (в боль-
шом объеме) крупнозернистой среды со
случайной ориентацией зерен, рассмот-
ренной в разд. 2.2.3.5.
Анизотропия сварного шва приводит
к тому, что направление вектора фазовой
скорости, задаваемой углом призмы ПЭП,
отличается от направления вектора груп-
повой скорости, которая определяет на-
правление распространения импульса (см.
разд. 1.1.3). В результате, по расчетам
J.A. Ogilvy [396], возникает рефракция,
направление лучей искривляется (лучи
отклоняются в сторону максимального
598
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.30. Изменение направления лучей
в аустенитном сварном шве по результатам
расчетов: угол ввода 60°, угол между
соседними лучами 6°:
а - продольная волна; б - вертикально;
в - горизонтально поляризованные поперечные
волны
значения фазовой скорости), пучок лучей
деформируется (рис. 5.30): в области мак-
симального значения фазовой скорости
концентрация энергии уменьшается, а в
области минимального значения - увели-
чивается. Это очень мешает определению
координат и размеров дефектов (как по
амплитудному признаку, так и по переме-
щению преобразователя), вызывает появ-
ление ложных донных сигналов. Направ-
ление лучей к донной поверхности вызы-
вает появление отраженных от нее лож-
ных сигналов.
С.П. Горная и Н.П. Алешин рассчи-
тали кристаллическую структуру аусте-
нитного сварного соединения в зависимо-
сти от параметров сварки [427, докл. Б09].
С учетом этой структуры рассчитаны на-
правление переноса энергии упругих волн
в соединении, коэффициенты прохожде-
ния границы сплавления шва, пути УЗ-
лучей в сварном соединении, их затуха-
ние, интенсивность обратно рассеянных
волн в зависимости от угла ввода и поло-
жения преобразователя. В частности, реф-
ракция вертикально поляризованных по-
перечных волн для реально контролируе-
мых сварных соединений оказалась суще-
ственно меньшей, чем на рис. 5.30.
В процессе УЗ-контроля аустенитных
сварных швов на той же чувствительно-
сти, на которой проводится контроль
сварных соединений перлитных сталей,
фиксируется много ложных сигналов, от-
ношение полезный сигнал/помеха часто
близко к единице или меньше ее, затухание
ультразвука велико. Коэффициент затуха-
ния продольных волн 0,1 ... 0,45 дБ/мм. В
ряде случаев контроль оказывается невоз-
можным из-за того, что УЗ-волны, сильно
затухая и рефрагируя, не проникают в ме-
талл шва.
Основными факторами, влияющими
на прохождение и рассеяние УЗ-волн в
аустенитном сварном шве, являются: раз-
мер зерна (точнее, размеры кристаллитов
аустенита), направленность роста кри-
сталлитов аустенита, содержание феррита
и распределение его по сечению шва, со-
держание карбидов и их распределение,
интерметаллиды, микрорыхлоты и микро-
трещины, размер зерна в околошовной
зоне (зоне термического влияния).
Рассеяние ультразвука при контроле
аустенитных сварных швов происходит на
границах кристаллитов и на границе ос-
новного и наплавленного металла. Напри-
мер, интенсивные сигналы наблюдают от
двугранного угла, образуемого границей
разделки основного и наплавленного ме-
талла и поверхностью соединения.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
599
5.7. Рекомендуемые способы УЗ-контроля аустенитных сварных швов
Способ Диапазон ТОЛЩИН, мм Параметры контроля Особенности
контроля Частота, МГц Угол ввода, ° Отражатель контроля
Поперечными волнами 2 .. 10 5,0 70 . . 75 Зарубка 1 х 2 мм2 Обычные или специальные РС-преобра- зователи
Продольными волнами 10 и более 1,8 ... 2,5 50 . . 70 Боковое отверстие 0 3 мм Специальные РС-преобра- зователи
Двухчастот- ный способ 6 .. .40 1,2 ... 4 60 . . 70 Плоскодонное отверстие 0 2 ... 3 мм Специальная
Акустическая голография 10 . .. 60 2,5 45 . . 70 аппаратура
Несмотря на отмеченные выше отли-
чия анизотропной структуры от изотроп-
ной, для контроля аустенитных сварных
соединений пригодны многие рекоменда-
ции, данные в разд. 2.2.4.5. Порог чувст-
вительности (т.е. минимальную величину
фиксируемого искусственного отражате-
ля) при высоком уровне структурных по-
мех также снижают тремя путями. Первый
заключается в выборе оптимальных пара-
метров контроля, второй - в применении
статистических методов обнаружения сиг-
налов на фоне структурных помех, третий -
в компьютерной обработке сигналов и
помех. Применяют РС и фокусирующие
преобразователи, продольные волны, так
как затухание для них в несколько раз
меньше, чем для поперечных, а также
меньше анизотропия скорости (см. рис.
5.30, а). Перспективно также применение
поперечных волн с горизонтальной поля-
ризацией, для которых анизотропия мала
(см. рис. 5.30, в), но их можно возбудить и
принять, как правило, ЭМА-способом.
Для дефектоскопии аустенитных
сварных швов рекомендуются способы
контроля, приведенные в табл. 5.7 (табли-
ца дополнена авторами книги) [98]. При
однопроходной сварке швов толщиной
10 мм и менее происходит быстрое осты-
вание расплавленного металла, что спо-
собствует измельчению зерен. В результа-
те толщины до 10 мм часто (но не всегда)
удается контролировать сильно демпфи-
рованными наклонными преобразователя-
ми поперечных SV-волн. Контроль соеди-
нений труб проводят притертым совме-
щенным или PC-преобразователями попе-
речных волн с углом ввода 70 + 5° на час-
тоте 5 МГц. Обычно контролю подверга-
ют только корневую часть шва, прозвучи-
вание которой осуществляют прямым лу-
чом. Как отметил В.М. Ушаков, необхо-
димо обращать внимание на возможную
вариацию скорости в основном металле,
которая может достигать 10 %. Это суще-
ственно изменяет угол ввода. Рекоменду-
ется выполнять измерение скорости перед
началом контроля и корректировать угол
600
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.31. СОП для контроля
аустенитных сварных швов
призмы преобразователя. Если измерение
скорости поперечных волн с, затрудни-
тельно, можно измерить скорость про-
дольных волн Ci и рассчитать по формуле
с, = 0,547с(.
Толщины более 10 ... 20 мм контро-
лируют продольными и головными вол-
нами, хотя некоторые виды соединений
удается контролировать поперечными вол-
нами. Использованию продольных волн
мешает присутствие поперечных волн,
возбуждаемых одновременно с продоль-
ными и возникающих в результате транс-
формации продольных волн при отраже-
ниях. Это накладывает на методику кон-
троля продольными волнами ряд ограни-
чений. Необходимо точно стробировать
зону контроля, чтобы выделить время
прихода импульсов продольных волн.
Нельзя пользоваться однократно отражен-
ным лучом для контроля верхней части
шва, так как при отражении от нижней
поверхности соединения продольные вол-
ны в значительной степени трансформи-
руются в поперечные. Приходится зачи-
щать верхний валик, чтобы проверить весь
металл шва. По этой же причине для про-
дольных волн слабо проявляется угловой
эффект (см. разд. 2.2.2.3), помогающий
обнаруживать дефекты вблизи наружной и
внутренней поверхностей. Для риски глу-
биной 2 мм и угла ввода 45° коэффициент
G для продольных волн в 9 раз меньше,
чем для поперечных.
Ю.Н. Козин [426, докл. 4.26] сообща-
ет об успешном опыте контроля аустенит-
ных сварных швов из стали 08Х18Н10Т
толщиной до 40 мм разработанными и
изготовленными МГТУ РС-преобразова-
телями продольных волн на частоту
2 МГц с углами ввода 60 и 70° и углом
схождения 14°. Амплитуда отражения от
плоскодонного отверстия площадью 7 мм
превышала уровень структурных помех на
6 дБ и более. Вероятность обнаружения
дефектов, эквивалентных такому плоско-
донному отверстию, по всей толщине шва
90 % и более.
Методика контроля сварных соеди-
нений из сталей аустенитного класса тол-
щиной 20 ... 60 мм предлагается в [323].
Она предусматривает использование про-
дольных волн. Возможно также примене-
ние поперечных волн, если при этом удов-
летворяются сформулированные далее
признаки контролепригодности. Для излу-
чения и приема продольных и головных
волн используют прямые и наклонные
(типа дуэт) PC-преобразователи. Верхний
валик шва снимают заподлицо. Точку вы-
хода и угол ввода преобразователей опре-
деляют на образцах подобных СО-3 и
СО-2А. Последний изготовляют из аусте-
нитной мелкозернистой стали (например,
из основного металла). По сравнению с
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
601
образцами СО-3 и СО-2А по ГОСТ 14782
их ширину увеличивают от 30 до 90 мм,
когда предполагается использование РС-
преобразователей типа дуэт.
Контролепригодность (т.е. возмож-
ность УЗ-контроля) швов толщиной 4,4 ...
9,5 мм, согласно [323], проверяют по вы-
явлению зарубки глубиной 1 мм и шири-
ной 2 мм волнами, проходящими через
наплавленный металл. Максимальная ам-
плитуда эхосигнала от зарубки должна
превосходит уровень структурных помех
на 6 дБ или больше. Если амплитуда эхо-
сигнала от зарубки превосходит уровень
структурных помех менее чем на 6 дБ, то
увеличивают размеры зарубки до глубины
1,5 мм и ширины 3 мм. Если и в этом слу-
чае амплитуда эхосигнала от зарубки пре-
восходит уровень структурных помех ме-
нее чем на 6 дБ, то данный сварной шов
считается неконтролепригодным с исполь-
зованием описанной методики.
Для проверки контролепригодности
более толстых швов используют СОП тол-
толщиной, равной номинальной толщине
сварного соединения, со сварным швом,
аналогичным реальному. В середине и
зоне сплавления шва изготовляют шесть
сквозных боковых отверстий диаметром
3 мм на разной глубине (рис. 5 31). Отвер-
стия 1 ... 3 используют при контроле на-
клонными РС-преобразователями, 1,4, 5 -
при контроле прямыми РС-преобразо-
вателями, 6 — при контроле головными
волнами. Длина образца L = 250 мм при
толщине соединения 20 ... 40 мм и
350 мм при толщине 40 ... 60 мм.
По СОП проверяют контролепригод-
ность конкретного сварного соединения
по следующей методике. Первое условие
контролепригодности - эхосигналы от
отверстий 3 и 5 (рис. 5.32) при использо-
вании объемных волн должны быть не
менее чем на 6 дБ больше уровня струк-
турных помех. Сигнал от отверстия 3 по-
лучают, направляя УЗ через наплавленный
металл. Уровень помех определяют как
максимальный импульс из полученных не
менее чем в 10 точках шва.
Направление перемещения
преобразователя
Изображение на экране ЭЛТ
Рис. 5.32. Схема определения первого
показателя контролепригодности
аустенитного сварного шва
Второй признак контролепригодно-
сти - изменение направления акустиче-
ской оси наклонного преобразователя дол-
жно быть меньше чем на 5°. Проверку
отклонения осуществляют зеркально-тене-
вым методом по схеме рис. 5.33 по поло-
жению преобразователей, соответствую-
щему максимуму эхосигнала, при прохо-
ждении лучей в основном металле (как на
рисунке) и в наплавленном (и частично в
основном) металле.
Для избежания ошибки, связанной с
возможным приемом трансформирован-
ной при отражении от донной поверхно-
сти волны, необходимо предварительно
рассчитать приближенное расстояние Ц
по формуле L} = 2Н tga, где Н - толщина
стенки ОК, а - угол ввода, определенный
на образцах, подобных СО-2 и СО-3.
Преобразователи устанавливают на рас-
стоянии Е|, а затем, изменяя расстояние
между ними на 3 ... 5 мм, добиваются
максимальной амплитуды эхосигнала.
Измеряют уточненное расстояние Ц и
рассчитывают угол распространения УЗ
602
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.33. Схема определения второ- Вид в плане
го показателя контролепригодности
аустенитного сварного шва 7
по формуле
а' = arctg(Z1/2//).
Перемещают преобразователи так,
чтобы УЗ частично проходил через на-
плавленный металл и повторяют измере-
ние угла а'. Если разность измеренных
углов а' на основном металле и основном
и частично наплавленном металлах пре-
вышает 5°, данное сварное соединение
считают неконтролепригодным.
Настройку чувствительности при
контроле продольными (или поперечны-
ми) волнами также выполняют по СОП
(см. рис. 5.31). При контроле сварных со-
единений толщиной 10 ... 19,5 мм прямым
и наклонным преобразователями чувстви-
тельность настраивают по отверстию 2.
При контроле сварных соединений тол-
щиной 20 ... 60 мм наклонным преобра-
зователем чувствительность настраивают
по отверстию 3, а прямым преобразовате-
лем - по отверстию 5. Отверстия озвучи-
вают со стороны наплавленного металла,
добиваются получения максимальной ам-
плитуды эхосигнала и фиксируют показа-
ния аттенюатора, при котором амплитуда
достигает стандартного уровня (30 ±
5 мм) по высоте экрана. Это уровень фик-
сации. Затем аттенюатором повышают
чувствительность на 6 дБ, устанавливая
поисковый уровень.
При контроле головными волнами
настройку чувствительности выполняют,
устанавливая преобразователь со стороны
наплавленного металла так, чтобы его пе-
редняя грань находилась над центром от-
верстия 6, расположенного на глубине
7 мм в СОП (рис. 5.34). Затем перемещают
преобразователь до получения макси-
мальной амплитуды эхосигнала от боко-
вой поверхности отверстия. Регуляторами
усиления дефектоскопа доводят его ам-
плитуду до стандартного уровня. Это уро-
Рис. 5.34. Схема настройки
чувствительности при контроле
аустенитного сварного шва головными
волнами:
1 - первоначальное положение преобразователя;
2 - положение преобразователя при
максимальном эхосигнале от отверстия в СОП
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
603
вень фиксации. Затем аттенюатором по-
вышают чувствительность на 6 дБ, уста-
навливая поисковый уровень.
Достигнутый уровень чувствительно-
сти для каждого преобразователя фикси-
руют относительно эхосигнала от СО-2
или подобного образца. В документах по
результатам контроля отмечают этот уро-
вень чувствительности, а также диаметр
отверстий, по которым выполнялась на-
стройка чувствительности.
Контроль продольными (или попе-
речными) волнами наклонными преобра-
зователями выполняют, перемещая преоб-
разователи по основному и наплавленно-
му металлу, направленными поперек шва
с двух сторон от него, а также вдоль оси
шва (рис. 5.35) для проверки на попереч-
ные трещины. При невозможности досту-
па контроль проводят с одной стороны
шва. Контроль повторяют с разворотом
преобразователя на углы ±15°. Шаг скани-
рования - не более половины размера пье-
зоэлемента all. Прозвучивают наплавлен-
ный металл шва и зоны термического
влияния.
Контроль головными волнами прово-
дят, направляя волны поперек оси шва.
Преобразователь перемещают по наплав-
ленному металлу и по основному металлу
на расстоянии до 20 ... 25 мм от кромок.
Контроль прямым РС-преобразова-
телем проводят, перемещая его по наплав-
ленному металлу и основному металлу на
расстоянии до 20 мм от кромок. Экран
между излучателем и приемником должен
находится в положении, перпендикуляр-
ном оси сварного шва. Одновременно с
наблюдением за появлением эхосигналов
от дефектов наблюдают за ослаблением
донного сигнала (зеркально-теневой ме-
тод). Признаком дефекта является ослаб-
ление донного сигнала до уровня фикса-
ции эхометода. Контроль зеркально-
теневым методом выполняют только при
возможности получения донного сигнала
на бездефектном ОК.
Для найденных несплошностей опре-
деляют координаты и максимальную ам-
Рис. 5.35. Схема сканирования
аустенитного сварного соединения:
а - продольное сканирование; б - поперечное
сканирование; в - разворот преобразователя
при продольном и поперечном сканировании
плитуду эхосигнала. Ее сравнивают с мак-
симальной амплитудой эхосигнала от бо-
кового отверстия, наиболее близкого к
несплошности по глубине залегания и
траектории УЗ-волн (через наплавленный
металл или через основной металл).
Если в процессе контроля какого-
либо участка сварного шва наблюдается
высокий уровень сигналов с характерны-
ми признаками структурных помех, то его
проверяют на контролепригодность. Если
участок признается неконтролепригод-
ным, то в заключении по результатам кон-
троля отмечается его местоположение и
длина.
В рекомендациях Международного
института сварки (МИС) предлагается
методика контроля [372], близкая к рас-
смотренной выше. Настройку чувствитель-
604
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.36. Образец толщиной 20 мм с искусственными дефектами:
а - схема; б - сечение А-А; в - сечение В-В; г - сечение С-С;
1, 3, 5, 6,11,12 - отверстия; 2,8, 9 - канавки. Диаметр каждого отверстия 3 мм
ности и ВРЧ осуществляют по образцу с
боковыми отверстиями диаметром 3 мм и
рисками глубиной 0,5 и 1 мм, подобному
показанному на рис. 2.62. Окончательную
настройку чувствительности выполняют
на образце из аустенитного шва контроли-
руемого типа, в котором сверлят боковые
отверстия по границе основного и наплав-
ленного металлов через 20 мм по глубине
толщины шва, располагая преобразователь
как со стороны основного металла, так и
со стороны шва.
Отметим разработки, направленные
на улучшения возможностей УЗ-контроля
аустенитных сварных соединений. Отме-
чается важность выбора оптимального
угла ввода поперечных волн. По исследо-
ваниям В. М. Лантуха, наибольшее отно-
шение сигнал/помеха достигается, когда
угол между акустической осью и зоной
сплавления лежит в пределах 80 ... 90° или
130 ... 150°. По рекомендациям Н.П. Алеши-
на и других, оптимален угол между аку-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
605
Рис. 5.37. Диаграммы направленности для преобразователей продольных волн
на основе фазированных решеток с различными углами ввода. На оси ординат - высота
эхосигнала; на оси абсцисс - угол преломления а'
стической осью и осями столбчатых кри-
сталлов аустенита 45° [5]. При контроле
толстых швов (40 мм и более) применяют
несколько разных РС-преобразователей
продольных или поперечных волн с
уменьшающимися углами ввода и увели-
чивающимся расстоянием от преобразова-
теля до точки фокуса с увеличением глу-
бины контролируемого слоя.
Один из перспективных способов
контроля аустенитных сварных швов -
двухчастотный, разработанный В.В. Гре-
бенниковым и др. [98]. Дефектами счита-
ются только отражатели, дающие эхосиг-
нал на двух частотах, отличающихся в 1,5
раза. Для реализации этого способа необ-
ходимы аппаратура и преобразователи,
обеспечивающие требуемую вариацию
частоты без смены преобразователя. Ис-
пытания двухчастотного способа на ре-
альных дефектах показали, что в сварных
соединениях толщиной 8 ... 40 мм из ста-
ли 1Х18Н9Т им было выявлено 85 %
имевшихся одиночных пор, 83 % цепочек
пор и 100 % непроваров. При корректи-
ровке норм оценки удается добиться сов-
падения с радиографическим контролем.
Развитие двухчастотного способа -
двухмодовый способ, согласно которому
дефектами считаются только отражатели,
дающие эхосигнал при контроле и про-
дольными, и поперечными волнами [426,
докл. 4.25].
В [425, с. 365/176] предполагалось
выбирать оптимальные преобразователи
из 40 типов преобразователей различных
фирм (Krautkramer, Karl Deutsch, Leman,
Simens, и др.). По результатам исследова-
ний отобрано 7 преобразователей, у кото-
рых наивысшее соотношение сиг-
нал/помеха (больше 18 дБ), наименьшее
ослабление сигнала при прохождении че-
рез шов, наименьшая мертвая зона и ста-
бильный угол ввода, равный 45°.
Для отбора использовали образцы
толщиной 20 мм со сварными швами, от-
ражатели типа боковых цилиндрических
отверстий диаметрами 3 мм и канавок
глубиной 1 ... 3 мм (рис. 5.36). Лучшие
результаты получены на преобразовате-
лях: типа 3XW с композитным пьезоэле-
ментом на частоту 2,25 МГц, работающем
на продольных волнах, и MWB SV на час-
тоту 4 МГц, работающем на поперечных
волнах. Для них отношение сигнал/помеха
было 28 ..30 дБ. Попутно сделан вывод,
что и другие преобразователи на попереч-
ные волны с композитными пьезоэлемен-
тами также дают хорошие результаты.
606
Глава 5 КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.38. Контроль аустенитного
шва с трансформацией волн:
О - точка ввода преобразователя
В [425, с. 674/192] сообщается о раз-
работке фазированных решеток для
контроля аустенитных сварных соеди-
нений. Требовалось заменить наклонные
PC-преобразователи для излучения и при-
ема продольных волн одним наклонным РС-
преобразователем с призмой и ФР. Стави-
лась задача, чтобы при различных углах
ввода главный лепесток оставался прибли-
зительно постоянным, а угловое расстоя-
ние между главным лепестком и боковы-
ми лепестками было не меньше, чем меж-
ду главным лепестком и возбуждаемой
поперечной волной.
Размер корпуса разработанных фази-
рованных решеток был 25 х 25 мм, часто-
та 3 МГц. Для излучения и приема про-
дольных волн использовались разные ре-
шетки, состоящие из 12 элементов каждая.
Размер отдельного элемента -2x6 мм.
Конструкция была подобна преобразова-
телю с композитным пьезоэлементом. На
рис. 5.37 показаны диаграммы направлен-
ности для фазированных решеток с раз-
личными углами ввода. Различие макси-
мальных амплитуд эхосигналов при раз-
личных углах составляло не более 3 дБ.
Исключение составил преобразователь с
углом ввода а = 70°.
Эффективность работы преобразова-
телей типа фазированных решеток прове-
рялась на искусственных дефектах типа
рисок глубиной 2 ... 7 мм, выполненных
на внешней и внутренней поверхностях
сварных образцов. Преобразователем с
углом ввода 45° выявлялись все риски с
отношением сигнал/помеха 16 дБ, а при
угле 70° плохо выявлялись риски при про-
хождении лучей через наплавленный ме-
талл шва.
Явление трансформации волн ис-
пользуют для расширения возможности
контроля [419]. При угле ввода продоль-
ной волны а, = 64 ... 70° образуется до-
вольно интенсивная поперечная волна
(рис. 5.38, а). При ее падении на донную
поверхность под углом а, ~ 20 ... 26° про-
исходит практически полная трансформа-
ция поперечной волны в продольную.
Продольная волна отражается под углом
а/ ® 65°. Предположим, что далее про-
дольная волна падает на вертикальный
дефект, зеркально отражается от него как
продольная волна и принимается тем же
преобразователем. Возникает ситуация,
когда (как в методе тандем-Т) происходит
зеркальное отражение от дна и дефекта, но
с трансформацией типов волн, причем
излучает и принимает волны один преоб-
разователь. Такой способ называют само-
тандем. Дефекты выявляются в диапазоне
h = (0,2 ... 0,8)7/, но лучше всего на глуби-
не 0,637/.
Применяя преобразователь с углом
ввода продольной волны 80 ... 90°, полу-
чают помимо объемной поперечной волны
головную волну (рис. 5.38, б). Ею выяв-
ляют подповерхностные дефекты. Попе-
речная волна на донной поверхности так-
же частично трансформируется в голов-
ную, бегущую вдоль донной поверхности.
Ею выявляют дефекты вблизи этой по-
верхности.
Очень хорошие результаты при кон-
троле аустенитных сварных швов дало
применение когерентных методов контро-
ля, а именно акустической голографии
(см. разд. 2.2.5.6). Как отмечалось, эффект
когерентной обработки подобен примене-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
607
нию фокусирующего преобразователя
очень большого размера, т.е. с очень ост-
рой фокусировкой во всем контролируе-
мом металле. Это обусловило эффектив-
ность метода с применением продольных
или поперечных волн, что подтверждается
результатами контроля, показанными на
рис. 3.26. Голографический метод при
контроле продольными волнами повышает
отношение сигнал/помеха на 4 ... 6 дБ, а
сдвиговыми - на 8 ... 10 дБ.
Система "Авгур" для контроля мето-
дом акустической голографии позволяет
реализовать двухчастотный и двухмодо-
вый способы контроля путем объединения
изображений на двух частотах (конкретно
1,65 и 2,5 МГц) при одном и том же угле
ввода (60°) продольными и поперечными
волнами. Это дало дополнительный выиг-
рыш более чем в 6 дБ [424, докл. 7-2]. По-
видимому, методика контроля системой
"Авгур" с двухмодовым способом обра-
ботки является оптимальным способом
контроля аустенитных сварных швов с
высоким уровнем структурных помех.
5.1.3.2. Контроль биметаллических
материалов, покрытий, наплавки,
плакировки и сварных соединений
с наплавкой
Здесь рассмотрены вопросы контроля
покрытий из металлов. Контроль покры-
тий из неметаллов (краски, лака, стекла,
пластика) изложен в разд. 7.13
Контроль биметаллических мате-
риалов. Биметаллические материалы со-
стоят из двух разнородных металлов. Их
обычно получают прокаткой или сваркой
взрывом.
Один из вариантов методики контро-
ля биметаллических материалов малой
толщины (0,15 ... 0,3 мм) разработали
Ж.Г. Никифоренко и др. Контроль реко-
мендуется выполнять иммерсионным спо-
собом короткими импульсами на частоте,
соответствующей четвертьволновой час-
тоте по толщине верхнего слоя. При каче-
ственном соединении листов (их общая
в)
Рис. 5.39. Контроль тонких
биметаллических листов:
а - схема контроля; 1 - преобразователь;
2 - иммерсионная жидкость; 3 - свариваемые
листы; 4 - пьезоэлемент; 5 - сварное
соединение; 6 - генератор и приемник;
7 - усилитель; 8 - регистратор; 9 - монитор;
б - форма отраженного импульса при
качественном и в - при некачественном
соединении листов
0
толщина близка к полуволновой) форма
отраженного импульса изменяется: его
длительность становится больше исходно-
го более чем в 2 раза. При некачественном
соединении листов форма отраженного
импульса остается подобной излученному
(рис. 5.39). Закономерность изменения
формы импульса подтверждается теорети-
чески.
Н.В. Виноградовым и В.А. Бобровым
предложена методика контроля прочности
соединения слоев биметалла, изготовлен-
ного сваркой взрывом. При этом способе
608
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
сварки возникает волнобразная граница,
причем параметры волнообразности (пе-
риод, амплитуда) характеризуют качество
соединения. Волнообразность границы
вызывает дифракцию отраженной ультра-
звуковой волны с появлением дифракци-
онных лепестков.
Один из вариантов методики контро-
ля прочности соединения основан на из-
мерении отношения амплитуды одного из
дифракционных лепестков к амплитуде
сигнала, отраженного от дна ОК. Другой
вариант использует корреляционную связь
амплитуды сигнала, прошедшего через
граничную зону биметалла, с прочностью
соединения. Коэффициент корреляции
равен 0,92. Согласно второму варианту
выполняется измерение иммерсионным
методом амплитуды донного сигнала и по
тарировочной кривой определяется проч-
ность. На частоте 2,5 МГц возможен контроль
прочности в диапазоне 100 ... 150 Н/мм2, на
5 МГц - в диапазоне 0 ... 250 Н/мм2.
Контролю отслоений оболочек от ос-
нования из материала с большим волно-
вым сопротивлением благоприятствует то
обстоятельство, что при отражении от ка-
чественного соединения и от зазора им-
пульс изменяет фазу на обратную. Это
означает, что первый полупериод колеба-
ний в импульсе будет либо положитель-
ным, либо отрицательным. Для четкого
определения полярности эхосигнала пред-
ложен дефектоскоп с апериодическим
преобразователем, генерирующий очень
короткие ультразвуковые импульсы.
Контроль антикоррозионных по-
крытий и наплавки. Антикоррозионное
покрытие, в том числе наплавка, служит
для предохранения основного материала
от воздействия агрессивной среды. Анти-
коррозионное покрытие иногда называют
плакировкой. Его толщина 4 ... 15 мм.
Наплавку на поверхность основного
металла производят не только с целью
защиты от коррозии (антикоррозионная
наплавка), но также перед сваркой на
кромках свариваемых заготовок для улуч-
шения сплавления (наплавка на кромках
или силовая наплавка).
Наплавку на поверхность осуществ-
ляют ленточным (антикоррозионную) или
штучным электродами. В.И. Радько
и др. установили, что между покрытием и
основным металлом имеется переходная
зона, обладающая повышенным затухани-
ем ультразвука [277]. Для наплавки лентой
или электродами толщина переходной
зоны 2 мм и более, она имеет нерегуляр-
ную волнистую поверхность. В биметал-
лических материалах, изготовленных
взрывом, переходная зона значительно
тоньше, поверхность волнистая с изме-
няющимся шагом. При изготовлении би-
металлических материалов прокаткой пе-
реходная зона имеет наименьшую толщи-
ну и параллельна поверхности покрытия.
В расчетах на прочность многих кон-
струкции антикоррозионное покрытие не
учитывается. В этих случаях контроль на
дефекты внутри наплавки не проводится.
Контролируется соединение наплавки с
основным металлом, так как от него, на-
пример, зависит теплоотвод от конструк-
ции. Наличие шлаковых включений на
границе наплавки с основным металлом
снижает сопротивление усталости в 2 ... 3
раза, а непровары - в меньшей степени
[286]. Контролируется также толщина на-
плавки (см. разд. 6.1.5.3). Опасный дефект-
трещины в основном металле под наплав-
кой, выявление которых необходимо.
Методика контроля наплавки изло-
жена в [321]. Антикоррозионное покрытие
и качество его соединения с основным
металлом контролируют РС-преобразова-
телем со стороны основного металла, а в
случае невозможности - со стороны на-
плавки при толщине основного металла
менее 50 мм. При толщине основного ме-
талла 50 мм и более контролируют РС-
преобразователем со стороны наплавки
или прямым преобразователем со стороны
основного металла, если номинальная
толщина наплавки не менее 6 мм.
Если при контроле со стороны на-
плавки на уровне фиксации обнаружены
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
609
дефекты, то дефектные участки должны
быть проверены со стороны основного
металла, при этом оценку допустимости
дефекта выполняют по максимальной ам-
плитуде эхосигнала. Чувствительность
(уровень браковки) устанавливают по
плоскодонному отверстию площадью 20 мм2.
Возможен также контроль соедине-
ния наплавки с основным металлом двумя
наклонными преобразователями. Наблю-
дают донный сигнал и эхосигнал от на-
плавки. Их разность уменьшается на
20 дБ и более при увеличении угла ввода
от 40 до 60°.
М.В. Розиной и др. предложена мето-
дика контроля, основанная на сравнении
коэффициентов трансформации при отра-
жении продольных R/, и поперечных R,/
волн на границах сталь-воздух и сталь-
шлак [286]. Для этих двух пар сред коэф-
фициент Rlt изменяется не более чем на
6 дБ для угла падения Р/ = 40°, а коэффи-
циент Л,/ - на 16 ... 18 дБ при сопряжен-
ном угле падения Р/ = 20° (sin 4075,9 ®
sin2073,2).
Схема контроля (рис. 5.40) преду-
сматривает использование излучателя 4 и
приемника 5 с углами плексигласовых
призм 17°, благодаря чему возбуждаются
продольная волна с углом ввода = 40° и
поперечная волна с углом ввода а, = 20°.
Для плоскопараллельного ОК углы ввода
равны углам падения на границу наплав-
ки. Преобразователи закрепляют на
постоянном расстоянии L друг от друга
Z = H(tgaz +tga(),
где Н - толщина основного металла ОК 1
до наплавки 2.
Пару преобразователей перемещают
по поверхности ОК в направлении от из-
лучателя к приемнику. При некачествен-
ном соединении наплавки с основным ме-
таллом сначала приходит сигнал попереч-
ной волны Л/,, затем после перемещения
на расстояние /, = 7/(tga;-tga() сигнал
продольной волны Ati- Измеряют разность
Рнс. 5.40. Схема контроля наплавки по
отражению продольных / и поперечных t
волн
амплитуд сигналов А = Ац - Ац, дБ. При
А > 12 дБ считают, что граница основной
металл-наплавка твердая (шлак), при
А < 12 - свободная (непровар).
Далее определяют эквивалентную
площадь дефекта. Если граница свобод-
ная, считают, что эквивалентная площадь
равна площади плоскодонного отражате-
ля. Если границе твердая, то эквивалент-
ную площадь умножают на 0,5 - таково
приближенно отношение коэффициентов
отражения продольной волны от шлака и
непровара. Рекомендовано использовать в
качестве модели искусственного дефекта
полосу (плоскодонный паз), которая луч-
ше имитирует форму реальных дефектов,
чем плоскодонное отверстие.
Методика контроля наплавки го-
ловными волнами. Методика регламен-
тирует порядок контроля зоны сплавления
антикоррозионной аустенитной наплавки
толщиной не более 12 мм с основным ме-
таллом в целях выявления трещин, пер-
пендикулярных зоне сплавления. Методи-
ка разработана в ЦНИИТмаш Н.П. Разы-
граевым [321].
Контроль выполняют любым дефек-
тоскопом с преобразователем головных
волн типа ИЦ-70 (дуэт) на частоте
1,8 МГц. Схема контроля показана на
рис. 5.41. Допускается проводить кон-
троль преобразователем типа ИЦ-61 (тан-
дем), если он обеспечивает выявление ис-
610
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
О А-А
Рис. 5.41. Схема контроля наплавки
головными волнами:
1 - излучатель; 2 - наплавка; 3, 4 - головные
волны; 5 - трещина; 6 - боковая волна;
7 - приемник; 8 - основной металл
кусственного дефекта с превышением
уровня помех на 6 дБ. Преобразователи
изготовляет ЦНИИТмаш. Настройку де-
фектоскопа проводят по отражению го-
ловных волн от прямого угла изделия или
СОП. СОП (рис. 5.42) изготовляют из тех
же сталей (основной металл) и по той же
технологии, что и контролируемое изде-
лие. Толщина наплавки образца не должна
отличаться от наплавки изделия более чем
на + 0,5 мм. Шероховатость контактной
СОП должна соответствовать шерохова-
тости контактной поверхности изделия, но
не должна быть грубее Rz = 40 мкм.
Поверхность наплавки не должна
иметь углублений между валиками и не-
ровностей размером более 0,8 мм. По-
верхность должна быть зачищена от брызг
металла, грязи и флюса. Перед началом
контроля поверхность наплавки рекомен-
дуется разметить на участки размером
приблизительно 200 х 200 мм. Поверх-
ность перед контролем покрывается кон-
тактной смазкой.
Настройку скорости развертки де-
фектоскопа проводят по отражению го-
ловных волн от прямого угла (боковой
поверхности ОК, перпендикулярной по-
верхности ввода) или СОП в следующей
последовательности. Устанавливают пре-
образователь на образец так, чтобы его
передняя грань совпадала с плоскостью
торца образца. Поднимают чувствитель-
ность дефектоскопа до появления на экра-
не эхосигнала, соответствующего отраже-
нию от торца образца. При этом эхосигнал
на боковой поверхности должен прощу-
пываться на глубине 5 ... 10 мм от по-
верхности ввода пальцем, смоченным кон-
тактной жидкостью. Стробируют эхосиг-
нал, как показано на рис. 5.42, а.
Настройку чувствительности прово-
дят в следующей последовательности.
Устанавливают преобразователь на обра-
зец так, чтобы его передняя грань и дно
отверстия в образце находились в одной
плоскости. Увеличивают чувствитель-
ность дефектоскопа до появления эхосиг-
нала от дна отверстия в строб-импульсе и,
перемещая преобразователь, находят его
максимум.
Устанавливают браковочный уровень
чувствительности. Для этого доводят вы-
соту эхосигнала на экране до 20 мм над
линией развертки (рис. 5.42, а). Устанав-
ливают поисковый уровень чувствитель-
ности аттенюатором на 6 дБ выше брако-
вочного уровня.
Поиск несплошностей проводят пу-
тем плавного построчного сканирования с
шагом не более половины диаметра пьезо-
элемента преобразователя (9 мм) со ско-
ростью 30 ... 50 мм/с. Сканирование про-
водят по поверхности наплавки в направ-
лении, перпендикулярном и параллельном
ходу наплавочной ленты или наплавочно-
го электрода. При этом прозвучивание
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
611
15
Наплавка
Q
Основной металл
Зондирующий импульс
Эхосигнал от
отверстия в образце
Строб-
импульс
ZH0
^0,05/100|Б|
Рис. 5.42. СОП для контроля
Экран наплавки головными волнами.
Схема настройки скорости
развертки (л) и чувствительно-
сти (6) при контроле наплавки
а)
осуществляют в двух взаимно противопо-
ложных направлениях. В процессе скани-
рования преобразователь поворачивают
вокруг вертикальной оси на 30°, как пока-
зано на рис. 5.43. При контроле по разме-
ченным участкам перекрытие границ уча-
стков должно быть не менее шага скани-
рования.
Для наблюдения за акустическим
контактом РС-преобразователя рекомен-
дуется следить за сигналами, проходящи-
ми от излучателя на приемник через на-
плавку по кратчайшему расстоянию. Эти
сигналы образуют шумовой фон, уровень
которого обычно на 16 ... 20 дБ ниже бра-
ковочного уровня чувствительности. С
учетом этого рекомендуется использовать
дефектоскопы с большим динамическим
диапазоном по экрану. Для облегчения
обнаружения несплошностей используют
систему звуковой и световой сигнализации.
В Берлинском институте ВАМ про-
водилось сравнение выявляемости трещин
под наплавкой двумя преобразователями:
РС продольных волн с углом ввода 70° на
частоту 2 МГц (подобным ИЦ-70) и РС
продольно-поперечным преобразователем
с углом ввода 50° на частоту 2,25 МГц
(см. разд. 2.2.1.2, рис. 2.19) [417]. Первый
преобразователь обеспечивает значитель-
но большее отношение сигнал/помеха.
Контроль наплавки на кромках.
Наплавку на кромки под сварку выполня-
ют либо из перлитной, либо из аустенит-
ной стали. Она должна обладать необхо-
димой прочностью. Требования по отсут-
ствию дефектов такие же, как к остально-
му металлу соединения. Контроль такой
силовой наплавки обычно осуществляют
дважды: после нанесения наплавки (до
сварки) и после сварки как единого свар-
ного соединения. Проверяют сплошность
перлитной наплавки, включая слой основ-
Рис. 5.43. Траектория сканирования поверх-
ности наплавки при контроле головными
волнами. Стрелками показано направление
перемещения преобразователя
612
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.44. Схема контроля иЛ-развертка при контроле спрейного покрытия:
а - для высококачественного покрытия; б - для некачественного покрытия: 1 - спрейное
покрытие; 2 - преобразователь; 3 - основной металл; 4 - расслоение; в - экспериментальные
частотные спектры донного сигнала: ---- - нет отслоения покрытия;.... - отслоение
покрытия; по оси ординат - амплитуда Я, линейные единицы; по оси абсцисс - частота/, МГц
ного металла толщиной 2 мм, а аустенит-
ной - оценивают сплошность зоны сплав-
ления наплавки с основным металлом
[321].
Перед первым контролем поверх-
ность наплавки выравнивают механиче-
ской обработкой, если методика контроля
предусматривает перемещение по ней
преобразователя. Требования к качеству
поверхности такие же, как к поверхности
ввода при контроле обычных сварных со-
единений.
Контроль ведут на частоте 2 ... 5 МГц.
Наплавку из перлитной стали при толщи-
не основного металла менее 20 мм кон-
тролируют PC-преобразователем со сто-
роны наплавки или наклонным преобразо-
вателем со стороны основного металла.
При толщине основного металла 20 мм и
более контроль выполняют только со сто-
роны наплавки.
Наплавку из аустенитной стали кон-
тролируют как PC-преобразователем со
стороны наплавки, так и наклонным пре-
образователем со стороны основного ме-
талла при толщине основного металла
менее 20 мм. Направление акустической
оси должно быть перпендикулярным гра-
нице сплавления.
В труднодоступных местах вместо
РС-преобразователя на частоту 2,5 МГц
применяют PC-преобразователи на часто-
ту 5 МГц. При толщине контролируемого
металла (наплавки или основного) более
10 мм вместо РС-преобразователя допус-
кается применять прямой.
Настройку чувствительности при
контроле силовой наплавки выполняют по
образцам с плоскодонными отверстиями.
Ось отверстия должна совпадать с направ-
лением акустической оси преобразователя.
Браковочный уровень задается норматив-
ными документами. Обычно он соответст-
вует площади отверстия 4 мм2 для перлит-
ной наплавки и площади 7 мм2 для аусте-
нитной наплавки. Также как при контроле
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
613
сварных соединений, устанавливают уро-
вень фиксации, на котором обеспечивает-
ся регистрация эхосигналов с амплитуда-
ми в два раза ниже уровня браковки (т.е.
чувствительность на 6 дБ выше) и поиско-
вый уровень, соответствующий чувстви-
тельности, на 6 дБ выше уровня фиксации.
Контроль по поверхности наплавки
также выполняют преобразователем го-
ловных волн (типа дуэт). При толщине
наплавки более 15 мм вместо контроля
головными волнами выполняют контроль
наклонным преобразователем с углом
ввода 50°. Для более надежного обнару-
жения различно ориентированных дефек-
тов контроль наклонным преобразовате-
лем и преобразователем головных волн
выполняют дважды с разворотом преобра-
зователя на 90°.
Методика контроля головными вол-
нами, разработанная Н.П. Разыграевым,
предусматривает использование РС-пре-
образователей по схеме тандем [321].
Скорость развертки и положение строб-
импульса устанавливают по отражению от
вертикальной грани прямого двугранного
угла. Начало соответствует положению,
когда преобразователь придвинут вплот-
ную к грани, а конец - когда преобразова-
тель отодвинут от нее на 30 ... 50 мм. При
этом сигнал от грани проверяется пальпи-
рованием. Чувствительность устанавли-
вают по плоскодонному отверстию диа-
метром 4 мм на глубине, соответствующей
границе сплавления.
Контроль других типов покрытий.
В [425, с. 387/501] рассмотрены прибор и
методика контроля спрейного покрытия.
Такое хромоникелевое покрытие наносят
плазменным способом, например, на по-
верхности котлов для предотвращения
коррозии и эрозии. Дефектами покрытия
могут быть поверхностные трещины,
уменьшения толщины покрытия, отслое-
ния, ухудшения адгезии, которые сопро-
вождаются уменьшением механических
напряжений в пограничном слое.
Рис. 5.45. Схема настройки дефектоскопа
при контроле соединений биметаллических
материалов
Контроль выполняют ЗТ-методом
(рис. 5.44, а, б) по спектру донного сигна-
ла основного металла. На рис. 5.44, в по-
казаны спектры донных сигналов. При
частичном или полном отслоении покры-
тия спектр смещается в низкочастотную
область. Коррозионное повреждение дон-
ной поверхности вызывает необходимость
использовать другой способ. Измеряют
отношение интенсивности в полосе частот
6 ... 10 МГц к интенсивности в полосе
1 ... 15 МГц, которое изменяется в зави-
симости от качества адгезии. Для измере-
ния толщины покрытия, волновое сопро-
тивление которого близко к волновому
сопротивлению основного металла, ис-
пользуют вейвлетный анализ (см. разд.
2.2.4.5).
В [425, с. 262/639] по неразрушаю-
щему контролю литых лопаток турбин
самолетов говорится, что используются
вихретоковый, радиационный и УЗ-ме-
тоды. Представляет интерес методика
контроля толщины (около 3 мм) хромоа-
люминиево-иттриевого покрытия на теле
лопатки по скорости распространения вы-
текающих рэлеевских волн. С уменьшени-
ем толщины покрытия скорость возраста-
ет. Контроль выполняют методом прохо-
ждения на частоте 12 МГц. Одновременно
выявляются поверхностные дефекты глу-
биной 50 мкм и более.
Сварные соединения биметалличе-
ских материалов контролируют предпоч-
тительно со стороны основного металла
[321]. Настройку чувствительности произ-
водят по СОП, представляющим собой
образцы контролируемого соединения.
Вид и место расположения отражателя
выбирают в зависимости от схем прозву-
чивания. Наиболее распространенные спо-
собы настройки показаны на рис. 5.45.
614
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.46. Ослабление амплитуды сигнала
при прохождении через наплавку:
V, ▼, х - результаты, полученные на частотах
1,8 ... 5,0МГц
При завышенной чувствительности
возможно появление сигналов, отражен-
ных от границы между основным и плаки-
рующим слоями шва, имеющей волни-
стую форму, поэтому для повышения точ-
ности определения координат отражате-
лей рабочий участок развертки на экране
дефектоскопа размечают соответственно
зонам сварного шва: основной металл,
переходная зона, плакирующий слой.
Следует иметь в виду, что наиболее веро-
ятно образование дефектов в шве именно
на границах основного и плакирующего
слоев.
В.Г. Щербинским исследовано влия-
ние антикоррозионной наплавки на чувст-
вительность контроля однажды отражен-
ным лучом со стороны основного металла
[346]. Исследовались наплавки проволоч-
ным, ленточным электродами и наплавка
на браму (заготовку) с последующей про-
каткой. Первый слой - сталь О7Х25Н13,
последующие слои - сталь 08Х19Н10Г2Б.
Толщина образцов основного металла бы-
ла 120 ... 130 мм. Исследования велись на
частотах 1,25 ... 2,5 МГц прямыми и на-
клонными преобразователями продольных
и поперечных волн с углами ввода от 0 до
50°. Значения амплитуд нормировались по
образцу без наплавки толщиной 120 мм.
Результаты представлены на рис. 5.46 в
функции от безразмерного параметра
2c7/(^cosa), где d - толщина наплавки,
X - длина продольной или поперечной
волны, а - угол ввода. Эти результаты
следует учитывать при контроле через
наплавку или при контроле однажды от-
раженным лучом, если чувствительность
настраивали по образцу без наплавки.
Пример 5.3
Контролируется объект через наплавку
толщиной d = 4 мм поперечными волнами с час-
тотой /= 1,8 МГц преобразователем с углом ввода
а = 45°. Определить необходимое повышение
чувствительности по сравнению с отсутствием
наплавки.
Определим длину волны: K = ct/f =
= 3,23/1,8 = 1,8 мм. Определим параметр по оси
абсцисс: 2J/(z. cos а) = 2-4/(1,8 •cos45°)= 6,3. По
графику находим А » 5 дБ. При настройке чувст-
вительности по образцу без наплавки необходимо
увеличить чувствительность на 5 дБ.
Ослабление поперечных волн в на-
плавке при прозвучивании со стороны
основного металла существенно отличает-
ся от ослабления при прозвучивании со
стороны наплавки: на частоте 1,25 МГц
амплитуда изменяется от - 0,7 до +
+ 6,1 дБ, а на частоте 1,8 МГц от + 5,5
до + 12,3 дБ. По-видимому, это объясняет-
ся различием волновых сопротивлений
основного и наплавленного металлов и
разным согласованием призмы с метал-
лом.
При сварке плакированных труб
обычно используют технологию, при ко-
торой антикоррозионную наплавку вос-
станавливают после окончания сварки.
При этом предъявляют разные требования
по дефектности в разных зонах. Например,
в перлитном металле уровень фиксации
(по площади плоскодонных отверстий)
4 мм2, в зоне сплавления 7 мм2, сплош-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
615
ность наплавки контролю не подлежит. По
данным В.Е. Белого [25], наибольшее от-
ношение сигнал/помеха при контроле с
наружной поверхности трубы достигается
на частоте 4 МГц для наплавленного ме-
талла при углах ввода 45 и 60°, а для зоны
сплавления - 45°. При контроле с внут-
ренней поверхности трубы рекомендуется
применять малогабаритные преобразова-
тели на 2 МГц с углом ввода 70°.
Фактическую глубину расположения
зоны сплавления рекомендовано опреде-
лять, измеряя координаты структурных
помех, возникающих в результате рассея-
ния на этой границе. При использовании
частоты 4 МГц точность измерения не
хуже 1 мм.
Методика контроля способом кор-
невой тандем. Методика дополняет ульт-
развуковой контроль сварных соединений
с восстановленной наплавкой. Она пред-
назначена для обнаружения вертикально-
ориентированных трещин (в том числе
усталостных, возникающих в процессе
эксплуатации) под наплавленным анти-
коррозионным покрытием на сварное со-
единение на расстоянии 0 ... 20 мм от зо-
ны сплавления с наплавкой. В частности,
она применяется при контроле трубопро-
вода главного циркуляционного контура
Ду-850 энергоблока ВВЭР-1000. Методика
разработана в ЦНИИТмаш Н.П. Разыграе-
вым [321].
Рис. 5.47. Дефектоскопия корня
шва способом корневой тандем:
1 - преобразователь; 2, 3 - соответственно
излучающий и приемный пьезоэлементы;
4 - направление распространения лучей;
5 - трещина под наплавкой;
6 - антикоррозионное покрытие
Рис. 5.48. СОП для контроля
способом корневой тандем:
Н- номинальная толщина шва;
Нн - номинальная толщина наплавки
Способ корневой тандем основан на
использовании специализированных на-
клонных PC-преобразователей (см. разд.
2.2.5.1). Точка пересечения акустических
осей преобразователей (прямого и одно-
кратно отраженного лучей, точка фокуса)
расположена на определенном расстоянии
от донной поверхности так, чтобы
обеспечивался контроль корневой части
сварного соединения с учетом наличия
антикоррозионной наплавки (рис. 5.47).
Контроль осуществляется при руч-
ном сканировании контактным способом.
Преобразователь перемещается по наруж-
ной поверхности. Для контроля применя-
ют преобразователи типа ПЦ-45-1,2 КТ с
углом ввода поперечных волн 45° и часто-
той 1,2 МГц (изготовитель ЦНИИТмаш).
Для настройки параметров контроля
используют СОП (рис. 5.48). Ширина об-
разца - 30 мм (минимальная), длина об-
разца - 140 мм (минимальная) СОП изго-
товляют из отрезка трубы, идентичного
контролируемому трубопроводу. Кон-
тактная поверхность испытательного об-
разца должна иметь параметр шерохова-
тости Rz = 40 мкм - такой же, как поверх-
ность ОК. Отверстие диаметром 5 мм
должно иметь плоское дно.
Преобразователь подключают к де-
фектоскопу по раздельной схеме. Вклю-
чают полное усиление дефектоскопа и
616
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
г)
д)
Рис. 5.49. Схема настройки дефектоскопа:
а - настройка развертки; б - проверка и корректировка скорости развертки;
в - настройка чувствительности; г - браковочный уровень сигнала;
д - поисковый уровень сигнала
рассматривают изображение на экране.
При исправно работающей системе пре-
образователь-кабель-дефектоскоп после
зондирующего импульса должен наблю-
даться импульс, соответствующий прохо-
ждению УЗ от излучающего пьезоэлемен-
та к приемнику через щель под акустиче-
ским экраном преобразователя. Этот им-
пульс изменяет свою амплитуду при про-
щупывании пальцем участка под экраном.
Настройку скорости развертки про-
водят по отражению поперечной волны от
прямого двугранного угла СОП. Находят
максимум этого сигнала (рис. 5.49, а).
Подтверждают соответствие сигнала от-
ражению от угла пальпированием: ампли-
туда его при прикосновении пальцем к
образцу должна уменьшаться. Измеряют
расстояние х0- Устанавливают длину
строб-импульса на развертке 5 ± 1 мм и
помещают его в такое положение, чтобы
эхосигнал от угла располагался в середине
строб-импульса.
Точность расположения эхосигнала
от угла проверяют с помощью двух пре-
образователей ПЦ-45-1,2 КТ, включенных
навстречу друг другу по зеркально-
теневой схеме (рис. 5.49, б) При отклоне-
нии толщины контролируемой трубы от
толщины СОП больше чем на 1,5 мм не-
обходимо провести корректировку поло-
жения строб-импульса.
Настройку чувствительности прово-
дят по амплитуде эхосигнала от плоского
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
617
дна отверстия в СОП (рис. 5.49, в). Уста-
навливают браковочный и поисковый
уровни чувствительности. При браковоч-
ном проводится оценка допустимости об-
наруженной несплошности по амплитуде
сигнала. Он равен максимальной ампли-
туде эхосигнала от плоского дна отверстия
в СОП. На поисковом проводится поиск
несплошностей. Поисковый уровень чув-
ствительности на 6 дБ ниже браковочного.
Настройку браковочного уровня чув-
ствительности проводят следующим обра-
зом Устанавливают преобразователь на
поверхности ввода СОП перпендикулярно
оси отверстия соосно с ним и находят
максимальное значение амплитуды им-
пульса. Регулятором усиления устанавли-
вают высоту сигнала, равную половине
(или 2/5) высоты экрана дефектоскопа
(рис. 5.49, г). Поисковый уровень чувстви-
тельности устанавливают добавлением
6 дБ к браковочному уровню (рис. 5.49, д).
Контроль сварного соединения про-
водят с обеих сторон шва, перемещая пре-
образователь по поверхности сварных
элементов параллельно оси сварного шва с
одновременным возвратно-поступатель-
ным перемещением перпендикулярно его
оси (рис. 5.50). Ширина и положение зоны
сканирования должны обеспечить полное
прозвучивание всей прикорневой и око-
лошовной зон сварного соединения в со-
ответствии с требованиями ПК, как пока-
зано на рис. 5.50. В процессе перемещения
преобразователя его поворачивают отно-
сительно собственной вертикальной оси
на 10 ... 15° .
При обнаружении несплошности с
амплитудой сигнала, равной или большей
поискового уровня, расположенного в ра-
бочей зоне развертки дефектоскопа, опре-
деляют ее координаты, амплитуду сигнала
(эквивалентную площадь) и условную
протяженность.
Глубину залегания дефекта опреде-
ляют, отключая от дефектоскопа заднюю
призму преобразователя и переключая
дефектоскоп на работу в совмещенном
режиме. Координату определяют по поло-
Рис. 5.50. Схема сканирования
при контроле способом корневой таидем
жению максимального эхосигнала от де-
фекта, которое находят сканированием
поверхности изделия преобразователем,
как обычно при измерении координат.
Если эхосигнал не наблюдается (это воз-
можно при обнаружении вертикальной
трещины), то принимают глубину залега-
ния отражателя равной 12 ± 3 мм от внут-
ренней поверхности трубы, что соответст-
вует положению фокуса РС-преобразо-
вателя. Координата определяет место рас-
положения несплошности вдоль продоль-
ной оси шва.
При необходимости определения ко-
ординаты эпицентра несплошности отно-
сительно оси сварного соединения посту-
пают следующим образом. Фиксируют
положение преобразователя в момент
максимальной амплитуды сигнала и отме-
ряют расстояние, равное х0, перед преоб-
разователем (см. рис. 5.49). В этой точке
располагается эпицентр несплошности.
Далее следует протравить поверхность
сварного соединения, установить положе-
ние границ сплавления и зафиксировать
относительное положение эпицентра не-
сплошности.
Амплитуду сигнала измеряют в де-
цибелах по отношению к амплитуде сиг-
618
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.51. Схема обнаружения объемных
несплошностей при контроле способом
корневой тандем
нала Ад от плоскодонного отверстия диа-
метром 6 мм (браковочный уровень). Если
амплитуда сигнала превосходит брако-
вочный уровень на N децибел, то записы-
вают значение амплитуды Ад + N. Если
амплитуда сигнала меньше браковочного
уровня на М децибел, то записывают зна-
чение амплитуды Ад - М.
Идентификацию сигналов выполня-
ют по следующим признакам. Сигнал от
вертикальной трещины в корне над на-
плавкой на экране дефектоскопа распола-
гается в строб-импульсе (см. рис. 5.49, г).
Сигнал от объемной несплошности (шла-
кового включения, поры и т.п.) в корне
сварного соединения и под аустенитной
наплавкой располагается перед строб-
импульсом, так как время распростране-
ния эхоимпульса при этом меньше, чем
при выявлении трещины (рис. 5.51).
В некоторых случаях на экране наблюда-
ются вместе два импульса: обычный эхо-
сигнал и эхосигнал, полученный по схеме
тандем. Амплитуда последнего обычно
больше.
Условную протяженность измеряют
как расстояние между крайними положе-
ниями преобразователя при перемещении
его вдоль несплошности. Крайними поло-
жениями преобразователя считают те, при
которых амплитуда эхосигнала уменьша-
ется до поискового уровня чувствительно-
сти.
Оценку допустимости несплошно-
стей, обнаруженных по схеме корневой
тандем, проводят следующим образом.
Несплошность, амплитуда сигнала от ко-
торой равна или превышает амплитуду
сигнала от плоскодонного отверстия диа-
метром 6 мм в СОП, является недопусти-
мой (см. рис. 5.48). Несплошность, ампли-
туда сигнала от которой равна или больше
поискового уровня, но меньше браковоч-
ного уровня, а ее условная протяженность
больше условной протяженности плоско-
донного отверстия диаметром 6 мм в
СОП, также является недопустимой. Не-
сплошность с амплитудой ниже поисково-
го уровня должна быть обследована до-
полнительно прямым и наклонными пре-
образователями и оценена по совокупно-
сти полученных результатов контроля.
5.1.3.3. Особенности контроля
сварных соединений некоторых
металлов
Общая схема контроля сварных со-
единений из различных металлов такая же,
как стальных конструкций. Ниже отмече-
ны особенности их контроля
Сварные соединения из алюминия
и алюминиевых сплавов. Скорость по-
перечных волн в сплавах на основе алю-
миния на 4 ... 5 % меньше, чем в стали,
поэтому необходимо применять наклон-
ные преобразователи с призмами, имею-
щими меньшие углы, чем для стали, для
достижения тех же значений углов ввода.
Применяют стандартный образец
СО-2 А вместо СО-2. Для определения
точки ввода может быть использован
стандартный образец СО-3, изготовлен-
ный из стали, за исключением преобразо-
вателей с углами призмы, близкими ко
второму критическому. В этом случае раз-
личие в скоростях поперечных волн вызы-
вает разное смещение измеренной точки
выхода по сравнению с геометрически
построенной, как показано на рис. 2.50, б
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
619
Рис. 5.52. Схема контроля стыкового сварного соединения
из меди или пластмассы с помощью комбинированного преобразователя:
1 - иммерсионная ванна; 2 - образец; 3 - отверстие для настройки прибора; 4 - преобразователь;
5 - призма; [3 - угол призмы; а - угол ввода в ОК; 0 - угол среза призмы
штриховыми линиями. Применяют более
высокие частоты (5 ... 10 МГц) ввиду низ-
кого затухания УЗ.
Сварные соединения из меди и
медных сплавов. Скорость продольных и
поперечных волн в сплавах на основе ме-
ди существенно меньше, чем в стали, что
приводит к значительному уменьшению
углов призм наклонных преобразователей.
Например, преобразователь с углом ввода
70° для стали при контроле меди обеспе-
чит угол 45°. Для достижения больших
углов ввода целесообразно изготовлять
призмы преобразователей из материала с
меньшей скоростью звука, чем в оргстек-
ле, например из полистирола. В работе
[104] предложен, как более перспектив-
ный, иммерсионный способ ввода УЗ-волн
с помощью преобразователя с комби-
нированный призмой (рис. 5.52). При
больших углах ввода а наблюдалась су-
щественная зависимость этого угла от
температуры. Для уменьшения этого
влияния углы Р и 0 выбирались из условий
термокомпенсации по расчетному графи-
ку. Затухание УЗ в меди велико, поэтому
контроль ведут на пониженных частотах
(1 ... 1,8 МГц). В качестве искусственного
дефекта используют отверстия.
Сварные соединения из титановых
сплавов. Эти материалы имеют акустиче-
ские свойства, близкие к стали, поэтому
углы ввода и призмы преобразователей
выбирают примерно такими же, как и для
стали. На результаты контроля может
сильно влиять свойственная этим сплавам
анизотропия, связанная с направлением
проката металла. Скорость поперечной
волны вдоль прокатки на 7 ... 10 % боль-
ше, чем поперек [189]. Это учитывают при
конструировании наклонных преобразова-
телей.
С учетом этого перед УЗ-контролем с
помощью двух наклонных преобразовате-
лей, включенных по зеркально-теневой
схеме, определяют линии изотропности
упругих свойств и корректируют настрой-
ку глубиномера с учетом изменения угла
ввода. В дальнейшем сканирование со-
вмещенным преобразователем проводят
либо вдоль, либо поперек найденных ли-
ний.
Практически все дефекты сварки вы-
являются при контроле вдоль направления
прокатки значительно лучше, чем в попе-
речном направлении. Затруднения возни-
кают при обнаружении вольфрамовых
включений, которые при обычно приня-
том уровне фиксации не обнаруживаются.
Вышесказанное относится к альфа-
титану. Значительные трудности возника-
ют при контроле сварных соединений ти-
620
Глава 5 КОНТРОЛЬ СОЕДИНЕНИЙ
тановых сплавов на основе бета-титана.
Эта аллотропическая модификация титана
образует крупнозернистую структуру, по-
добно аустенитным сталям. Для контроля
сварных соединений из бета-титана при-
меняют приборные и методические усо-
вершенствования, как при контроле аусте-
нитных сталей.
В разд. 2.2.1.2 говорилось о разра-
ботке в Китае совмещенного преобразова-
теля головных волн на частоту 5 МГц
[422, с. 3064]. Этот преобразователь обла-
дает высокой устойчивостью к структур-
ным помехам. Преобразователем удается
контролировать трубы из бета-титана
диаметром 162 мм, с толщиной стенки
30 мм, длиной 1 м, изготовленные выдав-
ливанием. Авторы считают бета-титан
материалом, труднее контролируемым
ультразвуком, чем аустенитная сталь. На
глубинах 0,5 ... 29,5 мм от поверхности
выявляются плоскодонные отверстия диа-
метром 0,8 мм.
5.1.3.4. Контроль сварных
соединений труб из
неармированных и армированных
пластиков
Мировая практика сооружения тру-
бопроводных систем для транспортировки
нефти и газа показала, что применение
пластмассовых трубопроводов из поли-
этилена, полипропилена и других подоб-
ных материалов значительно эффективнее,
чем из традиционной стали. Это обуслов-
лено их высокой прочностью и коррози-
онной стойкостью, простотой технологии
сварки и укладки, отсутствием необходи-
мости в применении изоляционных по-
крытий и противокоррозионной защиты.
Особый приоритет пластмассовые трубо-
проводы приобретают в системах газо-
снабжения населенных пунктов, город-
ских трубопроводных сетей, нефтепромы-
словых трубопроводов и др. В трубопро-
водах различного назначения широко ис-
пользуют трубы из неармированных и
армированных полимерных материалов.
Неармированные трубы обычно делают из
полиэтилена, армированные - из стекло-
пластика.
Известны различные способы сварки
полимерных материалов: нагретым газом,
мощным ультразвуком, нагретым инстру-
ментом, нагретым присадочным материа-
лом, сваркой с помощью инфракрасного
излучения и т.д. Наиболее распространен-
ный способ сварки пластмасс - нагрев
стыков труб до пластического состояния и
последующая осадка, т.е. сжатие труб.
Трубы из армированных пластиков соеди-
няют с помощью муфт. Последние наде-
вают на концы соединяемых труб и склеи-
вают их с муфтой.
Стыковые сварные соединения пла-
стмассовых трубопроводов с точки зрения
дефектоскопии аналогичны сварным со-
единениям стальных трубопроводов, вы-
полненным стыковой сваркой оплавлени-
ем (электроконтактной сваркой, см.
разд. 5.1.4). Высокий неудаляемый внеш-
ний и внутренний грат, плоскостные де-
фекты типа зеркально отражающих ульт-
развук непроваров и несплавлений (сли-
паний) - все это делает затруднительным
применение стандартных подходов к соз-
данию методик неразрушающего контро-
ля.
Для контроля стыковых сварных
швов, применяемых в газопроводах труб
из полиэтилена высокого давления марок
ПЭ63, ПЭ80 и ПЭ100 диаметром 63 ..
225 мм с толщиной стенки 10... 22,5 мм,
используют эхометод [426, докл. 3.98].
Скорость используемых продольных волн
в полиэтилене около 2590 м/с, коэффици-
ент затухания в зоне шва около 4 дБ/мм, в
основном материале 0,44 ... 0,62 дБ/мм
(табл. 5.8).
Данные таблицы свидетельствуют,
что коэффициент затухания продольных
УЗ-волн в полиэтиленах значительно пре-
вышает значения, характерные для сталей.
Он быстро увеличивается с ростом часто-
ты. Затухание поперечных волн еще
больше.
Скорость поперечных волн для
большинства пластмасс меньше скорости
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
621
5.8. Акустические свойства полиэтиленов различных марок
Марка полиэтилена Скорость продольных ВОЛН Cl , 103, м/с Плотность р, 103 кг/м3 Волновое сопротивление z, 106 Па-с/м Коэффициент затухания 5, (при/= 2,5 МГц), дБ/мм
П-63 2,41 0,95 ... 0,96 2,29... 2,31 0,46
П-80 (желтый) 2,25 0,94 2,11 ... 2,13 0,62
П-80 (черный) 2,32 0,94 2,18 ... 2,19 0,55
П-100 2,39 0,96 2,29 0,44
продольной волны в плексигласе и других
пластических материалах, используемых в
наклонных преобразователях в качестве
призм, поэтому невозможно обычным на-
клонным преобразователем ввести в кон-
тролируемое изделие чисто поперечную
волну достаточной интенсивности под
большим углом ввода, который необхо-
дим, например, для контроля тонких сты-
ковых сварных соединений.
Для контроля сварных соединений из
пластмасс иногда используют иммерсион-
ный способ ввода УЗК в материал и ком-
бинированный преобразователь со срезан-
ной призмой (см. рис. 5.52). При иммерси-
онном способе контроля в изделии будут
возбуждены продольные и поперечные
волны с достаточно большим углом ввода.
Угол падения можно выбрать большим
первого критического, так чтобы в ОК
возбуждалась только поперечная волна.
Часто УЗ-контроль сварных соединений
из пластмасс в иммерсионном варианте
осуществляют с помощью продольных
волн, поскольку применение поперечных
волн оказалось нецелесообразным ввиду
их высокого затухания в полиэтилене.
Практическое применение иммерси-
онного варианта контроля неудобно, по-
этому в практике контроля обычно при-
меняют продольные волны, для возбуж-
дения и приема которых используют
обычные наклонные преобразователи с
пластиковыми призмами [155]. Волна на
границе призма-OK практически не испы-
тывает преломления. Различия акустиче-
ских свойств полиэтиленов требуют изго-
товления специализированных ПЭП для
контроля трубопроводов из полиэтилена
различных марок.
Применяют дефектоскопы УД2-12 и
EPOCH III (фирмы Panametrics). Для луч-
шего выявления зеркально отражающих
ультразвук несплавлений (слипаний) при-
меняют PC-преобразователи, расположен-
ные по схемам тандем или дуэт. Исполь-
зуют рабочие частоты 1,8, 2,25 и 2,5 МГц.
Чувствительность настраивают по плоско-
донным отверстиям диаметром 1 мм и
более (табл. 5.9). Методика обеспечивает
выявление трещин, несплавлений, непро-
варов, одиночных пор и шлаковых вклю-
чений, а также их цепочек. Результаты
контроля подтверждены разрушающими
испытаниями.
В.П. Радько и В.А. Троицкий в ИЭС
им. Е.О. Патона контролировали стыковые
сварные швы полиэтиленовых труб диа-
метром до 600 мм с толщиной стенки 6 ...
60 мм [425, с. 437/487]. Использовали со-
вмещенные преобразователи продольных
волн с углами наклона 65 ... 70° и рабо-
чими частотами 1 ... 2,5 МГц. Для обеспе-
чения контроля всего сечения шва трубы с
622
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
5.9. Нормативные диаметры контрольных отражателей для контроля
сварных швов полиэтиленовых трубопроводов
Диаметр трубы, мм и ее номинал Толщина стенки трубы, мм Диаметр отверстия с плоским дном, мм
63 (SDR11) 5,8 1,о
110 (SDR11) 10,0 1,8
160 (SRR11) 14,6 2,6
225 (SDR11) 20,5 3,7
толщинами стенок более 10 ... 15 мм про-
звучивали из двух положений, отличаю-
щихся расстояниями до шва. При толщи-
нах стенок 20 ... 60 мм целесообразно ис-
пользовать схему тандем. Сигналы от гра-
та отличали от сигналов от дефектов по
времени прохождения. Показано, что наи-
более опасные дефекты шва - прозрачные
для УЗ-волн "зоны несплавления", но они
обычно прозрачны не на всем протяже-
нии, а имеют отражающие участки, по
которым и могут быть обнаружены.
Угол наклона призм преобразователя
выбирали из условия проверки макси-
мального сечения шва прямым лучом при
прохождении оси пучка через центр свар-
ного шва. Оптимальную частоту находили
путем компромисса между чувствительно-
стью и затуханием. Трубы с толщиной
стенки 6 ... 10 мм контролировали на час-
тоте 2,5 и 5 МГц, более толстые -
на частоте 1,8 МГц.
Исследовали также возможности ди-
фракционно-временного метода (метод
TOFD), дающего больше информации об
их параметрах. Этот контроль проводили
прибором ZIPSCAN-3. При контроле вы-
являли трещины, непровары и поры раз-
мером 1 ... 2 мм и более с достоверностью
0,8 ... 0,95. Наибольшее внимание уделяли
трещинам и зонам несплавления, приво-
дящим к авариям в эксплуатации и не об-
наруживаемым при внешнем осмотре. Эти
зоны обычно расположены в центральном
сечении шва.
Г.А. Гиллер и др. (АО "ВНИИСТ" и
НПП "Политест") отмечают недостатки
традиционного ультразвукового эхомето-
да контроля стыковых сварных швов по-
лиэтиленовых труб, выполненных кон-
тактной сваркой [79]. Характерные для
них дефекты имеют плоскостной характер
и ориентируются исключительно перпен-
дикулярно поверхностям соединяемых
труб. В этом случае отражение ультразву-
ковых волн от дефекта или их дифракция
на его краях создают сигналы, амплитуда
которых соизмерима с помехами ревербе-
рационного характера. При этом она зна-
чительно ниже амплитуд эхосигналов от
неровностей сварного шва. Поэтому выяв-
ление как объемных, так и плоскостных
дефектов в рассматриваемых сварных со-
единениях не всегда достоверно.
Оптимальный путь решения задачи
контроля сварных соединений из пласт-
масс, по мнению авторов, - применение
для контроля пластмассовых трубопрово-
дов, описанных выше, раздельно-совме-
щенных преобразователей хордового типа
(см. рис. 2.16) [79]. PC-хордовые преобра-
зователи позволяют сформировать в рабо-
чем сечении трубы акустическое поле
продольных волн, параметры направлен-
ности которого обеспечивают эффектив-
ную выявляемость дефектов сварного шва
и относительно низкий уровень сигналов
от грата.
Исследования выявляемое™ дефек-
тов стыковых сварных соединений поли-
этиленовых трубопроводов проводились
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
623
Рис. 5.53. Контроль сварных соединений полиэтиленовых труб
преобразователями с протекторами из мягкого пластика:
а, в - схемы контроля; б, г - соответственно сигналы при отсутствии и наличии дефекта
на образцах труб диаметрами 60, 110 и 160
мм с толщиной стенки 7 ... 15 мм, изго-
товленных из полиэтилена марок ПЭ-63 и
ПЭ-80 с модельными и реальными дефек-
тами. Преобразователи хордового типа
использовались с различными типами
ультразвуковых дефектоскопов (УД2-12,
ЕРОСН-Ш).
В трубах диаметром 110 мм с толщи-
ной стенки 11 мм обнаруживались торце-
вые плоскодонные отверстия диаметром
1,5 мм, выполненные на разной глубине.
Сигналы от отверстий имели различную
амплитуду, однако они на 6 ... 14 дБ пре-
вышали максимальный уровень шума ма-
териала трубы. При проведении исследо-
ваний образцов сварных соединений по-
лиэтиленовых трубопроводов диаметрами
НО и 160 мм было установлено, что мак-
симальный уровень шума в зоне сварного
соединения значительно выше уровня
шума материала трубы, в то же время уро-
вень шума от зоны сварного соединения
существенно ниже уровня сигналов от
искусственных и естественных дефектов.
Ряд исследований по контролю свар-
ных образцов полиэтиленовых труб (по-
лиэтилен ПЭ-63 и ПЭ-80) с различными
624
Глава 5 КОНТРОЛЬ СОЕДИНЕНИЙ
искусственными дефектами (масляные
пленки, крупицы кварцевого песка, метал-
лические шарики и др.) показал, что все
выше перечисленные искусственные де-
фекты надежно выявлялись по данной
схеме контроля. При контроле трубы диа-
метром 160 мм с толщиной стенки 15 мм
действующего газопровода с реальным
дефектом сварного соединения амплитуда
сигнала от дефекта превышала на 20 дБ
сигнал от отражателя диаметром 1,5 мм.
При перемещении преобразователя
по поверхности образца перпендикулярно
оси сварного шва условный размер отра-
жателя не превышал 3 ... 4 мм на уровне
6 дБ от максимума отраженного сигнала.
Это означает, что контроль реальных
сварных стыков можно проводить путем
перемещения преобразователя только
вдоль оси сварного шва. Поперечное пе-
ремещение практически полностью ис-
ключается, что существенно упрощает
процедуру контроля по сравнению с тра-
диционными технологиями. При этом
также упрощаются требования к аппара-
туре и повышается производительность
контроля.
Фирма Sonatest (Великобритания)
применяет метод прохождения для НК
стыковых сварных соединений неармиро-
ванных полиэтиленовых труб с толщиной
стенки несколько миллиметров (рис. 5.53).
Излучающий и приемный преобразовате-
ли снабжены протекторами из мягкого
пластика Импульсы продольных волн
вводят в ОК под небольшими углами без
применения контактной смазки. Дефект
сварки уменьшает амплитуду и увеличи-
вает время задержки принятого сигнала.
В трубопроводах из стеклопластиков
качество клеевых соединений между тру-
бами диаметром 500 ... 800 мм и скреп-
ляющими их муфтами (см. рис. 4.25) про-
веряют эхометодом [422, с. 715]. Вследст-
вие большого затухания УЗК в муфтах и
неровности их наружной поверхности,
контроль с наружной стороны оказался
невозможным, поэтому соединения про-
веряли с внутренней стороны трубы. Де-
фекты отмечали по увеличению амплиту-
ды эхосигнала от зоны соединения.
Возможен также неразрушающий
контроль соединения между муфтой и
трубой импедансным методом. Для этого
используют импульсный импедансный
дефектоскоп с раздельно-совмещенным
преобразователем. Чувствительность за-
висит от отношения толщин стенок трубы
и муфты. С уменьшением отношения
толщины наружного (по отношению к
преобразователю) слоя к внутреннему
чувствительность повышается. Этим ме-
тодом обнаруживали непроклеи между
муфтами с толщиной стенки 12 мм и тру-
бами (толщина стенки 6 мм) в трубопро-
воде из стеклопластика. Несмотря на
неблагоприятное отношение толщин
стенок при НК с наружной стороны, при
контроле со стороны муфты выявляли
дефекты размером от 30 мм и более, со
стороны трубы ~ более 20 мм. Большое
затухание упругих волн не препятствует
применению импедансного метода.
5.1.4. Контроль соединений,
выполненных сваркой давлением
Сваркой давлением называют спосо-
бы, в которых для получения шва прила-
гают значительные механические усилия -
сдавливание. Это диффузионная сварка
(сдавливание хорошо подогнанных по-
верхностей), сварка трением, контактная
сварка, в том числе контактная сварка оп-
лавлением и др. Для этих видов сварки
характерно возникновение дефектов типа
слипания или оксидных плен, когда по-
верхности оказываются соединенными, но
соединение очень хрупкое, прочность его
в десятки раз меньше, чем обычного шва.
Такие дефекты пропускают почти без из-
менений все виды излучений, применяе-
мых в неразрушающем контроле. Пробле-
ма их надежного обнаружения до настоя-
щего времени полностью не решена.
Ультразвуковые волны также прохо-
дят через слипание с минимальным отра-
жением. Однако часто слипание сопрово-
ждается непроварами с конечной шириной
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
625
раскрытия, хорошо отражающими ультра-
звук. Оценивая качество сварки по выяв-
ляемым непроварам, удается значительно
снизить общую дефектность сварных со-
единений.
Стыковая контактная сварка оп-
лавлением широко используется для из-
готовления стыковых соединений котель-
ных труб, трубопроводов, инструментов,
рельсов и других изделий. Сварку выпол-
няют путем стыковки свариваемых по-
верхностей, оплавления их протекающим
между ними большим электрическим то-
ком, а затем быстрого и сильного сдавли-
вания. Расплавленный металл частично
выдавливается, образуя грат.
Длительность сварки - несколько ми-
нут. При правильной технологии сварки
вероятность появления дефектов очень
мала. Наиболее опасные дефекты: трещи-
ны, непровары, слипания, возникшие по
всему сечению шва. Другие дефекты: рых-
лости (пережоги), пузыри (свищи), кра-
терные усадки, силикатные скопления.
Причины возникновения дефектов: плохая
обработка поверхности под сварку, нару-
шение технологии сварки.
Опасность возникновения дефектов,
не выявляемых неразрушающими метода-
ми, не допускает применения контактной
сварки оплавлением в атомной энергетике
и других подобных ответственных облас-
тях.
На рис. 5.54 показаны возможные
схемы контроля таких соединений [7].
Схему а используют, например, при кон-
троле инструмента с торца хвостовика,
схемы б и в пригодны для контроля раз-
личных объектов. Дефекты сварки давле-
нием располагаются в плоскости очень
тонкого слоя сварки, поэтому они отра-
жают ультразвук зеркально. Лишь на кра-
ях дефектов возникают волны дифракци-
онного типа. Для обнаружения таких де-
фектов более эффективны схема контроля
прямым преобразователем (рис. 5.54, а) и
эхозеркальный метод по схеме рис. 5.54, в.
Способ контроля совмещенным преобра-
зователем (рис. 5.54, б) наименее эффекти-
б)
Рис. 5.54. Схемы контроля сварных
соединений, выполненных контактной
сваркой оплавлением:
а - прямым преобразователем; б - наклонным
преобразователем; в - по схеме тандем
вен. Применяют высокие частоты
-2,5 МГц и более. Вопросы контроля кон-
тактной сварки оплавлением рельсов рас-
смотрены в разд. 5.1.6.5.
По исследованиям одного из авторов
книги, слипания (в изломе для них харак-
терна гладкая светлая поверхность) не
дают эхосигналов даже при зеркальном
отражении УЗ и чувствительности, на-
строенной по плоскодонному отверстию
диаметром 1 мм. Однако слипания часто
сопровождаются непроварами с окислен-
ной поверхностью (темными в изломе),
которые удовлетворительно выявляются
ультразвуком. С учетом этого соединения,
выполненные контактной сваркой, целе-
сообразно браковать, даже если обнару-
жены слабые эхосигналы.
При дефектоскопии соединений, вы-
полненных этой сваркой, возникают лож-
ные сигналы от валика стыка, оставшегося
после недостаточного удаления грата.
Практика дефектоскопии таких соедине-
ний показывает, что при необходимой
чувствительности контроля амплитуды
отраженных сигналов от грата соизмери-
мы с амплитудами эхосигналов от дефектов.
626
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.55. Схема контроля упора моста,
выполненного контактной дуговой
сваркой
М.И. Апахов и др. установили, что в
сварке труб оплавлением количество сли-
паний (блестящие участки в изломе шва)
коррелирует с ростом среднего диаметра
зерна [10]. УЗ-контроль рекомендуется
проводить хордовыми преобразователями.
Участки, где зафиксированы эхосигналы,
подвергать фрактографическому контро-
лю (испытаниям на излом). Если в изломе
видны крупные зерна и блестящие пятна,
бракуется вся партия изделий.
С.И. Кучук-Яценко и др. (Институт
электросварки им. Е.О. Патона НАН Ук-
раины) показали, что при УЗ-контроле
сварных соединений трубопроводов диа-
метром 50 ... 1400 мм с толщиной стенки
15 ... 26 мм, выполненных контактной сты-
ковой сваркой, наиболее эффективно ис-
пользование эхозеркального метода (тан-
дем) и ДВМ (метода TOFD), так как эти
методы особенно чувствительны к дефек-
там, ориентированным перпендикулярно
поверхности сканирования, что характер-
но для сварных швов, выполненных кон-
тактной стыковой сваркой [426, докл. 4.22;
425, с. 302/486]. Одновременное примене-
ние метода тандем и ДВМ позволяет по-
высить достоверность УЗК, так как при
этом уменьшается число ложных сигна-
лов, обусловленных геометрией шва (сме-
щение кромок свариваемых стыков, вы-
пуклость шва, оставшаяся после удаления
грата).
Контроль проводили дефектоскопом
USN-50 (или USN-52), преобразователями
на частоты 2 ... 5 МГц с углами ввода
50 ... 70°. Также применяли установку
ZIPSCAN-3 на частотах 1 ... 10 МГц.
Труднее всего выявлялись дефекты типа
оксидных плен, но и они давали эхосигна-
лы на 4 ... 6 дБ выше структурных помех
при контроле дифракционно-временным
методом на частоте 2,5 МГц преобразова-
телями с углами ввода 50 ... 55°.
Сравнительный анализ УЗ-контроля с
данными разрушающих испытаний пока-
зал высокую достоверность обнаружения
непроваров типа несплошностей и оксид-
ных пленок, возможность обнаружения
неметаллических включений. Достовер-
ность УЗ-контроля при обнаружении всех
выявленных при разрушающих испытани-
ях непроваров составляет 92 %, а при об-
наружении недопустимых (площадью бо-
лее 6 мм2) - более 95 %.
Контактная дуговая сварка приме-
няется, в частности, при приварке стерж-
ней к массивным основным деталям. Сва-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
627
3
Рис. 5.56. Контроль соединения, выполненного сваркой трением, бурильных труб:
1 - труба; 2 - замок; 3 - преобразователь; 4 - направление УЗ-луча; 5 - сварной шов
рочной дугой разогревают до плавления
конец стержня под защитой керамическо-
го кольца. Затем производят осадку
стержня в сварочную ванну для сплавле-
ния с основным металлом. Расплавленный
металл стержня формирует сварной шов и
определяет механические характеристики
металла шва. В процессе сварки могут
возникать несплавления, трещины, поры,
оксидные плены, шлаковые включения и
непровары.
Сварка применяется, в частности, при
приварке упоров к несущим балкам мос-
тов. Упоры служат для объединения же-
лезобетонных плит проезда со стальными
несущими балками моста. В [427,
докл. С29] сообщается о разработке мето-
дики контроля сварных соединений гиб-
ких упоров с балками моста (рис. 5.55, а).
Гибкий упор имеет длину L = 125... 200 мм,
диаметр d = 22 мм, толщина плиты 5 =
= 12 ... 40 мм.
При контроле зеркально-теневым ме-
тодом донный сигнал получают от плиты,
при установке прямого преобразователя
на торец стержня (рис. 5.55, б). Однако
амплитуда донного сигнала (7) испытыва-
ет вариации до 6 дБ на бездефектных ОК.
Переотраженный сигнал от боковых по-
верхностей стержня (3) и дефекта (2) мо-
жет совпасть с донным сигналом.
Лучшие результаты были получены
при контроле эхометодом при установке
прямого преобразователя на торец стерж-
ня. Выявлялось плоскодонное отверстие
диаметром 5 мм, расположенное вблизи
оси упора. Не всегда обнаруживались де-
фекты в стороне от оси упора. Дополни-
тельный контроль притертым наклонным
преобразователем на частоту 5 МГц с
углом ввода 50° со стороны боковой по-
верхности упора показал, что при этом
обнаруживаются дефекты, расположенные
по краям упора, глубиной 5 мм и более.
Сварка трением. Сварку трением
осуществляют путем взаимного вращения
соединяемых деталей с последующим
сдавливанием. При сварке трением в сты-
ке и в зоне термического влияния металл
нагревается до высоких температур, при-
обретает структуру с равноосным и резко
измельченным зерном, образующимся в
результате локализованного выделения
тепла в малом объеме нагреваемого ме-
талла и высокой скорости охлаждения.
Уровень структурных шумов от этой зоны
меньше, чем в основном металле. Опасные
дефекты - строчечные включения и поры,
параллельные плоскости шва. Возникают
также трещины, выходящие за пределы
зоны сварки.
По рекомендациям О.Р. Заборовского
и В.Т. Боброва контроль осуществляют
прямым преобразователем со стороны
торца привариваемого элемента либо дву-
мя наклонными преобразователями с его
боковой поверхности [140]. В обоих слу-
чаях от возможных дефектов в плоскости
шва принимают зеркально отраженные сиг-
налы. Отношение сигнал/структурные по-
628
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.57. Сварное соединение
ротора турбины турбонаддува
мехи одинаково для продольных и попе-
речных волн на одинаковой частоте. В
качестве искусственного дефекта исполь-
зовали плоскодонное отверстие диамет-
ром 2,3 мм. При контроле на частотах
10 ... 15 МГц надежно обнаруживаются
одиночные дефекты диаметром 0,2 ...
0,3 мм. Превышение сигналов над струк-
турными шумами около 6 дБ. При пони-
жении частоты выявляются только более
крупные дефекты.
Сварка трением, в частности, приме-
няется для приварки соединительных зам-
ков к концам бурильных труб диаметром
60 мм. Рекомендуется вести контроль на-
клонным преобразователем, расположен-
ным на расстоянии около 200 мм от шва
(рис. 5.56) [122]. При этом УЗ-пучок охва-
тывает сечение шва на всю толщину. Чув-
ствительность настраивают по прорези
глубиной 1 мм. Высоту развития дефектов
определяют по соотношению амплитуды
эхосигналов от дефектов и от торца трубы.
Например, установлено, что от риски вы-
сотой 1 мм эхосигнал наполовину меньше,
чем от торца трубы, а от риски 2 мм при-
близительно равен сигналу от торца тру-
бы. Отрицательное влияние оказывают
разностенность трубы и неравномерная
толщина шва. Для определения местопо-
ложения шва на линии развертки исполь-
зуют отражения от паза и выступа замка.
Применение УЗ-контроля снизило количе-
ство обрывов на 25 ... 40 %.
В [427, докл. С31] исследовался кон-
троль сварки трением роторов турбо-
наддува дизельных двигателей низкочас-
тотным резонансным методом. Ротор со-
стоит из турбинного колеса и вала, изго-
товленных из разнородных сталей (рис.
5.57). Сварной шов показан штриховой
линией на расстоянии 10 мм от колеса.
При сварке могли возникать как неболь-
шие трещины, так и крупные трещины,
выходящие на поверхность колеса.
Частота собственных колебаний кон-
струкции сильно зависела от особенностей
формы колеса. В экспериментах микрофон
располагался в точках М в различных мес-
тах по окружности колеса, а в точках
/1, ...,/4, наносился удар молотком. Экс-
перименты показали, что оптимальными
местами ударов являются точки и Д,
причем в первой из них удар следует на-
носить деревянным молотком, иначе воз-
буждались дополнительные колебания, а
во втором - медным молотком. В точке f
возбуждались собственные частоты по-
рядка 1,19 кГц, а в точке /4 - порядка
3,45 кГц. Разброс значений собственных
частот в бездефектном изделии был зна-
чителен и превосходил изменения частот,
вызванные наличием трещин, выходящих
на поверхность.
Более чувствительным фактором,
сигнализирующим о наличии трещин, ока-
залась плохая возбудимость частот собст-
венных колебаний. Она была отмечена
при нанесении ударов в точках f, распо-
ложенных симметрично относительно тре-
щин, как наблюдаемых визуально, так и
выявляемых капиллярным методом.
Диффузионная сварка. Сварка осу-
ществляется сильным сдавливанием изде-
лий с хорошо контактирующими поверх-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
629
Рис. 5.58. Технология выполнения
точечной сварки и ультразвуковой
контроль в процессе сварки (а); изменение
амплитуды прошедшего сигнала
поперечной волны (б)
ностями. Наиболее частое нарушение тех-
нологии - неполный физический контакт
между поверхностями свариваемых изде-
лий, что обусловлено загрязнениями, пло-
хим качеством поверхностей. Дефекты -
микронные по площади непровары по
всему сечению.
Предложена методика измерения ко-
эффициента затухания в широком спектре
частот [145]. Признак дефектности - по-
вышенное затухание высокочастотной
части спектра. Определяется частота, со-
ответствующая минимуму суммарного
спектра донного сигнала, прошедшего
через шов, и эталонного радиоимпульса.
Исследование сварки меди с магниевым
сплавом показало, что при отклонении от
оптимального режима частота, соответст-
вующая минимуму суммарного спектра
донного сигнала, уменьшилась с 4,62 до
4,33 МГц.
Точечная сварка - частный случай
сварки давлением. Процесс близок к кон-
тактной сварке оплавлением. Сваривае-
мые листы 4 сдавливают электродами 3, 3'
(рис. 5.58, а) и пропускают через них
электрический ток большой силы. Металл
в месте сварки разогревается до плавления
(вследствие повышенного сопротивления
в месте контакта), и образуется литое
ядро 5. При нарушении технологии сварки
вместо литого ядра образуется слипание.
Исследования В.Т. Пронякина и др.,
выполненные методом акустической мик-
роскопии, показали, что эффективное от-
ражение от границы между свариваемыми
листами наблюдается, когда между ними
имеется зазор толщиной не менее 0,1 мкм
[272]. Метод акустической микроскопии
позволяет выполнять измерение диаметра
литого ядра с точностью 0,1 мм.
На рис. 5.59 показана возможная
схема контроля сварных точек [7]. От из-
лучателя И УЗ-волны проходят через
верхний лист, попадают на качественно
сваренную точку, затем проходят в ниж-
ний лист. Интенсивность УЗК, достигаю-
щих приемника П, в этом случае очень
мала. При наличии дефекта УЗ-лучи отра-
зятся от него и попадут на приемник, что
регистрируется на экране дефектоскопа.
Диаметр сварной точки определяют по
длине зоны, в которой при перемещении
преобразователя над точкой на экране де-
фектоскопа отсутствует импульс. С точки
зрения обнаружения слипания данный
Рис. 5.59. Схема контроля диаметра
литого ядра сварной точки
630
Глава 5 КОНТРОЛЬ СОЕДИНЕНИЙ
а)
б)
Рис. 5.60. Развертка типа А при контроле
доброкачественной (а) и некачественной (б) сварной точки
способ неэффективен, поэтому ультразву-
ковой контроль уже сваренных точек по
схеме рис. 5.59 не находит широкого при-
менения.
Перспективно применение ревербе-
рационного метода. Миниатюрный преоб-
разователь располагают непосредственно
над сварной точкой. Образование литого
ядра увеличивает затухание и уменьшает
количество многократных отражений по
сравнению со слипанием Вариант этого
метода изложен далее.
В [425, с. 510/327] предлагается спо-
соб и автоматическая установка для кон-
троля сварных точек, основанные на изу-
чении возможных дефектов точечной
сварки и их влияния на прохождение УЗ.
При контроле хорошо сваренной точки
(рис. 5.60, а) наблюдается последователь-
ность эхосигналов, соответствующих мно-
гократному прохождению импульсов че-
рез сварную точку. Автоматический клас-
сификатор по интервалу между импульса-
ми, скорости их ослабления, появлению
промежуточных эхосигналов дает заклю-
чение о качестве сварных точек (рис 5.60,
б). Например, появление слипания опре-
деляется по интервалу между импульсами.
По-видимому, учитывается, что в этом
случае не происходит достаточного вдав-
ливания электродов и толщина в месте
сварки больше нормальной.
Оптимальным является применение
ультразвука для контроля в процессе свар-
ки. Для этого разработано несколько
способов, основанных на регистрации об-
разования литого ядра в доброкачествен-
ных точках. На рис. 5.58, а показан один
из них, основанный на методе прохожде-
ния, разработанный в НИАТ Д.В. Диано-
вой. В полые электроды помещают излу-
чающий и приемный преобразователи 1, Г
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
631
Рис. 5.61. Схема контроля стыков арматуры:
а - дефект отсутствует; б - дефект имеется
Призмы 2, 2' обеспечивают трансформа-
цию продольной волны в поперечную.
На рис. 5.58, б показано изменение
амплитуды прошедшего сигнала во вре-
мени. Интервал I соответствует сдавлива-
нию металла электродами - наблюдают
прохождение слабого сигнала. В интерва-
ле II пропускают электрический ток. Если
образуется литое ядро, сигнал падает
практически до нуля (сплошная линия),
так как через расплавленный металл ядра
поперечная волна не проходит. Если ядро
не образуется, сигнал лишь несколько
уменьшается под действием разогрева
металла (штриховая линия). После осты-
вания наблюдают возрастание амплитуды
(интервал III). Признаком доброкачест-
венной сварки является, таким образом,
резкое падение амплитуды в момент обра-
зования литого ядра.
В ФРГ разработан подобный метод
контроля сварных точек в процессе сварки
с использованием продольных волн, но, по
мнению авторов книги, он менее эффекти-
вен.
5.1.5. Нестандартные варианты
контроля сварных соединений
Довольно часто возникают задачи
контроля сварных соединений, конфигу-
рация которых отличается от рассмотрен-
ных ранее. Ниже приведены примеры
применения ультразвука для решения по-
добных задач.
Контроль сварных соединений ар-
матуры железобетонных конструкции.
Наиболее прогрессивным из существую-
щих способов сварки монтажных стыков
арматурных конструкций (стержней) яв-
ляется ванная сварка в инверторных (разъ-
емных) формах. При УЗ-контроле данных
соединений основную трудность состав-
ляют ввод УЗ-волн в контролируемое со-
единение и селекция эхосигналов от де-
фектов и неровностей периодического
профиля, амплитуды которых соизмери-
мы. Оптимальным является применение
теневого метода контроля с использовани-
ем наклонных преобразователей, при ко-
тором один преобразователь выполняет
функцию излучателя И, а второй - прием-
ника П (рис. 5.61) [7]. О наличии и разме-
рах дефекта при такой схеме контроля
судят по уменьшению амплитуды А
сквозного сигнала на дефектном соедине-
нии по сравнению с импульсом Ао от со-
единения хорошего качества. Как показа-
но в разд. 2.3.1, величина ослабления сиг-
нала А/Ао пропорциональна площади
дефекта Sa.
Используют наклонные преобразова-
тели с параметрами/= 2,5 МГц и а = 53°,
предварительно притертые по поверхно-
сти стержня для контроля соединений с
диаметром стержней 20 ... 25 мм. Преоб-
разователи устанавливают в механическое
устройство, где они крепятся через фикси-
рующие отверстия. Оценка допустимости
дефектов в сварных стыках арматуры по
результатам ультразвукового контроля
производится только по стандартным об-
разцам предприятия. В зависимости от
типа применяемого дефектоскопа могут
использоваться СОП с искусственными
дефектами или без них. В первом случае
632
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.62. Схема контроля стыков
сплющенных труб (а) и испытательный
образец (б) для установления рабочего
участка развертки
для каждого типоразмера стыкуемых
стержней подбирают искусственный де-
фект, который дает такой же сквозной
сигнал на экране дефектоскопа, что и ре-
альный дефект. На стержни и образец в
местах установки преобразователей непо-
средственно перед контролем наносят гус-
той контактный смазочный материал (со-
лидол), который должен полностью за-
полнить впадины периодического профи-
ля арматуры. Достоверность ультразвуко-
вого метода в сравнении с выборочными
разрушающими испытаниями составляет
85 ... 90%.
Контроль сварных узлов структур-
ных строительных покрытий. В на-
стоящее время при сооружении больше-
пролетных строительных покрытий (спор-
тивные сооружения, автосалоны и др.)
применяют сопряженные трубчатые эле-
менты со сплющенными концами труб.
В зависимости от ширины пролетов и типа
сооружаемых конструкций число прива-
риваемых труб может быть от 3 до 8. При
этом толщина стенок сопрягаемых сплю-
щенных концов труб составляет 4 ...
12 мм.
Одной из основных трудностей при
УЗ-контроле этих конструкций является
ограниченный доступ к зоне шва и невоз-
можность пальпирования места отражения
ультразвукового луча на сварном соеди-
нении [7]. Это затрудняет расшифровку
эхосигналов на экране дефектоскопа.
Кроме того, в ряде случаев форма шва
может быть такой, что помеха будет пре-
восходить полезный сигнал.
Конструктивные особенности узлов
не позволяют проводить контроль всего
сечения шва прямым и однократно отра-
женным лучами. Поэтому контроль ниж-
ней части шва данного элемента осущест-
вляют двукратно отраженным лучом, а
верхней части - однократно отраженным
лучом (рис. 5.62, а). Оптимальная частота
контроля равна 5 МГц, а угол ввода пре-
образователей составляет 70 и 75°.
Методика контроля этих соединений
имеет следующие особенности. По СОП
(рис. 5.62, б), в котором выполнены заруб-
ки с двух сторон, устанавливают зону пе-
ремещения преобразователя и соответст-
вующий участок линии развертки, кото-
рый отмечается на экране дефектоскопа.
Преобразователь помещают на контроли-
руемое соединение, находят сигнал от
технологического кольца и убеждаются в
правильности определения зоны контроля.
Для обеспечения прозвучивания всего
сечения стыкуемого кольца трубы кон-
троль необходимо проводить с обеих
плоскостей сплющенного конца (рис. 5.62,
а). В первую очередь следует контролиро-
вать основные несущие элементы конст-
рукции. Настройку чувствительности де-
фектоскопа можно выполнять по зарубкам
или по СО-1. При настройке по СО-1 ус-
ловная чувствительность должна быть
15 мм. Оценка качества сварного соедине-
ния производится по двухбалльной систе-
ме: годен, не годен.
Контроль приварки заглушек к
клапанам. В современных двигателях
применяют полые клапаны 1 с отводом
тепла от верхней части клапана парами
разогретого натрия. Сверху полость за-
крывается привариваемой заглушкой 2,
после чего плоскость тарелки клапана
шлифуется (рис. 5.63). Была поставлена
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
633
задача контроля глубины оставшегося
после шлифовки провара h\, которая
должна быть не меньше 0,6 мм.
В.И. Рыжовым-Никоновым (ЦНИ-
ИТмаш) была разработана иммерсионная
установка для контроля глубины провара
поверхностными волнами. Возбуждение
этой волны обеспечивалось выбором угла
наклона преобразователя 3. Частота
f = 5 МГц обеспечивала контроль слоя
глубиной ht = X, = cjf = 3/5 = 0,6 мм.
Уменьшение глубины провара приводит к
возникновению эхосигнала.
Контроль сварных кромок лопаток
турбин. Штампованную заготовку толщи-
ной 1,5 ... 2 мм стыкуют под углом 4 ...
5°, и кромки соединяются сваркой. Глуби-
на проплавления должна быть 1,5 мм, но
не менее 1,3 мм. А.И. Сафоновым и
В.П. Савченко (Николаевский корабле-
строительный институт) для решения этой
задачи был разработан излучающий пре-
образователь на частоту 5 МГц с концен-
тратором из аустенитной стали длиной
6,5 мм с торцами диаметрами 6 мм (рав-
ным диаметру пьезопластины) и 0,5 мм.
Применяли теневой метод. В качестве
приемника использовали обычный прямой
преобразователь (рис. 5.64). Расхождение
глубины провара, измеренной ультразву-
ком, с фактической глубиной, измеренной
на шлифах, не превосходило 0,3 мм.
Позднее авторы отметили, что сразу
после концентратора происходит расши-
рение пучка лучей [295]. Это не дает воз-
можности выявлять одиночные дефекты.
Для контроля рассматриваемых соедине-
ний разработана иммерсионная установка.
Контроль выполнялся эхометодом фоку-
сирующим преобразователем. При частоте
5 МГц и расстоянии в иммерсионной жид-
кости 30 мм диаметр фокального пятна не
превосходил 2 мм, что позволяло обнару-
живать дефекты размером 0,1 мм и более.
Контроль приварки труб к труб-
ным решеткам. Сварное соединение труб
с трубными решетками (досками) - широко
распространенный и очень ответственный
узел, применяемый в энергетике и хими-
Рис. 5.63. Контроль глубины
проплавления приварки заглушки
к клапану
ческом машиностроении. Торец трубы
сваривается с краем отверстия в решетке.
Методика контроля разрабатывалась при-
менительно к трубам из аустенитной стали
диаметром 56 мм с толщиной стенки 4 мм.
В.А. Феоктистов и В.В. Гребенников
(НИКИМТ) предложили контролировать
глубину провара соединения изнутри
трубы (рис. 5.65). Преобразователи имели
частоты 2,5 или 5 МГц, угол призмы 56°.
Применяли совмещенную или раздельную
схемы включения. Возбуждалась нор-
мальная волна, мода которой не определя-
лась. Глубина расположения преобразова-
теля относительно плоскости решетки
точно фиксировалась.
От сварного соединения наблюдали
два эхосигнала: от границы сплавления
(он имелся даже при зачистке выпуклости)
и от поверхности сварки. Глубину про-
плавления измеряли по времени пробега
первого эхосигнала. Погрешность измере-
ния составляла 0,25 мм. Отмечены случаи
Рис. 5.64. Контроль глубины проплавления
сварных кромок лопаток турбин
634
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
К приемнику К излучателю
Рис. 5.65. Контроль глубины
проплавления при приварке труб
к трубиым решеткам:
1 - разъемы; 2 - направляющие; 3 - втулка;
4 - трубная решетка; 5 - иммерсионная ванна;
6 - центрирующие приспособления;
7 - труба; 8 -- преобразователь
обнаружения трещин (размером не менее
1 мм) и крупных пор в сварном соедине-
нии.
УЗ-контроль сварных соединений
труб с трубными решетками на дефекты
различного вида прорабатывался М.Ф. Кра-
ковяком и И.Л. Гребенник в ЦНИИТмаш.
Оптимальной оказалась схема кон-
троля изнутри трубы РС-преобразователем
Рис. 5.66. Дефектоскопия сварных швов
приварки труб к трубным решеткам:
1 - сварной шов; 2 — дефект; 3 - призмы;
4 - приемник; 5 - излучатель
иммерсионным способом (рис. 5.66). Кон-
тролю очень мешает неправильная форма
трубы, возникающая после опрессовки
взрывом.
Контроль сварных швов тепловы-
деляющих элементов (твэл). Тепловыде-
ляющий элемент - очень ответственный
элемент атомных энергетических устано-
вок. Он имеет вид тонкостенной (0,6 мм)
трубы из циркониевого сплава диаметром
около 10 мм, в которой находится распа-
дающееся радиоактивное вещество. К
концам трубы приваривают концевые
элементы - заглушки (пробки, концевые
детали). Задача заключается в контроле
этих швов.
Методика контроля электронно-
лучевой сварки твэл разработана
В.Т. Пронякиным и др. Контроль выпол-
няют эхометодом в иммерсионном вари-
анте (рис. 5.67, а) на автоматической уста-
новке, которая обеспечивает вращение
трубы [271]. Применяют фокусирующий
преобразователь на частоты 2,5 и 5 МГц
диаметром 12 мм с углом падения около
30°. Лучшие результаты получены с пье-
зопластиной в форме полусферы. Фокаль-
ную точку располагают на внутренней
поверхности трубы; точку ввода - на рас-
стоянии 2 мм от сварного шва. Настройку
выполняли по образцу с непроваром глу-
биной 150 мкм. При контроле обнаружи-
вались непровары глубиной 150 ± 50 мкм
и поры размером более 350 мкм.
УЗ-метод лучше, чем радиография,
выявляет непровары с раскрытием от 5 до
150 мкм. Радиография лучше выявляет
дефекты типа пор. Для повышения чувст-
вительности к порам предложена схема
УЗ-контроля в имерсионном варианте, в
которой сфокусированные лучи направ-
ляются непосредственно на шов (он имеет
гладкую поверхность) под углом 30° к
нормали (рис. 5.67, а). Кроме того, изме-
няются направления прозвучивания: пре-
образователь поворачивают вокруг норма-
ли. Контролю мешают неровности по-
верхности изделия.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
635
Рис. 5.67. Дефектоскопия сварных швов
электронно-лучевой сварки приварки заглушек к трубе:
а - контроль на непровары; б - контроль на поры зеркально-теневым методом; I - труба;
2 - заглушка; 3 - сварной шов; 4 - фокусирующий преобразователь; 5 - пора
Другой вариант контроля, повы-
шающий чувствительности к порам, - зер-
кально-теневым методом с отражением от
внутренней поверхности (рис. 5.67, б).
Зона перемещения преобразователя -
2 мм. Ослабление донного сигнала вызы-
вают не только дефекты, но также затуха-
ние в литом металле сварного шва и пре-
ломление на границе сплавления [270].
В настоящее время сварку труб с
концевыми элементами выполняют также
контактным методом, так как при этом
виде сварки в швах значительно реже
встречаются дефекты типа непроваров,
трещин и газовых пор, чем при электрон-
но-лучевой сварке. Сварные соединения
обладают более высокой коррозионной
стойкостью. Процесс автоматической кон-
тактной сварки более экономичен. На
рис. 5.68 показаны конструкция сварного
соединения и способ контроля в иммер-
сионной ванне [272].
Проводилось исследование сварных
соединений методом акустической микро-
скопии на частотах 25 ... 50 МГц. Уста-
новлено, что граница шва при нормальном
режиме сварки не имеет резко выражен-
ных структурных неоднородностей и от-
ражения ультразвука от нее не наблюдает-
ся даже на частоте 50 МГц.
Наиболее часто встречающийся де-
фект - непровар с раскрытием менее
1 мкм. Эксперименты показали, что на
частоте 50 МГц регистрировалось отраже-
ние от зазора толщиной приблизительно
0,4 мкм. Сведений о выявляемое™ реаль-
ных дефектов в работе не приводится.
Контроль, по-видимому, проводился с
помощью акустического микроскопа.
Контроль сварных соединений с
ограниченным доступом. Встречаются
сварные соединения с ограниченным про-
странством основного металла около шва,
на котором обычно размещают наклонный
преобразователь. Примером такого соеди-
нения служит стыковое соединение свар-
Рис. 5.68. Схема контроля сварного
шва приварки заглушки к трубе:
1 - труба; 2 - урановое топливо; 3 - грат;
4 - сварной шов; 5 - заглушка;
б - преобразователь; L - ширина зоны шва
636
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
та (2 ... 2,5 мм) и не увеличивается при
дальнейшем увеличении глубины (рис.
5.69, б, кривая 7). Причины этого пояс-
няются в разд. 2.2.2.3. Для оценки допус-
тимости трещин было необходимо изме-
рять их глубину (4,5 мм и более).
Для расширения диапазона измеряе-
мых глубин О.Н. Щербаков и В.Н. Ворон-
ков (ЦНИИТмаш) применили два наклон-
ных преобразователя (рис. 5.69, в), вклю-
ченных по схеме тандем, но расположен-
ных на постоянном расстоянии друг от
друга (спаренные преобразователи, схема
корневой тандем). Такая схема обеспечила
возможность измерения по амплитуде
эхосигнала глубины трещин до 5 мм
(рис. 5.69, б, кривая 2).
Была проанализирована возможность
контроля таких сварных соединений с
других поверхностей изделия. В рассмот-
ренном примере оказалось возможным
применение схемы контроля через сосед-
ние диски ротора (луч L). Путь ультразву-
ка при этом значительно больше, чем в
схеме, показанной на рисунке, но условия
отражения от дефекта благоприятные.
Сходная ситуация складывается при
приварке коллекторов к парогенераторам
атомных станций типа ВВЭР-1000
(рис. 5.70). Сварной шов имел толщину
72 мм. Зону перемещения наклонного
преобразователя (93 мм) ограничивает
конструкция коллектора [427, докл. С15].
При этом требовалось измерить рост тре-
щин глубиной 2... 15 мм. Для решения
Рис. 5.69. Контроль сварных
соединении роторов с ограниченным
доступом к корню шва
ного ротора (рис. 5.69, а), где зону пере-
мещения наклонного преобразователя ог-
раничивает плоскость диска. Наиболее
трудно контролируемая часть - корень
шва, где могут образовываться трещины.
Эту область шва контролируют преобра-
зователями с минимальным углом ввода
поперечных волн 37°.
Как отмечено в разд. 3.2.2, при этом
угле амплитуда эхосигнала от углового
отражателя достигает максимального зна-
чения уже при небольшой глубине дефек-
Рис. 5.70. Контроль сварных
соединений коллектора с парогенератором
с ограниченным доступом к корню шва
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
637
Рис. 5.71. Контроль приварки замка к бурильной трубе:
а - бездефектное соединение; б - соединение с дефектом в шве или зоне термического
влияния; 1 - зондирующий импульс; 2 - строб-импульс; 3 - импульсы от паза; 4 - импульсы
от возможных дефектов; 5 - импульс от плеча замка
задачи также были использованы схема
контроля корневой тандем и способ кон-
троля наклонным преобразователем с по-
верхности скоса.
При разработке в ЦНИИТмаше мето-
дики контроля сварных соединений буро-
вых долот пришлось размещать наклон-
ный PC-преобразователь непосредственно
на валике шва, тем не менее ультразвуко-
вой контроль существенно повысил каче-
ство сварки.
Контроль соединения бурильных
труб. К трубам диаметром 60,3 мм
приваривают соединительный резьбовой
замок. Контроль этого сварного шва вы-
полняют преобразователем с углом
призмы 55°, расположенным на расстоянии
180 ... 200 мм от шва (рис. 5.71). О способе
контроля упоминалось ранее для случая
выполнения сварки трением, тот же
способ используется для контроля других
типов стыковой сварки [122]. Чувстви-
тельность, скорость развертки и положе-
ние строб-импульса настраивают по об-
разцу в виде отрезка трубы с приваренным
замком, в котором выполнены пропилы
глубиной 1; 2 и 3 мм и длиной до 20 мм.
Пропилы делают в зонах термического
влияния и на самом шве, их сдвигают от-
носительно друг друга на угол 90° по
окружности трубы. Качество акустическо-
го контакта проверяют по отражениям от
пазов и плеча замка.
Сварные соединения секторных
отводов. Особенностью контроля сектор-
ных отводов является неперпендикуляр-
ность оси шва образующей трубы
(рис. 5.72). При контроле сварных соеди-
нений отводов диаметром равным или
более 160 мм для прозвучивания всей
толщины сварного шва следует переме-
щать преобразователь перпендикулярно
оси шва (рис. 5.72, а). Контролируя соеди-
нения секторных отводов меньших диа-
метров, следует перемещать преобразова-
тель параллельно образующей трубы
(рис. 5.72, б). Во избежание ложной бра-
ковки необходимо учитывать признаки
смешения кромок и превышение проплава
по разд. 5.1.2.1.
Контроль первого слоя соединения.
В V-образных многослойных соединениях
наиболее вероятно возникновение дефек-
тов в первом (корневом) слое. Целесооб-
разно проводить его контроль и ремонт
перед нанесением других валиков шва.
А.З. Райхман и др. разработали методику
такого контроля для швов толщиной 17 ...
35 мм. Рекомендуется применять преобра-
зователи с углом ввода 55 ... 65° на часто-
ту 5 МГц и возможно более точно срав-
нивать время пробега импульса до воз-
можного дефекта и до разделки несварен-
ного шва.
Сварка рельсов [226]. Сварные со-
единения рельсов выполняются электро-
638
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.72. Контроль сварных
соединений секторных отводов диаметром:
а - свыше 160 мм; б - до 160 мм
контактным и (реже) термитным способа-
ми. Электроконтактная сварка выполняет-
ся методом оплавления при изотовлении
новых плетей и при ремонте эксплуати-
руемых (старогодных) рельсовых плетей в
бесстыковом пути. Плети имеют длину до
800 м и даже до 3000 м. Термит - это по-
рошкообразная смесь, обычно алюминия с
оксидами железа, интенсивно сгорающая
при воспламенении с выделением большо-
го количества тепла. При термитной
сварке зазор между рельсами, предвари-
тельно нагретыми до 400 ... 700 °C, запол-
няется расплавом, полученным при сгора-
нии термита. Кроме того, осуществляется
восстановление изношенных рельсов
электродуговой наплавкой.
При электроконтактной сварке воз-
никают дефекты, отмеченные в разд. 5.1.4.
Наиболее опасный дефект - трещины. По-
перечные трещины возникают в головке,
косые или продольные трещины - в шейке
и в подошве. Очень опасны непровары,
слипания, возникшие по всему сечению
рельса. Другие дефекты: рыхлости (пере-
жоги), пузыри (свищи), кратерные усадки,
силикатные скопления. Причины возник-
новения дефектов: плохая обработка по-
верхности под сварку, нарушение техно-
Рнс. 5.73. Схема прозвучивания сварного
стыка рельсов: перьев подошвы сверху и
снизу (а), шейки сбоку (S), головки сверху
и с боковых поверхностей (в), шейки и
участка подошвы под шейкой с поверхности
катания головки рельса (г)
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
639
Рис. 5.74. Озвучивание зоны сварного стыка эхозеркальным
методом с помощью тандема из двух ПЭП
логин сварки. После испытания более 500
дефектных стыков было установлено, что
дефекты, расположенные в головке и
шейке, меньше влияют на долговечность
стыков, чем дефекты в подошве.
На рельсосварочных предприятиях
(РСП) ультразвуковой контроль зоны
сварки осуществляют контактным спосо-
бом, эхометодом, наклонным преобразо-
вателем с углом ввода 50° на частоте
2,5 МГц. Контроль стыка целесообразно
производить при комнатной температуре,
но не ниже +10° и не выше +60 °C. Про-
верку и настройку дефектоскопа с преоб-
разователем на заданные параметры и не-
обходимую чувствительность выполняют
на стандартных образцах СО-1 и СО-Р.
Контроль сварного стыка проводят в
следующей последовательности (рис.
5.73): перья подошвы - сверху и снизу (а);
шейку - сбоку (б), головку сверху и с
боковых поверхностей (в), шейку и участ-
ки подошвы под шейкой - с поверхности
катания головки рельса (г). Каждую зону
рельса прозвучивают с двух сторон от
сварного шва. Контроль переходного сты-
ка (т.е. стыка между рельсами двух разных
типоразмеров) в зоне подошвы осуществ-
ляют, перемещая преобразователь по по-
дошве рельса более легкого типа.
Шаг перемещения вдоль стыка не
должен превышать 3 мм (что соответству-
ет приблизительно 1/4 размера пьезоэлек-
трической пластины), а скорость -
100 мм/с. Для контроля подошвы, шейки,
головки сверху и сбоку в зоне сварного
стыка преобразователем с а = 50° следует
установить длительность развертки де-
фектоскопа, равной 100 мм глубины кон-
троля. Не рекомендуется устанавливать
длительность развертки, соответствую-
щую высоте контролируемого рельса, так
как при этом ухудшается вероятность вы-
явления дефектов. Устанавливают дли-
тельность стробирующего импульса на
такую же глубину. Контроль шейки и уча-
стка подошвы под шейкой с поверхности
катания проводят в режиме по слоям или
по-другому - в режиме "задержанной раз-
вертки".
При контроле подошвы, головки и
шейки рельса сбоку преобразователь пе-
ремещают в зоне, ограниченной расстоя-
ниями 25 и 100 мм от стыка. Для надежно-
го выявления дефектов, расположенных
по краям перьев подошвы, последние сле-
дует прозвучивать под различными угла-
ми, перемещая преобразователь по по-
верхности пера подошвы рельса и повора-
чивая его в пределах 0 ... 30°.
Сварной стык в подошве и шейке
рельса прозвучивают многократно отра-
женным лучом, благодаря чему обеспечи-
вается выявление дефектов, расположен-
ных у поверхности, по которой переме-
щают преобразователь, т.е. исключается
таким образом влияние мертвой зоны на
выявляемость дефектов в приповерхност-
ном слое. Сварной стык в головке рельса
прозвучивается только прямым лучом.
Для повышения надежности обнару-
жения дефектов, расположенных в голов-
ке под поверхностью катания, при контро-
ле головки сбоку перемещают преобразо-
640
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рнс. 5.75. Возможный зеркальный
способ озвучивания головки рельса с целью
обнаружения поперечной трещины в
заданной зоне
ватель, поворачивая его в сторону поверх-
ности катания под углом 0 ... 20°.
Контроль зоны сварного стыка в пути
практически выполняют по той же мето-
дике, что и на РСП. При этом, естествен-
но, доступ к рельсу со стороны подошвы
исключен, поэтому, учитывая, что наибо-
лее сильно на долговечность стыков
влияют дефекты в подошве, наиболее
тщательно необходимо контролировать
зону подошвы со стороны перьев подош-
вы и с поверхности катания рельса. Изме-
рение условных размеров обнаруженных
дефектов весьма трудоемко, поэтому ог-
раничиваются определением координат
выявленного дефекта и минимальной ус-
ловной чувствительностью, при которой
дефект еще обнаруживается.
Плоскостные вертикально ориенти-
рованные дефекты в сварных швах как на
Рис. 5.76. Контроль сварного стыка
пера подошвы с помощью наклонного
(притертого к выкружке) ПЭП
РСП, так и в пути более эффективно мож-
но обнаруживать с помощью двух преоб-
разователей, озвучивающих контролируе-
мое сечение эхозеркальным методом с
помощью тандема из двух ПЭП
(рис. 5.74). В зависимости от глубины за-
легания озвучиваемой зоны расстояние В
между преобразователями должно изме-
няться. При поиске дефекта только в оп-
ределенной зоне два преобразователя мо-
гут быть установлены в систему с жестко
заданным базовым расстоянием В', при-
чем преобразователи, образующие тандем,
могут располагаться на разных поверхно-
стях рельса (рис. 5.75).
Для обнаружения поперечных тре-
щин в перьях подошвы рельса, в том числе
и в сварных стыках, предложено устанав-
ливать наклонный преобразователь на
выкружку шейки и подошвы рельса со
стороны, противоположной зоне контро-
лируемого пера подошвы (рис. 5.76). Не-
смотря на свою эффективность, рассмот-
ренные выше два способа контроля свар-
ных стыков рельсов из-за трудностей в
реализации пока не находят широкого
применения.
Контроль рельсов, сваренных терми-
том, выполняют прямым РС-преобра-
зователем по поверхности катания; на-
клонным преобразователем с углом ввода
70° (контроль перьев подошвы, а также
головки с поверхности катания и с боко-
вых поверхностей рельса); наклонным
преобразователем с углом ввода 45° (кон-
троль головки, шейки и участка подошвы
рельса под шейкой с поверхности катания
головки рельса) [427, докл. С22].
Для выявления дефектов в соедине-
нии металла термитного шва с металлом
рельса выполняют контроль методом тан-
дем двумя наклонными преобразователя-
ми с углом ввода 45° с поверхности ката-
ния головки рельса, шейки и на участке
подошвы рельса под шейкой, а также дву-
мя наклонными преобразователями с уг-
лом ввода 70° с боковых граней головки.
Прозвучивание каждого стыка вы-
полняется с двух сторон. После образова-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
641
ния на поверхности катания головки рель-
са накатанного слоя (исчезновения ребри-
стости шлифовки) повторяют контроль с
поверхности катания головки рельса.
5.1.6. Сопоставление российских
нормативных документов
по контролю сварных соединений и
антикоррозионных наплавок с
нормативными документами других
стран
Сопоставление нормативных доку-
ментов некоторых стран по УЗ-контролю
сварных соединений и антикоррозионных
наплавок с российскими осуществлено в
работах [245, т. 1 и 3]; сопоставление с
европейскими стандартами - в [133]. Как
отмечалось, в России требования по мето-
дике УЗК сварных соединений изложены
в ГОСТ 14782. Требования по допустимо-
сти дефектов и чувствительности контро-
ля сформулированы в отраслевых прави-
лах контроля, отраслевых стандартах или
технических условиях.
В США нормативные требования при
контроле сварных соединений сосудов
давления, определяющие минимальные
акустические характеристики отражате-
лей, подлежащих регистрации (уровень
фиксации), установлены Кодом общества
инженеров-механиков (ASME) [356]. Эти
нормативные требования к регистрации
несплошности органично входят в соот-
ветствующие методические разделы. Од-
нако методики привязаны не к технологи-
ческому процессу изготовления изделий, а
к специфике конкретного объекта контро-
ля, в частности сварных соединений. Мак-
симальные акустические характеристики
отражателей, допустимых для данного
сосуда, трубопровода и т.п. (пределы до-
пустимости), содержатся частично в са-
мом Коде (см. разд. 3.3.1.4), частично оп-
ределяются техническими условиями, со-
гласованными изготовителем и заказчи-
ком.
Европейский комитет по стандарти-
зации (CEN) в 1997 - 98 гг. выпустил се-
рию стандартов по ультразвуковому кон-
тролю и оценке качества сварных соеди-
нений [EN 1714; EN 1712; EN 1713]. Эти
документы полностью охватывают вопро-
сы контроля сварных соединений и явля-
ются наиболее современными. Далее со-
поставление российских нормативных
требований выполняется именно с ними.
Кроме того, в ряде стран Европы дейст-
вуют документы, подобные нашим ведом-
ственным. Например, в Германии требо-
вания по допустимости дефектов и чувст-
вительности при контроле сварных
соединений в ядерной энергетике - это
КТА 3201.3 [410].
По мнению авторов книги, достоин-
ствами европейских стандартов следует
считать:
1. Создание системы взаимосвязан-
ных стандартов, охватывающих все во-
просы ультразвукового контроля изделий,
в частности сварных соединений.
2. Введение четырех уровней досто-
верности контроля, соответствующих воз-
растающей вероятности обнаружения де-
фектов путем использования нескольких
углов ввода.
3. В стандарт включены весьма ин-
формативные схемы контроля различных
типов сварных соединений, отсутствую-
щие в российском ГОСТе.
4. В европейских стандартах допуска-
ется использование любого из применяе-
мых, как в Америке, так и в станах Евро-
пы способов настройки чувствительности
(по плоскодонным и боковым отверсти-
ям), причем настройки, выполненные раз-
личными способами, довольно близко
совпадают.
5. Европейский стандарт рекомендует
применять высокую чувствительность
(уровень фиксации) в независимости от
ответственности сварного соединения.
Наряду с повышением чувствительности
(снижением уровня фиксации) по мере
повышения степени ответственности
сварного соединения, как это принято в
России, европейский стандарт рекоменду-
ет возрастание вероятности обнаружения
дефектов, что достигается увеличением
642
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
количества направлений прозвучивания.
6. Предложен алгоритм амплитудных
измерений при контроле эхометодом, ко-
торый позволяет извлечь довольно боль-
шую информацию для различения плоско-
стных и неплоскостных дефектов.
7. Предусмотрен обязательный контроль
зоны термического влияния наряду с на-
плавленным металлом. В российском
стандарте и многих ведомственных мето-
диках такие требования отсутствуют.
Недостатками европейских стандар-
тов, по мнению авторов, следует считать:
1. Контроль сварных соединений из
сталей ферритного класса начинается с
толщины более 8 мм, в то время как в рос-
сийских ведомственных методиках преду-
сматривается возможность контроля, на-
чиная с толщины 2 мм.
2. В таблицах, указывающих парамет-
ры контроля сварных соединений различ-
ного типа и толщины, отсутствуют реко-
мендации по выбору частот и углов ввода.
В российских ведомственных методиках
обязательно содержатся такие рекоменда-
ции.
3. В стандарте (да и вообще за рубе-
жом) не предусмотрено применение мно-
гих весьма полезных приспособлений для
ультразвукового контроля сварных соеди-
нений, разработанных и довольно широко
используемых в России. Например, датчи-
ков шероховатости и волнистости поверх-
ности типа ДШВ, устройств типа "Парус",
которые при изменении угла ввода обес-
печивают постоянство точки озвучивания.
В результате для решения простых задач
приходится использовать описанные в
стандартах сложные приемы.
4. В европейских стандартах не ого-
ворена целесообразность продольно-
поперечного сканирования сварных со-
единений большой толщины, не указан
требуемый шаг сканирования, не реко-
мендована конкретная методика контроля
на поперечные несплошности.
5. При измерении координат дефек-
тов в европейских стандартах не отмеча-
ются и не учитываются такие явления, как
изменение угла ввода с температурой и
квазиискривление лучей.
5.1.7. Автоматизация и механизация
контроля сварных соединений
5.1.7.1. Особенности
автоматизации и механизации
контроля
Технология ручного УЗ-контроля со-
стоит из ряда операций [7]. Дефектоско-
пист перемещает преобразователь в око-
лошовной зоне по сложной траектории,
непрерывно наблюдает за экраном дефек-
тоскопа и выполняет логические операции
по обработке полученной информации и
оценке качества контролируемого изде-
лия. Такая напряженная работа приводит к
быстрому физическому утомлению дефек-
тоскописта, вследствие чего происходит
пропуск дефектов.
Одним из основных недостатков руч-
ного контроля является то, что после него
не остается объективных документов (де-
фектограмм), по которым можно было бы
контролировать проведенную работу. Это
обусловливает зависимость оценки каче-
ства контролируемого изделия от квали-
фикации, физического состояния и усло-
вий работы дефектоскописта.
Автоматизация контроля значительно
повышает его производительность и дос-
товерность. Повышение достоверности
достигается тем, что фиксация обнару-
женных дефектов производится не визу-
ально оператором, а за счет получения
дефектограммы с помощью какого-либо
регистрирующего устройства.
В наиболее полном варианте автома-
тизированное устройство для УЗ-контроля
должно включать следующие основные
узлы: акустический блок с преобразовате-
лями и механизмом для их перемещения
по поверхности контролируемого изделия;
системы слежения за швом и качеством
акустического контакта; электронный
блок для генерирования зондирующих
импульсов и приема эхосигналов; систему
подачи и, желательно, сбора контактной
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
643
жидкости; электронный блок для логиче-
ской обработки информации о дефекте,
включая ЭВМ, регистраторы информации
на дефектограмме в аналоговой или циф-
ровой форме; систему обратной связи для
управления траекторией и скоростью ска-
нирования в зависимости от полученной
информации о дефекте; систему автома-
тической отбраковки.
Уровень автоматизации установки
определяется наличием в ней упомянутых
систем. Если все эти системы входят в
конструкцию установки, то достигается
полная автоматизация контрольных опе-
раций. Такие установки являются весьма
сложным, громоздким и дорогостоящим
оборудованием, поэтому применять их на
производстве не всегда целесообразно. Во
многих случаях достаточно механизиро-
вать (частично автоматизировать) кон-
трольные операции, передав автоматизи-
рованному устройству, например функции
поиска и регистрации дефектов. Такие
устройства менее сложны по конструкции
и могут быть выполнены в виде малогаба-
ритных дефектоскопов.
Эффективность неразрушающего
контроля будет максимальной только при
условии хорошего согласования его с тех-
нологией изготовления изделий. Поэтому
выбор уровня автоматизации УЗ-контроля
определяется многими производственны-
ми факторами.
5.1.7.2. Перемещение
преобразователей
Прозвучивание всего объема изделия
осуществляют взаимным перемещением
ОК и преобразователя. Для упрощения
конструкции сканирующего устройства
(сканера) и повышения производительно-
сти контроля часто применяют одновре-
менно несколько преобразователей, уста-
новленных обычно неподвижно относи-
тельно друг друга. С учетом специфики
условий и объектов контроля в механизи-
рованных и автоматизированных установ-
ках применяют несколько способов про-
звучивания и схем построения блока аку-
стических преобразователей.
1. Последовательное прозвучивание
всего сечения сварного шва одноэлемент-
ным преобразователем. При этом преобра-
зователь совершает поперечно-продольное
или продольно-поперечное движение,
аналогичное движению руки оператора
при ручном контроле.
2. Одновременное прозвучивание
сварного соединения несколькими преоб-
разователями, расположенными перпен-
дикулярно к оси шва. Каждый из преобра-
зователей, работая в совмещенном режи-
ме, прозвучивает соответствующую зону
по толщине сварного шва. В этом случае
отпадает необходимость в поперечном
перемещении преобразователей.
3. Прозвучивание поперечного сече-
ния сварного шва многоэлементными пре-
образователями, пьезоэлементы которых
работают по различным схемам контроля:
совмещенной, раздельно-совмещенной,
эхозеркальной и т.д. При этом элементы
преобразователей могут переключаться с
помощью электронного коммутатора.
В ряде случаев преобразователю со-
общают также колебательное или враща-
тельное движение относительно оси, пер-
пендикулярной или параллельной поверх-
ности для поиска различно ориентирован-
ных дефектов. Когда имеются предвари-
тельные сведения о распределении дефек-
тов, более тщательно прозвучивают места
наиболее вероятного их нахождения - не-
равномерный поиск.
Иногда уточняется и пополняется
информация о дефектах, процесс поиска
при этом сводится к следующему. Вначале
производят равномерное прозвучивание
металла шва, а после обнаружения дефек-
та траекторию сканирования изменяют
таким образом, чтобы обеспечить получе-
ние максимальной информации о пара-
метрах дефекта и его координатах, т.е. в
установке предусматривают устройства
самонастройки. Процесс самонастройки
требует выполнения вычислительных и
логических операций, поэтому конструк-
ция установки значительно усложняется.
644
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Значительно проще система экспертного
контроля, при которой места, где обнару-
жены дефекты, контролируют отдельно,
как, например, было показано в
разд. 2.2.5.6.
5.1.7.3. Обеспечение стабильного
акустического контакта
Важным вопросом при контроле де-
талей и сварных швов является обеспече-
ние стабильного акустического контакта
преобразователя с изделием в процессе
контроля, т.е. в динамическом режиме.
Возможности оперативного наблюдения
за состоянием акустического контакта при
работе автоматизированных установок
ограничены, поэтому создаются специаль-
ные системы стабилизации акустического
контакта, которые обеспечивают создание
акустической связи преобразователь-
контролируемый объект, проверку качест-
ва акустического контакта и компенсацию
нестабильности акустического контакта.
При автоматизированном контроле
изделий и сварных соединений часто ис-
пользуют щелевой способ ввода ультра-
звука в изделие. Для этого толщина слоя
жидкости должна быть меньше половины
длины волны ультразвука. Обычно она
составляет десятые доли миллиметра.
Конструкция преобразователя обеспечи-
вает постоянную толщину слоя жидкости
в процессе контроля изделия. Применение
щелевого способа ввода УЗК обеспечивает
более надежную акустическую связь пре-
образователя с изделием по сравнению с
контактным способом. При этом способе
ввода ультразвука по сравнению с иммер-
сионным уменьшается расход контакти-
рующей жидкости и значительно упроща-
ется конструкция установки.
Один из способов контроля акусти-
ческого контакта - прозвучивание шва
наклонными PC-преобразователями с от-
ражением ультразвука от противополож-
ной стороны ОК. В этом случае контроли-
руется качество работы всего комплекса
аппаратуры, что является несомненным
достоинством данной схемы контроля.
Через заданный промежуток времени, на-
пример через 10 с работы, преобразовате-
ли включаются в режим излучатель - при-
емник и за один цикл сканирования про-
веряют работу акустических и электрон-
ных трактов, регистрируя ее самописцем в
виде специальных отметок.
Применяют устройства компенсации
нестабильности акустического контакта. В
таких системах компенсатор регулирует
мощность зондирующих импульсов по
мере поступления сигналов об ухудшении
качества акустического контакта. В случае
превышения возможных пределов регули-
рования мощности на регулирующее уст-
ройство поступает сигнал о том, что кон-
троль проводится на недостаточной чувст-
вительности.
5.1.7.4. Автоматическая
регистрация результатов
контроля
Необходимость разработки регистри-
рующих систем обусловлена прежде всего
тем, что регистрация означает получение
документа, подтверждающего сам факт
контроля объекта и результаты этого кон-
троля. Если объекты контроля, например
энергетические установки, с целью обес-
печения безопасности эксплуатации под-
вергают дефектоскопии периодически, то
регистрация результатов контроля необ-
ходима для сопоставления документов,
полученных в разное время, и наблюдения
за появлением и развитием дефектов.
Разработаны различные регистри-
рующие устройства, позволяющие полу-
чить несколько видов дефектограмм, каж-
дый из которых отличается степенью ин-
формативности и сложностью техническо-
го исполнения. Большая информативность
достигается за счет усложнения средств
регистрации.
Для отражения результатов контроля
необходимы данные, получаемые на этапе
поиска дефектных мест изделия и на этапе
измерения характеристик обнаруженных
дефектов, по результатам которых произ-
водится их разбраковка. На этих этапах
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
645
фиксируются параметры контроля, а их
регистрацию осуществляют различными
техническими средствами.
Так, при поиске дефекта сварного
шва информация должна содержать дан-
ные о границах сварного соединения, ко-
ординатах и траектории перемещения
преобразователя, шаге, ширине зоны ска-
нирования, наличии стабильного акусти-
ческого контакта, уровнях регистрации по
основным браковочным признакам - ам-
плитуде и протяженности дефекта. По
этим зарегистрированным параметрам
можно судить, насколько правильно про-
веден контроль, установить масштаб запи-
си и координаты обнаруженных дефект-
ных мест сварного шва. После обнаруже-
ния дефектных мест сварного шва опреде-
ляются характеристики дефектов, уточня-
ются их координаты и подсчитывается
количество дефектов на определенной
длине шва.
Для информирования о наличии де-
фектов используется запись типа "да -
нет", выполненная, например, в виде ус-
ловных пунктирных отметок либо в виде
нормированных импульсов на непрерыв-
ной линии бумажной ленты. Запись типа
"да - нет" может быть одноканальной с
фиксацией информации от одного или
нескольких преобразователей и многока-
нальной - по числу источников исходной
информации. В связи с необходимостью
многопараметровой записи результатов
УЗ-контроля разработан ряд систем с
совмещенной на одном поле записью двух
и более параметров. В некоторых установ-
ках обнаруженные дефекты отмечают
краской непосредственно на поверхности
контролируемого изделия рядом со свар-
ным швом.
В современных установках для реги-
страции результатов УЗ-контроля широко
применяется компьютерная техника. С ее
помощью фиксируются основные опера-
тивные параметры контроля и данные об
обнаруженных дефектах, производится
обработка информации. При необходимо-
сти, осуществляется непосредственная
передача результатов контроля на вычис-
лительные машины более высокого уров-
ня для хранения, оперативного анализа и
оценки результатов контроля.
5.1.7.5. Схемы автоматического
контроля
Схемы автоматического контроля, а
следовательно и конструктивные особен-
ности УЗ установок, в значительной сте-
пени зависят от толщины стенок и формы
изделий, их основных размеров, а также
типа сварного соединения. Для контроля
сварных соединений с толщиной стенки
12 мм и менее обычно применяют скани-
рование параллельно продольной оси шва
за один проход. Сканирующее устройство
установок часто имеет два или четыре
преобразователя. Схема контроля шва че-
тырьмя преобразователями приведена на
рис. 5.77. Преобразователи 1 и 2; 3 и 4,
включенные по совмещенной и раздель-
ной схеме, предназначены для обнаруже-
ния продольных, а 1 и 3; 2 и 4, также
включенные по совмещенной и раздель-
ной схеме, предназначены для обнаруже-
ния поперечных дефектов. Электронную
схему дефектоскопической аппаратуры
включают таким образом, чтобы преобра-
зователи могли работать эхо- и теневым
методами.
Работа такой установки состоит из
нескольких (до десяти) тактов. При пер-
Рис. 5.77. Схема расположения
преобразователей при автоматическом
контроле продольного шва
646
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
вом такте сигнал излучает и принимает
первый преобразователь (контроль эхоме-
тодом), при втором - излучает и принима-
ет второй преобразователь (контроль эхо-
методом), при третьем - излучает первый,
а принимает второй преобразователь (кон-
троль эхометодом по раздельной схеме),
при четвертом - излучает и принимает
третий преобразователь (контроль эхоме-
тодом), при пятом - излучает и принимает
четвертый преобразователь (контроль
эхометодом), при шестом - излучает тре-
тий преобразователь, а принимает четвер-
тый преобразователь (контроль эхомето-
дом по раздельной схеме), при седьмом -
излучает первый, а принимает третий пре-
образователь(контроль эхометодом на
поперечные дефекты), при восьмом - из-
лучает второй, а принимает четвертый
преобразователь (контроль эхометодом на
поперечные дефекты), при девятом - из-
лучает первый, а принимает четвертый
преобразователь (контроль зеркально-
теневым методом), при десятом - излучает
второй, а принимает третий преобразова-
тель (контроль зеркально-теневым мето-
дом).
Зеркально-теневой сигнал использу-
ют не только для поиска дефектов, но
также для контроля состояния акустиче-
ского контакта между преобразователями
и контролируемым изделием. Если проис-
ходит изменение сигнала, то схемой авто-
матического регулирования усиления
производится необходимая корректировка
чувствительности приемного канала уста-
новки. Обычно ограничиваются меньшим
числом тактов. Например, в том случае,
когда металл сварных швов изделий не
склонен к образованию поперечных тре-
щин, установки оснащают только двумя
преобразователям и.
Стыковые сварные швы сосудов и
аппаратов ответственного назначения с
толщиной стенки 8 ... 18 мм обычно вы-
полняют электродуговой сваркой под сло-
ем флюса за два прохода. Максимальное
число дефектов для стыковых двухпро-
ходных швов наблюдается ближе к центру
сечения шва, поэтому преобразователи
располагают симметрично по обе стороны
продольной оси шва таким образом, чтобы
центральный однократно или двукратно
отраженный луч проходил через центр
шва - зону вероятного появления макси-
мального числа дефектов.
5.1.7.6. Установки
автоматического контроля
Опыт работ по внедрению установок
для автоматического контроля сварных
соединений показал, что создание таких
установок рационально в следующих слу-
чаях: когда сварные соединения выполня-
ются высокопроизводительной автомати-
ческой сваркой; когда автоматизация по-
зволяет свести к минимуму опасность
вредных условий контроля (например,
наличия радиоактивного излучения); ко-
гда автоматизация необходима для реали-
зации применяемого метода контроля (на-
пример, ультразвуковой микроскопии или
контроля с когерентной обработкой). Ни-
же приведены примеры автоматических
установок, предназначенных для решения
трех отмеченных выше задач.
Автоматический контроль про-
дольных и спиральных сварных швов
труб. Во ВНИИНК (г. Кишинев) разрабо-
тано несколько типов установок для кон-
троля продольных и спиральных сварных
швов труб диаметром 76 ... 102 мм, тол-
щиной стенки 2 ... 5 мм. Здесь рассмотре-
на одна из них типа УТС-СТ-1, предна-
значенная для контроля продольного шва,
выполненного контактной сваркой. В ос-
нову работы положена схема с примене-
нием четырех преобразователей (см.
рис. 5.77), реализующая контроль эхо-,
теневым и эхотеневым методами, благо-
даря чему обеспечивается выявление де-
фектов различной ориентации и полный
самоконтроль. Акустический контакт ме-
жду преобразователями и поверхностью
трубы обеспечивается щелевым способом.
Контактная жидкость (вода) подается из
бака-отстойника. Поверхность трубы очи-
щается специальным устройством.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
647
Число тактов уменьшено по сравне-
нию с ойисанным ранее. Преобразователи
1 и 3 поочередно работают в режиме из-
лучения ультразвуковых колебаний, а 2 и
4 - постоянно в режиме приема сигналов,
отраженных от дефектов сварного шва, и
теневых сигналов. Генерируются импуль-
сы длительностью 8 ... 10 мкс частотой
2,5 МГц. При отсутствии дефектов в свар-
ном шве сквозные сигналы принимаются
преобразователями 2 и 4. В случае нали-
чия в сварном шве продольных дефектов
сигнал отразится под углом, равным углу
падения, и будет принят соответственно
приемным преобразователем 2 или 4.
При поперечных дефектах ультразву-
ковые колебания рассеиваются ими, в ре-
зультате чего на преемниках сигналы от-
сутствуют. К этому же приводит выход из
строя любого из элементов акустического
и приемно-передающего трактов.
Симметричное положение преобра-
зователей относительно сварного шва
поддерживается системой автоматическо-
го слежения за швом. Слежение осущест-
вляется по "шумам", представляющим
собой отраженные сигналы от грата и не-
однородных структурных зон. Блок сис-
темы автоматики выдает сигнал на поста-
новку механической метки резцом или на
краскоотметчиком, а также управляет
устройством сортировки.
Установка "АИСТ-1" [33] предназна-
чена для автоматического контроля техно-
логического режима электрической сварки
труб токами повышенной частоты в пото-
ке стана 19 ... 102. Поверхность трубы
очищается специальным устройством,
акустический контакт между преобразова-
телями и поверхностью трубы осуществ-
ляется, как и при контроле охлажденного
шва, струей воды, несмотря на то, что
температура сварного шва в зоне контроля
составляет 900 ... 1 000 °C. Это объясняет-
ся высокой локальностью зоны нагрева
при сварке. Чтобы исключить неблагопри-
ятное воздействие на преобразователи
высокой температуры, они выполнены
так, что постоянно охлаждаются проточ-
ной водой, применяемой в качестве кон-
тактной среды.
Используемые преобразователи ще-
левого типа позволяют изменять в преде-
лах 1 ... 3° угол ввода ультразвуковых
колебаний. Шарнирная подвеска установ-
ки обеспечивает постоянство положения
преобразователей относительно сварного
шва. Подъем и опускание преобразовате-
лей осуществляется элементами механиз-
ма слежения. Результаты контроля фикси-
руются на диаграммной ленте самописца
блока статистической оценки качества
сварного шва.
Развитием этих работ является созда-
ние в НИИИК АО "Интроскоп" (Кишинев,
приемник ВНИИНК) трех многоканаль-
ных установок для контроля прямошов-
ных труб в процессе производства [428,
докл. 4.2.36]. Осуществляется контроль
краевых полос концов трубы на наличие
дефектов типа расслоений в околошовной
зоне, на выявление дефектов в сварном
шве и околошовной зоне, на наличие де-
фектов типа расслоений в основном ме-
талле трубы. Все установки работают с
использованием многоканального дефек-
тоскопа "Интроскоп-01" и индустриально-
го компьютера. Схема потактового кон-
троля предполагает использование двух
наклонных преобразователей для контро-
ля дефектов шва и двух РС-преобразо-
вателей для контроля околошовной зоны.
Установки дают возможность реали-
зации различных методов контроля и схем
прозвучивания, обеспечивают слежение за
сварным швом и автоматическую стаби-
лизацию положения преобразователей
относительно сварного шва, имеют авто-
матический контроль качества акустиче-
ского контакта и диагностику работоспо-
собности, паспортизацию результатов
контроля в виде распечаток на бумажном
носителе.
Фирма "Сименс" разработала и пус-
тила в эксплуатацию весьма совершенную
установку для контроля в процессе изго-
товления труб диаметром ПО ... 400 мм,
сваренных высокочастотной сваркой [422,
с. 2162]. При этом виде сварки могут воз-
648
Глава 5 КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.78. Схема прозвучивания
сварного шва магистрального трубопровода
установкой "Ротоскаи"
никать дефекты типа слипания, практиче-
ски невыявляемые неразрушающими ме-
тодами, что учтено разработчиками. Кон-
троль начинается с проверки полосы тол-
щиной 2,6 ... 16 мм, шириной 350 ...
1250 мм. Контроль ведется эхометодом в
иммерсионном варианте системой из шес-
ти преобразователей на частоту 10 МГц со
скоростью 45 м/мин. Преобразователи ос-
циллируют поперек движущейся полосы,
но контроль выполняется не в полном
объеме. Краевые зоны шириной 25 мм
контролируются полностью.
Далее из полосы формируется труба
и выполняется высокочастотная сварка.
После водяного охлаждения шов контро-
лируется контактным способом двумя па-
рами наклонных преобразователей с двух
сторон от шва. Предусмотрена проверка
качества акустического контакта и фор-
мирования наружных валиков шва. Для
последней цели применяется прямой ка-
чающийся преобразователь на частоту
25 МГц, который контролирует толщину и
форму шва. Контакт - через струю воды.
Далее труба разрезается на отрезки
длиной 6 . . 18 м. Сегменты проходят оп-
рессовку водой. Далее четырьмя преобра-
зователями на частоту 10 МГц при враще-
нии трубы торцы сегментов контролиру-
ются на расслоения, выходящие на линию
разрезки. Это необходимо, поскольку по-
лоса не проходила стопроцентного кон-
троля. После этого осуществляется окон-
чательный контроль сварного шва че-
тырьмя парами наклонных преобразовате-
лей (45°). Три пары осуществляют кон-
троль на продольные дефекты в верхней,
средней и нижней частях шва, а четвертая
пара осуществляет контроль на попереч-
ные дефекты. Предполагается, что в ре-
зультате гидроопрессовки плохо выявляе-
мые дефекты раскроются и будут лучше
обнаруживаться. В заключение трубы на-
правляются в карман "годен" или "брак".
Автоматизация контроля сварных
швов магистральных трубопроводов. В
Голландии и Франции разработаны уста-
новки типа "Ротоскан" и "Орбискан" для
автоматического контроля сварных швов
магистральных трубопроводов [422,
с. 1768 и 1775]. Сварной шов разбивают на
зоны, которые контролируют прямым или
однократно отраженным лучом с опреде-
ленным углом ввода (рис. 5.78 и 5.79). В
первой установке контроль выполняют
также дифракционно-временным методом,
который на схеме не показан. О второй
установке сказано, что в ней также ведется
контроль эхозеркальным методом. Она
обеспечивает скорость контроля 50 мм/с.
В результате сварной шов трубы диамет-
Рис. 5.79. Схема прозвучивания сварного шва
магистрального трубопровода установкой "Орбискан”
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
649
ром 800 мм контролируется меньше чем за
1 мин.
В Голландии разработана система
контроля трубопроводов и трубных стоя-
ков нефтедобывающих платформ, а также
их продольных сварных соединений во
время эксплуатации [422, с. 1822]. Стояки
служат для соединения емкостей на плат-
форме с трубопроводом. Диаметр контро-
лируемых труб 150 ... 300 мм. В напол-
ненный водой контролируемый стояк
опускают ультразвуковой блок с элек-
тронным устройством и устройством для
измерения расстояния.
Блок соединен с надводным регист-
рирующим устройством длинным кабе-
лем. Контроль выполняют иммерсионным
способом с помощью 32 прямых и на-
клонных вращающихся преобразователей.
Первые контролируют толщину стенки
трубы (коррозию), вторые - дефекты свар-
ных швов, выявляемые дифракционно-
временным методом. Регистрирующая
аппаратура обрабатывает информацию и
представляет изображения и координаты
выявленных дефектов.
Системы контроля корпусов атом-
ных реакторов. Для обеспечения экс-
плуатационной надежности атомных элек-
тростанций (АЭС) международное агент-
ство по атомной энергии (МАГАТЭ) ре-
комендует в национальных нормах по
безопасности атомных реакторов преду-
сматривать периодический контроль со-
стояния металла и сварных швов основно-
го оборудования. Ввиду значительной ра-
диационной опасности контроль должен
выполняться автоматически. В России
разработку оборудования для такого кон-
троля выполняет НИКИМТ. Здесь рас-
смотрено оборудование типа СК-187 для
контроля корпуса самого реактора.
Имеется два основных направления в
разработке систем контроля корпусов во-
до-водяных энергетических реакторов
(ВВЭР): изнутри или снаружи корпуса. В
данном случае разработчиками выбрана
схема контроля снаружи.
Корпус реактора типа ВВЭР-1000
представляет собою сосуд высотой
около Юме полусферическим днищем
Рис. 5.80. Контроль основного металла
и сварных соединений корпуса реактора
ВВЭР-1000
(рис. 5.80). Цилиндрическая часть корпуса
выполнена из цельнокованых обечаек
диаметрами около 4 м, соединенных авто-
матической дуговой или электрошлаковой
сваркой. Днище выполнено из двух сек-
ций, сваренных электрошлаковой сваркой.
Две обечайки в средней части корпуса
имеют приварные патрубки Ду-850 и пат-
рубки системы автоматического управле-
ния и защиты (САОЗ). Толщина обечаек в
цилиндрической части около 200 мм, тол-
щина патрубковых обечаек - 300 мм. Ма-
териал корпуса - котельная сталь с анти-
коррозионной наплавкой толщиной 8 мм.
Неровности поверхности сварных швов
сняты и вся поверхность обработана с
Ra = 2,5 мкм.
650
Глава 5 КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.81. Схема расположения
преобразователей при контроле
сварных соединений корпуса реактора
Корпус установлен в бетонной шахте
на опорной плите. Для обеспечения воз-
можности контроля между стенками кор-
пуса и шахты предусмотрен зазор 320 мм
и оставлено свободное пространство в
зоне патрубков. Далее рассмотрены сис-
тема УЗ-контроля наружной поверхности
цилиндрической части корпуса и система
контроля зоны патрубков.
Наружная поверхность цилиндриче-
ской части корпуса недоступна для об-
служивающего персонала. Контроль этой
зоны осуществляется путем осмотра с по-
мощью системы УЗ-контроля, а также те-
левизионной системой. Контролю подле-
жат кольцевые сварные швы с околошов-
ной зоной 200 мм по обе стороны от гра-
ницы сплавления и основной металл кор-
пуса в активной зоне. Задача УЗ-
контроля - обнаружение трещин, расслое-
ний и отрыва аустенитной наплавки.
Доставка системы преобразователей
к зоне контроля осуществляется с помо-
щью телескопического подъемника 2. Пе-
ремещение преобразователей вдоль ок-
ружности производится вращением подъ-
емника по жестко укрепленной платформе
1. Контроль выполняют в поисковом ре-
жиме, совершая оборот вокруг корпуса со
скоростью перемещения 1,7 м/мин, после-
дующим смещением с шагом 20 мм и
вращением в обратном направлении. Ре-
версивная схема обеспечивает постоянный
контакта прибора с преобразователями и
позволяет исключить подвижный токо-
съемник.
При обнаружении дефекта система
автоматически переключается из поиско-
вого режима в исследовательский. Де-
фектная зона сканируется поперечным
(т.е. вдоль образующей) перемещением
преобразователей на расстояние 60 мм с
шагом 6 мм. Все результаты контроля
фиксируются.
Система преобразователей состоит из
двух одинаковых подсистем, размещен-
ных по вертикали и по горизонтали. В них
входят размещенные в одном корпусе со-
вмещенные преобразователи поперечных
волн с углами ввода 40, 50 и 60° и прямые
преобразователи, а также преобразовате-
ли, включенные по схеме тандем. Для со-
кращения расстояния между преобразова-
телями применена схема тандем с транс-
формацией волн. Два преобразователя
поперечных волн с углами ввода 60° и
четыре преобразователя продольных волн
с углами ввода 23° (рис. 5.81) позволили
обеспечить контроль металла на всю тол-
щину, как показано на рис. 2.77.
Применяется шестнадцатиканальный
дефектоскоп. Рабочая частота - 1,2 МГц.
Способ контакта - щелевой, контактная
жидкость - отстоявшаяся вода с ингиби-
тором коррозии. Качество акустического
контакта контролируется прямыми преоб-
разователями. Фиксируются дефекты эк-
вивалентной площадью 10 мм2.
Ультразвуковой контроль сварных
швов обечаек в зоне патрубков проводят с
помощью трактора, который перемещает-
ся вдоль швов по направляющим, а систе-
ма преобразователей может также пере-
мещаться в перпендикулярном направле-
нии. Сами патрубки и сварные швы их
приварки контролируют продольно-
поперечным сканированием. Применяют
те же системы преобразователей и аппара-
тура. Уровень фиксации - 2,4 мм2. Трак-
тор вручную доставляют и устанавливают
в зоне контроля.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
651
Управление системами контроля
осуществляется в трех режимах: старт-
стоповом, полуавтоматическом и автома-
тическом. Результаты контроля фиксиру-
ются на ленте регистратора с указанием
предполагаемой формы дефектов, глуби-
ны их залегания и координат местополо-
жения на объекте.
Системы автоматического контроля
объектов атомной энергетики разработаны
во многих странах. Например, в Японии
разработана установка для контроля свар-
ных швов корпуса атомного реактора из
аустенитной стали [422, с. 1407]. Манипу-
лятор перемещается снаружи корпуса в
промежутке шириной 20 ... 50 мм между
корпусом и термическим экраном. Кон-
троль выполняется четырьмя преобразова-
телями головных волн и четырьмя на-
клонными преобразователями продольных
волн, расположенными, как показано на
рис. 5.82. Обеспечивается контроль на
продольные и поперечные трещины. Ме-
стоположение сварного шва определяется
вихретоковым методом. Этим методом
обнаруживаются также поверхностные
трещины.
Система контроля с применением
акустической голографии.
Компьютерные системы визуализа-
ции дефектов с когерентной обработкой
данных серии "Авгур" рассмотрены в
разд. 2.2.5.6. Они разработаны и выпуска-
ются НПЦ "ЭХО+". Как говорилось выше,
когерентная обработка позволяет получать
изображения дефектов с высоким разре-
шением. При этом появляется возмож-
ность определять размеры и ориентацию
дефекта не по максимальной амплитуде
эхосигнала или условным размерам, как в
обычных эходефектоскопах, а по его вы-
сококачественному изображению. Фрон-
тальная разрешающая способность таких
систем равна длине УЗ-волны и для про-
дольной волны в стали на частоте 2,5 МГц
составляет величину около 2,5 мм. Точ-
ность измерения размеров дефектов не
хуже половины длины УЗ-волны.
Рис. 5.82. Контроль сварных швов
корпуса атомного реактора из аустенитной
стали
Системы серии "Авгур "предусмат-
ривают прозвучивание ОК прямыми или
наклонными УЗ-преобразователями с ша-
гом 0,1 ... 0,2 мм. Для каждого шага запо-
минаются результаты в виде разверток
типа А (Л-скана) с учетом временных за-
держек и истинной формы эхосигналов.
Голографическое изображение дефектов
получают, совместно обрабатывая массив
Л-сканов в области сканирования £ = 50 ...
200 мм. Регистрация проводится вдоль
линии (линейная голография) и изображе-
ние восстанавливается в одной плоскости
(слое). При двумерном сканировании дан-
ные обрабатываются когерентно только
послойно.
Для реализации алгоритма акустиче-
ской голографии применительно к кон-
тролю сварных соединений необходимо
обеспечить высокоточное автоматическое,
управляемое компьютером перемещение
преобразователя относительно сварного
шва. Системе обработки должно быть
точно известно местоположение преобра-
зователя в момент передачи данных. В
установках серии "Авгур" это достигается
применением практически безлюфтовых
сканирующих механизмов. Для движения
вдоль шва применяется зубчато-ременная
передача. Для движения в поперечном
направлении применяется шариковинто-
вая передача. Такая система обеспечивает
652
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
требуемую для акустической голографии
точность позиционирования преобразова-
телей. Нарушение необходимой точности
приводит к нечеткости голографического
изображения.
Для контроля сварных швов труб
диаметром 100 ... 350 мм используются
сканеры серии СТЦ, а для труб большего
диаметра - сканеры серии ТТЛ. Сканеры
серии СТЦ крепятся на трубе с помощью
натянутой цепи. Сканеры ТТЛ перемеща-
ются по трекам. Это две жестко связанных
трубчатых направляющих. Механизм кре-
пится на трубе или другом объекте кон-
троля (ОК) с помощью эластичной стяжки
или магнитов. Вдоль цепей или треков
расположен зубчатый ремень, облегаю-
щий ОК, но не поддающийся растяжению.
Система преобразователей состоит из
четырех отдельных излучателей-прием-
ников, расположенных в общей каретке.
Преобразователи размещают по обоим
сторонам шва. С каждой стороны шва
имеются два преобразователя с различны-
ми углами ввода (обычно 45 и 65°). Обой-
мы для преобразователей свободно вра-
щаются в двух плоскостях и прижимаются
к ОК под действием пружин.
Каждый преобразователь, подклю-
ченный к системе контроля, проходит
предварительную аттестацию на образце
типа СО-2. Специальная автоматическая
установка обеспечивает перемещение
преобразователя вдоль образца. В памяти
ЭВМ фиксируются происходящее измене-
ние амплитуды (это характеризует акусти-
ческое поле преобразователя), форма и
частотный спектр УЗ-импульсов, чувстви-
тельность. Эти данные составляют инди-
видуальный паспорт преобразователя.
Они вводятся в память компьютера уста-
новки "Авгур" и используются при обра-
ботке результатов контроля сварного шва
данным преобразователем. Компьютер
корректирует данные, поступающие для
голографической обработки, с учетом ин-
дивидуальных особенностей преобразова-
теля, в результате после обработки эти
данные для любого преобразователя ста-
новятся одинаковыми.
К прибору подаются для обработки
данные от всех работающих преобразова-
телей. После обработки они представля-
ются в виде отдельной голограммы для
каждого преобразователя. Г олограммы
для пары одинаковых преобразователей,
размещенных с разных сторон шва, могут
быть совмещены. Примеры представления
результатов контроля приведены в разд.
2.2.5.6.
Контроль нагретых сварных со-
единений. Основные вопросы контроля
изделий при повышенных температурах
рассмотрены в разд. 3.1.8. В дополнение
отметим, что Ростовским госуниверсите-
том для этих целей разработана автомати-
ческая установка. Трудности возникают
при вводе ультразвука в металл при тем-
пературе 600°. Они решаются применени-
ем водоохлаждаемого звукопровода, бла-
годаря которому в зоне крепления преоб-
разователя создаются нормальные усло-
вия. Контакт звукопровода с металлом
осуществляют через расплавленную соль
металла.
В [425, с. 511/646] сообщается о сис-
теме TRACIT для контроля при темпера-
туре 170 °C автоматически выполненных
сварных соединений. Преобразователи
рассчитаны на работу при температуре
240 °C. В качестве сканера используют тот
же трек (сканер), по которому перемеща-
ется сварочная головка. Для создания аку-
стического контакта используют водяной
гель или силиконовое масло, которое до-
пускает повторное применение.
5.1.7.7. Средства механизации
контроля
Многочисленные разработки устано-
вок для автоматического контроля свар-
ных швов, сваренных вручную, не полу-
чили широкого практического примене-
ния. Монтаж установки на изделии и под-
готовка ее к контролю часто занимают
больше времени, чем выполнение ручного
контроля. Исключение составляют рас-
смотренные ранее установки типа "Ав-
гур", поскольку контроль методом акусти-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
653
ческой голографии требует привязки по-
лучаемой с помощью ультразвука ин-
формации к положению преобразователя
на сварном соединении, причем точность
позиционирования преобразователя долж-
на быть очень высокой.
По мнению авторов, для контроля
сварных швов, сваренных вручную, очень
перспективно применение приборов, соче-
тающих перемещение преобразователя
(или системы преобразователей) вручную
с получением объективного документа о
факте проведения контроля и его резуль-
татах. Далее приводятся примеры таких
приборов.
Система ISONIC. Система разрабо-
тана и серийно выпускается фирмой
"Sonotron" (Израиль) [425, с. 485/695; 422,
с. 3031 и 3032]. ISONIC при ручном кон-
троле сварных соединений осуществляет
объективность накопления информации за
счет регистрации и отображения самого
факта проведения контроля, полноты про-
верки объема сварного шва, околошовных
зон и (или) основного металла.
В системе ISONIC (рис. 5.83) на пре-
образователях укреплены два излучателя
С и D низкочастотных ультразвуковых
импульсов в воздух, а на основном метал-
ле сварного соединения установлены два
съемных датчика-приемника А и В. Это
позволяет по времени пробега импульсов
в воздухе с помощью компьютера опреде-
лять местоположение (координаты X и Y и
угол разворота ср перемещаемого вручную
преобразователя относительно оси свар-
ного шва. Обеспечивается непрерывное
слежение за текущими координатами пре-
образователя (с точностью ± (0,25 ... 1)
мм) и углом его разворота относительно
оси шва (с точностью ± 1°) на плоских и
кривых поверхностях (минимальный ра-
диус кривизны - 40 мм), автоматическая
регистрация всех эхосигналов независимо
от соотношения их амплитуд и других
параметров с браковочными критериями,
визуализация найденных дефектов в виде
изображений типа D и/или С в реальном
б)
Рис. 5.83. Принцип определения позиции
и угла разворота преобразователя установки
типа ISONIC (а) и регистрация результатов
контроля (б, в)
времени. Одновременно осуществляется
слежение за состоянием акустического
контакта по уровню специально возбуж-
даемого в объекте низкочастотного аку-
стического сигнала от вибратора Е (см.
разд. 2.2.4.9).
На рис. 5.83, б показан заданный
план сканирования сварного шва. Зачер-
ненная зона соответствует просканиро-
ванной области. Светлые "огрехи" в этой
зоне отмечают непросканированные уча-
стки. На рис. 5.83, в представлены резуль-
таты контроля в виде разверток типа С
(вид сверху) и D (вид сбоку). Найденные
дефекты отмечены черным цветом.
Основное назначение системы - объ-
ективное представление результатов кон-
троля сварных соединений, устранение
654
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
/ЗН
Рис. 5.84. Расположение преобразователей в блоке № 1 установки типа "Скаруч":
1 ... 10 -пьезоэлементы
фактора зависимости результатов контро-
ля от добросовестности дефектоскописта.
Система может также использоваться в
качестве тренажера для отработки у де-
фектоскопистов навыков сканирования
поверхности ОК с заданными параметра-
ми.
Важно, что в системе не используют-
ся какие-либо подвижные механические
узлы, поэтому она устанавливается на
объект контроля и приводится в действие
в течение 3 ... 5 мин. Файл с результатами
контроля, создаваемый системой, макси-
мально объективизирован, а потому по-
вторные измерения дефектов могут вы-
полняться ретроактивно (т.е. без повтор-
ного сканирования) с использованием со-
ответствующего программного обеспече-
ния различными экспертами независимо
друг от друга и от лица, выполнявшего
контроль.
Использование ISONIC - важный шаг
к замене радиографии ультразвуковым
контролем в полном соответствии с тре-
бованиями официального толкования
ASME-code [364], регламентирующего
такую замену.
Для полноценной замены радиогра-
фии важно создание компьютерного атла-
са (базы данных) акустических изображе-
ний различных известных отражателей
(как искусственных, так и реальных де-
фектов) и сопоставление получаемых при
контроле изображений с содержимым ба-
зы данных методами корреляционного
анализа. Для этого фирмой Sonotron уже
выпущена на рынок программная аппли-
кация EXPERT, работающая с изображе-
ниями в формате системы ISONIC.
Система нашла широкое применение
для ультразвукового контроля ответствен-
ных объектов во многих странах.
Имеется вариант системы с автоном-
ным питанием. Возможна связь через ин-
тернет со специалистом-экспертом, ответ-
ственным за оценку допустимости дефек-
та. Этот специалист наблюдает за процес-
сом контроля и может попросить совер-
шить дополнительные операции, необхо-
димые для квалификации дефекта.
Система, подобная ISONIC, которая
при ручном контроле сварных соединений
осуществляет непрерывное слежение за
текущими координатами преобразователя
и картирование дефектов шва, предложена
в [425, с. 486/498], но слежение за поло-
жением преобразователя осуществляется с
помощью поверхностных волн. По мне-
нию авторов книги, возможности предло-
женной системы значительно уступают
системе ISONIC.
Установка типа "СКАРУЧ". Уста-
новка СКАРУЧ также, как и ISONIC
предназначена для контроля сварных
швов вручную с получением объективного
документа о факте проведения контроля и
его результатах Установка разработана и
выпускается МНТП "АЛТЕС-ЛТД" и со-
стоит из восьмиканального дефектоскопа
и механоакустического блока, соединен-
ных кабелем. Механоакустический блок
имеет акустический блок и датчик изме-
рения пройденного пути (ДП). В зависи-
мости от задачи он может быть односто-
ронним, т.е. предназначенным для разме-
щения преобразователей с одной стороны
шва, и двусторонним - для размещения
преобразователей с двух сторон от шва.
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
655
Преимущественное применение получил
двусторонний блок. Двусторонний блок
выполняют либо нераздвижным, тогда он
применяется для контроля диапазона тол-
щин 5 ... 7 мм, либо раздвижным, тогда он
применяется для контроля диапазона тол-
щин до 25 мм. Раздвижной двусторонний
блок позволяет изменять расстояние меж-
ду подвесками преобразователей в зави-
симости от толщины сварного соединения
и ширины валика выпуклости. Специаль-
ные раздвижные блоки применяют для
контроля больших толщин - до 60 мм.
Подвеска преобразователей в блоке
обеспечивает возможность их горизон-
тального и вертикального движения в
процессе перемещения акустического
блока вдоль сварного соединения. Для
обеспечения постоянного и качественного
прилегания преобразователей к поверхно-
сти контролируемого объекта в блоке ус-
тановлены пружины, поджимающие под-
вески.
ДП обеспечивает измерение пути пе-
ремещаемого дефектоскопистом блока
вдоль шва, а также определение координат
и протяженности дефектов. На боковых
стенках корпусов каждого механического
приспособления прочерчена отметка, ука-
зывающая на начало контроля.
Акустический контакт обеспечивает-
ся трансформаторным или машинным
маслом, которое предварительно наносят
на поверхность ввода. Рабочая (контакти-
рующая с изделием) поверхность акусти-
ческого блока покрыта износостойким
слоем (карбид вольфрама), что предохра-
няет его от истирания и существенно уве-
личивает срок службы. Шероховатость
поверхности околошовных зон контроли-
руемых изделий - в состоянии прокатной
поставки в пределах Rz = 20 ... 80 мкм.
Двусторонний акустический блок ус-
тановки представляет собой две акустиче-
ские подвески с различным количеством
(до шестнадцати) ПЭП, расположенных на
разных сторонах от оси сварного соедине-
ния. Выбор углов ввода, расположение
ПЭП относительно друг друга и сварного
соединения таковы, что применение раз-
личных схем и методик контроля позволя-
ет выявлять дефекты во всем сечении
сварного соединения. Система временного
стробирования и микропроцессорная об-
работки принимаемых сигналов от дефек-
тов каждым из ПЭП по разработанным
алгоритмам позволяет идентифицировать
тип дефекта (объемный, плоскостной,
объемно-плоскостной) и определять его
размеры (длину, развитие по высоте сече-
ния).
В зависимости от толщины сварных
элементов и радиусов кривизны, а также
решаемых задач применяются различные
типы акустических блоков. Они отлича-
ются между собой различным расположе-
нием ПЭП внутри подвесок, применением
ПЭП с определенными углами ввода, а
также различным расположением подве-
сок с ПЭП относительно оси сварного со-
единения.
Например, для контроля плоских
сварных соединений или соединений труб
диаметром 325 мм и более, толщиной
4 ... 26 мм предусмотрена система ПЭП,
выстроенных в одну линию (рис. 5.84).
Для контроля соединения, толщиной
25 мм необходимо взять подвески акусти-
ческого блока № 1, вставить их соответст-
вующим образом (правая подвеска на пра-
вую сторону приспособления, левая на
левую) в механический блок, зафиксиро-
вать винтами и раздвинуть до линии, под
которой написано "Блок №1. Толщины
22 ... 26 мм". Аналогично устанавливают-
ся другие акустические блоки. В качестве
примера в табл. 5.10 приведены парамет-
ры преобразователей блока № 1.
Как видно из табл. 5.10, характерной
особенностью применяемых ПЭП являют-
ся большие углы ввода (60 ... 75°), а осо-
бенностью схем контроля - широкое при-
менение эхозеркального и зеркально-
теневого методов. Применение частот
3,5 ... 5,0 МГц и диаметра пьезопластин
12 мм обусловило отсутствие поверхност-
656
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
5.10. Параметры преобразователей блока № 1 установки типа СКАРУЧ
Номера Диаметр, мм Частота, МГц Углы ввода, °
1 и 5 12 4 ±0,5 73 ... 75
2 и 6 71 ... 73
3 и 7 67 ... 69
4 и 8 62 ... 64
9 и 10 53 ... 55
ных волн (что обосновано далее) и макси-
мальное соотношение сигнал/помеха для
малоуглеродистых сталей. Большие углы
ввода обусловили широкие диаграммы
направленности (большие углы раскры-
тия) преобразователей. Это дает возмож-
ность охватить все сечение шва с равно-
мерной чувствительностью по толщине и
ширине шва и наименьшей зависимостью
амплитуд сигналов от угла наклона дефек-
тов.
ЗТ-метод позволяет постоянно сле-
дить за качеством акустического контакта
и компенсировать его ухудшение. Обна-
ружение дефектов, оценка их размеров и
характера осуществляются одновременно
по данным эхо- (по совмещенной и раз-
дельной схемам), эхозеркальным, зеркаль-
но-теневым методами, а там, где это воз-
можно, также с использованием методов,
основанных на трансформации волн. Со-
поставление сигналов при контроле всеми
методами выполняется при совместной
обработке данных, полученных при всех
тактах контроля, и резюмируется в оценке
характера и размера дефекта.
Один из основных элементов акусти-
ческой системы - PC-наклонный спарен-
ный преобразователь, который реализует
схему корневой тандем (см. разд. 5.1.5) с
большими углами ввода. Его применение
дало возможность существенно снизить
уровень акустических помех от провиса-
ний и валиков сварных швов, проводить
контроль толстых швов без поперечного
сканирования. Преобразователь имеет
дополнительный излучающий элемент,
благодаря которому автоматически кон-
тролируется качество акустического кон-
такта и компенсируется влияние шерохо-
ватости как поверхности ввода, так и дон-
ной поверхности.
Несмотря на большой угол ввода,
преобразователь практически не реагирует
на поверхностные волны, так как излуча-
тель (расположенный впереди) демпфиру-
ет возможно образующуюся поверхност-
ную волну на пути к приемнику. Преобра-
зователь хорошо обнаруживает поверхно-
стные трещины при различной их ориен-
тации. Изменение угла наклона трещины к
поверхности на ±20 ° вызывает ослабле-
ние амплитуды эхосигнала не более чем
на 6 дБ.
Результаты контроля выводятся пе-
чатающим устройством на стандартный
лист бумаги (210 х 290 мм) с указанием
параметров дефектов: координат распо-
ложения на сварном соединении; протя-
женности (длины) вдоль оси сварного со-
единения; предполагаемого типа (характе-
ра); величины развития по высоте. Кроме
этого на цифропечать выводятся такие
вспомогательные данные, как дата и время
проведения контроля, номер изделия, но-
мер проконтролированного шва, его тол-
щина, суммарная длина проконтролиро-
ванного участка шва.
Используется система сжатия ин-
формации. Повторяющаяся последова-
тельность результатов заменяется марке-
ром повтора. Повтором считается резуль-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
657
тат, при котором данные по соотношению
амплитуд всех сигналов не изменяются
более чем на 2 мм пути контроля. Приме-
няемый алгоритм позволяет сжимать ин-
формацию в 2 ... 8 раз, что позволяет соот-
ветственно увеличить объем контроля без
очистки памяти.
Установка малогабаритна, проста в
эксплуатации, даже не требует специаль-
ной подготовки персонала и настройки по
образцам. Ручной способ контроля позво-
ляет проводить контроль сварных соеди-
нений оперативно и производительно, а
автоматическая расшифровка результатов
контроля позволяет принимать решение
либо сразу (по экрану дефектоскопа), либо
после распечатки документа контроля на
принтере, что существенно снижает время
контроля и повышает его надежность.
5.1.8. Сопоставление и совмещение
ультразвукового и радиационного
методов контроля сварных соединений
Ультразвук и радиография - два ос-
новных вида контроля сварных соедине-
ний ответственного назначения, способ-
ных выявлять как внутренние, так и на-
ружные дефекты. Каждый из них обладает
своими достоинствами и недостатками.
Преимущества и недостатки ра-
диационных (рентгенографического)
методов контроля по сравнению с ульт-
развуковыми. Прежде всего, рентгено-
графический метод обеспечивает получе-
ние достоверной информации о фактиче-
ском объеме выполненного контроля.
Факт и результаты контроля сварного со-
единения регистрируются на радиографи-
ческом снимке, причем наличие на снимке
маркировки позволяет определить, какое
сварное соединение просвечено.
Радиационные методы с высокой
достоверностью обнаруживают некоторые
типы дефектов, особенно объемные де-
фекты типа пор и шлаковых включений.
Радиационные методы более точно, чем
ультразвуковой метод, позволяют изме-
рить линейные размеры выявленных де-
фектов. В практике радиографического
контроля накоплен большой опыт интер-
претации результатов. Изображения де-
фектов, получаемые при радиографии,
близки к оптическим, а потому они срав-
нительно легко расшифровываются де-
фектоскопистами, а также сварщиками и
эксплуатационным персоналом. Сущест-
вуют атласы, помогающие быстро клас-
сифицировать тот или иной дефект. Ра-
диография позволяет многократно воз-
вращаться к анализу снимка и уточнять
результаты контроля.
Вместе с тем радиографические ме-
тоды контроля обладают существенными
недостатками. Прежде всего, это опас-
ность радиоактивного излучения для пер-
сонала, выполняющего контроль, и окру-
жающих лиц. Расходы на контроль до-
вольно велики в связи с высокой стоимо-
стью расходных материалов, прежде все-
го, рентгеновской пленки. Оборудование и
специальные помещения для контроля
также стоят довольно дорого. Невысока
достоверность методов в отношении об-
наружения наиболее опасных дефектов
типа трещин.
Достоинства и недостатки ультра-
звукового метода по сравнению с ра-
диографией. Ультразвук хорошо отража-
ется от наиболее опасных дефектов типа
трещин. Контроль более мобилен: его
можно выполнять практически в любых
условиях. Ультразвук очень малой мощ-
ности, используемый в дефектоскопии,
полностью безвреден для персонала и, тем
более, для окружающих лиц.
Вместе с тем ультразвуковой метод в
его традиционном исполнении имеет ряд
недостатков по сравнению с радиографи-
ей. Прежде всего он не оставляет объек-
тивного документа, позволяющего уста-
новить, проверено или непроверено дан-
ное сварное соединение. Документом о
контроле является заключение дефекто-
скописта, которое может быть необъек-
тивным.
Во многих отношениях ультразвуко-
вой метод уступает радиографическому по
информативности. Форма дефекта при
658
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
обычном ультразвуковом контроле оцени-
вается весьма грубо. Требуется использо-
вание специальных методов в дополнение
к обычно применяемому эхометоду: эхо-
зеркального (тандем), дифракционно-
временного (TOFD), дельта-метода и др.
В лучшем случае удается разделить де-
фекты на объемные (шлаковые включе-
ния, поры) и плоскостные (трещины, не-
провары).
Поскольку характер дефекта - основ-
ной показатель при решении вопроса о его
допустимости, критерии оценки сварных
соединений по показаниям обычного
ультразвукового контроля достаточно
формальны. Данные ультразвукового ме-
тода в его традиционном исполнении ско-
рее характеризуют качество работы свар-
щика, чем действительную опасность най-
денных дефектов для прочности сварного
соединения.
Количественное сравнение радио-
графического и ультразвукового видов
контроля. Сравним оба метода по чувст-
вительности и точности измерения разме-
ров дефектов. Чувствительность радио-
графического контроля по проволочным и
канавочным эталонам для толщин 10 ...
40 мм составляет 0,2 ... 0,5 мм. Чувстви-
тельность к реальным дефектам характе-
ризуется следующими данными (ГОСТ
7512). Поры и включения могут не выяв-
ляться, если диаметр их поперечного се-
чения меньше удвоенной чувствительно-
сти по эталону. Непровары и трещины
могут не выявляться, если их глубина
меньше удвоенной чувствительности кон-
троля. Например, для толщины до 40 мм
эти дефекты не выявляются, если раскры-
тие их менее 0,1 мм. Они также не выяв-
ляются, если плоскость раскрытия не сов-
падает с направлением просвечивания
Точность определения размеров де-
фектов по длине (вдоль и поперек шва)
при радиографическом контроле весьма
высока и сравнима с точностью визуаль-
ного метода. Геометрическая нерезкость
изображения не должна превышать для
толщин 10 ... 40 мм значений 0,1 ...
0,25 мм. Этими цифрами и можно оцени-
вать погрешность измерения дефектов по
протяженности.
Размеры дефектов по толщине свар-
ного соединения определяют по сравне-
нию потемнений на снимке, вызываемых
дефектом и канавочным эталоном. Если
судить по геометрическим размерам сту-
пеней в канавочном эталоне, то для тол-
щины 10 мм можно оценивать размер де-
фекта по толщине с погрешностью 0,1 мм,
а для толщины 40 мм - с погрешностью
0,25 мм. Однако фактически оптическая
плотность изображения дефектов сильно
зависит от формы и размеров дефекта,
поэтому ГОСТ 7512 не предусматривает
определения размеров дефектов в направ-
лении просвечивания.
При ультразвуковом контроле чувст-
вительность настраивают по искусственн-
ным отражателям: плоскодонному отвер-
стию диаметром 2 ... 3 мм или эквива-
лентным по амплитуде эхосигнала заруб-
кам. Плоскодонное отверстие - оптималь-
но выявляемый искусственный дефект.
Реальные дефекты выявляются значитель-
но хуже, чем плоскодонное отверстие.
Дефекты типа непроваров и верти-
кальных трещин хорошо выявляются, если
от них принимаются зеркальные отраже-
ния ультразвука. Неблагоприятно ориен-
тированные дефекты плохо выявляются
при контроле эхометодом, так как зер-
кально отраженные от них лучи не попа-
дают на излучающе-приемный преобразо-
ватель. Такие дефекты можно обнаружи-
вать путем регистрации дифракционных
волн от краев трещин при чувствительно-
сти в 5 ... 10 раз выше обычно применяе-
мой (при контроле по совмещенной схе-
ме).
Возможный путь повышения надеж-
ности выявления плоских вертикальных
дефектов - применить дифракционно-вре-
менной (TOFD), дельта-, эхозеркальный
(тандем) методы. При их использовании
не требуется такого большого повышения
чувствительности, как при контроле со-
вмещенным преобразователем, однако кон-
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
659
5.11. Чувствительность и точности измерения размеров дефектов при
радиографическом и ультразвуковом контроле
Тол- щина, мм Радиография УЗ контроль Акустическая голография
Чувствитель- ность по кана- вочному этало- ну, мм Погреш- ность из- мерения по длине, мм Чувстви- тельность, мм Погреш- ность измере- НИЯ по длине, мм Чувстви- тельность, мм Погреш- ность из- мерения по длине и толщине, мм
по эта- лону по сфере по плос- кодонке по сфере по пло- скодонке по сфере
10 0,2 1,2 о,1 1,6 6,3 6,0 1,о 1 1
40 0,5 3,0 0,25 1,6 6,3 3,4 0,8 1 1
100 1,0 4,0 0,5 2,5 15,6 8,5 1,2 2,0 1
троль этими методами выполняется слож-
нее, чем обычным эхометодом, в частно-
сти требуется использование двух преоб-
разователей: излучателя и приемника.
Ультразвуковой метод плохо выявля-
ет объемные дефекты типа пор и шлаков.
Например, расчеты показывают, что для
поперечных волн в стали на частоте
2,5 МГц при настройке чувствительности
по плоскодонному отверстию диаметром
2,2 мм (площадь 4 мм2) диаметр выявляе-
мой сферы будет 12,5 мм. Реальные поры
отличаются от идеальной сферы. Они,
например, могут иметь плоские участки
поверхности, дающие большую амплиту-
ду эхосигнала. Однако, как показала прак-
тика, выявляемость пор ультразвуком пло-
хая.
Измерение размеров дефектов при
традиционном ультразвуковом контроле
выполняется с большими погрешностями.
Конкретные значения погрешностей при
измерении протяженности дефекта вдоль
шва приведены в табл. 5.11. Они относят-
ся к дефектам размером 10 ... 20 мм и бо-
лее. Измерение размера дефекта по высоте
сварного соединения еще более неточно.
В лучшем случае удается определить,
имеется развитие дефекта по высоте или
нет.
Сопоставление радиографии и ульт-
развука при практическом контроле про-
водилось многими специалистами.
М.В. Розиной [284] изучались результаты
контроля стыковых сварных соединений
толщиной 6 ... 150 мм, выполненного на
различных судостроительных предпри-
ятиях за 30 лет работы. Автором установ-
лено,что в большинстве случаев вероят-
ность обнаружения дефектов обоими ме-
тодами превышает 75 %. Однако в неко-
торых случаях она может упасть до 18 %
для радиографии при выявлении непрова-
ров и трещин и до 38 % для ультразвуко-
вого метода при выявлении пор и шлако-
вых включений.
В [350] приведены данные, получен-
ные в тресте Сургуттрубопроводстрой, по
вероятности обнаружения дефектов в
сварных соединениях магистральных тру-
бопроводов диаметрами 800 ... 1020 мм.
Например, для непроваров и трещин раз-
мером 10 мм и более вероятность обнару-
жения ультразвуком составляла около
90 %, радиографическим методом - около
80 %, магнитографическим методом -
660
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.85. Схема контроля сварных швов труб радиационным и УЗ-методами:
1 - система сбора и обработки данных; 2 - система контроля за перемещением;
3 - рентгеновская трубка; 4 - контролируемый объект; 5 - детектор рентгеновского излучения;
6 - УЗ-дефектоскоп с восемью преобразователями
около 70 %. Для пор и шлаковых включе-
ний размером 1 мм и более вероятность
обнаружения ультразвуком уменьшалась
до 85 %. Достоверность ультразвукового
метода сильно зависела от технологии
контроля и точности ее соблюдения. Ста-
тистические данные по сопоставлению
двух рассматриваемых методов подтвер-
ждают сделанные ранее предварительные
количественные выводы о преимуществах
и недостатках методов.
Сочетание радиографического и
ультразвукового видов контроля. Для
наиболее ответственных объектов преду-
сматривается стопроцентный контроль
обоими методами. Такой контроль преду-
смотрен, например, в атомной энергетике.
Для менее ответственных объектов часто
предусматривают стопроцентный ультра-
звуковой контроль и выборочный радио-
графический контроль в объеме 5 или
10 %. Такое сочетание методов обычно
предусматривают при отработке техноло-
гии сварки новых изделий. Для сварки
объектов теплоэнергетики, трубопроводов
и в других отраслях допускается проведе-
ние стопроцентного либо радиографиче-
ского, либо ультразвукового контроля.
Английские, норвежские и француз-
ские специалисты сообщают об установке
для контроля сварных швов труб радиаци-
онным и УЗ-методами (рис. 5.85) [425,
с. 479/286]. Радиационный контроль вы-
полняется радиоскопическим способом,
излучение регистрируется мультилиней-
ным детектором, причем изображение
подобно изображению на рентгенпленке.
УЗ-контроль выполняется восемью преоб-
разователями. За один оборот установки
вокруг трубы в прямом направлении осу-
ществляется радиационный контроль, а за
оборот в обратном направлении - УЗ-
контроль. Результаты обрабатываются
совместно на компьютере и выводятся на
экран (рис. 5.86), причем цветной индика-
тор позволяет изобразить не вызывающий
сомнений дефект красным цветом, веро-
ятный дефект - оранжевым, маловероят-
ный дефект - зеленым.
Возможность замены радиографи-
ческого контроля ультразвуковым. Ос-
новное требование к системам ультразву-
кового контроля для обеспечения полно-
ценной замены радиографического кон-
троля сварных соединений ультразвуко-
вым - создание объективного документа,
позволяющего установить, проверено или
нет данное сварное соединение, и регист-
рирующего полученные результаты кон-
троля. Оптимальное средство удовлетво-
рения данного требования - компьютерная
регистрация результатов контроля в соче-
тании либо с системой механического
сканирования, либо с автоматическим на-
блюдением за перемещениями преобразо-
вателя при ручном сканировании.
Не менее важное требование к систе-
мам ультразвукового контроля - повыше-
ние их информативности в тех областях,
где радиационный контроль превосходит
КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
661
ультразвуковой, а именно:
- обеспечение выявления небольших
объемных дефектов типа пор и включений
диаметрами не менее 1 ... 2 мм;
- повышение точности измерения
размеров дефектов вдоль сварного шва
(желательно также и по его высоте) с тем,
чтобы погрешность не превосходила 1 ...
2 мм;
- повышение достоверности при оп-
ределении характера дефектов по резуль-
татам контроля, более наглядное пред-
ставление результатов.
Из официальных документов, рас-
сматривающих возможность замены ра-
диографического контроля ультразвуко-
вым, отметим разъяснения к Бойлер-коду,
выпущенные в США в 1996 г. [364]. В
этом документе формулируются требова-
ния к ультразвуковому контролю, при вы-
полнении которых он может полноценно
заменить радиографию. Документ состав-
лен применительно к сварным соединени-
ям толщиной 102 мм и более. Эти требо-
вания в ‘основном касаются наличия объ-
ективной, получаемой с помощью компь-
ютера дефектограммы, на которой фикси-
руются факт контроля именно данного
сварного соединения, выполнение задан-
ного плана контроля, запись обнаружен-
ных дефектов.
Однако в упомянутом документе со-
вершенно отсутствуют требования к по-
вышению информативности результатов
ультразвукового контроля. Требуется вы-
являть и регистрировать дефекты длиной
6 % и более, а для дефектов малой высоты
даже 10 ... 20 % от толщины сварного со-
единения. Никаких требований по повы-
шению точности определения формы и
размеров дефектов, повышению чувстви-
тельности в документе не содержится.
Таким образом, устраняется один из отме-
ченных выше недостатков традиционного
ультразвукового контроля, но совершенно
упущены другие недостатки.
Европейский документ EN 12062 ре-
комендует преимущественное применение
ультразвукового контроля (в его традици-
Рис. 5.86. Изображение на экране
компьютера при контроле сварных швов
труб радиационным и УЗ-методами:
верхнее левое окно - поперечное сечение шва;
верхнее правое окно - сечение шва по
окружности (перпендикулярно оси трубы),
нижнее окно - вид сверху: 1 - УЗ-индикация;
2 - рентгеновская индикация
онном исполнении) вместо радиографии
для дефектоскопии сварных соединений
толщиной более 40 мм.
Согласно новой редакции ГОСТ
14782, аппаратура для контроля сварных
соединений с регистрацией ультразвуко-
грамм, адекватных рентгенограммам, дол-
жна обеспечить отображение на ультра-
звукограмме:
- значений основных параметров ап-
паратуры, реализованных при контроле
сварного соединения (тип упругой волны,
частоту ультразвуковых колебаний, угол
призмы преобразователя или угол ввода
луча, чувствительность оценки и поиска,
способ и шаг сканирования, наличие и
закон ВРЧ);
- траекторию сканирования сварного
шва и околошовной зоны при наличии
акустического контакта между преобразо-
вателем и контролируемым соединением.
Допускается при механическом сканиро-
вании, осуществляемом только в условиях
наличия акустического контакта, приво-
дить информацию о способе и параметрах
сканирования;
- образ, координаты расположения и
условные размеры выявленных дефектов в
плане сварного шва (развертка типа С) и
(или) в продольном сечении сварного шва
662
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
(развертка типа D); дополнительно - для
отдельных участков - поперечные сечения
сварного шва (развертка типа В).
Аппаратура должна обеспечить луче-
вую и фронтальную разрешающие спо-
собности не более 5 мм, фиксацию участ-
ков сканирования с отсутствием акустиче-
ского контакта, самоконтроль работоспо-
собности электроакустического тракта.
Оценим возможности современных
ультразвуковых методов и приборов, ис-
пользующих компьютерную обработку
результатов, с точки зрения возможности
замены ими радиографического контроля.
Система ISONIC, выпускаемая израиль-
ской фирмой SONOTRON (см. разд.
5.1.7.7), позволяет объективно зарегистри-
ровать факт ультразвукового контроля
данного сварного шва и полноту проверки
всего объема сварного соединения, сле-
дить за качеством акустического контакта.
Точность определения местоположения
преобразователя может быть доведена до
0,5 мм. Исключается возможность перено-
са результатов контроля одного сварного
соединения на другое. Задача решается без
применения громоздких сканирующих
устройств, тем самым сохраняется мо-
бильность и адаптивность ультразвуково-
го контроля.
Система ISONIC обеспечивает вы-
полнение всех требований документа
[364]. Однако контроль этой системой
ведется с помощью обычного ультразву-
кового дефектоскопа, по обычно приме-
няемым методикам с принятой для данных
сварных соединений чувствительностью и
точностью измерений, по этой причине
она не может удовлетворить требованиям
современной редакции ГОСТ 14782: иметь
лучевую и фронтальную разрешающие
способности не хуже 5 мм.
Информативность ультразвукового
контроля радикально повышается при ис-
пользовании метода компьютерной аку-
стической голографии, наиболее совер-
шенная система которой (установка
"АВГУР 4.2") выпускается фирмой НПЦ
"ЭХО+" [68]. Она обеспечивает автомати-
ческую регистрацию факта контроля
именно данного сварного соединения, по-
скольку эти данные необходимо вводить в
компьютер перед началом контроля. Она
обеспечивает получение изображения не-
сплошности, близкого к реальному. Бла-
годаря высоким фронтальной и лучевой
разрешающим способностям, достигае-
мым при акустической голографии, разме-
ры дефекта измеряются с точностью 1 мм,
если эти размеры больше 5 мм. Таким об-
разом, по этому показателю голографиче-
ский ультразвуковой контроль приближа-
ется к радиографии и полностью удовле-
творяет требованиям ГОСТ. Она позволя-
ет следить за качеством акустического
контакта по фону, возникающему за счет
слабых отражений от неоднородностей
структуры металла.
Данные по чувствительности и точ-
ности измерения размеров дефектов уста-
новкой "АВГУР 4.2" также приведены в
табл. 5.11. За счет корреляционной обра-
ботки эхосигналов чувствительность при
проведении контроля можно поднять бо-
лее чем в 10 раз, причем значительно
улучшается отстройка от структурных
помех. Аппаратура позволяет выполнять
обзорный контроль на повышенной чувст-
вительности, а отмеченные дефектные
участки подвергать экспертному контро-
лю с получением изображений дефектов
голографическим методом.
Довольно высокая точность достига-
ется при измерении размеров дефектов не
только по длине, но и по толщине сварно-
го шва благодаря регистрации дифракци-
онных волн от кончиков трещин. Доста-
точно точное определение характера и
размеров дефектов при контроле с исполь-
зованием акустической голографии позво-
ляет специалистам в области прочности
оценивать степень влияния дефекта на
работоспособность сварной конструкции.
Вероятность обнаружения объемных
дефектов значительно повышается, по-
скольку голографический контроль ведет-
ся преобразователем с широкой диаграм-
мой направленности. В память компьюте-
КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ
663
ра поступают сигналы об округлом дефек-
те, озвучиваемом с разных направлений
при перемещении преобразователя на
большом участке поверхности ввода. Это
обстоятельство позволяет превзойти ра-
диационный контроль по возможности
обнаружения объемных дефектов. По этой
же причине хорошо регистрируются от-
ражения от концов дефектов плоскостного
типа: трещин, непроваров.
Данные табл. 5.11 показывают, что
при толщине сварного соединения 10 мм и
более акустическая голография по чувст-
вительности и возможности выявления
объемных дефектов не уступает радио-
графии. Несколько ухудшаются возмож-
ности акустической голографии при кон-
троле очень тонких сварных соединений
(менее 10 мм), поскольку в этом случае
уменьшается зона поверхности ввода, на
которой фиксируется отражение от
дефекта.
Сканирование сварного соединения
при использовании установки "АВГУР
4.2" осуществляется с помощью механи-
ческих устройств. При этом компьютерная
регистрация результатов контроля обеспе-
чивает объективную и адресную привязку
результатов к каждому сварному шву. Од-
нако при механической системе сканиро-
вания в значительной степени теряется
мобильность контроля - важное достоин-
ство традиционной ультразвуковой дефек-
тоскопии.
Таким образом, требованиям новой
редакции ГОСТ 14782 к ультразвуковой
аппаратуре для контроля сварных соеди-
нений с регистрацией ультразвукограмм,
адекватных рентгенограммам, примени-
тельно к сварным соединениям толщиной
более 10 мм полностью удовлетворяет
компьютерная акустическая голография,
реализуемая в виде установок типа
"АВГУР 4.2".
5.2. КОНТРОЛЬ ПАЯНЫХ
СОЕДИНЕНИЙ
Пайка отличается от сварки тем, что
для соединения деталей используется
припой - материал, существенно отли-
чающийся по химическому составу от со-
единяемых деталей. Этот процесс идет,
как правило, при более низких температу-
рах, чем сварка, позволяет соединять де-
тали из разных материалов, требует мень-
ших трудозатрат, чем сварка, дает корро-
зионно-стойкие соединения. Процесс пай-
ки состоит в установке и закреплении
паяемых элементов, введении в зазор при-
поя, сжатии элементов, установке индук-
тора для электронагрева (при индукцион-
ной пайке), подаче в него тока высокой
частоты, выключении тока, выдержке для
затвердевания припоя и остывания соеди-
нения.
Основной тип паяных соединений -
нахлесточные. Для пайки труб применяют
соединения нахлесточные, косостыковые
и стыковые с V-образной разделкой
(рис. 5.87). При пайке других объектов
обычно используют один из показанных
типов соединений.
Вопросы неразрушающего контроля
паяных соединений в общем виде рас-
смотрены в ГОСТ 24715-81. В нем указа-
на возможность применения практически
всех методов неразрушающего контроля и
перечислены ограничения в их примене-
нии. Каких-либо рекомендаций по схемам
и параметрам контроля в ГОСТ не содер-
жится.
Более детально вопросы ультразву-
кового контроля паяных соединений рас-
смотрены в ГОСТ 26126-84, рекоменда-
ции которого далее излагаются. Система-
тическое исследование ультразвукового
контроля паяных соединений выполнено в
МГТУ А.Л. Ремизовым, работы которого
также здесь использованы.
Наиболее распространенный дефект
паяных соединений - непропай (82 ...
89 %). Значительно реже встречаются по-
ры (8 ... 13 %), шлаковые включения (3 ...
5 %). Трещины возникают редко, при гру-
бом нарушении технологического режима,
загрязнении припоя примесями.
В нахлесточных соединениях шири-
ной 20 ... 100 мм и длиной 10 ... 200 мм
наиболее часто встречаются непропай
664
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.87. Основные типы паяных соединений:
а - нахлесточное; б - косостыковое; в - стыковое с V-образной разделкой
площадью 10 ... 30 мм2. Непропай в вер-
шине стыкового соединения с V-образной
разделкой обычно имеет длину 20 ... 80 мм.
Прочностные исследования при статиче-
ских и динамических нагрузках показали,
что в строительных конструкциях толщи-
ной 4 ... 20 мм внутренние непропай пло-
щадью до 40 % площади соединения мож-
но отнести к допустимым. Для дефектов,
выходящих на поверхность, допустимы
непропай площадью 30 %. Таким образом,
несмотря на то, что большинство дефектов
паяных соединений относится в плоскост-
ным, нормы на величину подлежащих вы-
явлению дефектов не являются жесткими.
При контроле паяных соединений
эхометодом от границы сплавления (без
дефектов) возникает сигнал, связанный
как с разнородностью соединяемых ме-
таллов (если пайка применяется для со-
единения разных материалов), так и с раз-
ными акустическими свойствами основно-
го металла и припоя. При пайке стали
слой припоя толщиной Ах меньше длины
волны ультразвука по своим отражатель-
ным свойствам приблизительно эквива-
лентен плоскодонному отражателю диа-
метром 2 мм. Признаком наличия дефекта
типа непропая служит увеличение ампли-
туды сигнала выше этого уровня.
На рис. 5.88 показаны основные схе-
мы контроля паяных соединений перечис-
ленных выше типов. Направление акусти-
ческой оси ультразвукового пучка должно
быть по возможности перпендикулярным
к разделке соединения. Это обеспечивает
хорошее обнаружение непропаев.
Контроль нахлесточных соедине-
ний. Нахлесточные соединения толщиной
2 ... 20 мм строительных конструкций кон-
тролируют PC-преобразователем на часто-
ту 2,5 ... 5,0 МГц, по схеме рис. 5.88, а.
Желательно, чтобы фокальная точка поля
преобразователя располагалась на глубине
зоны пайки: это повысит точность опреде-
ления границ дефектной зоны.
Настройку скорости развертки и чув-
ствительности выполняют по донному
сигналу элемента, со стороны которого
выполняется контроль (рис. 5.89). По по-
ложению на развертке донный сигнал сов-
падает с эхосигналами от возможных де-
фектов. Этот участок развертки выделяют
стоб-импульсом. После этого чувстви-
тельность повышают на 12 дБ - поиско-
вый уровень. Уровень фиксации на 3 дБ
меньше. Для обнаруженных дефектов из-
меряют длину - максимальный размер.
Паяные соединения строительных конст-
рукций бракуют, если протяженность
одиночного дефекта или суммарная про-
тяженность нескольких дефектов превы-
шает максимальный размер нахлестки
(длину или ширину).
Приведем примеры работ других ав-
торов по контролю паяных соединений,
выполненных внахлестку. При контроле
пайки медным припоем износостойкой
твердосплавной пластины диаметром
34 мм к стальному корпусу толкателя
(рис. 5.90) В.В. Зумберовым и др. установ-
КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ
665
Рис. 5.88. Основные схемы контроля паяных соединений:
а - нахлесточных; б - косостыковых и стыковых с V-образной разделкой
лено, что амплитуда эхосигнала от полно-
го непропая на 10 ... 15 дБ больше, чем от
качественной пайки. Контроль ведется со
стороны пластины. Ввиду ее небольшой
толщины применяют преобразователь на
частоту 5 МГц. Для поиска дефектов при-
меняют преобразователь небольшого раз-
мера, а для оценки площади непропая
применяют преобразователь с площадью
пьезопластин 105 мм2. Площадь непропая
определяли по амплитуде эхосигнала с
помощью экспериментальной градуиро-
вочной кривой.
Подобная методика применена для
контроля паяных сплавных соединений
шайбы из кремния с вольфрамовым тер-
мокомпенсатором в силовом полупровод-
никовом приборе. Диаметр шайбы -
40 мм, ее толщина 0,35 мм. Использовали
преобразователь на частоту 13,5 МГц.
Чувствительность настраивали по отвер-
стию диаметром 3 мм, выполненному в
вольфраме, так, что образовывалось плос-
ко доное отверстие на границе соединения.
Признаком дефекта считали резкое (на
6 ... 10 дБ) увеличение эхосигнала от гра-
ницы. Возможно было применение также
реверберационного метода. Удавалось
обнаруживать дефекты диаметром 1 мм.
Размеры небольших дефектов измеряли по
амплитудному признаку, а больших -
определением границ дефектов.
Применение РС-преобразователя так-
же позволило решить задачу контроля
пайки серебряным припоем трубы прямо-
угольного сечения из коррозионно-стой-
кой стали к медному основанию
(В.В. Сажин и др) Настройку выполняли
по плоскодонному отверстию диаметром
1,5 мм, а выявляли дефекты площадью
0,8 мм2.
А.Е. Глаголевым и др. [83] разрабо-
таны аппаратура и методика контроля
пайки металлокерамических узлов. Внут-
ренний диаметр узла 6 ... 30 мм, толщина
0,5 ... 4 мм (рис. 5.91) Для контроля при-
менен теневой метод с иммерсионным
контактом. Излучателем служит пьезопла-
стина на 15 МГц с частичной фокусиров-
кой.
Рис. 5.89. Настройка скорости
развертки и чувствительности при контроле
нахлесточных соединений
666
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
034,2 _о>16
Рис. 5.90. Контроль пайки износостойкой
твердосплавной пластины к стальному корпусу:
1 - твердосплавная пластина; 2 - толкатель; 3 - зазор, заполняемый припоем
Приемный преобразователь снабжен
волноводом из оптического волокна диа-
метром 0,6 мм, что повышает фронталь-
ную разрешающую способность. Пьезо-
пластина в приемнике окружена торои-
дальной индукционной катушкой. При-
менение такой системы вместо обычно
применяемой емкостной (электроды па
плоскостях пьезопластины) в данной кон-
струкции приемника позволило на поря-
док увеличить чувствительность. Уста-
новка позволяет выявлять дефекты диа-
метром 0,3 мм. Достоверность оценки
годных изделий равна 0,97.
Е.Ф. Кретовым и др. [423, с. 131] ис-
следованы оптимальные параметры УЗ-
контроля пайки бериллиевой или вольфра-
мовой облицовки на медную или бронзо-
вую основу элементов термоядерного ре-
актора. Пайка выполнялась припоем
CuInSnNi. Толщина облицовки 3 ... 10 мм.
Наилучшие результаты были получе-
ны при контроле со стороны облицовки
PC-преобразователем с минимальным
размером фокуса 1,6 х 2,6 мм2. Структура
материалов - мелкозернистая и однород-
ная, поэтому возможно выявление плос-
кодонных отверстий диаметром 1 мм и
даже меньше. С учетом наличия эхосигна-
ла от бездефектной границы минимальный
диаметр обнаруживаемого плоскодонного
отверстия 0,25 ... 1,25 мм. Когда диаметр
плоскодонного отверстия превосходил
2 ... 4 мм, амплитуда эхосигнала переста-
вала увеличиваться. В этом случае оценку
размера реальных дефектов можно было
проводить путем оконтуривания.
Разрезка и металлографическое ис-
следование образцов показали, что досто-
верность результатов, определенная как
отношение числа участков, где результаты
УЗ-контроля совпадали с металлографией,
к общему количеству рассмотренных уча-
стков, составляет 81 %.
Качество паяного соединения сталь-
ных обшивок со стальным сотовым за-
полнителем в шумогасящих сотовых па-
нелях реактивных авиационных двигате-
лей на одном из заводов успешно контро-
лируют акустическим импедансным мето-
дом. Толщина обшивок 0,5 мм, толщина
панелей около 20 мм. Контроль выполня-
ют вручную дефектоскопом АД-40И. Вы-
являют дефекты соединения обшивки с
сотовым блоком диаметром более 10 ...
15 мм.
В НИАТе В.А. Катуркиным, В.И. Са-
фрончиком и др. разработана установка
КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ
667
Рис. 5.91. Автоматический контроль пайки металлокерамических узлов:
1 - излучатель; 2 - изделие; 3 - иммерсионная среда; 4 - приемник
новка УКН-3 для автоматизированного
контроля импедансным методом стальных
паяных сотовых панелей размером 1100 х
х 1600 мм. Механическое сканирующее
устройство перемещало преобразователь
по поверхности панели по параллельным
прямым, разделенным небольшим шагом,
который мог регулироваться в пределах
2 ... 5 мм. Скорость сканирования поряд-
ка 15 м/мин. Для уменьшения фрикцион-
ных шумов и износа контактного нако-
нечника преобразователя поверхность
панели смазывали минеральным маслом.
В установке использовали импедансный
дефектоскоп ИАД-2 с приставкой ПСК-1,
служащей для питания пера самописца.
Результаты контроля в масштабе 1:2 запи-
сывали на электротермическую бумагу.
Диаграмма записи дает наглядное пред-
ставление не только о выявленных дефек-
тах, но и о структуре сотового запол-
нителя.
И.Б. Московенко и др. установили
эффективность применения низкочастот-
ных акустических методов контроля пайки
[423, с. 217]. Контролировалась пайка
кожуха с демпфером по измерению числа
периодов N послезвучания за определен-
ное время. Колебания возбуждались нор-
мированным механическим ударом: маят-
ником с определенными массой, длиной и
углом отвода. При нормальной пайке вре-
мя послезвучания было не менее 700 мс. С
улучшением качества пайки число перио-
дов колебаний за это время увеличива-
лось. Другой вариант низкочастотного
метода был основан на измерении скоро-
сти шарика v после его отскока от места
соединения кожуха с демпфером (прибор
"Эквотип"). Рис. 5.92 показывает одно-
временное увеличение параметров v и N с
улучшением качества пайки.
Контроль пайки стыковых соеди-
нений труб с толщиной стенки 4 ...
20 мм. Методика разработана в МГТУ
им. Баумана А.Л. Ремизовым. Стыковые
соединения труб контролируют наклон-
ным преобразователем с углом ввода 50°
на частоту 2,5 МГц (рис. 5.93). При этом
не стремятся строго выполнить условие
перпендикулярности падения ультразвука
на кромку соединения. В качестве стан-
дартных образцов предприятия использу-
ют неспаянные трубные элементы
668
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.92. К низкочастотному
акустическому методу контроля пайки
кожуха с демпфером по измерению числа
периодов N послезвучаиия и скорости
шарика L после его отскока
(рис. 5.94), толщина которых отличается
от номинальной не более чем на 10 %, а
диаметр соответствует номинальному диа-
метру трубы. Контроль выполняют одно-
кратно (7) и двукратно (2) отраженными
лучами с одной стороны шва и двукратно
отраженным лучом (3) с другой стороны
соединения (см. рис. 5.93).
Длительность развертки настраивают
по максимальным эхосигналам от дву-
гранных углов (положения преобразовате-
ля 7, 2 и 3, рис. 5.94). Положения импуль-
сов отмечают на линии развертки, а всю
зону их появления стробируют.
Предложен способ настройки чувст-
вительности по опорному сигналу от от-
верстия диаметром 6 мм в СО-2.
Приведем требования по результатам
контроля ультразвуковым и радиографи-
ческим методами паяных швов с кососты-
ковой разделкой кромок, действующие
при строительстве трубопроводов. Годны-
Рис. 5.93. Контроль пайки стыковых
соединений труб
Рис. 5.94. Использование неспаянных
трубных элементов в качестве СОП
ми считаются соединения, в которых:
а) отсутствуют трещины любой про-
тяженности;
б) ширина непропая (отсутствие сце-
пления припоя с соединяемыми кромками
труб) и неметаллических включений не
превышает 20 % ширины шва при протя-
женности шва не более 50 мм;
в) имеются поры или неметалличе-
ские включения размером не более 10 %
ширины шва при расстояниях между со-
седними дефектами менее трехкратного
размера дефекта на участке шириной не
более 20 % ширины шва с суммарной
длиной не более 1/5 периметра стыка;
г) имеются цепочки пор и неметалли-
ческих включений шириной не более 20 %
ширины шва с суммарной длиной не более
1/5 периметра трубы.
Приведенные требования разработа-
ны для оценки качества соединений по
результатам радиографического контроля,
но непригодны при оценке качества по
результатам ультразвукового контроля,
поскольку они в основном сформулирова-
ны в терминах, недоступных измерениям
ультразвуком. В табл. 5.12 приведены ре-
комендации по оценке качества стыковых
паяных соединений труб строительных
конструкций толщиной 4 ... 20 мм, сфор-
мулированные в пригодном для ультра-
звукового контроля виде.
В графе "Чувствительность" указано
количество децибел, которое нужно при-
бавить (+) или отнять (-) от значения
опорного сигнала. С учетом того, что ра-
КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ
669
5.12. Чувствительность и нормы оценки качества пайки стыков труб
Тол- щина Н, мм Схема контроля (см. рис. 5.93) Чувствительность, дБ Длина дефекта, мм Допустимое коли- чество на 100 мм шва
поиско- вая фикса- ции браковки отдель- ного на 1 м дли- ны шва непротя- женных протя- женных
6 ... 10 1 -6 -3 0 20 200 5 3
2иЗ - 19 -16 - 13
10 ... 15 1 + 7 + 10 + 13 20 200 5 3
2иЗ -6 -8 0
15 ... 20 1 -2 + 1 + 4 20 200 5 3
2иЗ - 15 - 12 -9
нее при контроле сварных соединений
отмечалось возникновение ошибок при
настройке чувствительности по образцу с
плоской поверхностью, при последующем
переходе к контролю по поверхности тру-
бы, целесообразно изменить способ на-
Преобразователи располагали вне нагре-
вательного устройства. Момент расплав-
стройки чувствительности и использовать
ления припоя очень четко фиксировался
по резкому увеличению сквозного сигнала
на 10 ... 20 дБ в зависимости от типа при-
поя. При дальнейшем повышении темпе-
ратуры сигнал медленно увеличивался или
в качестве опорных сигналов отражения
от рекомендованных выше СОП.
Контроль расплавления припоя.
Ультразвуковой контроль процесса рас-
плавления припоя выполняют методами
прохождения или отражения. Метод про-
хождения применяли [194] при контроле
пайки серебряным припоем материалов
типа меди с коваром, стали с коваром и
ковара с коваром. Использовали припой в
виде фольги толщиной 30 ... 50 мкм. При
экспериментах соединяемые детали имели
вид стержней диаметром 20 мм длиной от
30 до 190 мм. При производственном кон-
троле детали имели вид малогабаритных
трубочек, пластин или шайб. В этом слу-
чае применяли стальные волноводы.
Прямые преобразователи на частоту
1,8 или 2,5 МГц устанавливали вблизи
торцов деталей. Для возбуждения приме-
няли ЭМА-преобразователь, а для приема -
пьезоэлектрический преобразователь с
сухим контактом. Сила прижатия до ЮН.
уменьшался.
В МГТУ разработана аппаратура для
контроля расплавления припоя при стыко-
вой пайке стальных труб диаметром 57 мм
с толщиной стенки 3 ... 8 мм [229]. Тем-
пература пайки достигала 1200°, а в месте
установки преобразователей (около 100 мм
от шва) температура была приблизительно
200°. С учетом этого применяли преобра-
зователи с металлическими призмами, но
лучшие результаты были получены с ис-
пользованием преобразователей с плекси-
гласовыми водоохлаждаемыми призмами
(рис. 5.95). Преобразователями с металли-
ческими призмами возбуждали продоль-
ные наклонные волны, а преобразователи
с плексигласовыми призмами - головные
волны. Применяли частоту 1,8 МГц.
При вводе продольных наклонных
волн наблюдали многократные эхосигна-
лы от торца трубы, которые возникали в
результате переотражений и трансформа-
ций волн внутри стенки. При повышении
670
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.95. Контроль процесса
расплавления припоя методом отражения
продольными (7) и головными (2) волнами.
Ослабление амплитуды А в зависимости
от температуры
температуры амплитуды сигналов умень-
шались и практически исчезали при тем-
пературе, близкой к температуре расплав-
ления припоя (7). При вводе головных
волн наблюдали один большой импульс,
который при нагреве уменьшался (2). При
температуре расплавления припоя ослаб-
ление составляло 30 дБ, что служило его
признаком.
Рассмотренные примеры позволяют
сделать вывод о том, что наиболее удоб-
ная схема контроля расплавления припоя -
метод прохождения. Необходимость при-
нятия мер для теплозащиты преобразова-
теля усложняет аппаратуру для контроля.
Дефектоскопия припоя. Специаль-
ная задача - контроль ленты, используе-
мой в качестве припоя. Ее сплошность -
важное условие достижения высококаче-
ственной пайки. Поскольку толщина лен-
ты обычно не превосходит 0,5 мм, рацио-
нально применение нормальных волн.
Рекомендуется применение моды .s’i на
частоте 5 МГц (Н.М. Иванов и др.) Для
серебряной ленты угол плексигласовой
призмы должен быть 56° вдоль направле-
ния прокатки и 52° в поперечном направ-
лении, поскольку лента обладает большой
анизотропией свойств. Достигалась чувст-
вительность, обеспечивающая выявление
сквозного отверстия диаметром 3 мм при
контроле вдоль направления прокатки и
0,5 мм в поперечном направлении.
Контроль свертных паяных труб. В
Украинском трубном институте (г. Днеп-
ропетровск) разработана установка для
контроля в потоке свертных паяных труб
диаметром 6 ... 15 мм с толщиной стенки
0,7 ... 0,9 мм. Такая труба образуется дву-
мя слоями омедненной стальной ленты.
При нагреве и обжатии происходит рас-
плавление меди и соединение слоев. Ос-
новной тип дефекта — непропай.
Рис. 5.96. Контроль свертных паяных труб:
7 - кольцеобразная пьзеопластина; 2 - коническое зеркало; 3 - иммерсионная ванна;
4 - контролируемая труба; 5 - фокусирующая линза; 6 - акустический экран
КОНТРОЛЬ ЗАЛИВКИ
671
Разработанная установка предусмат-
ривает контроль в локальной иммерсион-
ной ванне с помощью нормальных волн,
распространяющихся вдоль оси трубы.
Возбуждение и прием волн осуществляют
кольцеобразными пьезопластинами 1 с
фокусировкой линзой и отражением от
конического зеркала 2 (рис. 5.96). Такая
конструкция устраняет необходимость
вращения преобразователя или трубы и
повышает производительность контроля.
Предпочтительнее применение метода
прохождения, так как он позволяет оце-
нить площадь непропая, в то время как
метод отражения определял только грани-
цы непропая. Надежно выявляются рас-
слоения шириной 4 и длиной 25 мм.
5.3. КОНТРОЛЬ ЗАЛИВКИ
В некоторых изделиях предусмотрена
заливка заготовки другим материалом.
Ультразвуковые методы используют для
контроля отслоения заливки от заготовки.
Контроль соединения баббита с ос-
нованием. Слой баббита наносят на ос-
новной металл крупногабаритных под-
шипников скольжения для уменьшения
трения. Внутренние диаметры подшипни-
ков - 800 ... 1200 мм. Толщина баббита
1 ... 12 мм. Требуется контролировать
отслоение баббита от основного металла.
По экспериментам Р. Кажиса и др.,
коэффициент отражения ультразвука от
границы баббит-сталь 0,22 ... 0,24, а баб-
бит-бронза 0,29 ... 0,31 [423, с. 207].
Коэффициент отражения от границы
баббит-воздух (расслоение) по модулю
равен 7. Волновое сопротивление баббита
меньше, чем основания (стали или брон-
зы), поэтому импульс, отраженный от гра-
ницы баббит-сталь, и импульс от границы
баббит-отслоение имеют разные фазы.
Первый период импульса изменяет свою
полярность.
А.М. Аксельбандом и А.Я. Роговским
разработана методика контроля отслоения
баббита от основного металла РС-преоб-
разователем эхометодом на частоте 2,5 МГц.
б)
А
в)
А .Б в
jkJ__IL.
г)
Рис. 5.97. Контроль отслоения
баббита от основного металла:
а - схема контроля; 1 - контактная среда;
2 - баббитовый слой; 3 - основание
подшипника. Изображения на экране: б - при
хорошем сцеплении; в - полное и
г - частичное отслоение баббита
Преобразователь (Пр) перемещается по
поверхности баббита (рис. 5.97, я,). При
хорошем сцеплении наблюдаются слабые
отражения от границы баббита с основа-
нием сигналы Л; Б и Г - первый и второй
донный - сигналы основания, В - второе
отражение от основания и баббита
(рис. 5.97, б). Рис. 5.97, бив соответствуют
полному и частичному отслоению баббита.
672
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
б)
Рис. 5.98. Заливка алюминием
сверхпроводящего сильноточного кабеля (а)
и контроль заливки на расслоение между
сверхпроводником 1 и алюминием 2:
А - качественная заливка; Б - расслоение;
В - отражение от плоскодонных отверстий (б)
Чувствительность настраивают по
образцам, имеющим участки с хорошим
сцеплением баббита и расслоениями. Для
повышения чувствительности строб-
импульсом выделялся не первый, а второй
или третий сигналы от границы баббита с
основанием.
В иммерсионной установке для кон-
троля вкладышей подшипников на от-
слоения баббита применяют эхо- или те-
невой метод (М.В. Брук и др.). Допусти-
мую площадь отслоения определяют по
отношению числа импульсов, соответст-
вующих дефектным участкам, к общему
количеству посланных импульсов за время
контроля каждого изделия. Отбраковывает-
ся 2 ... 5 % всех вкладышей подшипников.
В методике и установке, разработан-
ных Р. Кажисом и др. [423, с. 207], кон-
троль отслоений баббита производится по
амплитуде сигнала, претерпевшего много-
кратные отражения в слое баббита, что
повышает чувствительность. Например,
амплитуда двукратного отражения от гра-
ницы баббит-воздух пропорциональна
коэффициенту отражения в квадрате, т.е.
еще меньше по сравнению с единицей.
Контроль выполняется на частоте 10 МГц,
что позволяет контролировать наплавку
толщиной 0,5 мм.
Отмеченное выше изменение фазы
импульса на обратную при отражении от
материала основы или от расслоения так-
же несет полезную информацию. Это об-
стоятельство не используется в названных
разработках.
Заливка алюминием электрическо-
го кабеля. Французскими специалистами
разработана методика УЗ-контроля сверх-
проводящего сильноточного кабеля [422,
с. 1925]. Кабель сплетен из волокон (18 ...
36 волокон) из титано-ниобиевого сплава.
Диаметр волокон 0,8 ... 1,5 мм.
В сечении сверхпроводник имеет прямо-
угольную форму. Он залит высокочистым
алюминием (рис. 5.98, а). В одном из ва-
риантов кабеля снаружи имеется также
оболочка из напряженного алюминия.
Для контроля качества заливки на
расслоения между сверхпроводником и
алюминием УЗ направляется перпендику-
лярно поверхности кабеля. Используется
иммерсионный контакт. Поскольку волно-
вые сопротивления сплава и алюминия
различны, от границы наблюдается отра-
жение УЗ, которое мешает обнаруживать
расслоения (рис. 5.98, б). Необходимо
обеспечить высокое разрешение, чтобы
наблюдать эхосигналы от боковой по-
верхности каждого волокна. С этой целью
применяют высокую частоту и фокуси-
ровку линзой или фазированной решет-
кой. Обеспечивается выявление плоско-
донных отверстий диаметром 1 мм.
5.4. КОНТРОЛЬ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
Существующие в настоящее время
неразрушающие методы контроля в при-
КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
673
менении к резьбам имеют ряд недостат-
ков. Это объясняется трудностью обнару-
жения дефектов в сложном контролируе-
мом профиле, а также разнообразием ма-
териалов и типоразмеров деталей. Про-
филь контролируемой резьбы меняется от
витка к витку при ее входе и сгоне до но-
минального значения. Большое разнообра-
зие резьбовых деталей, значительный раз-
брос по диаметрам и шагу затрудняют
универсализацию методов контроля.
Еще одним не менее важным факто-
ром является место возникновения и раз-
вития усталостных трещин. Как правило,
трещины располагаются в глубине канав-
ки резьбы, прилегая к той или иной грани,
однако возможно возникновение трещин
также на других витках резьбы и на без-
резьбовых участках ОК, особенно если на
них имелись какие-либо повреждения.
Применяемые для дефектоскопии
резьб такие методы неразрушающего кон-
троля, как магнитопорошковый, вихрето-
ковый, проникающих жидкостей, имеют
один общий недостаток. Они требуют
предварительной разборки соединения. В
отличие от них ультразвуковой метод по-
зволяет контролировать резьбу без раз-
борки. Обычный способ контроля - пря-
мым совмещенным преобразователем со
стороны торцевой поверхности резьбовой
части. Возникающие при этом проблемы
заключаются в отстройке от ложных сиг-
налов, вызываемых отражением от резьбы,
и многократных ложных сигналов, соот-
ветствующих поперечным волнам, про-
шедшим поперек сечения стержня (см.
разд. 1.1.2, рис. 1.12, б). Вследствие нали-
чия таких ложных сигналов единой мето-
дики УЗ-контроля резьбовых соединений
не существует. Для каждого типа изделий
приходится разрабатывать специфическую
методику.
Контроль стяжных болтов узлов
самолетов. Контроль выполняется в соот-
ветствии с инструкцией ПИ-075-86ИК
"Контроль ультразвуковым методом тела
болтов диаметром от 8 до 26 мм" и разра-
ботанных на ее основе инструкций для
Рис. 5.99. Бездефектный болт
с фрезерованными рисками в качестве
СОП при контроле стяжных болтов узлов
самолетов:
1 - прямой преобразователь, 2 - резьбовая
часть болта, 3 - головка болта, 4 - риска
вблизи галтели; 5 - риска вблизи конца
резьбовой части; 6 - зондирующий импульс;
7 - донный сигнал; 8 - строб-импульс;
9 - эхосигнал от риски вблизи галтели,
10 - эхосигнал от риски вблизи конца
резьбовой часть
конкретных болтов. Используется прямой
совмещенный преобразователь на частоту
4 ... 5 МГц. Поверхность ввода - торцевая
поверхность резьбовой части болта. Ее
очищают от загрязнений, краски, заусе-
нец.
Стандартные образцы предприятия -
бездефектные болты с фрезерованными
рисками. Например, в болтах диаметром
16 мм и более выполняют две риски: глу-
биной h = 1,5 мм в галтельной части болта
и глубиной 0,8 мм в резьбовой части
(рис. 5.99, а). Реже в качестве СОП ис-
пользуют стержень, совпадающий с кон-
674
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
В-В
а)
Рис. 5.100. Контроль стержня подвешивания:
а - СОП и схема контроля; б - дефектограмма при контроле стержня с поверхности А:
1 - зондирующий импульс; 2,3- эхосигналы от отверстия и искусственных отверстий;
4 - донный сигнал; 5 - стробируемый участок
тролируемым болтом по материалу, длине
и диаметру с плоскодонным отверстием
диаметром 2 мм на оси со стороны одного
из торцов.
Настройку длительности развертки
выполняют по сигналу от донной (проти-
воположной торцевой) поверхности. Чув-
ствительность и стробирование зоны кон-
троля при использовании СОП с рисками
настраивают, перемещая преобразователь
по поверхности ввода образца до получе-
ния максимального эхосигнала от риски
вблизи галтели. При этом обычно преоб-
разователь находится диаметрально про-
тивоположно относительно искусственно-
го дефекта, т.е. дефект выявляется боко-
вым лучом. Строб-импульс устанавливают
так, чтобы в него попадал сигнал от риски
и зона около 10 мм вблизи этого сигнала
(рис. 5.99, б). Амплитуду эхосигнала уста-
навливают на всю высоту экрана дефекто-
скопа. Это соответствует браковочному
уровню чувствительности при контроле
галтельной части болта. При этой на-
стройке проверяют галтельную часть всех
контролируемых болтов.
Далее перемещают преобразователь
по поверхности ввода образца до получе-
ния максимального эхосигнала от риски в
резьбе (рис. 5.99, в). Строб-импульс уста-
навливают так, чтобы в него попадал сиг-
нал от риски. Начало его было правее зон-
дирующего импульса, а конец ближе дон-
ного сигнала. Амплитуду эхосигнала от
КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
675
Рис. 5.101. Огибающая эхосигналов от резьбы
шпилек с надрезами различной глубины при озвучивании:
а - со стороны боковой поверхности, угол призмы 50°; б - со стороны торца, угол призмы 40°;
в - зависимость суммы выбросов огибающей от глубины надреза (частота 5 МГц)
в)
риски устанавливают на всю высоту экра-
на дефектоскопа. Это соответствует бра-
ковочному уровню чувствительности при
контроле резьбовой части болта. Повы-
шают чувствительность на 6 дБ. Эта чув-
ствительность соответствует поисковому
уровню. При этой настройке проверяют
резьбовую часть всех контролируемых
болтов. Обычно можно наблюдать на ли-
нии развертки несколько последователь-
ных эхосигналов от искусственного де-
фекта.
Проводят последовательно контроль
галтельной и резьбовой частей болта пу-
тем перемещения преобразователя вкру-
говую по торцевой поверхности болта.
При появлении эхосигналов в зоне, соот-
ветствующей галтельной части, измеряют
условную протяженность трещины по ок-
ружности болта. При появлении эхосигна-
лов в зоне, соответствующей резьбовой
части, измеряют глубину залегания тре-
щины. Данные записывают в журнал кон-
троля, а дефектные болты маркируют
красной краской.
О применении ультразвука для кон-
троля болтов в авиации сообщается в [429,
докл. 19]. Контроль рекомендуется прово-
дить как со стороны головки, так и со сто-
роны торца резьбовой части. Используются
прямые преобразователи на частоту 10 ...
15 МГц с диаметром пьезоэлемента 10 мм.
676
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
б)
Рис. 5.102. Контроль болтов и
шпилек крепления крышки атомного
реактора к корпусу:
а - болт со шлицем; б - болт с шестигранной
выемкой на головке; 1 - головка болта;
2 - преобразователь; 3 - пьезоэлементы
Контроль резьбовых соединений
локомотивов и вагонов. На железнодо-
рожном транспорте контролируются [154]
резьбовые соединения болтов крепления
электродвигателей, болтов подвешивания
и стержней подвешивания. Контроль вы-
полняется с торца резьбовой части пря-
мым преобразователем на частоте 5 МГц,
как стяжных болтов самолетов. Преобра-
зователь устанавливается в 8 точках Б по
окружности.
На рис. 5.100,а приведена схема СОП
для контроля стержней подвешивания.
Контроль выполняется с поверхности,
показанной стрелкой А в тт. Б. Чувстви-
тельность настраивается по пропилу глу-
биной h = 3 ± 0,3 мм, шириной
1 ... 4 мм, расположенному в сечении В-В.
Глубина отсчитывается от основания
резьбы. На рис. 5.100,6 показана развертка
типа А при контроле стержня.
Контроль шпилек энергооборудо-
вания. Контроль шпилек М42 и больших
диаметров осуществляется прямым преоб-
разователем с торца, как для стяжных бол-
тов самолетов. Недостаток способа заклю-
чается в возможном плохом качестве по-
верхности торцов, а главное, - в мешаю-
щем влиянии отражения от боковой по-
верхности. По этой причине возможен
пропуск трещин глубиной 1 мм, располо-
женных на расстоянии 100 ... 200 мм от
торца, сигнал от которых может ослаб-
ляться на 21 ... 23 дБ. Значительно надеж-
нее выявляются трещины при меньших
расстояниях.
Предложены [258] способы выявле-
ния трещин наклонным преобразователем
с гладкой боковой поверхности (рис. 5.101, а)
и с торца шпильки (рис. 5.101, 6). Реко-
мендуется использовать преобразователь
на частоту 5 МГц с углом 0 в призме 50°
для первого варианта и 40° для второго
варианта. При контроле бездефектного
участка резьбы наблюдают эхосигналы от
семи-восьми витков резьбы. Амплитуда
этих сигналов плавно изменяется при
движении преобразователя.
Наличие дефекта, имитируемого над-
резом, вызывает возрастание суммарной
амплитуды эхосигналов и экранировку
сигналов от одного-двух витков после
витка с трещиной. Методика контроля
предусматривает построение графиков
изменения амплитуд эхосигналов АА от
каждого витка и наблюдение за аномаль-
ным уменьшением или увеличением ам-
плитуды при движении преобразователя
(рис. 5.101, в). Возможно выявление де-
КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
677
фектов глубиной 1,5 ... 2 мм без вывора-
чивания шпильки.
Контроль болтов и шпилек креп-
ления крышки атомного реактора к
корпусу. Контроль выполняется с доступ-
ной части болта или шпильки - головки
болта или торца шпильки. Болты со шли-
цем контролируют двумя прямыми преоб-
разователями контактным методом
(рис. 5.102, а) на частоте 10 МГц [422,
с. 1407].
Болты, имеющие шестигранную вы-
емку на головке (рис. 5.102, б) под специ-
альный ключ, японские специалисты кон-
тролируют иммерсионным методом, при-
чем роль ванны играет выемка. Дно выем-
ки делают коническим с углом при вер-
шине 50°. Продольная волна от излучате-
ля-приемника падает на коническую по-
верхность под углом 16°. В результате
преломления в металле болта (сталь)
вдоль его оси распространялась попереч-
ная волна. Преобразователь совершает
оборот относительно оси болта. Использо-
вание поперечной волны позволяет изба-
виться от ложных сигналов, связанных с
трансформацией продольной волны в по-
перечную на боковых поверхностях болта.
Методику контроля шпилек АЭС го-
ловными волнами разработали Н.П. и
А.Н. Разыграевы [427, докл. СЗО]. Схема
контроля показана на рис. 5.103. Приме-
няется преобразователь головных волн по
схеме тандем. Как отмечалось в разд.
1.1.2, головные волны дают слабое отра-
жение от неровностей вблизи поверхно-
сти, в том числе от резьбы (см. рис. 1.9),
что благоприятствует выявлению трещин
под резьбой. Чувствительность настраива-
ется по плоскодонному отверстию диа-
метром 3 мм, расположенного непосред-
ственно под резьбой. Ось отверстия рас-
полагают параллельно оси шпильки, дно
располагают в 20 мм от начала резьбы.
Применение методики рационально,
когда торец шпильки неровный, что пре-
пятствует достижению стабильного аку-
стического контакта. Методика апробиро-
вана на шпильках Ml70 и М80.
Рис. 5.103. Контроль шпилек
головными волнами:
1 - излучающий преобразователь;
2 - УЗ-волны в призме, падающие под первым
критическим углом; 3, 5 - излученная и
принятая головная волна; 4 - дефект;
6 - боковая волна в призме приемника;
7 - приемный преобразователь
Резьбовые соединения бурильных
труб. Колонны бурильных труб наращи-
вают навинчиванием следующих секций.
При работе в скважине бурильная колонна
испытывает знакопеременные нагрузки,
которые являются основной причиной
возникновения и развития усталостных
трещин в резьбовой части, прежде всего в
местах сбега резьбы. Обрыв колонны -
очень серьезная авария.
Бурильные трубы имеют диаметр 42,
50 и 63 мм, максимальная толщина стенки
10 мм. Резьбовая часть имеет конусность
приблизительно 2°. Она обычно состоит
из 20 ниток резьбы с шагом 2,54 мм, глу-
биной 1,4 мм.
Контроль ведут эхометодом наклон-
ными преобразователями поперечных
волн (рис. 5.104, а). Разработка методики
контроля (Ляпков А.А. и др.) состояла в
выборе угла ввода и расстояния от резьбы,
при которых достигается минимальный
уровень ложных сигналов при получении
достаточно большого эхосигнала от тре-
щины, имитируемой пропилом глубиной
1 мм. Пропилы располагали в начале, се-
редине и конце резьбы со сдвигом друг от
друга на 120°. В качестве оптимальных
был выбран угол плексигласовой призмы
55 ... 56° (угол ввода 75 ... 80°), а рас-
стояние от резьбы 180 ... 200 мм. Опти-
мальная частота - 5 МГц.
678
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.104. Контроль резьбового соединения бурильных труб:
а - схема контроля (7 - труба; 2 - преобразователь; 3 - направление лучей; 4 - муфта;
5 - трещина); б - изображение на экране (7 - зондирующий импульс; 2 - сигнал от торца трубы;
3 - строб-импульс; 4 - сигнал от искусственного дефекта-пропила)
Подготовка к контролю состоит в
том, чтобы найти положение преобразова-
теля, обеспечивающее получение эхосиг-
налов от всех трех искусственных дефек-
тов. Развертку и систему стробирования
настраивают так, чтобы фиксировать эти
эхосигналы. Найденное положение преоб-
разователя отмечают и на этом расстоянии
перемещают преобразователь вдоль со-
единения, т.е. вокруг трубы.
Глубина выявляемых по описанной
методике дефектов 0,3 мм и более. Это
надежно предотвращает обрыв труб, так
как практика показала, что при глубине
Рис. 5.105. Контроль резьбы с внутренней
поверхности бурильной трубы:
а - схема прозвучивания; б - изображение
на экране при отсутствии дефекта;
в - изображение на экране при наличии
дефекта: 7 - преобразователь; 2 - тело трубы;
3 - местоположение искусственного дефекта;
4 - зондирующий импульс; 5 - эхосигналы от
резьбы; 6 - эхосигнал от дефекта
трещины 4 мм обрыв наступает через
20 ... 25 дней эксплуатации. Предложен
способ оценки глубины трещин по срав-
нению амплитуд эхосигналов от трещины
и торца трубы.
Для бурения глубоких скважин при-
меняют утяжеленные трубы диаметрами
89, 108 и 146 мм. УЗ-контролю резьбовых
соединений мешает опорный уступ около
резьбы. Методика контроля применяется
та же, но надежно фиксируется дефект
глубиной 5 мм [122].
В развинченных трубах возможен
контроль резьбы с внутренней поверхно-
сти трубы. Появление трещин глубиной
1 мм и более приводит к появлению
эхосигналов, значительно превышающих
сигналы от резьбы (рис. 5.105).
Контроль удлинителей металло-
возных кранов. Методика разработана
А.А. Сельским. Подробную методику кон-
троля, утвержденную Госгортехнадзором,
предоставляет организация Регионтехсер-
вис (г. Красноярск). Контролируются гал-
тели резьбовых соединений, сами резьбо-
вые соединения. Схемы контроля показа-
ны на рис. 5.106. Контроль ведут на часто-
тах 1,8 ... 5 МГц. Чувствительность, как
правило, настраивают по пропилу глуби-
ной 0,6 мм в СОП, аналогичных контро-
лируемому объекту.
Согласно рис. 5.106, а, контролируют
галтель без шейки. По схеме рис. 5.106, в
контролируют галтель с шейкой. При па-
дении поперечной волны по касательной к
цилиндрической поверхности галтели воз-
КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
679
Эхосигнал от
выхода трещины
ПЭП
Рис. 5.106. Контроль удлиннителей
металловозных кранов:
а - галтель без шейки; б - - галтель
с шейкой, нерекомендуемая схема;
в - галтель с шейкой, рекомендуемая
схема; г - использование головной
волны
в)
никает дифракционная волна обегания
рэлеевского типа, выявляющая трещины.
Схема рис. 5.106, б демонстрирует непра-
вильную методику контроля: эхосигнал от
возможной трещины приходит на тот же
участок линии развертки, что и эхосигнал
от галтели. Схема рис. 5.106, г основана на
использовании головной волны.
Контроль затяжки резьбы. Качест-
венная затяжка резьбы обеспечивает пре-
дотвращение развинчивания. Она позво-
ляют определять такие дефекты резьбовых
соединений, как перекос фланца и недос-
таточная его жесткость.
Наиболее распространенный способ
контроля затяжки резьбы - по напряжени-
ям, возникающим в болте или шпильке, -
рассмотрен в разд. 7.4. Другой способ - по
площади соприкосновения свинчиваемых
деталей и контактному давлению в резь-
680
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.107. Измерение контактного
давления в резьбовом соединении бурильной трубы:
а - схема измерения: 1 - излучатель; 2 - приемник; 3 - муфта; 4 - труба;
5 - сопрягаемая поверхность; б - дефектоскоп; 7 - самописец; 8 - ход лучей;
9 - направление вращения трубы; б - отдельная реализация записи амплитуды прошедшего
сигнала при определении контактного давления в резьбовом соединении в зависимости от числа
оборотов при свинчивании; Ат - огибающая максимумов амплитуд
бовом соединении. Повышение напряже-
ния натяга вызывает увеличение площади
касания свинчиваемых деталей и увеличе-
ние контактного давления, а их возраста-
ние улучшает прохождение ультразвука.
При свинчивании бурильных труб
часто необходимо обеспечить герметич-
ность соединения. Это достигается приме-
нением резьбы конического типа и гаран-
тированного натяга при сборке. Опти-
мально усилие затяжки, при котором на-
пряжения в деталях близки к пределу те-
кучести. О.М. Карпаш и др. [427,
докл. В11] исследовали прохождение
ультразвука между поверхностями двух
стальных образцов в зависимости от при-
лагаемого давления (до 240 МПа) с целью
возможности контроля радиального натяга
при свинчивании бурильных труб. Часто-
ту ультразвука изменяли от 0,6 до 5 МГц.
Оптимальной была признана частота
5 МГц, на которой изменение амплитуды
было наибольшим. Показано, что измене-
ние параметра шероховатости поверхно-
сти Rz в пределах от 20 до 60 мкм и типа
смазки почти не влияет на величину ам-
плитуды, а отсутствие смазки уменьшает
амплитуду на 12 дБ.
Натяг контролировали зеркально-
теневым методом (рис. 5.107, а). На
рис. 5.107, б показано изменение амплиту-
ды прошедшего сигнала в зависимости от
числа оборотов п при свинчивании [163].
Интерес представляют максимальные зна-
чения амплитуд Аи. Периодический ха-
рактер изменения амплитуды позволил
применить метод оптимальной фильтрации,
дающий возможность получить макси-
мальное отношение сигнал/помеха [248].
Количественную оценку оптималь-
ной величины натяга при свинчивании
получают, измеряя изменение напряжения
натяга в функции от угла поворота свин-
чиваемых деталей [423, с. 203; 427,
докл. В11]. Процесс свинчивания считают
законченным, если производная измене-
ния амплитуды прошедшего сигнала А от
угла поворота <р равна нулю или по моду-
лю меньше определенного значения на
протяжении некоторого угла поворота
(рис. 5.108, а). Установка для контроля
прохождения ультразвука в процессе за-
винчивания показана на рис. 5.108, б. Од-
новременно измеряется изменение скоро-
сти прохождения УЗ.
И.Б. Московенко и др. установили
эффективность применения низкочастот-
ного акустического метода для контроля
резьбового соединения [423, с. 217]. Кон-
тролировалось изделие типа кожуха с
демпфером. Прибором "Звук 203" измеря-
КОНТРОЛЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
681
Рис. 5.108. Контроль оптимальный затяжки резьбового соединения:
а - изменение напряжения Р натяга и амплитуды сигнала А от угла поворота свинчиваемых
деталей <р; б - устройство для контроля: 1 - УЗ-прнбор; 2 - вычислительный блок;
3 - исполнительный механизм; 4 - УЗ-преобразователи, 5 - измеритель числа оборотов;
6 - муфтовая часть соединения; 7 - ниппельная часть соединения
лась собственная частота f ОК после уда-
ра. Рис. 5.109 показывает, что если частота
достигает 2,9 кГц, момент натяга Л/соот-
ветствует требуемому значению.
С.Л. Наумов и В.В. Черняк (КНИГА)
предложили контролировать плотность
посадки шпилек в тело картеров двигате-
лей импедансным методом. В настоящее
время плотность посадки проверяют кос-
венными способами: простукиванием или
измерением крутящего момента динамо-
метрическим ключом. На рис. 5.110 пока-
зан разработанный способ контроля.
С повышением плотности посадки увели-
чивалась резонансная частота. Сопостав-
ления с измерением динамометрическим
ключом проводились для шпилек
одного типоразмера на постоянном рас-
стоянии I и показали удовлетворительное
совпадение.
Рис. 5.109. К низкочастотному
акутическому методу контроля резьбового
соединения кожуха с демпфером: связь
натяга М с собственной частотой f
колебаний
Рис. 5.110. Контроль плотности посадки
шпильки импедансным методом:
1 - синхронизатор; 2 - генератор,
3 - приемник, 4 - индикатор; 5 - датчик;
6 - шпилька, 7 - картер двигателя
682
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
5.5. КОНТРОЛЬ НАПРЕССОВКИ
Соединения с гарантированным натя-
гом довольно широко используются в тех-
нике. Например, колесные пары подвиж-
ного состава железнодорожного транспор-
та (посадка бандажа на колесо, колеса на
ось), диски роторов теплоэлектростанций,
насаженные на вал, удерживаются в рабо-
чем положении благодаря прессовой по-
садке. При сборке колесных пар насажи-
ваемая деталь нагревается до температуры
ПО ... 120°. После ее остывания при пра-
вильном подборе диаметров вала и отвер-
стия происходит деформация на 35 ...
65 мкм. Анализ показал, что требуемая
технология не всегда выдерживается и
количество отказов соединений с натягом
составляет 90 ... 95 % от общего числа
отказов колесных пар на железнодорож-
ном транспорте.
Ультразвуковой метод позволяет
контролировать величину натяга соедине-
ния по амплитудам прошедшего и отра-
женного от натяга сигнала. Для исследо-
ваний происходящих явлений существен-
на работа Н.Т. Манолова (Станкин), в ко-
Рис. 5.111. Коэффициент прохождения
продольных волн через границу двух
твердых тел (сталь 45-сталь 45) в
зависимости от приложенного напряжения
торой исследовано прохождение продоль-
ных волн через границу двух твердых тел
в зависимости от приложенного напряже-
ния. Использовался метод прохождения.
Коэффициент прохождения К растет
почти пропорционально приложенному
давлению (рис. 5.111) до значений давле-
ния 10 кН/см2. Контактирующая пара
сталь-сталь, качество поверхности -
Ra = 2,5 мкм, частота ультразвука -
2,5 МГц. При разгрузке наблюдается яв-
ление гистерезиса, которое объясняется
образованием микроплощадок контакта
типа слипания. Для материалов с низким
пределом текучести (олово, свинец, пла-
стмассы) наблюдалось остаточное прохо-
ждение УЗ-волн после снятия нагрузки.
При увеличении времени выдержки
под нагрузкой для пары сталь-сталь про-
хождение не изменялось, а для пары оло-
во-сталь существует время стабилизации
порядка 50 мин. Рекомендовано вести из-
мерения на постоянной частоте, тем более
высокой, чем меньше зазор между контак-
тирующими поверхностями.
Болгарские специалисты разработали
методику контроля напряжений при
сжатии поверхностей двух объектов и, в
частности, для контроля прессовой посад-
ки на основе использования волн Стоунли
[422, с. 1985]. С возрастанием напряжений
скорость прохождения волн увеличивает-
ся, а амплитуда прошедшего сигнала
уменьшается. Рекомендуется использовать
последний эффект, но необходимо учиты-
вать влияние затухания УЗ в материале и
возможность наличия жидкости в кон-
тактном зазоре.
Контроль качества соединений в ко-
лесной паре подвижного железнодорожно-
го состава рекомендуется проводить на
частотах 2,5 ... 5 МГц эхометодом. Каче-
ство посадки колеса на ось проверяли по-
перечными волнами наклонными преобра-
зователями с углом ввода 40 .. 50°. Каче-
ство посадки бандажа на колесо проверя-
ли продольными волнами, вводимыми по
нормали (работы А.П. Романова, Чуваш-
ский госуниверситет).
КОНТРОЛЬ НАПРЕССОВКИ
683
f, кГц Гтах, мс
6,11 600'
♦ 500- ♦ ♦
6’° ф • * 400' ♦ ♦
59- 300' ♦
200- ♦
5,8 ♦ 100- ♦
5,7-1-.----.----,--.---.------- 0-4---.-----.----1---.--.-------
0 0,02 0,06 0,1 Л, мм 0 0,02 0,06 0,1 А, мм
а) б)
Рис. 5.112. К низкочастотному акустическому методу
контроля посадки бронзовых втулок на цилиндрические корпуса:
собственная частота колебаний f (а) и число периодов Ттш колебаний
за 100 мс (б) в зависимости от натяга h
Использовали два способа тарировки.
Наиболее простой состоял в измерении
амплитуды УЗ-сигнала в зависимости от
контактного давления, подаваемого на
образец сопрягаемых поверхностей. Ме-
тодика позволила обнаружить зоны с раз-
ной плотностью посадки по площади со-
единения и определить среднее значение
плотности посадки.
И. Б. Московенко и др. установили
эффективность применения низкочастот-
ных акустических методов контроля за-
прессовки [423, с. 217]. Контролировалась
посадка бронзовых втулок на цилиндриче-
ские корпуса диаметром 70 мм и посадка
втулок на прицепные шатуны. Натяг h при
посадке составлял 0,03 ... 0,12 мм. По из-
делию наносился механический удар и
прибором "Звук-203" измерялась собст-
венная частота колебаний f и число перио-
дов Ттга колебаний за определенное время
(100 мс). На рис. 5.112 показаны результа-
ты для первой из исследовавшихся пар.
С увеличением натяга h значения f и Ттт
увеличивались, причем зависимость Tmsa
от h носит более ярко выраженный харак-
тер.
Сибирский государственный универ-
ситет путей сообщения (г. Новосибирск)
разработал метод контроля прессовой по-
садки внутреннего кольца буксового под-
шипника на шейку вагонной оси. В основе
метода лежит идея измерения амплитуд-
но-частотной характеристики, времени
затухания и интенсивности многократно
отраженных ультразвуковых импульсов,
излучаемых в соединение кольца с шейкой
вагонной оси, в зависимости от входных
параметров задающей ультразвуковой
посылки [427, докл. С20]. Изменения ве-
личины и времени затухания многократно
отраженных ультразвуковых импульсов в
объекте контроля, как показано далее, за-
висят от величины натяга в сопрягаемых
поверхностях.
Величина и время затухания много-
кратно отраженных ультразвуковых им-
пульсов в контролируемом объекте (ось,
кольцо, волновод и преобразователь) ха-
рактеризуют волновые свойства среды, в
которой распространяется волна. Величи-
на натяга влияет на толщину граничного
слоя, а следовательно, и на прохождение и
отражение ультразвуковых импульсов.
При накачке энергии звуковой волны в
резонансную систему, представляющую
собой соединение шейки оси и кольца,
происходит преобразование формы ульт-
развуковых импульсов вследствие по-
глощения и многократного отражения (ре-
зонанс системы "кольцо-шейка"). Причем
величина натяга меняет амплитуду и час-
тоту отраженных импульсов.
Практическая реализация вышеизло-
женного способа сводится к следующему.
В контролируемый объект датчиком про-
684
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.113. Контроль натяга внутреннего кольца буксового
подшипника по изменению формы многократных импульсов
дольной волны посылаются короткие аку-
стические импульсы (рис. 5.113, а), кото-
рые модулируются по частоте, а также
имеют плавающую амплитуду и число
импульсов в посылке. Модулирование по
амплитуде дает возможность определять
качество контакта между пьезоэлектриче-
ским преобразователем (ПЭП) и объектом.
При сканировании объекта с разными ам-
плитудами выходного акустического сиг-
нала без отрыва ПЭП от поверхности кон-
такта определяется соотношение между
зарегистрированными сигналами, которое
дает значение, характеризующее прижатие
ПЭП. Фактор прижатия необходимо учи-
тывать, так как трудно обеспечить одина-
ковый контакт между ПЭП и поверхно-
стью кольца в реальных промышленных
условиях.
Отраженный эхосигнал (рис. 5.113, б)
регистрируется ПЭП, преобразуется в по-
следовательность импульсов (рис. 5.113, в).
Далее импульсы нормируются по ампли-
туде и частоте в соответствии с излучен-
ным сигналом, на основании чего строит-
ся трехмерная спектроэхограмма объекта
измерения.
Изображение на спектроэхограмме
несет информацию о величине натяга.
Спектроэхограмма для свободного датчи-
ка представляет собой суммарную ампли-
тодно-частотную характеристику пьезо-
электрического преобразователя и волно-
вода, причем при увеличении энергии
ультразвуковых посылок характер спек-
трограммы слабо меняется. Резонансные
свойства колебательной системы "кольцо-
шейка оси" вносят существенные измене-
ния в характер спектрограммы. Наблюда-
ется увеличение числа резонансных частот
и резонансов при больших натягах. Ам-
плитуда пиков частот увеличивается, а
ширина полосы становится более узкой.
Появляются отдельные пики резонансов в
небольшой области частот. Этот факт
можно объяснить неравномерностью вы-
борки размера зазора вследствие конусно-
сти и эллипсности контактирующих по-
верхностей узла "кольцо-шейка", а также
потерями энергии акустической волны в
дефектах сопрягаемых деталей. Способ
высокопроизводителен, чувствителен не
только к величине натяга, но также к де-
фектам деталей и структуре материалов.
КОНТРОЛЬ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
685
Контроль гарантированного натяга в
заклепочном соединении рассмотрен в
разд. 5.6. Контроль прессовой посадки с
точки зрения измерения возникающих
напряжений рассмотрен в разд. 7.4.
5.6. КОНТРОЛЬ ЗАКЛЕПОЧНЫХ
СОЕДИНЕНИЙ
Заклепочные соединения довольно
широко применяются в технике. Напри-
мер, в авиации большинство соединений
фюзеляжа и оперения самолета выполня-
ется на заклепках. Многие работающие до
настоящего времени конструкции (напри-
мер мосты), в которых теперь соединения
выполняют с помощью сварки, ранее со-
единялись заклепочными швами. Эти швы
нуждаются в контроле.
При проверке качества заклепочных
соединений приходится решать три зада-
чи: контроль гарантированного натяга при
сборке соединения, дефектоскопия тела
заклепки, дефектоскопия основного ме-
талла на трещины между заклепочными
отверстиями.
Контроль гарантированного натя-
га в заклепочном соединении. Натяг не-
обходим для создания строго фиксирован-
ного взаимного положения соединяемых
деталей. Отверстия в основном металле
соединения делают меньшего диаметра,
чем заклепки, поэтому запрессовка за-
клепки в отверстие требует определенной
силы. В процессе клепки заклепка увели-
чивается в диаметре. Это способствует
увеличению натяга.
Методика ультразвукового контроля
натяга заклепочных и болтовых соедине-
ний разработана Т.Б. Рыжовой (ЦАГИ).
Она основана на уменьшении отражения
ультразвука от отверстия с заклепкой или
болтом при увеличении натяга, т.е. ис-
пользовано то же явление, которое описа-
но в разд. 5.5.
На рис. 5.114 показаны две основные
схемы контроля, выбор которых зависит
от конструкции соединения и доступа к
нему. При контроле по схеме "вертикаль-
ное отверстие" (а) используют отражение
поперечной волны от двугранного угла,
образуемого поверхностями отверстия и
изделия. Возможен также вариант с ис-
пользованием поверхностной волны. При
контроле по схеме "горизонтальное отвер-
стие" (б) используют отражение попереч-
ной волны от боковой поверхности.
На рис. 5.114, в показаны характер-
ные графики изменения амплитуды при
контроле по схеме "вертикальное отвер-
стие" в функции от величины абсолютно-
го натяга N. Начальное значение амплиту-
ды соответствует отверстию без заклепки.
При слабом натяге (область упругого де-
формирования) происходит уменьшение
амплитуды по закону, близкому к линей-
ному. Далее достигается минимум ампли-
туды, происходит ее слабое подрастание
(переход к пластическому деформирова-
нию) и образуется горизонтальная пло-
щадка "насыщения". Предложено прини-
мать за пороговое значение натяга точку
пересечения продолжения горизонтально-
го участка с кривой уменьшения амплиту-
ды. При достижение амплитудой этого
значения (для данного диаметра отвер-
стия) считают, что величина натяга опти-
мальна.
При контроле по схеме "горизон-
тальное отверстие" лучшие результаты
дал способ, при котором измеряется раз-
ность амплитуд сигналов от первой
(внешней) поверхности и второй (внут-
ренней) поверхности (рис. 5.114, г) При
увеличении натяга первый сигнал умень-
шается, а второй увеличивается, таким
образом контролируется величина натяга
сразу в двух точках по диаметру заклепки.
Разными точками показаны результаты
нескольких серий измерений.
Дефектоскопия тела заклепки.
Контроль стержня заклепки 2 выполняют
эхометодом миниатюрным РС-преобразо-
вателем 4 продольных волн, расположен-
ным на головке 3 заклепки (рис. 5.115).
Предпочтительнее вести контроль с го-
ловки с плоской поверхностью (на рисун-
ке - 4 на нижней поверхности). Если за-
клепка имеет обе головки сферической
686
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Рис. 5.114. Схемы контроля натяга заклепочных соединений:
а - вертикальное отверстие; б - горизонтальное отверстие; в - изменения амплитуды от углового
отражателя при контроле по схеме а в функции величины абсолютного натяга N; г - измерение
разности амплитуд сигналов ДА от внешней и внутренней поверхностей отверстия с заклепкой
формы, необходимо притереть к ней по-
верхность преобразователя 4' (сверху).
Контроль рекомендуется вести на
частотах 2,5 или 5 МГц в зависимости от
размеров заклепки. Чувствительность сле-
дует настраивать по эхосигналу от проти-
воположного (донного) торца заклепки,
используя его в качестве опорного, а затем
повышать чувствительность, например, на
12 дБ. Для обычно применяемых заклепок
небольшого диаметра необходимость в
сканировании отпадает, т.е. контроль ве-
дут при положении преобразователя на
оси заклепки.
При большой длине заклепки воз-
можно появление ложных сигналов, как на
рис. 1.12, б. Если такие сигналы возника-
ют на участке линии развертки между
зондирующим импульсом и донным сиг-
налом, следует фиксировать только сигна-
лы от дефектов, превосходящие их по ам-
плитуде.
Обнаружение трещин между за-
клепочными отверстиями. Такие трещи-
ны возникают при монтаже или в резуль-
тате коррозии. Они обычно начинаются от
отверстия под головкой 3 (рис. 5.115) од-
ной из заклепок на наружной или внут-
КОНТРОЛЬ КЛЕЕВЫХ СОЕДИНЕНИЙ
687
ренней поверхностях основного металла 1.
Их основное направление - по радиусу к
отверстию. Пока трещина не вышла на
поверхность и не появилась из под голов-
ки заклепки, ее невозможно выявить при
визуальном контроле или методами по-
верхностной дефектоскопии (магнитным,
капиллярным).
Методика выявления подобных тре-
щин УЗ-методом разработана В.В. Рахма-
новым (ЦНИИТмаш). Используют на-
клонный преобразователь на частоту
2,5 или 5 МГц (в зависимости от толщины
металла), с углом ввода 50 или 60°. Пре-
образователь 5 направляют так, чтобы
акустическая ось проходила по касатель-
ной к отверстию и отражалась от возмож-
ной трещины, как от углового отражателя.
Опорным сигналом служит отраже-
ние от двугранного угла, образуемого по-
верхностями отверстия и изделия при кон-
троле прямым лучом (положение 5'). Если
возможно возникновение трещин также со
стороны поверхности ввода, то преду-
сматривают контроль также однажды от-
раженным лучом.
Место на развертке, где находится
опорный сигнал, отмечают строб-импуль-
сом. Повышают чувствительность относи-
тельно опорного сигнала, например, на
12 дБ. Преобразователь смещают от по-
ложения 5' в сторону на радиус отверстия
и вперед тоже на радиус отверстия (поло-
жение 5). При этом будет достигаться
максимальная амплитуда отражения от
возможной радиальной трещины, начи-
нающейся от отверстия. Не меняя поло-
жения преобразователя, перемещают его
вокруг головки заклепки. Отмечают поя-
вившиеся эхосигналы как возможные
трещины.
5.7. КОНТРОЛЬ КЛЕЕВЫХ
СОЕДИНЕНИЙ
Контроль клеевых соединений на
прочность и наличие дефектов выполняют
реверберационным методом (см. разд.
2.2.5.4) и методом вынужденных колеба-
Рис. 5.115. Обнаружение трещин
в теле заклепки и между заклепочными
отверстиями:
1 - соединяемые детали, 2 - стержень
заклепки, 3 - головка заклепки, 4 - прямой или
РС-преобразователь, 5 - наклонный
преобразователь
ний, который также называют импеданс-
но-резонансным методом. Последний при-
меняют при небольшой (не больше поло-
вины длины волны) толщине верхнего
слоя (обшивки) клееной конструкции. Так
же как в локальном методе вынужденных
колебаний (см. разд. 2.4.2), определяют
резонансные частоты, на которых дости-
гается максимум амплитуды колебаний
пакета, включающего пьезоэлемент и весь
ОК или одну обшивку (в пакет также вхо-
дят протектор преобразователя и слой
контактной жидкости). Информационный
параметр-понижение резонансной часто-
ты по сравнению с частотой неприклеен-
ной обшивки. Чем больше сдвиг, тем вы-
ше прочность клеевого соединения, мень-
ше вероятность непроклея.
На этом принципе работает прибор
АД-21Р. Он имеет пять диапазонов частот:
от 0,11 до 0,45 МГц. Чем ниже частота,
тем толще контролируемая обшивка
(0,3 ... 5 мм) и больше диаметр обнаружи-
ваемых дефектов типа непроклея
(6 ... 25 мм). Прибор имеет автономное и
сетевое питание, массу 1,5 кг.
688
Глава 5. КОНТРОЛЬ СОЕДИНЕНИЙ
Другой способ контроля основан на
изменении добротности колебаний рас-
смотренной системы преобразователь-ОК
(см. разд. 2.4.3). С улучшением прочности
склейки увеличивается передача энергии
колебаний от обшивки к другим
элементам клееной конструкции. В ре-
зультате этого добротность системы
уменьшается. Это приводит к уменьше-
нию амплитуды резонанса колебаний и
расширению резонансного пика на час-
тотной развертке.
Глава 6
ИЗМЕРЕНИЕ РАЗМЕРОВ
Основное назначение акустических
приборов для измерения размеров ОК со-
стоит в измерении толщины стенок труб,
сосудов, резервуаров, корпусов морских и
речных судов и других изделий, доступ к
которым имеется только с одной стороны.
Значительно реже акустические методы
используют для измерений длин, диамет-
ров ОК и расстояний. К измерению разме-
ров относится вопрос применения акусти-
ческих методов для контроля шероховато-
сти поверхности объектов, измерения де-
формаций и вибраций.
6.1. УЛЬТРАЗВУКОВАЯ
ТОЛЩИНОМЕТРИЯ
6.1.1. Задачи и методы измерения
Для измерения толщины используют
эхометод и локальный метод собственных
колебаний (ультразвуковой резонансный
метод). В редких случаях используют ме-
тод прохождения. При контроле методами
отражения и прохождения измеряют вре-
мя пробега импульса в ОК. Весьма редко
измеряют амплитуду прошедшего сигнала
или его фазу. При контроле методом соб-
ственных колебаний измеряют резонанс-
ные частоты.
Различают три вида задач при изме-
рении толщины:
А. Ручной контроль изделий с глад-
кими равноотстоящими (эквидистантны-
ми) поверхностями, например изделий
после их изготовления.
Б. Ручной контроль изделий с грубы-
ми непараллельными поверхностями,
например изделий, внутренняя поверх-
ность которых поражена коррозией.
В. Автоматический контроль в потоке
(обычно труб, листов).
При решении задач А и В основное
требование - высокая точность измере-
ний. При решении задачи Б важное требо-
вание - высокая чувствительность, чтобы
фиксировать рассеянное отражение от
неровной противоположной поверхности,
определять места наибольшего локального
утонения стенок. Требования к точности
измерения снижены. При ручном контро-
ле нужно обеспечить широкий диапазон
измерений, причем главная трудность в
снижении минимально измеряемой тол-
щины. Результаты измерений необходимо
представить в наглядной форме, например
на цифровом табло.
При автоматическом контроле нужно
обеспечить высокую производительность
измерений (т.е. выполнить возможно
большее количество измерений в единицу
времени) и следить за тем, чтобы толщина
была не меньше и не больше заданного
допуска.
В связи с существенным различием
сформулированных задач их обычно ре-
шают с применением разных способов
измерений и разных толщиномеров. Рас-
смотрим пригодность различных акусти-
ческих методов для решения сформулиро-
ванных выше задач измерения толщины.
Резонансные методы подробно рас-
смотрены в разд. 2.4.2.2. Здесь отметим
только некоторые особенности этого ме-
тода с точки зрения измерения толщины.
Метод позволяет выполнять измерения
толщин от минимального значения
^min =с/(2/тах)> ГДе С ~ СКОрОСТЬ Звука В
материале изделия, fmm - максимальная
частота прибора. Повышение этой часто-
ты до 30 МГц позволяет измерять толщи-
ну стальных изделий, начиная от 0,06 мм.
Измерение таких толщин другими УЗ-
методами выполнить не удается. Погреш-
ность при этом 1 ... 2 %. Измерение объек-
тов большой толщины не вызывает за-
труднений. Для этого используют высшие
гармоники и пониженные частоты.
Резонансный метод пригоден для
контроля изделий с относительно гладки-
ми поверхностями. Изменение толщины в
зоне измерения не должно превышать 8 %,
причем измеряется средняя толщина, а не
690
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.1. Изменения спектра
широкополосного импульса при прохожде-
нии через измеряемый слой или изделие
наименьшее ее значение. Это определяет
степень пригодности контактных резо-
нансных толщиномеров в качестве прибо-
ров групп А и В. Однако в контактном
варианте обнаруживается ряд недостатков
метода: погрешность измерения не менее
2 ... 5 % вследствие смещения резонансов
под влиянием нестабильного акустическо-
го контакта ОК с преобразователем; диа-
метр труб, контроль которых возможен, не
меньше 10 ... 12 мм. По изложенным при-
чинам резонансный метод наиболее при-
годен для создания приборов группы В в
иммерсионном варианте.
Иммерсионно-резонансный метод
(см. разд. 2.4.2.2) реализован в приборах
серии "Металл", выпускавшихся ВНИ-
ИНК (Кишинев). Они обеспечивают изме-
рение толщины в диапазоне 0,2 ... 6 мм с
погрешностью 1 ... 2 % и производитель-
ностью 100 измерении в секунду. На пути
повышения точности и частоты замеров
возникают принципиальные затруднения,
сущность которых поясняется в разд.
2.4.2.2. Там же упомянуты другие вариан-
ты иммерсионно-резонансного метода.
Спектральный метод основан на
анализе изменения спектра широкополос-
ного импульса при прохождении через
измеряемый слой или изделие (В.А. Тока-
рев, И.И. Авербух). Применяется в иммер-
сионном варианте. На рис. 6.1 показаны
спектры импульсов для трех вариантов: а -
прохождение между излучателем и при-
емником в отсутствии ОК, б - прохожде-
ние через стальную пластину толщиной 4
мм, в - прохождения через стальную пла-
стину толщиной 1 мм. В результате про-
хождения через пластину общая огибаю-
щая спектра сохранилась, но выделились
частоты, на которых по толщине пластины
h уложилось целое число полуволн ульт-
развука
h = тк/2,
как в резонансном методе, с которым
спектральный метод имеет сходство.
Развитием спектрального метода
явилось сопоставление эталонного спек-
тра со спектром, отраженным или про-
шедшим через исследуемый слой [146].
На рис. 6.2 показаны спектральные харак-
теристики импульса, отраженного от гра-
ницы вода - дюралюмин (а), пластин из
дюралюмина толщиной 0,2 мм (в) и 0,6 мм
(а), анализируемых суммарно со спектром
радиоимпульса, максимум которого соот-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
691
ветствовал 4 МГц, а ширина полосы от
1 до 8 МГц. Происходит смещение мини-
мума в сторону более высоких частот с
уменьшением толщины пластины. На
рис. 6.3 представлена зависимость толщи-
ны от частоты минимума. Точность
измерения толщины 3 ... 6 %.
На достигнутом уровне развития ме-
тод уступает резонансному методу в им-
мерсионном варианте по точности изме-
рений. Он пригоден для решения задач
группы В. Не исключена возможность его
применения для измерения покрытия на
изделии.
Эхометод - основной способ измере-
ния толщины. Его применяют при реше-
нии всех трех видов задач, указанных ра-
нее. Рассмотрим подробнее его возможно-
сти и ограничения.
В случае, когда измерение выполня-
ют в контактном варианте, по первому
донному сигналу толщину h определяют
согласно формуле
/г = 0,5с(/-/3), (6.1)
где с - скорость распространения ультра-
звука в материале объекта, которая счита-
ется известной или она учитывается при
настройке; t - измеряемое при контроле
время прохождения ультразвукового им-
пульса от пьезоэлемента излучающего
преобразователя до дна ОК и затем к при-
емнику; Г, - время прохождения импульса
в прямом и обратном направлениях через
акустические задержки: призмы или про-
текторы плюс через слой контактной жид-
кости. Это время обычно учитывают при
настройке толщиномера путем введения
задержки начала отсчета времени.
Прямой преобразователь имеет до-
вольно большую мертвую зону. Для ее
сокращения иногда применяют иммерси-
онную или твердотельную плоскопарал-
лельную акустическую задержку. Такие
(особенно иммерсионная) задержки по-
зволяют наблюдать многократные донные
сигналы в ОК, если он имеет гладкие
плоскопараллельные или эквидистантные
поверхности. По расстоянию между дон-
ными сигналами измеряют время пробега и
Рис. 6.2. Суммарные спектральные
характеристики эталонно радиоимпульса и
отраженных УЗ-импульсов:
а - от границы раздела вода -
полупространство из алюминиевого сплава
Д16; б и в - от пластин из Д6 толщиной 0,2 и
0,6 мм
толщину. Далее будет рассмотрен другой
путь: разработанный в МНПО "Спектр"
адаптивный алгоритм корреляционной
обработки сигналов многократных отра-
жений ультразвука в слое контролируемо-
го материала. Он позволяет создавать УЗ-
толщиномеры широкого применения с
совмещенными преобразователями. Одна-
ко гораздо чаще применяют РС-преобра-
зователь с призмами, имеющий малую
мертвую зону.
Толщиномер с контактным РС-преоб-
разователем позволяет решать все три ви-
да задач, указанных ранее. Он незаменим
при решении задачи вида Б, т.е. при кон-
троле объектов с неровными поверхно-
стями, особенно неровной внутренней
поверхностью. Мешающий сигнал - им-
пульс с небольшой амплитудой, проходя-
Рис. 6.3. Зависимость толщины d
от частотного минимума/н
692
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.4. Изменение пути ультразвука
при измерении РС-преобразователем
объектов (а). Кривые (б) соответствуют
случаю: толщина призм из органического
стекла Л] = 20 мм, расстояние между
центрами пластин 2g = 25 мм
щий между излучателем и приемником
РС-преобразователя. Время его прохож-
дения соответствует толщинам 0,5 ... 1 мм
по стали. Для измерения малых толщин
порог срабатывания толщиномера уста-
навливают выше амплитуды мешающего
импульса.
Другие недостатки измерения тол-
щины РС-преобразователем - задержка
ультразвука в призмах преобразователя и
наклонное распространение ультразвука в
ОК (рис. 6.4, а). В результате измеряемая
толщина и время пробега ультразвукового
импульса связаны более сложной законо-
мерностью (рис. 6.4, б), чем следует из
(6.1). Амплитуда эхосигнала изменяется,
достигая максимума для толщины, соот-
ветствующей фокальному расстоянию
преобразователя. Его рекомендуется ори-
ентировать определенным образом, на-
пример при контроле труб так, чтобы из-
лучатель и приемник располагались вдоль
образующей.
У совмещенного преобразователя
практически строгая линейность зависи-
мости времени задержки эхосигналов от
толщины материала, менее резкая зависи-
мость амплитуды сигналов от толщины,
лучшая чувствительность в дальней зоне и
большая протяженность ближней зоны
акустического поля в сравнении с РС-
преобразователем таких же размеров. Со-
вмещенный преобразователь не нужно
определенно ориентировать по отноше-
нию к образующей цилиндрического из-
делия, он менее чувствителен к уменьше-
нию площади акустического контакта при
контроле изделий с двойной кривизной,
его легче выполнить с малой апертурой
для локальности измерений.
Вариант эхометода с прямым преоб-
разователем - измерение толщины по
многократным донным сигналам. При
этом в контактном варианте обычно ведут
отсчет суммарного времени пробега Zs
интервалов между первым и п-м донными
сигналами (и > 1), чтобы исключить время
пробега в акустических задержках (про-
текторе, слое контактной жидкости). Рас-
четная формула имеет вид
h = 0,5czs/(h-1). (6.2)
При контроле иммерсионным спосо-
бом ведут отсчет суммарного времени
пробега /v интервалов между импульсом,
отраженным от поверхности ввода (на-
чальным) и и-ым донным сигналом. Рас-
четная формула имеет вид
/г = 0,5с?£/и. (6.3)
Используя преобразователи с плос-
копараллельной задержкой можно вести
контроль также, как при иммерсионном
способе, однако предпочтительнее вести
контроль, исключая интервал до первого
донного сигнала.
При контроле бесконтактным (обыч-
но ЭМА) способом считают, что началь-
ный импульс совпадает с зондирующим.
В действительности благодаря скин-
эффекту возникает явление уменьшения
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
693
времени пробега импульса в ОК [56] (см.
разд. 6.1.4).
Все толщиномеры, использующие
отсчет по многократным донным сигна-
лам, пригодны для решения всех задач
вида Л и В. В автоматических толщиноме-
рах предпочтительнее использование им-
мерсионного или бесконтактного спосо-
бов. При больших неровностях поверхно-
стей ОК сигналы многократных отраже-
ний не возникают, или импульсы очень
сильно расширяются, поэтому для реше-
ния задач вида Б способ, использующий
отсчет по многократным донным сигна-
лам, непригодней.
6.1.2. Погрешности измерения
Погрешность измерения толщины
рассмотрим применительно к эхометоду.
Назовем основной погрешность, возни-
кающую при оптимальных условиях из-
мерения: ОК с плоскопараллельными
гладкими поверхностями, перпендикуляр-
ными акустической оси прямого совме-
щенного преобразователя. Погрешности,
связанные с особенностями объекта кон-
троля (возникающие при измерении ОК с
криволинейными, непараллельными, не-
ровными поверхностями), будем называть
дополнительными.
Основная погрешность. Оценку по-
грешности выполняют, как при измерении
координат дефектов прямым преобразова-
телем (см. разд. 2.2.4.4). Максимальная
относительная погрешность при измере-
ниях и расчетах по формуле (6.1) опреде-
ляется выражением
Ай/ h = Ас/с + А (z -t3)/(z -t3). (6.4)
Настройку на скорость звука выпол-
няют по образцу или по участку ОК из-
вестной толщины таким же способом, ка-
ким измеряют толщину, поэтому погреш-
ности измерения скорости и времени при-
близительно совпадают по величине, в
результате
Aft/ft = 2A(z-z3)/(z-z3) =
= 2[az/(z-z3)+Az3/(z-z3)]’
Перед вторым членом (6.4) поставлен
знак плюс, поскольку рассматривается
максимальная погрешность измерения.
Существуют приборы с автоматической
подстройкой скорости звука и начала от-
счета, в которых факторы, влияющие на
точность измерения скорости и толщины,
отличаются. Не рекомендуется пользо-
ваться табличными значениями скорости
звука, поскольку скорость значительно
изменяется в различных марках сходных
материалов [159].
Погрешность Az3 приведет к возник-
новению систематической ошибки при
измерении толщины. При тщательной на-
стройке отсчетного устройства на исклю-
чение времени пробега импульса в за-
держке Az » Az3, в этом случае
Ай/h = 2Az/z0 ,
где Zo = Z - Z3 - время распространения
импульса в объекте контроля.
Погрешность измерения времени AZ
складывается из погрешностей Az„, обу-
словленных влиянием двух факторов, а
именно:
Погрешность измерительного уст-
ройства толщиномера. Она включает в
себя погрешности от нелинейности вре-
менных разверток и ограниченной точно-
сти индикаторного устройства. В сумме
она обычно составляет 0,05 ... 0,1%, т.е.
Ай, /й = 2 Az, /z0 = 0,001... 0,002 .
Погрешность, связанная с конечной
длительностью ультразвукового импульса,
пропорциональная периоду колебаний,
рассмотренная в разд. 2.2.4.4,
рис. 2.55. Она равна Az2 = к7'/2, где Т -
период колебаний. Если не принять спе-
циальных мер, то в результате действия
случайных факторов отсчет времени при
двух измерениях (при настройке и собст-
венно измерении толщины) может быть
выполнен по двум разным периодам коле-
баний. В этом случае к > 1 (для прибора с
двухполупериодным выпрямителем к > 0,5),
т.е. это приведет к возникновению значи-
тельной погрешности, допустимой для
694
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
дефектоскопа, где измерение толщины -
вспомогательная операция, но не допус-
тимой для толщиномеров.
Во избежание возникновения боль-
ших ошибок, чаще всего измерение тол-
щиномерами ведут по фронту первого
периода колебаний или по фронту второго
полупериода (выпрямитель делают двух-
полупериодным). Для обеспечения вы-
полнения этого условия амплитуду им-
пульса Um (рис. 2.55, а) поддерживают
постоянной, а измерение выполняют на
постоянном низком уровне Uo.
Желательно поддерживать постоян-
ной не максимальную амплитуду импуль-
са, а амплитуду первого периода колеба-
ний в импульсе [7], которая не связана
жестко с Um, однако в техническом отно-
шении обеспечить это сложнее, чем ста-
билизировать Um. Напряжение Со выби-
рают возможно более низким. При этом
больше крутизна фронта импульса (мень-
ше к) и меньше вероятность ошибок на
период колебаний. Уровень £7о, однако,
должен быть выше уровня помех. Прини-
маемые меры позволяют уменьшить к до
0,05. В результате абсолютная погрешность
измерения толщины, равная /г2 = с к Т = кл,
на частоте 5 МГц составит не более
0,05 мм (для ОК со скоростью с = 5 ...
6 мм/мкс).
Для дальнейшего повышения точно-
сти стремятся увеличить крутизну фронта
акустического импульса, по которому вы-
полняют измерение. Для этого используют
генератор, обеспечивающий крутой фронт
электрического импульса, расширяют по-
лосы частот усилителя и преобразователя
в сторону высоких частот, от которых за-
висит крутизна фронта, например, приме-
няют четвертьволновую пьезопластину.
Отсюда возникает необходимость
применения особо широкополосных пре-
образователей. Принимаемые дополни-
тельные меры позволяют уменьшить к до
0,005 и соответственно снизить погреш-
ность измерений до 0,005 мм.
Применение особо широкополосных
(например, апериодических) преобразова-
телей приводит к понижению чувстви-
тельности. Возникают трудности с регист-
рацией сигналов малой амплитуды от ло-
кальных коррозионных повреждений, раз-
вивающихся со стороны внутренней по-
верхности изделия. В результате толщи-
номеры с такими преобразователями от-
носят к группе А, в то время как приборы,
для которых к = 0,05, пригодны для изме-
рения ОК с грубыми поверхностями (ре-
шение задач вида Б).
Импульсу с крутым фронтом соот-
ветствует спектр с большими амплитуда-
ми высокочастотных составляющих. Эти
составляющие сильно затухают при рас-
пространении в материале ОК, в результа-
те чего фронт становится более пологим и
величина к увеличивается. Это вносит
значительную погрешность в измерение
толщины материалов с большим затуха-
нием.
В.К. Качанов и др. [421, докл. 2.110 и
2.111] установили, что наименьшее иска-
жение фронта претерпевает видеоимпульс
или радиоимпульс с одним периодом си-
нусоиды. Также полезно применение
сложномодулированного импульса и со-
гласованного фильтра. Наиболее высокую
точность обеспечивает определение коор-
динаты нуля после главного максимума
эхосигнала на выходе согласованного
фильтра. На основе этих исследований
разработан толщиномер для полимерных
композитных материалов.
Другой способ уменьшения влияния
рассматриваемой погрешности измерений
состоит в том, чтобы уменьшить связан-
ную с ней относительную погрешность,
т.е. величину кТ/t. С этой целью увеличи-
вают измеряемый интервал времени t. Для
этого выполняют измерение не по перво-
му донному сигналу, а по сигналу, про-
шедшему п раз в ОК в прямом и обратном
направлениях (и-му донному сигналу, как
отмечалось выше). В результате относи-
тельную погрешность измерения снижают
в п раз: к77(и?). Здесь t - интервал време-
ни, соответствующий первому донному
сигналу. Способ пригоден только для ис-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
695
пользования в приборах группы А, по-
скольку грубые или непараллельные по-
верхности ОК вызывают быстрое ослаб-
ление многократных отражений.
На основании изложенного общая
основная погрешность измерения толщи-
ны импульсным методом равна
Ай (А/, к/З „ 0,05л /z. „
— = 2—L +—» 0,001+ —---------, (6.5)
h I, t 2hj h
где X - длина волны в мм. Приведенные
цифровые данные соответствуют толщи-
номерам группы Б. Из формулы видно,
что погрешность увеличивается по мере
уменьшения толщины ОК. Это характер-
ная особенность измерения расстояний
эхометодом.
Существуют приборы, в которых из-
мерение времени пробега импульса вы-
полняется не по фронту импульса, а по
точке, где амплитуда сигнала равна нулю
после первого полупериода колебаний. В
таких приборах необходимо наблюдение
за импульсами эхосигналов на экране, что
усложняет работу с толщиномером.
Необходимо обратить внимание на
специфическую ошибку измерения изде-
лий малой толщины. Когда толщина ОК
меньше минимального значения, измеряе-
мого прибором, то прибор может зафик-
сировать не первый донный сигнал (кото-
рый слился с зондирующим импульсом), а
второй. В результате будет допущена
ошибка: измеренное значение толщины
будет вдвое больше истинного. Для пре-
дотвращения этой ошибки толщиномер
снабжают экраном, с помощью которого
наблюдают многократные донные сигна-
лы и оценивают интервалы между ними.
Если по сравнению с этими интервалами
увеличен интервал между зондирующим
импульсом и донным сигналом, по кото-
рому выполняется измерение, то, по-
видимому, возникает рассматриваемая
погрешность.
К основным погрешностям измере-
ния относится отклонение h/t от линейной
зависимости, связанное с прохождением
УЗ в призмах РС-преобразователя и на-
клонной к поверхности траектории рас-
пространения лучей. На рис. 6.4. сплош-
ной и штриховой линиями показаны такие
пути для изделия большой и малой тол-
щины в дальней зоне пьезопластины.
Чтобы избежать рассматриваемой
погрешности, прибор градуируют по об-
разцам, причем в области малых толщин
количество градуировочных точек увели-
чивают. Учитывать эту поправку необхо-
димо, когда измеряемая толщина стано-
вится меньше величины g/V28 , где 2g -
расстояние между точками выхода излу-
чателя и приемника РС-преобразователя
(эта величина изменяется в зависимости
от толщины ОК, но в небольшой степени)
8 - допустимая относительная погреш-
ность измерения.
Дополнительные погрешности из-
мерения обусловлены рядом факторов.
Рассмотрим основные.
Принципиальное различие ультразву-
кового и механического способов измере-
ния толщины. Механический способ
обычно рассматривают как контрольный.
В качестве механического средства изме-
рения чаще всего используют штанген-
циркуль или микрометр. Для изделий с
гладкими параллельными поверхностями
результат измерений ультразвуковым и
механическим способами совпадает в пре-
делах их погрешностей. Для изделий с
неровными поверхностями результаты
измерений не совпадают. Согласно иссле-
дованиям С.Я. Гмырина [86], получаемая
разность результатов измерений Ай зави-
сит от базы, т.е. размера преобразователя,
губок инструмента и конкретной области,
где выполняется измерение. С увеличени-
ем базы Ай сначала пропорционально воз-
растает, а потом рост замедляется.
Шероховатость поверхности ввода.
Погрешность акустического контакта свя-
зана с изменением времени прохождения
импульса через слой контактной жидко-
сти. Если это время включено в измеряе-
мый интервал времени Z, то измеряемая
толщина завышается на величину
696
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Ай3 = 2Дйжс0/сж , где с0 и сж - скорости
звука в ОК (изделии) и жидкости, а
АЛЖ - толщина слоя жидкости. Соответст-
вующую погрешность можно было бы
учесть как систематическую, однако тол-
щина слоя жидкости изменяется из-за раз-
ной шероховатости поверхности ОК и
разной степени прижатия преобразователя
при настройке прибора и измерениях тол-
щины. Преобразователь при этом опира-
ется на наиболее высокие неровности. В
результате погрешность становится слу-
чайной.
На процесс измерения толщины ока-
зывает влияние интерференция волн в
контактном слое. Согласно исследованиям
С.Я. Гмырина [86], когда параметр шеро-
ховатости Rz равен
амплитуда прошедшего сигнала достигает
минимума, изменяется форма импульса и
происходит его смещение, что увеличива-
ет погрешность измерения до максимума.
Здесь коэффициент q = 1 для регулярных
поверхностей с прямоугольным профи-
лем, q изменяется от 1 до 3 для стохасти-
ческих поверхностей.
Когда параметр шероховатости
меньше определяемой по формуле (6.6)
величины, погрешность положительна и
уменьшается с уменьшением толщины
неровного слоя. При увеличении толщины
слоя больше указанного значения погреш-
ность также уменьшается и даже может
стать отрицательной. Абсолютное значе-
ние неровностей поверхности, оказываю-
щих влияние на точность измерения тол-
щины, составляет 0,01 мм и более на час-
тоте 2 МГц.
Для уменьшения погрешности от из-
менения толщины контактного слоя (осо-
бенно существенной при измерении ма-
лых толщин) повышают требования к чис-
тоте поверхности ОК, стабилизируют
прижатие преобразователя, выполняют
настройку прибора и измерение на образ-
цах с одинаковой шероховатостью по-
верхности.
Для радикального уменьшения этой
погрешности желательно исключить вре-
мя пробега импульса в контактной жидко-
сти из измеряемого интервала. Для этого
нужно измерить интервал времени между
импульсом, соответствующим отражению
от поверхности ввода, и донным сигна-
лом. Такую задачу можно решить с помо-
щью иммерсионного УЗ-толщиномера, где
слой жидкости толстый и сигнал, вводи-
мый в иммерсионную жидкость, четко
отличается’ от сигнала, отраженного от
поверхности ввода. Иммерсионный спо-
соб применяют для автоматического кон-
троля толщины, т.е. в приборах группы В.
В контактных толщиномерах, приме-
няемых при ручном контроле, выделить
сигнал, соответствующий отражению от
контактной поверхности ОК, можно толь-
ко при очень малой длительности импуль-
са, для получения которого нужно приме-
нить широкополосный преобразователь.
Желательно также применять преобразо-
ватель с плоскопараллельной твердотель-
ной задержкой.
Возможно для уменьшения погреш-
ности от времени пробега в контактном
слое использовать многократное отраже-
ние импульсов в ОК. Импульсы, начиная с
п = 2, соответствуют отражениям между
поверхностями ОК; слой контактной жид-
кости не влияет на расстояние между ни-
ми. Таким образом, исключить влияния
акустического контакта на точность изме-
рений импульсным методом возможно
только в приборах групп А и В. В контакт-
ных толщиномерах выделить сигнал, со-
ответствующий отражению от контактной
поверхности, помогает твердотельная за-
держка.
Погрешность от влияния акустиче-
ского контакта исключается при исполь-
зовании бесконтактных способов излуче-
ния и приема акустических волн. Для этой
цели применяют электромагнитно-акусти-
ческие (ЭМА) преобразователи (см. разд.
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
697
1.5.2) . Их преимущества и недостатки рас-
смотрены далее.
Неровность внутренней (донной) по-
верхности. Согласно исследованиям
С.Я. Гмырина [85], влияние неровности
донной поверхности на точность измере-
ния толщины начинается, когда ее пара-
метр шероховатости больше Rz > 150 мкм
для частоты 2 МГц. Когда параметр шеро-
ховатости донной поверхности Rz = qk/4
(q - введенный ранее коэффициент) ам-
плитуда донного сигнала минимальна, а
погрешность измерения толщины отрица-
тельна и максимальна по модулю. При
меньшем и большем значениях параметра
шероховатости погрешность измерения
толщины отрицательна и уменьшается по
модулю с изменением высоты неровно-
стей. При большом увеличении шерохова-
тости погрешность может стать положи-
тельной.
Погрешности, обусловленные неров-
ностями поверхности ввода и донной по-
верхностью, противоположны по знаку и
могут частично взаимно компенсировать-
ся. По величине погрешности от неровно-
стей поверхности ввода больше в 2 ... 5
раз, чем от неровностей донной поверхно-
сти.
Изменение температуры приводит к
изменению скорости звука в ОК, что ком-
пенсируют подстройкой на скорость зву-
ка. Изменяется также скорость звука в
материале преобразователя. Для исключе-
ния этой погрешности прибор должен
обеспечивать измерение времени пробега
импульса между поверхностями ОК и не
включать в указанный интервал время
пробега в призмах и других акустических
задержках.
Кривизна поверхности ОК вызывает
уменьшение зоны контакта преобразова-
теля с ОК и изменение направления лучей.
Слой контактной жидкости становится
переменным по толщине и действует по-
добно расфокусирующей линзе. Количе-
ственно зависимость погрешности изме-
рения Kh/h от радиуса кривизны R теоре-
тически и экспериментально исследована
Рис. 6.5. Погрешность измерения толщины
в зависимости от радиуса кривизны
Д.Б Дроботом и В.В. Юнниковой (г. Хаба-
ровск, Дальстандарт) [128]. Установлено,
что на эту зависимость влияют тип и раз-
меры преобразователя, скорости распро-
странения УЗ в объекте контроля и кон-
тактной жидкости. Пример зависимости
\h/h от R применительно к РС-преобразо-
вателю для толщиномера "Кварц-6" пока-
зан на рис. 6.5.
Непараллелъностъ поверхностей ОК
вызывает уменьшение донного сигнала и
изменение пути УЗ-лучей в ОК и призмах
преобразователя, соответствующих мак-
симальной амплитуде максимального эхо-
сигнала. Влияние клиновидности на воз-
можность и точности измерения исследо-
вано В.С. Саиткуловым и В.С. Гребенни-
ком. По этим работам результат измере-
ния соответствует среднему значению
толщины на участке акустического кон-
такта преобразователя с ОК, однако точ-
ность измерения снижается благодаря
уменьшению крутизны фронта донного
сигнала.
Экспериментальные исследования
влияния непараллельное™ поверхностей
ОК на погрешность измерения провела
В.В. Юнникова. Эксперимент выполнялся
на толщиномере "Кварц-6" РС-преобра-
зователем с расстоянием между точками
ввода около 5 мм. При проверке были ис-
пользованы непараллельные меры тол-
щины из набора КМТ 176 М-1, у которых
с высокой точностью определена толщина
в центре меры и угол клина <р.
В табл. 6.1 приведены результаты
экспериментов для средней толщины 4 мм.
698
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
6.1. Влияние клиновидности ОК на погрешность измерения толщины
ф,° -10 -5 -2 2 5 10
Дй/й, % 7,4 5,2 2,3 2,3 5,2 7,4
Измерения проводились с разворотом
преобразователя на 180°, однако на ре-
зультаты разворот практически не влиял.
Отмечено, что толщиномеры фирмы
"Krautkramer’' не работают уже при клино-
видности 5 градусов.
6.1.3. Ограничивающие параметры
объекта контроля
Диапазон измеряемых толщин. Ми-
нимальную толщину изделий, контроли-
руемых эхометодом, определяет мертвая
зона толщиномера. Она аналогична мерт-
вой зоне дефектоскопа, рассмотренной в
разд. 2.2.4.6. Для ее сокращения в прибо-
рах групп А и В добиваются минимальной
длительности зондирующего импульса, а в
приборах группы Б - применяют РС-
преобразователи. В результате мертвая
зона для толщиномеров групп А и В со-
ставляет 0,2 ... 0,3 мм, а для толщиномеров
группы Б - 0,5 ... 1,5 мм.
Ранее были отмечены разработанные
в МНПО "Спектр" адаптивные алгоритмы
корреляционной обработки сигналов мно-
гократных отражений ультразвука в слое
материала, которые позволяют создавать
УЗ-толщиномеры широкого применения с
совмещенными преобразователями и ма-
лой мертвой зоной.
Максимальная толщина ОК физиче-
скими причинами обычно не ограничена,
кроме большого затухания ультразвука в
некоторых материалах. В конкретных
приборах ее определяет минимальная ско-
рость развертки, которая используется для
преобразования времени прихода эхосиг-
налов в электрическое напряжение. Обыч-
но максимальную толщину (для материа-
лов с небольшим затуханием ультразвука)
ограничивают размером 100 ... 200 мм.
Большие толщины при необходимости
измеряют импульсными дефектоскопами.
Наружная поверхность ОК должна
обеспечить возможность надежного аку-
стического контакта с преобразователем,
так же как при дефектоскопии. Влияние
неровности наружной поверхности на по-
грешность измерения рассмотрено выше.
Впрочем, наружную поверхность легко
подготовить под контроль зачисткой.
Состояние внутренней (донной) по-
верхности ОК определяет выбор типа
ультразвукового толщиномера. Для кон-
троля изделий с неровной внутренней по-
верхностью применяют только приборы
группы Б, обладающие высокой чувстви-
тельностью и использующие для измере-
ния первый донный сигнал для РС-
преобразователя. Влияние неровности
внутренней поверхности на погрешность
измерения рассмотрено выше.
Радиус кривизны ОК. Уменьшение
радиуса кривизны приводит к уменьше-
нию площади контакта преобразователя с
поверхностью ОК и, следовательно, к
уменьшению амплитуды измеряемого
эхосигнала. Минимально допустимый ра-
диус кривизны ОК - важная эксплуатаци-
онная характеристика толщиномера, по-
скольку эти приборы чаще всего исполь-
зуют для контроля толщины стенок труб.
Для эхоимпульсных толщиномеров мини-
мальный радиус кривизны допускают
приборы группы Б. Они позволяют кон-
тролировать трубу диаметром 5 ... 10 мм,
причем точность измерений и мертвая
зона слабо зависят от радиуса кривизны.
Влияние кривизны наружной поверхности
на погрешность измерения рассмотрено
выше.
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
699
Приборами группы А контролируют
трубы диаметром 10 ... 20 мм и больше,
причем погрешность и мертвая зона уве-
личиваются с уменьшением радиуса тру-
бы. Это же ограничение присуще также
импульсным приборам для решения за-
дачгруппы В. Значительно лучшие показа-
тели по минимальному радиусу кривизны
поверхности имеют иммерсионные резо-
нансные автоматические толщиномеры.
Ими можно вести контроль толщины сте-
нок труб диаметром 3 мм и более.
Выше было отмечено наличие ме-
шающего сигнала, проходящего между
излучателем и приемником РС-преобразо-
вателя, создающего мертвую зону. С
уменьшением радиуса кривизны ОК этот
сигнал уменьшается, но одновременно
уменьшается донный сигнал. В.Г. Шевал-
дыкин [421, докл. 2.101] предложил ис-
пользовать мешающий сигнал для регули-
ровки порога срабатывания толщиномера.
Это позволило уменьшить радиус кривиз-
ны контролируемых объектов.
Вариация скорости ультразвука в
ОК вызывает необходимость корректи-
ровки настройки аппаратуры. В.Г. Шевал-
дыкин [421, докл. 2.101] предложил спо-
соб корректировки скорости по измере-
нию времени пробега до дна ОК не только
прямым преобразователем th, но также
двумя наклонными преобразователями
(рис. 6.6, а), расположенными на расстоя-
нии В (время tB). Скорость (без учета по-
правки ?3) вычисляют по формуле
В
с = . , а толщину изделия по фор-
t R
муле h =---j—--- . Этим способом воз-
можен также контроль изделий с большой
непараллельностью поверхностей.
Толщиномер группы Б типа УТ-55БЭ,
разработанный М.В. Королевым [186] в
МНПО "Спектр", имеет автоматическую
настройку на скорость ультразвука. Для
этого используют головную волну, кото-
рая возникает и распространяется вдоль
поверхности ОК одновременно с излуче-
нием в объект продольной волны. Преоб-
разователь снабжен дополнительным при-
емным пьезоэлементом, расположенным
на постоянном расстоянии (базе) от излу-
чателя. Время распространения головных
волн на этой базе пересчитывают в ско-
рость звука. Найденное значение вводят в
блок индикатора, который указывает тол-
щину ОК в миллиметрах. В настоящее
время толщиномер с автоматической на-
стройкой на скорость ультразвука, ис-
пользующий рассмотренный принцип
компенсации, выпускает фирма "Kraut-
kramer" [423, с. 3017].
6.1.4. Аппаратура для толщинометрии
Толщиномеры для ручного кон-
троля. Устройство резонансных толщи-
номеров кратко рассмотрено в разд. 2.4.
Учитывая, что в настоящее время эти при-
боры редко применяются, нет необходи-
мости в более подробном изложении. Да-
лее рассмотрены импульсные ручные
толщиномеры.
В качестве толщиномера может быть
использован эходефектоскоп, причем
имеются задачи (например, измерение
толщины некоторых типов наплавок), при
решении которых дефектоскоп имеет пре-
имущество. Дефектоскоп с прямым пре-
образователем можно применять в качест-
ве толщиномера, если номинальная изме-
ряемая толщина больше его мертвой зоны
(обычно требуют, чтобы толщина была
больше 10 мм). Дефектоскоп с РС-преоб-
разователем можно применять, если но-
минальная измеряемая толщина больше
3 ... 5 мм. При использовании дефекто-
скопа принимают все меры повышения
точности измерения, рекомендованные в
разд. 2.2.4.4 и 3.2.1.
Структурная схема импульсного
толщиномера в общем подобна схеме им-
пульсного дефектоскопа (см. рис. 2.2).
Однако она содержит некоторые особенно-
сти, имеющие целью повышение точности.
700
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.6. Схема хода лучей объемных волн при измерении
толщины изделия из неизвестного материала:
а - плоскопараллельное изделие; б - изделие с непараллельными границами;
1,2 - преобразователи; 3 - измеряемый объект
измерения толщины.
Генератор формирует электрический
зондирующий импульс с крутым фронтом,
а полосы пропускания усилителя и преоб-
разователя расширены в области высоких
частот, чтобы обеспечить прохождение
импульсов с таким фронтом. Это условие
необходимо для приборов группы А, од-
нако желательно выполнение его для при-
боров групп Л и В. В приборах группы А с
широкополосными (апериодическими)
преобразователями для расширения поло-
сы пропускания частот применяют усили-
тели с очень низким входным сопротивле-
нием (усилители тока) [186].
Автоматическая регулировка усиле-
ния обеспечивает постоянную амплитуду
принятого донного сигнала, что, как было
отмечено, важно для повышения точности
измерения. Введен блок помехозащиты.
Простейший способ помехозащиты -
стробирование, т.е. включение приемника
только на время измерительного цикла.
Измерительный узел (обычно им
служит триггер) запускают начальным
импульсом и выключают донным сигна-
лом. В результате формируется импульс,
длительность которого пропорциональна
измеряемому интервалу времени. Имеется
блок преобразования сигнала триггера в
удобную для измерения времени форму,
например в напряжение. Аналого-циф-
ровой преобразователь трансформирует
этот сигнал в цифровой код и подает его
на цифровой индикатор и сигнализатор,
срабатывающий при выходе толщины за
пределы допуска.
Применяются также другие способы
преобразования сигнала триггера в изме-
рение времени. Например, измеряют ко-
личество коротких калиброванных им-
пульсов, уложившихся в интервале сигна-
ла триггера. Для повышения точности ко-
личество уложившихся калиброванных
импульсов измеряют несколько раз и ре-
зультаты усредняют.
Отметим некоторые дополнительные
устройства. Приборы группы А, измеряю-
щие многократное прохождение импульса
в ОК, имеют блок селекции, который вы-
бирает начальный импульс (обычно вто-
рой донный сигнал) и от него начинает
измерение времени. Эти толщиномеры
имеют блок счета заданного количества
донных сигналов п, что учитывают при
преобразовании времени в толщину.
Приборы группы Б часто не имеют
экрана с временной разверткой. Отсчет
толщины выполняют по цифровому табло.
Приборы группы А, измеряющие много-
кратное прохождение импульса в ОК, час-
то снабжают экраном для выбора опти-
мального интервала донных сигналов. В
последних моделях приборов группы Б
также применяют экран для этой цели, а
также чтобы предотвратить ошибку при
измерении малых толщин. Как отмечалось
выше, когда толщина ОК меньше мини-
мального значения, измеряемого прибо-
ром, прибор может зафиксировать не пер-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
701
вый донный сигнал (который слился с
зондирующим импульсом), а второй. На-
блюдая на экране серию донных сигналов,
этой грубой ошибки можно избежать.
Когда применяют РС-преобразова-
тели с призмами, возникает задача выде-
ления сигналов, проходящих только через
ОК. Для этого излучающим преобразова-
телем (работающим в данном случае как
излучатель-приемник) принимают сигнал
от границы призма - ОК, усиливают его
отдельным усилителем и запускают им
измеритель времени.
Для измерения толщины используют
прямые, PC и (редко) наклонные преобра-
зователи. При работе с толщиномерами
следует использовать преобразователи
только тех типов, которые указаны в тех-
нических описаниях соответствующих
приборов. Преобразователи должны иметь
жесткий протектор, чтобы интервал вре-
мени распространения импульса возмож-
но в меньшей степени зависел от силы
прижатия преобразователя к ОК.
При измерении толщины в процессе
эксплуатации контролируемого оборудо-
вания возникает задача контроля при по-
вышенной температуре. В ВНИКТИНХО
(г. Волгоград) Ю.А. Нечаевым и др. раз-
работан PC-преобразователь для контроля
при температуре до 600°. В нем примене-
ны кварцевые призмы. Электроакустиче-
ский экран выполнен из стальной фольги с
прокладкой из миканита. Приемный и пе-
редающий отсеки заключены в цилиндри-
ческую капсулу, которая, перемещаясь в
корпусе, нормирует с помощью пружины
усилие прижатия. Благодаря принятым
мерам за 15 с работы при температуре
изделия 700° температура в зоне пьезо-
элементов не поднимается выше 30°.
Технические требования к ручным
толщиномерам перечислены в ГОСТ
28702-90. Согласно этому документу,
толщиномеры подразделяют на приборы
общего назначения и специализированные
(т.е. предназначенные для контроля изде-
лий определенного типа), ручные и авто-
матизированные, с различной степенью
защищенности от воздействия окружаю-
щей среды. Для толщиномеров различного
назначения приведены основные рекомен-
дуемые технические характеристики.
Например, для толщиномеров группы
Б диапазон измеряемых толщин по стали
и алюминию должен быть не менее
0,5 . 1000 мм, основная погрешность
измерения для толщин меньше 300 мм -
не более ±0,1 мм, а для больших толщин h
допустима погрешность ±(0,1 + 0,001 h) мм,
масса - не более 0,4 кг, средняя наработка
на отказ не менее 32000 ч. Для толщино-
меров группы А диапазон измерения
0,2 ... 100 мм, основная погрешность из-
мерения толщин до 10 мм - от ± 0,003 до ±
0,02 мм по согласованию с потребителем,
а больших толщин - ± 0,003/г или ± 0,01 мм,
средняя наработка на отказ не менее
25000 ч.
Указаны допустимые значения до-
полнительных погрешностей. Например,
дополнительная погрешность от измене-
ния окружающей температуры на каждые
10 °C (от нормального значения 20 °C) не
должна превышать половины предела до-
пускаемого значения основной погрешно-
сти, допустимое значение дополнительной
погрешности, вызванной изменением на-
пряжения питания от минимального до
максимального значения, не должно пре-
вышать половины предела допускаемого
значения основной погрешности толщи-
номера.
Для толщиномеров группы Б должна
нормироваться условная чувствительность
к выявлению локального утонения. Она
определяется диаметром выявляемого
плоскодонного отверстия, который выби-
рается из ряда от 0,5 до 2 мм.
Ультразвуковые толщиномеры долж-
ны проходить процедуру испытаний и
утверждения в соответствии с правилами
по метрологии ПР 50.2.009-94 "Порядок
проведения испытаний и утверждения
типа средств измерений" по ГОСТ 8.001 и
ГОСТ 8.383 или метрологическую атте-
стацию по ГОСТ 8.326.
702
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.7. Толщиномер А1207
Типы и технические характери-
стики некоторых толщиномеров с пье-
зопреобразователями приведены далее.
Для точного измерения толщины из-
делий с гладкими параллельными поверх-
ностями в процессе их изготовления в
авиационной, приборостроительной и
других отраслях промышленности (задачи
группы А) предназначены толщиномеры
серии ТМ1 американской компании
"Stress Tel". Базовый прибор обеспечивает
измерение толщины в диапазоне 0,25 ...
25 мм с погрешностью 0,01 мм по стали.
Вариант прибора TM1-D PLUS позволяет
измерять толщины до 380 мм, а вариант
TM1-CD обеспечивает погрешность 0,001
мм. Приборы имеют четырехразрядный
цифровой индикатор. Приборы работают с
сильно демпфированными РС-преобразо-
вателями с плоскопараллельной задерж-
кой из пластмассы или графита. Частота
от 5 до 22 МГц. Питание приборов бата-
рейное, масса около 0,5 кг, имеются блок
памяти и сигнализатор. Фирма выпускает
также ряд толщиномеров для измерения
объектов группы Б.
В России для решения задач группы
А применяется прибор Миниметр типа
УТ-602. Он работает с РС-преобразо-
вателем, но рассчитан на решение задач
группы А. Для повышения точности изме-
рений прибор работает на высокой частоте
(10 МГц) и использует для отсчета време-
ни прихода первого донного сигнала не
фронт импульса, а точку достижения ну-
левой амплитуды после первого периода
колебаний (точка А на рис. 2.55). Это
обеспечивает основную и дополнитель-
ную погрешности измерения не более
± 0,05 мм в диапазоне 0,5 ... 4 мм. Ис-
пользовать прибор для решения задач
группы Б нельзя, так как при отражении
от неровной поверхности импульс донно-
го сигнала исказиться и правильно опре-
делить точку А будет трудно.
Задачи группы Б возникают в основ-
ном при контроле объектов в процессе
эксплуатации. Это измерение коррозион-
ного повреждения корпусов морских и
речных судов, стенок сосудов, трубопро-
водов и баллонов. Подобные задачи воз-
никают в судостроении, химической про-
мышленности и энергетике. Для решения
главным образом таких задач (а также
частично задач группы А) предназначен
широко распространенный в России тол-
щиномер УТ-93П, выпускаемый АО "Ин-
троскоп" (Республика Молдова). Он рабо-
тает с PC-преобразователями, имеет час-
тоты 2,5; 5 и 10 МГц, позволяет вести из-
мерение толщин в диапазоне от 0,6 до
1000 мм.
При испытаниях на стандартных об-
разцах в диапазоне до 30 мм прибор имеет
погрешность не более ± 0,1 мм, а при
больших толщинах погрешность состав-
ляет ±(0,1 + 0,001/г) мм, что соответствует
оптимальным значениям, согласно фор-
муле (6.5). Прибор измеряет толщину сте-
нок труб диаметром 6 мм и более. Допус-
тимая шероховатость наружной поверхно-
сти Rz = 160 мкм, а внутренней - 320 мкм
Толщиномер позволяет обнаруживать ло-
кальные уменьшения толщины, измерять
толщину объектов с непараллельными
поверхностями (при угле не более 10°).
Прибор дает цифровой отсчет тол-
щины ОК из материалов со скоростью
звука от 3000 до 6400 м/с. При известном
значении толщины (в диапазоне 20 ... 300 мм)
он может использоваться как измеритель
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
703
скорости. Прибор имеет автономное пита-
ние, массу 0,4 кг. Близкие технические
характеристики имеют зарубежные тол-
щиномеры группы Б.
В МНПО "Спектр" (А.А. Самокрутов
и др.) разработаны и выпускаются не-
сколько модификаций толщиномеров
[426, докл. 4.4], представленных далее.
Толщиномер А1207 [426, докл. 4.7]
показан на рис. 6.7. В традиционных эхо-
импульсных толщиномерах электронный
блок и преобразователь соединяются спе-
циальным кабелем. Этот УЗ-толщиномер
выполнен в виде миниатюрного монобло-
ка, в который встроен раздельно-
совмещенный преобразователь на 10 МГц,
размещены электронная схема, источник
питания и индикатор. Данное решение, по
сравнению с классической компоновкой,
обеспечивает повышение надежности за
счет отсутствия кабельного соединения
преобразователя и электронного блока;
улучшение метрологических характери-
стик путем оптимизации параметров трак-
та и алгоритма измерения толщины под
особенности конкретного преобразовате-
ля; упрощение процедуры контроля за
счет высвобождения одной руки дефекто-
скописта; минимизации органов управле-
ния; уменьшение стоимости прибора.
Толщиномер выполнен в форме, на-
поминающей авторучку. Управление при-
бором осуществляется при помощи всего
двух кнопок: одна предназначена для
включения прибора, а другая для выбора
нескольких предустановленных скоростей
ультразвуковых волн. В приборе реализо-
вана идеология "полного цифрового трак-
та", обеспечивающая стабильность пара-
метров, гибкость и универсальность схе-
мы, минимизацию габаритов, а так же ус-
тойчивые измерения при различном каче-
стве поверхности объектов контроля.
Толщиномер А1208 — классический
простой и надежный толщиномер, рабо-
тающий с раздельно-совмещенными пре-
образователями нескольких типов. Корпус
прибора обеспечивает защиту от пыли и
влаги по требованиям IP65. В приборе
установлен четырехразрядный шестнадца-
тисегментный алфавитно-цифровой све-
тодиодный дисплей, что позволяет экс-
плуатировать его в широком диапазоне
температур (от -30° до +50 °C). Управле-
ние режимами и настройками прибора
осуществляется с помощью расширенного
меню, каждый пункт которого выполнен в
виде "бегущей строки". Прибор обеспечи-
вает: настройку на произвольную скорость
УЗ, адаптацию к преобразователю, изме-
рение толщины по 2-м отражениям, запись
в энергонезависимую память параметров
используемых преобразователей.
Толщиномер А1209С - также постро-
ен по схеме полного цифрового тракта.
Это обеспечивает работу толщиномера
практически со всеми типами совмещен-
ных и раздельно-совмещенных преобразо-
вателей в диапазоне частот 1,25... 15,0 МГц,
а также дает изображение в виде разверт-
ки типа А
Прибор может работать как с пря-
мым, так и PC-преобразователями. Тол-
щиномеры с PC-преобразователями полу-
чили наиболее широкое распространение
благодаря высокой чувствительности и
широкому диапазону измерений. Но в
большинстве практических случаев высо-
кая чувствительность толщиномера не
используется. В то же время, РС-преобра-
зователи весьма подвержены износу.
Преимущества толщиномера с со-
вмещенным УЗ-преобразователем были
отмечены выше, поэтому его использова-
ние в толщиномере широкого применения
более предпочтительно. Однако собствен-
ный реверберационный шум совмещенно-
го преобразователя не позволяет измерять
толщины порядка 1 ... 3 мм при радиусах
кривизны 10 ... 30 мм (мертвая зона). Из-
вестно, что в изделиях с толщинами менее
нескольких миллиметров, включая и тру-
бы малых диаметров, практически всегда
возникают импульсы многократных пере-
отражений ультразвука между поверхно-
стями материала. Эти импульсы несут
информацию о толщине материала и их
704
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
6.2. Технические характеристики толщиномеров МНПО "СПЕКТР"
Параметры А1207 А1208 А1209С
Диапазоны измеряемых толщин X (по стали), мм 0,8 ... 30 0,8 ... 199 0,4 ... 500
Погрешности измерений ±0,5 %Х (+0,1 мм) ± 0,5 %Х (+ 0,1 мм) ± 0,5 %Х (+ 0,1/0,01 мм)
Диапазон температур, °C -30 ... +50 -30 ... +50 -20 ... +50
Диапазон перестройки скорости ультразвука, м/с 1000 ... 9999 1000 ... 9999 1000 ... 9999
Типы ПЭП PC PC Совмещенный, PC
Тип дисплея Светодиодный 7-сегментный Светодиодный 16-сегментный ЖКИ графический, с подсветкой
Автономное питание Призматический NiMH аккумуля- тор (возможно внешнее) Две стандартные или аккумулятор- ные батареи типо- размера АА Три стандартные или аккумулятор- ные батареи типо- размера АА
Время работы, ч 15 50 100
Габаритные размеры, мм 140x25 х 14 120 х 58 х 18,5 127 х 66 х 30
Масса с элементами пита- ния, г 65 160 290
можно использовать для измерений, даже
если первый и несколько последующих
импульсов будут ниже уровня собствен-
ной реверберации пьезопреобразователя.
Как упоминалось ранее, в МНПО
"СПЕКТР" (В.Н. Козлов и др.) разработа-
ны адаптивные алгоритмы корреляцион-
ной обработки сигналов многократных
отражений ультразвука в слое материала,
которые позволяют создавать УЗ-
толщиномеры широкого применения как с
совмещенными пьезопреобразователями,
так и с ЭМА-преобразователями [426,
докл. 4.5, 4.6; 428, докл. 2.01]. В этих при-
борах используется оцифровка эхосигнала
до детектирования и обработка данного
вектора спецпроцессором, реализующим
предложенный алгоритм. Как показали
практические исследования, данный под-
ход обеспечивает измерение толщин од-
ним совмещенным преобразователем в
диапазоне от 0,5 до 300 мм как по глад-
ким, так и по шероховатым радиусным
поверхностям. Именно этот алгоритм реа-
лизован в толщиномере А1209С.
Технические характеристики толщи-
номеров МНПО "СПЕКТР даны в
табл. 6.2.
Фирма "Krautkramer" (Германия) вы-
пускает серию толщиномеров типа DM 4.
Исполнение DM 4Е служит для простых
случаев применения; DM 4 и DM 4DL с
режимом работы DUAL MULTI - для из-
мерений через покрытие; исполнение DM
4DL к тому же имеет встроенную память.
В комплект приборов входит много раз-
ных преобразователей, в том числе диало-
говые преобразователи (с записанными в
них техническими данными), с автомати-
ческим распознаванием типа толщиноме-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
705
ра, с указанием параметров и назначения,
для высокотемпературных измерений.
Приборы имеют автоматическую коррек-
цию траектории прохождения звука, на-
личие автоматической калибровки нуля
для оптимальной настройки прибора в
соответствии с типом преобразователя и
условиями измерений, режим работы с
индикацией и запоминанием минимально-
го измеренного значения.
Толщиномер особенно удобен при
измерениях остаточной толщины стенки
на корродированных изделиях, при работе
со слоистыми материалами или при высо-
ких температурах. Он имеет запоминаю-
щее устройство большой емкости с бук-
венным вводом данных и гибкой структу-
рой запоминания результатов измерения
вместе с изображением сигналов и ком-
ментарием.
Толщиномер имеет автоматическую
коррекцию расхождения лучей в призме
преобразователя. Рассчитан на проведение
прецизионных измерений с разрешающей
способностью до 0,01 мм. Имеется свето-
вая и звуковая сигнализация выхода за
верхний или нижний допуск, запоминание
минимального значения толщины, воз-
можность временного запоминания изо-
бражения.
Помимо работы в раздельно-совме-
щенном режиме, прибор может работать в
совмещенном режиме. Имеется возмож-
ность двухполупериодного детектирова-
ния, детектирования по положительной
или отрицательной полуволне, получения
высокочастотного сигнала. Внутренняя
память имеет емкость до 150 000 резуль-
татов измерения и 1100 изображений со
всеми параметрами настройки. Возможны
различные типы формирования файлов с
записанными данными, расширение памя-
ти за счет дополнительного устройства до
318 000 результатов и 2 400 изображений
на экране. Прибор комплектуется широ-
кой гаммой совмещенных и раздельно-
сомещенных преобразователей.
Вариант толщиномера типа DMS 2ТС
позволяет выполнять измерение толщины
изделия через покрытия. Для этого преду-
смотрено двойное стробирование для из-
мерения по многократным отражениям.
Прибор имеет беспроводную инфракрас-
ную связь с компьютером, он может про-
граммироваться от компьютера или непо-
средственно подключаться к внешней
клавиатуре, использовать программное
обеспечение UltraMATE LITE, UltraMATE
и UltraPIPE для обработки результатов и
связи с компьютером.
Диапазон измерений 0,2 ... 635 мм
(для варианта DMS 2Е - 0,66 ... 635 мм)
по стали при обычных измерениях (зави-
сит от преобразователя, материала, по-
верхности, температуры). Разрешающая
способность индикаций 0,01 мм для тол-
щин до 99,99 мм; 0,1 мм для толщин
больше 99,99 мм. Частота 0,5 ... 15 МГц.
Возможная вариация скорости ультразву-
ка в ОК 1000 ... 9999 м/с. Индикатор -
жидкокристаллический экран в отражен-
ном свете, высокой разрешающей способ-
ности, размер 71 х 95 мм, включаемая
подсветка, 240 х 320 точек (DMS 2). Рабо-
чий диапазон температур от - 10 до + 50 °C.
Встроенная память до 150 000 результатов
измерения и 1100 изображений на экране
при развертке А или В с возможностью
расширения через дополнительное уст-
ройство. Питание от 4 сухих батареи или
аккумулятора типа АА, от сети перемен-
ного тока 220 В через сетевой блок пита-
ния, продолжительность работы до 40 ч
при тактовой частоте 4 Гц и подсветке.
Масса - 725 г, включая батареи.
Толщиномеры с ЭМА-преобразо-
вателями. Ранее отмечалась перспектив-
ность использования ЭМА-преобразова-
телей в приборах для измерения толщины.
Широкополосность таких преобразовате-
лей позволяет формировать короткие им-
пульсы, что важно для достижения высо-
кой точности. ЭМА-преобразователи лег-
че возбуждают поперечные, а не продоль-
ные волны. Это удобно для измерения:
скорость распространения поперечных
волн меньше, чем продольных; измеряе-
706
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
мый интервал времени увеличивается и
соответственно уменьшается погрешность
Однако необходимо принять меры,
чтобы при этом не возбуждалась продоль-
ная волна, которая имеет более высокую
скорость и раньше придет к преобразова-
телю. ЭМА-толщиномером можно изме-
рять толщины металлических объектов,
поверхность которых покрыта краской,
пленкой.
Небольшая чувствительность ЭМА-
преобразователей не является препятстви-
ем при использовании этого способа в
приборах групп А и В, где донный сигнал
имеет большую амплитуду. При исполь-
зовании ЭМА-преобразователей большой
площади (около 100 мм2) существенно
повышается точность измерения по гру-
бой поверхности ввода.
При использовании ЭМА-преобразо-
вателей необходимо учитывать следую-
щую возможную погрешность [56]. Воз-
буждающее электромагнитное поле дейст-
вует не на самой поверхности ОК, а в не-
котором поверхностном слое, толщина
которого зависит от материала ОК и час-
тоты колебаний. Это явление скин-
эффекта. Скорость распространения элек-
тромагнитных волн значительно больше,
чем ультразвуковых. В связи с этим воз-
никает эффект уменьшения времени про-
бега импульса в ОК. Фронт УЗ-импульса
растягивается.
Если не принять меры по компенса-
ции рассмотренной погрешности, то при
измерении изделий из нержавеющей стали
толщиной 10 мм погрешность может дос-
тигать 19 % на поперечных и 11 % на про-
дольных волнах, если выполнять измере-
ния на высоте 6 дБ от максимума эхосиг-
нала. В материалах с хорошей электро-
проводностью погрешность уменьшается
соответственно до 0,55 и 0,27 %.
В [428, докл. 4.5.38] А.А. Самокрутов
и др., сообщают о разработке в МНПО
"Спектр" портативного (масса с элемента-
ми питания 800 г) толщиномера типа
А1270 с ЭМА-преобразователем. предна-
значенного для измерения толщины пло-
ских и цилиндрических деталей и узлов из
сплавов алюминия и других материалов с
регистрацией результатов контроля. При-
бор позволяет устранить или уменьшить
многие погрешности измерения толщины.
Благодаря использованию ЭМА-преобра-
зователей не требуется создания акустиче-
ского контакта. Обеспечивается возбуж-
дение продольных и сдвиговых волн с
радиальной и линейной поляризацией,
поэтому толщиномер позволяет оценить
степень анизотропии скорости в прокате и
настроиться на истинную скорость ульт-
развука. Применение корреляционной
обработки сигналов позволяет практиче-
ски исключить влияние изменения формы
и амплитуды эхосигнала на погрешность
измерений.
Результаты измерения отображаются
на экране дисплея в мм с дискретностью
0,01 мм в диапазоне толщин от 0,5 до
25 мм и 0,1 мм при измерении толщин
более 25 мм. В качестве дисплея в прибо-
ре используется графический жидкокри-
сталлический модуль с подсветкой для
работы в темноте. Возможно подключение
прибора к персональному компьютеру,
что создает предпосылки его использова-
ния при проведении исследований, совер-
шенствовании технологии обработки ме-
талла и как инструмент для регистрации и
накопления информации о технологиче-
ском процессе производства и техниче-
ском состоянии сложных конструкций.
Предусмотрен режим поиска минимально-
го значения толщины в заданной области
контроля изделия. После завершения цик-
ла измерений на дисплее отображается
минимальное значение толщины за весь
цикл.
Выпускаемый фирмой PALMIRA
(г. Кишинев) ЭМА-толщиномер ЭМАТ-
100 работает на частоте 2,5 МГц, диапазон
измеряемых толщин 5 ... 100 мм; погреш-
ность +0,1 мм, минимальный радиус кри-
визны ОК 10 мм, максимальная величина
зазора между преобразователем и поверх-
ностью ОК 2 мм, габаритные размеры
190 х 100 х 45 мм, питание автономное.
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
707
Научно-производственное предпри-
ятие "ВИГОР" разработало бесконтактный
ультразвуковой толщиномер с использо-
ванием ЭМА-преобразователей с посто-
янной магнитной присоской [426, докл.
4.8], благодаря чему при контроле маг-
нитных материалов освобождаются обе
руки оператора. Отличительной особенно-
стью прибора является использование ло-
кальных высокочувствительных ЭМА-
преобразователей с подвижными полюс-
ными наконечниками, которые без особых
усилий устанавливаются на контролируе-
мое изделие и непрерывно сканируют его
поверхность в любом направлении. После
завершения контроля преобразователи
также легко снимаются с изделия.
Диапазон измеряемых прибором
толщин 2,5 ... 120,0 мм, погрешность из-
мерения не более ± 0,1 мм, минимальный
радиус кривизны поверхности контроля
20 мм, питание автономное с индикацией
разряда аккумулятора, масса прибора с
источником питания не более 4,0 кг, время
сохранения данных в памяти не менее
60 суток.
Установки для контроля толщины
предназначены, как правило, для контроля
труб. Тонкостенные трубы контролируют
иммерсионно-резонансным методом. Та-
кой толщиномер предназначен прежде
всего для слежения за изменением толщи-
ны стенки. В связи с этим измерение ведут
на резонансной частоте либо соответст-
вующей основной частоте свободных ко-
лебаний изделия, либо на одной из низ-
ших гармоник (п = 2; 3). Повышение час-
тоты увеличивает влияние затухания, де-
лает резонансы более заметными.
Например, для автоматического кон-
троля толщины тонкостенных труб при-
меняют иммерсионные резонансные тол-
щиномеры типа "Металл" (выпускался
объединением Электроточприбор, г. Ки-
шинев). Одна из модификаций "Металл 3"
обеспечивает измерение в диапазоне 0,1 ...
4 мм с погрешностью не более ± 1 % и
позволяет контролировать трубы диамет-
ром 3 мм и более.
Работающая с ЭМА-преобразова-
телями установка УТ-80Б (разработчик
МНПО "Спектр") предназначена для кон-
троля труб диаметром 30 ... 150 мм с тол-
щиной стенки 3 ... 15 мм. Погрешность не
более 2 %. Скорость протяжки труб -
3 м/с. Установка имеет четыре канала из-
лучателей-приемников сигналов, обеспе-
чивающих контроль разностенности (т.е.
измерения толщины и разности толщины)
сразу в четырех точках по окружности
трубы. Частота следования зондирующих
импульсов - 1000 Гц. Для устранения по-
грешности от скин-эффекта рекомендова-
но выполнять измерения по интервалу
между первым и вторым донными сигна-
лами, но возможен вариант измерения по
первому донному сигналу.
Санкт-Петербургский государствен-
ный электротехнический университет и
ООО "Промкоммуникация" разработали
многоканальный внутритрубный толщи-
номер для контроля газовых труб диамет-
ром 250 ... 500 мм с толщиной стенки 5 ...
10 мм [426, докл. 4.9]. Корпус толщино-
мера представляет собой цилиндр диамет-
ром 200 мм, состоящий из двух отсеков:
отсека акустических преобразователей и
отсека печатных плат электронных бло-
ков. Преобразователи диаметром 12 мм,
работающие на частоте 5 МГц, установле-
ны равномерно по окружности с шагом в
10°. Контроль толщины осуществляется в
иммерсионном варианте путем измерения
временного интервала между вторым и
третьим донными импульсами.
Для реализации иммерсионного спо-
соба участок контролируемого трубопро-
вода длиной до 300 м заполняется водой.
Корпус толщиномера с торцов ограничен
резиновыми манжетами, обеспечивающи-
ми соосное положение его в трубе и нор-
мальное падение ультразвукового пучка
от каждого преобразователя на внутрен-
нюю поверхность трубы. Перемещение
толщиномера в трубе осуществляется ле-
бедкой с помощью кабеля-троса.
Программное обеспечение позволяет
регистрировать сечение трубы с выделе-
708
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
иием на экране монитора цветом недопус-
тимых по толщине участков, развертку
всей трубы и другие параметры.
Трубы парогенераторов атомных
электростанций контролируются изнутри.
Одновременно с выявлением дефектов
выполняют измерение толщины. Для этой
цели [422, с. 613] используют установку
типа IRIS (см. 3.3.2.2, рис. 3.78). В уста-
новке имеется вращающееся зеркало,
обеспечивающее сканирование по окруж-
ности.
Для ручного контроля толщины объ-
ектов с большой площадью поверхности
перспективно применение ручных прибо-
ров с автоматической регистрацией ре-
зультатов. Подобные задачи позволяет
решать система ISONIC, описанная в
разд. 5.1.7.7 и выпускаемая фирмой "Sono-
tron" (Израиль) [422, с. 3031 и
с. 3032]. Система обеспечивает непрерыв-
ное слежение за текущими координатами
преобразователя (с точностью ± 0,25 ... 1 мм)
на плоских и кривых поверхностях (ми-
нимальный радиус кривизны - 40 мм), а
также автоматическую регистрацию вре-
мени прихода всех эхосигналов независи-
мо от их амплитуд, т.е. изменение толщи-
ны. Одновременно осуществляется слеже-
ние за качеством акустического контакта.
В результате система ISONIC представля-
ет карту изменения толщины, например,
под действием коррозии.
Стандартные образцы используют
для проверки и настройки толщиномеров.
Обычные плоскопараллельные концевые
меры длины типа щупов, плиток Иогансо-
на малопригодны для калибровки толщи-
номеров в связи с ненормированным из-
менением в них скорости ультразвука. С
учетом этого Госстандартом СССР разра-
ботаны и введены специально для провер-
ки ультразвуковых толщиномеров ком-
плекты мер толщины КМТ-176М1, а так-
же комплект ультразвуковых стандартных
мер образцов КУСОТ-180. Они аттестова-
ны с погрешностью 0,7 % при толщинах
0,2 ... 10 мм; 0,4 % - при толщинах 10 ...
12 мм и 0,3 % - при толщинах 12 ... 300 мм.
Комплект КУСОТ-180 позволяет оп-
ределить влияние различных факторов:
шероховатости поверхности, радиуса кри-
визны, непараллельности поверхностей.
Толщиномеры группы Б проверяют также
на способность определять участки с ло-
кальным уменьшением толщины стенки.
Проверку выполняют по образцам с плос-
кодонными отверстиями.
Для повседневной проверки работо-
способности универсальных толщиноме-
ров групп А и Б изготовляют образцы с
гладкими параллельными поверхностями
из материалов с малым коэффициентом
затухания УЗК (например, из углероди-
стой стали). Для массовой проверки одно-
типных изделий приборами групп А и Б, а
также для поточного контроля приборами
группы В изготовляют стандартные об-
разцы предприятия (СОП), максимально
соответствующие контролируемым изде-
лиям по материалу, радиусу кривизны,
чистоте обработки поверхностей. Это по-
зволяет повысить точность измерения
толщины. Примеры СОП приведены в
разд. 6.1.5.
6.1.5. Методики измерения толщины
6.1.5.1 .Основные положения
Подготовка толщиномера к контролю
начинается с выбора наиболее подходяще-
го преобразователя. Например, в комплект
некоторых приборов входит 6 ... 8 преоб-
разователей для контроля изделий в различ-
ных диапазонах толщин (от 0,6 ... 10 мм до
1 ... 1000 мм), с различной шероховато-
стью и кривизной поверхности (мини-
мальный радиус кривизны 3, 5 и
10 мм для различных преобразователей).
Блок ВРЧ (если он имеется) настраивают
так, чтобы обеспечить минимальный уро-
вень помех для выбранного преобразова-
теля.
Далее настраивают измерительный
узел толщиномера двумя ручками: регу-
лирующей начало отсчета "0" (таким пу-
тем исключается время пробега УЗ-
импульсов в призмах или протекторе пре-
образователя tt в формуле (6.1)) и устанав-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
709
ливающей скорость звука с. Наиболее
точный способ настройки - по двум об-
разцам, изготовленным из материала из-
делия, соответствующих минимальной и
максимальной измеряемой толщине (пер-
вый вариант настройки). Настройку на
тонком образце выполняют первой, а на
толстом - второй ручкой. Настройку
обеими ручками повторяют последова-
тельно несколько раз, добиваясь, чтобы на
цифровом индикаторе указывались точ-
ные значения толщины образцов.
Настраивать измерительный узел
можно также по прилагаемым к прибору
образцам, после чего выполняют настрой-
ку на скорость звука на участке изделия,
доступном измерению механическими
измерительными средствами, или на об-
разце из материала изделия. Оперативную
проверку толщиномера проводят путем
измерения толщин набора образцов, при-
лагаемых к толщиномеру.
Возможна настройка на скорость
звука по ступенчатому образцу, например
со ступенями 10 и 20 мм. Настройка за-
ключается в том, чтобы измеренное при-
бором расстояние между импульсами от
ступеней образца составляло 10 мм. Уста-
новка нуля толщиномера состоит в том,
чтобы получить правильное значение
толщин ступеней образца (второй вариант
анстройки).
Возможность и точность измерения
толщин зависят от кривизны и шерохова-
тости поверхностей изделия, непарал-
лельности поверхностей его стенок. С
учетом этого настроенный толщиномер
перед началом и в процессе контроля про-
веряют по краю изделия или образцу, ко-
торый изготовлен из того же материала,
имеет кривизну и шероховатость поверх-
ностей, соответствующие изделию.
В некоторых образцах толщиномеров
предусмотрена автоматическая настройка
на начало отсчета и на скорость звука по
одному прилагаемому к прибору образцу.
В других приборах (например, толщино-
мере А1207) предусмотрен выбор из не-
скольких предустановленных скоростей
ультразвуковых волн. Однако в этих слу-
чаях точность настройки занижена и тем
более необходима периодическая провер-
ка толщиномера на СОП, изготовленном,
как рекомендовано выше.
Ручной контроль изделий выполня-
ют, прижимая преобразователь последова-
тельно к точкам изделия, указанным в ме-
тодическом документе по контролю, счи-
тывая и фиксируя показания прибора.
В более совершенных толщиномерах (на-
пример, приборах серии DM 4) осуществ-
ляется последовательное запоминание
толщины в контролируемых точках, рас-
печатка результатов и даже их картирова-
ние, как в рассмотренной выше системе
ISONIC.
Контролируемые точки предвари-
тельно зачищают (при необходимости) и
смазывают контактной жидкостью. О том,
что достигнут акустический контакт пре-
образователя с изделием, в некоторых
приборах указывает появление сигнала на
индикаторе. При измерении толщины
трубопроводов экран, разделяющий призмы
РС-преобразователя, должен быть ориен-
тирован перпендикулярно образующей
трубы. Допускается проводить измерение
толщины стенок труб и сосудов, напол-
ненных водой.
При контроле сосуда или трубопро-
вода, в котором уменьшение толщины
стенок в процессе эксплуатации одинако-
во вероятно в любом месте, преобразова-
тель прижимают к точкам поверхности
изделия через заданные интервалы. Кон-
троль толщины стенок прямых труб обыч-
но выполняют по четырем образующим
трубы с углом 90° между образующими.
Обязательно следует измерять толщину на
выпуклой поверхности гиба трубы, по его
нейтральной линии и вблизи сварных
швов, где утонение наиболее вероятно.
При регистрации результатов указывают
координаты или номер точки, где произ-
водилось измерение, и полученное значе-
ние толщины. Измерения, выходящие за
пределы допусков, отмечают.
710
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
6.1.5.2. Измерение толщины
в атомной энергетике и
судостроении
Методику контроля регламентирует
документ [181]. Полнота проработки во-
проса в этом ОСТе делает целесообраз-
ным распространение этой методики на
другие отрасли. Изложены также вопросы
измерения толщины антикоррозионной
наплавки.
Средства измерения. Для контроля
монометаллов и биметаллов применяют
ручной ультразвуковой толщиномер груп-
пы Б и дефектоскопы как с блоком цифро-
вого отсчета (БЦО), так и без этого блока.
Диапазоны измерения по минимальным
геометрическим размерам (толщинам сте-
нок и кривизне) определяются параметра-
ми конкретного прибора или устанавли-
ваются экспериментально.
Приборы должны проходить обяза-
тельную проверку в соответствии с ГОСТ.
Если характеристики ОК не соответству-
ют регламентным (например, радиус кри-
визны ОК меньше, чем оговорено в пас-
порте прибора, но фактически измерение
100+1
Рис. 6.9. Варианты СОП Т2
для настройки дефектоскопа и тощииомера
при контроле монометалла. Варианты а и б
равнозначны; Я= (1 + О,1)Яо, где
Яо - номинальная толщина
контролируемого изделия
возможно), то предприятием, осуществ-
ляющим контроль, должна быть выполне-
на аттестация методики измерения.
Применяют прямые и РС-преобразо-
ватели на частоты 2 ... 10 МГц с жестким
протектором. Для особо точных измере-
ний толщин менее 10 мм применяют вы-
сокодемпфированные преобразователи на
частоты 10 ... 15 МГц.
В качестве контактных жидкостей
используют вещества, рекомендованные в
разд. 2.2.4.9 с корректировкой их свойств
в зависимости от степени неровности, на-
клона поверхности ОК и температуры.
50±1
Рис. 6.8. СОП Т1 для настройки
дефектоскопа и толщиномера иа
скорость звука
Рис. 6.10. СО ТБ1 для настройки
дефектоскопа и тощииомера при контроле
биметалла:
1 - основной металл; 2 - антикоррозионное
покрытие; Н= (1 + О,1)Яо, Яом = (1 ± 0,1 )Н0М 0,
Ян = Я„ min + 2 мм, где Яо, Яом 0 - номинальные
значения толщин биметалла и основного
металла соответственно; Нит„ - минимальная
толщина антикоррозионного покрытия
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
711
Для настройки и проверки приборов
пользуются СОП. Желательно их изготов-
ление из того же материала, что и контро-
лируемое изделие. СОП аттестует метро-
логическая служба предприятия на шеро-
ховатость поверхности ввода, донной по-
верхности и на расстояние между этими
поверхностями. Толщина образца должна
быть измерена с погрешностью, не более
± 0,01 мм.
Операции по настройке прибора до-
пускается проводить по участку изделия,
доступного прямому измерению с по-
грешностью, не превышающей ± 0,05 мм.
Образец Т1 (рис. 6.8) применяют для
настройки скорости развертки дефекто-
скопа при измерении толщины мономе-
талла, а для дефектоскопов без БЦО -
также при измерении толщины биметалла.
Образец Т2 (рис. 6.9) применяют для на-
стройки дефектоскопа или толщиномера
при измерении толщины монометалла.
Образец ТБ1 (рис. 6.10) применяют для
настройки дефектоскопа или толщиноме-
ра при измерении толщины биметалла.
В образце ТБ1 1 - основной металл,
2 - плакировка. Толщина образца Я долж-
на отличаться от номинального значения
толщины всего биметалла не более чем на
±10 %, Толщина основного металла об-
разца НОм должна отличаться от номи-
нального значения толщины основного
металла также не более чем на ± 10 %.
Толщина плакировки (наплавки) Н„ долж-
на быть на 2 мм толще минимально до-
пустимого значения. В образце Т2 толщи-
на Н должна отличаться от номинального
значения основного металла также не бо-
лее чем на ± 10 %.
При измерении толщины плоских из-
делий и изделий с радиусом кривизны
более 100 мм применяют плоские СОП.
При измерении толщин труб и гибов труб
с наружным диаметром менее 100 мм
СОП выполняют в виде фрагментов этих
изделий (рис. 6.11). Допустима настройка
по прямолинейному участку трубы, но
при этом погрешность измерения увели-
чивается на +0,1 мм.
Рис. 6.11. СОП в виде фрагментов изделий:
а - отрезка трубы; б - участка гиба трубы
Настройка прибора. Как отмечалось
ранее, настройка прибора включает две
операции: настройку на скорость звука и
установку нуля или настройку задержки
развертки. Рекомендуемый далее способ
настройки соответствует второму из ре-
комендованных выше вариантов.
Настройку на скорость звука при
контроле монометаллических изделий
производят по Т1. Она заключается в том,
чтобы расстояние между импульсами от
ступеней образца 10 и 20 мм составляло
10 мм. Настройку на скорость звука при
контроле биметаллических изделий про-
изводят по ТБ1. Она заключается в том,
чтобы расстояние между первым и вторым
донными сигналами составляло Н мм, т.е.
соответствовало толщине образца.
Установка нуля толщиномера, за-
держки начала отсчета времени дефекто-
скопа с БЦО или настройка задержки на-
чала развертки дефектоскопа без БЦО вы-
полняется для монометаллов - по образцу
Т2, а биметаллов - по образцу ТБ1. На-
стройка состоит в том, чтобы получить
правильное значение толщины образцов.
712
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
После окончания настройки ее следу-
ет проверить на том же образце или в кон-
трольной точке на изделии. Толщина, по
которой осуществляют проверку, не
должна отличаться от настроечной более
чем на 10 %. Если при этом будет получе-
но отклонение от фактической толщины
более чем на величину дискретности из-
мерения для приборов с цифровой инди-
кацией или более чем на половину цены
деления для приборов без БЦО, то на-
стройку следует повторить. По окончании
настройки положение органов регулиров-
ки необходимо зафиксировать.
Отметим некоторые особенности на-
стройки и измерения толщины с помощью
дефектоскопов. При настройке и измере-
нии высота измеряемых импульсов долж-
на находиться в пределах 0,2 ... 0,5 высо-
ты экрана и должна быть одинаковой с
погрешностью не более 5 мм по экрану
дефектоскопа. Если форма измеряемого
импульса существенно отличается от
формы настроечного импульса, то путем
вращения или небольшого перемещения
преобразователя следует получить иден-
тичный импульс. Форма импульсов может
быть оптимизирована введением отсечки
или другими способами, реализовать ко-
торые позволяет данный тип дефектоско-
па. Положение оптимизирующих регули-
ровок в режимах настройки и измерения
не должны отличаться.
Для дефектоскопов без БЦО отсчет
положения измеряемого импульса прово-
дится по точке пересечения его фронта с
горизонтальной линей развертки. На-
стройка задержки начала развертки вы-
полняется так, чтобы измеряемые импуль-
сы занимали положение в пределах сред-
ней части линии развертки.
Подготовка и проведение измерений.
На измерение толщины составляют техно-
логическую карту, которая должна содер-
жать данные об ОК, указание номиналь-
ных толщин с допускаемыми отклонения-
ми и разметку изделия для измерения
толщины.
Разметку переносят на ОК так, чтобы
она не мешала измерению и не стиралась
(например, разметка фломастером). На
местах, где будут выполняться измерения,
подготавливается площадка размером
30 х 30 мм2 с центром в точке измерения.
Подготовка поверхности предусматривает
очистку участков поверхности от шулу-
шащихся слоев краски, окалины, продук-
тов коррозии. Шероховатость поверхно-
сти ввода в месте измерений должна быть
не более Ra = 6,3 мкм. Допускается не
удалять лакокрасочные покрытия и слой
оксида, если их наличие не препятствует
проведению измерений, но тогда точност-
ные характеристики должны быть уста-
новлены экспериментально.
Измерение толщины выполняется
дискретно - в отдельных точках. На каж-
дом из заранее отмеченных участков сле-
дует выполнить однократное измерение
толщины. Если при выполнении измере-
ний произошла грубая ошибка, т.е. по-
грешность измерения существенно пре-
взошла ожидаемую в данных условиях, то
этот результат отбрасывается и выполня-
ются три измерения взамен ошибочного. В
этом случае за результат измерений при-
нимается среднеарифметическое значение.
При измерении толщины трубопро-
водов экран, разделяющий призмы РС-
преобразователя, должен быть ориентиро-
ван перпендикулярно образующей трубы.
Допускается проводить измерение толщи-
ны сосудов, наполненных водой.
Считывание результата измерений
проводят после получения устойчивого и
достоверного показания. Для цифровых
приборов оно характерно либо одним зна-
чением, либо двумя, изменяющимися в
пределах дискретности прибора. В по-
следнем случае записывается значение,
ближайшее к границе допуска на размер.
Измерение остаточной толщины в
местах зачистки поверхностных дефек-
тов может быть осуществлено как со сто-
роны выборки, так и (если преобразова-
тель в выборке не устанавливается) с про-
тивоположной поверхности. В последнем
случае должно быть выполнено 3 ... 5 из-
мерений в районе с предполагаемой ми-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
713
нимальной толщиной. За результат изме-
рения принимается минимальное показа-
ние прибора. Во всех случаях необходимо
в максимально возможной степени обес-
печить плоскую площадку для установки
преобразователя.
Если выборка имеет крутой профиль
и обеспечить плоскую площадку для уста-
новки преобразователя не представляется
возможным, следует измерить толщину в
точках вокруг выборки. Глубина выборки
измеряется микрометрическим или инди-
каторным глубиномером. Толщина ОК в
месте выборки находится как разница ме-
жду минимальной его толщиной в окрест-
ностях выборки по данным измерений
ультразвуком и максимальной глубиной
выборки по результатам измерений мери-
тельным инструментом. Погрешность из-
мерений толщины в этом случае принима-
ется равной погрешности измерений
ультразвуком.
Измерение остаточной толщины ОК
в местах коррозионных повреждений. Пе-
ред измерением целесообразно осмотреть
эти места визуально, с помощью оптиче-
ских инструментов или радиографическим
контролем. Желательно зачистить под-
вергнутую коррозии поверхность. При
проведении контроля без зачистки необ-
ходимо экран преобразователя установить
перпендикулярно линиям текстуры. Уста-
новив преобразователь, следует повра-
щать его вокруг оси, добиваясь макси-
мальной амплитуды донного сигнала и
устойчивых показаний прибора. В местах
пятнистой и язвенной коррозии измерения
выполняют с шагом не более 3 мм, делают
не менее трех измерений. За результат
измерения принимается минимальное по-
казание прибора.
При толщине изделия до 20 мм при
контроле со стороны, противоположной
коррозии, прибор обычно не фиксирует
уменьшение толщины, связанное с нали-
чием одиночных язв сферической формы
диаметром до 2,5 мм. Резкие изменения
толщины, происходящие на расстоянии
порядка длины ультразвуковой волны и
меньше, при УЗ-измерений толщины не
фиксируются. Наименьший радиус кри-
визны углублений в месте наименьшей
остаточной толщины должен быть более
1,5 мм.
При отсутствии сведений о характере
коррозионных повреждений изделия они
могут быть ориентировочно получены при
установке преобразователя в заранее на-
меченном районе изделия на основе сле-
дующих рекомендаций:
1. Прибор стабильно показывает зна-
чение толщины, равное номинальной
толщине, с учетом погрешности измере-
ний. Изделие коррозии не подвергнуто.
2. Прибор стабильно показывает зна-
чение толщины, меньше номинальной
толщины (частным случаем является ста-
бильное нулевое показание). Изделие под-
вергнуто равномерной коррозии.
3. При перестановке преобразователя
прибор показывает различные значения
толщины, в том числе нулевую толщину,
номинальную толщину изделия, толщину
больше и меньше номинальной. Изделие
подвергнуто пятнистой коррозии.
4. Прибор показывает номинальное
значение толщины, а при дальнейшей пе-
рестановке преобразователя на ограни-
ченном участке - нулевое или нестабиль-
ное значение и значение меньше номи-
нального. Изделие подвергнуто язвенной
коррозии (нулевое или нестабильное пока-
зания прибора преобразователя над ско-
сом язвы).
Если результат измерения сущест-
венно отличается от ожидаемого и не свя-
зан с грубой ошибкой измерения, целесо-
образно проконтролировать эти участки
универсальным дефектоскопом, так как
причиной уменьшения толщины могут
быть нарушения сплошности металла.
Погрешность измерений определяет-
ся при доверительной вероятности
Р = 0,95. При измерении толщины Н изде-
лий более 20 мм (как монометаллических
так и биметаллических) погрешность при-
нимается равной ± 0,01 Я, но не менее ша-
га дискретности цифровой шкалы прибора
714
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
или половины цены деления дефектоскопа
без БЦО. При измерении монометалличе-
ских изделий толщиной < 20 мм погреш-
ность принимается равной ± 0,2 мм. При
измерении толщины плакировки листов и
изделий, изготовленных из плакирован-
ных листов, погрешность принимается
равной ± 0,2 мм. При изготовлении СОП
непосредственно из контролируемой заго-
товки погрешность принимается равной
шагу дискретности цифровой шкалы при-
бора или половине цены деления дефекто-
скопа без БЦО.
Методика определения погрешности
измерения. Погрешность при Р = 0,95 мо-
жет быть меньше указанных выше значе-
ний, если это доказано экспериментально.
Также экспериментально определяется
погрешность при доверительной вероят-
ности выше 0,95. Методика эксперимен-
тальной проверки рассмотрена далее.
Погрешность измерений должна оп-
ределяться для каждого диапазона изме-
рений прибора. Она определяется на
двух - трех образцах, для которых опре-
делена действительная толщина Лд с по-
грешностью, не превышающей 20 % пла-
нируемой погрешности.
На подготовленных участках образ-
цов выполняют 50 измерений толщины.
Вычисляют систематическую составляю-
щую погрешности измерений
где h, - результат z-ro измерения толщины
ультразвуковым прибором; п - число из-
мерений.
Вычисляют среднее квадратичное от-
клонение о случайной составляющей по-
грешности измерений
— 1 ”
где h = — / .
Интервал, в котором с установленной
доверительной вероятностью Р находится
6.3. Определение безразмерной
функции К по вероятности Р
р К
0,683 1,0
0,866 1,5
0,955 2,0
0,988 2,5
суммарная погрешность измерений А в
данных конкретных условиях, прибли-
женно определяется неравенством
8 - Ко < А < 8 + Кв,
где К - безразмерная функция вероятно-
сти Р, определяемая по таблице 6.3.
Если систематическая погрешность
измерения не превышает 1/3 среднего
квадратичного значения случайных по-
грешностей, то ею при вычислении сум-
марной погрешности измерения можно
пренебречь. Количество К не должно быть
более двух.
Оформление результатов измерений.
Результаты измерений толщины регистри-
руют в специальном журнале с соблюде-
нием единой системы нумерации точек,
обеспечивающей привязку результатов к
изделию. В журнале также указывают
данные об изделии и средствах контроля,
заключение о соответствии требованиям
нормативного документа, фамилию кон-
тролера.
Результат измерения представляется
в виде: толщина h, нижняя и верхняя гра-
ницы погрешности измерения Ан и Лв, Р -
вероятность, с которой погрешность изме-
рения находится в этих границах. Напри-
мер, "(3,8 ± 0,1) мм, Р = 0,93". Значение
доверительной вероятности допускается
не указывать, если Р = 0,95.
Оценка годности изделия по факти-
ческим показаниям прибора (без учета
погрешности) проводится, если выполня-
ется одно из следующих условий:
В конструкторской документации
(КД) указаны предельные значения изме-
ряемой величины и погрешность измере-
ния.
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
715
Рис. 6.12. Измерение толщины плакировки наклонными преобразователями
Погрешность измерений не превы-
шает 35 % половины поля допуска на кон-
тролируемый размер. При одностороннем
допусковом контроле (отдельно по ниж-
нему или верхнему отклонению) погреш-
ность измерений не превышает 35 % соот-
ветствующего предельного отклонения.
Например, это условие удовлетворяется,
если допуск на контроль - 0,1 мм, а по-
грешность измерений - 0,03 мм.
Если установленная погрешность из-
мерения превышает указанные выше зна-
чения и нет возможности применить более
точное средство измерения, то назначают-
ся сокращенные приемочные границы,
смещение которых А определяется по фор-
муле
Д = |8|-0,35-0,5-(Дн + ДВ).
Если указанные выше условия не вы-
полняются, а также в случаях, когда КД
предусматривают факультативное измере-
ние толщины УЗ-методом, или метод из-
мерения не указан, оценка годности изде-
лия не проводится.
6.1.5.3. Измерение толщины
антикоррозионной наплавки
Антикоррозионную плакировку, как
отмечалось в 5.1.3.2, получают прокаткой,
сваркой взрывом и наплавкой лентой или
штучным электродом. Задача измерения
толщины возникает применительно к по-
следнему случаю. Граница наплавки с ос-
новным металлом (граница сплавления)
имеет промежуточную зону переменного
химического состава, от которой, как пра-
вило, отражается ультразвук. Эта граница
имеет нерегулярную волнистую структу-
ру. Таким образом, процесс отражения
УЗ-пучка лучей от наплавки - случайный
процесс, зависящий как от толщины и хи-
мического состава промежуточного слоя,
так и сложной формы границы. Наплавка
бывает одно-, двух- и трехслойной. От
границ каждого слоя может возникнуть
отражение.
Средства измерения. Методика из-
мерения толщины антикоррозионной на-
плавки изложена в [252]. Измерения про-
водятся с помощью дефектоскопа.
При измерении толщины со стороны
основного металла используют прямые
совмещенные преобразователи с частотой
2 ... 6 МГц с жестким протектором, кон-
струкция которого обеспечивает получе-
ние качественного акустического контакта
с поверхностью ОК. Рекомендуется при-
менять преобразователи с более высоким
значением номинальной частоты и узкой
диаграммой направленности.
716
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.13. СОП ТН1
В некоторых случаях при измерении
толщины со стороны основного металла
для получения четкого отражения от гра-
ницы наплавки (особенно часто при кон-
троле труб) приходится применять два
наклонных преобразователя по зеркально-
теневой схеме (рис. 6.12). Используют
преобразователи с углом ввода 40 ... 52°
частотой 2,5 МГц. Преобразователи жест-
ко соединяют друг с другом на расстоя-
нии, обеспечивающем получение четких
сигналов от дна и границы наплавки. Их
располагают вдоль образующей трубы или
цилиндрического сосуда.
Для измерения толщины антикорро-
зионных покрытий (наплавок и плакиро-
вок) номинальной толщиной от 2 до 8 мм
со стороны покрытия применяют РС-
преобразователи с частотой 4 ... 6 МГц,
фокусным расстоянием от 4 до 10 мм и
максимальным размером контактной по-
верхности 16 мм. Покрытия толщиной бо-
лее 8 мм измеряют РС-преобразовате-
лями с частотой 4 ... 5 МГц, фокусным
расстоянием от 20 до 30 мм и максималь-
ным размером контактной поверхности
30 мм.
Для настройки скорости развертки
дефектоскопа при контроле толщины ан-
тикоррозионной наплавки рекомендованы
следующие СОП: ТН1 (рис. 6.13) при из-
мерении толщины покрытия (2) со сторо-
ны основного металла (7) (допуск на раз-
меры 10 и 15 мм составляет ± 2 мм); ТН2
и ней
Б-Б
Рис. 6.14. СОП ТН2
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
717
(рис. 6.14) при измерении толщины по-
крытия (2) со стороны покрытия; ТНЗ
(рис. 6.15) при измерении толщины по-
крытия, как со стороны основного металла
(7), так и со стороны покрытия (2) (в нем
толщина Н должна отличаться от номи-
нальной толщины не более чем на ± 1 мм);
ТНН1 (рис. 6.16) при измерении толщины
плакирующего слоя биметаллических
труб наклонными преобразователями. До-
пускается изготовлять пазы или плоско-
донные отражатели с одинаковым распо-
ложением плоской отражающей поверх-
ности. Ширина образца 60 мм может быть
увеличена до 150 мм.
СОП должны быть изготовлены из
того же материала, что и контролируемое
изделие, а антикоррозионное покрытие по
той же технологии, что и в контролируе-
мом изделии. СОП аттестует метрологи-
ческая служба предприятия на шерохова-
тость поверхности ввода, донной поверх-
ности и на расстояние между этими по-
верхностями. Толщина образца должна
быть измерена с погрешностью не более
±0,01 мм.
Подготовка к контролю. Для изме-
рения толщины антикоррозионного по-
крытия прямыми и РС-преобразователями
подготавливается площадка размером 50 х
50 мм, а при использовании наклонных
преобразователей площадка размером 40 х
(3,4/7) с центром в точке измерения, где
Н - толщина изделия. Больший размер на
криволинейных поверхностях направлен
вдоль образующей, а в остальных случаях -
перпендикулярно направлению наплавки.
Подготовленная площадка должна
быть свободна от шелушащихся слоев
краски, окалины, продуктов коррозии.
Допускается не удалять лакокрасочные
покрытия и слой оксида, если их наличие
не препятствует проведению измерений,
но тогда точностные характеристики
должны быть установлены эксперимен-
тально. Шероховатость поверхности ввода
в месте измерений должна быть не более
Ra = 6,3 мкм.
Настройку дефектоскопа на ско-
рость звука при измерении со стороны
основного металла производят по образ-
цам ТН1 или ТНЗ. Настройка заключается
в такой регулировке прибора, чтобы рас-
стояние между эхосигналами от впадин и
выступов образцов соответствовало глу-
бине паза Нп (рис. 6.17).
Рис. 6.16. СОП ТНН1
718
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.17. Настройки прибора на
скорость звука по образцу ТН1
Настройку дефектоскопа на скорость
звука при измерении со стороны покрытия
производят по образцам ТН2 или ТНЗ.
Настройка заключается в такой регули-
ровке прибора, чтобы расстояние между
первым и вторым донными сигналами
ступени образца ТН2 или покрытия под
пазом ТНЗ (рис. 6.18) соответствовало
толщине покрытия Н на данном участке
образца.
Настройку дефектоскопа на скорость
звука при измерении толщины покрытия
биметаллических труб производят по об-
разцу ТН1 или ТНН1. Настройка заключа-
ется в такой регулировке прибора, чтобы
расстояние между эхосигналами от впадин
и выступов образца соответствовало глу-
бине паза Нп (рис. 6.17).
Установка задержки начала отсчета
времени дефектоскопа с БЦО или задерж-
ка начала развертки дефектоскопа без
БЦО при измерении со стороны основного
металла выполняется по донному сигналу
на изделии (необходимо получить пра-
вильное значение толщины изделия); при
измерении со стороны покрытия выполня-
ется по образцам ТН2 или ТНЗ (необходи-
Рис. 6.18. Схема настройки прибора
на скорость звука по образца ТНЗ
Основной
Ри. 6.19. Отражения от зоны сплавления
наплавки с основным металлом и границ
слоев наплавки; измерения толщины
наплавки выполняют по интервалу времени
между эхосигналами "основной металл-
слой 1" и " слой 3 - воздух"
димо получить правильное значение тол-
щины образца); при измерении антикор-
розионного слоя биметаллических труб
наклонными преобразователями выполня-
ется по образцу ТНН1 (необходимо полу-
чить правильное значение толщины об-
разца). Сохраняются изложенные ранее
рекомендации по регулировке высоты
импульсов и проверке настройки.
Проведение измерений. На площадке,
выделенной для измерения толщины, не-
обходимо выбрать такое положение ПЭП,
при котором эхосигнал от границы разде-
ла сред имеет наиболее гладкую форму и
крутой фронт. Не учитываются заведомо
недостоверные показания, такие как эхо-
сигналы от дефектов, границ отдельных
слоев (рис. 6.19), структурные шумы.
При измерении толщины плакировки
со стороны основного металла толщина
покрытия определяется как разность по-
ложений эхосигналов от дна и зоны
сплавления. При отсутствии эхосигналов
от зоны сплавления перед первым донным
сигналом необходимо использовать для
измерений второй или третий донный
сигнал и соответствующий эхосигнал от
зоны сплавления, повысить частоту коле-
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
719
баний или применить способ измерения
наклонными преобразователями. При не-
возможности измерения толщины плаки-
ровки или отсутствии эхосигнал от зоны
сплавления участок оконтуривается и ука-
зывается толщина плакирующего слоя по
краям участка.
На рис. 6.20 показана схема измере-
ний толщины наплавки (плакировки) с
использованием для измерений второго
донного сигнала (по третьему донному
сигналу измерение выполняется анало-
гично) и соответствующего эхосигнала от
зоны сплавления. Измерение выполняют с
помощью дефектоскопа. На линии раз-
вертки от поверхности ОК (а) выделяют
участок, содержащий второй донный сиг-
нал и сигнал от зоны сплавления, и, регу-
лируя начало и скорость развертки, растя-
гивают его на всю ширину экрана (б).
Толщину плакировки определяют по рас-
стоянию Нп между вторым донным сигна-
лом и сигналом от зоны сплавления.
При измерении толщины со стороны
плакировки толщина определяется поло-
жением эхосигнала от зоны сплавления.
При невозможности измерения толщины
плакировки или отсутствии эхосигнала от
зоны сплавления в заключении указывает-
ся об отсутствии технической возможно-
сти измерения в данной точке.
Оформление результатов контроля
выполняется также, как излагалось ранее
при измерении толщины изделия из мо-
нометалла. Для определения погрешности
измерения толщины антикоррозионного
покрытия подготавливается образец с ан-
тикоррозионным покрытием, выполнен-
ным по той же технологии, что и покры-
тие на изделии. Проводится настройка
дефектоскопа и выполняется измерение
толщины в 50 точках, расположенных
перпендикулярно к направлению валиков
или лент наплавки.
Образец разрезается и протравлива-
ется. В тех же 50 точках проводится опре-
деление действительной толщины с по-
грешностью не более ± 0,02 мм. Дальней-
Рис. 6.20. Изображение на экране
дефектоскопа:
а - многократные донные сигналы при
измерении толщины наплавки; б - то же с
увеличением масштабом изображения
шие действия выполняются по методике,
изложенной для контроля монометалла
или биметалла.
6.1.5.4. Измерение толщины
стенок литых лопаток
авиадвигателей
Литые охлаждаемые лопатки авиа-
двигателей изготавливают из жаропроч-
ных сплавов на никелевой основе. Они
относятся к наиболее ответственным де-
талям. Лопатки имеют переменную тол-
щину стенок вдоль оси, сложную форму в
виде криволинейных поверхностей пере-
менной кривизны с закруткой, сложный
внутренний рельеф с наличием штырьков,
перемычек, перегородок, образующих
каналы для прохождения охлаждающего
воздуха (рис. 6.21).
Для надежной работы лопатки важно
обеспечить требуемую толщину стенок на
заданных участках лопатки. Это требова-
ние обеспечивается проведением ультра-
звуковой толщинометрии, выполняемой
720
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.21. Измерение толщины стенок
литой лопатки авиадвигателей
по ведомственной инструкции Министер-
ства авиационной промышленности.
Применяемые для этой цели толщи-
номеры могут иметь сравнительно не-
большой диапазон измеряемых толщин
(0,5 ... 5 мм). Погрешность измерения
должна быть не более 0,1 мм. Для повы-
шения точности измерений частоту УЗ
увеличивают до 10 МГц. Прибор тщатель-
но настраивают на правильное измерение
минимальных и максимальных толщин в
указанном диапазоне. В качестве контак-
тирующей жидкости используют глицерин.
Весьма важно обеспечить измерение
толщины в точках лопатки, предусмот-
ренных технической документацией, как,
например, показано на рис. 6.22, внизу.
Для этого выполняют разметку лопатки.
Более удобный способ - применение шаб-
лонов в виде пластины из плексигласа или
полистирола, повторяющей профиль ло-
патки, с окошками для размещения преоб-
разователя. Изготовлены шаблоны для
каждого типоразмера лопатки, для ее
спинки и корыта. Результаты измерений в
каждой точке фиксируются и сопоставля-
ются с нормами на допустимые отклоне-
ния толщины (рис. 6.22).
Обработка результатов измерений
имеет целью не только обнаружить недо-
пустимые отклонения толщины, но также
выявить нарушения технологического
процесса изготовления лопатки. С этой
целью строят, так называемый, "образ"
Рис. 6.22. Форма записи измерения
толщины стенок лопатки
ИЗМЕРЕНИЕ ДЕФОРМАЦИИ
721
Рис. 6.23. Построение "образа" лопатки
для выявления нарушений технологического
процесса ее изготовления:
а - литейный стержень прогнут в середине
на 0,2 мм в сторону корыта; б - стержень
прогнут в середине на 0,2 мм в сторону
спинки; в - концы стержня загнуты на 0,2 мм
в сторону корыта. Вблизи заштрихованных
эллипсов указаны номера точек измерения
толщины
лопатки. Для двух противоположных то-
чек лопатки п и п + 1 (например, <7з и
на рис. 6.22) измеряют значения толщин dn
и <7и+| . Находят для этих точек разность
толщин /?„ и+1 = d„- dn+\, разность суммы
толщин и суммы номинальных значений
толщин S„ >n+1 = (d„ + dn+l) - (J„ + dn+l).
Рассчитывают средние значения R и S -
центр эллипса. Эллипс (рис. 6.23) строят в
координатах 5 и R’ = Rn я+! ~{dn —dn+^.
Положение центра эллипса и разность его
полуосей позволяют определить такие
погрешности технологии, как смещение
или искривление положения литейного
стержня.
6.1.5.5. Контроль труб на
локальные утонения
В [422, с. 2148] предложено усовер-
шенствование обычного эхометода изме-
рения толщины стенок труб, повышающее
чувствительность к локальным утонениям.
УЗ, излучаемый преобразователем Т, (в
иммерсионном варианте) вводят под уг-
лом падения 11 °, что обеспечивает полу-
чение продольной и поперечной (транс-
формированной) волны. Волны принима-
ются после нескольких отражений между
поверхностями преобразователем R. Спо-
соб рассмотрен в разд. 3.3.2.2. На
рис. 3.79 показано однократное отраже-
ние. Приемник располагают в месте, где в
отсутствии дефекта достигается макси-
мальная амплитуда. Появление локально-
го утонения вызывает довольно резкое
ослабление амплитуды. Методика позво-
ляет обнаруживать как внутренние, так и
наружные дефекты. В трубах диаметром
145 мм при толщине стенки 10 мм на час-
тоте 4 МГц обнаруживаются искусствен-
ные дефекты размером 10 х 20 мм при
глубине 1,4 мм.
6.2. ИЗМЕРЕНИЕ ДЕФОРМАЦИИ
Существующие датчики для измере-
ния деформации с выходом на электриче-
ские приборы, например тензорезисторы,
не могут быть использованы для измере-
ния диапазонов как малых, так и больших
деформаций. Такие приборы имеют низ-
кую помехоустойчивость. В.А. Воробьев и
др. (МАДИ) [70] предложили ультразву-
ковой метод измерения деформаций.
Относительное изменение времени
распространения ультразвука при дефор-
мации и изменении скорости ультразвука
определяется формулой
А/ 1 ( \с Ас
— =------7- £----Г» е----,
t 1 + Ас/с \ с ) с
где Ас/с - относительное изменение ско-
рости ультразвука под влиянием напряже-
ния; с - деформация материала; t, с - вре-
мя и скорость ультразвука в отсутствии
нагрузки. Как отмечено в разд. 7.2, в по-
ликристаллических материалах, например
металлах, скорость распространения ульт-
развука в области пластической деформа-
722
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.24. Измерение деформаций образца £
по относительному изменению времени
распространения ультразвука (а),
сравнительные результаты измерений (б):
1,2- наклонные преобразователи; 3 - индика-
тор часового типа; 4 - образец, испытываемый
на растяжение; 5 - импульсный дефектоскоп;
6 - частомер для измерения времени;
х - индикатором часового типа; о - ультразвуком
ции практически не меняется, а в области
упругих деформаций изменяется не более
чем 10'3 ... 10'4 % на 1 МПа приложенного
напряжения, т.е. на весьма малую величи-
ну. Это определяет возможность измере-
ния деформации с достаточно высокой
точностью без учета влияния изменения
скорости ультразвука.
Экспериментальная проверка прово-
дилась на разрывном прессе на длинных
образцах (база 90 мм). Использовались как
продольные, так и поперечные волны,
возбуждаемые и принимаемые наклонны-
ми преобразователями на частоту 2,5 МГц
(рис. 6.24, а). Амплитуды импульсов при
измерениях поддерживали постоянными.
Удлинение на той же базе измеряли
индикатором часового типа (разрешающая
способность 0,01 мм). Исключали время
прохождения в призмах преобразователей.
Сравнительные результаты измерений
деформации е и относительного измене-
ния времени распространения ультразвука
Az7r при нагружении образца напряжением
р удовлетворительно совпадают (рис. 6.24, б).
В дальнейших экспериментах учиты-
вали отдельно продольное растяжение
образца вдоль оси у и поперечное сужение
вдоль оси х. Последнее измеряли прямым
преобразователем способом многократ-
ных отражений. С учетом этого относи-
тельное изменение времени распростране-
ния ультразвука определяли по формуле
А/ Ах ? Ау . 2
— ®—cos ан—— sm а
t х у
с точностью до величин второго порядка
малости. Испытания на образцах из раз-
ных материалов показали, что ультразву-
ковой метод измерения деформации мо-
жет быть использован наряду с известны-
ми методами тензометрии в широком диа-
пазоне упругопластических деформаций.
Степень пластической деформации
стали предложено измерять по изменению
скорости поперечных волн, поляризован-
ных параллельно и перпендикулярно на-
правлению деформации [315]. Скорость
волн, поляризованных параллельно на-
правлению деформации, уменьшается
сильнее, поэтому возникает разность вре-
мени прохождения импульсов через базу
измерений. В разд. 7.2 отмечено, что этот
же параметр может использоваться для
контроля анизотропии материала при про-
катке.
6.3. ИЗМЕРЕНИЕ ДИАМЕТРА
И РАССТОЯНИЙ
Для измерения других (кроме толщи-
ны) размеров изделий ультразвук приме-
няют в настоящее время довольно редко,
так как здесь более удобными оказывают-
ИЗМЕРЕНИЕ ДИАМЕТРА И РАССТОЯНИЙ
723
ся другие средства измерения, например
механические или оптические инструмен-
ты. Тем не менее для контроля в потоке
диаметров тонких волокон и проволок
рационально применение ультразвукового
метода [61]. Измерение выполняется по
фазовым скоростям нормальных волн в
стержнях. Использовали моды а() и .s-0 с
различным количеством полупериодов
колебаний по длине I выделяемого участка
проволоки. Диаметр или толщина d кон-
тролируемых объектов могли изменяться
в пределах 0,01 ... 0,2 мм. Кроме того,
измеряли радиус инерции г объекта.
В акустическом блоке 1 макета уста-
новки (рис. 6.25) контролируемое изделие
2 прижимается раздвижными клиньями 3
к высокочастотным (10 МГц) преобразо-
вателям 4 и 5. Правый клин и преобразо-
ватель установлены на подвижной карет-
ке 6. Это позволяет изменять базу измере-
ния l-varia. Ее подбирали такой, чтобы,
используя несколько частотных проме-
жутков для мод s и а, компенсировать по-
грешности измерения частот. Измерения d
и г выполняли по спектрам частот для
обоих мод. По частотным промежуткам
возможно определить и учесть постоян-
ные материала, влияющие на режим коле-
баний. Результаты ультразвуковых изме-
рений совпадали с измерениями микро-
скопом с погрешностью не более 2 % для
борных волокон, проволок из стали и
вольфрама.
Другие элементы схемы: неподвиж-
ный 7 и подвижный 8 зажимы, тяга 9, блок
10, груз 11 относятся к системе перемотки
проволоки при обеспечении постоянного
натяга F. Электронный блок: генератор
качающейся частоты 12, частотомер 13 и
14, предусилитель и усилитель 15 и 16.
Переключатель П соединяет генератор
либо с акустическим блоком, либо с час-
тотомером.
Применение ультразвука для измере-
ния диаметров труб рационально в ком-
плексных установках для ультразвукового
контроля труб, включающих также дефек-
Рис. 6.25. Схема установки для
изменения диаметра проволоки
тоскоп и толщиномер. По схеме, показан-
ной на рис. 6.26, контроль выполняют им-
пульсным эхометодом в локальной им-
мерсионной ванне. Между преобразовате-
лями 1 ... 4 и контролируемой трубой 5
помещают тонкий экран 6 с окнами. Из-
меряют время прихода сигналов от экрана
II до наружной III и внутренней IV стенок
трубы. Поскольку расстояние от преобра-
зователя до экрана точно известно, интер-
вал времени между зондирующим им-
пульсом I и эхосигналом от экрана II слу-
жит для корректировки скорости звука в
иммерсионной жидкости, которая может
изменяться под влиянием температуры.
По интервалу II - III измеряют рас-
стояние от экрана до трубы:
= сж 0/// ~ hi )/2,
где /ц и ?ni - времена прихода импульсов II
и III, сж - скорость звука в жидкости. Не-
Рис. 6.26. Схема измерения диаметра
и толщины стенки трубы
724
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Y+
Y-
Рис. 6.27. Система контроля
эксцентриситета труб
большая величина этого расстояния, оди-
наковость амплитуд и форм эхосигналов II
и III повышают точность измерения. Ин-
тервал между эхосигналами III и IV ис-
пользуют для измерения толщины стенки
трубы.
По измерениям, выполненным с по-
мощью преобразователей 1 и 3, 2 и 4, ав-
томатически выполняется расчет диамет-
ров трубы в двух взаимоперпендикуляр-
ных направлениях. Например, диаметр в
горизонтальном направлении равен
D = D3~l~!, где D, - диаметр экрана; I и
Г - расстояния от экрана до трубы слева и
справа от нее. Сопоставление результатов
измерений всеми четырьмя преобразова-
телями дает возможность оценить форму
трубы, выявить возможную овальность.
С учетом результатов измерения
толщины стенки трубы измеряются ее
внутренней диаметр и разностенность
трубы по сечению. Таким образом, приве-
денная схема дает возможность оценить
все геометрические характеристики попе-
речного сечения изделия и даже вычис-
лить массу одного погонного метра трубы.
Аналогичным способом возможно изме-
нение толщины листового проката.
Применение ультразвука для ком-
плексного ультразвукового контроля труб,
включая дефектоскопию, толщинометрию
и измерение диаметра труб, реализовано в
установке "Атлант 1", упомянутой в
разд. 3.3.2.2. Измерение толщины в двух
противоположных точках по диаметру
трубы осуществляется резонансным мето-
дом, а измерение наружного диаметра -
импульсным методом по времени пробега
в локальной иммерсионной ванне рас-
стояния преобразователь - стенка трубы.
Внутренний диаметр вычисляется автома-
тически. Вращением системы преобразо-
вателей вокруг трубы осуществляется
полный контроль ее геометрических раз-
меров.
В [422, с. 3152] сообщается о разра-
ботке системы контроля эксцентриситета
труб, т.е. несовпадения центров наружной
и внутренней поверхностей (рис. 6.27).
Для этой цели иммерсионным способом в
потоке прокатного стана измеряется тол-
щина стенки в четырех точках по диамет-
ру трубы и далее компьютерные расчеты
позволяют определить эксцентриситет для
регулировки режима прокатки. Система
проектируется применительно к контролю
алюминиевых труб диаметром менее 4 мм
с толщиной стенки до 0,2 мм. Точность
измерения толщины ± 5 мкм.
Д.В. Перов [260] теоретически обос-
новал способ измерения наружного диа-
метра и толщины стенки труб по обоб-
щенным параметрам, от которых зависят
условия возбуждения мод нормальных
волн в объекте контроля, в частности, па-
раметра (А - г)/г , где R и г - наружный и
внутренний радиусы трубы. Применяются
первая осесимметричная крутильная мода
или первая осесимметричная изгибная
мода. Способ применим для интегральной
оценки геометрических характеристик
объекта.
В работе [360] предложен оригиналь-
ный метод контроля диаметров отверстий
в печатных платах непосредственно в
процессе их металлизации в гальваниче-
ской ванне. Метод основан на дифракции
УЗ-волн, прошедших через контролируе-
мые отверстия. Дано теоретическое обое-
ИЗМЕРЕНИЕ ДИАМЕТРА И РАССТОЯНИЙ
725
нование метода, описана эксперименталь-
ная установка.
Испытуемую плату с отверстием по-
мещают в гальваническую ванну для ни-
келирования. С разных сторон платы в
электролите располагают излучатель и
"точечный" (диаметром 0,45 мм) прием-
ник УЗК. Диаметр отверстия оценивают
по разнице дифракционных полей (сме-
щению дифракционного минимума), соз-
даваемых прошедшими через отверстие
УЗ-волнами при изменении частоты ульт-
развука. Авторам удавалось регистриро-
вать изменения диаметра отверстий на
20 мкм при диаметре 3 мм.
Измерение длины с помощью ультра-
звука целесообразно, когда требуется не-
прерывно измерять расстояния. Например,
рационально применять ультразвук для
непрерывного контроля износа резца в
процессе механообработки. Такие измере-
ния нужны при автоматической обточке
деталей. Преобразователь приклеивают на
плоский торец резца и расстояние до ре-
жущей кромки контролируют по времени
прихода ультразвукового импульса. Луч-
шие результаты дает применение попе-
речных волн, так как в этом случае за-
труднена трансформация волн, как на
рис. 1.12, в, б, и менее вероятно возникно-
вение ложных сигналов, показанных на
рис. 2.46, а.
Измерение расстояний ультразвуком
также рационально в атомной энергетике,
поскольку в реакторе часто находится
жидкая среда, в которой хорошо распро-
страняется УЗ и обеспечивается дистан-
ционность измерений. В [425, с. 484/064] и
[425, с. 513/065] предложен УЗ-способ
измерения геометрии расположения труб-
ных элементов в реакторе на тяжелой во-
де. Реактор повышенного давления с тя-
желой водой (в качестве замедлителя ней-
тронов и теплоносителя) имеет трубы ка-
ландра (380 шт. в конкретном реакторе),
расположенные горизонтально (рис. 6.28).
В них размещены сборки из тепловыде-
ляющих элементов с урановым топливом.
VPW
W«1
чХХХ----
ЧХ XX --
чХХХ IX-
чX ИХ XX
чНХм:
X X
ч И И X И
и и и
н 1ффчт>д
j И хх х
к х К X и И и.
I ХХИХИ>€ х
, - Iй “ и И И X X X —
>€ ХННИМхххХХХ ХХХХ.
х X И ; I X X X X
- чХХХ
МЦЦМХЦ>в1ХХХХхХчххХХ
. ’ч н X и р X :
ч М М Й И И i
LI35 TUBE
1 2.J
нтию х
IXHXX
ХХХХ
хххх
.„...IXXXX
xxxXXXIXXX-
- „„„-„ЧИХНХ.
дринке нхиихх
и и х
»Хх
ЧИХ
хххмх 1ИХ
хмХИХ X-
нм Xх
ЧХИХ
L1SSTUBE
А б €
12)45171 3 ТОП 121)14 15 16 0 ||<1 20 2122
Рис. 6.28. Расположение труб в
тяжеловодном реакторе. Показаны
сечения труб каландра; LISS TUBE - трубы
прокачки жидкости; VP - трубы
визуального наблюдения
Также горизонтально, но перпендикуляр-
но трубам каландра, расположены 6 труб
прокачки жидкости LISS TUBE. Верти-
кально расположены трубы визуального
наблюдения VP. Все трубы системы изго-
товлены из циркалоя. Все пространство
заполнено тяжелой водой.
Под влиянием радиационного крипа
каландровые трубы и трубы прокачки
жидкости прогибаются. Опасность пред-
ставляет случай соприкосновения труб
каландра и труб прокачки жидкости, при
котором развивается коррозия. Зазор меж-
ду трубами подлежит контролю в процес-
се эксплуатации. В канадских реакторах
зазоры контролируют системой УЗ-
преобразователей, продвигающейся по
горизонтальным трубам. Это или трубы
прокачки жидкости либо специальные
трубы.
В Южной Корее контроль прогиба
труб выполняется системой, в которой УЗ-
преобразователь перемещается по двум
специальным вертикальным трубам визу-
ального наблюдения (рис. 6.29). Преобра-
зователь перемещается в вертикальном
направлении с помощью шагового винто-
726
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.29. Схема измерения прогиба
и зазора труб каландра и прокачки
жидкости:
1 - механическая сканирующая система;
2 - данные о положении преобразователя;
3 - УЗ-данные; 4 - подсистема сбора данных;
5 - преобразователь; 6 - главный компьютер;
7 - радиосвязь
Рис. 6.30. Контроль размеров пучков
из труб для атомных реакторов типа РБМК
вого механизма с точностью 0,2 мм и из-
лучает во все стороны. Время пробега УЗ-
импульса по тяжелой воде до горизон-
тальных контролируемых труб измеряется
в моменты, когда амплитуды эхосигналов
от них достигают максимумов. Это соот-
ветствует направлению УЗ на ось трубы.
По времени прихода эхосигналов и дан-
ным о положении преобразователя ком-
пьютер рассчитывает взаиморасположе-
ние труб. Расчет выполняется, исходя из
лучевых представлений.
Р. Кажис с сотрудниками [422,
с. 1384] разработал систему контроля раз-
меров пучков из 12 труб для атомных ре-
акторов типа РБМК (рис. 6.30, а). Трубы
имеют диаметр 13,6 мм, толщину стенки
0,825 мм, длину 3644 мм. Номинальный
диаметр пучка 78 мм. Требовалось в авто-
матическом режиме (с учетом радиоак-
тивной опасности) измерить минималь-
ный диаметр пучка, толщину стенок труб
и распознать трубы, частично заполнен-
ные водой (негерметичные). Наибольшую
трудность представляла первая задача,
поскольку расстояние между трубами
варьируется, а линии диаметров d между
крайними трубами пересекаются не в од-
ной точке (рис. 6.30, б).
Контроль выполнятся в иммерсион-
ном варианте. Пара преобразователей UT\
и UT2 (рис. 6.30, а) вращается вокруг пуч-
ка и перемещается по его длине. Измеря-
ются интервалы времени т, и т2, соответ-
ствующие пробегу импульса в воде от
преобразователей до ближних к ним труб.
Измеряемый диаметр рассчитывается по
формуле
d = d0 -0,5с(т] +т2),
где dt) - расстояние между преобразовате-
лями. Погрешности измерений связаны с
эксцентриситетом пучка (рис. 6.30, б) и
отражением УЗ не от крайней к преобра-
зователю точки трубы, а от некоторой зо-
ны вблизи крайней точки. Общая погреш-
ность не превосходила 40 мкм.
Толщина стенки измерялась эхоме-
тодом фокусирующим преобразователем с
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
727
погрешностью не более ± 0,50 мкм. Воз-
никали трудности, связанные с маленьким
расстоянием между трубами. Наличие
воды в трубе определялось по быстрому
уменьшению амплитуд многократных от-
ражений в стенке трубы.
6.4. КОНТРОЛЬ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ
Оценку качества поверхности изде-
лий с помощью ультразвука можно осу-
ществлять на основе использования раз-
личных эффектов. К изложенному ниже
перечню можно добавить способ с ис-
пользованием нелинейной акустики (см.
разд. 1.5.2)
Скорость и затухание волн Рэлея.
Затухание поверхностных волн тем боль-
ше, чем больше шероховатость и чем ост-
рее гребни и впадины неровностей, ос-
тающихся после механообработки. Таким
образом, измеряя ослабление рэлеевских
волн на некотором участке поверхности
ОК, можно связать его со степенью шеро-
ховатости.
Скорость распространения поверхно-
стных волн уменьшается с увеличением
шероховатости поверхности. На рис. 6.31
показана зависимость частоты автоцирку-
ляции прибора ИСП-12, рассмотренного в
разд. 7.1 [223], которая обратно пропор-
циональна скорости, от шероховатости ме-
ханически обработанной поверхности. Час-
тота автоциркуляции убывает по закону,
близкому к экспоненциальному, что соот-
ветствует уменьшению скорости.
Причина увеличения времени рас-
пространения поверхностных волн воз-
можно связана с увеличением их пути при
огибании неровностей поверхности, в ча-
стности при огибании впадин.
Изменение акустического контакта
пьезопреобразователя с изделием, связан-
ное с высотой неровностей, приводит к
изменению входного акустического импе-
данса поверхности изделия, коэффициента
преобразования и передачи ультразвука от
преобразователя к изделию. Шерохова-
тость измеряют по смещению резонансной
Рис. 6.31. Зависимость частоты
автоциркуляции прибора ИСП-12 от
шероховатости механически обработанной
поверхности
частоты пьезопреобразователя, которая
зависит от импеданса; по изменению эхо-
сигнала от определенного отражателя,
например донного сигнала. Опорным сиг-
налом здесь может служить уровень
структурных шумов, который мало зави-
сит от качества акустического контакта
(см. разд. 2.2.3.4).
Коэффициент отражения от границы
твердотельной задержки, показанной на
рис. 1.14, б, с ОК зависит от качества по-
верхности ОК, поэтому, измеряя величину
из формул (1.9), можно связать эту вели-
чину со степенью шероховатости поверх-
ности ОК.
Отражение от поверхности ультра-
звуковых волн, падающих из жидкой или
газообразной среды. Если неровности по-
верхности носят нерегулярный характер,
то наблюдается рассеянное отражение.
При регулярном характере неровностей,
шаг которых соизмерим с длиной волны,
происходит дифракция ультразвуковых
волн. В обоих случаях происходит умень-
шение амплитуды сигнала, соответст-
вующего геометрическому отражению
лучей, что удобно использовать для изме-
рения степени шероховатости поверхно-
сти. В качестве среды, в которой распро-
страняется ультразвук, используют воду
или воздух, например, при контроле не-
ровности дорожных покрытий.
728
Глава 6. ИЗМЕРЕНИЕ РАЗМЕРОВ
Рис. 6.32. Показания ДШВ при различной
шероховатости поверхности ввода:
а - поверхность покрыта машинным
маслом; б - сухая поверхность; 7 - регулярная
поверхность; 2 - стохастическая поверхность
Эффективность ЭМА-преобразова-
ния зависит от расстояния между возбуж-
дающей катушкой и ОК, таким образом
амплитуда сигнала, возникающего при
ЭМА-преобразовании, может служить
индикатором неровности поверхности
[424, докл. 7.30]. Для приема возбужден-
ного сигнала использован пьезопреобра-
зователь. Экспериментальный датчик
обеспечивает измерение чистоты обработ-
ки поверхности в пределах от 8 до 40 мкм
с погрешностью 2 мкм и в пределах 30 ...
150 мкм с погрешностью ± 6 мкм.
Датчик шероховатости и волнисто-
сти. Ультразвуковые приборы для изме-
рения шероховатости поверхностей, осно-
ванные на рассмотренных выше эффектах,
пока не выпускаются. Однако реализован
и выпускается ЦНИИТМАШ, разработан-
ный В.Г. Щербинским [350] датчик шеро-
ховатости и волнистости поверхности
(ДШВ). Устройство датчика автор не рас-
крывает.
Датчик по внешнему виду похож на
прямой преобразователь и подключается к
универсальному импульсному дефекто-
скопу или к специализированному прибо-
ру. Ранее о нем неоднократно упомина-
лось в связи с проблемой компенсации
различного качества поверхностей ОК и
образца для настройки чувствительности.
Донный сигнал при измерениях не ис-
пользуется. Контактной жидкости не
требуется, но если поверхность ОК по-
крыта жидкостью, то поверхность срав-
ниваемого с ним образца должна быть
покрыта той же жидкостью. Недопустимо
применение контактной жидкости на во-
дяной основе, поэтому, если такая жид-
кость используется при контроле, измере-
ния надо вести по сухой поверхности.
Эффективность работы ДШВ под-
тверждает рис. 6.32, на котором показана
зависимость амплитуды сигнала датчика в
дБ от неровностей стохастической и меха-
нически обработанной (регулярной) по-
верхностей. За опорный уровень принят
сигнал, полученный при установке датчи-
ка на поверхность ввода СО-2 или других
образцов с Rz = 0,25 мкм. Для стохастиче-
ских поверхностей, полученных абразив-
ной или пескоструйной обработкой, при-
веден высотный параметр неровностей,
выраженный через Rz в мкм. Механиче-
ская обработка была выполнена фрезеро-
ванием и строганием. Затем поверхность
метрологически аттестовывалась. Для
стохастической и регулярной поверхно-
стей показания датчика отличаются при-
близительно на 4 дБ.
Как отмечалось ранее, основное на-
значение ДШВ - компенсации различного
качества поверхностей ОК и образца для
настройки чувствительности дефектоско-
КОНТРОЛЬ ТОЛЩИНЫ СЛОЯ ОСАДКОВ И НАГАРА
729
па. Для удобства решения этой задачи по-
строены номограммы перевода показаний
датчика в цифру (в дБ), соответствующую
значению необходимой коррекции чувст-
вительности. Номограммы построены для
различных типов пьезоэлектрических пре-
образователей, выпускаемых в России и за
рубежом.
6.5. КОНТРОЛЬ ТОЛЩИНЫ слоя
ОСАДКОВ И НАГАРА
В процессе эксплуатации технологи-
ческих трубопроводов нефтеперерабаты-
вающих заводов на их внутренних по-
верхностях оседает слой различных осад-
ков. В частности, для трубопроводов теп-
лообменников характерно образование
слоя силикатов, в технологических печах
нефтеперерабатывающих производств —
слоя нагара. Во всех случаях влияние
осадков на технологический процесс от-
рицательно: они затрудняют протекание
жидкости по трубопроводу, ухудшают
теплообмен, поэтому контроль наличия
осадков, их количественная оценка явля-
ются важной задачей.
Измерение суммарной толщины
стенки и осадков в сопоставлении с тол-
щиной стенки, осуществляемое обычными
методами и средствами УЗ-дефектоскопии
и толщинометрии, эффективно только в
случае, если осадки плотные и хорошо
проводят УЗ. Пористость слоя осадков
затрудняет образование резонанса при
резонансном методе или четкое отражение
при импульсном методе. Кроме того, не-
обходимо выполнять несколько измере-
ний в одном сечении, так как поверхность
осадков далека от цилиндрической.
При прозвучивании трубопроводов в
широком диапазоне частот [66] было об-
наружено значительное изменение прохо-
ждения ультразвука вокруг трубы на низ-
ких частотах, зависящее от наличия или
отсутствия осадков. В трубах без осадков
прохождение имеет ярко выраженный
резонансный характер. Волны возбужда-
лись и принимались прямыми пьезопре-
Рис. 6.33. Образец амплитудно-частотной
характеристики трубы диаметром 144 мм
толщиной стенки 8 мм со слоем нагара
толщиной 15 ... 20 мм (а) и толщиной
25 ... 30 мм (б)
образователями, расположенными на про-
тивоположных сторонах трубы. Отчетли-
вые резонансы позволили измерить как
скорость волн, так и ее дисперсию и иден-
тифицировать тип возбуждаемых волн.
Волны соответствовали антисимметрич-
ной моде волн Лэмба нулевого порядка.
В стенке трубы резонансы появляют-
ся каждый раз, когда количество волн п по
периметру трубы увеличивается на еди-
ницу. Скорость с в этом случае определя-
ется по формуле:
п2 ~П\
где f vifi - частоты двух резонансов, соот-
ветствующих количествам волн щ и п2 в
730
Глава 6 ИЗМЕРЕНИЕ РАЗМЕРОВ
3 • 4 ! 5 ; 6 .' №
• I I [трубы
2[ 10' 15; 20,'Smm
Рис. 6.34. Измеряемая величина N
при контроле различных труб:
1 - пустая труба, 2 -пустая труба с
ржавчиной; 3-6 - труба со слоем нагара
стенке трубы диаметром D. По сравнению
с классическим случаем интерферометра
резонансы появляются реже в два раза.
Измеренные акустические свойства
слоя осадков дало значения: скорость про-
дольных волн в нагаре равна 2700 м/с, то
есть в два раза ниже, чем в стали. Плот-
ность этого вещества порядка 1000 кГ/м3
или несколько больше, но значительно
меньше, чем стали.
Как и ожидалось, скорость в стенке
трубы уменьшалась с ростом толщины
слоя осадков на величину до 10 % по
сравнению с пустой трубой. Следует по-
лагать, что основная часть энергии пере-
носится несколько искаженными под
влиянием осадков волнами Лэмба.
Амплитудно-частотные характери-
стики трубы со слоем нагара разной тол-
щины изображены на рис. 6.33 сплошны-
ми линиями. Увеличение толщины слоя
нагара вызывает искажение резонансных
пиков. АЧХ получены с использованием
одной пары прямых преобразователей в
двух сечениях одной трубы, расстояние
между которыми - 8 см. Сравнение с АЧХ
пустой трубы того же типоразмера (на
рисунке не показано) позволяет отметить
очень существенное расширение и иска-
жение резонансных пиков.
Применение радиоимпульсов (штри-
ховые линии) вместо непрерывного излу-
чения вызывает сглаживание импульсов.
В целом АЧХ сужается.
Частично искажение можно объяс-
нить тем, что суммарная АЧХ - это нало-
жение АЧХ различных участков трубы,
пики в которых ввиду разной дисперсии
смещены. Ширина и крутизна всех сум-
мируемых резонансных пиков одного по-
рядка и, таким образом, максимальная
крутизна суммарной АЧХ почти сохраня-
ется. По данным соображениям построен
один из возможных алгоритмов обработки
информации. Измеряется величина N,
равная
где U(t) - среднее значение огибающей
сигнала на приемнике, а | dU[dt | - мо-
дуль производной от огибающей.
Результаты экспериментальной про-
верки метода приведены на рис. 6.34. На
оси ординат показана величина У, а на оси
абсцисс - номера испытывавшихся труб с
различной толщиной 5 слоя осадков
С увеличением s значение У уменьшается,
но наблюдается уменьшение чувствитель-
ности У(у) при значительной толщине
слоя осадков.
Форма АЧХ даже в одном сечении
меняется при перемещении пары преобра-
зователей по периметру трубы. В основ-
ном это объясняется неодинаковыми ус-
ловиями работы, в частности, разным аку-
стическим сопротивлением ввиду неров-
ности поверхности (особенно корродиро-
ванной), отклонением от радиальной ори-
ентации преобразователей и т.д. В то же
время показания не зависят от взаимного
расположения преобразователей. Даже
при расположении преобразователей на
одной стороне трубы при расстоянии ме-
жду ними, примерно равном радиусу тру-
бы, наблюдается качественное совпаде-
ние. Метод позволяет однозначно опреде-
лить разницу между пустой новой трубой
и пустой, но покрытой ржавчиной.
Разработан и апробирован прибор -
индикатор закоксованности трубопрово-
ИЗМЕРЕНИЕ ВИБРАЦИЙ
731
дов, непосредственно измеряющий значе-
ние N. Прибор применяется для контроля
технологических печей нефтеперерабаты-
вающего завода "Nafta" (г. Мажейкяй,
Литва). Эксплуатационные испытания
дали удовлетворительные результаты.
Готовится мелкосерийное производство
индикаторов под названием Zondas.
6.6. ИЗМЕРЕНИЕ ВИБРАЦИЙ
В [425, с. 558/246] предложено вы-
полнять вибрационные измерения с по-
мощью УЗ. Излучатель 3 закрепляется на
вибрирующей поверхности, а приемник на
неподвижной поверхности 4 (статоре,
рис. 6.35). На постоянной частоте
(270 кГц) в воздушном зазоре между из-
лучателем и приемником возникают стоя-
чие волны. Наблюдаются пики амплиту-
ды, соответствующие гармоникам. Следят
за каким-либо резонансным пиком. Он
смещается и изменяет амплитуду в такт
измеряемой вибрации. При усилении и
низкочастотной фильтрации из него выде-
ляют частоту, соответствующую измеряе-
мой вибрации. Предполагается, что пери-
од вибраций значительно больше времени
пробега зазора УЗ-волной.
Рис. 6.35. Принцип измерения вибраций
У 3-методом:
1 - УЗ-волны; 2 - исследуемая вибрирующая
поверхность; 3 - излучатель; 4 - приемник
Возможно также измерение амплитуд
вибраций при использовании электриче-
ского контура, сдвигающего фазу. Систе-
ма обеспечивает измерение вибраций прн
частотах от нуля до нескольких кГц. От-
мечается хорошая линейность и чувстви-
тельность при измерении амплитуд виб-
рации в пределах 0,01 ... 1000 мкм.
Глава 7
КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
МАТЕРИАЛОВ
7.1. ОБЩИЕ СВЕДЕНИЯ
Контроль физико-механических свой-
ств материалов - одно из важных направ-
лений неразрушающего контроля качества
материалов, деталей, изделий и конструк-
ций. Неразрушающий контроль позволяет
перейти от выборочной проверки этих
свойств на специально изготовленных
образцах к их стопроцентному контролю
на готовых изделиях без их разрушения
или повреждения. Это повышает досто-
верность оценки качества продукции и
сокращает расходы. Контроль акустиче-
скими методами основан на установлении
взаимосвязи физико-механических, техно-
логических, структурных характеристик
материалов и изделий с акустическими
характеристиками.
К основным физико-механическим
свойствам материалов, определяемым
акустическими методами, относят: упру-
гие (модуль нормальной упругости, мо-
дуль сдвига, коэффициент Пуассона);
прочностные (прочность при растяжении,
сжатии, изгибе, кручении, срезе и др.);
технологические (плотность, пластич-
ность, влажность, содержание отдельных
компонентов, гранулометрический состав
и др.); структурные (анизотропия мате-
риала, кристалличность или аморфность,
размеры кристаллов, упорядоченность
кристаллической решетки); размеры, фор-
ма и содержание включений, например
графитных включений в чугуне; глубина
поверхностной закалки и ряд других.
Акустические методы позволяют
оценивать только те свойства материала,
которые влияют на условия возбуждения,
прохождения, отражения и преломления
упругих волн или на режимы колебаний
ОК. Это скорости распространения волн
различных типов, волновые сопротивле-
ния материалов, коэффициенты поглоще-
ния и рассеяния упругих волн, собствен-
ные частоты конструкций, их доброт-
ность, механический импеданс, уровень
обратного рассеяния, эффективность
ЭМА-преобразования, нелинейные иска-
жения волн.
Контроль физико-механических свой-
ств акустическими методами основан на
аналитических или корреляционных свя-
зях измеренных акустических параметров
с оцениваемыми свойствами материала.
Если контролируемое свойство имеет с
измеряемым акустическим параметром
четкую аналитическую связь, оно может
быть определено с высокой точностью.
Так, все три упругих постоянных материа-
ла (модуль Юнга Е, модуль сдвига G и
коэффициент Пуассона v) однозначно оп-
ределяются по измеренным значениям
скоростей распространения продольной и
поперечной волн. Точность такой оценки
зависит от точности измерения указанных
скоростей и может быть очень высокой.
Однако большинство физико-механи-
ческих свойств (включая прочность) свя-
заны с акустическими параметрами лишь
корреляционными зависимостями, теснота
которых определяется выбором измеряе-
мого параметра (иногда нескольких),
обеспечивающего наилучшую корреля-
цию с оцениваемой характеристикой ма-
териала. В этом случае пользуются тари-
ровочными графиками, построенными на
основе статистической обработки большо-
го количества экспериментальных данных.
При этом достоверность и точность оцен-
ки характеристик материалов ниже, чем
при использовании аналитических зави-
симостей.
Тем не менее, контроль свойств ма-
териалов на основе их корреляционных
связей с акустическими параметрами ши-
роко применяется на практике. Например,
СПОСОБЫ ИЗМЕРЕНИЯ СКОРОСТИ УЗ И КОЭФФИЦИЕНТА ЗАТУХАНИЯ 733
стандартизованы ультразвуковой метод
контроля бетона, основанный на корреля-
ции прочности со скоростью распростра-
нения упругих волн, и метод контроля
качества абразивных инструментов по их
собственным частотам.
Далее будут рассмотрены различные
методы и средства контроля физико-
механических свойств материалов и свя-
занные с ними акустические параметры.
7.2. СПОСОБЫ ИЗМЕРЕНИЯ
СКОРОСТИ УЗ И КОЭФФИЦИЕНТА
ЗАТУХАНИЯ УЛЬТРАЗВУКА
Способы измерения скорости и ко-
эффициента затухания УЗ-импульсным
методом с помощью обычного дефекто-
скопа и ряд приемов для повышения точ-
ности измерения рассмотрены в
разд. 1.1.3. Далее рассмотрены способы
измерения скорости и коэффициента зату-
хания, более удобные для практических
исследований. В частности, при анализе
физико-механических свойств (особенно
при экспериментальных исследованиях)
используют методы собственных частот
колебаний ОК в интегральном и локаль-
ном вариантах. При практическом контро-
ле часто не требуется точного измерения
скорости и особенно коэффициента зату-
хания. Вместо этого ограничиваются
сравнением этих свойств в контролируе-
мом объекте и образцах.
Способы измерения скорости. За-
дача измерения скорости с распростране-
ния упругих волн во многом идентична
задаче измерения толщины при односто-
роннем доступе, рассмотренной в главе 6.
Отличие состоит в том, что в измеряемой
величине h/c (где h толщина ОК или база
измерения), пропорциональной времени
распространения волн, в случае толщино-
метрии неизвестной считают величину h, а
при измерении скорости - с. В связи с
этим для измерения скорости часто ис-
пользуют ультразвуковые толщиномеры.
При измерении скорости импульс-
ным дефектоскопом можно повысить точ-
ность приблизительно в 5 раз, путем пере-
носа точки отсчета времени с переднего
фронта в глубь импульса на нулевое зна-
чение амплитуды второго или третьего
периода колебаний [49].
Существенная погрешность измере-
ния контактным способом связана с труд-
но учитываемым временем пробега аку-
стического импульса в контактном слое
между преобразователем и образцом, по-
скольку толщина слоя варьируется слу-
чайным образом. Эта погрешность
уменьшается, если измерения выполнять
по импульсам многократных отражений,
например второму и третьему донным
сигналам, как при измерении толщины.
Применение иммерсионного контакта
или бесконтактных способов возбуждения
и приема ультразвуковых колебаний уст-
раняет погрешность от вариации времени
пробега импульса в контактном слое. На-
пример, применение лазерного способа
излучения и приема (см. разд. 1.2.4) обес-
печивает погрешность измерения не более
0,05 % в диапазоне частот 0,5 ... 30 МГц.
Разработаны способы измерения ско-
рости или времени пробега, обладающие
повышенной точностью [314]. Один из
них - способ синхрокольца или автоцирку-
ляции импульса, в котором прошедший
через ОК сигнал запускает генератор зон-
дирующих импульсов. В этом случае час-
тота повторения импульсов будет обратно
пропорциональна времени пробега им-
пульса и пропорциональна измеряемой
скорости.
Генератор 1 (рис. 7.1) через усили-
тель 2 возбуждает излучающий преобра-
зователь 3. Ультразвуковой импульс рас-
пространяется в ОК 4 и поступает на при-
емный преобразователь 5. Затем через
усилитель 6 он подается на блок регули-
руемой задержки импульса 7, позволяю-
щий уменьшать влияние температуры,
изменение напряжения питания и т.д. Од-
новременно с возбуждением импульса в
ОК включается схема задержки 8, которая
вырабатывает строб-импульс через время,
несколько меньшее прогнозируемого вре-
734
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.1. Измерение скорости способом
сиихрокольца
мени распространения импульса в ОК.
Этот импульс возбуждает одновибратор 9.
Длительность строб-импульса подбирает-
ся достаточной, чтобы за это время при-
был импульс, прошедший через ОК.
Сигналы одновибратора и блока за-
держки 7 подаются на схему совпадений
10, которая вырабатывает импульс поло-
жительной полярности только в случае
совпадения этих сигналов по времени. В
результате посторонние импульсы не вы-
зовут ложного срабатывания схемы сов-
падений. Далее сигнал схемы совпадений
через блок коррекции 11 поступает на
формирователь 12, на выходе которого
образуется импульс, вновь запускающий
усилитель 2.
В системе начинают циркулировать
импульсы, частота следования которых,
измеряемая частотомером 13, связана со
временем прохождения ультразвука через
постоянную базу контролируемого изде-
лия и, следовательно, со скоростью ульт-
развука. На этом принципе, в частности,
работает прибор ИСП-12 [223].
Импульсно-фазовый способ измере-
ния скорости основан на компенсации
акустического импульса, прошедшего ОК,
и электрического импульса, прошедшего
через емкостную связь во входную цепь
приемника. Генератор высокой частоты 1
(рис. 7.2, а) вырабатывает непрерывные
гармонические колебания, частота кото-
рых измеряется электронным частотоме-
ром 5. Из них блоком 2 формируются два
сдвинутых относительно друг друга ра-
диоимпульса (рис. 7.2, б). Длительность
ти, амплитуда V, время задержки т3 и пе-
риод повторения импульсов задаются мо-
дулятором 6 (рис. 7.2, а). С помощью пье-
зоэлектрических излучателя ИП и прием-
ника ПП импульсы проходят через ОК 3
как акустические колебания. Приемный
тракт прибора 4 состоит из аттенюатора и
усилителя. Сигналы наблюдают на
осциллографе 7.
1
26
а) б)
Рис. 7.2. Измерение скорости импульсно-фазовым способом (а) и
электрические колебания, используемые при измерении скорости
импульсно-фазовым способом:
7 - непрерывные гармонические колебания генератора высокой частоты; П - импульсы,
вырабатываемые модулятором; Ш - электрические сигналы, создаваемые акустическими
импульсами; IV- электрические сигналы, прошедшие через емкость связи во входную цепь
приемника (б)
СПОСОБЫ ИЗМЕРЕНИЯ СКОРОСТИ УЗ И КОЭФФИЦИЕНТА ЗАТУХАНИЯ 735
а)
Рис. 7.3. Измерение скорости гетеродинным способом
Измерение скорости производится
путем сравнения сигнала 1а, создаваемого
акустическим импульсом, и сигнала 26,
прошедшего через регулируемую емкость
связи Ссв. Время задержки регулируют
так, чтобы эти импульсы совместились.
Регулировкой емкости и уменьшением
амплитуды добиваются компенсации им-
пульсов на экране осциллоскопа. Частота
генератора совпадает с частотой преобра-
зователей, и измерения проводят в окрест-
ностях этой частоты. Не приводя алгорит-
ма довольно сложных настроек и измере-
ний, отметим, что погрешность измерений
прибора типа "Фонон" не более 0,1 %, а
воспроизводимость результатов - тысяч-
ные доли процента.
В [352] предложен хорошо демпфи-
рованный преобразователь для прецизи-
онных измерений скорости ультразвука в
твердых телах фазовым методом. Демп-
фирование достигается с помощью согла-
сующего четвертьволнового слоя клея
между кварцевым пьезоэлементом и
демпфером, например, из рубина. За счет
более точного измерения фазы погреш-
ность измерения скорости на частотах
30 ... 100 МГц уменьшается до 10'5.
Гетеродинный способ основан на ин-
терференции опорного (гетеродинного)
сигнала и первого УЗ-импульса, прошед-
шего через ОК и буфер-звукопровод. Вы-
сокочастотный сигнал генератора 2
(рис. 7.3) модулируется прямоугольным
импульсом от генератора 1 и через атте-
нюатор 8 поступает на осциллоскоп 10
(синхронизуемый генератором 7) в каче-
стве опорного сигнала. Импульс от 2, уси-
ленный в 4, возбуждает пьезопреобразова-
тель 5, проходит через буфер 6, обеспечи-
вающий временную задержку, ОК 7, при-
нимается преобразователем 5' и через ши-
рокополосный усилитель 9 также подается
на осциллоскоп 10. Частота колебаний
измеряется блоком 3.
Длительность импульса подбирается
несколько большей времени его прохож-
дения через буфер и ОК, так, чтобы опор-
ный сигнал перекрывался и интерфериро-
вал с прошедшим импульсом. Изменяя
частоту генератора 2, можно добиться то-
го, чтобы оба сигнала находились в про-
тивофазе, тогда на экране можно добиться
их взаимного гашения.
В отсутствии ОК для разности час-
тот, соответствующих двум ближайшим
интерференционным минимумам, имеет
место соотношение A/] = c^/le, где
/б - длина буфера, с5 - скорость звука в
нем. Когда имеются буфер и ОК, разность
частот равна А/г = (I5/C5 - Ис)л, I и
с - длина ОК и скорость звука в нем. При
изменении скорости звука в ОК (которое
служит предметом исследований) относи-
тельное изменение скорости можно пред-
ставить в виде
736
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.4. Преобразователь для измерения
скорости поверхностной волны
Ас ~ А/ С А/, 'I
с ~ Д/г J ’
где АС- изменение частоты высокочастот-
ного сигнала, вызываемое изменением
скорости, необходимое для того, чтобы
сигналы снова были в противофазе.
Довольно широкое применение для
измерения скорости продольных волн на-
ходит локальный метод вынужденных
колебаний (резонансный метод), рассмот-
ренный в разд. 2.4.2.2. Его обычно осуще-
ствляют с разделением функций излу-
чающего и приемного преобразователей в
иммерсионном варианте, поэтому основ-
ные причины, вызывающие погрешности
измерений в контактных резонансных
толщиномерах, устраняются. При пред-
ставлении экспериментальных данных
часто вместо скорости указывают обратно
пропорциональную ей величину - резо-
нансную частоту.
Большинству рассмотренных спосо-
бов измерения скорости УЗ присущ отме-
ченный ранее недостаток, связанный с
трудно учитываемым влиянием слоя кон-
тактной жидкости. От этого недостатка
свободен способ, использующий лазерные
излучатель и приемник [16]. По результа-
там измерения этим способом институтом
Дальстандарт (г. Хабаровск) составлены
стандартные таблицы скорости УЗ-волн в
металлах с различным химическим соста-
вом.
Определенные трудности возникают
при измерении скорости поперечных волн.
При вводе таких волн нормально к по-
верхности трудности связаны с необходи-
мостью возбуждения волн с колебаниями
частиц, параллельными поверхности вво-
да. Для возбуждения таких типов волн в
металлах применяют ЭМА-метод (см.
разд. 1.2.4). В неметаллах такие волны
возбуждают, применяя пьезопластины с
соответствующим типом деформации (на-
пример, кварц У-среза). Пластину при-
клеивают к поверхности ввода или при-
жимают через слой вязкой смазки. Спосо-
бы измерения скорости поперечных волн
импульсным методом с помощью обычно-
го дефектоскопа и наклонных преобразо-
вателей рассмотрены в разд. 1.1.3.
Эффективно измерение скорости по-
верхностных волн. Различные структур-
ные изменения в поверхностном слое ОК
на них влияют также, как на объемные
волны в теле ОК [223]. Возможность ва-
риации базы прозвучивания позволяет
исключить влияние неопределенности
точки ввода. Для контроля изделий с глад-
кой поверхностью целесообразно приме-
нять волны рэлеевского типа, а с грубой
поверхностью - головные волны.
Для возбуждения и приема поверхно-
стных волн используют наклонные преоб-
разователи с соответствующим углом вво-
да. Для возбуждения и приема поверхно-
стных волн на постоянной базе предложе-
на удобная конструкция преобразователя,
показанная на рис. 7.4. Она обеспечивает
высокую точность определения положе-
ния точек ввода. В [16] для возбуждения и
приема поверхностных волн используют
лазерный способ.
В [422, с. 983] исследовано измене-
ние скорости продольных и поперечных
волн и связанных с ними модулей упруго-
сти при температурах до 3000°. Измерение
выполнено импульсными методами
отражения и прохождения. На первых
этапах применяли излучение и прием
через графитовые акустические задержки,
но далее перешли на лазерный способ
излучения и приема.
КОНТРОЛЬ УПРУГИХ свойств
737
В [235] рассмотрен способ измерения
скорости по изменению критических углов
падения из жидкости с известной скоро-
стью на поверхность исследуемого объек-
та. В частности, исследуется изменение
угла, при котором возбуждается поверх-
ностная волна. Установлено, что на ско-
рость рэлеевской волны влияет затухание
ультразвука в поверхностных слоях мате-
риала. Это дает возможность оценки из-
менения коэффициента затухания.
Способы измерения затухания. При
измерении затухания по ослаблению мно-
гократных отражений импульсов в ОК
существенные погрешности связаны с не-
обходимостью учета дифракционного ос-
лабления и частичным переходом энергии
в пьезопреобразователь при многократных
отражениях. Рассмотренные в разд. 1.1.3
способы направлены на исключение этих
погрешностей.
Г.В. Пябусом и др. [276] разработан
прибор, в котором возбуждение и прием
импульсов осуществляется с помощью
широкополосного диэлектрического (т.е.
емкостного) преобразователя. Потери на
обратную передачу УЗ-энергии из ОК в
такой преобразователь очень малы и не
учитываются.
Преобразователь имеет диэлектриче-
ские слои из конденсаторной бумаги или
целлофановой пленки. Верхний электрод
смазывают трансформаторным маслом. На
преобразователь подают постоянное на-
пряжение поляризации 600 ... 1000 В.
Преобразователи и образец помещены в
механическое устройство, которое обес-
печивает их строгую соосность. При изме-
рениях учитывается дифракционное рас-
хождение ультразвука. Общая погреш-
ность измерения не превосходит ± 0,3
дБ/мм. Диапазон частот 0,2 ... 30 МГц.
Применение ЭМА-преобразователей
[175] позволяет получить короткие им-
пульсы. В одном цикле измерений можно
получить информацию о магнитных, маг-
нитоупругих и акустических свойствах
материала.
Точность измерения. Предельная
точность измерения скорости соответст-
вует погрешности 0,001 ... 0,01 %. Точ-
ность измерения затухания значительно
ниже. Погрешности в 10 % считаются хо-
рошим результатом.
При оценках погрешностей измере-
ния скорости и затухания ультразвука час-
то учитывают лишь приборные погрешно-
сти. Необходимо, однако, учитывать так-
же методические погрешности [239], на-
пример, связанные с неточностью изго-
товления образцов, температурными из-
менениями. Чтобы обеспечить точность
измерения скорости 0,05 %, необходимо
выдержать размеры образцов с точностью
± 0,01 мм и стабильность температуры в
пределах 1 градуса.
Достижению высокой точности из-
мерения скорости мешает дисперсия ско-
рости. Величина Ас/с (где Ас - разность
максимального и минимального значений
скорости, а с - средняя скорость) состав-
ляет 10'3 в поликристаллических металлах
на частоте 10 МГц [49].
7.3. КОНТРОЛЬ УПРУГИХ
СВОЙСТВ МАТЕРИАЛОВ
Общие сведения. Различные среды
характеризуются разным количеством
независимых упругих параметров и тре-
буют разного подхода при контроле упру-
гих свойств. Изотропная среда характери-
зуется двумя упругими постоянными, на-
пример упругими постоянными Ламэ или
модулями нормальной упругости и сдвига
(см. разд. 1.1.2, 1.1.3, 4.1). Вместо них мо-
жет быть взята любая другая пара незави-
симых упругих констант, например мо-
дуль нормальной упругости и коэффици-
ент Пуассона, модули всестороннего сжа-
тия и сдвига. Для ограниченных сред
(пластин, стержней) вместо скорости про-
дольных волн используют скорость сим-
метричной нулевой моды соответствую-
щих волн.
Ортотропная среда характеризуется
девятью независимыми упругими посто-
янными С, входящими в уравнения типа
738
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.5. Направление колебаний и
распространение различных типов воли в
ортотропной среде
aik ~Ciklmelm’ (7-1)
где а,к и £/т - компоненты тензоров на-
пряжения и деформации. Эти выражения -
обобщенные формулы закона Гука (см.
раз. 1.1.1) для изотропной среды. В орто-
тропной среде могут распространяться
девять упругих волн, отличающихся ско-
ростями (рис. 7.5). Измеряя скорости про-
дольной и двух поперечных волн в каж-
дом из трех главных для среды направле-
ний, определяют все упругие постоянные.
Трансверсально-изотропная среда
характеризуется пятью независимыми уп-
ругими постоянными. В ней могут рас-
пространяться пять волн, отличающихся
своими скоростями. Если направить ось х
перпендикулярно пластине, а направления
по осям у и z считать равноправными, то в
число этих пяти волн войдут: продольные
по толщине (поперек и вдоль) пластины со
скоростями с„ и Суу = си; поперечные по-
перек пластины со скоростью cxv = схг; по-
перечные вдоль пластины с колебаниями
поперек и вдоль пластины со скоростями
С ху С-х, Сух
Таким образом, для всех типов сред
число независимых упругих постоянных
всегда равно количеству типов волн.
Скорости продольных, поперечных,
крутильных (трансверсальных) и поверх-
ностных волн пропорциональны величи-
Поэтому относительная погрешность из-
мерения модулей Е и G по найденным
значениям этих скоростей и постоянстве
коэффициента Пуассона определяется
соотношениями
А£ „ Ас Ар AG „ Ас Ар
---= 2-------- и ----= 2-------
Е с р G с р
где с - значение скорости любой из пере-
численных волн. Таким образом, упругие
постоянные определяются с вдвое боль-
шими погрешностями, чем скорости волн.
Иногда надо учитывать также изменение
плотности материала.
Измеренные акустическим методом
упругие постоянные или модули упруго-
сти соответствуют адиабатическим усло-
виям деформации, поскольку расширение-
сжатие элементарного объема происходит
очень быстро, а тепловые потоки инерци-
онны и не успевают выровнять температу-
ру элементарного объема с окружающей
средой. Поэтому такие постоянные упру-
гости называют динамическими модулями
упругости.
При измерении модулей упругости
механическими методами (например, при
статических испытаниях образцов на рас-
тяжение) деформация совершается мед-
ленно, температура образца практически
постоянна и соответствует температуре
окружающей среды, таким образом про-
цесс происходит изотермически.
Между адиабатическим (динамиче-
скими) Еш и изотермическим Е„3 модуля-
ми нормальной упругости существует со-
отношение [220]
ДЕ Ецд ~ЕЮ , ЕЮТ а
----— —-- — = 14 ,
ЕИз Ет--------------9 Ср
где Ср - удельная теплоемкость при по-
стоянном давлении; Т — абсолютная тем-
пература; а - объемный коэффициент те-
плового расширения. Оценка показывает,
что &Е1Ет не превышает 0,5 %. При де-
формации сдвига объем остается постоян-
ным, ПОЭТОМУ биз = Сад.
КОНТРОЛЬ УПРУГИХ свойств
739
Рис. 7.6. Схемы измерения упругих свойств проволоки:
а - проволока натянута между двумя роликами; б - проволока натянута между двумя опорами;
7 - основание с роликами; 2 - ролик; 3 - преобразователь; 4 - прижимающая пружина;
5 - основание с опорами; 6 - исследуемая проволока
Существуют способы и установки
для измерения динамических модулей
упругости на образцах. Однако это разру-
шающие методы контроля, поэтому они
кратко рассматриваются лишь в разд. 7.18.
Оценка упругих свойств медной
проволоки выполняется методом измере-
ния модулей упругости по скорости бегу-
щих нормальных волн (С.В. Веремеенко,
Л.И. Несмашный). Измерение модуля
нормальной упругости выполнялось с по-
мощью моды .so или а0, а модуля сдвига - с
помощью низшей моды крутильной вол-
ны. Проволока в натянутом состоянии
проходит между двумя пьезопреобразова-
телями (рис. 7.6, а). Способ, показанный
на рис. 7.6, б, точнее, так как более строго
определена длина исследуемого отрезка
проволоки, но возможно повреждение
проволоки при быстром движении.
Контроль качества монокристал-
лов и пьезокерамики. Качество монокри-
сталлов, применяемых в акустоэлектрони-
ке (например, в акустических линиях за-
держки из кварца), зависит от воспроизво-
димости упругих характеристик и их рас-
пределения по объему материала. Звуко-
проводы из кварца изготовляют в форме
прямоугольных параллелепипедов с гра-
нями, перпендикулярными кристалличе-
ским осям X, Y, Z, размерами ориентиро-
вочно 15 х 80 х 30 мм (рис. 7.7).
Предложенный (А.Н. Перегудов и
др.) способ контроля предусматривает
расположение пьзопреобразователей по-
перечных волн в точках П и И; П' и IT с
поляризацией по оси X кварца. При этом
можно получить траектории распростра-
нения волн, содержащие 3 (сплошная ли-
ния) и 13 отрезков (штриховая линия) лу-
ча. Соответствующее им время задержки
приблизительно 25 и 100 мкс. Первый ва-
риант распространения используется для
контроля однородности упругих свойств, а
второй - для их интегральной оценки пу-
тем снятия температурной кривой времени
задержки. Для измерения использован
импульсно-фазовый способ. Разброс изме-
ренных значений не превышал 0,005 %.
Подобный способ измерения исполь-
зовался для определения упругих и пьезо-
электрических постоянных пьезокерамики
типа титаната бария, цирконата-титаната
свинца и других материалов. Образцы
имели форму кубов с размерами граней
15 ... 20 мм. Скорости звука определялись
в направлениях, параллельных и перпен-
дикулярных поляризации пьезокерамики.
Измерения велись на частотах до 20 МГц.
Рис. 7.7. Траектории распространения УЗ
в эталонном звукопроводе
740
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Абсолютная погрешность измерения не
превосходила 0,1 %.
В [282] разработан способ контроля
дефектов в монокристалле алюминия ме-
тодом лазерного детектирования (см.
разд. 2.3.9).
Упругие свойства мрамора. Мра-
мор обладает существенной упругой ани-
зотропией и является ортотропным мате-
риалом. Поэтому его свойства измеряли в
трех взаимно перпендикулярных направ-
лениях [425, с. 161/336]. Использовали УЗ-
метод и разрушение образцов на испыта-
тельных машинах. Скорости продольных
и поперечных волн в мраморных образцах
измеряли на частоте 2 МГц. По измерен-
ным их значениям вычисляли все три уп-
ругие постоянные материала. Модули
нормальной и сдвиговой упругости мак-
симальны в направлении вдоль слоев и
минимальны в перпендикулярном направ-
лении. Для коэффициента Пуассона имеет
место обратная зависимость.
Упругие постоянные, найденные УЗ-
методом, находятся в очень хорошем со-
ответствии с полученными при механиче-
ских испытаниях. Авторы считают, что
результаты их исследований могут найти
применение для контроля изделий из мра-
мора, в том числе старинных скульптур.
Контроль упругих свойств стекол.
Теллуритовые стекла находят применение
благодаря ряду полезных свойств: хими-
ческой стойкости, прозрачности, электро-
проводности, высокому показателю пре-
ломления, низкой точке плавления и
большой диэлектрической проницаемости.
Упругие свойства таких стекол состава
ЕЙгОз-ТеОг-РЬО в зависимости от содер-
жания РЬО исследовали в интервале тем-
ператур от 150 до 600 К эхометодом [425,
с. 376/338]. Измеряли скорость и коэффи-
циент затухания продольных и попереч-
ных волн.
Использовали высокоточную аппара-
туру с прямыми контактными преобразо-
вателями на частоту 5 МГц. Погрешность
измерения скоростей продольных и попе-
речных волн не превышала ± 5 м/с. По
измеренным значениям этих скоростей и
плотности рассчитывали модули упруго-
сти и удельное волновое сопротивление
материалов. Установлено и объяснено
аномальное немонотонное изменение этих
величин от процентного содержания РЬО.
Зависимость скоростей продольных и по-
перечных волн и модулей нормальной и
сдвиговой упругости от температуры для
всех образцов имеет монотонно падающий
характер.
Контроль упругой анизотропии
полимерных композиционных мате-
риалов (ПКМ). ПКМ являются (разд. 4.1)
существенно анизотропными материала-
ми, физико-механические свойства кото-
рых (в том числе прочность) определяют-
ся параметрами армирующих волокон и, в
частности, направлениями их расположе-
ния в материале (схемой армирования).
Степень упругой анизотропии ПКМ
контролируют путем измерения зависимо-
сти скоростей упругих волн от направле-
ния их распространения. Возможно ис-
пользование всех типов упругих волн.
Однако следует иметь в виду, что если
для продольных, поперечных и рэлеевских
волн скорость распространения пропор-
циональна >[е , то для волн Лэмба, эта
зависимость имеет более сложный харак-
тер. Например, скорость изгибной волны,
как частого случая моды а0 волны Лэмба,
при постоянстве произведения толщины
слоя на частоту пропорциональна т/е .
Увеличение степени армирования
ПКМ в данном направлении повышает
модуль упругости Е, скорость звука с и
прочность о материала в этом направле-
нии. Поэтому между скоростью с и пара-
метрами материала Е и о существуют
корреляционные связи, которые исполь-
зуют для контроля прочности и упругих
свойств ПКМ.
Направления армирующих волокон в
ПКМ можно определить не только изме-
рением скорости звука, но также по рас-
сеянию УЗ-волн этими волокнами [394].
Способ основан на зависимости рассеяния
от угла Р падения УЗ-пучка на армирую-
КОНТРОЛЬ УПРУГИХ свойств
741
щие волокна. Центральная частота им-
пульсов должна быть достаточно высокой,
чтобы имело место такое рассеяние: чем
тоньше волокна, тем выше должна быть
частота. Наибольшее рассеяние соответст-
вует нормальному падению (0 = 0), наи-
меньшее - совпадению направлений во-
локна и УЗ-пучка (0 = 90).
Используют эхометод в иммерсион-
ном варианте. УЗ-пучок продольных волн
падает из жидкости на поверхность ПКМ
под фиксированным углом а. Меняя угол
0 путем вращения ОК (при а = const), в
декартовых или полярных координатах
строят диаграмму зависимости амплитуды
А рассеянного волокнами эхосигнала от
угла 0. Для ПКМ с однонаправленным
армированием (схема [0]) максимумы за-
висимости 4(0) соответствуют углам 0 и
180°. Для схемы армирования [0, 90] мак-
симумы наблюдаются при углах 0, 90, 180,
270 и 360°. Для схемы [0, ± 45, 90] интер-
валы между максимумами составляют уже
45°. Обычно достаточно построить диа-
грамму 4(0) при изменении угла 0 в пре-
делах от 0 до 180°.
Описанный метод применяют также
для обнаружения дефектов в ПКМ (см. разд.
4.3.1). В этом случае дефекты, как обычно,
регистрируют по эхосигналам от них.
Отметим, что способ измерения зави-
симости скорости от направления распро-
странения упругой волны не всегда позво-
ляет определить схему армирования ПКМ.
Например, образцы ПКМ с разными
сложными схемами армирования могут
обладать одинаковой (в том числе не-
большой) упругой анизотропией. В этом
случае измерение скорости не позволяет
обнаружить различия схем их армирова-
ния.
Способ, основанный на рассеянии
упругих волн, позволяет определить схему
расположения волокон, но в общем случае
(например, при сложной схеме армирова-
ния) не дает достоверной информации о
степени анизотропии материала. Поэтому
оба способа дополняют друг друга.
Контроль физико-механических
свойств стержней из углепластика.
Стержни получают способом протяжки
жгута из пропитанных эпоксидным свя-
зующим армирующих волокон через на-
греваемую фильеру (pultrusion process)
[390]. Полимеризация материала происхо-
дит в процессе протяжки и зависит от ее
скорости и температуры фильеры. Про-
цесс имеет непрерывный характер и ис-
пользуется для получения стержней и
балок, которые отрезают нужной длины.
Испытания проводили на прямо-
угольных стержнях сечением 25 х 3 мм и
длиной 300 мм. Один конец стержня же-
стко защемляли так, что получали консоль
длиной 250 мм. В консоли возбуждали
свободно затухающие изгибные колеба-
ния, которые регистрировали бесконтакт-
ным приемным преобразователем. Опре-
деляли основную собственную частоту и
коэффициент затухания этих колебаний.
Исследовано влияние температуры филье-
ры, скорости протяжки и процентного со-
держания связующего на модуль упруго-
сти и коэффициент затухания. Предпола-
гается, что метод позволит определять
также прочность стержней.
Акустические методы контроля упру-
гих постоянных материалов, применяемых
в ядерной энергетике, рассмотрены в
разд. 7.18.
Контроль степени текстурирован-
ности. При производственном контроле
часто не возникает задачи измерения аб-
солютного значения модулей упругости,
однако важен контроль анизотропии упру-
гих свойств. Например, в результате про-
катки металлические листы становятся
трансверсально-изотропными. В прокат-
ном производстве это явление называют
текстурой. При определенной степени
текстурированности металл листа рас-
трескивается при штамповке из него дета-
лей.
Пригодность к штамповке определя-
ют с помощью приборов типа "Сигма"
(ВНИИНК, г. Кишинев, Ж.Г. Никифорен-
ко и др.), измеряя относительные значения
742
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.8. Относительное изменение
времени tf в зависимости от угла 0 между
направлением распространения УЗ и
направлением прокатки листа (а) и
корреляция между УЗ-параметрами
текстуры 5 и коэффициентом
фестонообразования торячекатанных
алюминиевых листов £ (б)
скоростей продольной и двух поперечных
волн, распространяющихся по толщине
листа. Возбуждение всех трех типов волн
достигается ЭМА-способом. Измерение
выполняется резонансным методом в диа-
пазоне частот 1 ... 20 МГц. ЭМА-излу-
чающий и приемный преобразователи рас-
положены с обеих сторон контролируемо-
го листа.
В [341] предложено контролировать
текстуру алюминиевых листов путем из-
мерения скорости распространения гори-
зонтально поляризованной поперечной
волны при различной ориентации направ-
ления волны относительно направления
прокатки алюминия. На рис. 7.8, а показа-
но изменение времени распространения
S77-волны на постоянной базе в функции
от угла 0 между направлением распро-
странения ультразвука и направлением
прокатки.
Использовались ЭМА-преобразова-
тели размером 10 х 20 мм на частоту 0,8
МГц. Преобразователи располагались на
50, 75 и 95 % от ширины полосы
(1100 мм). Полученные при этом экспери-
ментальные данные практически совпа-
дают. Наиболее информативный пара-
метр- относительная разность скоростей
8 для 0 = 0 и 90°. На рис. 7.8, б показано
влияние этого параметра на образование
неровностей края листа (фестонов).
В [315] предложено измерять упру-
гую анизотропию по относительному вре-
менному сдвигу (зависящему от скорости
УЗ) импульсов поперечных волн с векто-
рами поляризации параллельным и пер-
пендикулярным направлению анизотро-
пии. Анализируются спектры соответст-
вующих донных сигналов. Линейно поля-
ризованные поперечные волны на частоте
5 МГц возбуждали и принимали пьезопре-
образователями. В Ст. 3 отношение скоро-
стей изменялось на 0,22 %, а в стали
12Х18Н10Т - на 2,3 % при деформации
10 %.
7.4. АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
Основы метода. Тензометрия - из-
мерение напряжений и деформаций в
твердых телах. Акустическая тензометрия
основана на явлении акустоупругости,
которое заключается в изменении скоро-
сти распространения упругих волн под
влиянием напряжений. Ниже в возможно
более простой форме изложены законо-
мерности, поясняющие это явление.
Закон Гука (см. разд. 1.1.1), согласно
которому напряжение о и деформация £
пропорциональны, выполняется прибли-
женно. Более точная зависимость имеет вид
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
743
Рис. 7.9. Схемы испытаний иа сжатие при распростраиеиии УЗ-волн
и расположения преобразователей:
а - направление распространения волн (продольной и поперечной) вдоль оси х1 и направление
нагрузки вдоль оси хЗ, поперечная волна Т поляризована под углом у к оси хЗ; б - метод
прохождения (прямые преобразователи А и В прозвучивают вдоль оси х 1); метод отражения
(прямой преобразователь А прозвучивает вдоль оси xl); а, б и в - волны распространяются
перпендикулярно направлению нагрузки; г - продольная волна распространяется вдоль хЗ,
в направлении нагрузки
степенного ряда
о = Qe + С2е2 . (7.2)
Степени выше второй не учитывают. Это
выражение следует понимать как упро-
щенное, не учитывающее наличия и взаи-
модействия деформаций разного типа.
Коэффициенты типа С| называют упруги-
ми постоянными или модулями упругости,
а коэффициенты типа С2 (в изотропном
твердом теле их три) обычно называют
коэффициентами Мурнагана или другими
терминами. В [247] вопрос рассматривает-
ся упрощенно и показано, что
Лс/с = eC2/Cj ssоС2/с,2 .
Таким образом, изменение скорости
пропорционально напряжению или де-
формации в контролируемом объекте.
Связь между ними определяется акусто-
упругим коэффициентом. Величина изме-
нения скорости Лс/с имеет порядок 10'4,
т.е. 0,01 %. Заметим [29], что при дефор-
мации растяжения скорость уменьшается,
а при деформации сжатия - увеличивает-
ся. В области пластических деформаций
скорость остается практически постоян-
ной.
Измерение абсолютных значений
скорости с необходимой точностью -
трудная задача. Она облегчается тем, что
обычно требуется измерить не абсолют-
ную величину, а изменение скорости под
влиянием приложенных напряжении (как
и в других вариантах тензометрии). Важ-
ное достоинство акустической тензомет-
рии - измерение напряжений не только на
поверхности, но также внутри ОК. Тща-
тельное измерение скорости продольных и
поперечных волн в дюралюминии и чугу-
не, ее зависимости от одноосного напря-
жения выполнено в [183].
Определение напряжений в материа-
лах, обладающих собственной анизотро-
пией, требует учета реальной скорости
звука в направлении измеряемых напря-
жений. Например, текстура, возникающая
при прокатке дюралюминия Д16, может
вызвать изменение скорости по разным
направлениям до 0,26 %, а изменение ско-
744
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.10. Относительные изменения
скорости под влиянием приложенных
напряжений:
□ - измерения непрерывными волнами
методом прохождения; ♦ - импульсные
измерения эхометодом
рости под влиянием напряжений - поряд-
ка 0,08 %; для стали 45 соответственно
0,64 % и 0,04 %.
Обнаружено явление динамической
акустоупругости [250]. Оно заключается
в том, что при воздействии на ОК пере-
менного поля напряжений скорость ульт-
развука под их воздействием изменяется
приблизительно так же, как в стационар-
ном режиме. Например, при возбуждении
Рис. 7.11. Направлеиия распростраиеиия
плоских волн (7) и приложенные
напряжения (2)
продольных колебаний в образце в виде
стержня на частотах 400 ... 600 Гц обна-
ружено изменение времени пробега им-
пульса продольных волн частотой
5 МГц, направленных перпендикулярно
оси стержня. Величина изменения про-
порциональна амплитуде переменного
напряжения в образце. Явление может
быть использовано для контроля перемен-
ных напряжений.
В [425, с. 535/647] представлены фак-
тические данные о величине акустоупру-
гого взаимодействия в зависимости от
направления приложенного напряжения
(рис. 7.9 и 7.10). В виде таблиц даны по-
лезные сведения о величинах акустоупру-
гих коэффициентов для продольных, по-
перечных и поверхностных волн в некото-
рых конструкционных материалах. Экспе-
риментальные измерения выполнялись
методом прохождения и отражения. Ис-
пользовался дефектоскоп EPOCH III и
коммерческие преобразователи.
В [425, с. 385/440] развивается теория
акустоупругого взаимодействия с лога-
рифмической формой представления ко-
нечной деформации. Это представление
считают перспективным. Изменение ско-
рости под влиянием напряжений очень
мало, измерениям сильно мешают темпе-
ратурные эффекты, микронеоднородно-
сти, текстура. Схемы выполнявшихся экс-
периментов показаны на рис. 7.11.
В качестве образцов использовали
алюминево-магниевый сплав, технический
алюминиевый сплав и оптическое стекло.
Для них измерены акустоупругие коэффи-
циенты. Измерения выполняли импульс-
ным методом с учетом изменения фазы
импульса и методом непрерывных воли с
наложением модуляции. Точность первого
метода была на 10 % выше, результаты
показаны на рис. 7.12.
Кроме того, использовали метод
двойного лучепреломления поперечных
волн, поляризованных под углом 45° к
направлению приложенных напряжений.
Различия с импульсным методом состав-
ляли менее 0,6 %.
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
745
Рис. 7.12. Относительные изменения скорости Дс/с в зависимости от деформаций
для вариантов, показанных на рис. 7.11
В.В. Кошевым и др. [425, с. 103/189;
421, докл. 2.14] предложен способ оценки
преддефектного состояния материала и
ресурса работоспособности изделия пу-
тем определения пространственного рас-
пределения параметров напряженно-
деформированного состояния. Методика
названа авторами томографической.
В работе выделены особенности зон-
дируемых сред, относительно которых
адекватным алгоритмическим аппаратом
определяется пространственное распреде-
ление неоднородностей. Показано, что в
случае ультразвукового зондирования
твердые тела в преддефектном состоянии
(при отсутствии сформировавшихся де-
фектов) удовлетворяют этим особенно-
стям.
Изложена концепция построения то-
мографических систем, которая базирует-
ся на формировании статистического эта-
лона, предварительном выделении ано-
мальных областей и (при необходимости)
томографическом восстановлении неод-
нородностей в заданной аномальной об-
ласти.
Представлена ультразвуковая томо-
графическая диагностическая система на
базе IBM PC/AT, предназначенная для
неразрушающего контроля толстолисто-
вых (толщиной 20 ... 30 мм) изделий при
одностороннем доступе к ним. Диагности-
ческая система позволяет восстанавливать
пространственное распределение парамет-
ров напряженно-деформированного со-
стояния материала.
746
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.13. Связь параметров
ЭМА-сигнала Е и частоты f с
микроискажениями кристаллической
решетки е для сталей У8 (•) и ШХ15 (о)
Авторы этой книги считают идею
способа интересной, но в представленной
работе многое не объясняется. Например,
неясен способ контроля скорости по тол-
щине ОК, алгоритм обработки информа-
ции. Отсутствуют экспериментальные
данные, подтверждающие эффективность
способа.
В [425, с. 137/429] те же авторы тео-
ретически решают задачу реконструкции
тензорного поля напряжений в объеме
изделия с помощью УЗ компьютерных
томографических методов в негомоген-
ном материале. Предполагают, что мате-
риал прозвучивается продольными и по-
перечными волнами в трех направлениях
и относительное изменение времени рас-
пространения линейно связано с измеряе-
мой компонентой тензора напряжений.
Предложено два направления решения
задачи. Первое связано с измерением ком-
понент тензора напряжений с помощью
УЗ-томографии, второе - с реконструкци-
ей инварианта тензора напряжений.
Перспективно исследование напря-
жений по затуханию ультразвука, хотя
вопрос этот слабо изучен. Установлено,
однако, что повышение напряжений в се-
ром чугуне вызывает увеличение затуха-
ния рэлеевских волн [50]. При сжатии об-
разцов до предела текучести амплитуда
сигнала рэлеевской волны, прошедшего
через базу 40 мм между излучателем с
приемником, увеличивалась в 1,5 ... 2 раза
(по сравнению с ненапряженным состоя-
нием), а при растяжении - уменьшалась
приблизительно в 2 раза. Изменения были
более заметны в чугуне с большим содер-
жанием пластинчатого графита. Авторы
работы объясняют обнаруженное явление
тем, что при сжатии графитовые включе-
ния плотнее прилегают к металлической
матрице, что приводит к большей акусти-
ческой прозрачности границы графит -
металл. При растяжении происходит об-
ратный процесс.
Э.С. Горкуновым и др. [94] примени-
тельно к сталям У 8 и ШХ15 установлено,
что амплитуда сигнала, возбуждаемого
ЭМА-преобразователем, однозначно и
практически линейно уменьшается с уве-
личением микроискажений кристалличе-
ской решетки е, характеризующих микро-
напряжения (рис. 7.13). Значение е изме-
ряли рентгеноструктурным методом.
Уменьшается также резонансная частота
колебаний образца, возбуждаемого ЭМА-
способом, но в значительно меньшей сте-
пени.
Обнаруженный эффект дает возмож-
ность использовать ЭМА-преобразование
для оценки внутренних напряжений при
термической обработке углеродистых и
слаболегировынных сталей. Это тем более
важно, что эффект проявляется при тем-
пературах отпуска 200 ... 600 °C, где маг-
нитные и электрические методы контроля
неэффективны.
Измерение напряжений в сварных
соединениях. Акустический метод позво-
(„ ляет исследовать остаточные напряже-
ния возникающие в соединении в резуль-
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
747
Рис. 7.14. Распределение продольных напряжений в направлении поперек шва,
измеренное УЗ на частоте 5 МГц (о) и методом сверления отверстий глубиной 5 мм (•):
CR - относительные продольные напряжения в направлении поперек шва (МПа); D - расстояние
от оси шва
тате сварки. В [425, с. 224/785] рассмотрены
потенциальные возможности УЗ для изу-
чения остаточных напряжений с учетом
микроструктуры металла. Образцы из ста-
ли S335 имели размеры 300 х 400 мм и
толщины 8 и 30 мм. Посередине ширины
образцов проходил стыковой шов с раз-
делкой кромок. Измерялась скорость го-
ловной волны методом прохождения
вдоль шва. На частоте 10 МГц измерения
локализовались в слое толщиной 1,5 мм, а
на 2,5 МГц - в слое толщиной 2,5 мм.
Предварительно измерялся акустоупругий
коэффициент путем калибровки (опреде-
ления изменения скорости при напряже-
нии 400 МПа). Для основного металла он
оказался равным (-1,25 ± 0,05)10'5 МПа'1,
в зоне термического влияния 0,9 от этой
величины, а для наплавленного металла
0,8 от этой величины.
Рис. 7.15. Реконструктивно-топографическое изображение
вертикального сечения V-образного сварного шва пластины толщиной 28 мм:
а - распределение размеров зерен, мм; б - предельное напряжение, МПа
748
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Измерения остаточных напряжений
по изменению скорости проводилось на
шве и в зоне термического влияния с ша-
гом 2 мм, а на основном металле с шагом
5 мм. Результаты удовлетворительно сов-
падали с данными, полученными рентге-
носпектральным методом и методом свер-
ления отверстий (рис. 7.14). Совпадение
улучшалось, когда учитывалось влияние
на изменение скорости микроструктуры.
Эффективность применения для из-
мерения остаточных напряжений в свар-
ных соединениях по изменению скорости
метода ультразвуковой томографии с усо-
вершенствованной компьютерной обра-
боткой результатов обосновывается в
[425, с. 103/189]. Предложена методика
формирования адаптивных проекций, ко-
торая позволяет не только обнаруживать
дефекты, но также определять ослаблен-
ные дефектами участки ОК, обнаруживать
нарушения структуры, оценивать напря-
жения в металлах и композиционных ма-
териалах (рис. 7.15).
Измерения напряжений затяжки
резьбовых соединений (болтов и шпилек) -
пример эффективного практического при-
менения акустической тензометрии.
Обычно напряжение затяжки измеряют по
приложенной во время затяжки силе к
динамометрическому гаечному ключу.
Однако это измерение неточно: на резуль-
таты сильно влияет такой неизвестный
фактор, как величина трения головки бол-
та или гайки о поверхность соединяемой
детали. Акустический метод свободен от
указанного недостатка: он измеряет имен-
но напряжение в болте.
Измеряют скорость распространения
продольных волн вдоль оси шпильки или
болта. Для этого прямой преобразователь
прижимают к его торцу или головке и из-
меряют время прихода эхосигнала от про-
тивоположного торца в процессе затяжки
болта. Важно сохранить постоянное по-
ложение преобразователя на болте во вре-
мя измерений, чтобы не изменялась тол-
щина контактного слоя между преобразо-
вателем и болтом.
Повышению точности измерения
способствует то обстоятельство, что на
увеличение времени прихода ультразвука
влияют одновременно два фактора:
уменьшение скорости и удлинение болта
под влиянием прилагаемых напряжений.
Наблюдается практически линейная зави-
симость времени пробега от напряжения
[29].
Для контроля напряжений в резьбо-
вых соединениях В.М. Бобренко и
А.С. Рудаковым [30] создан прибор НЗМ
001. Им контролируют детали диаметром
8 мм и более, длиной 20 ... 4500 мм. Огра-
ничения связаны с отражением и транс-
формацией продольных волн от боковой
поверхности (см. разд. 2.2.3.4). В зависи-
мости от длины ОК прибор измеряет из-
менение времени прохождения импульсов
на 0,1 ... 10 мкс под действием затяжки.
Это позволяет измерять напряжение за-
тяжки 7 МПа и более.
Сравнение способов контроля затяж-
ки резьбовых соединений показывает пре-
имущества акустического способа, не-
смотря на погрешности, связанные с ше-
роховатостью или неровностью поверхно-
стей ввода и отражающей, влиянием тем-
пературы и марки материала соединения.
Тарировка болтов по параметрам на-
пряжение - время пробега импульса по-
зволяет следить за растяжением каждого
болта в стыковочных узлах, содержащих
много болтов [30], например фланцевого
соединения сосуда с днищем. Это дает
возможность установить причину раскры-
тия стыка при подаче рабочего давления.
Она может, например, заключаться в не-
достаточной жесткости фланца.
В [422, с. 1893] исследовали вопрос
контроля напряжений в болтовых соеди-
нениях электрических генераторов по
времени пробега УЗ-импульса. Отмечает-
ся, что в длинных (5 ...6 м) болтах время
пробега импульса продольных волн суще-
ственно больше, чем в безграничном (по
диаметру) образце такого же материала.
Это связано с отражениями от боковых
поверхностей и началом образования волн
АКУСТИЧЕСКАЯ ТЕНЗОМЕТРИЯ
749
в стержнях и проявлением геометрической
дисперсии скорости (см. разд. 1.4). Это
явление не наблюдается, если применять
поперечные волны, не подверженные гео-
метрической дисперсии скорости.
Время пробега измеряли по фронту
первого отрицательного полупериода ко-
лебаний импульса, имевшего большую
амплитуду. Фиксировали увеличение вре-
мени пробега на 0,8 мкс, что соответство-
вало удлинению болта на 0,02 %.
В.Т. Власов и Б.Н. Марин [421,
докл. 2.72] предложили контролировать
затяжку болтов по изменению двух сосед-
них резонансных частот. В случае боль-
ших усилий затяжки или использования
болтов из высокопрочного материала ре-
комендован способ контроля, основанный
на появлении значительных нелинейных
искажений. Они выражаются в том, что в
зависимости от напряжений затяжки ам-
плитуды колебаний, соответствующих
второй и третьей гармоникам, возрастают
до величины амплитуды основной гармо-
ники. Неясно, однако, как учесть влияние
на резонансные частоты соприкосновения
болта с соединяемыми деталями.
В [425, с. 536/083] рассмотрен вопрос
акустоупругого контроля осевой нагрузки
болтов. Разработано два способа измере-
ний. В первом измеряется увеличение
времени пробега АГ импульса в болте под
влиянием осевой нагрузки. Во втором из-
меряется отношение времен пробега в
болте импульсов поперечных и продоль-
ных волн TSITL. Этот метод не требует
предварительного измерения времени
пробега в ненагруженном болте.
На рис. 7.16 представлены калибро-
вочные кривые для двух болтов при кон-
троле этим способом. Болт В приблизи-
тельно вдвое короче болта А. Видно, что
измерения дают более высокую точность в
случае коротких сильно нагруженных
болтов. Предусмотрена цифровая обра-
ботка результатов на компьютере. При
измерениях необходимо учитывать длину
нагруженного участка болта, исключая,
например, его головку.
Рис. 7.16. Калибровочные кривые для
метода измерений осевой нагрузки в болтах
(Н, кН) по отношению времен пробега
поперечных и продольных волн (TSITL)
Контроль напряжений в ободах
железнодорожных колес. Методика раз-
работана в Италии [422, с. 1964] и Герма-
нии [422, с. 1972]. Измеряемый параметр -
время пробега УЗ-импульса по толщине
обода колеса (рис. 7.17). Цифры на рисун-
ке указывают значения тангенциальных
(перпендикулярных плоскости рисунка)
напряжений в МПа, измеренных не УЗ-
способом: а - напряжения при торможе-
нии (наиболее опасный момент), б - при
движении состава.
Необходимо контролировать именно
тангенциальную составляющую напряже-
ний CTtan, в то время как радиальная состав-
ляющая orad остается практически посто-
янной. С учетом этого применяют попе-
речные волны, поляризованные в танген-
циальном и радиальном направлениях,
скорость которых либо изменяется, либо
практически не изменяется под действием
соответствующих напряжений. Измеряют
относительное изменение времени t про-
бега. Используют уравнение
^tan ~ ^rad — ^Otan — ^rad)Atan ’
где К - коэффициент пропорционально-
сти, определяемый в лабораторных усло-
виях для контролируемого материала. Из-
750
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.17. УЗ-контроль напряжений в ободе колеса:
а - схема контроля и значения остаточных тангенциальных напряжений, а также линии
равных напряжений в ободе колеса
мерения выполняют по окружности коле-
са, а распределение напряжений по глуби-
не определяют при радиальном смещении
преобразователя.
Измерениям мешает текстурирован-
ность материала колеса. О степени тексту-
рированности можно судить по амплитуде
эхосигнала в зависимости от поворота
плоскости поляризации. В текстурирован-
ном материале амплитуда сильно изменя-
ется. Колеса из текстурированного мате-
риала контролировать можно, если тек-
стура сохраняется постоянной, но точ-
ность измерений снижается на ± 20 МПа.
Рис. 7.18. Сопоставление остаточных
напряжений для трех новых колес,
измеренных УЗ-методом н методом
электросопротивлений для ободов колес
диаметрами:
• - 850; - 920; - 1250 мм
Для контроля напряжений в ободах
колес в Италии разработана система
ЕСОМАТ, а в Германии - система USER.
На рис. 7.18 показано сопоставление ре-
зультатов измерения напряжений датчи-
ком электросопротивлений (на оси абс-
цисс) и системой ЕСОМАТ. Погрешность
измерений - 10 МПа. Время контроля од-
ного колеса 1,5 мин.
Контроль натяжения канатов и
стержней. Акустические методы приме-
няют для контроля натяжения стержневой
или проволочной арматуры при изготов-
лении предварительно напряженных же-
лезобетонных конструкций. Используют
зависимость частоты поперечных свобод-
ных колебаний арматуры от силы ее натя-
жения [87]. Известно, что для струны, из-
гибная жесткость которой пренебрежимо
мала, упругость определяется только на-
тяжением ст, которое связано с основной
собственной частотой f поперечных коле-
баний соотношением
п = 4р/2/2,
где р - плотность материала струны, / - ее
длина.
Однако, в отличие от струны, стер-
жень обладает изгибной жесткостью, что
необходимо учитывать. В данном случае
натяжение стержня (подобного струне)
вызывает не изменение скорости распро-
КОНТРОЛЬ ПРОЧНОСТИ
751
странения в нем звука, а затрудняет из-
гибную деформацию его элементов, т.е.
изменяет условия колебаний.
В работе [87] получена уточненная
формула, учитывающая реальную изгиб-
ную жесткость арматуры. Для стальных
стержней она имеет вид
о = 3,2--1,25— .
\Т I)
Здесь напряжение о в МПа; Т - пери-
од основного тона колебаний арматуры,
мс; I - свободная длина арматуры, см; d -
номинальный диаметр арматуры, мм. Экс-
периментальная проверка показала, что
погрешность расчетов по этой формуле не
превышает ± 1 %, а общая погрешность
для всех видов арматуры при ее свободной
длине 3 м и более не превышает допусти-
мого значения (± 4 %) по ГОСТ 22362.
Разработанный прибор ГСП АП-12
измеряет частоту поперечных колебаний,
возбуждаемых приложением и резким
сбросом небольшого усилия на середине
свободной длины арматуры. Пьезоэлек-
трический приемник с биморфным пьезо-
элементом крепят на ОК с помощью маг-
нитов. Измеряемая частота лежит в диапа-
зоне 2 ... 200 Гц, что ниже собственной
частоты приемника.
Определяли напряжения от 100 до
1400 МПа в арматуре из стальных стерж-
ней. Для повышения точности измерений
отбрасывали первые 4 периода и измере-
ние среднего значения периода колебаний
вели по последующим четырем периодам.
7.5. КОНТРОЛЬ ПРОЧНОСТИ
7.5.1. Общие сведения
Прочность - это способность мате-
риала сопротивляться разрушению. Испы-
тания на прочность выполняют на образ-
цах материала, нагружаемых на машинах,
обеспечивающих деформации растяжения,
сжатия, изгиба, скручивания и др. Нераз-
рушающий контроль прочности позволяет
выполнять экспрессные испытания без
вырезки образцов.
Рис. 7.19. Характерный вид кривых
напряжение - деформация для:
а - железа; б - металлов с гранецентрирован-
ной кубической кристаллической решеткой;
в - стареющих алюминиевых и титановых
сплавов
Типичные кривые напряжение а -
деформация £ при испытаниях на растя-
жение образцов из различных металлов
приведены на рис. 7.19. Пропорциональ-
ная зависимость наблюдается только
вблизи начала координат до значения на-
пряжения, соответствующего пределу уп-
ругости сте.
Далее кривая имеет сложный харак-
тер, разный для разных материалов. Пре-
делом текучести ат называют напряже-
ние, при котором пластическая деформа-
ция составляет 0,2 % от длины образца,
поэтому стт иногда обозначают ст012. На
752
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
рис. 7.19, б и в напряжения ае и ат практи-
чески неразличимы. Максимальное значе-
ние напряжения определяет величину так
называемого временного сопротивления
или предела прочности ав. Это значение
обычно принимают за меру прочности.
Акустические колебания обычно со-
вершаются с малой амплитудой, т.е. они
соответствуют начальному участку кривой
напряжение - деформация. Прогнозиро-
вать по параметрам акустических волн
поведение кривой при больших напряже-
ниях и деформациях аналитически невоз-
можно. В связи с этим ищут корреляцион-
ные зависимости акустических парамет-
ров от прочности материалов. Наиболее
информативный акустический параметр
для оценки прочности материала это ско-
рость распространения волн. Она анали-
тически связана с упругими постоянными,
описывающими начальный участок кри-
вой напряжение -- деформация.
Теория, основанная на модели пра-
вильной кристаллической решетки [37],
дает следующую связь прочности а со
скоростью звука с:
а ~ с*.
Однако неизбежные нарушения по-
ложения атомов в решетке, поликристал-
личность структуры эту зависимость на-
рушают.
Другим информативным акустиче-
ским параметром для оценки прочности
служит затухание УЗ-волн. По величине
затухания, иногда совместно со скоростью
звука, оценивают прочность ПКМ и дру-
гих неметаллических материалов.
В некоторых случаях, например для
контроля прочности бетона, используют
нелинейную зависимость деформации от
амплитуды колебаний, приводящую к из-
менению скорости звука и нелинейным
искажениям прошедшей через ОК упругой
волны.
Для повышения точности предсказа-
ния иногда используют несколько акусти-
ческих параметров или помимо акустиче-
ских учитывают другие свойства (элек-
трические, магнитные), контролируемые
соответствующими неразрушающими ме-
тодами. В [42], показано, что комплекс-
ный контроль с измерением скорости УЗ,
коэрцитивной силы и твердости позволяет
значительно точнее прогнозировать проч-
ность материала, конкретно - стали
12X1 МФ. Контроль выполняют в два эта-
па: сначала отбирают определенные уча-
стки одним из методов, а потом проверя-
ют другими методами.
Конкретные примеры применения
акустических методов для оценки прочно-
сти различных материалов рассмотрены
ниже. Так как в процессе контроля одно-
временно с прочностью часто определяют
некоторые другие физико-механические
свойства материала (например, упругие
постоянные), будем рассматривать проч-
ность как одно из этих свойств.
В современной теории прочности
вводится также параметр разрывная проч-
ность (fracture toughness). Это свойство
поликристаллического материала, завися-
щее от его микроструктуры и определяю-
щее сопротивление материала разруше-
нию [394]. Разрывная прочность опреде-
ляет критическое напряжение, при кото-
ром трещина определенного размера ста-
новится нестабильной и катастрофически
растет. Разрывная прочность зависит не
только от среднего размера зерна, но и от
формы зерен, состояния границ зерен,
плотности дислокаций и других парамет-
ров структуры материала.
7.5.2. Контроль прочности металлов
Разрывная прочность связана с аку-
стическими параметрами и может быть
оценена ультразвуковыми методами. Тео-
ретически эта связь выражается формулой
[394]
Z \2 1---
=М рЬ_, (7.3)
\ т
где Kic - разрывная прочность для плоско-
го напряженного состояния (ее раз-
мерность [Па-м|/2]); стт - предел текучести;
КОНТРОЛЬ ПРОЧНОСТИ
753
М - константа материала; о - скорость
продольной волны; т - показатель степе-
ни частоты f в уравнении а = cf' для ко-
эффициента затухания, обусловленного
рэлеевским рассеянием; р5 = duddf\ 5.
Здесь da/df оценивается как частота,
соответствующая критической длине вол-
ны Х8 материала. Эта длина волны опреде-
ляется критическим значением 8, которое
может быть средним размером зерна или
иным параметром, связанным с зарожде-
нием трещины или процессом деформиро-
вания.
Величина называется ха-
рактеристической длиной и измеряется в
метрах. Она пропорциональна размеру
зоны, окружающей трещину и прилегаю-
щей к ее концу. Предполагается, что
материал, в котором происходит пласти-
ческая деформация, накапливает энергию
волны напряжения в области трещины,
что характерно для поликристаллических
материалов.
Выражение (7.3) для характеристиче-
ской длины можно представить в виде
где as - удельное затухание для критиче-
ского параметра микроструктуры. Этот
критический параметр и его среднее зна-
чение 8 должно быть определено для
оценки характеристической длины в при-
веденных формулах. Однако теоретически
8 может быть найдено из условия для
средней длины волны, при которой начи-
нается стохастическое рассеяние ультра-
звука.
Связь прочности с акустическими па-
раметрами может быть выражена также
формулой
аТ + АК1С+В^ = С, (7.4)
где А, В и С - постоянные материала. Па-
раметр р] представляет собой наклон кри-
вой затухания в функции частоты, изме-
ренный при а = 1.
Приведенные соотношения между
разрывной прочностью, пределом текуче-
сти, скоростью и затуханием УЗ-звука
подтверждены экспериментально. Как и
ожидалось, значительные изменения К1С
слабо влияют на скорость звука. Однако
разрывная прочность, предел текучести и
характеристическая длина (kic/q^ тес-
но связаны с коэффициентом затухания
материала.
Для вычисления р8 в поликристалли-
ческих материалах нет необходимости
определять критический параметр микро-
структуры 8. Это связано с тем, что корре-
ляцию разрывной прочности обычно мож-
но получить путем сравнения с коэффици-
ентом затухания, измеренным на высшей
частоте области рэлеевского рассеяния,
например на частоте 100 МГц.
Измерения на сталях и титановом
сплаве показали, что обратная пропорцио-
нальность между разрывной прочностью и
пределом текучести лучше аппроксимиру-
ется полученной из выражения (7.4) фор-
мулой
a = $\+AKiclB.
Более подробные сведения даны в
справочнике [394] и приведенных в нем
ссылках на оригинальные работы.
Для неразрушающего контроля проч-
ности ряда материалов достаточно изме-
рения скорости, которая может быть опре-
делена разными способами, включая на-
хождение собственных частот ОК.
Л.Я. Левитан с соавторами показали, что
для углеродистых сталей скорость звука
(обратно пропорциональная частоте f при
резонансном методе измерения) монотон-
но уменьшается с ростом предела текуче-
сти и предела прочности (рис. 7.20). При
фазовых превращениях в веществах ско-
рость звука скачкообразно изменяется.
754
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
а) б)
Рис. 7.20 Зависимость предела прочности и предела текучести
стали 45 от резонансной частоты
Для контроля прочности на разрыв
крепежных болтов применяют также инте-
гральный метод собственных частот [400],
названный авторами работы ультразвуко-
вой резонансной спектроскопией. Измеря-
ли собственные частоты продольных ко-
лебаний стальных болтов в диапазоне час-
тот 40 ... 180 кГц. Благодаря высокой (бо-
лее 2500) добротности небольшие (поряд-
ка долей процента) изменения частот лег-
ко регистрировали. Размеры и плотности
материала изделий выдерживали с высо-
кой точностью, поэтому единственным
фактором, влияющим на собственную час-
тоту, является модуль Юнга. С увеличени-
ем прочности собственная частота ОК (а
значит и модуль Юнга) уменьшалась. Од-
нако влияние прочности на собственную
частоту очень невелико: уменьшение
прочности на 12,6 % увеличивало собст-
венную частоту всего на 0,33 %. Поэтому
трудно избавится от влияния мешающих
факторов - изменений размеров и плотно-
сти материала ОК. Тот же способ приме-
няли для контроля твердости стальных
болтов (см. разд. 7.6).
7.5.3. Контроль прочности сварных
соединений
Эхометод используют для оценки
прочности соединения толстых биметал-
лических листов, полученных по техноло-
гии сварки взрывом [416]. Объект контро-
ля - биметаллический лист из стали и
бронзы. Толщина стального листа 37 мм,
бронзового - 10 мм. Информативным па-
раметром служит разность Д1Р амплитуд
(в децибелах) донного эхосигнала и сиг-
нала, отраженного от границы раздела
сваренных листов. Эта разность зависит от
состояния сварного соединения и соотно-
шения волновых сопротивлений материа-
лов листов. С увеличением прочности со-
единения значение Д1Г растет. Контроль
проводили прямым преобразователем на
частоту 4 МГц со стороны стального лис-
та. Теоретическое обоснование метода
выполнено без учета затухания УЗ-волн,
хотя в бронзе при частоте 4 МГц оно
весьма значительно. Экспериментально
установлена корреляционная связь между
разностью Д1Г и прочностью сварного шва
на отрыв и срез.
Прочность диффузионного сварного
соединения изделий из алюминиевого
сплава контролируют эхометодом [367].
Цилиндрические образцы диаметром
10 мм и длиной 25 мм сваривали при раз-
личных температурных режимах. Зону
шва, расположенную на середине сварно-
го образца, контролировали со стороны
одного из торцов образца иммерсионным
эхометодом. Использовали совмещенный
преобразователь, фокусированный на зону
шва. Частота ультразвука 15 МГц. Приме-
няли автоматическое сканирующее уст-
КОНТРОЛЬ ПРОЧНОСТИ
755
Рис. 7.21. Зависимость прочности на разрыв (Ло) от усредненной
амплитуды А эхосигнала от термодифузионного сварного шва. Приведены данные
для различных температурных режимов сварки
ройство с шагом сканирования 160 мкм,
результаты контроля заносили в память
компьютера. Чувствительность позволяла
выявить в зоне шва вольфрамовую прово-
локу диаметром 25 мкм.
В зоне доброкачественного соедине-
ния УЗ-импульсы практически не отра-
жаются от сварного шва. Ухудшение ка-
чества соединения приводит к появлению
небольших несплошностей, отражающих
эти импульсы.
Зависимость прочности соединения
на растяжение от усредненной амплитуды
эхосигнала от шва (в децибелах) имеет
экспоненциальный характер (рис. 7.21).
Уменьшение прочности с 350 до 50 МПа
увеличивает амплитуду сигнала примерно
на 60 дБ. Четко прослеживается влияние
снижения температуры сварки (в интерва-
ле 575 ... 500°) на уменьшение прочности
соединения.
7.5.4. Контроль прочности
полимерных композиционных
материалов и пенопластов
Прочность ПКМ. ПКМ обычно яв-
ляются анизотропными материалами, уп-
ругие и прочностные свойства которых
зависят от направления армирующих во-
локон, поэтому здесь устанавливают кор-
реляционные зависимости между прочно-
стью материала в заданном направлении, с
одной стороны, и двумя или несколькими
измеряемыми параметрами - с другой.
Прочность ПКМ определяется физи-
ко-механическими свойствами армирую-
щих волокон и связующего, процентным
содержанием армирующих волокон, сис-
темой армирования (направлением воло-
кон относительно приложенной нагрузки)
и наличием в материале возможных де-
фектов. Ориентировочные данные о влия-
нии различных дефектов на прочность
изделий из ПКМ приведены в табл. 7.1 из
работы [359].
Связь прочности ПКМ с пористостью
рассмотрена в [425, с. 319/018]. Исследо-
вали корреляцию прочности материала с
затуханием ультразвука. Эксперименты
проводили на образцах в виде колец с
внутренним диаметром 615 мм, толщиной
5,7 мм и высотой 86 мм. Материал арми-
рован углеродными волокнами, ориенти-
рованными в направлении окружности.
756
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.22. Схема установки
преобразователей при оценке прочности
стеклопластика
Использовали метод прохождения с им-
мерсионным контактом. Затухание оцени-
вали по уровню сквозного сигнала, посы-
лаемого в направлении, параллельном оси
кольцевого образца. Образцы подбирали
так, чтобы в каждом из них затухание
ультразвука не имело большого разброса,
а в разных образцах оно существенно от-
личалось. Прозвучивание проводили уз-
кополосными импульсами с центральны-
ми частотами 1; 2,25 и 5 МГц.
Исследование шлифов показало, что
поры ориентированы в направлении арми-
рующих волокон, причем среднее отно-
шение их размера в этом направлении к
размеру в перпендикулярном направлении
составляет около 11, поэтому поры моде-
лировали эллиптическими цилиндрами,
большие оси которых совпадают с на-
правлением армирующих волокон. Теоре-
тически показано, что наибольший рост
рассеяния на круглых порах должен на-
блюдаться на частоте 2,25 МГц.
Вырезанные из образцов темплеты
испытывали на сдвиговую прочность в
соответствии со стандартом ASTM-D
2344. При этих испытаниях происходили
межслойные разрушения образцов. Кор-
реляция сдвиговой прочности с амплиту-
дой сквозного сигнала наблюдалась толь-
ко на частоте 2,25 МГц, что подтвердило
результаты расчета. На частотах 1 МГц и
5 МГц корреляция отсутствовала. Сдвиго-
вая прочность зависит от размеров пор,
поэтому ультразвуковой контроль должен
дополняться исследованием пористости на
темплетах.
Зависимость коэффициента затуха-
ния продольных УЗ-волн от пористости в
листах из углепластика с эпоксидной мат-
рицей (реактопласт) и листах с полипро-
пиленовой матрицей (термопласт), арми-
рованных джутовыми волокнами, рас-
смотрена в [425, с. 330/531]. В образцах из
углепластика пористость в первом случае
варьировали изменением давления в авто-
клаве. Во втором случае образцы отбирали
по результатам измерения пористости раз-
рушающим методом.
Использовали УЗ-метод прохождения
в иммерсионном варианте. Центральная
частота импульсов 7 ... 7,5 МГц. Порис-
тость измеряли двумя разрушающими
способами - химическим растворением
матрицы в кислоте и анализом микро-
шлифов образцов. Для обоих материалов
установлена линейная зависимость коэф-
фициента затухания (в дБ/мм) от порис-
тости (в процентах). Для углепластика она
изучена для пористости от 0 до 15 %, для
ПКМ, армированного джутовыми волок-
нами, - от 2 до 25 %.
Для каждого материала необходимо
построение индивидуальной зависимости
пористости от затухания. Возможен также
контроль методом прохождения с преоб-
разователями с воздушной связью, однако
в этом случае затруднительно использо-
вать высокие частоты, поэтому значения
коэффициентов затухания значительно
меньше полученных иммерсионным спо-
собом.
Прочность стеклопластиков, приме-
няемых для изготовления корпусов судов,
оценивают ультразвуковым импульсным
методом прохождения [78]. Несущие час-
тоты импульсов 100 ... 150 кГц. Излучаю-
щий и приемный преобразователи уста-
навливают на очищенную и смазанную
маслом поверхность ОК (рис. 7.22) на рас-
стоянии Г, друг от друга (обычно Ц = 200
мм) и измеряют скорость cz головной
волны. Коэффициент затухания 8 находят,
КОНТРОЛЬ ПРОЧНОСТИ
757
7.1. Влияние различных дефектов на прочность изделий из ПКМ [359]
Тип дефекта Влияние на прочность ПКМ
Расслоение Катастрофическое разрушение вследствие потери межслой- ной сдвиговой прочности. Обычно требуют обнаружения расслоений протяженностью более 6,4 мм.
Усталостное разруше- ние Потеря прочности на сжатие при статической нагрузке. Чет- ко видимое ударное разрушение может снизить прочность на 80 %, едва видимое - на 65 %.
Зазор между слоями Снижение прочности зависит от системы армирования и расположения дефекта. Для ПКМ с армированием [0; 45; 90; -45]2s это снижение составляет: 9 % при расслоении в слое с ориентацией 0°; 17 % при расслоении в слое с ориентацией 90°.
Волнистость слоев Снижение прочности можно прогнозировать исходя из поте- ри несущей способности. Для ПКМ с армированием [0; 45; 90; -45]2s и волнистостью в слое с ориентацией 0° снижение прочности составляет: 10 % при малой волнистости; 25 % при предельной волнистости. Сокращает усталостную долговечность по крайней мере в 10 раз.
Пористость Ухудшает характеристики матрицы. Пористость в 1 % сни- жает прочность на 5 %, а усталостную долговечность - на 50 %. Увеличивает равновесный уровень влажности. Способствует термическим выбросам.
Поверхностный надрез Местное расслоение у надреза. Снижение статической прочности до 50 %. Наблюдаемые на практике надрезы слабо влияют на проч- ность.
Увеличенная выдержка при полимеризации Трещины в матрице, расслоения, нарушения соединения волокон со связующим, снижение прочности при температу- ре стеклования.
758
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.23. Экспериментальные связи прочностных
характеристик углепластика с амплитудой Л донного сигнала:
а ~ предела прочности ств на сжатие; б - предела прочности тСд на межслойный сдвиг
КОНТРОЛЬ ПРОЧНОСТИ
759
сравнивая амплитуды сигналов при рас-
стояниях между преобразователями Z, и
Li = 1,5L|. Искомую прочность опреде-
ляют по формуле
( R
о = £ А + — .
I 8cJ
Модуль Юнга Е вычисляют по изме-
ренной скорости с/ и найденной радиаци-
онным плотномером плотности р. Коэф-
фициенты А и В находят с использованием
образцов, изготовленных по той же техно-
логии и с той же схемой армирования.
В ВИАМе М.П. Уральским разрабо-
тана методика контроля прочности изго-
товленных из углепластика полок лонже-
ронов спортивных самолетов эхометодом.
Толщина полок 10 мм. Используют стан-
дартный дефектоскоп УД2-12 с прямым
контактным совмещенным преобразовате-
лем на частоту 2,5 МГц. Прочность оце-
нивают по амплитуде донного сигнала
(т.е. по затуханию). Дефектоскоп настраи-
вают на двух стандартных образцах пред-
приятия, один из которых (СОП-1) имеет
нормальную прочность, другой (СОП-2) -
предельно допустимую пониженную.
Экспериментальные связи предела
прочности на сжатие ст„ и межслойный
сдвиг тСд с амплитудой А донного сигнала
приведены на рис. 7.23. На графиках обо-
значены зоны допустимых, недопустимых
и предельно допустимых значений затуха-
ния, а также показаны корреляционные
зависимости, построенные по формулам:
для предела прочности при сжатии
ств = 1227- 12,47/1;
для предела прочности при межслой-
ном сдвиге
тСд = 99,7- 1,03/1.
Здесь А - ослабление донного сигна-
ла, дБ. Коэффициенты корреляции:
го =-0,937; гт=-0,899.
Рис. 7.24. Нормированные зависимости
изгибной жесткости девяти образцов из
ПКМ с одинаковой схемой армирования от
числа N циклов усталостного нагружения.
Образцы имеют одинаковую схему
армирования, но получены при разных
давлениях и температурах отверждения
Для оценки прочности ПКМ с раз-
личной ориентацией армирующих воло-
кон применяют также реверберационно-
сквозной метод (см. разд. 2.1.4 и 2.3.8).
При этом прочность на растяжение хоро-
шо коррелирует со счетным количествен-
ным критерием SWF. Прочность на сдвиг
оценивают с помощью энергетического
критерия, определяемого формулой (2.52).
Прогнозирование остаточного ре-
сурса изделий из ПКМ является одной из
важнейших проблем самолетостроения.
Известно, что в результате усталости в
материале накапливаются мелкие повреж-
дения, не являющиеся макродефектами и
обычно не выявляемые традиционными
методами НК (например, повреждения от
крипа). В ПКМ такие микроповрежде-
ния- это разрывы армирующих волокон,
трещины в полимерной матрице и зоны
нарушения соединения волокон с матри-
цей.
Микроповреждения инициируют раз-
витие более крупных дефектов. Благодаря
своей множественности микроповрежде-
ния заметно снижают прочность и жест-
кость материала, а значит, и остаточный
760
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.25. Зависимость относительного
затухания от числа А циклов усталостного
нагружения для девяти образцов,
показанных иа рис. 7.24
ресурс всей конструкции. Таким образом,
необходимы методы и средства контроля
микроповреждений. Эта проблема рас-
смотрена в работах [391; 392], обобщаю-
щих результаты исследований последних
15 ... 20 лет.
Показано, что изгибная жесткость
образцов из ПКМ с одинаковой схемой
армирования, но изготовленных при раз-
ных давлениях и температурах полимери-
зации, с увеличением числа циклов уста-
лостного нагружения не одинаково сни-
жается (рис. 7.24). Однако это не вызывает
видимых разрушений. Появление микро-
повреждений обнаруживается по увеличе-
нию затухания ультразвука с частотой
4 МГц, начиная с 1000 циклов нагружения
(рис. 7.25). Установлено также влияние
ударных повреждений ПКМ на разрывную
прочность и наличие корреляции между
этими параметрами и затуханием уль-
тразвука.
Снижение жесткости ПКМ от накоп-
ления усталостных повреждений происхо-
дит в три этапа. На первой стадии, не за-
висящей от ориентации армирующих во-
локон, в полимерной матрице возникают
мелкие трещины. Они вызывают быстрое
снижение жесткости ПКМ и определяют
примерно 10 % усталостного ресурса ма-
териала.
На второй стадии трещины матрицы
образуют расслоения, которые медленно
растут вдоль свободных краев образца и
по его ширине. Вторая стадия процесса
определяет около 80 % ресурса. Скорость
уменьшения жесткости на этой стадии
меньше, чем на первой.
На третьей, заключительной, стадии
скорость роста размеров расслоений уве-
личивается, жесткость быстро уменьшает-
ся и материал разрушается. На рис. 7.26
представлены экспериментальные графи-
ки зависимости нормированных модулей
упругости Е материалов четырех образ-
цов углепластиков с эпоксидной матрицей
и различными схемами армирования от
числа циклов нагружения. Несмотря на
различие схем их армирования, характер
всех кривых одинаков.
Работа проводилась также на натур-
ном объекте - горизонтальном стабилиза-
торе самолета Harrier AV-8B. Стабилиза-
Рис. 7.26. Зависимости нормированных
модулей упругости Е четырех образцов
из углепластика с различными схемами
армирования от числа циклов усталостного
нагружения N
КОНТРОЛЬ ПРОЧНОСТИ
761
тор, выполненный из углепластика, кон-
тролировали УЗ-эхометодом с использо-
ванием традиционных пьезоэлектрических
преобразователей и в бесконтактном вари-
анте с лазерным возбуждением и приемом
колебаний. Оптимальным оказался имен-
но бесконтактный УЗ-способ. Использо-
вали роботизированную сканирующую
систему с разрешением около 4 точек на
квадратный миллиметр. Установка позво-
ляла представлять результаты контроля в
виде А, В и С-разверток, а также наблю-
дать изменения времени задержки приня-
тых импульсов.
В работе рассмотрены также модели
процесса разрушения материала и разви-
тия макродефектов, приведены сведения о
влиянии расслоений различных размеров
на упругие свойства образцов с различны-
ми схемами армирования. Зависимости
потери прочности и потери жесткости от
времени различны и должны рассматри-
ваться раздельно. Приведены данные по
выбору параметров конструкции, обеспе-
чивающих безопасность ее эксплуатации.
Полученные результаты полезны для
оценки остаточного ресурса других изде-
лий из ПКМ.
Контроль теплоизоляционных ма-
териалов. Волокнистый теплоизоляцион-
ный материал имеет трансверсально-
изотропную структуру. Направление, па-
раллельное основанию заготовки, харак-
теризуется повышенной прочностью, а
перпендикулярное ему - пониженной. Из-
мерение скорости звука в различных на-
правлениях удовлетворительно совпадало
с изменением прочности на растяжение
[329]. Коэффициент корреляции составил
0,89.
При растяжении теплоизоляционный
материал разрушается хрупко, а при сжа-
тии наблюдается область пластической
деформации. При деформации порядка
6 ... 7 % и последующем снятии нагрузки
образец приобретает первоначальные раз-
меры, но при этом в нем появляются про-
тяженные зоны разрушения. Одновремен-
но наблюдалось уменьшение относитель-
Рис. 7.27. Корреляционные зависимости
физико-механических характеристик
пенопласта ППУ-ЗФ от скорости звука
ной скорости ультразвука, по которому
можно судить о фактическом поврежде-
нии материала.
Прочность и физико-механические
свойства жестких пенопластов. Блоки из
пенопласта типа ППУ-ЗФ контролируют
на прочность на втором этапе, после вы-
явления в них дефектных участков с не-
сплошностями и крупными раковинами
(см. разд. 4.6). Используют УЗ-метод про-
хождения и описанную в разд. 4.6 ультра-
звуковую установку. Контролируют бло-
ки, в которых на первом этапе дефекты не
обнаружены [197]. Цель такой проверки -
выявление участков, не соответствующих
требуемой ТУ 3198-77 прочности. В каче-
стве информативного параметра исполь-
зуют скорость звука, точность измерения
которой существенно меньше зависит от
качества акустического контакта, чем ам-
плитуды сигнала. Для этого предвари-
тельно проводят сопоставительные ульт-
развуковые и механические испытания на
одних и тех же образцах с плотностью
80 ... 250 кг/м3. После их статистической
обработки устанавливают корреляцион-
ные зависимости между средней скоро-
стью звука сср и механическими характе-
ристиками материала.
На рис. 7.27 показаны корреляцион-
ные зависимости предела прочности Ою
при испытаниях на сжатие и предела
прочности тпр при сдвиге (испытания на
кручение) от средней скорости продоль-
ной волны сср. В связи с большим разбро-
сом сср в пенопласте (ее среднеквадрати-
ческое отклонение может достигать 25 %),
762
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
значение сср определяют путем усреднения
не менее чем 30 ... 50 измерений. На том
же графике представлена корреляционная
зависимость плотности от средней скоро-
сти продольной волны. Среднеквадрати-
ческое отклонение плотности по площади
пеноблоков составляет 2 ... 3 % от средне-
го значения. Кроме указанных параметров,
контролируют также модуль Юнга и мо-
дуль сдвига пенопласта.
Для контроля физико-механических
параметров используют 4 дополнительных
канала установки. Значения этих парамет-
ров в цифровом виде также распечатыва-
ются на дефектограмме. Выход этих зна-
чений за установленные в ТУ 3198-77
пределы автоматически отмечается на
дефектограмме. Погрешность определения
физико-механических характеристик со-
ставляет ± (10 ... 15) % от средних значе-
ний.
7.5.5. Контроль прочности
строительных материалов
Проблема дефектоскопии и толщи-
нометрии бетона и железобетона рассмот-
рена в разд. 4.14. Там же описаны акусти-
ческие особенности этого материала, ме-
тоды и средства обнаружения дефектов в
виде нарушений сплошности и измерения
толщины бетонных конструкций.
Для контроля прочности строитель-
ных материалов используют:
• корреляцию прочности с динами-
ческим модулем Юнга и определяемыми
им скоростями распространения упругих
волн всех типов. Установлено, что с рос-
том модуля Юнга, а следовательно, и ско-
ростей распространения упругих волн1
прочность повышается;
• корреляцию прочности с затуха-
нием упругих волн;
• нелинейную зависимость между
1 Для продольной, поперечной, крутильной и
поверхностной волн эти скорости пропорциональны
^£/р , для изгибной волны - у!^Е/р .
напряжениями и деформациями бетона.
Уменьшение прочности увеличивает эту
нелинейность. В результате скорость гар-
монических упругих волн зависит от их
амплитуды, а в прошедшем сигнале появ-
ляются высшие гармоники, относи-
тельные амплитуды которых растут с
уменьшением прочности.
Для оценки прочности пользуются
УЗ-методами прохождения с импульсным
и непрерывным (последним только при
использовании нелинейных эффектов)
излучением при сквозном и поверхност-
ном прозвучивании ОК (см. разд. 4.14.2), а
также реверберационно-сквозным (РСкв)
методом и интегральным методом собст-
венных колебаний.
Контроль прочности по скорости и
затуханию упругих волн. Основной УЗ-
метод оценки прочности бетона использу-
ет корреляцию прочности со скоростью
звука. При постоянстве плотности изме-
ренные значения скоростей позволяют
судить о величине модуля упругости. Для
измерения скоростей звука применяют
способы сквозного прозвучивания, про-
дольного профилирования и поверхност-
ного прозвучивания с постоянной базой
(см. разд. 4.14.2)
В способе сквозного прозвучивания
излучатель и приемник продольных волн
располагают соосно по разные стороны
контролируемого изделия (см. рис. 4.26, а).
Скорость звука определяют по формуле
С/ = ///,
где / - расстояние между излучающим и
приемным преобразователями; t - время
прохождения этого расстояния УЗ-им-
пульсом. Если применяют поперечные
волны, то вместо скорости Ci используют
скорость с, поперечных волн.
При прозвучивании способом про-
дольного профилирования используют
головные волны, скорость которых соот-
ветствует скорости продольной волны,
или поверхностные волны Рэлея. Прием-
ный преобразователь устанавливают по-
следовательно в несколько позиций, распо-
ложенных на одной прямой (см. рис. 4.26,
б). Расстояние /и между излучающим пре-
КОНТРОЛЬ ПРОЧНОСТИ
763
Рис. 7.28. Связь прочности ав
со скоростью Ci продольной упругой волны
для бетона с тяжелым заполнителем.
Заполнитель:
• - андезит; ▲ - гранит; о - речной кварцит;
д - базальт; - известняк
образователем и первой позицией прием-
ного выбирают равным 100 ... 300 мм, а
расстояние между соседними позициями
приемного преобразователя Д/, = 100 ...
200 мм. Скорость звука (в м/с) определяют
по формуле
где ДГ, - изменение времени распростра-
нения ультразвука (в мкс) при перемеще-
нии приемного преобразователя на сосед-
нюю позицию, Д/, - в мм; N - число пози-
ций установки приемного преобразователя.
При поверхностном прозвучивании с
постоянной базой приемный преобразова-
тель устанавливают на фиксированном
расстоянии / от излучающего по одну сто-
рону контролируемого изделия (см.
рис. 4.26, в).
При поверхностном прозвучивании и
продольном профилировании связь между
измеренной скоростью си и скоростью с/
при сквозном прозвучивании определяют
по формуле [249]
с, = си к,
где к - переходный коэффициент
(к - 1,00 ... 1,08), значение которого опре-
деляют путем сопоставления результатов
сквозного и поверхностного прозвучива-
ния на бетонных образцах-балочках.
Корреляция скорости звука с прочно-
стью бетона зависит от упругих парамет-
ров цементного камня, заполнителя и его
объемной концентрации и при изменении
состава бетона может изменяться. С изме-
нением водоцементного отношения, вида
цемента и добавок песка, размера частиц
заполнителя, а также срока службы бетона
связь скорость-прочность сохраняется, но
заметно меняется. Количество и качество
заполнителя не в равной степени изменя-
ют скорость звука и прочность бетона,
поэтому предварительно строят корреля-
ционные зависимости скорость-проч-
ность для бетонов определенного состава.
Типовые зависимости между скоростью
звука и прочностью представлены на
рис. 7.28 [123].
С увеличением прочности ств по-
грешность ее оценки возрастает. При
ошибке в измерении скорости звука 1%
эта погрешность на уровне 10 МПа со-
ставляет 3,5 %, а на уровне 25 МПа уже -
6 %. Оценка прочности по скорости звука
эффективна для бетонов с прочностью не
более 40 МПа. Для бетонов более высоких
марок этот метод дает слишком большие
(более 12 %) погрешности.
При контроле продольными волнами
методом сквозного прозвучивания соот-
ношение между длиной волны и размера-
ми поперечного сечения образцов (бетон-
ных кубов) и ОК должно удовлетворять
условиям для неограниченной среды. В
противном случае следует пользоваться
формулами и графиками для УЗ-волн в
пластинах и стержнях (см. разд. 1.4).
Большинство железобетонных изде-
лий заводского изготовления и кубы, на-
чиная от размера 10 х 10 х 10 см, при ис-
пользовании стандартных ультразвуковых
приборов (диапазон частот 80 ... 100 кГц)
могут считаться неограниченной средой.
Исключение составляют железобетонные
164
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
изделия, полученные вертикально-кас-
сетным способом, и тонкостенные изде-
лия, изготовленные на прокатных станах
при их прозвучивании в продольном на-
правлении.
Применение УЗ-метода контроля
прочности бетона по скорости звука рег-
ламентировано стандартами (в частности,
ГОСТ17624-87).
Для получения зависимости ско-
рость-прочность изготовляют не менее 45
бетонных образцов размером 200 х 200 х
х 200 мм либо 60 образцов размером 100 х
х 100 х 100 мм. Ультразвуковые измере-
ния на образцах проводят по схеме рис.
4.32, а.
При отсутствии образцов или недос-
таточном их числе прочность бетона в
изделиях и конструкциях определяют по
эмпирическим формулам. Разными авто-
рами рекомендовано несколько таких
формул. Простейшая из них:
ств = А с4,
где А - коэффициент, определяемый экс-
периментально по результатам испытаний
не менее девяти образцов.
Для уменьшения влияния на резуль-
таты контроля металлической арматуры
преобразователи устанавливают на участ-
ках с минимальным процентом армирова-
ния. При содержании арматуры в контро-
лируемом сечении до 5 % ее влияние на
результаты контроля несущественно.
Для уменьшения влияния влажности
бетонные образцы, по которым строят
зависимости скорость-прочность, изготов-
ляют при том же режиме тепловлажност-
ной обработки, что и подлежащие контро-
лю изделия.
Кроме объемных и головных волн,
для контроля прочности применяют по-
верхностные волны Рэлея. Отметим, что
при возбуждении упругих волн в твердом
полупространстве нормальной к поверх-
ности сосредоточенной силой (например,
ударом) или пьезопреобразователем с ма-
лым поперечным волновым размером,
67 % энергии излучается в виде по-
верхностной волны, 26 % - в виде попе-
речной и только 7 % - в виде продольной
волны [353].
Поле излучения отдельного точечно-
го элемента в твердое тело показано на
рис. 1.44. Центральный лепесток соответ-
ствует продольной волне L, а боковые -
поперечной волне Т. Поверхностные вол-
ны Рэлея (на рис. 1.44 их диаграмма на-
правленности не показана) распространя-
ются ненаправленно во все стороны.
Для излучения и приема поверхност-
ных волн пользуются преобразователями с
сухим точечным контактом, которые ино-
гда снабжают концентраторами экспо-
ненциальной формы [124]. При излучении
такой концентратор увеличивает колеба-
тельную скорость на узком (контакти-
рующим с ОК) конце по сравнению со
скоростью на прилегающем к пьезоэле-
менту широком конце. Однако при приеме
происходит обратная трансформация ко-
лебательной скорости, причем проигрыш
в этом случае равен выигрышу в преды-
дущем.
При одновременном возбуждении в
ОК волн различных типов, эти волны
идентифицируют по времени прохожде-
ния соответствующих УЗ-импульсов через
материал. Это время обратно пропорцио-
нально скоростям волн.
При контроле методом поверхност-
ного прозвучивания и продольного про-
филирования преимуществом поверхност-
ных волн (по сравнению с головными)
является удобство применения, связанное
с большей интенсивностью их возбужде-
ния через сухой точечный контакт.
Поверхностными волнами контроли-
руют бетон, газобетон, керамическую об-
лицовочную плитку, предварительно на-
пряженные сваи, безнапорные центрифу-
гированные трубы, дорожные покрытия и
другие объекты.
КОНТРОЛЬ ПРОЧНОСТИ
765
В [398] проанализированы причины,
снижающие точность оценки прочности
бетона УЗ-методом и предложены два
способа улучшения результатов.
Бетон представляет собой сложную
структуру в виде цементного камня и раз-
личного по составу, свойствам и крупно-
сти заполнителя. Материал содержит по-
ры, которые могут заполняться водой. Все
эти факторы влияют на скорость с, рас-
пространения продольной волны, причем
некоторые из них по-разному влияют на
прочность и скорость. Положение ус-
ложняется отсутствием аналитической
связи ств с Ci (приходится пользоваться
эмпирическими формулами). В результате
при контроле прочности в соответствии со
стандартом ASTM С 597 даже в лабора-
торных условиях погрешность может дос-
тигать 20 %.
На результаты контроля прочности
влияет возраст бетона. Зависимости проч-
ности ст„ и скорости с/ от возраста различ-
ны (рис. 7.29). Кроме того, рост влажности
бетона снижает сгв, но повышает с;. По-
следняя определяется тремя параметрами:
модулем Юнга Е, коэффициентом Пуас-
сона v и плотностью р, поэтому для оцен-
ки прочности одного параметра (с;) недос-
таточно. Наиболее популярная в США
формула для расчета прочности бетона
ств = a exp(Z>c/), где а и b - эмпирические
постоянные, дает погрешность 20 %, ко-
торая не может быть уменьшена увеличе-
нием точности измерения скорости.
Первый из предложенных в [398]
способов улучшения достоверности оцен-
ки прочности - дополнительный учет воз-
раста бетона. Так, для возраста tx = 1 сутки
хорошие результаты дает формула
стВ1 =0,0141 ехр(0,0017с/);
для возраста 7 суток - формула
ств7 = 0,0028 ехр(0,0021 с().
Для промежуточных значений воз-
раста рекомендуется формула
ств, +? = 0,0096 ехр(0,0018с/).
Рис. 7.29. Зависимости прочности ав
бетона и скорости с, продольных волн
в нем от возраста
Однако формула для полностью от-
вердевшего бетона (/ > 28 суток) в работе
отсутствует.
В этих формулах значения прочности
выражены в мегапаскалях. Сравнение рас-
четов с экспериментальными данными для
двух возрастов бетона повышает досто-
верность оценки его прочности.
Другой рекомендуемый в [398] спо-
соб повышения точности оценки прочно-
сти бетона - замена продольных волн вол-
нами Рэлея. В этом случае используют
формулу
ств = 0,0383exp(0,00306cs),
где cs - скорость поверхностной волны.
Применение поверхностной волны
уменьшает погрешность оценки прочно-
сти примерно на 25 %. Автор объясняет
это тем, что скорость cs в большей степени
зависит от параметров цементного камня,
тогда как с( определяется в основном глу-
бинными слоями материала.
Отметим, что автор [398] ограничи-
вается оценкой прочности любых бетонов
по общим эмпирическим формулам, без
построения тарировочных кривых, учиты-
вающих индивидуальные особенности
бетона и, следовательно, снижающих по-
грешности контроля.
Достоверность оценки прочности бе-
тона по скорости распространения упру-
766
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
гих волн повышается с уменьшением по-
грешности измерения скорости. В работе
[425, с. 68/400] прелагаются два способа
повышения точности измерения скоростей
продольных и поверхностных волн. Оба
способа используют ударное возбуждение
акустических импульсов и прием упругих
волн двумя пьезоприемниками, располо-
женными на одной прямой с зоной возбу-
ждения на разных расстояниях от нее (на
разных базах). Повышенная точность из-
мерения достигается обработкой инфор-
мации.
Импульсы упругих колебаний в ОК
возбуждают "пьезоэлектрическим молот-
ком", создающим мощные периодические
удары стабильной амплитуды. "Молоток"
содержит пакет пьезоэлементов, электри-
чески соединенных параллельно. Излу-
чающий пакет соединен волноводом с
ударником, контактирующим с ОК через
наконечник со сферической контактной
поверхностью. Излучающий пьезопакет
возбуждают импульсами амплитудой
150 В, вызывающими максимальное его
смещение 18,4 мкм. Ближайший к точке
возбуждения приемник отстоит от этой
точки на несколько сантиметров. Расстоя-
ние между пьезоприемниками постоянно
(например, 10 см).
Скорости продольных (точнее, го-
ловных) волн измеряют по разности вре-
мен прихода передних фронтов импуль-
сов. Амплитуды принятых сигналов малы,
поэтому измерение затруднено высоким
уровнем шума. Усреднение сигналов рез-
ко снижает влияние шумов, повышая точ-
ность отсчета времени. При усреднении
40 реализаций погрешность измерения
скорости составляет всего 0,47 %.
При измерении скорости поверхно-
стных волн амплитуды сигналов от них
намного превышают амплитуды от всех
остальных волн. Для еще большего подав-
ления влияния последних расстояние ме-
жду точкой возбуждения и ближайшим к
ней приемником увеличивают. Время А/
прохождения волной расстояния между
приемниками измеряют с помощью вза-
имной корреляционной функции [90]
00
М(т) = Ji/] (/>2 (t + r)dt,
—co
где U\{t) и ui(t + т) - анализируемые сиг-
налы (в данном случае - сигналы с пьезо-
приемников), т - временной сдвиг между
ними.
Меняя т путем сдвига по времени од-
ного из сигналов при обработке в компью-
тере, добиваются максимума взаимной
корреляционной функции, который насту-
пает при т = А/. Способ позволяет изме-
рять скорости поверхностных волн с по-
грешностью 0,08 %.
Для контроля неоднородности бетона
по глубине и обнаружения выходящих на
поверхность трещин применяют метод,
основанный на дисперсии скорости рас-
пространения поверхностных волн [422,
с. 829]. В англоязычной литературе этот
метод называют Spectral Analysis of
Surface Waves Technique (SASW), т.е. ме-
тод спектрального анализа поверхност-
ных волн.
Известно, что при распространении в
изотропных материалах волны Рэлея не
обладают дисперсией скорости. Однако,
если свойства материала с глубиной ме-
няются, такая дисперсия имеет место. Как
отмечено в разд. 1.1.2, волна Рэлея суще-
ствует в поверхностном слое толщиной
около длины волны. С уменьшением час-
тоты длина волны и толщина этого слоя
растут и на скорость волны начинают вли-
ять уже более глубокие слои материала
Поэтому в неоднородном материале ско-
рость становится зависимой от частоты.
При передаче через ОК УЗ-импуль-
сов поверхностных волн прохождение
высокочастотных составляющих и их
спектры определяют близкие к поверхно-
сти слои материала. Прохождение низко-
частотных составляющих определяют как
КОНТРОЛЬ ПРОЧНОСТИ
767
7.2. Влияние химического разрушения бетона на групповую скорость
и затухание ультразвука
Стадия Явление Скорость ультразвука Затухание
1 Заполнение пор Растет Уменьшается
2 Образование трещин Уменьшается Растет
3 Новое заполнение Растет Уменьшается
близкие, так и более глубокие слои. Изме-
ряя скорость рэлеевской волны на разных
частотах, судят о неоднородности свойств
материала по глубине. Импульсы
поверхностных волн возбуждают ударом
шара или молотка. В качестве приемников
используют акселерометры, установлен-
ные на определенном расстоянии друг от
друга на одной линии с точкой возбуждения
ОК. Спектры импульсов, ударно возбуждае-
мых в бетоне, лежат в диапазоне частот до 30
кГц. Разница во времени прохождения
поверхностной волной расстояния между
акселерометрами автоматически вычисляет-
ся для каждой из частотных составляющих
спектра и преобразуется в зависимость
скорости от частоты и длины волны.
В работе [422, с. 829] приведены рас-
четная и экспериментальная зависимости
скорости волны Рэлея от длины волны при
контроле бетонного блока толщиной 1 м
со слоем пониженной прочности толщи-
ной 300 мм, расположенным на глубине
150 мм от поверхности (рис. 7.30). Мини-
мальная скорость (2240 м/с) соответство-
вала длине волны = 0,5 м, максимальная
(2580 м/с)-Х5= 1,5 м.
Метод SASW используют также для
оценки глубины поверхностных трещин
(см. разд. 4.14.2).
Одна из причин разрушения бетона -
химическое взаимодействие окиси крем-
ния с ионами содержащихся в материале
щелочных солей [425, с. 69/402]. В резуль-
тате такой реакции образуется химически
активный гель, заполняющий трещины и
поры бетона. Это увеличивает внутренние
напряжения в нем и вызывает образование
новых трещин. Описанный процесс воз-
никает при наличии в бетоне щелочи, ко-
торая может содержаться в заполнителе и
воде. Повышенная температура ускоряет
реакцию.
В результате возникают трещины с
размерами до нескольких миллиметров.
Гель может выступать на поверхность,
Рис. 7.30. Дисперсионная кривая
скорости cs поверхностной волны в
неоднородном бетоне:
X, - длина волны; • - расчет; - эксперимент
768
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.31. Зависимости измеренных
параметров от времени выдержки
поврежденных (А) и контрольных (Б)
образцов бетона:
а - линейного расширения г|; б - приращения
скорости звука Ас; в - отношения U\IU2
амплитуд спектральных составляющих
УЗ-импульса
причем ОК увеличивается в объеме и мо-
жет разрушиться. Влияние рассматривае-
мого процесса на групповую скорость и
затухание ультразвука на разных стадиях
процесса различно (табл. 7.2).
Испытывали образцы из бетона оди-
накового состава, одни из которых (по-
врежденные) изготовляли с добавлением
0,3 % щелочи, другие (контрольные) - без
нее. Все образцы проходили термовлаж-
ностную обработку длительностью до 80
суток при температуре 60 °C и 100 %
влажности. Через определенные проме-
жутки времени (10, 30 и 80 суток) повре-
жденный и контрольный образцы охлаж-
дали, измеряли линейное расширение,
скорость звука и его затухание. Графики
расширения поврежденных и контрольных
образцов в функции времени показаны на
рис. 7.31, а.
Групповую скорость звука измеряли
импульсным методом прохождения на
частотах 24 и 100 кГц. Зависимости при-
ращения этой скорости от выдержки пока-
заны на рис. 7.31, б. На 1-й стадии от О
(точка 1) до 10 суток (точка 2) бетон еще
не поврежден, и оба образца ведут себя
одинаково. На 2-й стадии от 10 до 30 су-
ток (точка 3) материал расширяется, по-
рождая трещины. Это приводит к разнице
скоростей в поврежденном и контрольном
образцах до 10 %.
На 3-й стадии от 30 до 80 суток (точ-
ка 4) гель снова расширяется и заполняет
трещины, что вызывает некоторое увели-
чение скорости звука. Однако для контро-
ля реальных конструкций измерения ско-
рости недостаточно. Кроме того, такие
измерения затруднительны при контроле
реальных конструкций.
Зависимость затухания от времени
выдержки оценивали методом прохожде-
ния по отношению UJUi амплитуд спек-
тральных составляющих импульса сквоз-
ного сигнала для частот 53 кГц (Ui) и
24 кГц (С^)- Результаты измерений пока-
заны на рис. 7.31, в.
Несмотря на существенное различие
изменения затухания для контрольных и
поврежденных образцов, эти измерения
трудно использовать для контроля бетона
в реальных объектах, поэтому авторами
предложен сложный частотно-временной
способ представления информации в виде
черно-белых или цветных изображений,
позволяющий наблюдать изменения всех
информативных параметров сигнала од-
новременно. Это упрощает дело, благода-
КОНТРОЛЬ ПРОЧНОСТИ
769
ря чему способ становится пригодным для
контроля бетона в реальных сооружениях.
Приборы для контроля прочности
методом прохождения являются измери-
телями времени распространения импуль-
сов продольных или поперечных волн, а
также скорости этих волн [425, с. 78/458;
174; 188; 338]. Обычно применяемый диа-
пазон частот - от 50 до 200 кГц. Приборы
имеют цифровой отсчет и погрешность
измерений не более 1 %. Некоторые из
них снабжены осциллографическим инди-
катором, позволяющим наблюдать форму
принятого сигнала, измерять его амплиту-
ду, длительность первой полуволны, вре-
мя затухания и т.д. Большинство этих
приборов имеет выносные преобразовате-
ли, что позволяет вести контроль с пере-
менной базой от нескольких сантиметров
до единиц метров. Аппаратура имеет уни-
версальное или автономное питание и
массу 0,5 ... 8 кг.
В приборе УК 1401 московской фир-
мы "Акустические контрольные системы"
(АКС) для оценки прочности бетона мето-
дом поверхностного прозвучивания с по-
стоянной базой применяют преобразова-
тели с сухим точечным контактом (см.
разд. 4.14.), размещенные непосредствен-
но на электронном блоке на расстоянии
150 мм друг от друга так, что конструк-
тивно прибор представляет собой единое
целое. Частота ультразвука 70 кГц, диапа-
зон измерений скорости от 2000 до
10000 м/с, времени - от 15 до 75 мкс, мас-
са менее 1 кг.
Прибор УК 1401 успешно использу-
ют, например, для контроля несущей спо-
собности стоек железобетонных опор
контактной сети железных дорог [173].
При этом определяют время распростра-
нения импульсов УЗ-волн в вертикальном
и горизонтальном направлениях. Измере-
ния проводят в местах, где стойка опоры
наиболее нагружена, например со стороны
пути. Методика контроля опор различных
типов и критерии оценки их состояния
изложены в разработанном ВНИИЖТ до-
кументе [316].
Преобразователи с сухим точечным
контактом, работающие как продольными,
так и поперечными волнами, очень удоб-
ны для измерения всех трех упругих по-
стоянных бетона, горных пород, керами-
ки, пластмасс и других материалов [338].
Упругие постоянные вычисляют по изме-
ренным скоростям распространения про-
дольных с; и поперечных с, волн по фор-
мулам
Z х2
1-0,5р
G = с,2р ; v =---.
1-[^|
Для измерения рассмотренным спо-
собом фирмой АКС разработан прибор
"Мультиметр-1102". Его применяют при
сквозном и поверхностном прозвучивании
на базе от 5 мм до 2 м. Диапазон частот от
30 до 150 кГц, диапазон измеряемых ско-
ростей - от 1000 до 10000 м/с.
Контроль прочности бетона с ис-
пользованием нелинейности характери-
стик напряжение-деформация. Этот
метод основан на корреляционной зави-
симости прочности бетона, мрамора, гра-
нита и других подобных материалов от
нелинейности их характеристик деформи-
рования [340] (см. разд. 1.5). Нелиней-
ность проявляется в зависимости модуля
упругости от механических напряжений в
материале. Увеличение напряжений при-
водит к:
• изменению скорости распростра-
нения упругих волн;
• появлению высших гармоник в
прошедшем через материал акустическом
сигнале.
Прочность рассматриваемых мате-
риалов тем выше, чем меньше их нели-
нейность. Таким образом, контроль проч-
ности сводится к измерению скорости
распространения волн и анализу спек-
770
Глава 7, КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
трального состава прошедшего через ОК
сигнала при двух значениях напряжений в
материале.
Существенно, что метод реализуется
при деформации малыми напряжениями,
создаваемыми самой ультразвуковой вол-
ной при двух значениях ее амплитуды.
Информативными параметрами служат
отношение скоростей звука и отношение
амплитуд U„IU\ (С/) и (7„ - амплитуды пер-
вой и н-ой гармоник прошедшей через ОК
УЗ-волны) при двух значениях амплитуды
волны. Обычно используют вторую гар-
монику (и = 2). Отношение UilU\ измеря-
ют спектроанализатором.
Контроль проводят методом прохож-
дения при расположении излучающего и
приемного преобразователей по разные
стороны ОК. Измерения выполняют при
двух амплитудах УЗ-волн. Влияние нели-
нейности на скорость звука и спектр при-
нятого сигнала незначительно. Поэтому
используют чувствительную аппаратуру,
позволяющую регистрировать малые из-
менения скорости звука и нелинейных
искажений прошедшего через ОК сигнала.
Так, в одном из вариантов изменение
скорости регистрируют по изменению
фазы принятого гармонического сигнала.
Для более четкой регистрации изменения
спектра принимают меры к уменьшению
содержания высших гармоник в напряже-
нии возбуждающего излучающий преоб-
разователь генератора. На стандартных
бетонных образцах с размерами 100 х
х 100 х 100 мм увеличение амплитуды
УЗК в 10 раз на частоте 50 кГц меняет эту
фазу на несколько градусов.
Изменение скорости оценивают так-
же по относительному изменению собст-
венных частот, которое определяют инте-
гральным методом вынужденных колеба-
ний. Например, в бетонных образцах раз-
мером 40 х 40 х 160 мм двойное прираще-
ние амплитуды колебаний меняет собст-
венную частоту продольных колебаний на
0,5 ... 1,0 %. При прохождении гармони-
ческого сигнала через стандартные бетон-
ные образцы 100 х 100 х 100 мм отноше-
ние амплитуд второй и первой гармоник
при изменении интенсивности колебаний
достигает 1 %.
Метод, использующий нелинейные
свойства материала, позволяет оценивать
прочность бетонов высоких марок
(М500 - М800), что на основе корреляции
прочность - скорость УЗК обычно невоз-
можно.
Недостаток метода - малые измене-
ния информативных параметров (скорости
звука и нелинейных искажений сигнала),
определяющих характеристики контроли-
руемого материала.
Контроль реверберационно-сквоз-
ным методом. Этот метод (см. разд. 2.1.4
и 2.3.8) также применяют для контроля
качества бетона. Авторы работы [425,
с. 77/449] использовали его в комплексе с
акустико-эмиссионным (АЭ) методом, что
позволило сравнить полученные результа-
ты и возможности обоих методов приме-
нительно к рассматриваемой задаче. Ис-
следования проводили на образцах разно-
го состава и возраста. Образцы подвергали
сжимающей нагрузке до разрушения и
изучали показания обоих методов. Испы-
тания АЭ и РСкв-методами сочетали с
исследованием структуры образцов с по-
мощью микроскопа.
При контроле РСкв-методом исполь-
зовали узкополосные пьезопреобразовате-
ли на частоту 60 кГц. Отмечена корреля-
ция между показаниями АЭ и РСкв-ме-
тодов. Так, приближение к разрушающей
нагрузке вызывало не только рост сигна-
лов АЭ, но и резкое уменьшение парамет-
ра SWF (фактора волны напряжения)
РСкв-метода (см. разд. 2.3.8), причем ос-
лабленные участки выявлялись и без при-
ложения нагрузки. Последнее является
преимуществом РСкв перед АЭ-методом.
Наряду с АЭ и РСкв-методами изу-
чено изменение скорости продольных
волн в функции нагрузки. Оказалось, что с
приближением к разрушению уменьшение
параметра SWF регистрируется раньше,
чем изменение скорости звука. Испытания
на объектах, пострадавших от землетрясе-
КОНТРОЛЬ ПРОЧНОСТИ
771
7.3. Поправочный коэффициент 7}
а/1 Г, т2 Тз Т4
0,1 1,07 1,18 1,33 1,56
0,2 1,27 1,73 2,4 -
0,3 1,58 2,8 - -
0,4 1,94
ния 1999 г. в Греции, свидетельствуют о
большей чувствительности РСкв-метода
по сравнению с традиционным способом,
основанным на измерении скорости звука.
Контроль интегральным методом
собственных колебаний. Этот метод
применяют для определения упругих ха-
рактеристик бетона, его прочности и дру-
гих рабочих параметров. Прочность тем
выше, чем больше динамический модуль
Юнга и чем меньше потери. При испыта-
ниях образцов и изделий простых форм
(брусков, стержней) измеряют собствен-
ные частоты и затухание изгибных или
продольных колебаний ОК, после чего
находят модуль Юнга и характеризующие
потери логарифмический декремент 0 или
добротность Q. По измеренным парамет-
рам судят о физико-механических свойст-
вах бетона.
Схема испытаний с использованием
изгибных колебаний показана на рис. 7.32.
Опоры образца должны совпадать с узла-
ми его колебаний на данной гармонике.
При испытаниях на z-той собственной час-
тоте f значение динамического модуля
Юнга Е находят из общей формулы [123]
4к2/’М/2
где / - длина образца; М - его масса; i -
номер обертона собственной частоты (для
основной частоты i = 1); I - момент инер-
ции поперечного сечения; Т, - поправоч-
ный коэффициент, зависящий от отноше-
ния а//; к, = л(2/ + 1)/2 - коэффициент, за-
висящий от номера i обертона. Значения
к, для низших собственных частот:
к, = 4,73, к2 = 7,853, к3 = 10,996.
Для круглого стержня радиусом г
момент инерции I = лг4/4, для квадратного
стержня I = а*/12, для прямоугольного -
I = Ьа3/12, где а - размер в плоскости ко-
лебаний. Значения Т, для коэффициента
Пуассона v = 0,2 приведены в табл. 7.3.
Крайние узловые линии для соответ-
ствующих обертонов (отмеченных индек-
сами ) находятся от концов стержней на
расстояниях Ц = 0,22/; /2 = 0,13/;
/3 = 0,096/; /4 = =0,07/; /5 = 0,06/.
Схема испытаний стержневого об-
разца с использованием продольных коле-
баний не отличается от описанной в
разд. 4.14. Образец закреплен в узлах сме-
Рис. 7.32. Изгибные колебания
стержня на основной частоте:
а - схема испытания (И! и И2 - места
установки излучателей; П] и П2 - места
установки приемников); б - распределение
колебательных скоростей по длине образца
(N - узлы колебаний)
772
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
7.4. Поправочные коэффициенты В
Отношение Д/Х v = 0,15 v = 0,25 v = 0,35
1,1 1 1 1,01
0,2 1 1,01 1,02
0,3 1,01 1,03 1,06
0,4 1,03 1,07 1,12
0,5 1,07 1,13 1,2
0,6 1,17 1,26 1,36
0,7 1,6 1,67 1,77
щений N, излучающий и приемный преоб-
разователи расположены на его концах.
Значение динамического модуля Юнга Е
находят по общей формуле [123]
E = 4f2l2pB/i2,
где / - z-ая гармоника собственной часто-
ты (для основной частоты i = 1), I - длина
образца, р - плотность его материала, В -
поправочный коэффициент, обусловлен-
ный геометрической дисперсией скорости.
Значения В для цилиндрического образца
диаметром d в функции динамического
коэффициента Пуассона v приведены в
табл. 7.4. Для образцов квадратного сече-
ния со стороной а принимают Д = 1,15а.
Добротность определяют по формуле
где /о - собственная частота; / и / -
частоты, соответствующие уменьшению
амплитуды до 0,707 от резонансного зна-
чения. Логарифмический декремент зату-
хания 0 = л/g.
7.5.6. Контроль процесса
отверждения бетона
Для получения прочности бетона,
достаточной для извлечения изделий из
формы, проводят термовлажностную
обработку (пропаривание). В качестве
критериев оценки процесса твердения ис-
пользуют изменение во времени следую-
щих параметров: скорости продольной
ультразвуковой волны; энергии сквозного
сигнала; нормированных спектров сквоз-
ного сигнала.
Для контроля кинетики отверждения
бетона в процессе термовлажностной об-
работки используют приборы с преобра-
зователями, работающими при температу-
рах до 100 °C. Применяют специальные
автоматические сигнализаторы прочно-
сти, выключающие подачу пара или дру-
гого теплоносителя при достижении бето-
ном заданной прочности. Наиболее рас-
пространены акустические зонды, погру-
жаемые в бетон и извлекаемые из него
после завершения тепловой обработки
[249].
В работе [425, с. 66/232] процесс
твердения бетона и раствора для кладки
исследовали ультразвуковым методом
прохождения. Показано, что в процессе
твердения в течение 24 ч амплитуда им-
пульсов сквозного сигнала возрастает в
десятки раз, а в частотном спектре резко
увеличивается доля высокочастотных со-
ставляющих. Если в самом начале процес-
са спектр сквозного сигнала лежал в пре-
делах до 5 кГц, то через первые несколько
часов центральная частота спектра состав-
ляла уже 120 кГц, а через 24 ч спектр за-
нимал полосу от 20 кГц до 200 кГц.
Исследовано влияние замедлителей и
ускорителей процесса твердения на скоро-
КОНТРОЛЬ ПРОЧНОСТИ
773
сти продольных волн. Получены также
сравнительные зависимости скорости зву-
ка и энергии сквозного сигнала. Все экс-
периментальные данные регистрировали
автоматически с помощью специальной
компьютерной программы. Полученные
результаты позволяют достоверно и объ-
ективно контролировать процесс тверде-
ния бетона и раствора для кладки с помо-
щью УЗ.
7.5.7. Контроль прочности клеевых
соединений
Большинство методов и средств НК
клеевых соединений позволяет выявлять
главным образом дефекты типа полного
отсутствия склеивания (непроклей). Оче-
видно, что оптимальным решением задачи
является количественная оценка прочно-
сти соединения. При этом непроклей
можно рассматривать как частный случай
дефектов с нулевой прочностью.
Прочность клеевого соединения оп-
ределяется физико-механическими свой-
ствами клеевого шва, характером его на-
гружения, толщиной клеевой пленки и
другими факторами. Различают адгезион-
ную и когезионную прочности склеивания.
Первая обусловлена силами сцепления на
границах раздела клея с соединяемыми
элементами конструкции, вторая - силами
сцепления между молекулами клея. Соот-
ветственно, разрушение шва по границе
раздела с элементом конструкции назы-
вают адгезионным, разрушение по самому
клею - когезионным. Обычно адгезионная
прочность выше когезионной. Описывае-
мые ниже методы разработаны для оценки
когезионной прочности, поэтому под
прочностью склеивания в дальнейшем
понимается когезионная прочность.
Для НК прочности склеивания ис-
пользуют корреляцию прочности с дос-
тупными для оценки параметрами клеево-
го шва. Корреляционная связь зависит не
только от выбора измеряемого параметра
шва, но и от дополнительных факторов:
свойств клея, особенностей технологии и
а) б)
Рнс. 7.33. Оценка прочности клеевого
соединения листов резонансным методом:
а - преобразователь на обшивке ОК
(собственная частота системы foy,
б - преобразователь на ОК (собственная
частота системы/0 + А/); 1 - пьезоэлемент
преобразователя; 2 - контактная смазка;
3 - обшивка ОК; 4 - клеевой шов;
5 -- внутренний лист ОК
т.п. Это усложняет дело. Поэтому извест-
ные методы оценки прочности склеивания
пока несовершенны и не получили широ-
кого применения. Рассмотрим возможно-
сти некоторых из этих методов.
Ультразвуковой резонансный ме-
тод контроля клеевых соединений, опи-
санный в разд. 2.4.2.2, используют не
только для обнаружения их дефектов, но
также для оценки прочности клеевых
швов. Это, в частности, одно из основных
назначений разработанных голландской
фирмой Fokker нескольких моделей при-
боров типа "Bondtester" [207; 208; 394;
406].
Рассмотрим возможности этих при-
боров применительно к оценке прочности.
"Bondtester" имеет два режима работы.
Один из них (режим А) используют для
контроля листовых клееных конструкций,
другой (режим В) - конструкций с легки-
ми заполнителями, особенно сотовых па-
нелей. Считается, что в листовых конст-
рукциях клеевое соединение работает на
сдвиг, в конструкциях с легкими
заполнителями - на отрыв.
При контроле листовых клееных кон-
струкций в режиме А информативным па-
раметром служит изменение резонансной
частоты А/ нагруженного на ОК пьезоэле-
мента преобразователя по сравнению с
частотой Уо при нагрузке только на наруж-
ный слой (обшивку) ОК (рис. 7.33). При
774
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.34. Образование пористости при
увеличенной толщине клеевого шва
прочих равных условиях значение А/ оп-
ределяется параметрами клеевого шва. Так
как масса шва мала по сравнению с мас-
сами наружного и внутреннего элементов
конструкции, а его толщина / много
меньше длины волны, то величина \f оп-
ределяется в основном удельной гибко-
стью НЕ клеевой пленки.
Считается, что с ростом модуля уп-
ругости клея прочность соединения рас-
тет. Однако непостоянство / приводит к
неоднозначности связи резонансной час-
тоты с модулем упругости. Поэтому дос-
товерная оценка прочности соединения
возможна только при постоянстве массы
клея на единицу поверхности [208], когда
увеличение толщины клеевого шва (на-
пример, вследствие плохой подгонки
склеиваемых элементов) сопровождается
непроклеями или появлением пористости
(рис. 7.34). В последнем случае гибкость
шва увеличивается как в результате роста
его толщины, так и вследствие вызванного
пористостью уменьшения модуля упруго-
сти. То и другое снижает прочность со-
единения. Таким образом, теснота корре-
ляционной связи прочности соединения с
показаниями прибора определяется точно-
стью, с которой выдерживается постоян-
ство массы клея на единицу поверхности.
Первые обнадеживающие результаты
оценки прочности, полученные фирмой
"Fokker", можно объяснить тем, что при-
меняемая ей технология удовлетворяла
этому условию.
При контроле в первом режиме ин-
дикатором А служит электронно-лучевая
трубка. Непроклей легко регистрируется
по более резкому изменению резонансной
частоты.
Второй режим используют для оцен-
ки прочности на отрыв между обшивкой и
легкими заполнителями (в том числе сото-
выми). Мерой прочности служит измене-
ние добротности системы пьезоэлемент-
ОК. За начальную величину принимают
добротность пьезопреобразователя, на-
груженного на обшивку, не приклеенную
к заполнителю. С увеличением прочности
соединения возрастает доля энергии, пе-
решедшей в клеевой шов и заполнитель,
т.е. большей прочности соответствует
меньшая добротность рассматриваемой
системы. Снижение добротности регист-
рируют стрелочным или цифровым инди-
катором (индикатор В) по уменьшению
амплитуды резонансного пика.
Для перевода показаний прибора
"Bondtester" в значения прочности склеи-
вания пользуются тарировочными графи-
ками, построенными путем сопоставления
показаний индикаторов (А или В) с ре-
зультатами разрушающих механических
испытаний значительного числа образцов.
Режимы А и В реализованы во всех
приборах "Bondtester". В последних их
моделях ("Bondtester 80" и "Bondtester 90")
использованы элементы цифровой техни-
ки. Эти приборы применяют не только в
Нидерландах, но и на крупнейших авиа-
ционных фирмах США.
С.А. Филимонов исследовал влияние
упругих свойств и толщины клеевого шва
на собственные частоты системы пьзоэле-
мент-ОК и разработал отечественные
приборы, используемые в авиационной
промышленности страны. Существенно
усовершенствованы преобразователи при-
бора: ослаблены помехи преобразователя
и создана закрытая конструкция преобра-
зователя, пригодная для плавного скани-
рования ОК (в приборах "Bondtester" пье-
зоэлемент не имеет протектора, поэтому
плавное сканирование невозможно). В
отличие от голландских аналогов, в разра-
ботанных С.А. Филимоновым приборах
"Фенол-2" и "АД-21Р" предусмотрен толь-
ко режим А и цифровая индикация резуль-
татов контроля.
Многочисленными исследованиями в
различных странах установлено, что резо-
нансный метод не обеспечивает достовер-
КОНТРОЛЬ ПРОЧНОСТИ
775
Прибор "АД-21Р" характеризуется следующими данными:
Диапазон толщин контролируемых
листовых конструкций, мм....................
Номинальные частоты, МГц....................
Диаметр минимального выявляемого
дефекта, мм.................................
Питание.....................................
Масса с источником питания, кг..............
Диапазон рабочих температур, °C.............
0,3 ... 5,0
0,11,0,15,0,21,0,30,0,45
6 ... 25
Сетевое и автономное
1,5
- 10 ... 50
ной оценки прочности клеевых соедине-
ний [328; 370; 371; 386]. Однако он обна-
руживает дефекты типа нарушений соеди-
нений, особенно в листовых конструкци-
ях. Отметим, что в описании последней
модели прибора "Bondtester 90" оценка
прочности вообще не упоминается. В оте-
чественных аналогах приборов "Bond-
tester" - АД-2 IP и "Фенол-2" - контроль
прочности также не предусмотрен.
Интересная возможность автомати-
ческой классификации дефектов много-
слойной клееной конструкции при ее кон-
троле прибором "Bondtester" с использо-
ванием специальной компьютерной про-
граммы, основанной на спектральном ана-
лизе сигналов [422, с. 349], позволяла оп-
ределять характер дефектов типа наруше-
ний сплошности, однако оценка прочно-
сти клеевых соединений авторами даже не
рассматривалась.
Эхометод контроля прочности ос-
нован на корреляции прочности шва с
удельным волновым сопротивлением (z)
клея для продольных волн [93]. Значение
z, пропорциональное р , оценивают по
коэффициенту отражения УЗК на границе
раздела обшивка - клей или (реже) клей -
внутренний элемент конструкции. Пред-
полагается, что уменьшение z снижает
прочность соединения. Коэффициент от-
ражения определяют по амплитуде перво-
го полупериода эхосигнала от границы
раздела. Для контроля используют эходе-
фектоскопы, работающие недетектиро-
ванными импульсами с несущими часто-
тами не менее 4,2 МГц.
Метод разработан для контроля клее-
вых соединений металлов, армированных
и неармированных пластмасс и других
материалов, хорошо проводящих УЗК, с
внутренними элементами из любых мате-
риалов. Автор [93] указывает, что упругие
свойства клеев крайне непостоянны, их
разброс может достигать двух и более раз.
Результаты контроля прочности
склеивания эхометодом оказались недос-
таточно достоверными Кроме того, наря-
ду с общими недостатками традиционных
УЗ-методов (необходимость смачивания
контролируемых изделий, трудность про-
верки конструкции с криволинейными
поверхностями) рассматриваемый способ
в ряде случаев нечувствителен к дефектам
типа нарушения соединения клея с внут-
ренним элементом. В результате метод не
нашел практического применения в про-
мышленности.
Импедансный метод с совмещен-
ным преобразователем, использующий
непрерывные изгибные колебания, позво-
ляет обнаруживать зоны пониженной
прочности соединения обшивки с сото-
вым заполнителем [203; 249]. Обычно
снижение прочности склеивания обуслов-
лено плохой подгонкой размеров соеди-
няемых элементов.
На участках доброкачественного со-
единения соты прорезают клеевую пленку
и упираются в обшивку (рис. 7.35). В ос-
лабленных зонах между сотовым блоком и
776
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.35. Ослабление клеевого
соединения обшивки с сотовым
заполнителем вследствие плохой подгонки
склеиваемых элементов:
А - зона доброкачественного соединения;
Б - зона пониженной прочности;
В - нарушение соединения (непроклей)
обшивкой существует заполненный клеем
зазор, который уменьшает жесткость опо-
ры обшивки, а значит, и модуль механиче-
ского импеданса конструкции. Однако это
изменение меньше, чем в зонах непрокле-
ев. К сожалению, получить надежную
корреляцию прочности с показаниями
импедансного дефектоскопа и в этом слу-
чае не удается.
Реверберационно-сквозной метод
применяют за рубежом для оценки проч-
ности клеевых соединений. При этом наи-
лучшие результаты дает применение ко-
личественного счетного параметра SWF
(см. разд. 2.1.4 и 2.3.8) с использованием
только информативных гармоник спектра
сигнала [394].
Возможности контроля процесса на-
копления усталостных повреждений в
клеевом соединении с помощью ревербе-
рационно-сквозного и акустико-эмиссион-
ного методов исследованы в работе [425,
с. 325/473]. Объект испытания - нахле-
сточное клеевое соединение листа из
алюминиевого сплава толщиной 3 мм и
16-слой-ного листа углепластика с одно-
направленным армированием. Площадь
клеевого соединения - 25,4 х 25,4 мм.
При контроле обоими методами кон-
тактные преобразователи располагали на
листах по разные стороны от зоны их со-
единения. Образец растягивали на гидрав-
лической испытательной машине 4 раза в
секунду. Растягивающая нагрузка состав-
ляла 10 % от номинальной разрушающей
для клеевого соединения.
При контроле РСкв-методом в алю-
миниевый лист вводили УЗ-импульсы с
центральной частотой 650 кГц. При ис-
пользовании АЭ-метода оба приемных
преобразователя, соединенных электриче-
ски параллельно, подключали к регистри-
рующей аппаратуре. После первых
300 000 циклов нагружения сигналы РСкв
метода практически не менялись. Замет-
ное изменение их амплитуды (на 33 %) и
спектра наблюдалось лишь после 340 000
циклов и увеличивалось до разрушения
при 380 000 циклах.
Результаты, полученные РСкв-мето-
дом, коррелируют с данными контроля
АЭ-методом. В последнем случае рост
амплитуды сигналов АЭ и их энергетиче-
ского спектра наблюдался при тех же цик-
лах нагружения. Оба опробованных мето-
да пригодны для исследования процесса
усталостного разрушения клеевого соеди-
нения.
Прочие методы. Исследовались так-
же способы оценки прочности склеивания
по изменению условий прохождения волн
Лэмба, изменению спектрального состава
эхосигналов и другие [394]. Однако пока
они не вышли из стадии лабораторных
испытаний.
Таким образом, задачу неразрушаю-
щего контроля прочности клеевых соеди-
нений пока нельзя считать решенной.
7.6. КОНТРОЛЬ ТВЕРДОСТИ
МАТЕРИАЛОВ
Общие понятия. Твердость характе-
ризует свойство поверхности твердого
тела сопротивляться вдавливанию или
царапанью. Классические методы опреде-
ления твердости основаны на измерении
глубины вдавливания индентора - нако-
нечника из очень твердого шарика (твер-
дость по Бринеллю) или алмазной пира-
мидки (твердость по Виккерсу или Рок-
веллу). Широко применяют также метод,
основанный на измерении высоты отскока
КОНТРОЛЬ ТВЕРДОСТИ МАТЕРИАЛОВ
777
легкого твердого бойка от поверхности
ОК.
Акустические способы измерения
твердости основаны на методе контактно-
го импеданса и корреляции твердости со
скоростью распространения упругих волн,
измеряемой методами отражения, прохо-
ждения или интегральным методом собст-
венных колебаний.
Метод контактного импеданса по-
лучил очень широкое распространение.
Этому способствовали его простота, пор-
тативность применяемой аппаратуры,
оперативность и возможность проводить
измерения на деталях сложной формы
(шестернях, пружинах, резьбах и т.п.) и в
труднодоступных местах.
Принцип работы ультразвукового
твердомера - прибора, основанного на
методе контактного импеданса, описан в
разд. 2.5.4. Следует учитывать, что на эк-
вивалентной схеме (см. рис. 2.136) меха-
нические импедансы контактной гибкости
(X = 1//соКк) и OK (ZH) соединены парал-
лельно. Поэтому для обеспечения доста-
точной точности измерений необходимо
выполнение условия |ZH| » |Х|- Для уве-
личения значения |ZH| ОК небольших раз-
меров крепят к массивным предметам (на-
пример, зажимают в тиски), а для умень-
шения [¥к| применяют более высокие час-
тоты (30 ... 80 кГц).
Ведущее положение в разработке и
производстве ультразвуковых твердоме-
ров занимает германская фирма Kraut-
kramer. Характеристики типовых прибо-
ров этого типа рассмотрены в разд. 2.5.4.
Применение ультразвукового метода кон-
тактного импеданса в ядерной энергетике
рассмотрено в разд. 7.18 .
По эксплуатационным характеристи-
кам ультразвуковому методу контактного
импеданса близок метод отскока, назы-
ваемый также динамическим методом. Его
широко применяют для оперативного из-
мерения твердости, причем он реализуется
с помощью простых и портативных при-
боров.
Метод отскока (динамический ме-
тод) не относится к акустическим методам
неразрушающего контроля. Однако он
кратко рассматривается, как конкурент-
ный методу контактного импеданса. Ме-
тод отскока имеет несколько вариантов,
наиболее известный и широко применяе-
мый из которых - метод Лееба [422,
с.707].
Он основан на измерении отношения
скорости движения подвижной системы
прибора после отскока (v2) к скорости Vi
соударения. Подвижная система содержит
боек в виде шарика из твердого материала
с высоким модулем упругости (например,
карбида вольфрама). Постоянство скоро-
сти Vi соударения обеспечивается пру-
жинной системой прибора. Уменьшение
твердости увеличивает энергию, расхо-
дуемую на пластическую деформацию
материала, что снижает скорость отскока.
Прочность HL по шкале Лееба определя-
ется формулой
Ж = -^- 1000.
V1
Максимально возможное значение твер-
дости при чисто упругом ударе и отсутст-
вии других потерь (например, на излуче-
ние упругих волн в подвижную систему
или преодоление сопротивления воздуха)
составляет HL = 1000. Однако на практике
предпочитают пользоваться привычными
шкалами твердости, для чего показания
прибора переводят в единицы шкал Рок-
велла, Бринелля или Виккерса.
Новейшие динамические твердомеры
DynaMIC и DynaPOCKET фирмы Kraut-
kramer имеют массу 300 и 200 г соответст-
венно и имеют очень близкие характери-
стики с ультразвуковым прибором
MicrodurMIC 10. Как и ультразвуковые
твердомеры, эти приборы позволяют про-
водить измерения при любых пространст-
венных положениях преобразователя.
778
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
7.5. Сравнительные характеристики оперативных методов
контроля твердости
Тип ОК Метод контактного импеданса Метод отскока
Массивные детали + +
Детали из крупнозернистых материалов - + +
Железные и алюминиевые литейные сплавы 0 + +
Зоны термического влияния сварных швов + + -
Трубы с толщиной стенки более 20 мм
Трубы с толщиной стенки менее 20 мм + + -
Детали с неоднородными поверхностями - +
Тонкие слои + + -
Трудный доступ к ОК + -
Условные обозначения: оптимальный метод (+ +); хороший метод (+); иногда подхо-
дящий метод (0); нерекомендуемый метод (-)
Сопоставление методов контактно-
го импеданса и отскока. Оба метода об-
ладают близкими функциональными воз-
можностями, однако ввиду принципиаль-
ных и конструктивных различий области
их применения несколько отличаются, В
табл. 7.5 приведены сравнительные харак-
теристики рассматриваемых методов и
рекомендации по выбору наиболее подхо-
дящего из них для конкретных примене-
ний [422, с. 707].
Преимущества метода отскока при
измерениях на крупнозернистых материа-
лах связаны с тем, что при соударении с
ОК площадь контакта твердосплавного
шарика диаметром 3 мм (или 6 мм) много
больше, чем для применяемой в ультра-
звуковых импедансных твердомерах ал-
мазной пирамидки. С ростом площади
контакта влияние отдельных кристаллитов
и неровностей поверхности ОК на резуль-
тат измерения усредняется.
При измерениях обоими методами
имеет значение масса ОК, которая не
должна быть меньше критического значе-
ния (см. разд. 2.5.4). Исходя из этого, на-
пример, минимальная толщина стенки
контролируемой металлической трубы
составляет: для метода отскока 20 мм, для
импедансного твердомера - 2 ... 3 мм.
Измерения твердости обоими мето-
дами требует определенной чистоты по-
верхности ОК. Она должна быть свободна
от окислов, грязи, масла, лакокрасочных и
других покрытий. При необходимости
применяется дополнительная механиче-
ская обработка. Последняя не должна вли-
ять на твердость поверхностного слоя ОК.
Для ультразвуковых твердомеров различ-
ных модификаций фирмы "Krautkramer"
необходимая чистота обработки поверх-
ности лежит в пределах Ra 2,5 ... 30.
Способы, использующие корреля-
цию твердости со скоростью звука.
Твердость контролируют также по умень-
шению скорости ультразвука в материале
ОК. Поскольку изменение скорости неве-
лико (менее 2 %), необходима повышен-
ная точность измерения.
При контроле колец подшипников ка-
чения [171] измерения ведутся по схеме
синхрокольца. Применяют волны Рэлея,
обладающие наименьшей скоростью. Бла-
годаря этому увеличивается измеряемая
КОНТРОЛЬ ТВЕРДОСТИ МАТЕРИАЛОВ
779
Рис. 7.36. Схема контроля твердости колец подшипников качения:
а - контроль локальных участков; б - общий контроль
величина - время пробега импульса, что
способствует повышению точности. Кон-
тролируется либо локальный объем
(рис. 7.36, а) либо почти вся окружность
кольца (рис. 7.36, б). В обоих случаях
принимаются меры по уменьшению кон-
тактной поверхности преобразователя для
повышения точности определения базы
измерения.
Поверхностные волны применяют
также для контроля твердости рельсов в
процессе производства. Для локализации
точки ввода применяют волновод из сили-
катного стекла в форме пирамиды с узким
концом. При исследованиях использовал-
ся прибор ИСП-12 [223], работающий по
способу синхрокольца (автоциркуляции).
Особенно важен контроль сварных
стыков рельсов, поскольку в процессе
сварки с нарушением режима происходит
отжиг закаленной поверхности [169].
Интегральный метод собственных
колебаний. Традиционные способы изме-
рения твердости путем внедрения инден-
тора, методами отскока и контактного им-
педанса, а также путем измерения скоро-
сти поверхностных волн Рэлея позволяют
судить лишь о свойствах тонкого поверх-
ностного слоя материала и не дают ин-
формации о глубинных его слоях. Так, при
закалке крепежных деталей наружный
слой может содержать 90 % мартенсита,
обеспечивающего повышение твердости, а
внутренние слои - только 40... 60 %. Упо-
мянутыми методами это различие не
регистрируется.
В работе [400] для контроля твердо-
сти стальных болтов применен инте-
гральный метод собственных колебаний,
использованный также для контроля этих
объектов на разрыв (см. разд. 7.5.2).
Условия и методика контроля в обо-
их случаях была одинаковой. Рост как
твердости, так и прочности материала
уменьшает модуль Юнга, и следовательно,
780
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
снижает собственную частоту ОК. Так,
болту с твердостью HRC 45,1 соответст-
вовала частота 42,12 кГц, а с твердостью
HRC 38,4 - 42,25 кГц, т.е. изменение твер-
дости на 10,3 единиц меняло частоту всего
на 0,31 %.
Слабое влияние контролируемого па-
раметра на собственную частоту ОК за-
трудняет выделение полезного сигнала на
фоне мешающих факторов (неидентично-
сти размеров и плотности материала ОК).
Вопрос контроля твердости чугуна
рассмотрен в разд. 7.9.
7.7. КОНТРОЛЬ СОСТАВА И
ПЛОТНОСТИ МАТЕРИАЛА
В композиционных материалах воз-
никает задача проверки процентного со-
держания связующего и наполнителя. От
состава материала зависит его плотность.
Если массовая доля наполнителя
F ~ т1/(т\ где т\ и т2 - массы
связующего и наполнителя, то плотность
материала
P = P1P2/[P2 ~F(P2 -Р1)]-
Оценку плотности, а следовательно
состава материала, выполняют по измене-
нию скорости распространения продоль-
ных волн. Если волновые сопротивления в
связующем и наполнителе отличаются не
более чем на 30 ... 40 %, то скорость звука
в композиционном материале определяет-
ся как среднеарифметическое из скоростей
звука Ci и с-i в компонентах [247]:
с = qFc2 + (1 - ,
где q - коэффициент структуры, учиты-
вающий тип наполнителя и направление
распространения ультразвука к направле-
нию основы. Отсюда
7? = (с-с1)/(^2-с1)-
В случае большого различия волно-
вых сопротивлений веществ (например,
для пенопласта, где наполнитель - воздух
с волновым сопротивлением z, близким к
0) формула для с неверна. В этом случае
зависимость скорости от состава материа-
ла определяют эмпирически, однако воз-
можность контроля величины F по скоро-
сти звука сохраняется.
В многослойных конструкциях воз-
никает задача определения плотности
внутреннего слоя. Ее решают, измеряя
коэффициент отражения от границы слоев
по отношению к общему донному эхосиг-
налу. Этим же способом можно оценить
плотность однослойного материала, если
погрузить его в иммерсионную жидкость с
известным волновым сопротивлением и
рассматривать ее как верхний слой.
Для контроля плотности материалов
используют эходефектоскоп с частотой,
обеспечивающей удовлетворительное
прохождение ультразвука через контроли-
руемые материалы. Для стеклопластиков
применяют частоты около 0,5 МГц. Про-
странственная длительность импульса
должна быть меньше удвоенной толщины
контролируемого слоя, чтобы обеспечива-
лось разрешение импульсов.
Пористость металлов определяют
по изменениям скорости и коэффициента
затухания УЗ. Например, в [55] установ-
лено, что в бериллии, полученном прессо-
ванием из порошка, при уменьшении
плотности на 4,3 % под влиянием порис-
тости, скорость уменьшается на 5 %, а
коэффициент затухания на частоте 20 МГц
увеличивается приблизительно в 2 раза.
Однако точность измерения скорости на
порядок выше, чем коэффициента затуха-
ния.
Повышение частоты до 50 МГц уве-
личивает изменение коэффициента зату-
хания до 6 раз, что делает целесообразным
на высоких частотах контроль пористости
по измерению коэффициента затухания.
Повышение частоты до 55 МГц приводит
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
781
к тому, что коэффициент затухания при
том же измерении пористости возрастает в
6 раз [54]. В этом случае становится целе-
сообразным контроль пористости по зату-
ханию. Вопросы контроля пористости
рассмотрены также в разд. 7.14.
7.8. КОНТРОЛЬ СТРУКТУРЫ
МЕТАЛЛОВ
Размер зерна - один из важных по-
казателей качества кристаллических мате-
риалов (в частности, металлов), непосред-
ственно влияющих на эксплуатационные
характеристики ОК. Размер зерна опреде-
лен ГОСТ 5639-65, как средний диаметр
зерна, и оценивается в номерах шкалы
(баллах) ГОСТа. Например, балл 0 соот-
ветствует среднему диаметру зерна
D = 352 мкм, а балл 14 - D = 2,7 мкм.
Существуют также отрицательные баллы,
например балл минус 3 соответствует
D = 1 мм.
В некоторых материалах (железо, ти-
тан) могут происходить аллотропические
превращения, т.е. изменение строения
кристаллической решетки. В результате
внутри первичного зерна появляются бо-
лее мелкие вторичные кристаллиты. Поня-
тие зерна в этом случае обычно относят к
первичному зерну, но на свойства мате-
риала оказывает очень сильное влияние
также и субструктура. Раздельное влия-
ние первичного и вторичного зерна на
распространение акустических волн пока
достаточно полно не изучено, поэтому УЗ-
методы в настоящее время применяют
преимущественно для оценки структуры
простых материалов, не имеющих суб-
структуры.
Размер зерна оказывает очень боль-
шое влияние на коэффициент рассеяния
ультразвуковых волн (см. разд. 1.1.3), по-
этому структуру контролируют по затуха-
нию УЗ. Отношение длины волны X к
среднему диаметру зерна выбирают в диа-
пазоне от 4 до 15. На частотную зависи-
мость затухания значительное влияние
оказывает статистика распределения зерен
по размерам.
Измерение абсолютного значения ко-
эффициента затухания довольно трудоем-
ко, а погрешность измерения велика (10 %
и более). При производственном контроле
применяют относительные способы срав-
нительного измерения затухания в образ-
цах и ОК.
Получил определенное распростра-
нение способ структурных коэффициен-
тов [334], согласно которому на двух час-
тотах измеряют амплитуды донных сигна-
лов в ОК и образцах с известной структу-
рой и одинаково хорошей обработкой по-
верхности (Ra < 2 мкм). Одну из частот
(опорную) выбирают заведомо низкой,
такой, чтобы затухание УЗ слабо зависело
от структурных составляющих. На этой
частоте приравнивают донные сигналы в
образцах и ОК. Другие частоты (рабочие)
соответствуют области максимального
коэффициента рассеяния.
Отношения амплитуд сигналов, соот-
ветствующих рабочим и опорной часто-
там, называют структурными коэффици-
ентами. Их определяют на ОК для различ-
ных рабочих частот и сравнивают со
структурными коэффициентами, получен-
ными на стандартных образцах. Используя
частоты от 0,65 до 20 МГц, оценивают
величину зерна в аустенитных сталях в
диапазонах от 1 до 9 баллов, Погрешность
определения величины зерна - 1 балл
шкалы ГОСТ 5639-82.
Недопустима камневидная структура,
возникающая при перегреве стали. При
этой структуре зерна первичного аустени-
та (превратившегося при понижении тем-
пературы в перлит) окружены хрупкой
оболочкой из неметаллов. Такая структура
вызывает повышенное затухание УЗ на
частоте 2,5 МГц и хорошо обнаруживает-
ся при сквозном прозвучивании [274].
Н.А. Кеслером установлено, что в
металлах происходит статистическое из-
782
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
менение коэффициента затухания, по-
скольку сам процесс рассеяния обуслов-
лен случайными факторами. В результате
амплитуда донного сигнала при сканиро-
вании изменяется даже при идеально по-
стоянных условиях контроля. Это особен-
но заметно при локализации участка про-
звучивания, когда этот небольшой участок
металла не является представительной
выборкой распределения величин зерен,
например, при прохождении УЗ неболь-
шого расстояния в крупнозернистом ме-
талле. Параметры статистического рас-
пределения донного сигнала корреляци-
онно связаны с распределением размеров
зерен в металле.
При контроле структуры тонко-
стенных труб и листов используют нор-
мальные волны Лэмба. Определенную
моду волны возбуждают и принимают
раздельными преобразователями после
прохождения через контролируемый уча-
сток изделия. При таком структурном ана-
лизе особенно сильно заметно влияние на
вариацию коэффициента затухания раз-
броса величин зерен.
Для контроля нитей и проволок в них
возбуждают волны, распространяющиеся
в стержнях [61]. Установлено влияние на
ослабление УЗ степени натяжения нити,
поэтому данный параметр стабилизируют.
Ослабление УЗ в изделии сравнивают с
ослаблением его в образцах.
Перспективный способ изучения
структуры металла состоит в исследова-
нии спектрального состава донного сигна-
ла [235]. Изменение спектра широкопо-
лосного импульса в результате разного
затухания различных частотных состав-
ляющих дает значительно большую ин-
формацию о структуре, чем контроль на
одной частоте.
Предложен способ контроля средней
величины зерна по структурной ревербе-
рации, поскольку, как отмечено в разд.
1.1.3, рассеяние на зернах - основная при-
чина затухания УЗ в металлах. Способ
позволяет оценить изменение структуры
по направлению УЗ-луча. Он учитывает
Рис. 7.37. Установка для излучения
обратного рассеяния:
П - преобразователь; О - образец;
М - магнитное вращающее устройство;
Д - УЗ-дефектоскоп; К - компьютер;
Пр - принтер
разные закономерности формирования
уровня структурных помех в ближней и
дальней зонах преобразователя и зависи-
мость коэффициента затухания от частоты
и среднего диаметра зерна.
В институте ВАМ (Германия) [422,
с. 3124] разработана иммерсионная уста-
новка для измерения затухания и обратно-
го рассеяния (рис. 7.37). Измеряются ко-
эффициенты затухания, рассеяния и по-
глощения.
В [425, с. 358/308] предложено ис-
пользовать структурные шумы, получен-
ные приемо-передающим преобразовате-
лем, как индикатор анизотропии изделия и
рассчитывать по шумам коэффициент за-
тухания. Поле, возникающее в результате
рассеяния УЗ на кристаллитах (зернах)
металла, зависит от величины зерен и их
преимущественной ориентации. Исследу-
ется многопроходная дуговая сварка ау-
стенитных материалов.
На структуру сварного соединения
влияют скорость движения электрода,
форма подкладного кольца, электрические
параметры процесса, форма разделки шва,
распределение температур, направление
застывания расплавленного металла. Зна-
ние коэффициентов затухания в соедине-
нии позволит выбрать оптимальные на-
правления для контроля (см. разд. 5.1.3.1).
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
783
Как известно, затухание УЗ опреде-
ляется совокупным действием двух меха-
низмов: поглощения и рассеяния. Рассея-
ние для частот 1 ... 20 МГц происходит
преимущественно в рэлеевской области,
где коэффициент рассеяния пропорциона-
лен четвертой степени частоты. Авторы
предлагают формулу для расчета коэффи-
циента затухания, исходя из структурных
помех. Эффектом поглощения пренебре-
гают.
Экспериментальные исследования
выполняли на толстых аустенитных свар-
ных швах с V-образной разделкой. Метал-
лографическими исследованиями устано-
вили наклон оси дендритов: минус 27°.
Расчет и эксперимент выполняли для по-
перечных волн, поэтому углы падения (в
воде) ограничивали критическими значе-
ниями 15 ... 28°. При этом в стали углы
ввода изменялись от 34 до 90° (рис. 7.38,
а). Различали направления, совпадающее
и не совпадающее с направлением денд-
ритов.
По уровню помех для различных уг-
лов (36 реализаций для каждого угла с
шагом 2°) рассчитаны значения коэффи-
циентов затухания (рис. 7.38, б). Авторы
не знают действительных величин коэф-
фициентов затухания и считают экспери-
менты предварительными.
В [422, с. 990] изучали распределение
величины зерен в углеродистой стали
ультразвуковым спектральным методом и
по магнитным шумам Баркгаузена. УЗ-
исследования проводились на частоте
около 10 МГц. С ростом величины зерен
максимальная составляющая спектра сме-
щалась в низкочастотную область, ампли-
туды уменьшались.
Ультразвуковой спектральный ана-
лиз также использовался в [422, с. 1057].
Измерялось ослабление различных час-
тотных составляющих при прохождении
УЗ в аустенитных сталях. Коэффициент
затухания 8 изменялся с частотой f по из-
вестному закону
8 = с1/ + с2/4,
Рис. 7.38. Схема эксперимента
по измерению уровня помех в аустенитном
сварном соединении (а) и изменение (б)
коэффициента затухания а (в Неперах на
метр) в зависимости от угла преломления
УЗ-луча в градусах по отношению к и а прав-
лению дендритов:
1 - направление дендритов и близкое
направление УЗ; 2 - противоположное
направление; 3 - предельные значения углов
падения; 4 - зона неопределенности;
5 - коэффициент затухания в направлении
дендритов; 6 - коэффициент затухания в
противоположном направлении
причем по коэффициенту с2 удавалось
оценить среднюю величину зерна, которая
удовлетворительно совпадала с результа-
тами металлографического анализа.
При эксплуатации металлов при вы-
соких температурах, в частности паропро-
784
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.39. Корреляционная связь предела
текучести стали паропроводов о02, МПа,
от скорости УЗ (деления шкалы)
водов из стали 12X1 МФ, происходит рост
кристаллитов и уменьшение прочности. В
результате скорость УЗ растет. Это откры-
вает возможность оценки состояния ме-
талла паропроводов по скорости звука
[42], что является важной практической
проблемой.
На рис. 7.39 показана корреляцион-
ная связь предела текучести стали о0,2 па-
ропроводов от показаний прибора, изме-
рявшего скорость методом синхрокольца.
При повышении скорости время пробега
импульса в ОК уменьшается, что регист-
рируется прибором. В статье предложена
корреляционная зависимость прочности от
скорости для целей производственного
контроля.
Большой разброс данных делает та-
кой контроль недостаточно надежным.
Более перспективно постоянное слежение
за изменением скорости звука на одном и
том же участке паропровода. Кроме того,
при эксплуатации паропровода со сни-
женной прочностью в нем будут возни-
кать микротрещины, что приведет к по-
нижению скорости. Это можно заметить
при слежении за изменением скорости
звука на одном и том же участке, но нель-
зя учесть при оценке прочности по скоро-
сти на различных участках.
В.В. Муравьев и др. [421, докл. 2.153]
применяли измеритель структурных прев-
ращений ИСП-12 для НК дефектов, струк-
турных повреждений и прочности металла
железнодорожных колес и подшипников,
используя связь этих параметров со ско-
ростью УЗ-волн. Исследования проводи-
лись на таких деталях подвижного состава
железнодорожного транспорта, как внут-
ренние кольца подшипников, ободья колес
вагонов и бандажи колес локомотивов.
При измерениях использовали РС-
преобразователь поверхностных волн с
расстоянием между излучателем и прием-
ником 25 мм. Поверхностная УЗ-волна
распространялась по образующей и оги-
бающей поверхности исследуемых цилин-
дрических деталей. Обнаружили влияние
на скорость УЗ структур, образующихся в
результате перегрева сталей при закалке, и
механических характеристик, изменяю-
щихся при эксплуатации деталей. Наблю-
дались изменения скорости звука до 3 %.
Отмечено резкое падение скорости при
появлении трещин на поверхности дета-
лей. Выявлено, что с ростом твердости
поверхности колес скорость поверхност-
ной акустической волны уменьшается.
Контроль неметаллических вклю-
чений. В Сибирской государственной
академии путей сообщения (г. Новоси-
бирск) установлено, что с увеличением
интенсивности загрязнения стали стро-
чечными неметаллическими включениями
скорости продольных и поперечных волн
увеличиваются. На увеличение скорости
влияет длина включений (более 40 мкм)
ширина (более 4 мкм) и количество на
единицу поверхности шлифа. Несплошно-
сти такого небольшого размера не дают
отражений н не могут быть выявлены при
обычном дефектоскопическом контроле.
Наибольшее абсолютное изменение
скорости имеет поперечная волна, поля-
ризованная поперек направления прокат-
ки: от 3,255 до 3,295 мм/мкс при увеличе-
нии интенсивности строчечных включе-
ний от 0,003 до 0,03. Интенсивность опре-
делялась средней длиной, шириной и ко-
личеством включений на единицу поверх-
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
785
ности. Коэффициент корреляции 0,85 ...
0,96.
На основании этих исследований
разработана установка УМАР-1 для кон-
троля сплошности металла рельсов по из-
мерению скорости УЗ с погрешностью не
хуже 0,1 %. Для контроля можно также
использовать измерение отношения ско-
ростей продольных и поперечных волн.
В этом случае отпадает необходимость в
точном измерении размеров ОК
Исследование процесса усталост-
ного разрушения осуществляют по ско-
рости и затуханию УЗ. При многократной
нагрузке металла напряжением, значи-
тельно более низким, чем предел прочно-
сти, в нем образуются микротрещины,
которые соответствуют начальной стадии
разрушения. Появление микротрещин вы-
зывает уменьшение скорости и увеличе-
ние затухания УЗ.
На рис. 7.40 [291] показано измене-
ние амплитуды в отрицательных децибе-
лах сквозного сигнала (использовался ме-
тод прохождения на постоянной базе) го-
ловных волн на частоте 5 МГц в зависи-
мости от числа N циклов изгибного на-
гружения образца. В начальной стадии
испытаний амплитуда немного возрастала,
а при 300 000 - 380 000 циклах сильно
уменьшалась.
Перерыв в испытаниях вызывал вос-
становление первоначальной амплитуды
сквозного сигнала, но повторное цикличе-
ское изгибное нагружение более быстро
Рис. 7.40. Изменение амплитуды сигнала
головных воли в зависимости от числа
циклов испытаний A-образца с надрезом
из стали 00Х12НЗД
вызывало ослабление УЗ. Применение
более высоких частот и поверхностных
волн вместо головных приводило к тому,
что ослабление сквозного сигнала проис-
ходило при меньшем числе циклов.
В работе [279] оценивается степень
повреждаемости образцов при усталост-
ных испытаниях по изменению периода
собственных колебаний и по демпфирова-
нию (рис. 7.41) Установлено, что измене-
ния этих величин коррелируют с размером
усталостной трещины. Особенно заметно
меняется демпфирование.
Одна из важных проблем контроля
поковок и проката в условиях их эксплуа-
тации - изучение с помощью УЗ усталост-
ных повреждений от крипа- ползучести
Рис. 7.41. Изменение динамических характеристик образца (а - периода собственных
колебаний, б - коэффициента демпфирования колебаний) от числа циклов нагружения N
786
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.42. Схема акустического блока
для контроля повреждений от крипа
трубных элементов
материала с образованием микротрещин.
В университете г. Осака (Япония) иссле-
дуются различные способы оценки уста-
лостного повреждения металла приме-
нительно к прогнозированию ресурса ро-
торов турбин. Установлено, что особенно
значительно увеличение затухания попе-
речных волн на высоких частотах (15 ...
30 МГц) при использовании ЭМА-преоб-
разователей. Эффективен также способ
оценки усталости металла по уровню
структурных шумов. Измеряется инте-
гральный уровень шумов в том же диапа-
зоне 15 ... 30 МГц [131].
В [425, с. 347/012] проведены экспе-
рименты по исследованию крипа на образ-
Рис. 7.43. Схема контроля трубы на
повреждения от крипа
цах из медного сплава. Они показали, что
при крипе образуются пустоты на грани-
цах зерен. Плоскость их раскрытия пер-
пендикулярна к направлению приложен-
ной нагрузки. Это приводит к уменьше-
нию скорости продольных волн в данном
направлении. Уменьшение скорости в
перпендикулярных направлениях значи-
тельно меньше.
Таким образом, уменьшение скоро-
сти коррелирует с несферичностью пор и
их ориентацией. На этой основе предло-
жен метод оценки повреждений от крипа.
Применение анализа с помощью метода
нейронной сети и разбиения ОК на слои
по толщине позволяет определить про-
странственное распределение пустот по
обратному рассеянию. Предсказанное ко-
личество несплошностей удовлетвори-
тельно совпадает с измеренным.
В АО УралОРГРЭС (г. Екатеринбург)
разработаны акустический блок и схема
измерения для определения повреждений
от крипа трубных элементов (гибов) паро-
вых котлов методом прохождения. Ис-
пользуется изменение скорости волны
Рэлея в неповрежденном сн и исследуемом
сн образцах. Приняты меры по повыше-
нию точности измерений путем исключе-
ния времени пробега УЗ-импульса в сис-
теме преобразователей /пр по прохожде-
нию импульса между пьезопластинами
1-2 и 1-3 (рис. 7.42). Изменение скорости
обратно пропорционально изменению вре-
мени пробега t:
(сн ~ си )/сн ~ Ои — )/(^н ~ ^пр ) •
В [422, с. 605] сообщается о контроле
труб химических установок на поврежде-
ния от крипа. Крип начинается от поверх-
ности трубы под влиянием повышенных
температуры и давления и представляет
реальную опасность, когда распространя-
ется до середины толщины стенки. Для
контроля используют метод прохождения
с контактом через локальную иммерсион-
ную ванну (рис. 7.43). Развитие крипа
ухудшает прохождение УЗ-волн, ампли-
туда уменьшается в 3 ... 4 раза.
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
787
В [425, с. 284/238] также рассмотрен
вопрос контроля стальных труб диамет-
ром 87 ... 151 мм с толщиной стенки
7,6 ... 21,8 мм на повреждения от крипа.
Для выявления микротрещин также пред-
ложено применять метод прохождения по
хорде и измерять амплитуду и энергию
прошедшего сигнала (см. разд. 3.3.2.2).
В работе [283] установлено уменьше-
ние скорости рэлеевских волн в зависимо-
сти от усталостных повреждений. Иссле-
дования проводились методом прохожде-
ния на постоянной базе на частоте до
15 МГц. Погрешность измерения времени
не превышала 20 нс. В турбинной лопатке,
выработавшей ресурс, но не имевшей
микротрещин размером более 1 мкм (по
данным магнитопорошкового метода),
обнаружено уменьшение скорости (увели-
чение времени пробега Ат) на 3 % в наи-
более нагруженной зоне (вблизи замка). В
то же время в лопатке, не бывшей в экс-
плуатации, измерение скорости показало,
что разброс скоростей не превышал 0,3 %
(рис. 7.44).
Такие же закономерности установле-
ны для головной волны [337]. Уменьше-
ние скорости этой волны коррелирует с
уменьшением твердости, пределов проч-
ности и текучести стали. На распростра-
нение головной волны слабо влияют не-
ровности поверхности, окалина. Показана
эффективность применения прибора, ос-
нованного на отмеченной закономерности,
для контроля состояния металла труб па-
роперегревателей тепловых электростан-
ций в производственных условиях.
Б.А. Конюхов и др. предлагают вести
контроль накопленных усталостных по-
вреждений по дисперсии скорости УЗ-
волн. Разность между фазовой и группо-
вой скоростями волн определяли по вре-
менному сдвигу между огибающей им-
пульса и одним из экстремумов синусои-
дального заполнения импульса. Способ
оказался на порядок более чувствитель-
ным к числу циклов нагружения по срав-
нению с измерением абсолютных скоро-
стей.
Рис. 7.44. Результаты измерений
относительного времени распространения
УЗ-импульса поверхностных волн Ат/ /®мп в
различных точках турбиной лопатки,
бывшей в употреблении:
1 - измерительная система; 2 - излучатель
приемник поверхностных волн с фиксирован-
ной базой; 3 - условное изображение сечения
лопатки; 4 - номер точки измерения
3. Павловский [422, с. 1151] предла-
гает для оценки состояния металла при
усталостных испытаниях использовать
величину G - производную от коэффици-
ента затухания 8 по числу циклов испыта-
ний N. Эта величина резко возрастает
вблизи момента разрушения. На примере
крутильных испытаний показано, что чем
меньше G на начальной стадии испыта-
ний, тем большее число циклов нагрузок
Рис. 7.45. Зависимость коэффициента
G = daldN 10'3 от числа циклов испытаний,
оставшихся до разрушения (N 103 циклов)
788
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.46. Экспериментальная установка
для измерения скорости поверхностных
воли и представления сигналов на
временной развертке:
1 - интерферометр; 2 - излучатель;
3 - представление сигналов на временной
развертке; 4 - время
может выдержать материал до разрушения
(рис. 7.45). Таким образом, величина dcddN
может использоваться для предсказания
времени эксплуатации материала.
В [425, с. 341/562] исследовался про-
цесс старения стали по фазовой скорости
рэлеевских волн. Старение происходит
при радиации, коррозии, циклическом
изменении температуры и напряжений.
Поверхностная волна возбуждалась на-
клонным преобразователем (рис. 7.46).
Применялись частоты 2,25 и 10 МГц. Дли-
тельность импульсов составляла 15 пе-
риодов, чтобы приблизительно реализо-
вывался режим непрерывных колебаний и
не проявлялась дисперсия скорости.
В качестве приемников использова-
лись два лазерных интерферометра. Время
прихода импульсов измерялось интерфе-
рометром в двух точках P(zi) и P(z2) на
расстоянии 20 мм друг от друга (база из-
мерений). Погрешность измерений была
Рис. 7.47. Изменение фазовой скорости
рэлеевских волн V, м/с в зависимости от
температуры отжига Т, °C:
- частота 10 МГц; □ - частота 2,25 МГц
не более 0,1 %, а абсолютная погрешность
измерения времени не превышала 1 мкс.
Измерения показали, что с увеличе-
нием температуры отжига (снимающего
эффект старения) скорость растет
(рис. 7.47), причем более заметно на час-
тоте 2,25 МГц. Это может быть связано с
уменьшением количества зерен (и числа
границ между зернами) на пути УЗ. При
температуре выше 750 °C происходит рез-
кое уменьшение скорости, что связано с
фазовыми превращениями. Одновременно
понижается твердость поверхности мате-
риала и разность электрических потенциа-
лов между двумя точками образца (эффект
Зеебека-Т омсона).
Рис. 7.48. Магнитострикционное устройство для возбуждения
поверхностных горизонтально-поляризованных волн, обегающих образец:
7—> - возбуждающие радиочастотные колебания; 2 <— поступающий сигнал; 3 - опора;
4 - катушка с линейной меандровой обмоткой; 5 - катушка соленоида; 6 - образец;
7 - супергетеродинный спектрометр; 8 - груз
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
789
N/Nf
Рис. 7.49. Относительное изменение
фазовой скорости (v - v0)/v0 (а, слева),
коэффициента затухания (а, справа),
нелинейности Л2/Л1 (б) и процесса развития
усталостных трещин (в) в зависимости от
относительного числа циклов испытаний
на скручивание NINf.
о - максимальная длина усталостных трещин
£тах, мм; « - плотность распределения G 102,
мм1. Сталь, изгибная нагрузка 280 МПа,
Nf= 5600 - число циклов колебаний,
соответствующих разрушению
В [425, с. 337/184] предложен метод
УЗ-контроля при циклических испытаниях
образцов типа стержней на скручивание с
изгибной нагрузкой. ЭМА-методом воз-
буждались поверхностные горизонтально-
поляризованные (SH) волны, обегавшие
образец (рис. 7.48). УЗ-колебания совер-
шались в направлении оси образца. Глу-
бина проникновения УЗ-волн в образец
была около 0,5 мм.
Частота колебаний модулировалась и
на некоторых частотах возникал резонанс
для этих волн. Измерялись частота перво-
го резонанса, коэффициент затухания и
нелинейность. По частоте резонанса рас-
считывалась фазовая скорость. Коэффици-
ент затухания определялся путем подбора
экспоненциальной кривой, проходящей
через амплитуды свободных колебаний
образца.
Нелинейность определялась следую-
щим путем. Измерялась амплитуда коле-
баний на резонансной частоте А\. Затем
частота устанавливалась вдвое меньшей
резонансной. Амплитуда основной час-
тотной компоненты уменьшалась, но по-
являлась компонента второй гармоники
И2, которая измерялась. Рассчитывалось
отношение И ]/И2.
На рис. 7.49 показаны результаты од-
ного из опытов. Установлено, что разру-
шение наступает после первых максиму-
мов коэффициента затухания и нелиней-
ности через определенное значение вели-
чины N/Nf.
Контроль наводороживания. При
эксплуатации металлических изделий в
среде, содержащей водород, при повы-
шенных температуре и давлении происхо-
дит насыщение поверхностных слоев ме-
талла водородом. Это вызывает раскрытие
включений и образование слоя с низкой
прочностью.
Применяют два основных способа
контроля наводороживания: измерение
увеличения обратного рассеяния на струк-
турных неоднородностях, т.е. уровня
структурных шумов, и измерение отноше-
ния скоростей продольных и поперечных
волн.
В докладе [422, с. 658] предлагается
система SEESCAN для контроля наводо-
роживания путем наблюдения за уровнем
обратного рассеяния в изделиях толщиной
до 250 мм на развертке типа В.
Оригинальное решение проблемы
измерения отношения скоростей продоль-
ных и поперечных волн с целью контроля
наводороживания материала труб предло-
жено в Индии [422, с. 1576]. Перпендику-
лярно поверхности трубы в иммерсионном
варианте в стенку вводится УЗ-волна. На-
790
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.50. Многократные донные сигналы
в толщине стенки трубы, соответствующие
продольным (А, В, D) и поперечным (Q
волнам
блюдают многократные отражения про-
дольной волны по толщине стенки: им-
пульсы A,BhD (рис. 7.50).
После третьего отражения продоль-
ной волны наблюдается появление эхо-
сигнала С поперечной волны. Это объяс-
няется тем, что, несмотря на применение
фокусировки, продольная волна расходит-
ся и после нескольких многократных от-
ражений падает на внутреннюю поверх-
ность трубы под достаточно большим уг-
лом. В результате отражения она расщеп-
ляется на продольную и поперечную вол-
ны. Отраженные волны проходят тот же
путь в обратном направлении с трансфор-
мацией на внутренней поверхности попе-
речной волны в продольную.
Для расчета отношения скоростей
продольных и поперечных волн измеряют
интервалы времени t между импульсами
S-СиВ-О:
С/ tr ~t п
— = -1 + 2———
с( tD tB
Считают, что импульс до внутренней
поверхности распространяется как про-
дольная волна, а от внутренней к наруж-
ной - как продольная и поперечная вол-
ны*. Достоинство метода - независимость
результатов измерений от толщины стенки
трубы. Для повышения точности измере-
ния ведутся на частоте 10 МГц. Испыта-
* В докладе в формуле допущена ошибка в зна-
ке перед 1.
ния показали, что в зависимости от степе-
ни наводороживания отношение скоро-
стей увеличивается от 2,05 до 2,80.
В [425, с. 488/153] сообщается о раз-
работке универсального УЗ-прибора для
контроля образцов на образование трещин
от наводороживания. Образцы максималь-
ным размером 600 х 600 мм длительное
время находились в производственных
условиях, при которых шел процесс наво-
дороживания и образования трещин. За-
тем они исследовались иммерсионным
способом на разработанном приборе типа
V1C, имеющем диапазон частот ОД... 25 МГц,
четыре выхода для связи с компьютером,
автоматическое сканирование, различные
типы разверток. Измерялись скорость и
затухание УЗ по донным сигналам. Фик-
сировали также отражения от дефектов на
очень высокой чувствительности. На-
стройка выполнялась по плоскодонному
отверстию диаметром 0,2 мм. Результаты
контроля удовлетворительно совпали с
разрушающими испытаниями.
Контроль термообработки сплавов.
Измерение скорости ультразвука - эффек-
тивное средство исследования кристалли-
ческой решетки металлов, в том числе ее
изменений под влиянием термообработки
[240]. Равновесная структура кристалли-
ческой решетки в чистых металлах соот-
Рис. 7.51. Относительное изменение
скоростей Av/v поверхностной 1 и объемной 2
волн от времени старения т (часы)
сплавов алюминия
КОНТРОЛЬ СТРУКТУРЫ МЕТАЛЛОВ
791
ветствует максимальной скорости УЗ. Ис-
кажения кристаллической решетки (дис-
локации), образование твердых растворов
(особенно пересыщенных) вызывает сни-
жение скорости. Напротив, распад твер-
дых растворов вызывает повышение ско-
рости, что особенно характерно для спла-
вов алюминия.
На рис. 7.51 в качестве примера пока-
зано увеличение скоростей поверхностных
и объемных волн в закаленных сплавах
алюминия при их старении. При нем про-
исходит выделение частиц с иной кри-
сталлической структурой (фаз) и переход
кристаллической решетки твердого рас-
твора в более равновесное (упорядочен-
ное) состояние. Такие же изменения на-
блюдаются при отпуске закаленной стали.
Создание неоднородных структур при
выпадении крупных карбидных частиц в
сталях, мартенситное превращение при
закалке, появление участков эвтектики
при пережоге алюминиевых сплавов, на-
копление дислокаций кристаллической
решетки и повреждений в форме микро-
трещин (при усталостных испытаниях)
вызывает снижение скорости УЗ в мате-
риалах. Легирование металлов вызывает
как увеличение, так и уменьшение скоро-
сти звука в зависимости от фазовых, в том
числе аллотропических превращений
(рис. 7.52).
По данным А.В. Шарко прочностные
свойства хорошо коррелируют со скоро-
стью УЗ в сталях со средним и высоким
содержанием углерода и алюминиевых
сплавах, в которых структурные превра-
щения сопровождаются образованием но-
вых фаз.
Предложен [21] контроль качества
термообработки алюминиевого сплава
АК4-1 по электропроводности (вихревыми
токами) и по скорости волн Рэлея. Первым
методом отбирались детали, закаленные
при температуре, превышающей 530°, а
вторым - отбраковывались детали, зака-
ленные при температуре, превышающей
540°.
Рис. 7.52. Зависимость скорости
распространения продольной волны v, в
алюминиевых сплавах и относительного
изменения скорости Av/v, от содержания
легирующих добавок х в массовых
процентах
Исследование дефектов кристал-
лической решетки. По исследованиям
Л.Г. Меркулова [231], дефекты кристалли-
ческой решетки - одна из основных причин
затухания ультразвука в монокристаллах.
В работе Р.В Коваленка и В.В Шлях-
турова по затуханию УЗ в монокристаллах
КС1 показано, что рассеяние определяется
наличием пор и включений другой фазы.
Сопоставление теоретических оценок с
экспериментальными данными на часто-
тах 10 ... 50 МГц показало, что включения
размером 1 мкм не вызывают существен-
ного увеличения затухания. Гораздо
большую роль играют более крупные цен-
тры рассеяния даже при их малочисленно-
сти.
Контроль фазовых превращений.
Г.А. Буденковым и А.Ф. Максимовым об-
наружено явление резкого повышения эф-
фективности ЭМА-преобразования при
фазовых превращениях в сталях. Напри-
мер, в точке Кюри происходит повышение
амплитуды возбуждаемых ЭМА-способом
продольных волн приблизительно в 6 раз,
а в точке превращения a-железа в у-
железо повышение амплитуды достигало
792
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
а3,град
Рис. 7.53. Зависимость степени
холодной деформации (CXD) вдоль (а)
и поперек (б) направления прокатки от угла
падения а3, при котором возбуждается
рэлеевская волна
9 раз по сравнению с комнатной темпера-
турой. Механизм обнаруженного явления
связан с резким увеличением магнитост-
рикционного эффекта в электромагнито-
акустическом преобразовании [151].
Явление резкого увеличения эффек-
тивности ЭМА-преобразования открывает
возможность контролировать полноту фа-
зовых превращений в сталях и других
ферромагнитных материалах. Оно нашло
применение в автоматических установках
для измерения толщины стенок труб с
ЭМА-преобразователями. Автоматическая
система поддерживает температуру, соот-
ветствующую точке Кюри для стали. Маг-
нитный датчик определяет условия резко-
го изменения магнитной проницаемости и
управляет механизмом подачи воздушного
охлаждения.
На свойства сталей с высоким содер-
жанием хрома, получаемых в результате
закалки, влияет содержание остаточного
аустенита, т.е. не распавшегося твердого
раствора углерода в гамма железе. Ско-
рость звука линейно уменьшается с уве-
личением остаточного аустенита.
Контроль степени холодной де-
формации. Как отмечалось ранее, иска-
жения кристаллической решетки вызыва-
ют снижение скорости. Одной из причин
искажения является холодная деформация.
В [425, с. 332/688] сообщается, что
увеличение деформации (обжатия листа)
при прокатке аустенитной стали приводит
к уменьшению скорости головной волны.
Скорость измерялась методом прохожде-
ния при изменении расстояния между из-
лучателем и приемником (чтобы исклю-
чить неопределенность точки ввода). Уве-
личение деформации на 50 % уменьшало
скорость на 5,5 %.
Для уменьшения деформации в усло-
виях эксплуатации труб-оболочек тепло-
выделяющих элементов (ТВЭЛ) атомных
электростанции (АЭС) под влиянием ра-
диации трубы подвергают предваритель-
ной холодной деформации (порядка 20 %)
без последующей механической обработ-
ки. В работе [96] рассмотрены перспек-
тивные методы неразрушающего контроля
степени холодной деформации. Наиболее
эффективным признан метод контроля
динамической твердости, т.е. определение
скорости отскока бойка динамического
твердомера (см. разд. 7.6). Однако этот
метод оставляет на поверхности отпечаток
глубиной около 0,2 мм, таким образом, он,
строго говоря, не является полностью не-
разрушающим. Поэтому исследовались
также другие методы.
Измерение скоростей распростране-
ния продольных волн (выполнялось на
частоте 2,5 МГц путем сравнения со ско-
ростью волн в воде с погрешностью не
более 0,2 %) показало их слабую зависи-
мость от степени холодной деформации.
Высокую чувствительность к степени
холодной деформации обнаружила ско-
рость распространения поверхностной
рэлеевской волны. Изменение этой скоро-
сти определялось двумя способами: по
изменению времени распространения им-
пульса этих волн и по изменению угла
падения, при котором возбуждается эта
волна при иммерсионном контроле
(рис. 7.53). Полученные результаты до-
вольно хорошо совпадают между собой.
Исследования проводились не на
трубах, а на пластинах толщиной 2 мм из
аналогичного материала (аустенитная сталь).
КОНТРОЛЬ СТРУКТУРЫ И СВОЙСТВ ЧУГУНА
793
сталь). При переходе на трубы с толщиной
стенки 0,4 мм возникает необходимость
дополнительных исследований по измене-
нию скорости распространения волн Лэм-
ба, поскольку при малой толщине стенок
труб волны Рэлея переходят в лэмбовские.
Установлено также, что увеличение пре-
дела прочности ов на 30 %, предела теку-
чести со,2 в 3,2 раза и уменьшение относи-
тельного удлинения 8 в 5 раз увеличивает
время распространения волн Рэлея на
3,5 мкс на базе 20 мм.
7.9. КОНТРОЛЬ СТРУКТУРЫ И
СВОЙСТВ ЧУГУНА
Чугун - это сплав железа с углеро-
дом, в котором доля углерода превышает
4,13 %. Различают белый чугун, в котором
углерод входит в химическое соединение
с железом (цементит), и чугун, в котором
углерод выпадает в виде графита. Чаще
всего в промышленности применяют
именно такой чугун, но иногда использу-
ют также белый чугун, обладающий по-
вышенной твердостью.
Контроль структуры чугуна УЗ по-
зволяет определить количество и форму
графитных включений. В структуре чугу-
на может присутствовать графит различ-
ных форм. Наиболее высокая прочность у
чугуна с мелким шаровидным графитом.
Меньше прочность, когда графит имеет
хлопьевидную форму (вермикулярный
графит), еще меньше при пластинчатом
графите (серый чугун).
Структуру чугуна оценивают по ско-
рости и затуханию продольных УЗ-волн
[73]. Установлено, что в чугуне с выпав-
шим графитом скорость УЗ увеличивается
с уменьшением содержания графита,
уменьшением размеров графитовых вклю-
чений, изменением их формы от пластин-
чатой к шаровидной, увеличением количе-
ства шаровидных графитных включений к
общему содержанию графита, увеличени-
ем содержания цементита в металличе-
ской основе. Предельно высокое значение
Содержание шаровидного графита, %
Рис. 7.54. Измерение скорости продольных
волн с (х) и отношения дониый сигнал -
структурная помеха РЛ1Р„ (▲) от содержания
сфероидального графита в чугуне
скорости УЗ приближается к скорости в
стали.
Затухание УЗ обычно уменьшается,
когда скорость увеличивается. На
рис. 7.54 (шкала справа) приведен пример
влияния на скорость УЗ-волн процентного
содержания шаровидного графита при
постоянстве других параметров чугуна.
Путем исследований выбирают аку-
стические характеристики, наиболее тесно
корреляционно связанные с исследуемым
структурным параметром чугуна. С уче-
том этого информацию о графите (со-
держание, форма, размер) обычно полу-
чают по скорости УЗ, а информацию о
металлической основе (матрице) - по его
затуханию.
Структура и химический состав чу-
гуна определяют его механические свой-
ства: прочность (временное сопротивле-
ние при растяжении), твердость (исполь-
зуют обычно твердость по Бринеллю НВ),
модуль нормальной упругости. Во многих
794
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.55. Принцип измерения
отношения донный сигнал - структурная
помеха
случаях практически важен контроль
именно этих свойств, а не структурных
характеристик, лежащих в их основе. С
учетом этого исследовали корреляцион-
ные связи акустических и физико-
механических свойств.
Модуль нормальной упругости про-
порционален квадрату скорости Е = Ас2
(см. разд. 1.1.1). Коэффициент А опреде-
ляют эмпирически, на него влияют плот-
ность и коэффициент Пуассона материала.
В отношении твердости известно, что с ее
увеличением скорость звука возрастает (в
стали - наоборот), а затухание уменьшает-
ся, однако для каждого вида чугуна эта
связь в количественном отношении инди-
видуальна.
Временное сопротивление чугуна при
растяжении обычно определяют формулой
аь = а ЕНВ = Р с2 НВ, здесь аир- эмпи-
рические коэффициенты, которые опреде-
ляют на основе прямых испытаний для
каждой марки чугуна и даже с учетом
особенности технологии выплавки на дан-
ном предприятии. Для чугуна с шаровид-
ным графитом установлено, что р = 0,062 ...
0,114, а с пластинчатым - Р = 0,032 ...
0,077 при измерении сц в МПа, а скорости
с в км/с. Погрешность не превышает 7 %.
Для точного измерения скорости и
затухания УЗ необходимо иметь два дон-
ных сигнала. Между тем большое затуха-
ние УЗ в чугуне нередко затрудняет на-
блюдение второго донного сигнала.
Л.В. Воронковой было предложено
измерение такой акустической величины,
как отношение донный сигнал - структур-
ная помеха [73]. Для этого наблюдают
уровень помех вблизи донного сигнала (в
зоне протяженностью не более двух длин
волн) и измеряют этот уровень Рп по от-
ношению к амплитуде донного сигнала Ра
(рис. 7.55.) Важное достоинство этой ве-
личины состоит в том, что для ее измере-
ния достаточно наблюдать один донный
сигнал.
Отношение донный сигнал - помеха
в дальней зоне определяется формулой,
приведенной в табл. 2.4. Оно не зависит от
толщины ОК, что очень удобно. В то же
время предложенная характеристика не
является независимой от ранее рассмот-
ренных. Она сильно зависит от скорости с
ультразвука и слабее - от коэффициента
рассеяния 5Р, который составляет основ-
ную часть коэффициента затухания в чу-
гуне. Отношение донный сигнал-помеха
зависит также от качества акустического
контакта (см. разд. 2.2.3.4). Предложенное
отношение рекомендуется использовать
вместо измерения скорости ультразвука
для оценки степени шаровидности
(рис. 7.54, шкала слева).
Другая акустическая величина, пред-
ложенная Л.В. Воронковой для оценки
физико-механических свойств чугуна, -
частота fm, соответствующая максималь-
ной амплитуде спектра донного сигнала
(или соответствующая циклическая часто-
та ы„). Для ее измерения используют ши-
рокополосный преобразователь и дефек-
тоскоп-спектроскоп, позволяющий на-
блюдать спектр донного сигнала. Теоре-
тический анализ показал, что значение fm
связано с коэффициентом рассеяния. На
него также влияет полоса пропускания
преобразователя.
На рис. 7.56 показана зависимость от
твердости НВ коэффициента затухания а,
КОНТРОЛЬ СТРУКТУРЫ И СВОЙСТВ ЧУГУНА
795
скорости с и частоты максимальной ам-
плитуды спектра = 2л fm. Коэффициент
корреляции для частоты максимальной
амплитуды спектра выше, чем для скоро-
сти и затухания.
Достоинство измерения твердости по
величине fm также в том, что ее измеряют
по первому донному сигналу. Недостатки
состоят в зависимости fm от индивидуаль-
ных свойств преобразователя и качества
акустического контакта, необходимости
использования более сложного, чем де-
фектоскоп, прибора - спектроанализатора.
Необходимо иметь в виду, что на из-
меряемые УЗ параметры оказывает влия-
ние целый комплекс свойств чугуна. На-
пример, на рис. 7.57 показана зависимость
скорости в чугуне и отношения донный
сигнал - структурная помеха от содержа-
ния шаровидного графита и средней вели-
чины графитных включений. Из сравнения
с рис. 7.54 видно, что на рис. 7.54 измере-
ния выполняли на чугуне с крупными
включениями.
В [422, с. 1102] предложена формула
для расчета уровня структурных шумов Ps,
возникающих в результате рассеяния УЗ в
чугуне с шаровидным графитом в низко-
частотной области, где длина волны го-
раздо больше диаметра рассеивающих
частиц. Формулы качественно совпадают
с экспериментальными результатам и с
фор-мулами в п. 1.1.3. При увеличении
диаметра графитных включений макси-
мум спектра рассеяния смещается в сто-
рону низких частот. Когда длина волны
гораздо больше диаметра рассеивающих
частиц форма графитных включений не-
существенна.
В [425, с. 418/035] сообщается о
влиянии содержания шаровидных графит-
ных включений в чугуне к общему содер-
жанию графита на скорость и затухание
УЗ. С увеличением содержания шаровид-
ного графита скорость увеличивается и
приближается к скорости звука в стали, а
затухание уменьшается. Кроме того, ско-
рость зависит от структуры матрицы. Это
совпадает с ранее рассмотренными ре-
зультатами.
Рис. 7.56. Зависимость от твердости
чугуна НВ коэффициента затухания а,
скорости с и частоты максимальной
амплитуды спектра
Для определения свойств чугуна по
скорости УЗ (в частности, формы графит-
ных включений) в ЦНИИТмаш разработан
портативный прибор УСЦ-1. Измерение
выполняется при одностороннем доступе.
Измеряется скорость головной волны на
базе 70 мм с погрешностью 0,4 %. Изме-
ренный временной интервал преобразует-
ся в величину процентного содержания
шаровидной фазы графита и изображается
на цифровом дисплее. Коэффициент связи
скорость - процент шаровидного графита
можно учитывать при настройке. Поверх-
ность отливки не нуждается в обработке
при литье в кокиль, а после литья в земля-
ную форму требуется дробеструйная об-
работка.
Иногда применяют отливки из серого
чугуна, в которых верхний слой состоит
из отбеленного чугуна, для придания по-
верхности необходимой твердости. Струк-
туру этого слоя (наличие включений серо-
го чугуна) проверяют по скорости УЗ, ко-
торая в белом чугуне значительно больше
(5,6 мм/мкс). Толщину отбеленного слоя
проверяют, направляя УЗ-лучи по различ-
ным траекториям на различной глубине
796
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Содержание шаровидного графита, %
Рис. 7.57. Влияние размеров и
содержания шаровидного графита в
чугуне на скорость продольной волны
(шкала слева) и отношение донный сигнал-
структурная помеха (шкала справа):
1,2, 3,4- мелкий, средний, крупный и
очень крупный графит соответственно
[47]. Например, при контроле изделий
цилиндрической формы - по разным хор-
дам.
Для контроля твердости изделий из
чугуна в [170] использовали метод, осно-
ванный на измерении скорости распро-
странения головной волны. Излучающий и
приемный наклонные преобразователи с
углом ввода, равным первому критиче-
скому, располагали в общем корпусе на
расстоянии 35 мм друг от друга. Преобра-
зователи устанавливали на ОК и подклю-
чали к импульсному прибору ИСП-12,
основанному на методе автоциркуляции.
Как отмечалось ранее, в отличие от
сталей, где повышение твердости умень-
шает скорость звука, в чугунах наблюда-
ется обратная зависимость. При испыта-
ниях метода на чугуне С420 коэффициент
корреляции показаний прибора с твердо-
стью оказался равным 0,93.
Г.А. Буденков и др. [46] разработали
способ и установку для контроля твердо-
сти массовых чугунных деталей (коро-
мысло клапана двигателя М-412). Детали
контролировали в области рабочей "пяты"
путем измерения скорости распростране-
ния продольных УЗ-волн.
Использовали иммерсионный им-
пульсный метод прохождения. Расстояние
между ЭМА-преобразователями было по-
стоянным, поэтому время прохождения
УЗ-импульсов определялось только вре-
менем задержки в ОК. Для настройки
применяли контрольные образцы, служа-
щие "проходным" и "непроходным" ка-
либрами. Применение установки в 9 ... 10
раз увеличило производительность кон-
троля.
7.10. КОНТРОЛЬ СТРУКТУРЫ и
СВОЙСТВ СПЕЧЕННЫХ
ПОРОШКОВЫХ И ТЕРМОАКТИВНЫХ
МАТЕРИАЛОВ
Контроль в порошковой металлур-
гии. Получение материалов методом по-
рошковой металлургии состоит в прессо-
вании порошка из заданной смеси мате-
риалов (в том числе неметаллов) и после-
дующем или одновременном спекании
при высокой температуре, но более низ-
кой, чем температура плавления компо-
нентов. Таким способом изготовляют ма-
териалы, получить которые другими спо-
собами невозможно (например, из не-
сплавляющихся материалов); материалы с
повышенной стойкостью к вибрациям,
смене температур, истиранию и т.д.; изде-
лия, не требующие дальнейшей обработки.
Например, для получения материалов
на основе железа используют порошок
губчатого железа, который подвергают
двустороннему прессованию и спеканию
при температуре от 400 до 1250 °C в тече-
ние 5 ... 180 мин. Пористость полученного
таким способом материала изменяется в
границах от 7 до 38 объемных процентов.
Исследования, выполненные М. Ми-
ховски (Болгария) в ЛЭТИ, показали, что
коэффициент затухания УЗ в таких мате-
риалах в несколько раз больше, чем в низ-
коуглеродистой стали. Это не препятству-
ет дефектоскопическому контролю таких
материалов. С увеличением частоты УЗ
КОНТРОЛЬ СТРУКТУРЫ И СВОЙСТВ СПЕЧЕННЫХ МАТЕРИАЛОВ
797
коэффициент поглощения возрастает ли-
нейно, а коэффициент рассеяния - по
квадратичному закону. Основное влияние
на величину коэффициента затухания ока-
зывает пористость и многократное отра-
жение в контактных пленках между спе-
каемыми частицами. Обзор данного во-
проса приведен в [2].
Измеряя скорость, можно контроли-
ровать пористость материала, грануломет-
рический состав, температуру и продол-
жительность спекания. При этом возмо-
жен разброс результатов в пределах от 0,7
до 10 %. По качественному измерению
затухания (через добротность колебаний)
можно оценить степень спекания.
Пористость спеченных материалов
контролируют также по затуханию УЗ
(В.А. Плотников и др.). Контроль выпол-
нялся РС-преобразователем на частоте
2,5 МГц по донному сигналу на образцах в
форме дисков.
Проведенный анализ [55] показал,
что контроль величины пористости по
относительному изменению скорости зву-
ка с/со предпочтительнее, чем по относи-
тельному изменению коэффициента зату-
хания 8/80, особенно в производственных
условиях. На рис. 7.58 показаны зависи-
мости скорости звука 1 и коэффициента
затухания 2 от плотности (обратно про-
порциональной пористости) материалов,
полученных методом порошковой метал-
лургии. Как видно, поле разброса показа-
ний (обозначено штриховыми линиями)
для скорости значительно уже, но точ-
ность измерения скорости выше.
В.В. Поляковым и др. [262] установ-
лены корреляционные связи между скоро-
стями продольных и поперечных волн с
одной стороны и такими параметрами по-
ристых меди и железа, как электропровод-
ность, теплопроводность, магнитная про-
ницаемость, твердость по Бринеллю с дру-
гой. С увеличением скорости все эти па-
раметры увеличиваются.
По скорости и затуханию УЗ предла-
гается контролировать величину зерна в
прессованных при высокой температуре
порошковых материалах [425, с. 420/094].
В теоретической модели в коэффициент
Рис. 7.58. Зависимости относительных
изменений скорости звука 1 и коэффициента
затухания 2 от плотности (обратно
пропорциональной пористости) материалов
из бериллия, полученных методом
порошковой металлургии
затухания кроме коэффициентов поглоще-
ния и рассеяния введен дополнительный
член - коэффициент распространения,
учитывающий особенности порошкового
материала. Контролируют также спечен-
ный порошковый материал на наличие
дефектов.
Контроль акустических свойств
композиционных материалов на основе
алюминиевой матрицы. Одними из пер-
спективных являются материалы, полу-
чаемые методом порошковой металлургии
из дисперсных порошков пластичного
металла (алюминия, титана или никеля) и
твердой керамики (окиси алюминия, кар-
бида кремния и др.), выполняющей роль
армирующего компонента. Эти порошки
смешивают и прессуют в формах в защит-
ной атмосфере при давлении порядка
40 МПа и температуре 590 ... 600 °C. Со-
четание пластичности металлической мат-
рицы с твердостью и жесткостью арми-
рующего керамического наполнителя при-
дает материалу прочность и износостой-
кость.
Для неразрушающего контроля
свойств этих материалов используют УЗ-
эхометод. В работе [425, с. 320/036] опи-
саны результаты контроля материала с
алюминиевой матрицей, армированного
карбидом кремния (SiC). Средние размеры
частиц алюминия - 25, 100 и 180 мкм, час-
тиц SiC - 10 и 40 мкм. Испытывали образцы
798
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.59. Уменьшение скорости с в
зависимости от пористоти р ферритов
толщиной 20 мм с различным содержани-
ем SiC и разными размерами частиц по-
рошка. Скорость и коэффициент затуха-
ния продольных волн измеряли эхомето-
дом на частотах 3,5; 5 и 10 МГц.
Плотности алюминия и SiC близки,
однако модуль упругости керамики на-
много больше, поэтому повышение со-
держания SiC увеличивает скорость звука.
Рост содержания SiC от 0 до 20 % повы-
шает коэффициент затухания (примерно
вдвое), что объясняется увеличением рас-
сеяния на частицах наполнителя. При по-
стоянстве состава материала уменьшение
размеров частиц как алюминия, так и SiC
увеличивает скорость звука. Для материа-
ла с размерами частиц алюминия 25 и
100 мкм повышение содержания SiC уве-
личивает затухание, однако, если частицы
алюминия имеют размер 180 мкм, наблю-
дается обратное. Это требует дополни-
тельного исследования. Частота УЗ не
влияет на скорость звука. С ростом часто-
ты затухание растет.
Контроль ферритов. Ферриты - не-
металлические ферромагнитные материа-
лы, химические соединения оксидов пере-
ходных металлов с оксидом железа. Изде-
лия из ферритов изготовляют спеканием
из смеси порошков. Выпускают в виде
моно- и поликристаллов. Их применяют в
радиотехнике и электронике. Нарушение
режима спекания и кристаллизации при-
водит к возникновению трещин и струк-
турным изменениям.
С.А. Филимоновым предложен резо-
нансный метод контроля ферритовых пла-
стин. Для возбуждения ультразвука ис-
пользован магнитострикционный эффект в
самой пластине. Нарушение режима спе-
кания приводит к уменьшению амплитуды
резонансных импульсов. Этот признак
хорошо коррелирует с количеством тре-
щин в пластине. Маскирующее действие
оказывают клинообразность и разнотол-
щинность пластины. Влияние увеличения
пористости в ферритах разного состава на
уменьшение скорости (рис. 7.59) и возрас-
тание коэффициента затухания проанали-
зировано Е.К Гусевой.
В работах С.Г. Абаренковой и др.
[1] исследовалось качество заготовок маг-
нитных головок, вырезанных из монокри-
сталла марганцо-цинкового феррита. Ин-
формационный параметр - добротность,
измерявшаяся по ширине резонансной
кривой собственных колебаний заготовок
в форме пластин. Рост числа дислокаций
(почти на два порядка) сопровождался
двукратным изменением добротности.
Этот параметр оказался более чувстви-
тельным к качеству головок, чем магнит-
ные свойства.
Длительный высокотемпературный
вакуумный отжиг пластины феррита, при-
водящий к совершенствованию кристал-
лической решетки, увеличивает собствен-
ную частоту на несколько процентов, доб-
ротность - в 3 ... 10 раз. Одновременно
увеличивается на несколько десятков про-
центов коэффициент электромеханиче-
ской связи - важный показатель качества
магнитофонной головки.
Разработана автоматизированная ус-
тановка [111] для контроля ферритов в
диапазоне частот 50 ... 300 кГц. Установка
позволяет измерять собственную частоту,
добротность и магнитные свойства ферри-
тов. В условиях массового производства
поликристаллических ферритовых пла-
стин достаточно измерить один акустиче-
ский параметр - частоту нижней планар-
ной моды при оптимальном подмагничи-
вающем поле.
В.М. Барановым и др. предложено
контролировать дефекты кромок поверх-
ности ферритовых, керамических и других
изделий с круглой поверхностью по аку-
стическим шумам, возникающим при ска-
тывании изделия по наклонной поверхно-
КОНТРОЛЬ МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ
799
сти. Если сколы на поверхности отсутст-
вуют, амплитуда шумов равномерно воз-
растает из-за ускорения движения изде-
лия. При наличии скола появляются им-
пульсные составляющие.
7.11. КОНТРОЛЬ
МЕЖКРИСТАЛЛИТНОЙ КОРРОЗИИ
И КОРРОЗИИ ПОД НАПРЯЖЕНИЕМ
Межкристаллитная коррозия поража-
ет изнутри стенки сосудов и трубопрово-
дов. Она проявляется в том, что происхо-
дит химическое превращение веществ,
располагающихся по границам кристалли-
тов (зерен) металла, и в результате резко
снижается его прочность.
Другие виды коррозии обнаруживают
по локальному уменьшению толщины
стенок с помощью толщиномеров группы
Б. Межкристаллитная коррозия характер-
на очень тонкими промежутками между
зернами металла, причем эти промежутки
заполнены продуктами коррозии. Тонкие
несплошности не дают четкого отражения
УЗ-волн, поэтому межкристаллитную кор-
розию обычно контролируют по уменьше-
нию скорости и увеличению коэффициен-
та затухания УЗ.
По измерениям В.Н. Приходько
[268], межкристаллитная коррозия вызы-
вает изменение скорости не более чем на
15 % (рис. 7.60), в то время как коэффици-
ент затухания изменяется в десятки раз
(рис. 7.61). Надежный способ контроля
межкристаллитной коррозии состоит в
сравнении амплитуд сигналов, прошедших
один и тот же путь в ОК, пораженном и не
пораженном коррозией (ГОСТ 6032-75).
Коэффициент коррозии принимают
равным отношению амплитуд донных
сигналов в корродированном и некорре-
лированном (образцовом) ОК на одной и
той же частоте. Контроль ведут на часто-
тах 1 ... 10 МГц. Частоту выбирают так,
чтобы влияние коррозии было наибольшее
и в то же время наблюдались достаточно
большие амплитуды сигналов.
В зависимости от условий контроля
могут быть использованы продольные
Рис. 7.60. Зависимость относительного
изменения скорости продольных волн в
стали от межкристаллитной коррозии:
1—3 - средний размер кристаллитов
соответственно 90; 60 и 30 мкм
волны с применением совмещенного или
РС-преобразователя или поперечные вол-
ны, излучаемые и принимаемые двумя
встречно расположенными наклонными
преобразователями. При небольшой тол-
щине ОК используют волны Лэмба или
квазирэлеевские волны.
Недостаток метода измерения коэф-
фициентов коррозии состоит в том, что
два ОК должны очень точно соответство-
вать друг другу по форме и чистоте по-
верхности. Несколько снижаются требова-
Рис. 7.61. Зависимость коэффициента
затухания от межкристаллитной коррозии
в стали. Средний размер кристаллитов
30 мкм. 1,2 и 3 - частоты соответственно
2,5, 5 и 10 МГц, где hK/L - относительная
глубина коррозии
800
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.62. Контроль коррозионных
трещин под напряжением в замках
турбинных лопаток (а, б) и в шпоночной
канавке диска (в):
1,2,3 - места, возникновения трещин
ния к образцовому ОК при использовании
относительного метода, когда контроль
ведут на двух частотах таким же спосо-
бом, как при измерении структурных ко-
эффициентов. При этом ошибки в измере-
нии глубины коррозии составляют
5 ... 10%.
Скорость УЗ измеряют со значитель-
но более высокой точностью, чем затуха-
ние. С учетом этого в работах Г.И. Тилле-
ра разработана методика измерения меж-
кристаллитной коррозии по скорости зву-
ка или одновременно по относительному
изменению скорости и амплитуды донно-
го сигнала, характеризующего затухание.
Градуировку выполняют по двум образ-
цам с разной степенью поражения меж-
кристаллитной коррозией.
Эффективный способ контроля меж-
кристаллитной коррозии - по измерению
скорости звука с помощью УЗ-толщино-
мера и вихретоковым методом [269]. По-
грешность измерения глубины поражения
межкристаллитной коррозией составляет
5 ... 7%.
Межкристаллитная коррозия особен-
но сильно поражает наплавленный металл
сварного шва и зону термического влия-
ния. Для контроля коррозии сварного со-
единения используют отражение от валика
шва, полученное с помощью двух встреч-
но расположенных наклонных преобразо-
вателей поперечных волн с углами ввода
40 ... 50°, соединенных по зеркально-тене-
вой схеме. Таким способом измеряют кор-
розию глубиной 0,3 ... 0,7 мм [269].
В работах испанских и французских
исследователей [419] предлагается оценка
глубины достаточно сильно развитых
межкристаллитных коррозионных трещин
(глубиной 2,5 мм и более), возникающих
под действием коррозии под напряжени-
ем. Такие трещины отличаются большим
раскрытием, чем описанные ранее трещи-
ны от межкристаллитной коррозии. Изме-
ряют разность времен пробега УЗ-им-
пульса, дифрагированного на конце тре-
щины и отраженного от ее основания, т.е.
используют дифракционно-временной ме-
тод.
В экспериментах применяли фокуси-
рующие преобразователи с углами ввода
60 и 70° на частоту 1 МГц, с диаметром
пьезоэлемента 30 ... 50 мм. Фокусное пят-
но располагали на внутренней поверхно-
сти контролируемых аустенитных трубо-
проводов толщиной 30 мм. Настройку вы-
полняли по риске глубиной 10 % от тол-
щины объекта (трубопровода). Действи-
тельная и измеренная глубина трещин
совпадали с коэффициентом корреляции 0,9.
В [422, с. 1899] разработана методика
контроля турбинных дисков на коррозию
под напряжением. Особенно опасно воз-
никновение коррозионных трещин в мес-
тах крепления турбинных лопаток, имею-
щих вид Т-образного паза или елочки
(рис. 7.62, а и б). Для контроля использу-
ют наклонные преобразователи с раз-
личными углами ввода, обеспечивающими
проверку опасных зон. Выявлялись тре-
КОНТРОЛЬ ПОВЕРХНОСТНО УПРОЧНЕННЫХ СЛОЕВ
801
щины глубиной 6 мм и более. На рис. 7.62,
в показана схема контроля шпоночной
канавки диска. Надежно обнаруживались
трещины глубиной более 3 мм.
7.12. КОНТРОЛЬ ПОВЕРХНОСТНО
УПРОЧНЕННЫХ СЛОЕВ
Поверхностям некоторых изделий
придают повышенную твердость с помо-
щью поверхностной закалки. Эта цель
достигается двумя способами: химико-
термической обработкой (азотированием,
цементацией, борированием) или электро-
термообработкой. Изделия типа рельсов,
валков холодной прокатки подвергают
поверхностной закалке последним спосо-
бом.
Измерение толщины поверхност-
ной электрозакалки. Структура металла,
подвергнутого поверхностной электроза-
калке, содержит твердый закаленный слой
I, переходную зону II, глубже которой
расположен сырой (незакаленный) металл
III (рис.7.63, б). Закаленный слой имеет
мелкозернистую структуру и наименьшую
величину скорости звука (показаны ори-
ентировочные значения скорости с и твер-
дости по Бринеллю НВ). Сырой металл
имеет крупнозернистую структуру и более
высокую скорость звука. Промежуточная
зона характеризуется промежуточными
постепенно меняющимися значениями
твердости, величины зерна и скорости УЗ.
Основная задача неразрушающего кон-
троля - определение толщины закаленного
слоя.
Исследованы два пути решения зада-
чи: использование эффекта изменения
скорости в зависимости от твердости и
наблюдение за уровнем структурных по-
мех, которые увеличиваются по мере уве-
личения средней величины зерна. Первый
способ реализуют с помощью рефракции
УЗ-лучей. Он разработан в ЦНИИТмаш
Рис. 7.63. Контроль закаленного слоя по рефракции волн:
а - амплитуда сигнала в зависимости от расстояния X между излучателем и приемником;
б - изменение твердости НВ и скорости ультразвука с глубиной; в - рефракция расходящегося
пучка лучей с разными углами ввода
802
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
б)
Рис. 7.64. Контроль закаленного слоя
по уровню структурных помех:
а - схема контроля; б - сопоставление
результатов измерения глубины расположения
переходной зоны ультразвуком (сплошная
линия) и по микрошлифам (штриховая линия)
и эффективен при закалке токами про-
мышленной частоты. Для этого способа
закалки характерна большая ее глубина и
широкая промежуточная зона.
Продольные или поперечные волны
направляют под большим углом к поверх-
ности ОК (рис. 7.63, в). Увеличение скоро-
сти УЗ с понижением твердости НВ и глу-
бины под поверхностью вызывает реф-
ракцию (искривление) лучей и возвраще-
ние их на поверхность ввода. Интерфе-
ренция искривленных лучей приводит к
возникновению максимумов, отмечаемых
приемным преобразователем (рис. 7.63, а).
Положение максимумов позволяет рас-
считать глубину закаленного слоя и гра-
диент изменения скорости с глубиной,
характеризующих переходную зону.
Второй способ основан на наличии
максимума огибающей структурных по-
мех, глубина залегания которого корреля-
ционно связана с полной глубиной зака-
ленного слоя вплоть до границы сырого
металла. Способ дает лучшие результаты
для контроля закалки токами высокой час-
тоты, отличающейся малой глубиной за-
калки и узким переходным слоем. Способ
требует гораздо меньших расстояний ме-
жду преобразователями на поверхности
ОК. Способ применен В.А. Святовым и
др. (НКМЗ, г. Краматорск) для контроля
РС-преобразователем на частоте 4 МГц
[297].
Г.В. Зарочинцев (ВНИИЖД) приме-
нил другой вариант этого способа для
контроля закалки рельсов. Расстояние I
между излучающим и приемным наклон-
ными преобразователями поперечных
волн изменяется (рис. 7.64, а), и фиксиру-
ются импульсы, рассеянные на неодно-
родностях структуры. Угол ввода преоб-
разователей 65 ... 70°, оптимальная часто-
та 6 ... 12 МГц. Определяется расстояние
соответствующее максимуму сигнала
структурных помех, по которому рассчи-
тывается глубина закалки.
На рис. 7.64, б приведено сопостав-
ление результатов измерения (в мм на оси
ординат) глубины расположения переход-
ной зоны ультразвуком и определенной по
микрошлифам, в зависимости от режима
закалки (условно указан на оси абсцисс)
Контроль химико-термической об-
работки. В [422, с. 880] предложен кон-
троль глубины азотирования и цементации
хромо-молибдено-ванадиевой и никель-
хромистой сталей с помощью рэлеевских
волн. Излучающий Е и приемный R пре-
образователи расположены под углами а„
обеспечивающими возбуждение и регист-
рацию поверхностной волны. Использу-
ются локальные иммерсионные преобра-
зователи (рис. 7.65). Измеряют скорость
звука на двух базах L и L + EL, это позво-
КОНТРОЛЬ ПОВЕРХНОСТНО УПРОЧНЕННЫХ СЛОЕВ
803
Рис. 7.65. Методика измерения скорости воли Рэлея локально-иммерсионными
преобразователями
ляет исключить неопределенное время
пробега УЗ в жидкостных призмах и части
образца S, нагруженной жидкостью. Азо-
тирование и цементация уменьшают ско-
рость поверхностной волны.
Меняя частоту УЗ, изменяют длину А,
и глубину проникновения поверхностной
волны. Эти данные обрабатываются для
изучения структуры поверхностного слоя.
Для образцов с механически упрочнен-
ной поверхностью скорость практически
не изменяется с частотой.
И.В. Троицкий разработал УЗ-метод
контроля химико-термического или лазер-
ного поверхностного упрочнения деталей,
основанный на возбуждении волн Стоун-
ли. Скорость этих волн зависит от толщи-
ны покрытия и его свойств. На рис. 7.66, а
показана иммерсионная установка для
такого контроля. Измеряется амплитуда
отражения от ОК 3 в зависимости от углов
падения и отражения волн, излучаемых и
принимаемых преобразователями 2. При
достижении углов 0, при которых в ОК
возбуждается волна Стоунли, энергия
уносится этой волной и коэффициент от-
ражения R резко уменьшается (рис. 7.66,
б, в). Составлены графики и таблицы зави-
симости значения критического угла от
толщины никелевого или борированного
слоя.
Контроль наклепа. Некоторые дета-
ли для повышения прочности при цикли-
ческих контактных нагрузках подвергают
наклепу - пластической деформации по-
верхностных слоев. Во ВНИИНКе пред-
ложен и апробирован метод контроля на-
клепа по скорости волн Рэлея [29]. Как
отмечалось, при упругой деформации рас-
тяжения происходит уменьшение скоро-
сти. При сжатии скорость, наоборот, уве-
личивается. При достижении области пла-
стической деформации и последующем
снятии нагрузки отмеченные изменения
скорости сохраняются.
Основной тип деформации при на-
клепе - сжатие. Ожидалось, что оценку
Рис. 7.66. Схема установки для
контроля химически упрочненных слоев (а):
1 - иммерсионная ванна; 2 - излучающий и
принимающий преобразователи; 3 - ОК;
4 - генератор; 5 - усилитель; 6 - измеритель
амплитуды.
Угловая зависимость коэффициента
отражения УЗ-волн R для стали 45 (б) и
композиционного материала вольфрам-
медь-никель (в):
1 - без покрытия; 2 - с борированным слоем
50 мкм и никелевым покрытием 10 мкм;
3 - с борированным слоем 100 мкм
804
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
напряжения деформации при наклепе
можно выполнять по увеличению скоро-
сти рэлеевских волн (по сравнению с не-
деформированным состоянием). Этому
мешает деформация растяжения, которая
также возникает при наклепе. Экспери-
менты показали, что в целом скорость при
наклепе уменьшается. По этому результи-
рующему уменьшению скорости рэлеев-
ских волн можно качественно судить о
состоянии наклепанной поверхности.
7.13. КОНТРОЛЬ ПОКРЫТИЙ из
НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
К таким неметаллическим покрытиям
относят окраску, плакировку из стекла или
пластика. Контроль более толстых (при-
мерно от 1 мм и более) неметаллических
покрытий рассмотрен в разд. 4.6. Кон-
троль металлических покрытий и анти-
коррозионной наплавки рассмотрен в
разд. 5.1.3.2.
Система ISONIC, рассмотренная в
разд. 5.1.7.7, нашла применение для ульт-
развукового контроля качества стеклян-
ных покрытий на внутренней поверхности
металла реакторов и труб химических ус-
тановок [425, с. 279/691]. Контроль ведет-
ся со стороны покрытия преобразователя-
ми DA 312 или MSEB-5 фирмы
"Krautkramer". Система осуществляет сле-
жение за текущими координатами преоб-
разователя и представляет результат в
форме карты дефектов. На карте разными
цветами обозначены бездефектные участ-
ки, места повреждения покрытия и места
повреждения покрытия и металла. Ком-
мерческое название системы ISONIC для
этого специфического применения -
GLASSMAP.
Фирма "Krautkramer" [425, с. 493/158]
разработала прибор СТМ для контроля
толщины и качества многослойных (до
трех слоев) покрытий на металле, дереве,
пластмассе, керамике эхометодом. Зонди-
рующий импульс укорочен путем демп-
фирования преобразователя и за счет со-
гласования преобразователя с материалом
покрытия. Это позволяет контролировать
и измерять толщину слоев в 10 ... 500 мкм
с разрешением 1 мкм. Прибор может так-
же работать как толщиномер для диапазо-
на толщин по металлу 0,1 ... 8 мм.
Львовский физико-механический ин-
ститут [425, с. 102/190] предложил ис-
пользовать поверхностные волны для кон-
троля качества лакокрасочных или поли-
мерных покрытий. Высококачественное
покрытие отличается повышенными меха-
ническими напряжениями в пограничном
слое. Отслоению соответствуют нулевые
напряжения. Поверхностная волна (по-
видимому, волна Стоунли) возбуждается в
основном металле. Чем лучше сцепление с
покрытием, тем сильнее затухает эта вол-
на. Ухудшение качества сцепления с по-
крытием вызывает вариацию ослабления
волны от 0,9 до 0,2 дБ/мм на частоте
4,5 МГц. Прибор на базе компьютера для
такого контроля - UST-2000.
Согласно другому способу в изделии
через покрытие возбуждается поперечная
волна под некоторым углом. Измеряется
отношение амплитуд эхосигналов от по-
граничного слоя и донного сигнала. Чем
это отношение больше, тем сцепление
хуже. Вариация отношения амплитуд дос-
тигает 25 дБ. Применяют волны на частоте
выше 5 МГц.
7.14. КОНТРОЛЬ ФИЗИКО-
МЕХАНИЧЕСКИХ СВОЙСТВ
АБРАЗИВНЫХ ИНСТРУМЕНТОВ,
ОГНЕУПОРОВ, КЕРАМИКИ И
МЕТАЛЛ О-КЕРАМИКИ
Абразивные инструменты контро-
лируют интегральными методами вынуж-
денных или свободных колебаний [82;
237]. Такой контроль основан на корреля-
ционной зависимости между упругими
характеристиками материала и эксплуата-
ционными свойствами инструментов -
твердостью и стойкостью (ресурсом). Ин-
формативными параметрами служат соб-
ственные частоты f изделий, стержневая
скорость звука с0 = yjE/p (р - плотность)
и модуль ЮнгаЕ. Собственные частоты
КОНТРОЛЬ ТОНКИХ ПОКРЫТИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ 805
Рис. 7.67. Формы изгибных (а) и продольных (б) колебаний стержней
и брусков длиной Z на основной частоте
зависят не только от упругих постоянных
материала ОК, но от его размеров и фор-
мы, а также вида (моды) возбуждаемых
колебаний, поэтому значение с0 находят из
соотношения с0 = Ff где F - коэффициент
формы. При необходимости определения
модуля Юнга дополнительно измеряют
плотность.
Как отмечалось, при контроле мето-
дом вынужденных колебаний ОК возбуж-
дают контактными преобразователями
(обычно пьезоэлектрическими), а собст-
венные частоты регистрируют по резо-
нансному увеличению амплитуды колеба-
ний. Для устранения влияния неинформа-
тивных составляющих спектра выполняют
спектральный анализ по специальной про-
грамме с применением компьютера.
При использовании интегрального
метода свободных колебаний ОК возбуж-
дают ударом и измеряют центральную
частоту затухающих импульсов. Неин-
формативные составляющие спектра уст-
раняют полосовыми фильтрами и устрой-
ствами управления процессом измерения.
Для уменьшения влияния опор их
располагают в узлах колебаний соответст-
вующих мод, а излучатель и приемник -
вблизи пучностей. Иногда, для уменьше-
ния влияния на собственные частоты ОК,
приемник размещают вблизи узла, однако
это снижает амплитуду принятого сигна-
ла.
В ОК в виде брусков или стержней
возбуждают изгибные или продольные
колебания, формы которых показаны на
рис. 7.67. В абразивных кругах, имеющих
форму диска с центральным отверстием,
возбуждают изгибные или радиальные
планарные (плоские) колебания
(рис. 7.68). На рисунках штрих-
пунктирными линиями показаны узловые
плоскости, тонкими линиями - форма ОК
через полпериода колебаний. Знаки "+" и
указывают направление движения час-
тей круга вверх и вниз перпендикулярно
плоскости круга.
Частоты плоских колебаний тонкого
(по сравнению с длиной волны) диска и
продольных колебаний тонкого стержня, в
отличие от изгибных колебаний этих
объектов, практически не зависят от
толщины изделия. Это сокращает число
учитываемых параметров ОК и упрощает
контроль, поэтому в России для контроля
абразивных кругов применяют
преимущественно плоские колебания, а для
брусков - продольные.
Отечественная аппаратура для кон-
троля абразивных инструментов методами
свободных и вынужденных колебаний
Рис. 7.68. Формы изгибных (а) и
плоских (б) колебаний диска с центральным
отверстием на основной частоте
806
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.69. Установка диска с отверстием
при контроле интегральным методом
свободных колебаний с использованием
плоских колебаний
позволяет индицировать в цифровом виде
собственную частоту, скорость звука, зву-
ковой индекс (см. ниже), модуль Юнга, а
также твердость абразивных изделий в
принятом для них буквенном обозначе-
нии.
Приборы типа "Звук-2ОЗМ", разрабо-
танные и выпускаемые ВНИИАШ (С.-
Петербург), предназначены в основном
для контроля крупногабаритных изделий
(в частности, абразивных кругов) методом
свободных колебаний. Они портативны
(масса менее 0,5 кг), просты для примене-
ния и не требуют специальных опор. Кон-
тролируемый круг устанавливают на полу
или столе, а ударник 1 и микрофонный
приемник 2 располагают под углом 45° к
диаметру, проходящему через опору
(рис. 7.69) и совпадающему с узлом сме-
щений (и колебательных скоростей). Это
создает оптимальные условия для возбуж-
дения плоских колебаний.
Отечественная аппаратура (приборы
"Звук-ПОМ") использует метод вынуж-
денных колебаний. Она позволяет контро-
лировать малогабаритные изделия, в том
числе такие, которые пока недоступны для
зарубежной аппаратуры (например, абра-
зивные круги диаметром от 3 мм).
За рубежом для контроля абразивных
кругов диаметром более 50 мм методом
собственных колебаний применяют при-
боры Grindo Sonic бельгийской фирмы
J.W. Lemmens N.V. В отличие от отечест-
венной аппаратуры, в них используют в
основном изгибные колебания. Контроли-
руемый ОК в форме диска с центральным
отверстием опирается на коническую опо-
ру с четырьмя ребрами, совпадающими с
узловыми диаметрами (рис. 7.70.). Излу-
чающий и приемный преобразователи
располагают в пучностях скоростей (зонах
1 и 2). Модуль упругости вычисляют по
специальной компьютерной программе.
Рис. 7.70. Установка диска с отверстием
при контроле с использованием изгибных
колебаний:
1 ~ зона возбуждения колебаний; 2 - зона
их приема
КОНТРОЛЬ ТОНКИХ ПОКРЫТИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ 807
Контроль абразивных изделий регла-
ментирует ГОСТ 25961-83. В соответст-
вии с этим стандартом качество кругов
характеризуют "звуковым индексом",
представляющим собой величину 0,01сср,
где сср - среднее значение скорости звука
(для тонкого стержня) в материале ОК в
м/с. Звуковые индексы имеют дискретные
значения с шагом 2 (т.е. 200 м/с).
Рассматриваемый метод введен также
в стандарты: ГОСТ 2424-83 "Круги шли-
фовальные. Технические условия", ГОСТ
21963-82 "Круги отрезные. Технические
условия", ГОСТ 2464-82 "Сегменты шли-
фовальные. Технические условия" и ГОСТ
2456-82 "Бруски шлифовальные. Техни-
ческие условия".
Отрезные абразивные круги не-
больших толщин контролируют также
ультразвуковым эхометодом [404]. Каче-
ство материала оценивают по скорости
распространения продольных волн.
ОК помещают в иммерсионную ван-
ну с водой между прямым широкополос-
ным УЗ-преобразователем с основной час-
тотой 2,25 МГц и отражателем в виде па-
раллельной ОК плиты из нержавеющей
стали. Задержка эхосигнала от плиты со-
ставляет Т\ = Т] + т2 + Тз, где Xi, т2 и т3 -
времена двойного прохождения УЗ-
импульса в промежутках преобразователь -
ОК, самом ОК, и ОК - плита соответст-
венно. Измеряют разность ЕТ= Т2 - Т\, где
Т2 - время задержки эхосигнала от отра-
жателя в отсутствие ОК. Кроме того, по
эхосигналам от поверхностей ОК измеря-
ют время т2. При этом учитывают проти-
воположность начальных фаз этих сигна-
лов, обусловленную различием условий
отражения от передней и донной поверх-
ностей ОК.
Скорость звука в материале ОК опре-
деляют по формуле
где с - скорость звука в воде. Значения ДГ
и т2 измеряют с помощью компьютера,
поэтому изменение толщины ОК учитыва-
ется автоматически. В отличие от инте-
грального метода свободных колебаний,
разработанная установка позволяет реги-
стрировать изменения скорости звука в
различных зонах ОК и получать графики
изменения этой скорости по линии скани-
рования.
Методом собственных колебаний в
режимах вынужденных продольных и из-
гибных колебаний контролируют также
сталеразливочные пробки из огнеупорных
материалов (ГОСТ 25714-83), керамику,
изделия из чугуна (например, шапки изо-
ляторов высоковольтных линий электро-
передач), углеродных и других материа-
лов, для которых имеются корреляцион-
ные зависимости скорости звука от физи-
ко-механических свойств - пористости,
твердости, прочности и т.п. [237; 238;
172].
Контроль упругих свойств керами-
ки. Характерным дефектом керамики и
металлокерамики является пористость.
Повышенная пористость снижает плот-
ность, упругие свойства и прочность ма-
териала, поэтому ее контролируют нераз-
рушающими методами.
Контроль пористости акустически-
ми методами основан на ее влиянии на
модули упругости и коэффициент затуха-
ния ультразвука. С увеличением степени
пористости скорость звука уменьшается,
затухание - растет (главным образом бла-
годаря рассеянию). Зоны повышенной
пористости в некоторых материалах (на-
пример, ПКМ) выявляют по увеличению
затухания упругих волн (см. разд. 4.13).
Связь пористости с модулем Юнга
выражается в основном эмпирическими
соотношениями. В [394] приведены две
такие формулы:
Е = Ео ехр(-йр) (7.5)
и
Л=Е0{1-ехр[-6(1-р)]}, (7.6)
где Ео - модуль Юнга в отсутствие порис-
тости, р - объемная пористость, b - эмпи-
рический коэффициент, зависящий от
808
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
размеров пор, их распределения, ориента-
ции и других особенностей материала
(эмпирические коэффициенты в других
подобных формулах этого параграфа оп-
ределяются теми же факторами).
Формула (7.5) относится к материа-
лам с пористостью менее 50 %, формула
(7.6) - более 50 %. Формулы (7.5) и (7.6)
даны без указания их применимости к
конкретным материалам. Результаты их
экспериментальной проверки в [394] от-
сутствуют.
Связь пористости различных керамик
с модулем Юнга и скоростью С/ продоль-
ной волны исследовал J.P. Panakkal [397].
Им приведены предложенные нескольки-
ми авторами формулы зависимости этих
параметров от пористости и результаты их
экспериментальной проверки. Так, Phani с
соавторами предлагают формулы
С; = е;о(1-Р)" и Е = Е0(1-р)2"+1,
где С/о - скорость продольной волны в от-
сутствие пористости, п - эксперименталь-
но определяемая константа. Предполага-
ется, что коэффициент Пуассона, влияю-
щий на скорость продольной волны, не
зависит от пористости. Хорошее совпаде-
ние с экспериментом наблюдается при
п = 1.
Другими авторами предложена фор-
мула
Ci = сю (1 -ар), (7.7),
где а - эмпирический коэффициент. Ре-
зультаты экспериментальной проверки
этой формулы на керамиках различного
типа приведены в табл. 7.6.
Формула (7.7) позволяет определить
значение объемной пористости
р = (сю- ci)/acio= &с/(асю),
где Ас - изменение скорости продольной
волны.
Для многих керамик справедлива
формула
Е=Е0(1-кДс),
где к- постоянная.
Зависимость модуля Юнга от порис-
тости, полученная на основе теории упру-
гости, для произвольного распределения
пор сферической формы имеет вид
Е = Ео(1 -р)(1 + кнр)-' = Ео (1 - кЕ Ас),
где кн и кЕ - постоянные. Таким образом,
зависимости отношения Е/Ео от скорости
звука имеют линейно-падающий характер.
При этом разность скоростей Ас служит
основным информативным параметром
для оценки пористости и упругих посто-
янных керамики.
Приведенные данные показывают
возможность контроля модуля Юнга раз-
личных керамик по изменению скорости
продольной волны в диапазоне изменения
объемной пористости от 0 до 0,45. По-
грешность оценки от 0 до 10 %, коэффи-
циент корреляции - от 0,97 до 0,99.
Рассмотренные линейные зависимо-
сти отношения Е/Ео от разности скоростей
Ас справедливы для оценки модулей Юнга
пористых керамик, применяемых в ядер-
ных установках, конструкционных кера-
мик, материалов на основе глины, сверх-
проводящих керамик, а также металлоке-
рамик в пределах более чем двукратного
изменения Е. Расхождение теоретических
результатов с экспериментальными дан-
ными обусловлено разными размерами,
формой и распределением пор в объеме
материала. Приведенные зависимости
справедливы только для материалов, по-
лученных методом спекания из порошка.
Они не относится к материалам, получен-
ным по пенообразующим технологиям.
В диапазоне температур 500 ...
1000 °C упругие свойства керамики кон-
тролируют также путем измерения скоро-
стей упругих волн, причем для этого ус-
пешно применяют бесконтактный лазер-
ный способ излучения и приема этих волн
[394, с. 401 и с.100].
Для комплексного контроля неболь-
ших изделий (массой до 2 кг и длиной до
0,5 м) из материалов с низкими потерями
(металлов, керамики, металлокерамики и
КОНТРОЛЬ ТОНКИХ ПОКРЫТИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ 809
7.6. Зависимость скорости продольной волны от объемной
пористости. Расчет по формуле (7.7)
Материал Измеренная скорость продольной волны сю в отсутствие пор, м/с Значение коэффициента а Коэффициент корреляции г
Металлокерамика из железа 6044 1,41 0,98
ио2 5 416 1,35 0,95
a-SiC 12 200 0,90 0,96
А12О3 10 400 1,059 0,94
Si3N4 1 120 1,25 0,98
Сверхпроводящая керамика ¥Ьа2Си3О7.х 565 0,807 0,99
Глиняная керамика 8379 2,203 0,96
(UOo,3Puo.7)C 4604 1101 0,92
др.) применяют интегральный метод соб-
ственных колебаний [401]. В ОК возбуж-
дают изгибные, продольные или крутиль-
ные колебания непрерывно меняющейся
частоты. Необходимый тип колебаний
выбирают расположением излучающего и
приемного преобразователей в определен-
ных зонах ОК. Диапазон используемых
частот - до 500 кГц.
При резонансах амплитуда колебаний
резко возрастает. Дефекты в ОК, измене-
ние физико-механических свойств и раз-
меров вызывает изменение частоты резо-
нанса и расщепление резонансных пиков.
Метод очень чувствителен к любым изме-
нениям перечисленных параметров. Так, в
роликах подшипников выявляют трещины
размером 0,3 х 0,001 х 0,008 мм. Метод
позволяет оценивать разницу в термооб-
работке, прочность на растяжение с по-
грешностью ± 30 МПа и твердость по Рок-
веллу с погрешностью ± 0,5 единиц. Как и
в других интегральных методах, коорди-
наты обнаруженных дефектов не опреде-
ляются. Применение метода ограничено
изделиями из материалов с высокой доб-
ротностью. Изделия из пластиков, необож-
женной керамики и им подобные контро-
лировать нельзя.
Контроль структуры материала
труб из армированной SiC/CAS керами-
ки, карбида кремния и нитрида крем-
ния. Для контроля этих объектов D.J. Roth
с соавторами применили иммерсионный
вариант эхометода, позволяющий изме-
рять скорость УЗ с учетом изменения
толщины ОК [405]. Внутрь трубы встав-
ляли отражатель в виде металлического
стержня, расположенного на фиксирован-
ном расстоянии от преобразователя. Это
810
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
обеспечивало постоянство пути УЗ-им-
пульса, необходимое для автоматического
учета толщины стенки контролируемой
трубы. Образцы труб помещали в иммер-
сионную ванну на вращающийся стол так,
что отражатель находился внутри ОК,
преобразователь - снаружи. О структуре
образца судили по скорости продольных
волн в нем. Трубу вращали, преобразова-
тель смещали в вертикальном направле-
нии и регистрировали значения скорости
звука в материале. Номинальные толщины
стенок контролируемых труб 4,1 мм
(SiC/CAS) и 7,5 мм (нитрид кремния). Об-
разец из материала SiC/CAS проверяли на
частоте 2,25 МГц, из нитрида кремния-
20 МГц.
Приведены результаты распределе-
ния скорости продольных волн в различ-
ных зонах образцов. Получены линейно-
падающие зависимости скорости звука от
процентного содержания пор в карбиде
кремния и нитриде кремния. Для карбида
кремния увеличение пористости от нуля
до 12 % снижает скорость звука с 12000 до
10800 м/с. Для нитрида кремния рост по-
ристости от нуля до 40 % уменьшает ско-
рость с 11000 м/с до 6000 м/с.
Зависимость скорости от объемного
содержания армирующих волокон в
SiC/CAS керамике имеет линейно-расту-
щий характер. Изменение объемного со-
держания волокон от 0,15 до 0,45 увели-
чивает скорость звука от 5800 до 6800 м/с.
7.15. КОНТРОЛЬ ФИЗИКО-
МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК
ДРЕВЕСИНЫ И ЕЕ ПРОИЗВОДНЫХ
Древесина обладает ярко выражен-
ной упругой анизотропией, поэтому ско-
рости продольных волн сильно зависят от
направления их распространения относи-
тельно волокон материала. Например, для
сухого бука скорость продольной волны
вдоль волокон 4100 м/с, а в двух перпен-
дикулярных направлениях - 2200 м/с и
1500 м/с. Коэффициент затухания на час-
тоте 0,5 МГц составляет около 400 дБ/м
[191], что много больше, чем для металлов.
Большое затухание упругих волн в древе-
сине и ее производных обычно не позво-
ляет использовать частоты выше 0,5 МГц.
Основные дефекты древесины, сни-
жающие ее прочностные характеристики, -
гниль, грибковые поражения и каналы,
проложенные червями-сверловщиками
[394, 377].
Для обнаружения дефектов в дере-
вянных столбах и оценки их прочности
используют метод прохождения в направ-
лении поперек волокон. Излучающий и
приемный преобразователи контактируют
с ОК через слой контактной смазки или
без нее. В случае сухого контакта приме-
няют приспособление в виде клещей,
обеспечивающее силу прижатия преобра-
зователей около 100 Н. Дефекты умень-
шают амплитуду сквозного сигнала, зоны
пониженной прочности снижают скорость
звука. Выявлены корреляционные зависи-
мости между скоростью звука и прочно-
стью, найдены эмпирические формулы
для оценки прочности [394].
Метод контроля древесины по вре-
мени прохождения сквозного сигнала оп-
робован также в Румынии [425, с. 223/784].
Образцы из бука толщиной 35 мм с влаж-
ностью 14 % прозвучивали поперек воло-
кон и регистрировали время прохождения
импульсов продольных колебаний в каж-
дом направлении. Использовали преобра-
зователи с волноводами, имеющими с ОК
сухой точечный контакт. Центральная
частота импульсов 150 кГц. Результаты
измерений представляли в виде диаграмм,
дающих представление о времени прохо-
ждения сигналов и, следовательно, скоро-
стях звука на различных участках ОК.
Максимальные скорости соответствуют
высокой прочности материала. На ослаб-
ленных участках эта скорость понижена, в
зонах дефектов она снижается еще больше.
КОНТРОЛЬ ТОНКИХ ПОКРЫТИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ 811
Метод прохождения применяют так-
же на живых деревьях [395]. В них звук
распространяется лучше, чем в столбах и
мачтах. Однако кора препятствует кон-
тролю и в зоне расположения преобразо-
вателей ее удаляют. Деревья прозвучива-
ют на частотах 0,25 ... 0,5 МГц.
В Канаде используют систему кон-
троля древесины, основанную на измере-
нии затухания упругих волн. Установка
содержит два магнитострикционных пре-
образователя на частоту 30 кГц, установ-
ленных на расстоянии 1,1м друг от друга
[394]. Электронный блок сравнивает ам-
плитуду прошедшего между преобразова-
телями сквозного сигнала с заданным
уровнем, что позволяет найти определяю-
щую затухание влажность древесины.
Для контроля деревянных столбов
используют метод собственных колеба-
ний. Вынужденные колебания возбуждают
по длине столба, по крайней мере один из
концов которого должен быть доступен
для установки преобразователей. Если оба
конца недоступны, преобразователи уста-
навливают в специально просверленное
отверстие. Качество ОК оценивают по
ширине резонансной кривой (по доброт-
ности). Дефекты ОК снижают доброт-
ность.
Контроль фанеры на внутренние
дефекты (в основном, нарушения соеди-
нения между слоями) выполняют ультра-
звуковым методом прохождения с катя-
щимися преобразователями, аналогично
используемым для контроля пенопласта
(см. разд. 4.2 и 4.8).
Одной из новых технологий в дере-
вообработке является ультразвуковая тех-
нология формообразования и уплотнения
изделий из сырой цельной древесины. Уп-
лотнение достигается одновременным
воздействием статической силы и трех-
мерного УЗ-поля. Такая обработка суще-
ственно повышает рабочие характеристи-
ки материала.
Для неразрушающего контроля фи-
зико-механических характеристик уплот-
ненной древесины А.А. Ерофеев, Ф.Ф. Ле-
гуша и др. использовали интегральный
метод свободных колебаний и УЗ-метод
прохождения [139]. Прибором ЗВУК-
203М измеряли собственные частоты при
изгибных колебаниях стержневых образ-
цов, по которым находили значения пара-
метра с/ = у[Е/р . Как и в других рассмот-
ренных выше случаях, этот интегральный
параметр связан с прочностью, плотно-
стью, упругими свойствами и влажностью
материала.
7.7. Параметры образцов на различных стадиях обработки
уплотненной древесины
Параметр I II III
р, кг/м3 997 627 844
С/, м/с 2570 ... 2800 3710 3020 ... 3440
Со, м/с 3650 4470 4320
с г, м/с 1350 ... 1450 1520 ... 1630 1015 ... 1160
Со /с„ м/с 2,70 ... 2,52 2,94 ... 2,74 4,26 ... 3,72
Примечания: I- сырая древесина, II - та же древесина после длительной сушки, III - уп-
лотненная древесина.
812
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.71. Зависимость скоростей
продольной (с,) и поперечной (с,) волн
от времени полимеризации:
1 - продольная волна; 2 - поперечная
УЗ-методом прохождения (прибором
УК-14П) измеряли скорости продольных
волн вдоль (со) и поперек (сг) волокон и
вычисляли степень анизотропии со/сг. Ре-
зультаты измерений, полученные на об-
разцах из одного куска березы, представ-
лены в табл. 7.7.
Значения с/ рассчитаны для двух по-
ложений образца при изгибных колебани-
ях. Минимальное значение ct соответству-
ет такой ориентации видимых дефектов
(сучков, трещин), при которой их влияние
на собственную частоту наибольшее.
Прочностные характеристики и
дефекты древесностружечных плит и
файеры. Для контроля таких изделий
В.Д. Денисламов использовал локальный
метод свободных колебаний [121]. Проч-
ность оценивают по изменению спектров
ударно возбуждаемых акустических им-
пульсов во всех зонах ОК. Контроль вы-
полняется на автоматизированной уста-
новке с компьютерной обработкой ин-
формации. На дисплее отображается по-
верхность контролируемого объекта с
изображением топографии распределения
значений контролируемых параметров и
выявленных их отклонений.
7.16. КОНТРОЛЬ СТЕПЕНИ
ПОЛИМЕРИЗАЦИИ ПЛАСТИКОВ И
ПРОПИТКИ СВЯЗУЮЩИМ
АРМИРУЮЩИХ волокон
Задача контроля степени полимери-
зации актуальна при производстве как
неармированных, так и армированных
пластиков, характеристики которых опре-
деляются степенью полимеризации мате-
риала. Контроль процесса полимеризации
позволяет не только следить за качеством
продукции, но и оптимизировать одну из
важнейших стадий технологии ее изготов-
ления.
Ультразвуковые методы контроля
процесса полимеризации пластиков осно-
ваны на измерении двух параметров: ско-
рости распространения упругих волн и их
затухания. Выбор этих параметров и спо-
собы их оценки определяются конкретны-
ми условиями задачи.
А.И. Кондратьев с соавторами [177]
изучали упругие свойства материалов на
основе эпоксидных смол и их изменение в
процессе полимеризации. Исследовали
различные композиции материалов, отли-
чающиеся соотношениями смолы (ЭД-20),
отвердителя, пластификатора и порошко-
образных наполнителей (стекла, графита,
фторопласта). Скорости продольных и
поперечных волн измеряли эхометодом в
процессе отверждения материалов при
комнатной температуре во временном ин-
тервале от 5 мин до 24 ч. Центральная
частота УЗ-импульсов 2,5 МГц, толщина
образцов - несколько миллиметров. В
процессе полимеризации скорость
продольной волны возрастает от 1800 до
2400 м/с. В первые 6 часов рост скорости
имеет нерегулярный характер (рис. 7.71),
что объясняется особенностями процесса
формирования структуры материала. В
интервале 6 ... 24 ч наблюдается плавное
и монотонное нарастание скорости до
максимального значения. Через 5,5 ч про-
цесс отверждения достигает стадии, когда
появляются условия для распространения
поперечной волны, скорость которой мо-
нотонно увеличивается до максимума.
Приведены составы композиций, изме-
ренные значения скоростей продольных и
поперечных волн и рассчитанные по ним
модули нормальной и сдвиговой упруго-
сти. Модули упругости оказались выше
приведенных в литературе. Это объясня-
ется тем, что акустическим методом изме-
ряются адиабатические постоянные, ста-
КОНТРОЛЬ СТЕПЕНИ ПОЛИМЕРИЗАЦИИ ПЛАСТИКОВ
813
Рис. 7.72. Зависимость скоростей продольной (с;) и поперечной (с,)
волн и затухания 5 от времени в процессе полимеризации смолы RTM6
тическими - изотермические (см. разд.
7.3).
Контроль процесса полимеризации
смол описан также в докладе [425,
с. 436/482]. Авторы использовали метод
прохождения. Излучающий и приемный
преобразователи специализированного
прибора USLT 2000 располагали на двух
частях пресс-формы. Пьезоэлементы пре-
образователей стабильно работали до тем-
пературы 200 °C. После нагрева и запол-
нения пресс-формы измеряли скорости
продольных и поперечных волн и их зату-
хание в функции времени.
В процессе полимеризации смолы
RTM6 при температуре 160 °C скорость с;
продольных волн в ней монотонно увели-
чивается до предельного значения
2400 м/с (рис. 7.72). Для продольной вол-
ны максимум затухания 8 наблюдается на
стадии, когда произведение времени ре-
лаксации на частоту близко к единице.
Прохождение поперечной волны начина-
ется только после перехода определенной
стадии процесса, когда появляется упру-
гость формы. Затухание этой волны с мо-
мента ее появления резко и монотонно
уменьшается. На практике используют
продольные волны, позволяющие контро-
лировать все стадии процесса. Методика и
Рис. 7.73. Влияние температуры
полимеризации иа скорость ct продольной
волны и ее изменение во времени
814
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
в) г)
Рис. 7.74. Изменение ультразвуквого
импульса после прохождения через
отверждающийся стеклопластик через:
а - 3 часа; 6-1 часов; в - 24 часа; г - 48 часов
аппаратура позволяют исследовать и опти-
мизировать выбор температуры и времени
отверждения смолы.
Графики изменения скорости звука
во времени при различных температурах
отверждения показаны на рис. 7.73. На
основе полученных данных контроль про-
цесса полимеризации связующих легко
автоматизировать.
Методика применима и для контроля
отверждения препрегов (заготовок ПКМ
до полимеризации связующего). Однако
армирующие волокна несколько меняют
характер наблюдаемых зависимостей, что
объясняется ухудшением акустического
контакта на начальной стадии процесса.
Термореактивные пластмассы (ре-
актопласты) получают смешиванием при
комнатной температуре твердых гранули-
рованных компонентов; смолы, отверди-
теля и заполнителя [422; с. 1020; 425,
с. 388/480]. Смесь нагревают до темпера-
туры плавления (60 ... 70 °C), а затем по-
лимеризуют при температуре 100... 180 °C.
Процесс полимеризации начинается при
температурах 100 ... 120 °C и продолжает-
ся 20 ... 30 с. При использовании техноло-
гии прессования исходные материалы рас-
плавляют и прессуют в пресс-форме, при
литьевой технологии - пресс-форму
заполняют предварительно расплавленной
массой.
Процесс полимеризации контроли-
руют У 3-методом прохождения. Излу-
чающий и приемный преобразователи
продольных волн устанавливают на верх-
ней и нижней частях пресс-формы. Зату-
хание оценивают по амплитуде сквозного
сигнала, упругие свойства — по времени
его задержки. В промышленной установ-
ке, использующей метод прессования,
применяют пьезокерамические преобразо-
ватели, стабильно работающие при давле-
ниях до 60 МПа и температурах до 200 °C.
Диаметр преобразователей 8 мм, рабочая
частота от 4 до 5 МГц. Установка управ-
ляется компьютером, результаты измере-
ний представляются на его дисплее. Рас-
стояние между преобразователями авто-
матически измеряется и учитывается при
расчете скорости и затухания.
При нагреве материал сначала раз-
мягчается, что отмечают по увеличению
затухания и снижению скорости звука (а
значит, и модуля нормальной упругости).
Затем начинается полимеризация, сопро-
вождающаяся ростом амплитуды сигнала
и увеличением скорости звука (уменьше-
нием времени задержки сигнала). С окон-
чанием процесса полимеризации амплиту-
да сигнала и скорость звука достигают
максимальных значений.
Рассмотрено влияние различных фак-
торов на процесс полимеризации материа-
ла. Каждый полимер характеризуется сво-
ей формой кривой изменения затухания и
скорости звука во времени. Одна из разра-
ботанных установок используется в про-
изводстве шкивов приводных ремней ав-
томобильных двигателей. Установка вы-
дает сертификат качества, содержащий
кривую изменения скорости продольной
волны от времени полимеризации.
Термопласты в отличие от реакто-
пластов получают инжекционным (литей-
ным) методом. При этом материал нагре-
вают перед заполнением им пресс-формы,
в которой он охлаждается и затвердевает.
Для определения оптимального времени
извлечения изделия из формы нужно знать
КОНТРОЛЬ СТЕПЕНИ ПОЛИМЕРИЗАЦИИ ПЛАСТИКОВ
815
момент окончания процесса, который оп-
ределяют по тем же признакам - прекра-
щению роста амплитуды и изменения
времени задержки сквозного сигнала.
Процесс отверждения связующего в
стеклопластиках контролируют также по
изменению скорости распространения УЗ-
волн [247]. По мере твердения скорость
звука в стеклопластике асимптотически
повышается до максимума, причем зако-
номерность эта разная для направлений
вдоль основы и вдоль утка (основа и
уток - совокупности нитей, идущих вдоль
и поперек стеклоткани). Одновременно
повышается прочность стеклопластика.
Другой способ контроля степени от-
верждения смолы - по изменению частот-
ного спектра сквозного или донного сиг-
нала [247]. Применяют широкополосные
импульсы с центральной частотой
150 кГц. На рис. 7.74 показано изменение
центральной частоты импульса, связанное
с тем, что в материале с неотвержденной
смолой высокочастотные составляющие
спектра сильнее затухают. Частота повы-
шается от 20 ... 25 до 144 кГц.
Контроль пропитки связующим
армирующих волокон. В [77] сообщается
о бесконтактном ультразвуковом способе
контроля пропитки связующим армирую-
щих тканей, лент и жгутов. Способ ис-
пользует различие коэффициентов отра-
жения УЗ-волн от пропитанного и непро-
питанного материала на его границе с воз-
духом. Контроль проводили эхометодом
на установке с двумя парами излучающих
и приемных преобразователей с воздуш-
ной связью (рис. 7.75).
Углы наклона акустических осей
преобразователей к поверхности материа-
ла составляли 15 ... 30°, центральные час-
тоты импульсов 25 и 150 кГц. Одна пара
преобразователей принимала отраженный
сигнал от непропитанного материала, дру-
гая - после его выхода из пропиточной
ванны материала и прохождения отжим-
ных валков, удаляющих избыток связую-
щего. Излучающие преобразователи каж-
Рис. 7.75. Структурная схема установки
для УЗ-контроля пропитки смолой
армирующих жгутов ПМК:
1 - генератор импульсов; 2 - усилитель
мощности; 3,4 - излучающие пьезопреобразо-
ватели; 5,6- приемные пьезопреобразователи;
7,8 ~ широкополосные усилители; 9 - блок
сбора и обработки информации; 10 - двухлу-
чевой осциллограф; 11 ~ армирующий матери-
ал (А - участок сухой арматуры, Б - пропитан-
ный участок арматуры); 12 - пропиточная ванна
дой пары возбуждали от одного генерато-
ра, сигналы от приемных преобразовате-
лей сравнивали в блоке обработки инфор-
мации. При содержании связующего в
органожгутах от 40 до 60 % погрешность
оценки количества связующего не превы-
шает 3,3 %.
Контроль термообработки фторо-
полимеров. Фторополимер - синтетиче-
ский термопластичный материал. Изделия
из фторополимеров на заключительной
стадии изготовления проходят термообра-
ботку. Закалка обеспечивает равномерное
распределение структурных образований,
оптимальное соотношение кристалличе-
ских и аморфных областей в структуре
полимера.
Скорость распространения звука в
фторополимерах увеличивается с ростом
кристалличности, что используют для
контроля изделий из фторополимеров,
например шлангов (В.Э. Штейберг и др).
Вдоль стенки шланга распространяется
У 3-волна с частотой 60 ... 100 кГц. Кон-
троль выполняют методом прохождения.
Поскольку чрезмерная кристалличность
ухудшает свойства фторополимера, кри-
816
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
терием качества является нахождение ско-
рости (точнее, времени пробега УЗ через
заданную базу) в определенном диапазо-
не.
7Л7. КОНТРОЛЬ ЗАМЕРЗАНИЯ И
ОТТАИВАНИЯ ЖИДКОСТИ
Интересный способ контроля агре-
гатного состояния веществ предложил и
исследовал S. Pouytz [399]. Способ осно-
ван на измерении электрического импе-
данса Ze, введенного в среду пьезоэлемен-
та. Этот импеданс зависит от волнового
сопротивления окружающей среды, меня-
ясь при изменении ее агрегатного состоя-
ния.
Колеблющийся по толщине пьезо-
элемент диаметром 10 мм и толщиной
1 мм помещали в исследуемую среду и
меняли температуру. Цепь из последова-
тельно соединенных пьезоэлемента и ре-
зистора R возбуждали электрическим им-
пульсом напряжением i/.(z) в виде одного
периода синусоиды. Напряжение импуль-
са на пьезоэлементе - м2(/). Электрический
импеданс пьезоэлемента в частотной об-
ласти представляли в виде
F2\jf)
где Fdjf) и F2(jf) - преобразования Фурье
сигналов Н|(1) и и2 (t).
Формула позволяет вычислить значе-
ние импеданса для каждой из гармоник
спектра импульса, т.е. представить Ze в
функции от частоты.
Приведенная теория подтверждена
экспериментально. Измеряли модуль \Ze\
на резонансной частоте (около 2 МГц) в
функции температуры. При нахождении
пьезоэлемента в чистой деминерализован-
ной воде замерзание воды изменяло зна-
чение \Ze\ примерно вдвое. Приведены
также данные для имитирующей порис-
тый материал искусственной среды -
стеклянные шарики-вода (диаметр шари-
ков 0,1 и 0,5 мм). Отмечены и объяснены
характерные аномалии на этих кривых.
В частности, наблюдался гистерезис между
процессами замерзания и оттаивания воды.
Метод можно использовать для кон-
троля свойств пористых материалов при
замерзании и оттаивании пропитывающей
их жидкости и в других случаях, когда
исследуемый процесс связан с изменением
волнового сопротивления среды.
7.18. КОНТРОЛЬ ФИЗИКО-
МЕХАНИЧЕСКИХ И
ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ
МАТЕРИАЛОВ В ЯДЕРНОЙ
ЭНЕРГЕТИКЕ
(Раздел написан В.М. Барановым)
Применение акустических методов
исследования и контроля свойств мате-
риалов ядерной энергетики, используемых
в условиях воздействия высокой темпера-
туры и ионизирующих излучений, описа-
но в работах В.М. Баранова (МИФИ) с
соавторами. Ими разработаны физические
основы используемых методов, созданы
уникальные установки и методики изме-
рений, проведены исследования как кон-
струкционных, так и делящихся реактор-
ных материалов, а также компонент реак-
торных установок.
Результаты работ опубликованы в
монографиях и многочисленных статьях.
В них рассмотрены методы и средства
акустических измерений и контроля упру-
гих постоянных, потерь (внутреннего тре-
ния), твердости, ползучести, анизотропии,
малых изменений размеров, теплофизиче-
ских и других свойств, в частности при
высокой температуре и в сильных полях
ионизирующих излучений. Многие из раз-
работанных методов и средств могут най-
ти применение в различных областях нау-
ки и промышленности. Ниже кратко из-
ложены основные результаты этих работ.
Особенности измерений. Специфика
измерений характеристик материалов в
рассматриваемых условиях определяется
необходимостью выноса пьезопреобразо-
вателей из зоны действия высокой темпе-
ратуры и радиации. Это вызвано тем, что
рабочие температуры пьезоэлементов
обычно не превосходят нескольких сотен
КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ И ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ 817
градусов, а радиация снижает эффектив-
ность преобразователей.
На рис. 7.76 показаны результаты из-
мерений влияния облучения на эффектив-
ность преобразования пары пьезоэлемен-
тов из керамики ЦТС-19. Здесь Ло - ис-
ходное (до облучения) значение амплиту-
ды сигнала. Троекратное уменьшение эф-
фективности наблюдается при флюенсе FT
тепловых нейтронов около 0,8-1019
нейтр/см2 (соответствующий флюенс бы-
стрых нейтронов 0,5-1018 нейтр/см2, по-
глощенная доза гамма-излучения 6,Г105
Гр). В разработанных измерительных ус-
тановках пьезоэлементы обычно работают
при нормальных (иногда повышенных)
температурах. Их связывают с находя-
щимся в зоне высоких температур испы-
туемым объектом через длинные звуко-
проводы в виде стержней, проволок или
узких полос.
При использовании звукопровода
продольных волн анализ его коэффициен-
та передачи упрощается в предельном
случае А, » Dmax, когда в звукопроводе
распространяется единственная продоль-
ная волна со скоростью е0 = ^Е/р (Г>тах -
максимальный поперечный размер звуко-
провода, Е и р - модуль Юнга и плотность
его материала).
При передаче гармонических колеба-
ний через длинный звукопровод в нем
возникают многочисленные резонансы и
на амплитудно-частотной характеристике
(АЧХ) системы звукопровод - ОК четкие
резонансные пики звукопровода могут
налагаться на размытый резонансный мак-
симум ОК. С уменьшением добротности
звукопровода острота его резонансных
максимумов уменьшается, а АЧХ вырав-
нивается. Поэтому иногда применяют
демпфирование звукопровода, подавляю-
щее также нежелательные в ряде случаев
изгибные волны. Анализ работы звуко-
проводов для различных типов волн при-
веден в работе [18].
Акустический контакт с ОК обеспе-
чивают приваркой звукопровода к ОК ли-
-19 ->
Ер 10, иейтр/см2
Рис. 7.76. Относительное изменение
эффективности преобразования пары
пьезоэлемеитов из керамики ЦТС-19 в
процессе облучения в реакторе ИРТ-МИФИ
при резонансных частотах 227 (о), 168 (□)
и 73 кГц (А)
бо прижатием через слой контактной жид-
кости (силиконовые смазки, легкоплавкие
металлы и сплавы) или без нее через сухой
точечный контакт (СТК) между ОК и за-
остренным концом звукопровода. Послед-
ний способ наиболее оперативен.
При использовании СТК необходи-
мая сила прижатия зависит от состояния
поверхности ОК и типа передаваемых ко-
лебаний. Обычно достаточна сила от 0,1
до 20 Н. При измерении методом собст-
венных колебаний на образцах в форме
дисков, совершающих изгибные колеба-
ния с одной узловой окружностью, обра-
зец опирается на нижний звукопровод с
тремя игольчатыми контактами, располо-
женными на этой окружности. Другой
волновод контактирует с образцом сверху.
При контроле методом контактного
импеданса образец жестко закрепляют на
столике так, чтобы модуль его входного
механического импеданса был много
больше модуля упругого импеданса кон-
тактной гибкости (см. разд. 2.5.4). В этом
случае расположение на поверхности об-
разца единственной зоны его контакта с
индентором измерительного стержня не-
существенно, однако эта зона не должна
быть близкой к краю ОК.
818
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Определение постоянных упруго-
сти. Как отмечалось в разд. 7.3, акустиче-
скими методами определяют адиабатиче-
ские значения упругих постоянных (дина-
мические модули упругости). Наиболее
эффективно использование методов сво-
бодных колебаний и резонансного метода.
Их преимущества - простота передачи
колебаний по звукопроводам, высокая
точность измерений, возможность исполь-
зования образцов малых размеров. Чаще
всего в образцах возбуждают изгибные
колебания на низших собственных часто-
тах, которые легче разделяются. На этих
частотах меньше затухание в звукопрово-
дах и образцах, что особенно важно при
высокотемпературных испытаниях.
Для нахождения всех трех характери-
стик упругости изотропного материала
достаточно измерить две собственные
частоты образца. Модуль Юнга Е и коэф-
фициент Пуассона v образцов в виде тон-
ких круглых пластин определяют, исполь-
зуя данные табл. 1.13, (см. разд. 1.4) и
табл. 7.8. Порядок измерений следующий:
1. Находят значения двух низших
собственных частот /,(0,2) н /,(1,0) изгиб-
ных колебаний образца (см. п. 1.4);
2. Так какДЪОу/ДОД) = £/1,0^0^)
есть функция коэффициента Пуассона, его
значение находят по табл. 7.8. Значения
£„(1,0) и £„(0,2) находят из табл. 1.13 (см.
разд. 1.4)
3. Зная V, по табл. 1.13 определяют
параметр Ка{ 1,0).
4. Модуль Е вычисляют по формуле
Е = р[Л(1,0)<7/£„(1, О)]2.
5. Находят модуль сдвига G = £/2(1 + v).
Если образец имеет правильную
форму и его толщина и другие размеры
измерены с достаточной точностью, метод
дает хорошие результаты. При работе на
малых образцах с отклонениями от пра-
вильной формы, измерения по описанной
методике рассматриваются как предвари-
тельные. Для их уточнения выполняют
дополнительные измерения на планарных
колебаниях, собственные частоты которых
при h/d < 0,25 почти не зависят от толщины.
Методика таких измерений описана в [18].
При работе с изотропными материа-
лами погрешность измерения Е не более
0,5 %. Отклонения, превышающие это
значение, обусловлены наличием дефек-
тов, неоднородностью структуры, наличи-
ем внутренних напряжений и другими
причинами.
По приращению Д/о собственной час-
тоты можно вычислить приращение моду-
ля упругости или размеров [18]. При не-
больших изменениях свойств можно по-
ложить
Д/о = Д£_2А[
/о 2£ Г
где / - измеряемый размер.
Другие примеры применения метода -
определение степени усталостных повре-
ждений, качества спекания керамических
материалов (в частности радиационного
спекания ядерного топлива в реакторе),
измерение толщины осажденного покры-
тия, увеличивающего размеры и жесткость
при изгибных колебаниях и др.
Оценка степени анизотропии мате-
риалов. Указанные особенности спектра
собственных колебаний предоставляют
возможность оценки степени анизотропии
материалов. Она основана на зависимости
собственных частот образца от его ориен-
тации в установке. Если образец имеет
форму тонкого диска, его анизотропия
приводит к расщеплению резонансных
пиков [18].
Изменение ориентации анизотропно-
го образца относительно возбуждающего
звукопровода приводит к периодической
зависимости резонансных частот от угла
взаимной ориентации. Число периодов
равно удвоенному числу узловых диамет-
ров. Отклонение от значений, полученных
для изотропного диска, зависит от анизо-
тропии модуля упругости и может являть-
ся ее мерой. Кроме того, величина перио-
дических изменений зависит от степени
анизотропии диска.
Соотношения для вычислений приве-
дены выше. Несмотря на их сложность,
они приводят к выводу, что относительная
7.8. Зависимость коэффициента Пуассона от отношения второй и первой частот изгибных колебаний и
соотношения меящу толщиной Л и диаметром d образца
h/d Л(1,0)/Л(0(2)
1,35 1,40 1,45 1,50 1,55 1,60 1,65 1,70 1,75 1,80 1,85 1,90 1,95
0,06 - 0,064 0,111 0,157 0,200 0341 0379 0,315 0,348 0,380 0,410 0,439 0,464
0,08 - 0,068 0,116 0,162 0,205 0,245 0383 0,320 0353 0.385 0,417 0,444 0,469
0,10 - 0,073 0,122 0,166 0,209 0,250 0,290 0,326 0,360 0,392 0,425 0,451 0,476
0,12 - 0,079 0,128 0,173 0,216 0,257 0397 0,334 0,368 0,400 0,432 0,459 0,484
0,14 - 0,086 0,135 0,181 0,224 0,265 0,305 0342 0,376 0,408 0,439 0,467 0,493
0,16 - 0,093 0,143 0,189 0,233 0,273 0,314 0351 0,384 0,417 0,448 0,477 -
0,18 - 0,101 0,151 0,197 0,242 0,282 0,322 0,360 0,394 0,427 0,459 0,488 -
0,20 - 0,109 0,159 0,206 0351 0,293 0,331 0,370 0,404 0,437 0,469 0,498 -
0,22 0,066 0,117 0,166 0,214 0,259 0301 0,340 0,379 0414 0,448 0,479 - -
0,24 0,073 0,125 0,174 0,222 0,267 0,310 0,349 0,388 0,423 0,458 0,489 - -
0,26 0,080 0,133 0,183 0,230 0,275 0318 0,358 0,397 0,432 0,467 0,499 - -
0,28 0,086 0,140 0,191 0,239 0,283 0,326 0366 0,406 0,441 0,476 - - -
0,30 0,093 0,146 0,198 0,245 0,290 оззз 0,374 0,414 0,450 0,484 - - -
КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ И ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ
820
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.77. Зависимость резонансной
частоты образца из урана от его ориентации
относительно возбуждающего элемента
разность среднего по углу значения kflf®
связана с анизотропией модуля упругости
&Е/Е соотношением
А///п0=АЕ/2£,
где /„о - среднее значение резонансной
частоты порядка п, Е - среднее значение
модуля упругости.
На рис. 7.77 показаны результаты,
полученные на образце урана диаметром
14 мм и толщиной 5 мм. Они соответст-
вуют форме колебаний с одним узловым
диаметром. Количество максимумов и
минимумов соответствует указанному
выше. Среднее изменение резонансной
частоты равно 0,15 %, т.е. величина анизо-
тропии модуля упругости составляет
0,3 %. Это согласуется с известными дан-
ными.
Другой метод определения анизотро-
пии основан на зависимости резонансной
частоты пробного стержня от ориентации
плоскости его изгибных колебаний отно-
сительно ОК при их упругом контакте.
Изменение плоскости колебаний достига-
ется либо поворотом стержня вокруг соб-
ственной оси, либо возбуждением колеба-
ний в разных плоскостях с помощью двух
пьезопреобразователей, включаемых по-
очередно.
Описанными методами исследована
анизотропия таких материалов, как уран и
его сплавы, циркониевые сплавы для обо-
лочек тепловыделяющих элементов атом-
ных реакторов и ряда других.
Акустические измерения изменения
размеров в экстремальных условиях целе-
сообразны, например, при определении
теплового расширения тугоплавких мате-
риалов или распухания реакторных мате-
риалов в результате облучения. Измерения
основаны на зависимости резонансных
частот крутильных колебаний стержня,
соединенного с дисковым образцом. Если
стержень жестко закреплен на одном кон-
це и прикреплен к образцу на другом, из-
менение диаметра образца меняет резо-
нансную частоту системы "стержень-
образец" из-за изменения момента инер-
ции образца. Закрепленный конец стержня
находится вместе с пьезопреобразовате-
лями в нормальных условиях, образец - в
экстремальных (высокая температура, ра-
диация). Погрешности, связанные с гради-
ентом температуры вдоль стержня, учиты-
ваются измерением изменения частот
продольных колебаний, на которые мо-
мент инерции образца не влияет.
Подобным методом определены тем-
пературные коэффициенты расширения
реакторных материалов, а также оценена
степень их распухания при воздействии
реакторных излучений.
Исследование фазовых превраще-
ний. Хотя о применении акустических
методов для изучения структурных и фа-
зовых превращений в твердых телах хо-
рошо известно, их использование для ис-
следования фазовых переходов второго
рода весьма затруднительно. Это связано с
нелинейным характером колебаний образ-
цов в области быстропротекающих не-
энергетических фазовых переходов. По-
этому соотношения, полученные в рамках
линейного приближения, теряют силу.
Чувствительность материала к внеш-
ним воздействиям в области фазовых пре-
вращений второго рода является аномаль-
но высокой. В результате возникает ам-
КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ И ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ 821
плитудо-зависимое внутреннее трение,
которое подлежит учету. Установлено, что
в случае резонансных колебаний, характе-
ризующихся существенным различием их
амплитуды в разных точках образца, ди-
намические напряжения стимулируют
упомянутые переходы в некоторых облас-
тях последнего. Это приводит к искаже-
нию формы резонансных пиков. Наблюда-
ется асимметрия этих пиков, характер ко-
торой зависит от направления изменения
(увеличения или уменьшения) частоты.
При некоторых условиях наблюда-
ются также периодические изменения ам-
плитуды, скачки амплитуды при измене-
нии частоты возбуждения, связанные ре-
зонансные колебания отдельных частей
образца. Упомянутые эффекты имеют как
научное, так и практическое значение,
являясь базой для создания высокочувст-
вительных методов измерений.
Исследование длительной твердо-
сти и ползучести. При температуре более
0,5 ... 0,6 от температуры плавления (по
абсолютной температурной шкале) при
длительном приложении нагрузки к ин-
дентору обычного механического твердо-
мера площадь контакта индентора с об-
разцом может заметно измениться в про-
цессе измерения вследствие ползучести
материала. Один из экспрессных методов
определения характеристик ползучести ма-
териала - измерение длительной твердо-
сти методом контактного импеданса.
При ползучести площадь контакта
индентора с ОК с течением времени уве-
личивается, а собственная частота измери-
тельного стержня соответственно повы-
шается. Скорость изменения этой частоты
и характеризует ползучесть материала
образца. Теоретический анализ влияния
контактной гибкости на собственные час-
тоты стержня при продольных, изгибных
и крутильных колебаниях отражает физи-
ческую сущность и основные закономер-
ности явлений, но не учитывает влияния
ряда мешающих факторов. Поэтому изме-
рительную систему градуируют на образ-
цах с известными свойствами.
В [18] описана установка для работы
в вертикальном исследовательском канале
диаметром 52 мм ядерного реактора при
температуре образцов до 1000 °C и плот-
ности потока тепловых нейтронов до 1014
нейтр/(см2-сек). Образцы - цилиндры диа-
метром 12 ... 15 мм и высотой 2 ...
20 мм. Нагрузка на индентор 1,2 Н. Благо-
даря оригинальному механизму переме-
щения стержня с индентором на одном
образце можно получить до 36 кривых
длительной твердости. Погрешность из-
мерения твердости 5 %, ее относительных
изменений - 3 %.
Другая подобная установка для ис-
следования смешанных уран-плутониевых
композиций с целью повышения экологи-
ческой безопасности выполнена герме-
тичной и имеет дистанционное электро-
магнитное управление. Она измеряет твер-
дость при температурах до 1400 К и плотно-
сти потока нейтронов до 5 • 1013 ней-
трон/(см2с). Нагрузка на индентор 14 Н.
Погрешности такие же, как у описанной
выше установки. Масса 8 кг.
Метод контактного импеданса при-
меняют также для исследования вязкоуп-
ругих свойств полимеров [19]. В контакти-
рующем с ОК стержне-резонаторе возбу-
ждают продольные, изгибные и крутиль-
ные колебания. Так как твердость полиме-
ров относительно невелика, можно обой-
тись без традиционных хрупких алмазных
или сапфировых инденторов, заменив их,
например, стальными. Концу стержня
придают форму конуоа или пирамиды с
углом при вершине 136°44', как и в обыч-
ных твердомерах.
Структурная схема установок для ис-
следований полимеров в лабораторных
условиях и в полях ионизирующих излу-
чений этим методом приведена на
рис. 7.78. Генератор 1 синусоидальных
колебаний возбуждает один из двух пре-
образователей (3, 4), выбираемых в зави-
симости от нужного типа колебаний стер-
822
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.78. Структурная схема установки
для исследования вязкоупругих полимеров:
1 - генератор; 2 - частотомер; 3,4,7 - пьезо-
преобразователи; 5 - стержень-индентор;
6 - образец; 8 - груз; 9 - усилитель;
10 - фильтр; 11 - осциллограф; 12 - нагрева-
тель; 13 - термопара; 14 - милливольтметр
жня. Резонансное увеличение амплитуды
колебаний стержня 5 регистрируют с по-
мощью пьезопреобразователя 7, усилителя
9 с фильтром 10 и вольтметра 11. Стер-
жень 5 зафиксирован в массивной опоре 8.
Образец б жестко закрепляют на столике.
Образцами служат диски диаметром 10 ...
15 мм толщиной 3 ... 5 мм и прямоуголь-
ные пластины.
Рабочие поверхности образцов долж-
ны быть чисто отшлифованы. Образец
помещается в термостат 12, температуру
измеряют термопарой 13 и милливольт-
метром 14.
Рис. 7.79. Изменение резонансной
кривой (а) образца и амплитуды его
колебаний (б) после импульсного теплового
воздействия
Сила прижатия стержня 5 ... 15 Н.
Рабочие частоты генератора, измеряемые
частотомером 2, могут меняться в диапа-
зоне 25 ... 35 кГц, в котором легко возбу-
ждаются собственные колебания всех ти-
пов.
Приращения собственных частот на-
груженного стержня для продольных
А/ппрод, изгибных И крутильных А/„ крут
колебаний вычисляют по формулам
Д4прод = 0,0172£\/s7[pZc72(l - v2)/„npo J1;
AUr^CMO^x
Г , Н;(7’8)
x|p/6?2(l + v)(l-v/2)/nH3r]
ААкрут=0,062Д5к)3/2х
x[p/^4(l + v)/„Kpyr]'1
где I - длина стержня; d - его диаметр; р -
плотность; Е - модуль Юнга; v — коэф-
фициент Пуассона материала стержня;
- площадь проекции поверхности кон-
такта на поверхность ОК.
Формулы (7.8) позволяют найти по-
стоянные упругости и твердость материа-
ла ОК по измеренным приращениям резо-
нансных частот для трех типов колебаний.
Значения v и SK вычисляют по формулам
v = (4,66 - 2ФИЗГ прод)/(4,66 - физг прод);
= 1>29 Фкр изгб?2/(2 - v),
где Фищпрод — (/ИД/*„)ИЗГ|’и )прод и
Фкр, изг (/и А/"1) кр /(/п А/"ч ) изг
Значение Е находят по любому из со-
отношений (7.8).
В работе [19] рассмотрены возмож-
ности определения реологических свойств
полимеров путем изучения отклика проб-
ного щупа при воздействии на него моду-
лированного по амплитуде высокочастот-
ного воздействия на резонансной частоте
щупа.
КОНТРОЛЬ ФИЗИКО-МЕХАНИЧЕСКИХ И ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ 823
Контроль теплофизических свой-
ств материалов. В.М. Барановым с соав-
торами разработаны также акустические
методы и средства контроля теплофизиче-
ских свойств материалов [18]. Измерения
теплофизических свойств выполняются
резонансным методом с приложением к
ОК теплового возмущения. Контроль теп-
лофизических свойств этим методом ос-
нован на:
• зависимости упругих характеристик
материала от температуры;
• возникновении температурных на-
пряжений при создании в образце неодно-
родного температурного поля, что приво-
дит к изменению характеристик упругости
и, следовательно, собственных частот.
Изменение собственной частоты об-
разца в результате получения им опреде-
ленного количества тепла служит мерой
теплоемкости. Изменение собственной
частоты во времени после теплового воз-
действия характеризует скорость установ-
ления теплового равновесия, т.е. его тем-
пературопроводность. Медленное восста-
новление исходного значения собственной
частоты определяется скоростью возвра-
щения тепла окружающей среде, т.е. ко-
эффициентом теплообмена образца ат,
который, следовательно, также может
быть определен. Так как удельная тепло-
емкость ср, плотность р, теплопроводность
и температуропроводность а связаны
известным соотношением Хт = раср, аку-
стические измерения позволяют получить
представительный комплекс всех пере-
численных теплофизических величин. Та-
кие измерения не требуют применения
термопар и устраняют трудности, связан-
ные с их инерционностью и качеством
заделки в образцы.
Теплоемкость измеряют как при им-
пульсном, так и при стационарном нагреве
(или охлаждении) образца. Импульсный
нагрев изменяет собственную частоту об-
разца, а значит и вид резонансной кривой.
При небольшом изменении температуры
изменением внутреннего трения можно
пренебречь, поэтому нагрев только сдви-
гает резонансную кривую по оси частот.
Если частота колебаний /к близка к резо-
нансной, это приводит к изменению ам-
плитуды колебаний (рис. 7.79). Величина
ЛА = А2 - At служит мерой теплоемкости.
Последнюю определяют по формуле
с =-^-—(7.9)
р тЛА ИфкЛТ
где т - масса образца; gT - количество
полученного им тепла; АТ - приращение
температуры. Величину gT определяют на
образце с известными свойствами. Значе-
ние ЛА/Лфк находят путем изменения час-
тоты возбуждения на несколько герц.
При воздействии на образец стацио-
нарного теплового потока мощностью q
после установления стационарного тепло-
вого режима значение теплоемкости нахо-
дят из выражения
c^^Afp/AnCAyWp), (7.Ю)
где Лфр - приращение резонансной частоты
за время наблюдения Az. Таким образом,
определение теплоемкости сводится к из-
мерению скорости изменения резонансной
частоты под действием постоянного теп-
лового потока.
Схема измерительной установки по-
казана на рис. 7.80. Пьезоизлучатель 2
возбуждают последовательно двумя гене-
раторами 9 с разными частотами. Их вы-
бирают так, чтобы при нагреве в некото-
рые два последовательных момента вре-
мени резонансная частота образца совпа-
дала сначала с частотой одного, затем
другого генератора. Момент Zq соответст-
вует началу нагрева (рис. 7.81). В момент
Z] резонансная частота образца совпадает с
частотой первого генератора. В момент t2
генераторы переключают. При Z = Z3 резо-
нансная частота сравнивается с частотой
второго генератора. Зная разность резо-
нансных частот А/р = / 2 _ /pi и проме-
жуток времени Az = Z3 - tx, находят вхо-
дящую в формулу (7.10) величину A/"p/AZ.
824
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.80. Принципиальная схема
определения теплофизических свойств
материалов акустическим методом:
1 - нагреватель; 2 - пьезопреобразователь;
3 - звукопровод; 4 - образец; 5 - усилитель;
б - детектор; 7 — самописец; 8 — частотомер;
9 - генератор
Разность частот генераторов выби-
рают так, чтобы время AZ было настолько
малым, чтобы можно было пренебречь
теплообменом образца с окружающей
средой. В то же время минимальное зна-
чение Az должно позволить зафиксировать
моменты достижения максимумов резо-
нансных кривых с достаточной точно-
стью. Точность измерения повышается с
увеличением добротности образца и мощ-
ности источника нагрева. Метод хорошо
реализуется только на образцах материа-
лов с высокой добротностью.
Рис. 7.81. Диаграмма, поясняющая
измерение теплоемкости акустическим
методом с применением стационарного
нагрева
Температуропроводность можно из-
мерить как при импульсном, так и при
непрерывном подводе тепла. Методика
измерений и порядок расчетов приведены
в [18]. При импульсном подводе тепла
температуропроводность определяют пу-
тем регистрации изменения амплитуды
резонансных колебаний образца непосред-
ственно после воздействия теплового им-
пульса, равномерно распределенного на
поверхности плоского ОК толщиной h.
Если Z = 0 - момент начала теплового им-
пульса, то для z» h2 /4л2а имеем
H(z) = Bi + В2 ехр(- ^at/h2), (7.11)
где Вх и В2 - константы.
Из рис. 7.79, б следует, что, обозна-
чив В = ЛА для функции B(t) = A(t) - А,
можно получить экспоненциальную зави-
симость от времени. Наклон прямой
log.S(Z) связан с величиной температуро-
проводности формулой
а = 0,0583A2(<71ogB/<7z). (7.12)
Эта формула справедлива, если резо-
нансные колебания образца успевают от-
слеживать изменения его тепловой харак-
теристики, т.е. постоянная времени изме-
нения механических колебаний тм должна
быть существенно меньше тепловой по-
стоянной времени тт. Из формулы (7.11)
следует, что
тт=/г2/4л2а (7.13)
и требование тт» тм сводится к условию
/р» AnQa/h2 ,
где Q - механическая добротность ОК.
Если размеры образца малы, напри-
мер его толщина исчисляется миллимет-
рами, то для материалов с высокой тепло-
проводностью допустимые значения тт
составляют менее 1 мс. Хотя даже при
высокой температуре такая длительность
обеспечивается относительно просто, на-
пример применением импульсного лазера
ИСПОЛЬЗОВАНИЕ УЛЬТРАЗВУКА В ФИЗИЧЕСКИХ ИЗМЕНЕНИЯХ
825
или лампы-вспышки, при исследованиях в
условиях воздействия ионизирующих из-
лучений, например в активной зоне ядер-
ного реактора, необходимо применение
других методов теплового возбуждения.
Мини-нагреватели для теплового
возмущения образца в наиболее тяжелых
условиях измерений рассчитаны на созда-
ние неоднородного по диаметру образца
теплового потока. При этом расчетные
соотношения усложняются, так как теперь
нельзя пренебречь радиальными термоуп-
ругими напряжениями. Но в этом случае
имеет место значительное увеличение те-
пловой постоянной времени образца, так
как его диаметр существенно превышает
толщину. Вместо "толщинной" тепловой
постоянной в формуле (7.13) теперь будет
фигурировать "радиальная" постоянная
времени тд, равная
тд = 7?2/14,7а. (7.14)
Поэтому вместо формулы (7.12) сле-
дует использовать соотношение
а = 0,0682 Т?2/тя . (7.15)
Поскольку тд » тт, можно применить
более инерционные, чем вышеупомяну-
тые, термические возбудители, например
омические нагреватели.
Уточнения и замечания, учитываю-
щие возможное временное увеличение
внутреннего трения из-за термических
напряжений, рассмотрены в [18]. Показа-
но, что для получения точного значения
температуропроводности необходимы два
измерения при одинаковых значениях, но
разных знаках отклонения частоты возбу-
ждения образца относительно его резо-
нансной частоты.
Учет погрешности измерения вслед-
ствие теплообмена образца с окружающей
средой несложен из-за относительно
большой инерционности процесса тепло-
отдачи, а определение скорости изменения
резонансной частоты (или амплитуды ко-
лебаний) из-за медленного остывания об-
разца может быть использовано для опре-
деления коэффициента теплообмена ОК с
окружающей средой.
В работе [425, с. 540/008] предложено
контролировать герметичность тепловы-
деляющих элементов - твэл - атомных
реакторов по волновому сопротивлению
заполняющей их среды. Исправный твэл
заполнен (кроме топлива) сжатым гелием.
При возникновении течи в стержень про-
никает вода, что изменяет волновое со-
противление среды. Преобразователи из
ПВДФ на частоту 25 МГц располагают
близко к стержню и наблюдают за ревер-
берацией в его стенке, т.е. ослаблением
амплитуды многократно отраженных сиг-
налов. При наличии воды вместо гелия
уменьшается время реверберации. Для
обработки сигналов используют нейрон-
ную сеть.
Совершенствование акустических ме-
тодов контроля физико-механических и
теплофизических свойств материалов
ядерной энергетики является перспектив-
ным, так как это облегчает выявление ос-
новных взаимосвязей между физическими
свойствами новых материалов для совре-
менных технологий, отклонений этих
свойств от нормы и нарушений сплошно-
сти и однородности материалов конструк-
ций.
7.19. ИСПОЛЬЗОВАНИЕ
УЛЬТРАЗВУКА В ФИЗИЧЕСКИХ
ИЗМЕРЕНИЯХ
Контроль состояния диэлектрика.
Для некоторых диэлектрических материа-
лов актуальна задача контроля распреде-
ления электрических полей, контроля
электрических свойств. Физическая сущ-
ность метода заключается в возникнове-
нии электрического сигнала при прохож-
дении акустической волны через объем
электризованного диэлектрика [62].
Контролируемая диэлектрическая
пластина 6 (рис. 7.82) имеет на поверхно-
сти электроды, с помощью которых изме-
ряется возникающий электрический сиг-
нал. Пластина крепится в ячейке 2. Лучом
лазера 1 в пластине возбуждают ультра-
826
Глава 7. КОНТРОЛЬ СВОЙСТВ МАТЕРИАЛОВ
Рис. 7.82. Схема установки для контроля
распределения электрических полей,
контроля электрических свойств
диэлектриков
а)
_______I______।_______I______I
б)
Рис. 7.83. Отклик по напряженности
электрического поля (а) и плотности
электрического заряда (б) образца из
фторопласта при энергии лазерного
излучения 215 мДж (а) и 340 мДж (б).
Масштаб:
по горизонтали - 50 мкм/дел.; по вертикали -
100 мВ/дел (а) и 50 мВ/дел (б)
звуковые колебания. Параметры луча из-
меряют блоком 5. Сигналы с пластины
проходят через широкополосный усили-
тель 3 и подаются на осциллограф 4.
В ячейке создается известная раз-
ность электрических потенциалов. Лазер-
ный луч сканирует поверхность пластины.
Параметры ультразвуковой волны про-
порциональны энергии лазерного излуче-
ния. Осциллограф измеряет плотность
объемного электрического заряда и на-
пряженность электрического поля. В каче-
стве примера на рис. 7.83 показано изме-
ренное УЗ пространственное распределе-
ние плотности электрического заряда в
пластине из фторопласта.
Магнитоакустическая дефектоско-
пия. В ферромагнетиках существует явле-
ние магнитоакустического резонанса
[142]. Он проявляется в повышенном ре-
зонансном затухании УЗ в результате воз-
буждения акустической волной спиновой
волны. Это происходит под действием
магнитострикции, сопровождающей аку-
стическую волну. Магнитоакустический
резонанс (МАР) наблюдается на частотах
выше 1 МГц.
На рис. 7.84 показано изменение ам-
плитуды акустического сигнала Ат в зави-
симости от напряженности магнитного
поля в марганец-цинковой шпинели на
частоте 30 МГц. Большой минимум обу-
словлен движением границ доменов, при-
водящем к увеличению затухания. На его
фоне заметен зубчик, соответствующий
МАР. Предложенный метод имеет целью
определить наличие областей, где возни-
кает МАР.
Исследование чистоты металлов.
По затуханию ультразвука оценивают
содержание примесей, нарушающих кри-
сталлическую структуру чистых мате-
риалов, например алюминия [ПО]. Для
этой цели используют измерение декре-
мента затухания с помощью так называе-
мого "времени звучания", т.е. интервала
времени, за которое многократные отра-
жения ультразвука в слитке алюминия с
ИСПОЛЬЗОВАНИЕ УЛЬТРАЗВУКА В ФИЗИЧЕСКИХ ИЗМЕНЕНИЯХ
827
плоскопараллельными поверхностями
уменьшаются от некоторого выбранного
значения до определенного уровня.
Ультразвуковые измерения чистоты
алюминия марки А999 проводят на ци-
линдрических образцах диаметром 13,
высотой 25 мм, прошедших строго регла-
ментируемую термомеханическую подго-
товку. Небольшие поперечные размеры
образца позволяют не учитывать дифрак-
ционное расхождение лучей. Ультразву-
ковые измерения удовлетворительно сов-
падают с контролем чистоты по измере-
нию электросопротивления, которые про-
водят при температуре 4,2 К, что вызывает
затруднения. Они включены в ГОСТ на
контроль чистоты алюминия. Установлено
время послезвучания 500 мкс, при котором
чистота считается удовлетворительной.
Предлагается использовать ультра-
звуковой метод для контроля еще более
чистого алюминия марки А9999 [351]. Для
повышения точности измерений исполь-
зовался резонансный метод с единообраз-
ным способом крепления и возбуждения
образцов диаметром 8 и высотой 50 мм,
исключающим их повреждение. Образцы
Рис. 7.84. Изменение амплитуды
акустического сигнала Аы в условных
единицах в зависимости от напряженности
магнитного поля в марганец-цинковой
шпинели
приклеивали с помощью салола к тонкой
шайбе с тремя выступами, которая вкла-
дывалась в электродинамический возбу-
дитель.
Основная измеряемая характеристи-
ка- декремент затухания на резонансной
частоте колебаний (около 50 кГц). Метод
оказался более чувствительным, чем из-
мерение электросопротивления. При из-
менении температуры испытаний от
293 до 4,2 К электросопротивление
уменьшалось в 9 раз, а декремент затуха-
ния в 18 раз.
ПРИЛОЖЕНИЕ 1
ICNDT
"Международная организация
неразрушающего контроля"
Международный комитет по неразрушающему контролю
РАБОЧАЯ ГРУППА
КООРДИНАЦИИ РАБОТЫ ПО ОБУЧЕНИЮ И
КВАЛИФИКАЦИИ ПЕРСОНАЛА
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Рекомендации ICNDT WH 16-85 изм. 01
Требования к техническим знаниям персонала
неразрушающего контроля
(Минимальные требования)
Ультразвуковой контроль (УК)
Документ подготовлен Британским Институтом
Неразрушающего контроля (BINDT) в октябре 1999 г.
Принят ICNDT в октябре 2000 г.
ПРИЛОЖЕНИЕ
829
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Требования к техническим знаниям персонала
по Рекомендациям Международного комитета
по неразрушающему контролю - ICNDT WH16-85 изм. 1
Уровень 1 Уровень 2 Уровень 3
Часть 1. Теория ультразвукового контроля 1.1 Теория звуковых волн и свойства вот
Звуковой и ультразвуковой диапазон частот. Продольные и поперечные волны. Распространение ультразву- ковых волн в твердых телах, жидкостях и газах. Скорости звука, частота и длина волны Поверхностные волны. Модули упругости материа- ла. Расчеты длины волны и скорости звука Плоские волны Рэлея и Лэмба. Теория распространения волн. Изотропные и анизотропные материалы. Теория расхождения лучей. Методы измерения скорости звука
1 2 Принципы генерации ультразвуковой волны
Ультразвуковые преобразо- ватели. Электромагнитные преобра- зователи. Пьезоэлектрический эф- фект. Пьезоэлектрические мате- риалы. Свойства пьезоэлектриче- ских кристаллов. Температура Кюри. Срезы кварца X и Y. Влияние толщины кристал- лов Магнитострикционная гене- рация ультразвуковых волн. Общие свойства пьезоэлек- трических кристаллов. Определение резонансной частоты кристалла Теория ЭМА-преобразо- вателя. Синтетические пьезоэлек- трические материалы. Резонансная частота и поло- са частот
1.3. Ультразвуковое поле
Ближнее поле. Дальнее поле. Расхождение лучей. Звуковое давление в ультра- звуковом поле. Влияние формы кристалла на звуковое поле. Влияние частоты сигнала, скорости звука и диаметра кристалла на звуковое поле Расчет ближнего поля. Уменьшение амплитуды волны обратно пропорцио- нально расстоянию. Расчет расхождения лучей Характеристики ближнего поля. Характеристики дальнего поля излучателя. Методы измерения профиля звукового поля. Измерение звукового давле- ния в ближнем и дальнем полях
830
ПРИЛОЖЕНИЕ
Продолжение
Уровень 1 Уровень 2 Уровень 3
1.4. Закономерности отражения и преломления ультразвуковых волн при нормальном и наклонном падении
Трансформация типа волны. Критические углы. Взаимодействие волны с поверхностью, разделяющей разнородные материалы. Закон Снеллиуса. Влияние неровностей по- верхности. Расчет критических углов. Изменение типа волны и преимущественный тип. Расчет угла преломления для разных материалов Настройка угла при иммер- сионном контроле.
Механический и акустиче- ский импедансы. Затухание ультразвука. Контактные среды Импеданс и расчет отноше- ния импедансов. Методы измерения и расчета затуха- ния Согласование импедансов, коэффициент прозрачности. Поглощение, рассеяние, теп- ловая диссипация
Часть 2. Оборудование 2.1. Общий раздел по оборудованию для УЗК
Блок-схема дефектоскопа для ультразвукового кон- троля. Объяснение работы основ- ных элементов [генератора импульсов, усилителя, гене- ратора развертки, аттенюа- тора, дисплея (катодно- лучевой трубки, жидкокри- сталлического дисплея, про- цессорного блока)]. Основные конструкции пре- образователей. Блок схема прибора УЗК. Преобразователь с одним и двумя пьеюэлементами. Электрические контакты. Кабель, соединяющий пре- образователь с прибором. Демпфирование и длина импульса. Акустический контакт и призма. Конструкция прямого и на- клонного преобразователя. Конструкция призмы пре- образователя и внутренние отражения. Практические упражнения Характеристики програм- мируемой ультразвуковой аппаратуры Цифровые дефектоскопы. Эквивалентные электриче- ские схемы преобразовате- лей. Мозаичные преобразователи и антенные решетки. Согласование импедансов преобразователя - кабеля - дефектоскопа
ПРИЛОЖЕНИЕ
831
Продолжение
Уровень 1 Уровень 2 Уровень 3
2.2. Характеристики оборудования 2.2.1. Ультразвуковой дефектоскоп
Усилители линейные, лога- рифмические, широкопо- лосные, узкополосные. Ди- намический диапазон. Аттенюаторы, единицы из- мерения (дБ). Расчет амплитуды сигнала. Диапазон разверток, мкм и мм (по стали). Задержка, расширение диа- пазона развертки. Стробирование, установле- ние амплитуды, диапазона, временная регулировка чув- ствительности. Подавление и фильтрация. Типы разверток, А-развер- тка (детектированный и не- детектированный сигналы). Практические упражнения Использование логарифми- ческого усилителя. Частота повторения. Подавление и компенсация сигналов. Регулировка стробирования и сигнализации дефектов. Развертки типа В и С Обработка и фильтрация сигналов. Измерение динамического диапазона. Цифровой и аналоговый выход на периферийные устройства, компьютеры, плоттеры, принтеры. Фильтры низких и высоких частот. Хранение цифровых сигна- лов. Развертки типа В и С, сме- шанные виды разверток
2.2.2. Преобразователи
Совмещенные. Взаимное влияние и акусти- ческая развязка в раздельно- совмещенных преобразова- телях. Контактные преобразовате- ли с защитным слоем и аку- стической линией задержки. Влияние демпфирования и длительность импульса. Разрешение вблизи поверх- ности (мертвая зона). Разрешение близко распо- ложенных отражателей. Теоретические пороги обна- ружения и чувствительности (мертвая зона) Фокусирующие преобразо- ватели. Влияние размера пьезопла- стины на частоту и ближнее поле. Измерение разрешения с использованием стандарт- ных образцов Преобразователи для специ- альных целей. Измерение длительности импульса, практическое из- мерение ближнего поля. Полоса частот. Динамический диапазон. Излучение импульсов под углом при иммерсионном контроле
832
ПРИЛОЖЕНИЕ
Продолжение
Уровень 1 Уровень 2 Уровень 3
2.2. Характеристики оборудования 2.2.1. Ультразвуковой дефектоскоп
Конструкции призм для на- клонных преобразователей и преобразователей поверх- ностных волн. Точка ввода луча. Импульс. Специальные преобразова- тели, обработанные под форму поверхности объекта Расчет углов призм Наклонные преобразователи продольных волн. Преобразователи (фазиро- ванные) головных волн. Многоэлементные антенные решетки
2.2.3. Стандартные образцы: калибровка развертки
Стандартные образцы: образец-Vl EN1223, образец V2 EN 27963 (другие). Принципы конструкции. Требования к материалам. Теория использования. Калибровка развертки. Определение угла ввода и точки ввода луча преобразо- вателя. Практические упражнения Принципы конструирования и применения. Применение для настройки приборов Требования к материалам и термообработке
Часть 3. Практика ультразвукового контроля 3 1. Методики сканирования
Метод прохождения. Эхо-импульсный метод. Измерение толщины. Послойное сканирование. Практические упражнения Схема тандем. Дельта-сканирование. Пошаговое сканирование, расчет величины шага
3.2. Определение координат дефекта
Расчет пути наклонного лу- ча до дефекта. Расчет глубины по значе- нию пути луча и положению преобразователя. Использование правил опре- деления координат дефекта. Практические упражнения
ПРИЛОЖЕНИЕ
833
Продолжение
Уровень 1 Уровень 2 Уровень 3
3.3. Свойства материалов
Измерение затухания ульт- развука. Влияние структуры (вели- чины зерна). Влияние геометрии (кри- визны и неровностей по- верхности). Влияние чистоты обработки поверхности. Распознавание и использо- вание естественных отража- телей. Практические упражнения
3.4. Установка чувствительностей
Стандартные образцы, со- держащие отверстия с пло- ским дном, боковые отвер- стия, риски. Альтернативные методы, минимум акустических шу- мов, угловой и другие отра- жатели. Построение и использова- ние кривых ВРЧ. Теория и использование АРД-диаграмм. Практические упражнения
3.5. Ручное сканирование и работа с преобразователями
Продольное сканирование. Поперечное сканирование. Практические упражнения Орбитальное сканирование. Вращательное сканирова- ние. Шаг сканирования. Базовая линия Влияние ориентации дефек- та
Часть 5. Дефекты и причины их возникновения 5.7. Типы дефектов
Трещины. Несплавления. Включения. Раковины. Пористость. Практические упражнения
834
ПРИЛОЖЕНИЕ
Продолжение
Уровень 1 Уровень 2 Уровень 3
5.2. Дефекты для различных технологических процессов
Литье Пористость. Наводороживание. Горячие трещины. Неслитины. Усадка. Газовые полости. Рванины. Жеребейка и отбел. Ковка Складки. Закаты. Расслоения. Ликвация. Сегрегация. Трещины и наклеп. Сварка Горячие трещины. Трещины в зоне термиче- ского влияния. Трещины при начале и ос- тановках сварки. Шевронные (паукообраз- ные) трещины. Шлаковые включения. Пористость (одиночные по- ры, групповая пористость, свищи). Водородное растрескивание. Несплавление. Непровар. Подрез зоны сплавления. Деформационные трещины. Холодные трещины.
5.3. Дефекты, появляющиеся при эксплуатации
Усталостные трещины. Коррозионные трещины. Трещины в результате удар- ных нагрузок. Деформационные трещины. Трещины в результате ста- рения материала и его уп- рочнения
ПРИЛОЖЕНИЕ
835
Продолжение
Уровень 1 Уровень 2 Уровень 3
Часть 6. Оценка дефекта 6. 1. Распознавание образа сигнала
Плоскостной дефект (не- сплавление). Трещины (как многоэле- ментный отражатель). Гладкие газовые полости. Пористость. Объемные включения не- правильной формы. Практические упражнения
6.2. Методики измерения размеров дефектов
Оценка протяженности (ме- тодика 6 дБ). Оценка протяженности (ме- тодика 20 дБ). АРД-диаграмма. Кривые ВРЧ. Практические упражнения Использование дополни- тельных методов НК
Часть 7. Процедуры и инструкции
Применение. Представление результатов. Практические упражнения Подготовка. Определение соответст- вующих критериев при- емки. Отчетность. Практические упражнения. Написание инструкций Интерпретация соответст- вующих стандартов и кодов. Аттестация (валидация) ме- тодик НК. Согласование и утвержде- ние методик. Анализ результатов НК
ПРИЛОЖЕНИЕ 2
ЕВРОПЕЙСКИЕ СТАНДАРТЫ ПО УЛЬТРАЗВУКОВОМУ КОНТРОЛЮ
(EUROPEAN STANDARDS ON ULTRASONIC TESTING)
EN 473 Qualification and certification of NDT personal - General principles
Квалификация и сертификация персонала по НК
EN 583-1 Non-destructive testing - Ultrasonic examination - Part 1: General principles
Неразрушающий контроль - Ультразвуковые испытания - Часть 1: Общие принци-
пы
EN 583-2 Non-destructive testing - Ultrasonic examination - Part 2: Sensitivity and range
setting
Неразрушающий контроль - Ультразвуковые испытания - Часть 2: Настройка раз-
вертки и чувствительности
EN 583-3 Non-destructive testing - Ultrasonic examination - Part 3: Transmission tech-
nique
Неразрушающий контроль - Ультразвуковые испытания - Часть 3: Способы ввода
EN 583-4 Non-destructive testing - Ultrasonic examination - Part 4: Examination for im-
perfections perpendicular to the surface
Неразрушающий контроль - Ультразвуковые испытания — Часть 4: Выявление не-
сплошностей, перпендикулярных поверхности
EN 583-5 Non-destructive testing - Ultrasonic examination - Part 5: Characterization and
sizing of imperfections
Неразрушающий контроль - Ультразвуковые испытания - Часть 5: Характеристика
и измерение несплошностей
EN 583-6 Non-destructive testing - Ultrasonic examination - Part 6: Time-of-flight
diffraction technique as a method for detection and sizing of imperfections Неразрушающий
контроль - Ультразвуковые испытания - Часть 6: Дифракционно-временной метод, как
способ выявления и измерения несплошностей
EN 12062 Non-destructive testing - Ultrasonic examination of welds - General rules for
metallic materials
Неразрушающий контроль - Ультразвуковые испытания сварных соединений -
Общие правила для металлов
EN 12223 Non-destructive testing - Ultrasonic examination - Specification for calibra-
tion block No. 1
Неразрушающий контроль - Ультразвуковые испытания - Спецификация на стан-
дартный образец № 1
EN 12668-1 Non-destructive testing. Characterization and verification of ultrasonic ex-
amination equipment. Part 1: Instruments.
Неразрушающий контроль. Характеристика и поверка ультразвукового оборудова-
ния для контроля - Часть 1: Приборы.
ПРИЛОЖЕНИЕ
837
EN 12668-2. Non-destructive testing. Characterization and verification of ultrasonic ex-
amination equipment. Part 2: Probes
Неразрушающий контроль. Характеристика и поверка ультразвукового оборудова-
ния для контроля - Часть 2: Преобразователи
EN 12668-3. Non-destructive testing. Characterization and verification of ultrasonic ex-
amination equipment. Part 3: Combined equipment
Неразрушающий контроль - Характеристика и поверка ультразвуковго оборудова-
ния для контроля - Часть 3: Комплект оборудования
EN 1330-4. Non-destructive testing - Terminology - Part 4: Terms used in ultrasonic test-
ing
Неразрушающий контроль - Терминология - Часть 4: Термины, используемые в
ультразвуковом контроле
EN 1714 Non-destructive examination - Ultrasonic examination of welded joints
Неразрушающий контроль сварных соединений - Ультразвуковой контроль свар-
ных соединений
EN 1712 Non-destructive examination - Ultrasonic examination of welded joints - Ac-
ceptance levels
Неразрушающий контроль сварных соединений - Ультразвуковой контроль свар-
ных соединений - Уровни приемки.
EN 1713 Non-destructive examination - Ultrasonic examination of welded joints - Ultra-
sonic examination - Characterization of imperfections in welds
Неразрушающий контроль сварных соединений - Ультразвуковой контроль. Харак-
теристика индикаций дефектов сварных швов.
EN 25817 Arc- welded joints in steel - Guidance on quality levels for imperfections (ISO
5817:1992)
Дуговая сварка стали - Руководство по определению уровней качества в зависимо-
сти от дефектности шва
EN 27 963 Welds in steel - Calibration block No. 2 for ultrasonic examination of welds
(ISO 7963:1985)
Сварка стали - Стандартный образец № 2 для ультразвукового контроля сварки
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ СТАНД АРТОВ ПО АКУСТИЧЕСКОМУ КОНТРОЛЮ
№№ГОСТ Название
3242-79 ГСИ. Соединение сварные. Методы контроля качества.
12503-75 Сталь. Методы ультразвукового контроля. Общие требования.
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразву- ковые.
17410-78 Трубы металлические бесшовные цилиндрические. Методы ультра- звуковой дефектоскопии.
17624-87 Бетоны. Ультразвуковой метод определения прочности.
18105-86 Бетоны. Правила контроля прочности бетона.
18353-79 Контроль неразрушающий. Классификация видов и методов.
18576-85 Контроль неразрушающий. Рельсы железнодорожные. Методы ульт- развуковые.
19200-80 Отливки из чугуна и стали. Термины и определения дефектов.
19232-73 Сварка металлов плавлением. Дефекты сварных соединений. Терми- ны и определения.
20415-82 Контроль неразрушающий. Методы акустические. Общие положения.
21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии.
21397-81 Контроль неразрушающий. Комплект стандартных образцов для ультразвукового контроля полуфабрикатов и изделий из алюминие- вых сплавов. Основные параметры и технические требования.
22368-77 Контроль неразрушающий. Классификация дефектности стыковых сварных швов по результатам ультразвукового контроля.
22727-88 Сталь толстолистовая. Методы ультразвукового контроля.
23049-78 Контроль неразрушающий. Дефектоскопы ультразвуковые. Общие технические требования.
23667-85 Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерения основных параметров.
23702-90 Контроль неразрушающий. Преобразователи ультразвуковые. Ме- тоды испытаний.
ПРИЛОЖЕНИЕ
839
Продолжение прилож. 3
№№ ГОСТ Название
23829-85 Контроль неразрушающий акустический. Термины и определения.
24332-88 Кирпичи, камни силикатные. Ультразвуковой метод определения прочности
24507-8.0 Контроль неразрушающий. Поковки из черных металлов. Методы ультразвуковой дефектоскопии.
25714-83 Контроль неразрушающий. Акустический звуковой метод определе- ния открытой пористости, кажущейся плотности, плотности и прочности на сжатие огнеупорных изделий.
23858-79 Соединения сварные стыковые и тавровые арматуры железобетон- ных конструкций. Ультразвуковые методы контроля качества. Правила приемки.
25961-83 Инструмент абразивный. Акустический метод контроля физико- механических свойств.
25993-90 Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля.
26126-84 Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества.
26266-90 Контроль неразрушающий. Преобразователи ультразвуковые. Об- щие технические требования.
27750-88 Контроль неразрушающий. Покрытия восстановительные. Методы контроля толщины покрытий.
28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
4.177-85 Приборы неразрушающего контроля качества материалов и изделий. Номенклатура показателей.
8.495-83 ГСП. Толщиномеры ультразвуковые контактные. Методы и средства поверки.
СПИСОК ЛИТЕРАТУРЫ
1. Абаренкова С.Г и др. Акустиче-
ский метод изучения микровключений и
внутренних напряжений в монокристаллах
ферритов // Дефектоскопия. 1989, № 1.
С. 81-87.
2. Аббакумов К.Е., Гурьева Т.М.
Методы и аппаратура ультразвукового
контроля изделий из материалов порош-
ковой металлургии. Контроль микро- и
макроструктуры // Дефектоскопия. 1993,
№ 8. С. 39 -45.
3. Азаров Н.Т. Эксплуатационный
УЗК содержания и определения количест-
ва воды в клееных сотовых конструкциях
самолетов // В мире неразрушающего кон-
троля. 2001. № 4. С. 24-27.
4. Аксенов В.П. Применение радио-
локационных методов оптимального обна-
ружения при ультразвуковом контроле //
Дефектоскопия. № 2. 1982. С. 70-74.
5. Алешин Н.П., Вадковский Н.Н.,
Волкова Н.Н. Ультразвуковой контроль
аустенитных сварных швов: анализ спосо-
бов и рекомендации по повышению на-
дежности // Дефектоскопия. 1988. № 2.
С. 43-59.
6. Алешин Н.П., Ермолов М.И.,
Князев В.Д. Возбуждение волн Рэлея
призматическими преобразователями //
Дефектоскопия. 1991. № 3. С. 3-10.
7. Алешин Н.П., Лупачев В.Г.
Ультразвуковая дефектоскопия: Справ,
пособие. Минск: Вышэйш. школа, 1987.
264 с.
8. Алешин Н.П., Могильнер И.Ю.
Определение оптимальных углов наклона
призматических искателей для контроля
сварных стыков труб // Дефектоскопия.
1977, №3 с. 58-64.
9. Анненков А.С., Борщан В.С.,
Сивкова О.Д. Ультразвуковой преобразо-
ватель для дефектоскопии поверхности //
Дефектоскопи. 1990. № 7. С. 93-94.
10. Апахов М. И. и др. Ультразвуко-
вой контроль контактной сварки труб //
Дефектоскопия. 1984. № 10. С. 65-71.
11. Ахметшин А.М., Иванова И.А.
Повышение чувствительности ультразву-
ковой когерентно-импульсной фурье-ин-
троскопии на основе метода нуль-вре-
менного анализа комплексных огибающих
синтезированных импульсных характери-
стик // Дефектоскопия. 1997. № 6. С. 3-9.
12. Бабкин С.Э. и др. Отстройка от
зазора при электромагнитно-акустическом
способе контроля // Дефектоскопия. 1998.
№4. С. 19-22.
13. Бадаляи В.Г., Базулин Е.Г. Ал-
горитм совместной обработки многочас-
тотных и многоракурсных акустических
голограмм для восстановления изображе-
ния дефектов // Дефектоскопия. 1989. № 3.
С. 25-33.
14. Бадалян В.Г., Базулин Е.Г.
Применение псевдослучайных последова-
тельностей в цифровой акустической го-
лографии // Акустический журнал. 1989.
35. Вып. 5. С. 784-790.
15. Бадалян В.Г., Базулин Е.Г., Ти-
хонов Д.С. Визуализация неоднородно-
стей методом обобщенной многочастот-
ной акустической голографии // Акустиче-
ский журнал. 1992. 38. Вып. 3. С. 396^401.
16. Базылев П.В. и др. Лазерная ус-
тановка для измерения скорости распро-
странения поверхностных волн // Дефек-
тоскопия. 1990. № 10. С. 91-93.
17. Баев А.Р., Коновалов Г.Е.,
Майоров А.П. Магнитные жидкости в
технической акустике и неразрушающем
контроле. Под. ред. П.П. Прохоренко.
Минск, Беларуская навука. 2000.
18. Баранов В.М. Акустические из-
мерения в ядерной энергетике. М.: Энер-
гоатомиздат, 1990. 320 с.
19. Баранов В.М., Быков А.Н., Ка-
лядин А.Ю., Кудрявцев Е.М. Определе-
ние физико-механических характеристик
органических материалов акустическим
импедансным методом // Дефектоскопия.
1990. №9. С. 20-27.
СПИСОК ЛИТЕРАТУРЫ
841
20. Басацкая Л.В. и др. Теоретиче-
ское исследование акустического тракта
прямого преобразователя для изделий ци-
линдрической формы // Дефектоскопия.
1993. № 10. С.12-17.
21. Бедарев А.С. и др. Комплексный
неразрушающий контроль качества тер-
мообработки изделий из алюминиевого
сплава АК4-1 // Дефектоскопия. 1993.
№3. С. 12-18.
22. Белаш А.А. и др. Об ультразву-
ковом контроле изделий сложной формы //
Дефектоскопия. 1969. №4. С. 150-152.
23. Беликов В.Г. и др. Расчет фоку-
сирующих преобразователей с учетом им-
пульсного режима излучения // Дефекто-
скопия. 1987. № 7. С. 56-60.
24. Белый В.Е. Оценка характера
дефектов сварных швов по совокупности
информационных признаков // Дефекто-
скопия. 1992. № 8. С. 9-17.
25. Белый В.Е. Особенности мето-
дики ультразвукового контроля сварных
соединений плакированных трубопрово-
дов // Дефектоскопия. 1992. № 9. С. 21-27.
26. Белый В.Е. Ультразвуковые пре-
образователи двустороннего излучения //
Дефектоскопия. 1993. № 11. С. 31-38.
27. Бергман Л. Ультразвук и его
применение в науке и технике. М.: ИЛ,
1956. 726 с.
28. Берлинкур Д., Керран Д., Жаф-
фе Г. Пьезоэлектрические и пьезомагнит-
ные материалы и их применение в преоб-
разователях // Физическая акустика. Ме-
тоды и приборы ультразвуковых исследо-
ваний. Т. 1. Ч. А.: Пер. с англ. Под ред.
У. Мезона. М.: Мир, 1966. 582 с.
29. Бобренко В.М., Вангели М.С.,
Куценко Л.Н. Акустические методы кон-
троля напряженного состояния материала.
Кишинев: Штиница, 1981. 148 с.
30. Бобренко В.М., Рудаков А.С.
Исследование усилий в резьбовых соеди-
нениях акустическим тензометрированием //
Дефектоскопия. 1986. № 7. С. 11-14.
31. Бобров В.А. и др. Ультразвуко-
вой контроль качества сварных соедине-
ний труб из полиэтилена // Контроль. Ди-
агностика. 1998. № 3. С. 45.
32. Бобров В.Т. и др. Установка
ДУК-15ЦЛАМ для автоматического ульт-
развукового контроля сварных швов труб //
Дефектоскопия. 1968. № 6. С. 24-28.
33. Бобров В.Т. и др. Установка для
высокоскоростного ультразвукового кон-
троля сварных швов труб в потоке // Де-
фектоскопия. 1968. № 6. С. 39-43.
34. Богословский Ю.В. Ультразву-
ковой дефектоскоп УЗД-7Н. М.: Машгиз,
1957.40 с.
35. Бондаренко А.Н., Дробот Ю.Б.,
Кондратьев А.И. Прецизионные акусти-
ческие измерения оптическими и емкост-
ными методами. Ч. I—II. Владивосток,
1990.
36. Боровиков В.А., Кинбер Б.Е.
Геометрическая теория дифракции. М.:
Связь, 1978. 284 с.
37. Ботаки А.А., Ульянов В.В.,
Шарко А.В. Ультразвуковой контроль
прочностных свойств конструкционных
материалов. М.: Машиностроение, 1983.
74 с.
38. Бреховских Л.М. Волны в слои-
стых средах. М.: Наука, 1973. 343 с.
39. Бреховских Л.М., Годин О.А.
Акустика слоистых сред. М.: Наука, 1989.
412 с.
40. Брук М.В. и др. Система для
ультразвукового контроля качества свар-
ных швов напряженных трубчатых опор
морских нефтяных платформ // Дефекто-
скопия. 1993. № 10. С. 18-23.
41. Бугай Н.В., Лебедев А.А., Шар-
ко А.В. Комплексный контроль стали
12X1 МФ при технической диагностике
металла энергооборудования // Дефекто-
скопия. 1992. № 5. С. 47-53.
42. Бугай Н.В. и др. Ультразвуковой
метод оценки качества металла длительно
работающих паропроводов // Дефектоско-
пия. 1985. №8. С. 32-38.
43. Буденков Г.А. и др. Поля сме-
щений в волнах, излучаемых изгибными
колебаниями пластин // Дефектоскопия.
2000. № 6. С. 54-63.
842
СПИСОК ЛИТЕРАТУРЫ
44. Буденков Г.А., Беглецов Б.Н.,
Буденков А.Г. Ультразвуковая диагно-
стика с использованием воздуха атмосфе-
ры в качестве переходной среды // Дефек-
тоскопия. 1996. № 10. С. 18-23.
45. Буденков Г.А., Гуревич С.Ю.
Современное состояние бесконтактных
методов и средств ультразвукового кон-
троля // Дефектоскопия. 1981. № 5. С. 5-33.
46. Буденков Г.А., Новожилов В.А.,
Шабадии В.Г. Ультразвуковой метод кон-
троля твердости поверхности изделий из
чугуна // Дефектоскопия. 1992. № 8.
С. 18-23.
47. Буденков Г.А. и др. Установка
для контроля качества изделий из высоко-
прочного чугуна электромагнитно-акусти-
ческим методом // Дефектоскопия 1985.
№ 1. С. 69-73.
48. Буденков Г.А. и др. Ультразву-
ковой контроль тонкостенных изделий //
Дефектоскопия. 1996. № 8. С. 57-63.
49. Буденков Г.А. и др. Импульсный
метод измерения скорости ультразвука //
Дефектоскопия. 1998. № 9. С. 3-8.
50. Буденков Г.А. и др. Оценка на-
пряженного состояния изделий из серого
чугуна акустическим методом //Дефекто-
скопия. 1998. № 7. С. 3-7.
51. Буденков Г.А. и др. Поля сме-
щений в волнах, излучаемых изгибными
колебаниями пластин // Дефектоскопия.
2000. № 6. С. 54-63.
52. Букасев Ю.А. и др. Ультразву-
ковой контроль паяной сварки // Дефекто-
скопия. 1984. № 10. С. 65-71.
53. Бурбело Р.М. и др. Фотоакусти-
ческая микроскопия соединительного шва
биморфных пьезокерамических элементов //
Дефектоскопия. 1996. № 9. С. 42-46.
54. Бурд М.Б., Гитис М.Б. Контроль
качества материалов с высокой скоростью
ультразвука по акустическим характери-
стикам // Дефектоскопия. 1985. № 1.
С. 89-91.
55. Бурд М.Б., Гитис М.Б. О воз-
можности контроля пористости горяче-
прессованного бериллия по затуханию
ультразвука // Дефектоскопия. 1987. № 6.
С. 88-89.
56. Бутенко А.И. н др. Толщиномет-
рия труб импульсным электромагнитно-
акустическим методом // Дефектоскопия.
1973. №3. С. 7-11.
57. Варакин Л.Е. Теория сложных
сигналов. М.: Сов. радио, 1970. 376 с.
58. Васильев А.Г. и др. Ультразву-
ковой метод контроля шероховатости по-
верхности // Дефектоскопия. 1994. № 2.
С.71-73.
59. Вахитов Я.Ш. Теоретические
основы электроакустики и электроакусти-
ческая аппаратура. М.: Искусство, 1982.
415 с.
60. Веревкин В.М. и др. Установка
Дуэт 5 для ультразвукового контроля тол-
столистового проката // Дефектоскопия.
1999. №6. С. 68-77.
61. Веремеенко С.В., Мейерсон В.Г.
Ультразвуковой резонансный метод опре-
деления поперечных размеров тонких во-
локон и проволоки // Дефектоскопия.
1982. №8. С. 3-7.
62. Верхотуров В.И. и др. Акустиче-
ский метод контроля электрического со-
стояния диэлектрических конструктивных
материалов // Дефектоскопия. 1994. № 1.
С.73-78
63. Викторов И.А. Физические ос-
новы применения ультразвуковых волн
Рэлея и Лэмба в технике. М.: Наука, 1966.
168 с.
64. Викторов И.А. Звуковые по-
верхностные волны в твердых телах, М.:
Наука, 1981. 288 с.
65. Виноградов Н.В., Свиридов Ю.Б.,
Химченко Н.В. Рассеянье ультразвуковых
колебаний на границе слоев биметаллов //
Дефектоскопия. 1976. № 5. Ч. 1. С. 22-28;
1976. №6.4. 2. С. 75-80.
66. Волков В., Сукацкас В. Интер-
ферометрический метод оценки состояния
технологических трубопроводов // Дефек-
тоскопия. 1995. № 8. С. 44-А7.
67. Вопилкин А.Х. Дифракционные
методы в ультразвуковом неразрушающем
контроле // М.: изд. НТО "Приборпром",
1989. 73 с.
СПИСОК ЛИТЕРАТУРЫ
843
68. Вопилкии А.Х. Рекламный про-
спект фирмы ЭХО+ в интернете. Адрес:
www. ehoplas ru.
69. Вопилкин А.Х., Ермолов И.Н.
Стасеев В.Г. Спектральный ультразвуко-
вой метод определения характера дефек-
тов. М.: Машиностроение, 1979. 60 с.
70. Воробьев В.А., Вайншток И.И.,
Лернер В.С. Ультразвуковой метод изме-
рения деформации металлов // Дефекто-
скопия. 1981. № 4. С. 46-50.
71. Воронков В.А. и др. К возмож-
ности оценки размера поверхностных
трещин ультразвуковым времяпролетным
способом // Дефектоскопия. 1993. № 5.
С. 18-25.
72. Воронков В.А., Данилов В.Н. К
вопросу об эталонировании чувствитель-
ности ультразвукового контроля с исполь-
зованием АРД-диаграмм //Дефектоскопия.
2001. № 1.С. 56-60.
73. Воронкова Л.В. Ультразвуковой
контроль чугунных отливок. М.: Издат.
МГТУ им. Баумана. 1998. 40 с.
74. Вронский А.В., Звонкова Э.Л.
Контроль бочки ротора с помощью волн
Рэлея // Дефектоскопия. 1971. № 2.
С. 136-138.
75. Выборнов Б.И. Методы нераз-
рушающего контроля материалов и изде-
лий авиационной техники. М.: Машино-
строение, 1980. 104 с.
76. Выборнов Б.И. Ультразвуковая
дефектоскопия. М. Металлургия, 1985.
256 с.
77. Галич В.А., Бобриков Л.П.,
Сандалов А.В. Метод бесконтактного
ультразвукового контроля пропитки арми-
рующих наполнителей композиционных
материалов // Дефектоскопия. 1992. № 9.
С. 37-42.
78. Гершберг В.М., Илюшин С.В.,
Смирнов В.Н. Неразрушающие методы
контроля судостроительных стеклопла-
стиков. Л. Судостроение, 1971, 210 с.
79. Гиллер Г.А., Зайцев К.И., Па-
рамонов В.Д. Некоторые аспекты нераз-
рушающего контроля качества сварных
соединений полиэтиленовых трубопрово-
дов // Полимергаз. 1998. № 4. С. 12-14.
80. Гиллер Г.А., Могильнер Л.Ю.
Хоменко В.И. Ультразвуковые хордовые
преобразователи в дефектоскопии свар-
ных стыков трубопроводов // Контроль.
Диагностика. № 9. 2000. С. 44—47.
81. Гитис М.Б. Исаенко Ф.И. Ис-
пользование пьезоэффекта для дефекто-
скопии преобразователей // Дефектоско-
пия. 1979. № 11. С. 15-20.
82. Глаговский Б.А., Московен-
ко И.Б. Низкочастотные акустические ме-
тоды контроля в машиностроении. Л.: Ма-
шиностроение, 1977. 208 с.
83. Глагольев А.Е. и др. Установка
для ультразвукового контроля качества
паяных и диффузионно-сварных соедине-
ний миниатюрных узлов // Дефектоско-
пия. 1987. № 12. С. 7-12.
84. Глозмаи И.А. Пьезокерамика.
М.: Энергия, 1976. 52 с.
85. Гмырин С.Я. Влияние шерохо-
ватости донной поверхности изделия на
параметры У 3-толщиномера // Дефекто-
скопия. 1994. № 11. С. 54-69.
86. Гмырин С.Я. К вопросу о тол-
щине стенки изделия и погрешности ее
измерения в случае значительной корро-
зии поверхности ввода // Дефектоскопия.
1996. № 11. С. 59-67.
87. Голобородько В.С., Ногин С.И.,
Бельдимаи Н.Ф. Прибор для контроля
напряжений в арматуре методом свобод-
ных колебаний // Дефектоскопия. 1984.
№ 1.С. 64-68.
88. Гольден А.Д. Ультразвуковой
контроль резинометаллических конструк-
ций волнами Лэмба при одностороннем
доступе со стороны резины // Дефектоско-
пия. 1993. № 1.С. 39-42.
89. Гондаревский В.II., Кузнецов М.Л.
Импедансный контроль качества сотовых
конструкций с углепластиковыми обшив-
ками // Заводская лаборатория. 1993.
№ 12. С. 35-38.
90. Гоноровский И.С. Радиотехни-
ческие цепи и сигналы. М.: Радио и связь,
1986. 512 с.
91. Гончаров В.С. Выявление угло-
вых отражателей при углах озвучивания,
844
СПИСОК ЛИТЕРАТУРЫ
близких к критическим // Дефектоскопия.
1982. № 4. С. 60-62.
92. Гончаров В.С. Выявление угло-
вых отражателей при углах озвучивания,
больших 45 градусов // Дефектоскопия.
1982. № 11. С. 76-79.
93. Горбунов А.И. Неразрушающие
методы контроля клеевых соединений
строительных конструкций. М.: Стройиз-
дат, 1975. 172 с.
94. Горкунов Э.С. и др. Оценка
внутренних микронапряжений в высоко-
углеродистых сталях по параметрам элек-
тромагнитно-акустического преобразова-
ния // Дефектоскопия. 1999. № 9. С. 38-46.
95. Городков В.Е. и др. Автоматиза-
ция ультразвукового контроля заготовок
дисков турбин // Дефектоскопия. 1984.
№ 3. С. 25-29.
96. Горский В.В. и др. Неразру-
шающий контроль степени холодной де-
формации пластин из аустенитной нержа-
веющей стали // Дефектоскопия. 2000.
№5. С. 36-45.
97. Гребенник В.С. Анализ выяв-
ляемое™ эксплуатационных трещин ме-
талла при эхометоде контроля // Дефекто-
скопия. 1974. № 5. С. 9-21.
98. Гребенников В.В., Гурвич А.К.,
Григорьев М.В. Многочастотный способ
ультразвукового контроля аустенитных
сварных швов // Дефектоскопия. 1974.
№ 1. С. 81-88.
99. Гребенников В.В., Лебедев Н.Е.
Эхозеркальный способ ультразвукового
контроля с трансформацией упругих волн //
Дефектоскопия. 1979. № 10. С. 73-78.
100. Гребенников В.В. Исследова-
ния выявляемое™ дефектов в аустенит-
ных сварных швах при ультразвуковом
контроле двухчастотным способом // Де-
фектоскопия. 1974. № 9. С. 60-64.
101. Григорьев М.В., Гурвич А.К.,
Гребенников В.В. Исследование способа
измерения размеров объемных дефектов
при ультразвуковом контроле // Дефекто-
скопия. 1982. № 5. С. 4-11.
102. Гурвич А.К. Ультразвуковая
дефектоскопия сварных соединений. Ки-
ев, Укртехиздат, 1963. 152 с.
103. Гурвич А.К. Зеркально-теневой
метод ультразвуковой дефектоскопии. М.:
Машиностроение, 1970. 36 с.
104. Гурвич А.К., Болдырев Ю.П.
Ультразвуковой контроль сварных соеди-
нений медных листов малой толщины //
Дефектоскопия. 1970. № 6. С. 114-115.
105. Гурвич А.К., Дымкин Г.Я.,
Цомук С.Р. Новый информативный при-
знак формы дефекта // Дефектоскопия.
1990. № 11. С. 3-7.
106. Гурвич А.К., Ермолов И.Н.
Ультразвуковой контроль сварных швов.
Киев: Техшка, 1972. 460 с.
107. Гурвич А.К., Марков А.А. Эф-
фект Доплера в ультразвуковой дефекто-
скопии // Дефектоскопия. 1983. № 7.
С. 24-35.
108. Гурвич А.К., Пасси Г.С. Объек-
тивизация результатов ультразвукового
контроля сварных швов // Дефектоскопия.
1987. №3. С. 3-11.
109. Гуревич С.Ю, Петров Ю.В.,
Шульгинов А.А., Прокопьев К.В. О гра-
ницах механизмов термоакустического
преобразования при лазерной генерации
ультразвука в металлах // Дефектоскопия.
2001. №4. С. 69-75.
ПО. Гусева Е.К. Ультразвуковой
контроль чистоты алюминия А999 // Де-
фектоскопия. 1978. № 8. С. 103-104.
111. Гусева Е.К. и др. Автоматизи-
рованная ультразвуковая установка для
контроля ферритовых пластин // Дефекто-
скопия. 1990. № 12. С. 25-27.
112. Гутин Л.Я. Теория пьезоэлек-
трических вибраторов, применяемых в
гидроакустике. Избранные труды. Л.:
Судостроение, 1977. С. 242-348.
113. Дамаскин А.Л. Контроль труб-
ной резьбы бурильных труб с внутренней
поверхности // Дефектоскопия. 1991. № 3.
С. 24-29.
114. Данилов В.Н. Исследование
влияния параметров протектора на харак-
теристики излучаемых прямым преобра-
СПИСОК ЛИТЕРАТУРЫ
845
зователем волн // Дефектоскопия. 1996.
№ 10. С. 11-17.
115. Данилов В.Н. Расчет электро-
акустического тракта дефектоскопа с со-
вмещенным наклонным преобразователем //
Дефектоскопия. 1998. № 8. С. 28—40.
116. Данилов В.Н., Ермолов И.Н.,
Ушаков В.М. Преобразователи с компо-
зиционным пьезоэлементом // Контроль.
Диагностика. 1999. № 10. С. 32-34.
117. Данилов В.Н., Ермолов И.Н.,
Ушаков С.В. Исследование рассеяния
поперечной волны на трещине // Дефекто-
скопия. 2001. № 5. С. 42-50.
118. Данилов В.Н., Изофатова
Н.Ю., Воронков В.Н. Сравнение теорети-
ческих и экспериментальных исследова-
ний работы прямых совмещенных преоб-
разователей // Дефектоскопия. 1997. № 6.
С. 39-49.
119. Данилов В.Н., Ушаков В.М. О
влиянии цилиндрической поверхности
изделия при ультразвуковом контроле
наклонным преобразователем // Дефекто-
скопия. 1998. № 8. С. 13-20.
120. Данилов В.Н. и др. Сравнение
теоретических и экспериментальных ре-
зультатов исследования работы прямых
совмещенных преобразователей // Дефек-
тоскопия. 1997. № 6. С. 39-49.
121. Денисламов В.Д. Система для
определения прочностных характеристик
древесных композиционных материалов //
Дефектоскопия. 1996. № 7. С. Ti-TI.
122. Джерики Г.К., Блощицын В.А.,
Гульянц Г.М. Контроль стыкосварных
бурильных труб // Дефектоскопия. 1979.
№ 12. С. 88-89.
123. Джонс Р., Фэкэоару Н. Нераз-
рушающие методы испытания бетонов.
М.: Стройиздат, 1974. 296 с.
124. Дзенис В.В. Применение ультра-
звуковых преобразователей с точечным
контактом для неразрушающего контроля.
Рига, Знание, 1987. 262 с.
125. Добрейцин Е.Б. и др. Автомати-
зированная установка для ультразвукового
контроля дисков трением // Дефектоско-
пия. 1984. №9. С. 81-83.
126. Долганов Ю.Г., Никитин В.В.,
Калюпанов А.И. Контроль продукции на
ЛМЗ // В мире неразрушающего контроля,
1999. №4. С. 14-16.
127. Домаркас В.И., Кажис Р.-И.Ю.
Контрольно-измерительные пьезоэлект-
рические преобразователи. Вильнюс:
Минтис, 1975. 258 с.
128. Дробот Ю.Б., Юнникова В.В.
Модель акустического тракта при ультра-
звуковой толщинометрии. Контроль. Ди-
агностика. 1999, № 12. С. 3-6.
129. Дымкин Г.Я. Акустический
тракт при эхоимпульсном контроле огра-
ниченных протяженных изделий // Дефек-
тоскопия. 1990. № 6. С. 18-24.
130. Егоров В.Н., Бахтин А.Г. и др.
Методы неразрушающего контроля сото-
вых конструкций из полимерных компо-
зиционных материалов // Контроль. Диаг-
ностика. 1999. № 6. С. 24-32.
131. Енияма Х.И. и др. Оценка раз-
рушения при ползучести с помощью пере-
довых ультразвуковых методов. Труды
12-ой международной конференции по
неразрушающим методам контроля. Ни-
дерланды, Амстердам, 1989.
132. Ермолов И.Н. Теория и практи-
ка ультразвукового контроля. М.: Маши-
ностроение, 1981. 240 с.
133. Ермолов И.Н. Сопоставление
европейских и российских стандартов на
ультразвуковой контроль сварных соеди-
нений // Дефектоскопия. 2002. № 8.
С. 3-30.
134. Ермолов И.Н., Вопилкин А.Х.
Расчет эквивалентных размеров для неко-
торых имитированных дефектов // Дефек-
тоскопия. 1998. № 4. С. 3-10.
135. Ермолов И.Н., Вопилкин А.Х.,
Бадалян В.Г. Расчеты в ультразвуковой
дефектоскопии (краткий справочник). М.:
"ЭХО+" 2000, 108 с.
136. Ермолов И.Н., Вопилкин А.Х.,
Бадалян В.Г. Эволюция средств и мето-
дов определения формы и размеров де-
фектов при ультразвуковом контроле.
Контроль. Диагностика. 2003. № 2. С. 6-8.
846
СПИСОК ЛИТЕРАТУРЫ
137. Ермолов И.Н, Зенкова Л.С.
Исследование зеркально-теневого метода
ультразвуковой дефектоскопии // Дефек-
тоскопия. 1976. № 2. С. 16-23.
138. Ермолов И.Н., Разы граев Н.П.,
Щербинский В.Г. Использование акусти-
ческих волн головного типа для ультра-
звукового контроля // Дефектоскопия.
1978. №1. С. 33-40.
139. Ерофеев А.А., Легуша Ф.Ф.,
Московеико И.Б., Пугачев С.И. Акусти-
ческая диагностика изделий из уплотнен-
ной древесины И ISSN 1392-2114 UL-
TRAGARSAS, Nr. 3(33). 1999. Р. 11-13.
140. Заборовский О.Р., Бобров В.Т.
Исследование выявляемое™ дефектов при
ультразвуковом контроле швов, получае-
мых сваркой трением // Дефектоскопия.
1971. №2. С. 122-126.
141. Залесский В.В. Анализ и синтез
пьезоэлектических преобразователей. Рос-
тов-на-Дону: Изд-во Рост, ун-та, 1971.
152 с.
142. Зарембо Л.М., Карпачев С.Н.
Магнитоупругая резонансная дефектоско-
пия кристаллов феррита // Дефектоскопия.
1987. № 1. С. 21-26.
143. Застава А.П. Эксперименталь-
ное исследование чувствительности зер-
кально-теневого метода при контроле ти-
тановых дисков газотурбинных двигате-
лей фокусирующими преобразователями //
Дефектоскопия. 1993. № 3. С. 27-30.
144. Захаров А.В. Оценка акустиче-
ских свойств дефектной зоны соединения
диффузионной сварки стали и контроль
качества на основе ультразвуковой интер-
ференционной спектроскопии // Дефекто-
скопия. 1988. № 11. С. 43-49.
145. Захаров А.В., Вопилкин А.Х.
Исследование ультразвуковых спектраль-
ных методов контроля качества диффузи-
онной сварки тонкостенных конструкций //
Дефектоскопия. 1989. № 7. С. 17-21.
146. Захаров А.В., Тимошенков
В.А. О некоторых особенностях примене-
ния ультразвукового спектрального анали-
за// Дефектоскопия. 1986. № 9. С. 54-58.
147. Иванов В.Г. Автоматическое
распределение по порогу при цифровой
обработке ультразвуковых дефектоскопи-
ческих изображений изделий из компози-
тов // Дефектоскопия. № 5. 1990. С. 37-43.
148. Иванов В.Г., Скоробогат Л.И.
Автоматический ультразвуковой контроль
композитов катящимися преобразователя-
ми // Дефектоскопия. 1990. № 5. С. 30-37.
149. Иванов В.Г., Шкарлет Ю.М.
Цифровая пространственная фильтрация
ультразвуковых изображений при дефек-
тоскопическом контроле композитов с
помощью катящихся преобразователей //
Дефектоскопия. 1990. №4. С. 12-20.
150. Игнатьевский В.В., Кутю-
рин Ю.Г., Потапов А.И и др. Ультразву-
ковой теневой метод определения глуби-
ны залегания дефектов в изделиях из ком-
позитов // Дефектоскопия. 1988. № 12.
С. 19-23.
151. Ильясов Р.С., Боровкова М.А.
Экспериментальное исследование ЭМАП
объемных волн в ферритах // Дефектоско-
пия. 1996. №3. С. 62-69.
152. Илшин С.В., Сясько В.А. Ав-
томатизированная система для неразру-
шающего контроля крупногабаритных не-
металлических изделий // Дефектоскопия.
1989. №9. С. 86-88.
153. Инструкция по дефектоскопии
гибов трубопроводов из перлитной стали
(И № 23 СД-80). М.: Союзтехэнерго, 1981.
40 с.
154. Инструкция по ультразвуково-
му контролю деталей локомотивов и ваго-
нов электропоездов на базе программи-
руемого дефектоскопа УД2-102. М.’ МПС
РФ, ВНИИЖД, 2000. 270 с.
155. Инструкция по ультразвуково-
му методу контроля сварных стыковых
соединений трубопроводов из полиэтиле-
на, РДИ 26-11-62-98. М.: НИИХИММАШ,
1998.20 с.
156. Иофе В.К., Корольков В.Г.,
Сапожков М.А. Справочник по акустике.
М.: Связь, 1979. 312 с.
157. Исакович М.А. Общая акусти-
ка. М.: Наука, 1973. 496 с.
СПИСОК ЛИТЕРАТУРЫ
847
158. Калинин В. А., Праницкий
А.А., Цеслер Л.Б. Современные ультра-
звуковые толщиномеры. М.: Машино-
строение, 1972. 52 с.
159. Калинин В.А., Тарасенко В.Л.,
Цеслер Л.Б. Погрешности измерения
ультразвуковыми толщиномерами, обу-
словленные варьированием скорости рас-
пространения ультразвука в конструкци-
онных сталях и металлических сплавах //
Дефектоскопия. 1988. № 1. С. 18-25.
160. Каргапольцев А.В. и др. Гене-
рация ультразвуковых колебаний в метал-
лах выведенным в атмосферу сильноточ-
ным электронным пучком // Дефектоско-
пия. 1982. №6. С. 42-48.
161. Карелин А.В., Шенкер А.А.
Исследование процесса многократных
отражений пучка сдвиговых волн при кон-
троле плоскопараллельных изделий // Де-
фектоскопия. 1986. № 1. С. 62-67.
162. Карнишин В.В. Возможности
линзовой акустической микроскопии и
пути их реализации // Дефектоскопия.
1994. № 12. С. 18-24.
163. Карпаш О.М., Степура А.И.
Повышение точности ультразвукового
метода оценки величины контактных дав-
лений в резьбовых соединениях // Дефек-
тоскопия. 1993. № 11. С. 37-45.
164. Карташев В.Г., Качанов В.К.
Оптимальное выделение сигналов на фоне
структурного шума в ультразвуковой де-
фектоскопии // Дефектоскопия. 1992. № 7.
С. 51-60.
165. Качанов В.К. Применение орто-
гональных фазоманипулируемых сигналов
в ультразвуковой дефектоскопии // Дефек-
тоскопия. 1990. № 9. С. 39-46.
166. Качанов В.К., Казанцев О.А.,
Соколов И.В., Завьялов А.Ю. Разработка
ультразвуковых адаптивных методов и
устройств для контроля изделий из поли-
мерных материалов И Дефектоскопия.
1990. №9. С. 52-56.
167. Качанов В.К., Рапопорт Д.А.,
Мозговой А.В. Разработка новых методов
ультразвукового контроля полимерных
композиционных материалов на основе
использования радиолокационных сигна-
лов // Дефектоскопия. 1990. № 9. С. 3-20.
168. Качанов В.К. и др. Приоритет
российских ученых в разработке новых
средств УЗК с повышенной информатив-
ностью // В мире неразрушающего кон-
троля. 2001. № 2. С. 14-15.
169. Коваленко А.В., Лебедев А.А.
Контроль твердости сварных стыков рель-
сов акустическим методом // Дефектоско-
пия. 1992. № 12. С. 40-44.
170. Коваленко А.В., Лебедев А.А.
Определение твердости чугуна акустиче-
ским методом // Дефектоскопия. 1992.
№8. С. 31-33.
171. Коваленко А.В. и др. Акустиче-
ский контроль твердости колец подшип-
ников качения // Дефектоскопия. 1986.
№ 8. С. 23-28.
172. Коварская Е.З., Московенко
И.Б. Опыт промышленного использования
акустического метода оценки физико-
механических свойств изделий по часто-
там собственных колебаний // Дефекто-
скопия. 1991. № 6. С. 9-15.
173. Козлов В.Н., Подольский В.И.,
Самокрутов А.А., Шевалдыкин В.Г.
Оценка состояния железобетонных опор
контактной сети ультразвуковым прибо-
ром поверхностного прозвучивания // В
мире неразрушающего контроля. 2000.
№ 1. С. 46-47.
174. Козлов В.Н., Шевалдыкин
В.Г., Самокрутов А.А. Ультразвуковая
дефектоскопия бетона эхометодом: со-
стояние и перспективы // В мире неразру-
шающего контроля. 2002. № 2. С. 6-10.
175. Комаров В.А., Рубцов В.И. Ис-
пользование электромагнито-акустичес-
кого преобразования при анализе аморф-
ных материалов // Дефектоскопия. 1994.
№ 8. С. 85-89.
176. Кондратьев А.И., Луговой В.А.
Датчик акустических сигналов для высо-
коточных измерений // Дефектоскопия.
1990. №3. С. 30-38.
177. Кондратьев А.И., Рымлянд
В.И., Иванов В.А, Казарбин А.В. Кон-
троль механических параметров материа-
848
СПИСОК ЛИТЕРАТУРЫ
лов на основе эпоксидных смол акустиче-
скими методами // Дефектоскопия. 1994.
№9. С. 41-44.
178. Константинов В. А., Панин
В.И. Абсолютная градуировка пьезопре-
образователей // Дефектоскопия. 1974.
№ 1. С. 45-49.
179. Контроль качества и нормы до-
пустимых дефектов в стеклопластиках. Л.:
ЛДНТП, 1972. 26 с
180. Контроль неразрушающий. За-
готовки металлические. Ультразвуковой
метод контроля сплошности. ОСТ 5.9675-
88, М.: Минсудпром. 1988. 108 с.
181. Контроль неразрушающий.
Полуфабрикаты и изделия металлические.
Ультразвуковой методы измерения тол-
щины. ОСТ 5.5550-85. М.: Минсудпром.
40 с.
182. Контроль неразрушающий.
Прокат листовой металлический. Ультра-
звуковой метод контроля сплошности.
ОСТ 5.9332-80. М.: Минсудпром. 1980.
40 с.
183. Коробов А.И. и др. Нелинейные
упругие свойства сплава алюминия Д16 и
чугуна КЧ35-10 // Дефектоскопия. 2000.
№ 2. С. 37-46.
184. Коровин В.М., Райхер Ю.М.
Повышение надежности ультразвуковой
дефектоскопии при использовании магни-
тожидкостного акустического контакта //
Дефектоскопия. 1992. № 12. С. 30-36.
185. Королев М.В. Эхоимпульсные
толщиномеры. М.: Машиностроение, 1980.
111с.
186. Королев М.В. Безэталонные
ультразвуковые толщиномеры. М.: Маши-
ностроение, 1985. 80 с.
187. Королев М.В., Карпельсон А.Е.
Широкополосные ультразвуковые преоб-
разователи. М.: Машиностроение, 1982.
157 с.
188. Королев М.В., Стариков Б.Е.,
Карпельсон А.Е. Ультразвуковые им-
пульсные приборы для контроля прочно-
сти материалов. М.: Машиностроение,
1987. 111 с.
189. Крамаров Г.А. Особенности
ультразвукового контроля сварных соеди-
нений из титана // Дефектоскопия. 1973,
№2. С. 129-135.
190. Крамаров Г.А. О чувствитель-
ности ультразвукового контроля поковок
по необработанной поверхности // Дефек-
тоскопия. 1979. № 5. С. 59-62.
191. Крауткремер Й., Крауткремер Г.
Ультразвуковой контроль металлов: Спра-
вочник. М.: Металлургия, 1991.450 с.
192. Кретов Е.Ф. Ультразвуковая
дефектоскопии в энергомашиностроении.
С.-Петерб.: "Радиоавионика", 1995. 328 с.
193. Круглов Б.А. и др. Некоторые
результаты применения продольных волн
для контроля аустенитных наплавок и
сварных швов // Дефектоскопия. 1981.
№ 9. С. 28-32.
194. Круглов Л.Д. Ультразвуковой
контроль момента расплавления припоев
при пайке малогабаритных деталей // Де-
фектоскопия. 1976. № 3. С. 126-129.
195. Круглов Л.Д. и др. Возбужде-
ние ультразвуковых колебаний в металлах
при высоких температурах электромаг-
нитно-акустическим преобразователем //
Дефектоскопия. 1975. № 6. С. 29-32.
196. Крюков И.И. Особенности
ультразвукового теневого контроля пено-
пластов по амплитудно-временным пара-
метрам. Ч. I // Дефектоскопия. 1999. № 10.
С. 20-33.
197. Крюков И.И. Особенности
ультразвукового теневого контроля пено-
пластов по амплитудно-временным пара-
метрам. Ч. II // Дефектоскопия. 2000. № 3.
С. 3-12.
198. Крюков И.И, Агузумцян В.Г.
Механизированный ультразвуковой кон-
троль структурно-неоднородных материа-
лов типа пенопластов // Дефектоскопия.
1998. №2. С. 61-73.
199. Крюков И.И. Сравнительный
анализ теневых методов ультразвуковой
дефектоскопии // Дефектоскопия. 1992.
№ 12. С. 13-23.
200. Куликов В.А., Санников Д.В.,
Вавилов В.П. Применение акустического
СПИСОК ЛИТЕРАТУРЫ
849
метода свободных колебаний для диагно-
стики железобетонных опор контактной
сети // Дефектоскопия. 1998. № 7. С. 40-49.
201. Кустов А.И. и др. Акустико-
микроскопические исследования структу-
ры полимерных пьезокомпозитов // Де-
фектоскопия. 1994. № 9. С. 45-47.
202. Кутюрин Ю.Г., Рапопорт Д.А.,
Сумбатян М.А., Сычева В.Я. Решение
задачи построения зависимости амплиту-
ды принимаемого сигнала от расстояния
между краем дефекта и осевой линией
акустического луча // Дефектоскопия.
1990. №9. С. 35-39.
203. Ланге Ю.В. Акустические низ-
кочастотные методы и средства контроля
многослойных конструкций. М.: Машино-
строение, 1991. 272 с.
204. Ланге Ю.В. Некоторые новые
применения упругих колебаний в дефек-
тоскопии // Заводская лаборатория. 1959.
№ 7. С. 833-836.
205. Ланге Ю.В. Новый акустиче-
ский метод дефектоскопии и некоторые
результаты его применения // Приборо-
строение. 1959. № 6. С. 23-25.
206. Ланге Ю.В. Ультразвуковой ме-
тод контроля многослойных конструкций
и изделий из неметаллов // Ультразвуковая
техника. 1965. Вып. 1. С. 42-52.
207. Ланге Ю.В. О физических осно-
вах ультразвукового резонансного метода
неразрушающей оценки прочности клее-
вых соединений // Дефектоскопия. 1974.
№ 1.С. 96-107.
208. Ланге Ю.В. Эксплуатационные
возможности ультразвукового резонанс-
ного метода неразрушающей оценки
прочности клеевых соединений // Дефек-
тоскопия. 1974. № 2. С. 55-61.
209. Ланге Ю.В. О работе пьезопри-
емника акустического спектрального де-
фектоскопа // Дефектоскопия. 1978. № 7.
С. 67-77.
210. Ланге Ю.В. О применении годо-
графов для анализа настройки импеданс-
ных дефектоскопов // Дефектоскопия.
1979. № 1.С. 14-19.
211. Ланге Ю.В. Электрическое мо-
делирование пьезопреобразователей низ-
кочастотных акустических дефектоскопов //
Дефектоскопия. 1979. № 11. С. 20-26.
212. Ланге Ю.В. Акустические им-
педансные методы неразрушающего кон-
троля: Обзор // Дефектоскопия. 1990. № 8.
С. 3-19.
213. Ланге Ю.В., Виноградов Н.В.,
Цорин Е.И и др. Низкочастотный акусти-
ческий дефектоскоп для контроля армиро-
ванных пластиков и клееных конструкций //
Дефектоскопия. 1977. № 1. С. 115-119.
214. Ланге Ю.В., Воропаев С.И.,
Ермолаев А.П, Мужицкий В.Ф. Воз-
можности контроля многослойных конст-
рукций импедансным дефектоскопом
АД-42И // Заводская лаборатория. 1993.
№ 10. С. 19-21.
215. Ланге Ю.В., Воропаев С.И.,
Мужицкий В.Ф и др. Применение спек-
трального анализа в низкочастотных аку-
стических дефектоскопах // Дефектоско-
пия. 1995. № 10. С. 74-83.
216. Ланге Ю.В., Королев М.В. О
применении усилителей тока и усилителей
напряжения в ультразвуковой аппаратуре //
Дефектоскопия. 1974. № 6. С. 60-63.
217. Ланге Ю.В., Теумин И.И. О
динамической гибкости сухого точечного
контакта // Дефектоскопия. 1971. № 2.
С. 49-60.
218. Ланге Ю.В., Филимонов С.А.,
Шишкина Н.В. и др. Дефектоскоп
УВФД-1 для контроля меногослойных
конструкций и изделий из неметаллов //
Дефектоскопия. 1965. № 6. С. 61-68.
219. Ландау Л.Д., Лифшиц Е.М.
Механика сплошных сред. М.: ГИТТЛ,
1954. 596 с.
220. Ландау Л.Д., Лифшиц Е.М.
Теория упругости. М.: Наука, 1987. 246 с.
221. Лантух В.М., Гребенник В.С.
Исследование раздельно-совмещенных
искателей с ультразвукопроводами для
контроля горячего металла // Дефектоско-
пия. 1980. №3. С. 18-23.
222. Лантух В.М., Пчелкин А.Б. Ис-
следование акустических методов опреде-
850
СПИСОК ЛИТЕРАТУРЫ
ления конфигурации и ориентации не-
сплошностей в металле энергооборудова-
ния // Дефектоскопия. 1993. № 12. С. 66-71.
223. Лебедев А.А., Шарко А.В. Аку-
стический контроль механических свойств
стальных изделий поверхностными вол-
нами Рэлея // Дефектоскопия. 1990. № 10.
С. 36-41.
224. Лепендин Л.Ф. Акустика. М:,
Высшая школа. 1978. 448 с.
225. Лухвич А.А. и др. Лаборатор-
ный сканирующий акустический микро-
скоп // Дефектоскопия. 1992. № 11. С. 36-42.
226. Марков А.А., Шпагин Д.А.
Ультразвуковая дефектоскопия рельсов.
СПб.: Образование и культура, 1999.
227. Маслов К.И. и др. Акустомик-
роскопические исследования инструмен-
тальной корундовой керамики на основе
AI2O3 + (Ti.W)C // Дефектоскопия. 1995.
№ 4. С. 3-5.
228. Медведев А.В. Усиление ульт-
развука неровностями поверхности кон-
тролируемого изделия // Дефектоскопия.
1993. №4. С. 44-47.
229. Медведев В.А., Ермолов М.И,
Матвеев М.А. Ультразвуковой контроль
паяных соединений в процессе изготовле-
ния // Дефектоскопия. 1987. № 8. С. 84-86.
230. Мельканович А.Ф., Арбит И.И.
Развитие методов и средств измерения
передаточных функций электроакустиче-
ских преобразователей // Дефектоскопия.
1988. № 8. С. 29-34.
231. Меркулов Л.Г., Ковалевой
Р.В., Коноводченко Е.В. Ориентационная
зависимость поглощения ультразвуковых
волн в щелочно-галлоидных кристаллах И
ФТТ. 1969. Т. 11. № 10. С. 2769-2778.
232. Методы акустического контроля
металлов / Н.П. Алешин и др. М.: Маши-
ностроение, 1989. 456 с.
233. Методика контроля. Ультразву-
ковой контроль прутков из алюминиевых,
титановых и жаропрочных сплавов. М.:
ВИЛС, 1980. 20 с.
234. Методика проверки ультразву-
ковых дефектоскопов с применением ком-
плекта устройств и образцов КУ. МЦУ-9-
93. ЦНИИТмаш, 1993.
235. Методы неразрушающих испы-
таний: Пер. с англ. / Под ред. Р. Шарпа.
М.: Мир, 1972. 474 с.
236. Митрофанов А.В. и др. Про-
блемы и особенности дефектоскопии
адаптеров фонтанных арматур скважин
Оренбургского НГМК, изготовленных из
материала "УРАНУС-50" // Дефектоско-
пия. 1999. № 10. С. 48-58.
237. Московенко И.Б. Метод сво-
бодных колебаний - самый древний метод
неразрушающего контроля // В мире не-
разрушающего контроля. 1998. № 2.
С. 10-13.
238. Московенко И.Б. Низкочастот-
ный акустический контроль физико-меха-
нических свойств строительных и огне-
упорных изделий // В мире неразрушаю-
щего контроля. 2002. № 2. С. 26-28.
239. Муравьев В.В. Погрешности
измерений при ультразвуковой структу-
рометрии И Дефектоскопия. 1988. № 7.
С. 80-82.
240. Муравьев В.В., Зуев Л.Б., Ко-
маров К.Л. Скорость звука и структура
металлов и сплавов. Новосибирск: Наука,
1996. 184 с.
241. Мурашов В.В. Акустические
методы и средства контроля изделий из
полимерных материалов // Дефектоскопия.
1990. № 9. С. 46-52.
242. Мэзон У. Пьезоэлектрические
кристаллы и их применение в ультрааку-
стике. М.: ИЛ, 1952. 447 с.
243. Наумов С.Л., Черняк В.В. Кон-
троль плотности посадки шпилек импе-
дансным акустическим методом И Дефек-
тоскопия. 1966. № 6. С. 67-68.
244. Неразрушающие испытания:
Справочник. В 2 кн. Кн. 2 / Под ред.
Р. Мак-Мастера. М.: Энергия. 1965. 492 с.
245. Неразрушающие методы кон-
троля. Спецификатор различий в нацио-
нальных стандартах разных стран / Под.
ред. В.С. Киршенбаума. М.: Т. 1: 1992.
234 с.; Т. 2. 1992. 160 с.; Т. 3. 1995. 242 с.
СПИСОК ЛИТЕРАТУРЫ
851
246. Неразрушающий контроль.
Россия 1900-2000 гг.: Справочник / Под
ред. чл.-корр. РАН В.В. Клюева. М.: Ма-
шиностроение. 2001.
247. Неразрушающий контроль /
Под ред. В.В. Сухорукова. Кн. 2. Ермо-
лов И.Н., Алешин Н.П., Потапов А.И.
Акустические методы контроля. М.:
Высш, шк., 1991.284 с.
248. Неразрушающий контроль /
Под ред. В.В. Сухорукова. Кн. 5. В.В. Су-
хоруков, Э.И. Вайнберг, Р.-И.Ю. Кажис,
А.А. Абакумов. Интроскопия и автомати-
зация контроля. М.: Высш. шк. 1993.
329 с.
249. Неразрушающий контроль и
диагностика: Справочник / В.В. Клюев,
Ф.Р. Соснин, А.В. Ковалев и др.; Под ред.
В.В. Клюева. 2-е изд., испр. и доп. М.:
Машиностроение, 2003. 656 с.
250. Никитина Н.Е., Розенблюм
Л.А. Исследование явления динамической
акустоупругости в конструкционных ма-
териалах // Дефектоскопия. 1992. № 8.
С. 33-39.
251. Ободов А.М., Ермолов И.Н.
Исследование и разработка контактных
сред для ультразвуковой толщинометрии
и дефектоскопии в широком диапазоне
температур // Дефектоскопия. 1979. № 11.
С. 64-70 .
252. Оборудование и трубопроводы
атомных энергетических установок. Свар-
ка и наплавка. Основные положения.
Сварные соединения и наплавки. Правила
контроля ПНАЭ Г-7-009-89. М: ЭНЕРГО-
АТОМИЗДАТ СССР, 1991. 320 с.
253. Отливки энергетического обо-
рудования. Методики ультразвукового
контроля. ОСТ 108.958.03.83. М.: Мин-
энергомаш 1983. 80 с.
254. Отраслевой стандарт. Швы сты-
ковых и угловых сварных соединений со-
судов и аппаратов, работающих под дав-
лением. Методика ультразвукового кон-
троля. ОСТ 26-2044-83, М.: НИИХИМ-
МАШ, 1983. 132 с.
255. Пасси Г.С. Сравнение способов
оценки качества акустического контакта //
Дефектоскопия. 1988. № 4. С. 71-79.
256. Пасси Г.С. ISONIC - высокона-
дежный УЗ-контроль при сканировании
вручную // Дефектоскопия. 1998. № 1.
С. 48-65.
257. Перевалов С.П. Метрологиче-
ское обеспечение неразрушающего ульт-
развукового контроля // Дефектоскопия.
1994. №9. С. 15-40.
258. Перевалов С.П., Апахов М.И.
Выявление трещин в резьбовой части кре-
пежа ультразвуковым методом // Дефекто-
скопия. 1986. № 4. С. 24-31.
259. Перевалов С.П., Райхмаи А.З.
Отражение ультразвука от неровностей
сварного шва произвольной формы и раз-
меров // Дефектоскопия. 1979. № 10.
С. 94-101.
260. Перов Д.В. Определение гео-
метрических параметров цилиндрических
тел с использованием дисперсионных
характеристик мод упругого цилиндриче-
ского волновода // Дефектоскопия. 2000.
№ 5. С. 21-30.
261. Поковки стальные для энерге-
тического оборудования. Методы ультра-
звукового контроля. ОСТ 108.958.03.96.
М.: Минэнергомаш 1996. 84 с.
262. Поляков В.В. и др. Корреляци-
онные связи между акустическими и фи-
зико-механическими характеристиками
при ультразвуковом контроле пористых
материалов // Дефектоскопия. 1994. № 9.
С. 47-50.
263. Попко В.П., Питолин А.И., Ря-
бов Г.Ю., Кутюрин Ю.Г. Применение
пьезоэлектрических мозаичных преобра-
зователей в устройствах пространственно-
временной обработки сигналов // Дефек-
тоскопия. 1990. № 9. С. 54-57.
264. Потапов А.И., Пеккер Ф.П.
Неразрушающий контроль конструкций из
композиционных материалов. Л.: Маши-
ностроение, 1977. 192 с.
265. Почтовик Г.Я., Липник В.Г.,
Филонидов А.М. Дефектоскопия бетона
ультразвуком в энергетическом строи-
тельстве. М.: Энергия, 1977. 121 с.
852
СПИСОК ЛИТЕРАТУРЫ
266. Приборы для неразрушающего
контроля материалов и изделий: Справочник.
В 2 кн. Кн. 2 / Под ред. В.В. Клюева. 2-е
издание, перераб. и доп. М.: Машино-
строение, 1986. 326 с.
267. Применение физической аку-
стики в квантовой физике и физике твер-
дого тела: Пер. с англ. / Под ред. У. Мезо-
на. М.: Мир, 1969. Т. 4. Часть А. 436 с.;
Часть Б. 440 с.
268. Приходько В.Н. Неразрушаю-
щий контроль межкристаллитной корро-
зии. М.: Машиностроение, 1982. 101 с.
269. Приходько В.Н., Федори-
шин В.В. Определение подверженности
нержавеющей стали межкристаллитной
коррозии // Дефектоскопия. 1992. № 11.
С. 30-36.
270. Пронякин В.Т., Любимов Л.Т.
Способы повышения выявляемое™ пор в
сварных соединениях твэлов при ультра-
звуковом контроле // Дефектоскопия.
1988. №9. С. 69-74.
271. Пронякин В.Т., Рыбаков Н.К.,
Панченко Ю.Н. Ультразвуковая дефекто-
скопия сварных соединений тонкостенных
изделий // Сварочное производство. 1995.
№11. С. 3-13.
272. Пронякин В.Т. и др. Ультра-
звуковая дефектометрия сварных соеди-
нений тонкостенных изделий // Дефекто-
скопия. 1997. № 4. С. 18-22.
273. Прохоров С.О. Оценка точности
измерения при ультразвуковом контроле //
Дефектоскопия. 1985. № 7. С. 3-11.
274. Пушин Н.Т., Кох Е.А. Обнару-
жение камневидного излома в сталях
30ХРА и 50РА ультразвуковым методом //
Дефектоскопия. 1991. № 9. С. 65-71.
275. Пчелинцев А.А., Петрусь А.А.
Экспериментальное исследование пре-
ломления сфокусированных волновых
фронтов // Дефектоскопия. 1973. № 1.
С. 136-138.
276. Пябус Г.В., Мельканович А.Ф.,
Кушкулей Л.М. Установка для измерения
затухания ультразвука в твердых телах //
Дефектоскопия. 1987, № 2. С. 57-63.
277. Радько В.И., Гребенник В.С.
Особенности отражения упругих волн при
ультразвуковом контроле плакированных
сталей // Дефектоскопия. 1989. № 5.
С. 83-87.
278. Разыграев Н.П. Некоторые осо-
бенности ультразвукового контроля го-
ловными волнами. Дефектоскопия. 1982.
№ 6. С. 36—42
279. Ракшин А.Ф., Свиридов О.Т.
К определению степени повреждения эле-
ментов конструкций // Дефектоскопия.
1982. №3. С. 4-8.
280. Раппопорт Ю.М. Ультразвуко-
вая дефектоскопия строительных деталей
и конструкций. М.: Стройиздат, 1975. 129 с.
281. Ремезов В.Б., Шкарлет Ю.М.
Возбуждение ультразвука в проводящих
средах переменными электромагнитными
полями двух разных частот // Дефектоско-
пия. 1979. № 8. С. 57-63.
282. Ринкевич А.Б и др. Анализ
ультразвуковых полей и выявление дефек-
тов в монокристаллах алюминия методом
лазерного детектирования // Дефектоско-
пия. 2000. № 11. С. 64-70.
283. Родюшкин В.М. Об ультразву-
ковом методе выявления микротрещин //
Дефектоскопия. 1999. № 8. С. 54-57.
284. Розина М.В. Ультразвук или ра-
диография? // В мире неразрушающего
контроля. 1999. № 3. С. 25.
285. Розина М.В., Яблоник Л.М.,
Васильев В.Д. Неразрушающий контроль
в судостроении: Справочник дефектоско-
писта. Л.: Судостроение, 1983. 150 с.
286. Розина М.В. и др. Методики
оценки дефектов в металле антикоррози-
онной наплавки и их влияние на проч-
ность //Дефектоскопия. 1993. № 11. С. 26-32.
287. Рохлин Л.Л., Шкиров В.С.,
Уральский М.П. Акустические свойства
меди и сплавов на ее основе // Дефекто-
скопия, 1974. № 1. С. 61-66.
288. Руденко О.В. Нелинейные ме-
тоды в акустической диагностике // Де-
фектоскопия. 1993. № 8. С. 24-31.
289. РД 34.17.302-97. Котлы паровые
и водогрейные. Трубопроводы пара и го-
СПИСОК ЛИТЕРАТУРЫ
853
рячей воды, сосуды. Сварные соединения.
Контроль качества. Ультразвуковой кон-
троль. Основные положения. (ОП 501 ЦД-
97). М.: НПП Норма. 1997 138 с.
290. Румянцев А.П. и др. Ультразву-
ковой контроль макродефектов и локаль-
ных структурных неоднородностей в тур-
бинных лопатках // Дефектоскопия. 1965.
№ 5. С. 3-7.
291. Рыбник А.А., Ермолов И.Н.,
Зайцев Г.З. Усовершенствование метода
ультразвукового контроля образцов в про-
цессе усталостных испытаний // Заводская
лаборатория. 1981. № 5. С. 75-79.
292. Рыжова Т.Б. Оценка достовер-
ности ультразвукового контроля качества
заклепочных соединений с натягом // Де-
фектоскопия. 1994. № 6. С. 18-21.
293. Рыжова Т.Б. Оценка величины
радиального натяга в заклепочных соеди-
нениях авиаконструкций с помощью ульт-
развука // Дефектоскопия. 1994. № 6.
С. 42—49.
294. Рымлянд В.И. и др. Система
ультразвуковой диагностики вращающих-
ся тел // Дефектоскопия. 1998. № 6. С. 26-30.
295. Сафонов А.И., Савченко В.П.
Ультразвуковой иммерсионный контроль
сварных кромок лопаток турбин //
Дефектоскопия. 1970. № 3. С. 49-54.
296. Свердлин Г.М. Прикладная
гидроакустика. Л.: Судостроение, 1976.
280 с.
297. Святов В.А., Бусов В.Л., Мар-
ченко Б.Н. Об ультразвуковом контроле
глубины закаленного слоя валков холод-
ной прокатки // Дефектоскопия. 1981. № 7.
С. 77-83.
298. Сельский А.А. Способ опера-
тивного сплошного контроля труб. Безо-
пасность труда в промышленности. 1998.
№ 2. С. 28-29.
299. Скучик Е. Основы акустики. В
2 т.: Пер. с англ. М.: Мир, 1976.
300. Скучик Е. Простые и сложные
колебательные системы. М.: Мир, 1971.
557 с.
301. Соединения сварные и наплавки
оборудования атомных электростанций.
Методика ультразвукового контроля. ОСТ
108.004.108-80. М.: Союзатомэнерго 1988.
158 с.
302. Соколинский А.Г., Сухарев-
ский Ю.М. Магниевые ультразвуковые
линии задержки. М.: Советское радио,
1966.
303. Соколов И.В. и др. Применение
сплит-алгоритма в ультразвуковой дефек-
тоскопии // Новые технологии XXI века.
№2. 1999. С. 60-63.
304. Состояние здоровья и условия
труда операторов-дефектоскопистов // Под
ред. А.Б. Немного и В.П. Морженкова. М.:
Труды Московского областного научно-
исследовательского и клинического ин-
ститута им. Владимирского, 1976. 102 с.
305. Справочник по акустике / Иофе
В.К., Корольков В.Г., Сапожков М.А. Под
ред. М.А. Сапожкова. М.: Связь, 1979.
312 с.
306. Справочник по композицион-
ным материалам: В 2 кн. / Под ред.
Дж. Любина; Пер. с англ, под ред.
Б.Э. Геллера. М.: Машиностроение, 1988.
307. Стальные отливки для атомных
энергетических установок. Правила кон-
троля. ПНАЭ Г-7-025-90. Госпроматом-
надзор, М.: 1991. 54 с.
308. Стандарты и данные по алюми-
нию. Алюминиевая ассоциация. (Перевод
с английского) М.: ВИАМ, 1997.
309. Сучков Г.М., Катасонов Ю.А.
Экспериментальные исследования нового
способа бесконтактной ультразвуковой
дефектоскопии труб эхометодом // Дефек-
тоскопия. 1999. № 11. С. 77-80.
310. Сучков Г.М., Катасонов Ю.А.,
Гарькавый В.В. Экспериментальные ис-
следования ЭМА преобразователей при
дефектоскопии эхометодом сдвиговыми
объемными волнами // Дефектоскопия.
2000. №2. С. 12-16.
311. Теоретические основы радио-
локации / Под ред. В.Е. Дулевича. М.: Сов.
Радио. 1978. 608 с.
312. Теумин И.И. Ультразвуковые
колебательные системы. М.: Машгиз,
1957.330 с.
854
СПИСОК ЛИТЕРАТУРЫ
313. Тимошенко С.П., Гудьер Дж.
Теория упругости. М.: Наука. 1975. 576 с.
314. Труэлл Р., Эльбаум Ч., Чик Б.
Ультразвуковые методы в физике твердо-
го тела: Пер. с англ. М.: Мир, 1978. 544 с.
315. Углов А.Л. и др. Определение
степени пластической деформации стали
спектрально-акустическим методом // Де-
фектоскопия. 1992. № 3. С. 67-71.
316. Указания по техническому об-
служиванию опорных конструкций кон-
тактной сети. К-146-96 // М.: Трансиздат,
1996. 120 с.
317. Ультразвук: Маленькая энцик-
лопедия / Под. ред. И.П. Голяминой. М.:
Сов. энцикл., 1979. 400 с.
318. Ультразвуковые преобразова-
тели / Под ред. Е. Кикучи. М.: Мир. 1972.
424 с.
319. Ультразвуковые преобразова-
тели для неразрушающего контроля. Под
ред. И.Н. Ермолова. М.: Машиностроение,
1986. 278 с.
320. Унифицированные методики
контроля основных материалов (полуфаб-
рикатов), сварных соединений и наплавки
оборудования и трубопроводов АЭУ.
Ультразвуковой контроль. Ч. I. Контроль
основных материалов (полуфабрикатов).
ПНАЭ Г-7-014-89. М.: Госатомэнергонад-
зорСССР, 1990. 42 с.
321. Унифицированные методики
контроля основных материалов (полуфаб-
рикатов), сварных соединений и наплавки
оборудования и трубопроводов АЭУ.
Ультразвуковой контроль. Ч. II. Контроль
сварных соединений и наплавки ПНАЭ
Г-7-014-89. М.: ЦНИИАтоминформ, 1992.
158 с.
322. Унифицированные методики
контроля основных материалов (полуфаб-
рикатов), сварных соединений и наплавки
оборудования и трубопроводов АЭУ.
Ультразвуковой контроль. Ч. III. Измере-
ние толщины монометаллов, биметаллов и
антикоррозионных покрытий. ПНАЭ Г-7-
031-91. М.: ЦНИИАтоминформ, 1992. 34с.
323. Унифицированные методики
контроля основных материалов (полуфаб-
рикатов), сварных соединений и наплавки
оборудования и трубопроводов АЭУ.
Ультразвуковой контроль. Ч. IV. Контроль
сварных соединений из сталей аустенит-
ного класса. ПНАЭ Г-7-032-91. М.:
ЦНИИАтоминформ, 1990. 20 с.
324. Ушаков В.М., Данилов В.Н.
Формирование диаграмм направленности
преобразователей с неравномерным рас-
пределением давлений по излучающей
поверхности пьезопластины // Дефекто-
скопия. 1997. № 5. С. 14-26.
325. Ушаков В.М., Данилов В.Н.
Оценка влияния цилиндрической поверх-
ности изделия на акустическое поле на-
клонного преобразователя // Дефектоско-
пия. 1997. № 12. С. 12-24.
326. Фалькевич С.А. Акустический
тракт эходефектоскопа с электрическим
сканированием // Дефектоскопия. 1981.
№ 1. С. 102-105.
327. Фалькевич С.А. Фазированные
решетки в ультразвуковой дефектоскопии
(обзор) // Дефектоскопия. 1984. № 3. С. 3-
16.
328. Фельдман Л.С. Неразрушаю-
щий контроль качества клеесварных со-
единений. Киев: Техника. 1973. 188 с.
329. Фетисов В.С. и др. Ультразву-
ковой контроль прочности и повреждае-
мости теплоизоляционного материала //
Дефектоскопия. 1985. № 12. С.77-79.
330. Физическая акустика. Методы
и приборы ультразвуковых исследований:
Пер. с англ. Т. 1. Ч. А. / Под ред. У. Мэзо-
на. М.: Мир, 1966. 592 с.
331. Филимонов С.А. О возможно-
сти ультразвукового контроля ферритов И
Дефектоскопия. 1976. № 1. С. 133-136.
332. Филимонов С.А. К теории ре-
зонансного метода контроля качества
клеевых соединений // Дефектоскопия.
1990. № 12. С. 28-36.
333. Филонидов А.М., Третьяков
А.К. Контроль бетона ультразвуком в гид-
ротехническом строительстве. М.: Энер-
гия, 1969. 120 с.
СПИСОК ЛИТЕРАТУРЫ
855
334. Химченко Н.В., Бобров В.А.
Неразрушающий контроль в химическом
и нефтяном машиностроении. М.: Маши-
ностроение, 1978. 456 с.
335. Чабанов В.Е. Лазерный ультра-
звуковой контроль материалов. Л. Изд-во
ЛГУ, 1986,232 с.
336. Чабанов В.Е. Термоупругое
возбуждение акустических сигналов лазе-
ром в твердых телах со свободной грани-
цей // Дефектоскопия. 1995. № 7. С. 25-33.
337. Шарко А.В. и др. Ультразвуко-
вой контроль механических свойств труб
пароперегревателей тепловых электро-
станций // Дефектоскопия. 1991. № 12.
С. 10-17.
338. Шевалдыкин В.Г., Самокру-
тов А.А., Козлов В.Н. Новые аппаратур-
но-методические возможности ультразву-
кового прозвучивания композитов и пла-
стмасс // Заводская лаборатория. Диагно-
стика материалов. 1998. № 4. Т. 64. С. 29-39.
339. Шкарлет Ю.М. Бесконтактные
методы ультразвукового контроля. М.:
Машиностроение, 1974. 56 с.
340. Школьник И.Э. Диагностика
бетона: новые аспекты. М.: Технопроект,
1993. 328 с.
341. Шнайдер Э., Оестерлайн Л.
Определение параметров текстуры в изде-
лиях из алюминиевого проката с помощью
ультразвука// Дефектоскопия. 1997. № 10.
С. 63-67.
342. Шмелев Н.Г. Ультразвуковой
контроль поковок с увеличенным шагом
сканирования // Дефектоскопия. 1991. № 7.
С. 78-81.
343. Шмелев Н.Г. Формирование
эхосигналов от двух близкорасположен-
ных отражателей // Дефектоскопия. 1988.
№ 11. С. 60-65.
344. Шрайбер Д.С. Ультразвуковая
дефектоскопия. М.: Металлургия, 1974.
240 с.
345. Щербаков А.А., Данилов В.Н.
Определение эффективной частоты эхо-
импульса ультразвуковых преобразовате-
лей // Дефектоскопия. 1998. № 4. С. 23-31.
346. Щербинский В.Г. Затухание
ультразвука в аустенитном плакирующем
слое // Дефектоскопия. 1979. № 11. С. 106—
107.
347. Щербинский В.Г. Износ приз-
мы наклонного преобразователя при кон-
троле труб и его влияние на достоверность
ультразвуковой дефектоскопии // В мире
неразрушающего контроля. 2000. № 2.
348. Щербинский В.Г. Технология
ультразвукового контроля сварных соеди-
нений. М.: ЦНИИТМАШ, 2003. 396 с.
349. Щербинский В.Г. Ультразвуко-
вая дефектоскопия - вероятностный ас-
пект. ГНЦ ЦНИИТМАШ, на лазерном
диске. Объем 140 слайдов.
350. Щербинский В.Г., Алешин Н.П.
Ультразвуковой контроль сварных соеди-
нений. М.: Издательство МГТУ им. Бау-
мана, 2000. 496 с.
351. Яковлев Л.А. и др. Особенно-
сти ультразвукового контроля чистоты
алюминия А9999 // Дефектоскопия. 1983.
№2.0.40-41.
352. Яковлев Л.А. и др. Пьезоэлек-
трические преобразователи для прецизи-
онных измерений скорости ультразвука в
твердых телах // Дефектоскопия. 1988.
№ 9. С. 75-78.
353. Abraham О. et al. The use of sur-
face waves for non-destructive testing of
concrete structures // Insight. 2000. V. 42.
№ 7. P. 444-446.
354. Aoki R.M., Schanz P. NDI as-
sessment of CMC (C/C-SiC) manufacturing //
Insight. 1999. V. 41. № 3. P. 173-175.
355. Ashley S. Nondestructive evalua-
tion with laser ultrasound // Mechanical En-
gineering. 1994. October. P. 63-66.
356. ASME Boiler and Pressure Vessel
Code. An American National Standart. Sec-
tion V. Nondestructive Examination. N.Y.:
United Engineer Centr, 1989.
357. ASTM Standard E1495-94. Stan-
dard Guide for Acousto-Ultrasonic Assess-
ment of Composites, Laminates and Bonded
Joints.
358. ASTM Standard E1736-95. Stan-
dard Practice for Acousto-Ultrasonic As-
856
СПИСОК ЛИТЕРАТУРЫ
sessment of Filament-Wound Pressure Ves-
sels.
359. Bar-Cohen Y., Lih S-S. Experi-
mental enhancements of leaky Lamb wave
dispersion data acquisition and implementa-
tion challenges to NDT of composites // Ma-
terials Evaluation. 2000. V. 58. № 6. P. 801—
806.
360. Berndt T.P., Green R.E. Deter-
mination and monitoring of trough hole di-
ameters in printed wiring boards during elec-
trolytic plating using acoustic diffraction //
Materials Evaluation. 1998. № 10. P. 1227—
1231.
361. Bourne S., Newborough M.,
Highgate D. High frequency ultrasonic
wheel probe using hydrophilic polymers as
novel solid couplant // Insight. 2000. V. 43.
№1.P. 26-28.
362. Buckley J., Loerscher H. Fre-
quency consideration in air-coupled ultra-
sonic inspection // Insight. 1999. V. 41.
№ 11. P. 696-699.
363. Caron J.N., Steiner K.V., Yang
Y., Mehl J.B. Gas coupled laser acoustic
detection for ultrasound inspection of com-
posite materials // Materials Evaluation.
2000. V. 58. №5. P. 667-671.
364. Case 2235. Cases of ASME Boiler
and pressure vessel code. Use of Ultrasonic
Examination in Liue of Radiography. De-
cember 23, 1996.
365. Chambers J.K., Tucker J.R.
Bondline analysis using swept-frequency
ultrasonic spectroscopy // Insight. 1999.
V. 41.№3.P. 151-155.
366. Guide to Calibration and setting-
up of the ultrasonic time of flight diffraction
(TOFD) technique for the detection, location
and sizing of flows. BS 7706: 1993.
367. Debbouz O., Navai F. Nonde-
structive testing of 2017 aluminium copper
alloy diffusion welded joints by an automatic
ultrasonic system // Materials Evaluation.
1999. V. 57. Na 12. P. 1261-1267.
368. Dewhurst R.J., Shan Q. Through-
transmission ultrasonic imaging of subsurface
defect using non-contact laser techniques //
Optical and Laser in Engineering. 1992.
V. 16. №2-3. P. 163-178.
369. EN 12062. Non-destructive exami-
nation of welds: General rules for metallic
materials. BSI, 1998.
370. Hagemaier D.J. NDT of DC-10
graphite-epoxy rudder // Materials Evalua-
tion. 1978. V. 36. № 6. P. 57-61.
371. Hagemaier D.J. Automated ultra-
sonic inspection of adhesive bonded struc-
tures // Materials Evaluation. 1982. V. 40.
№ 5. P. 572-578.
372. Handbook on the Ultrasonic Ex-
amination of austenitic welds. Doc. IIS/IIW-
836-85, 1985.
373. Hands G.A. New approach with
the resonant fingerprint method // Insight.
1999. V. 41.№8. P. 500-503.
374. Jung Y.C., Kundu T., Ehsani M.
Inemal discontinuity detection in concrete by
Lamb waves // Materials Evaluation. 2001.
V. 59. № 3. P. 418^23,
375. Kachanov V.K., Sokolov I.V.
Application features of radio engineering
signal processing methods for ultrasonic flaw
detection // Nondestructive Testing and
Evaluation. 2000. V. 15. P. 333-360.
376. Kleesattel C. Contact-impedance
meter-4 // Ultrasonics. 1970. V. 8. № 1.
P. 39^48.
377. Krautkramer J., Krautkramer
H. Ultrasonic testing of materials. 3-d. Ber-
lin. Springer-Verlag. 1983. 667 p.
378. Lange Yu.V. The mechanical im-
pedance analysis method of nondestructive
testing (a review) // Nondestructive Testing
and Evaluation. 1994. V. 11. P. 177-193.
379. Lange Yu.V. Matching of trans-
ducers to media with low characteristic
acoustic impedances // Insight. 2000. V. 42.
№ 5. P. 327-328.
380. Laser Ultrasonics. Eds. C.B.
Scriby, L.E. Drain, Adam Hilger. Bristol,
1990.
381. Lian D., Suga Y., Shou G., Kuri-
hara S. An ultrasonic testing method for de-
tecting delamination of sprayed ceramic coat-
ing // Journal of thermal spray technology.
1996. June. P. 128-133.
СПИСОК ЛИТЕРАТУРЫ
857
382. Lieferanweisung. Beschaffenheit
von Schmiedesteken fur elektrische Maschie-
nen. Zulessigkeitsgrenzen von Material-
fehlem. ZLM 03 001.
383. Maslov K., Kinra V.K. Skanning
laser vibrometry for Lamb wave evaluation
of composite tubulars // Nondestructive Test-
ing and Evaluation. 2000. V. 15. № 6.
P. 395-409.
384. Mason W.P. Electromechanical
transducers and wave filters. 2nd ed. Prinston,
New Jersey: D. Van Nostrand Comp. Inc.,
1948.
385. Mew J.M., Webster J.M.,
Thevar T., Schmidt T. A new computational
remote acoustic impact NDT system for the
inspection of composite materials and detec-
tion and quantification of corrosion // Insight.
2000. V. 42. № l.P. 22-25.
386. Miller N.B., Boruff H. Adhesive
bonds tested ultrasonically //Adhesives Age.
1964. V. 6. №6. P. 32-35.
387. Mitin A.G.,Efimov V.G., Loskut-
nikov A.V. Ultrasonic Non-contact Testing
of Bond Failure in Multilayered Articles of
Composed Polymeric Materials //
Nondestructive Testing and Evaluation. 2001.
V. 17. №2. P. 121-131.
388. Mitin A.G., Efimov V.G. Gas-Jet
Generators for NDT // Nondestructive Test-
ing and Evaluation. 2001. V. 17. № 6.
P. 341-360.
389. Monchalin J., Neon R., Bus-
siere J. Laser ultrasonic determination of
elastic constants at ambient and elevated
temperatures // Nondestructive characteriza-
tion of materials. N. York, N.Y.: Plenum
Press, 1987. P. 717-723.
390. Murthy V.S., Kowsika L.N.,
P. Raju Mantena. Optimal pultrusion proc-
ess conditions for improving the dynamic
properties of graphite-epoxy composite
beams // Materials Evaluation. 1996. V. 54.
№ 3. P. 386-392.
391. Nagem R.J., Seng J.M., Williams
J.H., Jr. Residual life predictions of compos-
ite aircraft structures via nondestructive test-
ing. P. 1: Prediction methodology and via
nondestructive // Materials Evaluation. 2000.
V. 58. №9. P. 1065-1074.
392. Nagem R.J., Seng J.M., Williams
J.H., Jr. Residual life predictions of compos-
ite aircraft structures via nondestructive test-
ing. P. 2: Degradation modeling and residual
life prediction // Materials Evaluation. 2000.
V. 58. №1 l.P. 1310-1319.
393. Newnman et al. Composite piezo-
electric transducers // Mater. Eng. 1980. V. 2.
P. 93-106.
394. Nondestructive Testing Hand-
book. 2-nd ed. V. 7: Ultrasonic Testing //
American Society for Nondestructive Test-
ing, 1991.893 р.
395. Okyeres J.G., Cousins F.J. On
flaw detection in live wood // Materials
Evaluation. 1980. V. 38. № 3. P. 43-46.
396. Ogilvy J.A. Ultrasonic beam pro-
files and beam propagation in austenitic weld
using theoretical ray tracing model // Ultra-
sonics. 1986, V. 24. № 11. P. 337-347.
397. Panakkal J.P. Ultrasonic velocity
as a predictor of Young’s modulus in porous
materials // Materials Evaluation. 1997.
V. 55. №12. P. 1367-1371.
398. Popovics S. Analysis of the con-
crete strength versus ultrasonic pulse velocity
relationship // Materials Evaluation. 2001.
V. 59. №2. P. 123-130.
399. Pouyez S. The piezoelectric im-
plant method: a non-destructive tool to study
frozen porous media // Insight. 2000. V. 42.
№ 6. P. 391-395.
400. Rhodes G.W., Willis F.A. Reso-
nant ultrasound spectroscopy to measure ten-
sile strength and Rockwell C hardness // Ma-
terials Evaluation. 1998. V. 56. № 5. P. 600-
605.
401. Rhodes G.W. Resonant ultrasound
spectroscopy for discontinuity detection in
both metallic and nonmetallic parts // Materi-
als Evaluation. 2000. V. 58. № 3. P. 421-
427.
402. Rick G.T. Radar cross section
handbook N. Y., 1970. 670 p.
403. Robinson A.M., Drinkwater
B.W, Freemantle R.J. An integrated systems
approach to automated scanning and analysis
of engineering structures // Insight. 2000.
V. 42. № 11. P. 714-719.
858
СПИСОК ЛИТЕРАТУРЫ
404. Roth D.J., Farmer D.A. Thick-
ness independent ultrasonic imaging applied
to abrasive cut off wheels // Materials
Evaluation. 2000. V. 58. № 4. P. 551-557.
405. Roth D.J., Carney D.V., Baaklini
G.Y. et al. A novel ultrasonic method for
characterizing microstructural gradients in
tubular structures // Materials Evaluation.
1998. V. 56. № 9. P. 1053-1061.
406. Schliekelmann R.J. Nondestruc-
tive testing of bonded joints. Recent devel-
opments in testing systems // Nondestructive
testing. 1975. V. 8. № 2. P. 100-103.
407. Shaw P., Bergstrom J. In-situ
testing of reinforced concrete structures using
stress waves and ground penetrating radar //
Insight. 2000. V. 42. № 7. P. 454-Л57.
408. Schramm R., Fortunko C.M.
High pressure gas coupled ultrasonic inspec-
tion for discontinuities // Materials Evalua-
tion. 2000.V. 58. №4. P. 558.
409. Sicherheitstechnischt Regel des
KTA. Komponenten des Primarmarkreises
von Leichtwasserreactoren. Teil 1:
Werkstoffe und Erzeignisformen. KTA
3201.1. Carl Heymans Verlag KG, 1989.
410. Sicherheitstechnischt Regel des
KTA. Komponenten des Primarmarkreises
von Leichtwasserreactoren. Teil 3: Herstel-
lung. KTA 3201.3. Carl Heymans Verlag
KG, 1987.
411. Tarnozy H. On the propagation of
ultrasonic energy through thin air layers // In:
Proc. 2-nd Conf. Ultrasonics. Warsaw, 1956.
P. 91-94.
412. Ultraschallpriifung Grobblich.
Technische Lieferbedingungen. Stahl-Eisen
Lieferbedingungen (SEL) 072.
413. Ultraschallpriifung von Schmi-
edesteken und geschmiedten Stabstahl ab 100
mm Durchmesser oder Kantenlange. SEP.
1921.
414. Ultrasonic Inspection of Heavy
Section Components. The PISC II. Final Re-
port.
415. Willems H.H., Bardian O.A. First
Field Experiences with a New Ultrasonic
Tool for Inline Crack Detection. NACE Ca-
nadian Regional Conference. Canada, An-
chorage. 19-22 February 1996.
416. Wronka B. Acoustic waves in
tests of explosively clad plates for power en-
gineering // Insight. 1999. V. 41. № 3.
P.176-181
417. Wiisntenberg H., Erhard A.,
Boehm R. Limiting factors for crack detec-
tion by ultrasonic investigation. // Published
at http: // www.ndt.net. January 1998 Edition.
418. Wykes C. Advances in air-coupled
ultrasonic transducers ll Nondestructive Test-
ing and Evaluation. 1995. V. 12. № 3.
P. 155-180.
419. IAEA Specialist’s Meeting on In-
spection of Austenitic Dissimilar Materials
and Welds. Technical Research Center of
Finland. Espoo (Finland), 1988.
420. 6th European Conference on Non-
Destructive Testing. France. Nice. 1994. Об-
разец ссылки: [420, с. 312].
421. 14-ая Российская научно-
техническая конференция "Неразрушаю-
щий контроль и диагностика". Москва.
1996. Образец ссылки: [421, докл. 2-14].
422. 7th European Conference on Non-
Destructive Testing. Copenhagen. Denmark.
1998. Образец ссылки: [422, с. 312].
423. XVI Санкт-Петербургская кон-
ференция "Ультразвуковая дефектоскопия
металлоконструкций. Информативность и
достоверность. УЗДМ-98". Сб. докладов.
Россия, 1998. Санкт-Петербург (Репино).
Образец ссылки: [423, с. 41].
424. 15-ая Российская научно-тех-
ническая конференция "Неразрушающий
контроль и диагностика". 1999. Москва.
Образец ссылки: [424, докл. 7.14 или 4.13].
425. 15th World Conference on Non-
Destructive Testing. Rome (Italy), 2000. Об-
разец ссылки: [425, с. 79/516]. В числителе
дроби указан номер страницы тома анно-
таций, в знаменателе - индекс доклада на
компакт-диске.
СПИСОК ЛИТЕРАТУРЫ
859
426. 3-я Международная конферен-
ция "Диагностика трубопроводов". Моск-
ва, 2001. Образец ссылки: [426, докл. 5.3].
427. XVII Санкт-Петербургская
конференция "Ультразвуковая дефекто-
скопия металлоконструкций. УЗДМ-
2001". Сб. докладов. Россия, Санкт-Петер-
бург - Репино. Образец ссылки: [427,
докл. С15].
428. XVI Российская научно-тех-
ническая конференция "Неразрушающий
контроль и диагностика". Санкт-Петер-
бург, 2002. Образец ссылки: [428, докл.
7.14 или 4.5.38].
429. 8th European Conference on Non-
Destructive Testing. 2002. Spain, Barcelona.
Образец ссылки: [429, докл. 19]. Номер
доклада на компакт-диске.
СПРАВОЧНОЕ ИЗДАНИЕ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Справочник в 7 томах под редакцией чл.-корр. РАН
В.В. КЛЮЕВА
Том 3
ЕРМОЛОВ Игорь Николаевич
ЛАНГЕ Юлий Викторович
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Лицензия ИД № 05672 от 22.08. 2001
Редакторы: А.П. Лебедева, Е.Д. Макаренко, П.Е. Клейзер
Художественный редактор Т.Н. Погорелова
Технический редактор Г.Ю. Корабельникова
Корректор Т.В. Парайская
Сдано в набор 10.09.03. Подписано в печать 10.02.04. Формат 70 х 100/16.
Бумага офсетная. Гарнитура Times. Печать офсетная.
Усл. печ. л. 70,2. Уч.-изд. л. 76,8.
Тираж 1000 экз. Заказ 9591
Ордена Трудового Красного Знамени
ОАО "Издательство "Машиностроение",
107076, Москва, Стромынский пер., 4
Оригинал-макет изготовлен в ООО "Издательство "Машиностроение-1"
Электронный вывод и печать
в ППП «Типография «Наука»
121099, Москва, Шубинский пер., 6