




































































































































































































































































Автор: Щербинский В.Г.
Теги: строительство строительные материалы строительно-монтажные работы испытания материалов товароведение силовые станции общая энергетика сварка строительные конструкции электросварка издательство москва
ISBN: 5-8122-0256-7
Год: 2005


В.ГЛЦербинский
ТЕХНОЛОГИЯ
УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ СВАРНЫХ
СОЕДИНЕНИЙ
Москва,
2005 г.
УДК 69.3.811.95:620.179.16
Щерби некий В. Г. Технология ультразвуковою кон i ро. ш сварных
соединений. Изд-во "Тиссо”, Москва, 2005 г. Изд. 2 е исправленное.
ISBN 5-8122-0256-7.
Изложены основные положения ТеХ11ОЛ<>1ИН уды p.l3BVKOBOIO контроля
сварных соединений. Дапо краткое изложение гсорпи. описание современ-
ных дефектоскопов и преобразователей. Значительное внимание обращено
на вероятностные аспекты ультразвуковой дефектоскопии, ошибки связан-
ные с обнаружением и оценкой величины дефектов и на субъективные и
обьективныс факторы, влияющие на достоверное ii> кот роля. Приведены
конкретные рекомендации ио контролю характерных i инов сварных соеди-
нений.
Книга предназначена для операторов, студентов вузов и ипжерпо-
техннческнх работников по контролю сварных соединений в качестве
учебного пособия.
© Щербпнский В. Г.
2
ВВЕДЕНИЕ
В настоящее время не менее 95% всего объема ультразвукового кон троля
сварных соединений осуществляется ручным способом.
Проведение ручного УЗ контроля - процесс отнюдь не механический, а
т ребующий от контролера-оператора постоянного напряженного внимания
и мыслительной работы но идентификации полезных сигналов на фоне
помех, вызванных отражением от конструктивных элементов, налика уси-
ления и т.н.
Поэтому очень важно, чтобы у оператора сформировалось «пространс-
твенно-физическое» осмысление процесса нрозвучиваипя и обнаружения
дефектов. Что это означает? Контролеру-оператору необходимо научиться
представлять себе весь нуть прохождения в акустическом тракте (ты на всем
пути от пьезоэлемента до отражателя и обратно) реального импульса, име-
ющего определенные пространственные размеры как вдоль, так и поперек
луча и влияние на него различных факторов. Или, используя современную
терминологию, необходимо постоянно держать виртуальный акустический
тракт в голове.
Реальные дефекты сварных швов отличаются разнообразием, имеют
неповторимую конфигурацию, различную ориентацию, шероховатость
поверхности и отражательную способность даже в пределах одного морфо-
логического типа и как отражатели ультразвука должны рассматриваться
как случайные (стохастические).
Пространственно-энергетические и фазовые параметры акустических
нолей рассеяния реальных дефектов могут оцениваться только с опреде-
ленной вероятностью. Это означает, что ультразвуковая дефектоскопия
является вероятностным процессом и решает задачи обнаружения и дефек-
тометрии, как принято говорить, с определенной достоверностью (объек-
тивностью).
Поэтому, на любом уровне аппаратурного и методического прогресса,
ультразвуковая дефектоскопия есть и будет технологическим процессом,
при котором обнаружение, идентификация и оценка песнлошностей
осуществляются с неизбежными ошибками. И хотя оператор, с целью их
уменьшения, обязан жестко соблюдать регламент контроля, он должен
понимать вероятностный аспект дефектоскопии, проводить контроль «с
открытыми глазами» и оценивать возникающие проблемы правильно.
Участвуя в работе экзаменационных комиссий разных центров, автор
обратил внимание на весьма характерное для многих аттестуемых механи-
ческое запоминание основных законов и формул акустического тракта без
понимания их «работы» при производственном контроле, и плохое пред-
। гавление о вероятностном аспекте ультразвуковой дефектоскопии.
Это никак не способствует при самостоятельной работе правильному
решению оператором нестандартных задач, нахождению оптимальных вы-
ходов из сложных ситуаций и, наконец, квалификационному росту самого
। нсциалиста.
3
Есть еще одна важная сторона профессиональной подготовки операто-
ра, которую не заменит ни один учебник.
Настоящим профессионалом оператор становится не после обучения н
сдачи экзаменов, а только после того, как он увидит вскрытые дефекты и
убедится в правильности сделанных нм опенок размеров и координат. Тогда
он повери т в свои силы и знания.
Достоверность и воспроизводимоеть результатов ультразвуковою
контроля во многом зависит от правильного выбора параметров кон троля,
уровня настройки дефектоскопа, схемы сканирования, отстройки от помех
и т.д. н т.п.
Все эти элементы технологии контроля в различных отраслях изложе-
ны в виде методик, инструкций, стандартов и другой НТД и учитывают
конкретные особенности нрозвучиваппя той или иной конструкции. Но
номенклатура контролируемой продукции непрерывно расширяется. По-
являются новые, ранее не контролируемые объекты из новых материалов,
что обусловливает создание новых технологий. Отсюда очевидна необхо-
димость в процессе обучения и аттестации персонала, более углубленного
изучения базовых современных теххунологических процессов ультразву-
кового контроля. Поэтому, в книге весьма подробно изложены отдельные
элементы технологии.
Цель данного учебного пособия - акцентировать внимание учащихся на
изложенных выше проблемах ультразвукового контроля сварных соедине-
ний в доступной описательной и иллюстративной формах без применения
матсм ати ч еского а н нарата.
Помимо общих вопросов, большинство изложенных в книге принципи-
альных положений также справедливы применительно к другим объектам
ультразвуковой дефектоскопии.
В книге использованы труды российских и зарубежных ученых:
Н.П.Алешина; С.А.Артемьева; Л.В.Басацкой; В.Е.Белого; В.А.Боб-
рова; В.Т.Власова; В.Н.Волченко; А.Х.Вопилкина; В.А.Воровкова;
А.К.Вощанова; В.В.Гребенпикова; М.В.Григорьева; А.К.Гурвича;
В.Н.Данилова; Г.Я.Дымкина; И.Н.Ермолова; А.С.Красковского; И. и
I l.Kpayткремеров; Е.Ф.Кретова; Б А.Круглова; Л.И.Кузьминой; Д.М.
Мазо; М.Миховски; Л.Ю.Могильнера; С.П.Перевалова; В.П.Пушкина
В.И.Радько; П.П.Разыграева; А.З.Райхмана; А.Л. Ремезова; М.В.Розиной;
Я. Ю. Самедова; И.В.Семыкина; М.Силка; А.Д.Скордева; В.Г.Стасеева;
Н.С.Урмана; В.М.Ушакова; Н.В.Химченко; В.С.Чернова; Л.М.Яблоника;
автора и других.
Автор благодарит Николая Павловича Алешина, Анатолия Констан-
тиновича Гурвича и Игоря Николаевича Ермолова за поддержку этой
работы.
Автор будет благодарен всем приславшим свои замечания и предложе-
ния но улучшению материала.
ГНЦНПО ЦНИИТМАШ, г.Москва,
д.т.н., проф. Щербинский Виктор Григорьевич.
4
ГЛАВА 1
ХАРАКТЕРНЫЕ ДЕФЕКТЫ СВАРНЫХ
СОЕДИНЕНИЙ
Основными причинами возникновения тех или иных внутренних песнлош-
иостей являются нарушения технологического процесса и конструктивные
особенности сварного соединения.
По определению ГОСТ дефектом является критическая песплош-
ность, т.е. несплошность, превышающая по размерам допустимые нор-
мативные значения.
Понимая, что в задачи ПК входит обнаружение именно критических
нссплошностей, а также ради простоты изложения в дальнейшем вместо
термина «несплошность», не совсем корректно, будет использован термин
«дефект»
При сварке плавлением в сварных швах могут образовываться дефекты
различного вида. По правилам контроля и техническим условиям на при-
ем готовой продукции оценку качества сварного соединения производят
по внешнему осмотру и результатам физических методов контроля. Вне-
шним осмотром определяют наружные дефекты, а физическими методами
контроля - внутренние и невидимые поверхностные и подповерхностные
дефекты. Сотой точки зрения, образующиеся при сварке дефекты целесо-
образно разделить па наружные и внутренние. В книге рассмотрены в ос-
новном внутренние дефекты, которые подлежат выявлению ультразвуком.
Выявляемое™ внутренних дефектов зависит от их величины, конфигу-
рации отражающей поверхности, ориентации и местоположения в шве.
Следовательно, прежде чем начать разработку технологии контроля,
обеспечивающей наибольшую вероятность (достоверность) правильного
обнаружения и идентификации неснлоннюстей, необходимо изучить, как
дефекты различного тина отражают ультразвук, какие тины дефектов пре-
обладают в изделии, какова их преимущественная ориентация и расположе-
ние. То есть провести статистический анализ упомянутых характеристик.
При этом необходимо учитывать различную потенциальную опасность
дефекта как концентратора внутренних напряжений, создаваемых внешни-
ми силами в дефектном сечении тела.
Рис. 1.1.Классификация дефектов по типам с позиций возможности идентификации при
ультразвуковой дефектоскопии.
5
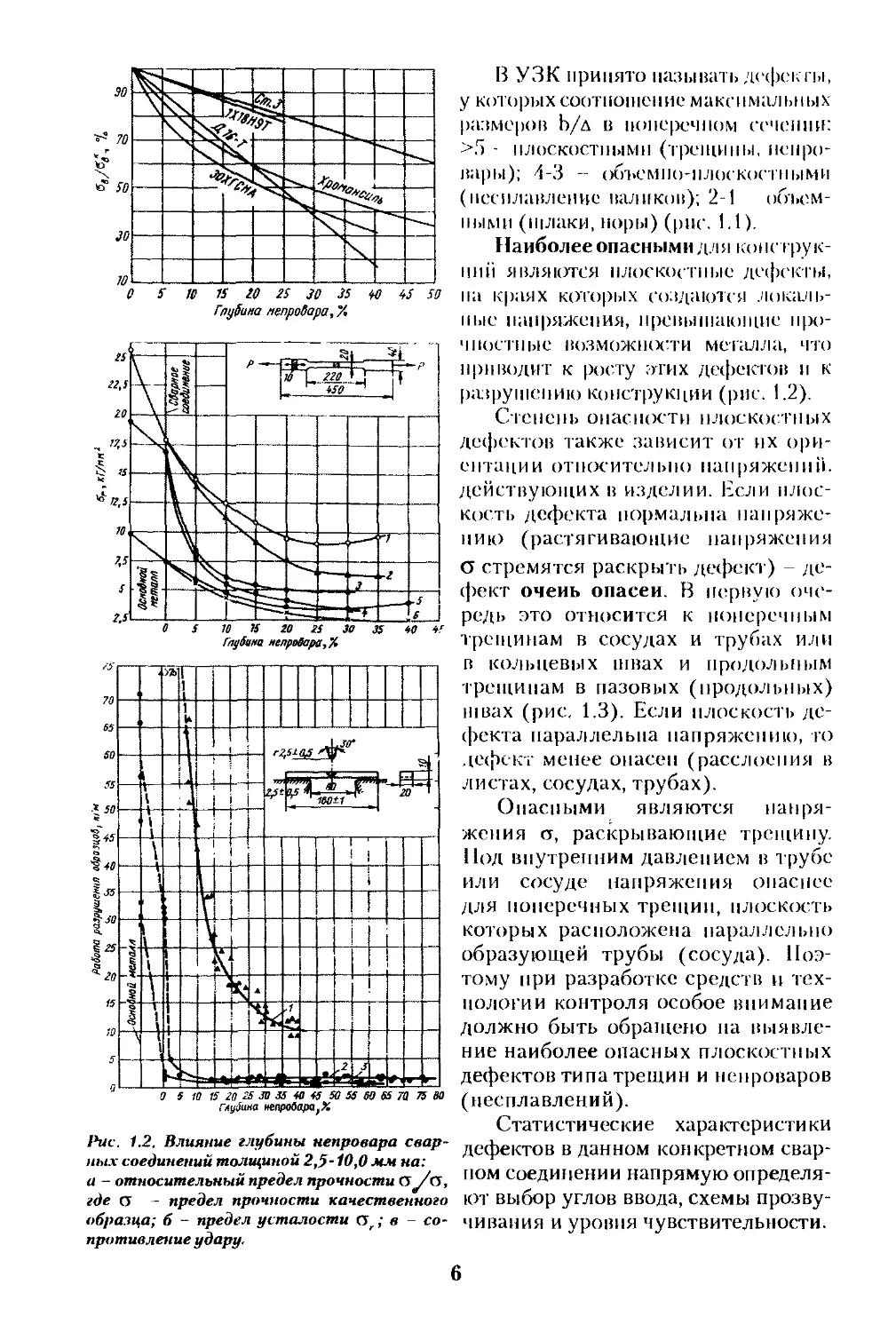
Рис. 1.2. Влияние глубины непровара свар-
ных соединений толщиной 2,5-10,0 мм на:
а - относительный предел прочности <5
где (У - предел прочности качественного
образца; б - предел усталости в - со-
противление удару.
В УЗК принято называть дефекты,
у которых соотношение максимальных
размеров b/д в поперечном сечении:
>5 - плоскостными (трещины, непро-
вары); 4-3 - объемно-плоскостными
(песплавленне валиков); '2-1 объем-
ными (шлаки, норы) (рис. l.l).
Наиболее опасными для конструк-
ций являются плоскостные дефекты,
на краях которых создаются локаль-
ные напряжения, превышающие про-
чностные во.зможшхдн металла, что
приводит к росту этих дефектов и к
разрушению конструкции (рис. 1.2).
Степень опасности плоскостных
дефектов также зависит от их ори-
ентации относительно напряжении,
действующих в изделии. Если плос-
кость дефекта нормальна напряже-
нию (растягивающие напряжения
а стремятся раскрыть дефект) - де-
фект очень опасен. В первую оче-
редь это относится к поперечным
трещинам в сосудах и трубах или
в кольцевых швах и продольным
трещинам в пазовых (продольных)
швах (рис. 1.3). Если плоскость де-
фекта параллельна напряжению, го
дефект менее опасен (расслоения в
листах, сосудах, трубах).
Опасными являются напря-
жения а, раскрывающие трещину.
Под внутренним давлением в трубе
или сосуде напряжения опаснее
для поперечных трещин, плоскость
которых расположена параллельно
образующей трубы (сосуда). Поэ-
тому при разработке средств и тех-
нологии контроля особое внимание
должно быть обращено па выявле-
ние наиболее опасных плоскостных
дефектов типа трещин и непроваров
(несплавлений).
Статистические характеристики
дефектов в данном конкретном свар-
ном соединении напрямую определя-
ют выбор углов ввода, схемы прозву-
чивания и уровня чувствительности.
6
Рис. 1.3. Иллюстрация относительной степени опасности продольных и поперечных трещин.
В настоящее время в различных отраслях промышленности и строи-
тельстве накоплен громадный статистический материал по дефектности
сварных соединений.
Нарушения технологии приводят к резкому увеличению количества
и размеров дефектов, а также к появлению дефектов новых типов (на-
пример поперечных трещин).
Изменение статистических показателей контроля качества является
одним из важных критериев оценки стабильности технологического
процесса изготовления данного изделия, и наоборот: при стабильной
технологии сварки - позволяет судить о нарушении технологии конт-
роля.
Классический пример - наложенный статистический контроль ка-
чества сварных стыков рельсов на заводах МПС. Стабильный в сред-
нем процент брака характерен для каждого завода. Увеличение этого
процента свидетельствует об ухудшении технологии и о необходимости
принятия мер по улучшению сварки. Сокращение % брака говорит об
ослаблении ультразвукового контроля (УЗК) и о необходимости наве-
дения порядка в службе контроля.
При отработанной технологии количество и статистическое распре-
деление дефектов но типу и по размеру для данной конструкции сварно-
го соединения, материала и технологии стабильно.
Как следует из приведенной в табл. 1.1 статистики, основными де-
фектами в большинстве объектов являются объемные (компактные) де-
фекты типа шлаковых включений, свищей и пор (60...90%). Процентное
соотношение наиболее опасных дефектов - трещин относительно мало.
Однако необходимость обнаружения именно этих дефектов требует со-
щипни и применения более сложных и дорогих средств контроля, что,
конечно, оправдано при оценке качества и ресурса дорогостоящих изде-
'Iий и сооружений.
7
Таблица 1.1
Pacnpcileieinie дефектов сварных швов по видам
Виды дефектов 1 IpoHeiiTHOC содержание, %
резервуары 11 6. , ,20 мм судовые конст- рукции, нефте- газовое обору- доваиие, тру- бопроводы 11=3,5...40 мм г)1|ергеи|ческос оборудование Н -50...250 мм
завод № 1 ~ 68?7 завод № 2 66.(1 завод № 1 завод №2 65... 7 5
Объемные (компактные) - одиночные (шлаки) 70... 75 91,7
62,6 58.0 60...70 53,0 62...76
- скопления(по- ры, риски) 2,2 4,1 15...30 23,6 -
- цепочки(поры) 3,9 3,9 - 15,1 5...15
Плоскостные 31,3 34,0 25...30 8,3 25...30
- непровары 9,3 5,7 5...10 6,2 6...28
- непровары с трещиной 7,2 4,7 5...10 - -
- трещины Н,5 21,6 0,5...5 2,1 0,4...8
- подрезы 3,2 2 - -
На рис. 1.4 приведена статистика рас-
пределения объемных п плоскостных (тре-
щины, непровары, песплавленпя) дефектов
но размерам. Любопытно, что размер наибо-
лее вероятного объемного дефекта лежит в
области 1,5...2 мм и не зависит от толщины
сварного шва.
Основная масса дефектов обычно сосре-
доточена в корне шва. Статистика распреде-
ления дефектов в поперечном сечении шва
и но глубине h зависит от конструкции шва:
при К- и Х-образпых разделках непровары
образуются, как правило, в верхней и сред-
ней зоне шва. Это обуславливаетзначитель-
по худшую их выявляемость в сравнении с
дефектами, выходящими на поверхность.
Статистика распределения плоскостных
дефектов по ширине шва применительно к
резервуарам нефтехранилищ, выполненных
автоматической дуговой сваркой (АДС) и
ручной дуговой сваркой (РДС), показывает,
что основная масса дефектов расположена в
средней части (зона 1) (рис. 1.5).
Рис. 1.4. Распределение дефектов в
сварных швах энергооборудования
Н50.. .250 мм по размерам:
а - шлаковые включения (1) и поры
(2), суммарное (3), теоретическое
(4), б - непровары(1) и трещины (2).
8
В односторонних свар-
ных швах с V-образной
разделкой (трубы, сосуды
небольшой толщины н
др.) эти дефекты располо-
жены у противоположной
поверхности и хорошо
выявляются в силу угло-
вого эффекта, при котором
суммируются сигналы, не-
реотраженные ОТ дна II 0'1 Рис. 1.5. Распределение плоскостных дефектов по сечению
ПЛОСКОСТИ отражателя. швов полотнищ резервуаров нефтехранилищ Н = 6...20
Ширина валика усилс-
пия и его асимметричность
серьезно осложняет обнаружение дефектов за счет двух эффектов: появле-
ния зоны непрозвучивания и возникновения ложных сигналов (помехи)
при дифракции волны на валике. Статистика относительной асимметрич-
ности верхнего и нижнего
валиков в двухсторонних
стыковых швах, т.е. их сме-
щения друг относительно
ДРУга, приведена на рис.
1.6, а отклонения ширины
от номинального значения
на рис. 1.7.
Как видно, относитель-
ное смещение верхнего и
нижнего валиков усиления
и отклонения ширины от
заданных НТД допусков
весьма значительны. Это
Рис. 1.6. Распределение величины смещения швов Н -
6...20мм.
безусловно требует введения в технологию контроля специальных мето-
дических приемов прозвучивания всего объема шва и для идентификации
ложных сигналов от смещенного валика усиления ладонной стороне.
В угловых и нахлесточных соединениях основная масса дефектов со-
средоточена вблизи плос-
кости, проходящей через
биссектрису сварного шва
(рис.7.46). Распределение
дефектов по азимуту 9
относительно продольной
оси шва является нормаль-
ным (гауссовым) со сред-
неквадратичным отклоне-
нием 0ов= 4-5° (рис. 1.8).
Это определяет при поиске
дефектов необходимость
проворотов ПЭП вокруг
Рис. 1.7. Статистика относительного отклонения
ширины усиления (выпуклости) шва А Ь/Ь % от
номинального значения. И - 6...20 мм.
9
Рис. 1.8. Распределение дефектов по а;шмуту О
относительно продольной оси шва.
Рис. 1.9. Статистика распределения
трещин по углу Ф в вертикальной
плоскости.
нормали к оси шва на угол 3<т = ±15°.
В сварных соединениях сосудов высокого давления и паропроводов
из сталей перлитного и нсрлитно-мартеиситноп) классов внутренние
трещины ориентированы, в основном, вертикально (рис. 1.9). Распре-
деление экспериментальных данных но углу ф в широком диапазоне
толщин близко к нормальному, со среднеквадратичным отклонением
, равным: 7° для электрошлаковой сварки (ЭШС) и 8,5° для автомати-
ческой дуговой и ручной дуговой сварки (АДС и РДС). Обнаружение
вертикальных трещин эффективно только в случае применения эхо-
зеркалыюго метода (тандем) гит дельта-метода с регистрацией волн
дифракции.
Рассмотрим характерные дефекты сварных швов и основные факторы,
провоцирующие их появление.
Поры (рис. 1.10) в виде полости округлой формы, заполненной газом,
Рис. 1.10. Характер пористости в
наплавленном металле шва:
а - равномерная пористость; 6
- скопление пор; в - цепочки пор.
то свищи бывают сквозные.
образуются вследствие загрязненности кро-
мок свариваемого металла, использования
влажного флюса или отсыревших электродов,
недостаточной защиты шва при сварке в среде
углекислого газа, увеличенной скорости свар-
ки и завышенной длины дуги. При сварке в
среде углекислого газа, а в некоторых случаях
и под флюсом на больших токах образуются
сквозные поры - так называемые свищи или
канальные поры (рис. 1.11). Свищи при свар-
ке под флюсом и в углекислом газе на боль-
ших токах могут иметь диаметр до 6...8 мМ.
Так называемые червеобразные поры (свищи)
имеют длину до нескольких сантиметров. Час-
Равномерная пористость (рис. 1.10а) обычно возникает при постоянно
действующих факторах: загрязненности основного металла по сваривае-
мым поверхностям (ржавчина, масло и т.п.), непостоянной толщине пок-
рытия электродов и т.д. Скопление пор (рис. 1.106) образуется при мест-
10
ных загрязнениях или при отклонениях от
установленного режима сварки, а также при
нарушении сплошности обмазки электрода,
при сварке в начале шва, при обрыве дуги
или при случайных изменениях ее длины.
Цепочки пор (рис. 1.1 Ов) образуются в
условиях, когда газообразные продукты про-
никают в металл но оси шва на всем его про-
тяжении (при сварке но ржавчине, при под-
сосе воздуха через зазор между кромками,
при нодварке корня шва некачественными
электродами). Одиночные норы возникают
Рис. 1.11. Свищи. О о I / Л
от действия случайных факторов (колебание
напряжения в сети и т.д.). При ультразвуковой дефектоскопии округлые
поры выявляются слабо.
Шлаковые включения (рис, 1.12) возникают в результате недостаточ-
ной очистки кромок свариваемых
элементов и электродной проволоки
от окалины, ржавчины, грязи, а так-
же неполного удаления шлака при
многослойной сварке. Повышенная
длина дуги и высокая скорость
сварки в значительной степени спо-
собствуют обра-
зованию шлако-
вых включений.
Форма шлако-
вых включений
может быть раз-
личной: круглой,
шарообразной,
плоской в виде
пленки или
продолговатой в
Рис. 1.12. Шлаковые
включения.
виде вытянутых
«хвостов». Шлаковые включения имеют обычно более вытянутую форму и
больший размер по сравнению с норами, благодаря чему лучше обнаружи-
ваются в сравнении с порами.
Вольфрамовые включения образуются при аргоно-дуговой сварке не-
плавящимся электродом. Это маленькие кусочки электрода неправильной
формы. На рептгеппленках проявляются в виде светлых (а не черных как
шлак) индикаций. Ультразвуком выявляются плохо.
Непровары и несплавлеиия - это дефекты в виде местного несплавле-
ния в сварном соединении вследствие неполного расплавления кромок или
поверхностей ранее выполненных валиков. Морфологические различия
между ними практически отсутствуют. Поэтому по международной класси-
фикации (стандарт}5О 6520-1982 (E/F) разделение терминов производит-
ся по местоположению дефекта. Если не проварен корень одностороннего
11
рами: снарка легированных сталей в жестко закрепленных конструкциях;
высокая скорость охлаждения при сварке углеродистых сталей, склонных
к зшшлке па воздухе; использование повышенных плотностей сварочного
тока при наложении верного слоя многослойного шва па толстостенные
сосуды и изделия; недостаточный зазор между кромками деталей при элек-
трошлаковой сварке; слишком глубокие н узкие швы при антомагической
сварке иод флюсом; выполнение сварочных работ при низкой температуре.
Трещины относят к числу наиболее опасных факторов и но всем действую-
щим нормативно-техническим документам они недопустимы.
Горячие трещины - это разрывы
металла в процессе кристаллизации.
Поэтому они расположены в самом
шве. Как правило, имеют небольшие
размеры, малое раскрытие, слабо
шероховатую, почти плоскую повер-
хность. Отражение УЗ от них близко
к зеркальному и поэтому выявляют-
ся плохо. То же самое можно сказа ть
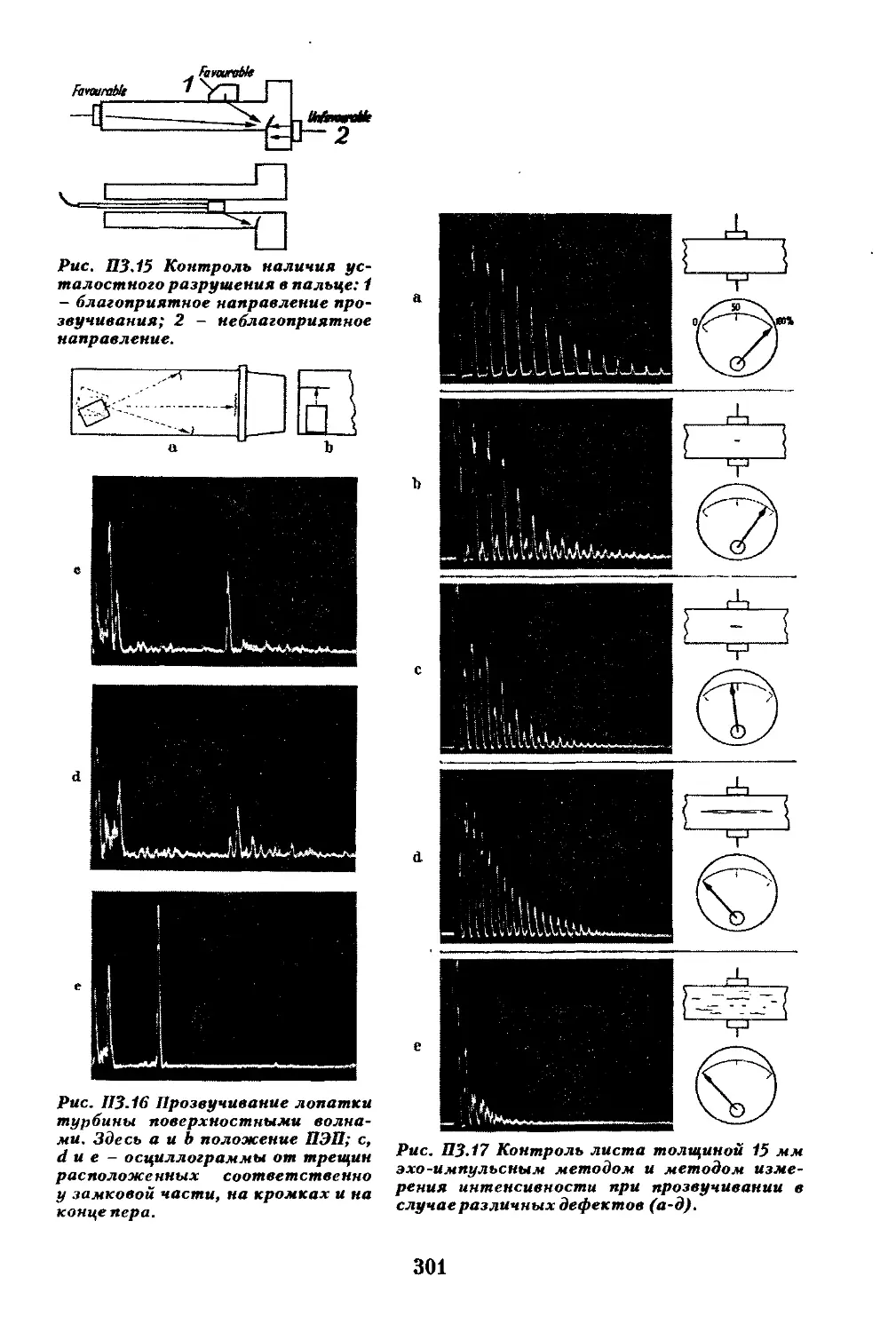
об усталостных трещинах (рис. 1.17).
К горячим трещинам относятся так-
же поперечные, ориентированные
поперек оси шва и расположенные
в шве или околошовной зоне (рис.
1.18). Наличие в электродах ниобия
Рис. 1.17. Усталостные трещины.
при сварке высоколегированных
сталей, как правило, вызывает появление' поперечных трещин.
Холодные трещины, как правило, имеют
значительно большие размеры, неровную
поверхность, сильно развиты в трехмерном
пространстве. Довольно легко обнаружива-
ются по «блестящим точкам», т.е. по учас-
ткам, благоприятно ориентированным к
падающему лучу УЗ.
Паукообразные трещины сильно развет-
влены, поэтому обнаруживаются довольно
легко (рис. 1.19).
При оформлении заключений по результатам контроля
характеристики дефекта обычно записываются в виде буквенно-цифрового
кода (шифра), в частности по международному стандарту JSO 6520-1982
(E/F) «Классификация и обозначение дефектов сварных соединений».
Рис. 1.19. Паукообразные трещины.
14
ГЛАВА 2
ФИЗИЧЕСКИЕ ОСНОВЫ
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
Ультразвуковая дефектоскопия является одним из методов акустичес-
кого перазрушающего контроля, использующим механические колебания
упругой среды, частота которых лежит за порогом слышимости человечес-
кого уха, т.е. выше 20 кГц. Обычно для ультразвукового контроля применя-
ют колебания частотой 0,5-10 МГц.
Ультразвуковая дефектоскопия является общепризнанным российским
изобретением. Первый патент па ультразвуковой метод контроля был по-
лучен российским ученым С.Я. Соколовым в 1928 году.
Если в какой-то точке упругой среды, например в металле, вызвать уп-
ругое возмущение (ударить молотком), то в этой точке частицы сместятся
из положения равновесия и произойдет деформация сжатия. Поокончанпи
внешнего воздействия, из-за упругости среды, частички будут стреми ться
занять первоначальное положение. Но по инерции они его проскакивают
вызвав деформацию растяжения. Так частички будут колебаться с умень-
шающейся амплитудой пока не займут состояние равновесия. В этой точке
сформировался колебательный процесс, который в твердой среде характе-
ризуется следующими параметрами: направлением (вектором) колебаний
(направление движения молотка); скоростью колебательного движения
частиц или колебательной скоростью V (скоростью движения молотка),
амплитудой колебательной скорости частиц и, т.е. величиной смещения
частиц из положения равновесия по отношению к среде в целом (сила уда-
ра молотка). В жидкостях параметры колебательного процесса определяют
степень сжатия и растяжения, которые, в свою очередь, полностью опреде-
ляются давлением Р - единственной величиной, характеризующей напря-
женное состояние среды. В твердом теле картина напряженного состояния
более сложна и требует более подробного учета картины деформаций и на-
пряжений во всех направлениях. Поэтому, в твердой среде указанные выше
параметры колебательного процесса определяются тензорами деформации
и напряжения. Приближенно можно считать, что эти тензоры пропорцио-
нальны градиенту давления Р относительно среднего давления в среде, и
па этом основании использовать последний параметр для оценки амплитуд
эхо-сигналов в твердом теле.
Поскольку среда сплошная, то эти колебания передаются соседним час-
тичкам. Они также начинают колебаться, передают колебательную энергию
следующим охватывая все большую область. В результате формируется ко-
лебательный процесс, передающий энергию соседним участкам с большей
амплитудой колебаний чем у первоначальных и распространяющийся в
среде с некоторой скоростью с. Таким образом, акустические колебания
- это механические колебания частиц среды вокруг своего положения рав-
новесия, а акустические волны - распространение в этой среде механичес-
кого возмущения (деформации).
Скорость каждой волны зависит только от свойств среды, в которой она
распространяется, В области малых амплитуд (что имеет место в акустичес-
15
кой дефектоскопии) скорость С не зависит от амплитуды.
Процесс распространения колебаний в среде называют волновым.
Скорос ть распространения волнового фронта С следует отличать от колеба-
тельной скорости частиц V. Скорость С, ее часто называют фазовой, всегда
и намного больше V. В бегущей звуковой волне эти скорости находятся в
соотношении V =р/рс где р - звуковое давление, а р - плотность среды.
Линию, указывающую направление распространения волны, называют лу-
чом, а границу, отделяющую колеблющиеся частицы от частиц среды, еще
не начавших колебаться, - фронтом волны. При распространении волны в
среде вследствие затухания форма импульса деформируется и максимум
амплитуды смещается назад но направлению движения волны. Скорость
распространения максимума энергии (амплитуды) называется групповой
скоростью С Всегда С ( < С.
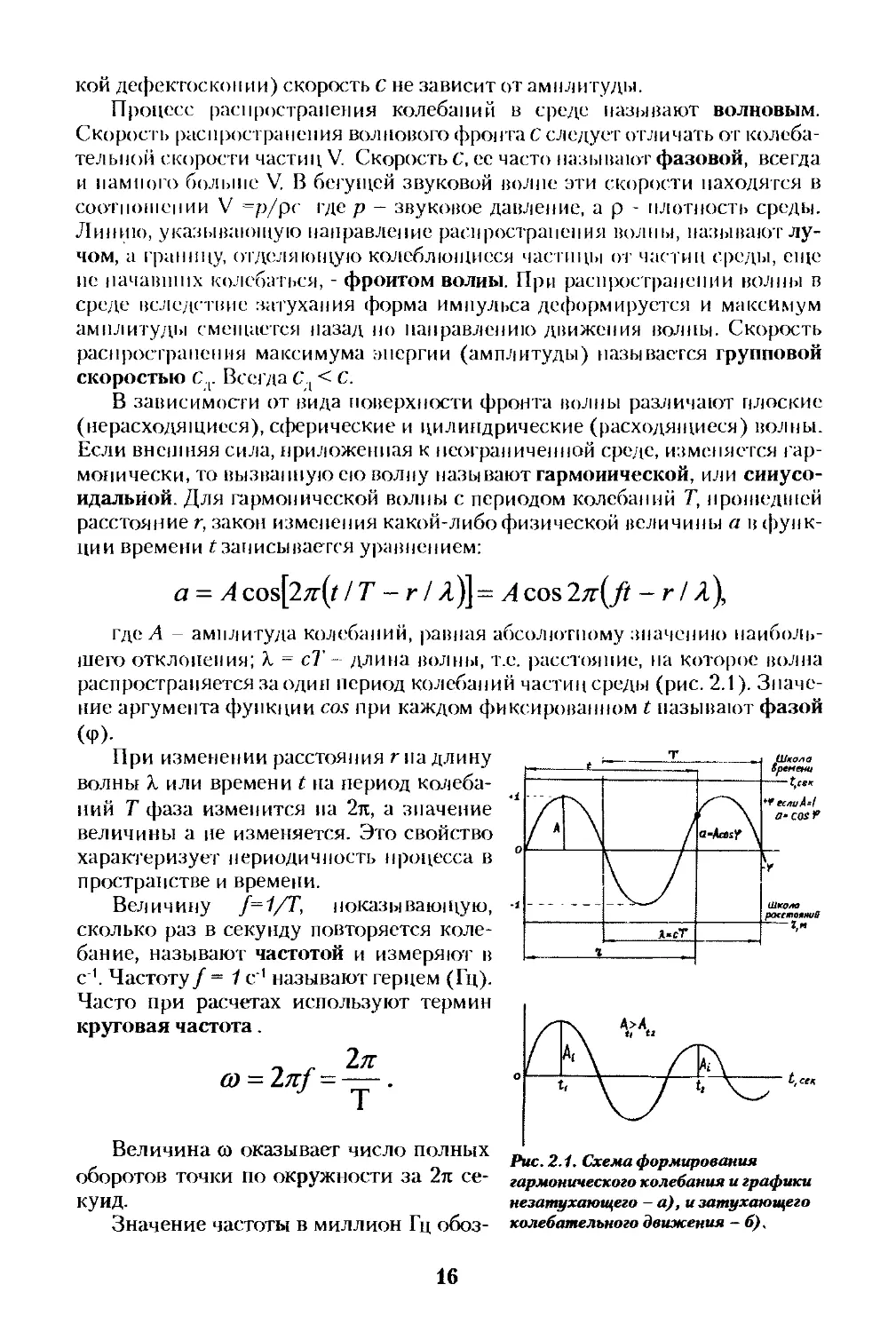
В зависимости от вида поверхности фронта волны различают плоские
(нерасходящиеся), сферические и цилиндрические (расходящиеся) волны.
Если внешняя сила, приложенная к неограниченной среде, изменяется гар-
мони чески, то вызванную ею волну называют гармонической, или синусо-
идальной. Для гармонической волны с периодом колебаний Т, прошедшей
расстояние г, закон изменения какой-либо физической величины а в функ-
ции времени £ записывается уравнением:
а = A cos[2fl-(z / Т - г / Л)] = A cos 2^(/Z - г / Л),
где А - амплитуда колебаний, равная абсолютному значению наиболь-
шего отклонения; X = с7'~ длина волны, т.е. расстояние, на которое волна
распространяется за один период колебаний частиц среды (рис. 2.1). Значе-
ние аргумента функции cos при каждом фиксированном t называют фазой
(ф)-
При изменении расстояния г на длину
волны X или времени t на период колеба-
ний Т фаза изменится па 2л, а значение
величины а не изменяется. Это свойство
характеризует периодичность процесса в
пространстве и времени.
Величину f=1/T, показывающую,
сколько раз в секунду повторяется коле-
бание, называют частотой и измеряют в
с '. Частоту/= 1 с 1 называют герцем (Гц).
Часто при расчетах используют термин
круговая частота.
а> = L7tj - —.
Величина со оказывает число полных
оборотов точки по окружности за 2л се-
кунд.
Значение частоты в миллион Гц обоз-
Рис. 2.4. Схема формирования
гармонического колебания и графики
незатухающего - а), и затухающего
колебательного движения - б).
16
качается - МГц, а в тысячу Гц - кГц. Колебания с постоянной амплитудой
называются незатухающими, а колебания с непрерывно уменьшающейся
амил и гудой затухающими.
Волновое движение сопровождается переносом энергии, которая скла-
дывается из кинетической энергии колеблющихся частиц и потенциальной
энергии деформированных участков среды. Энергию, переносимую волной
через некоторую поверхность за единицу времени, называют потоком энер-
гии (Вт): 2
W = |Р| /(/х), где р - плотность среды.
Средняя плотность потока энергии, или интенсивность (сила) звука /
определяется количеством энергии, переносимой волной в среднем за пе-
риод колебаний через единичную площадку, перпендикулярную направле-
нию распространения волны. Для плоской бегущей гармонической волны
интенсивность (Вт/м2)
I » 0,5(2#)2 А1 рс.
Таким образом, интенсивность упругой волны пропорциональна квад-
ратам амплитуды и частоты колебаний частиц и произведению плотности
среды на скорость распространения волны. Произведение рс называют
удельным акустическим сопротивлением (импедансом) Z среды (Z=pc).
В ультразвуковой дефектоскопии амплитуду А и интенсивность I из-
меряют не в абсолютных единицах, а используют отношение двух величии
(например Л, и Л2).
На практике удобно использовать логарифм отношения Nl2 и выражать
его в специальных единицах - децибелах (дБ):
N12^20lgA1/ А2 = 10lgl^/l2t дБ
Если AJA,2 > 1, то А|2 имеет положительное значение, если AJA2 < 1,
то отрицательное (рис. 2.2).
— Децибелы +
3 ns»ssstsssssssssi si siuuiruuauun n иыи tsи osnttnu sesi stssse SS st si sosoSo
2 nstssstse Ksessst si 1»гогогтгоагнгоггг1 ге tenttts г» tsttttuti wsistsssossststsostn
м ts te s о о s n кг»
f । к is it is г it is n it । о о t e । « s г t । । t г s « e z « в । it n is it । tt ts it n ।
• J i*i*i 1। *i iti[iilii/i4ipliij'iii|iiii|iiii[iili[/iii|iii^ii^ | i1! *iii| 11 {rfi 61 i ri[Ai
L «г v ns «♦ usuvuMi i г.» зе t.o 30 to i.iiwt
2 tot ног &t e.n tee oj tt г» w so n too
3 ojnt о.оог not isos o.»ot ojn too гое no no no toot
Отношение анnл иmцО
Рис. 2.2. Шкала децибел.
Акустические свойства среды характеризуются следующими основны-
ми параметрами: скоростью и типом бегущих волн, удельным акустическим
сопротивлением (характеристическим импедансом) и коэффициентом за-
тухания ультразвука.
В зависимости от направления колебаний частиц относительно луча
различают несколько типов воли. Если частицы среды колеблются вдоль
луча, то в среде возникают и распространяются деформации сжатия - рас-
тяжения и волну называют продольной (рис. 2.3а). Если колебания проис-
ходят перпендикулярно лучу, то возникает и распространяется деформация
17
Рис. 23. Схемати-
ческое изображе-
ние волн:
а - продольной;
б - поперечной; в
- поверхностной.
сдвига в такую волну называют попе-
речной II.HII сдвиговой (рис. 2.36).
Для контроля сварных соедине-
нии в большинстве случаев исполь-
зуют поперечные волны. Продольные
волны возникают во всех средах, по-
перечные - только в твердых средах,
обладающих сдвиговой упругостью.
Скорость звука продольных С) и по-
перечных с волн зависит от модуля
продольной деформации (модуля
Юнга I:) и коэффициента поперечно-
го сжатия (коэффициента Пуассона Sp).
В табл. 2.1 приведены зависимости скоростей распространения волн
различного типа от характера и упругих констант среды.
Таблица 2.1
Зависимость скорости распространения воли от характера и упругих
копстапт среды
Среда распро- странения Тип волн Характеристика воли Скорость распространения
1 2 3 4
Безграничное твердое чело Продольные (растяжения- сжатия, без- вихревые) Поперечные (сдвига, эк- виволюми- нальные) Частицы колеблют- ся в направлении распространения вол ны Частицы колеблют- ся в плоскости, пер- пендикулярной на- правлению распро- странения волны Ге(. + 3„) г
Г Е п а 0,55с,
'' M> + SP)
Поверхность полубезгра- ничиого тела Поверхност- ные (Релея) Частицы колеблют- ся по эллипсам в подповерхностном слое _ 0,87 + 1,12 Эр ‘ " 1 + х с, «0,93с,
Бесконечная пластина толщиной Н Нормальные антисиммет- ричные (Лэмба) Нормальные симметрич- ные (Лэмба) Частицы колеблют- ся в плоскости рас- пространения волны антисимметрично относительно оси пластины Частицы колеблют- ся в плоскости рас- пространения волны симметрично отно- сительно оси пла- стины Г и1'2 ~лН Е ~ Л Х [ з/7(1 - (T»h) Г "1|/2 ~ Е _Н’
18
1 2 3 4
Бесконечный стержень диаметром d Изгибные Растяжения- сжатия Радиальные Частицы колеблют- ся в плоское!и рас- пространения волны антисимметрично оси стержня. Частицы колеблют- ся вдоль стержня Частицы колеблют- ся в радиальном на- правлении nd 'Е ) С“‘~2л(р) ’ X»d (eV ? t . « — ; X»d
Бесконечный стержень или труба Крутильные Вращение частиц вокруг оси стержня
В чистом виде продольные и поперечные волны, которые называют
объемными, существуют только в изделиях, размеры которых значительно
больше поперечных размеров фронта плоской волны.
Па свободных (граничащих с воздухом) поверхностях твердых тел
могут возникать поверхностные волны, которые также называют волнами
Релея (рис. 2.3в). Они являются комбинацией продольных и поперечных
волн. В поверхностной волне колебания частиц среды происходят по эл-
липтической траектории, при этом большая ось эллипса перпендикулярна
поверхпос ги. Скорость поверхностных волн CR в металлах составляет 0,93с,,
а глубина распространения в среду составляет длину волны X. Применение
этих волн эффективно для обнаружения дефектов на поверхности (рисок,
задиров, трещин и т.п.). Если продольную волну направить вдбль поверх-
ности, разделяющей две упругие среды (например, воду и сталь, оргстекло
и сталь), то она превратится в поверхностно-продольную со скоростью сп
и очень быстро затухнет. Однако в обеих средах возникнут так называ-
емые боковые продольные и поперечные волны, распространяющиеся
иод углом к поверхности
(рис. 2.4). Углы а*, и а~о,
Г, z . о! о2
образованные фронтами
боковых волн с поверхнос-
тью, определяются конс-
тантами соответствующей
среды. Совокупность по-
верхностно-продольной и
боковых продольных волн
в нижней среде принято
называть головной вол-
ной. Скорость ее сг равна
скорости продольных волн
в данной среде.
При наклонном паде-
нии волны на пластину в
Рис. 2.4. Схемы образования головной волны при падении
из жидкой среды на твердое тело (а) и при падении на
границу двух твердых тел (б):
Сп - поверхностно-продольная волна; С611~ боковая про-
дольная волна в первой среде; c6t1 и с6а- боковые попе-
речные волны соответственно в первой и второй средах.
19
Сдг 6)
Рис. 2.5. Схематическое изображение нормальных
симметричных (а) и антисимметричных (6) волн: х
направление распространения волн; маленькими
стрелками показаны направления смещений по осям хи у.
Рис. 2.6. Дисперсионные кривые для расчета фазовой
скорости волн Лэмба.
последней вследствие сложения падающей волны с многократно отражен-
ными волнами внутри пластины возникают резонансные явления, сопро-
вождающиеся образованием стоячих воли. Сложные волны, являющиеся
комбинацией стоячих и бегущих волн, называют нормальными волнами
или волнами Лэмба.
Нормальные волны
(рис. 2.5) называют сим-
метричными (индекс х),
если движение частиц в
них симметрично отно-
сительно оси пластины
и антисимметричными
(индекс а), если движе-
ние частиц не симметрично относительно оси пластины. Часто вместо по-
нятия тип волны используют термин мода. Скорост ь этих волн с„ сложным
образом зависит от отношения толщины Н к длине поперечной волны л(.
Т.е. имеет место отклонение (дисперсия) числовой величины скорости от
скорости в безграничной среде.
На рис. 2.6 приведены
дисперсионные кривые
нормальных волн в твер-
дом теле. Символами .%
и а„ обозначены симмет-
ричная и антисиммет-
ричная моды, которые
при увеличении толщи-
ны пластины переходят
в поверхностную волну.
Волны первого и более
высоких порядков возни-
кают при определенных
критических значениях
Н/)^ для каждой моды
(Xt - длина поперечной
волны в пластине).
Для возбуждения
нормальных волн необ-
ходимо, чтобы падающая волна имела достаточно протяженный фронт и
пространственную длительность импульса ст > 2IIcosfi. В противном случае
интерференции воли в поперечном сечении пластины не возникнет.
Нормальные волны распространяются в пластине, как в волноводе, на
большие расстояния. Их успешно применяют для контроля листов, оболо-
чек, труб толщиной 3...5 мм и менее. Изменение сечения волновода, появ-
ление в нем неоднородностей (дефектов) вызывает отражение нормальных
волн. Будут выявляться не только дефекты поперечного типа, но и продоль-
ные дефекты, например расслоения, расположенные вдоль направления
распространения волны.
В реальных средах бегущая волна ослабляется с расстоянием вследс-
20
твие затухания. Зависимость ослабления в случае плоской нерасходя-
щейся волны с начальной амплитудой А(), прошедшей расстояние г, будет
выражена формулой
А=А,,е ,
где 8 - коэффициент затухания, м’1.
Ослабление амплитуды плоской полны в результате ее взаимодействия
со средой происходит по закону в -5г, где г- путь в среде, а 8 - коэффициент
затухания. Величина, обратная коэффициенту затухания, показывает, на
каком пути амплитуда волны уменьшается is е раз, где е - число Непера,
поэтому размерность коэффициента затухания м’1. Иногда эту единицу
записывают 11снер/м (Нн/м).
Во многих случаях коэффициент затухания выражают числом отрица-
тельных децибел У, па которое уменьшается амплитуда волны на единич-
ном участке пути
если г=1м 8“1м ', ToN=20/ge ‘'= -8,68дБ/м,
поэтому
1м'1=1Яп/и= 8,68дБ/м.
Коэффициент затухания складыва-
ется из коэффициентов поглощения 8„
и рассеяния 8р, т.е. 8 =8П +8р. Вследс-
твие эффектов внутреннего трения не-
идсальпых упругих свойств материала
и других факторов звуковая энергия
при поглощении превращается в теп-
ловую. При рассеянии па кристаллитах
звуковая энергия уходит в стороны от
направления распространения .волны.
В газах и жидкостях без примесей
твердых частиц затухание целиком
определяется поглощением. На осно-
вании этого в качестве характеристики
поглощения is чистых газах и жидкос-
тях используют константу S//2.
Коэффициент затухания в металлах
сильно зависит от соотношения сред-
него размера зерна D3 и длины волны
ультразвука (рис. 2.7). При D3« X
Рис. 2.7. Зависимость коэффициента
затухания звука от отношения длины
волны X к среднему диаметру зерна D
металла:
I - зона релеевского рассеяния; II - зона
поглощения за счет теплопроводности;
III - зона диффузного рассеяния; IV
- зона поглощения за счет вязкости
(неупругого гистерезиса).
имеет место релеевское рассеяние, при котором коэффициент 8р пропор-
ционален f4. Тогда
8=А/+В/О33,
где А и В - постоянные, зависящие от материала. Член А/обусловлен
поглощением. Вобласти 0,25>£>3/А. >0,1 коэффициент8рпропорционален
произведению D3 f.
В упругоанизотропных материалах, например в меди, сталях аусте-
21
Рис. 2.8. Стыковое сварное
соединение:
1 - основной металл;
2 - зона термического влияния;
3 - наплавленный металл.
нитного класса или композитных материалах, состоящих из разнородных
частиц (бетоне, граните, чугуне), затухание определяется рассеянием. В уп-
руго-изотропных металлах (алюминии, вольфраме) рассеяние мало (табл.
2.2). В углеродистых и низколегированных сталях каждое зерно состоит
из большого числа хаотично ориентированных мелких пластинок железа
и цементита. В такой квазиизотронной структуре затухание на частотах
2-4 МГц определяется поглощением и
пропорционально частоте.
Сварное соединение состоит из трех
зон, которые отличаются структурой и
размером зерна: основной металл, зона
термического влияния и наплавленный
металл (рис. 2.8).
Основной металл - это в большинс-
тве случаев трубный или листовой про-
кат с мелким зерном и малым затуханием
ультразвука.
Зона термического влияния (ЗТВ)
характеризуется увеличенным размером
зерна и повышенным затуханием ультра-
звука. Степень увеличения зерна .зависит
от марки металла и технологии сварки.
Например, в сварных швах труб поверх-
ностей naipena ширина ЗТВ составляет
единицы миллиметров, а зерно увеличива-
ется всего в 2-3 раза, но все равно X »£>,,
а в элекгрошлаковых швах ширина ЗТВ
составляет 20-50 мм, а зерно увеличивается
в десятки раз (Х« £>,). Кроме того, в ЗТВ могут образовываться твердые и
хрупкие структуры, что приводит к значительному снижению прочности и
текучести. Поэтому, контролировать надо не только наплавленный металл,
но и ЗТВ.
Наплавленный металл имеет крупное зерно. При сварке электродом в
углеродистых и малолегнровапных сталях величина зерна в вертикальном
сечении не превышает толщину наплавленного слоя. В аустенитных сталях
шов имеет транскристаллитпую текстуру. Т.е. кристаллиты прорастают из
нижнего наплавленного слоя до валика усиления. Кроме того, они упру-
гоанизотропны, что вызывает большое рассеяние звука, высокий уровень
структурных шумов и большие проблемы при контроле. При электрошла-
ковой сварке зерно очень крупное (Х« £)з). Поэтому при контроле также
имеются значительные трудности.
Структурные характеристики сварного соединения и возможность его
контроля оцениваются экспериментально. При большом затухании и уров-
не структурных шумов необходимо снижать частоту пьезоэлемента ПЭП.
При падении ультразвуковой волны на границу двух сред часть энергии
отражается. Именно на этом эффекте основана эхо-локация. Доля энергии,
прошедшей во вторую среду, характеризуется коэффициентами прозрач-
ности по амплитуде D = А„р/А0 и по энергии D = (Ап;)/А0)2, а доля отражен-
22
ной энергии - коэффициентами отражения но амплитуде R=A,„V/AO и по
энергии /?=(Л,)ф/Л„)', где А(, - амплитуда падающей волны. Распределение
энергии между отраженной волной и прошедшей определяется соотноше-
нием удельных имнедансов сред Z, и Z2.
При нормальном падении коэффициенты R и D находят но формулам
а коэффициенты R п D находят ио формулам
где Zj - импеданс среды, из которой волна падает на границу раздела, Z2
импеданс среды, в которую волна входит. Если Z2 > Zt, то коэффициент
отражения но амплитуде имеет отрицательный знак. Это означает, что фаза
отраженной волны изменяется на л. На отражении упругих волн от не-
снлошностей основана выявляемость дефектов при эхолокации, так как по
своим акустическим свойствам несплошности (поры, шлаковые включения,
। ретины, непровары и др.) отличаются от основного материала. Чем боль-
ше разница имнедансов, тем больше интенсивность отраженной волны.
Коэффициент отражения по амплитуде от шлаковых включений для
продольных волн приблизительно равен 0,15, адля поперечных - 0,5-0,65 в
зависимости от марки флюса.
Импеданс некоторых оксидных плен, образующихся при сварке, или рас-
слоений в листах, имеющих значительное раскрытие и протяженность, бли-
зок к импедансу металла, поэтому звук от них практически не отражается.
При наклонном падении (под угло»
< реды / в твердую среду 2 например,
оргстекло-мсталл, на границе раздела
происходят отражение, преломление и
трансформация (расщепление) волны
(рис. 2.9а). В общем случае возникают
еще четыре волны: две преломленные во
второй среде (продольная и поперечная,
скорости которых соответственно с1?
и с/2) и две отраженные (продольная
и поперечная, скорости которых соот-
ветственно С/; и С;;). При этом каждая
волна имеет свою энергию, которая
р) продольной волны из твердой
Рис. 2.9. Отражение и преломление
продольной волны на границе раздела
двух твердых тел - а); образование
критических углов: первого - б),
второго - в), третьего - г).
перераспределяется между волнами
при изменении угла р (рис. 2.10). Углы
преломления и отражения волн связаны
с углом падения законом синусов (за-
коном Снеллиуса):
sin ft I Ci = sin ftt I cn = sin ft, I cn = sin / cl2 = sin a, I cl2.
Если волна падает из жидкости, то отраженной поперечной волны в ней
не возникает.
23
Акустические свойства различных ерей
Вещество 1 Ьннность <р’ < 10 кг/м3 Скорость распространения воли с. I03 м/с Характери- стический импеданс для про- дольных волн. Ml la-c/м
продоль- ных попереч- ных новерхно- С 1 пых
1 2 3 4 5 6
Металлы и сплавы Алюминий 2,7 6,36 3,13 2,9 17,2
Бериллий 1,82 12,8 8,71 7,87 23,3
Бронза 8,5-8.9 3,5-3,8 2,3-2,5 2,1-2,3 30-34
Висмут 9,8 2,18 U 1,03 21,4
Вольфрам 19,25 5,32 2,7 2,65 102,7
Дюралюминий 2,7-2,8 6,25-6,35 3,0-3,2 2,8-3,0 17,2-20,0
Железо 7,8 5,91 3,23 3,0 46,3
Золото 19,3 3,24 1,2 1,12 62,5
Кадмий 8,6 2,78 1,5 1,4 27,0
Латунь 8,5 4,43 2,12 1,95 37,7
Литий 0,53 3,00 - - 1,6
Магний 1,74 5,77 3,05 2,875 10,1
Медь 8,9 4,72 2,44 2,26 42,0
Молибден 10,09 6,29 3,35 3,1 1 63,5
Никель 8,8 5,63 2,96 2,64 49,5
Ниобий 3,9 4,10 1,7 1,58 35,3
Олово 7,3 3,32 1,67 1,56 24,2
Платина 21,4 3,96 1,67 1,57 84,6
Ртуть 13,6 1,45 - - 19,8
Свинец 1 1,4 2,16 0,85 0,79 24,6
Серебро 10,5 3,60 1,59 1,48 38,0
Сталь: коррозионно- стойкая углеродистая 8,03 7,8 5,66-6,14 5,90-5,94 3,12-3,25 3,22-3,25 3,1 3,0 45,5-49,3 46,2-46,4
Титан 4,5 6,10 3,13 2,91 27,5
Уран 18,7 3,30 - - 62,0
Цинк 7,1 4,17 2,41 2,22 29,6
Цирконий 6,5 4,90 2,9 2,66 31,9
Чугун 7,2 3,5-5,6 2,2-3,2 - 25-40
Неметаллы Бетон 1,8-2,8 2,1-5,2 6,95
Аральдит 1,18 2,5 1,1 - 3,0
Капрон 1,1 2,64 - - 2,9
Кварц плавленый 2,2 5,93 3,75 3,39 13,0
Нейлон, перлон 1,1-1,2 1,8-2,2 - - 1,8-2,7
24
Стекло органиче- ское 1,18 2,65-2,75 1,12-1,13 1,05 3,0-3,2
Окись алюминия 3,7-3,9 10 - - 37-39
Полистирол 1,1 2,37 1,12 1,04 3,0
Резина: сырая вулканизирован- ная 1,3-2,1 0,9-1,6 1,48 1,5-2,3 - - 1,9-3,1 1,3-3,7
Смола акриловая 1,18 2,67 1,12 - 3,2
Стекло оконное 2,6 5,7 3,4 3,1 14,5
Текстолит 1,2-1,3 2,63 - - 3,1-3,9
Фторопласт 2,2 1,35 - - 3
Фарфор 2,4 5,3-5,35 3,5-3,7 - 1,3-1,4
Эбонит 1,2 2,4 - - 2,9
Эпоксидная смола твердая 1,15-1,3 2,5-2,8 1,1 2,8-3,7
Жидкости (20°С): Ацетон 0,792 1,192 0,94
Вода 0,998 1,490 1 - 1,49
Глицерин 1,265 1,923 - - 2,42
Керосин 0,825 1,295 - - 1,45
Кислота уксусная 1,05 1,384 - - 1,07
Масло: дизельное машинное (автол) трансформаторное 0,88-1,02 0,89-0,96 0,9-0,92 1,25 1,74 1,38-1,40 - - 1,1-1,3 1,5-1,7 1,25-1,27
Спирт: метиловый этиловый 0,792 0,789 ' 1,123 1,180 - - 0,89 0,93
Газы (0°С) Водород 0,9-10’4 1,248 - 1,1 10 4
Воздух 1,3-103 0,331 - - 4,3-104
Значения скоростей некоторых стальных сплавов приведены в прило-
жении 5.
Углы, при которых исчезают те или иные типы волн в процессе пре-
ломления или отражения ультразвука, называют критическими. По мере
увеличения угла падения 0 преломленные волны прижимаются к границе.
Угол, при котором луч продольной преломленной волны совпадаете грани-
цей и при этом возникает головная волна называют первым критическим
углом 0кр1 (а^ = 90°; рис. 2.96). При дальнейшем увеличении угла 0 насту-
пает' момент, когда исчезает преломленная поперечная волна (а, = 90°; рис.
2.9н). Это так называемый второй критический угол 0кр2, при котором на
поверхности второй среды возникает поверхностная волна.
В отличие от головной, поверхностная волна имеет большую энергию
25
и на хорошей чистой поверхности способна распространяться па большие
расстояния. Значения критических углов определяют из закона синусов но
формуле
ЛР1 =arcsinC/1 /с/2, /?кр2 = arcsin сп /с,2.
При условии рч>1 < Р <рКр2 во второй среде имеется лишь поперечная
волна. При ультразвуковом контроле значения угла Р обычно выбирают в
атом интервале. Для пары оргстекло - с таль р = 30ч-55°, а критические углы
равны 27°30' н 58°.
Знание закона синусов очень важно для
практики. В настоящее время для изготовле-
ния объектов ответствен if ого назначения ис-
пользуется широкая гамма конструкционных
материалов. Они имеют различные акусти-
ческие константы, в частности, скорос ти про-
дольных и поперечных волн и коэффициент
затухания.
В соответствии со стандартами на
шильдике НЭП написан угол ввода а в стали
имеющей скорость 5900 м/с. Поэтому, чтобы
правильно контролировать, например, алюми-
ниевые сплавы, чугун, титан, где скорости УЗ
волн другие необходимо определить угол а в
этом материале используя закон синусов.
Пример: имеется ПЭП 121 по ГОСТу (это
обозначение наклонного совмещенного ПЭПра-
ботающего в контактном варианте) с углом
ввода а осе = 45°. Объект сварной шов корту а
подводной лодки из титана толщиной 100 мм.
Выполняем расчет. Скорость поперечных
волн в титане и стали соответственно 3,5
Рис. 2.10. Углы отражения,
преломления а); и коэффициен-
ты прозрачности жидкого кон-
тактного слоя от угла призмы
Р при прохождении волны из
оргстекла в сталь: - б):1 -5 = 0;
2-Ъ=2м-1;3-Ъ = 7м-1.
мм/сек и 3,24 мм/сек.
sinaj, _ sin45
3,5 ~ 3,24
Угол ввода в титане .
аТ
. fsin45"3,5
= aresm ----------
I 5>9
= 49,8"
Если бы оператор не сделал перерасчет угла а, то обнаружив сигнал он
посчитал бы, что это отражение от валика усиления. А на самом деле это
сигнал от дефекта, расположенного на расстоянии 91 мм от донной поверх-
ности. Последствия такой ошибки очевидны.
26
Есть еще одно обстоятельство, которое необ-
ходимо учитывать при расчете углов ввода. Дело
в том, что закон синусов в полной мере действу-
ет для плоских волн с неограниченным фронтом.
11а самом деле в локации имеют дело с волнами
излучаемыми пьезоэлементами ограниченного
размера (2а), фронт которых отличается от плос-
кого. В УЗК металла используют ньезоэлементы,
имеющие поперечные размеры в диапазоне от 2а
~ 6 (для 5 МГц) до 24 мм (для 1,25 МГц).
Ограниченность размеров пучка заставляет
вносить коррективы в закон синусов особенно
для больших углов 0О (рис. 2.11).
Эта поправка особенно существенна для
больших углов. Например: для системы оргстек-
ло - сталь при 2а = 18 мм,/= 1,8 МГц, (a-f = 16,2
МГц) при 0 = 55° по закону синусов значение а
- 86°, а с учетом конечности ширины пучка (по
графику) а = 79°.
При некоторых углах падения 0, па границу
раздела поперечной волны продольная отражен-
ная волна отсутствует. Наименьший угол паде-
ния, при котором не наблюдается отраженной
продольной волны (полное внутреннее отра-
жение), называют третьим критическим углом:
0i.i>:i arcsin Сц/сц (рис. 2.12).
центрального
луча (кривые 1, 2),
соответствующего
максимуму амплитуды
сигнала от акустической
оси (кривая 3) для
преобразовател я с
плексигласовой призмой,
излучающей в сталь:
1 - af = 5 мм-МГц; 2 - af- 15
мм-МГц.
При падении водны под углом1, значение которого далеко от критичес-
ких, распределение энергии отраженных и преломленных волн определяют
по формулам:
R = [(ZI -Z2)/(Z, + Z2)]~;D = \-R = \-R2.
Риг, 2.12. Зависимости угла (а) и
коэффициента отражения R (б) от
1ft til ttf.
Только в этом случае импеданс Z
определяют в виде ZH=pc/cos0 где 0
- угол между осью х и направлением
волны. Если первая среда твердая, рас-
четы определения энергии усложняются
вследствие необходимости учета всех
отраженных и преломленных волн.
Как уже подчеркивалось ранее в
продольной волне частицы колеблются
вдоль, а в поперечной поперек направле-
ния распространения волны.
В поперечной волне колебания поля-
ризованы. Т.е. вектор смещения частиц
27
(колебате л ь ной с корост и)
не только ортогонален на-
правлению распространения
поперечной волны, но и
лежит, в основном, в одной
плоскости проходящей че-
рез акустическую ось пучка,
которая называется плоскос-
тью поляризации (рис. 2.13).
Есл и 11 л ос кость 11 ол я -
рнзацни перпендикулярна
отражателю, то такие поне-
Рис. 2.13. Схема отражения линейно-, речные ВОЛНЫ называются
поляризованной поперечной волны возбужденной П1Г
наклоннымПЭПотплоскостиВ(5Н~пол'ЯризациЯ) ^'ВОЛПаМИ. Если вектор KO-
и донной плоскости Д (SV-поллризацин). ЛебаТСЛЬНОЙ скорости НараЛ-
лелеп плоскости отражателя,
то такие волны называются SH- волнами. Одна и та же волна в зависимости
от ориентации плоскости отражателя может быть но отношению к ней SV
или SHполяризованной. На рис. 2.13 поляризованная в плоскости чертежа
поперечная волна является 5V волной для донной плоскост и Д перпенди-
кулярной плоскости чертежа и вектору колебательной скорости. В то же
время, опа является SH волной для плоскости В параллельной вектору
колебательной скорости.
Коэффициент отражения поперечных воли сильно зависит ориентации
плоскости поляризации относительно отражателя.
Если используются 5V-волны, у которых плоскость колебаний лежит в
плоскости чертежа (в плоскости падения), что характерно для поля обыч-
ного наклонного ПЭП, то коэффициент отражения сигнала R меняется но
закону как показано па рисунке 2.126 сплошной линией. Если плоскость
колебаний ортогональна плоскости падения (5Н-волны), то он не зависит
от 0, т.е. R = 1.
Из графика на рис. 2.126 следует, что при прочих равных условиях ам-
плитуда отраженного от свободной поверхности сигнала сильно и немоно-
тонно зависит от угла оц. Это предопределяет необходимость выбора такого
ракурса озвучивания дефектов, при котором наиболее вероят ное значение
угла встречи ультразвукового луча с поверхностью дефекта было бы равно
нулю или было бы больше третьего критического. При этом отраженный
сигнал будет иметь максимальную амплитуду (в последнем случае будет
зеркально отраженным).
Отсюда, в частности, следует, что ПЭП с а= 60° (0= 46°) наименее чувс-
твителен к плоскостным дефектам в режиме тандем.
Поэтому в хордовых ПЭП для контроля труб применена схема прозву-
чивания когда на дефект падает SH волна, для которой коэффициент отра-
жения R = 1 во всех случаях.
28
Вес приведенные выше соотношения
справедливы для плоской неограниченной
(с бесконечным фронтом) волны. В случае
ограниченных волн, в частности, возбужда-
емых реальными пьезопрсобразователями,
эти соотношения несколько изменяются.
Если на границу раздела сред падает огра-
ниченная плоская волна под углом, боль-
шим критического, то отраженный пучок
лучей смещается вдоль границы раздела от-
носительно падающего (рис. 2.14). Смеще-
4с
Рис. 2.14. Смещение А пучка
волн при незеркальном отра-
жении.
ние Ас такое, каким оно было бы, если б отражение происходило зеркально
от мнимой границы, расположенной на некоторой глубине под действи
тельной поверхностью: Ас =2/ziga . Этот фактор необходимо учитывать при
анализе волн, отраженных от дефектов, выходящих на поверхность, напри-
мер трещин (рис. 2.15).
Рефракция ультразвука. Рефракция
- непрерывное изменение направления луча
в сторону меньшей скорости. Это явление
наблюдается в слоисто-неоднородных средах,
в которых групповая скорость меняется, на-
пример но линейному закону. В таких средах,
согласно закону Снеллнуса, для каждого луча
имеет место соотношение cos a./C=const. В
результате постоянства скорости по сечению
лучи отклоняются от прямолинейного рас-
пространения и образуются зоны/в которых
Рис. 2.15. Изменение величины
смещения Дс от угла ввода попе-
речной волны: 1 -f - 1,8 МГц; 2 - f
= 2,5 МГц.
концентрируются лучи. Такие зоны называют каустиками, т.е. огибающими
семейства лучей, которые, двигаясь по разным направлениям, собираются
в одной точке, и которая определяет первый максимум сигнала (рис. 2.16).
Если а< 90°, то после прохождения зоны 1с постоянной скоростью ультра-
Рис. 2.16. Рефракция ультразвуковой
волны в неоднородном слое.
1 - центральный луч диаграммы
направленности; 2 - каустика.
звука и по мере распространения
в зоне И, где скорость меняется
от слоя к слою с постоянным
градиентом G = (dC/dY) = const,
вследствие сохранения закона луч
будет менять свою траекторию по
дуге окружности радиусом
v=C/cos aG.
Второй максимум соответству-
ет сигналу рефрагированного цен-
трального луча диаграммы направ-
ленности, распространяющегося
под максимальным углом.
29
«..рел =arccosC„ /Стах).
На практике это явлен не используют при контроле величины закален-
ного слоя валков холодной прокатки.
Если две Протяженные среды разделены слоем толщиной </, ю коэффи-
циенты отражения и преломления зависят от отношения где - длина
волны в слое. При нормальном падении волны полуволновой слой (или
кратный ему) не влияет на ее прохождение и отражение. 1 lei вер i ьволиовын
слой (или равный нечетному числу четвертей волн) приводи i к ухудшению
прохождения, когда импеданс слоя Zc больше или меньше имнедансов Z(, Z2,
вмещающих сред (симметричный случай). Тот же слой обеспечивает увели-
чение коэффициента прохождения, если импеданс слоя меньше импеданса
одной из сред, но больше импеданса другой) (несимметричный случай). Ко-
эффициент прохождения D-1,еели d=(2n+l)Zc/4 и Z( =A/Z1Z2 .
Если слой очень топкий (<1 « Zc), например трещина, по обе стороны
которой расположены одинаковые среды (Z| = Z2 = Z), справедлива при-
ближенная формула R = [1 +(Zc'k(/Znd)2]'
В случае <1< 10 1 имеет место почти полное прохождение звуковой энер-
гии через слой. По этой причине обнаруживать, например, непровары в
стыках, выполненных контактной сваркой давлением, невозможно.
30
ГЛАВА 3
АКУСТИЧЕСКИЙ ТРАКТ ДЕФЕКТОСКОПА
3.1. Основные параметры и структура акустического тракта
В ультразвуковой дефектоскопии (УЗК), так же, как в гидро- и радиоло-
кации, информация об объекте содержится в акустическом поле рассеяния
отраженного сигнала в трехмерном пространстве (диаграмма отражения).
Но аналогии с оптикой такое поле называют также индикатрисой рас-
сеяния (ИР). ИР или диаграмма отражения - это векторная диаграмма
распределения амплитуд и фаз отраженного ноля в пространстве. В пей
зашифрована вся информация об отражателе.
На практике наиболее часто нрозвучивание производится одним ПЭП.
При этом регистрируют только доступную часть акустического поля, т.е.
индикатрису обратного рассеяния, которая в дальнейшем для простоты и
будет называться ИР.
Пространственные и энергетические характеристики ИР отражателя
Правильной геометрической формы с гладкой поверхностью (плоскодон-
ные и боковые сверления, зарубки, сегменты и др.) т.е. детерминирован-
ного отражателя, легко предсказуемы и хорошо описываются уравнениями
акустического тракта. В отличие от реальных дефектов только их модели
в виде детерминированных отражателей легко воспроизводимы по геомет-
рическим и отражательным характеристикам и технологичны в изготовле-
нии.
Характеристики отраженного поля реального дефекта могут оценива ть-
ся только с какой-то вероятностью, зависящей от множества тракторов. По-
этому, в ультразвуковой дефектоскопии приходится базироваться па пос-
тулатах и строгих расчетах акустического тракта для детерминированных
моделей отражателей, учитывающих большинство физических процессов в
Тракте, и сразу же их корректировать па основе вероятностных оценок.
Акустическим трактом преобразователя называют путь ультразвука
В материале от излучателя до отражателя и от отражателя до приемника.
Математически он представляется в виде расчетных формул ослабления
амплитуды эхосигнала в зависимости от акустических свойств объекта
контроля, параметров ПЭП, размеров и формы отражателя и расстояния
до него. Приведем определения акустических полей излучения и приема
Преобразователя.
Акустическое поле излучения преобразователя характеризуется ам-
плитудой звукового давления, которое воздействует па элементарный
(точечный) отражатель, размещенный в произвольной точке пространства
перед преобразователем.
Акустическое поле приема определяется параметрами (амплитудой
И фазой) сигнала на приемном преобразователе при воздействии на него
акустического поля от отражателя и зависит от пространственных коор-
31
дииат, размеров, ориентации и
макрогеометрии поверхности от-
ражателя (дефекта).
Поле излучения - приема в
общем случае равно произведе-
нию нолей излучения и приема
и, для одного и того же преобра-
зователя и точечного отражателя,
пропорционально квадрату ноля
Рис. 3.1. Фотография ультразвукового поля
излучателя с d/k = 6,7 - а) и расчетная
структура поля в ближней зоне - б).
излучения. При анализе акустических нолей НЭП в ультразвуковой де-
фектоскопии обычно принимают, что длительность импульса настолько
велика, ч то высокочастотные колебания, его заполняющие, можно считать
непрерывными гармоническими. С другой стороны, импульсы считают на-
столько короткими, что процессы излучения и приема происходят в разные
интервалы времени.
Типичная структура поля излучения преобразова теля показана па фото
(рис. 3.1).
В акустическом ноле любого преобразователя, вследствие активных
интерференционных процессов образуются две характерные структуры
- зоны ближняя и дальняя.
В ближней зоне (зоне Френеля) излучателя (рис. 3.16) поле упрощен-
но можно представить в виде лучевой трубки с границей по изобаре (линии
соединяющей точки с равным звуковым давлением), диаметр которой равен
диаметру ньезоэлемепта 2а (рис. 3.2). В этой л учевой трубке сосредоточена
основная излучаемая энергия, но не вся. Часть энергии, как это показано
па рис. 3.16, излучается во всей полусфере, что надо учитывать особенно
при оценке реверберапиоппо-шумоной характеристики ПЭП. Из этого же
рисунка видно, ч то поле в ближней зоне крайне неоднородно.
Модуль поля (амплитуда бел
г = а/[2п - 1)Я] и минимален при
г = а /(2пк\ , где п - 1, 2, 3, ...
(рис. 3.2а). Возникновение экс-
тремумов объясняется тем, что
в каждую точку пространства
вблизи пьезоэлемента волны,
излученные различными его
участками, приходят в разное
время и с разными фазами, и
интерферируют (складывают-
ся) с учетом набега фаз. Поэ-
тому, в пределах ближней зоны
звуковое давление Р осциллирует
не только по оси, по по всему
объему цилиндра диаметром 2а
учета знака фазы) максимален при
Рис. 3.2. Ультразвуковое поле дискового
излучателя диаметром 2а вдоль оси пучка
- а); в продольном сечении - б).
32
и длиной Tg = а1 / ~к — ~к / 4. А эго
в спою очередь приводит к неопре-
деленности положения отражателя
внутри пучка (рис. 3.3). При г=г§
интерференционные явления осо-
бенно сильны, что приводит к ло-
кализации энергии в малом объеме.
Здесь амплитуда поля достигает
максимума (кривая /), а диаметр
поля уменьшается в 2-3 раза (рис.
3.26).
При г > rg интерференционные
Рис. 3.3. Фотографии поперечных сечений
ультразвукового поля пучка в дальней зоне
npur/rb(N) = 1, Зи6(2а = 24mmJ=4,0 МГц).
явления по оси излучателя ослабевают, а при r>3rg практически отсутству
ют. Эту область называют дальней или зоной Фраунгофера. В этой зоне
волны излученные всеми участками иьезоэлемепта проходят практически
в одной фазе. Но в пределах одной фазы (т.е. в пределах Х./2) ампли туды
этих воли меняются от 0 до 1. Поэтому, в ней пучок расширяется, а зву-
ковое давление Р0 в пучке в направлении под углом 0 акустической оси
монотонно уменьшается вдоль и поперек акустической оси в соответствии
с выражением | Рв/Ро1 ~[Sa/(Xr)] Фп. В этом выражении член 5;|/(Ъ), на-
зываемый дифракционным, характеризует ос-
лабление интенсивности по оси пучка вследс-
твие его расхождения по конусу (рис. 3.26).
.Здесь ,S’(j - площадь излучателя. Второй член
(Ф„) является характеристикой (диаграммой)
направленности и определяет распределение
звукового давления в поперечном сечении (но
фронту волны) относительно давления по оси,
которое принято за 100 % (рис. 3.4 3.6). На
рис. 3.3 приведены фотографии поперечного
сечения пучка при r§/r= 1,3 и 6.
Иными словами, диаграмма направлен-
ности (ДН) - это векторная диаграмма
углового распределения энергии поля
излучателя. Т.е. в пей длина вектора
(луча под неким углом 0 к осп пучка) про-
порциональна энергии излучения в этом
направлении относительно энергии вдоль
оси. Поэтому, от одинаковых отражателей
расположенных на одном расстоянии г
фиксируются сигналы разные но амплиту-
де (рис. 3.4).
Диаграмма направленности состоит из
нескольких лепестков (рис. 3.6). Чем выше час-
Рис. 3.4. Изменение ампли-
туды сигнала от положения
отражателя в пределах диа-
граммы направленности.
33
тота/или больше а, тем лепестков
больше.
Аналитическая ДН поля
излучения дискового пьезоэле-
мепта описывается выражением
Ф.^/хе/х.
Функция Jj - называется фун-
кцией Бесселя Г" рода Г" порядка,
X=&rtsin0- корень функции Бессе-
, 2rt
ля. Здесь к •- - волновое число, а
- радиус ньезбэлемепта (рис. 3.5).
О тсюда может быть найден угол
раскрыва 0 па заданном уровне Ав/
А(), в частности угловая ширина
главного лепестка ДН - 0О на уров-
не Ае/А() = 0.
а . (3,83Я) .
И =arcsm ---- =arcsin 0,61 —
\2па ) [а)
Степень направленности оп-
ределяется соотношением
Л
Чем оно больше, тем направлен-
ность выше (рис. 3.6).
В основном лепестке диаграм-
мы направленности поле в каж-
дой точке находится в одной фазе
и в нем сосредоточено более 85%
всей энергии излучения. Поле во
втором лепестке находится в про-
тивофазе по отношению к полю в
первом лепестке и имеет амплиту-
ду иа 20 дБ меньше.
При уменьшении длительнос-
ти импульсов фазовые соотно-
шения проявляются меньше. Это
приводит к ослаблению осцилля-
ций по оси пучка и некоторому
расширению ДН.
На практике диаграмму на-
правленности в пределах основ-
ного лепестка описывают с помо-
щью приближенного выражения
Фи«1,32'0’5А2=е0’,4х2
Рис. 3.5. График функции Фи = 2Jt(x)/x,
описывающей диаграмму направленности
дискового излучателя - 1; прямоугольного
- 2; тонкого кольцеообразного - 3.
Рис. 3.6. Диаграммы направленности дис-
ковых излучателей с 2afk = y6-a-,2ali.-4-uu
прямоугольной пластины с 2о,.;л = 4; 2а.>Х = 2
- в.
34
Поле излучения прямоугольной пьезопластины имеет более острую
диаграмму направленности в дальней зоне, определяемую отношением
Фи= | (sinX|/X|)«(sinX2/X2) | r/ieXj^ajSinOp X2=fc«.,sin0.,: ‘2at и 2a2
- размеры пьезоэлемепта; 0j и 02 - соответственно углы между акус-
тической осью и направлением измерения в плоскости, параллельной
одной из сторон (рис, 3.66). В отличие от дисковых излучателей эта ДН
не имеет осевой симметрии. Это можно использовать для решения неко-
торых практических задач.
Границы ближней зоны для квадратного и дискового излучателей
совпадают. Для прямоугольного излучателя имеет моего сглаживание
максимумов и минимумов в пределах ближней зоны.
Если на отражатель в виде диска (плоскодонное отверстие) или пря-
моугольника перпендикулярно к их поверхности падает плоская волна,
то их диаграмма отражения ИР описывается геми же выражениями, что
и для ДН излучателя.
Если пластина отделена от изделия акустической задержкой, напри-
мер, в виде плоскопараллельного слоя жидкости, то при оценке поля
излучения в изделии необходимо учитывать преломление лучей (рис.
3.7а).
В наклонных ПЭП ДН формируется с учетом изменения угла и умень-
шением ширины лучевой трубки во второй среде как показано на рис. 3.76.
Опа несколько асимметрична и поджата к поверхности сканирования и
аналитический расчет ДН возможен, если считать, что излучение произво-
cosa
дится с мнимым излучателем размерами а расположенного от точки
С, COST! р
ввода на расстояние г,~гц 7~C()sp ’ *'ле гч ~ НУТЬ в призме; цис,- скорости
продольных в призме и нонЪречпых в металле.
На практике чаще всего под термином ДН понимают эффективную
ширину ДН на заданном уровне от максимума. Например, по изобаре
Рис. 3.7. Схема формирования ноля излучения прямого - а) и наклонного ПЭП - б) с
задержкой
35
Р1о/Ро=20 дБ от максимума ам-
плитуды по оси. Эффективная
ширина ДН целиком определяет
ее направленность и чаше всего
измеряется при метрологической
аттестации и определении пара-
метров ПЭП.
На рис. 3.8 приведены ДН
с реальным соотношением ли-
нейных и угловых размеров
с толщиной шва, а в табл. 3.1
приведены некоторые расчетные
значения эффективной ширины
(диаметра) ДН наиболее широко
распространенных ПЭП.
Расчеты выполнены для даль-
ней зоны (г= 250 мм) за предела-
ми ближней и переходной зон.
Таблица 3.1
Эффективная ширина ДН в
Рис. 3^8. Поле излучения прямых - а) и на-
клонных - б) преобразователей с типовыми
размерами пьезоэлементов и частот.
плоскости падения пучка на уровне
изобары Ph / Р,рб
Час- тота, МГц Диа- метр пьезо- эле- мента, мм Вели- чина ближ- ней зоны, мм 6 дБ 12 дБ 20 дБ
угол при вер- шине ММ угол при вер- шине ММ угол при вер- шине ММ
1,8 18 45 5°46' 5,0 7°50' 6,8 10°2' 8,75
2,5 12 27,9 6°1Г 5,39 8°26' 7,36 10°48' 9,41
5,0 6 13,9 6°13' 5,41 8°27' 7,36 10°49' 9,43
Как видно из таблицы ссхлпошение диаметра ньезоэлемепга и частоты по-
добраны таким образом, что ширина ДН у всех ПЭП примерно одинакова.
Рис. 3.8 наглядно иллюстрирует, что в сварных швах малых толщин ДН со-
измерима с размерами шва. Л это означает, что при одном и том же положении
ПЭП относителыюоси ища (особенно при прозвучивании отраженным пучком)
ДН перекрывает края нижнего и верхнего валиков усиления, что приводит к по-
явлению ложных сигналов вследствие как прямого отражения от этих элемен-
тов, так и в результате возникновения трансформированных волн.
А при контроле прямым пучком фактически шов озвучивается не ДН (она
еще не сформировалась), а переходной или ближней зоной, где его размер соиз-
мерим с размером пьезоэлемента.
36
Отсюда следует, что реальные конечные размеры пучка (а не топкого луча,
как некоторые представляю т), причем распшряющегося с расстоянием и с не-
равномерным распределением звукового давления по фронту волны, являет-
ся одной из главных причин появления ложных сигналов от валика усиления
1 |рн контроле швов малой толщины и во многих других случаях.
3.2. Формулы акустического тракта
Реальные дефекты Moiyr иметь самую различную форму, ориентацию и
акус тические свойства, которые заранее не известны. Поэтому, формулы акус-
тического тракта выводят обычно для моделей дефектов, имеющих простую гео-
метрическую форму, формулы акустического тракта определяют ослабление
амплитуды сигнала в зависимости от формы и размеров пьезоэлемента, раз-
меров и формы детерминированных отражателей, расстояния между ними,
частоты ультразвука, акустических свойств материала. Отраженное от модели
д<х|х:кта ноле выражается через амплитуду звукового давления в видсР- Р()БДФД/
Х(г"’), где S;l и Фл отражающая площадь и индикатриса рассеяния де<|х;кга. Член
1 fkr, также как и в случае излучения, определяет дифракционное расхождение
। |учка (по конусу) в среде без затуха, ,ия (8 = 0); т - коэффициент, характеризую-
щий закон ослабления отраженного ноля от дефекта с расстоянием г.
В соответствии с изложенным выше и учитывая, что при контроле одним
преобразователем ДН излучения и приема одинаковы Фи = Фп и стютпетствеп-
но Фи • Фп = Ф2, ноле излучения - приема в дальней зоне без учета затухания
ультразвука может быть записано в виде P=PoSa-S;l ^^;l/(A.2r"')
Табл. 3.2 иллюстрирует возможность обоснования моделирования реальных
дефектов с помощью детерминированных отражателей строгой геометрической
формы с гладкой поверхностью. Такие отражатели легко воспроизводимы, что
обес) ючивает стандартизацию измерено й.
Таблица 3.2
Среднестатистические экспериментальные числовые значения
коэффициента дифракционного расхождения пучка - т
при отражении от реальных дефектов
Реальный дефект Искусственный отражатель
Тип гп Тип m
Пора, компактное вклю- чение, трещина L < 10 мм 2,01 Сфера, диск (плоскодон- ное отверстие), угловой отражатель (зарубка, сег- мент, вертикальное свер- ление) 2
Вытянутое включение, непровар 1,36-1,4 Боковой цилиндр, полоса 1,5
Трещина £ > 10 мм 0,96 Плоскость, двугранный угол, плоскодонное от- верстие 2b> 10Х 1
37
Ослабление сигнала вследствие затухания происходит но закону е25г.
Причем значение г представляет суммарный путь ультразвука в призме и
металле от пьезопластппы и до дефекта.
Для случая контроля в дальней .зове при r> прямым совмещен-
ным ПЭП в контактном варианте формула акустического тракта для диска
диаметром 2h расположенного па акустической осп и перпендикулярного
к пей:
Р„ Л2г2
Из <|х>рмулы видно, что амплитуда отраженного сигнала от нлехткодонного
отражателя прямо пропорциональна его площади. Поэтому, этот отражатель
является основным в дефектометрпи.
В наклонных ПЭП ньезонлас-
типа наклеивается па призму из
материала со скоростью продоль-
ных волн меныней, чем попереч-
ных в материале изделия. Призму
также называют акустической
задержкой, имея в виду то, что
благодаря ей прохождение фронта
волны задерживается на разные
промежутки времени, что обеспе-
чивает наклонный ввод различных
типов воли в изделие.
При анализе акустического
поля наклонных ПЭП с призмой
используют следующие термины
(рис. 3.9). Акустической осью ON
преобразователя в изделии назы-
вают |1]хзломле1щую акустическую
ось ньезонластины. Точку прелом-
ления О называют точкой выхода.
Акустическая ось ПЭП может не
совпадать с централы |ым лучом, ко-
торый также начинается в точке вы- Рис 3 9 Схема акустического поля 6лижней
хода, но соответствует максимуму зоны ПЭП.
диаграммы направленности. Угол
преломления центрального луча называют углом ввода. Основной плоскостью
называют плоскость преломления акустической оси, т.е. плоскость чертежа, а
дополнительной - перпендикулярную ей плоскость, также проходящую через
акустическую ось.
При выводе уравнения акустического тракта наклонного преобразователя
применяют теорию мнимого излучателя. Эта теория исходит из предположения,
38
что в области угла падения между первым и вторым критическими ультразву-
ковое поле формируется и однородной упругой среде от мнимого излучателя,
размеры которого можно принять 2а cosa/cosp в плоскости падения (рис. 3.7).
Вводя обоснованное для большинства случаев упрощение, что ксх-х}х|)иииспт
прохождения че]>ез границу D = 1 акустическиЙ1ракт11акло111Ю1Ч)совмещенно-
го преобразователя в области r> S/itk рассчи тывается но<|х>рмулам табл. 3.3.
Таблица 3.3
Формулы акустического тракта в дальней зоне ПЭП для различных
отражателей, расположенных на акустической оси пучка
(по Ермолову И.П.)
Вид отражателя Вид преобразователя
прямой наклонный
Диск площадью Sh= Tih~n (плоскодонное отверстие) Л2г2 , S.S., cosa ... /’ = —- — е (г 4- Г )’ • COS fl
Сфера диаметром d Р = ^е“ 4Лг2 5,4/ cosa , / = , v е 4Л(г + г, )• cos /}
Бесконечная полоса шириной d=2b р = —е" р S„dcosa ~ а/2[л(г + г, )]’'2 cos fl
Бесконечный цилиндр диаметром d = 2b (бо- ковой цилиндрический отражатель) Л У»г' „ S', cosa I d .. — х — -е Л cos/? у Х(г + г )
Бесконечная плоскость (донный сигнал) Р = -^е“ 2Лг cosa I _t. 2Л cos/? (r + r)
Цилиндрическая вогну- тая поверхность (СО-3, V-l) Р = (—е" Г 5 cos a /cos/?] . [ 2Л(г + г) J
Здесь ro=r„C7„ cosa/(c\ cosp) где г„ - путь в
призме; С/н и ct соответственно скорости про-
дольных волн ультразвука в призме и поперечных
в изделии; аир- соответственно углы ввода (в
металле) и призме, В = 28г, С = 2(8г + ЗцГц), где 8
и 8ц - коэффициенты затухания соответственно в
изделии и призме; г - путь ультразвука в изделии
от точки выхода до отражателя. Если отражатель
Рис. 3.10. Акустический тракт прямого ПЭП при наклоне
плоскости отражателя относительно акустической
оси - а); и уменьшение амплитуды сигнала при отраже-
нии от наклонных дефектов в дальней зоне (2а = 12 мм;
X = 2,35 мм)
39
лежит не на оси пучка, а под углом 9 к ней (точка В па рис, 3.10), то это
означает, что он берется боковым лучом диаграммы направленности. Поэ-
тому, нее формулы в табл. 3.3 должны быть умножены на произведение ДИ
излучения и приема Фи(9) Ф„(9) = ФД9) и вместо г по оси в них необхо-
димо подставить фактический путь r0=r/cos9 и коэффициент отражения от
дефекта /?(<р-0), где гр- угол наклона дефекта к оси пучка.
Габ.ШЦа 3.4
Формулы акустического тракта в дальней зоне ПЭП для различных
отражателей расположенных под углом 9 к акустической оси пучка
(по Ермолову И.Н.)
Вид отра- жателя Вид преобразователя
прямой наклонный
Диск пло- щадью S. = ^>’ (плоско- донное от- верстие) 5 5 Р - £ '' cos 0 cos((? - 0)- Ф2 (<9)х 2kb sin((/s- в) S’ • S, cos a p = __!! COS () . COs(^7 - &) Ф ’’ (Ф 2W>sin(^-0) '
Сфера диа- метром d Р=~а~\ со50хФ2(0)хе'в 4Л г(> .S' </ - cos a P - , x cos 0 x 4A(rr, + p У - cos /7 Ф2(0)хс ‘
Бесконеч- ная полоса шириной d=2h Р - - -/* - , - cos 0 cost® - фЧФ5‘п[2^Ну-^)]хе-,х 2kb - sin((/7 - #) х R[(p - P , Л"' ... ,Jsp. Т2[Жcos/7 cos(<^> - 0)-ф2 (p)x 2kb sin(<p - #)
Бесконеч- ный ци- линдр диа- метром d=2b Л Vl r„ J x e'B S„ -cost? j d P - -Л X COS 0 xcos/J у X(r, +7-J’ Ф2(б»)хе ‘
Бесконеч- ная плос- кость (дон- ный сиг- нал) дву- гранный угол 5 p = —‘^cos0 Ф2 (<p)x e~B x x R{(p - 0) Sa cosa 1 P = — 7 г COS 0 2Л cos Д (rf, т r„) xR((?~0)
При практических расчетах вместо амплитуды звукового давления Р
используют амплитуду сигнала А.
Формулы подтверждены экспериментально и применяются при реше-
нии многих задач ультразвуковой дефектоскопии.
40
В наклонных ПЭП ближняя зона г6 (рис. 3.96) частично находится в
призме, а частично в металле
Ч = гы + г„
При этом она фактически имеет разную длину в плоскости падения г61
и в дополнительной плоскости г62 . Учитывая разницу размеров пьезоэле-
мента в этих плоскостях ac.osa/cosp и а соответственно.
r6i=a2cosa/cosp Х=5а- cosa/cosp • лХ;
гД2=а2/А.=5а/лА.. Поскольку Г(>2 > г61 , то при расчетах обычно использу-
ют вторую формулу.
Но они получены для плоских ньезоэлементов и плоской поверхности
контролируемого изделия. При изменении формы иьезоэлемепта (напри-
мер, в виде выпукло-вогнутой по цилиндру или ио сфере) или конфигура-
ции поверхности объекта контроля (например, цилиндрической) вносятся
существенные поправки в эти формулы.
Криволинейная поверхность изделия, например трубы малого диамет-
ра, вызывает дополнительное расширение диаграммы направленности и
ослабление сигнала от дефекта, что учитывается введением в формулы
акустического тракта соответствующих коэффициентов ослабления, уста-
новленных экспериментально.
При теневом методе появление дефекта определяют но пропаданию или
уменьшению сквозного сигнала. Расчет акустического тракта сводится к
анализу ослабления амплитуды сквозного сигнала при наличии дефекта.
Выявляемое™ дефекта оценивают отношением Рт / Рс, где Рт и Рс - амп-
литуды акустических сигналов соответственно при наличии и отсутствии
дефекта.
Акустический тракт наклонного ПЭП, когда отражателем являет-
ся поверхностный вертикальный дефект (например, корневая трещи-
на в односторонних швах), перпендикулярный донной поверхности,
имеет свои особенности. Это связано с двойным отражением пучка от
поверхностей изделия и дефекта, в результате чего лучи возвращают-
ся к тому же ПЭП, работаюЕцему как приемник («катафот» эффект).
Такие отражатели называют угловыми. Виды угловых отражателей и
формулы для расчета максимальных эхо-сигналов от них приведены
в табл. 3.5.
Для расчетов в переходной зоне необходимо вводить специальный
коэффициент вида дефекта.
В формулы введены коэффициенты G и G' , которые учитывают
геометрию отражения, явления незеркального отражения и транс-
формации волн (рис. 3.27). G зависит от угла падения на поверхность
ф и от глубины зарубки, засверловки или риски h, которая должна
быть на 20% больше длины поперечной волны (h > 1,2 А). Для изде-
41
лнй с плоскопараллельными поверхностями ф = а - угол инода. Для
изделий с непараллельными или искривленными поверхностями ф Ф
(х. По существу коэффициент G равен отношению площадей плоско-
донного и углового отражателей в зависимости от угла ввода а при
равенстве отраженных сигналов от них.
Таблица 3.5
Формулы акустического тракта в больней зоне наклонных НЭП
дли угловых отражателей, расположенных на акустической оси пучка
(но П.11.Ермолову)
Зарубка S’ = hxb - 5'5Hcosa Л2(г + г, )cos/?
Засверловка глубиной h, диаметром d - r=hS.. cosa 1 d 2(r + r„)2 V Л' sin a
Вертикальное отвер- стие (сквозное) диа- метром d , 5 cos a I d , /' = — xi- xg Я cos p у 8(r + r;,) sin (p
Риска протяженная длиной »2а глубиной h - A-5„cosa , P = x e x G cos//
Двугранный угол - 5 COS <7 P = < xG” 2/G’ cos /7
Коэффициент G'- это значение G для углового отражателя бесконечно
большой глубины (кривая 4 па рис. 3.27), в частности для двугранного угла
и вертикального отверстия. В области углов ввода около 60° имеется раз-
брос значений G' для ПЭП с различной направленностью излучения: мень-
шие значения G' соответствуют более высокой направленности.
В формулах для засверловки и вертикального цилиндрического
отверстия угол ф должен быть больше 30°. Для наклонных ПЭП и плоско
или коаксиально параллельных поверхностей это всегда выполняется.
3.3. Пространственная разрешающая способность
Разрешающая способность определяется длиной волны. Использова-
ние относительно низких частот является существенным ограничением
ультразвуковой дефектоскопии и определяет невысокую, например по
сравнению с радиографией, пространственную разрешающую способность
метода. Обычно за меру разрешающей способности принимают мини-
мальное расстояние между двумя отражателями, при котором на экране
иа заданном уровне от максимумов этих сигналов они видны раздельно.
Последний называется уровнем разрешения и обычно составляет 6 дБ от
максимума наименьшего из 2-х сигналов.
Различают фронтальную (т.е. в плоскости фронта волны) и лучевую
42
Рис.3.11. Фронтальная разре-
шающая способность ультра-
звукового преобразователя.
(т.е. в направлении оси акустического пучка)
разрешающую способности.
Фронтальная разрешающая способность
измеряется минимальным расстоянием между
отражателями по фронту волны, которые на
данном уровне разрешения индицируются как
отдельные сигналы и целиком определяется
шириной ДН ПЭП (рис. 3.11). Чем /(11 уже, гем
фронтальная разрешающая способность выше.
Как было показано выше, если несколько от-
ражателей одновременно находятся в пределах
ДН на одном расстоянии, то отражение от них
происходит в одной фазе и они дают один
суммарный сигнал. Если же НЭП передвигать
вдоль цепочки, например из 2-х отражателей, то в этом случае один отража-
тель будет в пределах основпого,лепестка ДН, а второй за его пределами. В
э том случае соотношение фаз сигналов будет меняться и суммарный сигна л
будет вести себя как показано па рис. 3.12. Как видно при Lp = 9 мм наблю-
даются три максимума, а не два. Это може т привести к ошибке.
В дальней зоне фронтальная разрешающая способность прямых и на-
клонных ПЭП можно определит ь соответ с । вен но но выражениям
£p=0,7rk/a, и Lp=\,2rk/L
vj\cr- расстояние до дефекта; А.-длина волны; а - радиус ньезоэлемен га
ПЭП; L- размер ньезоэлемента в дополнительной плоскости.
У прямых ПЭП в пределах до четырех ближних зон
£р=(0,4ч-0,5)а.
Для раздельно-совмещенного ПЭП
Lp ~ к'1'1 г L/nd- cosrp,
где (р - угол схождения лучей.
Па рис. 3.13 показан уровень разрешения АЛ (т.е. отношения A,liax//lllHll)
для наклонных ПЭП при расположении плоскодонных отверстий и гори-
зонтальной плоскости.
Прицеленные данные свиде-
тельствуют, что признаки нали-
чия в дальней зоне нескольких
дефектов достаточно четко «про-
являются», когда расстояние
между дефектами превосходит
большую из величин; диаметр
преобразователя или расстояние
от дефекта, умноженное на отно-
шение длины волны ультразвука
к радиусу пьезоэлемента.
При контроле реальных из-
Рис. 3.12. Изменение фронтальной разрешаю-
щей способности прямого ПЭП в зависимости
от расстояния между отражателями.
43
2 4 6 В 12 14 16 Ь-р, мм
Рис. 3.13. Уровень разрешения наклон-
ного НЭП в горизонтальной плоскости
(2в = 2 мм; г = 85 мм): - 1) f= 1,8 МГц; 2а
= 18 мм; а = 50'; - 2) f = 2,5 МГЦ; 2а = 12
мм; а = 50°.
делим вследствие естественных на-
рушений рассмотренной геометрии
прозвучи ван им и пеидснтичности
дефектов эти соотношения не будут
точно соблюдаться. Поэтому фрон-
тальная разрешающая способность
в реальных условиях будет выше,
чем для моделей дефектов (т.е. L
- меньше).
Лучевая разрешающая способ-
ность определяется минимальным
расстоянием между отражателями,
эхо-сигналы от которых, на задан-
ном уровне разрешения, различаются на экране отдельно. Она определя-
ется длительностью зондирующего импульса Атмкс и толщиной контактно-
го слоя, в котором этот импульс может затягиваться.
Зондирующий импульс представляет цуг (т.е. короткая последователь-
ность) высокочастотных ультразвуковых колебаний, огибающая которого,
как правило, колоколообразной формы.
Длительность импульса зависит от конструкции генератора дефек-
тоскопа и от добротности акустического пакета, т.е. резонансных характе-
ристик «пирога» - иье.зопластипы зажатой между демпфером и призмой
(или протектором). Пространственная длина зондирующего импульса (в
/ = Ат
направлении движения волны) равна z 2 Х<’ где с - скорость волн.
Чтобы сделать короткий импульс, надо использовать демпфер с вы-
соким импедансом рС (например, смесь свинцовых опилок и эпоксидной
смолы или акрилоксида). Но при этом уменьшается амплитуда сигнала.
Поэтому на практике длительность зондирующего импульса обычно со-
ставляет 1,5-2,0 мксск. Соответственно пространственная длина импульса
у продольной волны составит / = 5-6 мм, а у поперечной / = 3-4 мм.
В амплитудной дефектомет-
рии при оценке, в частности,
координат, максимум амплитуды
сигнала обычно выводится на се-
редину экрана. При таких измере-
ниях фактически работает не весь
зондирующий импульс, а только
его средняя, наиболее интенсив-
ная часть, длительностью в 1,5-2
раза меньше.
Тем не менее, даже при
длительности Ат = 1 мксек про-
странственная длина зондирую-
Рис. 3.14. Лучевая разрешающая способ-
ность к придонному дефекту.
44
Рис. 3.15. Разрешающая способность временная характеристика ПЭП и дефектос-
копа.
щего импульса в стали составляет 5,9 и 3,2 мм для продольных и попереч-
ных поли соответственно.
Очевидно, что пространственную длину импульса Д/ необходимо учи-
тывать при оценке разрешения нескольких близко расположенных дефек-
тов, определении пеленгационной погрешности, в определении координат
и выделении сигнала от дефекта па фоне сигнала от конструктивного эле-
мента. Например, от подкладного кольца сварного шва.
Немаловажно, что лучевая разрешающая способность к двум примерно
равным дефектам выше (т.е. Д/ меньше), чем например к придонному де-
фекту. В этом случае сигнал от дефекта находится в «хвосте» значительного
по амплитуде донного сигнала и плохо разделяется па экране (рис. 3.14).
Но в принципе использование понятий фронтальной и лучевой разре-
шающих способностей весьма условно (академично). На практике почти
никогда не бывает небольших (по сравнению с шириной пучка ультразвука)
лежащих строго в одной плоскости или но одному лучу дефектов, которые
надо разрешать. Поэтому, фактически имеется симбиоз (объединение) упо-
мянутых эффектов. На рис. 3.15 показано, что два отражателя одновремен-
но попадают и в 6 децибельную зону каждой ДН и в зону пространственной
длины импульса Д/. Какой же критерий разрешения? Единственный общий
критерий - это временной. Т.е. разрешающая способность определяется
минимальным интервалом ATmin между двумя пиками сигналов одновре-
менно наблюдаемых на экране, между которыми есть провал на уровне 6
дБ (и больше) от амплитуды малого пика.
45
3.4. Особенности отражения ультразвука
от реальных дефектов
(>| раженпе ультразвука от реального дефекта э то загадка. 1} подавля-
ющем большинстве случаев неизвестны истинные размеры, конфигурация
отражающей поверхности (форма дефекта) и ее ориен тация.
Согласно принципа Гюйгенса каждая точка препятствия, па которую
падает волна от излучателя, становится вторичным источником iiepcnx'iy-
ценных ноли, которые нитерферпруют (складываются iю фазе и амплитуде
друг с другом).
При падении плоской волны па гладкую плоскую поверхность отражен-
ная волна также имеет плоский фро|гг, поскольку вес в торичные источники
находя тся в одной фазе (рис. .3.16а).
В зтом случае отражение происходит по законам геометрической опт и-
ки и, в частности, угол отражения ранен углу падения. В реальных условиях
ото наблюдается только при отражении от плоских поверхностей деталей,
листол, двугранных углов, песплавлеппй по кромкам и т.н. (рис. 3.166).
Если поверхность шероховатая, то времена падения плоской волны на
выпуклост ь и вогнутость будут различны, что
обусловливает временное смещение волн от
вторичных источников в этих участ ках но фазе.
Вследствие их интерференции волновой фронт
искажается и тем больше, чем больше высота
неровностей (Oh) на отражат еле и соотношение
СУц/Х. Такое поле, не подчиняющееся законам
геометрической акустики, называется диф-
ракционным. Если поверхность отражателя
а)
2Ь
Рис. 3.16. Формирование плоской волны от торца
гладкого отражателя и дифракционных волн от его
краев (конников) при нормальном падении - а); от-
раженное поле (ИР) от гладкого отражателя - 6) и
диффузное поле от шероховатого отражателя - в)
при наклонном падении.
46
Рис. 3.17. Условная схема механизма образования различных волн на одном и том же
дефекте: отра жение от «блестящей* точки (площадки нормальной падающему пуч-
ку) - а); диффузное отражение от шероховатостей поверхности - б); дифракционные
волны, в том числе и трансформированные, на кончике трещины - в), переизлученные
с кончика трещины волны образовавшиеся вследствие возникновения поверхностных
волн на дефекте - г);то же вследствие возникновения головных волн - д).
шероховата, ио статистически однородна (усталостная трещина), то отра-
женное поле называют диффузным (рассеянным) (рнс. 3.16в). Края дефек-
та являются вторичным источником и также формируют дифракционное
поле. Если волна озвучивает дефект под углами близкими к критическим,
то вдоль дефекта будут распространяться головные и/илп поверхностные
волны, которые, отражаясь от краев дефекта, будут также формировать
дифракционные ноля от них, нос временной задержкой! пропорциональной
величине дефекта. На округлых дефектах в результате этих процессов бу-
дут формироваться волны соскальзывания.
поэтому, индикатриса рассея-
ния от дефекта результат доволь-
но сложных волновых процессов.
В упрощенном виде ИР можно
представить в виде суперпозиции
(сложения) следующих воли:
1. Отраженных волн с плоским
фронтом от плоских гладких участ-
ков отражателя, например, неснлав-
ления по кромке разделки при про-
звучивании со стороны основного
металла.
2. Дифракционных волн от
неровных участков поверхности
отражателя.
3. Дифракционных волн от краев
(кончиков) отражателя (трещины,
непровары, несплавления и т.п.).
4. Дифракционных волн от кра-
ев вследствие трансформации на
Рис. 3.18. Отражение от плоскостного
гладкого - а) и шероховатого - б) отра-
жателя.
47
Рис. 3.19. Отношение
зеркальных сигналов
от шероховатой Аш и
гладкой Аг границ (а);
и амплитуд обратно-
го Аобр и зеркального
сигналов Аз при f =
2,5-1,8 МГц в зависи-
мости от величины
параметра Релея.
дефекте падающей волны с образованием головных и/или поверхностных
во. in распространяющихся вдоль дефекта или волн соскальзывания.
На рис. 3.17 показаны, искусственно разделенные для наглядности,
механизмы отражения от одного и того же дефекта. Интерферируя между
собой все эти волны формируют единую ИР,
Рис. 3.20. Индикатриса рассеяния реальной ус-
талостной трещины.
Что же определяет струк-
туру и форму ИР. Это размер,
конфи гурация, шероховатость
отражающей поверхности и
ориентация отражателя отно-
сительно направления прозиу-
чивания (ракурс озвучивания),
ракурс приема, ширина рас-
крытия, влияние стенок (гра-
ниц) расположенных вблизи
данного дефекта и т.н.
Различия в характере
отражения ультразвука и
формирования ИР у детерми-
нированных отражателей и реальных дефектов хорошо видны на простых
примерах.
На рис. 3.18а приведена схема отражения от плоскостного отражателя
(например прореза, выполненного электроискровым способом). Для про-
стоты рассуждений будем считать, что размер пропила 2Ь > Д ширины ос-
новного лепестка Д11 па уровне 6 дБ. Сигнал отражается только зеркально,
т.е. О' = 0 . Обратного отражения к ПЭП пет. Этой моделью описываются
непровары в корне X и К-образных швов, песплавлепия при контактной
сварке и трением.
На рис. 3.186 показано при тех же условиях отражение от трещины. В
ИР имеется компонента обратного отражения к ПЭП. Для реального де-
фекта все ИР различны как по ширине, так и по пространственной ориен-
тации оси ИР. Дефект выявляется только при тех положениях ПЭП, когда
отраженный сигнал максимален. Это так называемые «блестящие точки».
48
Рис. 3.21. Отражение от цилин-
дрического отражателя - а);
шлакового включения - б).
Рис. 3.22. Отражение от поверхностных де-
фектов - паза и зарубки - а);реальных - б).
При сканировании, регистрируя отдельные «блестящие точки», оператор
будет считать, что имеется несколько мелких дефектов, а не один крупный.
Величина обратной компонен ты или амплитуды обратного сигнала зависит
от величины шероховатости частоты и угла падения 0. В общем случае она
определяется величиной так называемого параметра Релея.
„ 1л _
Р„ =---er. cos0 .
R Л Л
Здесь Од - средняя высота неровностей профиля отражателя (рис. 3.16в).
На рис. 3.19 показаны характеристики ИР от величины параметра Релея.
Этот параметр критерий зеркальности отражения. Часто приближенно
принимают, что отражение зеркально, если О/, / А. < 3. Чем он больше, тем
ИР более широкая и многолучевая. Большинство трещин имеет параметр
Релея значительно больше 1. Поэтому они могут быть достаточно легко
обнаружены. Но это совсем не значит, что правильно идентифицированы
и измерены!
В то же время, большинство усталостных трещин имеют PR < 1 и прак-
тически не выявляются при контроле одним ПЭП.
49
Рис. 3.24. Отражение от бокового отверстия
- а) и шлакового включения - б), при проз-
вучивании под различными азимутальными
углами.
Рис. 3-23. Динамика изменения
амплитуды сигнала от бокового
сверления - а) и шлакового вклю-
чения - б).
На рис. 3.20 показано, как выглядят ИР в азимутальной плоскости (па
поверхности образца) от различных участков реальной слабо волнистой
усталостной трещины при нрозвучивании наклонным пьезоэлектрическим
преобразователем (ПЭП) а = 50°, f = 1,8 МГц. Хорошо видно, что ИР - мно-
голучевая, направление н амплитуда максимального отраженного сигнала
неопределенны.
При падении УЗ па цилиндр или сферу па их поверхности возникают
поверхностные и головные волны, которые нереизлучают скользящие вол-
ны принимаемые ПЭП (рис. 3.21а). В частности, на СО-2 можно видеть 2
сигнала от отверстия 0 6 мм. Второй сигнал - это принятые с задержкой
скользящие волны. Этот эффект можно использовать для оценки диаметра
полостей недоступных для прямых измерений. На реальном дефекте в силу
его неровной поверхности скользящих волн практически нет (рис. 3.216).
Наиболее опасные дефекты, в частности трещины, выходят на по-
верхность. На моделях трещин - пропиле и зарубке амплитуда сигнала
довольно строго зависит от размера h и, конечно, длины отражателя (рис.
3.22). В общем случае для реальных дефектов никакой зависимости ам-
плитуды сигнала от h нет. От очень большого заката в трубе может быть
маленький сигнал.
50
На рис. 3.23 показана динамика
изменения амплитуды сигнала А
при перемещении ПЭП вдоль шва.
Сигнал от бокового сверления (рис.
3.23а) остается стабильным. В случае
реального дефекта он меняется и даже
может исчезать совсем, что приведет к
неправильной оценке его длины (рис.
3.236).
При наклоне ПЭП па угол (в ази-
мутальной плоскости) сигнал законо-
мерно изменяется в случае модели и
случайно для реального дефекта (рис.
3.24). Это, кстати, является одним из
доказательств необходимости прово-
рота ПЭП в азимутальной плоскости
при сканировании.
Сигнал от модели дефекта при про-
звучивании с разных сторон одинаков.
Это никогда не наблюдается у реаль-
Рис. 3.25. Отражение от бокового от- пых дефектов. В среднем соотношение
верстия - а) и шлакового включения А^/А2 составляет ДЛЯ ТреЩИН 1,57;
-б) при прозвучивании с разных сторон це(1рОпарОВ 2,9, шлаковых включений
шва' 1,32 раза (рис. 3.25).
В сварных швах нет двух дефектов, которые бы одинаково отра-
жали ультразвук. Отличие в отражательных свойствах приводит к тому,
что дефекты разные по размеру и но конфигурации (форме) могут давать
отраженный сигнал равной амплитуды (рис. 3.26). Более того один и тот
Le Iil hi b_ hz t
I I I I I I I
Рис.3.26. Равносигналъные отражатели различного размера и формы (их эквивален-
тная площадь одинакова).
51
Рис, 3.27, Коэффициент G для расчета сигналов
от угловых отражателей в функции от угла
падения на поверхность объекта контроля (рас-
считанного по углу ввода) и отношения глубины
отражателя h к длине волны )\л
1 - h/k<1,5;2 - h/k=2,3; 3 - h/k=4,6; 4 - (g')~ X°°
же реальный дефект при
нрозвучивапии иод разными
углами (так называемый
ракурс озвучивания) будет
иметь совершенно различное
отраженное ноле.
Например. Если озвучи-
вать зарубку иод разными
углами, то ее эквивалентная
нлошадь (выраженная через
будет различна). На рис.
3.27 показана зависимость
коэффициента от
линейных размеров зарубки
и угла ввода (см.раздел 3.2).
Отсюда следует-, что для
получения воспроизводи-
мых результатов контроля
настройку чувствительности дефектоскопа и оценку качества необходимо
производить но сигналам отраженным не от реального дефекта, а от его
модели в виде отражателя строю определенной формы, величина которого
легко измеряется простыми инструментальными методами.
Проще всего отражательная характеристика этих дефектов может быть
выражена через площадь или диаметр плоскодонного отражателя, которую
11 аз ы вают э к в и вал е п тт । о й.
Т.е. под эквивалентной площадью (диаметром) дефекта понимают
площадь равносигнального плоскодонного отверстия, расположенного
на том же расстоянии, что и дефект.
52
ГЛАВА 4
АППАРАТУРА УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
4.1. Дефектоскопы
Ультразвуковой контроль сварных соединений является весьма специ-
фичной технологической операцией. Специфика определяется необходи-
мостью работы в цехе, в иоле, па монтаже в различных погодных условиях
(высота, ветер н т.н,).
Эго предъявляет особые требования к конструкции дефектоскопа и, в
частности, к его массе, габаритам, автономности пн шипя, простоте инди-
кации дефектов, ударостойкости и другим эксп.туа гацнонпы.м качествам. С
другой стороны, оператор-дефектоскопист должен надежно обнаруживать
дефекты и правильно оценивать их величину и степень допустимости для
данного изделия. Поэтому дефектоскоп должен иметь обязательный ми-
нимум функциональных блоков, позволяющий выполнить необходимые
операции.
Аппаратура ультразвукового контроля состоит из электронного блока
(собственно дефектоскопа), набора пьезо преобразователей, содержащих
ньезоэлементы для излучения и приема ультразвуковых колебаний, и раз-
личных вспомогательных устройств.
В основе всех методов звуковой и ультразвуковой локации лежит
использование, открытого французским физиком II.Кюри, физического
явления пьезоэлектричества. Существует большой класс природных
минералов н искусственных керамических .материалов (циркоиат-титанат
свинца ЦТС, титанат бария, ниобат лития и многих других) обладающих
пьезоэффектом.
Обратный пьезоэффект состоит в изменении линейных размеров крис-
талла ньезоматериала при помещении его в электрическом поле и, наобо-
рот, появлении на его поверхности электрических зарядов при изменении
линейных размеров (прямой пьезоэффект).
Наиболее сильным нье.зоэффектом обладают керамики, в частности,
ЦТС. Поэтому, ньезоэлементы из этой керамики в основном используются
в ультразвуковых пьезоэлектрических преобразователях (ПЭП).
Поверхности иьезоэлемента металлизированы и являются электро-
дами. При подаче на них электрического напряжения пластина изменяет
свою толщину вследствие обратного пьезоэлектрического эффекта. Если
напряжение зпакопеременно, то пластина колеблется в такт этим измене-
ниям, создавая в окружающей среде упругие колебания. При этом пластина
работает как излучатель. И наоборот, если пьезоэлектрическая пластина
воспримет импульс давления, то на ее обкладках вследствие прямого пье-
зоэлектрического эффекта появятся заряды, величина которых может
быть измерена. В этом случае пьезопластина работает как приемник.
53
Физику ньзоэффекта наиболее
просто понять па примере кристалла
кварца Х-среза.
Кристаллографическую структуру
кварца (8и)2) в плоскости чертежа
можно приближенно представить в
виде шестигранника, в вершинах ко-
торого расположены положительные
ионы кремния и отрицательные ионы
кислорода (рис. 4.1а). При сжатии в
направлении полярной осп х с силой F
кристалл деформируется и расстояние
между ионами н электродами изменя-
ется. Вследствие этого на электродах
Рис. 4.1. Схема возникновения в ячейке
кварца прямого и обратного пьезоэф-
фектов.
пластины возникнут индуцированные
заряды, знак которых совпадает со знаком ионов, ближайших к электроду
(рис. 4.16). По окончании действия силы вдоль оси х за счет упругой де-
формации происходит расширение пластины и на электродах появляются
заряды противоположного знака. При действии знакопеременных сил F
(колебательном движении) па электродах возникает переменное электри-
ческое напряжение (рис. 4.1в). При внесении кристалла в электрическое
ноле вследствие действия электростатических сил ионы притягиваются к
электродам с противоположным знаком, кристалл деформируется, созда-
вая упругие смещения Е в прилегающей среде (рис. 4.1г, д). Рассмотренная
модель сильно упрощена. Пьезоэлектрический эффект - сложное явление,
зависящее от пьезоэлектрических, диэлектрических и упругих свойств пье-
зоматериала.
Пьезоэлектрическую пластину выбирают такой, чтобы ее толщина d
была равна Хц/2 и собственная частота соответствовала частоте возбужден-
ных или принимаемых ультразвуковых колебаний, т.е. б?=А.п/2=сп/(2/о),
где и сп - соответственно длина волны и скорость звука в материале
пьезонластипы.
Пьезопластииа входит в состав
колебательного контура, в котором с
помощью генератора возбуждаются
высокочастотные колебания и в то же
время соединена с усилителем. Схема
Рис. 4.2. Схема электроакустического
тракта дефектоскопа.
54
электроакустического тракта дефектоскопа показана на рис. 4.2.
Пьезоэлемент 2 нагружен с одной стороны на изделие 4 (т.е. излучает в
пего ультразвук), а с другой - на демпфер 1. В иммерсионных и наклонных
искателях акустической нагрузкой является иммерсионная жидкость или
призма ПЭП. Акустический контакт пьезоэлемента со средой осуществля-
ется нс непосредственно, а через промежуточные тонкие слои: протектор и
контактная жидкость (масло, вода и т.н.). Па рис. показан один промежу-
точный слой 3.
Пьезоэлемеит электрически связан с генератором U„ и колебательным
контуром. Здесь показано последовательное соединение пьезоэлемента,
генератора и контура. В контур входит сопротивление R и индуктивность
L; емкостью кон тура С служит сам пьезоэлемеит. Когда ПЭП работает в
режиме приема, используется тот же колебательный контур, но генератор
U„ замыкается накоротко.
При расчете электроакустического тракта ставится задача достижения
оптимального сочетания трех основных характеристик: чувствительности,
полосы пропускания и стабильности акустического контакта (см.далее).
Ультразвуковой де<|хчсюскоп предназначен для генерирования импуль-
сов ультразвуковых колебаний, приема отражен пых сигналов, преобразова-
ния этих сигналов к виду, удобному для наблюдения их па дисплее (экране)
и управления дополни тельными индикаторами, а также для измерения ко-
ординат дефектов и сравнения
амплитуд сигналов.
Дефектоскопы делятся на
аналоговые и процессорные.
В состав последних входит
процессор (компьютер) для
управления системами самого
дефектоскопа и цифровой об-
работки информации, содер-
жащейся в сигнале.
Принцип работы аналого-
вого дефектоскопа поясняется структурной схемой, приведенной па рис.
4.3. К основным узлам функциональной схемы дефектоскопа относятся:
генератор зондирующих радиоимпульсов - 7; синхронизатор - 2; усилитель
- 3; автоматический сигнализатор дефектов - 4; глубиномер - 5, включая
генератор стробирующих импульсов; генератор напряжения развертки - 6’;
электронно-лучевая трубка - 7; блок питания - 8.
Генератор синхронизирующих импульсов (ГСП) вырабатывает пос-
ледовательность импульсов, которые синхронно запускают генератор
зондирующих импульсов, глубиномер и генератор напряжения развертки.
В качестве ГСП чаще всего используют автоколебательный блокппг-ге-
нератор или триггер. Частота следования синхроимпульсов обычно регу-
лируется в пределах 100...1000 Гц. Выбор частоты посылок зондирующих
Рис. 4.3. Функциональная схема ультразвуково-
го дефектоскопа.
55
импульсов определяется задачами контроля, размерами и геометрической
формой объекта контроля. Малая частота посылок ограничивает скорость
контроля, особенно в автоматизированных установках, но в этом случае
незначителен уровень шумов, возникающих при объемной реверберации в
объекте контроля. При повышении частоты посылок надежность обнару-
жения дефектов возрастает, яркость свечения экрана ЭЛТ увеличивается.
Однако возникает опасность попадания па рабочий участок экрана дефек-
тоскопа многократно отразившихся от стенок объекта кон троля сигналов
от предыдущего зондирующего импульса. Рекомендуемая частота посылок
при ручном контроле сварных швов 600...800 Гц.
Генератор зондирующих радиоимпульсов (ГЗИ) предназначен для по-
лучения короткого импульса высокочастотных электрических колебаний,
которые используются для возбуждения пьезоэлемепта. Основными эле-
ментами ГЗИ являются колебательный контур, ньезоэлемент, и электрон-
ная схема (ключ), обеспечивающая генерацию коротких импульсов.
Частота высокочастотных колебаний, заполняющих импульс, является
основной характеристикой дефектоскопа. Опа определяется параметрами
колебательного контура и резонансной частотой пье.чопластины.
Отраженные от дефекта импульсы упругих колебаний попадают па пье-
зопластииу и за счет прямого пьезоэффекта преобразовываются в пей в элек-
трические сигналы. Приемно-усилительный тракт дефектоскопа служит для
усиления этих сигналов и содержит предусилитель, измеритель амплитуд
сигналов (а ттенюатор), усили тель высокой частоты, детектор и видеоусили-
тель. Предусилитель обеспечивает электрическое согласование усилитель-
ного тракта с приемным преобразователем. Оп содержит ограничитель амп-
литуды, предохраняющий усилитель от воздействия мощного зондирующего
импульса, когда преобразователь включен но совмещенной схеме. При этом
сигналы небольшой амплитуды практически не искажаются.
В дефектоскопе предусмотрен специальный переключатель, с помощью
которого усилитель может быть непосредственно подключен к ГЗИ (при ра-
боте по совмещенной схеме) или отключен от него (при раздельной схеме).
Для измерения отношений сигналов на входе усилителя высокой часто-
ты имеется калиброванный делитель напряжения - аттенюатор, в котором
на переднюю цапель выведены проградуированные регуляторы с диапазо-
ном измерения 80...110 дБ. В настоящее время в основном используются
автоматические измерители амплитуды и координате цифровым выходом.
В большинстве дефектоскопов аттенюатор проградуирован в отрица-
тельных децибелах, т.е. численная величина отсчета в децибелах пропор-
циональна вводимому с помощью аттенюатора коэффициенту усиления.
При этом максимальному сигналу соответствует минимальный отсчет в
децибелах.
Усилители высокой частоты бывают двух типов: узкополосные и ши-
рокополосные. Первые обладают высокой помехоустойчивостью, большим
коэффициентом усиления (до 80...90 дБ) и более просты в изготовлении.
56
Однако применение узкополосных усилителей увеличивает габариты
дефектоскопа при необходимости работы в широком диапазоне частот.
Широкополосные усилители имеют коэффициент усиления на порядок
меньше, помехоустойчивость их ниже, но зато и габариты меньше.
Усиленные высокочастотные сигналы поступают на детектор, на нагруз-
ке которого выделяется однополярная огибающая радиоимпульса. Проде-
тектированпые сигналы поступают на видеоусилитель с коэффициентом
усиления 20...30 дБ. Видеосигналы подаются на экран электронно-лучевой
трубки и схему автоматической сигнализации дефектов, предназначенную
для фиксации с помощью звукового или светового индикатора сигналов,
превышающих заданный пороговый уровень.
Для получения дополнительной информации о дефекте, например о
фазе отраженного сигнала, в некоторых дефектоскопах предусмотрен вы-
ход патрубку недетектированного сигнала.
Для того чтобы подавить на экране реверберационно-шумовые помехи
в начале развертки или выровнять чувствительность по глубине, в уси-
лительном тракте предусмотрена схема временной регулировки чувстви-
тельности (ВРЧ). Эта схема вырабатывает импульс определенной формы
(чаше всего экспоненциальный), который подается па усилитель высокой
частоты, запирая его непосредственно после излучения зондирующего
импульса и изменяя коэффициент усиления во времени. Длительность,
амплитуда и форма импульса ВРЧ могут регулироваться в зависимости
от задач контроля. В целях выравнивания чувствительности к равным от-
ражателям, залегающим на различной глубине, закон изменения усиления
должен быть обратным закону уменьшения амплитуды отраженных сиг-
налов, вызванного затуханием ультразвука и расширением пучка но мере
увеличения расстояния.
Генератор напряжения развертки служит для формирования пилооб-
разного напряжения, необходимого для получения линии развертки па
экране электроннолучевой трубки, а также импульса подсвета для увеличе-
ния яркости изображения во время прямого хода луча.
Импульсы пилообразного напряжения положительной и отрицатель-
ной полярности с выхода генератора подаются на горизонталыго-откло-
пяющие пластины электронно-лучевой трубки, формируя так называемую
развертку А. При этой развертке положение сигнала па линии развертки
пропорционально времени распространения ультразвука в акустическом
тракте, а амплитуда сигнала пропорциональна площади отражателя.
13 дефектоскопах обычно предусмотрены плавная регулировка длитель-
ности развертки и ступенчатые диапазоны длительности, выбор которых
производят в зависимости от толщины изделия.
Глубииомернос устройство служит для определения координат дефек-
тов и толщины изделия путем измерения интервала времени между момен-
тами излучения зондирующего импульса и приходом отраженного сигнала.
Стробирующий импульс (строб-импульс) подается на вертикально откло-
57
няюшие пластины электронно-лучевой трубки и наблюдается на экране
в виде прямоугольного импульса положительной полярности. Передний
фронт этого импульса и является меткой глубиномера. Плавный регулятор
глубиномера проградуирован в миллиметрах.
В качестве Дисплея в аналоговых дефектоскопах используется элект-
ронно-лучевая трубка. Она служит для визуального наблюдения эхо-сигна-
лов, определения расстояния до дефектов и измерения амплитуды.
Дефектоскопы общего назначения обычно снабжены дублированной
системой питания от сети и автономной от аккумуляторной батареи. Де-
фектоскоп имеет выход синхронизация для работы других измерительных
приборов и может быть засипхропизирован внешним источником. Кроме
того, имеются выходы с видеоусилителя для аналоговой регистрации ре-
зультатов контроля на самописце и со схемы ЛСД для использования в
автома тических устройствах с альтернативной (больше - меньше) оценкой
качества.
Придаваемые к дефектоскопу вспомогательные устройства призваны
облегчит ь труд оператора и повысить достоверность контроля. К ним от-
носятся магнитные держатели, обеспечивающие надежный акустический
контакт с изделием, ограничители перемещения в околошовпой зоне, при-
способления для симметричного одновременного перемещения преобразо-
вателей для контроля ио схеме « тандем» и др.
Аналоговые дефектоскопы, к сожалению, не освобождают оператора от
многих операций, в том числе, от таких, как вы числение эквивалентной пло-
щади и оценку допуст имости дефекта. Поэтому, сейчас они дорабатывают
свой век.
Принципиально новые
возможности даст применение
цифровой техники. Создание
мощных процессоров малых
размеров обеспечило актив-
ное совершенствование всей
дефектоскопической техники,
в том числе н ультразвуковых
дефектах копов (рис. 4.4).
11роцессорные дефектос-
копы имеют те же основные
функциональные блоки, что
и аналоговые, но управление
которыми осуществляется на
Рис. 4.4. Ультразвуковой дефектоскоп УДЦ-
20111 ЦНИИТМАШ.
программном уровне.
Наибольшее разви тие получили процессорные дефектоскопы со вс тро-
енным процессором и заданным программным обеспечением. Такой подход
позволяет максимально уменьшить габариты прибора, упростить управле-
ние и при этом обеспечить высокие прочностные и другие эксплуатацион-
58
ныс качества, необходимые при ручном контроле.
Большинство процессорных дефектоскопов работают примерно в одном
частотном диапазоне от 1,25 до 10 МГц; имеют плоский дисплей с отобра-
жением цифровой и видеоинформации (режим полиэкрана); герметичную
клавиатуру прямого доступа; не менее 2-х стробов АСД регулируемых но
временному положению, длительности и амплитудному уровню; сопря-
жение с внешним компьютером через стандартную интерфейсную шину
RS-232; комбинированное питание: сетевое и от аккумуляторной батареи;
противоударный корпус и др.
Применение процессорных дефектоскопов кардинально облегчает
труд и снижает психофизиологическую нагрузку па оператора, посколь-
ку освобождает его от большинства измерительных операций; повышает
производительность контроля за счет резкого сокращения (и десятки раз)
времени на настроечные операции при переходе с одного объекта па другой
и, самое главное, повышает достоверность контроля. Последнее, в первую
очередь, определяется новыми возможностями, такими как: автоматичес-
кое измерение амплитуды, эквивалентной площади, 3-х координат дефекта
(по лучу, глубине и но поверхности), несколько с I роб-им пульсов, меню
для настройки параметров, временная регулировка чувствительности ио
нескольким законам, экспериментальное построение и заполнение ДАК
кривых (дистанция, амплитуда, корректировка) но 6-8 отражателям на раз-
ном расстоянии, заморозка он нала, память кадра (запоминание картинки
на экране и комментариев к ним), текстовый редактор с записной книжкой,
инструкциями и возможностью введения в намять и извлечения из нее
параметрон настроек для контроля до 128 различных объектов, архивиро-
вание результатов контроля и многое другое.
В одной из последних конструкций западных дефектоскопов для конт-
роля рельсов введена система
определения координат дефекта
через спутник. При этом пог-
решность нс превышает 1,0 м.
Кроме того, применение циф-
ровой техники позволило нред-
ставлять результаты контроля
не только I! виде развертки тина
/1, па которой сигналы отобра-
жаются в прямоугольной систе-
ме координат амплитуда-время,
Рис. 4.5 Ниды разверток на экране дефектос-
копа: а сканирование изделия (ПЭП указан
стрелкой) изображение в плоскости рисунка
развертка Д; б - развертка типа А; в - раз-
вертка типа В (справа развертка типа Л); г
- развертка типа С.
но н в цвете, в форме отображения поперечного сечения шва (й развертка);
сечения в плане, параллельного поверхности сканирования (С-развертка);
поперечного сечения, нериендпкулярно|т> к поверхности сканирования и
перпендикулярного к проекции осн ультразвукового пучка иа поверхность
сканирования, т.е. вертикальное сечение вдоль оси шва (Д- развертка) (рис.
-1.5).
59
Одним из основных не-
достатков ультразвукового
контроля традиционным
ручным методом является
то, что после него не остае тся
объективных документов
(дефсктоптамм), но которым
можно было бы контроли-
ровать работу самих опера-
торов. Это обуславливает
зависимость оценки качества
шва от квалификации, психо-
физиологического состояния
и условий работы оператора.
Рис. 4.6. Общий вид восьмиканальной автомати-
зированной установки УВЦ-1 ЦПИИТМЛШ.
Инымц словами, можно констатировать, ч то достоверность ручного кон троля
почти целиком определяется персональной надежностью оператора. Поэтому
очевидна необходимость автоматизации ультразвукового контроля.
Развитие автоматизации ультразвукового кон троля идет но пути мно-
гофункциональности и роботизации операций сканирования и измерения.
Быстродействующие средства контроля создаются па основе применения
цифровых методов обработки многомерного сигнала, а также многокапаль-
ных акустических систем с одновременным пли комму тируемым действи-
ем (рис. 4.6). В координатах
амплитуда, частота, время
строятся двух- и трехмерные
изображения акустических
полей, ч то позволяет оцени-
вать топкую структуру отра-
жающей поверхности.
Механизированное
Рис, 4.7. Голографическая установка «Авгур*.
сканирование позволяет об-
лепить груд оператора, исключить ошибки, связанные с несоблюдением
регламента сканирования при поиске дефектов, а в некоторых случаях даже
повысить общую производительность контроля (с учетом подготовитель-
но- вспомогательных операций).
Принципиально новый уровень возможностей ультразвукового кон троля
- это голографические и томографические системы, позволяющие реконс-
труировать ,3-х мерное изображение дефекта, например «Авгур» (рис. 4.7).
Такне системы с когерентной обработкой сигнала могут работать при
очень маленьких уровнях сигнала н значительном уровне помех (например
структурная реверберация), что делает их незаменимыми для экспертной
оценки качества швов, когда стоимость ремонта очень высока (например,
сварные швы трубопроводов 1-го контура на АЭС).
Реконструированное (голографическое) изображение может быть до-
60
кументировапо и детально проанализировано в любое время с использова-
нием сервисных программ, в том числе и для слежения за ростом трещины
при мониторинге.
Очень перспективна для ультразвукового контроля сварных соеди-
нений значительной толщины вычислительная томография. В основе ее
лежит принцип прозвучивания сфокусированным ультразвуковым лучом
исследуемого слоя контролируемого изделия под различными ракурсами
в сотнях направлений, измерений амплитуд отраженных и прошедших
сигналов и реконструкции изображения по массиву измеренных данных.
Томография позволяет получи ть изображение сечения объекта но всей глу-
бине. Портативный томограф СК-1 создан в МГТУ им. Наумана.
Большие проблемы возникают при контроле крупнозернистых матери-
алов, в которых очень велик уровень шумов по сравнению с полезным сиг-
налом от дефекта. Это и электрошлаковые сварные швы заготовок роторов
турбин толщиной до 1700 мм, стальные и чугунные литые конструкции,
аустенитные сварные швы и многие другие. Стандарт пая ультразвуковая
аппаратура, даже при переходе на низкие частоты, не позволяет решать чти
проблемы.
Принципиально повысить соотношение полезный енгпал/шум может
применение специальных методов генерирования и обработки получен-
ного сигнала. В частности, в активно разрабатываемых специальных уль-
тразвуковых дефектоскопах ври меняются фазоманинулпрованные зонди-
рующие сигналы, синфазное накопление, квадратичная н корреляционная
обработка сигналов и др. Созданные па этой основе приборы обеспечивают
проведение дефектоскопии многослойных конструкций с очень большим
затуханием, неоднородных по акустическим свойствам и т.н.
4.2. Ультразвуковые преобразователи
Для возбуждения и приема ультразвуковых колебаний используют
ультразвуковые преобразователи (ПЭП). Различают следующие основные
виды преобразователей: прямые, излучающие в контролируемое изделие
продольные волны нормально к поверхности, и наклонные, с помощью
которых в изделии возбуждаются поперечные, поверхностные, нормальные
и продольные волны. Но конструкции преобразователи подразделяют па
совмещенные, у которых один ньезо.элеменг служит излучизелем и при-
емником, и раздельно-совмещенные (PC), имеющие дна пьезоэ.темента
(излучатель я приемник) в одном общем корпусе.
С позиций направленности ноля излучения ПЭП классифицируются
на плоские (поршневые), у которых ньезонластина плоская; фокусирую-
щие, обеспечивающие сужение поля в заданной локальной зоне вдоль оси;
широкопаправлениые веерные, формирующие диаграмму направленности
близкую к I I-образной с резким переходом на границе снег-тень.
С позиций ширины полосы рабочих частот выделяют узкополосные
ПЭП, у которых ширина полосы меньше одной октавы, и широкополосные.
61
у которых ширина полосы
пропускания больше одной
октавы (отношение макси-
мальной и минимальной
частот па уровне 0,5 больше
Двух).
Число пьезоэлементов
в ПЭП также является
классификационным
признаком (одно-, двух- и
многоэлементные). Обыч-
но многоэлементпыс ПЭП
назы ваются акусти чески м я
системами, или матрицами.
К последним также отно-
сятся .ПЭП в виде фа.зоун-
равляемых, или как их чаще
пазы ва ю г фаз 11 р< >на иных,
решеток, формирующих
зада । и । у ю направленность
акустического воля (напри-
мер, изменение угла ввода)
за счет последовательного
возбужден ня 11 ьс.я>эл сме11 -
тов но выбранному времен-
ному закону.
По способу расположе-
ния электрода относительно
пьезоэлемента различают
ПЭП с контактным элек-
тродом и бесконтактным
(разнесенным). В послед-
нем случае возбуждение
11 ьезоэл см е и та (>су шествия-
ется через зазор, заполнен-
ный диэлектриком.
По динамике сканирова-
ния выделяют ПЭН н акус-
тические системы с фикси-
рованным и переменным
углом ввода (качающийся
луч), регулируемым автома-
тически или вручную.
Ультразвуковые волны
Рис. 4.8. Конструкция основных типов УЗ-преоб-
ра.зователей.
62
мегагерцевого частотного диапазона не проходят через воздух. Поэтому,
между рабочей поверхностью ПЭП и объектом контроля создается жид-
кая прослойка - акустический контакт. В основной массе применяются
контактные ПЭП, у которых толщина контактного слоя меньше длины
волны. У ПЭП с щелевым контактом толщина слоя воды составляет 0,5-1
мм; ПЭП иммерсионные работают в иммерсионной ванне, где слой воды
значительно больше ближней зоны и составляет десятки миллиметров.
Преобразователь является сложным электроакустическим прибором,
состоящим из следующих основных элементов: пьсзоэлсмспта - 7; протек-
тора (защитного донышка) - 2, демпфера 3, корпуса 4, призмы наклонного
преобразователя 5, токонодвода - 6; акустического и электрического экра-
нов 7 и 8 (рис. 4.8).
Для защиты пьезопластипы в прямых ПЭП от повреждения к ней с ра-
бочей стороны приклеивают керамическое донышко - протектор. Часто ис-
пользуют протекторы из смеси эпоксидной смолы с ферровольфрамом или
акрилоксида. Опп легко изготавливаются (путем заливки), по быстрее из-
нашиваются. В раздельио-совмещеипых и наклонных ПЭП пьезопластина
приклеивается к акустической задержке - призме, изготовляемой обычно
из оргстекла. С нерабочей стороны пьезопластипы приклеивают демпфер
из материала с большим акустическим coiipoi ивлением и коэффициентом
затухания (например, взвесь ферровольфрама или сурика в эпоксидной
смоле). Демпфер способствует гашению свободных колебаний пьезоплас-
типы и уменьшению длительности зондирующего импульса. В наклонных
и раздельно-совмещенных преобразователях демпфер обычно выполняется
из пробки или асбеста и служит только для звукоизоляции от других дета-
лей преобразователя.
Призма в наклонном ПЭП создает наклонное падение продольных воли
на границу раздела е изделием. На этой Гранине происходит трансфор-
мация волн, в результате чего в изделие вводится требуемый тип волны,
определяемый углом падения и соотношения скоростей звука в призме и
изделии по закону Снеллиуса.
В раздельно-совмещенных прямых ПЭП призмы выбираются с углом
5...10" и служат акустическими задержками, ч го позволяет минимизировать
мертвую зону.
Разработаны и применяются PC-ПЭП без задержек (призм), а также с
кварцевыми задержками, последние используются при конiроле изделий с
температурой до 600°С.
PC-ПЭП широко применяется при контроле сварных щвровых соеди-
нений н стыковых соединений со снятым усилением шва. Кроме того, их
используют для обнаружения расслоений в листах и дефектов пайки.
Максимальная амплитуда достигается, когда дефеь i находится пример-
но в точке пересечения акустических осей. Зона максимальной чувстви-
тельности соответствует зоне пересечения основных лепсс1ков диаграмм
направленности иьезоэлементов.
63
Для объективного контроля качества необходимо, чтобы средствами нераз-
рушающего контроля обеспечивались единство и воспроизводимость его ре-
зультатов. Поэтому основные характеристики преобразователя нормируются.
Коэффициент преобразования определяется соотношением между вза-
имосвязанными акустическими и электрическими величинами.
Вследствие обратного пьезоэффекта при подаче на пьезоэлемеит элек-
тромагнитных колебаний напряжением Ur он будет излучателем упругой
энергии с амплитудой акустического давления Ро. Коэффициент преоб-
разования при излучении А), = P„/Ur. В режиме приема в случае падения
па пьезоэлемеит акустической волны амплитудой Рп на обкладках пьезо-
элемента возникнет напряжение (/„. Коэффициент преобразования при
приеме Кп = Un/P„. Если преобразователь совмещенный, т.е. один нье.зоэле-
мент работает как излучатель н приемник, то он характеризуется двойным
коэффициентом преобразования по
напряжению:
к=ад„ =
Аналогично выражение для коэф-
фициента преобразования но гоку.
Амплитудно-частотная характе-
ристика (АЧХ) определяет изменение
величины коэффициент преоб-
разования от часгот|,। 1. В качестве
параметров АЧХ принимают следу-
ющие величины: рабочую частоту Г,
соответствующую максимуму АЧХ;
в
Рис. 4.9. Сравнение формы эхо-сиг-
налов у наклонного ПЭН WSY-70-4: а
- со сплошной пьезопластиной; б - с
мозаичной пьезопластиной из метан-
нобата свинца; в - конструкция пье-
зопластины.
полосу пропускания А/ = /) - />, где
/) и ./а _ частоты, при которых АЧХ
ниже максимальной на 3 дБ (0,707)
при излучении либо на приеме или па
6 дБ (0,5) в режиме двойного преобразователя. У обычных преобразовате-
лей добротность Q=//A/= <8...10. У специализированных широкополосных
преобразователей Q = 0,5...2.
Реверберационно-шумовая характеристика (РШХ) - зависимость ам-
плитуды реверберационных шумов
преобразователя от времени - ха-
рактеризует возможность выявления
дефектов, расположенных вблизи
поверхности («мертвая зона»), и и.з-
меряется длительностью Тр от начала
развертки при заданном коэффициен-
те усиления дефектоскопа. РШХ за-
висит прежде всего от коэффициента
затухания волн в демпфере и призме.
С целью уменьшения РШХ примсня-
Рис. 4.10 Схема фазированной решетки.
64
ют раздельно-совмещенные прямые и наклонные преобразователи.
Выбор ПЭП определяется конструкцией сварного соединения, наибо-
лее вероятным местоположением и ориентацией дефекта, наличием лож-
ных сигналов и т.п. Поэтому промышленностью выпускаются различные
тины ПЭП.
Для снижения уровня собственных реверберационных шумов в пьезо-
элементе, формирования ЛЧХ заданного вида с достаточно большими ко-
эффициентами преобразования, все шире стали использоваться мозаичные
(матричные) апертуры (рис. 4.9).
В мозаичном ПЭП пьезонластипа прямоугольной формы толщиной d
стандартных размеров поделена на квадратные элементы с помощью узких
надрезов (0,1 мм) па глубину 0,8с/. Надрезы заполнены звукопоглотителем
(эпоксидные или акрильпые смолы) с заданным импедансом и высоким
коэффициентом затухания ультразвука.
Мозаичные композитные ПЭП имеют достаточно высокий коэффици-
ент преобразования, низкий уровень реверберационных шумов, широкую
полосу пропускания, низкое значение акустического импеданса н механи-
ческой добротности, что делает их весьма nepciicKi явными для промыш-
ленного использования.
В последнее время все шире с тали применяться ПЭП в виде фазирован-
ных решеток (рис. 4.10).
Решетка в своей основе - большая (длиной до (>() мм, шириной 12+20
мм)) пьезонластипа разделена па отдельные элементы (до 128) путем
разрезки моноли та па небольшие элементы. Эти элементы могут бы ть пос-
ледовательно, параллельно или комбинированно возбуждены но заданной
программе сигналами с электронным управлением. Для создания волново-
го фронта в выбранном направлении зондирующие сигналы соо тве тственно
задерживаются, ч то соо тветс твуе т, например, временной задержке в призме
наклонного ПЭП.
Возбуждая каждый элемент фазированной решетки но заданным зако-
нам, можно управлять шириной диаграммы направленности, качать луч
относительно оси апертуры па любой угол; излучать и принимать фазо-
манипулированпые и другие сложные сигналы; а, применяя современные
методы их оптимальной обработки, резко повысить чувствительность и
достоверность контроля при прозвучпванпп слоистых пластиков, аусте-
нитных сварных швов, лит ья, железобетонных конст рукций и т .п.
Существующие сегодня решетки хорошо работают только на плоских
гладких поверхностях, где обеспечивается одинаковый акустический кон-
такт под всеми элементами решетки. Нарушение контакта, ч то неизбежно
при контроле большинства объектов, приводит к искажению формируемо-
го поля и снижению достоверности получаемой Н1|формашш. Хотя поло-
жительные сдвиги здесь есть.
Рабочая частота ПЭП определяется толщиной контролируемого соеди-
нения и коэффициентом затухания в материале. Праю ическп установлено,
65
что для соединений толщиной 4... 15 мм оптимальный диапазон рабочих
частот составляет 4...5 МГц, для соединений толщиной 16...40 мм - 2,5 МГц,
для соединений толщиной 41...100 мм - 1,8...2 МГц. Эти значения в каждом
конкретном случае могут уточняться в зависимости от состояния поверх-
ности изделия, требуемого уровня чувствительности и т.д. Для обеспечения
воспроизводимых результатов контроля, выполненного разной аппара-
турой, необходимо, чтобы отклонение рабочей частоты от номинального
значения нс превышало 10... 15%.
Для контроля сварных соединений трубных конструкций малого диа-
метра (обычно до 150...200 мм) контактная поверхность призмы наклонного
ПЭП должна притираться но диаметру трубы. Это обеспечивает большую
стабильность акустического контакта и воспроизводимость результатов.
Если дефектоскоп, являясь универсальным прибором, может быть
практически использован для контроля любой продукции, то вариации в
геометрии и типоразмере шва требуют применения различных ПЭН. Пол-
ная унификация здесь невозможна.
Особенно сложные задачи стоят в создании НЭП для контроля сварных
швов .малой толщины 3...5 мм. Необходимо предельно локализоват ь пучок,
чтобы исключить ложные сигналы, вызванные отражением от усиления
шва.
Впервые предложенные в МГГУ им.Баумана специализированные раз-
дельно-совмсщсииыс хордовые ПЭП для контроля сварных швов трубоп-
роводов диаметром 28...67 мм решают з гу задачу.
Принципиальной особенностью хордовых НЭП является озвучивание
дефекта горизонтально поляризованной SII (по отношению к плоскости
дефекта) нерасходящейся поперечной волной.
Основным преимуществом применения SH-волн, в отличие от SV-волн,
является независимое ) ь ьоаффинш н la отражения их от угла падения па
плоский отражатель.
Высокую чувствительность
и удовлетворительную РШХ
имеют наклонные ПЭП типа
ПКП конструкции ЦПИИТ-
MALII. Эго достигнуто за счет
Рис. 4.11. Общий вйб иаклоииыл преобразовате-
лей типа ПКН ЦНИ^ТМАШ.
оптимизации геометрпл при-
змы и введения согласующих
слоев между нье.зоэлсмсигом,
призмой и демпфером. «Мертвая зона» таких ПЭП может составлять всего
0,5...1 мм (рис. 4.11 )•
Во многих случаях очень полезную дополнительную информацию о
дефекте дает нрозвучиванпе иод различными углами ввода. Автором раз-
работаны ПЭП типов ИЦ-52, ПРЦ-1, ПРЦ-2 с регулируемым углом ввода
па частоту 1,8; 2,5 и 5 МГц. Они состоят всего из двух деталей: призмы И
поворотной вставки, в которой размещен ньезозлемепт. Сопрягающиеся
66
Рис. 4.12. Преобразователь с изменяемым уг-
лом ввода типа ИЦ-52.
конусные поверхности призмы
и вставки обеспечивают хо-
роший акустический контакт
между собой и простое фикси-
рование заданного yuia ввода
(рис. 4.12).
Учитывая то, что дефекты
имеют различную ориентацию
но азимуту, для повышения
достоверности при ручном
контроле целесообразно, а при механизированном обязательно, примене-
ние ПЭП со сканированием луча В азимутальной плоскости. В веерных
ПЭП используется выпуклая но цилиндру пьезонластина, радиус кри-
визны которой находится в дополнительной (азимутальной) плоскости.
Соотношение размеров пьезонластииы и радиуса кривизны выбрано таким,
чтобы диаграмма направленности в азимутальной плоскости имела резкий
переход на границе света и тени. Это необходимо, чтобы уменьшить уро-
вень ложных сигналов от отражателей за пределами необходимой зоны
озвучивания. Диаграмма направленности такого поршневого излучателя в
дальней зоне не имеет интенсивных боковых лепестков и характеризуется
Рис. 4.13. Диаграммы направленности в азимутальной плоскости (а) веерного ПЭП
(а = 50’; f = 1,8МГц;радиус пластины R = 50мм;размер 24x20мм). Изменение ампли-
туды от ненаправленных отражателей, измеренное по схеме рис. 3.6, в зависимости
от параметров ПЭП - 6; 1 - теоретическая; 2 - экспериментальная; 3 - диаграмма
ПЭП с плоским пьезоэлементом тех же параметров.
67
равномерной чувствительностью в пределах заданного апертурного угла
(рис. 4.13).
Они обеспечивают равновероятное обнаружение дефектов в пределах
.заданного сектора обзора при минимальном уровне помех по направлению
вторичных лепестков диаграммы направленности.
Естественно, веерные ПЭП не позволяют точно определить местопо-
ложение дефекта по длине шва, а только зону, где он находится. По зато
позволяют осуществлять сканирование с орюгональпой ориентацией луча
ко шву бе.з нроворотов его но азимуту. Координаты уже обнаруженного де-
фекта .должны уточняться ПЭП с ост рой диаграммой направленности.
Основным типом ПЭП, излучающим поверхностные волны, является
призматический, у которого угол в призме равен второму критическому.
Наиболее эффективны такие ПЭН, у которых стрела нри.змы уменьшена
па 3 мм но сравнению с номинальным значением определяемом конструк-
цией.
Недостатком всех рассмотренных преобразователей является пеобхо-
Рис. 4.14. Возбуждение волн различного типа ЭМЛ-преобразователем: а - попереч-
ных; б - продольных; 1 - плоская токовая катушка; 2 - ярмо; 3 - обмотка электро-
магнита^- изделие.
димость создания жидкостного акустического контакта между преобразо-
вателем и контролируемым изделием.
Бесконтактные методы возбуждения ультразвуковых волн расширяют
возможности контроля при больших скоростях, температурах, вибрациях и
т.н., когда по технологии применение кон тактных жидкостей недопустимо.
Наиболее аффективны для этой цели электромагнитно-акустические пре-
образователи (ЭМА), возбуждающие продольные или поперечные волны
непосредственно в изделии. ЭМА-преобразователь состоит из плоской
катушки, расположенной параллельно поверхности с небольшим зазором,
и мощного электромагнита (рис. 4.14). При пропускании через катушку
переменного высокочастотного тока 1Н в результате взаимодействия вих-
ревых токов с магнитным полем возникает электродинамическая сила F,
определяющая смещение частиц среды, т.е. возбуждаются акустические
волны. ЭМА-преобразователи успешно используют для толщинометрии
68
и дефектоскопии листа и рельсов. Однако для контроля сварных швов их
чувствительность мала. Существуют лазерные, искровые и другие методы
возбуждения акустических волн. Однако на практике их не применяют,
поскольку еще не найдены эффективные методы, обеспечивающие бескон-
тактный прием волн.
С целью унификации ПЭП но тинам и конструкции в ГОСТ 26266-90
введена структура их условного обозначения в виде буквенно-цифрового
кода, состоящего из пяти групп.
В первой группе цифра 1- обозначает, что ПЭП работает в кон тактном
варианте; 2 - в иммерсионном; 3 - в контактно-иммерсионном; 4 - бескон-
тактный.
Во второй группе цифра 1 - обозначает, что ПЭП прямой; 2 - наклон-
ный; 3 - комбинированный.
В третьей группе 1 - совмещенный; 2 - раздельно-совмещенный; 3
~ раздельный.
В четвертой группе буква// означает, что ПЭП имеет неплоский пьезоэ-
лемепт (для плоских буква не пишется); Ф - фокусирующий (для нефоку-
сирующих буква не пишется).
В пятой группе указываются: поминальная частота, угол ввода (по
стали); порядковый номер; а также какие-либо дополнительные характе-
ристики.
Пример: контактный ПЭП, наклонный, совмещенный, номинальной
частотой 2,5 МГц, углом ввода 45°, порядковый номер данной модели (.за-
водской) П 121-2,5-45-078.
Большинство разработчиков ставят па шильдике ПЭП свои обозна-
чения или логотипы. Например, в ЦНИИТМАШе выпускаются ПЭП на
шильдике которых имеется обозначение ПКН-5,0-70, но тип его по ГОСТу
11121-5,0-70.
4.3. Средства и методы для повышения стабильности
акустического контакта
Ультразвуковой контроль - контактный метод. Это его главный не-
достаток, над преодолением которого непрерывно работают ученые всех
стран.
Качество акустического контакта (или акустическая прозрачность
зазора между ПЭП и поверхностью изделия) во многом определяет чувс-
твительность дефектоскопа к дефектам, степень ее стабильности на разных
участках изделия и зависит от следующих факторов: толщины контактного
слоя и коэффициента затухания в нем; акустического согласования акус-
тических сопротивлений всех контактирующих сред; качества обработки
поверхности; характеристиками смачиваемости рабочих поверхностей кон-
тактной жидкостью; сплошности контактного слоя (т.е. полнотой заполне-
ния зазора контактной средой) (рис. 4.15).
Все изложенное обусловливает важность учета потерь чувствитель-
69
Рис. 4.15. ПЭП для контроля
по грубой поверхности: а
- с эластичной диафрагмой
ИЦ-31; б - с эластичным
скользящим протектором
ИЦ-15; в - с локальной ван-
ной и (мобилизацией уровня
вооы; г - с капиллярными
каналами конструкции
УООРГРЭС; д - с микроло-
кальной ванной ИЦИ-2; 1
- пьезоэлемент; 2 - вода; 3
- резиновая диафрагма; 4
- контролируемое изделие;
5 - призма; 6 - протектор;
7 - герметичная емкость;
8 - капиллярный канал; 9
- накладка; 10 - контакт-
ная жидкость.
пости в контактном слое. Для этого на практике необходимо соблюдение
следующих iреноваций:
I) качеств поверхности контролируемого изделия должно строго
регламентироваться. Для большинства сварных соединений толщиной до
20 мм допустимо вести контроль по катаной поверхности, очищенной от
брызг расплавленного металла и окалины. Однако, околошовиая зона швов
толщиной более 20 мм должна зачищаться механическим путем и соответс-
твовать обработке не ниже R/. 40 мкм по ГОС Т 2789-7.3 с изм.;
2) качеспю иоверхнос1ей иеныlatejibiioiо образца, по которому произ-
водится настройка чувствительности, и кон гролируемого изделия должно
быть идентично;
3) оптимальное давление па ПЭП при сканировании - 15 Н (— 1,5 кГс).
С целью повышения достоверности автоматизированного и механи-
зированного контроля применяются специальные методы и устройства,
обеспечивающие контроль качества акустического контакта в процессе
сканирования.
Ручной контроль, осуществляемый дефектоскопом общего назначения
не содержащего специальных устройств для автоматического контроля ка-
чества контакта, может предусматривать только процедуру параллельного
измерения параметров неровностей, в принципе, одним из методов: орга-
нолептическим сравнением поверхности изделия и образца; сравнением
70
ампли туды донных сигналов в образце и изделии; измерением неровностей
прибором профилографом.
Установлено, что органолептический метод (т.е. визуально и на
ощупь) дает ошибки до 6 дБ даже у очень опытных операторов III уровня.
Причем, как правило, в сюроиу занижения чувс1ви1ельнос1и, т.е. дает ие-
добраковку. Второй метод сопряжен с техническими |рудпостями и нашел
весьма ограниченное применение. Третий способ принципналицо не годен,
поскольку, чтобы оценивать реальнуюакусiическу1о прозрачное! ь кошак-
тиогослоя, парамечры неровное гей необходимо нимеря i ь па базе, линейные
размеры которой соизмеримы с дпампром пучка. Существующие приборы
снимаю! профило, раммы на базе во много раз меньше (0,8...2,5 мм), что не
позволяет измерять и учитывать макронеровнос i и (волнистость), внося-
щие основной вклад в потерн в контак тном слое.
Для измерения параметров неровностей наиболее аффективен разра-
ботанный в ЦНИИТМАШ метод п специальный емкостный датчик типа
ДШВ, нс, юльзующн й в качестве измерителя сигналов ультразвуковой
дефектоскоп. Показания этого датчика зависят только от- неровностей
поверхности и не .зависят от структуры и химсостава металла и геометрии
противоположной поверхности (рис. 4.16).
Датчик ДШВ совместим со всеми огечественными и импортными де-
фекюсконами и формирует служебный сшна.т, амнли!уда коюрою Аш
обратно пропорциональна высоте неровностей на всей базе датчика. Дна-
Рис. 4.16. Датчик шероховатости и волнистое
ти ЦНИИТМАШ типа ДШВи номограммы.
метр чувс'1 uniсльпого длсмепга у
датчика ДШВ выбран близким к
средним размерам пучка С1андар-
|||ых ПЭП и равен 0 19 мм.
Датчик ДШВ работает' па
HoBcpxiiociH как сухой, так и
покрытой минеральными масла-
ми, глицерином, солидолом II т.п.
Амплтуда служебною сигнала
leciio корродирована с высотны-
ми параметрами неровностей /?ш
(мкм) (т.е. максимальной высо-
той неровное гей).
Для чего нужен датчик ДШВ?
К сожалению, требование идентичности поверхност и изделия и образца на
практике нс выдерживается. И, в подавляющем большинстве случаев, на-
стройка чувствительности производится но эталонному образцу имеющему
качество поверхности значительно лучше чем объект контроля. По нашим
данным (по выборке па нескольких заводах, ТЭС и АЭС) среднее значение
шероховатости образцов составляет около R., 20 мкм.
В то же время качество обработки поверхности околошовной зоны штат-
ных изделий, оцененной визуально как вполне приемлемой, в основном зна-
71
Рис. 4.17. Иллюстрация ошибки х/ в настройке поисковой чувствительности дефек-
тоскопа с различными ПЭП по обычной методике путем прибавления 6 дБ к опорному
уровню, полученному в СОН с поверхностью Rz 40 мкм (заштрихованная зона) и по
SRC-technique с датчиком ДШВ (ЛАк + 6 дБ).
чигелыю хуже нормативного значения и в среднем составляет Rz 70-90 мкм.
Из-за несоответствия качества поверхностей сканирования объекта
контроля и образца ошибка в оценке размера дефекта может доходить до
6-10 дБ, что приводит к пропуску критических (недопустимых) дефектов.
С другой стороны воспроизводимость параметров контроля и следова-
тельно его результатов существенно выше при настройке но стандартным
образцам (CO-2, CO-3, V-l, V-2) с гладкой поверхностью (Rz 0,25 мкм).
Зная все это, опытные операторы завышают чувствительность па глаз.
Понятно, что это не избавляет от ошибок в оценке качества.
В некоторых НТД предписывается контрольный уровень завышать на 6
дБ независимо от типа ПЭП для компенсации потерь в контактном слое.
Таблица 4.1 иллюстрирует неправомерность такого подхода. В ней при-
ведены данные относительного ослабления амплитуды сигнала различных
72
ПЭП в образцах со статистически шероховатой поверхностью Яг 40 мкм по
отношению к опорному сигналу в CO-2 (Rz 0,25 мкм).
Рисунок 4.17 иллюстрирует величину ошибки (невыявления) де-
фектов при контроле, если настроить контрольную чувствительность по
стандартному образцу с гладкой поверхностью и увеличить ее на 6 дБ.
В этом случае будут выявлены дефекты только ПЭП расположенными в
таблице 4.1 выше линии 6 дБ. Остальными ПЭП дефекты или не выявятся
(MB2F) или выявятся частично (П121-2,5-65М) и только в режиме поиска
(т.е. контрольная чувствительность + 6 дБ). Если же померить фактичес-
кую шероховатость датчиком ДШВ, по номограмме определить величину
корректирующей поправки ДАк дБ, то в режиме поиска (+ 6 дБ) будут об-
Тип преобразователя («ПРИЗ 5», ф.Крауткремср; ф.Сопатест; ЦНИИТМАШ) Относительное среднее ослабление прозрачности ДЛ = |.4„25 -Л4„|, дБ
MSEB4H 2,5
П121-1,8-40°; ИЦ-1,8-50° 3
WK-60 № 2; SDF-2-10 4
MWB-45 № 2 4,5
WK-45 № 2; Г1121-1,8-65; SA-2-600 5
SAH2-10-35; SAH2-10-600; И121 -2,5-50 5,5
П121-2,5-65°
ПНЦ-25-37; ИЦ-5-53 6,0
П121-2,5-50Н; ИЦ-5,0-40; П121-5-10; П 121-2,5- 6,3
65; ПНЦ-1,8-50
MWB-45 №4; П121-5-53; SAH-20-70 6,5
П121-2,5-65М; SAH5-10-60; П121-5,0-50; 8
SAH5-10-35
MBW35№4 8,5
П121-5,0-70 9
П121-5,0-65 9,5
SLH5-10; SLH2-20; SLP5-20 12,3
B2F, MB2F 20,0
наружены дефекты всеми ПЭП.
Таблица 4.1
На основе да тчика ДШВ и построенных номограмм разработана техно-
логия контроля, обеспечивающая предварительную оценку качества подго-
товки изделия иод контроль, настройку чувствительности дефектоскопа и
измерение величины дефектов с учетом фактического качества поверхнос-
ти (SRC-technique).
Технология состоит из следующих простых операций: измерение амп-
литуд Ло н Л,, служебных сигналов датчика ДШВ па стандартном образце
(CO-2; CO-3; V1, V2) и контролируемом изделии; оценка величины ДАШ =
Ао - Ам, дБ; определение по номограмме для заданного значения ДА|П пара-
73
метра шероховатости Rz и/или определение по соответствующей номограм-
ме величины поправки АЛ для корректировки чувствительности; введение
в дефектоскоп указанной поправки.
Методика одобрена Госгортехнадзором и Госатомнадзором РФ и вве-
дена в качестве обязательной в НТД по контролю оборудования тепловых
и атомных электростанций. Данная методика исключает ошибки, обуслов-
ленные плохим учетом фактического качества поверхности и особенно по-
лезна при мониторинге оборудования для контроля за развитием дефектов
в процессе эксплуатации.
Применение методики позволяет:
1. Обеспечить возможность настройки чувствительности только по
стандартным образцам, например CO-2, CO-3, V-1 и V-2, и исключить не-
обходимость изготовления образцов предприятия.
2. Повысить достоверность УЗ-коптроля за счет большей точности в
оценке размеров дефектов.
3. Обеспечить воспроизводимость результатов УЗК выполненного в
разное время различными операторами.
4. Уменьшить объем напрасных ремонтных работ за счет исключения
перебраковки вследст вие более точной оценки размеров дефектов.
5. Исключить конфликты между слесарями и дефектоскопистами.
6. Повысить юридическую защищенность.опера тора.
7. Снизить требования к качеству обработки поверхности, ч то дает
существенный экономический эффект за счет снижения трудозатрат на
зачистку, экономию энергоносителей и абразивного камня.
Для контроля сварных швов по грубой поверхности существуют раз-
личные конструкции ПЭП (рис. 4.15).
К сожалению, ЭМЛ-преобразователи ни по чувствительности, пи но
габаритам пока не конкурентоспособны.
Широкое применение нашли контактно-иммерсионные ПЭП с герме-
тизированной с помощью эластичной мембраны иммерсионной локальной
ванной, внутри которой размешен пьезоэлемеит. Ванна может быть выпол-
нена в виде ролика или вертикального цилиндра.
Этим ПЭП присуши следующие недостатки: большие габариты, отно-
сительно высокий уровень реверберационных шумов, нестабильный угол
ввода ультразвука в контролируемое изделие, необходимость час гой заме-
ны эластичной (резиновой) мембраны из-за проколов.
Эти недостатки otcviствуют у призматических ПЭП ЦНИИТМАШ
со свободно скользящим трубчатым протектором типа ИЦ-15. В качестве
материала протектора использована малостойкая резина, в которой дела-
ется большое число проколов или сверлений. При перемещении НЭП по
изделию эластичный протектор вращается, облегает неровнос ти контроли-
руемого металла, что способствует улучшению акустического контакта. В
зазор между телом 11ЭП и протектором вводится масло.
74
Весьма хорошие результаты по повышению стабильности чувстви-
тельности УЗ-дефектоскопа достигнуты при использовании капиллярных
эффектов.
В частности, если саму акустическую задержку (призму) выполнить
из капиллярных слоистых материалов наподобие таких, которые исполь-
зуются в сердечниках фломастеров или на рабочую поверхность обычной
призмы из оргстекла нанести слой капиллярно-пористого протектора не-
большой толщины (например, FeW + ЭД-6).
При контроле по очень грубой поверхности можно ее покрывать ме-
таллической сеткой (0,5x0,5 мм), шпатлевкой или укладывать «сэндвич»,
состоящий из 1...3 слоев рентгеновской пленки, каждый из которых покрыт
маслом. Можно применять в качестве контактной среды увлажненную
топкую хлопчатобумажную ткань. В этих случаях абсолютная чувстви-
тельность контроля несколько снизится, по зато ее стабильность возрастет.
Необходимо заметить, что образец, по которому производится настройка
чувствительности, также должен быть покрыт указанным материалом.
Во многих случаях по технологическим требованиям контактная жид-
кость должна бы ть удалена после выполнения кон троля. Тогда необходимо
применять смазки на водяной основе, в которые для повышения вязкости
и возможности работы па наклонных поверхностях добавляют крахмал,
полиакриламиды, целлюлозу. Целлюлозные смазки предпочитают маслам
во всех случаях, когда после контроля требуется весьма высокая степень
очистки поверхности, в том числе и под окраску. Западные фирмы серийно
выпускают такие смазки (гели) и практически отказались от использова-
ния масел и глицерина.
При контроле но неокрашенным пекоррозиопно-стойким сталям в жид-
кость добавляют соответствующий цпгибитор, например, нитрит натрия.
В последнее время производственниками проявляется большой интерес
к оперативному контролю каждого слоя толстостенного сварного шва или
к кон тролю непосредственно по окончании сварки. Если же металл не раз-
решается охлаждать из-за возможного трещипообразования, то хороший
копта кт обеспечивают расплавы солей натрия и калия. Точки плавления со-
лей должны лежать ниже температуры контролируемых изделий (t = 500...
570°С). .Зону контроля посыпают порошком, состоящим из смеси солей
KNO3, NaNo3. Соли расплавляются и обеспечивают надежный акустичес-
кий контакт. При более низких рабочих температурах (до 400°С) хорошие
результаты достигну ты с применением силиконовых смазок. Для контроля
изделий с температурой до ЗОО’С может быть также рекомендована смазка,
состоящая из 50...100 ч но массе буры и 100 ч. но массе глицерина.
4.4. Классификация методов ультразвукового контроля
сварных соединений
Методы акустического контроля подразделяют па две группы: методы,
основанные на излучении в контролируемое изделие волн от внешнего
75
источника и их приеме, и методы, основанные на приеме упругих волн,
возникающих в самом контролируемом изделии. Методы первой группы
называют активными, второй пассивными (например, метод акустичес-
кой эмиссии). В свою очередь активные методы основаны на использова-
нии бегущих и стоячих волн или резонансных колебаний.
Ультразвуковая дефектоскопия с использованием бегущих волн осно-
вана па их свойстве направленно распространяться в средах в виде лучей
и отражаться от границ сред или песнлошностей, обладающих другими
акустическими свойствами.
Из большого многообразия методов акустического контроля, для кон-
троля сварных швов применяют эхо-метод, теневой, зеркально-теневой,
эхо-зеркальный метод, дельта-метод. Кратко рассмотрены характеристи-
ки этих методов.
4.4.1. Эхо-метод
Эхо-метод (эхо-импульсный метод) состоит в локации объекта кон-
троля короткими звуковыми импульсами при сканировании ПЭП по его
Рис. 4.18. Методы ультразвукового контроля
сварных соединений: а - эхо-метод; б - тене-
вой метод; в - зеркально-теневой метод.
поверхности и приеме отражен-
ных от дефектов зхо-сигналов
(рис. 4.18а). Кроме и ре имущества
одностороннего доступа он также
имеет наибольшую чувствитель-
ность к выявлению внутренних
дефектов и высокую точность
определения координат дефектов.
К недостаткам метода следует о т-
нести прежде всего низкую поме-
хоустойчивость к наружным от-
ражателям, сильную зависимость
амплитуды сигнала от ориента-
ции плоскостного дефекта. Этим
методом контролируют свыше
95% всех сварных соединений
толщиной 4 мм и более.
Материал книги примерно в
таком же процентном oi ношении
посвящен эхо-методу. Поэтому
пет необходимости в этом раз-
деле давать более подробное его
описание.
4.4.2. Теневой метод
При теневом методе контроля о наличии дефекта судят по уменьшению
амплитуды УЗ-колебаний, прошедших от излучателя к приемнику (рис.
4.186). Чем больше размер дефекта, тем меньше амплитуда прошедшего
76
сигнала. Излучатель и приемник ультразвука располагают при этом соосно
па противоположных поверхностях изделия. Теневой метод можно приме-
нять только при двустороннем доступе к изделию. При ручном контроле
этим методом можно контролировать сварные швы ограниченного сечения
небольшой толщины. Недостатками метода являются сложность ориента-
ции ПЭП относительно центральных лучей диаграммы направленности,
невозможность точной опенки координат дефектов и более низкая чувс-
твительность (в 10...20 раз) по сравнению с эхо-методом. К преимуществам
следует отнести низкую зависимость амплитуды сигнала от ориентации
дефекта, высокую помехоустойчивость и отсутствие мертвой зоны. Бла-
годаря первому преимуществу этим методом уверенно обнаруживаются
наклонные дефекты, не дающие прямого отражения при эхо-методе.
4.4.3. Зеркально-теневой метод
При зеркально-теневом методе признаком обнаружения дефекта
служит ослабление амплитуды сигнала, отраженного от противополож-
ной поверхности (се обычно называют донной поверхностью) изделия
(рис. 4.18в). Дополнительным преимуществом этого метода но сравнению
с тепевым являются односторонний доступ и более уверенное обнаружение
дефектов, расположенных в корне шва. Оба метода (теневой и зеркально-
теневой) нашли применение при контроле сварных стыков арматуры. Они
также эффективны при поиске грубых дефектов в материалах с высоким
затуханием ультразвук;! и уровнем шумов (в аустенитных и медных швах,
соединениях выполненных термитной сваркой, швах полиэтиленовых труб
и т.п.).
4.4.4. Эхо-зеркальный метод (тандем-метод)
Выше показано, что наиболее опасные плоскостные дефекты трещины
и непровары ориентированы в сварном шве преимущественно вертикально.
Если дефект шероховатый, то параметр Релея PR=2k8t, cos0 > 1, и будет
зафиксирован сигнал обратно отраженный к ПЭП (рис. 4.19а). Если Рк< 1,
то есть поверхность дефекта гладкая, то основная доля энергии 14Р переот-
разится от него зеркально и не попадет на излучающий ПЭП. В изделиях с
плоско или коаксиально параллельными поверхностями, а это все трубы и
сосуды, отраженная от дефекта волна также зеркально отразится от донной
поверхности и может быть зафиксирована вторым ПЭН в положении Б2,
как показано на рис. 4.19а. Причем, чем дефект более гладкий, гем ИР от
пего будет острее, обратный сигнал к излучателю меньше, амплитуда сиг-
нала па втором ПЭП будет больше. Поэтому применение одного ПЭП для
обнаружения трещины неэффективно.
Эхо-зеркальный метод (тандем) в наиболее распространенном вари-
анте заключается в прозвучнвании шва двумя идентичными наклонными
ПЭП, расположенными с одной стороны шва и синхронно перемещающи-
мися в разные стороны относительно оси симметрии (OOj, рис. 4.19). Сум-
77
Рис. 4.19. Эхо-зеркальный метод (тандем): а - схема прозвучивания; б - основные
конструкции акустических блоков тандем; в - схема прозвучивания по слоям; г
- схема образования зоны непрозвучивания (придонной мертвой зоны): е - самотан-
дем; ж - самотандем с двумя ПЭП; з - корневой тандем.
ма расстояний ПЭП от оси шва x^+x2^const и время t прихода сигналов,
зеркально отраженных от дефектов расположенных па одной вертикали и
являющейся линейным фокусом системы и внутренней поверхности изде-
лия, постоянны (для данной толщины Н). Последнее существенно облег-
чает контроль, т.к. эхо-сигнал от любого дефекта расположенного па этой
вертикали (в фокусе) будет находиться строго па определенном участке
развертки, который легко выделить строб-им пульсом очень малой длитель-
ности. Это существенно повышает помехоустойчивость метода. ПЭП могут
включаться по раздельной или разделыю-совме1цеппон электрической схе-
ме. В последнем варианте регистрируются дополнительные эхо-сигналы,
отраженные обратно к каждому ПЭП.
Поэтому метод получил название эхо-зеркального (ЭЗМ), поскольку
он позволяет одновременно наблюдать на экране как эхо-еигналы обрат-
но отраженные от дефекта А । и Д2, гак и зеркально дважды переотражеп-
пые от отражателя и донной поверхности (Bf и Б2).
Для того, чтобы обеспечи ть озвучивание всего поперечного сечения шва
шириной более 10-15 мм необходимо перемещать акустический блок па
величину Аг равную ширине шва в при сохранении Т1+х2=('ои-''^ а также
одновременно синхронно раздвигать и сдвигать ПЭП и симметрично от-
78
носительно оси ОО'. Последнее требование конструктивно реализуется с
использованием какой-то механической связи, жесткой или гибкой. На рис.
4.196 показаны некоторые варианты конструктивных решений.
К сожалению эти конструкции тандемов сложны и в основном применя-
ются не для поиска, а в качестве экспертных для уточнения типа и размера
дефекта. На практике чаще используется блок тандем для прозвучивапия но
слоям (рис. 4.19н). Блок состоит из идентичных ПЭП (А-А) соединенных
между собой соединительными планками. Вместо планок можно использо-
вать параллелограмм (гармошку).
Перемещая систему А-А но пилообразной траектории вдоль шва обеспе-
чивается прозвучивание слоя А толщиной ЛИ, мм. Толщина слоя зависит от
угла ввода НЭП и эффективной ширины диаграммы направленности. Для/
=-- 1,8 МГц на уровне 6 дБ от максимума ЛИ - 8-10 мм.
Недостатком большинства конструк-
ций блоков тандем является наличие
зоны непрозвучивапия ЛИМ, примыкаю-
щей к донной поверхности, из-за невоз-
можности сближения НЭП дру| с другом
вблизи оси ОО, (рис. 4.19г).
Бели дефект ориентировав нс вер-
тикально, а под каким-то углом ф, то
геометрия прозвучи ван ия нарушается
и переотражснпый зеркальный сигнал
уменьшается поскольку принимается по
периферии диаграммы направленности
приемного ПЭП. Но расчеты показыва-
ют что изменение в пределах ф =- .1 10°,
вызывает уменьшение амплитуды не
более 3 дБ, что вполне приемлемо.
Существует довольно много конс-
В том числе, варианты с касающимися
лучами при неподвижных ПЭП и x\+x\=const-, с широко направленной
апертурой (выпукло-вогнутый ньезоэлемепт) и др.
В ряде случаев, особенно при контроле па поперечные I решины, нашел
применение гак называемый сгредл-метод, при котором ПЭН разнесены в
азимутальной плоскости (рис. 4.196 верхний).
При автоматизированном УЗ-контроле весьма эффект ивно применение
модифицированного метода тандем, при котором озвучивание производит-
ся поперечной волной нрп угле ввода (X ~ 57° (<р, => 33°), а приемником ре-
гистрируется трансформированная на дефекте и зеркально нерсотражениая
от дна продольная волна. Этот метод позволяет уменьшить ширину зоны
< капировапия, однако затрудняет селсктировапие сигналов от дефектов на
разной глубине вследствие различного времени из прихода (рис. 4.1 Эд).
При кон троле аустенитных ( парных швов и распознавания тина дефек-
Рис. 4.20. Фотографии акустичес-
ких блоков тандем конструкции
ЦНИИТМАШ.
трукторских реализаций ЭЗМ.
79
тов применяют варианты ЭЗМ, с трансформацией волн, показанные на рис.
4.19е,ж.
Максимальный эффект трансформации достигается при углах падения
30-33°. Поэтому, используются ПЭП с углом меньше первого критического,
при котором углы ввода поперечных волн лежат в пределах <Xt = 30-38°, а
продольных а, 67-70°. Поперечная волна трансформируется на донной
поверхности и возбуждает продольную волну распространяющуюся под
углом 67-70°. Зеркально отраженная от дефекта волна принимается тем же
ПЭП (рис. 4.19е) или другим ПЭП показанном на рисунке 4.19ж. Эти вари-
анты называются «самотандем» или «круговой тандем».
Глубина зоны контроля «самотандемом» в случае одного ПЭП состав-
ляет h=H(\+tga.t/ tga)2. Для сталей Л=Н(0,61 + 0,63)Н.
На рис. 4.19з показан «корневой тандем» (КТ). Не очень удачный с
позиций стилистики, но точный по сути, термин означающий тандем для
выявления выходящих на донную поверхность и висячих трещин и не-
проваров сварных соединений. По существу, это наклонный PC ПЭП, в
котором призмы излучателя и приемника размещены в этой вертикальной
плоскости вплотную друг к другу чтобы уменьшить зону непрозвучивания
и разделены только акустическим экраном, например, пробкорезиновой
прокладкой толщиной 1-2 мм. Этот материал широко распространен в
автомобилестроении. Все компоненты жестко вмонтированы (залиты) в
единый корпус. Угол ввода определяется толщиной шва и шириной валика
усиления (выпуклости). КТ позволяет обнаруживать вертикально ориен-
тированные дефекты от 3-х мм и выше.
Преобразователи и технология КТ показали высокую эффективность
при контроле сварных швов биметаллических трубопроводов 1-го контура
АЭС.
Недостатками корневого тандема являются увеличенная длина рабочей
поверхности, что ухудшает качество акустического контакта; и возможность ис-
пользования данного ПЭП только для одной определенной толщины. Для кон-
троля швов другой толщины отличающийся от первой на ± 10-15% необходимы
ПЭП с другим углом а и, соответственно, с другой базой. На рис. 4.20 показаны
несколько типов акустических блоков тандем конструкции ЦНИИТМАШ.
Акустические блоки тандем реализующие эхо-зеркальный метод позволяют
получать и измерять следующие характеристики дефекта:
а) амплитуду сигнала, излученного одним, дважды зеркально отраженным
от дефекта и донной поверхности, и принятого другим ПЭП (Аз);
б) амплитуду эхо-сигнала, излученного и принятого ближним к дефекту
ПЭП (Аобр );
в) амплитуду эхо-сигнала, излученного и принятого дальним ПЭП (А1^);
г) условные высоту ДНЗ и ширину АХ3 измеренные по динамике изменения
сигнала A3 при взаимном симметричном перемещении;
д) условные высоту АН^р и ширину АХ обр., измеренные по динамике из-
менения Аобр;
80
е) условные высоту ЛП1,,^, и ширину ДХ'(/)р измеренные по динамике из-
менений А обр ;
ж) условную протяженность дефекта вдоль шва Л/_;
з) угол наклона <р плоскостного дефекта.
Использование этих информационных возможностей позволяет значи-
тельно повысить достоверность ультразвуковой дефектоскопии сварных швов
включая аустенитные.
4.4.5. Дельта-метод
Основан на регистрации дифрагированных воли переизлученных кра-
ями дефекта (рис. 4.21). Падающая на дефект поперечная волна частично
отражается зеркально, частично трансформируется в продольную, а частич-
но переизлучает дифрагированную волну. Трансформированная продоль-
ная волна распространяется нормально к нижней поверхности, отражается
от нее и улавливается прямым ПЭП. Этим же ПЭП будет улавливаться
компонента продольной дифрагированной волны, срывающейся с верхне-
го копчика трещины и распространяющейся вертикально вверх. Название
свое метод получил па основании сходства геометрии акустического тракта
/’мг. 4.21. Дельта-метод: а - схема прозвучивания при внутреннем дефекте; и б - при
выходящем на поверхность; в - распознавание типа дефектов.
81
(треугольник) с греческой буквой - Д (дельта).
Наибольший коэффициент трансформации имеют поперечные SV-волны
вертикальной поляризации, излучаемые стандартными наклонными ПЭП.
SH-волпы горизонтальной поляризации на плоских отражателях не трансфор-
мируются.
В некоторых случаях в дельта-методе используются продольные волны.
Основным параметром, определяющим эффективность контроля дельта
методом, является выбор угла ввода излучающего ПЭП.
Теоретически установлено и экспериментально подтверждено, что располо-
жение и тип дефекта во многом определяют значение оптимального угла ввода.
Для придонных плоскостных де<|х'ктов, а также расположенных в сечении,
максимальная амплитуда дифракционного сигнала от верхнего копчика дости-
гается в диапазоне углов ввода SV-ноперечных воли а = 57-60°. При этом имеет-
ся прямая монотонная зависимость амплитуды сигнала от высоты дефекта.
Для плоскостных дефектов, нс выходящих на поверхность, амплитуда диф-
ракционного сигнала от нижнего копчика и переот раженного от дна больше чем
амплитуда сигнала от верхнего копчика (рис. 4.21а).
Если трещина выходит па поверхность сканирования, то максимальный
дифрагированный сигнал от ес нижнего копчика достигается при углах ввода
37-45° при озвучивании поперечными волнами и 50-60° при озвучивании про-
дольными волнами (рис. 4.216).
Для объемных дефектов максимальный дифракционный сигнал наблюдает-
ся при прозвучиванни поперечными SV-волиами в диапазоне углов 37-40°.
Дельта-метод дает возможность распознавать т ин дефекта. Если озвучивать
де<|юкт SV-ноперечпыми волнами сначала иод углом 57-67°, азагем 37-40°, то
можно считать, что дефект плоскостной, если амплитуда переотразившегося от
дна сигнала (Д2) в первом случае больше; и объемный, если амплитуда больше
во втором случае (рис. 4.21 в).
В другом варианте распознавание типа дефекта основано па сравнении амп-
литуд дифракционных сигналов - непосредственно прошедшего к приемнику,
и сигнала переотразившегося от донной поверхности при угле ввода 58°. Если
первый сигнал больше второго, то дефект обы'мный, если наоборот - дефект
плоскостной.
На практике используется несколько схем прозвучивания и конструктивных
Рис. 4.22. Конструктивные варианты акустических блоков и схем прозвучивания
дельта-методом: а ~ раздельный; б - раздельно-совмещенный контактный; в - раз-
дельно-совмещенный иммерсионный; г - раздельная схема.
82
вариантов акустических блоков. Раздельный вариант - излучатель и приемник
разнесены в пространстве, но жестко связаны между собой шарнирной рамкой
(рис. 4.22а). Раздельно-совмещенный вариант объединяет излучатель и приемник
водном корпусе для- контроля контактным способом (рис, 4.226) и иммерсионном
(рис. 4.22в).
Во многих пракгических случаях дельта-метод реализуют с помощью стандар-
тных ПЭП - прямого и наклонного.
Найдя дефект и зафиксировав наклонный ПЭП с помощью магнита в поло-
жении регистрации максимума эхо-сигнала, нертключают дефектоскоп па разде-
льный режим и прямым ПЭП (приемником) сканируют взопе эпицентра дефекта
на поверхности (рис. 4.22г).
К сожалению, дельта-метод не нашел еще широкого применения. Тем не Mei ice
имеющийся опыт, в частности 1ЩИИТМАИI, и опубликованные материалы поз-
воляют выделить сто преимущества.
В первую очередь, это пониженный но сравнению с традиционными схемами
прозвучивания уровень шумов и соответственно высокая чувствительность к
вертикальным т]х.'щинам и непроварам в швах и основном металле толщиной
<л’ 1,0 до 30-40 мм, а также расположенным по границе сплавления биметалла,
в частности антикоррозионной панлавки. Например, иммерсионный вариант
дельта-метода па частоте 20,0 МГц иозвшяст выявляй, в швах толщиной 1,0 мм
трещины высотой 0,2 мм.
Значительно меньшая по сравнению с ЭЗМ, критичность взаимной ориента-
ции плосюхти дсх|хжта и направления прозвучивания, как показано на рис. 7.32,
что существенно упрощает контроль и повышает его производительность за счет
сокращения числа направлений прозвучивания (сканов) но азимуту (в плоскости
листа).
Кроме топ), дельта-метод позволяет определить степень остроты кончика де-
фекта, А следовательно различать трещины от других дефектов.
К недостаткам метода следует отнести необходимость зачистки шва, слож-
ность расшифровки принятых сигналов при контроле соединений толщиной 15
мм и менее, трудности в оценке величины дефектов.
Кроме того, недостатком дельта-метода является его ограиичечшая глубин-
ность.
83
ГЛАВА5
ОСНОВНЫЕ ПАРАМЕТРЫ КОНТРОЛЯ,
ИХ ОПРЕДЕЛЕНИЕ И НАСТРОЙКА
5.1. Основные параметры контроля
Совокупность характеристик, определяющих точность измерения
и воспроизводимость результатов, называют основными параметрами
контроля. Эти параметры определяются соответствующими параметрами
аппаратуры (табл. 5.1). Изменение этих параметров приводит к ошибкам в
оценке годности изделия, поэтому они задаются нормативно-технической
документацией.
Таблица 5.1
Основные параметры эхо-метода
Параметр контроля Параметр аппаратуры
Длина волны Т Угол ввода а Фронтальная разрешающая способность (ширина угло- вого захвата ) Тип преобразователя, частота /о, угол в призме, размеры пьсзоэлсмснта
Мертвая зона Н„ Длительность зондирующего импульса тч и реверберационных шумов в призме т„
Разрешающая способность по дальности Длительность зондирующего импульса т,
Погрешность измерения коор- динат, % Погрешность глубиномера, %
Дисперсия коэффициента прохождения ) Скорость и вид траектории сканирования
Чувствительность Уровень настройки чувствительности де- фектоскопа с преобразователем по задан- ному эталонному отражателю
Шаг сканирования Размеры пьезоэлемента
Длина ультразвуковой волны X в материале определяется задаваемой
частотой излучаемых колебаний/о и скоростью ультразвука в материале с.
Угол (а) ввода ультразвукового луча в контролируемый металл - угол
между перпендикуляром к поверхности, проходящим через точку ввода
луча, и линией, соединяющей центр бокового цилиндрического отражателя.
Фронтальная разрешающая способность зависит от эффективной
ширины диаграммы направленности.
Мертвая зона зависит от минимальной глубины расположения отража-
теля, сигнал от которого не сливается на экране с зондирующим импульсом
и виден раздельно. Величина мертвой зоны у прямого преобразователя
Нм=с,Т3/2, где Т3 - длительность зондирующего импульса, у наклонного
84
при отсутствии реверберационных шумов в призме Нм= 1 /2[с((т3 - 2l3)cosa
где Т„ - время прохождения ультразвука в призме.
Практически у наклонных преобразователей на частоту 5 МГц и выше
мертвая зона не превышает 1 мм. На частотах 1,8; 2,5 МГц поглощение уль-
тразвука в призме мало и объемная реверберация в ней приводит к увели-
чению мертвой зоны до 3-5 мм.
Разрешающая способность по дальности (лучу) определяется длитель-
ностью зондирующего импульса.
Погрешность измерения координат определяется линейностью скоро-
сти развертки дефектоскопа и отклонением угла ввода от поминального
значения.
Дисперсия коэффициента прохождения О2(О//)характерпзуст величину
флуктуаций амплитуды сигнала в зависимости от качества акустического
контакта при заданных условиях контроля (качестве поверхности, скоро-
сти и траектории сканирования, конструкции преобразователя и виде кон-
тактной жидкости). Чем меньше , тем стабильнее чувствительность. Этот
параметр определяют экспериментально, путем съемки периодограммы ам-
плитуды донного сигнала при сканировании и статистической обработ-
ки результатов. Удовлетворительным считается качество контакта, когда
O2(D//) < 0,01 А.,2, где Аг - среднее значение амплитуды донного сигнала.
Этот способ никогда и нигде не был реализован на практике, а при руч-
ном контроле просто не нужен. Вполне объективную оценку качества по-
верхности и акустической прозрачности контактного слоя дает применение
методики и датчика Д1ПВ ЦНИИТМАШ.
При контроле сварных швов значительных толщин (а есть швы толщи-
ной 1500 и более) очень важной характеристикой является глубина нрозву-
чивапия. Это комплексная характеристика, зависящая от частоты, резерва
чувствительности дефектоскопа и уровня структурных шумов в металле.
5.2. Образцы для проверки и настройки основных параметров
Основные параметры могут систематически или случайно изменяться
в процессе контроля, поэтому их нужно периодически проверять. Для
проверки основных параметров и настройки дефектоскопа в комплект ап-
паратуры входят стандартные образцы.
Образцом называют средство УЗ контроля в виде твердого тела, предна-
значенное для хранения и воспроизведения значений физических величин
(геометрических размеров, скорости звука, затухания), используемых для
проверки или настройки параметров дефектоскопа и преобразователей.
При контроле сварных соединений применяют образцы четырех видов:
стандартные образцы по ГОСТ 14782-86 (СО);
стандартные образцы V-1 и V-2 по международным стандартам и нор-
малям (СОМ);
контрольные образцы для проверки ряда параметров преобразовате-
лей (КО);
85
стандартные образцы предприятий (СОП).
Примечание: названия образцов соответствуют терминологии приня-
той на момент написания книги.
Первые два вида образцов предназначены для определения и проверки
основных параметров дефектоскопа и преобразователя, а также для на-
стройки чувствительности.
Стандартные образцы предприятия служат, в основном, для настройки
чувствительности и скорости развертки дефектоскопа (глубиномера).
5.2.1. Стандартные образцы
В ГОСТ 14782-86 предусмотрено использование комплекта из 4-х об-
разцов СО-1, СО-2, СО-3, СО-4. Если объект контроля выполнен не из уг-
леродистой стали образец СО-2 (А) изготавливается из соответствующего
металла (рис. 5.1).
Стандартный образец №1 (СО-1) предназначен для проверки уровня
чувствительности, разрешающей способности, скорости развертки де-
фектоскопа н угла Р призмы преобразователя (рис. 5.1а).
Стандартный образец №1 должен быть изготовлен из органическо-
го стекла с выдержанными акустическими свойствами. К сожалению
достигнуть этого не удается. Измерения скорости и затухания в СО-1,
проведенные на большой выборке, показали существенный разброс этих
параметров.
Образец СО-1 как и любой другой образец из оргстекла имеет малый вес
и очень удобен для текущей проверки возможного ухода рапсе настроенной
чувствительности дефектоскопа по металлическому образцу при работе в
полевых или монтажных условиях.
Настроив по последнему чувствительность фиксируют амплитуду
сигнала, а затем па образце СО-1 находят равный сигнал от отверстия и
запоминают его номер (глубину залегания). Далее, при работе в сложных
условиях, где невозможно использовать образцы с большим весом, по СО-
1 проверяют уровень настройки.
Стандартный образец №2 применяется для определения скорости раз-
вертки, измерения угла ввода а, и проверки мертвой зоны дефектоскопа
с преобразователем при контроле соединений из малоуглеродистых и
низколегированных сталей (рис. 5.16).
При контроле соединений из ме таллов, отличающихся по акустическим
характеристикам от малоуглеродистой и низколегированной сталей (на-
пример аустенитных), для определения указанных параметров (исключая
погрешность глубиномера) должен применяться стандартный образец
СО-2А, изготовленный из соответствующего материала. Конструкции об-
разцов СО-2А и СО-2 одинаковы, однако угловые деления и время пробега
продольной волной пути 59 мм (высота образца) должны быть определены
для данного материала.
Стандартный образец СО-3 изготовлен в виде полудиска и предназна-
86
5
Рис. 5.1. Стандартные образцы по ГОСТ 14782-86; СО-1 - а; СО-2 - б; СО-3 - в; СО-4 - г.
87
чен для определения точки выхода и стрелы ПЭП (рис. 5.16).
Стандартные образцы Ne 4 и 4а предназначены для проверки номи-
нальной частоты ультразвуковых колебаний излучаемых ПЭП. В них
выфрсзерованы два узких параллельных паза с изменяющейся глубиной,
но в противоположных направлениях (рис. 5.1г).
Точность измерения частоты с помощью СО-4(а) невысокая и они мо-
гут служить лишь для грубых оценок.
Высокую точность измерений частоты можно получить с использо-
ванием спектроанализатора, осциллографа или специального устройства
конструкции ЦНИИТМАШ в виде небольшой иммерсионной ванны и
составного двойного отражателя с изменяемым расстоянием между ними
для получения интерференционного эффекта в отраженном сигнале, что
позволяет определить половину длины волны и, соответственно, частоту.
Стандартные образцы СО-2, СО-3 и СО-4 изготавливаются из стали
марки 20 по ГОСТ 1050. Скорость продольной волны в образце при темпе-
ратуре (20+5)° равна Q - (5900±59) м/с.
5.2.2. Образцы по международным стандартам (СОМ)
Международными стандартами “ISO-2400” и “ISO-7963” рекомен-
дованы стандартные образцы V-1 и V-2 (рис.
Рис. 5.2. Стандартные образцы по ISO 2400-V-1 ~ а и ISO
7963-V-2 - б.
5.2). Применение этих
образцов регламенти-
ровано европейскими
нормалями (EN)
и национальными
стандартами стран
Евросоюза, а также
Японии. Это образцы
из углеродистой стали
скорость продольных
и поперечных волн в
которой соответствен-
но 5920+30 и 3255+15
м/с были предложены
ф.Крауткремер. Обра-
зец V-1 имеет отверс-
тие 0 50 мм, в котором
запрессован цилиндр
из органического
стекла. Эгеи образец
универсальный и поз-
воляет решать все задачи по проверке параметров ПЭП и настройке дефек-
тоскопа, которые могут быть выполнены на образцах СО-1, СО-2 и СО-3.
Стандартный образец V-2 малогабаритный и предназначен для экспресс
88
проверки и настройки большинства параметров в полевых условиях. Недо-
статком его является малая толщина, что не позволяет его использовать для
ПЭП с частотой ниже 4,0 МГц. Поэтому, используют две модификации V-2
с толщиной 12,5 и 25 мм.
5.2.3. Контрольные образцы
б
В
Рис. 5.3. Комплект контрольных образцов для про-
верки:
а - фокусного расстояния PC ПЭП; б - лучевой разре-
шающей способности прямых и PC ПЭП; в - отклоне-
ния акустической оси прямых и наклонных ПЭП.
Контрольные образ-
цы (КО), как правило,
не стандартизированы
и служат для проверки
отдельных параметров
ПЭП. В качестве приме-
ра на рис. 5.3 приведены
стальные КО, применяю-
щиеся при УЗ-контроле
оборудования и трубоп-
роводов АЭС с плоскими
или криволинейными
поверхностями с радиу-
сом кривизны более 150
мм. КО используются
для определения фокус-
ного расстояния прямых
РСПЭП; лучевой разре-
шающей способности;
для определения угло-
вого отклонения или
смещения акустической
оси прямых и наклон-
ных ПЭП. Если рабочая
поверхность ПЭП кри-
волинейна (притерта
под диаметр трубы), то
на поверхности КО или
СО делается иммерсион-
ная ванна (например, из
пластилина), уровень в
которой превышает максимальную величину зазора. На рис. 5.4 приведены
некоторые из КО рекомендуемые Европейским и британским стандартом
EN12668.
89
5.2.4. Стандартные образцы предприятий
Эти образцы наиболее про-
сты по конструкции и предна-
значены, в основном, для двух
операций - настройки скорости
развертки (глубиномера) и
настройки чувствительности
дефектоскопа. По существую-
щей терминологии их называют
стандартными образцами пред-
приятий (СОИ), хотя название
не соответствует 11азначе11 ню
этих образцов.
СОПы изготовляют из ма-
териала той же марки, такой же
номинальной толщины и кри-
визны, что и контролируемое
изделие. Обязательным условием
является соответствие качества
н о в е р х п ост и и с 11 ы тате л ы i о го
образца качеству поверхности
контролируемого изделия и про-
ведение термообработки, если
опа предусмотрена для штатного
изделия.
На образце на расстоянии не
менее 20 мм от одного из краев
из гото 11л я ются и с ку сст венные
этал 011 н ыс отражател и, соот-
Рис. 5.4. Контрольные образцы по EN12668
ветствующие по эквивалентной
площади требуемым значениям
предельной или браковочной чувствительности. Производить настройку
Чувствительности но СОИ с реальными дефектами нельзя. Это объясня-
ется невозможностью точного измерения величины и формы реальных
дефектов и воспроизведения их при тиражировании образцов.
В соединениях толщиной более 30 мм затухание в швах некоторых
сталей может существенно отличаться от затухания в основном металле.
Сделать оценку его относительной величины можно с помощью двух на-
клонных НЭП, направленных навстречу друг другу (зеркально-теневым
способом). Если максимальная разница амплитуд сигналов, прошедших
через шов и основной металл не превышает 2 дВ, то наличие шва в образ-
це не обязательно. В противном случае СОН должен изготавливаться со
швом. Эго требование несколько усложняет изготовление СОИ, т.к. в нем
не должно быть дефек тов сварки. Поэтому предварительно образец следует
90
про.звучивать и просвечивать на завышенной чувствительности. СОП сле-
дует вырезать из бездефектного участка образца.
Наличие банка образцов с реальными дефектами очень полезно для
обучения и повышения квалификации операторов, но их нельзя использо-
вать для настройки чувствительности дефектоскопа.
При проработке СОП у разработчика методики УЗ-контроля обычно
возникают следующие вопросы: а) какой тип контрольного отражателя
выбрать? б) па какой глубине его расположить? в) необходимо ли делать
СОП со швом или без него?
Выбор тина отражателя определяется его отражательными свойствами,
технологичностью и воспроизводимостью изготовления.
А -А
Рис. 5.5. Стандартные образцы предприятий с отражателями по ГОСТ 14782-86:
а) плоскодонным отражателем; б) боковым цилиндрическим; в) плоским угловым
(зарубкой); г) сегментным.
ГОСТ 14782-86 предусматривает применение следующих видов отра-
жателей: плоскодоииое отверстие, боковой цилиндрический отражатель,
угловой (зарубка) и сегментный (рис. 5.5).
Плоскодонное отверстие высверливают в контрольном образце таким
образом, чтобы его ось совпадала с преломленной осью ультразвукового
пучка (рис. 5.5а). При настройке PC-ПЭП ось отверстия должна быть пер-
пендикулярна к поверхности образца. Сначала обычным сверлом заданного
диаметра просверливают отверстие глубиной на 1.5...2 мм меньше, чем по
чертежу. Затем на наждачном камне торцуют режущую кромку сверла. До-
водку торцевой части выполняют на абразивной шкурке. Качество торцов-
ки проверяют с помощью инструментального угольника на просвет. Затем
этим сверлом доводят отверстие до заданной глубины. Качество отражаю-
щей поверхности (наличие рисок) проверяют путем прощупывания тонкой
иголкой или булавкой.
91
У эталонного отражателя в виде плоскодонного отверстия имеется
существенное достоинство - крутая монотонная зависимость прираще-
ния амплитуды эхо-сигнала с увеличением диаметра отражателя. Но этот
отражатель весьма трудно изготовить под заданным углом к поверхности
образца. Кроме того, не всегда удается выполнить плоской и гладкой его
отражающую поверхность.
Боковое отверстие наиболее
технологичный тип отражателя
(рис. 5.56).
Радиус бокового цилиндричес-
кого отражателя btl бесконечной
длины, расположенного па рассто-
янии А, эхо-сигнал от которого ра-
вен эхо-сигналу от плоскодонного
отверстия радиусом Ь„ па том же
расстоянии, может быть найден из
рис. 5.6. Сигнал от бокового отвер-
стия уменьшается с расстоянием
более медленно чем от плоскодон-
ного отверстия (рис. 5.7).
Боковое отверстие необходимо
Рис. 5.6. Зависимость диаметров бокового и
плоскодонного цилиндрических отражате-
лей от глубины залегания.
сверлить на расстоянии не менее
8...10 мм от нижней поверхности
образца. Если это условие нс соб-
людается, то па прямой эхо-сигнал от отверстия накладывается эхо-сигнал,
отраженный от поверхности и дефекта, и результирующий эхо-сигнал осцил-
лирует с размахом по амплитуде до 8...9 дБ.
Существенный недостаток боковых от-
верстий - влияние боковой грани образца.
При настройке максимум эхо-сигнала от
отверстия можно фиксировать, направляя
преобразователь перпендикулярно к оси
отверстия, что правильно, или па угол, об-
разованный отверстием и боковой гранью
образца. В последнем случае амплитуда
сигнала в 1,5...2,5 раза может быть выше.
Настройка в таком положении преобразо-
вателя приведет к заниженному уровню
предельной чувствительности.
Основными преимуществами бокового
отверстия являются легкость изготовле-
ния, хорошая воспроизводимость и воз-
можность использования для любых типов
преобразователен. Следует отметить, что в
Рис. 5.7. Зависимость амплитуды
сигнала от диаметра отражате-
лей: 1,2 - боковых; 3,4- плос-
кодонных, расположенных на
глубин е 50-100 мм.
92
Рис. 5.8. Сопоставление размеров рав-
носигнальных цилиндрических угловых
отражателей диаметром d и зарубок.
Отражатели выполнены в стальных
пластинах толщиной 6 и 14 мм (1) и в
образцах труб диаметром 32 мм с тол-
щиной стенки 6 мм (2).
образцах большинства зарубежных стандартов и нормалей этот отражатель
является основным.
Угловой отражатель («зарубка») (см.рис. 5.5в) хорошо имитирует вы-
ходящие на поверхность трещины и непровары и является весьма удобной
заменой плоскодонного отверстия.
Однако рассеяние ультразвука на поверхностных (угловых) и подпо-
верхностных отражателях имеет сложный интерференционный характер,
поэтому обычные методы лучевой акустики для расчета нолей здесь непри-
емлемы.
Поэтому для сопоставления
размеров равносигнальных отра-
жателей различного тина (плоско-
донных отверстий и зарубок и т.н.)
нельзя использовать приближенные
расчетные методы, а, учитывая
сложность выполнения строгих рас-
четов, целесообразно использовать
экспериментальные данные (рис.
5.8). Если ширина Ь:! и высота /г:!
зарубки больше длины поперечной
ультразвуковой волны, а отношение
4>//./7>..>0.5, то, как и плоскодонное
отверстие, зарубка обладает крутой
ц линейной зависимостью ампли-
туды эхо-сигнала от ее площади.
При мепыпих размерах зарубки
эхо-сигнал от псе осциллирует по
амплитуде. Для перерасчета предельной чувствительности от плоскодон-
ного отверстия к зарубке можно применить экспериментально найденное
соотношение / N. Коэффициент Доопределяют но графику Л'-'ф(а)
(рис. 5.9). Как видно, он практически не зависит от материала.
Отражатели тина зарубок выдавливают в тисках или па гидравличес-
ком прессе специально заточенным инструментом - бойком. Конец бойка
должен бы ть заточен и установлен таким образом, чтобы плоская передняя
грань углубления была перпендикулярна поверхности образца. Валик вы-
тесненного металла удаляют. Глубину зарубки измеряют индикатором с
игольчатым нутромером или остро заточенным глубиномером штангепмау-
зера. Если в зоне зарубки обнаружена трещина, то использовать последнюю
нельзя.
Зарубка как эталонный отражатель имеет одно преимущество - она
может изготовляться непосредственно на контролируемом изделии (естес-
твенно, если оно имеет плюсовой допуск но толщине),
В химическом машиностроении для настройки чувствительности де-
фектоскопа широкое распространение получил сегментный отражатель
93
Зависимость N — f (е) для стали, алюминия
и его сплавов, титана и его сплавов
Рис.5.9. Усредненная кривая N=ty(E) для зарубки.
(см.рис. 5.5г). Его выполняют
с помощью фрезы па поверх-
ности образца. Отражающая
поверхность сегмента площа-
дью 5С должна быть перпен-
дикулярна к преломленной
акустической оси ПЭП. Тео-
ретически и экспериментально
показано, что для а = 50±5° 5С
= 5ц. Для других значений а
это соотношение нарушается.
Рис. 5.10. СОП с нестандартными отражателями: а - угловое вертикальное сверле-
ние; б - паз, риска; вогнутая цилиндрическая поверхность СО-3 - в; V-2 - г.
94
Рис. 5,11. СОП для настройки по проходному
цилиндрическому отражателю - а; и сектори-
алъная гистограмма распределения дефектов в
сечении нахлесточных швов - 6.
Чтобы уменьшить погреш-
ность, сегментные отражате-
ли целесообразно выполнять
на координатно-расточных
станках со шлифовкой в ка-
честве доводочной операции.
Разновидностью зарубки
является угловой вертикаль-
ной отражатель (рис. 5.10а).
Как показано, амплитуда сиг-
нала от пего слабо зависит от
волнового размера отражате-
ля, поэтому он применяется
при контроле тонкостенных
изделий.
Для настройки чувс-
твительности при контроле
пахлесточ пых соединений
предложен проходной цилиндрический отражатель, ось которого лежит в
плоскости падения луча и ортогональна ему (рис. 5.11). Амплитуда эхо-сиг-
нала от этого отражателя не испытывает осцилляций при изменении Ап/Л.,
ч то гарантирует воспроизводимость уровня настройки.
Па рис. 7.11 показаны образец и схема настройки хордового PC ПЭП.
Для настройки чувствительности притертых и пепритертых ПЭП при
контроле продольных (пазовых) швов трубопроводов и сосудов малого
диаметра можно использовать опорный сигнал, получаемый от плоской
поверхности стандартного образца CQ-3. Схема настройки показана па рис.
5.13. Выбранным ПЭП производится сканирование по цилиндрической
поверхности до получения максимального сигнала (Аоц). Установлено, что
для ПЭП с выбранным углом ввода имеется всего одна очень узкая зона
на периметре, в которой, не-
зависимо от качания ПЭП в
плоскости ввода, наблюдает-
ся максимальный сигнал. Эта
ос< >бе 11 пост ь обес почивает
воспроизводимость резуль-
татов настройки. Имеется
хорошая корреляция с опор-
ным сигналом от отверстия
0 6 мм в СО-2 (А„), чго
позволяет использовать
данный способ настройки,
не отступая от требований
стандартной методики.
Рис. 5.12. Амплитуда сигнала в зависимости от
2ЬЦ/X проходного цилиндрического отражателя.
95
Рис. 5.13. Схема получения
опорного сигнала наклонным
ПЭП от плоской поверхности
СО-3.
В табл. 5.2 приведены соотношения между
опорными сигналами для непритертых ПЭП в
СО-2 и СО-3.
Эхо-сигнал Лоц от плоской поверхности
всегда больше, чем Ло. Поэтому при настройке
дефектоскопа по СО-3, выраженный через ве-
личину Ло, требуемый по инструкции уровень
чувствительности необходимо увеличивать па
(^ОЦ"^о)’
Таблица 5.2
Соотношение сигналов дБ
Браковочный уровень (S)KB, мм2) Тип преобразователя
ПКН (ЦНИИТМАШ) Приз-Д5 (Волна)
5 9,5 И
7 10 11
10 12 12
15 12 14
20 13 15
5.3. Определение основных параметров
При одних и тех же электроакустических параметрах ПЭП и дефек-
тоскопа большинство основных параметров будет зависеть от скорости и
коэффициента затухания ультразвука в объекте контроля.
Поэтому максимальная достоверность контроля обеспечивается, если
определение его основных параметров и настройка чувствительности
производится па образцах идентичных по споим акустическим константам
- скорости и коэффициенту затухания - объекту контроля.
Однако даже мало- и среднелегироваппые стали в зависимости от мно-
гих технологических причин имеют различные акустические константы.
У легированных сталей эти константы могут иметь аномальные значения,
что принципиально не позволяет использовать при их контроле образцы
из малоуглеродистых сталей. Очевидно, что при контроле объектов выпол-
ненных п.з гитана, алюминиевых и медных сплавов, чугуна, пластиков и т.п.
необходимы образцы из этих материалов.
Вывод из этого один - необходимо проводить измерения скорости и
коэффициента затухания и в объекте контроля, и в металле из которого
изготавливаются СОПы для настройки чувствительности. Если в объекте
контроля и в образцах CO-2, CO-3, CO-4, V-1, V-2 скорость и затухание
ультразвука па рабочей частоте сильно отличаются, для определения ос-
новных параметров эти образцы, по-видпмому, также необходимо изготав-
ливать из сплава идентичного объекту контроля. Хотя стандарты пока не
требуют этого.
96
Ниже будут рассмотрены методы измерения основных параметров
контроля и акустических характеристик изделий из мало- и среднелегиро-
ванных сталей.
Для повышения точности при проведении Измерений должны соблю-
даться следующие требования:
1. боковые поверхности призмы ПЭП и образцов должны быть строго
параллельны (компланарны). Это обеспечивается, в частности, примене-
нием направляющей линейки, зафиксированной на образце постоянными
магнитами;
2. должен обеспечиваться надежный акустический контакт под всей
рабочей поверхностью ПЭП;
3. давление на ПЭП должно быть постоянно и составлять 1,2+1,5 кгс.
Целесообразно сделать специальный, залитый свинцом, груз с пазами но
ширине призмы и глубиной 10-15 мм;
4. снятие отсчета производить не менее через 20-30 сек. после установки
ПЭП в новом положении. Эксперимен ты показали, что только за это время
акустический контакт стабилизируется;
5. при использовании процессорного дефектоскопа измерения прово-
дить в режиме «заморозки» сигнала или режиме запоминания кадра;
6. измерения амплитуд сигналов стараться проводить с погрешностью
не хуже ± 0,2 дБ, временных интервалов ± 0,8 мкс, а линейных размеров
± 0,5 мм.
5.3.1. Измерение акустических констант материалов
5.3.1.1. Измерение временной задержки в призме
Измерение всех акустических колебаний (характеристик) материала
наклонными ПЭП требует учет времени и нуги прохождения ультразвука в
призме. Поэтому, измерение этой характеристики предшествует определе-
нию других параметров ПЭП.
Измерение времени прохождения ультразвукового пучка в призме
ПЭП (задержке) может производиться несколькими путями (рис. 5.14).
Два одинаковых ПЭП совмещаются рабочими поверхностями по
общей акустической оси и фиксируются в положении, при котором про-
шедший из одного ПЭП в другой сигнал максимален (рис. 5.14а). При ис-
пользовании процессорного дефектоскопа - «.замораживают» изображение
развертки А. По развертке проградуированной в «мксек» или с помощью
строб-импульса измеряют временной интервал. Полученная величина есть
задержка в призме.
При втором варианте ПЭП устанавливается па СО-3 и в соответствии с
ГОСТ 14782-86 находят точку ввода (рис. 5.146).
«Замораживают» изображение развертки А и па экране на развертке
проградуированной в мксек измеряют времена приходов 1-го импульса
(ti), второго импульса дважды переотражеппого от участков цилинд-
рических поверхностей симметричных относительно точки ввода Ц2).
97
a. *
Рис. 5-14. Измерение величины задержки в призме наклонного ПЭП.
Измеряют At =t2—11( мксек. А затем вычисляют время задержки в призме
T=£j—Л£=2£|~-£2=3£1--2£2, мксек
Схема измерения задержки по образцу V-2 показана на рис. 5.14в.
Существует еще один самый простой способ. Выбирают малую скорость
развертки, устанавливают ПЭП на ребро двугранного угла образца, как по-
98
казано на рис. 5.14г и перемещая ПЭП находят максимум сигнала отражен-
ного от этого ребра. Этот способ наименее точный, поскольку обычно сиг-
нал находится в пределах «бороды» зондирующего импульса, что приводит
к флуктуациям сигнала и соответственно к ошибкам.
Если под руками нет образца СО-3 и установить точку ввода невоз-
можно, то определить величину задержки в призме можно по двугранному
углу образца. Схема измерения показана па рис. 5.14д. Находят максимум
сигнала от нижнего угла образца, измеряют время прихода этого сигнала t,
И по передней грани ПЭП па образце делают отметку (риску). Измеряют
расстояние от метки до ребра X мм, откладывают расстояние 2Х и делают
вторую отметку. Устанавливают ПЭП в положение 2 и измеряют время
Z2. Время задержки в призме будет т =2^—£2мксек. Аналогично измеряют
задержку двумя ПЭП как показано па рис. 5.14е. Если призма прозрачная,
грубую оценку величины задержку можно определить измерив линейкой
путь ультразвука в призме от центра пьезоэлемепта до точки ввода и разде-
лив его на скорост ь ультразвука в призме. В оргстекле скорость составляет
2,7 мм/мксек.
5.3.1.2. Измерение скорости волн
Измерения скорости воли проводятся па образце из металла иден-
тичного металлу объекта контроля. Образец должен иметь параллельные
(эквидистантные) поверхности или отражатели: плоскодонные отверстия,
боковые сверления. Штангенциркулем измеряют расстояние II от повер-
хности сканирования до
поверхности отражателя
(а не до центра в случае
бокового сверления).
Для повышения точности
измерений желательно,
чтобы Н > 40-50 мм.
Самый простой способ
измерения скорости с/ па
образцах с параллельны-
ми поверхностями. Если
измерения должны про-
водиться с погрешностью
це превышающей 5%, то
отклонение от параллель-
ности не должно превы-
шать 0,05 мм.
При измерении пря-
мой совмещенный ПЭП
устапавл и вают па образец,
Рис, 5,15' Схемы прозвучивания и образцы
для измерения скорости и коэффициента
затухания: продольных волн по донному сигналу
- а; плоскодонным - б; боковым отверстиям - в и
поперечных волн - г.
99
прижимают его и фиксируют на экране серию сигналов (рис. 5.15а). Изме-
ряют время tn прихода 1-го и n-го сигнала. Обычно принимают п = 4-5. Для
уменьшения погрешности строб-импульс выводят на середину экрана по
высоте, а измеряемые сигналы, путем регулировки коэффициента усиления,
выводят на одинаковый уровень выше линии строб-импульса на 5-7 мм. Зна-
чение скорости вычисляют из С/ = nH/tn мм/мксек. При прецизионных из-
мерениях необходимо измерять значение т - задержку в протекторе. Обычно
она не превышает 0,1-0,2 мксек. В образцах рис. 5.156 и в обычно измеряют
времена 1} и прихода эхо-сигналов от отражателей. Скорость определяется
с/ = (//2-//t)/(Mi).
Измерения скорости поперечных волн чаще всего проводят на образце,
имеющем двугранный угол или искусственный отражатель (рис. 5.15г).
Измеряют толщину образца II или глубину отражателя. Устанавливают
наклонный ПЭП в положение фиксации максимального сигнала, измеряют
время t\ и на образце делают отметку против точки ввода ультразвукового
луча или передней грани призмы. Измеряют это расстояпиеХг Устанавли-
вают на ПЭП на образец па расстояние Х2 = 2Х\ и фиксируют время прихо-
да сигнала от отражателя /2.
Скорость вычисляется из соотношения
///cos a -Jh2 +х>2 ,
с = -----г- = ----г— мм/мксек.
Для повышения точности замеры повторяют 3-5 раз, а результаты усредня-
ют. В образцах с отражателями измеряют время прихода сигналов /| и /2 и
расстояние от поверхности сканирования до поверхности отражателей Н\ и
(Н.-НЛ
Н2 мм и скорость определяют из выражения с, мм/мксек в
(Н.-Н2)
случае продольных волн и с, =^~---г2- cos а в случае поперечных.
V2 ~ei)
5.3.1.3. Измерение коэффициента затухания ультразвука
Для измерения коэффициента затухания - 8 необходимо получить эхо-
сигналы Л, и Л2 от двух строго идентичных отражателей, расположенных
на различном расстоянии //| и Н2 (г, и г2). Чтобы избежать ошибок за счет
наложения сигнала, переотразившегося от стенки образца па полезный
сигнал, необходимо чтобы минимальное расстояние А от оси пучка до бли-
Ис
жайшей боковой поверхности соответствовало требованию Д > 1,2 —; еде
а - радиус пьезоэлемепта,/- частота. aJ
Продольные волны
Самая простая схема измерения коэффициента затухания но донным
сигналам At и Л2 приведена на рис. 5.15а.
Если минимальная толщина //. больше 3-х ближних зон Н, > 3— ; то
1 ‘ А
100
коэффициент затухания - 3 определяется по формулам акустического трак-
та для донного сигнала
2лН
2ЛН
Л = г^23(н2-н,)
Л я,
1пА}/А2-\пН2/Н}
2{Н2-Н})
см (непер)
АД-2^Я2/Я,
17,37(Н2 - Я,)
дБ/см.
здесь ЛА = 201g At IА2 , дБ.
Если Н-, < —, то коэффициент 8 находят из
In А} / А2
2(H2-Hfj
см (непер)
17,37(Я2 - Я,)
Для выполнения этою условия необходимо использовать пьезопДасти-
ны увеличенного размера. В частности, если использовать пьезонластипу
0 20 мм на частоту 5,0 МГц, то г(=а-/~К ~ 90 мм, что легко позволяет найти
образцы требуемой толщины.
Если использовать отражатели как показано на рис. 5.15 б,в при мини-
мальном Н больше 3-х ближних зон в случае плоскодонных отверстий
1пД,/Д2-21пЯ2/Я,
2(н:-н,)
см (непер)
и в случае боковых цилиндрических отверстий
101
с 1пЛ./Л2-1,51пН2/Н.
8 =----!--7-------г2---LCM (непер)
Если толщина образцов или расстояние до отражателей меньше 3-х
ближних зон, то можно оценить 8 с помощью АРД-диаграмм. В этом случае
измеряются эхо сигналы А, и А2 дБ от отражателей на глубине Нх и Н2, мм.
Вычисляют модуль ЛА= | Ai—A21, дБ.
Если измерялись донные сигналы, то на соответствующей данному
ПЭП АРД-диаграмме из точки с абсциссой Нг восстанавливают перпенди-
куляр до кривой соответствующей донному сигналу точка В (рис. 5.24). На
этом перпендикуляре от точки пересечения откладывают вниз отрезок BE
равный АА дБ. Такой же перпендикуляр восстанавливают иэ точки с абс-
циссой Н2 до пересечения с кривой донного сигнала (точка С). Через точки
Е и С проводят прямую линию, тангенс угла наклона которой к оси абсцисс
численно соответствует коэффициенту затухания 6. Если АРД-диаграмма
имеет вращающуюся шкалу (подвижный диск), то величину коэффициента
затухания можно определить путем поворота шкалы и совмещения линий
шкалы с проведенной прямой. Но в этом случае точки В, Си Е наносят на
саму диаграмму, а затем ее вставляют в планшет. При отсутствии вращаю-
щейся шкалы величину коэффициента затухания вычисляют следующим
путем. По АРД-шкале линейкой измеряют длину отрезков BE, ВНЬ СН2 и
Нх Н2 в сантиметрах. Вычисляют длину отрезка ОЕ
ОЕ = BE - (ВН, - СН2), см.
Коэффициент затухания определяют 8 = tgy =
ОЕ
--------см (непер).
H,H2
Выражают длину отрезка ОЕ в децибелах, тогда
ДЛ
8 = tgY =--------дБ/см.
н,н2
Если измерялись амплитуды At и А2 сигналов от плоскодонных отража-
телей, то точки Ви С фиксируют на АРД кривой соответствующего диамет-
ра. Все остальные действия такие же.
При отсутствии двух образцов с различной толщиной можно исполь-
зовать один образец с плоскопараллельными поверхностями толщиной
Н > 3—— и измерения 8 в нем проводить по первому А\ и второму
/I
донному сигналам Аг (рис. 5.15а). Но в этом случае приходится учиты-
вать, что коэффициент отражения R от поверхности образца, на которой
установлен ПЭП не равен 1 (R < 1). Поэтому, уравнения акустического
102
тракта для первого и второго донных сигналов (в дальней зоне) пред-
ставлено в виде
4= Л
22Н
e~2SH
4
-^-R-e~4SH
4ЛН
И ^L = 2-R-'-e+2SH
А2
In А{ IА2 -In/?-In2 -i
------------------ ры
„ 201g J, / -201g/?-lg2
О =-----------------------дБ/см
Если численное значение R известно, то определение 8 производится по
вышеизложенной методике с вычетом поправки величиной ^=201g/? из АЛ. В
частности, у ПЭП ИЦ-1 с/= 1,8 МГц и протектором ферровольфрам + ЭД-6
коэффициент R = 0,7 (£, = 3 дБ). Если числовое выражение R не известно, то
используют следующие подходы.
При первом па донную поверхность соосно с первым ПЭП размещают
второй, аналогичный первому ПЭП, по нс подключенный к дефектоскопу
(балластный). Он показан пунктиром на рис. 5.15а. Точное положение его
определяется по минимуму 1-го донного сигнала.
Тогда коэффициенты отражения R от верхней и нижней поверхностей
будут одинаковы и их можно нс учитывать в величине АЛ, а определение 8
производить по изложенной выше методике с помощью АРД-диаграммы.
Для учета коэффициента отражения R не зная его величины также
можно применить следующий способ. Па испытуемый образец толщиной
Н устанавливают накладку (задержку), например из оргстекла, и измеряют
донные сигналы (рис. 5.15а). Толщины накладки (показана пунктиром) и
образца выбираются из условия, чтобы сигналы от всех границ не накла-
дывались друг на друга па развертке, /[ля нары оргстекло-сталь толщина
накладки d> 0,5Н. Накладка обеспечивает одинаковую прозрачность гра-
ницы оргстекло-металл для всех сигналов. Это позволяет определять коэф-
фициент затухания по АРД-диаграммс изложенными выше способами.
103
Поперечные волны
Проще всего в качестве опорных сигналов использовать отражения от
двугранного угла. Поверхности угла должны быть гладкие, а угол прямой.
Измерения производят в следующей последовательности. Штангенцир-
кулем измеряют толщину образца Н мм. Устанавливают ПЭП на образец,
находят максимальный сигнал от нижнего угла и измеряют его А(, дБ (рис.
5.15г). В этом положении ПЭП по точке ввода или передней грани призмы
на поверхности образца делают отметку (риску). Измеряют расстояние от
ребра грани до метки X,, откладывают на поверхности образца расстояние
2Х, и также делают отметку. Устанавливают ПЭП в положение 2 и измеря-
ют амплитуду сигнала от верхнего угла А2.
По соответствующей АРД-диаграмме изложенным выше способам оп-
ределяют коэффициент затухания 8/ откладывая на оси абсцисс толщины
Н и 2Н. Аналогично измеряют коэффициент затухания при наличии двух
строго идентичных отражателей (зарубок, боковых отверстий).
При отсутствии образца с двугранными углами коэффициент затухания
8t определяют по правой схеме на рис. 5.15г с двумя идентичными наклон-
ными ПЭП включенными раздельно.
Алгоритм измерений тот же, сначала определяют и измеряют А(, за-
тем устанавливают ПЭП па расстояние 2Х, и измеряют А2.
Коэффициент затухания определяют по АРД-диаграмме также, как и
ранее. При этом координаты отражателей по оси абсцисс будут Н и 2Н.
При измерении коэффициента затухания поперечных волн при ис-
пользовании обоих вышеизложенных способов категорически запреща-
ется определять положение сигнала А2 по его максимуму. В противном
случае будет получена заниженная величина. Это объясняется тем, что во
втором положении, как правило, фиксируется сигнал, полученный не цент-
ральным, а периферийным лучом диаграммы направленности.
5.3.2. Методы определения основных параметров
акустического тракта и аппаратуры
Точка выхода (центр излучения). Определяется по образцам СО-3,
V-1 и V-2. ПЭП устанавливается на плоскую поверхность образца, находит-
ся максимальный сигнал от цилиндрической поверхности и па призме ПЭП
наносится риска совпадающая с риской па образце.
Из-за того, что акустическая прозрачность контактного слоя выше для
меньших углов падения положение точки ввода может пс совпадать с точ-
кой пересечения акустической оси с рабочей поверхностью.
Опыт показывает, что положение точки ввода и величина угла ввода
сильно .зависит от скорости и коэффициента .затухания в металле из кото-
рого изготовлены образцы СО-2 и СО-3.
Поэтому, измерения необходимо выполнять па образцах действительно
метрологически аттестованных по этим параметрам, а не па образцах с ли-
повыми свидетельствами. Оценить акустические характеристики образцов
104
можно самим используя рекомендации п.5.3.1.
Угол падения луча в призме (Р) измеряется между акустической
осью пьезоэлемента и нормалью к рабочей поверхности призмы и опреде-
ляется по образцу СО-1 (если призма из оргстекла). При установке ПЭП на
образец в точку Д (рис. 5.1а) находят максимальный сигнал от отверстия 0
2 мм и снимают отсчет угла р.
Угол ввода (а). При углах падения ПЭП 35-65° угол ввода опреде-
ляют при установке ПЭП на поверхность А образцов CO-2, V-l, V-2, при
углах 60-80 на поверхность Б. В образце V-1 угол ввода определяют по сиг-
налу от отверстия 0 50 мм.
Величина угла зависит от глубины отражателя. Чем глубина больше,
тем угол меньше. Это объясняется квазпнекривлепием оси преломленного
луча, за счет ослабления ультразвука. На больших глубинах от ненаправ-
ленного отражателя максимальный сигнал фиксируется, когда он берется
периферийным (боковым) лучом диаграммы направленности, длина кото-
рого меньше чем осевого луча и .за тухание па этой длине меньше.
Для учета этого явления можно использовать образцы с различной глу-
биной отражателей.
Такие образцы рекомендую тся Европейской нормалью EN 12668-2:2001
(рис. 5.4).
Таким образом, для точного измерения координат дефекта угол ввода
необходимо измерять по отражателю расположенному в диапазоне конт-
ролируемых толщин, или еще лучше па глубине дефекта.
Стрела преобразователя - расстояние между точкой выхода и пере-
дней гранью призмы ПЭП - измеряется линейкой.
Средняя частота и спектр эхо-сигнала (/-МГц) измеряется с
помощью осциллографа или анализатора спектра. Недектироваппый эхо-
сигнал от отражателя стробируется и подается па измерительную радио-
аппаратуру (осциллограф или спектральный анализатор). Длительность
строб-импульса должна равняться удвоенной длительности импульса, а его
середина должна совпадать с положением максимума. На уровне 6 дБ от
максимума спектра измеряются нижняя/,, и верхняя/в частоты. Средняя
частота /,.
а =>/./„ х./;,,мгц.
Длина волны
Длина волны А. может определя ться на основе измерений скорости - <: и
средней частоты/, A. =c/fr
Кроме того, существуют методы определения длины волны непосредс-
твенно.
Определение А. по СО-4. Перемещая ПЭП вдоль пазов переменной
глубины фиксируют положения ПЭП, при которых эхо-сигнал максима-
лен. Это означает интерференцию (сложение) в одной фазе каждого из
105
отраженных пазом сигналов. Замерив разницу глубины пазов в этом месте
можно определить X.
Приближенное значение длины волны можно получить использовав
формулы акустического тракта из соотношения амплитуд сигналов от
плоскодонного отражателя и бесконечной плоскости Ап/А„, при одном г.
В этом случае
2 - , мм.
НЛ/Л)
Здесь - площадь плоскодонного отражателя. Отношение Лп/Л«, вы-
ражено в разах, а не дБ. Если Ап и Л«, измерено в отрицательных дБ, то их
отношение будет меньше 1.
Фокусное расстояние (глубина фокуса) прямых и РСПЭП опре-
деляется толщиной ступени, от которой амплитуда сигнала максимальна
(рис. 5.3а).
Отклонение акустической оси прямого ПЭП от нормали. Опре-
деляют по КО (рис. 5.3в). Предварительно определяют геометрический
центр ПЭП, для чего проводят две взаимно перпендикулярные линии на
его поверхности и точки пересечения их с боковой поверхностью на пос-
ледней отмечают рисками. При массовой или частой проверке очень удобно
пользоваться трафаретом из прямоугольного куска оргстекла толщиной 3-5
мм, в котором в центре нанесенных на него взаимно перпендикулярных и
зачерненных линий выполнено окно, соответствующее диаметру ПЭП.
ПЭП устанавливают на поверхность А и фиксируют максимальное зна-
чение эхо-сигнала от бокового отверстия 0 3 мм. Второе измерение прово-
дят при повороте ПЭП на 90°. Для каждого положения ПЭП измеряют его
отклонение L} мм от пулевого положения. Угол отклонения определяют по
формуле
л Д >80
AtZ =-----’ град, где Г — 100 мм.
Г Я
Отклонение акустической оси наклонного ПЭП в дополнитель-
ной (азимутальной) плоскости. Очень частый дефект ПЭП вследствие
неравномерного износа призмы. Определяют по КО (рис. 5.3в) при установ-
ке ПЭП па поверхность В и получении максимального сигнала от углового
отражателя образованного отверстием и гранью образца. При смещении
ПЭП в стороны должна соблюдаться параллельность боковых поверхнос-
тей призмы и соответствующих граней образца. Расчет Да производится по
вышеприведенной формуле, где г - путь ультразвука в образце.
Для прямого отражения г = ЗО/cosa, мм. Из-за относительной малости
задержки в призме ею можно пренебречь.
Отбраковка ПЭП но этому параметру производится в соответствии с
требованиями отраслевых нормалей. Применительно к сварным швам обо-
106
рудования и трубопроводов АЭС отклонение Да не должно превышать 2°
(Да < 2”).
Лучевая разрешающая способность прямых ПЭП определяется по
образцам СО-1, точка В, СО-4 и V-1. Наклонных по образцу СО-1 при от-
ражении от цилиндрического отражателя диаметром 15,20 и 30 мм.
Проверка глубиномера производится прямым ПЭП по СО-1 (точка Б)
и СО-2 при положении.ПЭП в точке О шкалы углов. В этих образцах база
измерений равна 20 мкс.
Диаграмма направленности излучения-приема ПЭП в плоскос-
ти падения
Наиболее простой метод измерения ДН базируется на использовании
образца СО-2 или любого другого имеющего боковое отверстие. Схема из-
мерения показана на рис. 5.16а.
Определяют точку ввода ПЭП и маркируют ее на призме. По СО-2
определяют угол ввода а°, перемещая ПЭП через один градус (по шкале
СО-2) снимают отсчет амплитуды эхо-сигнала от отверстия 0 6 мм, и теку-
щего значения угла а. Измеряют расстояние гот отражающей поверхности
отверстия до поверхности образца в точке соответствующей углу.
Результаты измерений удобнее всего представить в виде таблицы, на-
пример полученной для ПЭП с углом ввода а = 45°,/= 2,5 МГц.
Таблица 5.3
Данные измерений диаграммы направленности
а°, град. 39 40 - 44 45 46 - 50
Да° -6 -5 -1 0 +1 +5
-^дБ -27,1 -23,9 -15,2 -14,2 -14,3 -21,6
-^^тах» ДБ -12,9 9,3 1 0 0,1 5,9
-^/^тах 4,41 2,92 1,12 1 1,01 1,97
Г, ММ 53 54 57,6 59 60 66,5
(г/г„,аД3/2 0,806 0,83 0,95 1 1,03 1,27
(г/г„мх)'/2, дБ 1,87 1,53 0,42 0 0,29 2,07
Амплитуды всех сигналов нормируют относительно Атах (в нашем
случае для угла 45°) умножая (если в дБ прибавляя) на A/Aniax и дифрак-
ционную поправку, учитывающую разницу путей (г/гтах)3/2. Затем строят
в полярных координатах ДН приема-излучения, (рис. 5.166). ДН только
излучения (для производственного контроля не нужна) можно получить,
если из амплитудных значений извлечь квадратный корень.
При контроле сварных швов больших толщин (например более 100 мм)
параметры ДН и угол ввода существенно разные в верхней и придонных зо-
нах шва. В этом случае ДН надо снимать па образцах имеющих отражатели
107
Рис. 5.16. Измерение диаграммы направленности в плоскости падения - а); диаграм-
мы направленности наклонного ПЭП (X = 45°, f = 2,5 МГц в декартовых и полярных
координатах - б):
1 - без дифракционной поправки;? - с дифракционной поправкой.
па разных глубинах. Например по образцу рекомендованному бри танским
стандартом EN 12668 (рис. 5.4).
Несколько методически отличается от изложенного выше способ со-
стоящий в определении текущих» значения угла па боковой поверхности
образца с помощью транспортира.
108
Рис. 5.17. Измерение диаграммы на-
правленности в азимутальной (допол-
нительной) плоскости по образцу с за-
кругленным пазом - а); и по угловому
отражателю с постоянным R - б).
Диаграмма направленности
излучения приема ПЭП в допол-
нительной (азимутальной) плос-
кости
Измеряется по образцу с квадран-
том радиусом R большим трех ближних
зон ПЭП в середине которого имеется
закругленный паз (рис. 5.17а).
На передней грани ПЭП марки-
руют среднюю плоскость. На рабочей
поверхности образца перпендикулярно
боковым поверхностям через центр
квадранта нанесена миллиметровая
шкала. Если шкалы нет, можно исполь-
зовать зафиксированную магнитами
линейку.
Совмещают точку ввода ПЭП с
центром квадранта, перемещают ПЭП
вдоль линейки и снимают отсчеты
координат ПЭП на липейке-х, мм и
амплитуду сигнала от паза. Результаты
.заносят в таблицу.
Таблица 5.4
Результаты измерений Qa
X, мм +7 +6 + 1 0 -1 +6 +7
R, мм 5,7 4,9° 0,8° 0 0,8 - 4,8° 5,3°
Л дБ 38 35 27 26 36 39
Определяют угол Qa=arc(tgx/R).
Пример Предположим R = 70 мм. По полученным данным Q=arc(tgx/ R)
строят полярную ДН. В принципе угловая ширина ДН в азимутальной плос-
кости пос тоянна и не зависит от глубины отражателя.
Болес точный способ измерения Д11 показан на рис. 5.176. ПЭП встав-
ляется в держатель е рычагом изменяемой длины. Рычаг вращается па оси,
вставленной в сквозное отверстие в образце. Угол между этим отверстием и
донной поверхностью является отражателем.
Находится расстояние R при котором эхо-сигнал от отражателя макси-
мален. Последовательно измерив амплитуды эхо-сигналов при смешении
ПЭП но окружности и углы 0а строят полярную ДН.
Ширина углового захвата (угол расхождения пучка лучей 9)
Характеризует угол расхождения Д11 па заданном уровне A:j от Л1пах.
11а практике используется чаше чем Д11. Определяют по СО-2 или любому
другому образцу. Задаются значением Л3. Например Л3/Лтах=20дБ. Нахо-
дят положение ПЭП когда амплитуда эхо-сигнала максимальна. Снимают
109
отсчет Лгаах и угла ввода Од. Последовательно сдвигают ПЭП сначала впе-
ред, затем назад и до значений Л/Лтах = 20 дБ и снимают отсчеты углов <Xnlin
и СЦпах при этих значениях амплитуд.
Ширина углового захвата
® ^max—^rnin •
Также как и ДН значение углов 0 может быть определено на нескольких
глубинах. В частности все методики EN 12668 предусматривают не изме-
рение всей диаграммы направленности, а измерение углового расхождения
пучка (угла захвата) на уровне 20 дБ от максимума с помощью образцов
показанных на рис. 5.4 и имеющих отражатели на разной глубине.
Измерения производятся в той же последовательности.
Повторяют эту процедуру па всех отверстиях образца. По данным изме-
рений строят график расхождения лучей или 0 диаграммы направленности
на уровне 20 дБ.
По этой же методике может быть определена 0 на другом уровне от
максимума.
Эффективная ширина диаграммы направленности d.()ll, мм опре-
деляется (ЭШ) по схеме приведенной па рис. 5.16 в виде
d.m=r t$), мм
Измерение ширины 0 углового захвата в дополнительной с азимуталь-
ной плоскости 0а производится на образцах рис. 5.3 и 5.4. Методика изме-
рений аналогична описанной выше. Только смещение ПЭП производится в
направлении перпендикулярном плоскости падения луча.
Мертвая зона прямого или РСПЭП определяется по СО-2. ПЭП ус-
танавливается над каждым отверстием 0 2 мм и измеряются амплитуды
эхо-сигналов. Если эхо-сигнал от отверстия превышает уровень шума на
12 дБ, то считается, что граница мертвой зоны лежит ближе к контактной
поверхности чем данное отверстие.
Определение реверберационно-шумовой характеристики
(РШХ) Изготавливают или выбирают образец, у которого в пределах
требуемого рабочего диапазона по глубине имеется 6-8 идентичных отра-
жателей (например плоскодонных отверстий).
Устанавливают ПЭП па образец, находят максимум от первого отража-
теля, выводят его па среднюю линию экрана и снимают отсчет амплитуды
сигнала. Кладут ПЭП набок, очищают его контактную поверхнос ть от смаз-
ки и повышают усиление до уровня при котором шумы достигают средней
линии экрана. Снимают отсчет амплитуды шума. Последовательно прово-
дят операцию на всех отверстиях. Для каждого отверстия находят разницу
в дБ между сигналами от отражателя и шума (соотношение поле зпый сиг-
нал-шум) и полученные точки наносят на АРД-диаграмму (рис. 5.23). Если
110
сигнал от помехи при максимальном усилении не достигает средней линии,
то в этом случае соотношение сигнал-шум увеличивают (по модулю) на 6
дБ, если амплитуда шума на уровне 20% его вертикальной шкалы; на 12 дБ
если на уровне 10%; и на 18 дБ если на уровне 5%. Очевидно, что получен-
ное соотношение сигнал-шум для отверстий другого диаметра будет иным.
Для больших - большим, для меньших - меньшим.
5.4. Настройка чувствительности дефектоскопа
5.4.1. Виды чувствительности
Настройка чувствительности дефектоскопа (эталонирование) пре-
следует две задачи: проверку работоспособности всего электрического
тракта и регламентацию (жесткое задание) его чувствительности по
опорному акустическому сигналу, полученному от какого-либо стандар-
тизованного отражателя определенных геометрических размеров.
Контроль на произвольном уровне чувствительности дефектоскопа
может привести либо к тому, что необоснованно будет забраковано изделие
вследствие регистрации эхо-сигналов от мелких неопасных дефектов или
даже структурных неоднородностей, либо к пропуску опасных дефектов.
Чувствительность дефектоскопа, определяемая в общем случае как воз-
можность при контроле выявлять отражатели заданного размера, является
важнейшим параметром, определяющим достоверность и воспроизводи-
мость результатов контроля. Поэтому обнаружение дефектов, оценка их
величины и степени допустимости для данного изделия должны произво-
диться на строго определенных уровнях чувствительности.
Различают несколько видов чувствительности: реальную, абсолютную,
предельную, браковочную, поисковую и условную.
Реальная чувствительность определяется минимальными размерами
реальных дефектов, которые могут быть обнаружены в сварных соединени-
ях данного вида при выбранной настройке дефектоскопа. В силу различных
отражающих свойств реальная чувствительность к трещинам будет отли-
чаться от реальной чувствительности к включениям и т.д. Численное вы-
ражение реальной чувствительности устанавливается па основании статис-
тического анализа дефектов сварных соединений, проконтролированных
ультразвуком и подвергшихся металлографическим испытаниям.
Абсолютная чувствительность характеризует максимально достижи-
мую чувствительность электроакустического и электрического трактов де-
фектоскопа к акустическим сигналам и зависит от коэффициента усиления
усилителя, мощности зондирующего импульса и двойного коэффициента
преобразования пьезоэлемепта. Опа определяется отношением минималь-
ного акустического сигнала, который регистрируется дс<|х:ктоскопом, к
амплитуде акустического зондирующего импульса и выражается в отрица-
тельных децибелах.
Приближенный способ определения абсолютной чувствительности
приведен дальше.
111
Значения абсолютной чувствительности у современных дефектоскопов
составляют 90...110 дБ. Эта характеристика необходима для оценки потен-
циальных возможностей дефектоскопа с данным преобразователем, метро-
логического сравнения дефектоскопов различного типа между собой и т.д.
Предельная (контрольная) чувствительность определяется наимень-
шей эквивалентной площадью дефекта, расположенного на данной глу-
бине в испытательном образце данного вида и уверенно выявляемого при
заданной настройке регуляторов дефектоскопа. Часто этот уровень чувс-
твительности называют контрольной чувствительностью, а плоскодонное
отверстие, по которому настраивается этот уровень, - контрольным отра-
жателем. Предельная чувствительность является основным параметром
контроля и обычно регламентируется соответствующими нормативными
документами.
Браковочная чувствительность характеризуется максимальной вели-
чиной эквивалентной площади дефекта, предельно допустимого по дейс-
твующим техническим условиям для данного изделия. Обычно ее уровень
несколько ниже, чем уровень предельной чувствительности.
Поисковая чувствительность определяет уровень усиления дефектос-
копа при поиске дефектов. Необходимость ее введения обуслошюпа тем,
что предельная чувствительность дефектоскопа в процессе сканирования
значительно ниже, чем при неподвижном положении преобразователя.
Величина поисковой чувствительности не является строп> регламенти-
рованным параметром контроля. Обычно опа па 6 дБ превышает уровень
предельной чувствительности.
Условная чувствительность. В ряде случаев предельную или браковоч-
ную чувствительность предлагается фиксировать с помощью какого-либо
стандартного образца (СО), обладающего строго заданными и постоянны-
ми акустическими свойствами. Для этой цели в ГОСТ 14782-86 предус-
мотрен СО №1 из оргстекла, позволяющий перевести соответствующую
чувствительность в условную. Мерой условной чувствительности является
глубина отверстия, эхо-сигпал от которого эквивалентен по амплитуде
предельной или браковочной чувствительности. Однако в связи с большим
разбросом коэффициента затухания в оргстекле применять СО-1 для на-
стройки чувствительности нецелесообразно.
Эталонирование чувствительности можно выполнять двумя способа-
ми: прямым - с помощью образцов н косвенным - по АРД-диаграммам.
При прямом способе настройка производится по СО, СОП или непос-
редственно по штатному изделию, в котором выполнен любой отражатель,
эквивалентная площадь которого задана в соответствующих нормативных
документах.
Прямой способ наиболее прост и автоматически учитывает многие па-
раметры акустического тракта. Но, при широком ассортименте продукции,
он весьма дорог, так как требует изготовления большого набора СОП с раз-
л и ч и ы м и отражатсл я м и.
112
Способ настройки по АРД-диаграммам состоит в том, что предельную
чувствительность, выраженную через эквивалентную площадь отражателя,
устанавливают как долю от опорного эхо-сигнала, полученного от любого
отражателя параметры которого известны.
5.4.2. Технология настройки по образцам
Этот способ является основным при контроле сварных швов металли-
ческих конструкций. Размеры и форма отражателей зависят от степени
ответственности изделия и, как правило, регламентируются ведомственной
(отраслевой) НТД. Например в тепловой энергетике это РД 34.15.027-93
(РТМ-1С-93); в атомной энергетике «Правила контроля» ПНАЭ Г-010-89,
в строительстве СНИПы и т.п.
Технология настройки чувствительности дефектоскопа но СОП скла-
дывается из последовательности следующих операций.
В соответствии с толщиной, кривизной контактной поверхности и ко-
эффициентом затухания ультразвука в металле объекта контроля (ОК) и
требуемым уровнем чувствительности отбирают СОП. Радиус кривизны
поверхности СОП не должен быть больше 1,2 R радиуса ОК. Недопустимо
использование для настройки Образцове меньшей кривизной поверхности,
а также плоских образцов при контроле ОК с криволинейной поверхнос-
тью.
С помощью датчика ДШВ ЦНИИТМАШ или другим, инструменталь-
ным, но не визуальным методом, сравнивают шероховатость и волнистость
поверхности СОП и ОК. Если различие в величине Rz больше 20% СОП за-
меняют. Если поверхность ОК имеет большую шероховатость, то проводят
дополнительную зачистку ее абразивным камнем.
Выполнения последней операции можно избежать, если датчиком ДШВ
Рис. 5.18. Схема настройки чувствительнос-
ти по СОПс зарубками - а); и плоскодонными
отражателями - б).
из
оценить шероховатость поверхности СОП и ОК, по номограмме для дан-
ного ПЭП определить величину корректирующей поправки ААШ, учиты-
вающей разницу в фактической шероховатости и ввести соответствующую
коррекцию в уровень чувствительности дефектоскопа.
Включив два идентичных ПЭП по PC схеме и установив их навстречу
друг другу на СОП и ОК оценивают коэффициенты затухания путем срав-
нения амплитуд прошедших сигналов. Если амплитуды отличаются более
чем на 3 дБ, СОП должен быть заменен.
На отобранный и удовлетворяющий всем требованиям СОП устанав-
ливают ПЭП, находят максимальный сигнал от отражателя, соответствую-
щего контрольному уровню чувствительности, измеряют амплитуду Ао от
него (рис. 5.18). Повторяют эту операцию 3-5 раз и находят среднее значе-
ние контрольного уровня чувствительности Ао = (Л( + Л2 ••• А, ) / п, дБ.
Браковочный и поисковый уровень устанавливают соответственно
уменьшив или увеличив коэффициент усиления дефектоскопа.
Ранее было оговорено, что СОП должен вырезаться из образца-свидете-
ля сварного соединения, не имеющего дефектов. А нужен ли сварной шов в
испытательном образце? На этот вопрос нельзя дать однозначного ответа.
Если контролируются низколегированные стали небольшой толщины (до
30 мм) и сваренные автоматической дуговой или ручной сваркой, то зату-
хание ультразвука в шве и околошовпой зоне весьма мало отличается от
затухания в основном металле. Поэтому этой разницей можно пренебречь и
с этой точки зрения испытательный образец может быть без шва. Но, оказы-
вается, шов нужен не только для учета затухания ультразвука в нем.
Валик усиления шва является ограничителем продвижения ПЭП
вперед и, следовательно, ширина валика определяет, в какую часть шва
попадает прямой ультразвуковой луч при односторонней сварке. Наиболее
важно обнаруживать дефекты в корне шва, поэтому эталонный отражатель,
например зарубка, вырубается именно в этом месте. В зависимости от со-
отношения между толщиной шва, шириной валика усиления и выбранного
угла ввода преобразователя зарубка может браться не центральным лучом
диаграммы направленности, а боковым. Соответственно эталонирование
необходимо производить уже но этому лучу (рис. 5.19). Если же валика
усиления нет, то при эталонировании всегда будет найден максимальный
эхо-сигнал, соответствующий отра-
жению от зарубки центрального луча.
Фактическая предельная чувствитель-
ность обоих способов эталонирования Г
будет разная. Во втором случае опа бу-
дет меньшая для дефектов в корне шва,
выполненного односторонней сваркой.
Это приведет к их пропуску. Поэтому Рис 519 Схема получения опорного
В ИСПЫТателЬНОМ образце необходимо сигнала при наличии широкого валика
иметь валик усиления шва или его усиления.
114
имитацию в виде накладки, укрепляемой на рабочей поверхности.
Технология настройки чувствительности по стандартным образцам
(СО и СОМ) находит все большее применение по следующим причинам:
экономическая целесообразность, поскольку не требуется большого
парка СОП;
более высокая воспроизводимость результатов настройки.
Недостатками являются: затруднения в настройке чувствительности
ПЭП с криволинейной рабочей поверхностью призмы (притертых); необ-
ходимость обязательного ввода корректирующей поправки ДАШ, поскольку
поверхность СО и СОМ неизмеримо лучше, чем у ОК; необходимость на-
личия специальных коэффициентов пересчета или номограмм (в том числе
АРД-диаграммы), для перехода от опорного уровня к контрольному или
браковочному и выполнения этой процедуры.
При настройке по СО и СОМ амплитуды опорных сигналов значитель-
но выше диапазона, в котором лежат браковочный и контрольный уровни
и временное положение сигналов никак не привязано к геометрии ОК. По-
этому метод настройки по СО и СОМ должен сопровождаться настройкой
блока временной регулировки чувствительности (ВРЧ).
Важный вопрос, возникающий при настройке чувствительности образ-
ца, это необходимая глубина залегания отражателя. Если в дефектоскопе с
помощью блока ВРЧ можно выравнивать чувствительность по глубине в
строгом соответствии с законом ослабления ультразвукового пучка в мате-
риале, то глубина расположения отражателя может быть любой в пределах
действия зоны выравнивания чувствительности.
При отсутствии в дефектоскопе блока ВРЧ глубина расположения
эталонного отражателя должна в принципе соответствовать координатам
наиболее часто встречающихся дефектов.
Если производится контроль не всего наплавленного металла за один
проход, а по слоям - последовательно верхнего, среднего и нижнего, то
отражатель должен находиться на глубине нижней границы соответству-
ющего слоя. Такая методика рекомендуется для контроля швов толщиной
более 30 мм.
Если шов контролируется прямым лучом за один проход, то отражатель
обычно выполняют на нижней поверхности образца. При контроле всего
сечения шва однажды отраженным лучом отражатель изготовляют на вер-
хней рабочей поверхности образца. Обычно чувствительность для нижней
трети шва, прозвучиваемой дважды отраженным лучом, устанавливают по
нижнему отражателю.
Такая система эталонирования в силу своей простоты нашла широкое
распространение при контроле сварных швов. Но она, если не применяется
ВРЧ или DAC системы, имеет существенный недостаток - неравномер-
ность фактической чувствительности дефектоскопа по сечению шва. Это
иллюстрируется графиком (рис. 5.20), где по оси абсцисс отложена глубина
залегания эталонного отражателя, выраженная через толщину шва Н по оси
115
ординат - фактическая предельная
чувствительность дефектоскопа,
выраженная через площадь плос-
кодонного отражателя 5ф. Если
отражатель площадью выполнен
на нижней поверхности, то 5ф будет
изменяться по закону е'28г Г* 1 2 * * * * * В (кри-
вая 1). В точке кривой 1 с абсциссой
Н - 5ф = 5,|Т. Влево от этой точки 5ф
< S-„, т.е. чувствительность выше.
Область контроля между прямой 2
i/а ->/э и л,-, сп -,гг и левым участком кривой 1 (с ле-
1/3 2/3 Н 4/3 5/3 2Н ,, J г
Рис. 5.20. Изменение фактической пределе- вои ШТрИХОВКОН) характеризуется
ной чувствительности по толщине шва при ЗЭВЬНПСПНОЙ ЧуВСТВИТвЛЬНОСТЬЮ.
настройке чувствительности по отража- Уровень 5ф при контроле однажды
”'елю- „ отраженным лучом будет ниже за-
1 - на нижнеи поверхности; 2 - при работе r J „
с временной регулировкой чувствитель- Данного (правая ВСТВЬ Кривой 1).
ности; 3 - на верхней поверхности; 4 - при ЕСЛИ Же настройку ЧуВСТВИ-
контроле по слоям. тельности производить по верхнему
отражателю и контроль вести од-
новременно прямым и однократно отраженным лучом, то график изменения
чувствительности будет соответствовать кривой 3, и фактически весь шов
будет контролироваться на значительно более высокой чувствительности, чем
требуется. Так, если контролируется шов толщиной 30 мм и эталонирование
производится по нижнему отражателю, то фактические предельные чувс-
твительности па глубинах 10 (верхний валик ища) и 30 мм (нижний валик)
отличаются на 13,5 дБ. Тем не менее практика показывает, что несмотря на
столь значительную разницу в чувствительностях для корневых дефектов и
дефектов вблизи поверхности неоправданной перебраковки продукции нет.
По-видимому, это объясняется благоприятной для УЗ-метода статистикой
распределения дефектов.
При контроле изделий с односторонней сваркой наиболее опасные дефек-
ты типа трещин и непроваров в основном находятся в корне, и они являются
хорошими отражателями ультразвука. В верхней части шва обычно имеются
поры, являющиеся очень плохими отражателями ультразвука. Поэтому, не-
смотря па высокую чувствительность в этой части шва, норы слабо выявляют-
ся при контроле.
В случае двусторонней сварки наиболее опасные дефекты (непровары) в
основном находятся посередине сечения. Они обладают плохой отражательной
способностью, но зато контролируются фактически на более высокой чувстви-
тельности. Если они обнаруживаются ультразвуком, то никаких претензий о
нсребраковке не возникает. При контроле по слоям, например, с разбивкой
сечения шва на три слоя, максимальная величина изменения фактической
чувствительности будет значительно выше, и перебраковка уменьшится.
116
Несмотря на сказанное надо стремиться использовать блоки ВРЧ, вырав-
нивающие чувствительность по нужному закону. В этом случае 5ф = =
const.
В Коде американского общества инженеров-механиков для котлов и
сосудов высокого давления (ASME-Code) для проверки основных пара-
метров аппаратуры и настройки чувствительности используются образцы
показанные на рис. 5.21..
1/16 in. tide
hole at interface
tolerance * 1/64 in.
t
1/8 In. flat bottom
hole drifted to dad
interface tolerance
*1/64 In.
Puc. 5.21. Образцы no ASME-Code для проверки и настройки параметров дефектос-
копа: основной образец для контроля сосудов толщиной более50мм - а); образец для
контроля швов толщиной от 25 мм - б).
117
В качестве опорных отражателей в них используются боковые отверстия и
надрезы (пропилы, пазы).
Основной стандартный образец (рис. 5.21а) предназначен для контроля
объектов толщиной более 50 мм, имеет большие размеры и вес и может ис-
пользоваться только в стационарных условиях. Размеры отражателей зависят
от толщины изделия - Т. Надрезы должны иметь глубину 2% от толщины Т.
Диаметр шести боковых отверстий при контроле изделий толщиной 51-
102 мм устанавливается равным 4,75 мм. При увеличении толщины изделия на
50 мм диаметр отверстия увеличивается на 1,6 мм. Длина отверстий и надрезов
не менее 50 мм. Если объект контроля имеет наплавку, то такая же наплавка
должна быть на образце.
На этом образце проверяются следующие параметры: линейность коэф-
фициента усиления, скорость развертки, погрешность определения координат
дефекта, угол раскрытия пучка и др. Кроме того, с его помощью выставляется
электронное ВРЧ и строится DAC кривая.
DAC кривая это - линия, соединяющая максимумы эхо-сигналов от иден-
тичных отражателей расположенных на различной глубине. Она служит для
оценки ра.зме]юв де<|юктов по амплитуде.
Принципиальной особенностью, действующей за рубежом, технологии
контроля является градуировка вертикальной шкалы экрана в %. Полная вы-
сота экрана принимается за 100%, половина за 50% (-6 дБ) и четверть высоты
за 25% (12 дБ).
Построение DAC-кривой производится путем соединения па экране отме-
ток положений максимумов эхо-сигналов от 4-х отверстий основного стандар-
тного образца. Последнее отверстие берется отраженным лучом. Максимум
первого сигнала устанавливается на 75% или 100% уровень.
Плоский образец может использоваться только при контроле для изделий
диаметром свыше 500 мм. Для меныпих диаметров должны использоваться
образцы с такой же кривизной.
Для настройки чувствительности при контроле изделий меньших толщин
используются стандартные образцы с одним боковым отверстием глубиной 38
мм (рис. 5.216).
Диаметр отверстия d и расстояние до поверхност и сканирования - h
приведены в таблице 5.5.
Таблица 5.5
Уровень чувствительности
Номинальная тол- щина контрол ируемого изделия, мм Толщина образца (Т), мм Расстояние от поверхности сканирования - /?, мм Диаметр от- верстия (t/), мм
До 25,4 19,2 или 25,4 0,5 Т 2,38
От 25,4 до 50,8 38,1 или 50,8 0,25 Т 4,75
От 50,8 до 101,6 76,2 или 101,6 0,25 Т 4,75
От 101,6 до 152,4 127 или 152,4 0,25 Т 6,35
118
При ультразвуковом контроле продольных и спиральных швов труб по
стандарту SE-273 для настройки чувствительности используются образцы
с надрезами на наружной и внутренней поверхности. Размеры и форма над-
реза определяются соглашением между заказчиком и изготовителем.
5.4.3. АРД-диаграммы и их построение
Формулы акустического тракта позволяют, измерив амплитуду эхо-сиг-
нала и расстояние до дефекта, определить его эквивалентную площадь (диа-
метр). Однако, каждый раз проводить вычисления по формуламне практич-
но. Удобнее использовать номографическое отображение этих формул в виде
рассчитанных или полученных экспериментально АРД-диаграмм.
АРД-диаграммы служат для настройки чувствительности дефектоскопа
(эталонирования) и измерения эквивалентной площади (диаметра) дефек-
тов.
Способ настройки по АРД-диаграммам состоит в том, что предельную
чувствительность, выраженную через эквивалентную площадь отража-
теля, устанавливают как долю от опорного эхосигнала, полученного от
двугранного угла бесконечной плоской или цилиндрической поверхности
и т.п. Его применение не требует набора образцов различной толщины.
Кроме того, такое эталонирование можно проводить в нескольких точках
изделия, что позволяет усреднить настроечный уровень и избавиться от
случайных ошибок.
Используют АРД-диаграммы двух видов. Обобщенная безразмерная
АРД-диаграмма представляет собой семейство кривых, отражающих за-
висимость амплитуды сигнала А от диаметра дискового отражателя d = 2b,
расстояния до него г, диаметра пьезоэлемента Вл = 2d и частоты ультразву-
ка /. Она построена в безразмерных параметрах: r/r6—d/Da . Обобщенная
АРД-диаграмма (рис. 5.22а) является основой для построения специализи-
рованных АРД-диаграмм для конкретного преобразователя с помощью пе-
рехода от безразмерных параметров к непосредственно измеряемым dur.
Специализированная АРД-диаграмма (рис. 5.226) для серийного на-
клонного преобразователя размещается в планшете. По оси ординат отло-
жена относительная амплитуда эхо-сигнала в отрицательных децибелах, а
по оси абсцисс - глубина залегания дефекта. Для учета коэффициента зату-
хания в планшете имеется прозрачный диск с нанесенной сеткой параллель-
ных линий. Угол поворота диска проградуирован в единицах коэффициен-
та затухания 5. При расчетах используют косоугольную систему координат,
образуемую вертикальными линиями АРД-диаграммы и наклонными ли-
ниями диска. В зарубежных АРД-диаграммах шкала по оси абсцисс обыч-
но отображена в логарифмическом масштабе. При отсутствии планшета
косоугольная сетка вычерчивается непосредственно на АРД-диаграмме.
Как показано ранее, значения 5 определяют с помощью эхо-сигналов
и А„2 от двугранного угла образца или свободного края изделия и АРД-
диаграммы. На планшете находят такой угол поворота сетки, при котором
119
О 2 4 6 8 10 12 14 16 18 20 22 24 26 28 80 Ъ/Пм
Рис. 5.22. Обобщенная АРД-диаграмма - а); и планшет со специализированной АРД-
диаграммой - б).
120
б)
Рис. 5.23. Настройка чувствительности и определение эквивалентной площади де-
фекта по АРД-диаграмме - а; и графики резерва чувствительности-1 и РШХ -2-6.
121
AA^A^j — А^2 в косоугольных ко-
ординатах соответствует разнице
ординат точек F и G на кривой
донного сигнала А^' с абсциссами
/г = //и/г = 2//.
В качестве опорного сигнала
при контроле прямыми и РС-
прсобразователями чаще всего
используется отражение от про-
тивоположной стенки изделия
(донный сигнал). При контроле
наклонными преобразователями
с углами а = 40 и 50° в качестве
опорного сигнала можно исполь-
зовать отражение от двугранного
угла свободного края изделия
или испытательного образца. При
этом двугранный угол обязатель-
но должен быть прямым, а шеро-
Рис. 5.24. Схема измерения коэффициента ховатость обработки поверхности
затухания па АРД-диаграмме. фа|1сй дмжва бь1ть „с хуже R, ~
40. В этом случае глубина отража теля равна И.
В настоящее время существуют компьютерные программы упрощенно-
го построения АРД-диаграмм любых ПЭП без изготовления специальных
образцов (ЦНИИТМАШ).
Для оценки возможностей выявления в данном изделии дефектов с
минимальной эквивалентной площадью в диапазоне глубин, па АРД-диа-
грамму наносят график (кривую) резерва чувствительности и график PUIX
(рис. 5.236).
График резерва чувствительности зависит от абсолютной чувствитель-
ности аппаратуры и коэффициента затухания ультразвука в объекте конт-
роля. Он строится по формуле
А,,.. = М-е2&г-
где М - абсолютная чувствительность дсфскттхзкона. Если па АРД-дца-
грамме между этим графиком и графиком эквивалентной площадью па
данной глубине разница ордина т АА > 6 дБ, то можно считать, ч то дефект с
э той .S'., будет обнаружен.
Абсолютную чувствительность дефектоскопа М, дБ с заданным
НЭП определяют но образцам CO-3, V-l, V-2.
Опорным сигналом для прямых ПЭП служит донный сигнал от боковой
поверхности СО и СОМ ( точка F). Соответственно глубина отражателя //
= 30 мм и Н = 25 мм.
Сначала все некалибровапныс регуляторы (чувствительность, мощ-
122
ность, отсечка и др.) устанав-
ливают в положение, соот-
ветствующее максимальной
чувствительности.
Находят максимум опор-
ного сигнала и его амплитуду
с помощью аттенюатора выво-
дят на среднюю линию экрана
и снимают отсчет с аттеню-
атора или дисплея (Ло), дБ.
Отключают ПЭП и повышают
усиление дефектоскопа до по-
явления электрических шумов
на уровне ниже средней линии
на 12 дБ (примерно 15 мм по
экрану). Снимают отсчет Ль
дБ и вычисляют приближен-
ные. 5.25. Схема возникновения ошибкипри изме-
рении 5экв. за счет квазиискривления луча.
ную величину
М - |ЛО -Л(|, дБ.
Рис. 5.26. Схемы построения АРД по образцам с плоскодонными отверстиями - а; и
зарубками - б; и получения опорного сигнала в СО-2 - в.
123
Определение приближенного значения абсолютной чувствительности
дефектоскопа М, дБ с наклонным ПЭП производится также. Только в
качестве опорного сигнала принимают сигнал от бесконечной плоскости
фиксируемой на экране сразу за «бородой» зондирующего импульса или
(при ПЭП с ос = 37-52°) от двугранного угла СО или СОМ при установке
ПЭП на их боковую поверхность. Резерв чувствительности определяют
по АРД-диаграмме соответствующего ПЭП на основе известных величин
абсолютной чувствительности и коэффициента затухания в материале
(рис. 5.236). Знание этой характеристики позволяет оценить возможность
обнаружения отражателя с заданной эквивалентной площадью мм2 на
глубине Я (расстоянии г) в конкретном объекте контроля (т.е. с известным
коэффициентом затухания 8).
На соответствующей АРД-диаграмме на кривой донного сигнала отме-
чают точку с абсциссой 25 или 30 мм (рис. 5.236). На оси ординат отклады-
вают отрезок РСчисленпо равный величине абсолютной чувствительности
дефектоскопа М и через точку D также проводят параллельную прямую. Из
точки абсциссы с координатой г восстанавливают перпендикуляр.
Пример. Определим резерв чувствительности, например, для нагляд-
ности, при М=58 дБ на расстоянии г= 120 мм. Учет затухания в материале с
коэффициентом 8 = 0,01 ем 1 производится по формуле AN = 201g Аг - 17,37
8г = 17,37 0.01 12 = 2,08 дБ.
Численное значение ДЯ + 6 дБ откладывают вверх от прямой DP. Полу-
ченная точка К соответствует минимальной эквивалентной площади отра-
жателя уверенно (с запасом 6 дБ) выявляемого дефектоскопом. Определив
величину для разных г получим график (линия KL) определяющий резерв
чувствительности для всего диапазона (кривая 1 на рис. 5.236).
График РШХ - определяется только параметрами дефектоскопа и конс-
трукцией ПЭП. Зависимость РШХ с расстоянием определяется но методи-
ке изложенной в разделе 5.3.
Измерение эквивалентной площади по АРД-диаграммам при контроле
ПЭП с одним углом ввода обусловлено наличием ошибки. На рис. 5.25 схе-
матично показана природа этой ошибки.
Дело в том, что АРД-диаграмма строится исходя из того, что макси-
мальный эхо-сигнал регистрируется осью пучка. Поэтому, если бы не было
затухания, эквивалентная площадь дефекта при прозвучнваппи ПЭП в
положении 1 и 2, была бы одна и та же.
Наличие .затухания приводит к тому, что дефект берется не центральным,
а лучом на котором эхо-сигнал максимален в положении ПЭП в точке 2. Пос-
кольку Г|>Р, то определяемая числовая велич и на завышена (неребраковка).
Это т эффект квазиискринлепия центрального луча диаграммы направленнос-
ти очень часто встречается па практике и является причиной многих ошибок.
Чтобы избежать (или но крайней мере уменьшить эту ошибку) опреде-
ление величины дефекта должно проводиться ПЭП с различными углами
ввода и по соответствующим АРД-диаграммам.
124
По этой же причине иногда целесообразно строить экспериментальные
АРД -диаграммы.
Для экспериментального получения АРД-диаграмм изготавливается
образец у которого в пределах заданного рабочего диапазона на разной глу-
бине изготавливается не менее 6-8 плоскодонных отражателей. Рекоменду-
ется, чтобы часть отражателей находилась в пределах ближней зоны и на ее
границе, где сигнал максимален (рис. 5.26а).
ПЭП последовательно устанавливается в положения получения мак-
симального эхо-сигнала от каждого отражателя и от участков плоскости
между отражателями (донный сигнал).
Измеряется фактическое расстояние от точки ввода ПЭП до поверх-
ности отражателя. Расстояние до донной плоскости измеряется по цент-
ральному лучу.
Численные значения амплитуд откладываются на графике в коор-
динатах децибелы-милиметры и путем интерполирования соединяются
между собой. Параметром полученной АРД-кривой является диаметр
отражателя.
Этот АРД-график необходимо привязать к опорному сигналу.
В большинстве случаев в качестве опорного сигнала удобно использо-
вать боковое отверстие1 0 6 мм СО-2. На АРД-диаграмме (рис. 5.23) этот
сигнал отображен точкой Е.
В принципе за опорный сигнал А()|| может быть принят сигнал от любого
отражателя в любом стандартном образце и отображен па АРД-диаграмме.
Но, конечно, при условии точного определения его местоположения па
графике путем предварительного определения координат At,„/Ax по оси
ординат и г,,,, по оси абсцисс.
Измеренное значение амплитуды опорного сигнала наносится на гра-
фик.
На рис. 5.266 показана схема построения АРД-диаграмм по образцу с за-
рубкой. Эквивалентная площадь зарубки определяется по графику на рис.
5.9. Построенная АРД-диаграмма автоматически учитывает коэффициент
затухания в этом образце и справедлива только для материалов с таким же
или близким .затуханием.
Можно считать, что коэффициент затухания в образце и объекте кон-
троля считаются близкими если амплитуда эхо-сигналов от идентичных
отражателей расположенных в образце и изделии па одной глубине отли-
чаются не более чем па 2 дБ. Если толщина образца и ОК одинакова, то
па них последовательно измеряются амплитуды эхо-сигналов двумя НЭП
расположенными навстречу друг другу и сравниваются между собой (рис.
5.17г). Разница амплитуд не будет превышать 2 дБ, если коэффициенты
затухания отличаются не более чем па 25%.
Пример. Коэффициенты затухания в изделии <\ = 0,029 см 1 и образ-
це 62 = 0,014 см *. Будем считать, ч то критерий близости Ац/Ао < 2 дБ.
Если rt=r2 соотношение амплитуд сигналов зависит только от затухания
125
^и/Д> ~ <?~25Г|/<?'28г2 Логарифмируя и подставляя, например, г = 10 см
получаем
201g(e-2Ve'25rO - 20[0,43 • 2 • 10(0,014-0,029)]=|2,6|> 2 дБ.
Использовать образец нельзя.
В общем случае затухание в образце и изделии можно считать одина-
ковым, если модуль разницы коэффициентов затухания
При г = 10 см разница 8 должна быть не больше 0,012 см-1. Как видно с
увеличением г это требование становится более жестким.
5.4,4. Технология настройки чувствительности
но АРД-диаграммам
При контроле прямыми ПЭП в качестве опорного используется дон-
ный эхо-сигнал от противоположной стороны самого ОК. В этом случае
настройка чувствительности производится в следующей последователь-
ности:
а) па планшете, с вставленной АРД-Диаграммов, устанавливают наклон
сетки, соответствующий численному значению коэффициента затухания
(если устанавливается уровень чувствительности па глубине дна, то наклон
сетки не требуется) (рис. 5.23а);
б) по АРД-диаграмме для данной толщины ОК Н находят расчетные
значения А,,' и Аэт', соответствующие отражению от плоскости и эталонно-
го отражателя площадью и определяют разницу ДА'= | А.)Т' — Ао' |, дБ;
в) ПЭП ставят на образец или ОК, и па экране дефектоскопа измеряют
донный эхо-сигнал А„;
Внутренний диаметр, мм
Рис. 5.27. Поправка на потери чувстви-
тельности при контроле отраженным
лучом труб: кривые 1 - (X = 40, 50°; 2
- прямой ПЭП;3 - тандем.
г) при измерении донного сигнала
по образцу, датчиком ДШВ или ка-
ким-либо другим инструментальным
методом, оценивают шероховатость
поверхности ОК и образца, и Но
номограммам определяют вели-
чину корректирующей поправки,
учитывающей разницу акустичес-
кой прозрачности на образце и ОК
- АА|ц, дБ. Если в качестве опорного
сигнала используют донный сигнал
в самом ОК, то поправка па шерохо-
ватость не вводится. Знак поправки
ДА,,, в принципе может быть любой.
126
Рис. 5.29 Схемы прозвучивания продольных швов
(а) и номограммы (б) для расчета эквивалентной
толщины стенки.
Если поверхность образца
лучше чем ОК, что бывает в
подавляющем большинстве
случаев, то коэффициент
усиления дефектоскопа тре-
буется увеличивать (+ДЛи|),
дБ, чтобы избежать недоб-
раковки. Если ситуация про-
тивоположная, то (-ДЛ), дБ и
коэффициент усиления надо
понижать, чтобы избежать
иеребраковки;
д) определяют приве-
денный уровень предельной
чувствительности из выраже-
ния: Д:), = Д<>- ДД'+ ДД1И, дБ;
е) регулятором аттенюа-
тора на приборе устанавлива-
ют найденное значение Л.)Т.
Для уменьшения погреш-
ности настройки донный сиг-
Рис. 5.28. SKH-диаграмма. пал Д„ рекомендуется брать
как среднее из 3...5 замеров,
сделанных гга различных бездефектных участках листа.
Если в ОК нельзя получить опорный донный сигнал, а толщины ОК и
образца различные (//1 и Н2),
то настройка чувствитель-
ности производится в следу-
ющей последовательности:
а) по ЛРД диаграмме
определяют расчетные зна-
чения амплитуды донного
сигнала А,' в образце (//2)
и амплитуды Д'и, соответс-
твующей 5’, на глубине //,
в изделии. В косоугольной
системе координат проеци-
руют значения амплитуд Д'
и Д'и на ось ординат диаграм-
мы, определяют величину
ДД'= |Д'„-Д()'|;
б) измеряют амплитуду
донного сигнала в образце Д<>;
в) определяю! псобходи-
127
мый уровень чувствительности дефектоскопа АЭТ=А<> + ДА + ДАШ, дБ.
Порядок настройки чувствительности наклонных ПЭП такой же. По
АРД-диаграмме наклонного ПЭП определяют ДА'= Аэт' — Ао', и получен-
ную разницу добавляют к измеренному значению амплитуды опорного
сигнала Ао. Если опорный сигнал А„ получен от двугранного угла образца
толщиной Н], а контролироваться должно изделие из этого же металла тол-
щиной 7/2(^ А Н2), то процедура настройки чувствительности следующая.
На соответствующей АРД-диаграмме из точек с координатами Ао, Щ и
Аэт, ^2 проводя т прямые до пересечения с вертикальной осью. Угол накло-
на прямых определяется величиной коэффициента затухания.
Поправку ДА|Н определяют так же, как описано выше.
При контроле кольцевых сварных соединений трубных элементов отра-
женным лучом следует учитывать потери энергии на внутренней цилинд-
рической поверхности околошовпой зоны. Поправка ДЛК, дБ определяется
из графика на рис. 5.27.
Таким образом, с учетом всех поправок требуемый уровень чувстви-
тельности устанавливается равным АЭТ=А(> + ДА' ± ДА,,, + ДА/,., дБ.
Регуляторами дефектоскопа устанавливают коэффициент усиления,
соответствующий численности значению Аэт, дБ.
При настройке чувствительности по двугранному углу образца следует
учитывать резкое изменение коэффициента отражения вблизи т|х?тьего
критического угла при нереотражепии от граней двугранного угла.
В частности, при использовании ПЭП с углами ввода 37-52’ эхо-сигна-
лы от угла и плоскости (перпендикулярной акустической оси) одинаковы с
точностью ± 0,5 дБ, а в случае ПЭП с углом ввода 65° амплитуда эхо-сигна-
ла от угла меньше, чем от плоскости на 10+1 дБ.
Как уже рассмотрено выше, вместо опорного эхо-сигнала от двугранно-
го угла можно использовать эхо-сигнал от отверстия 0 6 мм (точка Е па
АРД-диаграмме) или эхо-сигналы от цилиндрических поверхностей СО-3,
V-1 и V-2.
Для настройки чувствительности по боковому отверстию в СО №2 мож-
но применять SKH-диаграммы (рис. 5.28).
При настройке чувствительности дефектоскопа для контроля продоль-
ных (пазовых) сварных швов цилиндрических конструкций (трубопро-
водов и сосудов небольшого диаметра) необходимо учитывать, что фак-
тический путь ультразвука в металле нелинейно зависит от соотношения
толщины элемента Н (мм) к его радиусу R (мм) (Н/R). Поэтому настройку
чувствительности, в том числе и по АРД-диаграммам (построенным для
плоских элементов), необходимо производить с использованием понятия
эквивалентной толщины шва //,,,,. Геометрический смысл этой величины
ясен из рис. 5.29. Определение //,,„ производят последующим формулам:
//„„ = /?„ cos - /if - R2 sin2 а cos а
в случае сканирования с внешней поверхности и
128
_ ^RB + Я)2 + tg2a(lHRB + H2-RB)
f-f пл 7" 2
(l + 'g a)
при сканировании изнутри.
Здесь Rn; RB - наружный и внутренний радиус трубы соответс-
твенно; а - угол ввода ПЭП.
На рис. 5.296 приведены построенные по этим формулам номограммы.
Настройку глубиномера, оценку координат и измерение эквивалентной
площади дефектов производят как для плоского сварного соединения тол-
щиной /7Ш1.
По формулам или номограммам для заданных параметров ПЭП и фак-
тической толщины Н, мм определяют Нпл, а также Н/Л„ и H/RB. Как видно
из рис. 5.296, каждый график имеет два участка: близкий к линейному до
точки А на абсциссе и нелинейный. Методика контроля определяется тем,
на какой участок графика попадает отношение H/R.
Если числовые значения И/R лежат левее точки А на абсциссе (для со-
ответствующего ПЭН), то контроль сварного соединения осуществляется
по обычной методике.
Если числовые значения отношений лежат между точками А и В па аб-
сциссе графика, то возможность контроля всего сечения шва (при наличии
усиления шва) н зоны перемещения преобразователей определяют расчет-
но- графи чески м споет>б( >м.
При УЗК с наружной стороны чувствительность контроля определяют
исходя из требований IГГД и эквивалентной толщины сварного соединения
//„л-
При контроле с внутренней стороны выбранными ПЭП чувствитель-
ность определяют исходя из истинной толщины соединений Н, но настра-
ивают ее для глубины, соответствующей эквивалентной толщине изделия
Нил, определяемой по номограмме.
Если отношение П/R находится за пределами границы (точка В), то
при определении контроледостунпости следует учесть, что контроль всего
сечения шва с наружной стороны невозможен (степень контроледостунпос-
ти не выше 2С или ЗС). В этом случае прозвучивание всего сечения шва
может быть обеспечено при отсутствии усиления шва и его прозвучивания
с наружной и внутренней сторон соединения, что должно бы ть проведено
расчетно-графическим способом.
Для определения координат дефектов в сечении шва глубиномер дефек-
тоскопа следует насграипать в расстояниях по лучу.
5.5. Настройка блока временной регулировки
чувствительности
В разделе 5.4 показано к каким ошибкам приводит настройка чувстви-
тельности без учета дифракционного расхождения пучка и затухания в
материале.
129
Большинство дефектоскопов позволяет вводить временную регули-
ровку чувствительности дефектоскопа в дальней зоне, компенсируя ос-
лабление энергии пучка в акустическом тракте.
Настройка блока временной регулировки чувствительности (ВРЧ)
„ t с
в дальней зоне с расстоянием г =----, мм выполняется по закону
»t” ехр(<5/),
где U(t) - значение компенсирующего напряжения на усилителе де-
фектоскопа в момент времени t; 8 - коэффициент затухания; п - показатель
степени, зависит от конфигурации дефекта. В большинстве практических
случаев принимают п = 2, что по формулам акустического тракта соответс-
твует отражению от плоскодонного отверстия зарубки, сферы; или п = 3/2,
Рис. 5.30. Образцы для настройки ВРЧ прямым
способом.
что соответствует отражению
от бокового отверстия (рис.
5.30).
Для оценки возможности
выравнивания чувствитель-
ности в необходимом диа-
пазоне но глубине и обнару-
жения дефектов с заданной
эквивалентной площадью 5.,
необходимо определить аб-
солютную чувствительность
дефектоскопа с выбранным
ПЭП и резерв чувствитель-
ности исходя из конкретных
параметров акустического
тракта, включая затухание
ультразвука в материале.
В процессорных дефек-
тоскопах для настройки блока
ВРЧ достаточно получить два
опорных сигнала в начале и
конце рабочего участка раз-
вертки и зафиксировать их
амплитуды. Далее, по выбору
OI 1ератора, авто матичес ки
устанавливается требуемый
закон ВРЧ.
В аналоговых де(|х'ктоско-
нах для настройки блока ВРЧ
необходимо в заданном вре-
менном интервале получить
серию опорных сигналов от
130
искусственных отражателей известной геометрической формы, видных на эк-
ране при одном коэффициенте усиления дефектоскопа. Обычно в дефектоско-
пах имеются следующие регуляторы ВРЧ: начало и конец зоны (участка) ВРЧ,
глубина регулирования амплитуды компенсирующего закона в начале и конце
рабочей зоны. Амплитудный диапазон регулирования ВРЧ обычно составляет
20-24 дБ. В процессорных же дефектоскопах он может достигать 60-80 дБ.
Выбирая на основе формул акустического тракта соответствующие типы
и размеры этих отражателей для заданной глубины, можно производить
настройку ВРЧ по требуемому закону. На рис. 5.30 приведено несколько
наиболее простых прямых способов настройки блока ВРЧ с аналоговыми
дефектоскопам и.
Наиболее привлекательны образцы с боковыми отверстиями разного диа-
метра. Они просты в изготовлении, метрологически наиболее совершенны,
воспроизводимы и применимы для настройки ПЭП с различными углами
ввода. Для компенсации чувствительности по .закону t3/2 сверления должны
быть одного диаметра. А для обеспечения .закона /' диаметр сверлений должен
уменьшаться с глубиной.
Недостатком обычных способов настройки является необходимость пере-
мещения ПЭП в поисках эхо-сигналов от отражателей. Вследствие флуктуа-
ций акустического контакта это снижает точность настройки и существенно
увеличивает ее время.
Комбинированный .метод позволяет установить требуемый .закон ВРЧ
по АРД-диафаммам или уравнению акустического тракта с использованием
опорных сигналов, полученных в принципе от любых отражателей в образце
из любого материала.
В частности, можно использовать опорные сигналы от бесконечной плоскос-
ти, нормальной акустической оси ПЭП, двугранного угла, боковых цилиндри-
ческих поверхностей CO-3, V-2 при многократном отражении ультразвука и др.
Поскольку, как уже отмечено, у аналоговых де<|>ектоскопов (УД2-12) ди-
намический диапазон усилителя (т.е. диапазон амплитуд сигналов видимых на
экране без изменения регулировки усиления) низок и составляет 20-24 дБ, то
комбинированный метод позволяет настроить ВРЧ на значительно больший
диапазон, что необходимо при контроле швов больших толщин, например,
более 300 мм.
Блок ВРЧ при работе прямым преобразователем очень удобно настра-
ивать комбинированным методом непосредственно по изделию с плоско-
параллельными поверхностями ио серии донных эхо-сигналов при мно-
гократном отражении ультразвука. Принципиальной особенност ью такой
методики является необходимость учи тывать, что коэффициент отражения
от рабочей поверхности, демпфированной ПЭП, Ro0< 1.
Как упоминалось выше, для прямого ПЭП па частоту 1,8 МГц с ферро-
вольфрамовым протектором н контактным слоем из минерального масла
/to = 0,707 ±0,01 (ЗдБ).
В ряде процессорных дефектоскопов имеется функция (опция)
131
DAC (дистанция-амплитуда-коррекция). По существу, это тоже вре-
менная регулировка чувствительности, но настраиваемая эксперимен-
тально от любого отражателя, по любому желаемому закону, причем не
обязательно монотонно изменяющемуся. Например, в ближней, пере-
ходной и дальней зоне ПЭП, где закон изменения амплитуды сигнала
с расстоянием имеет горб т.е. четко выраженный максимум в конце
Рис. 5.31. Построение DAC-кривой на экране дефектоскопа УДЦ-201ПЦНИИТМАШ.
ближней зоны, который нужно компенсировать. В качестве примера
на рис. 5.31 приведен сварной шов с большим затуханием ультразвука
(аустенитный). Сигнал от среднего отверстия самый слабый, потому
что в этом случае пучок проходит наибольший путь в шве с большим
затуханием. Зафиксировав эхо-сигналы от этих отверстий процессор-
ный дефектоскоп позволяет выровнять эти сигналы по амплитуде, т.е.
обеспечить равную чувствительность ко всем дефектам. Современные
дефектоскопы, например УДЦ-201П ЦНИИТМАШ, позволяют на-
страивать функцию DAC по восьми опорным сигналам как по реаль-
ным отражателям в образце, так и с помощью текстового редактора. В
аналоговых дефектоскопах кривая DAC рисуется непосредственно на
экране как показано в 5.4.2.
5.6. Настройка скорости развертки и глубиномера
Настройка скорости развертки заключается в выборе оптимального
масштаба видимой на экране части временной оси (развертки). Масштаб
должен обеспечивать появление сигналов от возможных дефектов в пре-
132
Рис. 5.32. Схема выбора оптимальной скорости развертки.
делах экрана дефектоскопа (рис. 5.32). Скорость развертки устанавливают
такой, чтобы рабочий участок развертки занимал большую часть экрана.
Горизонтальная ось экрана после настройки пропорциональна общей длине
УЗ луча (траектории).
Проще всего настройку скорости развертки производить по двугранным
Рис. 5.33. Схема настройки скорости
развертки по двугранным углам образца
и зарубкам. Настройка скорости развер-
тки Д1 - сигнал от нижней зарубки, Д2
- от верхней - а; обнаружение сигнала от
надкорневых дефектов и провисаний, Д
- сигнал от дефекта, П - совпадающий с
Дпо координате сигнал от провисания - б;
разметка экрана после иастройки скоро-
сти развертки - в.
133
углам свободного края изделия или образца толщиной равной или кратной
толщине изделия (рис. 5.33а).
Если шов контролируют только прямым лучом, то устанавливают ПЭП
в положение 1 и регуляторами дефектоскопа выбирают такую скорость
развертки, чтобы эхо-сигнал от нижнего угла был в конце развертки (не
доходил 10-15 мм до края экрана). Его положение определяет правую гра-
ницу рабочего участка развертки. Если контролируют прямым и однократ-
но-отраженным лучом добиваются, чтобы в конце развертки был сигнал от
верхнего угла (рис. 5.336). Обычно рабочий участок устанавливают с помо-
щью строб-импульса. В этом случае правый фронт строб-имнульса (конец)
совмещают с правой границей.
Для того, чтобы установить левый фронт строб-имнульса (начало)
необходимо определить задержку в призме одним из указанных выше спо-
собов. В частности, поскольку высокой точности здесь нс требуется, левую
границу рабочей зоны проще всего установить но максимальному эхо-сиг-
налу, полученному от ребра двугранного угла образца.
В процессорных дефектоскопах скорость развертки и границы рабочей
зоны устанавливаю! с помощью меню введением в программу численных
величин задержки в призме, толщины изделия, угла ввода и скорости уль-
тразвука.
Допускается производить
настройку скорости развертки
но СО-3 или V-2. используя
серию донных сигналов от
вогнутой цил и । щрической
поверхности образца, если
скорости поперечных волн в
металле образца и сварного
соединения отличаются небо-
лес чем на 1,0% (рис. 5.34).
Иногда на практике воз-
никает ситуация когда отсутс-
твует СОП требуемой или
кратной толщины или неиз-
вестна скорость ультразвука.
В этом случае устанавливают
два идентичных ПЭП, вклю-
ченных по РС-схсме навстре-
чу ДРУ1' другу 11 фиксируют
максимум донного сигнала
(рис. 5.15г). Его положение
будет соответствовать но пра-
вой границе рабочего участка
развертки. При использова-
Рис. 5.34. Настройка скорости развертки по се-
рии донных сигналов в СО-3 и V-2.
134
нии трижды переотраженного от стенок сигнала получаем правую границу
развертки, соответствующую контролю прямым и однократно отраженным
лучом.
При работе с АРД-диаграммами или АРД-шкалами настройку скорости
развертки производят одновременно с настройкой глубиномера. Границы
зоны ожидаемого появления эхо-сигналов от несплошностей (рабочей
зоны развертки) устанавливают по значениям минимальной и максималь-
ной глубины залегания возможной неснлошности в сканируемом полном
сечении или слое шва.
При контроле сварных соединений толщиной более 100 мм настрой-
ку глубиномера следует проводить с учетом затухания ультразвука по
образцам из контролируемого материала или па самом контролируемом
изделии.
Для преобразователей с углом ввода более 50 град настройку дефектос-
копа и измерение фактического угла ввода следует проводить при темпе-
ратуре окружающей среды на месте контроля. При различии температур
необходимо вводить поправку. Для призмы из оргстекла ее определяют но
графику на рис. 8.2.
5.7. Настройка параметров контроля
эхо-зеркального и дельта-методов
В эхо-эеркальном методе к упомянутым выше основным параметрам
добавляются: геометрическое положение центра акустического блока
(системы) ОС), относительно линии (годографа) сканирования, т.е. коорди-
ната хо; и производные от нее, угла ввода ПЭП и толщины Н - координаты
х (см.рис. 4.19).
Выбор этих геометрических параметров производится исходя из спосо-
ба сканирования (сплошного, по слоям или корневой зоны).
При сплошном сканировании хо вычисляются изхо=Н • tga.
При конт|х>ле но слоям сначала устанавливается количество сканируемых
слоев п в одном сечении шва толщиной II, п = ///А//, где Ы1 - высота слоя
(рис. 4.19).
При этом необходимо учитывать, что глубина самого верхнего слоя
будет определяться шириной валика усиления и стрелой ПЭП, а самого
нижнего слоя придонной зоной ненрозвучивания («мертвой»).
Параметры х для каждого слоя определяются из расчета
x=htga; x=(2H-h)tga; x=Htga.
Здесь/г - глубина середины слоя, мм.
Также определяются геометрические параметры блока корневой тандем.
Преобразователи устанавливаются в блоке в соответствии с установ-
ленными геометрическими параметрами.
Настройка скорости развертки и положения строб-имнульса произво-
дится но образцу равной или половинной толщины объекта контроля. В
135
Рис. 5.35. Схема настройки скоростиразвертки - а и б; чувствительности поплоско-
донным - в; и боковым отверстиям - г; эхо-зеркального метода.
136
качестве опорного используется сигнал от торца плоскодонного отверстия
или донной поверхности как показано на рис. 5.35а.
Чтобы убедиться в правильности настройки, целесообразно сигнал
пальпировать на донной поверхности.
После нахождения максимума зеркального сигнала в него вводят строб-
импульс длительностью 3-5 мксек (рис. 5.356).
В принципе при ЭЗМ, также как и при любом другом методе, опор-
ный сигнал можно получать от отражателя любого типа. Поскольку ЭЗМ
предназначен для обнаружения вертикально ориентированных трещин, в
качестве меры эквивалентной площади целесообразно принять площадь
вертикального диска, моделируемого плоским дном сверления, ось которо-
го параллельна поверхности.
Соответственно, настройка чувствительности может производиться по об-
разцу с таким сверлением или по АРДТ-номограммам, например показанным
на рис, 6.4 и 5.35в, а также но боковым сверлениям, как показано на рис. 5.35г.
Кроме того, для настройки чувствительности ЭЗМ могут использо-
ваться СОП предназначенные для контроля одним ПЭП. В этом случае
необходимо чтобы использовались два идентичных (с разбр<юом ± 3 дБ) но
чувствительности ПЭП включенных по совмещенной электрической схеме,
т.е. параллельно. Если таковые отсутствуют, подгонку по чувствительности
можно осуществить переменным резистором подключаемым параллельно
одному из ПЭП. Поиск
и измерение опорного
сигнала производится
одним НЭП. Другой
ПЭП является буфер-
ным и не участвует в
измерениях. Расчет
чувствительности про-
изводится по номог-
рамме показанной на
рис. 5.35в.
При отсутствии об-
разцов опорный сиг-
нал можно получить
непосредственно на
бездефекп юм участке
Рис. 5.3G. Схема настройки скорости развертки и чувс-
твительности дельт а-метода.
изделия повернув ПЭПы навстречу друг другу и уровень чувствительности
определить по АРДТ-диаграмме.
В дельта-методе дополнительным основным параметром, так же в
ЭЗМ, является геометрический параметр хо, который зависит от наиболее
вероятной глубины залегания дефектов - h мм, стрелы излучающего НЭП
- помм и скорости УЗК в материале с м/с. При отсутствии усиления шва
и использовании прямого луча х„= h tgoc, мм.
137
И наоборот Лт;п = хо / tga. Если хо< no + D, то необходимо исполь-
зовать моноблочную конструкцию. Здесь ио - стрела наклонного ПЭП, D
- диаметр приемного ПЭП.
Если Лт;п слишком велико, выбирают конструкцию при которой дефект
озвучивается отраженным пучком (рис. 5.36а).
Настройка скорости развертки и чувствительности производится по
СОП (рис. 5.366). В качестве отражателя целесообразно использовать
риску (пропил) с острым кончиком или горизонтальное плоскодонное
сверление.
138
ГЛАВА6
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОМЕТРИЯ
6.1. Особенности получения информации о дефекте
при ультразвуковом контроле
Обнаружить, измерить дефект, оценить степень его допустимости для
данной конструкции - в этом основная задача УЗ-контроля.
В настоящее время эта задача еще не решена в полной мере, что объяс-
няется двумя основными причинами. Во-первых, большим разнообразием
дефектов сварных соединений но отражательным свойствам, ориентации
и расположению; во-вторых, низкой информативностью ультразвукового
метода, не обеспечивающего надежную дешифровку дефекта.
Все уравнения акустического тракта основаны на использовании
детерминированных отражателей. Только эти акустические модели, как
обеспечивающие воспроизводимость параметров, должны использовать-
ся для настройки чувствительности дефектоскопа. Но оператор всегда
должен помнить, что такой отражатель только грубая модель дефекта,
и понимать существование разницы между отражательными свойствами
реальных дефектов и их акустических моделей.
В индикатрисе рассеяния зашифрована вся информация о дефекте.
Поэтому ультразвуковая дефектометрия основана па выделении ее устой-
чивых информативных признаков (параметров) и установлении корреля-
ционных связей с размером и морфологическим типом дефекта, с одной
стороны, и наиболее близкой акустической моделью (детерминированный
отражатель) - с другой.
В последнее время, благодаря бурному прогрессу вычислительной
техники, появилось много методов и аппаратурных решений но многонара-
метровой обработке индикатрисы рассеяния и реконструкции изображения
(образа) дефекта, позволяющих с высокой точностью определить его тип и
размеры.
Описание этих методов выходит за рамки задач поставленных этой кни-
гой. Поэтому далее будут рассмотрены способы дефектометрии, которые
реализуются при ручном контроле дефектоскопами общего назначения без
использования дополнительной вычислительной техники.
В зависимос ти от вида обрабатываемой первичной информации методы
ультразвуковой дефектометрии подразделяются па две основные груп-
пы: амплитудные и временные.
В амплитудных методах, которые в настоящее время являются основ-
ными, оценка величины дефекта производится по амплитуде отражен!io.ro
от него (и случае эхо-метода) или прошедшего (теневой, зеркально-тене-
вой) через пего сигнала. Амплитудные методы не позволяют в волной сте-
пени оценить конфигурацию дефекта и поэтому дают грубую информацию
в виде эквивалентной площади и условных размеров.
Временные методы позволяют судить об истинных размерах дефекта.
139
определив временную задержку, связанную с рассеянием волн на краях
(верхнем и нижнем) дефекта.
Основным преимуществом этих способов по сравнению с амплитудным
является меньшая погрешность измерений, вызванная нестабильным ка-
чеством акустического контакта, неоптимальным ракурсом озвучивания,
выбранным уровнем чувствительности дефектоскопа и т.п.
Однако недостатком их является необходимость применения двух
ПЭП, размещенных в одной вертикальной плоскости но обе стороны от
дефекта, и наличием специальной аппаратуры, обеспечивающей измерение
временных интервалов с погрешностью ± 0,1 нс.
На практике полный анализ индикатрисы обратного рассеяния или
проведение какого-то большого числа измерений ее в отдельных характер-
ных точках и направлениях весьма затруднительно и нерентабельно.
Физические, аппаратурные и технико-экономические ограничения
ультразвукового метода диктуют и соответствующий алгоритм оценки
качества в нормативной документации (СНиП, правил контроля и т.н.) по
совокупности ряда информативных признаков: эквивалентного размера,
координат по сечению и длине шва, условных размеров, числа дефектов па
единицу длины шва, наименьшего расстояния между дефектами.
Обязательной расшифровки характера дефекта по существующей доку-
ментации не требуется. В то же время все чаще конструкторы оборудования
и ремонтники требуют, по возможности точно, определить характер (или
хотя бы тип) дефекта и его истинные размеры. Эти данные закладываются
в расчеты па прочность, па основе которых прогнозируется ресурс изделия.
Э го серьезная экономическая проблема, поскольку необоснованный ремонт
может нанести убыток в миллионы рублей. Например в случае ремонта шва
1-го контура АЭС. В некоторых случаях с приемлемой точностью тип и
истинные размеры дефекта могут быть определены па базе стандартной
аппаратуры.
6.2. Определение координат дефектов
Место дефекта в кольцевых сварных швах или в плоских конструкциях
определяют три координаты: h - глубина залегания дефекта, отсчитывае-
мая но нормали к поверхности; х - расстояние от точки ввода ПЭП до де-
фекта вдоль поверхности изделия (рис. 6.1) (иногда отсчет х производится
от передней грани призмы); L - расстояние вдоль оси шва от дефекта до
какой-либо выбранной точки отсчета.
Глубиномеры современных процессорных дефектоскопов позволяют
автоматически измерять все координаты отражателя. При использовании
дефектоскопов старых типов для определения h и .г удобны координатные
линейки тина УКЛ-1, позволяющие учитывать время прохождения ультра-
звука в призме. При контроле конструкций из титановых сплавов и неко-
торых сталей необходимо учитывать характерную для них существенную
анизотропию скорости ультразвука в зависимости от направления проз-
140
Рис. 6.1. Определение координат дефекта наклонным ПЭП: а - в изделии с плоской
поверхностью; при хордовом прозвучивании продольных швов в трубах, б - снаружи,
в - изнутри.
вучивания по отношению к текстуре проката.
Глубипомсрнос устройство дефектоскопа измеряет временной интер-
вал между зондирующим импульсом и эхо-сигналом от дефекта Т. 'Гак
как скорости ультразвуковых колебаний в металле и призме и углы ввода
известны, то по Тможно определить h и X
В случае прямого или PC-ПЭП без акустической задержки h - Тс\/2.
Для PC-ПЭП с задержкой
Л =----------=----------------
2 2
Для наклонных ПЭП:
(T-2l„\, [7 - 2(/ /с„)ф
h - г cos а =---' cos « =1----------ci
2 2
(Т-2/ V [Г-2(/ /с )} .
х = г sin а = -sin а = i---’ 7T sn
2 2
Здесь г ~ расстояние от точки выхода луча до дефекта; fn, /„, сп, с( со-
ответственно время прохождения (в одном направлении), путь и скорость
ультразвука в призме и изделии.
Координаты дефектов в изделиях с криволинейной поверхностью в
частности, в продольных швах сосудов и труб определяют с помощью но-
мограмм (рис. 6.2).
При хордовом прозвучивании наклонным ПЭП цилиндрических изде-
лий положение проекции дефекта относительно точки выхода, измеряемое
длиной дуги и глубине залегания h (рис. 6.16) определяют по форму-
лам:
яЯ г sin а п
х,, =-arctv------. при / cos а < к
180 ‘ /?-rsiivz
141
Рис. 6.2. Универсальные номограммы для определения координат дефектов при
хордовом прозвучивании цилиндрических изделий: а - с наружной стороны; б - с
внутренней стороны.
ИЛИ
nR rsintf
х , = ял +-arclg-------,
180 R-rsma
при г cos a >R h = R y/ R' + r~ - IRrcosa.
В случае, если контроль выполняется наклонным НЭП нерпендикуляр-
142
но образующей по внутренней поверхности цилиндра, соответствующие
формулы для определения координат дефекта имеют вид (рис. 6.1 в):
h = ^R2m +r2 + 2R,„rcosa -R„„,
i Rm R +rcosa
! = n —— arccos ,
180 ^R2m + r2 + 2RBHrcosa
При контроле отраженным лучом глубину дефекта h определяют с уче-
том числа отражений от каждой из поверхностей изделия по выражениям:
h = (1 + n)H-hTn (при нечетном и),
Л = Лгл - пНо (при четном и).
Здесь Н - толщина щва; Лгл - показания глубиномера дефектоскопа.
Значения х при любой схеме прозвучивания определяют непосредс-
твенно по шкале глубиномера.
6.3. Амплитудные методы измерения величины дефектов
6.3.1. Измерение эквивалентной площади
Амплитуда эхо-сигнала в ультразвуковой дефектоскопии измеряется
относительным методом - сравнением эхо-сигнала от дефекта с каким-
либо опорным сигналом, полученным тем же ПЭП от отражателя извест-
ной величины и геометрической формы. Относительный метод измерений
весьма удобен на практике, т.к. позволяет полностью отказаться от необхо-
димости расчета коэффициента преобразования электрической энергии в
механическую, определяемого физическими константами пьезоэлемента,
влиянием переходных клеевых слоев, величиной зондирующего импульса,
условиями согласования пьезоэлемепта с усилителем и т.п.
Еще раз необходимо подчеркнуть важность унификации процесса изме-
рений. Чтобы обеспечить воспроизводимость результатов контроля выпол-
няемого различными операторами и па разной аппаратуре размер дефекта
должен выражаться через стандартизированную величину, воспроизводи-
мую при любых измерениях. Поэтому в ультразвуковой дефектоскопии в
качестве стандартизированной единицы измерения принята эквивалентная
площадь (эквивалентный диаметр) 5., дефекта, которая измеряется площа-
дью дна плоскодонного отверстия, расположенного нагой же глубине, что и
дефект, и амплитуда эхо-сигнала от которого равна амплитуде эхо-сигнала
от дефекта. Аналогично определяется эквивалентный диаметр.
При измерении эквивалентного размера дефекта по совмещенной схеме
наклонным или прямым преобразователем ось плоскодонного отражателя
должна быть соосна оси пучка; при измерении PC-ПЭП ось отверстия нор-
мальна поверхности, при измерении наклонными преобразователями эхо-
зерк:1ЛЫ1мм методом («тандем») ось отверстия параллельна поверхности.
При измерении хордовыми преобразователями отражатель должен быль в
фокусе акустической системы, а его плоскос ть перпендикулярна оси трубы.
143
Если дефект прозвучивается несколькими ПЭП различных типов, то за экви-
валентный размер дефекта принимается наибольшее измеренное значение.
Применяют два способа измерения эквивалентной площади дефектов:
с помощью образцов и по АРД-диаграммам.
Первый способ состоит в том, что эхо-сигнал от дефекта последова-
тельно сравнивается с сигналами от плоскодонных отверстий различной
величины, выполненных на той же глубине что и дефект, в тест-образце,
акустические свойства и качество поверхности которого точно такие же,
как в контролируемом изделии.
Основные преимущества способа - простота и минимум погрешностей
измерения. Все операции по измерению эквивалентного размера сводятся к
тому, что оператор должен найти отверстие, от которого фиксируется эхо-
сигнал, равный эхо-сигналу от дефекта.
Недостаток способа в необходимости изготовлять большое число
образцов с широким набором плоскодонных отражателей но диаметру и
глубине.
При измерении размера дефектов по АРД-диаграммам необходимо
определить коэффициент затухания ультразвука 8. Как видно из табл. 6.1
коэффициент затухания поперечных воли 8 в низколегированных сталях,
применяемых в машиностроении, мало изменяется для большинства марок
стали.
Таблица 6.1
Усредненные значения коэффициентов затухания
Материал сварного соединения (наплавленного и основного металла) Толщи- на, мм Усредненные значения коэффициента затухания 6, см'1
поперечных волн на частоте, МГц продольных волн на частоте, МГц
2,50 1,25- 1,80 2,50 1,25- 1,80
Малоуглеродистая низколегиро- ванная сталь 150 и менее 0,015 0,010 0,010 0,010
Малоуглеродистая срсднслегиро- ванная сталь 60 и менее 0,020 0,020 0,015 0,015
Сплавы на основе титана 60 и менее 0,060 0,025- 0,035 0,025 0,020
Однако в легированных сталях (например, 16ГНМ, 16ГНМЛ и др.) он
значительно выше, а в аустенитных еще выше, что необходимо учитывать.
Определение 8 производят по методике изложенной в главе 5.
Эквивалентный размер дефектов по АРД-диаграмме измеряют в сле-
дующей последовательности:
1) выбирают АРД-диаграмму, соответствующую выбранному тину пре-
образователя;
2) устанавливают косоугольную систему координат путем совмещения
горизонтальной <х:и диска с соответствующим делением шкалы затухания
па планшете;
144
Рис. 6.3. Схема отражения поперечной ультра-
звуковой волны от двугранного угла: а - ф = 28°;
б - 62°; в - 32°; г - 38°; д - 38° > ф < 32°; е зави-
симость коэффициента отражения от угла па-
дения для поперечной (сплошная) и продольной
(штриховая линия).
3) измеряют максималь-
ную амплитуду эхо-сигнала
от дефекта А и его глубину
залегания Н;
4) на свободном от дефек-
тов участке контролируемого
изделия или контрольного
образца измеряют ампли-
туду опорного («донного»)
сигнала Ап и глубину отра-
жателя Но. В качестве опор-
ного сигнала при контроле
ПЭП и PC-ПЭП чаще всего
используется отражение от
противоположной стенки
изделия. При контроле на-
клонными ПЭП с углом а =
39...55° в качестве опорного
сигнала можно использовать
отражение от двугранного
угла свободного края или
контрольного образца. При
этом обязательно, чтобы
двугранный угол был прямой,
а чистота обработки поверхности грани была не хуже Rz 10. В этом случае
глубина отражателя Н„.
Отражение от двугранного угла поперечной волны имеет свои особен-
ности, что поясняется рис. 6.3. Как видно если <р° или 90°-<р° меньше значе-
ния третьего критического угла, то на одной из граней возникает трансфор-
мированная продольная волна и коэффициент отражения R па этой грани
меньше 1 (/?< 1) (рис. 6.3а,б). График изменения коэффициента отражения
в зависимости от угла <р показан па рис. б.Зж. Если углы <р или 90-<р равны
третьему критическому (рис. 6.3в,г), то коэффициент отражения попереч-
ной волны R минимален и близок к 0. Если 58° > <р > 32°, то трансформа-
ции типов воли нет, коэффициент отражения R = 1 и поперечная волна в
результате двукратного отражения возвращается назад (рис. б.Зд). В этом
случае характер отражения идентичен отражению от бесконечной плоскос-
ти нормальной акустической оси ПЭП и эхо-сигнал можно использован, в
качестве опорного;
5) по АРД-диаграмме определяют расчетное значение донного сигнала А„
без учета коэффициента затухания па той же глубине //о (точка F) (рис. 5.23);
6) в косоугольной системе координат проецируют точку F на ось орди-
нат диаграммы и определяют расчетное значение амплитуды донного сиг-
нала па той же глубине с учетом коэффициента затухания (точка В);
145
7) измеряют модуль разницы между амплитудами сигналов от дефекта
и донного АД = | Ао - А |, дБ (отрезок ВС);
8) вниз по оси ординат от точки В откладывают величину АД, дБ (ВС);
9) в косоугольной системе координат из точки С проводят линию до
пересечения с перпендикуляром восстановленным из точки Н - соответс-
твующей глубине залегания дефекта;
10) по проходящей через точку с координатами А; Н (точка D) кривой
определяют эквивалентный диаметр дефекта.
Опорный сигнал может быть получен от отверстия диаметром 6 мм СО
№2. Его величина АЕсоответствует ординате точки Е на АРД-диаграмме. В
этом случае, если качество поверхности эталона №2 и изделия идентичны,
Д' находят по вышеприведенному алгоритму. Проецируют точку Е па ось
ординат (точка К), вычисляют величину АД, дБ, откладывают ее вниз по
оси ординат от точки К и далее проводят операции по п.п. 9 и 10.
Измерение эквивалентной площади дефектов эхо-зеркальным мето-
дом (схема «тандем») производят как по специальным АРДТ-диаграммам
(рис. 6.4), так и по АРД-диаграммам, полученным экспериментально или
из обобщенных АРД-диаграмм совмещенных ПЭП путем соответствующе-
го преобразования размерностей по координатным осям. АРД-диаграммы
Рис, 6.4. АРД-диаграммы для контроля эхо-зеркальным способом по схеме тандем.
1-0. = 65 ;f-1,8 МГц; 2-(У. = 40°и 50°,f=1,8МГц; 3- О. = 65;f=2,5 МГц; 4- а =40°и50°.
f=2.5 МГц;5-О. = 50 ;f=5 МГц.
146
PC-ПЭП строятся только экспериментально из-за невозможности учета
всех факторов в акустическом тракте дефектоскопа.
С помощью специальных АРД-диаграмм амплитудные методы оценки
эквивалентных размеров дефектов пригодны и в случае контроля изделий
с криволинейной поверхностью (сферические сосуды, продольные швы
трубопроводов и т.п.).
Криволинейная контактная поверхность, по сравнению с плоской,
приводит к изменению угла ввода а, ракурса озвучивания дефекта <рд и
деформации диаграммы направленности - ее расширению и увеличению
асимметричности, что вызывает дополнительное ослабление сигнала.
Наименьшая деформация диаграммы направленности наблюдается,
когда ПЭП сопряжен (притерт) с поверхностью изделия, радиус кривизны
поверхности лежит в плоскости падения луча, а угол наклона акустической
оси равен углу призмы (рис. 6.5).
Описанные АРД-диаграммы построены для нолубезграничной среды,
т.е. для случая, когда отраженный эхо-сигнал не интерферирует с сигналом
б
в
Рис. 6.5. Подготовка ПЭП для контроля продольных (пазовых) швов труб: а - про-
точка призмы (пунктир), обеспечивающей сохранение угла ввода и минимальное
расширение диаграммы направленности; в - использование опоры; б - конструкция
опоры.
147
от стенок изделия. В листовых конструкциях малой толщины до 15...20 мм
при многократных отражениях от стенок вследствие интерференции ста-
новится заметным волноводный эффект. В этом случае пользоваться стан-
дартными АРД-диаграммами нельзя. При контроле трижды и более отра-
женным лучом и для заданных параметров контроля необходимо построить
экспериментальные АРД-диаграммы для конкретной толщины листа.
6.3.2. Оценка величины дефектов по условным размерам
Наряду с амплитудным широкое распространение получил способ
оценки величины дефектов путем определения их условных размеров иа
поверхности изделия. Он состоит в том, что при сканировании вдоль де-
фекта на поверхности изделия измеряется расстояние между положениями
преобразователя, в которых при заданном уровне чувствительности дефек-
тоскопа эхо-импульс от дефекта исчезает с экрана.
Как видно из рис. 6.6а,б, условные размеры дефектов превышают их
действительные размеры за счет широкой диаграммы направленности
преобразователя. Полуширина диаграммы направленности А/ определя-
ется относительным уровнем чувствительности, па котором производится
измерение, N = Аэт/Ац где А(1 и А - амплитуды сигналов от отражателя,
Рис. 6.6, Измерение условной протяженности дефектов прямым (а) и наклонным (б)
преобразователями иусловной высоты (в).
148
измеренные центральным и боковым лучами диаграммы направленности.
Поэтому условные размеры дефектов определяются диаграммой направ-
ленности преобразователя.
Измерение условных размеров дефекта путем определения коорди-
нат его крайних точек может производиться двумя способами: относи-
тельным и абсолютным. При относительном способе крайними считают
положения преобразователя, в которых для данного дефекта N = const,
т.е. сигнал уменьшается относительно максимального на определенное чис-
ло N дБ. В отечественной НТД обычно N = 20 дБ. Естественно, что в этом
случае условные размеры будут больше.
Поскольку для относительно небольших дефектов, но находящихся на
границе допустимости, условный размер не будет зависеть от амплитуды
сигнала, то при этом способе измерения есть опасность, что может быть
допущена недобраковка.
При абсолютном способе измерение условных размеров производит-
ся на постоянном уровне чувствительности, установленном при эталони-
ровании Аэт = const. В этом случае при увеличении амплитуды сигнала от
дефекта увеличивается также и Л. Поэтому в ряде I ГГД измерение условной
протяженности дефекта вдоль шва и условной высоты по сечению шва ре-
комендуется производить абсолютным способом.
Для отражателей малых размеров их условная протяженность опре-
деляется только шириной диаграммы направленности (сплошная линия
па рисунке) на данном уровне N (рис. 6.7). Такие дефекты на практике
называются точечными, или компактными.
Условная высота дефекта АТ/ = Н2- Н1 определяется разностью глу-
бин, измеренных в крайних положениях искателя при перемещении его
перпендикулярно длине шва. При замере условной высоты АН импульс на
экране двигается в пределах некоторой зоны по огибающей, а затем исчеза-
ет (см.рис. 6.6в).
Рис. 6.7. Зависимость условного размера I
отражателя от уровня чувствительности
N = Ац/Аэт.
Условная ширина АХ измеря-
ется длиной зоны перемещения
преобразователя перпендикуляр-
но ко шву между двумя крайними
положениями, в которых появ-
ляется и исчезает эхо-сигнал от
дефекта. Измерение /АХ удобно
производить при механизирован-
ном контроле. Однако необходи-
мо учитывать, что дефекты, ори-
ентированные в плоскости листа
(расслоения), будут характеризо-
ваться малой А// и значительной
/АХ. Поскольку измерение /АХ час-
то дает ложную информацию, па
149
Рис. 6.8. Зависимость условной высоты
Д/Л/ и пробега ЛТ-2 от истинной высо-
ты h корневых трещин и непроваров.
практике, особенно при ручном конт-
роле, более важной характеристикой
является условная высота АН.
Величина АН измеряется на том
же уровне чувствительности Аэт и
при тех же положениях преобразо-
вателя на поверхности, при которых
измеряется АХ.
Для небольших дефектов с широ-
кой индикатрисой рассеяния ДН и АХ
связаны пропорциональной зависи-
мостью, выраженной через простые
тригонометрические соотношения.
Но для больших дефектов, обладаю-
щих направленными свойствами, эта
зависимость нарушается, что позволя-
ет по их соотношению АХ/АН судить
о тине дефекта.
Определение условной высоты не-
больших дефектов связано с больши-
ми измерительными погрешностями
и практически не дает новой инфор-
мации об их величине по сравнению
с измерением амплитуды, поэтому
ее целесообразно измерять только из
опасения не пропустить какой-либо
крупный плоскостной дефект со
слабой отражательной способностью
(вертикальную трещину) (рис. 8.22).
Как связать условный размер
дефекта с истинным? Для морфоло-
гически однотипных дефектов это
иногда можно сделать.
На рис. 6.8а приведен график зависимости АН от высоты h корневых тре-
щин и непроваров в сварных швах паропроводов с толщиной стенки 36 мм, по-
лученный на уровне чувствительности Бэт = 10,5 мм2 (/=1,8 МГц, а = 50°)-
ГОСТ 14782-86 рекомендует при контроле наклонным преобразовате-
лем определять условную высоту дефекта путем сравнения времени пробе-
га по линии развертки эхо-сигналов от дефекта и от бокового цилиндричес-
кого отверстия на уровне 6 дБ, т.е. при уменьшении амплитуды эхо-сигнала
па 6 дБ от максимального значения. Отражение от отверстия позволяет
учесть диаграмму направленности преобразователя. Если время пробега от
дефекта больше, чем от отверстия, это означает, что дефект имеет равви i не
по высоте (рис. 6.86).
150
Если пренебречь затуханием, то в дальней зоне преобразователя время
пробега от отверстия At линейно возрастает с увеличением глубины залега-
ния h этого отверстия, причем прямая проходит через начало координат.
Но иногда наблюдается отступление от линейной зависимости. Это вы-
зывается недостаточной величиной стрелы наклонного преобразователя.
Поэтому для надежной оценки развития дефекта по высоте путем сравне-
ния времени пробега эхо-сигнала по линии развертки для естественного де-
фекта и для бокового цилиндрического отражателя последний необходимо
выполнять на той же глубине, что и дефект, не полагаясь на существование
линейной зависимости времени пробега от глубины залегания отражателя.
В большинстве существующих норм оценки качества протяженные
дефекты не допускаются (А£/А£о). Здесь параметр с индексом «О» характе-
ризует условные размеры эталонного компактного отражателя, находяще-
гося на глубине дефекта. Поэтому для уменьшения погрешностей оценки
величины дефектов целесообразно измерять относительные условные
размеры: А£/А£о; ЛХ/ЛХ0; АЯ/АЯ0.
Значение А£о легко может быть определено по подтвержденной экспе-
риментально формуле
А£„ = 0,206rAJV,/2a‘', или = 1,ЗЗгУ1/2(2а/)’1 при с=3,24 мм.мкс 1
где г=гц + гм- общий путь от пьезонластнны в призме и металле,
мм; 2а - размер (диаметр) ньезоилаетины в плоскости ортогональной
плоскости падения, мм; /- частота ультразвуковых колебаний, МГц;
W = 201g (5б|>/5эТ); 5ЭТ - площадь контрольного отражателя на глубине
дефекта; 5f,p - соответствует значению наибольшей допустимости эк-
вивалентной площади одиночного дефекта для данной толщины изде-
лия по действующей НТД (СНиП, Правила контроля, ТУ и т.д.).
Для оценки А£о целесообразно построить номограммы. Дефект считают
протяженным, если AL > А/.,,, и компактным (точечным), если АЛ < ALI}.
Практически установлено, что в <:редпемАЛо = 7 мм при Н < 30 мм; А/.,, = 10
мм при Н = 30...50 мм.
Условная протяженность дефектов в кольцевых швах трубопроводов
увеличивается с увеличением толщины стенки и уменьшением диаметра
трубы. Для этих швов вычисляется приведенная условная протяженность
А£|, по формуле
\Lh-\L[(Dx^2h)/D^
где: А£ - протяженность дефекта, измеряемая по наружной поверхнос-
ти; О„ - наружный диаметр контролируемой трубы, мм; h - глубина зале-
гания дефекта, мм.
Приведенная протяженность дефектов, залегающих у корпя шва, вы-
числяется по формуле
А£и = А£ (Dy / DH)
151
где Dy - внутренний диаметр трубы, мм.
При использовании схемы тандем значительный объем информации
о дефекте может быть получен при измерении условной высоты ДН и
условной ширины АХ дефекта но обратному и зеркальному сигналам и
сравнению полученных численных значений между собой. Измерение этих
информативных признаков производится по принципам, изложенным в
ГОСТ 14782-86.
6.4. Временные методы определения величины дефектов
Временные методы подразделяются на собственно временные, когда
регистрируется временная задержка прихода посланной волны, обуслов-
ленная ее обеганием по поверхности дефекта, и дифракционно-временные,
основанные па явлениях дифракции и трансформации объемных и поверх-
ностных волн на трещинах.
Схема применения чисто временного метода для оценки глубины по-
верхностных трещин показана па рис. 6.9. Используются два ПЭП с углом
ввода 90°.
При наличии трещины па поверхности контролируемого изделия, вдоль
нее распространяется поверхностная волна. Измеряя последовательно с по-
Рис. 6.9. Дифракция ультразвука на
кончике трещины - а; и схема изме-
рения глубины поверхностной тре-
щины временным методом - б.
мощью двух ПЭП на фиксированной базе
время распространения поверхностной
волны на бездефектном участке lt и на
участке с трешнной t2 и полагая, что па
всем пути скорость неизменна, опреде-
ляют глубину трещины по формуле h =
(М1)С„о„/2.'
Этот метод наиболее эффективен
при контроле трещин в изделиях, в
которых действуют растягивающие
напряжения. При отсутствия таких на-
пряжений трещины имеют небольшое
раскрытие и большая часть энергии
проходит через нее.
Дифракционно-временной метод
(Time of Flight Diffraction Dimension
Technique - TOFD) основан на регис-
трации времени прихода сигналов от
дифрагированных на верхнем и нижнем
кончике дефекта продольных или попе-
речных волн.
Дифракционно-временной метод
(ДВМ) базируется па использовании
152
одного или двух идентичных
наклонных ПЭП. Во втором слу-
чае они расположены по разные
стороны от дефекта. Волны от
излучателя попавшие на дефект
формируют на верхнем и нижнем
краях (кончиках) дифракционные
волны (см.главу 3), которые при-
нимаются приемником ПЭП (рис.
6.10). Сигнал от нижнего кончика
трещины приходит с запозданием
относительно верхнего. Измерив
времена прихода дифракционных
волн D от кончиков трещины, рас-
стояния между ПЭП и дефектом и
зная толщину изделия можно легко
определить размеры дефекта но
Рис. 6.10. Измерение величины трещины по
времени задержки дифрагированных сиг-
налов при прозвучивании двумя ПЭП с двух
сторон дефекта.
высоте. Пространственное (или временное) разрешение зависит от размера
дефекта, его ориентации и точности измерения временных интервалов.
В крупнозернистых материалах, например аустенитных сварных швах,
где структурные шумы велики, использовать ДВМ не удается. Из-за трудо-
емкости, наиболее целесообразное использование ДВМ - как экспертного.
Это предполагает проведение контроля с целью обнаружения и предвари-
тельной оценки величины дефекта по обычной технологии, а для уточнения
размеров использование ДВМ.
Рис. 6.11. Измерение величины трещины по вре-
мени задержки дифрагированных сигналов от
верхнего и нижнего кончиков при прозвучивании
одним ПЭПи оценке h по задержке между импуль-
сами в двойном сигнале.
На рис. 6.11 показаны
реализация ДВМ с одним
стандартным наклонным
ПЭП. Попавшая на верхний
край трещины поперечная
волна со скоростью ct частич-
но отражается обратно (/lt), а
частично трансформируется в
поверхностную со скоростью
ск, которая распространяется
вдоль дефекта сверху вниз.
Достигнув нижнего края
поверхностная вина вновь
трансформируется в попе-
речную (ct2), которая иереиз-
лучается и достигает прием-
ника. Поверхностная волна,
обогнувшая дефект с другой
стороны также возбуждает па
153
верхнем крае дважды трансформированную поперечную волну. Но она, как
это видно из схемы, для дефекта с малой высотой, совпадает во времени с
волной сй и отдельно не разрешается.
Высота трещины h может быть определена из простого выражения
Для повышения точности измерений этим методом основные реко-
мендации сводятся к следующим: целесообразно использовать наклонные
PC ПЭП на частоту 2,0-4,0 МГц с углом ввода 45-70°, обеспечивающими
падение волны на дефект под углом 25° и больше; очень перспективны фо-
кусирующие ПЭП; наиболее точна оценка высоты одиночных вертикально
ориентированных дефектов; с минимальной волнистостью и шероховатос-
тью. Метод с одним ПЭП наиболее эффективен для усталостных трещин,
которые, как правило, имеют вертикальную ориентацию и относительно
гладкую отражающую поверхность. Настройку обычно производят по уз-
кому надрезу шириной 0,5 мм.
Основные недостатки метода: большие ошибки в определении размера
Рис. 6.12. Измерение величины трещины дифракционно-временным способом при
изменении базы между ПЭП.
154
проекции не вертикально ориентированных дефектов на вертикальную
плоскость, который и входит в прочностные расчеты, невозможность из-
мерения пространственно развитых дефектов (паукообразных трещин) и
др. Поскольку до вырезки мы не знаем ничего о дефекте, то эти недостатки
накладывают существенные ограничения на его использование.
Наиболее универсален ДВМ с использованием 2-х наклонных ПЭП из-
лучателя и приемника устанавливаемых но обе стороны от дефекта. Такая
схема । юзволяет фиксировать дифрагированные сигналы малой амплитуды.
В зависимости от предполагаемого размера дефекта можно применять
два способа использования ДВМ.
Если дефект развит по сечению, то целесообразно применять вариант с
изменяемой базой между ПЭП, как показано на рис. 6.12. Сначала измеряют
время прихода дифрагированного сигнала от верхнего края дефекта ti мкс
и длину базы измерения между ПЭП - 2.$', мм. Затем базу увеличивают и
измеряют 1'2 и 252 при новом положении ПЭП. Если место для размещения
ПЭП ограничено или затухание в металле очень высокое, то можно при-
менять различные углы ввода у излучателей и приемников или уменьшать
угол инода при измерении сигнала от нижнего края дефекта.
Если дефект небольшой и целиком попадает в диаграмму направленнос-
ти ПЭП, то можно производить измерения на одной базе, без перемещения
ПЭП. Этот вариант технологически проще. Поэтому его применяют чаще
всего с использованием ПЭП с углами ввода до I критического и с более
широкой ДН чем обычно. При этом озвучивание производят продольными
волнами. Поскольку их скорость больше, они первые появляются на экра-
не, что упрощает их идентификацию. На рис. 6.13, взятом из британского
стандарта BS7706.1993, показаны различные схемы применения ДВМ с
Рис. 6.13. Различные варианты применения дифракционно-временного метода реко-
мендуемые британским стандартом BS7706-.1993.
155
2S
D
Рис. 6.14. Схема определения вели-
чины трещины ДВМпри несиммет-
ричном расположении ПЭП,
использованием ПЭП, работающих при первом критическом угле.
Для определения размера трещины по высоте на экране дефектоскопа
измеряют времена прихода головной волны - tL; дифрагированных волн
от верхнего и нижнего краев трещин Л и t2 и донного сигнала ts. Если дефект
выходит на поверхность, то головная волна не фиксируется.
На практике трудно выдержать симметричное расположение ПЭП от-
носительно дефекта. А если он ориентирован не строго вертикально, то это
сделать и просто невозможно. В соответс-
твии со схемой на рис. 6.14 время прохож-
дения излученной волны до края дефекта
(точка D) и волны дифрагированной в
этой точке и пришедшей на приемник
определяется
[t/2+(5-x)2],'2+^+(5 + x)2]''2
h> —
с
Здесь с - скорость ультразвуковой вол-
ны, d- глубина залегания точки D под поверхностью ввода, х - сдвиг точки
D относительно плоскости симметрии базы ПЭП.
Значение t{) минимально когдах = 0. В этом случае
Если за начало отсчета временных интервалов принять время прохода
сигнала головной волны iL, тогда
с/ = 0,5[/2 -с2 +4tD -cSp2
Очевидно, что размер дефекта но высоте Ас/ равен Ас/ = d2 - с/ь мм.
Преимущественном данного метода является то, что амплитуда регистри-
руемого сигнала практически не зависит от наклона трещины и состояния
поверхностей изделия и трещины. Таким методом можно измерять глубину
трещин в изделиях с неэквидистантпыми поверхностями. Точность метода,
как и методов, основанных на использовании поверхностных волн, в основ-
ном определяется точностью измерения временных интервалов.
Амплитуды сигналов дифрагированных лучей зависят от углов и ти-
пов волн падающего луча, а также от степени раскрытия трещины и очень
малы. Однако они достаточно уверенно фиксируются ультразвуковым
дефектоскопом. Стянутая трещина прозрачна для падающего луча и па
пей дифракции не возникает. Амплитуда дифрагированного луча, регист-
рируемого приемником, тем больше, чем больше угол между падающим и
дифрагированными лучами.
Временное разрешение максимально, когда в треугольнике дифракции,
стороны которого составляют лучи (опорный, падающий и дифрагировап-
156
ный), угол 2у = 140°. С
этой же целью целесо-
образно применение по-
перечных волн, но при
этом возникают пробле-
мы с идентификацией
сигналов на развертке.
Для продольных
волн оптимальный
угол ввода а = 65°, для
поперечных а = 40°. В
тонкостенных изделиях
для измерения высоты
трещины наиболее це-
'И ,п п! и.
Рис. 6.15. Схема расположения ПЭП ЦНИИТМАШ для
повышения точности измерений ДВМ.
лесообразно применять продольные волны (al = 60...70°), а в толстостен-
ных - поперечные волны (а= 37...47°).
Абсолютная ошибка в определении размеров дефектов но сечению шва
составляет ±1,5 мм.
Эксперименты в ЦНИИТМАШ показали, что повысить точность из-
мерения ДВМ можно, если использовать не одну, а две пары ПЭП вклю-
ченных по схеме И1П2 + И2П1 и жестко соединенных между собой как
показано на рис. 6.15.
Попеременно подключая каждую пару Hj+nj и И2±П2 к дефектоскопу
и одновременно перемещая их с фиксацией на экране, положения дифраги-
рованного сигнала можно добиться того, чтобы его положение оставалось
постоянным. Это будет означать, что отражатель является центром симмет-
рии системы. На стандартном дефектоскопе ошибка измерения высоты вы-
полненных электроэрозионным способом тонких прорезей не превышала
0,6 мм.
В британском стандарте BS7706:1993 рекомендуются четыре способа на-
стройки и поверки чувствительности при использовании ДВМ: по образцам
с характерными реальными дефек-
тами; по сигналам отраженным
от боковых отверстий; но уровню
структурных помех и но сигналам
дифрагированным на V-пропилс.
Образец для реализации послед-
него способа изображен на рис.
6.16. Пропил должен выполняться
Г - излучающий преобразователь;
R - приемный преобразователь;
Dif - дифрагированная волна на кончике
щели; В - донный сигнал; М - щель
Рис. 6.16. Схема настройки чувствителъ
ности ДВМ по пропилу.
только с поверхности ввода, а не с
донной. В последнем случае к диф-
ракционному сигналу от кончика
добавляется нежелательная отра-
женная компонента. При настройке
157
уровень чувствительности устанавливают обычно такой, чтобы амплитуда
сигнала от кончика составляла 80% высоты полного экрана.
Следует заметить, что, как правило, дифракционные сигналы имеют амп-
литуду значительно меньше контрольного уровня настройки дефектоскопа.
Поэтому, основное назначение ДВМ - экспертная оценка размеров дефектов,
предварительно найденных на повышенном уровне чувствительности.
6.5. Способы распознавания типа и истинных размеров дефектов
Информация о типе и истинных размерах дефекта может быть получена
путем анализа индикатрисы рассеяния.
Оценка допустимости обнаруженного в сварном шве дефекта должна
максимально полно н точно отражать степень потенциальной опасности
дефекта для эксплуатационной прочности шва.
Потенциальная опасность дефекта определяется его формой. Элементы
топкой структуры несплошности, по которым производятся ее идентифи-
кация и оценка степени опасности, в частности, острота края дефекта, изме-
ряются десятыми и сотыми долями миллиметра, что не позволяет произво-
дить оценку этого параметра в применяемом для дефектоскопии частотном
диапазоне ультразвуковых волн. При контроле возможно распознавание
элементов структуры, больших длины волны акустического излучения X,
т.е. больше 0,4...0,5 мм.
По этой причине возможности ультразвукового контроля в идентифи-
кации дефектов принципиально ограничены. И приходится говорить не о
морфологии (характере) дефекта, а только его типе: плоскостной он или
объемный.
Правильный выбор информативных признаков описания дефектов,
т.е. таких признаков, в которых сосредоточена наиболее существенная для
распознавания информация, является одной из важнейших и необходимых
предпосылок успешного решения задания распознавания в целом.
Выполненные исследования характеристик дефектов позволили пред-
ложить наиболее информативные признаки, установить их числовые зна-
чения и границы измерения.
Коэффициент формы дефектов Кф определяется в виде отношения
амплитуд сигналов - отраженного от дефекта обратно к искателю Добр
и испытавшего двойное зеркальное отражение от дефекта и внутренней
поверхности изделия А3 при прозвучивании дефекта двумя однотипными
наклонными ПЭП но схеме тандем (рис. 6.17).
С вероятностью 0,95 установлено, что для плоскостных дефектов Кф<1,
а для объемных /Сф>1. Идентификацию дефекта необходимо производить
но наименьшему значению /<ф. Метод позволяет не только отличать плос-
костные дефекты от объемных, ио всочетапии с другими информативными
признаками позволяет более точно распознавать характер плоскостных
дефектов, кроме наукообразных трещин. Так, если Кф<0,5 (6 дБ) и дефект
расположен на кромке, то с большой вероятностью можно считать, что это
158
Рис. 6.17. Измерение коэффициента Кф объ-
емного (1) и плоскостного (2) дефектов: а - в
толстостенных соединениях; б - в прутках,
валах; в - тонкостенных сварных швах; Aogp,
А3 - амплитуды эхо-сигналов, принятых пер-
вым и вторым ПЭП
несплавление; если же дефект находится
в наплавленном металле, то это трещи-
на. Если 0,5</Сф<0,9, то, вероятнее всего,
дефект типа непровара в корне шва (при
двусторонней сварке) или межвалико-
вое несплавление. Распознавание типа
дефекта по Кф может применяться для
швов малых толщин и в других случаях
(см.рис. 6.17).
Метод имеет ряд преимуществ.
Во-первых, он не требует эталониро-
вания чувствительности дефектоскопа.
Поскольку метод, по существу, диф-
ференциальный, то уровень чувстви-
тельности может быть любой, поэтому
измерение Кф эффективно для анализа
возможного возникновения и подрас-
тания объемных дефектов в процессе
эксплуатации оборудования.
Во-вторых, весьма существенно, что
тип дефекта характеризуется легко из-
меряемым числовым значением.
Ширина индикатрисы рассеяния в
азимутальной плоскости является весь-
ма информативным признаком. Плоскостные дефекты в силу направлен-
ных отражательных свойств дают узкую индикатрису рассеяния. Если при
повороте ПЭП на 45° в каждую сторону относительно направления макси-
мального сигнала амплитуда сигнала уменьшается на 8 дБ, то такой дефект
считается плоскостным (рис. 6.18).
Для распознавания типа дефекта эффективно измерение отношения
эквивалентных площадей при прозвучивании ПЭП с разными углами
ввода 0Ц и «2 (коэффициент Ка). Для объемных дефектов зависимость
от угла проявляется слабо. Если последовательно сравнивать отношение
амплитуды эхо-сигнала от дефекта Ад к амплитуде эхо-сигнала от бокового
цилиндрического отражателя А'а (Ка) на разных углах ввода, то можно
оценить тип дефекта.
Коэффициент р, характеризующий отношение условной ширины АХ
к условной высоте ДН, р = ДХ/ДН широко применяется в мостовых конс-
трукциях (рис. 6.19). Для объемных дефектов коэффициент р не зависит от
159
Рис. 6.18. Измерение информативных призна-
ков дефектов: а - угловой ширины индикат-
рисы рассеяния в горизонтальной плоскости
посередине дефекта ъинд и на краях дефекта
0 ;б- Ориентациивгоризонтальнойплоскости
(азимут); в - коэффициента Ка (при Н = Н Ка
= gj :А^А а#); г '-эквивалентногоразме-
ра при прозвучивании продольными волнами.
размера дефекта и глубины его
расположения и для каждого
типа преобразователя имеет
определенное значение р0. Для
плоскостных вертикальных де-
фектов рв < р0, для плоскост-
ных горизонтальных (расслои)
Рг » Ро-
Отношения рв/Ро и рг/р0
тем больше, чем больше отно-
шение размера дефекта к глу-
бине его залегания. Эти инфор-
мативные признаки заложены
в ГОСТ 14782-86.
В сварном соединении с
удаленным заподлицо валиком
усиления в качестве допол-
нительного для распознава-
ния типа дефекта признака,
используемого в сочетании с
другими признаками, можно
измерять эквивалентную
площадь 5Э торца трещины.
Статистикой установлено, что
если 5>< 2 мм2, то этот дефект
- трещина. Вертикальные тре-
щины при прозвучивании про-
дольными волнами ослабляют
донный сигнал значительно
сильнее, чем объемные дефек-
ты. Если Ац / Аж> 6 дБ, то этот
дефект - трещина.
Успешно применяется
метод, и с 11 ол ьзу юп1 ий соот-
ношение амплитуд обратно
отраженных поперечной и
трансформированной на де-
фекте продольной волн.
Метод распознавания, ос-
нованный на озвучивании де-
фектов поперечными волнами и приеме продольных трансформированных
волн, показан па схеме рис. 6.20.
Для плоскостных дефектов А( > А^, а для объемных А j <Л2. Для распоз-
навания типа корневых дефектов последовательно изменяют угол ввода и
160
Рис. 6.19. Измерение коэффициента р дефектов: а - объемного; - вертикального
плоскостного; в - горизонтального плоскостного.
при этом фиксируют и измеряют амплитуды продольных воли.
В случае плоскостных дефектов оптимальные углы ввода составляю!
а = 57 ... 62°. Если изделие имеет радиус кривизны в плоскости падения
ультразвукового луча, угол а находят по специальным номограммам.
Большинство объемных дефектов (-70%) сварных соединений трубо-
проводов малого диаметра 42...133 мм в плане равноосны, вытянуты в на-
правлении радиуса кольцевого шва и имеют вид веретена. При озвучивании
с разных сторон под одинаковым углом к оси вытянутости сигналы корре-
лированье Это позволяет распознавать плоскостные и объемные дефекты
Рис, 6.20. Схема определения типа
дефекта по соотношению амплитуд
обратно отраженной поперечной и
трансформированной на дефекте про-
дольной волны.
акустической системой, состоящей
из четырех ПЭП, направленных под
азимутальным углом 45° к оси шва
(рис. 6.21).
Достаточно уверенно можно раз-
личать поперечную трещину от мел-
кого шлакового включения или поры.
Ведь сигнал от поперечной трещины
при обычном прозвучивании очень
мал. В результате объемных исследо-
ваний было установлено, что дефект
можно считать поперечной трещи-
ной если амплитуда эхо-сигнала от
161
Рис. 6.21 Схема определения типа дефекта че-
тырьмя ПЭП.
него при озвучивании на-
клонным совмещенным ПЭП
вдоль шва на 9 дБ больше,
чем при озвучивании поперек
шва (рис. 7.47).
Если разница амплитуд эхо-
сигналов в указанных направле-
ниях озвучивания меньше 9 дБ
песнлошпость не квалифици-
руют как поперечную трещину
(см.раздел 7.6).
Отличить трещину от несплавлепия по кромке можно, если знать угол
разделки. Измерение проводят в следующей последовательности. Сначала
определяют координаты дефекта и маркируют эпицентр дефекта на щве. С
помощью Кф измеренного но схеме тандем убеждаются, что дефект плос-
костной и определяют сторону с какой величина Кф меньше. Зафиксировав
положенно ПЭП при максимальном зеркальном сигнале измеряют рассто-
яние /| и 1-2 от точки ввода до эпицентра дефекта. По номограмме (рис. 6.23)
определяют угол наклона дефекта ф° в
вертикальной плоскости. Если этот угол
совпадает с углом разделки, а эпицентр
дефекта с границей разделки, то с очень
высокой вероятностью можно сказать, что
это несплавление.
Имеется еще ряд физических и статис-
тических признаков, которые могут быть
полезны при идентификации типа дефек-
та. Однако они нс имеют определенных
числовых выражений, и поэтому пока не
могут быть внесены в нормативно-техни-
ческую документацию.
К ним можно отнести число сигналов
и динамику изменения огибающей эхо-
сигналов на экране дефектоскопа, пло-
щадь огибающей, дисперсию вариаций
ширины огибающей па заданном уровне
чувствительности дефектоскопа, степень
экранировки дефектом подкладного кольца при сварке с остающимися
подкладными кольцами; азимут дефекта - весьма информативный признак
для идентификации поперечных трещин, разницу азимутов, измеренных с
обеих сторон шва одним и тем же ПЭП; среднестатистическое отношение
условной протяженности к условной высотой т.н.
Важную информацию дают координаты дефекта в плоскости по попе-
речному сечению шва. Например, если дефект расположен по кромке раз-
Рис. 6.22 Номограмма для измере-
ния угла отклонения плоскости
дефекта от вертикали.
162
делки, то, скорее всего, это несплавление; если в наплавленном металле, то
это трещина, шлаковое включение или пора.
Дефектометрия истинных размеров дефекта по тем или иным измеряе-
мым информативным признакам является вероятностным процессом и ха-
рактеризуется теснотой корреляционных связей между информативными
признаками и действительными размерами дефектов. Точность оценки раз-
меров дефекта повышается с увеличением коэффициента корреляции рк.
В табл. 6.2 приведены коэффициенты корреляции рк между эквивалентной
площадью 53, условной протяженностью вдоль шва А/. и условной высо той по
сечению шва Н и соответствующими размерами дефектов (S', &L', AH').
Таблица 6.2
Корреляция между размерами дефектов и информативными
признаками
Дефект Эквивалент- ная площадь дефекта Условная протяжен- ность дефекта Условная высота де- фекта
Рк(ЗД Рк(£'Л) рк(Д//',Д/7)
Объемные шлаковые включения 0,82 0,78 0,58
Плоскостные (планарные) непровары 0,74 0,75 0,51
трещины 0,7 0,52 0,36
Из приведенных в табл.
6.2 данных следует, что
наиболее достоверной
измеряемой характерис-
тикой дефекта является
эквивалентная площадь
а наименее достоверной
- условная высота АН'.
Поскольку обе характерис-
тики измерялись для одних
и тех же дефектов, можно
сделать вывод, что это раз-
личие обусловлено не от-
ражательными свойствами
дефекта, а погрешностью
измерений.
На рис. 6.23 приведена
зависимость истинных d,
размеров реальных дефек-
тов в вертикальной плос-
кости. В области размеров
Рис. 6.23. Корреляционная зависимость между
эквивалентным диаметром d3 и его истинным раз-
мером в поперечном сечении ds: • - объемные дефек-
ты; х, Д - трещины соответственно при измерении
одним ПЭПи по схеме «тандем*.
163
объемных дефектов 2 < ds < 8 мм эта зависимость аппроксимируется
выражением da=2d^'5S, что свидетельствует о возможности приближенно-
го определения истинных размеров объемных дефектов по тарировочной
кривой. Для плоскостных дефектов (кривая 2), измеренных одним ПЭП,
низкое значение градиента Э«/э/dds <0,1 предопределяет большую ошиб-
ку в оценке их эквивалентной площади. Эти же дефекты, прозвученные по
схеме «тандем» (кривая 3), обеспечивают dd3/dds = 0,8.
Более тесная корреляционная связь наблюдается между условной и
действительной протяженностью дефекта вдоль шва. Относительное низ-
кое pK(£z, L) для трещин, по-видимому, объясняется тем, что концы трещин
имеют малое раскрытие и не выявляются на рентгенопленке.
Из табл. 6.3 следует, что для небольших дефектов (£' < 10 мм) при изме-
рении УЗ-методом размер дефекта получается больше действительного, а
для протяженных - меньше.
Таблица 6.3
Корреляция условной и истинной протяженности дефекта
Протяженность дефекта L'r, ММ Коэффициент корреляции Абсолютная погрешность Д£
10 0,72 -0,35
10.. .50 0,81 +5,6
Достаточно тесная корреляция истинных и условных размеров де-
фектов наблюдается, когда размер дефекта в измеряемом направлении
превышает эффективный диаметр пучка и соответствует указанным зна-
чениям с плюсовым допуском. В частности, протяженность 65% плоскос-
тных протяженных дефектов измеряется с погрешностью не более ± 5 мм,
а 87% - с погрешностью не более ± 10 мм. При меньших размерах дефекта
корреляция значительно хуже и соответствует минимальным значениям с
минусовым допуском, а в ряде случаев и меньше. Например, в выборке из
50 коррозионных трещин под напряжением'длиной 2...10 мм показано, что
их протяженность но результатам измерения занижается па 30...50%.
Условная высота дефекта, оцениваемая как разность высот крайних
точек дефекта, измеренных па заданном уровне чувствительности или на
определенном (например 6 дБ) уровне от максимума сигнала, весьма слабо
коррелирует с истинной высотой дефекта (рк = 0,53).
Установлена хорошая корреляция между реальными и условными
размерами усталостных трещин, находящихся в сечении шва. При этом
наиболее тесная корреляция наблюдается между фактической площадью
трещины и площадью эквивалентного эллипса S.,„ = (Л //у£у)/4, где £у и //у
164
- соответственно условная протяженность, измеренная на уровне 0,5 мм2;
и условная высота, определенная как разность координат эхо-сигналов от
нижнего и верхнего краев трещины, измеренных при одном положении
ПЭП. Результаты важны для прочностных расчетов, при которых исходят
из формы трещины в виде эллипса.
Серьезной проблемой ультразвуковой дефектометрии является воспро-
изводимость оценки величины дефектов при контроле, проведенном до и
после термообработки. Флуктуации коэффициента затухания ультразвука в
пределах контролируемого объема металла вследствие его неоднородности и
его изменения после термообработки могут привести к ошибке до 300%.
Аналогичные исследования вариаций эквивалентной площади песплав-
лений в аустенитной наплавке после термообработок показали, что после
трех термообработок большинство дефектов увеличивает эквивалентную
площадь. Хотя некоторые дефекты после термообработки закрываются и
их эквивалентная площадь уменьшается.
Глубина залегания дефекта и его размер также оказывает существенное
влияние на точность измерения его координат и размеров. В частности, в
исследованиях по программе PISCII показано, ч то ошибка в определении
координат залегания дефекта до глубины 30...40 мм весьма мала. Если же де-
фект лежит на глубине 250 мм, то ошибка в определении его местоположения
может достигать 15...18%, причем ошибка, как правило, в плюсовую сторону.
Малые дефекты (до 10 мм) завышаются в размере па 10...28%, дефекты
больше 25 мм занижаются па 5...15%. По данным программы PISCII, при
контроле кольцевого сварного шва патрубка толщиной 20 мм ручным ме-
тодом средняя абсолютная ошибка в определении размера в вертикальном
направлении составляет - 3,9° и вдоль продольной оси 9,9°. При механизи-
рованном контроля эти же ошибки составляют 5,7 и 1,7°.
Эти факторы весьма значимы и действительно не могут быть нейтра-
лизованы даже самым квалифицированным оператором, о чем свидетель-
ствуют результаты исследований во всех странах. Даже при измерении
длины искусственных дефектов абсолютная ошибка составляет ± 3...6 мм;
а средняя ошибка в измерении сигнала от плоскодонных отражателей даже
составляет 5,6 дБ. На наш взгляд эта цифра недопустимая и говорит о низ-
кой квалификации операторов. Поэтому, в частности, па западе некоторые
авторы считают, что в нормативной документации должна быть заложена
погрсчипость измерений ± 6 дБ. По данным нашего анализа, среднеквадра-
тичное отклонение в измерении величины составляет 0,3 5.,.
Приведенные данные получены но результатам лабораторных исследо-
ваний. При штатпом контроля корреляционная связь менее тесная, а в ряде
случае ее вообще может не быть.
165
ГЛАВА7
ТЕХНОЛОГИЯ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
7.1. Общие положения
Рекомендуемая технология контроля должна обеспечивать обнаруже-
ние и идентификацию всех недопустимых дефектов. Она разрабатывается
на основе накопленного опыта дефектоскопии аналогичной продукции,
статистики распределения дефектов по типам, величине и местоположе-
нию и существующих нормативов оценки качества.
Сдаточный УЗ-контроль должен проводиться только после термо-
обработки, если она предусмотрена технологией, а в биметаллических
конструкциях н после восстановления плакировки (наплавки). Термооб-
работка уменьшает затухание звука в шве и околошовной зоне и способс-
твует раскрытию трещин. Статистика показывает, что после термообработ-
ки выявляемость трещин па 25—30% больше по сравнению с контролем до
термообработки.
Последний может проводиться лишь факультативно, и его результаты
надо использовать весьма осторожно. Дело в том, что ремонт дефектных
участков, обнаруженных до термообработки, вызывает их сильный нагрев,
а это приводит к раскрытию ранее сжатых и поэтому певыявленных дефек-
тов в зоне шва примыкающей к дефектной.
Все операции по УЗ-контролю можно разбить на семь этапов:
1) изучение объекта контроля, подготовка его к работе;
2) разработка или выбор из имеющегося банка нужного технологичес-
кого процесса (карты контроля) с указанием основных параметров контро-
ля и схемы прозвучи вания;
3) проверка исправности и основных параметров аппаратуры и подго-
товка ее к работе;
4) настройка чувствительности дефектоскопа;
5) настройка скорости развертки и глубиномера;
6) проведение контроля, измерение координат и величины дефектов и
оценка качества шва;
7) документальное оформление результатов контроля.
Изучение объекта контроля складывается из ознакомления с конс-
трукцией соединения и технологией сварки, а также с документами, отра-
жающими отступление от требования чертежей; внешнего осмотра шва с
измерением его ширины, или катета, и околошовной зоны и выбора схемы
прозвучиван ня.
Если контролируемый шов имеет какие-либо наружные дефекты, конс-
труктивные отклонения или особенности, не оговоренные в чертежах, то
необходимо оценить, насколько они мешают проведению контроля и Moiyr
исказить его результаты. Дефекты должны быть устранены до контроля.
166
Рис. 7.1. Оптимальные углы ввода
наклонных ПЭП для контроля
швов трубопроводов (по Краут-
кремеру).
Если указанные отклонения не позволяют провести достоверный конт-
роль, то его следует отменить до устранения мешающих причин или прово-
дить лишь факультативно, что фиксируют в соответствующем документе.
Во многих отраслевых нормативных документах используются понятия
объем контроля и объем сканирования. Под термином объем контроля по-
нимают протяженность сварных соединений или площадь наплавок.
Объем сканирования определяют как суммарную протяженность кон-
тролируемой части соединения вдоль его периметра, отнесенную к полной
протяженности сварного соединения.
Поверхности сварных соединений в зоне перемещения ПЭП с обеих
сторон сварного шва должны быть очищены от пыли, грязи, окалины. С них
должны быть удалены забоины и неровности.
Ширина подготовленной под контроль
зоны с каждой стороны шва должна быть
не менее Htgci + А + В - при контроле сов-
мещенными ПЭП прямым лучом и не ме-
нее 2IItga + А + В - при контроле однажды
отраженным лучом и но схеме «тандем»,
где Н - толщина сварного соединения, А
- длина ПЭП, В - ширина околошовной
зоны. На рис. 7.1 приведены рекомендуе-
мые частоты НЭП для контроля различных
толщин.
Контролируемый шов должен быть
замаркирован и разбит на участки. Целе-
сообразно длину участка выбрать равной
длине рентгенпленки, т.е. 300 мм. Коль-
цевые сварные швы трубопроводов рекомендуется разбивать на участки и
маркировать по аналогии с часовым циферблатом.
Переход па новую технологию сварки (например, двусторонняя вместо
односторонней или с щелевой разделкой вместо широкой) требует обяза-
тельной корректировки производственной инструкции на основе экспери-
ментальных исследований, выполненных па нескольких образцах-свидете-
лях с последующей разрезкой их. Цель этих исследований - разобраться
в особенностях прозвучивания швов, оцепить уровень ложных сигналов
от границы наплавленного металла, характер структурной реверберации,
коэффициент затухания звука и т.п.
Основным рабочим документом, па основании которого непосредс-
твенно производится нсразрушающий контроль, является технологическая
карта. Для составления карт по конкретному виду контроля необходимо
знание как параметров контролируемого изделия, так и технологии, обору-
дования и нормативно-технической (НТД) и технологической документа-
ции, на основании которой должен проводиться контроль.
В настоящее время ЦНИИТМАШ разработан пакет программ, позволя-
167
ющий составлять технологические карты по ультразвуковому, радиографи-
ческому и магнитопорошковому видам неразрушающего контроля.
Использование пакета позволяет исключить ошибки и отступления от
требования НТД, а также значительно сократить время составления техно-
логических карт.
Зачистка околошовной зоны должна быть включена в технологический
процесс изготовления изделия и не входит в обязанности оператора-дефек-
тоскописта.
Качество обработки поверхности должно соответствовать качеству по-
верхности контрольного образца, но не ниже 4-го класса по ГОСТ 2789-73
с изм., получаемого при механической обработке. В целях меньшего износа
ПЭП желательно грубые заусенцы спять абразивной бумагой.
Качество подготовки поверхности должно быть оценено только инстру-
ментальным методом обеспечивающим измерение не только шероховатос-
ти, но и волнистости.
Органолептическим методом (т.е. визуально или па ощупь) даже в срав-
нении с образцом невозможно оценить акустическую прозрачность контак-
тного слоя на данной поверхности.
Даже систематически работающие высококвалифицированные специ-
алисты при сравнении качества поверхности изделия и образца органо-
лептическим методом делают большие ошибки, которые, по-видимому,
связаны с невозможностью оцепить неровности с большим периодом (вол-
нистость), и которые, в основном, и определяют толщину и соответственно
акустическую прозрачность контактного слоя.
Применение стандартных профилографов-шероховатомеров также не-
целесообразно ввиду их малой базы измерений и невозможности измерить
крупные неровности.
Для исключения ошибок в настройке чувствительности необходимо
использовать инструментальный метод оценки неровностей па базе изме-
рения, близкой к диаметру ультразвукового пучка. В частности, датчики
типа ДШВ ЦНИИТМАШ.
Операции по настройке чувствительности дефектоскопа, ВРЧ, DAC и
скорости развертки должны производиться в соответствии с рекомендаци-
ями, изложенными в разделе 5.
Непосредственно перед контролем подготовленную поверхность тща-
тельно протирают ветошью и покрывают слоем контактной смазки. При
повышенных температурах, большой кривизне поверхности или контроле в
потолочном положении следует использовать смазку более густой консис-
тенции. Очень хорошие эксплуатационные качества имеют ингибиторные
легкосмывакяцие смазки на водяной основе ф. «Сопатест», «Крауткремер»
или разработанная Таганрогским заводом «Красный котелыцик».
Перед тем как приступить к контролю, оператор должен проверить
работоспособность и параметры аппаратуры (дефектоскопа и ПЭП). Про-
верка выполняется па контрольных образцах и па СО №1-3 в соответствии
168
с ГОСТ 14782-86 и требованиями действующих на предприятии правил по
метрологической аттестации и поверке.
Поиск дефектов производится путем продольно-поперечного или по-
перечно-продольного сканирования (перемещения) ПЭП по всей контро-
лируемой зоне сначала с одной, а затем с другой стороны. В соединениях
толщиной более 60...80 мм необходимо контролировать с двух поверхнос-
тей, если они доступны. Шаг сканирования ПЭП должен быть не более
половины диаметра пьезоэлсмента.
Плотность вероятности распределения дефектов в плоскости скани-
рования относительно нормали к оси шва соответствует нормальному со
среднеквадратичным отклонением 4,93°.
Отсюда следует, что проведение прозвучивания швов стандартными
ПЭП при ориентации строго нормально к оси шва позволит обнаружить
только 17...46% всех дефектов.
Поэтому в процессе сканирования наклонный ПЭП необходимо непре-
рывно проворачивать вокруг его вертикальной оси па + 15°, чтобы обнару-
жить различно ориен-
тированные дефекты
(рис. 7.2).
Для компенсации
флуктуаций акус-
тического контакта
чувствительность де-
фектоскопа в режиме
поиска должна уве-
личиваться не менее
чем па 6 дБ но отно-
шению к контрольной
чувствительности.
Чтобы уменьшить
вероятность пропуска
Рис. 7.2. Сканирование при контроле сварных соединений, дефекта целесообраз-
но работать при вклю-
ченном звуковом индика торе схемы АСД.
Поскольку PC-преобразователи характеризуются несимметричностью
ультразвукового пучка, их также рекомендуется проворачивать вокруг оси.
Акустический контакт надо обеспечивать легким нажатием руки на ПЭП
(10...15Н).
В сварных соединениях УЗ-прозвучивапию и оценке подлежит металл
шва, зоны сплавления и термического влияния.
При появлении эхо-сигналов па рабочем участке развертки чувстви-
тельность снижается до уровня предельной чувствительности, установлен-
ной при эталонировании, и если обнаруженный эхо-сигнал превышает этот
уровень, то измеряются характеристики несплошпости и, если необходимо,
169
тип отражателя - плоскостной он или объемный. Все эти характеристики
определяются при контрольной чувствительности дефектоскопа. В швах с
толщиной стенки менее 15 мм условная высота обычно не определяется.
В большинстве действующих в РФ отраслевых РД для оценки качес-
тва используются критерии, изложенные в ГОСТ 14782-86; амплитуда
эхо-сигнала или эквивалентный размер (площадь или диаметр); условная
протяженность; условная высота; удельная плотность дефектов на единицу
длины контролируемого участка.
В околопювной зоне швов толщиной более 15-20 мм возможны расслое-
ния металла, затрудняющие определение координат дефекта. Поэтому око-
лонювпую зону в районе где обнаружен дефект наклонным ПЭП, следует
дополнительно прозвучать продольными волнами прямым или PC ПЭП
для уточнения характера и размеров дефекта и глубины залегания.
Степень допустимости обнаруженного при УЗ-контроле дефекта
должна быть адекватна его потенциальной опасности для эксплуатиру-
ющегося оборудования. Основные показатели опасности дефекта характе-
ризуются его размерами и типом.
Оценка степени допустимости обнаруженной песнлошности и перевод
ее в разряд дефекта производятся по степени соответствия измеренных
характеристик и их совокупности предельно допустимым численным зна-
чениям этих же характеристик, заложенным в НТД.
В качестве примера ниже приведены нормы оценки качества сварных
соединений, регламентируемые РД 2730.940.103-92 применительно к теп-
ломеханическому оборудованию и трубопроводам тепловых электростан-
ций. Позлим нормам качество сварного соединения (с размерным показате-
лем свыше 5 мм) по результатам ультразвукового контроля считается удов-
летворительным при одновременном соблюдении следующих условий:
• выявленные песплоппюсти появляются протяженными (условная
протяженность песнлошности не должна превышать условную протяжен-
ность соответствующего эталонного отражателя);
• выявленные песнлошности являются одиночными (расстояние
по поверхности сканирования между двумя соседними несплошностями
должно быть не менее условной протяженности песнлошности с большим
значением этого показателя);
• эквивалентные площади и количество выявленных одиночных
песплошпостей не должно превышать норм табл. 7.1. Для эксплуатирующе-
гося оборудования нормы устанавливаю гея особо.
• поперечные трещины отсутствуют (только для сварных соедине-
ний, подлежащих контролю па поперечные трещины).
11ормы, действующие в нефтехимической промышленности, судострое-
нии, пефте- и газопроводном транспорте, близки к требованиям, изложен-
ным в табл. 7.1.
170
Таблица 7.1
Нормы допустимости одиночных неоплатностей при
ультразвуковом контроле сварных соединений с размерным показателем
свыше 5 мм
Размерный показа- тель Эквивалентная площадь одиночных несплошностей, мм2 Максимально допус- тимое количество фиксируемых оди- ночных несплошно- стей на любых 100 мм протяженности сварного соедине- ния, шт.
фиксируемая (минималь- ная) максимально допустимая
От 5,5 до 10 включ. 3,5 7 7
Св. 10 до 20 включ. 3,5 7 8
Св. 20 до 40 включ. 3,5 7 9
Св. 20 до 60 включ. 5,0 10 10
Св. 60 до 80 включ. 7,5 15 II
Св. 80 до 100 включ. 10,0 20 II
Св. 100 10,0 20 12
В атомной энергетике оборудован не и трубопроводы подразделяются
па несколько групп в зависимости от степени влияния системы, составной
частью которой они являются, на безопасность атомной энергетической
установки. Соответственно введены три категории сварных соединений.
Нормы оценки качества сварных соединений третьей категории совпада-
ют с требованиями, изложенными в табл. 7.1. Для первой и второй катего-
рии нормы оценки качества существенно более жесткие.
С появлением достоверных способов оценки типа дефектов стало
возможным создание принципиально нового дифференциального алго-
ритма браковки сварных швов. Например, можно ввести два браковоч-
ных уровня - первый и второй, отличающиеся на 6 дБ. Алгоритм оценки
приведен в табл. 7.2. При превышении эквивалентной площадью значений
первого браковочного уровня производят определение тина дефекта,
например, путем измерения /<ф. При /<ф > 1 оценку допустимости поэкви-
валентным размерам производят по второму, более грубому браковочно-
му уровню 5f)p2 = 25f)p|. Если /<ф < 1, шов бракуется.
Таблица 7.2
Алгоритм оценки дефекта
при контроле в процессе изготовления и монтажа оборудования
Измерительная ситуация Оценка дефекта
эквивалентная площадь коэффициент формы по новой техно- логии по старой техно- логии
$бр2'->$л.'>8бр1 к* > 1 допустимый недопустимый
К/><1 недопустимый недопустимый
При любом Кф недопустимый недопустимый
171
По предложенному алгоритму плоскостные дефекты отбраковываются
уже при 5бр1>а объемные только при 5f)p2 = 25бр1
Такие условия отбраковки соответствуют и нормам оценки дефектов
при контроле просвечиванием, где не допускаются трещины любых разме-
ров, а из объемных дефектов забраковываются только те, размеры и число
которых превышают установленные нормативы (см.табл. 7.2).
Применение этого алгоритма для оценки качества с учетом имеющейся
статистики дефектности позволяет уменьшить число напрасно забракован-
ных швов и соответственно объем ремонтных работ.
При эксплуатационном контроле одна из основных задач - наблюдение
за усталостным развитием объемных дефектов, размер которых допустим
по действующим нормам.
В условиях периодических измерений Кф благодаря независимости
от уровня чувствительности, становится надежным инструментом для
фиксации начала растрескивания в зоне объемного дефекта и развития
образовавшейся трещины. Измерение амплитуды эхо-сигнала и условной
высоты не эффективны, поскольку их значения в сильной степени зависят
от параметров контроля, чистоты поверхности и квалификации оператора,
что не обеспечивает требуемую достоверность оценки.
Схема прозвучивания является основой любой методики контроля.
Применимость схемы прозвучивания определяется следующими незави-
симыми переменными:
• величиной прозвученной площади поперечного сечения сварного
соединения (полнота прозвучивания);
• вероятностью обнаружения наиболее потенциально опасных
плоскостных дефектов (трещин, непроваров);
• вероятностью появления ложных сигналов от конструктивных
элементов соединения (неблагоприятная геометрия, конструктивные зазо-
ры, наличие приварных элементов и т.п.).
Полнота прозвучивания является количественным критерием коптро-
ледоступности и может оцениваться коэффициентом
F=S/S' х 100%,
где: S'- площадь прозвученного сечения; S - площадь наплавленного
металла и зоны термического влияния с обеих сторон шва.
Поскольку нормы оценки качества основного металла (листа, трубы),
как правило, слабее, чем нормы оценки качества сварного соединения,
то для исключения проблем с оценкой контроледоступности и с целью
унификации оценки качества, для большинства ответственных объектов
Госгортехнадзором и Госатомнадзором РФ стандартизированы границы
сварного соединения. В их пределах металл контролируется и оценивается
по нормам, действующим для сварных швов. При этом ширина контроли-
руемой и оцениваемой зоны основного металла - В определяется от грани-
цы разделки шва под сварку и составляет:
а) не менее 5 мм для стыковых сварных соединений, выполняемых ду-
172
Рис, 7.3. Номограмма для выбора параметров ПЭП в зависимости от конструкции и
типоразмера соединений:
1 - (3 = 53°,/ = 5 МГц, п = 5 мм; 2 -$=50',f = 2,5 МГц, п = 10 мм;3 -$=50°,/= 2,5 МГц, п
= 23мм; 4 - $= 40°,/= 2,5 МГц, п = 14мм;5 - Р = 40°,/= 1,8МГц,п = 24мм; 6 -Р = 30°,/ =
2,5 МГц, п = 14мм; 7- $ = 30°,/= 1,8МГц, п =24мм.
говыми способами сварки; не менее номинальной толщины свариваемых
деталей при их толщине от 5 до 20 мм включительно; не менее 20 мм при
номинальной толщине свариваемых деталей свыше 20 мм;
б) не менее 3 мм независимо от толщины для угловых и торцевых свар-
ных соединений и вварки труб в трубные решетки, выполняемых дуговыми
способами сварки;
в) не менее 50 мм независимо от толщины для сварных соединений,
выполненных электрошлаковой сваркой.
В сварных соединениях деталей различной номинальной толщины
ширина указанной зоны определяется отдельно для каждой из сварных
деталей.
В самом общем виде функция Fзависит от следующих переменных: на-
личия и величины валика усиления (для стыковых соединений) или катета
сечения (для нахлесточных и угловых соединений), толщины стыкуемых
элементов, ширины околопювной зоны и доступности прозвучивания все-
го сечения соединения, угла ввода, эффективной ширины УЗ-пучка (рис.
7.3).
Оптимальной, с точки зрения полноты прозвучивания, будет такая схе-
ма, при которой F= 1.
Оценка влияния каждого из независимых переменных и их реальных
комбинаций представляет весьма трудоемкую задачу и является основой
создания оптимальной методики контроля. Основные направления проз-
173
вучивания и углы ввода должны обеспечивать достоверное обнаружение и
идентификацию характерных для данного изделия реальных дефектов. В
первую очередь они должны выбираться исходя из получения максималь-
ного эхо-сигнала от наиболее опасного плоскостного дефекта. И очевидно,
что такое направление должно быть не одно. Например, совокупность на-
правлений прозвучивания данного сварного соединения и выбор наиболее
благоприятного угла встречи (ракурса озвучивания) УЗ-луча с плоскост-
ным дефектом, базируется на основе вероятностных оценок распределения
плоскостных дефектов по ориентации и местоположению, полученных из
статистического анализа.
Для исключения вольного толкования термина полнота прозвучивания
при выполнении производственного контроля и базируясь на постулате,
что официально утвержденная методика является оптимальной, в тепловой
и атомной энергетике введены степени (градации) контроледоступности
шва, выраженные через возможность обеспечения полноты прозвучива-
ния в предписанных методиками направлениях.
В РД 34.17.302-97 (ОП № 501 ЦД-97), регламентирующим технологию
контроля и нормы оценки качества соединений трубопроводов и сосудов
тепловых электростанций, установлены следующие степени контроледос-
тупности в порядке ее снижения:
1 ДК - центральный луч УЗ-пучка пересекает каждый элемент (точку)
контролируемого сечения, как минимум, с двух направлений;
2 ДК - центральный луч УЗ-пучка пересекает каждый элемент (точку)
контролируемого сечения хотя бы с одного направления;
3 ДК - имеются элементы контролируемого сечения, не пересекаемые
центральным лучом УЗ-пучка при регламентированной схеме контроля ни
по одному из направлений. При этом площадь непрозвучиваемых участков
по превышает 20% от общей площади контролируемого сечения и они нахо-
дятся только в подповерхностной части сварного соединения.
Сварное соединение считают неконтроледоступным, если центральный
луч УЗ-пучка не пересекает все элементы контролируемого сечения ни по
одному из направлений прозвучивания, кроме подповерхностного слоя,
или площадь непрозвучиваемых участков превышает 20% от общей площа-
ди контролируемого сечения.
Направления считаются разными, если угол между центральными луч-
ками УЗ-пучков волн одного типа (моды) отличается не менее чем па 35°.
Ограниченная возможность контроля па выявление поперечно-ориен-
тированных дефектов (поперечных трещин) не изменяет степень контроле-
доступности сварного соединения.
Следует заметить, что в швах существуют участки, полноценный кон-
троль которых из-за конструктивных особенностей заведомо невозможен.
Эти участки не классифицируются при оценке контроледоступности:
• места пересечения швов с псудаленной выпуклостью (валиком
усиления);
174
• краевые участки незамкнутых сварных соединений в пределах
ширины LK зоны, определяемой большей из величин
где Н - номинальная толщина свариваемых элементов; Дп - диаметр
или ширина пьезоэлемента в дополнительной плоскости; X - длина волны;
• сварные соединения труб с внутренней расточкой, если длина ци-
линдрической части расточки менее
Zp = Htga + Ы2 + В + 5,
Рис. 7.4. Схема для определения степени кон-
троледоступности сварного соединения:*->
направления озвучивания.
где а - угол ввода; b - шири-
на усиления шва; В - ширина
околошовной зоны, подлежа-
щей контролю по нормам оцен-
ки сварных соединений;
• сварные соединения
с конструктивным непроваром
за исключением случаев, если
размеры исключаемого из конт-
роля сечения не превышают 3%
от общей площади контролиру-
емого сечения.
Степень контроледоступ-
ности может быть повышена
путем изменения конструкции
соединения или сварного узла, снятия усиления, расширения зоны переме-
щения ПЭП, обеспечения дополнительного доступа ПЭП к сварному шву,
изменения схемы прозвучивания.
В действующем в атомной энергетике руководящем документе ПНАЭ
Г-7-030-91 критерии контроледоступности более строгие. Для сварных
соединений устанавливаются следующие степени контроледоступности
в порядке ее снижения (рис. 7.4):
1С - центральный луч УЗ-пучка пересекает каждый элемент металла
контролируемого сечения сварного соединения в двух или более направ-
лениях (с точностью до половины шага сканирования), проходящих через
секторы Б или Б', и В или В', и А или А';
2С - центральный луч УЗ-пучка пересекает каждый элемент металла
хотя бы в одном направлении, проходящем через секторы Б или Б', В или
В';
ЗС - частично или полностью не выполняется прозвучивание по каж-
дому из направлений, предусмотренных для степени 1С. Центральный луч
УЗ-пучка пересекает каждый элемент металла в направлении, проходящем
через секторы А или А';
сварное соединение считают неконтроледоступным, если цент-
175
ральный луч У 3-пучка ни по одному из направлений не проходит через все
элементы металла контролируемого сечения;
• возможность контроля на выявление поперечных дефектов не из-
меняет степень контроледоступности сварного соединения, определенную
выше.
Контроль сварных соединений труб с внутренней расточкой однажды
отраженным лучом возможен, если длина цилиндрической части расточки
не менее Zp.
При меньших размерах расточки контроль проводят только прямым
лучом при удаленном усилении.
Трещины в сварных соединениях ориентированы преимущественно
вертикально, а в плане - вдоль оси шва; угол наклона несплавлений опреде-
ляется конфигурацией разделки сварного соединения.
Некоторые отклонения в режиме сварки, например увеличение скоро-
сти, приводят к образованию трещин, ориентированных в горизонтальной
плоскости почти строго под углом 45° к оси шва. Поэтому для обеспечения
достоверности контроля необходимо изучение реальных дефектов и ста-
тистики их появления в зависимости от параметров сварочного процесса и
конструкции конкретного шва.
Усиление сварного шва существенно влияет на достоверность контроля.
Если усиление велико, то в ряде случаев при контроле швов малых толщин
невозможно ирозвучить корень шва осью УЗ пучка. В соединениях
толщиной 7 мм наличие усиления шва приводит к занижению средней
эквивалентной площади дефекта на 2 мм2, увеличивает недобраковку в
3,5 раза. Следовательно или необходимо снимать усиление, или искать не
стандартные приемы прозвучивания.
Настройка скорости развертки дефектоскопа производится в зависи-
мости от выбранной схемы прозвучивания.
Таким образом, суммируя сказанное, технология ультразвукового кон-
троля и оценки качества сварных соединений состоит из последователь-
ности следующих операций:
1. Ознакомление с чертежами на объект контроля (ОК) и технологи-
ческой картой (технологическим процессом).
2. Установление степени контроледоступности и регистрации этого
в рабочих документах (журнале, протоколе и т.п.).
3. Проверка дефектоскопа и ПЭП и оценка их работоспособности.
4. Оценка качества подготовки околошовной зоны под контроль
визуально и с помощью датчика ДШВ. При некачественной подготовке
передача соответствующей информации непосредственному начальнику.
5. Осмотр места контроля и готовность ОК к проведению контроля.
Наличие освещения; доступ ко всем контролируемым швам.
6. Оценка на соответствие подготовки к контролю требованиям тех-
ники безопасности.
7. Оценка шероховатости и волнистости поверхности ОК в несколь-
176
ких точках с помощью датчика ДШВ с целью определения величины кор-
ректирующей поправки.
8. Настройка чувствительности скорости развертки исходя из тол-
щины сварного соединения.
9. Настройка чувствительности, ВРЧ, DAC но СО и СОПам или
АРД на соответствующий браковочной и контрольный уровни.
10. Установление порогового уровня звукового и светового индикато-
ров системы АСД.
11. Установление уровня поисковой чувствительности.
12. Покрытие ОК контактной жидкостью.
13. В соединениях толщиной более 20-25 мм прозвучивапие около-
шовной зоны основного металла прямым или PC ПЭП. В случае обнаруже-
ния в околошовной зоне неснлошностей оценить их величину по нормати-
вам для соответствующей зоны, замаркировать их (мелом) и сделать отмет-
ку в рабочих документах. Встречающиеся в околошовной зоне расслоения
приводят к неверной оценке качества сварного соединения.
14. Проведение сканирования вдоль оси шва ио околошовной зоне и
металлу шва (в случае его удаления заподлицо с основным металлом) в 2-
х встречных направлениях; или при ориентации ПЭП иод минимальным
углом к оси шва при наличии валика усиления для выявления поперечных
трещин, если это предписано технологической картой контроля или НТД.
15. Проведение сканирования поперек шва наклонным ПЭП с нрово-
ротом его на ±15° по азимуту для выявления объемных и продольно ори-
ентированных дефектов во всей зоне сварного соединения (т.е. шов и зона
термического влияния).
16. При обнаружении на экране в рабочей зоне сигнала оператор пере-
ходит па контрольный уровень чувствительности и меняя положение ПЭП,
находит его максимум, измеряет его амплитуду и сравнивает с браковоч-
ным и контрольным уровнями.
Если амплитуда эхо-сигнала меньше контрольного уровня, то оператор
восстанавливает поисковый уровень чувствительности и продолжает ска-
нирование дальше.
Если амплитуда сигнала превышает контрольный уровень, то оператор
измеряет эквивалентную площадь дефекта, его условные размеры (на кон-
трольном уровне чувствительности или на заданном уровне от максимума
сигнала), координаты дефекта и количество дефектов на единицу длины
шва и производит предварительную оценку качества.
17. Если параметры дефекта находятся на грани допустимости, или у
оператора возникают какие-либо сомнения в правильности предваритель-
ной оценки, или если это предусмотрено технологической картой контроля,
то производится дополнительное исследование дефекта ПЭП с другими уг-
лами ввода, частотой для измерения отдельных или совокупности инфор-
мативных признаков.
18. Если дополнительная информация свидетельствует, что дефект
177
-трещина, например, поперечная, то оператор должен потребовать снять
валик усиления заподлицо с основным металлом, прозвучить и провести
измерения со всех сторон.
19. Результаты всех операций и измерений фиксируются, а дефектная
зона маркируется на ОК.
20. При использовании процессорного дефектоскопа кадры (экрана)
с сигналами от дефекта и соответствующими комментариями вводятся в
намять для последующего архивирования.
21. Продолжается контроль в заданном объеме.
22. По окончании контроля производится окончательная оценка ка-
чества ОК в целом с указанием дефектных мест, составляется заключение
(протокол) и производится регистрация в журнале.
7.2. Основные способы прозвучивания и последовательность
технологических операций
Для контроля обычно применяют прозвучивание эхо-методом: только
прямым лучом, прямым и однократно отраженным лучом, многократно
отраженным лучом, по слоям (но совмещенной схеме включения в дефек-
тоскоп); а также эхо-зеркальным, зеркально-теневым методами и дельта-
методом (рис. 7.5).
Способ прозвучивания прямым лучом (рис. 7.5а) является основным
способом контроля. ПЭП при прозвучивании прямым лучом перемещается
в околопювной зоне между валиком усиления пгва (точка 1) и точкой 2,
расположенной от оси шва на расстоянии х.2 = Higa. + h/2. Способ наиболее
помехоустойчив, т.е. при его применении наблюдается минимум ложных
эхо-сигналов от каких-либо элементов конструкции в зоне соединения
Рис. 7.5. Способы прозвучивания сварных соединений: а - прямым лучом; б - прямым
и однократно-отраженным лучом; в - многократно-отраженным лучом; г - по
слоям.
178
(приварных косынок или штуцеров, различных выфрезеровок валика уси-
ления и т.п.). Недостатком его является наличие «мертвой зоны», вызван-
ной тем, что преобразователь упирается в валик усиления шва. Для плоских
соединений размер «мертвой зоны» Нм может быть найден из выражения:
Нм = (b/2 + n0)ctga.
Следовательно, условием пересечения всего объема шва осью уль-
тразвукового пучка, т.е. условием полного прозвучивания, является
Ь / 2 < Htga - п0.
При контроле необходимо выбирать такие параметры ПЭП (угол ввода
и стрелу п0), чтобы Нм была минимальна. Для особо ответственных изделий
и в случае выявления неблагоприятной статистики распределения дефек-
тов под валиком верхнюю часть шва целесообразно прозвучивать преобра-
зователем с углом а = 6О...72° или поверхностными волнами (см.далее).
Способ применяется для контроля швов всех толщин, является единс-
твенно пригодным для прозвучивания также швов толщиной 3,5...10 мм,
выполненных односторонней сваркой с проплавлением, дефекты в которых
находятся в корне. В последнем случае ПЭП обычно перемещается только
вдоль шва.
Контроль прямым и однократно отраженным лучом осуществляется
при перемещении ПЭП между точками 1...3 (рис. 7.56), позволяет вести кон-
троль с одной стороны изделия, а также прозвучивать мертвую зону. ПЭП
при прозвучивании прямым и однократно отраженным лучом перемещают
вдоль линии, отстоящей от оси шва на расстоянии Х2 = 2Htga + Ь / 2.
Недостаток этого способа - зависимость предельной чувствительности
к дефектам, берущимся отраженным лучом, от состояния поверхности. По-
этому, в частности, если сосуд заполнен жидкостью, то перед контролем она
должна быть удалена.
Контроль многократно отраженным лучом сопровождается большим
числом ложных сигналов от валика усиления шва и является наименее
помехоустойчивым (рис. 7.5в). Применение его ограничивается случаями,
когда не имеется доступа непосредственно к шву (например, стыковое со-
единение с обеих сторон закрыто приварными накладками).
Контроль по слоям обладает наибольшей достоверностью. Он заключа-
ется в том, что прозвучивапие производят- любым п.ч перечисленных спосо-
бов, но эхо-сигналы фиксируют только на определенном рабочем участке
развертки A/j, выделяемом путем стробирования (рис. 7.5г). Способ поме-
хоустойчив, позволяет уменьшить ошибки в оценке дефектов благодаря
тому, что предельная чувствительность при контроле устанавливается для
каждого слоя отдельно. Но, естественно, обладает наименьшей производи-
тельностью, поэтому наиболее эффективно его применение для контроля
швов толщиной более 50...60 мм.
Эхо-зеркальный метод (тандем-метод) (рис. 4.19) - самый эффектив-
ный метод для обнаружения и идентификации наиболее потенциально
179
опасных плоскостных дефектов трещин, в том числе поперечных, и непро-
варов. Учитывая статистику дефектности, по мнению автора, тандем-метод
необходимо применять для экспертного (повторного) контроля стыковых
сварных соединений трубопроводов и сосудов в следующем объеме.
1. При отработке нового технологического процесса сварки изделий
толщиной 20 мм и выше на продольные и поперечные дефекты в объеме
20-25% с последующим увеличением объема при обнаружении дефектов не
выявленных одним ПЭП.
2. При заводском изготовлении и монтаже соединений из низколеги-
рованных сталей толщиной от 20 мм и выше на продольные и поперечные
трещины - выборочно (в объеме 10-15%) с последующим увеличением объ-
ема при обнаружении дефектов не выявленных при контроле одним ПЭП;
из сталей легированных ниобием толщиной 20 мм и выше - в объеме 100%;
электрошлаковых швов с дополнительным прозвучиванием под углом 45° к
продольной оси шва - в объеме 20-25%.
3. В конструкциях из биметаллических материалов (перлит + аустенит)
корневым тандемом перлитную часть соединения в объеме 100% для трубоп-
роводов и 10-15% для сосудов толщиной от 20 мм и выше. Аустенитные свар-
ные швы при возможности выделения полезного сигнала на фоне шумов.
4. При эксплуатационном контроле тандем-метод должен применяться
в объеме не менее 20-25% от количества однотипных стыков или длины
швов толщиной 20 мм и выше.
Выбор типа акустического блока и способа сканирования ЭЗМ опре-
деляется конструкцией, способом сварки, толщиной сварного соединения
и наиболее вероятными координатами и ориентацией дефекта. Настройка
основных параметров производится в соответствии с п. 5.8. Ширина зоны
сканирования определяется шириной зоны контроля и оценки качества
сварного соединения.
При автоматическом контроле предпочтение должно быть отдано пол-
ному сканированию всего сечения шва за один проход. Такое сканирование
реализуется матрицей из нескольких ПЭП, коммутируемых по определен-
ной программе. Серийно выпускаемых подобных акустических блоков для
ручного контроля пока нет.
Поэтому, при ручном контроле в большинстве случаев целесообразно
применять корневой тандем и послойный контроль.
Первый эффективен для обнаружения дефектов в корне односторонних
швов и «висячих» непроваров и трещин (т.е. расположенных над донной
поверхностью на высоте 3-10 мм).
Второй эффективен во всех случаях помимо выявления продольных
дефектов. Поэтому, целесообразно применение сочетания этих блоков.
Технология контроля тандем методом состоит из последовательности
следующих операций:
выбор способа прозвучивания и типа акустического блока исходя из
указанных выше критериев;
180
выбор количества прозвучиваемых слоев и шага между ними в верти-
кальной плоскости;
выбор рабочей частоты и угла ввода; определение базовых расстояний
между ПЭП для каждого слоя; установление ПЭП на первом базовом
расстоянии в акустическом блоке; настройка скорости развертки и вы-
ставление строб-импульса; оценка шероховатости поверхности датчиком
ДШВ ЦНИИТМАШ и определение корректирующей поправки; настройка
уровня чувствительности; проведение сканирования;
определение информативных признаков дефекта и, в частности его
эквивалентной площади; определение ориентации плоскостного дефекта;
составление заключения.
Зеркально-теневой и теневой способы (рис. 4.186 и в) могут быть ре-
комендованы только для выявления относительно грубых дефектов. Про-
звучивание выполняется двумя ПЭП, включенными по раздельной схеме,
размещенными с обеих сторон шва навстречу друг другу.
Дельта-метод целесообразно применять как экспертный, в первую
очередь, для идентификации размеров и типа дефекта. Схема его приве-
дена на рис. 4.21. При облучении дефекта поперечной волной на его краях
возникают дифрагированные продольные и поперечные волны, которые
распространяются вверх и вниз и затем переотражаются от поверхностей
соединения. Соотношения амплитуд этих волн при различных углах ввода
являются информативными признаками типа и размера дефекта.
7,3. Контроль сварных соединений трубопроводов
7.3.1. Контроль кольцевых швов труб малого диаметра
Кольцевые сварные швы труб 0 28-42 мм с толщиной стенки 2,0-5,0
мм обычно контролируют на частоте4,0-10,0 МГц прямым и отраженным
лучом ПЭП с углами ввода 70-72°.
Швы диаметром свыше 42 мм до 133-150 мм контролируют на частоте
2,5-5,0 МГц ПЭП с углами ввода 65-70°.
На рис. 7.6 показаны основные типы дефектов сварных соединений труб
поверхностей теплообмена.
Рис. 7.6. Характерные дефекты сварных
швов труб поверхностей теплообмена:
а - ^закругленный» непровар; б - ^пря-
мой» непровар с гладкой поверхностью; в
- удлиненная пора; г - сферическая пора;
д - поры в провисаниях.
Особенностью сварных швов
труб диаметром 28... 100 мм с Н
= 3...8 мм является образование
провисаний внутри трубы, что
обусловливает появление на экране
дефектоскопа ложных эхо-сигналов
от них при контроле прямым лучом,
совпадающих по времени с эхо-сиг-
налами, отраженными от надкорне-
вых дефектов, обнаруженных одно-
кратно отраженным лучом (рис. 7.7).
181
Провисания (превышения
проплава) в корне шва от-
личают от несплошностей
по следующим признакам:
- провисанйе обычно
выявляется при меньшем
расстоянии между ПЭП и
швом, чем при выявлении
надкорневых несплошнос-
тей, т.е. х„ < (рис. 7.7а);
- эхо-сигналы от про-
висания имеют различные
амплитуды при прозву-
чивании с разных сторон
шва;
- образование прови-
сания наиболее вероятно
па участках, выполненных
сваркой в нижнем поло-
жении. В горизонтальных
стыках провисания распо-
лагаются более равномер-
но и образуются реже, чем
в вертикальных стыках.
Вогнутость корня шва
и превышение проплава
оценивают совмещенным
Рис. 7.7.Идентификация провисания - а; и измерение
глубины проплава в шве - б.
или PC прямым ПЭП с малым размером ньезоэлемснта при f = 4-5 МГц.
Усиление шва в интересующей зоне снимается заподлицо с основным ме-
таллом, или на нем делается площадка. Высота площадки над основным
металлом замеряется штангенциркулем или профильной гребенкой.
ПЭП устанавливается на зачищенный шов или площадку и измеряется
глубина вогнутости и/или проплава в сравнении с толщиной стенки основ-
ного металла (рис. 7.76).
Имеет место также наличие неконтролируемой зоны в центре шве из-за
большой ширины валика шва. Другая особенность состоит в том, что ци-
линдрическая поверхность трубы приводит к существенному расширению
диаграммы направленности пучка в дополнительной плоскости. Все это
обусловливает низкую вероятность (10...12%) обнаружения недопустимых
объемных дефектов, хотя недопустимые плоскостные дефекты выявляются
гораздо надежнее (- 85%). Основные параметры провисания - ширина,
глубина и угол смыкания с поверхностью изделия - являются случайными
величинами для данного типоразмера труб; средние значения составляют
соответственно 6,5 мм; 2,7 мм и 56“30'.
182
Эксперименты показали, что для этих параметров провисания макси-
мальная перебраковка и меет место при углах ввода а = 50...60° и составляет
80%. При а = 40° и 70° перебраковка снижается до 20%. Это объясняется
высокой отражательной способностью углового дефекта в первом случае и
низкой отражательной способностью провисания - во втором.
Для предотвращения расфокусировки пучка используются фокусиру-
ющие плоско-вогнутые алюминиевые цилиндрические линзы-протекторы,
наклеиваемые на контактную поверхность призмы (ПЭП типа ИЦ-2 ЦНИ-
ИТМАШ). Однако плохой акустический контакт алюминиевой линзы с
поверхностью трубы сводит па нет преимущества фокусировки.
Таким образом, максимальная помехозащищенность при контроле
таких швов достигается путем использования ПЭП с острой диаграммой
направленности и углами ввода а = 40...42° или а = 70°.
В целях повышения достоверности контроля швов толщиной 3,5...8
мм, осуществляемого совмещенным ПЭП с одним пьезоэлемептом, пред-
ложено вводить временную селекцию, исключающую из обзора ту часть
развертки, где возможно появление сигналов от неровностей. При этом при
прозвучивании прямым лучом, естественно, будет пропускаться какое-то
число дефектов в надкорневой зоне. Однако статистика (более 80% трещин
и непроваров находится в корневой части шва) показывает, что риск от
такой системы селектирования невелик и вполне окупается практически
полным исключением напрасного забракования. Такая система требует
повышенной точности настройки развертки дефектоскопа.
Рис. 7.7а иллюстрирует
схему настройки скорости
развертки дефектоскопа и
методику обнаружения над-
корневых дефектов. Участок
развертки 1 является зоной
появления эхо-сигналов от
дефектов, расположенных
в корне шва. Участок II
является зоной совпадений
эхо-сигналов как от дефек-
тов, расположенных не-
посредственно под корнем
шва, так и от провисаний.
По существу, это зона неуве-
ренного контроля. Участок
III соответствует эхо-си та-
лам, отраженным от дефек-
тов в верхней части шва.
Возможно также появление
эхо-сигналов, отраженных
183
ПЭП (рис. 7.9),
от дефектов левее сигнала Д или в непосредственной близости от него.
Смещение кромок стыкуемых элементов может быть также ошибочно
принято за корневой дефект. Смещение кромок из-за разной толщины
элементов характеризуется обнаружением сигнала, выявляемого с одной
стороны шва, но всему щву или на большей его части. В этом случае следует
измерять толщину стенок.
Смещение кромок из-за песооспости стыкуемых труб характеризуется
выявлением сигналов с разных сторон шва в диаметрально противополож-
ных точках шва (рис. 7.8).
Помехоустойчивоть контроля существенно возрастает при исполь-
зовании наклонных раздельно-совмещенных хордовых
которые были впервые
разработаны в МГТУ им.
Н.Э.Баумана. Особен-
ность контроля хордовы-
ми ПЭП состоит в том,
что при поиске дефектов
не требуется попереч-
ного сканирования, оно
необходимо только по
периметру трубы при
прижатии к шву передней
rpai in и рсобразователя.
Эта схема сканирования
обеспечивается благодаря
тому, что ультразвуковой
иерасходящийся пучок
распространяется парал-
лельно стейке трубы и
имеет одинаковую чувс-
Рис. 7.9. Конструкция - а; общий вид хордовых PC
ПЭП ф. Политест - б; 1- корпус; 2 - пьезозлемент; 3
- сварной шов.
твительность по сечению
шва. Такие условия рас-
пространения УЗ-пучка
o6eci 1сч и наютея благода-
ря тому, что расстояние по хорде между точками выхода излучателя и при-
емника2/ выбирают из соотношения 2/ = \2DH — Н2 и призмы наклоня-
ют в пространстве под определенными углами. Эти ПЭП ио сравнению с
известными имеют более высокий уровень полезного сигнала.
Хордовые НЭП с достаточно высокой достоверностью позволяют обна-
руживать и определять высоту наиболее опасных дефектов - стянутых не-
проваров, располагающихся вдоль оси шва. Значительно хуже выявляются
непровары смещенные относительно продольной оси шва или с закруглен-
ной вершиной, атакже корневые прожоги. I [<> это менее опасные дефекты.
Поры, развитые вдоль шва, выявляются и оцениваются с пониженной
184
пора
PC ПЭП
Совмещенный ПЭП
непооеао
PC ПЭП
Совмещенный ПЭП
Рис. 7.10. Схема прозвучивания
дефектов хордовыми ПЭП и
определение типа дефектов по
коэффициенту формы Кф - а;
максимальная амплитуда эхо-
сигнала по периметру швов при
прозвучивании хордовым ПЭП по
раздельной (1) и совмещенной (2)
схеме включения.
достоверностью и практически не обнару-
живаются в провисаниях и над провиса-
ниями.
Для повышения вероятности обнару-
жения объемных дефектов целесообразно
включение одного из пьезоэлементов по
совмещенной схеме и при обнаружении
дефекта проведение оценки его по коэф-
фициенту формы. Т.е. с переключением
ПЭП на PC схему (рис. 7.10).
Для повышения вероятности выявле-
ния дефектов во всем объеме наплавленно-
го металла применяют хордовые PC ПЭП с
многослойными призмами, с призмами из
композитных материалов и др. Такие конс-
трукции (РСН-ПЭП МГТУ им.Баумана)
обеспечивают равномерность чувствитель-
ности по глубине и высоте шва (рис. 7.11).
Настройку рабочего участка развертки и чувствительности дефектоско-
па производят по СОП, в которых выполнены искусственные отражатели
(плоскодонные, вертикальные сверления) (рис. 5.12).
Существуют методики контроля без притирки ПЭП под диаметр трубы.
При этом настройка производится по СО и СОП с плоской поверхностью.
Проверка доказала, что эти методики приводят к большим ошибкам, в
частности, к перебраковке. Это объясняется тем, что через 20-30 минут
сканирования на рабочей повер-
хности ПЭП образуется мениск
(выемка, желобок), которые пос-
тоянно увеличивается в процессе
контроля. На плоской поверхности
СОП мениск ухудшает акустичес-
кую прозрачность, что приходится
компенсировать повышением коэф-
фициента усиления дефектоскопа.
А па цилиндрической поверхности
трубы мениск улучшает акустичес-
кую прозрачность по сравнению с
первоначальной, что в итоге приво-
дит к более высокому фактическому
уровню чувствительности по срав-
нению с первоначальной настрой-
кой и к ложному забракованию
Рис. 7.11. Настройка рабочего участка
при использовании хордового РСН-ПЭП^^Ъ^ ШВОВ.
по отражателям: а - угловому; б - вер- Для выбора начала рабочего учас-
тикальному.
185
тка развертки ПЭП перемещают от положения / ближе на 5 мм к контроль-
ному отражателю. Передний фронт строб-импульса совмещают с передним
фронтом полученного сигнала. Затем ПЭП перемещают от положения II
дальше на 5 мм от контрольного отражателя, задний фронт строб-импуль-
са совмещают-с задним фронтом полученного сигнала. Такая настройка
рабочего участка обусловлена, с одной стороны, отсутствием поперечного
сканирования, с другой стороны, тем, чтобы в рабочий участок могли при-
ходить сигналы от дефектов, образующихся во всем объеме шва.
Трубы диаметром 108...920 мм с И = 4...25 мм также соединяют односто-
ронней сваркой без обратной подварки. До последнего времени эти соеди-
нения контролировались совмещенными ПЭП по методике, изложенной
для труб диаметром 28... 100 мм. Однако известная методика контроля пре-
дусматривает наличие достаточно большой зоны совпадений (зоны неопре-
деленности) II, которая по своему размеру примерно в 2 раза превосходит
зоны I и II, вместе взятые. Это приводит к тому, что достоверность оценки
качества соединения незначительна. Кроме того, совмещенные ПЭП имеют
высокий уровень реверберационных шумов, затрудняющих расшифровку
сигналов, и неравномерность чувствительности, которую не всегда можно
компенсировать имеющимися средствами.
7.3.2. Контроль кольцевых швов труб большого диаметра
Такие трубы используются в трубопроводном транспорте (нефте- и
газопроводы) и в энергетике.
В инструктивных документах на УЗ-контроль сварных соединений труб
предполагается, что скорости распространения поперечных волн постоян-
ны по сечению стенки трубы и не зависят от направления прозвучивания.
Однако при УЗ-контроле сварных соединений магистральных газопрово-
дов, изготовленных из отечественных и зарубежных труб, выявлены про-
пуск крупных корневых дефектов и неправильная оценка их координат.
Установлено, что основная причина пропуска дефекта - наличие за-
метной анизотропии упругих свойств
основного материала, влияющей на
скорость, затухание и на отклонение
от прямолинейности распространения
ультразвукового пучка.
Прозвучивание металла более чем
200 труб по схеме, представленной на
рис. 7.12, показало, что отклонения ско-
ростей от табличных на 100 м/с и более
не случайны и связаны, по-видимому,
с технологией изготовления проката и
труб. Такие отклонения существенно
влияют на распространение поляризо-
ванных поперечных волн.
Рис. 7.12 Обозначение направлений в
металле трубы X, Y, Z - направления
распространения ультразвука; х, у, z
- направления поляризации; Y - на-
правление проката; Z - перпендикуляр
к плоскости трубы.
186
Кроме того, обнаружена неоднородность скорости звука по толщине
стенки трубы.
Листовой прокат имеет слоистую структуру (текстуру), которая пред-
ставляет собой вытянутые в процессе деформации волокна металла и не-
металлических включений. Кроме того, вследствие воздействия на металл
термомеханического цикла прокатки неодинаковые по толщине зоны листа
подвержены различным деформациям. Эти факторы приводят к тому, что
скорость звука зависит дополнительно от глубины залегания прозвучивае-
мого слоя.
Изменение скорости звука примерно симметрично относительно сере-
дины сечения листа, причем вблизи этой середины скорость поперечной
волны может существенно (до 10%) снижаться относительно окружающих
областей. В общем скорость поперечной волны в исследуемых образцах
меняется в диапазоне 3070...3420 м/с. На глубине до 3 мм от поверхности
проката возможно незначительное (до 1%) повышение скорости попереч-
ной волны.
Эти данные свидетельствуют о том, что расчет углов ввода по извест-
ным выражениям при больших углах ввода неприемлем. Кроме того, ошиб-
ка в задаваемом значении скорости звука на 10% при толщине изделия 15
мм и угле ввода 60° приводит к ошибке в измерении координаты у дефекта
на 3...4 мм и более.
На рис. 7.13 приведены амплитуды сигналов, отраженных от пере-
сечения сверления с внутренней поверхностью трубы при озвучивании
совмещенными ПЭП с различными углами ввода. Видно, что, в отличие от
изотропного материала, амплитуда сигнала зависит от направления распро-
странения волны. Это вызвано двумя причинами. Во-первых, как показы-
вают измерения, при ф = 90° (см.рис. 7.13) поперечная волна затухает зна-
Рис. 7.13 Изменение амплитуды сигнала от направле-
ния прозвучивания иугла ввода: -х- а = 50°,--а = 60°;
— а = 70°.
чительно сильнее, чем
при ф = 0°. Вызвано это,
по-видимому, текстурой
проката. Во вторых,
анизотропия скорости и
кривизна трубы приво-
дят при углах 90 и 270°
для а = 60 и 70° к тому,
что отверстие озвучива-
ется при угле близком к
3-ему критическому где
ко:>(| >фи циент отраже-
пня мал.
Аналогичные изме-
рения проведены с при-
мечением раздельного
излучения и приема
187
ультразвуковых волн. Рассмотрено два наиболее важных для практики
варианта реализации схемы прозвучивания «дуэт»: 1) нормаль к поверх-
ности дефекта в точке отражения параллельна образующей трубы (оси Y)
и 2) перпендикулярна к ней. Первый случай соответствует такой ситуации
при контроле, когда источник и приемник расположены с одной стороны от
стыкового шва труб, а второй - когда преобразователи находятся по разные
стороны от стыка. Для однородного изотропного материала амплитуда сиг-
нала, отраженного от рассматриваемой модели дефекта, должна возрастать
при увеличении угла разворота преобразователей А. Однако неоднород-
ность проката приводит к прямо противоположному дефекту: амплитуда
сигнала, отраженного от сверления, уменьшается с ростом угла А..
При выборе параметров УЗ-преобразователей и оптимальных направ-
лений прозвучивания металла сварных соединений труб большого диамет-
ра необходимо учитывать анизотропию металла. Наибольшей чувствитель-
ности можно достичь, если применить PC ПЭП ориентируя излучатель и
приемник под наибольшим возможным углом схождения А при контроле
вдоль образующей трубы и под наименьшим возможным углом А при кон-
троле поперек образующей трубы. Этот вывод особенно важен при исполь-
зовании больших углов ввода а = 60°, 70°.
При больших углах ввода ультразвука в металл возможна рефракция
пучка - введенная поперечная волна, отражаясь от внутренних слоев,
возвращается к наружной поверхности металла. На рис. 7.14 показано, как
амплитуда рефрагированной волны, отраженной от паза глубиной 1 мм,
зависит от угла А и
максимальна при А
= 60-80°. В данном
случае использо-
вание такой волны
особенно эффек-
тивно, т.к. она
меньше, чем волна
Релея, реагирует
на поверхностные
неровности основ-
ного металла, и в
то же время позво-
ляет легко селекти-
Рис. 7.14. Изменение амплитуды сигнала в верхней части
листа в зависимости от угла разворота Д и направления про-
звучивания при а = 60а: а - перпендикулярно оси х; б - вдоль
осих.
ровать по времени сигнал, отраженный от дефекта, расположенного вблизи
наружной поверхности листа.
Анизотропия скорости волн более ярко выражена у труб больших
диаметров и толщин. Однако это свойство следует учитывать при выборе
параметров контроля и для труб малого диаметра.
Сварные стыки труб диаметром 6004-1420 мм с Я = 12. .30 мм выполня-
ют двусторонней сваркой или с подваркой обратного валика шва. В швах,
188
выполненных двусторонней сваркой, как правило, ложные сигналы от
задней кромки валика усиления дают меньшую помеху, чем в односторон-
них швах. Они меньше по амплитуде вследствие более плавных очертаний
валика и к тому же они дальше по развертке. Поэтому для дефектоскопии
это наиболее благоприятный типоразмер труб. Однако металл этих труб
имеет наибольшую анизотропию. Для уменьшения влияния анизотропии
рекомендуется использование PC ПЭП на частоту 2,5 МГц с углом ввода
60°. Наибольшая достоверность контроля достигнута при использовании
ПЭП типа РСМ-Н12 (МГТУ им.Баумана), которые имеют угол схождения
2А = 17°, а расстояние между точками ввода лучей 18 мм.
При контроле таких швов отсутствует зона неопределенности. При
использовании PC ПЭП настройка чувствительности производится по
вертикальному сверлению, а в случае совмещенных ПЭП по зарубкам со-
ответствующей нормативной величины. В околопювной зоне таких труб
часто встречаются расслоения. Поэтому, перед проведением прозвучива-
ния наклонным ПЭП необходимо околошовную зону проконтролировать
прямыми ПЭП.
7.3.3. Контроль швов труб, выполненных на подкладных кольцах
Характерной особенностью таких швов в трубах с Н = 4...60 мм является
Рис. 7.15. Прозвучивание стыка, сваренного на под-
кладном кольце:
а- эхо-сигнал от кольца Ак; б ~ эхо-сигнал от над-
корневого дефекта A1f обнаруженного прямым лу-
чом; в - однажды отраженным лучом - А?.
получение весьма стабиль-
ного сигнала от подкладки
(или уса). В сварных швах
большой толщины этот
сигнал легко различим от
дефектов и даже полезен,
т.к. позволяет контроли-
ровать качество акусти-
ческого контакта. Тем не
менее настройку скорости
развертки дефектоскопа
необходимо провести осо-
бенно тщательно (рис.
7.15а). Для облегчения де-
шифровки целесообразно в
месте появления этого сиг-
нала на экране дефектос-
копа приклеить линейку и
на пей или прямо на экране
нанести метку тушью или
стеклографом.
При контроле малых
толщин это различие за-
труднено. Существует ряд
189
приемов, позволяющих распознавать эхо-сигналы от подкладки и дефекта
при прозвучивании швов толщиной 7...60 мм.
Дефекты, располагающиеся над корневым слоем, могут быть выявлены
двояким способом: прямым или отраженным лучом (рис. 7.15 б, в). Не-
снлавление по ближней кромке сварного шва надежней выявляется именно
отраженным лучом. В последнем случае время прихода сигналов от под-
кладки и дефекта может быть одинаковым.
Различить эти сигналы можно, измерив линейкой расстояние от точки
ввода луча (или от передней грани преобразователя) до середины усиления
шва на СОП. Сигнал от подкладки появляется при менынсм расстоянии Хк
между швом и ПЭП, чем сигнал от дефектов, расположенных выше корня
шва Х2. В процессе контроля следует периодически сравнивать эти рассто-
яния с измеренными на образце.
Глубину залегания несплошпостей, эхо-сигналы от которых совпадают
с эхо-сигналами от кольца (глубина залегания зоны совпадения (ЗС на рис.
7.156) с погрешностью ± 1 мм можно определить из соотношения
hL. « Н - cos а^(п Н к}2 + (£а / 2)2
где п - количество отражений в кольце; НК и LK - толщина и ширина
кольца. Для стандартных размеров кольца Hk-Lk = 3 20 мм, hc = 7,5 мм для
а = 50°, 5,8 мм для а = 60° и 5,2 мм для а = 65°. В частности, при контроле
швов с Н < 5 мм эхо-сигнал от кольца находится за границей рабочей зоны
развертки (отметка 2Н па экране рис. 7.15) и не мешает кон тролю.
С помощью прямого ПЭП предварительно сравнивают толщину стенки
каждого из стыкуемых элементов с толщиной образца и вносят соответс-
твующую поправку в настройку скорости развёртки. Если стыкуемый эле-
мент имеет толщину большую, чем СОП, то при контроле шва со стороны
этого элемента сигнал от подкладки смещается вправо по сравнению с тем
же сигналом, полученным от тест-образца.
Для того, чтобы определить к какой из кромок стыкуемых элементов
ближе расположен дефект в корне шва, руководствуются следующими
признаками:
а) если дефект в корне шва расположен ближе к линии сплавления с
тем элементом, со стороны которого ведется контроль, то при медленном
приближении искателя к шву па экране дефектоскопа первым появляется
сигнал от дефекта, азатем, когда УЗ-лучи пройдут над дефектом, частично
экранирующим подкладку, па экране появляется сигнал от подкладки;
б) при контроле этого участка шва со стороны второго элемента па экра-
не первым появляется сигнал от подкладки, азатем - от дефекта. Возможно
также повременное появление сигналов.
Существует ряд косвенных признаков, позволяющих судить о харак-
тере некоторых дефектов в сварных швах Н = 7.. 20, выполненных па под-
кладках.
Если дефект выявляется из 2-х положений ПЭП - отраженным и пря-
190
мым лучом, а кольцо - только прямым лучом из одного положения, то для
использования этого отличительного признака рекомендуется удалить
усиление шва.
Эхо-сигнал от кольца, как правило, наблюдается по всему периметру
шва, а сигнал от дефекта лишь на отдельных участках.
Эхо-сигнал от кольца, как правило, имеет большую амплитуду, чем от
дефекта.
Если шов толщиной менее 20 мм имеет угол разделки кромок 14° и ме-
нее, то не следует приближать ПЭП к шву ближе, чем на 5 мм от его поло-
жения, при котором фиксируется максимальный сигнал от кольца, т.к. при
этом возможно появление дополнительного сигнала от кольца, который
может быть ошибочно принят за сигнал от корневого дефекта.
Для прожога кольца характерны следующие признаки: сигнал от прожо-
га появляется левее сигнала от кольца, при этом его амплитуда меньше чем
от кольца без прожога. При перемещении ПЭП вдоль образующей трубы на
экране, в зоне расположения сигнала от кольца появляется один сигнал с
двумя вершинами или два близких сигнала. При контроле с разных сторон
форма и характер изменения сигналов от прожога аналогичны. Если про-
жог переходит в непровар, то приобретает признаки непровара.
Трещины и песплавлепия по кромкам в корне шва обычно начинаются
от зазора, образованного кромкой стыкуемого элемента и подкладки. Рас-
пространись по наплавленному металлу, пройдя первый или второй слой,
они выходят па середину шва. В связи с этим отличительным признаком
трещин в корне шва является то, что они частично или полностью экрани-
руют отражение от подкладки только при контроле со стороны того из сты-
куемых элементов, у кромки которого они берут свое начало. При контроле
шва с противоположной стороны трещина не экранирует подкладки и уль-
тразвуковые лучи свободно проходят в подкладку. На экране дефектоскопа
возникают два сигнала: от подкладки и от трещины. Сигнал от подкладки
имеет примерно ту же амплитуду и пробег на экране, как и на участках, где
дефект отсутствует. Трещины с этой стороны выявляются значительно
хуже, а при небольшой высоте могут совсем не выявляться.
На рис. 7.16 показана схема выявления корневой трещины высотой
более 3 мм. Непровар, расположенный выше корневых слоев сварного шва,
мало или совсем не экранирует отражение от подкладки. На экране при
контроле с одной из сторон возникают сигналы от подкладки и дефекта
(рис. 7.16а). При установке ПЭП с противоположной стороны (рис. 7.16в)
сигнал от подкладки может не возникать. Расстояние между этими сигна-
лами несколько больше, чем при дефектах, расположенных в корне шва. В
некоторых случаях от дефекта и подкладки паэкрапе наблюдается несколь-
ко сигналов.
Характерной особенностью обнаружения шлаковых включений или пор
является наличие на экране дефектоскопа импульсов, быстро исчезающих
и появляющихся вновь при незначительных перемещениях преобразовате-
191
ля в продольном или
поперечном направ-
лении. Скопления
мелких шлаковых
включений или нор
в наплавленном ме-
талле дают на экране
один сигнал или
группу близко распо-
ложенных сигналов.
Повысить инфор-
мативность данных
о качестве стыковых
сварных соединений
толщиной 2...5 мм в
конструкциях с оста-
ющимся подкладным
кольцом можно при
раздельной регистра-
ции импульсов, отра-
женных от дефектов
в свариваемом стыке
и от стенок под-
кладного кольца, в
Рис. 7.16. Схема обнаружения трещины в корне шва с под-
кладным кольцом: одним ПЭП - а и б; и тандемом - в; Д
- эхо-сигнал от дефекта; К - эхо-сигнал от кольца.
частности, используя
«корневой тандем», рис. 7.16в. Если происходит сплавление подкладного
кольца со свариваемым стыком, то ультразвуковые импульсы проникают в
подкладное кольцо и, отражаясь от его стенок, формируют эхо-сигнал, амп-
литуда которого зависит от ширины провара подкладного кольца. Ширина
провара корродирована с глубиной проплавления подкладного кольца. Та-
ким образом, но амплитуде сигналов, отраженных от непровара в стыке и
от стенок кольца, можно судить о качестве сварного соединения, поскольку
при отсутствии сплавления подкладного кольца сигнала от кольца нет.
7.3.4. Контроль сварных соединений труб
с антикоррозионной наплавкой
В нефтехимической и атомной промышленности и атомной энергетике
дня изготовления трубопроводов, сосудов и аппаратов широко используют-
ся плакированные стали. В качестве плакировки внутренней стенки таких
конструкций используются аустенитные стали с толщиной слоя 5...15 мм,
наносимые методом наплавки, прокатки или взрыва (рис. 7.17). Обычно пла-
кированные трубы имеют диаметр 300-850 мм и толщину стенки 20-40 мм.
Технология контроля таких сварных соединений предусматривает
оценку сплошности перлитной части сварного шва, включая зону сплав-
192
ления с восстановительной антикорро-
зионной наплавкой. Сплошность тела
самой наплавки контролю нс подлежит
(рис. 7.18).
Однако из-за различия акусти-
ческих свойств основного металла и
аустенитной стали от границы раздела
при ультразвуковом контроле возни-
кают эхо-сигналы, создающие помехи
обнаружению дефектов, например,
под пап лавочных трещин и отслоений плакировки. Кроме того, наличие
плакировки и се характеристики существенно влияют на параметры акус-
тического тракта ПЭП.
Вследствие чего стандартные технологические решения для контроля
толстостенных сварных швов плакированных трубопроводов не эффек-
тивны. Поэтому, разработана
во многом оригинальная
технология ультразвукового
контроля сварных швов с
аустенитной плакировкой.
Установлено, что при
иереотражении пучка уль-
тразвуковых волн от гра-
ницы перл и г-аустенитпая
плакировка диаграмма на-
Рис. 7.18. Сечение сварного соединения с антикор- НраВЛСНПОСТИ Практически
розионной наплавкой и схема контроля. нс изменяется В Случае ПЛа-
кировки прокаткой и сильно
деформируется в случае выполнения плакировки наплавкой. Ее ширина
резко увеличивается, а в пределах главного лепестка имеются осцилляции
в 15...20 дБ в записи мости от способа наплавки. Имеет место существенное
смещение точки выхода отражения от границы плакировки пучка по срав-
нению с его геометрическими координатами, а также изменение скорости
поперечных воли в переходной зоне.
Обычно контроль проводят двумя наклонными НЭП только прямым
лучом с углами ввода 4515 и 6515, а также прямым. Коп троль отраженным
лучом не допускается из-за сильного и неоднородного затухания УЗК в
наплавке и деформации диаграммы направленности. Для обеспечения про-
звучивания всего наплавленного металла усиление обязательно снимается
заподлицо с основным металлом.
Сварка таких швов трубопроводов выполняется в два этана сначала
проваривается перлитная часть, производится контроль с 4-х сторон шва,
азатем выполняется восстановительная антикоррозионная панлавка. При
этом профиль границы перлит-аустенит неровный, волнистый, толщина
193
наплавки и переходной зоны существенно зависит от расстояния до оси
шва, где она максимальна. Кроме того, в осевой части наплавки часто имеет
выступ как показано на рис. 7.18, который по существу является угловым
отражателем.
Учитывая эти эффекты, технология контроля сварных соединений пла-
кированных трубопроводов предусматривает предварительное обязательное
измерение толщины перлитной части (т.е. глубины проплавления антикорро-
зионной наплавки).
Для лучшего обнаружения плоскостных дефектов (трещин и несплав-
лений) предпочтительно использовать ПЭП с углом ввода 45° и на частоту
4 МГц. Лучшая выявляемость вертикально ориентированных дефектов на
угле ввода 45° по сравнению с углами 60 и 70° объясняется тем, что при
прозвучивании последними угол встречи пучка с дефектом близок к 3-му
критическому, при котором коэффициент отражения поперечной волны
минимален.
При прозвучивании снаружи трубы на частоте 2 МГц эхо-сигналы от
дефектов экранируются интенсивным и длительным сигналом шума, поме-
хоустойчивость ПЭП на частоту 4 МГц в среднем на 12 дБ выше и поэтому
полезный сигнал от дефекта, находящегося в непосредственной близости
от границы наплавки будет лучше разрешаться на фоне помех. И наоборот,
при прозвучивании изнутри трубы через наплавку лучшую помехоустойчи-
вость обеспечивают ПЭП на частоту 2,5 МГц.
В последнее время при контроле швов плакированных труб высокую
эффективность доказали хордовые ПЭП и корневой тандем.
Учитывая высокую стоимость ложного забракования трубопроводов
находящихся в эксплуатации, например на АЭС, необходимо применять
разработанный на Ленинградской АЭС графоаналитический способ рас-
познавания полезных сигналов от дефектов и помех, от геометрических от-
ражателей, обусловленных конструктивными особенностями соединения
(внутренний валик и вогнутость корня шва, проточки и фаски на внутрен-
ней поверхности трубопровода).
Поскольку конструкции реальных швов могут значительно отличаться
от их чертежного паспорта, то для идентификации отражателей применя-
ется способ графического представления результатов контроля в реальном
сечении шва.
Существо способа заключается в подробной графической реконструк-
ции в поперечном сечении всех зон соединения масштабной привязки их ко
шву, нанесения на чертеж всех найденных УЗК отражателей и сопоставле-
ния координат последних с зонами соединения.
Реализация этого способа включает следующие этапы:
-определение профиля внешней поверхности с помощью профильной
гребенки («слесарное лекало»);
-перенесение «запомненного» линейкой профиля шва на миллиметро-
вый планшет (рис. 7.19 а).
194
Рис. 7.19. Методика реконструкции
геометрии сварного шва - а; и опре-
деление координат отражателя - б.
При отсутствии валика усиления шов
протравливается и его границы наклады-
ваются на планшет;
определение внутреннего про-
филя (границы перлит-аустенит) свар-
ного соединения и оси шва с помощью
прямого ПЭП малого диаметра (5-10 мм)
при сканировании с малым шагом.
Пропадание донного сигнала свиде-
тельствует о пеиараллельпости внутрен-
ней поверхности, что характерно для
конструктивных проточек, скосов, под-
нутрений и т.н.
Для выполнения этой операции це-
лесообразно изготовить «трафарет» в
виде прямоугольника из оргстекла с от-
верстием под НЭП и диаметральной рис-
кой выведенной на торец «трафарета».
«Трафарет» вместе с ПЭП перемещается
поперек шва вдоль оцифрованной линейки (металлической) прижатой к
трубе магнитными держателями. Такой трафарет позволяет снимать отсче-
ты через 1,0 мм с малой погрешностью;
-определение координат отражателен в зоне соединения при нрозвучи-
вапии наклонными ПЭН и нанесение их на планшет (рис. 7.196);
-анализ расположения отражателей относительно конс труктивных эле-
ментов соединения и принятие решения.
Эту методику необходимо применять и во многих других случаях, в
частности, когда отсутствуют чертежи сварных соединений.
7.3.5. Контроль продольных (пазовых) сварных соединений труб и диа-
метральных швов сферических корпусов
Акустический тракт наклонного ПЭП при хордовом прозвучивании
продольных (пазовых) швов цилиндрических (шовных труб, сосудов) и
сферических (корпуса задвижек запорной арматуры) конструкций имеет
несколько особенностей:
расширение диаграммы направленности в плоскости падения;
сложная геометрия;
невозможность прозвучать поперечными волнами корневую зону
если соотношение толщины стенки Я к диаметру трубы D более 0,3;
Примечание: центральный луч диаграммы направленности может ка-
саться внутренней стенки только при условии если 11/1) < (1-sinCt)/2;
высокая вероятность озвучивания плоскостного дефекта при углах <рд
близких к третьему критическому, где коэффициент отражения минимален,
что вызывает уменьшение амплитуды эхо-сигнала, н появление трапсфор-
195
Рис. 7.20 Особенности хордового прозвучива-
ния труб. При itirJ, -а - непроз-
вучиваемая поперечными волнами зона.
мированных продольных волн,
осложняющих дешифровку
осциллограммы и др. (рис. 7.20)
В случае соединения малых
толщин Н < 10 мм эти факто-
ры, вследствие многократного
нереотражспия от стенок и
фа кти чес к и вол н оводного
распространен ия ул ьтразвука,
мало влияют на достоверность
контроля и не предъявляют жес-
тких требований к параметрам
сканирования. Для соединений
больших толщин они обязатель-
но должны учитываться. Поэтому перед разработкой технологического
процесса контроля таких швов необходимо прочертить схему прозвучи-
вания с измерением
зоны сканирования
и угла <рд. При этом
притирка призмы к
поверхности долж-
на производиться С
соблюдением чребо-
вапия Р = Р|.
50
40
® 250 500 И»» 15000 R. ММ
Рис. 7.21 Выбор оптимальных углов озвучивания а - свар-
ных соединений цилиндрических конструкций радиусом R*.
Выбор угла
ввода а, удовлство-
ряющего условию
а
б
полного прозвучивания швов с радиусом кри-
визччы R„ как с внутренней, так и с наружной
стороны определяется по специальным номог-
раммам. На графиках рис. 7.21 заштрихованные
области соответствуют оп тимальным значениям
угла ввода.
С увеличением толщины шва и уменьшением
радиусов обечаек область оптимальных углов
ввода луча резко сужается, а ширина полосы
сканирования х возрастает. При > 500 мм ши-
рина области апих - amj„ удовлетворительных a
составляет 5... 10° (рис. 7.22).
Контроль толстостенных труб, у которых
Рис. 7.22. Номограммы, определяющие возможность
контроля всего объема наплавленного металла про-
дольного шва трубопроводов:
а - с наружной стороны; б - с внутренней стороны.
196
a
0,1 ОД 03 0,4 0Л 0,6 0,7 0»8 О? ЬО&Я
6
Рис. 7.23. Номограммы для определения па-
раметров эхо-зеркального метода: а - угол
ввода Cf>2 второго ПЭП; б - глубина залегания
дефекта h.
б)
Рис. 7.24. Общий вид а) корпуса арматуры, I -
диаметральный сварной шов, II - шов приварки
горловины к корпусу и III - патрубка к корпусу
арматуры, б) корпус с приваренной опорой, IV
- шов приварки, в) приварка цилиндрического
патрубка к цилиндрическому корпусу.
соотношение толщины стенки к
диаметру > 0,3 осуществляется
продольными волнами наклон-
ным ПЭП при угле падения |3
меньше |3 первого критического.
Для исключения помех от по-
перечной волны целесообразно
использовать PC ПЭП.
Расчет параметров сканиро-
вания по схеме «тандем» также
определяется по номограммам,
рассчитанным из условия озву-
чивания плоскостного дефекта
под углом <рд, большим 3-го
критического (для стали <рд >
33°)- Эти номограммы (рис.
7.23) определяют возможность
применения и параметры
акустической системы в зави-
симости от геометрии конт-
ролируемого изделия 7?в/7?н,
относительной глубины залега-
ния дефекта h/H и, в частности,
при а1 = const устанавливает за-
кон изменения а2- Характерно,
что этот закон - линейный для
данного типоразмера сварного
соединения.
Порядок настройки чувстви-
тельности изложен в Главе 5.
При диаметре труб до 300-
350 мм рабочую поверхность
призмы необходимо протачи-
вать (или притирать на абразив-
ной бумаге) под требуемый диа-
метр. Допустимо использовать
опору, показанную на рис. 6.5.
Более сложные проблемы
стоят при контроле диамет-
ральных швов сферических
корпусов задвижек запорной
арматуры с диаметрами услов-
ного прохода Ду-100-250 мм
(рис. 7.24). Контроль осущест-
197
вляется наклонными ПЭП с углами ввода 40 и 50°. Контактную поверх-
ность призмы ПЭП обрабатывают под нужный радиус сверлом диаметром
40 мм и более, заточенным под этот же радиус. Перед обработкой призму
размечают таким образом, чтобы самая глубокая точка проточки совпадала
с точкой выхода УЗ луча. После выполнения сферической проточки прово-
дят определение точки выхода и угла ввода по СОП, показанному на рис.
7.25. Толщина и радиус кривизны СОП должны соответствовать размерам
контролируемой задвижки.
Параметры СОП рассчитывают по формулам:
( sin а
ср = arccos --------
[\-h'/RJ
£
R
. sin а
arcsin---------a
\\-h'!R
(л7180°)
Вес обозначения ясны из рис.
7.25.
Диаметры плоскодонных отра-
жателей выбирают в соответствии
с требованиями НТД.
По СОП (рис. 7.25) точка ввода
и угол ввода определяются за одно
измерение по максимуму сигнала
от плоскодонного отверстия.
Контроль производится пря-
мым лучом с 2-х сторон сварного
соединения путем сканирования
ПЭП по сферической поверхности.
Обычно используют два ПЭП на
частоту 2,5 МГц с углами ввода 40
и 50°. В процессе контроля призмы
ПЭП стачиваются и угол ввода из-
меняется.
Поэ тому целесообразно исполь-
зовать ПЭП, в которых акустичес-
кий пакет (пьезоэлемент с демпфе-
ром) с разъемом может переме-
щаться по поверхности призмы.
Рис. 7.25. СОП для настройки дефектос-
копа при контроле сферических корпусов
запорной арматуры
7.3.6. Контроль угловых соединений трубопроводов
По конструкции угловые сварные соединения трубных элементов, как
и плоских элементов, делятся падве категории: с полным проплавлением и
конструктивным зазором и непроваром. Выбор метода контроля определя-
ется диаметром приварного патрубка (ш туцера) и возможностью контроля
198
изнутри, наличием конструктивного зазора. Контроль угловых сварных со-
единений патрубков или труб с номинальной толщиной стенки 4,5...65 мм с
сосудами (корпусами), фланцами и т.п. без конструктивного зазора произ-
водится с наружной стороны патрубка наклонными совмещенными ПЭП.
Контроль путем сканирования по поверхности сосуда осуществляется
при диаметре последнего не менее 800 мм.
Угол ввода а выбирают из тех же условий, что и для плоских элементов.
В случае сканирования по поверхности патрубка это условие определяется
выражением
а > arctg[(n047f)+&t+&2)/H.,|,
где па - стрела ПЭП, и Н2 - соответственно толщины стенки сосуда и
патрубка; Б и k2 - размеры катетов швов, прилегающих к патрубку снаружи
и внутри сосуда.
При сканировании по поверхности сосуда
а > arctg[(rc0+&)/0,5//|,
где k - размер катета шва, прилегающего к сосуду.
Обычно для контроля используют наклонные ПЭП со следующими
параметрами:
1) Н = 4,5... 11,5 мм, а = 65-70°,/= 4-5 МГц;
2)// = 12...19,5 мм, а = 65°,/= 4-2,5 МГц;
3) Н = 20 .65 мм, а = 45-50°,/= 1,8...2,5 МГц;
4) Н> 65 мм, а = 45-50°,/ = 1,25...1,8 МГц.
ПЭП должны иметь стрелу, обеспечивающую проведение контроля
корпя шва прямым лучом. Если это условие не выдер-
живается, необходимо срезать фаску па передней гра-
ни призмы или увеличить рекомендуемый угол ввода.
Особенность контроля в т ом, что угол скоса кромки
штуцера меняется от 0 до 30°. В центре секторов А и В
угол равен 0, в центре секторов Б и Г - 30° (рис. 7.26).
Ширина усиления также меняется: в секторах А, В она
может быть в 1,5 раза больше, чем в секторах Б, Г, поэ-
тому при сканировании необходимо учитывать, что при
попадании прямым лучом в корень шва и однократно
отраженным лучом в усиление шва расстояние между
передней гранью ПЭП и краем усиления будет неоди-
наковым в различных секторах шва.
При контроле сварных соединений с толщиной
стенки штуцера менее 20 мм точно измерить коорди-
наты не удается, поэтому о наличии дефектов судят
по положению ПЭП относительно края усиления шва.
Для этого при появлении эхо-сигнала в рабочей зоне
разверт ки оператор должен измерить расстояние от
Рис. 7.26. Разметка
углового сварного со-
единения на секторы:
1 - граница усиления;
2 - граница зачищен-
ной зоны (параллель-
но границе усиления).
199
точки ввода ПЭП до ближней границы усиления швах, если эхо-сигнал на
экране расположен вблизи левой границы рабочей зоны развертки или если
эхо-сигнал расположен вблизи правой границы. Измеренные границы и
х2 сравнивают с этими же величинами, полученными из геометрических
расчетов. Совпадение измеренных и расчетных значений с точностью ± 5
мм свидетельствует о наличии дефекта.
На внутренней стороне штуцера после удаления подкладного кольца
могут оставаться мелкие неровности (риски, впадины, бугры), которые мо-
гут дать ложные сигналы. Признаком неровностей внутренней поверхнос-
ти штуцера является несоответствие положения эхо-сигнала на развертке
положению ПЭП на поверхности штуцера. Так, если на экране появляется
эхо-сигнал у левой границы рабочей зоны развертки, а ПЭП при этом нахо-
дится в таком положении, что луч не может попасть в корень, то считают,
что обнаружена неровность внутренней поверхности.
При контроле сварных соединений с толщиной стенки штуцера 40...50
мм в центре секторов Б и Г может появляться эхо-сигнал от двугранного
угла внутри трубы. Признаком принадлежности сигнала двугранному углу
являе тся то, что сигнал находится на экране у левой границы рабочей зоны
развертки, а ПЭП при этом вплотную придвинут к усилению.
Особенность контроля сварных соединений с нсудаленпыми подклад-
ными кольцами - наличие в рабочей зоне экрана дефектоскопа эхо-сигнала
от подкладного кольца. Кромки кольца в разных секторах удалены от корня
шва на различные расстояния - наибольшее в секторах Б и Г и наименьшее
- в секторах А и В. 11оэтому максимальный эхо-сигнал от кольца в секторах
Л и В обнаруживается при меньших расстояниях от точки до шва, а в сек-
торах Б и Г - при больших. В секторах Б и Г сигнал от подкладного кольца
может совпасть с сигналом от двугранного угла
трубы. Схемы контроля таких тройников в раз-
личных секторах шва приведены на рис. 7.27.
Угловые сварные соединения труб различного
диаметра с конструктивным зазором контроли-
руют ио описанной ранее методике ПЭП с а =
65-70°, f = 4-5 МГц. Отличие ее заключается в
очень точной настройке рабочего участка экрана
дефектоскопа но СОП с зарубками и тщательном
измерении координаты х преобразователя.
Для труб малого диаметра (28...42 мм) с тол-
щиной стенки 4...8 мм применяется методика
контроля специальными преобразователями а
= 65° и / = 4-5 МГц с псортогональпым вводом
ультразвука (рис. 7.28).
Сущность контроля состоит в том, что акус-
тическая ось преобразователя находиться не
в одной плоскости с образующей трубы, как в
Рис. 7.27. Контроль угло-
вого сварного соединения в
разных секторах:
а - контроль в секторах Б,
Г; б - контроль в секторах
А, В; в - контроль в секто-
рах 1-4.
200
Рис. 7.28. Схемы: контроля штуцеров с полным проплавлением с наружной поверх-
ности - а; настройки скорости развертки - б; и чувствительности - в; контроля
ПЭПс неортогональным вводом луча - г.
обычных призматических ПЭП, а составляет с пей угол 25°. Благодаря
этому при контроле отсутствуют мешающие сигналы от двугранного угла,
образованного внутренней поверхностью и торцом трубы. Кривизна кон-
тактной поверхности ПЭП должна соответствовать кривизне контролиру-
емой трубы. Контроль проводят раздельно двумя ПЭП с левым и правым
направлением оси.
Ультразвуковой (так же как и радиографический) контроль угловых
соединений с конструктивным зазором имеет низкую достоверность.
7.3.7. Контроль сварных соединений донышек коллекторов
Сварные соединения донышек коллекгоров тепломеханического обору-
дования тепловых электростанций имеют различные варианты конструкций,
которые определяют специфику контроля (рис. 7.29).
Как видно из рис. 7.29 большинство соединений выполнено сваркой «на
ус», что предполагает наличие ложных сигналов от проточки стенки, трубы
при прозвучивании наклонным ПЭП со стороны грубы; и от «уса» донышка,
при прозвучивании со стороны донышка.
Настройка скорости развертки, глубиномера и чувствительности произ-
водится по СОП, указанным в разделе 7.3.3. При этом опорный отражатель в
201
СОП должен находиться
на глубине корня шва.
Для обеспечения этого ус-
ловия перед проведением
настройки прямым ПЭП
необходимо замерить
толщину стенки трубы и
глубину «уса» со стороны
донышка.
Для обеспечения на-
дежного прозвучивания
всего наплавленного
металла и, самое главное,
корневой зоны сварных
Рис. 7.29. Основные конструкции сварных соединений
донышек коллекторов и способы их прозвучивания.
Рис. 7.30. Изменение амплитуды
эхо-сигнала от несплавления по
кромке при приеме с разных сторон.
соединений с толщиной
стенки 15 мм и больше-
необходимо соблюдение
с л еду ю Щ и х требо ва п и й:
• Длина проточки
а должна быть не менее
50 мм при толщине стен-
ки Н < 40 мм и а = 1,2511
при толщине стенки Н >
40 мм.
• Чистота обра-
ботки внутренней повер-
хности должна быть не
ниже Rz 40 мкм.
При соблюдении этих
условий корневая часть
прозвучивается наклон-
ным ПЭП прямым лучом, верхняя однажды отраженным лучом, если от-
сутствуют штуцеры или патрубки, мешающие передвижению ПЭП. Рабо-
чая частота 2,5 МГц. При Н = 15-30 мм рекомендуются ПЭП с углом ввода
а = 60-65°, при толщине Н > 30 мм ПЭП
с а = 45-50°. Если ври Н > 60 мм контро-
лю корневой части шва мешают штуцера
и патрубки, допускается примеиение
ПЭП с углом а = 40°. Во всех случаях
при контроле прямым лучом желатель-
но использование ПЭП с минимальной
стрелой. Если в коллекторах малых тол-
щин усиление не позволяет прозвучать
корневую часть прямым лучом, то или
202
на этом участке снимают валик усиления или уменьшают стрелу ПЭП
путем снятия фаски на передней грани. Фаска снимается при включенном
в дефектоскоп ПЭП до момента появления на экране небольшого сигнала,
отраженного от фаски.
Если трубы имеют уменьшенную длину проточки, равную или близкую
длине уса, то сигнал от проточки может быть принят за сигнал от дефекта.
В этом случае, а па наш взгляд всегда, из-за отсутствия или недостовернос-
ти чертежей, перед контролем необходимо установить размеры проточки.
Наклонный ПЭП перемещается по трубе от шва до тех пор, пока па экране
дефектоскопа не появится эхо-сигнал. При его максимальной амплитуде
измеряют координаты отражателя X.Y. Аналогичные измерения X, и У2
производят па СОП, толщина которого идентична.
Размеры проточки а и b вычисляются а = X - X, Ь = Y - У, мм.
Методика контроля корневой части шва выбирается в зависимости от
величин а и Ь.
Если длина проточки а > 10 мм, а ее глубина b < 5 мм, то отраженные
сигналы от ее кромки и от дефектов в корне шва различаются по положе-
нию НЭП па поверхности (координата X).
Если длина проточки а < 10 мм, а ее глубина Ь > 5 мм, то эхо-сигналы от
дефекта и от проточки различаются по их расположению па линии разверт-
ки. Сигнал от проточки возникает правее сигнала от дефекта, поскольку ее
глубина выше.
При глубине проточки меньше чем 5 мм и длине се меньше 10 мм кон-
троль шва ведется прямым или PC ПЭН со стороны донышка (рис. 7.296).
Браковочный уровень - плоскодонное отверстие 0 3 мм.
Если возможно удаление валика усиления шва, то возможно прове-
дение контроля наклонным ПЭП со стороны донышка. Идентификация
сигналов от уса и корневых дефектов аналогична применяющейся па швах
с подкладным кольцом (7.3.3).
7.4. Контроль стыковых сварных соединений
листовых конструкций
7.4.1. Стыковые швы сосудов и металлоконструкций
Контроль сварных соединений листовых конструкций производится
наклонными ПЭН прямым или прямым и однократно отраженным лучом с
одной или двух поверхностей изделия. Каждый шов контролируется с двух
боковых сторон.
Так же как и при кон троле труб, особенное!п акустического тракта и,
следовательно, параметры контроля, методы настройки и возможности
идентификации сигналов прежде всего определяются толщиной сварного
соединения.
Оптимальные параметры наклонных НЭП для кон троля заданной тол-
щины шва могут быть определены из графиков па рис. 7.3.
Швы толщиной 3,5...15 мм. Для сварных швов листовых конструкций,
203
выполненных односторонней электродуговой сваркой или в среде защит-
ных газов, так же как и для трубопроводов, характерно наличие непроваров,
провисаний металла и смещения кромок.
В ряде случаев по существующим техническим условиям непровар оп-
ределенной высоты допускается. Эхо-метод позволяет определять высоту
непровара по экспериментально полученным кривым, как, например, при-
веденным на рис. 6.8.
Для УЗ-контроля сварных швов малых толщин наиболее эффективны
PC-ПЭП с большими углами ввода (а = 70-72°) и малой стрелой. Рабочая
частота 4...5 МГц. Прозвучивание производится с одной поверхности.
Важной проблемой при контроле односторонних швов является от-
стройка от ложных сигналов.
При падении УЗ-волны на провисание возникают как волны, отра-
женные в точке, удовлетворяющей условию нормального падения луча
на поверхность провисания, так и волны, расходящиеся от изломов по-
верхности. Это обусловливает появление па экране дефектоскопа ложных
эхо-сигналов от этих дефектов при контроле прямым лучом, совпадающих
по времени с эхо-сигналами, отраженными от над корневых дефектов, обна-
руженных однократно отраженным лучом. Так как эффективный диаметр
УЗ-луча соизмерим с толщиной стенки, то отражатель не удается иденти-
фицировать по местоположению ПЭП относительно валика усиления шва.
Для повышения помехоустойчивости контроля швов с провисанием
и контроля пересечений швов эффективно прозвучивание акустической
системой, состоящей из двух жесткосвязаниых наклонных PC ПЭП, ось
которой ориентирована перпендикулярно оси шва. Углы схождения ПЭП
20опт выбираются исходя из условия
( С>
arcsin ----------
се sin а
где b и Н, мм - cool ветствепно ширина усиления и поминальная тол-
щина шва.
При таком прозвучивании па дефект, лежащий в плоскости акустической
системы, волны надают под углом, близким кЗ-му критическому, и возникают
дифрагированные; волны, принимаемые обоими ПЭП. Эквивалентная пло-
щадь торцов трещин в швах толщиной 10 мм составляет 1,8...2,5 мм2, что поз-
воляет уверенно их выявлять. По соотношению амплитуд сигналов к одному и
другому ПЭН можно судить о типе дефекта: плоскостной или объемный.
Двусторонние швы с гладкими и пологими валиками усиления можно
контролировать при многократном отражении УЗ-луча, что в известной
степени упрощает методику контроля. В этом случае распространение УЗ-
луча в листе носит уже волноводный характер, что способствует выявле-
нию непроваров.
Швы толщиной 16...40 мм. В швах, выполненных односторонней
сваркой, также велико влияние ложных сигналов от провисания в корне.
204
Если технология сварки такова, что провисания не образуются
или они очень малы, то контроль производится одним ПЭП прямым
и однократно отраженным лучом за один прием с одной поверхности.
Наиболее эффективно здесь применение стандартного ПЭП а = 60-70°
f = 2,5-4,0 МГц. Если же ложные сигналы от провисаний велики, то для
повышения помехоустойчивости контроль целесообразно проводить
раздельно в корневой и остальной частях шва. При этом верхнюю часть
шва предпочтительнее контролировать ПЭП с а = 45-50°.
Односторонняя сварка без нодварки листовых конструкций имеет
весьма неудовлетворительное качество. При пей в корне шва образуются
провисания и мениски значительной величины (3...5 мм). Контроль
корневой зоны таких швов возможен только после удаления всех
неровностей шлифмашинкой.
Швы толщиной 41...120 мм. Эти швы выполняются двусторонней
сваркой или односторонней сваркой с подваркой корпя. Обычно
контролируются двумя наклонными ПЭП: корневая часть с а = 45-50°
и верхняя часть с а = 60-70° па частоту 1,8 и 2,5 МГц только прямыми
лучами. Швы сосудов толщиной более 60 мм обычно контролируют с
2-х поверхностей. Помимо наклонных эти швы также контролируются
прямым ПЭП, если в технологии предусмотрено удаление усиления шва,
или головными волнами при наличии усиления (рис. 7.18).
Контроль через антикоррозионную наплавку, если она имеется, не
допускается. Особенно важное требование при контроле толстостенных
швов - проведение сдаточного контроля только после термообработки.
Статистика показывает, что в этих швах 20...25% плоскостных дефектов (из
них трещин 5...7%). В ряде сталей, особенно если соединения выполнены
электрошлаковой сваркой, по границе сплавления появляются мелкие
поперечные трещины. В этом случае должен быть предусмотрен контроль
на эти трещины.
Наиболее опасные дефекты - стянутые непровары в корне шва и
трещины - ориентированы преимущественно в вертикальной плоскости.
Такие дефекты, расположенные в сечении шва, плохо выявляются при кон-
троле одним ПЭП рис. 7.30. В этом случае рекомендуется завышать чувс-
твительность. Но наиболее эффективно применение эхо-зеркального или
дельта-метода. Например, ЭЗМ методом можно определить отклонение
ориентации дефекта от вертикальной плоскости па угол (р. Это производит-
ся ио схеме и номограмме па рис. 6.4. Для повышения точности измерении
целесообразно в приемном ПЭП использовать широко направленную апер-
туру - пьезопластину малой ширины или выпукло-вогнутую.
Если ориентация дефекта в вертикальной плоскости совпадает с углом
разделки кромок, то этот дефект можно считать пеенлавлением (непрова-
ром) по кромке и оценивать его с менее жестких позиции.
Схема применения дельта-метода и индикатрисы рассеяния дифраги-
рованных продольных волн при падении поперечных волн па несплавление
205
Рис. 7.31. Схема контроля дельта-методом - а; инди-
катрисы рассеяния при падении поперечных SV-волн
на несплавление высотой - 3 мм.
высотой 3 мм приведены
на рис. 7.31. Обращает
внимание наличие интен-
сивной дифрагированной
компоненты вверх, что
позволяет использовать
различные варианты
дельта-метода для обна-
ружения дефектов.
Оказалось, что де-
льта-метод очень хорошо
выявляет дефекты разно-
ориентированные но от-
ношению к направлению
излучаемого пучка.
Эта особенность де-
льта-метода позволяет
существенно пересмот-
реть подход к разработ-
ке средств и методов
а втоматизи рован пого
контроля сварных соеди-
нений больших толщин и
шире рекомендовать де-
льта-метод в производс-
твенном контроле для обеспечения надежного обнаружения вертикально
ориентированных плоскостных дефектов (рис. 7.32).
С другой стороны, при контроле толстостенных швов, ремонт которых
очень дорог, важно не только найти дефект, но и распознать его тип.
Для исключения неоправ-
данной браковки необходимо
нс н ол ьзовать кол и ч естве и п ы с
информативные признаки, в час-
тности, коэффициент формы /Сф.
Однако, существенно поможет
помочь оператору в правильной
дешифровке качества шва знание
качествен н ых и i |формати bi i ы х
признаков.
Односторонний непровар
характеризуется появлением
Рис. 7.32. Зависимость нормированных амплитуд эхо-сигналов - а; и азимутального
угла 9 - б; в различных сечениях протяженного непровара; Ар А2; Ау - дифрагирован-
ные поперечные и продольные волны (&-метод); А? - зеркальный сигнал ЭЗМ; / - коор-
дината вдоль протяженного дефекта сварного шва.
206
одиночного отра-
женного сигнала
с координатами,
соответствующими
расположению его
по одной из границ
линий сплавления
с различной услов-
ной высотой. Со
стороны наплав-
ленного металла
(положение А
преобразователя на
рис. 7.33) непровар
характеризуется
значится ьпыми
неровностями, что способствует формированию эхо-сигнала большой
амплитуды. При прозвучивании со стороны основного металла (положе-
ние В) механически обработанная и неснлавившаяся кромка листа почти
зеркально отражает ультразвук. Эхо-сигнал может появиться лишь от отде-
льных оплавленных неровных участков. Односторонний непровар одной из
поверхностей изделия наиболее уверенно выявляется при контроле с про-
тивоположной стороны изделия (приложение С). В этом случае амплитуда
сигнала и его пробег на экране больше, т.к. имеет место угловой эффект.
Двусторонний непровар характеризуется тем, что в положении преоб-
разователя А на экране дефектоскопа могут появляться одновременно два
сигнала, соответствующие отражению ультразвука от его границ но обеим
кромкам сварного шва. В положении искателя В ультразвук отражается
только от ближней кромки сварного шва, т.к. условия выявления дефекта
обычные для одностороннего непровара.
Несплавление отличается от непровара тем, что поверхность основного
металла расплавляется, но не сплавляется с наплавленным металлом. Вы-
явленные несплавления характеризуются теми же признаками, что и не-
провар. В некоторых случаях несплавление можно отличить от непровара,
т.к. от него возникает эхо-сигнал значительной амплитуды при кон троле со
стороны наплавленного и основного металла, поскольку обе поверхности
несплавления являются неровными.
В отличие от непровара и несплавления, трещины обычно располагают-
ся в средней зоне наплавленного металла шва. Эта характерная особенность
трещин, особенно в электрошлаковых швах, в известной мере позволяет
идентифицировать характер дефекта путем определения координат. Одна-
ко наиболее эффективно здесь измерение коэффициента формы /<ф.
Для шлаковых включений характерно, что амплитуда эхо-сигнала от
них приблизительно одинакова при прозвучивании под различными уг-
207
лами. Они имеют широкую индикатрису обратного рассеяния в горизон-
тальной плоскости, а /<ф > 1. Скопление мелких шлаков и пористые зоны
характеризуются появлением серии эхо-сигналов небольшой амплитуды.
Иногда, казалось бы принципиально невыявляемый непровар удается
обнаружить использовав зеркальное отражение от конструктивных эле-
ментов.
Иа практике при контроле толстостенных трубопроводов или сосудов
часто возникает одна неприятная проблема. Обнаружили дефект (трещи-
ну), вскрыли, заварили, термообработали. Проводится повторный конт-
роль, и обнаруживаются недопустимые дефекты, при первичном контроле
не выявленные.
При добросовестном контроле причина этого явления только одна. В
каждом шве есть небольшие трещины с малым раскрытием, которые не
обнаруживаются при заданных параметрах прозвучивания. Но в процессе
заварки и термообработки ремонтного участка происходит неравномер-
ный нагрев шва, создаются локально напряженные зоны и попавшие в эти
зоны микротрещины вследствие этого раскрываются и увеличиваются в
размере. Прогноз этого явления невозможен. Выход один. После обнару-
жения недопустимого дефекта объяснить сварщикам и прочим заинтересо-
ванным лицам ситуацию, с которой они могут столкнуться. И предложить
проконтролировать еще раз весь шов па повышенной (скажем на 6...9 дБ)
чувствительности относительно штатной но НТД и за один раз отремонти-
ровать все дефектные участки, обнаруженные при штатном и новом уровне
чувствительности, а затем проконтролировать на штатном уровне чувстви-
тельности.
7.4.2. Контроль мест пересечений швов
Особая проблема дефектоскопии это контроль мест пересечений свар-
ных швов (крестов) в листовых конструкциях. В этих соединениях имеет
место повышенное трещинеобразование и высокий уровень остаточных
напряжений. Поэтому для этих швов характерно наличие трещин, как
правило, поперечных по отношению к одному из пересекающихся швов и
плохо выявляемых радиографией.
Для ответственных объектов (например в атомной энергетике) пере-
сечения сварных швов с усилением по определению считаются контроле-
непригодными. Их контроль может быть осуществлен только при полном
удалении валика усиления (выпуклости) заподлицо с основным металлом
с обеих поверхностей изделия. В этом случае нрозвучивапне производят
путем сканирования по всей зоне «креста» с направлением луча как вдоль н
поперек оси швов, так и под другими азимутальными углами (см. 7.4.1).
В случае изделий менее ответственных, у которых усиление не удаля-
ется, нрозвучивание производится прямым лучом с обеих поверх постен
изделий но схеме показанной па рис. 7.34. Обычно применяются совмещен-
ные наклонные ПЭП с углом ввода 65-70° на частоту 4-5 МГц. Настройка
чувствительности и скорости развертки должна производиться по СОП с
208
зарубкой или вертикальным
сверлением, расположенными
на расстоянии L от передней
грани призмы и несколько
большим чем до центра «крес-
та», как показано на рис. 7.34.
При таком контроле имеется
высокая вероятность появ-
ления ложных сигналов от
неровностей валиков. В этом
случае с поверхности валика
в зоне отражения необходимо
удалить наплывы, чешуйки,
а если это не помогает разо-
браться, спять валик целиком.
Для повышения достовер-
ности контроля целесообразно
использовать наклонные PC
ПЭП с углом разворота 90° и
Рис. 7.34. Схема сканирования при контроле
мест пересечения кольцевых и продольных швов.
прозвучивапие производить
ио схеме показанной па рис. 6.21.
7.4.3. Контроль сварных соединений из цветных металлов
Поскольку скорости ультразвуковых волн в стали и цветных металлах
различны, то перед проведением контроля необходимо но закону синусов
(Снеллиуса) пересчитать угол ввода наклонного ПЭП в данном материале.
В алюминиевых сплавах угол ввода будет несколько меньше, а в титановых
несколько больше, чем номинальное значение ПЭП указанное на шиль-
дике. В медных сплавах скорость поперечных волн меньше чем скорость
продольных волн в оргстекле. Поэтому стандартные ПЭП для контроля не
подходят. Необходимо или использовать иммерсионный вариант, или из-
готовить призму из материала с меньшей скоростью продольных волн чем
поперечных в меди (некоторые полимерные материалы).
Коэффициент затухания в алюминиевых и титановых сплавах одного
порядка что и в стали. Это позволяет использовать обычный частотный
диапазон. Для уменьшения уровня структурной реверберации рабочую
частоту подбирают экспериментально.
Для сварных швов алюминиевых сплавов наиболее характерным дефек-
том являются вольфрамовые включения от электрода. Они имеют хорошую
адгезию и, следовательно, акустический контакт с матрицей и в силу малой
разницы в акустических имиедансах с основным материалом плохо отража-
ют ультразвук. Обнаружение подобных дефектов необходимо проводин, па
повышенной чувствительности. Л для распознавания можно использовать
знак фазы 1-го псдектированного сигнала в импульсе. При отражении от
209
полости заполненной газом или воздухом и вольфрамовым включением
фазы различные.
В сварных швах титановых сплавов возникают ложные сигналы от
слоев (зон) имеющих повышенную твердость. Идентифицировать эти сиг-
налы можно по фазе первого сигнала недсктированного импульса, а также
используя продольные волны (специальный ПЭП), которые менее чувс-
твительны к ориентации анизотропной кристаллографической решетки в
таких зонах.
7.5. Контроль тавровых, угловых и нахлесточных соединений
7.5.1. Контроль угловых соединений плоских элементов
При контроле угловых швов с К-образной разделкой или без нее, ио
с полным проплавлением стенки возможно применение следующих схем
(рис. 7.35).
Контроль угловых швов таврового соединения с К-образной разде-
лкой, в которых требуется полный провар корня шва, начинают с поиска
непровара в корне шва прямым или однократно отраженным лучом. При
отсутствии непровара контролируется часть шва: нижняя - прямым лучом,
верхняя - однократно отраженным лучом.
Наиболее эффективной является схема ввода УЗ-колебаний через ос-
новной металл привариваемого листа (схема /). т.к. опа позволяет выявить
вес виды внутренних дефектов в угловых швах и крестовых соединениях
при минимальном уровне ложных сигналов. При контроле тавровых со-
единений по схеме I появление ложных сигналов может быть обусловлено
только отражением от грубых неровностей на наружной поверхности плос-
кости полки, встречающихся весьма редко и связанных с повреждением
металла. При нрозвучивании угловых соединений но схеме / ложные эхо-
сигналы могут появляться при отражении УЗ-пучка от верхнего усиления
валика шва или от угла элемента конструкции (рис. 7.35). Эти эхо-сигналы
можно легко селектировать по времени, а также «прощупывать». В тех слу-
чаях, когда затруднен доступ со стороны стенки, т.е. невозможен контроль
но схеме /, нрозвучивание выполняют но схемам II и III. Контроль по схеме
// обеспечивает
выявление пор,
шлаковых вклю-
чений, неенлав-
лений и трещин,
б л a io в р и я т но
орне нтпро ван-
ных к УЗ-лучу.
Однако контроль
по данной схеме
осложняется
210
4
Рис. 7.36. Схемы контроля тавровых и угловых соедине-
ний: а - без дефектов; б - с непроваром в корне шва; в - с
трещиной; г - с порой или шлаковым включением; Л, Лр
Л %, ^3 ~ ложные сигналы.
необходимостью ори-
ентировки ПЭП отно-
сительно соединения
и появления ложных
эхо-сигналов от по-
верхности противопо-
ложного валика шва
(рис. 7.36а), причем
амплитуда ложного
эхо-сигнала обычно
выше амплитуды
сигнала от дефекта.
Разделение полезных
и ложных сигналов
производится но вре-
мени прохождения
УЗ-луча. Выявить
непровар в центре
двустороннего или в
корне одностороннего
шва при контроле по
схеме II практически
невозможно, т.к. уль-
тразвуковой пучок
испытывает зеркаль-
ное отражение. Этот
опасный дефект при
доступе контроля
только с наружной
поверхности полки обнаруживается по схеме ///(рис. 7.366) с помощью
PC-ПЭП и двух жестко соединенных призматических ПЭП, включенных
по раздельной схеме. При толщине полки более 40 мм можно применять
прямой ПЭП. В угловых соединениях при доступе только со стороны вер-
тикального листа непровар можно обнаружить при использовании прямого
или РС-ПЭП.
Одним из основных условий, обеспечивающих наиболее вероятное вы-
явление дефектов но сечению шва, является необходимость прозвучивания
всего сечения шва с равномерной чувствительностью.
Выполнение отмеченных условий обеспечивается правильным выбо-
ром угла ввода УЗ-луча.
Целесообразно применять ПЭП с такими углами ос и стрелой п0, при ко-
торых обеспечивается контроль нижней части шва прямым, а верхней - од-
нократно отраженным лучом. Это считается возможным, если центральный
луч ПЭП при расположении его вплотную к шву проходит через середину
211
шва или выше ее (при толщинах шва менее 10 мм допускается прохождение
центрального луча ниже середины сечения шва не более чем на 1 мм).
При контроле нижней части шва таврового и углового соединения это
условие может быть проверено по соотношениям:
> arctg
2к} + 2п0
Н
+ 2п,
;«] > arctg
Верхнюю часть шва этих соединений целесообразно проверять искате-
лями, обеспечивающими:
2k, + 2z e + 2z
а2 > arctg ———; а2 > arctg .
Наилучшее выявление подповерхностных дефектов (минимальная ве-
личина «мертвой зоны») при контроле верхней части тавровых соединений
шва достигается в случае
а2 = 90° -[arctg(k2 /kt) + 7°].
При этом область оптимальных значений z лежит в интервале 0,2//<Н<
0,5Я. На рис. 7.3 приведены графики, которые позволяют определить опти-
мальный угол ввода, а следовательно, выбрать ПЭП с определенной стре-
лой и углом призмы.
Если контроль прямым и однократно отраженным лучом невозможен,
то необходимо увеличить угол ввода или, в крайнем случае, производить
контроль однократно и двукратно отраженными лучами.
После нахождения оптимальных углов ввода устанавливаются зона пе-
ремещения искателей xmin и хтах и соответствующий ей рабочий участок на
экране дефектоскопа.
При контроле верхней и нижней частей шва таврового соединения пря-
мым и однократно отраженным лучами ПЭП перемещают в пределах от xmin
до хтах, равных: xmin = kt + и0, хтах = 2/ftga2 + kr Для углового соединения
эти значения соответственно равны: х . = п„, х = 2Htea-.
Для простоты работы, более точной и быстрой расшифровки эхо-сигна-
лов на экране дефектоскопа устанавливается рабочий участок. Его можно
установить по СОП (рис. 7.37). Для этого вначале прямым лучом находят
максимальный эхо-сигнал от нижнего бокового отражателя, а однократно
отраженным лучом - эхо-сигнал от верхнего отражателя и замечают эти
положения сигналов на экране дефектоскопа, после чего строб-импульс
между этими метками перемещают влево на половину его величины, а
затем задний фронт строб-импульса доводят до метки, соответствующей
эхо-сигналу от верхнего бокового отражателя.
Рабочий участок на экране дефектоскопа можно устанавливать не толь-
ко по боковым цилиндрическим сверлениям, но и по угловым отражателям
(зарубке).
Настройка чувствительности дефектоскопа может производиться по
одному из искусственных дефектов, например зарубке (см.рис. 7.37), или
212
Рис. 7.37. СОП для настройки рабочего участка и чувствительности дефектоскопа
при контроле двусторонних швов: а - тавровых; б - угловых.
но СО № 1.
Контроль односторонних шпон тавровых и угловых соединений с К-об-
разной разделкой или без нее при отсутствии обратной подварки корня шва
ведется по схеме I (рис. 7.38) прямым и однократно отраженным лучами.
Выполнение этих условий проверяется но вышеприведенным формулам
или по графикам па рис. 7.3.
Если швы доступны для контроля, целесообразен контроль со стороны,
противоположной разделке, т.к. при этом улучшаются условия нрозвучива-
ния верхней части шва.
Выбор пределов перемещения xinin и х и установление соответствую-
щего рабочего участка на экране дефектоскопа тавровых и угловых соеди-
нений с V-образпой разделкой аналогичны рассмотренному при контроле
этих соединений с К-образной разделкой.
Тавровые и угловые соединения, выполненные с V-образной разде-
лкой или без разделки с конструктивными непроварами и недоступные
Рис. 7.38. Контроль односторонних швов: а - тавровых;б - угловых.
213
для контроля со стороны основного
элемента или полки, рекомендуется
контролировать со стороны прива-
риваемого элемента: односторонние
соединения - однократно отражен-
ным ЛуЧОМ, а двусторонние пря- Рис. 7,39. СОП для настройки рабочего
МЫМ ЛуЧОМ. участка и чувствительности дефектос-
При контроле ОДНОСТОРОННИХ Копа ПРи к°нтР°™ односторонних швов:
„ а - тавровых; о-угловых,
соединении максимум эхо-сигнала
от конструктивного непровара располагается на заднем фронте строб-им-
нульса, а при контроле двусторонних соединений - па переднем. Внут-
ренние трещины, как правило, начинаются от зазора между основным и
привариваемым элементами. Максимумы эхо-сигналов от них могут быть
несколько смещены влево или вправо относительно заднего (в односторон-
них соединениях) или переднего (в двусторонних соединениях) фронтов
строб-имнульса.
Шлаковые включения обычно находятся в корневой части шва, и поло-
жение максимумов эхо-сигналов от них па экране дефектоскопа аналогич-
но положению максимумов эхо-сигналов от трещин в корне нша.
Оценка размеров дефектов производится по СОП (рис. 7.39) следу-
ющим образом. Если допустимая высота непровара не превышает 3 мм,
то сравниваются амплитуды эхо-сигналов от выявленного непровара и
модели непровара допустимой величины в СОП. Если допустимая высота
непровара более 3 мм, оценка величины непровара производится сравнени-
ем условной высоты выявленного непровара с условной высотой от модели
непровара допустимой величины в СОП. Выявление и оценка дефектов в
верхней части шва производятся так же, как и при контроле верхней части
данных соединений с полным проваром.
7.5.2. Контроль двусторонних тавровых соединений
с конструктивным непроваром и сварных закладных деталей
При изготовлении ряда тавровых и угловых конструкций в центре шва
допускается конструктивный непровар, размер которого требуется опреде-
лять. Существуют две методики измерения ширины непровара: сравнением
амплитуд эхо-сигналов от непровара в шве и моделей непровара, выпол-
ненных в СОП; сравнением амплитуд эхо-сигналов от непровара в шве и
бесконечной плоскости. В обеих методиках используют ПЭП конструкции
ПИИ мостов, которые представляют собой призму с приклеенными к ней
ньезоэлементами, наклоненными под углом, обеспечивающим пересечение
диаграмм направленности ПЭП на глубине, равной толщине полки (рис.
7.40). Расстояние между точками ввода х = 2//tga.
При перемещении ПЭП по наружной поверхности полки в случае
полного провара и отсутствия других крупных дефектов УЗ-колебания от
передающего ПЭП через зону наплавленного металла переходят без отра-
214
МЕЛЯМЫР
Рис. 7.40. Безэталонный метод контроля тавровых со-
единений: а - при отсутствии дефекта; б -при наличии
дефекта; в - установление уровня опорного (донного)
сигнала.
жении в лист стенки
(рис. 7.40а). Если же в
соединении окажется
непровар, то часть УЗ-
колебаний отразится
от него к приемному
ПЭП (рис. 7.406). Ам-
плитуды эхо-сигнала
зависят в основном от
ширины непровара 2Ь.
При измерении ширины
непровара по первому
способу применяют
специальный СОП, из-
готовленный из того же
материала, что и полка.
В СОП делают прорези
различной ширины на
глубине, соответствую-
щей толщине полки Н.
Соединения с не-
допустимой величиной
непровара 2Ь контроли-
руют на такой чувстви-
тельности, при которой в
СОП выявляются прорези шириной 2Ь мм. При таком уровне чувствитель-
ности дефектоскопа будут уверенно выявляться непровары, ширина которых
превосходит допустимую величину на 1 мм и более. Практикой установлено,
что погрешность в определении ширины непровара не превышает 1...1,4 мм.
Влияние качества поверхности на результаты измерения и необходимость
использования СОП исключается при безэталонном методе.
Безэталонный метод основан на сравнении амплитуды эхо-сигнала от
непровара А с амплитудой эхо-сигнала от бесконечной плоскости Ао, рас-
положенной на той же глубине, что и непровар. В качестве такой плоскости
Рис. 7.41. Зависимость относи-
тельной величины эхо-сигнала ДА
от ширины непровара2Ь.
следует использовать поверхность полки.
Безэталонный метод может быть реализо-
ван с помощью дефектоскопов, имеющих
калиброванный аттенюатор. В связи с
тем, что этот метод основан на сравнении
амплитуд эхо-сигналов от непровара А и
плоскости Ао, контролю должен предшес-
твовать расчет зависимости ДА = f(2A)
или ее экспериментальное построение. На
рис. 7.41 в качестве примера показана за-
215
висимость, снятая
для соединений с
толщиной полки
Н = 25 мм и П.ЭП с
параметрами а =
50°,/= 1,8 МГц, 2а
= 5 мм. На основе
большого числа
статистических
пых при примсне
ДаННЫХ, Накоплен- Рис. 7.42. Контроль закладных деталей: а - установление
опорного сигнала; б - измерение амплитуды эхо-сигнала от
х дефекта.
нии безэталонного
метода контроля тавровых соединений с конструктивным непроваром, уста-
новлено, что погрешность измерения пи
Ультразвуковой метод контроля
деталей, из готовл сп пых с вар кой
11 од фл к>сом, в 11 ер в ые разработа! {
в МГТУ им. Н.Э.Баумана. Он яв-
ляется единственно приемлемым
11еразру111 аю 1 ни м методом koi iTpo-
ля данных конструкций. В основу
методики контроля заложен безэ-
тал он 11 ы й ком 11 aparopi । ый метод
(сравнения) оценки с использова-
нием PC-ПЭП конструкции МГТУ
им. Н.Э.Баумана, схема которого
эины непровара равна 0,5...1 мм.
сварных соединений закладных
Рис. 7.43 .Зависимость относительной
величины эхо-сигнала ДЛ от площади ре-
ального дефекта 5Д.
ясна из рис. 7.42.
Для практической реализации безэталонного метода контроля постро-
ены зависимости амплитуды эхо-сигнала от площади реальных дефектов
ДЛ = f(S ) для закладных деталей всех ти-
поразмеров.
Ла рис. 7.43 в качестве примера пока-
зана зависимость, полученная при прозву-
чи вапии специальным PC-ПЭП на частоту
2,5 МГц реальных сварных соединений и
последующем вскрытии.
7,5.3. Контроль нахлесточных
соединений
Ультразвуковой контроль соединений,
сваренных внахлестку, производится ПЭП
Рис. 7.44. Контроль нахлесточных соединений: а
- по совмещенной схеме; б - зеркально-теневой
метод при отсутствии дефекта; в - зеркально-
теневой метод при наличии дефекта.
216
на частоту 2,5...5 МГц обычно со стороны нижнего листа однократно отра-
женным лучом по совмещенной схеме (рис. 7.44а). При такой схеме контро-
ля выявляются трещины, непровары вертикальной кромки и корня шва, а
также одиночные дефекты по сечению шва. При прозвучивании со стороны
верхнего листа однократно отраженный луч может давать значительный по
амплитуде эхо-сигнал помехи от поверхности шва, который практически не
•«прощупывается».
Угол ввода луча выбирается из соотношений: если отношение размеров
катетов шва < 1, то а = 40°; если 1 < < 1,5, то а = 50°; если k^/k^ >
1,5, то а - 65°.
В случае ограниченной протяженности основного листа контроль сле-
дует вести ПЭП с максимально возможным углом ввода, определяемым по
выражению: > arctg[(xmax + 20°)/2^].
Для обеспечения прозвучивания всего сечения шва ПЭП перемещают в
пределах: х^ - 2H,tga; хши = 2H,tga + kr
Исходя из условий максимальной прозвучиваемости сечения шва (90...
95%) установлено, что максимальный размер вогнутости шва относительно
гипотенузы, соединяющей катеты шва, не должен превышать 2 мм, а выпук-
лости - 3 мм. Рабочий участок на экране дефектоскопа, соответствующий
найденным пределам перемещения, устанавливается по СОП (рис. 7.45а) в
соответствии с порядком, изложенным выше. Чувствительность дефектос-
копа настраивается по СО № 1 или СОП с искусственным дефектом.
При контроле нахлесточных соединений для настройки чувствитель-
ности дефектоскопа также применяется, так называемый, проходной ци-
линдрический отражатель (рис. 5.11).
Однако данная схема не гарантирует надежное выявление непровара и не-
сплавления у нижней кромки. Это объясняется тем, что УЗ-луч, попадая на го-
ризонтальный плоский дефект,
отражается под тем же углом и
не возвращается на ПЭП. Для
лучшего обнаружения дефек-
тов, залегающих в зоне кромки
нижнего пояса, рекомендуют
дополнительное (дублирую-
щее) прозвучивание со стороны
верхнего листа прямым лучом
(схема У) ПЭП с углом ввода 40°
на частоту 2,5 МГц изделий тол-
щиной 20 мм и более. При кон-
троле изделий меньших толщин
наиболее эффективен контроль
однократно отраженным лучом
(схема II) ПЭП с углом ввода
65° на частоту 4-5 МГц.
Рис. 7.45. СОП для настройки чувствительнос-
ти дефектоскопа при контроле нахлесточных
соединений: а-по совмещенной схеме; б - зер-
кально-теневым методом.
217
Для конструкций ответственного назначения целесообразнее приме-
нять зеркально-теневой метод (рис. 7.456), обеспечивающий уверенное
обнаружение горизонтальных дефектов. При отсутствии дефекта УЗ-ко-
лебания проходят от излучателя через бездефектное место к приемнику
и на экране появляется импульс. Если в соединении имеется дефект, то
амплитуда эхо-сигнала отсутствует или незначительна. При данной схеме
контроля расстояние между точками ввода ПЭП должно строго соблюдать-
ся: х = (1Н1 + ЗН2 )fga, что выполняется благодаря закреплению ПЭП в
держателе, позволяющем поворачиваться им в вертикальной плоскости и
обеспечивающем тем самым их перемещение на разных уровнях при пос-
тоянном х.
Зона перемещения ПЭП, при которой обеспечивается прозвучивание
всего сечения шва, должна быть примерно равной k2. При перемещении
ПЭП, в случае отсутствия дефектов, эхо-сигнал на экране дефектоскопа
будет исчезать только на концах зоны перемещения.
Чтобы оценить степень годности изделия к эксплуатации, изготовляют
СОП (см.рис. 7.456), в котором 2Ь соответствует допустимому размеру.
Далее устанавливают ПЭП на СОП и определяют начало и конец зоны
перемещения на определенном уровне чувствительности.
Условно за конец и начало зоны перемещения можно принять положе-
ния, при которых амплитуда эхо-сигнала снижается в 2 раза от максималь-
ной. Если при контроле в производственных условиях окажется, что зона
перемещения ПЭП на реальной конструкции меньше величины, получен-
ной по СОП, то такое соединение считается бракованным. Одной из ос-
новных сложностей перед разработчиками методик УЗ-контроля является
назначение уровня браковочной чувствительности.
Точные параметры контроля, на основе которых дается заключение о
годности к эксплуатации изделия, устанавливаются в каждом конкретном
случае в соответствии с техническими условиями на ее изготовление.
7.6. Контроль для выявления поперечных трещин
Весьма специфичной задачей УЗ-контроля сварных соединений явля-
ется выявление поперечных трещин, которые возникают при грубых нару-
шениях сварочной технологии в сталях, склонных к трещинообразованию.
В нетермообработанных изделиях очень часто поперечные трещины образу-
ются только через несколько дней после сварки (до 21-го дня), что особенно
неблагоприятно, т.к. к этому времени контроль бывает уже проведен.
В энергетическом машиностроении обязательному ультразвуковому
контролю на поперечные трещины подлежат термообработанные стыковые
сварные соединения деталей из хромомолибденовых сталей номинальной
толщиной свыше 25 мм или/и деталей из хромомолибденованадиевых ста-
лей номинальной толщиной свыше 36 мм. Кроме того, обязательному конт-
ролю подлежат все швы, выполненные электродами, содержащими ниобий.
Для уточнения объемов контроля существует правило, что в случае
218
Рис. 7.46. Характерные поперечные
трещины и схема их идентификации
при прозвучивании совмещенным
ПЭП.
различной толщины сваренных деталей
необходимость контроля на поперечные
трещины определяется поминальной
толщиной более тонкостенной детали.
Несплошность считают поперечной
(тип «Т» по ГОСТ 14782-86), если ам-
плитуда эхо-сигнала от нее при озвучи-
вании наклонным совмещенным ПЭП
вдоль шва (независимо от условной
протяженности) Апм1 не менее, чем на
9 дБ больше, чем при озвучивании по-
перек шва Апрод (рис. 7.46). При этом
рассматриваются только эхо-сигналы
с амплитудой, равной или большей
контрольного уровня чувствительности
Ак для глубины залегания данной не-
сплошности.
Если разница амплитуд эхо-сигналов в указанных направлениях озву-
чивания меньше 9 дБ, несплошность считают продольной.
При измерении ориентации песнлошности усиление шва в месте изме-
рений должно быть удалено и заглажено.заподлицо с основным металлом.
Рис. 7.47. Сканирование для обнаружения
поперечных трещин: а - со снятым усиле-
нием одним ПЭП; б - со снятым усилением
двумя ПЭП (тандем); в - без снятого усиле-
ния одним ПЭП; г - эхо-зеркальным методом
(стрэдл-метод).
При обнаружении поперечных
трещин по PC схеме («тандем»,
«стрэдл-метод», зеркально-тене-
вой метод) несплошность считают
поперечной, если информаци-
онный сигнал при озвучивании
в направлении продольной оси
шва больше, чем при озвучивании
поперек.
Поперечные трещины распо-
ложены обычно в наплавленном
металле и зоне термического
влияния поперек шва в вертикаль-
ной плоскости. Наиболее часто
поперечные трещины возникают
в корневой .зоне швов, выполнен-
ных двусторонней сваркой без
подогрева.
Поперечные трещины имеют
слабошероховатую поверхность,
что затрудняет их обнаружение.
Схема прозвучивания па по-
перечные трещины одним ПЭП
219
Рис. 7.48. Сравнительная выявляемость поперечных трещин в продольном сварном
шве трубы 0 980x40 в зависимости от уровня чувствительности и угла в призме
ПЭП.
самая простая и наименее надежная (рис. 7.47 а, в). Может быть при-
менена только в швах небольшой толщины (до 20 мм), где проявляется
волноводный эффект, способствующий некоторой концентрации энергии
отраженного от дефекта поля. Тем не менее контроль одним ПЭП должен
проводиться на очень высокой чувствительности, что часто приводит к
значительной перебраковке по другим мелким дефектам или даже струк-
турным шумам (рис. 7.48).
Значительно большая реальная чувствительность к трещинам дости-
гается при применении двух ПЭП по схеме тандем (рис. 7.476). Такое
размещение ПЭП способствует регистрации максимального по амплитуде
зеркального сигнала.
Для повышения помехоустойчивости ПЭП желательно включать по
раздельной схеме.
Наиболее рационально применять эту схему для контроля швов толщи-
ной менее 20 мм. При контроле швов большей толщины можно применять
эхо-зеркальный способ прозвучивания при размещении ПЭП по обеим
сторонам усиления (рис. 7.47г). ПЭП включаются по раздельной схеме. До-
стоверность контроля высокая, т.к. геометрия прозвучивания обеспечивает
регистрацию максимального эхо-сигнала. Но схема громоздкая, требует
хорошего конструктивного решения приспособления для крепления ПЭП.
Разновидностью этого варианта прозвучивания являются использование
углов ввода, близких к 57° (т.е. к 3-му критическому при падении на верти-
кальный дефект), и регистрация трансформированных на дефекте и перест-
риженных от донной поверхности продольных волн.
Если необходимо выявить лишь грубые дефекты, то оба ПЭП можно
разместить в одной плоскости (АВ) и включить по раздельной схеме. Этим
220
реализуется зеркально-теневой способ прозвучивания. О наличии дефек-
тов будут судить по исчезновению на экране звукового сигнала.
Все эти способы позволяют вести контроль без снятого усиления
шва, что является их преимуществом, но связаны с разработкой приспо-
соблений для крепления ПЭП. Сравнительная эффективность способов
не установлена, поэтому на практике очень часто контроль проводят по
снятому заподлицо с основным металлом усилению шва одним ПЭП (рис.
7.47а) или двумя ПЭП, размещенными в одной плоскости. При контроле
кольцевых швов трубопроводов диаметром менее 300 мм поверхность
преобразователя необходимо притереть к трубе. Если толщина стенки
трубы Н > 40 мм, а диаметр менее 325 мм, применяют преобразователи с
а = 45-50°, если у трубы Н < 40 мм, а диаметр более 325 мм, применяют
преобразователи с а = 65-70°.
Эхо-зеркальный способ обеспечивает наибольшую достоверность
контроля, т.е. наибольший процент выявленных дефектов, превышающих
заданные параметры по отношению к уровню напрасного забракования.
При выборе схемы прозвучивания необходимо изучить статистичес-
кие закономерности распределения дефектов, знание которых позволяет
существенно облегчить конструкцию аппаратуры и методику контроля.
Так, например, если известно, что поперечные трещины возникают в зоне
корня при двусторонней снарке, то контроль «тандемом» можно вести
ПЭП, расположенными на фиксированном расстоянии между ними, а не
прозвучивать все сечение шва. В стыковых и угловых сварных швах часто
возникают опасные дефекты непосредственно под валиком усиления. Эти
дефекты не обнаруживаются при контроле обычными преобразователями,
т.к. находятся в пределах «мертвой зоны».
Для обнаружения в стыко-
вых швах «висячих» трещин,
т.е. трещин, находящихся над
противоположной поверхнос-
тью, но не выходящих из нее,
применяется метод, назван-
ный «корневой тандем». Он
реализуется с ПЭП, в котором
в одном корпусе размещены
на фиксированном рассто-
янии два ньезоэлемента,
разделен н ые а кусти ч ее ки м
экраном и включенные по PC
схеме. Угол ввода выбирается
исходя из толщины шва и ши-
рины доступной околошовной
зоны. Метод оказался весьма
эффективным при контроле
221
швов в биметаллических толстостенных трубах, в которых в сварке на
границе перлитной части и аустенитной наплавки возникают «висячие»
трещины.
Дефекты, залегающие вблизи поверхности, уверенно выявляются под-
поверхностными головными волнами, возникающими в металле при углах
наклона, равных 1-му критическому (рис. 7.49). Регистрация отраженных
от дефекта головных волн производится но боковой волне, которую она
возбуждает в граничащей с поверхностью среде, в данном сл учае - в призме
приемника. Максимум потока энергии головной волны находится на глуби-
не 4...6 мм. Дефекты на самой поверхности изделия не выявляются.
7.7, Контроль аустенитных сварных соединений
Аустенитные стали - антикоррозионные. Поэтому они являются основ-
ным конструкционным материалом в нефтехимическом, атомном, кисло-
родном машиностроении. Однако по настоящее время не найдено универ-
сальных и эффективных методов ультразвукового контроля аустенитных
сварных соединений (АСС). Большой коэффициент затухания и высокий
уровень структурных шумов в большинстве случаев делает невозможным
применение обычных методов прозвучивания для их контроля.
Существование этих аномальных акустических свойств АСС объяс-
няется кристаллографической структурой их зерен. Коэффициент отра-
жения от границы среды, в частности кристалла, определяется удельным
волновым сопротивлением (импедансом) среды рс, а скорость продольных
и поперечных воли - с, в свою очередь определяется величиной модулей
нормальной упругости - Е
и сдвига G соответственно.
Зерно ферритных, ферри-
то-мартенситных, перлит-
ных и прочих «черных»
сплавов состоит из крис-
таллов феррита, имеющих
объем 11 о- це 11 тр и ро uai I п у ю
куб и чес кую ’ кристал л и чес -
кую решетку, в которой
упругие константы вдоль
ребер куба и по его диаго-
налям примерно одинако-
вы (рис. 7.50).
Поэтому, коэффициент
отражения от границы та-
кого зерна практически не
зависит от взаимной ори-
Рис. 7.50. Расположение кристаллографических
направлений [100], [010], [001 ], и плоскостей (100),
(010), (001), (110).
ентации направления луча
и вектора колебательной
222
Рис. 7.51. Структура
сварного шва низколеги-
рованных сталей до тер-
мообработки - а; и после
термообработки - б.
скорости с одной стороны и кристаллографических
направлений в зерне. Кроме того, величина зерна в
этих сталях относительно небольшая. И если же у не-
которых марок легированных сталей сварных швов
текстура шва после сварки крупная, она размельчает-
ся после термообработки (рис. 7.51).
В АСС основным компонентом является аус-
тенит, кристаллографическая решетка которого
представляет собой гране-центрированный куб
(ГЦК). В этой решетке модуль сдвига вдоль ребер
и диагоналей куба почти в 3 раза отличаются по
своей величине (рис. 7.52).
Поэтому, коэффициент отражения попереч-
ных (сдвиговых) волн от зерна аустенита сильно
зависит от ракурса озвучивания, т.е. от взаимной
ориентации направления луча и кристаллографи-
ческих осей зерна аустенита.
Продольные волны менее
чувствительны к этой анизот-
ропии упругих свойств крис-
талла ГЦК (рис. 7.53). Кроме
того, при многослойной сварке
в ферритных сталях величина
зерна наплавленного металла
не превышает толщины на-
плавленного слоя.
В АСС кристаллиты нижне-
го слоя прорастают через каж-
дый последующий наплавлен-
Рис. 7.52. Анизотропия модуля упругости в
зависимости от направления оси кристалла: 1
- многослойная ферритная наплавка типа Х26;
ный слой образуя крунностол-
бчатую текстуру, размер .зерна
которой намного больше длины
водны ультразвука, в диапазоне
2 - многослойный аустенитный шов типа 18-22;
3 - многослойная аустенитная наплавка типа
18-22; 4 - монокристалл аустенита (расчет).
обычно применяющихся частот (рис. 7.51).
Эти два фактора приводят к большому
затуханию пучка вследствие рассеяния и
высокого уровня структурной реверберации
(шуму), на фоне которого невозможно выде-
лить полезный сигнал.
Рис. 7.53. Угловая зависимость скорости распро-
странения продольных Су поперечных SV-поляризо-
ванных Ctv и SH-поляризованных Сщ при падении на
аустенитный шов.
223
При разной технологии сварки (скорости
сварки, величины сварочного тока и др.), толщи-
не стыкуемых элементов, химсоставе металла в
сварочной ванне, соотношение феррита и аусте-
нита, ориентация кристаллитов аустенита отно-
сительно осей сварного соединения различна и
непредсказуема. А соответственно отличаются и
непредсказуемы и акустические свойства АСС.
Поэтому, пока не удалось разработать единую
методику контроля АСС.
В большей степени эта задача решена для швов
малых толщин (до 12-15 мм), в структуре кото-
рых имеется большой процент феррита. Наличие
ферритной фазы размельчает зерно, что позволяет
его прозвучивать (рис. 7.55). В некоторых случаях
Рис. 7.54. Макрострукту-
ра аустенитных швов: а
- двухпроходного; б - мно-
гопроходного.
такие швы могут контролироваться по обычным методикам поперечными
волнами. Но разработка технологии контроля таких АСС должна начи-
Рис. 7.55. Влияние ферритной фазы на
структуру металла шва нержавеющей
стали: а - аустенитная структура
шва; б - структура металла шва с фер-
ритом.
наться с оценки их контролепригодности. На представительной выборке
с помощью 2-х расположенных по обе
стороны шва и направленных друг к
другу наклонных ПЭП, включенных
по раздельной схеме, прозвучивают
сварной шов (рис. 7.56). Начинать
целесообразно с более низкой частоты
(например, 1,8-ь2,0 МГц). По той же
схеме прозвучивают СОП или любой
другой образец из «черного» металла.
Если разница в средней амплитуде
сигналов не превышает 3-6 дБ, то
проводят прозвучивание на более высокой частоте, на которой обычно про-
водится контроль «черных» металлов. Если разница в средней амплитуде
сигналов па штатной частоте не превышает 6-10 дБ, то из образца-свидетеля
данного АСС изготавливают СОП с нормативным отражателем, оценивают
соотношение полезный эхо-сигнал
- шум в этом образце при прозву-
чивапии одним ПЭП и, если он со-
ставляет не менее 6 дБ, то проводят
контроль но обычной методике.
Контроль кольцевых сварных
швов хордовыми ПЭП обеспечива-
ет более высокое соотношение сиг-
нал шум, как при прозвучивании
5Н-нонеречными, так и продольны-
ми волнами.
Рис. 7.56. Схема проведения прозвучивания
для оценки возможности контроля аусте-
нитного сварного шва.
224
-3 дБ
Рис. 7.57. Прохождение ультра-
звуковых пучков волн SV-muna
через модель аустенитного свар-
ного шва.
Алгоритм оценки контролепригодности
в этом случае подобен изложенному выше.
Для АСС больших толщин 20-60 мм,
учитывая высокую ответственность объек-
тов контроля выполненных из этих сталей,
контролепригодность оценивают по двум
критериям: соотношению полезный сигнал
- помеха и по величине изменения угла
УЗ-луча (рефракция) при прохождении
наплавленного металла АСС. Необходи-
мость использования второго критерия наглядно доказывают результаты
численного моделирования, показанные на рис. 7.57. При этом контроль
производится PC наклонными ПЭП типов: 11112-2,5-12; П122-2,5-60ПВ,
П 122-1,8-70Г с рабочей частотой 1,8 и 2,5 МГц продольными и головными
волнами.
Из образцов-свидетелей данного АСС изготавливаются СОП с боко-
выми отверстиями 0 3 мм в сварном шве, расположенными на глубинах
0,2511; 0,511 и 0,7511 - где II, мм толщина шва.
Для оценки контролепригодности
но первому критерию последовательно
оценивают уровень шумов в сварном
шве при расположении ПЭП с обеих
сторон шва но отношению к донному
сигналу; соотношение сигнал-шум от
боковых отверстий в СОП (рис. 7.58).
Если соотношение донный сигнал - шум
составляет не менее 12 дБ, а соотноше-
ние эхо-сигнал от каждого отверстия к
помехе более 6 дБ. то считается, что шов
удовлетворяет первому критерию.
Контролепригодность по второму
критерию определяется в следующей
последовательности. Два PC ПЭП
устанавливают на основной металл
навстречу друг другу и фиксируют
максимальный донный сигнал (рис.
7.59). Измеряют расстояние Lj меж-
ду точками ввода лучей, по формуле
a, =arctg(Ll Uli) - вычисляют угол
ввода af, затем такую же операцию про-
водят на СОП. При огом необходимо,
Рис. 7.58. Стандартный образец предпри-
ятия для определения контролепригодности
АСС по первому критерию.
225
чтобы передняя кромка призмы
одного ПЭП упиралась в валик
усиления или при отсутствии
такого совпадала с границей шва.
По той же формуле вычисляют
OCj. И первую и вторую операцию
повторяют не менее З-х-5 раз, а
полученные числовые значения
углов а( и Оз усредняют. Если
модуль ЮС] —(Х2 > 5°, то шов
Рис. 7.59. Схема прозвучивания для определе-
ния угла ввода и оценки контролепригодности
АСС по второму критерию.
считается неконтролепригодным
при заданных НТД требованиях
к чувствительности.
Такие же оценки затем про-
водят на более низких частотах
или большем диаметре отражателя в СОП. Если удается найти параметры,
удовлетворяющие критериям контролепригодности, то проводят обяза-
тельное согласование новых параметров с конструктором оборудования и
осуществляют штатный контроль при этих новых параметрах.
Для контроля АСС используют явление трансформации волн - схема
прозвучивания - «самотандем». При угле ввода продольной волны а = 64...
70° образуется довольно интенсивная поперечная волна (рис. 4.19е,ж). Как и
в способе «тандем» происходит зеркальное отражение от дна и дефекта, но
с трансформацией типов волн, причем излучает и принимает волны один
ПЭП. Эти схемы прозвучивания
рекомендуются для контроля двус-
торонних сварных швов толщиной
20-30 мм. При настройке застроби-
ровав узким стробом сигнал при-
шедший из точки Д, при контроле
можно не обращать внимание на
сигналы вне зоны стробирования,
что существенно повышает досто-
верность контроля.
Применяя преобразователь с
углом ввода продольной волны
80...90°, получают помимо объем-
ной поперечной волны головную
волну (рис. 7.60). Ею выявляют
подповерхностные дефекты. По-
перечная волна на донной повер-
хности также частично трансфор-
мируется в головную, бегущую
вдоль донной поверхности. Ею
Рис. 7.60. Схема контроля аустенитных
сварных швов головной волной и причины
образования серии сигналов от придонного
отражателя.
226
выявляют дефекты вблизи этой поверхности. На рис. 7.606 показана серия
сигналов от придонного дефекта, например риски, которые образуются
следующим образом.
1. Продольная волна непосредственно отражается от дефекта.
2. Головная волна трансформируется в поперечную, отражаясь от риски,
трансформируется в продольную и принимается тем же преобразователем.
3. Головная волна трансформируется в поперечную, отражается от рис-
ки (без трансформации) и возвращается тем же путем. То же время пробега
имеет поперечная волна, превратившаяся на нижней поверхности в голо-
вную и проделавшая такой же обратный
путь. Аналогичным образом можно ио
схемам 4 и 5 объяснить появление дру-
гих импульсов.
7.8. Контроль наплавок
Наплавкой (в широком смысле) на-
зывают соединение, выполненное путем
нанесения одного металла на поверхность
другого с обеспечением хорошей адгезии
контактных поверхностей за счет пере-
мешивания соединяемых металлов па
Рис. 7.61. Различные виды наплавок. границе в результате проплавления или
диффузионных процессов (рис. 7.61).
В настоящее время область применения наплавки в машипост]юснии
чрезвычайно широка. Наплавка используется для повышения твердости и
износостойкости деталей машин, работающих с динамическими нагрузками
(прокатных валков, штампов и матриц, натяжных колес, различного рода
ножей, резцов и т.п.); в качестве антикоррозионных покрытий оборудования
в нефтехимической и атомной промышленности; в качестве промежуточных
прослоек при сварке разнородных сталей и во многих других случаях. Наплав-
ка может выполняться электрической, газовой и электронно-лучевой сваркой,
плазменным нанесением в струе газа; кузнечной сваркой и прокаткой; сваркой
взрывом и др.
В качестве материала наплавки в зависимости от назначения используют-
ся высоколегированные стальные сплавы, титан, медь, алюминий, чугун и т.д.
Металлургические процессы, протекающие при наплавке в граничной зоне
(зоне сплавления), из-за неравномерности нагрева соединяемых элементов
значительно осложняют схему напряженного состояния в наплавленном
слое. Вследствие этого в граничной зоне возникают не только дефекты типа
несилавлений и включении, ио и трещины различной морфологии.
По этой причине для большинства изделий ответственного назначения
ультразвуковой контроль наплавок является обязательным.
Наплавка может быть однородная, если выполняется материалами од-
ной марки; и неоднородная (двойное покрытие), при выполнении которой
227
для наплавки первого слоя используются материалы одной марки, а при
выполнении второго и последующих слоев - материалы другой марки.
В свою очередь однородные наплавки подразделяются на однослойные
и многослойные.
Каждый вйд наплавки имеет свою специфику формирования гранич-
ной зоны, в которой происходит перемешивание металла. При наплавке,
выполненной электрической, плазменной или газовой сваркой, толщина
граничной зоны может измеряться несколькими миллиметрами с довольно
характерной текстурой и плавно изменяющимися химсоставом и акусти-
ческими свойствами.
В биметаллическом листе, раскатанном из сляба (брамы) с предвари-
тельно нанесенной толстой наплавкой, толщина граничной зоны всего 0,5...
1,0 мм. В биметаллическом листе, изготовленном путем сварки взрывом,
граничный слой имеет характерный волнистый профиль. В случае плаки-
рованного покрытия из стали 1Х18Н9Т параметры этого профиля - длина
волны 0,7...2 мм, а высота гребней 0,5...0,8 мм.
Волнистая граница слоев биметалла сталь-титан имеет амплитуду волн
в пределах 0,1...0,3 мм и период 0,3...1,5 мм. На этой границе располагаются
разобщенные участки интерметаллического соединения («белой фазы»),
обладающие высокой твердостью и хрупкостью. Кроме того, интерметалли-
ческая зона загрязнена неметаллическими включениями и в пей встречают-
ся поры. Участки «белой фазы» имеют акустический импеданс отличный от
вмещающей среды и являются источником шумов.
Граничная зона наплавки бронзы на сталь (вкладыши подшипников)
также характеризуется наличием между слоями интерметаллических
соединений с повышенной микротвердостью. Интерметаллические вклю-
чения с аномальными акустическими константами также характерны и в
биметалле сталь-алюмипиевый сплав (АМГ6).
Каждый вид и конструкция наплавки имеют свою специфику контроля.
Но общей особенностью для всех является наличие эхо-сигпалов
(шумов) из зоны наплавки вне зависимости от наличия или отсутствия
несплошности. Одной из причин этого является различие акустических
импедансов металла подложки и наплавленного слоя, а также аномальных
зон в граничном слое.
Кроме того, большинство наплавленных материалов имеет высокий
коэффициент затухания ультразвука.
Наличие акустических шумов от границы и неоднородность акустичес-
ких свойств граничной зоны приводит к флуктуациям реальной чувстви-
тельности дефектоскопа, что снижает достоверность контроля и определяет
границу пороговой чувствительности контроля.
Поэтому выбору оптимальных параметров контроля и норм браковки
должно предшествовать экспериментальное исследование уровня эхо-
сигналов (шумов) из зоны наплавки и коэффициента затухания в пей при
качественном соединении.
228
Рис. 7.62. Уровень шумов и предельная чувствитель-
ность при контроле покрытий: а иб - соответственно
АРД диаграммы ПЭП типа B2SN (частота 2,0 МГц) и
B4SN (4,0 МГц); шум; -х- предельная чувстви-
тельность; 1 - 0 1 мм;2 - 0 1,5мм;3 - 0 2 мм; 4 - 03мм;
5 - 0 4 мм; 6-оо.
На рис. 7.62 приведе-
ны результаты измерения
уровня акустических
шумов из зоны сплавле-
ния антикоррозионной
наплавки с основным
металлом на частотах 2,0
и 4,0 МГц.
Усредненные значе-
ния уровня акустического
шума на изделиях с раз-
ной толщиной основного
металла выражены через
диаметр плоскодонного
отверстия (эквивалент-
ный диаметр). Как видно
из графиков, несмотря
па 'го, что граница сплав-
ления акустически мягкая,
/.cos а
Рис. 7.63. Корреляционная связь
коэффициента затухания уль-
тразвука в наплавке и парамет-
ров контроля.
эхо-сигналы шума довольно значительны по
амплитуде, что обуславливает помехи кон-
троля.
Результаты экспериментов по оценке
суммарного затухания в панлавке А при
иро.звучивапии поперечными и продольны-
ми волнами со стороны основного металла
приведены па рис. 7.63. Как видно, имеется
тесная корреляционная связь между вели-
чиной затухания А и волновой длиной пути
ультразвука в наплавке 2d /Х cosa с коэф-
фициентом корреляции рк = 0,955.
В исследованной области эта заии-
симость может быть аппроксимирована
прямой с уравнением линии регрессии
А = nd /А, cosa - 5,47. Из этого выражения
может быть найден коэффициент затухания
6. Из рисунка следует, что при равном вол-
новом пути ультразвука в наплавке для выбранных условий, когда /. > D ,
за тухание не зависит от способа выполнения наплавки, структуры паплав-
ленпого слоя и, что самое главное, от типа волны и угла ввода ультразвука.
Ослабление поперечных волн в наплавке при прозвучи ванн и со сторо-
ны наплавки существенно выше, чем со стороны основного металла (см.
табл. 7.3). По-видимому, это объясняется различием в имнсдансах основно-
го и наплавленного металла и, естественно, разным согласованием призмы
с металлом. Это, в частности, вызывает необходимость изготовления испы-
229
тательных образцов для эталонирования чувствительности обязательно с
наплавкой и проведения настройки со стороны, соответствующей проведе-
нию штатного контроля.
Таблица 7.3
Отношение амплитуд прошедших через наплавку сигналов при установке
ПЭП на основной металл и наплавку (в дБ)
Частота, МГц Образцы
1 2 3
1,25 +6,1 -0,7 +0,4
1,8 + 12,3 + 13,1 +5,5
Затухание ультразвука на частоте 1,2 МГц в антикоррозионной наплав-
ке толщиной 9 мм на образце из стали 48ТС при прозвучивании эхо-зер-
кальным способом с трансформацией тина волн («Т-тандем») для попереч-
ной волны, падающей иод углом 38°, в среднем составляют 17,5 дБ, а потери
продольных воли (угол 23°) составляют 3,5 дБ.
Для контроля наплавок применяют продольные, поперечные, интер-
ференционные, нормальные (Лэмба) и головные волны. Направления
сканирования, параметры ПЭП (частота и углы ввода) определяются
статистикой дефектов и коэффициентом затухания в наплавке. Для луч-
шего понимания проектантами оборудования возможностей обеспечения
качества, специалистами по УЗД оборудования АЭС, также как и для швов,
разработаны критерии для оценки степени контроледоступности (контро-
лепригодности) наплавки. Введены следующие степени контроледоступ-
ности антикоррозионной наплавки в порядке ее снижения:
1) 1Н пеиараллельность поверхности основного металла границе «ос-
новной металл - наплавка» в зоне сплавления не превышает
. 0,6
Ф = arcsin —,
fa
где f -- частота, МГц; а - радиус пьезоэлемепта, мм;
2) 2НА - пеиараллельность поверхности основного металла границе
«основной металл - наплавка» превышает ср, но контроль со стороны ос-
новного металла проводят специальными преобразователями, обеспечива-
ющими нормальное падение УЗ-луча па поверхность зоны сплавления, или
по схеме приема зеркально отраженного от наплавки луча;
3) 211Б - контроль со стороны основного металла невозможен, его про-
водят со стороны наплавки. Пеиараллельность наплавки границе «основ-
ной металл - наплавка» не превышает значений ф;
4) наплавку считают нскоптроледостуннон, если не выполняются усло-
вия, изложенные выше.
Для наплавок определяется объем контроля в процентах как отношение
площади коитроледостушюй части наплавки к площади всей контролируемой
наплавки. Объем контроля определяется с точностью 5% и фиксируется в КД.
230
Рис. 7.64. Стандартные образцы предприятия для контро-
ля: а - перлитной и аустенитной наплавки на кромку на-
клонными ПЭП; б -то же прямыми ПЭП; антикоррозионной
наплавки, прямым ПЭП.
Аустенитные наплавки на кромках разделки сварного соединения, как
правило, контролируют PC-ПЭП со стороны наплавки на частоте 2...5 МГц.
Если такой контроль невозможен, наплавку контролируют со стороны
основного металла наклонным ПЭП с углами ввода, обеспечивающими
нормальное (± 2,5°) падение УЗ-луча на линию сплавления.
При контроле аустенитных наплавок оценивают сплошность зоны
сплавления наплавки с основным металлом (рис. 7.64).
Перлитную наплавку на кромках контролируют PC-ПЭП со стороны
наплавки и наклонными ПЭП на частоте 2...5,0 МГц с углами ввода 65...700
со стороны основного металла. В большинстве случаев допускается совме-
щать контроль перлитных наплавок и готовых сварных соединений. Оцен-
ка качества перлитной наплавки производится по нормам для сварных
швов (рис. 7.64).
231
Усиливающие наплавки контролируют PC-ПЭП па частоте 2...5 МГц со
стороны рабочей поверхности наплавки. Если уровень структурных шумов
не велик, рекомендуется наплавки прозвучивать наклонными НЭП с угла-
ми ввода 65...70° с целью выявления вертикальных трещин.
Для контроля биметалла плакированного коррозионностойкимн метал-
лами и сплавами используют интерференционные волны.
Для возбуждения интерференционных волн в плакирующем слое вы-
бираются такие параметры ПЭП, чтобы поперечные волны испытывали
полное внутреннее отражение па границе слоен.
При помощи наклонного ПЭП с углом ввода УЗК, превышающим 56°, в
контактном варианте вводятся в плакирующий слой колебания, которые на
границе слоев падают под углом, большим угла полного внутреннего отра-
жения. Метод применяется для контроля изделий, у которых скорость про-
дольных и поперечных волн в плакирующем слое меньше, чем в основном,
и толщина плакирующего слоя составляет 3...4 мм. Уверенно выявляются
расслоения, протяженность которых в направлении прозвучивания больше
10 мм и толщина более 10 мк, а также трещины, глубина которых превыша-
ет 20% толщины плакирующего слоя.
Для контроля тонкостенных труб (толщина стенки 0,7...0,9 мм) в иммерсион-
ном варианте разработана методика с использованием волн Лэмба. Она основана
на том, что волна Лэмба в плакирующем слое возбуждается то.нько на участке с
расслоением и регистрируется только сигнал, прошедший поэтому участку.
Исследования показали, что наиболее распространенными дефектами
в антикоррозионной аустенитной наплавке большой толщины, выпол-
ненной электросваркой с присадочной проволокой пли лентой, являются
шлаковые включения. Они имеют линзообразную форму, плоская повер-
хность которых обращена в сторону основного металла, а выпуклая в сто-
рону наплавленного аустенитного слоя. Выявляемость таких дефектов при
прозвучивании со стороны панлавки па порядок меньше, чем со стороны
основного металла. Поэтому при наличии контроледоступности послед-
ний способ прозвучивания является предпочтительным во всех случаях.
Обычно антикоррозионную наплавку контролируют на частоте 2...5,0 МГц
PC-ПЭП, если толщина основного металла менее 40 мм; и прямым ПЭП
при большей толщине.
И только при отсутствии доступа со стороны основного металла прозву-
чивапие производится PC-ПЭП со стороны наплавки.
Настройку чувствительности производят ио образцам с плоскодонны-
ми отражателями, торец которых находится в граничной зоне (зоне сплав-
ления) (рис. 7.64).
Если антикоррозионная наплавка имеет толщину менее 12 мм, то весьма
велика вероятность возникновения подпанлавочных трещин ортогональ-
ных границе сплавления. При наплавке лептой эти трещины, как правило,
ориентированы нормально направлению движения электрода.
Для обнаружения таких трещин применяют наклонные PC-ПЭП с уг-
лом ввода 65...70° или ПЭП, излучающие головные волны (рис. 7.65).
232
Рис. 7.65. Наклонные PC-ПЭП излучающие головные
волны.
Головные волны
позволяют выявлять
трещины и в граничной
зоне и основном металле
под наплавкой.
Эксперименты пока-
зали, что для обнаруже-
ния поднаплавочных и
трещин в самой наплав-
ке также эффективен
дельта-метод, реализуе-
мый с помощью специ-
ально разработанного PC-ПЭП типа наклонный - прямой.
Перед проведением контроля поверхность наплавки должна быть зачи-
щена до Rz 40 мкм и не должна иметь западаний между валиками глубиной
более 0,8 мм. Сканирование проводят по поверхности наплавки в 2-х взаим-
но ортогональных направлениях с проворотом ПЭП по азимуту на ± 30°.
На основе многолетнего мониторинга эксплуатационной надежности
оборудования атомных электростанций в СССР разработаны нормы до-
пустимости несплошиостей в наплавках и антикоррозионных покрытиях
из нержавеющих сталей по результатам ультразвукового контроля.
Качество сварного соединения, наплавки кромок под сварку и наплав-
ленного антикоррозионного покрытия считается удовлетворительным при
одновременном соблюдении следующих требований:
• характеристики и количество песнлоппюстей удовлетворяют нор-
мам, приведенным в табл. 7.4 и 7.5;
• несплошность не является протяженной;
• расстояние по поверхности сканирования между двумя соседними
несплошкостями не менее условной протяженности несплошности с боль-
шим значением этого показателя;
трещины отсутствуют.
Таблица 7.4
Нормы допустимости одиночных несплошиостей в зоне сплавления
антикоррозионных наплавок
Номинальная толщина наплав- ленной кромки, мм Эквивалентная площадь одиночных несплошностей, мм2 Допускаемое число фикси- руемых одиночных нс- сплошностей на любых 100 мм протяженности наплав- ленной кромки для 1 кате- гории, шт.
минимально фиксируемая максимально допускаемая
Свыше 10 до 40 включительно 3,5 7 3
Свыше 40 до 60 включительно 3,5 7 4
Свыше 60 3,5 7 5
233
Таблица 7.5
Нормы допустимости несплошностпей в зоне наплавленного
антикоррозионного покрытия
Номинальная толщина наплав- ленной детали (изделия) без уче- та покрытия, мм Эквивалентная площадь одиночных несплошностей, мм2 Допускаемая суммарная эквивалентная площадь одиночных несплошностей на любом участке размером 200x200 мм2
минимально фиксируемая максимально допускаемая
До 100 включительно ю 20 75
Свыше 100 до 300 включительно 15 30 100
Свыше 300 20 40 125
Известны ультразвуковые методы контроля прочности соединения
слоев биметалла, выполненного сваркой взрывом. Эти методы являются
относительными, т.е. оценка прочности биметалла производится путем
сравнения угловых (количество лепестков и ширина индикатрисы рассе-
яния) от волнистой границы сплав-
ления и амплитудных (отношение
амплитуды одного из боковых ле-
пестков индикатрисы к амплитуде
сигнала, зеркально отраженного
от дна биметалла) характеристик
рассеянного ноля (рис. 7.66). По
характеристикам поля на образцах с
известной прочностью определяются
количественные соотношения между
величиной прочности, количеством
лепестков и шириной индикатрисы
рассеяния для данного биметалла.
Прочность соединения определяется
путем сравнения характеристик поля
в биметалле с характеристика поля в
образцах.
Рис. 7.66. Корреляция между нормиро-
ванной амплитудой ультразвукового
сигнала, прошедшего через биметалл, и
прочностью биметалла на отрыв. Эхо-
метод. V -2,5 МГц; о - 5,0 МГц; х - 10,0
МГц.
7.9. Помехи и ложные сигналы
при контроле сварных соединений
При УЗ-коптролс часто возникают помехи - ложные сигналы, влияю-
щие па достоверность контроля. Основой достоверного контроля является
необходимость расшифровки каждого сигнала, появляющегося па рабочем
участ ке развертки. Т.е. объяснено его происхождение. Все помехи можно
разделить на два вида: помехи в электрическом тракте и в акустическом.
Электрические помехи бывают внешние и внутренние. Внешние имеют
импульсный характер и случайны во времени. Их появление вызвано рабо-
той тиристорных пускателей, сварочных постов, релейных переключателей
234
и т.п. Эти помехи по виду
легко отличимы от полезных
сигналов при ручном конт-
роле, но весьма мешают при
контроле с автоматической
обработкой информации.
Внутренние электри-
ческие помехи связаны с
неисправностью элементов
дефектоскопической ап-
паратуры и должны быть
устранены нутом ремонта
последней.
Рис. 7.67. Фантомы - сигналы, попавшие на экран
из предыдущей посылки.
Причины возникновения ложных сигналов в акустическом тракте весьма
разнообразны. К ним относятся: реверберационные шумы в призме, демпфере,
ПЭП и контактном слое; ложные сигналы, возникающие при объемной ревер-
берации зондирующего импульса предыдущей посылки; сигналы вследствие
структурной реверберации в крупнозернистом металле; сигналы от локальных
зон с повышенным уровнем напряжений, упруго анизотропных зон и т.д.
Улучшение реверберационно-шумовой характеристики достигается
оптимизацией конструкции ПЭП. Очень эффективно для этой цели при-
менение переходных слоев между пьезоэлементом и демпфером и пьезоэ-
лемептом и призмой.
Длительная объемная реверберация, в результате которой фиксируются
сигналы (“фантомы”) от предыдущей посылки, возникает в изделиях огра-
ниченного объема с малым затуханием ультразвука (рис. 7.67). Устраняют
ее изменением частоты посылок зондирующего импульса исходя из толщи-
ны ОК: чем толще, тем меньше частота посылок и наоборот.
Структурная реверберация обычно возникает в аустенитных сварных
соединениях или нетермообработацных соединениях сталей перлитного и
ферритно-мартенситного классов.
После термообработки структура соединения выравнивается и уровень
шумов существенно снижается.
Значительное число ложных сигналов обусловлено геометрией ОК,
высотой и формой валика усиления (выпуклости) сварного соединения,
iieoiri имальпыми углами падения УЗК и трансформацией волн па элемен-
тах соединения.
Самый простой способ расшифровки сигнала это пальпирование («про-
щупывание») возможных зон появления ложных сигналов. При пальпи-
ровании сигнал изменяется по амплитуде, как показано па рис. 7.68а, за
исключением случаев, когда сдвиговая волна надает на отражатель нор-
мально (перпендикулярно). Например, в случае как показано на рис. 7.686.
Очень часто за сигналы от дефектов принимают отражения от различ-
ных конструктивных элементов сварного соединения (подкладок, «усов»,
235
л
б
в
Рис. 7.68. Прощупывание ультра-
звуковой волны на поверхности:
а - трубы; 6 - усиления при нор-
мальном падении; в - трубы с
врезным штуцером.
галтелей, проточек в около-
шовной зоне и т.п.). В боль-
шинстве случаев эти сигналы
легко идентифицируются
путем определения истинных
размеров и конструкции сварного соединения (рис. 7.68в).
Одной из причин появления ложных сигналов являются эффекты,
обусловленные повышенным коэффициентом затухания ультразвука,
вследствие чего наблюдаются квазирефракция («искривление» диаграммы
направленности) волн и ошибочное определение координат отражателей.
Если шов и околошовная зона представляют собой упруго анизотропные
среды, помимо прямого отражения ультразвука от границы сплавления на
ней наблюдаются также преломление и трансформация волн и появление
ложных сигналов. Особенно это характерно для сварных соединений из
сталей аустенитного класса, где
скорость поперечных волн в шве
на 18...20% ниже, чем в основном
металле, на границе сплавления
волна преломляется (рис. 7.69) и
фиксируется интенсивный сигнал
от донной поверхности. На рис.
приведены другие возможные
Рис. 7.69. Появление ложных сигналов при
прохождении волной через границу наплав-
ленного металла.
причины появления ложных сигналов.
Для идентификации сигналов полезно измерить разницу в скоростях
поперечных волн в шве и основном металле. Проще всего это сделать путем
регистрации времени прихода сигнала от бокового цилиндрического отра-
жателя, просверленного на границе сплавления, и измерения времени Гш и
/„ м соответственно при установке ПЭП на шов и па основной металл (рис.
7.70). Так как расстояние I остается постоянным, то
236
Рис. 7.70. Определение изменения
скорости ультразвука в металле
шва.
Ac=[(t -t )/(t -t)]100%,
t 1Л ш ом'' ' ом n/J ’
где ta - время прохождения звука в
призме.
По мере увеличения чувствительности
ультразвукового контроля повышается
уровень ложных сигналов. По такой же
причине можно неправильно определить
координаты отражателя в биметаллических трубах и сосудах.
Одна из причин появления ложных сигналов - помехи, создаваемые
побочными волнами, излучаемыми ПЭП.
На рис. 7.71 приведена экспериментальная оценка уровня помех, созда-
ваемых отражениями от конструктивных элементов ОК, сварочных брызг,
неровностей усиления и т.п., и поверхностными волнами, излучаемыми
наклонным ПЭП, работающим в
диапазоне между первым Ркрит1
и вторым Ркрит2 критическими
Рис. 7.71. Полярные диаграммы поля поверх-
ностной волны различных наклонных ПЭП с
01 = 34-80° на поверхности сканирования.
углами: рКрИТ1 < р < Ркрит2- Лож-
ные сигналы от поверхностных
волн легко идентифицируются
прощупыванием.
Одним из источников помех
являются эхо-сигналы от отра-
жения боковых волн. При любых
углах ввода ПЭП, а не только при
критических, как это раньше считалось, в металле возникает головная продоль-
ная волна, которая, распространяясь под поверхностью, переизлучает боковые
волны, отходящие в глубь изделия (рис. 7.72).
Эти боковые волны, отражаясь от конструктивных элементов изделия,
при высоких уровнях чувствительности приводят к появлению трудно рас-
шифровываемых ложных сигналов.
Основной помехой при контроле сварных соединений
Рис. 7.72. Диаграмма направленности поля
продольных волн ПЭП р = 27,3°; af = 13 мм
МГц; СИ - 2670 м/с; С12 = 3900 м/с; 1 - 3 = 33
л/м; 2-8 = 0.
малых и средних толщин
(до 25...30 мм) является
отражение ультразву-
ка от неровностей шва
- усиления (выпуклости)
и провисания. Эта помеха
состоит из поперечных
волн, обратно отражен-
ных по законам геометри-
ческой акустики - (гео-
метрических), и волн,
237
переизлучениых неровнос-
тями - дифракционных.
Из рис. 7.73 следует, что при
контроле по стандартной схеме од-
ним ПЭП соотношение полезный
сигнал - помеха сильно зависит от
угла падения ультразвуковых коле-
баний на ребро сопряжения валика
или, соответственно, угла ввода.
Уровень дифракционных помех
падает с уменьшением угла ввода,
но при этом уменьшается и выявляемость отражателя типа плоскодонного
отверстия.
В большинстве случаев при среднестатистических размерах и конфи-
гурации усиления шва интенсивность дифракционной помехи является
превалирующей.
Дифракционные помехи имеют несколько составляющих. Во-первых,
при падении поперечной волны на ребро сопряжения валика усиления шва
с поверхностью основного металла возникает поверхностная волна, рас-
пространяющаяся по цилиндрической поверхности. Эти волны последо-
вательно, нереотражаясь от заднего и переднего ребер сопряжения, транс-
формируются в этих точках и переизлучают объемные волны, собственно и
фиксируемые как помеха.
Поверхностные волны всегда возникают на сопрягаемой поверхности.
Максимальное амплитудное значение они имеют при соотношении угла
ввода а и угла сопряжения у, определяемым выражением: а = 90° - у. При
этом вектор смещения падающей па ребро поперечной волны перпендику-
лярен сопрягаемой плоскости.
Во-вторых, при падении па ребро поперечной волны всегда возникают
трансформированные продольные волны, причем их интенсивность обрат-
но пропорциональна интенсивности поверхностных воли.
В диапазоне углов сопряжения у = 10...50°, что соответствует реальным
среднестатистическим значениям у швов толщиной 6...20 мм, наименьшие
изменения амплитуд поверхностных и продольных волн наблюдаются при
углах ввода а = 60...70°, при этом помехи от продольных волн имеют мини-
мальные значения.
В-третьих, на ребрах сопряжения возникают головные волны. По-
мехи от головных волн имеют максимальное значение при условии
а = — о,52у + 92”, а область существования головных воли определяется
уравнением (X > -0,52у + 92°.
В-четвертых, на ребрах сопряжения падающие поперечные волны не-
посредственно трансформируются в продольные, которые также являются
помехой.
Вследствие неопределенной геометрии усиления (провисания) и
238
Рис. 7.74. Зависимость амплитуды сиг-
налов от площади дефекта при прозву-
чивании совмещенным наклонным ПЭП
~ а; и РСПЭП типа *дуэт* с углом ф =
36° ио. = 67°.
углов сопряжения энергетические
и временные характеристики сиг-
налов помех являются стохасти-
ческими. При этом в силу отличия
скоростей различных волн зона
помех занимает достаточно боль-
шой временной интервал на развер-
тке дефектоскопа, что затрудняет
идентификацию полезного сигнала
и предопределяет невозможность
применения метода временного
селектирования (отстройка путем
стробирования) при прозвучива-
нии прямым или однократно-отра-
женным лучом.
Одним из технологических
приемов повышения достовернос-
ти контроля швов малых толщин
является метод прозвучивания
многократно отраженным лучом.
Увеличение числа отражений уве-
личивает соотношение полезный
сигнал - помеха и, кроме того, при
этом выравнивается чувствитель-
ность по толщине листа.
Существенное снижение уровня помех достигается при приме-
нении ПЭП типа «дуэт», у которых угол осмотра (т.е. азимутальный
угол между осью пучка и нормалью к оси шва) составляет 36°, а угол
ввода а = 65...67°. При этом наиболее эффективно использование раз-
ной кратности отражений акустических осей
приемного и излучающего пьезоэлементов.
В этом случае выявляемость дефектов раз-
личного типа гораздо выше, чем при равной
кратности.
Рис. 7.74 иллюстрирует эффективность
применения PC-ПЭП типа «дуэт» (а = 67°) по
сравнению с однощуповой схемой нрозвучива-
ния. Как видно, значительное снижение уров-
ня помех от усиления шва позволяет выявлять
расположенные по границе наплавленного
металла незначительные по размерам дефекты
(трещины), в отраженном сигнале которых
преобладает дифракционная составляющая от
краев трещин. Такие дефекты радиографиро-
Рис. 7.75. Отражение УЗК
от напряженной зоны.
239
ванием и при прозвучивания по традиционной
технологии не выявляются.
Внедрение PC-ПЭП с углом осмотра ф = 36°
для производственного контроля полотнищ не-
фтехранилищ толщиной 6...26 мм подтвердило
высокую помехоустойчивость и достоверность
результатов (до 0,95) при негативном влиянии
различных факторов: смещения осей верхнего
и нижнего усиления, смещения точки пересе-
чения акустических осей относительно оси шва,
вариаций типа и ориентации дефектов и др.
В эксплуатирующихся паропроводах теп-
Рис. 7.76 Ложный сигнал
Рис. 7.77. Ложный сигнал вследс-
твие трансформации поверхност-
ных волн в поперечные на стенке.
ЛОВЫХ электростанций В местах ИХ подвески (4) вследствие транс-
возникают локальные напряженные зоны. От формации волн на кон-
1 тактной регулярной
ЭТИХ ЗОН фиксируются сигналы, превышающие поверхности Рс „арамет-
ПО амплитуде браковочный уровень. При изме- ром шероховатости Rz
нении места подвески сигналы исчезают полно- 40 мкм.
стью (рис. 7.75).
В многослойных сварных швах
ОК из титана толщиной свыше 50 мм
возникают слои с повышенной твердо-
стью, от которых также фиксируются
значительные эхо-сигналы. Распознать
такие сигналы по фазе первого полупе-
риода отраженного сигнала (в режиме
недектированного радиоимпульса). При
отражении от дефекта - фаза положи-
тельна, а от зоны повышенной твердости
- отрицательна.
При сканировании по сильно шероховатой поверхности прямым
ПЭП (особенно, если шероховатость регулярная), например, после
станочной механической
обработки, на ней про-
исходит трансформация
волн, помимо продольной
(1) волны в металле возни-
кает поперечная (t) волна
с другой скоростью УЗК
(ложный сигнал) (рис.
7.76).
При контроле повер-
хностными волнами в ре-
зультате трансформации
их в поперечные (t) в точ-
Рис. 7.7S. Ложный сигнал от внутреннего двугран-
ного угла в биметаллической трубе.
240
ке В могут формироваться ложные сигналы от внутренних конструк-
тивных элементов (рис. 7.77).
Как было упомянуто ранее в биметаллических трубах возникают лож-
ные сигналы от двугранного угла на границе аустенитной наплавки и ос-
новного металла (рис. 7.78).
241
ГЛАВА 8
ДОСТОВЕРНОСТЬ УЛЬТРАЗВУКОВОГО
КОНТРОЛЯ
8.1. Виды ошибок
Достоверность (объективность) обнаружения и правильной иденти-
фикации дефектов является важнейшей характеристикой любого метода
неразрушающего контроля и определяется в сравнении с результатами
вскрытия или контроля каким-либо другим эталонным методом.
Используемые для оценки дефекта параметры индикатрисы рассеяния
несплошности носят статистически-вероятностный характер, поскольку на
них влияет множество различных факторов, как зависящих от оператора
и состояния дефектоскопа, так и независимых, случайных, которые невоз-
можно учесть или избежать.
Поэтому всем технологическим операциям контроля (настройка чувс-
твительности и глубиномера дефектоскопа, поиск, измерение параметров
несплошиостей и оценка их допустимости) в той или иной степени сопутс-
твуют ошибки завышающие или занижающие измеряемые характерис-
тики иесплошностей и степень их опасности. Соответственно эти ошибки
называют ошибками первого рода Ха (ложное забракование) и второго
рода Хр (пропуск критических дефектов). Эти ошибки адекватны рискам
изготовителя (перебраковка) - а и рискам потребителя (недобраковка) - р.
При ручном контроле на первом этапе производится обнаружение
несплошности на завышенной чувствительности (в режиме поиска), а на
втором - измерение информативных признаков несплошности и принятие
решения об оценке качества объекта.
По штатной технологии оценка несплошности производится только по
информативным признакам, регламентированным ГОСТ 14782.
На достоверность контроля и появление ошибок в обнаружении де-
фектов и оценке их величины оказывают влияние субъективные, завися-
щие от человека, факторы и объективные, независимые факторы.
Субъективные ошибки обусловлены наличием субъективных (регу-
лируемых) факторов, влияющих на правильность проведения измерений,
выбора и соблюдения параметров контроля и их настройки, учета геомет-
рии и акустических характеристик изделия и т.д. и определяют надежность
системы дефектоскоп-оператор. Иными словами, степень влияния этих
факторов определяется квалификацией оператора, его добросовестностью,
психофизиологическим состоянием, усталостью и т.п. Влияние субъектив-
ных факторов может быть существенно снижено путем повышения квали-
фикации операторов, повышения их ответственности, жесткой регламента-
цией технологии контроля, введением повторного контроля и т.п.
Объективные ошибки обусловлены наличием объективных (нерегу-
242
лируемых и неучитываемых) факторов, которые не зависят от оператора и
аппаратуры и целиком определяются отражательными характеристиками
дефекта (ориентация, конфигурация, шероховатость отражающей поверх-
ности, близость к другим отражателям), свойствами материала, неизвест-
ными оператору особенностями геометрии изделия и наличием неисключа-
емых помех в акустическом тракте дефектоскопа и др.
8.2. Субъективные ошибки
Субъективные ошибки можно разбить на две группы:
• промахи, т.е. грубые ошибки, связанные с пропуском недопусти-
мых дефектов из-за невнимательности, недобросовестности оператора или
неисправностью дефектоскопа;
• ошибки, приводящие к неправильной оценке величины и коорди-
нат отражателя вследствие нарушения требований к технологии контроля.
Промахи на сегодняшний день являются одной из основных причин
пропуска в эксплуатацию продукции с грубыми дефектами, и поэтому на
них должно быть обращено особое внимание при организации технологи-
ческого процесса. Даже при весьма квалифицированных кадрах промахи
возникают из-за неудовлетворительного психофизиологического состоя-
ния оператора (усталость, стрессовое состояние и т.д.) и плохих условий
работы (например, незащищенность оператора от светового потока сварки).
Интересно, что число грубых промахов связано обратной зависимостью с
качеством продукции. Это объясняется тем, что у оператора, контролиру-
ющего бездефектную продукцию, внимательность притупляется в большей
степени, чем при контроле сварных швов, в которых дефектов больше.
Для исключения промахов необходима периодическая, а для некоторых
элементов дефектоскопа, даже ежедневная специальная проверка их рабо-
тоспособности. В частности, необходимо проверять: линейность амплитуд-
ной характеристики, погрешность аттенюатора или измерителя амплитуд
и временных интервалов; качество приклейки пьезоэлемента (в процессе
ПЭП пьезоэлемент часто отклеивается) и т.п.
Для уменьшения вероятности пропуска грубых дефектов за счет про-
махов многими инструкциями предусматривается дублирование контроля
всего или какого-то объема продукции (5...10%) другим оператором. Такой
контроль называется «супервижен». Можно предложить для повышения
внимательности оператора встроить в дефектоскоп электронную пристав-
ку, которая через какие-то промежутки времени (например, по закону слу-
чайных чисел) будет давать звуковой или видеосигнал, по форме отличаю-
щийся от сигнала от дефекта, но привлекающий к себе внимание оператора.
Но основной путь повышения объективности дефектоскопии заключается
в создании средств автоматизированного УЗ-контроля с регистрацией его
результатов в виде дефектограмм.
Субъективные ошибки второй группы, в основном, обусловлены не-
243
достаточной квалификацией оператора и не точным соблюдением требований
инструктивных материалов. Для снижения уровня этих ошибок необходимо,
чтобы у оператора сформировалось четкое «пространственно-физическое»
представление процесса прозвучивания. Надо научиться мысленно представ-
лять себе поперечное сечение прозвучиваемого шва, всю картину прохожде-
ния сигнала в акустическом тракте и влияние на него различных физических
и геометрических факторов и отражения от дефекта. Ну, и, конечно, необхо-
димо жесткое соблюдение технологической дисциплины оператором.
Субъективные ошибки второй группы делятся на ошибки системати-
ческие и случайные.
8.2.1. Систематические ошибки
Систематические ошибки вызываются причинами, действующими
одинаковым образом при измерениях в одних и тех же условиях или
закономерно изменяющих показания в какую-либо одну сторону при
изменении этих условий. Например, по мере неравномерного истирания
призмы наклонного ПЭП постепенно изменяется угол ввода и увеличива-
ется ошибка в определении координат дефекта. Систематическая ошибка
обычно проявляется в каком-то временном интервале (до ее обнаружения).
По обычному регламенту дефектоскоп должен настраиваться не менее од-
ного раза в смену или каждый раз при переходе с одного объекта на другой.
При новой настройке систематическая ошибка, как правило, выявляется.
Поэтому систематической будем считать ошибку, существующую во време-
ни, как минимум, в интервале между настройками.
В ультразвуковой дефектоскопии все субъективные систематические и
случайные ошибки делятся, в свою очередь, на ошибки в измерении коор-
динат отражателя (пеленгационные) и в измерении амплитуды сигнала н
величины дефекта.
Систематические ошибки в определении координат. Наиболее
частой причиной является нелинейность горизонтальной развертки дефек-
тоскопа. В исправном приборе нелинейность не должна превышать 3%, она
может проверяться по стандартному образцу № 1.
Погрешность координатных линеек или введение усредненной поп-
равки на время прохождения ультразвука в призме, независимо от типа
наклонных преобразователей, приводит к ошибке при измерении глубины
дефектов до 10%. Для исключения ее при работе с аналоговыми дефектос-
копами необходимо пользоваться координатными линейками, обеспечива-
ющими регулируемую поправку на путь в призме (УКЛ-1). Процессорные
дефектоскопы позволяют учесть время задержки в призме через меню.
Погрешность, вызванная отклонением угла Р от номинального вследс-
твие истирания призмы, увеличивается с возрастанием угла р. Для обеспе-
чения гарантируемой техническими условиями на дефектоскопы точности
измерения глубины залегания дефекта h, равной 0,05А ± 2 мм, необходим
допуск на угол призмы Р не больше +30'. В методических инструкциях
244
должна предусматриваться периодическая проверка углов наклона призмы
[3 в процессе контроля. Обычно такая проверка выполняется на стандарт-
ном образце № 1 после контроля каждых 50...70 м сварного шва.
Существенная пеленгационная ошибка в измерении координат отра-
жателя в толстостенных швах зачастую обусловлена влиянием затухания
ультразвука, вследствие чего происходит квазиискривление диаграммы
направленности (“квазирефракция”).
Поэтому сигнал, отраженный от валика усиления шва на противопо-
ложной поверхности, может быть принят за дефект, расположенный в сече-
нии. Рис. 8.1 иллюстрирует пример, взятый из практики производственно-
го контроля сварных швов барабанов котлов тепловых электростанций из
стали 16 ГН МА.
В силу значительного затухания УЗК максимум эхо-сигнала дости-
гается не тогда, когда па отражатель направлен центральный луч, а когда
отражатель берется боковым лучом
диаграммы направленности с умень-
шенным углом ввода а,. Для этого
луча путь до отражателя R, короче
(R,< R) и амплитуда эхо-сигнала
выше. В то же время, онредтшепие
координат производят исходя из
предположения, что дефект берется
центральным лучом (R). Поскольку
поперечные полны падают па усиле-
ние нормально (перпендикулярно)
поверхности валика, пальпировать
их невозможно. Поэтому оператор
считает, что отражатель (дефект) находится над донной поверхностью.
Идентифицировать ложные сигналы можно путем снятия заподлицо уси-
ления, хотя бы па отдельных участках. А вообще для учета эффекта квази-
искривления необходимо настройку глубиномера производить по образцам
из контролируемого материала или на самом контролируемом изделии.
ПЭП с углами ввода 50° и более очень чувствительны к температуре
окружающей среды. Чтобы избежать пеленгационных ошибок но этой
причине, настройку дефектоскопа и измерение фактического угла ввода
следует проводить при этой температуре. В случае разницы температур,
следует учитывать поправку, которую для призмы из оргстекла определяют
по графику па рис. 8.2.
При настройке глубиномера и измерении фактического угла ввода по
СО-2 (ГОСТ 14782-86) следует иметь в виду, что от отверстия 0 6 мм
в огибающей эхо-сигналов наблюдаются два максимума. Во избежание
пеленгационных ошибок настройку глубиномера и измерение координат
отражателей следует производить по первому максимуму эхо-сигнала при
приближении ПЭП к боковому отверстию.
Рис. 8.1. Выявление ложного дефекта при
прозвучивании толстостенных сварных
швов барабанов вследствие эффекта
^квазиискривления* диаграммы направ-
ленности ПЭП.
245
В практике производственного кон-
троля замечено, что при одной и той
же геометрии прозвучивания сигнал от
зарубки площадью - 0,5 мм2 приходит
раньше, чем от двугранного угла того
же образца. Этот эффект также может
являться причиной систематической пе-
ленгационной ошибки, если глубиномер
настроен по малой зарубке. Причиной
этого является то, что в случае малого
отражателя поперечная волна, падая на
зарубку с острыми краями, трансформи-
руется в продольную волну, распростра-
няющуюся с большей скоростью, которая
регистрируется как отраженный сигнал
максимальной амплитуды. В случае же
большого отражателя геометрическая
Температура поверхности изделия, °C
Рис. 8.2. Зависимость фактического
угла ввода наклонных ПЭП с призмой
из оргстекла от температуры: 1
- углы ввода а = 50...51°; 2 - 60°; 3
-65°, 4-70°.
составляющая, т.е. поперечная волна, более интенсивна, чем трансфор-
мированная. Поэтому при настройке глубиномера или положения строб-
импульса на развертке учитывается время прохождения в акустическом
тракте только поперечной волны.
Существенные пеленгационные ошибки возникают при контроле от-
раженным лучом находящихся в эксплуатации трубопроводов и сосудов.
На персотражепиый луч оказывает влияние состояние внутренней повер-
хности и контакт с жидкой средой. Коррозионно-эрозионные повреждения
деформируют отраженный пучок расширяя диаграмму направленности и
меняя первоначальный угол рас-
пространения.
При отражении пучка от дон-
ной поверхности покрытой наки-
пью, парафином и т.п. твердыми
отложениями или находящейся
в контакте с жидкой средой, про-
исходит частичное прохождение
трансформированных волн в
среду. Поскольку коэффициент
акустической Прозрачности зани- Рис. 8.3. Пеленгационная ошибка при переот-
СИТ ОТ угла падения И максимален^"**”"" пучка от поверхности с отложени-
ями.
для малых углов, то происходит
смещение максимума пореотражспиого пучка в направлении раснрос гране-
ния волны, что приводит к ошибке в определении координат (рис. 8.3).
Систематические ошибки при эталонировании уровня чувстви-
тельности и определении величины дефекта. В основе этих ошибок ле-
246
Рис. 8.4. Гистограмма распределения участков поверхности по параметру шерохо-
ватости Rz(n - 96 участков): 1 - образцы предприятия; • отдельные измерения; 2
- штатные изделия; х - отдельные измерения - а; и изменение акустической про-
зрачности контактного слоя ДА дБ для ПЭП а - 40 и 50* на регулярной а и б (после
станочной механообработки); и стохастической поверхности - в; в зависимости от
шероховатости Rz - б.
жит неправильно установленный уровень чувствительности дефектоскопа.
Одной из главных причин является несоответствие качества повер-
хности контролируемого изделия и образца предприятия, по которому
производится настройка чувствительности дефектоскопа. Как правило,
поверхность образцов всегда лучше, чем поверхность объекта контроля, что
иллюстрируется гистограммой па рис. 8.4. Как следует из сопоставления
графиков па рис. 8.4а. 8.46. Это несоответствие приводит к систематичес-
кой ошибке в 6...15 дБ (для разных ПЭП), причем только в одну сторону
- в сторону недобраковки (к пропуску недопустимых дефектов). Эта же
причина является основной в случаях плохой воспроизводимости резуль-
татов контроля, выполненного в разное время различными операторами
при мониторинге эксплуатирующегося оборудования.
Для обеспечения выявления и правильной идентификации дефекта
заданной величины требуется определенный уровень качества подготовки
поверхности, обусловленный скоростью сканирования, типом контактной
смазки и т.д., снижать который нельзя без уменьшения достоверности кон-
троля. Чаще всего в методиках этот уровень установлен в виде значения jRz
40 мкм. При увеличении толщины контактного слоя больше указанных зна-
чений достоверность контроля существенно снижается вследствие целого
ряда физических эффектов. Как показано в главе 4, для учета фактического
качества акустического контакта и соответствующей корректировки уров-
ня чувствительности необходимо применять датчик ДШВ.
Увеличение параметров неровностей приводит также к существенному
увеличению длительности принимаемых сигналов. Так, например, при jRz
80 длительность сигнала возрастает па 10%, а при R-, 320 (у1 J па
100...200%. «Мертвая зона» увеличивается в последнем случае па 200...250%
в контактном варианте, а в иммерсионном - на 20...30%.
Чувствительность в статике (при неподвижном положении ПЭП) - су-
щественно выше чувствительности в процессе сканирования.
Несоответствие акустических констант (в частности коэффициента
247
затухания) образца и изделия является JJn
серьезной проблемой ультразвуковой^,
дефектометрии, особенно при ампли-
тудном методе оценки дефекта. Если ДО
настройка чувствительности произ-
водится по CO-2, V-1 или V-2, то при^б
контроле термообработанных швов из
стали 16ГНМА (барабаны котлов ТЭС) gq
имеет место занижение эквивалентной '
площади на 15...20%, а швов трубопро-
водов из стали 12ХМФ(А) на 5...10%.^
Если те же швы не термообработаны,
то ошибка доходит соответственно до О
32...35% и 15...23%.
Эти примеры обусловливают не-
обходимость проведения сдаточного
контроля только после окончательной
термообработки шва и проведения на-
стройки по образцам из идентичного
металла, или измерения коэффициен-
та затухания в имеющихся образцах и
п
Рис. 8.5. Изменение амплитуды эхо-сиг-
иала от отражателя в зависимости от
количества и отражений: 1 — сталь (в
воде одна поверхность); 2 - дюралюми-
ний (в воде одна поверхность);3 - сталь
(в воде обе поверхности); 4 - сталь (обе
поверхности покрыты маслом); 5 - дю-
ралюминий (в воде обе поверхности); 6
- дюралюминий (обе поверхности пок-
рыты слоем масла).
изделии и введении поправки в случае их различия.
Неучтенные особенности геометрии изделия также являются источ-
ником ошибок. Необходимо вводить поправку: на кривизну внутренней
поверхности, при контроле однократно и многократно отраженным лучом
совмещенным ПЭП (рис. 8.5) и учитывать изменение толщины стенки тру-
бы при контроле хордовыми ПЭП.
На амплитуду сигнала при контроле переотраженным лучом, как уже
отмечалось, сильно влияет состояние внутренней поверхности трубьг сте-
пень эрозионно-коррозионных повреждений, наличие и характер отложе-
ний, а также наличие в трубопроводе жидкой среды (рис. 8.3).
В какой-то степени учесть эти факторы можно, если предварительно
провести толщинометрию стенки ультразвуковыми толщиномерами с дис-
плеем или снять профиль донной поверхности с помощью развертки «В».
При сканировании трубы в радиальной плоскости (при контроле пазовых
швов) происходит значительная деформация (расширение и изменение
угла ввода) диаграммы направленности, причем тем большая, чем больше
угол ввода. Практически учесть этот эффект с помощью номограмм невоз-
можно. Поэтому настройка должна производиться по образцам идентичной
геометрии.
В последнее время активно рекламируется технология контроля коль-
цевых швов труб малых диаметров ПЭП с плоской поверхностью. При этом
настройка чувствительности производится по плоским образцам.
При контроле по такой технологии происходит заметный износ ПЭП
248
Рис. 8.6. Изменение амплитуды эхо-
сигнала от отражателей в различ-
ных образцах (1-9) в зависимости от
глубины мениска износа призмы ПЭП
SAH5-10-70.
образцам с той же кривизной.
с образованием мениска (выемки) на
рабочей поверхности призмы.
Образование мениска на рабочей
поверхности ПЭП приводит к изме-
нению акустической прозрачности
контактного слоя. Причем на плоских
образцах опа уменьшается, а па труб-
ных (цилиндрических) увеличивает-
ся. В первом случае чувствительность
приходится поднимать, поэтому фак-
тическая чувствительность дефектос-
копа к дефектам увеличивается при
образовании мениска (рис.8.6).
Очевидно, что по мере увеличения
длительности сканирования мениск и,
соответственно, фактический уровень
чувствительности увеличивается еще
больше. Эго обусловливает и увеличивающуюся значительную ошибку в
ложном обнаружении и завышении размеров песплопшости (иеребраков-
ка) при настройке по плоскому образцу. Иа этом основании методики конт-
роля труб малого диаметра непритертыми ПЭП должны быть запрещены.
Настройка при тертых ио кривизне труб ПЭП должна производиться по
Если же не удается добиться идентификации кривизны поверхностей
образца и изделия, то необходимо настраивать чувствительность с помо-
щью АРД-диаграмм и опорного сигнала непосредственно в изделии.
Неточность изготовления эталонных отражателей весьма существенно
влияет на уровень чувствительности. Так, если поперечный размер плос-
кодонного отверстия, сегмента или зарубки отличается от поминала на 0,2
мм, то в диапазоне обычно рекомендуемых уровней чувствительности это
приводит к погрешности в измерении эквивалентной площади 5, до 9%.
эхо-сигнала Ац от бокового отверс-
тия вследствие непараллельности
его оси рабочей поверхности.
Если ось бокового сверления непарал-
лельна поверхности образца (что очень
часто встречается при изготовлении
тест-образца из грубы), то погрешность
в среднем составляет 1,7 дБ/град (рис.
8.7). Отклонение от перпендикуляр-
ности оси вертикального отверстия
вследствие неточности изготовления
отражателя приводит к увеличению
предельной чувствительности. При
у=1° максимальная погрешность в за-
висимости от характеристики направ-
ленности излучателя и дефекта может
достигать 6...8 дБ (рис. 8.8).
249
Погрешность в установлении уровня чувс-
твительности в зависимости от наклона А отра-
жающей грани зарубки или пропила от нормали к
поверхности па 5° составляет дБ (рис. 8.9).
Положение зарубки на образце из легированных
сталей тоже может вносить систематическую
погрешность в уровень настройки (рис. 8.10). При
расположении зарубки вблизи линии сплавления
амплитуда эхо-сигнала на 3...4 дБ больше. Очевид-
но, текстура шва на границе сплавления как бы
увеличивает отражающую поверхность зарубки.
А.»в
Рис. 8.8. Зависимость ам-
плитуды эхо-сигнала от
угла наклона у вертикаль-
ного углового отверстия.
Ослабление прошедшего сигнала сильно зависит от того, с какой сто-
роны производится нрозвучивапие. При установке ПЭП па перлитный
Рис. 8.9. Зависимость ам-
плитуды эхо-сигнала от
угла встречи с дефектом:
• - пропил глубиной 2 мм; х
- зарубка 3x2 мм; о - трещи-
ны глубиной 1—3 мм; Д - кор-
розионные язвины; глубина
0,8-2 мм.
металл амплитуда сигнала на 0,4...6,1 дБ(1'= 1,25
МГн) и 5,5...13,1 дБ (f = 1,8 МГц) больше, чем
при установке ПЭП на наплавку. Эго объясня-
ется различием в скорости ультразвука в основ-
ном и наплавленном металле и, соответственно,
различным согласованием призмы с металлом
по импедансу (рс) и различными углами ввода.
Этот фактор необходимо учитывать при дефек-
тометрии. Нейтрализовать его можно настрой-
кой но образцам с наплавкой.
Одним из редко учитываемых на практике
источником ошибок является отклонение фак-
тической геометрии изделия от номинальной.
Например, при хордовом прозвучивании на-
клонными РС ПЭП изменение толщины труб
диаметром 57...159 мм на 0,06...0,08 мм приводит
к изменению амплитуды сигнала на 6...8 дБ.
Эффективным способом компенсации чувс-
твительности дефектоскопа за счет отклонения
геометрических параметров является одновре-
менное применение эхо- п теневого методов.
Существенное влияние па пеленгационную ошибку также оказывает
варьирование скорости ультразвука из-за непостоянства химического
состава или структурной неоднородности. В
толстостенных трубах первая причина приводит
к изменению угла ввода до 3°. В трубах магист-
ральных трубопроводов анизотропия скорости
относительно направления проката достигает
значений 8...12%, что предопределяет пеобходи-
Рис. 8.10. Влияние положения зарубки на сварном шве из
стали 12ХМФ на амплитуду эхо-сигнала.
250
мость перенастройки дефектоскопа перед прозвучиванием по различным
направлениям.
Для обеспечения воспроизводимых результатов контроля необходи-
мо, чтобы суммарная систематическая погрешность не превышала 3 дБ,
поэтому все перечисленные систематические погрешности должны быть
по возможности уменьшены. Один из наиболее эффективных путей этого
- жесткая регламентация соответствующих требований в производствен-
ных методических инструкциях.
8.2.2. Случайные ошибки
Случайные ошибки чаще всего приводят к выбросу результата за уро-
вень разумного значения (аномальный результат) или к разбросу резуль-
татов повторных замеров относительно какой-то средней величины даже
при самых тщательных измерениях. Обычно они возникают вследствие
случайных, неконтролируемых изменений какого-либо из условий изме-
рений (например, флуктуаций акустического контакта).
Случайные ошибки в определении координат возникают вследствие
каких-то неожиданных и неконтролируемых изменений условий контроля,
например:
а) изменения угла ввода а вследствие наклона ПЭП на какой-либо
неровности поверхности контролируемой конструкции (брызги от сварки,
вмятины, песок и др.);
б) неточной установки ПЭП в положение регистрации максимума эхо-
сигнала вследствие нарушения акустического контакта;
в) значительной ширины валика усиления, вследствие чего дефекты,
прилегающие к границе мертвой зоны, берутся не центральным, а боковым
лучом диаграммы направленности;
г) неточность установления ПЭП на поверхности при измерении макси-
мума эхо-сигнала. Эта ошибка кардинально исключается при использова-
нии процессорного дефектоскопа в режиме М («заморозка»).
Эти случайные ошибки обычно легко устраняются проведением пов-
торных измерений после устранения мешающих факторов. Кроме того, в
сомнительных случаях рекомендуется определение координат проводить с
обеих сторон шва прямым и однажды отраженным лучом и также использо-
вать преобразователи с различными углами призмы.
Случайные ошибки в настройке уровня чувствительности и оценке
величины дефектов амплитудным методом определяются теми же причи-
нами, что и случайные пеленгационные ошибки. Но основным источником
этих ошибок явилась недостаточная квалификация или несобранность
оператора. (О безответственности здесь не говорится).
Приведем очень наглядный пример о влиянии квалификации на ошиб-
ку в настройке дефектоскопа.
Так, среднеквадратичное отклонение при многократных измерениях
амплитуды эхо-сигналов от одного и того же отражателя в одном и том же
251
образце составляет: у операторов 2-го разряда - 1,05, оператора 3-го разряда
- 0,7, оператора 4-го разряда - 0,5, инженера - 0,4 дБ. Поэтому необходимо
совершенствовать качество подготовки операторов, обратив особое внима-
ние на повышение техники выполнения измерительных операций. Большой
эффект может быть достигнут при применении специальных тренажеров в
процессе подготовки оператора. Тренажеры на базе персонального компью-
тера позволяют совершенствовать технику сканирования, обнаружения и
измерения дефектов в испытательном образце.
8.3. Объективные ошибки и их причины
Необходимо прямо сказать, что при контроле могут быть сделаны
ошибки как в обнаружении, так и в оценке величины дефекта по объек-
тивным, независящим от оператора и аппаратуры, причинам.
Естественно, здесь подразумевается, что оператор добросовестный и
нарушений в технологии контроля он не допускал.
Рассмотрим роль различных объективных факторов, влияющих на пог-
решность обнаружения и оценку величины реальных несплощностей при
амплитудной дефектометрии сварных соединений.
Разрешающая способность УЗ-метода ограничена, и тонкие детали кон-
фигурации несплошности, в частности острота края дефекта, не могут быть
выявлены. Поэтому, повторяя сказанное выше, по характеру рассеянного
поля все дефекты условно делятся на 3 типа: объемные, плоскостные и объ-
емно-плоскостные.
Однако, по ИР при контроле одним ПЭП, что предусмотрено боль-
шинством штатных методик контроля, очень трудно идентифицировать
тип дефекта.
На рис. 8.11 приведены характерные
индикатрисы обратного рассеяния протя-
женных дефектов: шлакового включения
высотой около 7 мм и трещины высотой
4...5 мм в образце толщиной 80 мм. Как
видно из этого, угловая ширина индикат-
рисы рассеяния трещины значительно
уже, чем включения, а градиент измене-
ния амплитуды при варьировании угла
озвучивания значительно больше.
Асимметричность индикатрисы рассе-
яния объясняется случайной конфигура-
цией дефекта и различной отражательной
способностью. Поэтому отношение А(/А2
амплитуд сигналов от измеренных с раз-
личных сторон дефектов имеет сущест-
венный разброс. Он может доходить до 18
Рис. 8.11. Характерная полярная
диаграмма (индикатриса) рассея-
ния при озвучивании со всех сторон
ПЭПИЦ-52 (f- 1,8 МГц) протяжен-
ных дефектов: — - трещины, ЬД s
4...5 мм; - - - - шлакового включе-
ния, ЬД = 7мм.
252
дБ. Для трещин At/A2 = 3,9 дБ, а для непроваров At/A2 = 9,2 дБ.
Как показано в главе 3, обратно отраженный к ПЭП сигнал от реаль-
ного плоскостного дефекта формируется из следующих составляющих:
диффузной компоненты, зеркального сигнала от участков поверхности,
ортогональных лучу («блестящие точки»), и дифрагированных волн на
краях (краевых волн).
Условием зеркального отражения от шероховатого дефекта является
малость параметра Ре лея Ря =2AoAsin а < 1, где а - угол скольжения
фронта волны к плоскости отражателя, a Oj, - среднеквадратичная высота
неровностей. Чем меньше длина волны, тем больше параметр Релея PR.
Если PR> 1, то имеет место диффузное отражение.
Параметр Релея зависит не только от волнового размера неровностей, но
и от ракурса озвучивания дефекта. Поэтому один и тот же отражатель в зави-
симости от угла а может давать зеркальное или диффузное отражение.
Обобщение полученных статистических оценок показало, что профи-
лограммы трещин содержат мелкую шероховатость с пространственным
периодом меньше длины волны ультразвука и крупномасштабные неров-
ности, формирующие «блестящие точки».
Из сопоставления профилограмм трещин с отражательными характе-
ристиками их физических моделей в виде изломов с такими же по величине
неровностями следует, что 24% трещив имеют PR < 1, дают зеркальвое
отражение ультразвука и, следовательно, не могут быть выявлены при
контроле одним наклонным ПЭП. Этот вывод прежде всего относится к
поперечным или усталостным трещинам.
Поэтому, наибольшая вероятность обнаружения и точность в измере-
нии величины трещин достигается при контроле тандем и дельта-метода-
ми.
С уменьшением высоты неровностей дефекта ошибка при измерении
тандем методом практически не меняется. Но существенно (в 4...11 раз)
увеличивается при контроле одним ПЭП.
Известно, что для каждого дефекта может быть выбран оптимальный
угол или схема озвучивания, при которых амплитуда сигнала максимальна.
Это хорошо подтверждается приведенными на рис. 8.12 корреляционными
зависимостями между амплиту-
образцах толщиной 13... 103 мм,
полученными при дискретных
углах с грубым шагом, и при оз-
вучивании со всех сторон с шагом
через 5°.
Таким образом, совершенно
дами эхо-сигналов от дефектов в
Рис. 8.12. Схема прозвучивания: а, - с мелким шагом (через 5”); Ъ - ПЭП с углами ввода
соответственной (1);0,45,60 (2);0, 15,30,45,60, 75,90” (3) (тандем); в - корреляци-
онные зависимости между максимальными амплитудами сигналов, измеренными по
схемеaub (Aa;Afi) о - трещины; Д - непровары; V - несплавления; - шлаки; - поры.
253
Рис. 8.13. Вероятность обнаружения дефектов Р в
зависимости от уровня чувствительности Аи (по
методике ASME Code) и схем контроля: 1 - ПЭП а =
45*с одной поверхности; 2 - ПЭПа 8 45,60*с одной по-
верхности; 3 - ПЭП <Х = 45,60* с обеих поверхностей;
4 - ПЭП евариальфа* с тагом 30* и етандем* с обеих
поверхностей; 5 - то же с тагом 15*.
очевидна, хотя это и игнорируется в большинс-
тве отечественных методик, необходимость
измерения максимальной амплитуды эхо-
сигнала при варьировании угла ввода ПЭП. В
английских стандартах эта методика предус-
мотрена. Наиболее подходит для этой цели
ПЭП типа ИЦ-52 «вариальфа» конструкции
ЦНИИТМАШ. Большие возможности здесь открываются при применении
ПЭП с автоматическим качанием луча. Этот подход позволяет также клас-
сифицировать тип дефекта, определив по максимуму сигнала ориентацию
последнего в пространстве. В частности, несплавления (непровары) по
кромке всегда ориентированы в плоскости разделки, угол которой известен
из чертежа.
Поиск дефектов также должен проводиться с применением ПЭП с раз-
личными углами ввода. На рис. 8.13 показано изменение вероятности обна-
ружения дефектов в зависимости от примененной комбинации ПЭП. При
этом максимальная вероятность обнаружения и правильность оценки ве-
личины дефекта достигается ЭЗМ (тандем), а в случае совмещенных ПЭП
при уровне чувствительности > 14 дБ по отношению к опорному сигналу от
бокового цилиндрического отражателя 0 3 мм по AS ME Code.
Существенными факторами, влияющими на величину амплитуды эхо-
сигнала, являются раскрытие дефекта и материал заполнения полости.
На рис. 8.14 приведены зависимости коэффициента отражения про-
дольных волн Иц от ширины раскрытия несплошностей.
При малом раскрытии до 1...2 мкм дефекты практически не выявляются
df, мм*МГц
Рис. 8.14. Зависимость ко-
эффициента отражения
продольных волн от ширины
раскрытия несплошностей:
1 — теоретическая; 2 и 3
- экспериментальные.
при прозвучивании на частотах до 4...5 МГц. За-
полнение полости дефектов с большим раскры-
тием вольфрамом или плотным шлаком снижает
коэффициент отражения соответственно на 0,33
и 0,35...0,67.
Уровень и знак напряжений определяют
ширину раскрытия трещины и коэффициент
отражения R. На рис. 8.15 приведены экспери-
ментальные данные, показывающие, что коэф-
фициент отражения при сжимающей нагрузке 5
кг/мм2 уменьшается в зависимости от частоты в
1,5...2,5 раза. При изменении ширины раскрытия
усталостных трещин от 1 до 10 мкм амплитуда
эхо-сигнала при прозвучивании наклонным
254
Рис. 8.15. Зависимость амплитуды от-
раженного сигнала А от окисленной (1)
и неокисленной (2) трещины при изме-
нении статической нагрузки Р.
ПЭП а = 45° возрастет на 25...30 дБ.
Величина раскрытия более 10 мкм уже
не влияет на амплитуду сигнала.
Это очень важные для практики
результаты, так как они объясняют
случаи невыявления значительных
трещин в сжатых участках трубопро-
водов и стянутых непроваров в корне
двусторонних щвов сосудов.
Свидетельством тому, что сжатые
трещины и непровары раскрываются
в процессе эксплуатации, могут слу-
жить результаты дефектоскопии до и
после эксплуатации в течение какого-
то периода. В частности, в тщательно и многократно проконтролированных
па стадии изготовления и монтажа кольцевых двухсторонних сварных швах
сосудов толщиной 115 мм, после года эксплуатации были обнаружены кор-
невые дефекты эквивалентной площадью до 25 мм2 и протяженностью до
135 мм. Вырезка подтвердила наличие непроваров без надрывов или других
следов трещин.
Такая же картина часто наблюдается, когда после ремонта одного де-
фекшого участка обнаруживаются недопустимые дефекты рядом, ранее нс
обнаруженные. Локальный нагрев ремонтируемых зон увеличивает рас-
крытие тонкого дефекта и увеличивает его отражательную способность.
Подобный эффект наблюдается для шлаков. После термообработки
шлаки охрупчиваются, адгезия к металлу резко уменьшается, и эквивален-
тная п лощадь дефекта увеличивается. При производстве биметаллических
сосудов путем нанесения антикоррозионной наплавки этот эффект носит
массовый характер. Поэтому были разработаны специальные производс-
твенные рекомендации о проведении ремонта по данным прозвучивания
только после 3-й термообработки, когда основная масса дефектов увели-
чила отражательную способность.
1(онеречпые волны, излучаемые наклонными ПЭП, практически линей-
но поляризованы в плоскости падения (SV-поляризация). Как показано в
гл.2 в зависимости от конструкции сварного соединения, типа акустичес-
кой системы и взаимной ориентации плоскостного дефекта и вектора по-
ляризации амплитуда отраженного сигнала при прочих равных условиях
может сильно зависеть от угла падения фронта волны на дефект. А э го
приведет к ошибке и в обнаружении и оценке размеров дефекта.
11а практике прозвучиванис волнами SH реализуется при хордовом про-
звучивапии PC-ПЭП сварных соединений труб. Прозвучиванис волнами
5V соответствует схеме контроля одним НЭП. В 1-ом случае коэффициен т
отражения R = 1 и, к тому же, регистрируется зеркально отраженная волна.
Поэтому, достоверность такого контроля теоретически максимальна. Во
255
втором случае коэффициент отражения может быть R < 1, и наиболее ин-
тенсивная зеркальная волна уйдет в сторону.
Кривизна контактной поверхности является фактором, который оператор
может и должен учитывать при настройке дефектоскопа. Влияние же кривиз-
ны противоположной (донной) поверхности труб, в первую очередь, малого
диаметра часто не может быть количественно учтено. Это вызвано тем, что
в большинстве случаев максимум эхо-сигнала от дефекта фиксируется при
каких-то отклонениях азимутального угла от ортогонального оси шва.
А при переотражении от внутренней стенки цилиндрического изделия
(трубы, сосуда) характер деформации отраженного пучка и, следовательно,
амплитуда сигнала зависят от ориентации плоскости падения относительно
оси изделия, кривизны стенки, ее шероховатости и наличия в изделии жид-
кой среды. Учесть совокупность этих факторов - невозможно.
Деформацию диаграммы направленности в плоскости падения при ска-
нировании в радиальной плоскости можно учесть и скомпенсировать при
настройке чувствительности.
Если плоскостной отражатель находится в средней зоне, где угловой
эффект не работает, а угол падения поперечных волн на дефект может быть
близок к третьему критическому (где R < 1), то дефект также может быть нс
обнаружен или его эквивалентный размер сильно занижен.
Эхо-сигнал от дефектов /гд ~ X, расположенных вблизи поверхности,
имеет сложный интерференционный характер, который обуславливается
трансформацией волны па отражающих гранях дефекта и поверхности
изделия. Зависимость отношения амплитуд сиг-
налов от углового Ау и । июс ко до нно го Ап отража-
телей для различных линейных размеров первых
иллюстрируются рис. 3.27. Наличие минимума
при а - 60° экспериментально подтверждено.
На рис. 8.16 приведены графики изменения
амплитуды эхо-сигнала от угла наклона различ-
ных моделей дефектов с гладкой поверхностью.
Они подтверждают сильную зависимость
амплитуды сигнала от ракурса озвучивания
коррозионных трещин. Поэтому неопределен-
ность угла наклона трещины или заката в трубе
является существенным источником ошибки в
оценке ее величины.
Если дефект находится над границей раз-
дела па расстоянии (висячий или придонный
дефект), то амплитуда эхо-сигнала от пего фор-
мируется за счет интерференции составляющих
поля непосредственно дифрагированных па
дефекте и переотражепных от границы, а также
трансформированных продольных волн. В слу-
Рис. 8.16. Графики изме-
нения амплитуды сигнала
А от ориентации углового
дефекта: 1 - а = 30"; 2 - 40";
3 - 50°; 4 - 30°;5 - 30°, спарен-
ный ПЭП; 6 - 40а.
256
I 2
-15
-16
О Г 2 3 4 5
Рис. 8.17. Зависимость амплиту-
ды сигнала от k для ^висячих*
дефектов: 1 — для одного ПЭП, 01
« 30*; 2 - для спаренного ПЭП, а
= 30\
чае гладкой свободной донной поверхности
осцилляции (изменения амплитуды отно-
сительно среднего значения) могут быть
весьма значительны.
Зависимость нормированной ампли-
туды сигнала от А/Ау от паза шириной 4
мм в функции Лд приведена на рис. 8.17.
Здесь размах осцилляций небольшой, что
позволяет аппроксимировать зависимость
монотонной кривой - 2. Но проблема в том,
что на практике невозможно для висячих
плоскостных дефектов точно определить
величину Лд, а следовательно и измерить
амплитуду сигнала.
Вблизи границы двух твердых тел с раз-
личными импедансами также наблюдаются
значительные осцилляции. Например, при
озвучивании биметаллических труб со
стороны перлитной стали амплитуда эхо-
сигнала от искусственных отражателей,
выполненных вблизи границы с аустенитной антикоррозионной наплавкой
в переходной зоне, расположенной выше границы, сначала резко убывает, а
затем резко возрастает при перемещении ПЭП ко шву.
В биметаллических материалах наплавка приводит также к флуктуаци-
ям (изменениям) чувствительности дефектоскопа за счет неоднородного и
значительного поглощения звука в наплавке, которые невозможно учесть.
8.4. Оценка достоверности обнаружения дефектов
Количественная оценка достоверности должна быть определена в
сравнении с каким-либо эталонным методом, о котором предполагается,
что он дает 100% информацию о качестве объекта. На самом деле абсолют-
но объективных методов контроля нет. Каждый эталонный метод имеет
свои ограничения и, соответственно, ошибки. Поэтому важно использовать
такой эталонный метод, который бы давал наиболее полезную информацию
о характерном показателе качества для тестируемой технологии контроля.
В качестве эталонного метода для ультразвукового контроля сварных
соединений в наибольшей степени подходит послойная строжка через
0,5... 1,0 мм и фрактография. Однако эти методы очень дороги, трудоемки и
не могут быть широко использованы.
Поэтому на практике чаще всего используют радиографию в двух вариан-
тах. Если толщина стыкуемых элементов до 10...30 мм и заранее известно, что
шов не склонен к трещинообразованию, то его просвечивают по стандартной
методике и дополнительно под углами соответствующими разделке кромок.
257
Если швы большей толщины, то их разрезают на поперечные к оси шва
темплеты толщиной 10...20 мм, а затем просвечивают (в направлении про-
дольной оси шва). Такая методика позволяет в достаточно полной степени
реконструировать дефект. Если дополнительно просветить под небольши-
ми углами в 10...15°, то точность реконструкции увеличится.
Количественно, сравнительную достоверность контроля Д пробным
методом, следует рассматривать как вероятность принятия безошибоч-
ных решений относительно эталонного (исходного) метода с учетом
всех дестабилизирующих факторов. Принимая всю сумму результатов
измерения качества за полную группу событий - 1 или 100% ошибками
контроля следует считать величину АД = 1-Д.
Это выражение легко использовать на практике для фактической оцен-
ки достоверности уже разработанного метода. В то же время при проведе-
нии априорной оценки достоверности только еще разрабатываемого метода
необходимо учитывать стоимостные показатели принятия ошибочных
решений.
Для оценки сравнительной достоверности двух методов, исходя из чис-
ла дефектных элементов, например стыков труб, т.е. при контроле по аль-
тернативному признаку, целесообразно использовать форму таблицы (табл.
8.1), которая называется матрицей достоверности. В качестве примера за
пробный метод примем УЗК, а за эталонный (исходный) радиографию.
Из табл. 8.1 видно, что для совокупности всех возможных при двойном
альтернативном контроле событий - = 200 - имеется четыре варианта
сочетаний, из которых два совпадающих решения: пг = 150 - дважды год-
ные и пк = 30 - дважды негодные, а затем два несовпадающих решения:
п = 15 - псрсбраковка, негодные только но пробному методу контроля
и п - псдобраковка, негодные только для эталонного (исходного) метода
контроля. Причем условная совокупность объемом есть преднамеренная
выборка из многих k партий продукции только с дефектными элементами:
nz = £ qN (здесь N и q = const). Эти элементы содержат как допустимые
(в элементах пг), так и недопустимые (в элементах п„) дефекты.
Таблица 8.1
Матрица оценки сравнительной достоверности УЗК и радиографии
сварных стыков (по альтернативному признаку)
Объем выборки (количество стыков) «у = и, + », + п1: + /)/( = 200 СТЫКОВ Эталонный (исходный) метод-радио- графия
+ (годные) п, - (не годные)
Пробный метод- УЗК + (годные) п, пГ= 150 «в = 5
- (нс годные) п„ 15 и„ = 30
нг + па = 165 п„ + пв = 35
258
Несовпадающие по обоим методам контроля результаты, т.е. ошибки
контроля, обозначим: п = па и пнед = пр. По смыслу они соответствуют
принятым в математической статистике терминам выборочного контроля.
Ошибка 1-го рода, или риск поставщика: a-ошибка, перебраковка. Ошибка
2-го рода, или риск потребителя: p-ошибка, недобраковка.
Пользуясь матрицей, можно рассчитать отдельные показатели досто-
верности для ДЕ, ДЬ1, Д (а+р), Д (а) и Д (р), а также для Дг и Дн.
Д -Л +”н
В частности: AAi
пх
1^2±22 = 09:
200
15 + 5
200
= 0,1.
Все указанные показатели достоверности, по существу, можно рас-
сматривать как формулы условных
вероятности. Числитель везде соот-
ветствует вероятности (или частоте)
«правильных» решений, а знаменатель
- вероятности всех принимаемых в
расчет событий.
По описанной методике оценена до-
стоверность ультразвукового контроля
в сравнении с металлографическим ана-
лизом нахлесточных сварных соедине-
ний трубопроводов с толщиной стенки
5...18 мм. Для указанных стыков Д^ =
Рис. 8.18. Матрица сравнительной 89%. При ЭТОМ ошибка 1-ГО рода (пере-
достоверности ультразвукового и браковка) составляет а = 11 %, а недобра-
радиографического контроля. о
ковка р = 1%. При автоматизированном
контроле нахлесточных швов показатели
достоверности имеют следующие значения:
Дх = 88%;а= 11%;р-0.
Из приведенных па рис. 8.18 данных
следует, что вероятность обнаружения де-
фектов ультразвуковым методом в 1,4 раза
в ыше, чем при радиографическом контроле.
С увеличением толщины стыкуемых эле-
ментов этот показатель возрастает.
Па рис. 8.19 приведены данные по веро-
Рис. 8.19. Вероятность обнаружения непроваров
и трещин (а), пор и шлаковых включений (б):
1 - ультразвуковым; 2 - радиографическим; 3
- магнитографическим методами.
259
Рис. 8.20. Несплавление по кромке ЭШС соединения
оцененного как допустимое по эквивалентной площади
при прозвучивании одним ПЭП.
ятности обнаружения
дефектов в сварных
соединениях магис-
тральных трубоп-
роводов диаметром
820...1020 мм.
Несмотря па то,
что верхние границы
доверительных интервалов вероятности появления нор и шлаковых вклю-
чений магнитографическим методом частично перекрываются с нижними
границами доверительных интервалов вероятности выявления дефектов
радиографией и ультразвуком, тем не менее очевидно, что последний метод
является наиболее эффективным. Однако достоверность ультразвукового
метода сильно зависит от способов прозвучивания, числа сторон, с которых
производится про.звучивание, и качества подготовки соединения под конт-
роль (зачистка корня шва и околошовной зоны).
Эффективность обнаружения дефектов эхо-зеркальным методом зна-
чительно выше, чем при контроле
одним НЭП.
Контроль по схеме «тандем»
обеспечивает фиксацию и правиль-
ное забракование более 95% плос-
костных дефектов. Это наглядно
продемонстрировано па рис. 8.20,
где показан разрез реального элск-
трошлакового шва с песплавлепием
во кромке, оцененного как допусти-
мый 5;| = 3 мм2 « 5бр. и правильно
забракованного эхо-зеркальным ме-
тодом; и результаты сравнительной
выявляемое™ плоскостных дефек-
тов одним ПЭП и но схеме «тандем»
(рис. 8.21).
Рис. 8.21. Сравнительная среднестатис-
тическая выявляемость трещин и непро-
варов в стыковых сварных соединениях: 1
- ПЭПсовмещенный [3 = 30°;2 - [3 ~ 40°;3 - Р
= 30°; 4 - тандем с углами р = 40°.
8.5. Методы повышения достоверности контроля
Как показано выше, амплитудная дефектометрия исчерпала свои точ-
ностные возможности. Будущее принадлежит временным методикам из-
мерения размеров дефектов дефектоскопами общего назначения и голо-
графическим и томографическим методам реконструкции изображения.
Для иллюстрации на рис. 8.22 приведена корреляция между фактическими
размерами дефектов, измеренных амплитудным и дифракционно-времен-
ным методами, и гистограмма ошибок измерения. Однако, по-видимому,
еще несколько лет на производстве дефектометрия будет базироваться на
260
0.4 ‘
03 '
ОД|----. * г t ,1,_______। . I । I»
ОД 0,75 10 15 20 25 40 60 \ »**
Puc. 8.22. Сравнение погреш-
ностей измерения высоты
трещин: • - амплитудный
метод; х — ДВМ; а — корре-
ляционная зависимость;
б — относительный разброс
результатов.
амплитудных методах, реализуемых с помощью
стандартной аппаратуры.
Представляется целесообразным привести
несколько простых практических способов,
повышающих достоверность ручного ультра-
звукового контроля сварных швов с использо-
ванием дефектоскопов общего назначения.
Не ранжируя по эффективности, приведем
наиболее легко реализуемые способы:
1) Измерение амплитуды эхо-сигнала, его
огибающей и координат отражателя целесо-
образно проводить в режиме развертки «М»
(«заморозка»). В этом случае разброс отсчетов
амплитуды уменьшается в 3...5 раз. При этом це-
лесообразно одновременно измерять координа-
ты отражателя X и Y по двум каналам измерения
(путем совмещения двух строб-импульсов).
2) Производить количественную оценку качества подготовки повер-
хности под контроль, корректировку чувствительности дефектоскопа и
измерение дефектов с учетом фактической шероховатости и волнистости
поверхности образцов и объекта контроля, оцененной с помощью датчиков
ДШВ (ЦНИИТМАШ).
3) В режиме поиска дефектов сканирование производить ПЭП с веер-
ной диаграммой направленности.
4) Оптимизация угла ввода. Это самый простой и эффективный метод, хо-
рошо зарекомендовавший себя на практике. Прозвучивание производится или
несколькими ПЭП или одним ПЭП с изменяемым углом ввода типа «вариаль-
фа», и 5Э измерять при максимальном значении амплитуды эхо-сигнала.
5) Измерение эквивалентной площади 5Э на разных частотах. Посколь-
ку амплитуда эхо-сигнала А сильно зависит от йд/Х, где Ьд - поперечный
размер отражателя, желательно проводить прозвучивание в возможно ши-
роком диапазоне верхних частот и 5Э измерять для максимальных значений
А/Ао (Ап - опорный уровень). Показано, что при измерении таким спосо-
бом А/Аа от различно ориентированных (относительно нормали) коррози-
онных трещин в диапазоне частот от 0,6 до 5,3 МГц наблюдается достаточно
тесная корреляция с данными металлографии.
6) Дифференцированная оценка 5Э в зависимости от типа дефекта.
Предварительно анализируются тип и протяженность дефекта по одному
или совокупности наиболее информативных признаков. Эквивалентная
площадь 5Э в зависимости от того, компактный или протяженный дефект
оценивается по соответствующим АРД-диаграммам, построенным для ком-
пактных или протяженных дефектов и учитывающим различное дифракци-
онное ослабление сигнала от отражателей различного типа. Это повышает
точность измерения 5Э на 35%.
261
Истинный размер дефекта 5ф может быть определен по соответствую-
щим тарировочным кривым (корреляционным зависимостям).
7) Применение эхо-зеркального метода («тандем») как для поиска, так и
для дефектометрии. В изделиях с эквидистантными стенками это радикаль-
ный метод повышения достоверности информации. У трещин поперечным
размером 3...10 мм их эквивалентная площадь, измеренная тандем, в 3...5
раз больше, а для еще больших трещин в 10...30 раз больше, чем при прозву-
чивании одним ПЭП.
8) Применение эхо-зеркального метода для идентификации типа де-
фекта с помощью коэффициента формы (Кф). Практика показывает, что
это самый достоверный способ распознавания плоскостных и объемных
дефектов.
9) Использование дельта-метода для поиска и идентификации верти-
кально-ориентированных плоскостных дефектов, в частности, в изделиях
с неэквидестантными поверхностями, имеющих отложения или сильное
коррозионно-эрозионное повреждение донной поверхности.
10) Прозвучивание SH-поляризованными поперечными волнами с по-
мощью хордовых ПЭП. В этом случае на дефект падает горизонтально по-
ляризованная SH-волна, которая не трансформируется на отражателе. Эф-
фективность такой схемы прозвучивания доказана в производстве, и метод
находит все большее распространение для изделий различной геометрии.
11) Применение временных и дифракционно-временных (TOFD) ме-
тодов измерения величины дефектов на стандартной аппаратуре. Здесь
основная задача состоит в нахождении специальных методических при-
емов повышения точности измерения временных интервалов и разработке
наклонных PC-ПЭП, что обеспечит повышение соотношения полезный
сигнал/шум.
12) Применение PC-ПЭП типа «дуэт» с углом осмотра в азимутальной
плоскости 36°, углами ввода а = 65...67° и использованием разной кратнос-
ти отражений акустических осей приемного и излучающего пьезоэлемен-
тов. Метод позволяет на 10...20 дБ уменьшить уровень помех, возникающих
вследствие дифракции поперечных волн на ребре сопряжения усиления
с поверхностью основного металла, и увеличить чувствительность к не-
большим трещинам, расположенным по границе сплавления, при контроле
швов толщиной 6...20 мм.
262
ГЛАВА 9
УЛЬТРАЗВУКОВАЯ ТОЛЩИНОМЕТРИЯ
9.1. Общие положения
Рис. 9.1. Схема толщинометрии эхо-ме-
тодом
Ультразвуковая толщинометрия
(УЗТ) применяется для измерения
толщины стенок объектов с па-
раллельными или коаксиальными
(эквидистантными) поверхностями
или их участками, где применение
механических измерительных инс-
трументов невозможно или нецеле-
сообразно.
Существует два различных, по
используемой физике, метода уль-
тразвуковой толщинометрии: эхо-метод и резонансный метод.
Первый (рис. 9.1) состоит в измерении времени прихода донного эхо-
сигнала -1 мкс и вычислении толщины Н мм по формулам:
в случае ПЭП без задержки
7/=_£iMm;
2
в случае РС ПЭП с задержками (призмами)длиной lt и /2, мм
н =
V сп2
c-cosa/2,MM
где с - скорость ультразвука в ОК; а - угол
ввода.
Толщина контактного слоя очень мала
(0,01-5-0,03 мм). Поэтому временем задержки
в этом слое обычно пренебрегают.
При введении в объект толщинометрии
(ОТ) непрерывных колебаний (бегущие
волны) в пространстве между двумя стен-
ками происходит интерференция прямых
и отраженных волн между собой (рис. 9.2).
В результате образуются так называемые
стоячие волны. В этих волнах есть точки с
максимальной амплитудой, которые называ-
ются пучности, и точки с минимальной амп-
Рис. 9.2. Схемы образования стоячей волны - а; и простейшего резонансного толщи-
номера. С ~ конденсатор; L - катушка индуктивности.
263
литудой - узлы. Узлы или пучности находятся между собой на расстоянии
половины длины волны (Х/2). Узлы от пучности находятся на расстоянии
четверти длины волны волны (Х/4). Образование стоячих волн возможно
в случае совпадения частоты внешней возмущающей силы с собственной
частотой колебаний ОТ. Т.е. при условии резонанса.
Условием возникновения в системе резонанса является соотношение
„ пк ПС
Н =-----—----, мм
2 2/
где п - целое число полуволн, укладывающейся в стенке Н или номер
гармоники (при резонансе на основной частоте п = 1).
При возникновении в ОТ резонанса и образования стоячей волны резко
уменьшается входное сопротивление нагрузки на ПЭП (реактивная состав-
ляющая становится равной нулю), амплитуда упругих колебаний резко
возрастает, увеличивается количество энергии, отбираемой от генератора,
возрастает шунтирующее действие ПЭП, в результате чего в контур гене-
ратора вносится большое затухание (рис. 9.2). Это в свою очередь приводит
к уменьшению амплитуды электрических колебаний в генераторе и может
быть легко отмечено и измерено.
Если меняя емкость С, плавно изменять частоту генератора (модули-
ровать), то можно зафиксировать моменты резонанса в ОТ с неизвестной
толщиной на нескольких частотах (гармониках) тип. Эти частоты fm и
/п называются резонансными.
Толщину стенки определяют по формуле
с(т-п)
п = —т-----------------------------т , мм
где m, n - номера гармоник двух резонансных колебаний, fm,fn - часто-
ты соответствующие этим гармоникам, с - скорость бегущих волн в ОТ.
Следовательно, для определения толщины Н необходимо знать раз-
ность номеров гармоник двух резонансных частот колебаний и разность
частот, соответствующих этим гармоникам.
Резонансный метод легко автоматизируется в иммерсионном варианте
и практически может использоваться начиная с толщин 0,1-0,2 мм.
Недсхтатком метода является относительная громоздкость аппаратуры,
высокие требования к параллельности стенок и гладкости поверхности и oipa-
пичеппый диапазон применения но толщине. Поэтому, в последнее время в УЗТ
в (хтювпом используются эхо-имнульспыетолщиномеры и дефектоскопы.
В практике существуют несколько специфических задач ультразвуко-
вой эхо-импульсной толщипометрип, реализуемой различными средства-
ми и методиками.
Толщинометрия изделий с гладкими поверхностями (наружной и
внутренней). Это наиболее просто решаемая задача. Существуют десятки
типов карманных (размером с пачку сигарет и меньше) цифровых толщи-
264
Рис. 93. Эхо-им-
пулъсные толщи-
номеры различных
конструкций.
номеров отечественных и зарубежных форм (рис. 9.3).
Диапазон измерений от 0,25 до 200 мм почти всегда
разбит на 2-3 диапазона. При толщине стенки до 5-10
мм используют частоту ультразвуковых колебаний 8-
15 МГц, с увеличением толщины она снижается до 2,5-
2,0 МГц. Погрешность измерения зависит от диапазона
измерений. Для малых толщин обычно составляет 0,05-
ОД мм. Толщиномеры также могут измерять скорость
ультразвука и сигнализировать о выходе толщины ОТ
из заданного ноля допуска (в любую сторону). В НПО
«Спектр» разработаны толщиномеры с автоматической
корректировкой скорости в ОТ. Для настройки исполь-
зуются образцы вмонтированные в корпус толщиноме-
ра и COI 1ы (рис. 9.4).
Толщиномеры имеют намять объемом до 8000 заме-
ров. Это очень упрощает работу, поскольку исключает
необходимость ведения записей в процессе работы, а
требует лишь проведения УЗТ в последовательности
указанной на чертеже или схеме контроля.
Перед проведением УЗТ на ОТ п узлах сетки с ша-
гом 100x100 или 150x150 мм подготавливают участки
(площадки) обычно размером 30x30 мм. Подгоговка со-
стоит в зачистке участка абразивным камнем и очистка
от грязи, окалины и т.н. Шероховатость поверхности
на этих участках должна быть не хуже Ra = 6,3 мкм по
ГОСТ 2289-73.
Допускается проведение УЗТ ио поверхности покрытой плотной плеш-
кой оксида или тонким равным слоем краски.
В эхо-импульсной толщииометрии чаще всего используют PC ПЭП с
жестким протектором, акустическими задержками (призмами) из оргстекла с
малой контактной поверхностью. Угол ввода а = 0-5°. При УЗТ эксплуатиру-
ющегося нагретого до 600°С оборудования используют специальные контакт-
ные жидкости, в частности, на силиконовой основе, и легкоплавящиеся соли.
Для предохранения от перегрева пьезопласти-
ны задержки ПЭ11 изготавливают из плавлено-
го кварца или специальных пластмасс.
Измерения обычно выполняются одно-
кратно на каждом участке. Однако, если ре-
зультат измерений существенно отличается
от ожидаемого значения, то он отбрасывается.
Паэтом участке выполняются три измерения
взамен ошибочного И В качестве окончатель- Рис.9.4. Стандартный образец
иого результата принимается среднее арифме- предприятия для настройки
тическое последних трех измерений. толщиномера при измерении
монометаллов.
265
При измерении толщины стенки трубопроводов экран, разделяющий
призмы РС ПЭП, должен быть ориентирован перпендикулярно к образу-
ющей трубы.
9.2. Ультразвуковая эхо-импульсная толщинометрия биметаллов
Принципиальной особенностью ОТ биметаллических конструкций
является то, что они представляют собой соединение металлов с отличаю-
щимися акустическими константами - скоростью ультразвука и плотнос-
тью. Например, баббит-чугун - подшипники скольжения; перлитная сталь
- титан - сосуды нефтехимоборудования; перлитная сталь - аустенитная
сталь - сосуды и трубопроводы АЭС, нефтехимоборудование, кислородное
машиностроение и др.
Во-первых, это из-за разницы импедансов Z=pc приводит к появлению
эхо-сигнала от границы соединения; а, во-вторых, требует учета разности
скоростей для уменьшения погрешности измерений толщины составляю-
щих элементов. Поэтому в УЗТ биметаллов применяют дефектоскоп или
толщиномер с панорамным дисплеем и разверткой - А. Влияние первого
фактора рассмотрено в главе 7. Для учета второго необходимо изготовление
СОП специальных конструкций и разработка методических приемов, учи-
тывающих через какой металл вводится ультразвук.
Широко применяемые в атомной энергетике антикоррозионные покры-
тия из аустенитной стали выполняются, в основном, по трем технологичес-
ким процессам: плакировка с помощью сварки взрывом; однослойная или
многослойная наплавка плавящимся электродом в размер; многослойная
наплавка па слябы или брамы с последующей прокаткой.
Как отмечено в разделе 7.7 каждый вид наплавки имеет характерный
профиль границы сплавления. Граница плакирующего слоя при сварке
взрывом имеет периодический волнистый профиль с высотой гребней 0,5-
0,8 мм. В биметаллическом листе, раскатанном из сляба, толщина граничной
зоны составляет 0,5-1,0 мм; при наплавке электродом толщина граничной
зоны (высота гребней) может измеряться несколькими миллиметрами.
Поэтому, особенно в последнем случае, стоит вопрос, а что принимать
за границу слоя по гребням, впадинам или средней линии профиля и соот-
ветственно оценивать погрешность измерений? Ответ па этот вопрос дол-
жен давать конструктор оборудования через указание в ЧТД ноля допуска
на контролируемый размер. При этом погрешность измерения не должна
превышать 35% поля допуска.
В атомной энергетике УЗТ антикоррозионных покрытий регламенти-
руется руководящим документом ПНАЭ Г-7-03-91. Этот документ опреде-
ляет технологию проведения и погрешность толщинометрии в зависимости
от метода нанесения покрытий. Документ хорошо отработан. Его основные
положения могут использоваться в различных отраслях промышленности
и, поэтому, его рекомендуемые техпроцессы далее будут цитироваться как
типовые.
266
Рис. 9.5. Стандартные образцы предприятия (СОП) для настройки дефектоскопа
при УЗТ:
a) Tf скорости развертки дефектоскопа;
б) Т2Приизмерениитолщинымонометалла:а - вариант 1;б - вариант2 (варианты I
и 2 равнозначны); Н = (1±0,1)И , где Нд - вспомогательна я толщина контролируемого
изделия;
в) ТБ1 при измерении толщины биметалла: Н-(1±0,1)Но; Н =(1±0,1)Н ;Н =Н /rtin
+ 2 мм, где Н.П - номинальные значения толщин биметалла и основного метал т
' о' омо “
соответственно; И - минимальная толщина антикоррозионного покрытия;
г) ТН2 при измерении толщины покрытия со стороны покрытия;
д) ТНЗпри измерении толщины покрытия как со стороны металла, так и со стороны
покрытия Н - Н где П - номинальная толщина антикоррозионного покрытия;
е) ТНН1 для УЗ-толщинометрии плакирующего слоя наклонным ПЭП. (В СОН donyi
кается изготавливать пазы или плоскодонные отражатели).
267
В соответствии с ПНАЭ Г-7-03-91 при измерении толщины антикорро-
зионных покрытий применяют ультразвуковой дефектоскоп и следующие
схемы прозвучивания.
Если измерения проводятся со стороны основного металла сосудов,
то следует использовать прямые совмещенные ПЭП с частотой 2-6 МГц с
жестким протектором. Во всех случаях, если это возможно, рекомендуется
применять ПЭП с более высоким значением поминальной частоты и узкой
диаграммой направленности.
При измерении толщины плакирующего слоя труб используются на-
клонные ПЭП с углом ввода 40-52°, частотой 2-5 МГц.
Для измерения антикоррозионных покрытий (наплавок и плакировок)
номинальной толщиной от 2 до 9 мм со стороны покрытия применяются
раздельно-совмещенные ПЭП с час тотой 4-6 МГц, имеющие фокусное рас-
стояние от 4 до 10 мм и максимальный размер контактной поверхности 16
мм, а покрытий номинальной толщиной > 8 мм - раздельно-совмещенные
ПЭП с частотой 4-5 МГц, имеющие фокусное расстояние от 20 до 30 мм и
максимальный размер контактной поверхности 30 мм.
Настройка прибора включает две операции: настройка на скорое и, зву-
ка в изделии; установка пуля или настройка задержки развертки.
Настройка па скорость .звука в изделии проводится: для мопометаллов
- по образцу Т1; для биметаллов ио образцу ТБ-1; для антикоррозионных
покрытий при измерении со стороны основного металла - ио образцам
ТН1 или ТНЗ; для ан тикоррозионных покры тий при измерении со стороны
покрытия - но образцам ТН2 или ТНЗ; для антикоррозионного покрытия
биметаллических труб наклонным ПЭП - по образцу ТНН1 (рис. 9.5).
Настройку допускае тся также проводить с помощью образцов без анти-
коррозионного покрытия, но с учетом различия скоростей звука в покры-
тии и металле образца.
Настройка на скорость звука в ОТ заключается в такой регулировке
дефектоскопа, чтобы:
расстояние между эхо-
имнульсами от ступеней
10 и 20 мм образца Т1 со-
ставляло 10,0 мм;
расстояние между пер-
вым и вторым донными
эхо-сигпалами из образца
ТБ1 (рис. 9.6а) составляло
Н или показание толщи-
номера составляло II (при
использовании толщино-
мера);
расстояние между
первым и вторым донны-
Рис. 9.6. Схема настройки на скорость звука по об-
разцам ТБ1 - а; и ТНЗ - б.
268
Рис. 9.7. Настройка на скорость звука в наплавке по об-
разцу ТН1.
ТНН1 (рис. 9.6, 9.7) соответствовало глубине паза.
ми эхо-импульсами
ступени образца ТН2
или покрытия под па-
зом образца ТНЗ (рис.
9.66) соответствовало
толщине покрытия
па данном участке об-
разца;
расстояние между
эхо-импульсами от
впадины и выступа об-
разцов ТН1, ТНЗ или
Установка нуля толщиномеров проводится в соответствии с инструкци-
ей по эксплуатации приборов.
Установка пуля пли настройка задержки развертки дефектоскопов вы-
полняется: для мономе галлов - ио образцу Т2; для биметаллов - по образцу
ТБ1; для антикоррозионных покрытий со стороны основного металла - по
донному сигналу на изделии; для антикоррозионных покрытий при измере-
нии со стороны покрытия - по образцам ТН2 или ТНЗ; для антикоррозион-
ного слоя биметаллических труб наклонным ПЭН - по образцу ТИН 1.
В процессорных дефектоскопах настройка скорости звука может быть
выполнена путем задания через меню известного .значения этой скорости.
При настройке и измерении высота измеряемого импульса должна быть
всегда одинаковой и находиться па уровне 1/2 высоты экрана.
При измерении толщины покрытия наклонными ПЭП последние жес-
тко скреплены между собой и подключены к дефектоскопу по раздельной
.Стенка
трубы
Рис. 9.8. Измерение толщины антикоррозионного покрытия наклонными преобразо-
вателями: а - схема измерения; б - схема настройки дефектоскопа; в - осциллог-
раммы экрана дефектоскопа; И - излучатель; П - приемник; Ин - толщина покры-
тия (плакирующего слоя); Н - глубина паза (плоскодонного отверстия).
269
схеме (рис. 9.8) и расположены на трубе
вдоль ее образующей.
Заведомо недостоверные показания
эхо-импульсы от дефектов вблизи зоны
сплавления, границ отдельных слоев
(или проходов) (рис. 9.9), структурные
шумы из наплавки не учитываются.
Когда измерения проводятся со
стороны основного металла, толщина
покрытия определяется как разность по-
ложений эхо-сигналов от дна и границы
сплавления.
При отсутствии па развертке эхо-
еже
импульса ОТ Границы (’Плавления, перед Рис. 9.9. Отражения от зоны сплав-
первым донным сигналом необходимо ления наплавки с основным метал-
„ . о ломи границ слоев наплавки.
использовать для измерения второй или '
третий донный сигнал и соответствующий эхо-импульс от зоны сплавления
(рис. 9.10) или иримсниты1аклоппый ПЭП.
Если измерения толщины плакировки невозможны из-за отсутствия
сигнала от зоны сплавления такие участки окоптуриваются, маркируются и
их положение отмечается в заключении (протоколе) и журнале.
В случае УЗТ со стороны покрытия толщина определяется временем про-
хода эхо-имнульса 1/2 от границы сплавления за вычетом задержки в призме.
Погрешность измерений при УЗТ определяется выбранными методи-
кой и средствами УЗТ. Обыч-
но при измерении толщины
антикоррозионной наплавки
погрешность Д составляет
+ 1,0 мм при доверительной
вероятности Р = 0,95. При
измерении толщины пла-
кировки листов и изделии,
изготовленных из плакиро-
ванных листов, погрешность
составляет + 0,2 мм при Р =
0,95. При измерении толщины
монометаллических изделий
из сталей перлитного класса
и биметаллических изделий
толщиной 20 мм или более
погрешность составляет ±
Рис. 9.10. Экран дефектоскопа: а - при измерении
толщины антикоррозионного покрытия на биме-
таллической трубе; б - с увеличенным масшта-
бом развертки.
0,01 Н, По не менее шага дис-
кретности оцифровки прибо-
ров при Р = 0,95.
270
При измерении толщины монометаллических изделий толщиной < 20
мм погрешность составляет ± 0,2 мм при Р = 0,95.
Если СОП изготовлены непосредственно из металла ОТ, то погреш-
ность принимается равной шагу дискретности цифровых приборов.
9.3. Толщинометрия стенок с прокорродированной поверхностью
Проведение толщинометрии изделий с прокорродированной внутрен-
ней поверхностью; или наличием отложений на пей; или, что чаще всего
бывает, при совмещении этих негативных факторов, толщиномерами с
обычным цифровым дисплеем весьма затруднено, или даже, не может быть
реализовано по причине очень малого но амплитуде и размытого ио вре-
мени донного сигнала. Если на внутренней стенке отложений нет, но она
сильно прокорродироваиа, то зондирующий сигнал рассеивается на ней.
Амплитуда эхо-сигнала зависит от степени коррозионных повреждений и
их характера и может упасть ниже порога чувствительности толщиномера.
Фактор рассеивания обусловливает не только нестабильность измерений,
но также и увеличение погрешности, поскольку трудно судить от впадины
или выпуклости профиля внутренней стенки пришел сигнал, превышаю-
щий пороговый уровень отсчета (рис. 9.11).
Если на внутренней стоике имеется слой отложений (например,
накипь, парафин и т.н.), то помимо рассеяния зондирующий импульс
прошедший в слой, дополнительно наблюдается в нем, и донный сигнал
может быть очень мал. Чтобы его зафиксировать, надо сильно поднять
чувствительность прибора. А в цифровых толщиномерах это невозможно
сделать поскольку приведет к сбою показаний. Сигналы надо видеть, тог-
да можно их идентифицировать. Поэтому, толщинометрия таких изделий
должна проводиться ультразвуковыми дефектоскопами или специальны-
ми толщиномерами с большим экраном и разверткой А (рис. 9.12).
В этом случае на экране можно как-то разобраться в сигналах и понять,
где эхо-сигнал от стенки, а где от внутренней поверхности отложений и
соответственно замерить и толщину стенки и слоя (рис. 9.8). Чтобы лучше
Рис. 9.11. Рассеяние сигналов на внутренней прокор-
родированной стенке и в слое отложений.
разрешить эти сигналы
во времени и усреднить
влияние профиля можно
применить два наклонных
НЭП включенных no PC
схеме и направленных на-
встречу друг другу.
Эффект достигается за
счет использования более
медленных поперечных
воли и некоторого усред-
нения за счет большей
площадки отражения.
271
Рис. 9.12. Ультразвуковой
толщиномер типа А1212
НПО СПЕКТР.
Технология измерений остаточной толщи-
ны изделий в местах коррозионных поврежде-
ний имеет свои особенности.
Перед измерениями целесообразно полу-
чить сведения о характере ожидаемых коррози-
онных повреждений внутренней поверхности
(например, визуальным осмотром, с помощью
оптических приборов, в частности, с использо-
ванием приборов пансионе волоконной оптики
или радиографическим контролем).
Измерения остаточной толщины произво-
дятся толщиномерами или дефектоскопами.
Настройка их производится в соответствии с
рекомендациями указанными выше.
При определении остаточной толщины из-
делий в местах пятнистой и язвенной коррозии
внутренней поверхности в заранее намеченных
районах должны быть выполнены измере-
ния с шагом < 3 мм. За результат измерения
принимается минимальное показание прибора. Следует учесть, что при
измерении остаточной толщины изделий толщиной до 20 мм со стороны,
противоположной стороне, подвергнутой коррозии, прибор не фиксирует
изменения толщины, связанные с наличием,одиночных язв сферической
формы диаметром до 2,5 мм.
Резкие изменения толщины, происходящие на расстоянии, примерно
равном длине УЗ-волпы и меньше, при УЗ-измерепни толщины не фик-
сируются. Наименьший радиус кривизны углубления в месте наименьшей
остаточной толщины, который фиксируется, составляет 1,5 мм и более.
При отсутствии сведений о характере коррозионных повреждений ОТ
они могут быть ориентировочно получены при установке ПЭП в заранее
намеченном районе на основе следующих рекомендаций.
Если прибор по всему участку ОТ показывает значение' толщины, рав-
ное с учетом погрешности измерения номинальной толщине, то О7’корро-
знойным повреждениям не подвергнуто.
Если прибор но всему участку показывает значение толщины меньше
поминальной толщины (частным случаем является нулевое показание)
- ОТ подвергнуто равномерной коррозии.
Если прибор при замене ПЭП (например, па другой угол ввода) пока-
зывает различные значения толщины, в том числе пулевую и поминальную
толщины изделия, толщины больше и меньше номинальной, то изделие
подвергнуто пятнистой коррозии.
Если прибор показывает номинальное значение толщины, а при даль-
нейшей перестановке ПЭН на ограниченном участке - пулевое .значение и
значение меньше номинального - изделие подвергнуто язвенной коррозии
272
(нулевое и нестабильное показания прибора соответствуют установке ПЭП
над скосом язвы).
Если результат измерения существенно отличается от ожидаемого и
не связан с грубой ошибкой измерения, то целесообразно эти участки про-
контролировать дефектоскопом, так как причиной уменьшения толщины
может быть нарушение сплошности металла.
Считывание результата измерения проводят после получения устойчи-
вого и достоверного показания. Для цифровых приборов оно характеризу-
ется либо одним значением, либо двумя, изменяющимися в пределах диск-
ретности прибора. В последнем случае записывается значение, ближайшее
к границе допуска на размер.
273
ГЛАВА 10
ТРЕБОВАНИЯ К КВАЛИФИКАЦИИ
СПЕЦИАЛИСТОВ
Достоверность результатов контроля во многом определяется квали-
фикацией оператора. Поэтому, созданию эффективной системы обучения
и аттестации кадров уделяется большое внимание во всем мире, в том числе,
и в России. С 1997 г. в нашей стране действует межгосударственный стан-
дарт - ГОСТ 30489, являющийся полным аналогом Европейской Нормали
EN473 «Квалификация и сертификация персонала в области неразрушаю-
щего контроля. Общие принципы». В настоящее время в стране действуют
две параллельные системы добровольной аттестации (сертификации).
Примечание: В действующей ПТД в настоящее время используются два
термина по сути означающих одно и тоже - аттестация и сертификация.
Кроме того, высшие надзорные органы РФ Госгортехнадзор, Госатом-
надзор, Морской Регистр и др. ввели собственные системы обязательной
аттестации квалификации персонала выполняющего перазрушающий
контроль поднадзорных этим органам объектов. Чтобы получить право
проведения неразрутающего кон троля специалист должен быть аттестован
(сертифицирован), во-первых, по требованиям ГОСТ 30489, т.е. получить
или подтвердить соответствующую квалификацию (уровень знаний и прак-
тические навыки работы); а, во-вторых, по требованиям Правил аттестации
соответствующего надзорного органа. В частности, специалист выполняю-
щий перазрушающий контроль объектов подведомственных Госгортехнад-
зору РФ должен быть аттестован по «Правилам аттестации персонала в
области неразрушающего контроля. ПБ 03-440-02», утвержденных ГГГ РФ
23.01.02 №3 и зарегистрированных Минюстом РФ от 17.04.02 (№ 3378). Эти
правила подразумевают знание нормативных и руководящих документов
этих органов и специфику выполнения контроля соответствующих подна-
дзорных объектов. Таким образом, как правило, специалист должен иметь
два сертификата (удостоверения) на право выполнения перазрушающего
контроля одним методом (например, ультразвуковая дефектоскопия).
В соответствии с ГОСТ 30489 квалификация специалиста оценивается
1, 11 или 111 уровнем. Разработаны дифференцированная шкала знаний и
шкала практических навыков но степени сложности и ответственности
выполняемых работ, объем которых минимален для 1-го уровня квалифи-
кации.
Специалист 1-го уровня квалификации может осуществлять контроль в
соответствии с письменными инструкциями и под наблюдением специалис-
та более высокого уровня, регистрировать и классифицировать результаты
контроля в соответствии с критериями^ установленными в докумен тах. Но
он не имеет право подписывать заключение (протокол) но оценке качества
объекта контроля. Кроме того, он не несет ответственность за выбор метода,
средств и оборудования для контроля данного объекта.
274
Специалист П-го уровня квалификации имеет право разрабатывать
технологию контроля и составлять письменные инструкции, проводить
самостоятельно контроль, расшифровывать результаты контроля, давать
окончательную оценку качества объекта контроля и подписывать заклю-
чение (протокол).
Специалист Ш-го уровня квалификации должен быть компетентным
но всем вопросам, иметь собственные разработки ио технологии контроля,
иметь квалификацию П-го уровня не менее чем по двум другим методам
нсразру тающего контроля, руководить персоналом П и I уровней, участво-
вать в работе квалификационных комиссий сертификационных центров.
В стране имеются два независимых аттестационных (сертификацион-
ных) центра «Ссртппк» при МГТУ им. Баумана и «Контроль и диагности-
ка», получившие Европейскую аккредитацию и право выдачи международ
пых удостоверений действующих в странах Европейского союза.
275
ГЛАВА И
БЕЗОПАСНОСТЬ ТРУДА ПРИ УЗ-КОНТРОЛЕ
К проведению работ по У 3-контролю допускают лиц, которые прошли
обучение по утвержденной программе и успешно выдержали испытания
по общим и специфическим вопросам безопасности труда. При работах в
труднодоступных местах и на высоте должны соблюдаться правила безо-
пасности и инструкции, действующие в стране и на данном предприятии.
В процессе проведения контроля должны быть обеспечены устойчивое
положение контролируемых изделий, дефектоскопического оборудования
и удобные условия для работы оператора. Для контроля па высоте на ра-
бочем месте должны быть сооружены мостки или леса, обеспечивающие
доступ к любой точке контролируемого изделия. На высоте оператор-де-
фектоскопист должен работать в головном уборе (каска) и пользоваться
предохранительным (монтажным) поясом. Помещения, в которых прово-
дят контроль, должны соответствовать действующим нормам и правилам
проектирования промышленных предприятий.
Большинство средств УЗ-коптроля (дефектоскопы, установки, прибо-
ры, средства механизации и автоматизации) в процессе работы полностью
или частично находятся под напряжением, поэтому при их эксплуатации
должны строго соблюдаться <• Правила технической эксплуатации электро-
установок потребителей», «Правила техники безопасности при эксплуата-
ции электроустановок потребителей».
Работники, которые привлекаются к обслуживанию этих установок,
должны пройти производственное обучение по обращению с ними в уста-
новленном порядке и после успешной сдачи экзаменов получить удостове-
рение с указанном определенной квалификации в соответствии с квалифи-
цированными группами персонала по технике безопасности.
Во всех выпускаемых дефектоскопических установках и приборах не-
изолированные токоведущис части при любом напряжении должны быть
ограждены от случайного прикосновения. Неизолированные провода и
электросхемы необходимо защищать корпусами. Корпуса установок и при-
боров должны быть обязательно заземлены.
Вследствие неисправности приборов и повреждений изоляции токо-
ведущих частей могут возникнуть перегрев проводников и искрение, что
является причиной загорания. Перед тушением приборов их необходимо
отключить от электросети. Небольшие загорания могут быть ликвидиро-
ваны с помощью углекислотных огнетушителей. Такими огнетушителями
можно тушить загорания электроустановок, находящихся под напряжени-
ем, т.к. углекислота не проводит электрический ток. При проведении работ
необходимо обеспечить пожарную безопасность в соответс твии с «типовы-
ми правилами пожарной безопасности для промышленных предприя тий».
Контроль внутри сосудов производится только дефектоскопами с авто-
номным питанием (аккумуля торами).
276
Перед каждым включением дефектоскопа с сетевым питанием опера-
тор должен убедиться в надежном заземлении прибора медным проводом
сечением не менее 2,5 мм2. Дефектоскопы необходимо подключать к ма-
лоиагруженным электролиниям (осветительным сетям). При отсутствии
такой возможности подключение дефектоскопа следует проводить через
стабилизатор. При отсутствии на рабочем месте розеток подключение (и
отключение) дефектоскопа к электрической сети должны производить
дежурные электрики. Категорически запрещается работа операторов под
съемными механизмами, на неустойчивых конструкциях и в местах, где
возможно повреждение проводки электропитания дефектоскопов. Запре-
щается вскрывать дефектоскоп и ремонтировать его в процессе контроля.
Принадлежности, используемые оператором, масленки, обтирочные мате-
риалы, ветошь должны храниться в металлических ящиках.
Место, на котором выполняют контроль, должно быть удалено от
сварочных постов и защищено от попадания лучистой энергии. На конт-
ролируемой конструкции во время проведения дефектоскопии не должны
проводиться механические работы, вызывающие вибрацию. При контроле
на откры том месте в дневное время или при сильном искусственном осве-
щении необходимо принять меры к затемнению экрана дефектоскопа. При
работе при минусовой температуре должны применяться средства подог-
рева дефектоскопа, ПЭП и рук оператора. Требования ИТР и операторов,
проводящих УЗ-коптроль, ио созданию необходимых условий работы
должны выполняться администрацией в обязательном порядке.
Инструктаж но технике безопаснос ти проводится периодически в соот-
ветствии с порядком, установленным на предприятии.
277
Приложение 1
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ
СТАНДАРТОВ РФ ПО АКУСТИЧЕСКИМ
МЕТОДАМ КОНТРОЛЯ И
СМЕЖНЫМ ТЕМАМ
№№ ГОСТ Название
3242-79 ГСИ. Соединения сварные. Методы контроля качества.
2601-84 (СТ СЭВ 5277-85) Сварка металлов. Термины и определения основных по- нятий.
2789-73 (СТ СЭВ 638-77) Шероховатость поверхности. Параметры, характеристики и обозначения.
3242-79 Соединения сварные. Методы контроля качества.
5639-82 (СТ СЭВ 1959-79) Сталь. Методы выявления и определения величины зер- на.
12370-80** Материалы пьезокерамические. Методы испытаний.
12503-75 Сталь. Методы ультразвукового контроля. Общие требо- вания.
13927-80** Материалы пьезокерамические. Технические условия.
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
17410-78 Контроль неразрушающий. Трубы металлические бес- шовные цилиндрические. Методы ультразвуковой дефек- тоскопии.
17624-87 Бетоны. Ультразвуковой метод определения прочности.
18353-79 Контроль неразрушающий. Классификация видов и ме- тодов.
18576-85 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые.
19200-80 Отливки из чугуна и стали. Термины и определения де- фектов.
19232-73** Сварка металлов плавлением. Дефекты сварных соедине- ний. Термины и определения.
20415-82 Контроль неразрушающий. Методы акустические. Общие положения.
20911-89 Техническая диагностика. Термины и определения.
21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии.
278
21397-81 Контроль неразрушающий. Комплект стандартных об- разцов для ультразвукового контроля полуфабрикатов и изделий из алюминиевых сплавов. Основные параметры и технические требования.
22368-77 Контроль неразрушающий. Дефектоскопы ультразвуко- вые. Общие технические. Требования.
22727-88 Прокат листовой. Методы ультразвукового контроля. Общие требования.
23276-78** Контроль неразрушающий. Голографический иммерси- онный метод контроля формы изделий.
23667-85 Контроль неразрушающий. Дефектоскопы ультразвуко- вые. Методы измерения основных параметров.
23702-90 Контроль неразрушающий. Преобразователи ультразву- ковые. Методы испытаний.
23829-85 Контроль неразрушающий акустический. Термины и оп- ределения.
23858-79 Соединения сварные стыковые и тавровые арматуры же- лезобетонных конструкций. Ультразвуковые методы кон- троля качества. Правила приемки.
24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии.
24715-81 Соединения паяные. Методы контроля качества.
24923-81 Трубы железобетонные напорные. Ультразвуковой метод контроля и оценки трещиностойкости.
25714-83 Контроль неразрушающий. Акустический звуковой метод определения открытой пористости, кажущейся плотности, плотности и прочности при сжатии огнеупорных изделий.
25961-83 (СТ СЭВ 3313-81) Инструмент абразивный. Акустический метод контроля физико-механических свойств.
25993-83 (СТ СЭВ 3851-82) Сварка металлов плавлением. Статистическая оценка ка- чества по результатам неразрушающего контроля.
26126-84 Контроль неразрушающий. Соединения паяные. Ультра- звуковые методы контроля качества.
26266-90 Контроль неразрушающий. Преобразователи ультразву- ковые. Общие технические требования.
26656-85 Техническая диагностика. Контролепригодность. Общие требования.
27518-87 Диагностирование изделий. Общие термины.
27655-88 Акустическая эмиссия. Термины, определения и обозна- чения.
28702-90* (СТ СЭВ 6791-89) Контроль неразрушающий. Толщиномеры ультразвуко- вые. Общие технические требования.
279
28831-90* Прокат толстолистовой. Методы ультразвукового кон- троля.
8.296-78 ГСИ. Государственный специальный эталон и общесоюз- ная поверочная схема для средств измерения шерохова- тости Rmax и Rz в диапазоне 0,025-1600 мкм.
8.495-83 ГСИ. Толщиномеры ультразвуковые контактные. Методы и средства поверки.
4.177.85. Приборы неразрушающего контроля качества материалов и изделий. Номенклатура показателей.
12.1.001-89* ССТБ. Ультразвук Общие требования безопасности.
Р ИСО 10124- 99 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений.
Р ИСО 10332- 99 Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности.
РИСО 7819-1 Трубы стальные напорные бесшовные и сварные горяче- тянутые. Метод ультразвуковой толщиномстрии.
* Отмечены ГОСТы, не указанные в перечне «Государственные стандарты
СССР, указатель 1990»
** Отмечены ГОСТы, не указанные в перечне «Государственные стандар-
ты, указатель 2000»
280
Приложение 2
КРАТКИЕ МЕТОДИЧЕСКИЕ
РЕКОМЕНДАЦИИ ПО КОНТРОЛЮ
НЕКОТОРЫХ ТИПОВ СВАРНЫХ
СОЕДИНЕНИЙ
В рекомендациях содержатся только характерные методические
особенности и основные параметры контроля. Общие требования по подго-
товке, настройке, проведению сканирования и т.д. не включены.
2.1. Контроль стыковых кольцевых соединений труб
поверхностей теплообмена, выполненных контактной сваркой
Рекомендации распространяются на кольцевые соединения труб по-
верхностей теплообмена толщиной 3-6 мм из сталей перлитного класса,
выполненные контактной сваркой оплавлением.
Контроль проводят па рабочей частоте 5
МГц специальными ПЭП с двумя ньезоэле-
ментами, включенными но раздельной схеме
«тандем». Контактная поверхность профи-
лируется до требуемого радиуса кривизны.
Скорость развертки и чувствительность
дефектоскопа настраивают но зарубке и
плоскодонному отверстию в СОП, выпол-
ненном в соответствии с рис. П2.1.1. Разме-
ры зарубки должны быть 2x1 мм, а диаметр
отверстия - 50% толщины стенки трубы.
Конец рабочей зоны экрана соответству-
ет месту появления сигнала от зарубки, сиг-
налы от грата располагаются правее. Центр
рабочей зоны экрана соответствует месту
появления сигнала от отверстия.
При этом, фиксируя местоположение
сигналов от зарубки и отверстия, между
передним нижним ребром у СОП и этими
отражателями должно быть выдержано рас-
5 +1 с
стояние, равное ----мм, где о - толщина
стенки трубы.
При оценке дефектов рассматривают только сигналы, находящиеся в
рабочей зоне развертки. Если максимум сигнала располагается правее ра-
бочей зоны, то такой сигнал признается сигналом от грата.
Сварное соединение, в котором не обнаружено дефектов с амплитудой сигна-
ла, равной или превышающей амплитуду сигнала от отверстия, считают годным.
,_зо_;
Рис. П2.1.1 Настройка чувстви-
тельности и скорости развертки
дефектоскопа:а - расположение
сигналов на экране при настрой-
ке скорости развертки; б - СОП:
1-3 - сигналы от передней грани
ПЭП, засверловки и зарубки со-
ответственно.
281
2.2. Контроль угловых сварных соединений
труб поверхностей теплообмена с камерами ПЭП
с неортогональным вводом ультразвука
Рекомендуемая методика распространяется на угловые сварные соеди-
нения труб поверхностей
теплообмена из стали пер-
литного класса диаметром
28-42 мм и толщиной стен-
ки 4-8 мм с камерами кот-
лов, выполненные ручной
сваркой плавлением (рис.
II2.2.1).
Контроль проводят на
рабочей частоте 5 МГц.
Контроль проводят
специальными ПЭП с
пеортого! 1 ал ьн ы м вводом
ул ьтразвука.
а
Рис. П2.2.1 Конструкция сварных соединений шту-
церов (труб) с коллекторами безразделки штуцера
(а, в) и с разделкой штуцера (б): а, б - по нормали
ТКЗ; в - по нормали Н1686-68; Kj, К? - катеты
сварного шва.
Акустическая ось ПЭП
находится не в одной плоскости с образующей трубы, как в обычных
Рис. П2.2.2 Схема контроля ПЭП
с неортогональным углом ввода.
призматических ПЭП, а составляет с пей
угол 25° (влево от оси и вправо). Благодаря
этому при контроле отсутствуют мешающие
сигналы от двугранного угла, образованного
внутренней поверхностью и торцом трубы.
ПЭП должны иметь угол призмы 53°.
Угол поворота ПЭП относительно оси трубы
должен составлять 25°.
Настройку скорости развертки и чувс-
твительности производят по СОП, конс-
трукция которого приведена на рис. П2.2.3.
Настройку скорости развер-
тки и чувствительности дефек-
тоскопа проводят для каждого
ПЭП отдельно.
Недопустимым считают
дефект, обнаруженный одним
или двумя ПЭП, с амплитудой
эхо-сигнала, равной или боль-
шей амплитуды эхо-сигнала от
сверления П в СОП.
Рис. П2.2.3 СОП для настройки скорости раз-
вертки и чувствительности (а) и расположе-
ние эхо-сигналов на экране от соответствую-
щих сверлений в испытательном образце (б).
282
2.3. Контроль угловых сварных соединений
водоопускных и пароперепускных труб с камерами
Рис. П2.3.1 Конструкция
сварного соединения: D
- диаметр коллектора.
Методика рекомендует технологию УЗД и
нормы оценки угловых швов приварки труб диа-
метром 108 мм и более с толщиной стенки более
8 мм к камерам или коллекторам (рис. 2.3.1).
Сварной шов условно разбивают на секторы
A-В, Б-Г, П1-П4 (рис. 2.3.2).
Контроль швов проводят в два этапа - опре-
деляют заглубление штуцера в камеру, а затем
проводят УЗД металла шва.
Для определения заглубления штуцера из-
меряют на СОП расстояние / от края образца до
передней грани призмы ПЭП (или до его точки
ввода) при положении ПЭП, соответствующем
максимальному сигналу от верхнего двугранного
угла при прозвучивании его однажды отражен-
ным лучом (рис. П2.3.1). Затем на контролиру-
емом сварном соединении в секторах Б или /' измеряют расстояние Ц от
поверхности камеры до передней грани призмы (или точки ввода) НЭП
при положении его, соответствующем максимуму эхо-сигнала от верхнего
; двугранного угла штуцера (рис. П2.3.3). Заглубление I в
\ этих секторах определяют как разность измеренных зна-
X J1 чений / и /( .
I Измерения при толщине штуцеров 8-10 мм проводят
(__________j ПЭП с углом призмы 55° на рабочую частоту 5 МГц, а для бо-
лее толстых штуцеров применяют ПЭП с углом призмы 50°.
Заглубление в средней
части других секторов опре-
деляют но табл. Для опреде-
ления значения заглубления
штуцера в секторах A-В или
ГЦ-ГЦ следует к табличному
значению t} в этих секторах
Рис. П2.3.2. Раз-
метка сварного
шва.
добавить поправку X, равную разности изме-
ренного f и табличного Z, значений заглубле-
ний в секторе Б-Г, т.е. X = Z-tj.
Пример. Измеренное значение заглубле-
ния в секторах Б-Г штуцера диаметром 133
мм (камера диаметром 325 мм) равно 12 мм.
Для указанных размеров штуцера в камеры из
табл, находим, что заглубление в секторе Б-Г
Рис. П2.3.3. Схема измерения заглубления штуцера при контроле угловых соеди-
нений водоопускных и пароперепускных труб с камерами: а - схема измерения I; б
- схема измерения /у
283
равно 14 мм. Тогда X = 12-14 = -2 мм. В секторах A-В действительно утоп-
ление t = 0+(-2) = -2 мм, а в секторах 1Ц-1Ц t = 11+(-2) = 9 мм, т.е. в середине
сектора A-В штуцер «нависает» над поверхностью камеры на 2 мм, а в сек-
торах П(-П4 заглублен на 9 мм.
Заглубление штуцера, мм
Диаметр камеры, мм Диаметр штуцера, мм
108 133 157
Секторы
Б-Г Л-В П\~П^ Б-Г Л-В nt-na Б-Г Л-В П\-ГЦ
219 16 2 12 23 0 17 33 0 25
245 15 2 12 20 0 15 27 0 22
273 14 2 11 15 -2 13 25 0 19
325 12 3 10 14 0 11 19 0 15
377 10 2 8 12 0 9 17 0 14
426 8 1 6 11 0 8 16 0 12
Контролю подвергают те участки сварного соединения, у которых изме-
ренное значение заглубления составляет не менее 5 мм.
Контроль проводят ПЭП е углом призмы 40°
Стрела ПЭП не должна превышать 5 мм.
Настройку скорости развертки проводят по
СОП, представляющему собой полосу, выре-
занную из трубы того же размера, что и штуцер
контролируемого сварного соединения. На эк-
ране дефектоскопа отмечают места максимумов
сигналов от кромок образца, обнаруживаемых
прямым, однажды и дважды отраженными
лучами - точки 1, 2 и 3 соответственно (рис.
П2.3.4). Зона появления сигналов от дефектов
будет располагаться между точками 2 и 3 линии
раз вертки.
Настройку чувствительности производят по
зарубке площадью 2 мм2 (2x1 мм) па наружной
поверхности СОП при прозвучивании ее однаж-
ды отраженным лучом.
Контроль проводят однажды отраженным
лучом (рис. П2.3.4).
Признаком обнаружения дефектов считают
появление сигнала в рабочей зоне экрана между
точками 2 и 3 (рис. П2.3.4а). В этой же зоне поз-
па рабочей частоте5 МГц.
Рис. П2.3-4 Схема контроля угловых соединений водоопускных и пароперепускных
труб с камерами: а - эхо-сигналы на экране дефектоскопа; б - схема контроля.
284
можно появление сигналов от кромки штуцера или от подреза.
Сигнал от кромки штуцера отличают от сигнала от дефекта по сопостав-
лению фактического места расположения ПЭП с расстоянием до кромки
штуцера в этой зоне, выбранным из табл. Подрез, кроме того, легко разли-
чать «прощупыванием» пальцем, смоченным в масле.
Недопустимым считают дефект с амплитудой эхо-сигнала, большей,
чем от зарубки и СОН.
2.4. Контроль угловых сварных соединений
штуцеров с барабанами
Рекомендации регламентируют порядок
скорости
различной
со-
для настройки
развертки при
конструкции сварного
единения.
проведения и нормы оценки качества угловых
соединений приварки нормально врезанных
штуцеров (патрубков) с поминальным наруж-
ным диаметром более 100 мм и толщиной стен-
ки 8 мм и более к сосудам с радиусом кривизны
наружной поверхности 750 мм и более при не-
полном проплавлении соединяемых элемен тов,
т.е. при наличии конструктивных непроваров.
Рекомендации применимы при глубине раз-
делки (пиковки) основного элемента не менее? 4
мм при расположении штуцера (патрубка) нор-
мально к поверхности основного элемента и при
обеспечении возмож-
ности проведения
дефектоскопии со
стороны внутренней
поверхности при-
варенного штуцера
(патрубка),
стороны внутренней
Рис. П2.4.2 СОП №2 (а-«)
для настройки чувстви-
тельности контроля при
различных конструкциях
сварного соединения.
Контроль проводят со
поверхности штуцера до установки заглушек.
Сварные соединения контролируют специ-
альными наклонными ПЭП с. углом призмы 36°
на рабочую частоту 2,5 МГц.
Пасгройку скорости развертки и чувстви-
тельное ги производят по СОП № 1 и 2 соот-
ветственно. Образцы должны быть изготовлены
из материала контролируемого изделия (рис.
112.4.1 и П2.4.2).
Пасгройку скорости развертки производят
в соответствии со схемой, показанной па рис.
112.4.3. С помощью регуляторов «ВРЧ» доби-
ваются равенства эхо-сигналов от отверстий в
корне и в вершине шва.
285
Рис. П2.4.3 Схемы настройки скорости
развертки (а - СОП№1) и чувствитель-
ности (6 - С0П№2) дефектоскопа.
Настройку чувствительности де-
фектоскопа производят в соответствии
со схемой, показанной па рис. П2.4.1.
Появление эхо-сигналов в ра-
бочей зоне развертки при соответс-
твующих расстояниях Х|, Х2 или Х3
характеризуют наличие дефектов в
сварном шве.
2.5. Контроль угловых сварных соединений штуцеров и бобышек
термопар и термометров сопротивления с трубопроводами
Рекомендации распространяются па угловые сварные соединения шту-
церов Dy 10, 20 и 40-100 мм, а также бобышек для установки термопар и
термометров сопротивлений с трубопроводами или камерами.
Контроль угловых швов штуцеров проводят после механической обра-
ботки внутренней поверхности до приварки трубы ответвления к штуцеру.
Рис. П2.5.1 Конструкция
Корневую часть швов приварки штуцеров
Dy 10 и 20 мм контролируют прямым лучом со
стороны наружной поверхности. Среднюю и вер-
хнюю части швов контролируют однажды отра-
женным лучом при толщине стенки штуцера не
более 6 мм и прямым лучом со стороны внутрен-
ней поверхности штуцера при большей толщине.
Швы приварки штуцеров Dy 40-100 мм
штуцера Dy Ю и 20 мм. контролируют по методике контроля швов
сварных тройников с толщиной стенки штуце-
ра 4,5-20 мм.
Швы приварки бобышек для термопар и термометров сопротивления
контролируют только прямым лучом со стороны
наружной поверхности. При толщине стенки ме-
нее 9 мм используют ПЭП с углом наклона 53°,
при большей толщине - 50°.
Толщиной следует считать размер h па рис.
П 2.5.1 и 112.5.2.
Для контроля швов со стороны наружной
Рис. П2.5.2 Конструкция
бобышки для термопар и
термометров сопротив-
ления.
поверхности применяются призматические ис-
катели па рабочую частоту 5 МГн со стрелой не
более 5 мм.
286
2.6. Контроль сварных соединений штампосварных элементов
трубопроводов
Излагается методика УЗД продольных швов штамносварных колен,
переходов и шаровых тройников диаметром 600 мм и более с толщиной
стенки более 25 мм, выполненных без подкладных колец и без замковых
соединений.
Контроль проводят для обнаружения дефектов, ориентированных
вдоль шва (поперечное прозвучивание).
На сварных соединениях элементов толщиной 45 мм и более из углеро-
дистых сталей, элементов толщиной 30 мм и более из кремнемарганцевых
сталей и элементов из хромомолибденованадиевых сталей независимо от
их толщины контроль проводят также для обнаружения дефектов, ориен-
тированных поперек шва (продольное прозвучивание).
Контроль рекомендуется проводить до приварки контролируемой
штампосварной детали к трубопроводу.
Усиление шва должно быть удалено заподлицо с поверхностью сварен-
ных элементов.
Контроль проводят НЭП на рабочую частоту 1,8 МГц с углами призмы,
указанными в табл. 2.6.1.
Настройку скорости развертки производят по СОП, конструкция ко-
Рис. 112.6.1 СОП для контроля швов штампосварных
элементов трубопроводов: а - на продольные де-
фекты; б - на поперечные дефекты; 1 - зарубки для
настройки скорости развертки; 2 - боковое цилин-
дрическое отверстие диаметром 3 мм и глубиной 20
мм для настройки скорости развертки при толщине
стенки более 65 мм при контроле прямым лучом; R
- радиус элемента; для шаровых тройников R = г;
s мм ... 26-40 41-60 болеебО
Ьмм... 30 30 50
1мм ... 5s, но не менее 250
торого приведена на рис.
П2.6.1.
При контроле на про-
дольные и поперечные
дефекты швов шаровых
[ройников используют
од и [ [ и тот же образе ц, п р и
контроле швов штампос-
варных колен и переходов
- различные образцы.
Допускается настрой-
ка по зарубкам на наруж-
ной и внутренней поверх-
ностях контролируемого
изделия.
Соединения штамнос-
парных колен и переходов
ко 11 трол и ру ю'1’ но всей
/(лине, за исключением
участков по 10 мм от
то р 1 ю в, сел и 11 ос л ед 11 и е
обработаны, и но 30 мм,
если не обработаны. Не
II ро ко нт рол и ров а пн ые
287
участки следует подвергнуть УЗД и просвечиванию после приварки эле-
мента к трубопроводу.
В случае обнаружения сигнала из корневой части шва следует дополни-
тельно зачистить неровность корня с последующим повторным контролем.
2.7. Методика дефектоскопии сварных соединений донышек с
коллекторами (камерами), выполненных с отступлениями от
действующих стандартов
Перед началом контроля сварных соединений донышек с коллекторами
рекомендуется уточнить их конструкцию прозвучивапием нормальным
ПЭП.
Для этого измеряют толщину отдельных участков для последующего
составления эскиза (рис. П2.7.1). Сначала измеряют наружные размеры и со-
ставляют основу эскиза, на которую наносят вертикальную ось сварного шва.
а затем наносят внутреннюю конфигурацию соединения по данным измере-
ния толщины. Измерения проводят прямым лучом ПЭП па рабочую частоту
5 МГц. Уровень чувствительности устанавливают минимальным (высока
амплитуды донного эхо-сигнала 20-25 мм но экрану дефектоскопа).
Измерения со стороны торца донышка. В центре донышка или возле
колпачка измеряют толщину донышка Т(см.рис. 112.7.1), азатем ПЭП пере-
мещают но радиусу к периферии и определяют наличие разгрузочной канав-
ки и ее координаты. Начало канавки фиксируют но исчезновению донного
сигнала 2, затем определяют глубину проточки 3 и фиксируют ее конец при
появлении донного сигнала 4. Продолжая перемещать ПЭП к периферии, но
исчезновению донного сигнала определяют конец посадочной части доныш-
ка 5. Местоположение ПЭП 2-5 фиксируют и наносят на эскиз.
Измерения со стороны камеры. Шлифовальной машинкой снимают
усиление сварного шва заподлицо с камерой. При перемещении ПЭП от
середины шва по коллектору определяют наличие проточки и ее размеры,
а также толщину 6 сварного шва Н. Место исчезновения донного сигнала
или появление его на большей глубине 7 фиксируют и но нему определяют
длину проточки. После прямоугольной проточки возможен конический
переход 8. Чаще всего проточка имеет конический
переход к основной толщине трубы коллектора,
что определяется перемещением ПЭП по коллек- /JI I) п । Ж__щ____\
тору па 80-100 мм. j у у" У у
Аналогично исследуют и другие конструкции S
(донышки со сферической проточкой и др.).
При прозвучивании со стороны торца допыш- ' £~| _ 1
ка контроль выполняют малогабаритным ПЭП па
рабочую частоту 5 МГц. Перед выполнением коп- ----------
троля зачищают поверхность торца донышка но ч
Рис. П2.7.1 Уточнение прозвучиванием конструкции сварного соединения донышка с
коллектором.
288
периметру кольцом шириной на 10-15 мм больше толщины сварного шва.
Настройку уровня чувствительности производят по плоскодонному
отверстию диаметром 3 мм, расположенному в СОП на глубине, равной
расстоянию а от середины сечения шва до торца донышка (рис. П2.7.1).
При обнаружении дефекта его местонахождение определяют по положе-
нию ПЭП и показанию глубиномера.
2.8. Контроль подповерхностной части сварных соединений
головными волнами
Методика рекомендует порядок проведения УЗД сварных соединений
элементов толщиной 30 мм и более для обнаружения дефектов в поверхнос-
тных и подповерхностных слоях соединения.
Контроль проводят головными ультразвуковыми волнами.
Сущность контроля головными волнами заключается в следующем
(рис. П2.8.1): НЭП 1 с углом призмы, равным первому критическому, воз-
буждает в изделии продольно-поверхностную (головную) волну 2. Эта вол-
на распространяется в изделии и при наличии акустического препятствия
(дефекта) 3 отражается от пего и идет в обратном направлении - волна 4.
Рис. П2.8.1 Ультра-
звуковой контроль
головными волнами: /
- ПЭП; 2,4 - волны; 3
- дефект;5 - приемник.
Волна 4, распространяясь вдоль поверхности изде-
лия, образует в граничной среде так называемую бо-
ковую волну, которую и регистрирует приемник 5.
Настройку скорости развертки производят по
отражению головных волн от свободного прямого
двугранного угла изделия или СОП.
Контроль выполняют последовательным переме-
щением ПЭП па поверхности сваренных элементов по
всей протяженности соединения с. обеих сторон шва.
Рекомендуется для наблюдения за акустичес-
ким контактом ПЭП следить за сигналом, располо-
женным между зондирующим сигналом и строб-импульсом. Этот сигнал
наблюдается при повышенной чувствительности дефектоскопа в режиме
поиска и соответствует обратной продольно-поверхностной волне, распро-
страняющейся непосредственно от излучателя к приемнику через контро-
лируемое изделие.
Признаком дефекта является появление эхо-сигнала в пределах строб-
импульса.
Дефект считают недопустимым, если амплитуда эхо-сигнала от пего
превышает амплитуду эхо-сигнала от плоскодонного отверстия в СОП.
2.9. Контроль сварных соединений роторов паровых и газовых
турбин (выписки из ОСТ 108.129.13-81)
Контроль обеспечивает обнаружение дефектов с минимальной эквива-
лентной площадью не менее 3 мм2.
Ультразвуковой контроль не гарантирует выявление: дефектов па фоне
289
мешающих отражении от подкладного кольца и структурных неоднороднос-
тей; гладких трещин и несплавлений, если они ориентированы в направле-
нии акустической оси преобразователя в пределах от 0 до 15° в направлении
луча; вертикальных свищей и вытянутых пор (нераскрывшихся свищей);
дефектов, находящихся в пределах мертвой зоны преобразователя.
Стандарт распространяется на кольцевые сварные соединения с С-об-
разной разделкой толщиной от 50 до 250 мм (рис. П2.9.1-П2.94).
Ультразвуковой контроль проводится в соответствии с требованиями
чертежа. По сечению шва прямым преобразователем проводят сплошной
контроль, объем контроля наклонными преобразователями определяется
конструктивными размерами свариваемых элементов ротора и указывает-
ся в схеме УЗ контроля сварных швов ротора, разработанной для каждого
типа турбины и утвержденной в установленном порядке.
По всей протяженности швов проводится сплошной контроль.
Контроль сварных швов проводят типовыми преобразователями совме-
щенным прямым и наклонным с углами наклона 20, 40 и 50° на частоте 2,5
МГц.
Для расширения возможности контроля рекомендуется применять
специальные наклонные преобразователи с вертикальным расположением
разъема и скруглением па контактной поверхности, позволяющие увели-
чить глубину контроля по сравнению с типовыми преобразователями.
Максимальное удаление от оси шва при поперечном сканировании оп-
ределяется в зависимости от конструкции ротора (от ширины околопювной
В случае недостаточной ширины около-
шовной зоны между дисками, не позволяю-
щей осуществлять контроль корневой части
сварного шва, контроль проводится по боко-
вой поверхности диска, если толщина диска
позволяет достигнуть заданной чувствитель-
ности (рис. П2.9.5).
При продольном сканировании преобра-
зователь перемещают но шву, параллельно
оси шва.
Измеряемыми характеристиками де-
фектов являются: эквивалентный диаметр
дефекта; условные протяженность, ширина и
высота, координаты дефектов; число дефек-
тов в контролируемом шве.
Перед началом контроля прямым преоб-
Рис. П2.9.1 Конструкция сварного шва на подкладном кольце: 1, 2 - свариваемые
элементы;3 - подкладное кольцо; 4 - наплавленный металл;5 - положение преобра-
зователя при обнаружении выточки под подкладное кольцо; 6 - положение преобра-
зователя при обнаружении подкладного кольца; 7 - дефект; 8 - вид осциллограммы;
9 - зондирующий импульс; 10 - импульс отражения от выточки; 11 - импульс отра-
жения от подкладного кольца; 12 - импульс от дефекта.
290
Рис. П2.9.2 Контроль сварного тва в поперечном
направлении наклонным преобразователем: 1, 2, 3
- положения преобразователя прп обнаружении,
соответственно выточкп, верхнего угла подкладного
кольца, нижнего угла подкладного кольца; 5, 6, 7, 8
- импульсы, соответственно, зондирующий, от вы-
точкп, от верхнего угла подкладного кольца, от ниж-
него угла подкладного кольца; 4 - осциллограмма.
разователем измеряют толщину сварного шва.
При этом на экране дефектоскопа наблюдают
следующие импульсы рис. П2.9.1: зондирую-
щий импульс - в левой части; импульс от вы-
точки под подкладное кольцо и импульс от подкладного кольца - в правой
части.
При контроле сварного шва прямым преобразователем дефект, рас-
полагающийся над корневым слоем, обнаруживается левее импульсов от
подкладного кольца.
Рис. П2.9.3 Контроль сварно-
го шва с непроваром в корне со
стороны одного из сваривае-
мых элементов.
При контроле сварного шва наклонным преобразователем в поперечном
направлении (в радиально-осевой плоскости)
на экране дефектоскопа наблюдаются следу-
ющие эхо-сигналы, рис. П2.9.2.: зондирующий
импульс - в левой части экрана; импульс от
подкладного кольца - в правой части экрана
при расположении преобразователя в положе-
нии, соответствующем контролю корня шва.
Координата «у» от подкладного кольца на
10 мм больше толщины сварного шва в случая,
если отражение от нижнего угла подкладного
кольца и на 20 мм больше, если отражение по-
лучено от верхнего угла (рис. П2.9.3).
Если дефект в корне шва расположен ближе
к линии сплавления с тем элементом, со сторо-
ны которого ведется контроль, то при медленном
приближении преобразователя ко шву на экране
дефектоскопа первым появляется эхо-сигнал от
выточки под подкладное кольцо, а затем от де-
фекта, образующего с выточкой под подкладное
кольцо плоский угловой отражатель и, наконец,
при дальнейшем перемещении ПЭП появляется
эхо-сигнал от подкладного кольца.
Эхо-сигнал от подкладного кольца может не
наблюдаться на экране, если указанный дефект
экранирует подкладное кольцо.
При контроле этого участка шва со стороны
противоположного элемента указанный дефект
может быть выявлен в том случае, если он ориен-
Рис. П2.9.4 Контроль свар-
ного шва при наличии непро-
вара и шлаковин.
291
Z' Рис. П2.9.5 Осциллограмма при контроле корня шва через
{ А тело диска III ступени: а - сигнал от паза под подклад-
Г п Ч ное кольцо; б - группа сигналов от подкладного кольца; в
\ J - сигналы от зашлаковок, лежащих на границе подклад-
S ное кольцо - сварной шов; строб-импульс установлен на
3---------T7Z» Згд глубине, соответствующую расстоянию от оси сварного
шва до боковой поверхности диска III ступени, покоторой
] j ] / j производится контроль.
'Ас, тирован перпендикулярно ультразвуковому лучу.
gfr* В указанных случаях глубина дефекта равна
Л I— \ толщине сварного шва.
—J L------При продольном контроле (в диаметральной
плоскости ротора) ПЭП с углом наклона 30° сигнал
из зоны сварного шва на экране дефектоскопа наблюдается, если дефект
ориентирован в радиально-осевой плоскости ротора или имеет округлую
форму.
Для шлаковых включений или пор характерно наличие па экране де-
фектоскопа импульсов, быстро исчезающих и появляющихся вновь при
незначительных перемещениях преобразователя в продольном или попе-
речном направлениях. Скопления мелких шлаковых включений или пор
в наплавленном металле дают па экране один сигнал или группу близко
расположенных сигналов, рис. 112.9.4.
Непровар, расположенный выше корневых слоев сварного шва, мало
или совсем не экранирует отражение от подкладного кольца. На экране
при контроле с обеих сторон щва возникают эхо-сигналы от подкладного
кольца и дефекта.
Применение прямого и наклонного преобразователей при контроле
позволяет установить преимущественную ориентацию обнаруженных де-
фектов.
Выявление дефектов прсимунтественно одним из преобразователей
наклонным или прямым ориентировочно указывает па его плоскостной
характер: трещину или непровар. Выявление дефектов па одинаковой при-
мерно настройке наклонным и прямым преобразователями указывает па
его объемный характер: поры; шлаки, в том числе и протяженные.
Оценку качества сварных соединений производя г по значениям измеря-
емых характеристик: эквивалентному диаметру, условной протяженности,
условной ширине, условной высоте и суммарному количеству дефектов.
2.10. Методика распознавания типа дефекта по коэффициенту
формы
Плоскостные и объемные дефекты распознают измерением коэффици-
ептаформы дефекта /<ф.
Коэффициент формы определяют в виде отношения амплитуды сигна-
ла, отраженного от дефекта обратно к ПЭП Ua, к амплитуде сигнала, про-
шедшего от одного ПЭП к другому и испытавшего отражение от дефекта и
внутренней поверхности ( Варенного элемента U:i. Коэффициент измеряют
292
при прозвучивании дефекта по схеме «тандем»
двумя наклонными ПЭП (рис. П2.10.1).
Измерения проводят двумя однотипными
наклонными ПЭП с углом призмы 40 или 30° на
рабочую частоту 1,8 МГц. Допускается приме-
нять ПЭП на рабочую частоту 2,5 МГц.
Абсолютная разница в значении углов накло-
на ПЭП не должна превышать 1°.
ПЭП должны иметь одинаковую чувстви-
тельность. ПЭП считают равными по чувстви-
телыюсти, если при прозвучивании каждым из
них последовательно одного и того же искусст-
венного отражателя в стандартном образце № 1
или в СОП амплитуды эхо-сигналов отличаются
не более чем на 1 дБ.
Если из имеющихся в распоряжении онерато-
-----и,
-----и,
Рис. П2.10.1 Осциллограм-
мы объемных (а) и плоскос-
тных (б) дефектов:
------Ua;-------из.
ра ПЭП не удается подобрать два равных но чувствительности однотипных
ПЭП, то для выравнивания чувствительшюти следует включить последо-
вательно в цепь одного из ПЭП резистор с неременным сопротивлением
0,5-1,0 кОм.
При проведении измерений следует учитывать наличие придонной
зоны «непрозвучивання» - слоя металла, дефект в котором не может быть
достоверно оценен но К,^.
ПЭП подключают к дефектоскопу по раздельно-совмещенной схеме.
Измерения проводят при скорости развертки, настроенной ври контро-
ле сварного соединения.
Расстояние между искателями, мм
Рис. П2.10.2 Определение расстоя-
ния между ПЭП при определении ко-
эффициента формы дефекта. ПЭПс
углом призмы 40°.
-------пример: при измерении ко-
эффициента формы дефекта, зале-
гающего на глубине 35 мм в сварном
шве толщиной 80 мм, максимум сиг-
нала Из достигается при расстоя-
нии между ПЭП около 110 мм.
Оба ПЭП устанавливают друг за дру-
гом на поверхности сваренного элемента
в одной вертикальной плоскости и пере-
мещают их в этой плоскости в поисках
максимума сигнала U3.
Положение сигнала Ц па линии раз-
вертки не зависит от глубины залегания
дефекта и соответствует положению эхо-
сигнала от нижнего угла образца толщи-
ной, равной толщине контролируемого
сварного соединения, при прозвучивании
одним ПЭП, примерное расстояние меж-
ду ПЭП, соответствующее максимуму
сигнала (/,, может быть найдено но рис.
П2.10.2.
При контроле сварных соединений
рекомендуется использовать специаль-
ное приспособление, обеспечивающее
293
возможность возвратно-поступательного перемещения на ПЭП или изго-
товить рамку из двух дюралюминиевых уголков, внутри которой фиксиру-
ются ПЭП.
Коэффициент формы измеряют при фиксированном положении ПЭП,
соответствующем максимуму сигнала U3.
Коэффициент формы считают:
- положительным, если высота сигнала Ua на экрана дефектоскопа боль-
ше высоты сигнала U3;
- равным 1 (или 0 дБ), если Ua отличается от 1’-> нс более чем на 1 дБ;
- отрицательным, если [7Д меньше U-..
Дефект считают объемным, если коэффициент формы имеет положи-
тельное или равное 1 значения, и плоскостным, если Кф имеет отрицатель-
ное значение.
Каждый дефект оценивают но Кф при прозвучивании с двух сторон шва.
Измерение Кф с условной протяженностью более 30 мм производят нс ме-
нее чем в трех сечениях дефекта.
Тип дефекта оценивают но наименьшему из измеренных значений Кф.
2.11. Определение толщины стенки свариваемых элементов и
фактической границы скоса (проточки) прямым ПЭП
Рис. П2.11.1 Схема прозвучивания стенок
свариваемых элементов прямым ПЭПдля
определения их толщины и длины скоса:
ЗИ - зондирующий импульс; 1-4 - сигна-
лы, отраженные от противоположной
стороны стенки свариваемого элемента
без скоса кромки; 2-4 - то же, со скосом
кромки.
НЭП устанавливают на пред-
варительно подготовленную под
контроль с двух сторон шна и
покрытую контактной жидкостью
поверхность свариваемых элемен-
тов на расстоянии не менее 40 мм
от линии перехода шва в основной
металл. При диаметре свариваемых
элементов менее 300 мм указанную
поверхность зачищают до получения
ровной плоскости шириной большей
диаметра прямого НЭИ.
По глубипомерному устройству,
настроенному для измерения пря-
мым ПЭП, определяют толщину
стенок свариваемых элементов.
Для определения ((тактической
границы (длины LCK) скоса ПЭП
перемещают по поверхности эле-
мента, имеющего большую толщину, в сторону нита до появления резкого
увеличения расстояния между зондирующим и ближайшим отраженным
импульсами но сравнению с расстоянием между остальными многократно
отраженными сигналами. Отметив найденное таким образом положение
294
ПЭП линейкой измеряют расстояние ZCK от осевой линии шва до положе-
ния метки на поверхности элемента.
2.12. Методика контроля сварного шва концевого соединения
(штуцера) и корпуса шарового крана1
Инструкция устанавливает методику уль-
тразвукового контроля (в ручном варианте)
сварного шва концевого соединения и корпуса
опытной партии шаровых кранов 10" (Dy 250
мм) и 16" (Dy 400 мм) из стали LMS 005 или
эквивалентной ей (рис. П2.12.1).
Для шарового крана 10" рекомендуется
применять наклонный преобразователь попе-
речной волны (волны сдвига) с углом ввода
Рис. П2.Г2.1 Схема прозвучи-
вания - а; и осциллограмма с
помехами - б.
ультразвукового луча а = 45±2° ( с учетом угла
наклона поверхности ввода, равного 45°).
Для шарового крана 16" необходимо приме-
нять специальный наклонный преобразователь
продольной волны с углом ввода ультразву-
кового луча а = 25±2° (с учетом угла наклона
поверхности ввода, равного 25°).
Стандартный образец предприятия с
контрольными цилиндрическими отражате-
лями применяют для настройки предельной
чувствительности ультразвукового контроля
и установки рабочей зоны на развертке при контроле сварного шва (рис.
112.12.2).
При контроле рекомендуется использовать механизмы вращения свар-
ного узла (роликоопоры, поворотные столы и т.н.), аналогичные применя-
емым при сварке.
Сканирование сварного шва проводится наклонным преобразователем
но конусной поверхности ввода попсрсчпо-продольпым перемещением
относительно шва с шагом вдоль дуги, не превышающим 2/3 ширины (диа-
метра) иьезоэлемеита преобразователя. Скорость сканирования не должна
превышать 150 мм/с.
Сканирование сварного шва шарового крапа 10" проводится по конус-
ной поверхности с углом наклона 45°.
Сканирование сварного шва шарового крана 16" проводится по конус-
ной поверхности с углом наклона 25°.
Второв проход рекомендуется проводить преобразователем с другим
1 Целесообразность применения подобной технологии весьма сомнительна из-за низкой
достоверности. Приведена здесь только как пример нестандартного решения схемы прозвучи-
вания.
295
(близким) углом ввода при обна-
ружении в швах дефектных учас-
тков, требующих дополнительной
расшифровки и уточнения вида и
размера отражателей.
Координаты расположения от-
ражателя измеряют относительно
точки ввода вдоль оси концевого
соединения (координата I) и от на-
ружной поверхности (координата
h). При этом следует иметь в виду
возможность появления мешающих
сигналов: 1 - от внутреннего торца
концевого соединения (координата
/Д 2 - от конструктивного зазора
(координата /2), 3 от наружного
торца концевого соединения (коор-
динаты /3) (рис. П2.12.16).
место
Рис. П2.12.2 Образец для настройки ско-
рости развертки и чувствительности.
П2.13. Методика определения высоты непроваров
в К-образных сварных швах.
1. Контроль производился наклонными ПЭП с центральной рабочей
частотой 2,5 МГц и с углами в призме: р=54°для швов толщиной 6 и 16 мм и
Р=50° для швов толщиной 30 мм.
2. Схема контроля по-
казана па рис. 112.13.1.
На рис. П2.13.2 пока-
зана конструкция СОП.
Его толщина должна
соответствовать толщине
стыкуемого элемента, по
которому ведется скани-
рование.
3. В качестве опорного
сигнала используется сиг-
нал от отверстия 06 мм в
СО-2 или отверстия 02
мм в СО-1 (эталон СО-1).
4. Высота непровара
Рис. П2.13.1. Схема контроля шва. оценивается ИуГСМ Срав
пения амплитуды сигнала
от обнаруженного дефекта с амплитудой сигнала от двугранного угла обра-
зованного канавкой или по тарировочным графикам рис. 112.13.3.
296
Рис, П2.13.2. СОП с канавками для
определения величины непрова-
ров, расположенных в корне шва.
Толщина образца S может быть от
6 до 30 мм.
Рис. П2.13.3. Зависимость ам-
плитуды сигнала от глубины
канавки в СОП; 1 - для толщин
6 мм, ПЭП 54\ 2,5 МГц; 2-16
мм, ПЭП 54*, 2,5 МГц - а.; и
ПЭП =50° толщина 30 мм - б.
297
Приложение 3
ХАРАКТЕРНЫЕ ОСЦИЛЛОГРАММЫ
РАЗЛИЧНЫХ ДЕФЕКТОВ
Рис. П3.1. Трещина в корне шва глубиной
2 мм (труба 0 219x22). При контроле со
стороны трещины (справа) на экране
наблюдаются два сигнала - от под-
кладного кольца (высокий импульс) и
от трещины (меньший импульс). При
контроле со стороны противополож-
ной трещины также наблюдаются два
сигнала - высокий от подкладного коль-
ца и невысокий от трещины.
Рис. ПЗ.З Две трещины в корне шва. Та-
кой дефект выявляется как непровар
корня шва. Однако при внимательном
изучении сигналов на экране дефектос-
копа в данном случае можно заметить,
что при контроле справа со стороны
меньшей трещины появляются три сиг-
нала: от правой трещины (основной сиг-
нал), от левой трещины и от подкладно-
го кольца (очень небольшой сигнал).
Рис. 113.2. Трещина в корне шва глубиной
7 мм (труба 0 219x22). При контроле
со стороны трещины наблюдается
только сигнал от трещины, которая
полностью экранирует подкладное
кольцо. При контроле со стороны, про-
тивоположной трещине, наблюдаются
два сигнала: от трещины и от подклад-
ного кольца.
Рис. П3.4 Мелкие трещины в наплавлен-
ном металле,расположенные в третьем
слое. На экране наблюдается несколько
сигналов от дефектов на втором от-
ражении. По характеру осциллограмм
такие трещины могут быть приняты
за скопление шлаковых включений или
пористость. При отсутствии других
дефектов стык может быть ошибочно
оценен как удовлетворительный (2
балл а).
298
Рис. П3.5 Непровар с трещиной. Трещи-
на глубиной 4 мм, идущая от непровара в
корне шва. При контроле с обеих сторон
на экране наблюдаются только сигна-
лы от дефекта в корне шва, этого де-
фекта спутать нельзя с несплавлением
наплавленного металла с подкладным
кольцом, так как высота сигнала и про-
бег его на экране велики. Такая трещина
будет охарактеризована, как полный
непровар корня шва глубиной 5-6 мм.
Эта ошибка, однако, не опасна, так
как стык, имеющий столь глубокий не-
провар корня шва, также будет оценен
баллом 1.
Рис. П3.6 Частичный непровар корня
шва глубиной 3 мм. Правый сигнал - от
подкладного кольца, левый - от дефек-
та в корне шва. Непровар дает сигнал
значительной высоты и при контроле
слева почти полностью экранирует
кольцо.
Рис. П3.7 Междуслойный непровар в
корневой части шва глубиной 3,5 мм.
Выявляется на третьем отражении
одинаково с обеих сторон. Правый сиг-
нал высокий - от подкладного кольца.
Такой дефект может дать на экране
несколько сигналов разной высоты, так
как различные лучи отражаются от
*Ха
Рис. П3.8 Несплавление между слоями
наплавленного металла. Выявляется
как на третьем (правая осциллограм-
ма), так и на втором отражении (левая
осциллограмма). На втором отраже-
нии выявляется только дефект, на
третьем - дефект и подкладное кольцо.
Высота сигнала от дефекта зависит
от величины, формы и ориентации не-
сплавления.
Рис. П3.9 Мелкая пористость в корне
шва. Осциллограммы с обеих сторон
аналогичны. На экране наблюдает-
ся несколько небольших сигналов от
скопления дефектов в корневой части
шва и сигнал от подкладного кольца.
Последний имеет уменьшенную высоту
и пробег на экране.
Рис. ПЗ.10 Скопление крупных поре кор-
не шва с отходящей трещиной. Осцил-
лограммы с обеих сторон аналогичны.
Подкладное кольцо выявляется очень
слабо. На экране, кроме сигналов от
пор, наблюдается более значительный
по высоте сигнал от крупного дефекта,
характер которого по виду осциллог-
раммы определить трудно.
него по разным путям.
299
Рис. П3.11 Прожог подкладного кольца.
На экране дефектоскопа наблюдается
один сигнал с двумя вершинами или два
сигнала, расположенные близко друг
от друга. Левый сигнал от прожога,
правый - от подкладного кольца. Спра-
ва показаны огибающие этих сигналов.
Пунктиром показана огибающая сигна-
ла от подкладного кольца в местах, где
прожога нет и указаны микросекунды,
характеризующие появление и исчез-
новение сигналов для трубы с толщиной
стенки 29 мм.
Рис. П3.12 Различия в показаниях от
неметаллических включений и трещин
(для ясности дано схематично и утри-
рованно): а - включения; б - трещины
от флокенов. Эхо-импульсы от более
удаленных дефектов вследствие рас-
ширения и затухания звукового луча
проявляются в слабой форме.
Рис. П3.13 Контроль штампованных
болтов на трещины в головке: а - трещи-
на на шлифе, выявляемая магнитно-по-
рошковым способом; б - изображение на
экране бездефектного болта при конт-
роле от головки, частота 4 МГц, диапа-
зон контроля 50 мм; в - болт с дефектом;
г - контроль от конца стержня; в обоих
случаях дефектный болт надежно от-
личается от бездефектного.
Рис. П3.14 Прозвучивание стальных бол-
тов 0 12 мм прямым ПЭПс пластиковым
протектором. Частота 4 МГц, диаметр
пьезоэлемента 10 мм. Слева прозвучен-
ный болт разрушенный под нагрузкой
17,9 тонн, в центре - болт с небольшом
дефектом разрушенный под нагрузкой
8,2 тонны, справа - болт с большим
дефектом разрушенный под нагрузкой
2,6 тонны.
300
Favourable
Favourable
Рис. П3.15 Контроль наличия ус-
талостного разрушения в пальце: 1
- благоприятное направление про-
звучивания; 2 - неблагоприятное
направление.
Рис. П3.16 Прозвучивание лопатки
турбины поверхностными волна-
ми. Здесь а и Ь положение ПЭП; с,
due- осциллограммы от трещин
расположенных соответственно
у замковой части, на кромках и на
конце пера.
Рис. П3.17 Контроль листа толщиной 15 мм
эхо-импульсным методом и методом изме-
рения интенсивности при прозвучивании в
случае различных дефектов (а-д).
301
Рис. 113.18 Контроль толстостен-
ных труб специальным трубным
искателем: а - устройство для
контроля со схематическим изоб-
ражением пути звука и изображе-
нием на экране; б - изображение
на экране при контроле трубы
размером 20x300 мм с показанием
от дефекта (ЕЕ) на угле по окруж-
ности около90° (частота контроля
2 МГц); в - дефект, выявленный на
шлифе (трещина-отслоение глуби-
ной Змм), 1 - излучаемый импульс;
2 - входной эхо-импульс; 3 - эхо-
импульс от дефекта (FF);4 - конт-
рольный эхо-импульс.
«ин лыв »;<1Н
Счп, 1/56 1,1,чху
Рис. П3.20. Прозвучивание чугунной отливки
толщиной 100 мм на различных частотах
и усилении. Все ПЭП имеют одинаковую
настройку чувствительности (0 дБ) по дон-
ному сигналу в стальном образце толщиной
30 мм.
Рис. П3.19 Контроль труб с очень
большой толщиной стенки продоль-
ными волнами: а - схема; б - изоб-
ражение на экране дисплея.
Рис. П3.21 Прозвучивание стальной отливки
толщиной50мм. Здесь а и б - осциллограммы
на частоте2 МГц, прямой ПЭПна бездефект-
ном участке и в сечении указанном стрелкой;
с - наклонный ПЭП с а = 45°; d - макрошлиф
дефектной зоны.
302
Рис. П3.22 Прозвучивание сферои-
дальной чугунной отливки толщи-
ной 40 мм с грубой поверхностью,
а и б картина на экране на безде-
фектном и дефектном участках
при прозвучивании прямым ПЭП на
частоте 2 МГц; с - наклонный ПЭП
f - 2 МГц, (X = 45°; d - макрошлиф
дефектной зоны.
» b
Рис. П3.24 Картина эхо-импуль-
сов от дефектов в сварном шве в
сопоставлении с рентгеновскими
снимками при прозвучивании пер-
пендикулярно и наклонно к направ-
лению сварного шва: а - трещина в
корне шва; б - шлаковые включения
и поры в V-образном шве толщиной
15 мм; трещина на рентгеновском
снимке подретуширована, пос-
кольку в оригинале она едва может
быть замечена. Искатель на час-
тоте 4 МГц, угол 70а.
Рис. П3.25. Эхо-импулъсы от трещины при изменении ракур-
са озвучивания.
Рис. ИЗ.23 Трещина в сварном со-
единении толщиной 38мм:а - экран
дефектоскопа при прозвучивании
наклонным ПЭП (X = 60°; в - разрез
по дефектной зоне; с - увеличение
в 6раз.
303
Приложение 4
ТЕХНОЛОГИЧЕСКАЯ КАРТА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
объект конроля: Барабан-Сепаратор
Угловой шов приварки патрубка ПВК к корпуса барабана-сепаратора.
I Категория.
материал основной: 22К
номер сварного шва: 11
методические и нормативные документы: ПНАЭ Г-7-010-89, ПНАЭ Г-7-030-91
преобразователи: ПН50-2,5; ПН 65-2,5
нормы оценки и объем контроля: SK = 2 мм2; Sep ~ 4 мм2;
N - 4 доп. деф. /100 мм шва; 100%
АРД - шкалы
Аои = 30 дБ (образец СО 2 d = 6 мм, h = 44 мм); S = 4 мм2
ПН 50-2,5 ПН 65-2,5
ММ 10-20 21-30 31-40 ММ 10-20
ДБ 36 32-28 24 дБ 36
Контрольный уровень на 3 дБ ниже браковочного.
Конструкция сварного соединения и схема прозвучивания
Составил ____________________
Начальник
лаборатории металлов
Дата составления карты 27.11.02
Разработчик программы расчета технологической карты ГНЦ НПО ЦНИИТМАШ
304
Приложение 5
ТАБЛИЦЫ УЛЬТРАЗВУКОВЫХ КОНСТАНТ
И ГРАФИКИ ИХ ЗАВИСИМОСТИ
ОТ РАЗЛИЧНЫХ ФАКТОРОВ
Таблица П5.1
Значение скорости распространения ультразвуковых колебаний
в некоторых конструкционных марках сплавов на основе железа
Обозначение марки сплава Значение скорости рас- пространения УЗК, м/с Температурный коэф- фициент скорости рас- пространения УЗК, м/с-°С
1 2 3
Железо «Армко» 5930
Сталь 3 5930
Сталь 10 5920
Сталь У10 5925
Сталь 40 5925
Сталь У8 5900
Сталь 50 5920
Сталь 45Л-1 5925
Сталь ШХ-15 5965
Сталь 40X13 6070
Сталь ЗОХГСА 5915
Сталь 30ХМА 5950
Сталь 08Х17Н14МЗ 5720
Сталь IX18H9T 5720
Сталь 12Х18Н10Т 5760 0,5-0,7
Сталь ЭПЗЗ 5650
Сталь ЭП428 5990
С таль ЭП543 5750
Сталь ЗОХРА 5900
Сталь ЭП814 5900
Сталь ЭИ437БУ 5990
Сталь ЭИ612 5680
Сталь ЭИ617 5930
305
Сталь ЭИ766А 6020
Сталь ЭИ826 5930
Сталь ХН77ТЮР 6080
Сталь 10ХНМА 5600
Сталь ХН70ВМТО 5960
Сталь ХН35ВТ 5680
Сталь XI5Н15ГС 5400
Сталь 20ГСНДМ 6060
Таблица П5.2
Значение скорости распространения ультразвуковых колебаний
в некоторых конструкционных марках сплавов на основе алюминия
Обозначение марки сплава Значение скорости рас- пространения УЗК, м/с Температурный коэф- фициент скорости рас- пространения УЗК, м/с-°С
Д16 6380
Д16АТ 6365
Д16ТПП 6420
В95 6280
В95ТПП 6330
АМГ2 6390
АМГ2И 6390
АМГЗ 6400 1-1,2
АМГ5 6390
АМГ5И 6380
AM Гб 6380
АМГ6И 6405
АД 6360
АД1 6385
Д1 6365
АМЦ 6405
АК4-1 6390
306
Таблица П5.3
Значение скорости продольных волн d в титановых сплавах
на частоте 10 МГц
Марка сплава с,, м/сек Марка сплава d, м/сек
ВТ1-0 6250 ВТ9 63 Ю
ВТЗ-1 6290 ВТ16 6320
ВТ4-1 6290 ВТ22 6370
ВТ5 6240 ОТ4 6330
ВТ5-1 6240 ОТ4-1 6310
ВТ8 6310
Таблица П5.4
Затухание ультразвуковых волн в жидкостях при 20 ‘Г
Среда /; МГц 8!/2,Ю 2м’,МГц2
Вода 7...250 2,5
Масло трансформатор- ное 1...5 130
Глицерин 0,5...4 250
Рис. П5.1 Зависимость скорости рас-
пространения продольных ультра-
звуковых волн от твердости в стали:
а - ЗОХГСНА; б - У8.
Рис. П5.2 Коэффициент затухания в ме-
таллах (даны химический символ, тип
волны, средний размер зерна в мм).
307
Рис. ПЗ.З. Коэффициент затухания
продольных волн в неметаллах: 1 - фто-
ропласт; 2 - отвержденная эпоксидная
смола; 3 - эбонит; 4 - компаунд К-133; 3
- органическое стекло; 6 - полистирол.
Рис. П3‘6. Влияние размеров и содержания
шаровидного графита на скорость продоль-
ной волны ультразвука: I - мелкий графит;
2 - средний графит; 3 ~ крупный графит; 4
- отношение сигнал/помеха.
Рис. П3.4. Зависимость среднего значения
коэффициента затухания продольных
УЗ-волн от величины зерна в титановых
сплавах (в литом состоянии): X - 2,3;
о- 3; А -10 МГц.
Рис. ИЗ.7. Температурная зависимость
плотности, скорости и уровня затухания
ультразвука в воде: 1 - уровень затухания
ультразвука; 2 ~ скорость ультразвука; 3
~ плотность воды; 4 - скорость ультразву-
ка в дистиллированной воде.
Рис. ПЗ.З. Зависимость скорости распро-
странения продольных с{ и поперечных с( волн
УЗ-колебаний в оргстекле от температуры.
308
ЛИТЕРАТУРА
1. Алешин Н.П., Щербинский В.Г. Радиационная, ультразвуковая и
магнитная дефектоскопия изделий. М.: Высшая школа, 1991.280 с.
2. Волченко В.Н. Контроль качества сварных конструкций. М.: Ма-
шиностроение, 1986.152 с.
3. Гурвич А.К., Ермолов И.Н. Ультразвуковой контроль сварных
швов. Киси: Техника, 1972. 460 с.
4. Гурвич А.К., Кузьмина Л.И. Справочные диаграммы направлен-
ности искателей ультразвуковых дефектоскопов. Киев: Техника, 1980.102 с.
5. Ермолов И.Н. Теория и практика ультразвукового контроля. М.:
Машиностроение, 1981.240 с.
6. Ермолов И.Н., Ермолов М.И. Ультразвуковой контроль: Учебник
для специалистов первого п второго уровней квалификации. М., 1998. 170 с.
7. Ермолов И.Н., Вопнлкин А.Х., Бадалян В.Г. Расчеты в ультра-
звуковой дефектоскопии. М.: Изд-во ООО «НИИ, НК ЭХО+», 2000. 107 с.
8. Королев М.В. Эхоимнульсные толщиномеры. М.: Машинострое-
ние, 1980. 111 с.
9. Кретов Е. Ф. Ультразвуковая дефектоскопия в энергомашино-
строении. С.-Петербург. Изд. Радиоавионика, 1995 год, 328 стр.
10. Методы акустическое контроля металлов / Н.П.Алешин,
В.Е.Белый, А.Х.Вонилкип и др.: Под ред. 11.II.Алешина. М.: Машинострое-
ние, 1989. 456 с.
11. Методы дефектоскоп пн сварных соединений / Под общ. Ред.
В.Г.Щербинского, М.: Машиностроение, 1987. 334 с.
12. Неразрушающий контроль / Под ред. В.В.Сухорукова. Кн. 2. Ер-
молов 11.11., Алешин И.II., Потапов А.И. Акустические методы контроля.
М.: Высшая школа, 1991. 284 с.
13. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред.
В.В.Клюева. 1.3. Ультразвуковой контроль / И.И. Ермолов, Ю.В. Ланге. -
М.: Машиностроение, 2004. - 864 с.: ил.
14. Розина М.В., Яблоник Л.М., Васильев В.Д. Неразрушающий
контроль в судостроении: Справочник дефектоскописта. Л.: Судостроение,
1983. 150 с.
15. Химченко Н.В., Бобров В.А. 11еразрушак)1ций контроль в хими-
ческом и нефтяном машиностроении. М.: Машиностроение, 1978. 456 с.
16. Щербинский В.Г., Алешин Н.П. Ультразвуковой контроль
сварных соединений. - 3-е изд., перераб. и доп. - М.: Изд-во МГГУ им.
11.Э.Баумана, 2000. - 496 с., ил.
309
ОГЛАВЛЕНИЕ
Введение......................................................3
Глава 1 Характерные дефекты сварных соединений................5
Глава 2 Физические основы ультразвукового контроля.......... 15
Глава 3 Акустический тракт дефектоскопа...................... 31
3.1. Основные параметры и структура акустического
тракта............................................... 31
3.2. Формулы акустического тракта................... 37
3.3. Пространственная разрешающая способность....... 42
3.4. Особенности отражения ультразвука от реальных
дефектов............................................. 46
Глава 4 Аппаратура ультразвукового контроля ................ 53
4.1. Дефектоскопы .................................. 53
4.2. Ультразвуковые преобразователи ................ 61
4.3. Средства и методы для повышения стабильности
акустического контакта .............................. 69
4.4. Классификация методов ультразвукового контроля
сварных соединений .................................. 75
4.4.1. Эхо-метод ................................ 76
4.4.2. Теневой метод............................. 76
4.4.3. Зеркально-теневой метод................... 77
4.4.4. Эхо-зеркальный метод (тандем-метод)....... 77
4.4.5. Дельта-метод.............................. 81
Глава 5 Основные параметры контроля, их определение
и настройка................................................. 84
5.1. Основные параметры контроля.................... 84
5.2. Образцы для проверки и настройки основных
параметров........................................... 85
5.2.1. Стандартные образцы....................... 86
5.2.2. Образцы по международным стандартам....... 88
5.2.3. Контрольные образцы....................... 89
5.2.4. Стандартные образцы предприятий........... 90
5.3. Определение основных параметров................ 96
5.3.1. Измерение акустических констант
материалов....................................... 97
5.3.1.1. Измерение временной задержки
в призме ................................... 97
5.3.1.2. Измерение скорости волн............ 99
310
5.З.1.З. Измерение коэффициента затухания
ультразвука ................................100
5.3.2. Методы определения основных параметров
акустического тракта и аппаратуры.................104
5.4. Настройка чувствительности дефектоскопа.........111
5.4.1. Виды чувствительности......................111
5.4.2. Технология настройки по образцам............ИЗ
5.4.3. АРД-диаграммы и их построение .............119
5.4.4. Технология настройки чувствительности
по АРД-диаграммам.................................125
5.5. Настройка блока временной регулировки
чувствительности.....................................129
5.6. Настройка скорости развертки и глубиномера......133
5.7. Настройка параметров контроля эхо-зсркалыюго
и дельта методов.....................................135
Глава 6 Ультразвуковая дефектометрия.........................139
6.1. Особенности получения информации о дефекте при
ультразвуковом контроле..............................139
6.2. Определение координат дефектов..................140
6.3. Амплитудные методы измерения величины
дефектов.............................................143
6.3.1. Измерение эквивалентной площади............143
6.3.2. Оценка величины де()юктов по условным
размерам..........................................148
6.4. Временные методы определения величины
деДхжтов.............................................152
6.5. Способы распознавания типа и истинных размеров
дефектов.............................................158
Глава 7 Технология ультразвукового контроля..................166
7.1. Общие положения.................................166
7.2. Основные способы прозвучивания и щх-ледовательпосгь
технологических операций ............................178
7.3. Контроль сварных соединений трубопроводов.......181
7.3.1. Контроль кольцевых швов труб малого диаметра . 181
7.3.2. Контроль кольцевых швов труб большого
диаметра..........................................186
7.3.3. Контроль швов труб, выполненных па подкладных
кольцах...........................................189
7.3.4. Контроль сварных соединений труб
с антикоррозионной наплавкой......................192
7.3.5. Контроль продольных (пазовых) сварных
соединений 'груб и диаметральных швов
сферических корпусов .............................195
311
7.3.6. Контроль угловых соединений трубопроводов . . . 198
7.3.7. Контроль сварных соединений донышек
коллекторов......................................201
7.4. Контроль стыковых сварных соединений листовых
конструкций .........................................203
7.4.1. Стыковые швы сосудов и металлоконструкций . . . 203
7.4.2. Контроль мест пересечений швов ...........208
7.4.3. Контроль сварных соединений из цветных
металлов.........................................209
7.5. Контроль тавровых, угловых и нахлесточных
соединений...........................................210
7.5.1. Контроль угловых соединений плоских элементов 210
7.5.2. Контроль двусторонних тавровых соединений
с конструктивным непроваром и сварных
закладных деталей................................214
7.5.3. Контроль нахлесточных соединений .........216
7.6. Контроль для выявления поперечных трещин.......218
7.7. Контроль аустенитпых сварных соединений .......222
7.8. Контроль наплавок .............................227
7.9. Помехи и ложные сигналы при контроле сварных
соединений...........................................234
Глава 8 Достоверность ультразвукового контроля .............242
8.1. Виды ошибок....................................242
8.2. Субъективные ошибки............................243
8.2.1. Систематические ошибки ...................244
8.2.2. Случайные ошибки .........................251
8.3. Объективные ошибки и их причины ...............252
8.4. Оценка достоверности обнаружения дефектов......257
8.5. Методы повышения достоверности контроля........260
Глава 9 Ультразвуковая толщинометрия........................263
9.1. Общие положения...............................26.3
9.2. Ультразвуковая эхо-импульсная толщинометрия
биметаллов...........................................266
9.3. Толщинометрия стенок с нрокорродированной
поверхностью.........................................271
Глава 10 Требования к квалификации специалистов.............274
Глава 11 Безопасность труда при УЗ-коптроле.................276
Приложения:
1. Перечень государственных стандартов РФ но акустическим
методам контроля ...........................................278
312
2. Краткие методические рекомендации по контролю
некоторых типов сварных соединений ........................281
2.1. Контроль стыковых кольцевых соединений труб поверхностей
теплообмена, выполненных контактной сваркой.............281
2.2. Контроль угловых сварных соединений груб поверхностей
теплообмена с камерами ПЭП с неортогональпым вводом
ультразвука.............................................282
2.3. Контроль угловых сварных соединений водоопускных
н пароперецускных труб с камерами.......................283
2.4. Контроль угловых сварных соединений штуцеров
с барабанами............................................285
2.5. Кон троль угловых сварных соединений штуцеров и бобышек
термопар и термометров сопротивления с трубопроводами . 286
2.6. Контроль сварных соединений штамносварпых элементов
трубопроводов ......................................... 287
2.7. Методика дефектоскопии сварных соединений донышек с
коллекторами (камерами), выполненные с отступлениями от
действующих стандартов..................................288
2.8. Контроль подповерхностной части сварных соединений
головными волнами ......................................289
2.9. Контроль сварных соединений роторов паровых и газовых
турбин (выписка из ОСТ 108.129.13-81) ................. 289
2.10. Методика распознавания типа дефекта по коэффициенту
формы...................................................292
2.11. Определение толщины стенки свариваемых элементов
и фактической границы скоса (проточки) прямым ПЭП . . . 294
2.12. Методика контроля сварного шва концевого соединения
(штуцера) и корпуса шарового крана......................295
2.13. Методика определения высоты непроваров
в К-образных сварных швах...............................296
3. Характерные осциллограммы различных дефектов............298
4. Технологическая карта ультразвукового контроля..........304
5. Таблицы ультразвуковых констант и графики
их зависимости от различных факторов.......................305
Литература.................................................309
313
индикаторный датчик шероховатости
И ВОЛНИСТОСТИ ПОВЕРХНОСТИ ТИПА ДШВ
ЦНИИТМАШ
НАЗНАЧЕНИЕ оценка высотных параметров шероховатости п
волнистости регулярных и статистически шс|>оховатых поверхностей ме-
таллических или иных изделии с металлизированным электропроводящим
покры тием, в частности, при проведении ультразвуковой дефектоскопии.
Обеспечивает интегральную оценку максимальных параметров неров-
ностей (шероховатости и волнистости) поверхности объекта Rz на базе
датчика в сравнении с. эталоном (стандартным образцом). С помощью но-
мограмм позволяет оценивать абсолютную величину параметра Rz , мкм но
ГОС'Г 2789-73 с погрешностью не более ± 20%. Датчик емкостного тина, и
качестве измерительного прибора используется ультразвуковой дефектос-
коп любого типа.
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
1. Диапазон оценки шероховатости по
ГОСТ 2789-3, классы 2-8
2. Погрешность оценки по параметру Rz, на
сухих образцах с регулярной поверхностью, % 20
3. Диапазон оценка волнистости по параметру
h/L(h - высота, L - нолуиериод неровностей, м 0-ь 0,0.3
4. База оценки, мм 19
5. Габариты датчика, мм 028 х 34
6. Масса датчика, кг 0,04
В КОМПЛЕКТ ПОСТАВКИ ВХОДЯТ:
1. датчик шероховатости и волнистости поверхности - 1 шт.
2. Методика оценки шероховатости и волнистости поверхности
объектов контроля и корректировки чувствительности
ультразвукового дефектоскопа - 1 шт.
.3. кабель соединительно - 1шт.
4. номограммы для оценки шероховатости и корректировки
чувствительности дефектоскопа - 2 шт.
При УЗД, поверхность контролируемого объекта, как правило, хуже чем
поверхность СОП или СО. Это приводит к существенной недобраковке.
Для того, чтобы избежать ошибок в оценке размеров дефекта за счет
разницы в качестве поверхности образца и объекта контроля необходимо
количественно оценивать параметры неровностей поверхности. Руководя-
щий документ РД 34.17.302-97, согласованный с Госгортехнадзором России
14.01.97г. и утвержденный РАО ЕЭС России 12.12.96г. “Котлы паровые и
водогрейные. Сварные соедиения. Контроль качества. Ультразвуковой
контроль. Основные положения. (ОП №501 ЦД-97 ) предписывает кор-
314
ректировать чувствительность дефектоскопа вследствие пспдептичпости
поверхности изделия и образца .
Документ является обязательным для всех министерств, ведомств,
предприятий и организаций.
Применение датчика ДШВ в ультразвуковой дефект оскопи и позволяет:
- оценивать качество подготовки поверхнос ти объекта под ультразвуко-
вой контроль и его соответствие т ребовапиям Н'ГД;
- оценивать качество поверхности СОП и объекта контроля и вводить
обоснованную корректировку чувствительности па основе фактической
неровности поверхности изделия и СОП.
- повысить точнос ть измерения эквивалентной площади дефекта за счет
поправки на фактическую неровность ( и соответственно акустическую
прозрачность контактного слоя) в точке измерения параметров дефекта.
Применение датчика согласовано с Госгортехнадзором РФ № 12-21 /286
от 26.05.93) и Госатомнадзором РФ (письмо № 14-05/93 от 19.05.92).
Датчик ДШВ является компаратором, а не измерительным прибором и
метрологической аттестации и поверке не подлежит.
ГНЦ НПО ЦНИИТМАШ
т/ф (095) 277-10-14
E-mail: ltnk@rambler.ru
knk@yandex.ru
ltnk@mail.ru
315
УЧЕБНЫЙ КУРС
«УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ-
ВЕРОЯТНОСТНЫЙ АСПЕКТ»
Учебный СД курс, прежде всего, ориентирован на операторов-дефек-
тоскопистов II и III уровня квалификации, по безусловно, может быть
полезен работникам ОТК, надзорных органов и другим специалистам,
связанным с оценкой качества и приемкой продукции. Объем курса - 140
кадров (слайдов).
Авторы СД-курса считают, что существующий уровень преподавания
страдает формализованным подходом, при котором песнлошности рассмат-
риваются в виде моделей строгой геометрической формы очень далекой от
конфигурации реальных дефектов. Как правило, при обучении не анализи-
руются особенности отражения ультразвука от реальных несплошпостей и
не прививается понимание вероятностного характера процесса ультразву-
кового контроля при обнаружении и идентификации дефектов.
Отсюда при контроле часто возникают ошибки, причину которых даже
квалифицированный оператор не понимает и, тем более, не может грамотно
объяснить. Хотя, ио существу, он может быть и не виноват в ошибке!
Такая ситуация невольно бросает тень на качество подготовки специа-
листа и уровень преподавания предмета ....
Цель СД-курса - объяснить оператору - какие ошибки возникают по
причинам обусловленным им самим и помочь в их преодолении, а какие по
объективным причинам, независящим от оператора,
В СД-курсе пет пи одной математической формулы, а все вероятност-
ные аспекты поясняются физическими описаниями, таблицами, рисунками
и графиками.
Курс состоит из 7 разделов.
В первом разделе па конкретных примерах проиллюстрированы особен-
ности отражения ультразвука от искусственных отражателей и реальных
дефектов, в частности трещин. Показано, что поле отражения (индикатриса
рассеяния) от реальных дефектов носит случайный характер и поэтому их
обнаружение и измерение величины являются вероятностными задачами.
Во втором разделе приводятся макрофотографии реальных дефектов
различного вида.
Выбор оптимальной методики ультразвукового контроля сварных
швов различных конструкций базируется на учете статистических харак-
теристик распределения дефектов в них но тину, величине, ориентации, и
местоположению.
Поэтому, в третьем разделе приводится статистика дефектности, а так-
же статистические вариации отклонения валиков усиления по ширине и
симметричности относительно разделки.
Все это позволяет оптимизировать параметры прозвучивания и изба-
виться от ложных сигналов.
Четвертый раздел основной.
316
В нем систематизируются различные ошибки, которые возникают при
ультразвуковом контроле. Принципиальной особенностью материала яв-
ляется то. ч го в нем помимо описания п причин субъективных ошибок под-
робно анализируются ошибки объективные, т.е. независящие от оператора
и аппаратуры.
IloiiHMaiHie оператором самого факта существования таких ошибок, а
также их изучение способствует расширению кругозора оператора, а так-
же обуславливает вполне осознанный поиск путей снижения уровня этих
ошибок за счет применения новых средств и технологических приемов.
В пятом разделе приводятся примеры ножных сигналов возникающих
при кон троле, а в шестом даётся развёрнутая трактовка понятий “достовер-
ность” и “воспроизводимость”. Здесь же даются практические рекоменда-
ции по повышению достоверности ручного контроля применение, которых
радикально повышает эффективность дефектоскопии.
В седьмом разделе приведены фотографии ультразвуковых дефектоско-
пов и средств механизированного и автоматизированного контроля.
Изучение вероятностных аспектов ультразвуковой дефектоскопии
позволит повысить достоверность контроля, укрепить уверенность опера-
тора в своей квалификации и усилить его юридическую защищенность (т.е.
грамотное отстаивание своей правоты). Необходимо также заметить, что
использование для просмотра всем доступным ПК позволяет производить
обучение практически па любых производственных площадках вне центра-
лизованных пунктов подготовки онерато|юв.
ГНЦ НПО ЦНИИТМАШ
т/ф (095) 277-10-14
E-mail: ltnk@rambler.
ltnk@yandex.
ltnk@mail.
2 2 2
317
ПОРТАТИВНАЯ УСТАНОВКА
ДЛЯ МЕХАНИЗИРОВАННОГО УЗ-КОНТРОЛЯ
ПРОКАТА ТИПА «ЛИСТ-ЗЦ»
Портативная установка «ЛИСТ-ЗЦ»
(ГНЦ ЦПИПТМАШ) предназначена
для ультразвукового механизированного
кон троля монометаллического и биметал-
лического листа.
Установка выполнена в виде переме-
щающейся вручную тележки, на которой
размещены: ультразвуковой процессор-
ный дефектоскоп тина УДЦ-201П; акус-
тический блок из 7-ми преобразователей,
бачок с контактной жидкостью, и блок
управления с коммутатором каналов.
Установка обеспечивает оперативный
высокопроизводительный контроль. Неконтролируемые кромки отсутс-
твуют. Установка выявляет несплошности типа расслоений, скоплений
неметаллических включений, закатов и пор по всем классам сплошности
по ГОСТ 2272-88.
Акустический блок установки содержит 7 РС-нреобразователей обес-
печивающих прозвучивание но полосам с шагом 50 мм. Эффективный
диаметр УЗ-нучка - 20 мм. Общая ширина захвата за один проход 350 мм.
Коммутатор каналов последовательно подключает каждый из семи преоб-
разователей к дефектоскопу. Сигнализатор дефектов указывает па наличие
дефектов в каждом канале, как в ручном, так и автоматическом режиме.
Дефектоскоп УДЦ-201П имеет: яркий с высоким разрешением като-
долюмииесцептпый дисплей, текстовой редактор с русским и английским
алфавитом и цифровым рядом, меню, А-скап память (заморозка), элект-
ронная лупа (задержка); два строб-импульса системы АСД; сигнализацию
о превышении эхо-импульсом порогового уровня; временная регулиров-
ка чувствительности (30 дБ) по законам R 2 и R 3/2; АРД-диаграммы;
энергонезависимую память емкостью 64 блока видеотекстовой информа-
ции по результатам контроля (“память кадра”) и 127 блоков параметров
настройки и др.
Посредством меню и редактора можно быстро произвести настройку де-
фектоскопа, в частности: скорость ультразвука; толщину объекта контроля;
положение на экране каждого строб-импульса; мощность зондирующего
импульса, номер программы, блокировку программы и др.
Программное обеспечение дефектоскопа УДЦ-201П для установки
“ЛИСТ-3” дополнительно обеспечивает:
— автоматическое выравнивание чувствительности электроакустичес-
ких каналов между собой;
318
- настройку и запоминание чувствительности на все разряды сплош-
ности но ГОСТ2272-88;
- для компактных одиночных дефектов автоматическую браковку по
4м разрядам сплошности с помощью специальной системы стробирования;
- высокое лучевое разрешение придонных и донных сигналов и др.
Технические характеристики установки “ЛИСТ-ЗЦ”
6-300
2,5 -5,0
до 300
5 на глубине 50 мм
10
до 25
Диапазон контролируемых толпиш, мм
Рабочая частота, МГц
Скорость сканирования, мм/с
Максимальная чувствительность
(плоскодонный отражатель диаметром), мм
Объем бака с водой, литров
Вес установки в сборе, кг
Мертвая зона преобразователей 2 5 мм в зависимости от толщины
контролируемого листа. Простота и надежность конструкции гарантирует
безотказную работу в любых условиях. Применение установки «ЛИСТ-
ЗЦ» позволяет в 30-40 раз повысить производительность ультразвукового
контроля по сравнению с ручным и существенно облегчает труд оператора.
В настоящее время установки «ЛИСТ-2Ц» и «ЛИСТ-ЗЦ» работают на
ОАО «Северсталь» (г.Череновец) более- Зх лет; ОАО «Ижорский завод»
(г.С.-Петербург); ОАО «Белэнергомаш» (г.Белгород): ОАО «Красный Ок-
тябрь» (г.Волгоград).
ГНЦ НПО ЦНИИТМАШ
т/ф (095) 277-10-14
E-mail: ltnk@rambler.
ltnk@yandex.
ltnk@mail.
a a 2
319
портативный ультразвуковой
ПРОЦЕССОРНЫЙ ДЕФЕКТОСКОП
УДЦ-20Ш ЦНИИТМАШ
I [11111 ГГМДНI предлагает, современ-
ный портативный ультразвуковой процес-
сорный дефек гот кон УД1 11.
Дефектоскоп является аналогом при-
боров । нна УСМ-52 (Германия), СП'ГЕС-
KAI1-230 (Англия) и ЭПОХ-111 (США)
и нмеег: яркий с высоким разрешением
катодолюмнпесцентный дисплей; текс-
товой редактор с русским и английским
алфавитом и цифровым рядом; меню;
А-скаи намять (заморозка); электронную лупу (задержку); дна строб-им-
иульса системы АСД; сигнализацию о превышении эхо-импульсы поро-
гового уровня; временную регулировку чувствительности (30 дБ) по двум
законам R2.R3/2; в память заложены АРД-диаграммы для 10 ПЭП, имеется
возможность построения 2dac или АРД-диаграмм для любых 10 НЭП с
возможностью храпения их впамяти дефектоскопа; датчик для измерения
шероховатости поверхности и программную поддержку корректировки
чувствительности в зависимости от величины шероховатости, не имеющую
аналогов в мировой практике; энергонезависимую память емкостью 64 бло-
ка видеотскстовой информации по результатам контроля (“память кадра”)
с возможностью её дальнейшего архивирования и 127 блоков параметров
настройки и др.
Текстовый редактор имеет таблицы параметров контроля и преоб-
разователей, каталог преобразователей, записную книжку комментариев.
На линии развертки дефектоскопа расположены маркеры точки ввода
УЗ-луча и маркеры 1,2 и Зго отражения от поверхности при контроле на-
клонным преобразователем. Посредством меню и редактора можно быстро
произвести настройку дефектоскопа, в частности; установить угол ввода;
скорость ультразвука; толщину объекта кон троля; положение на экране
каждого строб-импульса; необходимые координаты отражателя (X, У, R);
мощность зондирующего импульса; помер программы; блокировку про-
граммы и др.
Основные характеристики
Частотный диапазон 1,0-5.0 МГц
Глубина прозвучивания 0.5-2400 мм по стали
Диапазон, изменения развертки 12,5; 25;50; 100; 200; 400;800мкс
Регулируемый коэффициент усиления 68 дБ
Динамический диапазон измерений амплитуды более 110 дБ
Погрешность измерения амплитуды +0,1 дБ
Погрешность измерения координат дефектов + 1 мм
320
Допустимая температура окружающей среды
Размер экрана
0-60 °C
117x88 мм
Дефектоскоп имеет пыле- водонепроницаемый кожух- и сохраняет
работоспособность и частотном диапазоне 0,5-20 МГц. Дефектоскоп УДЦ-
201П позволяет получать, анализировать, измерять и отображать непос-
редственно в цифровой форме на экране следующую информацию:
• амплитуду максимального сигнала;
• координаты отражателя ( Х,У или R) в мм или мкс:
• ширину импульса, па желательном уровне от максимума;
• расстояние между двумя сигналами;
• условную высоту отражателя (мм /мкс);
• скорое ть ультразвука в материале;
• толщина объекта контроля;
• амплитудный уровень отсечки в дБ или % экрана; '
• ампли тудный уровень каждого строб- импульса и др.
Все электронные компоненты изготовлены в США и Германии. Уль-
тразвуковой дефектоскоп УДЦ-20111 имеет сертификат Госстандарта РФ
№ 2313 от 15.07.98г.
Стандартная комплектация при поставке дефектоскопа УДЦ-20111
включает: электронный блок дефектоскопа; 10 ультразвуковых преобразо-
вателей; датчик для измерения шероховатости и номограммы; два аккуму-
ляторных блока; автоматическое зарядное устройство; 4 соедини тельных
кабеля; кабель RS232; чемодан; чехол; инструкцию но эксплуатации; про-
граммное обеспечение для обработки и архивирования информации.
По сравнению с другими отечественными дефектоскопам и прибор име-
ет следующие преимущества:
позволяет корректировать чувствительность в зависимости от ше-
роховатости контролируемой поверхности;
содержи т в конс трукции встроенную серийно выпускаемую IBM-
совместимую микро-ЭВМ зарубежного производства, которая позволяет :
1) вводить знако-символьную информацию и, таким образом, упро-
щает работу как с самим прибором, так и с информационным архивом;
2) организовать простой обмен с внешней ПЭВМ, на которой можно
сохранять неограниченное количество программ настройки прибора и ре-
зультатов контроля в виде эхо-грамм для мониторинга дефектов.
ГНЦ НПО ЦНИИТМАШ
т/ф (095) 277-10-14
E-mail: ltnk@rambler.ru
ltnk@yandex.ru
ltnk@mail.ru
321
УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОГО
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ОПОРНЫХ
ВАЛКОВ ПРОКАТНЫХ СТАНОВ ТИПА УВЦ-1
“ВАЛОК” (ЦНИИТМАШ).
ЦНИИТМАШ разработал и
внедрил в 2х цехах ОАО «Север-
сталь» универсальную портатив-
ную установку типа УВЦ-1 пред-
назначенную для автоматического
ультразвукового контроля цилин-
дрических тел вращения бочки
и шейки опорных и рабочих валков
прокатных станов.
Контроль осуществляется во
время проведения профилактических и ремонтных работ опорного валка
на токарно-шлифовальном станке. При этом установка размещается па
суппортной платформе стайка.
Установка УВЦ-1 содержит 8 независимых электроакустических кана-
лов: Прозвучивание валка производи тся одновременно, наклонным 1 KOII с
углами ввода 40, 50о, 60о и 70о продольными волнами; головными волнами;
поверхностными волнами, а также PC-ПЭП для выявления нодноверхност-
пых дефектов (в случае проведения восстановительной наплавки). Рабочая
частота!,8 МГн.
В зависимости от соотношения окружной скорости вращения объекта
и линейного движения суппорта, контроль может производиться за один
проход или за несколько проходов акустического блока вдоль образующей
(например в противоположных направлениях).
Восьми канальная электронная процессорная аппаратура обеспечивает
генерирование зондирующих импульсов, прием и цифровую обработку
эхо-сигналов, отображение информации па экране и ее архивирование.
Текстовый редактор и меню программы позволяет запомнить настрой-
ки, отстраиваться от помех, производить статистическую обработку сигна-
лов и многое другое.
Анализ результатов контроля производится после его проведения в ка-
меральном помещении с помощью ПЭВМ.
На экране ПЭВМ выводится следующая информация:
1. паспортные данные объекта контроля, номер чертежа, дата, ф.и.о.
оператора и т.п.;
2. таблица дефектов сданными об их размерах и координатах;
3. изометрическое (объемное) изображение объекта контроля или его
участка с отображением дефектов. При этом, каждому каналу прозвучива-
ния соответствует свой цвет индикации отражателя;
322
4. продольно осевое сечение валка с дефектами и любой угловой плос-
кости;
5. поперечное сечение с дефектами в любом ме<тс(к|>уг или «блин»);
6. возможность графического сопоставления результа тов последующего
и предыдущего контролен п т.п.
Вся информация архивируется на дискетах.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ВАЛОК
Количество каналов, пгт.
Рабочая частота, МГц
Контактная жидкость
Расход кон тактной жидкости
(на мойку и акустический контакт), л
Скорость сканирования, мм/сек
Шаг сканирования но образующей,
линейной и окружной скоростей
Погрешность определения координат
по углу, град.
Погрешность определения координат
но глубине, мм
Динамический диапазон усилителя, дБ
-8
-1,8
техническая вода
- не более 7л/мип.
- до 400
в зависимости от соотношения
- 0,1
-3 5
- 100,0
Для оценки работоспособности пожеланию Заказчика в целях повыше-
ния достоверности обнаружения поверхностных дефектов один из каналов
установки может быть использован для проведения вихретоковой дефек-
тоскопии с помощью широкозахватного датчика специальной конструкции
ЦНИИТМАШ.
Вихретоковый дефектоскоп позволяет выявить риски в изделиях из
ферритных сталей длиной 10 мм и глубиной 1 мм.
ПРИМЕНЕНИЕ УСТАНОВКИ ПОЗВОЛЯЕТ:
1. оценивать годность и паспортизировать объект контроля проводя его
контроль до начала эксплуатации т.е. получать первоначальную картину
дефектности;
2. проводить мониторинг (следить за развитием дефектов) в процессе
эксплуатации, проводя периодический контроль, например, после ремонта
и сравнивая результаты с первоначальными;
3. обоснованно прогнозировать ресурс работоспособности объекта;
4. своевременно предупреждать аварийные ситуации.
По данным ОАО «Северсталь» убыток от поломки опорного валка со-
ставляет 5,0-5-8,0 млн.рублей.
323
Затраты па установку УВЦ-1 полностью окупаются за счет предупреж-
дения аварийности.
Эта установка при соответствующей минимальной доработке конс-
трукции и программного обеспечения может быть использована для ком-
плексного контроля качества п рабочих валков прокатных станов включая
чугунные.
В частнос ти установка может обеспечить прецизионное измерение ско-
ростей продольных и поперечных волн, что позволяют па основе корреля-
ционных связей с константами чугуна производить:
1. оценку относи тельной твердости приповерхностного слоя;
2. оценку динамического модуля Юнга (Ed) приповерхностного слоя;
3. оценку степени эвтектичпости или углеродного эквивалента Sc при-
поверхностного слоя;
4. оценку относительной величины временного сопротивления при рас-
тяжении О в приповерхностного слоя.
ГНЦ НПО ЦНИИТМАШ
т/ф (095) 277-10-14
E-mail: ltnk@rambler.
ltnk@yandex.
ltnk@mail.
a 2 2
324
Научно-производственный центр неразрушающего
контроля «ЭХО+»
Россия, 123182, Москва, ил. И.В. Курчатова, д. 1
РНЦ «Курчатовский институт»,
Телефоп/факс: (095) 935-73-90,196-71-19
E-mail: echoplus@co.ru
Web: www.echoplus.ru
Научно-производственный центр нсразрун1аю1цего ультразвукового
контроля «ЭХО+» создан и 1990 г. Его основным направлением деятель-
ности стала наукоемкая и перспективная тематика - создание средств визу-
ализации дефектов и переход от дефектоскопии к дефектометрии.
В 1995 г. фирмой был освоен серийный выпуск ультразвуковых преоб-
разователей серии «Авгур».
В 1996 г. система «Авгур 4.2» прошла межведомственные испытания и
была сертифицирована в английском валидационном центре.
В 1997 г. создана система «Авгур 4.2Т» для проведения штатного и экс-
пертного контроля.
В настоящий момент в фирме работают свыше 50 сотрудников.
Основные работы, проводимые в НПЦ «ЭХО+», связаны с:
• разработкой и производством систем серии «Авгур 4.2» для прове-
дения сплошного и экспертного контроля сварных швов трубопроводов;
• проведением экспертного контроля;
Рмс. 1 Система Авгур 4.2
325
Рис. ? Проведение УЗК сварного соединения нефтепровода с помощью трекового
сканера типа СТТЛ
• созданием новых методик экспертного контроля;
• разработкой средств и методов кош родя материалов с высоким
уровнем структурных шумов;
• разработкой нового поколения средств ультразвукового кон троля
серии «Авгур», способных проводить быстрый автоматизированный уль-
тразвуковой коп троль;
• разработкой систем автоматизированной калибровки ультразву-
ковых пьезоэлектрических преобразователей.
Применение программно-аппаратных систем серии «Авгур» для экс-
пертного контроля объектов атомной энергетики, магистральных нефте-
газопроводов, технологических трубопроводов нефтегазораенредслитель-
ных и газоперекачивающих
станций будет способствовать
иовышепиio их экологической
безопасности и экономичес-
кой эффективности их экс-
плуатации.
Рис. 3. Примеры изображении
дефектов в программе голографи-
ческой обработки системы Авгур
4.2 (непровар по кромке аусте-
нитного сварного соединения)
326